paralel makineler ve Çizelgeleme
DESCRIPTION
Paralel Makineler ve Çizelgeleme. Ar. Gör. Pelin ALCAN. İŞ SIRALAMA. Sıralama problemlerinde temel felsefeler zamanlama ve maliyettir . Minimum zamanda işin yapılması önemlidir. - PowerPoint PPT PresentationTRANSCRIPT

Paralel Makineler ve Çizelgeleme
Ar. Gör. Pelin ALCAN

İŞ SIRALAMA Sıralama problemlerinde temel felsefeler zamanlama
ve maliyettir. Minimum zamanda işin yapılması önemlidir.
Sıralama işlemi üretim, imalat, yönetim, bilgisayar bilimi ve bunun gibi pek çok alanda kullanılan önemli bir prosestir. Genel olarak ihtiyaç duyulan kısıtların altında, kaynakların yüksek zamanlı işlere atanmasıyla ilgilenir.
Uygun olan sıralama şekli, bütün zamanı küçültürken, ürün kalitesini arttırır.
Sıralama amacı, sonuncu işin tamamlanma zamanının minimizasyonu olabileceği gibi, her işin teslim tarihinden önce tamamlanması da olabilmektedir.

İŞ SIRALAMA Sıralama problemlerinin yapısı gereği pek çok kabuller
yapılmaktadır. Bu kabullerden bazıları şunlardır: her iş bir varlıktır,
kesinti yoktur, erteleme yoktur, işlem sırasında ara stoklara müsaade edilir, her makineden sadece bir tane vardır, makineler işsiz (boş) olabilir, hiçbir makine aynı anda birden fazla iş yapamaz, makineler hiçbir zaman bozulmamaktadır, hiçbir rasgelelik yoktur.
Sıralama genelde iki sınıfa ayrılmaktadır: öne almalı ve öne almasız sıralama.

İŞ SIRALAMA Öne almalı sıralamada aktivitelerin, bazı diğer önemli
aktiviteler daha hızlı işlem görsün diye kesikli olmasına izin verilmektedir.
Diğer taraftan, öne almasız sıralama sistemleri ise, aktivitelerin hiçbir zaman kesikli olmasına izin vermemektedir.
Sıralama problemlerinin yüksek karmaşıklığı nedeniyle pek çok sezgisel yaklaşım farklı sıralama problemi çözümünde geliştirilmiştir.

Kısıtlar Bu noktada iş sıralamada iki önemli kısıt devreye
girmektedir. Bunlar şöyle sıralanmaktadır: a) Öncelik Kısıtı: Bir işin yapılabilmesi için o işten
önceki işlerin mutlaka yapılması gerekliliğidir. b) Teknolojik Kısıt: O işin teknolojik nedenlerden
dolayı yapılabilmesi özelliğidir. İş görenler makinelerin onlara sağladıkları teknolojik
koşullar ile ancak o işi yapabilmektedir.

Çalışma Ölçütleri di = Teslim zamanı. Bir işin başlangıcından bitip
müşteriye teslim edilmesine kadar geçen zaman. Pji = j makinesinde i işinin işlem zamanı. Wik = Ji işinin, k’ ıncı işlemden önce geçen
bekleme zamanıdır. Ci = Tamamlanma zamanı. ri = Hazırlık zamanı. Fi = Akış zamanı. Fi = Ci – ri
)( )(1 kij
m
k ikii PWrC

Tablo 1.1. Çizelgelemedeki Temel Notasyonlar


Çizelgeleme Problemleri Klasik sıralama problemi için faktörler şöyle
sıralanabilir: İşlerin Geliş Şekli: a) Statik problemler: Bu tip problemlerde, belirli
dönem için iş listesi bilinmektedir ve bu liste genellikle değişmez.
b) Dinamik Problemler: Bu tip problemlerde ise iş listesi sürekli ve rastgele değişmekte, işler düzensiz aralıklarla atölyeye gelmekte olup; herhangi bir zamanda gelebilecek için özellikleri, sıralamanın sürekli değişmesini gerektirebilir.

PARALEL MAKİNELERİN ÇİZELGELENMESİ Teorik bakış açısında paralel makine durumu, tek
makine durumunun genelleştirilmiş durumudur. Pratikte paralel durumdaki makinelerde yük
dengelemesi problemi ile sık karşılaşılır ve yapım zamanını minimize ederek iyi bir denge sağlanmış olunur.
Paralel makinelerde sıralama iki aşamalı bir işlem olarak kabul edilmelidir.
Birinci aşamada, hangi işin hangi makinede işleneceği saptanmalı, ikinci aşamada ise her makinedeki iş yükü için sıralama tespit edilmelidir. İşlem zamanı amacına göre sadece birinci aşama önemlidir.

Paralel makine problemleri, m tane eş makinenin paralel olarak yerleştiği sistemlerdir.
Her iş yalnız bir operasyona sahiptir ve bu m makinenin herhangi birinde işlenebilir. Genellikle makine sayısı, iş sayısından az olmaktadır.
Örnek bir paralel makine sistemi Sekil ’de gösterilmiştir.

LİTERATÜR Rajakumar ve arkadaşları (2004) yaptıkları çalışmada,
paralel makine çizelgelemede iş sırasının belirlenmesi için üç farklı öncelik stratejisini kıyaslamışlardır. Rastgele, En kısa işlem süresine öncelik tanıma ve En uzun işlem süresine öncelik tanıma yöntemlerini kullanarak, n=50 iş ve m=2,3,4,5,6 makine sayıları için ayrı ayrı çizelgeleme yapmışlardır.
C++ ile ele aldıkları problemlerde En uzun işlem süresine öncelik tanıma yöntemine göre yapılan çizelgelemenin diğer yöntemlere göre daha iyi sonuç verdiğini,
Shim ve Kim (2007) Dal Sınır algoritmasını kullanarak özdeş paralel makineleri çizelgelemiştir. Toplam gecikmeyi minimize etmeyi amaçladıkları çalışmada rastgele yaratılan test problemlerini kullanmışlardır. Yapılan hesaplamalar sonucunda, önerilen algoritmanın 30 iş ve 5 makineye kadar olan problemlerde optimuma yakın sonuçlar yaratacağı saptanmıştır.
Min ve Cheng 1999 yılında yaptıkları çalışmada paralel makinelerde toplam tamamlanma zamanını genetik algoritma ile ele almışlardır.

Tabu arama, benzetilmiş tavlama ve komşuluk arama yöntemlerinin pek çok özelliklerini bir araya getirerek yeni bir melez metasezgisel yöntem geliştiren Anghinolfi ve Paolucci (2007) paralel makinelerde toplam gecikmeyi minimize etmeyi amaçlamışlardır .

Paralel makine sistem modeli

Hibrit Akış Tipi Sistem

Paralel Makine Çeşitleri Literatürde yapılan araştırmalardan paralel makine
çeşitlerini dört grup altında toplayabiliriz. Bunlar şöyle sıralanmaktadır:
Aynı tip olup, hızları da aynı olan paralel makineler. Aynı tip olup, hızları farklı olan paralel makineler. Farklı tip olup, aynı hızda olan paralel makineler. Farklı tipte olup, farklı hızda olan paralel makineler.

Paralel Tezgahlardan Oluşan Atölyede Sıralama Problemi
Atölyede birden çok tezgahın paralel olarak çalışması, sıralama problemi için değişik modeller kurmayı gerektirmektedir. Bu tür bir atölyede bulunan tüm tezgahlar, mevcut n adet işi yapabilecek kapasite ve yetenektedirler. Bu kabulden başka tezgah ve işler için şu kısıtlar konulmaktadır:
1. m adet tezgah sürekli olarak çalışabilir ve bir tezgah aynı anda birden çok işi işleyemez.
2. Başlangıç anında mevcut, birbirinden bağımsız n adet iş, yalnız bir tezgah tarafından işlenerek atölyeyi terk eder.
3. İş tarifleri önceden bilinmektedir, işlem süreleri belirli ve sabittir.

Paralel Tezgahlardan Oluşan Atölyede Sıralama Problemi Paralel tezgahlar hali diğer problemlerden farklı
olarak 2 boyutlu bir kararı geliştirmek için incelenmektedir.
Kararın birinci boyutu işlerin tezgahlara dağıtılması, ikinci boyutu ise, bu tezgahlardaki işlenme sırası ile ilgilidir.
Karar prosesi bu iki boyutu kapsayacak şekilde ele alınarak bazı etkinlik ölçütlerine göre problem incelenmektedir.

Yapım Süresinin Minimizasyonu

1) Öne geçmeli halin incelenmesi Bir iş, bir tezgahta bitmeden başka bir tezgaha
aktarılabiliyorsa, problem oldukça basit bir şekilde çözülebilir. Bu halde yapım süresinin minimum değeri;
M*= 1/m ∑ Pj
Şeklinde ifade edilebilir. M* değeri hesaplandıktan sonra işler şu şekilde sıralanır:
Adım 1: Herhangi bir iş, 0 anında başlamak üzere 1. tezgahta programlanır.

1) Öne geçmeli halin incelenmesi Adım 2: Programlanmamış işlerden biri bu işten sonra
gelecek şekilde aynı tezgahta programlanır. Bu tezgahtaki işlem süreleri M* oluncaya kadar aynı işlem tekrarlanır.
Adım 3: tezgahta en son programlanan iş M* süresi içinde bitirilemiyorsa, bu işe ait geri kalan işlem süresi bir sonraki tezgahta programlanır ve adım 2 ye dönülür. Tezgahta en son programlanan iş süresi M* sonunda bitiriliyorsa, bir sonraki tezgaha programlanmamış işlerden biri tahsis edilerek adım 2 ye dönülür.
Adım 2 ve adım 3 tüm işler programlanıncaya kadar sürdürülür.

Örnek Problem:
jP
J işi 1 2 3 4 5 6 7 8
Pj 1 2 3 4 5 6 7 8

1 2 3 4 5
5 6 7
7 8zaman
1.M
2.M
3.M
12
Örnek Problem:

2) Öne geçmesiz halin incelenmesi: Öne geçmesiz halde, yapım süresinin minimizasyonu
probleminde bazı güçlükler ortaya çıkmaktadır. Tam çözüm için tamsayılı programlama yöntemine
dayanan bazı modeller kurulmuştur, ancak bunların kullanışlı çözümlerini bulmak mümkün olamamıştır.
Öne geçmesiz hal için yeterli hassasiyetle çözüm verebilen bazı sezgisel algoritmalar geliştirilmiştir. Bunlardan biri şöyledir:
2) Öne geçmesiz halin incelenmesi: Adım 1: İşler LPT (Longiest processing time)
sırasına göre dizilir (En uzun işlem süreli iş, en başa gelecek şekilde).
Adım 2: İşler bu sıraya göre tezgahlara tahsis edilir. Tahsis şöyle yapılır. Programlanmamış işlerden ilki en az yüklü tezgaha tahsis edilir. Bu işlem tüm işler programlanıncaya kadar sürdürülür.
Örnek problem için bu yöntemin verdiği çözüm şöyledir.
LPT sırası: 8,7,6,5,4,3,2,1

LPT (Longiest processing time) sırasına göre…
8 3 2
7 4 1
6 5
1.M
2.M
3.MBekleme
Zaman

Algoritma ve NP Kavramı Algoritma, mekanik davranan kişiye veya bir
makineye bir takım verilerden yola çıkarak ve sonlu sayıda aşamalardan geçerek belli bir problemi çözme imkanı veren, çok kesin komutlar bütününden oluşur. Bir algoritmanın çalışmasındaki temel zorunluluk her türlü belirsizlikten arınmış olmasıdır.
Üstten problemi sınırlamak ve ilişkili olarak durum uzayını belirlemek mümkünse, benzeri problemler algoritmik yaklaşımla da çözülebilir. Örn; integral alma probleminde, problem alt parçalara parçalanır.

Sezgisellik problemin durum uzayı çok büyük olduğunda çözümün aranmasını kesin biçimde sınırlayan herhangi bir kural, strateji, hile ve sadeleştirmedir.
Problemin çözümüne yönelik bir algoritma araştırılmadan önce bu problemin sonlu sayıda aşamada çözülüp çözülemeyeceğini bilmek gerekir. Hesaplanabilirlik ve karar verilebilirlik terimleri işte bunu açıklar.
Kullanılan algoritma tipine göre tüm problemler eşdeğer değildir.

NP - Complete NP complete, problemlerde karmaşıklık arttıkça
hesaplama zamanı limitsiz arttığında bu tür problemler günümüz hesaplama metotlarına göre hesaplanamaz olarak belirtilir.
NP, belirsiz Turing Makinesi (Karmaşık matematiksel hesapların belirli bir düzenek tarafından yapılmasını sağlayan hesap makinesi) ile çokterimli (polinomsal) zamanda çözülebilen karar problemlerini içeren karmaşıklık sınıfıdır.

NP - Complete NP sınıfına dâhil olan problemlerin bazıları o kadar
zordur ki bunlara polinomsal zaman bulmak teşebbüsleri çok uzun uğraşlardan sonra sonuçsuz kalmıştır. Bu sınıfa NP-Complete adı verilir.
Bir problemin NP-Complete (NPC) sınıfında olduğu kabul edilmişse o problem için polinomsal zaman bulunmasının çok zor olduğu anlaşılabilir.

2) Öne geçmesiz halin incelenmesi: Her ne kadar en uygun çizelgelemeyi bulmak için
Matematiksel Programlama uygulama imkanı olsa da, bu problemlerin çözüm süreleri önceden belli olmayan polinomial bir yapı arz ettiğinden, boyutları arttığında etkin çözüm alınamaz.
Bu yüzden araştırmacılar, daha etkin ve en uygun sonuca yakın sonuç üretebilen sezgisel algoritmalara yönelmişlerdir.
Bunlardan bazıları Tabu Search, Yapar Sinir Ağları ve Genetik Algoritma (GA) olarak sayılabilir.

Paralel Makinelerin Çizelgelenme Probleminin İfadesi

1. Özdeş Paralel Makinelerde Sıralama Özdeş (identical) paralel makinelerde işlerin
tamamlanma süresini en küçükleyen (makespan) çizelgeleme problemi şu şekilde tanımlanabilir: n tane bağımsız iş, m tane özdeş paralel makineye atanacaktır, her işin işlem süresi sabittir ve her iş, her makinede işlenebilir. En uygun çizelge, tüm işlerin tamamlanması için gereken süreyi en küçükleyen çizelgedir.
j işinin işlem süresi t(j) olarak not edilir. j işinin i makinesinde işlem görüp görmediği x(i,j) mantıksal (Boolean) değişkeni tarafından belirlenir. x(i,j) değişkenleri tarafından oluşturulan X matrisi şu özelliklere sahiptir:

1. Özdeş Paralel Makinelerde Sıralama her elemanının değeri 1 ya da 0’a eşittir, her sütununda sadece bir tane 1 vardır, toplam n tane 1 değerine sahip elemanı vardır.
n
j
m
ijtjixC
11max )(),(max
n
j
m
ijtjixC
11max )(),(maxmin

2. Özdeş Olmayan Paralel Makinelerde Sıralama Özdeş olmayan (non-identical) paralel makinelerde ise,
m adet özdeş olmayan paralel makinede n adet iş prosese sokulmaktadır. j işi i makinesiyle de işleme sokulabilmektedir. Her makinenin farklı hızı vardır. Ayrıca belli bir zamanda sadece bir iş prosese girebilmektedir. Her iş kesilme olmaksızın işlem görmektedir. i makinesindeki j işinin proses zamanı t(i,j) ile ifade edilmektedir. Maksimum tamamlanma zamanını minimize eden bir sıralama bulunmaya çalışılmaktadır.

2. Özdeş Olmayan Paralel Makinelerde Sıralama Burada j işi i makinesiyle (eğer x(i,j)=1) işleme
sokulmakta, (eğer x(i,j)=0) ise sokulmamaktadır. X matrisi x(i,j) değişkenlerinden oluşmaktadır ve şöyle özelliklere sahiptir :
Bütün elemanlar “0” veya “1” e eşittir, Her sütun değeri “1” olan bir tek elemana sahiptir,
1” olarak değerlendirilen eleman sayıları n’ dir,
1,0),( jix
m
i
njjix1
,..,1,1),(
n
j 1
m
i
njix1
),(

2. Özdeş Olmayan Paralel Makinelerde Sıralama Farklı makinelerde işlem gören işi sıradaki eşitlikle
açıklanabilir:
Maksimum tamamlanma zamanı ise şuna eşittir:
Böylece, amaç fonksiyonu şöyle formüle edilmektedir:
2211 ),(),( VjitVjit
n
j
m
ijitjixC
11
max ),(),(max
n
j
m
ijitjixC
11
max ),(),(maxmin

Grafik Sezgiseli

Grafik Sezgiseli Şekilde ki 5. iş zamanları şöyledir;
6 - 5 - 8 - 4 6. iş zamanları ise; 3 - 4 - 5 - 6

Bu matrise göre, işlerin toplam beklemesi 36 dakikadır. Makinelerin toplam beklemesi ise 20 dakika olmaktadır.
Ayrıca 6. işin her makinedeki en son iş zamanlarının toplamının makine sayısına bölümü ort.işlem süresini verir.
33+40+56+62 / 4 = 47.75 dk’ dır. İşlerin1.makinedeki son işlem zamanları ile toplam
beklemelerin toplanması ve iş sayısına bölünmesi ise ortalama iş beklemelerini verir.
(7+11+16+24+30)+(2+5+3+1+7+3+11)/6= 20.67 dk’dır.
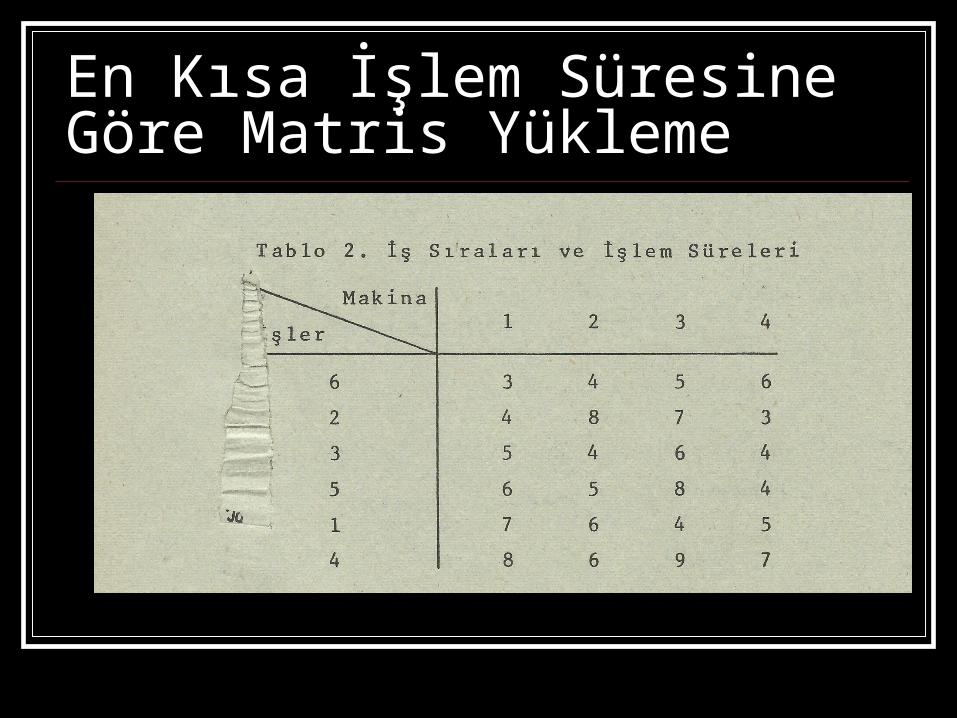
En Kısa İşlem Süresine Göre Matris Yükleme

Yapılacak işler, önce birinci makinedeki işlem sürelerine göre, EN KISA işlem süresi göz önüne alınarak sıralanırlar. Yapılan bu sıralamaya göre, iş sıraları ve işlem süreleri tablosu yeniden hazırlanır.
Buna göre, iş beklemeleri 17 dk, makine beklemeleri ise 21 dk olacaktır.

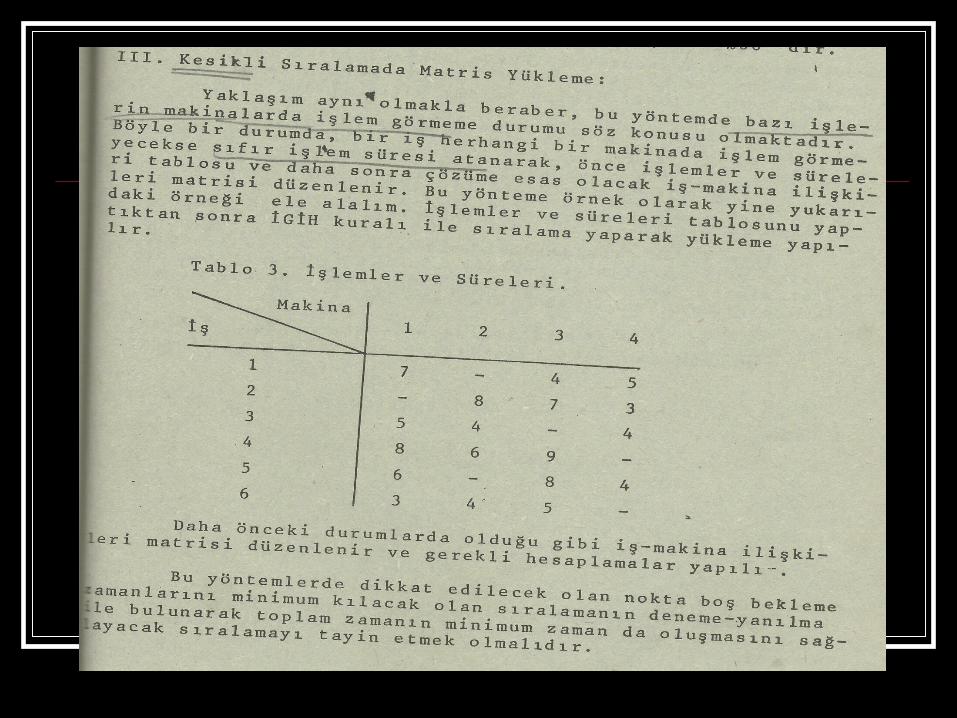
Kesikli Sıralamada Matris Yükleme Burada “-” olan kısımlara “sıfır” yazılır ve daha önce
uygulanan işlemler aynen uygulanır.
Aşağıdaki sayfa screen’ ine bakalım;

TEŞEKKÜR EDERİM…