fachartikel : „einführung oee“ als pdf herunterladen · pdf...
TRANSCRIPT
Bachelorthesis
zur Erlangung des akademischen Grades
Bachelor of Engineering (B.Eng.)
Einführung der
Overall Equipment Effectiveness
bei EagleBurgmann
vorgelegt von: Daniel Marcin Grodowicz
Studiengang: Produktion und Automatisierung
Fakultät: Angewandte Naturwissenschaften und Mechatronik
Gutachter: Prof. Dr. Hans Zangl
Zweitgutachter: Prof. Dr. Peter Waidner
ausgegeben am: 13. Juni 2016
abgegeben am: 26. September 2016
Selbstständigkeitserklärung
I
Selbstständigkeitserklärung
Erklärung
Hiermit erkläre ich, Daniel Grodowicz, dass ich die vorliegende Arbeit mit dem Titel
„Einführung der Overall Equipment Effectiveness bei EagleBurgmann“ selbständig ver-
fasst, noch nicht anderweitig für Prüfungszwecke vorgelegt, keine anderen als die an-
gegebenen Quellen oder Hilfsmittel benützt, sowie wörtliche und sinngemäße Zitate als
solche gekennzeichnet habe.
München, den
Unterschrift

Abstract
II
Abstract
EagleBurgmann Germany GmbH & Co. KG (EBG) ist weltweit einer der führenden An-
bieter industrieller Dichtungstechnik. Die Motivation und der Qualitätsanspruch der
rund 6.000 Mitarbeiter sorgen dafür, dass Unternehmen weltweit sich auf Produkte von
EBG verlassen können (vgl. EagleBurgmann Germany GmbH & Co. KG, 2016). Je-
doch wird die Durchlaufzeit bei EBG sehr stark durch Engpässe einzelner Anlagen
gesteuert. Deswegen wurde geplant, durch Neuinvestition in eine weitere Anlage diese
Engpässe zu beseitigen. Seit geraumer Zeit wird auch bei EBG der Lean Gedanke
verfolgt. Deshalb ist in diesem Zusammenhang überlegt worden, welche kostengünsti-
gere Alternative es zu einer Neuinvestition gibt. Dabei wurde über das Thema Overall
Equipment Effectiveness (OEE) gesprochen. Da mein Betreuer, Herr Wolfgang Meier,
bereits in seiner vorherigen Firma mit der OEE gearbeitet hat, empfand er dieses
Werkzeug als ein sehr hilfreiches Mittel, um Fehlerquellen an Anlagen zu veranschau-
lichen, Maßnahmen dagegen zu ermitteln und die so entstandenen Potentiale auszu-
schöpfen.
Zwar besitzt die Engpassanlage bei EBG, an welcher die OEE aufgenommen wird,
keinen Seriencharakter, doch wurde aus den oben genannten Gründe für die Einfüh-
rung dieses Werkzeugs entschieden. So handelt es sich bei der für die OEE-Erfassung
ausgewählten Anlage um die Dreh- und Fräsanlage der Firma TRAUB, Modell TNA
600 mit einem drei Backenfutter und einem 12-fach Werkzeugrevolver. An dieser Anla-
ge wird bei EBG in kleiner Losgröße gefertigt. Zudem ist die momentane Rüstdauer
relativ hoch und es müssen viele Rüstzyklen gehandhabt werden, sodass unüblicher
Weise die Rüstzeit mit in die OEE-Erfassung einfließt, um herauszufinden wo gegebe-
nenfalls Potentiale, auch im Rüstvorgang, zu finden sind. Zusätzlich wird an der
TRAUB TNA 600 eine sehr hohe Variantenvielfalt gefertigt, was die Komplexität erhöht.
Diese offensichtlichen und bislang noch nicht erfassten Verschwendungen an der An-
lage sind prädestiniert für die Einführung eines OEE-Messinstruments zur Überprü-
fung, Aufzeichnung und Auswertung der Anlagenauslastung.
Durch die Erfassung der OEE-Kennzahl erhofft sich das Unternehmen die Ursachen
des Engpasses genauer zu ermitteln, um effiziente Gegenmaßnahmen zu ergreifen.
Außerdem soll das dafür entwickelte Erfassungsformular standardisiert und vereinheit-
licht werden, um für alle baugleichen und ähnlich arbeitenden Anlagentypen in der
Produktion verwendet zu werden. Die Erfassung der OEE soll weiterhin die Optimie-
rungspotentiale der Anlage aufdecken, Prozessstabilität gewährleisten bis hin diese zu
verbessern, und die tatsächlich IST-Kapazität ermitteln.

Inhaltsverzeichnis
III
Inhaltsverzeichnis
Selbstständigkeitserklärung ........................................................................................... I
Abstract ........................................................................................................................ II
Inhaltsverzeichnis .........................................................................................................III
1 Overall Equipment Effectiveness ...................................................................... 1
1.1 Total Productive Management und die Entstehung der Overall Equipment
Effectiveness .................................................................................................... 1
1.2 Die Bedeutung von Verfügbarkeit, Leistung und Qualität ........................ 3
1.3 Berechnung der OEE-Kennzahl .............................................................. 5
1.3.1 Allgemeine Ansätze zur Steigerung der Kennzahl ....................... 7
1.4 Acht Schritte zur Einführung der OEE im Betrieb .................................... 9
1.5 Bedeutung für die Industrie ....................................................................12
1.6 Anwendungsgebiete und Wirkweise .......................................................13
1.7 OEE-Analyse an Engpässen ..................................................................16
2 Herangehensweise an das Projekt Einführung der OEE ..................................17
2.1 TRAUB TNA 600 ....................................................................................17
2.1.1 Technische Daten .......................................................................18
2.1.2 Bearbeitungsprozesse mit der TNA 600 bei EBG .......................21
2.2 Ablauf der OEE-Einführung bei EBG ......................................................21
2.2.1 Vorstellung der OEE beim Betriebsrat ........................................22
2.2.2 Definition der OEE-Ziele .............................................................23
2.2.3 Sensibilisierung der Mitarbeiter ...................................................24
2.2.4 Entwicklung des Erfassungsformulars und die Datenerfassung ..25
2.2.5 Verarbeitung und Auswertung der Daten ....................................33
2.2.6 Feedback an das Produktionsteam .............................................39
2.2.7 Information des Managements ....................................................41
3 Maßnahmen gegen Verschwendungen ............................................................42
3.1 Maßnahme gegen lange Rüstdauer .......................................................42

Inhaltsverzeichnis
IV
3.2 Maßnahme gegen abwesendes Personal ..............................................43
3.3 Maßnahme gegen Werkstattprogrammierung ........................................44
3.4 Erfolge der Maßnahmen.........................................................................45
4 Zukunftsaussichten mit der OEE ......................................................................47
4.1 Kontinuierliche Erfassung und Verarbeitung der Daten ..........................47
4.2 Einführung der OEE an weiteren Engpassanlagen .................................47
4.3 Elektronische Datenerfassung bei EagleBurgmann ................................48
5 Fazit .................................................................................................................50
6 Literaturverzeichnis ..........................................................................................52
7 Abbildungsverzeichnis .....................................................................................53
8 Tabellenverzeichnis .........................................................................................54
9 Anhang ............................................................................................................55

Overall Equipment Effectiveness
1
1 Overall Equipment Effectiveness
„Was messbar ist, wird auch verbessert!“ (Brunner, 2014, S. 82)
Die Overall Equipment Effectiveness (OEE) war ursprünglich ein Werkzeug im Rah-
men des Total Productive Managements (TPM) und beschreibt eine Kennzahl zur
Messung der Produktivität einer Anlage (vgl. Koch, 2008, S. 8). Diese Kennzahl setzt
sich aus der Multiplikation von Verfügbarkeit, Leistung und Qualität einer Anlage zu-
sammen. Durch die Analyse dieser drei Faktoren werden Verlustgründe für jeden ein-
zelnen Bereich aufgedeckt. Daraus werden Ansätze gegen die Beseitigung der Verlus-
te erarbeitet und neue Potentiale geschaffen, um die Wertschöpfung der Anlage zu
steigern. (vgl. Prof. Dr. May & Koch, 2008, S. 1)
1.1 Total Productive Management und die Entstehung der
Overall Equipment Effectiveness
Ein Grundstein der japanischen Industriegeschichte ist durch den amerikanischen Sta-
tikers William Edwards Deming und seinem amerikanischen Kollegen J. M. Juran ge-
legt worden. Demings Idee einer Qualitätsverbesserungsmethode zur Steigerung der
Effizienz und Effektivität fand bei den Japanern sofort Beachtung. Das JIPM (Japan
Institute for Plant Maintenance) hat, gemeinsam mit den Erfahrungen des Toyota-
Konzerns, ab 1960 ein Managementsystem erarbeitet, das allen japanischen Unter-
nehmen zur Verfügung gestellt wurde. Dieses Managementsystem wird Seiichi Naka-
jima, einem der Mitbegründer von JIPM, zugeschrieben und ist als Total Productive
Management (anfangs als Total Productive Maintanance) bekannt geworden. (vgl.
Reitz, 2008, S. 11)
Die Idee hinter TPM ist die Erhaltung und Verbesserung der Produktivität während aller
Prozesse und verfolgt das Ziel einer Null-Ausfälle, Null-Qualitätsdefekte und Null-
Unfälle Produktion. (vgl. Dickmann, 2009, S. 44)
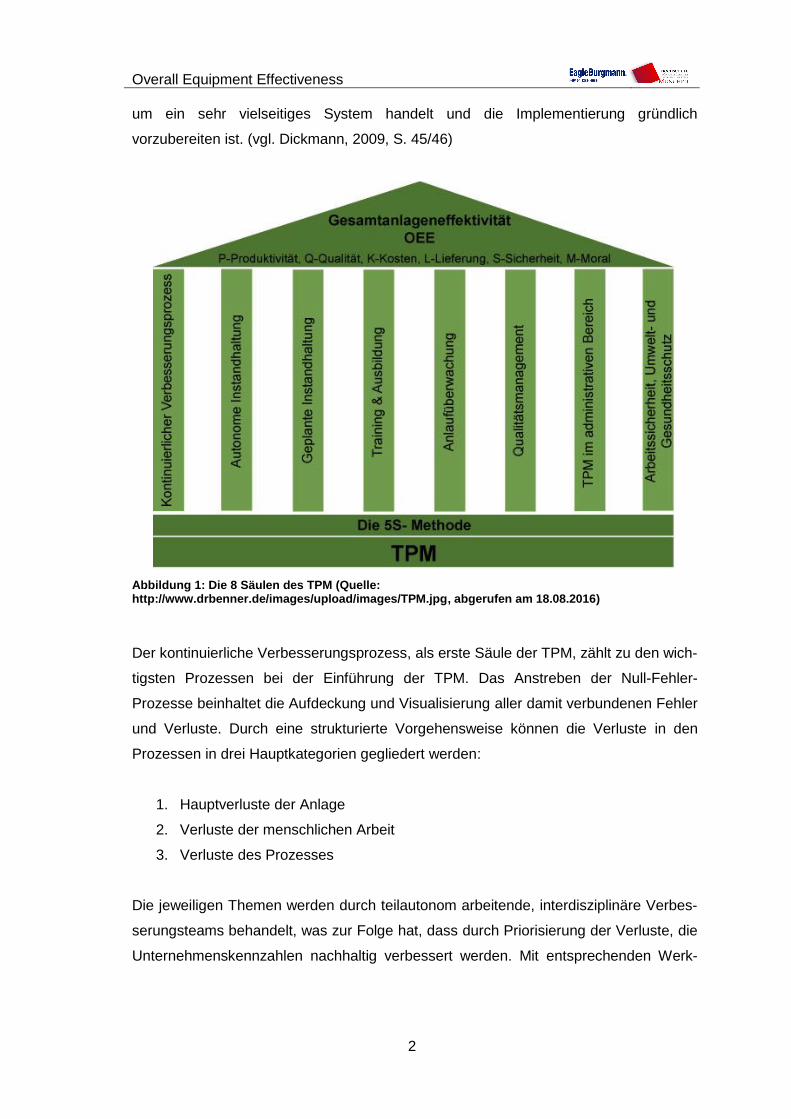
Die TPM besteht aus acht Säulen, die, jede für sich, Ansätze und Werkzeuge zur
Eliminierung aller Prozessverluste aufzeigen. Ziel dieser acht Säulen ist es, ein
Unternehmen wettbewerbsfähig zu machen bzw. seine Wettbewerbsfähigkeit
aufrechtzuerhalten. Eine gleichzeitige Einführung aller acht Säulen ist nicht zwingend
erforderlich und nicht ratsam und macht unter Umständen nur bedingt Sinn, da es sich
Overall Equipment Effectiveness
2
um ein sehr vielseitiges System handelt und die Implementierung gründlich
vorzubereiten ist. (vgl. Dickmann, 2009, S. 45/46)
Abbildung 1: Die 8 Säulen des TPM (Quelle: http://www.drbenner.de/images/upload/images/TPM.jpg, abgerufen am 18.08.2016)
Der kontinuierliche Verbesserungsprozess, als erste Säule der TPM, zählt zu den wich-
tigsten Prozessen bei der Einführung der TPM. Das Anstreben der Null-Fehler-
Prozesse beinhaltet die Aufdeckung und Visualisierung aller damit verbundenen Fehler
und Verluste. Durch eine strukturierte Vorgehensweise können die Verluste in den
Prozessen in drei Hauptkategorien gegliedert werden:
1. Hauptverluste der Anlage
2. Verluste der menschlichen Arbeit
3. Verluste des Prozesses
Die jeweiligen Themen werden durch teilautonom arbeitende, interdisziplinäre Verbes-
serungsteams behandelt, was zur Folge hat, dass durch Priorisierung der Verluste, die
Unternehmenskennzahlen nachhaltig verbessert werden. Mit entsprechenden Werk-

Overall Equipment Effectiveness
3
zeugen können diese kontinuierlichen Verbesserungen durchgeführt werden. Eines
dieser Werkzeuge ist die OEE. (vgl. Dickmann, 2009, S. 46)
1.2 Die Bedeutung von Verfügbarkeit, Leistung und Qualität
Die Zeit, welche die Anlage zur Verfügung steht, die Geschwindigkeit, mit welcher die
Anlage arbeitet und die Qualität, die von der Anlage erzeugt wird, sind die Grundbau-
steine der OEE.
In diesen drei Bereichen entstehen nach TPM die traditionellen sechs großen Verlust-
arten der Anlage:
1. Störung der Anlage
2. Warten
3. Kurzstillstände
4. Reduzierte Geschwindigkeit
5. Ausschuss
6. Nacharbeit (vgl. Koch, 2008, S. 24).
Abbildung 2: Symbolische Darstellung der Multiplikation von Verfügbarkeit, Leistung und Qualität

Overall Equipment Effectiveness
4
Dabei sind die sechs großen Verluste folgendermaßen auf die Bereiche Verfügbarkeit,
Leistung und Qualität aufgeteilt:
Verfügbarkeit
Störungen an der Anlage sind Verluste der Produktionszeit, die plötzlich und
unerwartet auftreten können. Die Ursache kann dabei technischen oder organi-
satorischen Ursprungs sein
Warten bedeutet im Sinne der OEE verlorengegangene Produktionszeit. Diese
Verlustart kann einhergehen durch das Umrüsten oder die Wartung einer Anla-
ge, sowie durch die Nichtbedienung der Anlage durch fehlendes Personal (vgl.
Koch, 2008, S. 26)
Leistung
Kurstillstände entstehen, wenn die Anlage mit nicht stabiler Geschwindigkeit
arbeitet, das bedeutet, dass die Anlage durch z.B. blockierte Sensoren oder
festgesetzte Laufbänder kurz angehalten wird. Kurzstillstände werden nur dann
als Leistungsverluste verrechnet, wenn der Stillstand geringer als fünf Minuten
ist
Gedrosselte Geschwindigkeit heißt, dass die voreingestellte SOLL-
Geschwindigkeit nicht eingehalten wird und somit die mögliche zu produzieren-
de Menge an Produkten nicht erreicht werden kann (vgl. Koch, 2008, S.28)
Qualität
Ausschuss bedeutet in der Produktion, dass Bauteile nicht mehr ihre vorgege-
benen Spezifikationen erfüllen. Auch wenn Bauteile als B-Ware verkauft wer-
den können oder durch Nachbesserung die Spezifikationen wieder erfüllen,
werden diese Bauteile aus Sicht der OEE als Ausschuss gewertet
Nacharbeit entsteht, wenn Produkte, die außerhalb der Qualitätsspezifikationen
liegen, durch Nachbessern der fehlerhaften Spezifikationen zu einwandfreien
Produkten gemacht werden. Durch die Nacharbeit werden Kapazitäten der An-
lage blockiert und verursachen somit Verluste der Qualität (vgl. Koch, 2008,
S.31)
Durch die Betrachtung der sechs großen Verluste legt die OEE-Methode ihr Hauptau-
genmerk, anders als andere gängige Kennzahlen, nicht darauf was die Anlage produ-
ziert hat oder wie schnell und fehlerfrei sie gelaufen ist, sondern hält fest, was die An-

Overall Equipment Effectiveness
5
lage nicht gemacht hat und schafft es dadurch verborgene Potentiale transparent zu
machen (vgl. Koch, 2008, S. 35).
1.3 Berechnung der OEE-Kennzahl
Berechnet wird die OEE-Kennzahl, wie bereits erwähnt, als Multiplikation aus Verfüg-
barkeit, Leistung und Qualität. Dabei wird in jedem der drei Bereiche ein SOLL-IST-
Vergleich durchgeführt, der aufzeigt, welche und wie hohe Verluste der jeweilige Be-
reich aufweist. Die Berechnung geht dabei von der geplanten Laufzeit aus. In diesem
Zeitbereich wird definiert, wie viel Arbeitszeit der Anlage zur Verfügung steht. So kann
eine Anlage beispielsweise bei einer Arbeitszeit von acht Stunden und vorhandenen
Kundenbestellungen theoretisch acht Stunden lang produzieren. Die restlichen sech-
zehn Stunden des Tages wird die OEE nicht erfasst. Jedoch stellen diese sechzehn
Stunden, wenn sie für die OEE-Rechnung geplant sind, einen Verlust dar. Diese sech-
zehn Stunden können auch als geplante Stillstände betrachten werden, die bedingt
durch z.B. fehlende Aufträge, die Wartung und Reinigung der Anlage oder gesetzlich
vorgegebene Einschränkungen verursacht werden. (vgl. Koch, 2008, S. 47)
So muss vor dem Beginn der Erfassung der OEE definiert werden, welche geplanten
Stillstände es gibt, um diese nicht in Berechnung mit einfließen zu lassen.
Im folgenden Bild wird schematisch der Ablauf der OEE-Berechnung dargestellt:
Abbildung 3: Schematischer Berechnungsablauf OEE (Quelle: http://fme.de/wp-content/uploads/2016/05/Datenblatt-OEE-Analysen_146345.pdf, S. 2, abgerufen am 19.08.2016)

Overall Equipment Effectiveness
6
Die im Bild dargestellte Gesamtzeit stellt beispielsweise, wie vorhin beschrieben, einen
Tag mit 24 Stunden dar. So wird diese Gesamtzeit aufgeteilt in eine geplante Laufzeit,
die, laut vorheriger Erläuterung, eine Laufzeit von acht Stunden für die Anlage bedeu-
tet, und einen geplanten Stillstand, der wie oben erwähnt, sechszehn Stunden beträgt.
Aus dieser geplanten Laufzeit heraus wird nun die OEE berechnet.
Im ersten Berechnungsschritt wird die Verfügbarkeit der Anlage ermittelt. Hierzu wird
aus der geplanten Laufzeit eine effektive Laufzeit errechnet. Dabei werden Verluste
wie Ausfall- oder Wartezeiten, sogenannte ungeplante Stillstände, erwähnt, die aus-
schlaggebend für die reduzierte Verfügbarkeit der Anlage sind. So wird nun die IST-
Laufzeit (effektive Laufzeit) durch die SOLL-Laufzeit (geplante Laufzeit) dividiert und
der Quotient ergibt den Verfügbarkeitsfaktor.
Im zweiten Berechnungsschritt wird die Leistung der Anlage erfasst. Dabei wird die
effektive Laufzeit verwendet, um zu ermitteln welche SOLL-Stückzahl die Anlage in
dieser Zeit produzieren kann. Durch Verlangsamung (reduzierte Geschwindigkeit) der
Anlage oder durch auftretende Kurzstillstände treten Leistungsverluste an der Anlage
auf. Diese Leistungsverluste verursachen eine geringere Ausbringungsrate und erge-
ben die produzierte IST-Stückzahl. Auch hier wird IST-Stückzahl durch die SOLL-
Stückzahl geteilt und somit der Leistungsfaktor errechnet.
Im dritten Berechnungsschritt wird die Qualität der hergestellten Ware ermittelt. Die
vorhin ermittelte IST-Stückzahl zeigt die an diesem Tag produzierte maximale Menge.
Ausschussteile oder Waren die erneut bearbeitet werden müssen führen zu Qualitäts-
verlusten. Diese sind ausschlaggebend für die Ermittlung der fehlerfrei hergestellten
Waren. Diese Gut-Menge entspricht der IST-Stückzahl für Qualität und wird durch die
produzierte Stückzahl, die der qualitativen SOLL-Stückzahl entspricht, dividiert und
errechnet dadurch den Qualitätsfaktor.
Durch die Multiplikation dieser drei Faktoren, Verfügbarkeit, Leistung und Qualität, er-
rechnet sich der OEE-Wert, der im Bereich zwischen 0% und 100% liegt, wobei ein
hoher Wert für eine gute Wertschöpfung der Anlage steht und ein geringer Wert auf
viele versteckte Potentiale an der Anlage hinweist. (vgl. Reitz, 2008, S. 72)
Als mögliches Zahlenbeispiel kann die OEE wie folgt aussehen:
Die geplante Laufzeit der Anlage soll 8 Stunden bzw. 480 Minuten betragen, wobei
eine Summe von 2 Stunde bzw. 120 Minuten an ungeplanten Stillständen stattfindet.
Die effektive Laufzeit ergib sich aus der Subtraktion der geplanten Laufzeit minus die
ungeplanten Stillstände. Daraus folgt für die Verfügbarkeit:

Overall Equipment Effectiveness
7
Verfügbarkeit =effektive Laufzeit
geplante Laufzeit=
360 [min]
480 [min]= 0,75
Als mögliche Ausbringung der Anlage Soll angenommen werden, dass die Anlage 0,5
Minuten pro Stück benötigt. Somit ergibt das bei einer effektiven Laufzeit von 360 Mi-
nuten eine Produktion von 720 Stück. Durch Kurzstillstände an der Anlage sind ledig-
lich 630 Stück produziert worden. Daraus ergibt sich für die Leistung der Anlage der
folgender Wert:
Leistung =IST − Stückzahl
SOLL − Stückzahl=
630 [Stück]
720 [Stück]= 0,875
Nach Überprüfung der produzierten Teile sind 63 davon als Ausschuss gewertet wor-
den. Daraus ergibt sich eine Gut-Menge an von 567 Stück. Somit folgt für die Qualität:
Qualität =Gut − Menge
produzierte Stückzahl=
567 [Stück]
630 [Stück]= 0,90
Durch die Multiplikation von Verfügbarkeit ∗ Leistung ∗ Qualität ergibt sich für die OEE:
OEE = 0,75 ∗ 0,875 ∗ 0,90 = 0,59
Wird dieser Wert in Prozent umgerechnet beträgt der prozentuale OEE-Wert 59%. Im
Teil 1.5: Bedeutung für die Industrie wird näher auf den OEE-Wert eingegangen und
erklärt was der errechnete Wert für den Betrieb bedeutet.
1.3.1 Allgemeine Ansätze zur Steigerung der Kennzahl
Damit die OEE-Kennzahl steigt und somit die Produktivität und Auslastung der Anlage
erhört wird müssen Ansätze zur Beseitigung der Verluste erarbeitet werden. Diese An-
sätze variieren von Betrieb zu Betrieb und von Anlage zu Anlage sehr stark und kön-
nen meist nicht pauschalisiert werden, jedoch gibt es bestimmte Ansätze nach TPM,
um grundlegende Verlustarten minimieren zu können. Die Art der einzelnen Ansätze
muss dennoch für jede Verlustart eigens ermittelt und angepasst werden.

Overall Equipment Effectiveness
8
Der nachfolgende Leitfaden kann als Grundlage für erste Maßnahmen zur Steigerung
der OEE verwendet werden.
Tabelle 1: Brunner, 2014, S. 81, Tabelle 5-2
Verfügbarkeit Verringerung der Rüstzeiten
Beseitigung und Verkürzung von Rüstvorgängen
Automatisieren von Konfigurationsänderungen
Verringern der Kalibrierzeit
Limitieren der Testläufe
Beseitigung von Versagen
Anlagenverbesserung durchführen
Verbesserung der vorbeugenden Instandhaltung
Einführung autonomer Wartung
Leistungsindex
Verringerung der Leerläufe und Kurzausfälle
Verbesserung des Materialflusses
Beseitigung des Verlustes durch Fehlbedienung
Beseitigung von Störungen der Materialzufuhr
Einführung der autonomen Inspektion
Einführung einer Reinigungs- und Schmierprozedur
Beseitigung der Verluste der Anlagengeschwindigkeit
Austausch abgenutzter Teile
Auswuchten aller rotierender Teile
Verbesserung der Schmierung
Einführung einer vorrauschschauenden Instandhaltung
Qualitätsrate
Beseitigung von Ausschuss und Nacharbeit
Einführung einer SPC (Statistische Prozesssteuerung)
Verbesserung der Anlageneinstellung
Einführung einer Anlagenüberwachung
Festlegung einer Prozedur zum Werkzeugwechsel
Einführung der autonomen Inspektion
Anlagenverbesserung
Verbesserung der Produktqualität
Sicherstellung der Anlagengenauigkeit
Overall Equipment Effectiveness
9
Durch Einführung der beschriebenen Maßnahmen kann der OEE-Wert kontinuierlich
gesteigert werden und durch Sicherstellung einer konsequenten Einhaltung dieser
Maßnahmen kann der OEE-Wert konstant gehalten werden.
1.4 Acht Schritte zur Einführung der OEE im Betrieb
Das Einführen der OEE sollte zielorientiert geschehen und Bedarf gut durchdachter
Überlegungen zum Ablauf im Vorfeld. Die Meinung, die OEE schnell einführen zu kön-
nen, um dann zu sehen was passiert, führt kurzfristig bis mittelfristig zum Scheitern.
Die Zuhilfenahme eines Projektplans mit Meilensteinen kann sich positiv auf die Vor-
gehensweise und das Ergebnis auswirken.
Um ein nachhaltiges und effizientes Einführen der OEE gewährleisten zu können sollte
ein Projektplan die folgenden acht Schritte beinhalten, die im Laufe des Projekts dann
verfeinert werden:
1. Auswahl einer Pilotanlage
2. Festlegung von OEE-Definitionen
3. Entwurf eines Erfassungsformulars bzw. -methode
4. Training des Teams
5. Erfassung der OEE-Daten
6. Verarbeitung der OEE-Daten
7. Feedback an das Produktionsteam
8. Information des Managements (vgl. Prof. Dr. May & Koch, 2008, S. 5)
Schritt 1: Auswahl einer Pilotanlage
Um das Potential einer Anlage zu erkennen, muss gelernt werden, wie das Werkzeug
OEE funktioniert. Deshalb ist bei der Einführung darauf zu achten, eine Pilotanlage mit
übersichtlicher Produktionsweise auszuwählen, damit die Einführung der OEE erfolg-
reich ist. Das dabei eingesetzte Team sollte daher stabil und motiviert mitarbeiten und
aus Vertretern von Produktion und Technik zugsammengestellt werden. Die OEE-
Einführung muss erfolgreich abgeschlossen werden, um das Weiterbestehen der OEE
im Betrieb sicherzustellen. (vgl. Prof. Dr. May & Koch, 2008, S. 5)

Overall Equipment Effectiveness
10
Schritt 2: Festlegung von OEE-Definitionen
Vor Beginn der Datenerfassung müssen Details für die Verfügbarkeit, die Leistung und
die Qualität der ausgewählten Anlage eindeutig definiert werden. Folgende Beispiele
sollen mögliche Definitionsfragen veranschaulichen:
Wird ausschließlich an der Pilotanlage gemessen oder handelt es sich um eine
verkette Anlage, sodass mehrere Anlagen simultan gemessen werden müssen
Durch welche Zeitkategorien sollte der Leistungsgrad ermittelt werden (IST-
Stückzahl zu SOLL-Stückzahl oder IST-Zeit zu SOLL-Zeit)
Werden einzeln hergestellte Bauteile erfasst oder die ganze Baugruppe
Welcher Ausschuss und welche Nacharbeit wird wie erfasst (vgl. Prof. Dr. May
& Koch, 2008, S. 5)
Schritt 3: Entwurf eines Erfassungsformulars bzw. -methode
Ein leicht verständliches, einfach strukturiertes und bestenfalls direkt auswertbares
Erfassungsformular bildet die Basis für eine erfolgreiche Datenerfassung der OEE.
Dabei sollte das Formular aus maximal einem DIN-A4-Blatt bestehen, das beidseitig
verwendet werden kann und nur die zwingend notwendigen Daten erfasst. Zu Beginn
der OEE-Erfassung sollte eine elektronische Datenerfassung vermieden werden, um
das Interesse des Anlagenbedieners zu wecken und ein Bewusstsein für Verluste zu
schaffen. (vgl. Prof. Dr. May & Koch, 2008, S. 5)
Schritt 4: Training des Teams
Das zusammengestellte Team sollte durch die Erfahrung eines OEE-kundigen Modera-
tors im Rahmen eines Kick-Off-Meetings geschult werden. Dabei sollte jedes Team-
mitglied verstanden haben wie der OEE funktioniert und welche Definitionen für die
ausgewählte Anlage getroffen wurden. Außerdem ist es wichtig, dass das Team ver-
standen hat, dass die OEE-Kennzahl ausschließlich die Verluste an der Anlage erfasst
und nicht die Leistung des Mitarbeiters überprüft. (vgl. Prof. Dr. May & Koch, 2008, S.
5)
Schritt 5: Erfassung der OEE-Daten
Die bislang erlernten theoretischen Informationen aus dem Kick-Off-Meeting sollten
schnellstmöglich in die Praxis umgesetzt werden. Den Anlagenbedienern sollte am
Anfang der Datenerfassung mithilfe eines Trainers das OEE-Konzept nähergebracht
werden. Das vorab erstellte Erfassungsformular wird dabei durch das Wissen des An-

Overall Equipment Effectiveness
11
lagenbedieners, sowie durch seine Kritik und Kommentare stetig verbessert und ange-
passt. Die Resultate der Messungen müssen dem Produktionsteam zeitnah vorgestellt
werden, sowie ein Feedback zur Erfassung erteilt werden. (vgl. Prof. Dr. May & Koch,
2008, S. 5)
Schritt 6: Verarbeitung der OEE-Daten
Die Auswertung und Verarbeitung der erfassten OEE-Daten sollten bei Schichtüberga-
be zusammengetragen werden und ausgewertet sein. Diese Tätigkeit wird bestenfalls
durch einen Vorgesetzten ausgeübt, der die Produktionsabläufe und die verschiedenen
Prozesse kennt. (vgl. Prof. Dr. May & Koch, 2008, S. 5)
Schritt 7: Feedback an das Produktionsteam
Ziel der OEE-Messung ist es im Produktionsteam ein Bewusstsein und eine Verantwor-
tung für das Erkennen und Verstehen von Verschwendungen zu schaffen. Durch visu-
elle Hilfsmittel kann dieses Bewusstsein schneller und leichter aufgezeigt werden. Dia-
gramme sollen dabei übersichtlich sein und durch farbige Linien eine schnellere und
klarere Informationsaufnahme ermöglichen. Eine OEE-Aktivitätstafel hilft dabei die
ausgewerteten Daten besser zu verstehen. Die wichtigsten Inhalte dieser Tafel sind die
Entwicklung der OEE im letzten und aktuellen Monat, sowie die ausgewerteten Daten
der letzten 24 Stunden, wobei diese mit einer Pareto-Analyse1 bzgl. der Verluste und
einem Maßnahmenplan unterstrichen werden sollen. (vgl. Prof. Dr. May & Koch, 2008,
S. 5)
Schritt 8: Information des Managements
Das Management spielt durch seine Wahrnehmung der Verbesserungen eine sehr
wichtige Rolle. Durch die Beaufsichtigung innerhalb der Organisation und den regel-
mäßigen Informationsaustausch des Produktionsteams mit dem Management, über
den aktuellen Verbesserungstand, wird die Aufmerksamkeit und Unterstützung des
Managements geweckt. Das Management hilft die Verbesserungsnahmen weiter
durchzuführen und stellt sicher, dass neue, weitere Maßnahmen eingeleitet werden.
(vgl. Prof. Dr. May & Koch, 2008, S. 6)
1 Die Pareto-Regel hat ausgesagt, dass 20% der Bevölkerung 80% des Landbesitzes hat, und umgekehrt. Heutzutage kann dieses Prinzip übertragen werden, indem man beispielsweise mit 20% des Aufwands 80% des Erfolges erreicht. (Quelle: http://www.bertram-scharpf.de/books/bscharpf-lorenzpareto.pdf, S. 6)

Overall Equipment Effectiveness
12
1.5 Bedeutung für die Industrie
„Ein effektiver Weg, die Motivation und den Einsatz der Mitarbeiter zu fördern, ist es,
der Belegschaft konkrete Ziele zu vermitteln. Ziele müssen immer in Zahlen ausdrück-
bar sein. Die Sprache der Verbesserung ist die Sprache der Zahlen, zum Beispiel: Mit
dieser Verbesserung werden die Kosten um 5% reduziert.“ (Brunner, 2014, S. 82)
Die Betrachtung der Aspekte Verfügbarkeit, Leistung und Qualität helfen Unternehmen
ihre anlagenwirtschaftliche Transparenz zu erhöhen. Die wichtigste Bedingung dabei
ist die konsequente Datenaufzeichnung durch den Anlagenbediener, damit die an-
schließende Auswertung und Darstellung korrekt abgebildet werden kann. Dabei ist der
ermittelte OEE-Wert nicht unbedingt ausschlaggebend für die Anlageneffizienz, son-
dern in erster Linie ein Indikator für das Potential einer Anlage. Viel relevanter sind
dabei die ausschöpfbaren Potentiale, sowie die Maßnahmen, um diese Potentiale zu
erreichen und somit die Effektivität der Anlagen zu steigern. (vgl. Schober, 2014, S. 38)
Um nun den Betrieb bzw. die Anlage nach Erfassung der ersten OEE-Werte einschät-
zen zu können gibt es für die OEE typische Wertebereiche an denen sich Betriebe ori-
entieren können. Diese Wertebereiche sind jedoch nur Richtwerte und können von
Betrieb zu Betrieb, sowie von Produkt zu Produkt unterschiedlich ausgelegt werden
und sollten nach längerer OEE-Erfassung für den eigenen Betrieb angepasst werden,
um nicht irreale Zielsetzungen zu generieren, die nie erreicht werden können. Dabei ist
darauf zu achten, welche Art der Herstellung im jeweiligen Betrieb bzw. an der gemes-
senen Anlage vorherrscht. Betriebe mit hohem Seriencharakter erreichen meist einen
höheren Wert als Betriebe mit Kleinstserien.
Aus der folgenden Tabelle kann ein erster Richtwert für den eigenen Betrieb ermittelt
werden.
Tabelle 2: Wertebereich OEE (Quelle: Kropik, 2009, S. 150, Tabelle 5.1)
OEE-Wert Beschreibung
< 65 % Die Fertigung ist stark verbesserungswürdig. In Betrieben mit einer so niedrigen OEE bleibt Geld liegen, sodass dringend Verbesse-rungsmaßnahmen eingesetzt werden sollten
65 % - 85 % In diesem OEE Bereich bewegen sich die meisten Fertigungsbetrie-be. Hier ist darauf zu achten, dass Prozesse für die ständige Selbstoptimierung der Anlage installiert werden. In den Quartalsbi-lanzen für die OEE sollte sich ein positiver Trend zeigen
> 85 % Fertigungsbetriebe mit dieser OEE befinden sich auf Weltklasseni-veau

Overall Equipment Effectiveness
13
1.6 Anwendungsgebiete und Wirkweise
In jedem Verlust der durch die OEE aufgedeckt wird stecken Potentiale, die durch ge-
eignete Maßnahmen ausgeschöpft werden können und dadurch die Produktionspro-
zesse verbessern. Die Art des Verlustes unterscheidet sich, je nachdem welcher Ferti-
gungstyp in der industriellen Produktion vorherrscht. So werden aus Sicht der OEE
Betriebe in drei Produktionszweige unterteilt:
1. Diskrete Fertigung (Herstellung von Stückgütern z.B. Flaschen, Bolzen)
2. Batch-Fertigung (Herstellung von Dachziegeln, Bier)
3. Prozess-Fertigung (Herstellung von Zement, Raffinieren von Erdöl)
Diese 3 Bereiche weisen eigens für sie typische Verluste auf. (vgl. Koch, 2008, S. 32)
Typische Verluste: Diskrete Fertigung
Die Stückfertigung, wie sie aus der Verpackungsindustrie bekannt ist, hat hauptsächli-
che Effektivitätsverluste in der
Verfügbarkeit, in Form von Wartezeiten und Störungen,
Leistung, in Form einer Produktion mit reduzierter Geschwindigkeit, sowie statt-
findenden Kurzstillständen.
Abbildung 4: Herstellung von Bolzen (Quelle: http://de.sycor-group.com/.content/imagegalleries/pics/ax-fertigung-manufacturing.jpg?__scale=cx:9,cy:5,cw:991,ch:555,w:580,h:325, abgerufen am 13.09.2016)

Overall Equipment Effectiveness
14
Die Anlage wird dabei vom Werker so eingestellt, dass möglichst wenig, bis hin zu gar
keinem, Ausschuss entsteht, indem er Produktion, Leerlauf und die richtige Geschwin-
digkeit der Anlage aufeinander abstimmt. Meist haben diese Anlagen viele bewegliche
Teile, die bei fehlerhafter Einstellung, schnell zu Fehlfunktionen oder langwierigen Stö-
rungen führen. Probleme bei Anfuhr und Abtransport, sog. Linienbeschränkungen, zäh-
len bei der diskreten Fertigung zu den am häufigsten auftretenden Verlusten. (vgl.
Koch, 2008, S. 32)
Typische Verluste: Batch-Fertigung
In der Batch-Fertigung bzw. Chargen-Fertigung werden Produkte gleichzeitig in großer
Menge ausgegeben. Deswegen treten hierbei andere Verlustarten auf:
Verfügbarkeitsverluste durch Umrüsten und Warten,
Leistungsverluste durch Produktion mit reduzierter Geschwindigkeit und einer
geringer produzierte IST-Menge als tatsächlich als SOLL-Menge möglich wäre,
Qualitätsverluste durch den Ausschuss oder die Nacharbeit von Chargen
Abbildung 5: Schleifen, Läppen und Polieren mit Planetenkinematik (Quelle: https://images.vogel.de/vogelonline/bdb/190100/190130/26.jpg, abgerufen am 13.09.2016)
Wartezeiten durch die Befüllung und Leerung oder Reinigung der Anlage zwischen
zwei unterschiedlichen hergestellten Produkten können bei der Batch-Fertigung, be-
dingt durch die großen gleichzeitig produzierten Stückzahlen, zu langen Stillständen
führen. Das Vorwärmen oder Homogenisieren von Stoffen, sowie nicht komplett gefüll-
te Behälter, senkt die Produktionsgeschwindigkeit enorm herab. Zusätzlich hat die
Overall Equipment Effectiveness
15
Batch-Fertigung den Nachteil, dass bei nicht einhalten der Spezifikationen, mit einem
Mal eine sehr große Produktionsmenge verloren geht. (vgl. Koch, 2008, S. 33)
Typische Verluste: Prozess Fertigung
Das produzieren im konstanten Fluss eines Fließgutes hält für die Prozessfertigung
wiederrum andere Verluste bereit:
Leistung wird durch gedrosselte Geschwindigkeit verringert
Qualität kann durch Nacharbeit, Ausschuss oder die Vermischung während des
Produktwechsels Verluste erzeugen
Abbildung 6: Betonherstellung (Quelle: https://assets.master-builders-solutions.basf.com/Shared%20Documents/Image/German%20(Austria)/basf-functions-and-applications-producing-concrete-530x353.jpg?width=530, abgerufen am 13.09.2016)
Die verschiedenen Teile der ganzen Anlange arbeiten meist mit durchschnittlicher Ge-
schwindigkeit, was dazu führt, dass Leistungsverluste nicht sofort erkannt werden, je-
doch sehr häufig auftreten, denn jedes Teil für sich muss mit der schnellstmöglichen
Geschwindigkeit arbeiten, um 100% Leistung zu erreichen. Außerdem wird durch
Rückführeinrichtungen zwar die Qualität der hergestellten Produkte innerhalb der Spe-
zifikationen gehalten, indem die Produkte erneut bearbeitet werden, dies hat jedoch zur
Folge, dass, im Sinne der OEE, Qualitätsverluste auftreten. (vgl. Koch, 2008, S. 34)
Die OEE dient somit als Werkzeug zur Identifizierung von Verlusten an Anlagen und
kann dabei auf alle anlagenbezogenen und wertschöpfenden Prozesse angewandt
werden. (vgl. Koch, 2008, S. 34/35)
Overall Equipment Effectiveness
16
1.7 OEE-Analyse an Engpässen
Bei einem Engpass handelt es sich häufig um einen Prozessschritt mit der höchsten
Belastung bzw. um einen Prozess, an welchem die längsten Wartezeiten entstehen.
Durch gezieltes Fragen, Was ist das schwächste Glied in der Kette?, Was begrenzt
den Durchsatz?, kann ein Engpass identifiziert werden. Daraufhin muss versucht
werden den Engpass vollständig auszulasten, sodass alle Kapazitäten ausgenutzt sind
(vgl. Becker, 2005, S. 49). Die Überprüfung der Kapazitätenauslastung kann dabei
durch die Erfassung der OEE stattfinden. Durch aufdecken von Verlusten können
schnell Maßnahmen für eine effektivere Auslastung der Anlage getroffen werden.
Desweiteren kann die Anpassung des restlichen Systems, an den Engpass, diesen
auch entlasten. Dabei sollten Bestände nur dort aufgebaut werden, wo sie benötigt und
Losgrößen möglichst klein gehalten werden. Eine Synchronisation des Flusses und die
Vorbeugung durch die vorherigen Maßnahmen können den Engpass entlasten.
Dadurch werden mögliche Investitionen abgewandt und durch bestehenden Mittel
kann der Engpass aufgelöst werden. Falls dies jedoch nicht ausreicht müssen größere
Veränderungen stattfinden, um den Engpass zu entlasten. Die Veränderungen
bewirken oft, dass sich der Engapss im System verschiebt. Dadurch muss die Analyse
an dem neuen Engpass erneut durchgeführt werden, um diesen wieder zu beseitigen.
(vgl. Becker, 2005, S. 49/50)

Herangehensweise an das Projekt Einführung der OEE
17
2 Herangehensweise an das Projekt Einführung der OEE
Der Erwerb der theoretischen Kenntnisse über die OEE bei EBG und der immer mehr
wachsende Lean-Gedanke sind die Basis zur Einführung dieses wichtigen Messwerk-
zeuges des TPM bei EBG.
An auftretenden Engpässen konnten durch Analysen mit den bisherigen Mitteln keine
genauen Aussagen über die Ursachen getroffen werden. Um die Wettbewerbsfähigkeit
weiterhin zu behalten, bietet die Möglichkeit der Verwendung der OEE, zur Analyse
von Verlusten an Engpassanlagen, sowie die daraus entstehenden Potentiale an den
jeweiligen Anlagen, das beste Konzept für EBG. Die Erfassung der OEE-Kennzahl soll
dabei schnellstmöglich positive Änderungen bewirken.
Aufgrund von ständig auftretenden Engpässen und einer ausstehenden Neuinvestition
im Bereich Produktion & Logistik (bei EBG M genannt) ist die Auswahl der Pilotanlage
recht zügig getroffen worden. Im Bereich MA2 und der dort produzierenden Linie
Chuck3 ist die Anlage TNA 600 der Firma TRAUB (im Folgenden als TNA 600 bezeich-
net) als die größte Engpassanlage ermittelt worden.
Nach Besichtigung der Linie Chuck, einem ersten Kennenlernen der Anlagenbediener
und einem Überblick über die Arbeitsprozesse, ist mit der Einführung der OEE begon-
nen worden.
2.1 TRAUB TNA 600
„TRAUB TNA, dieser Name genießt weltweit einen guten Ruf, wenn es um die Zer-
spanung von großen Futter-, Wellen- oder Stangenteilen geht. Mit ihrer Präzision und
Wirtschaftlichkeit, den kurzen Rüstzeiten und der einfachen Bedienbarkeit setzen diese
Anlagen in ihrer Klasse Maßstäbe. Der solide mechanische Aufbau mit dem großzügig
dimensionierten Arbeitsraum und dem Kronenrevolver, bildet die Grundlage für alle
Baugrößen der TNA 500 und TNA 600. Durch die TRAUB Steuerung TX8i-s wird die
Bedienung und Programmierung besonders werkstattfreundlich.“ (Traub, 2014, S. 2)
„Die Anlagen der TNA-Reihe bieten dem Anwender bei der Planung, Auswahl und in
der Fertigung viele Vorteile. Die Anlagen können jedem Einsatzfall exakt angepasst
2 MA ist bei EBG der Bereich, in dem Standarddichtungen hergestellt werden 3 In der Linie Chuck (Futterbearbeitung) werden Säge- und Abstechteile bearbeitet

Herangehensweise an das Projekt Einführung der OEE
18
werden, von der Einzel- oder Kleinserienfertigung bis zur Mittel- und Großserienferti-
gung, mit Prozessüberwachung und automatisiertem Materialfluss.“ (Traub, 2014, S. 4)
An der Engpassanlage TNA 600 bei EBG werden ausschließlich Einzelteile und Klein-
serien gefertigt. Deswegen wird diese Anlage verwendet, da sie viele verschiedene
Materialen bearbeiten kann und die Rüstvorgänge möglichst schnell zu bewerkstelligen
sind.
Abbildung 7: Universaldrehanlage Traub TNA 600 (Quelle: http://www.index-werke.de/fileadmin/_processed_/csm_TRAUB_TNA600_0003_6a120c3df7.jpg, abgerufen am 09.09.2016)
2.1.1 Technische Daten
„Der Grundaufbau
Das torsions- und biegesteife Schrägbett ist unter 45° geneigt. Es trägt den
thermosymmetrisch gestalteten Spindelstock und die Führungsbahnen für die
Längsschlitten, Lünetten und den Reitstock. Die gehärteten und geschliffenen
Führungsbahnen sind zuverlässig gegen Späne und Schmutz geschützt. Die
Gleitbahnen der Schlitten sind durch ein Zwischenraum-Gießverfahren mit ei-
nem speziellen Gleitbelag beschichtet und erfüllen somit die Voraussetzungen
für höchste Dämpfung und Positioniergenauigkeit“ (Traub, 2014, S. 6)

Herangehensweise an das Projekt Einführung der OEE
19
„Die Vorschubantriebe
Hochdynamische Servoantriebe, durch elektronische Überlastkupplungen
(ECS) geschützt; die digitale Kopplung und das absolute Wegmesssystem sor-
gen dafür, dass die von der Steuerung vorgegebenen Verfahranweisungen für
die Achsen superschnell ausgeführt werden.
Vorteil:
o Schnelles und exaktes Positionieren und Verfahren der Werkzeuge
o Hohe Konturgenauigkeit
o Hohe Oberflächengüte
o Das Referenzpunktanfahren bei Schichtbeginn entfällt“ (Traub, 2014, S.
6)
„Die Antriebe
Der Hauptantrieb, ein leistungsstarker AC-Servomotor, wurde speziell auf das
zu bearbeitende Teilespektrum ausgelegt. So stehen bei der TNA 500 mit 31
kW und bei der TNA 600 mit 37 kW und zweistufigem Getriebe genügend Leis-
tungsreserven zur Verfügung, um selbst schwerste Zerspanungen mühelos zu
bewältigen. Durch das Getriebe läßt sich der Bereich konstanter Leistung er-
heblich erweitern“ (Traub, 2014, S. 6)
„Die Arbeitspindel
Die Arbeitsspindeln sind äußerst steif gestaltet und in hochpräzisen, lebens-
dauergeschmierten, spielfrei vorgespannten Schrägkugellagern gelagert. Bei
den Modellen TNA 500 ist der Spindelkopf nach DIN 55 026 in Größe A8 und
bei der TNA 600 in Größe A11 ausgebildet“ (Traub, 2014, S. 6)
„Der Werkzeugträger
Der Werkzeugträger Eine Besonderheit der TNA 500 und TNA 600 ist der
TRAUB Kronenrevolver mit 12 Werkzeugaufnahmen. Durch seine spezielle
Bauart ist er außerordentlich stabil und bietet zudem eine optimale, einzigartige
Werkzeugkollisionsfreiheit“ (Traub, 2014, S. 6)
Herangehensweise an das Projekt Einführung der OEE
20
„Der Werkzeugantrieb
Alle 12 Werkzeugaufnahmen des Revolvers können mit angetriebenen Bohr-,
Fräs- und Gewindeschneidwerkzeugen frei bestückt werden. Der Antrieb erfolgt
über einen Drehstrommotor und einem Getriebe. Dabei wird immer nur das in
Arbeitsposition befindliche Werkzeug angetrieben“ (Traub, 2014, S. 7)
„Die C-Achse
Für die Rundum-Komplettbearbeitung steht bei den Anlagen der TNA-Reihe ei-
ne C-Achse in zwei verschiedenen Ausführungen zur Verfügung:
mit eigenem Servomotor und Schneckengetriebe für höchste Genauigkeit bei
hohem Drehmoment
über den Hauptmotor mit Spindelbremse. Über beide C-Achsenvarianten läßt
sich die Arbeitsspindel für Bohr- und Fräsarbeiten am stillstehenden Werkstück
schnell in beliebige Winkelstellungen positionieren“ (Traub, 2014, S. 7)
„Der Reitstock
Der robuste Reitstock wird auf der unteren Führungsbahn geführt. Die Klem-
mung erfolgt hydraulisch. Die Anpresskraft der Pinole ist stufenlos einstellbar.
Zum Positionieren wird der Reitstock hydraulisch an den oberen Längsschlitten
gekoppelt oder wahlweise über eine zusätzliche NC-Achse gesteuert verfahren“
(Traub, 2014, S. 7)
„Die Lünetten
Für die Wellenbearbeitung stehen mehrere Lünettenausführungen mit großen
Arbeitsbereichen zur Verfügung. Sie sind auf der unteren Führungsbahn aufge-
baut und wahlweise feststehend oder mit einem numerisch gesteuerten Längs-
antrieb ausgestattet“ (Traub, 2014, S. 7)
„Komplettlösung CNC-Steuerung
übersichtliche Benutzeroberfläche mit Dialogtechnik für Programmieren, Editie-
ren, Einrichten und Bedienen
grafisch unterstützte Dialogführung auch beim Einrichten
visuelle Kontrolle von möglichen Kollisionssituationen durch die grafische Pro-
zeßsimulation GPS“ (Traub, 2014, S. 8)

Herangehensweise an das Projekt Einführung der OEE
21
„Werkzeugüberwachung
hochsensible Werkzeugbruch- und Verschleißkontrolle durch permanente
Überwachung der Achsmotoren
keine zusätzliche Sensorik erforderlich
einfachste Bedienung z.B. durch automatische Generierung der Grenzkurven
sämtliche Prozesse werden am Display dargestellt“ (Traub, 2014, S. 8)
2.1.2 Bearbeitungsprozesse mit der TNA 600 bei EBG
Die Bearbeitungsbereiche der TRAUB TNA 600-Serie werden bei EBG komplett aus-
geschöpft. Da mehrere Modelle dieser Baureihe im Bereich MA vorhanden sind wer-
den an jeder Anlage individuell Einzelteil, Klein-, Mittel- oder Großserien gefertigt. Da-
bei werden bei der Mittel- und Großserienfertigung Stangenteile bearbeitet, und bei der
Einzelteil- sowie Kleinserienfertigung werden Wellenhülsen, Deckel, Aufnahmen und
Abstechteile gefertigt.
Die TNA 600, an welcher die OEE gemessen wird, bearbeitet Bauteile mit Außen-
durchmesser von 40 mm bis 450 mm und kann Längen von 3 mm bis 300 mm auf-
nehmen. Durch die Bearbeitung vieler verschiedener Stahl, Edelstahl und sehr hartem
und säurebeständigen Edelstahl wird das Teilespektrum an dieser Anlage enorm groß,
was dazu führt, dass wegen der Einzelteil- und Kleinserienfertigung häufig gerüstet
wird. Von Vorteil für die hohe Variantenvielfalt ist, dass der Werkzeugspeicher 48 ver-
messene Werkzeuge abspeichern kann.
2.2 Ablauf der OEE-Einführung bei EBG
Bei EBG durchläuft die OEE einen ähnlichen Einführungsprozess, wie er im Punkt 1.4
Einführung der OEE im Betrieb beschrieben wird. Zu Beginn der Einführung wurde die
TNA 600 als Pilotanlage ausgewählt. Da die OEE-Messungen sowohl die Anlage als
auch die Anlagenbediener betreffen, ist das Konzept der OEE dem Betriebsrat vorge-
stellt worden. Den Anlagenbedienern sowie dem Abteilungsleiter ist daraufhin ebenfalls
die OEE-Vorgehensweise erläutert worden. Im Anschluss sind die Definitionsziele fest-
gelegt worden. Diese sind in einer Besprechung vom OEE-Team, bestehend aus dem

Herangehensweise an das Projekt Einführung der OEE
22
Betriebsleiter, der das OEE-Projekt angestoßen hat, dem Segmentleiter, dem Leiter
des Auftragszentrums und dem Ersteller der OEE-Einführung, definiert worden. An-
hand dieser Ziele ist begonnen worden, den ersten Entwurf des OEE-
Erfassungsformulars zu gestalten. Dieses Formular dient zur Datenerfassung an der
TNA 600. Nach konstanter Weiterentwicklung dieses Erfassungsformulars wurde es
schlussendlich auf einen Stand gebracht, sodass daraus alle benötigten Informationen
beschafft werden können, ohne dabei großen Mehraufwand für den betroffenen Anla-
genbediener zu generieren. Diese Daten wurden in ein eigenständig entwickeltes
Excel-Sheet täglich eingetragen und ausgewertet. Die Ergebnisse wurden am folgen-
den Tag mit dem Anlagenbedienern durchgesprochen. Nach einiger Zeit der Datener-
fassung und –auswertung, sind die Ergebnisse dem Team, sowie den beteiligten Li-
nienleitern präsentiert worden. Infolgedessen sind Überlegungen für Maßnahmen ge-
gen die TOP 3 Verlustarten getroffen worden, damit die Potentiale der Anlage ausge-
schöpft werden.
2.2.1 Vorstellung der OEE beim Betriebsrat
Die OEE als Messwerkzeug für Anlagenauslastung ist im Rahmen der Einführung in
einem Meeting den Vorsitzenden des Betriebsrates vorgestellt worden. Durch genaue
Erläuterung der Arbeitsweise der OEE als Werkzeug zur Anlagenüberwachung und
nicht zur Messung der Leistung eines Anlagenbedieners, sind die Gründe der OEE-
Einführung, sowie die damit einhergehenden Vorteile durch die Verbesserung der An-
lagenauslastung, für die Vorsitzenden des Betriebsrates verständlich geworden. Infol-
gedessen ist die OEE-Einführung dem gesamten Betriebsratsgremium vorgestellt wor-
den, damit bei den restlichen Mitgliedern des Betriebsrats auch eine Akzeptanz gegen-
über diesem Messwerkzeug geschaffen wird. Die anderen Mitglieder des Betriebsrats
sind ebenfalls durch das Nichtvorhandensein der Anlagenbedienerüberwachung, sowie
die Vorteile durch das Erkennen von Verlusten und die Ausschöpfung der daraus ent-
stehenden Potentiale, positiv gegenüber dem Projekt gestimmt worden. Deswegen
konnte mit der Einführung der OEE begonnen werden.

Herangehensweise an das Projekt Einführung der OEE
23
2.2.2 Definition der OEE-Ziele
Ein wichtiger Schritt bei der Einführung der OEE-Kennzahl bei EBG, war eine klare
Definition der Ziele. Dabei wurde genau festgelegt, was mit der OEE erreichen werden
sollte. Da dieses Messinstrument bisher nur aus der Theorie bekannt war und damit
noch nicht im eigenen Unternehmen gearbeitet wurde, sollen die Ziele das Einführen
des Tools erleichtern. Durch die Vorgabe was damit erreichen werden soll, kann das
dafür verwendete Erfassungsformular bereits in vorgegebene Richtungen gelenkt wer-
den bzw. vorab definierte Verlustarten ausschließen. Damit wird Zeit für eine korrektere
Ausarbeitung des Formulars gewonnen und folglich werden konkretere, an die Ziele
angepasste Daten ermittelt. Somit wird die Dokumentation von überflüssigen Daten
vermieden.
In einem Meeting hat jedes Mitglied des OEE-Teams seine eigenen, mit der OEE ver-
bundenen Ziele genannt, um daraus ein bzw. mehrere Ziele für die OEE zu ermitteln.
Dabei sind mehrere verschiedene Ziele genannt worden:
Aufdecken aller Ursachen für Verluste und das Beseitigen dieser Verluste
Verbesserung des Anlagenstundensatzes durch Erhöhung der Auslastung an
der Anlage
Transparenz durch Erfassung und Aufzeichnung der Verluste
Um einen Kompromiss für das konkrete OEE-Ziel zu schaffen, wurden die einzelnen
Ziele genauer betrachtet.
Das Aufdecken aller Ursachen für Verluste und das Beseitigen dieser Verluste ist ein
sehr vage ausformuliertes Ziel. Während der Erfassung ist es nicht möglich alle Ursa-
chen simultan zu erfassen und zu beseitigen. Vielmehr soll bei der Erfassung der Ver-
lustarten darauf geachtet werden sich einen Überblick zu verschaffen, wo die Haupt-
verluste liegen, um diese dann im nächsten Schritt feiner zu gliedern und genauer zu
betrachten, damit die Ursachen der Verluste gefunden werden. Dieses Ziel ist orientiert
sich am normalen Prozessablauf der OEE, kann jedoch in der Herausforderung alle
Ursachen für Verluste gleichzeitig aufzudecken nicht erreicht werden.
Die Verbesserung des Anlagenstundensatzes durch Erhöhung der Auslastung an der
Anlage kann nur stattfinden, wenn bewusst ist, welche Fehler an der Anlage ständig

Herangehensweise an das Projekt Einführung der OEE
24
auftreten. Auch hier müssen die Fehler erstmal aufgenommen werden, um später den
Anlagenstundensatz neu zu berechnen. Da die Erfüllung dieses Ziel erst möglich ist,
nachdem eine Erfassung und Auswertung der OEE-Daten ausgeführt wurde, ist diese
Ziel zurückgestellt worden, um es zu einem späteren Zeitpunkt zu betrachten.
Bei EBG wird momentan das Shop Floor Management System (SFM)4 eingeführt. In
der Vergangenheit, wurde kein Wert daraufgelegt, Daten für jeden ersichtlich auszu-
hängen. Da aber das SFM sehr für die Transparenz von Daten steht, ist die Formulie-
rung für das OEE-Ziel Transparenz durch Erfassung und Aufzeichnung der Ver-
schwendungen zu erhalten eine logische Konsequenz. Da die OEE als Messinstrument
diese Transparenz sehr gut schafft, wurde diesem Ziel erst einmal die höchste Auf-
merksamkeit geschenkt. Um dieses Ziel nun als das definierte OEE-Ziel festzulegen,
musste es genauer beschrieben werden.
Da ein wenig von allen vorher genannten Zielen für das OEE-Ziel bei EBG zu finden
sein sollte, lautete das konkrete Ziel:
Effektivere Anlagennutzung durch Transparenz infolge von Erfassung, Aufzeichnung
und zielgerichteter Beseitigung der Verschwendungsarten
Um das Ziel durch die OEE-Einführung erreichen zu können, ist das Team durch ent-
sprechende Schulungen auf die Erfassung der Verlustarten sensibilisiert worden.
2.2.3 Sensibilisierung der Mitarbeiter
Die Entwicklung eines Bewusstseins für Verschwendungen bei allen beteiligten Perso-
nen setzt voraus, dass der genaue Ablauf der OEE-Einführung erläutert wird.
Damit die Anlagenbediener und ihr Vorgesetzter auch ein Verständnis für die OEE
entwickeln, sind ihnen ebenfalls die Vorgänge, während der OEE-Einführung, erläutert
4 Shop Floor Management (SFM) ist ein Lean Management Tool zur „kontinuierlichen Prozess-verbesserung am Ort der Wertschöpfung“. Dabei werden drei wichtige Themen vereint: Trans-parenz, Kommunikation zwischen Führungskräften und Mitarbeitern und zielorientierte Prob-lemlösung (Quelle: http://www.festoolengineering.com/fileadmin/files/publikationen/fe_Bericht_in_QZOnline.pdf, S. 1)
Herangehensweise an das Projekt Einführung der OEE
25
worden. Der erste Eindruck dieses Messwerkzeugs löste auch hier Skepsis aus. Des-
wegen ist während der gesamten Einführungsphase der OEE stets eine aktive Betreu-
ung der Anlagenbediener notwendig gewesen, um ihnen ihre Skepsis zu nehmen und
ihnen zu zeigen, dass die OEE lediglich die Daten der Anlage auswertet und nicht die
Leistung des Anlagenbedieners überwacht. Durch ständige Kommunikation und Erläu-
terung der Erfassungsschritte und der Arbeitsweise während der OEE-Erfassung, ist
eine Sensibilisierung der Anlagenbediener für das Thema geschaffen worden. Diese
Sensibilisierung war eine gute Ausgangslage für die Einführung der OEE. Während der
Einführung ist weiterhin ständig auf das Thema der Auswertung der Anlage und nicht
des Bedieners eingegangen worden und es sind immer wieder die möglichen Erleichte-
rungen aufgezeigt worden, die durch das Beseitigen von Verschwendungen für die
Anlagenbediener entstehen. Die sieben Verschwendungsarten5 des Lean Management
Gedanken haben dabei eine wichtige Rolle gespielt. So sind beispielhaft der fehlende
Abtransport von bearbeiteten Bauteilen oder das Nichtvorhandensein von Betriebsmit-
teln als zwei mögliche Verschwendungsarten erläutert worden, die sowohl für einen
guten OEE-Wert schädlich sind, als auch zu einer zusätzlichen Belastung der Anla-
genbediener führen, da diese sich mit Handlungsprozessen beschäftigen müssen, die
nicht zu ihren Aufgabengebieten gehören. Durch diese Art der Veranschaulichung von
Verschwendungen und die sich daraus ergebenden Erleichterungen für den einzelnen
Anlagenbediener ist bei den Anlagenbedienern die Akzeptanz gegenüber der OEE-
Einführung gestiegen, sodass mit der Erfassung und Auswertung der Daten begonnen
wurde.
2.2.4 Entwicklung des Erfassungsformulars und die Datener-
fassung
Ein sehr schwieriger Teil während der Einführung der OEE in einem Unternehmen, das
noch nicht mit dem OEE-Messwerkzeug gearbeitet hat, ist die Entwicklung eines effek-
tiven Erfassungsformulars. Da es keine vorhandenen Aufzeichnungen über die tat-
sächlichen Laufzeiten und Stillstände der Anlage gab, musste damit begonnen werden,
5 Sieben Verschwendungsarten: Transport, Bestände, Bewegung, Warten, Überproduktion, Falsche Technologie/Prozesse, Ausschuss/Nacharbeit (Quelle: http://www.lean-production-expert.de/lean-production/7-verschwendungsarten.html)
Herangehensweise an das Projekt Einführung der OEE
26
die Arbeitsschritte, sowie die Stillstände in jeglicher Form, zu dokumentieren und zu
strukturieren.
Zu Beginn der Einführung haben die Anlagenbediener viele Fragen über den Einsatz
der Anlage, wie und was produziert wird, welche Betriebsmittel verwendet werden und
wie die SOLL-Zeiten der Auftragspläne ermittelt werden, beantworten müssen.
Um mögliche Verschwendungen in den Bereich Verfügbarkeit, Leistung und Qualität zu
ermitteln, sind sich, vor dem ersten Entwurf des Erfassungsformulars, Gedanken ge-
macht worden, welche Arten an Verschwendungen in den jeweiligen Bereichen über-
haupt stattfinden können.
Für den Bereich Verfügbarkeit sind die Verschwendungsarten oft schnell ersichtlich.
Durch Annahme, dass jeglicher Stillstand der Anlage, welcher länger als fünf Minuten
andauert, als Verfügbarkeitsverlust definiert wird, konnten vor der Erfassung der OEE
zusammen mit den Anlagenbedienern folgende Verschwendungsarten definiert wer-
den:
organisatorische Störungen (Warten oder Holen von Material)
technische Störungen (defekte Anlage)
Rüsten
Programmieren
Wartung der Anlage
Konstruktions- und Zeichnungsfehler
Testlauf
Sonstiges
Der Punkt Sonstiges wurde bewusst auf die Liste der Verschwendungsarten für die
Verfügbarkeit gesetzt, um damit den Anlagenbedienern die Möglichkeit zu geben, nicht
aufgelistete Verschwendungsarten dort einzutragen. Außerdem wird dieser Punkt, falls
er als größte Verschwendungsart aufgedeckt wird, genauer betrachtet und die bislang
nicht aufgelistete Ursache für die hohe Verschwendung in diesem Punkt wird als neuer
eigener Punkt definiert.
Um die Leistung bzw. die Leistungsverluste messen zu können musste geklärt werden,
ob, wie in der Literatur üblich, in einer Rechnung die möglichen zu produzierenden
Bauteilen pro Tag gegenüber der tatsächlich produzierten Menge an Bauteilen vergli-
Herangehensweise an das Projekt Einführung der OEE
27
chen werden, oder, ob die SOLL-Zeit für die Bearbeitung eines Auftrags gegenüber der
IST-Zeit gestellt wird. Da die Menge an täglich bearbeiteten Werkstücken sehr stark
schwankt, wurde gemeinsam mit den Anlagenbedienern festgelegt, eine Messung über
das Zeitverhältnis durchzuführen.
Die möglichen Verschwendungsarten im Bereich der Qualität konnten hingegen schnell
definiert werde. So wurden für die Qualitätsverluste zwei Punkte definiert:
Nacharbeit
Ausschuss
Jedoch ist trotzdem überlegt worden, da die Leistung nicht in Stückzahlen gemessen
wird, wie die Nacharbeit und der Ausschuss in der OEE-Messung erfasst und verarbei-
tet werden. Um den passendsten Wert für die Qualität zu erhalten, sind auch hier die
Zeiten gegenübergestellt worden. In dem Fall der Qualitätsverluste ist beim ersten
Entwurf entschieden worden, die Nacharbeitszeit separat aufzuschreiben und die Aus-
schussmenge prozentual zur Bearbeitungszeit zu ermitteln. Daraus konnte für die Qua-
litätsverluste ein Quotient der IST-Qualitätsverlustzeit gegenüber der geplanten Lauf-
zeit ermittelt werden.
Nach diesen ersten Definitionen zur Erfassung der Verfügbarkeit, Leistung und Quali-
tät, ist damit angefangen worden ein erstes Erfassungsformular zu entwickeln. Eine
weitere Schwierigkeit die dabei aufgetreten ist, war die Formatierung des Formulars.
Da es üblich ist sich bei diesem Erfassungsblatt auf eine DIN A4 Seite zu beschränken,
mussten alle definierten Erfassungsvorgaben so kompakt auf das Blatt gebracht wer-
den, dass ausreichend Platz für die Erfassung der benötigen Daten vorhanden ist und
der Anlagenbediener dadurch keinen Mehraufwand erhält. Um den Schreibaufwand
geringzuhalten, ist dazu übergegangen worden, die Anfangs- und Endzeit, sowohl für
das Rüsten (𝑡𝑟) als auch für die Laufzeit (𝑡𝑒), als Uhrzeit aufschreiben zu lassen und
die Verfügbarkeitsstillstände, sowie Kurzstillstände bei Leistung und Qualität als Strich-
liste zu führen (vgl. Abbildung 8). Dabei konnten die Anlagenbediener für Verfügbar-
keitsstillstände entscheiden, ob der Stillstand 5 Minuten oder 15 Minuten gedauert hat,
und bei den Kurzstillständen zwischen 1 Minute und 3 Minuten wählen. Entsprechend
der Stillstanddauer, wurden dann mehrere Striche für einen der Zeitbereiche gemacht.

Herangehensweise an das Projekt Einführung der OEE
28
Abbildung 8: Erster Entwurf OEE-Erfassungsformular
Die tägliche Gesamtzeit der Anlage sollte 16 Stunden betragen. Da aber die Anlagen-
bediener nicht immer pünktlich zur Arbeit erschienen sind (zu früh oder zu spät ge-
kommen) und ebenso teilweise länger oder kürzer gearbeitet haben, ist auf dem Erfas-
sungsformular ein separates Feld für die Mitarbeiter aufgenommen worden, in welches
sie die Kommen und Gehen Zeiten eingetragen haben. Dadurch ist bei der Auswertung
festgestellt werden, ob der Anlage mehr Gesamtzeit zur Verfügung stand oder ob Ver-
schwendungen in Form von fehlenden Personal aufgetreten sind. Die Anlagenbediener
haben außerdem noch die SOLL-Rüstzeit und SOLL-Laufzeit, welche auf dem Arbeits-
auftragen standen, mit ins Erfassungsformular eingetragen. Diese Zeiten sollten für die
Berechnung der Verfügbarkeit, sowie der Leistung dienen.
Im Zuge der ersten Erfassungen mit diesem Formular ist zusammen mit den Anlagen-
bedienern festgestellt worden, dass zwar die Stillstände und ihre Dauer erfasst werden,
jedoch nicht der Grund. Deswegen ist ein neues Erfassungsformular erstellt worden,
wobei nun zusätzlich die Stillstandgründe durch den Anlagenbediener aufgeschrieben
wurden. Weil nun der Platz auf dem Formular nicht mehr für eine DIN A4 Seite ausge-
reicht hat, ist auch die Aufteilung der Stillstandsdauer überdacht worden. In der folgen-
OEE TNA 600 3 Backen von bis
Mitarbeiter früh
Mitarbeiter spät
Verfügbarkeit Leistung Qualität
ungeplante St illstände
Rüsten (tr) Laufzeit (te) Nacharbeit
SOLL von bis Seite SOLL Menge von bis Seite Anzahl von bis Seite
Kurzst illstand Kurzst illstand
kein Material CAD falsch Programmierung Messen Programmierung Messen
5 5 1 1 1 1
15 15 3 3 3 3
Programmierfehler Sonst iges Wendeplatte Sonst iges Wendeplatte Sonst iges
5 5 1 1 1 1
15 15 3 3 3 3
Legende
von/bis: Eintragen der aktuellen Uhrzeit (Beginn/Ende Bearbeitung) Menge: Stückzahl, die auf dem AP steht Ziffern entsprechen jeweiligem Wert in Minuten
SOLL: Eintragen der Zeiten, die auf dem AP stehen (tr,te) Seite: Seite von der das Bauteil bearbeitet wird
27.06.2016Montag
Ausschuss
Herangehensweise an das Projekt Einführung der OEE
29
den Version des Erfassungsformulars sind die Zeiten für Verfügbarkeitsstillstände auf
über fünf Minuten definiert und für Kurzstillstände auf unter fünf Minuten. Das hatte für
die Anlagenbediener den Vorteil, dass es nicht mehr zwei verschiedene Zeilen zum
Führen der Strichliste gab, sodass sie sich aus Versehenen in der Zeile irren konnten,
sondern, dass es nun für jeden Stillstandsgrund eine eigene Zeile zum Eintragen gab.
Mit diesem überarbeiteten Formular haben die Anlagenbediener besser arbeiten kön-
nen. Zu Beginn der Datenerfassung ist der Verantwortliche auch noch vor Ort gewe-
sen, um den Anlagenbedienern bei Fragen zum Formular weiterzuhelfen, sowie selbst
Informationen über die Erfassung zu sammeln. Dabei ist aufgefallen, dass Kurzstill-
stände sehr häufig stattfinden und die Anlagenbediener die tatsächliche Anzahl dieser
Stillstände nicht auflisten. Um selbst zu testen, wieviel Mehraufwand das Führen der
Strichliste für die Kurzstillstände ist, hat der Verantwortliche, für die Anlagenbediener
das Erfassungsformular ausgefüllt. Die Kurzstillstände, die oft wesentlich kürzer als
eine Minute waren, jedoch jedes Mal einen Strich bedeutet haben, waren eine hohe
Mehrbelastung für die Anlagenbediener, die dabei lediglich einen geringen Vorteil,
während der Erfassung und Auswertung, zur Folge hatte. Auftretende CNC-
Programmkorrekturen oder die Suche nach fehlenden Betriebsmitteln, haben im zeitli-
chen Vergleich zu den Kurzstillständen, viel länger gedauert und waren bei der Mes-
sung der OEE auch wesentlich ausschlaggebender für den ermittelten Wert. Deswe-
gen ist das Erfassungsformular erneut überarbeitet worden, sodass nun mehr Auf-
merksamkeit auf die Verfügbarkeitsstillstände gelegt wurde. Dabei ist das Optimieren
von CNC-Programmen stark in den Fokus gerückt. Oft ist es vorgekommen, dass an-
gelieferte Bauteile nicht die korrekten Maße hatten, da es sich um Restmaterial gehan-
delt hat, dass verbraucht werden sollte. Deswegen musste während dem Rüstvorgang
das CNC-Programm angepasst oder umgeschrieben werden. Weil dieser Vorgang viel
Zeit in Anspruch genommen hat, wurde auf dem neuen Erfassungsformular zu jeder
Zeile für das Rüsten eine separate Zeile für die Dauer der CNC-Programmoptimierung
hinzugefügt. Dort hat der Anlagenbediener die Zeit für das Korrigieren der CNC-
Programme, während dem Rüstvorgang, eingetragen. Dadurch konnte besser zwi-
schen der Dauer für die CNC-Programmkorrektur und der Dauer für den Rüstvorgang
differenziert werden. Außerdem ist neben der einzutragenden Zeit für die Optimierung,
ebenfalls eine Zeile für die Ursache der CNC-Programmkorrektur aufgelistet worden.
Damit ist zusätzlich der Grund für die Optimierung ermittelt worden. Die Ursachen wa-
ren sehr unterschiedlicher Art. So fing es mit angelieferten Bauteilen an, deren Bema-
ßung fehlerhaft war, ging über zu veralteten CNC-Programmen und schließlich zur
notwendigen Anpassung der Werkzeuggeometrie. (vgl. Abbildung 9).

Herangehensweise an das Projekt Einführung der OEE
30
Abbildung 9: Zweiter Entwurf des OEE-Erfassungsformulars
In der zweiten Version des Erfassungsformulars sind zwar immer noch die Kurzstill-
stände aufgelistet, jedoch konnten die Anlagenbediener dieses Feld optional ausfüllen,
falls es für sie zu keiner Mehrbelastung führt und die Bearbeitung des Bauteils dadurch
nicht gehindert wurde.
Mit dem neuen Erfassungsformular sind die Anlagenbediener sehr gut zurechtgekom-
men. Durch die verringerte Schreibarbeit bei den Kurzstillständen, ist die Genauigkeit
der übrigen Aufschreibungen gestiegen.
Im Rahmen der Erfassung wurde das OEE-Team zum Mutterkonzern Freundenberg
SE in eines der Werke nach Berlin eingeladen. Da dort bereits seit mehreren Jahren
erfolgreich mit der OEE gearbeitet wird, hat ein Austausch der Erfahrungen, zu den
Abläufen ihrer OEE-Einführung, stattgefunden. Dabei haben die Verantwortlichen aus
Berlin aufgezeigt, welche Schwierigkeiten sich bei ihnen, während der Einführung, er-
eignet haben, sowie mögliche Lösungsansätze aufgezeigt, um die Herausforderungen
dabei zu bewältigen. Außerdem haben die Mitarbeiter aus Berlin ihr aktuelles OEE-
OEE TNA 600 3 Backen von bis
früh
spät
Verfügbarkeit Leistung Qualität
ungeplante St illstände
Rüsten (tr) Progr. Laufzeit (te) Ausschuss
SOLL Menge von bis Seite [min] Ursache Progr.fehler SOLL Menge von bis Seite Anzahl Ursache Aussch.
kein Material Ursache keine Aufträge Ursache Kurzst illstand (< 5 min) Nacharbeit
Progr./Optim. Menge von bis
Wendeplatte
Fehlerhafte Zeich.Ursache Sonstiges Ursache
Messen
Ursache Nacharbeit
Sonst iges
Ursache So.
Legende
von/bis: Eintragen der aktuellen Uhrzeit (Beginn/Ende Bearbeitung) Menge: Stückzahl, die auf dem AP steht Ziffern entsprechen jeweiligem Wert in Minuten
SOLL: Eintragen der Zeiten, die auf dem AP stehen (tr,te) Seite: Seite von der das Bauteil bearbeitet wird
Mitarbeiter
13.07.2016Mittwoch
Mitarbeiter

Herangehensweise an das Projekt Einführung der OEE
31
Erfassungsformular und seine Entstehung präsentiert und erläutert. Dabei ist aufgefal-
len, dass die Erfassung der Ursache für Stillstände über Ziffern erfolgt, denen bestimm-
te Stillstandsgründe zugeordnet sind. Die Menge an Stillstandsgründen begrenzt sich
dabei auf zehn Stillstände und wird von dem betroffenen Anlagenbediener, falls ein
Stillstand auftritt, neben die Zeile eingetragen, in welcher er den Bearbeitungsprozess
mit aufnimmt. Des Weiteren haben die Anlagenbediener selbst die OEE sofort nach
jeder Schicht ausgewertet, bedingt dadurch, dass die dortige Fertigung Stückzahlen
pro Schicht erfasst und somit über die Anzahl produzierter Bauteile, sich die OEE er-
rechnen lässt. Die OEE-Erfassung im Werk von Freudenberg in Berlin ist bereits auf
die ganze Produktion ausgeweitet. Jede Anlage wird erfasst und ausgewertet. Auch
dort wir die Erfassung und Auswertung der Erfassungsformulare noch manuell abgear-
beitet, jedoch ist eine elektronische Datenerfassung und -auswertung in Arbeit.
Dadurch werden die Werte in Echtzeit ausgelesen und gemessen und somit wird eine
schnellere Reaktion bei auftretenden Problemen ermöglicht.
Die in Berlin gesammelten Informationen zur OEE-Erfassung, haben dazu geführt das
aktuelle Erfassungsformular erneut zu überarbeiten. Die bisherige Erfassung der Still-
stände hat nicht exakt genug gezeigt, wann die Stillstände stattfinden. Der Anlagenbe-
diener hat die Start- und Endzeit der Bearbeitung eines Auftrags aufgeschrieben, je-
doch konnte es sein, dass er während der Bearbeitung Betriebsmittel suchen musste.
Diesen Stillstand hat er zwar im dafür vorgesehen Feld aufgeschrieben, aber die Zeit,
während der Auftrag für die Suche der Betriebsmittel unterbrochen wurde, ist nicht auf-
geschrieben worden. Dadurch ist die Bearbeitungszeit verfälscht worden. Deshalb
wurde überlegt, die Erfassungsart der Programmierstillständen auf alle Stillstandsgrün-
de zu erweitern. Außerdem wurden nun, anstatt den Grund aufschreiben zu lassen,
ebenfalls Ziffern eingeführt, die sowohl Platz sparen, als auch den Schreibaufwand
verringern. So wird bei der finalen Version des OEE-Erfassungsformulars für die Zeit
beim Rüsten, die Laufzeit und für die Nacharbeitszeit, in jeder Zeile ein Feld für die
Dauer des Stillstandes, sowie dessen Art aufgelistet. Der Anlagenbediener soll die
Start- und Endzeit für den Rüst-, Bearbeitungs- oder Nacharbeitsvorgang aufschreiben
und falls währenddessen Stillstände auftreten, die Dauer der Stillstände mit festhalten.
So wird sichergestellt, dass die Rüstzeit, Laufzeit oder Nacharbeitszeit und die einzel-
nen Stillstände mit der korrekten Dauer erfasst werden. Zusätzlich sind zwei vornum-
merierte Felder für Stillstandsgründe freigelassen worden, damit nicht gelistete Still-
stände, die häufiger auftreten, zusätzlich aufgelistet werden (vgl. Abbildung 10).
Herangehensweise an das Projekt Einführung der OEE
32
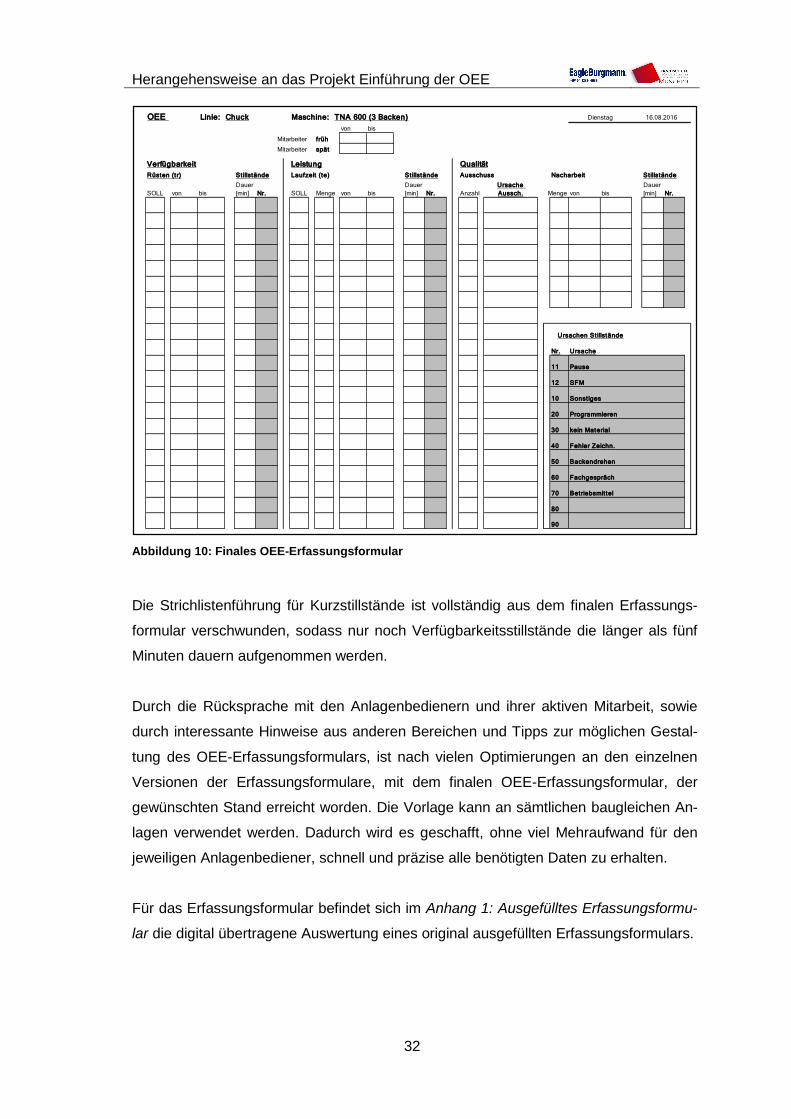
Abbildung 10: Finales OEE-Erfassungsformular
Die Strichlistenführung für Kurzstillstände ist vollständig aus dem finalen Erfassungs-
formular verschwunden, sodass nur noch Verfügbarkeitsstillstände die länger als fünf
Minuten dauern aufgenommen werden.
Durch die Rücksprache mit den Anlagenbedienern und ihrer aktiven Mitarbeit, sowie
durch interessante Hinweise aus anderen Bereichen und Tipps zur möglichen Gestal-
tung des OEE-Erfassungsformulars, ist nach vielen Optimierungen an den einzelnen
Versionen der Erfassungsformulare, mit dem finalen OEE-Erfassungsformular, der
gewünschten Stand erreicht worden. Die Vorlage kann an sämtlichen baugleichen An-
lagen verwendet werden. Dadurch wird es geschafft, ohne viel Mehraufwand für den
jeweiligen Anlagenbediener, schnell und präzise alle benötigten Daten zu erhalten.
Für das Erfassungsformular befindet sich im Anhang 1: Ausgefülltes Erfassungsformu-
lar die digital übertragene Auswertung eines original ausgefüllten Erfassungsformulars.
OEE Linie:
von bis
Mitarbeiter früh
Mitarbeiter spät
Verfügbarkeit Leistung Qualität
Rüsten (tr) Laufzeit (te) Ausschuss Nacharbeit
SOLL von bis
Dauer
[min] Nr. SOLL Menge von bis
Dauer
[min] Nr. Anzahl Menge von bis
Dauer
[min] Nr.
Nr. Ursache
11 Pause
12 SFM
10 Sonst iges
20 Programmieren
30 kein Material
40 Fehler Zeichn.
50 Backendrehen
60 Fachgespräch
70 Betriebsmittel
80
90
Chuck Maschine: TNA 600 (3 Backen) 16.08.2016Dienstag
Stillstände
Ursache
Aussch.
Ursachen St illstände
Stillstände Stillstände
Herangehensweise an das Projekt Einführung der OEE
33
2.2.5 Verarbeitung und Auswertung der Daten
Die gesammelten Daten der OEE-Erfassungsformulare müssen so verarbeitet werden,
dass den Anlagenbedienern ein Feedback über den Prozess der Anlage geliefert wird,
sowie dem Vorgesetzten und dem Management gezeigt wird, an welchen Stellen an
der Anlage Verluste auftreten. Durch eine konsequente und schnelle Verarbeitung der
Daten kann schneller auf Fehlerquellen reagiert werden und Maßnahmen gegen Ver-
schwendungen werden gezielter durchgeführt.
Die Daten sind genauso verarbeitet worden, wie sie vom Anlagenbediener im Erfas-
sungsformular festgehalten wurden. Dabei sind die einzelnen Bereiche Verfügbarkeit,
Leistung und Qualität individuell berechnet worden und der für jeden Bereich erzielte
Wert hat dann durch Multiplikation den OEE-Wert ergeben.
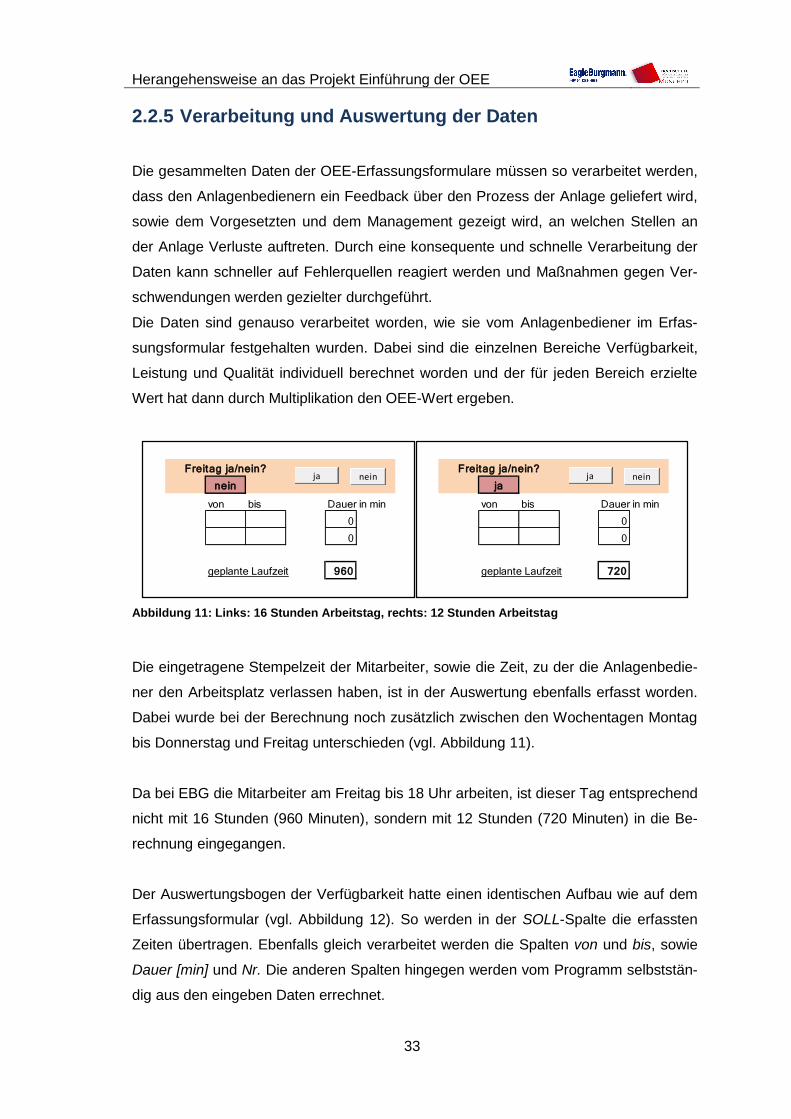
Abbildung 11: Links: 16 Stunden Arbeitstag, rechts: 12 Stunden Arbeitstag
Die eingetragene Stempelzeit der Mitarbeiter, sowie die Zeit, zu der die Anlagenbedie-
ner den Arbeitsplatz verlassen haben, ist in der Auswertung ebenfalls erfasst worden.
Dabei wurde bei der Berechnung noch zusätzlich zwischen den Wochentagen Montag
bis Donnerstag und Freitag unterschieden (vgl. Abbildung 11).
Da bei EBG die Mitarbeiter am Freitag bis 18 Uhr arbeiten, ist dieser Tag entsprechend
nicht mit 16 Stunden (960 Minuten), sondern mit 12 Stunden (720 Minuten) in die Be-
rechnung eingegangen.
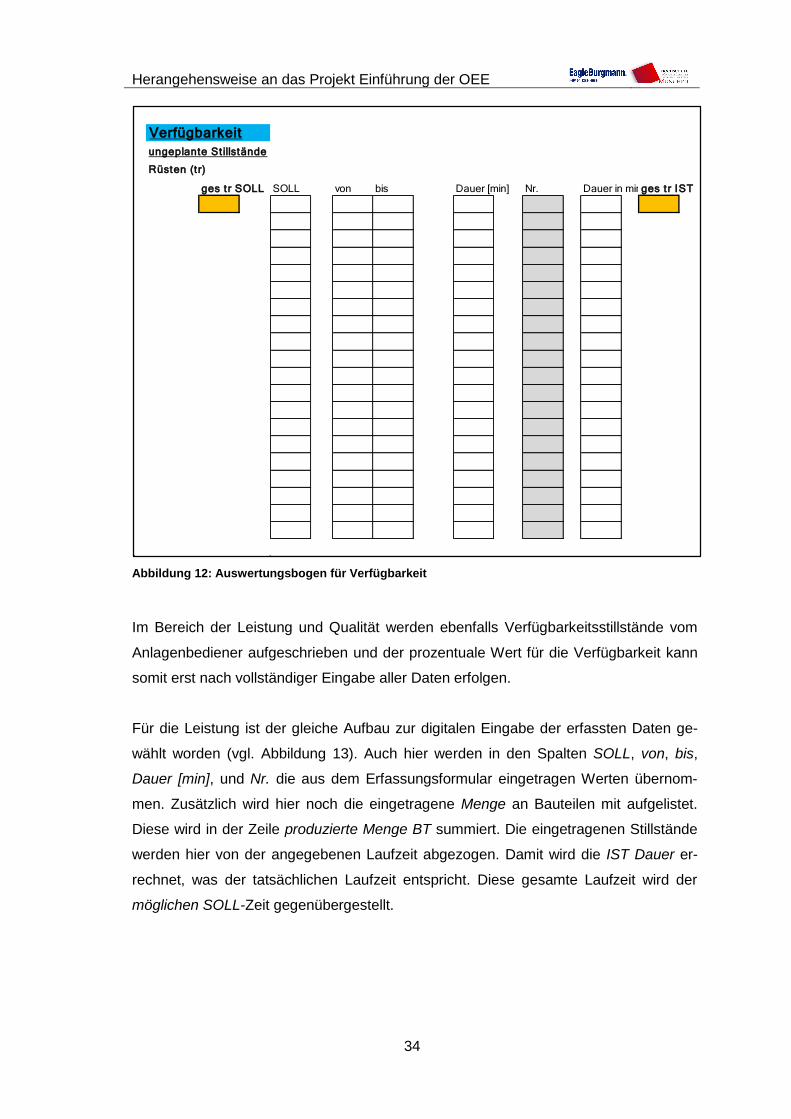
Der Auswertungsbogen der Verfügbarkeit hatte einen identischen Aufbau wie auf dem
Erfassungsformular (vgl. Abbildung 12). So werden in der SOLL-Spalte die erfassten
Zeiten übertragen. Ebenfalls gleich verarbeitet werden die Spalten von und bis, sowie
Dauer [min] und Nr. Die anderen Spalten hingegen werden vom Programm selbststän-
dig aus den eingeben Daten errechnet.
Freitag ja/nein?
nein
von bis Dauer in min
0
0
geplante Laufzeit 960
neinjaFreitag ja/nein?
ja
von bis Dauer in min
0
0
geplante Laufzeit 720
neinja
Herangehensweise an das Projekt Einführung der OEE
34
Abbildung 12: Auswertungsbogen für Verfügbarkeit
Im Bereich der Leistung und Qualität werden ebenfalls Verfügbarkeitsstillstände vom
Anlagenbediener aufgeschrieben und der prozentuale Wert für die Verfügbarkeit kann
somit erst nach vollständiger Eingabe aller Daten erfolgen.
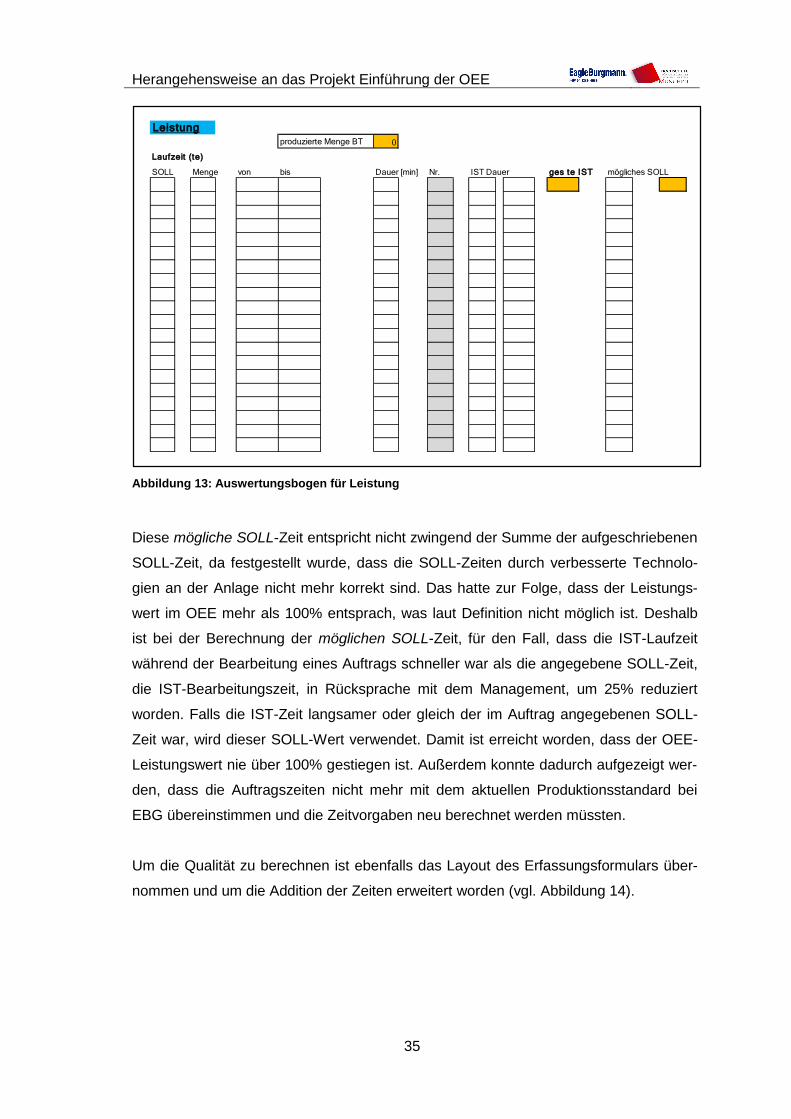
Für die Leistung ist der gleiche Aufbau zur digitalen Eingabe der erfassten Daten ge-
wählt worden (vgl. Abbildung 13). Auch hier werden in den Spalten SOLL, von, bis,
Dauer [min], und Nr. die aus dem Erfassungsformular eingetragen Werten übernom-
men. Zusätzlich wird hier noch die eingetragene Menge an Bauteilen mit aufgelistet.
Diese wird in der Zeile produzierte Menge BT summiert. Die eingetragenen Stillstände
werden hier von der angegebenen Laufzeit abgezogen. Damit wird die IST Dauer er-
rechnet, was der tatsächlichen Laufzeit entspricht. Diese gesamte Laufzeit wird der
möglichen SOLL-Zeit gegenübergestellt.
Verfügbarkeit
ungeplante St illstände
Rüsten (tr)
ges tr SOLL SOLL von bis Dauer [min] Nr. Dauer in minges tr IST
Herangehensweise an das Projekt Einführung der OEE
35
Abbildung 13: Auswertungsbogen für Leistung
Diese mögliche SOLL-Zeit entspricht nicht zwingend der Summe der aufgeschriebenen
SOLL-Zeit, da festgestellt wurde, dass die SOLL-Zeiten durch verbesserte Technolo-
gien an der Anlage nicht mehr korrekt sind. Das hatte zur Folge, dass der Leistungs-
wert im OEE mehr als 100% entsprach, was laut Definition nicht möglich ist. Deshalb
ist bei der Berechnung der möglichen SOLL-Zeit, für den Fall, dass die IST-Laufzeit
während der Bearbeitung eines Auftrags schneller war als die angegebene SOLL-Zeit,
die IST-Bearbeitungszeit, in Rücksprache mit dem Management, um 25% reduziert
worden. Falls die IST-Zeit langsamer oder gleich der im Auftrag angegebenen SOLL-
Zeit war, wird dieser SOLL-Wert verwendet. Damit ist erreicht worden, dass der OEE-
Leistungswert nie über 100% gestiegen ist. Außerdem konnte dadurch aufgezeigt wer-
den, dass die Auftragszeiten nicht mehr mit dem aktuellen Produktionsstandard bei
EBG übereinstimmen und die Zeitvorgaben neu berechnet werden müssten.
Um die Qualität zu berechnen ist ebenfalls das Layout des Erfassungsformulars über-
nommen und um die Addition der Zeiten erweitert worden (vgl. Abbildung 14).
Leistung
produzierte Menge BT 0
Laufzeit (te)
SOLL Menge von bis Dauer [min] Nr. IST Dauer ges te IST mögliches SOLL

Herangehensweise an das Projekt Einführung der OEE
36
Abbildung 14: Auswertungsbogen für Qualität
Im Bereich für den Ausschuss werden in der Spalte Stückzahl dieselben Werte wie im
Erfassungsformular eingetragen. Dabei wird für jedes Ausschussteil prozentual ein
Minutenwert in der Spalte für die Dauer errechnet. Falls beispielsweise während der
Bearbeitung ein Bauteil zerstört wird, jedoch drei Bauteile bearbeitet wurden, wird von
der gesamten IST-Bearbeitungszeit 33% als Ausschussdauer übernommen. Bei der
Nacharbeit hingegen wird die Dauer über die eingetragene Zeit in den Spalten von und
bis berechnet. Ebenfalls können auch hier Stillstandsgründe in die Spalten Dauer [min]
und Nr. übernommen werden. Die im Ausschuss summierten Zeiten, sowie die gesam-
te Nacharbeitszeit werden dann der geplanten Laufzeit entgegengestellt und somit wird
der Qualitätsfaktor berechnet.
Da nun alle Daten eingetragen sind, wird der Verfügbarkeitsfaktor berechnet. Dabei
werden alle aufgeschrieben Verschwendungen summiert (vgl. Abbildung 15) und von
der geplanten Laufzeit abgezogen. Aus dieser Differenz errechnet das Programm das
Feld Keine Angaben. Dahinter steckt ein Zeitwert, der entsteht, falls die geplante Lauf-
zeit nicht durch Bearbeitungszeit und alle Verschwendungsarten abgedeckt wird. Die
Subtraktion aller Verschwendungen von der geplanten Laufzeit ergibt die effektive
Laufzeit. Die Verfügbarkeit wird, wie es in der Literatur beschrieben ist, als Quotient
von effektiver Laufzeit zu geplanter Laufzeit errechnet.
Qualität
Nacharbeit
Stückzahl Summe Dauer in min Grund Stückzahl Summe von bis Dauer [min] Nr. Dauer in min ges T in min
Ausschuss

Herangehensweise an das Projekt Einführung der OEE
37
Abbildung 15: Summe aller Stillstandsgründe
Nachdem die Werte für die Bereiche Verfügbarkeit, Leistung und Qualität errechnet
wurden, wird der OEE-Wert ermittelt. Dabei werden die einzelnen Werte miteinander
multipliziert und ergeben die OEE (vgl. Abbildung 16).
Abbildung 16: Werte der Bereiche Verfügbarkeit, Leistung und Qualität, sowie Wert für OEE
Im Anhang 2: Auswertung der Daten befinden sich die zuvor erwähnten Auswertungs-
bögen in ausgefülltem Zustand entsprechend der Daten aus Anhang 1.
Aus den verfügbaren Daten konnte über die Dauer der Erfassung ein OEE-Trend er-
mittelt werden, der grafisch dargestellt wird. Dabei ist festgestellt worden, dass der
OEE-Wert sich fast ausschließlich im Bereich zwischen 10% und 60% bewegt. (vgl.
Abbildung 17). Werden diese Werte mit der Literatur verglichen, bedeutet es für die
Anlage, dass sie sich in einem stark verbesserungswürden Zustand befindet. Über die
bisherige Dauer der Erfassung hat sich ein durchschnittlicher Wert von 32% für die
OEE ergeben. Das bedeutet das 68% der geplanten Laufzeit die Anlage keine wert-
schöpfende Arbeit leistet. Daraus ergeben sich sehr viele in der Anlage versteckte Po-
tentiale, die durch Auswertung und Auflistung der Verluste verdeutlich werden müssen.
Nr. Ursache
11 0
12 0
10 0
20 0
30 0
31 0
40 0
50 0
60 0
70 0
80 0
90 0
01 Rüsten 0
02 0
03 Keine Angaben 0
fehlendes Personal
keine Aufträge
Backendrehen
Fachgespräch
Betriebsmittel
Pause
SFM
Sonstiges
Programmieren
kein Material
Fehler Zeichn.
Summe einzelner
Ursachen [min]
Verfügbarkeit 0%
Leistung 0% OEE 0%
Qualität 0%
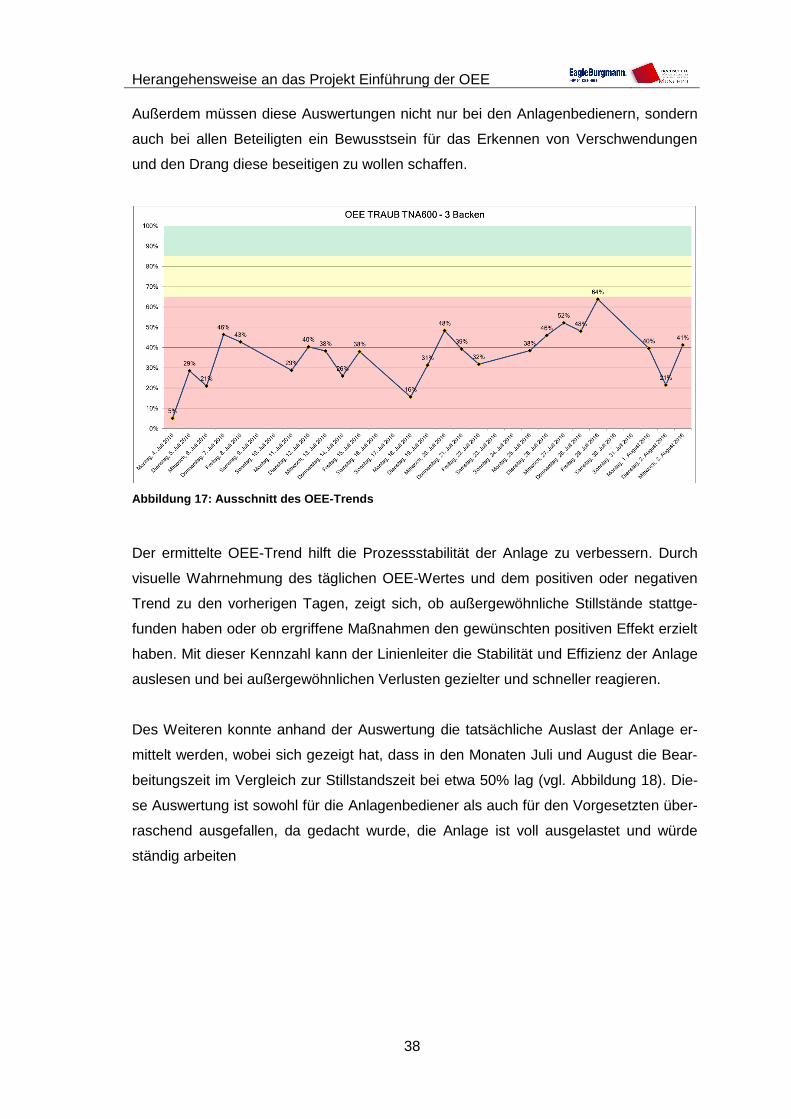
Herangehensweise an das Projekt Einführung der OEE
38
Außerdem müssen diese Auswertungen nicht nur bei den Anlagenbedienern, sondern
auch bei allen Beteiligten ein Bewusstsein für das Erkennen von Verschwendungen
und den Drang diese beseitigen zu wollen schaffen.
Abbildung 17: Ausschnitt des OEE-Trends
Der ermittelte OEE-Trend hilft die Prozessstabilität der Anlage zu verbessern. Durch
visuelle Wahrnehmung des täglichen OEE-Wertes und dem positiven oder negativen
Trend zu den vorherigen Tagen, zeigt sich, ob außergewöhnliche Stillstände stattge-
funden haben oder ob ergriffene Maßnahmen den gewünschten positiven Effekt erzielt
haben. Mit dieser Kennzahl kann der Linienleiter die Stabilität und Effizienz der Anlage
auslesen und bei außergewöhnlichen Verlusten gezielter und schneller reagieren.
Des Weiteren konnte anhand der Auswertung die tatsächliche Auslast der Anlage er-
mittelt werden, wobei sich gezeigt hat, dass in den Monaten Juli und August die Bear-
beitungszeit im Vergleich zur Stillstandszeit bei etwa 50% lag (vgl. Abbildung 18). Die-
se Auswertung ist sowohl für die Anlagenbediener als auch für den Vorgesetzten über-
raschend ausgefallen, da gedacht wurde, die Anlage ist voll ausgelastet und würde
ständig arbeiten

Herangehensweise an das Projekt Einführung der OEE
39
Abbildung 18: Anlagenauslastung für Juli und August 2016
Um den Engpass der Anlage jetzt besser bewältigen zu können, musste die Anlage
mehr ausgelastet werden. Die Idee einer Investition in eine weitere Anlage wurde auf-
grund der gelieferten Daten zurückgestellt. Das Problem von fehlendem Personal, so-
wie die hohe Rüstdauer und die Vielzahl an Rüstzyklen, zusammen mit häufiger Opti-
mierung und Neugestaltung der Programmabläufe, boten ausreichend Potential, um
mit dem OEE-Team die notwendigen Maßnahmen, sowie die nächsten Schritte, zu
besprechen.
2.2.6 Feedback an das Produktionsteam
Ein tägliches Feedback der OEE-Auswertung an die Anlagenbediener ist die Grundla-
ge, für die Schaffung eines Verständnisses für Verschwendungsarten und des OEE-
Systems. Außerdem gibt das Feedback den Anlagenbedienern die Möglichkeit, den
ausgewerteten Tag Revue passieren zulassen und somit gewisse, für den Anlagenbe-
diener vielleicht unwesentlich erscheinende Ereignisse, als mögliche Ursachen für die
Stillstände zu ermitteln. Das hilft mögliche Maßnahme gegen die Ursachen zu eruieren,
indem die Anlagenbediener Gründe nennen, die von ihnen, während der Produktion,
als störend empfunden wurden. Aus den gewonnenen Erfahrungen ist damit begonnen
worden, ein tägliches Feedback der OEE-Auswertung an die Mitarbeiter zu geben.
Damit konnten Ursachen für Stillstände genauer untersucht und ggf. häufig auftretende
Ursachen explizit auflistet werden.

Herangehensweise an das Projekt Einführung der OEE
40
Da bereits bei EBG das SFM-System erfolgreich eingeführt ist, wissen die Anlagenbe-
diener, die Vorteile dieser Tafel zu schätzen. Beim SFM werden die täglichen Produkti-
onszahlen besprochen und Lösungsansätze für anstehende Herausforderungen erar-
beitet. Da dieses Prinzip sehr gut funktioniert, ist überlegt worden, eine Aktivitätstafel
(vgl. Abbildung 19) für die OEE einzuführen. Dabei sollte diese Tafel an einem gut ein-
sehbaren Platz direkt an der Anlage aufgehängt werden. Mit dieser Tafel sollen die
Fortschritte von eingeführten Maßnahmen gegen Verschwendungen verdeutlicht wer-
den. Zudem sollen die Daten für das tägliche Feedback an dieser Tafel ausgehängt
werden. Diese OEE-Aktivitätstafel sollte deswegen in zwei Bereiche unterteilt werden.
Zum einen den täglichen Bereich. Dort soll die Auswertung des jeweils vorherigen Ta-
ges aufgehängt werden und mit den Anlagenbedienern soll die Ursache für die TOP 1
Verschwendungsart in Form eines 5W-Methoden6-Blattes ermittelt werden.
Der andere Bereich auf der Aktivitätstafel zeigt den monatlichen Verlauf der OEE. Dort
sollen das Verhältnis von Bearbeitungszeit zu Stillstandszeit, der OEE-Trend und die
TOP 3 Stillstandsgründe aufgezeigt werden. Außerdem befindet sich dort ein Ishikak-
wa-Diagramm7 und ein Maßnahmenplan für die TOP 1 Verschwendung zur Ermittlung
der Ursachen. Alle im monatlichen Bereich aufgehängten Grafiken zeigen die Werte
des aktuellen Monats sowie die des vorherigen. Dadurch kann leichter nachvollzogen
werden, ob eingeführte Maßnahmen bereits erfolgreich waren oder ob die Maßnahmen
ggf. erfolglos blieben, sodass die ergriffene Maßnahme überdacht oder eingestellt wer-
den muss.
Diese Tafel schafft einen guten Überblick, wie sich die OEE verändert und ob Maß-
nahmen gegen Verschwendungsarten erfolgreich sind. Außerdem kann das Manage-
ment über den Verlauf der OEE-Analyse mit Zahlen, Daten und Fakten informiert wer-
den.
Deswegen sollte diese Tafel schnellstmöglich in Anlagennähe angebracht werden.
6 Die 5W-Methode hinterfragt die Ursachen eines Problems durch fünfmaliges Fragen nach dem Warum. Die Antwort der ersten Frage ist dabei das Warum der zweiten Frage etc. (Quelle: http://www.methodenmatrix.de/pdf/Methodenbeschreibungen/Methodenbeschreibung%205W.pdf) 7 Das Ishikawa-Diagramm oder auch Ursache-Wirkungsdiagramm ist ein Hilfsmittel zur syste-matischen Analyse von Problemen. Dabei wird die Ursache in Haupt- und Nebenprobleme ge-gliedert (Quelle: https://www.inf.uni-hamburg.de/de/inst/ab/itmc/research/completed/promidis/instrumente/ishikawa-diagramm)

Herangehensweise an das Projekt Einführung der OEE
41
Abbildung 19: Aktivitätstafel der OEE-Auswertung (vergrößerte Darstellung im Anhang 3: mögliche Aktivitätstafel)
2.2.7 Information des Managements
Bei EBG ist die Einführung der OEE ein Leuchtturmprojekt gewesen. Das Management
ist monatlich über den Stand der OEE an der Anlage informiert worden. Für den Fall,
dass weitreichendere Maßnahmen getroffen werden müssten, hätte das Management
somit leichter Entscheidungen bzgl. der zu investierenden Kosten treffen können.
Im Zuge einer erfolgreich abgeschlossenen Maßnahme, würde sich die Stillstandursa-
che an dieser Anlage verschieben und die nächsten Herausforderung würde bevorste-
hen. Das führt zu einem kontinuierlichen Verbesserungskreislauf, sodass der ständige
Informationsaustausch zwischen Produktionsteam und Management unerlässlich für
eine erfolgreiche Ergreifung von Maßnahmen wird.
OEE 35%
→ Warum?
→ Warum?
→ Warum?
→ Warum?
Juli August
→ Warum?
5W-Methode vorheriger Monat aktueller MonatErgebnis 4.
Maßnahme
Ergebnis 3.
Maßnahme
Ursache TOP 1 Verlust TOP 3 - Stillstandgründe
4. Maßnahme
Ergebnis 2.
Maßnahme
3. Maßnahme
Ergebnis 1.
Maßnahme
2. Maßnahme
Was? Wer? Bis wann?
1. Maßnahme
Bearbeitungszeit ↔ StillstandszeitTOP 1 Verschwendung
Verlustevorheriger Monat aktueller Monat
Juli August
vorheriger Monat aktueller Monat Ishikawa
Juli August
täglich monatlich
24h - Auswertung OEE- Trend Maßnahmen zur Beseitung der TOP 1 Verschwendung
OEE - Aktivitätstafel
0,646153846
0,937254902
0,579487179
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1
Verfügbarkeit Leistung Qualität
0%
8%
2%
0%
3%
0%
0%
0%
0%
8%
2%
23%
54%
fehlendes Personal
Pause
SFM
Sonstiges
Programmieren
kein Material
Fehler Zeichn.
Backendrehen
Fachgespräch
Betriebsmittel
keine Angaben
Rüsten (IST)
Ausschuss/ Nacharbeit
0,34
0,19
0,15
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1
fehlendes Personal Rüsten Programmieren
0,23 0,22
0,11
0
0,2
0,4
0,6
0,8
1
Rüsten fehlendes Personal Programmieren
0,152650939
0,05078125
0,285222408
0,209963665
0,463541667
0,427141116
0,287760417
0,4034529320,382667824
0,259648416
0,380208333
0,156346451
0,313078704
0,483314043
0,393364198
0,31762736
0,384114583
0,459796584
0,521655022
0,480179398
0,637755102
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
0,395495756
0,214776235
0,412278164
0,283805941
0,352559156
0,142238243
0,291473765
0,475501543
0,508993813
0,577554064
0,31425641
0,27875
0,235416667
0,10546875
0,238020833
0,177864583
0,253125
0,345833333
0,21328125
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
10%
6%
2%
4%
5% 0%
0%
0%
0%
3%
2%
11%
4%
53%
fehlendes Personal
Pause
SFM
Sonstiges
Programmieren
kein Material
Fehler Zeichn.
Backendrehen
Fachgespräch
Betriebsmittel
keine Angaben
Rüsten (IST)
Ausschuss/ Nacharbeit
Bearbeiten (IST)
19%
4%
3%
3%
8%
0%
0%
0%
1%
4%
3%
10%0%
45%
fehlendes Personal
Pause
SFM
Sonstiges
Programmieren
kein Material
Fehler Zeichn.
Backendrehen
Fachgespräch
Betriebsmittel
keine Angaben
Rüsten (IST)
Ausschuss/ Nacharbeit
Bearbeiten (IST)

Maßnahmen gegen Verschwendungen
42
3 Maßnahmen gegen Verschwendungen
Die Auswertung der OEE-Erfassungsformulare hat deutlich die TOP 3 Verschwen-
dungsarten aufgezeigt. Infolgedessen werden Maßnahmen für die jeweilige Ver-
schwendungsart definiert.
3.1 Maßnahme gegen lange Rüstdauer
Das Rüsten an der TNA 600 hat sich als die größte Verlustart herauskristallisiert. Die
häufigen Rüstwechsel, bedingt durch die kleine Losgröße und die Fertigung einer gro-
ßen Variantenvielfalt, beinhalten viel Potential.
Aufträge werden an einer Tagesscheibe termingerecht zusammengestellt und können
innerhalb einer Schicht vom Anlagenbediener für seine Arbeitsweise angepasst wer-
den. Dabei kann es jedoch passieren, dass der Werkzeugrevolver der TNA 600 kom-
plett entleert und neu bestückt werden muss. Daraus ergeben sich sogar zwei mögli-
che Ansätze zur Optimierung der Rüstdauer:
1. Anpassung der Tagesscheibe nach rüstoptimierter Bearbeitung
2. Verwendungen eines Schnellspannsystems für angetriebene Bohr- & Fräsköpfe
Einstellen rüstoptimierter Bearbeitung an Tagesscheibe
Bei EBG werden Aufträge an der Tagesscheibe in der Reihenfolge Termintreue, Quali-
tät, Rüstoptimierung sortiert. Die Anpassung der Tagesscheibe in Richtung einer
rüstoptimierten Bearbeitung kann die Dauer der Rüstvorgänge erheblich senken. Da an
der TNA 600 eine kleine Losgröße verarbeitet wird, können Aufträge dadurch schneller
bearbeitet und im Idealfall weiterhin termingerecht ausgeliefert werden. Die erwähnte
kleine Losgröße ist dabei der Indikator, um dieses System umzustellen.
Verwendungen eines Schnellspannsystems für angetriebene Bohr- & Fräsköpfe
Schnellspannvorrichtungen im Werkzeugrevolver dienen dem schnelleren Wechseln
einzelner Werkzeuge im Revolver.
Momentan werden alle nicht mehr benötigten Werkzeug, während dem Rüstvorgang,
zuerst manuell aufgeschraubt, gereinigt und dann durch das neue Werkzeug ersetzt.
Diese müssen dann ebenfalls manuell festgeschraubt werden. Außerdem muss bei der
Maßnahmen gegen Verschwendungen
43
Verwendung von Bohrer im Arbeitsgang, jeder benötigte Bohrer neu vermessen wer-
den und die ermittelten Werte werden ins Programm eingepflegt. Dabei können Tipp-
fehler entstehen und das Bauteil kann während der folgenden fehlerhaften Bearbeitung
zum Ausschuss werden. Die vermessenen Bohrer müssen dann auch einzeln in die
Platzhalter des Werkzeugrevolvers eingebaut werden.
Durch die Verwendung eines Schnellspannsystems, könnten Werkzeuge vorab ver-
messen werden. Die Werte wären im Werkzeugspeicher der TNA 600 hinterlegt und
könnten sofort, in die bereits voreingebauten Schnellspanner im Werkzeugrevolver,
einbaut werden. Des Weiteren wären Werkzeuge im Speicher so hinterlegt, dass sie
sich nicht gegenseitig bei der Bearbeitung behindern und der Anlagenbediener vor der
Einspannung des Werkzeugs im falschen Platzhalter am Werkzeugrevolver verschont
bleibt. Das beugt möglichen Kollisionen während der Bearbeitung vor.
Als Ergebnis bei der Verwendung von Schnellspanner an der TNA 600 können sowohl
eine Reduzierung der Rüstdauer, als auch Sicherheitsvorteile, während der Bearbei-
tung, die Folge sein.
3.2 Maßnahme gegen abwesendes Personal
Eine weitere wichtige Ursache für Stillstände war das fehlende Personal. Um effiziente
Maßnahmen gegen fehlendes Personal erwirken zu können, muss erstmal definiert
werden, was unter fehlendem Personal zu verstehen ist und wie sich das auf die Aus-
lastung der Anlage auswirkt.
Die Zeit, während die Anlage nicht bedient werden kann, da kein Mitarbeiter zur Verfü-
gung steht, wird als fehlendes Personal ermittelt. Dabei werden auch Urlaubszeiten
oder Krankheitstage der Anlagenbediener mit eingerechnet. Die möglichen Ansätze zur
Erhöhung Anlagenauslastung wären:
1. Qualifizieren von weiteren Mitarbeitern an der TNA 600
2. Verwendung von Springern
Damit die Auslastung an der Anlage gesteigert wird, können Mitarbeiter von bauglei-
chen Anlagen an der TNA 600 angelernt werden, damit die Abwesenheiten ausgegli-

Maßnahmen gegen Verschwendungen
44
chen werden können. Außerdem kann der Einsatz von Springer8 im Unternehmen Still-
stände dieser Art abwenden. Durch diese flexibel einsetzbaren Mitarbeiter können
Engpassanlagen besser ausgelastet werden. Dabei muss der Springer nicht zwingend
an der Engpassanlage eingesetzt werden, sondern kann Mitarbeiter ersetzten, die an
Engpassanlagen angelernt sind. Somit entsteht in der Produktion auch eine viel höhere
Job Rotation9. Durch diese Rotation steigt die Achtsamkeit der Mitarbeiter und sie ha-
ben mehr Spaß an der Arbeit, weil sie anderen Tätigkeiten erlernen. Somit hat die Ar-
beitsplatz-Rotation durch den Einsatz von Springern Vorteile für den Betrieb, der eine
höhere Auslastung seiner Anlagen erzielen kann und für die Mitarbeiter, die neue Ar-
beitsplatze kennenlernen.
Der Einsatz von Springern und die Möglichkeit zur Job Rotation sollten Engpasssituati-
onen, bedingt durch fehlendes Personal, schnell beseitigen. Außerdem kann durch die
neu geschaffene Situation, das momentane Entlohnungssystem bei EBG gegen eine
Entlohnung in Form der Flexibilität der Mitarbeiter umgestellt werden.
3.3 Maßnahme gegen Werkstattprogrammierung
Das häufige Programmieren der Anlagenbediener führt immer wieder zu Ausschusstei-
len, sodass nicht nur bedingt durch den Stillstand der Anlage, während der Program-
mierung, die Verfügbarkeit sinkt, sondern auch die Qualität in Mitleidenschaft gezogen
wird. Um diese Verlustart gezielt in Griff zu bekommen müssten zwei Maßnahmen er-
griffen werden:
1. Bauteil in Sägerei vorab auf korrektes Maß bearbeiten
2. Einführung eines CAD/CAM-Systems
Bauteil in Sägerei vorab auf korrektes Maß bearbeiten
Als erste Maßnahme gegen die Werkstattprogrammierung sollte in der internen Säge-
rei eine Dreh- und Fräsanlage abgestellt werden, auf der die Bauteile, vor Anlieferung
zur TNA 600, auf das benötigte Maß gedreht werden. Dadurch könnten die Anlagen-
8 Als Springer in der Produktion wird ein Mitarbeiter bezeichnet, der zeitlich und räumlich flexible ist und je nach Notwendigkeit eingesetzt werden kann (Quelle: http://wirtschaftslexikon.gabler.de/Archiv/74613/springer-v4.html) 9 Job Rotation beschreibt den Stellenwechseln von Mitarbeitern innerhalb eines Unternehmens (Quelle: http://www.wirtschaftslexikon24.com/d/job-rotation-arbeitsplatzwechsel/job-rotation-arbeitsplatzwechsel.htm)

Maßnahmen gegen Verschwendungen
45
bediener sich das momentane zusätzliche Abmessen der Bauteile und das entspre-
chende Anpassen des Programmablaufs sparen. Daraus ergibt sich eine schnellere
Auftragsabwicklung und eine Reduzierung der Ausschusskosten.
Einführung eines CAD/CAM-Systems
Als zweite Maßnahme sollte ein CAD/CAM-System10 verwendet werden. Dabei wird
der Programmablauf vorher am Computer getestet und nach erfolgreichem Test an die
Anlage weitergeben. Da an der TNA 600 mittlerweile neue Technologien, wie, zusätz-
lich zum Drehen und Fräsen, Bohrvorgänge am Bauteil verwendet werden, muss bei
vielen Aufträgen an der Anlage das Programm umgeschrieben oder ergänzt werden.
Das Ändern von Programmabläufen, direkt an der Anlage, führt zu Verfügbarkeitsver-
lusten und unter Umständen zu Qualitätsverlusten. Des Weiteren bietet eine einheitli-
che Programmierung mehr Flexibilität und geschulte Mitarbeiter könnten leichter an
verschieden Anlagen eingesetzt werden.
Eine Umsetzung beider Maßnahmen würde den Fokus des Anlagenbedieners wieder
mehr zur Anlage richten und durch die eingesparte Zeit, wegen dem wegfallenden
Programmieren, kann schneller mit der Bearbeitung von Aufträgen begonnen werden.
Außerdem würden programmierbedingte Fehler nicht mehr die Qualität vermindern.
Des Weiteren würde sich die Verfügbarkeit und die Qualität der TNA 600, nach erfolg-
reicher Einführung der Maßnahmen, erhöhen.
3.4 Erfolge der Maßnahmen
Der Erfolg der Maßnahmen hängt stark davon ab, wie konsequent und zielgerichtet sie
durchgeführt wird. Außerdem sollte niemals mehr als eine Maßnahme gleichzeitig an
der Anlage durchgeführt werden, da ansonsten nicht erkannt wird, ob die Maßnahme
den OEE-Wert positiv oder negativ verändert. Die Beseitigung der TOP 1 Verlustart
sollte dabei von der Maßnahme angegangen werden. Während der Durchführung einer
Maßnahme muss darauf geachtet werden, die Maßnahme nicht zu sehr perfektionieren
zu wollen. Viel wichtiger ist dabei eine Vorgehensweise nach dem Pareto-Prinzip. Falls
10 CAD/CAM-System ist die Zusammenführung zweier technischer Datenverarbeitungssysteme, des computergestützten Konstruierens (CAD) und der computergestützten Fertigung (CAM) vom ersten Entwurf bis zum Erzeugnis. Daraus lassen sich vollautomatische Produktionsabläu-fe steuern. (Quelle: http://www.onpulson.de/lexikon/cadcam/)

Maßnahmen gegen Verschwendungen
46
einen schnelle Verbesserung durch eine Maßnahme erzielt wird, sollte auf diesem er-
reichten Stand erstmal weitergearbeitet werden. Daraufhin muss überprüft werden,
welcher Verlust nun zur TOP 1 Verlustart geworden ist. Dieser wird dann nach dem-
selben Prinzip erneut abgearbeitet.
Alle erwähnten vorher erwähnten Maßnahmen, sollten als mögliche Vorschläge zur
Verbesserung des OEE-Wertes angesehen werden.

Zukunftsaussichten mit der OEE
47
4 Zukunftsaussichten mit der OEE
Die Möglichkeit die OEE-Kennzahl bei EBG einzuführen kann dem Betrieb viele Vortei-
le bringen. Eine genaue Analyse der Stillstandgründe, eine Prozessstabilität durch den
OEE-Trend, tägliche Rückmeldung über die Auslastung und Effizienz der Anlage, so-
wie zielgerichtete Maßnahmen gegen Verlustarten können dem Betrieb Kosten einspa-
ren.
Deswegen sind die folgenden Überlegungen mögliche Beispiele, wie die OEE bei EBG
verankert werden kann.
4.1 Kontinuierliche Erfassung und Verarbeitung der Daten
Der wichtigste Schritt, um die Einführung der OEE weiterhin beizubehalten, ist die kon-
tinuierliche Erfassung der Daten, über diese Arbeit hinweg. Dabei muss der Linienleiter
oder ein speziell dafür beauftragter Mitarbeiter, die Daten der Erfassungsformulare
weiterhin bearbeiten. Das Erfassungsformular, sowie die Auswertungsbögen, sind für
alle beteiligten Personen frei zugänglich. Zudem ist die Handhabung mit den Formula-
ren und Bögen, sowohl in der Datei vermerkt, als auch an die Beteiligten weitergeben
worden. Somit sollte die Weiterführung der OEE-Messung, unter Aufsicht eines dafür
zusammengestellten Teams, möglich sein.
Da der momentane Stand der OEE kurz vor der Ergreifung erster Maßnahmen ist, soll-
te an der Einführung der OEE weitergearbeitet werden, damit die Potentiale der Anlage
erkannt werden und dann versucht wird, noch mehr dieser verborgen Potentiale aus-
zuschöpfen.
4.2 Einführung der OEE an weiteren Engpassanlagen
Die Ausweitung der OEE-Erfassung an alle Engpassanlagen soll als nächster Schritt in
der Entwicklung von EBG durchgeführt werden. Erste Linienleiter haben bereits Inte-
resse an der Erfassung ihrer Anlagen durch die OEE-Kennzahl gezeigt. Da das Erfas-
sungsformular, wie auch die Auswertungsbögen, für alle Dreh- und Fräsanlagen ver-

Zukunftsaussichten mit der OEE
48
wendet werden können, besteht die Möglichkeit der Ausweitung der OEE-Kennzahl.
Somit hat das Leuchtturmprojekt seine Wirkung erzielt.
Durch die Erfassung an mehreren Anlagen, kann die OEE-Kennzahl in Form eines
Jahresüberblicks des OEE-Trends (vgl. Abbildung 20) an der SFM-Tafel aufgehängt
werden, um Engpassanlagen genauer zu betrachten und gezielte Maßnahmen gegen
Verschwendungen an der jeweiligen Anlage zu ergreifen.
Abbildung 20: Jahresüberblick OEE-Trend
4.3 Elektronische Datenerfassung bei EagleBurgmann
Bei EBG wird zur Erfassung von Auftragsstatus, sowie Meldung von Unterbrechung
der Anlage bereits ein BDE-System11 verwendet. Dabei stempelt der Mitarbeiter einen
Auftrag vor Beginn des Rüstvorgangs an und nachdem dieser erfolgreich bearbeitet
wurde wieder ab. Falls Stillstände auftreten, können diese ebenfalls vom Mitarbeiter im
BDE-System gemeldet werden. Dabei werden laufende Aufträge für die Dauer des
Stillstandes unterbrochen. Nach Aufnahme der Bearbeitung und Fertigstellung des
Arbeitsganges können die Aufträge wieder abgemeldet werden.
11 BDE steht für Betriebsdatenerfassung und dient zur Erfassung und Ausgabe korrekter und aktueller betrieblicher IST-Daten (Quelle: http://www.enzyklopaedie-der-wirtschaftsinformatik.de/lexikon/informationssysteme/Sektorspezifische-Anwendungssysteme/Manufacturing-Execution-System/Betriebsdatenerfassung/index.html/?searchterm=bde)
Schnitt IST
Overall Equipment Effectiveness (O.E.E.)
Traub
TNA600
SOLL IST Δ Ursachen für Δ (positive oder negative Abweichung)
SOLL - IST = Δ
Montag IST Dienstag IST Mittwoch IST Donnerstag IST Freitag IST
0
10
20
30
40
50
60
70
80
90
100
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52
IST
-Wo
chen
sch
nit
t [%
]
Kalenderwoche
Zukunftsaussichten mit der OEE
49
Außerdem befindet sich im BDE-System bei EBG bereits ein vorinstalliertes OEE-Tool,
dass jedoch deaktiviert ist.
Bestünde im momentanen BDE-System die Möglichkeit Aufträge in den Rüstvorgang
und den Bearbeitungsschritt aufzuteilen, würde einer digitalen Erfassung der OEE
nichts im Wege stehen.
Durch die Aktivierung des OEE-Tools, könnte das BDE-System sogar eigenständig die
Auswertung der erfassten Daten übernehmen und diese auf einem Bildschirm ausge-
ben.
Außerdem wird bei EBG im Rahmen einer anderen wissenschaftlichen Arbeit, die
Spindellaufzeit einer TRAUB-Anlage der TNA Serie gemessen. Dabei wird ermittelt,
wann die Spindel tatsächlich ein Bauteil bearbeitet und wann sie sich im Eilgang befin-
det bzw. das Werkzeug gewechselt wird. Die Erkenntnis dieser Daten könnte in Kom-
bination mit der OEE-Erfassung dafür sorgen, dass sogar digital die Kurzstillstände
gemessen werden könnten, um die gestempelte Bearbeitungszeit noch genauer unter-
gliedern zu können.
Falls diese beiden Arbeiten zusammengeführt werden sollten und das BDE-System
entsprechend angepasst werden könnte, würde EBG die Möglichkeit haben, alle Anla-
gen, mit messbarer Spindellaufzeit, digital Auswerten zu lassen.

Fazit
50
5 Fazit
Zusammenfassend kann die Einführung der OEE-Kennzahl zum aktuellen Zeitpunkt
als positive Bewusstseinsveränderung für die beteiligten Mitarbeiter gewertet werden.
Das Team wurde durch Trainings sensibilisiert. Die Achtsamkeit für Verschwendungen
ist bei den Team-Mitgliedern gestiegen und die visuelle Auswertung der Daten hat die-
ses Bewusstsein noch einmal verstärkt.
Während der Einführung der OEE-Kennzahl muss sehr darauf geachtet werden die
Mitarbeiter für dieses Messinstrument zu sensibilisieren und zu Beginn der Projektpha-
se kontinuierlich mit den Mitarbeitern über mögliche Erfolge und Ziele zu sprechen.
Außerdem wird im Laufe der Einführung das tägliche Feedback an die Anlagenbedie-
ner unabkömmlich, da nur mit einer zeitnahen Datenauswertung und Wahrnehmung
sichergestellt werden kann, dass Ursachen für Stillstände genauer hinterfragt werden
können, ohne dass Gründe für Verluste nach späterer Auswertung vergessen werden
können. Im Rahmen des täglichen SFM würde es sich empfehlen das OEE-Feedback
dort mit anzusprechen.
Mithilfe einer OEE-Aktivitätstafel könnte zudem eine genauere Betrachtung der Anla-
genauslastung, als es momentan der Stand ist, aufzeigt werden. Die Auswertung der
Bereiche Verfügbarkeit, Leistung und Qualität einer Anlage helfen dabei, zielgerichteter
Maßnahmen zur Produktivitätssteigerung durchzuführen, da die Schwachstellen der
Anlage bekannt sind und Potentiale besser ausschöpft werden können.
Die Einführung der OEE bei EBG hat bei Mitarbeitern wie auch Vorgesetzten mehr
Offenheit für Veränderungen geschaffen. Das bietet eine gute Basis für die Zukunft.
Solange die Datenerfassung händisch durchgeführt wird, muss die Kennzahl kritisch
hinterfragt werden. Denn die momentane Auswertung ist nur so genau, wie der Anla-
genbediener es zulässt. Durch beliebige Eintragung im Erfassungsformular würden
auch die Auswertungen verfälscht werden. Deswegen empfiehlt es sich, eine digitale
Erfassung der Daten schnellstmöglich einzuführen, da die Möglichkeiten bereits vor-
handen sind. Dabei würden die Daten zum einen korrekt abgebildet werden und zum
anderen wäre die Datenerfassung bedienerunabhängig.

Fazit
51
Zum aktuellen Zeitpunkt der OEE-Einführung an der TNA 600 kann eine positive Auf-
nahme der Kennzahl durch die beteiligten Mitarbeiter bei EBG verzeichnet werden.
Sowohl die Anlagenbediener, als auch die Mitglieder des Teams, haben den Nutzen
und Vorteil der Erfassung und Auswertung der Anlagendaten erkannt.
Abschließend kann gesagt werden, dass die geplante Neuinvestition, durch die Ausar-
beitung der OEE, zurückgestellt wurde.
Literaturverzeichnis
52
6 Literaturverzeichnis
Becker, T. (2005). Prozesse in Produktion und Supply Chain optimieren. Berlin
Heidelberg: Springer-Verlag Berlin Heidelberg.
Brunner, F. J. (2014). Japanische Erfolgskonzepte. München Wien: Carl Hanser
Verlag.
Dickmann, P. (2009). Schlanker Materialfluss. Berlin Heidelberg: Springer-Verlag.
Koch, A. (2008). OEE für das Produktionsteam. Ansbach: CETPM Pulishing.
Kropik, M. (2009). Produktionsleitsysteme in der Automobilfertigung. Berlin Heidelberg:
Springer-Verlag Berlin Heidelberg.
Reitz, A. (2008). Lean TPM - In 12 Schritten zum schlanken Managementsystem.
München: mi-Wirtschaftsbuch.
Schober, M. (2014). TPM - Total Productive Maintenance: Praxisleitfaden zur
Erhöhung der Gesamtproduktivität. Hamburg: Bachelor + Master Publishing.
Onlinequellen:
EagleBurgmann Germany GmbH & Co. KG. (2016). Abgerufen am 01. 09. 2016 von
EagleBurgmann: http://www.eagleburgmann.de/de/gruppe/ueber-uns
Prof. Dr. May & Koch, C. (Juni 2008). Overall Equipment Effectiveness (OEE). (E. S.
Verlag, Hrsg.) Abgerufen am 19. Juli 2016 von Centre of Excellence for TPM:
https://www.cetpm.de/wissenspool.190.Fachartikel_von_May___Koch__Overall
_Equipment_Effectiveness_OEE_-
_Werkzeug_zur_Produktivitätssteigerung.600600.pdf
Traub. (Juli 2014). Hompage Traub. Abgerufen am 24. 08. 2016 von http://www.index-
werke.de/fileadmin/user_upload/TRAUB/TNA600/TRAUB_TNA600_TNA500_D
E.pdf

Abbildungsverzeichnis
53
7 Abbildungsverzeichnis
Abbildung 1: Die 8 Säulen des TPM (Quelle:
http://www.drbenner.de/images/upload/images/TPM.jpg, abgerufen am 18.08.2016) .. 2
Abbildung 2: Symbolische Darstellung der Multiplikation von Verfügbarkeit, Leistung
und Qualität .................................................................................................................. 3
Abbildung 3: Schematischer Berechnungsablauf OEE (Quelle: http://fme.de/wp-
content/uploads/2016/05/Datenblatt-OEE-Analysen_146345.pdf, S. 2, abgerufen am
19.08.2016) .................................................................................................................. 5
Abbildung 4: Herstellung von Bolzen (Quelle: http://de.sycor-
group.com/.content/imagegalleries/pics/ax-fertigung-
manufacturing.jpg?__scale=cx:9,cy:5,cw:991,ch:555,w:580,h:325, abgerufen am
13.09.2016) .................................................................................................................13
Abbildung 5: Schleifen, Läppen und Polieren mit Planetenkinematik (Quelle:
https://images.vogel.de/vogelonline/bdb/190100/190130/26.jpg, abgerufen am
13.09.2016) .................................................................................................................14
Abbildung 6: Betonherstellung (Quelle: https://assets.master-builders-
solutions.basf.com/Shared%20Documents/Image/German%20(Austria)/basf-functions-
and-applications-producing-concrete-530x353.jpg?width=530, abgerufen am
13.09.2016) .................................................................................................................15
Abbildung 7: Universaldrehanlage Traub TNA 600 ......................................................18
Abbildung 8: Erster Entwurf OEE-Erfassungsformular .................................................28
Abbildung 9: Zweiter Entwurf des OEE-Erfassungsformulars ......................................30
Abbildung 10: Finales OEE-Erfassungsformular ..........................................................32
Abbildung 11: Links: 16 Stunden Arbeitstag, rechts: 12 Stunden Arbeitstag ................33
Abbildung 12: Auswertungsbogen für Verfügbarkeit ....................................................34
Abbildung 13: Auswertungsbogen für Leistung ............................................................35
Abbildung 14: Auswertungsbogen für Qualität .............................................................36
Abbildung 15: Summe aller Stillstandsgründe .............................................................37
Abbildung 16: Werte der Bereiche Verfügbarkeit, Leistung und Qualität, sowie Wert für
OEE ............................................................................................................................37

Tabellenverzeichnis
54
Abbildung 17: Ausschnitt des OEE-Trends ..................................................................38
Abbildung 18: Anlagenauslastung für Juli und August 2016 ........................................39
Abbildung 19: Aktivitätstafel der OEE-Auswertung (vergrößerte Darstellung im Anhang
3: mögliche Aktivitätstafel) ...........................................................................................41
Abbildung 20: Jahresüberblick OEE-Trend ..................................................................48
8 Tabellenverzeichnis
Tabelle 1: Brunner, 2014, S. 81, Tabelle 5-2 ................................................................ 8
Tabelle 2: Wertebereich OEE (Quelle: Kropik, 2009, S. 150, Tabelle 5.1) ...................12

Anhang
55
9 Anhang
Anhang 1: Ausgefülltes Erfassungsformular
Anhang 2: Auswertung der Daten
Verfügbarkeit Leistung Qualität
Rüsten (tr) Laufzeit (te) Ausschuss Nacharbeit
SOLL von bis
Dauer
[min] Nr. SOLL Menge von bis
Dauer
[min] Nr. Anzahl Menge von bis
Dauer
[min] Nr.
06:00 07:00 60 70 4 1 07:20 07:30 1 09:45 12:00
31 07:00 07:20 15 1 07:45 08:00 12 14:00 18:00
15 07:30 07:45 16 1 08:25 09:45 15 12 1 Prog. Fehler
34 08:00 08:25 30 11
25 12:00 12:30 10 20 30 1 12:30 13:00
19 13:00 13:30 15 20 7 1 13:30 13:55
42 18:00 18:10 19 1 18:10 19:35 30 11
46 19:35 19:45 19 1 19:45 20:15
84 20:15 21:15 26 5 21:15 22:10
Nr. Ursache
11 Pause
12 SFM
10 Sonstiges
20 Programmieren
30 kein Material
40 Fehler Zeichn.
50 Backendrehen
60 Fachgespräch
70 Betriebsmittel
80
90
Ursachen Stillstände
Stillstände Stillstände Stillstände
Ursache
Aussch.
Freitag ja/nein?
nein
von bis Dauer in min
06:00 14:00 480
14:00 22:15 495
geplante Laufzeit 975
neinja
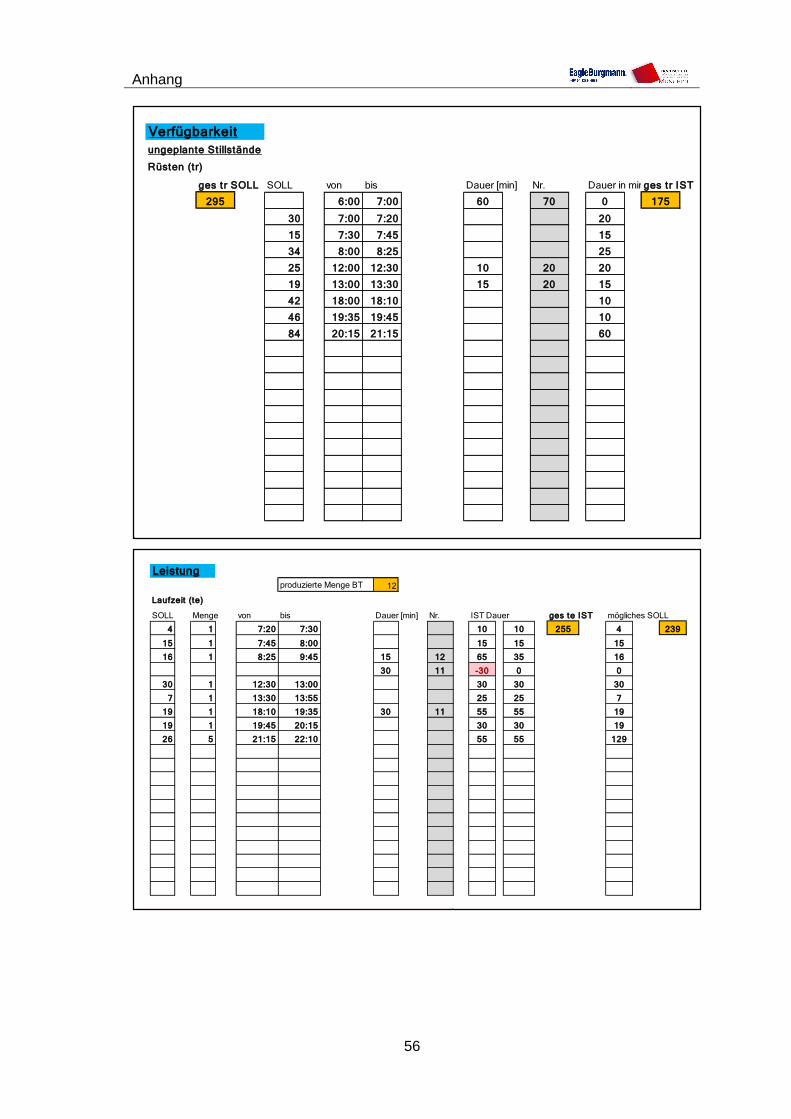
Anhang
56
Verfügbarkeit
ungeplante St illstände
Rüsten (tr)
ges tr SOLL SOLL von bis Dauer [min] Nr. Dauer in minges tr IST
295 6:00 7:00 60 70 0 175
30 7:00 7:20 20
15 7:30 7:45 15
34 8:00 8:25 25
25 12:00 12:30 10 20 20
19 13:00 13:30 15 20 15
42 18:00 18:10 10
46 19:35 19:45 10
84 20:15 21:15 60
Leistung
produzierte Menge BT 12
Laufzeit (te)
SOLL Menge von bis Dauer [min] Nr. IST Dauer ges te IST mögliches SOLL
4 1 7:20 7:30 10 10 255 4 239
15 1 7:45 8:00 15 15 15
16 1 8:25 9:45 15 12 65 35 16
30 11 -30 0 0
30 1 12:30 13:00 30 30 30
7 1 13:30 13:55 25 25 7
19 1 18:10 19:35 30 11 55 55 19
19 1 19:45 20:15 30 30 19
26 5 21:15 22:10 55 55 129
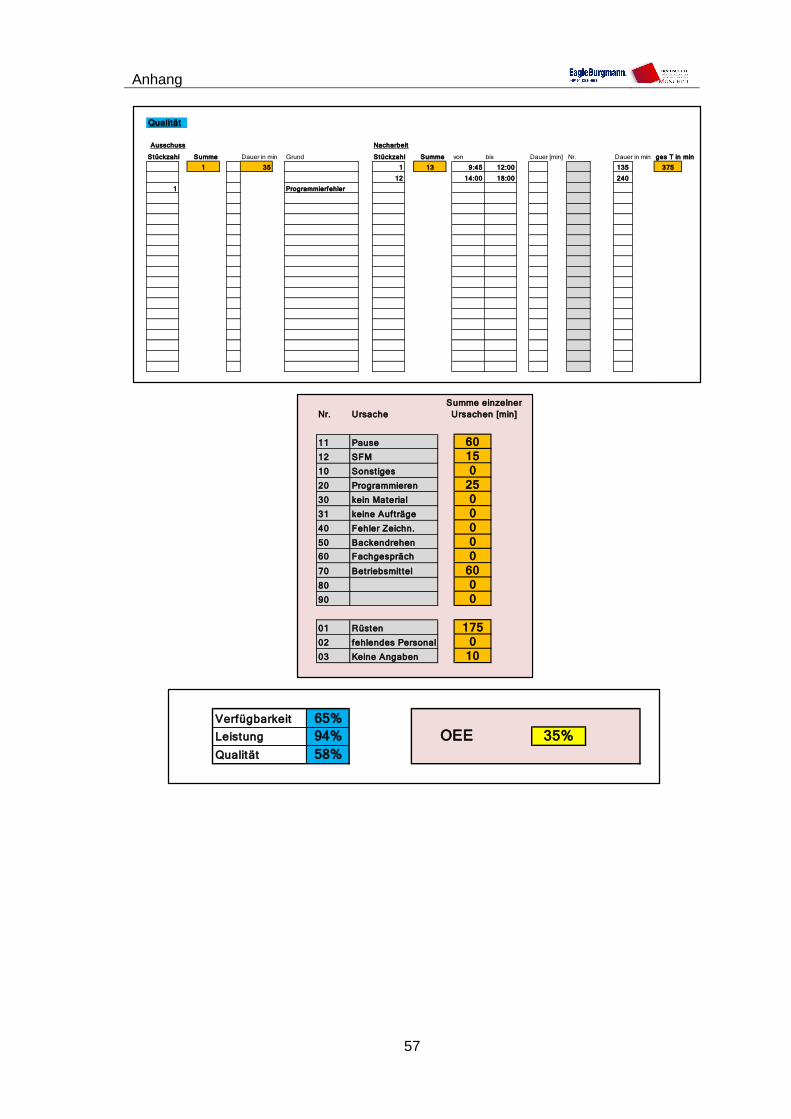
Anhang
57
Qualität
Nacharbeit
Stückzahl Summe Dauer in min Grund Stückzahl Summe von bis Dauer [min] Nr. Dauer in min ges T in min
1 1 35 1 13 9:45 12:00 135 375
1 12 14:00 18:00 240
1 1 Programmierfehler
1
1
1
1
1
5
1
1
1
1
1
1
1
1
1
1
1
Ausschuss
Nr. Ursache
11 60
12 15
10 0
20 25
30 0
31 0
40 0
50 0
60 0
70 60
80 0
90 0
01 Rüsten 175
02 0
03 Keine Angaben 10
fehlendes Personal
keine Aufträge
Backendrehen
Fachgespräch
Betriebsmittel
Pause
SFM
Sonstiges
Programmieren
kein Material
Fehler Zeichn.
Summe einzelner
Ursachen [min]
Verfügbarkeit 65%
Leistung 94% OEE 35%
Qualität 58%

Anhang
58
Anhang 3: mögliche Aktivitätstafel
OE
E3
5%
→
Wa
rum
?
→
Wa
rum
?
→
Wa
rum
?
→
Wa
rum
?
Ju
liA
ug
us
t
→ W
aru
m?
5W
-Me
tho
de
vo
rhe
rig
er
Mo
na
ta
ktu
elle
r M
on
at
Erg
eb
nis
4.
Ma
ßn
ah
me
Erg
eb
nis
3.
Ma
ßn
ah
me
Urs
ac
he
TO
P 1
Ve
rlu
st
TO
P 3
- S
tills
tan
dg
rün
de
4.
Ma
ßn
ah
me
Erg
eb
nis
2.
Ma
ßn
ah
me
3.
Ma
ßn
ah
me
Erg
eb
nis
1.
Ma
ßn
ah
me
2.
Ma
ßn
ah
me
Wa
s?
We
r?B
is w
an
n?
1.
Ma
ßn
ah
me
Be
arb
eit
un
gs
ze
it ↔
Sti
lls
tan
ds
ze
itT
OP
1 V
ers
ch
we
nd
un
g
Ve
rlu
ste
vorh
eri
ge
r M
on
at
aktu
elle
r M
on
at
Ju
liA
ug
us
t
vorh
eri
ge
r M
on
at
aktu
elle
r M
on
at
Ish
ika
wa
Ju
liA
ug
us
t
täg
lich
mo
na
tlic
h
24
h -
Au
sw
ert
un
gO
EE
- T
ren
dM
aß
na
hm
en
zu
r B
es
eit
un
g d
er
TO
P 1
Ve
rsc
hw
en
du
ng
OE
E -
Aktivitä
tsta
fel
0,6
461
53
84
6
0,9
372
54
90
2
0,5
794
87
17
9
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,91
Ve
rfü
gb
ark
eit
Le
istu
ng
Qu
alitä
t
0%
8%
2%
0%
3%
0%
0% 0%
0%
8%
2%
23
%
54
%
feh
len
de
s P
ers
on
al
Pa
use
SF
M
So
nst
ige
s
Pro
gra
mm
iere
n
ke
in M
ate
ria
l
Fe
hle
r Z
eic
hn
.
Ba
ck
en
dre
he
n
Fa
chg
es
prä
ch
Be
trie
bs
mit
tel
ke
ine
An
ga
be
n
Rü
ste
n (
IST
)
Au
ss
chu
ss/
Na
cha
rbe
it
0,3
4
0,1
9
0,1
5
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,91
feh
len
de
s P
ers
on
alR
üst
en
Pro
gra
mm
iere
n
0,2
30
,22
0,1
1
0
0,2
0,4
0,6
0,81
Rü
ste
nfe
hle
nd
es
Pe
rso
nal
Pro
gra
mm
iere
n
0,1
52
65
09
39 0
,05
07
81
25
0,2
85
22
24
08
0,2
09
96
36
65
0,4
63
54
16
67
0,4
27
14
11
16 0
,28
77
60
41
7
0,4
03
45
29
32
0,3
82
66
78
24
0,2
59
64
84
16
0,3
80
20
83
33 0
,15
63
46
45
1
0,3
13
07
87
04
0,4
83
31
40
43
0,3
93
36
41
98
0,3
17
62
73
6
0,3
84
11
45
83
0,4
59
79
65
84
0,5
21
65
50
22
0,4
80
17
93
98
0,6
37
75
51
02
0%
10
%
20
%
30
%
40
%
50
%
60
%
70
%
80
%
90
%
10
0%
0,3
95
49
57
56
0,2
14
77
62
35
0,4
12
27
81
64
0,2
83
80
59
41
0,3
52
55
91
56 0
,14
22
38
24
3
0,2
91
47
37
65
0,4
75
50
15
43
0,5
08
99
38
13
0,5
77
55
40
64
0,3
14
25
64
1
0,2
78
75
0,2
35
41
66
67 0
,10
54
68
75
0,2
38
02
08
33
0,1
77
86
45
83
0,2
53
12
5
0,3
45
83
33
33
0,2
13
28
12
5
0%
10
%
20
%
30
%
40
%
50
%
60
%
70
%
80
%
90
%
10
0%
10
%
6%
2%
4%
5%
0%
0%
0% 0%
3%
2%
11
%
4%
53
%
feh
len
de
s P
ers
on
al
Pa
use
SF
M
So
nst
ige
s
Pro
gra
mm
iere
n
ke
in M
ate
ria
l
Fe
hle
r Z
eic
hn
.
Ba
ck
en
dre
he
n
Fa
chg
es
prä
ch
Be
trie
bs
mit
tel
ke
ine
An
ga
be
n
Rü
ste
n (
IST
)
Au
ss
chu
ss/
Na
cha
rbe
it
Be
arb
eit
en
(IS
T)
19
%
4% 3
%
3%
8% 0%
0% 0%
1%
4%
3%
10
%0
%
45
%
feh
len
de
s P
ers
on
al
Pa
use
SF
M
So
nst
ige
s
Pro
gra
mm
iere
n
ke
in M
ate
ria
l
Fe
hle
r Z
eic
hn
.
Ba
ck
en
dre
he
n
Fa
chg
es
prä
ch
Be
trie
bs
mit
tel
ke
ine
An
ga
be
n
Rü
ste
n (
IST
)
Au
ss
chu
ss/
Na
cha
rbe
it
Be
arb
eit
en
(IS
T)