litiumioniakun valmistus - cou.fi · siinä kerrotaan litium-ioniakun toimintaperiaatteesta ja...
TRANSCRIPT

Erkki Saarikettu
LITIUMIONIAKUN VALMISTUS
Opinnäytetyö
KESKI-POHJANMAAN AMMATTIKORKEAKOULU
Kemiantekniikan koulutusohjelma
Toukokuu 2009

TIIVISTELMÄ OPINNÄYTETYÖSTÄ
Yksikkö
Tekniikka ja liiketalous
Kokkola
Aika
4.4.2009
Tekijä/tekijät
Erkki Saarikettu
Koulutusohjelma
Kemiantekniikan koulutusohjelma
Työn nimi
Litiumioniakun valmistus
Työn ohjaaja
DI, KM Maija Rukajärvi-Saarela
Sivumäärä
31 + 3 liitettä
Työelämäohjaajat
Toimitusjohtaja Olle Sirén Keliber Oy
Tutkija Siru Tuomaala, Kokkolan yliopistokeskus Chydenius
Tämän työn tarkoituksena oli selvittää Keliber Oy:lle litiumioniakun valmistusta ja akun
valmistusprosessia. Lisäksi työhön liittyi selvitys Arbin-bt2043-akuntestauslaitteen toi-
minnasta ja mahdollisuudesta tehdä joitain yksittäisiä akkutestejä. Tutkimuksen kannalta
sopivaa materiaalia hankittiin pääasiassa tietoverkkojen, sähköpostin ja henkilökohtaisten
yhteydenottojen avulla.
Työn teoreettisessa osassa on käsitelty yleisesti litiumin käyttöä ja ominaisuuksia. Lisäksi
siinä kerrotaan litium-ioniakun toimintaperiaatteesta ja akkujen rakenteista. Litium-
ioniakkutekniikka on myös esitelty Thunder Sky Battery Ltd:n (TS) ja akunhallintajärjes-
telmien osalta.
Työssä on käsitelty maailman suurimman suuritehoisia litiumioniakkuja valmistavan
yrityksen TS:n tuotantoprosessia ja sen käyttämiä materiaaleja sekä akkujen koostumusta.
Pääpaino on akkujen koostumuksessa ja valmistusprosessissa. Lisäksi on käyty läpi litiu-
mioniakuissa käytettävät akunhallintajärjestelmät, jotka ovat tärkeitä turvallisuuden ja
suorityskyvýn kannalta. Tämän opinnäytetyön testauksiin ajatellulla, kauan käyttämät-
tömänä olleella ja massiivisella akuntestauslaitteistolla ei ollut kannattavaa suorittaa yk-
sittäisiä akkutestejä.
Asiasanat
litiumioniakku, akkuvalmistajat, akun valmistusprosessi
ABSTRACT
CENTRAL OSTROBOTHNIA
UNIVERSITY OF APPLIED SCI-
ENCES
Date
4.4.2009
Author
Erkki Saarikettu
Degree programme
Chemical Engineering
Name of thesis
Manufacturing of a Lithium-ion Battery
Instructor
Maija Rukajärvi-Saarela
Pages
31 + 3 Appendices
Supervisors
Olle Sirén
Siru Tuomaala
The aim of this thesis was to examine the process of manufacturing of a lithium-ion bat-
tery. Another aim was to find out how the Arbin-bt 2043 battery testing system would
work and the possibility to do some tests with it. Research material was acquired from
the Internet, by e-mail and by contacting people who were specialists of this field.
The theoretical part of the thesis introduces lithium in general and the technique which is
used in lithium battery technology. Thunder Sky Ltd (TS) is one of the largest lithium-ion
battery manufacturers in the world. TS produces large-capacity lithium-ion batteries in
China. The Finnish Electric Vehicle Technologies Ltd (FEVT) produces battery manage-
ment systems, which are very important to be used with lithium-ion batteries because of
safety reasons and better performance.
This thesis mostly deals with the manufacturing process and technology of TS batteries.
Materials and battery management systems have also been introduced. The battery test-
ing system was old and software outdated; therefore they were not used for the re-
search.
Key words
lithium, lithium-ion battery, battery manufacturer

KÄYTETYT LYHENTEET
EB European Batteries Oy
FEVT Finnish Electric Vehicle Technologies
BAT Best Available Techniques
CCS Cell Control System
BMS Battery Management System
TS Thunder Sky Battery Ltd
LCP Litium-kobolttioksidi
LMP Litium-mangaanioksidi
LFP Litium-rautafosfaatti
TS Thunder Sky Battery Ltd
NiMH Nikkelimetallihybridi
Ah Ampeeritunti

TIIVISTELMÄ
ABSTRACT
SISÄLLYS
1 JOHDANTO 1
2 YLEISTÄ 3
2.1 Keliber Oy 3
2.2 Litium 4
2.3 Litiumin käyttö 5
3 LITIUM-IONIAKKU 8
3.1 Yleistä 8
3.2 Litium-ioniakun toimintaperiaate 8
3.3 Akun muodot ja rakenne 10
3.4 Edut ja heikkoudet 12
4 LITIUMIONIAKKUTEKNIIKKA 14
4.1 Thunder Sky Battery Ltd (TS) 14
4.2 Akunhallintajärjestelmät 15
5 LITIUMIONIAKUN KOOSTUMUS 17
5.1 Akkukotelo 17
5.2 Terminaalit 17
5.3 Elektrodit 18
5.4 Pinnoitteet 18
5.5 Elektrolyytti 19
5.6 Erottimet 20
6 LITIUMIONIAKUN VALMISTUS 21
6.1 Kiinan tehtaan tuotantoprosessin yleiskuvaus 21
6.2 Tuotantoprosessi 21
7 POHDINTA 29
LÄHTEET 31
LIITTEET
LIITE 1. TS:n tuote-esite
LIITE 2. TS:n valmistamien akkujen koostumus
LIITE 3. TS:n prosessikaavio

1
1 JOHDANTO
Akkuteollisuus on kasvamassa tulevaisuudessa paljon muun muassa hybridiautojen tultua
markkinoille. Ilmaston muutos vauhdittaa asiaa, ja öljyn ja hiilen käyttö vähenevät tule-
vaisuudessa, mikä edistää sähköautojen kehitystä. Hybridiautot käyttävät polttomoottorin
lisäksi sähkömoottoria, ja litiumioniakut sopivat hyvin käytettäviksi ominaisuuksiensa
puolesta verrattuna moniin muihin akkutyyppeihin. Litiumin energiatiheys on varsin suuri,
ja se on kevein metalli. Se on ominaisuuksiltaan parempi kuin muun muassa nikkeliakku,
jota on aikanaan jo kokeiltu sähköautoissa, mutta joka on haudattu ongelmiensa vuoksi
polttomoottorin vallattua silloisen maailman. Lisäksi litiumioniakku on nykyisin ympäris-
töystävällinen, taloudellinen ja akunhallintajärjestemien vuoksi myös turvallinen.
Akun tehtävänä on varastoida mahdollisimman paljon energiaa ja ladattaessa siirtää se
myös nopeasti. Tämä on ollut ongelma, jota ei aiemmin ole saatu ratkaistua, mutta litium-
ioniakkujen avulla saattaa sekin ongelma olla ratkaistu. Kysynnän kasvaessa tulevaisuu-
dessa ja tuotannon laajetessa myös akkujen hinnat tulevat putoamaan nykyisestä huomatta-
vasti. Thunder Sky on maailman johtava yli 200 ampeeritunnin kokoisten akkujen valmis-
taja.
Suuritehoisten litiumioniakkujen valmistus Suomessakin voisi olla kannattavaa kysynnän
kasvamisen ja hyvän tehokkaan tuotannon sekä laatutekijöiden vuoksi. European Batteries
Oy on jo rakentamassa Varkauteen suuritehoisia litiumioniakkuja valmistavaa tuotantolai-
tosta, joka on tarkoitus käynnistää keväällä 2009.
Tämän opinnäytetyön tarkoituksena oli selvittää litiumioniakun valmistusta ja tuotantopro-
sessia. Työssä oli tarkoitus selvittää erityisesti suuritehoisten litiumioniakkujen valmistus-
ta. Näiden akkujen käyttö kasvaa tulevaisuudessa voimakkaasti erityisesti hybridi- ja säh-
köautojen kasvavan suosion vuoksi. Lisäksi tavoitteena oli selvittää Arbin BT-2043-
akuntestauslaitteen toimintaa ja tehdä mahdollisesti joitain testejä.
Työssä perehdytään pääasiassa suuritehoisten litiumioniakkujen toimintaan ja valmistuk-
seen sekä käydään läpi litiumioniakkutekniikka. Lisäksi selvitetään akun koostumusta ja
2
käytettäviä materiaaleja. Työ tehdään Keski-Pohjanmaalla toimivalle kaivosyhtiö Keliber
Oy:lle, jolla on kolmen eri litiumesiintymän kaivosoikeudet. Sen tarkoituksena on aloittaa
litiumin tuotanto vuoden 2010 tienoilla päätuotteenaan litiumkarbonaatti (Li2CO3).

3
2 YLEISTÄ
2.1 Keliber Oy
Keliber Oy on Keski-Pohjanmaalla toimiva kaivosyhtiö, joka on osa norjalaista Nordic
Mining Groupia. Yhtiön omistus koostuu norjalaisen kaivosyhtiön Nordic Mining ASA:n
(68 %) ja suomalaisten yksityishenkilöiden (32 %) omistuksesta. Yhtiö perustettiin kai-
vosalan tutkimus- ja kehitysyhtiöksi ja muutettiin vuonna 2006 kaivosyhtiöksi. Yhtiön
hallussa on kolmen eri litiumesiintymän kaivosoikeudet. Keliber Oy on kehittänyt tuotan-
toprosessin, joka mahdollistaa kilpailukykyisen tuotannon, ja tuotannon on tarkoitus alkaa
vuonna 2010 päätuotteenaan litiumkarbonaatti. (Keliber 2008a.)
Tutkimus akkukemikaalien valmistamisesta litiumkarbonaatista on parhaillaan käynnissä.
Projektin osapuolina ovat Tekes ja Oulun yliopisto. Yrityksistä mukana ovat Nordic Mi-
ning ASA, Keliber Oy, OMG Kokkola Chemicals Oy ja Akkuser Oy. Yleisenä tavoitteena
projektilla on edistää uuden kaivos- ja kemianteollisuuden syntymistä Suomeen. Teknolo-
gisena tavoitteena on löytää litiumkarbonaatille uusia jatkojalostusreittejä litiumakkukemi-
kaalituotannossa. Tavoitteena on myös hankkia ja omaksua tietoa litiumakkukemikaalien
materiaalikemiasta, valmistusteknologioista, karakterisoinnista ja testaamisesta. (Chydeni-
us 2008.)
Keliber Oy käyttää BAT-tekniikkaa (Best Available Techniques), joka tarkoittaa tehok-
kainta ja kehittyneintä tekniikkaa taloudellisesti, teknisesti ja ympäristöystävällisesti. Pro-
sessiin tuleva kiviaines voidaan hyödyntää varsin tehokkaasti, sillä 85–95 % aineksesta
saadaan talteen hyvien sivutuotteiden ansiosta. Prosessi puolestaan koostuu louhinnasta,
murskauksesta, jauhatuksesta, rikastuksesta, kiderakenteen muutoksesta ja liuotuksesta.
Tuotantokustannuksia voidaan huomattavasti pienentää biokaasun avulla. (Keliber 2008b.)
Litiumin tuotantoprosessi on esitetty kuviossa 1.

4
KUVIO 1. Keliber Oy:n tuotantoprosessi (Keliber 2008b.)
2.2 Litium
Litium kuuluu alkalimetalleihin ja on erittäin reaktiivinen sekä reagoi kiivaasti muun mu-
assa veden ja ilman kanssa. Litium on ominaisuuksiltaaan varsin hyvä metalli akkuteolli-
suuden käyttöön, koska se on kevein metalli. Lisäksi sen energiatiheys on varsin suuri ja
sillä on suuri pelkistyspotentiaali. Tämä on hyvä ominaisuus autoteollisuuden siirtyessä
palvelemaan yhä enemmän hybridiautoilua ja tulevaisuudessa ehkä jopa kokonaan sähköllä
toimivia autoja. Ilmastonmuutos vauhdittaa tätä prosessia ja antaa uskoa kehittää litiumak-
kutekniikkaa tulevaisuudessa. (Keliber 2008b; Kaivosseminaari 2007a.)
Litiumkemikaalit valmistetaan nykyisin suurimmalta osaltaan suolajärvistä peräisin olevis-
ta raaka-aineista, ja niitä valmistetaan teollisesti jo yli 80 erilaista. Litium- mineraaleja
ovat spodumeeni, petaliitti ja lepidoliittirikasteet, jotka esiintyvät kallioperän pegmatiiteis-
sa. Litiumkemikaalien kolme päätuottajaa ovat SQM Chilessä, Chemetall Chilessä ja

5
USA:ssa sekä FMC Lithium Argentiinassa. Salar de Atacaman suolajärvi Chilessä on tär-
kein litiumin lähde maailmassa. Muun muassa Brasiliassa ja Kiinassa tuotetaan litiumke-
mikaaleja spodumeenista. Litiummineraalien kolme päätuottajaa ovat Sons of Gwalia
Australiassa, Tanco Kanadassa ja Bikita Minerals Zimbabwessa. Muita pienempiä tuotta-
jia ovat Brasilia ja Portugali. (Kaivosseminaari 2007a.)
2.3 Litiumin käyttö
Litiumakkuja on tutkittu jo 1970-luvulta lähtien, mutta aluksi metalliseen litiumiin perus-
tuneet versiot kärsivät huonosta uudelleenvarauskyvystä. 1980-luvulla päädyttiin litiumio-
nitekniikkaan tutkimalla hiilipohjaisia elektrodeja. Ensimmäiset litium-ioniakkujen ener-
giatiheydet olivat 90 Wh/kg, ja vuosituhannen vaihteessa ne olivat jo 150 Wh/kg. Muutok-
seen ovat vaikuttaneet akun sähkökemialliseen reaktioon osallistumattomien osien keve-
neminen ja tilavuuden pieneneminen. Myös kemiallisen tehokkuuden paraneminen on
edistänyt kehitystä. (Snellman 2005a.)
Litiumin käyttö on viime vuosikymmeninä lisääntynyt huomattavasti ja litiumille on löy-
detty uusia käyttökohteita. Aiemmin litiumin suurimmat käyttöalueet ovat olleet lasi- ja
keramianteollisuus, voiteluaineet ja rasvat sekä alumiinin ja synteettisen kumin valmistus.
Akku- ja paristoteollisuus on kasvanut 1990-luvulta lähes nollasta nykyiseen noin 20 %:iin
kaikesta litiumin käytöstä. Käytön onkin ennustettu kasvavan erityisesti ladattavien litium-
ioniakkujen takia voimakkaasti, kuten (kuvio 2) litiumin käytön kasvuennusteesta voidaan
havaita. (Keliber 2008c.)

6
Li2CO3
t / a
KUVIO 2. Litiumkarbonaatin ennustettu käytön kasvu eri teollisuuden aloilla. (Kaivosse-
minaari 2007b.)
Litiumia ei ole aiemmin käytetty auton akuissa epävarmuustekijöiden takia, mutta tulevai-
suudessa litiumioniakku on syrjäyttämässä perinteisesti sähköautoissa käytetyn nikkelime-
tallihydridiakun parempien ominaisuuksiensa ja kehitystyön takia. Metallihydridiakut an-
tavat kaksi kertaa enemmän sähköä kuin lyijyakut, kun taas litiumakut antavat kaksi kertaa
enemmän kuin nikkeliakut. Lisäksi se antaa suuremman jännitteen kuin muut vastaavat
akut, ja näin myös energiamäärä kasvaa. Nikkeliakkua joudutaan purkamaan ja lataamaan
säännöllisin välein muisti-ilmiön takia, jotta akun kapasiteetti ei heikkenisi. Litiumakut
puolestaan saavuttavat yhden latauskerran jälkeen täyden kapasiteettinsa toisin kuin esi-
merkiksi nikkeliakut. (Rantanen 2008a; Nuutinen 2007, 21.) Kuviosssa 3 nähdään vertailua
eri energiatiheysominaisuuksista kolmen eri litiumionikemian ja perinteisten lyijyn, nikke-
likadmiumin ja nikkelimetallihydridin välillä.
0
100000
200000
300000
400000
500000
600000
700000
800000
900000
1000000
2006 2010 2015 2020
Min
Max

7
KUVIO 3. Erilaisten akkujen energiatiheysarvoja (Superbpower 2008.)

8
3 LITIUMIONIAKKU
3.1 Yleistä
Jotta akku on täydellinen, sillä tulee olla mahdollisimman suuri varauskapasiteetti, nopea
ladattavuus ja pieni koko. Lisäksi sen tulisi olla kohtuullisen edullinen ja sen pitäisi kestää
useita vuosia.
Akku on sähkökemiallisen energian varastointijärjestelmä. Se muuntaa sähkökemiallisessa
reaktiossa kemiallista energiaa sähköenergiaksi, jota mitataan wattitunteina (Wh). Akku
sisältää tavallisesti useita kennoja, joiden perusrakenne on hyvin yksinkertainen. Kennossa
kaksi elektrodia on upotettu elektrolyyttiliuokseen. Kun elektrodien välille kytketään
kuormaksi ulkoinen resistanssi, käynnistyy akun sähkökemiallinen reaktio ja virta alkaa
kulkea kuorman kautta. (Snellman 2005a.)
Ladattavien akkujen varaaminen taas perustuu käänteiseen sähkökemialliseen reaktioon,
jossa purkautunut akku varataan sähkövirran avulla uudelleen. Akkujen vertailussa käyte-
tään usein tunnuslukuina energiaa massa- tai tilavuusyksikköä kohti (Wh/kg, Wh/l), tehoa
massayksikköä kohti (W/kg) sekä purkau-latausjaksojen maksimimäärää, joka samalla
sanelee akun käyttöiän. (Snellman 2005a.)
3.2 Litiumioniakun toimintaperiaate
Litiumioniakku varastoi energian litiumionien muodossa. Elektrodien välillä tapahtuvan
Li-ionien liikkeen avulla energia voidaan muuntaa sähkövirraksi. Litiumioniakku koostuu
yleensä huokoisesta grafiittianodimateriaalista, johon on sekoitettu litium-metallia ja johon
elektrolyyttissä olevat litiumionit varastoituvat. Katodimateriaaleina voi toimia muun mu-
assa huokoinen metallioksidimateriaali, kuten esimerkiksi litiumkobolttioksidi (LiCoO2),
litiummangaanioksidi (LiMnO2) tai kobolttinikkelioksidi (LiCoNiO2). Elektrolyyttinä käy-
tetään vedettömiä seoksia litiumin reaktiokyvyn vuoksi. Lisäksi sen tulee johtaa hyvin io-
neja ja sen on säilytettävä nestemäinen olomuoto koko toimintalämpöalueella. Elektrolyyt-

9
tinä voi toimia esimerkiksi litiumheksafluorifosfaatti (LiPF6). (Snellman 2005a; Nuutinen
2007, 21–22.)
Kun ladattu akku kytketään kuormaan, litiumionit siirtyvät elektrolyytin välityksellä ano-
dilta katodille. Tämä mahdollistaa elektronien irtoamisen anodilta, jolloin ne luovuttavat
virtaa ulkoiselle laitteelle. Kuviossa 4 on esitetty tämä litiumionikennon toimintaperiaate.
Anodi on litiumilla saostettua grafiittia, katodi yleensä metallioksidia, negatiivinen virran-
keräyslevy kuparia ja positiivinen virrankeräyslevy alumiinia. Isompiin akkuihin mahtuu
enemmän litiumioneja, jolloin myös akun kapasiteetti ja tehokkuus kasvavat, kun elektro-
dipinta-ala kasvaa. Latauksessa prosessi tapahtuu päinvastoin. (Snellman 2005a; Nuutinen
2007, 21–22.)
KUVIO 4. Litiumionikennon toimintaperiaate (Snellman 2005a.)

10
3.3 Akun muodot ja rakenne
Litiumioniakun rakenteen tulee olla kestävä ja helppo valmistaa. Rakenteen täytyy pysyä
hyvin koossa, ja lämmön tulee päästä helposti ulos, mikä on erityisen tärkeää hybridiau-
toissa. Pieni massa on etuna muihin akkutyyppeihin verrattuna. (Vuorilehto 2008.)
Tyypilliset litiumioniakkujen muodot ja rakenteet on esitetty kuvioissa. Kuviossa 5 näh-
dään yleisrakenne halkaistusta sylinterin muotoisesta akusta. Pinoamisjärjestys koostuu
seuraavasti: positiivinen elektrodi, erotin, negatiivinen elektrodi, erotin, positiivinen elekt-
rodi jne. Ylhäällä ovat positiivinen terminaali, tiiviste, eriste, virran purkuaukko ja pohjalla
eriste.
KUVIO 5. Sylinterin muotoinen akku ja sen rakenne (Airship 2009.)
Kuviossa 6 on elliptisen muotoinen akku, joka on yleisesti käytössä esimerkiksi känny-
köissä. Katodin pinnoitemateriaalina käytetään litiumferriittiä (LiFePO4). Kuviosta näh-
dään myös litiumioniakun toimintaperiaate.

11
KUVIO 6. Elliptisen muotoinen akku. (Vuorilehto 2008.)
Kuviossa 7 nähdään tyypillinen sähköautoissa käytetty akkutyyppi. Liitteessä 1 nähdään
tuote-esite kyseisestä akusta.
KUVIO 7. Särmiön muotoinen akku (ThunderSky 2009.)

12
3.4 Edut ja heikkoudet
Litium on tunnetuista metalleista kevein, ja sen energiatiheys (Wh/kg) on varsin suuri ver-
rattuna muihin akkutyyppeihin. Litiumioniakulla voidaan helposti toteuttaa yksikennoisia
ratkaisuja muun muassa puhelimien akkuihin, sillä sen kennojännite (3,6 V) on kolme ker-
taa suurempi esimerkiksi nikkeliakkuihin verrattuna. Suurena etuna on myös niin sanotun
muisti-ilmiön puuttuminen. Muisti-ilmiö aiheuttaa muun muassa nikkeliakkujen täyden
purun ja lataamisen sännöllisesti, jottei akkujen kapasiteetti heikkenisi. Litiumakkujen it-
sepurkautuminen on myös verrattain vähäistä muihin vastaaviin akkuihin verrattaessa.
(Snellman 2005a; Nuutinen 2007, 21.)
Pisimpään käytössä olleet litium-kobolttiakut eivät ole täysin stabiileja, mikä voi aiheuttaa
akun lämpötilan äkillistä kasvamista. Jos akun lämpötila nousee liian korkeaksi voi katodi-
pinnoite alkaa käyttäytyä epästabiilisti, mikä johtaa akun räjähtämiseen. Ongelma voidaan
kuitenkin poistaa akunhallintajärjestelmällä. Mangaaniakuilla on parempi stabiilisuus kuin
kobolttiakuilla, mutta tämänkin tekniikan on osoitettu käyttäytyvän korkeissa lämpötiloissa
epästabiilisti. Uusin markkinoille tullut litiumioniakuissa käytetty katodipinnoitemateriaali
on ferriittipinnoite, joka on todistettavasti huomattavasti mangaani- ja kobolttioksidipin-
noitteita stabiilimpi materiaali. (Snellman 2005a; Nuutinen 2007, 21–22.)
Litiumioniakun latauskäyrät nähdään kuviosta 8. Ensimmäisessä vaiheessa latausvirta nos-
tetaan niin suureksi, että kennojännete nousee maksimiin (4,2 V). Toisessa vaiheessa la-
tausvirta laskee, kunnes kenno saavuttaa maksimaalisen varaustason. Kolmannessa vai-
heessa latausvirta katkaistaan, kun se on pienentynyt alle kolmeen prosenttiin nimellisvir-
rasta. Eräät laturit kytkevät kennoon vielä ajottaisen ylläpitovirran. (Snellman 2005a; Nuu-
tinen 2007, 21–22.)

13
KUVIO 8. Litiumioniakun tyypillinen latauskäyrä (Snellman 2005a.)

14
4 LITIUMIONIAKKUTEKNIIKKA
Thunder Sky Battery Ltd (TS) on maailman johtava suurikapasiteettisten (>200 Ah) litium-
ioniakkujen valmistaja. Yhteistyössä TS:n kanssa toimii FEVT (Finnish Electric Vehicle
Technologies), ja nämä yhdessä kehittävät litiumioniakkuja ja niihin sopivia akunhallinta-
järjestelmiä. Akunhallintajärjestelmien tarkoituksena on taata akun käyttöturvallisuus sekä
hallita akun purkua ja latausta. Lisäksi myös akkujen käyttöikä pitenee ja ominaisuudet
paranevat. Yhteistyössä FEVT:n kanssa toimii myös Varkaudessa keväällä 2009 aloittava
suurikapasiteettisten (>200 Ah) akkujen valmistaja European Batteries Oy (EB). FEVT
toimittaa EB:lle sen kehittämän ja patentoiman akkujen ohjaus- ja hallintajärjestelmän
(CCS, Cell Control System). Näitä suurikapasiteettisten akkujen valmistajia on maailmassa
tällä hetkellä vain muutamia. (Fevt 2008; Nuutinen 2007, 11–12.)
4.1 Thunder Sky Battery Ltd (TS)
Thunder Sky Battery Ltd (TS) on kiinalainen litiumioniakkuja kehittävä ja valmistava yri-
tys, joka perustettiin vuonna 1998. Winston Chung toimii teknologian ja tuotannon pääke-
hittäjänä ja on kehittänyt ja keksinyt tekniikan suurikokoisten litiumioniakkujen tuotannos-
sa. Suurin TS:n valmistama akku on kapasiteetiltaan 10 000 Ah. TS:n käyttämä tuotanto-
prosessi kattaa ISO 9001:n laatustandardi- ja 14001:n ympäristöstandardivaatimukset.
TS:n käyttämät katodipinnoitteiden pääkomponentit ovat litiumkobolttioksidi (LCP), liti-
ummangaanioksidi (LMP) tai litiumrautafosfaatti (LFP). Pääkomponenttien lisäksi käyte-
tään muun muassa kromia ja fluoria. Lisäksi akut sisältävät muitakin materiaaleja, jotka
ovat valmistajakohtaisia. (Nuutinen 2007, 11–12.)
Liitteessä 2 on esitetty edellä mainittujen TS:n valmistamien akkujen koostumus painopro-
sentteina (Thundersky 2009). TS valmistaa lieriön ja särmiön muotoisia akkuja. Särmiön
muotoisissa akuissa terminaalit sijaitsevat päällä, mutta lieriön muotoisissa toinen termi-
naali on akun päällä ja toinen pohjassa. Akkujen muodot vaikuttavat akun rakenteeseen,
mutta sillä ole vaikutusta akun toimintaan. TS valmistaa myös akkuihin sopivia akunhallin-
tajärjestelmiä, mutta ne eivät paranna akkujen ominaisuuksia tai pitkäkestoisuutta, vaan

15
estävät akkujen ylikuumenemisen toimien turvallisuustekijänä. Tämän vuoksi TS on kiin-
nostunut yhteistyöstä FEVT:n kanssa. (Nuutinen 2007,13.)
4.2 Akunhallintajärjestelmät
Akunhallintajärjestelmä pitää jännitteen ja virran arvot halutulla tasolla ja hallitsee akun
purkua ja lataamista. Akunhallintajärjestelmän avulla akku on stabiilimpi ja sen elinikää
voidaan pidentää. Lisäksi akusta saadaan hetkellisesti suurempaa virtaa jolloin tehokkuus
paranee. Suomalainen litiumpohjaisten akkukennojen elektronisten ohjaus- ja hallintajär-
jestelmien kehittäjä ja valmistaja on FEVT. Näihin viitataan lyhenteillä BMS tai CCS
(Battery Management System ja Cell Control System). Yrityksen päämääränä on kehittää
menetelmiä, jotka auttavat sähkökäyttöisten kulkuneuvojen ja laitteiden käyttöönottoa ja
kehitystä energiataloudelliseen ja ympäristöystävälliseen suuntaan. Erona FEVT:n ja kil-
pailijoiden välillä on se, että FEVT:n akunhallintajärjestelmään voidaan vaikuttaa myös
myöhemmin akun käyttöönoton jälkeen, kun taas kilpailijoiden järjestelmät toimivat vain
etukäteen asennettujen tietojen perusteella. Lisäksi se kontrolloi eri tavalla akun purkua ja
latausta sen mukaan missä kunnossa akku on. (Nuutinen 2007, 15–16.) Kuviossa 9 on esi-
tetty CCS-piirilevy, joka on FEVT:n valmistama. Kuvasta näkee selvästi kontaktipinnat
joilla akun ja CCS:n piirilevyn kiinnittäminen toisiinsa tapahtuu.

16
’
KUVIO 9. Akun terminaalien päälle kiinnitettävä CCS-piirilevy (Nuutinen 2007, 15–16.)
Vain lititumioniakut tarvitsevat akunhallintajärjestelmiä turvallisuuden vuoksi. Muilla
akuilla, kuten esimerkiksi lyijyakulla, akunhallintajärjestelmän avulla voitaisiin pidentää
akun elinikää, mutta se ei ole kannattavaa lyijyakun edullisuuden takia. Lisäksi akunhallin-
tajärjestelmän kehittäminen ja valmistaminen on varsin vaikea prosessi. Akkutyyppi, koko
ja käytetty akkutekniikka vaikuttavat akunhallintajärjestelmän rakenteeseen ja asetuksiin.
Akunhallintajärjestelmissä käytetyt komponentit ja ohjelmoinnin taso vaikuttavat järjes-
telmien tehokkuuteen ja hintoihin. Lisäksi myös suojapiirien tasossa on eroja, mistä osit-
tain johtuvat halpojen kännykän akkujen vahingot. (Nuutinen 2007, 17.)

17
5 LITIUMIONIAKUN KOOSTUMUS
Akun rakenne koostuu kuudesta eri osasta: kotelo, terminaalit, elektrodit, pinnoitteet, elekt-
rolyytti ja erottimet. (Nuutinen 2007, 28.) Seuraavaksi käsitellään materiaaleilta vaadittavat
ominaisuudet ja TS:n akuissa käytettävät materiaalit.
5.1 Akkukotelo
Kotelon pitää olla kovaa ja sitkeää materiaalia, joka kestää koviakin iskuja. Esimerkiksi
latauksen aikana akku voi laajeta, mikä kotelon pitäisi kestää rikkoutumatta. Muita vaati-
muksia on kotelomateriaalin keveys, jotta akun energia-painosuhde pysyisi hyvänä. Kote-
lomateriaalin pitää olla myös sellaista, että se ei vaikuta kennoissa tapahtuviin reaktioihin.
Ajoneuvoissa käytetään yleensä kartion mallisia akkuja, ja ne on yleensä asennettu vierek-
käin, sillä ne vievät paljon vähemmän tilaa kuin sylinterin malliset akut. Kotelon valmis-
tuksessa tulee ottaa huomioon, että näiden vierekkäin olevien akkujen väleihin jäisi pienet
ilmaraot lämpötilan takia. (Nuutinen 2007, 22.)
TS käyttämä kotelomateriaali on polypropeenia. Muitakin mahdollisia kotelomateriaaleja
on olemassa, mutta ominaisuuksiensa puolesta kovat muovit ovat parhaita, koska ne ovat
kevyitä, eivät vaikuta akussa tapahtuviin reaktioihin ja ovat edullisia valmistaa. (Nuutinen
2007, 28.)
5.2 Terminaalit
Terminaalit toimivat akuissa sähkonjohteena akun ulkopuolelle. Akun sisällä ne kosketta-
vat elektrodeja ja ulkopuolella terästä, joten terminaalimateriaali ei saa aiheuttaa galvaanis-
ta korroosiota kosketuksessa teräksen kanssa. Terminaalien tulee johtaa mahdollisimman
paljon virtaa ylikuumenematta itse. Mikäli ylikuumenemista tapahtuu, ne kuumentavat
elektrodit. Tätä voidaan estää suurentamalla kosketuspinta-aloja, jolloin virrantiheyttä saa-
daan pienemmäksi. Terminaalien riittävä kovuus takaa sen, että kierteet pysyvät ehjinä,
kun ruuveja kiinnitetään akkuihin. Terminaalien kovuuden tulisi myös olla riittävä, jottei-

18
vät niiden kierteet murtuisi liian helposti kiinnitettäessä ruuveja akkuihin. (Nuutinen 2007,
22–23.)
Nykyisin molemmat terminaalit on tehty alumiinista, kun taas aikaisemmin katoditermi-
naalien materiaalina käytettiin elektrodien tapaan puhdasta kuparia. Mutterien ja pulttien
valmistusmateriaalina on ruostumaton teräs. (Nuutinen 2007, 28.)
5.3 Elektrodit
Suurikokoinen pinta-ala elektrodeilla parantaa virrananto- ja vastaanottokykyä. Pinta-alan
suurennus voidaan tehdä elektrodiparien määrän kasvattamisella akussa tai niiden koon
suurentamisella. Tämä lisää akkujen hetkellistä virran vastaanotto- ja luovutuskykyä. Tu-
levaisuudessa ovat käyttöön tulossa myös tähän liittyvät nanoteknologiaan perustuvat liti-
umioniakut, joiden avulla pinta-ala voidaan saada 100-kertaiseksi nanoteknologian avulla.
Teho ja kapasiteetti saadaan tämän ansiosta moninkertaiseksi ja akkuja voidaan myös pie-
nentää oleellisesti. (Nuutinen 2007, 23.)
Anodin elektrodimateriaalina on puhdas kupari ja katodin elektrodimateriaalina puolestaan
alumiiniseos. Elektrodimateriaalit eivät saa osallistua elektrolyytin ja pinnoitteiden välillä
tapahtuviin kemiallisiin reaktioihin ollenkaan, vaan ne toimivat akuissa virrankerääjinä ja
johtimina. Kupari ja alumiini ovat hyviä materiaaleja elektrodeiksi, koska ne kestävät hy-
vin korroosiota ja johtavat hyvin sähköä. (Nuutinen 2007, 28.)
5.4 Pinnoitteet
Kennojännite määräytyy hapetus- ja pelkistysreaktioiden potentiaalierosta kyseisessä elekt-
rolyytissä. Elektrolyytin koostumus ja käytetty pinnoitemateriaali määräävät kennoissa
tapahtuvat reaktiot. Sama periaate on kuitenkin kaikilla pinnoitemateriaaleilla. Akun pu-
russa anodi luovuttaa litiumioneja, jotka elektrolyytin välityksellä siirtyvät katodille. (Nuu-
tinen 2007, 24–25.)

19
Yleinen katodipinnoitemateriaali on litiumkobolttioksidi, joka on yksi tehokkaimmista
koska sitä on kehitetty jo kauan. Lisäksi se on suhteellisen kallis materiaali ja myös myr-
kyllinen. (Vuorilehto 2008.) Turvallisuuden kehittäminen on ollut yksi tärkeimmistä sei-
koista pinnoitemateriaalien kehityksessä, sillä litiumkobolttioksidi ei ole täysin stabiili
korkeissa lämpötiloissa. Sama koskee myös litium-mangaanioksidia (LiMnO2) ja kobolt-
tinikkelioksidia (LiCoNiO2) jotka eivät ole pystyneet syrjäyttämään kobolttioksidia kato-
dimateriaalina. (Nuutinen 2007, 25.)
Stabiilimpi pinnoitemateriaali on puolestaan litiumferriitti (LiFePO4), joka on fosfaattipoh-
jainen pinnoite, jonka kehitykseen tulevaisuudessa uskotaan. Hyvänä puolena ovat nopeat
lataus- ja purkuominaisuudet, mutta jännite on vastaavasti 3,2 V. (Vuorilehto 2008.) Te-
hokkaampia litiumvanadiumpinnoitteita on myös kehitteillä, mutta ne ovat epästabiilimpia
kuin ferriittipinnoitteet. Lisäksi vanadium on varsin myrkyllistä, mistä saattaa aiheutua
vaaraa esimerkiksi valmistus- ja kierrätysvaiheissa. Anodin pinnoitemateriaalina on grafiit-
tipinta. Anodimateriaali ei ole turvallisuuden takia yhtä merkittävä kuin katodimateriaali.
Sen kestävyys vaikuttaa kuitenkin merkittävästi akun käyttöikään. Anodimateriaalin kulu-
misen myötä akun kapasiteetti pienenee ja käyttöikä lyhenee. (Nuutinen 2007, 25–26.)
Katodinpinnoitemateriaalin koostumukset TS:n prosessissa ovat seuraavat:
LFB: , rauta, fosfaatti, fluori (LiFePO4F).
LMB: litium, koboltti, mangaani, fluori (LiCoMn2F).
LCB: litium, koboltti, nikkeli, mangaani, fluori (LiCoNiO2Mn2O4F).
TS:n prosessissa anodin pinnoitemateriaalina puolestaan käytetään hiiltä/grafiittia ja nano-
selluloosaa. (Nuutinen 2007, 29.)
5.5 Elektrolyytti
Elektrolyytti johtaa varautuneita litiumioneja kennossa ja estää samalla elektronien kulkeu-
tumisen elektrodilta toiselle akun sisällä. Elektronien kulkeutuminen elektrodilta toiselle
tapahtuu akun ulkopuolisia reittejä pitkin. Akun itsepurkautuminen aiheutuu siitä, että
elektrolyytti ei pysty estämään kaikkien elektronien siirtymistä elektrodien välillä. Elektro-
lyytin johtokykyyn ja sisäiseen resistanssiin voidaan vaikuttaa erilaisten aineiden avulla.
Lisäksi esimerkiksi akun lämpötilan noustessa resistanssi pienenee ja akku pystyy luovut-

20
tamaan enemmän virtaa. Akkua ladattaessa elektrolyytissä olevat vapaat litium-ionit siirty-
vät katodilta anodille, ja purettaessa vapaat ionit paikkaavat elektronien aiheuttamia vara-
uksia katodipinnoitteella. Akun tyhjentyessä vapaat ionit loppuvat elektrolyytistä ja anodi-
pinnoitteelta. Reaktion jatkumisen estämiseksi on kehitetty akunhallintajärjestelmät estä-
mään akun täydellinen purkautuminen, joka saattaa aiheuttaa elektrodien vaurioitumisen.
(Nuutinen 2007, 25–27.)
Elektrolyytti koostuu orgaanisista liuoksista, kuten etyylikarbonaatista, dietyylikarbonaa-
tista, etyyliasetaatista ja dimetyylikarbonaatista. Lisäksi elektrolyytti sisältää litiumheksa-
fluorifosfaattia (LiPF6). Elektrolyytti on orgaaninen happoliuos, johon on liuotettu litium-
suoloja, ja se on syttymisherkkää ainetta. Se ei saa sisältää vettä, koska litium reagoi voi-
makkaasti veden kanssa. (Nuutinen 2007, 28.)
5.6 Erottimet
Erottimien tehtävänä on erottaa positiiviset ja negatiiviset elektrodit toisistaan, mutta kui-
tenkin päästää litiumionit läpi. Sen tulisi olla ohut, jotta se ei veisi turhaa tilaa akussa. Li-
säksi sen tulisi olla kestävä elektrodien pinnoitteille muodostuvien epätasaisuuksien vuok-
si. Nämä ominaisuudet tulee säilyttää myös korkeammissa lämpötiloissa. Erottimien mate-
riaalina voi olla esimerkiksi nylon, lasikuitukangas, polyeteeni tai polypropeeni. (Nuutinen
2007, 28–30.)

21
6 LITIUMIONIAKUN VALMISTUS
Thunder Sky Battery Ltd (TS) on maailman johtava suurikapasiteettisten (>200 Ah) litium-
ioniakkujen valmistaja. (TS) on kiinalainen litiumioniakkuja kehittävä ja valmistava yritys,
joka perustettiin vuonna 1998. Winston Chung toimii teknologian ja tuotannon pääkehittä-
jänä ja on kehittänyt ja keksinyt tekniikan suurikokoisten litiumioniakkujen tuotannossa.
Seuraavaksi kaydään läpi TS:n käyttämä tuotantoprosessi. Liitteessä 3 on esitetty tuotanto-
prosessikaavio.
6.1 Kiinan tehtaan tuotantoprosessin yleiskuvaus
Akkutuotantoprosessi koostuu eri komponenttien kokoamisesta ja yhdistelystä. Raaka-
aineet ja materiaalit hankitaan ulkopuolisilta valmistajilta. Akkutuotantoprosessi tehtaalla
alkaa pinnotteiden valmistamisesta ja jatkuu niiden levittämiseen metallilevyille. Sen jäl-
keen metallilevyt (elektrodilevyt), leikataan oikean kokoisiksi ja kasataan elektrodikennok-
si erottimineen. Seuraavaksi laitetaan elektrodikennot akkukoteloon, syötetään elektrolyytti
ja suljetaan kotelo, jolloin akku on valmis. Ulkopuolisesti valmis akku testataan ennen va-
rastointia ja myyntiä lataus-purkusyklillä, jonka jälkeen akku ladataan varastointikuntoon.
Kiinan tehtaalla pinnotteiden kuivausvaiheita on prosessissa kolme, sillä kosteutta on voi-
nut kertyä edellisen vaiheen aikana pinnoitetulle elektrodilevylle. (Nuutinen 2007, 49.)
Prosessin tarkempi kuvaus on esitetty luvussa 6.2.
6.2 Tuotantoprosessi
Pinnoitemateriaalin valmistus
Tarkemmat koostumukset pinnoitepulvereiden osalta ovat patentoituja, ja ne valmistetaan
TS:n omalla tehtaalla. Tehtaalla pinnoitteen valmistus tapahtuu sekoittamalla slurry mix
-laitteella pulveri, tislattu vesi ja etanoli keskenään. Molemmille pinnoitteille, sekä positii-
viselle että negatiivisille, on omat sekoittajansa. Työntekijät siirtävät pulvereita sekoittajiin
ja tyhjentävät sekoittajat pinnoitteesta sekoituksen loputtua. Käytössä olevat sekoittajat

22
pystyvät kerralla sekoittamaan 300 kg pinnoitetta, mikä kestää kolme tuntia. Sekoittajat
pestään hyvin eri pinnoitemateriaalien, kuten koboltin ja mangaanin vaihdon yhteydessä.
(Nuutinen 2007, 49–50.)
Pinnoitteen kiinnittäminen metallikalvoihin
Katodipinnoite on joko koboltti, mangaani tai ferriittipinnoite. Toiseen pinnoituslaitteeseen
syötetään katodipinnoite sekä alumiinikalvo ja toiseen anodipinnoite ja kuparikalvo. Lait-
teet levittävät pinnoiteaineen tasaisesti metallikalvoille. Ohuet kupari- ja alumiinikalvot
ovat levyjä, jotka tuodaan prosessiin rullina, joiden pituus vaihtelee 800 metristä 1600 met-
riin. Työntekijät valvovat laitteen molemmilla puolilla elektrodilevyn syöttöä ja vastaanot-
toa. (Nuutinen 2007, 49–50.)
Elektrodilevyjen kuivaus
Pinnoituslaitteiden jälkeen elektrodilevyrullat kuivataan elektrodilevykuivaimella. Tarkoi-
tus on poistaa pinnoitetuilta elektrodilevyiltä kosteus, jota on voinut siirtyä edellisen vai-
heen aikana. Yhden pinnoitetun elektrodirullan kuivattaminen kestää kahdeksan tuntia.
Käytetyt lämpötilat kuivaimessa ovat 120–160 °C.
Elektrodien puristaminen ja leikkaaminen
Seuraavassa vaiheessa elektrodilevyt puristetaan, jotta pinnoite saadaan tiiviimmäksi ja
levyt ohuemmiksi. Tämän ansiosta akkuun mahtuu enemmän elektrodilevyjä, ja siten saa-
daan suurempi kokonaispinta-ala. Lisäksi levyt leikataan oikean kokoisiksi. Tämä suorite-
taan Kiinan tehtaalla eri vaiheissa. (Nuutinen 2007, 51–52.) Kuviossa 10 on havannollistet-
tu mahdollisuutta yhdistää laitteet yhdeksi vaiheeksi.

23
KUVIO 10. Elektrodilevyjen leikkuri ja puristin yhdeksi vaiheeksi yhdistettynä (Nuutinen
2007, 52).
Anodipinnoitteen puristamiseen tarvitaan kaksi puristinta, koska se on niin paksu. Katodi-
pinnoitteen puristamiseen riittää puolestaan yksi puristin Kiinan tehtaalla. Oikeankokoisten
elektrodilevyjen lisäksi leikkuri leikkaa myös osan pinnoittamattomasta osasta, johon ter-
minaalit asennetaan. Leikatut elektrodit tippuvat kasoihin, josta ne siirretään työntekijän
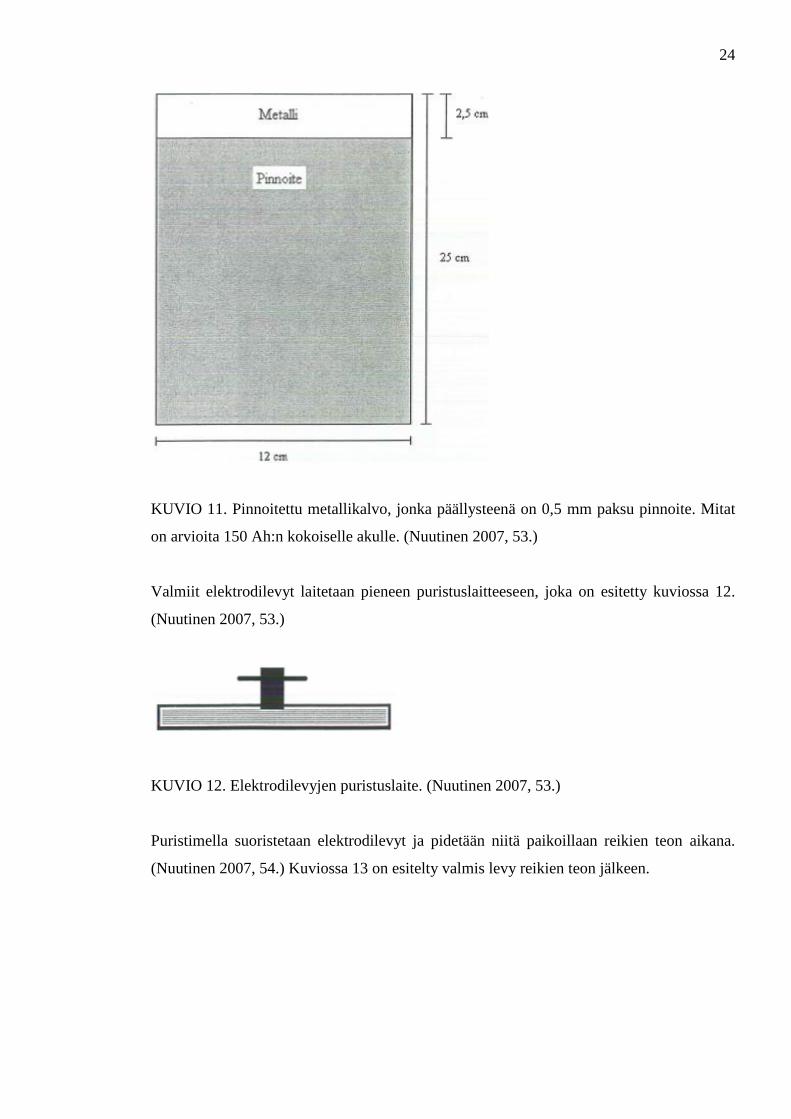
voimin eteenpäin tarvitun määrän täyttyessä. (Nuutinen 2007, 51–52.) Kuviossa 11 on esi-
tetty elektrodilevy pinnoituksen jälkeen.
24
KUVIO 11. Pinnoitettu metallikalvo, jonka päällysteenä on 0,5 mm paksu pinnoite. Mitat
on arvioita 150 Ah:n kokoiselle akulle. (Nuutinen 2007, 53.)
Valmiit elektrodilevyt laitetaan pieneen puristuslaitteeseen, joka on esitetty kuviossa 12.
(Nuutinen 2007, 53.)
KUVIO 12. Elektrodilevyjen puristuslaite. (Nuutinen 2007, 53.)
Puristimella suoristetaan elektrodilevyt ja pidetään niitä paikoillaan reikien teon aikana.
(Nuutinen 2007, 54.) Kuviossa 13 on esitelty valmis levy reikien teon jälkeen.

25
KUVIO 13. Leikattu elektrodilevy, johon on tehty kontaktipinta akun terminaaleihin kiin-
nittämistä varten (Nuutinen 2007, 54.)
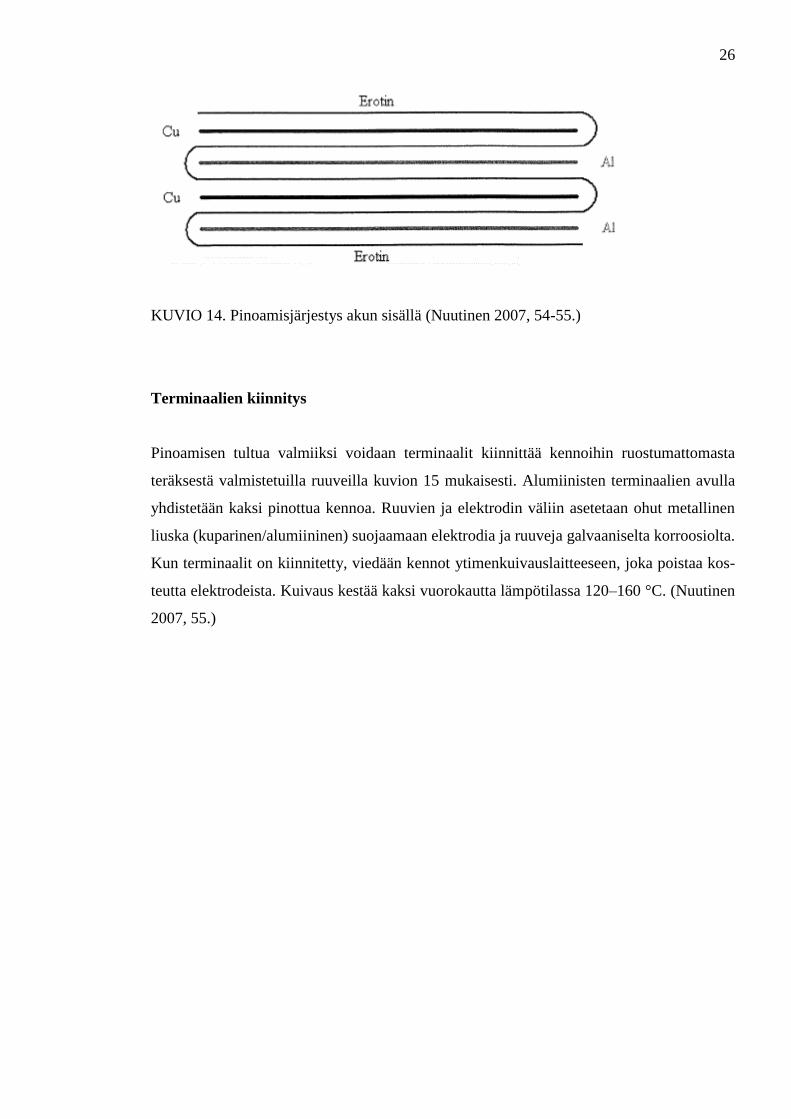
Pinoaminen
Seuraavassa vaiheessa pinotaan kuvion 14 mukaisesti erottimet, pinnoitetut kupari- ja alu-
miinilevyt yhdeksi sarjaan kytketyksi akkukennoksi. Kuviosta 14 nähdään järjestys: erotin,
positiivinen elektrodi, erotin, negatiivinen elektrodi, erotin ja niin edelleen. Erotin on yhte-
näinen huokoinen liuska, joka estää eletkrodien kosketuksen. Liuska kiertyy elektrodien
ympärille kuviosta nähtävällä tavalla. Nykyisin Kiinan tehtaalla on jokaisella laitteella yksi
työntekijä asettelemassa elektrodilevyjä paikalleen. Tulevaisuudessa kuitenkin siirrytään
automaattipinoajiin, jolloin työn laatu paranee. Lisäksi työstä tulee nopeampaa ja epäpuh-
tauksien siirtyminen estyy. Isoille akuille (>400 Ah) käytetään eri pinoamislaitteita kuin
pienemmille akuille. (Nuutinen 2007, 54–55.)
26
KUVIO 14. Pinoamisjärjestys akun sisällä (Nuutinen 2007, 54-55.)
Terminaalien kiinnitys
Pinoamisen tultua valmiiksi voidaan terminaalit kiinnittää kennoihin ruostumattomasta
teräksestä valmistetuilla ruuveilla kuvion 15 mukaisesti. Alumiinisten terminaalien avulla
yhdistetään kaksi pinottua kennoa. Ruuvien ja elektrodin väliin asetetaan ohut metallinen
liuska (kuparinen/alumiininen) suojaamaan elektrodia ja ruuveja galvaaniselta korroosiolta.
Kun terminaalit on kiinnitetty, viedään kennot ytimenkuivauslaitteeseen, joka poistaa kos-
teutta elektrodeista. Kuivaus kestää kaksi vuorokautta lämpötilassa 120–160 °C. (Nuutinen
2007, 55.)

27
KUVIO 15. Elektrodien kiinnittäminen toisiinsa terminaalien ja ruuvien avulla (Nuutinen
2007, 56.)
Kotelonti
Kuivatut akkukennot laitetaan käsin koteloihin, joista puuttuu enää kansi. Kansi kiinnite-
tään kotelointilaitteen ultraäänen avulla, jotta akku ei kuumenisi liikaa. Kiinnityksen yh-
teydessa on vielä viimeinen kuivaus lämpötilassa 90–110 °C. (Nuutinen 2007, 56.)
Elektrolyytin kaataminen ja korkin kiinnnitys
Elektrolyytin kaato tapahtuu käsin vetokaapeissa, sillä se sisältää elektrolyyttihappoa, joten
tehokas ilmanvaihto on tarpeen. Täytön jälkeen korkki kiinnitetään ja akku on valmis lata-
ukseen. (Nuutinen 2007, 56–57.)

28
Akun lataus ja testaus
Akkujen lataus suoritetaan kahdeksan kappaleen ryhmissä, jolloin ne ladataan pienellä
virralla. Täysiä akkuja aletaan hiljalleen purkaa tyhjäksi. Tämän aikana tietokoneet seuraa-
vat akkujen jännitearvoja ja latausvirran suuruutta. Tämän avulla saadaan selville akun
kunto ja voidaan poistaa huonokuntoiset joukosta ennen myyntiin siirtoa. Hitaan latauksen
ja purun jälkeen akut ladataan isolla virralla täyteen ja puretaan puolilleen varastointia var-
ten. Tässä vaiheessa myös testataan akun kykyä ottaa suurempia määriä virtaa vastaan.
Purkujännite vaihtelee eri tyyppien mukaan. Kobolttiakulla se on 3,0 V, rauta-akulla 2,0 V
ja mangaaniakulla 2,5 V. Akun oletetaan olevan täysi, kun jännite on 4,25 V. (Nuutinen
2007, 57.)

29
7 POHDINTA
Tämän työn tarkoituksena oli selvittää litiumioniakun valmistusta ja selvittää Arbin-BT
2043 -akuntestauslaitteen toimintaa sekä mahdollisuutta tehdä joitain akkutestejä. Päätar-
koituksena oli selvittää litiumioniakun valmistusta ja sen koostumusta.
Akuntestauslaitteisto oli seisonut tehtaalla käyttämättömänä yli kymmenen vuotta, ja sen
käyttö yksittäisiä akkutestejä varten ei ollut asiantuntijan mielestä kannattavaa tämän työn
ja resurssien puitteissa. Ohjemisto oli myös vanhentunut, ja mikäli sillä olisi testejä suori-
tettu, olisi laitevalmistajaan pitänyt olla ensimmäiseksi yhteydessä. Näin ollen sen testaus
jäi tämän työn aikana tekemättä.
Työssä käsitellään TS:n Kiinan tehtaan akkujen valmistusprosessia. Akkujen koostumus,
eri osien merkitys, käytetyt materiaalit ja prosessin yksityiskohtainen käsittely ovat työn
pääsisältöä. Lisäksi tärkeä seikka on akunhallintajärjestelmät, joiden tarkoituksena on taata
akun käyttöturvallisuus sekä hallita akun purkua ja latausta. Työn alussa on käyty läpi ylei-
siä seikkoja litiumista ja sen ominaisuuksista sekä eri akkutyypeistä. Myös litium-ioniakun
toimintaperiaate on selvitetty johdatuksena akun valmistusprosessille.
Kirjallisuutta oli vaikea käyttää työssä, sillä aiheeseen liittyvää asiatietoa ei juurikaan löy-
tynyt kirjoista. Jatkuvan kehitystyön vuoksi käytetyt menetelmät, materiaalit ja pinnoitteet
muuttuvat paljon. Hankitut tiedot eri lähteistä olivat usein myös varsin ristiriitaisia, ja nii-
den käyttöä joutui miettimään tarkkaan. Lisäksi aiheeseen oli vaikea saada tietoa yhtey-
denotoilla alan eri henkilöihin, ja monikaan ei ollut ymmärrettävistä syistä halukas niitä
antamaan.
Työssä käytettyjen tietolähteiden materiaali on kerätty TS:n tehtaalla Kiinassa seuraamalla
siellä tehtyjen litiumioniakkujen eri prosessivaiheita. Tämä akkutuotantoprosessi oli selke-
ästi parasta materiaalia tähän aiheeseen liittyen. Koko maailmassa on vain muutamia tämän
kokoluokan valmistajia.
Kiinan tuotantoprosessin eri vaiheita voisi automatisoida Suomessa, koska työvoimakus-
tannukset täällä ovat paljon korkeammat kuin Kiinassa. Lisäksi työn laatu ja osaaminen on

30
Suomessa korkeampaa luokkaa kuin Kiinassa. Samalla prosessia saisi myös yksinkertais-
taistettua ja nopeutettua, jolloin siitä tulisi tehokkaampaa ja mahdollisten virheiden määrä
vähenisi.
Akun kehittäminen ei ole aivan yksinkertainen asia. Reaktiot tapahtuvat elektrodien pin-
noilla. Jos tehdään kaksi suurta elektrodia, akkuun mahtuu paljon energiaa, mutta akusta
tuleva sähkövirta jää pieneksi. Jos taas pakataan akku täyteen ohuita katodi- ja anodilevyjä,
virta kulkee nopeasti, mutta akun energiatiheys jää pieneksi. Uusia tekniikoita akkujen
kehittämiseksi tehdään jatkuvasti. Nanoteknologian avulla voidaan kasvattaa pintaa ja te-
hoa, mutta tiettyyn tilaan mahtuva energiamäärä ei kasva.
Sähköajoneuvoihin siirtyminen tulevaisuudessa ei ole monelle kuluttajalle helppo tehtävä.
Nykyiset sähköauton harrastajat lataavat akkunsa verkkovirralla, joka kestää jopa yli
kymmenen tuntia. Tämä riittää vain muutaman tunnin ajomatkaa varten. Suomen olosuh-
teissa hybridiautoilu on ainakin aluksi toimiva ratkaisu, sillä täällä on pitkät välimatkat ja
palveluverkoston rakentaminen vie aikaa. Nykyisin ovat suunnitteilla ensimmäiset lataus-
ja akunvaihtopalvelut niihin maihin, joissa on lyhyet välimatkat.
Tässä työssä käsiteltiin pääasissa vain TS:n akunvalmistusprosessia. Tulevaisuuden mah-
dollisia opinnäytetyöaiheita voisivat olla esimerkiksi superkondensaattorien ja polttoken-
notekniikan tutkiminen.

31
LÄHTEET
Airship 2009. Cylindrical lithium ion battery. WWW-dokumentti. Saatavissa:
http://www.airshiptg.org/FWThumbnails/Cylindrical%20Lithium-ion%20Battery.bmp.
Luettu 18.1.2009.
Brain, M. 2008. How Lithium-ion Batteries Work. WWW-dokumentti. Saatavissa:
http://electronics.howstuffworks.com/lithium-ion-battery.htm: Luettu 4.3.2009.
Chydenius. 2008. Litium. WWW-dokumentti. Saatavissa:
http://www.chydenius.fi/yksikot/luonnontieteet/tutkimus/litium/view?set_language=en.
Luettu 22.12 2008.
Fevt. 2008. Lehdistötiedote. WWW-dokumentti. Saatavissa:
http://www.fevt.com/lehdist%C3%B6tiedote-2532008. Luettu 20.12.2008.
Kaivosseminaari 2007a. WWW-dokumentti.Saatavissa:
http://www.kpakk.fi/kaivosseminaari/Keliber_KAIVOS_2007.ppt. Luettu 28.12.2008.
Kaivosseminaari 2007b. WWW-dokumentti. Saatavissa:
http://www.kpakk.fi/kaivosseminaari/Keliber_KAIVOS_2007.ppt. Luettu 29.12.2008.
Keliber. 2008a. Keliber Oy. WWW-dokumentti. Saatavissa: http://www.keliber.fi. Luettu
21.12.2008.
Keliber 2008b.Prosessi.WWW-dokumentti.Saatavissa: http://www.keliber.fi/?p=process.
Luettu 21.12.2008.
Keliber2008c. Litium. WWW-dokumentti. Saatavissa: http://www.keliber.fi/?p=lithium.
Luettu 27.12.2008.
Nuutinen, M. 2007. Litium-ioniakkutehtaan tuotannon siirtäminen Kiinasta
Suomeen. Espoo: TKK:n Materiaalitekniikan osaston kirjasto.
Snellman 2005a. Akkujen monet muodot. Prosessori 4. 59.
Superbpower 2008. WWW-dokumentti. Saatavis-
sa:http://www.superbpower.net/Battery/en8.html Luettu 1.1.2009.
Rantanen 2008a. Sähköautoissa on kikkisin akku. Tiede 10. 51.
ThunderSky 2009. Sähköauton akku. WWW-dokumentti. Saatavissa: http://www.thunder-
sky.com/pdf/2009224102239.pdf. Luettu 22.2.2009.
Vuorilehto 2008. Lithium ion batteries. WWW-dokumentti. Saatavissa:
http://akseli.tekes.fi/opencms/opencms/OhjelmaPortaali/ohjelmat/Polttokennot/fi/Dokume
nttiarkis-
to/Viestinta_ja_aktivointi/Seminaarit/03122008_Transportation_and_specialty_vehicles/V
uorilehto.pdf. Luettu 10.1.2009.

LIITE 1
TS:n tuote-esite
Lähde: http://www.thunder-sky.com/pdf/2009224102239.pdf

LIITE 2
TS:n valmistamien akkujen koostumus
http://www.thunder-sky.com/technical_en.asp?id=345&typeid=81&orderby=1
LCP LFP LMP
Chemical
Element
Index
Chemical
Element
Index
Chemical
Element
Index
Fe 0.005 % Fe 42 % Fe 0.1 %
Mn 11 % P 16 % Ca 0.3 %
Mg 0.7 % Mn 0.5 % PP 3.3 %
Co 1 % Ca 0.3 % Ni 1.7 %
C 5.1 % Graphite 5 % Mn 18.6 %
Li 28 % Na 0.01% C 5.1 %
Cu 10 % C 3.1 % Li 25 %
Al 6 % Li 3.4 % Cu 10 %
PP 3.3 % PP 3.3 % Al 6 %
Graphite 7.1 % Cu 10 % Graphite 6 %
Ni 8.1 % Al 6 % PU 3.1 %
Lix 9 % Lix 8 % Lix 9 %
F 3.1 % F 3.3 % F 3.1 %

LIITE 3
TS.n prosessikaavio
Lähde: Nuutinen, M. 2007. Litium-ioniakku tehtaan tuotannon siirtäminen Kiinasta Suo-
meen.