improved downhole gas separators in srp … · improved downhole gas separators in srp systems...
TRANSCRIPT
Sucker Rod Pumping WorkshopHouston, Texas
September 12 – 15, 2006
IMPROVED DOWNHOLE GAS SEPARATORS IN SRP SYSTEMS
Renato BohorquezThe University of Texas at Austin
Sept. 12 - 15, 2006 2006 Sucker Rod Pumping Workshop 2
OUTLINE
• PROBLEM DESCRIPTION• GRAVITY DRIVEN SEPARATORS• EXPERIMENTAL PROCEDURE • RESULTS• CONCLUSIONS
Sept. 12 - 15, 2006 2006 Sucker Rod Pumping Workshop 3
PROBLEM DESCRIPTION
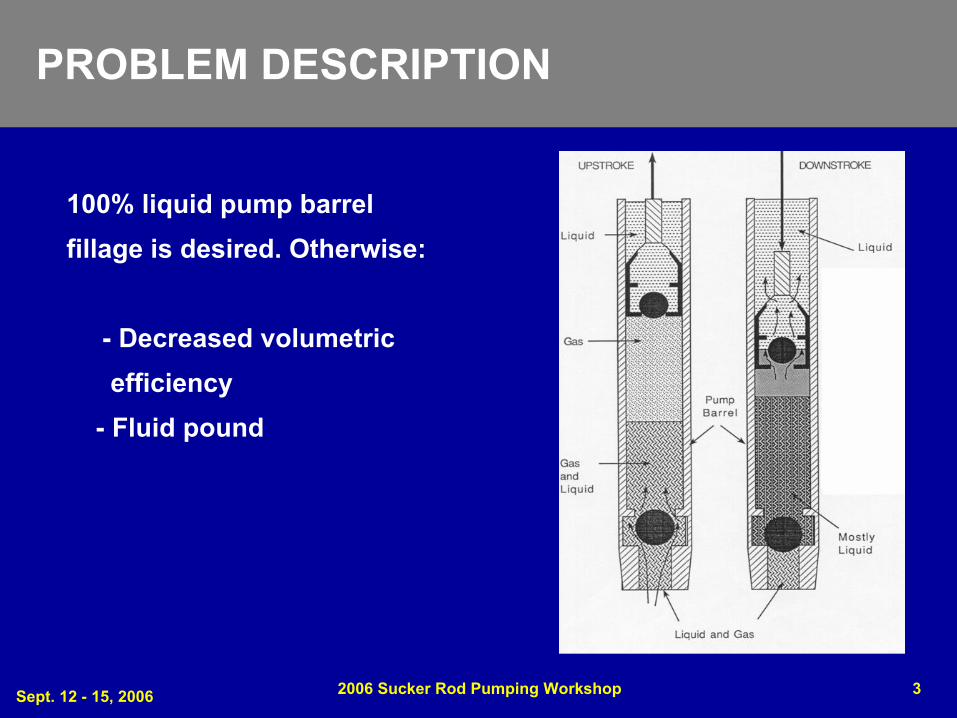
100% liquid pump barrelfillage is desired. Otherwise:
- Decreased volumetric efficiency
- Fluid pound
Sept. 12 - 15, 2006 2006 Sucker Rod Pumping Workshop 4
PROBLEM DESCRIPTION
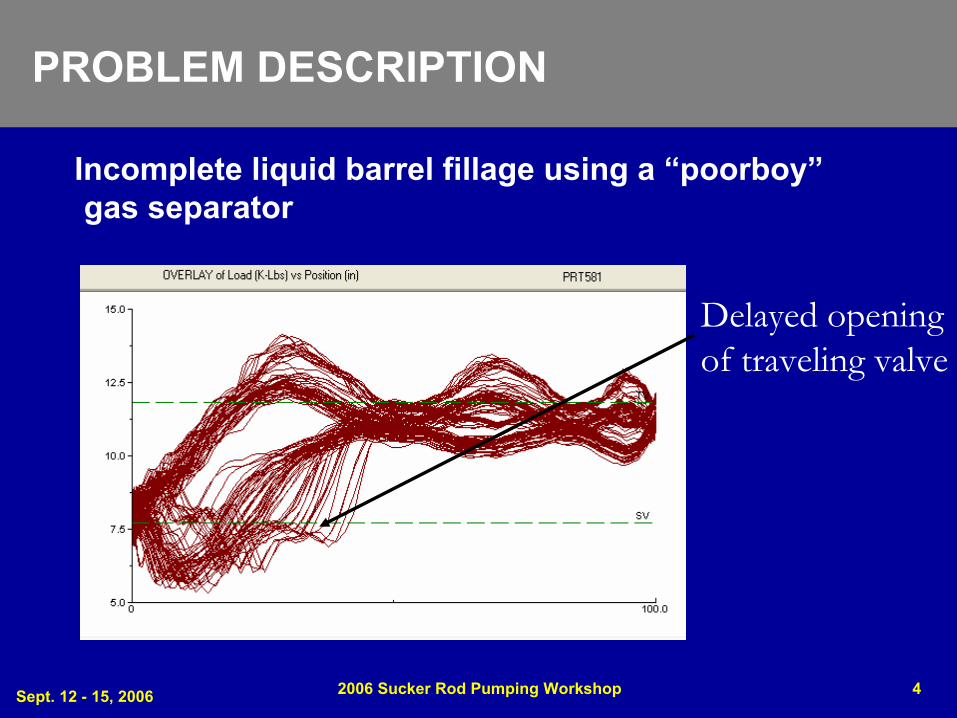
Incomplete liquid barrel fillage using a “poorboy”gas separator
Delayed openingof traveling valve
Sept. 12 - 15, 2006 2006 Sucker Rod Pumping Workshop 5
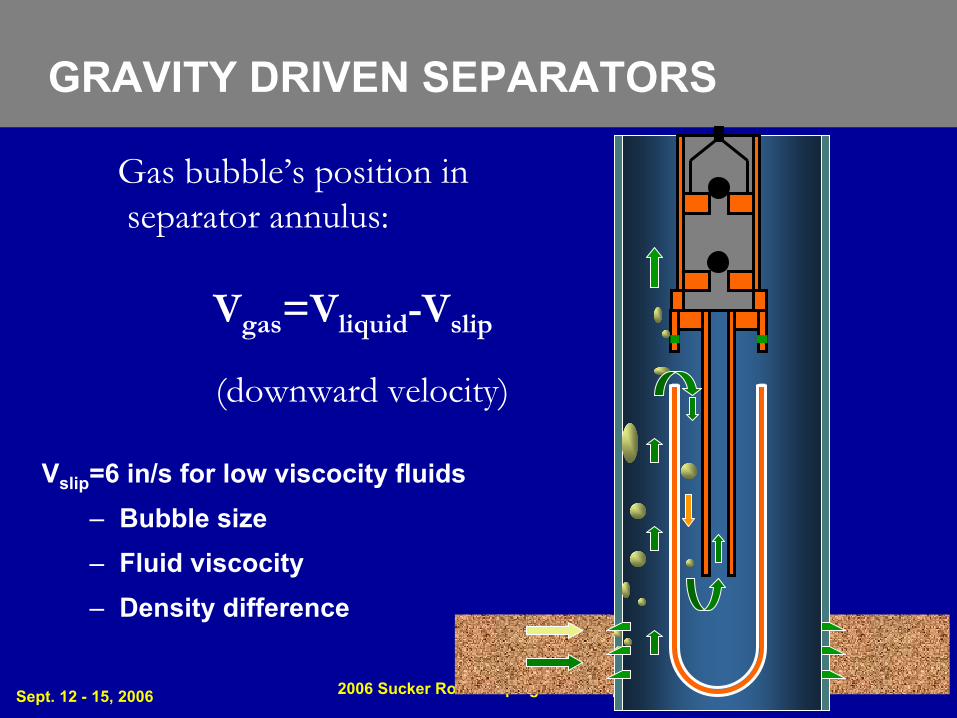
GRAVITY DRIVEN SEPARATORS
Gas bubble’s position inseparator annulus:
Vgas=Vliquid-Vslip
(downward velocity)
Vslip=6 in/s for low viscocity fluids– Bubble size– Fluid viscocity– Density difference
Sept. 12 - 15, 2006 2006 Sucker Rod Pumping Workshop 6
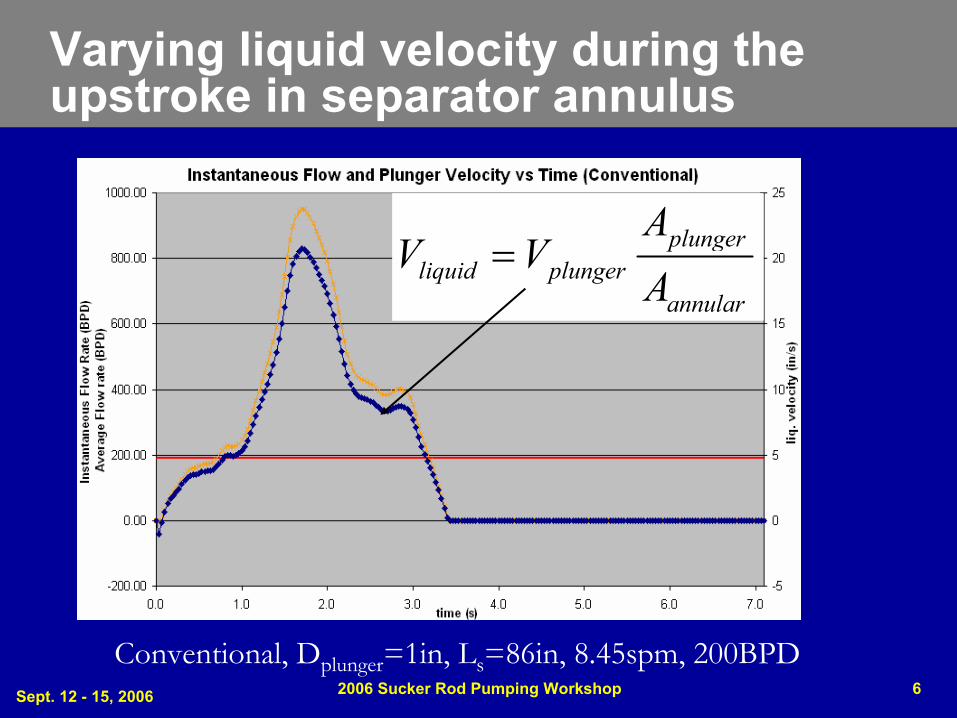
Varying liquid velocity during the upstroke in separator annulus
plungerliquid plunger
annular
AV V
A=
Conventional, Dplunger=1in, Ls=86in, 8.45spm, 200BPD
Sept. 12 - 15, 2006 2006 Sucker Rod Pumping Workshop 7
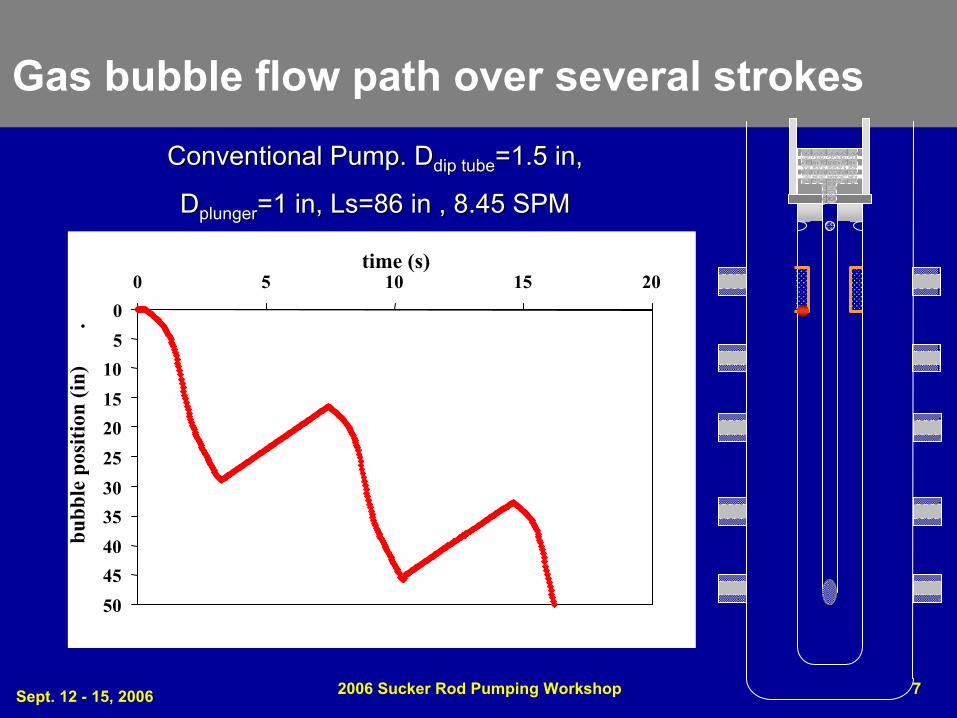
Gas bubble flow path over several strokes
05
101520253035404550
0 5 10 15 20time (s)
bubb
le p
ositi
on (i
n)
.
Conventional Pump. DConventional Pump. Ddip tubedip tube=1.5 in, =1.5 in,
DDplungerplunger=1 in, Ls=86 in , 8.45 SPM=1 in, Ls=86 in , 8.45 SPM
1st Stroke 2nd Stroke 3rd Stroke
Sept. 12 - 15, 2006 2006 Sucker Rod Pumping Workshop 8
Vnet=Vavg. upstroke (downward) - Vavg. downstroke (upward)
Vnet ≤ 0 : No gas enters dip tube Vnet > 0 : Gas will enter dip tube (if upstroke duration = downstroke duration)
Gas bubble’s net velocity,Vnet
Is a long downhole gas separator needed ?
6 ft is enough (Lisigurski)
Sept. 12 - 15, 2006 2006 Sucker Rod Pumping Workshop 9
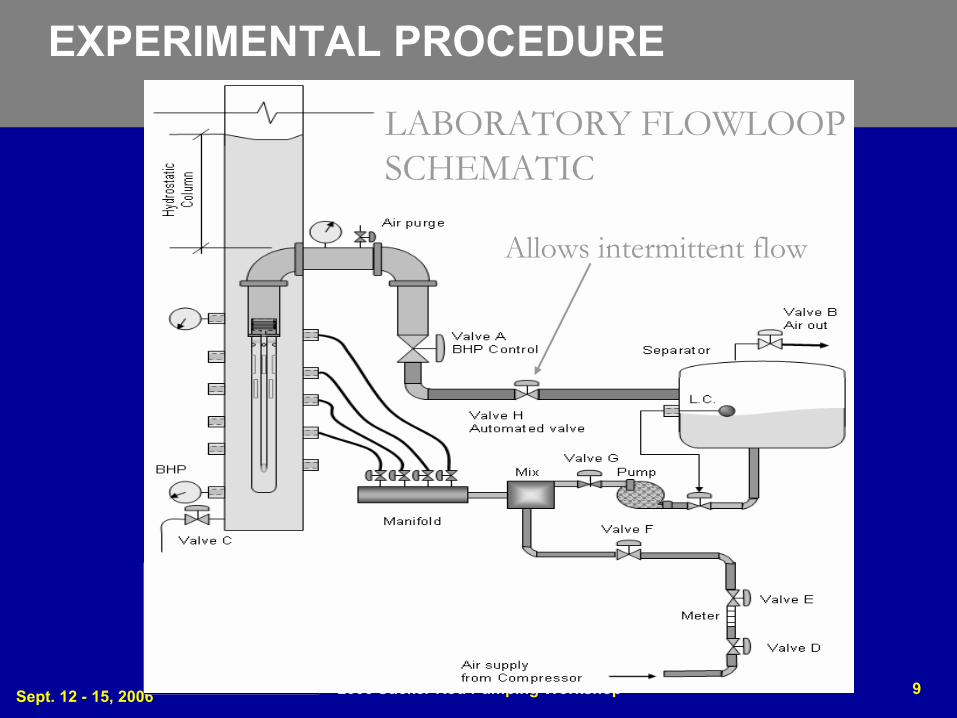
EXPERIMENTAL PROCEDURE
LABORATORY FLOWLOOPSCHEMATIC
Allows intermittent flow
Sept. 12 - 15, 2006 2006 Sucker Rod Pumping Workshop 10
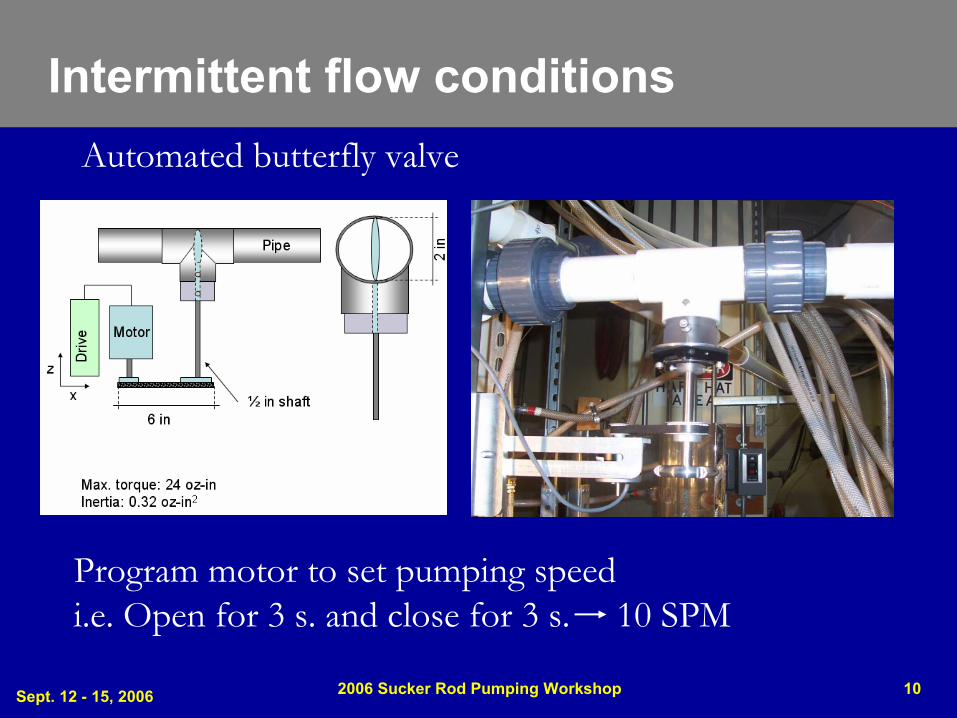
Intermittent flow conditionsAutomated butterfly valve
Program motor to set pumping speedi.e. Open for 3 s. and close for 3 s. 10 SPM
Sept. 12 - 15, 2006 2006 Sucker Rod Pumping Workshop 11
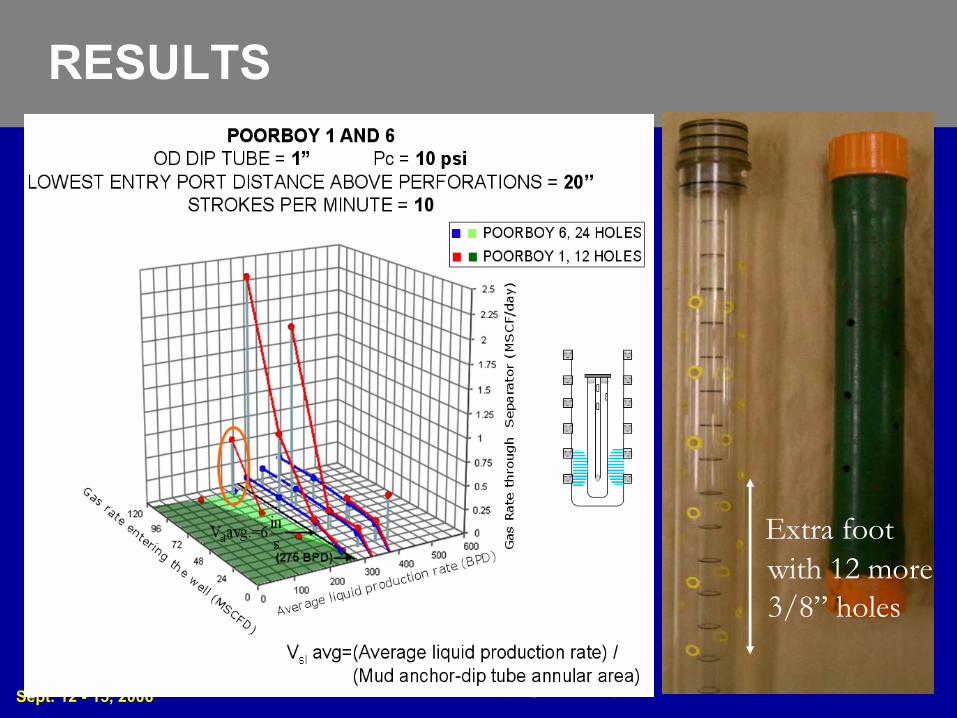
RESULTSIncreased number of holes in a “poorboy”
Extra footwith 12 more 3/8” holes
Will this improve the operational range?
Sept. 12 - 15, 2006 2006 Sucker Rod Pumping Workshop 12
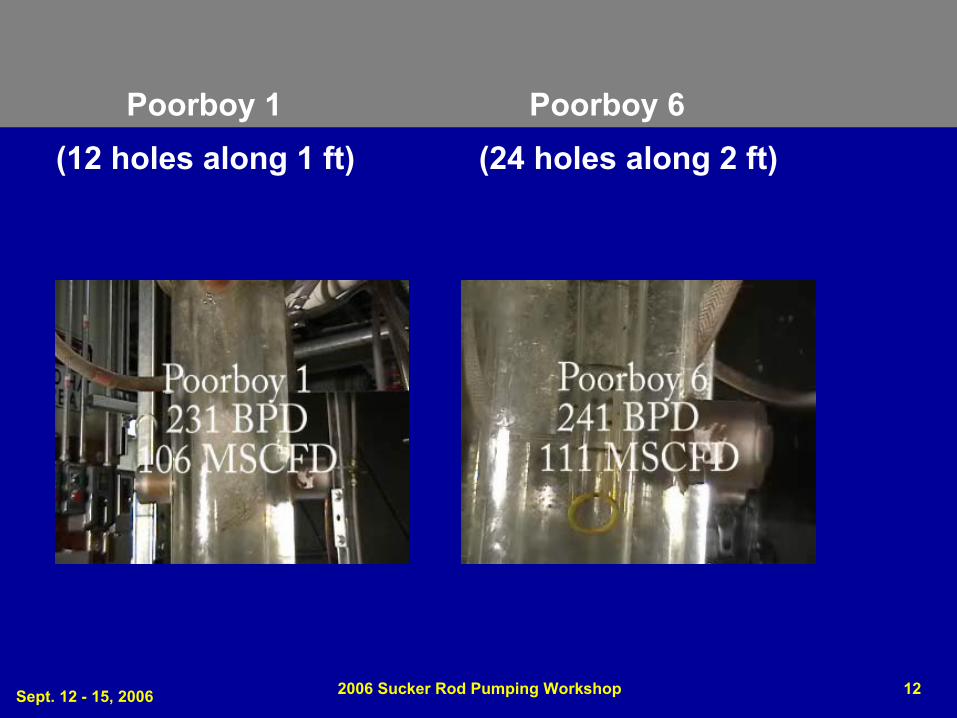
Poorboy 1 Poorboy 6 (12 holes along 1 ft) (24 holes along 2 ft)
Sept. 12 - 15, 2006 2006 Sucker Rod Pumping Workshop 13
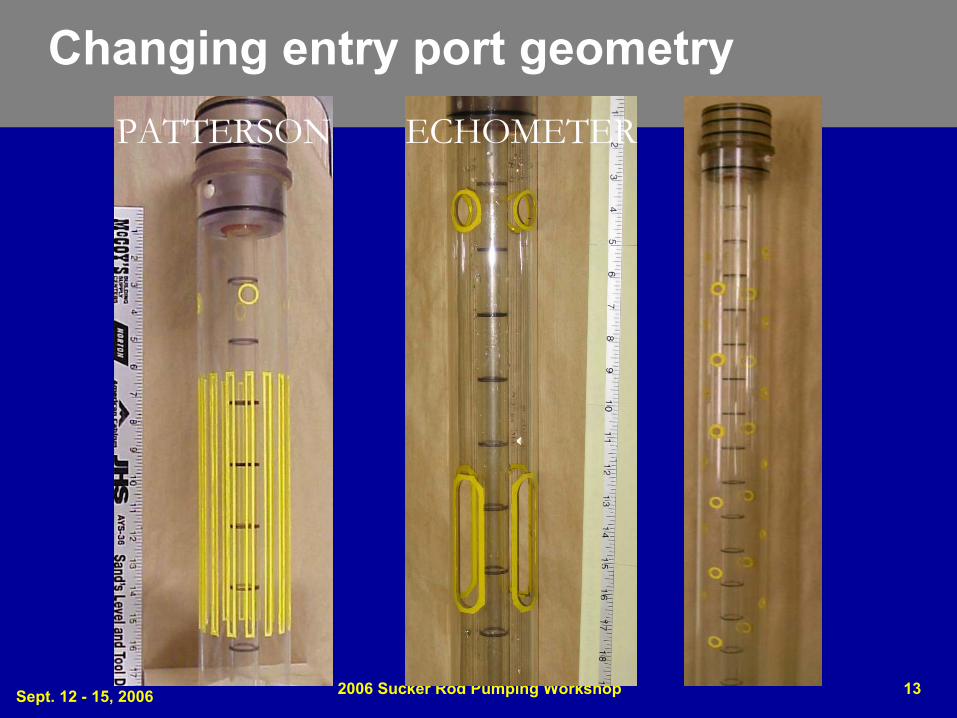
Changing entry port geometry PATTERSON ECHOMETER
Sept. 12 - 15, 2006 2006 Sucker Rod Pumping Workshop 14
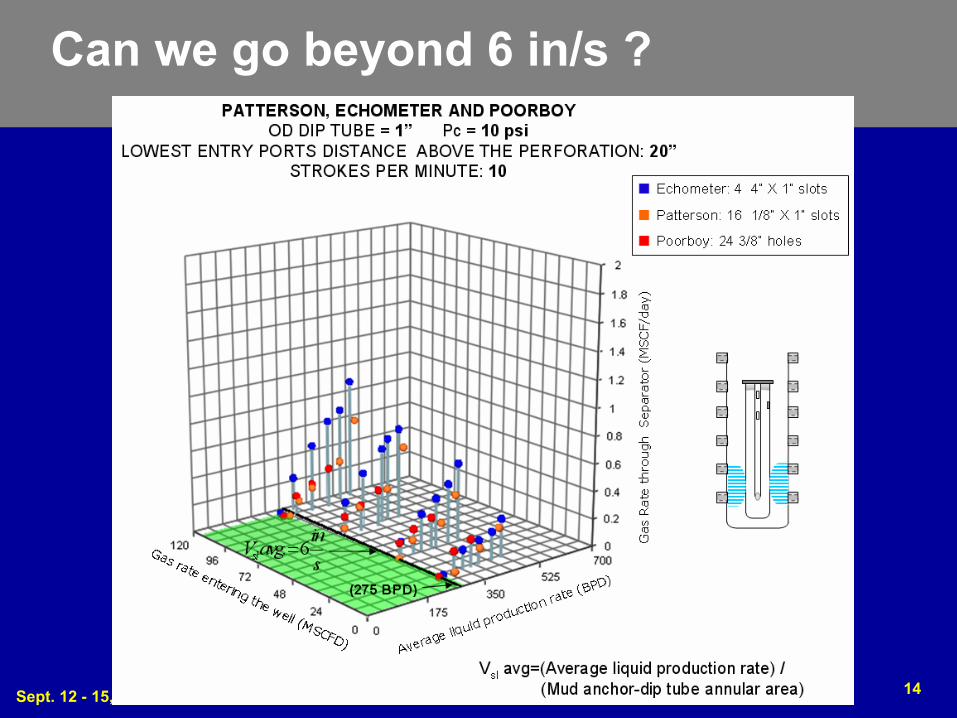
Can we go beyond 6 in/s ?
Sept. 12 - 15, 2006 2006 Sucker Rod Pumping Workshop 15
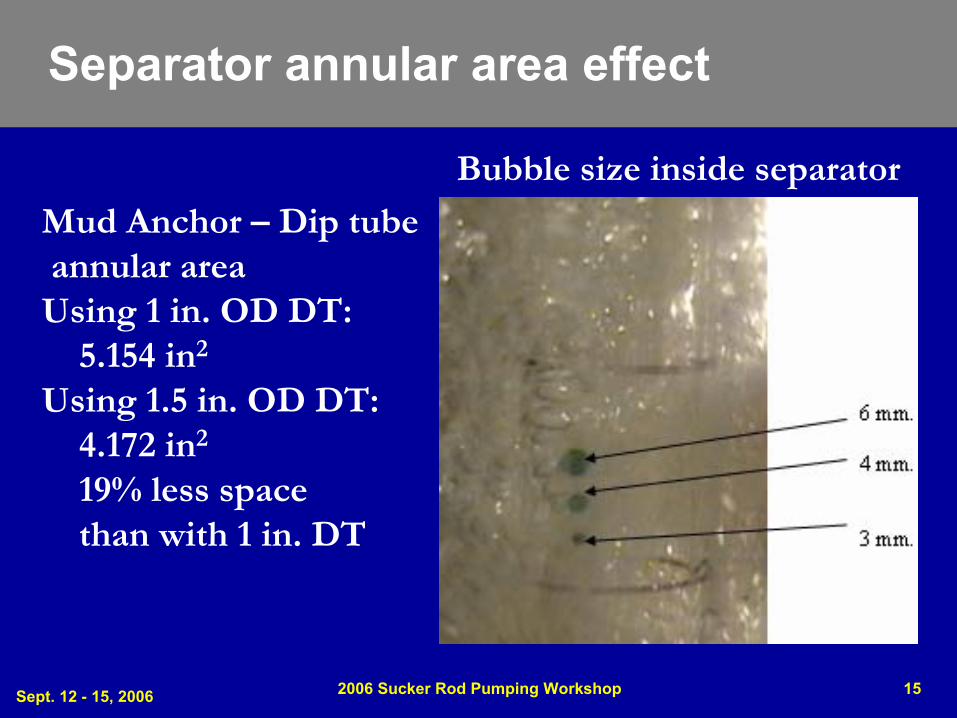
Separator annular area effect
Mud Anchor – Dip tubeannular area
Using 1 in. OD DT:5.154 in2
Using 1.5 in. OD DT:4.172 in2
19% less space than with 1 in. DT
Bubble size inside separator
Sept. 12 - 15, 2006 2006 Sucker Rod Pumping Workshop 16
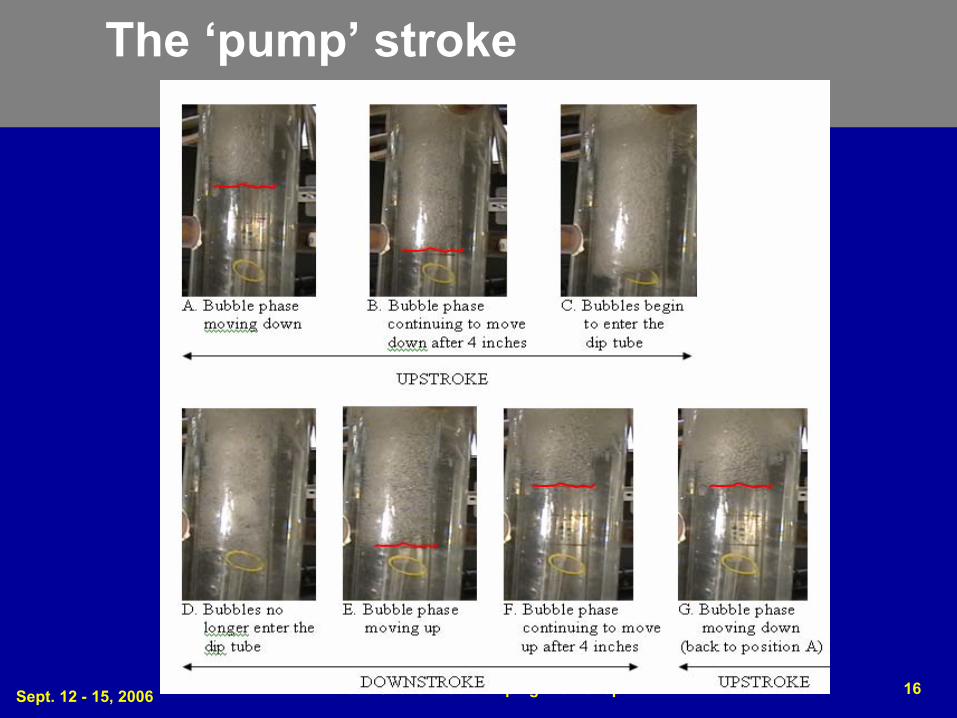
The ‘pump’ stroke
Sept. 12 - 15, 2006 2006 Sucker Rod Pumping Workshop 17
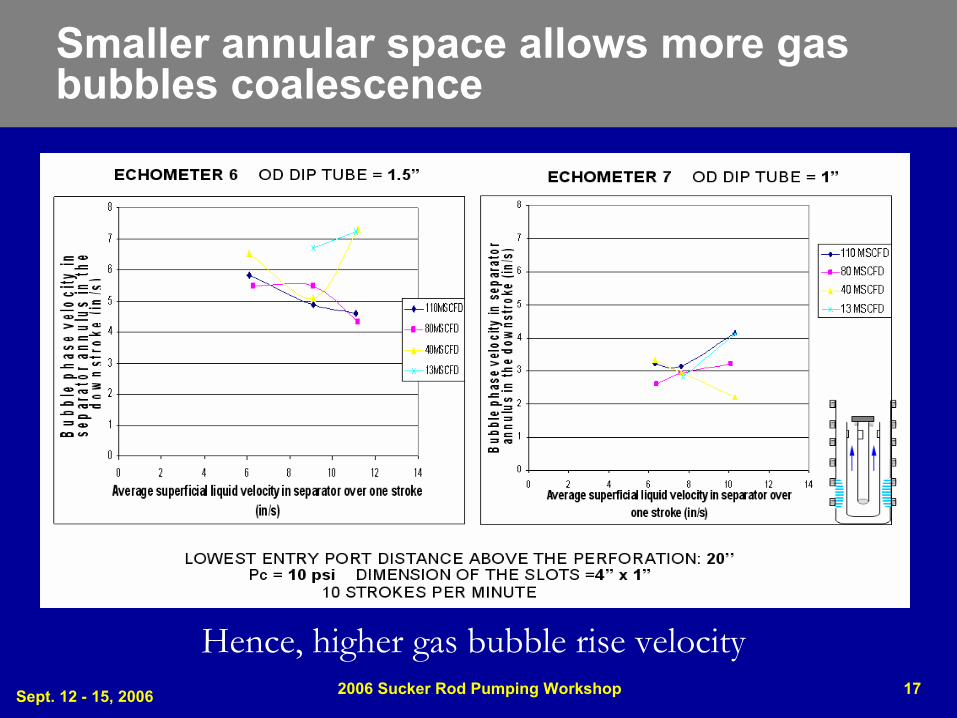
Smaller annular space allows more gas bubbles coalescence
Hence, higher gas bubble rise velocity
Sept. 12 - 15, 2006 2006 Sucker Rod Pumping Workshop 18
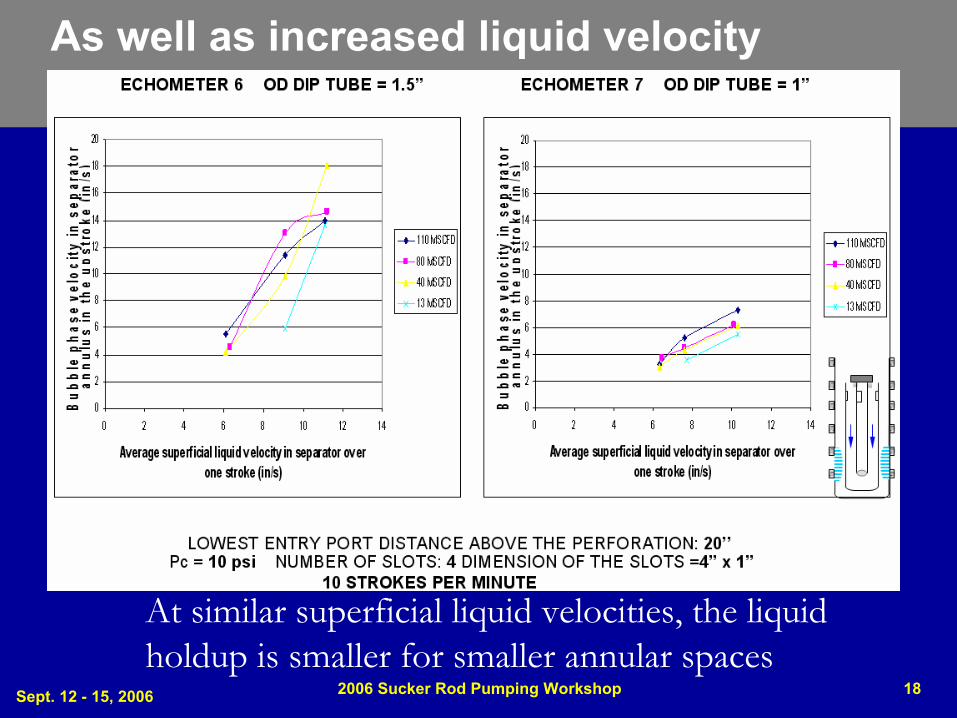
As well as increased liquid velocity
At similar superficial liquid velocities, the liquid holdup is smaller for smaller annular spaces
Sept. 12 - 15, 2006 2006 Sucker Rod Pumping Workshop 19
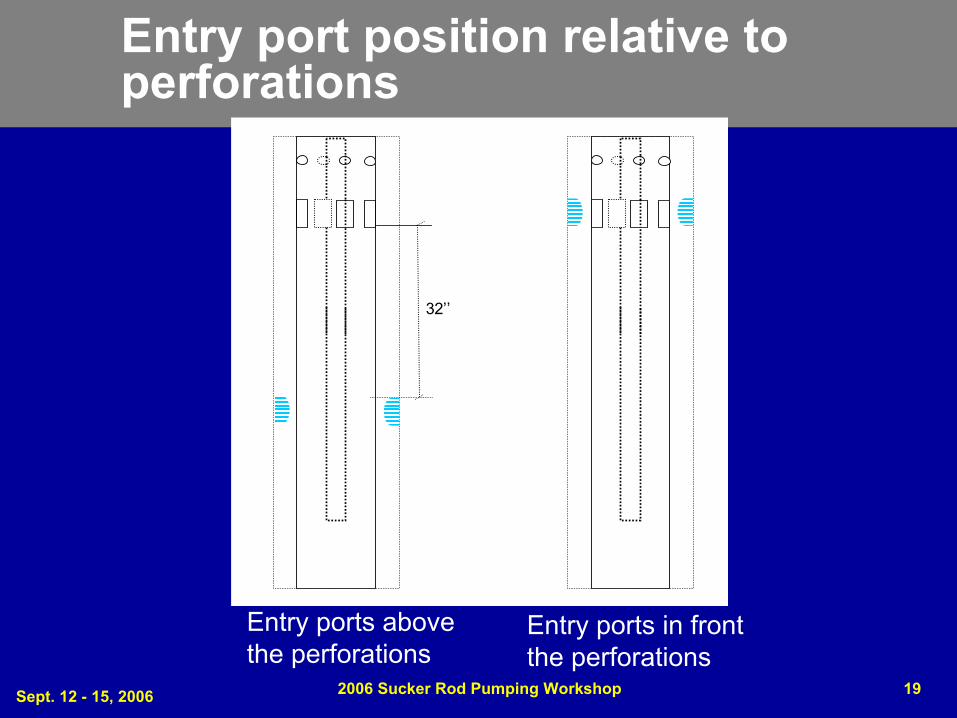
Entry port position relative to perforations
32’’
Entry ports above the perforations
Entry ports in front the perforations
Sept. 12 - 15, 2006 2006 Sucker Rod Pumping Workshop 20
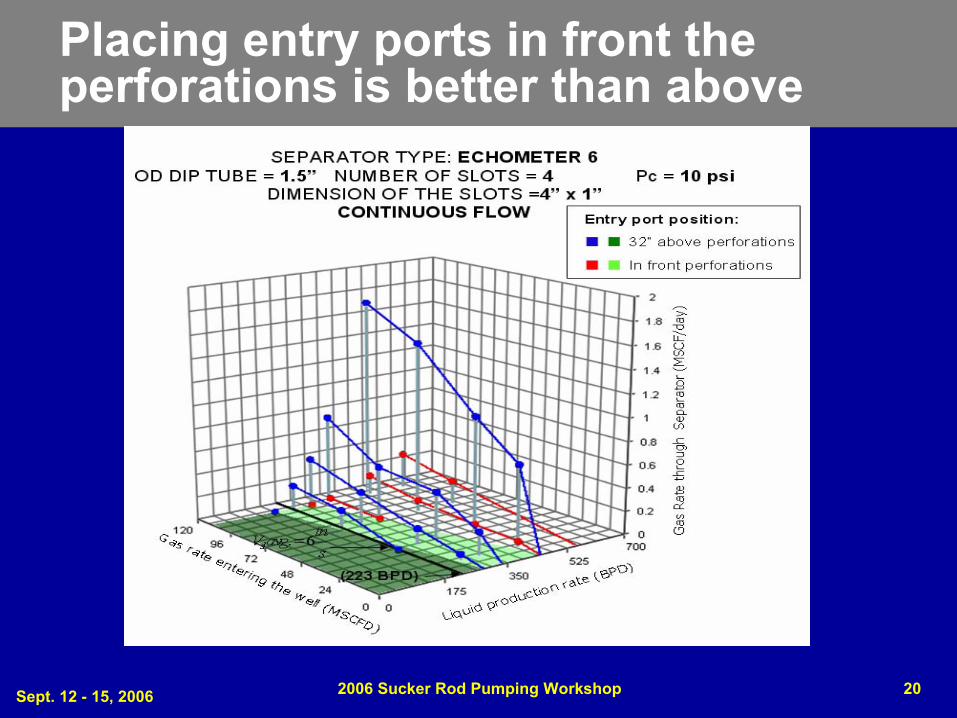
Placing entry ports in front the perforations is better than above
Sept. 12 - 15, 2006 2006 Sucker Rod Pumping Workshop 21
CONCLUSIONS
• What we learnt before (Lisigurski and Guzman):
– If we have enough rathole to set the pump intake below the perforations (at least 6 ft), we do not need a downhole gas separator.
– Multiple rows of slots are not necessary.– The width of the slot is not important, but the total area is.– Maximize diameter of the dip tube (avoid high pressure
drops). – It is not necessary to have a long dip tube (6 ft is enough).
Sept. 12 - 15, 2006 2006 Sucker Rod Pumping Workshop 22
• Developments:
– Increasing the number of holes in a “poorboy” separator improves the operational range.
– Having an entry port area half the size of the mud anchor-dip tube annular area is sufficient (as seen with the “poorboy” with 24 holes).
– Changing the entry port geometry has no significant impact on downhole gas separator efficiency.
– Placing the separator entry ports in front of the perforationsis better than placing them above the perforations (Guzman).
– Decreasing the separator annular area• Increases bubbles coalescence. • Increases liquid effective velocity.
CONCLUSIONS
Sept. 12 - 15, 2006 2006 Sucker Rod Pumping Workshop 23
CONCLUSIONS
• Future work:– Centrifugal downhole gas separators (early testing already
in progress)– Study effect of pumping speed– Study effect of changing liquid’s viscocity
- All gravity driven separators tested are limited by the 6 in/s threshold; and,
- changing the entry ports configuration does not have asignificant impact.
- So, changing the inside of the separator should be tried.
Sept. 12 - 15, 2006 2006 Sucker Rod Pumping Workshop 24
THANK YOU FOR YOUR ATTENTION
ANY QUESTIONS ?
ACKNOWLEDGEMENTS
Special thanks to: Omar Lisigurski, Manuel Guzman,Tony Bermudez, Victor Ananaba,Dagoberto Romer
Yates Petroleum Inc.