operas unitas
TRANSCRIPT
Escoamento de FluidosBombas CentrífugasCaracterização de PartículasFuidodinâmica de Sistemas Particulados Mistura e Agitação
Operações Unitárias da Indústria Química I
Samuel LuporiniLetícia Suñe
Universidade Federal da Bahia – Escola PolitécnicaDepartamento de Engenharia Química
Mestrado em Engenharia Química
2002
Revisão 1.1
Samuel Luporini e Letícia Suñe – DEQ/UFBa
UNIDADES E DIMENSÕES
A medida de qualquer grandeza física pode ser expressa como o produto de dois valores, sendo um a grandeza da unidade escolhida e o outro o número dessas unidades. Assim, a distância entre dois pontos pode ser expressa com 1 m, ou como 100 cm ou então como 3,28 ft. O metro, o centímetro e o pé (foot) são respectivamente as grandezas das unidades e 1, 100 e 3,28 são os correspondentes números de unidades. Quando a magnitude da quantidade medida depende da natureza da unidade escolhida para se efetuar a medida, diz-se que a quantidade em questão possui dimensão. Dimensões: são conceitos básicos de medidas tais como: comprimento (L), massa (M), força (F), tempo (T) e temperatura (θ). Unidades: são as diversas maneiras através das quais se pode expressar as dimensões. Exs: Comprimento – centímetro (cm), pé (ft), polegada (in) Massa – grama (g), libra massa (lbm), tonelada (ton) Força – dina (di), grama força (gf), libra força (lbf) Tempo – hora (h), minuto (min), segundo (s) • Regra para se trabalhar corretamente com as unidades: Tratar as unidades como se fossem
símbolos algébricos. Não se pode somar, subtrair, multiplicar ou dividir unidades deferentes entre si e depois cancela-las.
1 cm + 1 s é 1 cm + 1s
No entanto, em se tratando de operações cujos termos apresentam unidades diferentes, mas com as mesmas dimensões, a operação pode ser efetuada mediante uma simples transformação de unidades.
1 m + 30 cm (dois termos com dimensões de comprimento) 1 m = 100 cm então, 1 m + 30 cm = 100 cm + 30 cm = 130 cm
SISTEMAS DE UNIDADES As grandezas básicas e as derivadas podem ser expressas nos vários sistemas de unidades.

Revisão 1.2
Samuel Luporini e Letícia Suñe – DEQ/UFBa
I. Dimensões básicas MLTθ (sistema absoluto) I.a – Sistema Internacional de Unidades (S.I.)
Este sistema está sendo adotado internacionalmente e baseia-se no anterior sistema metro-quilograma-segundo (M. K. S.) no qual as unidades básicas são as seguintes: Comprimento – metro (m) L Massa – quilograma (kg) M Tempo – segundo (s) T Temperatura – Kelvin (K) θ Este sistema é uma modificação do sistema C.G.S. em que se usam unidades maiores. A unidade de força, chamada Newton, é a que dará uma aceleração de 1 metro por segundo por segundo e uma massa de 1 quilograma. A unidade de energia, o Newton-metro, é 107 ergs e chama-se joule. A unidade de potência, igual a 1 joule por segundo, é o watt. I.b – Sistema pé-libra-segundo (F.P.S.) Neste sistema usam-se as seguintes unidades básicas: Comprimento – pé (ft) L Massa – libra massa (lbm) M Tempo – segundo (s) T Temperatura – Rankine (R) θ A unidade de força, o poundal, é a força que provocará uma aceleração de 1 pé por segundo por segundo a uma massa de 1 libra massa, ou seja: 1 poundal = 1 (libra massa) (pé) (segundo)-2 I.c – Sistema Métrico Absoluto ou C.G.S. Neste sistema as unidades básicas são as seguintes Comprimento – centímetro (cm) L Massa – grama (g) M Tempo – segundo (s) T Temperatura – Kelvin (K) θ A unidade de força é a força que dará a uma massa de 1 grama aceleração de 1 centímetro por segundo por segundo e chama-se dina. Portanto, 1 dina = 1 (grama) (centímetro) (segundo)-2 A unidade de energia correspondente é o dina-cm que se chama erg.

Revisão 1.3
Samuel Luporini e Letícia Suñe – DEQ/UFBa
II. Dimensões básicas FLTθ (sistema gravitacional) II.a. Sistema Britânico Gravitacional Este sistema usa também o pé e o segundo para unidades de comprimento e tempo, mas emprega a libra força para terceira unidade fundamental. A libra força é definida como a força que imprime à massa de uma libra uma aceleração de 32,174 pé por segundo por segundo. Portanto, as unidades fundamentais são: Comprimento – pé (ft) L Força – libra força (lbf) F Tempo – segundo (s) T Temperatura – Rankine (R) θ A unidade de massa neste sistema chama-se slug e é a massa que recebe uma aceleração de 1 pé por segundo por segundo com a aplicação de 1 libra força, isto é: 1 slug = 1 (libra força) (pé)-1 (segundo)2 A unidade de energia é o pé-libra força, mas se designa sempre como o pé-libra. II.b – M.K.S. técnico ou gravitacional
Este sistema tem como unidade de força o quilograma força (kgf), que é a força que dará uma aceleração de 9,81 metro por segundo por segundo a uma massa de 1 quilograma.
Sua unidades são:
Comprimento – metro (m) L Força – quilograma força (kgf) F Tempo – segundo (s) T Temperatura – Kelvin (K) θ A unidade de massa neste sistema é a U.T.M. (unidade técnica de massa). No sistema absoluto, a unidade de força é definida pela lei de Newton em termos de massa e aceleração, ou seja: F = m a (F) = (ML/T2) Então o quilograma (kg) e a libra massa (lbm) são definidas independentemente da lei de Newton, enquanto que o Newton (N) e o poundal são unidades de força derivadas pela própria lei.

Revisão 1.4
Samuel Luporini e Letícia Suñe – DEQ/UFBa
Já no sistema gravitacional a unidade de massa é que passa a ser definida pela lei de Newton em termos de força e aceleração. Então: m = F/a (M) = (FT2/L) Desse modo resulta que o quilograma força (kgf) e a libra força (lbf) são definidas independentemente da lei de Newton enquanto que UTM e slug são unidades derivadas. Como unidades de força e massa podem ser definidas independentemente da lei de Newton, surge a necessidade de utilizar-se um fator de conversão para tornar a equação dimensionalmente consistente.
F = K m a ou mag1Fc
=
Então: cg
1maFK ==
No sistema internacional de unidades S.I. por exemplo, a unidade de força é o Newton
então:
( )( ) N1sm1kg1smkg
N1F
:modo Deste
sNmkg1g ou
smkgN1K
22
2c2
=
=
==
No sistema C.G.S. a unidade de força é a dina, portanto:
( )( ) dina1scm1g1scmg
dina1F
:assim Sendo
sdinacmg1g ou
scmgdina1K
22
2c2
=
=
==

Revisão 1.5
Samuel Luporini e Letícia Suñe – DEQ/UFBa
III. Dimensões básicas FMLTθ (sistema híbrido) III.a. No sistema Inglês de Engenharia (English Engineering System), a unidade de força é a libra força (lbf), a unidade de massa é a libra massa (lbm), a unidade de comprimento é o pé (ft), a unidade de tempo é o segundo (s) e a unidade de temperatura o grau Rankine (R). Neste sistema exige-se que o valor numérico da força e da massa sejam os mesmos na superfície terrestre. Então: F = K 1 lbm g ft/m2 = 1 lbf e
2sftlbmlbf
g1K =
O valor numérico escolhido para o K é de 1/32,174 que é o mesmo valor da aceleração da gravidade em ft/s2 ao nível do mar e a 45 de latitude.
Resulta que: cg
1K = ,
onde 2c slbfftlbm174,32g =
III.b. Da mesma forma é definido o gc para um outro sistema híbrido que tem como unidade de força o quilograma força (kgf), de massa o quilograma (kg), de comprimento o metro (m), de tempo o segundo (s) e de temperatura o grau Kelvin (K).
Portanto, 2c skgfmkg81,9g =
Unidades SISTEMA Dimensões
básicas Comprimento Força Massa Tempo Temperatura
SI
FPS
CGS
MLTθ
Metro
Pé
Centímetro
Newton*
poundal*
dina*
Quilograma
libra massa
grama
segundo
segundo
segundo
Kelvin
Rankine
Kelvin British
Gravitacional System
MKS
técnico
FLTθ
Pé
Metro
libra força
quilograma força
Slug*
UTM*
segundo
segundo
Rankine
Kelvin
* - unidades derivadas pela lei de Newton.

Revisão 1.6
Samuel Luporini e Letícia Suñe – DEQ/UFBa
DEPARTAMENTO DE ENGENHARIA QUÍMICA ENG 184 – OPERAÇÕES UNITÁRIAS DA INDÚSTRIA QUÍMICA I Notas Complementares CRANE – Nomenclature, pags. 3-2, A-3, A-6, A-23, A-24, A-25, A-26, A-27, A-28, A-29, A-30, B-10, B-11, B-16, B-17, B-18, B-19. RIVETED STEEL – aço rebitado CONCRETE – concreto WOOD STAVE – madeira aparelhada CAST IRON – ferro fundido GALVANIZED IRON – ferro galvanizado ASPHALTED CAST IRON – ferro fundido asfaltado COMMERCIAL STEEL – aço comercial DRAWN TUBING – tubo estirado (tubulação moldada por extrusão) CARBON STEEL – aço carbono ALLOY STEEL – aço liga STAINLESS STEEL – aço limpo inoxidável GATE VALVES – válvula gaveta WEDGE DISC, DOUBLE DISC, PLUG DISC – disco de cunha, disco duplo, tipo plug GLOBE AND ANGLE VALVES – válvulas globos e válvula ângulo SWING CHECK VALVES – válvulas de retenção de portinhola LIFT CHECK VALVES – válvulas de retenção de levantamento TILTING DISC CHEC VALVES – válvulas de retenção de disco inclinado STOP-CHECK VALVES – válvulas de retenção tipo bloqueio FOOT VALVES WITH STRAINER – válvulas de pé com crivo BALL VALVES – válvulas esferas BUTTERFLY VALVES – válvulas borboleta PLUG VALVES AND COCKS – válvulas plug e registro STRAIGHT-WAY – passagem reta 3-WAY – três vias MITRE BENDS – curvas em gomos STANDARD ELBOWS – cotovelos ou joelhos padrões STANDARD TEE – te padrão 90 PIPE BENDS – curvas de 90 FLANGED OR BUTT-WELDING 90 ELBOWS – joelho de 90 (flangeado ou soldado) POPPET DISC – disco corrediço HINGED DISC – disco com articulação FLOW THRU RUN – com fluxo direto FLOW THRU BRANCH – com fluxo ramal
Revisão 1.7
Samuel Luporini e Letícia Suñe – DEQ/UFBa
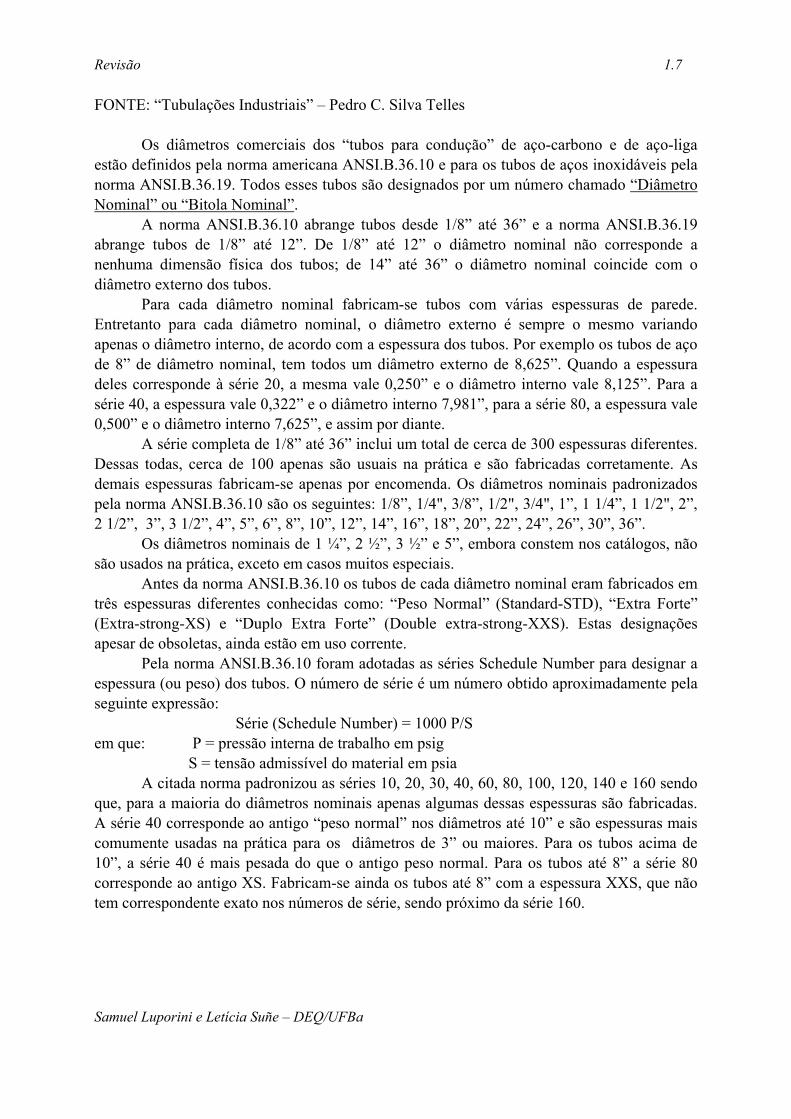
FONTE: “Tubulações Industriais” – Pedro C. Silva Telles Os diâmetros comerciais dos “tubos para condução” de aço-carbono e de aço-liga estão definidos pela norma americana ANSI.B.36.10 e para os tubos de aços inoxidáveis pela norma ANSI.B.36.19. Todos esses tubos são designados por um número chamado “Diâmetro Nominal” ou “Bitola Nominal”. A norma ANSI.B.36.10 abrange tubos desde 1/8” até 36” e a norma ANSI.B.36.19 abrange tubos de 1/8” até 12”. De 1/8” até 12” o diâmetro nominal não corresponde a nenhuma dimensão física dos tubos; de 14” até 36” o diâmetro nominal coincide com o diâmetro externo dos tubos. Para cada diâmetro nominal fabricam-se tubos com várias espessuras de parede. Entretanto para cada diâmetro nominal, o diâmetro externo é sempre o mesmo variando apenas o diâmetro interno, de acordo com a espessura dos tubos. Por exemplo os tubos de aço de 8” de diâmetro nominal, tem todos um diâmetro externo de 8,625”. Quando a espessura deles corresponde à série 20, a mesma vale 0,250” e o diâmetro interno vale 8,125”. Para a série 40, a espessura vale 0,322” e o diâmetro interno 7,981”, para a série 80, a espessura vale 0,500” e o diâmetro interno 7,625”, e assim por diante. A série completa de 1/8” até 36” inclui um total de cerca de 300 espessuras diferentes. Dessas todas, cerca de 100 apenas são usuais na prática e são fabricadas corretamente. As demais espessuras fabricam-se apenas por encomenda. Os diâmetros nominais padronizados pela norma ANSI.B.36.10 são os seguintes: 1/8”, 1/4", 3/8”, 1/2", 3/4", 1”, 1 1/4”, 1 1/2", 2”, 2 1/2”, 3”, 3 1/2”, 4”, 5”, 6”, 8”, 10”, 12”, 14”, 16”, 18”, 20”, 22”, 24”, 26”, 30”, 36”. Os diâmetros nominais de 1 ¼”, 2 ½”, 3 ½” e 5”, embora constem nos catálogos, não são usados na prática, exceto em casos muitos especiais. Antes da norma ANSI.B.36.10 os tubos de cada diâmetro nominal eram fabricados em três espessuras diferentes conhecidas como: “Peso Normal” (Standard-STD), “Extra Forte” (Extra-strong-XS) e “Duplo Extra Forte” (Double extra-strong-XXS). Estas designações apesar de obsoletas, ainda estão em uso corrente. Pela norma ANSI.B.36.10 foram adotadas as séries Schedule Number para designar a espessura (ou peso) dos tubos. O número de série é um número obtido aproximadamente pela seguinte expressão: Série (Schedule Number) = 1000 P/S em que: P = pressão interna de trabalho em psig S = tensão admissível do material em psia A citada norma padronizou as séries 10, 20, 30, 40, 60, 80, 100, 120, 140 e 160 sendo que, para a maioria do diâmetros nominais apenas algumas dessas espessuras são fabricadas. A série 40 corresponde ao antigo “peso normal” nos diâmetros até 10” e são espessuras mais comumente usadas na prática para os diâmetros de 3” ou maiores. Para os tubos acima de 10”, a série 40 é mais pesada do que o antigo peso normal. Para os tubos até 8” a série 80 corresponde ao antigo XS. Fabricam-se ainda os tubos até 8” com a espessura XXS, que não tem correspondente exato nos números de série, sendo próximo da série 160.

Revisão 1.8
Samuel Luporini e Letícia Suñe – DEQ/UFBa
ENG184 – Operações Unitárias I : Revisão Exercícios: 1. O sistema abaixo indica uma bomba retirando água de uma lagoa de abastecimento para
um reservatório. Determinar a perda de carga entre a lagoa e o tanque para uma vazão de 142 m3/h. A temperatura da água é 27oC e a tubulação de aço carbono.
Ø = 6”sch 40L = 75 ft
Ø = 6”sch 40L = 200 ft 2 J 90o
1 válvula gaveta (aberta)
8 ft
lagoa
Redução 6” para 4”
Tanque 6 ft
Ø =4”sch 40L = 250 ft 3 J 90o
1 válvula gaveta (aberta)
2. Calcular a perda de carga entre os pontos (1) e (2) no sistema abaixo:
L1 = 20’
Válvula de retenção
Válvulagaveta
L2 = 8’
L3 = 10’
L4 = 12’
L5 = 4’(1)
(2)
Curvas de 90o deraio longo.
Dados: líquido = água retenção = swing check valves Temperatura = 60oF ρágua = 62,371 lbm/ft3
Diâmetro = 4” sch 40 µágua = 1,2 cp Perry 5-36 Material = aço carbono
Vazão = Q = 300 gpm

Revisão 1.9
Samuel Luporini e Letícia Suñe – DEQ/UFBa
UNIDADES E DIMENSÕES
Dimensões Sistemas métricos Quantidade Física Sistema
MLT Sistema
FLT Sistema
CGS Sistema
Internacional comprimento L L cm m área L2 L2 cm2 m2
massa M FL-1T2 g kg volume L3 L3 cm3 m3
tempo T T s s vazão L3T-1 L3T-1 cm3/s m3/s velocidade LT-1 LT-1 cm/s m/s aceleração LT-2 LT-2 cm/s2 m/s2
força MLT-2 F g cm/s = dina kg m/s2 = N impulso MLT-1 FT g cm/s = dina s kg m/s = N s energia, trabalho ML2T-2 FL g cm2/s2 =
dina cm = erg kg m2/s2 =
N m = Joule potência ML2T-3 FLT-1 g cm2/s3 =
dina cm/s = erg/s kg m2/s3 =
Joule/s = Watt densidade ML-3 FL-4T2 g/cm3 kg/m3
velocidade angular
T-1 T-1 rad/s rad/s
aceleração angular
T-2 T-2 rad/s2 rad/s2
torque ML2T-2 FL g cm2/s2 = dina cm
kg m2/s2 = N m
momento angular ML2T-1 FLT g cm2/s kg m2/s momento de inércia
ML2 FLT2 g cm2 kg m2
pressão ML-1T-2 FL-2 g/(cm s2) = dina/cm2
kg/(m s2) = N/m2
viscosidade (µ) ML-1T-1 FL-1T g/(cm s) = 1 poise =
1 dina s/cm2
kg/(m s) = N s/m2
viscosidade cinemática (ν)
L2T-1 L2T-1 cm2/s m2/s
pressão superficial
MT-2 FL-1 g/s2 = dina/cm kg/s2 = N/m

Revisão 1.10
Samuel Luporini e Letícia Suñe – DEQ/UFBa
CONVERSÃO DE UNIDADES
Comprimento 1 Km = 1000 m 1 m = 100 cm = 39,37 in = 3,28 ft 1 cm = 10-2 m 1 mm = 10-3 m 1 µ = 10-6 m 1 mµ = 10-9 m 1 Å = 10-10 m 1 in = 2,54 cm 1 ft = 30,48 cm = 12 in Area 1 mm2 = 10-6 m2 1 cm2 = 10-4 m2 1 m2 = 1,55 x 103 in2 1 Km2 = 106 m2 1 in2 = 6,45 cm2 1 ft2 = 92,9 x 10-3 m2 Volume 1 ml = 10-3 l 1 l = 103 cm3 1 mm3 = 10-3 cm3 1 cm3 = 1 ml 1 dm3 = 103 cm3 1 m3 = 109 mm3 = 106 cm3 = 103 l 1 in3 = 16,39 cm3 1 ft3 = 28,32 x 103 cm3 Massa 1 g = 10-3 Kg 1 Kg = 103 cm3 = 2,2 lbm 1 ton = 103 Kg 1 lbm = 453,6 g 1 slug = 32.17 lbm = 14,59 Kg 1 onça = 28.35 g (avdp) Velocidade 1 Km/h = 0.2778 m/s = 0,9113 ft/s = 27.78 cm/s 1 mm/s = 3.6 m/h 1 cm/s = 26 m/h 1 m/s = 3600 m/h = 100 cm/s 1 m/min = 60 m/h = 0,017 m/s = 3.28 ft/min 1 m/h = 3,28 ft/h = 0,0109 in/s 1 in/s = 91.44 m/h = 1,524 m/min = 2,54 cm/s . 1 ft/s = 1097,28 m/h = 18,288 m/min = 0,3048 cm/s = 12 in/s

Revisão 1.11
Samuel Luporini e Letícia Suñe – DEQ/UFBa
Densidade 1 g/cm3 = 1000 Kg/m3 = 62.43 lbm /ft3 = 1 g/ml = 0.003613 lbm /in3 1 Kg/cm3 = 32,13 lbm/in3 1 Kg/m3 = 0,001 g/cm3 = 0.06243 lbm /ft3 = 3.61 lbm /in3 lbm/in3 = 27,68 g/cm3 lbm/ft3 = 5.79 x 10-4 lbm/in3 Vazão 1 l/s = 3600 l/h = 60 l/min = 61,02 in3/s = 2,12 ft3/min = 0,035 ft3/s 1cm3/s = 2.12 x 10-3 ft3/min 1 m3/min = 1000 l/min = 35,31 ft3/min 1 in3/s = 58,99 l/h = 0,03472 ft3/min 1 f t3/s = 101940,26 l/ h = 28 , 32 cm3/s = 3600 ft3/h = 1728 in3/s = 60 ft3/min Tensão superficial 1 dina/cm = 10-3 N/m 1 gf/cm = 98.07 N/m 1 Kgf/m = 9,81 N/m 1 lbf/ft = 14.59 N/m Pressão 1 dina/cm2 = 0,01 Kgf/m2 = 0,001 cm H20 = 7,5 cm de Hg = 4 x 10-4 in de H20 =
= 2,09 x 10-3 lbf/ft2 = 1,45 lb /in2 = 2,95 x 10-5 in de Hg = 10-8 atm 1 N/m2 = 1 pasca1 = 0,101 Kgf/m2 = 7,5 x 10-3 m de Hg = 1.45 x 10-4 lbf/in2 = 10-7 atm 1 gf/cm2 = 981 din/cm2 = 98,07 N/m2 = 10 Kgf/m2 = 0,736 mm de Hg = 2,048 lb /ft2 =
= 0.029 in de Hg = 1,4 x 10-2 lbf/in2 = 9,68 x 10-4 atm 1 Kgf/cm2 = 981 x 103 din/cm2 = 105 Kgf/m2 = 103 gf/cm2 = 981 x 104 N/m2 =
= 104 mm de H2O = 736 mm de Hg, = 2,05 x 103 lbf/ft2 = 14.22 lbf/in2 = = 0,968 atm
1 m de H2O = 9806,6 N/m2 = 103 Kgf/m2 = 73,6 mm Hg = 0,1 Kgf/cm2 = 204,8 lbf/ft2 = = 3,28 ft de H20 = 2.9 in de Hg = 1,42 lbf/in2 = 0,097 atm
1 mm de Hg = 1 torr = 1333,2 din/cm2 = 13,59 Kgf/m2 = 1,36 gf/cm2 = 133,32 N/m2 = = 13,59 mm de H20 = 2,78 lbf/ft2 = 0,54 in de H20 = 0,045 ft de H20 = = 0.019 lbf/in2 = 1,31 x 10-3 atm
1 lbf/in2 = 6,89 x 104 din/cm2 = 6.89 N/m2 = 703,07 Kgf/m2 = 703,07 mm de H20 = = 70,31 gf/cm2 = 0,7031 m de H20 = 0,0703 Kgf/cm2 = 144 lbf/ft2 = = 0,1701 ft de Hg = 6.8 x 10-2 atm
1 atm = 1.013 x 106 din/cm2 = 1,013 x 105 N/m2 = 1,033 x 104 Kgf/m2 = = 1,033 x 104 mm de H2O = 1,033 x 103 gf/cm2 = 10,13 N/cm2 = = 1,033 Kgf/cm2 = 14,7 lbf/in2 = 14,7 psi
1 psia = 1 psi + 1 psig Força 1 N = 105 dina = 0,1020 Kgf = 0,2248 lbf 1 pound force (lbf ) = 4,448 N = 0,454 Kgf = 32,17 pounda1s 1 Kgf = 2,205 lb = 9,81 N

Revisão 1.12
Samuel Luporini e Letícia Suñe – DEQ/UFBa
Energia 1 joule = 1 N.m = 107 ergs = 0,7376 lbf.ft = 0,2309 cal = 9,481 x 10-4 Btu 1 cal = 4,186 joules = 3,968 x 10-3 Btu 1 KWh = 3,6 x 106 joule = 860 Kcal 1 eV = 1,602 x 10-3 joule Potência 1 Watt = 1 joule/s = 107 erg/s = 0,2389 cal/s 1 hp = 745,7 Watt 1 KW = 1,341 hp = 0,9483 Btu/s Viscosidade cinemática, difusividade e difusividade térmica 1 m2/s = 104 cm2/s = 3,875 x 104 ft2/h = 106 centistokes Constante dos gases R = 1,987 cal g.mole-1 K-1 = 82,05 cm3 atm g.mole-1K-1 = 8,314 x 107 g cm2 s-2 g.mole-1 K-1 =
= 8,314 x 103 Kg m2 s-2 Kg.mole-1 K-1 = 4,968 x 104 Lbm ft2 s-2 lb.mole-1 °R-1 = = 1,544 x 103 lbf lb.mole-1 K-1 °R ft
Condutividade térmica 1 g cm s-3 K-1 = 1 ergs s-1 cm-1 K-1 = 10-5 Kg m s-3 K-1 = 10-5 Watts m-1 K-1 =
= 4,0183 x 10-5 lbm ft s-3 °F-1 = 1,2489 x 10-6 lb s-l °F-1 = = 2,3901 x 10-8 cal s-l cm-1 K-1 = 5,7780 x 10-6 Btu h-1 ft-1 °F-1
1 Kg m s-3 K-1 = 105 ergs s-1 cm-1 K-1 = 4,0183 lb ft s-3 °F-1 = 1,2489 x 10-1 lbf s-1 °F-1 = = 2,3901 x 10-3 cal s-l cm-1 K-1 = 5,7780 x 10-1 Btu h-1 ft-1 °F-l
1 lbm ft s-3 °F-1 = 2,4886 x 104 g cm s-3 K-1 = 2,4886 x 10-1 Kg m s-3 K-1 = = 3,1081 x 10-2lbf s-1 F-1 = 5,9479 x 10-4 cal s-1 cm-1 K-1 = = 1,4379 x 10-1 Btu h-1 ft-1 °F-1
1 lbf s-1 °F-1 = 8,0068 x 105 g cm s-3 K-1 = 8,0068 Kg m s-3 K-1 = 3,2174 x 101 lb ft s-3 °F-1 = = 1,9137 x 10-2 cal s-1 cm-1 K-1 = 4,6263 8tu h-1 ft-1 °F-1
1 cal s-1 cm-1 K-1 = 4,1840 x 107 g cm s-3 K-1 = 4,1840 x 102 Kg m s-3 K-1 = = 1,6813 x 103 lb ft s-3 °F-1 = 5,2256 x 101 lbf s-1 °F-1 = 2,4175 x 102 Btu h-1 ft-1 °F-1
1 Btu h-1 ft-1 °F-1 = 1,7307 x 105 g cm s-3 K-1 = 1,7307 Kg m s-3 K-1 = 6,9546 lbm ft s-3 °F-1 = = 2,1616 x 10-1 lbf s-1 °F-1 = 4,1365 x 10-3 cal s-1 cm-1 °K-1
Coeficiente de transferência de calor 1 g s-3 K-1 = 10-3 Kg s-3 K-1 = 10-3 Watts m-2 K-1 = 1,2248 x 10-3 lbm s-3 °F-1 =
= 3,8068 x 10-5 lbf ft-1 s-1 °F-1 = 2,3901 x 10-8 cal cm-2 s-1 K-1 = 10-7 Watts cm-2 K-1 = 1, 7611 x 10-4 Btu ft-2 h-1 °F-1
1 Kg s-3 K-1 = 103 g s-3 K-1 = 1,2248 lbm s-3 °F-1 = 3,8068 x 10-2 lbf ft-1 s-1 °F-1 = = 2,3901 x 10-5 cal cm-2 s-1 K-1 = 10-4 Watt cm-2 K-1 = 1,7611 x 10-1 Btu ft-2 h-1 °F-1
1 lbm s-3 °F-1 = 8,1647 x 102g s-3 K-1 = 8,1647 x 10-1 Kg s-3 K-1 = 3,1081 x 10-2 lb ft-1 s-1 °F-1 = = 1,9514 x 10-5 cal cm-2 s-1 K-1 = 8,1647 x 10-5 Watts cm-2 K-1 = = 1,4379 x 10-1 Btu ft-2 h-1 °F-1
1 lbf ft-1 s-l °F-1 = 2,.6269 x 101t g s-3 K-1 = 2,6269 x 101 Kg s-3 K-1 = 3 ,1740 lbm s -3 ° F –1 = = 6,2784 x 10-4cal cm-2 s-l K-1 = 2,6269 x 10-3 Watts cm-2 K-1 = 4,6263 Btu ft-2 h-1°F-1
1 cal cm-2 s-l K-1 = 4,1840 x 107 g s-3 K-1 = 4,1840 x 101 Kg s-3 K-1 = 5,1245 x 104 lbm s-3 °F-1 = 1,5928 x 103 lbf ft-1 s-l °F-1 = 4,1840 Watts cm-2 K-1 = 7,3686 x 103 Btu ft-2 h-1 °F-1

Revisão 1.13
Samuel Luporini e Letícia Suñe – DEQ/UFBa
1 Watts cm-2 K-1 = 107 g s-3 K-1 = 104 Kg s-3 K-1 = 1,2248 x 104 lbm s-3 °F-1 = = 3,8068 x 102 lbf ft-1 s-l °F-1 = 2,3901 x 10-1 cal cm-2 s-l K-1 = = 1,7611 x 103 Btu ft-2 h-1 °F-1
1 Btu ft-2 h-1 °F-1 = 5,6782 x 103 g s-3 K-1 = 5,6782 Kg s-3 K-1 = 6,9546 lbm s-3 °F-1 = = 2,1616 x 10-1 lbf ft-1 s-l °F-1 = 1,3571 x 10-4 cal cm-2 s-l K-1 = = 5,6782 x 10-4 Watts cm-2 °K-1
Temperatura TR = 1,8 TK TF = TR - 459,67 TF = 1,8TC + 32 TC = TK – 273,15
Bombas centrífugas 2.1
Samuel Luporini e Letícia Suñe – DEQ/UFBa
2. BOMBAS CENTRÍFUGAS 2.1. Descrição do equipamento • Fluidos movem-se através de canos, equipamentos ou a atmosferas ambiente por bombas, ventiladores, sopradores e compressores. Estes equipamentos aumentam a energia
mecânica do fluido. • O aumento de energia pode ser utilizado para aumentar a velocidade, a pressão ou a
elevação do fluido. • Existem duas classes principais de máquinas que movem fluidos: 1. Aplicando a pressão direta para o fluido → equipamento de deslocamento positivo. 2. Usando um torque para gerar rotação → bombas centrífugas, sopradores e compressores. - A maioria das bombas cai em umas das duas classes principais: Bombas de deslocamento
positivo. Bombas centrífugas. - As bombas de deslocamento positivo impelem uma quantidade definida do fluido em cada golpe ou volta do dispositivo. - As bombas centrífugas impelem um volume que depende da pressão de descarga ou da
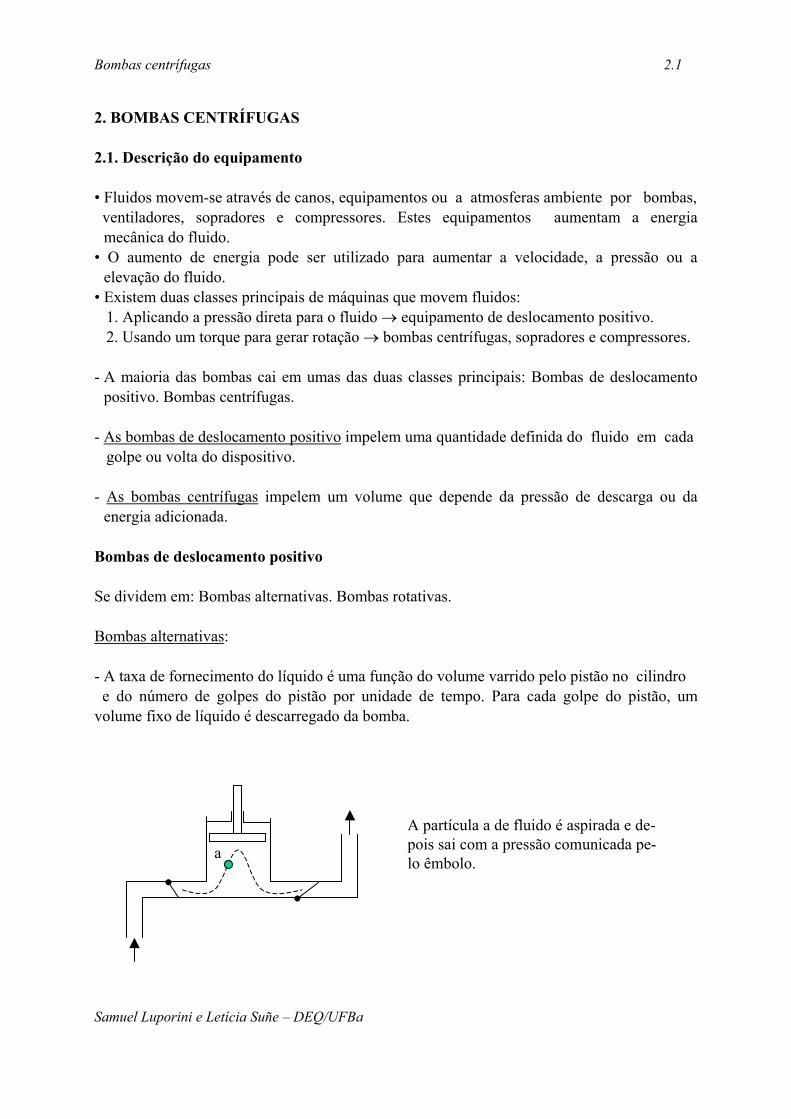
energia adicionada. Bombas de deslocamento positivo Se dividem em: Bombas alternativas. Bombas rotativas. Bombas alternativas: - A taxa de fornecimento do líquido é uma função do volume varrido pelo pistão no cilindro e do número de golpes do pistão por unidade de tempo. Para cada golpe do pistão, um volume fixo de líquido é descarregado da bomba.
a
A partícula a de fluido é aspirada e de-pois sai com a pressão comunicada pe-lo êmbolo.

Bombas centrífugas 2.2
Samuel Luporini e Letícia Suñe – DEQ/UFBa
- eficiência volumétrica = (descarga real)/(descarga baseada no deslocamento do pistão) → até 95%
- simplex de duplo efeito: possui um único cilindro, utilizando os dois lados do seu volume
para impelir o líquido no golpe para a frente e no golpe para trás.
vazã
o
Descargap/ frente
Descargap/ trás
Descargap/ frente
Dúplex de duplo efeito: possui dois cilindros, com êmbolos separados em cada um deles, o fluido é bombeado no golpe para frente e para trás de cada êmbolo.
vazã
o
Cilindro 1
Cilindro 2
Vazão total
- A vazão de descarga do líquido numa bomba alternativa varia com o tempo, em virtude da natureza periódica do movimento do pistão. - As bombas alternativas imprimem ao fluido as pressões mais elevadas entre todos os tipos de bombas. Por outro lado sua capacidade é relativamente pequena. Bombas rotativas: - O rotor da bomba provoca uma pressão reduzida no lado da entrada o que possibilita a
admissão do líquido na bomba. - À medida que o elemento gira, o líquido fica retido entre os componentes do rotor e a
carcaça da bomba. Finalmente, depois de uma determinada rotação do rotor o líquido é ejetado pelo lado de descarga da bomba.

Bombas centrífugas 2.3
Samuel Luporini e Letícia Suñe – DEQ/UFBa
Vazões quase constantes comparada com a vazão pulsada das bombas alternativas. - São utilizadas com líquidos de quaisquer viscosidade, desde que não contenham sólidos
abrasivos. - Operam em faixas moderadas de pressão e tem capacidade que ficam entre as pequenas e
as médias. - Bombas rotatórias: Bombas de engrenagem. Bombas parafusos. Bombas com cavidades
caminhantes.
Bombas centrífugas 2.4
Samuel Luporini e Letícia Suñe – DEQ/UFBa
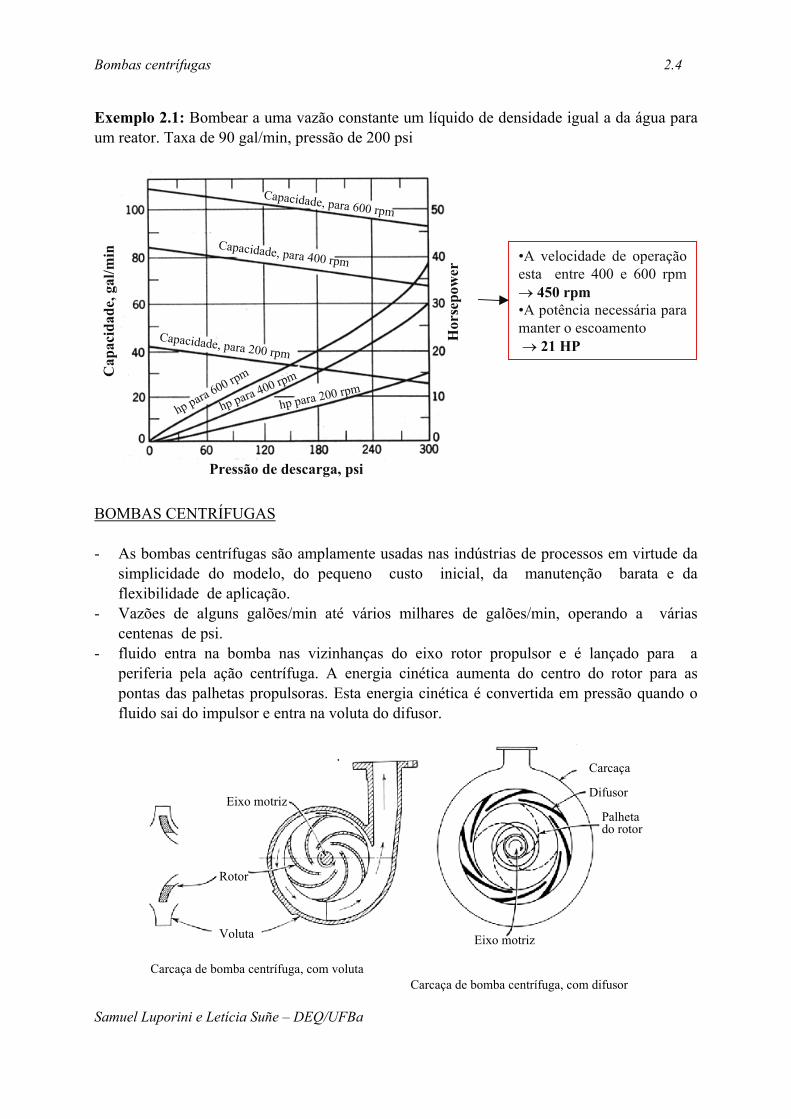
Exemplo 2.1: Bombear a uma vazão constante um líquido de densidade igual a da água para um reator. Taxa de 90 gal/min, pressão de 200 psi
•A velocidade de operaçãoesta entre 400 e 600 rpm→ 450 rpm•A potência necessária paramanter o escoamento → 21 HP
Pressão de descarga, psi
Capacidade, para 600 rpm
Capacidade, para 400 rpm
Capacidade, para 200 rpm
hp para 600 rpm
hp para 400 rpm
hp para 200 rpm
Hor
sepo
wer
Cap
acid
ade,
gal
/min
BOMBAS CENTRÍFUGAS - As bombas centrífugas são amplamente usadas nas indústrias de processos em virtude da
simplicidade do modelo, do pequeno custo inicial, da manutenção barata e da flexibilidade de aplicação.
- Vazões de alguns galões/min até vários milhares de galões/min, operando a várias centenas de psi.
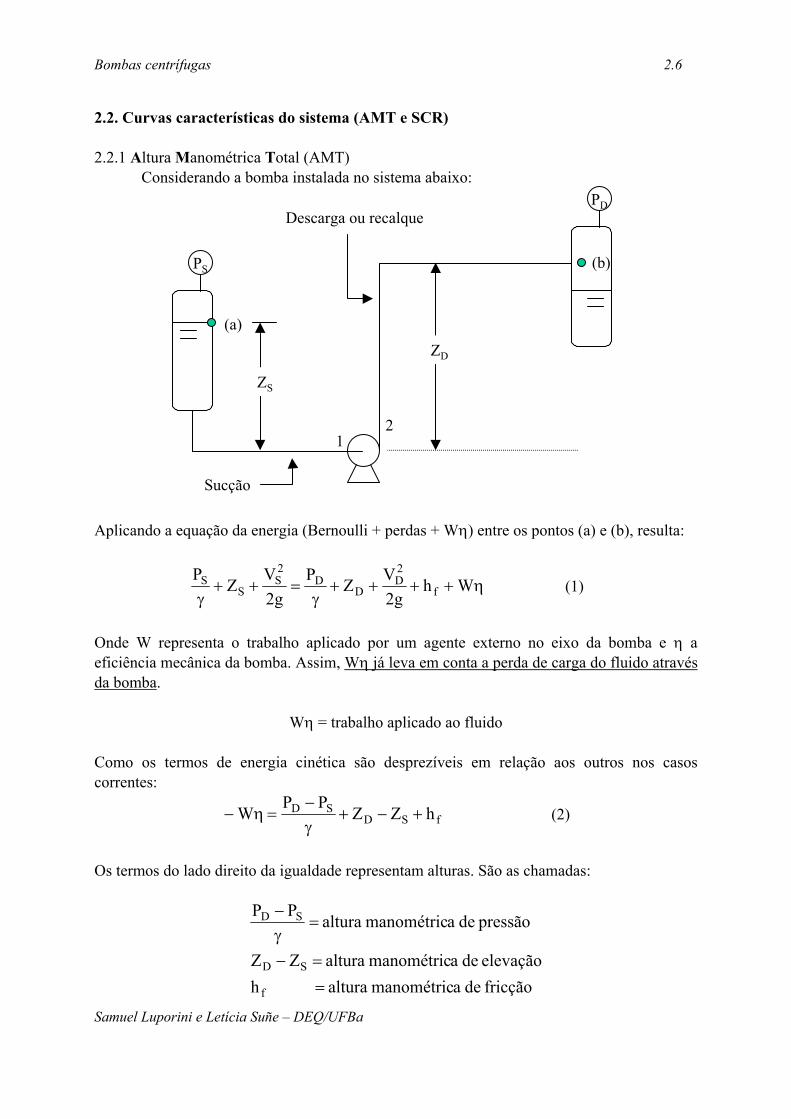
- fluido entra na bomba nas vizinhanças do eixo rotor propulsor e é lançado para a periferia pela ação centrífuga. A energia cinética aumenta do centro do rotor para as pontas das palhetas propulsoras. Esta energia cinética é convertida em pressão quando o fluido sai do impulsor e entra na voluta do difusor.
Eixo motriz
Rotor
Voluta
Carcaça
Difusor
Palheta do rotor
Eixo motriz
Carcaça de bomba centrífuga, com volutaCarcaça de bomba centrífuga, com difusor

Bombas centrífugas 2.5
Samuel Luporini e Letícia Suñe – DEQ/UFBa
- coração da bomba centrífuga é o rotor. É constituído por diversas palhetas, ou lâminas,
conformadas de modo a proporcionarem um escoamento suave do fluido entre cada uma delas.
- As carcaças das bombas centrífugas podem ser feitas de diversas formas, mas a função
principal é a de converter a energia cinética impressa ao fluido pelo rotor em uma carga de pressão.
Principais vantagens: 1- É de construção simples. Pode ser construída numa vasta gama de materiais. 2- Há ausência total de válvulas. 3- Vazão de descarga constante. 4- Funciona a alta velocidade. 5- Baixo custo de manutenção. 6- Tamanho reduzido, comparado com outras bombas de igual capacidade. 7- Funciona com líquidos com sólidos em suspensão. 8- Não sofre qualquer deterioração se a tubagem de saída entupir durante um período muito
longo. Principais desvantagens: 1- A bomba de um estágio não consegue desenvolver uma pressão elevada. 2- Se não incorporar uma válvula de retenção na tubagem de sucção, o líquido voltará a
correr para o tanque de sucção logo que a bomba pare. 3- Não consegue operar eficientemente com líquidos muito viscosos. - Problemas que podem se a apresentar ao engenheiro químico: a) Projetar uma tubulação nova e selecionar uma bomba. b) Selecionar uma bomba para um sistema existente. c) Projetar um novo sistema para uso com uma bomba existente.
Todos estes problemas podem ser resolvidos em termos de curvas características.
Bombas centrífugas 2.6
Samuel Luporini e Letícia Suñe – DEQ/UFBa
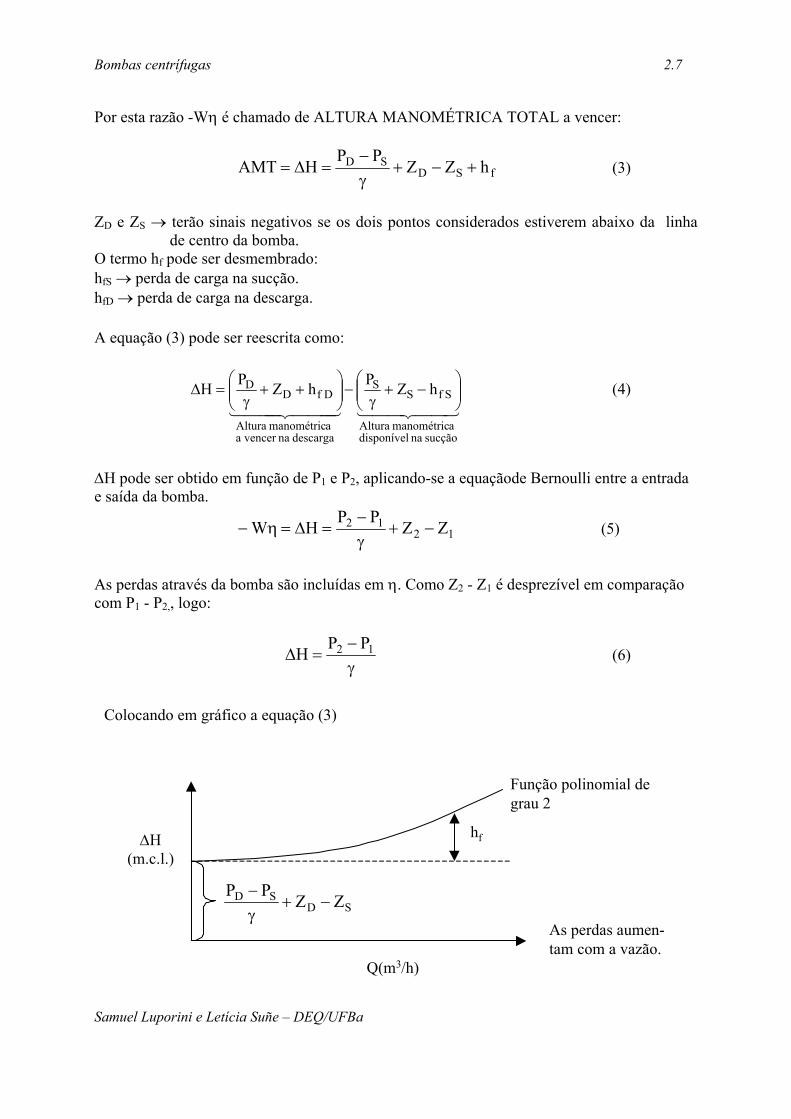
2.2. Curvas características do sistema (AMT e SCR) 2.2.1 Altura Manométrica Total (AMT)
Considerando a bomba instalada no sistema abaixo:
PS
(a)
PD
(b)
ZS
ZD
Descarga ou recalque
Sucção
12
Aplicando a equação da energia (Bernoulli + perdas + Wη) entre os pontos (a) e (b), resulta:
η++++γ
=++γ
Whg2
VZPg2
VZPf
2D
DD
2S
SS (1)
Onde W representa o trabalho aplicado por um agente externo no eixo da bomba e η a eficiência mecânica da bomba. Assim, Wη já leva em conta a perda de carga do fluido através da bomba.
Wη = trabalho aplicado ao fluido Como os termos de energia cinética são desprezíveis em relação aos outros nos casos correntes:
fSDSD hZZ
PPW +−+
γ−
=η− (2)
Os termos do lado direito da igualdade representam alturas. São as chamadas:
fricção de amanométric altura helevação de amanométric altura ZZ
pressão de amanométric altura PP
f
SD
SD
==−
=γ−
Bombas centrífugas 2.7
Samuel Luporini e Letícia Suñe – DEQ/UFBa
Por esta razão -Wη é chamado de ALTURA MANOMÉTRICA TOTAL a vencer:
fSDSD hZZPPHAMT +−+
γ−
=∆= (3)
ZD e ZS → terão sinais negativos se os dois pontos considerados estiverem abaixo da linha
de centro da bomba. O termo hf pode ser desmembrado: hfS → perda de carga na sucção. hfD → perda de carga na descarga. A equação (3) pode ser reescrita como:
44 344 21444 3444 21
sucção na disponívelamanométric Altura
SfSS
descarga na vencer aamanométric Altura
DfDD hZPhZPH
−+
γ−
++
γ=∆ (4)
∆H pode ser obtido em função de P1 e P2, aplicando-se a equaçãode Bernoulli entre a entrada e saída da bomba.
1212 ZZPPHW −+
γ−
=∆=η− (5)
As perdas através da bomba são incluídas em η. Como Z2 - Z1 é desprezível em comparação com P1 - P2,, logo:
γ−
=∆ 12 PPH (6)
Colocando em gráfico a equação (3)
Função polinomial degrau 2
hf∆H(m.c.l.)
SDSD ZZPP
−+γ−
Q(m3/h)
As perdas aumen-tam com a vazão.

Bombas centrífugas 2.8
Samuel Luporini e Letícia Suñe – DEQ/UFBa
2.2.2 Saldo de Carga de Sucção (SCS) ou Net Positive Suction Head (NPSH)
- Se a pressão é somente levemente maior que a pressão de vapor, algum líquido pode
vaporizar no interior da bomba, reduzindo a capacidade da bomba e causando severas
erosões.
- Para evitar a cavitação, a pressão na entrada da bomba deve exceder a pressão de vapor por
um certo valor chamado de ‘saldo de carga de sucção’ (SCS).
- SCS: 5 → 10 ft: bombas pequenas (até 100gal/min). O saldo de carga de sucção é definido como:
γ−
= v1 PPSCS (7)
Ou, aplicando a equação de Bernoulli (conservação da energia) entre (a) e a sucção da bomba
de (desprezando V2/2g)
Sf
0
11
SS hZPZP
++γ
=+γ
sucção na carga de perda
SfSS1 hZPP
−+γ
=γ
(8)
Substituindo (8) em (7)
SfSvS hZPPSCS −+
γ−
= (9)
SCS disponível que o sistemaoferece a bomba
Colocando em gráfico SCS em função da vazão, resulta:

Bombas centrífugas 2.9
Samuel Luporini e Letícia Suñe – DEQ/UFBa
hfS
SCS(m.c.l.)
SvS ZPP+
γ−
Q(m3/h)
Sf
vazãoda independe
SvS hZPPSCS −+
γ−
=43421
A equação (9) dá o SCS disponível ou seja o saldo ou a quantidade mínima de energia em
termos absolutos que deve existir no flange de sucção, para que a pressão neste ponto esteja
acima da pressão de vapor do líquido e não haja cavitação.
NO QUADRO
EXEMPLO 2.2: Na especificação de uma nova bomba a ser instalada no sistema abaixo
calcular, para uma vazão de 20 m3/h de ácido sulfúrico a 98% em peso a 25oC
(ρ=1840kg/m3, µ=15 cp, e pressão de vapor = 0,0015mmHg),
a) a altura manométrica total,
b) NPSH (SCS) disponível.
14 m2 m
2”sch 40 (aço comercial)ΣL = 120 m (incluindo o comprimento equivalente)
2”sch 40 (aço comercial)ΣL = 4 m (incluindo o comprimento equivalente)
constante
2.3. Curvas características das bombas centrífugas
Curvas características da bomba são as curvas que traduzem o funcionamento das bombas,
resultado das experiências dos fabricantes. As curvas características fornecidas pelos
fabricantes de bombas são:

Bombas centrífugas 2.10
Samuel Luporini e Letícia Suñe – DEQ/UFBa
a) ∆H x Q
b) Potência absorvida x Q
c) Rendimento x Q
d) SCS requerido x Q
Estas curvas podem ser obtidas:
- teoricamente utilizando a teoria da mecânica geral em relação ao efeito do rotor sobre o
fluido.
- experimentalmente em testes de ‘performance’.
Dois parâmetros da bomba - diâmetro do rotor e velocidade de rotação são considerados no
estudo das curvas características das bombas. Uma bomba centrífuga desenvolverá para cada
velocidade de rotação (w) e para um determinado diâmetro do rotor (Drotor) uma
determinada altura manométrica para uma vazão especificada. Da mesma forma, para cada w
e Drotor, haverá um SCS requerido pela bomba em função da vazão, ou seja, para uma
determinada vazão, uma determinada bomba requererá um SCS mínimo, abaixo da qual
ocorrerá cavitação.
Um outro parâmetro a considerar é a potência desenvolvida pela bomba:
QP
gQP
gmPH)W(
Q mássica vazãom
Hgmtempo
HgmPtempo
TrabalhoP
γ=
ρ==∆=−
ρ==
∆=∆
=∴=
&
&
&
BHP = a potência a ser desenvolvida no eixo da bomba (pelo motor) é chamada de potência
absorvida ou potência de eixo (Pabs ou BHP - brake horse power).

Bombas centrífugas 2.11
Samuel Luporini e Letícia Suñe – DEQ/UFBa
(ft) H (GPM); Q (HP); BHP fluido; do relativa densidade d :onde
3960
dHQBHP
:uso o para prontas fórmulas de série uma Existe
HgQHgmBHP
=∆===η
∆=
η∆ρ=η∆= &
)(kgf/m (m); H );sm( Q (CV); BHP :onde75
HQBHP
33 =γ=∆==
η∆γ
=
Finalmente, cada bomba tem uma eficiência - definida como η = P/BHP - variando
com a vazão e é fabricada dentro de uma faixa de operação de modo que fora desta faixa, para
menos e para mais da vazão de projeto, a eficiência, cai.
Em resumo, para cada W e Drotor
∆HBHPη
SCS∆H
ηBHPSCS
W Drotor
Q
∆HBHPη
SCS
Uma outra forma de apresentar a curva de rendimento é a seguinte:
η5
η4
η3
η2η1∆H
BHP
SCS
Q
W Drotor
∆HBHPSCS

Bombas centrífugas 2.12
Samuel Luporini e Letícia Suñe – DEQ/UFBa
2.4. Determinação da curva do sistema e ponto de operação de uma bomba centrífuga
2.4.1. Determinação da curva do sistema
Denominamos por curva do sistema uma curva que mostra a variação da altura
manométrica total com a vazão ou, em outras palavras, mostra a variação da energia por
unidade de peso que o sistema solicita em função da vazão. Para determinar a curva do
sistema, vamos considerar a situação sitada no item 2.2.1 sobre AMT. Como vimos, a altura
manométrica total pode ser expressa por:
H = hd – hs ∴
( ) ( )43421
4444 34444 21 (Q) f fricção Hfsfd
vazãoa com varianão estático H
SDSD hhZZ
PPH
=
++−+
γ−
=
O procedimento, em detalhes, será então o seguinte:
- Fixam-se arbitrariamente os valores de vazão, em torno de seis, estando entre estes a
vazão zero e a vazão com a qual desejamos que o sistema opere. Objetivando a cobertura
de uma ampla faixa de vazões, as quatro vazões restantes devem ser fixadas da seguinte
forma:
duas de valor inferior à vazão pretendida para operação
duas de valor superior à vazão pretendida para operação
- Observando a equação acima, vemos claramente, que para a vazão zero,
( )SDSD
estático ZZPP
HH −+
γ−
==
- Para as demais vazões, a determinação de H é feita somando ao valor de H estático a
perda de carga do sistema para cada vazão.
- Então podemos determinar a correspondência entre os valores de Q e H.

Bombas centrífugas 2.13
Samuel Luporini e Letícia Suñe – DEQ/UFBa
Q1 = 0 → H estático
Q2 < Q3 → H estático + (hf2 para vazão Q2)
Q2 < Q4 → H estático + (hf3 para vazão Q3)
Q4 = vazão pretendida
para operação
→ H estático + (hf4 para vazão Q4)
Q5 > Q4 → H estático + (hf5 para vazão Q5)
Q6 > Q5 → H estático + (hf6 para vazão Q6)
- De posse dos pares de valores (Q, H) resta-nos apenas locar os pontos e construir uma
curva que apresenta uma forma semelhante à da figura abaixo.
Curva do sistema
2.4.2 – Determinação do ponto de trabalho
Se colocarmos as curvas do sistema no mesmo gráfico onde estão as curvas
características da bomba, obteremos o ponto normal de trabalho na interseção da curva Q x
∆H da bomba com a curva do sistema.
Hestático
hf6 hf5 hf4 hf3 hf2
H H6 H5 H4
H3 H2 H1
Q1 Q2 Q3 Q4 Q5 Q6 Q
Bombas centrífugas 2.14
Samuel Luporini e Letícia Suñe – DEQ/UFBa
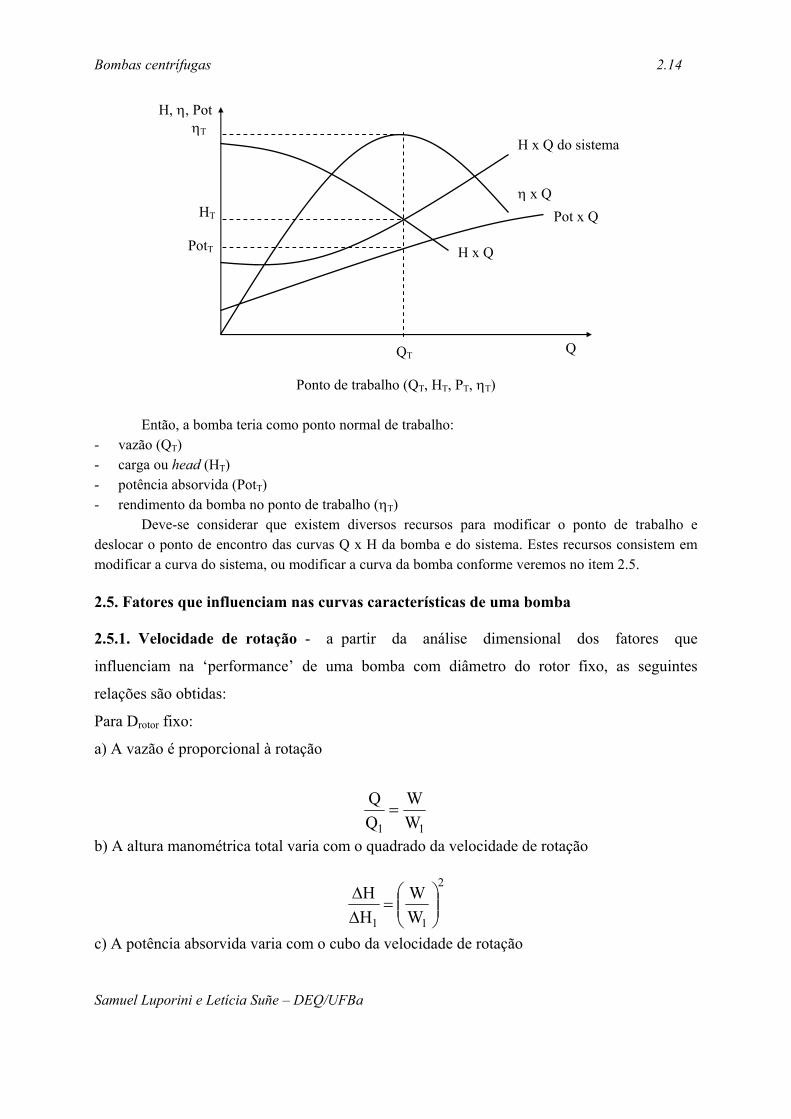
Ponto de trabalho (QT, HT, PT, ηT)
Então, a bomba teria como ponto normal de trabalho: - vazão (QT) - carga ou head (HT) - potência absorvida (PotT) - rendimento da bomba no ponto de trabalho (ηT) Deve-se considerar que existem diversos recursos para modificar o ponto de trabalho e deslocar o ponto de encontro das curvas Q x H da bomba e do sistema. Estes recursos consistem em modificar a curva do sistema, ou modificar a curva da bomba conforme veremos no item 2.5. 2.5. Fatores que influenciam nas curvas características de uma bomba 2.5.1. Velocidade de rotação - a partir da análise dimensional dos fatores que
influenciam na ‘performance’ de uma bomba com diâmetro do rotor fixo, as seguintes
relações são obtidas:
Para Drotor fixo:
a) A vazão é proporcional à rotação
11 WW
=
b) A altura manométrica total varia com o quadrado da velocidade de rotação
2
11 WW
HH
=
∆∆
c) A potência absorvida varia com o cubo da velocidade de rotação
H, η, Pot ηT HT PotT
H x Q do sistema
η x Q Pot x Q
H x Q
QT Q
Bombas centrífugas 2.15
Samuel Luporini e Letícia Suñe – DEQ/UFBa
3
11 WW
PP
=
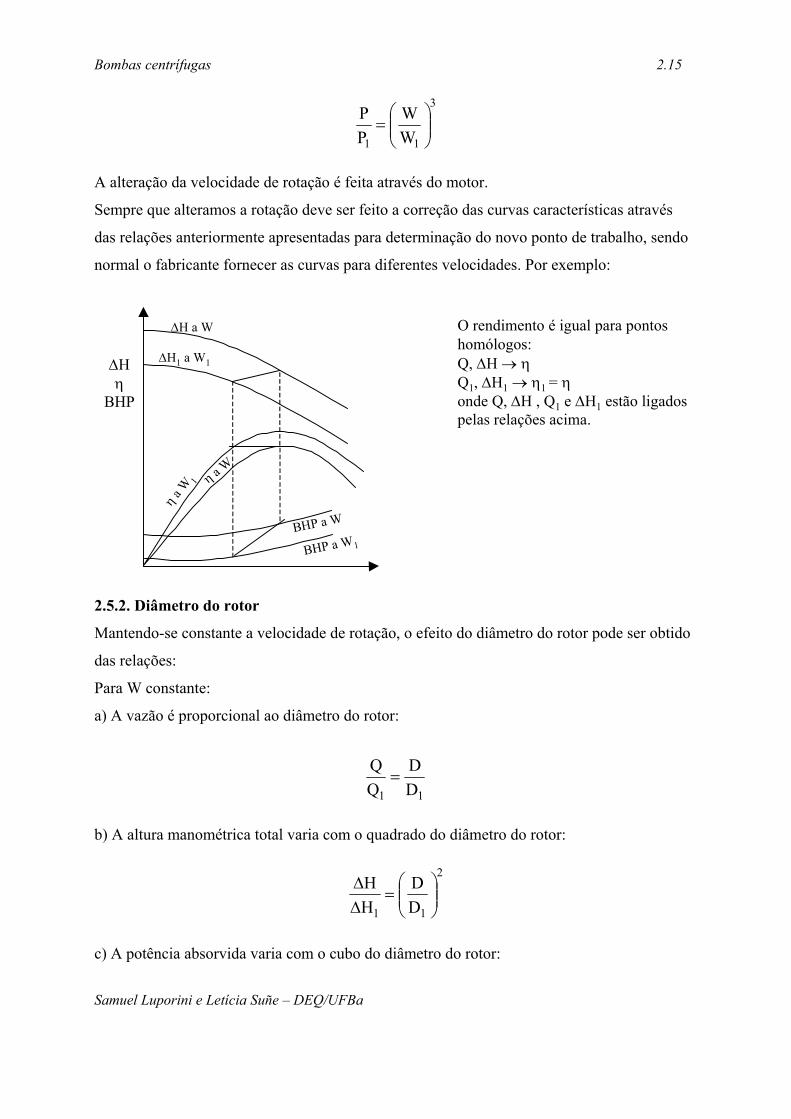
A alteração da velocidade de rotação é feita através do motor.
Sempre que alteramos a rotação deve ser feito a correção das curvas características através
das relações anteriormente apresentadas para determinação do novo ponto de trabalho, sendo
normal o fabricante fornecer as curvas para diferentes velocidades. Por exemplo:
∆H a W
∆H1 a W1
η a W
1 η a W
BHP a W
BHP a W1
∆Hη
BHP
O rendimento é igual para pontoshomólogos:Q, ∆H → ηQ1, ∆H1 → η1 = ηonde Q, ∆H , Q1 e ∆H1 estão ligadospelas relações acima.
2.5.2. Diâmetro do rotor
Mantendo-se constante a velocidade de rotação, o efeito do diâmetro do rotor pode ser obtido
das relações:
Para W constante:
a) A vazão é proporcional ao diâmetro do rotor:
11 DD
=
b) A altura manométrica total varia com o quadrado do diâmetro do rotor:
2
11 DD
HH
=
∆∆
c) A potência absorvida varia com o cubo do diâmetro do rotor:

Bombas centrífugas 2.16
Samuel Luporini e Letícia Suñe – DEQ/UFBa
3
11 DD
PP
=
Ou seja:
31111 P
PHH
DD
=∆∆
==
Observação: Dmax - limitado pelo tamanho da carcaça Dmin - 80% do rotor original Da mesma forma que com a velocidade de rotação, os fabricantes fornecem curvas para vários diâmetros de rotor. 2.5.3. Efeito da natureza do líquido: Densidade - uma bomba centrífuga tem uma velocidade de rotação constante porque depende
somente das características do motor e estas só variam se houver variação na amperagem ou
voltagem da linha (rede elétrica). Um aumento ou diminuição da perda de carga no sistema
(exemplo: fechamento ou abertura maior de uma válvula), variação na densidade do fluido,
enfim, qualquer variação não afeta a velocidade de rotação do motor.
Do ponto de vista da bomba é a velocidade de rotação que imprime altura manométrica ao
fluido através da força centrífuga. Como a altura manométrica é expressa por unidade de peso
do líquido ela só depende da velocidade de rotação que é constante.
g2RW
g2VH
2rotor
22==∆
Portanto, qualquer que seja o líquido, a curva ∆H x Q da bomba é a mesma, já a curva BHP x
Q sofre alterações quando se trabalha com outro líquido.
η∆ρ
=HgQBHP , já que ρ varia

Bombas centrífugas 2.17
Samuel Luporini e Letícia Suñe – DEQ/UFBa
Variando a densidade do fluido
Curva ∆Hbomba x Q → constante
Curva BHP x Q → varia
EXEMPLO 2.3: Uma bomba que opera com água (d=1,0) num determinado ponto Q x ∆H
desenvolverá a mesma vazão contra o mesmo ∆H quando bombear H2SO4 (d=1,84). Porém o
motor terá que desenvolver uma potência 1,84 vezes maior.
Viscosidade - as curvas características fornecidas pelos fabricantes retratam a ‘performance’
das bombas quando operando com água. Entretanto estas curvas sofrem modificações quando
a bomba opera com líquidos muito viscosos. No exemplo anterior foi dito que não haveria
variação em Q e ∆H para H2SO4 apesar deste possuir viscosidade maior que a da água (≅ 8 cp
contra 1 cp da água) porque a diferença não é marcante. As diferenças aparecem com
viscosidade acima de 50 cp aproximadamente.
O gráfico da página seguinte, editado pelo ‘Hydraulic Institute’, permite a determinação do
desempenho da bomba operando com líquido viscoso quando seu desenvolvimento com água
é conhecido.
Limites do gráfico:
a) Só usar dentro da escala apresentada (não extrapolar).
b) Usar somente para bombas de projeto convencional dentro da faixa de operação normal
(em torno de η máximo). Não usar para bombas tipo fluxo misto ou axial ou para líquidos
não uniformes.
c) Usar somente onde SCS é capaz de evitar o efeito da cavitação.
d) Usar somente para líquidos Newtonianos.

Bombas centrífugas 2.18
Samuel Luporini e Letícia Suñe – DEQ/UFBa
Bombas centrífugas 2.19
Samuel Luporini e Letícia Suñe – DEQ/UFBa
Qvis = QwCQ (vazão do fluido viscoso = vazão de água x fator de correção)
∆Hvis = ∆HwCH
ηvis = ηwCη
A potência pode ser obtida de:
vis
visvisvis 3960
dHQBHPη
∆=
INSTRUÇÕES PARA A SELEÇÃO PRELIMINAR DE UMA BOMBA PARA UMA
DADA CAPACIDADE E ALTURA MANOMÉTRICA EM CONDIÇÕES VISCOSAS.
a) Conhecida a capacidade viscosa desejada, a altura manométrica viscosa e a viscosidade e
densidade na temperatura de bombeamento, a carta de correção pode ser usada para
encontrar a equivalente capacidade e altura manométrica quando bombeando água.
b) Entrar na carta, pela parte inferior com a capacidade viscosa (Qvis) e seguir verticalmente até
encontrar a altura manométrica viscosa (∆Hvis). Prosseguir em seguida horizontalmente até a
viscosidade do fluido em estudo, então subir verticalmente até as curvas de correção para tirar os
valores de CQ, Cη e CH para 1,0Qηw (capacidade aquosa na qual a máxima eficiência é obtida).
c) Os valores para entrar nas curvas características das bombas, que são referidas às condições
aquosas seriam:
Hvisw
Qvisw
CHH
CQQ
∆=∆
=
d) Cη servirá para a avaliação da eficiência conforme será visto no exemplo que se segue.
EXEMPLO 2.4: Selecionar uma bomba para operar 750 gpm contra uma altura manométrica de
100 pés de um líquido que possui uma viscosidade de 1000 SSU (Saybolt Seconds Universal) e uma
densidade de 0,90 na temperatura de bombeamento.
Solução: Entrar na carta com 750 gpm subir verticalmente até 100 pés, continuar
horizontalmente até 1000 SSU (viscosidade), prosseguindo em seguida verticalmente até as
curvas de correção, para tirar os seguintes valores:
CQ = 0,95
CH = 0,92 (para 1,0 Qηw)

Bombas centrífugas 2.20
Samuel Luporini e Letícia Suñe – DEQ/UFBa
Cη = 0,635
Então: Qw = Qvis/CQ = 750/0,95 = 790 gpm
∆Hw = ∆Hvis/CH = 100/0,92 = 108,8 = 109
Selecionar, então, uma bomba para uma vazão de água de 790 gpm contra uma altura
manométrica total de 109 pés. A seleção deve ser feita de modo que a eficiência seja bem
próxima da máxima eficiência. Então, se a bomba selecionada possui uma eficiência de 81%
operando 790 gpm de água contra uma carga de 109 pés, a sua eficiência operando o líquido
viscoso será:
HP1,33BHP515,03960
90,0100750BHP3960
dHQBHP
:será viscosas,condições nas BHP o E
%5,51635,081C
vis
visvis
visvisvis
viswvis
=×
××=⇒
η××∆×
=
=×=η⇒×η=η η
DETERMINAÇÃO DAS CONDIÇÕES DE FUNCIONAMENTO DA BOMBA COM
LÍQUIDOS DE ALTA VISCOSIDADE, QUANDO SE CONHECEM AS
CONDIÇÕES DE FUNCIONAMENTO COM ÁGUA.
EXEMPLO 2.5: Dadas as curvas características de uma bomba, obtidas em ensaio com
água, traçar a curva para o caso de um óleo de densidade igual a 0,90 e viscosidade de 1000 SSU na
temperatura de bombeamento.

Bombas centrífugas 2.21
Samuel Luporini e Letícia Suñe – DEQ/UFBa
0,6 x Q(água) 0,8 x Q(água) 1,0 x Q(água) 1,2 x Q(água)DADOS DO CATÁLOGODO FABRICANTEDescarga Q 450 600 750 900Alt. Manométrica ∆H 114 108 100 86Rendimento η 72,5 80 82 79,5Viscos. do líquido 1000 SSU 1000 SSU 1000 SSU 1000 SSUCQ (do gráfico) 0,95 0,95 0,95 0,95CH (do gráfico) 0,96 0,94 0,92 0,89Cη (do gráfico) 0,635 0,635 0,635 0,635Q x CQ (óleo) 427,5 570 712,5 855∆H x CH (óleo) 109,4 101,5 92 76,5η x Cη (óleo) 46,0 50,8 52,1 50,5Densidade do líquido 0,90 0,90 0,90 0,90Potência (líq. viscoso) 23,1 25,9 28,6 29,4
Bombas centrífugas 2.22
Samuel Luporini e Letícia Suñe – DEQ/UFBa
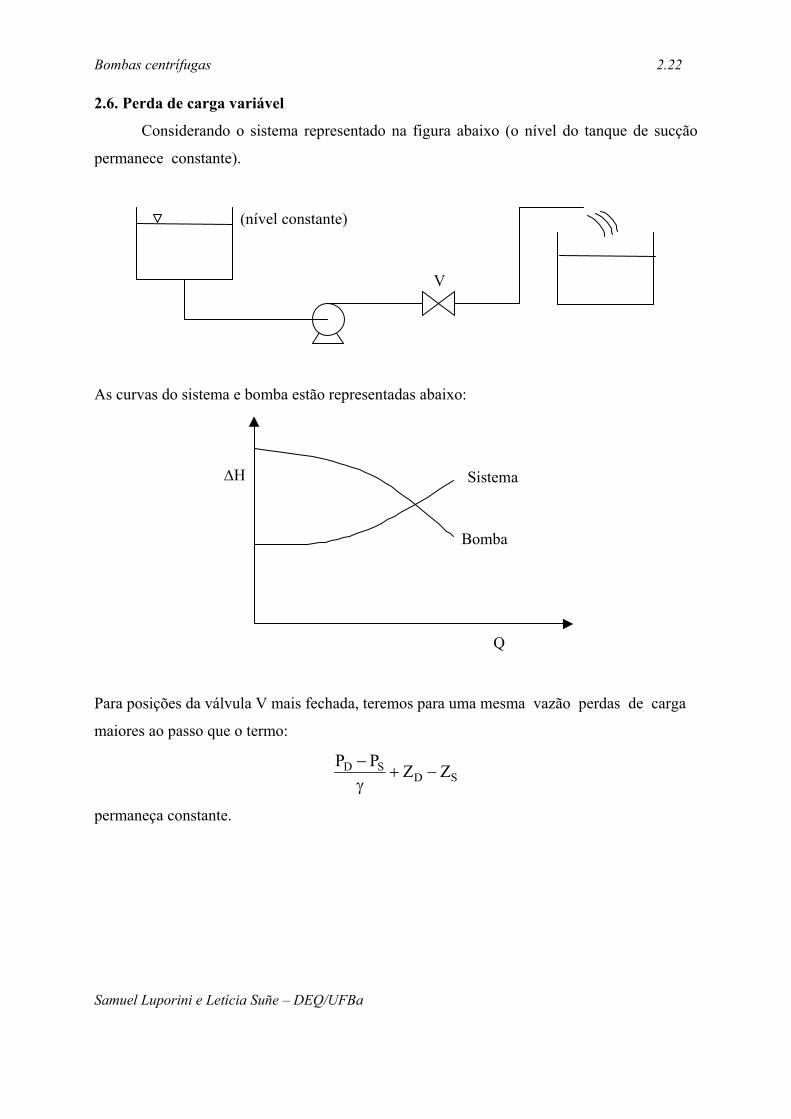
2.6. Perda de carga variável
Considerando o sistema representado na figura abaixo (o nível do tanque de sucção
permanece constante).
(nível constante)
V
As curvas do sistema e bomba estão representadas abaixo:
Sistema
Bomba
∆H
Q
Para posições da válvula V mais fechada, teremos para uma mesma vazão perdas de carga
maiores ao passo que o termo:
SDSD ZZPP
−+γ−
permaneça constante.

Bombas centrífugas 2.23
Samuel Luporini e Letícia Suñe – DEQ/UFBa
h1
h2
Sistema
SDSD ZZPP
−+γ−
Q
∆H
Isto significa a existência de várias curvas, cada uma representando uma situação de perda de
carga maior para uma determinada vazão, com o mesmo ponto de interseção com o eixo ∆H
para Q = 0.
∆H
Q
Válvula V na posição mais fechada
Válvula V toda aberta
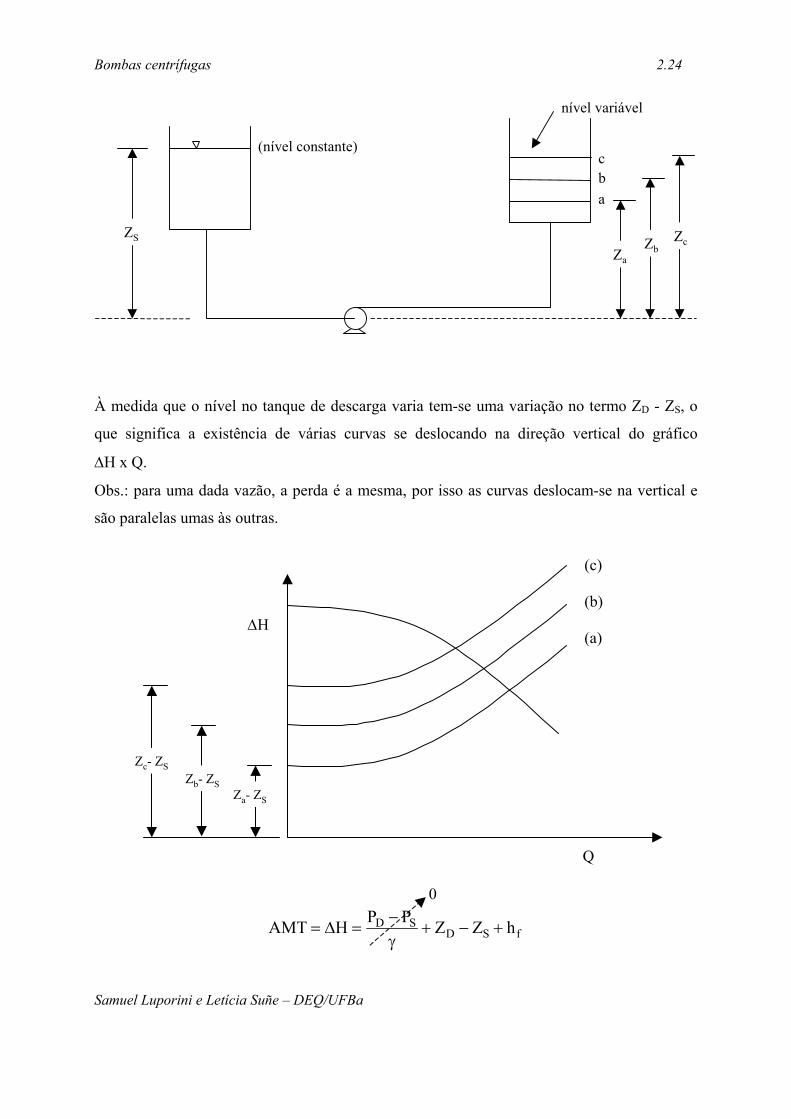
2.7. Altura estática variável
Analisando agora como se comporta a curva do sistema para o caso de ter-se variação dos
níveis de sucção e/ou descarga. Considerando o caso abaixo:
Bombas centrífugas 2.24
Samuel Luporini e Letícia Suñe – DEQ/UFBa
ZS
(nível constante)cba
ZaZb
Zc
nível variável
À medida que o nível no tanque de descarga varia tem-se uma variação no termo ZD - ZS, o
que significa a existência de várias curvas se deslocando na direção vertical do gráfico
∆H x Q.
Obs.: para uma dada vazão, a perda é a mesma, por isso as curvas deslocam-se na vertical e
são paralelas umas às outras.
(c)
(b)
(a)
Zc- ZSZb- ZS
Za- ZS
∆H
Q
fSDSD hZZPPHAMT +−+
γ−
=∆=
0

Bombas centrífugas 2.25
Samuel Luporini e Letícia Suñe – DEQ/UFBa
fSccc
fSbbb
fSaaa
hZZHAMThZZHAMThZZHAMT
+−=∆=+−=∆=+−=∆=
2.8. Associação de bombas
Dois tipos de associação podem existir:
- Em série (altura manométrica exigida por um sistema for muito elevada)
- Em paralelo (vazão exigida por um sistema for muito elevada)
O uso de bombas em associação oferecem maior flexibilidade e segurança operacional.
2.8.1. Bombas em série
Neste caso a descarga de cada bomba é ligada à sucção da seguinte, de modo que a
vazão do sistema associado é limitada pela bomba de menor vazão, ou, no caso de bombas iguais,
a vazão do sistema será igual à vazão de uma bomba enquanto que a altura manométrica
desenvolvida será a soma da altura manométrica desenvolvida por cada unidade. Uma bomba de
vários estágios funciona como uma associação de bombas em série.
Analisando as alturas manométricas desenvolvidas em termos das pressões de descarga e
sucção de cada bomba e desprezando a perda de carga entre uma bomba e outra, temos:
12
P1
P2
P3 Q
Bombas centrífugas 2.26
Samuel Luporini e Letícia Suñe – DEQ/UFBa
série. em conjunto do HPP
PPPPPPHH :Somando
Z) odesprezand ( PPH
Z) odesprezand ( PPH
13
13231221
232
121
∆→γ−
γ−
=γ−
+γ−
=∆+∆
∆γ−
=∆
∆γ−
=∆
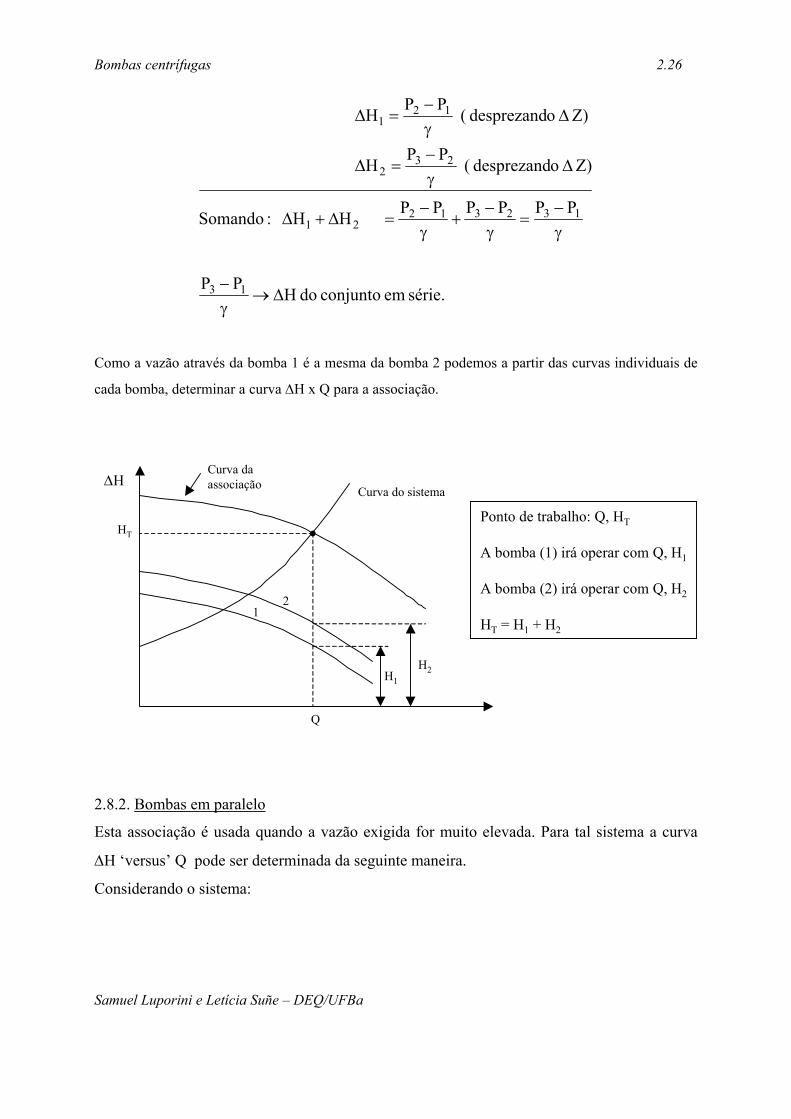
Como a vazão através da bomba 1 é a mesma da bomba 2 podemos a partir das curvas individuais de
cada bomba, determinar a curva ∆H x Q para a associação.
∆H
12
H1
H2
Q
HT
Curva daassociação Curva do sistema
Ponto de trabalho: Q, HT
A bomba (1) irá operar com Q, H1
A bomba (2) irá operar com Q, H2
HT = H1 + H2
2.8.2. Bombas em paralelo
Esta associação é usada quando a vazão exigida for muito elevada. Para tal sistema a curva
∆H ‘versus’ Q pode ser determinada da seguinte maneira.
Considerando o sistema:
Bombas centrífugas 2.27
Samuel Luporini e Letícia Suñe – DEQ/UFBa
1
2
Q1
Q2
P1
P2
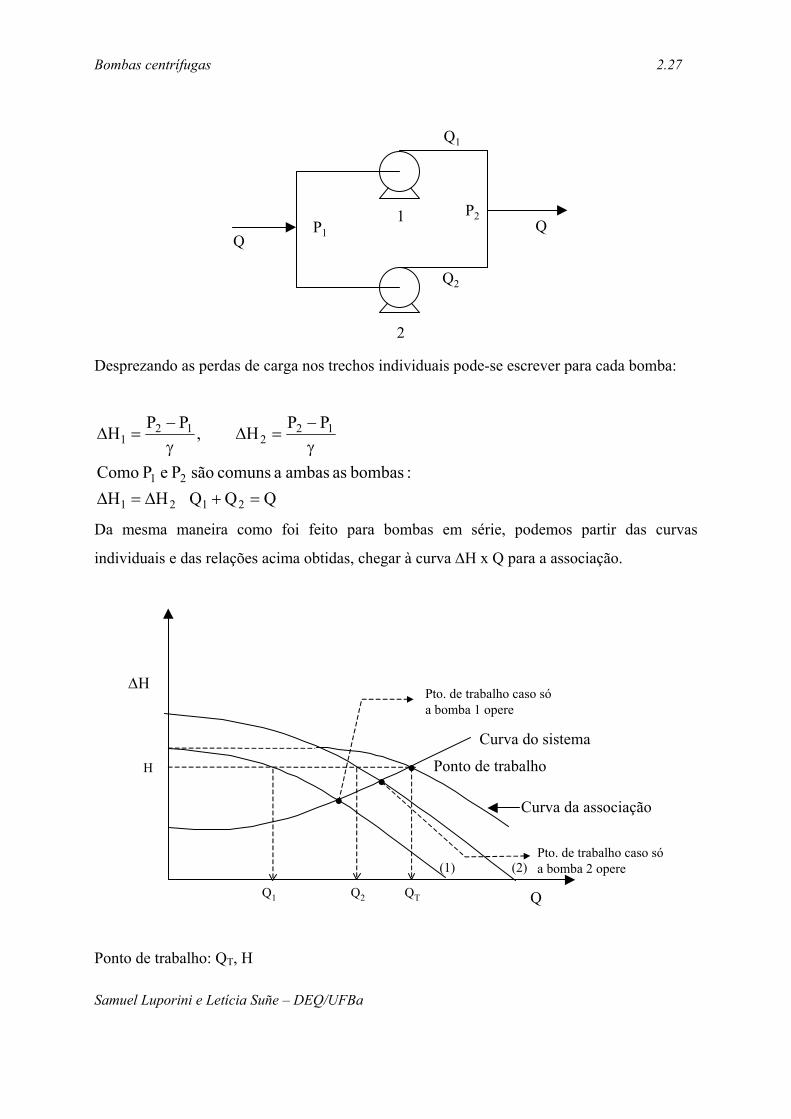
Desprezando as perdas de carga nos trechos individuais pode-se escrever para cada bomba:
QQQ HH:bombas as ambas a comuns são P e P Como
PPH,PPH
2121
21
122
121
=+∆=∆
γ−
=∆γ−
=∆
Da mesma maneira como foi feito para bombas em série, podemos partir das curvas
individuais e das relações acima obtidas, chegar à curva ∆H x Q para a associação.
Curva do sistema
Curva da associação
∆H
QQ1 Q2 QT
Ponto de trabalho
Pto. de trabalho caso sóa bomba 2 opere
Pto. de trabalho caso sóa bomba 1 opere
(1) (2)
H
Ponto de trabalho: QT, H

Bombas centrífugas 2.28
Samuel Luporini e Letícia Suñe – DEQ/UFBa
A bomba (1) irá operar com: Q1, H
A bomba (2) irá operar com: Q2, H
QT = Q1 + Q2
Observação: esta análise não pode ser feita no caso das sucções serem independentes.
1
2
Q
Q1
Q2
2.8. Estudos de casos especiais
I) Bomba enchendo um reservatório, havendo uma descarga livre intermediária na linha
de recalque
Suponhamos uma instalação de bombeamento do reservatório B. No recalque existe uma
derivação de onde se pretende sangrar uma descarga Q2 = 5 l/s.
Traçamos primeiramente a curva característica para o trecho 1 (curva c1). Marcamos a
descarga Q2 a partir do eixo das ordenadas e obtemos o ponto D. A partir deste ponto,
traçamos a curva c3 do trecho 3 do encanamento. Deslocamos, na vertical, o ponto D para D’
sobre a curva c1 e traçamos a partir da curva c1 a curva (c1 + c3) cujas ordenadas são (J1 + J3).
Obteremos em P o ponto de funcionamento. Por ele, tracemos a ordenada PE. Ficarão
determinadas as descargas Q1 (total) = 12,5 l/s e Q3 (no reservatório B), igual a 7,5 l/s, uma
vez que Q2 = 5 l/s já era conhecido.

Bombas centrífugas 2.29
Samuel Luporini e Letícia Suñe – DEQ/UFBa
Figura 2.8
II) Encanamento de recalque alimentando dois reservatórios*
III) Duas bombas em paralelo, em níveis diferentes*
* Macintyre, A.J., Bombas e instalações de bombeamento, Editora Guanabara, Segunda edição, 1987. pg. 188 -192.

Bombas centrífugas 2.30
Samuel Luporini e Letícia Suñe – DEQ/UFBa
ENG184 – Operações Unitárias I
Exercícios:
1. A água deve ser bombeada de um rio para um tanque como mostra a figura. Uma bomba
centrífuga com as características abaixo deve ser usada:
Q (gpm) 0 20 40 60 80 100 120 140 160
H (ft) 280 260 220 160 110 63 28 10 5
η (%) 0 45 60 60 56 50 43 37 30
a) Qual a vazão esperada?
b) Qual o consumo de energia?
75 ftTubulação de descargaØ = 3”sch 40ΣL = 700 ft (incluindoo comprimento equiva-lente)
Tubulação de sucçãoØ = 3”sch 40ΣL = 180 ft (incluindoo comprimento equivalente)
10 ft

Bombas centrífugas 2.31
Samuel Luporini e Letícia Suñe – DEQ/UFBa
Q H η Re e/D f (A-24) hL H GPM ft % Moody ft ft
0 280 0 0,000 0,0006 0 65,000000020 260 45 17419,451 0,0006 0,0270 1,0874018 66,087401840 220 60 34838,903 0,0006 0,0240 3,8663174 68,866317460 160 60 52258,354 0,0006 0,0230 8,3367470 73,336747080 110 56 69677,805 0,0006 0,0220 14,1764973 79,1764973100 63 50 87097,257 0,0006 0,0210 21,1439235 86,1439235120 28 43 104516,708 0,0006 0,0210 30,4472499 95,4472499140 10 37 121936,159 0,0006 0,0205 40,4553737 105,4553737 160 5 30 139355,611 0,0006 0,0200 51,5508993 116,5508993
0
50
100
150
200
250
300
0 20 40 60 80 100 120 140 160
Q (GPM)
H, H
sist
,
HEficiênciaH (sistema)

Bombas centrífugas 2.32
Samuel Luporini e Letícia Suñe – DEQ/UFBa
2. Abaixo tem-se um sistema onde esta instalada a bomba com as características indicadas na página
seguinte. Determinar o tempo necessário para se encher o reservatório com água a 25oC.
3 m
Nível constante∅ = 3” sch 403,068”IDΣL = 10 m
16 m∅ = 2” sch 402,067”IDΣL = 100 m
Reserv.17 m
2 m
∅ = 4 m
40
30
20
10
0
20 40 60 80 100 120 Q(gpm)
654321
∆H (m)
40
70 60 50
SCS (m)
Bombas centrífugas 2.33
Samuel Luporini e Letícia Suñe – DEQ/UFBa
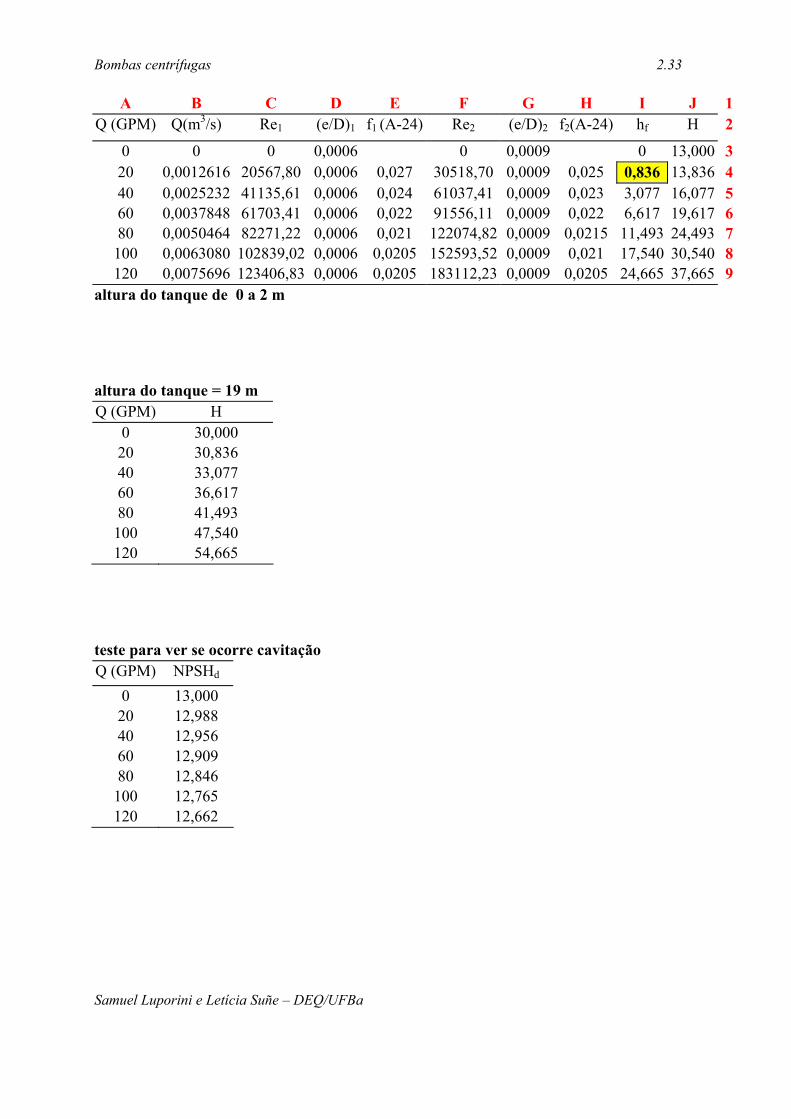
A B C D E F G H I J 1Q (GPM) Q(m3/s) Re1 (e/D)1 f1 (A-24) Re2 (e/D)2 f2(A-24) hf H 2
0 0 0 0,0006 0 0,0009 0 13,000 320 0,0012616 20567,80 0,0006 0,027 30518,70 0,0009 0,025 0,836 13,836 440 0,0025232 41135,61 0,0006 0,024 61037,41 0,0009 0,023 3,077 16,077 560 0,0037848 61703,41 0,0006 0,022 91556,11 0,0009 0,022 6,617 19,617 680 0,0050464 82271,22 0,0006 0,021 122074,82 0,0009 0,0215 11,493 24,493 7100 0,0063080 102839,02 0,0006 0,0205 152593,52 0,0009 0,021 17,540 30,540 8120 0,0075696 123406,83 0,0006 0,0205 183112,23 0,0009 0,0205 24,665 37,665 9
altura do tanque de 0 a 2 m
altura do tanque = 19 m Q (GPM) H
0 30,000 20 30,836 40 33,077 60 36,617 80 41,493 100 47,540 120 54,665
teste para ver se ocorre cavitação Q (GPM) NPSHd
0 13,000 20 12,988 40 12,956 60 12,909 80 12,846 100 12,765 120 12,662

Bombas centrífugas 2.34
Samuel Luporini e Letícia Suñe – DEQ/UFBa
I4
=0.0826*POTÊNCIA(B4,2)*(E4*10/POTÊNCIA(0.0779,5)+H4*100/POTÊNCIA(0.0525,5))
+=
52
2251
112f
DLf
DLf
Q0826,0h
- Programar apenas uma célula; marcar esta célula;- utilizar o comando Copiar do menu editar;- marcar outras células da coluna;- utilizar o comando colar do menu editar; - resultado: as células coladas darão o resultado automaticamente.
funções: comando f x do menu

Bombas centrífugas 2.35
Samuel Luporini e Letícia Suñe – DEQ/UFBa
3. Um cano tanque deve ser esvaziado de 10000 gal de benzeno a 80oF em 3h. A bomba centrífuga
disponivel tem as seguintes características:
Q
gpm
Q
m3/h
H
ft
H
m
η
%
0 0 110 33 0
20 4,5 106 31,8 29,2
40 9 90 27 40
60 13,5 63 19 45
80 18 41 12,3 47
100 22,5 22 6,6 48,3
120 27,2 12 3,6 46,5
140 32 7 2,1 40
a) A bomba é satisfatória para o serviço ?
b) Quanto tempo levará para esvaziar o caminhão?
Ø = 20 ft
6”
4 ft
15 ft
35 ft Ø=3” sch 40+ 3J 90o + 1 válvula gaveta
50 ft
15 ft
110 ft Ø=3” sch 40+ 4J 90o + 1 válvula gaveta
6,5 ft

Bombas centrífugas 2.36
Samuel Luporini e Letícia Suñe – DEQ/UFBa
Para zs=4.5ft Q H Eficiência Re e/D f hf Hsist
GPM ft % ft ft 0 110 0,00 0,00 0,0006 0,0000 45,5000 20 106 29,20 31888,00 0,0006 0,0250 0,2400 45,7400 40 90 40,00 63776,00 0,0006 0,0220 0,8448 46,3448 60 63 45,00 95664,00 0,0006 0,0210 1,8144 47,3144 80 41 47,00 127552,00 0,0006 0,0205 3,1488 48,6488 100 22 48,30 159440,00 0,0006 0,0200 4,8000 50,3000 120 12 46,50 191328,00 0,0006 0,0195 6,7392 52,2392 140 7 40,00 223216,00 0,0006 0,0190 8,9376 54,4376
Para zs=10.5 ft Q Hsist
GPM ft 0 39,5000 20 39,7400 40 40,3448 60 41,3144 80 42,6488 100 44,3000 120 46,2392 140 48,4376

Bombas centrífugas 2.37
Samuel Luporini e Letícia Suñe – DEQ/UFBa
0
20
40
60
80
100
120
0 20 40 60 80 100 120 140 160
Q (GPM)
H, η
, Hsi
st
HEficiênciaHsist (zs = 4.5ft)Hsist (zs = 10.5 ft)
η = 47 %
Compressores 2A.1
Samuel Luporini e Letícia Suñe – DEQ/UFBa
2A - COMPRESSORES:
Os compressores visam conseguir que a pressão do gás venha a alcançar uma pressão
consideravelmente maior do que a pressão atmosférica.
Conforme a pressão pi (pressão inicial) e pf (pressão final) e a pressão efetiva
ifef ppp −= (1)
podemos ter:
a) Bombas de vácuo: pef < 0
b) Ventiladores: pef > 0 e da ordem de alguns cm de coluna d’água.
c) Sopradores: pef > 0 até cerca de 0,2 kgf/cm2
d) Compressores: pressões de 0,2 a 30 kgf/cm2
e) Supercompressores: pressões acima de 30 kgf/cm2
Os compressores se classificam em:
a) Compressores de deslocamento positivo:
O gás é admitido em uma câmara de compressão, que é, por isso, isolada do exterior. Por meio da
redução do volume útil da câmara sob a ação de uma peça móvel, alternativa ou rotativa, realiza-
se a compressão do gás. Quando a pressão na câmara atinge valor compatível com a pressão no
tubo de descarga, abre-se uma válvula ou uma passagem, e o gás da câmara é descarregado para o
exterior. A válvula nos compressores alternativos é desnecessária.
b) Compressores dinâmicos (centrífugos):
O gás penetra em uma câmara onde um rotor em alta rotação comunica às partículas gasosas
aceleração tangencial e, portanto, energia. Através da descarga por um difusor, grande parte da
energia cinética se converte em energia de pressão, forma adequada para a transmissão por
tubulações a distâncias consideráveis e à realização de propriedades específicas.

Compressores 2A.2
Samuel Luporini e Letícia Suñe – DEQ/UFBa
Figura 1. Compressor de ar de um estágio e pistão de duplo efeito. Este modelo se faz em diversos tamanhos, até o que tem o cilindro de 14 in e golpe de pistão de 11 in, capaz de fornecer 521 ft3/min a 100 psi, que é a pressão máxima atingível. O cilindro tem uma camisa de água, para remover o calor da compressão. A unidade é operada, na maioria das aplicações, por uma correia motriz ligada a um motor.
Figura 2. Compressor centrífugo multistágio.

Compressores 2A.3
Samuel Luporini e Letícia Suñe – DEQ/UFBa
2A.1. Compressão
Para um gás ideal numa evolução isentrópica adiabática, isto é, sem troca de calor com o
exterior.
ctep =ρ γ− (2)
( ) cteTp 11 =γ−− (3)
v
p
cc
cte volumea específicoCalor cte pressão a específicoCalor
==γ (4)
γ é uma constante que depende da massa e natureza do gás.
gás γ ar 1,40metano 1,31SO2 1,29etano 1,20N2 1,40
Quando a pressão de um fluido compressível aumenta adiabaticamente, a temperatura do fluido
também aumenta → trabalho de compressão é maior do que num processo isotérmico.
A relação entre as temperaturas de entrada e saída do compressor é obtida da equação (3)
γ−
=
11
a
b
a
bpp
TT
(4)
onde: Ta, Tb = temperaturas absolutas de entrada e saída, respectivamente.
Pa, pb = pressões de entrada e saída, respectivamente.
Para um determinado gás, a razão de temperatura aumenta com o aumento na razão de
compressão pb/pa.
Se a compressão é menor que 3 ou 4 a temperatura adiabática não aumenta muito.

Compressores 2A.4
Samuel Luporini e Letícia Suñe – DEQ/UFBa
Se a compressão é maior que 10, a temperatura isentrópica torna-se excessiva. Como o
compressor ideal não possui trabalho de fricções, o calor gerado pelas fricções é também
absorvido pelo gás. Desta maneira é necessário resfriar o gás através de camisas com água fria ou
refrigerantes. Neste caso a temperatura de saída pode se aproximar da temperatura de entrada e a
compressão será isotérmica.
2A.2. Equações para compressores
1. Devido à mudança na densidade durante o escoamento compressível, a forma integral da
equação de Bernoulli, é inadequada.
2. Em sopradores e compressores as energias mecânica, cinética e potencial não mudam
apreciavelmente.
3. A suposição de que o compressor não possui fricção, o rendimento η = 1,0 e hf = 0.
Com estas simplificações temos que a forma diferencial da equação de Bernolli é:
ρ=
pddW (5)
A integração da equação (5) entre a pressão de sucção pa e a descarga pb da o trabalho de
compressão de um gás ideal sem fricção.
∫ ρ= b
a
p
pdpW (6)
A integral da equação (6) é avaliada pelo caminho seguido pelo fluido na máquina a partir da
sucção a descarga. O procedimento é o mesmo para compressores recíprocos, deslocamento
positivo, rotatório ou centrífugo.
2A.2.1. Compressão adiabática
Para unidades não resfriadas, o fluido segue um caminho isentrópico.
p p
ou pp :Como 1
1a
a
a
a γγγγ
ρ=ρ
ρ=
ρ (7)
Substituindo a equação (7) na equação (6), fica:
Compressores 2A.5
Samuel Luporini e Letícia Suñe – DEQ/UFBa
−
−γγ
=
−
ρ−γ
γ=
γ−γ−
1pp
MRT
11
ppp
1W
11
a
ba11
a
b
a
a (8)
Onde: R = 8314,3 J/kg mol⋅K (SI)
R= 1545,3 ft.lbf/lb mol⋅°R (English units)
pb/pa = razão de compressão.
2A.2.2. Compressão isotérmica
Quando o resfriamento durante a compressão é completo, a temperatura é constante e o
processo é isotérmico. A relação entre a pressão e a densidade, fica:
p p
ou pp
a
a
a
a ρ=ρ
ρ=
ρ (9)
a
ba
a
b
a
app
lnM
RTpp
lnp
W =ρ
= (10)
O trabalho isotérmico (γ = 1) é menor que o trabalho adiabático (γ > 1)
2A.2.3. Compressão politrópica
Com compressores grandes não isotérmicos e nem adiabáticos, vale a relação:
p p
ou pp n1
n1a
ana
an
ρ=ρ
ρ=
ρ (11)
onde n é constante.
( )( )ab
abpln
plnn
ρρ
= (12)
Para calcular a potencia do compressor quando a eficiência é η,

Compressores 2A.6
Samuel Luporini e Letícia Suñe – DEQ/UFBa
η=
WmP (13)
onde: P = W, m = (g do gás)/s e W = J/g.
EXEMPLO 1: Compressão do metano
Um compressor de um estágio comprime 7,56 x 10-3 kg mol/s de gás metano a 26,7o C e 137,9
kPa abs para 551,6 kPa abs.
a) Calcular a potencia requerida se a eficiência mecânica é 80 % e a compressão é
adiabática.
b) Repetir, mas sob condições isotérmicas.
EXEMPLO 2: Um compressor de efeito simples fornece 0,1 m3/s de ar (a P.T.N.) comprimido a
380 KN/m2, a partir de 101,3 KN/m2, pressões absolutas. Se a temperatura da sucção for de 289
K, o curso de 0,25 m e a velocidade de 4 Hz. Supor que a compressão e re-expansão são
isentrópicas (γ = 1,4). Qual a potencia teoricamente necessária para compressão?
EXEMPLO 3: Comprime-se ar a 290 K de 101,3 KN/m2 a 2065 KN/m2, pressão absoluta, num
compressor de 2 estágios, que funciona com um rendimento mecânico de 85 %. A relação entre
pressão e volume durante o curso de compressão e expansão do gás na folga é PV1,25 = constante.
O quociente de compressão é o mesmo em ambos os cilindros e pode considerar-se o arrefecedor
entre os estágios como perfeitamente eficiente. As folgas nos dois cilindros são de 4 e 5%,
respectivamente. Calcular:
a) O trabalho de compressão por unidade de massa de gás comprimido.
b) O rendimento isotérmico
c) O rendimento isentrópico (γ = 1,4)
Caracterização da partícula sólida 3.1
Samuel Luporini e Letícia Suñe – DEQ/UFBa
3. CARACTERIZAÇÃO DA PARTÍCULA SÓLIDA
Referência: Tópicos Especiais de Sistemas Particulados: Alguns aspectos da separação
sólido- fluido, Giulio Massarani, volume 2, UFSCar, 1986.
3.1. INTRODUÇÃO
O projeto e a análise do desempenho de separação sólido-fluido requer a
caracterização físico-química da fase dispersa bem como o conhecimento da dinâmica de
suspensão.
A tarefa é tão difícil que no estágio atual do conhecimento, o projeto de filtros e
sedimentadores é feito a partir de resultados experimentais alcançados diretamente na
filtração e sedimentação do sistema em estudo e o mesmo ocorre na especificação da
centrífuga e do hidrociclone.
Apesar de todas as dificuldades, o levantamento da dinâmica das partículas sólidas
sempre serve de base ao estudo científico do processo de separação e mesmo tecnológico,
quando se trata de suspensões diluídas.
3.1. TAMANHO DE PARTÍCULA
Os tamanhos de partículas podem ser medidos de várias maneiras:
PARTÍCULAS GRANDES: d > 5 mm, medida diretamente com paquímetro, micrômetro,
picnômetro, etc...
PARTÍCULAS MUITO PEQUENAS: d < 0,04 mm, métodos de medida indireta utilizando
sedimentação, movimento Browniano, etc...
PARTÍCULAS INTERMEDIÁRIAS: entre os tamanhos extremos, à medida mais
conveniente é a análise da peneira.
Para partículas não esféricas, isométricas, três eixos perpendiculares entre si iguais,
costuma-se especificar a partícula de modo:
I) dp= diâmetro da esfera de igual volume que a partícula.
A determinação experimental de dp para partículas não regulares é feita por:
a) Picnômetria : partículas grandes
b) Couter-counter: partículas pequenas

Caracterização da partícula sólida 3.2
Samuel Luporini e Letícia Suñe – DEQ/UFBa
II) d# = diâmetro da peneira (peneiras padronizadas)
Para partículas irregulares, aproximadamente esféricas, a análise de peneira fornece
um valor estimado de dp.
Para partículas regulares, não esféricas, a análise de peneira pode subestimar
(lâminas,discos) ou superestimar (barras) o dp, e em geral, fornece a segunda maior dimensão
da partícula.
III) dst = diâmetro de Stokes (elutriador e sedimentador, cyclosizer)
O diâmetro de Stokes representa o diâmetro da esfera que tem o mesmo
comportamento dinâmico da partícula no movimento lento, isto é, no regime de Stokes.
Como na região de Stokes a velocidade terminal é dada por:
À medida da velocidade terminal das partículas é feita pela pipeta de Andreasen, 1920.
Desta forma o diâmetro de Stokes representa o diâmetro da esfera (mesmo material)
que possui a mesma velocidade terminal da partícula.
ϑt ϑt
IV) da = diâmetro da esfera com a mesma superfície projetada da partícula (técnica de
microscopia ótica)
Superfície projetada A da partícula = π da2/4
Só é possível fazer a conversão de uma dimensão característica para outra, com o
conhecimento da forma da partícula.
( )( )
21
s
tst
2sts
t g18
d18
dg
ρ−ρ
ϑµ=⇒
µρ−ρ
=ϑ
Caracterização da partícula sólida 3.3
Samuel Luporini e Letícia Suñe – DEQ/UFBa
Para partículas de formas conhecidas, valem as seguintes relações:
dst/dp ≅ 0,92
d#/dp ≅ 0,94
da/dp ≅ 1,27
d#/dst ≅ 1,02 ( o diâmetro de peneira para partículas de forma usual é
aproximadamente o diâmetro de Stokes)
3.3. DISTRIBUIÇÃO DE TAMANHOS DAS PARTÍCULAS: ANÁLISE
GRANULOMÉTRICA
A análise granulométrica estuda a composição granular das misturas de partículas,
com a finalidade específica de descrever seu tamanho e superfície.
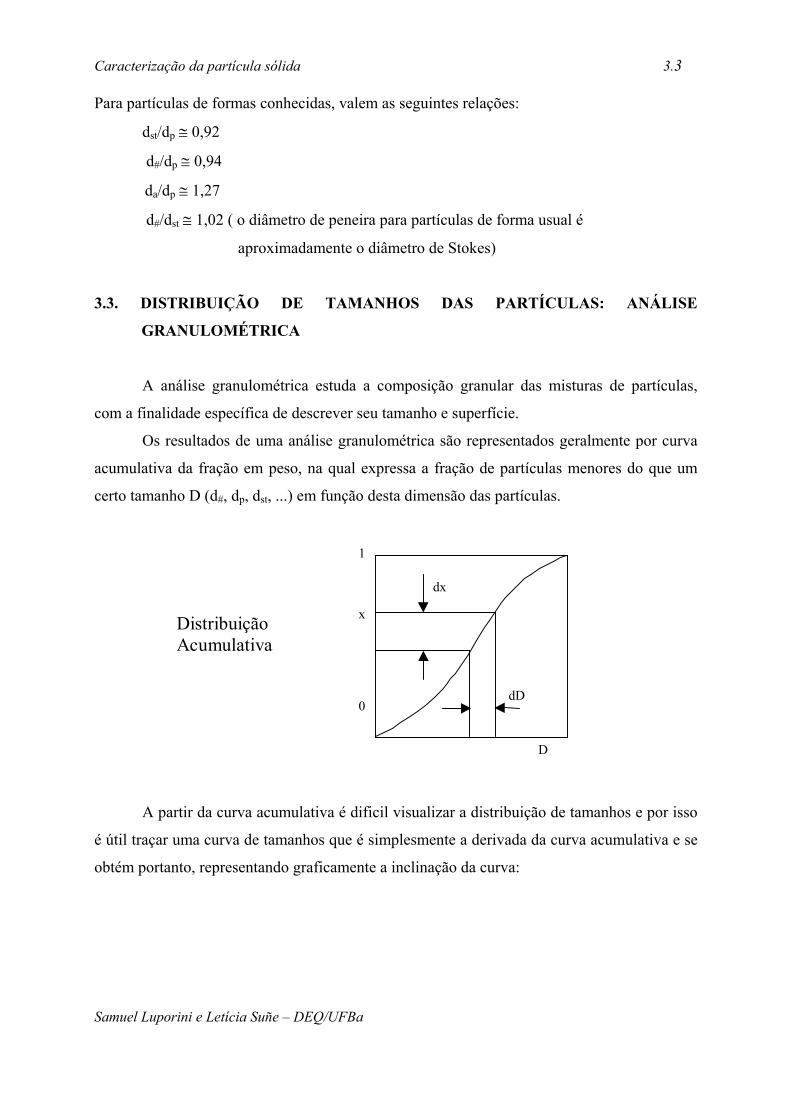
Os resultados de uma análise granulométrica são representados geralmente por curva
acumulativa da fração em peso, na qual expressa a fração de partículas menores do que um
certo tamanho D (d#, dp, dst, ...) em função desta dimensão das partículas.
1
x
0
D
dD
dx
DistribuiçãoAcumulativa
A partir da curva acumulativa é dificil visualizar a distribuição de tamanhos e por isso
é útil traçar uma curva de tamanhos que é simplesmente a derivada da curva acumulativa e se
obtém portanto, representando graficamente a inclinação da curva:

Caracterização da partícula sólida 3.4
Samuel Luporini e Letícia Suñe – DEQ/UFBa
D
Distribuição defrequênciasdD
dx
Exemplo de construção de curvas, utilizando a análise das peneiras.
Refs. Perry, pag 8-3: Peneiramento através de peneiras padronizadas.
Perry, pag 21-43: Tabela 21-12 – Série de peneiras, norma americana ASTM, E11.61,
e equivalente da série Tyler.
No peneiramento as partículas submetem-se à ação de uma série de peneiras. O
tamanho das partículas que passam por uma peneira de abertura de malha L1 e ficam retidas
em outra abertura L2, é a média aritmética da abertura das malhas L1 e L2.
A seqüência de peneiras é padronizada. A série Tyler Standart é formada por peneiras
com uma razão de abertura entre peneiras subsequentes de 2 (área). A dimensão linear
varia com a razão 4 2 .
A malha de uma peneira é o número de aberturas por unidade linear de comprimento.
Nos países que adotam o sistema decimal, toma-se como unidade linear o centímetro e nos
que adotam o sistema inglês toma-se a polegada.
A forma usual de expressar a análise granulométrica é mostrada na tabela.

Caracterização da partícula sólida 3.5
Samuel Luporini e Letícia Suñe – DEQ/UFBa
SITEMA TYLER
(MESH)
*
DIÂMETRO MÉDIO (D#)
(mm)
*
MASSA RETIDA
(g)
*
FRAÇÃO PODERAL RETIDA
(MRETIDA / MTOTAL)
*
FRAÇÃO PONDERAL DE PARTÍCULAS QUE PASSAM
PELA PENEIRA *
-8 +10 2,03 6 0,03 0,97 -10 +14 1,44 28 0,14 0,83 -14 +20 1,02 50 0,25 0,58 -20 +28 0,718 40 0,20 0,38 -28 +35 0,508 28 0,14 0,24 -35 +48 0,359 18 0,09 0,15 -48 +65 0,254 12 0,06 0,09
-65 +100 0,180 8 0,04 0,05 -100 +150 0,127 6 0,03 0,02 -150 +200 0,090 4 0,02 0,00
TOTAL 200 1,00 * mais utilizado
SITEMA TYLER (MESH)
*
MASSA RETIDA
(g)
*
DIÂMETRO (peneira inferior)
(mm)
% ACUMULATIVA
( > que D#)
*
DIÂMETRO (peneira superior)
(mm)
% ACUMULATIVA
( < que D#)
* -8 +10 6 1,68 (10 mesh) 3 2,38 (8 mesh) 97
-10 +14 28 1,19 (14 mesh) 17 1,68 (10 mesh) 83 -14 +20 50 0,841 (20 mesh) 42 1,19 (14 mesh) 58 -20 +28 40 0,595 (28 mesh) 62 0,841 (20 mesh) 38 -28 +35 28 0,420 (35 mesh) 76 0,595 (28 mesh) 24 -35 +48 18 0,297 (48 mesh) 85 0,420 (35 mesh) 15 -48 +65 12 0,210 (65 mesh) 91 0,297 (48 mesh) 9
-65 +100 8 0,149 (100 mesh) 95 0,210 (65 mesh) 5 -100 +150 6 0,105 (150 mesh) 98 0,149 (100 mesh) 2 -150 +200 4 0,074 (200 mesh) 100 0,105 (150 mesh) 0

Caracterização da partícula sólida 3.6
Samuel Luporini e Letícia Suñe – DEQ/UFBa
X
Dimensão da partícula ouabertura da peneira
Histograma da análisegranulométrica
X
Diâmetro médio dasaberturas
2DDD 21 +=
X
Abertura da peneira(que passou ou quereteve)
MENOR QUE D
MAIOR QUE D
∆X
∆X ∆X

Caracterização da partícula sólida 3.7
Samuel Luporini e Letícia Suñe – DEQ/UFBa
DIÂMETRO MÉDIOS
Com os dados da análise granulométrica definem-se os seguintes médios para uma
população de partícula.
Seja:
xi = fração ponderal relativa ao diâmetro Di
Ni = número de partículas relativa ao diâmetro Di
C = fator tal que CD3 forneça o volume da partícula (C = π/6 para esferas,C = 1 para cubos)
B = fator tal que BD2 forneça a superfície da partícula (B = π para esferas, B = 6 para cubos)
a) Diâmetro médio de Sauter, D
A superfície específica Sw, propriedade importante no escoamento de fluidos através de
meios porosos , é definida como:
m
dDdDdNBD
S 0
2
w
∫∞
=
onde N é o número de partículas de diâmetro D e m a massa do conjunto de partículas. Sendo
dDdX
CDm
dDdN
3sρ
=
resulta
s0sw DC
BdDdDdX
D1
CBS
ρ=
ρ= ∫
∞
D é o diâmetro médio de Sauter,
dDdDdX
D1
1D
0∫∞
=
é comum em análise de peneiras utilizar a forma:

Caracterização da partícula sólida 3.8
Samuel Luporini e Letícia Suñe – DEQ/UFBa
ii #
1
0 #
#
DX
1
dXD11D
∑∫
∆≅=
onde ∆X é a fração em massa das partículas de diâmetro D#.
MODELOS DE DISTRIBUIÇÃO DE TAMANHOS
Para fins computacionais torna-se conveniente a representação da análise
granulométrica através de um modelo de distribuição.
Os modelos de distribuição mais comuns são:
I) Modelo Gate-Gaudin-Schumann
KD,KDX
m
<
=
Parâmetros: m > 0 (adimensional)
K = D100 (com dimensão L)
Representação gráfica:
0 < m < 1
m > 1
X
1
K D
- Para m = 1 a distribuição éuniforme
- Nos casos usuais m > 1
- Recai na distribuição RRB paraD pequeno.
Verificação: se os dados da análise granulométrica quando ‘plotados’ na forma ln D ‘versus’
ln X representarem uma reta.

Caracterização da partícula sólida 3.9
Samuel Luporini e Letícia Suñe – DEQ/UFBa
II) Modelo Rosin-Rammler-Bennet
( )nDDe1X ′−−=
Parâmetros: n > 0 (adimensional)
D’ = D63,2 (com dimensão de L)
Representação gráfica:
X
1
0,632
0 < n < 1
n > 1
D63,2 D
A forma em S éverificada para n > 1
Verificação: Reta na representação gráfica ln D ‘versus’
−X11lnln .
III) Modelo log-normal
( )[ ]
( )
( ) ( )∫ −π
=
σ
=
+=
Z
0
2
50
dZZexp2Zerf
ln2DDlnZ
2Zerf1X
Parâmetros: ( )aladimension 1DD
DD
9,15
50
50
1,84 ≥==σ
D50 (com dimensão L)

Caracterização da partícula sólida 3.10
Samuel Luporini e Letícia Suñe – DEQ/UFBa
Representação gráfica
X
1
0,841
0,500
0,159
D15,9 D50 D84,1 D
σ > 1Para σ = 1 todas aspartículas tem o mesmotamanho
Verificação: reta na representação gráfica ln D ‘versus’X em escala de probabilidades
Conhecido o modelo da distribuição, o diâmetro médio de Sauter pode ser calculado
através das expressões:
Modelo D
GGS ( )m
k1m − , m > 1
RRB
−Γ
n11'D , n > 1
LN
σ− 2
50 ln21expD
Caracterização da partícula sólida 3.11
Samuel Luporini e Letícia Suñe – DEQ/UFBa
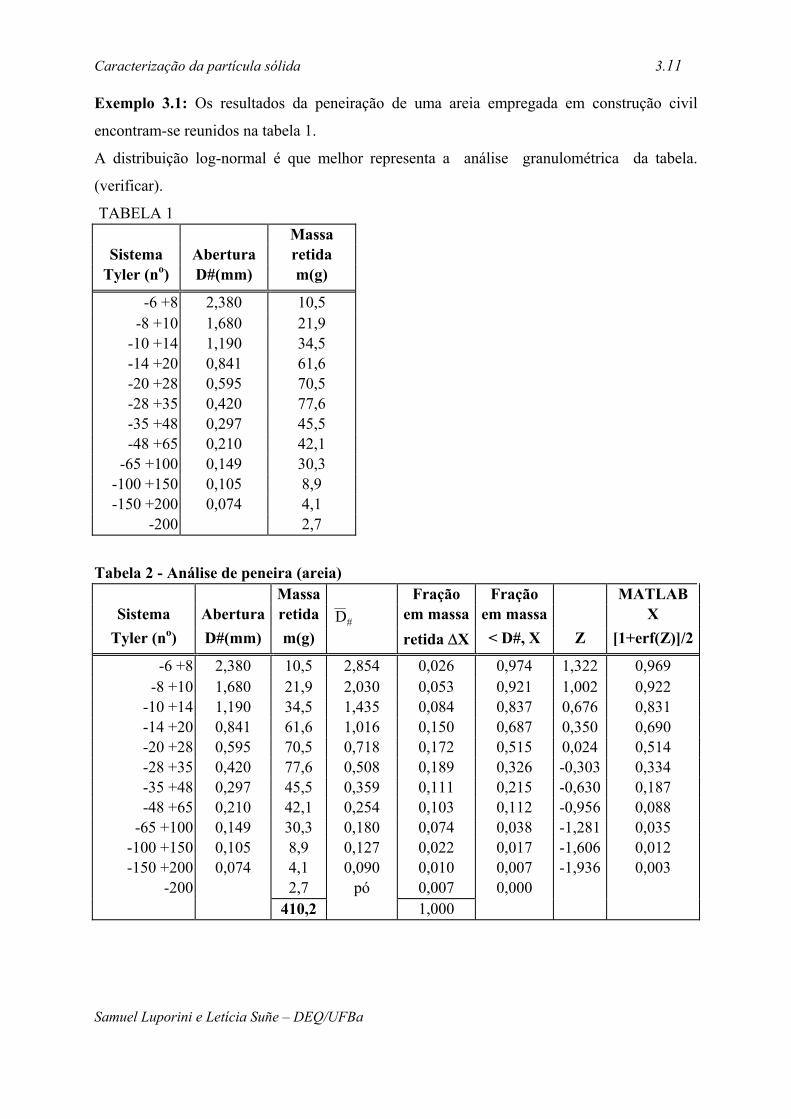
Exemplo 3.1: Os resultados da peneiração de uma areia empregada em construção civil
encontram-se reunidos na tabela 1.
A distribuição log-normal é que melhor representa a análise granulométrica da tabela.
(verificar).
TABELA 1 Massa
Sistema Abertura retida Tyler (no) D#(mm) m(g)
-6 +8 2,380 10,5 -8 +10 1,680 21,9
-10 +14 1,190 34,5 -14 +20 0,841 61,6 -20 +28 0,595 70,5 -28 +35 0,420 77,6 -35 +48 0,297 45,5 -48 +65 0,210 42,1
-65 +100 0,149 30,3 -100 +150 0,105 8,9 -150 +200 0,074 4,1
-200 2,7
Tabela 2 - Análise de peneira (areia) Massa Fração Fração MATLAB
Sistema Abertura retida #D em massa em massa X Tyler (no) D#(mm) m(g) retida ∆X < D#, X Z [1+erf(Z)]/2
-6 +8 2,380 10,5 2,854 0,026 0,974 1,322 0,969 -8 +10 1,680 21,9 2,030 0,053 0,921 1,002 0,922
-10 +14 1,190 34,5 1,435 0,084 0,837 0,676 0,831 -14 +20 0,841 61,6 1,016 0,150 0,687 0,350 0,690 -20 +28 0,595 70,5 0,718 0,172 0,515 0,024 0,514 -28 +35 0,420 77,6 0,508 0,189 0,326 -0,303 0,334 -35 +48 0,297 45,5 0,359 0,111 0,215 -0,630 0,187 -48 +65 0,210 42,1 0,254 0,103 0,112 -0,956 0,088
-65 +100 0,149 30,3 0,180 0,074 0,038 -1,281 0,035 -100 +150 0,105 8,9 0,127 0,022 0,017 -1,606 0,012 -150 +200 0,074 4,1 0,090 0,010 0,007 -1,936 0,003
-200 2,7 pó 0,007 0,000 410,2 1,000

Caracterização da partícula sólida 3.12
Samuel Luporini e Letícia Suñe – DEQ/UFBa
Distribuição acumulativa de tamanhos (areia, tab1)
0,0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1,0
0,0 0,5 1,0 1,5 2,0 2,5 3,0
D#(mm)
X Experimentallog-normal
MATLAB: >> Z = [1,322 1,002 0,676 0,350...] (enter) >> (1 + erf(Z))/2 (enter)
Caracterização da partícula sólida 3.13
Samuel Luporini e Letícia Suñe – DEQ/UFBa
3.4. FATOR DE FORMA DA PARTÍCULA: ESFERICIDADE
Para partículas não esféricas, isométricas, define-se esfericidade como:
volumemesmo o com ambaspartícula da lsuperfícia áreaesfera da lsuperfícia áreadeesfericida
==φ
φ = 1 para esferas
0 < φ < 1, para todas as outras formas de partículas
A esfericidade foi definida pela primeira vez por ‘Wadell H., Volume, Shape and
Roundness of Roch Particles, J. of Ecology, 40, 443,1932’.
A esfericidade pode ser determinada através da medida da superfície específica que
pode ser feita por diferentes técnicas como o BET, a permeametria e por meio da difusão de
Knudsen.
Como: sp
w DCBSρ
= , onde B = π / φ e C = π / 6 ; portanto:
wsp SD6ρ
=φ
No tratamento de leito fixos e fluidizados o produto dpφ frequentemente aparece e
pode ser tratado como um único parâmetro Dp.
Este produto é o único que define convenientemente as características de tamanho e forma
para uma mistura de partículas de diferentes formas e tamanhos.
A determinação experimental de φ para partículas não regulares é feita através de:
a) medida da superfície específica
b) medida de vazão contra queda de pressão (Q x ∆P) em meio poroso constituido de
partículas.

Caracterização da partícula sólida 3.14
Samuel Luporini e Letícia Suñe – DEQ/UFBa
P1 P2
L
Q
AQ
KLP µ=
∆−
A
onde: ∆P = queda de pressão através do meio poroso, ML-1t-2
L = comprimento do meio poroso, L
K = permeabilidade do meio poroso, L2
µ = viscosidade dinâmica do fluido, ML-1t-1
Q = vazão voumétrica do fluido, L3t-1
A = área da seção transversal do meio poroso, L2
Para obter o valor da esfericidade, faz-se um experimento para a medida da queda de
pressão contra a vazão em um escoamento através de um meio poroso constituido das
partículas em questão:
Coloca-se em gráfico os valores ∆P/L contra
Q/A e a inclinação da reta é o valor µ/K. Com a
permeabilidade K e utilizando aexpressão de
Kozeny-Carman para a determinação da mesma,
obtém a esfericidade φ
ab
Kba µ=
LP∆
Q/A

Caracterização da partícula sólida 3.15
Samuel Luporini e Letícia Suñe – DEQ/UFBa
( )( )
5 , 136
dK 2
32p ≅β
ε−β
εφ=
onde: dp = diâmetro da esfera de igual volume que a partícula, L
φ = esfericidade da partícula, adimensional
totalvolume vaziosde volume
=ε , porosidade do meio, adimensional
β = constante que é função do meio poroso
Dp = dpφ, diâmetro característico da partícula, L
NO QUADRO
Exemplo
Determinar a esfericidade de um cilindro equilátero (D = H)

Caracterização da partícula sólida 3.16
Samuel Luporini e Letícia Suñe – DEQ/UFBa
Exemplos do capítulo 3: caracterização de partícula sólida 1. Foram os seguintes os resultados obtidos na elutriação de 25 g de um pó industrial com
água a 30oC, numa vazão de 37 cm3/min:
1 2 3 4
Elutriador diâmetro massa do tubo recolhida (cm) (g)
1 3,0 4,62 2 4,0 6,75 3 6,0 7,75
4 12,0 4,42
Determinar a distribuição granulométrica (dSt x 100X) sabendo-se que a densidade do sólido é de 1,8 g/cm3. (4, pag3, Massarani).
massa Diâmetro V. terminal elutriador retida (g) ∆X X tubo (cm) (m/s) dst (mm) X * 100
1 4,62 0,1848 0,8152 3 8,72E-04 0,0399 81,5200 2 6,75 0,2700 0,5452 4 4,91E-04 0,0299 54,5200 3 7,75 0,3100 0,2352 6 2,18E-04 0,0199 23,5200 4 4,42 0,1768 0,0584 12 5,45E-05 0,0100 5,8400 1,46 0,0584 25 1,0000
F
S
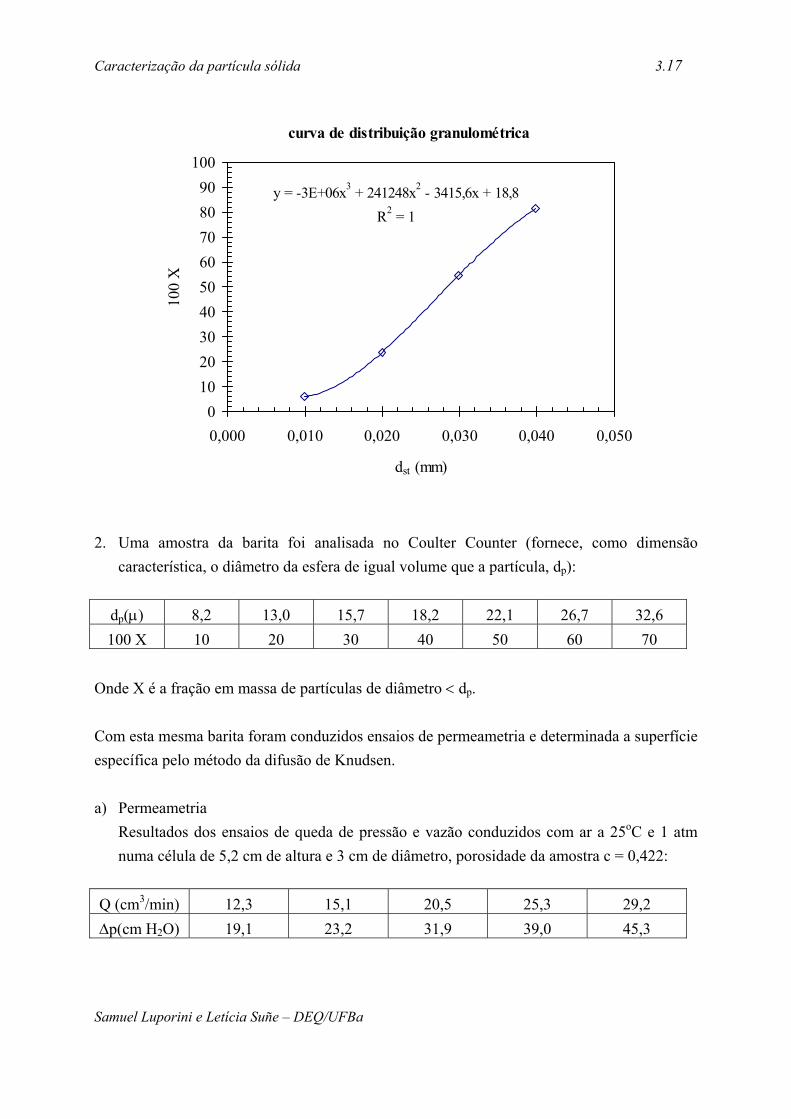
Caracterização da partícula sólida 3.17
Samuel Luporini e Letícia Suñe – DEQ/UFBa
curva de distribuição granulométrica
y = -3E+06x3 + 241248x2 - 3415,6x + 18,8R2 = 1
0102030405060708090
100
0,000 0,010 0,020 0,030 0,040 0,050
dst (mm)
100
X
2. Uma amostra da barita foi analisada no Coulter Counter (fornece, como dimensão
característica, o diâmetro da esfera de igual volume que a partícula, dp):
dp(µ) 8,2 13,0 15,7 18,2 22,1 26,7 32,6 100 X 10 20 30 40 50 60 70
Onde X é a fração em massa de partículas de diâmetro < dp. Com esta mesma barita foram conduzidos ensaios de permeametria e determinada a superfície específica pelo método da difusão de Knudsen. a) Permeametria
Resultados dos ensaios de queda de pressão e vazão conduzidos com ar a 25oC e 1 atm numa célula de 5,2 cm de altura e 3 cm de diâmetro, porosidade da amostra c = 0,422:
Q (cm3/min) 12,3 15,1 20,5 25,3 29,2 ∆p(cm H2O) 19,1 23,2 31,9 39,0 45,3

Caracterização da partícula sólida 3.18
Samuel Luporini e Letícia Suñe – DEQ/UFBa
b) Medida da superfície específica pelo método da difusão de Knudsen, através de aparelhagem montada no laboratório de Sistemas Particulados da COPPE/UFRJ (N.G.Stanley-Wood, Powder Technology 21, 97, 1978):
gm0058,01454,0S 2
w ±=
A densidade de barita é 4,10 g /cm3.
Determinar a esfericidade φ das partículas de barita a partir das seguintes equações que relacionam este fator de forma com os resultados da permeametria e com o valor da superfície específica da amostra.
( )( )2
32p
1150
dk sendo ,
AQ
kLp
ε−
εφ=
µ−=
∆
( )φρ=
psw d
6S
onde: ∆p = queda de pressão na célula; L = altura da célula;
µ = viscosidade do fluido; k = permeabilidade da amostra; Q = vazão de fluido que escoa pela célula; A = área da seção transversal da célula;
pd = diâmetro médio de Sauter baseado no diâmetro da esfera de igual volume que a
partícula, ∫1
0 pdX
d11
ε = porosidade da amostra; ρs = densidade da partícula sólida.

Caracterização da partícula sólida 3.19
Samuel Luporini e Letícia Suñe – DEQ/UFBa
dp (µ) X ln(dp) ln X ln(1/1-X) ln(ln(1/1-X)) X 8,2 0,1 2,1041 -2,3026 0,1054 -2,2504 0,1 13,0 0,2 2,5649 -1,6094 0,2231 -1,4999 0,2 15,7 0,3 2,7537 -1,2040 0,3567 -1,0309 0,3 18,2 0,4 2,9014 -0,9163 0,5108 -0,6717 0,4 22,1 0,5 3,0956 -0,6931 0,6931 -0,3665 0,5 26,7 0,6 3,2847 -0,5108 0,9163 -0,0874 0,6 32,6 0,7 3,4843 -0,3567 1,2040 0,1856 0,7
dp (µ) X ∆X ∆X/dp
32,6 0,7 0,3000 0,0092025Q (cm3/min) ∆P (cm água) 26,7 0,6 0,1000 0,0037453
12,3 19,1 22,1 0,5 0,1000 0,004524915,1 23,2 18,2 0,4 0,1000 0,005494520,5 31,9 15,7 0,3 0,1000 0,006369425,3 39,0 13,0 0,2 0,1000 0,007692329,2 45,3 8,2 0,1 0,2000 0,0243902
TOTAL 1,0000 0,0614191 Diâmetro de Sauter 16,281569
∑
∆=
p
p
dX
1d
y = 1,5481xR2 = 0,9998
0,0
5,0
10,0
15,0
20,0
25,0
30,0
35,0
40,0
45,0
50,0
0,0 5,0 10,0 15,0 20,0 25,0 30,0 35,0
Q (cm3/min)
P ( c
m á
gua)

Caracterização da partícula sólida 3.20
Samuel Luporini e Letícia Suñe – DEQ/UFBa
0,0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,0 5,0 10,0 15,0 20,0 25,0 30,0 35,0
dp (m)
X
D15,9
D50 D63,2
LOG-NORM A L
y = 0,458x - 0,921
R2 = 0,9687
0,0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,00 1,00 2,00 3,00 4,00
ln dp
X
GGS
y = 1,4583x - 5,2906
R2 = 0,9772
-2,5
-2,0
-1,5
-1,0
-0,5
0,0
0,00 1,00 2,00 3,00 4,00
ln dp
ln X
RRB
y = 1,8219x - 6,072
R2 = 0,9916
-2,5
-2,0
-1,5
-1,0
-0,5
0,0
0,5
0,0 0,5 1,0 1,5 2,0 2,5 3,0 3,5 4,0
ln dp
ln(ln
(1/1
-X))

Caracterização da partícula sólida 3.21
Samuel Luporini e Letícia Suñe – DEQ/UFBa
Exercícios
1) Uma amostra de areia (243,1g) apresentou a seguinte análise de peneiras
Sistema Massa Tyler retida
(mesh) (g) +8 12,6
-8 +10 38,7 -10 +13 50,0 -14 +20 63,7 -20 +28 32,5 -28 +35 17,4 -35 +48 11,2 -48 +65 7,8
-65 +100 3,7 -100 +150 2,6 -150 +200 1,8
-200 1,1
a) Fornecer gráfico acumulativo D# vs (100X).
b) Verificar se a distribuição granulométrica segue um dos seguintes modelos: Gates-Gaudin-
Schumann, Rosin-Rammler-Bennet e log-normal. Calcular os parâmetros do modelo que
melhor se ajuste às circunstâncias.
c) Calcular o diâmetro médio de Sauter,
∑∫
∆==
i i#
1
0 #
#
DX
1
dXD11D
onde X é a fração em massa das partículas de diâmetro menor que D# e ∆X a fração em
massa das partículas de diâmetro D#.
Resposta: b) melhor modelo: RRB (n = 1,7955 e D’ = 1,601)
c) Diâmetro de Sauter: pelo modelo: 0,801, aproximado: 0,688 usando o pó remanescente
como 0,0370 mm de diâmetro médio.
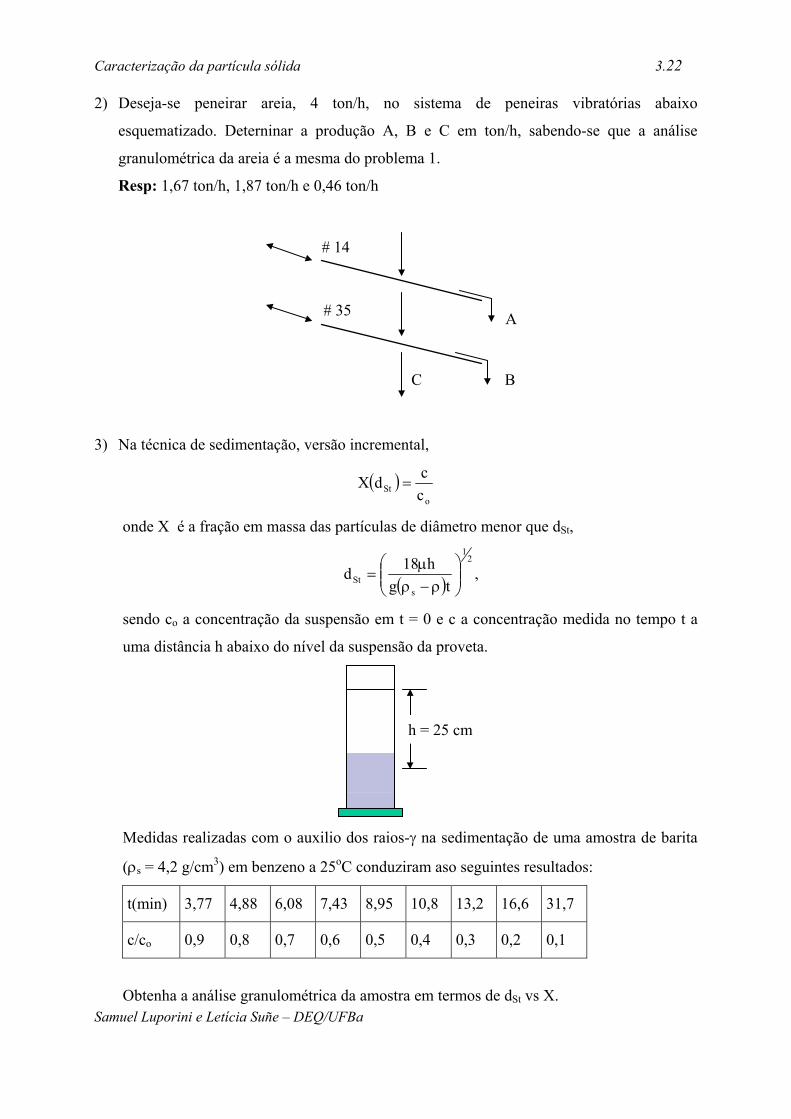
Caracterização da partícula sólida 3.22
Samuel Luporini e Letícia Suñe – DEQ/UFBa
2) Deseja-se peneirar areia, 4 ton/h, no sistema de peneiras vibratórias abaixo
esquematizado. Deterninar a produção A, B e C em ton/h, sabendo-se que a análise
granulométrica da areia é a mesma do problema 1.
Resp: 1,67 ton/h, 1,87 ton/h e 0,46 ton/h
# 14
# 35 A
BC
3) Na técnica de sedimentação, versão incremental,
( )o
St ccdX =
onde X é a fração em massa das partículas de diâmetro menor que dSt,
( )2
1
sSt tg
h18d
ρ−ρ
µ= ,
sendo co a concentração da suspensão em t = 0 e c a concentração medida no tempo t a
uma distância h abaixo do nível da suspensão da proveta.
h = 25 cm
Medidas realizadas com o auxilio dos raios-γ na sedimentação de uma amostra de barita
(ρs = 4,2 g/cm3) em benzeno a 25oC conduziram aso seguintes resultados:
t(min) 3,77 4,88 6,08 7,43 8,95 10,8 13,2 16,6 31,7
c/co 0,9 0,8 0,7 0,6 0,5 0,4 0,3 0,2 0,1
Obtenha a análise granulométrica da amostra em termos de dSt vs X.

Caracterização da partícula sólida 3.23
Samuel Luporini e Letícia Suñe – DEQ/UFBa
4) Uma suspensão aquosa de caulim a 25oC apresentou as seguintes velocidades de
sedimentação, v, a diferentes concentrações de sólido, c,
c (g/cm3) 0,056 0,083 0,147 0,193 0,218 0,226
V (cm/min) 4,22 3,37 2,27 1,84 1,55 1,40
a) Determinar, por extrapolação de dados, a velocidade de sedimentação das partículas
de caulim à diluição infinita, v∞;
b) Determinar o diâmetro médio de Stokes, dSt, das partículas de caulim através da
fórmula de Stokes,
( )2
1
sSt g
v18d
ρ−ρ
µ= ∞
onde µ - viscosidade do fluido
ρs – densidade da partícula sólida
g – aceleração da gravidade
A densidade do caulim é de 2,6 g/cm3.
Resp: v∞ =5,78 cm/s (c→0, curva de tendência polinômino do 2ograu do Excel)
dSt =0,00315 mm
5) Os seguintes dados foram obtidos em ensaios de sedimentação de partículas de Al2O3 em
água, a 25oC:
c (g Al2O3/cm3 de suspensão) 0,041 0,088 0,143 0,275 0,435
v (cm/min) 40,5 38,2 33,3 24,4 14,7
A densidade das partículas é de 4,0 g/cm3 e a esferecidade pode ser estimada em 0,7.
a) Determinar, pela extrapolação de dados, a velocidade terminal das partículas à
diluição infinita e, a partir deste valor, calcular dp (diâmetro da esfera de igual volume
que a partícula);
b) Comparar os resultados experimentais de velocidade de sedimentação em função da
concentração com os valores estimados pelas correlações da literatura. Como estas
correlações se referem às particulas esféricas, caracterizar as partículas através do
produto dpφ.

Dinâmica da partícula 4.1
Samuel Luporini e Letícia Suñe – DEQ/UFBa
4. DINÂMICA DA PARTÍCULA
4.1. Formulação básica e equações empíricas para partículas isométricas
Seja uma partícula de massa m, volume V e massa específica ρs movendo-se com a
velocidade ϑ (velocidade do centro de massa da partícula) em um fluido de massa específica
ρ. Seja u a velocidade do fluido. A equação do movimento da partícula é:
( ) lbVdtdm s
rrr
+ρ−ρ=ϑ (1)
onde br
é a intensidade do campo exterior e lr
a força resistiva que o fluido exerce sobre a
partícula (não inclui o empuxo).
No campo gravitacional gb =r
No campo centrífugo ( )rwwbrrrr
××−= ,
onde: wr é a velocidade angular da partícula e
rr
é o vetor posição.
Admitiremos que a partícula apresente “um certo grau de uniformidade” em sua forma,
tornando aceitáveis as seguintes suposições:
a) A posição relativa partícula-fluido não afeta o valor da força resistiva lr
;
b) lr
tem a direção da velocidade relativa ( )ϑ− rru
Dentro destas hipóteses:
ϑ−
ϑ−ρϑ−= rr
rrrr
uuCuA
21l D
2 (2)
onde: CD é o coeficiente de arraste da partícula e A uma área característica a ser definida
(Bird, Stewart e Lightfoot, 1960, pg. 181)

Dinâmica da partícula 4.2
Samuel Luporini e Letícia Suñe – DEQ/UFBa
Seja o diâmetro da esfera de igual volume, dp, a dimensão característica da partícula e
seja a área A definida do modo:
4d
A2pπ
= (3)
A medida da velocidade terminal ϑt leva à determinação experimental do coeficiente
de arraste CD, pois resulta das equações (1) e (2):
( ) 2tDs C
2AVg0 ϑ−ρ−ρ= (4)
e portanto: ( )
2t
spD
gd34C
ρϑ
ρ−ρ= (5)
Foi dentro deste procedimento que Pettyjohn e Christiansen (1948) levantaram uma
quantidade substancial de dados sobre o coeficiente de arraste para partículas isoméricas
(aquelas que apresentam 3 eixos perpendiculares entre si iguais, como a partícula esférica,
cúbica, tetraédrica regular, etc...). O resultado é extrapolado comumente para partículas que
apresentam um “certo grau de uniformidade”.
Os problemas de dimensionamento de equipamentos de separação de partículas que
comumente aparecem na engenharia química exigem que se avalie o dp a partir de ϑt ou então
o inverso. No entanto estes cálculos cairiam no processo iterativo, visto que:
( )
ϑ−=µ
ρ=
φ=rruUe
UdRe
Re,fC
p
D
Para fazer o processo iterativo, as relações entre grupos CDRe2 e Re, CD/Re e Re são de
utilidade para o cálculo, respectivamente, da velocidade relativa U e do diâmetro da partícula,
dp, pois:
( )2
s3p2
Dbd
34ReC
µ
ρ−ρρ= (6)

Dinâmica da partícula 4.3
Samuel Luporini e Letícia Suñe – DEQ/UFBa
não encerra U
e ( )32
sD U
b34ReC
ρρ−ρµ
= (7)
não contém dp e ambos fazem parte do número de Reynolds:
µ
ρ= pUd
Re (8)
Massarani et al (1996) correlacionou os dados de Pettyjohn e Christiansen usando a
técnica das assíndotas de Churchill (1983). Desta forma, as equações permitem estimar o Re e
a partir do valor deste, pode-se calcular dp e ϑt. As correlações apresentadas nas tabelas 4.1 à
4.3 referem-se à fluidodinâmica da partícula isométrica isolada em fluido Newtoniano.
Embora a tabela 4.2 inclua a partícula esférica, recomenda-se neste caso, para maior precisão,
a utilização da tabela 4.1. A tabela 4.3 fornece diretamente as expressões para a velocidade
relativa fluido-partícula e para o diâmetro da partícula quando prevalece o regime de Stokes
ou de Newton, isto é, quando Re < 0,5 ou 103 < Re < 2 x 105.
Em algumas situações foram levantadas correlações específicas para descrever a
fluidodinâmica da partícula não-isométrica (Concha e Christiansen, 1986), porém, na falta
destas, utilizam-se os resultados relativos à partícula isométrica, caracterizando a forma da
partícula não-isométrica da esfericidade.

Dinâmica da partícula 4.4
Samuel Luporini e Letícia Suñe – DEQ/UFBa
Tabela 4.1 – Fluidodinâmica da partícula esférica isolada: correlações de Coelho &
Massarani (1996) com base nos dados de Lapple & Shepherd (1940) e Pettyjohn &
Christiansen (1948).
Re < 5 x 104
Descrição n Valor médio e desvio padrão
n1n
n
D 43,0Re24c
+
=
0,63
( )( ) 09,000,1ReRe
cor
exp ±=
n12n2D
n2D
43,0Rec
24RecRe
−−−
+
=
0,95
( )( ) 06,000,1ReRe
cor
exp ±=
n1n
D
2n
D Rec43,0
Rec24Re
+
=
0,88
( )( ) 09,000,1cc
corD
expD ±=
Tabela 4.2 – Fluidodinâmica da partícula isométrica isolada: correlações de Coelho &
Massarani (1996) com base nos dados de Pettyjohn & Christiansen (1948).
0,65 < φ ≤ 1 e Re < 5 x 104
Descrição n Valor médio e desvio padrão
n1
n2
n
1D K
ReK24c
+
=
0,85
( )( ) 13,000,1cc
corD
expD ±=
( )
n1n
D
22n
D1 RecK
RecK24Re
+
=
1,2
( )( ) 10,000,1ReRe
cor
exp ±=
n12n
2
2D
n2D1
KRec
24RecKRe
−−−
+
=
1,3
( )( ) 14,000,1ReRe
cor
exp ±=
K1 = 0,843log10(φ / 0,065), K2 = 5,31 – 4,88φ
µ
ρ= pUd
Re , ( )32
sD U
b34ReC
ρρ−ρµ
= , ( )
2s
3p2
Dbd
34ReC
µ
ρ−ρρ=
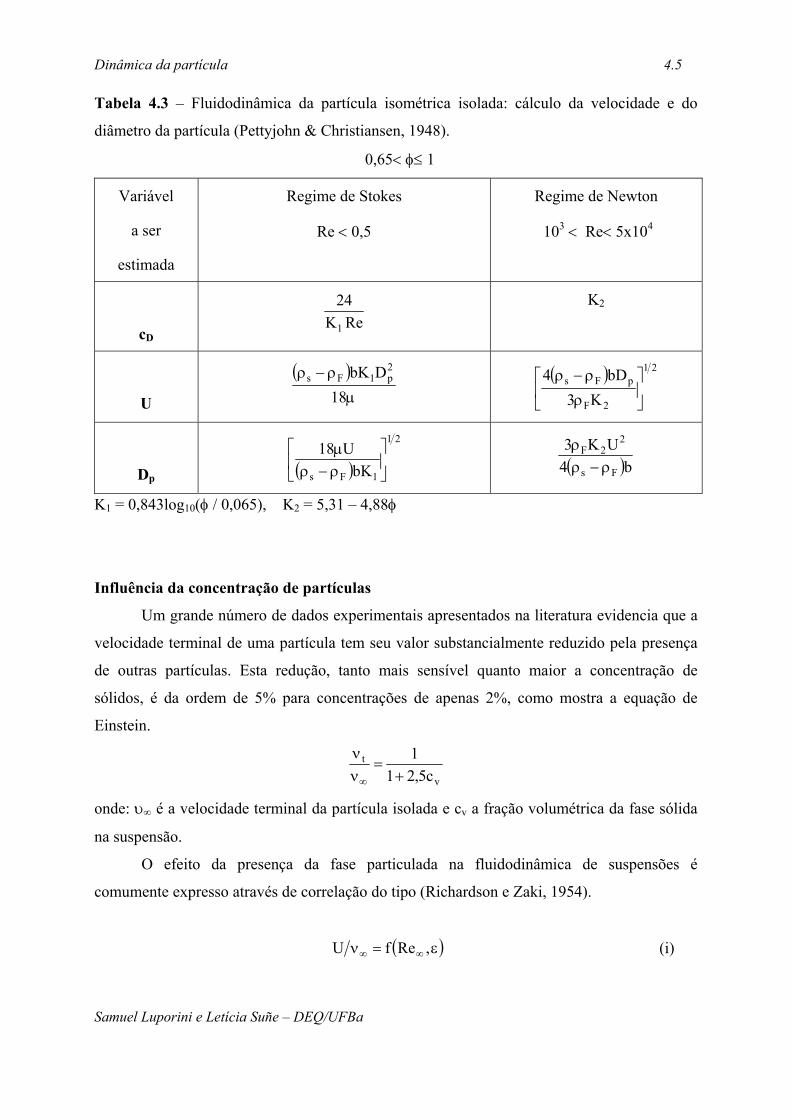
Dinâmica da partícula 4.5
Samuel Luporini e Letícia Suñe – DEQ/UFBa
Tabela 4.3 – Fluidodinâmica da partícula isométrica isolada: cálculo da velocidade e do
diâmetro da partícula (Pettyjohn & Christiansen, 1948).
0,65< φ≤ 1
Variável
a ser
estimada
Regime de Stokes
Re < 0,5
Regime de Newton
103 < Re< 5x104
cD ReK
24
1
K2
U
( )µ
ρ−ρ
18DbK 2
p1Fs ( ) 21
2F
pFs
K3bD4
ρ
ρ−ρ
Dp ( )
21
1Fs bKU18
ρ−ρµ ( )b4
UK3
Fs
22F
ρ−ρρ
K1 = 0,843log10(φ / 0,065), K2 = 5,31 – 4,88φ
Influência da concentração de partículas
Um grande número de dados experimentais apresentados na literatura evidencia que a
velocidade terminal de uma partícula tem seu valor substancialmente reduzido pela presença
de outras partículas. Esta redução, tanto mais sensível quanto maior a concentração de
sólidos, é da ordem de 5% para concentrações de apenas 2%, como mostra a equação de
Einstein.
v
t
c5,211
+=
νν
∞
onde: υ∞ é a velocidade terminal da partícula isolada e cv a fração volumétrica da fase sólida
na suspensão.
O efeito da presença da fase particulada na fluidodinâmica de suspensões é
comumente expresso através de correlação do tipo (Richardson e Zaki, 1954).
( )ε=ν ∞∞ ,RefU (i)
Dinâmica da partícula 4.6
Samuel Luporini e Letícia Suñe – DEQ/UFBa
onde U é o módulo da velocidade relativa fluido-partícula,
uU rr−ν= ,
Re∞ o número de Reynolds referente à velocidade terminal da partícula isolada,
µ
ρν= ∞
∞FpD
Re ,
ε, a porosidade, é a fração volumétrica de fluido na suspensão,
ε = 1 - cv
As correlações referentes à equação (i) podem ser determinadas através da experimentação
conduzida na sedimentação em batelada e na fluidização homogênea: no primeiro caso U =
ν/ε, onde ν é a velocidade da frente de sedimentação; no segundo caso U = QF/(εA), sendo QF
a vazão de fluido e A a área da seção transversal de fluidização. A experimentação torna-se
imprecisa quando a faixa granulométrica das partículas sólidas é extensa e quando a
concentração de sólidos é reduzida, inferior a 5% em volume, resultando nas duas situações
uma interface fluido-suspensão pouco nítida por problemas de segregação de partículas. A
maioria das correlações apresentadas na literatura referem-se a amostras com partículas
arredondadas, em faixa granulométrica estreita representada por um diâmetro médio que
possivelmente não caracteriza a fluidodinâmica da suspensão. Como conseqüência da
caracterização incompleta do sistema particulado, as correlações da literatura podem diferir
substancialmente entre si.

Dinâmica da partícula 4.7
Samuel Luporini e Letícia Suñe – DEQ/UFBa
Tabela 4.4 – Influência da concentração de partículas na fluidodinâmica de supensões
A. Correlação de Richardson e Zaki (1954) para partículas arredondadas:
( )∞∞ =ε=ν Renn,U n
Re∞ 0,2 0,2 – 1 1 – 500 > 500
n 3,65 1Re35,4 03,0 −−∞ 1Re45,4 1,0 −−
∞ 1,39
B. Correlação Politis e Massarani (1989) para partículas irregulares(areia, hematita,
itabirito, dolomita e quartzo, 0,47 < φ < 0,80)
700Re5,9,U14,0Re93,5 <<ε=ν ∞∞
−∞
O diâmetro médio é a média aritmética da abertura das peneiras de corte.
C. Correlações empíricas estabelecidas com base nos dados experimentais reunidos por
Concha e Almendra (1978) (Massarani e Santana, 1994)
( ) .95,05,0,29,2exp095,0U,10x2Re
33,035,0B,28,0A
95,05,0,ReA11U,500Re1
19,0,8,38,49,05,0,83,0U,2,0Re
3
96,5
B
94,3
≤ε<ε=ν
>
ε−=ε=
≤ε<+
=ν
<<
<ε<−ε≤ε<ε=
ν<
∞∞
−
−∞∞
∞
∞∞
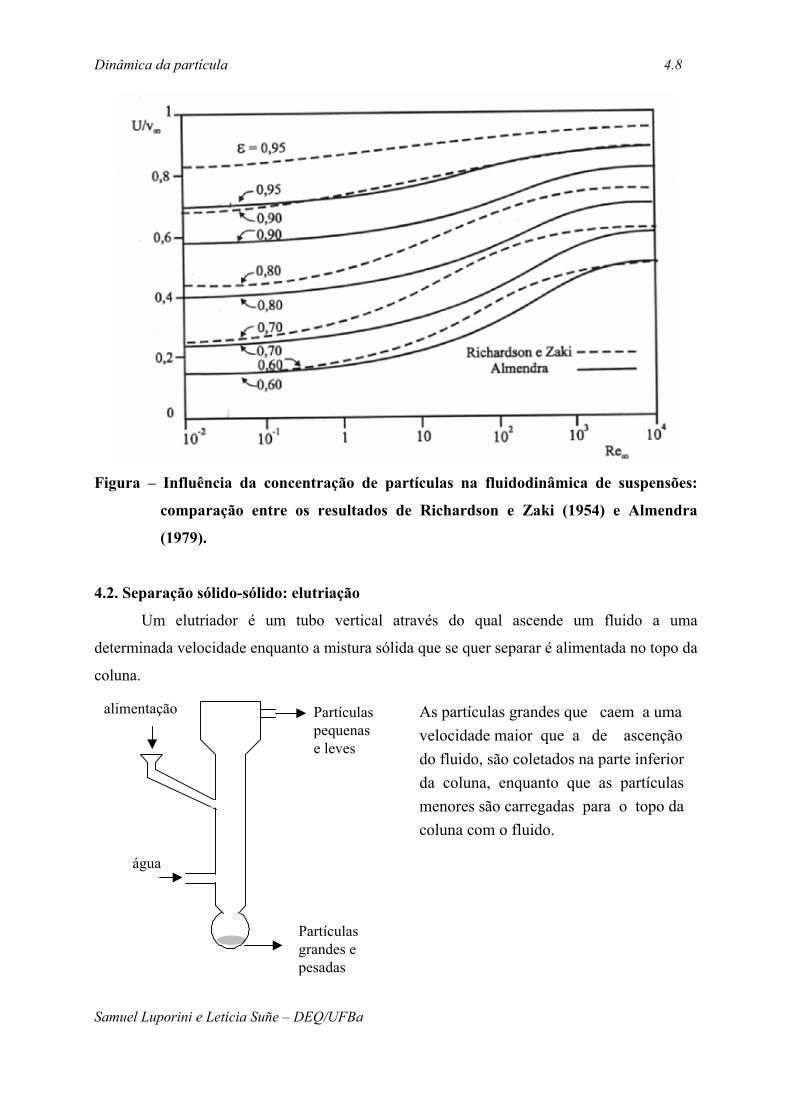
Dinâmica da partícula 4.8
Samuel Luporini e Letícia Suñe – DEQ/UFBa
Figura – Influência da concentração de partículas na fluidodinâmica de suspensões:
comparação entre os resultados de Richardson e Zaki (1954) e Almendra
(1979).
4.2. Separação sólido-sólido: elutriação
Um elutriador é um tubo vertical através do qual ascende um fluido a uma
determinada velocidade enquanto a mistura sólida que se quer separar é alimentada no topo da
coluna.
Partículas pequenase leves
Partículasgrandes epesadas
água
alimentação As partículas grandes que caem a umavelocidade maior que a de ascençãodo fluido, são coletados na parte inferiorda coluna, enquanto que as partículas menores são carregadas para o topo dacoluna com o fluido.
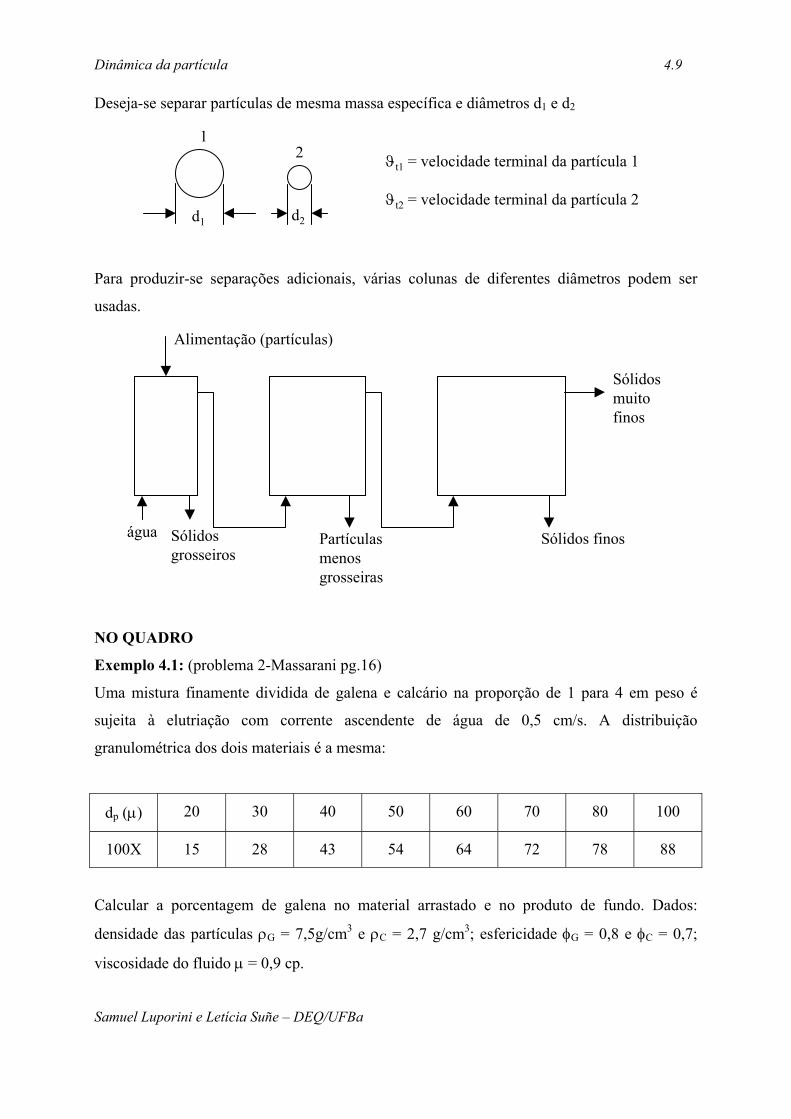
Dinâmica da partícula 4.9
Samuel Luporini e Letícia Suñe – DEQ/UFBa
Deseja-se separar partículas de mesma massa específica e diâmetros d1 e d2
d1 d2
12 ϑt1 = velocidade terminal da partícula 1
ϑt2 = velocidade terminal da partícula 2
Para produzir-se separações adicionais, várias colunas de diferentes diâmetros podem ser
usadas.
Alimentação (partículas)
água Sólidosgrosseiros
Partículasmenos grosseiras
Sólidos finos
Sólidos muitofinos
NO QUADRO
Exemplo 4.1: (problema 2-Massarani pg.16)
Uma mistura finamente dividida de galena e calcário na proporção de 1 para 4 em peso é
sujeita à elutriação com corrente ascendente de água de 0,5 cm/s. A distribuição
granulométrica dos dois materiais é a mesma:
dp (µ) 20 30 40 50 60 70 80 100
100X 15 28 43 54 64 72 78 88
Calcular a porcentagem de galena no material arrastado e no produto de fundo. Dados:
densidade das partículas ρG = 7,5g/cm3 e ρC = 2,7 g/cm3; esfericidade φG = 0,8 e φC = 0,7;
viscosidade do fluido µ = 0,9 cp.

Dinâmica da partícula 4.10
Samuel Luporini e Letícia Suñe – DEQ/UFBa
dp 100 X (µ) 20 15 30 28 40 43 50 54 60 64 70 72 80 78 100 88
y = -0,0078x2 + 1,8509x - 19,275R2 = 0,9993
0
10
20
30
40
50
60
70
80
90
100
0 20 40 60 80 100 120
dp
100
X

Dinâmica da partícula 4.11
Samuel Luporini e Letícia Suñe – DEQ/UFBa
4.3. Dinâmica da partícula que se desloca em um fluido entre placas paralelas sob a ação
do campo gravitacional
4.3.1. Sedimentador lamelado
obs: comportamento de uma partícula no seio de um fluido escoando entre duas placas
paralelas
sobrenadante
L
x
y
H
θ
ϑr
Largura bg
θ
θ
g gy
gx
θ=⇒=θ
θ=⇒=θ
senggg
gsen
cosggg
gcos
xx
yy
Equação do movimento da partícula:
( ) ( )ϑ−ϑ−ρ+ρ−ρ=ϑ rrrrrr
uCuA21gV
dtdm Ds
Largura B

Dinâmica da partícula 4.12
Samuel Luporini e Letícia Suñe – DEQ/UFBa
Desprezando a aceleração da partícula.
Componente x
( ) ( )xxDs uCuA21senVg0 ϑ−ϑ−ρ+θρ−ρ−=
rr (1)
Componente y (obs. fluido na direção x somente, portanto uy = 0)
( ) ( )yDs 0CuA21cosVg0 ϑ−ϑ−ρ+θρ−ρ−=
rr (2)
Rearranjando:
( ) ( )xxDs uuAC21senVg ϑ−ϑ−ρ=θρ−ρ
rr (1A)
( ) ( )yDs uAC21cosVg ϑ−ϑ−ρ=θρ−ρ
rr (2A)
Elevando ao quadrado cada termo das equações (1A) e (2A) e somando:
( )[ ] ( )[ ]
( ) ( )2y
2
D2
xx
2
D
2s
2s
uAC21uuAC
21
cosVgsenVg
ϑ−
ϑ−ρ+ϑ−
ϑ−ρ
=θρ−ρ+θρ−ρ
rrrr
( )[ ] ( ) ( ) ( )[ ]2y
2xx
2
D222
s uuAC21cossenVg ϑ−+ϑ−
ϑ−ρ=θ+θ⋅ρ−ρ
rr
( )[ ] 22
D2
s uuAC21Vg ϑ−
ϑ−ρ=ρ−ρ
rrrr
Porque: ( ) ( ) 0u como ,uuu y2
yy2
xx =ϑ−+ϑ−=ϑ−rr
Então: ( ) ( )2y2
xx2
0uu ϑ−+ϑ−=ϑ−rr

Dinâmica da partícula 4.13
Samuel Luporini e Letícia Suñe – DEQ/UFBa
Logo:
( )2
D
s4
C2A
Vgu
ρ
ρ−ρ=ϑ−
rr
( )t
21
D
s
CAVg2u ϑ=
ρρ−ρ
=ϑ−rr
• O módulo da velocidade relativa é igual a velocidade terminal da partícula.
Vem da equação (1)
( ) ( )xxDs uCuA21senVg0 ϑ−ϑ−ρ+θρ−ρ−=
rr
( ) ( )yxt
D
s uC
2A
senVgϑ−ϑ=
ρ
θρ−ρ
( )xxt2t usen ϑ−ϑ=θϑ
θϑ−=ϑ senu txx (3)
E da equação (2)
( )y
D
s uC
2A
cosVg0 ϑϑ−−ρ
θρ−ρ=
rr
yt2t cos0 ϑϑ−θϑ=
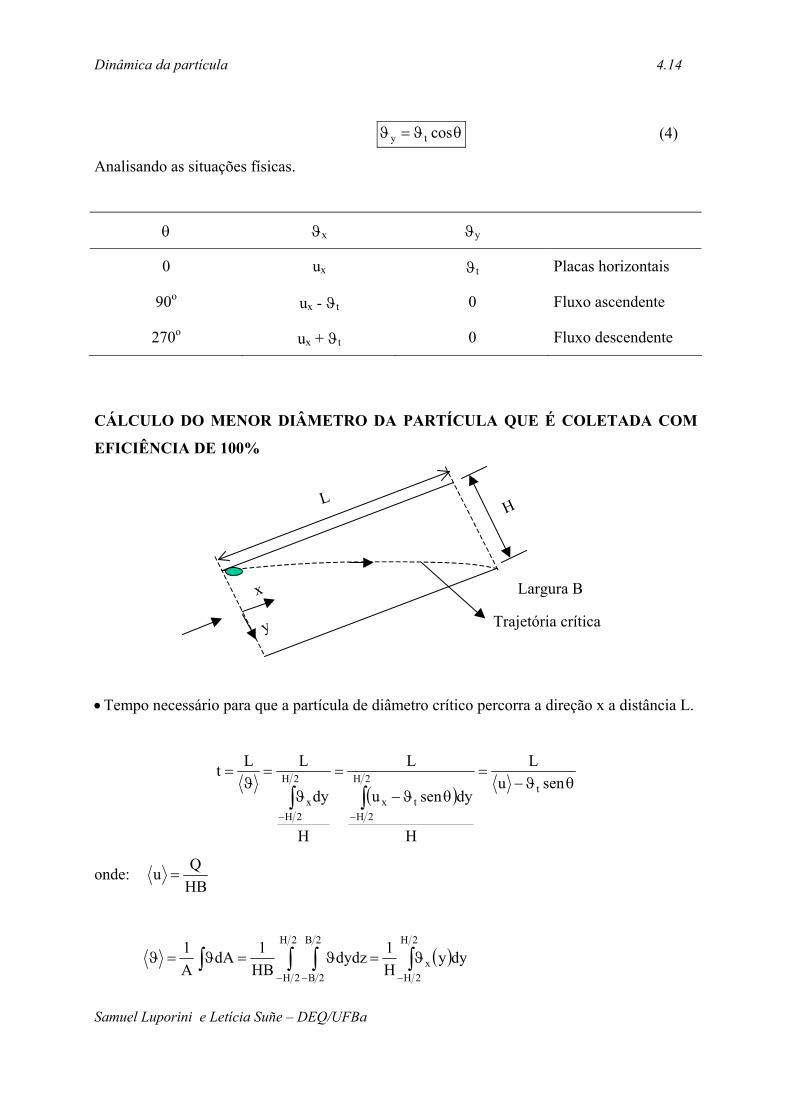
Dinâmica da partícula 4.14
Samuel Luporini e Letícia Suñe – DEQ/UFBa
θϑ=ϑ costy (4)
Analisando as situações físicas.
θ ϑx ϑy
0 ux ϑt Placas horizontais
90o ux - ϑt 0 Fluxo ascendente
270o ux + ϑt 0 Fluxo descendente
CÁLCULO DO MENOR DIÂMETRO DA PARTÍCULA QUE É COLETADA COM
EFICIÊNCIA DE 100%
L
x
y
H
Largura b
Trajetória crítica
• Tempo necessário para que a partícula de diâmetro crítico percorra a direção x a distância L.
( )θϑ−
=
θϑ−
=
ϑ
=ϑ
=
∫∫−−
senuL
H
dysenu
L
H
dy
LLtt
2H
2Htx
2H
2Hx
onde: HBQu =
( )∫∫ ∫∫−− −
ϑ=ϑ=ϑ=ϑ2H
2Hx
2H
2H
2B
2B
dyyH1dydz
HB1dA
A1
Largura B

Dinâmica da partícula 4.15
Samuel Luporini e Letícia Suñe – DEQ/UFBa
• Tempo necessário para que a partícula de diâmetro crítico percorra na direção y a
distância H.
θϑ=
cosHt
t
Portanto, para a trajetória crítica:
quedaresidência tt =
θϑ=
θϑ− cosH
cosuL
tt
θ+θ=ϑ
senHcosLuH
t
Conhecendo-se ϑt ( )
crítico,p32s
D dReg34ReC
t
→→ϑρ
µρ−ρ=→
Situação de interesse prático: L>>H (L ≈ 20H)
Sistema lamelado → usualmente: H = ±5cm, θ = 60o
Sistema θ
Contracorrente ~ 60o
concorrente ~ 40o
Resulta para as duas configurações
θ≅ϑ
cosLuH
t o H senθ é desprezivel frente ao L cosθ
HcosLu t θϑ
=∴ , logo

Dinâmica da partícula 4.16
Samuel Luporini e Letícia Suñe – DEQ/UFBa
θ
L
Lcosθ
( ) tcosmBLumBHQ ϑθ==
área projetada onde m é o número de lamelas ativas
Lamelas ativas
BLcosθ → área projetadamBLcosθ → total de áreas projetadas das lamelas
ou, de outra forma
projetadat A
Q=ϑ , velocidade terminal da partícula de diâmetro crítico.

Dinâmica da partícula 4.17
Samuel Luporini e Letícia Suñe – DEQ/UFBa
NO QUADRO Exemplo 4.2 ( 3-pg16-Massarani) O separador de poeira abaixo esquematizado opera em 3 compartimentos. Estimar a faixa de diâmetros das partículas em cada compartimento. Dados: a) Vazão de gás : 5000 ft3/min (ar a 20oC e 1 atm) b) Massa específica das partículas ρs = 3g/cm3, φ = 0,75.
3 ft 3 ft 3 ft
B = 10 ft
1 ft
L(ft) L (cm) Vt (cm/s) CD/Re Re dp (cm) dp (µ) 3 91,44 84,6760717 0,8075758 7,1161439 0,01260594 126,05941326 182,88 42,3380359 6,4606066 2,1768673 0,00771245 77,12452609 274,32 28,2253572 21,8045474 1,1457116 0,00608874 60,8873571
=POTÊNCIA(POTÊNCIA(24/(0,895*D4);0,6)+POTÊNCIA(1,65/D4;1,2);1/1,2)

Dinâmica da partícula 4.18
Samuel Luporini e Letícia Suñe – DEQ/UFBa
Exemplo 4.3 (5-pg17-Massarani) Uma suspensão diluída de cal em água contém areia como produto indesejável. Determinar: a) A capacidade da unidade para a separação completa da areia (m3 de suspensão /h); b) A percentagem de cal perdida na separação da areia. Dados: - Faixa granulométrica da areia: 70 < dp < 250 µ (esfericidade 0,7). - Análise granulométrica das partículas de cal (esfericidade 0,8).
dp(µ) 20 30 40 50 60 70 80 100 100X 15 28 48 54 64 72 78 88
- Densidades de cal e areia, respectivamente 2,2 g/cm3 e 2,6 g/cm3. - Temperatura de operação: 30oC.
produto
alimentação
0,3 m
4 mA largura do tanque é de 3 m
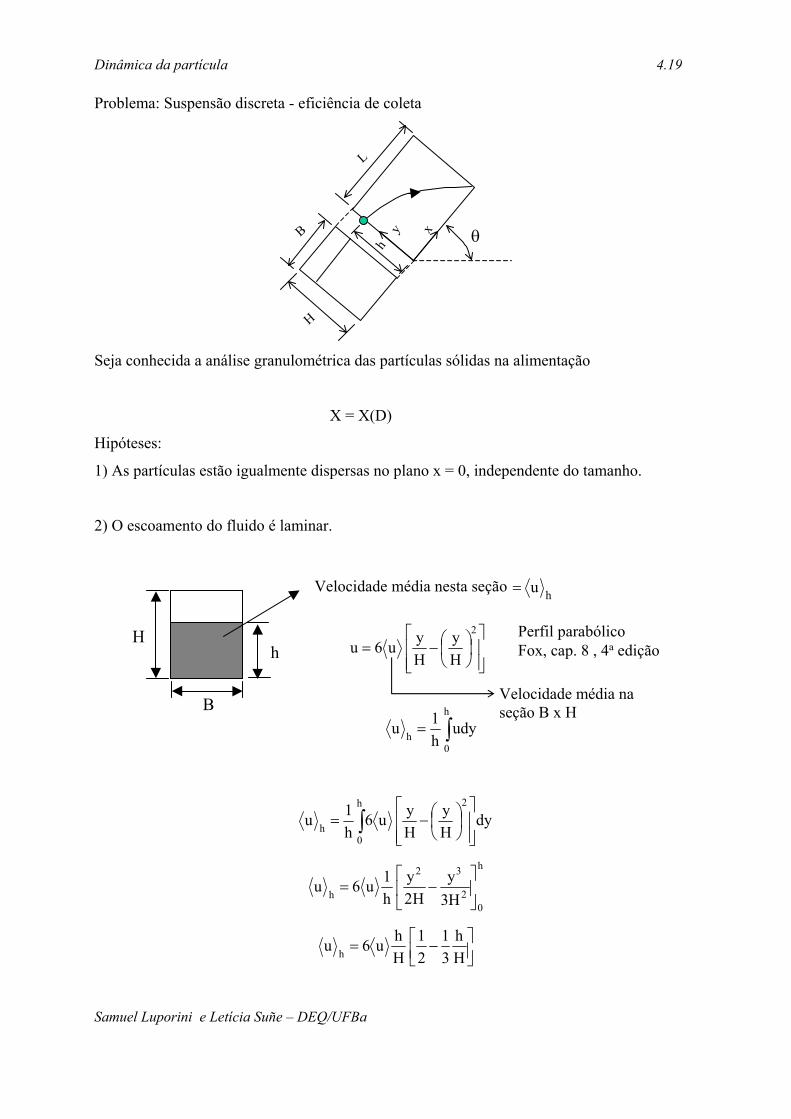
Dinâmica da partícula 4.19
Samuel Luporini e Letícia Suñe – DEQ/UFBa
Problema: Suspensão discreta - eficiência de coleta
θ
L
B
H
hy x
Seja conhecida a análise granulométrica das partículas sólidas na alimentação
X = X(D)
Hipóteses:
1) As partículas estão igualmente dispersas no plano x = 0, independente do tamanho.
2) O escoamento do fluido é laminar.
Hh
B
Velocidade média nesta seção
−=
2
Hy
Hyu6u
Perfil parabólicoFox, cap. 8 , 4a edição
∫=h
0h udy
h1u
∫
−=
h
0
2
h dyHy
Hyu6
h1u
h
02
32
h H3y
H2y
h1u6u
−=
−=
Hh
31
21
Hhu6u h
hu=
Velocidade média na seção B x H

Dinâmica da partícula 4.20
Samuel Luporini e Letícia Suñe – DEQ/UFBa
3) A partícula movimenta-se no regime de Stokes
( )065,0
log843,0K ,18
DgK 101
2s
1tφ
=µρ−ρ
=ϑ
A eficiência de coleta das partículas de diâmetro D com a trajetória crítica assinalada
na figura é:
( ) áreas) entre (relação BHBhD =η
( )hDt
2HDt
2H
Dt
h
Dt
u
u
21
ucosL
2
ucosL
2H2h
HhD
** ϑ
ϑ=
θϑ
θϑ
===η
Pois, foi visto anteriormente que:
( ) ( )h
DthDt u
cosLh
cosLuh θϑ
=∴θ
=ϑ
Então:
( )
−
==η
Hh
31
21
Hhu12
u*D
DHhD
2
Resultando:
( )2
2
*DD
2123
=ηη− , Função eficiência de coleta
Se 1,2*D
D=η≥
A eficiência para o sedimentador lamelado
- regime de Stokes
- escoamento laminar de fluido
Sendo D* o diâmetro da partícula coletada com eficiência de 50%
Dinâmica da partícula 4.21
Samuel Luporini e Letícia Suñe – DEQ/UFBa
Caracterizam completamente o desempenhodo equipamento de separação
OBS.: A velocidade média em H/2 é a mesma velocidade média em toda a seção porque o
perfil é simétrico.
Conhecida a eficiência individual de coleta e a análise granulométrica
X = X(D), pode-se calcular a eficiência global de coleta η .
∫η=η1
0
dX
D* esta relacionado com as propriedades físicas do sistema sólido-fluido, com as condições
de operação e com as dimensões do equipamento de separação.
( )θ
=cosL2uH
V *Dt
e prevalecendo o regime de Stokes:
( ) ( )
( )
( )
21
projetadas1
2s1
projetada
2s1
*Dt
AgK9Q*D
18*DgK
A2Q
18*DgKV
ρ−ρµ
=
µρ−ρ
=
µρ−ρ
=
No caso em que o escoamento do fluido entre as placas paralelas é turbulento:
( )
coleta da eficiência corte de diâmetro *D
2D*D ,*DD5,0 2
→η→
≤=η

Dinâmica da partícula 4.22
Samuel Luporini e Letícia Suñe – DEQ/UFBa
CÂMARA DE POEIRA REF.: Perry 5a edição, 20-77 Gupta,S.K., Momentum Transfer Operations, Tata McGRAW-HILL, 1979 pag. 211
A câmara de poeira é, provavelmente, o tipo de equipamento mais simples, para
coletar partículas sólidas.
Consiste de uma câmara, na qual a velocidade do gás é reduzida para facilitar a deposição das
partículas pela ação da gravidade.
Sua construção é muito simples, no entanto sua utilização industrial é limitada para remover
partículas maiores que 25 mesh (43µ). Para remover partículas menores, seria necessário
um tamanho excessivamente grande.
A câmara de poeira é, geralmente, constituída na forma de uma longa caixa retangular
horizontal e vazia, com entrada e saída em lados opostos.
L
B
H
A altura deve ser suficiente para que o fluido não arraste a partícula coletada. De maneira geral <u> não deve exceder 10 ft/s (3,05 m/s). <u>: velocidade do fluido na direção x definindo: tempo de residência: tempo que a partícula gasta dentro da câmara (para percorrer L).
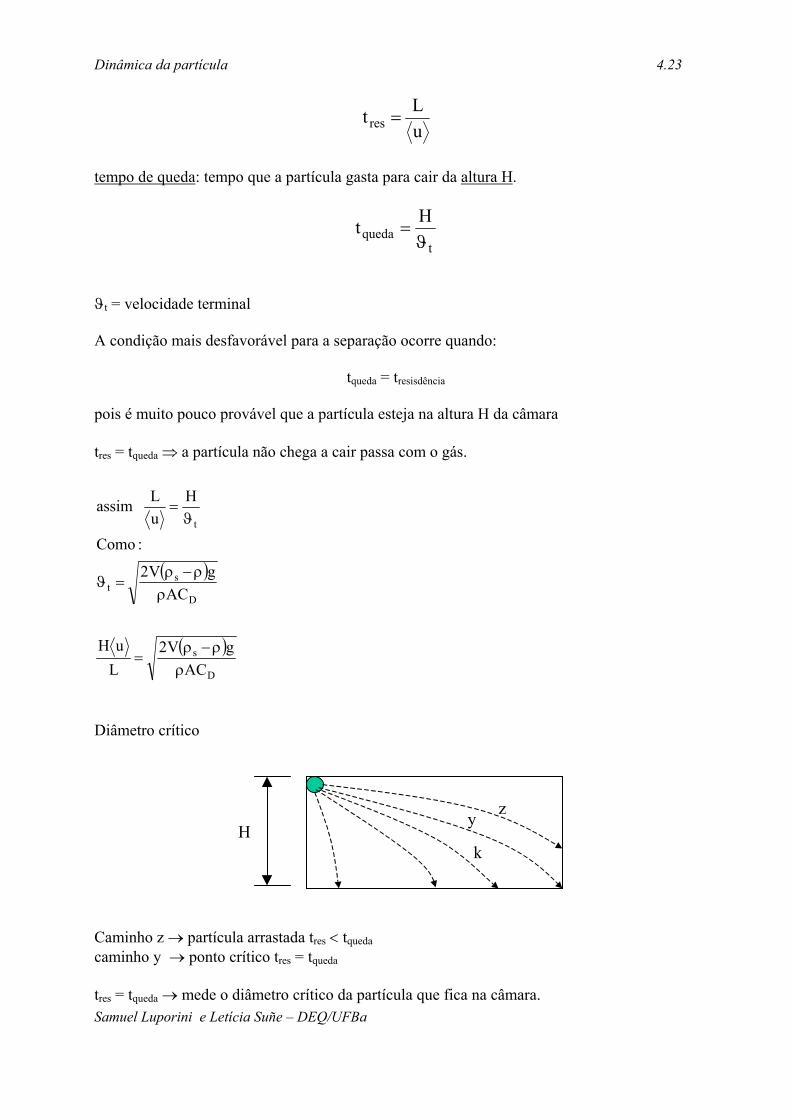
Dinâmica da partícula 4.23
Samuel Luporini e Letícia Suñe – DEQ/UFBa
uLtres =
tempo de queda: tempo que a partícula gasta para cair da altura H.
tqueda
Htϑ
=
ϑt = velocidade terminal A condição mais desfavorável para a separação ocorre quando:
tqueda = tresisdência
pois é muito pouco provável que a partícula esteja na altura H da câmara tres = tqueda ⇒ a partícula não chega a cair passa com o gás.
( )
( )D
s
D
st
t
ACgV2
LuH
ACgV2
:Como
HuL assim
ρρ−ρ
=
ρρ−ρ
=ϑ
ϑ=
Diâmetro crítico
Hzy
k
Caminho z → partícula arrastada tres < tqueda caminho y → ponto crítico tres = tqueda
tres = tqueda → mede o diâmetro crítico da partícula que fica na câmara.

Dinâmica da partícula 4.24
Samuel Luporini e Letícia Suñe – DEQ/UFBa
Partículas com d < dcrítico são arrastadas Partículas com d < dcrítico sedimentam provavelmente dz < dy < dk Se a partícula estiver a uma altura menor que H sedimenta ( a probabilidade de
sedimentar é bem maior daquela que esta numa altura H )
H
Muito menos provável de sedimentar
Para o regime de Stokes (Re < 0,4)
( ) ( )
( )( )BHQuBHuAuQ câmara na vazãoa Como
gdH18
uL
18gd
LuH
18gd
s2p
s2ps
2p
t
=⇒===
ρ−ρµ
=
µ
ρ−ρ=∴
µ
ρ−ρ=ϑ
( )
( )
21
câmarasp
s2p
gVHQ18d
câmara da volume LBH :onde
QLBH
gdH18
:Logo
ρ−ρµ
=
=
=ρ−ρ
µ
O mesmo procedimento pode ser feito para outros regimes (utiliza-se outra ϑt), no entanto, de
dados práticos sabe-se que a câmara recomendável, para a separação da partícula com dp > 50
µ, a velocidade do fluido <u> não ultrapassa 10 ft/s (3,05 m/s). Nestas condições:
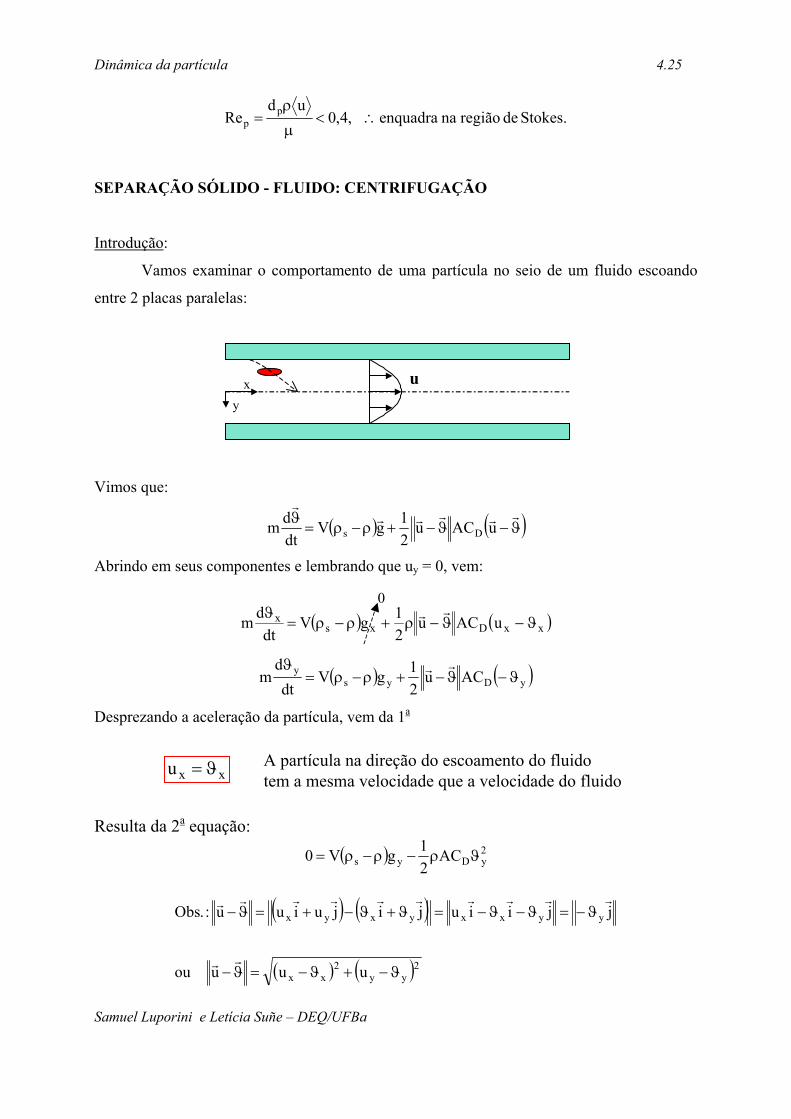
Dinâmica da partícula 4.25
Samuel Luporini e Letícia Suñe – DEQ/UFBa
Stokes. de região na enquadra ,4,0ud
Re pp ∴<
µ
ρ=
SEPARAÇÃO SÓLIDO - FLUIDO: CENTRIFUGAÇÃO
Introdução:
Vamos examinar o comportamento de uma partícula no seio de um fluido escoando
entre 2 placas paralelas:
xy
u
Vimos que:
( ) ( )ϑ−ϑ−+ρ−ρ=ϑ rrrrrr
uACu21gV
dtdm Ds
Abrindo em seus componentes e lembrando que uy = 0, vem:
( ) ( )xxDxsx uACu
21gV
dtdm ϑ−ϑ−ρ+ρ−ρ=ϑ rr
0
( ) ( )yDysy ACu
21gV
dtd
m ϑ−ϑ−+ρ−ρ=ϑ rr
Desprezando a aceleração da partícula, vem da 1a
xxu ϑ= A partícula na direção do escoamento do fluidotem a mesma velocidade que a velocidade do fluido
Resulta da 2a equação:
( ) 2yDys AC
21gV0 ϑρ−ρ−ρ=
( ) ( )
( ) ( )2yy2
xx
yyxxyxyx
uuuou
jjiiujijuiuu:.Obs
ϑ−+ϑ−=ϑ−
ϑ−=ϑ−ϑ−=ϑ+ϑ−+=ϑ−
rr
rrrrrrrrrr

Dinâmica da partícula 4.26
Samuel Luporini e Letícia Suñe – DEQ/UFBa
( )D
sy AC
gV2ρ
ρ−ρ=ϑ Na direção y, a velocidade da partícula
é a velocidade terminal.
Os mesmos resultados ocorrem no campo centrifugo.
Seja Ω a velocidade angular da carcaça.
rϑ θ
ϑ r ur = 0 → ur ≠ 0 se o cesto for perfurado
uθ = rΩ (Bird pg. 97)
( ) ( )θθθθ ϑ−ϑ−ρ+ρ−ρ=
ϑ uACu21bV
dtdm Ds
rr
( ) ( )rrDrsr uACu
21bV
dtdm ϑ−ϑ−ρ+ρ−ρ=ϑ rr
0
0
2b
2
rθϑ= Aceleração centrífuga
Desprezando a aceleração, vem:
θθ =ϑ u A partícula tem na direção de escoamentodo fluido, a mesma velocidade que o fluido.
( ) ( )D
2s
D
rsr
2222
r
ACrV2
ACbV2e
rrr
2b
ρΩρ−ρ
=ρ
ρ−ρ=ϑ
Ω=Ω
=ϑ
= θ
Velocidade terminal no campo centrifugo
NO QUADRO:
EXEMPLO 4.3: Qual o tempo necessário para a partícula ir de R0 a R1? Admitir regime de
Stokes e partícula esférica.
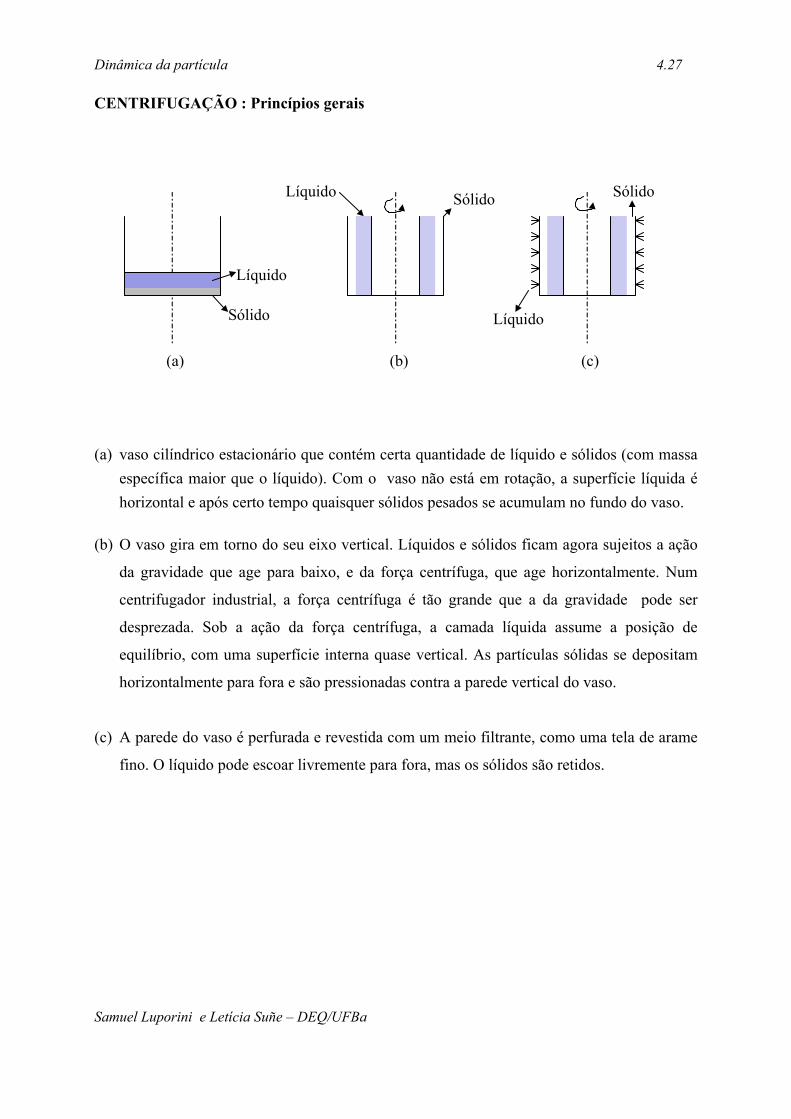
Dinâmica da partícula 4.27
Samuel Luporini e Letícia Suñe – DEQ/UFBa
CENTRIFUGAÇÃO : Princípios gerais
(a) (b) (c)
Líquido
Sólido
Líquido Sólido
Líquido
Sólido
(a) vaso cilíndrico estacionário que contém certa quantidade de líquido e sólidos (com massa específica maior que o líquido). Com o vaso não está em rotação, a superfície líquida é horizontal e após certo tempo quaisquer sólidos pesados se acumulam no fundo do vaso.
(b) O vaso gira em torno do seu eixo vertical. Líquidos e sólidos ficam agora sujeitos a ação
da gravidade que age para baixo, e da força centrífuga, que age horizontalmente. Num
centrifugador industrial, a força centrífuga é tão grande que a da gravidade pode ser
desprezada. Sob a ação da força centrífuga, a camada líquida assume a posição de
equilíbrio, com uma superfície interna quase vertical. As partículas sólidas se depositam
horizontalmente para fora e são pressionadas contra a parede vertical do vaso.
(c) A parede do vaso é perfurada e revestida com um meio filtrante, como uma tela de arame
fino. O líquido pode escoar livremente para fora, mas os sólidos são retidos.

Dinâmica da partícula 4.28
Samuel Luporini e Letícia Suñe – DEQ/UFBa
EQUIPAMENTOS DE SEDIMENTAÇÃO CENTRÍFUGA
CENTRÍFUGATUBULAR
CENTRÍFUGAMULTICÂMERA
CENTRÍFUGADE CESTO
NÃO PERFURADO
CENTRÍFUGADE TRANSP.
EM CARACOL
CENTRÍFUGADE
DISCO
TIPO QUERETEM
SÓLIDOS
TIPO QUEDESCARREGA
SÓLIDOS
TIPOBOCAL
OPERAÇÃO EM BATELADA(DESCARGA NANUAL)
OPERAÇÃO SEMI-CONTÍNUA, DESCARGA
INTERMITENTE (FREQUEN-TEMENTE AUTOMÁTICA)
OPERAÇÃO EDESCARGACONTÍNUAS
OPERAÇÃOBATELADA
DESCARGAINTERMITENTE
DESCARGACONTÍNUA
Centrífuga tubular (batelada)
A alimentação entra pelo fundo do vaso, sob pressão através de um bocal de
alimentação estacionário. O líquido sobe em forma anular pelas paredes do vaso e é
descarregado no topo. Os sólidos se movem com o líquido para cima e tem, ao mesmo tempo,
uma velocidade radial dependente de seu tamanho e do seu peso, no campo de um força
centrífuga. Se a partícula entercepta a parede do vaso ele é removido do líquido.
A espessura da camada líquida é controlada pela posição radial do orifício de
drenagem no topo do vaso. Os sólidos que sedimentam nas paredes do vaso são removidos
manualmente quando a quantidade coletada já é suficiente para prejudicar a qualidade de
clarificação ou de separação. Como a limpeza do vaso requer 0,25 homens-hora, a principal
utilidade do equipamento é no tratamento de sistemas que contém não mais que 1% de sólidos
sedimentáveis.
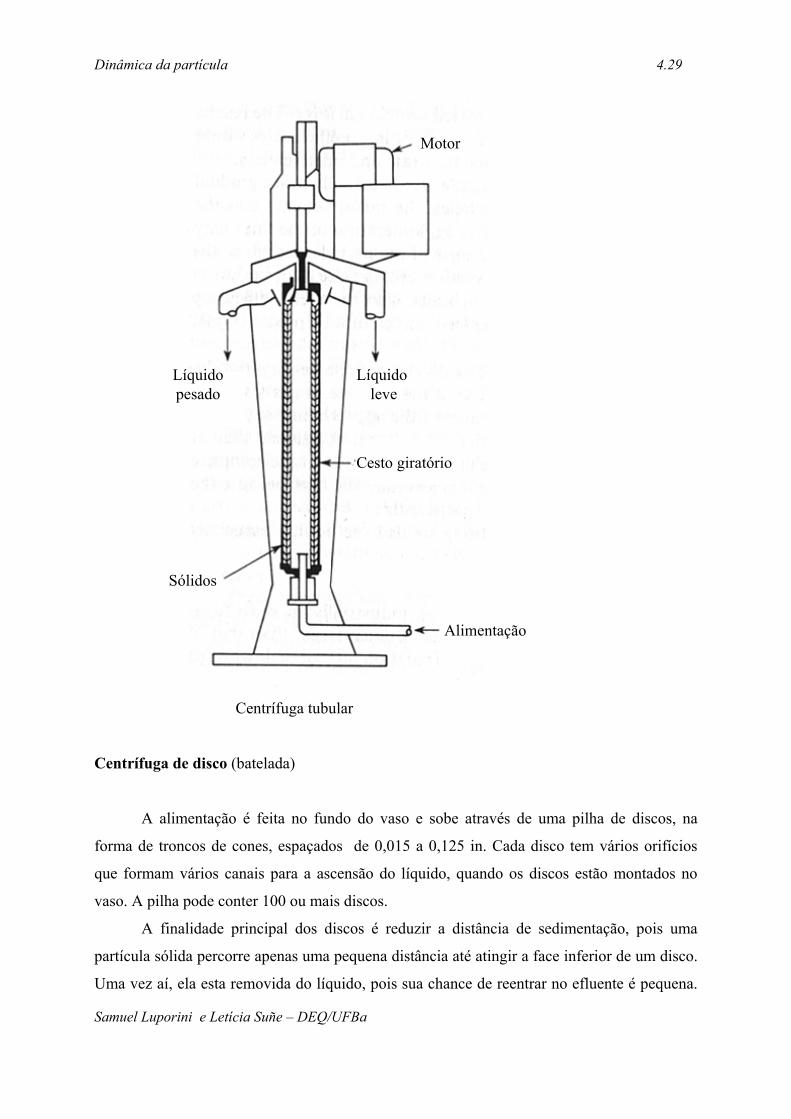
Dinâmica da partícula 4.29
Samuel Luporini e Letícia Suñe – DEQ/UFBa
Motor
Líquido leve
Líquidopesado
Cesto giratório
Alimentação
Sólidos
Centrífuga tubular
Centrífuga de disco (batelada)
A alimentação é feita no fundo do vaso e sobe através de uma pilha de discos, na
forma de troncos de cones, espaçados de 0,015 a 0,125 in. Cada disco tem vários orifícios
que formam vários canais para a ascensão do líquido, quando os discos estão montados no
vaso. A pilha pode conter 100 ou mais discos.
A finalidade principal dos discos é reduzir a distância de sedimentação, pois uma
partícula sólida percorre apenas uma pequena distância até atingir a face inferior de um disco.
Uma vez aí, ela esta removida do líquido, pois sua chance de reentrar no efluente é pequena.

Dinâmica da partícula 4.30
Samuel Luporini e Letícia Suñe – DEQ/UFBa
No entanto, a partícula continua a se mover para fora, em virtude da força centrífuga, até ser
depositada na parede do vaso.
Os sólidos acumulados devem ser removidos periodicamente de forma manual, como
nas centrífugas tubulares. Isto requer a paralisação da unidade, a desmontagem do vaso e a
remoção da pilha de discos.
O líquido pode ser descarregado do vaso por orifício de trasbordamento, como na
centrífuga tubular.
Os centrifugadores a discos tem diâmetros de 4 a 30 in e desenvolvem uma força 4000
a 14000 vezes maior que a gravidade.
Sua eficácia é quase a mesma que a de uma centrífuga tubular apesar da menor força
centrífuga. Comparada a uma centrífuga tubular são, com alguns sólidos, mais eficazes.
Alimentação
Overflow
Sólidos
Diagrama esquemático da seção transversal de uma centrífuga de disco

Dinâmica da partícula 4.31
Samuel Luporini e Letícia Suñe – DEQ/UFBa
Centrifugador a disco com descarga periférica (contínuo)
Alimentação
Overflow
Underflow
Diagrama esquemático de uma centrífuga de disco com descarga periférica
A altura vertical relativamente pequena torna possível reclinar as paredes do vaso de
modo a dirigir os sólidos para uma seção anular na periferia. Daí os sólidos podem ser
descarregados continuamente através de bocais.
O desempenho ótimo é obtido quando o diâmetro da pilha de discos é ¾ do diâmetro
interno máximo do casco do vaso.
Alimentação
Overflow
Descarga intermitente
Mecanismo para a aberturada porta de descarga
Diagrama esquemático de uma centrífuga de disco com descarga intermitente
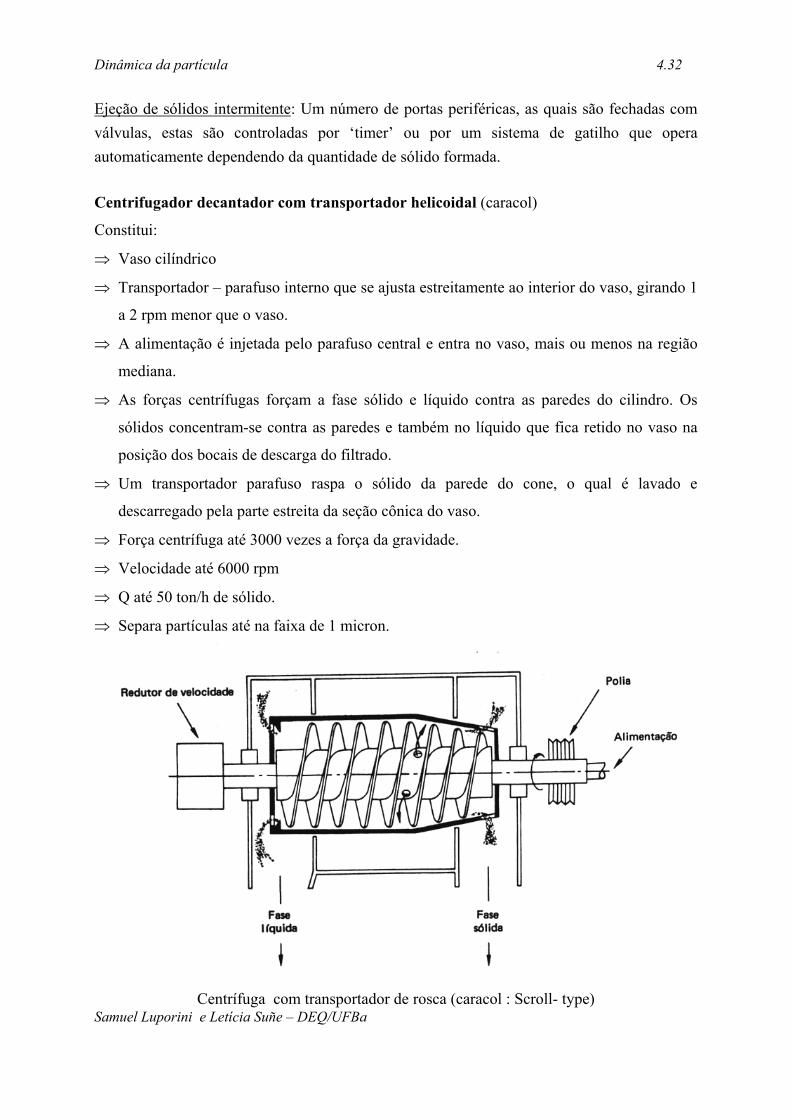
Dinâmica da partícula 4.32
Samuel Luporini e Letícia Suñe – DEQ/UFBa
Ejeção de sólidos intermitente: Um número de portas periféricas, as quais são fechadas com válvulas, estas são controladas por ‘timer’ ou por um sistema de gatilho que opera automaticamente dependendo da quantidade de sólido formada.
Centrifugador decantador com transportador helicoidal (caracol)
Constitui:
⇒ Vaso cilíndrico
⇒ Transportador – parafuso interno que se ajusta estreitamente ao interior do vaso, girando 1
a 2 rpm menor que o vaso.
⇒ A alimentação é injetada pelo parafuso central e entra no vaso, mais ou menos na região
mediana.
⇒ As forças centrífugas forçam a fase sólido e líquido contra as paredes do cilindro. Os
sólidos concentram-se contra as paredes e também no líquido que fica retido no vaso na
posição dos bocais de descarga do filtrado.
⇒ Um transportador parafuso raspa o sólido da parede do cone, o qual é lavado e
descarregado pela parte estreita da seção cônica do vaso.
⇒ Força centrífuga até 3000 vezes a força da gravidade.
⇒ Velocidade até 6000 rpm
⇒ Q até 50 ton/h de sólido.
⇒ Separa partículas até na faixa de 1 micron.
Centrífuga com transportador de rosca (caracol : Scroll- type)

Dinâmica da partícula 4.33
Samuel Luporini e Letícia Suñe – DEQ/UFBa
Fatores que afetam a escolha do equipamento centrífugo (Svarovsky)
Desempenho de vários equipamentos de sedimentação centrífuga.
O equipamento pode ser localizado na figura acima em sua região de operação normal
(região de maior utilidade) com a base na vazão do efluente (escoamento para uma boa e
econômica clarificação nas aplicações padrões)

Dinâmica da partícula 4.34
Samuel Luporini e Letícia Suñe – DEQ/UFBa
A CENTRÍFUGA
referência: - Coulson & Richardson - pag.118 - Volume II
- Perry, pag. 19-82
- Svarouvsky, L., “Solid-Liquid Separation” 2a ed., Butter worts, 1981.
A centrífuga consiste num cesto na qual rodam a alta velocidade uma mistura de sólido e
líquido ou uma mistura de 2 líquidos, de tal maneira que a mistura é separada nos seus
constituintes pela ação da força centrífuga. O cesto pode ser:
Perfurado (cesto filtrante) - caso em que o líquido passa para fora através dos orifícios.
Não perfurado (cesto não filtrante) - líquido é removido através de um tubo de
transbordamento.
Em separação sólido-líquido, a força centrífuga é empregada nas operações de decantação e
filtração. Em ambos os casos ela substitui a fraca força de gravidade, resultando em uma
operação mais rápida e bolos de sólidos contendo menos líquido.
Teoria da sedimentação centrífuga
0ver flow
R0
HR
L
Alimentação da suspensão
Trajetóriada
partícula

Dinâmica da partícula 4.35
Samuel Luporini e Letícia Suñe – DEQ/UFBa
Como a eficiência de separação é afetada principalmente pelo comportamento das pequenas
partículas no sistema e como as partículas finas movendo-se no líquido tem baixo no de
Reynolds (na região de resistência viscosa) é comum assumir, quando se descreve o
movimento da partícula em líquidos em movimentos rotativos, que segue a Lei de Stokes.
Isto pode no entanto restringir a seguinte análise para somente ser aplicável ao
movimento lento de partículas finas com Re menor que 0,4. Sabe-se no entanto que a
resistência ao movimento de grandes partículas pode ser transiente ou eventualmente estar na
região de Newton, porem neste caso todas estas partículas podem ser separadas com 100 % de
eficiência.
A análise é feita para uma única centrífuga tubular porem o mesmo tratamento, com
leves modificações, poderá ser usado para outros tipos de centrífugas.
Da dinâmica da partícula no campo centrífugo, resulta:
θθ =ϑ u , na direção do movimento do fluido.
( ) 2r
21
D
rstr rb,
C2A
VbΩ=
ρ
ρ−ρ=ϑ=ϑ
( ) ( ) ( )065,0
log843,0KStokes18
DrKr 1
2s
21
tφ
=µ
ρ−ρΩ=ϑ
( )( )
( )
( )( )
el)desfavoráv mais (situação partícula da crítico diâmetro DRRln
DK18
QLRR
tt
RRln
DK18t
QLRR
RRQL
uLt
022
s1
20
2
quedares
022
s1queda
20
2
20
2res
→Ωρ−ρ
µ=
−π
=
Ωρ−ρµ
=
−π=
−π==

Dinâmica da partícula 4.36
Samuel Luporini e Letícia Suñe – DEQ/UFBa
No caso de R >> H, recaímos nas equações da câmara de poeira, porque a partícula tem que
percorrer a distância H no tempo de residência.
( )( )
( )( )
( ) 1s2
2s
21
20
2t
20
2
20
2t
tt
VKRHQ18D :onde De
18DRK
VHQ
LRRHQ
QLRR
RRQLH
constante) doconsideran ão(aproximaç AQ
LH
ρ−ρΩµ
=
µρ−ρΩ
==−π
=ϑ
−π=
−π=
ϑ
ϑ=ϑ
Sendo V o volume do líquido na centrífuga, ou seja:
( ) ( )[ ] [ ]
[ ] HRL2LHR2H
LHRH2RRLHRRLRRV 2222220
2
π≅−π
=−+−π=−−π=−π=
• Costuma-se apresentar a formulação com diâmetro de corte Dc.
• Diâmetro de corte Dc é aquele no qual a maior parte das partículas de D > Dc ficará retida
na centrífuga, a maior parte de D < Dc passará no efluente e as partículas D = Dc são
coletadas na proporção de 50%.
Deste modo, no regime de Stokes:
( )VRHQ9Ds
2cρ−ρΩ
µ=
Seria uma aproximação considerando que emH/2 o anel do líquido esta dividido em duasáreas iguais para R >> H.
Valor de br nas centrífugas
)s/cm(Dgn10x6,5981gn
602
2DRb 226
22
r−=
π
=Ω=
⇒Diâmetro crítico η100%

Dinâmica da partícula 4.37
Samuel Luporini e Letícia Suñe – DEQ/UFBa
Onde: n = (RPM)
D = diâmetro da centrífuga (cm)
g = aceleração da gravidade
Nas centrífugas industriais: 600 g < br < 20000 g
O conceito sigma para a centrífuga decantadora (solução rigorosa para a centrífuga
tubular)
Vai-se estabelecer a relação entre o diâmetro de corte (Dc), as propriedades físicas do sistema,
dimensões do equipamento e condições de operação as hipóteses de cálculo são:
(1) As partículas estão igualmente espalhadas em z = 0, independentemente do
tamanho.
(2) Prevalece o regime de Stokes na movimentação das partículas.
(3) Movimento empistonado do fluido na centrífuga.
z
Ω
L
Trajetória de Dc
Um importante parâmetro é o tamanho correspondente a 50% na curva de eficiência, isto é o
provável diâmetro de corte Dc. O raio correspondente a R1 é aquele que divide a região anular
entre Ro e R em áreas iguais.
Então:
( ) ( )
2120
2
1
20
21
21
2
2RRR
RRRR
−=
⇒−π=−π

Dinâmica da partícula 4.38
Samuel Luporini e Letícia Suñe – DEQ/UFBa
Tempo de residência
( )
( )
065,0log843,0K com
RRln
DK18t
RRQL
uLt
101
122
cs1queda
20
2
res
φ=
Ωρ−ρµ
=
−π
==
+
=
+
=
+=
+=
20
21
20
21
20
2
2
2120
21
RR1
2ln21
RR1
2ln
2RR
Rln
2RR
RlnRRln
2x0,5 para 1x1x2xln
0x,...1x1x
51
1x1x
31
1x1x2xln
Schawn) (coleção série em RRln Expandindo
53
1
<<
+−
=
>
+
+−
+
+−
+
+−
=
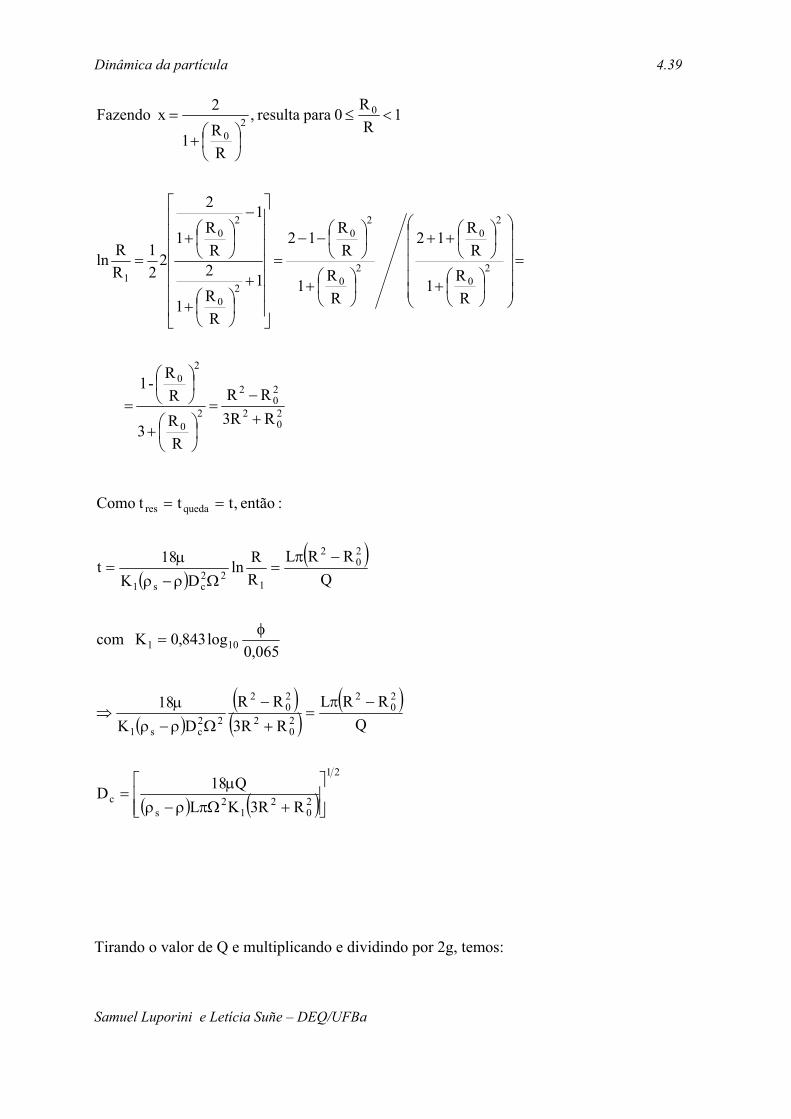
Dinâmica da partícula 4.39
Samuel Luporini e Letícia Suñe – DEQ/UFBa
20
2
20
2
20
20
20
20
20
20
20
20
1
02
0
RR3RR
RR3
RR-1
RR1
RR12
RR1
RR12
1
RR1
2
1
RR1
2
221
RRln
1R
R0 para resulta ,
RR1
2 x Fazendo
+−
=
+
=
=
+
++
+
−−
=
+
+
−
+
=
<≤
+
=
( )( )
( )( )( )
( )
( ) ( )21
20
21
2s
c
20
2
20
2
20
2
22cs1
101
20
2
122
cs1
quedares
RR3KLQ18D
QRRL
RR3RR
DK18
065,0log843,0K com
QRRL
RRln
DK18t
:então ,tt tComo
+Ωπρ−ρµ
=
−π=
+
−
Ωρ−ρµ
⇒
φ=
−π=
Ωρ−ρµ
=
==
Tirando o valor de Q e multiplicando e dividindo por 2g, temos:

Dinâmica da partícula 4.40
Samuel Luporini e Letícia Suñe – DEQ/UFBa
( ) ( )g2
RR3L18
gKD2Q
220
21
2cs Ω+π
⋅µ
ρ−ρ=
Velocidade terminalda partícula dediâmetro Dc no campogravitacional
∑, uma característicada centrífuga (no casotubular) [L2]
NO QUADRO
EXEMPLO 4.4
Determinar a capacidade de uma centrífuga tubular na separação de partículas de diâmetro
maior que 4µ, operando com uma suspensão aquosa a 30oC. Admitir como válido o regime de
Stokes e considerar as partículas como esferas. Dados:
a) Dimensão da centrífuga: R = 2 in, H = 0,5 in, L = 20 in.
b) A massa específica do sólido é ρs = 2,4 g/cm3.
c) A centrífuga opera a 9000 rpm.
******************************
A centrífuga decantadora
O conceito ∑ (sigma): fator teórico de capacidade
O fator sigma ( ∑ ) é uma característica do sedimentador centrífugo e teoricamente
representa a área de um tanque de sedimentação capaz de fornecer o mesmo desempenho de
separação no campo gravitacional.
O fator teórico de capacidade ∑ fornece a comparação entre os desempenhos de
centrífugas geometricamente e hidrodinamicamente similares, operando com o mesmo
material de alimentação.
2
2
1
1 QQΣ
=Σ
O critério é confiavel para a comparação de centrifugadores de geometria e proporções
similares que desenvolvem a mesma força centrífuga. Deve ser, no entanto, usado com
precaução para a ampliação de escala entre diferentes tipos de centrifugadores ou quando a
força centrífuga varia por um fator maior que 2.
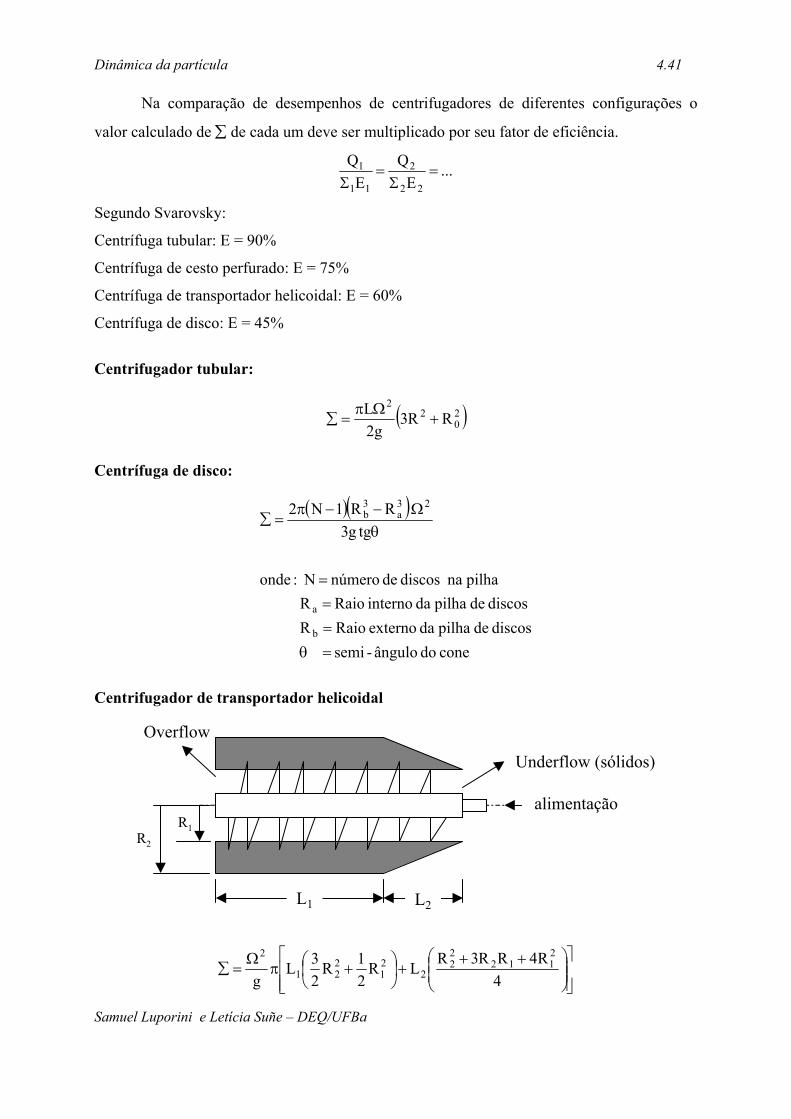
Dinâmica da partícula 4.41
Samuel Luporini e Letícia Suñe – DEQ/UFBa
Na comparação de desempenhos de centrifugadores de diferentes configurações o
valor calculado de ∑ de cada um deve ser multiplicado por seu fator de eficiência.
...E
QE
Q
22
2
11
1 =Σ
=Σ
Segundo Svarovsky:
Centrífuga tubular: E = 90%
Centrífuga de cesto perfurado: E = 75%
Centrífuga de transportador helicoidal: E = 60%
Centrífuga de disco: E = 45%
Centrifugador tubular:
( )20
22
RR3g2
L+
Ωπ=∑
Centrífuga de disco:
( )( )
cone do ângulo-semi discos de pilha da externo RaioR discos de pilha da interno Raio R
pilha na discos de número N :onde
tgg3RR1N2
b
a
23a
3b
=θ===
θΩ−−π
=∑
Centrifugador de transportador helicoidal
alimentação
Underflow (sólidos)
Overflow
L1 L2
R1R2
+++
+π
Ω=∑
4R4RR3RLR
21R
23L
g
2112
22
221
221
2

Dinâmica da partícula 4.42
Samuel Luporini e Letícia Suñe – DEQ/UFBa
NO QUADRO
EXEMPLO 4.5 (6.18-Massarani)
Deduzir a expressão da eficiência teórica de captura para partículas de diâmetro D em
centrífuga tubular:
( )cDDη=η
onde: Dc é o diâmetro da partícula coletada com eficiência de 50%
hipóteses:
a) As partículas sólidas estão igualmente espalhadas em z = 0;
b) Prevalece o movimento Stokesiano das partículas;
c) Os efeitos de extremidade são desprezíveis;
d) A suspensão é diluída.
alimentação
R
R0
L
clarificado
Trajetória deuma partícula
z

Dinâmica da partícula 4.43
Samuel Luporini e Letícia Suñe – DEQ/UFBa
alimentação
R
L
clarificado
Trajetória deuma partícula
z
R1
R0
r
O valor da eficiência teórica para uma partícula de tamanho D é a fração contida na
região anular compreendida entre os raios r e R, onde r é o menor raio no qual a partícula que
inicia sua sedimentação a z = 0, possa atingir a parede do cilindro a z= L.
( )
( ) )3(2
RRRe)2(RRRRD
)1(RRrRD
2120
2
120
2
21
2
c
20
2
22
+=
−−
=η
−−
=η
NO QUADRO
EXEMPLO 4.6: Utilização do fator sigma
Uma suspensão a baixa concentração de Clay (massa específica 2640 kg/m3) em água,
com uma viscosidade de 0,001 Nsm-2 e massa específica 1000 kg/m3 deverá ser separada por
centrifugação. Experiências em uma centrífuga tubular de laboratório operando a 20000 rpm
indicaram que um satisfatório “overflow” é obtido com uma vazão de 8 x 10-6 m3/s.
O cesto da centrífuga de laboratório possui 0,2 m de comprimento, raio interno
R = 0,0220 m e raio de superfície líquida R0 = 0,0110 m. Se a suspensão for efetuada em uma
planta utilizando uma centrífuga tubular de 0,734 m de comprimento com raio interno

Dinâmica da partícula 4.44
Samuel Luporini e Letícia Suñe – DEQ/UFBa
R = 0,0521 m e R - R0 = 0,0295 m, operando a 15000 rpm com a mesma qualidade
“overflow”, qual o fluxo de produção que deverá ser esperado? Determinar também o
diâmetro de corte Dc.
**********************************
CICLONES E HIDROCICLONES Entre os equipamentos de separação do tipo centrífugo, o mais amplamente usado é o ciclone
separador, para separar poeira ou névoa do gás.
Overflow
vórticeAlimentação
Underflow
Espessador
Classificador
Figura: padrão de escoamento
O gás sujo é introduzido tangencialmente no ciclone a uma velocidade de cerca de 100ft/s. Os
sólidos são atirados contra as paredes do ciclone no movimento espiral descendente do gás e
recolhido na base cônica do vaso. O gás limpo ascende, saindo no tubo central no topo do
equipamento.
Nas velocidades tangenciais elevadas, a força centrífuga é maior que a gravitacional e os
ciclones efetuam uma separação mais rápida e mais eficiente as câmaras de poeira.
A entrada de gás mais utilizada é a retangular por proporcionar maior área num espaço mais
reduzido.

Dinâmica da partícula 4.45
Samuel Luporini e Letícia Suñe – DEQ/UFBa
TEORIA DO CICLONE
a) Diâmetro de corte
Bc
Dc
A partícula com diâmetro de corte dpc atravessa a espessura de separação Bc/2 no tempo de
residência do fluido no ciclone.
( ))1(
18bd
2B2BQVt
r2pcs
c
r
cares
µ
ρ−ρ=
ϑ==
Onde: ϑr = velocidade terminal da partícula na direção r (campo centrífugo) valendo o regime
de Stokes.
Va = volume ativo do ciclone
Q = vazão volumétrica de suspensão
(3) QV
N2
(2) rb
a
e
2r
π=Ω
Ω≅
Resulta das equações (1), (2) e (3) a expressão para o diâmetro de corte.
( ) )4(uN2
B9d21
se
cpc
ρ−ρπ
µ=
Onde: u = valor médio da velocidade da suspensão na seção de entrada.
Ne = número de espiras que o fluido forma no interior do ciclone.

Dinâmica da partícula 4.46
Samuel Luporini e Letícia Suñe – DEQ/UFBa
Os diferentes modelos de ciclones caracterizam-se pelas proporções peculiares entre suas
dimensões.
• As partículas com diâmetro acima do valor dado pela equação (4) terão raio de
rotação fora do núcleo central e serão coletadas.
• As partículas que possuem o diâmetro menor que o valor da equação (4) terão um
raio de rotação menor que Do/4 e sairão com os gases.
• A eficiência de coleta é dada por um gráfico como:
Diâmetro 100%de corte
100%
eficiênciade coleta
teórica
experimental
Experimental ⇒ forma senoidal: aglomeração de partículas e batida das partículas contra a
parede.
O modelo de ciclone Lapple, destina-se a separação sólido-gás. É o modelo que se submeteu
ao estudo mais aprofundado. Para ele as condições de operação recomendada é:
5 < u < 20 m/s
Verifica-se experimentalmente que Ne ≅ 5
Portanto a equação (4), fica:
( ) )5(u10
B9d21
s
cpc
ρ−ρπ
µ=
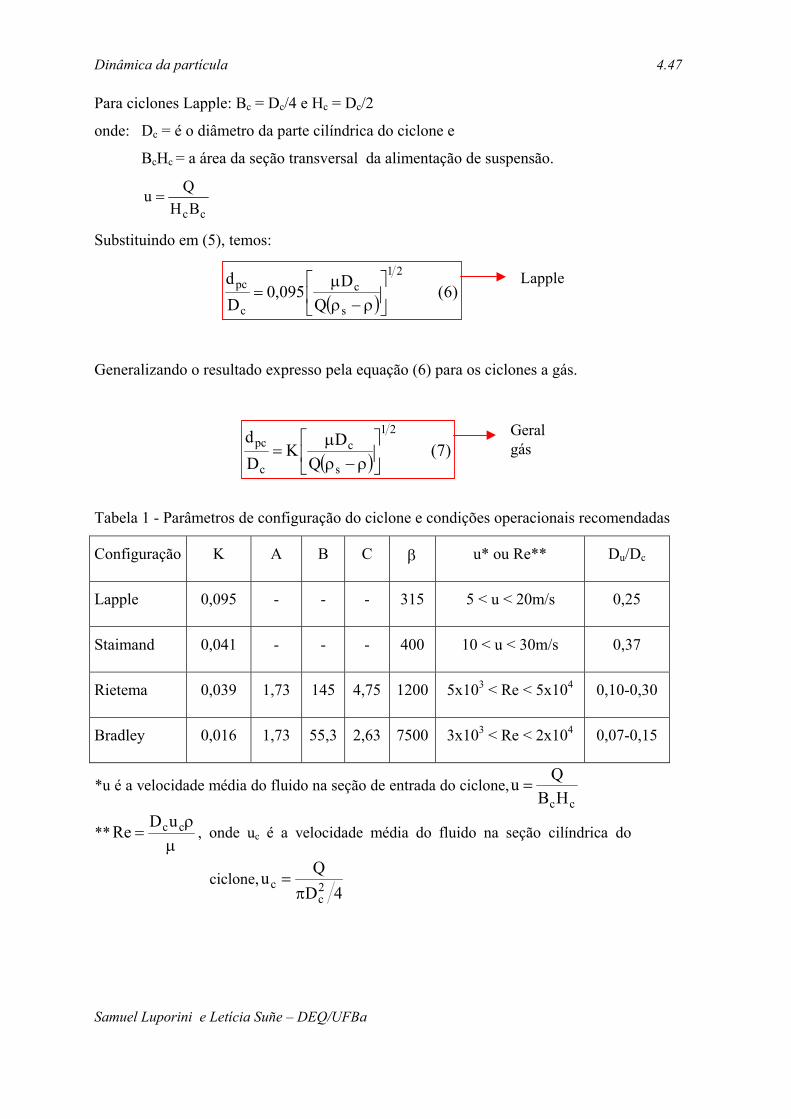
Dinâmica da partícula 4.47
Samuel Luporini e Letícia Suñe – DEQ/UFBa
Para ciclones Lapple: Bc = Dc/4 e Hc = Dc/2
onde: Dc = é o diâmetro da parte cilíndrica do ciclone e
BcHc = a área da seção transversal da alimentação de suspensão.
ccBHQu =
Substituindo em (5), temos:
( ) )6(Q
D095,0Dd 21
s
c
c
pc
ρ−ρ
µ=
Lapple
Generalizando o resultado expresso pela equação (6) para os ciclones a gás.
( ) )7(Q
DKDd 21
s
c
c
pc
ρ−ρ
µ=
Geralgás
Tabela 1 - Parâmetros de configuração do ciclone e condições operacionais recomendadas
Configuração
K A B C β u* ou Re** Du/Dc
Lapple
0,095 - - - 315 5 < u < 20m/s 0,25
Staimand
0,041 - - - 400 10 < u < 30m/s 0,37
Rietema
0,039 1,73 145 4,75 1200 5x103 < Re < 5x104 0,10-0,30
Bradley
0,016 1,73 55,3 2,63 7500 3x103 < Re < 2x104 0,07-0,15
*u é a velocidade média do fluido na seção de entrada do ciclone,ccHB
Qu =
**µ
ρ= ccuDRe , onde uc é a velocidade média do fluido na seção cilíndrica do
ciclone,4D
Qu 2c
cπ
=
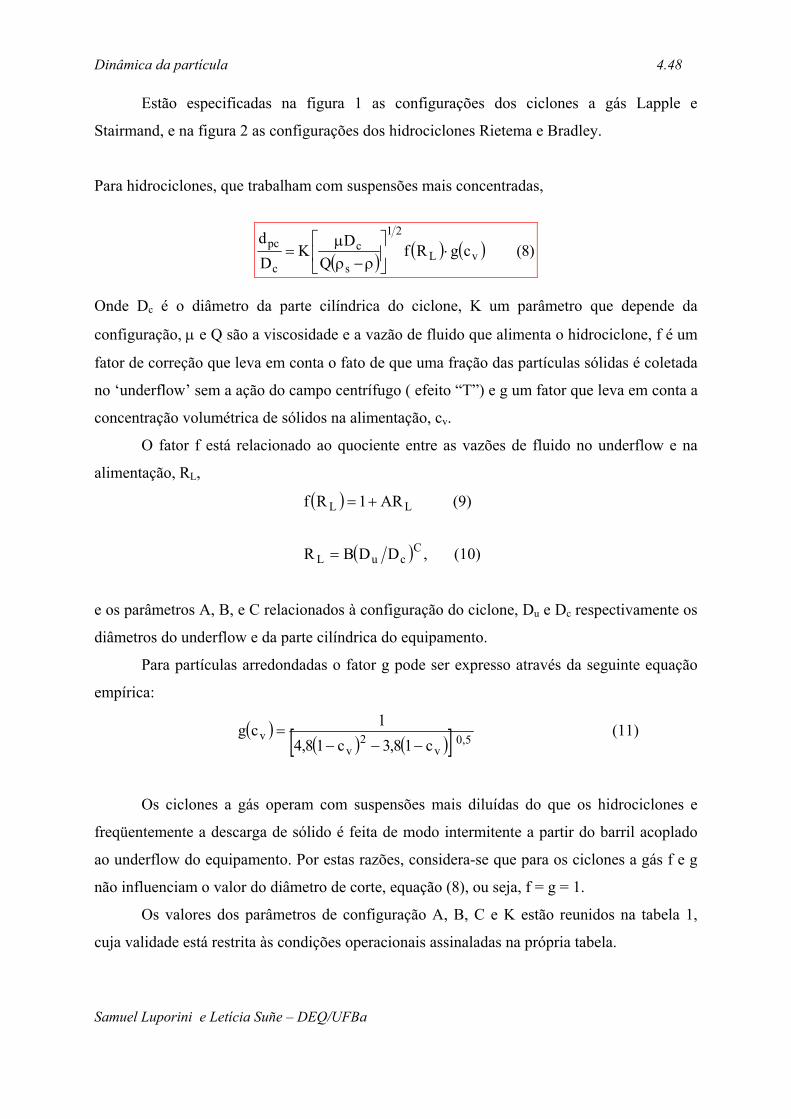
Dinâmica da partícula 4.48
Samuel Luporini e Letícia Suñe – DEQ/UFBa
Estão especificadas na figura 1 as configurações dos ciclones a gás Lapple e
Stairmand, e na figura 2 as configurações dos hidrociclones Rietema e Bradley.
Para hidrociclones, que trabalham com suspensões mais concentradas,
( ) ( ) ( ) )8(cgRfQ
DKDd
vL
21
s
c
c
pc ⋅
ρ−ρ
µ=
Onde Dc é o diâmetro da parte cilíndrica do ciclone, K um parâmetro que depende da
configuração, µ e Q são a viscosidade e a vazão de fluido que alimenta o hidrociclone, f é um
fator de correção que leva em conta o fato de que uma fração das partículas sólidas é coletada
no ‘underflow’ sem a ação do campo centrífugo ( efeito “T”) e g um fator que leva em conta a
concentração volumétrica de sólidos na alimentação, cv.
O fator f está relacionado ao quociente entre as vazões de fluido no underflow e na
alimentação, RL,
( )
( ) (10) ,DDBR
(9) AR1Rf
CcuL
LL
=
+=
e os parâmetros A, B, e C relacionados à configuração do ciclone, Du e Dc respectivamente os
diâmetros do underflow e da parte cilíndrica do equipamento.
Para partículas arredondadas o fator g pode ser expresso através da seguinte equação
empírica:
( )( ) ( )[ ] 5,0
v2
vv
c18,3c18,41cg
−−−= (11)
Os ciclones a gás operam com suspensões mais diluídas do que os hidrociclones e
freqüentemente a descarga de sólido é feita de modo intermitente a partir do barril acoplado
ao underflow do equipamento. Por estas razões, considera-se que para os ciclones a gás f e g
não influenciam o valor do diâmetro de corte, equação (8), ou seja, f = g = 1.
Os valores dos parâmetros de configuração A, B, C e K estão reunidos na tabela 1,
cuja validade está restrita às condições operacionais assinaladas na própria tabela.
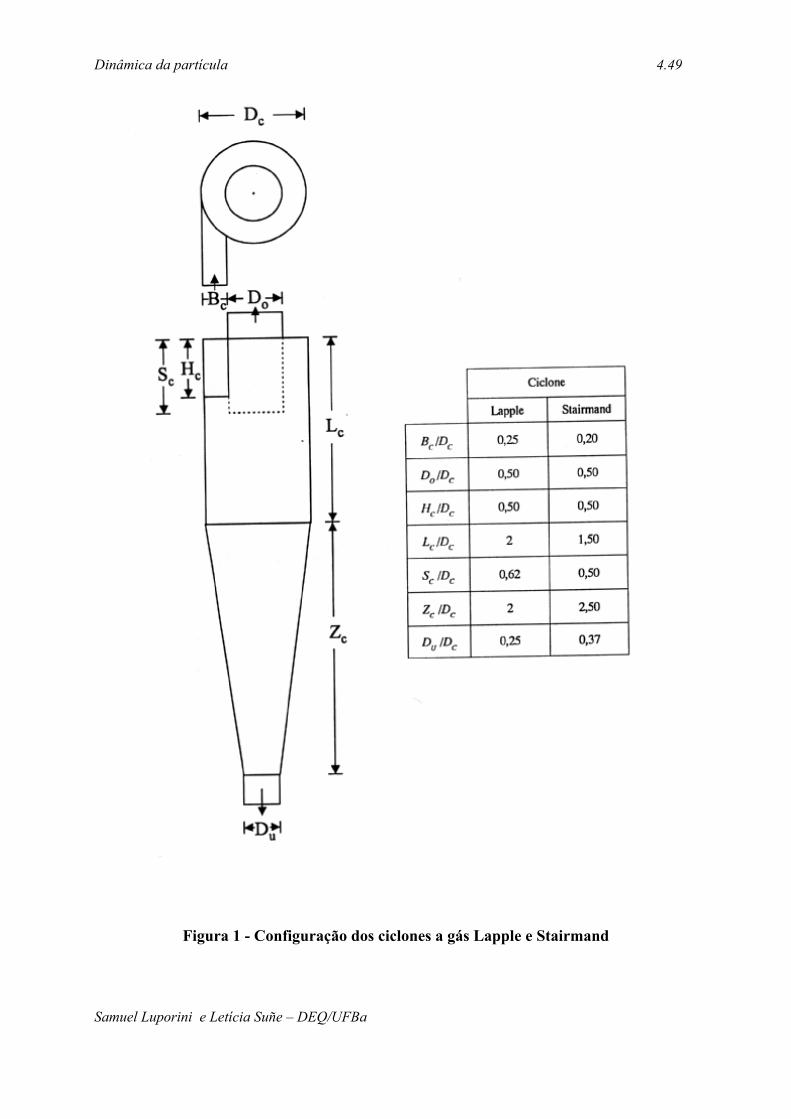
Dinâmica da partícula 4.49
Samuel Luporini e Letícia Suñe – DEQ/UFBa
Figura 1 - Configuração dos ciclones a gás Lapple e Stairmand

Dinâmica da partícula 4.50
Samuel Luporini e Letícia Suñe – DEQ/UFBa
Figura 2 - Configuração dos hidrociclones Rietema e Bradley

Dinâmica da partícula 4.51
Samuel Luporini e Letícia Suñe – DEQ/UFBa
Função eficiência individual de coleta no campo centrífugo
A eficiência individual de coleta relativa à partícula com diâmetro D pode ser expressa
pelas correlações empíricas:
Ciclones Lapple e Stairmand
( ) ( )( ) )12(
d/D1
d/Dd/D 2
pc
2pc
pc+
=η
Hidrociclones Rietema e Bradley
( ) ( )( ) )13(
146d/D5exp1d/D5exp
d/Dpc
pcpc +
−=η
Conhecida a distribuição granulométrica das partículas, X = X(D), é possível estabelecer o
valor da eficiência global de coleta no campo centrífugo,
)14(dXI1
0∫η=
e a eficiência global alcançada no ciclone, incluindo o efeito “T”,
( ) )15(RIR1 LL +−=η
sendo RL o quociente entre as vazões de fluido no underflow e na alimentação.
A integração da equação (14) para a situação bastante comum em que a distribuição
granulométrica pode ser representada pelo modelo Rosin-Rammler-Bennet,
( ) ( )n'DDe1DX −−= toma a forma: Ciclones Lapple e Stairmand
( ) )16(d
'Dd'Dn332,081,1
n118,0n11,1
Ipcpc
⋅+−+=
Hidrociclones Rietema e Bradley
( ) )17(d
'Dd'Dn279,044,1
n138,0n13,1
Ipcpc
⋅+−
+=

Dinâmica da partícula 4.52
Samuel Luporini e Letícia Suñe – DEQ/UFBa
Os cálculos de η para ciclones Lapple também podem ser obtidos por gráficos,
elaborados por Massarani, para os modelo de distribuição GGS (figura 3), RRB (figura 4) e
Log-Normal (figura 5).
Figura 3 – Desempenho do ciclone LAPPLE (Modelo GGS)
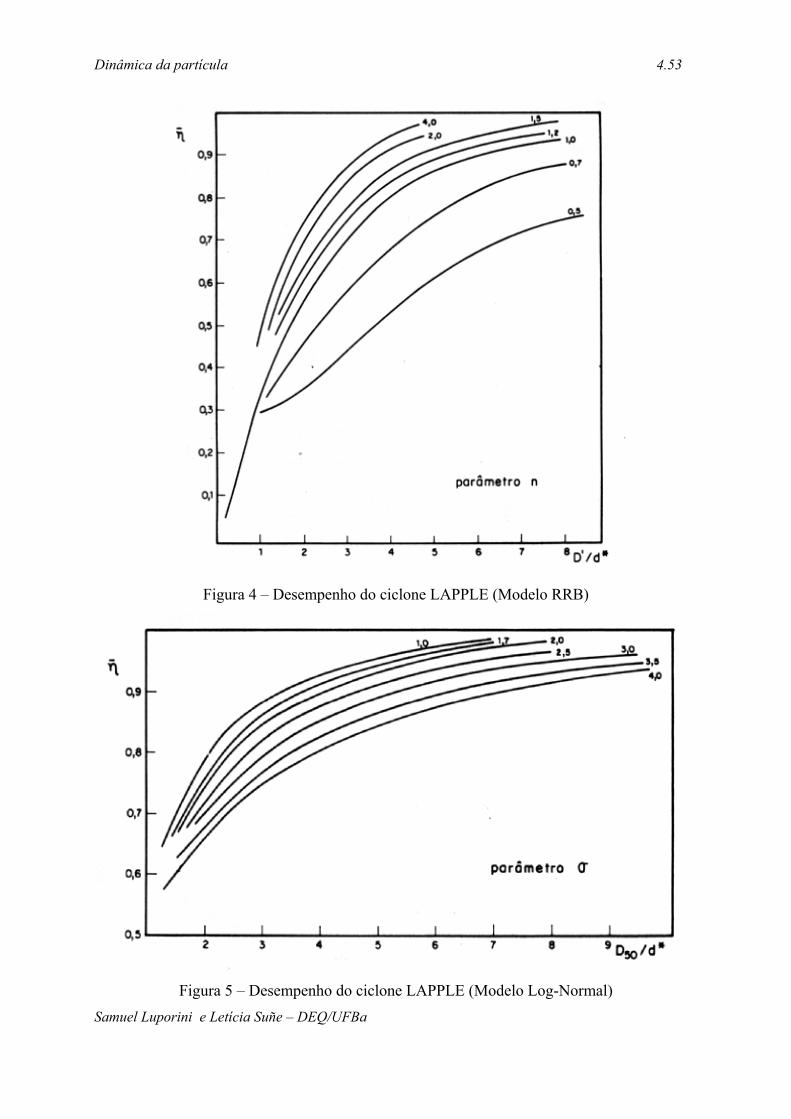
Dinâmica da partícula 4.53
Samuel Luporini e Letícia Suñe – DEQ/UFBa
Figura 4 – Desempenho do ciclone LAPPLE (Modelo RRB)
Figura 5 – Desempenho do ciclone LAPPLE (Modelo Log-Normal)

Dinâmica da partícula 4.54
Samuel Luporini e Letícia Suñe – DEQ/UFBa
Cabe ressaltar que na equação do modelo RRB X é a fração em massa das partículas
com diâmetro menor que D e que D’ e n são os parâmetros do modelo, respectivamente o
diâmetro da partícula que corresponde a X = 0,632 e a dispersão.
A relação vazão - queda de pressão
A expressão clássica que relaciona vazão e queda de pressão na mecânica dos fluidos,
regime turbulento estabelecido, é utilizada também para os ciclones,
)19(4D
Qu
)18(2u
p
2c
c
2c
π=
ρ
∆−=β
Sendo a queda de pressão medida entre o overflow e a alimentação. O valor depende da
configuração do ciclone, como mostra a tabela (1).
Cálculo da potência do soprador
Considerando apenas as perdas de carga no ciclone, a potência requerida para a separação é
dada pela equação
)20(75
pQP 1η
∆=
onde: P = (cv)
Q = vazão total (m3/s)
∆p1 = queda de pressão num ciclone (mm de coluna de água)
η = eficiência elétrica do motor, da ordem de 0,5 para motores de baixa
potência
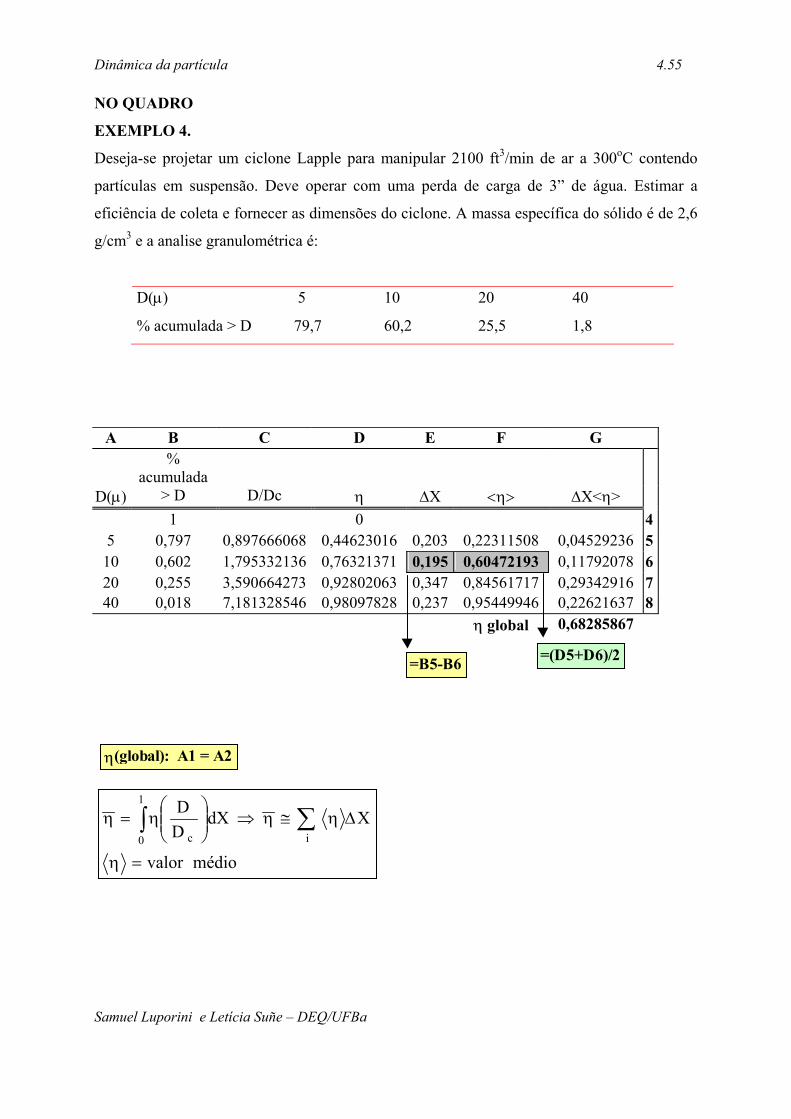
Dinâmica da partícula 4.55
Samuel Luporini e Letícia Suñe – DEQ/UFBa
NO QUADRO
EXEMPLO 4.
Deseja-se projetar um ciclone Lapple para manipular 2100 ft3/min de ar a 300oC contendo
partículas em suspensão. Deve operar com uma perda de carga de 3” de água. Estimar a
eficiência de coleta e fornecer as dimensões do ciclone. A massa específica do sólido é de 2,6
g/cm3 e a analise granulométrica é:
D(µ) 5 10 20 40
% acumulada > D 79,7 60,2 25,5 1,8
A B C D E F G %
acumulada
D(µ) > D D/Dc η ∆X <η> ∆X<η> 1 0 4 5 0,797 0,897666068 0,44623016 0,203 0,22311508 0,04529236 5 10 0,602 1,795332136 0,76321371 0,195 0,60472193 0,11792078 6 20 0,255 3,590664273 0,92802063 0,347 0,84561717 0,29342916 7 40 0,018 7,181328546 0,98097828 0,237 0,95449946 0,22621637 8
η global 0,68285867
η(global): A1 = A2
médio valor
XdXDD
i
1
0 c
=η
∆η≅η⇒
η=η ∑∫
=B5-B6 =(D5+D6)/2
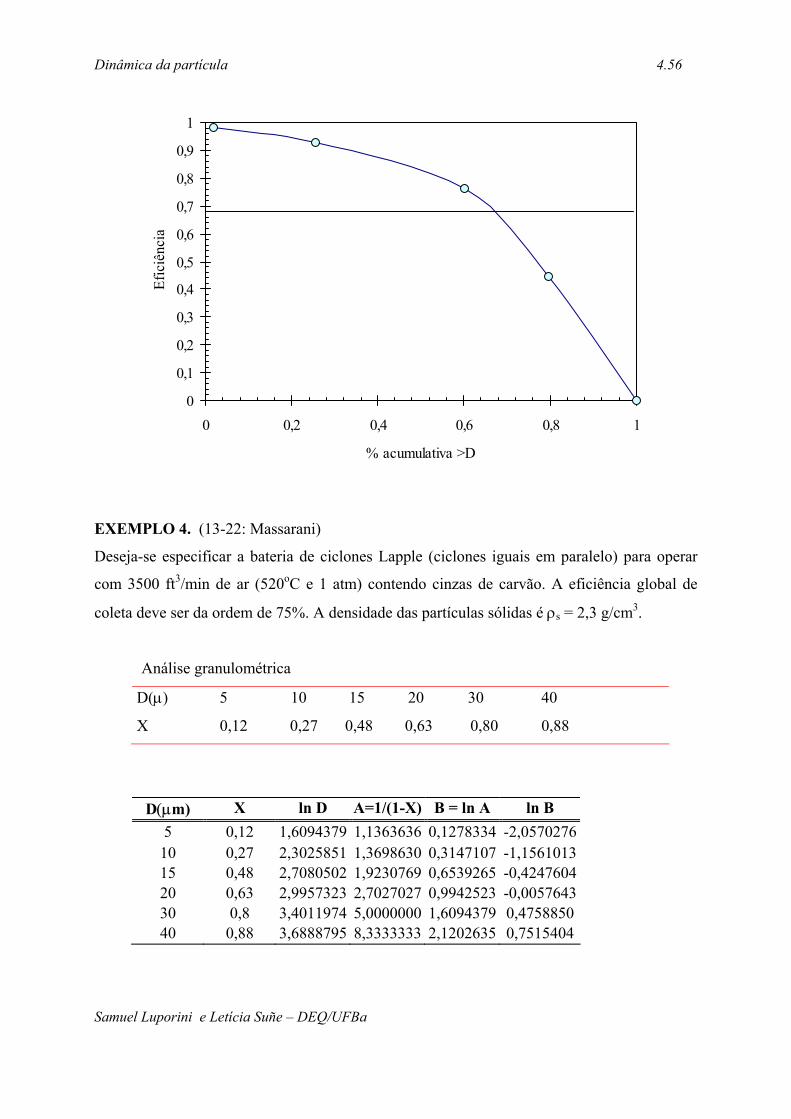
Dinâmica da partícula 4.56
Samuel Luporini e Letícia Suñe – DEQ/UFBa
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1
0 0,2 0,4 0,6 0,8 1
% acumulativa >D
Efic
iênc
ia
EXEMPLO 4. (13-22: Massarani)
Deseja-se especificar a bateria de ciclones Lapple (ciclones iguais em paralelo) para operar
com 3500 ft3/min de ar (520oC e 1 atm) contendo cinzas de carvão. A eficiência global de
coleta deve ser da ordem de 75%. A densidade das partículas sólidas é ρs = 2,3 g/cm3.
Análise granulométrica
D(µ) 5 10 15 20 30 40
X 0,12 0,27 0,48 0,63 0,80 0,88
D(µm) X ln D A=1/(1-X) B = ln A ln B 5 0,12 1,6094379 1,1363636 0,1278334 -2,0570276 10 0,27 2,3025851 1,3698630 0,3147107 -1,1561013 15 0,48 2,7080502 1,9230769 0,6539265 -0,4247604 20 0,63 2,9957323 2,7027027 0,9942523 -0,0057643 30 0,8 3,4011974 5,0000000 1,6094379 0,4758850 40 0,88 3,6888795 8,3333333 2,1202635 0,7515404

Dinâmica da partícula 4.57
Samuel Luporini e Letícia Suñe – DEQ/UFBa
Curva de distribuição
0,0
0,2
0,4
0,6
0,8
1,0
0 10 20 30 40 50
D
X
0,632
D'
Modelo RRB
y = 1,3902x - 4,2734R2 = 0,9935
-2,5-2,0-1,5-1,0-0,50,00,51,01,5
0,0 0,5 1,0 1,5 2,0 2,5 3,0 3,5 4,0
ln D
ln[ln
(1/(1
-X)]

Dinâmica da partícula 4.58
Samuel Luporini e Letícia Suñe – DEQ/UFBa
Exercícios: Dinâmica da partícula 1. Calcular o diâmetro da menor partícula que é coletada com eficiência de 100% na câmara
de poeira abaixo esquematizada.
Propriedades físicas do fluido: densidade 1,2 x 10-3 g/cm3 e viscosidade 1,8 x 10-2 cP.
Propriedades físicas das partículas: densidade 2,5 g/cm3 e esfericidade 0,7.
Dimensões da câmara: 2 x 2 x 16 m.
Vazão da suspensão na alimentação: 0,4 m3/s.
Considerar as seguintes situações diferentes:
a) A suspensão tem concentração volumétrica em sólido inferior a 0,2%.
b) Esta concentração é de 5%.
16 m
2 m
Trajetória crítica da menor partícula coletada com eficiênica de 100%Duas lamelas ativas.
Resp. Velocidade terminal da menor partícula coletada com eficiência de 100%: 0,625 cm/s
Diâmetro da menor partícula coletada com eficiência de 100%, diluição infinita:
9,74µm
Idem, 5% em volume de sólidos: 8,49 µm.
2. Estuda-se a possibilidade de reduzir o teor de cinzas de um carvão através da separação
em hidrociclone operando em fase densa. A alimentação contém 2 partes de carvão para 1
de cinzas, em massa. A concentração volumétrica de carvão e cinzas na alimentação é de
5%. Carvão e cinzas apresentam a mesma distribuição granulométrica,

Dinâmica da partícula 4.59
Samuel Luporini e Letícia Suñe – DEQ/UFBa
m. em D 521
D1X351
µ
−−= ,
,exp
,
Estimar o teor de cinzas do concentrado de carvão (overflow) que deve ser obtido numa
bateria de hidrociclones em paralelo com 2 in de diâmetro, nas configurações (a)Bradley,
(b) Ritema operando a uma queda de pressão de 45 psi. Fornecer também a capacidade de
cada hidrociclone
Densidade do carvão e cinzas, respectivamente, 1,25 e 2,10 g/cm3.
Propriedades do fluido: densidade 1,21 g/cm3 e viscosidade 2,7 cP.
Resposta:
Fixando a relação entre os diâmetros de descarga underflow e da parte cilíndrica do
hidrociclone em 0,15, na operação a 45 psi:
Configuração Bradley Rietema
Capacidade por hidrociclone (m3/h) 1,90 4,74
Relação % vazões overflow/alimentação 62,3 98,2
% carvão no underflow 58,8 41,1
% carvão no overflow 75,4 75,6
% do carvão da alimentação perdida pelo underflow 46,4 16,0
Do livro: Problemas de Sistemas particulados (Massarani)
3. Exercício 11 página 21
O ferro-velho “Dois Irmãos” da Pavuna dispõe de um conjunto de 3 ciclones Lapple
em paralelo, estado de conservação razoável. O diâmetro do ciclone é de 20”. Preparar um
anúncio de jornal fornecendo:
a) A capacidade do conjunto (m3/h de gás);
b) O diâmetro da partícula que é coletada com eficiência superior a 95%;
c) A potência consumida na separação.
Considerar que o gás seja ar a 200oC e 1 atm e que as partículas sólidas tenham uma
densidade de 3 g/cm3.

Dinâmica da partícula 4.60
Samuel Luporini e Letícia Suñe – DEQ/UFBa
Resposta:
Q (m3/h) u (m/s) Dη=0,95 (µm) P (CV) η=0,5
Máximo 1741,9 5 19,48 0,094
Mínimo 6967,7 20 9,72 6,05
4. Exercício 12 página 22
Uma usina de Campos pretende secar bagaço-de-cana com gás de chaminé (propriedades
do ar a 210oC e 1 atm). Especificar a bateria de ciclones Lapple para a recuperação de
finos secos, sabendo-se que a vazão de gás é de 5000 ft3/min e que as partículas maiores
que 40µ devem ser coletadas com eficiência superior a 95%. A densidade do bagaço seco
é 0,64 g/cm3.
Resposta: 9 ciclones com η = 0,95 u(entrada) = 14,01 m/s.
5. Exercício 7 página 19
No “scrubber” centrífugo operando a 100g com gotas de água de 100µ, verifica-se a
seguinte eficiência de coleta para partículas sólidas de diâmetro D:
D(µ) 0,2 0,5 1 2 3 4 5 η(D) 0,01 0,09 0,22 0,55 0,81 0,96 1,0
Determinar a eficiência global de coleta para a poeira com a seguinte análise granulométrica
. em D69
DX21
µ
= ,
,
,
Resposta: 84,32% (regra dos trapézios)

Escoamento de fluidos através de meios porosos rígidos 5.1
Samuel Luporini e Letícia Suñe – DEQ/UFBa
5. ESCOAMENTO DE FLUIDOS ATRAVÉS DE MEIOS POROSOS RÍGIDOS
5.1. Teoria
( )ϑρ⋅∇−=∂ρ∂ r
t Equação da continuidade (1)
( ) gpt
rrrrrρ+τ⋅∇−∇−ϑϑρ⋅∇−=ϑρ
∂∂ Movimento do fluido (2)
+
−
−
−=
por volumeelemento no gravidade de força
por volume viscosadissipaçãopor ganho momento de taxa
por volume elemento nopressão de força
por volume convecçãopor ganho momento de taxa
por volume momento de incremento de taxa
Mas,ttt ∂ρ∂
ϑ+∂ϑ∂
ρ=ϑρ∂∂ r
rr
(A)
De (1) multiplicando-se por ϑr
:
( )ϑρ⋅∇ϑ−=∂ρ∂
ϑrrr
t (B)
Abrindo o termo ϑϑρ⋅∇rr (*), temos:
( ) ( ) gpt
rrrrrrrrr
ρ+τ⋅∇−∇−ϑ∇⋅ϑρ−ϑρ⋅∇ϑ−=ϑρ⋅∇ϑ−∂ϑ∂
ρ
( ) ( ) gpt
rrrrrrrrr
ρ+τ⋅∇−−∇=ϑ∇⋅ϑρ+ϑρ⋅∇ϑ+ϑρ⋅∇ϑ−∂ϑ∂
ρ
gpt
rrrrr
ρ+τ⋅∇−−∇=ϑ∇⋅ϑρ+∂ϑ∂
ρ ou

Escoamento de fluidos através de meios porosos rígidos 5.2
Samuel Luporini e Letícia Suñe – DEQ/UFBa
gpt
rrrrr
ρ+τ⋅∇−−∇=
ϑ∇⋅ϑ+
∂ϑ∂
ρ
(*) propriedades da divergência de um tensor
( ) ( )abbabarrrrrr⋅∇+⋅∇=⋅∇
A equação da continuidade descreve a taxa de variação da massa específica em um
ponto fixo, resultante das variações do vetor velocidade mássica ϑρr
.
=
=ϑρ
TLM
TL
LM
23
r velocidade mássica
A integração destas equações nos poros é uma tarefa muito difícil, deste modo aplica-
se a teoria das misturas.
Teoria das misturas
Para escoamento saturado, temos:
Equação da continuidade para o fluido
( ) 0t
=ϑρε⋅∇+∂ρε∂ r
(1A)
Equação do movimento para o fluido
gmpt
rrrrrr
ρ+−τ⋅∇−−∇=
ϑ∇⋅ϑ+
∂ϑ∂
ρε (2A)
onde: ε = porosidade = (volume de vazios/volume total)
Escoamento de fluidos através de meios porosos rígidos 5.3
Samuel Luporini e Letícia Suñe – DEQ/UFBa
ϑr
= velocidade intersticial do fluido relativo a um referencial fixo às partículas.
mr
= força exercida pelo fluido sobre o sólido, por unidade de volume do meio
poroso.
Deste modo, perdemos informações na escala do poro, porem o problema é mais
tratável. As condições limites passam a ser dadas no contorno do meio.
5.2. Equação empírica de Forchheimer
Fluido Newtoniano, fluido e recheio não interagem.
• A pequena quantidade de dados experimentais disponíveis parece indicar que τrr não é
importante no escoamento de fluidos Newtonianos.
• Em relação à força resistiva mr
chega-se, a partir de um grande número de experiências,
que a forma quadrática de Forccheimer (1901) é válida:
qqkc
1k
m rr
r
µρ
+µ
= (3)
meio poroso

Escoamento de fluidos através de meios porosos rígidos 5.4
Samuel Luporini e Letícia Suñe – DEQ/UFBa
onde ‘k’ e ‘c’ dependem somente da matriz porosa
k = permeabilidade do meio poroso, [L2], 1 Darcy = 10-3cm2
qr
= ϑεr
= velocidade superficial do fluido
c = fator adimensional
µ = viscosidade do fluido
ρ = massa específica do fluido
No escoamento lento, o termo:
1qkc
<<µ
ρr
e a equação (3) reduz-se a:
qk
m rr µ= (4) Lei de Darcy
Portanto, a equação (3) recai na forma linear, a Lei de Darcy.
Obs: A experiência mostra que o escoamento pode ser laminar fora da região de Darcy, para
altos Re os escoamentos laminar e turbulento coexistem.
O termo ( )
ϑ⋅ϑ+
∂ϑ∂
ερrr
r
gradt
representa os efeitos inerciais, que normalmente são
desprezados , logo de (2A)
gmpgrad0 ρ+−−=r
, substituindo a equação (4), temos

Escoamento de fluidos através de meios porosos rígidos 5.5
Samuel Luporini e Letícia Suñe – DEQ/UFBa
( )gpgradk-qou gqk
pgrad0rrrr
ρ−µ
=ρ+µ
−−=
Obs.: A equação de Darcy não leva em conta a aceleração do fluido na percolação através da
matriz porosa, o que parece ser aceitável na maioria dos problemas de interesse tecnológico,
quando a permeabilidade é inferior a 10-5 cm2.
No escoamento incompressível podemos escrever que:
( )ghgradg ρ−=ρr , onde h é uma distância normal a partir de um plano de referência.
0 0 0 =1
( ) ( ) ( ) ( )
gjg
yhg
yghgh
xgh
ygh
xgh
jkji
ρ−=ρ=
∂∂
ρ+∂∂
ρ=ρ∂∂
+ρ∂∂
+ρ∂∂
=ρ∇
r
r
rrr
↑j e ↓h
Então:
estática
( ) Pgradghpgradgpgrad =ρ+=ρ−r
energia potencial
Então a equação resume-se a:
mPgradr
=−
Os fatores k e c devem ser determinados experimentalmente.
L
MEIO POROSOMP
P1 P2 • Escoamento incompressível
qqk
ckdz
dP
ρ+µ
=−
pois qqkc1k
m
µ+
µ=
r não Darcyano
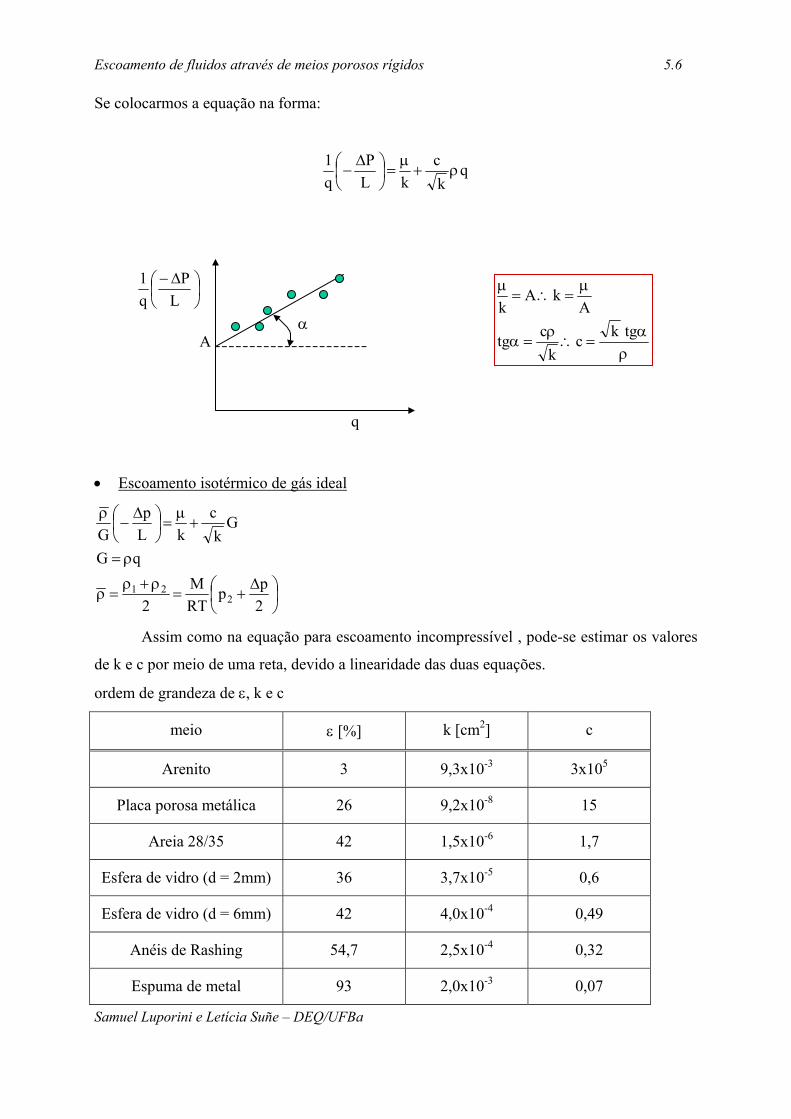
Escoamento de fluidos através de meios porosos rígidos 5.6
Samuel Luporini e Letícia Suñe – DEQ/UFBa
Se colocarmos a equação na forma:
qk
ckL
Pq1
ρ+µ
=
∆−
αA
∆−
LP
q1
q
ρα
=∴ρ
=α
µ=∴=
µ
tgkck
ctg
AkA
k
• Escoamento isotérmico de gás ideal
∆
+=ρ+ρ
=ρ
ρ=
+µ
=
∆−
ρ
2pp
RTM
2
qG
Gk
ckL
pG
221
Assim como na equação para escoamento incompressível , pode-se estimar os valores
de k e c por meio de uma reta, devido a linearidade das duas equações.
ordem de grandeza de ε, k e c
meio ε [%] k [cm2] c
Arenito 3 9,3x10-3 3x105
Placa porosa metálica 26 9,2x10-8 15
Areia 28/35 42 1,5x10-6 1,7
Esfera de vidro (d = 2mm) 36 3,7x10-5 0,6
Esfera de vidro (d = 6mm) 42 4,0x10-4 0,49
Anéis de Rashing 54,7 2,5x10-4 0,32
Espuma de metal 93 2,0x10-3 0,07
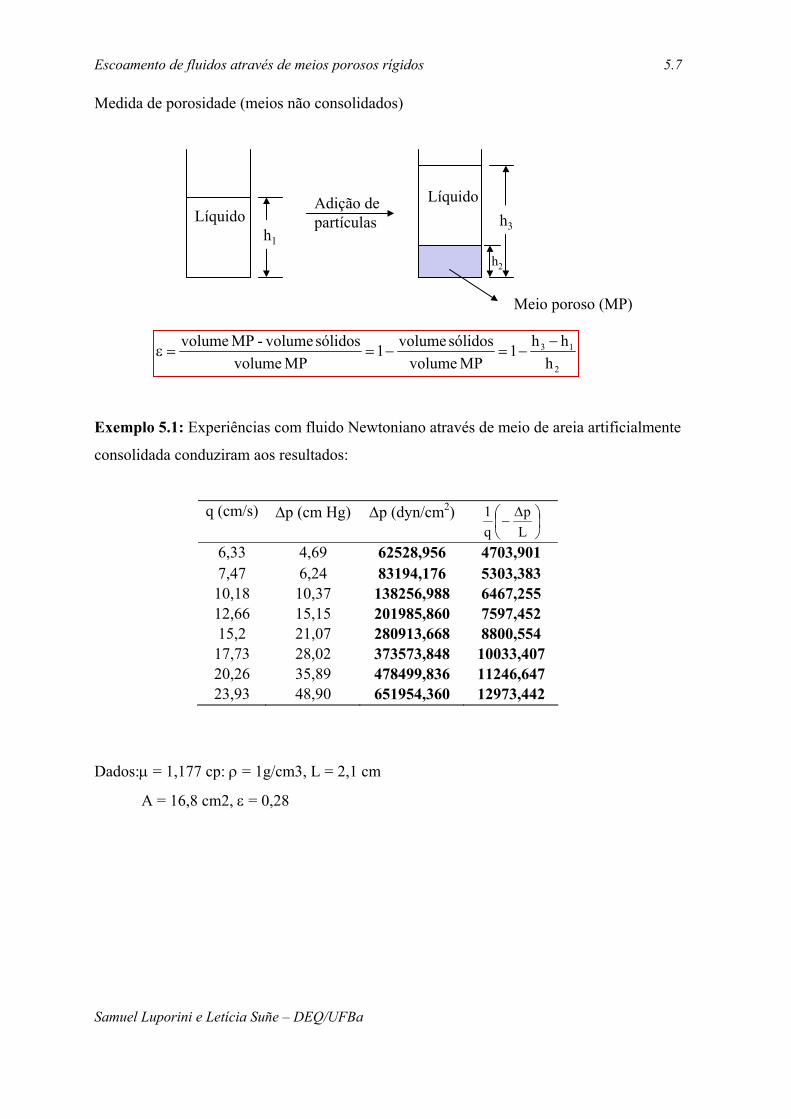
Escoamento de fluidos através de meios porosos rígidos 5.7
Samuel Luporini e Letícia Suñe – DEQ/UFBa
Medida de porosidade (meios não consolidados)
Adição departículasLíquido
Líquido
h1
h2
h3
Meio poroso (MP)
2
13
hhh1
MP volumesólidos volume1
MP volumesólidos volume- MP volume −
−=−==ε
Exemplo 5.1: Experiências com fluido Newtoniano através de meio de areia artificialmente
consolidada conduziram aos resultados:
q (cm/s) ∆p (cm Hg) ∆p (dyn/cm2)
∆−
Lp
q1
6,33 4,69 62528,956 4703,901 7,47 6,24 83194,176 5303,383 10,18 10,37 138256,988 6467,255 12,66 15,15 201985,860 7597,452 15,2 21,07 280913,668 8800,554 17,73 28,02 373573,848 10033,407 20,26 35,89 478499,836 11246,647 23,93 48,90 651954,360 12973,442
Dados:µ = 1,177 cp: ρ = 1g/cm3, L = 2,1 cm
A = 16,8 cm2, ε = 0,28
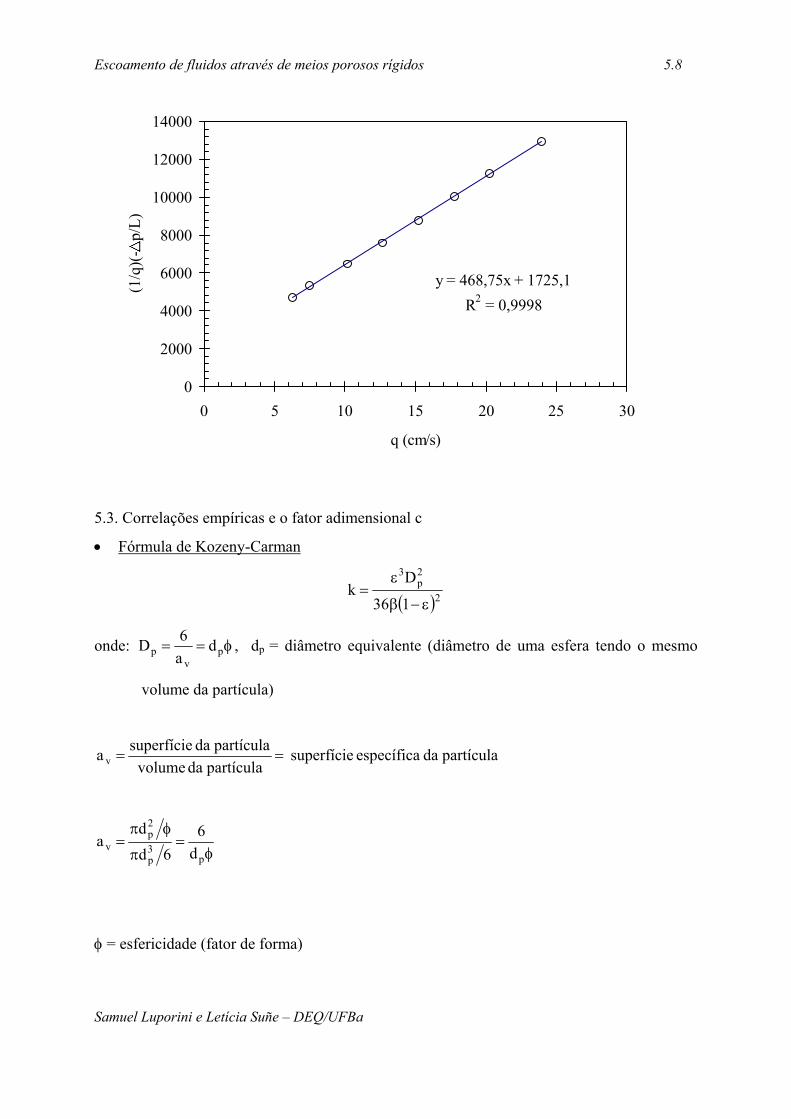
Escoamento de fluidos através de meios porosos rígidos 5.8
Samuel Luporini e Letícia Suñe – DEQ/UFBa
y = 468,75x + 1725,1R2 = 0,9998
0
2000
4000
6000
8000
10000
12000
14000
0 5 10 15 20 25 30
q (cm/s)
(1/q
)(-
p/L)
5.3. Correlações empíricas e o fator adimensional c
• Fórmula de Kozeny-Carman
( )22p
3
136
Dk
ε−β
ε=
onde: φ== pv
p da6D , dp = diâmetro equivalente (diâmetro de uma esfera tendo o mesmo
volume da partícula)
partícula da específica superfície partícula da volumepartícula da superfíciea v ==
φ=
π
φπ=
p3p
2p
v d6
6dd
a
φ = esfericidade (fator de forma)

Escoamento de fluidos através de meios porosos rígidos 5.9
Samuel Luporini e Letícia Suñe – DEQ/UFBa
Forma φ
esferas 1,0
cubos 0,81
cilindros (Dp = h) 0,87
celas de Berl 0,3
anéis de Raschig 0,3
4 < β < 5 → para meios granulares de 0,3 < ε < 0,5 (Coulson e Richardson)
O valor de β cresce com a porosidade. Para esferas (COPPE):
ε 0,510 0,645 0,744 0,849
β 5,70 5,96 6,19 6,85
• Correlação empírica para k
1000D
7,31Dk
22
=
=
onde: D = diâmetro médio de peneira para partículas granulares
D = dp = diâmetro equivalente para recheios industriais
• Correlação de Ergun para c
2314,0c
ε=
(Ergun, S., “Fluid Flow through packed columns”, CEP 48, 89 (1952))
para 10-5 < k < 10-4 cm2 e 0,35 < ε < 0,45
• Correlação empírica de Massarani 98,001,0
o37,0
o23 k
k10,0k
k13,01c
+
ε=
ko = 10-6cm2 ; 10-9 < k < 10-3 cm2 e 0,15 < ε < 0,75

Escoamento de fluidos através de meios porosos rígidos 5.10
Samuel Luporini e Letícia Suñe – DEQ/UFBa
• Equação de Ergun
A equação de Ergun (1952), extensamente utilizada na literatura de Engenharia Química,
é a expressão geral:
kqc
kq
dzdp 2ρ
+µ
=−
na qual a permeabilidade e o fator c são representados por:
( )( ) 232
32p 14,0ce1150
Dk
ε=
ε−
εφ=
( )( ) ( )φ
ρεε−
+φ
µεε−
=∆
−p
2
32p
3
2
Dq175,1
Dq1150
LP
Exemplo 5.2: Deseja-se estimar o valor da permeabilidade e do fator c para o meio poroso
constituído por partículas que apresentam a seguinte análise de peneiras.
Sistema Tyler
(peneira no)
Diâmetro médio da
abertura D# (mm)
massa retida
(g)
Fração em massa
retida ∆X
-35 +48 0,359 47,6 0,33
-48 +65 0,254 52,8 0,36
-65 +100 0,180 45,2 0,31
Total 145,6 1,00
A porosidade do meio é da ordem de 42% e a esfericidade das partículas é 0,78; confunde-se,
neste cálculo aproximado, os valores do diâmetro médio de peneiras D# e do diâmetro
volumétrico Dp.
Perda de carga em meio poroso
No escoamento unidirecional e incompressível, a equação de movimento (2A) e a
equação (3) de Forccheimer:
gmgradP0 ρ+−−=r
(2A)

Escoamento de fluidos através de meios porosos rígidos 5.11
Samuel Luporini e Letícia Suñe – DEQ/UFBa
qqkc
1k
m rr
r
µρ
+µ
= (3)
levam à equação da perda de carga no meio poroso,
qkqc
kgL
gW
gP
MP
A
ρ+
µρ
=
=
ρ∆
expressa em termos da altura de coluna do fluido que escoa no meio. Nesta equação AW é a
energia dissipada devido ao atrito por unidade de massa do fluido.
Exemplo 5.3: Seja o filtro de areia abaixo esquematizado operando com água a 20oC.
Determinar a capacidade do filtro.
água
areia
brita
2 ft
2 ft (areia, -14 +28 Tyler)
2 ft (cascalhos, 1”)
Patm
Porosidade ε = 0,4
1
2
3
(1)
(2)

Escoamento de fluidos através de meios porosos rígidos 5.12
Samuel Luporini e Letícia Suñe – DEQ/UFBa

Escoamento de fluidos através de meios porosos rígidos 5.13
Samuel Luporini e Letícia Suñe – DEQ/UFBa
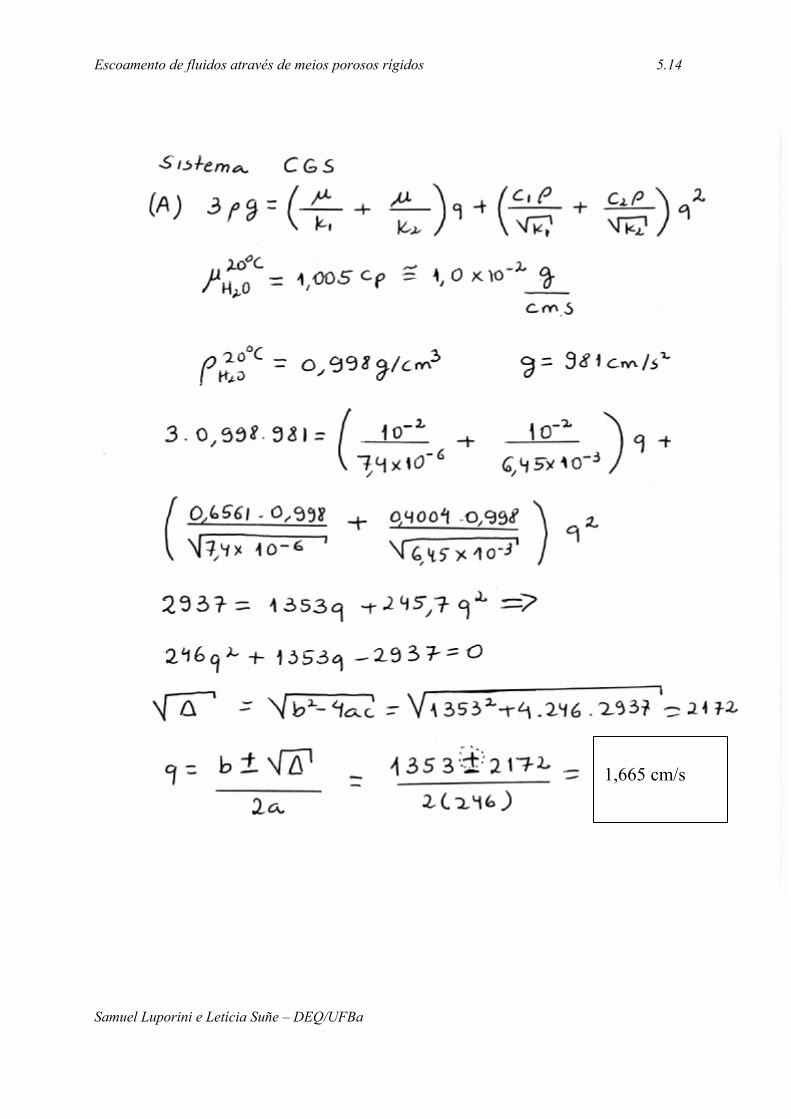
Escoamento de fluidos através de meios porosos rígidos 5.14
Samuel Luporini e Letícia Suñe – DEQ/UFBa
1,665 cm/s

Escoamento de fluidos através de meios porosos rígidos 5.15
Samuel Luporini e Letícia Suñe – DEQ/UFBa
Recheios comuns
a) b) c) d) e) a) Anéis de Raschig: são os mais utilizados na indústria química. Eles consistem de um
cilindro oco com o comprimento igual ao diâmetro externo. São estruturalmente fortes,
baratos e podem ser feitos de vários materiais (cerâmicos, metais e plásticos). São menos
eficientes que os outros recheios.
b) Anéis de Lessing: eleva a eficiência, reduz a quantidade de canalizações, porém aumenta a
queda de pressão.
c) Anéis de Pall: contato mais eficiente entre líquido e gás, são mais caros, e apresenta uma
menor queda de pressão em relação aos anéis de Raschig.
d) Celas de Berl: diminui as canalizações, diminui a queda de pressão, porem são caros e
frágeis.
e) Celas Intatox: são similares as celas de Berl mas permite um contato mais eficiente entre
líquido e gás. São recheios para leito fixo mais eficiente disponível e fornece uma queda
de pressão inferior comparado aos anéis de Raschig e celas de Berl.
Estes recheios são extensamente utilizados em equipamentos de transferência de massa,
como torres de recheios por exemplo.

Escoamento de fluidos através de meios porosos rígidos 5.16
Samuel Luporini e Letícia Suñe – DEQ/UFBa
APLICAÇÕES
Reatores catalíticos
a) Reatores de leito fixo: gases simplesmente atravessam o leito.
b) Reatores de leito fluidizado: utilizados para reações muito exotérmica – uniformizam a
temperatura. Catalisadores em forma de grânulos (pellets).
Colunas de recheios
É comum o enchimento em colunas de destilação, absorção, etc para facilitar o contato
entre seus componentes .
Líquido Gás pobre
Líquido + solutoGás rico
recheios
Anéis de RaschigAnéis de LessingAnéis de PallCelas de BerlCelas Intalox
Filtração:
Uma mistura sólido-líquido passa através de um meio poroso de forma que o líquido
passa e o sólido fica retido.
Suspensão Líquido
Sólido retido
Meio filtrante poroso

Escoamento de fluidos através de meios porosos rígidos 5.17
Samuel Luporini e Letícia Suñe – DEQ/UFBa
FILTRAÇÃO
Objetivo: é a separação de um sólido do fluido que o transporta.
A separação se realiza pela passagem forçada do fluido através de uma membrana
porosa. As partículas ficam retidas nos poros da membrana e acumulam-se, formando uma
camada sobre a membrana. O fluido (gás ou líquido) passa pelo leito de sólidos e através da
membrana retentora.
Para se obter uma produção razoável, com um filtro de dimensões moderadas, deve-se
aumentar a queda de pressão, ou deve-se diminuir a resistência ao escoamento, para aumentar
a vazão. O equipamento industrial opera mediante a diminuição da resistência ao escoamento,
fazendo com que a área filtrante seja tão grande quanto possível.
A escolha do equipamento filtrante depende em grande parte da economia do
processo, variando de acordo com o seguinte:
1. Viscosidade, densidade e reatividade química do fluido.
2. Dimensões das partículas sólidas, distribuição granulométrica, forma da partícula,
tendência a floculação e deformidade.
3. Concentração da suspensão de alimentação.
4. Quantidade de material que deve ser operado.
5. Valores absolutos e relativos dos produtos líquido e sólido.
6. Grau de separação que se deseja efetuar.
7. Custos relativos da mão-de-obra, do capital e energia.
Meios filtrantes granulados É constituído por uma ou mais camadas de sólidos particulados, suportados por um
leito de cascalhos sobre uma grade, através da qual o material a ser filtrado flui por gravidade
ou pressão.
Sólidos particuladosLeito de cascalhoGrade

Escoamento de fluidos através de meios porosos rígidos 5.18
Samuel Luporini e Letícia Suñe – DEQ/UFBa
Quando a vazão cai, ou quando a queda de pressão se torna excessiva. Então a
filtração cessa e o leito tem que ser limpo, mediante uma lavagem com corrente inversa de
água, seguida por uma lavagem de ar.
FILTRO PRENSA DE PLACA E QUADRO É o dispositivo de filtragem mais comum na indústria química.
Vantagens: - baixo custo.
- custo de manutenção pequeno.
- flexibilidade de operação.
O filtro prensa é projetado para realizar diversas funções, cuja seqüência é controlada
manualmente. Durante a filtração o filtro prensa:
1. Permite a injeção da suspensão a filtrar até as superfícies filtrantes, por intermédios de
canais apropriados.
2. Permite a passagem forçada da suspensão através das superfícies filtrantes.
3. Permite que o filtrado que passou pelas superfícies filtrantes seja expelido através dos
canais apropriados.
4. Retém os sólidos que estavam inicialmente na suspensão.
Durante a seqüência de lavagem o filtro-prensa
1) Encaminha a água de lavagem para os sólidos filtrados, através de canais apropriados.
2) Força a água de lavagem através dos sólidos retidos no filtro.
3) Permite a expulsão da água de lavagem, e das impurezas, através de um canal separado.
O modelo mais comum consiste em placas e quadros que se alternam numa armação e
que são comprimidos fortemente, uns contra os outros, por meio de uma placa prensa-
parafuso ou de uma prensa hidráulica.
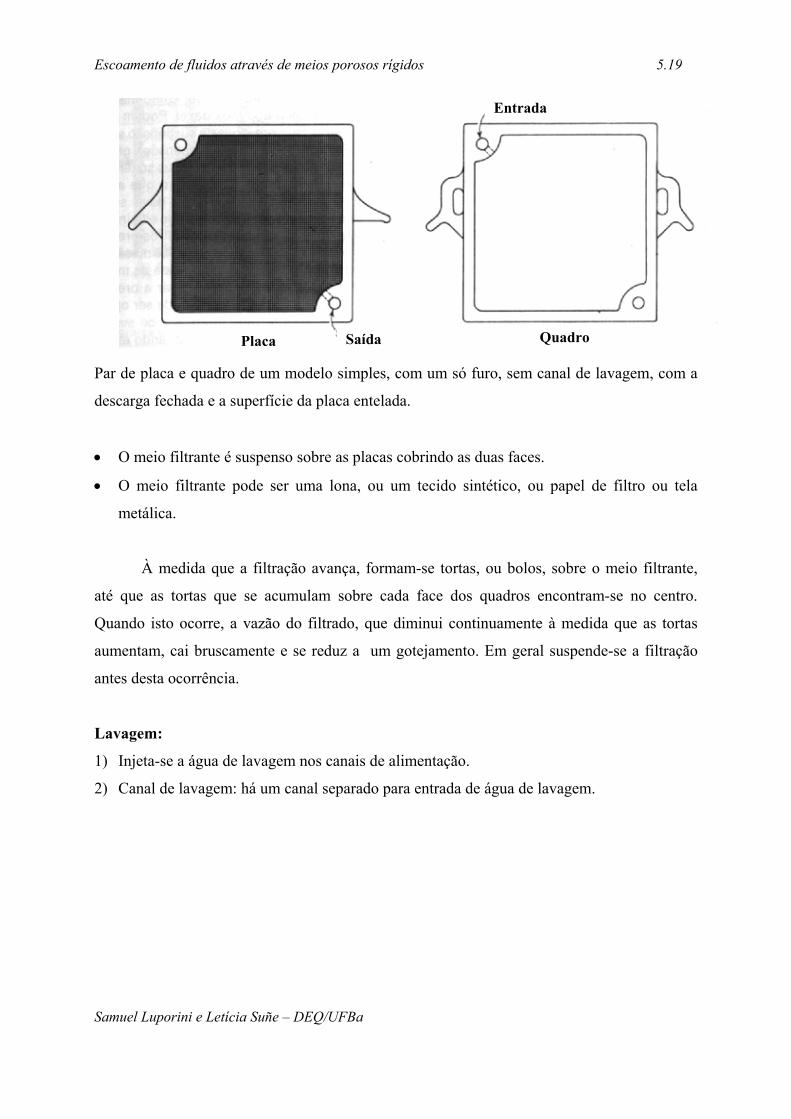
Escoamento de fluidos através de meios porosos rígidos 5.19
Samuel Luporini e Letícia Suñe – DEQ/UFBa
Placa Saída Quadro
Entrada
Par de placa e quadro de um modelo simples, com um só furo, sem canal de lavagem, com a
descarga fechada e a superfície da placa entelada.
• O meio filtrante é suspenso sobre as placas cobrindo as duas faces.
• O meio filtrante pode ser uma lona, ou um tecido sintético, ou papel de filtro ou tela
metálica.
À medida que a filtração avança, formam-se tortas, ou bolos, sobre o meio filtrante,
até que as tortas que se acumulam sobre cada face dos quadros encontram-se no centro.
Quando isto ocorre, a vazão do filtrado, que diminui continuamente à medida que as tortas
aumentam, cai bruscamente e se reduz a um gotejamento. Em geral suspende-se a filtração
antes desta ocorrência.
Lavagem:
1) Injeta-se a água de lavagem nos canais de alimentação.
2) Canal de lavagem: há um canal separado para entrada de água de lavagem.

Escoamento de fluidos através de meios porosos rígidos 5.20
Samuel Luporini e Letícia Suñe – DEQ/UFBa
Placa de lavagem
QuadroTecido Placa simples
Entrada daágua delavagem
Cabeçote
Bolo Bolo
Fechado Fechado
Diagrama esquemático de um filtro-prensa com lavagem e descarga aberta. Observe a
codificação com um, dois ou três botões no topo das placas e quadros.
- Os filtros-prensa podem ser feitos de :
• madeira
• ferro fundido
• borracha
• aço inoxidável
- Operam com pressões até 68 atm.
- Operações cíclicas: processos em batelada em que a produção é de porte modesto.
- Desmontagem: deve ser feita quando a torta fica presa na placa que tenha sido deslocada.
FILTRO FOLHA

Escoamento de fluidos através de meios porosos rígidos 5.21
Samuel Luporini e Letícia Suñe – DEQ/UFBa
Constitui de uma placa oca, suportada internamente e que fica permanentemente
coberta pelo meio filtrante. A suspensão a ser filtrada enche o espaço em torno da folha e é
forçado, mediante pressão exercida sobre ela, ou pelo vácuo que se faz dentro da folha, a
escoar através do meio filtrante.
A torta de filtração forma-se no exterior da folha e o filtrado passa para dentro da folha
e daí para o sistema de descarga.
Quando se tem a torta de espessura desejada, abre-se o filtro, e as folhas ou são
removidas para limpeza ou são limpas na própria unidade, manual ou automaticamente, pela
lavagem hidráulica dos sólidos.
Torta do filtro
Vista docorte de uma folha
Suspenção de carga
Dispositivo de desmontagem
Anel deborracha
em OFiltrado
Distribuidorde saída
Vista do corte de um filtro de folha vertical e corte transversal mostrando a estrutura da folha
do filtro.
FILTRO DE PLACA HORIZONTAL

Escoamento de fluidos através de meios porosos rígidos 5.22
Samuel Luporini e Letícia Suñe – DEQ/UFBa
É especialmente conveniente para a clarificação final de soluções que contém
quantidades diminutas de sólidos em virtude da facilidade de aplicação do adjuvante de
filtração.
Suspiro de ar
Entrada
Saída
Solução de polimento
Placa polidora
Papel de filtro,tecido ou tela
metáticaPlaca perfurada
Placa de filtragem
Diagrama esquemático do corte de um filtro de placa horizontal. São filtros patenteados com
placas polidoras no final de cada batelada. A válvula polidora é aberta durante a etapa de pré-
revestimento e fechada até o final do ciclo. Então, a válvula de descarga é fechada, a polidora
é aberta e o líquido remanescente é filtrado pela placa polidora, mediante a injeção de ar ou
gás sob pressão pelo duto de entrada.
Os adjuvantes, ou auxiliares, de filtração são sólidos incompressíveis, com a estrutura
aberta, que podem ser depositados sobre os tecidos de filtração para servir de meio filtrante de
alta eficiência.
- Filtros descontínuos → processo cíclico, capacidade modesta
FILTROS CONTÍNUOS
- Elevadas capacidades
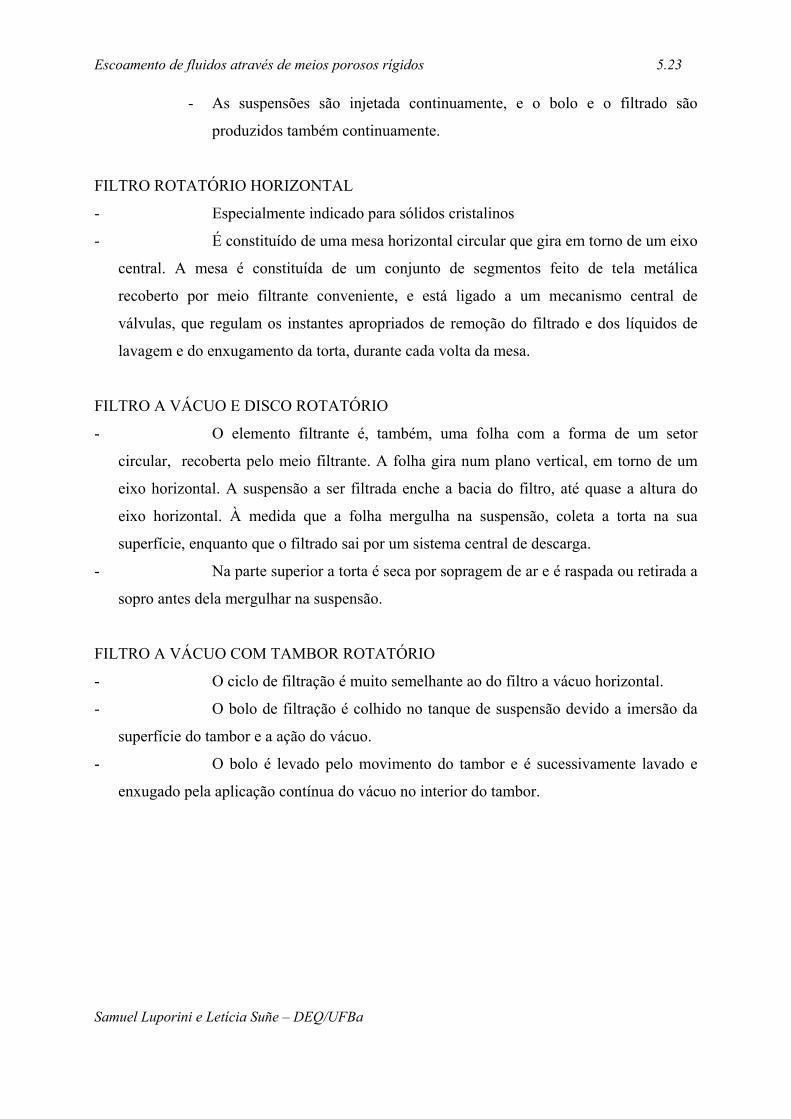
Escoamento de fluidos através de meios porosos rígidos 5.23
Samuel Luporini e Letícia Suñe – DEQ/UFBa
- As suspensões são injetada continuamente, e o bolo e o filtrado são
produzidos também continuamente.
FILTRO ROTATÓRIO HORIZONTAL
- Especialmente indicado para sólidos cristalinos
- É constituído de uma mesa horizontal circular que gira em torno de um eixo
central. A mesa é constituída de um conjunto de segmentos feito de tela metálica
recoberto por meio filtrante conveniente, e está ligado a um mecanismo central de
válvulas, que regulam os instantes apropriados de remoção do filtrado e dos líquidos de
lavagem e do enxugamento da torta, durante cada volta da mesa.
FILTRO A VÁCUO E DISCO ROTATÓRIO
- O elemento filtrante é, também, uma folha com a forma de um setor
circular, recoberta pelo meio filtrante. A folha gira num plano vertical, em torno de um
eixo horizontal. A suspensão a ser filtrada enche a bacia do filtro, até quase a altura do
eixo horizontal. À medida que a folha mergulha na suspensão, coleta a torta na sua
superfície, enquanto que o filtrado sai por um sistema central de descarga.
- Na parte superior a torta é seca por sopragem de ar e é raspada ou retirada a
sopro antes dela mergulhar na suspensão.
FILTRO A VÁCUO COM TAMBOR ROTATÓRIO
- O ciclo de filtração é muito semelhante ao do filtro a vácuo horizontal.
- O bolo de filtração é colhido no tanque de suspensão devido a imersão da
superfície do tambor e a ação do vácuo.
- O bolo é levado pelo movimento do tambor e é sucessivamente lavado e
enxugado pela aplicação contínua do vácuo no interior do tambor.
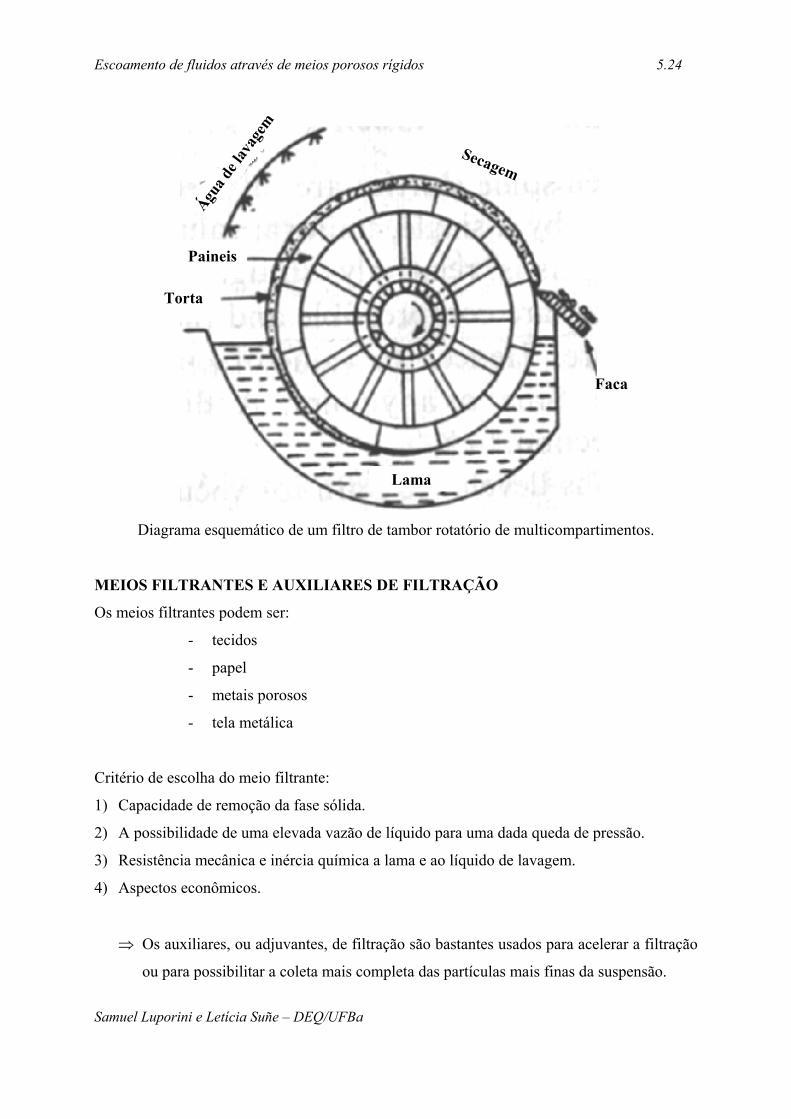
Escoamento de fluidos através de meios porosos rígidos 5.24
Samuel Luporini e Letícia Suñe – DEQ/UFBa
Secagem
Faca
Lama
Torta
Paineis
Água d
e lav
agem
Diagrama esquemático de um filtro de tambor rotatório de multicompartimentos.
MEIOS FILTRANTES E AUXILIARES DE FILTRAÇÃO
Os meios filtrantes podem ser:
- tecidos
- papel
- metais porosos
- tela metálica
Critério de escolha do meio filtrante:
1) Capacidade de remoção da fase sólida.
2) A possibilidade de uma elevada vazão de líquido para uma dada queda de pressão.
3) Resistência mecânica e inércia química a lama e ao líquido de lavagem.
4) Aspectos econômicos.
⇒ Os auxiliares, ou adjuvantes, de filtração são bastantes usados para acelerar a filtração
ou para possibilitar a coleta mais completa das partículas mais finas da suspensão.

Escoamento de fluidos através de meios porosos rígidos 5.25
Samuel Luporini e Letícia Suñe – DEQ/UFBa
⇒ Terra diatomácea: consiste de esqueletos de animais marinhos pré-históricos muito
pequenos.
⇒ O auxiliar de filtração atua como meio filtrante primário e permite a remoção
completa de partículas sólidas muito finas presentes na suspensão a filtrar.
EQUAÇÕES DE BALANÇO
q
l(t) lm
lm: espessura do meio filtrante
l(t): espessura da torta, que varia com o tempo
Escoamento unidimensional
Equação de Darcy: qkL
P µ=
∆
Torta: ( )tPkq 2
l∆
µ= , onde ∆P2 é a queda de pressão na torta.
q = q(t)
Meio filtrante: ml
1m Pkq
∆µ
=
+µ=∆+∆=∆
m21 kk
qPPP mll
Definindo: q = velocidade superficial (= Q/A)
v = volume do filtrado
A = área de filtração
+µ
∆=
=
mkk
PqedtdV
A1q
mll

Escoamento de fluidos através de meios porosos rígidos 5.26
Samuel Luporini e Letícia Suñe – DEQ/UFBa
Logo: µ∆
+
=
P
kk
1dtdV
A1
m
mll
mm k
R ml= ⇒ resistência específica do meio filtrante.
[Rm] = L-1
∴µ∆
+
=
P
Rk
1dtdV
A1
ml
Relação entre l e k ⇒ balanço de massa na torta.
tortana retido líquido de massarecolhido líquido de massasuspensão na sólidos de massa
suspensão na líquido de massasuspensão na sólidos de massa
+==s
( )ρε+ρρε−
=l
ls
AVA1 s
⇒ρ<<ρε VA l( )
VA1 s
ρρε−
=l
s
( ) AV
1 s
ρε−
ρ=
sl
Característica do sistema
Logo: µ∆
+
ρε−ρ
=
P
RAV
)1k(
1dtdV
A1
ms
s
definindo: s)1k(
1ρε−
=α ⇒ resistência especifica da torta
Escoamento de fluidos através de meios porosos rígidos 5.27
Samuel Luporini e Letícia Suñe – DEQ/UFBa
temos: µ∆
+ρα
=
P
RAV1
dtdV
A1
ms Equação da filtração
[α] = LM-1
Para algumas tortas α é praticamente constante ⇒ tortas incompressíveis
FILTRAÇÃO COM TORTAS INCOMPRESSÍVEIS (OU À PRESSÃO CONSTANTE)
∆P é constante e α é constante
µ∆
+ρα
=
P
RAV1
dtdV
A1
ms, integrando:
∫∫ µ∆
=
+ρα
t
0
V
0m dtPAdVR
AVs
tPAVR2
VA m
2
µ∆
=+ρα s ou m2 R
PAV
PA2s
Vt
∆µ
+∆ραµ
=
a resistência específica, α, e Rm são fatores determinados experimentalmente.
Dados de v (volume do filtrado) ‘versus’ t (tempo)
β
b
t/V
V
mm R se-obtém RPA
b ⇒∆µ
=
α⇒∆ραµ
=β se-obtém PA2
tg 2s

Escoamento de fluidos através de meios porosos rígidos 5.28
Samuel Luporini e Letícia Suñe – DEQ/UFBa
FILTRAÇÃO À VAZÃO CONSTANTE
µ∆
+ρα
=
P
RAV1
dtdV
A1
ms ⇒
µ∆
+ρα
=P
RAVA
dtdV
ms
CtVou CtVC
dtdV
==⇒=
VRA
VPtAP
RAVA
tV
m
2
m
+ρα=∆µ
⇒µ∆
+ρα
= ss
, mas ∆P não é constante
t1
AVR
AVP m
2
⋅
µ+
ρµα=∆ s
Como V = Ct,
ACR
tA
CP m2
2 µ+
ρµα=∆
s
C é a própria vazão.
β
b
∆P
t
mm R se-obtém
ACRb ⇒
µ=
α⇒ραµ
=β se-obtém A
Ctg 2
2s

Escoamento de fluidos através de meios porosos rígidos 5.29
Samuel Luporini e Letícia Suñe – DEQ/UFBa
algumas vezes Rm é desprezível
tA
CP 2
2
ρµα=∆
s⇒ passa pela origem
Problemas 1 e 3: Lista de Filtração
FILTRAÇÃO COM TORTAS COMPRESSÍVEIS
Observa-se que a porosidade e a resistência específica variam com a posição no
interior da torta, devido às tensões mecânicas que tendem a comprimir a torta
Admite-se que ε e α são funções da pressão Ps, definida como:
Ps = P – P’
onde: P é a pressão na cabeça da torta
P’ é a pressão na seção imediatamente anterior ao meio filtrante.
l(t) lm
P P’P1
Os testes de variação de ε e α com Ps podem ser realizados no laboratório e as curvas são do
tipo:
( )no P∆α=α sendo ∆P = P – P1
( )mo P∆ε=ε
ou n
soPα=α
msoPε=ε
n é uma medida quantitativa da compressibilidade da torta 0 < n < 1.
n→ 0 ⇒ tortas incompressíveis
n→ 1 ⇒ tortas compressíveis

Escoamento de fluidos através de meios porosos rígidos: Filtração 5.30
Samuel Luporini e Letícia Suñe – DEQ/UFBa
<α> varia com cada 1PPP −=∆
Tendo-se dados de t x V o vários ∆P
t
V ∆P1 ∆P2 ∆P3
- - - -
- - - -
- - - -
- - - -
temos que:
+
ρα
∆µ
= mRVA
sPAdV
dt , integrando a ∆P constante, temos
∆P1∆P2
∆P3∆t/∆V
V obtêm-se <α> para cada ∆P ⇒ pelo coeficiente angular das curvas obtidas.
Pois: ( ) ⇒∆α=α no P
log <α> = log αo + n log ∆P ⇒ obtém-se αo e n através da reta log<α> ‘versus’log ∆P.
VV
t :gráfico PA
R
2
V
PA
s
V
t m
2×⇒
∆
µ+
∆
ραµ=
V
t

Escoamento de fluidos através de meios porosos rígidos: Filtração 5.31
Samuel Luporini e Letícia Suñe – DEQ/UFBa
FILTRAÇÃO A PRESSÃO CONSTANTE (FILTRO-PRENSA)
+
ρα
∆µ
= VRVA2PA
t m2s
A⇒ é a área total de filtração – cada quadro apresenta duas superfícies filtrantes - <α> e Rm
parâmetros específicos da torta e do meio filtrante.
Meio filtrante
FiltradoFiltrado
Suspensão
Quadro
Lavagem da torta
Seja a pressão na lavagem a mesma que na filtração
Placa de lavagemQuadro Placa
Líquido delavagem
filtração da finaldtdV
41
tVQ
==
l
ll
Módulo com placa de lavagem(3 botões)
Desmantelamento, limpeza e montagem
O tempo desta operação dependerá das dimensões do filtro, bem como do número e
competência dos operários.

Escoamento de fluidos através de meios porosos rígidos: Filtração 5.32
Samuel Luporini e Letícia Suñe – DEQ/UFBa
Projeto
O filtro industrial deve operar com uma produção de filtrado P, com uma queda de
pressão ∆P. Experiências conduzidas em filtro-piloto operando com o mesmo ∆P levaram aos
seguintes resultados para uma espessura de quadro lp:
⇒ tempo de filtração para se ter o quadro cheio: tp
⇒ volume de filtrado correspondente ao tempo tp: Vp
⇒ relação entre volume do filtrado e volume da torta: (V/Vt)p
⇒ porosidade média da torta: <ε>
⇒ relação entre o volume de líquido de lavagem e de torta para se ter um produto na
especificação desejada: Vl/Vt = β
⇒ havendo variação de temperatura entre a operação industrial e a unidade piloto, a
correção deve ser feita na viscosidade.
⇒ na operação do filtro-prensa a resistência do meio filtrante pode ser desprezada.
Filtração no filtro prensa:
(Massarani, G., Tópicos Especiais de Sistemas Particulados, volume 2 – UFSCar)
O ciclo completo compreende 3 etapas
⇒ A filtração (tempo t)
⇒ A lavagem da torta, ocasionalmente desnecessária (tempo tl)
⇒ Desmantelamento, limpeza e montagem (tempo td)
A produção do filtrado é dada por:
dtttVP++
=l
onde: V = volume de filtrado produzido na etapa da filtração.
t + tl + td = tempo do ciclo completo no filtro-prensa.

Escoamento de fluidos através de meios porosos rígidos: Filtração 5.33
Samuel Luporini e Letícia Suñe – DEQ/UFBa
e
At
Placa
A = área total de filtração
A = 8 At para o exemplo acima
e = espessura do quadro
Vt = volume contido nos quadros (torta)
ee
2AV :assim
2A8
V tt
t ==
eAV2
VV
t= onde V = volume do filtrado. V/Vt mantem-se constante no ‘scale-up’
Definindo: índice p = piloto
índice i = industrial , onde ∆Pi = ∆Pp e Ti = Tp
ip AV2
AV2
=
ee assim:
( )( ) p
i
p
i
AVAV
ee
= (1)
e i
p
p
ipi V
VAA
ee
= (2)
A pressão constante tem-se a equação:
+
ρα
∆µ
= VRVA2PA
t m2s
ou AVB
AVBt 22
2
1 +=

Escoamento de fluidos através de meios porosos rígidos: Filtração 5.34
Samuel Luporini e Letícia Suñe – DEQ/UFBa
Como Rm (resistência do meio filtrante) pode ser desprezada ⇒ B2 = 0 e
2
2
AVBt = (3), sendo:
P2B
∆
ραµ=
s
Resulta das equações (1) e (3)
( )( )
2
p
ip
2
p
ipi t
AVAV
tt
=
=
ee
2
p
ipi tt
=
ee (4)
Seja a filtração e a lavagem conduzidas a uma mesma queda de pressão ∆P. Nestas condições,
o tempo de filtração é dado por:
+
ρα
∆µ
= VRVA2PA
t m2s
O tempo de lavagem com placas de “3 botões”:
dVdtV4RV
A2PAV4t m lll
s=
+
ρα
∆µ
=
onde: Vl = volume do líquido utilizado na lavagem
Na lavagem com placas de 3 botões
filtração da finaldtdV
41
tV
Q
==
l
ll (5)
Pela equação da filtração:
+
ρα
∆µ
= mRVAPAdV
dt s
desprezando a resistência do meio filtrante, temos:
P2B onde
AVB2
dVdt
2 ∆
ραµ==
s

Escoamento de fluidos através de meios porosos rígidos: Filtração 5.35
Samuel Luporini e Letícia Suñe – DEQ/UFBa
Portanto: 2
ii AV
VB8Vt
= ll (6)
Da equação (3) vem que: 2
ii A
VBt
= , logo:
i
i
VtV8t ll =
Sendo tortada Volume
lavagem de líquido do VolumeVV
t==β l
ip
ti
i
ti t
VV
8tVV
8t
β=
β=l (7)
Se na unidade industrial o P∆ for o mesmo do piloto e a relação p
t
VV
mantém-se.
Conhecidos ti, equação (4), e tl, equação (7), determina-se Vi e Ai para uma dada produção P.
( )dii tttPV ++= l
i
p
p
ipi V
VAAee
= (2)
Obs. :Lavagem da torta
⇒ A lavagem da torta é feita a pressão constante e a vazão constante.
⇒ A velocidade de lavagem é igual a velocidade final de filtração
⇒ O líquido de lavagem se desloca através de uma torta que é o dobro da espessura e
pela metade da área com respeito a filtração, portanto:
Taxa de lavagem = (1/4) Taxa final de filtração.
⇒ Pressão de lavagem = pressão aplicada no final da filtração.

Escoamento de fluidos através de meios porosos rígidos: Filtração 5.36
Samuel Luporini e Letícia Suñe – DEQ/UFBa
FILTRO ROTATÓRIO
θ
torta
Pano
Suspensão
°θ
=360
I
Sendo:
N = número de rotações por unidade de tempo
I = fração imersa (geralmente 1/4 a 1/3 da área filtrante esta submersa)
⇒ tempo de 1 ciclo será = 1/N
⇒ tempo de filtração em cada ciclo (tf)
NIt f =
⇒ por definição a capacidade do filtro Q é:
VNN1
VQ ==
onde: V = volume de filtrado retirado em um ciclo.

Escoamento de fluidos através de meios porosos rígidos: Filtração 5.37
Samuel Luporini e Letícia Suñe – DEQ/UFBa
Exercícios I. Escoamento de fluidos em meios porosos
1. Determinar a capacidade (m3/h.m2) do filtro de areia abaixo esquematizado operando com
água a 20oC. A primeira camada, de porosidade 0,37, é constituída de areia com a seguinte granulometria:
Sistema Tyler
(mesh) % em peso
-14 +20 20 -20 +28 60 -28 +35 20
A Segunda camada é constituída de brita de 1,3 cm e apresenta a porosidade de 0,43. A esfericidade da areia e da brita pode ser tomada como sendo 0,7. (5.36-Massarani).
água
areia
brita
60 cm
60 cm
30 cm
Resposta: Dp = 0,69 mm (Sauter), K = 1,84 x 10-6 cm2, c = 0,93, Capacidade = 18,18 m3/m2h. 2. Seja a filtração de um óleo de alta viscosidade (µ = 350 cp, ρ = 0,9 g/cm3) através de um
leito fixo de carvão ativo. A pressão do ar comprimido é de 100 psig. Determinar o tempo para a percolação de 10 l de óleo. São conhecidos: 1. Diâmetro da coluna 30 cm; altura do leito 50 cm; 2. Análise granulométrica do carvão:
Sistema Tyler Fração retida -35 +48 0,15 -48 +65 0,65 -65 +100 0,20

Escoamento de fluidos através de meios porosos rígidos: Filtração 5.38
Samuel Luporini e Letícia Suñe – DEQ/UFBa
c) As partículas tem esfericidade 0,6 e formam um leito com porosidade 0,42.
Ar
comprimido
óleo
O escoamento pode ser considerado como sendo Darcyano e a pressão hidrostática do óleo sobre o leito (variável!) pode ser desprezada face à pressão elevada do ar comprimido. (6.37 – Massarani). Resposta: Dp = 0,245 mm, K = 3,17 x 10-7d cm2, ∆P = 5,88 x106 din/cm2, tempo de
percolação = 22,13 min.
3. Determinar a queda de pressão no reator catalítico em leito fixo sabendo-se que opera isotermicamente a 550oC e que a pressão de descarga é de 1,5 atm:
a) A vazão mássica do gás (propriedades do N2), 200 Kg/h; b) O catalisador constitui um leito de 30 cm de diâmetro e 1,2 m de altura, porosidade 0,44; c) As partículas de catalisador seguem a distribuição de Gates-Gaudin-Schumann,
µ
= emd
185d
X p
81p ,
,
A esfericidade das partículas é de 0,65. (7.38 – Massarani) Resposta: Dp = 82,22 µ (Sauter), K = 4,79 x 10-8 cm2, c = 1,75, ∆P = 19432 din/cm2. Obs: utilizar escoamento isotérmico de um gás ideal, onde:
∆
+=ρρ
+µ
=∆−
2PP
RTM e GG
Kc
KLP
2

Escoamento de fluidos através de meios porosos rígidos: Filtração 5.39
Samuel Luporini e Letícia Suñe – DEQ/UFBa
4. Calcular a vazão de água, a 20oC, que a bomba centrífuga Bernet 1-FT-2140 (5HP) fornece à coluna de deionização abaixo esquematizada. A tubulação é de 1 ½”, aço comercial, # 40. Dados: Comprimento total da tubulação: 25 m Desnível entre os pontos 2 e 1: 3 m Altura da coluna: 1 m Diâmetro da coluna: 20 cm Recheio: partículas de dp = 450 µ, esfericidade 0,85, porosidade 38%. Características da bomba 1-FT-2140:
Q (m3/h) 2,5 6,0 7,2 8,4 Carga ( m de água) 60 58 56 53
Considerar: curva de 90o Leq/D = 30, válvula gaveta 75% aberta Leq/D = 35, válvula de retenção L/D = 135, entrada K = 0,50 , saída = K = 1,0, fonte(FOUST).
1x
x 2
1 entrada1 válvula de retenção7 joelhos de 90o
1 válvula gaveta1 saída
Obs. Utilizar para a queda de pressão da coluna a equação de Carman-Kozeni. 5. Deseja-se calcular o desnível H para que a vazão de água na coluna de ionização seja 4
m3/h (30oC). A perda de carga na tubulação é 7,52 m de coluna de água. Dimensões da coluna: diâmetro Dc = 30 cm e altura L = 100 cm. Propriedades do meio poroso: porosidade ε = 0,42, permeabilidade k = 4 x 10-6 cm2 e fator c = 0,40.

Escoamento de fluidos através de meios porosos rígidos: Filtração 5.40
Samuel Luporini e Letícia Suñe – DEQ/UFBa
L
H
1x
Patm
2 Patm
Coluna de trocaiônica
II. Filtração 1. Foram obtidos os seguintes resultados na filtração de uma suspensão aquosa de CaCO3
(50 g de sólido/l de água) em filtro prensa piloto operando com um quadro (6x6x1¼”) a 25oC e com uma queda de pressão de 40 psi. Determinar a resistividade média da torta <α>, a resistividade do meio filtrante RM e a relação entre os volumes de filtrado e da torta para o quadro cheio. Sabe-se que a densidade do sólido é ρs = 2,7 g/cm3 e que a relação entre massa de torta molhada e massa de torta seca é 1,60. Dados de tempo de filtragem e volume de filtrado:
Tempo de filtração (s) Volume do filtrado (cm3)
18,0 700 40,7 1700 108,2 3700 160,0 4700 320,5 7700 466,7 9700 549,5 10700 637,7 11700 832,5 13700 942,5 14700 1084 15700 1215 16700 1425 17700 1702 18700 2344 19700
(4.52-Massarani) Resposta: <α> = 7,15 x 109 cm/g, RM = 2,51 x 109cm-1, ε = 0,618, VF/VT=20

Escoamento de fluidos através de meios porosos rígidos: Filtração 5.41
Samuel Luporini e Letícia Suñe – DEQ/UFBa
2. Ensaios com filtro rotativo piloto de 2900 cm2 de área, operando a ∆P = 10 psi, a 20oC, conduziram aos seguintes resultados trabalhando-se com suspensão aquosa de hidróxido de alumínio.
RPM 0,0106 0,0460 0,109 0,334 0,518 Vazão do filtrado (ft3/min) 0,0166 0,0326 0,0403 0,0585 0,0659
para 5% em peso de sólidos na suspensão, angulo de imersão: 90o Calcular a capacidade da unidade (ft3 de filtrado/hm2) operando com a mesma suspensão e o mesmo meio filtrante, a 35oC, ∆P = 10 psi, 1 RPM e imersão de 120o. Resposta: 24,87 ft3/h por m2 de área filtrante.
3. Uma suspensão é filtrada em filtro prensa constituído de 12 quadros de 1 in de espessura e 2 ft2 de área filtrante. Durante os 3 primeiros minutos, nos quais a filtração ocorre a vazão constante, a pressão aumenta até atingir 60 psig. Depois a filtração se dá a pressão constante: em 15 min os quadros estão completamente cheios. Segue-se a lavagem da torta (o filtro dispõe de placas de 3 botões) a 60 psig durante 10 minutos. Qual o volume de filtrado coletado em um ciclo de filtração e qual o volume de água usada na lavagem? A suspensão foi ensaiada em filtro-folha operando com uma área de filtração de 0,5 ft2 em vácuo de 20 in Hg. O volume de filtrado coletado nos 5 primeiros minutos foi de 250 cm3 e nos 5 minutos seguintes 150 cm3. A torta pode ser considerada como sendo incompressível e o meio filtrante é o mesmo no filtro folha e no filtro prensa. Resposta: V(filtrado) = 3,02 ft3.
4. Um pequeno filtro de placas e quadros é usado para filtrar uma lama não compressível. Durante o período de vazão constante a pressão inicial é de 5 psig. Após 25 min de operação, 31,25 gal de filtrado é coletado e a pressão é 50 psig. Se a mesma lama é filtrada pelo mesmo equipamento a uma pressão constante de 50 psig, que quantidade de filtrado pode ser coletado em 20 min? Resposta: 38,37 gal
5. Foram obtidos os seguintes dados em filtro rotativo de laboratório de 2922 cm2 de
superfície filtrante, operando com um vácuo de 3,56 psi:
RPM 0,0106 0,0460 0,109 0,334 0,518 Vazão do filtrado (ft3/min) 0,0166 0,0323 0,0403 0,0585 0,0659
% em peso de sólidos na suspensão: 4,69 Angulo de imersão: 80o Massa da torta/massa da torta seca: 2,25 Viscosidade do filtrado: 1,08 cp Densidade do fluido e das partículas sólidas: 1 g/cm3 e 3,2 g/cm3 Determinar a resistividade da torta e a resistência do meio filtrante. Resposta: α = 4,00 x 109 cm/g, RM = 3,705 x 108 s
6. Especificar o filtro prensa com quadros de metal para a filtração de 10 m3/h da suspensão do problema 1 (4.52 Massarani). 1o caso: a torta não requer lavagem. 2o caso: a lavagem deve ser efetuada com volume duas vezes maior que o volume da torta.

Escoamento de fluidos através de meios porosos rígidos: Filtração 5.42
Samuel Luporini e Letícia Suñe – DEQ/UFBa
Considerar nas duas situações que o tempo de desmantelamento, limpeza e montagem do filtro seja de 20 min. Índice 1 = unidade de laboratório Índice 2 = unidade industrial Dados de laboratório (problema 1): ∆P = 4 psi e1 = 1 ¼”= 3,2 cm A1 = 456 cm2 (15,1 x 15) (tf)1 = tempo de filtração (quadro cheio = final da reta) 14,5 l ⇒ 920 s (ver gráfico) volume do filtrado (Vf)1 = 14,5 l = 14500 cm3.
20V
V
1t
F =
Dimensões recomendadas para placas e quadros Área total de filtração Dimensão nominal dos elementos
(ft2) (in)
5-35 12 30-100 18 75-250 24 150-450 30 250-700 36 500-1100 43 1/4
>1000 48 e 56
Área filtrante efetiva por quadro Dimensão nominal dos
elementos (in)
ft2 Metal Madeira
12 1.7 0.9 18 3.9 2.3 24 7.0 4.8 30 10.5 7.3 36 15.6 10.5
43 1/4 22.2 15.1 48 28.8 19.7 56 - 28.4

Escoamento de fluidos através de meios porosos rígidos: Filtração 5.43
Samuel Luporini e Letícia Suñe – DEQ/UFBa
Resposta: a) A torta não requer lavagem
Especificação da unidade industrial
e2 e2 (tf)2 (tl)2 (tf)2 + tl + td (Vf)2 A2 A2
in cm min min min l cm2 ft2
1 2,540 9,6580 0 29,6580 4854,132 192311,5 206,396 1 1/4 3,175 15,0907 0 35,0907 5743,294 182030,8 195,362 1 1/2 3,810 21,7306 0 41,7306 6830,048 180395,7 193,608 1 3/4 4,445 29,5778 0 49,5778 8114,393 183701,1 197,155
2 5,080 38,6322 0 58,6322 9596,329 190094,2 204,016 3 7,620 86,9224 0 106,9224 17499,990 231105,5 248,031
Solução possível: área filtrante, 193,6 ft2, 1 1/2 in, dimensão nominal dos elementos 30 in, número de quadros, 19. Número de quadros = 193.608/10.5 = 18.44 ( aproximado 19) b) A lavagem deve ser efetuada com volume duas vezes maior que o volume da torta
Especificação da unidade industrial
e2 e2 (tf)2 (tl)2 (tf)2 + tl + td (Vf)2 A2 A2
in cm min min min l cm2 ft2
1 2,540 9,6580 7,72643616 37,3845 6118,718 242412,0 260,166 1 1/4 3,175 15,0907 12,0725565 47,1633 7719,209 244656,4 262,575 1 1/2 3,810 21,7306 17,38448136 59,1151 9675,366 255546,5 274,262 1 3/4 4,445 29,5778 23,66221074 73,2400 11987,187 271377,0 291,252
2 5,080 38,6322 30,90574464 89,5379 14654,672 290295,2 311,556 3 7,620 86,9224 69,53792544 176,4603 28881,263 381407,0 409,341
Solução possível: área filtrante, 274,26 ft2, 1 1/2 in, dimensão nominal dos elementos 30 in, número de quadros, 27. Número de quadros = 274.26/10.5 = 26.12 ( aproximado 27) 7. Especificar o filtro rotativo a vácuo a partir dos dados obtidos em filtro folha de
laboratório com suspensão aquosa de carbonato de cálcio, 50 g de sólido/l de suspensão. Densidade do carbonato de cálcio: 2,7 g/cm3. Queda de pressão do filtro: 600 mmHg. Temperatura de operação: 28oC. Produção do filtrado: 10000 l/h.
Resultados obtidos no filtro folha operando com a mesma suspensão, nas condições operacionais indicadas e área filtrante 133 cm2. Tempo de filtração para se obter uma torta de 6 mm de espessura (volume de filtrado 950 cm3), 163 s; Tempo de lavagem da torta (volume de água de lavagem 160 cm3), 130 s; Tempo de secagem (obtém-se um produto com 81% de sólido em massa), 150 s; Tempo estimado para a descarga da torta e limpeza do meio filtrante, 10 s. Dimensões padronizadas de filtros a vácuo Dorr-Oliver

Escoamento de fluidos através de meios porosos rígidos: Filtração 5.44
Samuel Luporini e Letícia Suñe – DEQ/UFBa
Área da superfície do filtro, ft2
Comprimento, ft Diâmetro
do tambor,
ft 4 6 8 10 12 14 16 18 20 22 24
6 76 113 151 189 226 8 200 250 300 350 400 10 310 372 434 496 558 620 12 456 532 608 684 760 836 912
(Perry e Green, 1984) Resposta: Sendo o tempo de um ciclo completo 453 s, resulta que a rotação do tambor deve ser 0,132 rpm. A fração submersa é 163/453 e, portanto o angulo de imersão é 130o. Produção de filtrado por unidade de área filtrante: 566 l/m2h. Especificação do filtro considerando um fator de segurança de 10% no cálculo da área: diâmetro do tambor, 8 ft; comprimento do tambor 8 ft.
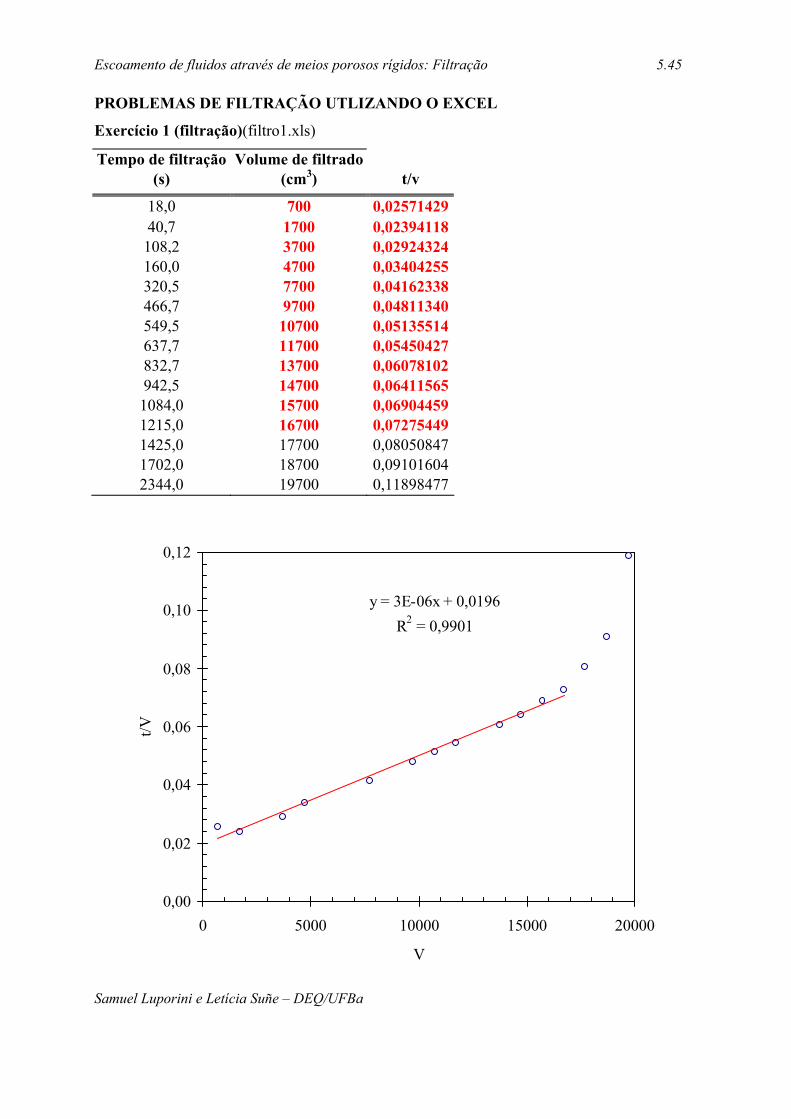
Escoamento de fluidos através de meios porosos rígidos: Filtração 5.45
Samuel Luporini e Letícia Suñe – DEQ/UFBa
PROBLEMAS DE FILTRAÇÃO UTLIZANDO O EXCEL
Exercício 1 (filtração)(filtro1.xls)
Tempo de filtração Volume de filtrado (s) (cm3) t/v
18,0 700 0,0257142940,7 1700 0,02394118108,2 3700 0,02924324160,0 4700 0,03404255320,5 7700 0,04162338466,7 9700 0,04811340549,5 10700 0,05135514637,7 11700 0,05450427832,7 13700 0,06078102942,5 14700 0,064115651084,0 15700 0,069044591215,0 16700 0,072754491425,0 17700 0,080508471702,0 18700 0,091016042344,0 19700 0,11898477
y = 3E-06x + 0,0196R2 = 0,9901
0,00
0,02
0,04
0,06
0,08
0,10
0,12
0 5000 10000 15000 20000
V
t/V
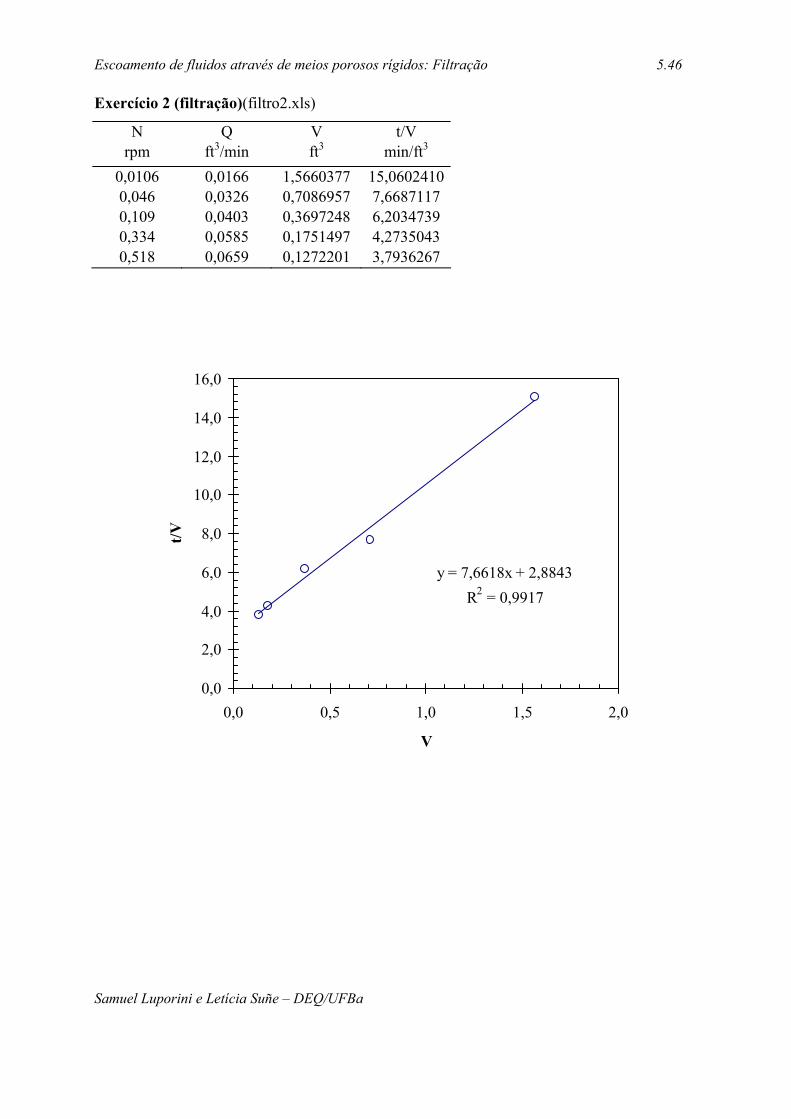
Escoamento de fluidos através de meios porosos rígidos: Filtração 5.46
Samuel Luporini e Letícia Suñe – DEQ/UFBa
Exercício 2 (filtração)(filtro2.xls)
N Q V t/V rpm ft3/min ft3 min/ft3
0,0106 0,0166 1,5660377 15,06024100,046 0,0326 0,7086957 7,6687117 0,109 0,0403 0,3697248 6,2034739 0,334 0,0585 0,1751497 4,2735043 0,518 0,0659 0,1272201 3,7936267
y = 7,6618x + 2,8843R2 = 0,9917
0,0
2,0
4,0
6,0
8,0
10,0
12,0
14,0
16,0
0,0 0,5 1,0 1,5 2,0
V
t/V
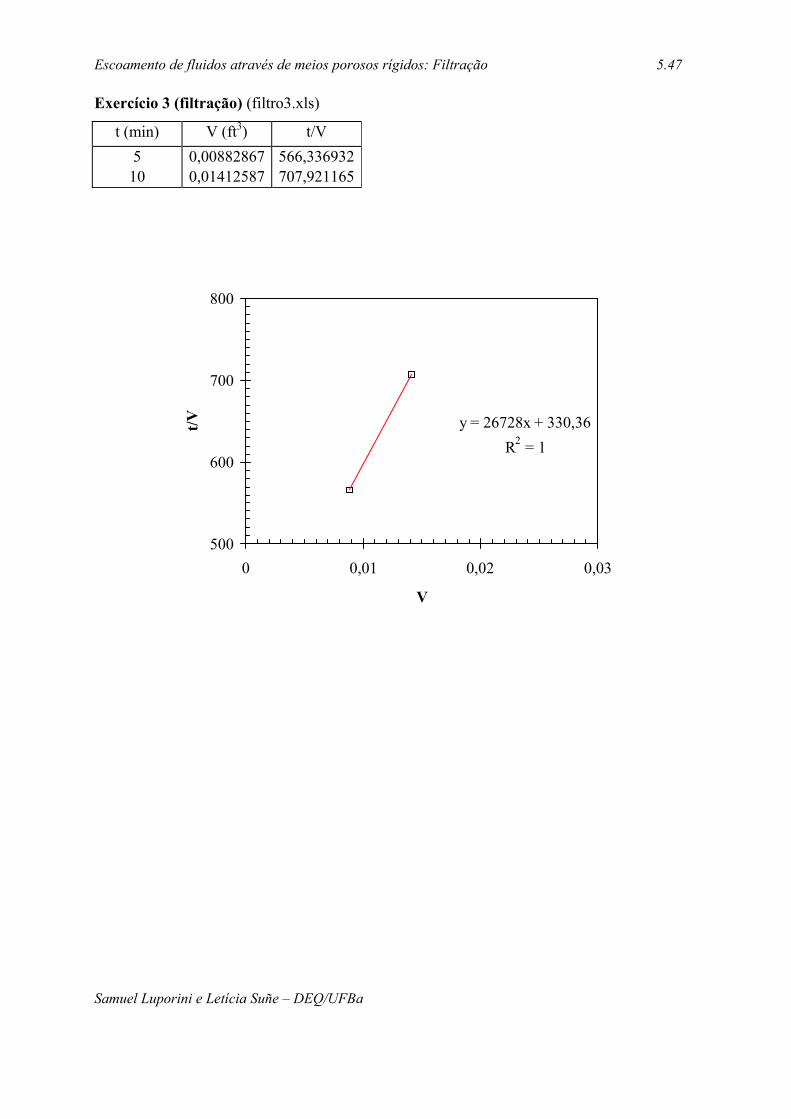
Escoamento de fluidos através de meios porosos rígidos: Filtração 5.47
Samuel Luporini e Letícia Suñe – DEQ/UFBa
Exercício 3 (filtração) (filtro3.xls)
t (min) V (ft3) t/V 5 0,00882867 566,33693210 0,01412587 707,921165
y = 26728x + 330,36R2 = 1
500
600
700
800
0 0,01 0,02 0,03
V
t/V

Sedimentação 6.1
Samuel Luporini e Letícia Suñe - DEQ/UFBa
SEDIMENTAÇÃO
INTRODUÇÃO: A operação permite concentrar suspensões de sólidos em líquidos.
Pode ser realizada em batelada (um simples tanque) ou em equipamento contínuo. Na
sedimentação de uma suspensão, as partículas movem-se para baixo sob ação da
gravidade, deslocando um igual volume de líquido.
A separação de uma suspensão diluída pela sedimentação gravitacional, até se
ter um fluido límpido e uma lama com maior teor de sólidos, é denominada de
sedimentação.
O mecanismo da sedimentação pode ser descrito, através da observação dos efeitos que
ocorrem num ensaio de sedimentação dos sólidos numa suspensão colocada numa
proveta, da seguinte forma:
1) A solução é preparada de modo a Ter a concentração uniforme ao longo de toda a
altura da proveta.
suspensão
2) Logo que o processo de sedimentação principia, todas as partículas começam a
sedimentar. Por hipótese, aproximam-se rapidamente das velocidades terminais.
Estabelecendo-se então zonas com concentrações diferentes.
A
B
C
D
Líquido límpido
Zona de concentração constante (concentração idêntica a inicial)
Zona de concentração variávelZona de sedimento (sólido grosso)

Sedimentação 6.2
Samuel Luporini e Letícia Suñe - DEQ/UFBa
À medida que a sedimentação avança, as alturas de cada zona variam. A e D aumentam
e B e C diminuem.
Chega-se a um ponto em que B e C desaparecem e todos os sólidos estão em D. Este
ponto é conhecido como ponto crítico de sedimentação. Neste ponto, a única interface
nítida forma-se entre o líquido limpo e o sedimento.
A
B
C
D
A
B
C
D
A
CD
A
D
1 2 3 4 5 A partir daí (estágio 5), na sedimentação, o processo passa a ser uma compressão lenta
dos sólidos, com a expulsão do líquido retido entre os sólidos para a zona de líquido
limpo (A).
Numa operação descontínua de sedimentação, conforme se ilustrou, as alturas das varias
zonas variam com o tempo.
Num equipamento que opera continuamente, as mesmas zonas estarão presentes.
No entanto, uma vez que se tenha atingido o estado permanente (quando a suspensão da
alimentação é injetada a uma taxa igual à taxa de remoção da lama e do líquido límpido
do decantador), a altura de cada zona serão constantes.
Alimentação
Saída do liquido Límpido
Zona de concentração. UniformeZona de transição
Zona de concentração Variável
Zona de espessamento
Saída de lama espessada
Líquido límpido

Sedimentação 6.3
Samuel Luporini e Letícia Suñe - DEQ/UFBa
As operações de sedimentação industrial podem ser efetuadas descontinuamente
ou continuamente em equipamentos denominados tanques de decantação ou
decantadores (espessadores ou clarificadores)
Espessadores: o produto final é lama decantada
Clarificadores: é quando a operação visa obter um líquido límpido, como no tratamento
da água.
Os cálculos necessários para o projeto de um decantador contínuo são
governados pelas características de sedimentação dos sólidos na suspensão. O projeto de
um decantador exige a especificação da área da seção reta e da profundidade.
É possível, a partir da informações da sedimentação descontinua, projetar uma
unidade capaz de produzir, de maneira contínua, um produto com características
especificadas.
Medições no laboratório ⇒ proveta → útil para projetos de sedimentadores que
operam continuamente.
Altura dainterface,
Z
Tempo, θ
Altura da interface entre o
líquido e os sólidos ‘versus‘
tempo de sedimentação
Coeficiente angular da curva → velocidades de sedimentação da suspensão
Parte inicial da curva → linear (velocidade constante)
À medida que o tempo passa a velocidade de sedimentação diminui.
LABORATÓRIO: usar proveta de maior diâmetro para minimizar os efeitos de parede.
Profundidade comparável à profundidade que se terá na unidade
projetada.
Algumas incertezas

Sedimentação 6.4
Samuel Luporini e Letícia Suñe - DEQ/UFBa
O mecanismo da sedimentação em batelada
Testes de laboratório: em geral são feitos em provetas graduadas de 1 a 2 litros e servem
para determinar o par velocidade de sedimentação, concentração; necessários para
determinar a área do sedimentador contínuo.
Um teste de batelada é feito colocando-se em um cilindro graduado (proveta) a
suspensão em estudo, a uma concentração conhecida.
Agita-se a suspensão até que fique completamente homogênea e determina-se a altura
da interface.
ε=1 ε=1 ε=1 ε=1
ε=εo
Sedimentação livreA
TransiçãoPonto crítico
Compressão
Alturada interface
do líquidolímpido
tc t
B
C
D
Velocidade de sedimentação ⇒ inclinações da tangente a curva
Durante a 1a fase da sedimentação, contato A-B, o gráfico mostra uma linha reta
indicando assim um trecho de velocidade de sedimentação constante.
Na região da curva que mostra o contato A-C, indica uma diminuição da velocidade, até
atingir o ponto crítico.
A partir deste ponto, ocorre apenas uma compressão lenta dos sólidos e
consequentemente a expulsão do líquido. O trecho mostra uma linha quase paralela ao
eixo do tempo, o que indica velocidade de sedimentação praticamente nula.
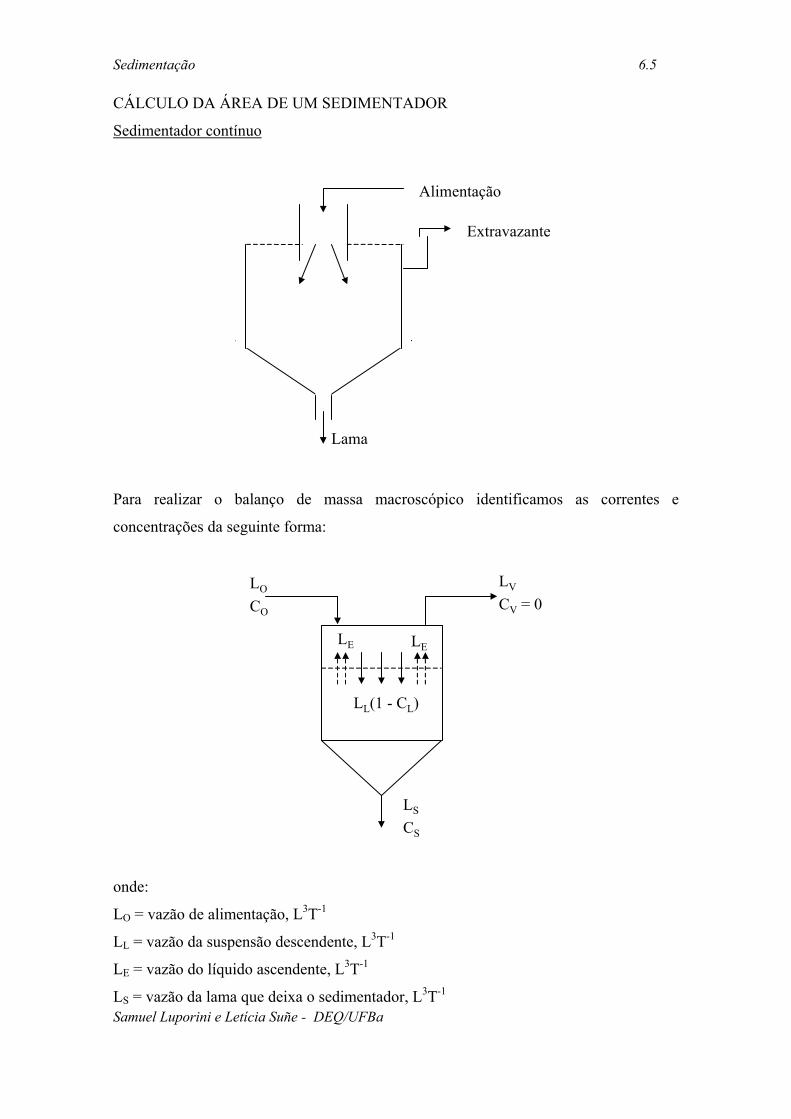
Sedimentação 6.5
Samuel Luporini e Letícia Suñe - DEQ/UFBa
CÁLCULO DA ÁREA DE UM SEDIMENTADOR
Sedimentador contínuo
Alimentação
Lama
Extravazante
Para realizar o balanço de massa macroscópico identificamos as correntes e
concentrações da seguinte forma:
LO
CO
LV
CV = 0
LS
CS
LE LE
LL(1 - CL)
onde:
LO = vazão de alimentação, L3T-1
LL = vazão da suspensão descendente, L3T-1
LE = vazão do líquido ascendente, L3T-1
LS = vazão da lama que deixa o sedimentador, L3T-1

Sedimentação 6.6
Samuel Luporini e Letícia Suñe - DEQ/UFBa
LV = vazão do extravazante, L3T-1
C = concentração do sólido, L3 do sólido/ L3 da suspensão
Subscritos: O = na alimentação, S = na lama espessa
A = área da seção transversal do sedimentador, L2
Admitindo que o extravazante não contenha sólidos (CV = 0).
Balanço de massa do sólido:
SSLLOO CLCLCL == (1)
=
S
LLS C
CLL (2)
Balanço de massa do líquido entre um nível qualquer e a saída do sedimentador:
( ) ( )LLSSE C1LC1LL −=−+ (3)
Substituindo a equação (2) na equação (3), temos:
( ) ( )LLSS
LLE C1LC1
CC
LL −=−
+
−=
−=
SLOO
SLLLE C
1C1CL
C1
C1CLL (4)
Dividindo a equação (4), em ambos os lados, pela área A da seção transversal do
espessador, fica:
−=
SL
OOE
C1
C1
ACL
.AL (5)
[ ] [ ] ( )e velocidadde dimensãoLTL1
TL
AL 1
2
3E −==
)( líquido do ascenção de e velocidad ALE ϑ=
Para que o extravazante seja límpido é necessário que a velocidade de ascensão do
líquido ϑ, não exceda a velocidade de sedimentação do sólido.

Sedimentação 6.7
Samuel Luporini e Letícia Suñe - DEQ/UFBa
Para efeitos de cálculos, considera-se a velocidade de ascensão do líquido igual a
velocidade de sedimentação do sólido, portanto:
eAL
LE ϑ=ϑ=
−
ϑ=
SL
LOO
C1
C1A
CL (6), equação da capacidade de sedimentação
Os valores de A devem ser calculados para toda gama de concentrações
presentes no espessador e o projeto deve se basear no maior valor de A obtido.
Classicamente, c x ϑ são determinados através de testes de proveta em 2 versões, ambos
empregando a interface da região clarificada.
MÉTODO DE COE E CLEVENGER (1916)
• Testes de batelada a diversas concentrações, começando com a concentração inicial
da suspensão, até a concentração final, ambas definidas como variáveis de projeto.
• Os pares (ϑL, CL) a serem usados na equação de projeto (6) eram determinados
simplesmente calculando-os para cada concentração CL, a velocidade ϑL, na zona de
sedimentação livre (região retilínea).
CL1
CL2
CL3CL4
ϑL1
ϑL2ϑL3
ϑL4
ZO
t
CL1 > CL2 > CL3 > CL4ϑL1 > ϑL2 > ϑL3 > ϑL4
Com ϑL, CL conhecidos determina-se a capacidade de sedimentação (eq. 6), para
cada par, o menor valor (mais desfavorável) é então escolhido para dimensionar o
sedimentador.
CL1 < CL2 < CL3 < CL4 ϑL1 > ϑL2 > ϑL3 > ϑL4

Sedimentação 6.8
Samuel Luporini e Letícia Suñe - DEQ/UFBa
ACL OO menor ou A maior
MÉTODO DE KYNCH (1952)
• Único teste de proveta com a concentração inicial igual a alimentação do
sedimentador, medindo em diferentes pontos da curva t, Z e Zi , como descrito a
seguir:
Da equação para a determinação da área de sedimentação:
−
ϑ=
SL
LOO
C1
C1A
CL , necessitamos determinar os pares ϑL e CL
Porém, segundo Kynch, de acordo com o gráfico altura da interface do líquido
límpido ‘versus’ tempo, temos que:
ZO
Zi
Z
t
Alturada interface
do líquidolímpido
tZZi
L−
=ϑ
e pelo balanço de massa temos:
i
OOL Z
CZC = (demonstração em Foust)
e assim para cada ponto Z x t traça-se a tangente a esse ponto e encontramos Zi com o
qual calculamos ϑL e CL.
Do mesmo modo, como no método de Coe e Clevenger usam-se os pares ϑL e CL, assim
calculados, na equação (6), escolhendo-se o maior valor de A ou o menor valor de
ACL OO .
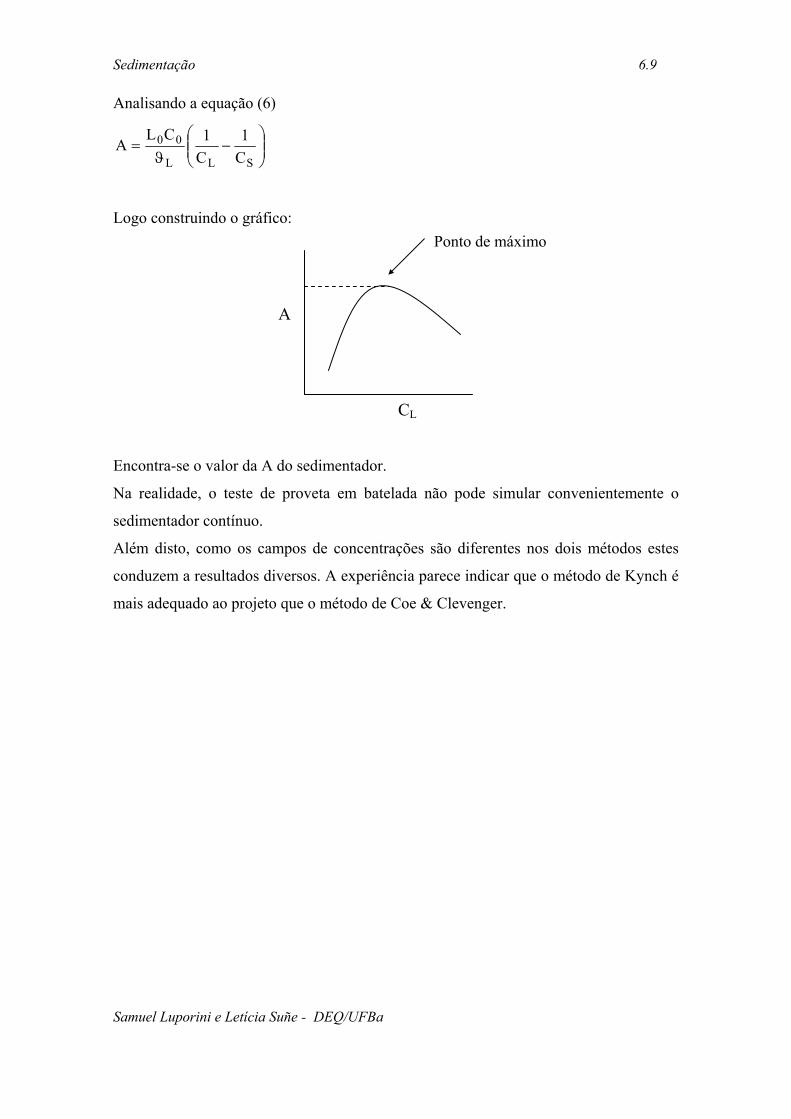
Sedimentação 6.9
Samuel Luporini e Letícia Suñe - DEQ/UFBa
Analisando a equação (6)
−
ϑ=
SLL
00C1
C1CL
A
Logo construindo o gráfico:
Encontra-se o valor da A do sedimentador.
Na realidade, o teste de proveta em batelada não pode simular convenientemente o
sedimentador contínuo.
Além disto, como os campos de concentrações são diferentes nos dois métodos estes
conduzem a resultados diversos. A experiência parece indicar que o método de Kynch é
mais adequado ao projeto que o método de Coe & Clevenger.
A
CL
Ponto de máximo

Sedimentação 6.10
Samuel Luporini e Letícia Suñe - DEQ/UFBa
Exemplo 1: Determinar a área de um sedimentador para operar com 45.3 ton/h de
CaCO3 de 236 g de sólido/litro de suspensão aquosa. O lodo deve ter 550 g/litro de
suspensão. ρs = 2,8 g/cm3.
Teste de proveta com
suspensão 236g/l
t (h) z (cm) 0.00 36.00 0.25 32.40 0.50 28.60 1.00 21.00 1.75 14.70 3.00 12.30 4.75 11.50 12.00 9.80 20.00 8.80
0
5
10
15
20
25
30
35
40
0 5 10 15 20
t (h)
z

Sedimentação 6.11
Samuel Luporini e Letícia Suñe - DEQ/UFBa
0
5
10
15
20
25
30
35
40
0.0 0.5 1.0 1.5 2.0 2.5 3.0
t (h)
z (c
m)
zi
zinterceçãocom eixo de z
t (h) z (cm) zi (cm) CL* (g/cm3) νL(cm/h) A
0,500 28,600 36,000 0,236 14,800 7404426,769 1,000 21,000 33,000 0,257 12,000 7825079,590 1,500 16,000 28,500 0,298 8,300 8391540,537 2,000 13,800 20,000 0,425 3,100 7814386,752 2,500 13,000 16,000 0,531 1,200 2455915,083

Sedimentação 6.12
Samuel Luporini e Letícia Suñe - DEQ/UFBa
0,0E+00
1,0E+06
2,0E+06
3,0E+06
4,0E+06
5,0E+06
6,0E+06
7,0E+06
8,0E+06
9,0E+06
1,0E+07
0,000 0,100 0,200 0,300 0,400 0,500 0,600
CL* (g/cm3)
A (c
m2 )
8,6 x 106
MÉTODO DE TALMADGE E FITCH
• Amin quando se conhece o ponto PC de compressão na curva de decantação e a
concentração da lama espessa CS. Segundo Talmadge e Fitch, se ZS > Zcritico, o tS é
lido como na figura (a). Se ZS < Zcritico, obtém-se tS como mostrado na figura (b).
ZO
ZS
tS
Ponto crítico
ZS > Zcrítico
ZO
ZS
tC tS
Ponto crítico
ZS < Zcrítico
Tangente aoponto crítico
(a) (b)tempo tempo
ZiC
ZC

Sedimentação 6.13
Samuel Luporini e Letícia Suñe - DEQ/UFBa
Temos que: iC
OOC Z
CZC = (1) segundo Kynch
C
CiCC t
ZZ −=ϑ (2)
onde: ZS = altura da interface correspondente `a concentração CS especificada para a
lama espessa.
Pelas equações (1), (2) e a equação de projeto:
−
−=
−
−
=SiC
S
OOiC
OO
SOO
S
SiC
SOO
iCOO
min ZZC
CZZ
CZtCL
tZZ
C1
CZZ
CLA
Pelo balanço de massa do sólido:
S
OOSSSOO C
CZZSCZSCZ =∴=
Logo: OO
S
OO
SOOmin CZ
WtCZ
tCLA ==
W = LOCO = vazão volumétrica de sólido na alimentação
Sedimentação 6.14
Samuel Luporini e Letícia Suñe - DEQ/UFBa
Exemplo A: Um lodo biológico proveniente de um tratamento secundário de rejeitos,
deve ser concentrado de 2500 mg/l até 10900 mg/l, num decantador contínuo. A vazão
de entrada na unidade é de 4,5 x 106 l/dia. Determinar a área do sedimentador.
t (min) z (cm) 0 51.0 1 43.5 2 37.0 3 30.6 5 23.0 8 17.9 12 14.3 16 12.2 20 11.2 25 10.7
OBTENÇÃO DO PONTO CRÍTICO: (Ver figura na próxima página)
1. A primeira porção da curva representa a sedimentação livre à velocidade quase
constante. Traça-se uma tangente a esta porção da curva.
2. No término do ensaio de sedimentação, onde as concentrações são altas e as
velocidades baixas, a curva mostra um comportamento de velocidade
aproximadamente constante. Traça-se uma tangente a esta porção da curva.
3. As duas tangentes são estendidas até se interceptarem num ponto.
4. Na interseção, traça-se a bissetriz do ângulo. Na interseção desta bissetriz com a
curva de sedimentação obtém-se uma estimativa do tempo crítico, tC, em que os
sólidos entram na zona de compressão, e a concentração em tC é CC.
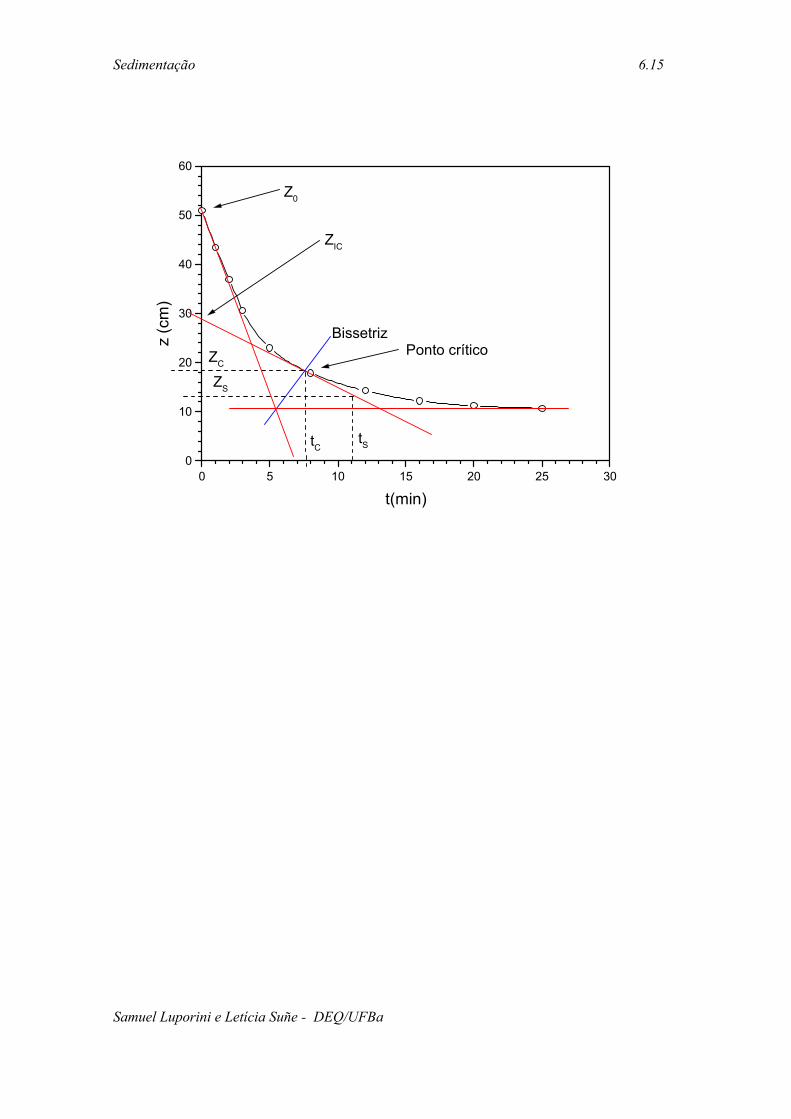
Sedimentação 6.15
Samuel Luporini e Letícia Suñe - DEQ/UFBa
0 5 10 15 20 25 300
10
20
30
40
50
60
ZS
tStC
ZCPonto crítico
Bissetriz
ZIC
Z0
z (c
m)
t(min)

Sedimentação 6.16
Samuel Luporini e Letícia Suñe - DEQ/UFBa
SEDIMENTADORES CONTÍNUOS
Num projeto de um espessador, as áreas requeridas para as funções de
espessamento ou clarificação são calculadas separadamente. A maior das duas áreas
determina o tamanho necessário para encontrar o desempenho específico.
A área de clarificação é estimada a partir da velocidade inicial para a qual a
interface diminui em altura, num teste em batelada. A área deve ser grande o bastante,
de maneira que, a velocidade de subida do líquido ‘overflow’ seja menor que a
velocidade de sedimentação da interface.
A área mínima necessária para a clarificação é dada por:
s
ec
LAϑ
= (1)
onde: Ac = área da superfície de clarificação
Le = vazão ‘overflow’ do liquido clarificado
ϑs = velocidade de sedimentação inicial da suspensão para a concentração de
alimentação.
Uma área maior pode ser desejada para minimizar a remoção de partículas finas que
escampam da suspensão sedimentada.
Na região de compactação (ou espessamento), o sólido e algum líquido movem
para o ‘underflow’. Como o sólido no ‘underflow’ contem menos água que na região
acima, a velocidade do liquido é menor que a velocidade do sólido.
O sólido sedimenta passando a água por uma velocidade diferencial que é
suficiente para carrega-lo a partir da concentração da alimentação para a concentração
‘underflow’.
Os sólidos em um espessador contínuo passam através de um ponto mínimo
entre as concentrações de alimentação e ‘underflow’. Se a taxa de sedimentação de
sólidos relativa ao fluido não é grande o bastante para transmitir ao sólido para que
alcance esta zona limite, os sólidos fluirão para cima e saem no ‘overflow’. A
capacidade do espessador é controlada pela área necessária para passarem os sólidos
através desta zona limite.

Sedimentação 6.17
Samuel Luporini e Letícia Suñe - DEQ/UFBa
Muitos modelos para a zona de espessamento são baseados nos trabalhos de Coe
e Clevenger ou Kynch e assume que a velocidade de uma partícula é função da
concentração local dos sólidos.
MÉTODO DE YOSHIOKA E DICK
Num espessador contínuo, os sólidos são sedimentados por gravidade e por
transporte ‘bulk’ devido a remoção dos sólidos para o fundo. Para algum ponto no
espessador o fluxo de massa dos sólidos para a sedimentação por gravidade é:
iig XG ϑ= (2)
onde: Xi = concentração do sólido local
ϑi = velocidade de sedimentação do sólido com concentração Xi
O fluxo de massa para o movimento ‘bulk’ da suspensão é:
biu UXG = (3)
onde: Ub = velocidade ‘bulk’ da suspensão
Se Lu é o fluxo volumétrico deixando o fundo e A área da seção transversal, a
velocidade ‘bulk’ é:
ALU u
b = (4)
O fluxo mássico total de sólidos de concentração Xi é:
biii UXXG +ϑ= (5)
Levando ao seguinte gráfico:

Sedimentação 6.18
Samuel Luporini e Letícia Suñe - DEQ/UFBa
Figura 1 – Fluxo de massa dos sólidos em um espessador por gravidade e por
movimento ‘bulk’.
A combinação dos fluxos por gravidade e ‘bulk’ produzem uma curva de fluxo
total com pontos de máximo e mínimo.
Em muitos casos, o mínimo do fluxo total ocorre entre as concentrações de
alimentação e ‘underflow’ e representa a capacidade limite dos sólidos na suspensão.
Na operação normal do espessador, alguns sólidos escapam pelo ‘overflow’.
Para projetos, assume-se que todos os sólidos na alimentação deixam o ‘underflow’.
uuoot XLXLW == (6)
onde: Lo = vazão do influente
Xo = Concentração dos sólidos no influente
Lu = vazão do ‘underflow’
Xu = Concentração dos sólidos no ‘underflow’
Fluxo totalFluxo de escoamento ‘bulk’
Fluxo limitante
Fluxo por gravidade
Concentração de ólid
Fluxo de sólidos

Sedimentação 6.19
Samuel Luporini e Letícia Suñe - DEQ/UFBa
A área da seção transversal do espessador é baseada no fluxo limitante do sólido.
ll GXL
GWA oot == (7)
Um método mais conveniente para o projeto utiliza diretamente a curva de fluxo
batelada . A equação (2) mostra que a velocidade de sedimentação por gravidade ϑi, é a
inclinação de uma linha a partir da origem para algum ponto da curva de fluxo batelada
(figura 2).
Figura 2 – Fluxo de massa de sólidos em espessador a partir da curva de fluxo em
batelada.
Se esta linha intercepta a tangente do fluxo em batelada, a intersecção no ponto de
tangencia corresponde a concentração de sólidos limitante, Xl, e o fluxo por gravidade,
Gg.
Por combinação das equações (4) e (6), a velocidade ‘bulk’ é:
Fluxo total
Fluxo de escoament
o ‘bulk’
Fluxo por
Concentração de sólidos
Fluxo de sólidos

Sedimentação 6.20
Samuel Luporini e Letícia Suñe - DEQ/UFBa
uu
tub X
GAX
WALU l=== (8)
Desta maneira, a velocidade ‘bulk’ é a inclinação de uma reta tangente ligando o fluxo
de sólidos Gl sobre a ordenada e a correspondente concentração ‘underflow’ na abscissa.
Portanto: Gg = fluxo de sólidos devido a sedimentação por gravidade
Gl – Gg = fluxo devido ao transporte ‘bulk’ quando os sólidos são
removidos para a concentração Xu
Exemplo 2: Um espessador recebe 0,044 m3/s de uma suspensão contendo 2000 mg/l
de sólidos. As velocidades iniciais da zona de sedimentação destes sólidos foram
determinadas por testes de sedimentação em batelada (Coe e Clevenger) dadas abaixo.
Concentração de sólidos
(mg/l)
Velocidade de sedimentação
(m/h)
1000 2,74
1500 2,01
2000 1,37
2500 0,73
3000 0,42
4000 0.22
5000 0,13
6000 0,07
Determinar a área do espessador para dar uma concentração ‘underflow’ de 6000 mg/l.

Sedimentação 6.21
Samuel Luporini e Letícia Suñe - DEQ/UFBa
Concentração de sólidos
Velocidade de
sedimentação
Xi .vi
(g/cm3) (cm/s) g/cm2 s 1000,00 0,0761111111 76,1111111111 1500,00 0,0558333333 83,7500000000 2000,00 0,0380555556 76,1111111111 2500,00 0,0202777778 50,6944444444 3000,00 0,0116666667 35,0000000000 4000,00 0,0061111111 24,4444444444 5000,00 0,0036111111 18,0555555556 6000,00 0,0019444444 11,6666666667
0
10
20
30
40
50
60
70
80
90
0 2000 4000 6000 8000
Xi (g/cm3)
X i.v
i (g/
cm2 s
)

Sedimentação 6.22
Samuel Luporini e Letícia Suñe - DEQ/UFBa
CÁLCULO DA ALTURA DO SEDIMENTADOR
Pavlov, Romankov e Naskov (1981) propuseram para a altura do sedimentador a
soma das parcelas indicadas na figura
Lama
α
H1
HC
H2
Região de compactação
2C1 HHHH ++=
onde: H1 pode variar entre 0,45 e 0,75 m
H2 = 0,146R (m)
α = 8,14o
Em relação à altura da região compactação HC, o seguinte procedimento é seguido:
( )XtCLtCLA1
Alíquido
do volumesólido
do volume
H OOOOC +=
+
=
onde: médiosólido do volume
líquido do volumeX
= na região de compactação
t = tempo de residência do sólido na região de compactação.

Sedimentação 6.23
Samuel Luporini e Letícia Suñe - DEQ/UFBa
Portanto: ( )X1A
tCLH OO
C +=
Y1
sólido do volumesuspensão da volume
sólido do volumelíquido do volumesólido do volume
sólido do volumelíquido do volume1X1
=
=+
=+=+
onde: Y = fração de volume do sólido na região de compactação.
Y = volume do sólido/volume da suspensão
fsuspensão
fs
fsuspensão
fsfssuspensão X1
Y1)Y1(Y
ρ−ρρ−ρ
=+⇒ρ−ρ
ρ−ρ=⇒ρ−+ρ=ρ
ρ−ρρ−ρ
=⇒fsuspensão
fsOOC A
tCLH
Como suspensãoρ é difícil de se determinar, fazemos:
ρ−ρρ−ρ
=flodo
fsOOC A
tCL34H
O fator 4/3 permite corrigir a imprecisão do emprego da densidade do lodo em vez da
densidade média na região de espessamento
suspensãolodo ρ>ρ
Resta obter o tempo de residência t, desde o início da compactação até que se atinja
a concentração final.
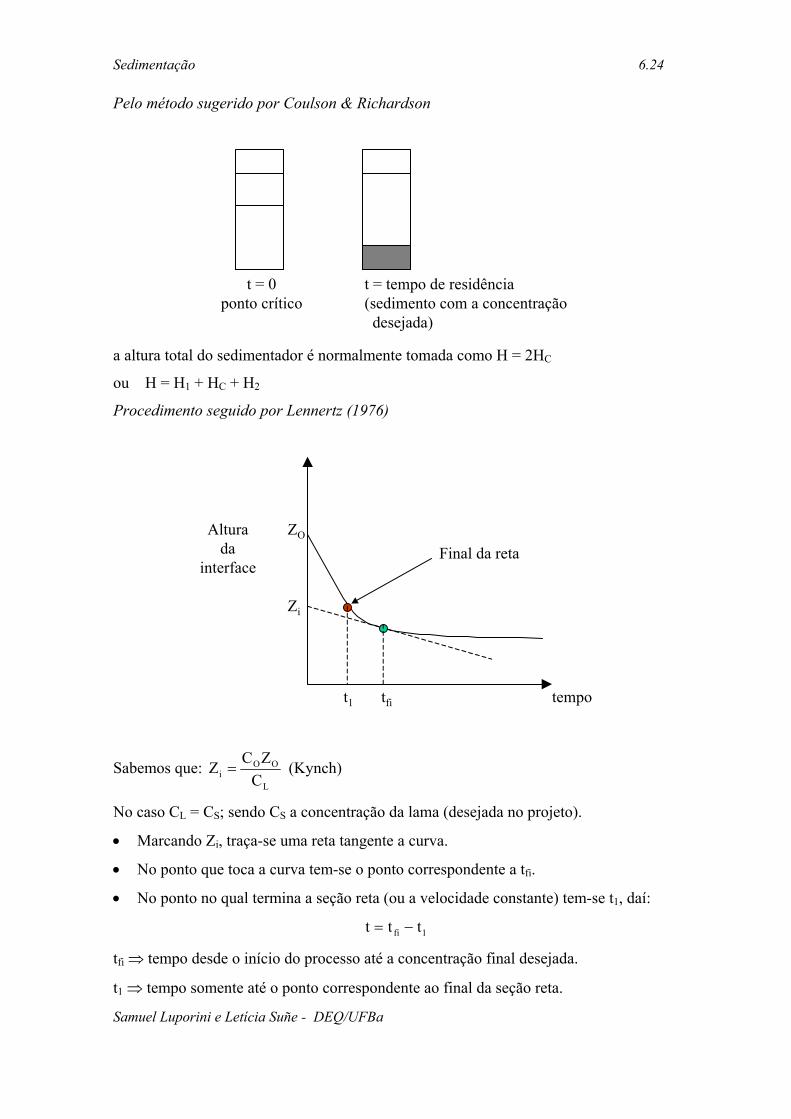
Sedimentação 6.24
Samuel Luporini e Letícia Suñe - DEQ/UFBa
Pelo método sugerido por Coulson & Richardson
t = 0ponto crítico
t = tempo de residência(sedimento com a concentração desejada)
a altura total do sedimentador é normalmente tomada como H = 2HC
ou H = H1 + HC + H2
Procedimento seguido por Lennertz (1976)
ZO
Zi
t1 tfi tempo
Alturada
interfaceFinal da reta
Sabemos que: L
OOi C
ZCZ = (Kynch)
No caso CL = CS; sendo CS a concentração da lama (desejada no projeto).
• Marcando Zi, traça-se uma reta tangente a curva.
• No ponto que toca a curva tem-se o ponto correspondente a tfi.
• No ponto no qual termina a seção reta (ou a velocidade constante) tem-se t1, daí:
1fi ttt −=
tfi ⇒ tempo desde o início do processo até a concentração final desejada.
t1 ⇒ tempo somente até o ponto correspondente ao final da seção reta.

Sedimentação 6.25
Samuel Luporini e Letícia Suñe - DEQ/UFBa
Exemplo 3: Calcular a altura do seguinte sedimentador:
• Área da seção transversal = 240 ft2
• Vazão de sólidos = 4800 lb/h
• Concentração da lama espessa = 1,5 lbm de H2O/lbm de sólido
• Tempo de compactação: 3h
• ρs = 2,7 g/cm3
• ρf = 1 g/cm3
Obs. use as formula:
csed
s
f
ss
ff
s
f22lodo
H2H
XVV
mm
sólidogOHg5,1
sólidolbmOHlbm5,1w
=
⋅ρρ
=ρρ
====
Exemplo 4: Determinar a área de um sedimentador para operar com 45.3 ton/h de
CaCO3 de 236 g de sólido/litro de suspensão aquosa. O lodo deve ter 550 g/litro de
suspensão. ρs = 2,8 g/cm3.
Teste de proveta com suspensão 236g/l:
t (h) z (cm) 0.00 36.00 0.25 32.40 0.50 28.60 1.00 21.00 1.75 14.70 3.00 12.30 4.75 11.50 12.00 9.80 20.00 8.80
t (h) t(s) z (cm) zi Xi (g/cm³) Vi (cm/s) Xi*Vi 0,00 0 36,00 36 0,2360000000 0,25 900 32,40 36 0,2360000000 0,0040000000 0,00094400000,50 1800 28,60 36 0,2360000000 0,0041111111 0,00097022221,00 3600 21,00 32 0,2655000000 0,0030555556 0,00081125001,75 6300 14,70 22 0,3861818182 0,0011587302 0,00044748053,00 10800 12,30 15,5 0,5481290323 0,0002962963 0,00016240864,75 17100 11,50 13 0,6535384615 0,0000877193 0,000057327912,00 43200 9,80 12,5 0,6796800000 0,0000625000 0,000042480020,00 72000 8,80 11,5 0,7387826087 0,0000375000 0,0000277043

Sedimentação 6.26
Samuel Luporini e Letícia Suñe - DEQ/UFBa
0
5
10
15
20
25
30
35
40
0 10000 20000 30000 40000 50000 60000 70000 80000
t (s)
z (c
m)
0,00E+00
2,00E-04
4,00E-04
6,00E-04
8,00E-04
1,00E-03
1,20E-03
1,40E-03
1,60E-03
0,00 0,10 0,20 0,30 0,40 0,50 0,60 0,70 0,80Xi (g/cm³)
V iX i
(g/c
m²s
)

Operações de contato e/ou transporte: Fluidização 7.1
Samuel Luporini e Letícia Suñe – DEQ/UFBa
FLUIDIZAÇÃO
I. INTRODUÇÃO
Um líquido ou gás que se move a baixa velocidade através de um leito poroso,
como no caso de uma coluna de recheio, não produz movimento nas partículas. O fluido
circula através de pequenos e tortuosos canais perdendo energia de pressão.
No entanto se aumentarmos constantemente a velocidade do fluido, alcançaremos
um ponto em que as partículas não ficarão mais estacionárias, se separarão umas das outras
e passarão a serem sustentadas no fluido. Diz-se então que o leito esta fluidizado.
Aumento da
velocidadedo fluido
fluido fluido
Leito fixo Leito fluidizado
MECANISMO DE FLUIDIZAÇÃO
Quando um fluido escoa, de cima para baixo, através de um leito de partículas
sólidas, não se verifica qualquer movimento das partículas. Se o fluxo for laminar a queda
de pressão, através do leito, será diretamente proporcional a vazão.
Lei de Darcy: Darcy observou a vazão de fluido (água) através de um leito de areia,
constatou que:LP
AQou
LPKq P
∆α
∆=
Operações de contato e/ou transporte: Fluidização 7.2
Samuel Luporini e Letícia Suñe – DEQ/UFBa
fluido
Porem quando o fluido escoa de baixo para cima, através do leito, teremos:
1. A baixas vazões
• A queda de pressão (∆P) também será proporcional a vazão.
• O leito permanecerá em repouso.
2. Aumentando-se a vazão
• Chega-se a um estágio em que as partículas passam a rearranjar-se de maneira a
oferecer menos resistência ao fluxo.
• O atrito entre as superfícies das partículas vai então diminuindo e o leito começara a
se expandir.
• Este processo continua até quando as partículas assumem uma forma mais solta.
3. Aumentando-se mais a vazão
• As partículas passam a se movimentar livremente sustentadas no fluido.
• Neste estágio diz-se então que o leito esta fluidizado.
• A queda de pressão = peso aparente das partículas (peso – empuxo)
FLUIDIZAÇÃO HOMOGÊNEA E HETEROGÊNEA COM GASES E LÍQUIDOS
⇒ A baixas velocidades tanto gases como líquidos apresentam o mesmo comportamento.
⇒ Para velocidades maiores:

Operações de contato e/ou transporte: Fluidização 7.3
Samuel Luporini e Letícia Suñe – DEQ/UFBa
Líquidos: a expansão do leito mantém seu caráter uniforme, com a intensidade de
agitação das partículas aumentando progressivamente. Neste caso tem-se a fluidização
homogênea.
Gases: o leito se divide em duas fases distintas:
⇒ Fase contínua, densa e de emulsão
⇒ Fase descontínua, empolada ou de bolhas (fluidização heterogênea ou agregativa)
Bolhas
Homogênea Heterogênea ⇒ Na fluidização heterogênea ou agregativa o sistema assemelha-se muito a um
líquido em ebulição.
⇒ Se a velocidade é alta e o recipiente é estreito, pode haver formação de bolsas de
gás que ocupam toda a seção reta. Essas bolsas se alternam com as camadas de
partículas sólidas e acontece então o fenômeno de fluidização empolada ou
empistonada .
Fluidização empoladaou empistonada

Operações de contato e/ou transporte: Fluidização 7.4
Samuel Luporini e Letícia Suñe – DEQ/UFBa
⇒ Wilhelm e Kwauk, sugeriram que o número de Froude:
nalgravitacio energiacinética energia
gdu
Frp
2mf ==
proporciona um critério para predizer o tipo de fluidização. Sendo:
umf = velocidade mínima superficial de fluidização.
dp = diâmetro da partícula
g – aceleração da gravidade
Segundo os autores, para:
Fr < 0,13 ⇒ fluidização homogênea ou particulada
Fr > 0,13 ⇒ fluidização heterogênea (bolhas ou agregativa)
Uma informação mais detalhada sobre o fenômeno mostra que (Foust):
( )( ) 100DLReFr s <
ρρ−ρ
⇒ Fluidização homogênea ou particulada.
quando > 100 ⇒ Fluidização agregativa.
Fr, Re e a profundidade L → devem ser tomados no ponto de fluidização mínima (ponto
B).
Fr = Frmf (Rice e Wilhelm)
Re = Rep,mf (Romero e Johansen)
L =Lmf
4 grupos adimensionais: Frmf, Rep,mf, DL , mfs
ρρ−ρ
,

Operações de contato e/ou transporte: Fluidização 7.5
Samuel Luporini e Letícia Suñe – DEQ/UFBa
Leito fixo Fluidizaçãoincipiente(expansão)
Fluidizaçãohomogênea
Gás ou líquido Gás ou líquido Líquido
Fluidizaçãoheterogênea
Fluidizaçãoempolada
Transportepneumáticoe hidráulico
Lm
Lmf
Lf
Lf
Gás Gás Gás ou líquido (alta velocidade)
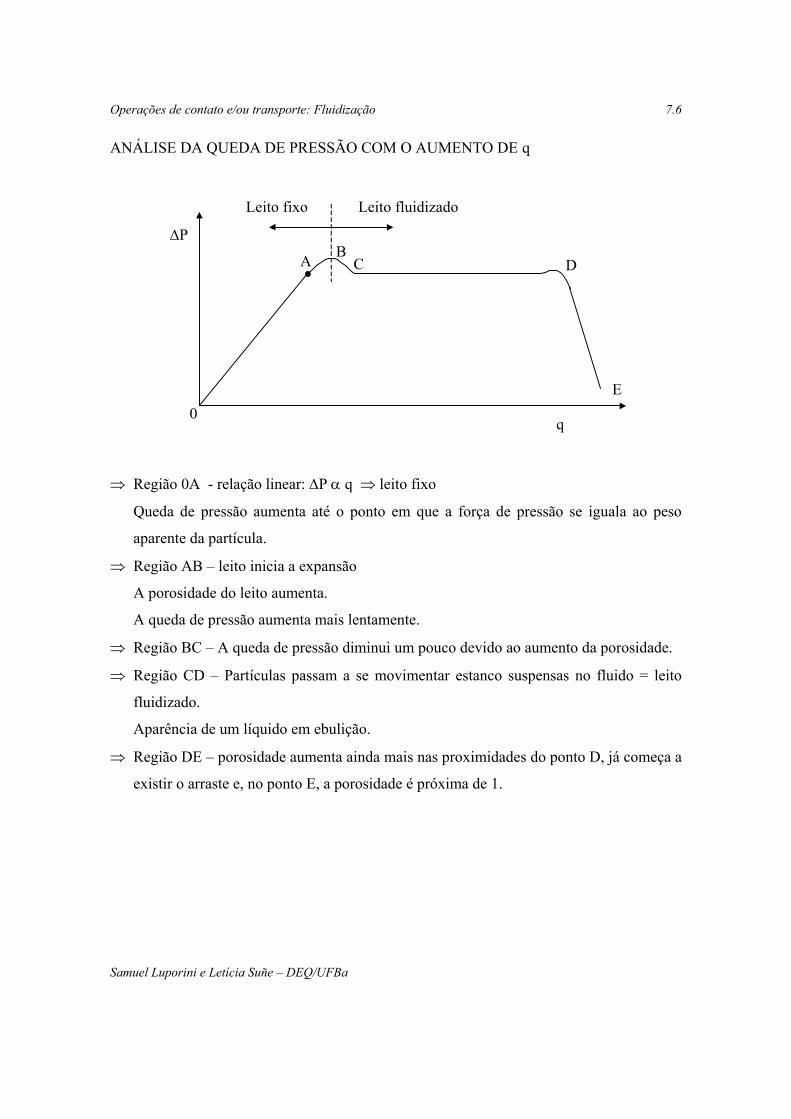
Operações de contato e/ou transporte: Fluidização 7.6
Samuel Luporini e Letícia Suñe – DEQ/UFBa
ANÁLISE DA QUEDA DE PRESSÃO COM O AUMENTO DE q
∆P
0
A BC D
E
Leito fixo Leito fluidizado
q
⇒ Região 0A - relação linear: ∆P α q ⇒ leito fixo
Queda de pressão aumenta até o ponto em que a força de pressão se iguala ao peso
aparente da partícula.
⇒ Região AB – leito inicia a expansão
A porosidade do leito aumenta.
A queda de pressão aumenta mais lentamente.
⇒ Região BC – A queda de pressão diminui um pouco devido ao aumento da porosidade.
⇒ Região CD – Partículas passam a se movimentar estanco suspensas no fluido = leito
fluidizado.
Aparência de um líquido em ebulição.
⇒ Região DE – porosidade aumenta ainda mais nas proximidades do ponto D, já começa a
existir o arraste e, no ponto E, a porosidade é próxima de 1.

Operações de contato e/ou transporte: Fluidização 7.7
Samuel Luporini e Letícia Suñe – DEQ/UFBa
ANÁLISE DA QUEDA DE PRESSÃO COM A DIMINUIÇÃO DE q
∆P
0
A
q
∆Pmf
F
E
qmf
⇒ O leito se contrai até a condição em que as partículas mal se apoiam umas sobre as
outras (ponto E). Não existe mais a força de atrito entre as partículas que no caso
anterior teria que ser vencida
⇒ Diminuindo-se ainda mais a vazão, o leito permanece fixo e tem-se então o ∆P
proporcional a vazão, sendo que a linha EF é um pouco deslocada da linha A0 devido a
não existência da perda de carga devido a ação de ruptura do leito, existindo somente a
perda de carga devido ao atrito fluido-partícula.
No sentido contrário, quando atinge o ponto A a vazão deve ser aumentada ainda mais
para as partículas se soltarem.
POROSIDADE MÍNIMA DO LEITO
A porosidade aumenta do seu valor na condição de leito fixo.
A porosidade para qual começa a haver fluidização é chamada de porosidade de
mínima fluidização (εm ou εmf).
εmf depende da forma e tamanho das partículas.

Operações de contato e/ou transporte: Fluidização 7.8
Samuel Luporini e Letícia Suñe – DEQ/UFBa
ALTURA DO LEITO
Quando a vazão do fluido ultrapassa a velocidade mínima de fluidização (qmf), o
leito se expande e aumenta sua porosidade. Se a área da seção transversal do recipiente não
varia com a altura, a porosidade é uma função direta da altura do leito.
Seja: L0 = altura do leito compacto com porosidade zero.
L = altura do leito fluidizado.
Como: ( )
LL
1AL
LLAVV 00
total
vazios −=−
==ε
Em geral se conhece a porosidade do leito para uma condição (mínima fluidização
ou a de leito fixo).
Sabendo-se a altura do leito nesta condição, a altura do leito para uma nova
porosidade será:
2
02
1
01 L
L1
LL
1 −=ε−=ε
( )11011
0 1LL1LL
ε−=⇒ε−=
( )22022
0 1LL1LL
ε−=⇒ε−=
( ) ( ) ( )( )2
1122211 1
1LL :Logo 1L1Lε−ε−
=ε−=ε−
Por exemplo: Para determinar L2 , temos ε1 = εmf , L1 = Lmf e ε2 a porosidade para a altura
a determinar.

Operações de contato e/ou transporte: Fluidização 7.9
Samuel Luporini e Letícia Suñe – DEQ/UFBa
QUEDA DE PRESSÃO, VELOCIDADE MÍNIMA DE FLUIDIZAÇÃO
Equações básicas da mecânica do contínuo:
1. Continuidade
( ) ( ) 0ut ff =ερ⋅∇+ερ
∂∂ r (fluido) (A)
( )[ ] ( )[ ] 011t ss =ϑρε−⋅∇+ρε−
∂∂ r
(sólido) (B)
2. Movimento
para o fluido:
( ) gmpuutu
fffrrrrr
r
ρ+−τ⋅∇−−∇=
⋅∇+
∂∂
ερ (C)
para o sólido:
( ) ( ) ( )( )g1mt
1 fsssrrrr
r
ρ−ρε−++τ⋅−∇=
ϑ⋅ϑ∇+
∂ϑ∂
ε−ρ (D)
onde: ϑrr eu = velocidades intersticiais do fluido e sólido
ε = porosidade do sistema
p = pressão do fluido
fτr = tensor tensão extra do fluido
sτr = tensor tensão extra no sólido
mr = força resistiva devido a interação fluido-sólido

Operações de contato e/ou transporte: Fluidização 7.10
Samuel Luporini e Letícia Suñe – DEQ/UFBa
Desprezando os termos de aceleração das equações (C) e (D) de movimento para o
fluido e partícula e tomando 0s =τr (pouco conhecida) e 0f =τ
r (só é importante para
alguns casos envolvendo fluidos não Newtonianos); então:
Equação de movimento para o fluido simplificada
gmp0 frr
ρ+−−∇= (1)
Equação de movimento para o sólido simplificada
( )( )g1m0 fsrr
ρ−ρε−+= (2)
No início da fluidização:
Resulta da equação (1)
mzdpd=
− (3)
Resulta da equação (2)
( )( )g1m fsmf ρ−ρε−=− (4)
Combinando as equações (3) e (4) resulta:
( )( )g1dzdp
fsmf ρ−ρε−=
( )( )g1L
pfsmf
mf
ρ−ρε−=∆
(5)
⇒ Queda de pressão em leito fluidizado de partículas uniformes (fluidização de boa
qualidade).
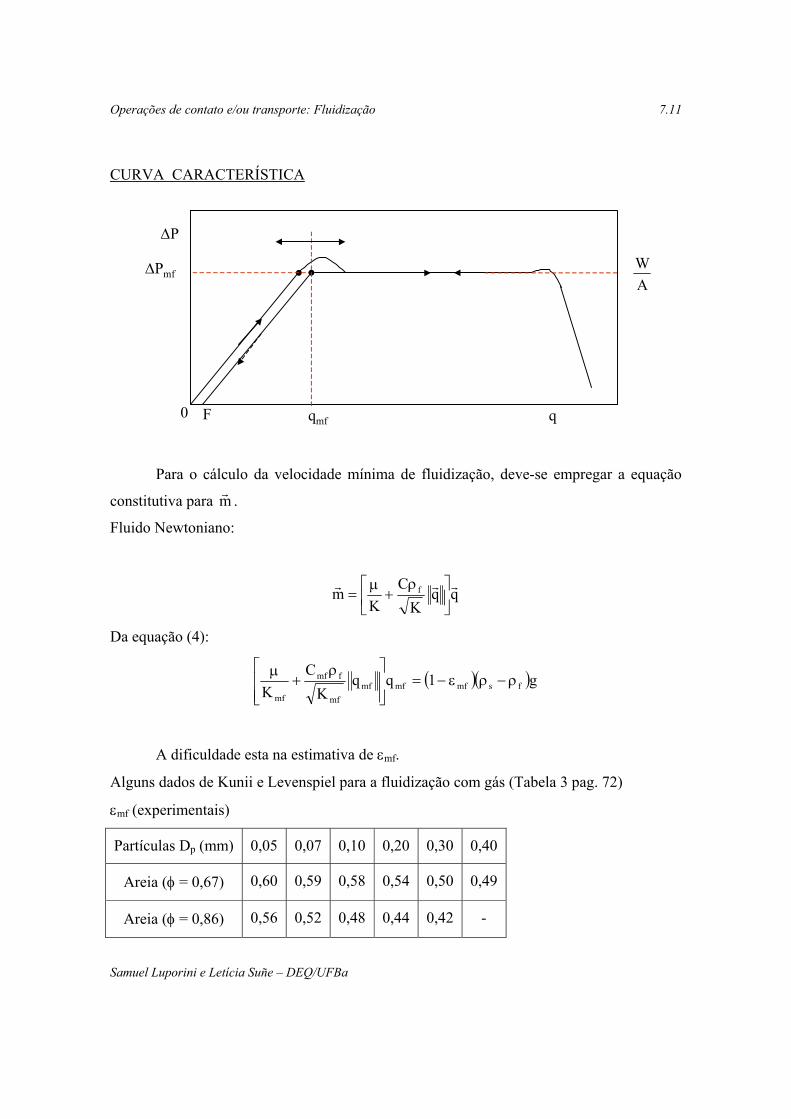
Operações de contato e/ou transporte: Fluidização 7.11
Samuel Luporini e Letícia Suñe – DEQ/UFBa
CURVA CARACTERÍSTICA
∆P
0 q
∆Pmf
F qmf
AW
Para o cálculo da velocidade mínima de fluidização, deve-se empregar a equação
constitutiva para mr .
Fluido Newtoniano:
qqK
CK
m f rrr
ρ+
µ=
Da equação (4):
( )( )g1qqK
CK fsmfmfmf
mf
fmf
mf
ρ−ρε−=
ρ+
µ
A dificuldade esta na estimativa de εmf.
Alguns dados de Kunii e Levenspiel para a fluidização com gás (Tabela 3 pag. 72)
εmf (experimentais)
Partículas Dp (mm) 0,05 0,07 0,10 0,20 0,30 0,40
Areia (φ = 0,67) 0,60 0,59 0,58 0,54 0,50 0,49
Areia (φ = 0,86) 0,56 0,52 0,48 0,44 0,42 -
Operações de contato e/ou transporte: Fluidização 7.12
Samuel Luporini e Letícia Suñe – DEQ/UFBa
Para estimar Kmf e Cmf pode-se usar as fórmulas clássicas.
( )( )2
mf
3mf
2p
mf 1180
dK
ε−
εφ= Kozeny-Carman
98,001,0
mf
o37,0
mf
o23
mfmf K
K10,0
KK
13,01C
+
ε
= Massarani
Ko = 10-6 cm2
ESCOLHA DO TIPO DE DISTRIBUIDOR
A qualidade de borbulhamento na fluidização é fortemente influenciada pelo tipo de
distribuidor utilizado.
⇒ Para poucas aberturas de entrada do ar: a densidade do leito flutua apreciavelmente para
todas as vazões (20 a 50% do valor médio), sendo mais severa para altas vazões.
⇒ Para muitas aberturas de entrada do ar: a flutuação no leito é desprezível para baixas
vazões de ar mas torna-se apreciável para altas vazões.
A densidade do leito é mais uniforme, as bolhas são pequenas e o contato gás-sólido é
mais intimo com menos canais de gás.
⇒ Meio poroso densamente consolidado (placa sinterizada ou placas com muitos orifícios
pequenos: o contato gás-sólido é superior. Mas a partir do ponto de vista industrial ou
em larga escala tem a desvantagem da alta queda de pressão.

Operações de contato e/ou transporte: Fluidização 7.13
Samuel Luporini e Letícia Suñe – DEQ/UFBa
Qualidade pobremuita flutuaçãona ρb, com canais
Melhor qualidademenos flutuaçãona ρb, menos canais
Maior ∆P
Um orifício multi-orifícios sinterizada
(influência do distribuidor)
Materiais do distribuidor:
Cerâmicos: resistentes a corrosão de gases e altas temperaturas, mas são poucos resistentes
a choque térmicos ou tensões de expansão.
Metálicos: são os preferidos – são resistentes e econômicos globalmente.
PROJETO DO DISTRIBUIDOR
O distribuidor deve ter suficiente queda de pressão para efetuar um escoamento
equilibrado através dos orifícios.
Agarwal et al. leitomin,d P1,0P ∆=∆ (1)
Com um valor mínimo de 35 cm H2O.

Operações de contato e/ou transporte: Fluidização 7.14
Samuel Luporini e Letícia Suñe – DEQ/UFBa
Procedimento:
1) Determinar a pressão necessária através do distribuidor pela equação (1)
2) Calcular: µρ
= ott
udRe (2)
Dt = diâmetro próximo a placa
uo= velocidade superficial do leito próximo a placa
µ = viscosidade do gás
Ret = Reynolds próximo à placa
Encontrar C’d pela figura 1.
Área de aberturano distribuidor
< 10%
C’d
µρ
= ott
udRe

Operações de contato e/ou transporte: Fluidização 7.15
Samuel Luporini e Letícia Suñe – DEQ/UFBa
3) 21
dcdor
Pg2Cu
ρ∆′= (3)
uor = velocidade no orifício
∆Pd = queda de pressão no distribuidor
4) entealeatoriamescolher ordistribuid do área
orifícios de númeroNor →=
oror2oro Nud
4u π
=
encontrar
5) Para leitos de partículas finas:
( )21
dcor
Pg285,0a70,0u
ρ∆
=
APLICAÇÕES INDUSTRIAIS DO LEITO FLUIDIZADO
Operações físicas: transporte, aquecimento, adsorção.
Operações químicas: reações de gases em catalisadores sólidos e reações de sólidos com
gases.
OPERAÇÕES FÍSICAS:
⇒ Transporte
⇒ Mistura de finos pulverizados
⇒ Trocador de calor
⇒ Revestimento de materiais plásticos sobre superfícies metálicas
⇒ Secagem
⇒ Crescimento de partículas e condensação de materiais sublimados
Operações de contato e/ou transporte: Fluidização 7.16
Samuel Luporini e Letícia Suñe – DEQ/UFBa
⇒ Adsorsão
OPERAÇÕES QUÍMICAS
⇒ Reações de síntese
O leito fluidizado é utilizado em lugar do leito fixo para as reações de fase gasosa
catalisadas por sólidos, em face da necessidade de um rigoroso controle de temperatura,
visto que:
a) A reação pode ser explosiva fora de um estreito limite de temperatura.
b) Reações em paralelo serem bem sensíveis ao nível de temperatura.
c) Pontos quentes no catalisador podem provocar uma rápida deterioração e
desativação do catalisador que normalmente é estável e não requer regeneração.
d) O controle de temperatura é difícil nestas reações visto que as mesmas são
altamente exotérmicas. Exemplo: Oxidação do etileno; Síntese do anidrido ftálico.
CRAQUEAMENTO E REFORMA DE HIDROCARBONETOS
Reações de craqueamento: quebra das cadeias dos hidrocarbonetos para produzir
substâncias de menor peso molecular.
Reações de reforma: síntese das cadeias para produzir substâncias de maior peso molecular.
As reações de craqueamento e reforma possuem duas características comuns:
a) As reações são endotérmicas
b) São acompanhadas da deposição de carbono nas superfícies sólidas
CARBONIZAÇÃO E GASEIFICAÇÃO
⇒ Carbonização do óleo de xisto e do carvão
⇒ Gaseificação do carvão e do coque
⇒ Ativação do carvão vegetal
CALCINAÇÃO E REAÇÃO PARA FORMAÇÃO DO CLÍNQUER
⇒ Calcinação de pedra calcária, dolomita e rocha fosfatada
⇒ Produção do clínquer do cimento

Operações de contato e/ou transporte: Fluidização 7.17
Samuel Luporini e Letícia Suñe – DEQ/UFBa
REAÇÃO GÁS-SÓLIDO
⇒ Queima de minérios sulfatados
⇒ Redução do óxido de ferro
ALGUMAS APLICAÇÕES DO LEITO FLUIDIZADO
Secador
Ciclones
Alimentação inferior a 4 mesh
Mistura 2%Inferiora 325 mesh
Produto fino65-325 mesh
Cercade 74oC
Ar
Combustível
Ar quenteAr
Produto grosso4- 80 mesh
Sistema Dorrco fluoSolids para secagem e classificação de tamanhos das partículas de dolomita Secagem de: Limestone, dolomita, carvão, plásticos (ex: partículas de polipropileno)
Limestone:
2-3% de água → 0 TLeito = 94-107oC DLeito = 2,74 m 125 ton/h
5% de água → 0 TLeito = 150-200oC DLeito = 3,66 m 150 ton/h

Operações de contato e/ou transporte: Fluidização 7.18
Samuel Luporini e Letícia Suñe – DEQ/UFBa
A eficiência térmica α Tgas – TLeito(vaporização do solvente ou água)
Reator químico catalisado
Produto da reação
Resfriador
Água de refrigeração
Catalisador
Etileno + ar
Filtro
CH2 = CH2 2CO2 + 2H2O
+ [O]
H2C CH2
O
+ 5 [O]
Na temperatura ótima
Acima da temperatura ótima
+ 6 [O]
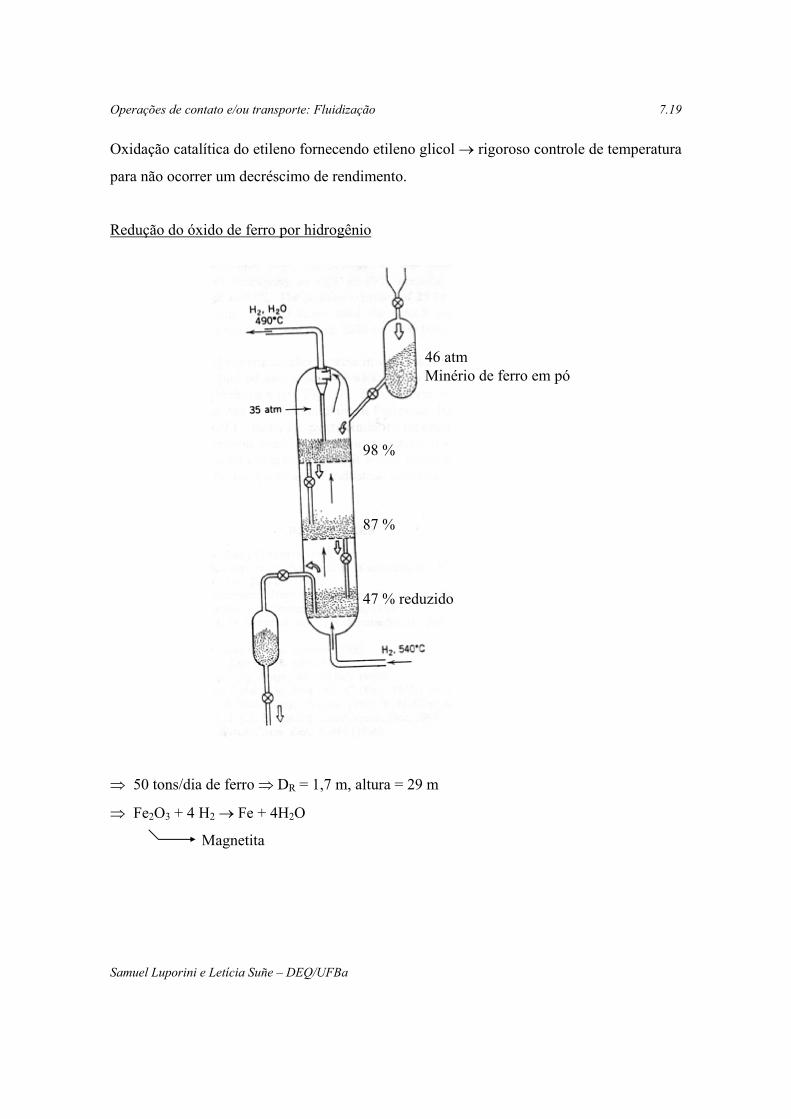
Operações de contato e/ou transporte: Fluidização 7.19
Samuel Luporini e Letícia Suñe – DEQ/UFBa
Oxidação catalítica do etileno fornecendo etileno glicol → rigoroso controle de temperatura
para não ocorrer um decréscimo de rendimento.
Redução do óxido de ferro por hidrogênio
46 atmMinério de ferro em pó
98 %
87 %
47 % reduzido
⇒ 50 tons/dia de ferro ⇒ DR = 1,7 m, altura = 29 m
⇒ Fe2O3 + 4 H2 → Fe + 4H2O
Magnetita
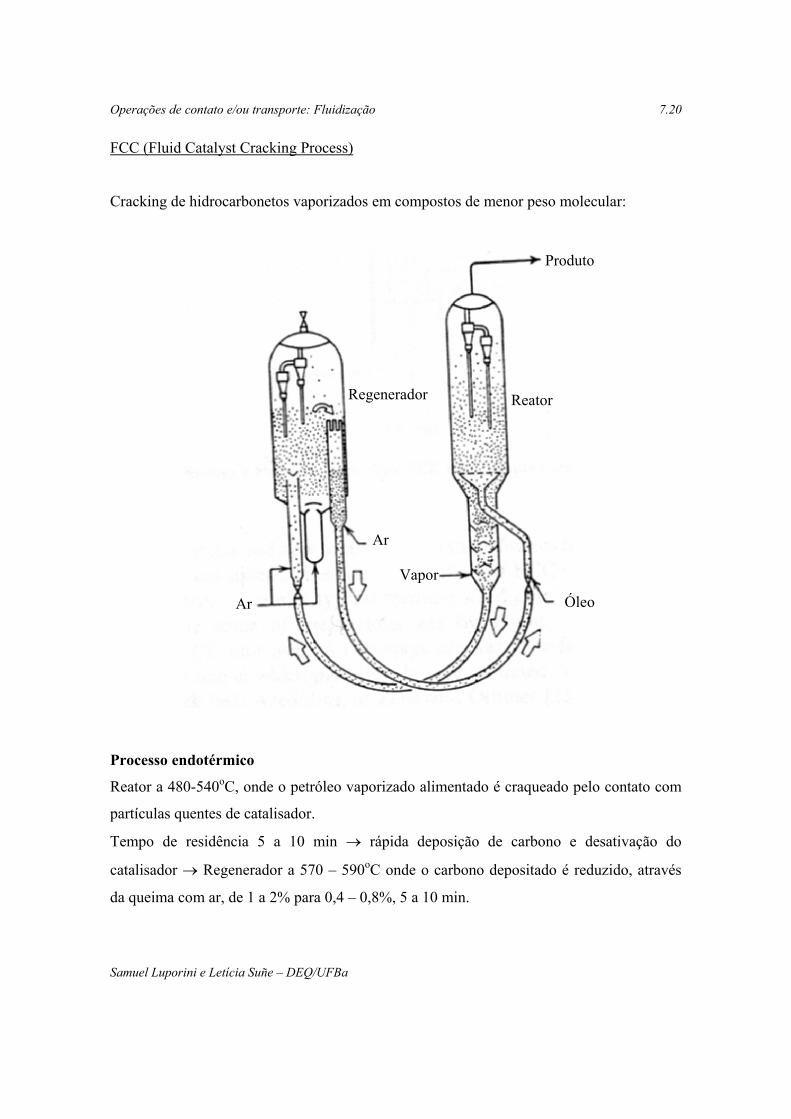
Operações de contato e/ou transporte: Fluidização 7.20
Samuel Luporini e Letícia Suñe – DEQ/UFBa
FCC (Fluid Catalyst Cracking Process)
Cracking de hidrocarbonetos vaporizados em compostos de menor peso molecular:
Reator
Produto
Óleo
Vapor
Ar
Ar
Regenerador
Processo endotérmico
Reator a 480-540oC, onde o petróleo vaporizado alimentado é craqueado pelo contato com
partículas quentes de catalisador.
Tempo de residência 5 a 10 min → rápida deposição de carbono e desativação do
catalisador → Regenerador a 570 – 590oC onde o carbono depositado é reduzido, através
da queima com ar, de 1 a 2% para 0,4 – 0,8%, 5 a 10 min.

Operações de contato e/ou transporte: Fluidização 7.21
Samuel Luporini e Letícia Suñe – DEQ/UFBa
VANTAGENS DO LEITO FLUIDIZADO
1) O sistema tem comportamento semelhante aos “líquidos” o que torna fácil a operação
em grande escala e o controle automático.
Objeto leve flutua na superfície
A superfície superior permanece horizontalquando o recipiente é inclinado
Escoamento em jato atravésde um orifício
Níveis de dois leitos interligados se igualam
∆P
A queda de pressão no leitoé proporcional ao peso do leito
Operações de contato e/ou transporte: Fluidização 7.22
Samuel Luporini e Letícia Suñe – DEQ/UFBa
2) A mistura rápida das partículas faz com que se tenha praticamente um leito isotérmico,
daí sua grande importância em relação aos reatores químicos. Permite evitar os pontos
quentes nas reações exotérmicas.
3) Coeficiente de transferência de calor e massa elevados entre partículas/fluido e entre o
leito/partículas nele imerso.
DESVANTAGEM DO LEITO FLUIDIZADO
1) Alta erosão nas tubulações e reservatórios.
2) Algumas partículas não permitem uma fluidização adequada: as que são frágeis e se
pulverizam, as que se aglomeram e as que sinterizam.
3) No reator químico o tempo de residência do fluido é baixo.
Reatores de leito fluidizado
Conclusões:
⇒ A fluidização é uma ferramenta potente e versátil para os reatores.
⇒ Processos são criados em decorrência dos avanços em catálise e projeto de reatores e
de interação entre estes.
LEITO FLUIDIZADO ‘VERSUS’ LEITO FIXO
⇒ O leito fixo é mais simples (menor número de graus de liberdade para as fases: sólido
não se move)
⇒ O leito fixo deve ser utilizado sempre que apresente desempenho adequado
1) Na oxidação de SO2, Te – Twall é maior que 300oC.
A seletividade varia com o progresso da reação.
Operações de contato e/ou transporte: Fluidização 7.23
Samuel Luporini e Letícia Suñe – DEQ/UFBa
Para um leito fixo
⇒ Desativação do catalisador
⇒ Temperatura média do catalisador tende aumentar
⇒ O controle é muito difícil
2) Para um leito fixo, seletividade e reatividade são constantes
3) Para um leito fixo tubular o coeficiente global de transferência de calor é baixo
U ~ 2-3 BTU/h ft2 oF
⇒ Para leitos fluidizados tem-se valores de coeficientes mais elevados
U ~ 50 BTU/h ft2 oF
4) Perigo de explosão em leitos fixos.
5) Facilidade de alimentação e descarga de sólidos em leitos fluidizados.
6) Altas taxas de transferência de calor entre partículas/fluido em leito fluidizado.

Operações de contato e/ou transporte: Fluidodinâmica do leito de jorro 7.24
Samuel Luporini e Letícia Suñe – DEQ/UFBa
FLUIDODINÂMICA DO LEITO DE JORRO
Leito de jorro: é formado pela penetração de um jato de fluido através de um leito de
partículas sólidas.
Entrada do fluido
Fonte
Superfície do leito
Jorro
Região anular
Interface jorro-região anular
Base cônica
Figura 1: Diagrama esquemático do leito de jorro, as setas indicam a direção do movimento
do sólido.
⇒ Coluna cilíndrica assentada sobre uma base tronco cônica, em cuja extremidade fica
localizado o orifício, através do qual dá-se a entrada do fluido no leito.
Fluido: gás usualmente ar.

Operações de contato e/ou transporte: Fluidodinâmica do leito de jorro 7.25
Samuel Luporini e Letícia Suñe – DEQ/UFBa
⇒ O leito de jorro é constituido de uma região central diluída, na qual os sólidos
deslocam-se concorrentes com o fluido e de uma densa, região anular, com percolação
de fluido contracorrente com as partículas.
Na interface entre o jorro e o espaço anular, as partículas sobem com alta velocidade
através do jorro, atritam-se com as da fase densa, de modo que esta ação de choque faz com
que as partículas desta fase penetrem no jorro e retornem juntamente com a corrente
ascendente.
A maior parte dos sólidos da região anular desloca-se para baixo, através da coluna
e da base cônica e só nas proximidades do orifício de entrada de ar invertem seu sentido de
movimento retornando o deslocamento ascendente.
No jorro, as partículas na base do leito aceleram-se até a velocidade máxima e então
desaceleram-se até atingir novamente a velocidade zero no topo da fonte, que é a região
onde o jorro aflora através da superfície do leito.
A concentração das partículas no jorro aumenta com a distância ao orifício de
entrada do fluido, devido ao efeito combinado de decréscimo da velocidade das partículas e
do fluxo de sólidos proveniente do espaço anular.
CURVA CARACTERÍSTICA PARA LEITO DE JORRO
⇒ Inicialmente o gás apenas percola entre as partículas ( figura 2 ) e o sistema comporta-
se como um leito fixo.
⇒ Com o aumento do fluxo, surge nas proximidades do oríficio de entrada do gás uma
cavidade devido à ação do jato que já é suficiente para deslocar as partículas. Esta
cavidade vai se alongando dando origem ao jorro interno, ao tempo em que a perda de
carga aumenta até o ponto B, onde se verifica a queda de pressão máxima (-∆PM).
Neste ponto B, a altura do jorro interno é bem maior que a de sólidos compactados na
parte superior do leito, de modo que incrementos na vazão de gás implicam em
decrescimo da queda de pressão através do leito. Continuando o aumento de fluxo, a
queda de pressão prossegue diminuindo até o ponto C correspondente ao jorro
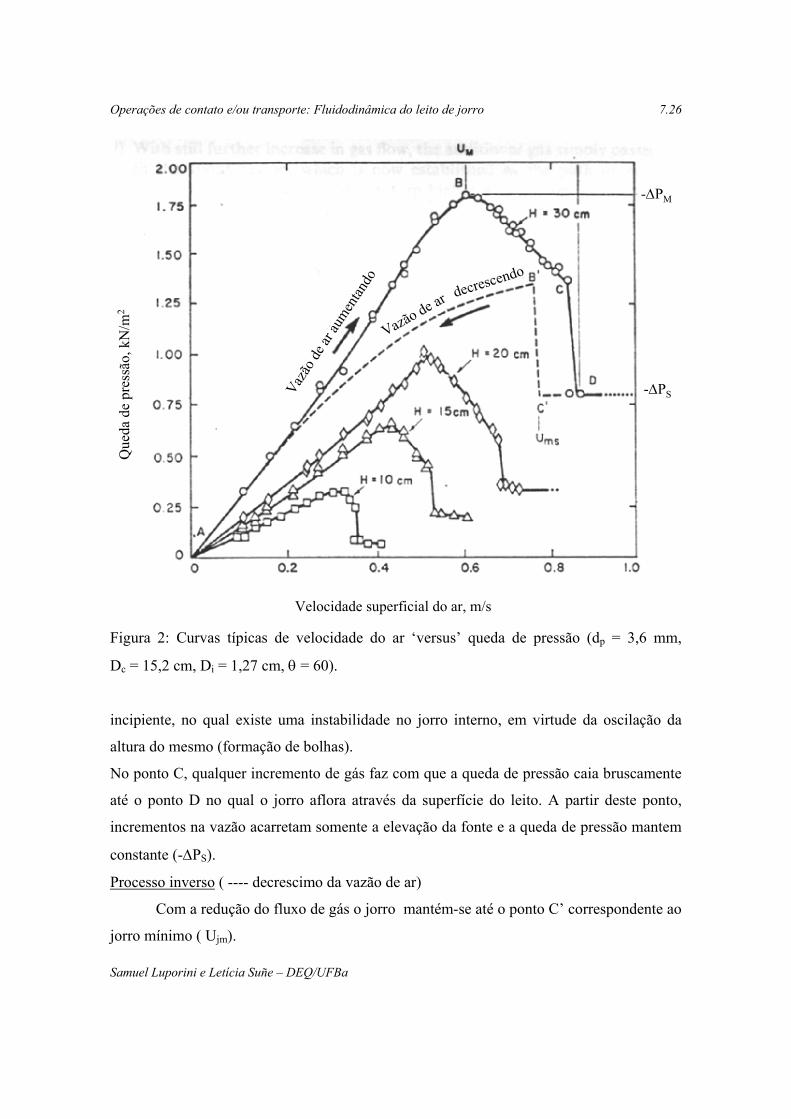
Operações de contato e/ou transporte: Fluidodinâmica do leito de jorro 7.26
Samuel Luporini e Letícia Suñe – DEQ/UFBa
Velocidade superficial do ar, m/s
Que
da d
e pr
essã
o, k
N/m
2
Vazão
de ar
aumen
tando
Vazão de ar decrescendo
-∆PM
-∆PS
Figura 2: Curvas típicas de velocidade do ar ‘versus’ queda de pressão (dp = 3,6 mm,
Dc = 15,2 cm, Di = 1,27 cm, θ = 60).
incipiente, no qual existe uma instabilidade no jorro interno, em virtude da oscilação da
altura do mesmo (formação de bolhas).
No ponto C, qualquer incremento de gás faz com que a queda de pressão caia bruscamente
até o ponto D no qual o jorro aflora através da superfície do leito. A partir deste ponto,
incrementos na vazão acarretam somente a elevação da fonte e a queda de pressão mantem
constante (-∆PS).
Processo inverso ( ---- decrescimo da vazão de ar)
Com a redução do fluxo de gás o jorro mantém-se até o ponto C’ correspondente ao
jorro mínimo ( Ujm).

Operações de contato e/ou transporte: Fluidodinâmica do leito de jorro 7.27
Samuel Luporini e Letícia Suñe – DEQ/UFBa
Jorro mínimo: tem-se a menor vazão com a qual se pode obter o jorro estável.
Prosseguindo a redução da vazão, chega-se a um ponto B’ máximo de queda de pressão, no
entanto bem abaixo do ponto B, pois no processo inverso a perda de carga é devida
sómente a interação gás-sólido, não havendo mais a ação de rutura do jato através do leito.
A partir daí a queda de pressão volta a decrescer à medida que se processam as reduções da
vazão de gás.
(a) (b) (c) (d) Figura 3
A figura 3 ilustra a transição a partir do leito fixo (a), para jorro (b), para leito de
bolhas (c) e empistonado (d), que muitas vezes ocorrem com o aumento da velocidade do
gás.

Operações de contato e/ou transporte: Fluidodinâmica do leito de jorro 7.28
Samuel Luporini e Letícia Suñe – DEQ/UFBa
DIAGRAMA DE FASE
LEITO COM
BOLHAS
LEITOEMPISTONADO
(SLUGGING)
JORROESTÁVEL
LEITO FIXO
JORROPROGRESSIVAMENTE
INSTÁVEL
ALT
UR
A D
O L
EITO
, cm
VELOCIDADE SUPERFICIAL DO AR (m/s) Figura 4: Diagrama de fases-Trigo, dp = 3,2 x 6,4 mm, Dc = 15,2 cm, Di = 1,25 cm
⇒ A linha representa a transição entre o leito fixo e o agitado (jorro ou fluidizado).
⇒ Mostra que para um dado material sólido em contato com um fluido específico numa
vasilha de geometria fixa, existe uma altura máxima do leito de jorro HM, a qual a ação
do jorro não ocorre mas sim uma fluidização de má qualidade.
⇒ A velocidade mínima de leito de jorro para esta altura de leito (HM), pode ser 50%
maior que a correspondente velocidade mínima de fluidização Umf.
⇒ O diagrama indica também que para um dado sólido, gás, e diâmetro de coluna, há um
máximo de entrada de ar em que o jorro não ocorre, o leito muda diretamente de fixo
para o estado fluidizado agregativo.

Operações de contato e/ou transporte: Fluidodinâmica do leito de jorro 7.29
Samuel Luporini e Letícia Suñe – DEQ/UFBa
PRINCIPAIS PARÂMETROS ENVOLVIDOS NA FORMAÇÃO DO JORRO
1- tamanho da partícula
2- distribuição de tamanhos das partículas
3- diâmetro da entrada de gás
4- diâmetro da coluna
5- ângulo do cone
6- fluxo de gás
7- altura do leito
PRINCIPAIS PARÂMETROS DE PROJETO
1- queda de pressão
2- queda de pressão em condições de jorro mínimo: ∆Pjm
3- velocidade do fluido em condições de jorro mínimo: qjm
4- altura máxima de jorro estável: HM
correlações → previsão razoavel somente em determinadas situações.
projeto seguro → protótipo para testes em escala de laboratório.
1 a 3 → necessários ao dimensionamento do soprador ou compressor.
4 → avaliação da maior quantidade de material que pode ser processado no equipamento.
APLICAÇÕES DA TÉCNICA DO LEITO DE JORRO QUE SE ENCONTRAM EM USO
INDUSTRIAL
1- Secagem de materiais granulares
2- Granulação
3- Secagem de suspensões e soluções
4- Pré aquecimento do carvão
5- Resfriamento de fertilizantes

Operações de contato e/ou transporte: Fluidodinâmica do leito de jorro 7.30
Samuel Luporini e Letícia Suñe – DEQ/UFBa
6- Mistura de sólidos granulares
7- Ativação do carvão vegetal
APLICAÇÕES DA TÉCNICA DO LEITO DE JORRO QUE SE ENCONTRAM EM
TESTES, OU OPERANDO EM ESCALA DE LABORATÓRIO
1- Reação-granulação
2- Operações de revestimento
3- Purificação de gases
4- Pulverização
5- Carbonização do carvão a baixas temperaturas
6- Redução do minério de ferro
7- Produção do clinquer de cimento
8- Craqueamento térmico do petróleo.
Os parâmetros relevantes na análise de operações envolvendo transferência de
momento, calor e massa:
⇒ Diâmetro de jorro
⇒ Velocidade do fluido
⇒ Velocidade das partículas sólidas
FUNDAMENTOS TEÓRICOS
Leito de jorro → sistema particulado: Fase densa (anular)
Fase diluída (jorro)
Equações básicas da mecânica do contínuo
Equação da continuidade
( ) ( ) 0ut ff =ερ⋅∇+ερ
∂∂ r
fluido (1)

Operações de contato e/ou transporte: Fluidodinâmica do leito de jorro 7.31
Samuel Luporini e Letícia Suñe – DEQ/UFBa
( )[ ] ( )[ ] 011t ss =ϑρε−⋅∇+ρε−
∂∂ r
Sólido (2)
Equação de movimento:
Para o fluido
( ) gmpuutu
fffrrrrr
r
ρ+−τ⋅∇−−∇=
⋅∇+
∂∂
ερ (3)
Para o sólido
( ) ( ) ( )( )g1mt
1 fsssrrrr
r
ρ−ρε−++τ⋅−∇=
ϑ⋅ϑ∇+
∂ϑ∂
ε−ρ (4)
onde:
ϑrr eu = velocidades intersticiais do fluido e sólido
ε = porosidade do sistema
p = pressão do fluido
fτr
= tensor tensão extra do fluido
sτr = tensor tensão extra no sólido
mr = força resistiva devido a interação fluido-sólido
As equações (3) e (4) pode ser resolvida com os conhecimentos dos termos
constitutivos:
→τ⋅∇ sr pouco conhecida
→τ⋅∇ fr só é importante para alguns casos envolvendo fluidos não Newtonianos
→mr devido a um grande conjunto de dados experimentais para fluido Newtoniano →
forma quadratica de FORCHHEIMER.
( )ϑ−ε
ϑ−ε
µρ
+µ
=rrrrr
uuKC
1K
m f (5)
Operações de contato e/ou transporte: Fluidodinâmica do leito de jorro 7.32
Samuel Luporini e Letícia Suñe – DEQ/UFBa
k = permeabilidade, pode ser estimada pelo modelo capilar de Kozeni-Carman
( )22p
3
136
Dk
ε−β
ε= (6)
onde: φ== pv
p da6D , dp = diâmetro equivalente (diâmetro de uma esfera tendo o mesmo
volume da partícula)
partícula da específica superfície partícula da volumepartícula da superfíciea v ==
β = f(forma,ε), β ≅ 5 para 0,3 ≤ ε ≤ 0,5
C = fator adimensional (Thirriot etal.)
32130
o2720
o23 k
k106
kk
1001c
×+
ε= −
,,
, (7)
ko = 10-6 cm2 (permeabilidade de referência)
A equação (7) é válida para ε ≤ 0,7.
ANÁLISE DIMENSIONAL
⇒ Sistemas diluidos: transporte hidraulico ou pneumático de partículas em dutos.
⇒ Combinando as equações de movimento do sólido e do fluido com dados
experimentais, chega-se a correlações do tipo:
[ ]MvGaRe,f ,=ε (8)
Operações de contato e/ou transporte: Fluidodinâmica do leito de jorro 7.33
Samuel Luporini e Letícia Suñe – DEQ/UFBa
que também é útil na descrição da dinâmica do jorro.
µ
εϑ−ρ=
rrudRe
fp (número de Reynolds) (9)
2
2fp gd
Gaµ
ρ= (número de Galileo) (10)
f
fsMvρρ−ρ
= (massa volumétrica) (11)
dp = diâmetro da esfera com o mesmo volume que a partícula.
Dinâmica do leito de jorro:
⇒ Equação (1) a (4) mais termos constitutivos
⇒ Condições de salto na interface espaço anular-jorro
⇒ Condições de contorno
Análise → compreensão para algumas correlações da literatura.
1. Queda de pressão máxima de jorro
⇒ ∆PM deve se aproximar do ∆P para a fluidização
⇒ Desprezando os termos de aceleração na equação de movimento para o fluido e para as
partículas e tomando 0s =τr , temos
mpr
−=∇ (fluido)
( )( )g1m fsrr
ρ−ρε−−= (sólido)

Operações de contato e/ou transporte: Fluidodinâmica do leito de jorro 7.34
Samuel Luporini e Letícia Suñe – DEQ/UFBa
Combinando as duas equações, temos:
( )( )g1p fsr
ρ−ρε−−=∇ ou
( )( )c
fsmfM AMgg1Hp =ρ−ρε−−=∆ (12)
onde: H = altura do leito expandido
M = massa do leito
Ac = área da seção transversal da coluna
A equação (12) é o resultado de MALEK e LU (1965)
2. Queda de pressão em condições de jorro mínimo
A forma da equação (12) mantém-se na previsão de ∆pjm
( )( )g1Hp fsmfjm ρ−ρε−α=∆ (13)
⇒ Um número substâncial de resultados indica que α = 2/3 (MALEK e LU)
3. Velocidade do fluido em condições de jorro mínimo
⇒ Condições de altura máxima de jorro estável,
qqK
CK
m f rrr
ρ+
µ=
e na equação (4) desprezando os termos de aceleração e de tensões, temos:

Operações de contato e/ou transporte: Fluidodinâmica do leito de jorro 7.35
Samuel Luporini e Letícia Suñe – DEQ/UFBa
( )( )g1m fsrr
ρ−ρε−−=
Logo: ( )( )g1qqK
CK fsjmjm
f ρ−ρε−=
ρ+
µ (14)
Equação (14): fornece uma previsão razoável para qjm com erro de 20%
BECKER: qjm esced qmf (mínima fluidização) por 10 à 33%.
MATHUR-GISHLER: Para valores fixos de DC/Di, empiricamente:
HD1q
Cjmα
4. Vazão do gás no espaço anular e de jorro
A vazão do gás no espaço anular pode ser estimada pela equação de movimento do
fluido, medindo-se o gradiente de pressão nesta região e a velocidade das partículas sólidas.
mzdpd=
−
( ) ( ) ( )2aa
2mff
aamf u
KC
uKdz
dpϑ+
ερ+ϑ+
εµ=
− (15)
A vazão do gás no jorro resulta:
−
=
anular espaço nofluido do vazão
fluido do totalca volumétrivazão
smjorro no fluido do
ca volumétrivazão
3
faffj QQQ −= (16)

Operações de contato e/ou transporte: Fluidodinâmica do leito de jorro 7.36
Samuel Luporini e Letícia Suñe – DEQ/UFBa
5. Velocidade das partículas sólidas no espaço anular e no jorro
⇒ Velocidade do sólido no espaço anular → visualização direta
⇒ Velocidade do sólido no jorro
Vazão do sólido
Vazão do fluido
εj
Para regiões anular e de jorro
( ) 02133,0j Mv.GaRe58,1 −=ε para εj < 0,85 Angelino
6. Altura máxima de jorro estável: HM
MATHUR e GISHLER observaram que para uma dada coluna operando com determinado
sistema gás-partícula, existe uma altura máxima do leito HM acima da qual não se verifica
jorro estável.
H < HM → a estabilidade do jorro pode ser mantida a vazões de gás maiores que a
necessária ao jorro mínimo.
H = HM → um incremento do fluxo de ar acima do requerido para o jorro mínimo, ocorre
fluidização heterogênea ou de movimento empistonado.
2j
2i
4Cp
M DDDd192,0
H = Mathur e Epstein (1974)
onde: Dj = diâmetro do jorro
Di = diâmetro de entrada do ar
31p
32Cj dD07,1D =

Operações de contato e/ou transporte: Fluidodinâmica do leito de jorro 7.37
Samuel Luporini e Letícia Suñe – DEQ/UFBa
MODIFICAÇÃO: TUBO CENTRAL
ar ar
Vantagens da utilização do tubo central
a) Jorro ocorre a menores queda de pressão.
b) Melhor controle sobre a taxa de recirculação e tempo de residência das partículas.
c) Menores vazões de ar são requeridas para uma dada circulação de sólidos.
d) A estabilidade do jorro é verificada para qualquer altura do leito, tanto na geometria
cônica como na convencional.
Desvantagens:
a) ausência de mistura pelo movimento lateral das partículas na secção anular com o jorro
→ reduz a eficiência de mistura global.
b) riscos de entupimento do tubo pelo sólido.

Operações de contato e/ou transporte: Fluidodinâmica do leito de jorro 7.38
Samuel Luporini e Letícia Suñe – DEQ/UFBa
FORMA CÔNICA
Ângulo do cone: forma cilindrica com base cônica e totalmente cônica.
A seção inferior cônica facilita o escoamento do sólido a partir da região anular para
dentro da região do jorro.
Com uma base plana ao invés da cônica forma-se uma zona de sólidos estagnada,
porém não afeta a estabilidade do jorro.
Se o cone é tão ingreme, o jorro torná-se instável pois o leito inteiro tende a ascender
com o jorro do gás.
A limitação do ângulo do cône depende das características de fricção interna dos
sólidos, mas para muitos materiais esta na região de 40o.
Dc
θ
Di
Numa dada coluna o HM decresce com o aumento de Di até que o valor limite é alcançado,
onde o jorro não ocorre mais.
BECKER sugeriu que o valor crítico é:
35,0DD
c
i =
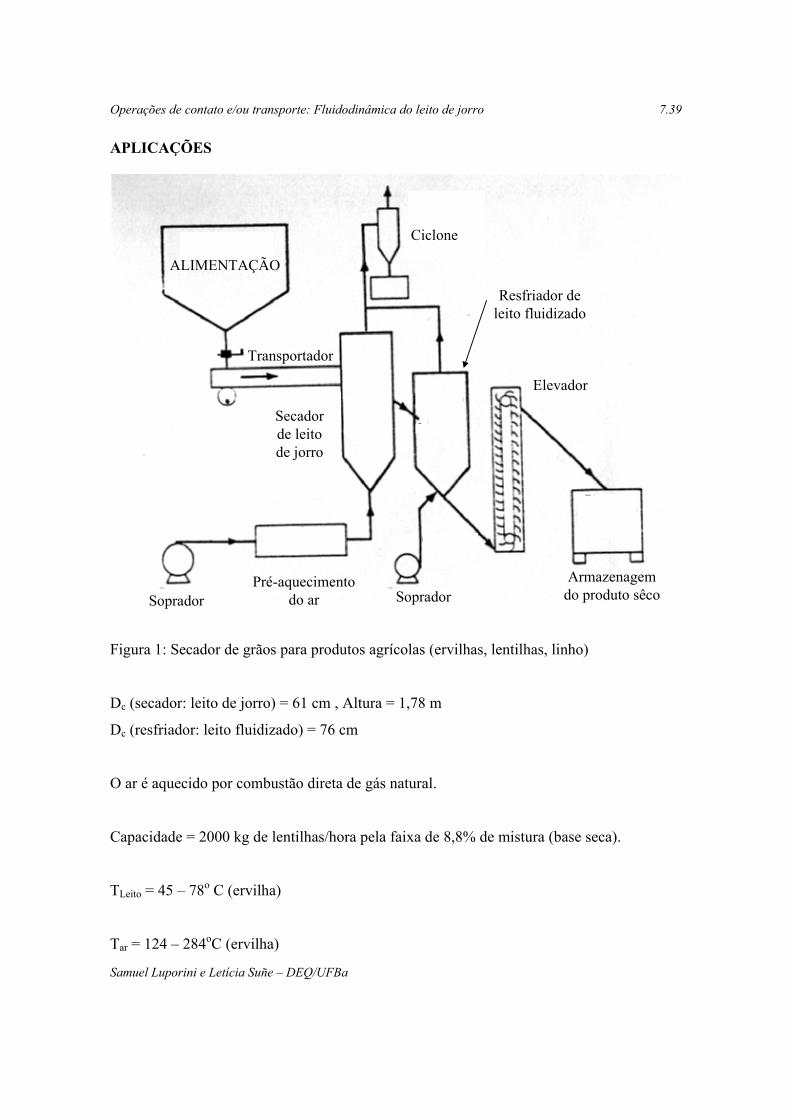
Operações de contato e/ou transporte: Fluidodinâmica do leito de jorro 7.39
Samuel Luporini e Letícia Suñe – DEQ/UFBa
APLICAÇÕES
ALIMENTAÇÃO
Transportador
Ciclone
Resfriador deleito fluidizado
Elevador
Armazenagemdo produto sêcoSopradorSoprador
Pré-aquecimentodo ar
Secadorde leitode jorro
Figura 1: Secador de grãos para produtos agrícolas (ervilhas, lentilhas, linho)
Dc (secador: leito de jorro) = 61 cm , Altura = 1,78 m
Dc (resfriador: leito fluidizado) = 76 cm
O ar é aquecido por combustão direta de gás natural.
Capacidade = 2000 kg de lentilhas/hora pela faixa de 8,8% de mistura (base seca).
TLeito = 45 – 78o C (ervilha)
Tar = 124 – 284oC (ervilha)

Operações de contato e/ou transporte: Fluidodinâmica do leito de jorro 7.40
Samuel Luporini e Letícia Suñe – DEQ/UFBa
Gás quente
Líquidoquente
Fino
Produto
Grosso
Triturador
Sólidoreciclado
Figura 2: Sistema granulador por leito de jorro
O leito neste processo consiste de partículas do material a ser granulado, a fase líquida
é injetada na base junto com o gás quente.
Uma fina camada de líquido é depositada sobre as partículas circulando quando elas
passam no líquido spray, o qual é secado pela ação do gás quente sobre as partículas
que ascendem pelo jorro e descem pela região anular.
As partículas crescem pelo mecanismo do crescimento de camadas.
Produto bem uniforme.
Enxofre, níquel, uréia, sulfato de amônia.

Operações de contato e/ou transporte: Fluidodinâmica do leito de jorro 7.41
Samuel Luporini e Letícia Suñe – DEQ/UFBa
Cobertura de partículas (indústria farmacêutica)
Gás quenteTar = 63oC
Líquido aquecido
Tar = 26oC
⇒ Operação em batelada, para assegurar um tempo de residência igual no leito para
partículas individuais.
⇒ Líquido de cobertura pré-aquecido e borrifado por bico de atomização pneumática.
⇒ Após a quantidade desejada de solução para a cobertura se suprida pelo leito, é
admitido um período de secagem para remover algum solvente individual, com uma
redução da vazão do ar com o leito numa condição quiescente.
⇒ Secagem quase instantânea após a cobertura.
⇒ Tempo de cobertura para 70 – 100 kg de partículas de 10 mm: 1 a 1,5 horas.
⇒ Espessura da cobertura (média) = 82 –133 µm.

Operações de contato e/ou transporte: Transporte de partículas 7.42
Samuel Luporini e Letícia Suñe – DEQ/UFBa
TRANSPORTE PNEUMÁTICO
⇒ Um dos métodos usados nas indústrias para transportar sólidos de um lugar para o
outro utiliza ar a altas velocidades. Este processo é conhecido como transporte
pneumático.
⇒ O ar escoa através de dutos a altas velocidades (15 a 35 m/s) utilizando sopradores
ou equipamentos que fazem vácuos. Diâmetro do duto 50 a 400 mm.
⇒ Dois tipos comuns de sistema de transporte pneumático:
1. Pressão negativa (vácuo)
CAIXADE
ARMAZENAGEM
ENTRADADE AR
SOPRADORFILTRO DE AR
CAIXA
CICLONE
⇒ São limitados à pequenos vácuos que podem ser criados quando os sólidos tem que
serem transportados a partir de vários pontos em uma planta para um único ponto de
distribuição.
⇒ 5gás do massa
sólido do massa< (McCabe)

Operações de contato e/ou transporte: Transporte de partículas 7.43
Samuel Luporini e Letícia Suñe – DEQ/UFBa
2. Pressão positiva
CAIXADE
ARMAZENAGEM
SOPRADOR
CICLONE
CAIXA
FILTRO DE AR
ENTRADADE AR
⇒ Operam com sopradores ou compressores de ar (ou nitrogênio) com 1 a 5 atm dentro
do sistema.
⇒ Normalmente usado para transportar sólidos a partir de um único ponto para vários
pontos de distribuição.
⇒ 5gás de massa
sólido de massa>
⇒ As vezes o gás é reciclado para a entrada do soprador ou compressor num sistema
fechado ⇒ gás valioso ou para prevenir a perda do pó pela atmosfera.
TRANSPORTE PNEUMÁTICO DE PARTÍCULAS
(KUNII E LEVENSPIEL, FLUIDIZATION ENGINEERING)
⇒ Sólidos altamente densos → transportador de correia, transportador de caçambas
⇒ Sólidos ou mistura de baixa densidade → transporte pneumático
⇒ 80. excede nunca 100, a 1sólido do escoamento de taxa
gás do escoamento de taxa≈
⇒ Velocidade do gás ≥ velocidade do sólido
⇒ Transporte pneumático a alta velocidade

Operações de contato e/ou transporte: Transporte de partículas 7.44
Samuel Luporini e Letícia Suñe – DEQ/UFBa
Queda de pressão friccional elevada
Atrito rápido de partículas
Erosões nas linhas de transferência
Para minimizar estes efeitos a velocidade deve ser a mais baixa possível; este
limite inferior é governado pelas condições onde os sólidos se ajustam ao
escoamento.
1. Velocidade mínima de escoamento horizontal, (saltitation velocity).
2. Velocidade mínima de escoamento vertical (choking velocity).
3. Queda de pressão considerando o transporte pneumático.
ASPECTOS TEÓRICOS
1. Transporte pneumático em tubos verticais e horizontais
É de grande importância no dimensionamento as determinações:
- da queda de pressão
- do regime de escoamento, conhecidas as vazões Wf (fluido) e Ws (do sólido), o
diâmetro do tubo e as características das partículas sólidas.
Regime de escoamento em tubos verticais
Quando a vazão de fluido é suficiente para transportar os sólidos as baixas
concentrações volumétricas ( < 5%), tem-se um regime em fase diluída.
Com a diminuição da vazão do fluido e mantendo a vazão dos sólidos pode-se obter um
regime de transporte instável ⇒ escoamento em bolhas, semelhante a fluidização
heterogênea.
As vazões mais baixas de fluido, o leito de partículas se move em bloco com
concentrações próxima ao do leito fixo, obtendo-se o transporte em fase densa.
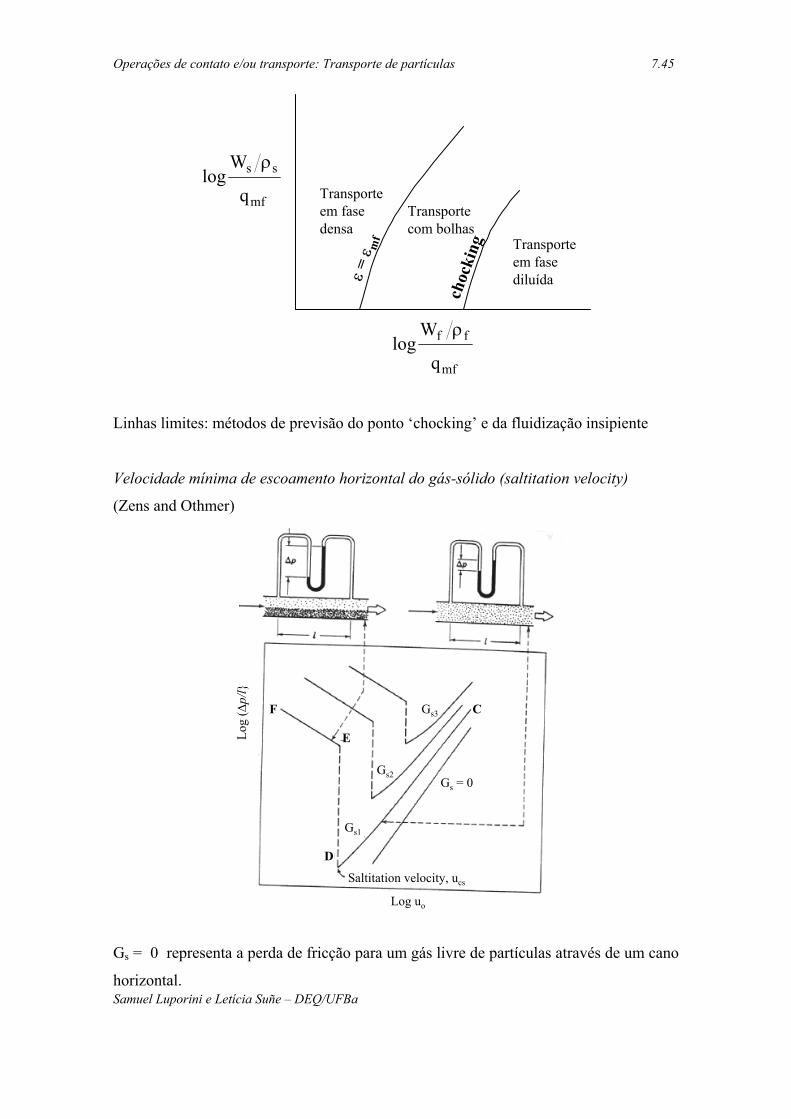
Operações de contato e/ou transporte: Transporte de partículas 7.45
Samuel Luporini e Letícia Suñe – DEQ/UFBa
Transporteem fasedensa
Transporte com bolhas
Transporte em fasediluídaε =
ε mf
choc
king
mf
ss
q
Wlog
ρ
mf
ff
q
Wlog
ρ
Linhas limites: métodos de previsão do ponto ‘chocking’ e da fluidização insipiente
Velocidade mínima de escoamento horizontal do gás-sólido (saltitation velocity)
(Zens and Othmer)
Gs3
Gs2
Gs1
Gs = 0
Log
(∆p/
l
Log uo
E
CF
D
Saltitation velocity, ucs
Gs = 0 representa a perda de fricção para um gás livre de partículas através de um cano
horizontal.

Operações de contato e/ou transporte: Transporte de partículas 7.46
Samuel Luporini e Letícia Suñe – DEQ/UFBa
Gs1, Gs2 ⇒ perda friccional da mistura gás-sólido transportando sólidos de velocidade
mássica Gs1 e Gs2.
Para altas velocidades (Uo) todas as partículas são transportadas em suspensão
sem sedimentar ( C na curva Gs1).
Mantendo a taxa de alimentação do sólido (Gs1) fixa e reduzindo lentamente a
velocidade do gás do ponto C ao D ⇒ o sólido move-se mais lentamente, os vazios da
mistura tende a diminuir, e a perda friccional também diminuirá.
No ponto D as partículas começam a sedimentar no fundo do tubo e um
equilíbrio é estabelecido entre a altura desta camada sedimentada e a camada de mistura
acima.
A velocidade crítica do gás corresponde ao ponto D e é chamada de velocidade
de saltitation, ucs.
uc depende de Gs.
A partir de D a resistência friccional pula para E e então aumenta estavelmente
com o decréscimo da velocidade do gás.
Velocidade de escoamento vertical mínima para o gás-sólido (Choking velocity)
(Zens and Othmer)
Gs2
Gs1Gs = 0
C
D
E
uch , Choking velocity
log
(∆P/
l)
Log uo

Operações de contato e/ou transporte: Transporte de partículas 7.47
Samuel Luporini e Letícia Suñe – DEQ/UFBa
A partir da maior velocidade de escoamento (ponto C) vertical de uma mistura gás-
sólido (Gs1) reduz-se gradualmente a velocidade do gás uo.
Observa-se que:
A resistência friccional do escoamento da mistura diminui.
Quantidade de sólido aumenta lentamente, a fração de vazios diminui, e a pressão
aumenta.
C → D mudança na resistência friccional predomina e a pressão total diminui.
Uma adicional diminuição no escoamento do gás causa um rápido aumento no
sólido e a queda de pressão total aumenta.
Perto de E a densidade da mistura torna-se elevada para suportar o sólido, e ocorre
um estado agregado.
A velocidade superficial no ponto E é chamada de velocidade ‘choking’, uch.
2. Transporte hidráulico
Os principais objetivos no estudo de transporte de partículas consistem na determinação
da queda de pressão e da velocidade de escoamento, o que permite o cálculo da potência
da bomba ou soprador.
Transporte hidráulico: horizontal, vertical.
Transporte hidráulico vertical
gráfico: queda de pressão piezométrica por unidade de comprimento ‘versus’
velocidade média de escoamento VM da mistura no transporte hidráulico em dutos
verticais.
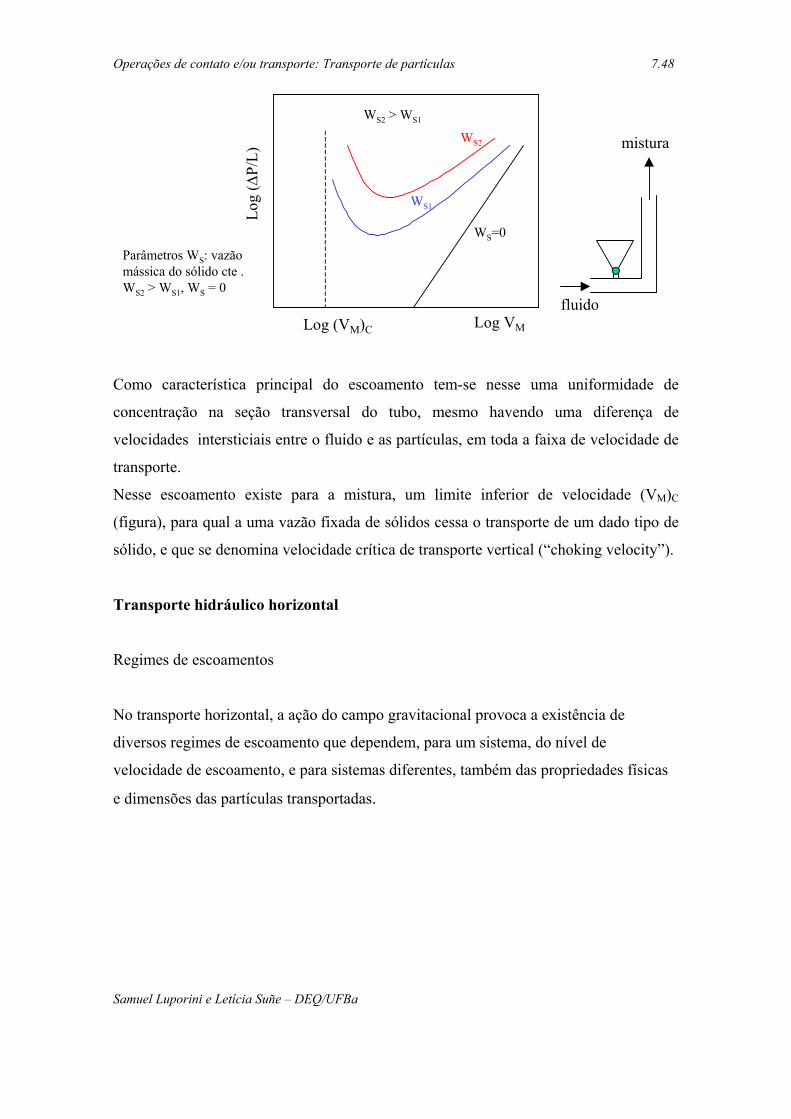
Operações de contato e/ou transporte: Transporte de partículas 7.48
Samuel Luporini e Letícia Suñe – DEQ/UFBa
WS2
WS1
WS=0
WS2 > WS1
Log
(∆P/
L)
Log (VM)C Log VM
fluido
mistura
Parâmetros WS: vazãomássica do sólido cte .WS2 > WS1, WS = 0
Como característica principal do escoamento tem-se nesse uma uniformidade de
concentração na seção transversal do tubo, mesmo havendo uma diferença de
velocidades intersticiais entre o fluido e as partículas, em toda a faixa de velocidade de
transporte.
Nesse escoamento existe para a mistura, um limite inferior de velocidade (VM)C
(figura), para qual a uma vazão fixada de sólidos cessa o transporte de um dado tipo de
sólido, e que se denomina velocidade crítica de transporte vertical (“choking velocity”).
Transporte hidráulico horizontal
Regimes de escoamentos
No transporte horizontal, a ação do campo gravitacional provoca a existência de
diversos regimes de escoamento que dependem, para um sistema, do nível de
velocidade de escoamento, e para sistemas diferentes, também das propriedades físicas
e dimensões das partículas transportadas.

Operações de contato e/ou transporte: Transporte de partículas 7.49
Samuel Luporini e Letícia Suñe – DEQ/UFBa
1 2 3 4
VM4 VM3 VM2 VM1
Mistura
Fluido puro
Log VM
1- leito estacionário2- leito deslizante3- escoamento assimétrico4- escoamento simétrico
Diagrama típico do transporte hidráulicohorizontal.
WS2
A) escoamento pseudo homogêneo ocorre a velocidade superiores a VM1, onde uma
suspensão, apesar de possuir uma tendência a sedimentar, se mantém com uma
distribuição uniforme concentrada na seção do tubo devido a valores elevados de
velocidade, denominada de escoamento simétrico.
B) escoamento heterogêneo: observado nas velocidades entre VM1 e VM2, que se
caracteriza por uma distribuição não uniforme das partículas sólidas na seção
transversal do duto e sendo denominada também de escoamento assimétrico.
VM2 : ocorre o gradiente mínimo de pressão (velocidade crítica do transporte
horizontal).
Nas vizinhanças de VM2 tem-se no sentido das velocidades decrescentes, o início da
formação de um depósito de sólidos na tubulação.
O transporte de sólidos é normalmente realizado, por razões econômicas, neste regime
heterogêneo.
C) escoamento em saltos ou de leito deslizante

Operações de contato e/ou transporte: Transporte de partículas 7.50
Samuel Luporini e Letícia Suñe – DEQ/UFBa
• escoamento bastante irregular => depósito de sólidos se desloca como ‘dunas’ na
parte inferior do tubo.
• Faixa de velocidade entre VM2 e VM3
D) escoamento com leito estacionário: ocorre com velocidades inferiores a VM3,
ocorrendo sob elevado gradiente de pressão devido à formação de um depósito estático.
C) e D) => interesse apenas teórico.
Escoamento laminar => obtenção de propriedades reológicas
Escoamento turbulento => transporte de suspensões através de dutos (minerodutos)
ESCOAMENTO LAMINAR
Obtenção das propriedades reológicas das suspensões.
Caracterização da suspensão:
Equação de Rabinowitch-Mooney: escoamento em tubos cilíndricos.
)A(Slnd
YlndY
4
1Y
4
3+=λ
λ = taxa de deformação
Y = taxa de deformação aparente
S = tensão de cisalhamento
(C) L4PDS,(B)
DV8Y ∆
==
V = velocidade média do fluido no tubo.

Operações de contato e/ou transporte: Transporte de partículas 7.51
Samuel Luporini e Letícia Suñe – DEQ/UFBa
•Dados ∆P/L ‘versus’ V para um tubo de diâmetro D
• Constroe-se a curva S ‘versus’Y
• Obtém-se a taxa de deformação real, a partir da equação (A)
• Obtendo-se S para cada λ => associa-se a modelos matemáticos
S = f(λ)
Modelos reológicos mais empregados
• Modelo de Bingham
S
λ
So
λµ+= poSS
Modelo de Ostwald-de-Waele (lei das potências)
Pela lei das potências
YlnnMlnSlnYMS n +′=⇒′=
onde: S = tensão de cisalhamento, obtida da equação (C) e
Y = taxa de deformação aparente, obtida da equação (B)
M’ = grau de consistência aparente do fluido
Obs.: n nem sempre é constante
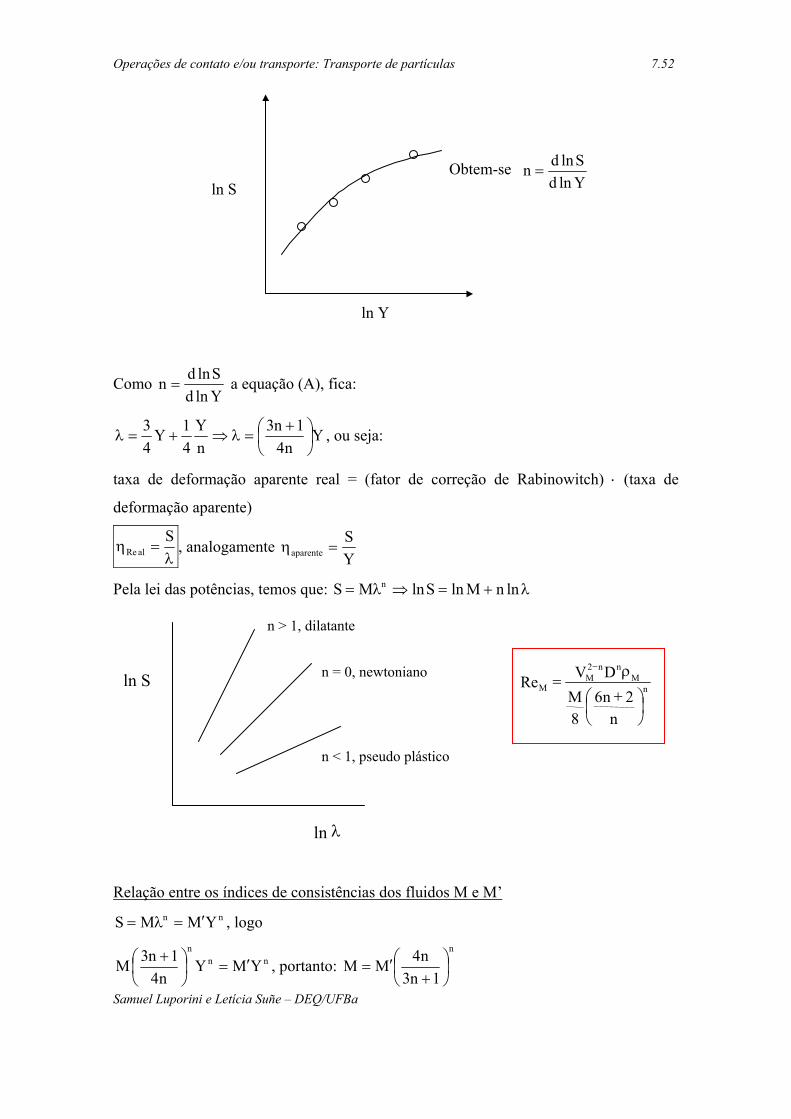
Operações de contato e/ou transporte: Transporte de partículas 7.52
Samuel Luporini e Letícia Suñe – DEQ/UFBa
ln S
ln Y
Obtem-seYlndSlndn =
Como YlndSlndn = a equação (A), fica:
Yn4
1n3nY
41Y
43
+
=λ⇒+=λ , ou seja:
taxa de deformação aparente real = (fator de correção de Rabinowitch) ⋅ (taxa de
deformação aparente)
λ=η
SalRe , analogamente
YS
aparente =η
Pela lei das potências, temos que: λ+=⇒λ= lnnMlnSlnMS n
ln S
ln λ
n > 1, dilatante
n = 0, newtoniano
n < 1, pseudo plástico
nM
nn2M
M
n2n6
8M
DVRe
+
ρ=
−
Relação entre os índices de consistências dos fluidos M e M’ nn YMMS ′=λ= , logo
nnn
YMYn4
1n3M ′=
+ , portanto:
n
1n3n4MM
+′=
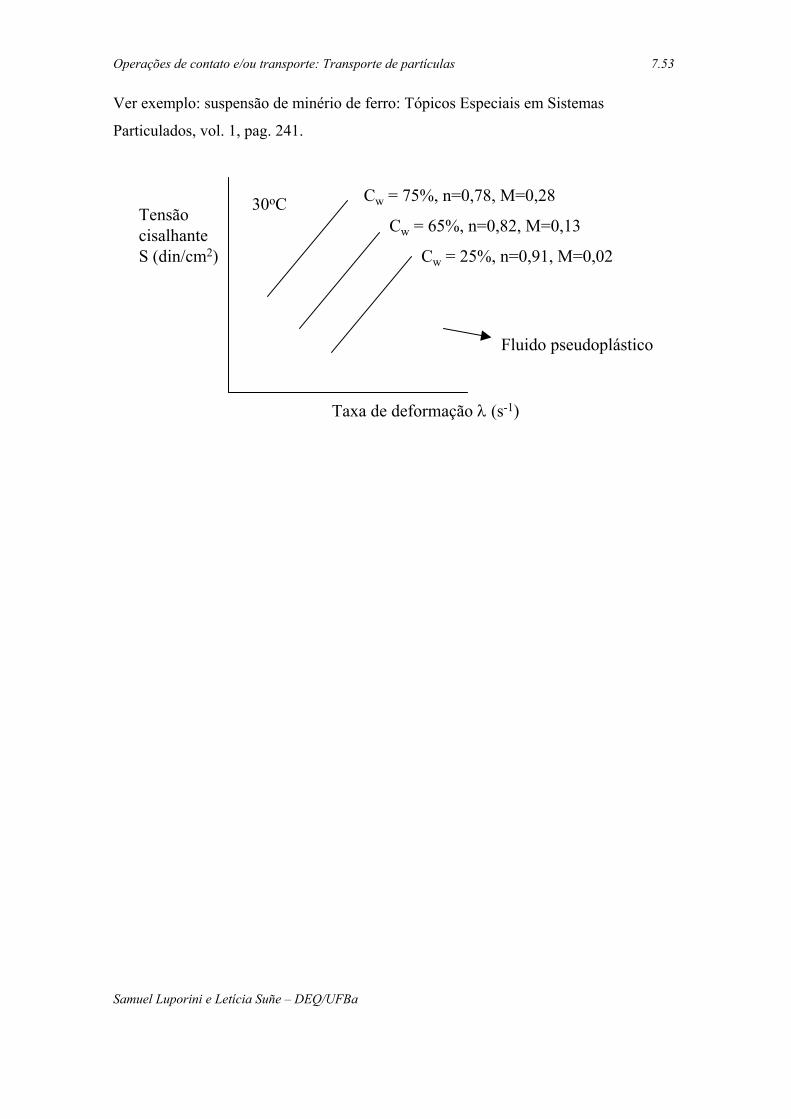
Operações de contato e/ou transporte: Transporte de partículas 7.53
Samuel Luporini e Letícia Suñe – DEQ/UFBa
Ver exemplo: suspensão de minério de ferro: Tópicos Especiais em Sistemas
Particulados, vol. 1, pag. 241.
Cw = 75%, n=0,78, M=0,28
Cw = 65%, n=0,82, M=0,13
Cw = 25%, n=0,91, M=0,02
30oCTensão cisalhanteS (din/cm2)
Taxa de deformação λ (s-1)
Fluido pseudoplástico
Operações de contato e/ou transporte: Transporte de partículas 7.54
Samuel Luporini e Letícia Suñe – DEQ/UFBa
TRANSPORTE HIDRÁULICO E PNEUMÁTICO DE PARTÍCULAS:
FORMULAÇÕES
REF: Massarani, Giulio, Fluidodinâmica em sistemas particulados, Editora
UFRJ, 1997.
O transporte de partículas sólidas por arraste em fluido conduz, de um modo
geral, à formação de um campo de porosidade heterogêneo na seção transversal de
escoamento da mistura sólido-fluido. Em algumas situações, no entanto, dependendo da
natureza do problema em estudo, a formulação para o transporte de partículas pode ser
substancialmente simplificada considerando que a mistura comporta-se como um fluido
homogêneo:
a) Transporte pneumático vertical em fase densa (fluidização incipiente) ou em fase
diluída (porosidade superior a 95%); transporte vertical sem restrições;
b) Transporte hidráulico em qualquer configuração no caso em que as partículas são
pequenas, verificando-se o critério empírico de Newitt;
fluido-sólido mistura de e velocidadV arraste de fluido no partículas das terminale velocidad
tubodo diâmetro D :deOn
)1( 1VgD1800Ne
M
2M
==ν=
<ν
= ∞
e transportde al transversseção da área A fluido do ca volumétrivazãoQ sólido de ca volumétrivazãoQ :onde
(2) A
QQV
F
S
FSM
===
+=
A diferença entre as formulações para os casos a) e b) reflete na dificuldade na
medida das propriedades reológicas da suspensão constituída por partículas
relativamente grandes (caso a) e pelo fato de que nesta situação o valor da velocidade
relativa fluido-partícula no transporte pneumático pode ser significativamente maior que

Operações de contato e/ou transporte: Transporte de partículas 7.55
Samuel Luporini e Letícia Suñe – DEQ/UFBa
zero. Como conseqüência, o valor da porosidade no transporte depende da
fluidodinâmica do sistema particulado.
Apesar destas considerações, há o consenso bem cristalizado na literatura de que
o projeto e o estabelecimento das condições operacionais das linhas de transporte
hidráulico e pneumático não podem prescindir de estudos conduzidos em unidade
piloto bem instrumentada.
7.1 TRANSPORTE VERTICAL HOMOGÊNEO: PARTÍCULAS GRANDES
p2
p1
L
z
S F
Os efeitos causados pela aceleração do sistema nãosão considerados e o transporte é, por exemplo,vertical ascendente.
Equação do movimento para a mistura homogênea:
(3) gD2
VfLp
MM
2M ρ+
ρ=
∆−
( )
( ) ( )( ) (5) 11
(4) DVRe,De,Reff
FFSSFM
M
MMMM
ρ+ρ−ρε−=ρε−+ερ=ρµ
ρ==
A equação do movimento para o fluido no sistema particulado, que permite calcular a
porosidade no transporte é:
( ) ( ) ( )( ) (6) g1UU FS2
2F1F ρ−ρε−=εφµ+εφµ
( )
( ) ( ) kc ,k
(7) 1AQ
AQU
221
SF
ε=εφε=εφ
ε−−
ε=
Operações de contato e/ou transporte: Transporte de partículas 7.56
Samuel Luporini e Letícia Suñe – DEQ/UFBa
Nestas equações: ρM e µM densidade e viscosidade da mistura sólido-fluido, f é o fator
de atrito na interação fluidodinâmica entre a mistura e a parede do duto onde ocorre o
transporte.
A comparação entre os valores do gradiente de pressão calculados através da
equação (3) e os valores resultantes da experimentação conduzida no transporte
pneumático em fase densa, no transporte pneumático de fase diluída e no
transporte hidráulico, segundo vários autores parecem indicar que a viscosidade e o
fator de atrito da mistura podem ser expressos pela viscosidade e o fator de atrito do
fluido, este último representado pela equação clássica:
(8) Re
81,6De27,0log2
f1
9,0
M10
+−=
Onde: e/D é a rugosidade relativa do duto.
7.2 TRANSPORTE HIDRÁULICO HOMOGÊNEO
Dependendo das condições fluidodinâmicas, o transporte hidráulico de
partículas pequenas (Ne < 1) pode ser formulado do mesmo modo que o escoamento
de fluidos homogêneos com características não-newtonianas. O balanço global de
energia entre dois pontos da instalação leva a:
( )
( )
nula) fases as entre relativa e(velocidad QQ
Q
1,A
QQV
(10) D2
VLfW
(9) WWzgp
SF
F
SFMSF
M
2M
A
AM
+=ε
ρε−+ερ=ρ+
=
=
−=∆+ρ∆
∑

Operações de contato e/ou transporte: Transporte de partículas 7.57
Samuel Luporini e Letícia Suñe – DEQ/UFBa
A viscosidade efetiva da suspensão, µef, depende da natureza da mistura, através da
relação entre a taxa de distensão (λ) e tensão cisalhante,
( ) (12) S
(11) tica)caracterís distensão de (taxa D
V25,6
*
*
ef
M*
λλ
=µ
=λ
acidentes. e dutos incluindo ,instalação da totaleequivalent ocompriment L.escoamento no atrito pelo dissipada suspensão) de massa de unidade(por energiaW
instalada bomba pela fornecida suspensão) de massa de unidade(por energiaW
A
==
=
A equação 12, tem natureza empírica e o procedimento sugerido para o cálculo da
viscosidade efetiva independe do tipo do modelo reológico associado à suspensão.
Operações de contato e/ou transporte: Transporte de partículas 7.58
Samuel Luporini e Letícia Suñe – DEQ/UFBa
QUARTA LISTA DE EXERCÍCIOS DE OPERAÇÕES UNITÁRIAS DA
INDÚSTRIA QUÍMICA I
Sedimentação, Fluidização e Transporte Pneumático e Hidráulico de partículas
Professor Samuel Luporini 1. A indústria de papel Bananal Paulista estuda a possibilidade da utilização de um
sedimentador Dorr-Oliver com 23 m de diâmetro e 3 m de altura para o tratamento de licor negro. Calcular a capacidade do sedimentador para as seguintes condições operacionais: 6,7 g/l a concentração do sólido na alimentação e 19 g/l a concentração de sólidos no lodo. Densidade do sólido, 2,8 g/cm3. Temperatura: 25oC.
Ensaio de proveta a 25oC (6,7g/l de suspensão):
t (min) 0 2,5 5 10 15 20 30 50 70 z (cm) 30 26,5 23,2 16,6 13,5 12,4 11,2 10,4 10,2
Resposta: O fator limitante é a altura do sedimentador: a capacidade recomendada é da ordem de 20 m3/h de alimentação. 2. Determinar o diâmetro e a altura de um espessador DORR para operar com 20m3/h
de uma suspensão aquosa de barita (ρs = 4,1 g/cm3) a 30oC. A concentração de sólidos na alimentação é de 103 g/l de suspensão e o lodo final deve Ter 346 g/l de suspensão. Ensaio de proveta a 30oC conduziu aos seguintes resultados:
tempo de sedimentação (min) Altura da interface de clarificação (cm)
0 40,0 2 37,0 5 32,4 10 24,9 14 18,8 18 12,6 23 8,5 26 7,4 30 6,3 33 5,6 40 4,8 45 4,5
Resposta: Diâmetro do sedimentador = 3,08 m, H = 1,05 m. 3. Deseja-se estimar a capacidade de um sedimentador lamelado no tratamento de uma
suspensão floculenta de hidróxido de alumínio: concentração inicial 4,5 g/l e concentração final 22 g/l. O sedimentador funciona em contracorrente com 30 lamelas ativas, 1,80X2,00 m, espaçamento 6 cm e inclinação de 60o com a horizontal.
Ensaio de proveta (4,5 g/l de suspensão)

Operações de contato e/ou transporte: Transporte de partículas 7.59
Samuel Luporini e Letícia Suñe – DEQ/UFBa
t (min) 0 3 7 13 18 25 30 35 40 45 z (cm) 35 32,2 27,4 20,6 16,2 11,2 8,5 6,4 5,0 4,2
O procedimento para o cálculo da área de sedimentação do sistema lamelado é o mesmo do sedimentador Dorr-Oliver, devendo-se considerar a soma das áreas projetadas das lamelas ativas na horizontal. Resposta: Área de sedimentação: 54 m2, capacidade do sedimentador lamelado : 35 m3/h de alimentação.
4. Calcular a altura do seguinte sedimentador: • Área da seção transversal = 240 ft2 • Vazão de sólidos = 4800 lb/h • Concentração da lama espessa = 1,5 lbm de H2O/lbm de sólido • Tempo de compactação: 3h • ρs = 2,7 g/cm3 • ρf = 1 g/cm3 Obs. use as fórmula:
csed
s
f
ss
ff
s
f22lodo
H2H
XVV
mm
sólidogOHg5,1
sólidolbmOHlbm5,1w
=
⋅ρρ
=ρρ
====
Resposta: 1,46 m
5. Os seguintes dados foram obtidos por Leva et al. (“Fluid flow throught packed and
fluidized systems”, Bureau of Mines, Boletim 504, p.142, 1951) para a fluidização com ar de catalisador Fischer-Tropsch (massa de sólidos 7234g, operação a 91oF e pressão atmosférica, diâmetro do tubo 4”, ρs = 5 g/cm3).
Velocidade mássica
do gás (lb/ft2h) Queda de pressão
no leito (lb/ft2) Altura do leito
(ft) 228 200 1,51 194 190 1,40 160 187 1,34 142 184 1,29 127 181 1,26 109 179 1,22 94,7 166 1,21 82,8 137 1,21 69,1 115 1,21 55,3 90,6 1,21 41,2 67,5 1,21 27,6 45,6 1,21 14,2 22,8 1,21 7,95 11,4 1,21

Operações de contato e/ou transporte: Transporte de partículas 7.60
Samuel Luporini e Letícia Suñe – DEQ/UFBa
a) Determinar (dpφ) efetivo do sistema a partir dos dados de leito fixo. b) Determinar através dos dados experimentais a porosidade e a velocidade na mínima
fluidização. c) Verificar o resultado clássico da fluidização
AWp =∆−
onde ∆p é a queda de pressão no leito, W o peso do leito e A a área da seção de fluidização.
d) Estimar o valor da velocidade na mínima fluidização através de correlações fornecidas pela literatura e comparar os resultados com o valor experimental.
∆P Po L ∆P/L G G densid. q ∆P/L ∆P lb/ft2 ft lb/ft2h lb/ft2s lbm/ft3 ft/s lb/ft2
200.00 2316.80 1.51 132.450331 228.00 0.06333333 0.0755 0.838559 132.450 200.00190.00 2306.80 1.40 135.714286 194.00 0.05388889 0.0754 0.715124 135.714 190.00187.00 2303.80 1.34 139.552239 160.00 0.04444444 0.0753 0.590193 139.552 187.00184.00 2300.80 1.29 142.635659 142.00 0.03944444 0.0753 0.524152 142.636 184.00181.00 2297.80 1.26 143.650794 127.00 0.03527778 0.0752 0.469102 143.651 181.00179.00 2295.80 1.22 146.721311 109.00 0.03027778 0.0752 0.402798 146.721 179.00166.00 2282.80 1.21 137.190083 94.70 0.02630556 0.0749 0.350988 137.190 166.00137.00 2253.80 1.21 113.223140 82.80 0.02300000 0.0745 0.308919 113.223 137.00115.00 2231.80 1.21 95.041322 69.10 0.01919444 0.0741 0.259110 95.041 115.0090.60 2207.40 1.21 74.876033 55.30 0.01536111 0.0737 0.208533 74.876 90.6067.50 2184.30 1.21 55.785124 41.20 0.01144444 0.0733 0.156197 55.785 67.5045.60 2162.40 1.21 37.685950 27.60 0.00766667 0.0729 0.105172 37.686 45.6022.80 2139.60 1.21 18.842975 14.20 0.00394444 0.0725 0.054400 18.843 22.8011.40 2128.20 1.21 9.421488 7.95 0.00220833 0.0723 0.030538 9.421 11.40

Operações de contato e/ou transporte: Transporte de partículas 7.61
Samuel Luporini e Letícia Suñe – DEQ/UFBa
y = 386.26x - 3.4035R2 = 0.9969
0
20
40
60
80
100
120
140
160
0.000 0.050 0.100 0.150 0.200 0.250 0.300 0.350 0.400
q
∆P/
L
10
100
1000
0.01 0.10 1.00
q
P
(0.402798; 179.00)
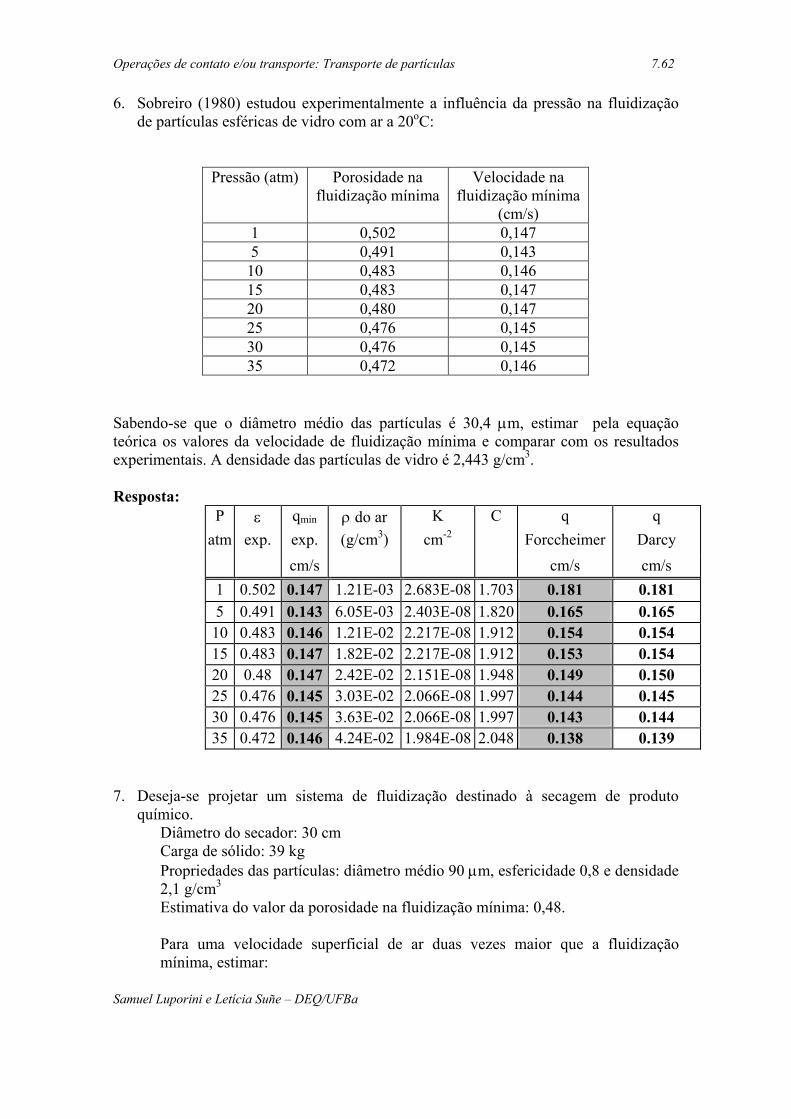
Operações de contato e/ou transporte: Transporte de partículas 7.62
Samuel Luporini e Letícia Suñe – DEQ/UFBa
6. Sobreiro (1980) estudou experimentalmente a influência da pressão na fluidização de partículas esféricas de vidro com ar a 20oC:
Pressão (atm) Porosidade na fluidização mínima
Velocidade na fluidização mínima
(cm/s) 1 0,502 0,147 5 0,491 0,143 10 0,483 0,146 15 0,483 0,147 20 0,480 0,147 25 0,476 0,145 30 0,476 0,145 35 0,472 0,146
Sabendo-se que o diâmetro médio das partículas é 30,4 µm, estimar pela equação teórica os valores da velocidade de fluidização mínima e comparar com os resultados experimentais. A densidade das partículas de vidro é 2,443 g/cm3. Resposta:
P ε qmin ρ do ar K C q q atm exp. exp. (g/cm3) cm-2 Forccheimer Darcy
cm/s cm/s cm/s 1 0.502 0.147 1.21E-03 2.683E-08 1.703 0.181 0.181 5 0.491 0.143 6.05E-03 2.403E-08 1.820 0.165 0.165 10 0.483 0.146 1.21E-02 2.217E-08 1.912 0.154 0.154 15 0.483 0.147 1.82E-02 2.217E-08 1.912 0.153 0.154 20 0.48 0.147 2.42E-02 2.151E-08 1.948 0.149 0.150 25 0.476 0.145 3.03E-02 2.066E-08 1.997 0.144 0.145 30 0.476 0.145 3.63E-02 2.066E-08 1.997 0.143 0.144 35 0.472 0.146 4.24E-02 1.984E-08 2.048 0.138 0.139
7. Deseja-se projetar um sistema de fluidização destinado à secagem de produto
químico. Diâmetro do secador: 30 cm Carga de sólido: 39 kg Propriedades das partículas: diâmetro médio 90 µm, esfericidade 0,8 e densidade 2,1 g/cm3 Estimativa do valor da porosidade na fluidização mínima: 0,48. Para uma velocidade superficial de ar duas vezes maior que a fluidização mínima, estimar:

Operações de contato e/ou transporte: Transporte de partículas 7.63
Samuel Luporini e Letícia Suñe – DEQ/UFBa
a) altura do distribuidor formado por esferas de aço com diâmetro 200 µm tal que a queda de pressão através deste seja 10% da queda de pressão do leito fluidizado; porosidade 0,38.
b) A potência do soprador para o serviço. As propriedades do ar devem ser calculadas a 150oC e 1 atm.
Resposta: Estimativa do valor da velocidade de fluidização mínima, admitindo o
escoamento como sendo darcyano: 0,56 cm/s.
Cálculo da queda de pressão no leito fluidizado: 109 cm H2º Cálculo da altura do distribuidor: 13,42 cm Potência do soprador: 0,051 cv.
8. Deseja-se projetar um reator em leito fluidizado
Diâmetro do reator: 35 cm Carga de sólido: 75 kg Densidade do sólido: 3 g/cm3 Diâmetro da partícula: 40µ (φ = 0,7) Fluido com as propriedades do ar a 350o e 1 atm Altura do leito na fluidização mínima: 50 cm Distribuidor: placa sinterizada de 6 mm de espessura: k = 5 x 10-9 cm2 e ε = 0,32 Calcular: a) A velocidade de mínima fluidização; b) Potência do soprador para uma velocidade superficial 2,5 vezes maior que
aquela de mínima fluidização. Resposta: a) 0,0964 cm/s. b) 0,017 cv (η = 0,5)
9. Seja o transporte pneumático vertical ascendente de alumina em tubo liso de 1,27 cm de diâmetro interno. Calcular o gradiente de pressão no transporte sabendo que a vazão mássica das fases fluida e sólida é de respectivamente 0,0514 g/s e 8,42 g/s. O transporte ocorre em fase densa com porosidade da ordem daquela da fluidização mínima, no caso 0,48 (Santana, 1982). Propriedades das partículas sólidas: densidade 3,97 g/cm3, diâmetro médio, 0,20 mm e esfericidade 0,7. O gás de arraste tem as propriedades do ar a 20oC e 3,3 atm. Resposta: Gradiente de pressão no transporte pneumático: 2,03x103 dyn/cm2.
10. Estimar a potência de bombeamento no mineroduto da SAMARCO: - Dutos de aço de 45 cm de diâmetro interno; - Extensão: 400 km; - Desnível entre a mina de Germano e o terminal de Ubu: 1000 m; - 12 milhões de toneladas de minério de ferro /ano (polpa com 65% de minério,
em peso) - Parâmetros reológicos da suspensão a 30oC (G.L.V.Coelho, C.Costapinto
Santana e G.Massarani, “Reologia de Suspensões de Minério de Ferro”, Anais do IX ENEMP, Salvador, 1981).
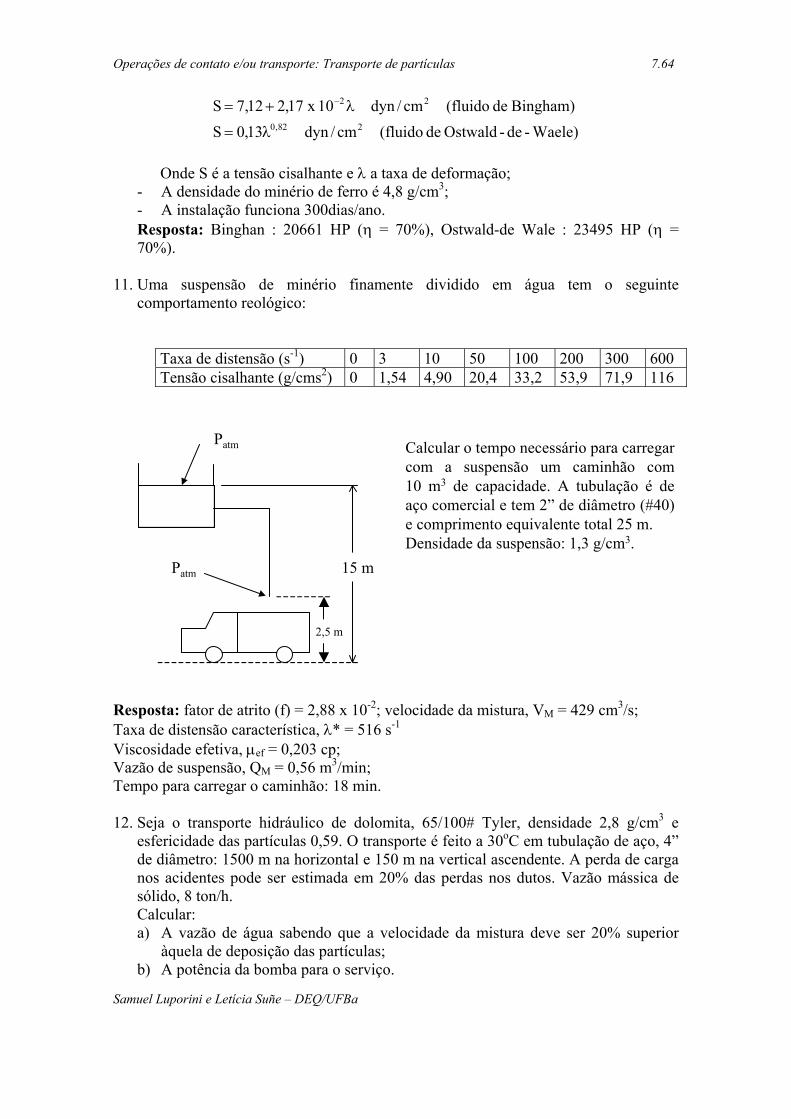
Operações de contato e/ou transporte: Transporte de partículas 7.64
Samuel Luporini e Letícia Suñe – DEQ/UFBa
Waele)-de-Ostwald de (fluidocm/dyn13,0SBingham)de(fluidocm/dyn10x17,212,7S
282,0
22
λ=
λ+= −
Onde S é a tensão cisalhante e λ a taxa de deformação;
- A densidade do minério de ferro é 4,8 g/cm3; - A instalação funciona 300dias/ano. Resposta: Binghan : 20661 HP (η = 70%), Ostwald-de Wale : 23495 HP (η = 70%).
11. Uma suspensão de minério finamente dividido em água tem o seguinte comportamento reológico:
Taxa de distensão (s-1) 0 3 10 50 100 200 300 600 Tensão cisalhante (g/cms2) 0 1,54 4,90 20,4 33,2 53,9 71,9 116
2,5 m
15 m
Patm
Patm
Calcular o tempo necessário para carregarcom a suspensão um caminhão com10 m3 de capacidade. A tubulação é deaço comercial e tem 2” de diâmetro (#40)e comprimento equivalente total 25 m.Densidade da suspensão: 1,3 g/cm3.
Resposta: fator de atrito (f) = 2,88 x 10-2; velocidade da mistura, VM = 429 cm3/s; Taxa de distensão característica, λ* = 516 s-1 Viscosidade efetiva, µef = 0,203 cp; Vazão de suspensão, QM = 0,56 m3/min; Tempo para carregar o caminhão: 18 min. 12. Seja o transporte hidráulico de dolomita, 65/100# Tyler, densidade 2,8 g/cm3 e
esfericidade das partículas 0,59. O transporte é feito a 30oC em tubulação de aço, 4” de diâmetro: 1500 m na horizontal e 150 m na vertical ascendente. A perda de carga nos acidentes pode ser estimada em 20% das perdas nos dutos. Vazão mássica de sólido, 8 ton/h. Calcular: a) A vazão de água sabendo que a velocidade da mistura deve ser 20% superior
àquela de deposição das partículas; b) A potência da bomba para o serviço.
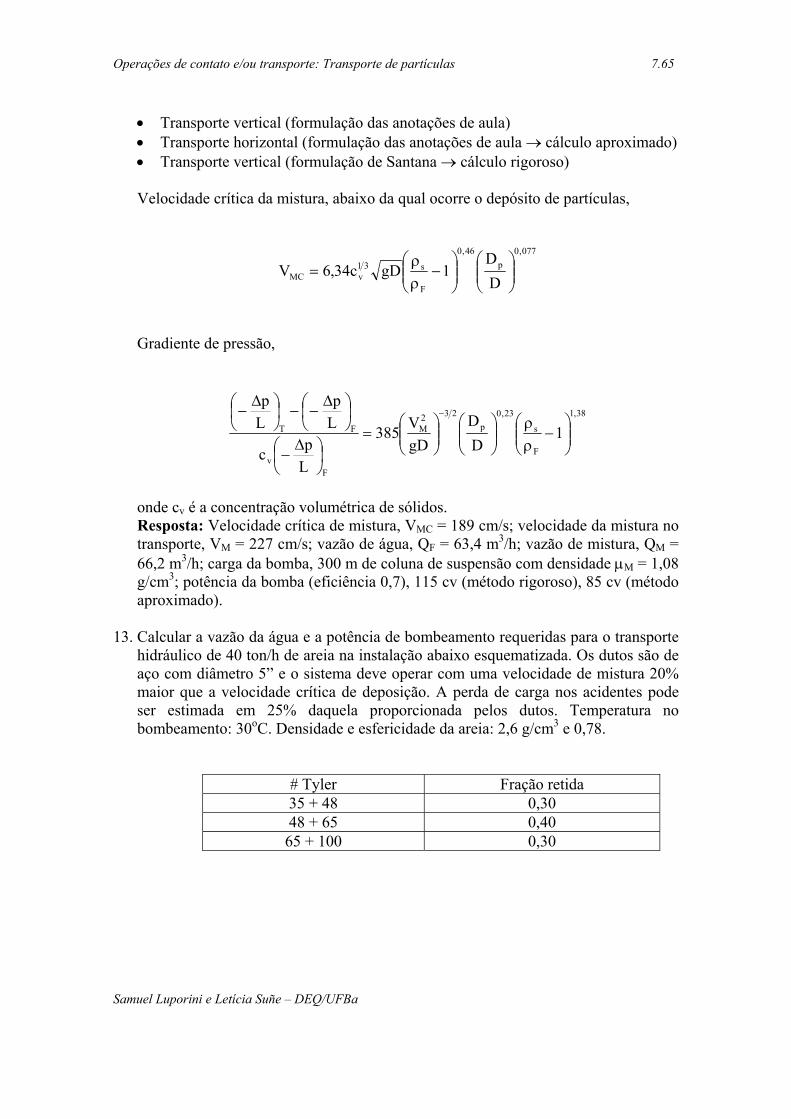
Operações de contato e/ou transporte: Transporte de partículas 7.65
Samuel Luporini e Letícia Suñe – DEQ/UFBa
• Transporte vertical (formulação das anotações de aula) • Transporte horizontal (formulação das anotações de aula → cálculo aproximado) • Transporte vertical (formulação de Santana → cálculo rigoroso) Velocidade crítica da mistura, abaixo da qual ocorre o depósito de partículas,
077,0p
46,0
F
s31vMC D
D1gDc34,6V
−
ρρ
=
Gradiente de pressão,
38,1
F
s
23,0p
232M
Fv
FT 1DD
gDV385
Lpc
Lp
Lp
−
ρρ
=
∆−
∆
−−
∆− −
onde cv é a concentração volumétrica de sólidos. Resposta: Velocidade crítica de mistura, VMC = 189 cm/s; velocidade da mistura no transporte, VM = 227 cm/s; vazão de água, QF = 63,4 m3/h; vazão de mistura, QM = 66,2 m3/h; carga da bomba, 300 m de coluna de suspensão com densidade µM = 1,08 g/cm3; potência da bomba (eficiência 0,7), 115 cv (método rigoroso), 85 cv (método aproximado).
13. Calcular a vazão da água e a potência de bombeamento requeridas para o transporte hidráulico de 40 ton/h de areia na instalação abaixo esquematizada. Os dutos são de aço com diâmetro 5” e o sistema deve operar com uma velocidade de mistura 20% maior que a velocidade crítica de deposição. A perda de carga nos acidentes pode ser estimada em 25% daquela proporcionada pelos dutos. Temperatura no bombeamento: 30oC. Densidade e esfericidade da areia: 2,6 g/cm3 e 0,78.
# Tyler Fração retida 35 + 48 0,30 48 + 65 0,40 65 + 100 0,30
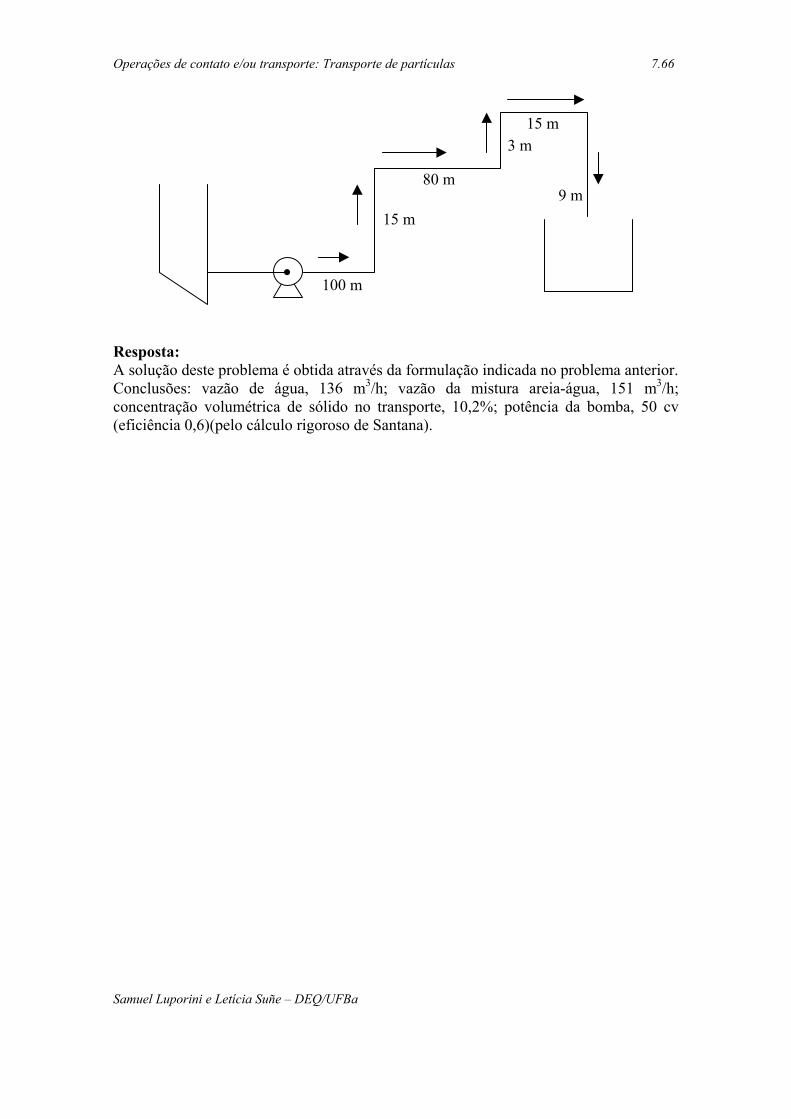
Operações de contato e/ou transporte: Transporte de partículas 7.66
Samuel Luporini e Letícia Suñe – DEQ/UFBa
100 m
15 m
80 m
3 m15 m
9 m
Resposta: A solução deste problema é obtida através da formulação indicada no problema anterior. Conclusões: vazão de água, 136 m3/h; vazão da mistura areia-água, 151 m3/h; concentração volumétrica de sólido no transporte, 10,2%; potência da bomba, 50 cv (eficiência 0,6)(pelo cálculo rigoroso de Santana).
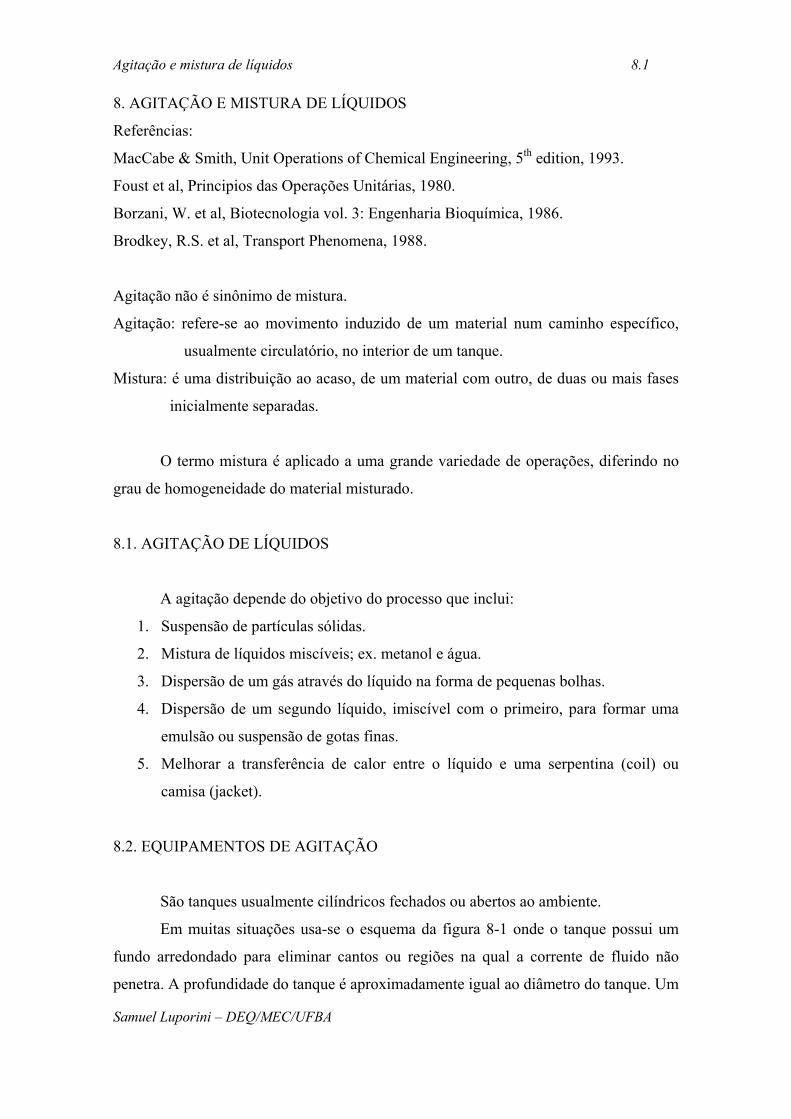
Agitação e mistura de líquidos 8.1
Samuel Luporini – DEQ/MEC/UFBA
8. AGITAÇÃO E MISTURA DE LÍQUIDOS
Referências:
MacCabe & Smith, Unit Operations of Chemical Engineering, 5th edition, 1993.
Foust et al, Principios das Operações Unitárias, 1980.
Borzani, W. et al, Biotecnologia vol. 3: Engenharia Bioquímica, 1986.
Brodkey, R.S. et al, Transport Phenomena, 1988.
Agitação não é sinônimo de mistura.
Agitação: refere-se ao movimento induzido de um material num caminho específico,
usualmente circulatório, no interior de um tanque.
Mistura: é uma distribuição ao acaso, de um material com outro, de duas ou mais fases
inicialmente separadas.
O termo mistura é aplicado a uma grande variedade de operações, diferindo no
grau de homogeneidade do material misturado.
8.1. AGITAÇÃO DE LÍQUIDOS
A agitação depende do objetivo do processo que inclui:
1. Suspensão de partículas sólidas.
2. Mistura de líquidos miscíveis; ex. metanol e água.
3. Dispersão de um gás através do líquido na forma de pequenas bolhas.
4. Dispersão de um segundo líquido, imiscível com o primeiro, para formar uma
emulsão ou suspensão de gotas finas.
5. Melhorar a transferência de calor entre o líquido e uma serpentina (coil) ou
camisa (jacket).
8.2. EQUIPAMENTOS DE AGITAÇÃO
São tanques usualmente cilíndricos fechados ou abertos ao ambiente.
Em muitas situações usa-se o esquema da figura 8-1 onde o tanque possui um
fundo arredondado para eliminar cantos ou regiões na qual a corrente de fluido não
penetra. A profundidade do tanque é aproximadamente igual ao diâmetro do tanque. Um
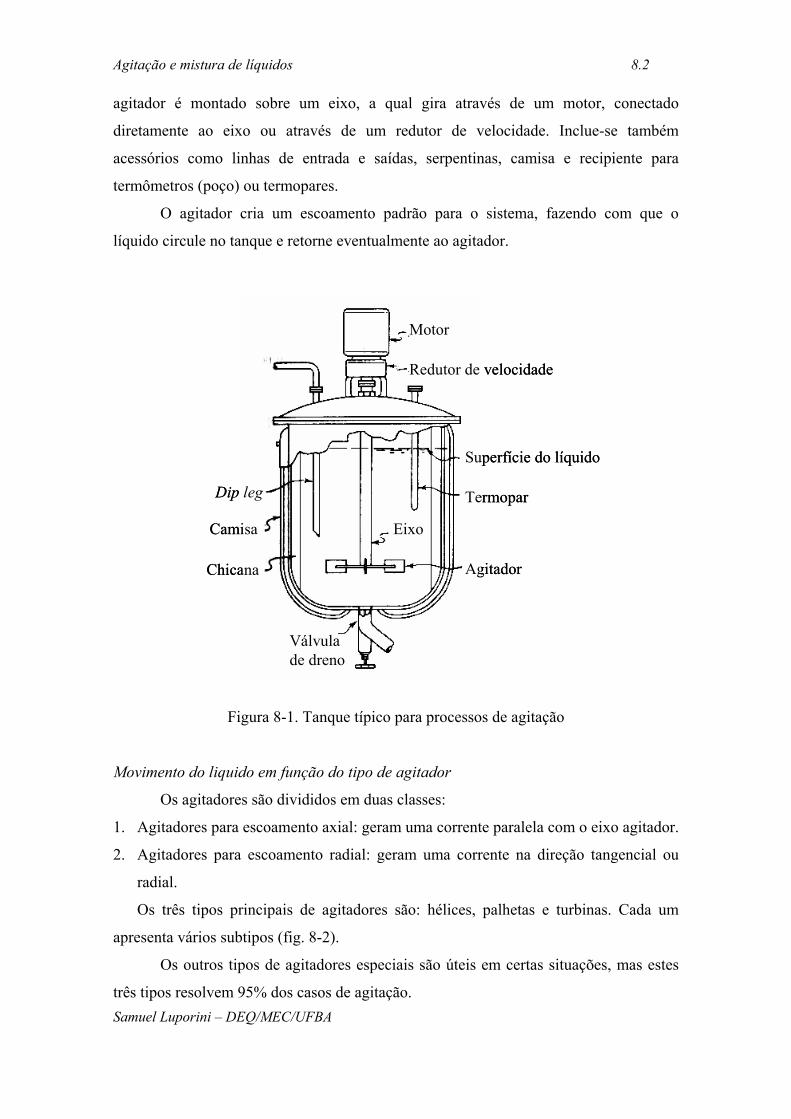
Agitação e mistura de líquidos 8.2
Samuel Luporini – DEQ/MEC/UFBA
agitador é montado sobre um eixo, a qual gira através de um motor, conectado
diretamente ao eixo ou através de um redutor de velocidade. Inclue-se também
acessórios como linhas de entrada e saídas, serpentinas, camisa e recipiente para
termômetros (poço) ou termopares.
O agitador cria um escoamento padrão para o sistema, fazendo com que o
líquido circule no tanque e retorne eventualmente ao agitador.
Figura 8-1. Tanque típico para processos de agitação
Movimento do liquido em função do tipo de agitador
Os agitadores são divididos em duas classes:
1. Agitadores para escoamento axial: geram uma corrente paralela com o eixo agitador.
2. Agitadores para escoamento radial: geram uma corrente na direção tangencial ou
radial.
Os três tipos principais de agitadores são: hélices, palhetas e turbinas. Cada um
apresenta vários subtipos (fig. 8-2).
Os outros tipos de agitadores especiais são úteis em certas situações, mas estes
três tipos resolvem 95% dos casos de agitação.
Motor
Superfície do líquido
Termopar
Agitador
Válvulade dreno
Chicana
Eixo
Redutor de velocidade
Camisa
Dip leg
Motor
Superfície do líquido
Termopar
Agitador
Válvulade dreno
Chicana
Eixo
Redutor de velocidade
Camisa
Dip leg
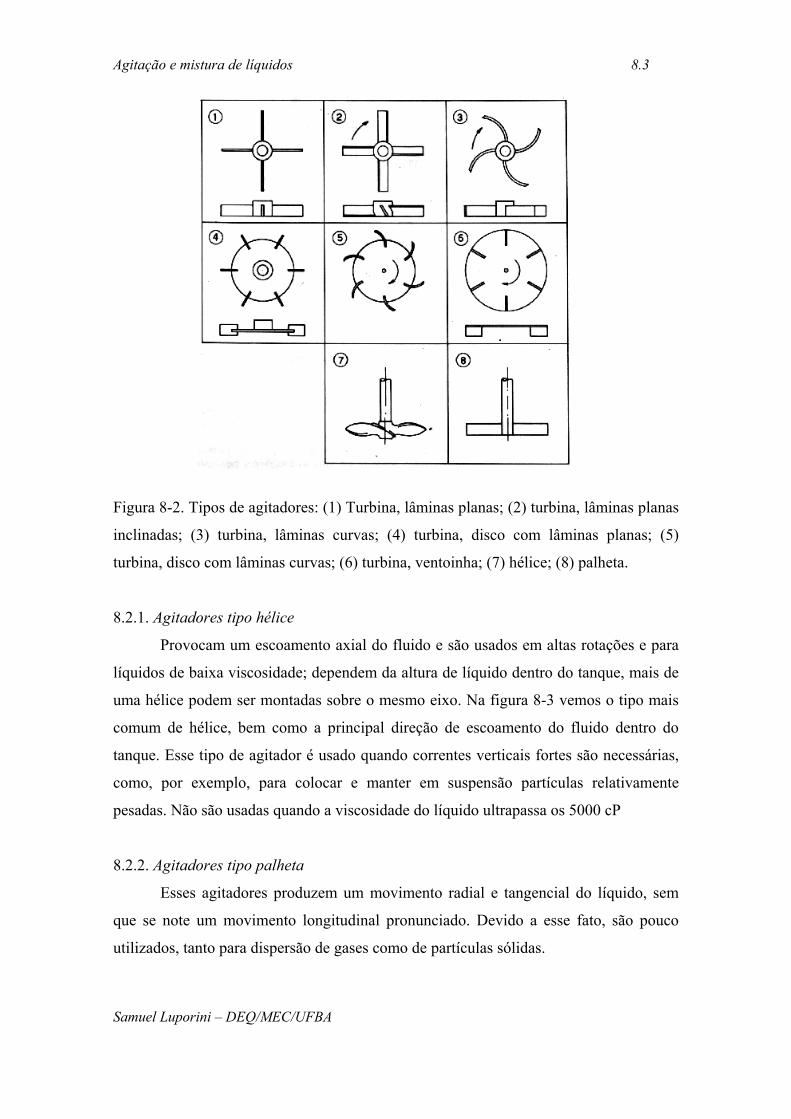
Agitação e mistura de líquidos 8.3
Samuel Luporini – DEQ/MEC/UFBA
Figura 8-2. Tipos de agitadores: (1) Turbina, lâminas planas; (2) turbina, lâminas planas
inclinadas; (3) turbina, lâminas curvas; (4) turbina, disco com lâminas planas; (5)
turbina, disco com lâminas curvas; (6) turbina, ventoinha; (7) hélice; (8) palheta.
8.2.1. Agitadores tipo hélice
Provocam um escoamento axial do fluido e são usados em altas rotações e para
líquidos de baixa viscosidade; dependem da altura de líquido dentro do tanque, mais de
uma hélice podem ser montadas sobre o mesmo eixo. Na figura 8-3 vemos o tipo mais
comum de hélice, bem como a principal direção de escoamento do fluido dentro do
tanque. Esse tipo de agitador é usado quando correntes verticais fortes são necessárias,
como, por exemplo, para colocar e manter em suspensão partículas relativamente
pesadas. Não são usadas quando a viscosidade do líquido ultrapassa os 5000 cP
8.2.2. Agitadores tipo palheta
Esses agitadores produzem um movimento radial e tangencial do líquido, sem
que se note um movimento longitudinal pronunciado. Devido a esse fato, são pouco
utilizados, tanto para dispersão de gases como de partículas sólidas.

Agitação e mistura de líquidos 8.4
Samuel Luporini – DEQ/MEC/UFBA
Figura 8-3. Escoamento axial, para agitadores tipo hélice, em tanque com chicanas.
Em tanques profundos varias palhetas é montada uma sobre a outra no mesmo
eixo. Controe-se palheta em forma de ancora úteis para prevenir estagnação sobre a
superfície de transferência de calor em tanques encamisados, porem produzem uma
mistura pobre. Trabalham entre 20 e 150 rpm. O comprimento total é de 50 a 80% do
diâmetro interno do tanque. A largura da palheta é 1/6 a 1/10 de seu comprimento. Não
exige chicanas para baixas velocidades, mas no caso de altas faz-se necessária para
prevenir a formação de movimento circulatório do líquido, produzindo pouca mistura.
(fig. 8-2-8).
8.2.3. Agitadores de turbina
As correntes principais produzidas por esses tipos de agitadores são radiais e
tangenciais. O líquido é empurrado contra as paredes do tanque e, ao se chocar contra
estas, divide-se, indo uma parte para cima e outra para baixo (movimento longitudinal)
para, em seguida, retornarem em direção ao eixo e novamente para a turbina. Forma-se,
dessa maneira, um movimento circulatório vertical impedindo que haja, dentro do
tanque, zonas de estagnação. Como dissemos anteriormente, chicanas ou tipos especiais
de turbinas são necessários para evitar-se a formação de movimento circulatório
horizontal e de vórtice. Na figura 8.4, vemos o tipo mais comum de turbina, bem como
a principal direção de escoamento do fluido dentro do tanque. Esses tipos de agitadores
são efetivos em líquidos cuja viscosidade varia numa faixa bastante grande e podem ser
movidos em altas e baixas rotações.

Agitação e mistura de líquidos 8.5
Samuel Luporini – DEQ/MEC/UFBA
Um desses tipos de agitadores é constituído por um disco chato que contém
lâminas verticais, soldadas na parte de baixo, diametralmente opostas (vaned disk); é
muito utilizado quando se quer promover a dissolução de um gás no líquido.
Geralmente, o gás é borbulhado na parte inferior do disco e este se encarrega de apanhar
as bolhas grandes do gás, quebrá-las e dispersa-las através do líquido, aumentando,
dessa maneira, a eficiência do transporte de massa por aumento da superfície específica
gás-líquido. Outro tipo bastante utilizado e que apresenta características semelhantes às
do anterior (quanto à dispersão de gases) é aquele constituído de uma turbina abrigada
por um anel externo, que constitui o rotor e, concêntrico a esse anel, por fora, um outro
estacionário todo perfurado, que constitui o difusor. O difusor pode também ser
constituído de um anel com palhetas. Geralmente o gás é borbulhado pela parte inferior
do agitador e produz-se o mesmo efeito de dispersão citado anteriormente. Esse tipo de
agitador mostra-se também bastante efetivo quando se quer produzir dispersão de
líquidos não-miscíveis (fig. 8-5).
Figura 8-4. Escoamento radial, para agitadores tipo turbina, em tanque com chicanas.
Figura 8-5. Rotor com lâminas curvas verticais e anel de difusão externo.
Agitação e mistura de líquidos 8.6
Samuel Luporini – DEQ/MEC/UFBA
8.2.4. Tubos de aspiração (‘draft tube’)
Quando se quer controlar a direção do escoamento do fluido em sua volta para o
agitador, costuma-se utilizar um tubo ao redor do eixo do agitador, de modo a fazer com
que o líquido, que se chocou com a parede do recipiente, suba até próximo a sua
superfície livre e, em seguida, desça por dentro do tubo e incida sobre o agitador,
aumentando, assim, por aproveitamento das altas velocidades do agitador e do grande
esforço cortante existente nessa zona, a eficiência da agitação. Esse tubo é largamente
empregado quando se quer produzir suspensões de partículas sólidas que tem tendência
a se aglomerar, ou suspensão de líquidos imiscíveis.
Quando o agitador é do tipo hélice, o tubo de aspiração deve envolve-lo
totalmente, de modo que o líquido circule longitudinalmente, como mostra a figura 8-6.
Caso o agitador seja do tipo turbina, o tubo de aspiração é colocado logo acima da
superfície do disco da turbina como mostra a figura 8-7.
Esses tubos de aspiração podem ser construídos de diversas maneiras, quando
possuem furos ou janelas longitudinais, eles provocam um movimento circulatório
vertical ao redor desses orifícios ou janelas e praticamente não se observa o movimento
circulatório horizontal da massa total de fluido.
8.3. ESCOAMENTO PADRÃO EM TANQUES AGITADOS
O tipo de escoamento num tanque agitado depende do tipo de agitador, das
características do fluido, do tamanho e proporções do tanque, chicanas e agitador. A
velocidade do fluido para algum ponto do tanque tem três componentes: radial que atua
Fig. 8-6. Tubo de aspiração com agitador tipo hélice.
Fig. 8-7. Tubo de aspiração com agitador tipo turbina.

Agitação e mistura de líquidos 8.7
Samuel Luporini – DEQ/MEC/UFBA
na direção perpendicular ao eixo, longitudinal que atua na direção paralela ao eixo e
tangencial ou rotacional, que age na direção tangente circulando o eixo.
No caso de eixo vertical, os componentes radial e tangencial estão num plano
horizontal, e o componente longitudinal esta no plano vertical.
Os componentes radial e longitudinal são úteis e fornecem o escoamento
necessário para a ação de mistura, enquanto que o componente tangencial é geralmente
desvantajoso.
O escoamento tangencial permiti um movimento circular ao redor do eixo,
criando um vórtice na superfície do líquido , como mostrado na figura 8-8, e ficando
perpetuamente como um escoamento circulatório laminar. Para altas velocidades o
vórtice pode ser tão profundo que alcança o agitador, e o gás gerado acima do líquido é
dirigido para baixo para dentro da carga, geralmente isto é indesejável.
Figura 8-8. Formação de vórtice num sistema sem chicanas.
8.3.1. Prevenção do movimento circulatório do liquido
Com a finalidade de prevenir a formação do movimento circulatório no líquido
em agitação, diversas modificações podem ser introduzidas: colocação do eixo em
posição inclinada, em relação ao eixo do recipiente; colocação do eixo em posição
vertical, porem excêntrico; e colocação de chicanas, que geralmente estão em posição
vertical e de topo com relação à parede do tanque. No caso de agitadores do tipo
turbina, em vez de chicanas para prevenir a formação do movimento circulatório e de
vórtice, pode-se fazer o agitador abrigado por um anel e, concêntrico a este, pelo lado de
fora, colocar-se um anel de difusão (anel perfurado). Uma vez que cessou o movimento
circulatório ao redor do eixo de agitação, o caminho percorrido pelo fluido dentro do

Agitação e mistura de líquidos 8.8
Samuel Luporini – DEQ/MEC/UFBA
tanque depende especificamente do tipo de agitador empregado. Contudo devemos
lembrar que, ao falarmos, mais adiante, em caminho percorrido pelo fluido, estaremos
referindo à corrente principal do fluido e que, independente desta, sempre existirão
correntes secundárias, cuja direção de movimento não é muito bem definida.
Figura 8-10. Agitador por entrada lateral
Figura 8-9. Agitador fora do centro

Agitação e mistura de líquidos 8.9
Samuel Luporini – DEQ/MEC/UFBA
8.4. PROJETO DE TURBINAS “STANDARD”
O projeto de um tanque de agitação tem muitas alternativas como o tipo e a
localização do agitador, as proporções do tanque, os números e proporções das chicanas
e assim por diante. Cada uma dessas decisões afetam a circulação do líquido, a
velocidade padrão, e a potência consumida. Como ponto de partida para projetos em
problemas de agitação, um agitador turbina mostrado na figura 8-11 é comumente
utilizado. As proporções típicas são:
41
DL
51
DW1
DE
121
DJ1
DH
31
DD
aaa
ttt
a
===
===
Figura 8- . Medidas da turbina (por Rushton et al.)
Figura 8-11. Medidas da turbina.
O número de chicanas é usualmente 4; o número de lâminas do agitador variam
de 4 a 16 mas geralmente é 6 ou 8. As vezes é melhor estudar o desempenho desejado
para um determinado processo. As proporções padrão, nunca foram bem aceitas e isto é
a base de grande números de publicações relacionadas com o desempenho de
agitadores.
J J
H
W
LDa E
Dt

Agitação e mistura de líquidos 8.10
Samuel Luporini – DEQ/MEC/UFBA
8.5. O NÚMERO DE ESCOAMENTO
Os agitadores turbina e hélice é em essencia, uma bomba agitadora operando
sem uma carcaça como limite, e com entrada indireta de escoamentos de entrada e
saída. As relações governantes das turbinas são similares a aquelas das bombas
centrífugas. Considerando a lâmina da turbina apresentada na figura 8-12
Figura 8-12. Vetores velocidade para a extremidade da lâmina do agitador tipo turbina.
Onde: u2 = velocidade da extremidade da lâmina.
V’u2,V’r2 = velocidades tangencial e radial dos líquidos deixando a extremidade
da lâmina.
V’2 = Velocidade do líquido total para o mesmo ponto.
Assumindo que a velocidade tangencial do líquido é proporcional a velocidade da
extremidade da lâmina.
nDkkuV a22u π==′ (1)
onde: nDu a2 π=
A vazão volumétrica através do agitador é dada por
V’u2
V’r2
u2
V’2
β'2

Agitação e mistura de líquidos 8.11
Samuel Luporini – DEQ/MEC/UFBA
p2r AVq ′= (2)
onde WDA ap π= , área cilíndrica varrida pelas extremidades das lâminas do agitador.
A partir da geometria da figura 8-12
( ) 22u22r tanVuV β′′−=′ (3)
Substituindo por V’u2 na equação (1), temos:
( ) 2a2r tank1nDV β′−π=′ (4)
A vazão, equação (2), após substituir a equação (4), fica:
( ) 22a
2 tank1nWDq β′−π= (5)
Para agitadores geometricamente similares W é proporcional a Da, e para um
dado valor de k e β’2 3anDq α (6)
O razão entre estas duas quantidades é chamado número de escoamento, NQ,
definido como:
3a
QnD
qN = (7)
As equações (5) e (7) mostram que se β’2 é fixo, NQ é constante. Para hélices,
β’2 e NQ podem ser considerados constantes, para turbinas NQ é função do tamanho
relativo do agitador e do tanque.
Para tanques agitados com chicanas os seguintes valores são recomendados:
Hélice (inclinada) NQ = 0,5
Turbinas 4 lâminas 45o (W/Da = 1/6) NQ = 0,87
Turbinas 6 lâminas planas (W/Da = 1/5) NQ = 1,3
Estas equações dão a razão de descarga a partir da extremidade do agitador e não
vazão total produzida. Para lâminas de turbinas, a vazão total, estimada a partir do
tempo médio de circulação para partículas dissolvidas é:
=
a
t3a
D
DnD92,0q (8)
Se Dt/Da = 3 ⇒ q = 2,76nDa3 ou 2,61 vezes o valor para o agitador (NQ = 1,3).
Agitação e mistura de líquidos 8.12
Samuel Luporini – DEQ/MEC/UFBA
8.6. POTENCIA CONSUMIDA
Uma consideração importante no projeto de tanques agitados é a potencia consumida
pelo motor do agitador. Quando a vazão no tanque é turbulenta, a potencia requerida pode
ser estimada a partir do produto da vazão (q) produzida pelo agitador e a energia cinética Ek
por unidade de volume, isto é:
Q3aNnDq =
e ( )c
22
kg2
VE′ρ
=
A velocidade V’2 é levemente menor que a velocidade de extremidade u2. Se a razão
a222 nDV,uV απ=′α=′ e a potencia requerida é
( )
παρ=απ
ρ= Q
22
c
5a
32
ac
Q3a N
2g
DnnDg2
NnDP (9)
Na forma adimensional
Q
22
5a
3c N
2Dn
Pg πα=
ρ (10)
O lado esquerdo da equação (10) é chamado de número de potência, Np, definido
por:
ρ
=5a
3c
pDn
PgN (11)
Para a turbina de 6 lâminas padrão, NQ = 1,3, e se α é tomado como 0,9, Np = 5,2, que é um
bom acordo com observações experimentais.
8.7. AGITAÇÃO DE LÍQUIDO NEWTONIANO
É somente no caso de agitação obtida por agitadores constituídos de palheta, hélice
ou turbina que existem resultados quantitativos, mas, mesmo esses dados, só podem ser
usados no caso particular em que foram obtidos; a análise dimensional permite uma
apresentação racional, mas sempre incompleta.
Como veremos a seguir, sabe-se, que se relacionam entre si as variáveis que intervêm
na agitação de um líquido num dado recipiente ou em recipientes geometricamente
Agitação e mistura de líquidos 8.13
Samuel Luporini – DEQ/MEC/UFBA
semelhantes, mas não é possível ainda ligar quantitativamente esses resultados à qualidade
da agitação obtida.
Para discutirmos como varia a energia posta em jogo na agitação de um líquido
newtoniano, vamos considerar o recipiente com chicanas esquematizado na figura 8-11, no
qual se encontra um líquido mecanicamente agitado. A experiência mostra que a potência
absorvida pelo agitador depende do sistema tanque-agitador, de suas dimensões, da altura do
líquido, da densidade e viscosidade do líquido, da velocidade angular do rotor e da
aceleração da gravidade, ou seja:
P = f(n, Da, µ, g, ρ, Dt, H, E, W, J)
Pela análise dimensional, pode-se chegar a
µ
ρ=
ρn21
a22
a3a
3S,S,S,
g
Dn,nDfDn
PL (12)
ou Np = f(NRe, NFr, S1, S2, ... Sn)
Os fatores de forma do misturador são:
.D
HSe,D
JS,D
WS,D
LS,D
ES,D
DSt
6t
5a
4a
3t
2t
a1 ======
Adicionalmente o número de chicanas e o número de lâminas do agitador devem ser
especificados. Se uma hélice é utilizada a inclinação, pitch, e o número de lâminas é
importante.
O número de Reynolds é:
( )µ
ρα
µ
ρ=
µ
ρ= a2aa
2a
ReDuDnDnDN
onde u2 é a velocidade do agitador.
O número de potência é análogo ao fator de atrito ou um coeficiente de arraste.
O número de Froude, NFr, é a razão entre a tensão inercial e a força gravitacional.
Portanto, para um dado recipiente ou uma série de recipientes geometricamente semelhantes,
o número de potência é função do número de Reynolds e do número de Froude:
Np = f(NRe, NFr). (13)
A função dada pela equação (13) pode ser representada graficamente. Assim, para
duas séries de sistemas de recipiente-agitador geometricamente semelhantes, diferindo

Agitação e mistura de líquidos 8.14
Samuel Luporini – DEQ/MEC/UFBA
apenas pelo fato de, em uma, não haver chicanas e, na outra, haver determinadas chicanas,
obtêm-se experimentalmente curvas do tipo representado na figura 8-13. Esse tipo de
representação, ou seja, curvas da relação Np em função do número de Reynolds, constitui a
maneira mais cômoda para representar resultados relativos à potência de agitação.
Figura 8-13. Número de potência Np vs. NRe para turbinas de 6 lâminas, com a porção
tracejada da curva D, Np lido a partir da figura deve ser multiplicado por NFrm.
As curvas da figura 8-13 podem ser divididas em quatro trechos:
a) NRe < 10 – o movimento é laminar e, como é comum nesse caso, tem-se uma reta de
coeficiente angular –1; não há formação de vórtice;
b) 10 < NRe < 300 – há uma transição de movimento laminar para turbulento, ainda sem
vórtice;
c) 300 < NRe < 10000 – se não há chicanas no recipiente, começa a se formar um
vórtice e o número de Froude passa a influir; nesse caso, empiricamente, chegou-se à
seguinte expressão de m:
b
Nlogam Re−= (14)
onde a e b dependem da geometria do agitador; se há chicanas, tem-se o ramo
superior da curva; não há formação de vórtice e o número de Froude não influi sobre
o de potencia (m = 0); linha D da fig. 8-13: a = 1,0 e b = 40,0.
Curva
4 chicanas
Np =
Pg c
/ρn3 D
a5
NRe = Da2nρ/µ
curva S1 S2 S3 S4 S5 S6 A 0,33 1,0 0,25 0,25 0,1 1,0 B 0,33 1,0 0,25 0,125 0,1 1,0 C 0,33 1,0 0,25 0,125 0,1 1,0 D 0,33 1,0 0,25 0,25 1,0
A B
C D

Agitação e mistura de líquidos 8.15
Samuel Luporini – DEQ/MEC/UFBA
d) NRe > 10000 – o escoamento é completamente turbulento; se não há chicanas,
continua valendo a mesma expressão de m; se há chicanas, m continua nulo e o
número de potência torna-se independente também do número de Reynolds.
Como vimos anteriormente é conveniente usar chicanas, evitando, assim, o vórtice, pois,
nessas condições, agitação é muito mais eficiente.
Agitadores tipo hélices ou turbinas consomem menos potência quando se utilizam
laminas inclinadas no lugar das verticais.
8.8. CALCULO DO CONSUMO DE POTÊNCIA
O consumo de potência é calculado pela combinação da equação (12) e a definição
de Np para dar:
c
5a
3p
g
DnNP
ρ=
Para número de Reynolds elevados em tanques sem chicanas vale a relação:
( )n21RemFr
p S,S,S,NfN
NL=
O Np lido na curva da figura 8.13 deve ser corrigido por um fator NFrm.
EXEMPLOS 8.1 e 8.2 (exercícios 1 e 2)
8.8.1. Agitação de líquido Newtoniano contendo bolhas (Borzani)
Se, como acontece comumente na industria de fermentação, há bolhas no líquido e a
agitação é turbulenta, a potência para a agitação é inferior à necessária na ausência de
bolhas. Isso é particularmente importante se a quantidade de ar é apreciável (10 a 20% em
volume) e se ele se encontra nas vizinhanças do agitador; é o que ocorre se o gás é
introduzido no tanque por orifícios situados abaixo do agitador. Visualmente, observa-se que
o gás se concentra nas proximidades do eixo do agitador; com isso, a densidade do meio cai
nessa região e, portanto, a potência necessária também diminui. Há exemplos em que 5% de
ar no liquido podem reduzir a potência de 75%. Se as bolhas que sobem através do liquido
não entram em contacto efetivo com o agitador, a redução da potência é muito pequena.
Essa redução depende muito, também, do tipo de agitador.

Agitação e mistura de líquidos 8.16
Samuel Luporini – DEQ/MEC/UFBA
Vários estudos experimentais foram feitos com o objetivo de obter fórmulas que
permitam o cálculo da potência de agitação em líquidos com bolhas. Entretanto esses
estudos foram geralmente feitos com água e com líquidos simples. Pouquíssimo existe para
outros líquidos; pode-se citar Sachs, que trabalhou com óleos, e Bimbenet, com corn syrup.
Ohyama e colaboradores, trabalhando com o sistema água-ar, chegaram á conclusão de
que a redução de potência devida a bolhas pode ser expressa por
( )ag NfPP =
onde Na é um adimensional chamado, por esses pesquisadores, de 'número de aeração’, e
definido por 3a
anD
QN =
Nas experiências que realizaram, Na variou de 0 a 0,12, e Pg/P de 1,0 a 0,3; resultaram,
para o sistema ar-água e diversos tipos de agitadores, as curvas da Fig. 8-13A. Calderbank e
Moo-Young, para o sistema água-ar, também obtiveram correlações válidas em pequenos
intervalos das variáveis. Mais tarde, Michel e Miller , estudando a agitação de sistemas
líquido-gás numa faixa relativamente larga de valores das variáveis,
densidade do liquido, entre 0,8 e 1,65 g/cm3,
viscosidade do liquido, entre 0,9 e 100 cp, e
tensão superficial, entre 27 e 72 dyn/cm,
obtiveram a correlação
Pg ∝ (P2nDa3/Q0,56)0,45
Essa expressão empírica não correlaciona adimensionais e, portanto, não se mantém
necessariamente válida quando mudam as dimensões do sistema, mesmo se for mantida a
semelhança geométrica. Evidentemente, é falha para valores extremos de Q. Além disso,
para soluções de substâncias tenso-ativas, podem variar os valores da constante de pro-
porcionalidade e do expoente. Apesar disso, é a melhor correlação que se possui para
sistemas líquido-gás, pois é pouco sensível às propriedades do fluido, ao modo de introduzir
o ar no liquido e, mesmo, à geometria do sistema.

Agitação e mistura de líquidos 8.17
Samuel Luporini – DEQ/MEC/UFBA
Figura 9-13A. Exemplos de redução da potência necessária para agitar líquidos com bolhas.
para diversos tipos de agitadores. A: turbina de pás planas (np = 8), B: ventoinha (np = 8),
C: ventoinha (np = 6), D: ventoinha (np = 16), E: ventoinha (np = 4), F: palheta ( Dt/Da = 3,
J/Dt = 0,1, Dt/E = 3).
O fato de ainda não se possuir sequer uma correlação entre adimensionais e as
considerações feitas acima mostram bem como são pouco conhecidos tais sistemas. Michel e
Miller tentaram introduzir, nas correlações, a tensão interfacial que, à primeira vista, parece
ser uma variável importante no fenômeno, mas concluíram que ela parece não influir.
Entretanto as substâncias tenso-ativas alteram a expressão.
Na x 102
P g/P

Agitação e mistura de líquidos 8.18
Samuel Luporini – DEQ/MEC/UFBA
8.8.2. Potência consumida em líquidos não Newtonianos
O número de potência para líquidos não Newtonianos é definido da mesma maneira
dos fluidos Newtonianos. O número de Reynolds não é facilmente definido, porque a
viscosidade aparente do fluido varia com o gradiente de velocidade e este varia
consideravelmente de um ponto a outro no tanque. Temos que a viscosidade aparente é:
dyduy
a−
τ=µ (15)
Para líquidos dilatantes e pseudoplasticos, temos pela lei da potência: n
ydy
duk′
−=τ (16)
Combinando a equação (15) e (16),
1n
ady
duk−′
=µ (17)
Dados experimentais para uma variedade de líquidos dilatantes e pseudoplásticos
indicam que a taxa de deformação é uma função linear da velocidade do agitador, isto é:
n11dy
du
av
= (18)
Combinando (17) e (18)
( ) 1na n11k −′=µ (19)
O NRe fica
k11
DnnDN1n
2a
n2
a
2a
Re −′
′− ρ=
µ
ρ= (20)
A figura 8-14 mostra a correlação para turbina de 6 lâminas em fluidos pseudoplasticos.
Para NRe < 10 e acima de 100 os resultados com fluidos pseudoplasticos são os mesmos dos
Newtonianos. Na faixa intermediaria 10 < NRe <100 o líquido pseudoplastico consome
menor potência.
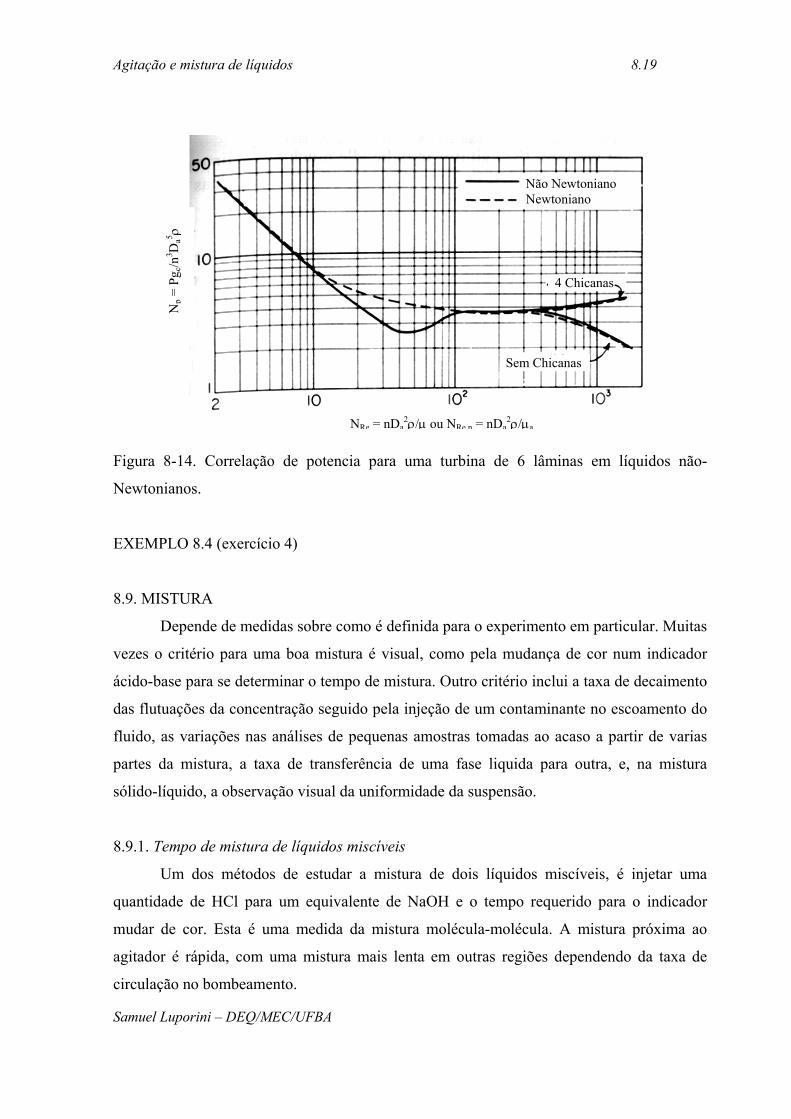
Agitação e mistura de líquidos 8.19
Samuel Luporini – DEQ/MEC/UFBA
Figura 8-14. Correlação de potencia para uma turbina de 6 lâminas em líquidos não-
Newtonianos.
EXEMPLO 8.4 (exercício 4)
8.9. MISTURA
Depende de medidas sobre como é definida para o experimento em particular. Muitas
vezes o critério para uma boa mistura é visual, como pela mudança de cor num indicador
ácido-base para se determinar o tempo de mistura. Outro critério inclui a taxa de decaimento
das flutuações da concentração seguido pela injeção de um contaminante no escoamento do
fluido, as variações nas análises de pequenas amostras tomadas ao acaso a partir de varias
partes da mistura, a taxa de transferência de uma fase liquida para outra, e, na mistura
sólido-líquido, a observação visual da uniformidade da suspensão.
8.9.1. Tempo de mistura de líquidos miscíveis
Um dos métodos de estudar a mistura de dois líquidos miscíveis, é injetar uma
quantidade de HCl para um equivalente de NaOH e o tempo requerido para o indicador
mudar de cor. Esta é uma medida da mistura molécula-molécula. A mistura próxima ao
agitador é rápida, com uma mistura mais lenta em outras regiões dependendo da taxa de
circulação no bombeamento.
Não Newtoniano Newtoniano
4 Chicanas
Sem Chicanas
Np =
Pg c
/n3 D
a5 ρ
NRe = nDa2ρ/µ ou NRe n = nDa
2ρ/µa

Agitação e mistura de líquidos 8.20
Samuel Luporini – DEQ/MEC/UFBA
A figura 8.15 mostra uma correlação para o tempo de mistura de uma turbina. O fator
de mistura adimensional ft é definido como:
( ) 61
a2
21t
2
t
aT23
t21
21a
61322a
TtDn
g
H
D
D
DntDH
DgnDtf
== (21)
Onde tT é o tempo de mistura em segundos. O número de Froude na eq. (21) implica a
formação de vórtice, a qual pode estar presente para baixos número de Reynolds, mas é
duvidoso o quanto este termo deve contribuir em tanques com chicanas para números de
Reynolds elevados. Quando NRe > 105, ft é quase constante a um valor de 5.
Figura 8-15. Correlação para o tempo de mistura de líquidos miscíveis num tanque com
chicanas e agitador tipo turbina. Onde: ( )23
t21
21a
61322a
TtDH
DgnDtf =
EXEMPLO 8.5 (exercício 5)
µ
ρ=
2a
RenDN
fT

Agitação e mistura de líquidos 8.21
Samuel Luporini – DEQ/MEC/UFBA
8.10. SCALE-UP
Em sistemas de agitação existem muitos problemas complexos como: mistura de
fluidos altamente não Newtonianos e processos multifases, porem são utilizados projetos
padrão. O objetivo no projeto de agitadores durante o scale-up é obter o mesmo resultado do
processo em pequena escala com o processo em grande escala.
Similaridade geométrica: Manter a mesma similaridade geométrica durante o scale-up
permite a definição do fator de escala R:
121212121t2t1a2a JJEEHHWWDDDDR ====== (21)
Onde o subscrito 1 é o pequeno agitador e o 2 o grande agitador.
Como V = πDt2H, usualmente Dt = H, logo V = πDt
3, e o fator de escala em termos de
volume fica:
( ) 3112
1t
2t VVD
DR ==
O tamanho da unidade de agitação é determinado pelo tempo de processamento. Por
exemplo:
• Num reator o tamanho do tanque é governado pela vazão de produto desejada e a
cinética da reação (tempo de reação).
• Para dispersar um sólido num liquido, o tamanho é governado pela vazão desejada
do sólido e do liquido e o tempo requerido para dispersar os sólidos.
8.10.1. Procedimento Scale-up para escoamento turbulento com três ou mais testes de
volume
Neste caso o Scale-up (ou scale-down) é obtido pela analise experimental em
recipientes de vários tamanhos.
O teste começa a ser feito no menor diâmetro recomendado, cerca de 1 ft com um
volume de 5 a 10 galões, seguido por um recipiente de 2 ft de diâmetro e assim por diante.
Cada tanque é equipado com um motor de velocidade variável e um dinamômetro para
medir a potência.
Agitação e mistura de líquidos 8.22
Samuel Luporini – DEQ/MEC/UFBA
Os dados são expressos como P/V e V ou Tq/V e V. Faz-se então dois gráficos log
(P/V) versus log V e log(Tq/V) versus log V. Aquele que apresentar o comportamento mais
linear é usado para extrapolar até o volume final. As equações utilizadas são:
( ) ( ) ( ) ( ) s1
s1t2t12 RVPDDVPVP == (22)
( ) ( ) ( ) ( ) x1q
x1t2t1q2q RVTDDVTVT == (23)
Onde: s, x = expoentes do scale-up
P/V = potência por unidade de volume
Tq/V = torque por unidade de volume
R = fator de escala
Subscritos 1 e 2 = recipientes de diferentes tamanhos
8.10.2. Procedimento Scale-up para escoamento turbulento com dois testes de volume
A equação utilizada é de Rautzen, Corpstein e Dickey:
n
1
n
2a
1a12
R
1ND
DNN
=
= (24)
Onde n é o expoente de scale-up, resolvendo a equação (24) para n, temos:
( )( )1a2a
21
DDln
NNlnn = (25)
O diâmetro do agitador do tanque do processo (Da3) é determinado assumindo
similaridade geométrica (eq. 21) e a equação (24) é utilizada para a determinação da
velocidade do agitador N3.
8.10.3. Procedimento para scale-up para escoamento turbulento com um teste de volume
É menos recomendável em relação aos anteriores. Baseia-se nos seguintes
procedimentos:
1. Igual movimento dos líquidos
Neste caso a similaridade cinemática será mantida especialmente para processos
sensíveis ao escoamento, assim o torque por unidade de volume é constante.

Agitação e mistura de líquidos 8.23
Samuel Luporini – DEQ/MEC/UFBA
( )( )
1VT
VT
1q
2q = (26)
Fazendo uso da similaridade geométrica, eq. (21), temos que:
( )( )
1u
u
DN
DN
VT
VT21
22
21a
21
22a
22
1q
2q === (27)
A eq. (27) mostra que a velocidade na extremidade da turbina é a mesma para o volume 1 e
2 para um torque por unidade de volume constante.
Usando a equação (24),
n
1
1
2a
1a12
21a
21
22a
22
R
1ND
DNNDNDN
=
=⇒= (28)
A eq. (28) mostra que o expoente n = 1, porém pela eq. (26) x = 0.
Como fq CN
P
N2
PT =π
= ; substituindo em (26):
( )( )
( )( )
1RVP
VP
D
D
VP
VP
N
N
VP
VP
VNP
VNP
VT
VT 1
11
22
1t
2t
11
22
2
1
11
22
111
222
1q
2q ===== (29)
A eq. (29) mostra que o expoente da potencia por unidade de volume, s = -1
2. Igual transferência de massa
Neste caso, a potencia por unidade de volume é mantida constante, e os diâmetros
das bolhas ou gotas são mantidos (ocorre transferência de massa na superfície da bolha).
( )( )
1VP
VP
1
2 = (30)
E o expoente da potencia por unidade de volume é s = 0.
Como P/V ∝ N3 Da2 ⇒ N2 = N1(Da1/Da2)2/3, logo n = 2/3.
Similarmente o expoente do torque por unidade de volume é x = 2/3.
3. Igual tempo de mistura
Neste caso a velocidade do agitador permanece constante, logo N1 = N2.
Como P/V ∝ N3Da2 , então:
( ) ( ) ( )21a2a12 DDVPVP = (31)
Agitação e mistura de líquidos 8.24
Samuel Luporini – DEQ/MEC/UFBA
E o expoente da potencia por unidade de volume é s = 2.
Como N2 = N1(1/R)n e N2 = N1, logo n = 0.
É facilmente analisado que o expoente do torque por unidade de volume é x = 2.
Um sumário dos valores dos expoentes s, x e n das equações (22), (23) e (24) é
apresentado na tabela 8.1.
TABELA 8.1
Expoentes scale-up para escoamento turbulento
Critério scale-up
mais importante
Valor de s para
eq. (22)
Valor de x para
eq. (23)
Valor de n para
eq. (24)
(1) movimento igual do fluido -1,0 0.0 1.0
(2) suspensões de sólidos iguais -0,55 0.5 3/4
(3) Transferência de massa igual 0.0 2/3 2/3
(4) superfície igual 0.45 1.0 0,5
(5) tempo de mistura iguais 2.0 2.0 0.0
8.11. PROCEDIMENTO SCALE-UP PARA ESCOAMENTO LAMINAR
Na agitação laminar, os dados experimentais confirmam que o número de potência e
o numero de Reynolds estão relacionados por:
Re
Lp
N
KN = (32)
Logo, c
3a
2L
g
DnKP µ= (33)
Em tanques com chicanas e número de Reynolds elevados (> 10000) o número de potência é
independente do número de Reynolds, e a viscosidade não é um fator, neste caso:
Tp KN = (34)
Logo, c
5a
3T
g
DnKP ρ= (35)
As magnitudes das constantes KT e KL para vários tipos de agitadores e tanques são
mostrados na tabela 8.2.

Agitação e mistura de líquidos 8.25
Samuel Luporini – DEQ/MEC/UFBA
TABELA 8.2
Valores das constantes KL e KT nas equações (33) e (35) para
tanques com chicanas, com 4 chicanas de largura de 10% do
diâmetro do tanque.
Tipo de agitador KL KT
Hélice, três laminas
Pitch 1,0 41 0,32
Pitch 1,5 55 0,87
Turbina
Disco, 6 laminas (S3 = 0,25, S4 = 0,2) 65 5,75
Curva, 6 laminas (S4 = 0,2) 70 4,80
Inclinada, 6 laminas (45o, S4 = 0,2) - 1,63
Inclinada, 4 laminas (45o, S4 = 0,2) 44,5 1,27
Palheta plana, 2 laminas (S4 = 0,2) 36,5 1,70
Ancora 300 0,35
O procedimento de scale-up em escoamento laminar é exatamente o mesmo do escoamento
turbulento, porem para o projeto em um único tanque vale os seguintes expoentes para a
potencia por unidade de volume (s), equação (22).
TABELA 8.3
Scale-up para escoamento laminar, utilizando a eq. (22)
Critério Expoente s
(1) Transferência de calor igual por unidade de volume 8
(2) Coeficiente de transferência de calor igual 2
(3) Tempo de mistura iguais 0
(4) Velocidades iguais -2
(5) Número de Reynolds iguais -4
Exemplo 8.3 (M) (exercício 3). Exemplo 8.6 (Brodkey) (exercício 6).
Exemplo 8.7 (Brodkey) (exercício 7). Exemplo 8.8 (Gupta) (exercício 8).

Agitação e mistura de líquidos 8.26
Samuel Luporini – DEQ/MEC/UFBA
Exercícios:
1. Uma turbina de 6 laminas planas é instalada no centro de um tanque vertical. O tanque
tem 1,83 m de diâmetro; a turbina tem 0,61 m de diâmetro e é posicionada 0,61 m do
fundo do tanque. As laminas da turbina tem 127 mm de largura. O tanque é cheio com
uma profundidade de 1,83 m com uma solução de 50 % de soda caustica, a 65,6oC, com
uma viscosidade de 12 cP e uma densidade de 1498 kg/m3. A turbina opera a 90 rpm. O
tanque possui chicanas. Qual a potencia para operar o misturador?
2. Qual seria a potencia requerida no tanque descrito no exercício 1 se ele não possuísse
chicanas?
3. O misturador do exercício 1 é usado para uma misturar um composto de borracha de
látex com uma viscosidade de 1200 cP e uma densidade de 1120 kg/m3. Qual a potencia
requerida?
4. Calcular a potencia necessária para a agitação num tanque cilíndrico, mediante uma
turbina de laminas simples, em cada uma das situações dadas abaixo. A densidade do
liquido é 62,3 lb/ft3. O número de Reynolds mínimo para a misturação adequada é 270.
O diâmetro da turbina é de 1 ft.
a) Líquido pseudoplástico (k = 1,0, n = 0,9)
b) Fluido newtoniano (µ = 1,0 lb/ft s)
c) Fluido dilatante (k = 1,0, n = 1,1)
5. Um tanque agitado de 1,83 m de diâmetro possui uma turbina de 0,61 m de diâmetro e 6
laminas, fixa no agitador acima do fundo do tanque, com uma rotação de 80 rpm. É
proposto utilizar este tanque para neutralizar uma solução aquosa diluída de NaOH a
70oF com uma quantidade estiquiometricamente equivalente de acido nítrico
concentrado (HNO3). A profundidade final do liquido no tanque é 1,83 m. Assumindo
que o acido é adicionado no tanque num mesmo instante, qual o tempo para a
neutralização ser completa?
6. Um agitador tipo turbina de 9 in de diâmetro consiste de 4 laminas de 45o de inclinação,
num tanque de 30 in de diâmetro com 4 chicanas. A unidade é cheia a uma altura de 30

Agitação e mistura de líquidos 8.27
Samuel Luporini – DEQ/MEC/UFBA
in com um fluido de viscosidade de 10 cP e gravidade especifica de 1,1. O agitador
opera a uma velocidade de 300 rpm. Calcular a potencia por unidade de volume e o
torque por unidade de volume se a razão E/Dt = 0,3.
7. Uma engenheira tem que projetar um reator com capacidade de 12000 gal para agitar o
material do exercício 6. Ela é capaz de obter os mesmos resultados do processo nas
seguintes unidades geometricamente similares sob as condições dadas na tabela.
Descrição Unidade do laboratório Unidade planta piloto
Diâmetro do tanque, in 10 30
Diâmetro do agitador, ft 0,25 0,75
Tipo de agitador-4 laminas, tipo turbina, 45o de pitch
SIM SIM
H/Dt 1,0 1,0
Dt/J 12 12
Número de chicanas 4 4
Velocidade, rpm 690 271
Número de Reynolds 7342 2,595 x 104
Volume da unidade, gal 3,40 91,79
Potencia, hp 9,33 x 10-3 0,1374
Torque, in. lbf 0,8525 31,95
P/V, hp/gal 2,744 x 10-3 1,497 x 10-3
Tq/V, in.lbf/gal 0,2507 0,3481
8. Um detergente líquido com densidade de 1400 kg/m3, µ = 1kg/m.s, σ = 0,0756 N/m é
misturado num tanque de 2,75 m de diâmetro. Os experimentos foram realizados num
tanque de pequena escala com diâmetro de 0,228 m e a potencia requerida para encontrar
o mesmo resultado do processo é medida em vários valores de razões geométricas. A
mínima potencia para o resultado do processo constante foi encontrado com os valores
padrão.
Tendo fixado a geometria para experimentos preliminares, três tanques de Dt = 0,228,
0,457 e 0,915 m são usados e a rpm do agitador determinado experimentalmente de

Agitação e mistura de líquidos 8.28
Samuel Luporini – DEQ/MEC/UFBA
maneira a encontrar o mesmo resultado do processo. As velocidades cíclicas são
encontradas com os seguintes valores:
Tanque No. Dt N (rpm) para o mesmo resultado do processo
1 0,228 1273
2 0,457 637
3 0,915 318
Obter NRe, NFr, NWe, velocidade na extremidade do agitador, potencia, potencia por
unidade de volume, etc. como uma função do volume do tanque e decidir qual a melhor
regra para o scale-up.

Agitação e mistura de líquidos 8.29
Samuel Luporini – DEQ/MEC/UFBA
Resultado do exercício 8.8 densidade= 1400 kg/m3 viscosidade = 1 kg/m s tanque 1.000 2.000 3.000Dt (m) 0.228 0.457 0.915n (rpm) 1276.000 637.000 318.000NRe 171.971 344.910 690.246NFr 3.504 1.750 0.873v (m/s) 5.080 5.083 5.080Np 3.700 3.700 4.000P (W) 126.327 508.474 2200.467P/V (W/m3) 13577.562 6786.577 3659.164P (HP) 0.169 0.682 2.951
n (rpm) Potência (hp) 30 1 1/2 37 2 45 3 56 5 68 7 1/2 84 10 100 15 125 20 155 25 190 30 230 40 etc... 50
60 75 100 125 150 200 250 300 350 400 450 500 600
American Gear Manufacturesrs' Association: AGMA - velocidades e potências de motores padrão