genel kavramlarkisi.deu.edu.tr/kemal.varol/kaynaklı birleştirmeler.pdfkonstrüksiyon imalatında,...
TRANSCRIPT
Temel Geometrik Çizimler İçindekilerÖnceki sunuya dön Sunu 1 ÇıkışSözlük
GENEL KAVRAMLAR
Metalleri, birbirleri ile çözülemez biçimde birleştirme yöntemlerinden biri kaynaklı
birleştirmedir. Kaynak yöntemiyle üretilmiş çelik parçalar, döküm ve dövme yöntemiyle
üretilen parçalardan daha hafif ve daha dayanıklıdırlar. Günümüzde, uçak, gemi ve
otomotiv endüstrilerinde en önemli montaj yöntemi olarak kullanılmaktadır.
Çizimlerde kullanılmak üzere geliştirilmiş kaynak sembolleri Türk Standartlar
Enstitüsü’nün TS 3004 /EN 22553 nolu katalogunda belirtilmiştir.
Genel olarak iki tür kaynak yönteminden söz edilebilir. Ergitme ve direnç kaynağı.
Ergitme kaynağının bir çeşidi, ark kaynağı diğeri de gaz kaynağıdır. Ark kaynağında
işlem, iki parça ve elektrot denilen dolgu aracı arasında oluşturulan elektrik arkı ile
parçalar ve elektrotun ergitilmesi yöntemi ile yapılır. Gaz kaynağında, parçaların
ergitilmesinde gaz alevinden yararlanılır. Kullanılan gaz genellikle oksijen ve asetilen
gazlarının karışımıdır. Ergitilen parçaların kaynak yerinde ilave olarak tel elektrot
kullanılır.
Direnç kaynağında, üst üste yerleştirilen iki parça, karşılıklı iki elektrot arasında
sıkıştırılarak parçalar arsından geçen akım ve baskı sonucu birbirine kaynatılır.

Temel Geometrik Çizimler İçindekilerÖnceki sunuya dön Sunu 2 ÇıkışSözlük
GAZ ALTI KAYNAK YÖNTEMİ
MIG/MAG
Bu yöntemde dışarıdan sağlanan gazla korunan ve otomatik olarak sürekli beslenen ve ergiyen elektrod
kullanılır. Alaşımsız çelikler, yüksek mukavemetli düşük alaşımlı çelikler, paslanmaz çelikler, alüminyum,
bakır, titanyum ve nikel alaşımları gibi ticari açıdan önemli tüm metaller uygun koruyucu gaz, elektrod ve
kaynak değişkenleri seçmek şartıyla, bu yöntemle kaynak edilebilirler.
Temel Geometrik Çizimler İçindekilerÖnceki sunuya dön Sunu 3 ÇıkışSözlük
TIG KAYNAK YÖNTEMİ
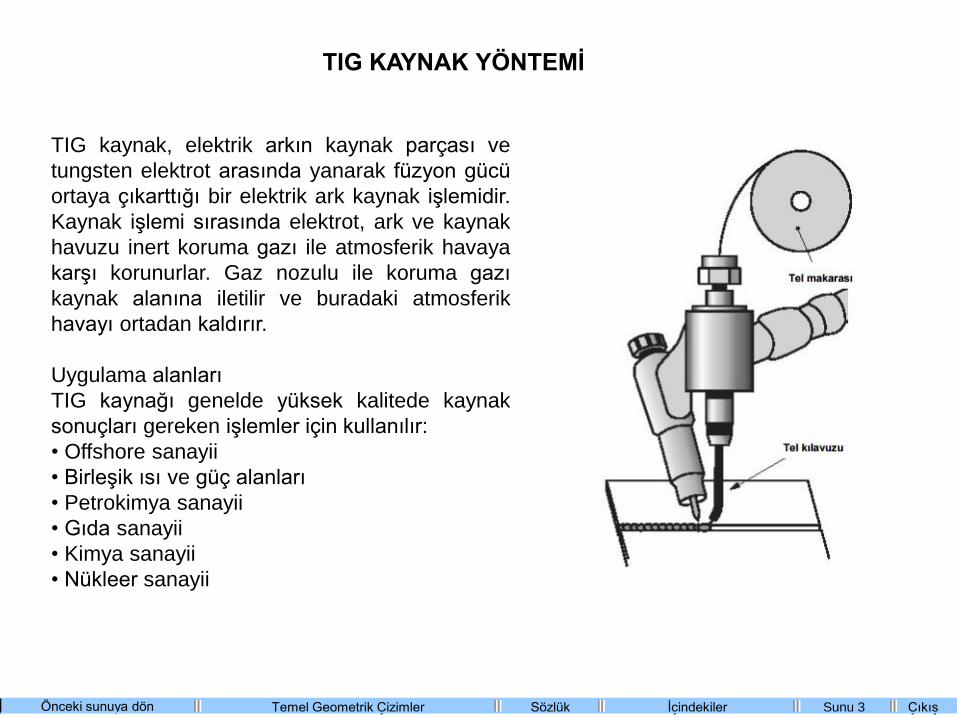
TIG kaynak, elektrik arkın kaynak parçası ve
tungsten elektrot arasında yanarak füzyon gücü
ortaya çıkarttığı bir elektrik ark kaynak işlemidir.
Kaynak işlemi sırasında elektrot, ark ve kaynak
havuzu inert koruma gazı ile atmosferik havaya
karşı korunurlar. Gaz nozulu ile koruma gazı
kaynak alanına iletilir ve buradaki atmosferik
havayı ortadan kaldırır.
Uygulama alanları
TIG kaynağı genelde yüksek kalitede kaynak
sonuçları gereken işlemler için kullanılır:
• Offshore sanayii
• Birleşik ısı ve güç alanları
• Petrokimya sanayii
• Gıda sanayii
• Kimya sanayii
• Nükleer sanayii

Temel Geometrik Çizimler İçindekilerÖnceki sunuya dön Sunu 4 ÇıkışSözlük
Basınçlı kap, kazan ve tank imalatında, LPG tüpleri imalatında,Spiral kaynaklı boru imalatında, Çelik
konstrüksiyon imalatında, Profil (I, H, T) yapımında —Otomotiv ve lokomotif sanayiinde —Gemi inşa
sanayiinde Dolgu işlemlerine örnek olarak: — Aşınan mil ve makine parçalarının dolgusunda — Darbe ve
aşınmaya dayanıklı sert dolgu işlemlerinde Kaplama yöntemi olarak: — Korozyona ve oksidasyona
dayanıklı kaplama işlemlerinde kullanılır. toz altı kaynağında kullanılan tozun görevi, kaynak bölgesini
havanın zararlı ortamından korumak, kaynak dikişinin istenilen özellik ve kalitede olmasını sağlamaktır
TOZ ALTI KAYNAK YÖNTEMİ
Temel Geometrik Çizimler İçindekilerÖnceki sunuya dön Sunu 5 ÇıkışSözlük
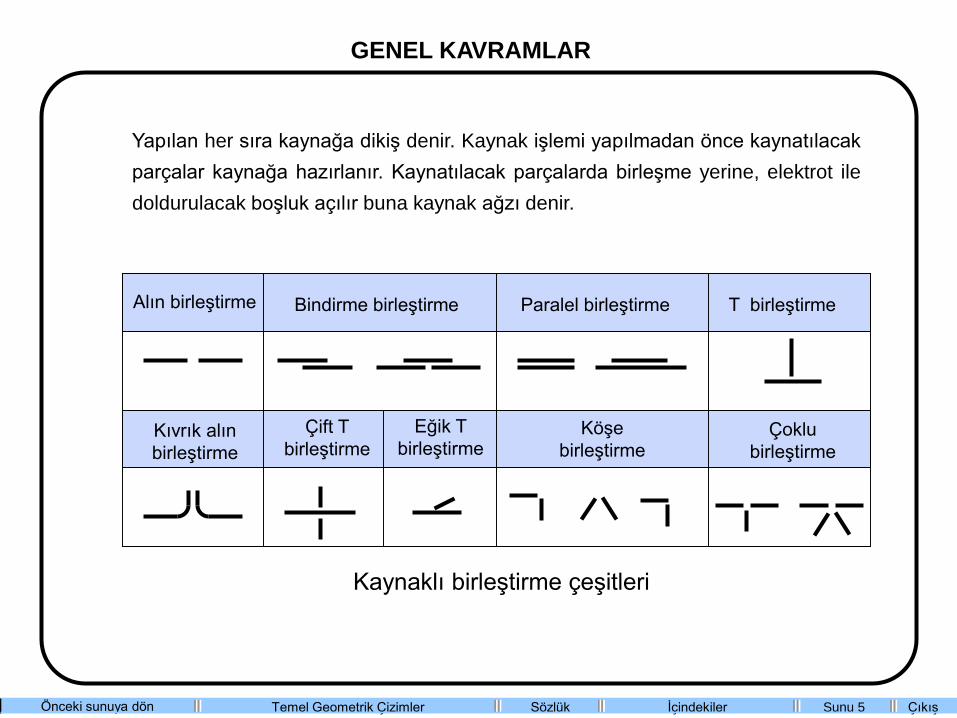
Yapılan her sıra kaynağa dikiş denir. Kaynak işlemi yapılmadan önce kaynatılacak
parçalar kaynağa hazırlanır. Kaynatılacak parçalarda birleşme yerine, elektrot ile
doldurulacak boşluk açılır buna kaynak ağzı denir.
GENEL KAVRAMLAR
Alın birleştirme Bindirme birleştirme Paralel birleştirme T birleştirme
Kıvrık alın
birleştirme
Çift T
birleştirme
Eğik T
birleştirmeKöşe
birleştirmeÇoklu
birleştirme
Kaynaklı birleştirme çeşitleri
Temel Geometrik Çizimler İçindekilerÖnceki sunuya dön Sunu 6 ÇıkışSözlük
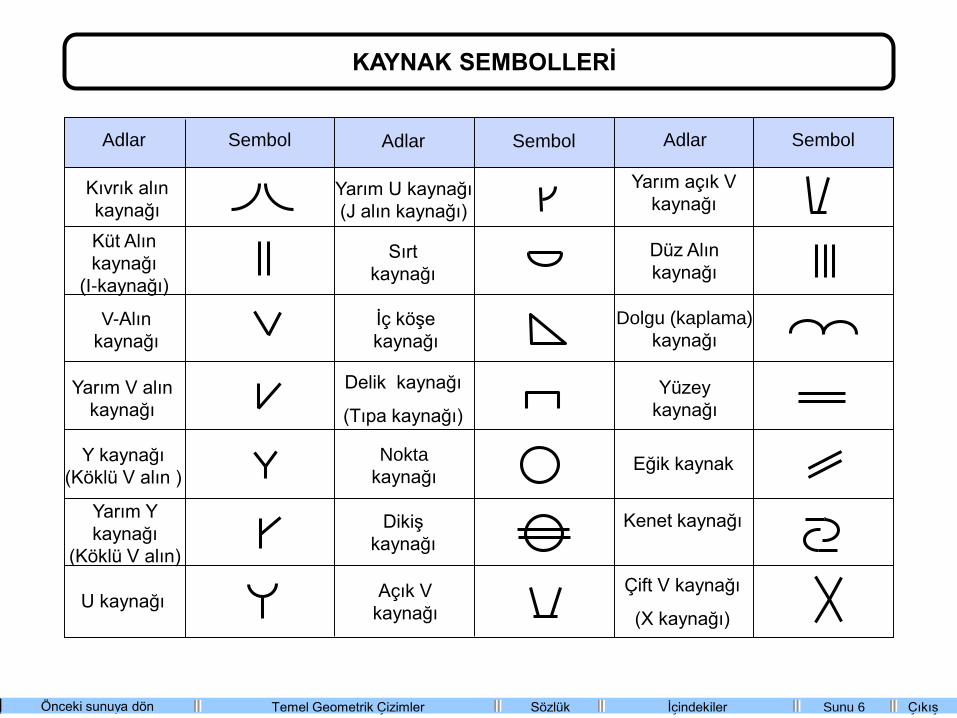
KAYNAK SEMBOLLERİ
Kıvrık alın
kaynağı
Küt Alın
kaynağı
(I-kaynağı)
V-Alın
kaynağı
Yarım V alın
kaynağı
Y kaynağı
(Köklü V alın )
Yarım Y
kaynağı
(Köklü V alın)
U kaynağı
Yarım U kaynağı
(J alın kaynağı)
Sırt
kaynağı
İç köşe
kaynağı
Delik kaynağı
(Tıpa kaynağı)
Nokta
kaynağı
Dikiş
kaynağı
Açık V
kaynağı
Yarım açık V
kaynağı
Düz Alın
kaynağı
Dolgu (kaplama)
kaynağı
Yüzey
kaynağı
Eğik kaynak
Kenet kaynağı
Adlar Sembol Adlar Sembol Adlar Sembol
Çift V kaynağı
(X kaynağı)
Temel Geometrik Çizimler İçindekilerÖnceki sunuya dön Sunu 7 ÇıkışSözlük
M
MR
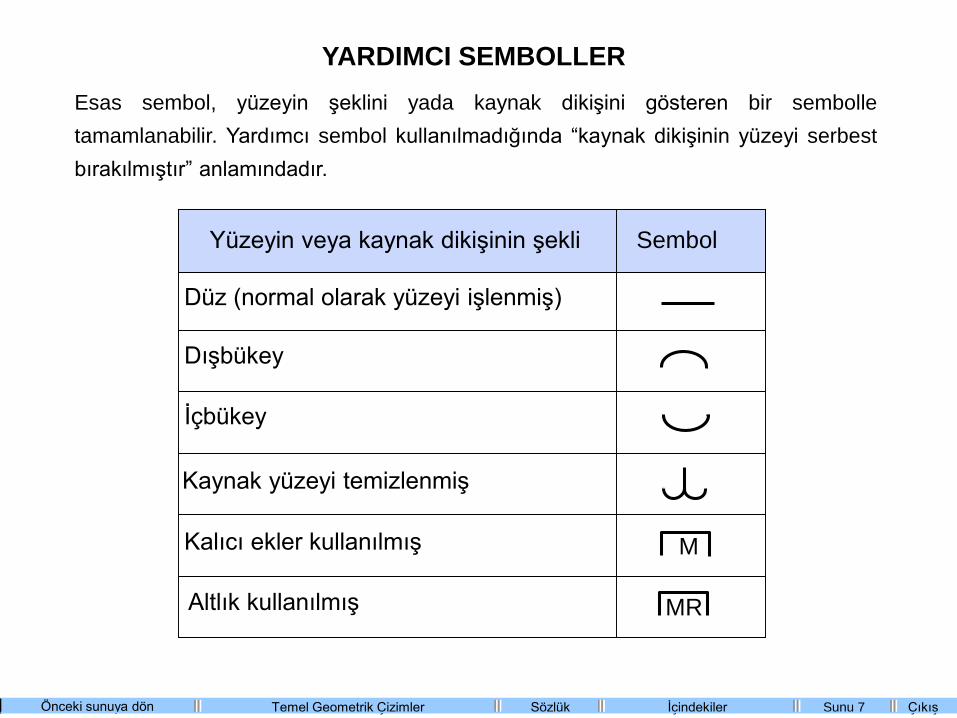
Yüzeyin veya kaynak dikişinin şekli Sembol
Düz (normal olarak yüzeyi işlenmiş)
Dışbükey
İçbükey
Kaynak yüzeyi temizlenmiş
Kalıcı ekler kullanılmış
Altlık kullanılmış
Esas sembol, yüzeyin şeklini yada kaynak dikişini gösteren bir sembolle
tamamlanabilir. Yardımcı sembol kullanılmadığında “kaynak dikişinin yüzeyi serbest
bırakılmıştır” anlamındadır.
YARDIMCI SEMBOLLER
Temel Geometrik Çizimler İçindekilerÖnceki sunuya dön Sunu 8 ÇıkışSözlük
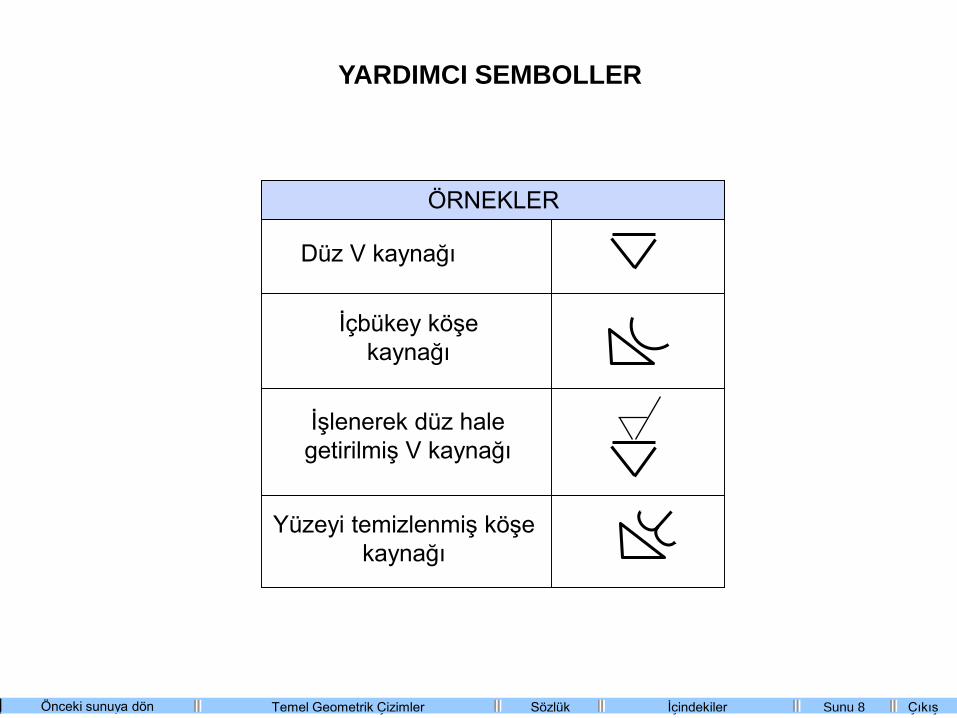
Düz V kaynağı
İçbükey köşe
kaynağı
İşlenerek düz hale
getirilmiş V kaynağı
Yüzeyi temizlenmiş köşe
kaynağı
ÖRNEKLER
YARDIMCI SEMBOLLER
Temel Geometrik Çizimler İçindekilerÖnceki sunuya dön Sunu 9 ÇıkışSözlük
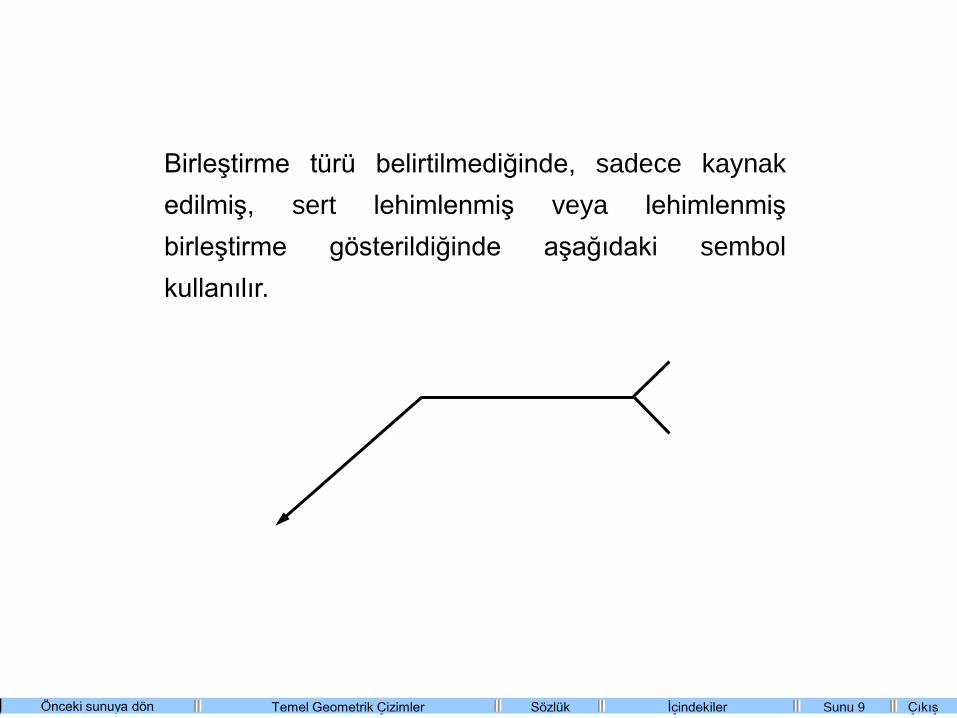
Birleştirme türü belirtilmediğinde, sadece kaynak
edilmiş, sert lehimlenmiş veya lehimlenmiş
birleştirme gösterildiğinde aşağıdaki sembol
kullanılır.
Temel Geometrik Çizimler İçindekilerÖnceki sunuya dön Sunu 10 ÇıkışSözlük
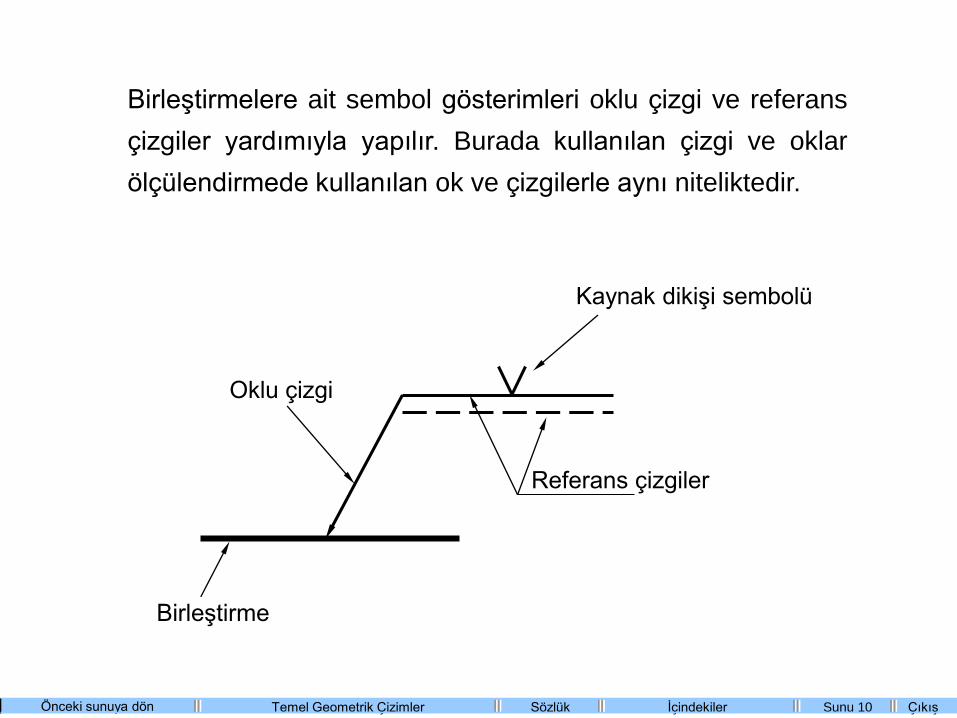
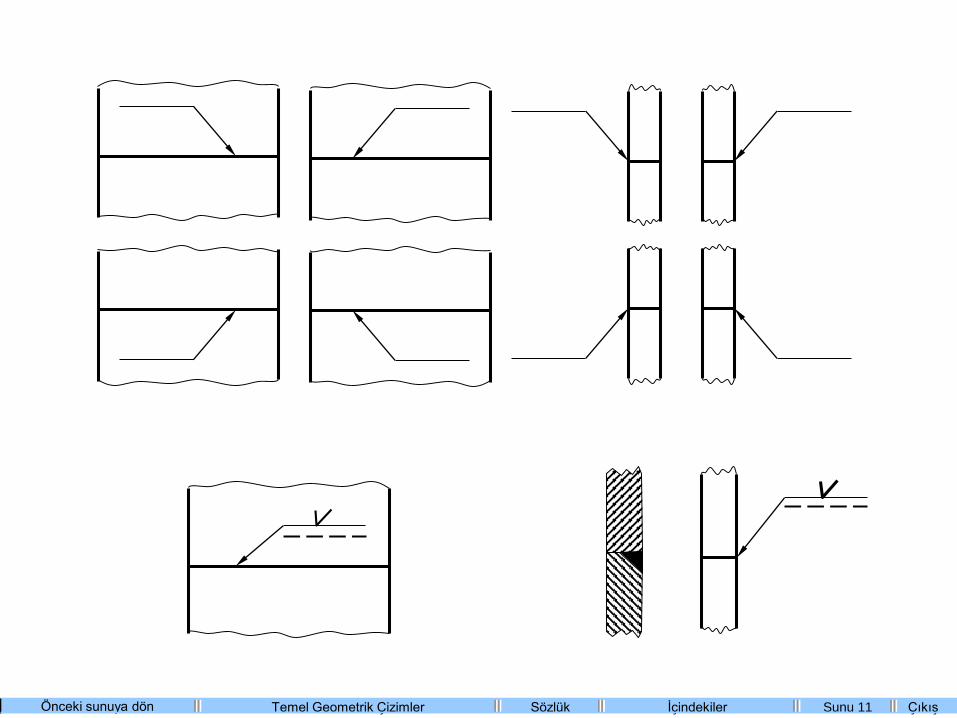
Birleştirmelere ait sembol gösterimleri oklu çizgi ve referans
çizgiler yardımıyla yapılır. Burada kullanılan çizgi ve oklar
ölçülendirmede kullanılan ok ve çizgilerle aynı niteliktedir.
Birleştirme
Oklu çizgi
Kaynak dikişi sembolü
Referans çizgiler
Temel Geometrik Çizimler İçindekilerÖnceki sunuya dön Sunu 12 ÇıkışSözlük
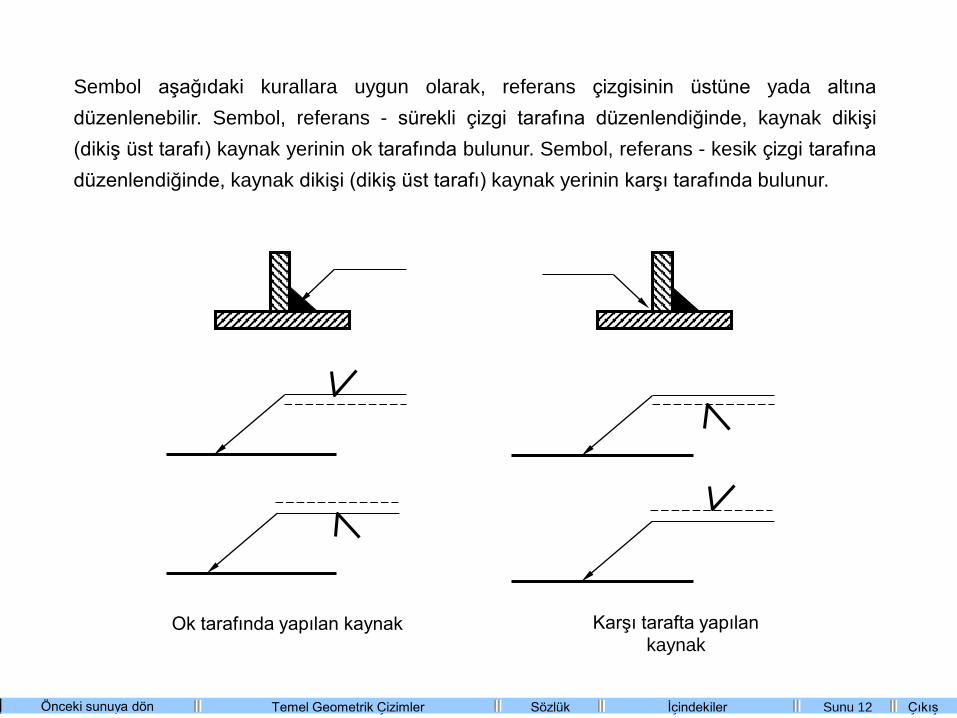
Ok tarafında yapılan kaynak Karşı tarafta yapılan
kaynak
Sembol aşağıdaki kurallara uygun olarak, referans çizgisinin üstüne yada altına
düzenlenebilir. Sembol, referans - sürekli çizgi tarafına düzenlendiğinde, kaynak dikişi
(dikiş üst tarafı) kaynak yerinin ok tarafında bulunur. Sembol, referans - kesik çizgi tarafına
düzenlendiğinde, kaynak dikişi (dikiş üst tarafı) kaynak yerinin karşı tarafında bulunur.
Temel Geometrik Çizimler İçindekilerÖnceki sunuya dön Sunu 13 ÇıkışSözlük
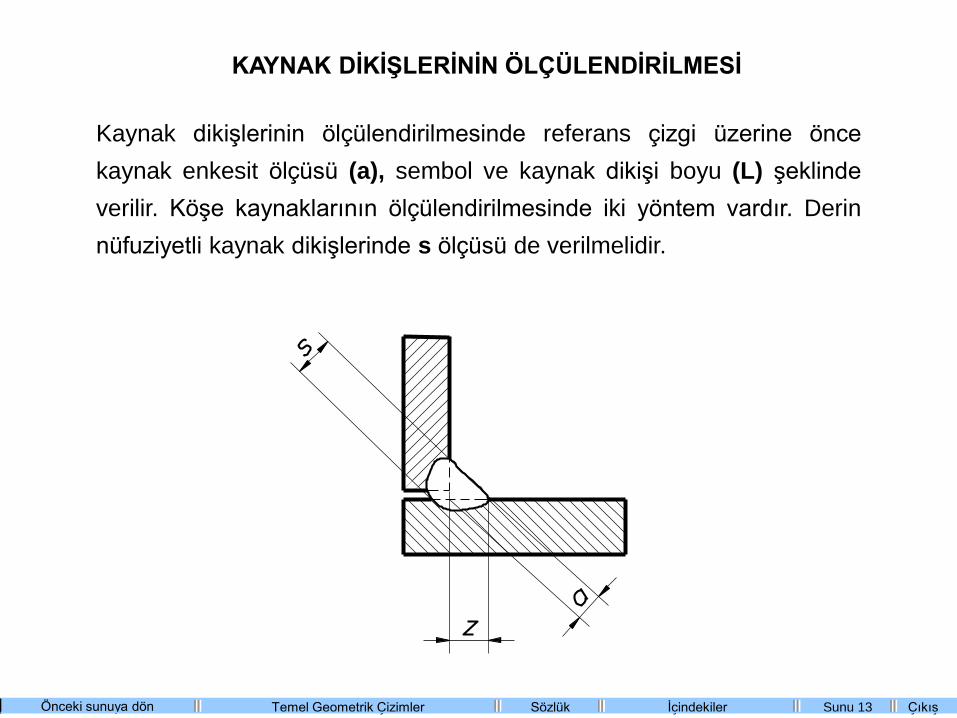
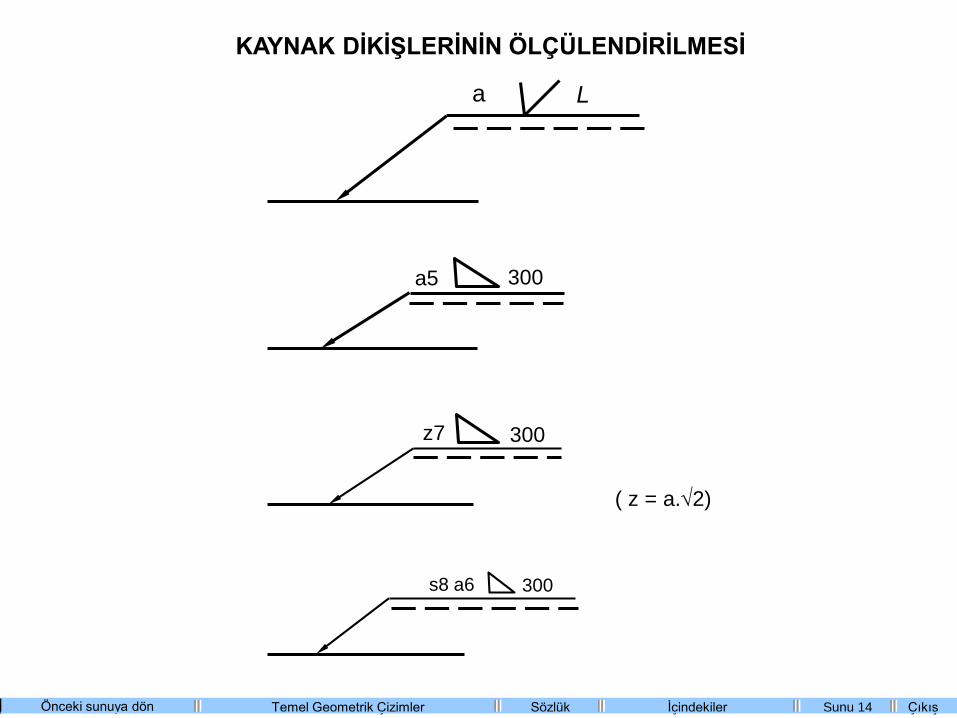
Kaynak dikişlerinin ölçülendirilmesinde referans çizgi üzerine önce
kaynak enkesit ölçüsü (a), sembol ve kaynak dikişi boyu (L) şeklinde
verilir. Köşe kaynaklarının ölçülendirilmesinde iki yöntem vardır. Derin
nüfuziyetli kaynak dikişlerinde s ölçüsü de verilmelidir.
KAYNAK DİKİŞLERİNİN ÖLÇÜLENDİRİLMESİ
Temel Geometrik Çizimler İçindekilerÖnceki sunuya dön Sunu 14 ÇıkışSözlük
a L
a5 300
z7 300
s8 a6 300
( z = a.2)
KAYNAK DİKİŞLERİNİN ÖLÇÜLENDİRİLMESİ
Temel Geometrik Çizimler İçindekilerÖnceki sunuya dön Sunu 15 ÇıkışSözlük
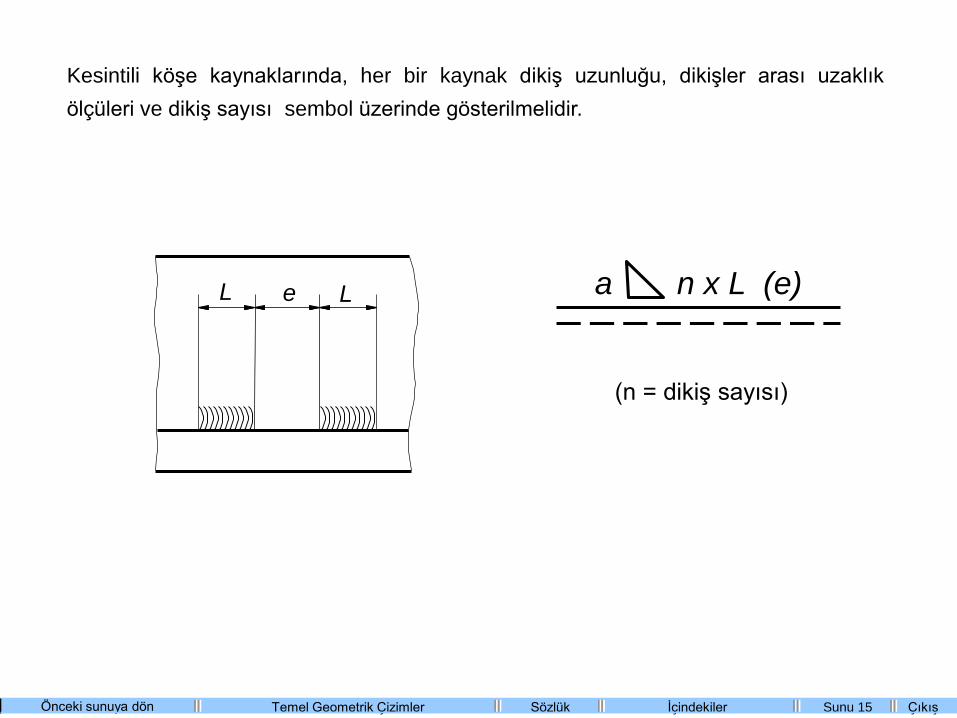
Kesintili köşe kaynaklarında, her bir kaynak dikiş uzunluğu, dikişler arası uzaklık
ölçüleri ve dikiş sayısı sembol üzerinde gösterilmelidir.
e LL a n x L (e)
(n = dikiş sayısı)
Temel Geometrik Çizimler İçindekilerÖnceki sunuya dön Sunu 16 ÇıkışSözlük
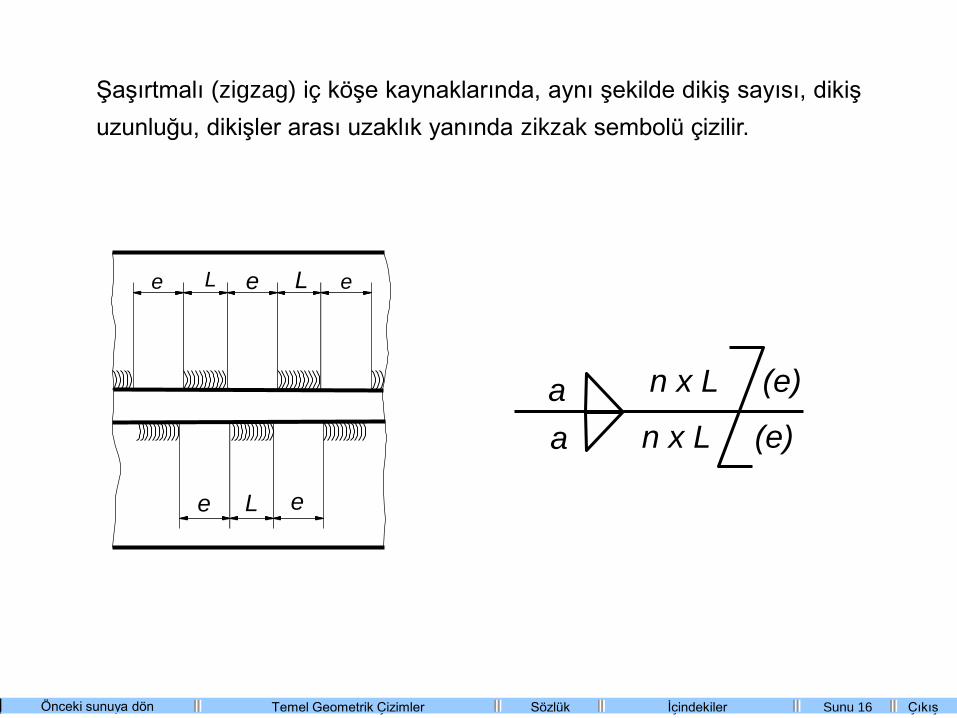
Şaşırtmalı (zigzag) iç köşe kaynaklarında, aynı şekilde dikiş sayısı, dikiş
uzunluğu, dikişler arası uzaklık yanında zikzak sembolü çizilir.
LeLe
Le e
e
a n x L (e)
n x L (e)a
Temel Geometrik Çizimler İçindekilerÖnceki sunuya dön Sunu 17 ÇıkışSözlük
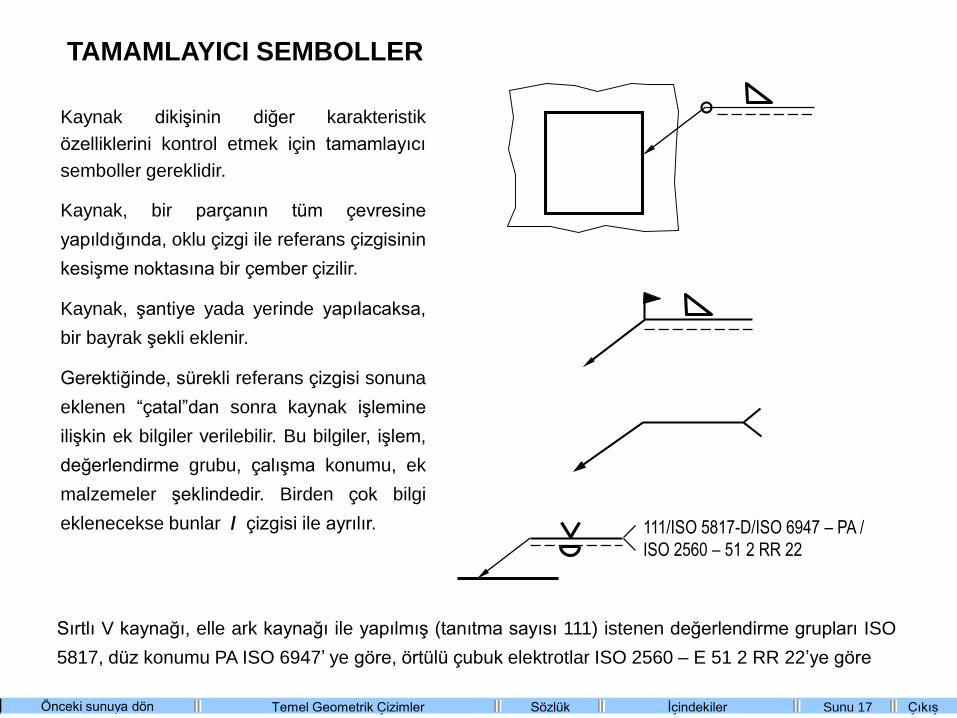
111/ISO 5817-D/ISO 6947 – PA /
ISO 2560 – 51 2 RR 22
Kaynak dikişinin diğer karakteristik
özelliklerini kontrol etmek için tamamlayıcı
semboller gereklidir.
Kaynak, bir parçanın tüm çevresine
yapıldığında, oklu çizgi ile referans çizgisinin
kesişme noktasına bir çember çizilir.
Kaynak, şantiye yada yerinde yapılacaksa,
bir bayrak şekli eklenir.
Gerektiğinde, sürekli referans çizgisi sonuna
eklenen “çatal”dan sonra kaynak işlemine
ilişkin ek bilgiler verilebilir. Bu bilgiler, işlem,
değerlendirme grubu, çalışma konumu, ek
malzemeler şeklindedir. Birden çok bilgi
eklenecekse bunlar / çizgisi ile ayrılır.
TAMAMLAYICI SEMBOLLER
Sırtlı V kaynağı, elle ark kaynağı ile yapılmış (tanıtma sayısı 111) istenen değerlendirme grupları ISO
5817, düz konumu PA ISO 6947’ ye göre, örtülü çubuk elektrotlar ISO 2560 – E 51 2 RR 22’ye göre
Temel Geometrik Çizimler İçindekilerÖnceki sunuya dön Sunu 18 ÇıkışSözlük
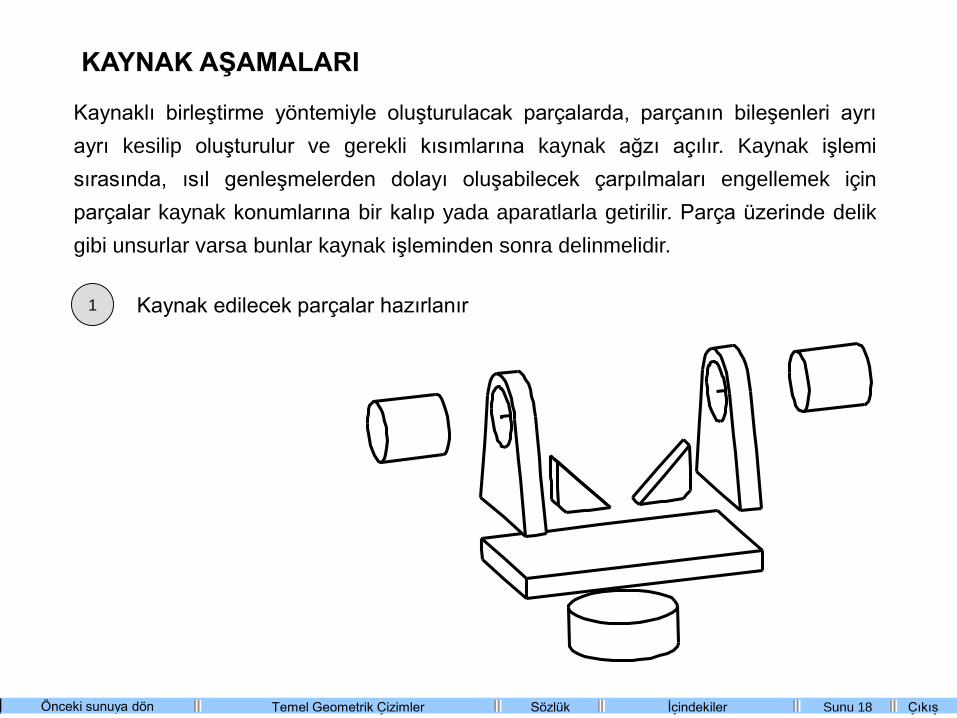
Kaynaklı birleştirme yöntemiyle oluşturulacak parçalarda, parçanın bileşenleri ayrı
ayrı kesilip oluşturulur ve gerekli kısımlarına kaynak ağzı açılır. Kaynak işlemi
sırasında, ısıl genleşmelerden dolayı oluşabilecek çarpılmaları engellemek için
parçalar kaynak konumlarına bir kalıp yada aparatlarla getirilir. Parça üzerinde delik
gibi unsurlar varsa bunlar kaynak işleminden sonra delinmelidir.
1 Kaynak edilecek parçalar hazırlanır
KAYNAK AŞAMALARI

Temel Geometrik Çizimler İçindekilerÖnceki sunuya dön Sunu 19 ÇıkışSözlük
2 Parçalar konumlandırılarak kaynak işlemi yapılır.
Temel Geometrik Çizimler İçindekilerÖnceki sunuya dön Sunu 20 ÇıkışSözlük
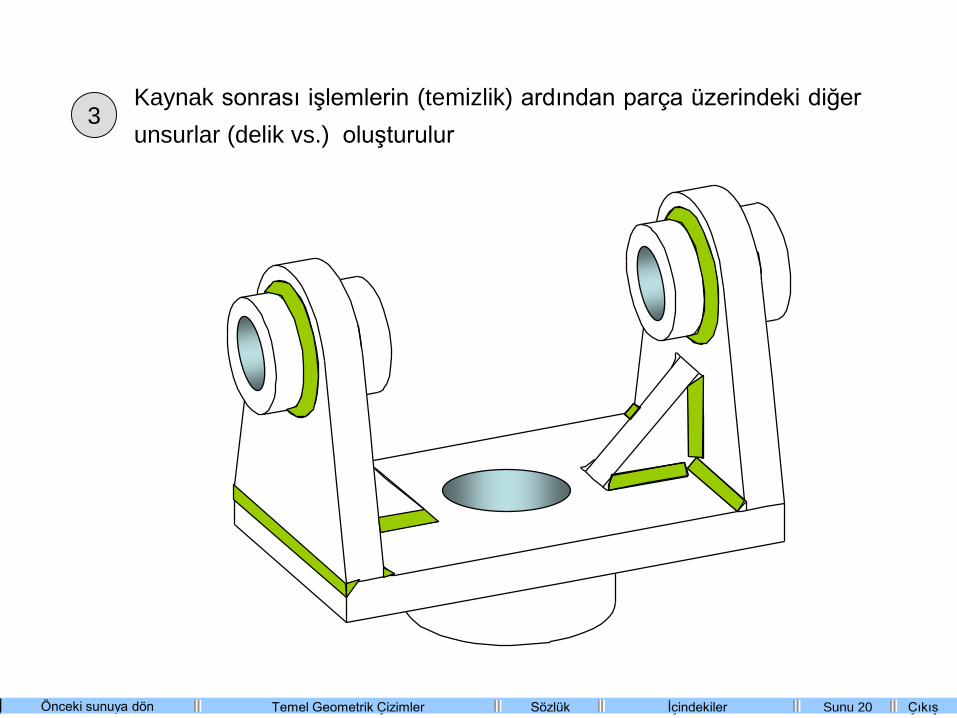
3Kaynak sonrası işlemlerin (temizlik) ardından parça üzerindeki diğer
unsurlar (delik vs.) oluşturulur
Temel Geometrik Çizimler İçindekilerÖnceki sunuya dön Sunu 21 ÇıkışSözlük
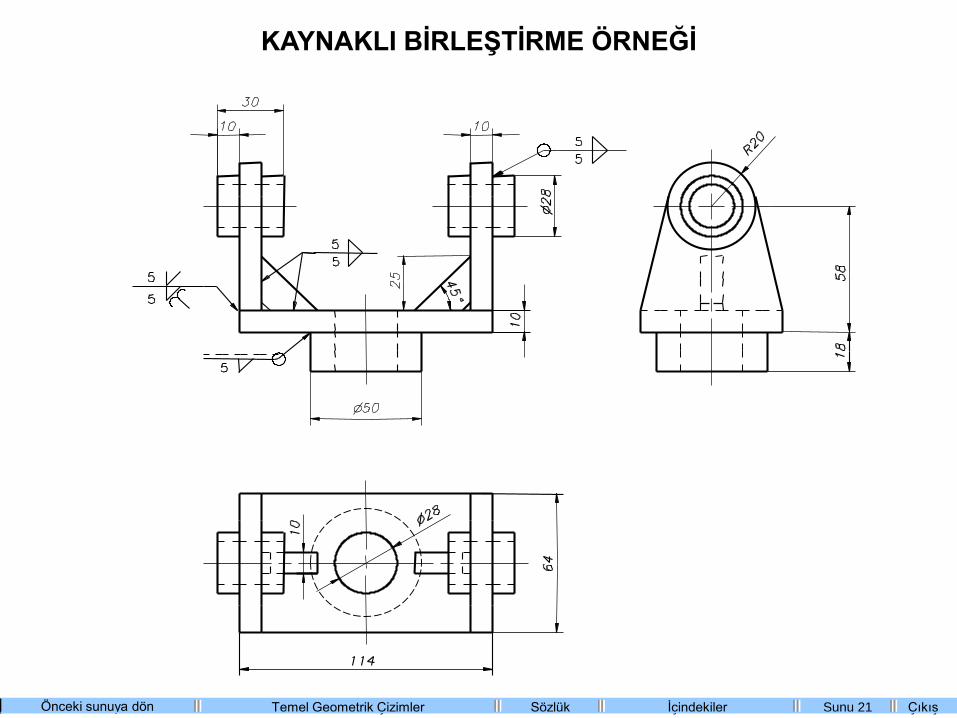
KAYNAKLI BİRLEŞTİRME ÖRNEĞİ