oxygen-reducing enzymes in coatings and oxygen …643381/...oxygen-reducing enzymes in coatings and...
TRANSCRIPT

Oxygen-reducing enzymes in coatings and films for active packaging
Kristin Johansson
DISSERTATION | Karlstad University Studies | 2013:38
Chemical Engineering
Faculty of Health, Science and Technology
Kristin Johansson | O
xygen-reducing enzymes in coatings and film
s for active packaging | 2013:38
Oxygen-reducing enzymes in coatings and films for active packaging
This work focused on investigating the possibility to produce oxygen-scavenging packaging materials based on oxygen-reducing enzymes. The enzymes were incorporated into a dispersion coating formulation applied onto a food-packaging board using conventional laboratory coating techniques. The oxygen-reducing enzymes investigated included a glucose oxidase, an oxalate oxidase and three laccases originating from different organisms. All of the enzymes were successfully incorporated into a coating layer and could be reactivated after drying.
For at least two of the enzymes, re-activation after drying was possible not only by using liquid water but also by using water vapour. Re-activation of the glucose oxidase and a laccase required relative humidities of greater than 75% and greater than 92%, respectively.
Catalytic reduction of oxygen gas by glucose oxidase was promoted by creating an open structure through addition of clay to the coating formulation at a level above the critical pigment volume concentration. For laccase-catalysed reduction of oxygen gas, it was possible to use lignin derivatives as substrates for the enzymatic reaction. At 7°C all three laccases retained more than 20% of the activity they had at room temperature (25°C), which suggests that the system is also useful for packaging of refrigerated food.
DISSERTATION | Karlstad University Studies | 2013:38
ISSN 1403-8099
ISBN 978-91-7063-516-8


DISSERTATION | Karlstad University Studies | 2013:38
Oxygen-reducing enzymes in coatings and films for active packaging
Kristin Johansson
Distribution:Karlstad University Faculty of Health, Science and TechnologyDepartment of Engineering and Chemical SciencesSE-651 88 Karlstad, Sweden+46 54 700 10 00
© The author
ISBN 978-91-7063-516-8
Print: Universitetstryckeriet, Karlstad 2013
ISSN 1403-8099
Karlstad University Studies | 2013:38
DISSERTATION
Kristin Johansson
Oxygen-reducing enzymes in coatings and films for active packaging
WWW.KAU.SE

i
Abstract
This work has focused on the addition of oxygen-reducing enzymes to a dispersion coating formulation applied to a food-packaging material using conventional laboratory coating techniques. The purpose of adding the enzymes to the coating was to investigate the possibility of producing oxygen-scavenging active-packaging materials. It was shown that it is possible to incorporate various oxygen-reducing enzymes, including a glucose oxidase, an oxalate oxidase and three laccases originating from different organisms, in a coating layer and to re-activate them after drying. The laccases were also investigated with regard to their potential to function as oxygen scavengers in active packages at low temperatures. At 7°C, all three laccases retained more than 20% of the activity they had at room temperature (25°C), which suggests that the system is also useful for the packaging of refrigerated food.
The surfactants present in the latex were shown to have an immediate negative effect on the oxalate oxidase, whereas the glucose oxidase was affected only after seven days of storage at 4°C. Immobilised oxalate oxidase showed a potential to function both as an oxygen scavenger and as an oxalic-acid scavenger in aqueous solutions.
The addition of a platy pigment to the coating formulation had several effects on the activity of glucose oxidase. A small amount of clay was shown to hinder the pre-oxidation of glucose in the wet/semi-wet coating and a large amount of clay (more than the critical pigment volume concentration) was shown to promote the oxygen-scavenging capacity of the dry layer by introducing pores to the structure. The porous structure also had a greater water-vapour uptake, which enabled the activation of glucose oxidase by using only water vapour at a relative humidity of 75% or higher.
Migration of the glucose-oxidase-containing coating was reduced by adding an extrusion-coated liner of polypropylene on top of the coating. The possibility of producing heat-sealable packaging materials with various barrier properties was investigated by extrusion coating of both sides (the enzyme-coated side and the reverse side) of the board with one of three plastics, viz. polypropylene,

ii
polyethylene or polylactic acid. Independently of the water-vapour barrier properties of the plastic films, glucose oxidase was activated at a relative humidity of 84% and above. A comparison of the plastic materials showed that the materials that were extrusion-coated with PLA on at least one side consumed the largest amount of oxygen.
To remove oxygen using laccase originating from the basidiomycete fungus Trametes versicolor, it was possible to use lignin derivatives, macromolecular by-products from the forest industry, as substrates for the enzymatic reaction. Coatings containing a lignin derivative and laccase and applied to a paper board were able to scavenge oxygen at or above a relative humidity of 92%. When the laccase and the lignin derivative lignosulphonate were added to starch-based films, the enzymatic oxidation of lignosulphonate resulted in a polymerisation that increased the stiffness and the water-resistance of the biopolymer film.
iii
List of papers included in the thesis
I Johansson, K, Jönsson, L.J., Järnström, L. (2011). Oxygen scavenging enzymes in coatings – Effect of coating procedures on enzyme activity. Nord. Pulp Paper Res. J. 26, 197-204.
II Chatterjee, R., Johansson, K., Järnström, L., Jönsson, L.J. (2011). Evaluation of the potential of fungal and plant laccases for active-packaging applications. J. Agric. Food Chem. 59, 5390-5395.
III Winestrand, S., Johansson, K., Järnström, L., Jönsson, L.J. (2013). Co-immobilization of oxalate oxidase and catalase in films for scavenging of oxygen or oxalic acid. Biochem. Eng. J. 72, 96-101.
IV Johansson, K., Christophliemk, H., Johansson, C., Jönsson, L., Järnström, L. (2013). The effects of coating structure and water-holding capacity on the oxygen-scavenging ability of enzymes embedded in the coating layer. Tappi J. 12, 43-52.
V Johansson, K., Kotkamo, S., Rotabakk, B.T., Johansson, C., Kuusipalo, J., Jönsson, L., Järnström, L. Extruded polymer films for optimal enzymatic oxygen-scavenging performance. Submitted for publication.
VI Johansson, K., Winestrand, S., Johansson, C., Järnström, L., Jönsson, L.J. (2012). Oxygen-scavenging coatings and films based on lignosulfonates and laccase. J. Biotechnol. 161, 14-18.
VII Johansson, K., Gillgren, T., Winestrand, S., Järnström, L., Jönsson, L.J. Comparison of lignin derivatives as substrates for laccase-catalyzed scavenging of oxygen in coatings and films. Submitted for publication.
iv
Authors contribution
The author of this thesis carried out 50% or more of the laboratory work and was the principal author of Papers I, IV, and VI.
In Paper II, the author performed all the experiments with immobilised enzyme.
The author contributed equally with S. Winestrand to the investigation and the manuscript described in Paper III.
The author performed the oxygen-scavenging test and the oxygen transmission rate analysis of Paper V and was the principal author of the manuscript.
The author performed about 40% of the laboratory work of paper VII and drafted the manuscript together with T. Gillgren and L. J Jönsson.
The majority of the work presented in this thesis was part of the MNT-ERA.NET Nordic Innovation project 07144: ENZYCOAT II - Enzymes embedded in barrier coatings for active and intelligent packaging. The project report is available through http://www.nordicinnovation.org/sv/publikationer/enzycoat-ii/

v
List of symbols and abbreviations
A Pre-exponential factor or frequency factor
Abs Absorbance
ABTS 2-2'-Azino-bis(3-ethylbenzthiazoline-6-sulphonic acid)
Ap Surface area of packaging
aw Water activity
b Geometry term
c Concentration
Cat Catalase
CPVC Critical pigment volume concentration
DMA Dynamic mechanical analysis
E' Storage modulus
Ea Activation energy
EC Enzyme Commission
EVOH Ethylene vinyl alcohol
EPR Electron paramagnetic resonance
f0 Force applied at the peak of the sine wave
FAD Flavin adenine dinucleotide
FDA US Food and Drug Administration
GOx Glucose oxidase
HRP Horseradish peroxidase
IR Infrared
k Chemical reaction rate constant
l Path length
LDPE Low density polyethylene
LMS Laccase mediator system

vi
LO Organosolv lignin
LS Lignosulphonate
MaL Laccase from Melanocarpus albomyces
MAP Modified atmosphere packaging
MtL Laccase from Myceliophthora thermophila
Mn Number average molecular weight
Mw Weight average molecular weight
OP Oxygen permeability
OTR Oxygen transmission rate
OxO Oxalate oxidase
P Permeability
p vapour pressure over the curved surface
p0 Vapour saturation pressure of a liquid
PE Polyethylene
PET Polyethylene terephthalate
pin Partial pressure of oxygen inside the package
PLA Polylactic acid
pout Partial pressure of oxygen outside the package
PP Polypropylene
PS Polystyrene
PVA Polyvinyl alcohol
PVC Pigment volume concentration
Q10 Temperature coefficient
R Ideal gas constant
rk Mean radius of curvature of the meniscus
RvL Laccase from Rhus vernicifera
SA-latex Styrene-acrylate latex

vii
SB-latex Styrene-butadiene latex
SDS Sodium dodecyl sulphate
SEC Size exclusion chromatography
SEM Scanning electron microscopy
T Temperature
Tg Glass transition temperature
Tm Melting temperature
TvL Laccase from Trametes versicolor
U Enzyme activity unit
UV Ultraviolet
Vcoating Volume of the coating
Vl Liquid molar volume
Voil Volume of absorbed oil
WVP Water vapour permeability
WVTR Water vapour transmission rate
ε Extinction coefficient
𝜑 Porosity
γ Liquid/vapour surface tension
σ0 Maximum stress
ε0 Strain at maximum stress
δ Phase angle
κ Displacement of the sample at the peak

viii
Table of Contents Abstract ................................................................................................................................ i
List of papers included in the thesis ............................................................................... iii
Authours contribution ...................................................................................................... iv
List of symbols and abbreviations ................................................................................... v
1 Objective ................................................................................................................... 1
2 Background ............................................................................................................. 2
2.1 Active packaging ................................................................................................. 2
2.2 Oxygen-scavenging active packaging ............................................................... 3
2.2.1 Oxygen scavengers ............................................................................................ 5
2.2.2 Properties of oxygen-scavenging systems ............................................................. 7
3 Enzymes as catalysts in oxygen-scavenging systems .................................. 9
3.1 Factors affecting the enzyme activity ............................................................. 12
3.1.1 Protein structure levels .................................................................................... 12
3.1.2 pH ................................................................................................................ 13
3.1.3 Temperature .................................................................................................. 14
3.1.4 Water activity ................................................................................................ 15
3.1.5 Mass transport .............................................................................................. 17
3.1.6 Other factors .................................................................................................. 18
3.2 Properties of relevant oxidases ....................................................................... 19
3.2.1 Glucose oxidase ............................................................................................. 19
3.2.2 Oxalate oxidase ............................................................................................ 22
3.2.3 Laccase.......................................................................................................... 23
4 Surface treatment of paper and board for food-packaging applications .. ................................................................................................................................... 26
4.1 Dispersion coating, solution coating and extrusion coating ....................... 26
4.2 Dispersion coating process.............................................................................. 27
4.2.1 Raw material ................................................................................................. 27

ix
4.2.2 Preparation of dispersion coating formulations ................................................. 30
4.2.3 Application techniques ................................................................................... 31
4.2.4 Drying ........................................................................................................... 32
4.3 Extrusion coating .............................................................................................. 32
5 Description of analytical methods ................................................................... 33
5.1 Oxygen-scavenging capacity............................................................................ 33
5.1.1 In solution ..................................................................................................... 33
5.1.2 In the gas phase ............................................................................................. 36
5.2 Characterisation of the coating layer .............................................................. 38
5.2.1 Porosity measurements .................................................................................... 38
5.2.2 Water vapour uptake ..................................................................................... 39
5.2.3 Oxygen transmission rates .............................................................................. 40
5.2.4 Water vapour transmission rates .................................................................... 40
5.3 Dynamic mechanical analysis .......................................................................... 41
5.3.1 Frequency scans ............................................................................................. 43
5.4 Size exclusion chromatography ...................................................................... 43
6 Effect of coating process and composition on the enzyme activity ....... 45
6.1 Effect of drying conditions and immobilisation........................................... 46
6.2 The effect of surfactants in the latex ............................................................. 51
6.3 The need for a buffered system ...................................................................... 52
6.4 The effect of addition of clay .......................................................................... 53
6.5 Amount of substrate in the coating layer ...................................................... 54
7 Oxygen-scavenging systems at low temperatures ...................................... 55
8 Oxalate oxidase as an oxygen and oxalic acid scavenger ......................... 56
9 Oxygen-scavenging capacity at humid conditions .................................... 57
9.1 The influence of water vapour uptake by the coating ................................. 58
9.2 The influence of the WVTR of extrusion coated boards............................ 62

x
10 Using laccase and lignin derivatives as an oxygen-scavenging system in starch-based films .................................................................................................... 63
10.1 Analysis of the reaction product ................................................................. 64
10.2 Analysis of the properties of starch-based films ....................................... 65
10.3 Oxygen-scavenging capacity ........................................................................ 67
11 Conclusions ........................................................................................................... 70
12 Future perspectives.............................................................................................. 71
13 Acknowledgements ............................................................................................. 72
14 References .............................................................................................................. 74
1
1 Objective
The objective of this work was to investigate the possibility of developing active coatings for paperboard and plastics by using enzymes applied in a dispersion-coating process.
Three main tasks were identified:
1. To use glucose oxidase for optimisation of the composition of the coating formulation, and to identify the effects of some production and converting processes such as drying, corona treatment and polymer extrusion coating for the production of an enzyme-containing oxygen-scavenging material that can be produced by a regular coating process and that needs only water vapour for re-activation of the enzymatic activity after coating and drying.
2. To investigate the possibility of utilising lignin derivatives as substrates for laccase-catalysed oxygen-scavenging reactions and as a way of improving the properties in terms of mechanical strength and stability towards water of biopolymer coatings.
3. To investigate the possibility of creating bioactive coatings able to scavenge both oxygen and oxalic acid using the enzyme oxalate oxidase.

2
2 Background
2.1 Active packaging
The function of a standard food packaging is first and foremost to be a non-leaking barrier that protects the contents from external environmental impacts such as water, moisture vapour, gases, odours, micro-organisms, dust, shocks, vibrations, and compressive forces, so that the quality and freshness of the contents is preserved from packaging to final consumption. The packaging also serves as a way to communicate its contents to the consumer, and it enables convenience such as availability of convenient packaging sizes, shapes and closures (Robertson 2006). The listed properties of the packaging are so-called passive properties. Taking the packaging into another dimension includes the addition of an active property, making it an active packaging. An active packaging is defined as a packaging which performs some desirable function other than providing a barrier to the external environment (Rooney 1995). In Commission Regulation No 450/2009 on active and intelligent materials and articles intended to come into contact with food, active packages are defined as “materials and articles that are intended to extend the shelf-life or to maintain or improve the condition of packaged food; they are designed to deliberately incorporate components that would release or absorb substances into or from the packaged food or the environment surrounding the food”. From this follows that active packaging can be divided into two main types which reflect the action of the packaging as being either a non-migratory system without intentional migration or an active release system with a controlled migration or emission to the environment surrounding the food (Dainelli et al. 2008). There are several subclasses of active packaging divided according to their actual active function; subclasses denoted scavenging, emitting, releasing, absorbing or other processes. The scavenging systems scavenge in general some of the gases oxygen, ethylene or carbon dioxide from the headspace of the package whereas the emitting/releasing systems emit and release carbon dioxide, ethanol, antioxidants, antimicrobial agents, flavours, and preservatives. The absorbers remove off-odours and flavours as well as excessive moisture from the package and the other processes include UV-protection and temperature-controlling and -compensating films (Vermeiren 1999, Ozdemir and Floros 2004, Day 2008). The active component can either be added to the

3
packaging material or be included in the package as a sachet, card or self-adhesive label. The search for improved and more effective active packaging is an on-going and fast developing field mostly driven by the consumers demand for minimally processed and mildly preserved food as well as by the globalisation of the food market (Yam et al. 2005). The global market for food and beverages of active packaging was worth an estimated $4.6 billion in 2008 and was forecast to reach $6.4 billion by 2013. The largest segment of active packages in 2005 was oxygen scavenger, accounting for 37% of the global market for active packaging by value; and the second largest was moisture absorbers, accounting for 16% of the market value (Restuccia et al. 2010).
Many positive effects can be achieved by using active packaging, the most important being an extended shelf-life of the food product. The shelf-life of the food is defined by Singh and Singh (2005) as the time between packaging and when the quality of the product is no longer acceptable to users. The shelf-life of a food product depends on how fast the food product deteriorates which is mainly caused by chemical and physical reactions but also to some extent by enzymatic reactions and microorganisms (Huis in't Veld 1996). From a consumer point-of-view sensory qualities like discoloration, off-odours and off-flavours are the main parameters for determining food spoilage (Huis in't Veld 1996, Coma et al. 2008). The length of the shelf-life depends both on extrinsic factors i.e. the environment in which the food is stored, and on intrinsic properties of the food i.e. the physical, chemical and structural properties within the food itself. The extrinsic factors include storage temperature, relative humidity during storage, surrounding gas composition, exposure to light during storage and consumer handling. Intrinsic factors include pH/total acidity, water activity (aw), redox potential, natural microflora and microbial counts present in the final product, the availability of oxygen and nutrients, the occurrence of antimicrobial compounds and added preservatives such as salt, spices and antioxidants (Huis in't Veld 1996, Day and Potter 2011, Brown et al. 2001).
2.2 Oxygen-scavenging active packaging
The presence of oxygen in a food packaging can have a detrimental effect on food products, by causing the oxidation of oils, fats, flavours, vitamins and plant and muscle pigments as well as the growth of mould and aerobic bacteria.

4
Man
ufac
ture
rTr
aden
ame
Scav
enge
r Fo
rm (U
sage
)Ac
tivat
ion
Oxy
gen
scav
engi
ng
capa
city
Impr
oved
pro
perti
es o
f fo
od a
nd b
ever
ages
Ref
eren
ces
Mits
ubis
hi G
asA
gele
ss®
/ O
mac
®Iro
n-ba
sed
Sac
hets
/film
sM
oist
ure-
activ
ated
Var
ious
Red
uced
dis
colo
ratio
n an
d lip
id o
xida
tion
of b
eef
and
fish
Day
200
8, T
ewar
i et a
l. 20
02,
Mar
tinez
et a
l. 20
06, M
ohan
et
al. 2
008,
ww
w.m
gc-a
.com
Mul
tisor
b Te
chno
logi
es In
c.
Fres
hPax
®/
Fres
hCar
d®/
Fres
hMax
®Iro
n-ba
sed
Sac
hets
/car
ds/la
bels
Sel
f-act
ivat
ed/
Moi
stur
e-ac
tivat
edV
ario
usR
educ
ed d
isco
lora
tion
of
beef
D
ay 2
008,
Tew
ari e
t al.
2001
, w
ww
.mul
tisor
b.co
m
Sta
nda
Indu
strie
ATC
O®
Iron-
base
dS
ache
tS
elf-a
ctiv
ated
Var
ious
Red
uced
dis
colo
ratio
n of
fre
sh e
ndiv
es a
nd b
eef,
prev
entio
n of
mol
d gr
owth
of
bak
ery
prod
ucts
Day
200
8, C
harle
s et
al.
2008
, B
egga
n et
al.
2006
, Guy
not e
t al.
2003
, ww
w.s
tand
a-fr.
com
/
Bio
ka L
tdB
ioka
Enz
yme
(Glu
cose
ox
idas
e/C
atal
ase)
Sac
het
Sel
f-act
ivat
edV
ario
us-
Tew
ari e
t al.
2002
, Day
200
8,
ww
w.b
ioka
.fi
Alb
isS
helfp
lus®
O2
Iron-
base
dP
olym
er m
atrix
(rig
id
pack
agin
g, fl
exib
le
film
s an
d ca
p se
als)
Moi
stur
e-ac
tivat
ed20
ml /
g S
helfp
lus
in
LDP
E fi
lm-
Gal
otto
et a
l. 20
09,
ww
w.a
lbis
.com
Col
orM
atrix
H
oldi
ngs
Inc
Am
osor
b®
Cob
alt c
atal
ysed
PE
T co
polye
ster
(pol
yole
fin
olig
omer
s)
Pol
ymer
mat
rix (P
ET
cont
aine
rs)
Moi
stur
e-ac
tivat
ed
4.68
ml/g
(10%
am
osor
b in
PE
T m
atrix
), 0.
81-0
.86
ml/g
(5%
am
osor
b in
P
ET
mat
rix)
Red
uced
dis
colo
ratio
n of
ba
nana
slic
es a
nd a
pple
sl
ices
, pre
serv
atio
n of
ol
ive
oil
Gal
di a
nd In
carn
ato
2011
, Gal
di
et a
l. 20
08, C
ecch
i et a
l. 20
10,
ww
w.c
olor
mat
rix.c
om
Col
orM
atrix
H
oldi
ngs
Inc
HyG
uard
™H
ydro
gen
rele
ase
with
ca
talys
tP
ET
mat
rix (b
ottle
s an
d cl
osur
e lin
ers)
Moi
stur
e-ac
tivat
ed-
-w
ww
.col
orm
atrix
.com
Aur
iga
Pol
ymer
s In
c. (I
ndor
ama
Ven
ture
s)O
xyC
lear
®C
atal
ysed
PE
T C
o-po
lyest
er
PE
T m
atrix
(pla
stic
co
ntai
ners
, she
ets
and
film
s)-
--
http
://w
ww
.indo
ram
a.ne
t
Sea
led
Air
Cor
p.C
ryov
ac®
OS
Cob
alt-c
atal
ysed
po
lymer
oxi
datio
n (o
xidi
sabl
e po
lyole
fin
polym
er)
Pol
ymer
mat
rix
(Pla
stic
film
s)U
V-a
ctiv
ated
--
Bro
dy e
t al.
2001
, Day
200
8,
ww
w.c
ryov
ac.c
om
Con
star
In
tern
atio
nal L
LCO
xbar
®/
Mon
Oxb
ar®
Cob
alt-c
atal
ysed
po
lymer
oxi
datio
n (M
XD
6 N
ylon)
Pol
ymer
mat
rix (P
ET
bottl
es)
Moi
stur
e-ac
tivat
ed-
-B
rody
et a
l. 20
01, D
ay 2
008,
w
ww
.con
star
.net
W. R
. Gra
ce &
C
o.-C
onn.
Cel
ox™
-P
olym
er m
atrix
(c
losu
res,
sea
lant
s,
liner
s or
coa
tings
)
Moi
stur
e-ac
tivat
ed-
-w
ww
.gra
ceda
rex.
com
Nan
obio
mat
ters
In
dust
ries
S.L
.O
2Blo
ck®
Act
ive-
iron
on
phyll
osili
cate
cla
yP
olym
er m
atrix
Moi
stur
e-ac
tivat
ed5
ml/g
add
itive
-w
ww
.nan
obio
mat
ters
.com
Table
1. P
rope
rties o
f som
e com
merci
ally a
vaila
ble o
xyge
n-sc
aven
ging s
ystem
s, the
addr
ess t
o the
web
page
indic
ates t
hat th
e tra
dema
rk ha
s be
en fo
und a
nd is
regis
tered
. The
symb
ol “-“
indic
ates t
hat n
o info
rmati
on ha
s bee
n fou
nd. In
forma
tion o
n web
page
s was
asse
ssed
in Ju
ly 20
13.

5
These reactions decrease the shelf-life of the food by causing rancidity, off-odours, loss of taste and nutritional value as well as discoloration and unacceptable microbial counts (Rooney 1995, Vermeiren et al. 1999, Brody et al. 2001). To hinder these reactions, the oxygen level is traditionally reduced inside the package by using modified atmosphere packaging (MAP) or nitrogen flushing. The oxygen cannot however be completely removed by these methods and oxygen will continuously permeate through the packaging during storage. If an oxygen scavenger is added to the package, the residual oxygen can be reduced to and retained at a concentration below 0.01% (Day 2008). When an active ingredient such as an oxygen scavenger is used in combination with MAP it is often referred to as AMAP (active modified atmosphere packaging) (Day 2008). Examples of commercially available oxygen scavengers are sachets and labels containing iron powder, sachets containing enzymes, polymer matrices containing unsaturated hydrocarbons, photosensitive dyes, oxidisable aromatic nylons and the catalysed release of hydrogen (Brody et al. 2001, Day 2008). Oxygen scavengers are being used with great commercial success for foodstuffs such as fresh chilled pasta, pre-cooked poultry, sausages, nuts, several shelf-stable U.S. military ration items (breads and cakes) and beverages such as juices, beer and wine (Brody et al. 2001, Day 2008). A more detailed list of the various commercially available oxygen scavengers and some of their properties can be found in Table 1.
It is important to remember that even though the growth of aerobic bacteria is inhibited, the growth of anaerobic bacteria such as Clostridum botulinum can be stimulated by an oxygen-free environment at high aw. This means that some of the food used together with an oxygen scavenger might have to be sterilised prior to packaging (Labuza and Breene 1989, Day 2008).
2.2.1 Oxygen scavengers
Oxygen scavengers are any molecules that possess the ability to use oxygen in a reaction either chemically or enzymatically (Vermeiren et al. 2003). Research into the use of oxygen scavengers in food packaging has been on-going since the 1920’s (Brody et al. 2001) but the first commercially available oxygen scavenger was introduced on the market in Japan in 1977. It consisted of an oxygen-permeable sachet filled with ferrous iron oxide that oxidised to its ferric state in the presence of oxygen (Brody et al. 2001). Ferrous iron-based powders and a catalyst added to

6
the package in a sachet are still today the most commonly used oxygen scavenger (Day 2008). The use of sachets in food packages may however cause accidental consumption and there is also a risk of unintentional transfer of the contents to the food. To resolve these issues, multi-layer packaging materials can be used, where the oxygen scavenger is added as part of the structure. An example of a multi-layer oxygen-absorbing material is shown in Figure 1. The general idea is that the oxygen absorber is sandwiched between two layers of barrier film with different oxygen permeabilities (OP). One of the layers should have a high OP to enable reduction of the oxygen present within the head-space of the package and the other should be a barrier layer with a low OP to limit the permeation of oxygen from the external environment (Ozdemir and Floros 2004).
Figure 1. Example of the multilayer structure of an active packaging material containing an oxygen-scavenging active coating layer.
The OPs of some common packaging materials are listed in Table 2. Another way of adding the oxygen scavenger to the packaging structure is by adding it directly to the plastic melt, prior to the production of bottles, containers, bottle caps and crowns. For the production of bottles and containers, polyethylene terephthalate (PET) is often used. Most of the commercially available scavengers aimed for usage as part of a plastic material are therefore made compatible with PET (see Table 1).
Table 2. Oxygen permeabilities (OP) of some commonly used packaging materials. (Lange and Wyser 2003).
Polymer OP at 23°C/50% or 0% RH [cm³mm/m²day atm]
Polyethylene terephthalate (PET) 1-5 (50% RH) Polypropylene (PP) 50-100 (50% RH) Polyethylene (PE) 50-200 (50% RH) Polystyrene (PS) 100-150 (50% RH) Polyvinyl alcohol (PVA) 0.02 (0%RH) Ethylene vinyl alcohol (EVOH) 0.001-0.01 (0% RH)

7
All oxygen-scavenging systems have a finite amount of oxygen-scavenging capacity; 1 g of iron can for example react with 0.0136 moles of oxygen which is equivalent to 0.336 dm3 oxygen gas (Labuza and Breene 1989, Miltz and Perry 2005). With this knowledge, it is easy to understand that the capacity of the scavenger in a packaging is determined by the starting concentration of oxygen in the package, the amount of oxygen present in the food and the rate of permeation of oxygen. The permeation rate of a package with known permeability and area can be calculated as (Labuza and Breene 1989):
𝑃𝑒𝑟𝑚𝑒𝑎𝑡𝑖𝑜𝑛 𝑟𝑎𝑡𝑒 𝑂2 = 𝑃𝐴𝑝(𝑝𝑜𝑢𝑡−𝑝𝑖𝑛) [1] where P is the permeability, Ap is the total surface area of the package, pout is the partial pressure of oxygen outside the package and pin is the partial pressure of oxygen inside the package.
2.2.2 Properties of oxygen-scavenging systems
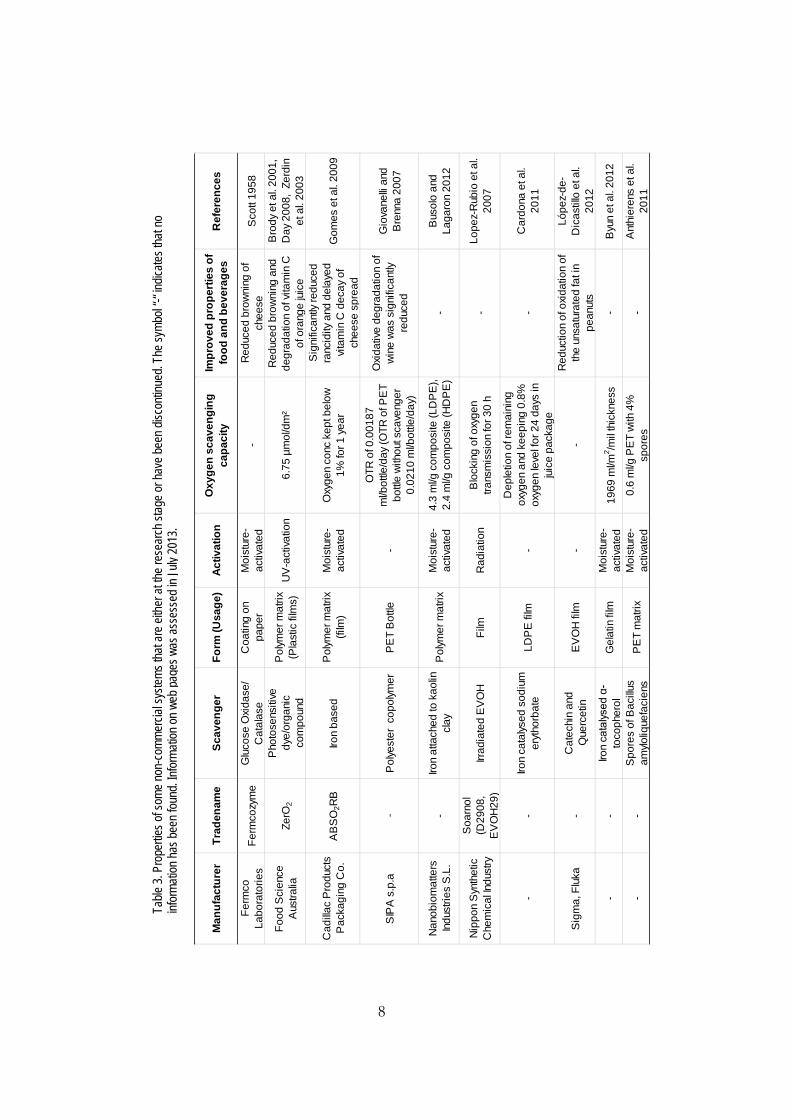
The three main differences between the available oxygen-scavenging systems are the type of activation of the oxygen-scavenging action, how they are added to the packaging, and their water activity working range. The scavengers are generally activated through moisture, UV-radiation or immediately when in contact with oxygen, i.e. self-activated scavengers (see Tables 1 and 3). The self-activated scavengers already contain the moisture needed for activation of the scavenger and they do not therefore depend on the food to have a high aw (Miltz and Perry 2005). These scavengers need, on the other hand, to be packaged in a protective gas before use. The water activity working range of the scavenger defines the food products for which they are suited. Iron-based labels and sachets are, for example, not suited for beverages or high water activity foods because when wet, their oxygen-scavenging capability is rapidly lost (Day 2008). Table 1 lists the properties of a selection of commercially available oxygen-scavenging systems and Table 3 the properties of some non-commercial systems that are either at the research stage or have been discontinued. In Table 1, a homepage listed indicates that the trademark is still registered and in use (as of July 2013); in other cases the trademark has not been found registered anywhere.
8
Man
ufac
ture
rTr
aden
ame
Scav
enge
r Fo
rm (U
sage
)Ac
tivat
ion
Oxy
gen
scav
engi
ng
capa
city
Impr
oved
pro
perti
es o
f fo
od a
nd b
ever
ages
Ref
eren
ces
Ferm
co
Labo
rato
ries
Ferm
cozy
me
Glu
cose
Oxi
dase
/ C
atal
ase
Coa
ting
on
pape
rM
oist
ure-
activ
ated
-R
educ
ed b
row
ning
of
chee
seS
cott
1958
Food
Sci
ence
A
ustra
liaZe
rO2
Pho
tose
nsiti
ve
dye/
orga
nic
com
poun
d
Pol
ymer
mat
rix
(Pla
stic
film
s)U
V-a
ctiv
atio
n6.
75 µ
mol
/dm
²R
educ
ed b
row
ning
and
de
grad
atio
n of
vita
min
C
of o
rang
e ju
ice
Bro
dy e
t al.
2001
, D
ay 2
008,
Zer
din
et a
l. 20
03
Cad
illac
Pro
duct
s P
acka
ging
Co.
AB
SO
2RB
Iron
base
dP
olym
er m
atrix
(fi
lm)
Moi
stur
e-ac
tivat
edO
xyge
n co
nc k
ept b
elow
1%
for 1
yea
r
Sig
nific
antly
redu
ced
ranc
idity
and
del
ayed
vi
tam
in C
dec
ay o
f ch
eese
spr
ead
Gom
es e
t al.
2009
SIP
A s
.p.a
-P
olye
ster
cop
olym
erP
ET
Bot
tle-
OTR
of 0
.001
87
ml/b
ottle
/day
(OTR
of P
ET
bottl
e w
ithou
t sca
veng
er
0.02
10 m
l/bot
tle/d
ay)
Oxi
dativ
e de
grad
atio
n of
w
ine
was
sig
nific
antly
re
duce
d
Gio
vane
lli an
d B
renn
a 20
07
Nan
obio
mat
ters
In
dust
ries
S.L
.-
Iron
atta
ched
to k
aolin
cl
ay
Pol
ymer
mat
rixM
oist
ure-
activ
ated
4.3
ml/g
com
posi
te (L
DP
E),
2.4
ml/g
com
posi
te (H
DP
E)
-B
usol
o an
d La
garo
n 20
12
Nip
pon
Syn
thet
ic
Che
mic
al In
dust
ry
Soa
rnol
(D
2908
, E
VO
H29
)Irr
adia
ted
EV
OH
Film
Rad
iatio
nB
lock
ing
of o
xyge
n tra
nsm
issi
on fo
r 30
h-
Lope
z-R
ubio
et a
l. 20
07
--
Iron
cata
lysed
sod
ium
er
ytho
rbat
e LD
PE
film
-
Dep
letio
n of
rem
aini
ng
oxyg
en a
nd k
eepi
ng 0
.8%
ox
ygen
leve
l for
24
days
in
juic
e pa
ckag
e
-C
ardo
na e
t al.
2011
Sig
ma,
Flu
ka-
Cat
echi
n an
d Q
uerc
etin
EV
OH
film
--
Red
uctio
n of
oxi
datio
n of
th
e un
satu
rate
d fa
t in
pean
uts
Lópe
z-de
-D
icas
tillo
et a
l. 20
12
--
Iron
cata
lysed
α-
toco
pher
olG
elat
in fi
lmM
oist
ure-
activ
ated
1969
ml/m
2 /mil
thic
knes
s-
Byu
n et
al.
2012
--
Spo
res
of B
acillu
s am
yloliq
uefa
cien
sP
ET
mat
rixM
oist
ure-
activ
ated
0.6
ml/g
PE
T w
ith 4
%
spor
es-
Ant
hier
ens
et a
l. 20
11
Table
3. P
rope
rties o
f som
e non
-comm
ercia
l sys
tems t
hat a
re ei
ther
at th
e res
earch
stag
e or h
ave b
een d
iscon
tinue
d. Th
e sym
bol “-
“ indic
ates t
hat n
o inf
orma
tion h
as be
en fo
und.
Infor
matio
n on w
eb pa
ges w
as as
sess
ed in
July
2013
.

9
It is evident in Tables 1 and 3 that the shelf-life of a wide variety of foods such as orange juice, cheese, beef, fish, fruits and vegetables can be substantially increased by the use of an oxygen scavenger. Depending on the properties and expected shelf-life of the packaged food, the demand for the scavenger in terms of rate of scavenging varies (Tewari et al. 2002). To prevent transient discoloration of short shelf-life meat packaged in an oxygen-depleted environment, the most important factor is a fast initial scavenging that reduces the oxygen level to almost zero (Gill and McGinnis 1995). To prevent degradation of vitamin C in long shelf-life juices on the other hand, it is important to have a long life-time of the scavenger which gives a long period with a low oxygen environment (Zerdin et al. 2003). In all cases, the most important factor is of course that the scavenger reacts with the molecular oxygen before the oxygen reacts with the oxidisable components in the food.
3 Enzymes as catalysts in oxygen-scavenging systems
Enzymes are biological catalysts that increase the rate of chemical and biochemical reactions by decreasing the activation energy of the reaction (Fersht 1999, Mathews 2000, Tripathi 2009). The catalytic activity of an enzyme preparation is often described by units (U), where one U is defined as the amount of enzyme that catalyses the reaction of 1 µmol of substrate per minute under specified reaction conditions. The amount of enzyme units that must be added to the packaging structure, to maintain a low oxygen concentration, must be capable of a reaction rate at least the rate of the permeation of the package (Equation 1). When enzymes are used as catalysts for the oxygen-scavenging reaction, the factor determining the lifetime (assuming no loss of enzymatic activity) of the scavenging capacity is the amount of oxidisable substrate present. Knowing the price of the oxidase and substrate to be used, the additional cost for the production of this kind of package can then be calculated.
Enzymes that belong to the group of enzymes known as oxidases have the potential to catalyse oxygen-scavenging reactions. According to an international committee for standardisation of enzyme nomenclature, the Enzyme Commission (EC), oxidases, oxygenases, peroxidases and dehydrogenases all belong to a class of enzyme called oxidoreductases (EC 1). These enzymes catalyse oxidation-reduction reactions involving an electron transfer between the reductant and the oxidant.

10
Oxidases use molecular oxygen as an electron acceptor and reduce the oxygen either to hydrogen peroxide (H2O2) or to water. The oxidation reactions catalysed by oxidases are irreversible due to the thermodynamics of the reaction, which is due to the high redox potential of the O2/H2O or O2/H2O2 redox couples. Oxidases usually contain transition metals such as iron, copper or manganese, or organic molecules such as flavin derivatives, as cofactors (Gamenara et al. 2013).
Of the many oxidases commercially available, glucose oxidase (GOx) is the most widely studied enzyme for oxygen-scavenging purposes in active packaging (Brody et al. 2001). The incorporation of GOx in a packaging material was first described in a patent by Sarett and Scott in 1956 and was shortly afterwards presented by Scott and Hammer (1961) as a component of a sachet called OxyBan. In the form of a sachet, the system was made commercial by Bioka Ltd, and it is still today the only commercially available system using an enzyme as catalyst for the oxygen-scavenging reaction (see Table 1). Another system utilises alcohol oxidase, which is described in a patent by Hitzman (1983). However, this system has the disadvantages that it needs ethanol as substrate and that it leads to the formation of acetaldehyde, which gives a yogurt-like off-odour to the packages (Labuza and Breene 1989).
Several patents have been filed describing the use of enzymes such as GOx, alcohol oxidase and laccase as oxygen scavengers. Some of them are listed in Table 4 together with a brief description of the invention. The main disadvantages of using enzymes as catalysts for the oxygen-scavenging action are the price and the sensitivity of enzymes towards conditions in the environment surrounding them like pH, water activity and temperature. (Ozdemir and Floros 2004).

11
Table 4. Some of the patents filed for using enzymes as part of oxygen-scavenging active packaging.
Reference Patent number Brief description of contents Sarett and Scott 1956
US 2,765,233 Sheets impregnated with GOx/Catalase (Cat) using a water-soluble binder drying below 70°C. Shelf-life of cheese was extended by using the sheets for wrapping.
Ernst 1991 US 5,028,578 GOx/Cat and calcium carbonate were added to porous precipitated silicic acid (SiO2) for the production of tablets and pellets. Water is taken up in the pores and CO2 is formed by the production of gluconic acid.
Lehtonen et al. 1991
EP 0 595 800 B1 GOx/Cat and a buffer is added in a liquid phase and sandwiched between plastic films (PE).
Strobel and Gagnon 1998
US 5,766,473 GOx/Cat impregnated onto a porous membrane covered with hydrophilic polyvinyl alcohol, drying temperature below 70°C. The glucose could be added to another layer so that the oxygen-scavenging reaction was activated only when in contact.
Cater and Grindstaff 2005
US2005/0221029 A1
Mixture of GOx/Cat, dextrose and sodium bicarbonate added to a teabag. Prevented discoloration of moist food such as ham, beef and roast turkey.
Farneth et al. 2005
US 2005/0205840 A1
Laccase, ascorbate and buffer added to filter paper and plastic sheets, drying at 60°C or at ambient temp at reduced pressure and N2 purge. Ascorbate is hygroscopic and takes up water for activation, active at 60% RH and at 4°C.
Chisholm and Hasty 2008
US 2008/0026445 A1
Laccase and ascrobate added to a non-aqueous liquid and organic polymer binder for prevention of activity during preparation of the material. Printing on plastic films and extrusion coating with ethylene vinyl alcohol (EVOH) for the production of heat-sealable lids for trays, 2 cm3
of oxygen was reduced after 200 h. Chisholm et al. 2009
US 2009/0226997 A1
Addition of iron to the same non-aqueous liquids as in US 2008/0026445 A1 for improved oxygen scavenging capacity, which was improved by a factor of 3.
Chisholm et al. 2009
US 2009/0226651 A1
Production of plastic films from the coating as in US 2009/0226997 A1 extrusion coated with EVOH for the production of heat-sealable lids for trays. 6.9 cm³ of oxygen was reduced in 600 h.
Hitzman 1983 US 4,414,334 Alcohol oxidase and catalase from the yeast Pichia pastoris were immobilised in pigment filled CMC/starch films for removal of dissolved oxygen in alcohol/water solutions.
12
3.1 Factors affecting the enzyme activity
Enzymes are proteins and, in order for them to be catalytically active, they must have the correct three-dimensional structure (conformation) and the correct charges in the active site. This is achieved by storing and using the enzyme at its optimum conditions in terms of temperature, pH and water activity (Iyer and Ananthanarayan 2008). The optimum conditions for an enzyme are typically dependent on the organism from which it originates. Thermophilic organisms for example give rise to thermostable enzymes, whereas psychrophilic organisms give rise to enzymes with low thermostability. This means that the same type of enzyme can have completely different temperature range depending on the organism from which they originate (Russel 2000).
3.1.1 Protein structure levels
Proteins are composed of amino acids linked together by peptide bonds which form a polypeptide chain. A protein molecule has up to four levels of structural organisation distinguished from one another by the degree of complexity of the polypeptide chain (Mathews et al. 2000, Fersht 1999):
1. The primary structure is the amino-acid sequence, i.e. the order in which the amino-acid residues are linked together. The amino-acid sequence is determined by the gene encoding the protein.
2. The secondary structure is the spatial arrangement of the polypeptide backbone. Two regular hydrogen-bonded secondary structures dominate, the α-helix and the β-sheet.
3. The tertiary structure defines the position of atoms in the peptide backbone and in the amino acid side chains. The structure is stabilised by several interactions and bondings, such as ionic bonds, hydrogen bonds, van der Waals interactions and the so-called hydrophobic effect, which are all responsible for this structure. The hydrophobic effect is the term used to describe the stabilisation of the structure resulting from the burying of hydrophobic groups. This is not primarily the result of the formation of bonds between hydrophobic groups but rather an overall stabilisation of the system due to entropy effects. Once folding has occurred, the three-

13
dimensional structure of many extracellular proteins is stabilised through the formation of disulphide bonds between cysteine residues.
4. The quaternary structure is the association of polypeptide chains to form a multi-subunit protein. The three-dimensional structure of each subunit is still referred to as its tertiary structure. The subunits can be either identical or chemically different. Only some proteins possess a quaternary structure.
Irreversible enzyme inactivation due to changes in the surrounding environment is a two-step phenomenon starting with a reversible unfolding of the original tertiary structure followed by kinetically irreversible steps leading to aggregation or covalent changes in the enzyme (Iyer and Ananthanarayan 2008).
3.1.2 pH
The changes in activity due to changes in pH are due to the changes in charge of ionisable groups on both the enzyme and the substrate. In general, three scenarios can occur (Belitz and Grosch 1999, Fersht 1999, Tripathi 2009):
1. The electrostatic charge of the amino-acid residues in the active site is altered preventing the substrate from appropriate binding.
2. Ionisation of a dissociable substrate prevents the substrate from interaction with the enzyme.
3. The charge of a group far from the active site but important for the right conformation is changed, causing denaturation of the enzyme.
All enzymes have a pH optimum where the activity is at its maximum. It is not however always so that the optimum pH for activity is the same as the optimum pH for storage. Larsson et al. 2001 showed that the pH optimum for storage stability of Trametes versicolor laccase was between 6 and 7, whereas the optimum pH for the activity of the same enzyme (i.e. from the same manufacturer) was determined to be 5.2 (Hong et al. 2006). The pH optimum for the activity of enzymes can be altered by immobilisation of the enzyme to a solid support (Li et al. 1998, Tischer and Wedekind 1999, Ying et al. 2002, Ozyilmaz et al. 2005). It has also been shown that the pH optimum for the reaction rate is dependent on the water activity of the system. Decreasing the water activity of the system can shift the pH optimum due to alterations in the configuration of the active site optimal for the enzyme-substrate complex (Schwimmer 1980).

14
3.1.3 Temperature
A chemical reaction can be accelerated by temperature or by the presence of a catalyst, such as an enzyme. The Arrhenius equation describes the temperature dependence of a reaction as (Belitz and Grosch 1999):
𝑘 = 𝐴𝑒−𝐸𝑎𝑅𝑇 [2]
where k is the chemical reaction rate constant, A is the pre-exponential factor or frequency factor, Ea is the activation energy needed for a reactant to reach the transition state, R is the ideal gas constant and T is the temperature.
The reaction rate increases exponentially with temperature due to the greater kinetic energy of the reacting molecules. For most biological and chemical systems, the temperature dependence is also often described by the simplified temperature coefficient, Q10, which is a measure of the effect on the reaction of an increase in temperature by 10°C. The simplest version of the Q10 equation is (Tripathi 2009):
𝑄10 = 𝑅𝑎𝑡𝑒 𝑜𝑓 𝑟𝑒𝑎𝑐𝑡𝑖𝑜𝑛 𝑎𝑡 (𝑥+10)°𝐶𝑅𝑎𝑡𝑒 𝑜𝑓 𝑟𝑒𝑎𝑐𝑡𝑖𝑜𝑛 𝑎𝑡 𝑥°𝐶
[3]
For most biochemical reactions, the Q10 value is about 2, indicating that the reaction rate is doubled for every 10°C increase in temperature (Tripathi 2009, Feller and Gerday 1997). This is however only true up to a certain temperature where unfolding and denaturation of the enzyme takes place. The tertiary structure of the native active enzyme is built up by the formation of several bonds and interactions as described in Chapter 3.1.1 Protein structure levels. When an enzyme is subjected to high temperatures, these interactions are disrupted and the enzyme is unfolded i.e. denatured. The thermodynamic stability of an enzyme is believed to be a function of the amount of interactions present in the enzyme structure (Vieille and Zeikus 2001, Iyer and Ananthanarayan 2008, Tripathi 2009). Enzymes originating from thermophilic organisms sometimes operating at temperatures close to 100°C have more interactions, and this makes them less flexible and more rigid than their mesophilic and psychrophilic counterparts (Vieille and Zeikus 2001). Enzymes originating from psychrophilic organisms on the other hand need to cope with the much lower kinetic energy of the reactants at temperatures down to 0°C. To compensate for the low temperature, they have a very flexible structure with fewer structural interactions and this leads to a greater ability to undergo

15
conformational changes during catalysis. This in turn makes these enzymes much less thermostable (Feller and Gerday 1997, Russel 2000)
The thermodynamic stability of an enzyme is determined by the free energy of stabilisation of the enzyme (ΔGstab) and its melting temperature (Tm). The ΔGstab of an enzyme is the difference between free energies of the folded and the unfolded states and Tm is defined as the temperature at which 50% of the enzyme is unfolded. Thermal denaturation is often irreversible (Vieille and Zeikus 2001). It can be concluded that there is a trade-off between thermostability and flexibility of the enzyme. For active-packaging purposes, where the packaging is often stored at chilled conditions, it is of course desirable to use an enzyme from a psychrophilic organism. But if the enzyme is incorporated into, for example, a coating added to the packaging during the production, elevated temperatures are used during drying and this instead requires a thermostable enzyme. The thermal stability of an enzyme can however be improved by immobilisation of the enzyme to a solid support as this enhances the molecular rigidity of the enzyme (Iyer and Ananthanarayan 2008).
3.1.4 Water activity
Both the enzyme activity and the enzyme stability are greatly affected by the presence of water in the system which serves as a reactant in enzymatic hydrolysis reactions, as a medium for the reaction, to solubilise and mobilise substrates and reactants and to ensure the right conformation of the enzyme (Acker 1969, Schwimmer 1980, Bell 2008). The water molecules bind to the protein through hydrogen bonds and become an integral part of the protein structure. Both the enzyme activity and enzyme stability are well correlated to the moisture sorption isotherm. With few exceptions, enzymes are active only after adsorption of a monolayer of water molecules (Acker 1969, Schwimmer 1980, Iyer and Ananthanarayan 2008). The water activity of a sample is defined as the vapour pressure of the sample divided by the vapour pressure of pure water at the same temperature and external pressure, meaning that a water activity of for example 0.85 corresponds to a relative humidity of 85% (Reid 2008).
At water activities above the formation of a monolayer, water is expected to be present in the liquid phase (Acker 1969, Schwimmer 1980). The enzyme activity at

16
various water activities was evaluated by Acker (1969) who measured the amount of product formed. It was found that at each aw value, the enzyme activity levels out to a plateau value. By increasing the aw, the enzyme could however be re-activated and a higher plateau value was reached. This is explained by the solubilising effect of water on the substrates. At a certain aw value, only a certain amount of substrate is dissolved and brought to the enzyme and, by increasing the aw, more substrate can be dissolved and brought to the enzyme (Acker 1969).
Enzymes in dried systems lose their activity as a result of changes in their quaternary structure, i.e. association/dissociation of subunits, as well as in their tertiary structure. The changes in the tertiary structure include reordering of the disulphide bonds and of the water structure around the enzyme molecules, especially at the active site (Schwimmer 1980). The storage stability of an enzyme incorporated in a polymeric matrix is however generally increased by decreasing the water activity of the system, but not lower than that a monolayer of water around the enzyme is maintained (Bell 2008). The increased stability can in part be explained by an increase in the glass transition temperature (Tg) of the polymeric system which results in a decreased molecular mobility (Chen et al. 1999, Bell 2008). For enzymes such as oxidases that use molecular oxygen as part of the reaction, Tg-dependent mobility also affects the diffusion of oxygen through the polymeric matrix (See Chapter 3.1.5 Mass transport). The optimal aw for stability and activity varies among different enzymes, but in general the activity increases with increasing aw whereas the stability increases with decreasing aw. The storage stability of GOx covalently bound to magnesium silicate was found to be highest at 60% RH, lowest at 0% RH and almost equal at 20, 40, 80 and 100% RH after 60 days of storage (Ozyilmaz et al. 2005).
The relative humidity in the headspace of a food package is approximately equal to the water activity of the food, and the relative humidity in the headspace will determine the water activity of the coating containing the enzyme. This means that the aw of the food will be of great importance for the oxygen-scavenging capacity of the enzyme. Moist foods such as fresh fish and meats have a water activity greater than 0.9 (i.e. RH >90 %) and intermediate-moist foods such as dried fruits and ham have water activities between 0.6 and 0.8 (i.e. RH 60 to 80%) (Taoukis and Richardson 2008). A more comprehensive list of the aw of some of the food

17
that could benefit from being packaged in an oxygen-scavenging packaging is presented in Table 5.
Table 5. The water activities (aw) of some of the foodstuffs that could benefit from being packaged in oxygen-scavenging packages (Taoukis and Richardson 2008).
Food aw
Bread >0.9 Coffee beans 0.5-0.6 Peanuts 0.2-0.5 Chilled fresh pasta >0.9 Cheese 0.7-0.97 Fruit juice >0.98 Dried fruits 0.7-0.8 Fresh meat >0.95 Cooked ham >0.95 Sausages 0.66-0.98 Fish >0.95
3.1.5 Mass transport
As mentioned in the previous section (3.1.4 Water activity), the diffusion of the substrate is of great importance for the enzyme activity. If the substrate cannot move to the active site of the enzyme, no activity occurs. For oxidases incorporated in a polymer matrix where molecular oxygen is one of the reactants, the mass transport of the gas molecule through the polymeric matrix becomes crucial. Diffusion through a polymeric matrix occurs only in the amorphous phase of the matrix as the crystalline phase is impermeable (Vieth 1991, Miller and Krochta 1997, Hedenqvist 2002). The mass transport mechanism of a gas molecule through a polymer matrix starts with sorption of the penetrant at the entering face, followed by dissolution of the penetrant in the polymeric matrix and diffusion of the penetrant through a random walk mechanism, and ends with desorption at the exit face (Vieth 1991).
The diffusion is highly dependent on the structural condition of the polymers. Polymers can exist in either a glassy or a rubbery state. Which of the two states the polymer exits in depends on the Tg of the polymer. At temperatures above Tg, the polymer is in its rubbery state and below Tg in its glassy state (Vieth 1999). In the glassy state, the polymer is defined as being relatively hard and brittle with

18
restricted chain mobility. The structures are dense with little internal void space which results in a low diffusion. In the rubbery state, the polymers are tough and flexible with freer chain motion than in the glassy state. The diffusion in and permeation through such polymers are higher due to a greater mobility of the polymer chains in terms of rotation, translation and vibration (Vieth 1999). This leads to a high segmental motion which in turn leads to a larger amount of readily accessible free volume in which diffusion may take place. The free volume of a polymer system is a measure of the interstitial space between the molecules. The free volume is created through Brownian motion of the molecular segments of the polymer chain. The penetrant can move only when the space is large enough to receive it. The activation barrier in diffusion is therefore the energy needed to form the holes, from which it follows that the rate of diffusion is highly dependent on the size of the penetrating molecule (Miller and Krochta 1997, Vieth 1999, Hedenqvist 2002). Increased polarity, crystallinity, molecular orientation and cross-linking of the polymeric segments are examples of factors that can reduce the free volume of the polymeric matrix as a result of less molecular mobility induced through an increase in Tg, which leads to a decreased diffusion and mass transport (Miller and Krochta 1997, Hedenqvist 2002). The addition of plasticisers, on the other hand, is known to increase the free volume and decrease the Tg. For polymers containing a lot of polar groups such as most biopolymers, water acts as a plasticiser (Vieth 1999, Matveev et al. 2000). In polar matrices, water is not dependent on the free volume of the polymer as it forces its way through the matrix by engaging in hydrogen bonding (Vieth 1999).
3.1.6 Other factors
As has been mentioned before, oxygen scavengers are most often used together with a good oxygen barrier at low starting concentrations of oxygen. It has been pointed out by Labuza and Breene (1989) that the reaction of glucose oxidase is dependent on the oxygen partial pressure. They estimated that the catalytic activity at 1% oxygen would be 50 times less than the activity in air (21% oxygen). This agrees with observations by Tewari et al. (2002) who found that at low oxygen concentrations the absorption rate and capacity were significantly reduced.
For industrial purposes it is often desirable to immobilise the enzymes, not only for stability purposes but also for reusability (Tischer and Wedekind 1999).

19
However, immobilisation has potential disadvantages such as a loss of activity, reduced activity per unit volume, diffusion limitations and additional costs (Katchalski-Katzir 1993). There are five general immobilisation methods for enzymes; covalent attachment to a solid support, entrapment/encapsulation, non-covalent adsorption, ionic bonding and cross-linking to an insoluble aggregate (Mosbach 1980, Hanefeld et al. 2009). Covalent attachment to a solid support is an often used method for enhanced enzyme stability as it reduces conformational flexibility and thus prevents protein unfolding. To avoid any negative influence on the structure of the enzyme, encapsulation is generally used as an immobilisation technique (Hanefeld et al. 2009).
Proteases are a group of enzymes that are present in plants, animals and microorganisms. Their catalytic activity is to hydrolyse peptide bonds of proteins (Rani et al. 2012). Proteases are for example used by animals for degradation of ingested proteins and they are therefore naturally also a biological denaturing agent for enzymes (Iyer and Ananthanarayan 2008).
Chemicals such as urea and ionic surface active agents (surfactants) like sodium dodecyl sulphate (SDS) are known to be denaturing agents for enzymes. The binding of surfactants to the protein induces structural changes which causes denaturation. In some cases, this kind of denaturation is reversible (Otzen 2011).
3.2 Properties of relevant oxidases
3.2.1 Glucose oxidase
GOx (EC 1.1.3.4) was discovered in 1928 in extracts of the fungus Aspergillus niger (Wilson and Turner 1992). It has later been isolated and purified from several other fungi, and also from insects. GOx from A. niger is however today the most commonly used commercial form of the enzyme (Wilson and Turner 1992, Wong et al. 2008, Bankar et al. 2009). The main function of naturally occurring GOx in fungi and insects is to act as an antifungal and antibacterial agent through the production of hydrogen peroxide (see Reaction scheme 1). GOx is for example secreted in the saliva of honey bees where it is transferred to the honey for natural preservation purposes (White et al. 1963, Weston 2000).
20
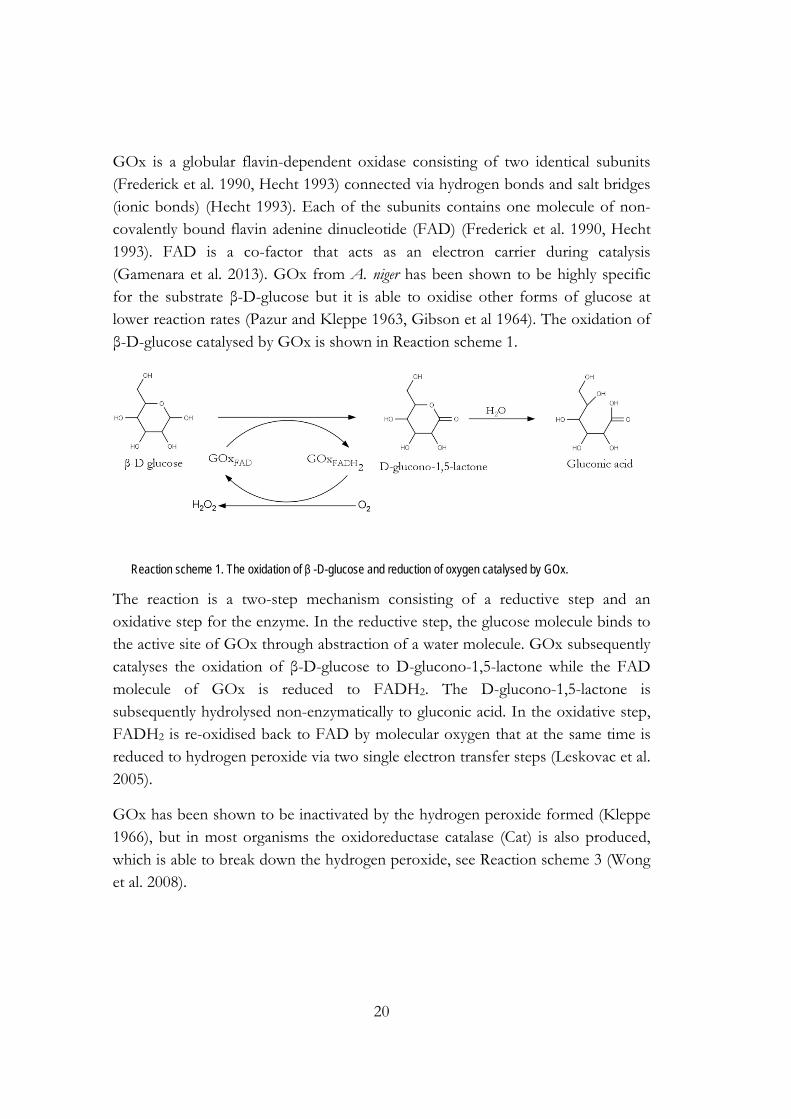
GOx is a globular flavin-dependent oxidase consisting of two identical subunits (Frederick et al. 1990, Hecht 1993) connected via hydrogen bonds and salt bridges (ionic bonds) (Hecht 1993). Each of the subunits contains one molecule of non-covalently bound flavin adenine dinucleotide (FAD) (Frederick et al. 1990, Hecht 1993). FAD is a co-factor that acts as an electron carrier during catalysis (Gamenara et al. 2013). GOx from A. niger has been shown to be highly specific for the substrate β-D-glucose but it is able to oxidise other forms of glucose at lower reaction rates (Pazur and Kleppe 1963, Gibson et al 1964). The oxidation of β-D-glucose catalysed by GOx is shown in Reaction scheme 1.
Reaction scheme 1. The oxidation of β -D-glucose and reduction of oxygen catalysed by GOx.
The reaction is a two-step mechanism consisting of a reductive step and an oxidative step for the enzyme. In the reductive step, the glucose molecule binds to the active site of GOx through abstraction of a water molecule. GOx subsequently catalyses the oxidation of β-D-glucose to D-glucono-1,5-lactone while the FAD molecule of GOx is reduced to FADH2. The D-glucono-1,5-lactone is subsequently hydrolysed non-enzymatically to gluconic acid. In the oxidative step, FADH2 is re-oxidised back to FAD by molecular oxygen that at the same time is reduced to hydrogen peroxide via two single electron transfer steps (Leskovac et al. 2005).
GOx has been shown to be inactivated by the hydrogen peroxide formed (Kleppe 1966), but in most organisms the oxidoreductase catalase (Cat) is also produced, which is able to break down the hydrogen peroxide, see Reaction scheme 3 (Wong et al. 2008).

21
Reaction scheme 2. Catalase-catalysed reduction of H2O2 to water and molecular oxygen.
It has also been shown that the D-glucono-1,5-lactone acts as a weak inhibitor for GOx (Gibson et al. 1964, van Stroe-Biezen 1994). GOx is also fairly resistant to proteases due to its carbohydrate shell but it is denatured by ionic surfactants (Wilson and Turner 1992). SDS has been shown to dissociate the two subunits of GOx, a process that results in inactivation (Jones et al. 1982).
The optimum conditions in terms of pH and temperature vary, as with all enzymes depending on the organism from which they originate. For most GOx enzymes, the pH optimum varies between 4 and 7 and the temperature range between 20°C and 60°C (Wong et al. 2008, Bankar et al. 2009).
GOx has many commercial applications. As stated earlier, as the catalyst for oxygen scavenging in active packaging is one of them. GOx can however also be added directly to the food. Food-grade preparations of GOx generally also contain Cat which together have been granted generally recognised as safe (GRAS) status from the FDA (US Food and Drug Administration) (Meyer and Isaksen 1995, Wong et al. 2008). As a food additive, GOx can be used together with lactoperoxidase as a preservative system for both dairy food and hygiene articles such as toothpaste and shampoo, as an oxidant for the oxidation of gliadin and glutenin during bread-making for improved texture, as an antioxidant for the removal of oxygen for prolonged shelf-life, for glucose-removal in dry egg powder to reduce Maillard browning and in grape juice during wine production for the production of low alcohol wine (Wong et al 2008). Other examples of the commercial use of glucose oxidase are for the production of gluconic acid as part of a fuel cell and in glucose sensors for the detection of glucose levels in blood and in food (Wilson and Turner 1992, Newman and Turner 2005, Wong et al. 2008, Bankar et al. 2009). Due to its high substrate specificity and high stability GOx is also the most studied enzyme in the field of biosensors (Wilson and Turner 1992).

22
3.2.2 Oxalate oxidase
Oxalate oxidase (OxO) (EC 1.2.3.4) OxO is a manganese-containing enzyme consisting of six subunits (Woo et al. 1998, Requena and Bornemann 1999, Whitaker and Whitaker 2002), that catalyses the conversion of oxalic acid and molecular oxygen to CO2 and H2O2 (see Reaction scheme 4). It was first discovered in 1912 in wheat flour, but it has since been found in many plants such as barley, maize, rye and wheat. OxO has also been purified and isolated from microbes such as fungi and bacteria (Dunwell et al. 2008). OxO in barley seedlings was discovered in 1963 (Chiriboga et al. 1963), and it is today the most studied and best characterised kind of OxO. Commercial barley OxO can be used for the production of biosensors for the detection of oxalate in plasma and urine for diagnosis of hyperoxaluria. Hyperoxaluria is a condition characterised by the overproduction of oxalic acid which leads to the formation of kidney stones (Buttery et al. 1988, Pundir and Sharma 2010).
Reaction scheme 3. Oxalate-oxidase-catalysed conversion of molecular oxygen to CO2 and H2O2
The optimum pH varies depending on the organism, but it has been reported to be between 3.5 (Sugiura et al. 1979) and 3.8 (Kotsira and Clonis 1997) for barley OxO. It was however shown by Kotsira and Clonis (1997) that the enzyme was more thermostable at pH 5.
The main function of OxO in nature is thought to be the degradation of calcium oxalate for the production of hydrogen peroxide and Ca2+ ions which are used by the cells as a defence and signalling mechanism (Dunwell et al. 2008). It has been shown that the expression of the gene coding for oxalate oxidase in wheat was up-regulated upon exposure to both biotic and abiotic stresses such as heavy metals, polyamines, wounding and viral infections (Berna and Bernier 1999). The production of hydrogen peroxide in plant cells has been shown to provide resistance to various stresses by inducing defence genes and killing pathogens.

23
Many aerobic organisms that produce hydrogen peroxide are therefore also dependent on the co-secretion of hydrogen-peroxide-scavenging enzymes such as catalase and peroxidase (Quan 2008).
3.2.3 Laccase
Laccase (EC 1.10.3.2) is a multicopper oxidase that has been known for over a century. It was first found in 1883 in the sap of the lacquer tree Rhus vernicifera. Since then, laccases have been isolated and purified from several fungi and bacteria (Giardina et al. 2010). Fungal laccases are however by far the most studied of the laccases, mainly due to the large amounts of enzyme produced by these organisms (Leonowicz et al. 2001, Mot and Silaghi-Dumitrescu 2012). The role of laccases in nature has been widely studied and discussed, as it seems to vary depending on the organism from which it is secreted. It seems that laccase from plants is involved to some extent in lignin biosynthesis (Sterjiades et al. 1992, O’Malley et al. 1993) as most plant laccases are capable of coupling mono-lignols to dimers and trimers (Solomon et al. 1996). It has also been proposed that they take part in wound-healing of Rhus vernicifera through polymerisation of urushiol. In contrast to plant laccases, it has been suggested that fungal laccases are involved in lignin degradation (Thurston 1994). It has been shown that a mutant fungus without expression of laccase was unable to degrade lignin (Eggert et al. 1997). It has also been proposed that fungal laccases could be secreted to remove toxic phenols produced during lignification by other enzymes by promoting polymerisation of the phenols. Fungal laccase has also been shown to be involved in pigment production, stress defence, and pathogenesis (Giardina et al. 2010).
Laccases are a group of enzymes known for their substrate promiscuity and very advanced catalytic pathway, which involves a copper complex and the storage of electrons, as they catalyse a four-electron reduction of oxygen to water by four consecutive one-electron oxidations of the reducing substrate, see reaction scheme 5 (Thurston 1994). Laccases can catalyse direct oxidation of a wide variety of aromatic compounds including phenols, methoxy-substituted phenols, aminophenols, polyphenols, aryl diamines, as well as some inorganic ions, resulting in the formation of radicals or quinoid intermediates (Thurston 1994, Giardina et al. 2010).

24
Copper atoms found in proteins are classified depending on their spectrophotometric properties. Type 1 (T1) copper is also called blue copper, since it gives the enzyme its distinct blue colour with an absorption maximum in the UV-visible spectrum at 610 nm in its oxidised form, and it displays a characteristic electron paramagnetic resonance (EPR) spectrum. Type 2 (T2) is a normal copper that shows no absorption in the UV-visible spectrum, with an EPR spectrum distinct from type 1. Type 3 (T3) is a coupled binuclear copper centre that shows an absorption maximum in the UV- visible spectrum at 330 nm in its oxidised form. T3 is not detectable with EPR, due to magnetic interaction between the two copper ions (Claus 2004, Nakamura and Go 2005). Most laccases contain four copper atoms, one T1 copper and one tri-nuclear T2/T3 centre (TNC). Depending on the redox potential (E°) of the T1 copper, laccases are divided into low, medium and high redox potential laccases with potentials ranging from about 400 mV for some plant laccases to about 700 mV for some fungal laccases. The oxidation of the substrates takes place at the T1 copper and hence the redox potential of the T1 copper determines what substrates that can be oxidised (Solomon et al. 1996). The electrons are subsequently transferred via a conserved tripeptide to the TNC and only after the enzyme is fully reduced can the binding of oxygen to the TNC occur where it is subsequently reduced to water (Reaction Scheme 5) (Solomon et al. 2008).
Reaction scheme 4. Laccase-catalysed oxidation of a phenolic substrate and reduction of molecular oxygen.
As the laccase has been found in a large variety of organisms living under extremely different conditions, the optimum conditions for the enzyme vary

25
greatly. It has however been suggested hydroxide ions (OH-) are responsible for inhibiting the activity by binding to the TNC which interrupts the internal electron transfer under alkaline conditions (Xu 1997).
The high fraction of non-phenolic phenylpropane residues in lignin (70-90%) (Lundquist and Parkås 2011) speaks against the involvement of laccase in lignin degradation. It has however been shown that using of a small synthetic compound, a mediator, laccase is also able to oxidise non-phenolic parts of lignin (Bourbonais and Paice 1990). The theory of the laccase mediator system (LMS) is that the mediator is oxidised by laccase and that the radical formed subsequently diffuses away and oxidises the non-phenolic parts of the substrate that are not available for oxidation by laccase (Bourbonais and Paice 1990). This enables oxidation of both substrates with a theoretically high redox potential and substrates with complex structures causing steric hindrance for oxidation. The first natural mediator for laccase was described by Eggert et al. (1996) and today several natural and synthetic mediators are known (Cañas and Camarero 2010).
Due to their wide availability, the interest in “green” catalysis, and their ability to utilise oxygen that is reduced to water, laccases are being extensively studied and proposed for use in a wide variety of commercial applications (Kunamneni et al. 2008). In the pulp and paper industry, the LMS has mainly been proposed for bio-bleaching (Lignozyme®) but also for the cross-linking of lignin molecules in the pulp for strength purposes and for the grafting of small phenolic compounds onto lignocellulosic materials for value adding of the product such as antimicrobial components (Call and Mücke 1997, Widsten et al. 2008). In the textile industry, laccases are mainly being studied for use in the removal of dyes in textile effluents and in the bleaching of denim (Rodríguez Couto and Toca Herrera 2006). In the food industry, laccase and LMS have been used mainly to enhance the colour appearance and improve the food-sensory parameters of the food and beverage, but also for the scavenging of oxygen in the final stage of beer brewing (Osma et al. 2010). Laccases and LMS have also been suggested as parts of biological fuel cells and biosensors for the detection of oxygen or phenols and the detection of phenolic compounds in the food industry and wastewaters (Fernández-Fernández et al. 2012).

26
4 Surface treatment of paper and board for food-packaging applications
Paper and board intended to come into contact with food are often surface-treated to gain both barrier and printing properties. Surface treatment includes any treatment of the surface of paper and board materials such as surface sizing, coating, calendering, printing, corona treatment etc.
Surface sizing and coating involve the addition of an extra layer to the packaging material to improve the surface properties. The main constituents of a regular paper surface size are water and a dissolved and/or dispersed polymer. A mineral pigment is sometimes added at a relatively low concentration to the surface size, which is referred to as pigmented sizing. A typical paper coating formulation consists mainly of water, mineral pigments and polymers (Engström 2006). Paper coating and surface sizing provide interesting opportunities for the addition of the oxygen-scavenging enzyme system to the packaging structure, as the enzyme and its substrate can be added as ingredients to the coating or sizing formulations already used in package manufacturing.
4.1 Dispersion coating, solution coating and extrusion coating
A coating can be applied to a packaging material as a dispersion, a solution or an extrusion. The definition of a dispersion coating is a coating process where the coating material is dispersed in water. The coating can be either a barrier coating or a pigment coating. Dispersion coatings are however most often added to board as a pigment coating for improved printing and optical properties. For barrier properties, it is instead much more common to extrusion coat the board with a thermoplastic polymer melt (Savolainen et al. 1998). A solution coating is often used as surface sizing for improved surface strength and stiffness and it commonly consists of a starch solution with or without further additives i.e. surface sizing agents. Alkyl ketene dimer is commonly used as a hydrophobic sizing agent to hydrophobise the paper and board prior to pigment coating (Forsström 2009).
Dispersion coating and extrusion coating are of major importance in this work. These techniques are therefore described in more detail below.

27
4.2 Dispersion coating process
Adding a dispersion coating to a substrate includes; choosing appropriate raw materials, preparation of the coating formulation, application, metering and drying.
4.2.1 Raw material
The main constituents of a dispersion coating are binders, pigments, additives and water. The function of water is to enable mixing of the components in the coating formulation so that it can be transported and applied as a uniform dispersion onto the paper or board surface (Lehtinen et al. 2009).
4.2.1.1 Binders and co-binders
The binder in a paper coating is a polymer that plays several roles depending on the coating formulation and end-use application of the coated product. The binder can be either a synthetic polymer dispersion (latex) or a water-soluble polymer solution, which can be either a synthetic polymer or a natural bio-polymer (Engström 2006).
Latex binders are synthetic polymer dispersions consisting of mono-disperse spherical particles stabilised with surfactants and produced through radical emulsion polymerisation. The most commonly used latices are co-polymers of the monomers butadiene, styrene, acrylic and acetate. The combinations mainly used are styrene-butadiene (SB-latex), styrene-acrylate (SA-latex) and polyvinyl acetate (Engström 2006).
Polymers such as starch, soy proteins, casein, carboxy methyl cellulose and polyvinyl alcohol (PVA) are used as water-soluble binders. Of these, PVA is the only synthetic water-soluble polymer (Lehtinen and Paltakari 2009). The major water-soluble binder in the paper coating industry is starch. Starch is used in solution coating, in pigmented sizing and as a rheology modifier and water retention agent in dispersion coating formulations (Engström 2006). Since the water-soluble polymers in most pigment coating formulations are used together with a latex dispersion, they are normally referred to as co-binders in such applications (Engström 2006).

28
In pigment dispersion coating, where the binder is a minor constituent, the main role for the polymers is to bind the pigment particles both together and to the base paper. The water-soluble binders are as already mentioned also used for adjusting the viscosity and water retention properties of the coating formulation.
In barrier dispersion coatings, where the binder is the major constituent the most important role for the polymer is to form a solid, continuous film (Kimpimäki 1998). This can only occur if the temperature during drying is above the minimum film formation temperature (MFFT). The film formation is a stepwise process starting with the evaporation of water, leading to a close packing and deformation of the polymer particles which ultimately coalescence and form a film. If the drying occurs below the MFFT, no coalescence occurs. Instead, a structure where discrete latex particles are still present is formed (Bacquet and Isoard 1997, Engström 2006). The MFFT is often close to the Tg of the polymer.
Apart from the major roles for water-soluble binders listed above, there is also an emerging role for natural water-soluble biopolymers for use as barrier coatings. Biopolymers that are able to form a crystalline film have the potential to give the paper and board good barrier properties against oxygen. The major problem when using biopolymers as coatings for food packages is their moisture sensitivity. Due to a large number of hydrophilic groups a lot of water is taken up by the film, and this in turn causes a major drop in barrier and mechanical properties of the coating. One way of reducing the moisture sensitivity of the biopolymer is through cross-linking (Andersson et al. 2008). Olsson et al. (2013) recently showed that it was possible to substantially enhance the water vapour barrier properties of a starch-based coating through cross-linking with citric acid.
4.2.1.2 Pigments and fillers
In traditional pigment coating, minerals (pigments) are added to the coating to improve the printing and optical properties of the coating. In a barrier dispersion coating, minerals (fillers) are added to reduce permeability and blocking (Vähä-Nissi and Savolainen 1999). The same types of minerals are in general used in pigmented coatings as in barrier coatings. The two most commonly used pigments in dispersion coatings are ground calcium carbonate and kaolin clay (Engström 2006). Other pigments that are also being used include talc, precipitated calcium

29
carbonate, titanium dioxide, calcium sulphate (gypsum), synthetic plastic pigments and aluminium trihydrate (Lehtinen and Paltakari 2009). Depending on the desired properties of the coating layer, combinations of the above-mentioned pigments are used. Prior to use in a dispersion coating formulation, the pigments must be dispersed in water together with a dispersant, which stabilises the deflocculated particles and hinders their interaction (Hansen et al. 2009).
The amount of pigment added to a coating formulation is normally given as the pigment volume concentration (PVC). The permeability and optical properties of the coating are dramatically changed at the PVC and can be divided into two distinct regions. In the first region there are only small changes in the permeability with increasing PVC, but in the second region there is a rapid increase in permeability with increasing PVC. The PVC at the transition point coincides with the critical pigment volume concentration (CPVC). At CPVC, the polymer concentration is just large enough to fill all the interstitial voids between the pigment particles. The CPVC varies depending on the composition of the coating formulation and it must therefore be determined for each new coating formulation (Asbeck and Loo 1949). It is of great importance to have knowledge about the CPVC of the coating for most coating applications. For a barrier coating, that is to be impermeable, the PVC must be below the CPVC (Vähä-Nissi and Savolainen 1999) whereas for a coating intended for printing, where pores are of importance, the PVC should be above the CPVC (Lehtinen et al. 2009). The choice of PVC is a balance between different properties to reach the optimum product quality.
One important characteristic of platy pigments such as kaolin clay is their aspect ratio, defined as the particle diameter divided by the particle thickness (Lehtinen and Paltakari 2009). The platyness of the particles increases the tortuosity of the coating layer, defined as the ratio of the actual distance a gas molecule has to travel to pass through a layer to the thickness of the layer. From this follows that a greater tortuosity leads to a lower permeability (Nielsen 1967). It was shown by Schuman et al. (2005) that the addition of platy clay pigments to a SB-latex dispersion gave a coated material with improved water vapour barrier properties.

30
4.2.1.3 Additives
Additives are added to the coating formulation to attain certain desirable properties, and they can be both functional and non-functional (Engström 2006). Often used additives include dispersants for the pigments, biocides for the prevention of bacterial growth, wet strength agents for cross-linking of the co-binder to increase the coating strength during certain printing processes, lubricants to restrict the wearing of calender rolls, optical brighteners to enhance the brightness of the coating, pH control and foam controlling agents (Engström 2006, Hansen et al. 2009).
4.2.2 Preparation of dispersion coating formulations
Dispersion coating formulations can be prepared through either batch preparation or through continuous preparation. Batch preparation is the most frequently used preparation method mainly due to its flexibility in terms of dosing range of components, rheological properties, mixing times and mixing powers. The continuous preparation method is effective only in mills where large volumes of coating formulations with the same quality are needed (Mäkinen et al. 2009). For the preparation of a dispersion coating formulation containing an oxygen-scavenging enzyme, which can be assumed to be a very expensive coating formulation, a batch preparation method should be used.
One of the most important parameters in the preparation of a dispersion coating formulation is the order of mixing. It is important to eliminate viscosity increases caused by for example pigment shocks and chemical reactions (Mäkinen et al. 2009). Eliminating chemical reactions is also of great importance when the oxygen-scavenging enzyme system is added to the formulation. Once the enzyme and the substrate are mixed together into the dispersion, the enzyme will start to consume the substrate. This must be taken into consideration during the mixing and also during the storage of the prepared formulation. Suggestions for how this issue can be handled include:
• Addition of an excess amount of substrate and addition of the enzyme just before application.

31
• Adding the coating as two separate layers, one containing the enzyme and one the substrate (Strobel and Gagnon 1998).
• Using a non-aqueous liquid system (Chisholm and Hasty 2009). • Keeping the storage tank cold after addition of the enzyme and substrate to
reduce the activity of the enzyme. • Removing the oxygen from the coating and the storage tank by nitrogen
flushing after addition of the enzyme and substrate to prevent enzymatic oxidation of the substrate.
• Applying the coating as a powder using a powder coating technique (Vähä-Nissi 2009).
4.2.3 Application techniques
There are two basic principles for application of the dispersion coating to the paper or board. The dispersion can be applied in excess amount and metered in a separate unit to the desired coat weight or a pre-metered amount corresponding to the desired coat weight can be applied directly (Engström 2006). The excess process includes application using either a roll applicator or a jet applicator followed by metering using a blade, a roll, a bar or an air-knife.
The pre-metered process is divided into non-contact and contact coating methods. The non-contact coating methods include curtain coating and spray coating. Due to the non-contact of these techniques they generate a contour coating with an even coating thickness that follows the irregularities of the paper or board. The contact methods include metered size press and film press (Engström 2006, Andersson 2008).
The coating can be applied either on-line or off-line and, following the recommendation for the applications of small-scale barrier dispersion coatings, the application of the special dispersion coating containing the oxygen-scavenging enzyme system should preferably be done off-line. Applying the coating off-line in a separate coater or even a printer facilitates better optimisation of coating unit variables and speed (Kimpimäki 1998). Due to the cost of the enzymes it can be assumed that the enzyme-containing coating formulation will be produced as a special coating grade and not in the large quantities needed for use in large coating

32
machines like the blade coater. Small-scale coaters and printers are much more likely to suit the production of this kind of material.
The most common method for producing coated materials in the laboratory is to use a laboratory-scale rod coater. The coating is draw down onto the base material by a wire-wound rod. The amount of applied wet coating formulation is controlled volumetrically by the calibre of the wire. The speed of the bench coater used in the experimental part of this study (K202 Control Coater, RK Print-Coat Instruments Ltd., Royston, UK) could be set between 2 and 15 m/min and the volume of coating added could be chosen as a nominal wet deposit between 4 and 120 µm.
4.2.4 Drying
For barrier dispersion coatings, drying is a very important step, since improper drying can give problems with odour and taste as well as blocking (Kimpimäki 1998).
For industrial applications in existing coating lines, drying is normally done using infrared (IR) driers followed by hot air driers and perhaps also cylinder drying, which all generate relatively high temperatures, up to 70°C, in the paper web (Heikkilä and Rajala 2009).
4.3 Extrusion coating
Extrusion coating is a process that transfers thermoplastics from a solid to a melted state and compresses them against a substrate using the pressure in a die. A typical extruder consists of a screw divided into three sections; a feed section where the solid polymer is added, a compression section where the polymer is melted and a metering section. The two major reasons for extrusion coating of food packaging materials are to improve the barrier properties and to make it heat sealable. A lot of synthetic as well as bio-based polymers can be used as extrusion plastics. Synthetic polymers are the most frequently used for extrusion coating, and low density polyethylene (LDPE) occupies the largest segment. Other common plastics are polypropylene (PP), PET and ethylene vinyl alcohol (EVOH). The plastics all have different barrier properties so the choice of plastic to be used is determined by the desired barrier properties of the packaging material (Savolainen

33
et al. 1998). The possibility of using an extrusion coating as a barrier layer in oxygen-scavenging packaging materials is discussed in more detail in Chapter 2.2.1 Oxygen scavengers.
Even though there are a lot of driving forces for the use of bio-plastics such as bio-PE, bio-PET, polylactic acid (PLA), polycaprolactone (PCL) and polyhydroxyalkanoates (PHA) (Andersson 2008), the market share of these is still small (about 1% of the total plastics market) and none of them are commonly used as extrusion coatings for food packaging (http://en.european-bioplastics.org, accessed in July 2013).
5 Description of analytical methods
5.1 Oxygen-scavenging capacity
5.1.1 In solution
5.1.1.1 Spectrophotometric method
A common way to determine the activity of enzymes is by using spectrophotometric methods where the depletion or formation of a molecule can be detected through a change at a specific wavelength in the UV-visible spectrum. The specific activity of GOx can be determined through a spectrophotometric measurement based on a coupled enzymatic assay. The first reaction step follows Reaction scheme 1 where GOx converts one molecule of oxygen and one molecule of glucose to one molecule of hydrogen peroxide and one molecule of β-D-gluconic acid. In the second reaction, the enzyme horseradish peroxidase (HRP) converts the hydrogen peroxide and two 2-2'-azino-bis(3-ethylbenzthiazoline-6-sulphonic acid) (ABTS) molecules to two water molecules and two ABTS radicals (see Reaction scheme 7). The balanced formula for the coupled assay is: oxidation of one mole of glucose is equivalent to the formation of two moles of ABTS radicals.

34
Reaction scheme 5. HRP-catalysed conversion of hydrogen peroxide and ABTS to water and ABTS radicals
The formation of the ABTS radical generates a green colour which can be measured spectrophotometrically as the absorbance at a wavelength of 414 nm. At this wavelength, the molar coefficient, ε, of the ABTS radical is 3.6×104 M-1cm-1 (Childs and Bardsley 1975). Using this value of ε in the Beer-Lambert equation (Equation 4), the concentration of ABTS radicals formed can be calculated, and this can then further be used to calculate the consumption of glucose which is used in the calculation of the specific activity of GOx, defined here as µmol oxidised glucose minute-1 g enzyme preparation-1.
𝐴𝑏𝑠 = 𝜀𝑙𝑐 [4]
where Abs is the absorbance, ε is the extinction coefficient, l is the path length of the beam and c is the concentration of the measured molecule. It is important to always make sure that the second enzyme for the reaction, HRP, is added in excess. If the activity of HRP is lower than the activity of GOx in the reaction mixture, the calculated specific activity of the GOx will be underestimated.
5.1.1.2 Electrochemical method
The activity of both GOx and laccase can be determined by measuring the amount of oxygen being consumed using an oxygen electrode or more accurately a Clark electrode. The principle of the method was first described by Clark in 1956 (Clark 1956). The Clark electrode is the most commonly used electrode for determining the oxygen concentration in a liquid. An outline of the electrode principle is shown in Figure 2. In general, it consists of a circular disc containing a cathode at the centre of a raised dome surrounded by a well containing a silver anode. Two reactions take place, one at the platinum cathode and one at the silver anode, Equations 5 and 6.

35
Figure 2. Principle outline of the oxygen electrode. Redrawn from Hansatech Ltd.
The platinum cathode and the silver anode are immersed in and linked by an electrolyte solution, normally a 50% saturated solution of KCl. A uniform layer of electrolyte solution between the anode and cathode is created by the use of a spacer paper. Above the spacer paper, the platinum cathode is also covered by a hydrophobic Teflon membrane that is permeable to gases but not to liquids. When a voltage of about 700 mV is applied across the anode and the cathode, the silver at the anode becomes positive and starts reacting with the chloride ions in the electrolyte solution (Reaction scheme 8). The electrons formed are used at the positive cathode to reduce the oxygen diffusing through the membrane (Reaction scheme 9). Thus, the current which flows is related to the reduction of oxygen at the cathode, and this is limited by the transport of oxygen to the cathode surface. The oxygen concentration at the surface becomes zero and therefore the diffusion rate becomes proportional to the oxygen concentration in the reaction chamber (see Equation 1). By following the decrease in voltage after addition of enzyme and substrate to the reaction chamber the enzyme activity can be determined (Hansatech Ltd).
Reaction scheme 6. Reaction at the anode in the oxygen electrode.

36
Reaction scheme 7. Reaction at the cathode in the oxygen electrode
5.1.2 In the gas phase
The oxygen-scavenging capacity in the gas phase can in general be determined using two kinds of technique. One is a non-destructive method based on a luminescent dye where the gas itself is not analysed and the other is a somewhat destructive method based on the actual analysis of the gas.
The luminescent dye method is based on the detection of the quenching of luminescence caused by the collision between molecular oxygen and luminescent dye molecules in the excited state. There are several commercially available sensors for detection, for example OxySense (Kerry et al. 2006) and Fibox (Galdi et al. 2008). The dye is basically encapsulated in a solid polymer matrix which is added to a transparent part inside the packaging (Kerry et al. 2006). This is one of the drawbacks of these methods, as not all packages have transparency.
The other method, where the head-space gas is analysed is invasive, as a sample of the gas must be taken out of the package or closed system. The gas can be analysed either through some chromatographic system (Andersson et al. 2002) or by one of the more simple commercially available sensors such as Checkpoint or Checkmate. These commercially available sensors are either electrochemical or zirconia-based. The basic principle of these systems is that an aliquot of the gas is taken using a syringe connected via a hose to the sensor equipment where the oxygen concentration in the gas is determined. The electrochemical sensor is based on the same principle as described in section 5.1.1.2 Electrochemical method. It consists of a cathode, anode, hydrophobic membrane and electrolyte solution. The gas diffuses through the membrane and a current is created which is proportional to the oxygen concentration in the gas. The sensitivity and lifetime of these sensors are significantly lower than those of the zirconia ceramic sensors (Chou 2000).
The zirconia sensor is a so-called solid-state gas sensor. Here the electrolyte is a solid-state material based on zirconium dioxide (ZrO2) which lies between porous electrodes connected to a direct current (DC) source (Eranna et al. 2010, Azad et

37
al. 1992). At high temperatures, the ZrO2 partly dissociates and mobile oxide ions are created, and this enables the ZrO2 to function as a solid electrolyte for oxygen. The oxygen gas surrounding the ZrO2 is adsorbed onto the surface of the zirconia sensor and is transported through the material. On one side of the sensor is the gas to be analysed and on the other is a reference gas. When there is a difference in oxygen concentration on the two sides of the sensor the oxygen molecules will be transported from the side with the highest oxygen concentration to the side with the lowest (SST sensing Ltd). The movement of oxide ions generates an electro-motive force (EMF), also called a Nernst voltage. The Nernst voltage can be measured and used to determine the oxygen partial pressure of the analysed gas (Azad et al. 1992, Eranna et al. 2010). The EMF varies depending on the oxygen concentration of the reference gas and the temperature of the zirconia sensor (Eranna et al. 2010). When used in a device such as the Checkmate system, the sensor is therefore placed at a constant temperature, using heating elements and air (21% oxygen) as the reference gas.
Another option for determining the oxygen-scavenging capacity of an oxygen scavenger incorporated into the packaging material is to measure the oxygen transmission rate (OTR). This has been done by for example Lopez-Rubio et al. (2007) where a decrease in oxygen concentration could be seen in the material containing the oxygen scavenger.
5.1.2.1 Creating a closed system
In order to evaluate the oxygen-scavenging capacity in the gas phase using the Checkmate system, where the change in gas composition is analysed, the material must be placed in a closed system. The system should be air-tight so that the only change in oxygen concentration is due to scavenging, but the system must also allow gas samples to be taken out for analysis. Mikrolab Aarhus A/S, (Aarhus, Denmark) has developed a specially-designed air-tight screw cap consisting of a GL45 screw cap containing two inlets with screw vents reinforced with septa at the top (see Figure 3). This enables both flushing of the jar to create a modified atmosphere and the withdrawal of gas samples without affecting the gas composition inside.

38
Figure 3. GL45 screw cap containing two inlets with screw vents reinforced with septa at the top.
5.2 Characterisation of the coating layer
5.2.1 Porosity measurements
The porosity of a coating layer can be illustrated through visual methods using microscopic equipment such as a scanning electron microscope (SEM) and determined through intrusion methods where a non-swelling liquid penetrates into the pores of the coating.
5.2.1.1 Oil absorption test
The simplest method for determining the porosity is perhaps the oil absorption test. The principle of the test is that the coating layer is immersed in an oil of known density for a given period of time. From the volume of the immersed coating sample and the volume of the absorbed oil, it is possible to calculate the porosity of the coating:
𝜑 = 𝑉𝑜𝑖𝑙𝑉𝑐𝑜𝑎𝑡𝑖𝑛𝑔
100 [5]
where 𝜑 is the porosity of coating in %, Voil is the volume of absorbed oil and Vcoating is the volume of the coating.

39
5.2.2 Water vapour uptake
Water vapour can be taken up by a coating structure by two mechanisms; capillary condensation and absorption through hydrogen bonding. If the coating surface is smooth and contains no pores, water will be taken up by a diffusive mechanism through adsorption of water molecules onto the surface. Depending on the solubility of water in the polymer matrix of the coating, the water will either be absorbed through hydrogen bonding or continue to diffuse through the layer (Miller and Krochta 1997). If, on the other hand, the coating has a porous structure, the adsorbed water molecules will condense and fill the pores through capillary condensation (Adamson and Gast 1997). Due to the formation of a concave liquid meniscus at the bottom of the pore, water is condensed at a vapour pressure below the saturation vapour pressure of the liquid. The relation between the radius of water-filled pores and the relative vapour pressure is described by the Kelvin equation, Equation 6:
𝑙𝑛 𝑝𝑝0
= − 2𝛾𝑉𝑙𝑟𝑘𝑅𝑇
[6]
where p is the vapour pressure observed over the curved surface, p0 is the vapour saturation pressure of the liquid, rk is the mean radius of curvature of the meniscus, γ is the liquid/vapour surface tension, Vl is the liquid molar volume, R is the ideal gas constant and T is the temperature. This form of the Kelvin equation assumes complete wetting, i.e. contact angle of zero (Adamson and Gast 1997, Rouquerol et al. 1999).
The water vapour uptake is normally determined by a gravimetric method where the dry sample is placed in the relative humidity of interest. The increase in weight is observed and the water vapour uptake per gram of material can be calculated. It can either be measured as the absolute value of the water vapour uptake at a certain relative humidity or it can be measured as a continuous water vapour uptake at several humidities. The absolute measurement can be made simply by placing the samples in a humidity chamber or desiccator with the desired humidity and measuring the weight manually on a balance at certain time intervals until the increase in weight is constant. For the continuous measurement at several humidities, it is perhaps more convenient to use a setup where the samples are placed in a humidity chamber with controlled and adjustable humidities. A balance inside the chamber connected to a computer is then used to record the increase in

40
weight. For both types of measurement it is very important to have control of the temperature as it highly affects the water vapour uptake.
5.2.3 Oxygen transmission rates
As already described in Chapter 3.1.5 Mass transport, the permeation of oxygen through a polymer matrix depends on several factors. The oxygen permeability, OP, is defined as the volume of oxygen gas permeating through unit thickness per unit area, per unit time and per unit oxygen partial pressure difference on the two sides of the material. The units often used for OP are cm3 µm m-2 24h-1 kPa-1. However, the OP is only applicable to homogeneous materials. For food packaging materials which often consist of multilayer structures, the oxygen barrier properties are often given as the oxygen transmission rate, OTR, which is defined as the amount of gas passing through unit area of the material per unit time under the conditions of the test, i.e. the thickness and oxygen partial pressure are not included in the value. The units often used for OTR are cm3 m-2 24h-1. The OP or OTR is often determined on materials using equipment containing a colorimetric sensor for the detection of the permeating oxygen (ASTM D3985 - 05). For both the OP and OTR value, the test conditions including temperature and relative humidity must be stated; for OTR information about the oxygen partial pressure on both sides of the material must also be given. The Mocon apparatus is a commonly used device for this purpose. The material to be tested is placed inside a cell with nitrogen gas (carrier gas) on one side and the oxygen (permeant gas) on the other side. The oxygen molecules permeating through the material are detected at the carrier gas side by a colorimetric sensor. A common standard for measuring the OTR of a material is ASTM D3985 - 05 (Standard Test Method for Oxygen Gas Transmission Rate Through Plastic Film and Sheeting Using a Coulometric Sensor) (Andersson 2008).
5.2.4 Water vapour transmission rates
As in the case of the oxygen barrier properties, the water vapour barrier properties can be given either as water vapour permeability (WVP) defined as the amount of water vapour permeating through unit area per unit thickness, per unit time and per unit pressure or as the water vapour transmission rate (WVTR). The WVTR of

41
a material is evaluated by determining the weight of water vapour at a given humidity that permeates through a known area of the material. The units for WVTR are often given as g m-2 24 h-1 and the simplest method for evaluating the WVTR of a material is the cup method which is described in standards ASTM E 96, ISO 2528, DIN 53122-1, TAPPI T 448 and T 464 (Andersson 2008). The general idea is that the material is mounted onto a cup containing either a desiccant or water and the increase or decrease, in weight is monitored over time.
5.3 Dynamic mechanical analysis
The basic principle of dynamic mechanical analysis (DMA) is described by Menard 1999 as: “applying an oscillating force to a sample and analysing the material’s response”. A graphic representation of this is shown in Figure 4. In the DMA, a force motor is used to generate a sinusoidal wave and this is transmitted to the sample via a drive shaft. From the detected material response sine wave, several properties can be calculated i.e. the viscosity and the complex- (E*), storage- (E') and loss (E'')-moduli. The moduli have a geometrical relationship with the phase angle (δ) shown graphically in Figure 5 (Menard 1999).
The extent to which a material is deformed when a force is applied is related to its stiffness which is described by the storage modulus E'. The E' modulus can be compared to Young’s modulus (E), which is obtained in the linear elastic region of a simple stress-strain curve. Ideally the two moduli should be the same. However, Young’s modulus is determined from the slope of the initial linear region of the stress-strain curve (where the ratio of stress to strain is constant) for a sample that is continuously being stretched whereas E' is determined from an oscillating sample and depends on the frequency. This is further described in Chapter 5.3.1. Frequency scans. The E' value is determined according to the equation:
𝐸′ = �𝜎0𝜀0� 𝑐𝑜𝑠𝛿 = �𝑓0
𝑏κ� cos 𝛿 [7]
where the first part contains σ0 which is the maximum stress and ε0 which is the strain at maximum stress originating from Hooke’s law with the sinusoidal addition of δ which is the phase angle, and the second part shows the parameters used for the DMA method where f0 is the force applied at the peak of the sine wave, b is the geometry term of the sample and κ is the displacement of the sample at the peak.

42
To determine the moduli using a DMA, one of the parameters f0 and κ is controlled and pre-determined while the other is used as response (Menard 1999).
Figure 4. Graphic representation of the basic principle of DMA. An oscillating force (generated sine wave) is applied to a sample and the material’s response (detected sine wave) is analysed.
The E' modulus of a polymeric material is increased by for example cross-linking of the polymers of the material. Investigating the E' value can therefore give valuable information about the effect of a chemical or physical cross-linking (Schlesing et al. 2004).
Figure 5. Geometric relationship between the complex- (E*), storage- (E'), loss (E'') modulus and the phase angle (δ). Redrawn from Menard 1999.
43
5.3.1 Frequency scans
A frequency scan is one of the methods in DMA. Performing a frequency scan is a fast and simple method, compared to a temperature scan, for determining the E' modulus of, for example, a polymeric sample (Menard 1999). In a frequency scan, the temperature, relative humidity and either displacement or force is kept constant and the response of the material at a range of frequencies is determined.
The E' modulus is, as already mentioned, a frequency-dependent material property. For a viscoelastic polymeric material, the frequency dependence is divided into three distinct regions. At very low frequencies the material the response is mainly viscous and the material is rubber-like with a low E' modulus. At very high frequencies the response is mainly elastic and the material is glassy-like with a high E' modulus. The high and low frequency regions are independent of the frequency but in the intermediate region where the material behaves viscoelastically, i.e. the response is both viscous and elastic, the E' modulus increases with increasing frequency (Ward and Sweeney 2004). By investigating the minimum value of E', i.e. at very low frequencies, it is possible to obtain an estimate of the cross-linking density. A more cross-linked polymeric material will have a higher E' modulus than the corresponding less cross-linked polymeric material (Schlesing et al. 2004).
5.4 Size exclusion chromatography
Size exclusion chromatography (SEC) also called gel permeation chromatography (GPC) is a liquid column chromatography method used for separating molecules in solution according to their size or, more accurately their hydrodynamic volume. It is widely used for obtaining the molecular weights Mn (number average molecular weight) and Mw (weight average molecular weight) of macromolecules and the molar mass distributions of polymers (Striegel et al. 2009, Berek et al. 2010).
The macromolecules with unknown size are transported with the solvent, i.e. the mobile phase, through a column containing porous particles. As the stationary phase of the column consists of porous particles small molecules are trapped inside the cavities of the particles and therefore take a longer time to pass through the column than larger molecules (Striegel et al. 2009, Berek et al. 2010).

44
It is important to be aware of the difficulties related to SEC analysis of a macromolecule. Before a sample is analysed with SEC, one must first carefully choose the right temperature, column, mobile phase, detector type and calibration method (Kostanski et al. 2004). For the choice of column it is critical that the pore size of the porous particles which constitute the column packing material fit the size of the sample molecules. One must also take into consideration any possible enthalpy effects such as adsorption of the molecules onto the particles, as this will affect the retention time and also the results. The most important property of the mobile phase is that it has the ability to fully dissolve the molecules, but it can also be chosen so that the eluent molecules adsorb onto the porous particles and in that way suppress the adsorption of the macromolecules. Even though SEC separations should be performed based on size of the analyte, there is in reality always a risk of adsorption and ion-exclusion factors affecting the results. There are several different detectors which can be divided into two main categories; concentration-sensitive detectors and molecular-weight-sensitive detectors. The concentration-sensitive detectors are the most commonly used detectors, where the response is proportional to the analyte concentration in the detector cell. These detectors include differential refractive index, UV/visible, IR and evaporative type detectors (Striegel et al. 2009, Berek et al. 2010). For the other type of detector, the molecular-weight-sensitive type, the response depends both on the concentration and the molecular weight of the analyte in the detector cell. Included in this kind of detectors are low-angle laser light scattering (LALLS), multi-angle laser light scattering (MALLS) and viscosity detectors (Kostanski et al. 2004).
SEC was used to determine the molecular weight of enzymatic products when lignin derivatives were used as substrates for laccase. To determine molecular weight of lignins, several protocols have been tested. So far no universal standard protocol has been agreed upon. Three general approaches exist, organic solvent SEC using tetrahydrofuran (THF) as the mobile phase, aqueous SEC using an alkaline mobile phase and polar organic SEC where salts, such as lithium bromide or lithium chloride, are present in dimethylsulphoxide (DMSO), dimethylacetamide (DMAc) or dimethylformamide (DMF) eluents (Ringena et al 2006, Baumberger et al. 2007, Brudin and Schoenmakers 2010). Baumberger et al. 2007 concluded in their work where five different technical lignins were analysed at seven different laboratories that one of the most important points for reliable results is to systematically determine the lignin solubility in the elution medium. THF was

45
shown to not be a suitable mobile phase for lignosulphonates due to a very low solubility. Using alkaline aqueous SEC Baumberger et al. 2007 experienced a fairly high intra-laboratory variation (9-11%) in Mw for lignosulphonates, which highlights the difficulties when using SEC as an analysis method for lignosulphonates. For the non-sulphonated lignins the intra-laboratory variations were 1-6%. One problem when using alkaline eluents is that most commercial columns cannot withstand the alkalinity and need to be frequently changed and recalibrated. This can be overcome by using polar organic SEC. Ringena et al. (2006) thoroughly evaluated two polar organic eluent systems comprising of either DMSO with H2O and LiBr or DMAc with LiCl. A good agreement of the Mw values of several technical lignins was found between the two different eluents indicating a good and reliable separation. The results of the Mw were also compared to the results obtained using aqueous SEC and found to be in good agreement for most of the lignin samples.
6 Effect of coating process and composition on the enzyme activity
The use of enzymes in a standard dispersion coating is associated with some obstacles. Enzymes are proteins and the catalytic activity is highly dependent on the conservation of their conformation (Fersht 1999). As has been discussed in Chapter 3.1 Factors affecting the enzyme activity, the structure can be disrupted by factors such as heat, surfactants or pH. These factors are all present in the coating process, heat is applied during drying and surfactants are present in the latex for stability purposes. Even though the pH is generally stable in a coating formulation, it is normally adjusted to be in a specific region, often the alkaline region, to generate stable dispersions. It is not certain that this is the optimal pH for the enzymes. Furthermore the pH of a coating containing GOx will decrease as the oxygen is being scavenged due to the formation of gluconic acid, see Chapter 3.2.1 Glucose oxidase. The incorporation of oxygen-scavenging enzymes GOx, Laccase and OxO into a coating layer or polymer matrix was thoroughly investigated (Papers I-III) with the aim to clarify the effect of coating process parameters and composition of the coating formulation on the oxygen-scavenging capacity in the final dry layer.

46
6.1 Effect of drying conditions and immobilisation
A lot of studies on the immobilisation of GOx, OxO and laccase have been performed. For oxygen-scavenging active-packaging purposes, immobilisation of GOx is reported elsewhere (Brody et al. 2001) and immobilisation of laccase is included in the list of patents shown in Table 4. For the production of enzyme-containing active-packaging materials described in literature, the temperature for drying of the material has not been higher than 70°C, except in the study by Gustafsson et al. (2011), where bioactive coatings with laccase were produced at oven temperatures up to 90°C as well as IR-drying.
The effect on the enzyme activity of drying at an elevated temperature and immobilisation in a coating layer was evaluated in order to estimate the potential of industrial coating lines for the production of the active enzyme-based coated packaging materials. The enzyme activity after incorporation in a dispersion coating formulation and subsequent drying was determined for GOx (Paper I), for laccases originating from three different organisms; the basidiomycete fungus Trametes versicolor (TvL), the ascomycete fungus Myceliophthora thermophila (MtL), the Japanese lacquer tree Rhus vernicifera (RvL) (Paper II), and for OxO (Paper III).
Free films were produced by coating the reverse side of silicon-treated release papers with a coating formulation consisting of 1) SB-latex, barrier clay (having an aspect ratio of 60) and glucose (GOx), 2) SB-latex and barrier clay (laccases) and 3) SB-latex (OxO). Various drying conditions were used for the different systems and the enzyme activity was evaluated using either the spectrophotometric method, GOx (Paper 1) or the oxygen electrode, laccases (Paper II) and OxO (Paper III). For clarification, all activity measurements were performed by immersion of the films in a solution containing the substrate for the enzyme. For GOx the substrate was also present in the dry films (Paper I). In Paper II, the activity after immobilisation was determined as remaining activity defined as the relation between the measured activity of the enzyme in U/g enzyme preparation to the theoretical maximum activity of the enzyme in U/g enzyme preparation present in the film. To enable a comparison between all enzymes, the results from the activity measurements in Paper I and Paper III were recalculated using the equation:
𝑅𝑒𝑚𝑎𝑖𝑛𝑖𝑛𝑔 𝑎𝑐𝑡𝑖𝑣𝑖𝑡𝑦 = 𝑀𝑒𝑎𝑠𝑢𝑟𝑒𝑑 𝑎𝑐𝑡𝑖𝑣𝑖𝑡𝑦 𝑎𝑓𝑡𝑒𝑟 𝑖𝑚𝑚𝑜𝑏𝑖𝑙𝑖𝑠𝑎𝑡𝑖𝑜𝑛𝑇ℎ𝑒𝑜𝑟𝑒𝑡𝑖𝑐𝑎𝑙 𝑚𝑎𝑥𝑖𝑚𝑢𝑚 𝑎𝑐𝑡𝑖𝑣𝑖𝑡𝑦
100 [8]

47
The specific activity of the enzymes used to calculate the theoretical maximum activity of the enzymes immobilised in the films was determined to be 6150 U/g enzyme preparation for GOx and 710 U/g enzyme preparation for OxO.
By comparing the results after the drying at 105°C for 30 s between the different enzymes (Table 6) it is obvious that the remaining activity for all three laccase enzymes (TvL, MtL and RvL) was significantly higher than that of GOx and OxO. Both GOx and OxO had only about 6% of the activity retained after the immobilisation whereas laccase had 41.5, 34.3 and 18.3% (TvL, MtL and RvL respectively) of its activity left.
Table 6. Remaining activities of GOx, TvL, MtL, RvL; and OxO incorporated in coatings after drying at various temperatures. All measurements were performed by immersion of the films in a liquid solution containing the substrate for the enzyme. For GOx the substrate was also present in the dry films.
Remaining activity [%] Drying conditions GOx TvL MtL RvL OxO 120°C 30 s 5.1 - - - - 120°C 60 s 2.1 - - - - 120°C 90 s 0.1 - - - - 105°C 30 s 6.7 41.5 34.3 18.3 6.2 105°C 60 s 3.9 - - - - 105°C 90 s 2.0 - - - - 95°C 30 s - - - - 6.4 90°C 40 s - 41.0 52.7 24.3 90°C 30 s - 40.4 35.8 24.9 75°C 50 s - 29.0 37.3 30.8 75°C 40 s - 31.1 40.3 35.5 75°C 30 s - 48.6 39.9 33.0 11.2 23°C 24 h 4.9 - - - - 30°C 24 h 5.9 - - - - 50°C 24 h 0.2 - - - - 70°C 24 h 0.0 - - - -
The results for GOx are in agreement with other reported data on entrapped GOx. Nestorson et al. (2007) and Sahmetlioglu et al. (2006) reported a remaining activity of about 6% after entrapment in a clay-containing latex film and conducting copolymers of thiophene-functionalised PVA respectively. Blandino et al. (2001) showed a remaining activity of about 9% after entrapment of GOx in calcium alginate gel capsules. In a study where the drying conditions of GOx entrapped in a

48
silica gel were investigated, the remaining activity varied from 3.14 to 66.3% depending on drying conditions and storage conditions of the gel. The lowest remaining activity was observed after drying and storage at room temperature (Han et al. 2005). There are also reports of 89% retained activity after entrapment of GOx in a matrix of UV-curable resins (Kothapalli et al. 2007).
There are only a few reports on the entrapment of OxO (Vadgama et al. 1984, Lathika et al. 1995, Singh et al. 2002) and most of the studies have been performed on covalent attachment or cross-linking to solid supports or inside gels (Nabi Rahni et al. 1986, Chandran et al. 2001, Capra et al. 2005, Kumar et al. 2008). When OxO was immobilised on a PVA membrane through entrapment, 96% of its initial activity was retained (Singh et al. 2002). The results obtained by Kothapalli et al. (2007) and Singh et al. (2002) are not in agreement with the results observed in Papers I and III. It is therefore important to understand the differences in immobilisation techniques between the studies. In the studies performed by Kothapalli et al. (2007) and Singh et al. (2002), no heat was used and in the study presented in this thesis temperatures up to 105°C were used. The loss of activity observed in this study can probably at least in part be ascribed to heat-induced denaturation. However there are also differences in the properties of the polymer matrix used which could account for some of the loss. Benavidez et al. (2010) showed that the physicochemical properties of the matrix in terms of amount of charges and cross-linking play an important role for the diffusion of the substrate and also the performance of entrapped OxO in a hydrogel.
The remaining activity for the three laccases in Paper II is in agreement with or even higher than that observed by Turner et al. (2004) and Gustafsson et al. (2011). Turner et al. (2004) showed a remaining activity of RvL entrapped in a cellulose film between 18-29% depending on pre-treatment of the enzyme. Gustafsson et al. (2011) showed a remaining activity of laccase from Melanocarpus albomyces (MaL) of 57% after incorporation in a pigment coating and drying at 90° C for 60 s. The laccases TvL, MtL and RvL used here seems to be well suited for this kind of immobilisation technique where a high temperature is used. It should be noted that the remaining activity does not tell the whole truth about the oxygen-scavenging capacity of the material produced as it also depends on the initial activity of the enzymes.

49
The significant difference in remaining activity between the laccase and GOx and OxO could, as discussed previously, be due to heat-induced denaturing caused by the drying. This is however not certain, and it is probably not the only reason. It is likely that mass transport of the substrates also has an impact on the obtained results. For GOx there is a drawback in the method used for determining the activity of the immobilised enzymes. As has been explained in Chapter 5.1.1.1 Spectrophotometric method the method, is a coupled assay which in this case means that the hydrogen peroxide formed must reach the HRP enzyme before the ABTS radicals can be formed and detected. If the formed hydrogen peroxide does not reach HRP due to limited mass transport the measured remaining activity of GOx would be lower than it actually is. By using the oxygen electrode described in Chapter 5.1.1.2 Electrochemical method, this effect is avoided. The differences could also partly be explained by differences in the diffusion of the substrates as well as differences in the substrate Poct/wat values (partition coefficient between n-octanol and water) i.e. the ratio of concentrations at equilibrium of a substance in n-octanol and water. The Poct/wat value is perhaps not a relevant measure for this kind of coating as the formulation contains a lot of polar groups, but it gives an indication of differences in solubility between the substrates in the coating layer. Glucose and oxalic acid are hydrophilic substrates with log Poct/wat values of about -3 and -1 respectively (Mazzobre et al. 2005, Lian et al 1999) while pyrogallol is more soluble in organic solvents than in aqueous solutions with a log Poct/wat value of about 1 (Pogrebnyak and Stepanova 2003). These differences, suggest that both glucose and oxalic acid might have a poorer capacity to diffuse in the latex-based film, which would contribute to the differences in remaining activity. Other diffusion differences include for example steric hindrance due to variations in size as well as possible differences in chemical interaction between the matrix and the substrate.
In the immobilisation study for GOx (Paper I), the substrate (glucose) was added to the coating formulation and a rapid high-temperature drying at 105°C or 120°C was compared to a slow low-temperature drying at 23°C or 30°C (see Table 6). Firstly the results clearly show the time-dependence of the drying conditions at high temperatures, the catalytic ability of the enzymes being significantly reduced with increasing drying time. The effect is, as expected, more pronounced at the higher temperature where no activity is left after 90 s. Comparing the results for the samples dried for 30 s at 105°C or 120°C with those for the samples dried at

50
23°C and 50% RH for 24 h, it can be noted that the rapid high-temperature drying results in a higher remaining activity. This is a surprising result, but it can possibly be explained in terms of quick evaporation of the water. The need for water in order to make the enzyme active has been outlined in Chapter 3.1.4 Water activity. This means that, as long as the latex film is wet, the enzymes are active and can oxidise the glucose. The time during which the latex film is wet is a key difference between the two drying conditions. At a high temperature, the evaporation of water is rapid and both the enzyme and the substrate are embedded in the film at a fast rate. This result in a higher remaining concentration of glucose in the dry film than in the slow-drying film where the evaporation is slow and the film stays wet much longer. The higher activity in the samples dried at high temperatures could therefore probably be explained in terms of the higher concentration of easily accessible glucose present in the films.
The result of oxidation of the glucose in a wet layer is in agreement with what Andersson et al. (2002) found for filter paper impregnated with the enzyme system. To avoid any pre-oxidation of the substrate, Strobel and Gagnon (1998) suggested that the material could be produced as two separate membranes. The enzyme-containing coating without glucose was added to a porous membrane that was activated only when placed on top of a glucose-coated nylon web and in contact with the moist food. Chisholm et al. (2008) suggested using a non-aqueous liquid as a carrier for the enzyme and substrate mixture to prevent activation of the laccase-catalysed oxygen scavenging during formulation, transport and application.
To eliminate any impact on the oxidation of the substrate in the wet film, the substrate was not added to the coating formulation for the immobilisation of laccase in Paper II but instead to the liquid reaction mixture in which the films were immersed. This made it possible to investigate how the drying time and temperature affected the remaining activity of the enzymes. Comparing the remaining activity of the three laccase in Table 6 it can be seen that the remaining activity of RvL is lower than that of TvL and/or MtL under all drying conditions. It is also worth noting that the remaining activity of MtL when dried at 75°C/40 s was significantly lower than when dried at 90°C/40 s. The same effect was observed by Gustafsson et al. (2011), who reported that MaL possessed a higher remaining activity after drying for 60s at 80°C than at 60°C. The higher drying temperature leads to a faster film formation of the latex, and this leads to a more

51
rapid immobilisation of the enzyme. As a consequence, the stability of the enzyme upon immobilisation then compensates for the exposure to a higher temperature. Increased stability of laccase upon immobilisation has been reported in several studies (Fernández-Fernández et al. 2012). These results show the importance of the process drying conditions for the production of enzyme-containing oxygen-scavenging papers. The preferred short-time drying conditions also indicate that it is possible to use traditional drying units (drying hoods and IR dryers) in the full-scale production of enzyme-containing coated papers. The remaining activity of MaL was shown to be 72% after drying with an IR dryer for 3 s (Gustafsson et al. 2011).
6.2 The effect of surfactants in the latex
Surfactants are added to latex during the polymerisation process for stabilisation purposes (Chern 2006). The surfactant composition of the SB-latex used in this study is not known, but the anionic surfactant SDS can serve as a model surfactant. SDS is sometimes used for latex production and it has been shown to alter the conformation of enzymes at unimer concentrations of 0.1 mM (Reynolds and Tanford 1970). The amount of SDS added for polymerisation reactions varies a lot. Krishnan et al. (2005) reported however that the serum phase of n-butyl methacrylate copolymerised with N-methylol acrylamide contained 8% of the SDS added initially for the reaction. This corresponds to a concentration of about 2 mM, which at an ionic strength greater than 0.1 M is below the critical micelle concentration (CMC) of SDS (Reynolds and Tanford 1970). It can therefore be assumed that SDS will exist as a unimer in the serum phase and may therefore denature the enzyme. This means that the loss of activity upon immobilisation of GOx and OxO could also be due to the presence of anionic surfactant unimers in the latex. For OxO this is probably the case as it was shown to be highly affected by the surfactant in the latex. The enzyme instantly lost about 40% of its activity after residing in the serum phase of the SB-latex for a certain period of time (Paper III). GOx was not however affected as greatly by storage in the serum phase of the SB-latex. No significant reduction in activity was observed after 24 h of storage. Only after storage at +4°C for 7 days was a small significant effect of the surfactant containing serum observed (Paper I).

52
SDS has been shown to cause dissociation of GOx into its two subunits at pH 5 and below. At pH 6, however, GOx was shown to be completely unaffected even after 5 days of incubation (Jones et al. 1982). The SB-latex used here had a pH of 5.5 as received, so it can be assumed that the loss of activity at +4°C is in part due to surfactant-induced dissociation of the enzyme. Storage at room temperature seems however to be more detrimental for the retained activity of the GOx in aqueous solutions. After 7 days, the enzyme had lost about 40% of its initial activity independent of storage medium (Paper I). The loss of enzymatic activity of GOx during storage at room temperature in aqueous solutions is in accordance with other studies and it is probably be due to some sort of denaturing (Li et al. 1998, Ying et al. 2002, Ozyilmaz et al. 2005). Recommended storage conditions often include several additives to protect the enzyme from denaturation (Tischer and Wedekind 1999). The storage stability increased however markedly after incorporation in a coating layer consisting of SB-latex, barrier clay and glucose coated onto board. The enzyme retained about 50% of its initial activity after 78 days of storage (Paper I).
6.3 The need for a buffered system
The D-1,5-gluconolactone produced by GOx in the reaction with glucose is known to be a weak inhibitor to GOx that spontaneously hydrolyses to gluconic acid. The rate at which hydrolysis occurs has been shown to be pH-dependent having a half-life of 10 minutes at pH 8 and being very slow at pH 3 (Wilson and Turner 1992). The formation of gluconic acid will however also lower the pH of the coating, and this could possibly affect the enzyme activity negatively. Scott and Hammer (1961) showed that for their OxyBan sachets the oxygen-scavenging capacity was significantly increased upon addition of a phosphate/citrate buffer. The patent by Ernst (1991) claims that the addition of calcium carbonate to the immobilisation matrix for GOx has a positive effect on the oxygen-absorbing capacity by neutralising the gluconic acid. When the decrease in pH and enzyme activity was measured over time in a coating formulation with SB-latex and barrier clay, it was found that after about 40 h incubation time the pH had reached a plateau value of about 4.5 (from an initial pH value of 6.9) and that the enzyme activity had dropped to zero (Paper I). As a control, the enzyme activity was also measured in a citrate buffer of pH 4.5, where it showed the same activity as after

53
20 hours incubation in the coating which corresponded to a pH of 5.5. The hydrolysis at this pH is considered to be slow and the observed loss of activity is therefore probably due to a depletion of all the glucose rather than an inactivation due to formation of gluconic acid or a decrease in pH. This is in agreement with the study by Kothapalli et al. (2007) where GOx immobilised in UV-curable resins scavenged the oxygen from apple juice having a pH of 3.3 with a good result. It was also shown by titration of the SB-latex with NaOH that it has a buffering effect on its own in the pH range used for coating purposes (pH 5.5-7.5). Addition of a buffer containing salts is not desirable in a dispersion coating formulation containing pigments, as salts are known to destabilise pigment slurries and leads to an increase in viscosity (Engström 2006).
6.4 The effect of addition of clay
Nestorson et al. (2007) showed that the activity of the GOx/Cat system could be increased by creating a porous layer by addition of kaolin clay to a latex dispersion. However it was also observed that the activity decreased as a function of clay addition until the CPVC where a porous layer was formed. This effect was explained in terms of hindrance of the diffusion of the substrate to the enzyme at intermediate clay loadings. In the study by Nestorson et al. (2007), a standard kaolin clay was used and no glucose was added to the formulation for the production of slowly dried free films. When a barrier clay (PVC of 0, 10, 25, 43 and 69%) was used in the enzyme- and glucose-containing coating formulations, drawn-down on a sized, coated and calendered flexible paper and subsequently dried at 105°C for 30 s, a maximum in enzyme activity was found at a clay loading of 10% PVC when measured by the oxygen electrode (Paper I). This effect could be due to the tortuosity created by the clay particles in the coating, which causes lower permeability and therefore hinders the diffusion in the wet formulation or semi-dry coatings (Nielsen 1967). As a result, the pre-oxidation of the glucose is reduced and a higher activity is obtained in the final dry layer. At higher clay concentration from 10% PVC up to CPVC the hindrance of the diffusion of glucose and oxygen also extended to the dry layer, resulting in a decreased activity that was only increased upon creation of a porous structure (PVC>CPVC) (Paper I). The increased enzyme activity in the porous structure is probably due to a

54
higher diffusion of both oxygen and glucose to the active site of the enzyme (Paper I).
6.5 Amount of substrate in the coating layer
A limiting factor, especially for the GOx/Cat system, is the amount of substrate i.e. glucose that can be added to the coating layer. This is mostly due to the polar hydroxyl-groups that make glucose hydrophilic. In an attempt to see how the glucose concentration affected the wet strength of the coating layer, disintegration and migration to the aqueous phase was compared for two glucose concentrations, 8% wt. and 20% wt. The coating colours were draw-down on corona-pre-treated (60 Wmin/m2) PE-coated board supplied by Stora Enso, Finland. The water stability properties were evaluated in terms of Cobb60 and Cobb1800 measurements (ISO 535), which is a measure of the water absorptivity of paper and board. A more detailed description about the materials and methods can be found in the final report from the MNT-ERA.NET Nordic Innovation project 07144 ENZYCOAT II - Enzymes embedded in barrier coatings for active and intelligent packaging (Järnström et al 2012).
Figure 6. Cobb60 and Cobb1800 values for the layers containing 8 and 20% wt. glucose.
Figure 6 shows the Cobb60 and Cobb1800 values of the samples. The apparent negative water absorption by the sample containing 20% wt. glucose can be explained by severe disintegration that led to a loss of coating. In addition to the Cobb1800 value, the turbidity of the test water clearly indicated disintegration, see Figure 7.

55
Figure 7. The test water from the Cobb1800 measurement of the coating containing 8% wt. glucose (A2) and 20% wt. glucose (A4).
It is clear that the larger amount of glucose (20% wt.) means that the coating completely loses its cohesive and or adhesive properties in contact with water. These results show that the amount of glucose that can be added to the coating formulation is limited. It also explains why the lower amount of glucose (8% wt.) was used in the experiments where the GOx/Cat system was being evaluated.
7 Oxygen-scavenging systems at low temperatures
Some of the foodstuff that could benefit from being packaged in oxygen-scavenging packaging must also be kept cold, such as, juice, fish and cooked ham. A typical enzyme reaction rate has a Q10 value of 2, meaning that the rate decreases by a factor of 2 for every 10°C decrease in temperature (Feller and Gerday 1997). Laccase studied as a biosensor for the presence of oxygen has previously been shown to be active at temperatures down to 4°C (Gardiol et al. 1996, Chisholm et al. 2008).
The activity at temperatures ranging from 4 to 31°C was determined for the laccases TvL, MtL and RvL at pH 6.5 using pyrogallol as substrate (Paper II). The activity maintained at 4°C, which is a recommended temperature for refrigerators, compared to the activity at 25°C was shown to be greater than 18% for all three laccases (Figure 8). For immobilised GOx it has been reported that the catalytic ability is decreased by about a factor of 1000 when the temperature is lowered from 30°C to 5°C (Kothapalli et al. 2008). Bioka Ltd, have on the other hand reported that their GOx-containing sachets have an oxygen-scavenging capacity at 2-6°C half that at 20°C (Souza Cruz et al. 2012), which has also been verified by Tewari et al. (2002) for the Bioka sachets.

56
Figure 8. Activity of the three laccases TvL, MtL and RvL in aqueous solution as a function of temperature.
8 Oxalate oxidase as an oxygen and oxalic acid scavenger
A special kind of active packaging is the bioactive packaging concept which, in contrast to active packages, has a direct impact on the health of the consumer by generating healthier packaged foods. An example is a package containing enzymes generating lactose-free food (Lopez-Rubio et al. 2006). Oxalic acid is present in many plants, some of which are used for making food and beverages, for example cocoa, coffee, tea, spinach and rhubarb (Noonan and Savage 1999). Kidney stones in humans have been shown to consist partly of calcium oxalate and there seems to be a positive correlation between the ingestion of oxalic acid and the formation of kidney stones (Holmes and Assimos 2004). Removal of oxalic acid from beverages and foodstuff could therefore significantly improve human health. Depletion of 78% of the oxalate content of spinach by OxO entrapped in alginate beads has been demonstrated by Lathika et al. (1995).
The advantage of using OxO as an oxygen scavenger instead of GOx and laccase is that the reaction mimics MAP. In MAP, the oxygen inside a package is replaced by a protective gas such as carbon dioxide or nitrogen to prolong the shelf-life of, for example, meat products (McMillin 2008). A commercially available system for active packaging where the oxygen is scavenged and carbon dioxide is emitted is

57
based on either ferrous carbonate or a mixture of ascorbic acid and sodium bicarbonate (Kerry et al. 2006).
Figure 9. Average values of triplicate measurements together with standard deviations of OxO immobilised in a latex matrix for the production of bioactive films able to scavenge both oxygen and oxalic acid in aqueous solutions.
OxO entrapped in a SB-latex film was shown to have the potential to be used as both an oxalic acid scavenger (substrate in chamber in Figure 9) and an oxygen scavenger (substrate in film in Figure 9) (Paper III). The films were also shown to be storage stable at 4°C for 14 days without any loss of activity. Some of the entrapped enzyme did however migrate out of the film during incubation in buffer solution for 10 minutes. This indicates that covalent attachment to the polymers might be needed. GOx has been successfully immobilised through covalent linkage to the carboxylic acid groups of a SA-latex (Nestorson et al. 2007).
9 Oxygen-scavenging capacity at humid conditions
The foodstuffs that could benefit from being packaged in oxygen-scavenging active packaging express various moisture contents (see Table 5). The recurrent problematical issue when working with enzymes as a part of food packaging is to ensure catalytic activity under both dry and humid conditions (Brody et al. 2001). It is known that enzymes require some water to function. Water is, for example, needed for solubilising and mobilising enzymatic substrates, and for obtaining the molecular conformation of the enzyme that is required for its activity (Schwimmer

58
1980). For the GOx/Cat system, this problem was described by Sarett and Scott in 1956. In their patent and in a later publication, they reported that the packaging material coated with the enzymes must be in contact with the moist food to ensure a good oxygen reduction (Scott 1958). In other studies where the GOx/Cat system was used as part of a coating, liquid water was used in order to activate the enzymes (Andersson et al. 2002, Nestorson et al. 2007, Lehtonen et al. 1991). Adding liquid water to a packaging where the foodstuff is not a liquid is not preferred as this would, in the event of leakage, change the texture of the food significantly, besides increasing the risk of growth of microorganisms, both of which would lead to food spoilage.
9.1 The influence of water vapour uptake by the coating
In the final report of the European study “Oxygen scavenging and aroma affecting enzymes embedded in barrier coatings (ENZYCOAT)” (Antvorskov et al. 2008), it was concluded that liquid water was needed for activation of the GOx/Cat system when incorporated into a latex barrier coating on board. If the coating layer could be optimised to have a high water vapour uptake, the humidity created by the foodstuff itself would be sufficient to activate the enzymes, and the coating would not have to be in contact with the food. Activation of the GOx/Cat system by the water activity of the food has been shown to be possible in several studies (Labuza and Breene 1989). This is however only possible if the matrix in which the enzymes are immobilised can take up and retain sufficient amount of water.
The water vapour can be taken up by the coating by two mechanisms; absorption and capillary condensation (described in more detail in Chapter 5.2.2 Water vapour uptake). The uptake through capillary condensation can be enhanced through the creation of pores in the layer. It has been shown that immobilisation of the GOx/Cat system in a porous matrix is beneficial for production of oxygen-scavenging powders and tablets (Ernst 1991) and coatings (Strobel and Gagnon 1998). The uptake through absorption can be enhanced by adding a water-absorbing component to the coating such as a biopolymer containing hydroxyl groups. Sarett and Scott (1956) used carboxymethyl cellulose as a matrix to immobilise the enzyme system. The benefits for the enzyme activity in biopolymer layers containing a large amount of water include a greater molecular mobility and

59
greater oxygen permeability (Lourdin et al. 1997, Stading et al. 2001, Lukasik and Ludescher 2006).
In Paper IV the addition of more than 9% wt. of starch and 5% wt. of gelatin was shown to have a significant effect on the water vapour uptake of non-porous SB-latex based coatings at 75% RH. At 100% RH, however, there was no significant increase in the water vapour uptake compared to that of the layer containing only latex. Kan (1999) has reported a plasticising effect of water on latex polymers which suggest that the latex film itself may absorb water vapour. Addition of clay at 60% PVC, above the CPVC, to all the non-porous coatings resulted in a porous structure as seen in the SEM images of cross-sections of the coating layer (Figure 10). It was not, however, possible to quantify this highly porous structure by oil absorption porosity measurements. This was explained by the extremely platy clay particles causing a highly tortuous layer with few connected pores. The creation of a porous structure significantly increased the water vapour uptake at both 100% RH and 75% RH, compared to that of the non-porous coatings. There was also a significant difference in the oxygen-scavenging ability of the enzyme immobilised in the porous and in the non-porous layers.
Figure 10.Cross-section of a coating layer containing 60% PVC of clay. The image shows that the layers have a porous structure, as well as a tortuous appearance with a relatively small number of connected pores, due to by the plate-like nature of the clay particles.

60
At both RH values, the porous structure of the clay-containing layers appeared to promote enzyme activity. Figure 11 shows a representative oxygen-scavenging graph for one sample containing no clay and one sample containing 60% PVC. It is clear that two different plateau values are reached, depending on the structure of the coating layer. As has been discussed in Chapter 3.1.4 Water activity, these plateau values are probably a consequence of the amount of water present to make the substrate soluble (Acker 1969). The reason why a lower plateau value is reached for the non-porous coating could therefore be that less free water is available for making the substrate soluble. This is further supported by a lower plateau observed for both layers at 75% RH (Paper IV).
Figure 11. Representative graph showing the difference in oxygen-scavenging ability of the layers containing no clay and 60% PVC of clay. Average values of triplicate measurements with standard deviations.
In Paper IV, a statistically significant correlation was shown between the added amount of clay and the oxygen-scavenging capacity, but no clear correlation was found between the water vapour uptake and the oxygen-scavenging capacity. It is therefore probable that other properties of the porous structure such as the high diffusion rate of oxygen and glucose and also the mobility of the enzyme are of importance. This finding agrees to some extent with the results presented in Paper I, where the accessibility of water was not the limiting factor but only the diffusion of glucose and oxygen. Even though the porous structure in Paper I had no significant positive effect on the catalytic activity of the enzymes a weak trend was

61
observed that indicated a greater diffusion of the substrates. The results are also in accordance with previous reports on the positive effects on the oxygen scavenging capacity of GOx in a porous matrix (Ernst 1991, Strobel and Gagnon 1998).
Only small effects on both the water vapour uptake and the oxygen-scavenging capacity were seen upon addition of biopolymers to the coating layers (Paper IV). It is possible that the water vapour uptake could have been increased in the non-porous coatings (and also the oxygen-scavenging capacity) by adding more of the biopolymers. An uptake of 0.18 g water/g starch film has been reported at 75% RH for pure starch films (Tsiapouris and Linke 2000, Godbillot et al. 2005), which is about the same uptake as for the coating containing 17% wt. starch (0.16 g/g polymer) at 75% RH, where the latex polymer may also have contributed to the uptake of water. There are however some technical issues that need to be considered when adding biopolymers to a coating formulation, especially when the intention is to use them in available paper coating machines and for moist or even liquid food. First, the rheological aspect must be considered. Water-holding polymers like proteins and especially starch are often added to paper coatings for rheological purposes as they have a thickening effect (Engström 2006). The addition of too much biopolymer would result in a coating formulation with a very high viscosity, impossible to apply as a coating in industrial processes. The thickening effect of the gelatin was the main reason why only 7% wt. of gelatin could be added to the colour. Proteins such as gelatin are also known to induce flocculation of kaolin clay by adsorption onto the surface (Piazza and Garcia 2010), and this also causes an increase in viscosity. Gelatin-induced flocculation was prevented in Paper IV by covering the clay particles with PVA prior to preparation of the coating formulation. The second aspect that needs to be considered upon addition of a water-holding biopolymer is the mechanical properties under humid and wet conditions. The major drawback of using a biopolymer such as starch is that they tend to lose their mechanical properties at high humidities and disintegrate in aqueous media (Jimenez et al. 2012). Disintegration and migration of the coating are not acceptable for coatings intended for food packaging. In order for an active coating to be applicable for commercial uses, it needs to meet the migration limit of 10 mg/dm2 set up by EU for the migration of active substances to foodstuffs (EU Directive 90/128/EEC). When the overall migration was evaluated for a coating containing 55% wt. SB latex, 6% wt. starch, 8% wt. glucose and 31 % wt. clay (12% PVC) coated onto board, it was found that

62
migration was only below this limit when using a fatty food simulant (iso-octane) (Paper V). For the water and low pH-food simulant, the migration was significantly over the limit. To reduce the migration and to keep the material safe in use for food contact, a layer of extruded PP was added on top of the enzyme coating. The overall migration was then prevented for all food simulants and did not exceed the limit. Apart from the prevention of migration, the addition of the plastic liner also made it possible to heat-seal the material for the production of packages (Paper V).
9.2 The influence of the WVTR of extrusion coated boards
The possibility of sandwiching the board coated with the enzyme-containing coating between laminated plastic sheets has been explored previously. Andersson et al. (2002) showed that it was possible to sandwich a filter paper impregnated with the enzyme system between extruded LDPE layers. In their study, liquid water was however used to activate the enzyme. In a patent granted to Lehtonen et al. (1991), it was also shown that an enzyme-containing coating could be coated onto a plastic film and subsequently laminated when still wet and retain its scavenging capacity. The material produced did however require storage in a package impermeable to gas prior to use. When the enzyme coating is instead stored dry and intended to be activated using only water vapour, the WVTR value of the plastic film becomes crucial. Sufficient water vapour must be transmitted through the extruded plastic sheet for the enzyme to become active. The influence of WVTR on the oxygen-scavenging capacity of the enzymes was evaluated by extrusion coating the enzyme-coated board with plastic films having various WVTR values i.e. PP, LDPE and PLA. The plastic materials were laminated in various combinations to the rears and top sides of the board. A schematic outline of how the layers of coating and extrusions were added to the board can be seen in Figure 1.
Table 7. WVTR values of the plastic materials extrusion coated onto sheets of a solid bleached sulphate paperboard with a grammage of about 200 g/m2 (Stora Enso AB, Imatra, Finland). Coat weights of the extruded plastics were 23 g/m2 for PLA, 16.5 g/m2 for LDPE and 22 g/m2 for PP.
WVTR
23 °C/50 % RH [g/m2 24 h] 38 °C/90 % RH [g/m2 24 h]
PLA 64.0 272.6 LDPE 4.2 28.0 PP 3.2 21.3

63
The WVTR values under both standard conditions (23 °C and 50 % RH) and tropical conditions (38 °C and 90 % RH) for the plastic materials extrusion-coated onto sheets of a solid bleached sulphate paperboard with a grammage of about 200 g/m2 (Stora Enso AB, Imatra, Finland) can be seen in Table 7. The coat weights of the plastics after extrusion coating were 23 g/m2 for PLA, 16.5 g/m2 for LDPE and 22 g/m2 for PP. Regardless of the WVTR value, the transmission of water was shown to be sufficient to activate the enzymes in all the samples tested at both 100% RH and 84% RH. The results were also in accordance with the WVTR values of the samples. The highest oxygen-scavenging capacity was observed for the samples extrusion-coated with PLA on at least one side. The PLA samples did however show a contradictory behaviour, as more oxygen was being scavenged at the low humidity (84%) level than at the high humidity (100%) level. Of all the samples tested, the highest oxygen scavenging capacity was observed at 84% RH for the sample extrusion coated with LDPE on one side and PLA on the other. One explanation of this result could be swelling of PLA at the high humidity (Proikakis et al. 2006), thus creating a less diffusible layer. It was also observed in Paper V that the positive effects seen upon addition of clay diminished after extrusion coating with LDPE. This is probably due to a filling of the pores with plastic creating a less diffusible layer. This phenomenon was observed by Kjellgren et al. (2008) and these conclusions were supported in paper VI by equal WVTR values for the porous and non-porous LDPE-extrusion-coated samples. Furthermore, of the three plastic materials used, only LDPE adhered strongly to the enzyme-containing coating. This is probably due to the chemical similarities between the polybutadiene chains [(CH2CH=CHCH2)n] of the SB-latex and the [(CH2)n] chains of the LDPE. Corona treatment of the enzyme coating was however needed for satisfactory adhesion. This treatment was shown not to affect the enzyme activity (Paper V).
10 Using laccase and lignin derivatives as an oxygen-scavenging system in starch-based films
Lignin and its derivatives are readily available as a by-product from the pulp and paper industry. It has previously been shown that, without a mediator, the phenolic
64
parts of lignin can be reduced by laccase. As has been explained in Chapter 3.2.3 Laccase, the reaction can either result in a productive coupling leading to a polymerisation of the lignin polymers or to an un-productive coupling leading to a depolymerisation of the lignin (O’Malley et al. 1993, Thurston 1994). Areskogh et al. (2010 A) showed that the presence of a sulphonate group on a lignin model compound directed the laccase-catalysed oxidation reaction towards productive couplings and that it was possible to cross-link the lignin derivative lignosulphonate (LS) by laccases catalysed oxidation (Areskogh et al 2010 B). The utilisation of lignin derivatives together with laccase as part of the oxygen-scavenging active packaging is interesting in several aspects. Firstly, it would enable a high value usage of lignin, which is otherwise most often used for heat or power production in incineration plants. Secondly, lignins have the potential to improve the properties of renewable dispersion coatings based on starch. It has previously been shown that LS acts as a plasticiser for starch (Baumberger et al. 1997, Lepifre et al. 2004, Morais et al. 2005). The plasticising effect is believed to be due to the formation of hydrogen bonds between the polar sulphonic groups on the LS and the hydroxyls of the amylose and amylopectin in the starch. This reduces the cohesion of the starch matrix and leads to a more plasticised state (Baumberger et al. 1997). Low molecular weight fractions of pine kraft lignin have also been shown to have a plasticising effect on starch (Baumberger et al. 1998 A), and it has been shown that cross-linking of lignin derivatives has the potential to improve the surface sensitivity to water of starch-based films, making this an attractive combination for bio-based coatings (Lepifre et al. 2004). Lastly LS, is listed as a safe food additive for human consumption according to FDA.
10.1 Analysis of the reaction product
The possibility of utilising the lignin derivatives LS and organosolv lignin (LO) as substrates for laccase-catalysed oxygen scavenging and its effects on starch-based films in terms of water stability and mechanical properties was evaluated in Papers VI and in VII. Of the three laccases used in Paper II, TvL was chosen as enzyme for the reaction with LS and LO rather than MtL and RvL. It had been shown in Paper II that TvL was less substrate-specific than the others and therefore more likely to be able to reduce the phenolic groups of LS and LO. The phenolic content of the LS and LO preparations was determined to be 300 and 620
65
mmol/kg of dry substance respectively. The oxidation of LO and LS by TvL in a starch-based film resulted in increased Mw of both lignin derivatives as determined by SEC analysis (Paper VII). The increase was however much larger for LS than for LO. The results are in accordance with the mechanism proposed by Areskogh et al. (2010 A) saying that the oxidation of LO (which lacks sulphonate groups) is more likely to result in unproductive coupling. The activity of TvL immobilised in a coating based on SB-latex and the lignin derivatives also revealed a 60% higher activity when LS was used as substrate than LO (Paper VII). It can be speculated that the more extensive cross-linking and higher activity of LS coatings could be due to differences in polarity between LO and LS. The polarity of the LS molecule makes it more water-soluble and also more compatible with the starch matrix (Baumberger et al. 1997). The less polar alkali lignins have been shown to be incompatible with the starch matrix and to exist in the matrix as dispersed aggregates (Baumberger et al. 1998 B). As a result, it is possible that less phenolic groups are exposed to the surroundings of the LO aggregates than of the LS polymers, and that they are thus inaccessible for laccase oxidation.
10.2 Analysis of the properties of starch-based films
Since it had been shown by Lepifre et al. (2004) that the properties of starch-based films could be significantly improved upon cross-linking of lignin derivatives, the effects of the increased molecular weight of the LS and LO on the water stability and mechanical properties of starch-based films was investigated (Papers VI and VII). The water stability of the films was evaluated by measuring the amount of LS and LO migrating out of the film when it was placed in a buffered aqueous solution. A linear relationship was observed between the concentration of LO and LS and the absorbance, determined by measuring the absorbance at 380 nm using a spectrophotometer at four different LO and LS concentrations. This means that a low absorbance value at 380 nm (Abs380) corresponds to a low concentration of lignin derivative in the aqueous phase. The mechanical properties were evaluated in terms of stiffness (E' modulus) by performing a frequency sweep using DMA. The results of both tests reflect what was shown by the SEC analysis of the enzymatic products in the films. The high Mw fractions of LS in the film form a three-dimensional network which leads to a significantly stiffer film (Figure 12) with significantly greater water stability (Figure 13) than the films containing denatured
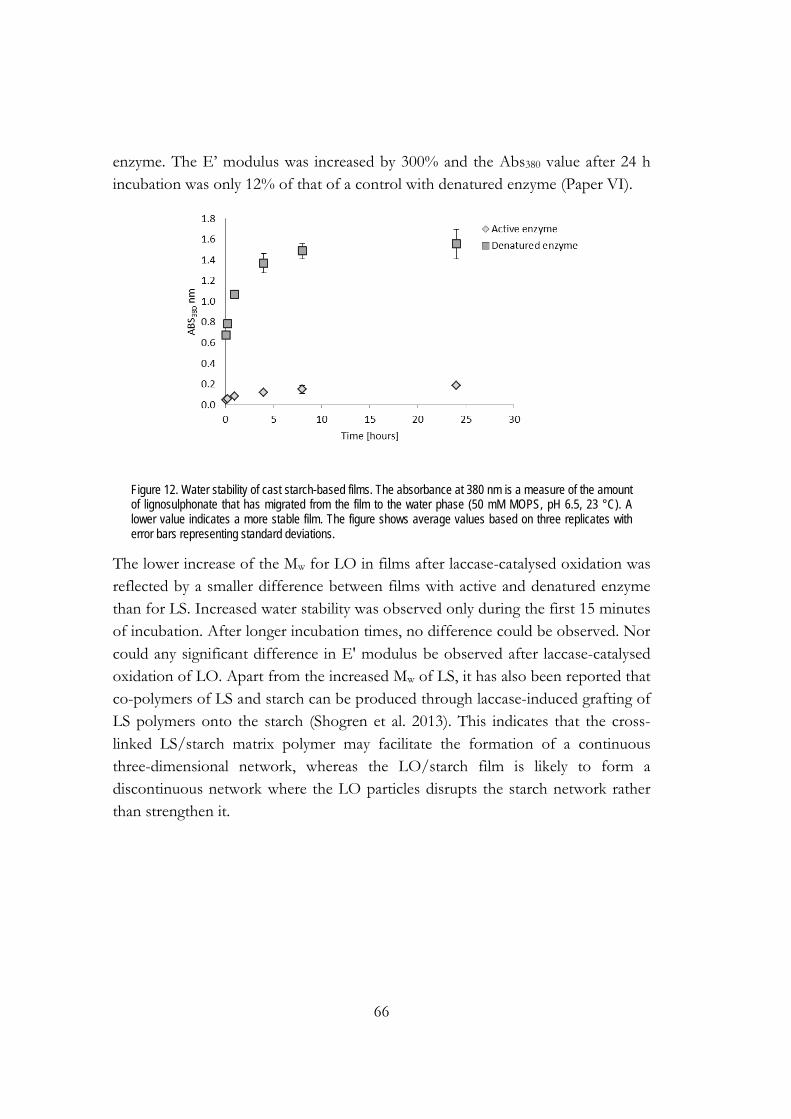
66
enzyme. The E’ modulus was increased by 300% and the Abs380 value after 24 h incubation was only 12% of that of a control with denatured enzyme (Paper VI).
Figure 12. Water stability of cast starch-based films. The absorbance at 380 nm is a measure of the amount of lignosulphonate that has migrated from the film to the water phase (50 mM MOPS, pH 6.5, 23 °C). A lower value indicates a more stable film. The figure shows average values based on three replicates with error bars representing standard deviations.
The lower increase of the Mw for LO in films after laccase-catalysed oxidation was reflected by a smaller difference between films with active and denatured enzyme than for LS. Increased water stability was observed only during the first 15 minutes of incubation. After longer incubation times, no difference could be observed. Nor could any significant difference in E' modulus be observed after laccase-catalysed oxidation of LO. Apart from the increased Mw of LS, it has also been reported that co-polymers of LS and starch can be produced through laccase-induced grafting of LS polymers onto the starch (Shogren et al. 2013). This indicates that the cross-linked LS/starch matrix polymer may facilitate the formation of a continuous three-dimensional network, whereas the LO/starch film is likely to form a discontinuous network where the LO particles disrupts the starch network rather than strengthen it.

67
Figure 13. Modulus of cast starch-based films containing either active or denatured laccase. The measurements were performed at 23 °C and 50% RH. The figure shows average values of six replicates with error bars representing standard deviations.
10.3 Oxygen-scavenging capacity
The use of laccases as biosensors for the detection of oxygen is a possible application for the enzyme due to the blue T1 copper of the oxidised enzyme. The T1 copper is decoloured in the fully reduced enzyme i.e. after oxidation of four substrate molecules. The blue colour returns after reaction with molecular oxygen in the oxidative half of the reaction. So, by adding the fully reduced laccase to the headspace of a packaging, the ingress of oxygen can be followed visually trough the formation of the blue colour. Fully reduced RvL was added as an aqueous dispersion to a nitrogen-saturated LDPE pouch that was subsequently heat-sealed. The enzyme was shown to be able to react with the molecular oxygen permeating through the pouch (Gardiol et al. 1996). It has also been shown that MtL added to a non-aqueous coating formulation was able to reduce oxygen in a package at 100% RH and 4°C (Chisholm and Hasty 2008). Chisholm and Hasty (2008) used ascorbate as the substrate for the enzymatic reaction as ascorbate is hygroscopic and will take up water vapour from the surroundings for activation of the enzymes.
The higher activity of TvL in coatings containing LS than in those containing LO (Paper VII) meant that a combination of the two was suitable for evaluation of the effect of RH on the enzymatic activity. Depending on the water activity of the

68
food, the relative humidity inside a package will vary (see Table 5 for aw values). To cover a wide range of water activities, the decrease in oxygen concentration was measured at four relative humidities; 34%, 52%, 84% and 100%. A lag time was observed for the enzyme activity, but after 3 days of incubation, the oxygen was being scavenged at 100% RH and after 6 days of incubation, the oxygen concentration had decreased from 1% to 0.3%. This kind of lag time has been seen for the iron-based scavenger Shelfplus® O2 in a LDPE sheet and can probably be attributed to the time that moisture and oxygen molecules require to reach the scavenger by molecular diffusion (Galotto et al. 2009). Galotto et al. (2009) investigated the kinetics of Shelfplus® O2 (iron-based) in three forms: as free flowing pellets (as received), as an extruded sheet and as a pressed film. They found that the activation energy was significantly lower for the free-flowing pellets than for the sheets and films. This was explained by the large amount of iron present on the surface of the pellet, reducing the diffusion path for oxygen and water molecules.
At a relative humidity of 84% or lower, very little or no oxygen had been scavenged after 6 days of incubation (Paper VI). Based on this the oxygen-scavenging ability of board coated with laccase and LO was studied at 92 and 100% RH (Paper VII). A total decrease in oxygen concentration from 1% to 0.3% and 0.6 % was detected after seven days of incubation at 100% RH and 92% RH respectively. The coat weights of the coatings containing LS and LO were not equal which makes a direct comparison impossible. The results can only be compared after recalculation to total amount of scavenged oxygen in cm3/g coating. After six days at 100% RH the coating containing LS had consumed three times more oxygen per g coating than the coating containing LO (Paper VII). This can probably be explained in terms of aggregation of LO at the conditions of the coating formulation (aqueous and pH 6.5) (Gidh et al. 2006) making less phenolic groups accessible for reduction and a higher water content of the hydrophilic LS based films (Lepifre et al. 2004). A higher water content results as discussed in Chapter 3.1.5 Mass transport in a higher molecular mobility and also higher diffusion rates of oxygen and substrate (Vieth 1991, Miller and Krochta 1997).
The absence of enzymatic activity at the dry conditions (here below 92% RH) indicates that the substrate will not be consumed during storage and transportation of the material and that the enzymes are only activated once the food with high enough water activity has been packaged. It is however possible that the activity

69
could be increased also at lower humidities as was shown for the GOx/Cat system (Paper IV). Both the LS and LO polymers are much larger in size than the glucose molecule and as the water activity in the system is decreased, the mobility of the molecules in the polymer matrix is also decreased (Vieth 1991, Miller and Krochta 1997). The smaller size of the glucose molecule probably makes it slightly sensitive to the decreased mobility in the layer. By adding a mediator, a small molecule that acts as an electron shuttle, to the LS and LO laccase reaction it might therefore be possible to increase the activity of both LS- and LO-containing layers at lower humidities. In the LMS, the enzyme oxidises the mediator, which then diffuses away from the active site and oxidises the substrate. LMS are widely studied and it is well known that they increase laccase-induced oxidation of substrates that are otherwise not accessible to the enzyme (Nyanhongo et al. 2010).

70
11 Conclusions
Three different kinds of oxygen-scavenging enzymes have successfully been immobilised in dispersion coatings using commercially available components from the coating industry. It was found that the drying conditions and the clay concentration both affect the remaining enzymatic activity in the coating layer. Furthermore, the relatively high activities of laccases observed at 4 °C suggest that they can serve as oxygen scavengers in packages with refrigerated food.
By creating a porous structure, it was possible to significantly enhance the catalytic activity of GOx. The improved properties were in part due to increased water vapour uptake through capillary condensation but also to a greater mobility of the enzyme and higher diffusion rates through the layer. The enzymes were activated at a relative humidity of 75%, indicating their potential usage together with high moisture foodstuffs having a water activity greater than 0.75. It was also possible to add a plastic liner on top of the coating layer to prevent migration and to make possible heat-sealing of the packaging material.
It was shown that it was possible to use laccase together with the lignin derivatives LS and LO as oxygen-scavenging system in coatings. The activation of the enzyme was possible at 92% RH. The reaction of laccase with LS in a starch film resulted in a polymerisation of the LS molecules and the formation of a three-dimensional network which increased the stiffness and water-resistance of the film. The same effect was not seen when LO was used as a substrate, probably due to the less polar nature of LO making it insoluble in water as well as the lower degree of laccase-catalysed polymerisation with this kind of substrate.
It was possible to produce bioactive films containing OxO with the ability to scavenge both dissolved oxygen and oxalic acid from liquid systems.

71
12 Future perspectives
Increased food wastage is a growing problem around the world, where everyone needs to take their responsibility. A wider use of smart and active packages is one way of contributing to a decreased food waste. This work has focused on how to incorporate oxygen-reducing enzymes as part of a coating on the packaging material for the production of oxygen-scavenging packages. In future studies these packaging materials should be used for shelf-life tests of foodstuffs such as fish and meat. Adding calcium carbonates as an additional filler to the coating containing glucose oxidase should also be evaluated for the production of a material that could completely change the atmosphere inside the package. Scaling up the production of this kind of the material using various application techniques present in pilot lines is desirable in order to find the optimal application technique for possible commercialisation.
The immobilisation results showed that the three laccases had the highest remaining activity after the immobilisation. Whether this was an effect of the drying or due to some other property such as solubility or diffusion of the substrates were not however clear. In future work, it would be of great value to investigate this further. By using laccases as a model enzyme it would be possible to use substrates with various diffusion and solubility properties. Laccases also make possible the interesting possibility of incorporating the enzyme directly into a cellulose-based material where the substrate lignin is already present.
The growing demand for replacing petroleum-based plastics is driving research towards finding new “green” plastics. The laccase-catalysed polymerisation of lignosulphonate could be used in new polymerisation processes for the production of renewable and biodegradable materials using polymers other than starch which was used in this work.

72
13 Acknowledgements
Several people have contributed to this work, and have encouraged and supported me during these years.
This work would have never been possible without the guidance and great knowledge of my supervisor, Professor Lars Järnström. Thank you for believing in me, for giving me invaluable advice regarding research and writing and for always pushing me to work hard. I put great value in the time you have shared with me and for all the interesting discussions.
Co-supervisor Professor Leif Jönsson is greatly thanked for always sharing your time and knowledge and for giving me invaluable advice regarding the world of enzymes and lignin. Your enthusiasm has greatly inspired me.
Co-supervisor Associate Professor Caisa Johansson, is greatly thanked for sharing your time and knowledge and for giving me invaluable advice regarding dispersion coatings. I have truly appreciated your support and guidance in the writing process.
A lot of the work presented in this thesis was performed as part of the European project Enzycoat II. All the members of the project are gratefully acknowledged for sharing their expertise at meetings and for giving valuable input to the project. Achim Weber and Marion Herz are especially thanked for welcoming me to their laboratory at Fraunhofer IGB, Stuttgart for one month. It was truly a worthwhile time.
All my co-authors are deeply thanked. Special thanks to Sandra and Hanna who have been there by my side throughout this project. You have always given me great advice, calming me down when I have been stressed and sharing your great laughs.
Associate Professor Anthony Bristow is acknowledged for the linguistic revision of this thesis and several of the papers.
Development engineer Pia Eriksson is greatly acknowledged for always helping me with my special laboratory needs without ever complaining. This work would not have been possible without you.

73
To all my colleagues at the Department of Engineering and Chemical Sciences; Thank you for making it a joy to go to work every day and for reminding me that some of my ideas are just crazy.
All my “outside” friends are deeply thanked for reminding me that there is a life on the outside. Carro is especially acknowledged for all the yearly Lasse W concerts!
My beloved family, for always believing in me and encouraging me to keep working hard. Your support has meant a lot.
Dan, the love of my life. Thank you for all the love and support you have given me throughout this journey, for helping me during the hard times and for giving me the strength I needed to continue. I love you with all my heart!

74
14 References
Acker, L. W. (1969). Water activity and enzyme activity. Food Technol. 23(23), 27-40.
Adamson, A. W., Gast, A. P., (1997). In: Physical chemistry of surfaces 6th edn, pp. 664-676. John Wiley & Sons, New York.
Andersson, C. (2008). New ways to enhance the functionality of paperboard by surface treatment – a review. Packag. Technol. Sci. 21(6) 339-373.
Andersson, M., Andersson, T., Adlercreutz, P., Nielsen, T., Hörnsten E. G. (2002). Toward an enzyme-based oxygen scavenging laminate. Influence of industrial lamination conditions on the performance of glucose oxidase. Biotechnol. Bioeng. 79(1), 37-42.
Anthierens, T., Ragaert, P., Verbrugghe, S., Ouchchen, A., De Geest, B. G., Noseda, B., Mertens, J., Beladjal, L., De Cuyper, D., Dierickx, W., Du Prez, F., Devlieghere, F. (2011). Use of endospore-forming bacteria as an active oxygen scavenger in plastic packaging materials. Innov. Food Sci. Emerg. Technol. 12(4), 594-599.
Antvorskov, H., Guðmundsson, M., Agneta Jansson, A., Järnström, L., Jönsson, L., Kela, T., Kuusipalo, J., Leufvén, A., Sivertsvik, M. (2008). Oxygen scavenging and aroma effecting enzymes embedded in barrier coatings (ENZYCOAT). Nordic Innovation Centre Project 06085.
Areskogh, D., Nousiainen, P., Li, J., Gellerstedt, G., Sipilä, J., Henriksson, G. (2010 A) Sulphonation of phenolic end groups in lignin directs laccase-initiated reactions towards cross-linking. Industrial Biotechnology. 6(1), 50-59.
Areskogh, D., Li, J., Gellerstedt, G., Henriksson, G. (2010 B). Investigation of the molecular weight increase of commercial lignosulfonates by laccase catalysis. Biomacromolecules. 11(4), 904-910.
Asbeck, W., Loo, M. (1949). Critical pigment volume relationships. Ind. Eng. Chem. 41(7), 1470-1475.
Azad, A. M., Akbar, S. A., Mhaisalkar, S. G., Birkefeld, L.D., Goto, K.S. (1992). Solid-state gas sensors- A review. J. Electrochem. Soc. 139(2), 3690-3704.
Bacquet, G., Isoard, J-C. (1997). In: Surface application of paper chemicals (J. Brander, I, Thorn. Eds.), pp. 48-68. Blackie Academic and Professional, London, England.

75
Bankar, S. B., Bule M. V., Singhal, R. S. Ananthanarayan, L. (2009). Glucose oxidase – An overview. Biotechnol. Adv. 27(4), 489-501.
Baumberger, S., Abaecherli, A., Fasching, M. Gellerstedt, G., Gosselink, R., Hortling, B., Li, J., Saake, B., de Jong, E. (2007). Molar mass determination of lignins by size-exclusion chromatography: towards standardization of the method. Holzforschung. 61(4), 459-468.
Baumberger, S., Lapierre, C., Monties, B. (1998 A). Utilization of pine kraft lignin in starch composites : Impact of structural heterogeneity. J. Agric. Food Chem. 46, 2234-2240.
Baumberger, S., Lapierre, C., Monties, B., Della valle, G. (1998 B). Use of kraft lignin as filler for starch films. Polym. Degrad. Stabil. 59, 273-277.
Baumberger, S., Lapierre, C., Monties, B., Lourdin, D., Colonna, P. (1997). Preparation and properties of thermally moulded and cast lignosulfonate-starch blends. Ind. Crop. Prod. 6, 253-258.
Beggan, M., Allen, P., Butler, F. (2006). Oxygen scavenger effect on the development of metmyoglobin on beefsteaks during early low-oxygen storage. J. Muscle Foods. 17(4), 381-397.
Belitz, H. D., Grosch, W. (1999). In: Food Chemistry second edition, pp. 117-136. Springer, New York, USA.
Bell, L. N. (2008). In: Water activity in foods: Fundamentals and applications (G. V., Barbosa-Cánovas, A. J., Fontana, S. J., Schmidt, T. P., Labuza, Eds.), pp. 173-198. Wiley-Blackwell, New Jersey, USA.
Benavidez, T. E., Alvarez, C. I., Baruzzi, A. M. (2010). Physicochemical properties of a mucin/chitosan matrix used for the development of an oxalate biosensor. Sens. Actuator B-Chem. 143(2), 660-665.
Berek, D. (2010). Size exclusion chromatography-a blessing and a curse of science and technology of synthetic polymers.J. Sep. Sci. 33(3), 315-335.
Berna, A., Bernier, F. (1999). Regulation by biotic and abiotic stress of a wheat germin gene encoding oxalate oxidase, a H2O2-producing enzyme. Plant Mol.Biol. 39(3), 539-549.
Blandino, A., Macías, D., Cantero, D. (2001). Immobilization of glucose oxidase within calcium alginate gel capsules. Process Biochem. 36(7), 601-606.

76
Bourbonnais, P., Paice, M. G. (1990). Oxidation of non-phenolic substrates: an expanded role for laccase in lignin biodegradation. FEBS letters. 267(1), 99-102.
Brody, A. L., Strupinksky, E. R., Kline, L. R. (2001). In: Active packaging for food applications, pp 9-84. CRC Press, Boca Raton, Florida.
Brown, H., Williams, J. and Kirwan, M. (2011). In: Food and Beverage Packaging Technology, Second Edition (R. Coles and M. Kirwan eds.), Wiley-Blackwell, Oxford, UK.
Brudin, S., Schoenmakers, P. (2010). Analytical methodology for sulfonated lignins. J. Sep. Sci. 33(3), 439-452.
Busolo, M. A., Lagaron, J. M. (2012). Oxygen scavenging polyolefin nanocomposite films containing an iron modified kaolinite of interest in active food packaging applications. Innov. Food Sci. Emerg. Technol. 16, 211-217.
Buttery, J. E., Ludvigsen, N., Braiotta, E. A., Panall, P. R. (1983). Determination of urinary oxalate with commercially available oxalate oxidase. Clin. Chem. 29(4), 700-702.
Byun, Y., Bae, J. H., Whiteside, S. (2012). Active warm-water fish gelatin film containing oxygen scavenging system. Food Hydrocolloids. 27(1), 250-255.
Call, H. P., Mücke, I. (1997). History , overview and applications of mediated lignolytic systems , especially laccase-mediator-systems ( Lignozym ® -process ). J. Biotechnol. 53, 163-202.
Cañas, A. I., Camarero, S. (2010). Laccases and their natural mediators: biotechnological tools for sustainable eco-friendly processes. Biotechnol. Adv. 28(6), 694-705.
Capra, R. H., Strumia, M., Vadgama, P. M., Baruzzi, A. M. (2005). Mucin/carbopol matrix to immobilize oxalate oxidase in a urine oxalate amperometric biosensor. Anal. Chim. Acta. 530(1), 49-54.
Cardona, E. D., del Pilar Noriega, M., Sierra, J. D. (2011). Oxygen scavengers impregnated in porous activated carbon matrix for food and beverage packaging applications. J. Plast. Film Sheeting. 28(1), 63-78.
Cater, M. W., Grindstaff, D. A. (2005). Oxygen scavenging systems, US patent application, US 2005/0221029 A1.
77
Cecchi, T., Passamonti, P., Cecchi, P. (2010). Study of the quality of extra virgin olive oil stored in PET bottles with or without an oxygen scavenger. Food Chem. 120(3), 730-735.
Chandran, P., Thakur, M., Pundir, C. S. (2001). Improved determination of urinary oxalate with alkylamine glass bound barley oxalate oxidase. J Biotechnol. 85(1), 1-5.
Charles, F., Sanchez, J., Gontard, N. (2006). Absorption kinetics of oxygen and carbon dioxide scavengers as part of active modified atmosphere packaging. J. Food Eng. 72(1), 1-7.
Charles, F., Guillaume, C., Gontard, N. (2008). Effect of passive and active modified atmosphere packaging on quality changes of fresh endives. Postharvest Biol. Technol. 48(1), 22-29.
Chen, Y. H., Aull, J. L., Bell, L. N. (1999). Solid-state tyrosinase stability as affected by water activity and glass transition. Food Res. Int. 32,467-472.
Chern, C. S. (2006). Emulsion polymerization mechanisms and kinetics. Progress in Polymer Science. 31(5), 443-486.
Childs, R. E., Bardsley, W. G. (1975). The steady-state kinetics of peroxidase with 2, 2'-azino-di-(3-ethyl-benzthiazoline-6-sulphonic acid) as chromogen. Biochem. J. 145, 93-103.
Chiriboga, J. (1963). Some properties of an oxalic oxidase purified from barley seedlings. Biochem. Biophys. Res. Commun. 11(4), 277-281.
Chisholm, D. A., Gohill, M. G., Hasty, N. M., Tobias, A. V. (2009). Oxygen scavenging composition, US patent application, US 2009/0226997 A1.
Chisholm, D. A., Hasty, N. M. (2008). Oxygen scavenger coating composition, US patent application, US 2008/0026445 A1.
Chisholm, D. A., Hasty, N. M., Tobias, A. V. (2009). Method for preparing an oxygen scavenging film and package, US patent application, US 2009/0226651 A1.
Chou, J. (2000). In: Hazardous gas monitors A practical guide to selection, operation and applications, pp. 47-52. McGraw-Hill book Company, New York, USA.
Clark, L. C. (1956). Monitor and control of blood and tissue oxygen tensions. T. Am. Soc. Art. Int. Org. 2(1), 41-48.

78
Claus, H. (2004). Laccases: structure, reactions, distribution. Micron. 35(1-2), 93-96.
Coma V. (2008). Bioactive packaging technologies for extended shelf life of meat-based products. Meat Sci. 78(1-2), 90-103.
Dainelli, D., Gontard, N., Spyropoluos, D., Zondervan-van den Beuken, E., Tobback, P. (2008). Active and intelligent food packaging:legal aspects and safety concerns. Trends Food Sci Technol 19, 103-112.
Day, B. F. P., (2008). In: Smart packaging technologies for fast moving consumer goods (J. Kerry, P Butler, ed.), pp 1-18. Wiley Blackwell, Chippenham, UK.
Day, B. P. F., Potter, L. (2011). In: Food and Beverage Packaging Technology, Second Edition (R. Coles and M. Kirwan eds.), Wiley-Blackwell, Oxford, UK.
Dunwell, J. M., Gibbings, J. G., Mahmood, T., Saqulan Naqvi, S. M. (2008). Germin and germin-like proteins: evolution, structure, and function. Crit. Rev. Plant Sci. 27(5), 342–375.
Eggert, C., Temp, C., Dean, J. F. D., Eriksson, K-E. L. (1996). A fungal metabolite mediates degradation of non-phenolic lignin structures and synthetic lignin by laccase. 391(1-2), 144-148.
Eggert, C., Temp, C., Eriksson, K-E. L. (1997). Laccase is essential for lignin degradation by the white-rot fungus Pycnoporus cinnabarinus. FEBS Letters. 407(1), 89-92.
Engström, G. (2006). In: Ljungberg textbook part 3, pp.369-411. Universitetsservice AB, Stockholm, Sweden.
Eranna, G., Joshi, B. C., Runthala, D. P., Gupta, R. P. (2004). Oxide materials for development of integrated gas sensors-A comprehensive review. Crit. Rev. Solid State Mat. Sci. 29(3), 111-188.
Ernst, R. (1991). Oxygen absorbent and use thereof, US patent, 5,028,578.
Farneth, W. E., Hasty, N. M., Damore, M. B., Chisholm, D. A. (2005). Oxygen scavenging compositions and methods of use US patent application, US 2005/0205840 A1.
Feller, G., Gerday, C. (1997). Psychrophilic enzymes: molecular basis in cold adaptation. Cell. Mol. Life Sci. 53(10), 830-841.

79
Fernández-Fernández, M., Sanroman, M. A., Moldes, D. (2012). Recent developments and applications of immobilized laccase. Biotechnol. Adv. In Press.
Fersht, A. (1999). Structure and mechanism in protein science a guide to enzyme catalysis and protein folding. W. H. Freeman and company, USA.
Forsström, U. (2009). In: Pigment coating and surface sizing of paper second edition (J. Paltakari Ed.), pp. 41-58. Paperi ja Puu oy, Helsinki, Finland.
Frederick, K. R., Tung, J., Emerick, R. S., Masiarz, F. R., Chamberlain, S. H., Vasavada, A., Rosenberg, S., Chakraborty, S., Schopfer, L. M., Schopter, L. M. (1990). Glucose oxidase from Aspergillus niger. Cloning, gene sequence, secretion from Saccharomyces cerevisiae and kinetic analysis of a yeast-derived enzyme. J. boil. Chem. 265, 3793-3802.
Galdi, M. R., Incarnato, L. (2011). Influence of composition on structure and barrier properties of active PET films for food packaging applications. Packag. Technol. Sci. 24(2), 89-102.
Galdi, M. R., Nicolais, V., Di Maio, L., Incarnato, L. (2008). Production of active PET films: evaluation of scavenging activity. Packag. Technol. Sci. 21(5), 257-268.
Galotto, M. J., Anfossi, S. A., Guarda, A. (2009). Oxygen absorption kinetics of sheets and films containing a commercial iron-based oxygen scavenger. Food Sci. Technol. Int. 15(2), 159-168.
Gamenara, D., Seoane, G. A., Saenz-Méndez P., Dominguez de Maria, P. (2013). In: Redox biocatalysis: fundamentals and applications, pp. 1-64. John Wiley & Sons, New Jersey, USA.
Gardiol, A. E., Hernandez, R. J., Reinhammar, B., Harte , B. R. (1996). Development of a gas-phase oxygen biosensor using a blue copper-containing oxidase. Enzyme Microb. Technol. 18(5), 347-352.
Giardina, P., Faraco, V., Pezzella, C. Piscitelli, A., Vanhulle, C., Sannia, G. (2010). Laccases: a never ending story. Cell. Mol. Life. Sci. 67(3), 369-385.
Gibson, G. H., Swoboda, B. E. P. Massey, V. (1964). Kinetics and mechanism of action of glucose oxidase. J. Biol. Chem. 239(11), 3927-3934.
Gidh, A. V., Decker, S. R., See, C. H., Himmel, M. E., Williford, C. W. (2006). Characterization of lignin using multi-angle laser light scattering and atomic force microscopy. Anal. Chim. Acta. 555, 250-258.

80
Gill, C. O., McGinnis, J. C. (1995). The use of oxygen scavengers to prevent the transient discolouration of ground beef packaged under controlled, oxygen-depleted atmospheres. Meat Sci. 41(1), 19-27.
Giovanelli, G., Brenna, O. V. (2007). Oxidative stability of red wine stored in packages with different oxygen permeability. Eur. Food Res. Technol. 226(1-2), 169-179.
Godbillot, L., Dole, P., and Joly, C., Rogé, B., Mathlouthi, M. (2006). Analysis of water binding in starch plasticized films. Food Chem. 96(3), 380-386.
Gomes, C., Castell-Perez, M. E., Chimbombi, E., Barros, F., Sun, D., Liu, J(D)., Sue, H-J., Sherman, P., Dunne, P., Wright, A. O. (2009). Effect of oxygen-absorbing packaging on the shelf-life of a liquid-based component of military operational rations. J. Food Sci. 74(4), 167-176.
Gustafsson, P., Grönqvist, S., Toivakka, M., Smolander, M., Erho, T., Peltonen, J. (2011). Incorporation of laccase in pigment coating for bioactive paper applications. Nord. Pulp Paper Res. J. 26(1), 118-127.
Guynot, M. E., Sanchis, V., Ramos, A. J., Marín, S. (2003). Mold-free shelf-life extension of bakery products by active packaging. J. Food Sci. 68(8), 2547-2552.
Han, K., Wu, Z., Lee, J., Ahn, I-S., Won Park, J., Ryul Min, B., Lee, K. (2005). Activity of glucose oxidase entrapped in mesoporous gels. Biochem. Eng. J. 22(2), 161-166.
Hanefeld, H., Gardossi, L., Magner, E. (2009). Understanding enzyme immobilization. Chem. Soc. Rev. 38, 453-468.
Hansen, U. M., Knudsen, E., Engels, T., Ahlgren, J. (2009). In: Pigment coating and surface sizing of paper second edition (J. Paltakari Ed.), pp. 208-308. Paperi ja Puu oy, Helsinki, Finland.
Hansatech Instruments Ltd. Oxygen measurments in the liquid-phase, systems manual. (2000). Norfolk, England.
Hecht, H. J., Kalisz, H. M., Hendle, J., Schmid, R. D., Schomburg, D. (1993). Crystal structure of glucose oxidase from aspergillus niger refined at 2.3 Å resolution. J. Mol. Biol. 229, 1153-172.
Hedenqvist, M. S. (2002). Transport properties of polymers. Universitetsservice US AB, Stockholm, Sweden.

81
Heikkilä, P., Rajala, P. (2008). In: Pigment coating and surface sizing of paper second edition (J. Paltakari Ed.), pp. 558-585. Paperi ja Puu oy, Helsinki, Finland.
Hitzman, D. O. (1983). Oxygen scavenging with enzymes, US patent, 4,414,334.
Holmes, R. P., Assimos, D. G. (2004). The impact of dietary oxalate on kidney stone formation. Urol, res. 32(5), 311-316.
Hong, F., Jönsson, L. J., Lundquist, K., Wei, J. (2006). Oxidation capacity of laccases and peroxidases as reflected in experiments with methoxy-substituted benzyl alcohols. Appl. Biochem. Biotech. 129, 303-319.
Huis in’t Veld, J. H. J. (1996). Microbial and biochemical spoilage of foods: an overview. Int. J. Food Microbiol. 33, 1-18.
Iyer, P. V., Ananthanarayan, L. (2008). Enzyme stability and stabilization - Aqueous and non-aqueous environment. Proc. Biochem. 43(10), 1019-1032.
Jimenez, A., Fabra, M. J., Talens, P. (2012). Edible and Biodegradable Starch Films: A Review. Food Bioprocess Technol. 5(6), 2058-2076.
Jones, M. N., Manley, P., Wilkinson, A. (1982). The dissociation of glucose oxidase by sodium n-dodecyl sulphate. Biochem. J. 203(1), 285-291.
Järnström, L., Johansson, K., Jönsson, L. J., Winestrand, S., Chatterjee, R., Nielsen, T., Antvorskov, H., Rotabakk, B. T., Guðmundsson, M., Kuusipalo, J., Kotkamo S., Christophliemk, H., Weber, A., Walles, H., Thude, S., Engl, J., Herz, M. Forsgren, G. (2012). ENZYCOAT II - Enzymes embedded in barrier coatings for active and intelligent packaging. Nordic Innovation project 07144.
Kan, C.S. (1999). Role of particle size on latex deformation during film formation. J. Coat. Technol. 71(896), 89-97.
Katchalski-Katzir, E. (1993). Immobilized enzymes – learning from past successes and failures. Trends Biotechnol. 11, 471-478.
Kerry, J. P. O’Grady, M. N., Hogan, S. A. (2006). Past, current and potential utilisation of active and intelligent packaging systems for meat and muscle-based products: A review. Meat Sci. 74(1), 113-130.
Kimpimäki, T. (1998). In: Paper and paperboard converting (A. Savolainen Ed.), pp. 80-122. Fapet Oy, Helsinki, Finland.

82
Kjellgren, H., Engström, G.(2008). Oxygen permeability of polyethylene-extrusion-coated greaseproof paper. Nord. Pulp Paper Res. J. 23(3), 272-276.
Kleppe, K. (1966). The Effect of Hydrogen Peroxide on Glucose Oxidase from Aspergillus niger. Biochemistry. 5(1), 139-143.
Kostanski, L. K., Keller, D. M., Hamielec, A. E. (2004). Size-exclusion chromatography – a review of calibration methodologies. J. Biochem. Biophys. Methods. 58(2), 159-186.
Kothapalli, A., Hayes, K., Sadler, G., Morgan, M. (2007). Comparison of kinetic profile of free and immobilized glucose oxidase immobilized on low-density polyethylene using UV-polymerization. J. Food. Sci. 72(9), 478-482.
Kothapalli, A., Morgan, M., Sadler, G. (2008). UV polymerization-based surface modification technique for the production of bioactive packaging. J. Appl. Polym. Sci. 107(3), 1647-1654.
Kotsira, V. P., Clonis, Y. D. (1997). Oxalate oxidase from barley roots: purification to homogeneity and study of some molecular, catalytic, and binding properties. Arch. Biochem. Biophys. 340(2), 239-249.
Krishnan, S., Klein, A., El-Aasser, M., Sudol, E. D. (2005). Ultracentrifugation method to measure water-soluble monomer incorporation in latex. Colloid. Polym. Sci. 283(8), 836-844.
Kumar, S., Chauhan, V. S., Nahar, P. (2008). Preparation of biomolecule-ligated polystyrene cuvets and their applications in diagnostics. Microchem J. 89(2), 148-152.
Kunamneni, A., Plou, F. J., Ballesteros, A., Alcade, M. (2008). Laccases and their applications: a patent review. Recent patents on biotechnology. 2(1), 10-24.
Labuza, T. P., Breene W. M. (1989). Applications of ‘active packaging’ for improvements of shelf-life and nutritional quality of fresh and extended shelf- life foods. J. Food Process Preserv. 13, 1–69.
Lange, J., Wyser, Y. (2003). Recent innovations in barrier technologies for plastic packaging - a review. Packag. Technol. Sci. 16(4), 149-158.
Larsson, S., Cassland, P., Jönsson, L.J., (2001). Development of Saccharomyces cerevisiae with enhanced resistance to phenolic fermentation inhibitors in lignocellulose hydrolysates by heterologous expression of laccase. Appl. Environ. Microbiol. 67(3), 1163-1170.
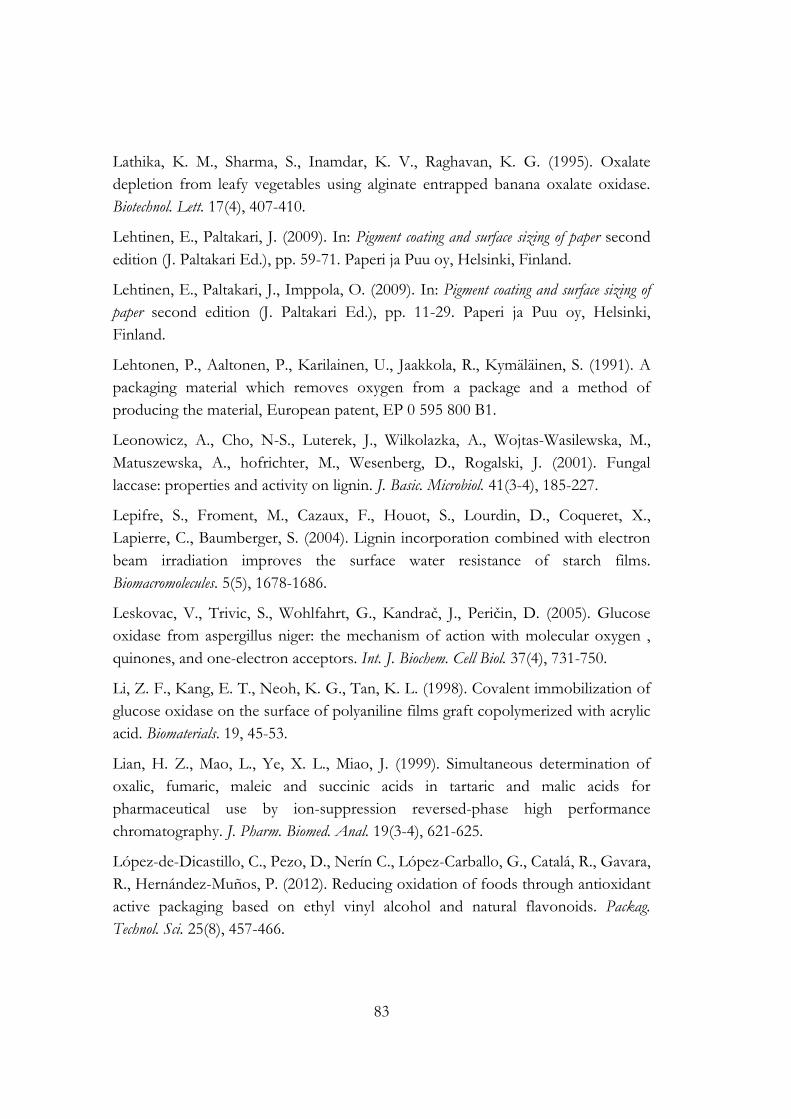
83
Lathika, K. M., Sharma, S., Inamdar, K. V., Raghavan, K. G. (1995). Oxalate depletion from leafy vegetables using alginate entrapped banana oxalate oxidase. Biotechnol. Lett. 17(4), 407-410.
Lehtinen, E., Paltakari, J. (2009). In: Pigment coating and surface sizing of paper second edition (J. Paltakari Ed.), pp. 59-71. Paperi ja Puu oy, Helsinki, Finland.
Lehtinen, E., Paltakari, J., Imppola, O. (2009). In: Pigment coating and surface sizing of paper second edition (J. Paltakari Ed.), pp. 11-29. Paperi ja Puu oy, Helsinki, Finland.
Lehtonen, P., Aaltonen, P., Karilainen, U., Jaakkola, R., Kymäläinen, S. (1991). A packaging material which removes oxygen from a package and a method of producing the material, European patent, EP 0 595 800 B1.
Leonowicz, A., Cho, N-S., Luterek, J., Wilkolazka, A., Wojtas-Wasilewska, M., Matuszewska, A., hofrichter, M., Wesenberg, D., Rogalski, J. (2001). Fungal laccase: properties and activity on lignin. J. Basic. Microbiol. 41(3-4), 185-227.
Lepifre, S., Froment, M., Cazaux, F., Houot, S., Lourdin, D., Coqueret, X., Lapierre, C., Baumberger, S. (2004). Lignin incorporation combined with electron beam irradiation improves the surface water resistance of starch films. Biomacromolecules. 5(5), 1678-1686.
Leskovac, V., Trivic, S., Wohlfahrt, G., Kandrač, J., Peričin, D. (2005). Glucose oxidase from aspergillus niger: the mechanism of action with molecular oxygen , quinones, and one-electron acceptors. Int. J. Biochem. Cell Biol. 37(4), 731-750.
Li, Z. F., Kang, E. T., Neoh, K. G., Tan, K. L. (1998). Covalent immobilization of glucose oxidase on the surface of polyaniline films graft copolymerized with acrylic acid. Biomaterials. 19, 45-53.
Lian, H. Z., Mao, L., Ye, X. L., Miao, J. (1999). Simultaneous determination of oxalic, fumaric, maleic and succinic acids in tartaric and malic acids for pharmaceutical use by ion-suppression reversed-phase high performance chromatography. J. Pharm. Biomed. Anal. 19(3-4), 621-625.
López-de-Dicastillo, C., Pezo, D., Nerín C., López-Carballo, G., Catalá, R., Gavara, R., Hernández-Muños, P. (2012). Reducing oxidation of foods through antioxidant active packaging based on ethyl vinyl alcohol and natural flavonoids. Packag. Technol. Sci. 25(8), 457-466.

84
Lopez-Rubio, A., Gavar, R., Lagaron, J. M. (2006). Bioactive packaging: turning foods into helathier foods through biomaterials. Trends. Food. Sci. Technol. 17(10), 567-575.
Lopez-Rubio, A., Lagaron, J. M., Yamamoto, T., Gavara, R. (2007). Radiation induced oxygen scavenging activity in EVOH copolymers. J. Appl. Polym. Sci. 17(5), 567-575.
Lourdin, D., Coignard, L., Bizot, H., Colonna, P. (1997). Influence of equilibrium relative humidity and plasticizer concentration on the water content and glass transition of starch materials. Polymer. 38(21), 5401-5406.
Lukasik, K. V., Ludescher, R. D. (2006). Molecular mobility in water and glycerol plasticized cold- and hot-cast gelatin films. Food Hydrocolloids. 20(1), 96-105.
Lundquist, K., Parkås, J. (2011). Different types of phenolic units in lignins. BioResources. 6(2), 920-926.
Martínez, L., Djenane, D., Cilla, I., Beltrán, J. A., Roncalés, P. (2006). Effect of varying oxygen concentrations on the shelf-life of fresh pork sausages packaged in modified atmosphere. Food Chem. 94(2), 219-225.
Mathews, C. K., van Holde, K. E., Ahern, K. G. (2000). In: Biochemistry third edition. Addison Wesley Longman, San fransisco, USA.
Matveev, Y. I., Grinberg, V. Y., Tostoguzov, V. B. (2000). The plasticizing effect of water on proteins, polysaccharides and their mixtures. Glassy state of biopolymers, food and seed. Food Hydrocolloids. 14, 425-437.
Mazzobre, M. F., Román, M. V., Mourelle, A. F., Corti, H. R. (2005). Octanol-water partition coefficient of glucose, sucrose and trehalose. Carbohydr. Res. 340(6), 1207-1211.
McMillin, K. W. (2008). Where is MAP Going? A review and future potential of modified atmosphere packaging for meat. Meat Sci. 80(1), 43-65.
Menard, K. P. (1999). In: Dynamic mechanical analysis: A practical introduction. CRC press, Florida, USA.
Meyer, A. S., Isaksen, A. (1995). Application of enzymes as food antioxidants. Trends Food Sci. Technol. 6, 300-304.

85
Miller, K. S., Krochta, J. M. (1997). Oxygen and aroma barrier properties of edible films: a review. Trends Food Sci. Technol. 8, 228-237.
Miltz, J., Perry, M. (2005). Evaluation of the performance of iron.basd oxygen scavengers, with comments on their optimal applications. Packag. Technol. Sci. 18 (1), 21-27.
Mohan, C. O., Ravishankar, C. N., Srinivasagopal, T. K. (2008). Effect of O2 scavenger on the shelf-life of catfish (Pangasius sutchi) steaks during chilled storage. J. Sci. Food Agric. 88(3), 442-448.
Morais, L. C., Curvelo, A. A. S., Zambon, M. D. (2005). Thermoplastic starch–lignosulfonate blends. 1. Factorial planning as a tool for elucidating new data from high performance size-exclusion chromatography and mechanical tests. Carbohyd. Polym. 62(2), 104-112.
Mosbach K. (1980). Immobilized enzymes. Trends Biochem.Sci .5, 1-3.
Mot, A. C., Silaghi-Dumitrescu, R. (2012). Laccases: complex architectures for one-electron oxidations. Biochemistry. 77(12), 1395-1407.
Mäkinen, M., Kesi, E., Forstén, E. (2009). In: Pigment coating and surface sizing of paper second edition (J. Paltakari Ed.), pp. 431-459. Paperi ja Puu oy, Helsinki, Finland.
Nabi Rahni M. A., Guilbault, G. G. (1986). Immobilized enzyme electrode for the determination of oxalate in urine. Anal Chem 58, 523-526.
Nakamura, K., Go, N. (2005). Function and molecular evolution of multicopper blue proteins. Cell. Mol. Life. Sci. 62(18), 2050-2066.
Nestorson, A., Neoh, K. G., Kang, E. T., Järnström, L., Leufvén, A. (2008). Enzyme immobilization in latex dispersion coatings for active food packaging. Packag. Technol. Sci. 21(4), 193-205.
Newman, J. D., Turner, A. P. F. (2005). Home blood glucose biosensors: a commercial perspective. Biosens. Bioelectron. 20(12), 2435-2453.
Nielsen, L. (1967). Models for the permeability of filled polymer systems. J. Macromol. Sci. Part A. 1(5), 929-942.
Noonan, S. C., Savage, G. P. (1999). Oxalate content of foods and its effect on humans. Asia Pac. J. Clin. Nutr. 8(1), 64-74.

86
Nyanhongo, G. S., Kudanga, T., Nugroho Prasetyo, E., Guebitz, G. M. (2011). Enzymatic polymer functionalisation: Advances in laccase and peroxidase derived lignocellulose functional polymers. Adv. Biochem. Eng. Biotechnol. 125, 47-68.
O’Malley, D. M., Whetten, R., Bao, W., Chen, C-L., Sederoff, R. (1993). The role of laccase in lignification. Plant. J. 4(5), 751-757.
Olsson, E., Hendeqvist, M. S., Johansson, C., Järnström L. (2013). Influence of citric acid and curing on the moisture sorption, diffusion and permeability of starch films. Carbohydr. Polym. 94, 765-772.
Osma, J. F., Toca Herrera, J. L., Rodríguez Couto, S. (2010). Uses of laccases in the food industry. Enzyme research. 2010, 1-8.
Otzen, D. (2011). Protein-surfactant interactions: A tale of many states. BBA-Proteins Proteomics, 1814(5), 562-591.
Ozdemir, M., Floros, J. D. (2004). Active food packaging technologies. Crit. Rev. Food Sci. 44(3), 185-193.
Ozyilmaz, G., Seyhan Tukel, S., Alptekin, O. (2005). Activity and storage stability of immobilized glucose oxidase onto magnesiumsilicate. J. Mol. Catal. B-Enzym. 35(4-6), 154-160.
Pazur, J. H., Kleppe, K. (1963). The oxidation of glucose and related compounds by glucose oxidase from aspergillus niger. Biochemistry. 3(4), 578-583.
Piazza, G. J., Garcia, R. A. (2010). Meat & bone meal extract and gelatin as renewable flocculants. Bioresour. Technol. 101(2), 781-787.
Pogrebnyak, A. V., Stepanova, É. F. (2003) Quantum-chemical modeling of the process of drug adsorption and the immobilization of phytocomponents in medicinal forms. Pharm. Chem. J. 37(7), 374-378.
Proikakis, C. S., Mamouzelos, N. J., Tarantili, P. A., Andreopoulos, A. G. (2006). Swelling and hydrolytic degradation of poly(D,L-lactic acid) in aqueous solutions. Polym. Degrad. Stabil. 91(3), 614-619.
Pundir, C. S., Sharma, M. (2010). Oxalate biosensor: a review. J. Sci. Ind. Res. 69, 489-494.

87
Quan, L-J., Zhang, B., Shi, W-W., Li, H-Y. (2008). Hydrogen peroxide in plants: a versatile molecule of the reactive oxygen species network. J. Integr. Plant Biol. 50(1), 2-18.
Rani, K., Rana, R., Datt, A. (2012). Review on latest overview of proteases. International journal of current life sciences, 2(1), 12-18.
Reid, D. S. (2008). In: Water activity in foods: Fundamentals and applications (G. V., Barbosa-Cánovas, A. J., Fontana, S. J., Schmidt, T. P., Labuza, Eds.), pp. 15-29. Wiley-Blackwell, New Jersey, USA.
Requena, L., Bornemann, S. (1999). Barley (Hordeum vulgare) oxalate oxidase is a manganese-containing enzyme. Biochem. J. 343, 185-190.
Restuccia, D., Gianfranco Spizzirri, U., Parisi, O. I., Cirillo, G., Curcio, M., Iemma, F., Puoci, F., Vinci, G., Picci, N. (2010). New EU regulation aspects and global market of active and intelligent packaging for food industry applications. Food Control. 21(11), 1425-1435.
Reynolds, J. A., Tanford, C. (1970). Binding of dodecyl sulfate to proteins at high binding ratios. Possible implications for the state of proteins in biological membranes. Proc. Natl. Acad. Sci. U. S. A. 66(3), 1002-1007.
Ringena, O., Leiboda, S., Lehnen, R., Saake, B. (2006). Size-exclusion chromatography of technical lignins in dimethyl sulfoxide/water and dimethylacetamide. J. Chromatogr. A. 1102(1-2), 154-163.
Robertson, G.L. (2006): Food Packaging – Principles and Practice, Second edition, pp. 1-9. CRC Press, Boca Raton, USA.
Rodríguez Couto, S., Toca Herrera, J. L. (2006). Industrial and biotechnological applications of laccases: a review. Biotechnol. Adv. 24(5), 500-513.
Rooney, M. L. (1995). In: Active food packaging (M.L. Rooney, ed.), pp.143-172. Blackie, Glasgow, UK
Rouquerol, F., Rouquerol, J. S., Sing, K. (1999) In: Adsorption by powders and porous media, pp. 191-217. Academic Press, London, UK.
Russel, N. J. (2000). Toward a molecular understanding of cold activity of enzymes from psychrophiles. Extremophiles. 4(2), 83-90.

88
Sahmetlioglu, E., Yürük, H., Toppare, L., Cianga, I., Yagci, Y. (2006). Immobilization of invertase and glucose oxidase in conducting copolymers of thiophene functionalized poly(vinyl alcohol) with pyrrole. React. Funct. Polym. 66(3), 365-371.
Sarett, B. L., Scott, D. (1956): Enzyme-treated sheet product and article wrapped therewith, US patent, 2,765,233.
Savolainen, A., Kuusipalo, J., Laiho E., Penttinen, T. (1998). In: Paper and paperboard converting (A. Savolainen Ed.), pp. 125-187. Fapet Oy, Helsinki, Finland.
Schlesing, W., Buhk, M., Osterhold, M. (2004). Dynamic mechanical analysis in coatings industry. Prog. Org. Coat. 49(3), 197-208.
Schuman, T., Karlsson, A., Larsson, J., Wikström, M., Rigdahl, M. (2005). Characteristics of pigment-filled polymer coatings on paperboard. Prog. Org. Coat. 54(4), 360-371.
Schwimmer, S. (1980). Influence of water activity on enzyme reactivity and stability. Food Technol. 34(5), 64-72.
Scott, D. (1958). Enzymatic oxygen removal from packaged foods. Food. Technol. 12(7), 7-17.
Scott, D., Hammer, F. (1961). Oxygen scavenging packet for in-packet deoxygenation. Food Technol. 15(12), 99-104.
Shogren, R. L., Biswas, A. (2013). Preparation of starch-sodium lignosulfonate graft copolymers via laccase catalysis and characterization of antioxidant activity. Carbohyd. Polym. 91(2), 581-585.
Singh, G., Tanwar, D. N., Pundir, C. S. (2002). Entrapment of Sorghum root oxalate oxidase into polyvinyl alcohol membrane. Indian J. Biochem. Biophys. 39, 397-400.
Singh, R. K., Singh N (2005). In: Innovations in food packaging (J. H. Han ed.), pp 24-44. Elsevier, Amsterdam, Holland.
Solomon, E. I., Augustine, A. J., Yoon, J. (2008). O2 reduction to H2O by the multicopper oxidases. Dalton Trans. 30, 3921-3932.
Solomon, E. I., Sundaram, U. M., Machonkin, T. E. (1996). Multicopper oxidases and oxygenases. Chem. Rev. 96(7), 2563-2606.

89
Souza Cruz, R., Peruch Camilloto, G., dos Santos Pires, A. C. (2012). In: Structure and function of food engineering, pp. 21-42.
SST Sensing Ltd. (2010). Operating Principle and construction of zirconium dioxide oxygen sensors. Accessed at www.sstsensing.com.
Stading, M. Rindlav-Westling, Å., Gatenholm, P. (2001). Humidity-induced structural transitions in amylose and amylopectin films. Carbohydr. Polym. 45(3): 209-217.
Sterjiades, R., Dean, J. F. D., Eriksson, K-E. L. (1992). Laccase from Sycamore Maple (Acer pseudoplatanus) Polymerizes Monolignols. Plant Physiol. 99(3), 1162-1168.
Striegel, A. M., Yau, W. W., Kirkland, J. J., Bly, D. D. (2009). In: Modern size exclusion liquid chromatography, second edition. John Wiley and Sons Inc, New Jersey, USA.
Strobel, J. M., Gagnon, D. R. (1998). Enzyme loaded hydrophilic porous structure for protecting oxygen sensitive products and method for preparing same, US patent, 5,766,473.
Sugiura, M., Yamamura, H., Hirano, K. (1979). Purification and properties of oxalate oxidase from barley seedlings. Chem. Pharm. Bull. 27, 2003-2007.
Taoukis, P. S., Richardson, M. (2008). In: Water activity in foods: Fundamentals and applications (G. V., Barbosa-Cánovas, A. J., Fontana, S. J., Schmidt, T. P., Labuza, Eds.), pp. 273-312. Wiley-Blackwell, New Jersey, USA.
Tewari, G., Jayas, D., Jeremiah, L. E., Holley, R. A. (2002). Absorption kinetics of oxygen scavengers. Int. J. Food Sci. Technol. 37(2), 209-217.
Thurston, F. (1994). The structure and function of fungal laccases. Microbiology. 140, 19-26.
Tischer, W., Wedekind, F. (1999). In: Biocatalysis- from discovery to application (W. D Fessner Ed.), pp. 96-123. Springer, New York, USA.
Tripathi, G. (2009). In: Enzyme Biotechnology, pp 10-41. ABD Publishers, Jaipur, India.
Tsiapouris, A., Linke, L. (2000). Water Vapor Sorption Determination of Starch Based Porous Packaging Materials. Starch – Stärke. 52(2-3), 53-57.

90
Turner, M. B., Spear, S. K., Holbrey, J. D., Rogers, R. D. (2004). Production of bioactive cellulose films reconstituted from ionic liquids. Biomacromolecules. 5(4), 1379-1384.
Vadgama, P., Sheldon, W., Guy, J. M., Covington, A. K., Laker, M. F. (1984). Simplified urinary oxalate determination using an enzyme electrode. Clin. Chim. Acta. 142, 193-201.
Vähä-Nissi M, Savolainen A. (1999). Filled barrier dispersion coatings. TAPPI Coating Conference Proceedings, Toronto, Canada, 2-5 May 1999. Atlanta, GA: TAPPI Press. p 287-303.
Vähä-Nissi, M. (2009). In: Pigment coating and surface sizing of paper second edition (J. Paltakari Ed.), pp. 537-545. Paperi ja Puu oy, Helsinki, Finland.
Van Stroe-Biezen, S. A. M., Janssen, A. P. M., Janssen, L. J. J. (1993). A kinetic study of soluble glucose oxidase using a rotating-disc electrode. Bioelectrochemistry and Bioenergetics. 33(1), 55-60.
Vermeiren, L., Devlieghere, F., van Beest, M., de Kruijf, N., Debevere, J. (1999). Developments in the active packaging of foods. Trends Food Sci Technol 10(3), 77-86.
Vermeiren, L., Heirlings, L., Devlieghere, F., Debevere J. (2003). In: Novel food packaging techniques. (R. Ahvenainen, Ed.), pp 23-49. Woodhead, Cambridge, England.
Vieille, C., Zeikus, G. J. (2001). Hyperthermophilic enzymes: sources, uses, and molecular mechanisms for thermostability. Microbiol. Mol. Biol. Rev. 65(1), 1-43.
Vieth, W. R. (1991). In: Diffusion in and through polymers: principles and applications, pp. 73-106. Hanser, Münich, Germany
Ward, I. M., Sweeney, J., (2004). In: An introduction to the mechanical properties of solid polymers, pp. 53-76. Wiley, West Sussex, England.
Weston, R. J. (2000). The contribution of catalase and other natural products to the antibacterial activity of honey: a review. Food Chem. 71(2), 235-239.
White, J. W., Subers, M. H. Schepartz, A. I. (1963). The identification of inhibine, the antibacterial factor in honey as hydrogen peroxide and its origin in a honey glucose-oxidase system. BBA- Specialized section on enzymological subjects. 73(1), 57-70.

91
Whittaker, M. M., Whittaker, J. W. (2002). Characterization of recombinant barley oxalate oxidase expressed by Pichia pastoris. J. Biol. Inorg. Chem. 7(1-2), 136-145.
Widsten, P., Kandelbauer, A. (2008). Laccase applications in the forest products industry: A review. Enzyme Microb. Technol. 42(4), 293-307.
Wilson, R., Turner, A. P. F. (1992). Glucose Oxidase: an ideal enzyme. Biosens. Bioelectron. 7, 165-185.
Wong, C. M., Wong, K. H., Chen, X. D. (2008). Glucose oxidase: natural occurrence, function, properties and industrial applications. Appl Microbiol Biotechnol. 78(6), 927-938.
Woo, E-J., Dunwll, J. M., Goodenough, P. W., Pickersgill, W. (1998). Barley oxalate oxidase is a hexameric protein related to seed storage proteins: evidence from X-ray crystallography. FEBS letters. 437(1-2), 87-90.
Xu, F. (1997). Effects of Redox Potential and Hydroxide Inhibition on the pH Activity Profile of Fungal Laccases. J. Biol. Chem. 272(2), 924-928.
Yam, K. L., Takhistov, P. T., Miltz, J. (2005). Intelligent packaging: concepts and applications. J. Food Sci. 70(1), 1-10.
Ying, L., Kang, E. T., Neoh, K. G. (2002). Covalent immobilization of glucose oxidase on microporous membranes prepared from poly(vinylidene fluoride) wirh grafted poly(acrylic acid) side chains. J. Membr. Sci. 208(1-2), 361-374.
Zerdin, K., Rooney, M. L., Vermuë, J. (2003). The vitamin C content of orange juice packed in an oxygen scavenger material. Food Chem. 82(3), 387-395.

Oxygen-reducing enzymes in coatings and films for active packaging
Kristin Johansson
DISSERTATION | Karlstad University Studies | 2013:38
Chemical Engineering
Faculty of Health, Science and Technology
Kristin Johansson | O
xygen-reducing enzymes in coatings and film
s for active packaging | 2013:38
Oxygen-reducing enzymes in coatings and films for active packaging
This work focused on investigating the possibility to produce oxygen-scavenging packaging materials based on oxygen-reducing enzymes. The enzymes were incorporated into a dispersion coating formulation applied onto a food-packaging board using conventional laboratory coating techniques. The oxygen-reducing enzymes investigated included a glucose oxidase, an oxalate oxidase and three laccases originating from different organisms. All of the enzymes were successfully incorporated into a coating layer and could be reactivated after drying.
For at least two of the enzymes, re-activation after drying was possible not only by using liquid water but also by using water vapour. Re-activation of the glucose oxidase and a laccase required relative humidities of greater than 75% and greater than 92%, respectively.
Catalytic reduction of oxygen gas by glucose oxidase was promoted by creating an open structure through addition of clay to the coating formulation at a level above the critical pigment volume concentration. For laccase-catalysed reduction of oxygen gas, it was possible to use lignin derivatives as substrates for the enzymatic reaction. At 7°C all three laccases retained more than 20% of the activity they had at room temperature (25°C), which suggests that the system is also useful for packaging of refrigerated food.
DISSERTATION | Karlstad University Studies | 2013:38
ISSN 1403-8099
ISBN 978-91-7063-516-8