livenje u metalnim kalupima
DESCRIPTION
Livarstvo, livenje, kalupiTRANSCRIPT
22
1.5 ЛИВЕЊЕ У МЕТАЛНИМ КАЛУПИМА
Ливење у металним калупима економски је исплативо само у серијској имасовној производњи.
Дебљина зидова одливака је од 3-100mm.Може се излити велики број одливака у истом калупу. Радни век им је
ограничен.
Предности у односу на ливење у пешчаним калупима: повећана геометриска тачност одливка значајно смањена храпавост површина (повећан квалитет површина) мањи додаци за накнадну обраду резањем побољшање механичких и експлоатационих својстава повећање продуктивности и др.
Очвршћавањем метала у металним калупима добијају се одливци ситнозрнеструктуре који имају боља механичка својства.
Недостаци овог поступка ливења: израда металних калупа је скупа и захтева знатно дуже време кокиле имају велику топлотну проводљивост и то отежава
(онемогућава) ливење сложених танкозидних одливака велиихгабарита
ограничено ливење одливака на бази легура гвожђа и угљеника
Овим се поступком највише лију одливци од легура лаких и обојенихметала.
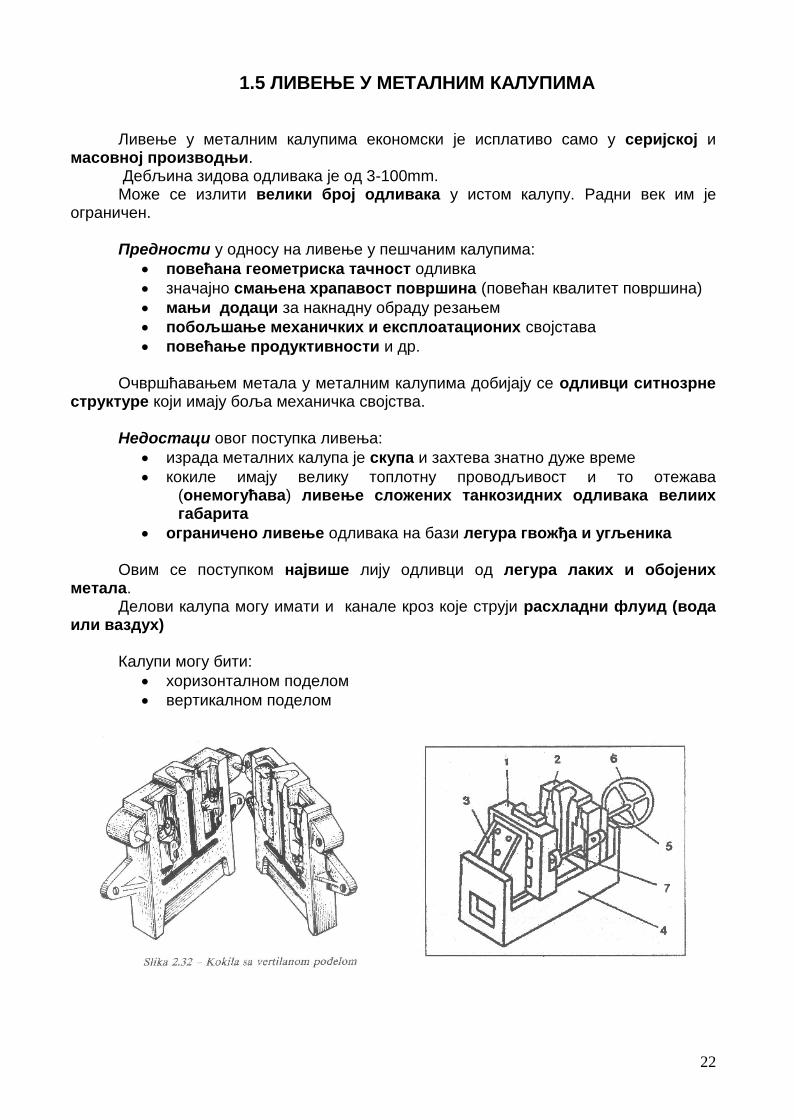
Делови калупа могу имати и канале кроз које струји расхладни флуид (водаили ваздух)
Калупи могу бити: хоризонталном поделом вертикалном поделом
23
Поступак ливења: контрола кокиле чишћење загревање и премазивање кокиле специјалним премазима за уливни
систем и шупљину калупа постављање језгара (металних или пешчаних) затварање калупа ливење
Да би се продужио радни век кокила, користе се обложене кокиле сакошуљицом од кварцног песка.
1.5.1 ЛИВЕЊЕ ПОД ПРИТИСКОМ
Овај поступак ливења подразумева да се растопљени метал убацује ушупљину калупа под високим притиском.
Примењује се за израду одливака: у већим серијама сложених облика танких зидова високе тачности високог квалитета површина од обојених и лаких метала и њихових легура
Израђују се: блокови мотора главе мотора разне кућице и др.
Повишени притисак позитивно делује на повећање броја центаракристализације, па се добијају одливци фине ситнозрне струтуре са бољиммеханичким својствима.
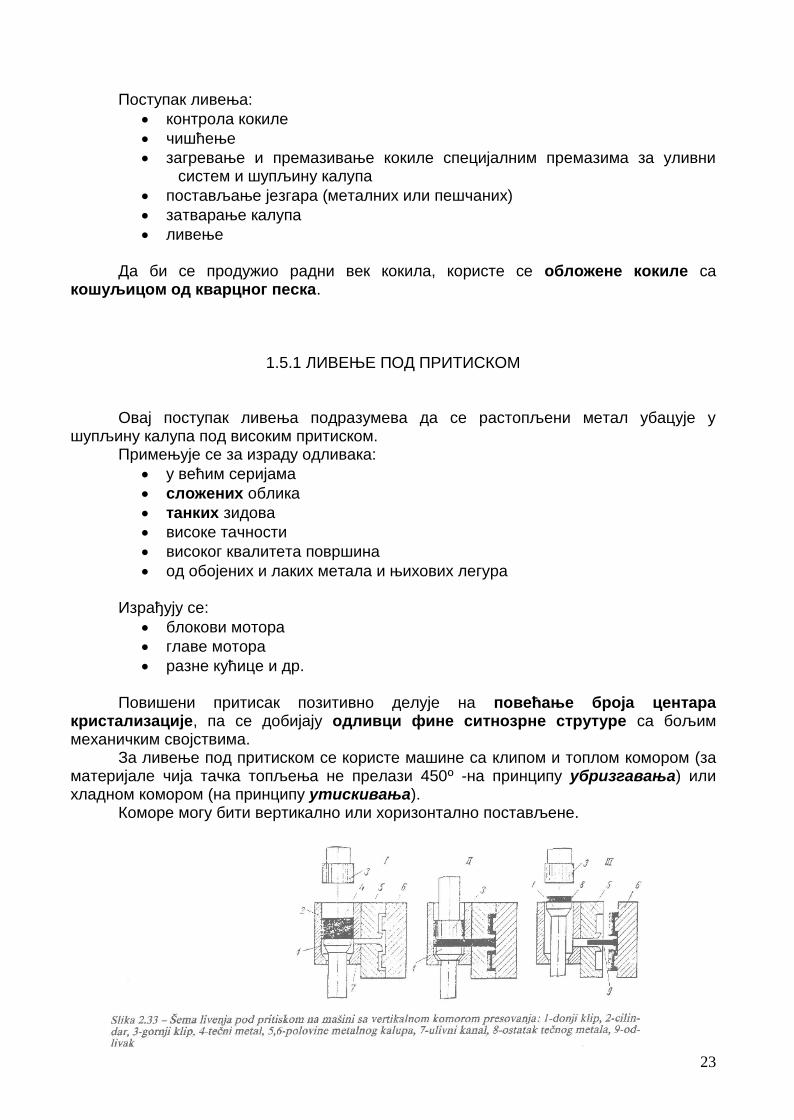
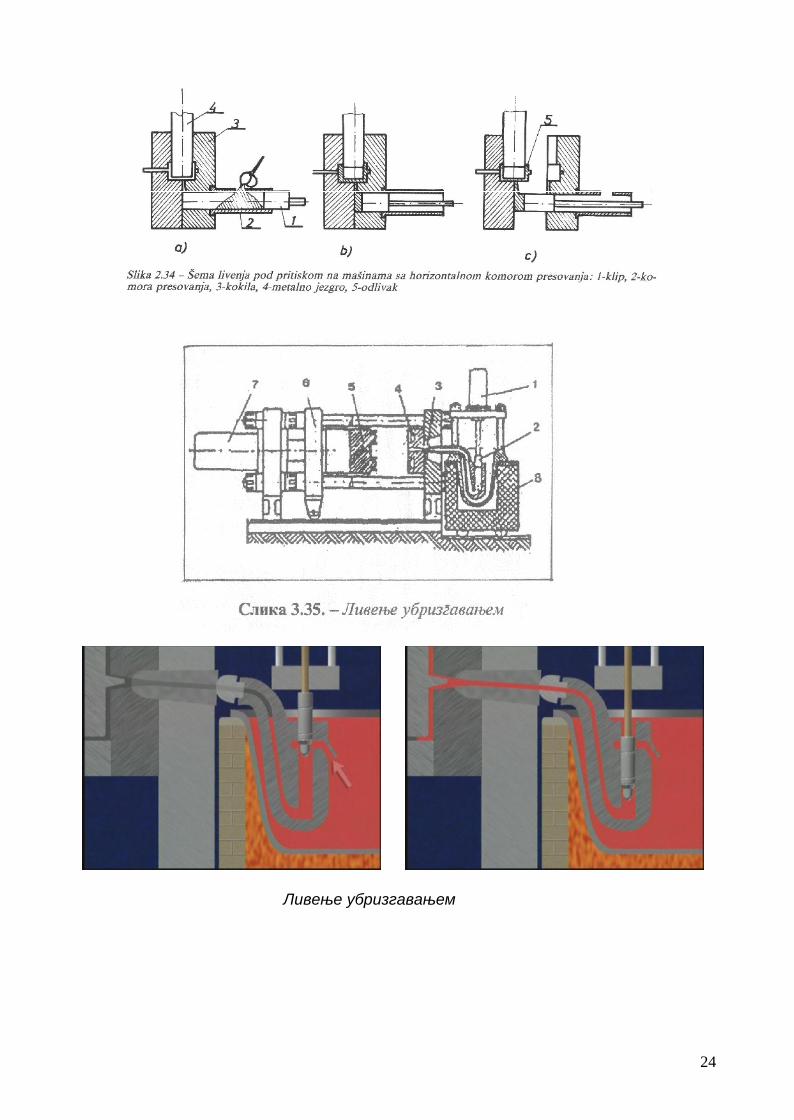
За ливење под притиском се користе машине са клипом и топлом комором (заматеријале чија тачка топљења не прелази 450º -на принципу убризгавања) илихладном комором (на принципу утискивања).
Коморе могу бити вертикално или хоризонтално постављене.
24
Ливење убризгавањем
25
1.5.2 ЦЕНТРИФУГАЛНО ЛИВЕЊЕ
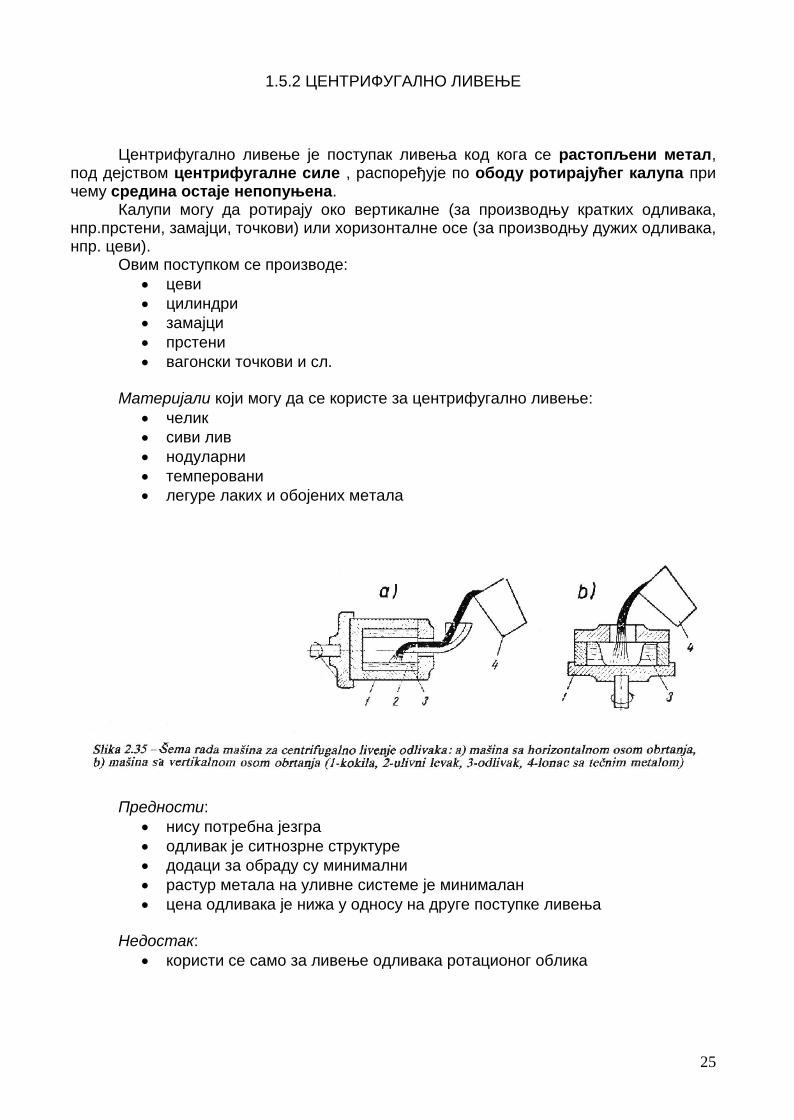
Центрифугално ливење је поступак ливења код кога се растопљени метал,под дејством центрифугалне силе , распоређује по ободу ротирајућег калупа причему средина остаје непопуњена.
Калупи могу да ротирају око вертикалне (за производњу кратких одливака,нпр.прстени, замајци, точкови) или хоризонталне осе (за производњу дужих одливака,нпр. цеви).
Овим поступком се производе: цеви цилиндри замајци прстени вагонски точкови и сл.
Материјали који могу да се користе за центрифугално ливење: челик сиви лив нодуларни темперовани легуре лаких и обојених метала
Предности: нису потребна језгра одливак је ситнозрне структуре додаци за обраду су минимални растур метала на уливне системе је минималан цена одливака је нижа у односу на друге поступке ливења
Недостак: користи се само за ливење одливака ротационог облика
26
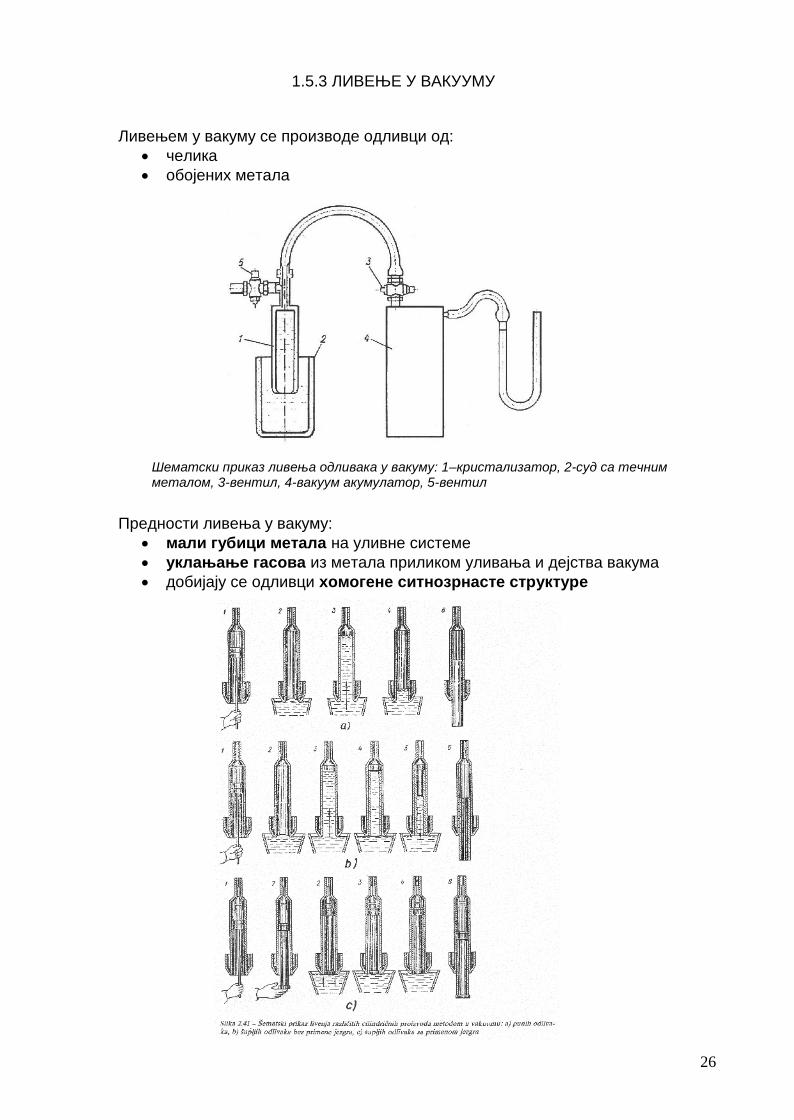
1.5.3 ЛИВЕЊЕ У ВАКУУМУ
Ливењем у вакуму се производе одливци од: челика обојених метала
Предности ливења у вакуму: мали губици метала на уливне системе уклањање гасова из метала приликом уливања и дејства вакума добијају се одливци хомогене ситнозрнасте структуре
Шематски приказ ливења одливака у вакуму: 1–кристализатор, 2-суд са течнимметалом, 3-вентил, 4-вакуум акумулатор, 5-вентил
27
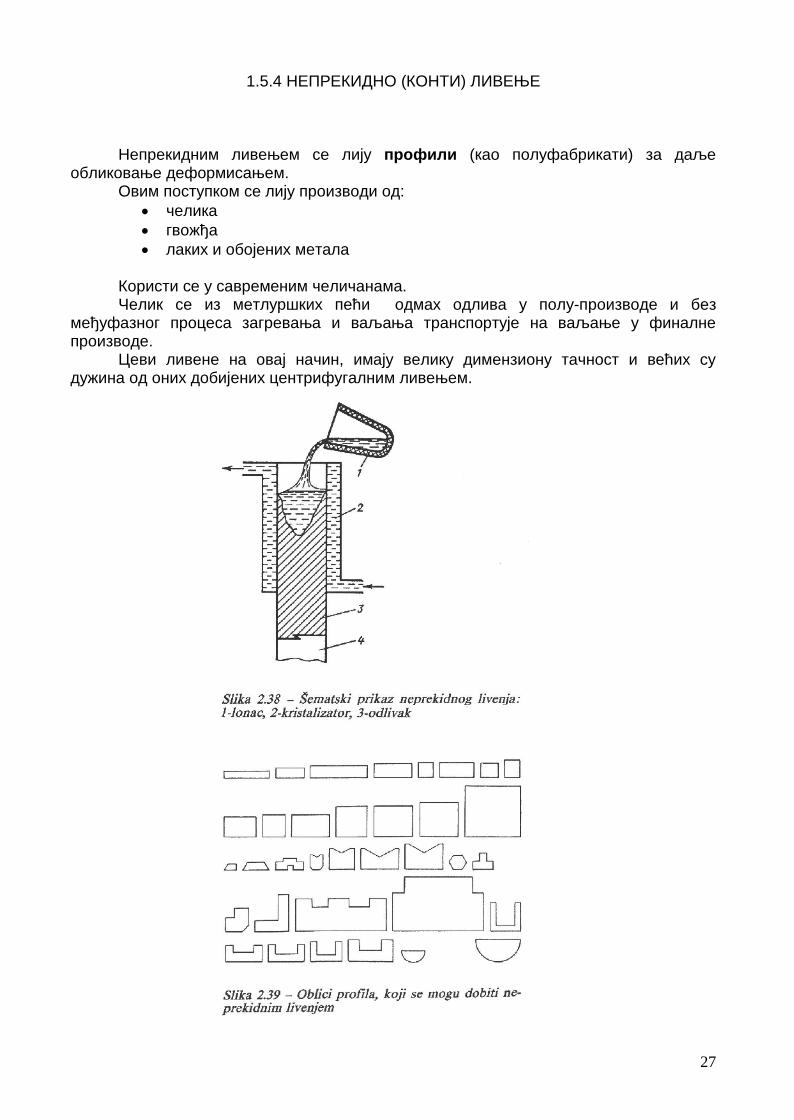
1.5.4 НЕПРЕКИДНО (КОНТИ) ЛИВЕЊЕ
Непрекидним ливењем се лију профили (као полуфабрикати) за даљеобликовање деформисањем.
Овим поступком се лију производи од: челика гвожђа лаких и обојених метала
Користи се у савременим челичанама.Челик се из метлуршких пећи одмах одлива у полу-производе и без
међуфазног процеса загревања и ваљања транспортује на ваљање у финалнепроизводе.
Цеви ливене на овај начин, имају велику димензиону тачност и већих судужина од оних добијених центрифугалним ливењем.