lézersugaras fém- polimer kötések -...
TRANSCRIPT
Lézersugaras fém-polimer kötésekIV. ILAS Ipari Lézeralkalmazási Konferencia,Tatabánya, 2014. november 12.
Budapest Mőszaki és Gazdaságtudományi EgyetemKözlekedésmérnöki és Jármőmérnöki KarGépjármővek és Jármőgyártás Tanszék
1
Markovits Tamás, Bauernhuber Andor, Takács János
Tartalom
2
• Bevezetés
• kapcsolódó anyag és technológiai trendek
• hibrid kötéstechnológiák
• jelenlegi lézeres fejlesztések
• irányok és kihívások
• transzparens-abszorbens lézeres kötés
• Kutatás célkitőzései
• Vizsgálatok ismertetése
• Eredmények bemutatása
• Összefoglalás
- lézer-anyag kölcsönhatás vizsgálata- fıbb befolyásoló tényezık és hatásaik- összehasonlítás más hibrid kötési eljárással

Bevezetés
3
• Polimerek egyre nagyobb mértékő felhasználása
• súlycsökkentés
• kedvezıbb ár
• Fémek nem válthatók ki teljesen
• Hibrid anyagkonstrukciók jönnek létre
• Fémek és mőanyagok egymáshoz kötése szükségszerő
• Mindkét anyag elınyös tulajdonságainak kihasználása egyszerre
• Kötéstechnológiai kihívások jelennek meg
• Új és továbbfejlesztett kötéstechnológiák
Trendek
Mercedes front-end modul, forrás:http://www.plasticsnews.com
Hibrid komponens[forrás: www.new-materials.de]

Bevezetés
4
Hibrid kötéstechnológiák
Alkalmazott fém-polimer kötések:• Betétre fröccsöntés• Ragasztás• Mechanikus kötések
• Csavarozás• Szegecselés• Besajtolás• Bepattanó
• Termikus kötések• Súrlódással• Ultrahanggal• Indukciósan• Lézersugárral
Betétre fröccsöntésforrás. www.maxellmms.com
Lézeres fém-polimer kötések(LAMP: Laser Assisted Metal
Plastic joining)Sajtoló kötés
forrás: www.ptonline.com
Átnyomásos szegecselés, forrás:[Ulrike Beyer: Herstellung eines Metall-Kunststoff-Verbundes mit der Flach-Clinch-Technologie]
Bevezetés
5
Jelenlegi LAMP fejlesztések (irányok, kihívások)
Lézeres eljárás elınyei (többi lézeres eljáráshoz hasonlóan)
• jó minıség, jó reprodukálhatóság,
• jó automatizálhatóság, gyártási rugalmasság
• nagyobb sebesség, rövidebb ütemidı
• segédanyagok és kezelési problémáinak megszőnése
Kutatások jellemzı vizsgálati körülményei
• hevítés módok (transzparens, nem transzparens)• lézer sugárforrások (SSL, dióda, CO2),
• alapanyagok
• fém (ötvözetlen acél, korrózióálló acél, alumínium, réz, titán)
• polimer (PET, PMMA, PA,…, szálerısítéső…)• kötéstípusok (pontszerő, vonalmenti)
Bevezetés
6
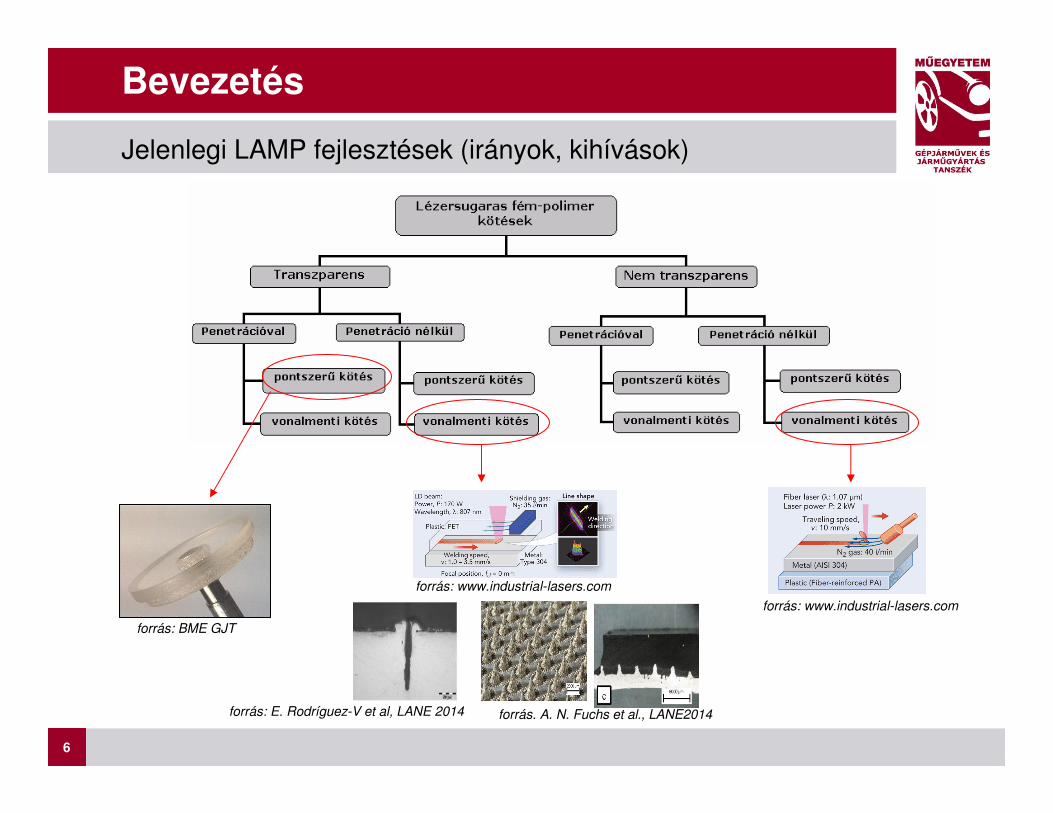
Jelenlegi LAMP fejlesztések (irányok, kihívások)
forrás. A. N. Fuchs et al., LANE2014forrás: E. Rodríguez-V et al, LANE 2014
forrás: www.industrial-lasers.com
forrás: www.industrial-lasers.com
forrás: BME GJT

Bevezetés
7
Transzparens-abszorbens lézeres kötés
Kötés létrehozása:
• Transzparens, abszorbens anyagpár
• Átlapolt kötés (összeszorítva)
• Transzparens anyag döntıen átengedi a sugarat, az abszorbens elnyeli, melyben hı fejlıdik
• Kontaktus miatt érintkezési felületek együtt, adott mértékben felhevülnek
• Létrejön a kötés az érintkezési felületeknél (nem látható)
Technológia helyzete, kihívások:
• Polimer-polimer kötéseknél már alkalmazott, fémeknél fejlesztés alatt
• Adott lézersugár, anyag párok és konstrukció esetekben
• A kötés minıségét befolyásoló tényezık, hatásaik és a kötés közben lejátszódófolyamatok csak részben ismertek, vagy ismeretlenek
transzparensanyag
abszorbens anyag
lézersugár
Bevezetés
8
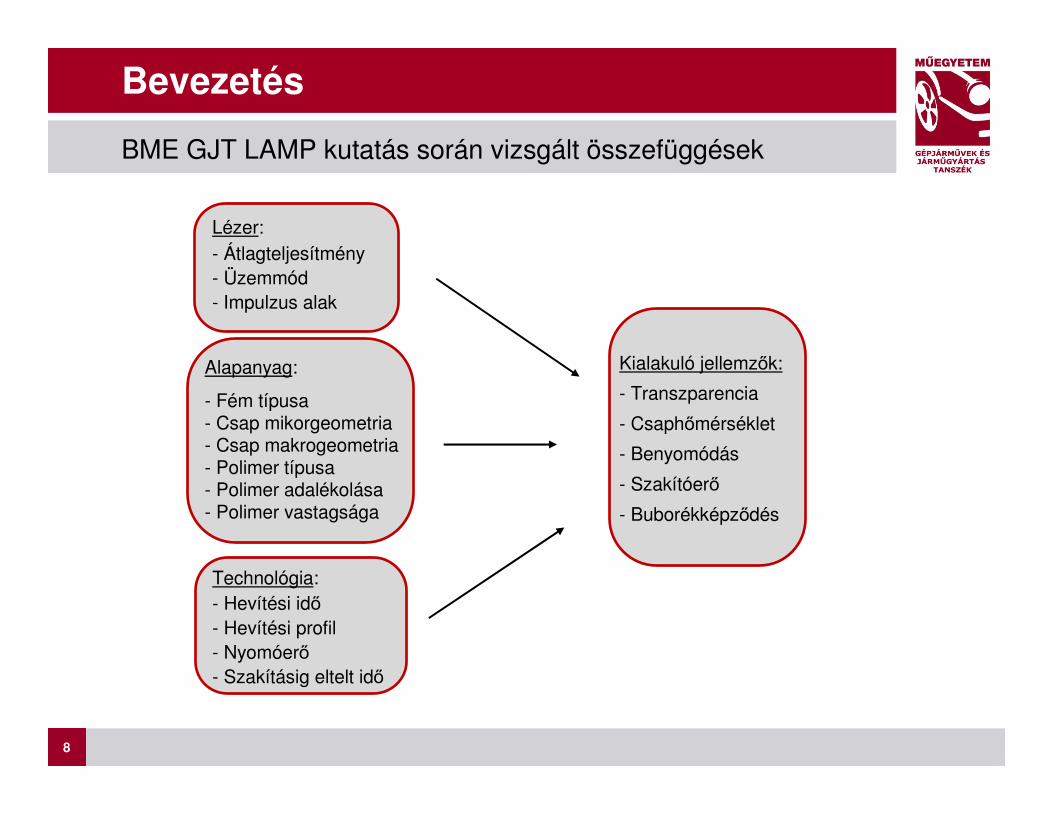
BME GJT LAMP kutatás során vizsgált összefüggések
Kialakuló jellemzık:
- Transzparencia
- Csaphımérséklet
- Benyomódás
- Szakítóerı
- Buborékképzıdés
Alapanyag:
- Fém típusa- Csap mikorgeometria- Csap makrogeometria- Polimer típusa- Polimer adalékolása- Polimer vastagsága
Lézer:- Átlagteljesítmény- Üzemmód- Impulzus alak
Technológia:- Hevítési idı- Hevítési profil- Nyomóerı- Szakításig eltelt idı
Bevezetés
9
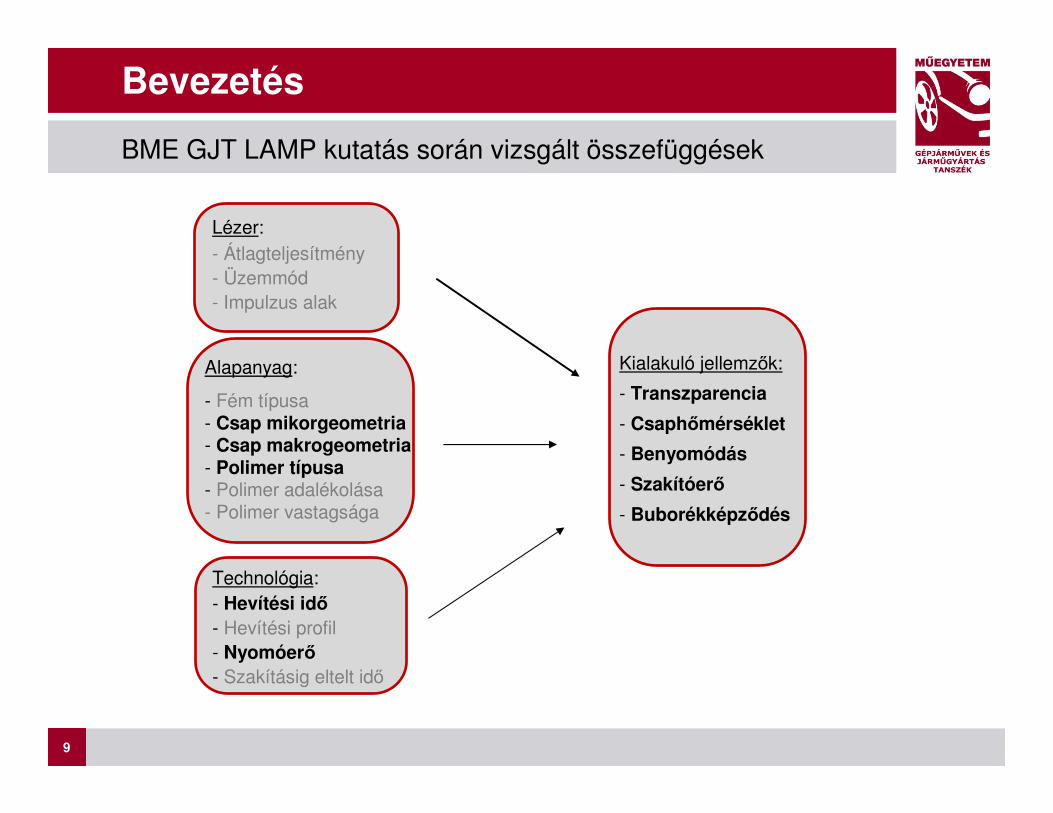
BME GJT LAMP kutatás során vizsgált összefüggések
Kialakuló jellemzık:
- Transzparencia
- Csaphımérséklet
- Benyomódás
- Szakítóerı
- Buborékképzıdés
Alapanyag:
- Fém típusa- Csap mikorgeometria- Csap makrogeometria- Polimer típusa- Polimer adalékolása- Polimer vastagsága
Lézer:- Átlagteljesítmény- Üzemmód- Impulzus alak
Technológia:- Hevítési idı- Hevítési profil- Nyomóerı- Szakításig eltelt idı
A kutatás célkitőzései
10
• Lézer-anyag kölcsönhatás vizsgálata
1. Transzparencia vizsgálat
2. Termikus vizsgálat
• Kötés kialakulásának és tulajdonságainak vizsgálata
3. Kötés kialakulási folyamatának meghatározása
4. Hevítési idı és nyomóerı
5. Buborékképzıdés
6. Mikrogeometria: érdesség
7. Makrogeometria: csap alak
• Összehasonlítása ragasztással
8. Szilárdsági vizsgálatok
Transzparens, penetrációs, pontszerő kötéseknél

11
Kísérletek
Kísérletek
12
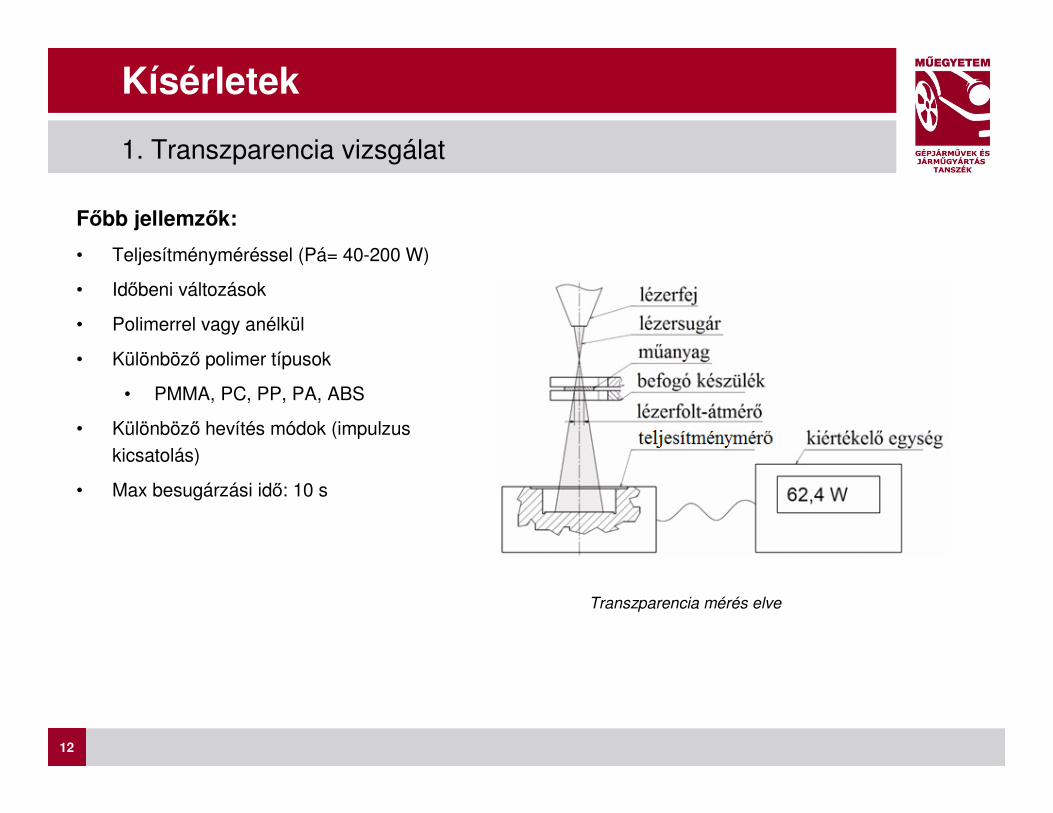
1. Transzparencia vizsgálat
Fıbb jellemzık:
• Teljesítményméréssel (Pá= 40-200 W)
• Idıbeni változások
• Polimerrel vagy anélkül
• Különbözı polimer típusok
• PMMA, PC, PP, PA, ABS
• Különbözı hevítés módok (impulzus kicsatolás)
• Max besugárzási idı: 10 s
Transzparencia mérés elve

Kísérletek
13
2. Termikus vizsgálat
Fıbb jellemzık:• Acél csaphımérséklet mérése
• Homlok és palást találkozásánál a paláston
• K típusú termoelemmel, hımérsékletet
• Termokamerával, hıeloszlást
• Hatások szétbontásával
• A: nincs mőanyag (PMMA)• B: van, de nem ér a csaphoz• C: kötés létrehozása
Hımérsékletmérés beállítása
Kölcsönhatások vizsgálatának beállítása

Kísérletek
14
3-7. LAMP kötés létrehozása
• Alapanyagok:
• Polimer: PMMA (poli-metil-metakrilát)
• Mérete: 15 x 15 x 2 vagy 5 mm
• Acél: S235 szerkezeti acél
• Lézer:
• Nd:YAG impulzusüzemő lézer,
• Pá=100-200 W,
• foltátmérı: 5 mm,
• változó impulzus beállítások (f, tp, Pp)
• Technológia:
• hevítési idı, álló helyzetben: 3-11 s
• nyomóerı: 3-9 N
• mikrogeometria Ra: 1-10 µm (paláston és homlokon)
• makrogeometria: hengeres, kúpos, hornyolt, peremes, menetes
• segédgáz: Ar
Kötés létrehozásának kísérleti beállítása

Kísérletek
15
8. Ragasztási kísérletek
Ragasztóanyagok, cianoakrillát alapú pillanatragasztók• LOCTITE® 454™(nehezen ragasztható anyagokhoz, fém, mőanyag, gumi, gép állagú)
• LOCTITE® 496™ (általános célú, fémekhez, folyadék állagú)
Elıkészítés:• zsákfurat marása• furat alja sík felület• furatmélység = benyomódás (0; 0,9; 3 mm)• furat átmérı: 5,1 mm
Ragasztás:• ragasztócsepp a rés kitöltéséhez• szorítóerı: 2-3 N, 3 percig• kötési idı: 24 óra
Alapanyagok:- acél csap: hengeres, Ra: 1 µm- PMMA: vastagság 2 és 5 mm
Vizsgálat:• szakítóerı mérés az idıben• PCE FG 500, sebesség 75 mm/min
Ragasztási kísérletek lépései
16
Eredmények

Eredmények
17
1. Transzparencia vizsgálat
• Vizsgálati módszer alkalmassága
• Induló transzparencia
• Idıbeni változás
• Hevítés módjától függıen
• Sorrend
• PMMA
• PC
• PP
• PA
• ABS Transzparencia változása különbözı mőanyagoknál
Eredmények
18
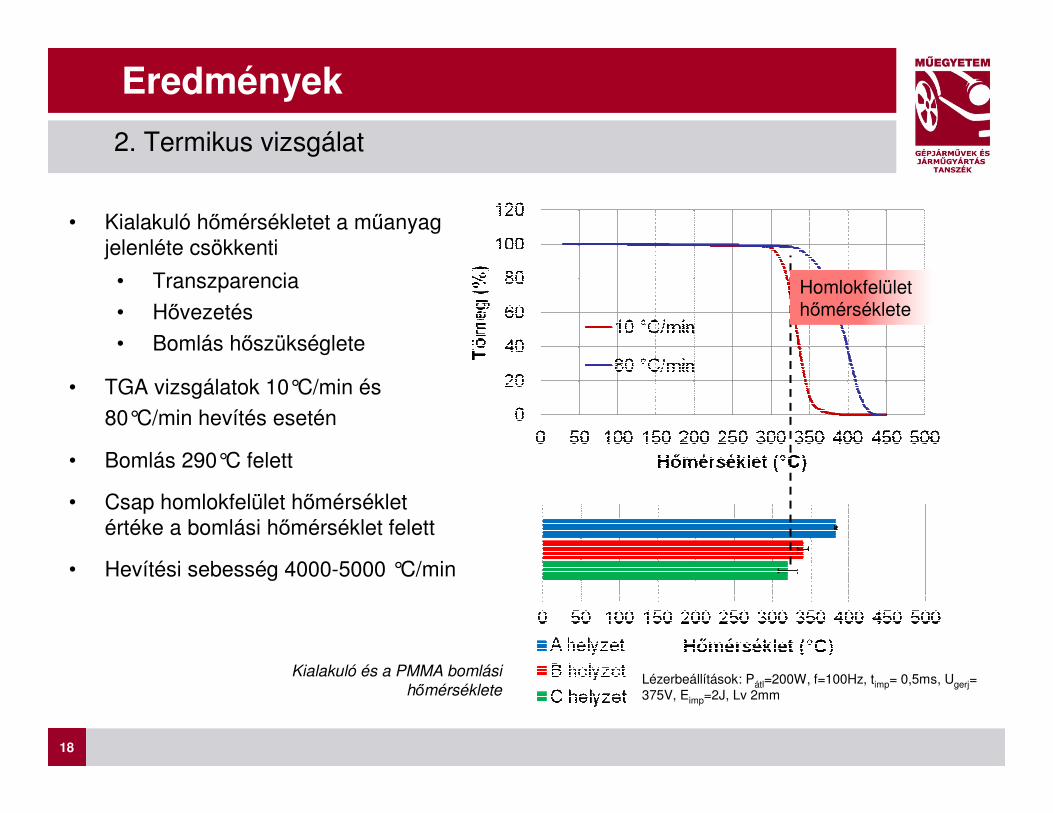
2. Termikus vizsgálat
• Kialakuló hımérsékletet a mőanyag jelenléte csökkenti
• Transzparencia
• Hıvezetés
• Bomlás hıszükséglete
• TGA vizsgálatok 10°C/min és
80°C/min hevítés esetén
• Bomlás 290°C felett
• Csap homlokfelület hımérséklet értéke a bomlási hımérséklet felett
• Hevítési sebesség 4000-5000 °C/min
Lézerbeállítások: Pátl=200W, f=100Hz, timp= 0,5ms, Ugerj= 375V, Eimp=2J, Lv 2mm
Homlokfelület hımérséklete
Kialakuló és a PMMA bomlási hımérséklete
Eredmények
19
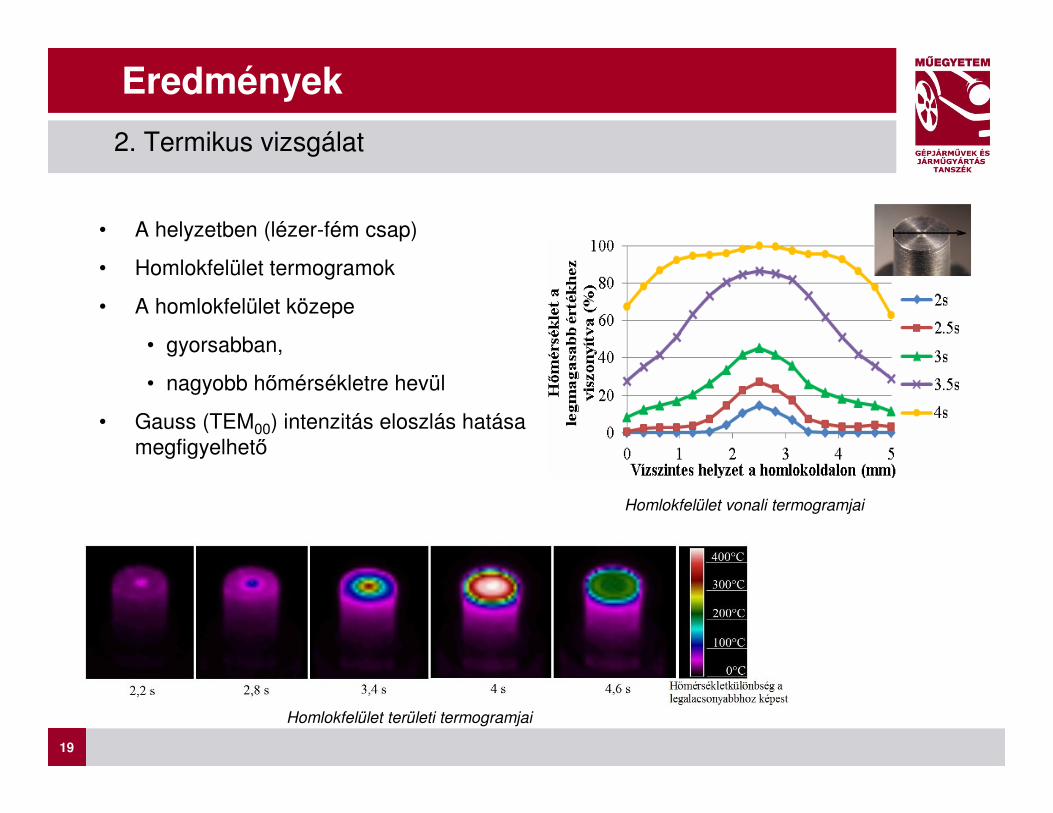
• A helyzetben (lézer-fém csap)
• Homlokfelület termogramok
• A homlokfelület közepe
• gyorsabban,
• nagyobb hımérsékletre hevül
• Gauss (TEM00) intenzitás eloszlás hatása megfigyelhetı
2. Termikus vizsgálat
Homlokfelület területi termogramjai
Homlokfelület vonali termogramjai
Eredmények
20
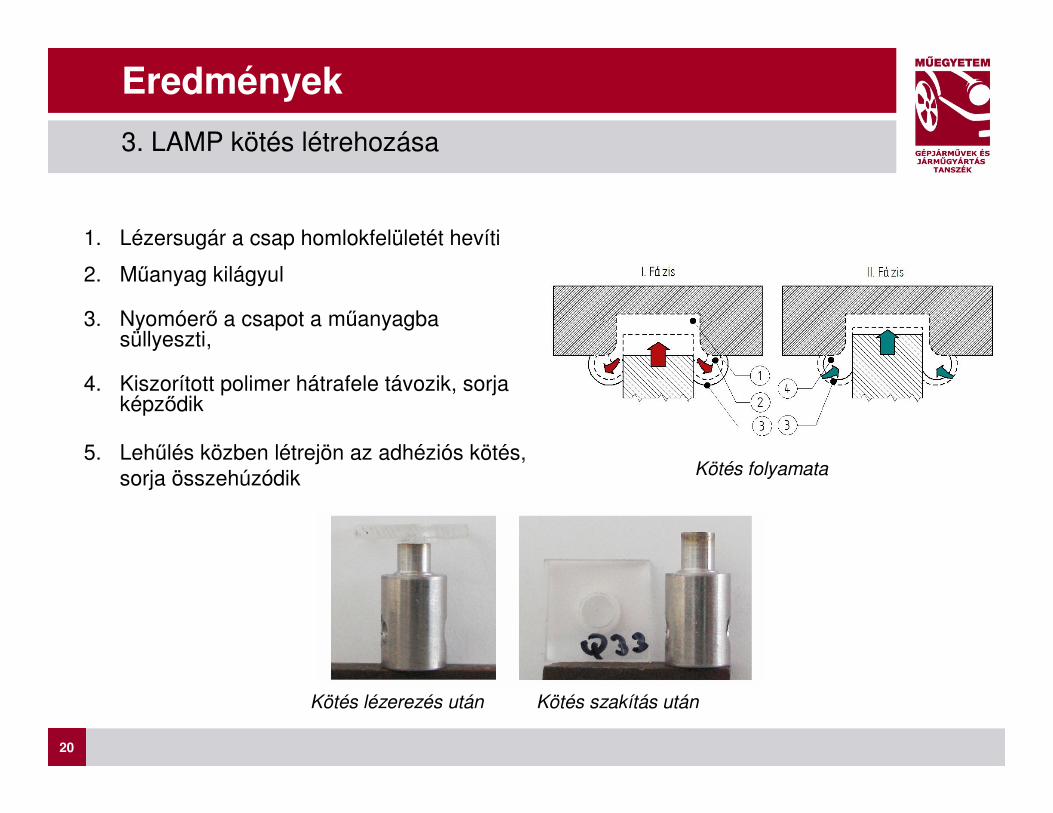
3. LAMP kötés létrehozása
1. Lézersugár a csap homlokfelületét hevíti
2. Mőanyag kilágyul
3. Nyomóerı a csapot a mőanyagba süllyeszti,
4. Kiszorított polimer hátrafele távozik, sorja képzıdik
5. Lehőlés közben létrejön az adhéziós kötés, sorja összehúzódik
Kötés lézerezés után Kötés szakítás után
Kötés folyamata
Eredmények
21
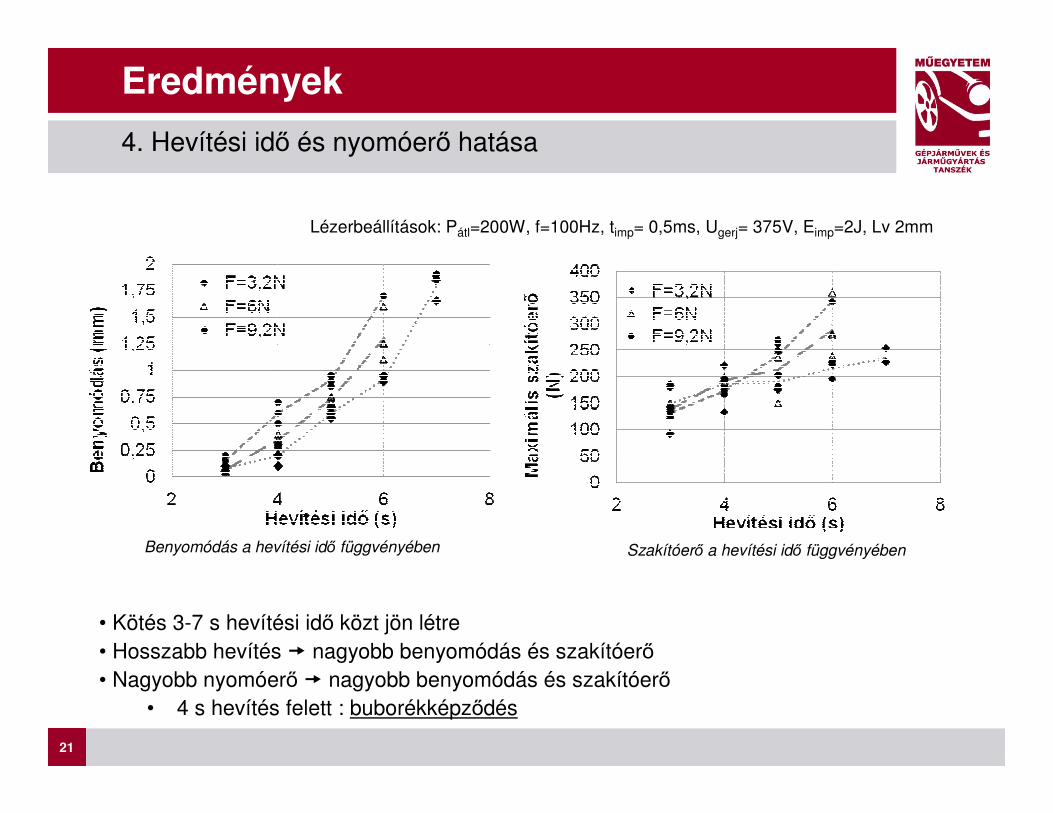
4. Hevítési idı és nyomóerı hatása
• Kötés 3-7 s hevítési idı közt jön létre• Hosszabb hevítés � nagyobb benyomódás és szakítóerı• Nagyobb nyomóerı � nagyobb benyomódás és szakítóerı
• 4 s hevítés felett : buborékképzıdés
Lézerbeállítások: Pátl=200W, f=100Hz, timp= 0,5ms, Ugerj= 375V, Eimp=2J, Lv 2mm
Benyomódás a hevítési idı függvényében Szakítóerı a hevítési idı függvényében

Eredmények
22
5. Buborékképzıdés
Fnyom = 3,2 N Fnyom = 6 N Fnyom = 9,2 N
• Hosszabb hevítés � több és nagyobb buborék
• A buborékok miatt a kötés szilárdsága csökken
• Jó kötés alacsonyabb hevítési idık (3s, 4s) esetén
• Buborékosodás a nyomóerıvel kézben tartható
• Keletkezı gáz a tömegspektrum alapján: PMMA monomer
Lézerbeállítások: Pátl=200W, f=100Hz, timp= 0,5ms, Ugerj= 375V, Eimp=2J, Lv 2mm
Buborékosodás jellemzése
Buborékok a homlokfelületen

Eredmények
23
6. Mikrogeometria hatása
Növekvı erı oka:
1. alakzárás: az esztergált felület árkaiba a mőanyag belefolyik, majd megszilárdul
2. mélyebb benyomódás: nagyobb érdességő felület jobban elnyeli a lézersugarakatRa = 1 µm Ra = 10 µm
Lézerbeállítások: Pátl=200W, f=100Hz, timp= 0,5ms, Ugerj= 375V, Eimp=2J

Eredmények
24
7. Makrogeometria hatása
• Eltérı, alakzáró geometriájúcsapok belenyomása
• 5 mm vastagságú mőanyagba
• Benyomódás minden esetben azonos (3,5 mm)

Eredmények
25
Keresztmetszetek:• azonos mélységek
• ragasztott kötés
• kitölti a réseket
• nedvesíti a fémet és PMMA-t
• lézeres kötés
• sorja képzıdés
• buborékok (hıhatás)
Ragasztott kötés keresztmetszete (lv: 2 mm)
Lézeres kötés keresztmetszete,
(lv:2 mm)
8. Összehasonlítás ragasztással
Ragasztott kötés

Eredmények
26
• átlagos szakítóerı 80-210 Nközött
• Loctite 496 nagyobb szakítóerı
mint 454, minden estben
• lézeres kötésnél azonos vagynagyobb szakítóerık
• benyomódásnak nagyobb hatása
van lézeres kötésnél
8. Összehasonlítás ragasztással
Szakítóerı:
• Szilárdság közel azonos
• Technológia egyszerősíthetı és gyorsítható (nincs segédanyag és problémái, furat készítés és száradás elhagyásával)

Összefoglalás
27
• A transzparencia mérésre használt módszer alkalmas különbözı mőanyagok transzparenciájának és idıbeni változásának meghatározására
• A kötésben kialakuló hımérséklet a PMMA bomlásai hımérséklete felett van. A hımérséklet eloszlás jellegzetes.
• A LAMP kötés mőanyagok és fémek közt transzparens, penetrációs módon, pontszerően is létrehozható
• Hevítési idı és a nyomóerı növelésével a benyomódás és a szakítóerı is növekszik
• A képzıdı buborékok adott mérték fölött rontják a szilárdságot, amely a nyomóerıvel kézben tartható
• Felületi érdesség a benyomódást és a szakító erıt is növeli
• A csap célszerő makrogeometriai megváltoztatásával a szilárdság tovább növelhetı
• Lézeres kötés alkalmazásával a ragasztáshoz hasonló szilárdságú kötés készíthetı, további technológiai elınyökkel

KÖSZÖNÖM A FIGYELMET!
28
Lézersugaras fém-polimer kötések
Kapcsolat:Dr. Markovits Tamás – [email protected]
Budapest Mőszaki és Gazdaságtudományi EgyetemGépjármővek és Jármőgyártás Tanszék
A szerzık köszönetet mondanak:
- az Országos Tudományos Kutatási Alapprogramok (OTKA)
pénzügyi támogatásáért (OTKA 109436) és
- a Henkel Magyarország kft-nek.