fabrication performance
TRANSCRIPT

High performance CNC
machinery for beam and
plate processing industries
PRODUCTRANGE
VOORTMAN.NET
FABRICATIONPERFORMANCE

INTRODUCTION 5
INTRODUCTION 7 MULTI SYSTEM INTEGRATIONTM (MSITM) 8 MSITM: HARDWARE COMPONENTS 10 MSITM: BACK-TO-BACK AND SPLIT SYSTEMS 12 STAND-ALONE MACHINES 14 TESTIMONIAL CANAMETAL 17 TESTIMONIAL LEACH 19
BEAM PROCESSING 20 PLATE PROCESSING 26 FLAT/ANGLE PROCESSING 30 SURFACE TREATMENT 32
INTRODUCTION 35 PARTS AND CONSUMABLES 36 TRAINING 36 MAINTENANCE 37 SERVICE AND SUPPORT 37 SERVICE LEVEL AGREEMENTS 37 CONTACT 39
INTRODUCTION M3 PROCESSES M4 SAMPLE PRODUCTS M6 TESTIMONIAL CATERPILLAR M9 TESTIMONIAL RYERSON M11 PLATE PROCESSING MACHINES - MOVING GANTRY M12 PLATE PROCESSING MACHINES - PASS THROUGH M13
PERFORMANCE
VOORTMAN STEEL MACHINERY
FABRICATION
MACHINES
CUSTOMER SERVICES
MANUFACTURING
TABLE OF CONTENTS
3

WE WORK ON RELIABILITY AND CONTINUITY AS AN EMPLOYER AND MANUFACTURER TO BE A PREDICTABLE PARTNER IN A DYNAMIC AND INCREASINGLY COMPLEX WORLD.
OUR VISION
youtube.com/VoortmanMachinery
VOORTMAN STEEL MACHINERY “OUR MISSION IS PROVIDING SOLUTIONS TO OUR CUSTOMERS WHICH ACCELERATE THEIR PERFORMANCE, WHILE CHALLENGING OURSELVES AND THINKING AHEAD, FOCUSING ON INNOVATION AND CONTINUOUS LEARNING.”
“A COMBINATION OF INNOVATION AND CRAFTSMANSHIP.”
Voortman Steel Machinery has designed and developed machines and solutions for steel fabrication and manufacturing industries for 50 years. With more than 250 dedicated employees, we are continuously developing new machines and solutions while providing an optimal experience in order to meet your needs in the best possible way.
Our customers quickly discover how they can increase their output in a way that can be easily calculated upfront and proven afterwards. We are dedicated to avoid machine interruptions and reduce production operation costs with tailored service based on customer needs. We will continue to invest in and strengthen our position as the pioneers in automation in the industry.
Voortman Steel Machinery and Voortman Steel Construction are part of the Voortman Steel Group. Both companies reinforce each other by exchanging knowledge and experiences.
Voortman Steel Construction is a leading steel builder in high-quality non-residential, industrial and system building, renovation and supply projects. Customers benefit from the optimal process control, internal engineering from design to detailed calculation, state-of-the-art production facilities and their own erection teams. This provides first hand experience to pass on improvements to our customers.
VOORTMAN STEEL GROUP
VOORTMAN STEEL CONSTRUCTION
MISSION
VO
OR
TM
AN
INTRODUCTION: VOORTMAN STEEL MACHINERY
5

For 50 years we developed machines and solutions for steel fabricators across the globe. Through our own production facility and the interaction with users of the thousands Voortman machines installed worldwide, we are able to continuously innovate and further optimize production processes for all your steel construction needs.
We understand the challenges you face as a fabricator — skilled labor shortage, high labor costs and increasing volatility and demands. We will work with you from the beginning to find the best solution, whether it is improving production quality, adding or replacing processes, increasing automation or optimizing your entire workflow.
These solutions are interwoven in each of our stand-alone machines and in each fully-automated Multi System IntegrationTM (MSITM) production line. We focus on automation as a response to the ever-decreasing ability to find quality labor and rising labor costs, so you, as a steel fabricator, can lower your overall production costs and increase margins.
All Voortman machines can be combined and configured to suit you as the end user. The final solution depends on several factors, such as available space, required production output and types of projects. With decades of experience, proven solutions and our responsive worldwide service, you can 'Accelerate fabrication performance' and make a difference with Voortman and lead the way in your market.
PROCESSES ICON LEGEND
centerpointmarking
sorting
countersinking
plasmacutting
oxy-fuelcutting
bevelcutting
cambering
assembling
drilling shearingthreadtapping
numbering
coping
painting
milling
storage
layoutmarking
shot blasting
punching centerpointpunching
welding sawing
“THE MACHINES ALLOW US TO TAKE ON LARGER PROJECTS. PREVIOUSLY WE WERE ON PROJECTS OF BETWEEN 20 AND 70 TONNES AND NOW WE CAN HANDLE BETWEEN 100 AND 200 TON PROJECTS.”
THOMAS FONTANEL | OWNER, LIGNON MÉTAL | FRANCE
FABRICATIONPERFORMANCE
FAB
RIC
AT
ION
INTRODUCTION: FABRICATION
7
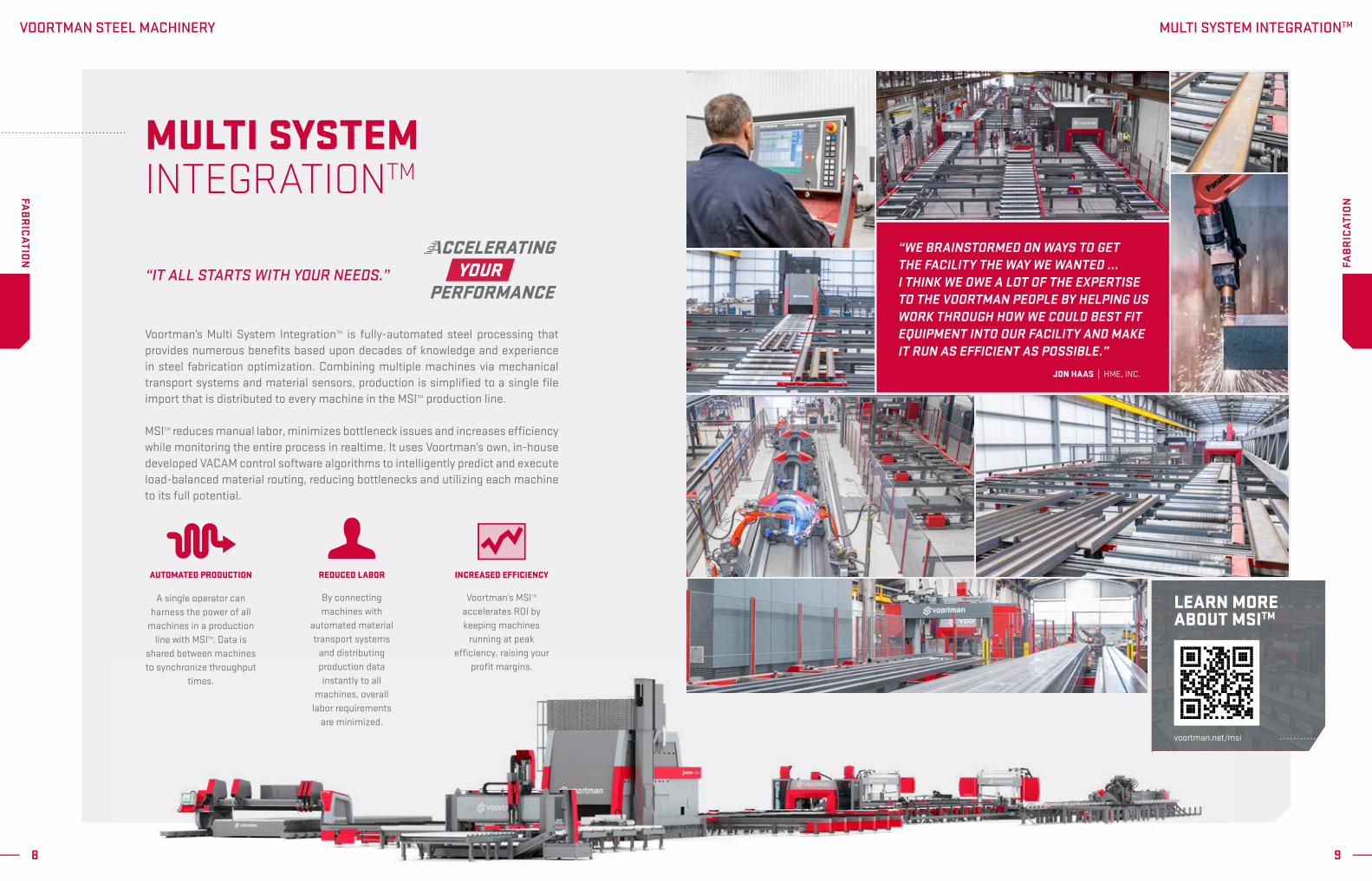
MULTI SYSTEMINTEGRATIONTM
Voortman’s Multi System IntegrationTM is fully-automated steel processing that provides numerous benefits based upon decades of knowledge and experience in steel fabrication optimization. Combining multiple machines via mechanical transport systems and material sensors, production is simplified to a single file import that is distributed to every machine in the MSITM production line.
MSITM reduces manual labor, minimizes bottleneck issues and increases efficiency while monitoring the entire process in realtime. It uses Voortman’s own, in-house developed VACAM control software algorithms to intelligently predict and execute load-balanced material routing, reducing bottlenecks and utilizing each machine to its full potential.
“IT ALL STARTS WITH YOUR NEEDS.”
AUTOMATED PRODUCTION
A single operator can harness the power of all
machines in a production line with MSITM. Data is
shared between machines to synchronize throughput
times.
JON HAAS | HME, INC.
“WE BRAINSTORMED ON WAYS TO GET THE FACILITY THE WAY WE WANTED ... I THINK WE OWE A LOT OF THE EXPERTISE TO THE VOORTMAN PEOPLE BY HELPING US WORK THROUGH HOW WE COULD BEST FIT EQUIPMENT INTO OUR FACILITY AND MAKE IT RUN AS EFFICIENT AS POSSIBLE.”
LEARN MORE ABOUT MSITMM
voortman.net/msi
REDUCED LABOR
By connecting machines with
automated material transport systems
and distributing production data instantly to all
machines, overall labor requirements
are minimized.
INCREASED EFFICIENCY
Voortman’s MSITM accelerates ROI by keeping machines
running at peak efficiency, raising your
profit margins.
YOURPERFORMANCE
FAB
RIC
AT
ION
FAB
RIC
AT
ION
MULTI SYSTEM INTEGRATIONTMVOORTMAN STEEL MACHINERY
98

Moving steel efficiently through automated fabrication machinery and ultimately getting the processed
detail parts to the weld stations requires well organized logistics with interconnected machinery.
OUTFEED ZONES
VACAM automatically sorts processed products from one machine to the next machine or to an outfeed
zone. These outfeed zones can be configured based on for example length or product type. If the product
needs more machining, VACAM ensures that the product ends up at the infeed of the correct machine.
With Voortman's production lines, it is also possible to outfeed products to the left, the right or both
directions. The infeed can also be configured to be left, right or both, making the Voortman Multi System
IntegrationTM extremely flexible.
KEEP IT SAFE
Voortman machines are standard equipped with high-end safety equipment. This is all connected to the
control system of the machine. When the safety zone is entered, the included machine and handling
system will stop immediately. Restarting the machine is done by pushing just one button. You don’t need
to restart the whole machine but the machine continues where it stopped. Voortman developed different
safety equipment for various machines and their handling systems, which do not affect the up-time of
the machine.
TYPES OF CROSS TRANSPORTS
Depending on the type of production work, MSITM lines can be laid out with (bi-directional) drag-dogs or
liftables. Each type has its own advantages.MSITM production lines can be equipped with various measurement systems. The choice of a measurement
system depends on the particular requirements and constraints of the workshop it needs to be installed
in. The type of production itself is an important factor, as measurement systems can be better suited
for series production, short products or different types of profiles. Voortman has extensive experience
with production databases and can advise on the mix of measurement systems required for a particular
production database. Optimizations can be made for footprint, autonomy, processing time, minimum
product size and bundle sawing.
MEASUREMENT SYSTEMS
LIFTABLE CROSS TRANSPORTSTRANSFER SINGLE BEAMS IN EITHER DIRECTION, LEFT OR RIGHT
Voortman has the solution to transport from just
one way to the other or transport profiles in both
directions. The type of drag-dogs in the cross
transports determine the exact capabilities. The
buffer management and transport operate fully
automatic to ensure a fast and flawless operation.
HARDWARECOMPONENTS
BUFFER MANAGEMENTMoving material between between machines is based on Vacam's buffer management to achieve the
following three objectives:
¹ Making sure that machines run as efficient as possible: with machines completing processes at
different throughput times for different profiles and different products, it is necessary that buffers
are large enough to make sure that a machine is not waiting in idle mode for the next profile or
production batch.
¹ Optimal use of cross transports: with some profiles, the cross transports can be filled without
space in between and some profiles require handling space. Sensors in the cross transport, verify the
expected type of profile and ensure optimal use of the cross transports.
¹ Creating batches for the shot blaster and paint line: For a shot blaster and painter, the space in
between the profiles is crucial to get the required result. Based on the profile, the buffer management
makes exactly the right batches before being loaded in these surface treatment lines at once.
MATERIAL TRANSPORT BETWEEN MACHINESVoortman excels at reducing labor hours and costs by eliminating all manual intervention, while
automatically transporting materials through the production line. Roller conveyors, cross transports, and
measurement systems are used to transfer material between various machines. These hardware elements
allow a modular approach to build custom beam lines. The choice of the cross transport depends on the
particular needs and constraints of the workshop it needs to be installed in.
Voortman's liftable cross transports are able to
transport a batch of profiles to the next production
phase in one operation. The system works
fully automatically as well and carries multiple
profiles. This system will be a perfect solution for
transporting profiles in a painting machine or shot blaster.
FAB
RIC
AT
ION
FAB
RIC
AT
ION
MSITM: HARDWARE COMPONENTSVOORTMAN STEEL MACHINERY
1110

1 EFFICIENCY AND PRODUCTIVITYProducts are processed by the drill and sawed to length in one combined operation. By doing this, the profile is only measured once, saving time and handling.
One of the biggest leaps forward in automated structural steel machining is the coupling of drilling and sawing machines. Stand-alone versions of automatic CNC drilling and sawing machines existed for a while, but placing them back-to-back provides many advantages.
Next to a back-to-back drill/saw line is a split system where the machines are still communicating with each other, but they are split with buffers in between. There is still only one loading and unloading position while the buffers reduce bottlenecks in the sawing, drilling, or other processing machine.
COMBINED DRILLING AND SAWING
SPLITTING IT UP A BIT
EXPLORE THE VB RANGE
Sawing | page 22 EXPLORE THE V808
Coping | page 24
EXPLORE THE V704
Marking | page 23EXPLORE THE V613 / V630 / V631
Drilling | page 21
BACK-TO-BACKSYSTEM
SPLIT SYSTEM
sawing centerpointmarking
countersinking
drilling threadtapping
numberingmilling layoutmarking
2
3
ACCURACYMeasurements only need to be taken once, as one measurement system is used for both machines, improving overall accuracy.
REDUCED FOOTPRINTWith the machines positioned next to each other, there is only one infeed and one outfeed, reducing space on the shop floor compared to stand-alone machines.
1 CONTINUOUS, UNMANNED PRODUCTIONBuffers synchronize variable processing times between machines and prevent bottlenecks in production.
2 SHORT PRODUCT REMOVALA failsafe short product removal system allows a continuous, unmanned operation, increasing productivity significantly.
sawing centerpointmarking
countersinking
drilling threadtapping
numberingmilling layoutmarking
coping
PROCESSES SHOWN IN LAYOUT BELOW
PROCESSES SHOWN IN LAYOUT BELOW
FREEDOM IN SHAPESA V808 robotic thermal cutting machine at the end of a fully automated MSITM steel processing line can process any complex profiles and copes needed.
3
SEE MORE LAYOUTS ONLINE
voortman.net/systems
EXPLORE THE VB RANGE
Sawing | page 22EXPLORE THE V613 / V630 / V631
Drilling | page 21
FAB
RIC
AT
ION
FAB
RIC
AT
ION
MSITM: BACK-TO-BACK AND SPLIT SYSTEMSVOORTMAN STEEL MACHINERY
1312
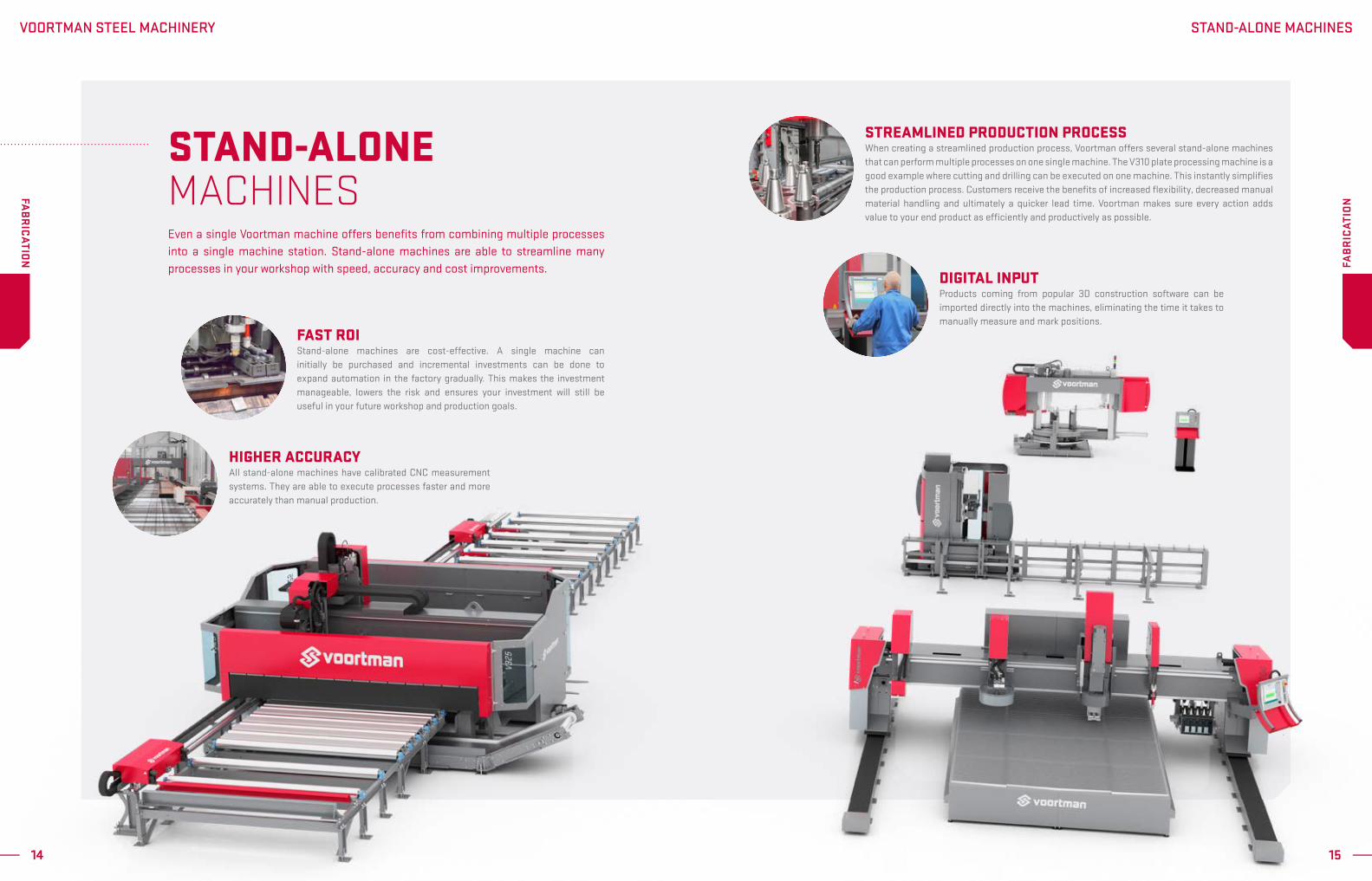
STAND-ALONEMACHINESEven a single Voortman machine offers benefits from combining multiple processes
into a single machine station. Stand-alone machines are able to streamline many
processes in your workshop with speed, accuracy and cost improvements.DIGITAL INPUTProducts coming from popular 3D construction software can be imported directly into the machines, eliminating the time it takes to manually measure and mark positions.
STREAMLINED PRODUCTION PROCESSWhen creating a streamlined production process, Voortman offers several stand-alone machines that can perform multiple processes on one single machine. The V310 plate processing machine is a good example where cutting and drilling can be executed on one machine. This instantly simplifies the production process. Customers receive the benefits of increased flexibility, decreased manual material handling and ultimately a quicker lead time. Voortman makes sure every action adds value to your end product as efficiently and productively as possible.
FAST ROIStand-alone machines are cost-effective. A single machine can initially be purchased and incremental investments can be done to expand automation in the factory gradually. This makes the investment manageable, lowers the risk and ensures your investment will still be useful in your future workshop and production goals.
HIGHER ACCURACYAll stand-alone machines have calibrated CNC measurement systems. They are able to execute processes faster and more accurately than manual production.
FAB
RIC
AT
ION
FAB
RIC
AT
ION
STAND-ALONE MACHINESVOORTMAN STEEL MACHINERY
1514

BEA
M P
RO
CES
SIN
G
TESTIMONIALCANAMETAL
Size
40.000 m2
Tonnes per year
Number of employees
9.500
90
voortman.net/canametal
WATCH THE FULL STORY ONLINE
COMPANYINFORMATION
CANAMETAL.FR
LOCATION:
CORE BUSINESS:
NIORT, FRANCE
STEEL FABRICATION
“VOORTMAN WAS THE ONLY SUPPLIER TO
FULLFILL OUR NEEDS AND REQUIREMENTS
IN TERMS OF AUTOMATION AND FAST
PROCESSING TIME.”
FRANCE | Canametal is a large steel fabricator in France. With over 50 years of experience, Canametal continues to adapt to market needs and to provide a recognized expertise.
Canametal has built its reputation because of its reliability and its capacity to build significant projects.
“Voortman was the only supplier to fulfill our needs and requirements in terms of automation and fast processing time,” said Nicolas Pouvreau, General Director. “The local presence of the Voortman technical and sales subsidiary in Nantes was also a big plus.”
Some of Canametal’s major partners recommended Voortman. Because the technical description was very strict, Voortman was the only company capable to fulfill 100% of the requirements. On automation and fast movements inside the machine Voortman was leading compared to other suppliers. Additionally, the Voortman Customer Services has a good reputation, since they always respond immediately on requests and because of their local presence in France.
Voortman spent a lot of time and energy in coming up with the perfect solution, tailor made to perfectly fit Canametal’s needs and desires. Finally, Canametal chose to combine two saw/drill lines, after having considered one single line initially. Having analysed the various layouts, all agreed that this way bottlenecks would be minimized and up-time maximized.
Another advantage of Voortman is the high production capacity of their machines. Canametal wanted to grow turnover from 15 to 20 million euros within several years. This meant that Canametal’s capacity also had to increase from 800 tonnes/month today to 1.200-1.500 tonnes/month in the future.
NICOLAS POUVREAU | DIRECTEUR GENERAL
MACHINES DELIVERED
V630 VB1050 BACK-TO-BACKDRILLINGPage 21
SAWINGPage 22
DRILLING & SAWINGPage 12-13
2x 2x
FAB
RIC
AT
ION
TESTIMONIALS
17
BEA
M P
RO
CES
SIN
G
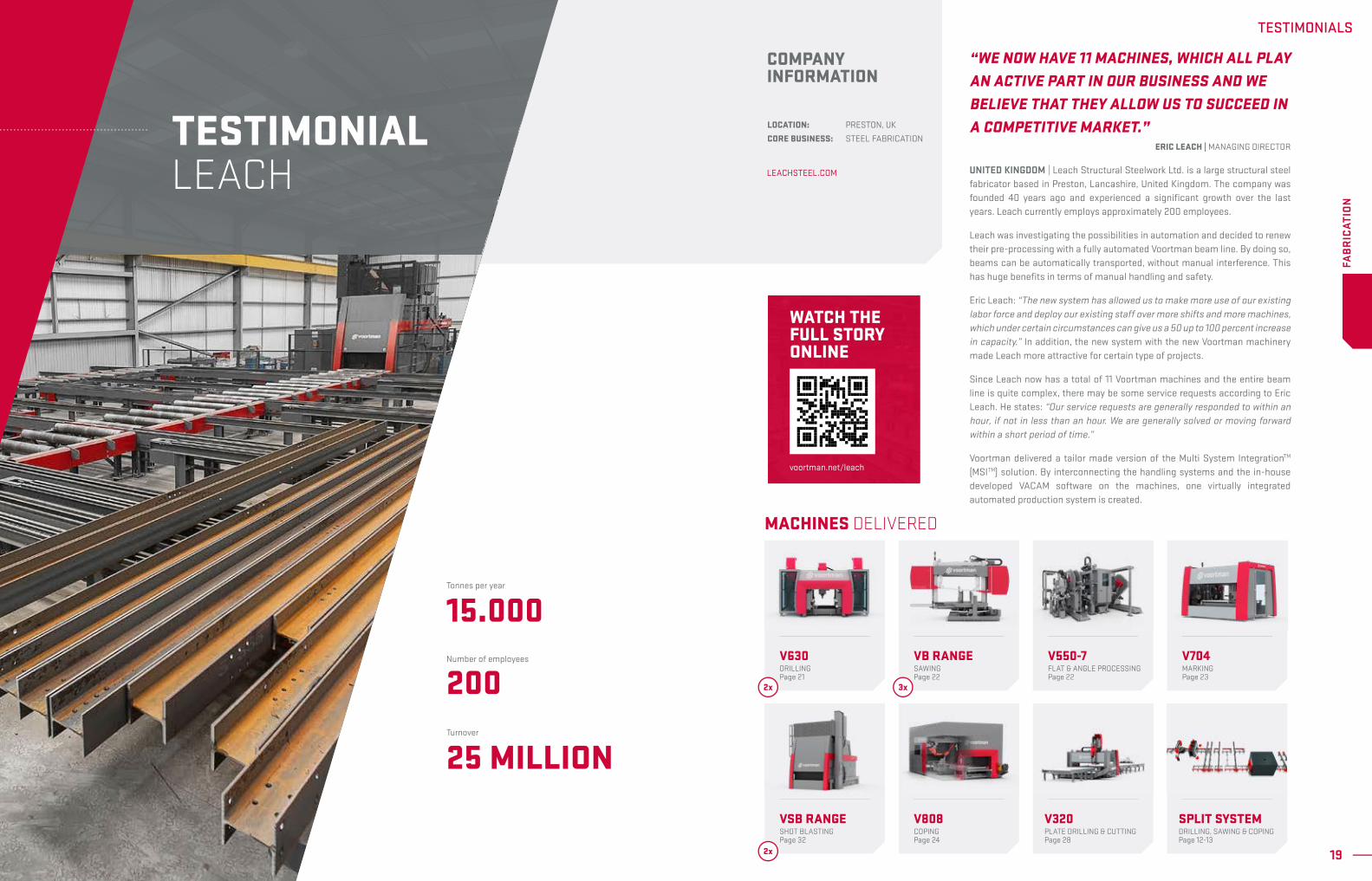
TESTIMONIALLEACH
Turnover
25 MILLION
Tonnes per year
Number of employees
15.000
200
COMPANYINFORMATION
LEACHSTEEL.COM
LOCATION:
CORE BUSINESS:
PRESTON, UK
STEEL FABRICATION
UNITED KINGDOM | Leach Structural Steelwork Ltd. is a large structural steel fabricator based in Preston, Lancashire, United Kingdom. The company was founded 40 years ago and experienced a significant growth over the last years. Leach currently employs approximately 200 employees.
Leach was investigating the possibilities in automation and decided to renew their pre-processing with a fully automated Voortman beam line. By doing so, beams can be automatically transported, without manual interference. This has huge benefits in terms of manual handling and safety.
Eric Leach: “The new system has allowed us to make more use of our existing labor force and deploy our existing staff over more shifts and more machines, which under certain circumstances can give us a 50 up to 100 percent increase in capacity.” In addition, the new system with the new Voortman machinery made Leach more attractive for certain type of projects.
Since Leach now has a total of 11 Voortman machines and the entire beam line is quite complex, there may be some service requests according to Eric Leach. He states: “Our service requests are generally responded to within an hour, if not in less than an hour. We are generally solved or moving forward within a short period of time.”
Voortman delivered a tailor made version of the Multi System IntegrationTM (MSITM) solution. By interconnecting the handling systems and the in-house developed VACAM software on the machines, one virtually integrated automated production system is created.
“WE NOW HAVE 11 MACHINES, WHICH ALL PLAY
AN ACTIVE PART IN OUR BUSINESS AND WE
BELIEVE THAT THEY ALLOW US TO SUCCEED IN
A COMPETITIVE MARKET.”ERIC LEACH | MANAGING DIRECTOR
voortman.net/leach
WATCH THE FULL STORY ONLINE
MACHINES DELIVERED
V630
VSB RANGE
VB RANGE V550-7
V808
V704
V320 SPLIT SYSTEM
DRILLINGPage 21
SHOT BLASTINGPage 32
SAWINGPage 22
FLAT & ANGLE PROCESSINGPage 22
COPING Page 24
MARKINGPage 23
PLATE DRILLING & CUTTINGPage 28
DRILLING, SAWING & COPINGPage 12-13
2x
2x
3x
FAB
RIC
AT
ION
TESTIMONIALS
19

V630
V631
Simultaneous processing on all sidesAble to process variety of profiles/sizesField-proven and stable designRobust machineLow maintenance
Fastest milling in the marketHigh autonomy levelDirect drive motorsMultiple functions combinedImproved user-friendliness
DRILLING
DRILLING AND MILLING
Customers who require the highest productivity and throughput can turn to the Voortman V630 CNC drilling machine. Lower labor costs with an automated infeed, outfeed, and automatic toolchanger for each of the 3 drill spindles. The V630 is perfect for fully-automated beam lines.
The Voortman V631 adds increased milling capabilities to its proven automated beam drilling machines. Capable of simultaneous drilling, marking and milling on all sides, the V631 provides high speed processing to accelerate your production performance.
Operating width (max)
Operating width (max)
Drilling units
Drilling units
Operating height (max)
Operating height (max)
Tools
Tools
1.250MM
1.250MM
3pcs
3pcs
600MM
610MM
3x5pcs
3x8pcs
V600
V613
Moveable cabinSmall footprintProcess multiple parts in a rowAutomatic tool changing
Cost-effective machineRotating drill head – processing all sidesCapable of changing 10 toolsFully automated infeed and outfeedCan be integrated in MSITM
drilling
drilling
drilling
drilling
centerpointmarking
centerpointmarking
centerpointmarking
centerpointmarking
threadtapping
threadtapping
threadtapping
threadtapping
countersinking
countersinking
countersinking
countersinking
DRILLING
DRILLING
The Voortman V600 beam drilling machine has one horizontal drilling unit and is extremely suitable for structural steel fabricators with limited floor space. Functions available include drilling, thread tapping, counter sinking, and centerpoint marking.
The Voortman V613 is equipped with a rotating drilling unit, enabling drilling on both flanges and the web. The automatic toolchangers in combination with the high overall automation technology inside the V613 eliminates the need of an operator being present at the drilling line.
Operating height
Operating width (max)
Positioning speed (max)
Positioning speed (max)
Nominal power
Operating height (max)
Tools
Tools
920MM
1.050MM
40M/MIN
42M/MIN
30kW
450MM
5pcs
10pcsnumbering
numbering
numberinglayoutmarking
layoutmarking
layoutmarking
milling
milling
VOORTMAN.NET/v600
VOORTMAN.NET/v613
VOORTMAN.NET/v630
VOORTMAN.NET/v631
MA
CH
INE
SM
AC
HIN
ES
VOORTMAN STEEL MACHINERY BEAM PROCESSING
2120

V704
V2000
Marking by milling on all four sidesMarks visible after blasting and paintingFull or partial contour markingRuns without operatorHigh precision linear guides
Section bendingBeam straighteningStroke memory for repetitionHydraulic cylinder with pusherMotor driven, adjustable rolls
MARKING
CAMBERING
In many operations, marking is a bottleneck. Leave the days of layout marking bottlenecks in the past with the Voortman V704 beam marking machine. Once integrated into a fully automated production line for unmanned operation, overall productivity increases.
The Voortman V2000 cambering machine is designed to camber and straighten beams. A rigid steel C-frame, horizontal cylinder pusher and memory settings, generate a repeatable and reliable output every time, all controlled by an easy-to-use touchscreen operator panel.
Operating width (max)
Operating width (min)
Positioning speed (max)
Max capacity
Operating height (max)
Operating width (max)
Marking units
Working height
1.250MM
50MM
42M/MIN
440tonnes
600MM
1.050MM
4pcs
850MM
45°/60° miter cuttingFast material approachAutomatic saw band pressure adjustmentShort piece removal system (SPRS)Combine with any drill for back-to-back system
SAWING
The Voortman VB sawing machines are heavy, robust profile sawing machines. As fully automated machines, they can run overnight without an operator, as such improving the overall productivity of the factory.
Max height (0°-60°) Max width (0°)
600MM 1.250MM
Max width (15°) Max width (30°)
1.200MM 1.000MM
Feed approach speed Max saw band speed
6M/MIN 120M/MIN
Max width (45°) Max width (60°)
850MM 500MM
VB RANGE
sawing
layoutmarking
cambering
VOORTMAN.NET/v704
VOORTMAN.NET/v2000
VOORTMAN.NET/vb-range
MA
CH
INE
SM
AC
HIN
ES
VOORTMAN STEEL MACHINERY BEAM PROCESSING
2322

Integrated automatic MAG welding processAutomated calibration and nozzle cleaningTouch-sensing cup-and-wire measuringUnrestricted working area for all robots
ASSEMBLING AND WELDING
The Fabricator is Voortman’s cutting-edge beam welding and assembling system. Realize fully-automated fabrication with automatic infeed, outfeed and torch cleaning. It reduces overall production costs exponentially by eliminating human errors and reducing costs for assembling and welding significantly. Three welding robots plus one handling robot simultaneously work on a product to generate highest output.
THE FABRICATOR
High definition plasma and oxy-fuel cutting8-axis robotic thermal cutting cellSmall footprint; multiple machines in oneImproved processing speed and flexibily Bolt holes, copes, slots, notches, cut-to-length
COPING
Copes, bolt holes, slots, notches, bevels, marking – the Voortman V808 can process it while reaching all sides of the material with exceptional accuracy and speed. Both plasma and oxy-fuel torches are available. The V808 opens the door to a significant increase in production speed and flexibility.
Operating width (min) Operating width (max)
60MM 1.250MM
Operating length (max) Welding / handling robots
24M 3/1pcs
Positioning speed X (max) Positioning weight (max)
42M/MIN 15.000kg
Positioning speed X (max) Nominal rotating stroke
180M/MIN 270°
V808
coping assembling welding
PRODUCTION SPEED: 3 MINUTES AND 57 SECONDS
13AISC (2.5) / EN 1090
ACCEPTED BOLT HOLES
2.260 85CUTTING DISTANCE (HOLES EXCLUDED)
MM INCH
MANUAL TIME: 2 HR / 22 MIN / 2 SEC
FABRICATOR TIME: 0 HR / 28 MIN / 18 SEC
TIME SAVED: 1 HR / 53 MIN / 46 SEC
12.164BEAM LENGTH
MM INCH480
NUMBEROF PLATES
PCS9 1.250
BEAM WEIGHT
KG LBS2,756
VOORTMAN.NET/v808 VOORTMAN.NET/fabricator
oxy-fuelcutting
layoutmarking
TIME STUDYTIME STUDY
plasmacutting
bevelcutting
MA
CH
INE
SM
AC
HIN
ES
VOORTMAN STEEL MACHINERY BEAM PROCESSING
2524

V304V200
V310V302
Low X-rail for easy loading & unloadingReduced cut-to-cut cycle timeFast height controlI-cut correction for reducing plasma taperDross inhibitor for reducing piercing dross
Carbide drillingHeavy table loadAutomatic underside deburringLarge plate sizes
Reduced cut-to-cut cycle timeFast height controlInstant tool changingHeavy steel bridge allows high feed ratesRevolutionary oxy-fuel torch
Reduced cut-to-cut cycle timeFast height controlXtensive Hole Performance for quality holesEasy remounting of torch after collisionRevolutionary oxy-fuel torch
drilling
drilling
centerpointmarking
centerpointmarking
threadtapping
threadtapping
countersinking
countersinking
PLATE CUTTINGPLATE DRILLING
PLATE DRILLING AND CUTTINGPLATE CUTTING
The Voortman V304 plate cutting machine is designed for the next step in plasma and oxy-fuel cutting quality, enabling you to cut plates in a fast and efficient way. Multiple material types can be processed such as mild steel, stainless steel and aluminum.
The Voortman V200 is designed for drilling, thread tapping, countersinking and centerpoint marking pre-cut steel plates. It consists of a rigid steel C-frame, which ensures perfect stability during drilling. A servo driven drilling unit and a drilling table are mounted on the frame.
The Voortman V310 combines multiple technologies into one powerful drilling and cutting machine. The toolchanger moves along with the heavy steel bridge for instant changing of up to 10 different tools. Capable of carrying out cutting, drilling and marking in one process list.
The Voortman V302 is an effective plate cutting machine that gives smaller workshops all of the benefits from Voortman’s renowned cutting technologies and reputable build quality. It is designed to cut steel plates with plasma or oxy-fuel in a fast and efficient way.
Operating width (max)Operating width (max)
Operating width (max)Operating width (max)
Plate thickness (max)Plate thickness (max)
Plate thickness (max)Plate thickness (max)
Operating length (max)Operating length (max)
Operating length (max)Operating length (max)
Torches (max)Drill diameter
Drill diameterTorches (max)
6M1M
3M3M
200MM60MM
200MM100MM
24M2,4M
24M12M
7pcs5-40MM
5-40MM2pcs
numbering
layoutmarking
layoutmarking
layoutmarking
VOORTMAN.NET/v200
VOORTMAN.NET/v302
VOORTMAN.NET/v304
VOORTMAN.NET/v310
plasmacutting
oxy-fuelcutting
bevelcutting
plasmacutting
oxy-fuelcutting
bevelcutting
plasmacutting
oxy-fuelcutting
MA
CH
INE
SM
AC
HIN
ES
VOORTMAN STEEL MACHINERY PLATE PROCESSING
2726

V320
V330
Reduced cut-to-cut cycle timeFast height controlAccurate positioning with gripper systemRevolutionary oxy-fuel torchAutomatic part removal
Simultaneous drilling/cuttingDual gantries for increased capacityElectromagnetic plate transfer from drilling to cutting areaLarge volume toolchanger for complex parts
PLATE DRILLING AND CUTTING
PLATE DRILLING AND CUTTING
The V320 is a pass through plate processing machine built to increase production efficiency. Both plasma and oxy-fuel torches are available, along with a 10-station toolchanger, automatic part removal conveyor, and servo-driven clamps for uncompromised accuracy and automation.
Maximize production efficiency with the dual-gantry V330 plate processing machine. Plates are automatically transferred from drilling to cutting gantries with electromagnets. Gantries can operate independently and simulaneously, providing up to 80% higher output.
Operating width (max)
Operating width (max)
Plate thickness (max)
Plate thickness (max)
Operating length (max)
Operating length (max)
Drill diameter
Drill diameter
3M
3M
75MM
150MM
12M
12M
5-40MM
5-40MM
Reduced cut-to-cut cycle timeAutomatic bottom side deburringAutomatic part removalEasy remounting after collisionSK50 drill holder
HEAVY PLATE DRILLING AND CUTTING
Drill holes in material up to 100 mm with the powerhouse Voortman V325 plate processing machine. Two servo driven clamps guide the material through, while an automatic toolchanger with 20 tools provide capabilities for extended unmanned operation.
Operating width (max) Operating length (max)
3M 12M
Plate thickness (max) Tools
100MM 20pcs
Drill diameter Drill holder
5-70MM SK50
V325
drilling
drilling
centerpointmarking
centerpointmarking
threadtapping
threadtapping
countersinking
countersinking
layoutmarking
layoutmarking
drilling centerpointmarking
threadtapping
countersinking
layoutmarking
milling
Operating width (max) Operating length (max)
VOORTMAN.NET/v320
VOORTMAN.NET/v330
VOORTMAN.NET/v325
bevelcutting
plasmacutting
oxy-fuelcutting
plasmacutting
oxy-fuelcutting
plasmacutting
oxy-fuelcutting
MA
CH
INE
SM
AC
HIN
ES
VOORTMAN STEEL MACHINERY PLATE PROCESSING
2928

Fastest machine in the marketAutomatic die and punch selectionHydraulic numberingAutomatic infeed bufferingOptional automatic outfeed sorting system
drilling centerpointmarking
threadtapping
countersinking
PUNCHING, SHEARING AND DRILLING
The Voortman V550-7 flat and angle processing machine is built for top speed, reliability and versatility in punching, shearing and drilling flat and angle profiles. Do it all with multiple process capabilities included, like thread tapping, countersinking and miter shearing up to 45°.
Flat steel (min) Flat steel (max)
5x50MM 500x25MM
Angle steel (min) Angle steel (max)
5x50MM 200x16MM
Horizontal punches Punch capacity
1pc 70tonnes
Vertical punches Punch capacity
7pcs 110tonnes
V550-7
V505M
V3100V70
V505T
Made for steel fabricatorsAutomated infeed and outfeedClip anglesFlat bar processingAll-in-one frame; small footprint
Save floor spaceOrganized material storageBins controlled by electro motors
Quick numberingEasy and safe controlImprints visible after blasting and painting
Made for the tower fabrication industryAutomated infeed and outfeedUp to 2 drilling and 2 punching unitsServo driven feeder clamp for precision10-station automatic toolchanger (optional)
PUNCHING AND SHEARING
STORAGENUMBERING
PUNCHING AND SHEARING
sorting
shearing numberinglayoutmarking
punching centerpointpunching
shearing shearingpunching punchingcenterpointpunching
centerpointpunching
numbering numberingdrilling centerpointmarking
threadtapping
countersinking
V550-7
V505M
V3100V70
V505T
VOORTMAN.NET/v550-7 VOORTMAN.NET/v505m VOORTMAN.NET/v505-160t
VOORTMAN.NET/v70 VOORTMAN.NET/v3100
MA
CH
INE
SM
AC
HIN
ES
FLAT/ANGLE PROCESSINGVOORTMAN STEEL MACHINERY
3130

Runs without operatorAutomatic profile batchingAutomatic shot angle adjustmentsLong component lifeEasy maintenance
Solvent-based and water-based paintMinimal overspray by material detectionCan be integrated in MSITM
Pre-heating and drying
SHOT BLASTING PAINTING
Voortman shot blasting machines are designed using the highest quality components for shot blasting plates and profiles. Pre-installed blasting programs and automatic functions make the VSB Range fast and easy to work with. Its compact design reduces the footprint without compromising functionality and quality. Maximize footprint efficiency by combining with painting, pre-heating, drying and a blow-off unit.
The Voortman VP Range of automatic painting machines are specifically designed for painting plates and profiles. The painting system can be combined with other Voortman surface treatment machines, such as a blow-off unit, pre-heater, shot blasting machine and a drying tunnel. Combining surface treatment machines in one line increases the production output while reducing the total floor space required.
VSB RANGE VP RANGE
shot blasting painting
Entrance width (max) Entrance height (max)
2.600MM 600MM
Profile width (max) Profile height (max)
1.000MM 300MM
Turbine diameter Power per turbine
380MM 15kW
Plate width (max) Turbines
2,5M 4/6pcs
Entrance width (max) Entrance height (max)
2.600MM 600MM
Profile width (max) Profile height (max)
1.800MM 500MM
Solvent-based paint Water-based paint
Plate width (max) Airless spray guns
2,5M 4pcs
VOORTMAN.NET/vsb VOORTMAN.NET/vp
MA
CH
INE
SM
AC
HIN
ES
SURFACE TREATMENTVOORTMAN STEEL MACHINERY
3332

As a result of many years of experience, we understand how to make
the lives of our customers easier and more convenient through
service. Voortman offers all the necessary solutions to minimize
interruptions in your production process and to extend the lifetime
of your machines.
It is our responsibility to make sure that your machines will always
run as optimal as possible. Therefore, we provide comprehensive
tailored services such as scheduled preventive maintenance,
remote support, training and parts & consumables – all based on the
customer’s needs.
VALUE FOR LIFESERVICE AND
SUPPORT
MAINTENANCE
PARTS AND CONSUMABLES
TRAINING AND CONSULTANCY
“IN VOORTMAN WE FOUND THE PERFECT
SUPPLIER, NOT ONLY FOR OUR MACHINERY BUT
ALSO FOR THEIR AFTER SALES SERVICES.”
PAUL DE NEEF | MANAGING DIRECTOR, EMOTEC
MAXIMIZE UPTIME RELATIONSHIP TRANSPARENT
RELIABLE PARTNER
Disciplined and transparent:
We do what we say!
A reliable partner to
fulfill the need for tailored customer services.
CUSTOMERPERFORMANCE
Establishing and maintaining
relationships during the entire machine lifecycle
based on cutomer needs.
Focused on training
operators and minimizing
interruption of the production
process to assure optimal
use of the machines.
CU
STO
ME
R S
ER
VIC
ES
INTRODUCTION: CUSTOMER SERVICES
35

To maximize efficiency in your machinery, proper parts and consumables are required. Voortman
has strategically located warehouses, stocked with spare parts and consumables, for delivering
quick service. So getting a replacement machine component, a new set of saw blades, or more
plasma torch consumables is quick and easy. All of our consumables and parts are of the highest
quality coming directly from the OEM (Original Equipment Manufacturer).
MAINTENANCE
SERVICE AND SUPPORT
SERVICE LEVEL AGREEMENTS
TRAINING
PARTS & CONSUMABLES
When operating a machine, proper understanding of the machine is elementary. Training focuses
on operating Voortman machines in the most efficient way possible, covering both theoretical
and practical topics. A program will be customized based on availability and experience level
of the operators. We train operators either on site or in the Voortman Experience Center.
Voortman also offers SigmaNest training, focused on using SigmaNest nesting software on
Voortman plate processing machines.
Voortman recommends periodic preventative check-ups and maintenance by experienced Voortman
engineers. These are conducted based on knowledge, experience and measurements on your machine.
The maintenance module in the custom-made Customer Services contract enables customers to let
Voortman take care of planning and execution, while you focus on your core business.
Voortman can provide a tailor made service level agreement for your machinery. The maintenance
module in the contract ensures that preventative maintenance check-ups are performed on schedule.
Voortman provides fast and efficient assistance in case of questions or disruptions. Most issues can
be solved remotely by our support technicians, who can access your machines to assess and fix the
problem quickly. If a problem requires local presence of a technician, one of our globally-available
service engineers will be sent to address this.
Using high quality and original consumables not only ensures maximum consumable life but also extends the lifetime of your machine.
CU
STO
ME
R S
ER
VIC
ES
CU
STO
ME
R S
ER
VIC
ES
PARTS AND CONSUMABLES, TRAINING, MAINTENANCE, SERVICE, CONTRACTSVOORTMAN STEEL MACHINERY
3736

"IN CASE OF QUESTIONS, VOORTMAN PROVIDES AN EASY ACCESSIBILITY TO THEIR SERVICE AND SUPPORT TEAM, WHICH CONSISTS OF SKILLED AND QUALIFIED PEOPLE. WE GET QUICK REPLIES AND NEVER HAVE TO WAIT BECAUSE OF THEIR GOOD AVAILABILITY."
CONTACT
VOORTMAN STEEL MACHINERY B.V.
PO Box 87, 7460 AB Rijssen
Ozonstraat 1, 7463 PK Rijssen
The Netherlands
(t) +31 (0)548 536 373
(f) +31 (0)548 536 374
SUBSIDIARIES
HEAD OFFICE
/steel_machinery
/VoortmanSteelMachinery
/VoortmanMachinery
/VoortmanSteelMachinery
/company/voortman-steel-machinery
2018-10 | Disclaimer: changes and typing errors reserved.
VOORTMAN USA, LLC
26200 S. Whiting Way
Monee, IL 60449
United States of America
(t) +1 (708)885 4900
VOORTMAN RUSSIA
Premises 1H, Building 1A
Reshetnikova str. 17
Saint-Petersburg, 196105 Russia
(t) +7 812 454 6001
VOORTMAN FRANCE SARL
22 Mail Pablo Picasso
44000 Nantes
France
(t) +33 (0)2 40 95 38 27
VOORTMAN UK
City West Business Park
Gelderd Road, Building 3
Leeds, LS12 6LN
United Kingdom
(t) +44 (0)113 251 2281
VOORTMAN AUSTRALASIA
PO Box 826
4163 Cleveland
Brisbane, Queensland
Australia
(t) +61 1300 798 998
VOORTMAN DEUTSCHLAND GMBH
Gilderhauser Straße 2
48599 Gronau
Germany
(t) +49 (0)36421 714 70
(f) +49 (0)36421 714 80
VOORTMAN POLAND
UI. Hrubieszowska 2
01-209 Warsaw
Poland
(t) +31 (0)548 536 373
ERHAN AKOVA | PRODUCTION MANAGER, DORÇE | TURKEY
CU
STO
ME
R S
ER
VIC
ES
CONTACT
39
High performance CNC
machinery for beam and
plate processing industries
PRODUCTRANGE
VOORTMAN.NET
MANUFACTURINGPERFORMANCE

Manufacturing industries including recycling, agriculture, mining, railway, trailer, construction, shipbuilding, and other industrial equipment manufacturers can ensure the utmost accuracy and reliability with Voortman’s steel plate processing machines.
Whether you need to expand capacity or resolve bottlenecks, Voortman has the experience and machinery options to achieve your production goals and ‘Accelerate manufacturing performance’. We’re thinking along with you from the very beginning to justify your investment, making sure you can produce your product with the right process and the right machine!
Voortman is committed to designing and developing precision steel plate processing machines for manufacturers to output production-ready parts. Our CNC plate processing machines integrate many functions to optimize your workflow and reduce your cost per part, including 3D precision plasma bevel cutting, oxy-fuel cutting, drilling and marking. Voortman machines are designed using the best quality components and tested thoroughly in our own production facility prior to release.
PROCESSES ICON LEGEND
centerpointmarking
countersinking
plasmacutting
oxy-fuelcutting
bevelcutting
drilling threadtapping
numberingmilling layoutmarking
“WITH OUR NEW VOORTMAN PLATE PROCESSING MACHINE WE ARE NOW ABLE TO AUTOMATE BEVELING WHICH WE USED TO DO MANUALLY.”
HAROLD VAN TOOREN | PROCESS OPTIMIZATION, CATERPILLAR | NETHERLANDS
MANUFACTURINGPERFORMANCE
MA
NU
FAC
TU
RIN
G
INTRODUCTION: MANUFACTURING
M3

PLASMA CUTTING
OXY-FUEL CUTTING
MARKING
PLASMA 3D BEVEL CUTTING
DRILLING
Plasma cutting is a thermal process used to cut electrically conductive materials. Plasma cutting is much faster than oxy-fuel cutting in the lower mild steel thickness range (3 mm up to 25 mm). Furthermore, capital expenditures for the same size machine are 75% lower than high-powered fiber lasers while maintaining or outpacing cutting speeds at a medium thickness (12 mm) and up. For medium-to-thick stainless steels where oxy-fuel is not an option, plasma is by far the preferred cutting technology.
Voortman introduced several technologies to improve results and counteract the natural behaviour of plasma. Technologies like “I-cut” to counteract the standard taper, or the dross-inhibitor to reduce the amount of dross created with piercing, help provide the highest cutting quality.
The main advantages of oxy-fuel cutting are the low operational costs and the low associated capital expenditure compared to other cutting processes such as plasma or laser cutting. However, because of the significant reduction in speed, oxy-fuel cutting is still not always the preferred method of cutting. In fact, the higher your overall labor costs and the higher your capital expenditure of the rest of the machine, the thicker your material has to be if you want oxy-fuel cutting to become economically efficient.
Piece and layout marking by plasma or milling is available on many machines equipped with a plasma unit, drill spindle and automatic toolchanger. Layouts and part numbers can be placed on the material during processing. Plasma marking is beneficial because it can be done with the same plasma unit, while milling has the advantage of creating a high quality mark that remains visible even after shot blasting, painting, or galvanizing. Additionally, some plate processing machines can be equipped with a hydraulic numbering unit or injet printer, depending on your preferred marking method.
Weld preparations cover by far the majority of where the bevel unit is used for and it is expected that more than 30% of your parts requires a beveled edge for further weld preparations purposes. Traditionally these weld preparations are created by a manual torch, by a milling machine or even by a manual grinder. Nowadays, with the shortage of labor and increased productivity demands, this work needs to be shifted towards the cutting machine where the weld preparation is created directly during cutting of your product, eliminating manual handling and routing through the factory.
Compared to thermal cutting and punching, drilling has the main advantage that it results in holes with a higher quality capable in greater thickness materials. You get a completely cylindrical hole, smooth surface inside the hole and no thermal or mechanical tensions on the surface of the hole. Voortman high performance drill spindles are a proven technology. Automated drilling means shorter production time and less material handling, so your production line is capable of outputting a part accurately in a fraction of the average time.
MANUFACTURINGPROCESSES
PUNCHING
SHEARING
Punching has a distinctive character compared to milling, drilling and cutting, since it is by far the cheapest and fastest process to create these holes. However, the hole quality of a punched hole is somewhat inferior since a difference can be observed between the bottom diameter and top diameter of a punched hole. This is influenced by the size of the clearance, which normally should be between 8 to 15% of the material thickness. As a result, a punched hole is not always ideal because the surface around the hole is less refined than a drilled or milled hole, and micro fractures can occur at high dynamic loads. However, as long as punching is allowed and your production process shows relatively little variation in thicknesses, hole sizes, shapes and material types, punching is the preferred process. Voortman offers excellent punching solutions with multiple punches and dies, which increases versatility and hole quality and reduces downtime.
The edge quality produced from shearing is generally less refined than sawing or thermal cutting, but also more cost-effective. The surface created by shearing is acceptable for many applications. Voortman offers shearing on all flat/angle punching and shearing machines.
MILLINGMilling is used for various purposes, but mostly for three distinct types of holes: oversized round holes that cannot be drilled, round slotted holes for e.g. connections that require flexibility during construction and rectangular holes. Many Voortman machines are also capable of carrying out milling operations.
MA
NU
FAC
TU
RIN
GM
AN
UFA
CT
UR
ING
PROCESSESVOORTMAN STEEL MACHINERY
M5M4

View this process on your preferred machine
12 MM - S355 - 170A / 160A
True Volt TechnologyCutting height correction based on consumable wear
Thread tapping capabilitiesIncrease flexibility and reduce secondary processing
Carbide drill large holesWith heavy SK40/SK50/CAT50 spindle
V310 V320 V325 V330
View this process on your preferred machine
Holes diameter = thicknessMore capabilities with standard applied technologies
Plasma marking & performance scribeStandard surface marking and depth scribing
Sharp inner cornersWith dynamic torch movements
6 MM - S355 - 80A / 90A
V304 V310 V325
View this process on your preferred machine
P12 Marking by millingLower consumable costs without thermal etching
Xtensive hole performancePerfect holes, inner contours and slot holes
Carbide countersinking or counterboringVery accurate with height-sensing technology
10 MM - S355 - 130A
V310 V325
VSG
V-A-Y-X-K bevelingReduced workshop hours and labor costs with high quality bevel cuts and weld preperatios
Instant Cut Technology and fast Voortman Height ControlReduce cycle times and total processing time
Dross inhibitorImproved cut quality with reduced accumulation of slag
15 MM - S355 - 170A / 160A
View this process on your preferred machine
V304 V310 V325
SAMPLES PROCESSED WITH VOORTMAN PL ATE MACHINES SAMPLES PROCESSED WITH VOORTMAN PL ATE MACHINES
MA
NU
FAC
TU
RIN
GM
AN
UFA
CT
UR
ING
SAMPLE PRODUCTSVOORTMAN STEEL MACHINERY
M7M6

BEA
M P
RO
CES
SIN
G
TESTIMONIALCATERPILLAR
Size
13.750 m2
Founded
Number of employees
1953
250
COMPANYINFORMATION
WWW.CAT.COM
LOCATION:
CORE BUSINESS:
‘S-HERTOGENBOSCH,THE NETHERLANDS
MANUFACTURING
“THE VOORTMAN V304 PLATE MACHINE IS
MORE EFFICIENT AND FASTER THAN OUR
PREVIOUS PLATE CUTTING MACHINE.”
NETHERLANDS | Caterpillar Work Tools BV based in ‘s-Hertogenbosch, The Netherlands is a company with a worldwide representation and develops, manufactures and markets high-quality, innovative wheel-loader and excavator attachments on an international scale.
The company was founded in the Dutch town called Kerkdriel, near ‘s-Hertogenbosch, by the Verachtert family in 1953. It started as a local supplier of non-hydraulic dragline buckets. Later, the main focus of the company’s business shifted towards the production of new attachments. In 1979, the company opened new offices and a factory complex in ‘s-Hertogenbosch and in 1998, the company was taken over by Caterpillar Inc.
Caterpillar Work Tools BV provides the highest quality work tools and services that optimize machine performance and strengthen Caterpillar’s total solutions. They export mostly to official Caterpillar dealers in Europe, Africa and the Middle East. Caterpillar is a leading manufacturer for multiple business areas: building and heavy construction, industrial, mining, forestry and demolition products.
“With our new Voortman V304 plate cutting machine we are now able to automate beveling which we used to do manually. This will save us more than 50% processing time. Furthermore, this machine is more efficient and faster than our previous plate cutting machine ensuring a faster processing speed,” Harold van Tooren, project leader process optimization.
During the search for a new machine, Caterpillar visited the Voortman Experience Center for a demonstration of 3D beveling on the Voortman V304. During this demonstration they discovered that they needed the option “inkjet marking”, which saves even more time in assembling and welding and helps to prevent errors in these processes.
“We are working with the V304 for some time now and we expect the ROI to be in line with our expectations”, Van Tooren continues. “This because of its high efficiency, automated beveling and inkjet marking. The V304 is an essential part of our production process so we cannot afford downtime. This is one of the reasons we have chosen Voortman.”
HAROLD VAN TOOREN | PROJECT LEADER, PROCESS OPTIMIZATION
MACHINE DELIVERED
V304PLATE CUTTINGPage M12
voortman.net/caterpillar
WATCH THE FULL STORY ONLINE
MA
NU
FAC
TU
RIN
G
TESTIMONIALS
M9
BEA
M P
RO
CES
SIN
G
TESTIMONIALRYERSON
Size
8.826 m2
Founded
Number of employees
1842
46
COMPANYINFORMATION
RYERSON.COM
LOCATION:
CORE BUSINESS:
NORTH CAROLINA, USA
SERVICE CENTER
“THIS MACHINE BASICALLY IS A U-CELL FOR
AN OPERATOR. YOU CAN BURN, DRILL AND
LOAD THE TABLE AT THE SAME TIME.”
USA | The Ryerson business started back in 1842 when Joseph T. Ryerson opened his iron store along the banks of the Chicago River. Today, Ryerson is a services company that processes and distributes metals, with operations in the United States, Mexico, Canada and China. Ryerson is headquartered in Chicago and employs approximately 4.000 employees in more than 100 locations.
In 2003, Ryerson started the Goldsboro facility in Pikeville, serving fabrication needs throughout North Carolina, South Carolina and Virginia. Inventories include plate, sheet, rod, bar and tubing in aluminum, stainless, and carbon steel. Besides being known as a metal distributor, the Goldsboro facility invested in new equipment on the processing side to meet customer demands.
David Long: “Our ultimate goal is for our customers to receive the parts and put them right into their assembly or finished parts.”
One of the investments is the Voortman V330 plate processing machine. It consists of a separate drilling and cutting table, each provided with its own independent moving gantry for simultaneously drilling and cutting. To be even more versatile, Ryerson requested cross transports to feed the drilling table. The operator can load up to four plates and transport one plate to the table and start the drilling process.
David Long: “This machine basically is a U-cell for an operator. You can burn, drill and load his table at the same time.”
To be more efficient in house, Ryerson wondered: “What orders can we nest together on a plate?” With the use of Voortman’s burning capabilities, Ryerson nests plasma orders and oxy orders on the V330 to process at the same time.
DAVID LONG | OPERATIONS MANAGER
MACHINE DELIVERED
V330PLATE DRILLING AND CUTTINGPage M13
voortman.net/ryerson
WATCH THE FULL STORY ONLINE
MA
NU
FAC
TU
RIN
G
TESTIMONIALS
M11

V304
V330V302
V310
Low X-rail for easy loading & unloadingReduced cut-to-cut cycle timeFast height controlI-cut correction for reducing plasma taperDross inhibitor for reducing piercing dross
Simultaneous drilling/cutting
Dual gantries for increased capacity
Electromagnetic plate transfer from drilling to cutting area
Large volume toolchanger for complex parts
Reduced cut-to-cut cycle timeFast height controlXtensive Hole Performance for quality holesEasy remounting of torch after collisionRevolutionary oxy-fuel torch
Reduced cut-to-cut cycle timeFast height controlInstant tool changingHeavy steel bridge allows high feed ratesRevolutionary oxy-fuel torch
PLATE CUTTING
PLATE DRILLING AND CUTTINGPLATE CUTTING
PLATE DRILLING AND CUTTING
VOORTMAN.NET/v304 VOORTMAN.NET/v310
VOORTMAN.NET/v302 VOORTMAN.NET/v330
drilling centerpointmarking
threadtapping
countersinking
layoutmarking
plasmacutting
oxy-fuelcutting
drilling centerpointmarking
threadtapping
countersinking
layoutmarking
bevelcutting
plasmacutting
oxy-fuelcutting
layoutmarking
plasmacutting
oxy-fuelcutting
layoutmarking
bevelcutting
plasmacutting
oxy-fuelcutting
V325
V320
Reduced cut-to-cut cycle timeAutomatic bottom side deburringAutomatic part removalEasy remounting after collisionSK50 drill holder
Reduce cut-to-cut cycle timeFast height controlAccurate positioning with gripper systemRevolutionary oxy-fuel torchAutomatic part removal
HEAVY PLATE DRILLING AND CUTTING
PLATE DRILLING AND CUTTING
Drill holes in material up to 100 mm with the powerhouse Voortman V325 plate processing machine. Two servo driven clamps guide the material through while an automatic toolchanger with 20 total tool stations provide capabilities for extended unmanned operation.
The V320 is a pass through plate processing machine built to increase production efficiency. Both plasma and oxy-fuel torches are available, along with a 10-station toolchanger, automatic part removal conveyor and servo driven clamps for uncompromised accuracy and automation.
VOORTMAN.NET/v325
VOORTMAN.NET/v320
drilling centerpointmarking
threadtapping
countersinking
layoutmarking
plasmacutting
oxy-fuelcutting
Operating width (max)
Plate thickness (max)
Operating length (max)
Drill diameter
3M
75MM
12M
5-40MM
Operating width (max) Operating length (max)
3M 12M
Plate thickness (max) Tools
100MM 20pcs
drilling centerpointmarking
threadtapping
countersinking
layoutmarking
millingbevelcutting
plasmacutting
oxy-fuelcutting
MOVING GANTRY MACHINES PASS THROUGH MACHINES
MA
NU
FAC
TU
RIN
GM
AN
UFA
CT
UR
ING
MACHINESVOORTMAN STEEL MACHINERY
M13M12