origin and identification of damage to textile. fibres
TRANSCRIPT
Jdfl 1949 KORNREICH- “IDENTIFICATION OF DAMAUE TO TEXTILE FIBRES” 341
much as %)‘;A of dye. If t,lie (lye was uscd at half strength 40(y0 would have to be used to get the same depth, but this would give also 20% of salt in the dye liquor, a concentration that not only tends to throw the dye out of solution, thereby giving unlevel effects, but also impregnates the skin with salt, giving aftertroubles with spue. It does therefore behove the leather manufacturer to buy his dyes a t the highest possible concentration.
A further point is that leathers which are semi- chromed have much less affinity for all dyes, as most of the available groups of the skin are blocked by the tannin materials, chrome and vegetable. This occurs also with the mordanting of chrome leather, and i t is suggested that, if mordanting must be carried out, the leather might be dyed on the chrome first and mordanted afterwards. This will ensure getting very full shades indeed from a smaller quantity of dyes than is commonly used for mordanted chrome leathers.
If very level pastel colours are required, it is advisable to pretreat the leather with “colourless dye” or a typical naphthalenesulphonic acid type of material or simple syntan, which blocks parts of the available affinities of the skins, thereby delaying the dyeing of the skin on the surface and giving lighter and more level dyeings with a greater degree of penetration. These simple syntans or “colour- less dyes” arc very valuable if used correctly.
FINISHING
The finishing‘ of leather appears to be steadily moving from cellulose nitrate finishes to water
pigment finishes based on casein, except in very special cases such as upholstery leather or morocco leather, more than 80 yo of leathers being finished with water pigment finishes. The idea at the moment appears to be to add tofhewater finishsome synthetic resin dispersion of the acrylate or methacrylate type, which tends to give better adhesion, flexibility, and possibly a very small increase in water-fastness.
It is possible that in future, when materials become more available, the finish for leather will be based on this type of synthetic resin dispersion in waterwithno casein present a t all, as when thesedis- persions dry out they are completely fast to water. The difficulties in practice are those of incor- porating a pigment in a water dispersion of the resins; considerable work is in hand at the moment in order to overcome this, and in fact it is possible that it will be overcome before very long, but the general shortage of resin materials is holding up the work considerably.
References Stiasny, E., Der Gerber, 1906. Procter, H. R., Principles of Leather Manujncture,
Stiasny, E., Gerbereichmie, 1931. Holland, H. C., J . Soc. Lenthtr Trades Chem., 1940, 24,
Burchill, Callaghan, and Hunnam, ibid., 1943, 27, 83. Gustavson, Prof. K. H., papers in J . Anrer. Leather
Theis, Prof..E. R., iMd. Plant, D. A., J . Soc. Lenther Trades Chem., 1948, 32,
p. 269.
162, 199, 221.
Chsm. Aesocn., 1941-1948.
88.
LONDON SECTION Meeting held in the rooms of the Royal Society, Burlington House, Piccadilly, London W.l, on
3rd December 1948, Mr. H. A BRASSARD in the chair
Origin and Identification of Damage to Textile. Fibres E. KORNREICH
INTRODUCTION
The investigation of damaged textile fibres is of great importance to all concerned in the manu- facture and use of textile materials. Its main object is, by finding the causes, to eliminate the possible recurrence of the damage. For investiga- tion to be successful, a comprehensive knowledge of the properties of fibres, yarns and fabrics, of manufacturing processes, and of conditions of use, and last but not least an extensive series-of testing methods are essential. This paper proposes to discuss some of the causes of damage as it arises in manufacture, a t the home, or in the laundry, the action of the damaging agents, and some means of identification of specific types of damage.
Damage to textile fibres can arise from the most varied causes, but one can distinguish essentially four groups- damage originating from mechanical action, from chemical influences, from radiation, and from microbiological attack. Damage may occur in all stages of production and use. It may be inherent in the fibres from conditions of growth; it may date from the manufacturing processes of conversion of fibres into yarns, yarns into fabrics,
and fabrics into articles of use, from use itself, and last but not least from laundering and allied processes.
Damage manifests itself usually in some altera- tion in the normal properties of the fibres. This may be visible as destruction, or become apparent as latent weakness or in the form of changes in the optical properties, such as change of colour, loss of lustre, etc.
Damage to textile fibre8 may therefore be defined as being the result of actions which change the properties of the fibres in such a way that textile materials made from them are rendered unsuitable for the purpose for which they were intended.
DAMAGING AGENTS
Mechanical damage is produced by any kind of physic,al impact which is strong enough to lead to physical destruction of part or all of the fibre. , Chemical damage to fibres can arise from the action of a host of substances, which are con- veniently arranged in four large groups- acids, alkalis, oxidising agents, and solvents. Within
342 KORNREICH-- "1I)ENTIFICIATTON OF DAMAGE TO TEXTILE FIBRES" .\lk[U 1040
each of these groups there are many different agents which, although producing essentially the same type of degradation, may vary greatly in intensity of action. It is, therefore, possible only i n a few instances to identify an individual member of euch a group by the- damage it has caused.
Radiation capable of causing damage may originate from light or from heat. The result of the action of both is in some ways similar to the damage caused by chemical agents.
Microbiological attack may be due either to fungi or to bacteria.
CAUSES OF DAMAQE
Let us now consider some of the most important Comparatively little causes of damage (Table I).
TABLE I Cauin of Damage
Cause of Damngc
(irowtll nnd manufacture ... x x x x x S inning nnd weaving ... x
Scouring . . . . . . . . . x Ulertching . . . . . . . . . x x X Dyeing . . . . . . . . . x x x x x Dryiiig . . . . . . x Dry flnishing" . . . . . . x Permanent fininlies . . . . . . x x x Laundering nnd clennliig _._ x x x x x Y 1J8e . . . . . . . . . . . . x x x x x x
actual damage ,can occur during the'growth and manufacture of the natural fibres. Failures during the growth of cotton may lead to the formation of dead fibres. ,In the preparation of the flax fibres mechanical and microbiological damage inay be incurred. During the growth of wool, damage due to radiation is known to take place, but this is mainly restricted to tho fibre tips. Mechanical damage may occur in the early stages of the reeling of silk.
More possibilities of damage are present in the manufacture of rayons. Damage may be of a physical nature, becoming apparent e.g. in the form of variation of thickness, of variation in lustre, of undesirable inclusions, etc., or it may bc of a chemical nature due to acids and oxidising agents.
During spinning and fabric manufacture damage is mostly of a physical charact,er. In some of the preparatory processes, as for instance in sizing, chemical damage,may occur, and attack by micro- organisms is also frequently encountered.
The most comprehensive source of damage is in the finishing of textile materials, which comprises a great number of processes using a great variety of chemical and mechanical operations. Acids, oxidising agents, radiation, micro-organisms, and physical influences all play their part.
Heat is the destructive agent during singeing, leading either to complete degradation of the fibres or to superficial chailges which are, however, sufficient to make themselves felt a t a late+ stage in manufacture or use.
Desizing offers scope for the attack by micro- organisms, although chemical attack may occur where acids are still used for the purpose.
~ f n eing . . . . . . . . . x D e h n g . . . . . . . . . x x
x
Y x
Y Y
Damage during srouring depends on the type of fibre and the process employcd. Kier hoiling of cotton and linen may lead to oxidation. In the scouring and milling of wool alkali damage is quite common, and similarly during the degumming of silk. In scouring and simultaneous delustring of acetate rayon, attack by alkali may occur. The change which acetate rayon undergoes through decomposition of linseed oil sizes may be mentioned in this connection.
Bleaching is one of thc richest sources of chemical damage. Oxidising agents and acids are freely used. Attack may occur in various ways, either through prolonged contact with, or through uncon- trolled concentration and pH of, the bleaching liquor, through insufficient rinsing and incomplete neutralisation, and through many other short- comings. Mechanical daniage is likely to occur during the passage of the mitterial through the heavy machinery. The catalytic influence of metals must not be overlooked.
I n dyeing, the possibility of chemical attack is restricted to a few operations, except in wool dyeing, where the use of strong acids always presents the danger of damage. In the dyeing of cellulosic fibres with soluble vat dyes acid damage may arise, whilst alkali damage miLy owur in the dyeing of protein fihres with vat dyes. Light may have an effect on fibres during dyeing wi th some vat dyes. Tension during the dyeing of rayons muy lead to undesirable changee in their. physical properties. Chemical damage may occur during the printing of textile materials.
Drying does not usually give rise to serious damage. Overdrying, i.r. cxcemive heat, may, however, lead to an alteration of the physical properties of the fibres. Irregular drying of rayons or mcrcerisrd mtLterials rht~riges the phyNicd properties in the affected parts.
Other dangerous opcrations ure the cw1)onisi ng of wool, the mercerisation of cotton and linen, thc weighting of silk, the shrink-resisting of wool , the stabilisation of rayon, and the impctrting of per- manent, water-repellency, when damage due to acid, alkali, or oxidation may easily take place.
Dry finishing operations lead easily to physical damage. Calendering, Schreinering, embossing, mongling, pressing, shearing, raising, and rnmy other allied operations give ample cpportunities for physical attack. The influence of heat, in many of these operations must not be underestimated.
In laundering and dry cleaning possibilities of damage m e also great. Chemicals of an oxitlising, acid, or alkaline nature and also solvents are employed; heat, friction, and pressure act, too. Much of the damage, however, which bccornev perceptible during laundering or cleaning, is due to causes originating from manufacture or use. Additional difficulties are introduced through the independent existence led by some of the sub- stances incorporated in textile materials during finishing. The retention of chlorine by urea- formaldehyde resins may serve as an example.
The possibility of damage in use is vrry comidcr- able. The number of chemicals which can possibly come into contact with textile fibres during their use
. I u l u 1919: KORNREICH- “IDENTIFICATION~OF DAMAGE TO TEXTILE FIBRES” 343
has not yet been completely enumerated. Attention must be drawn to the indiscriminate use of sodium hypochlorite in the home, thanks to the liberal advertising campaign of various proprietary bleaching agents. Radiation from the sun and from sources of heat and atmospheric pollution play a large part. Complications may arise from inter- action of manufacture and conditions of use, e.g. the accelerated tendering by dyes sensitive to light and oxidising agents. Physical destruction is extremely common. Micro-organisms have free play on articles contaminated with excreta of any kind if kept in a damp condition.
ACTION OF THE DAMAGINQ AGENTS
Having described how damage may arise a t various stages of manufacture and use, we may now usefully consider what happens to the fibres when attacked by the various agents. It is obvious from the very nature of the various fibres that the same agent has a different action on different fibres. Two main actions can, however, be discerned- degrada- tion and physical change. Degradation implies a breakdown of the fibrous high polymer; physical change means a re-arrangement of the internal structure of the fibre. Cellulosic and protein fibres are easilysubject to degradation by chemical attack, whilst mineral and synthetic fibres, with very few exceptions, are comparatively immune. On the other hand, the latter easily lose their fibrous properties, through undergoing a physical change if in contact with specific solvents, or by heat.
Since it is impossible in the course of such a paper t;o go into great detail, this discussion will be restricted to the main groups of the damaging iigerlts already mentioned- viz. acids, alkalis, oxidising agents, heat, solvents, and micro- organisms.
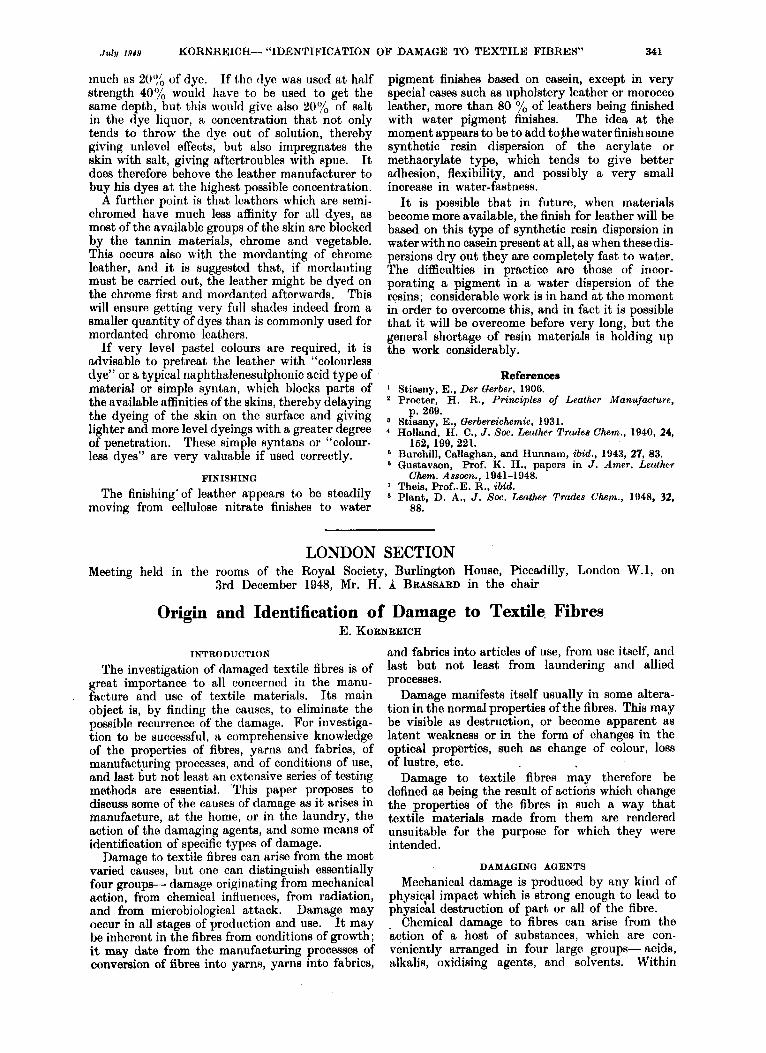
Cellulosic fibres attacked by acids lose their jibrous properties through breakage of the glucosidic linkages in the cellulose molecule. The i*esulting product is commonly termed hydro- cellulose, though, as we shall see later, this does not mean that all degradation products of acid rittack are of the same type. The course of action of acids depends largely on the mode of contact. One way is to immerse the fibres in the acid; the tiecond way is to allow the acid to dry into the jibre. The first type of contact is more commonly mcountered in manufacture; the second type in iise. The diagram shows the difference in effect. ’ m l s t immersion in dilute acid for a prolonged period at room temp’erature is comparatively harmless, a very dilute acid allowed to dry into the jibre causes serious damage (Fig. 1).
Acid attack on protein fibres usually leads h hydrolysis of the protein.
Although nylon is affected by acids, the mode of rtction is not yet understood.
The action of alkalis on cellulosic fibres leads to physical changes if certain concentrations are used. The high swelling of the fibres brings about a more random orientation of the molecular aggregates. Acetate rayon is, of course, soluble in caustic soda above 5-6% concentration, and is readily con- verted into regenerated cellulose by treatment with
I 1 I I
0 10 20 30 40 Sulphuric Acid, yo
Impregnation with Biilphurlc Acid of Varying Conaeiitration for 48 hr.
FIQ. 1-Fluldity of Cotton Fabric treated by Immersion in or
lower concentrations. The cohesion of the high- polymer chains in the regenerated rayons is greatly lessened by swelling in approx. 9% caustic soda.
Protein fibres are dissolved by alkali of suitable strength and concentration. In wool the disulphide linkage is assumed to be broken first, and eventually the protein breaks down altogether, decomposing into ammonia and carbon dioxide.
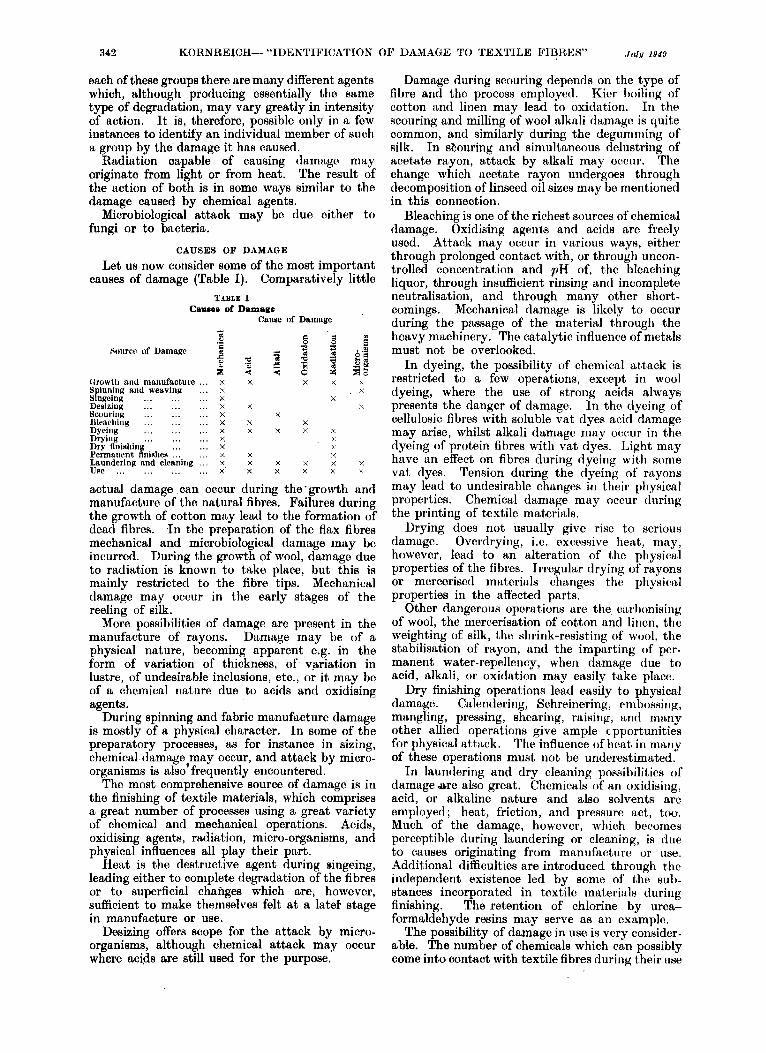
There are a great number of oxidising agents which affect fibres, but emphasis will be laid on the two most common ones, hypochrorite and peroxide. Hypochlorite exerts an oxidising action as well as a chlorinating action. On cellulosic fibres it acts as tin oxidising agent, whilst it chlorinates some of their impurities. Breakdown of the fibrous high polymer oceura through opening of the ring structure of the molecule, and the resulting product
I 1 1 1 1 1 1 1 1 1 1 1 1 1 1
0 I 2 3 4 5 6 7 8 9 1 0 1 1 I 2 1 3 Active Chlorine. g. per litre
ImpregnatLn with Solution8 of Rodiiim Hypochlorite for 48 hr.
FIG. 2-Fluldit of Cotton Fabrlc treated by Immersion In or

344 KORNREICH- 'TDENTIFICATION OF DAMAGE TO TEXTILE FIBRES" J U ~ M 1949
is commonly known as oxycellulose. The fibrous properties are not so readily lost through oxidation. The decomposition of hypochlorite and particulildy of the chlorinated impurities in the fibres may lead to the liberation of acid, which will obscure the result.
The difference in the two modes of action, immersion and drying in, can again be shown by means of a diagram (Fig. 2), from which i t is seen that the effect is opposite to that obtained with acids.
Protein fibres are chlorinated by hypochlorite. This leads a t first to physical changes, but breakage of the disulphide linkage and hydrolysis may take place on prolonged contact.
The action of peroxide depends entirely on its mode of application. When used industrially for bleaching purposes, it is applied from an alkaline solution. Its action is then purely oxidising on cellulosic fibres, but alkali attack may take place on protein fibres. Peroxide is, however, also employed in its commercial form, stabilised with small amounts of acid. Its influence on cellulosic fibres is then due more to the degrading action of the acid than to the oxidising action of the peroxide.
Heat has a degrading action on cellulosic and protein fibres. The glucosidic linkages of the cellulose molecule are broken as in damage by acids, but some form of oxidising action is exerted as well. Thermal decomposition of the protein fibres is less well understood. Acetate rayon and synthetic fibres lose their' fibrous properties first, before degradation sets in.
Solvents bring about a collapse of the fibrous structure of acetate rayon and the synthetic fibres without affecting tfie structure of the high polymer.
The mode of action of micro-organisms is not yet completely understood. Some fungi and bacteria feed directly on cellulose or protein; but most feed on impurities present in the fibres, destroying the fibre only in a secondary way. Fungi are believed to destroy cellulosic fibres from inside, whilst bacteria attack them from outside. Destruc- tion cannot be conceived as being either of purely chemical or of a purely mechanical nature. When micro-organisms digest the fibrous material they certainly decompose the fibrous high polymer idto its basic components, but remnants of the fibrous material. though split into small physical units, consist of undegraded fibrous high polymer. Chemictils however transform the whole affected fibrous material as such, and the fibrous high polymer is present after their action in degraded form. Attack by micro-organisms thus leads to loss of the fibrous properties of the affected material but not to' degradation of the residual fibrous high polymer, and is therefore fundamen- tally different from chemical attack.
METHODS OF IDENTIFICATION
After this general discussion of the causes of damage and of the action of the damaging agents, consideration of the general procedure for identi- fication of damage may follow. We have aeen that damage may be local or general. Where general damage ocours, the damaging agent is umally known
and identification as such is hardly nccesHwy. Wllitt remains to be done in such a case is to ascertain whether darnage has taken place, and to evaluate the degree of degradation. I n manufircture, therefore, investigation of damage is mainly con- fined to process control by quantitative evaluirtion of the degree of depadation.
Investigation of damage arising in use is mainly concerned with localised effects, and its main object is the identification of the damage and, if possible, the determination of the damaging agcnt. This is made more difficult by the fact that the damaging agent is unknown, and usually removed from the fibre.
For the course of action to he taken, it i8 impor- tant to.realise that large quantities of material are available in damage arising in manufacture, whilst only small amounts of fibres can bc used for testing in the investigation of local damage. This is particularly true for damaged garments, when damage is only superficial and restricted to small areas.
The line of investigation to be taken in each case must of necessity be entirely different. Large-scale tests can be applied in the first instance; micro- scopic methods or small-scale tests must be resorted to in the latter.
Any tests for investigation of damage arc, of course, based on the properties of the fibres. If these are sufficiently changed by the damaging agents the change becomes apparent in altered reactivity. The most important of thc large-scale tests are based on the fact that the degree of poly- merisation governs the viscoRity of :I solution of the high polymer in a suitable solvent. The measurement of the viscosity, or its reciprocal, the fluidity, is therefore a means of evaluating the degradation of fibres.
Unfortunately, suitable solvents arc available only for cellulose, silk fibroin, and nylon. The measurement of the fluidity of ccllulose solutions in cuprammonium is well known and so is that of silk in cupriethylenediamine.
Other methods for the quantitative determina- tion of the degree of degradation are based, for instance, on the reductive properties of degraded cellulose. This makes possible the precipitation of cuprous oxide from Fehling's solution or of silver from a silver nitrate solution, expressed as vopper number and silver number respectively.
Again, other methods are based on the solubility of degraded cellulose in caustic soda of certain concentrations. The solubility number is well known and used for control of the bleaching of linen.
There are no uniformly applicable quantitative tests for degraded wool and related fibres. Changes in the sulphur and nitrogen content, of keratin are indicative of chemical change. Increased solubility of the protein in dilute alkali is also used for the quantitative evaluation of degradation. Increased reactivity of the disulphide linkage in keratin makes possible reaction with metals, and this property is used for estimation of chemical damage.
By all these methods it can be ascertained only whether and how much chemical damage has titken

Fro. 3- Cotton Fibres dnmaged by Micro-organisms swollen with Sodium Zincate. Note complete cracking of flbres but nbsence of dissolved and redeposlted cellnlose.
X 100
Fro. 4-C'OttOn Fibres tlnrnnged by Acid and treated wit11 Sodium Zincate-Degradation to approx. 30 poise-' fluidity. Note transverse cracking and considernble loss of flbre
structure, also How of reprecipitnted cellulose. x 150. structure nud flow of re-
precipitated cellulose. x 150.
Fro. 6-Cuprous Oxide Crystals in Cotton Flbres damaged by Chemical Attack and treated with FehUng's Solution.
X 400.


Julu 1949 KORNREICH- “IDENTIFICATION OF DAMAGE TO TEXTILE FIBRES” 946
place, but nothing can be said about the nature of the clamaging agent. They are, therefore, satis- factory for process control where the damaging agent is known or for the general estimation of damage to fibres. They itre inapplicable to damage where little material is available for testing, and when i t is essential to find the origin of the damage. In such cases microscopic tests are imperative, or a t least tests on a very small scale.
Such tests are of sp€cial importance in the investigations of textile articles damaged by con- ditions of‘ use or laundering, with which we at the British Launderers’ Research Association are mainly- concerned. The first step in such an investigation in dwnys to find out whether clamage is physical or chemical. A number of tests are available for this purpose which vitry from fibre to fibre, being 1)ased on their properties.
NATIVE CELrnLosrC F l n R E s - For native cellu- losic fibres like cotton and linen, a comparatively simple test is in common use. The swelling proper- ties of normal and degraded cellulosic fibres in concentrated caustic sotla solutions differ greatly. WhilRt normal fibres swell most at lfj(%, concentra- tion of caustic sotla, degraded fibres swell much more in general, hit most a t S-lO‘/, concentration. h i this respect t h e degraded fibres resemble regenerated cellulose, with which they are compar- able, owing to the greatly shortened chain length of the high polymer. A t S-lOY! concentration swelling i H proportionid to the degree of degradation, and the most seriously degmtled f i h s disintegrate completely. This property is most marked if the fibres are first treated with R highly concentrated solution of caustic soda, e.g. 400/, and are then rinsed free from alkali, whereby the critical con- centration is reached in the course of dilution.
This swelling effect, is increased if metallic compounds dissolved in caustic sotla are used. A strongly alkaline solution of sodium zincate is commonly employed for the purpose. Observation of the progress of swelling during dilution on the microscopic slide sometimes enables conclusions to be drawn as to the nature of the damaging agent.
Having thus clifferentiatcci between damage rnuseti by mechanical means a n t l that caused by other types of attack, the next task is to identify the damaging agent. This is usually extremely clifficult. Taking as a basis the previous grouping of types of damage, viz. oxitlising, acid, alkali, radiation, and niicrobiological damage, the €ast is rompnratively easily identified by the swelling test, alone. It ran be seen from the photomicrographs (Fig. 4 and A) that the most severely affected part of chemically tlamageti cellulose dissolves in the reagent, antl on complete rinsing redeposits in the form of small grains. Such a deposit is completely absent from the fibres degraded by microbiological attack (Fig. 3), as would be expected from the mode of action of micro-organisms outlined above. Moreover, the fibres normally crack up into small segments with the introdiiction of the swelling ttgent alone. segmentation increasing during dilution and rinsing.
The biggest problem in any such investigation is the differentiation between acid and oxidising
M
damage, i.e. between hydrocellulose and oxycellu- lose. Many tests have been devised for this purpose, using various reagents and dyes which are preferentially absorbed by one or the other degradation product of cellulose. Some tlifferentia- tion is already possible during the swelling test. The two photomicrographs (Fig. 4 and 5) show the difference between fibres damaged by acid and oxidising agents. Both are damaged to approxi- mately the same degree of degradation. The acirl- damaged fibres show distinct segmentation, whilst the oxidised fibres maintain the usual fibre structure to a large extent. This difference is loat, however, in extreme cases of degradation.
Amongst the staining dyes Methylene Blue (Colo?w Zndm, No. 922) plays a major r6le. Not only is it absorbed differentially by hydrocellulose and oxy- cellulose, but, also by oxycelluloses procluced uncler varied conditions. Measurement of absorption is either carried out absorptiometrically on the solu- tion of the dye, by titration, or visually on samples of material. MICROSCOPIC METHYLENE BLUE TEST- At the
B.L.R.A. we have worked out a microscopic test which uses Me$hylene Blue in the form of a saturated alcoholic solution acidified with a little sulphuric acid. Fibres damaged by oxidation are more or less heavily stained by the test, the degree of staining being proportional to the degree of degradation, whilst normal fibres and those damaged by acids remain unstained.
Not all degradation products of acid attack behave in this way, however. Fibres damaged by sulphuric acid stain with the test if damage has occurred under certain conditions. Such conditions arise if the concentration of the acid reaches approx. 407”. Immersion in 40% sulphuric acid produces fibres which stain with the test, and so also does 25O/, acid if allowed to dry into the fibre. It is interesting to note that staining does not depend on the degree of degradation but on the concentra- tion of the acid. Fibres degraded to a fluidity of 35 poise-’ by immersion in 40% sulphuric acid for 48 hr. stain heavily, but those degraded to the same extent by the drying in of 7 3 % , sulphuric acid over a period of48 hr. do not stain. It is also evident that the critical concentration of acid corresponds approximately to that causing parch- mentisation of the fibre. Methylene Blue absorption by fibres damaged in this way has been explained as being due to absorption of sulphuric acid by the hydrocellulose, but no direct proof of this has been obtained. T t is doubtful, however, whether this theory can be maintained. The question arises whether it is atill hydrocellulose which is produced under these conditions, or whether it is not some other degradation product. Work on this problem is proceeding.
Damage caused by hydrogen peroxide in the stabilised, i.e. acid, form, as may be expected from its mode of action, is distinguishable by this staining test. Since the damage is due mainly to attack by the acid, the fibres do not stain at all, or only very slightly; but other small-scale tests, like Turnbull’s Blue reaction, show distinct oxidation damage.

3 46 KORNREICH- “IDENTIFICATION OF DAMAGE TO TEXTILE FIBREB” Julii 1949
Scorching can also be comparatively eauily recogniged. It is usually-associated with a dark brown discoloration of the fibres. Although in many ways scorched fibres exhibit reactions similar to those damaged by oxidation, they scarcely reduce Fqhling’s solution. The deposition of cuprous oxide in the fibres, or better its absencc, can be checked by microscopic observation (Fig. 6).
Radiation damage caused by light cannot, be identified by any of these methods, since the degradation products are apparently identical with oxycellulose.
This microscopio staining test is, of course, applicable to regenerated cellulosic fibres as well as to acetate rayon.
OTHER FIBRES- No uniformly appIicable test for the differentiation of mechanical and chemical damage is available for the other fibres. *Chlorine water, sodium hydroxide solutions, and potassium hydroxide dissolved in ammonia are used as swelling agents for wool. The last is known as the Krais reagent and is used mainly for the iilmtifica- tion of wool damaged by acids. We have found at the B.L.R.A. that the Krais test can be adapted to show damage by alkali and scorching, and that the time required for the test can be reduced. A paper embodying the experimental data and suggesting a scheme of analysis for wool, which with the aid of staining tests makes possible the differentiation of damage due to the main damaging agents, is shortly being submitted for publication in the Journal oj the Textile Institute. Silk appears to be one of the natural fibres least
amenable to individual tests. Except for the fluidity determinations mentioned before no swelling or staining tests are known. A t the B.L.R.A. wc have worked out a swelling test which enables the identification of damage due to hypochlorite and scorching, and their differen- tiation from other forms of chemical attack. This test will also be incorporated in the above paper.
There is little or no need for the testing of mineral or synthetic fibres, since they are largely immune to chemical reagents. Acetate rayon, however, apart from its normal reactions as IL
derivative of cellulose, is affected by alkalis, antl a now microscopic test has been cleveloped by us at the B.L.R.A. to distinguish this from the other types of damage. In the course of this investiga- tion it was also found that two types of hydrolysis may occur- complete hydrolysis and what is conveniently termed “initial” hydrolysis. Fibre8 damaged by the former are equivalent to regeneratsd cellulose and are deeply stained by direct dyes; the latter produces fibres which, though reacting differently from normal fibres, have no affinity for direct dyes. analysis has been worked out which makes possible the differentiation of damage due to alkali, acid, oxidising agents, heat, and mechanical factors.
All the above new tests have been worked out with specially prepared samples of fibres, and any such scheme of analysis has to stand the \test of practical application. We are rather fortunate in this respect a t the B.L.R.A., since damaged articles
A scheme o f ‘
from member laundries in all parts of the British Isles and from the Commonwealth are sent i n for analysis. These articles are affected by thc. greatest variety of damaging agents i it it l provic Ir a wide field for investigation. From this cxpori(m~c~ it can be said with confidencc that the tests hiirc stood the test of practical application.
There tire, huwcver, other proIdems arisinq from them- problems of a theoretical ntitiirc-. Orin of these, the action of sulphuric acid, has been men- tioned before. No one has yet given t h c a iLl lN\ \ f ’ f ’
to the question why, for instance, Methylcnc Sluc does stain wool if damiigeil by one agent h u t not if damaged by another, what is the sigiiificnricc? of the swelling tests with the Krais reagent, why silk damaged by hypochlorite reacts as it tloes, arid many others.
It would appear thiit a wholc field of investign- tion is open antl ready for the research workw interested in thew problems. And i t is ponsiblr that the solution to such a problem will bring nei~rcr a fuller understanding of the structure and proper- ties of fibres.
Finally, I should like to express my gratitnt lc to the Dircctor of the B.L.R.A., Mr. F’. C’oiirlney Harwood, for his valuable advice antl rriticisni
to give this lecture. BRITIREi LAUNDERERS’ RESEARCH AWWTATION
and to the Council of the B.L.R.A. for prriniw’ 4 I I 0 1 1
HILT, VIEW GARDENS LONDnN N.W.4
Discussion Referring to an exhibit shown by the Lecturer,
Mr. C. C. WILCOCK asked whether informati1 c labelling of garments would not help in avoiding unnecessary damage in laundering.
The Lecturer agreed that this is a very irnportimt matter which the B.L.R.A. is consistently pursuing. Response from manufacturers is, however, not rtatis fact ory.
Mr. BOWEN askccl whether the prcsencc of sonp would restrict the attack on cellulose by hypo. chlorite.
The Lecturer said that a certain protertive action was exerted by soi~p cml also by synthetic. detergents. He also mentioned that certain overbleached fabrics retained chlorine for somtl reason the cause of which was unknown.
Mr. WALKER referred to the relustring of iicvtiLte rayon due to heat-treatment and askctl if thc Lecturer had come across instatic-ex of tht. relustring of acetate rayon iLt much louw tem- peratures.
The Lecturer replied that to his knowledge relustring of delustred acetate rayon a t low tem- peratures can only be caused by the action of agents which change either the chemical or physical nature of the fibre, e.g. caustic soda or solvrnts, acetic acicl being counted with the ltt,fter.
Mr. BUSH asked if i t wiis true that no mirro- biological growth could survive dry cleaning.
The Lecturer expressed t l i c a opitiiori thiit dry cleaning would not dwt,roy it11 nlicro-organisms. Laundering would do so, however, except perhaps
J u l y 1949 HODGSON- “MECHANIBM OF THE GOMBERG REACTION-111” 347
in the case of wool articles which are washed at lignin content of the fibre would have any effect low temperatures. on such action.
In rcply to Mr. WALKER, the Lecturer said that The Lecturer replied that the tests which he he was of the opinion that Rteam pressing would outlined are also applicable to linen. Although (leutroy micro-organisms. hypoehlorite had a different action upon raw linen,
Mr. KLITZ enquired if there were any tests for he did not ,consider that there would he any differ- linen damaged by acids, and asked whether the ence in the case of arida.
COMMUNICATIONS
The Mechanism of the Gomberg Reaction 111-The Fallacies of the Free Radical Theory-A Reply to
D. H. Hey and W. A. Waters H. H. HODGRON
The RRRertiOn made hy Hey and Watmsl** that Hodgaon has applied a free-radical concept to experimental conditions which their own theory waH never intended to embrace is stated to be contrary to all the facts. Hodyson now affirms that he has never supported the hypothesin of the fission of covalent diazo compounds into free radicals at, any time. Moreover, the arguments used by .Hey and Waters to refute HodgHon’s criticisms of their work are held to be invalid, and actually, in their analogy with tlerompoHitions of ttrylazotriphenylmethanea, to prove the exact opposite of their claim.
LINK FISSION IN A COVALENT DIAZO COMPOUND
The formation of free radicals in the decom- position of a covalent diazo compound-
\ // (*) (a)
C-N=N-X
depend8 upon the order in which the single links (a) and ( b ) are broken. Only three ways are possible, viz. (a) followed by ( 6 ) ) ( b ) followed by (a), or (a) and ( b ) simultaneously. Now (a) is the link which is made and broken in the ordinary diazo-diazonium equilibrium-
and, moreover, in all reactions is the weaker of the two, whether in aqueous or non-aqueous media such as benzene and chloroform, a fact so far uncontroverted; ( 6 ) is much the stronger link, and breaks only after (a) has already broken, as in the case of a diazonium salt. When there are two links like ( b ) , a8 in azobenzene-
\ / C‘-N=?N-(>
// \\ the compound is exceptionally stable, and in this owe can even be dry- or steam-distilled. No case is known where ( b ) breaks first, and‘when (a) breaks, the result is either ionisation or a coupling reaction. For free radical formation, (a) and (b) must break simultaneously with the formation of two free radicals, as argued by Saunders and Waterss. The case of the reactivity of covalent diazobenzene chloride can be explained without free radical formation (cf. Sir Robert Robinson’s communication to Dr. Water@). Since the free radical theory must conform to the experimental facts, free radical formation in diazo decornposi- t,ioiis iu not the favoured reaction in aqueous solution. A covalent compound may thus decom- pose via the tautomeric diazonium form, when
nitrogen is evolved, or react as in the coupling process, when nitrogen is retained; the latter is not confined to aqueous media or to combination with bodies containing auxochromes (i.e. hydroxyl and amino groups), byt can take place under suit- able conditions with benzene, mesitylene, etc. Moreover, when the diazonium salt is stabilised i t reacts much more readily than when an equilibrium mixture of diazo and diazonium forms is present, and this applies in particular to non-aqueous media.
ABBREVIATIONS
Prof. Hey and Dr. Waters are henceforward referred to as H BE W and the present author a8 A.
GENESIS OF TEE PRESENT CONTROVERSY
The first polemic was written by Saunders and Wateras, who emphasised the simultaneous pro- duction of two neutral radicals in the decomposition of diazo compounds in strong mineral acid solution, and condemned A’s theory6 of azo-compound formation in such a medium, which was based on diazonium-ion decomposition, as highly improb- able. Saunders and waters make two remarkable assumptions in this paper3, written twelve years after the initiation of the free radical theory by Grieve and Heye, viz. (1) the existence of free radicals in aqueous solution, whether acid, neutral, or alkaline; and (2) the simultaneous production of two free rdicals in the decomposition of a covalent diazo compound. After twelve years of publications on free radicals by H & W, the obvious conclusion to be drawn was that this paper represented the settled convictions of its authorsa.
In order to vindicate A’s own theory6, he was compelled to examine all the H & W publications, and, as a result, came to the conclusion that their free radical theory was of doubtful validity and in every application unnecessary and unwarranted. These views were publishedT18, and replies by H & W have now been made, The latter &re now