industrial coal gasification technologies covering ......gasification processes – modeling and...
TRANSCRIPT
Industrial Coal Gasification Technologies Covering Baseline and High-Ash Coal
Martin Gräbner


Martin Gräbner
Industrial CoalGasification TechnologiesCovering Baseline andHigh-Ash Coal

Related Titles
Elvers, B. (ed.)
Handbook of FuelsEnergy Sources for Transportation
Second Edition
2008
Print ISBN: 978-3-527-33385-1
Fan, L. (ed.)
Chemical Looping Systemsfor Fossil EnergyConversions
2010
Print ISBN: 978-0-470-87252-9; also available
in digital formats
Stolten, D., Scherer, V. (eds.)
Efficient Carbon Capture forCoal Power Plants
2011
Print ISBN: 978-3-527-33002-7
Armaroli, N., Balzani, V.
Energy for a SustainableWorldFrom the Oil Age to a Sun-PoweredFuture
2011
Print ISBN: 978-3-527-32540-5; also available
in digital formats
de Klerk, A.
Fischer-Tropsch Refining
2011
Print ISBN: 978-3-527-32605-1; also available
in digital formats
Armaroli, N., Balzani, V., Serpone, N.
Powering Planet EarthEnergy Solutions for the Future
2013
Print ISBN: 978-3-527-33409-4; also available
in digital formats
Nikrityuk, P., Meyer, B. (ed.)
Gasification Processes –Modeling and Simulation
2014
Print ISBN 978-3-527-33550-3
Gupta, R.R., de Klerk, A.
The Handbook of Clean CoalUtilization 2V Set
2014
Print ISBN: 978-1-119-97588-5; also available
in digital formats

Martin Gräbner
Industrial Coal Gasification TechnologiesCovering Baseline and High-Ash Coal

Author
Dr.-Ing. Martin GräbnerHolbeinstraße 1AD-63755 Alzenau-WasserlosGermany
All books published by Wiley-VCH are carefullyproduced. Nevertheless, authors, editors, andpublisher do not warrant the informationcontained in these books, including this book, tobe free of errors. Readers are advised to keepin mind that statements, data, illustrations,procedural details or other items mayinadvertently be inaccurate.
Library of Congress Card No.: applied for
British Library Cataloguing-in-Publication Data
A catalogue record for this book is available from the
British Library.
Bibliographic information published by theDeutsche NationalbibliothekThe Deutsche Nationalbibliothek lists thispublication in the Deutsche Nationalbibliografie;detailed bibliographic data are available on the Inter-net at http://dnb.d-nb.de.
2015 Wiley-VCH Verlag GmbH & Co. KGaA,Boschstr. 12, 69469 Weinheim, Germany
All rights reserved (including those of translationinto other languages). No part of this book maybe reproduced in any form – by photoprinting,microfilm, or any other means – nor transmittedor translated into a machine language withoutwritten permission from the publishers.Registered names, trademarks, etc. used in thisbook, even when not specifically marked as such,are not to be considered unprotected by law.
Print ISBN: 978-3-527-33690-6
ePDF ISBN: 978-3-527-33692-0
ePub ISBN: 978-3-527-33693-7
Mobi ISBN: 978-3-527-33695-1
oBook ISBN: 978-3-527-33691-3
Cover Design Formgeber, Mannheim, Germany
Typesetting Thomson Digital, Noida, India
Printing and Binding Markono Print Media Pte Ltd,
Singapore
Printed on acid-free paper
to Isabel

Contents
Preface XV
1 Introduction 1References 2
2 Coal Gasification in a Global Context 32.1 Applications of Coal Gasification 32.2 The Three Generations of Coal Gasifiers 42.2.1 First Generation of Coal Gasifiers 52.2.2 Second Generation of Coal Gasifiers 52.2.3 Third Generation of Coal Gasifiers 62.3 Typical Feedstock and Products 92.3.1 Feedstock 92.3.2 Products 92.3.2.1 Ammonia 102.3.2.2 Methanol and Derivatives 112.3.2.3 Electricity (Integrated Gasification Combined Cycle) 122.3.2.4 Substitute Natural Gas (Synthetic Natural Gas) 122.3.2.5 Fischer–Tropsch Liquids 132.3.2.6 Hydrogen Production 142.3.2.7 Others 142.4 Main Markets for Coal Gasification 162.5 Challenges and Opportunities for Coal Gasification 162.6 Environmental Aspects 182.6.1 Air Emissions 182.6.1.1 Pollutants 182.6.1.2 Greenhouse Gases 192.6.2 Water Effluents 202.6.3 Solid Waste 20
References 21
VII

3 Coal Characterization for Gasification 253.1 Coal as Gasification Feedstock 253.2 Petrographic Coal Analysis 263.2.1 Introduction to Macerals 263.2.2 Technological Background 263.2.3 Groups of Macerals 273.2.3.1 Huminite and Vitrinite 273.2.3.2 Liptinite 293.2.3.3 Inertinite 293.2.4 Blend Identification 303.2.4.1 Background 303.2.4.2 Terms and Definitions 303.2.4.3 Interpretation of a Reflectance Analysis 313.2.5 Temperature Estimation Using Optical Reflectance 333.2.6 Detection of Other Material 343.3 Coal Classification 353.3.1 Introduction 353.3.2 Reporting of Coal Analyses 363.3.3 Classification According to the American Society for Testing and
Materials Standard 383.3.4 Classification According to the International Organization for
Standardization 403.3.5 Other Nomenclatures Relevant to Gasification 403.3.5.1 Salty Coals 403.3.5.2 Ballast Coals 403.3.5.3 Low-Value or Low-grade Gasification Coals 423.3.5.4 Three-High Coals 423.4 Coal Sampling 433.5 Proximate Analysis 443.5.1 Moisture Content 443.5.1.1 Technological Background 443.5.1.2 Analysis of Moisture 453.5.2 Ash Content 463.5.3 Volatile Matter Content 473.5.4 Fixed Carbon 483.5.5 Alternative Method 483.6 Fischer Assay 483.7 Ultimate Analysis 493.7.1 Technological Background 493.7.2 Analysis Procedure 493.7.3 Carbon 503.7.4 Hydrogen 513.7.5 Nitrogen 513.7.6 Sulfur 523.7.7 Oxygen 53
VIII Contents
3.7.8 Chlorine 533.8 Heating Values 543.8.1 Technological Background 543.8.2 Analysis Procedure 543.8.3 Estimation by Empirical Correlations 553.8.4 Enthalpy of Formation 553.9 Caking Properties 573.9.1 Gray–King Assay 573.9.2 Free-Swelling Index 583.9.3 Roga Index 583.9.4 Dilatation Test 593.10 Reactivity 593.10.1 Technological Background 593.10.2 Determination of Reactivity 603.10.2.1 General Considerations 603.10.2.2 Thermogravimetric Analysis 613.10.2.3 Fixed-Bed Reactors 653.10.2.4 Entrained Particle Reactors 663.10.2.5 Wire-Mesh Reactors 673.10.3 Spontaneous Ignition 673.11 Mineral Matter and Ash Analysis 683.11.1 Technological Background 683.11.2 Minerals in Coal 693.11.2.1 Origin of Coal Mineral Matter 693.11.2.2 Minerals in High-Rank Coals 703.11.2.3 Minerals in Low-Rank Coals 703.11.2.4 Analysis of Mineral Matter in Coal 713.11.3 Transformation of Mineral Matter to Ash 713.11.4 Ash Component Analysis 723.11.5 Ash Fusion Analysis 733.11.5.1 Ash Fusion Test 733.11.5.2 Ash Clinkering Test 753.11.5.3 Influence of Atmosphere 763.11.5.4 Influence of Ash Compositions 763.11.6 Slag Viscosity Analysis 793.11.6.1 High-Temperature Viscometer Test 793.11.6.2 Prediction of Slag Viscosity 813.11.7 Devolatilization of Mineral Compounds 843.11.7.1 Partitioning 843.11.7.2 Behavior of Alkali Metals 853.11.8 Utilization Properties of Ash and Slag 863.12 Relevant Physical Properties 863.12.1 Coal Density 873.12.1.1 True Density 873.12.1.2 Apparent Density 88
Contents IX
3.12.1.3 Bulk Density 883.12.1.4 Washability Test 893.12.2 Thermal Properties 903.12.2.1 Heat Capacity 903.12.2.2 Thermal Conductivity 913.12.3 Granulometric Properties 913.12.3.1 Technological Background 913.12.3.2 Representative Diameters 923.12.3.3 Rosin-Rammler-Sperling-Bennett Particle Size Distribution 923.12.3.4 Fragmentation 933.12.3.5 Hardgrove Grindability Index 943.12.3.6 Abrasion Index 953.12.4 Fluid-Dynamic Properties 953.12.4.1 Technological Background 953.12.4.2 Coal Bed Pressure Drop 953.12.4.3 Minimum Fluidization Velocity 963.12.4.4 Fluid Bed Pressure Drop 963.12.4.5 Terminal Entrainment Velocity 973.12.4.6 Visualization in the Reh Diagram 98
References 100
4 Fundamentals 1074.1 Terms and Definitions 1074.2 Gasification Reactions 1084.3 Pyrolysis Reactions 1094.4 Gasification Parameters 1104.5 Classifying Gasification Methods 1124.5.1 Bed Type (Particle Size) 1124.5.1.1 Moving-Bed Gasifiers 1124.5.1.2 Fluid-Bed Gasifiers 1134.5.1.3 Entrained-Flow Gasifiers 1144.5.2 Temperature Range 1144.5.3 Pressure Level 1164.5.4 Feeding Method 1164.5.4.1 Dry Feed Systems 1164.5.4.2 Hydraulic Feed Systems 1184.5.5 Wall Type 1204.5.6 Syngas Cooling 1214.5.7 Oxidant 1224.5.8 Solid Residue Removal 1234.5.9 Addition of Catalysts 1244.5.9.1 General Considerations 1244.5.9.2 Groups of Catalysts 1254.5.9.3 Application of Catalytic Coal Gasification 126
References 126
X Contents

5 Coal Gasification Modeling 1295.1 Introduction 1295.2 Balancing of Gasification Systems 1305.3 Thermodynamic Modeling 1315.3.1 Equilibrium Constant-Based Calculations 1315.3.2 Minimization of Gibbs Free Energy 1345.4 Kinetic Modeling 1355.4.1 Conversion Processes 1355.4.2 Fundamentals 1355.4.3 Heterogeneous Reaction Kinetics 1385.4.3.1 Analysis of Kinetic Data from Literature 1385.4.3.2 Selection of Kinetic Data for Modeling 1395.4.4 Homogeneous Reaction Kinetics 1445.5 Computational Fluid Dynamics Modeling of Coal Gasifiers 1455.5.1 Background 1455.5.2 Typical Case Setup 1455.5.2.1 Definition of the Calculation Domain 1455.5.2.2 Solver Settings and Numerical Submodels 1475.5.3 Convergence Strategies 1485.5.4 Results for the Internal Circulation Gasifier Case 1485.5.5 Conclusions of the Computational Fluid Dynamics Study 1505.6 Generic Models for Case Studies 1525.6.1 Temperature Approach Concept 1525.6.2 Modeling Approach 1535.6.3 Limitations of the Approach Temperature Concept 1545.6.4 Boundary Conditions 1555.6.4.1 Coal Selection 1555.6.4.2 Reference Case Definition 1565.6.4.3 Sensitivity Analysis 157
References 164
6 Coal Gasification Technology Survey 1696.1 Entrained-Flow Gasifiers 1696.1.1 Introduction 1696.1.2 Shell and Uhde Coal Gasification Technology 1706.1.2.1 Historical Background 1706.1.2.2 Process Description 1706.1.2.3 Enhancements 1766.1.2.4 Verification Case for Model Setup 1776.1.2.5 Modeling Results 1806.1.3 Siemens Fuel Gasification Technology 1816.1.3.1 Historical Background 1816.1.3.2 Process Description 1826.1.3.3 Enhancements 1876.1.3.4 Verification Case for Model Setup 188
Contents XI
6.1.3.5 Modeling Results 1916.1.3.6 Other Similar Technologies 1926.1.4 GE Energy Technology 1936.1.4.1 Historical Background 1936.1.4.2 Process Description 1946.1.4.3 Enhancements 2026.1.4.4 Verification Case for Model Setup 2036.1.4.5 Modeling Results 2066.1.4.6 Other Similar Technologies 2086.1.5 E-Gas Technology 2106.1.5.1 Historical Background 2106.1.5.2 Process Description 2116.1.5.3 Enhancements 2156.1.5.4 Verification Case for Model Setup 2176.1.5.5 Modeling Results 2196.1.6 Other Entrained-Flow Technologies 2206.1.6.1 East China University of Science and Technology Gasifiers 2206.1.6.2 Mitsubishi Heavy Industries Gasifier 2216.1.6.3 Thermal Power Research Institute Gasifier 2226.1.6.4 Pratt & Whitney Rocketdyne Gasifier 2246.2 Fluid-Bed Gasifiers 2256.2.1 Introduction 2256.2.2 High-Temperature Winkler Technology 2266.2.2.1 Historical Background 2266.2.2.2 Process Description 2276.2.2.3 Enhancements 2336.2.2.4 Verification Case for Model Setup 2346.2.2.5 Modeling Results 2376.2.3 Other Fluid-Bed Technologies 2376.2.3.1 Utility-Gas Gasifier 2376.2.3.2 Agglomerating Fluidized-Bed Gasifier 2396.2.3.3 Kellogg Brown & Root Transport Reactor 2396.2.3.4 Kellogg Rust Westinghouse Gasifier 2426.2.3.5 Bharat Heavy Electrical Limited Technology 2436.2.3.6 HRL Integrated Drying Gasification Combined Cycle Process 2436.2.3.7 Circulating Fluidized-Bed Technology 2446.3 Moving-Bed Gasifiers 2446.3.1 Introduction 2446.3.2 Lurgi Fixed-Bed Dry Bottom Technology 2456.3.2.1 Historical Background 2456.3.2.2 Process Description 2476.3.2.3 Enhancements 2616.3.3 Other Similar Technologies 2636.3.3.1 SEDIN Dry Bottom Gasification 2636.3.3.2 Sasol Dry Bottom Gasification 263
XII Contents

6.3.4 British Gas/Lurgi Technology 2636.3.4.1 Historical Background 2636.3.4.2 Process Description 2646.3.4.3 Operational Data 2756.3.4.4 Enhancements 275
References 277
7 Thermodynamic Process Assessment 2897.1 Introduction of a Ternary Gasification Diagram 2897.1.1 Basic Idea 2897.1.2 Domain Overview and Pressure Sensitivity 2907.1.3 Diagram Types 2927.1.4 Domain Boundaries for Gasification Systems 2937.1.5 Treatment of H2O Stream 2957.1.6 Displaying Gasifiers with Multiple Inlets 2967.1.7 Optimum User Diagrams 2967.2 Diagrams for Pittsburgh No. 8 Coal 2987.2.1 Temperature and Carbon Conversion Diagram 2987.2.2 Cold Gas Efficiency and Methane Yield Diagram 3007.2.3 Syngas Yield and H2/CO Diagram 3007.2.4 Optimum User Diagram 3017.2.5 Optimum Correlations 3017.3 Diagrams for South African Coal 3047.3.1 Temperature and Carbon Conversion Diagram 3047.3.2 Cold Gas Efficiency and Methane Yield Diagram 3067.3.3 Syngas Yield and H2/CO Diagram 3067.3.4 Optimum User Diagram 3077.3.5 Optimum Correlations 3077.4 Technology Potential Analysis 3107.5 Influence of the Ash Content 3127.6 Other Gasification Systems 3147.7 Conclusions 315
References 316
8 Exergetic Process Assessment 3198.1 Exergy Calculations 3198.1.1 Exergy and Reference Environment 3198.1.2 Exergy of Gaseous and Liquid Streams 3208.1.3 Exergy of Solid Streams 3238.1.4 Definition of Efforts and Benefits 3238.2 Exergetic Analysis 3248.2.1 Impact of Gas Cooling Methods 3248.2.2 Comparison of Gasification Systems 3268.2.2.1 Exergy Flow Analysis 3268.2.2.2 Exergetic Process Efficiency 328
Contents XIII
8.3 Conclusions of Process Assessment 329References 330
9 Concept Study: The Internal Circulation Gasifier 3319.1 Introduction 3319.2 Basic Principle 3339.3 Detailed Process Description 3349.3.1 Fuel Preparation and Feeding 3349.3.2 Reaction Chamber 3349.3.2.1 Fluid-Bed Zone 3349.3.2.2 Moving-Bed Zone 3369.3.2.3 Particle Behavior 3379.3.3 Gasifying Agent Injection 3389.3.4 Process Control 3399.3.5 Gas Cooling 3409.3.6 Ash Removal and Cooling 3409.4 Thermodynamic Modeling of the Internal Circulation Gasifier 3419.4.1 Model Description 3419.4.1.1 Flow Sheet Setup 3419.4.1.2 Property Method and Block Settings 3429.4.1.3 Design Specifications 3429.4.2 Expected Performance 3449.4.3 Derived Reactor Design 3459.4.4 Process Scale-up 3459.5 Next Development Steps 348
References 348
10 Trends of Gasification Development 351Reference 353
Index 355
XIV Contents

Preface
This book provides a comprehensive overview on topics that are related toindustrial coal gasification technologies, combining scientific with technologicalaspects. The main vision for the book is to provide the reader with an innovative,highly structured, and detailed view on coal gasification technologies. The novelternary diagram of gasification provides the first order scheme in which all gasi-fiers can be compared at one glance. Special emphasis is placed on new gasifica-tion concept developments and increasing ash content of the coal.After an introduction (Chapter 1) explaining the background and the scope,
the book starts from a global perspective in Chapter 2. Coal gasification is putinto a global context by identification of recent applications. Once it is clear whycoal is gasified, the course of coal gasification development (generations of gasifi-ers) and the recent role of coal gasification (typical feedstock and products ofrealized plants), as well as main markets, are discussed. Subsequently, the readerwill be sensitized to the main challenges hampering a broad market introductionof coal gasification and also for potential opportunities that keep coal gasificationin the discussion. Chapter 2 concludes with discussion of environmental aspects,such as emissions of coal gasification plants.To guide less experienced readers into the complex topic of coal conversion by
means of gasification, a survey on coal characterization limited to gasification-relevant parameters is provided in Chapter 3. From a practical point of view,this chapter tells what information can be extracted from a coal sample in orderto judge which gasification process is suitable. Hence, the necessary knowledgeabout coal standard analyses (e.g., ultimate, proximate, calorific analyses) andmore sophisticated procedures, such as reactivity or maceral analyses, are pre-sented. The most emphasis will be placed on the discussion of the minerals inthe coal because they are limiting to all gasification processes. Chapter 3 con-cludes with a summary of physical and fluid-dynamic properties of the coal.Chapter 4 introduces the fundamentals of technical gasification processes
starting with basic reactions and chemistry. The knowledge from the previouschapter allows us to define the necessary gasification performance parametersthat are needed to discuss the advantages and disadvantages of the different gasi-fication methods. Consequently, the differences between the processes are pre-sented in a highly structured way according to bed type (moving bed, fluidized
XV

bed, entrained bed), temperature range (ash fusibility and slag viscosity), pres-sure level, feeding method (dry feeding or coal-water-slurry), wall type (mem-brane wall, refractory lining, steam jacket), syngas cooling (water/gas/chemicalquench, heat recovery), oxidant (O2 or air), solid residue removal (ash/slag, flyash, granulate), and catalyst addition.Because modeling approaches and detailed technology survey results are pre-
sented in Chapter 6, it is instructive to include an overview on gasificationmodeling before that. Hence, Chapter 5 presents the typical starting placefor modeling, which is the balancing of gasification systems. In further course,thermodynamic models, kinetic models, and computational fluid dynamics(CFD) approaches for gasification modeling are introduced. Chapter 5 providesa practical overview on these methods, discussing strengths and weaknesses,main fields of application, usable data sets, and related laboratory investigations.It will only touch basic equations and scientific background as far as necessaryfor understanding. Chapter 5 ends with a description of the generic modelingapproach, which is used in Chapter 6, and discusses the sensitivity of selectedmodels to the applied boundary conditions.Chapter 6, “Coal Gasification Technology Survey,” represents the core of the
book. The intention is to provide the most recent and most comprehensive datacollection on coal gasification processes comprising much information that hasnot yet been published in the English language. Chapter 6 is organized followingthe bed type of the gasifiers and placing special emphasis on the technologiesfrom Shell, Uhde (i.e. high-temperature Winkler (HTW), Prenflow), GE, Siemens,CB&I (i.e., E-Gas), Lurgi (i.e., fixed-bed dry bottom (FBDB)), and Envirotherm/Zemag (i.e., British Gas/Lurgi (BGL)), as there are much public domain dataavailable. For these processes, a historical background, a detailed process descrip-tion, proposed enhancements, and current projects are presented. For selectedtechnologies, generic model setup and results are also presented. Besides per-formance data from operation, which is given in the sections of detailed processdescription, the modeling permits the comparison of the gasifiers on unifiedboundary conditions pointing out the effect of high-ash versus conventional coaland standard versus enhanced systems. All other industrial coal gasification tech-nologies, such as the new Chinese processes or other fluid-bed technologies, areintroduced depending on the availability of public domain data.In Chapter 7, the main innovation of this book is disclosed, which is the intro-
duction of a ternary gasification diagram. This newly developed order schemeallows putting all gasifiers in one diagram according to their consumptionfigures based on thermodynamic calculations. This new idea is introduced tothe reader step by step, ranging from the basic idea over pressure sensitivity,diagram types, domain boundaries for gasification systems, displaying gasifierswith multiple inlets to the development of derived optimum user diagrams andcorrelations. Subsequently, the diagram is provided for conventional (PittsburghNo. 8) and ash-rich (South African) coal, which is discussed in detail. Chapter 7concludes with a technology potential analysis and the assessment of the influ-ence of the ash content, both being conclusions from the new type of diagram.
XVI Preface

In addition, other gasification systems will be touched on and displayed in thediagram (e.g., carbon dioxide (CO2)-gasification, biomass).Because the thermodynamic performance parameters of gasification do not
reveal the effect of the gas cooling method on the overall process, an exergeticanalysis is provided in Chapter 8. As exergy is strongly dependent on the appliedreference environment and the applied chemical system, Chapter 8 begins withan introduction to exergy calculations, the reference environment, and theexergy definition of the gaseous, liquid, and solid streams. The definition ofefforts and benefits in the present investigation is also explained. Subsequently,the impact of gas cooling methods, and the final exergetic comparison of thegasification systems for both high-ash versus conventional coal and standardversus enhanced systems is discussed.Taking together all conclusions from the previous chapters, a theoretical con-
cept study is carried out designing a gasifier that potentially can cope with high-ash fine coal. There is no gasification technology on the market for such coal atthe moment. The structure of Chapter 9 is similar to the gasifier descriptions inChapter 6, comprising process basic principle, detailed process description, lay-out of the reaction chamber, gasifying agent injection, gas cooling, ash removal,and expected performance and control. In this framework, the utilization of theReh diagram and the setup of a thermodynamic model will be discussed. Con-clusions for process scale-up and suggestions for further development stepscomplete Chapter 9.A brief overall conclusion summarizing the trends in gasification development
is given in Chapter 10, finishing the book.
Preface XVII


1Introduction
A tendency toward a decrease in coal quality is reported from various parts ofthe world, especially in the coking coal sector. In terms of steam coals, countriessuch as South Africa [1], India [2], Japan [3], or even China [4] report aboututilization of coal with elevated ash content. According to MacDonald et al. [5]and the ISO 11760 classification [6], coals are referred to as “high ash” or“moderately high ash” if they have an ash yield greater than 20wt% (wf). In termsof gasification, several disadvantages can be expected as the ash contentincreases:
1) The physical heating and cooling and melting of the ash material reduceprocess efficiency.
2) High ash content is detrimental to carbon conversion for reasons of car-bon encapsulation.
3) Addition of fluxing agents to influence the ash behavior is limited.4) Increasing amounts of vaporized ash compounds could increase fouling in
downstream heat exchangers.5) Coal preparation expenditures increase in terms of grinding, drying, or
de-ashing.
Mineral matter reactions can additionally hamper the process, that is, oxygenconsumption by substances that are not fully oxidized, such as Fe3O4 or FeS2,or CO2 release from carbonates. Special solvents might be considered to de-ashthe coal [7]. However, because of recovery and regeneration problems, opera-tional and capital costs increase while availability decreases and this option ismostly abandoned. As soon as the ash contains certain constituents (quartzand pyrite in particular), wear and abrasion in milling systems lead to extensivemaintenance programs [8]. Thus, crushing should be kept at the lowest possiblelevel.The traditional approach to gasify such kind of feedstock is, of course, employ-
ing moving-bed systems featuring dry-ash removal, for example, Lurgi fixed-beddry bottom (FBDB) gasification. But moving-bed technologies require a suitablegrain size for bed percolation and can cope only with limited amounts of finecoal. In addition, modern mining technologies produce increasing quantities
Industrial Coal Gasification Technologies Covering Baseline and High-Ash Coal, First Edition.Martin Gräbner. 2015 Wiley-VCH Verlag GmbH & Co. KGaA. Published 2015 by Wiley-VCH Verlag GmbH & Co. KGaA.
1

of fine coal and the high-ash content prevents acceptable agglomeration pro-perties, for example, for briquetting. Consequently, vast amounts of high-ashcoal fines are left over from moving-bed processes or other coal washing andbeneficiation processes. These cannot be gasified efficiently using today’s stan-dard technologies [9].The task of the present book is to investigate the capability of existing technol-
ogies and the potential of new concepts for processing high-ash coal. A study iscarried out using a high-ash coal from South Africa – especially fines for pulver-ized coal application – compared to a baseline standard coal, which is AmericanPittsburgh No. 8 bituminous coal. To compare the different approaches, thermo-dynamic modeling and exergy analysis will be applied. The evaluation of theresults should lead to the identification of the most promising concept, which isintended to be investigated in a case study.
References
1 Everson, R.C., Neomagus, H.W., Kaitano,R., van Falcon, R., Alphen, C., and du Cann,V.M. (2008) Properties of high ash charparticles derived from inertinite-rich coal:1. Chemical, structural and petrographiccharacteristics. Fuel, 87 (13–14), 3082–3090.
2 Iyengar, R. and Haque, R. (1991)Gasification of high-ash Indian coals forpower generation. Fuel ProcessingTechnology, 27 (3), 247–262.
3 Kurose, R., Ikeda, M., and Makino, H.(2001) Combustion characteristics of highash coal in a pulverized coal combustion.Fuel, 80 (10), 1447–1455.
4 Liu, G., Zheng, L., Gao, L., Zhang, H., andPeng, Z. (2005) The characterization of coalquality from the jining coalfield. Energy, 30(10), 1903–1914.
5 MacDonald, M., Chadwick, M., andAslanian, G. (1996) The Environmental
Management of Low-Grade Fuels,Earthscan Publications Limited,London.
6 ISO (2005) 11760, Classification of Coals,International Standards Organization,Geneva, Switzerland.
7 Okuyama, N., Komatsu, N., Shigehisa, T.,Kaneko, T., and Tsuruya, S. (2004) Hyper-coal process to produce the ash-free coal.Fuel Processing Technology, 85 (8–10),947–967.
8 Wells, J.J., Wigley, F., Foster, D.J., Gibb,W.H., and Williamson, J. (2004) Therelationship between excluded mineralmatter and the abrasion index of a coal.Fuel, 83 (3), 359–364.
9 Govender, A. and van Dyk, J.C. (2003)Effect of wet screening on particle sizedistribution and coal properties. Fuel,82 (18), 2231–2237.
2 1 Introduction

2Coal Gasification in a Global Context
2.1Applications of Coal Gasification
Any carbonaceous feedstock, may it be gaseous, liquid, or solid, can undergoa partial oxidation. As soon as oxidation heat is released, high-temperatureconditions evolve permitting other gases, such as steam or carbon dioxide, toreact with the carbonaceous feedstock. The result is the autothermal break-down of the feedstock to the smallest stable chemical units that can stillcarry some energy. These units are the gases hydrogen, carbon monoxide,and sometimes methane. The breakdown process is called gasification andthe gaseous product is called synthesis gas or syngas. Although the term“syngas” traces to gases produced for the sole purpose of downstream syn-theses, it established itself as a term for any product gas from gasificationindependent of application. (Further details and thermodynamic definitionsare provided in Chapter 4.)The composition of the syngas varies and is essentially linked to the quality of
the feedstock and the conditions of the gasification process, such as temperatureand pressure. Furthermore, each kind of gasification process is specialized in acertain feedstock spectrum. Finally, the usage of the gas produced specifies vary-ing parameters, such as heating value, pressure level, H2/CO ratio, and maxi-mum concentration of sulfur compounds.Hence, the closing of the gap between carbonaceous feedstock and a selected
final product, which is intended to be sold from the plant, is a technical andeconomical optimization problem with usually more than one solution. In thisframework, the different gasification technologies are the basis for competitionon the market.The conversion chain of gasification plants as shown in Figure 2.1 can be
generalized in three steps moving from feedstock to product: gasification, gastreatment, and conversion to product.In Figure 2.1, the sum of installed and under-construction capacity in GW
syngas is distinguished for feedstock and products. On the feedstock side, itcan be seen that coal with 126.9 GW represents more than 75% of the globalfeed for gasification plants. And coal is expected to grow by another 74GW
Industrial Coal Gasification Technologies Covering Baseline and High-Ash Coal, First Edition.Martin Gräbner. 2015 Wiley-VCH Verlag GmbH & Co. KGaA. Published 2015 by Wiley-VCH Verlag GmbH & Co. KGaA.
3

until 2018 [1]. The gasification step is currently accomplished in nearly 300plants employing approximately 800 gasifiers. The intermediate product ofsyngas undergoes a gas treatment step including usually a cleaning stage(e.g., particulate matter removal, acid gas removal) and a preparation stage(e.g., water gas shift). Subsequently, the syngas is subjected downstream tothe final conversion step. If the syngas is combusted in a combined cycle, thegenerated product is electricity from a so-called integrated gasification com-bined cycle (IGCC) process. This is true for only 14GW or 8.4% of the totalsyngas produced. Of more importance are the products that preserve thechemical energy in form of gaseous or liquid fuels (e.g., town gas, substitutenatural gas, gasoline, and diesel fuel) as well as chemicals such as ammonia,methanol, or hydrogen. The chemicals are dominant, representing nearly 50%of the syngas capacity.Another aspect with regard to Figure 2.1 is that mixtures of different solid
feedstock are frequently fed to gasifiers. They are called blends and consist ofdifferent coals or mixtures of coal and petroleum coke (petcoke). But also on theproduct side, single plants are not limited to one specific output. Syntheses inparallel or in conjunction with a combined cycle can be feasible and the plantsproduce several products (e.g., Schwarze Pumpe, Germany: methanol andpower), which is referred to as “polygeneration.”
2.2The Three Generations of Coal Gasifiers
There have been many surveys summarizing the early history of gasificationthat should not be repeated here [2,3]. But it is, in general, reasonable todistinguish three main generations of gasifiers serving larger-scale industrialapplications.
6.2
16.5
16.5
126.9Coal
Gas
Petcoke
Petroleum
Feedstock
Approx.
800
gasifiers
in 300
plantsSynthesis
Combined
cycle14.0
26.0
44.6
81.5 Chemicals
Liquid fuels
Power
Gaseous fuels
ProductConversionGasification
GW
SY
NG
AS
cle
an
ing
& p
rep
ara
tio
n
Gas treatment
GW
Figure 2.1 Gasification conversion chain from feedstock to product. (The numbers in gigawatt(GW) refer to global syngas capacity of currently operating units and plants underconstruction [1].)
4 2 Coal Gasification in a Global Context

2.2.1
First Generation of Coal Gasifiers
The first generation of industrial coal gasifiers arose from the idea of supply-ing a chemical synthesis with gas produced from coal. A typical example is theWinkler fluid-bed gasifier, which found its first commercial application in1926 at the Leuna site close to Leipzig, Germany. From this frameworkemerged the term syngas. Because the process operated – as all gasifiers atthat time – at atmospheric conditions, the advantages of a pressurized processquickly became clear. It was Professor Rudolf Drawe (1877–1967) who firstsaw the high potential in replacing the commonly used air with pressurizedoxygen and steam mixtures as gasifying agents, which was possible after theinvention of the Linde-Fränkel air separation process. In 1927, the Germanengineering company Lurgi patented the first pressurized oxygen-blown fixed-bed gasifier, which was commercially applied in 1936 in Hirschfelde, close toDresden, Germany.Besides the upcoming NH3 and methanol market, the fast development in
Germany was mainly driven by the need to produce liquid fuels from domesticsources such as lignite, which was induced by both World Wars. And a technol-ogy for coal dust gasification – the Koppers-Totzek atmospheric entrained-flowprocess – was developed in Germany in the 1940s.Among this first generation of gasifiers, the Lurgi fixed-bed dry bottom
(FBDB) technology remained the most successful one because it was the onlypressurized technology available for years. However, the FBDB process left quitesome leeway to improve single-unit capacity, gas quality (high CO2 and CH4
content, tar production), and steam consumption.
2.2.2Second Generation of Coal Gasifiers
Besides minor individual factors, the oil crises relaunched interest in coal gasifi-cation again leading to the development of a second generation of coal gasifica-tion processes. The global targets of the development, which took place from the1970s until early 1990s, can be summarized as follows [4–6]:
� For fluid-bed and entrained-flow processes, the gasification pressure shouldbe raised from atmospheric to 20 to 60 bar to reach higher single-unitcapacities (up to 500MW) and lower capital investment.� For fluid-bed and fixed-bed processes, performance should be enhanced asregards carbon conversion rates, cold gas efficiencies, and consumables.� Another focus was on the integration of heat recovery from syngas by steamgeneration if gasification is employed for power generation.� The upcoming environmental concerns, especially the emission of sulfurspecies from coal gasification was reviewed in detail.
2.2 The Three Generations of Coal Gasifiers 5

� The development of higher single unit capacities requires high on-streamtime (plant availability) and higher operational flexibility regarding feedstockand load variation compared to the former approach of running many gasifi-ers in parallel.
These development efforts brought the second generation of coal gasifiers tothe market comprising several technologies such as the British Gas/Lurgi(BGL) [7], high-temperature Winkler (HTW) [8], U-Gas [9], Kellogg Rust &Westinghouse (KRW) [10], Texaco [11], Gaskombinat Schwarze Pumpe(GSP) [12], E-Gas (Dow Chemical) [13], Shell [14], and Prenflo (Uhde) [15] pro-cesses. Most of them have become proven, mature technologies that have beensuccessfully implemented in IGCC plants as well as for methanol, ammonia, andacetic acid anhydride syntheses. These are considered to be the traditional tech-nologies sold from the shelf contributing to the substantial growth in Chinawithin the last 10 years.
2.2.3
Third Generation of Coal Gasifiers
However, after a decade of relative silence surrounding coal gasification, begin-ning around 2000, there have been four general trends that renewed interest inthe technology:
� Substitution of crude oil by other energy carriers, such as biomass or coal,targeting supply security and local energy price stabilization (e.g., China)� Increasing interest in the use of low-grade coals with high ash or moisturecontents in emerging nations (e.g., India, Indonesia)� Sustained efforts to reduce CO2 emissions because of the potential of CO2
separation from pressurized syngas (e.g., the United States)� Stabilization potential of polygeneration plants for high electricity genera-tion fluctuations caused by the increasing share of renewable energy sources(e.g., Europe)
Numerous design variations of second-generation gasification processes weresuggested for the state-of-the-art processes from Shell [16], Uhde [17], Siemens(formerly GSP) [18], GE (formerly Texaco) [19], Lurgi FBDB [20], and CB&I(E-Gas) [21].But also a third generation of newly developed gasification processes emerged,
such as those developed by Kellogg Brown & Root (KBR) [22], Pratt & WhitneyRocketdyne (PWR) [23], and Mitsubishi Heavy Industries (MHI) [24]. In parallel,five new Chinese processes were brought to commercial reality inside China:Hangtian Lu (HT-L) technology, the two-stage-oxygen gasifier developed atTsinghua University Beijing, the gasifiers from the East China University ofScience and Technology (ECUST), the two-stage-coal gasifier from the ThermalPower Research Institute (TPRI), and the multicomponent slurry gasification
6 2 Coal Gasification in a Global Context
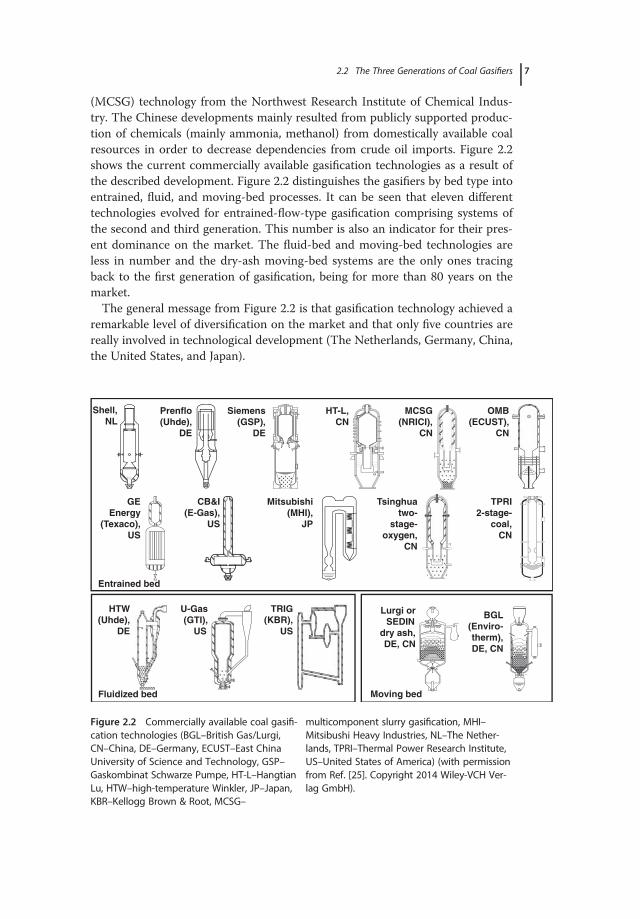
(MCSG) technology from the Northwest Research Institute of Chemical Indus-try. The Chinese developments mainly resulted from publicly supported produc-tion of chemicals (mainly ammonia, methanol) from domestically available coalresources in order to decrease dependencies from crude oil imports. Figure 2.2shows the current commercially available gasification technologies as a result ofthe described development. Figure 2.2 distinguishes the gasifiers by bed type intoentrained, fluid, and moving-bed processes. It can be seen that eleven differenttechnologies evolved for entrained-flow-type gasification comprising systems ofthe second and third generation. This number is also an indicator for their pres-ent dominance on the market. The fluid-bed and moving-bed technologies areless in number and the dry-ash moving-bed systems are the only ones tracingback to the first generation of gasification, being for more than 80 years on themarket.The general message from Figure 2.2 is that gasification technology achieved a
remarkable level of diversification on the market and that only five countries arereally involved in technological development (The Netherlands, Germany, China,the United States, and Japan).
Lurgi orSEDIN
dry ash, DE, CN
BGL(Enviro-therm),DE, CN
Entrained bed
Moving bedFluidized bed
HTW(Uhde),
DE
TRIG(KBR),
US
U-Gas(GTI),
US
CB&I(E-Gas),
US
GEEnergy
(Texaco), US
Prenflo(Uhde),
DE
Shell,NL
Siemens(GSP),
DE
OMB(ECUST),
CN
Tsinghuatwo-
stage-oxygen,
CN
HT-L,CN
MCSG(NRICI),
CN
Mitsubishi(MHI),
JP
TPRI2-stage-
coal,CN
Figure 2.2 Commercially available coal gasifi-cation technologies (BGL–British Gas/Lurgi,CN–China, DE–Germany, ECUST–East ChinaUniversity of Science and Technology, GSP–Gaskombinat Schwarze Pumpe, HT-L–HangtianLu, HTW–high-temperature Winkler, JP–Japan,KBR–Kellogg Brown & Root, MCSG–
multicomponent slurry gasification, MHI–Mitsibushi Heavy Industries, NL–The Nether-lands, TPRI–Thermal Power Research Institute,US–United States of America) (with permissionfrom Ref. [25]. Copyright 2014 Wiley-VCH Ver-lag GmbH).
2.2 The Three Generations of Coal Gasifiers 7
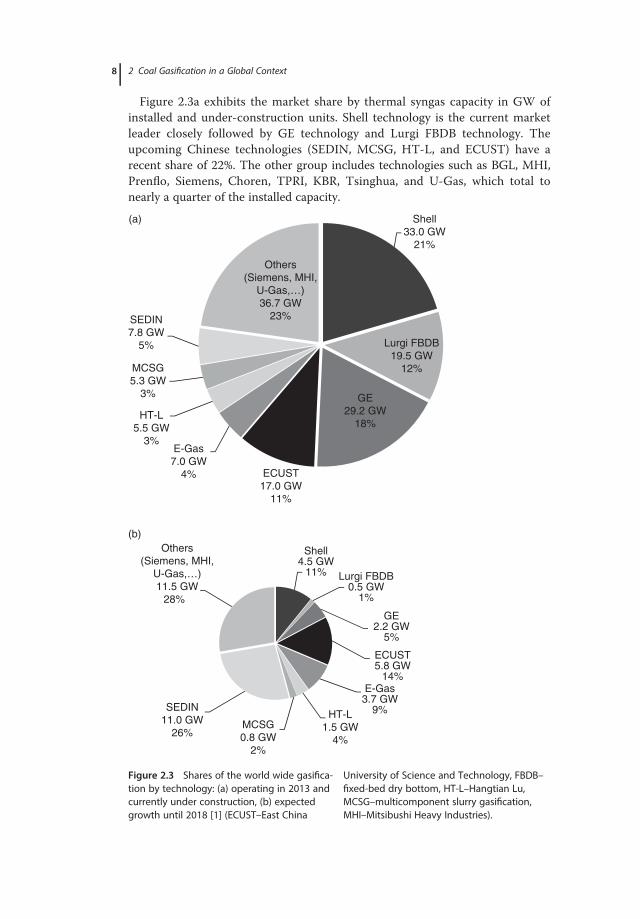
Figure 2.3a exhibits the market share by thermal syngas capacity in GW ofinstalled and under-construction units. Shell technology is the current marketleader closely followed by GE technology and Lurgi FBDB technology. Theupcoming Chinese technologies (SEDIN, MCSG, HT-L, and ECUST) have arecent share of 22%. The other group includes technologies such as BGL, MHI,Prenflo, Siemens, Choren, TPRI, KBR, Tsinghua, and U-Gas, which total tonearly a quarter of the installed capacity.
Shell
33.0 GW
21%
Lurgi FBDB
19.5 GW
12%
GE
29.2 GW
18%
ECUST
17.0 GW
11%
E-Gas
7.0 GW
4%
HT-L
5.5 GW
3%
MCSG
5.3 GW
3%
SEDIN
7.8 GW
5%
(a)
Others
(Siemens, MHI,
U-Gas,…)
36.7 GW
23%
Shell4.5 GW
11%
(b)
Lurgi FBDB0.5 GW
1%
GE2.2 GW
5%
ECUST5.8 GW
14%E-Gas
3.7 GW9%HT-L
1.5 GW
4%
MCSG
0.8 GW
2%
SEDIN
11.0 GW
26%
Others
(Siemens, MHI,
U-Gas,…)
11.5 GW
28%
Figure 2.3 Shares of the world wide gasifica-tion by technology: (a) operating in 2013 andcurrently under construction, (b) expectedgrowth until 2018 [1] (ECUST–East China
University of Science and Technology, FBDB–fixed-bed dry bottom, HT-L–Hangtian Lu,MCSG–multicomponent slurry gasification,MHI–Mitsibushi Heavy Industries).
8 2 Coal Gasification in a Global Context

Looking at the expected growth until 2018 in Figure 2.3b, it can be seen thatthe Chinese version of the dry-ash moving-bed gasification from SEDIN is pre-dicted to more than double its current capacity. The second largest increase ispredicted for the Chinese ECUST technologies, which are offered in several vari-ations. In contrast, the growth of the current market leaders (Shell, GE, LurgiFBDB) is slowing down. The predicted growth of other technologies must notbe neglected as there is a large project from Siemens envisaged, which aims atproducing 8.5 GW syngas in order to generate Fischer-Tropsch liquids fromcoal processing technology [26].
2.3Typical Feedstock and Products
2.3.1
Feedstock
As already shown in Figure 2.1, coal is the main feedstock in current gasificationapplications and the highest growth is expected for it. Hence, the following dis-cussion will focus solely on coal. When selecting the appropriate coal for gasifi-cation, there are technical and economic aspects to be considered.Not all coals are equally suitable for gasification, and different gasification
technologies have different fuel requirements. The most decisive properties arethe ash content, moisture content, ash melting temperature, and available grainsize [27]. Currently, a large spectrum of coals can be gasified and the main limi-tations exist for high ash content and small particle size.In general, the capital costs for coal-based syngas generation are approxi-
mately doubled compared to natural-gas-based syngas [27]. Because the coalgasification island represents a considerable part of the investment in the overallconversion chain, the feed coal should be as cheap as possible. Consequently,coals that are not suitable for other applications (e.g., coking, combustion) orresidues from coal beneficiation processes end up in gasification units. Low-rankcoals with high moisture content, high-ash, or high-sulfur coals are principalcandidates for gasification. Of course, high-quality steam coals and caking coalsare suitable for gasification processes as well, but the competition to other utili-zation paths may lead to a disadvantageous price level.
2.3.2
Products
There are many possibilities for syngas use, which poses different requirementsto gas composition and gas purity. Relevant products and their gas specificationsare described in the following section to provide a basic understanding of gastreatment and conversion units required between gasifier and gas usage. In thecase of syntheses, often the pure stoichiometry of the foreseen reaction is a
2.3 Typical Feedstock and Products 9

reasonable indicator for bulk gas composition, whereas parallel reactions andpotential catalyst poisons may favor or restrict other components, respectively.Furthermore, one can already judge from the required gas quality which gasifierfits best to some specific gas utilization.Table 2.1 shows the commercial attractiveness of certain products from coal
gasification according to Morehead [26]. The comparison is based on one tonneof subbituminous coal, which is equivalent to 1600m3 (STP) syngas (H2+CO)produced by entrained-flow gasification. The attainable yields of different prod-ucts from that feed are shown, and the combination of the yield with the currentprice permits the calculation of the specific revenue for each product. It can beclearly seen that ammonia is by far the most attractive product followed by gaso-line, methanol, and its derivate polypropylene. The price of synthetic natural gas(SNG) is strongly dependent on the competing source of natural gas. Of course,this is only an indication of product value, and the main question remains as towhat cost the product can be produced through coal gasification. Therefore, spe-cific boundary conditions (e.g., subsidies, regulations, and water availability), coalprice, and capital costs of all required installations and infrastructure must beconsidered. This is subject to highly specific detailed economic analyses and isnot discussed in this book.
2.3.2.1 AmmoniaAmmonia is the basis for industrial fertilizer production and, therefore, the mostimportant bulk chemical in the world. About one-quarter comes from coal gasi-fication [1]. It is produced by the Haber–Bosch synthesis, which takes place at90–180 bar and 400–530 °C using the following reaction [28]:
N2 � 3H2 � 2NH3 ΔRH° � �92:2 kJ=mol (2.1)
Consequently, the feed gas should feature a molar H2/N2 ratio of 3, while thesum of oxygen species (O2, CO, CO2, and H2O) should be below 30 ppmv, totalsulfur below 0.1 ppmv and inerts including CH4 below 2 vol% [3,29].Such conditions indicate that all the CO contained in the raw gas must be
converted to H2 in a water–gas shift reactor (CO �H2O�H2 � CO2, see also
Table 2.1 Commercial attractiveness of products from coal gasification [26].
Product Product yielda) Market price Specific revenuea)
Ammonia 0.98 t 333EUR/t 327EURGasoline 360 l 0.685 EUR/l 247 EURMethanol 0.72 t 333EUR/t 240EURPolypropylene 0.19 t 1170EUR/t 222EURSNG (LNG competitor) 420m3 (STP) 0.038 EUR/kWh 159EURPower 2.4MWh (electric) 44.4 EUR/MWh 107EURSNG (shale gas competitor) 420m3 (STP) 0.009 EUR/kWh 37EUR
EUR: euro; LNG: liquified natural gas, SNG: synthetic natural gas.a) Referring to 1 tonne of subbituminous coal or 1600m3 (STP) syngas (H2+CO).
10 2 Coal Gasification in a Global Context