orodne zlitine podatkovni list cpm - metaling.eu · kaljenje po razpredelnici popušèanje 3 x 2...
TRANSCRIPT
®® ®®
®® ®®
CPM® 3Vje novo razvito skrajno ž ilavo visoko kakovostno jeklo, ki ga izdelujemo po Cruciblovem postopku praš ne
®metalurgije. Jeklo CPM 3V ima visoko lomno odpornost in se ne kruš i, hkrati pa je tudi zelo odporno proti obrabi. Izkazuje boljš o ž ilavost kot npr. materiala 1.2379 ali 1.2363 in skorajda dosega raven jekla za delo v vroč em. Zaradi dobre termodinamič ne stabilnosti je vedno primerno za
®oplaš č anje s postopkom PVD. CPM 3V smo razvili za robustno uporabo. Pri uporabni trdoti pribl. 58 – 60 HRc je
®jeklo CPM 3V visoko lomno in istoč asno obrabno odpornost.
TIPIÈNA PODROÈJA UPORABE:_rezilni stroji in š tance, tudi za debelejš o ploč evino,_orodja za fino rezanje,_stiskalnice in stroji za preoblikovanje,_orodja za valjanje navojev in valjanje,_prebijala,_striž na in industrijska rezila,_stiskalnice za sintrane izdelke.
SESTAVA
ogljik
krom
vanadij
molibden
FIZIKALNE LASTNOSTI2Modul elastiènosti [kN/mm ]
3Specifièna teža [kg/dm ]
Toplotna prevodnost [W/mk]
Koeficient toplotnega raztezanja v temperaturnem obmoèju od 20 – 200 °C, [mm/mm °C]
®ORODNE ZLITINE _ CPM 3V
STRUKTURA MATERIALA PRAŠNE METALURGIJE IN KONVENCIONALNEGA MATERIALA
Homogena struktura materiala prašne metalurgije v primerjavi z grobo karbidno strukturo jekla, izdelanega na konvencionalen naèin.
ŽILAVOST
Charpyjev udarni preskus
Joulov
HRc
Standardna velikost vzorca za Charpyjev preskus z zarezo z 12,7 mm polmera.
ODPORNOST PROTI OBRABI
Preskus obrabe z navzkrižnima valjema
Reciproèno s stopnjo obrabe pri preskusu z nenamazanim valjem v stiku z vrtljivim valjem iz karbidne trdine.
STRAN 1
ORODNE ZLITINE®PODATKOVNI LIST CPM 3V
CERTIFICIRANO PO ISO 9001

Trdota HRc
Temperatura popušèanja °C
NAVODILA ZA TOPLOTNO OBDELAVO
1. predgrevanje 450 – 500 °C
2. predgrevanje 850 – 900 °C
kaljenje po razpredelnici
popušèanje 3 x 2 uri po razpredelnici
Ohlajanje po kaljenju v termalni kopeli pri pribl. 550 °Cali v vakuumu pri najmanj 5 barih nadtlaka.
* Èe je predgrevanje prej potekalo pri 870 °C. Podatki se nanašajo na preskusni vzorec s 13 mm polmera. Èas držanja na temperaturi je potrebno pri velikih ali zelo tankih profilih ustrezno prilagoditi. Najvišje dopustne temperature kaljenja 1130 °C ne smemo preseèi.
željena trdota HRc ± 1
temperatura kaljenja °C
èas držanja na temperaturi kaljenja min*
popušèanje °C
®ORODNE ZLITINE _ CPM 3VSTRAN 2
TOPLOTNA OBDELAVA
MEHKO ŽARJENJE®CPM 3V enakomerno segrevamo na temperaturo 900 °C.
Potem 2 uri drž imo na tej temperaturi. Po 15 °C/h v peč i ohlajamo do 590 °C. Konč no ohlajanje poteka zunaj peč i, v mirnem ozrač ju. Z mehkim ž arjenjem lahko dosež emo okoli 240 HB trdote.
ŽARJENJE ZA ODPRAVO NAPETOSTIPo grobi obdelavi ž arimo za odpravo napetosti na 600 – 700 °C. Ko se material popolnoma pregreje, ga v peč i ohlajamo do pribl. 500 °C. Konč no ohlajanje poteka zunaj peč i, v mirnem ozrač ju.
KALJENJE®Pri kaljenju materiala CPM 3V obič ajno uporabljamo dve
stopnji predgrevanja (450 – 500 °C / 850 – 900 °C). Takoj zatem ga segrejemo na zaž eleno temperaturo avstenitizacije 1030 – 1130 °C. 1030 °C izberemo, č e hoč emo doseč i maksimalno ž ilavost, in 1130 °C, č e hoč emo dobiti najviš jo odpornost proti obrabi. Za ustrezno stopnjo topljivosti zlitinskih elementov in primerno stopnjo poboljš anja priporoč amo, da pregrevanje traja najmanj 40 minut pri kaljenju na 1030 °C oziroma najmanj 30 minut pri kaljenju na 1130 °C. Pri kosih z obsež nimi prerezi ali tankimi stenami je potrebno č as drž anja na temperaturi ustrezno prilagoditi.
OHLAJANJELahko poteka na zraku, v termalni kopeli ali s prekinjenim oblivanjem z oljem. Pri toplotni obdelavi v vakuumu je potrebno paziti na primerno hitrost ohlajanja (najmanj 5 barov nadtlaka). Za kar najboljš e dosež ke pri ž ilavosti priporoč amo ohlajanje v termalni kopeli.
POPUŠÈANJEPopuš č amo takoj, ko je orodje ohlajeno pod 40 °C.
®Potrebno je trojno popuš č anje po 2 uri. Obič ajno CPM 3V popuš č amo v temperaturnem območ ju 520 – 560 °C.
GRAFIKON POPUŠÈANJA

Rezalni parametri
Rezalni parametri
Rezalni parametri
PODATKI O OBDELAVI
STRUŽENJE
Struženje s karbidno trdinogrobo struženje ravnanje
Struženje s karbidno trdinogrobo struženje ravnanje
Struženje s hitroreznim jeklom, ravnanje
Struženje s hitroreznim jeklom, ravnanje
Struženje s hitroreznim jeklom, ravnanje
Rezalna hitrost (V ) C
m/min
Rezalna hitrost (V ) C
m/min
Rezalna hitrost (V ) C
m/min
Podajanje (f ) mm/obrat
Podajanje (f ) mm/obrat
Podajanje (f ) mm/obrat
Globina reza (a ) mmp
Globina reza (a ) mmp
Oznaka ISO
Oznaka ISO
Oznaka ISO
* Priporoèamo uporabo narezane karbidne trdine, npr. Sandvik Coromat 4015 ali SECO TP 100.
* Priporoèamo uporabo narezane karbidne trdine, npr. Sandvik Coromat 4015 ali SECO TP 100.
REZKANJERAVNO IN KOTNO REZKANJE
ÈELNO REZKANJE
Èista karbidna trdina
Tip rezkarja: rezkar z izmenljivimi rezili
* Za èelne rezkarje s titankarbonitridno prevleko iz hitroreznega jekla V ~ 25 – 30 m/min.C
** Odvisno od radialne globine reza in premera rezkarja.
*** Priporoèamo prevleèeno karbidno trdino, npr. Sandvik Coromat GC 3015 ali SECO T 15 M.
®ORODNE ZLITINE _ CPM 3VSTRAN 3
VRTANJEVIJAÈNI SVEDRI IZ HITROREZNEGA JEKLA
VRTALNIKI IZ KARBIDNE TRDINE
Podajanje (f ) mm/obrat
Sveder – ø mm Rezalna hitrost (V ) m/minC
* za svedre s titankarbonitridno prevleko iz hitroreznega jekla V ~ 25 – 30 m/min.C
Rezalni parametri
Rezalna hitrost (V ) C
m/min
Podajanje (f ) mm/obrat
Tip svedraZ izmenjivimi plošèicami
Iz èiste karbidne trdine
Sveder s hladilnimi kanali in rezilom iz karbidne trdine
* sveder s hladilnimi kanali in prilotanim rezilom iz karbidne trdine.
** odvisno od premera svedra.
BRUŠENJE
Brusilni postopek Mehko žarjeno Kaljeno
Ravno brušenje, ravne brusilne plošèe
Ravno brušenje, lamelne brusilne plošèe
Zunanje okroglo brušenje
Notranje okroglo brušenje
Profilno brušenje
* v tem primerih, èe je mogoèe, uporabljamo CBN-plošèe.
** brusilna plošèa podjetja Norton Co.

ORODNE ZLITINE
SEZNAM DOBAVLJIVIH ORODNIHJEKEL CPM® 3V CERTIFICIRANO PO ISO 9001
Dodatne informacije o naših izdelkih in prodajnih mestih lahko poišèete v naši osnovni brošuri in na spletni strani www.zapp.com.
Vsi na podatkovnih listih in seznamih dobavljivih izdelkov navedeni tehnièni podatki, slike, risbe, podrobnosti o merah in težah ter drugi podatki služijo zgolj opisu naših izdelkov in so neobvezujoèe povpreène vrednosti. Ne zavezujejo h kakovosti in ne pomenijo garancije kakovosti in trajnosti. Navedeni primeri uporabe so namenjeni izkljuèno orisu in niso zagotovilo o kakovosti ali garancija. Podane informacije ne morejo nadomestiti temeljitega svetovanja o izbiri naših izdelkov in njihovi konkretni uporabi. Podatkov v brošuri ne spreminjamo. Pridržujemo si pravico do sprememb in predprodaje programa. Stanje oktobra 2006.
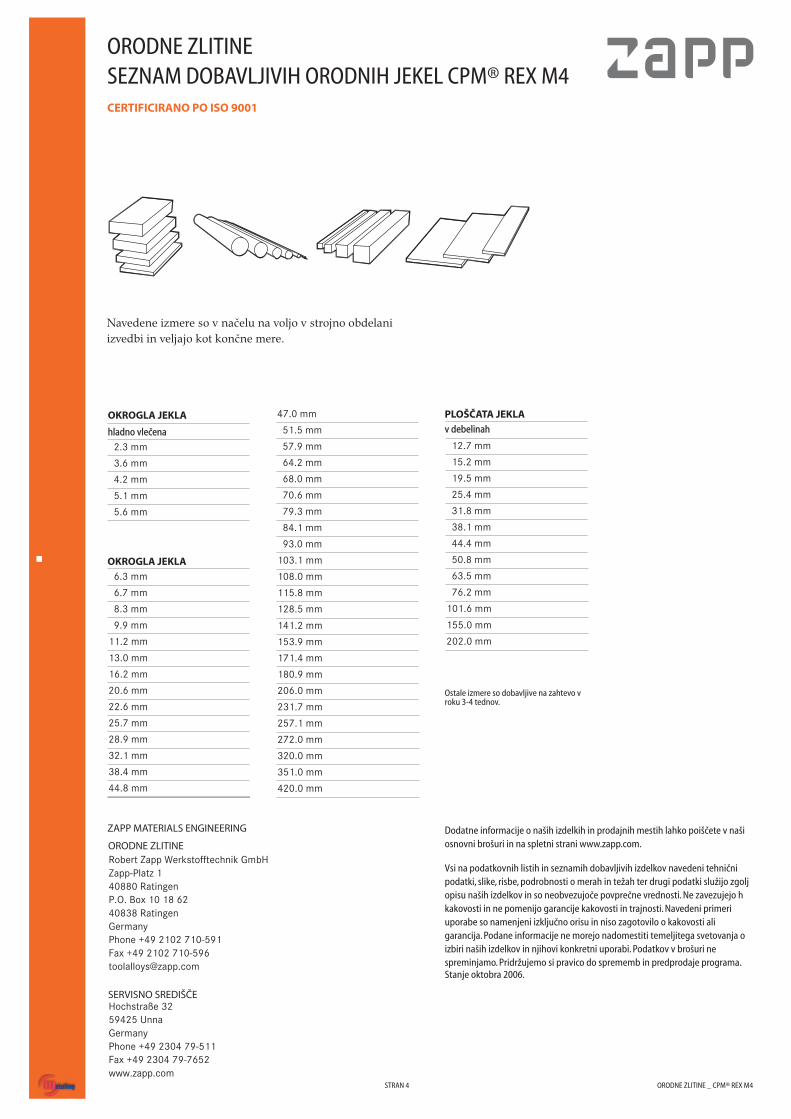
Navedene izmere so nač eloma na voljo v strojno obdelani izvedbi in veljajo kot konč ne mere.
OKROGLA JEKLA
PLOŠÈATA JEKLAv debelinah
Ostale izmere so dobavljive po povpraševanju v roku 3-4 tednov.
ZAPP MATERIALS ENGINEERINGORODNE ZLITINE
SERVISNO SREDIŠÈE
®ORODNE ZLITINE _ CPM 3VSTRAN 4

®ORODNE ZLITINE _ CPM 9VSTRAN 1
ORODNE ZLITINEPODATKOVNI LIST CPM® 9VCERTIFICIRANO PO ISO 9001
SESTAVA
Ogljik
Krom
Vanadij
Molibden
Mangan
Silicij
CPM® 9V®je modificirana različ ica visoko kakovostnega jekla CPM
10V in njegova dopolnitev za moč no obremenjena orodja za delo v vroč em in hladnem v niž jem območ ju trdnosti.
®CPM 9V je visoko kakovostno jeklo, ki ga izdelujemo po cruciblovem postopku praš ne metalurgije. Osnovna zlitina ustreza ž ilavemu jeklu za delo v vroč em z dodatkom koncentriranega ogljika in vanadija za kar najviš jo obrabno odpornosti ter hkrati dobro ž ilavost in odpornost proti toplotnim utrujenostnim prelomom. Ta kombinacija medsebojno odlič no usklajenih lastnosti
®omogoč a, da jeklo CPM 9V uporabimo, kjer visoko legirana hitrorezna in orodna jekla zaradi premajhne ž ilavosti prehitro odpovejo in kjer jekla za delo v vroč em ne premorejo zadostne obrabne odpornosti.
TIPIÈNA PODROÈJA UPORABE:_rezilni stroji in š tance, tudi za debelejš o ploč evino,_orodja za fino rezanje za ploč evino h>8 mm,_vlož ki za hladne stiskalnice, iztiskalnice in tople iztiskalnice,_orodja za vtiskovanje,_striž na in industrijska rezila,_stiskalnice za sintrane izdelke,_deli za orodja za plastificiranje.
FIZIKALNE LASTNOSTI2Modul elastiènosti [kN/mm ]
3Specifièna teža [kg/dm ]
Koeficient toplotnega raztezanjav temperaturnem obmoèju
STRUKTURA MATERIALA PRAŠNE METALURGIJE IN KONVENCIONALNEGA MATERIALA
Homogena struktura materiala prašne metalurgije v primerjavi z grobo karbidno strukturo jekla, izdelanega na konvencionalen naèin.
ŽILAVOST
Charpyjev udarni preskus
Standardna velikost vzorca za Charpyjev preskus z zarezo z 12,7 mm polmera.
ODPORNOST PROTI OBRABI
Preskus obrabe z navzkrižnima valjema
Reciproèno s stopnjo obrabe pri preskusu z nenamazanim valjem v stiku z vrtljivim valjem iz karbidne trdine.

®ORODNE ZLITINE _ CPM 9VSTRAN 2
MEHKO ŽARJENJE®CPM 9V enakomerno segrevamo na temperaturo 900 °C.
Potem 2 uri drž imo na tej temperaturi. Po 20 °C/h v peč i ohladimo do 550 °C. Konč no ohlajanje poteka zunaj peč i, v mirnem ozrač ju. Z mehkim ž arjenjem lahko dosež emo okoli 220 / 250 HB trdote.
ŽARJENJE ZA ODPRAVO NAPETOSTI
Po grobi obdelavi ž arimo za odpravo napetosti na 600 – 700 °C. Ko se material popolnoma pregreje, ga v peč i ohladimo do pribl. 500 °C. Konč no ohlajanje poteka na zraku.
KALJENJE®Pri kaljenju materiala CPM 9V obič ajno uporabljamo dve
stopnji predgrevanja (450 – 500 °C / 850 – 900 °C). Takoj zatem ga segrejemo na zaž eljeno temperaturo avstenitizacije 1070 – 1180 °C. 1070 °C izberemo, č e hoč emo doseč i maksimalno ž ilavost, in 1180 °C, č e hoč emo dobiti najviš jo odpornost proti obrabi. Za ustrezno stopnjo topnosti zlitinskih elementov in primerno stopnjo poboljš anja priporoč amo, da pregrevanje traja najmanj 60 minut pri kaljenju na 1070 °C oziroma najmanj 30 minut pri kaljenju na 1120 °C. Pri kosih z obsež nimi prerezi ali tankimi stenami je potrebno č as drž anja na temperaturi ustrezno prilagoditi.
OHLAJANJE
Lahko poteka na zraku, v termalni kopeli ali s prekinjenim oblivanjem z oljem. Pri toplotni obdelavi v vakuumu je potrebno paziti na primerno hitrost ohlajanja (najmanj 5 barov nadtlaka). Za kar najboljš e dosež ke pri ž ilavosti priporoč amo ohlajanje v termalni kopeli.
POPUŠÈANJE
Popuš č amo takoj, ko je orodje ohlajeno pod 40 °C. ®Potrebno je trojno popuš č anje po 2 uri. Obič ajno cpm 9V
popuš č amo v temperaturnem območ ju 540 – 590 °C.
GRAFIKON POPUŠÈANJA
temperatura popušèanja °C
Trdota HRc
NAVODILA ZA TOPLOTNO OBDELAVO
1. Predgrevanje
2. Predgrevanje
Kaljenjepo razpredelnici
Popušèanje 3 x 2 uri po razpredelnici
Ohlajanje po kaljenju v termalni kopeli pri pribl. 550 °C ali v vakuumu pri najmanj 5 barih nadtlaka.
* * Èe je predgrevanje prej potekalo pri 870 °C. Podatki se nanašajo na preskusni vzorec s 13 mm polmera. Èas držanja na temperaturi je potrebno pri velikih ali zelo tankih profilih ustrezno prilagoditi. Najvišje dopustne temperature kaljenja 1180 °C ne smemo preseèi.
** Najboljša žilavost.
*** Najboljša kombinacija žilavosti in odpornosti proti obrabi.
**** Najvišja odpornost proti obrabi.
Popušèanje °C
Želena trdota HRc ± 1
Temperatura kaljenja °C
Èas držanja na temperaturi kaljenja min*
TOPLOTNA OBDELAVA

®ORODNE ZLITINE _ CPM 9VSTRAN 3
PODATKI O OBDELAVI
STRUŽENJE
Rezalni parametri
Rezalni parametri
Rezalni parametri
rezalna hitrost (V ) m/minC
rezalna hitrost (V ) m/minC
rezalna hitrost (V ) m/minC
Podajanje (f ) mm/obrat
Podajanje (f ) mm/obrat
Podajanje (f ) mm/obrat
Globina reza (a ) mmp
Globina reza (a ) mmp
OznakaISO
OznakaISO
OznakaISO
Struženje s karbidno trdino
Struženje s karbidno trdino
grobo struženje ravnanje
grobo struženje ravnanje
Struženje s hitroreznim jeklom, ravnanje
Struženje s hitroreznim jeklom, ravnanje
REZKANJERAVNO IN KOTNO REZKANJE
* Priporoèamo uporabo narezane karbidne trdine, npr. Sandvik Coromat 4015 ali SECO TP 100.
* Priporoèamo uporabo narezane karbidne trdine, npr. Sandvik Coromat 4015 ali SECO TP 100.
* Za èelne rezkarje s titankarbonitridno prevleko iz hitroreznega jekla VC ~ 25 – 30 m/min.
** Odvisno od radialne globine reza in premera rezkarja.
*** Priporoèamo prevleèeno karbidno trdino, npr. Sandvik Coromat GC 3015 ali SECO T 15 M.
ÈELNO REZKANJEÈista karbidna trdina
Tip rezkarja: rezkar z izmenljivimi rezili
Rezkanje s hitroreznim jeklom, ravnanje
VRTANJEVIJAÈNI SVEDRI IZ HITROREZNEGA JEKLA
Sveder – ø mm Rezalna hitrost (V ) m/minC
Podajanje (f ) mm/obrat
za svedre s titankarbonitridno prevleko iz hitroreznega jekla V ~ 25 – 30 m/min.C
SVEDRI IZ KARBIDNE TRDINE
Rezalni parametri Tip svedraZ izmenjivimi plošèicami
Iz èiste karbidne trdine
Sveder s hladilnimi kanali in rezilom iz karbidne trdine*
Rezalna hitrost (V ) m/minC
Podajanje (f ) mm/obrat
* sveder s hladilnimi kanali in prilotanim rezilom iz karbidne trdine.
** odvisno od premera svedra.
BRUŠENJE
Brusilni postopek Mehko žarjeno Kaljeno
Ravno brušenje, ravne brusilne plošèe
* v tem primerih, èe je mogoèe, uporabljamo CBN-plošèe.** brusilna plošèa podjetja Norton Co.
Ravno brušenje, lamelne brusilne plošèe
Zunanje okroglo brušenje
Notranje okroglo brušenje
Profilno brušenje

®ORODNE ZLITINE _ CPM 9VSTRAN 4
ORODNE ZLITINESEZNAM DOBAVLJIVIH ORODNIH JEKEL CPM® 9V CERTIFICIRANO PO ISO 9001
Dodatne informacije o naših izdelkih in prodajnih mestih lahko poišèete v naši osnovni brošuri in na spletni strani www.zapp.com.
Vsi na podatkovnih listih in seznamih dobavljivih izdelkov navedeni tehnièni podatki, slike, risbe, podrobnosti o merah in težah ter drugi podatki služijo zgolj opisu naših izdelkov in so neobvezujoèe povpreène vrednosti. Ne zavezujejo h kakovosti in ne pomenijo garancije kakovosti in trajnosti. Navedeni primeri uporabe so namenjeni izkljuèno orisu in niso zagotovilo o kakovosti ali garancija. Podane informacije ne morejo nadomestiti temeljitega svetovanja o izbiri naših izdelkov in njihovi konkretni uporabi. Podatkov v brošuri ne spreminjamo. Pridržujemo si pravico do sprememb in predprodaje programa. Stanje oktobra 2006.
Navedene izmere so nač eloma na voljo v strojno obdelani izvedbi in veljajo kot konč ne mere.
OKROGLA JEKLA
PLOŠÈATA JEKLA
V debelinah
Ostale izmere so dobavljive na zahtevo v roku 3-4 tednov.
SERVISNO SREDIŠÈE
ZAPP MATERIALS ENGINEERINGORODNE ZLITINE

ORODNE ZLITINE
PODATKOVNI LIST CPM® 10VCERTIFICIRANO PO ISO 9001
CPM® 10Vje edinstveno visoko kakovostno jeklo, ki ga izdelujemo po Cruciblovem postopku praš ne metalurgije. Razvili smo ga iz ž ilave, na zraku kaljive osnovne zlitine z dodatkom koncentriranega ogljika in vanadija. Zato jeklo CPM® 10V odlikuje kombinacija izredne obrabne odpornosti, ž ilavosti, trdote in stabilnosti rezilnih robov. Zaradi izredno visoke obrabne odpornosti in izredne ž ilavosti pri delu v hladnem odlič no nadomesti trdine ali druge materiale z visoko obrabno odpornostjo, pri katerih prihaja do tež av zaradi zlomov in kruš enja, ali pripomore k stroš kovno ugodnejš i proizvodnji.
TIPIÈNA PODROÈJA UPORABE:_rezilni stroji in š tance,_orodja za fino rezanje,_rezilna orodja za elektroploč evino,_prebijala,_rezila za rezanje, striž enje in obrezovanje,_rezila za papir in folije,_orodja za hladno iztiskovanje,_hitro obrabljivi deli.
FIZIKALNE LASTNOSTI
Modul elastiènosti [kN/mm2]
Specifièna teža [kg/dm3]
Koeficient toplotnega raztezanja v temperaturnem obmoèju 21 – 593 °C [mm/mm °C]
SESTAVA
Ogljik
Krom
Vanadij
Molibden
Mangan
Silicij
STRUKTURA MATERIALA PRAŠNE METALURGIJE IN KONVENCIONALNEGA MATERIALA
Homogena struktura materiala prašne metalurgije v primerjavi z grobo karbidno strukturo jekla, izdelanega na konvencionalen naèin.
ŽILAVOST
Charpyjev udarni preskus
Joulov
HRc
Standardna velikost vzorca za Charpyjev preskus z zarezo z 12,7 mm polmera.
ODPORNOST PROTI OBRABI
Preskus obrabe z navzkrižnima valjema
Reciproèno s stopnjo obrabe pri preskusu z nenamazanim valjem v stiku z vrtljivim valjem iz karbidne trdine.
®ORODNE ZLITINE _ CPM 10VSTRAN 1

®ORODNE ZLITINE _ CPM 10VSTRAN 2
TOPLOTNA OBDELAVA
MEHKO ŽARJENJE®CPM 10V enakomerno segrevamo na temperaturo 870 –
900 °C, potem 2 uri drž imo na tej temperaturi. Po 10 °C/h v peč i ohladimo do 540 °C. Nato hladimo na zraku. Z mehkim ž arjenjem obič ajno dosež emo 248 / 269 HB ≤ 850
2– 920 N/mm.
ŽARJENJE ZA ODPRAVO NAPETOSTIPo grobi obdelavi ž arimo za odpravo napetosti na 600 – 700 °C. Ko se material popolnoma pregreje, ga v peč i ohladimo do pribl. 500 °C. Konč no ohlajanje poteka na zraku.
KALJENJE®Pri kaljenju materiala CPM 10V obič ajno uporabljamo dve
stopnji predgrevanja (450 – 500 °C / 850 – 870 °C). Potem ga hitro segrejemo na temperaturo kaljenja 1070 – 1180 °C. 1070 °C izberemo, č e hoč emo doseč i optimalno ž ilavost, in 1180 °C, č e hoč emo dobiti najviš jo odpornost proti obrabi. Za ustrezno stopnjo topljivosti zlitinskih elementov in primerno stopnjo poboljš anja priporoč amo, da pregrevanje traja najmanj 30 minut pri kaljenju na 1070 °C oziroma najmanj 10 minut pri kaljenju na 1180 °C. Pri kosih z obsež nimi prerezi ali tankimi stenami je potrebno č as pregrevanja ustrezno prilagoditi.
OHLAJANJELahko poteka na zraku, v termalni kopeli ali s prekinjenim oblivanjem z oljem. Priporoč amo predvsem hlajenje v termalni kopeli pri pribl. 550 °C. Pri toplotni obdelavi v zaš č itni atmosferi ali vakuumu je potrebno paziti na primerno hitrost ohlajanja, da s priporoč enimi temperaturami popuš č anja dosež emo zaž eleno stopnjo izboljš anja.
POPUŠÈANJEPopuš č amo takoj, ko je orodje ohlajeno pod 40 °C. Nujno je dvojno popuš č anje, trojnega pa priporoč amo posebno v primerih, ko material kalimo pri temperaturah nad 1150°C. Pomembno je, da orodje med posameznimi fazami popuš č anja ohladimo na sobno temperaturo. Jeklo
®CPM 10V obič ajno popuš č amo pri 540 °C. Za temeljito obdelavo s popuš č anjem se velja izogniti temperaturam pod 540 °C, razen pri ž arjenju za odpravo napetosti.
GRAFIKON POPUŠÈANJA
Trdota HRc
Temperatura popušèanja °C
NAVODILA ZA TOPLOTNO OBDELAVO
1. predgrevanje
2. predgrevanje
Kaljenje
Popušèanje
po razpredelnici
3 x 2h po razpredelnici
Ohlajanje po kaljenju v termalni kopeli pri pribl. 550 °C.
Želena trdota HRc ± 1
Temperatura kaljenja °C
Èas držanja na temperaturi kaljenja min*
* Èe je predgrevanje prej potekalo pri 870 °C. Podatki se nanašajo na preskusni vzorec s 13 mm polmera. Èas držanja na temperaturi je potrebno pri velikih ali zelo tankih profilih ustrezno prilagoditi. Najvišje dopustne temperature kaljenja 1180 °C ne smemo preseèi.

®ORODNE ZLITINE _ CPM 10VSTRAN 3
PODATKI O OBDELAVI
STRUŽENJE
Rezalni parametri
Rezalni parametri
Truženje s karbidno trdino
Rezkanje s karbidno trdino
Grobo struženje Ravnanje
Grobo struženje Ravnanje
Struženje s hitroreznim jeklom, ravnanje
Struženje s hitroreznim jeklom, ravnanje
Ezalna hitrost (V ) c
m/min
Rezalna hitrost (V ) c
m/min
Rezalna hitrost (V ) c
m/min
Podajanje (f ) mm/obrat
Podajanje (f ) mm/obratPodajanje (f ) mm/obrat
Podajanje (f ) mm/obrat
Globina reza (a ) mmp
Globina reza (a ) mmp
Oznaka ISO
Oznaka ISO
Oznaka ISO
* priporoèamo uporabo narezane karbidne trdine, npr. Sandvik coromat 4015 ali Seco TP 100.
* priporoèamo uporabo narezane karbidne trdine, npr. Sandvik coromat 4015 ali Seco TP 100.
REZKANJERAVNO IN KOTNO REZKANJE
ÈELNO REZKANJE
Rezalni parametri
Rezalna hitrost (V ) c
m/min
Èista karbidna trdina
Tip rezkarja: rezkar z izmenljivimi rezili
Rezkanje s hitroreznim jeklom, ravnanje
* za èelne rezkarje s titankarbonitridno prevleko iz hitroreznega jekla V ~ 25 – 30 m/min.c
** odvisno od radialne globine reza in premera rezkarja.
*** priporoèamo prevleèeno karbidno trdino, npr. Sandvik coromat GC 3015 ali SECO T 15 M.
VRTANJE
VIJAÈNI SVEDRI IZ HITROREZNEGA JEKLA
* za svedre s titankarbonitridno prevleko iz hitroreznega jekla V ~ 25 – 30 m/min.c
Sveder – ø mm Rezalna hitrost (V ) m/minc
Podajanje (f ) mm/obrat
VRTALNIKI IZ KARBIDNE TRDINE
Tip svedraZ izmenjivimi plošèicami
Iz èiste karbidne trdine
Sveder s hladilnimi kanali in rezilom iz karbidne trdine
* Vrtalnik s hladilnimi kanali in prilotanim rezilom iz karbidne trdine.
** Odvisno od premera vrtalnika.
BRUŠENJE
Brusilni postopek mehko žarjeno kaljeno
Ravno brušenje, ravne brusilne plošèe
Ravno brušenje, lamelne brusilne plošèe
Zunanje okroglo brušenje
Notranje okroglo brušenje
Profilno brušenje
* V tem primerih, èe je mogoèe, uporabljamo CBN-plošèe.
** Brusilna plošèa podjetja Norton Co.

ORODNE ZLITINE
SEZNAM DOBAVLJIVIH ORODNIH JEKEL CPM® 10V CERTIFICIRANO PO ISO 9001
Navedene izmere so v nač elu na voljo v strojno obdelani izvedbi in veljajo kot konč ne mere.
OKROGLA JEKLA
hladno vleèena
OKROGLA JEKLA
KVADRATNA JEKLA
PLOŠÈATA JEKLA
v debelinah
PLOÈEVINA
Ostale izmere so dobavljive po povpraševanju v roku 3-4 tednov.
Dodatne informacije o naših izdelkih in prodajnih mestih lahko poišèete v naši osnovni brošuri in na spletni strani www.zapp.com.
Vsi na podatkovnih listih in seznamih dobavljivih izdelkov navedeni tehnièni podatki, slike, risbe, podrobnosti o merah in težah ter drugi podatki služijo zgolj opisu naših izdelkov in so neobvezujoèe povpreène vrednosti. Ne zavezujejo h kakovosti in ne pomenijo garancije kakovosti in trajnosti. Navedeni primeri uporabe so namenjeni izkljuèno orisu in niso zagotovilo o kakovosti ali garancija. Podane informacije ne morejo nadomestiti temeljitega svetovanja o izbiri naših izdelkov in njihovi konkretni uporabi. Podatkov v brošuri ne spreminjamo. Pridržujemo si pravico do sprememb in predprodaje programa. Stanje oktobra 2006.
ORODNE ZLITINE
SERVISNO SREDIŠÈE
®ORODNE ZLITINE _ CPM 10VSTRAN 4

CPM® REX M4je za posebne zahteve razvito visoko kakovostno hitrorezno jeklo, narejeno tako, da zagotavlja visoko odpornost pri obrabi in stabilnost rezilnih robov. Izdelujemo ga po Cruciblovem postopku praš ne metalurgije. Zaradi visoke vsebnosti vanadija in ogljika omogoč a prebijalnim in izsekovalnim, preoblikovalnim in rezalnim orodjem dolgo ž ivljenjsko dobo in visoke rezalne hitrosti. CPM® Rex M4 odlikuje boljš a odpornost proti obrabi, kot jo imata materiala S6-5-2 in S6-5-3. Zaradi Cruciblovega postopka praš ne metalurgije ima CPM® Rex M4 boljš o brusilnost kot konvencionalno jeklo S6-5-3 in več jo ž ilavost kot konvencionalno jeklo S6-5-2.
TIPIÈNA PODROÈJA UPORABE:_rezilni stroji in š tance,_orodja za fino rezanje,_stiskalnice in preoblikovalna orodja,_orodja za valjanje navojev in valjanje,_prebijala,_striž na in industrijska rezila,_stiskalnice za sintrane izdelke,_posnemala in rezkalniki,_orodja za vrezovanje navojev.
FIZIKALNE LASTNOSTI
Modul elastiènosti [kN/mm2]Specifièna teža [kg/dm3]
Toplotna prevodnost [W/mk]
Koeficient toplotnega raztezanja v temperaturnem obmoèju 40 – 450 °C [mm/mm °C]
ORODNE ZLITINE
PODATKOVNI LIST CPM® REX M4CERTIFICIRANO PO ISO 9001
SESTAVA
Ogljik
Krom
Vanadij
Molibden
Volfram
Mangan
Silicij
STRUKTURA MATERIALA PRAŠNE METALURGIJE IN KONVENCIONALNEGA MATERIALA
Homogena struktura materiala prašne metalurgije v primerjavi z grobo karbidno strukturo jekla, izdelanega na konvencionalen naèin.
ŽILAVOST
Charpyjev udarni preskus
Joulov
HRc
Standardna velikost vzorca za Charpyjev preskus z zarezo z 12,7 mm polmera.
ODPORNOST PROTI OBRABI
Preskus obrabe z navzkrižnima valjema
Reciproèno s stopnjo obrabe pri preskusu z nenamazanim valjem v stiku z vrtljivim valjem iz karbidne trdine.
ORODNE ZLITINE _ CPM® REX M4STRAN 1

ORODNE ZLITINE _ CPM® REX M4STRAN 21
TOPLOTNA OBDELAVA
MEHKO ŽARJENJE®CPM Rex M4 enakomerno segrevamo na temperaturo
900 °C, potem 2 uri drž imo na tej temperaturi. Po 5 °C/h v peč i ohladimo do 540 °C. Konč no hlajenje poteka zunaj peč i, v mirnem ozrač ju. Z mehkim ž arjenjem dosež emo 245 HB trdote.
ŽARJENJE ZA ODPRAVO NAPETOSTIPo grobi obdelavi ž arimo za odpravo napetosti na 600 – 700 °C. Ko se material popolnoma pregreje, ga v peč i ohladimo do pribl. 500 °C. Konč no ohlajanje poteka na zraku.
KALJENJE®Pri kaljenju materiala CPM Rex M4 obič ajno uporabljamo
dve stopnji predgrevanja (450 – 500 °C / 850 – 900 °C). Takoj nato ga segrejemo na zaž eljeno temperaturo avstenitizacije 1090 – 1200 °C. 1090 °C izberemo, č e hoč emo doseč i maksimalno ž ilavost, in 1200 °C, č e hoč emo dobiti najviš jo odpornost proti obrabi. Viš jo temperaturo kaljenja (1170 – 1200 °C) naj bi uporabljali za rezalna orodja. Pri kosih z obsež nimi prerezi ali tankimi stenami je potrebno č as pregrevanja ustrezno prilagoditi. Upoš tevamo obič ajne smernice za hitrorezna jekla.
OHLAJANJELahko poteka na zraku, v termalni kopeli ali s prekinjenim oblivanjem z oljem. Pri toplotni obdelavi v vakuumu je potrebno paziti na primerno hitrost ohlajanja (najmanj 5 barov nadtlaka). Za boljš o ž ilavost priporoč amo hlajenje v termalni kopeli pri pribl. 550 °C.
POPUŠÈANJEPopuš č amo takoj, ko je orodje ohlajeno pod 40 °C.
®Potrebno je trojno popuš č anje, vsakič po 2 uri. Jeklo CPM Rex M4 obič ajno popuš č amo pri stalni temperaturi 560 °C.
GRAFIKON POPUŠÈANJA
Temperatura popušèanja °C
Trdota HRc
NAVODILA ZA TOPLOTNO OBDELAVO
1. predgrevanje
2. predgrevanje
kaljenje
popušèanje
po razpredelnici
3x 2 uri pri 560 °C
Ohlajanje po kaljenju v termalni kopeli pri pribl. 550 °C ali v vakuumu z najmanj 5 bari nadtlaka.
Željena trdota HRc ± 1
Tempe-ratura kaljenja °C
Èas držanja na temperaturi kaljenja v sekundah*
Po-pušèanje °C
* Èe je predgrevanje prej potekalo pri 870 °C. Podatki se nanašajo na preskusni vzorec s 13 mm polmera. Èas držanja na temperaturi je potrebno pri velikih ali zelo tankih profilih ustrezno prilagoditi. Najvišje dopustne temperature kaljenja 1200 °C ne smemo preseèi. Èas držanja na temperaturi: s/mm debeline stene.

ORODNE ZLITINE _ CPM® REX M4STRAN 3
MEHANSKA OBDELAVA
STRUŽENJE
Rezalni parametri
Rezalni parametri
Rezalni parametri
Rezalna hitrost (V ) m/minC
Rezalna hitrost (V ) m/minC
Rezalna hitrost (V ) m/minC
Podajanje (f) mm/obrat
Podajanje (f) mm/obrat
Podajanje (f) mm/obrat
Globina reza (a ) mmp
Globina reza (a ) mmp
Oznaka ISO
Oznaka ISO
Oznaka ISO
Struženje s karbidno trdino
Grobo struženje Ravnanje
Grobo rezkanje Ravnanje
Struženje s hitroreznim jeklom, ravnanje
Rezkanjes hitroreznim jeklom, ravnanje
* priporoèamo uporabo narezane karbidne trdine, npr. Sandvik Coromat 4015 ali Seco TP 100.
REZKANJERAVNO IN KOTNO REZKANJE
Rezkanje s karbidno trdino
* priporoèamo uporabo narezane karbidne trdine, npr. Sandvik coromat 4015 ali seco tp 100.
ÈELNO REZKANJE Èista karbidna trdina
Tip rezkarja: rezkar z izmenljivimi rezili
Rezkanje s hitroreznim jeklom, ravnanje
* za èelne rezkarje s titankarbonitridno prevleko iz hitroreznega jekla V ~ 25 – 30 m/min.C
** odvisno od radialne globine reza in premera rezkarja.
***priporoèamo prevleèeno karbidno trdino, npr. Sandvik Coromat GC 3015 ali SECO T 15 M.
SVEDRI IZ KARBIDNE TRDINE
* Za svedre s titankarbonitridno prevleko iz hitroreznega jekla VC ~ 25 – 30 m/min.
VRTANJEVIJAÈNI SVEDRI IZ HITROREZNEGA JEKLA
Podajanje (f) mm/obrat
Sveder – mmø Rezalna hitrost (V ) m/minC
Rezalni parametri Tip svedra
z izmenjivimi plošèicami
iz èiste karbidne trdine
Sveder s hladilnimi kanali in rezilom iz karbidne trdine*
Rezalna hitrost (V ) m/minC
Podajanje (f) mm/obrat
* Vrtalnik s hladilnimi kanali in prilotanim rezilom iz karbidne trdine.
** Odvisno od premera vrtalnika.
BRUŠENJE
Brusilni postopek Mehko žarjeno Kaljeno
Ravno brušenje, ravne brusilne plošèe
Ravno brušenje, lamelne brusilne plošèe
Zunanje okroglo brušenje
Notranje okroglo brušenje
Profilno brušenje
* V tem primerih, èe je mogoèe, uporabljamo CBN-plošèe.
** Brusilna plošèa podjetja Norton Co.
ORODNE ZLITINE _ CPM® REX M4STRAN 4
ORODNE ZLITINESEZNAM DOBAVLJIVIH ORODNIH JEKEL CPM® REX M4 CERTIFICIRANO PO ISO 9001
Navedene izmere so v nač elu na voljo v strojno obdelani izvedbi in veljajo kot konč ne mere.
OKROGLA JEKLA
hladno vleèena
Dodatne informacije o naših izdelkih in prodajnih mestih lahko poišèete v naši
osnovni brošuri in na spletni strani www.zapp.com.
Vsi na podatkovnih listih in seznamih dobavljivih izdelkov navedeni tehnièni
podatki, slike, risbe, podrobnosti o merah in težah ter drugi podatki služijo zgolj
opisu naših izdelkov in so neobvezujoèe povpreène vrednosti. Ne zavezujejo h
kakovosti in ne pomenijo garancije kakovosti in trajnosti. Navedeni primeri
uporabe so namenjeni izkljuèno orisu in niso zagotovilo o kakovosti ali
garancija. Podane informacije ne morejo nadomestiti temeljitega svetovanja o
izbiri naših izdelkov in njihovi konkretni uporabi. Podatkov v brošuri ne
spreminjamo. Pridržujemo si pravico do sprememb in predprodaje programa. Stanje oktobra 2006.
OKROGLA JEKLA
PLOŠÈATA JEKLAv debelinah
Ostale izmere so dobavljive na zahtevo v roku 3-4 tednov.
ZAPP MATERIALS ENGINEERING
ORODNE ZLITINE
SERVISNO SREDIŠÈE

ORODNE ZLITINE _ CPM® REX T15STRAN 1
ORODNE ZLITINE
PODATKOVNI LIST CPM® REX T15CERTIFICIRANO PO ISO 9001
SESTAVA
ogljik
krom
vanadij
molibden najveè
volfram
kobalt
mangan
silicij
CPM® REX T15je visoko kakovostno legirano hitrorezno jeklo na osnovi volframa z visoko vsebnostjo ogljika, vanadija in kobalta, s č imer je zagotovljena visoka trdota, izjemna odpornost proti obrabi in dobra trdota v vroč em. Izdelujemo ga po Cruciblovem postopku praš ne metalurgije. Zaradi tega
®postopka ima CPM Rex T15 boljš o brusilnost in več jo ž ilavost kot konvencionalno hitrorezno jekloeklo S12-1-4-5
®(1.3202). Jeklo CPM Rex T15 uporabljamo pretež no pri posebno zahtevni obdelavi tež ko obdelovalnih materialov.
TIPIÈNA PODROÈJA UPORABE:_polž asti rezkarji,_č elni rezkarji,_š ila,_navojni in vijač ni svedri,_rezilna orodja in š tance,_orodja za fino rezanje,_iztiskalnice.
FIZIKALNE LASTNOSTI2Modul elastiènosti [kN/mm ]
3Specifièna teža [kg/dm ]
Toplotna prevodnost [W/mk]
Koeficient toplotnega raztezanja v temperaturnem obmoèju 40 – 540 °C [mm/mm °C]
Homogena struktura materiala prašne metalurgije v primerjavi z grobo karbidno strukturo jekla, izdelanega na konvencionalen naèin.
STRUKTURA MATERIALA PRAŠNE METALURGIJE IN KONVENCIONALNEGA MATERIALA
Standardna velikost vzorca za Charpyjev preskus z zarezo z 12,7 mm polmera.
ŽILAVOST
Charpyjev udarni preskus
Joulov
ODPORNOST PROTI OBRABI
Preskus obrabe z navzkrižnima valjema
Reciproèno s stopnjo obrabe pri preskusu z nenamazanim valjem v stiku z vrtljivim valjem iz karbidne trdine.

ORODNE ZLITINE _ CPM® REX T15STRAN 2
TOPLOTNA OBDELAVA
MEHKO ŽARJENJE®Cpm rex t15 enakomerno segrevamo na temperaturo 860
– 870 °C, potem 2 uri drž imo na tej temperaturi. Po 10°C/h v peč i ohladimo do 550 °C. Konč no hlajenje poteka zunaj peč i, v mirnem ozrač ju. Z mehkim ž arjenjem dosež emo pribl. 245 / 275 HB trdote.
ŽARJENJE ZA ODPRAVO NAPETOSTIPo grobi obdelavi ž arimo za odpravo napetosti na 600 – 700 °C. Ko se material popolnoma pregreje, ga v peč i ohladimo do pribl. 500 °C. Konč no ohlajanje poteka na zraku.
KALJENJE®Pri kaljenju materiala CPM Rex T15 obič ajno uporabljamo
dve do tri stopnje predgrevanja (450 – 500 °C / 850 – 900°C / 1000 °C). Takoj nato ga segrejemo na zaž eljeno temperaturo avstenitizacije 1180 – 1230 °C. 1160 °C izberemo, č e hoč emo doseč i maksimalno ž ilavost, in 1230°C, č e hoč emo dobiti najviš jo odpornost proti obrabi. Pri kosih z obsež nimi prerezi ali tankimi stenami je potrebno č as pregrevanja ustrezno prilagoditi. Upoš tevamo obič ajne smernice za hitrorezna jekla.
OHLAJANJELahko poteka na zraku, v termalni kopeli ali s prekinjenim oblivanjem z oljem. Pri toplotni obdelavi v vakuumu je potrebno paziti na primerno hitrost ohlajanja (najmanj 5 barov nadtlaka). Za boljš o ž ilavost priporoč amo hlajenje v termalni kopeli pri pribl. 550 °C.
POPUŠÈANJEPopuš č amo takoj, ko je orodje ohlajeno pod 40 °C.
®Potrebno je trojno popuš č anje, vsakič po 2 uri. Jeklo CPM Rex T15 obič ajno popuš č amo v temperaturnem območ ju 540 – 590 °C.
RAFIKON POPUŠÈANJA
Trdota HRc
Temperatura popušèanja °C
NAVODILA ZA TOPLOTNO OBDELAVO
1. Predgrevanje
2. Predgrevanje
Kaljenje po razpredelnici
Popušèanje 3 x 2 uri po razpredelnici
Ohlajanje po kaljenju v termalni kopeli pri pribl. 550 °C ali v vakuumu z najmanj 5 bari nadtlaka.
Željena trdota hrc ± 1 Temperatura kaljenja °C
Èas držanja na temperaturi kaljenja v sekundah*
Popušèanje °C
* * Èe je predgrevanje prej potekalo pri 870 °C. Podatki se nanašajo na preskusni vzorec s 13 mm polmera. Èas držanja na temperaturi je potrebno pri velikih ali zelo tankih profilih ustrezno prilagoditi. Najvišje dopustne temperature kaljenja 1240 °C ne smemo preseèi.
Èas držanja na temperaturi: s/mm debeline stene.
** Najboljša žilavost.***Najboljša kombinacija odpornosti proti obrabi,
trdote v vroèem in žilavosti.

ORODNE ZLITINE _ CPM® REX T15STRAN 3
MEHANSKA OBDELAVA
STRUŽENJE
Rezalni parametri
Rezalni parametri
Rezalni parametri
Rezalni parametri
Struženje s karbidno trdino
Rezkanje s karbidno trdino
grobo struženje ravnanje
grobo rezkanje ravnanje
Struženje s hitroreznim jeklom, ravnanje
Rezkanje s hitroreznim jeklom, ravnanje
Rezkanje s hitroreznim jeklom, ravnanje
Rezalna hitrost (V ) m/minC
Rezalna hitrost (V ) m/minC
Rezalna hitrost (V ) m/minC
Rezalna hitrost (V ) m/minC
Podajanje (f) mm/obrat
Podajanje (f) mm/obrat
Podajanje (f) mm/obrat
Podajanje (f) mm/obrat
Globina reza (a ) mmp
Globina reza (a ) mmp
Oznaka ISO
Oznaka ISO
Oznaka ISO
* Priporoèamo uporabo narezane karbidne trdine, npr. Sandvik Coromat 4015 ali SECO TP 100.
REZKANJERAVNO IN KOTNO REZKANJE
* Priporoèamo uporabo narezane karbidne trdine, npr. Sandvik Coromat 4015 ali SECO TP 100.
ÈELNO REZKANJEÈista karbidna trdina
Tip rezkarja: rezkar z izmenljivimi rezili
* Za èelne rezkarje s titankarbonitridno prevleko iz hitroreznega jekla VC ~ 25 – 30 m/min.
** Odvisno od radialne globine reza in premera rezkarja.
*** Priporoèamo prevleèeno karbidno trdino, npr. Sandvik Coromat GC 3015 ali SECO T 15 M.
VRTANJEVIJAÈNI SVEDRI IZ HITROREZNEGA JEKLA
Podajanje (f) mm/obrat
Sveder – ø mm Rezalna hitrost (V ) m/minC
* za svedre s titankarbonitridno prevleko iz hitroreznega jekla V ~ 25 – 30 m/min.C
SVEDRI IZ KARBIDNE TRDINE
Tip svedraZ izmenjivimi plošèicami
Iz èiste karbidne trdine
Sveder s hladilnimi kanali in rezilom iz karbidne trdine*
* sveder s hladilnimi kanali in prilotanim rezilom iz karbidne trdine.
** odvisno od premera vrtalnika.
BRUŠENJE
Brusilni postopek Mehko žarjeno Kaljeno
Ravno brušenje, ravne brusilne plošèe
Ravno brušenje, lamelne brusilne plošèe
Zunanje okroglobrušenje
Notranje okroglo brušenje
Profilno brušenje
* v tem primerih, èe je mogoèe, uporabljamo CBN-plošèe.
** brusilna plošèa podjetja Norton Co.

ORODNE ZLITINE _ CPM® REX T15STRAN 4
SEZNAM DOBAVLJIVIH ORODNIH JEKEL CPM® REX T15 ORODNE ZLITINE
CERTIFICIRANO PO ISO 9001
Dodatne informacije o naših izdelkih in prodajnih mestih lahko poišèete v naši osnovni brošuri in na spletni strani www.zapp.com.
Vsi na podatkovnih listih in seznamih dobavljivih izdelkov navedeni tehnièni podatki, slike, risbe, podrobnosti o merah in težah ter drugi podatki služijo zgolj opisu naših izdelkov in so neobvezujoèe povpreène vrednosti. Ne zavezujejo h kakovosti in ne pomenijo garancije kakovosti in trajnosti. Navedeni primeri uporabe so namenjeni izkljuèno orisu in niso zagotovilo o kakovosti ali garancija. Podane informacije ne morejo nadomestiti temeljitega svetovanja o izbiri naših izdelkov in njihovi konkretni uporabi. Podatkov v brošuri ne spreminjamo. Pridržujemo si pravico do sprememb in predprodaje programa.
Stanje oktobra 2006.
Avedene izmere so nač eloma na voljo v strojno obdelani izvedbi in veljajo kot konč ne mere.
OKROGLA JEKLA
PLOŠÈATA JEKLAV debelinah
GREDICE ZA PREKOVANJE125 mm kvadratne
190 mm kvadratne
Ostale izmere so na voljo neposredno v servisnem središèu.
ZAPP MATERIALS ENGINEERINGORODNE ZLITINE
SERVISNO SREDIŠÈE

ORODNE ZLITINE _ CPM® REX T76STRAN 1
ORODNE ZLITINE
PODATKOVNI LIST CPM® REX 76CERTIFICIRANO PO ISO 9001
SESTAVAOgljik
Krom
Vanadij
Molibden
Volfram
Kobalt
Mangan
Silicij
CPM® REX 76je visoko kakovostno hitrorezno jeklo, ki ga izdelujemo po Cruciblovem postopku praš ne metalurgije. Zaradi tega
®postopka ima CPM Rex 76 boljš o brusilnost in več jo ž ilavost kot primerljiva konvencionalna hitrorezna jekla. Zaradi visoke vsebnosti ogljika, vanadija in kobalta
®izkazuje prav tolikš no obrabno odpornost kot CPM Rex ®T15. CPM Rex 76 pa ima poleg tega š e izjemno visoko
®trdoto v vroč em. CPM Rex 76 dosega največ je uporabne trdote do 70 HRc. Velika trdota, drobnost avstenitnega zrna in drobna razprš enost karbidov omogoč ajo, da jeklo
®CPM Rex 76 uporabljamo za izdelavo posebnih rezalnih orodij za tež ko obdelovalne materiale.
TIPIÈNA PODROÈJA UPORABE:_polž asti in č elni rezkarji,_š ila,_navojni in vijač ni vrtalniki,_več rezilna orodja,_orodja, ki zahtevajo visoko trdoto v vroč em,_orodja za fino rezanje.
FIZIKALNE LASTNOSTI
Modul elastiènosti [kN/mm2]
Specifièna teža [kg/dm3]
Toplotna prevodnost [W/mk]
Koeficient toplotnega raztezanja v temperaturnem obmoèju 40 – 540 °C [mm/mm °C]
STRUKTURA MATERIALA PRAŠNE METALURGIJE IN KONVENCIONALNEGA MATERIALA
Homogena struktura materiala prašne metalurgije v primerjavi z grobo karbidno strukturo jekla, izdelanega na konvencionalen naèin.
Standardna velikost vzorca za Charpyjev preskus z zarezo z 12,7 mm polmera.
ŽILAVOST
Charpyjev udarni preskus
Joulov
ODPORNOST PROTI OBRABI
Preskus obrabe z navzkrižnima valjema
Reciproèno s stopnjo obrabe pri preskusu z nenamazanim valjem v stiku z vrtljivim valjem iz karbidne trdine.

ORODNE ZLITINE _ CPM® REX T76STRAN 2
TOPLOTNA OBDELAVA
MEHKO ŽARJENJE®CPM Rex 76 enakomerno segrevamo na temperaturo 860
– 870 °C, potem 2 uri drž imo na tej temperaturi. Po 10 °C/h v peč i ohladimo do 550 °C. Konč no hlajenje poteka zunaj peč i, v mirnem ozrač ju. Z mehkim ž arjenjem dosež emo pribl. 285 / 310 HB trdote.
ŽARJENJE ZA ODPRAVO NAPETOSTIPo grobi obdelavi ž arimo za odpravo napetosti na 600 – 700 °C. Ko se material popolnoma pregreje, ga v peč i ohladimo do pribl. 500 °C. Konč no ohlajanje poteka na zraku.
KALJENJE®Pri kaljenju materiala CPM Rex 76 obič ajno uporabljamo
dve do tri stopnje predgrevanja (450 – 500 °C / 850 – 900°C / 1050 °C). Takoj zatem ga segrejemo na zaž eljeno temperaturo avstenitizacije 1150 – 1200 °C. 1150 °C izberemo, č e hoč emo doseč i maksimalno ž ilavost, in 1200°C, č e hoč emo dobiti najviš jo odpornost proti obrabi. Pri kosih z obsež nimi prerezi ali tankimi stenami je potrebno č as pregrevanja ustrezno prilagoditi. Upoš tevamo obič ajne smernice za hitrorezna jekla.
OHLAJANJELahko poteka na zraku, v termalni kopeli ali s prekinjenim oblivanjem z oljem. Pri toplotni obdelavi v vakuumu je potrebno paziti na primerno hitrost ohlajanja (najmanj 5 barov nadtlaka). Za boljš o ž ilavost priporoč amo hlajenje v termalni kopeli pri pribl. 550 °C.
POPUŠÈANJEPopuš č amo takoj, ko je orodje ohlajeno pod 40 °C.
®Potrebno je trojno popuš č anje, vsakič po 2 uri. Jeklo CPM Rex 76 obič ajno popuš č amo v temperaturnem območ ju 540 – 590 °C.
GRAFIKON POPUŠÈANJA
Trdota HRc
Temperatura popušèanja °C
1. predgrevanje 450 – 500 °C
2. predgrevanje 850 – 900 °C
kaljenje po razpredelnici
popušèanje 3x 2 uri po razpredelnici
NAVODILA ZA TOPLOTNO OBDELAVO
Ohlajanje po kaljenju v termalni kopeli pri pribl. 550 °C ali v vakuumu z najmanj 5 bari nadtlaka.
Željena trdota HRc ± 1 Temperatura kaljenja °C
Èas držanja na temperaturi kaljenja v sekundah*
Popušèanje°C
* èe je predgrevanje prej potekalo pri 870 °C. Podatki se nanašajo na preskusni vzorec s 13 mm polmera. Èas držanja na temperaturi je potrebno pri velikih ali zelo tankih profilih ustrezno prilagoditi. Najvišje dopustne temperature kaljenja 1205 °C ne smemo preseèi.Èas držanja na temperaturi: s/mm debeline stene.
** najboljša žilavost.***najboljša kombinacija odpornosti proti obrabi, trdote
v vroèem in žilavosti.

ORODNE ZLITINE _ CPM® REX T76STRAN 3
PODATKI O OBDELAVI
STRUŽENJE
Rezalni parametri
Rezalni parametri
Rezalni parametri
Struženje s karbidno trdino
Rezkanje s karbidno trdino
Grobo struženje Ravnanje
Grobo rezkanje Ravnanje
Struženje s hitroreznim jeklom, ravnanje
Rezkanje s hitroreznim jeklom, ravnanje
Rezkanje s hitroreznim jeklom, ravnanje
Rezalna hitrost (V ) m/minC
Rezalna hitrost (V ) m/minC
Rezalna hitrost (V ) m/minC
Podajanje (f) mm/obrat
Podajanje (f) mm/obrat
Podajanje (f) mm/obrat
Globina reza (a ) mmp
Globina reza (a ) mmp
Oznaka ISO
Oznaka ISO
Oznaka ISO
* priporoèamo uporabo narezane karbidne trdine, npr. Sandvik Coromat 4015 ali Seco TP 100.
REZKANJERAVNO IN KOTNO REZKANJE
* priporoèamo uporabo narezane karbidne trdine, npr. Sandvik Coromat 4015 aliCeco TP 100.
ÈELNO REZKANJE
Èista karbidna trdina
Tip rezkarja: rezkar z izmenljivimi rezili
* za èelne rezkarje s titankarbonitridno prevleko iz hitroreznega jekla V ~ 25 – 30 m/min.C
** odvisno od radialne globine reza in premera rezkarja.
***priporoèamo prevleèeno karbidno trdino, npr. Sandvik Coromat GC 3015 ali Seco T 15 M.
VRTANJEVIJAÈNI SVEDRI IZ HITROREZNEGA JEKLA
Sveder – ø mm Podajanje (f) mm/obrat
Rezalna hitrost (V ) m/minC
* Za svedre s titankarbonitridno prevleko iz hitroreznega jekla V ~ 25 – 30 m/min.C
VRTALNIKI IZ KARBIDNE TRDINE
Rezalni parametri Tip svedraZ izmenjivimi plošèicami
Iz èiste karbidne trdine
Sveder s hladilnimi kanali in rezilom iz karbidne trdine*
Rezalna hitrost (V ) m/minC
Podajanje (f) mm/obrat
* Vrtalnik s hladilnimi kanali in prilotanim rezilom iz karbidne trdine.
** Odvisno od premera vrtalnika.
BRUŠENJE
Brusilni postopek Mehko žarjeno Kaljeno
Ravno brušenje, ravne brusilne plošèe
Ravno brušenje, lamelne brusilne plošèe
Zunanje okroglobrušenje
Notranje okroglo brušenje
Profilno brušenje
* V tem primerih, èe je mogoèe, uporabljamo CBN-plošèe.
** Brusilna plošèa podjetja Norton Co.

ORODNE ZLITINE _ CPM® REX T76STRAN 4
ORODNE ZLITINESEZNAM DOBAVLJIVIH ORODNIH JEKEL CPM® REX 76 CERTIFICIRANO PO ISO 9001
Navedene izmere so nač eloma na voljo v strojno obdelani izvedbi in veljajo kot konč ne mere.
OKROGLA JEKLA
PLOŠÈATA JEKLA
V debelinah
Ostale izmere so dobavljive na zahtevo v roku 3-4 tednov.
ZAPP MATERIALS ENGINEERINGORODNE ZLITINE
SERVISNO SREDIŠÈE
Dodatne informacije o naših izdelkih in prodajnih mestih lahko poišèete v naši osnovni brošuri in na spletni strani www.zapp.com.
Vsi na podatkovnih listih in seznamih dobavljivih izdelkov navedeni tehnièni podatki, slike, risbe, podrobnosti o merah in težah ter drugi podatki služijo zgolj opisu naših izdelkov in so neobvezujoèe povpreène vrednosti. Ne zavezujejo h kakovosti in ne pomenijo garancije kakovosti in trajnosti. Navedeni primeri uporabe so namenjeni izkljuèno orisu in niso zagotovilo o kakovosti ali garancija. Podane informacije ne morejo nadomestiti temeljitega svetovanja o izbiri naših izdelkov in njihovi konkretni uporabi. Podatkov v brošuri ne spreminjamo. Pridržujemo si pravico do sprememb in predprodaje programa.
Stanje oktobra 2006.