manual de usuario
TRANSCRIPT
ESCUELA SUPERIOR POLITÉCNICA DE CHIMBORAZO.
FACULTAD DE INFORMÁTICA Y ELECTRÓNICA.
ESCUELA DE INGENIERÍA ELECTRÓNICA EN CONTROL Y REDES
INDUSTRIALES.
“MANUAL DE USUARIO PARA LA ESTACIÓN DE VERIFICACIÓN.”
Presentado por:
LUIS OMAR VILLACRÉS TÚQUERES.
ANDRÉS FERNANDO MOROCHO CAIZA.
Riobamba – Ecuador.
2014
ESTACIÓN DE VERIFICACIÓN.
ÍNDICE.
INTRODUCCIÓN. _______________________________________________________ 3
INSTRUCCIONES DE OPERACIÓN PARA LA ESTACIÓN DE VERIFICACIÓN. __________ 4
Alimentación de la estación de verificación. ______________________________________ 4 1. Alimentación eléctrica. _______________________________________________________ 4 2. Alimentación neumática. _____________________________________________________ 4
MANUAL DE USUARIO DE LA ESTACIÓN DE VERIFICACIÓN PARA CONFIGURAR LA
ALTURA DE LA PIEZA A EVALUAR. _________________________________________ 5
OPCIÓN 1: Ingreso de datos mediante teclado. ____________________________________ 5 OPCIÓN 2: Ingreso de datos mediante un dispositivo Android. _______________________ 6 OPCIÓN 3: Ingresar datos mediante Ethernet. ____________________________________ 8
MANUAL DE USUARIO DE LA INTERFAZ GRÁFICA PARA EL MANEJO DE LA APLICACIÓN
DE CONTROL EN LA ESTACIÓN DE VERIFICACIÓN. ____________________________ 9
Descripción de la pantalla principal utilizada en el diseño del HMI. __________________ 10 Descripción de la pantalla de visualización del proceso en Modo Automático. _________ 10 Descripción del contador de piezas (correctas, incorrectas y totalizador) implementado en la interfaz gráfica de la estación de verificación. __________________________________ 12 Descripción del selector de tipo de control (Manual o Automático) y selección del parámetro de color de las piezas (Negra o Roja) a ser evaluadas por la estación de verificación. _______________________________________________________________ 12 Descripción del panel principal. _______________________________________________ 13 Descripción de la pantalla secundaria utilizada en el control manual de la estación de verificación. _______________________________________________________________ 14 Descripción de la pantalla destinada al control manual de la estación de verificación. __ 14 Descripción del panel de botones destinados a la activación manual de los cilindros neumáticos (cilindro sin vástago y cilindro de doble efecto). _______________________ 15 Descripción del panel para visualizar el color de la pieza y observar si la altura es correcta, incorrecta o no hay pieza en la plataforma. ______________________________________ 16

INTRODUCCIÓN.
La estación de Verificación detecta las diversas propiedades de las piezas que
trata. Distingue las piezas con la ayuda de un sensor óptico y un sensor
capacitivo. Un sensor ultrasónico mide la altura de la pieza. Un cilindro lineal guía
las piezas correctas hacia la estación siguiente, a través de la rampa superior.
Las piezas defectuosas son rechazadas a través de la rampa inferior.
La estación de Verificación utiliza todos los tipos básicos de sensores industriales
en aplicaciones típicas: sensores de proximidad ópticos y capacitivos. Estos son
suplementados con diversos finales de carrera de cilindros (inductivos,
magnéticos).
Un sensor ultrasónico detecta la altura de la pieza, que es elevada desde abajo
por un cilindro sin vástago y presionada contra el dispositivo de medición. La
placa Arduino Mega 2560 evalúa la señal del sensor y la emite como una señal
digital hacia una de las entradas del PLC.

- 4 -
INSTRUCCIONES DE OPERACIÓN PARA LA ESTACIÓN DE VERIFICACIÓN.
Alimentación de la estación de verificación. Para el correcto funcionamiento de la estación, esta debe estar conectada a dos tipos de alimentación:
1. Alimentación eléctrica. 2. Alimentación neumática para los actuadores neumáticos.
1. Alimentación eléctrica.
La fuente de energía tiene que ser alimentado con un voltaje de entrada de 110Vca y en su salida entrega 24Vcd (3 Amperios), alimentado de esta manera todo el sistema de control de la estación.
El controlador lógico programable se alimenta con una tensión de 24 Vcd, la tensión que se tiene tras la activación de cada una de sus salidas es de 24 Vcd, necesarios para activar los solenoides de las válvulas de direccionamiento.
El módulo de medición debe tener a su entrada una fuente de alimentación de 5Vcd, variaciones de tensión considerables pueden producir un mal funcionamiento o la vez dañar los elementos electrónicos dejando fuera de operación al módulo.
2. Alimentación neumática.
Para la alimentación neumática de la estación de verificación se debe utilizar un compresor que por lo menos entregue a su salida 6 bar de presión para un correcto funcionamiento de los actuadores neumáticos y además se recomienda que el compresor tenga un depósito considerable para evitar el constante encendido y apagado del motor utilizado para la compresión del aire, lo cual involucra un elevado consumo de energía eléctrica para la instalación a la que se encuentra conectado. El aire se distribuye a todo el sistema neumático a través de una válvula de paso que abre o cierra el paso del aire, la unidad de mantenimiento que tiene como función mantener limpio el aire, además permite regular la presión del sistema mediante un manómetro, y la tuberías por las que se transporta el aire a las válvulas y actuadores, motivo por el cual se debe considerar revisar periódicamente este sistema evitando así cualquier alteración en los procesos, debido al gasto producido normalmente por el uso y accionamiento continuo.

- 5 -
MANUAL DE USUARIO DE LA ESTACIÓN DE VERIFICACIÓN PARA CONFIGURAR LA ALTURA DE LA PIEZA A EVALUAR.
Para ingresar el valor de la altura a comparar, de las piezas que se pretende evaluar con la estación de verificación, lo podemos realizar de tres maneras, donde depende del operario el método que utilice y que mejor le convenga. Antes de introducir la altura, el usuario debe en primer lugar fijarse si la placa Arduino está conectada con un cable USB a la computadora. Otra manera de alimentar al circuito es mediante un cargador de 9Vcd pero debe estar colocado el jumper que se encuentra a lado de la bornera de alimentación. Por último hay que tener en cuenta que el cable de red esté correctamente conectado, este puede ser de categoría 5 o 6, para lo cual se utiliza la Shield Ethernet diseñada para las placas Arduino. Es muy indispensable fijarse que no este colocado el jumper que está al lado del módulo bluetooth HC-05, porque este permite programar el dispositivo mediante el Arduino y no funcionaría cuando se intente ingresar con un Smartphone o Tablet con sistema operativo Android. OPCIÓN 1: Ingreso de datos mediante teclado. La persona a cargo tiene en la placa tres botones y un DipSwitch; donde primero debe configurar este último, colocando en OFF el primero y en ON el segundo; luego de realizar esto, procedemos a pulsar el botón de Reset y después nos sale en el LCD el siguiente mensaje.
Figura 01: Imagen de la pantalla LCD lista para la configuración Manual.
A continuación presionamos el botón de NEXT para ir fijando la altura que uno necesite, donde se tiene varias opciones para escoger (2cm, 2.5cm, 3cm, 3.5cm,

- 6 -
4cm, 5cm).Una vez que desee ingresar la altura debe mantener presionado el botón ENTER por un cierto tiempo hasta que le salga el mensaje siguiente.
Figura 02: Imagen de la pantalla LCD en el Modo Manual.
Y con esto puede comenzar a trabajar con la estación de verificación de acuerdo a la configuración que se realice en el sistema SCADA en cuanto al color de pieza (negra o roja) a evaluar. OPCIÓN 2: Ingreso de datos mediante un dispositivo Android. En primer lugar se debe configurar el DipSwitch poniendo el primero en ON y el segundo en OFF, para luego pulsar el botón Reset.
Figura 03: Imagen de la pantalla LCD lista para la configuración por
Bluetooth.
- 7 -
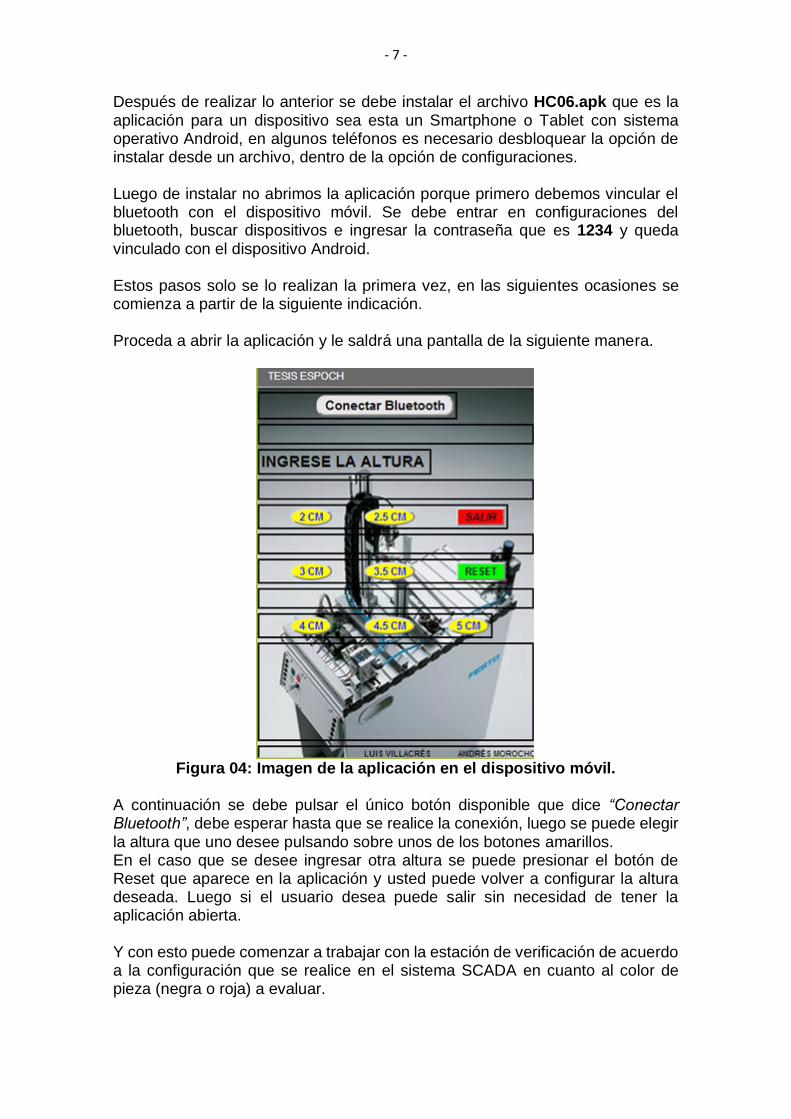
Después de realizar lo anterior se debe instalar el archivo HC06.apk que es la aplicación para un dispositivo sea esta un Smartphone o Tablet con sistema operativo Android, en algunos teléfonos es necesario desbloquear la opción de instalar desde un archivo, dentro de la opción de configuraciones. Luego de instalar no abrimos la aplicación porque primero debemos vincular el bluetooth con el dispositivo móvil. Se debe entrar en configuraciones del bluetooth, buscar dispositivos e ingresar la contraseña que es 1234 y queda vinculado con el dispositivo Android. Estos pasos solo se lo realizan la primera vez, en las siguientes ocasiones se comienza a partir de la siguiente indicación. Proceda a abrir la aplicación y le saldrá una pantalla de la siguiente manera.
Figura 04: Imagen de la aplicación en el dispositivo móvil.
A continuación se debe pulsar el único botón disponible que dice “Conectar Bluetooth”, debe esperar hasta que se realice la conexión, luego se puede elegir la altura que uno desee pulsando sobre unos de los botones amarillos. En el caso que se desee ingresar otra altura se puede presionar el botón de Reset que aparece en la aplicación y usted puede volver a configurar la altura deseada. Luego si el usuario desea puede salir sin necesidad de tener la aplicación abierta. Y con esto puede comenzar a trabajar con la estación de verificación de acuerdo a la configuración que se realice en el sistema SCADA en cuanto al color de pieza (negra o roja) a evaluar.

- 8 -
OPCIÓN 3: Ingresar datos mediante Ethernet. Lo primero que se debe hacer es configurar el DipSwitch poniendo el primero en ON y el segundo también en ON, luego presione el botón de Reset de la placa.
Figura 05: Imagen de la pantalla LCD lista para la configuración por
Ethernet. Para esto es necesario conectar el otro extremo del cable Ethernet al módem de internet de la siguiente manera.
Figura 06: Imagen de la conexión del cable Ethernet en el Módem.
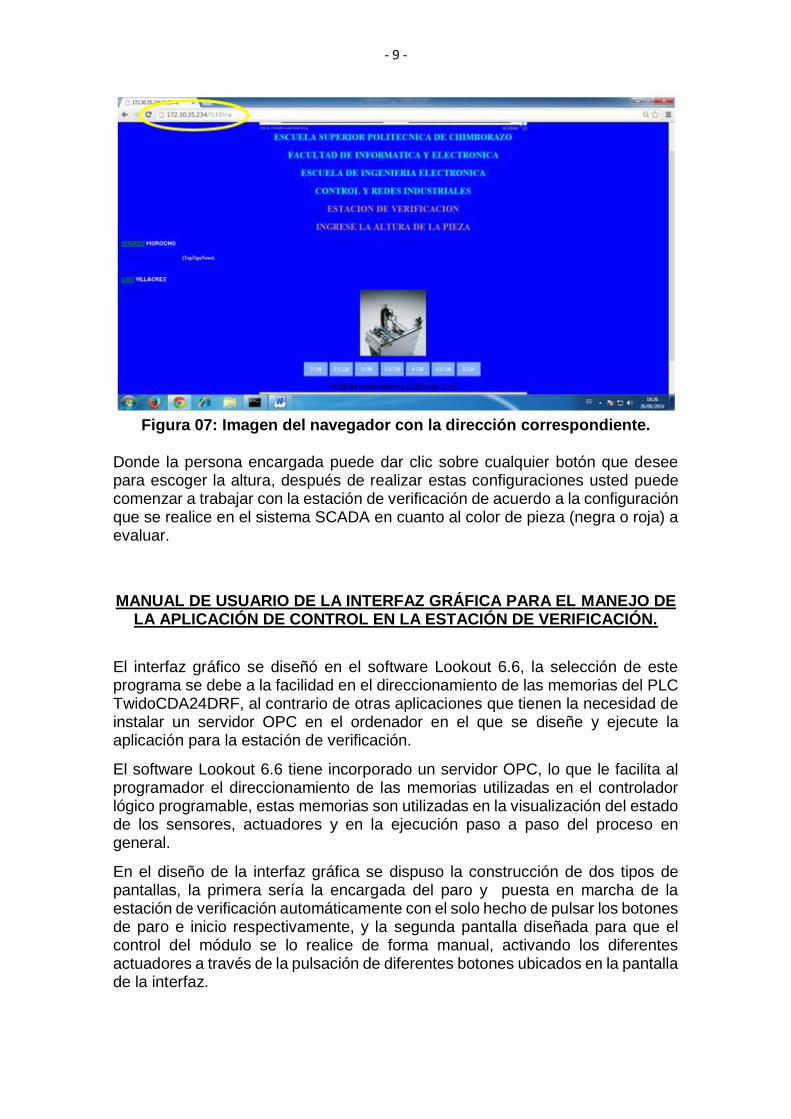
Una vez realizado lo expuesto anteriormente, se debe abrir un navegador de internet (Google Chrome, Mozilla, Internet Explorer, etc.), y escribir en el renglón de la URL la dirección respectiva para enlazar la comunicación (ej. 172.30.35.234) y luego se despliega una ventana de la siguiente manera.
- 9 -
Figura 07: Imagen del navegador con la dirección correspondiente.
Donde la persona encargada puede dar clic sobre cualquier botón que desee para escoger la altura, después de realizar estas configuraciones usted puede comenzar a trabajar con la estación de verificación de acuerdo a la configuración que se realice en el sistema SCADA en cuanto al color de pieza (negra o roja) a evaluar.
MANUAL DE USUARIO DE LA INTERFAZ GRÁFICA PARA EL MANEJO DE LA APLICACIÓN DE CONTROL EN LA ESTACIÓN DE VERIFICACIÓN.
El interfaz gráfico se diseñó en el software Lookout 6.6, la selección de este programa se debe a la facilidad en el direccionamiento de las memorias del PLC TwidoCDA24DRF, al contrario de otras aplicaciones que tienen la necesidad de instalar un servidor OPC en el ordenador en el que se diseñe y ejecute la aplicación para la estación de verificación.
El software Lookout 6.6 tiene incorporado un servidor OPC, lo que le facilita al programador el direccionamiento de las memorias utilizadas en el controlador lógico programable, estas memorias son utilizadas en la visualización del estado de los sensores, actuadores y en la ejecución paso a paso del proceso en general.
En el diseño de la interfaz gráfica se dispuso la construcción de dos tipos de pantallas, la primera sería la encargada del paro y puesta en marcha de la estación de verificación automáticamente con el solo hecho de pulsar los botones de paro e inicio respectivamente, y la segunda pantalla diseñada para que el control del módulo se lo realice de forma manual, activando los diferentes actuadores a través de la pulsación de diferentes botones ubicados en la pantalla de la interfaz.

- 10 -
A continuación se explica las pantallas que conforman el interfaz humano máquina de la estación de verificación.
Descripción de la pantalla principal utilizada en el diseño del HMI.
Figura 08: Pantalla principal del HMI para la estación de verificación.
NÚMERO. DESCRIPCIÓN.
1. Visualización del proceso en ejecución.
2. Contador de piezas correctas, incorrectas y número total de piezas evaluadas.
3. Selector del color de piezas a evaluar y selección para pasar al control manual.
4. Panel principal con opciones de: Paro, Inicio y Reset.
Descripción de la pantalla de visualización del proceso en Modo Automático. Esta pantalla permite visualizar en tiempo real los diferentes procesos que se llevan a cabo durante la evaluación de una pieza.
Figura 09: Pantalla para visualizar el estado de la estación de verificación.
1
2
3
4
- 11 -
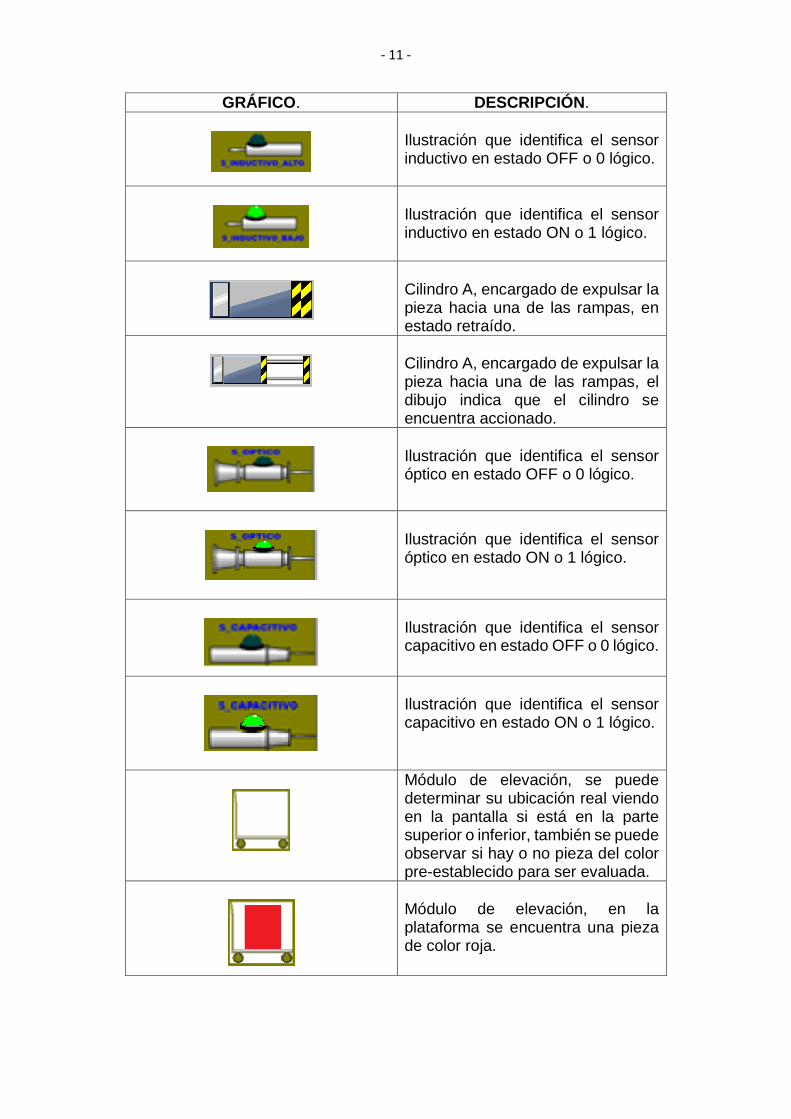
GRÁFICO. DESCRIPCIÓN.
Ilustración que identifica el sensor inductivo en estado OFF o 0 lógico.
Ilustración que identifica el sensor inductivo en estado ON o 1 lógico.
Cilindro A, encargado de expulsar la pieza hacia una de las rampas, en estado retraído.
Cilindro A, encargado de expulsar la pieza hacia una de las rampas, el dibujo indica que el cilindro se encuentra accionado.
Ilustración que identifica el sensor óptico en estado OFF o 0 lógico.
Ilustración que identifica el sensor óptico en estado ON o 1 lógico.
Ilustración que identifica el sensor capacitivo en estado OFF o 0 lógico.
Ilustración que identifica el sensor capacitivo en estado ON o 1 lógico.
Módulo de elevación, se puede determinar su ubicación real viendo en la pantalla si está en la parte superior o inferior, también se puede observar si hay o no pieza del color pre-establecido para ser evaluada.
Módulo de elevación, en la plataforma se encuentra una pieza de color roja.

- 12 -
Módulo de elevación, en la plataforma se encuentra una pieza de color negra.
Descripción del contador de piezas (correctas, incorrectas y totalizador) implementado en la interfaz gráfica de la estación de verificación.
Figura 10: Ventana del contador de piezas.
CAMPO. CUADRO. DESCRIPCIÓN.
Cuenta las piezas que han sido expulsadas por la rampa superior y que continúan a los siguientes procesos de la línea automatizada.
Cuenta las piezas que han sido expulsadas por la rampa inferior y que no continúan a los siguientes procesos de la línea automatizada
Totalizador de piezas correctas e incorrectas que han sido evaluadas por la estación de verificación.
Descripción del selector de tipo de control (Manual o Automático) y selección del parámetro de color de las piezas (Negra o Roja) a ser evaluadas por la estación de verificación.
Figura 11: Panel para elegir el tipo de control y el parámetro de color.
- 13 -
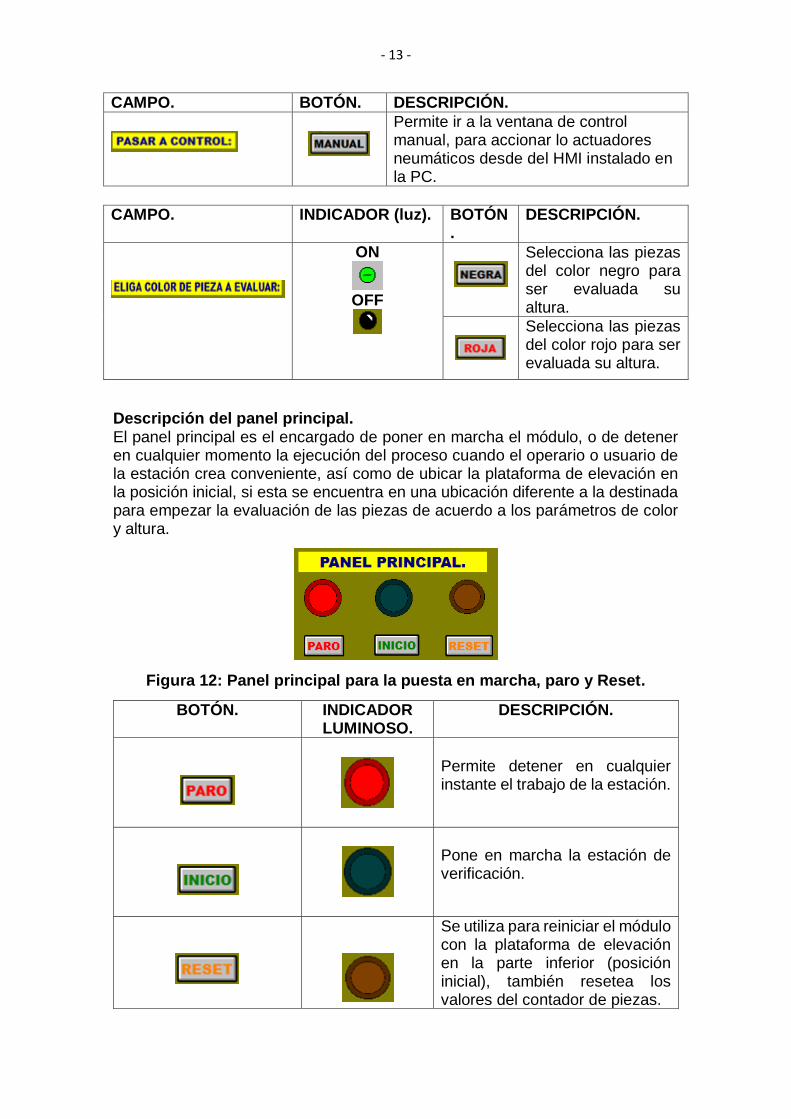
CAMPO. BOTÓN. DESCRIPCIÓN.
Permite ir a la ventana de control manual, para accionar lo actuadores neumáticos desde del HMI instalado en la PC.
CAMPO. INDICADOR (luz). BOTÓN
. DESCRIPCIÓN.
ON
OFF
Selecciona las piezas del color negro para ser evaluada su altura.
Selecciona las piezas del color rojo para ser evaluada su altura.
Descripción del panel principal. El panel principal es el encargado de poner en marcha el módulo, o de detener en cualquier momento la ejecución del proceso cuando el operario o usuario de la estación crea conveniente, así como de ubicar la plataforma de elevación en la posición inicial, si esta se encuentra en una ubicación diferente a la destinada para empezar la evaluación de las piezas de acuerdo a los parámetros de color y altura.
Figura 12: Panel principal para la puesta en marcha, paro y Reset.
BOTÓN. INDICADOR LUMINOSO.
DESCRIPCIÓN.
Permite detener en cualquier instante el trabajo de la estación.
Pone en marcha la estación de verificación.
Se utiliza para reiniciar el módulo con la plataforma de elevación en la parte inferior (posición inicial), también resetea los valores del contador de piezas.

- 14 -
Descripción de la pantalla secundaria utilizada en el control manual de la estación de verificación. En esta ventana se permite al operador gobernar a voluntad y libremente la acción de los dos actuadores neumáticos instalados en la estación de verificación, la operación del cilindro sin vástago se controla con la pulsación de dos botones en el panel, estas dos entradas están encargadas de elevar o descender la plataforma donde se ubica la pieza. Mientras que la activación del cilindro de doble efecto se realiza con la pulsación de un solo botón, este actuador de doble efectos es el responsable de expulsar la pieza evaluada a una de las dos rampas situadas en la estación, acción que determina la continuación o no, de los siguientes procesos en las posteriores estaciones dentro de la línea automatizada.
Descripción de la pantalla destinada al control manual de la estación de verificación.
Figura 13: Ventana para el Control Manual de la Estación de Verificación.
NÚMERO. DESCRIPCIÓN.
1. Panel de botones destinados para la operación de los cilindros sin vástago y de doble efecto.
2. Panel para visualizar el color de la pieza y observar si altura es correcta o incorrecta.
3. Botón que permite regresar a la ventana anterior, destinada al control automático de la estación de verificación.
1
2
3

- 15 -
Descripción del panel de botones destinados a la activación manual de los cilindros neumáticos (cilindro sin vástago y cilindro de doble efecto).
Mediante la manipulación de los botones en este panel, el operador puede tomar la decisión de subir o bajar la plataforma de elevación, por medio de la activación o desactivación de las válvulas de aire que permiten que el cuerpo del cilindro sin vástago ascienda o descienda, se conoce de antemano que el módulo de medición (responsable de determinar si la altura de la pieza cumple o no la medida ingresada por el usuario) se encuentra en la parte superior de la estación, por lo que es necesario subir la plataforma y esperar el mensaje en la pantalla del HMI indicando si la pieza es correcta o incorrecta tras evaluar el parámetro altura.
Si la pieza cumple con los requisitos en cuanto a color y altura, el operador puede presionar el botón de expulsar para que la pieza ingrese a la rampa superior continuando así con la producción, y si los requisitos (especialmente el de altura) no son los especificados, el operador debe hacer que la plataforma descienda, y una vez abajo puede presionar el botón para expulsar la pieza, la misma que se deslizará a través de la rampa inferior destinada para la evacuación de piezas desechadas por la estación.
Figura 14: Panel para el control Manual de la Estación de Verificación.
CAMPO. INDICADOR. BOTÓN. DESCRIPCIÓN.
ON
OFF
Este botón permite que la plataforma ascienda al nivel superior, para evaluar la altura de la pieza.
ON
OFF
Este botón permite que la plataforma descienda al nivel inferior.
- 16 -
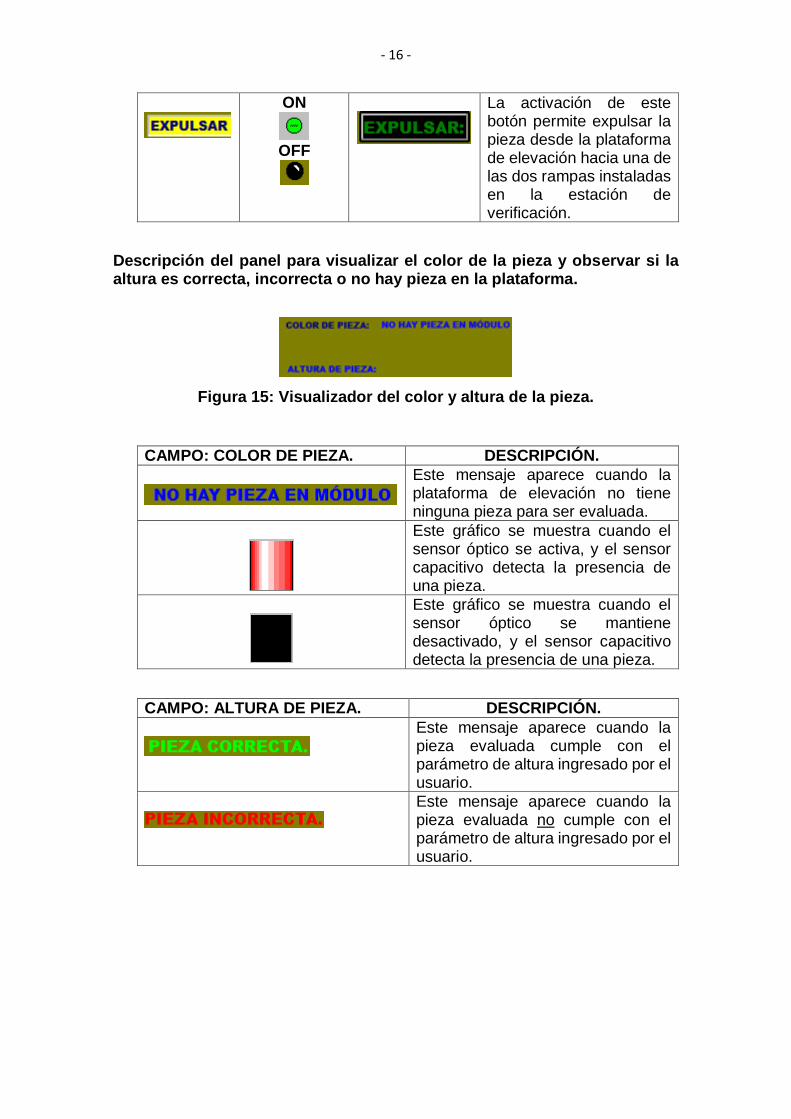
ON
OFF
La activación de este botón permite expulsar la pieza desde la plataforma de elevación hacia una de las dos rampas instaladas en la estación de verificación.
Descripción del panel para visualizar el color de la pieza y observar si la altura es correcta, incorrecta o no hay pieza en la plataforma.
Figura 15: Visualizador del color y altura de la pieza.
CAMPO: COLOR DE PIEZA. DESCRIPCIÓN.
Este mensaje aparece cuando la plataforma de elevación no tiene ninguna pieza para ser evaluada.
Este gráfico se muestra cuando el sensor óptico se activa, y el sensor capacitivo detecta la presencia de una pieza.
Este gráfico se muestra cuando el sensor óptico se mantiene desactivado, y el sensor capacitivo detecta la presencia de una pieza.
CAMPO: ALTURA DE PIEZA. DESCRIPCIÓN.
Este mensaje aparece cuando la pieza evaluada cumple con el parámetro de altura ingresado por el usuario.
Este mensaje aparece cuando la pieza evaluada no cumple con el parámetro de altura ingresado por el usuario.

- 17 -
El botón que aparece a continuación permite al usuario retroceder a la ventana que permite el control automático de la estación de verificación, con solo hacer un clic sobre el botón AUTOMATICO (BACK) se desplegará la pantalla principal de la aplicación.
Figura 16: Botón para retroceder a la pantalla principal de la aplicación.
Los dibujos de las flechas, indican el sentido que tiene la plataforma de elevación al descender o ascender respectivamente.
Figura 17: Flechas para indicar el ascenso o descenso de la plataforma.