for brine purification in the chlor-alkali...
TRANSCRIPT
AMBERLITE™ Selective Resins For Brine Purification in the Chlor-Alkali Industry

2
Secondary Brine Purification
In order to achieve the high purity standards of the brine in the membrane cells, selective ion exchange resins are used which have proved to be the only practical and economic technique. The impurities that are most frequently found in the brine and the levels at which these impurities can damage the membranes depend on the membrane design, cell design, operating conditions, and the synergistic effect of other impurities present.
These are summarized in the table below:
In view of the fact that these impurities are found in almost all saturated brine solutions, their elimination is based not on a conventional ion exchange mechanism but in the majority of the cases on the formation of a stable complex between the impurity and the functional groups of the resin.
For the removal of the hardness ions Ca2+, Mg2+, Sr2+ and Ba2+, there exist two types of ion exchange resins: the first has aminomethylphosphonic (AMP) functional groups while the second has iminodiacetic (IDA) type functional groups.
Both types can form stable complexes with alkaline earth ions with the following selectivity sequence:
Ba2+ < Sr2+ < Ca2+ < Mg2+
The difference between the two types lies in the different selectivities for the various alkaline earth elements.
In the production of chlorine and caustic soda, both the diaphragm and the mercury amalgam processes are increasingly being replaced by membrane technology that consumes less energy and is more environmentally benign. The use of this technology in chlor-alkali electrolysis has introduced requirements for strict purity control of the brine.
The presence of impurities such as Ca2+, Mg2+, Sr2+, Ba2+, Al3+, SiO2, SO4
2-, and I- can damage the membranes and/or the electrodes and result in a decrease in current efficiency and an increased cell voltage. The contaminants are brought into the system by salt, dilution water, chemicals used in the purification of the brine, or the process itself.
In general, the brine purification steps include: Saturation, Precipitation, Clarification, Filtration, Ion Exchange, Electrolysis, and Dechlorination.
If the salt is already of high purity, like vacuum salt, a primary purification with precipitation-filtration is not necessary and a secondary purification with only ion exchange is sufficient.
After dechlorination, the loop is closed by going back to saturation.
If part of the circulating brine comes from a mercury cell plant, then the mercury should be removed from the brine prior to the secondary treatment with ion exchange.
Figure 1: Typical Chlor-Alkali brine circuit
Impurity Indicated maximum level
Ca2+, Mg2+ 20 ppb
Sr2+ 100 ppb
Ba2+ 500 ppb
Al3+ 100 ppb
Fe3+ 1 ppm
Hg2+ 15 ppm
SO4 2- 10 g/L
SiO2 (in presence of Ca2+ and Al3+) 10 ppm
I- (in presence of Ba2+) 400 ppb
Ni2+ 10 ppb
AMBERLITE Selective Resins
3
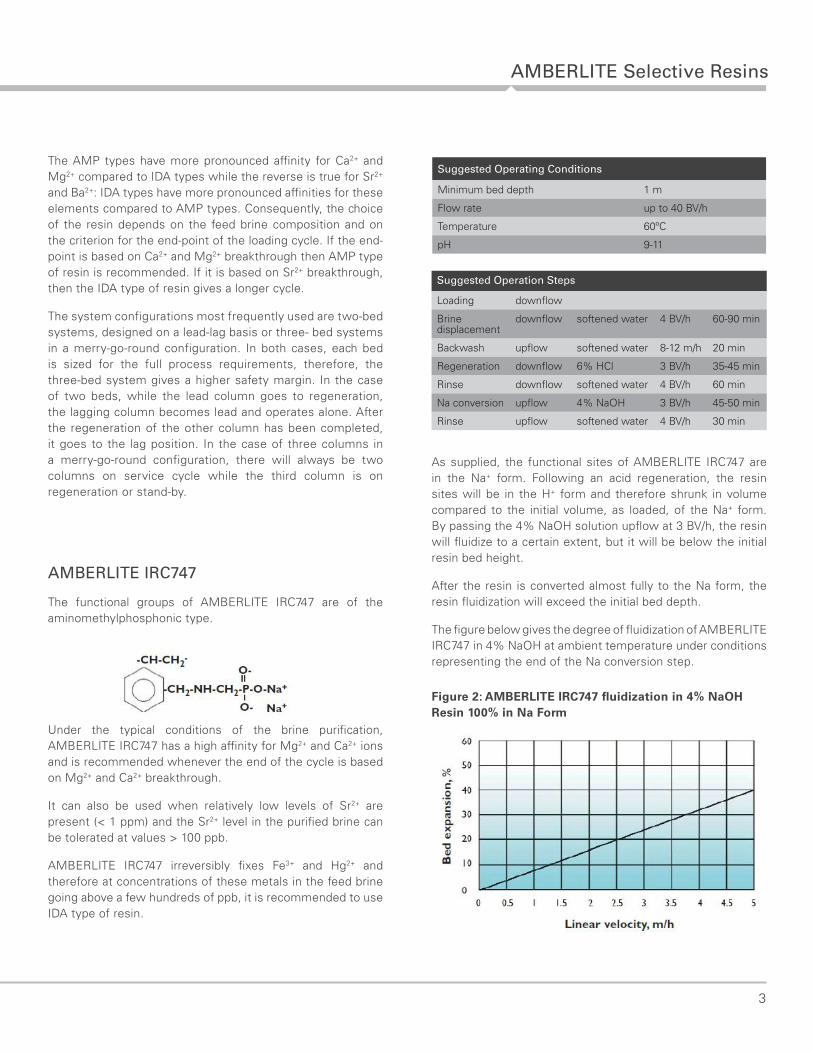
The AMP types have more pronounced affinity for Ca2+ and Mg2+ compared to IDA types while the reverse is true for Sr2+ and Ba2+: IDA types have more pronounced affinities for these elements compared to AMP types. Consequently, the choice of the resin depends on the feed brine composition and on the criterion for the end-point of the loading cycle. If the end-point is based on Ca2+ and Mg2+ breakthrough then AMP type of resin is recommended. If it is based on Sr2+ breakthrough, then the IDA type of resin gives a longer cycle.
The system configurations most frequently used are two-bed systems, designed on a lead-lag basis or three- bed systems in a merry-go-round configuration. In both cases, each bed is sized for the full process requirements, therefore, the three-bed system gives a higher safety margin. In the case of two beds, while the lead column goes to regeneration, the lagging column becomes lead and operates alone. After the regeneration of the other column has been completed, it goes to the lag position. In the case of three columns in a merry-go-round configuration, there will always be two columns on service cycle while the third column is on regeneration or stand-by.
AMBERLITE IRC747
The functional groups of AMBERLITE IRC747 are of the aminomethylphosphonic type.
Under the typical conditions of the brine purification, AMBERLITE IRC747 has a high affinity for Mg2+ and Ca2+ ions and is recommended whenever the end of the cycle is based on Mg2+ and Ca2+ breakthrough.
It can also be used when relatively low levels of Sr2+ are present (< 1 ppm) and the Sr2+ level in the purified brine can be tolerated at values > 100 ppb.
AMBERLITE IRC747 irreversibly fixes Fe3+ and Hg2+ and therefore at concentrations of these metals in the feed brine going above a few hundreds of ppb, it is recommended to use IDA type of resin.
As supplied, the functional sites of AMBERLITE IRC747 are in the Na+ form. Following an acid regeneration, the resin sites will be in the H+ form and therefore shrunk in volume compared to the initial volume, as loaded, of the Na+ form. By passing the 4% NaOH solution upflow at 3 BV/h, the resin will fluidize to a certain extent, but it will be below the initial resin bed height.
After the resin is converted almost fully to the Na form, the resin fluidization will exceed the initial bed depth.
The figure below gives the degree of fluidization of AMBERLITE IRC747 in 4% NaOH at ambient temperature under conditions representing the end of the Na conversion step.
Figure 2: AMBERLITE IRC747 fluidization in 4% NaOH Resin 100% in Na Form
Suggested Operating Conditions
Minimum bed depth 1 m
Flow rate up to 40 BV/h
Temperature 60oC
pH 9-11
Suggested Operation Steps
Loading downflow
Brine displacement
downflow softened water 4 BV/h 60-90 min
Backwash upflow softened water 8-12 m/h 20 min
Regeneration downflow 6% HCl 3 BV/h 35-45 min
Rinse downflow softened water 4 BV/h 60 min
Na conversion upflow 4% NaOH 3 BV/h 45-50 min
Rinse upflow softened water 4 BV/h 30 min
4
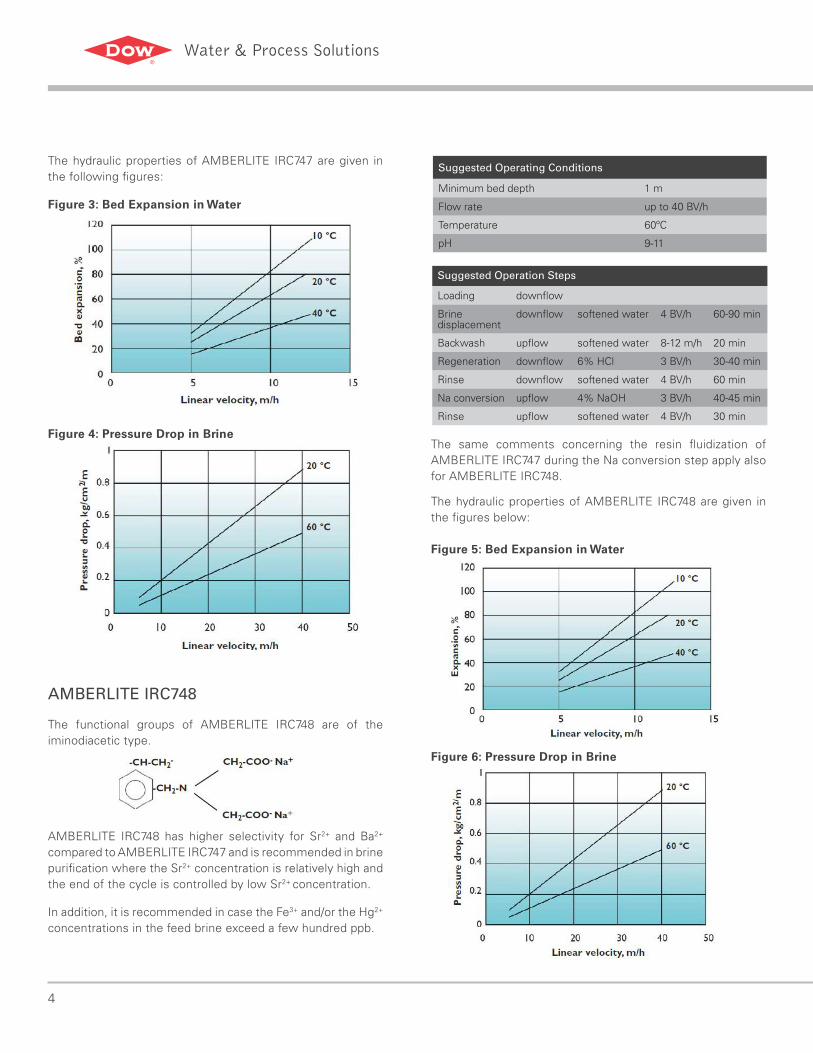
The hydraulic properties of AMBERLITE IRC747 are given in the following figures:
Figure 3: Bed Expansion in Water
Figure 4: Pressure Drop in Brine
AMBERLITE IRC748
The functional groups of AMBERLITE IRC748 are of the iminodiacetic type.
AMBERLITE IRC748 has higher selectivity for Sr2+ and Ba2+ compared to AMBERLITE IRC747 and is recommended in brine purification where the Sr2+ concentration is relatively high and the end of the cycle is controlled by low Sr2+ concentration.
In addition, it is recommended in case the Fe3+ and/or the Hg2+ concentrations in the feed brine exceed a few hundred ppb.
The same comments concerning the resin fluidization of AMBERLITE IRC747 during the Na conversion step apply also for AMBERLITE IRC748.
The hydraulic properties of AMBERLITE IRC748 are given in the figures below:
Figure 5: Bed Expansion in Water
Figure 6: Pressure Drop in Brine
Suggested Operating Conditions
Minimum bed depth 1 m
Flow rate up to 40 BV/h
Temperature 60oC
pH 9-11
Suggested Operation Steps
Loading downflow
Brine displacement
downflow softened water 4 BV/h 60-90 min
Backwash upflow softened water 8-12 m/h 20 min
Regeneration downflow 6% HCl 3 BV/h 30-40 min
Rinse downflow softened water 4 BV/h 60 min
Na conversion upflow 4% NaOH 3 BV/h 40-45 min
Rinse upflow softened water 4 BV/h 30 min

AMBERLITE Selective Resins
5
The operating capacity is expressed as g Ca/LR (grams Ca per liter resin). When the cycle is based on a Ca breakthrough, then the operating capacity is calculated using the sum of the Ca and Mg concentration in the feed brine expressed in mg Ca/L. When the cycle is based on a Sr breakthrough, then the capacity is calculated from the sum of Ca, Mg and Sr in the feed, expressed in mg Ca/L.
To calculate the total feed concentration, the concentrations of Ca, Mg, and Sr should first be converted in meq/L using the following equivalent weghts: Ca:20, Mg:12, Sr: 43.8.
Then after adding these concentrations, multiply the end result by 20 to express the total concentration in mg Ca/L and then use the figures below for capacity calculations.
In practice, if the Mg and Sr concentrations are relatively low compared to that for Ca, then the individual concentrations expressed in mg/L can be used.
As an example, consider a brine with the following composition:
4.5 mg/L Ca, 0.6 mg/L Mg and 0.6 mg/L Sr.
Here, the Ca concentration is significantly higher than those of Mg or Sr. Calculated using the equivalent weight one obtains a total hardness in the feed of 5.77 mg Ca/L.
Taking the above concentrations yields:
4.5 + 0.6 + 0.6 = 5.70 mg Ca/L
The operating capacity of AMBERLITE IRC747 and IRC748 is obtained by multiplying the base capacity in Figure 7 by the correction factors of Figures 8 to 11.
Operating Capacities
Figure 9: Correction factor B for flow rate
Figure 10: Correction factor C for temperature
Figure 8: Correction factor A for Sr2+ breakthrough
Figure 7: Base Capacity for Ca2+
6
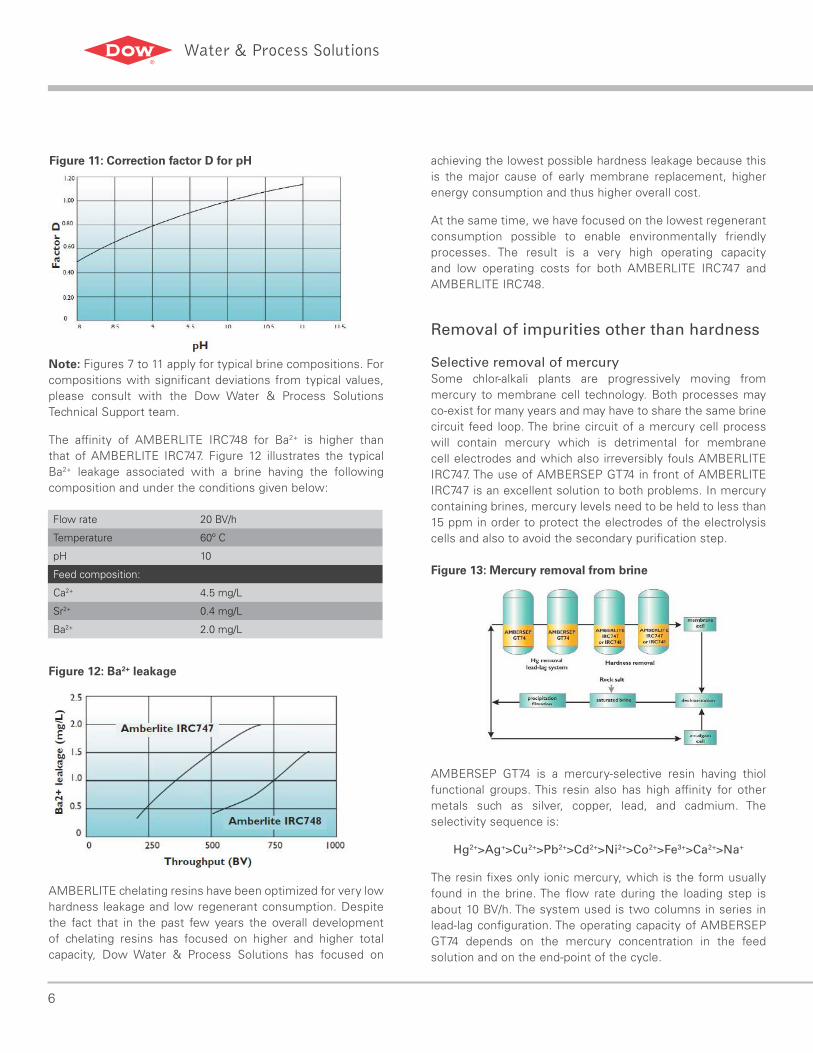
Note: Figures 7 to 11 apply for typical brine compositions. For compositions with significant deviations from typical values, please consult with the Dow Water & Process Solutions Technical Support team.
The affinity of AMBERLITE IRC748 for Ba2+ is higher than that of AMBERLITE IRC747. Figure 12 illustrates the typical Ba2+ leakage associated with a brine having the following composition and under the conditions given below:
Figure 12: Ba2+ leakage
AMBERLITE chelating resins have been optimized for very low hardness leakage and low regenerant consumption. Despite the fact that in the past few years the overall development of chelating resins has focused on higher and higher total capacity, Dow Water & Process Solutions has focused on
Removal of impurities other than hardness
Selective removal of mercurySome chlor-alkali plants are progressively moving from mercury to membrane cell technology. Both processes may co-exist for many years and may have to share the same brine circuit feed loop. The brine circuit of a mercury cell process will contain mercury which is detrimental for membrane cell electrodes and which also irreversibly fouls AMBERLITE IRC747. The use of AMBERSEP GT74 in front of AMBERLITE IRC747 is an excellent solution to both problems. In mercury containing brines, mercury levels need to be held to less than 15 ppm in order to protect the electrodes of the electrolysis cells and also to avoid the secondary purification step.
Figure 13: Mercury removal from brine
AMBERSEP GT74 is a mercury-selective resin having thiol functional groups. This resin also has high affinity for other metals such as silver, copper, lead, and cadmium. The selectivity sequence is:
Hg2+>Ag+>Cu2+>Pb2+>Cd2+>Ni2+>Co2+>Fe3+>Ca2+>Na+
The resin fixes only ionic mercury, which is the form usually found in the brine. The flow rate during the loading step is about 10 BV/h. The system used is two columns in series in lead-lag configuration. The operating capacity of AMBERSEP GT74 depends on the mercury concentration in the feed solution and on the end-point of the cycle.
Figure 11: Correction factor D for pH
Flow rate 20 BV/h
Temperature 60o C
pH 10
Feed composition:
Ca2+ 4.5 mg/L
Sr2+ 0.4 mg/L
Ba2+ 2.0 mg/L
achieving the lowest possible hardness leakage because this is the major cause of early membrane replacement, higher energy consumption and thus higher overall cost.
At the same time, we have focused on the lowest regenerant consumption possible to enable environmentally friendly processes. The result is a very high operating capacity and low operating costs for both AMBERLITE IRC747 and AMBERLITE IRC748.

AMBERLITE Selective Resins
7
In figure 14 the loading capacity of AMBERSEP GT74 is given as a function of the mercury concentration in the brine using a breakthrough point of 50 ppb Hg at 10 BV/h flow rate and 50°C.
The presence of two columns in series with the second column as a polisher, assures a final leakage of less than 5 ppb.
Figure 14: Ambersep GT74 operating capacity
Regeneration of the resin is accomplished with concentrated HCl. When the lead column is breaking through, it is taken out of service and switched to the regeneration cycle. At the same time, the lag column goes to the lead position and continues to remove mercury from the feed solution.
The regeneration steps are as follows:
Removal of Aluminium and Silica
In US Patent 4,450,057 of May 22, 1984 to Olin Corp, the removal of SiO2 and Al3+ from brines using chelating resins such as AMBERLITE IRC748 and AMBERLITE IRC747 is described. The brine is first acidified to a pH of 2 to 3 and then passed through AMBERLITE IRC748 in the Na form at a flow rate of 10 BV/h. Due to the fact that the resin is found in the Na form, the effluent pH is in the range of 6, where Al3+ is well fixed by the resin. SiO2 is removed at the same time at a level of about 50% while the Al3+ leakage is less than 0.1 ppm. Breakthrough of Al3+ takes place when the effluent pH drops below about 5.5.
Regeneration and Na conversion of the resin is performed as follows:
Iodides Removal from Brines
Iodides are present in brines and can precipitate causing loss in current efficiency in the electrolysis cells. Membrane suppliers require less than 0.4 ppm of I- in the feed brine of membrane electrolysers. The principle of the process is to first purify the brine by removing the calcium and magnesium. Then the stream is acidified to a pH<3, usually around pH=2. For removal of the I- from brines, an in-line electrolyser is used to oxidize first I- to I2 using chlorine. The redox potential is controlled at 550-600 mV in order to avoid the formation of the unwanted iodates (IO3
-). The (I2Cl)- thus formed is then fixed on a strong base anion exchange resin in the Cl- form[1] :
2 I - + Cl2 à I2 + 2Cl-
I2 + Cl- à (I2Cl)-
R+Cl- + (I2Cl)- à R+(I2Cl)- + Cl-
The loading step is performed at a flow rate of 2-4 BV/h. The resin is AMBERJET 4400 Cl. The useful capacity that can be obtained depends upon the breakthrough end-point, the loading flow rate, and the regeneration procedure. Regeneration can be done with 2-4 BV of a 12% Na2SO3 solution that reduces the I2 to I- which is then eluted from the resin. Other regeneration procedures have been suggested[2] where NaOH is first applied to elute I2 followed by NaCl which removes any remaining I- on the resin.
3I2 + 6 NaOH à 5 NaI + NaIO3 + 3 H2O
Iodine is then removed from the spent NaCl solution by acidification with an acid, HX, and crystallization of I2.
5 NaI + NaIO3 + HX à 3 I2 + 6 NaX + 3 H2O
AMBERLITE chelating resins for hardness and mercury removal are approved by all major licensors and are in operation throughout the world since many years. Our long term experience and global presence makes us a valuable partner for the chlor-alkali industry.
Brine displacement downflow softened water 4 BV/h 60-90 min
Backwash upflow softened water 8-12 BV/h 20 min
Regeneration downflow 32% HCl 1 BV/h 6-8 hrs
Rinse downflow softened water 4 BV/h 60 min
Na conversion upflow 4% NaOH 2 BV/h 45 min
Rinse upflow softened water 4 BV/h 30 min
Loading downflow
Brine displacement downflow softened water 4 BV/h 60-90 min
Backwash upflow softened water 8-12 m/h 20 min
Regeneration downflow 6% HCl 3 BV/h 30-40 min
Rinse downflow softened water 4 BV/h 60 min
Na conversion upflow 4% NaOH 3 BV/h 40-45 min
Rinse upflow softened water 4 BV/h 30 min
[1] European Patent Office publication 0 659 686 Al (by Solvay)[2] US Patent 3,352,641

Form No. 177-03501-0413
For more information about DOW AMBERLITE™, contact the Dow Water & Process Solutions business:
North America: 1-800-447-4369 Latin America: +55 11-5188-9222 Europe: +800-3-694-6367 Italy: +800-783-825 South Africa: +0800 99 5078 Pacific: +800 7776-7776 China: +400 889-0789 www.dowwaterandprocess.com
®™ Trademark of The Dow Chemical Company (“Dow”) or an affiliated company of Dow
NOTICE: No freedom from infringement of any patent owned by Dow or others is to be inferred. Because use conditions and applicable laws may differ from one location to another and may change with time, Customer is responsible for determining whether products and the information in this document are appropriate for Customer’s use and for ensuring that Customer’s workplace and disposal practices are in compliance with applicable laws and other government enactments. The product shown in this literature may not be available for sale and/or available in all geographies where Dow is represented. The claims made may not have been approved for use in all countries. Dow assumes no obligation or liability for the information in this document. References to “Dow” or the “Company” mean the Dow legal entity selling the products to Customer unless otherwise expressly noted. NO WARRANTIES ARE GIVEN; ALL IMPLIED WARRANTIES OF MERCHANTABILITY OR FITNESS FOR A PARTICULAR PURPOSE ARE EXPRESSLY EXCLUDED.