feb 2016
DESCRIPTION
EPC SpecialTRANSCRIPT

Mumbai 201714-17, February 2017
Mumbai, India
VOL.51 | ISSUE 2 | FEBRUARY 2016 | TOTAL PAGES 68 | US $ 10 | ` 150CHRONICLING PROCESS INDUSTRY INNOVATIONS SINCE 1966
EPC Special
CH
EMIC
AL EN
GIN
EERING
WO
RLDM
umbai
` 150VO
L. 51 ISSUE 2
FEBRUA
RY 2016


August 2013 • 3Chemical Engineering World
amol_ Ad Template.indd 3 8/23/2013 10:41:13 AM

ContentsCEW
4 • February 2016 Chemical Engineering World
NEWS ►
Industry News / 6
Technology News / 20
NEWS FEATURES ►
‘Our systems are equipped to work both in Manual, Semi-Manual and Automatic
through PLC’ / 26
FEATURES ►
The Criticality of Managing Supply Chain Energy Efficiently/ 30
– Shaik Asad Parwez,Head, Supply Chain, Racold Thermo Ltd.
The Enlightened Plant: How an Automation System Delivers New Insight to Plant
Operations/ 34
– Dr Peter G Martin, Vice President – Strategic Ventures and Marketing Schneider Electric
– Grant Le Sueur, Director – Product Management, Schneider Electric
What Unnecessary Risks are You Taking? / 39
– Andy Burns, Technical Business Manager,Global Heat Transfer
Process Intensification - An Insight / 41
– Raghu Krishna Moorthy, B.Tech (Hons.) Government Engineering College, Calicut
– Sangeeta Baksi,Scientist in TIFAC
– Soumitra Biswas, Adviser/Scientist-‘G’ in TIFAC
MARKETING INSIGHT►
Water Treatment Additives Market to hit 35.2 Billion USD By 2020 / 48
Producing Bio-Rubber with Bio-Butadiene from Sugars/ 49
MARKETING INITIATIVE ►
Customized solutions-High Vacuum LRVP / 50
Electromech Engineering Enterprises(Third Party Inspection Agency) / 51
A Revolutionary Vacuum Drying Philosophy / 52
PRODUCTS ► / 54
EVENTS ► / 59
PROJECT UPDATE ► / 60
BACK OF BOOK
Book Shelf / 62
Ad Index / 63
Interview / 64
Turning India into a Manufacturing Hub by Rising above Hurdles
– A M Tiwari, Managing, Director, Gujarat Alkalies and Chemicals Limited (GACL)
Printed and published by Mr Maulik Jasubhai Shah on behalf of Jasubhai Media Private Limited, 26, Maker Chamber VI, Nariman Point, Mumbai 400 021
and printed at The Great Art Printers, 25, S A Brelvi Road, Fort, Mumbai 400 001 and published from 3rd Floor, Taj Building, 210, Dr. D N Road, Fort, Mumbai 400 001.
Editor: Ms Mittravinda Ranjan, 26, Maker Chamber VI, Nariman Point, Mumbai 400 021.
VOL. 51 | ISSUE NO. 2 | FEBRUARY 2016 | MUMBAI | ` 150
Disclaimer: The Editorial/Content team at Jasubhai Media Pvt Ltd has not contributed to writing or editing “Marketing Initiative.” Readers would do well to treat it as an advertisement.
CHEMICAL ENGINEERING WORLDRNI REGISTRATION NO. 11403/66
Chairman Jasu ShahPublisher & Printer Maulik Jasubhai ShahChief Executive Officer Hemant Shetty
EDITORIALEditor Mittravinda Ranjan ([email protected])Editorial Advisory Board D P Misra, N G Ashar, Prof. M C DwivediContributing Editors P V Satyanarayana, Dr S R Srinivasan, R B Darji, R P SharmaAssistant Editor Harshal Y Desai ([email protected])Sub Editor Bernard Rapose ([email protected]) Design Team Arun Parab, Aniket Borkar Subscription Team Dilip Parab Marketing Co-ordinator Brenda FernandesProduction Team V Raj Misquitta (Head), Arun Madye
Place of Publication:Jasubhai Media Pvt Ltd210, Taj Building, 3rd Floor, Dr. D. N. Road, Fort, Mumbai 400 001, Tel: +91-22-4037 3636, Fax: +91-22-4037 3635
SALESGeneral Manager, Sales Amit Bhalerao ([email protected]) Prashant Koshti ([email protected])
MARKETING TEAM & OFFICESMumbai Godfrey Lobo / V Ramdas 210, Taj Building, 3rd Floor, Dr. D. N. Road, Fort, Mumbai 400 001 Tel: +91-22-4037 3636, +91-22-4213 6400 Fax: +91-22-4037 3635 E-mail: [email protected], [email protected] Ahmedabad Vikas Kumar 64/A, Phase 1, GIDC Indl Estate, Vatva, Ahmedabad 382 445 Tel: +91-79-49003636/627, Fax: +91-79-25831825 Mobile: +919712148258 E-mail: [email protected]
Vadodara Vikas Kumar 202 Concorde Bldg, Above Times of India Office, R C Dutt Road, Alkapuri, Vadodara 390 007 Tel: +91-79-49003636/627, Fax: +91-79-25831825 Mobile: +919712148258 E-mail: [email protected]
Bengaluru Princebel M Mobile: +919444728035 E-mail: [email protected]
Chennai / Coimbatore Princebel M / Yonack Pradeep 1-A, Jhaver Plaza, 1st floor, Nungambakkam High Road, Chennai 600 034 Tel: +91-44-43123936 Mobile: +919444728035, +919176963737 E-mail: [email protected], [email protected]
Delhi Priyaranjan Singh / Suman Kumar 803, Chiranjeev Tower, No 43, Nehru Place, New Delhi – 110 019, Mobile: +919818148551 Tel: +91-11-46745555, Fax: +91-11-26427404 E-mail: [email protected], [email protected] Hyderabad Princebel M / Sunil Kulkarni Mobile: +919444728035, +919823410712 E-mail: [email protected], [email protected]
Kolkata E-mail: [email protected]
Pune Sunil Kulkarni Suite 201, White House, 1482 Sadashiv Peth, Tilak Road, Pune 411 030 Tel: +91-20-24494572, Telefax: +91-20-24482059 Mobile: +919823410712 E-mail: [email protected]
Subscription Rate (per year with effect from 1st April 2013): Indian - ` 1620; Foreign - US$ 180Student Concessional Rate: ` 800; Price of this copy: ` 150
The Publishers and the Editors do not necessarily individually or col lectively identify themselves with all the views expressed in this journal. All rights reserved. Reproduction in whole or in part is strictly prohibited without written permission from the Publishers.
Jasubhai Media Pvt. Ltd.
Registered Office: 26, Maker Chambers VI, 2nd Floor, Nariman Point, Mumbai 400 021, INDIA. Tel.: 022-4037 3737 Fax: 022-2287 0502 E-mail: [email protected]

GEA Process Engineering (India) Pvt. Ltd.
Block No.8, P.O. Dumad, Savli Road, Vadodara 391740.Tel.: 265-3061 700 Fax: 3061 755 / 756 +91- +91-265-E-mail: [email protected] Visit us on: www.geap-india.com
engineering for a better world GEA Process Engineering
World Class Engineering Solutions
GEA Process Engineering (India) Pvt. Limited offers a
wide range of tailor-made integrated Drying,
Evaporation & Crystallization and Vacuum Systems
for the Refinery, Petrochemicals, Chemicals, Pharmaceuticals
and Fertilizers industries based on world class technology
& expertise and backed by numerous references worldwide.

Industry NewsCEW
6 • February 2016 Chemical Engineering World
India to Build Petrochemical Complex in Iran Soon
Plastic Market in India has Huge Growth Potential, Says Hansraj Ahir
The MAGIC Begins
G D Yadav, Vice Chancellor, IICT Mumbai Selected for the Padmashri Award
India Suspends Agreement with ACRON
CIPET, Govt, of Karnataka to set up Advanced Polymer Lab
New Delhi, India: India proposes to establish Special Economic Zones (SEZ) in Iran, Turkmenistan and Myanmar as part of the National Democratic Alliance government move for “Reverse SEZ” in oil-rich countries with dedicated exports back to the country, according to Union Minister for Chemicals and Fertilizers Ananth Kumar. Minister said that India had formed a joint venture with Rashtriya Chemical Fertilizers and Gujarat Narmada Fertilizers Corporation and had several rounds of meeting with Iran, the latest being in January this year. Negotiations were on for fixing the price of gas and on terms of contract.
He said that the proposed natural gas-based petroleum plant-cum-petrochemicals complex would be established in the port city of Chabahar. The Minister had had two levels of discussions in this regard with the Ambassador of Iran, Indian Ambassador to Iran and Minister for External Affairs Sushma Swaraj to hasten the process.
Bengaluru, India: The Central Institute of Plastic Engineering &Technology (CIPET) has signed a memorandum of understanding (MoU) with the Karnataka Government to set up an Advanced Polymer Design and Development Research Laboratory-cum-High Learning Centre at Bengaluru.
The MoU was signed in the presence of Union Minister of Chemicals and Fertilizers Ananth Kumar, Karnataka Chief Minister Siddaramaiah and other dignitaries. An official press release said the laboratory was being set up at an estimated investment of Rs. 87 crore. The State Government will allot the land for the centre and also share 50 per cent of the project cost.
The centre will act as a multi-functional one-step facility with specialization in product development in the polymer sector. It wil l also conduct R&D, product tests and evaluations and commercialization of technology.
Mumbai, India: According to an official statement, Minister of State for Chemicals and Fertilizers Hansraj Gangaram Ahir said that the Indian plastic and petrochemical sector has a huge potential for growth and there is a need for free trade agreement (FTA) and duty inversion to make cost of manufacture in the country cheaper.
He was attending the inauguration of PolyIndia 2016 at the Bombay Exhibition Centre on January 28. The three-day exhibition on plastics and petrochemicals was themed ‘Indian Plastic and Petrochemical sector: Potential for Global Manufacturing Hub.’
Pune, India: The Union Minister for Science & Technology & Earth Sciences, Dr Harsh Vardhan, inaugurated a unique MAGIC [Modular, Agile, Intensified & Continuous] Process Lab at CSIR-National Chemical Laboratory (CSIR-NCL) Pune last evening.
While inaugurating the facility he announced that ?The MAGIC processes and plants will bring about a paradigm shift in the way in which India?s Fine and Specialty Chemicals industry will operate in the future. Over the past three decades, the global fine and specialty chemicals industry has shifted manufacturing base from the western world to countries like India and China.
The MAGIC processes developed in CSIR-NCL can radically change currently practiced process technologies into modern processes that are cleaner, greener, safer, compact, scalable and economical. As a result, the MAGIC processes have the potential to transform the country into a global powerhouse in this important sector, thus enabling the country to increase its contribution to global production of chemicals from the current levels of 3 to 5 per cent over the next few years.
Mumbai, India: G D Yadav, vice chancellor of Indian Institute of Chemical Technology in Mumbai has been selected for Padmashri awards for this year.Yadav was born in a hamlet in the Radhanagari tehsil in the Kolhapur district. He completed his education till class VII in the village.
After completing his basic education, he went to Mumbai for higher studies and completed chemical engineering from the University Department of Chemical Technology (UDCT), in Mumbai in 1974. He then worked for green technologies and did fur ther research in nanotechnology and biotechnology.
He has made innovative contributions to green chemistry and engineer ing, cata lys is sc ience and engineer ing, chemical reaction engineering, biotechnology, nano-technology and energy engineering. He has supervised 83 doctoral candidates and 88 students pursuing their masters.
New Delhi, India: India has shelved its plan to buy 30 per cent stake in Russian fertilizer producer ACRON’s USD 2-billion potash mine project due to valuation issues. In December 2014, the two parties had signed an agreement to buy 30 per cent stake in ACRON’s potash mine project. Potash is a decontrolled fer tilizer and government pays fixed subsidy on it. As per the proposal, India was represented by an NMDC-led consortium of four state-run companies and one cooperative

PUMPING CHEMICAL SOLUTIONS.
MADE IN GERMANY
Non-metallic chemical pumps with mechanical seal
Available with single or
double mechanical seal
Flow rate up to 5000 m³/h
With or without casing armour
Materials of construction:
PP / PE-UHMW
PVDF / PFA

Industry NewsCEW
8 • February 2016 Chemical Engineering World
CFCL Technologies’ Arm to Sell off its Business GoI to Set Up 100 CIPET
Evonik, ICT Mumbai Ink R&D Pact
South Africa Opens up Opportunities to Indian Chemical Companies
No Price-hike for Fertilizers in Next Four Years
GSFC is Exploring Global Markets for Nylon- 6 Fibres
Mumbai, India: Chambal Fer ti l isers & Chemicals - subsidiary company - CFCL Technologies’ arm have entered into agreements for sale of some of its business. ISGN Corporation, USA has entered into a stock purchase agreement to sell and transfer its entire shareholding in its wholly owned subsidiary - ISGN Solutions Inc, USA to Firstsource Group USA, Inc.
Further, ISG Novasoft Technologies has entered into a slump sale agreement to sell and dispose-off part of its business / undertaking i.e. Business Process Outsourcing business to Firstsource Process Management Services, India as a going concern on slump sale basis.Chambal Fertilisers & Chemicals is one of the largest private sector fer tilizer producers in India. It has three divisions catering agri products, shipping & textiles.
New Delhi, India: Union Ministry of Chemicals and Fertilizers decided to set up 100 Central Institutes for Plastic Engineering and Technology (CIPET) in India. The decision was taken in order to meet the need of skilled manpower in the petrochemical sector or plastic processing industry. The announcement in this regard was made by Minister of Chemicals and Fertilizers Ananth Kumar at the occasion of National Awards for Technology in Innovation in Petrochemicals and downstream Plastics Processing Industry.
Currently, CIPETs are present at 28 locations in India. Department of Scientific and Industrial Research (DSIR) recognizes CIPET as a scientific and research organisation in the area of Plastics Engineering and Technology.
Mumbai, India: Evonik Industries and the Institute of Chemical Technology (ICT), Mumbai have sealed a strategic partnership agreement for the purpose of exploring research topics together, closely in selected fields in the future. Evonik and ICT research partnership agreement includes Provision of scholarship funds for master’s degree and PhD students; Collaboration in research and development projects in the field of chemical science; Financial support for internships for master, bachelor and PhD students; Sponsor lectures and/or presentations by representatives of Evonik at ICT and vice versa. The expansion of innovation activities in economically attractive regions supports Evonik’s growth strategy. The goal is to strengthen local customer competitiveness with technological services as well as research and application techniques that fit local needs.
Johannesburg, South Africa: A number of South African industrial houses are struggling to succeed and hence looking to sell equity, cre-ating an opportunity for Indian companies to pursue acquisition, says Debajit Shome, Director of multinational Union Colours. Shome was ad-dressing a networking meeting organised by the Indian Consulate-Gen-eral here for a delegation of 61 members of the Basic Chemicals, Phar-maceuticals and Cosmetics Export Promotion Council (Chemexcil).
“South Africa has long been the leader in chemical production for the continent, but producers are currently facing poor domestic demand and a volatile exchange rate that hampers exports, which has led to a decline in output since 2013,” Shome explained. Chemexcil Chairman Dr B R Gaikwad urged members of his organisation to heed this call and the offer of further assistance from the Consul-General if they wished to pursue. Highlighting the ‘Make in India’ campaign as one which is intended to produce in India for consumers across the globe, Gaikwad also urged South African manufacturers to use the opportunity of growing their businesses by partnering with India.
New Delhi, India: During his visit to Fertulizer Corporation of In-dia’s Karimnager plant, Union Minister for Chemicals and Fertil-isers Hansraj Gangaram Ahir has said that the prices of fer tiliz-ers such as urea and DAP (Di-ammonium phosphate) will not be increased for next four years.
Speaking on the occasion, the Minister said all the eight fer tilizer plants of national stature which were closed down during the previous UPA regime will be reopened.
The Minister also mentioned that the works on six plants have already begun, and Prime Minister Narendra Modi will re-com-mission the FCI factory in Ramagundam during the second week of next month.
Vadodara, India: Gujarat State Fertilizers & Chemicals Ltd (GSFC) is exploring global export opportunities for its Nylon-6 fibres GUJCON-CRF and GUJCON-PRF.
At the launch of the products in Hyderabad, GSFC Chairman and Managing Director Sudeep Kumar Nanda said that GSFC is revolutionising the business of fer tilisers and industrial chemi-cals and has innovated and pioneered yet another revolutionary product GUJCON-CRF and GUJCON-PRF.
GSFC aims to leverage opportunities in construction and infra-structure sectors in India and overseas markets and exploring opportunities of export of its products to African countries, Gulf countries including UAE and Dubai, Sri Lanka, Canada.

We not only build systems, but we also build Trust with our customers
Economy Refrigeration Pvt Ltd1401, Vikas Centre, Dr. C Gidwani Marg, Chembur, Mumbai 400 074, Maharashtra State, IndiaTel no : +91 8828 421700 / 01 | Email: [email protected] | Web: www.erplindia.com
<< Our Product Range >>
Vacuum & Blower Systems
Vacuum Boosters ˛ Dry Screw Vacuum Pumps Rotary Vane Pumps ˛ Rotary Piston Pumps
Liquid Ring Pumps ˛ Lobe Blowers
Process Equipment
Agitated Thin Film Dryer ˛ Agitated Thin Film Evaporator Distillation Columns ˛ Heat Exchangers
Rising Film Evaporator ˛Falling Film Evaporator
Economy Process Solution
Rising Film Evaporator
Falling Film Evaporator
Agitated Thin Film Evaporator
Agitated Thin Film Dryer Zero Discharge Systems

Industry NewsCEW
10 • February 2016 Chemical Engineering World
SMEs to Emerge as Key Players in Export Growth of Chemical industry
CIL Q3 Profit Surges by ` 500 Crores
Nippon Paint to Strengthen its Market Presence in South
GSFC Awards EPC Contract to Simon India
Indian Organic Chemical Industry Outlook to 2019
New Plastic Pipe Plant for CRI Pumps
Mumbai, India: Small and medium enterprises are expected to play a vital role in the export growth of chemical industry, said Union Commerce Minister Nirmala Sitharaman. She was presenting CHEMEXCIL awards to the winners of expor t performance in various categories during the last four years. She stressed the need to have a strategy to enhance expor t competit iveness of SMEs through capacity building, cheaper credit and better marketing. The minister said the central government has initiated an all out efforts to nurture budding entrepreneurs across sectors.
Mumbai, India: Coal India reported a nearly ` 500 crore increase in net profit, which touched Rs.3,718.30 crore as compared to ` 3262.50 crore a year ago. Total income has increased to ` 20,953.40 crore from ` 19,944.90 crore. This performance came on the back of a 10.7 per cent growth in coal supplies. CIL supplied 137.90 million tonnes between October and December 2015.
The third quarter witnessed production of 143.9 million tonnes with the company holding its production tempo at 373.51 million tonnes in the nine months of 2015-16 against 342.38 million tonnes on a year-on-year comparison, with a 31.13 million tonnes increase in absolute terms.
Chennai, India: Japanese paint manufacturer Nippon Paint is planning to become a dominant player in the southern market by end 2019. The expansion plan includes increasing the production volume, introducing more water-based products, penetrating into Tier-III cities of southern states and rolling out skill training programme for painters.
Nippon Paint has a facility at Sriperumbudur with capacity to produce 7,000 kilo litre per month. Currently, it operates at 35 per cent of its capacity.
New Delhi, India: Simon India Limited, a leading EPC company and a part of Adventz group, has won a significant contract from Gujarat State Fertilizers & Chemicals Limited (GSFC) for their Caprolactum Quality Project (CQP). The project is for installing new distillation unit of 50,000 MTPY capacity to enhance quality of Caprolactum produced in old plant and will be set up in GSFC’s existing Fertilizernagar complex in Vadodara, Gujarat.
Simon India has been awarded this project on EPC basis against competitive bidding. The scope of work includes extended basic engineering, detailed engineering, procurement, supply, erection & construction and commissioning assistance. The project is slated for completion in Q1-2017.
The Bhoomipujan & Foundation stone laying ceremony of the CQP project was recently performed by the Hon’ble Chairman & Managing Director - Dr S K Nanda, IAS in an impressive function held at Fertilizernagar complex.
This is the second contract awarded to Simon India Limited by GSFC and reiterates trust in Simon India’s capabilities.
New Delhi, India: A report titled India Organic Chemical Industry Outlook to 2019 - Driven by Consumer Preferences and Integrated Production of Chemicals provides a comprehensive analysis of the various aspects such as market size of the overall organic chemical market with a focus on methanol and phenol markets. The market is further segmented into consumption and production, end user industry analysis, import and export and competitive landscape of the major players operating in methanol and phenol market. Investment opportunities, recent trends, drivers and macro economy factors have also been discussed in the market intelligence.
In India, six major organic chemicals, namely, Methanol, Aniline, Alkyl Amines and its derivatives like Formaldehyde, Acetic Acid and Phenol, have contributed a major proportion to the domestic Organic Chemic industry. The production of organic chemicals market has increased marginally at a CAGR of 3.8% over the years during FY’2009-FY’2014. This growth has been registered also on account of abolishment of Industrial Licensing for various sub sectors except the hazardous chemicals and reduction in the list of reserved chemical items for the production in small scale sector. Poor infrastructure, high cost of feedstock and under-utilization of installed capacities have acted as a major hurdle in the achievement of optimum operational capacities of plant and machinery. Ensuring feedstock availability, stringent government regulations against cheap imports, skilled manpower and innovating new applications of organic chemicals are the major factors that would drive the growth of this market in the next five years.
Chennai, India:To cater to the east and south Indian markets, CRI Pumps has opened a plant at Hosur to make non-metallic plastic pipes. The company had been transporting pipes from its plant in Gujarat to markets in south India leading to the freight cost working out to almost eight per cent. Hence, it was decided to have a manufacturing unit at Hosur. The company had invested ̀ 125 crore in pipe-making plants at Gujarat and Hosur. It had expanded capacity at the Gujarat plant to 20,000 tonnes a year. The Hosur plant also had a similar capacity. Turnover from the pipe-making units in 2016-17 is expected to be ` 150 crore, according to G Soundararajan, Company Vice Chairman.

Industry NewsCEW
14 • February 2016 Chemical Engineering World
Safety Data Base for Registered Chemicals Topsoe Wins Iranian Methanol Plant Contract
Report Forecast Strong M&A in Chemical Industry
Axiall Turns Down Westlake Chemical’s Offer
EU Exit would Cause Great Loss to UK Chemical Market
Bertin Technologies to Install ‘Second Sight’ at Saudi Aramco’s Jazan Refinery
Maryland, US: Researchers at Johns Hopkins Bloomberg School of Public Health, US, have created a safety database on 10,000 chemicals registered in Europe for predicting the toxicity of many of the 90,000 or more other substances in consumer products.
With the database, explained online in the Alternatives to Animal Experiments journal, the researchers aim to help regulators, manufacturers and scientists by providing idea about whether chemicals, for which little research is done, are harmful or not. The database, created on the basis of 816,000 research studies, also inclu includes information about the hazardous nature of the surveyed chemicals to the humans.
Chabahar, Iran: Denmark-based technology, catalyst and services supplier Haldor Topsoe (Topsoe) has secured a contract from Badr-e-Shargh Petrochemical Complex to provide licenses, engineering, proprietary equipment, materials and catalyst for a new methanol plant to be located in Chabahar, Iran.
It will be the first plant in a new industrial zone in Chabahar area.The company has also decided to open permanent offices in Tehran with an expectation to tap the petrochemical and refinery business in Iran.
New York, USA: A Deloitte Global report has stated that strong mergers and acquisitions (M&A) activity in the chemical sector will continue this year. According to Deloitte Touche Tohmatsu’s (Deloitte Global) 2016 global chemical industry mergers and acquisitions outlook, companies are showing more interest in acquisitions to grow and provide greater shareholder value.
Chemical sectors, such as fer tilisers and agriculture chemicals, have already diversified this year, and industrial gases are also expected to see strong M&A activity.
Deloitte Global M&A chemicals and specialty materials sector leader Dan Schweller said: “Higher deal volumes are likely as companies use M&A as a tactic to deliver growth to counter challenging business conditions, which are expected to continue in these segments.
Atlanta, Georgia: Chemicals and building products manufacturer Axiall has turned down a revised USD 1.41 billion acquisition offer from Westlake Chemical. The US-based company called the bid an opportunistic effor t to buy its vinyl assets at a cheaper rate.
In the unsolicited cash-and-stock bid, Westlake offered to buy all the outstanding common shares of Axiall for USD 20 per share, constituting USD 11.00 in cash and 0.1967 shares of Westlake stock. Westlake offered its bid to buy Axiall last week. After reviewing the proposal, the company unanimously rejected it. Westlake said that previously it had offered USD 11 per share in cash and 0.1967 of its stock for each Axiall share.
Axia l l president and chief execut ive of f icer T imothy Mann said: “We believe that Westlake’s proposal is an opportunistic attempt to take advantage of challenging public equity market conditions, and significantly undervalues Axiall’s assets and its long-term prospects.
London, UK: The chemical industry in UK could face a EUR 7 billion loss of exports if the country chooses to withdraw from the European Union (EU) without signing a new Free Trade Agreement (FTA), according to a report by trade credit insurance group Euler Hermes. In addition, the report has warned that the machinery and equipment industry would face a loss of EUR 3.5 billion and the automotive industry would face EUR 3 billion loss, if new FTA is not agreed. The UK’s chemicals, automotive, machinery, and equipment sectors are known to be highly dependent on the European market.
Dhahran, Saudi Arabia: Petrofac, a leading service provider to the international Oil & Gas industry, awarded a contract to Bertin Technologies, a subsidiary of CNIM group, to supply, install and commission a pioneering gas leak tracking system, Second Sight, at the Saudi Aramco owned Jazan refinery.
This system opens up a new era in gas detection methods for the Oil & Gas industry. Ber tin Technologies has achieved a major breakthrough by customizing its own gas imaging camera. Initially developed for defense and civil security applications, Second Sight has been adapted to IECEx hazardous area and Saudi Aramco standards. To enhance the level of safety on site, Bertin Technologies will provide a turnkey solution that detects and monitors explosive gas clouds.
The Second Sight solution has been selected by Saudi Aramco and Petrofac because it offers several benefits that complement conventional gas detection methods. It provides, in real time, a complete scene visualization. In the case of an alarm activation, it localizes the leakage source and direction of the explosive gas cloud in the vicinity.
C
M
Y
CM
MY
CY
CMY
K

Industry NewsCEW
16 • February 2016 Chemical Engineering World
New Dispense Technology for Agricultural Use of Chemicals
Environmental Products and Services Fi les Lawsuit against Miller Chemicals
Optima Chemical to Expand at DuPont Plant
Bertschi Opens New Plant at Jurong Island
Andritz Starts up Semi-chemical Pulp line with Green Liquor Pulping Technology
ChemChina to Acquire Syngenta
Cambridge, UK: A new spray technology that shoots a targeted droplet with incredible accuracy could cut agricultural use of chemicals by more than 99 per cent, according to Niall Mottram, head of agrifood product development at developers Cambridge Consul tants. The technology has the potent ia l to not only save farmers money, but also help protect the environment by dramatically reducing the amount of chemicals that are applied. The system uses advanced machine vision algorithms that can differentiate between healthy and diseased crops, and then apply a droplet only to the crops that need it.
Pennsylvania, USA: An environmental cleanup company, Environmental Products and Services, has filed a USD 6.9 millionfederal lawsuit against Adams County, US, based company Miller Chemical and Fertilizer. Environmental Products alleged that Miller Chemical has not paid the group fully for the cleanup work it carried out following a fire that killed numerous fish in June last year, reports PennLive.
During last year’s incident, a Miller Chemicals warehouse located in Radio Road, near Hanover, US was burned down, incurring around USD 20 million in property loss to the company.
State and county officials claimed that the fire-fighting and cleanup measures carried out for days had polluted nearby water bodies and killed thousands of fish. Due to the contamination, fishing, boating and swimming were prohibited in the nearby waterways, where the fire occurred, for around a month. The lawsuit filed in US Middle District Court has mentioned that Miller Chemical hired Environmental Products to help in proper recovery efforts and to initially provide equipment and labour support.
Belle, USA: As West Virginia’s chemical industry waits to see how the proposed merger between DuPont and Dow Chemical plays out, one company is wasting no time opening up shop in the Kanawha Valley.
Optima Chemical, a Georgia-based company, announced last June that it had bought two units at the old DuPont chemical plant in Belle. Seven months later, the company’s employees are busy bringing those sections of the aging plant back to life. In December, Optima received preliminary approval from the West Virginia Economic Development Authority for a USD 2.25 million government-subsidized loan to buy new equipment and to upgrade existing infrastructure at the plant, some of which hasn’t been used for more than five years.
Dürrenäsch, Switzerland: Swiss chemical logistics firm Bertschi Holding has inaugurated its USD 45 million Jurong Island Chemical Cluster (JICC) facility in Jurong Island, Singapore.
With its first facility in South-East Asia, Bertschi aims to provide chemical logistics, processing services, and lean supply chain solutions to specialty chemical makers located along the island’s ‘Ethylene Oxide corridor’.
The manufacture of specialty chemicals has grown recently in Jurong Island, which is mainly known for its refineries and petrochemical complexes. Bertschi aims to provide specialised logistics services to those manufacturers from the company’s new facility.
Moscow, Russia: International technology Group Andritz has star ted up the pulp line delivered to JSC Arkhangelsk Pulp and Paper Mill (APPM) at the Novodvinsk mill, Russia.
The new line features Andritz green liquor technology for efficient pulp cooking, refining, and washing and produces 1,000 t/day of semi-chemical pulp for the production of corrugated board from birch and aspen, as the company says in the press release received by Lesprom Network. Semi-chemical pulp is produced in a combination of mild chemical treatment and subsequent mechanical treatment in which the fibers are liberated from the wood matrix.
A major advantage of the Andritz green liquor technology, which is mainly applied for hardwoods and enhances the fiber quality substantial ly, is the eff ic ient and easy recovery of cooking chemicals in the adjacent kraft mill. Thus, no additional process steps are needed for chemical recovery.
Beijing, China: China’s government-owned China Nat ional Chemical Corporation (ChemChina) has agreed to buy the Swiss agrochemical and seeds company Syngenta for USD 43 billion.
The decision to sell 100 per cent of Syngenta’s equity came after the company’s board unanimously approved ChemChina’s bid. ChemChina’s offered USD 465 per share in cash, and an additional special dividend of Sfr 5 (USD 4.91), which will be paid immediately before closing the deal.
The deal is yet to receive anti-trust reviews and approvals from relevant countries. Upon completion of the deal, ChemChina will retain the operations, management and employees of Syngenta.Syngenta will retain its name and will continue its operation from its existing headquarters in Basel, Switzerland.


Industry NewsCEW
18 • February 2016 Chemical Engineering World
Idemitsu to Expand Xarec Resin Production Capacity
Green Biologics Named in the 2015 Global Cleantech 100
Praxair Introduce Ozone Technology for Water Treatment
Schwarze-Robitec to Present NxG 2.0 at the International Trade Fair Tube 2016
Air Products Builds ASU Trains for Shaanxi Future Energy Chemical
TÜV SÜD Supports Iranian Manufacturers and German Importers in Dealing with REACH
Tokyo, Japan: Japan-based Idemitsu Kosan is all set to increase its production capacity for syndiotactic polystyrene resin (SPS) Xarec. Idemitsu started production of the low-density engineering plastic SPS on an industrialised scale in 1997. The company said it will increase the production capacity of the SPS manufacturing unit at its Chiba plant due to increasing demand for the product at an annual rate of around 10 per cent. The production capacity is set to increase from the existing 7,000t per year, to 9,000t per year. Completion is set to take place in April.
Gahanna, Ohio and Abingdon, England: Green Biologics Ltd, a UK based industrial biotechnology and renewable chemicals company, has once again been named to the prestigious 2015 Global Cleantech 100, produced by Cleantech Group, a leading global research and advisory firm. Green Biologics was recognized for its Clostridium fermentation platform, which converts a wide range of sustainable feedstocks into high performance green chemicals such as n-butanol and acetone for use by the growing consumer and industrial products industries. The Global Cleantech 100 is a comprehensive list of the private companies poised to make the most significant impact on the cleantech industry through innovative and promising technologies aimed at addressing tomorrow’s clean technology challenges. The list is collated by sifting through thousands of nominations and combining proprietary Cleantech Group research data, with weighted qualitative judgments, and specific inputs from a global 100-person Expert Panel.
Mumbai. India: In power plants and the chemical and petrochemical industries, cooling towers determine final heat transfer rates on associated equipment. During operation, cooling towers are generally exposed to the ambient conditions from atmospheric microflora as well as impurities and sunlight. This process is prone to microbiological activity leading to adverse effects like heat exchanger fouling, loss of cooling efficiency, microbial influenced corrosion and severe localized metal loss due to acid build-up. Conventional microbial control offers many solutions and the choice depends on water chemistry, types of organisms, compatibility with treatment chemicals, system design, permits and cost limitations. Praxair’s ozone technology harnesses the powerful biocide action of ozone to decrease and nearly eliminate microbial growth. Praxair’s treatment reduces the need for chemical additives to be added to the cooling tower water. Ozone not only removes and prevents the growth of these organisms but also reduces the contaminant levels through direct oxidation. Contrary to conventional halogen-based biocides, ozone does not produce unwanted by-products such as halocarbons. The blowdown rates are also lowered due to lower water losses and lower chemical dosage.
Cologne, Germany: During the Tube 2016, visitors to the Schwarze-Robitec booth will have the opportunity to find out more about intelligent tube bending solutions. “The CNC-controlled system NxG 2.0 allowed us to tie a total package together that consists of software and hardware and that will undoubtedly improve the tube bending production in the not so distant future”, says Bert Zorn, General Manager of Schwarze-Robitec. With the objective to get the bending technology ready for Industry 4.0, the company integrated fundamental modules into the new control system. In addition to a new operating concept, and besides standard statistical information about the bent component, the further development of the high-performance NxG makes it also possible to record and evaluate process data. Integrated sensors provide information about wear parts to arrive at conclusions such as the maintenance requirement of the machine. The advanced software uses icons displayed on the desktop, and its new graphical user interface ensures process reliability and intuitive operability.
Yulin, China: Air Products has brought online its four air separation unit (ASU) trains built for Shaanxi Future Energy Chemical in Yulin City, Shaanxi Province, China. The trains are equipped with air compressors, as well as design and technology advancements to improve energy efficiency, while helping Shaanxi reduce operational costs. The project was initially announced in December 2011. Together, the units are capable of producing 12,000t of oxygen and nitrogen, and compressed dry air per day for Shaanxi’s coal chemical plant. Air Products industrial gases Asia on-site business development vice-president Phil Sproger said: “The successful execution of this world-scale project is another testimonial of our leading position in large air separation and excellence in safety, reliability and technology.
Munich, Germany: Trade sanctions against Iran have now been lifted and companies are building new business relationships. TÜV SÜD is supporting Iranian chemical product manufacturers and German importers in implementing the European chemicals regulation, REACH. Chemicals, petrochemicals and extractive metallurgy are major industrial sectors in Iran’s economy. Now that the trade embargo has been lifted, Iranian manufacturers can export their chemical products to the European Union. However, they must observe the provisions of the European chemicals regulation, REACH. “Under the terms of the regulation, importers must register any substances produced in volumes over the limit of 1 t/a per substance within specific deadlines”, explains Dr Dieter Reiml, REACH expert at TÜV SÜD Industrie Service GmbH. “Manufacturers can also commission an Only Representative outside the European Union to carry out registration on their behalf.” This option has advantages for the entire supply chain, advises Dr Reiml; for example, importers no longer need to register as downstream users.


Technology NewsCEW
20 • February 2016 Chemical Engineering World
Karaikudi, India: A three-day National Technical and Research Symposium on Electrochemical and Chemical Technology 2016 (INTERSECT’16), a national-level technical symposium and cul tural event was organised by the Electrochemical Technologists Association (ETA) in the Council of Scientific and Industrial Research-Central Electrochemical Research Institute (CSIR-CECRI) from February 4 to 6 at Karaikudi, Tamil Nadu.
Inaugurating the conference, M Jayachandran, acting Director, CSIR-CECRI, said that he always fel t happy to work with young minds as they came up with fresh ideas and advised the delegates to interact freely with scientists and take up projects at CECRI.
Ramesh Babu, Dean, Centre for Education-CECRI, explained the unique B.Tech. (Chemical and Electrochemical Engineering) programme offered at the institution. V Ramamoorthi, retired Dean and Professor, AC Tech., Anna University, Chennai, emphasised the role of electrochemical engineering in the present era. Electrochemical engineer ing was the need of the hour, he said and cited various real-life applications.The conference was a great opportunity for young minds, they said adding the technical symposium was being conducted with a team of B.Tec.h and research scholars of CSIR-CECRI. It had events such as oral presentation, poster presentation, science quiz, workshops on instrumentation, online competitions and designing competitions, they said.
Panaji, India: The Goa State Pollution Control Board (GSPCB) has found lab t r ia ls conducted using the nano oxidat ion technology, which promises to treat any kind of water for all pollutants, to be unsatisfactory for using it to clean up larger streams of polluted water bodies like the St Inez creek. However, it is recommendatory for industries to adopt such technology in their effluent treatment plants and for hotels in their sewage treatment plants.
The technology was offered by Ozo Nano Sciences, a Bangalore-based firm, which approached the GSPCB last month with the proposal to clean up the polluted St Inez creek water. The company claims to remove toxic or non-degradable material from water.
It also claims the removal of pesticides, petroleum ingredient and VOCs (volatile organic chemicals) by just adding liquid incinerator into the polluted water that also neutralises bacteria, reduces chemical toxicity and precipitate heavy metals.
Hyderabad, India: A team of researchers lead by Dr S Sridhar, the Principal Scientist for Indian Institute of Chemical Technology (IICT) in Hyderabad’s Membrane Separations Group, introduced a promising water pur if ication systems work on membrane fi ltration, remineralisation and pressurised reverse osmosis techniques that allow 1,000 litres of pure drinking water to be generated per hour, at the cost of just 4 paise per litre (and a one-time investment of around ` 3 lakhs) that’s safe from fluoride and arsenic, two of India’s biggest water pollutants. The pilot projects have a capacity of around 6,000 litres per hour.
The team has also developed nano-filtration and ultra-filtration techniques for water that has a plethora of uses, including generating medical-grade water.
Iowa, USA: Engineers at Iowa State University have found a way to combine a genetically engineered strain of yeast and an electrocatalyst to efficiently convert sugar into a new type of nylon. Previous attempts to combine biocatalysis and chemical catalysis to produce biorenewable chemicals have resulted in low conversion rates. That’s usually because the biological processes leave residual impurities that harm the effectiveness of chemical catalysts. The research group has created genetically engineered yeast - “a microbial factory,” - that ferments glucose into muconic acid. By applying metabolic engineering strategies, the group also significantly improved the yield of the acid. Then, without any purification, Tessonnier’s group introduced a metal catalyst - lead - into the mixture and applied a small voltage to convert the acid. The resulting reaction adds hydrogen to the mix and produces 3-hexenedioic acid.
New York, USA: ClearRefining Technologies, LLC, and Ninth Wing Capital, LLC, has announced its partnership to establish modular near-zero emission refineries in major metropolitan areas around the globe to provide a clean alternative diesel fuel, known as GDiesel, that meets and exceeds government fuel standards. PGA Tour Professional Billy Hurley III has also agreed to become the first brand ambassador for GDiesel. Over 40 million gallons of clean diesel fuel have already been delivered to the Las Vegas and Reno markets, including power generators at a local PGA Tour event there. GDiesel is demonstrating tremendous success in lowering vehicle maintenance costs by almost 50 percent; dramatically reducing both regulated and unregulated emissions; and increasing by 12 per cent vehicular miles per gallon, according to Peter Gunnerman, Managing Partner of ClearRefining Technologies, the newly-formed parent company of Advanced Refining Concepts, LLC.
GSPCB Repor t Negat ive Resu l t fo r Nano Oxidation Technology Lab Trials
IICT Researchers Introduce Advanced Water Purification System
Hybrid Technology to Create Biorenewable Nylon
ClearRefining Technologies, Ninth Wing Capital Join Hands for Modular Near-zero Emission Refineries
INTERSECT’16 Held at Karaikudi
Technology NewsCEW
22 • February 2016 Chemical Engineering World
Cambridge, UK: Cambridge-based chemical company Aqdot has closed a EUR 5 mill ion Series A funding round led by Imperial Innovations Group. Parkwalk Advisors, Cambridge Enterprise – the University of Cambridge’s commercialisation arm – and Providence Investment Company also participated in the round. Founded in late 2012, Aqdot, a spin-out company of the University of Cambridge specialises in producing intelligent encapsulation technology.
California, USA: Scient ists at the University of Southern California’s (USC) Loker Hydrocarbon Research Institute have invented a process to directly convert carbon dioxide (CO2) from the air into methanol at comparatively low temperatures. The research has been led by GK Surya Prakash and George Olah of the USC Dornsife College of Letters, Arts and Sciences and is a part of the greater attempt to reduce the amount of CO2 in the atmosphere.
The effort also aims to use clean energy to convert greenhouse gas into its flammable sources. Methanol can be used as the internal combustion engine’s fuel, and as a fuel for fuel cells, as well as raw material to make various petrochemical products.
Wako, Japan: Although the amount of energy that organic solar cells can generate from sunlight is lower than conventional cells, experts say that there is room for improvement, with many arguing they could be an effective tool for slashing carbon dioxide emissions, in part, due to their pliable nature.
“Normally, solar cells that people imagine are ones on the roof that are heavy and firm… (but) organic solar cells are very light and flexible, so they can be set up in places where it would be physically impossible to install regular solar panels,” said Itaru Osaka, a senior research scientist developing organic solar cells at the state-backed Riken institute.
Organic solar cel ls are made from organic compounds or polymers, while regular cells are made primarily of silicon. A silicon-based solar panel weighs about 15 to 20 kilograms and is heated at hundreds of degrees Celsius during the manufacturing process, which actually results in greenhouse gas emissions. Osaka said organic solar cells are made by thinly coating the polymers on various materials, such as plastic, so they are light. Also, the cells can be crafted at temperatures of less than 100 degrees, making them more environmentally friendly.
Aqdot Bags EUR 5 Million of Fund
Bright Future for Organic Solar Cells
Scientists Invent Process to Directly Convert CO2 from Air into Methanol
Chinese Scientists Make Fertilizer from Potato Effluent
Lanzhou, China: Scientists in China have developed a way of making fer ti l izer from waste water discharged by potato processing plants, solving a pollution problem which has held back China’s potato ambitions.
China sees potatoes as a new staple food to ensure food security, but protein-rich water discharged by starch processors, a major buyer of the spuds, has been blamed for polluting rivers and lakes. Liu’s team has developed technology that can halve the chemical oxygen demand (COD) of the effluent by removing starch, fiber and protein. The processed water does not need to be dumped either, because of its high nitrogen, potassium and phosphorus content make it a perfect irrigation water.
North Carolina, USA: Four new chemical elements with atomic numbers 113, 115, 117, and 118 have been formally added to the periodic table, completing the table’s seventh row.
The additions have been made following the verification of the discoveries of the elements by the International Union of Pure and Applied Chemistry (IUPAC). Scientists in Japan, Russia and the US discovered the elements, which are the first to be included in the table since 2011. Elements 114 and 116 were included in the table in 2011.
All the four elements are super heavy, lab-made, and very radioactive, with which scientists will be able to create even heavier and synthetic elements in times to come.
Boston, USA: Researchers at Boston College have developed a new type of cross coupling chemical reaction method, with the help of a third reactant.
The reaction has been developed on the basis of a Nobel Prize-winning technique, which is known to be one of the most complicated tools available to research chemists. The 2010 Nobel Prize in chemistry has the subject of transition metal catalysed cross-coupling reactions. One of the major components of the reaction is known as Suzuki-Miyaura coupling, which unites two kinds of reactants, one donor electron and one acceptor electron. The process, developed by professor of chemistry at Boston College James P Morken and his team, uses transition metals to develop a different cross-coupling process that merges two electron donors by reacting with the electron acceptor. The team reported in the Science journal that the resulting conjunctive reaction occurs efficiently and offers a high-degree of selectivity.
New Addition to the Periodical Table
Boston Collage Researchers Introduce New Cross Coupling Chemical Reaction Method

Introducing a new world class!
VEGA, the world market leader in radar level measurement will soon be presenting a new star in the galaxy of sensors. Get ready for the technology of the future. Look forward to a new generation full of innovative possibilities. We’ll keep you updated!
www.vega.com

26 • February 2016 Chemical Engineering World
News FeaturesCEW
Established in 2005, Purita Water Solutions Pvt Ltd started business catering to cooling water treatment program with its
first ever Chlorine Dioxide System for one of the largest Power Generating Stations in India with 1600 MW installed capacity and cooling water flow rate of nearly 1,80,000 m3/h. “The system was engineered, designed, supplied, installed and brought to successful commissioning & in operation from Year 2006 onwards. We were privileged to manage the plant O&M from its commissioning date until today which is quite rare as customer showed continued faith in Purita’s capability, says Wadel.
Further, we have extended our reach into other sectors like Refinery, Petrochemical, Steel, Fertiliser etc and we are proud to have worked with top-10 companies ruling in these sectors spanning with nearly 30 happy clients,” Wadel explains.
Indigenous Technologies and Precursor ChemicalsWith a highly experienced team of professionals & experts, Purita offers alternative disinfection using environment friendly Chlorine Dioxide technology replacing hazardous Gas Chlorine & related chemical applications in Cooling Water, Drinking water, Wastewater & Water recycling applications, says Wadel.
We have launched our UniQu Design with portable (system on trailer) systems in 1 kg/h to 48 kg/h requirements. These systems are pre-wired and ready to use for on-site in-situ Chlorine Dioxide generation, Wadel continues.
Purita is a leading manufacturer of Precursor Chemica l s i . e . C H LO R AC TIV 2 50 9 ,
CHLORACTIV 3109 which are essential raw material required for the production of Chlorine Dioxide. “We have increased our reach by offering Japanese world class water & wastewater treatment chemicals for various applications. Hence, we can cover the entire spectrum of water conditioning and treatment program including systems and services,” reveals Wadel.
Success Stories Purita has achieved many first to its credit by offering technology which is actually replacing the hazardous application of chlorine for water & wastewater. “Our first installation for a power station was based on techno-economic benefit by which our customer reduced the operation & maintenance costs by nearly 40 per cent from their earlier budget and additionally our environment friendly technology provided way for Chlorine Dioxide use. In consequence our client also benefitted in reducing their time by nearly half in their planned outage and hence offered more operating life to the power station. Many of our clients have benefitted from this useful technology and we would like to maintain our niche in the segment by constantly upgrading and innovating our designs,” says Wadel.
Growth Drivers Water has always been essential and precious resource which has been underutilised in our country putting pressure on Government to subsidise the water distribution and last last 10- 15 years, we have seen continuous evolvement and efficient use of water and i ts resources. The more & more use or reuse of water and achieving nearly ZERO
Liquid discharge is becoming a common phenomenon and basic requirement in industry, says Wadel.
We have been part of water & water waste business throughout and we really see a good future ahead for the segment to grow. However, as the growth showing north, we have also competition increasing and hence in our opinion, technology edge and related products would find its way into this highly competitive and growing segment, adds Wadel.
Purita will strive to retain its leadership position in Chlorine Dioxide business and eventually enter into other segments of water & wastewater businesses.
Association with Singapore Research InstitutionPurita believes in innovation and we have been closely working with Singapore based research institute as a continuous evolving process. Our gain from this research is to upgrade our design and safety standards to match with internally acceptable standards, reveals Wadel.
Future Plan Working towards a vison of being a complete water management and solutions company, Purita is aiming to bring the best water conditioning and treatment program technology effectively for an environment friendly future.
‘Purita is working towards the vision of being a complete water management and solutions company’Started business catering to cooling water treatment programme with its first ever Chlorine Dioxide System for one of the largest Power Generating Stations in India in 2005, Purita Water Solutions Pvt Ltd has extended its reach into other sectors like Refinery, Petrochemical, Steel, Fertiliser etc with top-10 companies ruling in these sectors spanning with nearly 30 happy clients, says Ravindra Wadel, Chairman & Managing Director, Purita Water Solutions Pvt Ltd. He shares his view on the company’s Indigenous Technologies and Precursor Chemicals for Cooling Water, Drinking Water, Wastewater & Water Recycling applications for various sectors with CEW.



30 • February 2016 Chemical Engineering World
CEW Features
Guest Column
Companies today are being energy efficient. There is considerable awareness about going green and reducing carbon footprint. However, one aspect that they might be overlooking is the energy spent in the various links of the supply chain. If one can manage supply chain energy efficiently, carbon footprint reduces drastically, says Shaik Asad Parwez, Head, Supply Chain, Racold Thermo Ltd.
The Criticality of Managing Supply Chain Energy Efficiently
Over the period there has been a shift in the perspective of the supply chain process. The focus
has been shifted from reducing cost to reducing carbon footprint. The modern day manufacturers are looking at ways to reduce carbon emission. They have a broader target of reducing cost using the energy efficiently, reducing the wastage having better productivity etc.
In the coming years if the organisations think out of the box and in collaboration with the supply chain of the other organisation, then there are opportunities of reducing the carbon emission using the best technology generating better profits.‘Piggy Bank’ issues: Where and What to Save?
In supply chain there is a great scope for promoting energy efficiency, reducing costs & decreasing the environmental footprint of consumer goods. The energy & commercial efficiency can be achieved by engaging leading companies to identify high quality suppliers. There can be a single supplier for many companies and he would do the manufacturing activity of all the companies under the same roof. The supplier will follow the SOP for each and every company as defined by them. This will create sector-based collaborations for improving supply chain energy efficiency by assembling groups of peer manufacturer within a supply chain and using benchmarking and process capability analysis and best practice
sharing to identify and improve energy efficiency and industry competitiveness. The cost of the goods will decrease as the supplier will get the benefit of bulk purchasing of raw material, 100 per cent utilisation of the plant capacity and energy to run the plant, elimination of wastage etc. On the other hand companies can also reduce the carbon footprint by initiating certain practices on the distribution front.
Today, most of the companies operate out of dedicated facilities and have a dedicated logistic supplier taking care of operations. The companies can also look for 3PL suppliers who can handle multiple account from the same facilities hence the concept of shared resources can be utilised by doing so the company can reduce the overall logistics cost as the warehouse facility, manpower, transportation, electricity are on sharing basis and this will also reduce the carbon footprint.
Tips of Energy Saving Organisations need to list down their desire of reducing energy costs through supply chain management. They also need to be aware of the regulations to follow and permits to take to ensure that all personnel involved in the process of
supply chain management are following steps for efficient energy utilisation.
These are some of the initiatives we at Racold Thermo take up to ensure the reduction of electric energy usage: • Provide sufficient ventilation in the
plant • Introduce air ventilators for effective
exhaust system• Use transparent sheets on the roof for
proper sunlight• Use induction lamp instead of MHL
etc.• Solar water heaters for heating water• Solar panels for generating electricity
which can be used in production line
From a futuristic point of view, the companies need to engage leading manufacturing companies to identify high-quality suppliers for pilot supply chain energy efficiency improvements. They can also create one or more sector-based collaborations for improving supply chain energy efficiency by assembling groups of peer manufacturers.
There are several leading companies that follow a regulated process to ensure an energy efficient supply chain – keeping those in mind, companies must follow suit. They need to see the larger picture – an
Supply chain teams have centralised and are managing the complexities of global supply chain. Supply chain network design incorporates variety of factors ranging from production purchase, warehousing, inventory and transportation.

32 • February 2016 Chemical Engineering World
CEW Features
energy efficient process and organisation is loved by the people, and with the saving costs operations can be improved. It is a win-win situation.
Reducing Costs through Supply Chain ManagementSupply chain teams have centralised and are managing the complexities of global supply chain. Supply chain network design incorporates variety of factors ranging from production purchase, warehousing, inventory and transportation. It has driven many companies to redesign and reconfigure their supply chains, resulting to reduction in costs and giving effective outcome.
Supply chain can examine ways to reduce costs by coordinating transportation inventory and vendor strategies. For example:• Delivering as per the vendor/
customer’s requirements, will avoid adding up to the costs of back-and-forth transportation
• Understand the customer/vendor’s needs and define the supply chain strategy
• Getting a clear understanding of the process first and then only define the systems
• Using multiple suppliers avoids costly delays in receiving products
• Keep measuring the results, that will help improve the entire process
Reducing Carbon Footprints/Carbon EmissionsCompanies have realised that carbon management in the supply chain plays a vital role. Working in partnership can improve vehicle utilisation and reduce carbon emissions for all the companies. Appended below are few essential steps towards reducing carbon footprints:• Using right metrics for carbon
management like improving communications with suppliers to deliver performance
• Optimise truckloads• Utilise non-polluted/environment
friendly vehicles• Utilise rail or multimodal transportation• Optimise warehouse space utilisation,
e.g. vertical storage
Regulations and Permits involved in the Process of Supply Chain ManagementIn a country like India where there is a different tax structure and rules and regulation for doing business in each and every state. In order to adhere to it the companies are forced to maintain warehouse in each and every state. Doing business is complex. Hence in
In a country like India where there is a different tax structure and rules and regulation for doing business in each and every state. In order to adhere to it the companies are forced to maintain warehouse in each and every state.
order to adhere to the regulations and permits involved we have to increase the operations in various states increasing the cost of operations and carbon footprint even though you can manage with less locations thereby reduced carbon footprint as with each increased location we incur additional layer of warehouses, transportation, and other related infrastructure and all these lead to increased carbon footprint for the environment.
• VAT for doing local billing.• CST billing is costly as the liability in
on the company in case C Forms are not submitted.
• Road permits for different states.• Octroi etc.• Stock transfers between
locations to balance the inventory levels.
With the advent of new tax regime GST business will become simpler and thereby the companies can do business in the most cost effective manner with lesser number of locations thereby helping reduce the overall carbon footprint.
Jasubhai Media Pvt LtdRegistered O�ce: Taj Building, 3rd Floor, 210, Dr. D N Road, Fort, Mumbai – 400001, INDIA. Tel: +91-22-4037 3636, Fax: +91-22-4037 3635Email: [email protected]
Are you making the most of our B2B platforms?
Website
eNewsletter
Mobile App
We bring out some of the best monthly and bi-monthly B2B titles for chemical, pharma, oil & gas, and shipping & port industry.
We send fortnightly and monthly newsletters to our subscribers which are thousands in number allowing you to connect with potential overseas customers as well.
Mobile applications of all our publications are now available
All our publications are available online on their respective websites.
Don't lose your chance to meet your potential customers. Contact our sales representative now and enjoy the bene�ts of our mediums and their reach.
April - May 2015 Vol. 12 No. 3 ` 150
OFFSH
OR
E WO
RLD
VO
L. 12 NO
. 3 APR
IL - MAY 2015 M
umbai
` 150
OiLWorld Expo 2016
International Exhibition & ConferenceMarch 3-5, 2016 | Mumbai, India
MIOGE Special
FOCUS: PIPELINES
23 - 26 June 2015 Moscow, Russia
www.pharmabioworld.com
JUNE 2015Vol 13 | Issue 11 | Mumbai | Price ` 150
Total Pages 54
VOL 13 ISSU
E 11PH
ARM
A BIO
WO
RLDJU
NE 2015
MU
MBA
I` 150
South 2015 10-12, December 2015
Chennai, India
Gujarat 201610-12, February 2016
Ahmedabad, India
Mumbai 201714-17, February 2017
Mumbai, India
Good Manufacturing Practices
www.oswindia.com
VOL.50 | ISSUE 6 | JUNE 2015 | TOTAL PAGES 90 | US $ 10 | ` 150
www.cewindia.com
CHRONICLING PROCESS INDUSTRY INNOVATIONS SINCE 1966
South 2015 10-12, December 2015
Chennai, India
Gujarat 201610-12, February 2016
Ahmedabad, India
Mumbai 201714-17, February 2017
Mumbai, India
CH
EMIC
AL EN
GIN
EERING
WO
RLDM
umbai
` 150VO
L. 50 ISSUE 6
JUN
E 2015
EPC Special
www.cewindia.com
www.pharmabioworld.com.com
JUN
E 2015M
UM
BAIVol. 34 N
o.1C
hemical Products Finder
The Journal of Materials & Equipment for the Process Industrieswww.cp�ndia.com
Vol. 34 No. 1 Total Pages 60
June 2015Mumbai
` 100
` 100
ChemTECHWORLD EXPO
South 2015 10-12, December 2015
Chennai, India
Gujarat 201610-12, February 2016
Ahmedabad, India
Mumbai 201714-17, February 2017
Mumbai, India
Compressors, Pumps, Valves, Actuators and
Pipes & Fittings
www.cp�ndia.com

PAYMENT OPTIONS Cheque: Please send your cheque in favour “JASUBHAI MEDIA PVT LTD”
All the above complete field along with cheque should reach us at: Jasubhai Media, Subscription Dept, 3rd Floor, Taj Building, 210 Dr D N Road, Fort, Mumbai-400001. Tel: 022-4037 3636, Email: [email protected] / [email protected]
FOR BANK TRANSFER Beneficiary: JASUBHAI MEDIA PVT.LTDBank: HDFC Bank LtdBranch: Marine DriveAddress: 143, Ground Floor, Soona Mahal, Marine Drive, Mumbai-400021Bank Account No.: 12122020002057IFSC Code (NEFT/RTGS): HDFC0001207Swift Code(Iternational Remittance): HDFCINBB
Please fill up the contact details
Sr. No. Period Of Subscription
Yearly Subscription (in `)
% Discount Amount to be paid (in `)
Amount You Save (in `)
Please Tick the box
1 1 Year 1800 25% 1350 450
2 2 Year 3600 40% 2160 1440
3 3 Year 5400 55% 2430 2970
First Name ......................................................................................................................... Last Name .............................................................................................
Firm Name ......................................................................................................................... Email ......................................................................................................
Mailing Address .................................................................................................................................................................................................................................
...............................................................................................................................................................................................................................................................
City ...................................................................................................................................... State .......................................................................................................
Pin Code ............................................................................................................................ Contact Number ..................................................................................
Now Get to read important topics in the forthcoming issues such as March’16- Good Manufacturing Practices (GMP), April’16- Green Engineering, June’16- Automation Special, Aug’16- Pumps and Valves, Oct’16- Gujarat Special (Filtration & Separation), Dec’16- 51st Anniversary Special
India’s premier technology magazine on the chemical process industry, which is now into its 50th year of publication is presenting a special offer for its readers & subscribers.
55%uptoGrab
Limited Special Discount offer on subscription of CEW
Offer Valid till 30th March’16 only
SPECIAL OFFER

34 • February 2016 Chemical Engineering World
CEW Features
This paper focuses on how modern, process automation systems can enhance existing control
technology. The goal is not just to inform plant personnel, but to enlighten them with context-rich information – delivering new levels of operational insight for operators, systems engineers, project engineers, maintenance technicians, safety team members, and managers.
Information without context is noise. When surveyed, many of today’s process industry engineers and operators indicate that they have all the information they need, but want help in figuring out what to do with it. The best way to filter that noise is to ensure that each plant function has clear, up-to-date information that enables safe, successful operation of the business. Although each job role operates within multiple contexts, automation systems can assist process plants most in the following areas:
• Increasing production value• Reducing costs of raw materials
and energy• Improving plant safety and security• Improving environmental integrity and
regulatory compliance• Empowering the plant workforce
This paper, the third in a series of three, focuses on how automation system users can adjust to information overload and can incorporate new tools that will help them to simplify tasks in a more complex environment. The other papers in this series include ‘The Future-proof
White Paper
Industry teams today must comprehend and leverage a massive volume of information delivered by control technologies. A process automation system can inform and enlighten plant personnel at all levels with context-rich information. Last in a series of three, this paper explains the new operational insight that can be delivered to plant operations after meeting basic needs for reliable, secure performance.
The Enlightened Plant: How an Automation System Delivers New Insight to Plant Operations
Plant: Impact of Evolving Operations, Technology, and Workforce Changes’ and ‘The Protected Plant: How an Automation System Mitigates Risks to Operational Integrity.’
Operational AdjustmentsPlants will continue to grow larger and more complex. Operators will struggle to handle the increased load. More instrumentation will need to be managed, more data will need to be processed, and, as a result, the potential for more human error will grow. Unlike their predecessors, who viewed a panel board to determine at a glance what was going on in the plant, modern operators rely on workstation screens. They access and absorb much more information at a faster speed. More steps are required in order to properly assess and resolve a problem.
Modern systems will be designed to counter this gap between system complexity and human operator capability. For example, new situational libraries based on modelling tools provide operators with the content they need to adjust set points or otherwise respond with maximum speed. Pre-configured templates can improve operator effectiveness, shorten response time, reduce human error and fatigue, and ensure that all actions are consistent with company procedures, policies, and strategies. In addition, critical information can be displayed on smart phones and tablets for operation from almost anywhere, at any time, depending on the process and the intrinsic safety parameters of the devices involved.
Enhanced Engineering ToolsRemedying production problems based on root-cause analysis is a key role that systems engineers play while increasing production value and managing constraints. Their work environment comprises a large variety of systems, each of which may be from a different vendor and each of whose technologies may be changing rapidly. These engineers need to understand those systems well enough to diagnose production problems quickly, and then scale immediately to make necessary improvements. Timing is critical. They no longer have the time to analyse detailed sequential flow charts, ladder logic, function block diagrams, or structured text to determine what is really taking place in the system. These are abstractions of the actual process – and in many cases, abstractions not created by the engineer who encounters them. Intuitive, easier-to-use interfaces are required for these engineers to complete their tasks.
One approach that offers engineers a means for addressing these challenges is based on an enhanced version of Scientific Apparatus Manufacturer’s Association (SAMA) configuration tools that are especially popular in the power industry. These tools present a more accurate representation of the relevant proportional-integral-derivative (PID) blocks and data flows. Such an implementation can also include dynamic filters, which help engineers focus more directly on the control mode in which they are working. Users report that the intuitive modelling of such SAMA tools, combined

Planex System:Multi-patented paddle vacuum
dryer with ZeroFriction® planetary ® planetary ®
movement eccentric agitator
CosmoDry System:Paddle vacuum dryer with concentric agitator, fitted with a shaft dismountable in sections.
Saurus939:High quality, versatile and long life vacuum pump for continuous
recovery of the solvents extracted. Fit & forget!
Your vacuum drying specialist
Criox System:Criox System:Patented rotary Patented rotary vacuum dryer with vacuum dryer with electric lump-breakerselectric lump-breakerselectric lump-breakers
Brilliant technology Italian quality
[email protected] | italvacuum.com
Agent for vacuum pumps
Vac Enterprises India LLP, Mr. Jayant JoshiB 102 Shubh Sarita, Appasheb Sidhaye RoadShree Krishna Nagar, Borivali (East)Mumbai 400 066Tel. 02228975275 | Mobile [email protected]
A Custom-Designed Peristaltic Pump?
OEM Services Creates It Get the pump design to meet your needs with our Collaborative OEM process
Call us today!
Serv
ices
C
oncept Design
Engineering
Testing
®
+91-22-6139-44441-800-266-1244response@coleparmer.inColeParmer.in/3125Request your FREE catalog today!
Dual pricing includes
custom duty exempt prices
4121
4121_Chemcan EnginWorld_India spad 0815_17.5cmx12cm.indd 1 8/4/2015 10:10:46 AM
Advertisment.indd 11 22-05-2015 11:32:53
Planex System:Multi-patented paddle vacuum
dryer with ZeroFriction® planetary movement eccentric agitator
CosmoDry System:Paddle vacuum dryer with concentric agitator, fitted with a shaft dismountable in sections.
Your vacuum drying specialist
Criox System:Patented rotary vacuum dryer with electric lump-breakers
Brilliant technology
Agent for vacuum pumps
EMJAY ENGINEERS, Mr. Jayant JoshiB/102, Shubh Sarita CHS, Near Shrikirshna Nagar,Appasaheb Sidhaye Marg, Borivali (East), Mumbai 400066Tel. 02228975275 Mobile 9820047858E-mail:[email protected]
Italian qualityFrankfurt (Germany), 15-19 JuneStand B44, hall 4.0
Saurus939:Versatile and long life vacuum pump for continuous recovery of the solvents extracted
• Uncontaminated vacuum
• Operational costs lower than any other vacuum technology
• Simple and cheap maintenance
• Environment friendly
• ATEX zone 0
YOUR REACH THROUGH
ADVERTISE TOEXPAND
For Details Contact:
Jasubhai Media Pvt. Ltd.
rd
Taj Building, 3 Floor, 210 Dr D N Road, Fort, Mumbai - 400 001
Tel: 022-4037 3636, Fax: 022-4037 3635
Email: [email protected]
HEMICAL
C
ENGINEERING WORLD
August 2011� Vol.10 � Issue 1 � Price `100
www.pharmabioworld.com
G
o
o
d
M
a
n
u
f
a
c
t
u
r
i
n
g
P
r
a
c
t
i
c
e
s
OffshoreWorld
INSIGHT INTO UPSTREAM & DOWNSTREAM HYDROCARBON INDUSTRY
www.smpworld.com
Your Radar to Shipping, Marine & Ports World Vol - 3 Issue - 6 • JUNE - JULY 2011 • ` 100
South Special
Port Sector in South India
Interview of Y S Prasad, Kakinada Seaport
The Journal of Materials & Equipment for the Process Industries
www.cpfndia.com
Vol. 30 No. 3
August 2011
ISSN 0971-5274
` 50/-
Chemicals, Petrochemicals
& Agrochemicals
Chemica
l
Products Finder
Advertisment.indd 11 22-05-2015 11:32:53
Planex System:Multi-patented paddle vacuum
dryer with ZeroFriction® planetary movement eccentric agitator
CosmoDry System:Paddle vacuum dryer with concentric agitator, fitted with a shaft dismountable in sections.
Your vacuum drying specialist
Criox System:Patented rotary vacuum dryer with electric lump-breakers
Brilliant technology
Agent for vacuum pumps
EMJAY ENGINEERS, Mr. Jayant JoshiB/102, Shubh Sarita CHS, Near Shrikirshna Nagar,Appasaheb Sidhaye Marg, Borivali (East), Mumbai 400066Tel. 02228975275 Mobile 9820047858E-mail:[email protected]
Italian qualityFrankfurt (Germany), 15-19 JuneStand B44, hall 4.0
Saurus939:Versatile and long life vacuum pump for continuous recovery of the solvents extracted
• Uncontaminated vacuum
• Operational costs lower than any other vacuum technology
• Simple and cheap maintenance
• Environment friendly
• ATEX zone 0
YOUR REACH THROUGH
ADVERTISE TOEXPAND
For Details Contact:
Jasubhai Media Pvt. Ltd.
rd
Taj Building, 3 Floor, 210 Dr D N Road, Fort, Mumbai - 400 001
Tel: 022-4037 3636, Fax: 022-4037 3635
Email: [email protected]
HEMICAL
C
ENGINEERING WORLD
August 2011� Vol.10 � Issue 1 � Price `100
www.pharmabioworld.com
G
o
o
d
M
a
n
u
f
a
c
t
u
r
i
n
g
P
r
a
c
t
i
c
e
s
OffshoreWorld
INSIGHT INTO UPSTREAM & DOWNSTREAM HYDROCARBON INDUSTRY
www.smpworld.com
Your Radar to Shipping, Marine & Ports World Vol - 3 Issue - 6 • JUNE - JULY 2011 • ` 100
South Special
Port Sector in South India
Interview of Y S Prasad, Kakinada Seaport
The Journal of Materials & Equipment for the Process Industries
www.cpfndia.com
Vol. 30 No. 3
August 2011
ISSN 0971-5274
` 50/-
Chemicals, Petrochemicals
& Agrochemicals
Chemica
l
Products Finder
Advertisment.indd 11 22-05-2015 11:32:53
S E SAMARTH ENGINEERSAN ISO 9001 : 2008 Certied Company
Specialist in
· Pressure Vessels & Heat Exchanger· Process Equipment Design & Fabrication· Agitator Tanks· Distillation Column· Condensers
Fabrication In
Inconnel – 600 / 625 / 690AluminiumHastalloyCopper
· Manhole· Blenders· Storage Tanks· Fabrication & Machine Work· Manufacturing of Flow venture tube
TitaniumS. S. Duplex Steel 300 & 400 SeriesMild SteelCarbon Steel
Unit – I : J – 415, MIDC, Bhosari, Pune – 411026, Tel. No. : (020) 66300305.Unit – II : Plot No. 4/18, Sector No. 10, PCNTDA, Bhosari, Pune – 411026, Tel. No. : (020) 66146033.Unit– III : J-414, MIDC, Bhosari, Pune - 411026Mobile : 98600 98706, 97663 26240, 7776025551E-mail : [email protected] | [email protected] Website : www.samarthengineers.com, www.samarthengg.in
Planex System:Multi-patented paddle vacuum
dryer with ZeroFriction® planetary movement eccentric agitator
CosmoDry System:Paddle vacuum dryer with concentric agitator, fitted with a shaft dismountable in sections.
Your vacuum drying specialist
Criox System:Patented rotary vacuum dryer with electric lump-breakers
Brilliant technology
Agent for vacuum pumps
EMJAY ENGINEERS, Mr. Jayant JoshiB/102, Shubh Sarita CHS, Near Shrikirshna Nagar,Appasaheb Sidhaye Marg, Borivali (East), Mumbai 400066Tel. 02228975275 Mobile 9820047858E-mail:[email protected]
Italian qualityFrankfurt (Germany), 15-19 JuneStand B44, hall 4.0
Saurus939:Versatile and long life vacuum pump for continuous recovery of the solvents extracted
• Uncontaminated vacuum
• Operational costs lower than any other vacuum technology
• Simple and cheap maintenance
• Environment friendly
• ATEX zone 0
Planex System:Multi-patented paddle vacuum
dryer with ZeroFriction® planetary movement eccentric agitator
CosmoDry System:Paddle vacuum dryer with concentric agitator, fitted with a shaft dismountable in sections.
Saurus939:Versatile and long
life vacuum pump for continuous recovery
of the solvents extracted
Your vacuum drying specialist
Criox System:Patented rotary vacuum dryer with electric lump-breakers
Agent for vacuum pumps
EMJAY ENGINEERS, Mr. Jayant JoshiB/102, Shubh Sarita CHS, Near Shrikirshna Nagar,Appasaheb Sidhaye Marg, Borivali (East), Mumbai 400066Tel. 02228975275 | Mobile 9820047858E-mail:[email protected]
Brilliant technology Italian quality
[email protected] | italvacuum.com
YOUR REACH THROUGH
ADVERTISE TOEXPAND
For Details Contact:
Jasubhai Media Pvt. Ltd.
rd
Taj Building, 3 Floor, 210 Dr D N Road, Fort, Mumbai - 400 001
Tel: 022-4037 3636, Fax: 022-4037 3635
Email: [email protected]
HEMICAL
C
ENGINEERING WORLD
August 2011� Vol.10 � Issue 1 � Price `100
www.pharmabioworld.com
G
o
o
d
M
a
n
u
f
a
c
t
u
r
i
n
g
P
r
a
c
t
i
c
e
s
OffshoreWorld
INSIGHT INTO UPSTREAM & DOWNSTREAM HYDROCARBON INDUSTRY
www.smpworld.com
Your Radar to Shipping, Marine & Ports World Vol - 3 Issue - 6 • JUNE - JULY 2011 • ` 100
South Special
Port Sector in South India
Interview of Y S Prasad, Kakinada Seaport
The Journal of Materials & Equipment for the Process Industries
www.cpfndia.com
Vol. 30 No. 3
August 2011
ISSN 0971-5274
` 50/-
Chemicals, Petrochemicals
& Agrochemicals
Chemica
l
Products Finder
Advertisment.indd 11 22-05-2015 11:32:53
Digi-Sense® Professional Logging Infrared Thermometer, 50:1
Measure and log temperatures up to 1850°C
[email protected]/3125
4001
NEW Digi-Sense™ Meters—designed for maximum productivity!
4001_CPI_NatProd_SpAd_1114.indd 1 11/26/2014 11:25:15 AM
Italian quality
Planex System:New patented paddle vacuum dryer
with eccentric agitator
Multispray Cabinet Dryer:Vacuum tray dryer with extractable shelves
Saurus939:Versatile and long life piston vacuum pump
•Uncontaminated vacuum
•Operational costs lower than other vacuum technology
•Simple and cheap maintenance
•Environment friendly
•ATEX zone 0
Your vacuum drying specialist
Criox System:Patented rotary vacuum dryer with electric lump-breakers
Brilliant technology
Agent for vacuum pumps
EMJAY ENGINEERS, Mr. Jayant JoshiB/102, Shubh Sarita CHS, Near Shrikirshna Nagar,Appasaheb Sidhaye Marg, Borivali (East), Mumbai 400066Tel. 02228975275 Mobile 9820047858E-mail:[email protected]
First Indian company with Clean room coating facility.
First Indian Coating Company to recieved Training at M/s. Solvay Solexis SPA Italy Coating Facility
www.ftcoat.in
Ensure Consistent Performance
+91-22-6139-44441-800-266-1244response@coleparmer.inColeParmer.in/3125
Live Ch@t with us Today!4076
Applications
• Paint kitchen
• Pre-paint fi lling
• Thinner fi ltration
• Ink fi ltration
• Solvents & surfactants
• DI water fi ltration
Eliminate rejection
or rework!
Applications
Eliminate rejection
or rework!
Thermally Bonded Depth Cartridges• Feature stable fi lter ratings, high fl ow rate,
and long service life
• Withstand high differential pressure with excellent chemical compatibility
• No “channeling” structure
• No fi ber migration
4076_CPI_ChemEngineer_SpAd_0515.indd 1 5/11/2015 3:13:03 PM
Planex System:Multi-patented paddle vacuum
dryer with ZeroFriction® planetary movement eccentric agitator
CosmoDry System:Paddle vacuum dryer with concentric agitator, fitted with a shaft dismountable in sections.
Saurus939:Versatile and long
life vacuum pump for continuous recovery
of the solvents extracted
Your vacuum drying specialist
Criox System:Patented rotary vacuum dryer with electric lump-breakers
Brilliant technology Italian quality
[email protected] | italvacuum.com
Agent for vacuum pumps
Vac Enterprises India LLP, Mr. Jayant JoshiB 102 Shubh Sarita, Appasheb Sidhaye RoadShree Krishna Nagar, Borivali (East)Mumbai 400 066Tel. 02228975275 | Mobile [email protected]
No Matter HowViscous your Fluid Is!
4143
Cole-Parmer stirrers keep moving • Constant speed
Unique built-in counter reaction maintains constant rpm even with viscosity changes
• Precise controlMicroprocessor allows precise control of speed and temperature
• Safe to useHot surface warning remains lit until top plate cools below 50˚C
• Chemically resistantCorrosion-resistant ceramic-coated top plate is suit-able for a variety of high temperature applications
• Uniform temperaturesRugged aluminum alloy delivers optimal heat transfer
Call for Special Pricing
ColeParmer.in
4143_CPI_ChemEngWorld_SpAd_1215.indd 1 12/4/2015 9:01:15 AM
A Custom-Designed Peristaltic Pump?
OEM Services Creates It Get the pump design to meet your needs with our Collaborative OEM process
Call us today! Se
rvic
es
C
oncept Design
Engineering
Testing
®
+91-22-6139-44441-800-266-1244response@coleparmer.inColeParmer.in/3125Request your FREE catalog today!
Dual pricing includes
custom duty exempt prices
4121
4121_Chemcan EnginWorld_India spad 0815_17.5cmx12cm.indd 1 8/4/2015 10:10:46 AM
Advertisment.indd 11 22-05-2015 11:32:53
Planex System:Multi-patented paddle vacuum
dryer with ZeroFriction® planetary movement eccentric agitator
CosmoDry System:Paddle vacuum dryer with concentric agitator, fitted with a shaft dismountable in sections.
Your vacuum drying specialist
Criox System:Patented rotary vacuum dryer with electric lump-breakers
Brilliant technology
Agent for vacuum pumps
EMJAY ENGINEERS, Mr. Jayant JoshiB/102, Shubh Sarita CHS, Near Shrikirshna Nagar,Appasaheb Sidhaye Marg, Borivali (East), Mumbai 400066Tel. 02228975275 Mobile 9820047858E-mail:[email protected]
Italian qualityFrankfurt (Germany), 15-19 JuneStand B44, hall 4.0
Saurus939:Versatile and long life vacuum pump for continuous recovery of the solvents extracted
• Uncontaminated vacuum
• Operational costs lower than any other vacuum technology
• Simple and cheap maintenance
• Environment friendly
• ATEX zone 0
YOUR REACH THROUGH
ADVERTISE TOEXPAND
For Details Contact:
Jasubhai Media Pvt. Ltd.
rd
Taj Building, 3 Floor, 210 Dr D N Road, Fort, Mumbai - 400 001
Tel: 022-4037 3636, Fax: 022-4037 3635
Email: [email protected]
HEMICAL
C
ENGINEERING WORLD
August 2011� Vol.10 � Issue 1 � Price `100
www.pharmabioworld.com
G
o
o
d
M
a
n
u
f
a
c
t
u
r
i
n
g
P
r
a
c
t
i
c
e
s
OffshoreWorld
INSIGHT INTO UPSTREAM & DOWNSTREAM HYDROCARBON INDUSTRY
www.smpworld.com
Your Radar to Shipping, Marine & Ports World Vol - 3 Issue - 6 • JUNE - JULY 2011 • ` 100
South Special
Port Sector in South India
Interview of Y S Prasad, Kakinada Seaport
The Journal of Materials & Equipment for the Process Industries
www.cpfndia.com
Vol. 30 No. 3
August 2011
ISSN 0971-5274
` 50/-
Chemicals, Petrochemicals
& Agrochemicals
Chemica
l
Products Finder
Advertisment.indd 11 22-05-2015 11:32:53
Planex System:Multi-patented paddle vacuum
dryer with ZeroFriction® planetary movement eccentric agitator
CosmoDry System:Paddle vacuum dryer with concentric agitator, fitted with a shaft dismountable in sections.
Your vacuum drying specialist
Criox System:Patented rotary vacuum dryer with electric lump-breakers
Brilliant technology
Agent for vacuum pumps
EMJAY ENGINEERS, Mr. Jayant JoshiB/102, Shubh Sarita CHS, Near Shrikirshna Nagar,Appasaheb Sidhaye Marg, Borivali (East), Mumbai 400066Tel. 02228975275 Mobile 9820047858E-mail:[email protected]
Italian qualityFrankfurt (Germany), 15-19 JuneStand B44, hall 4.0
Saurus939:Versatile and long life vacuum pump for continuous recovery of the solvents extracted
• Uncontaminated vacuum
• Operational costs lower than any other vacuum technology
• Simple and cheap maintenance
• Environment friendly
• ATEX zone 0
YOUR REACH THROUGH
ADVERTISE TOEXPAND
For Details Contact:
Jasubhai Media Pvt. Ltd.
rd
Taj Building, 3 Floor, 210 Dr D N Road, Fort, Mumbai - 400 001
Tel: 022-4037 3636, Fax: 022-4037 3635
Email: [email protected]
HEMICAL
C
ENGINEERING WORLD
August 2011� Vol.10 � Issue 1 � Price `100
www.pharmabioworld.com
G
o
o
d
M
a
n
u
f
a
c
t
u
r
i
n
g
P
r
a
c
t
i
c
e
s
OffshoreWorld
INSIGHT INTO UPSTREAM & DOWNSTREAM HYDROCARBON INDUSTRY
www.smpworld.com
Your Radar to Shipping, Marine & Ports World Vol - 3 Issue - 6 • JUNE - JULY 2011 • ` 100
South Special
Port Sector in South India
Interview of Y S Prasad, Kakinada Seaport
The Journal of Materials & Equipment for the Process Industries
www.cpfndia.com
Vol. 30 No. 3
August 2011
ISSN 0971-5274
` 50/-
Chemicals, Petrochemicals
& Agrochemicals
Chemica
l
Products Finder
Advertisment.indd 11 22-05-2015 11:32:53
S E SAMARTH ENGINEERSAN ISO 9001 : 2008 Certied Company
Specialist in
· Pressure Vessels & Heat Exchanger· Process Equipment Design & Fabrication· Agitator Tanks· Distillation Column· Condensers
Fabrication In
Inconnel – 600 / 625 / 690AluminiumHastalloyCopper
· Manhole· Blenders· Storage Tanks· Fabrication & Machine Work· Manufacturing of Flow venture tube
TitaniumS. S. Duplex Steel 300 & 400 SeriesMild SteelCarbon Steel
Unit – I : J – 415, MIDC, Bhosari, Pune – 411026, Tel. No. : (020) 66300305.Unit – II : Plot No. 4/18, Sector No. 10, PCNTDA, Bhosari, Pune – 411026, Tel. No. : (020) 66146033.Unit– III : J-414, MIDC, Bhosari, Pune - 411026Mobile : 98600 98706, 97663 26240, 7776025551E-mail : [email protected] | [email protected] Website : www.samarthengineers.com, www.samarthengg.in
Planex System:Multi-patented paddle vacuum
dryer with ZeroFriction® planetary movement eccentric agitator
CosmoDry System:Paddle vacuum dryer with concentric agitator, fitted with a shaft dismountable in sections.
Your vacuum drying specialist
Criox System:Patented rotary vacuum dryer with electric lump-breakers
Brilliant technology
Agent for vacuum pumps
EMJAY ENGINEERS, Mr. Jayant JoshiB/102, Shubh Sarita CHS, Near Shrikirshna Nagar,Appasaheb Sidhaye Marg, Borivali (East), Mumbai 400066Tel. 02228975275 Mobile 9820047858E-mail:[email protected]
Italian qualityFrankfurt (Germany), 15-19 JuneStand B44, hall 4.0
Saurus939:Versatile and long life vacuum pump for continuous recovery of the solvents extracted
• Uncontaminated vacuum
• Operational costs lower than any other vacuum technology
• Simple and cheap maintenance
• Environment friendly
• ATEX zone 0
Planex System:Multi-patented paddle vacuum
dryer with ZeroFriction® planetary movement eccentric agitator
CosmoDry System:Paddle vacuum dryer with concentric agitator, fitted with a shaft dismountable in sections.
Saurus939:Versatile and long
life vacuum pump for continuous recovery
of the solvents extracted
Your vacuum drying specialist
Criox System:Patented rotary vacuum dryer with electric lump-breakers
Agent for vacuum pumps
EMJAY ENGINEERS, Mr. Jayant JoshiB/102, Shubh Sarita CHS, Near Shrikirshna Nagar,Appasaheb Sidhaye Marg, Borivali (East), Mumbai 400066Tel. 02228975275 | Mobile 9820047858E-mail:[email protected]
Brilliant technology Italian quality
[email protected] | italvacuum.com
YOUR REACH THROUGH
ADVERTISE TOEXPAND
For Details Contact:
Jasubhai Media Pvt. Ltd.
rd
Taj Building, 3 Floor, 210 Dr D N Road, Fort, Mumbai - 400 001
Tel: 022-4037 3636, Fax: 022-4037 3635
Email: [email protected]
HEMICAL
C
ENGINEERING WORLD
August 2011� Vol.10 � Issue 1 � Price `100
www.pharmabioworld.com
G
o
o
d
M
a
n
u
f
a
c
t
u
r
i
n
g
P
r
a
c
t
i
c
e
s
OffshoreWorld
INSIGHT INTO UPSTREAM & DOWNSTREAM HYDROCARBON INDUSTRY
www.smpworld.com
Your Radar to Shipping, Marine & Ports World Vol - 3 Issue - 6 • JUNE - JULY 2011 • ` 100
South Special
Port Sector in South India
Interview of Y S Prasad, Kakinada Seaport
The Journal of Materials & Equipment for the Process Industries
www.cpfndia.com
Vol. 30 No. 3
August 2011
ISSN 0971-5274
` 50/-
Chemicals, Petrochemicals
& Agrochemicals
Chemica
l
Products Finder

36 • February 2016 Chemical Engineering World
CEW Features
with the dynamism built into them, can reduce engineering workloads by as much as 60 per cent.
Project Engineering ProductivityProject engineers must deliver new and major upgrades on time and on schedule. They need real-time awareness of changing requirements and need to assess the cost of the technology required.
Their productivity improves when they can access an automation system that decouples the configuration layer from the runtime layers, enabling significant portions of the system to be configured and tested in the cloud. This speeds project delivery by enabling engineering in the context of a hypothetical future state. Such a system also supports engineering workbench and project management tools, which can be deployed in the cloud to enable project engineers to work in real-time collaboration with colleagues around the globe.
Downtime ControlMaintenance technicians working to minimise downtime are also challenged with increasing volume and complexity of information. Systems generate an unprecedented quantity of alarms. The systems that the technicians work on are sourced from many different vendors who use multiple protocols to communicate and who provide unique toolsets and instruction manuals.
One solution is a maintenance response centre that can display maintenance alert dashboards comparable to the alarm management systems that operators use. When maintenance alerts sound, the dashboard helps technicians determine where to start drilling deeper into procedures, inventory and other information they need to solve the problem. Integration of workflow management helps maintenance technicians synchronise their activities with others who may be working on, or be affected by, a problem.
Security EnhancementSafety team members must secure the plant from safety breaches and cyber
attacks – and must do so at the lowest cost, but without the slightest increase in risk exposure. As discussed in ‘The Protected Plant: How an Automation System Mitigates Risks to Operational Integrity,’ the second white paper in this series, the role that a modern system plays in maintaining the operational integrity of a plant includes safety.
When a process automation system combines with a safety system, those managing plant controls can work with enhanced information regarding how and where emergency shutdown capability is being deployed throughout the plant. To change these deployments, they go to a separate interface or request modifications from an engineer dedicated to the safety system – but they have the information they need to work in full awareness of the safety protection levels in operation. Dashboards can provide further context on a company’s risk profile and provide users the maximum flexibility of an integrated experience without jeopardising safety.
Managing in ContextFor plant executives and managers, the future will demand more on-the-spot decision-making that could have serious implications for plant profitability, safety, and security. Managers will guide the setting of strategies and polices that will make these decisions easier, but they must be confident that the entire plant is executing accordingly. A future-ready automation solution must provide an effective perspective across the enterprise, facilitating better and faster business decisions.
A modern system should provide all components necessary to integrate execution of plant strategies at every level. A template of the operator situational awareness library, for example, could display real-time monitoring of performance against one or more of the objectives mentioned earlier, such as reducing raw material or energy costs (see Schneider Electric white paper ‘How Human Machine Interface (HMI) Impacts Business Performance in Industrial Sites’ for more information regarding the situational
awareness concept). Maintenance alerts could be programmed to prioritise based on achieving those same objectives. An operator interface could warn of safety risks that might be introduced by changes in operations, and workflow engines could connect all relevant functions.
In addition to the individual productivity improvements that a new system can bring to each function, aligning everyone on the same strategic page yields unmatched competitive advantage to those companies that implement it. Some of the references at the end of this paper provide more detail on how that alignment can be achieved.
Object Model ‘Future-Proof’ BenefitsMany of the applications that will be needed to manage the future have not yet been developed or even imagined, which is why it is critical to build on an open yet secure system platform. Much like the case with smartphone or tablet apps, adherence to common object models means users can benefit from future managing applications still to be developed. The more closely these applications adhere to the standards, the more easily users can incorporate and benefit from them.
In addition to simplifying the delivery of advanced tools and critical run-time applications, a component object-based architecture and layered design can enable easy plug-in of applications built to open computing standards, such as the following:
a. Simulation, modelling and software, which supports operator training, real-time online optimisation, and multivariable process control
b. Enterprise manufacturing intelligence, which delivers real-time insight into trends in production and operation
c. Corporate energy management, which helps management deal with fluctuating energy costs and supply
d. SCADA applications that are customised for well-field, pipeline, water/wastewater, and other applications
e. Enterprise asset management software, which reduces costs through improved diagnostics, inventory management,

J-209, MIDC Bhosari, Pune 411 026. Mobile : 9881236139, 7722076899, 7722092473, 7722092472
Email : [email protected]/ [email protected] /[email protected] Web : www.parth-valves.com
Manufacturers of: FDA approved Food grade Hoses and Hygienic valves, Ball, Gate, Globe, Check valves, Mascon Diaphragm valves, Diaphragm operated pumps, Dairy Sanitary valves & Fittings, Deltech butterfly valves.
Over 1 million Users since its introduction
HI180 mini stirrer with Speedsafe™ technology sold separately
Introducing HI98100 Checker PlusThe next generation of the original Hanna Checker pH tester.
Hanna Equipments (India) Pvt. Ltd. Kharghar, Navi Mumbai - 410210
+91 22 27746554/55/5609321911190 / 07498360234
[email protected], Web: www.hannaindia.in
HI98100Checker®PluspH Tester• Economical• One button operation• Two point auto calibration• Replaceable pH Electrode• Long battery life
Advertisment.indd 11 22-05-2015 11:32:53
Planex System:Multi-patented paddle vacuum
dryer with ZeroFriction® planetary movement eccentric agitator
CosmoDry System:Paddle vacuum dryer with concentric agitator, fitted with a shaft dismountable in sections.
Your vacuum drying specialist
Criox System:Patented rotary vacuum dryer with electric lump-breakers
Brilliant technology
Agent for vacuum pumps
EMJAY ENGINEERS, Mr. Jayant JoshiB/102, Shubh Sarita CHS, Near Shrikirshna Nagar,Appasaheb Sidhaye Marg, Borivali (East), Mumbai 400066Tel. 02228975275 Mobile 9820047858E-mail:[email protected]
Italian qualityFrankfurt (Germany), 15-19 JuneStand B44, hall 4.0
Saurus939:Versatile and long life vacuum pump for continuous recovery of the solvents extracted
• Uncontaminated vacuum
• Operational costs lower than any other vacuum technology
• Simple and cheap maintenance
• Environment friendly
• ATEX zone 0
YOUR REACH THROUGH
ADVERTISE TOEXPAND
For Details Contact:
Jasubhai Media Pvt. Ltd.
rd
Taj Building, 3 Floor, 210 Dr D N Road, Fort, Mumbai - 400 001
Tel: 022-4037 3636, Fax: 022-4037 3635
Email: [email protected]
HEMICAL
C
ENGINEERING WORLD
August 2011� Vol.10 � Issue 1 � Price `100
www.pharmabioworld.com
G
o
o
d
M
a
n
u
f
a
c
t
u
r
i
n
g
P
r
a
c
t
i
c
e
s
OffshoreWorld
INSIGHT INTO UPSTREAM & DOWNSTREAM HYDROCARBON INDUSTRY
www.smpworld.com
Your Radar to Shipping, Marine & Ports World Vol - 3 Issue - 6 • JUNE - JULY 2011 • ` 100
South Special
Port Sector in South India
Interview of Y S Prasad, Kakinada Seaport
The Journal of Materials & Equipment for the Process Industries
www.cpfndia.com
Vol. 30 No. 3
August 2011
ISSN 0971-5274
` 50/-
Chemicals, Petrochemicals
& Agrochemicals
Chemica
l
Products Finder
Advertisment.indd 11 22-05-2015 11:32:53
Planex System:Multi-patented paddle vacuum
dryer with ZeroFriction® planetary movement eccentric agitator
CosmoDry System:Paddle vacuum dryer with concentric agitator, fitted with a shaft dismountable in sections.
Your vacuum drying specialist
Criox System:Patented rotary vacuum dryer with electric lump-breakers
Brilliant technology
Agent for vacuum pumps
EMJAY ENGINEERS, Mr. Jayant JoshiB/102, Shubh Sarita CHS, Near Shrikirshna Nagar,Appasaheb Sidhaye Marg, Borivali (East), Mumbai 400066Tel. 02228975275 Mobile 9820047858E-mail:[email protected]
Italian qualityFrankfurt (Germany), 15-19 JuneStand B44, hall 4.0
Saurus939:Versatile and long life vacuum pump for continuous recovery of the solvents extracted
• Uncontaminated vacuum
• Operational costs lower than any other vacuum technology
• Simple and cheap maintenance
• Environment friendly
• ATEX zone 0
YOUR REACH THROUGH
ADVERTISE TOEXPAND
For Details Contact:
Jasubhai Media Pvt. Ltd.
rd
Taj Building, 3 Floor, 210 Dr D N Road, Fort, Mumbai - 400 001
Tel: 022-4037 3636, Fax: 022-4037 3635
Email: [email protected]
HEMICAL
C
ENGINEERING WORLD
August 2011� Vol.10 � Issue 1 � Price `100
www.pharmabioworld.com
G
o
o
d
M
a
n
u
f
a
c
t
u
r
i
n
g
P
r
a
c
t
i
c
e
s
OffshoreWorld
INSIGHT INTO UPSTREAM & DOWNSTREAM HYDROCARBON INDUSTRY
www.smpworld.com
Your Radar to Shipping, Marine & Ports World Vol - 3 Issue - 6 • JUNE - JULY 2011 • ` 100
South Special
Port Sector in South India
Interview of Y S Prasad, Kakinada Seaport
The Journal of Materials & Equipment for the Process Industries
www.cpfndia.com
Vol. 30 No. 3
August 2011
ISSN 0971-5274
` 50/-
Chemicals, Petrochemicals
& Agrochemicals
Chemica
l
Products Finder
Advertisment.indd 11 22-05-2015 11:32:53
S E SAMARTH ENGINEERSAN ISO 9001 : 2008 Certied Company
Specialist in
· Pressure Vessels & Heat Exchanger· Process Equipment Design & Fabrication· Agitator Tanks· Distillation Column· Condensers
Fabrication In
Inconnel – 600 / 625 / 690AluminiumHastalloyCopper
· Manhole· Blenders· Storage Tanks· Fabrication & Machine Work· Manufacturing of Flow venture tube
TitaniumS. S. Duplex Steel 300 & 400 SeriesMild SteelCarbon Steel
Unit – I : J – 415, MIDC, Bhosari, Pune – 411026, Tel. No. : (020) 66300305.Unit – II : Plot No. 4/18, Sector No. 10, PCNTDA, Bhosari, Pune – 411026, Tel. No. : (020) 66146033.Unit– III : J-414, MIDC, Bhosari, Pune - 411026Mobile : 98600 98706, 97663 26240, 7776025551E-mail : [email protected] | [email protected] Website : www.samarthengineers.com, www.samarthengg.in
Planex System:Multi-patented paddle vacuum
dryer with ZeroFriction® planetary movement eccentric agitator
CosmoDry System:Paddle vacuum dryer with concentric agitator, fitted with a shaft dismountable in sections.
Your vacuum drying specialist
Criox System:Patented rotary vacuum dryer with electric lump-breakers
Brilliant technology
Agent for vacuum pumps
EMJAY ENGINEERS, Mr. Jayant JoshiB/102, Shubh Sarita CHS, Near Shrikirshna Nagar,Appasaheb Sidhaye Marg, Borivali (East), Mumbai 400066Tel. 02228975275 Mobile 9820047858E-mail:[email protected]
Italian qualityFrankfurt (Germany), 15-19 JuneStand B44, hall 4.0
Saurus939:Versatile and long life vacuum pump for continuous recovery of the solvents extracted
• Uncontaminated vacuum
• Operational costs lower than any other vacuum technology
• Simple and cheap maintenance
• Environment friendly
• ATEX zone 0
Cooling - Scrubbing - ConveyingVenturi and jet scrubbers
provide for clean air
Körting Hannover AG30453 Hannover/Germany Tel.: +49 511 2129-258 [email protected]
www.koerting.de
• separation of dust
• direct gas cooling
• removal of pollutants (SO2, Cl2, HCl, NH3, HF, etc.)
• gas conveying without fan
Wäscher-175x120-Proposal for India-150717.indd 1 17.07.2015 10:31:18
Advertisment.indd 11 22-05-2015 11:32:53
Planex System:Multi-patented paddle vacuum
dryer with ZeroFriction® planetary movement eccentric agitator
CosmoDry System:Paddle vacuum dryer with concentric agitator, fitted with a shaft dismountable in sections.
Your vacuum drying specialist
Criox System:Patented rotary vacuum dryer with electric lump-breakers
Brilliant technology
Agent for vacuum pumps
EMJAY ENGINEERS, Mr. Jayant JoshiB/102, Shubh Sarita CHS, Near Shrikirshna Nagar,Appasaheb Sidhaye Marg, Borivali (East), Mumbai 400066Tel. 02228975275 Mobile 9820047858E-mail:[email protected]
Italian qualityFrankfurt (Germany), 15-19 JuneStand B44, hall 4.0
Saurus939:Versatile and long life vacuum pump for continuous recovery of the solvents extracted
• Uncontaminated vacuum
• Operational costs lower than any other vacuum technology
• Simple and cheap maintenance
• Environment friendly
• ATEX zone 0
YOUR REACH THROUGH
ADVERTISE TOEXPAND
For Details Contact:
Jasubhai Media Pvt. Ltd.
rd
Taj Building, 3 Floor, 210 Dr D N Road, Fort, Mumbai - 400 001
Tel: 022-4037 3636, Fax: 022-4037 3635
Email: [email protected]
HEMICAL
C
ENGINEERING WORLD
August 2011� Vol.10 � Issue 1 � Price `100
www.pharmabioworld.com
G
o
o
d
M
a
n
u
f
a
c
t
u
r
i
n
g
P
r
a
c
t
i
c
e
s
OffshoreWorld
INSIGHT INTO UPSTREAM & DOWNSTREAM HYDROCARBON INDUSTRY
www.smpworld.com
Your Radar to Shipping, Marine & Ports World Vol - 3 Issue - 6 • JUNE - JULY 2011 • ` 100
South Special
Port Sector in South India
Interview of Y S Prasad, Kakinada Seaport
The Journal of Materials & Equipment for the Process Industries
www.cpfndia.com
Vol. 30 No. 3
August 2011
ISSN 0971-5274
` 50/-
Chemicals, Petrochemicals
& Agrochemicals
Chemica
l
Products Finder
Planex System:Multi-patented paddle vacuum
dryer with ZeroFriction® planetary ® planetary ®
movement eccentric agitator
CosmoDry System:Paddle vacuum dryer with concentric agitator, fitted with a shaft dismountable in sections.
Saurus939:Versatile and long
life vacuum pump for continuous recovery
of the solvents extracted
Your vacuum drying specialist
Criox System:Patented rotary vacuum dryer with electric lump-breakers
Brilliant Brilliant technology technology technology technology technology technology technology Italian quality
[email protected] | italvacuum.com
Agent for vacuum pumps
Vac Enterprises India LLP, Mr. Jayant JoshiB 102 Shubh Sarita, Appasheb Sidhaye RoadShree Krishna Nagar, Borivali (East)Mumbai 400 066Tel. 02228975275 | Mobile [email protected]
Sealless
FeroliteFerolite
R
always towards betterment ...Ferolite 333 Ferolite 333 Ferolite 333Ferolite 333 Ferolite 333 Ferolite 333Ferolite 333 Ferolite 333 Ferolite 333Ferolite 333 Ferolite 333 Ferolite 333Ferolite 333 Ferolite 333 Ferolite 333Ferolite 333 Ferolite 333 Ferolite 333Ferolite 333 Ferolite 333 Ferolite 333Ferolite 333 Ferolite 333 Ferolite 333
Ferolite NAM 39 Ferolite NAM 39 Ferolite NAM 39 Ferolite NAM 39 Ferolite NAM 39 Ferolite NAM 39 Ferolite NAM 39 Ferolite NAM 39 Ferolite NAM 39 Ferolite NAM 39 Ferolite NAM 39 Ferolite NAM 39 Ferolite NAM 39 Ferolite NAM 39
Ferolite NAM 37 Ferolite NAM 37 Ferolite NAM 37 Ferolite NAM 37 Ferolite NAM 37 Ferolite NAM 37 Ferolite NAM 37 Ferolite NAM 37 Ferolite NAM 37 Ferolite NAM 37 Ferolite NAM 37 Ferolite NAM 37 Ferolite NAM 37 Ferolite NAM 37
Ferolite NAM 32 Ferolite NAM 32 Ferolite NAM 32 Ferolite NAM 32 Ferolite NAM 32 Ferolite NAM 32 Ferolite NAM 32 Ferolite NAM 32 Ferolite NAM 32 Ferolite NAM 32 Ferolite NAM 32 Ferolite NAM 32 Ferolite NAM 32 Ferolite NAM 32
Ferolite NAM 42 GF Ferolite NAM 42 GF Ferolite NAM 42 GF Ferolite NAM 42 GF Ferolite NAM 42 GF Ferolite NAM 42 GF Ferolite NAM 42 GF Ferolite NAM 42 GF Ferolite NAM 42 GF Ferolite NAM 42 GF Ferolite NAM 42 GF Ferolite NAM 42 GF Ferolite NAM 42 GF Ferolite NAM 42 GF
Non Asbestos Jointing Sheet
olite 333 Ferolite 333 Folite 333 Folite 333 F
olite 333 Ferolite 333 F
olite 333 Ferolite 333 Fer
olite 333 Folite 333 Folite 333 Folite 333 Folite 333 F
Ferolite 'Special' Ferolite 'Special' Ferolite 'Special' Ferolite 'Special' Ferolite 'Special' Ferolite 'Special' Ferolite 'Special' Ferolite
olite 'Special' Folite 'Special' Folite 'Special'
erolite 333 F'Special' F
olite 'Special' Folite 'Special' Folite 'Special' F
Ferolite 'IT-300' Ferolite 'IT-300' Ferolite 'IT-300' Ferolite 'IT-300' Ferolite 'IT-300' Ferolite 'IT-300'
300' F300' F olite 'IT-300' olite 'IT-300' olite 'ITolite 'IT-300' F-300'
olite 'IT-300' olite 'IT-300' olite 'IT300' FFerolite 'IGV' Ferolite 'IGV' Ferolite 'IGV' Ferolite 'IGV' Ferolite 'IGV' Ferolite 'IGV' Ferolite 'IGV' Ferolite Asbestos & Non Asbestos Gland Packings
Asbestos Jointing Sheet
Manufacturer of : Asbestos & Non Asbestos Gasket Jointing Sheets & Gland PackingsAdd :- C-178. Site-1, Bulandshahr Road Industrial Area, Ghaziabad-201001 (U.P.) INDIA Telephones : +91-0120-4051500 (60 Lines); Sales : 2702655; Fax : +91-0120-2701002, 4051550
Ferolite Jointings Ltd.TS 16949
email : Website : www.ferolite.com [email protected], [email protected], [email protected]
Complete Range of Gaskets Sheets & gland packings
SEALINGPRODUCTS FOR
SHIPPING &
MARINE
Ferolite Ferolite Ferolite Ferolite FeroliteFerolite Ferolite Ferolite Ferolite FeroliteFerolite Ferolite Ferolite Ferolite FeroliteFerolite Ferolite Ferolite Ferolite FeroliteFerolite Ferolite Ferolite Ferolite FeroliteFerolite Ferolite Ferolite Ferolite FeroliteFerolite Ferolite Ferolite Ferolite FeroliteFerolite Ferolite Ferolite Ferolite FeroliteFerolite Ferolite Ferolite Ferolite FeroliteFerolite Ferolite Ferolite Ferolite FeroliteFerolite Ferolite Ferolite Ferolite FeroliteFerolite Ferolite Ferolite Ferolite FeroliteFerolite Ferolite Ferolite Ferolite Ferolite
PUMPS&
COMPRESSOR
FOODINDUSTRIES
CEMENT
PAPER
FERTILIZER &
CHEMICALS
REFINERY
POWER
ISO 14001:2004
anaM g l ea mt en ne t m sn yo sr ti ev mnE
For Details Contact
Jasubhai Media Pvt. Ltd.
Taj Building, 3rd Floor, 210 Dr D N Road, Fort, Mumbai - 400 001
Tel: 022-4037 3636, Fax: 022-4037 3635
Email: [email protected]
ADVERTISE TO EXPAND
your reach through
ADVERTISE TO EXPAND
your reach through
INSIGHT INTO THE PHARMACEUTICAL AND BIOTECH INDUSTRIES

38 • February 2016 Chemical Engineering World
CEW Features
and preventive and predictive maintenancef. Mobile applications, which deliver real-time procedure guidance
to field workers and enable real-time reporting
ConclusionIn the final analysis, automation does not solve problems; people do. While a future-ready, future-proof process automation system can deliver tremendous competitive and protective benefits, the real strength of the control system is in its application, not its technology. That application is in the hands of the people who use it.
Automation has traditionally meant replacing human activity. Now, recent advances in automation technology and the demands of the future have moved the industry into a new age. It is an age in which automation is not replacing operational roles or dumping raw data on people in the plant. Instead, it is enlightening plant personnel with the context-rich information they need, and thus helping them perform their roles better, more safely, and with greater gain – for themselves, their employers, and the consumers of their products.
References1. Martin, Peter G., Walt Boyes, and Kaoru Maruta, Real Time
Control of the Industrial Enterprise, New York, NY: Momentum Press, 2013.
2. Martin, Peter G., Bottom-Line Automation, 2nd ed., Research Triangle Park, NC: International Society of Automation, 2006.
3. Martin, Peter G., “Real-Time Strategic Empowerment for Improved Profitability,” white paper, Invensys Operations Management, 2012.
4. Martin, Peter G., “Real-Time Profit Control: Driving Profitability in the Dynamic Industrial Environment,” white paper, Invensys Operations Management, 2011.
Grant Le SueurDirector – Product Management
Schneider Electric
Dr Peter G MartinVice President – Strategic Ventures
and MarketingSchneider Electric
Authors’ Details
VOL. 49 NO. 3 March 2014 US $ 10 ` 150
ChemTECH World Expo 201528-31 January 2015, Mumbai, India
EPCM Special
`
228-31 January 2ry 2r 015, Mumbai, India

February 2016 • 39Chemical Engineering World
CEWFeatures
Strict LegislationThe Dangerous Substances and Explosive Atmospheres
Regulations (DSEAR) of 2002 and the Explosive Atmosphere Directive (ATEX 137) set the minimum requirements for protection against risks from fire, explosions and similar events arising from dangerous substances used or present in the workplace. The legislation introduced more rigorous testing for operators, including regular and representative analysis of thermal fluids.
Respecting The Dangerous Substances and Explosive Atmospheres Regulations (DSEAR) guidelines helps companies identify early warnings regarding process problems, helps maintain a safe and efficient working environment and save costs. Preventative maintenance and
Technical Article
What would you think if you saw someone using a shopping trolley as a car jack? Or a newspaper and sunglasses as an improvised welding mask? You would probably ask yourself why anyone would put themselves in that kind of danger. Here, the author explains why companies should never take any chances, especially where testing and analysis are concerned.
What Unnecessary Risks are You Taking?
Only as the fluid approaches the end of its practical working life, there is a gradual curve which eventually drops off very sharply. This sudden change in the quality of thermal fluids is one of the reasons why regular and preventative maintenance is so important.
Diluting the thermal fluid by topping up is a cost effective and durable option only while the fluid is in the early part of the degradation curve. After the condition of the fluid has significantly deteriorated, dilution is no longer a viable alternative. It would have the same effect as putting a new torch battery into a two battery torch alongside a battery that has already been used for some time. It would not be a long term solution and would result in the system not operating at optimum capacity. That being said, the best thing to do when the thermal fluid reaches the end of its lifespan is to flush and clean the system, prior to refilling it with a fresh charge of heat transfer fluid.
Hot, Closed and Circulating Despite the clarity of existing legislation and the dangers of neglecting thermal fluid analysis, companies often fail to perform the sampling DSEAR requires and carry out irrelevant tests, including ‘lube oil tests’. These are sometimes non-applicable and do not always provide the necessary information.
Sample methodology is crucial – incorrect sampling give inaccurate flash point results, which can have very dangerous consequences. Unless the fluid samples are collected when the oil is hot and circulating, they will reveal artificially
frequent testing can also help extend the life of thermal fluid. More importantly, a timely reaction to early warnings can help you avoid replacement of costly equipment and even save lives. In environments where the risks are so high, no expense should be spared to ensure legislation is respected and thorough efforts are made to keep employees and premises safe.
What Risk?In a nutshell, the dangers caused by the lack of preventative maintenance are rooted in the degradation of thermal fluid. Over time, heat transfer fluid breaks down through a process called ‘thermal cracking’. The fluid’s molecules are broken down into smaller particles and several types of fractions are released from this chemical reaction. The first side products of thermal cracking are light ends that have a low boiling point and are very volatile.
The second category of thermal cracking decomposition products are heavy ends, which recombine to form heavy polyaromatic molecules that usually cause fouling of the heat transfer system. As a result, carbon molecules will stick to the system internals and reduce process efficiency, unless cleaned and flushed in time.
It is crucial to remember that thermal fluid does not go from being fit for use to needing replacement overnight. There is a grey area where fluids can be managed against what specialists call ‘the degradation curve’. Degradation is steady if a system is operated properly.
Preventive maintenance and frequent testing helps maintain a safe and efficient working environment, save cost and extend the life of thermal fluid.

40 • February 2016 Chemical Engineering World
CEW Features
this spread takes place is the sample’s flash point. Because closed cup tests give lower flash point values (between five and ten degrees Celsius difference), they are a better approximation to the temperature at which the vapour pressure reaches the lower flammable limit. To ensure final result accuracy, a Seta open cup flash test is also performed on the fluid sample.
An acidity level test identifies the amount of additive depletion, oxidation or acidic contamination, in a thermal fluid sample. The acid number is determined by the amount of Potassium Hydroxide (KOH) base required to neutralise the acid in one gram of an oil sample.
These three main areas of testing are complemented by additional checks, including appearance, viscosity, water and ferrous content, particulate quantities and fire point testing. The data from the eleven tests forms the basis of a holistic analysis based on trend data, which results in an accurate thermal fluid evaluation. Parameters for action, caution and satisfactory levels are the key factors when conducting the result analysis.
The complexity of thermal fluid testing might seem intimidating, but the importance of the process cannot be stressed enough. Respecting legal regulations, performing preventative maintenance and frequent testing are the best ways to ensure your company is not taking any unnecessary risks. Otherwise, you might as well be using newspaper and sunglasses instead of personal protective equipment.
high flash point values. This incorrect sampling will lead to the conclusion that the system is safe, when in reality it might not be. Inaccurate samples can have negative consequences, including decreased energy efficiency, unmanageable flash points and a dangerous working environment with risks of explosions.
The sample also needs to be ‘closed’ so that no potential atmospheric particles can contaminate it or distort the results. An open sample would also allow light ends to flash off to the atmosphere, instead of remaining in the sample, which produces unreliable readings.
Test Often and WellFrequent sampling is crucial. DSEAR says manufacturers must show they are taking appropriate measures to mitigate health and safety. GHT encourages its clients to perform the eleven point test at least twice a year, every three months ideally, and even more frequently than that in some applications.
Finally, testing in an accredited lab, in the correct conditions is the key to getting accurate results. As with general maintenance, identifying a problem early helps avoid complications without excessive cost or efforts.
Best Practice SamplingAfter the samples have been taken correctly, the interpretation of data is essential and this is where Global Heat Transfer’s experience and eleven-point test takes the best-practice cake. As opposed to most companies, that only provide a seven point test, GHT looks in detail at key data to ensure the results completely reflect reality.
The three main checks that Global Heat Transfer focuses on are carbon level and amount of insoluble particles, a closed flash point test and the acidity level (TAN).
The Ramsbottom Carbon Residue test (RCR) is a method of calculating the carbon residue in a fluid. If the carbon level (heavy ends) is too high, build-ups can occur, which will reduce the efficiency of the system, make pumps work harder and result in higher running costs for the company.
Global Heat Transfer performs both types of flash point measurement: open and closed cup. The Pensky-Martens closed flash test involves the heating of test specimens in a covered brass cup at regular intervals until a flash point that spreads throughout the inside of the cup is identified. The temperature at which
Andy BurnsTechnical Business
ManagerGlobal Heat Transfer
Author’s Details
It is crucial to remember that thermal fluid does not go from being fit for use to needing replacement overnight

February 2016 • 41Chemical Engineering World
CEWFeatures
The process economies of chemical industry are fraught with two major challenges namely, capital
investment and operational expenses. While one could be reduced at the cost of the other, simultaneous reduction in both the costs would result in an optimal solution. Improving process efficiency to lower the equipment volumes and simultaneously combining a number of unit operations in an equipment would bring down associated capital investment. Process Intensification typically addresses these aspects of cost optimisation either by miniaturisation of equipment or by synergizing various process steps. Process Intensification (PI) can be defined as a set of innovative technologies that focuses on minimisation of plant profile thus reducing capital costs and their integration to achieve high capacity, reduced footprint (area), increased selectivity and enhanced heat and mass transfer rates.1 It involves constant miniaturisation and integration of engineering methods and equipment.7 Its approach towards design of sustainable chemical processing plants is based on four dimensions namely, structure, energy, synergy and time.2
The term, ‘Process Intensification’ was introduced in 1960s by an East-European publication on Metallurgy. In 1983, Prof. Colin Ramshaw, widely regarded as the father of process intensification (PI), developed first set of innovations related to the subject in separation processes.1,2 His work analysed the effect of high gravity field in distillation and a hybrid strategy to combine separation with reaction processes in a single
Technical Article
The concepts of Process Intensification (PI) in chemical industry has started evolving quite strongly in the past 15 years with interestingly novel hardware and software applications being reported in bio-processing and fine chemicals. This article talks about the need for PI and its advantages. Principles and Barriers of Process Intensification are also discussed.
Process Intensification - An Insight
conference on PI for chemical industry was organized in Antwerp, Belgium by UK-based BHR Group, a technology organization in fluids engineering.2
Towards late nineties PI technologies were developed in research labs across the world such as microreactors in USA (Massachusetts Institute of Technology) and Germany (Institut fur Mikrotechnik, Mainz), high-gravity processing in China (Beijing University), compact heat transfer in France (Greth CEN Institute) and centrifugal adsorption in The Netherlands (TU Delft).5 The concepts of PI in chemical industry has started evolving quite strongly in the past 15 years with interestingly novel hardware and software applications being reported in bio-processing and fine chemicals.5,6
Why Process Intensification?The cardinal principle governing process intensification has been improved
column packed with catalyst.1 In the 10th
Annual Research Meeting of Institute of Chemical Engineers (IChemE) on process intensification held in the same year, the first research paper from South Africa was based on intensive underground processing of gold ore.3 A total of 16 papers concerning the fields of mineral processing, heat transfer, chemical reactor and plant design with control were presented in the aforesaid meeting.3 On a commercial scale, Eastman Chemicals set up a reactive distillation tower in 1980s with multifunctional capabilities reducing 80 per cent energy requirements as compared to conventional operations.4
Throughout the next two decades, mostly within United Kingdom, a lot of improvised versions of PI sprung up utilizing the concepts of centrifugation, enhanced heat transfer based on spatial domain and micromixing. In 1995, the first full
Figure 1: Main advantages of process intensification

42 • February 2016 Chemical Engineering World
CEW Features
changing the kinetics• Improving conversions & selectivity• Avoiding unwanted side products• Improving number & frequency of
collisions• Better understanding of equipment
& flow geometry for improved orientation of molecules in the moment of collisions & their energy
• Designing uniform products with minimum waste
• Macroscopic residence time distribution, reduction in dead zones & bypassing
• Meso & micro-mixing
2. Optimizing driving forces & maximizing specific area • Improving transport rates
across interfaces by maximizing interfacial area from millimetre to the micrometre scale of channel dimensions
• Maximizing driving force (concentration difference) not always required
3. Maximizing synergistic effects from partial processes• Multifunctionality on the macroscale• Reaction-cum-separation by
removing products from the reaction environment
Process intensification differs from process optimization (defined as performance improvement of existing concepts) and process system engineering (defined as multi-scale integration of existing and new concepts). Table 3 on the next page gives brief description of each process.
Barriers to Process IntensificationWhile several PI technologies have achieved success on a lab scale, they are still at infancy as long as their industrial applications are concerned. The industrial adoption of PI is faced with several barriers:• Lack of in depth knowledge and know-
how in PI among process engineers• Inadequacy in pilot scale facilities for
PI for the existing production lines• High stakes (both technical and
financial) in prototype development
utilisation of molecular interactions under optimised conditions of driving forces and synergistic effect of different unit operations. While gradient-free temperature and concentration profiles are achieved with reduction in residence time,2 lower pressure level can be maintained with minimum energy requirements thus ensuring high level of safety in chemical plants. The combination of different unit operations results in better process control with lower degrees of freedom.2 Adopting PI techniques results in nearly 20 per cent of total plant cost.1 Operating costs largely comprise of the consumables, process utilities and level of plant maintenance. These parameters can be optimised with improved output yield and turnaround time achieved through PI techniques. The opportunities offered by PI are summarised as shown in Figure 1 on the previous page.
Table 1 summarises various alternative sources and forms of energy that can be utilised for PI technologies in order
to attain gross efficiency enhancement of chemical and biochemical processes.8
PI gains momentum in commercial operations for reduced requirement for consumables as well as waste management. The benefits of reduction in plant economics and energy requirements as achieved in the petrochemical industry have been summarized in Table 2 by the researcher from Shell Technology Solutions, The Netherlands.9 As per an European publication10 in 2008, the overall energy savings across industrial sectors (namely bulk & fine chemicals and food processing) on use of PI technologies such as multifunctional equipment, micro-reactors, microwaves and high gravity field (spinning tube reactor) is estimated (on current trends) to reach nearly 100 x 1015 Joules per year by 2050.
Principles of Process IntensificationThe major principles that drive the process intensification are as follows:1. Maximizing effectiveness of intra &
intermolecular events• The processes not limited by their
inherent kinetics but governed by
Source of Energy Intensified Element Intensification Factor*
High gravity field Reaction time 1000
Static electric field Interfacial area (by emulsification) 500
Microwaves Reaction time (for liquid-phase catalytic reaction)
1250
Ultrasound irradiation Reaction time 25
Supersonic flow Gas-liquid mass transfer coefficientCapacity (for fluidized-bed reactor)
102.25
*Reported possible improvement (as number of times) in comparison to conventional technology
*In terms of number of units commercialised6, 9
Table 1: Process intensification effects of the alternative sources and forms of energy10
Table 2: Process intensification in petrochemical industry and their benefits9
Technologies Benefits Commercial implementation*Feedstock
costCapital cost Energy
requirements
Reactive distillation 20-80% 20-80% >150
DWC distillation 10-30% 10-30% >100
Reverse flow reactor >20% Low >100
Microchannel reactor Yes Yes (for small scale)
Only in fine chemicals and pharmaceutical sector
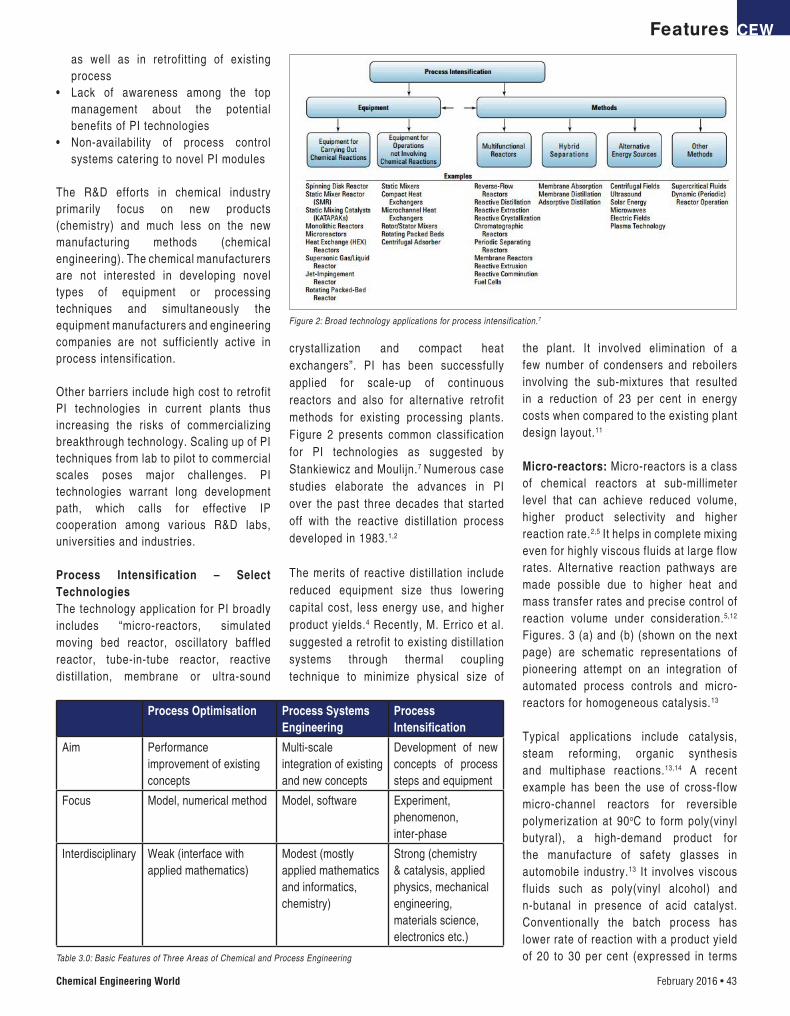
February 2016 • 43Chemical Engineering World
CEWFeatures
as well as in retrofitting of existing process
• Lack of awareness among the top management about the potential benefits of PI technologies
• Non-availability of process control systems catering to novel PI modules
The R&D efforts in chemical industry primarily focus on new products (chemistry) and much less on the new manufacturing methods (chemical engineering). The chemical manufacturers are not interested in developing novel types of equipment or processing techniques and simultaneously the equipment manufacturers and engineering companies are not sufficiently active in process intensification.
Other barriers include high cost to retrofit PI technologies in current plants thus increasing the risks of commercializing breakthrough technology. Scaling up of PI techniques from lab to pilot to commercial scales poses major challenges. PI technologies warrant long development path, which calls for effective IP cooperation among various R&D labs, universities and industries.
Process Intensification – Select TechnologiesThe technology application for PI broadly includes “micro-reactors, simulated moving bed reactor, oscillatory baffled reactor, tube-in-tube reactor, reactive distillation, membrane or ultra-sound
crystallization and compact heat exchangers”. PI has been successfully applied for scale-up of continuous reactors and also for alternative retrofit methods for existing processing plants. Figure 2 presents common classification for PI technologies as suggested by Stankiewicz and Moulijn.7 Numerous case studies elaborate the advances in PI over the past three decades that started off with the reactive distillation process developed in 1983.1,2
The merits of reactive distillation include reduced equipment size thus lowering capital cost, less energy use, and higher product yields.4 Recently, M. Errico et al. suggested a retrofit to existing distillation systems through thermal coupling technique to minimize physical size of
the plant. It involved elimination of a few number of condensers and reboilers involving the sub-mixtures that resulted in a reduction of 23 per cent in energy costs when compared to the existing plant design layout.11
Micro-reactors: Micro-reactors is a class of chemical reactors at sub-millimeter level that can achieve reduced volume, higher product selectivity and higher reaction rate.2,5 It helps in complete mixing even for highly viscous fluids at large flow rates. Alternative reaction pathways are made possible due to higher heat and mass transfer rates and precise control of reaction volume under consideration.5,12 Figures. 3 (a) and (b) (shown on the next page) are schematic representations of pioneering attempt on an integration of automated process controls and micro-reactors for homogeneous catalysis.13
Typical applications include catalysis, steam reforming, organic synthesis and multiphase reactions.13,14 A recent example has been the use of cross-flow micro-channel reactors for reversible polymerization at 90oC to form poly(vinyl butyral), a high-demand product for the manufacture of safety glasses in automobile industry.13 It involves viscous fluids such as poly(vinyl alcohol) and n-butanal in presence of acid catalyst. Conventionally the batch process has lower rate of reaction with a product yield of 20 to 30 per cent (expressed in terms
Figure 2: Broad technology applications for process intensification.7
Table 3.0: Basic Features of Three Areas of Chemical and Process Engineering
Process Optimisation Process Systems Engineering
Process Intensification
Aim Performance improvement of existing concepts
Multi-scale integration of existing and new concepts
Development of new concepts of process steps and equipment
Focus Model, numerical method Model, software Experiment, phenomenon, inter-phase
Interdisciplinary Weak (interface with applied mathematics)
Modest (mostly applied mathematics and informatics, chemistry)
Strong (chemistry & catalysis, applied physics, mechanical engineering, materials science, electronics etc.)

44 • February 2016 Chemical Engineering World
CEW Features
of butyral group content) resulting in precipitation problems and phase change. On using 1000 µm length x 500 µm wide micro-channels made of stainless steel and PTFE (Teflon) in cross-flow pattern submerged in water, a well-controlled reaction takes place at 50oC within less than 56 seconds and the product yield has been reported as high as nearly 75 per cent after an hour of aging.13
The optimized flow-rate at 5 per cent PVA solution for a maximum limit of 80 ml/min resulted in good mixing performance as shown in Figure 4.0 (c).13 The resultant process optimisation for catalyst can lead to reduction of working capital for different utilities. Some of its major limitations include insignificance of gravity forces, scale formation due to material incompatibility and micro-fabrication costs.
Membrane Distillation: Role of membrane technology in enhancing mass transfer efficiencies has been significant by reduction in capacity and energy requirements. It is a hybrid technique combining membrane separation and conventional distillation.7 Desalination units based on osmotic pressure difference cover nearly 60 per cent of existing plants all over world.15
But their performance suffers due to brackish feed water with high salt content. Recently, direct contact membrane distillation with conductive heat transfer is reported to have achieved nearly 100 per cent inorganic salt rejection with no additional energy consumption.16 The technique developed by Hickenbottom and Cath for feeds with very high total dissolved solids (TDS)
utilises temperature and flow reversals on alternate basis to control variations in water flux and salt concentration profile. It uses a thin Teflon (TS22) active stratum and polypropylene (PP22) support layer of overall thickness 175 µm, effective surface area 89 cm2, pore size 0.22 µm and porosity of 70 per cent. The pre-filtered water is fed at 1.6 Lits/min at 50oC and the distillate is highly pure water devoid of non-volatiles collected at room temperature.
Reduced distillate conductivity estimates the quantitative reduction in salt concentration. Membrane distillation at lower temperature difference of 20oC over ambient resulted in higher water flux and salt concentration at membrane interface of TS22 membrane as shown in Figure 4.0. Cold feed water at 15oC is used at periodic interval to reduce scaling thereby lowering membrane maintenance costs.16 An intensification factor of 16 in terms of surface area requirements in comparison to conventional evaporation ponds for concentrated salt solutions has been possible. The above technique when integrated with low grade heat sources and environment tax benefits, can achieve high-quality water production at an optimized cost of USD 0.57 per cubic metre of pure water produced.16
High Gravity Processing: The application of high gravity field using a high-speed rotor allows counter-current gas-liquid flow through a rotating packed bed where one of the phases is fed continuously. It requires minimal area requirements, less maintenance, reduced equipment weight and provides short contact time over rotor packing with enhancement in heat and mass transfer rates.5 The need for de-aerated seawater in oil fields for re-injection purposes to avoid blocked pipe-works near oil-bearing rocks could be met through high-gravity processing (Higee) technique. Otherwise a conventional vacuum stripper of 3 m diameter and 10 m height with large auxiliaries would be required to reduce oxygen content to parts per billion (ppb) concentration level.17 To achieve effective momentum transfer to feed seawater
Figures 3: (a) Schematic view of microreactors as printed circuit boards14 (b) ‘Numbered-up’ approach of multiple microreactors14 (c) Comparison of product yield (% in terms of acetalisation degree (AD) or butyral group content) for the reversible polymerization reaction at a mass concentration ratio of n-butanal to PVA of 0.8 and an aging time (ω) of 3 hours13
Figure 4: (a) Schematic process flow diagram of a typical membrane distillation unit (b) Variation of total solids content (TDS) in pre-filtered brackish water samples at feed side for different types of membrane material (PP22 and TS22) at temperature difference of 20oC16
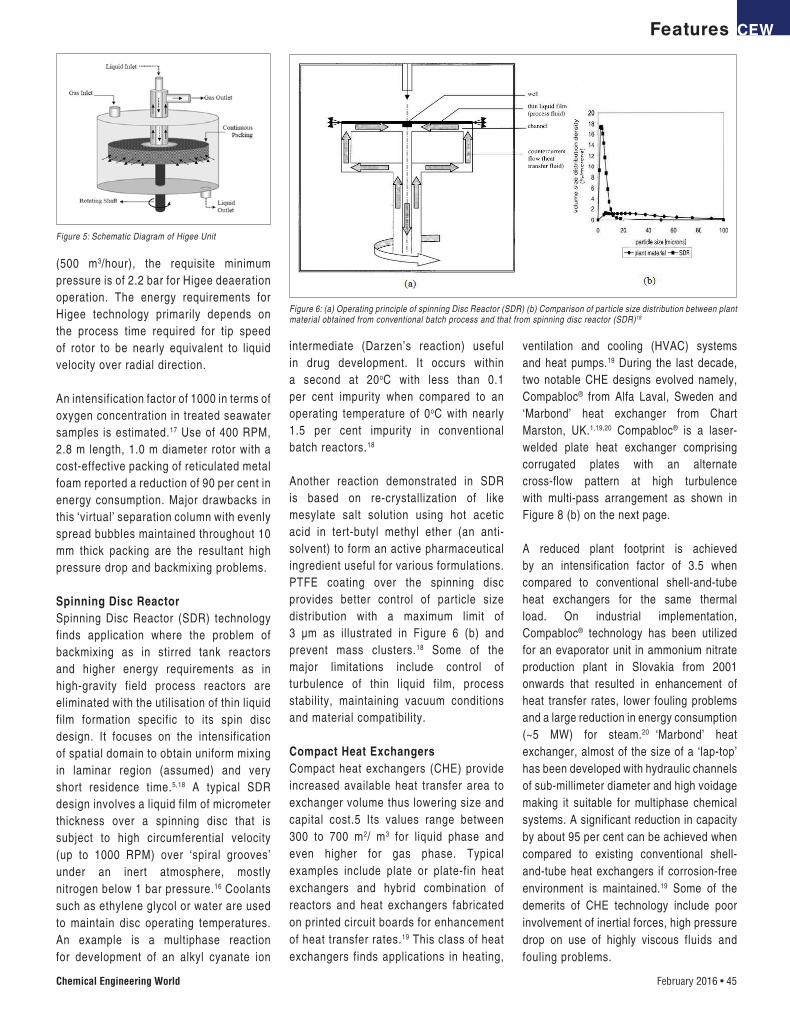
February 2016 • 45Chemical Engineering World
CEWFeatures
(500 m3/hour), the requisite minimum pressure is of 2.2 bar for Higee deaeration operation. The energy requirements for Higee technology primarily depends on the process time required for tip speed of rotor to be nearly equivalent to liquid velocity over radial direction.
An intensification factor of 1000 in terms of oxygen concentration in treated seawater samples is estimated.17 Use of 400 RPM, 2.8 m length, 1.0 m diameter rotor with a cost-effective packing of reticulated metal foam reported a reduction of 90 per cent in energy consumption. Major drawbacks in this ‘virtual’ separation column with evenly spread bubbles maintained throughout 10 mm thick packing are the resultant high pressure drop and backmixing problems.
Spinning Disc ReactorSpinning Disc Reactor (SDR) technology finds application where the problem of backmixing as in stirred tank reactors and higher energy requirements as in high-gravity field process reactors are eliminated with the utilisation of thin liquid film formation specific to its spin disc design. It focuses on the intensification of spatial domain to obtain uniform mixing in laminar region (assumed) and very short residence time.5,18 A typical SDR design involves a liquid film of micrometer thickness over a spinning disc that is subject to high circumferential velocity (up to 1000 RPM) over ‘spiral grooves’ under an inert atmosphere, mostly nitrogen below 1 bar pressure.16 Coolants such as ethylene glycol or water are used to maintain disc operating temperatures. An example is a multiphase reaction for development of an alkyl cyanate ion
intermediate (Darzen’s reaction) useful in drug development. It occurs within a second at 20oC with less than 0.1 per cent impurity when compared to an operating temperature of 0oC with nearly 1.5 per cent impurity in conventional batch reactors.18
Another reaction demonstrated in SDR is based on re-crystallization of like mesylate salt solution using hot acetic acid in tert-butyl methyl ether (an anti-solvent) to form an active pharmaceutical ingredient useful for various formulations. PTFE coating over the spinning disc provides better control of particle size distribution with a maximum limit of 3 µm as illustrated in Figure 6 (b) and prevent mass clusters.18 Some of the major limitations include control of turbulence of thin liquid film, process stability, maintaining vacuum conditions and material compatibility.
Compact Heat Exchangers Compact heat exchangers (CHE) provide increased available heat transfer area to exchanger volume thus lowering size and capital cost.5 Its values range between 300 to 700 m2/ m3 for liquid phase and even higher for gas phase. Typical examples include plate or plate-fin heat exchangers and hybrid combination of reactors and heat exchangers fabricated on printed circuit boards for enhancement of heat transfer rates.19 This class of heat exchangers finds applications in heating,
ventilation and cooling (HVAC) systems and heat pumps.19 During the last decade, two notable CHE designs evolved namely, Compabloc® from Alfa Laval, Sweden and ‘Marbond’ heat exchanger from Chart Marston, UK.1,19,20 Compabloc® is a laser-welded plate heat exchanger comprising corrugated plates with an alternate cross-flow pattern at high turbulence with multi-pass arrangement as shown in Figure 8 (b) on the next page.
A reduced plant footprint is achieved by an intensification factor of 3.5 when compared to conventional shell-and-tube heat exchangers for the same thermal load. On industrial implementation, Compabloc® technology has been utilized for an evaporator unit in ammonium nitrate production plant in Slovakia from 2001 onwards that resulted in enhancement of heat transfer rates, lower fouling problems and a large reduction in energy consumption (~5 MW) for steam.20 ‘Marbond’ heat exchanger, almost of the size of a ‘lap-top’ has been developed with hydraulic channels of sub-millimeter diameter and high voidage making it suitable for multiphase chemical systems. A significant reduction in capacity by about 95 per cent can be achieved when compared to existing conventional shell-and-tube heat exchangers if corrosion-free environment is maintained.19 Some of the demerits of CHE technology include poor involvement of inertial forces, high pressure drop on use of highly viscous fluids and fouling problems.
Figure 5: Schematic Diagram of Higee Unit
Figure 6: (a) Operating principle of spinning Disc Reactor (SDR) (b) Comparison of particle size distribution between plant material obtained from conventional batch process and that from spinning disc reactor (SDR)18

46 • February 2016 Chemical Engineering World
CEW Features
ConclusionProcess intensification offers an effective approach in optimizing raw materials, land, utilities, energy input and capital costs resulting in efficient operating conditions for significant reduction in working capital and simultaneously maximizing output. The minimization of physical size of the plant by PI helps in better process control and sustenance of overall plant inventory. The recent advances in PI concepts in chemical reactors, membrane separation and heat exchangers infer the quality of research work being carried out across the world. There is a need to address environmental issues associated with innovative PI technologies such as control over carbon footprint10, accumulation of unwanted by-products and
their disposal methods. One of the feasible options could be the induction of renewable energy sources like solar, wind or bio-energy in PI technology applications to further offset CO2 gas emissions and energy consumption. While addressing cleaner aspects of process technologies, PI strategies in reducing energy consumption (both temperature & pressure) and enhancing product yield would also improve safety concerns of the chemical industry. In India, dedicated efforts on micro-reactors and membrane separation are underway at various Government funded academic institutions and research laboratories. On analysing the energy use data, it is estimated that the Indian chemical sector could have reduced energy consumption by more than 20 per cent in 2014 by adopting overall plant
intensification in existing units.10,21,22 Presently, the major challenges exist in the commercial implementation of several PI technologies that have evolved over the past three decades. The primary reason hindering adoption of PI technology by industries could be attributed to an apprehension on delay over achievement of production targets accompanied by a risk of loss in market share. To ensure specific production requirements and smoother implementation of PI, industries need to partner with R&D or academic institutions at an early stage with investment in research to succeed commercially.
References:1. Costello Rocky, Process intensification -
think small, Innovations in Pharmaceutical Technology, 2012, 126-132.
2. Process Intensification, An online M.Sc. Course offered by TU Delft, The Netherlands, 2012.
3. Proceedings of 10th Annual Research Meeting of Institute of Chemical Engineers (IChemE) held at University of Manchester Institute of Science and Technology (UMIST), Manchester, UK, 1983. http://archive.icheme.org
4. Harmsen Jan G, Reactive distillation: The front-runner of industrial process intensification: A full review of commercial applications, research, scale-up, design and operation, Chemical Engineering and Processing: Process intensification, 2007, 46, 774-780.
5. Staankiewicz Andrej, Moulijn Jacob A, Re-engineering the chemical processing plant, Marcel Dekker, USA, 2004, ISBN: 0-8247-4302-4.
6. Excerpts from H. L. Roy Memorial Lecture delivered by K V Raghavan, at Chemcon 2015, Indian Institute of Technology, Guwahati, India.
7. Stankiewicz A I and Moulijn J A, Process intensification: transforming chemical engineering, Chemical Engineering Progress, 2000, 96(1), 22-34.
8. Stankiewicz A, Energy Matters: Alternative sources and forms of energy for intensification of chemical and biochemical processes, Chemical Engineering Research and Design, 2006, 84 (A7), 511-521.
9. Harmsen Jan, Process intensification in the petrochemical industry: Drivers and hurdles for commercial implementation, Chemical Engineering and Processing: Process
Figure 8: (a) Comparison of Alfa Laval’s Compabloc® and conventional shell-and-tube heat exchangers for the same heat transfer duty (b) Section view of Compabloc® heat exchanger20
Figure 7: Comparison of different heat exchanger types in terms of hydraulic diameter (in mm) and area density (in m2 per m3)19. PHE: Plate heat exchanger, S+THX: Shell-and-tube heat exchanger, PFHE: Plate-fin heat exchanger, PCHE: Printed-circuit heat exchanger

February 2016 • 47Chemical Engineering World
CEWFeatures
intensification, 2010, 49, 70-73.10. Reay D A, The role of process intensification in cutting greenhouse gas
emission, Applied Thermal Engineering, 2008, 28, 2011–2019.11. Errico M, Rong Ben-Guang, Tola Giuseppe, Turunen Illka, Process
intensification for the retrofit of a multicomponent distillation plant-An industrial case study, Industrial and Engineering Chemistry Research, 2008, 47, 1975-1980.
12. Worz O, Jackel K P, Richter T., Wolf A, Microreactors, a new efficient tool for optimum reactor design, Chemical Engineering Science, 2001, 56, 1029-1033.
13. Xi Yan Lin, Ji Song Zhang, Guang Sheng Luo, Process intensification of the synthesis of poly(vinyl butyral) using a microstructured chemical system, Industrial and Engineering Chemistry Research, 2015, 54, 3582-3588.
14. Jensen Klavs F, Microreaction engineering-is small better?, Chemical Engineering Science, 2001, 56, 293-303.
15. Drioli E., Stankiewicz A. I., Macedonio F., Membrane engineering in process intensification, Journal of Membrane Science, 2011, 380, 1-8.
16. Hickenbottom K. L., Cath Tzahi Y., Sustainable operation of membrane distillation for enhancement of mineral recovery from hypersaline solutions, Journal of Membrane Science, 2014, 454, 426-435.
17. Peel J., Howarth C. R., Ramshaw C., Process intensification: Higee seawater deaeration, Chemical Engineering Research and Design, 1998, 76, 5, 585-593.
18. Oxley P., Brechtelsbauer C., Ricard F., Lewis N., Ramshaw C., Evaluation of spinning disk reactor technology for the manufacture of pharmaceuticals, Ind. Eng. Chem. Res., 2000, 39, 2175-2182.
19. Reay D. A., Compact heat exchangers, enhancement and heat pumps, International Journal of Refrigeration, 2002, 25, 460-470.
20. Official website of Alfa Laval Corporate AB, Lund, Sweden. Available online at: http://www.alfalaval.com
21. Industrial Energy Consumption in the UK, UK Department of Energy & Climate Change, 2015.
22. Energy Statistics 2015, Central Statistics Office, National Statistical Organisation, Ministry of Statistics and Programme Implementation, Government of India.
Raghu Krishna MoorthyB.Tech (Hons.) - Government Engineering College, Calicut
Currently studying M.Tech at [email protected]
Sangeeta BaksiScientist in TIFAC
Soumitra BiswasAdviser/Scientist-‘G’ in TIFAC
Author’s Details

Market InsightsCEW
48 • February 2016 Chemical Engineering World
Water Treatment Additives Market to Hit 35.2 Billion USD by 2020
According to the report, the water treatment additives market is estimated to reach USD 35.2 Billion by 2020 at a high CAGR. Published by IndustryARC, the report states that
high rates of Industrialisation in APAC coupled with Government regulations driving the Global Water Treatment Additives Market to reach USD 35.2 Billion by 2020
The key factors driving demand for water treatment additives are the demand for clean water, rapid industrialization, environment, government policies and increasing population. The market has been segmented into the type of additives being used which include scale inhibitors, corrosion inhibitors, oxygen scavengers, Defoamer, biocides, organic polymer and others.
The organic polymers segment accounted for a market share of around 26 per cent in the global revenue and 25 per cent in the global volume as of 2014. Scale inhibitors have an equal revenue share as organic polymers but the volume share is slightly higher at around 29 per cent. With increasing water scarcity and government regulations upon safe water usage, the requirement of water treatment additives has been increasing. The investment opportunities in developing countries tend to increase in future and there is scope for new entrants in the market.
The Water Treatment Additives Market in 2015 was USD 26.4 Billion according to research conducted by IndustryARC, and is dominated by Asia-Pacific (APAC) with more than 35 per cent market revenue share. Asia-Pacific is the most encouraging market for water treatment additives owing to the increasing demand from countries such as China and India, and is estimated to reach 38 per cent of the global market by 2020. China, among all the countries is the most promising market with rising demand for water treatment sector due to severe water shortages resulting from large population and water pollution caused by rapid economic growth. The global market revenue is estimated to reach USD 35.2 Billion by 2020 with a CAGR of 5.9 per cent during the forecast period 2015-2020.
Water treatment is the process of removal of existing water contaminants from water that becomes fit for its desired end-use such as drinking, industry or medicinal purposes. Usage of water treatment additives is necessary to achieve an optimized process. They have a wide range of applications in pulp and paper industry, power industry, Oil and Gas industry, food and beverage industry, water industry, wastewater industry, electronics, chemicals and others.
Market Overview, Market Landscape, Market Forces, Strategic Analysis, etc are some of the points the report covers from the additive market. It also covers the additive market by type of water treatment, by type of additives, by application and by geography.
Figure 1: Water Treatment Additive Market Share by Geography, 2014 (%) (Source: Industry ARC Analysis)
Water treatment additives are used to treat drinking water, industrial water and wastewater and also public utility waste water. The key factors that led to increasing demand for water treatment additives are the demand for clean water, rapid industrialization, environment, government policies and increasing population. The consumption of water treatment additives depends on source of water and the quality of water depends on hardness, pH and alkalinity. Organic polymers and biocides are the major additives that are used in water treatment processes. Organic polymers are used to purify low quality water either for drinking or industrial purposes. Oxygen scavengers are formulated to combat the effects of oxygen related corrosion in industrial boiler systems to reduce maintenance costs, maintain boiler efficiency and equipment life. The efficacy of the water treatment additives depends on dosage rate and duration of the additive’s presence in water.
Source: Industry ARC

Market Insights CEW
February 2016 • 49Chemical Engineering World
Producing Bio-Rubber with Bio-Butadiene from Sugars
Versalis (Eni), a European producer in the polymers and elastomers industry, and Genomatica, a leader in bioengineering solutions have successfully advanced to pilot-
scale production of bio-butadiene (bio-BDE) from fully renewable feedstock. Versalis used this bio-BDE to make bio-rubber, specifically, bio-polybutadiene (bio-BR). These accomplishments represent a remarkable milestone for the rubber industry, by enabling an improved technological and sustainability footprint; and to the broader industry for butadiene, one of the most widely-used chemicals in the world, with over ten million tons produced per year.
The success of this innovative undertaking results from a newly-developed process for the on-purpose production of butadiene which uses various types of sugars as feedstock, rather than the traditional use of hydrocarbon feedstocks. The project started with the establishment of a technology joint venture between Versalis and Genomatica in early 2013. The joint venture – with Versalis having the majority stake – has developed a complete process to make bio-BDE and plans to license the resulting technology. The joint venture uses the proven and complementary strengths of both companies. Versalis and Genomatica together determined that 1,3-butanediol (1,3-BDO) was the most suitable intermediate to produce bio-BDE.
Genomatica applied its ‘whole-process’ systems approach to bioengineering to develop a microorganism that produces 1,3-BDO in a way that enables cost-efficient, scalable fermentation, recovery and subsequent process operations. Versalis leverages its industrial process engineering and catalysis capabilities, plus expertise in overall polymer production, to purify the 1,3-BDO, dehydrate it and then purify the resulting butadiene. Versalis has produced several kilograms of butadiene from 1,3-BDO made in 200 litre fermenters at their research centres at Novara and Mantova, and then made bio-polybutadiene, at the Ravenna R&D centre, using both anionic and Ziegler-Natta catalysis. Initial testing of the bio-BDE and bio-BR demonstrates good compatibility with industry standards. Versalis is continuing to test the bio-BDE within its other proprietary rubber and plastics downstream technologies such as SBR (Styrene-Butadiene Rubber), SBS (Styrene-Butadiene-Styrene Rubber) and ABS (Acrylonitrile Butadiene-Styrene). The accomplishments demonstrate the common vision of the partners on the potential of this project: access to on-purpose butadiene from renewables will establish a competitive advantage and will ensure a strategic raw material from alternative feedstock, contributing at the same time to drive a greater sustainability profile for downstream applications in the plastics and rubber businesses.
Last year, a report by Transparency Market Research has suggested that the Global Synthetic & Bio-based Butadiene market is anticipated to reach US$ 23.45 Billion by 2023, expanding at a CAGR of 4.9 per cent between 2015 and 2023. Butadiene is one of the major petrochemical and holds significant importance in end-user industries such as automotive and tire. High demand from tire and automotive industries is driving demand for synthetic & bio-based butadiene during the last few years. Butadiene derivatives such as SB rubber, ABS, and butadiene rubber are used in the processing of tires and automotive parts. SB rubber products such as S-SBR and E-SBR are primarily consumed raw materials in the production of tires. These materials provide low rolling resistance and better grip, thus resulting in reduced CO2 emissions and improved fuel economy. Rise in demand for ABS in Asia Pacific, especially in China and Southeast Asia, is another key factor propelling growth of the market for synthetic & bio-based butadiene.
Furthermore, development of innovative technological processes for the production of bio-based butadiene is likely to fuel the butadiene market in the near future. However, volatility in raw material prices coupled with stringent environmental regulations are expected to hinder the market growth during the forecast period. Synthetic butadiene was the largest product segment, accounting for a significant share of the global synthetic & bio-based butadiene market in 2014. Synthetic butadiene is produced from a mixture of C4 feedstock and is further processed to obtain derivatives such as ABS, SB rubber, and SB latex. These derivatives are employed in tire and automotive industries.
Bio-based butadiene is likely to be the fastest-growing product segment of the synthetic & bio-based butadiene market in the next few years. Stringent regulations are primarily boosting growth of the bio-based butadiene market. Alignment towards eco-friendly and cost-competitive production is estimated to drive the market growth during the forecast period. In terms of demand, butadiene rubber has been dominating the synthetic & bio-based butadiene market in the past years. Butadiene rubber is primarily used in tire production; however, it is also used as an additive in plastics such as polystyrene and ABS. SB rubber accounted for the second-largest share of the synthetic & bio-based butadiene market in 2014. SB rubber is a synthetic rubber obtained through copolymerization of butadiene and styrene and is used in the production of tire and its products. ABS and adiponitrile are considered to be among the fastest-growing application segments of the synthetic & bio-based butadiene market. A similar trend is anticipated to continue during the forecast period.
Global Synthetic & Bio-based Butadiene Market is Likely to Reach USD 23.45 Billion in 2023

50 • February 2016 Chemical Engineering World
Customized solutions-High Vacuum LRVP
The Toshniwal “HIGH VACUUM LRVP” is utilized primarily in production of fine chemicals, pharmaceuticals wet
process like distillation, drying, evaporation and reaction under vacuum. Depending on process condition, it can be operated with once-through/ closed loop circulation for service fluid. In the closed loop circulation system allows to re-use the condensate which are recovered from suction gas without external contamination.
STANDARD CONFIGURATIONThe standard Toshniwal “HIGH VACUUM LRVP” system composed of Liquid r ing pump with closed loop circulation system for service liquid, a special spiral coil heat exchanger mounted vertically for vapor /liquid separation and a collection tank. A special post condenser with clean condensate recovery tank provided. Also included are all connecting pipe / flanges and control instruments including thermometer, vacuum gauge are mounted on a s ingle steel structure base.
The combination of Double stage LRVP, Gas ejector, roots pump can obtain oil-free low residual pressure and each component is optimally designed with correct staging ratio for perfect fit.
Variport Liquid Ring Pump- Pompetravaini Italy- Hydro pack compact Vacuum packages- ensure full recovery of service liquid - No contamination of central cooling water- variported vacuum pump can work entire pressure range 1013 mbar - 33 mbar unlike conventional double stage vacuum pump which has limitation in working pressure range Variport offer minimal water consumption and an innovative impeller design that assure extremely quite operation and extending its life even under harsh condition
• Shut off vacuum less than 10 mbar with air ejector
• Shut off vacuum less than 5 mbar with Roots vacuum pump
• Oil free vacuum pump• Can work under corrosive media upto
3.5 pH• Wide range of seal ing medium l ike
water ,oil and solvent etc• Environmentally safe
• Roots Pump: It is provided with inbuilt bypass (Over flow) valve suitable for high pressure operation. The benefits are Roots / Booster pump can be started at the same time as the backing pump, and Roots / Booster is protected from overloads resulting from inadver tent operation at high pressure.
• Gas Ejector: The suct ion pressure range of liquid ring pump will be fur ther reduced by pre connected gas ejector. The con t i nuous i n f l ow o f mo t i ve -gas prevents l iquid r ing pump from operating cavitations’ range The motive fluid of gas ejector is part of the gas exhausted by the Liquid Ring Pump.
Waste Oil Purification: The cr it ical i ty of the application is to handling sticky material emanating during recuperation. Al l k ind of vacuum systems inc luding dry pump fails for these application, but Hybrid LRVP with sealant as purified oil is the solution, the oil as sealant in regular interval being replaced by fresh oil.
Toothpaste Degassing: Tooth paste has to be degassed to remove entrapped gas content before packing.
Since suction of air has to be done in presence o f h igh dense wate r vapor ,evacuation need to be handled by Liquid ring pump during initial phase and Double stage vacuum pump during final phase.
Tooth paste mist enter ing into vacuum system, and oil contamination resulted in
poor degassing, and process interruptionThe so lu t ion is Hybr id LRVP s ince i t can provide required high vacuum under polluted process situation.
Product Disti l lation: Oi l Ring Pumps generally are used in wet process pumps to handle vapours along with air load which leads to oil contamination drop in vacuum, frequent replacement of consumables etc to get required lower operating pressure (example 10 mbar).In order to provide requ i red h igh vacuum under po l lu ted process situation, Toshniwal Hydrid LRVP is the best solution.
Toshniwal Instruments (Madras) Pvt Ltd 267, Kilpauk Garden RoadChennai - 600010Contact: +91 44 26445626, 26448983E: [email protected] W: www.toshniwal.net
Author’s Details
Marketing Initiative

February 2016 • 51Chemical Engineering World
Electromech Engineering Enterprises (Third Party Inspection Agency)
We a r e i n t h e f i e l d o f T h i r d P a r t y I n s p e c t i o n a n d techn ica l manpower supp l ie r
for const ruct ion super v is ion and s i te inspection, since 1990. Our customers include reputed companies like Gujarat State Fertilizer Limited, Hindustan Organic Chemicals Ltd, Nocil India Limited, Larsen & Toubro Ltd, Asian Paints (India) Ltd, Rallis India Ltd, Godrej Industries Limited, Perrigo API India Limited, Voltas Limited, etc. We have ongoing projects with the SRF Limited, Dr Reddy’s Laborator ies Ltd, Glenmark Generics Limited, Shasun Phar maceut ica ls L imi ted , Cheminova India Limited, Apcotex Industries Limited, Syngenta India Ltd, Nitrex Chemicals India Ltd, Orchid Chemicals & Pharmaceuticals Ltd, and Emcure Pharmaceuticals Ltd, to name a few.
We fo l low ASME, TEMA & API codes for Pressure Vessels, Heat Exchangers, Storage Tanks, Valves, and Pumps etc. We can support you with engineers who are trained in NDT methods like Ultrasonic, Liquid Penetrant Test and Radiography with Level II certification.
We a l s o p r ov i d e fo l l ow - u p s e r v i c e s right from Drawing stage till completion, involving mater ial ident i f icat ion, stage fabr ica t ion , v is i t ing sub vendors and a s s i s t a n c e w i t h m o n t h l y ex p e d i t i n g reports, vendor’s reports and inspection reports. We would be pleased to associate with you as our esteemed client. We hope you give us an appointment at a mutually convenient time, so that we can discuss the above mentioned services at length.
SCOPE OF WORKStages of Inspection for Reaction VesselHeat Exchanger / Pressure Vessel.• A p p r o va l o f d e t a i l e d fa b r i c a t i o n
drawings submitted by the vendor after detailed discussion with the client
• Preparing of bar chart after discussing with the vendor and the client
• Material identification based on Mill / manufacturing certificate or testing at laboratories
• Stamp transfer on all pressure & non pressure parts (parts coming in contact with process fluid)
• A p p r o v a l o f w e l d i n g p r o c e d u r e specif ication & welders qualif ication test
• Witness of all physical tests at various NABL approved testing laboratories
• All set up of long seams & circ-seams, nozzles set up, Manhole hand hole & pads set up
• Ch ip -back DP Tes t a f te r one s ide welding
• Review of Radiography films & witness of Ultrasonic test & Liquid Penetrant test as per requirement
• Tube sheet inspection of drilled holes, ligaments, grooves and layout
• Mock up test of tube sheet to tube joint for pullout load test & detecting minimum leak path
• Air running tr ial with dummy suppor t for checking alignment, assembly of agitators and to assure the Vibration, Noise level within acceptable limits
• Hydraulic test at specified pressures• Pneumatic test of mechanical seal at
working pressure• Runn ing t r ia l i ns ide the vesse l a t
working pressure• Final dimensions and visual inspection• F ina l inspect ion a f ter p ick l ing and
pass iva t ion o f S ta in less s tee l and painting of carbon steel parts
• Packing & supporting of agitator shaft inside the vessel & dispatch instruction.
• Submission of final documents
We have experienced engineers to carry out inspection of specialized equipment as
mention below. Several types of equipment are frequently inspected by us at various vendor locat ions and our team is wel l conversant with it. These equipment are Blower, Centrifuges, Pumps, Glass lined reactor, FRP Tanks, Sparkler filters, Tray dryer, PP & PVDF lined fittings, Conveyor, ANFD, FBD, Nauta mixer, Double cone dryer(RCVD), Blender, Co-mil l , Pipe & Tube inspection, Pipe fittings, Explosion cladded plate etc.
Mr Jayant JoshiB- 102, Shubh Sarita, Appasaheb Sidhaye Marg, Shri Krishna Nagar, Borivali (E), PIN: 400066T: +91 22 2897 5275M: +91 98199 82801, +91 91676 62735E: [email protected], E: [email protected]: www.electromechengineering.com
Contact Details
Marketing Initiative

52 • February 2016 Chemical Engineering World
A Revolutionary Vacuum Drying PhilosophyPlanex System®: A multi-patented paddle dryer with ZeroFriction® planetary movement eccentric agitator.
I talvacuum, one o f the most known manufacturers of vacuum dryers and vacuum pumps fo r t he p roduc t i on
processes of chemical, pharmaceutical and cosmetics industr ies, has recently introduced on the market an innovative hor izon ta l padd le d r yer. I t i s P lanex S y s t e m ®, a mu l t i - p a t e n t e d m a c h i n e which is conquering the most demanding operators from all around the world, by guaranteeing results that were unthinkable till now with conventional systems, both horizontal and vertical.
Designed to dry wet feed from filtration and centr ifuging processes Planex System® i s i dea l fo r t he p roduc t ion o f ac t i ve pharmaceutical ingredients (API), f ine chemicals and intermediates.
T h e m a j o r a d d e d - v a l u e o f P l a n e x System® is the eccentr ic agi tator with two independent movements that can simultaneously revolve around i ts own a x i s a n d r o t a t e t a n g e n t i a l l y t o t h e drying chamber.
The combined rotations of the agitator and its small size compared to the drying chamber diameter, ensures the perfect mixing of the entire batch, and al lows consuming at least three times less energy than conventional dryers with a concentric agitators. This means a threefold reduction in mechanical and thermal stresses on the batch being dried . As a result, even the most delicate and temperature-sensitive products are treated with maximum care.
But there is more. The Planex System® control software allows to automatically command the agitator movements with the Stop & Swing program. In this way, the agitator swings back and for th, thus remaining all the time immersed in the product, and guaranteeing its continuous
mix ing . Th is approach is par t icu lar ly effective when processing small batches.
Moreover P lanex Sys tem ®, thanks to i t s ag i ta to r ’s ZeroFr ic t ion ® p lane ta r y movement, prevents the product f rom being rubbed against the drying chamber walls and thus heating up due to friction, a typical problem in conventional paddle systems. In addition, the rotation of the padd les tangen t ia l l y to the chamber wa l l s , conveys t he p roduc t i n t o t he smal l c learance between the agi ta tor and the chamber sur face, prevent ing l u m p s fo r m a t i o n a n d g u a r a n t e e i n g an even more e f fec t ive dr y ing and a controlled final particle size distribution, wh i ch i s imposs ib le t o ach ieve w i th conventional dryers.
The minimum clearance between agitator profile and chamber walls not only prevents p roduc t bu i l dups , bu t i t a l so makes discharge significantly easier. In addition, there is a speci f ic automat ic program fo r t he d i scha rge ope ra t i ons . These operations are even more effective thanks to the “pendulum” movement of the agitator (the agitator “pendulum” movement), which swings by 90 degrees in the discharge area. As a result, the amount of product left in the Planex System® chamber after discharge is truly minimal, averaging less than 1 per cent of the volume.
Planex System® also features outstanding loading flexibility. The system is available with total volumes ranging from 150 to 3,200 liters. Maximum loading capacity depends on the product to be processed, and can vary from 15 to 80 per cent of the chamber volume. The system can meet all the production needs of the pharmaceutical and chemical industries, as it is capable of processing small amounts of product as well as large batches.
Planex System® is safe for operators, the environment and the product, because it is designed and manufactured in compliance with European Union ATEX Direct ives and CE marking requirements, as well as wi th the increasingly st r ingent US FDA standards and cGMP Current Good Manufacturing Practice Regulations.
Manufacturing MaterialsAll the parts of Planex System® that come into contact with the product are made of AISI 316L stainless steel, but other weldable mater ials such as Alloy C-22 and AISI 904L are available on request. The drying chamber walls, the agitator shaft and the access hatch are heated by diathermal fluid circulation to prevent co ld spo ts tha t cou ld cause so l ven t condensation or product buildup. Internal surfaces of the drying chamber are lapped or electropolished to optimize corrosion resistance, reduce adhesion and friction on the product , improve powder f low behavior and facilitate cleaning operations.The shaft of the agitator is complete with a double mechanical seal system, studied to guarantee the perfect vacuum tightness and the absolute purity of the dried batch, avoiding any risk of contamination of the product. The mechanical seal may be of conventional type with wet flushing or run dry with nitrogen immission.
Cleaning Planex System® is designed and developed to make cleaning operations outstandingly fast and effective. This is an impor tant consideration for any machine, and one that is absolutely essential for a dryer that customers from all around the world have selected for its versatility and ability to be used in multi-product assets. Ease of cleaning, in fact, means that all the operations involved in washing the interior of the dryer, removing the internal parts,
Marketing Initiative

February 2016 • 53Chemical Engineering World
i nspec t ing the un i t and c lean ing the exterior are simple and straightforward.
Internal washing: The ful ly accessible chamber interior, with no hard-to-reach zones or areas that could trap product residues, ensures that the entire dryer can be perfectly cleaned. To make the washing operation even more effective, the dryer is equipped with an efficient C.I.P. system with retractable rotating washing head. Equipping Planex System® with the C.I.P. washing unit not only guarantees perfect c lean ing , i t a lso prov ides s ign i f i can t savings: the agitator’s off-centered position enables it to rotate during washing, thus reducing the amount of liquid needed.
In terna l par ts removal : Thanks to i ts special st ructure, the agi tator can be read i l y d isassembled in to removable sectors, thus making cleaning operations even more effective. This is an exclusive feature that makes Planex System® a one-of-a-kind dryer: in conventional systems, the agitator is made of a single structure and removing it requires the use of bulky equipment and long system downtimes.
Internal inspection: The big front-opening hatch provides full access to the entire drying chamber. Other advantages include the agitator’s off-centered position. This allows the operator to have more room to work, making it even faster and easier to carry out swab testing.
External cleaning: The exterior of Planex System® is also easy to clean. The entire machine is housed in a sealed external casing (cGMP particle-free configuration) which encloses the insulat ion and al l electrical, hydraulic and pneumatic circuits. In addition, no suppor t to the machine is present in the c lean room, as the dry ing chamber is f lange-mounted on the wall. In this way the chamber exterior can be cleaned quickly and effectively, avoiding product accumulations in slots or junctions. These features, combined with the par tit ioning approach, permit clean room installation, so that the clean area
can be pressurized and kept separate from the technical area
Pilot TrialsIn its factory Italvacuum has a range of pi lot systems which al low to carry out semi- indust r ia l sca le dr y ing tes ts on customer’s products. During pilot tr ials, product samples can be taken for analysis wi thout breaking the vacuum and the process parameters can be modified at any time in order to reach the ideal drying process. In this way customers can choose the Italvacuum system that best meets their needs.
Turnkey SystemsIn addit ion to the dryer, I talvacuum is the only manufacturer in the world that can design and produce internally all the auxiliary units – vacuum system included – ensuring that they are sized to meet any processing requirements:• Saurus939 high vacuum pump• Vacuum condensation unit for drying
time reduction and extracted solvent recovery
• External cyclone f i l ter, designed in order to prevent pressure drop and condensat ion, fo r fu l l vacuum l ine protection
• H e a t i n g / c o o l i n g u n i t s fo r s y s t e m temperature regulation
• PLC con t ro l s ys tem w i t h CFR 21 Par t 11 cer t i f ied sof tware, able to guarantee reproducible dried batches and interface with centralized control systems.
Strengths1. Energy consumption three times lower
than in conventional dryers 2. Threefo ld reduct ion in mechan ica l
and thermal stresses, to the benefit of product purity
3. Eccentr ic agitator with ZeroFriction® planetary movement:
a. n o l o c a l i ze d f r i c t i o n o n t h e product
b. p o s s i b i l i t y t o p r o c e s s ve r y d e l i c a t e t e m p e ra t u r e - s e n s i t i ve products
c. no build up d. guaranteed final particle size4. Ideal for processing also small batches,
thanks to the automatic Stop & Swing program
5. Easy total discharge thanks to: a. minimum clearance between agitator paddles and fu l ly machined dr y ing chamber walls b. special automatic program
6. Fas te r d r y ing t imes thanks to the combined rotat ions of the agi tator, which increases the product surface exposed to evaporation
7. Very high final vacuum levels 8. Easy cleaning of interior and exterior,
with practical access for inspection and swab testing
9. Simple agitator paddles dismantl ing and removal , wi thout long machine downtimes
10.Ful l system automation guarantees batch-to-batch process
Marketing Initiative

54 • February 2016 Chemical Engineering World
ProductsCEW
OPW Engineered Systems offers RM140W rack monitor to its complete line of terminal solution offerings. Built for truck or rail loading in petro-chemical applications, the RM140W protects against overfills and continuously monitors the grounding connection,
increasing safety at the point of transfer.
In addition to being universally compatible, the RM140W meets or exceeds the requirements of multiple organizations as an explosion-proof device. This perfectly aligns with OPW Engineered Systems’ belief of fostering a safe and productive work environment. The RM140W rack monitor replaces the Opti-Therm 8500 Series.
For details contact:Dover India Pvt Ltd – PSG40 Poonamallee By-pass, Senneerkuppam Chennai 600 056Tel: 044-26271020, 25271023E-mail: [email protected]
or Circle Readers’ Service Card 2
Rack Monitor
Toshniwal mixer is a new generation powder mixing equipment that helps to meet the customers’ modern times demand such as reduced source and achieve excellency in quality improvement; low power consumption - higher yield and short time operation
with reduced maintenance cost.
These mixers are suited to handle solids, powders, flaky materials, etc. It is widely used in food, animal feed, construction, chemical, refractory industry, etc. Apart from hematogenous mixing, it also helps in achieving the desired technical performance in the final product and its subsequent application.
For details contact:Toshniwal267 Kilpauk Garden Road, Chennai 600 010Tel: 044-26448983, 26448558Fax: 91-044-26441820E-mail: [email protected]
NIR Moisture Sensor and Analyser
or Circle Readers’ Service Card 1
New version provides an organized, simple approach to structural analysis and design. Intergraph Process, Power & Marine (PP&M), part of Hexagon offers Intergraph GT STRUDL 2016, the most advanced tool for structural engineers to quickly analyze designs and deliver the most accurate structural analysis to build safe and cost-effective structures. GT STRUDL 2016 increases business productivity, eliminates design errors and provides safe, dependable analytical results on which firms can stake their reputation. GT STRUDL 2016 provides more efficient user experience with better organization of the structural engineer’s desktop into docked dialogs and tabbed workspaces; creates more efficient workflow by decreasing the number of steps needed to execute a function compared to the previous GT STRUDL version; allows for faster 3D modeling in an AutoCAD-based modeler with an increased display speed; and expands the large library of compliance codes already within GT STRUDL so that work stays accurate, even in the face of new rulings and editions.
Intergraph CADWorx & Analysis Solutions’ offerings allow design and engineering to share relevant information seamlessly, thereby maintaining accuracy and improving efficiency. These include CADWorx Plant Design Suite, for AutoCAD-based intelligent plant design modeling, process schematics and automatic production of plant design deliverables; CADWorx DraftPro, a free solution for intelligent 2D design and layout; CAESAR II, the world’s most widely used pipe stress analysis software; PV Elite, for vessel and exchanger design and analysis; TANK, for the design and analysis of oil storage tanks; GT STRUDL, one of the most trusted, adaptable and fully-integrated structural analysis solutions in the world; and Visual Vessel Design, a comprehensive pressure vessel, shell and tube exchanger, and boiler design and analysis solution.
For details contact:Intergraph Corp19 Interpro roadMadison, AL 35758, U.S.AE-mail: [email protected]
Structural Analysis and Design
or Circle Readers’ Service Card 3

February 2016 • 55Chemical Engineering World
CEWProducts
Agilent Technologies Inc’s new technology is designed to help scientists achieve the reproducible results they need to develop effective biopharmaceuticals. The new line of AdvanceBio SEC columns represent a significant advance in size-exclusion chromatography, a key technology used to quantify aggregation in biotherapeutics such as monoclonal antibodies. Quantifying aggregation is a vital factor in developing and producing safe,
effective biologics. AdvanceBio SEC columns deliver higher resolution for more accurate quantitation as well as higher sensitivity to quantitate aggregates, even at low levels.
AdvanceBio SEC columns deliver reproducible results—column to column, batch to batch and lab to lab. Agilent’s new silica particle provides the resolution and stability to run shorter columns at higher flow rates, giving laboratories the right result in a quarter of the time. This product line will enable laboratories to control costs by eliminating sample rework, simplifying method transfers and improving lab productivity.
For details contact:Agilent Technologies India Pvt LtdCP-11 Sector 8, Technology Park, IMT Manesar, Haryana 122 051Tel: 0124-4863000E-mail: [email protected]
Wilden, part of PSG, offers a new line of CSA-certified natural gas-operated double-diaphragm pumps. These new pumps have been certified by CSA International to be used in applications where natural gas is the energy source to drive the pump. Ideal for upstream and midstream oil and gas applications, Wilden CSA-certified natural gas-operated pumps are available in Wilden Original (clamped), Advanced
(bolted) and Advanced FIT Models, and come equipped with either the patent-pending Wilden Pro-Flo SHIFT Air Distribution System (ADS), which is CSA-certified ANSI LC 6-2008, or the Wilden Pro-Flo X ADS, which is CSA-certified for the ANSI LC 6-2008 and TIL R-14. Wilden CSA-certified pumps are offered in 13 mm (1/2”) clamped and 25 mm (1”), 38 mm (1-1/2”), 51 mm (2”) and 76 mm (3”) bolted configurations. Wilden CSA-certified pumps also comply with all CE and ATEX requirements, and feature extreme shear sensitivity, high-viscosity handling, dry-run capability, superior anti-freezing and no deadhead damage. The max flow rate is 993 lpm (246 gpm) for the 76 mm (3”) Model, and the max discharge pressure is 6.9 bar (100 psig) for all Models. Wetted paths are aluminum or SS, and available diaphragm materials are Buna-N, PTFE or Wil-Flex.
For details contact:Dover India Pvt Ltd – PSG40 Poonamallee By-pass, Senneerkuppam, Chennai 600 056Tel: 044-26271020, 25271023E-mail: [email protected]
or Circle Readers’ Service Card 4
AdvanceBio Columns Improve Laboratory Workflows
or Circle Readers’ Service Card 5
Natural Gas-Operated Double-Diaphragm Pumps

56 • February 2016 Chemical Engineering World
ProductsCEW
Mesura of France, a leading manufacturer of gas regulators, systems and services for regulating and measuring of natural gas, and Nirmal Industrial Controls Pvt Ltd, India’s leader in the field of high pressure regulators, slam shut valves and gas conditioning, pressure regulating and metering stations set up JV, Mesura Nirmal Gas Controls Pvt Ltd, offers highly accurate, ruggedly constructed, attractively priced and ex-stock delivery of LPG and natural gas regulators. Safety shut-off devices can be supplied in a gas train.
Regulators are well-protected against corrosion with consistent powder coating. It has extreme temperature-resistant diaphragms, SS screws and bolts, and 1/4 ’’ connections for inlet pressure gauge of 1 to 17 Bar/outlet pressure gauge of 0.5 to 4 Bar, 100 Nm3/hr of LPG flow, and 1” x 1” NPTF end-connection. It is also suitable for liquid LPG. Flows tested in accordance with UL144. The Cavagna Group’s top-line of LPG regulators for residential, commercial and industrial use is also offered by the JV.
It is the 1st stage regulator for residential gas banks. Suitable for commercial use in hotels, malls, hospitals, IT parks, educational institutes and ideal for use in industrial LOT/VOT for LPG bulk installation and bullets. It finds application in hot air generators, furnaces, gas engines, burners and boilers, painting, powder coating, glass and ceramic, food, agriculture, automobile and foundry industry.
For details contact:Mesura Nirmal Gas Controls Pvt LtdPlot No: 39-40, Savli GIDC, AlindraVadodara, Gujarat 391 775E-mail:[email protected] [email protected]
Blackmer offers S Series screw pumps with or without external timing gears and bearings, are self-priming double-ended positive displacement pumps. Blackmer’s twin and triple screw designs provide complete axial balancing of the rotating screws and their timing technologies eliminate metal-to-metal contact with the pump. S Series pumps are ATEX-certified for use in explosive or dangerous environments, and have been designed to address the difficult pumping challenges found in the oil and gas, process and marine industries. S Series pumps provide solutions that can meet the toughest application challenges regardless of temperature, viscosity or pressure.
S Series pumps are offered in four distinct lines, each having multiple model configurations and sizes: S Series twin screw pumps (WTG) are double-suction, self-priming twin screw pumps with external bearings and timing gear transmissions. They are suited for the delivery of fluids free of solid substances and/or with little abrasives. S Series twin screw pumps with non-timing gear (NTG) transmission feature a single-suction design for transferring lubricating fluids with higher viscosities, such as bitumen and residual oil, at medium or high temperatures. S Series multi-phase twin screw pumps have been designed for medium- to low-pressure applications and built to last within the water and oil and gas industries. Multi-phase pumps are commonly used in the oilfields that have untreated streams and are ideal for higher differential and suction pressure applications. S Series triple screw pumps are designed for handling clear, lubricating liquids without solid content in the most demanding applications.
For details contact:Dover India Pvt Ltd – PSG40 Poonamallee By-pass, Senneerkuppam, Chennai 600 056Tel: 044-26271020, 25271023E-mail: [email protected]
LPG Natural Gas Regulators
or Circle Readers’ Service Card 7
Screw Pumps
or Circle Readers’ Service Card 6

February 2016 • 57Chemical Engineering World
CEWProducts
Scrapper mechanism self-cleaning filters are widely used for continuous filtration requirement without any replacement of filter consumables and without exposure of operators. Scrapper mechanism self-cleaning filter is used wherein one cannot introduce any additional substance for back washing.
Because of automatic continuous on-line filtration, the filtration process becomes smooth. The gear motor runs against the spring actuated scraper and the concentrated solids are drained off by the system, thereby keeping
the function of the cartridge well. PLC control function means differential pressure cleaning, scheduling of cleaning process and manual cleaning. The differential-pressure is an important parameter for operation and can be connected with the central control room. Validated by practice, this filtration process is highly effective and using the wedge cartridge, it can be easily cleaned with less abrasion. In many fields, this filter can replace the traditional filters like sand filters, filter press, etc.
For details contact:Filter Concept Pvt Ltd302 Aalin, B/h Jet Airways Office, Ashram RoadAhmedabad, Gujarat 380 014Tel: 079-27541602 | Fax: 91-079-27540801E-mail: [email protected]
HRS Process Systems Ltd (HRS PSL), part of HRS Group, UK, offers wide range of innovative and energy efficient heat transfer solutions widely used in process industries like chemicals, pharmaceuticals, petrochemicals and many more.
Ecoflux corrugated tube heat exchangers (CTHE), HRS’ flagship product is based on corrugated tube technology developed by
HRS for a range of processes like heating, cooling, condensation, chilling for various products, utility, steam, oil, water and other heat transfer applications. HRS Funke plate heat exchangers (PHE) are used for processes like water cooling, oxygen cooling and heat recovery. These heat exchangers have also proven to give enhanced benefits in terms of performance efficiency when integrated into heat exchanger based systems. These systems (HES) are skids which ensure optimum utilization of energy with controlled heating and cooling which avoids wastage in process, thus making it much more environmentally efficient.
For details contact:HRS Process Systems Ltd201/202 Karan Selene, 851 Bhandarkar Institute RoadPune, Maharashtra 411 004Tel: 020-25663581, 66047894E-mail: [email protected]
or Circle Readers’ Service Card 9
Energy-efficient Heat Transfer Solutions
or Circle Readers’ Service Card 8
Scrapper Mechanism Filters

58 • February 2016 Chemical Engineering World
ProductsCEW
JULABO’s new PRESTO Models W50 and W50t provide a high dynamic temperature control system that can handle temperature ranges of -500C to +2500C for applications such as reactors, mini-plants, pilot plants, material testing stands, micro-reactors, and material and component tests in the auto industry, for example. The new water-cooled PRESTO Models are available in two versions: the W50 and the W50t with increased heating capacity. The PRESTO W50 provides a heating capacity of 6-kW, while the W50t provides 12-kW. Both have a cooling capacity of up to 7.5-kW. They are suited for compensating exothermic and endothermic reactions extremely quickly and have impressive,
very rapid heat-up and cool-down times.
High-performance pumps deliver up to 3.2 bar or 76 l/min. Both Models guarantee high flow rates at constant pressure and can interactively compensate changes in the viscosity of the tempering medium. The integrated 5.7” industrial colour touchscreen provides high functionality and intuitive user guidance. Extensive interfaces allow flexible usage, such as control and regulation via USB interface, data logging via USB or SD Card, integration in process bus solutions (ie, Profibus), remote control via Ethernet networks or wireless control through JULABO’s WirelessTEMP application. Competent advising, a collaborative search process for suitable solutions with the customer and many other customer services ensure that JULABO users find the ideal temperature control solution.
For details contact:JULABO GmbHEisenbahnstr 45, SeelbachBaden Württemberg 77960 Deutschland, GermanyTel: +49 (7823) 51-21 | Fax: +49 (7823) 2491E-mail: [email protected]
Temperature Control Systems for Labs & Industrial Applications
or Circle Readers’ Service Card 12
The SERVOTOUGH OxyExact high specification oxygen analyser offers an unrivalled combination of precision, flexibility and performance for optimum process and safety control. The OxyExact can be
configured with a safe or hazardous area control unit with up to six transmitters. Zone 1 Certified to ATEX Cat 2, IECEx and FM.CSA Class 1 Div 1. Three enclosure systems allow sampling of any flammable gas up to 100 per cent O2 and pressures of up to 40 psi.
High temperature version eliminates the need to condense hot sample prior to analysis.
For details contact:Spectris Technologies Pvt LtdPlot No: A-168 MIDCThane-Belapur Road Khairnae, Navi Mumbai 400 710Tel: 022-39342700E-mail: [email protected]
or Circle Readers’ Service Card 11
High-specification Process O2 Analyser
or Circle Readers’ Service Card 10
Cipriani Harrison’s flow control valves made from forged SS-316L, are highly polished and come standard with FDA EPDM seats and seals. These valves have self-draining machined bodies with a round shape that allows for minimum resistance to flow. The valve body, yoke and actuator are
assembled with clamps enabling quick and easy assembly and disassembly. Available in sizes 1-2.5” with sanitary clamp and butt-weld end connections as standard. The valve is operated by means of a manual handle which moves a conical plug gradually up or down. The plug has a calibrated profile that allows for fine flow control. The plug can be fixed in the desired portion with locking arrangement.
For details contact:Cipriani Harrison Valves Pvt Ltd1901, GIDC, Phase IV, Vallabh VidyanagarVitthal Udyognagar, Gujarat 388 121Tel: 02692-235082, 23512Fax: 91-02692-236385E-mail: [email protected]
Flow Control Valves

February 2016 • 59Chemical Engineering World
ORPEC 2017
Dates: 13 – 15 May 2017Venue: Muscat, OmanDetails: Designed to deliver key buyers to Oman’s growing refining and petrochemical industries creating a forum aligned with the government’s growth plansOrganiser: OMANEXPO LLCContact: Mr Ebrahim Taher Email: [email protected] Website: www.omanexpo.com
Dates: 7 – 8 April, 2016Venue: Bombay Exhibition Centre, MumbaiDetails: Meeting and networking with existing and potential partners and business facilitatorsOrganiser: Quartz Businesss Media Ltd,Contact: +91 22 240 44472Email: [email protected]: www.chemspecevents.com
Chemspec 2016
Best Practices for Chemicals
Dates: 14 – 16 March 2016Venue: Texas, USADetails: The premier industry conference for organizations using SAP. Organisers: SAP, The Eventful Group and ASUGContact: +1 877 411 4675Email: [email protected]: www.sapforindustries.com
Dates: 1 – 3 September, 2016Venue: Bombay Exhibition Centre, MumbaiDetails: Event of chemicals and petrochemicals industry in India in its 9th editionOrganiser: FICCIContact: +91 22 2496 8000Email: [email protected] Website: www.indiachem.com
India Chem 2016
The 2016 Automation Summit
Dates: 27 – 30 June, 2016 Venue: Las Vegas, USADetails: Siemens Automation Summit – A User Conference. All areas of industrial automation will be covered including factory, process, motion, and drives.Organiser: Siemens Industry, IncContact: +1 800 241 4453Email: [email protected] Website: usa.siemens.com/summit
Dates: 22 – 25 August 2016Venue: Bombay Exhibition Center, MumbaiDetails: Automation 2016, a four day automation event is set to introduce new and upcoming technology this yearOrganiser: IED Communications LtdContact: 91 22 22079567Email: [email protected]: www.iedcommunications.com
Automation 2016
Dates: 14 – 18 March 2016Venue: Amsterdam, NetherlandsDetails: Technical or commercial services linked with the chemical industry.Organiser: ARC Advisory GroupContact: +31(0)88 348 88 88Email: [email protected]: www.chemcon.net
ChemCon Europe 2016
Dates: 3 – 5 March 2016
Venue: BC&EC Mumbai, India
Details: Platform to showcase services,
technologies, innovations and current
& future trends of entire value chain of
hydrocarbon industry.
Contact: +91 22 40373636
Email: [email protected]
Website: www.chemtech-online.com
Oil & Gas World Expo 2016
Concurrent Events: SMP World Expo, EnerTECH World Expo

60 • February 2016 Chemical Engineering World
Project UpdateCEW
New Contracts/Expansions/Revamps
The following list is a brief insight into the latest new projects by various companies in India.
• CHEMICALS Panoli Intermediates (India) proposes an expansion of its specialty chemicals manufacturing unit and a new 10-MW coal-based captive power project in Unit-III, GIDC Nandesari, district: Vadodara, Gujarat. The estimated cost of the project is ̀ 100-million. The current status of the project could not be ascertained. According to MoEF sources, the total plot area is 15,480-sq m. The capacity of isomers and DNCB such as 2:4 DCNB, 2:6 DCNB, 2:5 DCNB is to be augmented from 200-TPM to 2,200-TPM, ortho anisidine/para anisidine from 100-TPM to 1,100-TPM, ortho nitro aniline/para nitro aniline from 300-TPM to 2,300-TPM, isomers of DCA from 80-TPM to 1,080-TPM, isomers and DCNB such as 2:3 DCNB, 2:5 DCNB. isomers of DCNB such as 2:3 DCNB, 2:5 DCNB, 3:4 DCNB from 200-TPM to 2,200-TPM, H-acid from 50-TPM to 500-TPM and addition of a new product namely, 1,500-TPM derivatives of nitro phenol and a new 10-MW coal-based CPP. 10-MW power requirement is to be met from MGVCL and 10-MW from the CPP. The effluent will be treated in proposed effluent treatment plant.
Saras Plywood Products is planning a 60-TPM urea formaldehyde resin manufacturing plant in New GIDC Gundlav, district: Valsad, Gujarat. The existing land area is 1.5 acres. The estimated cost of the project is ̀ 7.5-million. Kalyan Industries is the equipment supplier. The project is waiting for environmental clearance. Civil work will commence in 3 months. The project is planned for completion in this year. According to SEIAA sources, the company has proposed primary treatment plant followed by evaporator for treatment of industrial effluent and has also proposed a multi-cyclone separator.
FMC India is planning an expansion of its chemical manufacturing unit at IDA Patancheru, district: Medak, Telangana. The estimated cost of the project is ` 17.5-million. As of September the project was waiting for the environmental clearance. According to MoEF sources, the plot area is 4.027 acres. The company proposes to manufacture 50-TPM of products as part of the expansion. Green belt on 33 per cent of the land area will be developed and maintained. Power requirement will be made available through SPCPDCL. The project will be completed within 2 years.
Globex Laboratories (R&D) proposes a pigments manufacturing unit at village: Dabhasa, district: Vadodara, Gujarat. According to MoEF sources, the project will come up in the existing land on 9,312-sq m. Kadam Environmental Consultants, Vadodara is the environmental consultant. The project will entail manufacture of 40-TPM red pigments, 40-TPM yellow pigments and 450-TPM dilute phosphoric acid. Environment clearance has been obtained for the products – red pigments and yellow pigments. Construction work has begun, as EC and NOC have been received. Effluents generated will be treated in effluent treatment plant having MEE. The company
has applied for Amendment in Environmental Clearance dated 26th September 2012 for change in fuel from LDO to agro waste briquettes and addition of one raw material, ie, phosphoric acid and generation of dilute phosphoric acid (25 per cent basis) as by-product.
Bohra Industries is implementing an expansion of its chemical and fertilizer manufacturing unit at Umarda, district: Udaipur, Rajasthan on 14,500-sq m of existing land. The project will entail expansion of single super phosphate capacity from 400-TPD to 600-TPD, granulated super phosphate from 200-TPD to 300-TPD and addition of new products namely 150-TPD triple super phosphate, 550-TPD synthetic gypsum, 30-TPD Di-calcium phosphate, 160-TPD phosphoric acid, 0.3-TPD potassium fluoride, 150-TPD H2SO4 and 0.3-TPD Sodium Tri Polyphosphate (STPP). Machinery has been ordered from China. Civil work is in progress. The project is scheduled for completion in 2018.
Ami Lifesciences proposes expansion of its synthetic organic chemicals manufacturing unit (viz, pharmaceutical bulk drugs and drug intermediates) from 65.70-TPM to 131.60-TPM in Padra, district: Vadodara, Gujarat. The estimated cost of the project is ̀ 87.046-million. Environmental Consultant to this project is Envisafe Environment Consultants. According to MoEF sources, total plot area is 23,760-sq m (existing 10,270-sq m and 13,490-sq m for expansion). The unit currently manufactures 2-TPM 1-Acetyl Naphthalene, 1-TPM 2-Acetyl Naphthalene, 6-TPM Itopide HCl, 1.20-TPM Loxapine Succinate, 0.30-TPM Amoxapine, 6-TPM Venlafaxine, 6-TPM Progunil HCl, 6-TPM CB-2-L-Valine, 0.60-TPM Nateglinide, 0.60-TPM Quetiapine, 24-TPM Carbomazepin and 12-TPM Oxacarbomazepin. The expansion will involve addition of new products. Water requirement from ground water source will be increased from 34.53-cu m/day to 181-cu m/day after expansion. Effluent generation will be increased from 9.35-cu m/day to 79.5-cu m/day after expansion. Highly concentrated effluent will be sent to captive incinerator for incineration. Remaining effluent (70-m3/day) will be treated in the ETP comprising primary, secondary and tertiary treatment. Treated effluent will be sent to CETP for further treatment. ETP sludge, inorganic residue and incineration ash will be sent to TSDF. Spent carbon, organic residue will be sent to incinerator.
Adi Finechem is planning a 40-TPA specialty products manufacturing project on a 2-acre land at an estimated cost of ̀ 400-million in village: Chekhala, district: Ahmedabad, Gujarat. The project is waiting for environmental clearance.
RSPL is planning a 1,500-TPD soda ash plant and 40-MW captive power project in village: Kuranga, district: Jamnagar, Gujarat. Land acquisition is in progress. 85 per cent of land has been acquired. The project is waiting for environmental clearance. The entire project is planned for completion in 5 years from zero date.

February 2016 • 61Chemical Engineering World
CEWProject Update
Email: [email protected]
w w w . i g e s . i n
TOLL FREE : 1800 102 4437
It is time to Migrate to an advanced Structural Analysis Software
Easy User Interface
Conformancee to nuclear industry QA/QC - NRC
Integration with smartPlant 3D / Tekla / STAAD.Pro
Validation & veri�cation for more than
5000+test problems
Base plate modeling & analysis
Linear and Non linear Static-Dynamic analysis
Steel Frame & reinforced concreate design
CIS/2 analysis data interface
Comprehensive & detailed user documentation
Offshore structure analysis & deisgn
Superhouse is planning an expansion of its chemical mix-manufacturing project from 200-kg/day to 500-kg/day in UPSIDC Industrial Area, district: Unnao, Uttar Pradesh. The product will be used in leather tanneries. The project will involve installation of containers. The project is in planning stage.
• MININGMetabluu Power, a sister concern of Minera Udyog India, is planning a 75,000-TPA iron ore mining project in village: Devikonda, district: Karimnagar, Telangana. The project is awaiting Government approval.
Aryan Ispat & Power is planning an expansion of its coal washery in village: Bamoloi, district: Sambalpur, Odisha. The project will come up in the existing 204.65-acre integrated steel plant premises. The capacity of the project is to be augmented from 0.70-MTPA to 5.70-MTPA. The cost of the project is ` 600.7 million. The project is awaiting environmental clearance and planned for completion in 1-year from zero date. According to MoEF sources, the expansion is based on heavy media cyclone (wet process) technology. The washery will produce washed coal of an average ash around 34% (GCV 4,350-Kcal/kg), middling (ash content about 58%) of GCV around 2,350-Kcal per kg useable as fuel in FBC boilers. The proposed expansion will be the state-of-the-art with close circuit water system, classifying cyclone, high frequency screens, thickener and multi-roll belt press filters. Power requirement of 5-MVA will be sourced from its own power plant connected with the Grid Corporation of Odisha.
NTPC is planning the Kudanali-Luburi coal mining project in district: Angul, Odisha. The company has signed an agreement on June 15, 2015 with Jammu and Kashmir State Power Development Corporation (JKSPDCL) for promoting a joint venture company with 67:33 equity participation for undertaking exploration, development and operation of jointly allocated Kudanali-Luburi Coal Block at Odisha by the Ministry of Coal.
DSP Associates is planning a 15,17,600-TPA sand (minor mineral) mining project in the mines of Tikola-1 Sand Unit at village: Tikola, district: Gurgaon, Haryana. Mining lease area is 42.50-hectare. The estimated cost of the project is ` 55-million. The project is waiting for environmental clearance. Mining work is expected to commence soon. According to MoEF sources, out of the total area, 31.50-hectare area falls in the river bed and 11-hectare area falls in agricultural land (outside river bed). Method of mining will be opencast semi-mechanized without drilling and blasting. The mine will be excavated out in layers up to a depth of 3-m in riverbed and 9-m in agricultural field. Letter of Intent (LoI) for mining contract has been granted for a period of 9 years.
• NON-CONVENTIONAL ENERGYHubli Electricity Supply Company is planning solar RTPV grid connected power plants in district: Belagavi, Karnataka. E-tenders have been floated to design, manufacture, supply, installation, testing and commissioning of solar RTPV grid connected power plants on roof-tops of 31 HESCOM office buildings in Belagavi Zone Jurisdiction for total load of 136-KWp including operation and maintenance for a period of five years. The approximate amount put to tender is ` 18.62-million.
Karnataka Renewable Energy Development is planning a 10-MW solar power project at an estimated cost of ̀ 600-million (approximately) in village: Tingloor, taluka: Madhugiri, district: Tumkur, Karnataka. Surana Telecom And Power has received Letter of Award (LoA) for development of the project.
M a h a r a s h t r a S t a t e P o w e r G e n e r a t i o n C o m p a n y i s p l a n n i n g a 50-MWp solar photo voltaic power project in Gangakhed, district: Parbhani, Maharashtra. The company is scouting for land. Other details are yet to be finalized.

62 • February 2016 Chemical Engineering World
Book ShelfCEW
Authors : Daniel A Crowl, Joseph F LouvarPrice : USD 372.09Pages : 720 (Hardcover)Publisher : Prentice Hall
Chemical Process Safety: Fundamentals with Applications (3rd Edition)
About the Book : As chemical processes have grown more complex, so have the safety systems required to prevent accidents. Chemical Process Safety, Third Edition, offers students and practitioners a
more fundamental understanding of safety and the application required to safely design and manage today’s sophisticated processes. The third edition continues the definitive standard of the previous editions. The content has been extensively updated to today’s techniques and procedures, and two new chapters have been added. A new chapter on chemical reactivity provides the information necessary to identify, characterize, control, and manage reactive chemical hazards. A new chapter on safety procedures and designs includes new content on safely management, and specific procedures including hot work permits, lock-tag-try, and vessel entry.
Chemical Engineering Design (2nd Edition)Author : Gavin Towler PhD, R K SinnottPrice : USD 213.53Pages : 1320 (Hardcover)Publisher : Butterworth-Heinemann
About the Book : For a holistic view of chemical engineering design, this book provides as much, if not more, than any other book available on the topic, reads Chemical Engineering Resources review. Chemical Engineering Design is a complete course text for students of chemical engineering. Written for the Senior Design Course, and also suitable for introduction to chemical engineering courses, it covers the basics of unit operations and the latest aspects of process design, equipment selection, plant and operating economics, safety and loss prevention. It is a textbook that students will want to keep through their undergraduate education and on into their professional lives.
Production Systems Engineering: Cost and Performance Optimization (1st Edition)Author : Richard GustavsonPrice : USD 30 Pages : 256 (Hardcover)Publisher : McGraw-Hill Education
About the Book : This pioneering work offers proven techniques, partially created and developed at The Charles Stark Draper Laboratory, for determining optimal resource allocation and cost-effective production system designs for today’s any-volume manufacturing environments. Production Systems Engineering presents a unique methodology that synthesizes applicable technology with economic requirements for an integrated solution. Featuring real-world case studies, this authoritative resource establishes a new paradigm for the manufacturing world that can also be applied to other enterprise environments. Coverage in the book includes Determining an improved manufacturing system design method, System design basics, time allocation, resources, costs, and quality rating, Stochastic analyses added to deterministic results, System configuration options, Multiple disparate products produced by one system, World class versus mostly manual systems, etc.
Smart Process Plants: Software and Hardware Solutions…
Editor : Miguel J BagajewiczPrice : USD 84 - 140Pages : 464 (Hardcover)Publisher : McGraw-Hill Education
About the Book : Maximize plant profitability by minimizing operating costs. Smart Process Plants addresses measurements and the data they generate, error-free process variable estimation, control, fault detection, instrumentation upgrade, and maintenance optimization, and then connects these activities to plant economics. Methods for calculating the value of the information produced are included. The book discusses optimal instrumentation type, quality, precision, and location along with preventive maintenance techniques. Practical examples throughout the book demonstrate how to perform essential calculations.
Smart Process Plants covers:• Measurement instrument
performance and measurement errors
• Variable classification and canonical representation
• Linear, nonlinear, and dynamic data reconciliation
• Gross error detection, equivalency, size elimination, and estimation
• Accuracy of estimators• Value of accuracy, control strategies,
parametric fault identification, and instrumentation upgrade
• Maintenance optimization

CEWAd Index
February 2016 • 63Chemical Engineering World
1 Atomic Vacuum Company (Exports) Inside Cover I
2 CRI Pumps Pvt Ltd 29
3 Economy Refrigeration Pvt Ltd 9
4 Ferolite Jointings Ltd 37
5 Gea Process Systems 5
6 Hi-tech Applicator 3
7 ImageGrafixEngineeringServicesPvtLtd 55,57,59,61
8 Impart International Pvt Ltd/Munsch Chemie 7
9 Ion Exchange (India) Ltd 17
10 Kirloskar Brothers Ltd Inside Cover II
11 Liberty Shoes Ltd 21
12 Poonawalla Group 19
13 Rasaii Flow Lines Pvt Ltd 31
14 Rathi Transpower Pvt Ltd 37
Client’s Name Page NoSr. No. Client’s Name Page NoSr.
No.
15 Ross Process Equipment Pvt Ltd 11
16 Suraj ltd 35
17 Tecnimont Pvt Ltd 15
18 Uni Klinger Ltd 27
19 Vac Enterprises India LLP 35
20 Vega India Level Pressure Measurement Pvt Ltd 23
21 Chemtech World Expo 2017 Back Cover
InterviewCEW
Chemical Engineering World 64 • February 2016
Ind ia ’s g rowth d r i ve r w i l l be i t s population; states A M Tiwari, Managing
Director, Gujarat Alkalies and Chemicals Limited (GACL) in conversation with Mittravinda Ranjan . He comments on the chlor-alkali market outlook in India as compared to the Chinese market which is slowing down or the Middle Eastern market which sees low energy costs. He also speaks about the competition in the
market, anti-dumping duties, potential investments GACL may be making, etc. Here are the excerpts.
Turning India into a Manufacturing Hub by Rising above Hurdles

CEWInterview
February 2016 • 65Chemical Engineering World
According to a recently released report, the Chlor-Alkali market is estimated to witness a CAGR of 6.0 per cent between 2014 and 2019 in terms of value and is anticipated to generate a global market value of USD 93936 million by 2019. How do you see the market dynamics play up in the years to come in India and globally?The chlor-alkali industry is expected to remain at a range CAGR from 6-7 per cent. It may even improve as the GDP growth of India is expected to be more than 7 per cent in coming years as also growth in other user sectors like Alumina is estimated at more than 10 per cent and more than 8 per cent in the paper and pulp sector. The most robust growth driving factor for India would be its population which is growing at 1.5 per cent.
Where does the Indian chlor-alkali industry stand globally in comparison with China, where the industry enjoys economies of scale and with the Middle East where the energy cost is very low?Comparison with ChinaChina is completely focused on design based processing which cannot be easily done in India due to a number of serious bureaucratic hurdles. One way of improving processes and technology is through research jointly done by the academic institutions and industry. Although India was a step ahead of China in setting up institutes of CSIR, but China did a better job when it set up these institutions. It ensured every institute partnered with some industry or the other and there was a lot of research jointly done by the institutes and the industry. Also, in China, the 1st stage of development was export oriented and they set up plants that were of global scale and had to be super-efficient. The whole taxation structure, financial institutions, logistics, et al was driven with exports in mind.
In India, the basic chemical industry was always focused on the domestic market and as a result our industrial units were smaller in size rather being able to serve the market on a global scale. Between 1970s and 1990s, the plants set up were small in size and now the country faces a problem where majority of our plants are not on par with the global standards. If we take the example of caustic soda, China buys salts from India but can still manage to be competitive. Although the raw
material is available at an inexpensive price in India, it is a challenge when it comes to the actual production cost. India is bogged down by many ideological issues and pressure groups which is hurting our competitiveness. However, making world scale plants with captive downstream units to produce further value added chemicals shall be the key to success. Focus on various chlor-alkali products like caustic soda (lye, flakes & prills), chlorine, chloromethanes, hydrochloric acid to African and European countries shall help the Indian chlor-alkali industry to remain on the growth track through economies of scale.
What are your thoughts on Comparison with Middle East?It is true that the cost of energy is very low in the Middle East but that is mainly due to the fact that Middle Eastern countries make use of low priced natural gas for power generation which is not the case in India. On the other hand, the cost of salt in the Middle East is ` 4000 per tonne or higher but the same will cost not more than ` 800-900 in India. Similarly, raw water is very expensive there.
Middle East will have little chance of competing with us if gas based value addition is done there, the material is brought here, then converted with some value addition and exported to rest of the world. Dahej in Gujarat is ideally suited for value added export due to its proximity to the Middle East and easy availability of key domestic inputs. But India does not have the port infrastructure to support such a move. Also, the bureaucracy needs to be a little more proactive to such suggestions from the industry as various issues concerning Dahej are already known but no concrete move to address them is being taken up.
Please share your views on the impact of low growth posted by China on the overall market dynamics of chlor-alkali industry and the impact on Indian industry? In your view, how can our domestic industry leverage on the opportunity?Historically, many of products have been dumped to India from China. High man power cost, internal government policy, low operation capacities are some of the challenges that India needs to work on. Even after the low growth posted by China
in recent months it has not dumped caustic soda into India because of the Tianjin port closure due to NaCN blast. The electricity cost in China is greater or at par with India. Apart from this, India is geographically better placed than China to cater to the global market.
In another decade, the African market is going to grow significantly and as of today the country’s export to Africa is fairly good. But India would require major capacity expansions to meet the export requirements. This is possible if India can explore having tie-ups with companies like SABIC or Iranian petrochemical manufacturers from where we bring in investments and natural gas, carry out cracking and conversion into ethylene and propylene and sell it in market for further value addition. This way, the foreign companies will get access to the growing Indian market and still be able to earn a reasonable profit. There are two ways of doing this, either we go and set up plants in countries like Iran or convince them to jointly set up plants in India. Such an arrangement will ensure better realisation in export markets for Indian firms and assured availability of critical inputs. Such steps can work in favour of the country provided decisions are taken quickly.
PCPIRs have been under the planning stage for a very long time. How would these reverse SEZs you speak of work?PCPIR concept is on the verge of failure due to the unreasonable attitude of so called Anchor Units that are not willing to share the basic building blocks with the downstream units and by doing this, they will single-handedly kill this good initiative. Lack of focus on infrastructure like good port, efficient rail connectivity, logistics handling agencies, reliable utility suppliers, etc. are adding up huge capital costs that are taking away the advantage of port based locations of the PCPIRs. Iran is the 2nd largest producer of natural gas and when it comes to connectivity, Dahej is only a day or two’s journey from Iran. Crackers can be set up in Dahej and ethane can be transported across the Arabian Sea via ships. If this is planned and executed well, it can be a viable solution for huge downstream value addition and export and the problem created by Anchor Units can also be resolved.

InterviewCEW
66 • February 2016 Chemical Engineering World
What kind of competition across Indian chlor-alkali manufacturing industry do you see? How does GACL maintain its competitive edge? What are the various steps a company has to take towards improving top and bottom line margins?Chlor-alkali is nothing more than an ordinary commodity. This industry does not have any competitive technology on which it can can thrive. There is no differentiation factor for caustic soda as every competitor will sell the same product and it is an everyday struggle to market the product at a reasonable price. In India, 200-300 tonne capacity caustic soda plants are set up every 200-300 kilometres; be it in Odisha, Bihar, Andhra Pradesh, Tamil Nadu, Gujarat, Punjab and Rajasthan. Gujarat has a higher concentration of the industry as it has raw material available in plenty. It is a wonder for us how in Europe or America a distance of 500-1000 kilometres is not much from the point of view of logistics. Abroad, a company could make a product in one place and sell it as far as 1400 kilometres with ease. In India, this does not turn out to be a viable solution as someone has set up a small plant closer to the customer and has the price advantage there. GACL has found a solution to this issue by setting up a pipeline to the Dahej railway station and leased rakes to transport the product from the West to Nalco, etc. Ship was one of the options GACL tried to explore, but there are complexities like the bunker fuel tax which make sending the product through ship freight within India an expensive affair. In comparison world over, ship transport is the cheapest option, followed by rail and road. The situation is reverse in India due to random policies. Road transport would mean sending 250 trucks whereas the same amount can be sent at once through rail which also saves on time.
Some of the measures GACL is considering to improve margins are outsourcing value added products, compatible expansion plans, improvement in the capacity of existing plants, broadening the base of products baskets, optimisation of energy and operating costs, focus on exports, penetrate eastern region market to balance over supply in the western region market.
Does the Indian market provide level playing field for competition between Indian and international players? What is the structure of anti-dumping duty for various chlor-alkali products to protect the domestic market? Some products have the anti-dumping support. But it may be a temporary call till the Indian industry can achieve the level playing capabilities to compete with the global players, some of which are deliberately hitting at small Indian producers and the industry must be able to face the international imports/ dumping threats all the time. We have started working on how we can live without anti-dumping duty. Chemical sector cannot rely on anti-dumping duty beyond 5-6 years. But the important question that remains is ‘What after that?’
So far, major imports are from Iran wherein anti-dumping duty is negligible. After lifting of sanctions, Iran will channelize their products in nearby markets of European and Middle Eastern countries and thus caustic soda export to India will reduce.
GACL witnessed a jump in gross income during the period 2011-12 from 2070 crores to 2432 crores and after which the growth has plateaued till 2014. Can you please share some insights into the company’s performance during this period?2011-12 was a remarkable year for the chemical industry and most of the companies made a good profit. I was in GNFC in those days and it made the 2nd highest profits in that year. We wrongly believed that it was due to the efforts the team had put in but the year after we realised that the same success story could not be repeated. 2011-12 was an exceptional year for GACL as well and thereafter the prices kept on declining. Market realisations were not in proportion with the costs due to sluggish demand in the market for main products. But if you do a peer group analysis, GACL performed much better during this period than its peers. The vision at the time was to bring in internal efficiency rather than taking up new projects. Also, at the time, plants were not being run at full capacity because the natural gas and alternative energy costs had gone up. This situation was stabilised at our Dahej complex in next three years. GACL had to also tackle the problem of energy sourcing. The R-LNG and APM natural gas run power plant in Dahej had to be shut down due to a number of hurdles, such as increasing gas cost, policy changes, etc. A number of crucial projects are in the pipeline but would take some extensive planning and timely execution for them to be set in motion.
According to GACL’s annual report for the year 2013-14, high crude oil and natural gas prices impacted top and bottom line margins of the company. With the current fall in crude oil and natural gas prices, what kind of improvement is anticipated for the current financial year?In 2013-14, GACL was adversely impacted by the depreciating rupee as this badly affected our gas based power plant in Dahej. The company retained its profitability with downstream products like hydrogen peroxide, phosphoric acid and the plants were running at full capacity. The idea was to bring down the energy cost and we expanded our wind power program. Today, we have 156 MW wind power turbines with plans of setting up more to ensure energy efficiency.
What are the future investment plans?We have been working on debottlenecking of chloromethane which would see an investment of ` 120 crores. The plant’s capacity would be 170 tonnes per day (TPD) as compared to its previous capacity of 110 TPD. Basic engineering has been completed and civil work is to start soon. GACL would be making an investment of ` 40 crores in debottlenecking the caustic potash plant. Currently, the plant has a capacity of 80 TPD which would increase to 140 TPD. Also, we would be setting up a wind farm of 31 MW with an investment of about ` 190 crore. The total investment would be of about ` 350 crores.
In the next 2-3 years the company is planning numerous capacity additions to the downstream products viz. chloromethanes, phosphoric acid and hydrazine hydrate, etc. GACL would also be setting up a joint venture with NALCO for an 800 TPD CS plant and a 100MW imported coal based power plant for an estimated investment of about ` 1790 crores.


R.N.I. No. 11403/1966 Date of Publication: 29th of every month. Postal Registration No: MCS/095/2015-17Posted at Patrika Channel Sorting Offi ce, Mumbai 400001, on 29th & 30th of every month. Total Pages No.:68