lean constructioncursoste.tecvirtual.mx/cursos/maestria/ago16/ecap/ad128/programa/... · ejemplos...
TRANSCRIPT

Lean Construction
Si bien el término “lean” en inglés se define como magro, enjuto, frugal, sin grasa, pobre o escaso, el concepto, más allá de una traducción literal al español, implica una nueva forma de hacer las cosas utilizando menos recursos. Es decir, esta nueva filosofía de la producción busca hacer más con menos recursos materiales, menos esfuerzo humano, menos maquinaria y equipo, menos tiempo y menos espacio. Esto, aunado con la satisfacción del cliente y la reducción de costos al proporcionar exactamente los productos y servicios que el cliente requiere, se traduce en ventajas competitivas para toda industria o empresa.
El término Producción Ajustada1 (también llamado Manufactura de Clase Mundial o Nuevo Sistema de Producción) se refiere a cómo esta nueva filosofía de la producción “ajusta” sus procesos en cuanto al cliente, técnicas y herramientas de fabricación, cadena de suministros, inventarios, situación del mercado, etc., los cuales se analizarán posteriormente en este capítulo.
1. ¿De dónde viene el concepto de Lean Construction?
La Producción Ajustada en la Industria Automotriz
Orígenes y Difusión
Las ideas de la nueva filosofía de la producción tienen su origen en la industria automotriz de Japón durante los años 50’s. La economía japonesa, después de la segunda guerra mundial, se enfrentaba a las siguientes condiciones:- Mercado doméstico pequeño y demanda de una amplia gama de vehículos.- Mano de obra japonesa en oposición a ser considerada como un coste variable o piezas
intercambiables.- Economía carente de capital y de divisas.- Incapacidad de adquirir tecnología de punta.- Fuerte competencia internacional por parte de los productores de automóviles
occidentales y europeos.
Estas condiciones sentaron las bases para el desarrollo de nuevas formas de producción. El mejor ejemplo de la aplicación de dicha filosofía es el sistema de
1 Womack, James P., Jones, Daniel T and Roos, Daniel. The Machine that changed the world. Rawson Associates, 1990.

producción de Toyota. La idea básica en dicho sistema de producción es la eliminación de inventarios y otros desperdicios o pérdidas a través de pequeños lotes de producción, reducción de tiempos de “set up”, máquinas semiautomáticas, cooperación con proveedores, entre otras prácticas.
De manera simultánea, en el concepto de la Producción Ajustada (Lean Production) se incorporaron conceptos de calidad al sistema evolucionando de un control estadístico de calidad a conceptos mucho más amplios como son los círculos de calidad. Estas ideas fueron desarrolladas y refinadas por ingenieros industriales a través de un largo proceso de prueba y error. Aunque conocidas en Europa y Norte América en los años 70’s, específicamente en la industria automotriz, la difusión de dichos conceptos tenía poco alcance. Era necesario establecer un marco teórico de dichos conceptos. Es así como surgen durante los 80’s diversas publicaciones para abordar y detallar dichos conceptos. En los inicios de la década pasada, ésta nueva filosofía de la producción se dio a conocer como Manufactura de Clase Mundial, Nuevo Sistema de Producción o Producción Ajustada(Lean Production). En la actualidad, dicha filosofía se encuentra en constante desarrollo y es aplicada por las principales compañías de manufactura en Norte América, Europa y Japón. El enfoque se ha extendido a otros campos en la industria, entre los cuales se encuentran: servicios, administración y desarrollo de productos, entre otros.
La evolución de esta nueva filosofía de la producción en la industria automotriz fue analizada en un estudio llevado a cabo por James Womack, Daniel T. Jones y Daniel Roos como líderes de un proyecto de investigación del MIT (Michigan Institute of Technology)2. Dicho proyecto, el Programa Internacional de Vehículos de Motor, inició en 1985 e involucró a investigadores de todo el mundo durante un período de 5 años. Los objetivos de este estudio se enfocaron en hacer una comparación entre las técnicas de producción japonesas de la industria automotriz y las técnicas de producción de América del Norte y Europa. Para ello, seleccionaron 90 plantas ensambladoras de vehículos en todos el mundo. Las conclusiones a las que llegaron constituyen el marco de conceptos de ésta nueva filosofía de la producción dentro de la industria automotriz: la Producción Ajustada.
Producción Artesanal, Producción en Masa y Producción Ajustada.
Quizá el mejor modo de describir este sistema de producción innovador sea compararlo con la producción artesanal y la producción en masa, los otros dos métodos de hacer las cosas ideados por los humanos.
El productor artesano emplea a trabajadores muy calificados y herramientas sencillas, aunque flexibles, para hacer exactamente lo que pide el cliente. El artesano produce un ejemplar a la vez, único e irrepetible, al cual dedica todo su esmero por perfeccionar cada detalle del producto. El problema que plantea la producción artesanal es obvio: los bienes producidos según el método artesano cuestan demasiado y el volumen de producción es limitado. Por otra parte, presenta ventajas competitivas claras como son: la satisfacción total del cliente, la flexibilidad de las herramientas y producción, así como el
2 Womack, Jones & Roos, Op. cit. (p. 16)

grado de especialización de los trabajadores. Ejemplos de la producción artesanal en nuestros días son: la producción y lanzamiento de satélites, la industria relojera Suiza, la industria zapatera, así como la industria de la construcción.
En contraste, el productor en masa emplea a profesionales poco calificados para diseñar productos que realizan trabajadores no calificados o semi-calificados manejando máquinas costosas y uní propósito. Se producen con profusión productos estandarizados. A pesar que la maquinaria cuesta muchísimo y tolera mal las interrupciones, el productor en masa añade muchas otras cosas –suministros, trabajadores y espacio extras- para asegurarse de que no haya problema en la producción. Dado que el cambio a un producto nuevo cuesta incluso más, el productor en masa mantiene, en lo posible, diseños estándar. Como resultado, el consumidor obtiene costos menores, pero a expensas de la variedad y mediante métodos de trabajo que la mayor parte de los empleados encuentran aburridos y desalentadores.
El productor ajustado, por el contrario, combina las ventajas de la producción en masa y de la artesana, al tiempo que evita los altos costes de la primera y la rigidez de la última. Con este fin, los productores ajustados emplean equipos de trabajadores multi-calificados o multi-funcionales a todos los niveles de la organización y utilizan máquinas altamente flexibles y cada vez más automatizadas para producir grandes volúmenes de productos enormemente variados. La producción ajustada es “ajustada” porque utiliza menos de todo en comparación con la producción en masa –la mitad del esfuerzo humano en la factoría, la mitad de espacio en la fabricación, la mitad de inversión en herramientas, la mitad de horas de trabajo de ingeniería para desarrollar un producto nuevo. También requiere mantener mucho menos de la mitad de inventarios, fabrica con muchos menos defectos y produce una variedad de productos mayor y creciente.
La diferencia más notable entre producción en masa y producción ajustada reside quizá en sus objetivos finales. Los productores en masa se plantean un objetivo limitado “bastante bueno”, que se concreta en un número de defectos aceptable, un nivel máximo de existencias aceptable y una estrecha gama de productos estandarizados. Hacerlo mejor, argumentan, costaría demasiado o excedería las capacidades humanas. En cambio, los productores ajustados ponen en su mirada explícitamente en la perfección: reduccióncontinua de costos, cero defectos, cero inventarios e infinita variedad de productos. Las principales diferencias entre la producción artesana, en masa y la producción ajustada se muestran en la siguiente tabla:
Producción Artesanal Producción en Masa Producción AjustadaMano de obra Trabajadores altamente
calificadosTrabajadores no calificados o semi-calificados.
Trabajadores multi-calificados o multi-funcionales.
Herramientas, maquinaria y equipo
Herramientas sencillas y flexibles.
Máquinas costosas y uní propósito.
Máquinas altamente flexibles y automatizadas.
Sistema de Producción
Sistema de producción flexible (al proporcionar exactamente lo que el cliente desea).
Sistema de producción rígida (producción de ejemplares estandarizados).
Sistema de producción flexible (variedad de productos)

Volumen de producción
Producción de un ejemplar a la vez, único e irrepetible.
Producción de grandes volúmenes estandarizados.
Producción de grandes volúmenes enormemente variados.
Relación con clientes
Se provee al cliente exactamente con el producto y/o servicio que quiere. (Énfasis en sus necesidades y valor).
Se sacrifican los gustos y necesidades del cliente con el fin de estandarizar procesos y reducir costos.
Infinita variedad de productos con base en las necesidades (valor) del cliente.
Costos de producción
Altos costos de producción por unidad.
Costos bajos de producción por unidad.
Reducción continua de costos.
Volumen de producción
Volúmenes de producción reducidos, necesidades mínimas de inventario.
Gran cantidad de inventarios y espacios físicos en exceso para su almacenamiento y manejo.
Cero inventarios y reducción de espacios para su almacenamiento y manejo.
Desempeño Énfasis en la perfección del más mínimo detalle.
Gran cantidad de defectos los cuales son corregidos al final de la línea de producción con la finalidad de no detener el proceso.
Cultura de cero defectos (si se detecta algún defecto, la línea de producción se detiene para detectar el problema y corregirlo).
Producción artesana vs. Producción en masa vs. Producción Ajustada.
La Nueva Filosofía de la Producción: la Producción Ajustada (Lean Production).
La Producción Ajustada constituye una nueva concepción de la manera en que se hacen las cosas. Constituye una serie de que rompen con el esquema tradicional de producción el cual se caracteriza, entre otros aspectos, por la presencia de una gran cantidad de desperdicios, productos terminados con un alto grado de defectos, inventarios en excesos, sistemas de administración rígidos, incapacidad de conocer y satisfacer las necesidades de sus clientes, altos tiempos de producción, etc. El objetivo de esta sección es la descripción de los diferentes conceptos, prácticas, metodologías, técnicas y herramientas que integran la Producción Ajustada.
Conceptos Básicos de la Producción Ajustada
Para romper con los vicios de la producción tradicional, la Producción Ajustada se basa en cinco conceptos básicos adaptados en su mayoría de las prácticas japonesas de la industria automotriz. Dichos conceptos, los cuales condujeron a las empresas japonesas de la industria a alcanzar niveles de participación de mercado excepcionales frente a las compañías occidentales, reducción de costos de operación, tiempos de producción y una mayor satisfacción de sus clientes son: la identificación y eliminación de desperdicios (Muda), la creación de valor y la identificación de la cadena de valor en el proceso de producción de bienes, la presencia de un flujo continuo, el manejo de recursos bajo la filosofía Pull, así como la búsqueda continua de la perfección (Kaizen) y transparencia del proceso. Dichos conceptos se describen a continuación.

Desperdicio (Muda).
Muda: término japonés que significa desperdicio y engloba el esfuerzo, los materiales y el tiempo consumidos en actividades que no agregan valor a un proceso3. La empresa Toyota define como desperdicio “todo lo que sea distinto de la cantidad mínima de equipo, materiales, piezas y tiempo laboral absolutamente esenciales para la producción”4. Los desperdicios están presentes en todos los procesos y en todas las organizaciones. Actividades tales como la transportación de materiales, inventarios en exceso, tiempos de espera, creación de defectos, etc., son ejemplos típicos de desperdicio. Shigeo Shingo en su estudio sobre el Sistema de Producción Toyota5 identificó diversos tipos de desperdicios bajo la siguiente clasificación: Desperdicio causado por sobreproducción. Desperdicios asociado a períodos de espera. Desperdicio asociado al transporte. Desperdicio causado por el propio sistema. Desperdicio asociado al inventario. Desperdicio asociado a las operaciones del proceso. Desperdicio asociado a defectos. Desperdicio asociado al tiempo. Desperdicio asociado a la mano de obra. Desperdicio asociado a la burocracia.
La esencia de la Producción Ajustada es el esfuerzo sistemático y continuo de la eliminación de todo tipo de desperdicio presente en los procesos de producción o prestación de algún servicio. Para ello se requiere de una identificación y erradicación de las causas que generan dichos desperdicios a través de diversas técnicas, herramientas y metodologías las cuales se describirán posteriormente en este capítulo.
Valor.
La concepción japonesa de desperdicio se traduce a la cultura occidental como todo aquello que no agrega valor al producto o servicio, y por lo tanto no es necesario para la satisfacción de las necesidades del cliente. El valor se considera como una aptitud o capacidad del producto o servicio proporcionado al cliente en el tiempo preciso y a un precio adecuado. La Producción Ajustada se basa en la definición del valor en un producto o servicio específicos con características específicas a través de un dialogo y comprensión
3 Womack, James and Jones, Daniel. Lean Thinking, Banish waste and create wealth in your corporation.Simon and Schuster, 1996.4 Hay, Eduard. The Just in Time Breakthrough, Implementing the new manufacturing basics. John Wiley & Sons, 1988.5 Shingo, Shigeo. A Study of the Toyota Production System from an Industrial Engineering Viewpoint. Productivity Press, 1989.

VALOR
Cómo lo hacemos ....
HACER MAL LO QUE SE DEBE
HACER
HACER BIEN LO QUE SE DEBE
HACER
HACER MAL LO QUE NO SE DEBE
HACER
HACER BIEN LO QUE NO SE DEBE
HACER
Lo
que
hace
mos
...
DESPERDICIODESPERDICIO
DESPERDICIO
La reja de la calidad.
de las necesidades de clientes específicos6. De nada sirve producir u ofrecer bien un servicio o producto incorrecto.
En función del concepto de valor descrito en el párrafo anterior, las diferentes actividades que integran un proceso de producción de un bien o prestación de un servicio se pueden clasificar de la manera siguiente7: 1. Actividades que agregan valor al proceso. Estas son llamadas actividades de
conversión porque transforman materias primas en productos terminados o en la prestación de un servicio.
2. Actividades que no agregan valor al proceso pero son inevitables. Esto debido a limitaciones de la tecnología actual o características particulares del proceso en sí, es decir, estas actividades no pueden ser eliminadas.
3. Actividades que no agregan valor al proceso y pueden ser reducidas o eliminadas. Generalmente, estas actividades están relacionadas con acciones como supervisión, inspección, movimiento innecesario de material, inventarios en exceso, entre muchas otras.
Cadena de valor
La cadena de valor del proceso es el conjunto de acciones requeridas para llevar un producto o servicio de la etapa de conceptualización hasta la transformación en producto o servicio terminado. El mapeo de la cadena de valor mediante diagramas de flujo de proceso permite la identificación de los requerimientos de información y materiales necesarios en cada etapa del proyecto, así como la forma en que se transmite el trabajo ejecutado de una etapa a otra8.
6 Womack, James and Jones, Daniel. Lean Thinking Banish waste and create wealth in your corporation.Simon and Schuster, 1996.7 Lauri Koskela, “Lean Production in Construction”, Lean Construction. Luis F. Alarcón (editor), A.A. Balkema, Rótterdam, 1997.8 Greg Howell and Glenn Ballard, “Implementing Lean Construction: Understanding and Action”, Proceedings IGLC, Guaruja, Brazil, 1998.

Las diversas acciones que integran la cadena de valor se clasifican en actividades de conversión y actividades de flujo (materiales e información) necesarias para ligar las actividades de conversión. Por otra parte, como se mencionó en párrafos anteriores, existen dentro de todo proceso actividades que agregan valor al mismo (generalmente consideradas como actividades de conversión) y actividades que no agregan valor al proceso (consideradas como pérdidas o desperdicios). La Producción Ajustada contempla la identificación y clasificación de las diferentes actividades en un proceso para determinar el grado en que aportan valor al mismo y así poder reducir o eliminar aquellas que son fuente de desperdicio.
Flujo
Con relación al flujo en un proceso, éste se refiere al intercambio de información y materiales del mismo. Actualmente, los sistemas de producción se encuentran organizados con base a funciones y desglosan el trabajo en tareas o actividades. Este tipo de organización impide el flujo continuo de recursos e información al sistema lo que se traducen en variaciones e interrupciones del mismo. Al estabilizar el flujo en la cadena de valor (reducir la variabilidad) del proceso, se reduce el desperdicio del mismo. Para ello, es necesaria una adecuada administración de los tiempos y secuencias de los flujos así como la eficiente coordinación de las interdependencias entre actividades (complejidad del proceso) asegurando que se cumpla con los requerimientos de las etapas subsecuentes en la cadena de valor. La Producción Ajustada busca eliminar dichas pérdidas o desperdicios manteniendo un flujo continuo de las actividades que integran la cadena de valor, reduciendo la variabilidad y complejidad del mismo así como el inventario del proceso. Esta continuidad del flujo se logra, en primer término, mediante una detallada planeación de actividades que introduzca un traslape en donde que cada una de ellas puede ejecutarse sin requerir la terminación al 100% de la actividad precedente (concepto aplicado en la ingeniería concurrente); y en segundo lugar, asegurando que los recursos sean suministrados en el tiempo y lugar indicados para su uso (concepto aplicado en la técnica Just-in-Time)9.
Filosofía PULL vs. Filosofía PUSH en le manejo de recursos.
El inventario es cualquier tipo de bien almacenado que se utiliza para satisfacer una necesidad actual o futura, dichos bienes o materiales (recursos) son mantenidos durante un tiempo en un estado no productivo o de ocio esperando su uso o venta10. En cuanto al manejo de inventarios existen dos filosofías: Inventarios tipo “PUSH”. Inventarios tipo “PULL”.
9 Greg Howell and Glenn Ballard, “Implementing Lean Construction: Understanding and Action”, Proceedings IGLC, Guaruja, Brazil, 1998.10 Ballou, Ronald. Business Logistics Management Planning, Organizing and Controlling the Supply Chain. 4th ed. Prentice Hall, 1999.

Tradicionalmente, el manejo de recursos en las organizaciones se lleva a cabo mediante sistemas de requerimiento de material MRP (Materials Requierement Planning). Dichos sistemas consideran un pronóstico de demanda, ordenes de materiales, material en inventario en los diferentes puntos de almacén, tiempos de proveedores para la entrega de materiales, así como los tiempos de producción del producto. Esta filosofía, denominada tipo “PUSH”, para el manejo de inventarios “empuja” al sistema de producción los recursos necesarios para la ejecución de las diferentes actividades. Es decir, fija los recursos necesarios de todo el proyecto en forma colectiva y los almacena en el lugar de producción o puntos de almacenamiento estratégicamente ubicados. Los costos asociados con esta filosofía de administración incluyen los costos de almacén así como los costos asociados con el manejo de dichos inventarios, además de que los pronósticos de demanda no siempre son exactos y se traducen en inventarios en exceso.
Por el contrario, la filosofía tipo “PULL” para el manejo de inventarios “jala” del sistema los recursos necesarios para la ejecución de una actividad en el tiempo y cantidad requeridos ubicándolos generalmente en el sitio preciso para su utilización y/o consumo. El resultado es la reducción de costos de manejo de inventarios y almacenamiento de los mismos (cero inventarios). Para la implementación de sistemas tipo PULL para el manejo de recursos implica no producir nada hasta que sea requerido y hacerlo rápido. Para ello, las empresas deben conocer a detalle las necesidades de sus clientes, ofrecer tiempos de respuesta rápida y ser flexibles para satisfacer las variaciones en la demanda del mercado. Estos son algunos de los retos de la Producción Ajustada.
FLUJO DE PROCESO
Resursos “empujados” al sistema
Pronóstico de demanda
Resursos “empujados” al sistema
Centro de Trabajo 1
Proceso
Centro de Trabajo 2
PRODUCTO TERMINADO
Resursos “empujados” al sistema
Flujo de recursos bajo el Sistema PUSH (Hernández, 1993)

Perfección y transparencia del proceso
El ideal de la eliminación de los desperdicios y satisfacción completa de los clientes constituye un reto para toda organización. El camino hacia este ideal es la búsqueda continua de la perfección. La filosofía Japonesa para alcanzar este ideal a través de pasos graduales se denomina Kaizen. Ninguna organización, ni siquiera las japonesas, han alcanzado tal nivel de perfección en sus procesos. Sin embargo, cualquier organización puede alcanzar la perfección en algunas partes de sus procesos. Aunque parezca utópico hablar de la perfección, es necesario comprender en qué consiste para saber hacia dóndedebe dirigirse una empresa. Entonces se pueden tomar, paso a paso, las medidas prácticas que conduzcan hacia ese objetivo, para acercarse así cada vez más a la perfección.
Por otra parte, la transparencia se traduce en la participación de todos en alcanzar el ideal de la perfección. La única manera de llevar a cabo esto es a través de un proceso transparente para todos y que cada uno de los participantes pueda tomar decisiones para la mejorar el mismo. Esta es la base de la administración participativa donde la toma de decisiones descentralizada, el involucramiento de los empleados y la transferencia de responsabilidad a los mismos son esenciales para mejorar los procesos. Siempre existirá una forma de mejorar algún proceso para hacerlo más eficiente (eliminar el tiempo requerido, el espacio, esfuerzo y reducción de errores), pero quienes realmente pueden llevar a cabo estas mejores son quienes lo ejecutan y conocen: los empleados de primera
FLUJO DE PROCESO
Resursos “jalados” al sistema
Demanda del Producto
Resursos “jalados” al sistema
Centro de Trabajo 1
Proceso
Centro de Trabajo 2
PRODUCTO TERMINADO
Resursos “jalados” al sistema
Flujo de recursos bajo el Sistema PULL (Hernández, 1993)
línea. Es así como la Producción Ajustada, escuchando la voz de los clientes y a los empleados que agregan valor los productos o servicios deseados por dichos clientes, busca la perfección. A pesar de que la perfección sea inalcanzable, el esfuerzo por conseguirla trae consigo la inspiración y dirección necesarias para mejorar a lo largo del camino11.
Modelo de Conversiones vs. Modelo de conversiones y flujos.
La esencia de la Producción Ajustada es la consideración de que existen dos aspectos en todo sistema de producción: conversiones y flujos. Mientras todas las actividades tienen un costo y consumen cierto tiempo, sólo las actividades de conversión agregan valor al material o información que se transforma en producto terminado o servicio prestado. Es así como la mejora de las actividades que no agregan valor (inspeccionar, esperar, trasladar, etc.), a través de las cuales se unen las actividades de conversión, debe enfocarse en reducirlas o eliminarlas, mientras que las actividades de conversión deben hacerse más eficientes. Los principios tradicionales de administración han considerado hasta ahora todas las actividades como actividades de conversión o han considerado que todas agregan valor al proceso. Es así como la Producción Ajustada, se enfoca a los flujos de material e información presentes en todo proceso. 12
Modelo de Conversión
La teoría de procesos se basa en los siguientes conceptos:1. Un proceso de producción es la conversión de un "input"(materiales, mano de obra)
en un output (productos y/o servicios)2. El proceso de conversión se puede dividir en diversos sub-procesos, los cuales
también representan procesos de conversión.3. El costo total del proceso puede ser minimizado, reduciendo los costos de cada sub-
proceso.4. El valor del output del proceso se asocia a los costos (valor) de los "inputs" del
proceso.
Las críticas a este modelo, según Koskela, se orientan hacia dos vertientes. En primer lugar, el modelo no considera los flujos físicos y de información al concentrarse únicamente en las actividades de conversión. Desde el punto de vista del cliente, esta interpretación es la ideal, ya que son únicamente las actividades de conversión las que agregan valor al proceso o servicio que se ofrece. Pero en la práctica, la interpretación del modelo no ha sido ésta sino que las actividades que no generan valor (pérdidas y/o desperdicios) no se consideran o se consideran todas las actividades como actividades que agregan valor al proceso.
En segundo lugar, desde el punto de vista del cliente, los elementos de salida o “output” del proceso se caracterizan por una alta variabilidad, es decir, no cumplen las
11 Womack, James and Jones, Daniel. Lean Thinking Banish waste and create wealth in your corporation.Simon and Schuster, 1996.12 Kokela, Lauri. Application of the New Production Philosophy to Construction, CIFE Technical Report #72, Stanford University, 1992.

especificaciones implícitas y explícitas del producto y/o servicio. Esto se traduce en una gran cantidad de productos terminados defectuosos o servicios mal prestados. Ahora, en cuanto a las especificaciones, éstas son imperfectas en el sentido de que no reflejan las necesidades reales del cliente. Esto se traduce en cambios constantes del cliente con relación a las características del producto y/o servicio que requiere.
Modelo de conversiones y de flujos
El modelo de conversiones y flujos considera a la producción como un flujo de materiales y/o información que va desde la materia prima hasta la generación de un producto y/o servicio. En este flujo, el material es procesado (convertido), se inspecciona, espera y se mueve o traslado a su destino. Estas actividades son esencialmente diferentes. El proceso en sí, está constituido por las actividades de conversión y la inspección, espera y traslados representan los flujos de dicho proceso.
Los flujos de un proceso están integrados por un tiempo, costo y valor. El valor se refiere a la satisfacción de las necesidades del cliente. En la mayoría de los casos, sólo las actividades de conversión son las actividades que agregan valor al proceso. Una actividad de conversión, se identifica por la alteración de la forma o sustancia de una materia prima, su ensamble o desensamble, etc.
En síntesis, el modelo implica una dualidad en los procesos de producción: conversiones y flujos. La eficiencia total del proceso es atribuible tanto a la eficiencia del proceso (nivel de tecnología, habilidades y motivación de la mano de obra, etc.) en las actividades de conversión llevadas a cabo, así como a la cantidad y eficiencia de los flujos de material y de información a través de los cuales son unidas las actividades de conversión. Mientras todas las actividades tienen un costo y consumen tiempo, sólo las actividades de conversión agregan valor al material o información que se transforma en producto y/o servicio. Es así como la mejora continua de los flujos se debe enfocar en su reducción o eliminación, el objetivo con respecto a las actividades de conversión es hacerlas cada vez más eficientes.
Desperdicio Desperdicio
Modelo de producción como flujo de proceso (Koskela, 1992).
Proceso A
Inspec-ción Traslado Espera
Proceso B
Inspec-ciónEsperaTraslado

Metodologías, prácticas, técnicas y herramientas que integran la Producción Ajustada (Lean Production).
La evolución de la nueva teoría de la producción se caracterizó por la conformación de un cuerpo de conocimientos bajo la observación de las prácticas de ingeniería en la industria y no con base en conceptos científicos previamente establecidos. Esta evolución se desarrolló a través de visitas, análisis de casos y consultorías en diversas empresas. Las etapas que conforman dicha evolución son:- La aplicación de un conjunto de herramientas (círculos de calidad, tarjetas “kanban”,
etc.).- El desarrollo de métodos de manufactura como JIT.- La concepción de una teoría general de administración conformada por diversas
metodologías, técnicas y prácticas de producción denominadas en su conjunto: Producción Ajustada (Lean Production), Manufactura de Clase Mundial (World Class Manufacturing) o Nuevo Sistema de Producción (New Production System).
Entre las metodologías, prácticas y técnicas que enmarcan la Producción Ajustada, se encuentran13:- Administración de la Calidad Total (Total Quality Management - TQM).- Justo a Tiempo (Just in Time - JIT)- Mantenimiento Total Productivo ( Total Productive Maintenance - TPM) - Administración Participativa (Empowerment)- Mejora continua (Continuous Improvement - CI)- Información Referencial (Benchmarking)- Competición con base al Tiempo (Time Based Competition)- Ingeniería Concurrente (Concurrent Engineering - CE)- Ingeniería / Administración del Valor (Value Engineering/Management – VE)- Administración Visual (Visual Management)- Reingeniería (Re-engineering)
Adicionalmente, otros autores señalan la relevancia de otras ideas, técnicas o metodologías relacionadas a la Producción Ajustada como14:- Partnering - Grupos Multi-funcionales de Trabajo- Estructura integrada de información, comunicación y de procesos.
Aunque cada una de estas metodologías se caracterizan por su enfoque parcial, en conjunto constituyen el marco para la implementación de la Producción Ajustada la cual busca eliminar las pérdidas y/o desperdicios en tiempo, costo, maquinaria y equipo, así como recurso humano presentes en las organizaciones. Mediante su aplicación, las organizaciones han perseguido el objetivo de hacer más con menos esfuerzo humano, menos maquinaria y equipo, en menos tiempo y con menos espacio, con un enfoque basado
13 Kokela, Lauri. Application of the New Production Philosophy to Construction, CIFE Technical Report #72, Stanford University, 1992.14 Melles, Bert. “ What do we mean by lean production in construction?” Lean Construction. Alarcón, Luis F. (editor), A.A. Balkema, 1997.

en la satisfacción de las necesidades del cliente. Dichas metodologías se describen brevemente a continuación.
Diseño de procesos bajo el enfoque de la Producción Ajustada.
Una vez descritas los conceptos, prácticas, técnicas y herramientas que integran la Producción Ajustada, es necesario un enfoque práctico para su aplicación diaria en las organizaciones. Ello exige retomar el enfoque de procesos para la adecuada aplicación de la Producción Ajustada. En cuanto a la implementación práctica de dicho enfoque en una organización, se proponen los siguientes principios para el diseño, control y mejora de procesos15:
1. Reducir o eliminar las actividades que no generan valor.Como se mencionó en párrafos anteriores, en todo proceso existen actividades que agregan valor al mismo y otras que no. La causa de la presencia de estas actividades que no generan valor al proceso se debe en gran medida a tres causas: por diseño del proceso, por ignorancia u omisión y por causas inherentes al proceso de producción en sí mismo (ejemplo de ello pueden ser limitaciones de índole tecnológico). Hay que hacer énfasis en que este principio no puede ser aplicado de manera simplista, es decir, existen actividades que son necesarias para llevar a cabo determinado proceso y que tienen un valor para los clientes internos del mismo. Es por ello que un análisis cuidadoso del impacto sobre el proceso como un todo (consideración de clientes internos y externos) de las actividades que se reducirán o eliminarán debe ser tomado en cuenta. Para este propósito, son de gran ayuda los diagramas de flujo de procesos y la identificación de sus actividades.
2. Incrementar el valor de salida del proceso mediante la consideración de los requerimientos del cliente.El valor en un producto o servicio se crea o genera a través de los requerimientos del cliente. El grado en que se agrega valor al producto o servicio está en función de la satisfacción del cliente. Es necesario entonces considerar dentro de un proceso los diferentes tipos de clientes existentes (internos y externos) así como sus requerimientos específicos para asegurar la inclusión del valor. Dicho en pocas palabras, es indispensable tomar en cuenta la voz del cliente.
3. Reducir la variabilidad.La variabilidad en los procesos existe por naturaleza. En la medida en que dicha variabilidad se conozca, se identifiquen sus causas y se erradique mayor será la eficiencia del proceso y la reducción de desperdicios. Existen además, otras dos razones para reducir la variabilidad en los procesos. Por una parte, para el cliente, un producto uniforme (cero defectos, apego a las especificaciones) es mejor y en segundo lugar, la presencia de la variabilidad en los procesos se traduce en incrementos de tiempo de ciclo de los mismos. Un enfoque práctico para la identificación, medición y eliminación de la variabilidad en los procesos es la estandarización de actividades, tareas y
15 Koskela, Lauri. Application of the New Production Philosophy to Construction. CIFE Technical Report #72, Stanford University, 1992.
procedimientos además de la implementación de sistemas a prueba de error mejor conocidos como “Poka Yoke Systems”.
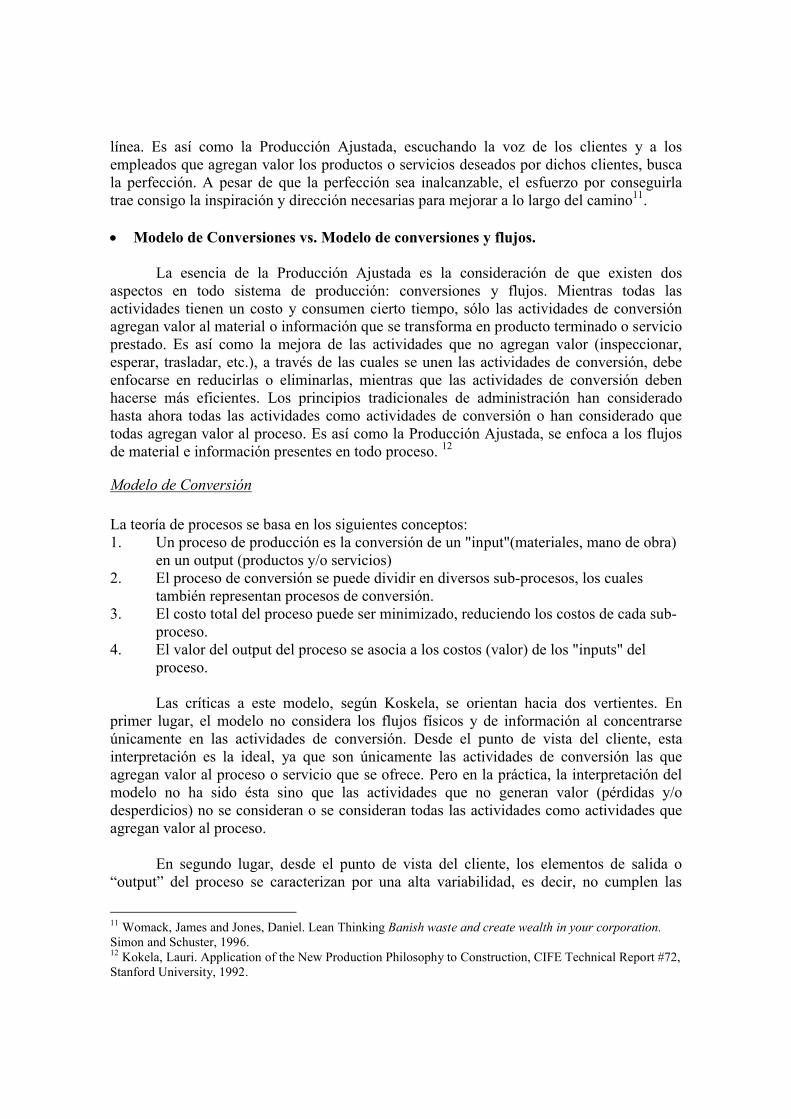
4. Reducir los ciclos de tiempo.El tiempo es una unidad de medida natural para todo proceso. La reducción del ciclo de tiempo de un proceso trae consigo diferentes ventajas, además de la reducción de costos, como son: menores tiempos de entrega de producto a los clientes así como la reducción de la necesidad de llevar a cabo pronósticos de demanda, entre otros16. El ciclo de tiempo de un proceso está determinado por la siguiente ecuación:
Ciclo de tiempo = tiempo de proceso + tiempo de inspección + tiempo de espera + tiempo de movimiento de recursos
En la medida en que se reduzca el ciclo de tiempo mediante la reducción de actividades de inspección, espera y movimiento de recursos, se lograran las ventajas descritas en el párrafo anterior por lo tanto la eliminación del desperdicio.
5. Simplificar reduciendo el número de pasos, partes y uniones entre actividades.La complejidad en un proceso trae consigo la creación de un gran número de actividades que no agregan valor al mismo. La premisa de este principio es mantener los procesos lo más simples posible mediante la reducción de pasos, partes y uniones entre actividades. Esto se logra en la práctica en gran medida a través de la
16 Para un análisis más profundo sobre las ventajas que trae consigo la reducción de los tiempos de ciclo de proyecto se recomienda consultar los conceptos de Ingeniería Concurrente y Competición con base al tiempo descrita en la sección de metodologías, práctica, técnicas y herramientas de la Producción Ajustada.
Tiempo de Proceso
Tiempo de Proceso
Tiempo de Proceso
Tiempo de Proceso
Desper-dicio en tiempo Desper-
dicio en tiempo Desperdici
o en tiempo
Reducción de ciclos de proceso (Koskela, 1992).

estandarización de partes, materiales y herramientas así como a través de la reducción de relaciones entre actividades.
6. Incrementar la flexibilidad de salida.La flexibilidad de salida trae consigo la ventaja de cumplir con las variaciones de demanda del mercado. Entre más flexible sea un proceso, éste tendrá la capacidad de satisfacer a una mayor cantidad de consumidores del producto o servicio que ofrece. En la práctica, la flexibilidad de un proceso se logra a través de un alto grado de ínter cambiabilidad de las partes, reducción de la dificultad para iniciar cada actividad del proceso así como a través de una fuerza de trabajo multi calificada.
7. Incrementar la transparencia del proceso.La transparencia del proceso se traduce en la capacidad de detectar y corregir errores dentro del mismo. Para lograr este objetivo, ello es necesario la participación de todos los involucrados en el proceso. En la práctica, la transparencia del proceso se puede alcanzar, entre otras formas, mediante sistemas de control visual, despliegue de información sobre los indicadores de desempeño del proceso, aplicación de las 4, 5 o 6´s (seiri u organización, seiton u orden, soji o limpieza, seiketsu o pulcritud y bien hacer, shitsuke o buena conducta y shukan o hecho a la medida), así como un adecuado layout del sitio de producción17.
8. Enfocar el control a todo el proceso.Las razones por las cuales se tiene un control segmentado de procesos generalmente se asocian a barreras organizacionales presentes en sistemas administrativos rígidos o por una organización funcional la cual subdivide el trabajo en especialidades que llevan a cabo actividades específicas. Para lograr el control de todo el proceso es necesario establecer indicadores globales del mismo así como una autoridad controladora.
9. Mejorar continuamente el proceso.El esfuerzo para reducir el desperdicio e incrementar el valor en el proceso es una actividad interna, incremental e iterativa la cual debe llevarse a cabo de manera continua. Algunos de los métodos para institucionalizar la mejora continua en los procesos son: un compromiso por medir y monitorear las mejoras en el desempeño, establecer objetivos de desempeño, transferir la responsabilidad de la mejora continua a los empleados, la utilización de procedimientos estándar, así como la unión entre mejora continua y control.
10. Lograr el balance entre la mejora de flujos y actividades de conversión.Para comprender este principio es necesario establecer que las mejoras en los flujos y las mejoras en los procesos o actividades de conversión son dependientes. Es decir, mejores flujos requieren menos capacidad de conversión y por lo tanto una inversión menor en tecnología, flujos mejor controlados hacen que la implementación de nuevas tecnologías en las actividades de conversión sea más sencilla y por otra parte, éstas nuevas tecnologías se traducen en menor variabilidad del proceso lo que implica
17 Para un mayor análisis al respecto se recomienda consultar las ventajas que ofrecen los Sistemas de Control Visual descritas en la sección de metodologías, prácticas, técnicas y herramientas de la Producción Ajustada.

mejores flujos. El secreto es cómo encontrar un balance entre mejorar los flujos del proceso o las actividades de conversión. El potencial en la reducción de desperdicios, así como en el grado de inversión serán los criterios a tomar en cuenta para encontrar dicho balance.
11. Practicar el “Benchmarking” (Información referencial)A diferencia de los avances tecnológicos, los cuales se introducen al mercado a través de fuertes campañas de marketing, debe existir en la organización una búsqueda continua y sistemática de las mejores prácticas para alcanzar el liderazgo en la industria. Una de las herramientas básicas para lograr este objetivo es el Benchmarking18. En la medida en que se busquen estas mejores prácticas, ya sea entre competidores o no competidores, procesos primarios o secundarios, de línea o de soporte, la organización tendrá la oportunidad de conocerse más a sí misma y a otras dentro de la industria y sembrará en sus empleados la necesidad de buscar la excelencia para ser el número uno.
18 Para un mayor análisis al respecto se recomienda consultar las ventajas que ofrece el Benchmarking descritas en la sección de metodologías, prácticas, técnicas y herramientas de la Producción Ajustada.

2. ¿Por qué incorporar Lean en la Construcción?
Los problemas crónicos de la industria de la construcción son bien conocidos: baja productividad, condiciones precarias de seguridad y de trabajo, así como baja calidad en las obras ejecutadas. Además de esto, hay que considerar que los proyectos de construcción son únicos y complejos con una gran variabilidad en los procesos e implican la conjunción de diversas organizaciones especializadas (contratistas) en un solo espacio durante un período de tiempo definido. Algunas de estas peculiaridades de la industria han sido salvadas por distintas soluciones. Por ejemplo, la presencia de proyectos únicos y no repetitivos se ha solucionado a través de la estandarización y coordinación modular; las dificultades constructivas en el sitio de la obra han sido libradas a través de la prefabricación y cuadrillas especializadas. Por otra parte, las relaciones entre los diferentes contratistas en un solo proyecto se han abordado a través de estrategias de coordinación, trabajo en equipo y relaciones a largo plazo citando como ejemplo el denominado “Partnering”.
La industria de la construcción ha rechazado muchas ideas de la industria manufacturera bajo la justificación de que la construcción es radicalmente distinta. Sin embargo, la influencia de la industria manufacturera se aprecia claramente en los procesos de industrialización y prefabricación aplicados a la construcción. Las tendencias de la industria de manufactura buscan implementar los conceptos de la Producción Ajustada (Lean Production) mencionados en el capítulo anterior a los sistemas de producción actuales. Dichos conceptos se orientan hacia la consolidación de un sistema de producción que entregue un producto ordenado al instante, cumpliendo con los requerimientos del cliente y manteniendo un nivel de cero inventarios mediante19:
La identificación de la cadena de valor del proceso desde el punto de vista del cliente y la eliminación de todo aquello que no agregue valor al mismo (considerado como pérdida y/o desperdicio en el proceso).
La organización de la producción bajo el concepto de flujo continuo. La implementación de un sistema de inventarios tipo “pull”, una distribución adecuada y
a tiempo de información y la descentralización en la toma de decisiones. La búsqueda de la perfección y transparencia del proceso mediante la satisfacción de los
requerimientos del cliente y la participación de los empleados.
La construcción, tal y como se administra y ejecuta en la actualidad, se enfoca al desglose de los proyectos en una serie de actividades y/o tareas para las cuales se define una duración, costo y asignación de recursos para cumplir con los estándares de calidad definidos en el proyecto, más sin embargo, la fragmentación del proyecto en dichas actividades y/o tareas, se traduce en un sistema de producción con interrupción o segmentación de flujos, alta variabilidad en los procesos, altos índices de pérdidas y/o desperdicios así como pérdida de valor en el proyecto de construcción. En el presente capítulo se tratarán a fondo estos conceptos así como la aplicación de los mismos en la industria.
19 Howell, Gregory A. What is Lean Construction, Proceedings IGLC-7, Berkeley, CA, 1999.
Construcción tradicional y Construcción sin Pérdidas
Actividades, valor y flujo de proceso.
La administración actual de la construcción está orientada hacia el desglose de un proyecto en actividades las cuales definen su alcance. Dichas actividades son controladas a través de indicadores de costo, tiempo y calidad. La optimización del proyecto en su totalidad se hace con base en la optimización de cada una de estas actividades y el valor del proyecto se agrega en la etapa de diseño del mismo considerando las necesidades del cliente final. En términos generales, la administración de proyectos tradicional consiste en desglosar el proyecto en actividades (por ejemplo, construcción y diseño), establecer una secuencia lógica de ejecución y la estimación del tiempo y recursos necesarios para realizar cada actividad. Cada una de estasactividades es desglosada hasta llegar a definir paquetes de trabajo para los cuales se designa, contrata o subcontrata para su ejecución a un especialista. El control del proyecto se lleva a cabo a través del control de cada una de las actividades o paquetes de trabajo en función de las proyecciones en tiempo, costo y calidad. Si existe una diferencia entre lo proyectado y ejecutado, se llevan a cabo esfuerzos para ajustar el costo, tiempo o la calidad de la actividad que presenta dicha variación.
La crítica a la administración tradicional de proyectos sostiene que esta segmentación de actividades no toma en cuenta los principios de diseño de flujo de procesos y mejora continua creando flujos por abajo del óptimo así como actividades que no generan valor al proceso (pérdida y/o desperdicio) atribuidas a20: Método secuencial en la concepción y realización del proyecto. Falta de consideraciones de calidad en el proyecto (satisfacción de las necesidades del
cliente). Control segmentado del proyecto. Métodos tradicionales de programación (Ruta Crítica o CPM-Critic Path Method).
Además de lo anterior, hay que considerar las peculiaridades de la construcción presentes en cada proyecto las cuales agregan mayor complejidad y variabilidad. Dichas peculiaridades son: Proyectos únicos. Producción en sitio. Organización temporal y múltiple.
En términos generales, la presencia de una serie de actividades secuenciales ejecutadas por diferentes especialistas conduce a una segmentación del proyecto la cual no permite la presencia de ciclos de revisión o iteración de los procesos, la consideración de los requerimientos de los clientes internos inmediatos en la secuencia del proceso, el intercambio de información entre especialistas y la falta de liderazgo y responsabilidad sobre la totalidad del proyecto. Por otra parte, en cuanto a la calidad se refiere, no existe un esfuerzo o área específica dedicada a la eliminación de defectos o detección a tiempo de los errores y omisiones, así como
20 Koskela, Lauri. Application of the New Production Philosophy to Construction, CIFE Technical Report #72, Stanford University, September 1992.
del impacto de los mismos. Generalmente, se da por hecho que existe un nivel óptimo de calidad previamente establecido.
Con relación al control segmentado del proyecto, un ejemplo típico lo constituye el suministro de materiales a la obra. Por lo general, no existe un plan de administración de materiales en cuanto a requisición, suministro, tiempos de re-orden y tiempos de entrega. La administración de los materiales se lleva a cabo a través de un departamento de compras y abastecimientos (muchas veces desligado del proceso de construcción) el cual tiene como objetivo minimizar los costos en la compra y suministro de los mismos además de que establece los tiempos de entrega con base en los tiempos de los proveedores que maneja. De esta forma, las operaciones en campo tienen que ajustarse a los tiempos de entrega establecidos por dicho departamento y no al desarrollo o ejecución de la obra. Por otra parte, la programación de actividades basadas en el método de la ruta crítica (CPM por sus siglas en inglés) determina el inicio y terminación del proyecto, así como el inicio y terminación de cada actividad especificando, en caso de existir, la holgura correspondiente a cada una pero no determinan el flujo de materiales e información requeridos para la ejecución de cada actividad. Además, la programación de la ruta crítica tiene como objetivo dar a cada actividad el inicio más próximo de manera que la duración total del proyecto se reduzca o dicha actividad goce de una mayor holgura, sin embargo, no visualiza dicha secuencia en términos del trabajo ejecutado necesario para detonar el inicio de etapas posteriores del proyecto21.
Por otra parte, los proyectos de construcción son únicos ya que surgen de diferentes necesidades y requerimientos de diversos clientes, en condiciones y sitios diferentes y bajo diferentes soluciones de diseño. Hay que considerar que estas diferencias no ocurren a un mismo nivel durante todo el proyecto, es decir, existen ciertas tareas y/o actividades recurrentes para el constructor o diseñador en cada proyecto.
Con relación a la producción en sitio, ésta introduce otros factores a considerar comoson22: Variabilidad, en la mano de obra, medio ambiente en constante cambio, condiciones de
seguridad, características del terreno, condiciones climáticas, etc. Complejidad, en cuanto a la coordinación del flujo de materiales, información y mano de
obra en el sitio. Transparencia, en cuanto a la dificultad de la planeación de la logística de operaciones en
obra debido al constante cambio del sitio de construcción. Transferencia de conocimiento, en cuanto a la dificultad de transferir procedimientos y
prácticas de un proyecto a otro.
Además, la organización de la industria de la construcción se caracteriza por ser temporal y múltiple, esto es, en un proyecto intervienen diferentes sub-contratistas de un constructor general, quienes ejecutan el trabajo aplicando diferentes procedimientos bajo condiciones contractuales distintas. Generalmente dichas condiciones contractuales son transaccionales, es
21 Howell, Greg and Ballard, Glenn. Implementing Lean Construction: Understanding and Action, Proceedings IGLC-6, Guaruja, Brazil, 1998.22 Koskela, Lauri, Application of the New Production Philosophy to Construction, CIFE Technical Report #72, Stanford University, September 1992.

decir, se basan en el criterio del menor precio dejando a un lado consideraciones de calidad y tiempos de entrega, entre otras. En forma adicional, la presencia de múltiples organizaciones en un corto lapso de tiempo se traduce en problemas de comunicación, transferencia de información, conocimiento del proyecto, mejora continua entre los diversos participantes, logrode objetivos comunes, entre otros. Por otra parte, las regulaciones en la industria de la construcción también introducen factores que limitan o demoran la ejecución del proyecto. Ejemplo de lo anterior son las diferentes autorizaciones para aprobación de un diseño de construcción, códigos y reglamentos de construcción, licencias y permisos, etc.
A estas consideraciones podemos agregar la práctica general en la industria de iniciar un proyecto bajo altas condiciones de incertidumbre y la falta de administración de la producción en la construcción. Tomando en cuenta lo anterior, los proyectos de construcción se caracterizan por23: Soluciones por abajo del óptimo en cuanto a diseño e ingeniería. Falta de constructabilidad. Dificultades en la operación de la facilidad construida. Alto número de órdenes de cambio. Falta de innovación y mejora continua. Excesiva variabilidad y complejidad en el proyecto. No-detección de variaciones en el proyecto. Consideración insuficiente de los requerimientos del cliente. Acumulación de trabajo en proceso (trabajo ejecutado en “stock” o inventario) entre
actividades y operaciones. Interrupciones generadas por la falta de información y/o materiales. Falta de transparencia en los procesos. Carencia de mejora continua en los procesos.
Desde el punto de vista de la Construcción sin Pérdidas, los procesos de todo proyecto de construcción se caracterizan no sólo por una serie de actividades sino por un flujo de información y materiales que liga dichas actividades para agregar valor al proceso y/o producto final. Además, hace una distinción entre actividades que agregan y no agregan valor al proceso. Dicho valor está integrado por dos componentes: desempeño del producto (satisfacción del cliente) y cero defectos (cumplimiento de las especificaciones). Además, es evaluado desde la perspectiva del cliente inmediato dentro del proceso y por el cliente final del mismo. El costo, así como la duración del proyecto, dependen de la eficiencia de las actividades que agregan valor al proceso y la cantidad de actividades que no agregan valor al mismo. A continuación se describen, en términos de costo y valor, los procesos de diseño y construcción de un proyecto.
El costo del diseño se compone de los costos de las actividades que agregan valor (conversiones) y actividades que no agregan valor (pérdida y/o desperdicio). La pérdida y/o desperdicio en el proceso de diseño está integrada por re-trabajos ocasionados por errores de diseño detectados durante el diseño y por actividades que no agregan valor al proceso en flujos de información y trabajo. El proceso de diseño tiene dos clientes: el proceso de construcción y el
23 Op. cit.

Valor Teórico
Costo Total
Costo Total
Costo de Diseño
Costo de Construcción
Valor de la Facilidad
Construida
Costo extra causado por ineficiencias del diseño
Costo extra por errores de diseño
Costo extra por errores de construcción
Costos de diseño
Costos de construcción
Valor Total
Pérdida de valor causad por errores de diseño
Pérdida de valor causad por errores de construcción
Procesos de diseño y construcción en términos de costo y valor para el cliente (Koskela, 1992).
cliente del proyecto. El valor para el cliente está determinado por qué tan bien fueron convertidos los requerimientos explícitos e implícitos en soluciones de diseño, el nivel de optimización alcanzado y el impacto de los errores de diseño detectados durante el arranque y uso de la facilidad. El valor del diseño para el proceso de construcción está determinado por el grado en que las restricciones y requerimientos constructivos han sido tomados en cuenta, así como por el impacto de los errores de diseño detectados durante la construcción.
La pérdida y/o desperdicio en la construcción está determinada por los re-trabajos ocasionados por errores de construcción o de diseño así como por actividades que no agregan valor en los flujos de información y materiales como son: esperar, mover, inspeccionar, duplicar actividades y la ocurrencia de accidentes. A su vez, el proceso de construcción tiene como cliente el cliente del proyecto. El valor para el cliente está determinado por el grado de libertad de defectos encontrados durante el arranque y el uso de la facilidad.
De lo anterior se puede afirmar que el proceso de diseño debe enfocarse a minimizar la pérdida de valor en el proyecto y el proceso de construcción a la reducción de las pérdidas y/o desperdicios. Ahora, es necesario considerar dos horizontes de tiempo en cada proyecto de construcción: el tiempo de duración del proyecto durante el cual se busca alcanzar los niveles óptimos en cuanto a costo y valor definidos por la aplicación de las mejores prácticas en la industria, es decir, un alto nivel de desempeño en la ejecución de los procesos de diseño y construcción y por otra parte, un horizonte de tiempo a largo plazo el cual permita a la organización mejorar continuamente sus procesos para superar los estándares de las mejores prácticas en la industria. La Figura 3.1 muestra estos conceptos en función del costo y valor en los procesos de diseño y construcción.

Sistemas de planeación y control de proyecto.
La industria de la construcción invierte gran cantidad de recursos y energía en la planeación de proyectos la cual consiste en la elaboración de programas de obra, presupuestos y otros requerimientos, definidos en los niveles superiores de la organización, que indican a los participantes del proyecto el trabajo a ejecutar. La administración del proyecto se enfoca en monitorear lo ejecutado con lo planeado. Es decir, la planeación se traduce en control durante la ejecución del proyecto, el cual consiste en determinar si el proyecto y sus partes se encuentran en tiempo y en el costo establecido. Dicho control es necesario para hacer frente a las diferentes variaciones a las que está sujeta la planeación de todo proyecto: variaciones en los requerimientos de entrada del proceso, variaciones del entorno y variaciones en el desempeño de cada una de las actividades que lo integran.
Bajo este esquema, el proyecto se desarrolla de manera normal hasta que ocurre un evento que produce una reacción en cadena que interrumpe, demora o para el proceso. Por ejemplo, la falta de información en cierto tipo de elemento estructural demora su diseño causando una demora en la fabricación del mismo y por consiguiente su entrega en el sitio de la obra e instalación. La consecuencia de esta reacción en cadena es un ajuste en el programa de obra y el compromiso de la administración del proyecto de cumplir con los tiempos y costos establecidos a toda costa, lo cual ejerce una gran presión sobre el proyecto. El resultado final es que la administración del proyecto se enfoca más en “apagar fuegos” causados por reacciones en cadena similares a lo largo de todo el proyecto y no en la identificación de las causas y orígenes de dichos “fuegos” para lograr la mejora continua del proceso de construcción (planeación, diseño, construcción y operación).
Expresiones como: “De acuerdo al programa de obra, ayer se debió haber terminado la colocación de X elemento estructural” son frecuentes en la construcción, pero preguntas como “¿Se tenía la información adecuada, los materiales y recursos necesarios para completar esa actividad?” o ¿Cuáles fueron las causas que impidieron la terminación de dicha actividad en tiempo?” son poco frecuentes. Mediciones actuales en cuanto al trabajo planeado y ejecutadoestablecen que el 33% del tiempo, el trabajo ejecutado no concuerda con lo planeado y que el porcentaje de actividades completadas en tiempo y costo es de tan solo 64% y las no completadas de 36%24. Esto muestra una diferencia entre lo que se debe ejecutar y lo que realmente puede ejecutarse. Bajo estas condiciones, es necesario proteger el proceso de producción en la construcción mediante un sistema de planeación que reduzca la variación de los flujos en cada proceso y mejore el desempeño de las operaciones (actividades) de los mismos (enfoque de procesos y operaciones)25 . Estas variaciones están asociadas a una vaga definición de los objetivos del proyecto, carencia de sistemas efectivos para la planeación (herramientas y sistemas computacionales), falta de información y, por lo general, falta de tiempo dedicado a la planeación.
24 Howell, Greg and Ballard, Glenn. Implementing Lean Construction: Stabilizing work flow. Lean Construction, Luis F. Alarcón (editor), A.A. Balkema, Rotterdam, 1997.25 Howell, Greg and Ballard, Glenn. Implementing lean construction: Improving downstream performance. Lean Construction, Luis F. Alarcón (editor), A.A. Balkema, Rotterdam, 1997.

Trabajo que debe
ejecutarse
Proceso de Planeación
Final
Trabajo que puede
ejecutarse
Trabajo Ejecutado
Proceso de planeación final (Ballard, 1994).
La Construcción sin Pérdidas visualiza el sistema de planeación en la construcción bajo el siguiente enfoque: a lo largo de todo proyecto y en todos los niveles, se lleva a cabo una planeación que determina las actividades a realizar, su secuencia, así como los recursos ymétodos para llevarlas a cabo. Dicha planeación, llega hasta un nivel final que antecede a la producción física del proyecto de construcción. Esta planeación, llevada a cabo por un planeador final, no tiene como salida del proceso de planeación otro proceso, sino la producción directa, es decir, trabajo a ejecutar. Los elementos en dicho proceso de planeación son26: (ver Figura 3.2)
1. Trabajo que debe ejecutarse (definido por los requerimientos de costo, tiempo y calidad del proyecto).
2. Trabajo que puede ejecutarse (en función de los recursos e información disponibles).3. Trabajo a ejecutar (en función del compromiso de ejecutar el trabajo que debe ejecutarse sólo
si éste puede ejecutarse).
A lo largo de todo el proyecto de construcción, dicho proceso de planeación se ajusta para hacer frente a las variaciones y complicaciones emergentes. Es decir, de acuerdo a la información disponible, se establece una planeación inicial, la cual posteriormente se ajusta de acuerdo al status del proyecto, predicciones o cambios en el mismo hasta llegar al proceso de planeación final que detona el trabajo a ejecutar. La Figura muestra dicho proceso.
26 Ballard, Glenn. The Last Planner, Northern California Construction Institute, Monterey, California, 1994.

Para lograr lo anterior, la Construcción sin Pérdidas establece como características fundamentales del sistema de planeación: Establecer como base del sistema de planeación el proceso de planeación final. Incluir en el sistema de planeación ciclos de ajuste del sistema para detectar y corregir
variaciones. Determinar la secuencia, cantidad y selección de trabajo a ejecutar con base al proceso de
planeación final. Establecer planes de trabajo semanales con las siguientes características27:
a. Trabajo seleccionado en la secuencia correcta.b. Selección de la cantidad adecuada de trabajo.c. El trabajo seleccionado puede ejecutarse.
27 Howell, Greg and Ballard, Glenn. Implementing Lean Construction: Stabilizing work flow. Lean Construction, Luis F. Alarcón (editor), A.A. Balkema, Rotterdam, 1997.
Informa-ción
Planeación Inicial
Objetivos del proyecto
Status y predicciones
Ajuste del programa
Trabajo que debe
ejecutarse
Trabajo que puede
ejecutarse
Trabajo que debe
ejecutarse (ajustado)
Proceso de planeación
final
Trabajo a ejecutar
Recursos Ejecución del trabajo
Trabajo ejecutado
Comparación entre trabajo a
ejecutar y ejecutado.
Comparación entre trabajo que debe ejecutarse y trabajo a ejecutar
Comparación entre trabajo que debe ejecutarse y trabajo a ejecutar
Proceso de planeación (Ballard, 1994).

Las ventajas del sistema de planeación son especialmente útiles para la industria de la construcción la cual se caracteriza por una alta variabilidad en sus procesos. Dichas ventajas son: Proceso de planeación iterativo y ajustable con una clara identificación de las causas de las
variaciones del proyecto y corrección de las mismas. Proceso de planeación con base en los requerimientos de operación de primera línea, es decir,
con base a las necesidades de quien ejecuta realmente el trabajo.
Enfoque de procesos.
La teoría de procesos define un proceso como una secuencia de pasos, tareas o actividades que transforman las entradas del mismo (“input” del proceso) en un producto y/o servicio (“output” del proceso). Se definen entonces tres elementos básicos en todo proceso: 1. Elementos de entrada o “input” del proceso.2. Actividades que integran el proceso, las cuales pueden incluir actividades de otros sub-
procesos.3. Elementos de salida o “output” del proceso.
Existen además, otros elementos de todo proceso los cuales hay que considerar. Dichos elementos son parte fundamental del proceso o conjunto de procesos. Estos elementos son: Clientes internos y externos del proceso. Requerimientos de los clientes del proceso. Participantes en el proceso. Responsables del proceso. Otras personas involucradas en el proceso denominado como accionistas del mismo
stakeholders. Límites del proceso (primer paso/último paso). Proveedores.

La crítica a este modelo, se orienta en tres direcciones28. Por una parte, el modelo no hace una distinción clara entre actividades que agregan valor al proceso y las que no, es decir, el modelo considera que todas las actividades agregan valor cuando en la realidad esto no ocurre. Existen actividades como inspección, traslado, espera, etc., las cuales están presentes en todo proceso y no aportan valor desde el punto de vista del cliente. Por otra parte, no considera los flujos físicos de recursos e información necesarios para llevar a cabo cada una de las actividades del proceso. Por último, las salidas del proceso se caracterizan por una alta variabilidad, es decir, no cumplen con las especificaciones implícitas y explícitas del producto y/o servicio, esto, causado por la presencia de actividades que no agregan valor y la falta de consideración de los flujos de recursos e información.
La Construcción sin Pérdidas se enfoca en la distinción entre actividades que agregan valor al proceso (actividades de conversión) y actividades que no agregan valor al proceso (pérdida y/o desperdicio). Este enfoque presenta ventajas considerables en la mejora del proceso las cuales llevan a la consideración, identificación, reducción y eliminación de las actividades que no generan valor y consumen recursos (actividades como inspección, traslado, transporte, espera, etc.). Por otra parte, se enfoca en hacer más eficientes las actividades que realmente agregan valor considerando los flujos de información y recursos necesarios para llevarlas a cabo y los requerimientos del cliente que determinan la calidad del producto final. El siguiente modelo describe la dinámica de procesos descrita con base a conversiones y flujos. 28 Koskela, Lauri, Application of the New Production Philosophy to Construction, CIFE Technical Report #72, Stanford University, September 1992.
......
Actividades / Tareas
OutputInput
Sub-procesoA
Requerimientos del cliente
Límite del proceso Proveedores
Clientes internos y externos
Accionistas Limite del proceso
Responsable del proceso.
Participantes del proceso
Modelo tradicional de procesos.
Sub-procesoB
......

Comparación entre la construcción tradicional y Construcción sin Pérdidas.
Del análisis anterior, se afirma que existen diferencias estructurales en cuanto al enfoque de la construcción tradicional y el enfoque propuesto por la Construcción sin Pérdidas en cuanto a la concepción del proyecto, organización y toma de decisiones, estructura contractual y consideraciones de costo y tiempo para mejora continua de los proyectos de construcción. Dichas diferencias se enuncian en la siguiente tabla comparativa.
Construcción Tradicional Construcción sin Pérdidas (Lean Construction)Considera a todas las actividades de un proyecto como actividades que aportan valor al mismo.
Distingue entre actividades que agregan valor (conversiones), actividades que no agregan valor al proceso (pérdidas y/o desperdicios) y flujos de proceso (recursos e información)
Organización jerárquica y centralización de la toma de decisiones.
Organización con base a flujos y descentralización de la toma de decisiones (participación de empleados).
Enfoque de proyecto como una combinación de actividades secuenciales.
Enfoque de proyecto con base a proceso o sistema de producción e identificación de la cadena de valor.
Estructura contractual transaccional basadas en el mejor precio/ mejor postor.
Estructura contractual relacional (relaciones a largo plazo) y de cooperación mutua.
Aceleración del tiempo de ejecución de actividades. Programación concurrente de actividades para la reducción de ciclos de tiempo del proyecto.
Reducción de costos con base a mejoras de productividad.
Reducción de costos con base a la reducción de pérdidas y/o desperdicios (actividades que no generan valor al proceso).
Con relación a la problemática descrita en párrafos anteriores, se han propuesto diversas soluciones estructurales para salvar las diversas peculiaridades de la industria así como las prácticas en la administración actual que conducen al aumento de las pérdidas o desperdicios en los proyectos de construcción29. Algunas de estas propuestas se detallan a continuación:
Proyectos únicosProblemática No existe la posibilidad de incluir ciclos de prueba de prototipos, es decir, el
29 Ibidem.
Desperdicio Desperdicio
. Modelo de producción como flujo de proceso (Koskela 1992).
Proceso A
Inspec-ción Traslado Espera
Proceso B
Inspec-ciónEsperaTraslado
Construcción tradicional vs. Construcción sin Pérdidas

Generada proyecto se construye de inicio a fin una sola vez. No existe un enfoque sistematizado para integrar los requerimientos del cliente en
cada proyecto. Coordinación de actividades con alto grado de incertidumbre al efectuarse por
primera y única vez.Solución estructural
Minimizar el número de soluciones únicas en el proyecto
Soluciones operativas
Llevar a cabo un análisis de los requerimientos en las etapas posteriores al proyecto. Establecer ciclos de prueba artificiales. Prevenir actividades con alta incertidumbre. Sistematizar el registro de información de proyectos previos. Ofrecer productos y servicios flexibles para enfrentar las diferentes necesidades del
cliente.Producción en sitio
Problemática Generada
Factores externos no controlables como condiciones climáticas, condiciones del terreno, etc., los cuales introducen incertidumbre al proceso.
Interdependencia de los actores en el proceso, la cual introduce variabilidad en el flujo y complejidad en la coordinación.
Constante cambio del sitio de construcción. Variabilidad de la productividad en la mano de obra. Dificultad para transferir conocimientos y procedimientos constructivos de un sitio a
otro.Solución estructural
Minimizar las actividades en el sitio de la obra
Soluciones operativas
Utilizar Planeación detallada y continua. Utilizar equipos o cuadrillas multi-capacitadas Llevar a cabo un exhaustivo análisis y planeación del riesgo. Sistematizar y documentar los procedimientos constructivos.Organización temporal y múltiple
Problemática Generada
Intercambio de información y comunicación deficiente entre los diferentes actores en el proceso.
Dificultad en la implementación de un proceso de mejora continua.Solución estructural
Minimizar la interdependencia temporal en el proyecto o proceso.
Soluciones operativas
Trabajo en equipo durante la ejecución del proyecto en todas sus etapas. Relaciones a largo plazo con los diferentes actores en el proceso.Regulaciones en la industria
Problemática Generada
Demora en obtención de permisos y licencias de construcción y otros trámites. Demora en aprobación de diseños y planos de construcción.
Solución estructural
Minimizar burocracia interna y agilizar trámites externos.
Soluciones operativas
Reducción de tiempos de aprobación.
Método secuencial en la concepción y realización del proyectoProblemática Generada
Segmentación del proyecto en actividades secuenciales. Deficiente intercambio de información entre participantes del proyecto. Falta de liderazgo y responsabilidad sobre la totalidad del proyecto.
Solución estructural
Aplicación de la ingeniería concurrente
Soluciones operativas
Reducción de tiempos en cada ciclo de actividades y de la totalidad del proyecto. Consideración de los requerimientos en las etapas posteriores del proyecto. Énfasis en el control de la totalidad del proceso.

Falta de consideraciones de calidad en el proyecto (satisfacción de las necesidades del cliente)
Problemática Generada
Excesiva variabilidad en los procesos. Pobre detección de defectos y desviaciones. Insuficiente consideración de las necesidades del cliente.
Solución estructural
Satisfacción de las necesidades del cliente y énfasis en el valor agregado del proyecto.
Soluciones operativas
Diseñar y mejorar procesos para reducir la variabilidad de los mismos. Establecer los medios para la detección rápida y corrección de defectos o
desviaciones de los estándares establecidos. Mejorar el mecanismo a través del cual son definidas las especificaciones de cada
actividad.Control segmentado del proyecto
Problemática Generada
Organización con base en tareas, actividades y/o funciones lo que da lugar a organizaciones con múltiples niveles jerárquicos.
Acumulación de trabajo en proceso entre actividades. Acumulación o escasez de inventario. Segmentación de flujos.
Solución estructural
Descentralización y consideración de flujos para el control del proyecto.
Soluciones operativas
Descentralización de la toma de decisiones y control del proyecto. Organización con base a flujos. Control de la totalidad del proyecto (enfoque de sistemas).Métodos tradicionales de programación (Ruta Crítica)
Problemática Generada
Dichos métodos determinan el inicio y final de una actividad mas no determinan o consideran el flujo de material o información requerido para llevar a cabo dicha actividad.
Solución estructural
Consideración de los requerimientos en cuanto a información y materiales necesarios para llevar a cabo cada actividad
Soluciones operativas
Llevar a cabo una planeación de los flujos de información y materiales requeridos para cada actividad.
En términos generales, la diferencia entre la construcción actual (desglose de un proyecto en una serie de actividades) y la construcción en términos de actividades de conversión y flujos (Construcción sin Pérdidas) radica en la concepción de la construcción en términos de un sistema de producción el cual requiere de un flujo confiable y continuo de información y materiales, identificación y reducción de desperdicios, reducción de la variabilidad en los procesos, identificación de la cadena de valor de los mismos, descentralización en la toma de decisiones, un sistema de inventarios tipo “pull”, cero inventarios y la satisfacción de las necesidades del cliente30. Dichos conceptos se detallaran a continuación.
30 Howell, Greg and Ballard, Glenn. Implementing Lean Construction: Understanding and Action, Proceedings IGLC-6, Guaruja, Brazil, 1998.
Soluciones a la problemática actual de la industria de la construcción (Koskela, 1992).

3. ¿Cómo aplicar Lean en la industria de la construcción: Lean Construction?
En términos de la producción ajustada presentada, los conceptos de perdida o desperdicio, valor, cadena de valor, sistema de inventarios tipo “pull” así como la perfección y transparencia del proceso, pueden ser aplicados a la industria de la construcción. A continuación se describe cada uno de ellos con relación a los proyectos de construcción.
Pérdida o Desperdicio
En general, el desperdicio en un sistema de producción se mide en función de sus indicadores de desempeño. Los desperdicios se definen como las pérdidas generadas por actividades que consumen recursos, directa o indirectamente, más no agregan valor al proceso. Estas pérdidas y/o desperdicios están también asociados a la eficiencia de los procesos, equipo y mano de obra en un proyecto31. En la construcción existen evidencias claras de la presencia de pérdidas y/o desperdicios en los proyectos en todas sus etapas (planeación, diseño, construcción y operación). Ejemplo de ello es la presencia de inventarios de materiales, maquinaria y equipo en almacén, tiempos muertos, retraso en entrega del producto y/o servicio, incumplimiento con los requerimientos del cliente, información retrasada o deficiente, tiempos de espera, tiempos de traslado, etc. Éstas pérdidas y/o desperdicios se generan en las diferentes actividades que integran en proceso de producción, así como en actividades administrativas.
Estudios llevados a cabo en diversos países muestran el orden de magnitud en cuanto a costo de algunas pérdidas y/o desperdicios en la industria de la construcción32:
Pérdida y/o Desperdicio Costo PaísCostos de calidad (no-satisfacción del cliente)
12% del costo total del proyecto USA
Costo de calidad externa (durante el uso de la construcción)
4% del costo total del proyecto Suecia
Falta de constructabilidad 6 al 10% del costo total del proyecto USAMala administración de materiales 10 al 12% de los costos de mano de obra USAUso excesivo de materiales en el sitio de la obra
10% en promedio Suecia
Tiempo empleado en actividades que no generan valor en el sitio de la obra
Aprox. 2/3 del tiempo total USA
Falta de seguridad 6% del costo total del proyecto USA
Pérdidas en proyectos de construcción. (Koskela, 1992)
31 Alarcón, Luis. F., Tools for the identification and reduction of waste in construction projects. Lean Construction. Alarcón, Luis F. (editor), A.A. Balkema, Rotterdam, 1997.32 Koskela, Lauri, Lean Production in Construction. Lean Construction. Alarcón, Luis F. (Editor), A.A. Balkema, Rotterdam 1997.

Pérdidas en Tiempo(horas-hombre & uso
de equipo)
Inactividad en el Trabajo
Trabajo Inefectivo
Tiempos de espera
Tiempos de ocio
Tiempos de traslado
Tiempos de reposo / descanso
Necesidades fisiológicas
Re-trabajos
Bajo Rendimiento
Inventing Work
Categorías de pérdidas en tiempo productivo (Serpell, 1997).
Por otra parte, investigaciones en la industria de manufactura han identificado diferentes tipos de desperdicios presentes en los procesos productivos. Dichos desperdicios están presentes también en la industria de la construcción. El reto de la Construcción sin Pérdidas es la identificación, reducción y eliminación de dichas pérdidas.
Tipos y causas de desperdicios.33
1. Desperdicio causado por sobreproducción.2. Desperdicio asociado a períodos de espera.3. Desperdicio asociado al transporte.4. Desperdicio causado por el propio sistema.5. Desperdicio asociado al inventario.6. Desperdicio asociado a las operaciones del proceso.7. Desperdicio asociado a defectos.8. Desperdicio asociado al tiempo.9. Desperdicio asociado a la mano de obra.10. Desperdicio asociado a la burocracia.
Estudios con relación a las pérdidas y/o desperdicios en cuanto al tiempo productivo revelan que dichas pérdidas se manifiestan claramente en situaciones de inactividad en el trabajo y/o trabajo inefectivo. Las causas de dichas pérdidas y/o desperdicios se presentan a continuación34.
.
33 Shingo, Shigeo, Study of Toyota Manufacturing System, 1981; George W. Plossl. Managing in the New World of Manufacturing .1991 (citados por Luis F. Alarcón, Tools for the identification of waste in construction projects,. Alarcón, Luis F. (editor), A.A. Balkema, Rótterdam, 1997).34 Serpell, Alfredo, “Characterization of waste in building construction projects”, LEAN CONSTRUCTION, Luis F. Alarcón (editor), A.A. Balkema, Rotterdam (1997)
Clasificación de pérdidas y/o desperdicios. (Shingo, 1997)
Para cada una de las categorías presentadas como pérdidas o desperdicio en tiempo, existen diferentes causas asociadas a cada una. Por ejemplo, el origen de los re-trabajos en un proyecto de construcción está asociado con35: Errores de diseño. Cambios en el diseño. Errores en el suministro de materiales (asociado a proveedores). Errores de instalación o construcción. Daño al trabajo ejecutado por parte de otras cuadrillas. Instalación incompleta. Manejo de materiales en exceso.
Existen diversas causas asociadas a la presencia de pérdidas y/o desperdicios en los proyectos constructivos. En general, dichas causas se clasifican en controlables y no controlables36. En cuanto a las causas controlables asociadas a flujos de materiales e información se encuentran:a) Recursos- Materiales: Falta de materiales en el área de trabajo, mala distribución de materiales,
transportación inadecuada de los mismos.- Equipo: No-disponibilidad, uso ineficiente, equipo inadecuado- Mano de obra: actitud de los trabajadores, paro del trabajo.b) Información- Falta de Información- Baja calidad de la información- Información tardía
En cuanto a las causas controlables relacionadas con actividades de conversión se encuentran:a) Método- Diseño deficiente de las cuadrillas de trabajo- Procedimientos inadecuados- Soporto inadecuado a actividadesb) Planeación- Falta de espacio en área de trabajo- Aglomeración de trabajadores- Condiciones pobres de trabajoc) Calidad- Mala ejecución del trabajo- Daños a trabajo ejecutado
En cuanto a las causas controlables en actividades administrativas:a) Toma de decisiones- Deficiente distribución del trabajo- Deficiente distribución del personal 35 Howell, Greg and Ballard, Glenn. Implementing lean construction: Improving downstream performance. LeanConstruction, Luis F. Alarcón (editor), A.A. Balkema, Rotterdam, 1997.36 Serpell, Alfredo. Op. cit.

b) Supervisión- Deficiente supervisión o carencia de ella
Hay que considerar que las causas de desperdicios y/o pérdidas no controlables están asociadas al desempeño de los diferentes subcontratistas presentes en el proyecto de construcción y con relación al medio en que se desenvuelve el proyecto, tal como son las festividades regionales y condiciones ambientales.
Flujos
No controlables
Planeación pobre
Calidad pobre
Administración
ConversionesControlables
CAUSAS
Falta de recursos
Falta de información
Métodos inapropiados
Control ineficiente
Toma de decisionesMala colocación
Distribución pobre
Causas ambientales
Fallas en flujos externos
Clasificación de las causas de pérdidas en tiempo. (Serpell 1997).
Modelo del proceso de construcción. (Serpell, 1997).
ENTORNO
Métodos / Procedimientos
Regulación de flujos
AREA CONTROLABLE
ProductoFlujos Internos
Flujos Externos
Procesos de Conversión
Procesos Administrativos
AREA NO-CONTROLABLE
Retroalimentación

1. Nombre:
2. Posición Ingeniero residente General foreman Foreman Abastecimientos Administración Otro (especifique)
3. Compañía:
2. Tipo de proyecto Edificios de altura Edificación Carreteras Minería Industrial Obra civil
5. Identifique las causas asociadas a los desperdicios presentes en su ambiente de trabajo.Administración1. Requerimientos innecesarios2. Control excesivo3. Falta de control4. Planeación pobre5. BurocraciaUso de recursos1. Exceso2. Carencia3. Mal uso4. Mala distribución5. Mala calidad6. DisponibilidadSistemas de información1. Innecesarios2. Defectuosos3. Tardíos4. No claros.Otros (especifique)
6. Seleccione los tipos de desperdicios más frecuentes en su ambiente de trabajo:1. Trabajo no ejecutado2. Re-trabajos3. Trabajo innecesario4. Errores5. Paro del proceso6. Pérdida de materiales7. Deterioro de materiales8. Movimiento innecesario de personal9. Movimiento innecesario de materiales10. Vigilancia excesiva11. Supervisión excesiva12. Espacio adicional13. Demora de actividades14. Procesamiento extra15. Clarificaciones16. Desgaste anormal de equipoOtros (especifique)
. Encuesta para la identificación de los tipos y causas de desperdicios. (Alarcón, 1997)
En cuanto a la identificación y medición de los tipos y causas de desperdicios presentes en los proyectos de construcción, se han desarrollado diversas herramientas prácticas las cuáles se describen a continuación.
Encuesta de diagnóstico y mejora.
La encuesta de diagnóstico y mejora tiene como objetivo identificar los tipos y causas de desperdicios presentes en proyectos de construcción37. Dicha herramienta es de gran utilidad para supervisores y residentes de obra ya que al identificar las pérdidas y/o desperdicios presentes en los procesos de construcción, son capaces de instrumentar medidas para administrarlos (reducirlos o eliminarlos). El formato que se presenta a continuación sirve de guía y puede ser modificado de acuerdo a las circunstancias del proyecto y consideraciones de losmiembros participantes en la aplicación del mismo.
37 Alarcón, Luis F. Tools for the identification and reduction of waste in construction projects. Alarcón. Luis. F. (editor), A.A. Balkema, Rótterdam, 1997.

1. Trabajo no ejecutado2. Re-trabajos3. Trabajo innecesario4. Errores5. Paro del proceso6. Pérdida de materiales7. Deterioro de materiales8. Movimiento innecesario de personal9. Movimiento innecesario de materiales10. Vigilancia excesiva11. Supervisión excesiva12. Espacio adicional13. Demora de actividades14. Procesamiento extra15. Clarificaciones16. Desgaste anormal de equipo17. Otros (especifique)
Adm
inis
trac
ión
1.R
eq. i
nnec
esar
ios
2.C
ontr
ol e
xces
ivo
3.F
alta
de
cont
rol
4.P
lane
ació
n po
bre
5.B
uroc
raci
aU
so d
e re
curs
os1.
Exc
eso
2.C
aren
cia
3.M
al u
so4.
Mal
a di
stri
buci
ón5.
Mal
a ca
lida
d6.
Dis
poni
bili
dad
Sis
tem
as d
e in
form
ació
n1.
Inne
cesa
rios
2.D
efec
tuos
os3.
Tar
díos
Tipos de Desperdicios
Causas de Desperdicios
Matriz Causa-Efecto de los tipos y causas de desperdicios (Alarcón, 1997)
La encuesta considera dos aspectos. En primer lugar, la identificación de los tipos de desperdicios presentes en el ambiente de trabajo y en segundo término las causas asociadas a la presencia de dichos desperdicios. Se solicita a los participantes proporcionen información adicional con relación al proyecto y su función dentro del mismo.
Matriz Causa-Efecto
La matriz Causa-Efecto, asociada a la encuesta de diagnóstico y mejora, tiene como finalidad asociar los tipos de desperdicios a sus causas e identificar los tipos de desperdicios asociados a una causa específica con mayor frecuencia38. Esto se traduce en la implementación de medidas para eliminar de raíz dichas causas. El formato de dicha matiz se presenta en la siguiente figura.
38 Op cit.

Muestreo de trabajo en campo.
Otra herramienta de utilidad para la detección de pérdidas y/o desperdicios en los procesos constructivos es el muestreo de trabajo en campo, el cual se enfoca en la medición del porcentaje de trabajo productivo, trabajo que contribuye en la producción y trabajo no productivo. Mediante observaciones aleatorias es posible estimar, bajo validación estadística, la manera en que el trabajo desarrollado en campo se utiliza con base en las tres categorías mencionadas39. Dichos muestreos se pueden llevar a cabo por especialidad, actividad y distribución del trabajo. A continuación se muestra un ejemplo de muestreo del trabajo desarrollado por especialidad.
Carpintería Ayudantes Acero ConcretoTP TC TI TP TC TI TP TC TI TP TC TI
Semana 1 67 19 15 13 56 31 74 21 5 62 14 24Semana 2 54 24 21 39 33 28 58 23 19 69 19 13Semana 3 62 22 16 42 39 19 70 20 10 62 14 24Semana 4 53 32 15 14 61 24 65 28 8 63 26 11Promedio 59 24 17 27 47 26 67 23 10 64 18 18Promedio anterior
52 25 23 24 49 28 68 16 16 54 9 37
TP = Trabajo Productivo; TC = trabajo que contribuye al proceso; TI = trabajo improductivo
La finalidad del muestreo de trabajo es poder identificar los porcentajes de trabajo productivo, trabajo improductivo y trabajo que contribuye al proceso dentro de los proyectos de construcción. Dichos porcentajes pueden compararse semana a semana y mes con mes de manera que se detecten variaciones en los mismos y se implementen medidas para detectar las causas de las mismas.
Valor y cadena de valor.
El valor se considera como una aptitud o capacidad del producto o servicio proporcionado al cliente en el tiempo preciso y a un precio adecuado. Dicho valor esta siempre asociado al producto o servicio y debe satisfacer los intereses o necesidades del cliente. Para ello se requiere un análisis subjetivo sobre la manera en que se genera el valor dentro de un proceso. Existe además una cadena de valor en el proceso de generación de un producto o servicio. La cadena de valor del proceso es el conjunto de acciones requeridas para llevar un producto o servicio de la etapa de conceptualización hasta la transformación en producto o servicio terminado. El mapeo de la cadena de valor mediante diagramas de flujo de proceso permite la identificación de los requerimientos de información y materiales necesarios en cada etapa del proyecto, así como la forma en que se transmite el trabajo ejecutado de una etapa a otra40.
Las diversas acciones que integran la cadena de valor se clasifican en actividades de conversión y actividades de flujo (materiales e información) necesarias para ligar las actividades
39 Ibidem.40 Howell, Greg and Ballard, Glenn. Implementing Lean Construction: Understanding and Action, Proceedings IGLC-6, Guaruja, Brazil, 1998.
Tabla 3-5. Muestro de trabajo (%) por especialidad. (Alarcón, 1997)

de conversión. Por otra parte, existen dentro de todo proceso actividades que agregan valor al mismo (generalmente consideradas como actividades de conversión) y actividades que no agregan valor al proceso (consideradas como pérdidas o desperdicios).
Considerando los conceptos de valor y flujo en un proceso, las diferentes actividades que integran la cadena de valor del mismo se pueden clasificar en las siguientes categorías41: 4. Actividades que generan valor al proceso. Estas son llamadas actividades de conversión
porque transforman materias primas en productos terminados o en la prestación de un servicio.
5. Actividades que no generan valor al proceso pero son inevitables de acuerdo a la tecnología actual o características particulares del proceso en sí, es decir, no pueden ser eliminadas.
6. Actividades que no agregan valor al proceso y pueden ser reducidas o eliminadas. Generalmente, estas actividades están relacionadas con acciones como supervisión, inspección, etc.
La Construcción sin Pérdidas tiene como objetivo clasificar las actividades que integran la cadena de valor en las categorías presentadas con anterioridad y reducir o eliminar las actividades que no generan valor. Esto se traducirá en la reducción de la pérdida o desperdicio del proceso. Con relación al porcentaje de tiempo utilizado en las diferentes actividades durante un proyecto de construcción42, un 25% del tiempo de trabajo se emplea en actividades que no contribuyen o agregan valor al proceso como son: tiempos de espera, traslado, re-trabajo, descanso y ocio. El 28% del tiempo de trabajo en obra se emplea en actividades que contribuyen en la generación de valor al proceso como son: limpieza, mediciones, instrucción, transporte de material y/o mano de obra. El resto del tiempo (47%) se emplea en actividades productivas o de conversión (transformación de materias primas en producto o servicio) las cuales son las que agregan valor al proceso. Es decir, un 53% del tiempo de trabajo se emplea en actividades no productivas, es decir, no agregan valor.
Las principales sub-categorías con relación al tiempo de trabajo empleado en actividades que no contribuyen o agregan valor al proceso son: Tiempos de espera 36% Tiempos muertos 27% Traslado 24% Descanso 8% Necesidades personales 2.4% Re-trabajos 1.6%
Las principales sub-categorías relacionadas con actividades que contribuyen a la generación de valor en el proceso son:
41 Koskela, Lauri. Lean Production in Construction. Lean Construction. Alarcón, Luis F. (editor), A.A. Balkema, Rotterdam, 1997.42 Serpell, Alfredo, Characterization of waste in building construction projects. Lean Construction. Alarcón, Luis F. (editor), A.A. Balkema, Rotterdam, 1997.
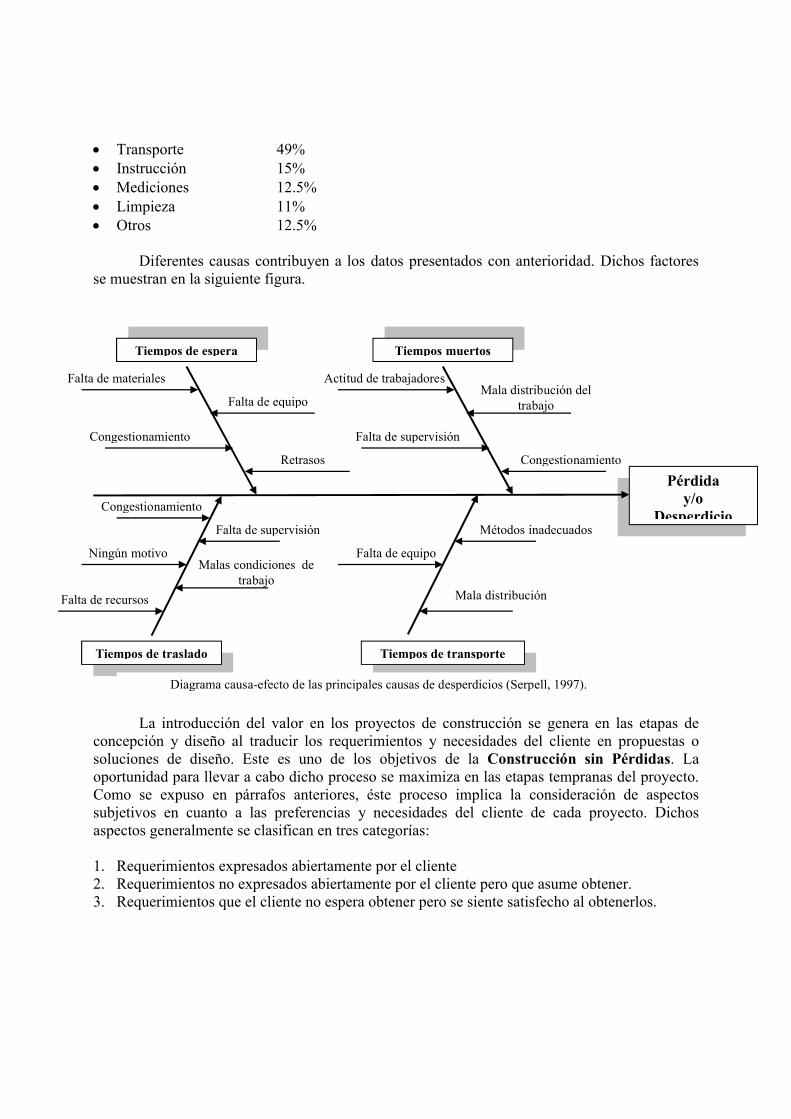
Transporte 49% Instrucción 15% Mediciones 12.5% Limpieza 11% Otros 12.5%
Diferentes causas contribuyen a los datos presentados con anterioridad. Dichos factores se muestran en la siguiente figura.
La introducción del valor en los proyectos de construcción se genera en las etapas de concepción y diseño al traducir los requerimientos y necesidades del cliente en propuestas o soluciones de diseño. Este es uno de los objetivos de la Construcción sin Pérdidas. La oportunidad para llevar a cabo dicho proceso se maximiza en las etapas tempranas del proyecto. Como se expuso en párrafos anteriores, éste proceso implica la consideración de aspectos subjetivos en cuanto a las preferencias y necesidades del cliente de cada proyecto. Dichos aspectos generalmente se clasifican en tres categorías:
1. Requerimientos expresados abiertamente por el cliente2. Requerimientos no expresados abiertamente por el cliente pero que asume obtener.3. Requerimientos que el cliente no espera obtener pero se siente satisfecho al obtenerlos.
Pérdida y/o
Desperdicio
Tiempos de espera Tiempos muertos
Tiempos de traslado Tiempos de transporte
Congestionamiento
Ningún motivo
Falta de recursos
Falta de supervisión
Malas condiciones de trabajo
Falta de equipo
Métodos inadecuados
Mala distribución
Falta de materiales
Congestionamiento
Falta de equipo
Retrasos
Actitud de trabajadores
Falta de supervisión
Mala distribución del trabajo
Congestionamiento
Diagrama causa-efecto de las principales causas de desperdicios (Serpell, 1997).

Tradicionalmente, la industria de la construcción se enfoca en la inspección de la calidad en el producto por encima de la incorporar calidad al diseño del producto y de los procesos asociados en su construcción43. En las etapas de concepción y diseño del proyecto, es importante definir claramente lo que el cliente realmente quiere, documentar dicha información, seleccionar los requerimientos con mayor prioridad para el cliente, planear el proceso de diseño tomando en cuenta dichos requerimientos y llevarlos a cabo. La consideración adecuada de dichos requerimientos y necesidades tiene como resultado la reducción de cambios a futuro y por consiguiente la reducción de costos del proyecto.
43 Howell, Greg and Ballard, Glenn. Implementing lean construction: Improving downstream performance. Lean Construction, Luis F. Alarcón (editor), A.A. Balkema, Rotterdam, 1997.
Concepción Diseño Construcción Operación
100
50
Costo Total (%) Costos comprometidos
Potencial de Ahorro
Potencial de ahorros en costo en las etapas de un proyecto.
Diseño ClienteValor a través de
soluciones y propuestas de
diseño
Requerimientos y necesidades específicas
Diseño como un proceso generador de valor.

Existen diversas herramientas para analizar los requerimientos y necesidades del cliente y traducirlos en soluciones de diseño. Una de estas herramientas es el Despliegue de la Función de Calidad (Quality Function Deployment – QFD), el cual es un método que permite incorporar de forma adecuada los requerimientos del cliente durante las etapas de concepción y diseño de un producto44. Esta herramienta consiste en identificar y ponderar las características de un producto y/o servicio especificadas por el cliente (demanda) para posteriormente correlacionarlas con las propiedades que definen dicho producto y/o servicio ponderados con respecto al proveedor (oferta). Un nivel de correlación alto implica un impacto considerable de las propiedades del diseño del producto y/o servicio en la satisfacción de las necesidades del cliente. La herramienta considera también la correlación entre dichas propiedades, así como un análisis con respecto a la competencia.
En la siguiente figura, se muestran los elementos del Despliegue de la Función de Calidad el cual incluye45: Requerimientos del cliente. Importancia / prioridad de los requerimientos del cliente. Propiedades del producto / servicio. Dependencias entre requerimientos del cliente y propiedades del producto / servicio. Dependencias entre propiedades del producto / servicio. Análisis de la competencia. Ponderación y selección de alternativas.
44 Bossert, J.L. 1991. Quality Function Deployment, to Practitioner’s Approach. Mercel Dekker, USA. (citado por Serpell y Wagner, “Application of Quality Function Deployment to the determination of the design characteristics of building apartments.”, Lean Construction, Luis F. Alarcón, A.A. Balkema, Rotterdam.1997).45 Huovila, Pekka et al. Involving of costumer requirements in building design. Lean Construction, Alarcón , Luis F. (editor), A.A. Balkema, Rotterdam, 1997.
Elementos del Despliegue de la Función de Calidad(Quality Function Deployment – QFD)
Análisis de competidores
Requerimientos del cliente
Prioridad
Ponderación y selección
Dependencia entre requerimientos y
propiedades
Propiedades / características del
producto, servicio o proceso
Dependencia entre propiedades / características

El Despliegue de la Función de Calidad en las etapas de un proyecto: planeación, diseño, producción y construcción se ejemplifica en la siguiente figura:
Además de la aplicación de herramientas como el Despliegue de la Función de Calidad, la aplicación de conceptos, tales como el de Constructabilidad en los proyectos de construcción, contribuye a la incorporación de valor al producto y a la reducción de pérdidas en etapas posteriores a las de diseño. La Constructabilidad se define como la integración del conocimiento y experiencia de los procedimientos constructivos a las etapas de planeación y diseño de un proyecto46. La constructabilidad constituye un puente entre la etapa de diseño y construcción de un proyecto al requerir que todo esté bien diseñado y que la definición técnica de cada detalle constructivo, incluido en la especificación, tenga una traducción fácil para su materialización en la ejecución de la construcción.
Para llevar a cabo la implementación de la constructabilidad, se requieren ciertos criterios y principios básicos47. Entre los criterios de constructabilidad se incluyen: Simplicidad Normalización (reducción de variaciones) Comunicación y especificaciones claras.
Los principios de constructabilidad necesarios para su efectiva implementación son:
46 CII.Guidelines for Implementing a Constructability Program, The Construction Industry Institute Constructability Task Force, CII, 1987.47 García, Salvador. Tecnologías para la Edificación, Departamento de Ing. Civil, Instituto Tecnológico y de Estudios Superiores de Monterrey, 1999.
CONSTRUCCIÓN
Requerimientos para producción
DISEÑO
Fases de construcción
Requerimientos para construcción = planes de
producción
Requerimientos para construcción
Requerimientos para producción = planos de
construcción
Requerimientos para diseño = Objetivos de
diseño
Requerimientos para diseño
Requerimientos del cliente
CONCEPCIÓN
PRODUCCIÓN
Despliegue de la Función de Calidad (enfoque de procesos)

1. Investigación exhaustiva de los requerimientos de construcción.2. Solución de los accesos en la fase de anteproyecto.3. Estudio de la administración de materiales en la fase de anteproyecto.4. Selección de materiales apropiada.5. Procurar la simplificación de la construcción.6. Planeación de la máxima repetición / normalización7. Utilización de la maquinaria al máximo.8. Permisión de tolerancias razonables.9. Previsión y planeación de las operaciones en una secuencia práctica.10. Evitar que el trabajo terminado sufra daños.11. Previsión de la seguridad en la obra.12. Comunicación clara.
La ventaja de la implementación de la constructabilidad en los proyectos de construcción es la obtención de una planeación integrada donde el diseño se empata con los procedimientos constructivos y los requerimientos de tecnología y mano de obra especializada para la construcción. Esto se traduce en la reducción de desperdicios en los proyectos de construcción, principio fundamental de la Construcción sin Pérdidas. Por otra parte, la implementación de la constructabilidad permite la reducción de la variación en los procesos mediante la aplicación de la normalización en la construcción, otro principio fundamental de la Construcción sin Pérdidas.
Por otra parte, hay que considerar que dentro del proceso de diseño existen actividades que agregan valor y otras que no. Ejemplo de actividades que no agregan valor al proceso son: autorizaciones excesivas del diseño, transferencia de información, re-diseños causados por cambios en los requerimientos del cliente, falta o retraso de información, entre otras. La consideración del proceso de diseño como un proceso integrado por actividades de conversión (el diseño del proyecto en sí) y flujos (materiales e información), permite identificar las actividades que generan y no generan valor al mismo, donde éstas últimas deben ser reducidas o eliminadas. Esto se traduce en una mayor eficiencia del proceso y reducción del desperdicio.
Recepción de
información
Transferencia de
información
Diseño / Rediseño
Revisión / Inspección
Transferencia de
Información
Diseño del Producto
Req. Del cliente
. Diseño como proceso de conversiones y flujos (Huovila et al. 1997)
3.4.3. Flujo.
Con relación al flujo en un proceso, éste se refiere al intercambio de información, materiales y trabajo en proceso del mismo. Al estabilizar el flujo en la cadena de valor (reducir la variabilidad) del proceso, se reduce el desperdicio del mismo, aumenta la productividad y se reducen los tiempos de ejecución del mismo (ciclos de tiempo de procesos). Para ello, es necesaria una adecuada administración de los tiempos y secuencias de los flujos así como la eficiente coordinación de las interdependencias entre actividades (complejidad del proceso) asegurando que se cumpla con los requerimientos de las etapas subsecuentes en la cadena de valor. La Construcción sin Pérdidas busca eliminar las pérdidas o desperdicios presentes en los procesos mediante un flujo continuo de las actividades que integran la cadena de valor, reduciendo la variabilidad y complejidad del mismo así como los niveles de inventario. Esta continuidad en el flujo se logra asegurando que los recursos (materiales e información) sean suministrados en el tiempo y lugar indicados para su uso (concepto aplicado en la técnica Just-in-Time) y a través de una transferencia adecuada de trabajo en proceso entre los diferentes participantes del proceso48. Por otra parte, reducciones en el ciclo de tiempo del proceso pueden lograrse mediante la aplicación de la Ingeniería Concurrente49 en las fases diseño del proyecto y la metodología Fast-Track (compresión del programa de obra de un proyecto de construcción a través del traslape de actividades las cuales se ejecutarían normalmente en secuencia50)en las fases de construcción del mismo.
A diferencia de la industria de manufactura en donde el flujo se caracteriza por un arreglo de maquinaria estacionaria con productos semi-terminados los cuales son transportados de una a otra, en la construcción, los productos tienden a ser estacionarios con cuadrillas móviles las cuales ejecutan trabajo que es prerrequisito para iniciar el trabajo de cuadrillas subsecuentes. Aunque las diferencias entre la manufactura y la construcción son palpables, ambas se rigen por sistemas de producción los cuales incluyen estaciones de trabajo (fijas o móviles, máquinas o cuadrillas) y entregas parciales de producto semi-terminado hasta llegar al producto final.
Dicho sistema de producción en la construcción puede ejemplificarse como un desfile de cuadrillas las cuales llevan a cabo la entrega de producto semi-terminado (trabajo en proceso) a la cuadrilla subsecuente51. La velocidad a la que dicho desfile avanza está limitada por la cantidad de trabajo entregado entre cuadrillas, secuencia e interdependencia entre las mismas así como las condiciones del sitio de construcción (accesos, obstáculos, etc.), entre otros. Estos factores inducen la variabilidad en el flujo del proceso constructivo, es decir, las cuadrillas en el desfile deben avanzar a un mismo ritmo para reducir la variabilidad y mantener un flujo continuo del proceso.
48 Howell, Greg and Ballard, Glenn. Implementing Lean Construction: Understanding and Action, Proceedings IGLC-6, Guaruja, Brazil, 1998.49 Ver los conceptos de Ingeniería Concurrente descritos en el capítulo anterior.50 Project Management Institute-PMI. Project Management Body of Knowledge, PMI, 1996.51 Tommelein, Iris D., et al., Parade Game: Impact of work flow variability on succeeding trade performance, Proceedings IGLC, Guaruja, Brazil, 1998.

Para modelar el sistema de producción descrito con anterioridad, es necesario considerar las diferentes variables que intervienen en la eficiencia del mismo. Dichas variables se definen a continuación52: Capacidad de producción: número de unidades por unidad de tiempo una cuadrilla es capaz
de producir en condiciones ideales. Razón de producción: número de unidades por unidad de tiempo una cuadrilla es capaza de
producir bajo condiciones reales de trabajo. “Buffer” o amortiguador: número de unidades acumuladas frente a cada cuadrilla,
generalmente asociada con capacidad de producción desperdiciada o trabajo ejecutado en espera (“backlog”).
Tiempo no productivo: tiempo en el cual una cuadrilla no es capaz de llevar a cabo sus tareas productivas.
Duración del proyecto: tiempo requerido para ejecutar un proyecto. “Throughput”: Número de actividades completadas dividido entre la duración del proyecto.
La administración de proyectos de construcción, además de hacer énfasis en la administración del alcance, costo, tiempo y calidad del proyecto, debe considerar las implicaciones de la administración del sistema de producción en la construcción tomando en cuenta las variables del mismo enunciadas en el párrafo anterior. Es decir, se debe enfocar a sincronizar la secuencia y razón de entrega de materiales e información con el uso de los mismos, así como la secuencia y razón de trabajo ejecutado en cada etapa del proceso53.
3.4.5. Sistema de inventarios tipo “pull”.
La forma actual de producción en la construcción no garantiza un flujo continuo y confiable del proceso debido a la alta variabilidad y complejidad del proyecto. Esto genera incertidumbre la cual se traduce en la presencia de inventarios de información, trabajo ejecutado, materiales, herramienta, equipo y mano de obra para sobrellevar dichas variaciones. Es así como en la actualidad, la presencia de estos inventarios en exceso, se justifican en la construcción por las siguientes razones54:1. Para compensar las diferentes razones promedio de suministro y uso de recursos entre dos o
más actividades.2. Para compensar la incertidumbre en las razones de suministro y uso de recursos.3. Para permitir secuencias de trabajo distintas entre el proveedor de recursos y la actividad que
los requiere.
Es importante hacer notar que los inventarios en exceso muchas veces representan capacidad de producción desperdiciada o trabajo ejecutado en espera, además de que muchas veces maquillan problemas de calidad en el producto y aíslan las diferentes actividades al hacerlas independientes una de la otra. El objetivo de la Construcción sin Pérdidas es minimizar estos inventarios. El costo asociado a estos inventarios es, además de los costos de almacén, los
52 Ibidem.53 Howell, Greg and Ballard, Glenn. Implementing Lean Construction: Understanding and Action, Proceedings IGLC-6, Guaruja, Brazil, 1998.54 Howell,Greg and Ballard, Glenn. Implementing Lean Cosntruction: Reducing inflow variation. Lean Construction. Alarcón, Luis F. (editor), A.A. Balkema, Rotterdam, 1997.
costos de manejo de los mismos, es decir, actividades de carga y descarga, transporte, ubicación en almacén y recarga para colocación en el lugar específico en que se utilizarán en la obra. Lo mismo ocurre con la mano de obra, herramienta, equipo de construcción e información. El modelo ideal de inventarios es aquel que permite la utilización de recursos e información justo en el momento y lugar en que son requeridos (Sistemas Justo a Tiempo) eliminando la presencia de grandes y costosos inventarios (Cero Inventarios).
El inventario es cualquier tipo de bien almacenado que se utiliza para satisfacer una necesidad actual o futura, dichos bienes o materiales son mantenidos durante un tiempo en un estado no productivo o de ocio esperando su uso o venta55. En cuanto al manejo de inventarios existen dos filosofías: Inventarios tipo “push”. Inventarios tipo “pull”.
La filosofía tipo “push” para el manejo de inventarios “empuja” al sistema de producción los recursos necesarios para la ejecución de las diferentes actividades. Es decir, fija los recursos necesarios de todo el proyecto en forma colectiva y los almacena en el lugar de producción o puntos de almacenamiento estratégicamente ubicados. Los costos asociados con esta filosofía de administración incluyen los costos de almacén así como los costos asociados con el manejo de dichos inventarios. Por el contrario, la filosofía tipo “pull” para el manejo de inventarios “jala” del sistema los recursos necesarios para la ejecución de una actividad en el tiempo y cantidad requeridos ubicándolos generalmente en el sitio preciso para su utilización y/o consumo. El resultado es la reducción de costos de manejo de inventarios y almacenamiento de los mismos (cero inventarios).
Técnicas aplicadas en la industria de manufactura, como Justo a Tiempo (JIT por sus siglas en inglés), aplican la filosofía de administración tipo “pull” para el manejo de inventarios en los procesos de producción. La aplicación de dicha técnica se lleva a cabo en la actualidad para la administración de ciertos materiales en la construcción. Tal es el caso del suministro de concreto pre-mezclado al sitio de construcción56. Dadas las características del concreto (material perecedero con especificaciones determinadas por su uso y disponibilidad de ingredientes), las limitaciones de la planta de pre-mezclado (capacidad de producción, tiempos de producción, tiempos de entrega y fluctuaciones en la demanda) así como por las restricciones del cliente (cantidad solicitada, uso específico, localización del sitio de construcción, etc.), el proceso de suministro requiere que el material se ubique en el sitio justo en la cantidad y tiempo requeridos. Es decir, si el material llega al sitio de construcción en exceso, se origina un desperdicio y en caso contrario, se originan juntas de construcción innecesarias en los elementos colados. Por otra parte, al ser un material perecedero, el concreto no puede exceder tiempos de entrega mayores a 1.5 o 2 horas como máximo. Estas condiciones, aunadas con las limitaciones de la planta y restricciones del cliente, requieren de una coordinación y comunicación en tiempo real entre el cliente y la planta de concreto.
55 Ballou, Ronald. Business Logistics Management - Planning, Organizing and Controlling the Supply Chain. 4th ed. Prentice Hall, 1999.56 Tommelein, Iris D. Just in Time Concrete Delivery: Mapping alternatives for vertical supply chain integration. Proceedings IGLC-7, Berkeley, CA. 1999.

En este caso particular, el concreto es solicitado por el cliente en la cantidad y tiempo requerido sólo cuando éste (el cliente) está listo para utilizarlo, es decir, “jala” recursos al proceso de producción. La solicitud del cliente representa una orden de producción para la planta la cual debe considerar su capacidad y tiempos de producción, tiempos de entrega, fluctuaciones de la demanda, entre otras restricciones para cumplir con la solicitud del cliente. Este sistema reduce la cantidad de inventarios presentes en el proceso y se traduce en una coordinación adecuada y optimización de la cadena de suministros en la producción de concreto pre-mezclado. De manera similar, éste sistema puede aplicarse al suministro de otros materiales de construcción para lograr ahorros sustanciales en el manejo de los mismos, reducción de costos de inventarios y almacén así como inversiones de capital.
3.4.6. Perfección y transparencia del proceso.
En primer término, la perfección del proceso implica la satisfacción de las necesidades del cliente de forma inmediata y con cero inventarios. En segundo término, la transparencia en el proceso implica que el estado del sistema sea visible para quienes están involucrados en la toma de decisiones a lo largo de todo el sistema de producción. Esto conlleva a la descentralización de la toma de decisiones lo que permite una coordinación mutua y ajuste ante las variaciones presentes57.
57 Howell, Greg and Ballard, Glenn. Implementing Lean Construction: Understanding and Action, Proceedings IGLC-6, Guaruja, Brazil, 1998.
En conclusión:
La construcción sin pérdidas se enfoca en dos vertientes: la primera es en la identificación y reducción de las pérdidas y/o desperdicios en los proyectos de construcción y la segunda en la administración de los flujos de proceso en dichos proyectos58. Con relación a las pérdidas y desperdicios, es necesario conocer los tipos y causas presentes en el proyecto de construcción, generar instrumentos de medición y metodologías para eliminarlos. En lo que se refiere a la administración de los flujos de proceso, es necesario identificar y conocer la cadena de valor del proceso, así como la forma en que se incorpora dicho valor al proyecto. Por otra parte, se requiere eliminar la variabilidad presente en los proyectos constructivos y mejorar su desempeño mediante la reducción de costos y duración de los mismos.
Tomando en cuenta lo anterior, la construcción sin pérdidas se enfoca en la identificación y administración de los siguientes factores59: Pérdidas y/o Desperdicios Valor y cadena de valor. Ciclos de tiempo de proyecto. Variabilidad del proceso.
Como complemento a la consideración de los factores anteriormente mencionados, debe existir un esfuerzo sistematizado por considerar los siguientes factores de desempeño del proyecto: Efectividad Eficiencia Calidad Productividad Calidad de vida en el trabajo Innovación Utilidad
4. Casos de aplicación
58 Ballard & Howell, “Implementing Lean Construction: Stabilizing work flow.” Lean Construction, Luis. F. Alarcón (editor), A.A. Balkema, Rotterdam, 1997.59 Koskela, Lauri. Application of the New Production Philosophy to Construction. CIFE Technical Report #72, Stanford University, September 1992.
5. Bibliografía
www.iglc.net
www.institutolean.org
www.elagec2013.com
Alarcón, Luis F. Tools for the identification and reduction of waste in construction projects. Alarcón. Luis. F. (editor), A.A. Balkema, Rótterdam, 1997.
Alarcón, Luis F. Training field personnel to identify waste and improvement opportunities in construction. Lean Construction. Alarcón, Luis F. (editor), A.A. Balkema, Rótterdam, 1997.
García, Salvador. Estrategias para el incremento de la productividad en las técnicas de construcción para la vivienda. UNAM, 1994.
García, Salvador. Tecnologías para la Edificación, Departamento de Ing. Civil, Instituto Tecnológico y de Estudios Superiores de Monterrey, 1999.
Howell, Greg and Ballard, Glenn, “Implementing Lean Construction: Understanding and Action”, Proceedings IGLC, Guaruja, Brazil, 1998.
Howell, Greg and Ballard, Glenn. Implementing Lean Construction: Stabilizing work flow. Lean Construction, Luis F. Alarcón (editor), A.A. Balkema, Rotterdam, 1997.
Howell, Greg and Ballard, Glenn. Implementing lean construction: Improving downstream performance. Lean Construction, Luis F. Alarcón (editor), A.A. Balkema, Rotterdam, 1997.
Howell, Gregory A. What is Lean Construction, Proceedings IGLC-7, Berkeley, CA., 1999
Howell,Greg and Ballard, Glenn. Implementing Lean Construction: Reducing inflow variation. Lean Construction. Alarcón, Luis F. (editor), A.A. Balkema, Rotterdam, 1997.
TRAZABILIDAD DE LA CALIDAD
1. ¿Qué es trazabilidad?
La palabra «trazabilidad» ya existe en el español y ha sido aprobada por la RAE; el
término aparece en la edición electrónica del Diccionario de la Lengua Española como
artículo nuevo y como avance de la vigésima tercera edición. Otro término apropiado
es: «seguimiento del producto» o también se puede utilizar «rastreo de producto».
Tiene aplicación en diversas industrias y áreas, se han impulsado el concepto de
trazabilidad, particularmente en países con mayor desarrollo en los que se han
publicado normativas específicas.
La trazabilidad es aplicada por razones relacionadas con mejoras de negocio las que
justifican su presencia: mayor eficiencia en procesos productivos, menores costos ante
fallas, mejor servicio a clientes, etc.
En este ámbito cabe mencionar sectores como los de automoción, aeronáutica,
distribución logística, electrónica de consumo, y por supuesto la construcción.
El término trazabilidad es definido por la Organización Internacional para la
Estandarización (ISO), en su International Vocabulary of Basic and General Terms in
Metrology Como:
La propiedad del resultado de una medida o del valor de un estándar donde éste pueda
estar relacionado con referencias especificadas, usualmente estándares nacionales o
internacionales, a través de una cadena continua de comparaciones todas con
incertidumbres especificadas.
Según el Comité de Seguridad Alimentaria de AECOC:

“Se entiende trazabilidad como el conjunto de aquellos procedimientos preestablecidos
y autosuficientes que permiten conocer el histórico, la ubicación y la trayectoria de un
producto o lote de productos a lo largo de la cadena de suministros en un momento
dado, a través de unas herramientas determinadas.”
Se pueden considerar 3 tipos distintos de trazabilidad:
Trazabilidad ascendente (hacia atrás): saber cuáles son los productos que sonrecibidos en la empresa, acotados con alguna información de trazabilidad (lote, fecha de caducidad/consumo preferente), y quienes son los proveedores de esos productos.
Trazabilidad interna o trazabilidad de procesos: Trazabilidad dentro de la propia empresa.
Trazabilidad descendente (hacia delante): saber cuáles son los productos expedidos por la empresa, acotados con alguna información de trazabilidad (lote, fecha de caducidad/consumo preferente) y saber sus destinos y clientes.
2. ¿Dónde se aplica?
Se puede decir que la trazabilidad está inmersa dentro de la logística y sus herramientas son compartidas e implementadas en cualquier empresa, ya sea de productos o de servicios. La aplicación de la trazabilidad no tiene límites, pues es de
gran importancia hacer el seguimiento de los productos en cualquier etapa de su proceso, a continuación se muestra su aplicación en algunos sectores económicos:
Sector agropecuario
La trazabilidad es aplicable 100% de manera muy eficiente al sector agropecuario. Existen modelos de metodologías de trazabilidad alrededor del mundo sumamente interesantes y estas están siendo utilizadas en: BOVINOS, AVES, CERDOS, PESCADO, LECHE, OVEJAS, entre otros el punto más relevante que además es el requisito indispensable para lograr un buen registro de trazabilidad en este sector depende de la identificación de los animales, actualmente existe tecnología que va desde la identificación visual hasta la más avanzada que es la electrónica mediante chips. El principio básico es lograr obtener la información del campo hasta la mesa
Sector agrícola
Debido a la seguridad alimentaria, las exigencias y normativas en los países importadores y exportadores de productos vegetales y frutas se han realizado iniciativas de trazabilidad aplicables para productos como BANANAS, VINOS, MELONES, PIÑAS, HORTALIZAS entre otros más.
A diferencia de la identificación individual como es el caso en animales, la identificación aquí es por lotes de producción lo cual facilita y eficientiza el proceso logístico además

de proveer información acerca de la producción, el resultado de la trazabilidad en este sector ofrece puntos importantes para el productor como:
Identificación por lotes Automatización logística en empaque y transporte Documentación de materias primas utilizadas Control de la siembra y cosecha (producción) Mejoramiento de los cultivos Seguridad alimentaria y certificaciones
Sector salud (pacientes)
La necesidad de reducir costos y operar más eficientemente ha llegado a ser tan importante en el sector de la salud como lo es en muchos otros sectores. Sin embargo, mejorar la calidad y disminuir el costo requiere eficiencia en todos los procesos enfocados al tratamiento de pacientes.
Debido a la globalización de las organizaciones del sector de la salud, se ve la necesidad del empleo de estándares internacionales. Mediante el uso del código de barras, la estandarización en la identificación basada en estándares internacionalmente aceptados y el intercambio electrónico de documentos, las compañías pueden reducir de manera significativa los costos logísticos y administrativos.
Ejemplos de múltiples países ilustran claramente cómo es posible reducir costos y mejorar la eficiencia de las operaciones para el beneficio del paciente. Es también evidente que usando un sistema estándar para la identificación, se reduce la confusión y la ambigüedad, facilitando al mismo tiempo la comunicación entre empresas.
Complementario al sistema de codificación, EAN Internacional administra un lenguaje estándar de comunicación para intercambiar documentos comerciales electrónicamente. El lenguaje estándar UN/EDIFACT, así como EANCOM constituyen un lenguaje universal desarrollado por Naciones Unidas, el cual puede ser utilizado por las compañías que desean intercambiar documentos comerciales tales como pedidos, facturas, despachos a través de medios electrónicos.

Adicionalmente, para ampliar la comunicación inter-sectorial a lo largo del proceso logístico, el sistema EAN·UCC hace eficientes los procesos hospitalarios permitiendo: prestar mejor atención (reducción de errores, exactitud en la preparación de drogas, motivación de personal); asegurar la calidad (información en tiempo real, dispositivo de seguimiento de médicos y medicinas); mejorar el proceso de toma de decisiones (exactitud en la identificación de pacientes, correcta documentación, facilidad en el envío de resultados médicos); incrementar la satisfacción del cliente (interno y externo); mejorar en la productividad entre muchos otros.
3. ¿Trazabilidad en la construcción?
Actualmente, empresas constructoras y clientes finales, requieren un buen rastreo de sus productos a utilizar en la obra. En cuyo caso, la trazabilidad inicia cuando el producto llega a la obra, certificados de calidad, remisiones de compra y datos del proveedor; como acto seguido, se registran pruebas de laboratorio cuando se requieran, fechas de embarque, habilitado, colado o colocado, y gráficas o registros de comportamiento.
Por ejemplo: en un elemento estructural como una columna de concreto, los elementos a rastrear, serían el acero y el concreto básicamente. Para el acero, se identifican certificados de calidad, número de atado, colada, peso, número de piezas, pruebas de destrucción y fechas de habilitado. Para el concreto tendríamos que registrar: Proveedor, Resistencia f'c, edad garantía, tamaño de agregados, revenimiento, tipo de cemento, dosificación y aditivos adicionales, en caso de haberlos utilizados. Una vez registrados estos datos que por lo general se obtienen de la nota de remisión del proveedor de concreto, se registran las pruebas de concreto y gráficas de comportamiento para ese elemento en particular. En caso de existir, se incluye en el historial, estudios de laboratorio más específicos como son, extracción de núcleos de concreto, estudios de resonancia magnética y otros para comprobar el estado físico y composición real del elemento. Bajo este mismo esquema, podemos crear el historial de terracerías, obra civil, estructura metálica, laminación, y acabados que componen un edificio.
De esta forma, la finalidad y el resultado de la trazabilidad, se haría indispensable cuando los elementos estructurales fallan o sufren cualquier tipo de deterioro, o bien requieren mantenimiento o reparación prematura. ¿Por qué falló?, ¿cuáles fueron

los materiales? ¿En cuáles fechas se construyó? ¿Quiénes fueron los proveedores?, son respuestas que se encontrarán en el registro adecuado y detallado para todos y cada uno de los elementos que componen un edificio.
4. Etapas de aplicación de la trazabilidad
La aplicación de la trazabilidad en la industria de la construcción es algo relativamente novedoso, y en el caso concreto de la mejora continua es un mecanismo que nos ofrece una oportunidad fundamental de desarrollar esquemas o modelos de implementación en cualquier ámbito de la construcción, ya sea trazabilidad hacia atrás, interna y/o hacia adelante.
En este caso es fundamental definir el alance de la implementación de la trazabilidad en la calidad, insumos, productos parciales (etapas del proyecto terminadas) o finales (proyecto terminado), la relación con el cliente desde el estudio de mercado hasta la atención de garantías, etc., nos permite diseñar esquemas de trazabilidad que incluyen los tres tipos (antas, interna, y adelante).
De forma genérica podríamos decir que el diseño de cualquier estudio de trazabilidad incluye básicamente las siguientes etapas ilustradas en el siguiente diagrama:
Y la definición del alcance de dicho proceso de trazabilidad puede ser tan amplio o tan focalizado como se desee, podemos tener alcances de trazabilidad amplios y estratégicos u tácticos, o bien focalizados, muy profundos y operativos, o ambos.
El enfoque que se podría dar de entrada sería de forma natural el ciclo de vida de un proyecto de construcción, y en casos particulares como el sector inmobiliario una mezcla del ciclo de vida técnico y el ciclo comercial desde el estudio de mercado hasta la posventa.
Proceso y Flujo de
Trazabilidad
Panificar y Organizar
Alinear datos e indicadores
Registro de datos de
trazabilidad
Solicitud o reporte de trazabilidad
Uso de la información
para toma de decisiones

Figura. Ciclo de Vida de un proyecto de Construcción
Por ejemplo:
Puedo identificar la trazabilidad de la calidad del suministro y colocación ventanas de un proyecto de edificación tendríamos:

Y la ruta de trazabilidad sería la que se ilustra a continuación:
•Definir especificaciones de calidad de las ventas, evaluación de provedores, procedimientos de verificación de la calidad del insumo (ventana) en la recepción , la calidad durante la isntalación y la ventana instalada, establecer los mecanimsos de seguimiento y control
Planificar y organizar
•Identificar indicadores de calidad del objeto de estudio, operativos, tácticos y operativos , y su correlación vertical (los tres anteriores) y horizontalmente (trazabilidad del proceso y/o producto desde que se recibe el material hasta las fallas en el uso del inmueble
Alinear datos
•Durante la planificación y organización se definieron los Que´s y Como´s, así como los criterios y periodiciidad de registro, lo cual debera cumplirse para corregir, mantener y/o mejorar
Registrar datos
•El rastreo tambien se define en la planificación, y se puede adaptar en función de los resultados de los registros, y puede abarcar el muestreo de las ventasnas de todo el edificio, rastrear la calidad del componente, la ubicación la mismas, la calidad obtenida en la supervisión, el valor percibido por el cliente y posbles garantias, hasta la satisfacción del cliente
Solicitud de rastreo
•La información recabada permite tomar decisiones para corregir desviaciones de calidad del insumo (ventana) del proceso de instalación, o bien asegurar que el proceso cumple con los indicadores diseñados y mantenerlo asi, mejorar la percepción de valor del cliente, el grado de satisfacción del mismo, e incluso reucir frecuencia y costo de falla del objeto de estudio.
Uso de información

5. Un caso de estudio de Trazabilidad en la construcción de vivienda
El caso de estudio que se presenta a continuación es producto de la investigación aplicada de varios años del titular de este curso y un grupo de investigadores y profesionales de la industria que muestra la aplicación de trazabilidad en la construcción, fue presentado en junio de 2013 en el V Encuentro Latinoamericano de Gestión y economía de la construcción.
RESUMEN
La trazabilidad es el conjunto de medidas, acciones y procedimientos que permiten registrar e identificar un determinado producto desde su nacimiento hasta su destino final, en este sentido la posibilidad de utilizar principios de dicho concepto en proyectos de construcción, y en particular en lo que se refiere a la implantación de programas de calidad son un reto importante para validar el éxito del mismo desde que nace hasta que el cliente o usuario recibe dicho proyecto terminado. El presente trabajo presenta un caso de estudio de la implementación del modelo de calidad 3cv+2® en los proyectos de vivienda de una empresa inmobiliaria mexicana y su trazabilidad a lo largo de los procesos de construcción-entrega interna-entrega al cliente-garantías-Satisfacción del cliente a través del análisis de resultados, registros e indicadores a través del tiempo.
PALABRAS CLAVE: CALIDAD, TRAZABILIDAD, VIVIENDA.
1. INTRODUCCION

La industria de la construcción y en particular el sector inmobiliario en México está marcado por las limitaciones del sistema tradicional de gestión debido a su enfoque retrospectivo e inflexible.Por un lado una agenda de negocios desafiante, en un medio hostil, complejo y cambiante y que sortear obstáculos, adaptarse y evolucionar constantemente para lograr sus objetivos y resultados esperados. Y por otro, la dificultades que se presentan a la hora de tratar de implantar las teorías, metodologías, técnicas y herramientas académicas en la práctica.En este entorno los proyectos de vivienda tienen ciertas características que la distingue de muchas otras actividades económicas, entre las que se destacan las siguientes: la no recurrencia, relevancia de la ubicación del proyecto, rigidez del mercado, el mercado y las estrategias de ventas, Terreno con ubicación razonable, sin problemas jurídicos y factibilidades de servicios,características de las viviendas y experiencia de la empresa constructora y desarrolladora, y Congruencia financiera del proyecto.Dichos proyectos se desarrollan en un entorno que ha logrado madurar en algunos aspectos como la atractividad del mercado, su evolución y ampliación, mayor oferta del espectro crediticio, demanda a largo plazo, y políticas y esquemas de financiamiento. Pero también arrastra deficiencias, algunas antiguas y otras menos, como la falta de profesionalización de la actividad, atomización del mercado, falta de regulación, deficiencias en la gestión de la producción, etc.De tal suerte que el mercado inmobiliario sigue siendo un mercado sumamente atractivo económica y financieramente, pero también un sector de oportunidad para la implantar las mejores prácticas constructivas y de gestión de las mismas y más, prácticas de valor que no solo abarcan el producto sino también el servicio, dado que hoy día la empresa inmobiliaria es también una empresa prestadora de servicios.En este orden de ideas las ventajas competitivas con las que una empresa desarrolladora de vivienda en México puede competir es con todas aquellas estrategias encaminadas a aportar valor en el diseño arquitectónico, la calidad de la vivienda y el servicio o servicios que presta la empresa al cliente durante toda la relación que tienen desde el marketing hasta la atención de garantías o posventa.El presente trabajo muestra los resultados obtenidos durante un periodo de varios años en la implantación del modelo de calidad 3cv+2® en una empresa inmobiliaria mexicana y sus efectos en los procesos posteriores que muestran la trazabilidad de resultados tanto en el producto terminado como en los servicios entorno al mismo.
2. ANTECEDENTES
En la última década la industria de la construcción de vivienda en México ha evolucionado positivamente en muchos aspectos, en este sentido hablar de tópicos como construcción sin perdidas, mejora de la productividad y de la calidad ya no son temas tabú para la propia industria.Justamente el grupo de Gestión de la Construcción del Tecnológico de Monterrey – Campus Monterrey ha desarrollado soluciones tanto la innovación tecnológica como en la implantación de prácticas de mejora de la gestión de la construcción.De estas actividades de vinculación con la industria nació modelo de calidad 3cv+2®, un modelo que tiene presencia en la industria de la vivienda desde hace 8 años atrás, modelo de calidad orientado a reducir la variabilidad y la dispersión de la calidad en los procesos de construcción, bajo una estrategia de prevención o de lo corrección de las desviaciones inmediatas, además de

identificar la causa de dichas desviaciones y eliminarlas, y que sea un instrumento de toma de decisiones en función de datos concretos y no percepciones basadas en la calidad visual.El modelo de calidad en vivienda 3cv+2® nació como una respuesta a una industria en crecimiento tras una política oficial de producción masiva de vivienda, el modelo fue una respuesta a la ayuda a la burbuja inmobiliaria en México una oportunidad, ante la oferta y la demanda.
Por tanto el objetivo de este modelo es regular la calidad en el mercado, en donde el enfoque inicial era asegurar la calidad de la cadena productiva de los proyectos inmobiliarios, sin embargo se enfocó a asegurar la calidad de la producción de cara a entregar el mejor producto posible al cliente o usuario.La meta de los gremios y cámaras profesionales era a largo plazo generar una cultura de calidad en la industria de la vivienda que permanezca en el tiempo y permee hasta los operarios y que las desviaciones de calidad que se habían hecho comunes en la práctica dejaran de ser una norma.Dicho modelo se desarrolló en congruencia con los modelos convencionales (ISO 9000, 5´S, Seis Sigma, etc.), también dicho modelo se diseñó bajo premisas de ser económico, simple, flexible, exacto, que genere información a tiempo y permita diseñar un sistema de evaluación.La metodología del modelo 3cv+2® tiene el siguiente procedimiento:
1. Identificar los procesos constructivos a controlar.
2. Definir las especificaciones de construcción de cada proceso de construcción.
3. Definir las tolerancias de dichos procesos de construcción.
4. Implementarlos en cada una de las obras:
a) Diseñar el muestreo de las viviendas a registrar
b) Hacer la evaluación semanal
c) Identificar desviaciones y corregirlas al día siguiente o el proceso siguiente.
d) Llevar un registro acumulado del nivel de calidad de la obra por proceso, por lote y por destajista, etc.
e) Reportar semanalmente los niveles de calidad de la obra
Reportar semanalmente las causas de las desviaciones de calidad para que se corrija donde competa: construcción, compras, etc.
Este modelo de calidad platea una hipótesis fundamental: Mejorar la calidad en el proceso de producción y reducir la variabilidad permitirá que los procesos que le suceden mejoren su desempeño.

3. METODOLOGIA
La metodología diseñada para evaluar el proceso que permita valorar la trazabilidad de los resultados de calidad de la implantación del modelo de calidad 3cv+2® se desarrolló bajo dos premisas fundamentales:
Identificar la trayectoria general del flujo de procesos asociados con la implantación del modelo de calidad 3cv+2®.
Identificar el Valor agregado aportado por el modelo 3cv+2® a los procesos asociados a partir de indicadores de desempeño congruentes con dichos procesos.
Durante los últimos 8 años se ha trabajado con más de 60 empresas inmobiliarias en la implantación del modelo de calidad 3cv+2® y otros proyectos de investigación y consultoría asociados con el mismo, desde diagnósticos empresariales operativos, medición de la satisfacción del cliente, gestión de las posventas o garantías, etc., de dicha experiencia se diseñó la trayectoria general de flujo del “producto” vivienda desde el proceso de construcción y sus procesos asociados posteriores, todos ellos asociados a la implantación del modelo de calidad 3cv+2®, dicha trayectoria general se ilustra en la siguiente figura.

A partir del flujo anterior se incorporó a las empresas involucradas en el programa de certificación de calidad en vivienda basada en el modelo 3cv+2® cuya constancia a través del tiempo y los resultados tenidos hasta entonces, a revisar los resultados de trazabilidad que dicho modelo había traído consigo a la empresa en los procesos asociados al proceso de construcción y que incluía fundamentalmente la RECEPCIÓN INTERNA, LA ENTREGA DE LA VIVIENDA, LA ATENCIÓN DE GARANTÍAS, y en general todo proceso particular de la empresa que permitiera realizar esta evaluación. De los datos obtenidos de los procesos antes mencionados se realizó una análisis de los mismos que nos permita evaluar la trazabilidad de todo el flujo de procesos de tal suerte que pudiéramos relacionar el nivel de calidad de la empresa y cada uno de sus proyectos, el nivel de aceptación del producto terminado, la satisfacción del cliente con la vivienda recibida y la frecuencia e incidencia de las posventas con respecto; más aún se planteó la posibilidad de evaluar viviendas muestra en un proyecto en específico que permitiera evaluar la trazabilidad de esa vivienda a lo largo de todo el flujo de procesos por lo que pasa.De la metodología antes descrita se seleccionó un caso de estudio de una empresa en el Centro occidente de México y que permitió evaluar todos sus proyectos durante un periodo de varios años y en el siguiente apartado se muestran los resultados.
4. CASO DE ESTUDIO: EMPRESA INMOBILIARIA TIERRA Y ARMONIA S.A. DE C.V.
Tierra y Armonía, la empresa de creaciones inmobiliarias líder en el occidente de México que se especializa en cuatro áreas de desarrollos inmobiliarios: desarrollos de vivienda, terrenos residenciales, residencial turístico y comercial corporativo.
De la asociación del Grupo Inmobiliario Amadeus y de Mendelssohn Desarrollos Inmobiliarios, empresas líderes en el mercado inmobiliario con más de treinta años de experiencia, nace Tierra y Armonía, una compañía creada por empresarios con gran experiencia que hoy en día es dirigida por una segunda generación, también comprometida con un México sustentable y siempre con la mira en el futuro.Desde la fundación del grupo, Tierra y Armonía ha desarrollado un sinnúmero de proyectos y megaproyectos, en cada uno de los cuales ofrece calidad de vida, tanto en vivienda media y alta, así como los más lujosos resorts turísticos en México, siempre a la vanguardia en la innovación inmobiliaria. En Guadalajara, Tierra y Armonía ha participado en la creación de los más importantes fraccionamientos residenciales como Valle Real, Solares, El Manantial, Santa Catalina, Solé, Valle Esmeralda, La Joya, Colinas del Rey, Villa Serena, Campo Real, Real de Valle, Hacienda Real, Real Cantabria, Amaranto, Las Terrazas y muchos más. Así mismo, ha sido la creadora de la zona residencial más grande y trascendente en el desarrollo de la ciudad que, por su magnitud, ha sido denominada la Zona Real, ubicada en el norponiente de la ciudad actualmente con desarrollos como La Toscana y Reserva Real, además del ya mencionado Valle Real. También ha desarrollado edificios corporativos como la Torre KPMG y la Torre Country, así como clubes sociales, deportivos y centros comerciales. De igual modo, Tierra y Armonía ha incursionado en mercados turísticos residenciales en destinos de playa, montaña y lago.Tierra y Armonía cuenta con cinco divisiones: Residencial Turístico, Comercial Corporativo, Terrenos Residenciales, División Metropolitana, y Vivienda.

En su división Vivienda actualmente se tienen 7 proyectos activos llamados El campestre, Campo Real, Las Terrazas, Hacienda Real, Real Cantabria, Amaranto Residencial, Altea, y por iniciar, Los tréboles.En el caso de Tierra y Armonía desde al año 2008 participa en el programa de certificación de calidad 3cv+2®, es una de las 65 empresas mexicanas involucradas en dicho programa, de las cuales algunas nunca lograron implantar el modelo, otras lo han descartado en el tiempo, y otras (la mayor parte) lo han mantenido, y Tierra y Armonía además de conservarlo ha sido una de las empresas más destacadas en el tiempo.La empresa proporciona quincenalmente los reportes de calidad de todos sus proyectos de vivienda activos, dicho reporte incluye cuatro registros:
o Registro diario de calidad de los procesos de construcción ejecutados y activos de cada uno de los proyectos de vivienda.
o Análisis de los procesos constructivos con mayor índices de calidad y su evolución.
o Análisis de los procesos constructivos con menor índice de calidad y su evolución.
o Análisis comparativo de calidad acumuladas en cada uno de los proyectos.
A continuación se presentan los reportes convencionales de cada uno de los anteriores registros:Con el anterior antecedente, se planteó a la empresa Tierra y Armonía realizar un análisis de la trazabilidad de los resultados de la implantación del modelo 3cv+2® desde el proceso de construcción que es donde el modelo se implanto y los procesos sucesivos (figura 2); la empresa facilito los registros de dichos procesos los cuales se presentan a continuación.El proceso de implementación del modelo de calidad 3cv+2® en la empresa Tierra y Armonía fue adaptado conforme al siguiente esquema:

El proceso de implantación del modelo de calidad 3cv+2® inició en febrero de 2008 teniendo una primer evaluación de diagnóstico del nivel de calidad de los procesos de construcción con promedio de 80% en una escala de 0 a 100. A partir de entonces los niveles de calidad de Tierra y Armonía a nivel de empresa han evolucionado de la siguiente manera:
AÑO DE EVALUACIÓN 2008 2009 2010 2011 2012
Nivel de calidad de 0-100 80 94 94 94.5 95.5
Índice de CRV (Certificado de recepción de vivienda ( aceptadas x cada 10 viviendas)
6/10 8/10 9/10 10/10 10/10
Conformidad de recepción del cliente (aceptadas x cada 10 viviendas) 8/10 9/10 9/10 10/10 10/10
Frecuencia de garantías ( aceptadas x cada 10 viviendas) 5/10 5/10 4/10 4/10 3/ 10
Costo de garantías (base 2009 = costo directo de la vivienda) S/D 2.2 % 1.5 % 0.7 % 0.3 %
Grado de Satisfacción del cliente (% 0 a 100) 97.5% 99.1% 99.8% 99.8% 100%
Fig. Evolución histórica del modelo de calidad 3cv+2®
El reporte anterior se alimenta de la información operativa diaria de cada uno de los proyectos activos de la empresa de los cuales algunos son proyectos multianuales, la información operativa de cada proyecto se ilustra a continuación con la información de año 2012 de los proyectos Campo Real, Amaranto Residencial, Las Terrazas y Real Cantabria.
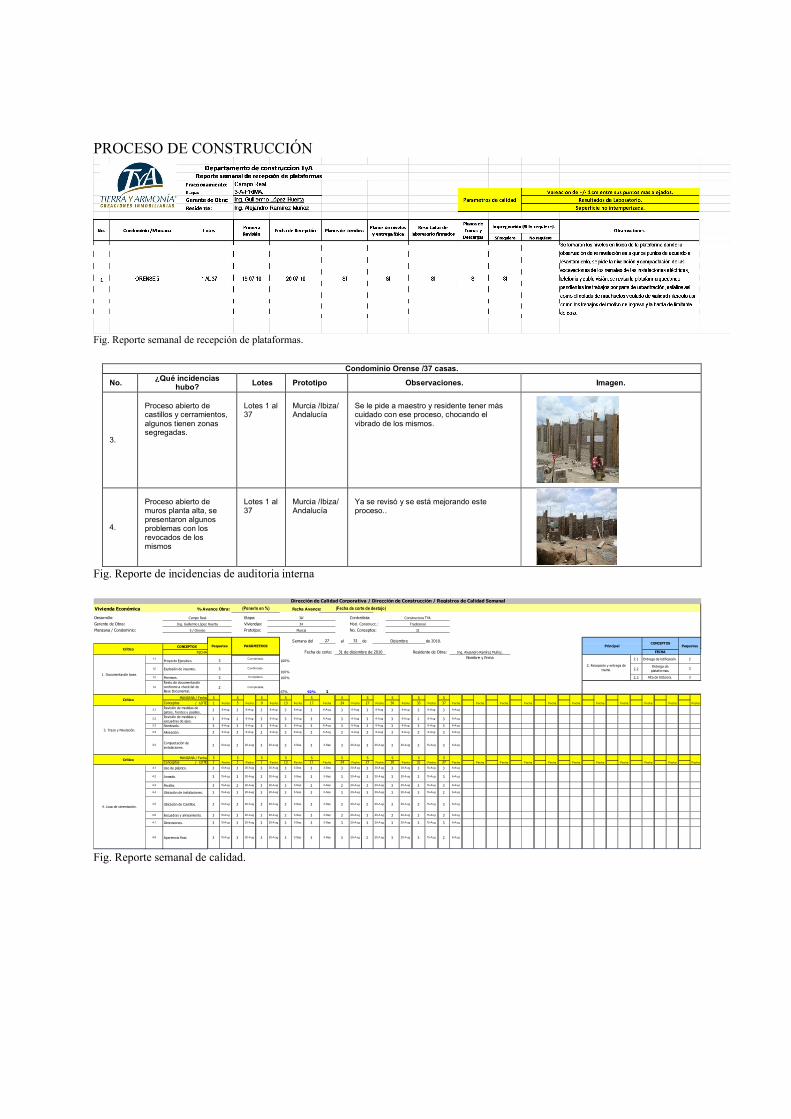
PROCESO DE CONSTRUCCIÓN
Fig. Reporte semanal de recepción de plataformas.
Condominio Orense /37 casas.
No.¿Qué incidencias
hubo? Lotes Prototipo Observaciones. Imagen.
3.
Proceso abierto de castillos y cerramientos, algunos tienen zonas segregadas.
Lotes 1 al 37
Murcia /Ibiza/ Andalucía
Se le pide a maestro y residente tener más cuidado con ese proceso, chocando el vibrado de los mismos.
4.
Proceso abierto de muros planta alta, se presentaron algunos problemas con los revocados de los mismos
Lotes 1 al 37
Murcia /Ibiza/ Andalucía
Ya se revisó y se está mejorando este proceso..
Fig. Reporte de incidencias de auditoria interna
Fig. Reporte semanal de calidad.
Vivienda Económica % Avance Obra: Fecha Avance: (Fecha de corte de destajo)
Desarrollo: Etapa: Contratista:
Viviendas: Mod. Construcc.:
Manzana / Condominio: Prototipo: No. Conceptos:
Semana del 27 al 31 de de 2010. CONCEPTOS
FECHA Fecha de corte: Residente de Obra:
1.1Proyecto Ejecutivo. 2.1
1.2 Explosión de insumos. 2.2
1.3 Permisos. 2.3
1.4
Resto de documentación conforme a check list de Base Documental. 92% 1
MANZANA / Fecha 5 5 5 5 5 5 5 5 5 5
Conceptos / LOTE 1 5 9 13 17 24 27 30 33 37
3.1 Revisión de medidas de patios, frentes y pasillos.
3 6-A ug 3 6-Aug 3 6-Aug 3 6-Aug 3 6-Aug 3 6-Aug 3 6-Aug 3 6-Aug 3 6-Aug 3 6-Aug
3.2 Revisión de medidas y escuadras de ejes.
3 6-A ug 2 6-Aug 3 6-Aug 3 6-Aug 3 6-Aug 3 6-Aug 3 6-Aug 3 6-Aug 2 6-Aug 3 6-Aug
3.3 Sembrado. 3 6-A ug 3 6-Aug 3 6-Aug 3 6-Aug 3 6-Aug 3 6-Aug 3 6-Aug 3 6-Aug 3 6-Aug 3 6-Aug
3.4 Alineación. 3 6-A ug 3 6-Aug 2 6-Aug 3 6-Aug 3 6-Aug 3 6-Aug 3 6-Aug 3 6-Aug 3 6-Aug 3 6-Aug
3.5Compactación de instalaciones.
2 13-A ug 2 20-Aug 3 20-Aug 3 3-Sep 3 3-Sep 3 20-Aug 3 20-Aug 3 20-Aug 3 13-Aug 3 6-Aug
MANZANA / Fecha 5 5 5 5 5 5 5 5 5 5Conceptos / LOTE 1 5 9 13 17 24 27 30 33 37
4.1 Uso de plástico. 3 13-A ug 3 20-Aug 3 20-Aug 3 3-Sep 3 3-Sep 3 20-Aug 3 20-Aug 3 20-Aug 3 13-Aug 3 6-Aug
4.2 Armado. 3 13-A ug 3 20-Aug 3 20-Aug 3 3-Sep 3 3-Sep 3 20-Aug 3 20-Aug 3 20-Aug 2 13-Aug 3 6-Aug
4.3 Peralte. 3 13-A ug 2 20-Aug 3 20-Aug 3 3-Sep 2 3-Sep 2 20-Aug 3 20-Aug 3 20-Aug 3 13-Aug 3 6-Aug
4.4 Ubicación de instalaciones. 3 13-A ug 3 20-Aug 3 20-Aug 3 3-Sep 3 3-Sep 3 20-Aug 3 20-Aug 3 20-Aug 3 13-Aug 2 6-Aug
4.5 Ubicación de Castillos. 3 13-A ug 3 20-Aug 3 20-Aug 3 3-Sep 3 3-Sep 3 20-Aug 2 20-Aug 3 20-Aug 3 13-Aug 3 6-Aug
4.6 Escuadras y alineamiento. 3 13-A ug 3 20-Aug 2 20-Aug 2 3-Sep 3 3-Sep 3 20-Aug 3 20-Aug 3 20-Aug 3 13-Aug 3 6-Aug
4.7 Dimensiones. 3 13-A ug 3 20-Aug 3 20-Aug 3 3-Sep 3 3-Sep 3 20-Aug 3 20-Aug 3 20-Aug 3 13-Aug 3 6-Aug
4.8 Apariencia final. 3 13-A ug 3 20-Aug 3 20-Aug 3 3-Sep 3 3-Sep 3 20-Aug 2 20-Aug 3 20-Aug 3 13-Aug 2 6-Aug
3. Trazo y Nivelación.
PARÁMETROS
Fecha
4. Losa de cimentación.
Fecha Fecha Fecha
Crítico
Crítico
Crítico
Fecha
Fecha Fecha Fecha Fecha Fecha
Fecha Fecha Fecha
FechaFecha
Fecha
FechaFecha
3
3
31 de diciembre de 2010 Ing. Alejandro Ramírez Muñoz.
Nombre y firma
Fecha Fecha Fecha Fecha
Paquetes
Fecha
Fecha FechaFecha
Fecha Fecha
CONCEPTOS
2. Recepción y entrega de tramo.
FECHA
Entrega de lotificación.
Entrega de plataformas.
Alta de bitácora.
Fecha Fecha Fecha
Completada.
Fecha Fecha Fecha Fecha FechaFecha Fecha
Dirección de Calidad Corporativa / Dirección de Construcción / Registros de Calidad Semanal
100%
Tradicional
Diciembre
31
1. Documentación base.
267%
3
3100%
100%
3
Gerente de Obra:
5 / Orense
Ing. Guillermo López Huerta
Campo Real
(Ponerlo en %)
3A'
34
Murcia
Constructora TYA
Principal
2Completado.
Confirmado .
Completos.
FechaFecha
Paquetes
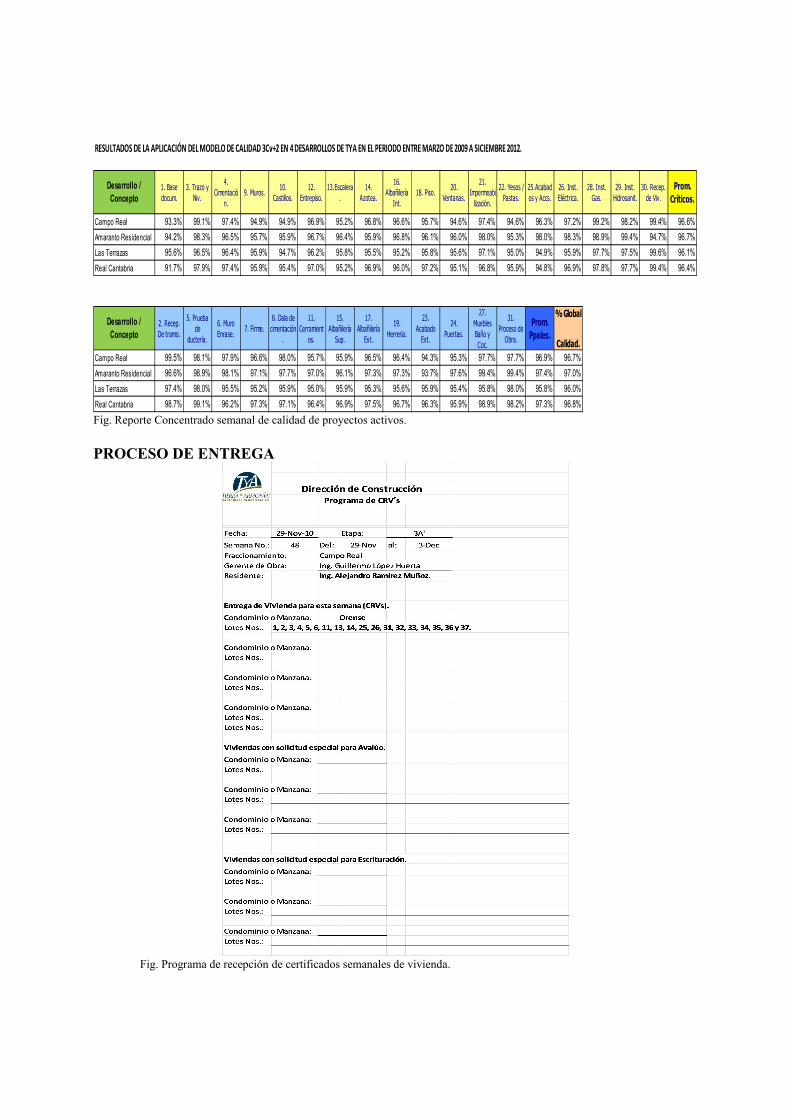
Fig. Reporte Concentrado semanal de calidad de proyectos activos.
PROCESO DE ENTREGA
Fig. Programa de recepción de certificados semanales de vivienda.
RESULTADOS DE LA APLICACIÓN DEL MODELO DE CALIDAD 3Cv+2 EN 4 DESARROLLOS DE TYA EN EL PERIODO ENTRE MARZO DE 2009 A SICIEMBRE 2012.
Desarrollo / Concepto
1. Base docum.
3. Trazo y Niv.
4. Cimentació
n.9. Muros.
10. Castillos.
12. Entrepiso.
13.Escalera.
14. Azotea.
16. Albañilería
Int.18. Piso.
20. Ventanas.
21. Impermeabi
lización.
22. Yesos / Pastas.
25.Acabados y Accs.
26. Inst. Eléctrica.
28. Inst. Gas.
29. Inst. Hidrosanit.
30. Recep. de Viv.
Prom. Críticos.
Campo Real 93.3% 99.1% 97.4% 94.9% 94.9% 96.9% 95.2% 96.8% 96.6% 95.7% 94.6% 97.4% 94.6% 96.3% 97.2% 99.2% 98.2% 99.4% 96.6%
Amaranto Residencial 94.2% 98.3% 96.5% 95.7% 95.9% 96.7% 96.4% 95.9% 96.8% 96.1% 96.0% 98.0% 95.3% 98.0% 98.3% 98.9% 99.4% 94.7% 96.7%
Las Terrazas 95.6% 96.5% 96.4% 95.9% 94.7% 96.2% 95.8% 95.5% 95.2% 95.8% 95.6% 97.1% 95.0% 94.9% 95.9% 97.7% 97.5% 99.6% 96.1%
Real Cantabria 91.7% 97.9% 97.4% 95.9% 95.4% 97.0% 95.2% 96.9% 96.0% 97.2% 95.1% 96.8% 95.9% 94.8% 96.9% 97.8% 97.7% 99.4% 96.4%
Desarrollo / Concepto
2. Recep. De tramo.
5. Prueba de
ductería.
6. Muro Enrase.
7. Firme.8. Dala de
cimentación.
11. Cerramient
os.
15. Albañilería
Sup.
17. Albañilería
Ext.
19. Herreria.
23. Acabado
Ext.
24. Puertas.
27. Muebles Baño y Coc.
31. Proceso de
Obra.
Prom. Ppales.
% Global
Calidad.Campo Real 99.5% 98.1% 97.9% 96.6% 98.0% 95.7% 95.9% 96.5% 96.4% 94.3% 95.3% 97.7% 97.7% 96.9% 96.7%
Amaranto Residencial 96.6% 98.9% 98.1% 97.1% 97.7% 97.0% 96.1% 97.3% 97.3% 93.7% 97.6% 99.4% 99.4% 97.4% 97.0%
Las Terrazas 97.4% 98.0% 95.5% 95.2% 95.9% 95.0% 95.9% 95.3% 95.6% 95.9% 95.4% 95.8% 98.0% 95.8% 96.0%
Real Cantabria 98.7% 99.1% 96.2% 97.3% 97.1% 96.4% 96.9% 97.5% 96.7% 96.3% 95.9% 98.9% 98.2% 97.3% 96.8%

Fig. Certificado de Recepción interna de vivienda.

Fig. CheckList de revisión para entrega de vivienda.
REGISTRO DE GARANTÍAS Y SATISFACCIÓN DEL CLIENTE.
Fig. Formato de registro de garantías. Ejemplo.
Fig. Índice de satisfacción del Cliente en el 2012.
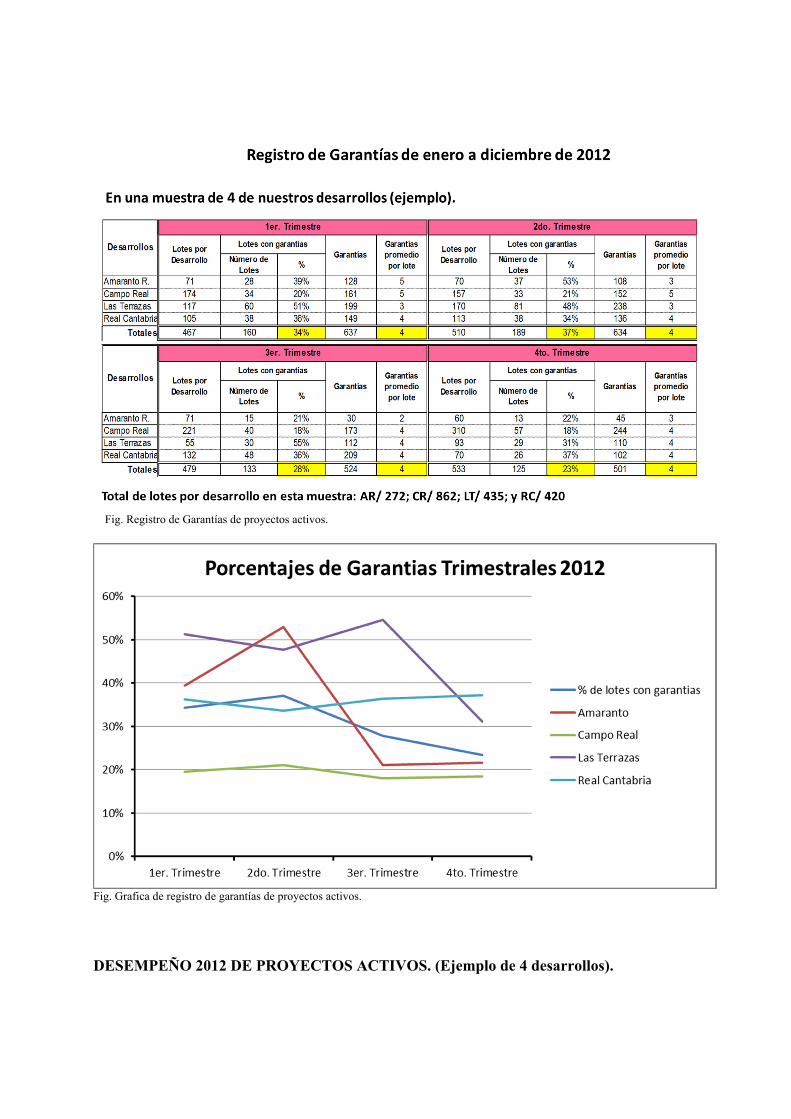
Fig. Registro de Garantías de proyectos activos.
Fig. Grafica de registro de garantías de proyectos activos.
DESEMPEÑO 2012 DE PROYECTOS ACTIVOS. (Ejemplo de 4 desarrollos).

Nivel de calidad de 0-100 95.15 95.45 94.55 94.05
Índice de CRV (Certificado de recepción de vivienda ( aceptadas x cada 10 viviendas)
10/10 10/10 9/10 9/10
Conformidad de recepción del cliente (aceptadas x cada 10 viviendas) 10/10 10/10 10/10 10/10
Frecuencia de garantías ( aceptadas x cada 10 viviendas) 4/10 3/10 3/10 3/10
Costo de garantías (base = costo directo de la vivienda) 0.3 0.2 0.2 0.3
Grado de Satisfacción del cliente (% 0 a 100) 99.9% 100% 100% 99.9%
5. CONCLUSIONES
El modelo de calidad 3cv+2® ha logrado permanecer en la cultura de trabajo de la empresa Tierra y Armonía, y se ha extendido tanto a los procesos previos como a los procesos posteriores al proceso de construcción.
La metodología propuesta a través de medidas, acciones y procedimientos para registrar e identificar los proyectos y vivienda de cada uno de ellos desde el diseño hasta la posventa nos permite tener un adecuado nivel de trazabilidad para corroborar la aportación de valor de modelo de calidad 3cv+2®.
El modelo de calidad 3cv+2® ha permitido documentar a través del tiempo el desempeño de calidad de los proyectos de Tierra y Armonía y su efecto en los procesos de CRV (Certificado de Recepción de Vivienda), recepción interna, entrega al cliente y ha incrementado el grado de satisfacción del Cliente, y que existen evidencias de trazabilidad de los resultados alcanzados en el ciclo de vida del proyecto.
La empresa Tierra y Armonía ha logrado reducir la frecuencia, el costo y la gravedad de sus garantías, logrando una mayor eficiencia en la operación, mejorar los márgenes de utilidad y el incremento de la satisfacción de sus Clientes.
Operativamente se ha perfeccionado el procedimiento de medición y seguimiento de calidad en el proceso de construcción y los procesos posteriores, que le han permitido haber mejorado y mantenido los niveles de calidad a partir de 2009.
Cabe señalar que los proyectos que han permanecido activos después de varios años de implantar el modelo de calidad 3cv+2®, la cultura de calidad se ha mantenido y se refleja en los indicadores de posventa y satisfacción del Cliente, como en el caso de Campo Real y Hacienda Real, mismos que se encuentran todavía en activo y cuyos niveles de Calidad, de índice de garantías y de satisfacción del Cliente se ubican en muy buenos niveles como puede observarse en los ejemplos que se han mostrado; asimismo se observan casos de proyectos nuevos en los cuales se ha tenido mayor variación de calidad inicial y su consecuente efecto en los procesos posteriores.

Dentro de las áreas de oportunidad detectadas se encuentra el focalizar acciones para reducir aún más los índices de frecuencia, incidencia y costo de la posventa, así como reducir la variabilidad de la calidad en proyectos nuevos y el efecto de pasar del modelo de calidad controlado a través de un Equipo de Supervisión a un proceso de autogestión de la Calidad apoyado por un Equipo de Auditores.
Finalmente una meta futura es diseñar un muestreo de la trazabilidad de cada una de las viviendas, apartamentos o lotes construidos, y su trayectoria individual hasta la posventa y la satisfacción del cliente.
Bibliografía
www.gestiontrazabilidad.com
www.gs1.org.ar/documentos/TRAZABILIDAD.pdf
WANSCOOR E. (2010). “La traçabilité, 100 questions pour comprendre et agir”. Editorial AFNOR. ISBN: 978-2-12-465149-8
GARCIA S., CASTAÑARES E., DAVIS M., SILVA J., LUNA K. (2012) “Emprendimiento en la industria de la construcción”. Editorial ITESM.
GARCIA S. (2008). “Programa de Certificación de calidad en la construcción de vivienda basado en el modelo de calidad 3cv+2®” Registro Indautor 03-2008-021111363100-01
GARCIA S., CASTAÑARES E. (2012) “Mejora Continua en la industria de la construcción”. Editorial ITESM.
GARCIA S., CASTAÑARES E. (2011). “Gestión del Negocio Inmobiliario”. Editorial ITESM.
GARCIA S., DAVIS M., (2013) “Modelo de calidad 3cu+2® para infraestructura” Registro Indautor en trámite.
ZARATE M., GARCIA S., (2011) “Gestión de la Posventa en el sector inmobiliario”. Tesis Maestría en Ingeniería y Administración de la Construcción. ITESM – Campus Monterrey.