feasibility report for tannery...
TRANSCRIPT

Feasibility report for Tannery Plant M/s Tesmia Tannery Udyog
1
Feasibility Report
For
Tannery Udyog
Capacity (300 Hides)
PROJECT: M/s Tesmia Tannery Udyog
Village: Mussa Sher Nagar
Janshat Road
Muzaffarnagar-, Uttar Pradesh
Feasibility report for Tannery Plant M/s Tesmia Tannery Udyog
2
Executive Summary
Tanning leather involves a process which permanently alters the protein structure of skin.
Making "rawhide" (untanned but worked hide) does not require the use of tannin. Rawhide is
made by removing the flesh and fat and then the hair by use of an aqueous solution (this process
is often called "liming" when using lime and water or "bucking" when using wood ash (lye) and
water), then scraping over a beam with a somewhat dull knife, then drying. The two
aforementioned solutions for removing the hair also act to clean the fiber network of the skin and
allow penetration and action of the tanning agent, so that all the steps in preparation of rawhide
except drying are often preludes to the more complex process of tanning and production of
leather Livestock Mortality and Biosecurity.
Basic Information
Sl.
No.
Item Details
1 Name of the project/s M/s Tesmia Tannery Udyog
2 Proposed capacity 300 HIDES
3 New/ Expansion/ Modernization -
4 Location and Address M/s Tesmia Tennery Udyog
Musa Sher Nagar
Muzaffarnagar
Uttar Pradesh
Plot/ Survey/ Khasra No.
Village
District
State
5 Nearest railway station/ airport along with
distance in kms.
Muzaffarnagar Rail Way Station 8 KM
6 Nearest Town, City, District Headquarters
along with distance in kms.
Muzaffarnagar
Feasibility report for Tannery Plant M/s Tesmia Tannery Udyog
3
7 Villages Panchayats, Zilla Parisad,
Municipal Corporation, Local body
Tehsil:Sadar, Muzaffarnagar
8 Name of the owner Mr. Hazi Mannoom
9 Nearby Drain Nala 2m from back side boundary
wall
10 Nearby Highway Janshat Road
11 Source of water Ground water
12 Power 90 H.P from UPPCB
Power backup: 50 KVA D.G. Set
13 Total No. of Employee 18 person
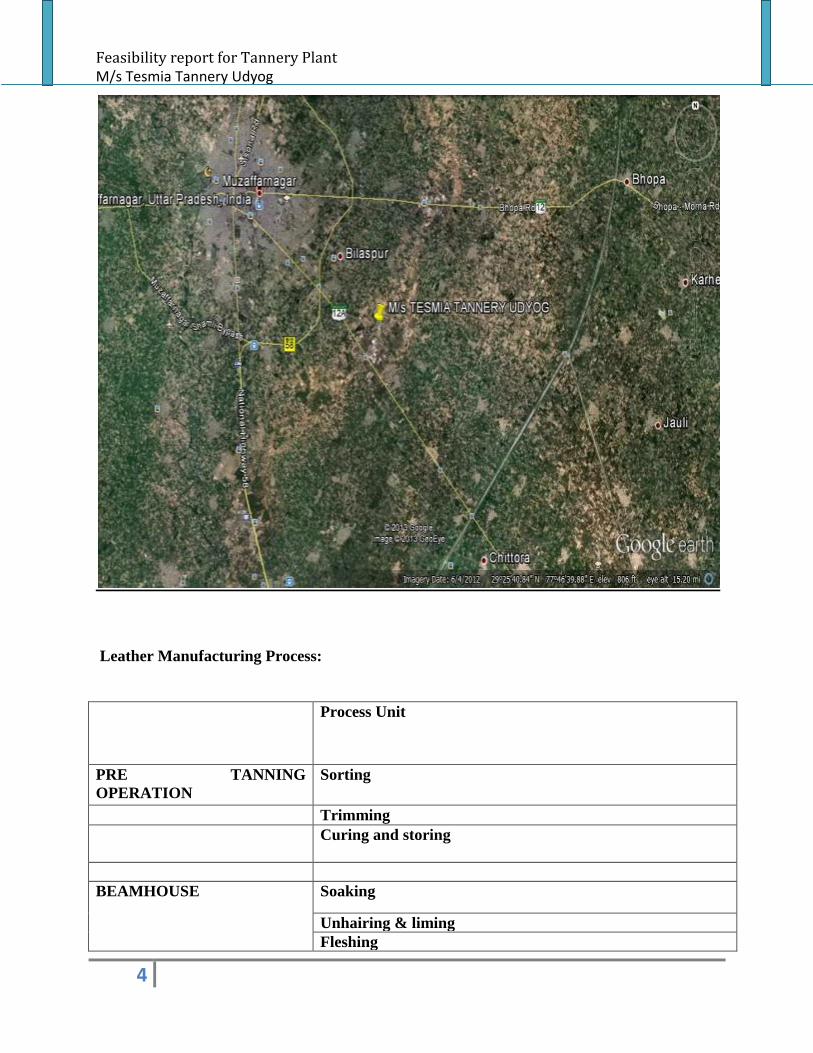
Location and site Details of project :
Mussa Shernagar is a Village in Muzaffarnagar Mandal in Muzaffarnagar District in Uttar
Pradesh State in India .Mussa Shernagar is 8 km distance from its Mandal Main Town
Muzaffarnagar . Mussa Shernagar is 8.3 km distance from its District Main City Muzaffarnagar
and 423 km distance from its State Main City Lucknow.
Near By Villages of this Village with distance are Kheriwiran(1.7 k.m.) ,Bhikki(1.9 k.m.) ,
Shernagar(2.4 k.m.) ,Bahadarpur(3 k.m.) ,Sikhreda(3.2 k.m.) ,. Near By towns are
Muzaffarnagar(8 k.m.) ,Jansath(12.7 k.m.) ,Khatauli(15.6 k.m.) ,Morna(17.1 k.m.).
Feasibility report for Tannery Plant M/s Tesmia Tannery Udyog
4
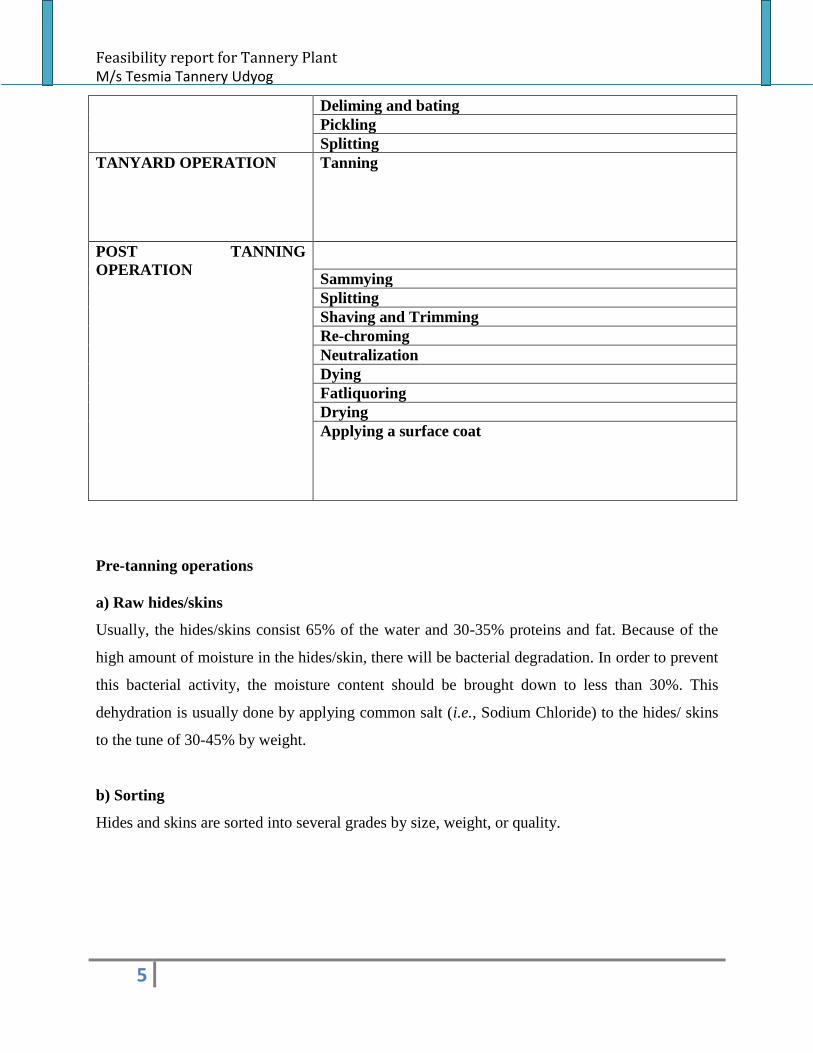
Leather Manufacturing Process:
Process Unit
PRE TANNING
OPERATION
Sorting
Trimming
Curing and storing
BEAMHOUSE Soaking
Unhairing & liming
Fleshing
Feasibility report for Tannery Plant M/s Tesmia Tannery Udyog
5
Deliming and bating
Pickling
Splitting
TANYARD OPERATION Tanning
POST TANNING
OPERATION
Sammying
Splitting
Shaving and Trimming
Re-chroming
Neutralization
Dying
Fatliquoring
Drying
Applying a surface coat
Pre-tanning operations
a) Raw hides/skins
Usually, the hides/skins consist 65% of the water and 30-35% proteins and fat. Because of the
high amount of moisture in the hides/skin, there will be bacterial degradation. In order to prevent
this bacterial activity, the moisture content should be brought down to less than 30%. This
dehydration is usually done by applying common salt (i.e., Sodium Chloride) to the hides/ skins
to the tune of 30-45% by weight.
b) Sorting
Hides and skins are sorted into several grades by size, weight, or quality.
Feasibility report for Tannery Plant M/s Tesmia Tannery Udyog
6
c) Trimming
Trimming is generally carried out during the sorting process. Some of the edges (legs, tails and
heads, etc.) of the raw hides and skins can be cut off. Usually this is done in the abattoir, but it
can also be carried out in tanneries (if required).
d) Curing and storing
Curing is a process that prevents the decomposition of hides and skins from the time they
are flayed in the abattoir until the processes in the beam house begin. Whenever a raw material
cannot be processed immediately ("green"), it must be cured.
Salt packs will be employed. in this process the first hide is placed on a bed of salt,it is then
covered with salt and the next hide placed on top. A medium grade rock salt will be used.
Hides and skins will be stored on pallets in ventilated or areas, depending on the method of
curing chosen. From storage the hides are taken to the beam house.
BEAM HOUSE OPERATION
Soaking
The main purpose of this process is to remove the salt used during curing, re-hydrating the
material and to get rid of unwanted materials such as dung, blood, soil, etc. The duration of
soaking may range from several hours to a few days. Depending on the type
of raw materials used, soaking additives such as surfactants, enzyme preparations and
bactericides can be used.
The process of soaking can be classified into three stages
Dirt Soaking – In dirt soaking, 300-400 % of water is used to remove the unwanted
materials
Main Soaking – The purpose of main soaking is to re-hydrate the material. In this
operation, water, non-anionic wetting agent (0.2 % concentrated Soda ash (0.2%
concentrated) and preservatives (0.0 5% concentration) are used.
Final soaking – Only water is used for the washing purpose in this operation
Major part of salt associated with preservation of skin/ hides is removed during the

Feasibility report for Tannery Plant M/s Tesmia Tannery Udyog
7
soaking operation.
Liming
The purpose of this operation is to facilitate the removal of hair, flesh, fat (partially),
inter-fibrillary protein and to open-up the fibrous structure for osmotic swelling. The
process of liming can be broadly classified into two parts i.e., dehairing and re-liming
Dehairing – Lime (8-10 %) along with Sodium Sulphide (3 %) is applied to the skin
to remove hair
Re-liming – To open up fibrous structure, lime, soda ash, caustic soda, etc., are
applied. The pH of the skin being processed will rise to 12- 12.5.
Fleshing
The excess fleshing will be removed manually or by using fleshing machines. The quantity of
wet fleshings is in the range of 10-15% of the weight of raw hides/skins
De–liming
This is a process to adjust the pH in between 8-8.5 in order to enhance the enzymatic
activity, which converts some of the proteins into soluble forms. pH correction i.e., from
12-12.5 to 8-8.5 are done by using ammonium chloride in case of soft leather and
ammonium sulphate in case of hard leather.
Pickling
Pickling is a process of correcting the pH suitable to the tanning operation and to prevent
swelling of the leather i.e. dehydration of the leather. In this process, water (80%), salts
(8-10%), formic acid (0.28- 0.3%), sulphuric acid (0.75 – 2% based on thickness) are
applied.
PH CORRECTION: pH in between 2.5 and 7.3 is maintained in case of chrome tanning.
PREVENTION OF SWELLING: the salts to the tune of 8-10% are used in this process,
to prevent the swelling. Thus the dehydration takes place.
Tanning operations
.
a) Chrome tanning
Basic chromium sulphate [Cr2(SO4)3] (7-10 %) containing 25% Cr2O3 and sodium
sulphate (25- 30%) will be used. Part of the pickle bath will be used for chrome
tanning operation. The pH is increased to 3.8-4.0 at the end of chrome tanning process
which is called basification. The semi-finished leather after chrome tanning is called wet blue.
Post-tanning operations
Feasibility report for Tannery Plant M/s Tesmia Tannery Udyog
8
Post-tanning operations comprise of re-chroming of semi-finished wet blue leather,
neutralization, dyeing, fat liquoring and finishing. In case if post-tanning of vegetable
tanned semi-finished leather, the operations involved are semi-chrome tanning,
neutralization, dyeing, fat liquoring and finishing. However the operations vary
depending upon the final product.
Sammying: It is a mechanized process followed to remove excess moisture in the wet
blue.
Splitting: After sammying, the material is split into required thickness using splitting
machine
Shaving and Trimming: The semi-finished leather is leveled using the shaving
machine.
Re-chroming: Depending on the quality of wet blue, re-chroming is carried out to
improve the chromium content in the leather.
Semi-chroming: Incase of vegetable tanned semi-finished leather, chrome tanning is
given depending on the final leather quality.
Neutralization: pH is adjusted to 4.5-6.5
Dyeing: The leather is coloured using dyes such as anionic dyes, acid dyes, direct,
metal complex compounds and basic dyes.
Fat-liquoring: Natural/synthetic oils are applied for fat liquoring, thereby imparting
softness to the leather
Finishing: Phenolics, melamine, acrylics, polymers, naphthalene, etc., are used for
finishing to impart fullness to the leather.
SOAKING
LIMING / UNHAIRINGSOAKING
FLESHING

Feasibility report for Tannery Plant M/s Tesmia Tannery Udyog
9
Fig: Process Flow Diagram Of Tannery
Environmental Issues

Feasibility report for Tannery Plant M/s Tesmia Tannery Udyog
10
The Tannery industry has a significant positive impact on environmental quality. The processing
of low economic value organic matter from the livestock production, meat processing, food
processing, and food service industries by the Tannery industry reduces the amount of wastes
deposited in landfills and discharged to municipal wastewater treatment facilities
Type of pollution
1. Water pollution
2. Air pollution
3. Solid waste
WATER POLLUTION
Volume of Waste Water from Manufacturing Process and By Products:
Capacity According to : 1 ton of hide, generated waste water = 28 KL/ton of hide
So, for 300 hides total weight of hide = 300x15 = 4500 kg= 4.5 ton
Total waste water generation = 28 x 4.5 = 126 KLD
Extra Load = 4,000 Ltrs
So we Offer Plant Capacity : = 130 KLD
Plant Operation Time : = 20 Hr.
Flow Rate : = 6.5 M3/Hr
Total Discharge per day: 130 KLD
The effluent will be segregated in two streams namely--- the soaking and pickling discharge and
the combined effluent generated from all the other processes. The volume of soaking and
Feasibility report for Tannery Plant M/s Tesmia Tannery Udyog
11
pickling estimated to be 40,000 liter/day at peak level. The remaining 90,000 liters/day will
come from liming, deliming, tanning liquor and utility waste water.
Conservation of water:
1. The second installment of water used for soaking will be reused for first soaking to reduce the
salt content in the final effluent.
2. Pickling water after suitable adjustment of pH will also be tried to use for soaking and
recovery of salt.
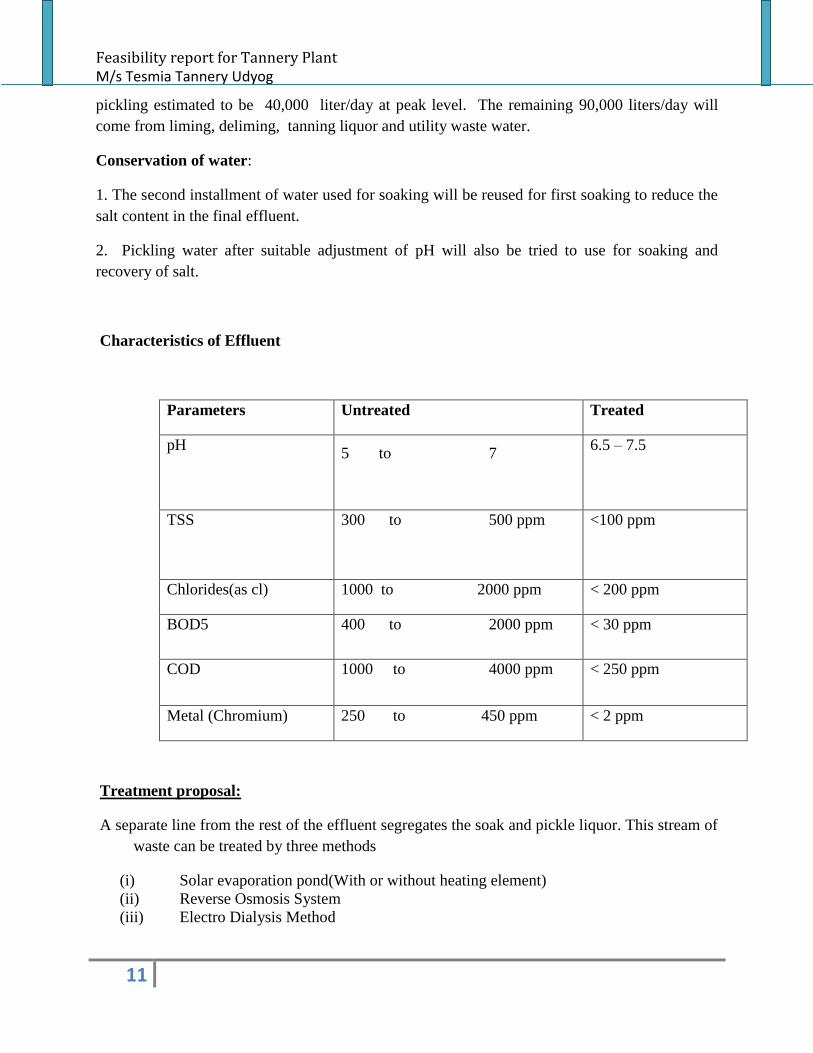
Characteristics of Effluent
Parameters Untreated Treated
pH 5 to 7
6.5 – 7.5
TSS 300 to 500 ppm <100 ppm
Chlorides(as cl) 1000 to 2000 ppm < 200 ppm
BOD5 400 to 2000 ppm < 30 ppm
COD 1000 to 4000 ppm < 250 ppm
Metal (Chromium) 250 to 450 ppm < 2 ppm
Treatment proposal:
A separate line from the rest of the effluent segregates the soak and pickle liquor. This stream of
waste can be treated by three methods
(i) Solar evaporation pond(With or without heating element)
(ii) Reverse Osmosis System
(iii) Electro Dialysis Method
Feasibility report for Tannery Plant M/s Tesmia Tannery Udyog
12
We propose to treat this stream in solar evaporation ponds. Evaporation ponds of sufficient
surface area are provided to allow for considerable buffer on rainy days. Heating elements
are provided to increase the evaporation rate. Solid waste left after evaporation are
proposed to be collected in bags and disposed off or either reused for pickling after adding
preservatives incorporating necessary modification.
The combined effluent stream after passing through the CHROME RECOVERY PLANT will
be held in an equalization tank to equalize the effluent. The effluent is then pumped to the
flash mixer. The flow is controlled by a flow regulating valve. The flow is observed by
the flow meter. In the flash mixer, Ferric Alum and lime dosing is done. Effluent flows by
gravity to the flocculator where polyelectrolyte’s may be used to hasten the settling
process. Most of the suspended solid settle down in the primary clarifier will flow by
gravity to the first stage aeration tank of the double stage extended aeration activated
sludge process. An MLSS of 3000-4000 ppm. will be maintained with the help of return
sludge from the secondary clarifier in the two aeration tanks. A bacterial culture will be
developed in the aeration tanks by nutrient dosing of Di-Aluminum Phosphate (DAP) and
urea dosing and using cow dung or septic tank effluent. Aeration will be provided by
surface aerators (fixed type). The over flow from the secondary clarifier is fully treated
and is released from a Clearwater collection tank by pumping for land irrigation . The
sludge from the two clarifiers will be pumped to the sludge drying beds. The dried sludge
from the sludge drying beds will be disposed off either as manure or making bricks.
PRINCIPLE AND PROCESSES OF CHROMIUM RECOVERY PLANT
The Chromium Recovery Method is based on the principle that the chromium present in the
effluent in its trivalent form and thus is generally insoluble at a pH of 8 to 12. It reacts with an
alkali such as Ca O, Mg O, etc, and precipitates as chromium hydroxide [Cr (OH)3 ]. The
precipitate, after separation by filtration yields chrome sludge that when treated with sulfuric
acid, forms soluble chromium sulfate, which can be reused after alkalification, as it is turned
again into basic chromium sulfate.
OPERATIONS AND SUB-PROCESSES FOR CHROMIUM RECOVERY
The operations and sub-processes involved in the Process of Chromium Recovery are self-
explanatory as shown in Fig. 1

Feasibility report for Tannery Plant M/s Tesmia Tannery Udyog
13
Fig : chromium Recover plant Flow Diagram
Technical Data/Specification of Civil Work- Civil Work
Sr
No
Item MOC Size Qty Cost (Rs.)
01 Screen Chamber B/W 1.0 x 1.0 x 1.0 M 1
02 Equalisation Tank RCC 3 .0 x 4.0 x 3.0 M 1
03 Flash Mixer RCC 1.0 x 1.5 x 1.0 M 1
04 Flocculator
RCC 1.0 x 1.5 x 1.0 M 1
05 PST RCC 3.0 x 2.0 x 3.0 M 1
06 Aeration - I
RCC 4.0 x 4.0 x 3.0 M 1
Screen Deemulsifi
cation Reactor Filtration
Cake – Sec
Treatment Chromium for
Recycling
Filtrate
to E.T.P

Feasibility report for Tannery Plant M/s Tesmia Tannery Udyog
14
07 Aeration - II
RCC 3.0 x 3.0 x 3.0 M 1
08 SST RCC 3.0 x 2.0 x 3.0 M 1
09 Buffer Tank RCC 3.0 x 3.0 x 3.0 M 1
10 S.D.B B/W 1.5 M x 1.5 M x 1.5 M 4
11 Solar Evaporation
ponds
B/W 7.0 x 7.0 x 0.3 M 2
12 Pump Foundation
Air Pollution
Type of Emissions : DG Set Emission, VOCs, Ammonia, dust, H2S

Feasibility report for Tannery Plant M/s Tesmia Tannery Udyog
15
PROVISION FOR AIR POLLUTION CONTROL:
Stack height for D.G. Set : 4.5 M above from the building
PROVISION FOR ODOUR CONTROL
The latest technology in odour control is a Bio Filter System which we shall be using for
effective control. Bio filter systems are designed as single or multistage units according to the
actual requirement for instance with a preset bio- or chemical scrubber.
Bio filtration is an efficient and economical process to deal with odour compounds and low-level volatile organic compounds (VOCs). The use of bio filtration provides the advantage of no troublesome byproducts or dust being produced. The end products of the process are carbon dioxide (CO2), water vapour (H2O), and inorganic salts. The technology of a bio filter is applied microorganisms in the process to treat odorous air and degrade the compounds.
Materials:
PE, PP, FRP
coated steel, stainless steel
Possible constructions are available:
Areal filters
Round filters
Multistage filters
Coated sea container filters
Compact bio filter units
Mobile bio filter units (also as mobile hook-up container according to DIN 30722)
Filter materials:
compost of bark, compost, wood mix, heather, peat and coconut fibers

Feasibility report for Tannery Plant M/s Tesmia Tannery Udyog
16
Biofilter for odour control
BIO FILTER
Bio filter systems are designed as single or multistage units according to the actual requirement
for instance with a preset bio- or chemical scrubber.
BIO FILTER CALCULATION
So as per calculation we need Area for Bio Filer 120 Sq. Feet Minimum
Area taken in our Plant = 12’ X 40’
Our Bio Filter Size is = 240 Sq. Feet i.e Two time of required size
Feasibility report for Tannery Plant M/s Tesmia Tannery Udyog
17
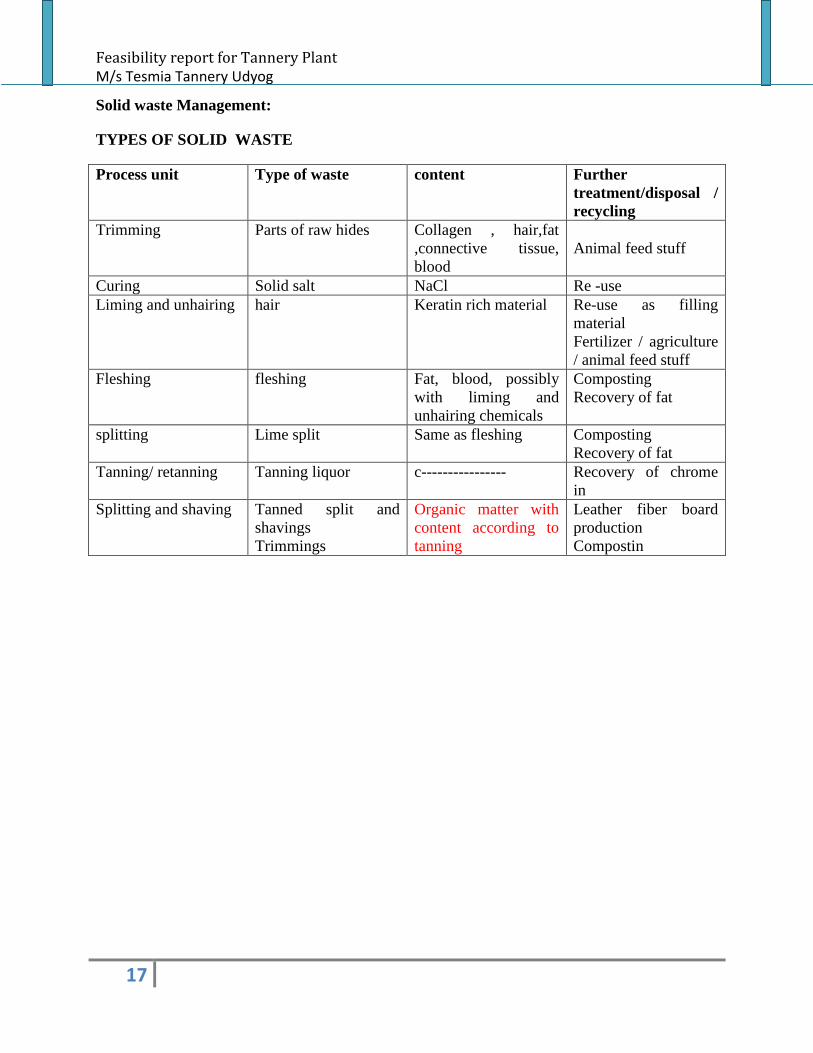
Solid waste Management:
TYPES OF SOLID WASTE
Process unit Type of waste content Further
treatment/disposal /
recycling
Trimming Parts of raw hides Collagen , hair,fat
,connective tissue,
blood
Animal feed stuff
Curing Solid salt NaCl Re -use
Liming and unhairing hair Keratin rich material Re-use as filling
material
Fertilizer / agriculture
/ animal feed stuff
Fleshing fleshing Fat, blood, possibly
with liming and
unhairing chemicals
Composting
Recovery of fat
splitting Lime split Same as fleshing Composting
Recovery of fat
Tanning/ retanning Tanning liquor c---------------- Recovery of chrome
in
Splitting and shaving Tanned split and
shavings
Trimmings
Organic matter with
content according to
tanning
Leather fiber board
production
Compostin
Feasibility report for Tannery Plant M/s Tesmia Tannery Udyog
18
List of Chemicals :
SUMMARY
This is a comprehensive report to present the effluent treatment and management plan for M/s
TESMIA TANNERY UDYOG. This report gives an overview of the rigorous feasibility
assessment of the proposed scheme, for control of Air / Water pollution prudently opted by the
industry.
The potential of effluent generation is well defined and the scheme design assessment is almost
20% higher than the theoretical capacity. The pollutant availability has also verified. The
information is further used to evaluate the quality and quantity of the effluent that is generated.
The system proposed is most cost effective and adjustable with existing space as well as cost
effective.
The scheme including system description along with technical details has been presented in this
report which will help any further processing and assuring the technical proneness of system.
Finally, the proposed scheme not only preserve the surrounding as ecosystem balance but its cost
effectiveness will promote other industry to upkeep their plant, and think in new dimension.