escuela politÉcnica nacional - repositorio...
TRANSCRIPT

ESCUELA POLITÉCNICA NACIONAL
FACULTAD DE INGENIERÍA MECÁNICA
DISEÑO DE UN MARTILLO DE CARGA VARIABLE CON
CAPACIDAD DE PERFORACIÓN DE 12 METROS LINEALES
UTILIZANDO UNA BROCA DE 3 PULGADAS DE DIÁMETRO PARA
USO EN MINAS DE PRODUCCIÓN DE MATERIAL PÉTREO.
PROYECTO PREVIO A LA OBTENCIÓN DEL TÍTULO DE INGENIERO
MECÁNICO
MIGUEL ÁNGEL EGAS LOOR
DANIEL ALEJANDRO PÉREZ QUISHPE
Director: Ing. Jaime Vargas
Quito, 2012

DECLARACIÓN
Nosotros, MIGUEL ÁNGEL EGAS LOOR Y DANIEL ALEJANDRO PÉREZ
QUISHPE, declaramos bajo juramento que el trabajo aquí descrito es de nuestra
autoría; que no ha sido previamente presentada para ningún grado o calificación
profesional; y, que hemos consultado las referencias bibliográficas que se
incluyen en este documento.
La Escuela Politécnica Nacional puede hacer uso de los derechos
correspondientes a este trabajo, según lo establecido por la Ley de Propiedad
Intelectual, por su Reglamento y por la normatividad institucional vigente.
____________________________ ____________________________
Miguel Ángel Egas Loor Daniel Alejandro Pérez Quishpe

CERTIFICACIÓN
Certificamos que el presente proyecto previo a la obtención del título de IngenieroMecánico fue desarrollado por MIGUEL ÁNGEL EGAS LOOR Y DANIELALEJANDRO PÉREZ QUISHPE, bajo nuestra supervisión.
____________________________
Ing. Jaime Vargas
DIRECTOR
____________________________ ____________________________
Ing. Washington Altuna Ing. Jorge Escobar
Colaborador Colaborador

AGRADECIMIENTOS
Al ingeniero Jaime Vargas por su excelente dirección y apoyo en el desarrollo delpresente proyecto de titulación.
A los ingenieros Washington Altuna y Jorge Escobar por sus sugerencias yacertada colaboración en el desarrollo del proyecto.
Al ingeniero David Garzón por su colaboración, amistad y paciencia para eldesarrollo del tema así como por el productivo tiempo brindado.
A la Facultad de Ingeniería Mecánica por ser parte de nuestro crecer profesional.
A nuestros amigos por su desinteresada amistad brindada durante la carrera.
A nuestros familiares por su incansable apoyo moral, por inculcarnos principiosque permitieron desenvolvernos con gran ética en la vida estudiantil útiles ennuestro desarrollo profesional y por soportar todas las flaquezas que hemospodido tener durante este tiempo.
A todas las personas que de una u otra manera fueron apoyos y participes deeste logro.
A la señorita Alejandra Tello por brindarnos su apoyo, paciencia y amor durante eltiempo que nos ha acompañado. A los señores Jonatan Hallo y José Jaramillo porsu amistad brindada.
Miguel Ángel Egas Loor
Daniel Alejandro Pérez Quishpe

DEDICATORIA
A Dios por no desampararme durante mi vida.
A mi madre Santa María Loor Parrága por la que empecé este sueño de serprofesional y a la que le debo todo lo que soy.
A mi padre Mariano Egas Calderón por brindarme su apoyo, principios yconocimientos de la vida para delinearme con ética y rectitud.
A mis hermanos que han sido apoyo constante en mi vida, a Marianela Antoniapor su amistad y cariño brindado. A Juan Carlos por su apoyo y amistad que mebrindó desinteresadamente. A mis sobrinos Dennisse, Santiago Saúl y Karla queson como mis hijos a los cuales cuidaré y apoyaré sin dudar.
Miguel Ángel Egas Loor
A la Santísima Trinidad por iluminarme en los diferentes pasajes de mi vida.
A Sonia por entregar el conocimiento y exponer el potencial de su hijo. A Juan porsoportar las insolencias dentro y fuera de la cancha. A Eliana por hacer el papelde mi conciencia. A Elvis y demás primos mostrándoles que todo se puede lograrcon perseverancia.
A mis “ñaños” Chalo y Mauro por impregnar en mí sus sentimientos, templanza,seguridad y llevarme a “cabajar”; que gracias a sus enseñanzas elegí estecamino.
A mis amigos y compañeros CHAMOS, BCHS por todas las locas aventurasrealizadas durante la juventud, SI TE ASOMAS y VENTE COLOKIO por su apoyoincondicional cuando nadie creía en mí.
A Estefani y Cris por entregar su sincero e ilimitado amor otorgándome la fuerzaen la lucha viva de mi pelea oscura contra mí mismo.
“PER ASPERA AD ASTRA”
Daniel Alejandro Pérez Quishpe

ÍNDICE DE CONTENIDO
LISTA DE FIGURAS.............................................................................................................iLISTA DE TABLAS.............................................................................................................viLISTA DE ANEXOS...........................................................................................................xiiRESUMEN..........................................................................................................................xiiiPRESENTACIÓN...............................................................................................................xiv
CAPÍTULO 1 ....................................................................................................................... 1FUNDAMENTO TEÓRICO .............................................................................................. 11.1 OBJETIVOS DEL PROYECTO........................................................................... 1
1.1.1 OBJETIVO GENERAL ........................................................................................ 1
1.1.2 OBJETIVOS ESPECÍFICOS ................................................................................ 1
1.2 INTRODUCCIÓN................................................................................................. 1
1.3 GENERALIDADES.............................................................................................. 2
1.3.1 CARACTERIZACIÓN GEOLÓGICA Y ZONIFICACIÓN................................ 2
1.3.1.1 ZONA I.................................................................................................................. 3
1.3.1.2 ZONA II ................................................................................................................ 3
1.3.1.3 ZONA III ............................................................................................................... 3
1.3.1.4 ZONA IV............................................................................................................... 3
1.3.1.5 ZONA V ................................................................................................................ 3
1.4 ANTECEDENTES ................................................................................................ 4
1.4.1 MÉTODOS DE PERFORACION DE ROCAS................................................ 4
1.4.2 APLICACIÓN DE LOS MÉTODOS DE PERFORACIÓN................................. 5
1.4.2.1 MÉTODOS ROTOPERCUTIVOS ....................................................................... 5
1.4.2.1.1 PERFORACIÓN NEUMÁTICA CON MARTILLO EN CABEZA.................... 6
1.4.2.1.2 PERFORACIÓN HIDRÁULICA CON MARTILLO EN CABEZA ................... 7
1.4.3 SISTEMAS DE AVANCE.................................................................................... 7
1.4.4 SISTEMAS DE MONTAJE.................................................................................. 8
1.4.5 VELOCIDAD DE PERFORACIÓN..................................................................... 9
1.4.6 ACCESORIOS DE PERFORACIÓN ROTOPERCUTIVA................................. 9
1.4.6.1 VARILLAS DE PERFORACIÓN ........................................................................ 9

1.4.6.2 ADAPTADORES.................................................................................................I9
1.4.6.3 UNIONES............................................................................................................ 10
1.4.6.4 BROCAS ............................................................................................................. 10
CAPÍTULO 2 ..................................................................................................................... 11PLANTEAMIENTO Y SELECCIÓN DE ALTERNATIVAS...................................... 112.1 DEFINICIÓN DEL PROBLEMA....................................................................... 11
2.3 ESTUDIO DE CAMPO ...................................................................................... 11
2.4 DATOS OBTENIDOS ........................................................................................ 15
2.5 BASES Y ESPECIFICACIONES DE DISEÑO................................................. 18
2.6 FORMULACIÓN DE LAS ALTERNATIVAS.................................................. 19
2.6.1 SISTEMA NEUMÁTICO ................................................................................... 19
2.6.1.1 VENTAJAS......................................................................................................... 20
2.6.1.2 DESVENTAJAS ................................................................................................. 20
2.6.2 SISTEMA HIDRÁULICO .................................................................................. 21
2.6.2.1 VENTAJAS......................................................................................................... 22
2.6.2.2 DESVENTAJAS ................................................................................................. 22
2.6.3 SISTEMA ELÉCTRICO ..................................................................................... 23
2.6.3.1 MÁQUINA ELÉCTRICA................................................................................... 23
2.6.3.2 VARIADOR DE FRECUENCIA........................................................................ 24
2.6.3.3 VENTAJAS......................................................................................................... 24
2.6.3.4 DESVENTAJAS ................................................................................................. 25
2.7 SELECCIÓN DE LA MEJOR ALTERNATIVA ............................................... 26
2.7.1 MÉTODO ORDINAL CORREGIDO DE CRITERIOS PONDERADOS. PARA LOS SISTEMAS DE ALIMENTACIÓN. .............................................. 26
CAPÍTULO 3 ..................................................................................................................... 31DISEÑO DE LA MÁQUINA............................................................................................ 313.1 DEFINICIÓN DE VARIABLES Y ANÁLISIS DE DATOS............................. 31
3.1.1 DEFINICIÓN DE VARIABLES......................................................................... 31
3.1.2 ANÁLISIS DE DATOS ...................................................................................... 31
3.1.3 FUNDAMENTOS DE DISEÑO......................................................................... 32
3.1.3.1 VÁSTAGO PERFORADOR............................................................................... 32
3.1.3.2 MOTOR ELÉCTRICO Y REDUCTOR DE VELOCIDAD............................... 33
3.1.3.3 VARIADOR DE FRECUENCIA (VDF)............................................................ 33
3.1.3.4 MATERIAL DE LOS ELEMENTOS MECÁNICOS ........................................ 33
3.1.3.5 ALTURA DE LA EXCÉNTRICA...................................................................... 33
3.1.3.6 EXPULSIÓN DEL MATERIAL ........................................................................ 34
3.1.3.7 ACCESORIOS DE PERFORACIÓN ................................................................. 34
3.1.3.8 REPUESTOS....................................................................................................... 34

3.1.3.9 SOLDADURA .................................................................................................... 34
3.2 DISEÑO DE LOS ELEMENTOS MECÁNICOS .............................................. 34
3.2.1 ACOPLE DEL VÁSTAGO PERFORADOR ..................................................... 34
3.2.1.1 DISEÑO ESTÁTICO .......................................................................................... 34
3.2.1.1.1 CÁLCULO DEL DIÁMETRO EXTERIOR....................................................... 34
3.2.1.1.2 CÁLCULO DEL DIENTE ................................................................................... 37
3.2.1.2 DISEÑO DINÁMICO .......................................................................................... 40
3.2.1.3 RESISTENCIA A LA FATIGA SUPERFICIAL EN EL ESTRIADO. INTERIOR DEL ACOPLE.................................................................................. 46
3.2.2 ENGRANAJE DE LA EXCÉNTRICA................................................................ 48
3.2.2.1 DISEÑO ESTÁTICO ........................................................................................... 48
3.2.2.2 DISEÑO DINÁMICO A FLEXIÓN .................................................................... 52
3.2.2.3 DISEÑO A LA FATIGA SUPERFICIAL ........................................................... 54
3.2.3 RESORTES .......................................................................................................... 56
3.2.3.1 DISEÑO DEL RESORTE.................................................................................... 56
3.2.3.2 LONGITUDES..................................................................................................... 59
3.2.3.3 DETERMINACIÓN DEL PANDEO................................................................... 61
3.2.3.4 DISEÑO A LA FATIGA...................................................................................... 62
3.2.4 EJE EXCÉNTRICO ............................................................................................. 66
3.2.4.1 DISEÑO ESTÁTICO ........................................................................................... 66
3.2.4.1.1 CÁLCULO DE REACCIONES PLANO XY...................................................... 67
3.2.4.1.2 CÁLCULO DE REACCIONES PLANO XZ ...................................................... 69
3.2.4.1.3 CÁLCULO DE REACCIONES Y MOMENTOS TOTALES ............................ 70
3.2.4.2 DISEÑO DINÁMICO .......................................................................................... 73
3.2.5 VÁSTAGO ........................................................................................................... 77
3.2.6 PLACA FIJA Y MÓVIL ...................................................................................... 80
3.3 SELECCIÓN DE LOS ELEMENTOS MECÁNICOS........................................ 83
3.3.1 COJINETES DE RODAMIENTOS EN ACOPLES SUPERIOR E. INFERIOR DEL VASTAGO PERFORADOR................................................... 83
3.3.1.1 SELECCIÓN DE COJINETES DE RODAMIENTOS ....................................... 83
3.3.1.2 CONDICIÓN DE CARGA .................................................................................. 83
3.3.1.2.1 PRUEBA 1 ........................................................................................................... 83
3.3.1.2.2 PRUEBA 2 ........................................................................................................... 85
3.3.2 COJINETES DE RODAMIENTOS EN EL EJE EXCÉNTRICO....................... 85
3.3.2.1 SELECCIÓN DE COJINETES DE RODAMIENTOS ....................................... 85
3.3.2.2 CONDICIÓN DE CARGA .................................................................................. 85

3.3.2.2.1 COJINETES DE RODAMIENTOS RÍGIDOS DE BOLAS EN LOS. PUNTOS A Y B................................................................................................... 85
3.3.2.2.2 COJINETES DE RODAMIENTOS RÍGIDOS DE BOLAS EN LOS. PUNTOS 1 Y 2 .................................................................................................... 87
3.3.3 CHAVETA (EJE EXCÉNTRICO – ENGRANAJE) ........................................... 88
3.3.4 TUERCA Y TORNILLO DEL VÁSTAGO ........................................................ 90
3.3.4.1 DISEÑO ESTÁTICO ........................................................................................... 91
3.3.4.2 DISEÑO DINÁMICO .......................................................................................... 93
3.3.4.3 AUTOBLOQUEO................................................................................................ 93
3.3.4.4 EFICIENCIA DE LOS TORNILLOS.................................................................. 96
3.3.5 PASADOR ........................................................................................................... 96
3.3.6 CADENA ........................................................................................................... 100
3.3.7 PERNOS PARA SUJECIÓN ACOPLE DE COJINETES DE. RODAMIENTOS CÓNICOS Y PLACA .......................................................... 104
3.3.7.1 DETERMINACIÓN DEL LÍMITE DE RESISTENCIA................................... 106
3.3.8 PERNOS PARA SUJECIÓN DE LOS ALOJAMIENTOS DE. RODAMIENTOS EN LOS EXTREMOS DEL EJE EXCÉNTRICO............... 110
3.3.9 PERNOS PARA CERRAR LA CARCASA...................................................... 113
3.3.10 SOLDADURA GANCHO CARCASA ............................................................. 117
3.3.10.1 DISEÑO ESTÁTICO EN METAL DE SOLDADURA ..................................... 118
3.3.10.2 DISEÑO ESTÁTICO EN METAL BASE.......................................................... 119
3.3.11 SOLDADURA DE LA CARCASA.................................................................... 120
CAPÍTULO 4 ................................................................................................................... 121LISTA DE VERIFICACIÓN, AJUSTE DE PARTES Y PIEZAS. ........................... 1214.1 CONSTRUCCIÓN, MONTAJE, MANUAL DE OPERACIÓN Y. MANTENIMIENTO.......................................................................................... 121
4.1.1 CONSTRUCCIÓN ............................................................................................. 121
4.1.1.1 PROCEDIMIENTO DE CONSTRUCCIÓN ..................................................... 121
4.1.1.2 REQUERIMIENTOS PARA LA CONSTRUCCIÓN....................................... 121
4.1.1.2.1 MÁQUINAS - HERRAMIENTAS.................................................................... 122
4.1.1.2.2 HERRAMIENTAS............................................................................................. 122
4.1.1.2.3 INSTRUMENTOS DE MEDICIÓN Y VERIFICACIÓN................................. 122
4.1.1.2.4 MATERIA PRIMA ............................................................................................ 123
4.1.1.2.5 ELEMENTOS NORMALIZADOS ................................................................... 124
4.1.1.2.6 ELEMENTOS SELECCIONADOS................................................................... 124
4.1.2 MONTAJE ......................................................................................................... 125
4.1.2.1 MONTAJE DE LOS SUBCONJUNTOS PREVIOS AL ENSAMBLE DEL. FINAL DEL MARTILLO.................................................................................. 125

4.1.2.1.1 MONTAJE DE LA PLACA DE RODAMIENTOS CON BRIDA. CIRCULAR...................................................................................................... 125
4.1.2.1.2 MONTAJE DE LA PLACA RODAMIENTOS – ENGRANAJE CON. BRIDA CIRCULAR......................................................................................... 125
4.1.2.1.3 MONTAJE DE LA PLACA LATERAL, PERFIL L CON EL APOYO. DEL GANCHO PARA LA CADENA............................................................. 125
4.1.2.1.4 MONTAJE BASE MOTOR DE GIRO............................................................. 125
4.1.2.1.5 MONTAJE SOPORTE MOTOR DE GIRO ..................................................... 126
4.1.2.1.6 MONTAJE BASE MOTOR DE MOVIMIENTO ............................................ 126
4.1.2.1.7 MONTAJE SOPORTE MOTOR DE MOVIMIENTO..................................... 126
4.1.2.1.8 MONTAJE GUÍA BASE .................................................................................. 126
4.1.2.1.9 MONTAJE DE LA GUÍA BASE CON PERFIL L .......................................... 126
4.1.2.1.10MONTAJE DEL EJE EXCÉNTRICO Y RODAMIENTOS............................ 127
4.1.2.1.11MONTAJE DE LA COLUMNA DE APOYO DEL MARTILLO ................... 127
4.1.2.2 MONTAJE DEL MARTILLO .......................................................................... 127
4.1.2.3 MONTAJE DE LA VIGA................................................................................. 129
4.1.3 MANUAL DE OPERACIÓN Y MANTENIMIENTO..................................... 130
4.1.3.1 DESPIECE ........................................................................................................ 130
4.1.3.2 MANTENIMIENTO ......................................................................................... 131
4.1.3.2.1 INSTRUCCIONES DE SEGURIDAD ............................................................. 131
4.1.3.2.2 LIMPIEZA ........................................................................................................ 132
4.1.3.2.3 COJINETES DE BOLAS Y RODILLOS CÓNICOS....................................... 132
4.1.3.2.4 BOCINES .......................................................................................................... 132
4.1.3.2.5 RESORTES ....................................................................................................... 133
4.1.3.2.6 ACCESORIOS .................................................................................................. 133
4.1.3.2.7 MANTENIMIENTO GENERAL...................................................................... 133
4.1.3.3 OPERACIÓN ..................................................................................................... 134
4.1.3.4 SEGURIDAD ..................................................................................................... 136
4.1.3.5 PLAN DE MANTENIMIENTO ........................................................................ 136
4.1.4 LISTA DE VERIFICACIÓN (CHECKLIST).................................................... 136
4.2 HOJAS DE PROCESOS .................................................................................... 148
4.3 ELABORACIÓN DE PLANOS......................................................................... 148
4.4 ESTIMACIÓN DE TIEMPOS DE OPERACIÓN Y RENDIMIENTO ............ 148
4.4.1 LIMPIEZA DEL HUECO................................................................................... 148
4.4.2 FUNCIONES DEL FLUIDO DE OPERACIÓN ................................................ 148
4.4.3 REMOCIÓN DE LOS RECORTES DEL HUECO............................................ 149

4.4.4 CÁLCULO DEL FLUJO NECESARIO PARA LA REMOCIÓN DE LAS. PARTICULAS DE ROCA............................................................................... 149
4.4.5 ECUACIÓN PARA OBTENER EL FLUJO DE AIRE DE CADA. SECCIÓN......................................................................................................... 151
4.4.5.1 SECCIÓN ANULAR 1 .................................................................................... 152
4.4.5.2 SECCIÓN ANULAR 2 .................................................................................... 153
4.4.5.3 SECCIÓN ANULAR 3 .................................................................................... 153
4.4.6 MOTOR DE AVANCE.................................................................................... 153
4.4.6.1 VELOCIDAD DE AVANCE........................................................................... 153
4.4.6.2 REVOLUCIONES DEL MOTOR REDUCTOR DE AVANCE..................... 154
4.4.6.3 REVOLUCIONES DEL MOTOR REDUCTOR DE AVANCE PARA. SACAR LA HERRAMIENTA ATRAPADA ................................................. 155
4.4.7 PRESIÓN DE OPERACIÓN VS PROFUNDIDAD ....................................... 155
4.4.8 CAPACIDAD DE BARRIDO DE AIRE VS PRESIÓN DE OPERACIÓN... 156
4.4.9 PRESIÓN DE OPERACIÓN VS DENSIDAD................................................ 156
4.4.10 TIEMPOS DE RENDIMIENTO EN COMPARACIÓN CON OTROS. MARTILLOS................................................................................................... 158
4.4.10.1 ANÁLISIS DE RESULTADOS....................................................................... 159
4.4.10.1.1 MARTILLO ..................................................................................................... 159
4.4.10.1.2 COMPRESOR.................................................................................................. 159
4.4.10.1.3 CAPACIDAD DE PERFORAR....................................................................... 160
4.4.10.1.4 COMBUSTIBLE.............................................................................................. 160
CAPÍTULO 5 ................................................................................................................... 162ESTIMACIÓN DE COSTOS. ........................................................................................ 1625.1 COSTOS DIRECTOS ...................................................................................... 163
5.1.1 COSTO DE MATERIALES ............................................................................ 163
5.1.2 COSTO DE ELEMENTOS NORMALIZADOS............................................. 164
5.1.3 COSTO DE MAQUINADO............................................................................. 165
5.1.4 COSTO DE MONTAJE ................................................................................... 168
5.1.5 COSTO DIRECTO TOTAL............................................................................. 168
5.2 COSTOS INDIRECTOS .................................................................................. 168
5.2.1 COSTO DE MATERIAL ................................................................................. 168
5.2.2 COSTO DE INGENIERÍA............................................................................... 169
5.2.3 IMPREVISTOS................................................................................................ 169
5.2.4 COSTO INDIRECTO TOTAL ........................................................................ 170
5.3 COSTO TOTAL DEL MARTILLO................................................................. 170
5.4 COSTO TOTAL DE PERFORACIÓN PARA DAR SERVICIO ................... 171
5.4.1 COSTOS DIRECTOS ...................................................................................... 173

5.4.1.1 MATERIA PRIMA Y MATERIALES DIRECTOS ...................................... 173
5.4.1.2 MANO DE OBRA DIRECTA ........................................................................ 174
5.4.1.3 CARGAS SOCIALES..................................................................................... 174
5.4.2 COSTOS DE FABRICACIÓN ....................................................................... 175
5.4.2.1 COMBUSTIBLE Y LUBRICANTES ............................................................ 175
5.4.2.2 ÚTILES DE OFICINA.................................................................................... 176
5.4.2.3 ÚTILES DE ASEO.......................................................................................... 177
5.4.2.4 MANO DE OBRA INDIRECTA.................................................................... 177
5.4.2.5 CARGAS SOCIALES..................................................................................... 177
5.4.2.6 SEGURO ......................................................................................................... 178
5.4.3 COSTOS DE ADMINISTRACIÓN................................................................ 179
5.4.3.1 SUELDOS Y SALARIOS (EJECUTIVOS, PERSONAL AUXILIAR) ........ 179
5.4.3.2 CARGAS SOCIALES..................................................................................... 180
5.4.3.3 ÚTILES DE OFICINA.................................................................................... 180
5.4.3.4 ALQUILERES ................................................................................................ 181
5.4.4 COSTOS DE VENTAS................................................................................... 182
5.4.4.1 SUELDOS Y SALARIOS (EJECUTIVOS DE VENTAS) ............................ 182
5.4.4.2 CARGAS SOCIALES..................................................................................... 182
5.4.4.3 OTROS GASTOS DE VENTAS .................................................................... 183
5.4.5 COSTOS FINANCIEROS .............................................................................. 184
5.4.5.1 CUENTA......................................................................................................... 184
5.4.6 PRESUPUESTO DE INGRESOS................................................................... 187
5.4.7 ESTADO PROFORMA DE PÉRDIDAS Y GANANCIAS ........................... 188
5.4.8 INVERSIONES............................................................................................... 189
5.4.9 FINANCIAMIENTO ...................................................................................... 189
5.4.10 USO DE FONDOS.......................................................................................... 189
5.4.11 PUNTO DE EQUILIBRIO.............................................................................. 190
5.4.12 EVALUACIÓN FINANCIERA...................................................................... 193
5.4.12.1 CORRIENTE DE LIQUIDEZ (CL) ................................................................ 193
5.4.12.2 RENTABILIDAD DEL PROYECTO (R) ...................................................... 194
5.4.12.3 CRONOGRAMA DE INVERSIONES........................................................... 194
5.4.12.4 DEPRECIACIÓN LINEAL ............................................................................ 194
5.4.12.5 VALOR ACTUAL NETO (VAN) .................................................................. 195
5.4.12.6 RELACIÓN BENEFICIO - COSTO............................................................... 195
5.4.12.7 TASA INTERNA DE RETORNO (TIR)........................................................ 196

CAPÍTULO 6 ................................................................................................................... 197SIMULACIÓN................................................................................................................. 1976.1 SIMULACIÓN DE LA MÁQUINA .............................................................. 197
6.1.1 PARTE CENTRAL / ACOPLE DEL VÁSTAGO PERFORADOR ............. 197
6.1.2 EJE EXCÉNTRICO ....................................................................................... 203
CAPÍTULO 7 ................................................................................................................... 206CONCLUSIONES Y RECOMENDACIONES. ........................................................... 2067.1 CONCLUSIONES........................................................................................... 206
7.2 RECOMENDACIONES ................................................................................. 208
BIBLIOGRAFÍA ............................................................................................................. 209ANEXOS .......................................................................................................................... 211

i
LISTA DE FIGURAS
Figura 1. 1 Propuesta de zonificación actual de las áreas de explotación ........................... 4
Figura 1. 2 Perforadoras con martillo en cabeza ................................................................. 5
Figura 1. 3 Perforadora Neumática...................................................................................... 6
Figura 1. 4 Perforadora Hidráulica. ..................................................................................... 7
Figura 1. 5 Perforadora de cadena utilizada en la explotación de roca de la cantera. Berdu. ................................................................................................................ 8
Figura 1. 8 Perforadora subterránea y a cielo abierto.......................................................... 8
Figura 1. 7 Varillas de forma redonda y hexagonal. ........................................................... 9
Figura 1. 11 Extensiones con seis estrías. ........................................................................... 10
Figura 1. 9 Unión con nervio central y estriado. ............................................................... 10
Figura 1. 10 Tipos de brocas. .............................................................................................. 10
Figura 2. 1 Condiciones de trabajo de la máquina. ........................................................... 12
Figura 2. 2 Rocas con diferente resistencia. ...................................................................... 12
Figura 2. 3 Muestras obtenidas en campo. ........................................................................ 13
Figura 2. 4 Recolección de muestras y obtención de probetas. ......................................... 13
Figura 2. 5 Probetas obtenidas........................................................................................... 14
Figura 2. 6 Muestras para ensayo de impacto. .................................................................. 15
Figura 2. 7 Dimensiones generales de las probetas. .......................................................... 15
Figura 2. 8 Trabajo general de los martillos neumáticos................................................... 19
Figura 2. 9 Esquema martillo neumático........................................................................... 21
Figura 2. 10 Esquema martillo hidráulico. .......................................................................... 22

ii
Figura 2. 11 Máquina eléctrica. ........................................................................................... 23
Figura 2. 12 Motoreductor................................................................................................... 24
Figura 2. 13 Esquema martillo eléctrico.............................................................................. 25
Figura 3. 1 Vástago perforador.......................................................................................... 32
Figura 3. 2 Momento polar y área. .................................................................................... 36
Figura 3. 3 Dimensiones del acople del vástago perforador.............................................. 37
Figura 3. 4 Cargas actuantes en el acople.......................................................................... 41
Figura 3. 5 Propiedades de la región sombreada. .............................................................. 41
Figura 3. 6 Áreas de 95% de esfuerzo para algunas secciones de uso común. ................. 44
Figura 3. 7 Diagrama de cuerpo libre de las fuerzas y momentos que actúan sobre. dos engranajes de un tren de engranajes sencillos. ......................................... 49
Figura 3. 8 Tipos de extremos de resortes de compresión. ............................................... 58
Figura 3. 9 Notación de longitudes y fuerzas. ................................................................... 59
Figura 3. 10 Curvas que indican cuándo puede producirse pandeo en resortes. helicoidales de compresión. Ambas curvas son para resortes con extremos. cerrados y aplanados. Para la curva A, un extremo del resorte se comprime. contra una superficie plana y el otro contra una redondeada. Para la curva. B ambos extremos del resorte se comprimen contra superficies planas y. paralelas.......................................................................................................... 61
Figura 3. 11 Fuerzas actuantes en el resorte. ....................................................................... 63
Figura 3. 12 Esfuerzos cortantes actuantes en los resortes.................................................. 65
Figura 3. 13 Ciclos a los que ocurre la falla. ....................................................................... 66
Figura 3. 14 Eje excéntrico con distancias entre rodamientos y engranaje. ........................ 67
Figura 3. 15 Eje con diagrama de fuerza cortante y momento flector en el plano xy. ........ 68
Figura 3. 16 Eje con diagrama de fuerza cortante y momento flector en el plano xz. ........ 69
Figura 3. 17 Aplicación de la teoría de la distorsión. .......................................................... 72
Figura 3. 18 Eje redondo con filete en el hombro en flexión. ............................................ 75
Figura 3. 19 Sensibilidad a la muesca. ................................................................................ 76
Figura 3. 20 Fuerzas ejercidas por los resortes en el vástago.............................................. 77

iii
Figura 3. 21 Corte de la placa donde actúan las diferentes cargas con diagrama de. fuerza cortante y momento flector. ................................................................. 81
Figura 3. 22 Sección transversal doblemente simétrica. ..................................................... 82
Figura 3. 23 Fuerzas aplicadas en la chaveta....................................................................... 89
Figura 3. 24 Geometría de rosca cuadrada útil para calcular los esfuerzos flexionante y. cortante transversal en la raíz de la rosca........................................................ 91
Figura 3. 25 Parte de un tornillo de potencia....................................................................... 93
Figura 3. 26 Resistencia a la fatiga Sn en función de la resistencia a la tensión, para. acero forjado con varias condiciones de superficie........................................ 98
Figura 3. 27 Barra redonda ranurada a flexión.................................................................... 99
Figura 3. 28 Área de material arenoso entre el agujero y la unión.................................... 101
Figura 3. 29 Áreas de la cadena donde actúa la carga. ...................................................... 104
Figura 3. 30 Factores de modificación de acabado superficial para el acero. Estos son. los factores ka............................................................................................... 107
Figura 3. 31 Diagrama de cuerpo libre apoyo del gancho................................................. 117
Figura 3. 32 Soldadura de la carcasa con bisel en V. ........................................................ 120
Figura 4. 1 Despiece del martillo..................................................................................... 130
Figura 4. 2 Parte de la broca que abre el hueco............................................................... 149
Figura 4. 3 Sección de la broca donde se acopla el barreno............................................ 150
Figura 4. 4 Sección entre el barreno y el hueco............................................................... 150
Figura 5. 1 Inflación – últimos dos años ......................................................................... 171
Figura 5. 2 Curva de la inflación y curva de la progresión lineal.................................... 172
Figura 5. 3 Punto de equilibrio. ....................................................................................... 193
Figura 6. 1 Áreas donde actúa el golpe. .......................................................................... 198
Figura 6. 2 Ubicación de cargas, restricciones y material. .............................................. 199
Figura 6. 3 Mallado del acople central. ........................................................................... 200
Figura 6. 4 Simulación del acople central. ...................................................................... 200
Figura 6. 5 Tensión de Von Mises en el acople del vástago perforador. ........................ 202

iv
Figura 6. 6 Desplazamientos del acople del vástago perforador. .................................... 203
Figura 6. 7 Ubicación de las cargas, restricciones, mallado del eje excéntrico............... 204
Figura 6. 8 Resultados de tensión de Von Mises y desplazamientos. ............................. 204
Figura A 1 Análisis típico y propiedades mecánicas en condición de suministro del. acero bonificado AISI 4340. ......................................................................... 213
Figura A 2 Curvas para temple, revenido y medidas en stock del AISI 4340................. 214
Figura A 3 Análisis típico y propiedades mecánicas en condición de suministro del. acero bonificado AISI 4140. ......................................................................... 215
Figura A 4 Curvas para temple, revenido y medidas en stock del AISI 4140................. 216
Figura A 5 Composición, propiedades y estado de suministro del alambre para resortes. UNS N07750................................................................................................. 217
Figura A 6 Composición química y propiedades mecánicas del ASTM A-588M. Grado A......................................................................................................... 218
Figura A 7 Propiedades mecánicas, físicas y químicas del acero inoxidable 304........... 219
Figura B 1 Lubricante Red Gold. .................................................................................... 221
Figura B 2 Factor de temperatura vs velocidad............................................................... 222
Figura B 3 Factor de viscosidad vs viscosidad................................................................ 223
Figura B 4 Rodamientos de rodillos cónicos serie 32221-A. .......................................... 224
Figura B 5 Rodamiento rígido de bolas 4306-B-TVH. ................................................... 225
Figura B 6 Rodamiento rígido a bolas 4209-B-TVH. ..................................................... 226
Figura B 7 Chaveta medialuna DIN 6888 - ISO 3912. ................................................... 227
Figura B 8 Pasador DIN 6325 - ISO 8734....................................................................... 228
Figura B 9 Correas "G". .................................................................................................. 229
Figura B 10 Canales "U". .................................................................................................. 230
Figura B 11 Gancho para la cadena................................................................................... 231
Figura B 12 Tipos de poles para la cadena........................................................................ 232
Figura B 13 Cadena de material acero inoxidable AISI 304. ............................................ 233
Figura C 1 Informe de análisis de tensión del acople del vástago perforador................. 238

v
Figura C 2 Informe de análisis de tensión del acople superior, inferior y acople del. vástago perforador......................................................................................... 243
Figura C 3 Informe de análisis de tensión del eje excéntrico.......................................... 248
Figura C 4 Informe de análisis de tensión del eje piñón. ................................................ 252
Figura D 1 Reductores y motorreductores de sinfín........................................................ 254
Figura E 1 Inversor de frecuencia.................................................................................... 259

vi
LISTA DE TABLAS
Tabla 2. 1 Dimensiones, carga máxima y ángulo de rotura de cada probeta. ................... 16
Tabla 2. 2 Herramientas utilizadas. ................................................................................... 16
Tabla 2. 3 Frecuencia de impacto y altura de grano desprendido. .................................... 17
Tabla 2. 4 Promedios en cada combinación de herramienta. ............................................ 17
Tabla 2. 5 Parámetros para diseñar y simular.................................................................... 18
Tabla 2. 6 Consumo de martillos convencionales en operación........................................ 19
Tabla 2. 8 Evaluación del peso específico de cada criterio. .............................................. 27
Tabla 2. 9 Evaluación del peso específico del criterio Control. ........................................ 27
Tabla 2. 10 Evaluación del peso específico del criterio Precio. .......................................... 28
Tabla 2. 11 Evaluación del peso específico del criterio Mantenimiento............................. 28
Tabla 2. 12 Evaluación del peso específico del criterio Capacidad. ................................... 28
Tabla 2. 13 Evaluación del peso específico del criterio Contaminación............................. 29
Tabla 2. 14 Evaluación del peso específico del criterio Seguridad. .................................... 29
Tabla 2. 15 Evaluación del peso específico del criterio Tiempo Muerto. ........................... 29
Tabla 2. 16 Evaluación del peso específico del criterio Peso.............................................. 30
Tabla 2. 17 Tabla de conclusiones del sistema de alimentación. ........................................ 30
Tabla 3. 1 Datos para el acople del vástago perforador..................................................... 35
Tabla 3. 2 Propiedades mecánicas AISI 4340. .................................................................. 35
Tabla 3. 3 Datos para calcular las dimensiones c y b. ....................................................... 38
Tabla 3. 4 Resultados de los esfuerzos. ............................................................................. 42

vii
Tabla 3. 5 Parámetros en el factor de la condición superficial de Marín. ......................... 43
Tabla 3. 6 Factores de confiabilidad ke correspondientes a 8 desviaciones estándar. porcentuales del límite de resistencia a la fatiga. ............................................ 45
Tabla 3. 7 Propiedades mecánicas del acero AISI 4340.................................................... 47
Tabla 3. 8 Valores del factor de Lewis Y. ........................................................................ 49
Tabla 3. 9 Propiedades Mecánicas del acero AISI 4140. .................................................. 51
Tabla 3. 10 Datos para el diseño a la fatiga superficial. ...................................................... 54
Tabla 3. 11 Material y características en el diseño de resortes............................................ 56
Tabla 3. 12 Constantes A y m para estimar la resistencia de tensión mínima de. alambres para fabricar resortes comunes. ....................................................... 57
Tabla 3. 13 Fórmulas para calcular las dimensiones de resortes de compresión. ............... 58
Tabla 3. 14 Propiedades mecánicas de algunos alambres para resorte. .............................. 59
Tabla 3. 15 Datos para el diseño a la fatiga......................................................................... 62
Tabla 3. 16 Fuerzas actuantes en el plano xy del eje........................................................... 67
Tabla 3. 17 Resultados a partir del programa MDSolids para el eje excéntrico en. plano xy........................................................................................................... 68
Tabla 3. 18 Fuerzas actuantes en el plano xz. ..................................................................... 69
Tabla 3. 19 Resultados a partir del programa MDSolids para el eje excéntrico en. plano xz. .......................................................................................................... 69
Tabla 3. 20 Resultado del cálculo de esfuerzos................................................................... 73
Tabla 3. 21 Factores y límites de resistencia. ...................................................................... 74
Tabla 3. 22 Datos para el diseño de las placas. ................................................................... 80
Tabla 3. 23 Resultados obtenidos con MDSolids para las placas fija y móvil.................... 81
Tabla 3. 24 Datos de reacciones en los puntos A y B del eje excéntrico. ........................... 86
Tabla 3. 25 Datos de fuerzas en los puntos 1 y 2 del eje excéntrico. .................................. 87
Tabla 3. 26 Datos para el diseño de la chaveta.................................................................... 88
Tabla 3. 27 Propiedades mecánicas del acero AISI 304...................................................... 90
Tabla 3. 28 Datos para el diseño de tuerca y tornillo. ......................................................... 90

viii
Tabla 3. 29 Esfuerzos de corte y comprensión en la tuerca y tornillo................................. 91
Tabla 3. 30 Factor de diseño para materiales dúctiles para la tuerca y tornillo................... 92
Tabla 3. 31 Coeficiente de fricción µ de pares roscados. ................................................... 94
Tabla 3. 32 Datos para determinar el pasador. .................................................................... 96
Tabla 3. 33 Materiales de cada elemento del martillo....................................................... 100
Tabla 3. 34 Masa de los accesorios. .................................................................................. 101
Tabla 3. 35 Densidad (g/cm3), peso unitario y total de los elementos del martillo........... 102
Tabla 3. 36 Módulos de elasticidad de la placa, acople y perno. ...................................... 105
Tabla 3. 37 Datos para determinar el número de pernos del acople.................................. 105
Tabla 3. 38 Diámetros y áreas de roscas unificadas de tornillo UNC y UNF. .................. 106
Tabla 3. 39 Especificaciones SAE para pernos de acero................................................... 106
Tabla 3. 40 Factores de concentración de esfuerzo de fatiga Kf de elementos roscados. . 107
Tabla 3. 41 Precarga en función del número de pernos para el acople. ............................ 109
Tabla 3. 42 Módulos de elasticidad de la carcasa, tapas y pernos..................................... 110
Tabla 3. 43 Datos para determinar el número de pernos en los extremos del eje. excéntrico. ..................................................................................................... 111
Tabla 3. 44 Precarga en función del número de pernos en los extremos del eje. excéntrico. ..................................................................................................... 111
Tabla 3. 45 Resultados para determinar la cantidad de pernos en los extremos del eje. excéntrico. ..................................................................................................... 112
Tabla 3. 46 Módulos de elasticidad de la carcasa, tapas y pernos..................................... 114
Tabla 3. 47 Datos para determinar el número de pernos para la carcasa. ......................... 114
Tabla 3. 48 Precarga en función del número de pernos para la carcasa. ........................... 115
Tabla 3. 49 Resultados para determinar el número de pernos para la carcasa. ................. 115
Tabla 3. 50 Propiedades a la flexión de soldaduras de filete............................................. 118
Tabla 3. 51 Propiedades mínimas del metal de soldadura................................................. 119
Tabla 4. 1 Rango de operación y dimensiones del martillo. ............................................. 134
Tabla 4. 2 Rango de operación del compresor. ................................................................. 135

ix
Tabla 4. 3 Rango recomendado para el diámetro y longitud del hueco. ........................... 135
Tabla 4. 4 Lista de verificación 1: Montaje del primer barreno. ....................................... 137
Tabla 4. 5 Lista de verificación 2: Montaje del segundo barreno. .................................... 139
Tabla 4. 6 Lista de verificación 3: Montaje del tercer barreno.......................................... 141
Tabla 4. 7 Lista de verificación 4: Desmontaje de 2 barrenos para la perforación del. nuevo hueco. .................................................................................................... 143
Tabla 4. 8 Lista de verificación 5: Desmontaje de barrenos. ............................................ 146
Tabla 4. 9 Presión de operación vs profundidad a densidad promedio. ............................ 156
Tabla 4. 10 Presión de operación vs caudal de aire a densidad promedio. ....................... 156
Tabla 4. 11 Presión de operación vs densidad en cada sección anular.............................. 157
Tabla 4. 13 Ventajas y desventajas entre el martillo eléctrico y los modelos. convencionales. .............................................................................................. 160
Tabla 4. 12 Tiempos de comparación de rendimientos entre diferentes modelos............. 161
Tabla 5. 1 Costos de materiales directos. ........................................................................ 163
Tabla 5. 2 Costos de elementos normalizados y equipos. ............................................... 164
Tabla 5. 3 Costo de maquinado. ...................................................................................... 166
Tabla 5. 4 Costo directo total. ......................................................................................... 168
Tabla 5. 5 Costo de materiales indirectos........................................................................ 169
Tabla 5. 6 Costo indirecto total. ...................................................................................... 170
Tabla 5. 7 Costo total del martillo. .................................................................................. 170
Tabla 5. 8 Inflación proyectada para los cinco años de producción estimada................. 173
Tabla 5. 9 Materias primas y materiales.......................................................................... 173
Tabla 5. 10 Mano de obra directa. ..................................................................................... 174
Tabla 5. 11 Cargas sociales de mano de obra directa........................................................ 175
Tabla 5. 12 Costos directos proyectados para 5 años. ....................................................... 175
Tabla 5. 13 Combustibles y lubricantes. ........................................................................... 176
Tabla 5. 14 Útiles de oficina.............................................................................................. 176

x
Tabla 5. 15 Útiles de aseo.................................................................................................. 177
Tabla 5. 16 Mano de obra indirecta. .................................................................................. 177
Tabla 5. 17 Cargas sociales mano de obra indirecta.......................................................... 178
Tabla 5. 18 Seguros. .......................................................................................................... 178
Tabla 5. 19 Costos de fabricación proyectados para 5 años. ............................................. 179
Tabla 5. 20 Sueldos y salarios. .......................................................................................... 179
Tabla 5. 21 Cargas sociales para ejecutivos y personal auxiliar. ...................................... 180
Tabla 5. 22 Útiles de oficina.............................................................................................. 180
Tabla 5. 23 Alquileres. ...................................................................................................... 181
Tabla 5. 24 Costos de administración proyectados para 5 años. ....................................... 181
Tabla 5. 25 Sueldos y salarios para ejecutivos de ventas. ................................................. 182
Tabla 5. 26 Cargas sociales para ejecutivos de ventas. ..................................................... 182
Tabla 5. 27 Otros gastos de ventas. ................................................................................... 183
Tabla 5. 28 Gastos de ventas proyectados para 5 años...................................................... 183
Tabla 5. 29 Cuenta............................................................................................................. 184
Tabla 5. 30 Gastos financieros proyectados para 5 años. .................................................. 184
Tabla 5. 31 Costos del proyecto de inversión.................................................................... 185
Tabla 5. 32 Presupuesto de ingresos.................................................................................. 187
Tabla 5. 33 Estado proforma de pérdidas y ganancias. ..................................................... 188
Tabla 5. 34 Cuadro de inversones. .................................................................................... 189
Tabla 5. 35 Costos fijos y variables................................................................................... 191
Tabla 5. 36 Punto de equilibrio. ........................................................................................ 192
Tabla 5. 37 Datos iniciales para determinar gráficamente el punto de equilibrio. ............ 192
Tabla 5. 38 Corriente de liquidez. ..................................................................................... 193
Tabla 5. 39 Rentabilidad.................................................................................................... 194
Tabla 5. 40 Cronograma de inversiones. ........................................................................... 194
Tabla 5. 41 Depreciación lineal......................................................................................... 194

xi
Tabla 5. 42 Valor actual neto............................................................................................. 195
Tabla 5. 43 Relación beneficio - costo. ............................................................................. 195
Tabla 5. 44 Tasa interna de retorno. .................................................................................. 196
Tabla 6. 1 Dimensión y presión ejercida en cada área. ................................................... 198
Tabla 6. 2 Resultados obtenidos en la simulación del acople central.............................. 201
Tabla 6. 3 Tabla paramétrica de los resultados obtenidos en la simulación del acople. central. ............................................................................................................ 201
Tabla 6. 4 Resultados obtenidos en la simulación para el eje excéntrico........................ 205
Tabla 6. 5 Tabla paramétrica de los resultados obtenidos en la simulación del eje. excéntrico. ..................................................................................................... 205
Tabla G 1 Comisión sectorial No. 4 Minas, Canteras y Yacimientos. ............................ 267
Tabla G 2 Comisión sectorial No. 19 Actividades tipo servicios.................................... 269

xii
LISTA DE ANEXOS
ANEXO A – MATERIALES UTILIZADOS ................................................................... 212
ANEXO B – ELEMENTOS MECÁNICOS ..................................................................... 220
ANEXO C – SIMULACIÓN ............................................................................................ 234
ANEXO D – MOTOR REDUCTOR. ............................................................................... 253
ANEXO E – VARIADOR DE FRECUENCIA. ............................................................... 258
ANEXO F – PLAN DE MANTENIMIENTO. ................................................................. 265
ANEXO G – TABLAS SECTORIALES 2012. ................................................................ 266
ANEXO H – HOJAS DE PROCESOS. ............................................................................ 272
ANEXO I – PLANOS DE MONTAJE, CONJUNTO Y TALLER. ................................. 273

xiii
RESUMEN
El presente Proyecto de Titulación surge de la necesidad de minimizar los costos
de operación y mantenimiento de los martillos convencionales para la producción
de material pétreo en las canteras de la provincia de Pichincha. Por tales motivos
se realiza el diseño y simulación de un martillo capaz de aumentar la producción
con la misma cantidad de combustible y accesorios.
El fundamento teórico evidencia la zonificación geológica de la provincia de
Pichincha además de los métodos y sus aplicaciones, así como los diferentes
accesorios útiles para la perforación.
El estudio de las alternativas se realiza con el correspondiente estudio de campo,
los requerimientos para satisfacer las necesidades en las canteras y los ensayos
realizados en la facultad de Ingeniería Civil de la Escuela Politécnica Nacional
para diferentes tipos de rocas.
Con los datos obtenidos en el ensayo previo se procede a realizar el diseño de los
elementos mecánicos a simularse y la selección de los diferentes elementos
mecánicos normalizados.
Se realizan los planos de taller con sus respectivos planos de montaje, manual de
operación y mantenimiento, estimación de tiempos de operación además de
comprobar el diseño con la simulación de los elementos mecánicos críticos.
Se elabora un estimado del costo total de la máquina y un costo total de
perforación para dar servicio.
Finalmente se presentan las conclusiones relacionadas con los objetivos
planteados para determinar si es o no viable su construcción y las
recomendaciones necesarias para la operación del martillo.

xiv
PRESENTACIÓN
Los métodos de arranque de los bloques de roca sin utilizar explosivos, derivan
de principios elementales para los cuales se han fabricado maquinarias o
sistemas que reproducen en gran escala operaciones manuales sencillas.
La perforación de las rocas es la primera actividad que se realiza en el campo de
la voladura y tiene como objetivo abrir unos agujeros con la distribución y
geometría adecuada dentro del macizo rocoso.
En la actualidad las canteras utilizan martillos con pérdida de tiempo en el cambio
de herramienta, incapaces de recuperar esta si se atrapa además los
movimientos de giro, golpe y avance son poco controlados lo que produce un
gasto excesivo en los elementos consumibles.
Se diseña una máquina capaz de utilizar los mismos consumibles pero con un
mayor rendimiento al controlar cada movimiento utilizando variadores de
frecuencia que incrementan o disminuyen las revoluciones dependiendo de la
densidad de cada roca además de cambiar el sentido de giro para recuperar la
herramienta atrapada.
Se añade un soporta barreno para disminuir los tiempos muertos al cambiar la
herramienta.
La simulación como indicador del correcto diseño y el análisis financiero verificara
que la máquina sea apta o no para trabajar en cualquier tipo de suelo.

1
CAPÍTULO 1
FUNDAMENTO TEÓRICO
1.1 OBJETIVOS DEL PROYECTO
1.1.1 OBJETIVO GENERAL
Diseñar y simular un martillo de carga variable con capacidad de perforación de
12 metros lineales utilizando una broca de 3 pulgadas de diámetro para uso en
minas de producción de material pétreo.
1.1.2 OBJETIVOS ESPECÍFICOS
• Controlar los tiempos de producción y rendimientos.
• Obtener tablas de Presión de operación vs. Dureza de la roca y Presión de
operación vs. Profundidad.
• Cumplir y superar las expectativas del cliente con la simulación de la
máquina.
• Definir la capacidad de barrido de aire y de presión del hidráulico.
• Presentar el manual de mantenimiento y operación.
1.2 INTRODUCCIÓN
La técnica de explotación de roca sin hacer uso de explosivos, permite obtener
fragmentos de geometría bien definida que son muy útiles como material
ornamental.
La organización de las actividades de trabajo se basa sobre un esquema de
producción continuo con la preparación de los tiempos de limpieza del macizo
rocoso, corte, separación de bloques y evacuación.
Los métodos de arranque de los bloques de roca sin utilizar explosivos, derivan
de principios elementales para los cuales se han fabricado maquinarias o
sistemas que reproducen en gran escala operaciones manuales sencillas como

2
por ejemplo excavación con el pico, labor con remoción de viruta, escarificación,
perforación de agujeros con taladro, etc.
1.3 GENERALIDADES1
La mayoría de las actividades que desarrolla el hombre afectan la naturaleza, a
sus ecosistemas y recursos en mayor o menor grado, produciendo a su vez
diferentes impactos y efectos en los aspectos sociales, ambientales y
económicos. En el caso de la minería las contribuciones que esta actividad
económica ha hecho a la humanidad se manifiestan en el desarrollo de vivienda e
infraestructura, satisfacción de servicios básicos, e incremento de la calidad de
vida. Sin embargo y de forma paralela, la minería es una actividad que ha
afectado el entorno natural y cultural en el cual se desarrolla.
En el caso específico de la Industria minera de materiales de construcción los
efectos que ha generado sobre la humanidad han sido fundamentales y
expuestos a través del crecimiento económico de los últimos años. Es usual sin
embargo, que esta actividad económica no reciba por parte de gobiernos y
comunidades la importancia ni las consideraciones que merece, por lo contrario,
es una actividad que confronta una serie de obstáculos que imposibilitan el
máximo aprovechamiento económico y social lo cual frena su incorporación al
desarrollo sustentable de las naciones.
La ciudad de Quito, ha sido y está afectada por amenazas naturales como
derrumbes, deslizamientos de tierras, y la explotación anti técnica de canteras. La
intervención humana y la explotación irracional ha provocado rápidos cambios y
de diferente índole sobre el terreno que pueden llegar a ser, en ciertas
circunstancias, factores de amenaza, daños en el ecosistema y el entorno
paisajista.
1.3.1 CARACTERIZACIÓN GEOLÓGICA Y ZONIFICACIÓN
Las consideraciones para proponer la zonificación, han tomado en cuenta las
características geológicas, condiciones actuales de existencia de materiales,
1 http://w3.cetem.gov.br/cyted-xiii/det_publicaciones.htm

3
reservas y nuevas áreas alternativas de explotación, el nivel de mercado,
producción y los sistemas de comercialización (ver Figura 1. 1).
1.3.1.1 Zona I
Corresponde a los sectores de Pomasqui, San Antonio y Pululahua zona muy
árida e inestable, compuesta en su mayoría por depósitos piroclásticos, flujos de
lava y depósito de nubes ardientes.
Esta zona abastece a gran parte de la ciudad de Quito, con productos básicos
para agregados de hormigón, presenta buena infraestructura de vías de acceso,
lamentablemente están a punto de colapsar.
1.3.1.2 Zona II
Ubicada en la parte oriental de Quito, compuesta de lavas andesitas y basálticas,
abastece al valle de Cumbayá y Los Chillos, zona que esta menos afectada.
Sector en el que se ubica dos canteras en explotación y que abastece agregado
para hormigón premezclado.
1.3.1.3 Zona III
Ubicada en la parte sur oriental de Quito, en el flujo de lava andesita piroxénica
del Antisanilla, abastece al valle Los Chillos y sur de Quito.
1.3.1.4 Zona IV
Ubicada en la parte sur de Quito, abastece bloques al sur de la capital, se ubican
en Lloa y en El Cinto lugar del cual se extrae únicamente bloques ornamentales.
1.3.1.5 Zona V
Los aluviales de los ríos Pita, San Pedro y Guayllabmaba, mantienen una fuente
importante de recursos pétreos los que pueden abastecer a gran parte de las
zonas de los valles de Los Chillos, Cumbayá y Tumbaco.

4
Figura 1. 1 Propuesta de zonificación actual de las áreas de explotación
(Villas Bôas & Albuquerque, 2001)
1.4 ANTECEDENTES2
1.4.1 MÉTODOS DE PERFORACION DE ROCAS
La perforación de las rocas es la primera actividad que se realiza en el campo de
la voladura y tiene como objetivo abrir unos agujeros con la distribución y
geometría adecuada dentro del macizo rocoso.
De manera general los métodos se pueden clasificar en los siguientes:
• Mecánicos: Percusión, Rotación y roto percusión.
• Térmicos: Soplete, Fluido caliente, congelación.
• Hidráulicos: Chorro de agua, Erosión, Cavitación.
• Sónicos: Vibración de alta frecuencia.
• Químicos: Microvoladura, Disolución y Expansión.
• Eléctricos: Arco eléctrico, Inducción magnética.
• Sísmicos: Rayo Láser.
• Nucleares: Fusión, Fisión.
2 http://www.dspace.espol.edu.ec/bitstream/123456789/5942/3/FOLLETO.pdf

5
De todos los sistemas mencionados, en Minería e Ingeniería Civil la perforación
de la roca se realiza utilizando los siguientes sistemas mecánicos.
• Percusión
• Rotación
• Roto – Percusión
Los componentes principales de un sistema de perforación de este tipo son:
• La máquina perforadora: fuente de energía.
• El varillaje: medio de transmisión de la energía.
• La Broca: que constituye la herramienta que ejerce sobre la masa de la
roca dicha energía.
• Fluido de barrido: que efectúa la limpieza y evacuación de detritos
producidos por la abrasión y avance de la broca.
1.4.2 APLICACIÓN DE LOS MÉTODOS DE PERFORACIÓN
1.4.2.1 Métodos Rotopercutivos
El principio de perforación donde la herramienta se ubica en la cabeza, se basa
en el impacto de una pieza de acero llamada pistón que golpea la cabeza de la
tubería y que a su vez transmite la energía al fondo del barreno por medio de un
elemento final llamado broca de perforación (ver Figura 1. 2).
Figura 1. 2 Perforadoras con martillo en cabeza
(Proaño, 2009)

6
Los equipos rotopercutivos se clasifican en dos grandes grupos:
Martillo en Cabeza.- En éstas perforadoras dos acciones básicas se producen
fuera del barreno rotación y percusión.
Martillo en Fondo.- La percusión se realiza directamente sobre la broca de
perforación, mientras que la rotación se efectúa en el exterior del barreno.
1.4.2.1.1 Perforación neumática con martillo en cabeza
Cuando se tiene que seleccionar un tipo de martillo neumático (ver Figura 1. 3),
se pueden considerar las siguientes características de diseño y operación:
Relación diámetro – Pistón / diámetro – Barreno 1.5 – 1.7
Carrera del Pistón (mm) 50 – 95
Frecuencia de Golpeo (golpes / minuto) 1500 – 2800
Velocidad de rotación (rpm) 40 – 400
Consumo relativo de aire 2.2 – 2.8
Figura 1. 3 Perforadora Neumática.
(Proaño, 2009)

7
1.4.2.1.2 Perforación hidráulica con martillo en cabeza
Las perforadoras hidráulicas constan básicamente de los mismos elementos
constructivos que las perforadoras neumáticas. La diferencia estriba en que un
motor actúa sobre un grupo de bombas que suministran un caudal de aceite que
acciona aquellos componentes (ver Figura 1. 4).
Figura 1. 4 Perforadora Hidráulica.
(Proaño, 2009)
Al seleccionar una perforadora hidráulica las características deben ser las
siguientes:
Presión de trabajo (Mega Pascales) 12 – 25
Potencia de Impacto (Kw) 6 – 20
Frecuencia de Golpeo (golpes / min) 2000 – 5000
Velocidad de rotación (rpm) 0 – 500
Par máximo (Nm) 100 – 1800
Consumo Relativo de aire 0.6 – 0.9
1.4.3 SISTEMAS DE AVANCE
Para conseguir un rendimiento elevado en las perforadoras, tanto en las
perforadoras manuales como en las mecanizadas, se debe dar el empuje
adecuado sobre la broca. En las perforadoras mecanizadas los sistemas de
avance son diversos, siendo los principales los siguientes:

8
• Empujadores
• Deslizaderas de cadena
• Deslizaderas de tornillo
• Deslizaderas de cable
• Deslizaderas hidráulicas
Las perforadoras de cadena son las más comunes en las tareas de perforación y
voladura que se utiliza en la explotación de roca para las canteras de Pichincha
(ver Figura 1. 5).
Figura 1. 5 Perforadora de cadena utilizada en la explotación de roca de la cantera Berdu.
(Proaño, 2009)
1.4.4 SISTEMAS DE MONTAJE
Los sistemas de montaje se diferencian en función al tipo de trabajo, ya sea en
actividades a cielo abierto o en obras subterráneas. Los montajes en las
perforadoras que operan en superficie pueden ser instalados sobre chasis ligero
sobre orugas, llantas o camiones (ver Figura 1. 6).
Figura 1. 6 Perforadora subterránea y a cielo abierto.
(Proaño, 2009)

9
1.4.5 VELOCIDAD DE PERFORACIÓN
La velocidad de perforación de un equipo que utiliza el método rotopercutivo
depende de los siguientes factores:
• Características geomecánicas, mineralógicas y grado de abrasividad de las
rocas a perforar.
• Potencia y percusión de la máquina perforadora utilizada.
• Diámetro del barreno.
• Empuje que se le aplique sobre la broca.
• Longitud de la perforación.
• Sistema de limpieza de las partículas de polvo que se generan durante la
perforación.
• Diseño del equipo y condiciones del trabajo.
• Eficiencia de la operación.
1.4.6 ACCESORIOS DE PERFORACIÓN ROTOPERCUTIVA
1.4.6.1 Varillas de perforación
Los elementos de prolongación de la sarta de perforación son varillas y tubos.
Las varillas se utilizan para perforar con martillo en cabeza y tienen forma
hexagonal o redonda (ver Figura 1. 7). Las varillas tienen roscas externas en los
dos extremos y se juntan con uniones (ver Figura 1. 9).
Figura 1. 7 Varillas de forma redonda y hexagonal.
(Rockmore International, 2011)
1.4.6.2 Adaptadores
Los adaptadores de culata son aquellos elementos que se fijan a las perforadoras
para transmitir la energía de impacto y la rotación de las varillas (ver Figura 1. 8).

10
Figura 1. 8 Extensiones con seis estrías.
(Rockmore International, 2011)
1.4.6.3 Uniones
Sirven para unir las varillas que se están utilizando y por la maniobra se
encuentran dentro del agujero a otras adicionales hasta alcanzar la profundidad
de perforación deseada manteniendo el ajuste necesario para evitar que se
desacoplen y que la transmisión de la energía sea efectiva (ver Figura 1. 9).
Figura 1. 9 Unión con nervio central y estriado.
(Rockmore International, 2011)
1.4.6.4 Brocas
En las perforaciones rotopercutivas se utilizan los tipos de brocas mostrados en la
Figura 1. 10.
Figura 1. 10 Tipos de brocas.
(Proaño, 2009)

11
CAPÍTULO 2
PLANTEAMIENTO Y SELECCIÓN DE ALTERNATIVAS
2.1 DEFINICIÓN DEL PROBLEMA
El problema a resolver consiste en diseñar un martillo que permita realizar una
mejor perforación sobre rocas mixtas según los requerimientos del cliente.
Se necesita un martillo basado en los diseños existentes, pero ajustado a las
realidades de las condiciones de operación en las canteras de la provincia de
Pichincha. Debe ser capaz de perforar doce metros lineales con una broca de tres
pulgadas de diámetro sin trabarse, debido a la existencia de fragmentos que no
pueden evacuar con facilidad del agujero hacia al ambiente, además del
deslizamiento de tierra durante la perforación.
Debe extraer material de manera controlada. Reducir los costos de operación del
matillo; evitando el cambio de broca al poco tiempo de operación debido a la falta
de control al impacto y giro, el consumo excesivo de aire, combustible y aceite.
Tener un control de operación y mantenimiento adecuado del martillo.
2.3 ESTUDIO DE CAMPO
Se realiza una visita técnica hacia diferentes canteras ubicadas en la provincia de
Pichincha (ver Figura 2. 1) para visualizar el desenvolvimiento de los martillos
tradicionales en el campo y determinar:
• Consumo de combustible y accesorios de perforación.
• Capacidad operativa.
• Capacidad de trabajo.
• Condiciones de trabajo de la máquina.

12
Figura 2. 1 Condiciones de trabajo de la máquina.
Fuente: Propia
Elaboración: Propia
El rendimiento de trabajo depende de las características de cada tipo de suelo a
perforar así como de la resistencia de las rocas (ver Figura 2. 2).
Figura 2. 2 Rocas con diferente resistencia.
Fuente: Propia
Elaboración: Propia

13
Varios tipos de muestras a ser ensayados por compresión y manualmente (ver
Figura 2. 3).
Figura 2. 3 Muestras obtenidas en campo.
Fuente: Propia
Elaboración: Propia
Para determinar la resistencia de cada una se utiliza la máquina de corte ubicada
en la facultad de Ingeniería Civil de la Escuela Politécnica Nacional (ver Figura 2.
4), necesaria para obtener probetas cúbicas (ver Figura 2. 5) que puedan ser
ensayadas a compresión en la prensa universal.
Figura 2. 4 Recolección de muestras y obtención de probetas.
Fuente: Propia
Elaboración: Propia

14
Figura 2. 5 Probetas obtenidas.
Fuente: Propia
Elaboración: Propia

15
Los residuos de cada roca se utilizaron para ensayar manualmente, impactando
con diferentes cargas y frecuencias de golpe, determinando la cantidad de
materia desprendida (ver Figura 2. 6).
Figura 2. 6 Muestras para ensayo de impacto.
Fuente: Propia
Elaboración: Propia
2.4 DATOS OBTENIDOS
Los datos se utilizan para el diseño del martillo en el Capítulo 3, la carga máxima
de cada muestra fue a compresión sobre las caras ab como se muestra en la
Figura 2. 7 y Tabla 2. 1.
Figura 2. 7 Dimensiones generales de las probetas.
Fuente: Propia
Elaboración: Propia

16
Tabla 2. 1 Dimensiones, carga máxima y ángulo de rotura de cada probeta.
Mu
estr
a
a b c
Pes
o
Den
sid
ad
Car
ga
máx
Su
t
Án
gu
lod
e
rotu
ra
mm mm mm gr Ton/m3 Ton MPa KSI
1 61,430 60,620 60,790 574,800 2,539 36,200 95,266 13,817 60,875
2 69,940 65,750 65,450 788,300 2,619 62,600 133,407 19,349 69,149
3 59,490 59,900 56,270 530,800 2,647 22,200 61,053 8,855 61,641
4 47,750 49,400 48,870 307,700 2,669 25,600 106,357 15,426 76,065
5 41,080 40,290 40,800 175,600 2,600 21,800 129,079 18,721 65,784
6 36,850 39,720 39,840 146,400 2,511 8,200 54,903 7,963 62,759
7 42,400 41,320 40,910 190,500 2,658 7,900 44,190 6,409 69,101
8 40,040 40,090 40,240 143,100 2,215 9,500 57,999 8,412 61,077
9 41,440 41,050 41,470 165,500 2,346 8,500 48,968 7,102 63,735
10 45,340 45,060 45,450 215,300 2,319 12,600 60,440 8,766 55,558
Fuente: Propia
Elaboración: Propia
Para determinar la cantidad y tamaño de granos desprendidos en el ensayo
manual de impacto, se utiliza herramientas con diferente peso combinado (ver
Tabla 2. 2) a frecuencias de 5, 15 y 30 golpes en los residuos de las rocas antes
ensayadas (ver Tabla 2. 3 y Tabla 2. 4).
Tabla 2. 2 Herramientas utilizadas.
Herramienta Masa (kg)
1Cincel 357,1
Combo 1 948,3
2Combo 2 1952,7
Broca 2418,3
Fuente: Propia
Elaboración: Propia

17
Tabla 2. 3 Frecuencia de impacto y altura de grano desprendido.M
ues
tra
Mas
a(k
g)
Her
ram
ien
takg 5 Golpes 15 Golpes 30 Golpes
Tie
mp
o (
s)
RP
M
Alt
ura
h(m
m)
Mas
a(k
g)
Tie
mp
o (
s)
RP
M
Alt
ura
h(m
m)
Mas
a(k
g)
Tie
mp
o (
s)
RP
M
Alt
ura
h(m
m)
Mas
a(k
g)
1.1 578,8 1 8 37,500 0,3 578 17 52,941 0,3 577 36 50,000 0,5 575,7
1.2 954,7 2 9 33,333 0,8 951,2 16 56,250 3,5 942,8 39 46,154 0,3 942,6
2.1 347,6 1 8 37,500 0,3 347 17 52,941 0,4 346,8 35 51,429 0,3 346
2.2 619,6 2 8 37,500 5 606 18 50,000 0,3 603 34 52,941 2 599,2
3.1 542,5 2 9 33,333 2 538,6 18 50,000 0,3 538 35 51,429 0,3 535,4
3.2 587,2 1 8 37,500 1 585,1 18 50,000 0,3 581,5 33 54,545 0,3 580,5
4.1 550,9 2 9 33,333 0,3 550,1 17 52,941 0,3 549,1 34 52,941 0,3 542,1
4.2 439,3 1 8 37,500 2,5 430,8 16 56,250 6 361,1 33 54,545 0,4 360,9
5 522,1 2 8 37,500 0,3 521,4 17 52,941 4,5 416,8 32 56,250 0,3 416,7
6 946,9 2 9 33,333 6 930,5 18 50,000 0,5 929 34 52,941 0,5 928,1
7.1 360,2 2 9 33,333 2 357,9 19 47,368 0,3 356,7 32 56,250 0,3 355,4
7.2 312,2 1 9 33,333 0,3 310,2 18 50,000 0,4 308 32 56,250 0,4 305,8
8 1034 2 8 37,500 0,3 1033,5 19 47,368 0,3 1032,2 33 54,545 0,5 1030,3
9 1583,6 2 9 33,333 0,3 1583,4 18 50,000 0,3 1583 34 52,941 0,3 1581,7
10 270 2 8 37,500 6 236,2 18 50,000 5 215,9 33 54,545 4 196,4
Fuente: Propia
Elaboración: Propia
Tabla 2. 4 Promedios en cada combinación de herramienta.
5 Golpes 15 Golpes 30 Golpes
PROMEDIOS RPM Altura h (mm) RPM Altura h (mm) RPM Altura h (mm)
Herramienta 1 36,667 0,880 52,426 1,480 53,354 0,380
Herramienta 2 35,000 2,300 50,687 1,530 53,094 0,880
Fuente: Propia
Elaboración: Propia

18
2.5 BASES Y ESPECIFICACIONES DE DISEÑO
En la Tabla 2. 5 y Tabla 2. 6 se presenta tanto los parámetros de diseño como los
de simulación del prototipo para satisfacer las necesidades, requerimientos y
condiciones a cumplir.
Tabla 2. 5 Parámetros para diseñar y simular.
Factores Parámetros de diseño
Consumo de energía aproximado Reducir la potencia utilizada
Consumo Aire Máximo de 350 CFM a 100 psi
Distancia del operador al hueco Entre más lejos, más seguro en caso
de deslave por falla frágil de la roca
debido al peso de la máquina.Distancia de máquina al filo de talud
Avance de perforar
Control individual de cada movimientoGiro
Impacto
Capacidad de izaje de herramienta Halar al menos 30 m
Capacidad broca 11 2 " ! " !5"Capacidad barreno Utilizar 2 barrenos de 5,6 m
Velocidad de avance Mínimo 10 m/ 5 min
Velocidad de subida herramienta más
martilloSe espera 30 m/ min
Velocidad cambio de herramienta Máximo 5 min
Velocidad de subida solo martillo Se espera 12 m / min
Mantenimiento El menor tiempo posible y a bajo costo
Fuente: Propia
Elaboración: Propia

19
Tabla 2. 6 Consumo de martillos convencionales en operación.
Consumo en operación
Aceite Martillo, combustible 80 - 100 galones
Aire 350 CFM
Facilidad de repuestosVida útil > 50 años, no hay repuestos
solo piezas de trabajo
Fuente: Propia
Elaboración: Propia
2.6 FORMULACIÓN DE LAS ALTERNATIVAS
2.6.1 SISTEMA NEUMÁTICO
La generación, almacenaje y utilización del aire comprimido resultan relativamente
baratos y ofrece un índice de peligrosidad bajo en relación a otras energías como
la electricidad y los combustibles gaseosos o líquidos (ver Figura 2. 9).3
La Figura 2. 8 presenta de manera general como funcionan los martillos
convencionales que se encuentran operando en la actualidad, con el sistema
neumático, indicando que el tiempo de trabajo se controla con la entrada de aire;
es decir, a mayor flujo de aire y presión, el trabajo se lo realiza más rápido con el
inconveniente que resalta de manera inmediata el aumento del costo de
perforación.
Figura 2. 8 Trabajo general de los martillos neumáticos.
Fuente: Propia
Elaboración: Propia
3 http://es.scribd.com/doc/65293881/Fundamentos-de-Neumatica-Industrial

20
Actualmente los martillos utilizan compresores de 600 CFM y motores de 240 HP
aproximadamente, lo que produce una perforación máxima de 3 metros, para
brocas de diámetro de 3 pulgadas. Por esta razón para cubrir los 12 metros
lineales se necesita aproximadamente 800 CFM empleando dos acumuladores de
aire de 2 y 3 metros cúbicos, lo que reduce el costo beneficio.
2.6.1.1 Ventajas
• El aire comprimido no presenta riesgo de explosión o fuego.
• El aire está disponible en todas partes y en cantidades ilimitadas.
• El aire comprimido puede ser almacenado en un depósito y usado cuando
se requiera.
• El aire comprimido es relativamente insensible a las fluctuaciones con la
temperatura. Esto asegura una buena operación, incluso en condiciones
extremas.
• Adaptar un sistema neumático, en términos de peso es aproximadamente
120 kg lo que en comparación con otros sistemas es bajo.
• Las velocidades y las fuerzas pueden regularse de manera continua y
escalonada.
• El trabajo con aire no daña los componentes de un circuito por efecto de
golpes de ariete.
• Energía limpia.
2.6.1.2 Desventajas
• El uso del aire no solo se lo utiliza en generar el golpe para perforar, el
avance del carro de perforar y el giro del martillo, sino también se lo utiliza
para la limpieza.
• A mayor CFM de flujo de aire, mayor es el consumo de aceite. Esto se da
por que el aparato de lubricador trabaja por arrastre de aire.
• No es posible mantener un movimiento con una velocidad uniforme y
constante con el caudal de aire.
• No se tiene torque al atraparse la herramienta.

21
• El avance del carro de perforar depende de la bomba de avance, si al fallar
lo sellos que impiden la fuga de aire, el avance no es controlado.
• En circuitos muy extensos se producen pérdidas de cargas considerables
• Las presiones a las que trabajan normalmente, no permiten aplicar grandes
fuerzas.
• Altos niveles de ruido generado por la descarga del aire hacia la atmósfera.
• El aire fluye por los conductos más amigables para el fluido, aun si no se
necesitara aire por esos conductos, lo que da desperdicios en el
aprovechamiento del aire para generar los movimientos requeridos por el
martillo y con esto no lograr el buen funcionamiento del mismo.
Figura 2. 9 Esquema martillo neumático.
Fuente: Propia
Elaboración: Propia
2.6.2 SISTEMA HIDRÁULICO
Está compuesto por seis elementos principales (ver Figura 2. 10):
• Un acumulador
• Una bomba
• Una válvula de control
• Un actuador
• Un filtro
• Una válvula de liberación

22
2.6.2.1 Ventajas
• Las fuerzas pueden regularse de manera continua.
• Se puede llegar en los elementos hidráulicos de trabajo hasta su total
parada, sin riesgos de sobrecarga o tendencia al calentamiento.
• El aceite se adapta a las tuberías y transmite fuerza como si fuera una
barra de acero.
• Los elementos son reversibles además de que se pueden frenar en
marcha.
• Hay pocas piezas en movimiento como por ejemplo: bombas, motores y
cilindros.
• Multiplicación de fuerzas: visto en la prensa hidráulica.
2.6.2.2 Desventajas
• Se obtienen velocidades bajas en los actuadores.
• En la manipulación de los aceites, aparatos y tuberías, como el lugar de la
ubicación de la máquina; en la práctica existen pocas máquinas hidráulicas
que extremen las medidas de limpieza.
• Exige un buen mantenimiento.
• Las bombas, motores, válvulas proporcionales y servo válvulas son caras.
Una sola bomba de 10000 PSI cuesta aproximadamente 8000 dólares.
• La regulación del caudal no es precisa.
Figura 2. 10 Esquema martillo hidráulico.
Fuente: Propia
Elaboración: Propia

23
2.6.3 SISTEMA ELÉCTRICO
2.6.3.1 Máquina Eléctrica
Una máquina eléctrica (ver Figura 2. 11) es un conjunto de mecanismos capaces
de producir, aprovechar o convertir la energía eléctrica.4
Figura 2. 11 Máquina eléctrica.
Fuente: Propia
Elaboración: Propia
Los motores eléctricos satisfacen una amplia gama de necesidades de servicio,
desde arrancar, acelerar, mover, frenar hasta sostener y detener una carga.
Donde sus potencias varían desde una pequeña fracción de caballo hasta varios
miles y con una amplia variedad de velocidades, que pueden ser fijas, ajustables
o variables.
El martillo para su funcionamiento necesita de los movimientos de golpe, avance y
giro. Con la utilización de tres motoreductores (ver Figura 2. 12) se podría suplir
este requisito, además la ventaja principal de su uso radica en la posible
existencia de algún sobrecargo de operación provocando daños en el
motoreductor, preservando el martillo (ver Figura 2. 13) que sería lo más crítico.
4 http://es.scribd.com/doc/60940472/motores-electricos

24
Figura 2. 12 Motoreductor.
(Rossi, 2011)
2.6.3.2 Variador de Frecuencia
El método más eficiente de controlar la velocidad de un motor eléctrico es por
medio de un variador electrónico de frecuencia. No se requieren motores
especiales, son mucho más eficientes y tienen precios cada vez más
competitivos.
El variador de frecuencia (ver Figura E 1 del ANEXO E) regula la frecuencia del
voltaje aplicado al motor, logrando modificar su velocidad. Sin embargo,
simultáneamente con el cambio de frecuencia, debe variarse el voltaje aplicado al
motor para evitar la saturación del flujo magnético con una elevación de la
corriente que dañaría el motor.
2.6.3.3 Ventajas
• Con la utilización de tres motores eléctricos con los motoreductores y
bandas, seguiría siendo ventajoso ante los otros sistemas, en términos de
costo.
• La potencia del martillo se regula con las rpm del motor.

25
• Se tiene un movimiento controlado en toda la carrera, tanto en el
arranque/paro como su posición y velocidad lo que los ha extendido
profusamente para multitud de aplicaciones industriales.
• Se aprovecha un torque fijo para el caso en que la herramienta se atrape.
• Se aprovecha el aire solo para la limpieza
• Con la utilización de un motor eléctrico por movimiento para el martillo se
tendría el máximo aprovechamiento de energía.
2.6.3.4 Desventajas
• Adaptar un sistema eléctrico, en términos de peso es aproximadamente
400 kg lo que en comparación con otros sistemas es relativamente alto.
• La necesidad de contar con un generador de energía eléctrica.
• Calentamiento, falla del árbol, falla de los cojinetes, fuga de aceite,
desgaste, ruido y vibración en los motoreductores.
Figura 2. 13 Esquema martillo eléctrico.
Fuente: Propia
Elaboración: Propia

26
2.7 SELECCIÓN DE LA MEJOR ALTERNATIVA
Para una adecuada selección se considera los siguientes criterios:
• El peso necesario para trasladar la máquina de un lugar a otro.
• El control en el avance de perforación, en el giro e impacto que determina
además una correcta utilización y carga en la broca.
• Los consumibles como la energía, aire, aceite y combustible que se
mantendrán constantes para el funcionamiento diario.
• La facilidad de repuestos y técnicos disponibles en el mercado para un
adecuado mantenimiento.
• La velocidad de avance, la capacidad de la broca, barreno, izaje de la
herramienta y torque para aflojarla.
• La contaminación ambiental como el ruido y la cantidad de polvo.
• La maniobrabilidad, la seguridad del operador como la distancia al hueco,
la fijación de la máquina al piso y la distancia de esta al filo del talud.
• Los tiempos muertos al cambiar la herramienta, la velocidad de subida del
martillo y la velocidad de subida del martillo con la herramienta.
2.7.1 MÉTODO ORDINAL CORREGIDO DE CRITERIOS PONDERADOS PARA
LOS SISTEMAS DE ALIMENTACIÓN.5
“La mayor parte de veces, para decidir entre diversas soluciones (especialmente
en la etapa de diseño conceptual) basta conocer el orden de preferencia de su
evaluación global.” (Riba, 2002)
Se asignan los valores siguientes para cada criterio (Tabla 2. 7):
• 1 si el criterio (solución) de las filas es superior que el de las columnas.
• 0,5 si el criterio (solución) de las filas es equivalente al de las columnas.
• 0 si el criterio (solución) de las filas es inferior que el de las columnas.
5 Riba C, “Diseño Concurrente”, 1ª Ed, Universidad Politécnica de Catalunya, Barcelona, 2002,página 59.

27
Tabla 2. 7 Evaluación del peso específico de cada criterio.
Control = Capacidad > Seguridad > Precio > Mantenimiento >
>Contaminación > Tiempo Muerto = PesoC
rite
rio
Pe
so
Co
ntr
ol
Pre
cio
Ma
nte
nim
ien
to
Ca
paci
da
d
Co
nta
min
aci
ón
Se
gu
rid
ad
Tie
mp
oM
uert
o
∑+
1
Po
nd
era
ció
n
Peso 0 0 0 0 0 0 0,5 1,5 0,042
Control 1 1 1 0,5 1 1 1 7,5 0,208
Precio 1 0 1 0 1 0 1 5 0,139
Mantenimiento 1 0 0 0 1 0 1 4 0,111
Capacidad 1 0,5 1 1 1 1 1 7,5 0,208
Contaminación 1 0 0 0 0 0 1 3 0,083
Seguridad 1 0 1 1 0 1 1 6 0,167
Tiempo Muerto 0,5 0 0 0 0 0 0 1,5 0,042
Σ 36 1
Modificado de (Riba, 2002)
Evaluación de los pesos específicos de las distintas soluciones para cada criterio
(ver Tabla 2. 8 a Tabla 2. 15):
Tabla 2. 8 Evaluación del peso específico del criterio Control.
S. Eléctrico > S. Hidráulico > S. Neumático
Control S. Hidráulico S. Neumático S. Eléctrico ∑ + 1 ponderación
S. Hidráulico 1 0 2 0,333
S. Neumático 0 0 1 0,167
S. Eléctrico 1 1 3 0,500
Σ 6 1
Fuente: (Riba, 2002)
Elaboración: Propia

28
Tabla 2. 9 Evaluación del peso específico del criterio Precio.
S. Eléctrico > S. Neumático > S. Hidráulico
Precio S. Hidráulico S. Neumático S. Eléctrico ∑ + 1 ponderación
S. Hidráulico 0 0 1 0,167
S. Neumático 1 0 2 0,333
S. Eléctrico 1 1 3 0,500
Σ 6 1
Fuente: (Riba, 2002)
Elaboración: Propia
Tabla 2. 10 Evaluación del peso específico del criterio Mantenimiento.
S. Eléctrico > S. Neumático > S. Hidráulico
Mantenimiento S. Hidráulico S. Neumático S. Eléctrico ∑ + 1 ponderación
S. Hidráulico 0 0 1 0,167
S. Neumático 1 0 2 0,333
S. Eléctrico 1 1 3 0,500
Σ 6 1
Fuente: (Riba, 2002)
Elaboración: Propia
Tabla 2. 11 Evaluación del peso específico del criterio Capacidad.
S. Eléctrico > S. Hidráulico > S. Neumático
Capacidad S. Hidráulico S. Neumático S. Eléctrico ∑ + 1 ponderación
S. Hidráulico 1 0 2 0,333
S. Neumático 0 0 1 0,167
S. Eléctrico 1 1 3 0,500
Σ 6 1
Fuente: (Riba, 2002)
Elaboración: Propia

29
Tabla 2. 12 Evaluación del peso específico del criterio Contaminación.
S. Hidráulico > S. Neumático > S. Eléctrico
Contaminación S. Hidráulico S. Neumático S. Eléctrico ∑ + 1 ponderación
S. Hidráulico 1 1 3 0,500
S. Neumático 0 1 2 0,333
S. Eléctrico 0 0 1 0,167
Σ 6 1
Fuente: (Riba, 2002)
Elaboración: Propia
Tabla 2. 13 Evaluación del peso específico del criterio Seguridad.
S. Eléctrico > S. Hidráulico = S. Neumático
Seguridad S. Hidráulico S. Neumático S. Eléctrico ∑ + 1 ponderación
S. Hidráulico 0,5 0 1,5 0,250
S. Neumático 0,5 0 1,5 0,250
S. Eléctrico 1 1 3 0,500
Σ 6 1
Fuente: (Riba, 2002)
Elaboración: Propia
Tabla 2. 14 Evaluación del peso específico del criterio Tiempo Muerto.
S. Eléctrico = S. Hidráulico > S. Neumático
Tiempo Muerto S. Hidráulico S. Neumático S. Eléctrico ∑ + 1 ponderación
S. Hidráulico 1 0,5 2,5 0,417
S. Neumático 0 0 1 0,167
S. Eléctrico 0,5 1 2,5 0,417
Σ 6 1
Fuente: (Riba, 2002)
Elaboración: Propia

30
Tabla 2. 15 Evaluación del peso específico del criterio Peso.
S. Neumático = S. Hidráulico > S. Eléctrico
Peso S. Hidráulico S. Neumático S. Eléctrico ∑ + 1 ponderación
S. Hidráulico 0,5 1 2,5 0,417
S. Neumático 0,5 1 2,5 0,417
S. Eléctrico 0 0 1 0,167
Σ 6 1
Fuente: (Riba, 2002)
Elaboración: Propia
Tabla de conclusiones:
Tabla 2. 16 Tabla de conclusiones del sistema de alimentación.
Concl
usi
ón
Contr
ol
Capaci
dad
Segu
ridad
Pre
cio
Mante
nim
ient
o
Conta
min
aci
ón
Tie
mpo
Muert
o
Peso Σ
Prioridad
S. Hidráulico 0,0694 0,0694 0,0417 0,0231 0,0185 0,0417 0,0174 0,0174 0,2986 2
S. Neumático 0,0347 0,0347 0,0417 0,0463 0,0370 0,0278 0,0069 0,0174 0,2465 3
S. Eléctrico 0,1042 0,1042 0,0833 0,0694 0,0556 0,0139 0,0174 0,0069 0,4549 1
Fuente: (Riba, 2002)
Elaboración: Propia
Como conclusión se tiene que el mejor sistema de alimentación es el sistema
eléctrico según la Tabla 2. 16.

31
CAPÍTULO 3
DISEÑO DE LA MÁQUINA
3.1 DEFINICIÓN DE VARIABLES Y ANÁLISIS DE DATOS
3.1.1 DEFINICIÓN DE VARIABLES
El vástago perforador T – 38 es un elemento mecánico indispensable en estas
máquinas, este permite los movimientos de giro y golpe necesarios para triturar la
roca y crear los agujeros. Los siguientes elementos dependen del vástago T – 38:
• Acople estriado del vástago perforador.- trasmite el movimiento de giro
hacia el vástago perforador, además cumple con la función de fusible en
caso de superar las cargas de diseño.
• Soporte superior e inferior de rodamientos.- contienen los rodamientos que
facilitan la trasmisión del movimiento del motor eléctrico hacia los acoples.
• Placas fijas y móviles.- estás soportan a los resortes que ayudan a dar el
golpe utilizando un eje excéntrico y contienen los soportes de rodamientos.
• Eje excéntrico.- con ayuda de un motor eléctrico mueve la placa.
• Piñón y engranes.- se utiliza dos engranes y un piñón que trasmite el
movimiento de giro del motor hacia los ejes excéntricos.
• Resortes.- capaces de soportar las vibraciones existentes al instante de dar
el golpe.
• Vástago.- sirven de guía de los resortes y dan ajuste de estos en las placas
obteniendo un sistema en equilibrio.
• Cadena.- realiza la función de dar el avance del martillo para la perforación
que utiliza un motor eléctrico.
3.1.2 ANÁLISIS DE DATOS
Los datos obtenidos en la Tabla 2. 1 a la Tabla 2. 4 permiten conocer las
características de diferentes tipos de rocas existentes en las laderas de la
provincia de Pichincha, como la resistencia, la densidad, el tamaño de grano y la

32
cantidad de material que sale al golpear con determinadas revoluciones por
minuto en cada muestra. Las revoluciones, la potencia de los motores eléctricos
forman parte del diseño de la mayoría de elementos mecánicos y para el diseño
del eje excéntrico se utiliza en promedio el mayor tamaño de grano.
3.1.3 FUNDAMENTOS DE DISEÑO
3.1.3.1 Vástago perforador
Está diseñado para soportar a una carga de 80 toneladas, estos datos son
suministrados por el proveedor RockMore International en Latinoamérica. El
trabajo que realiza este accesorio varía entre carga de compresión y de torsión,
se asume valores teóricos de 50 toneladas y 30 toneladas respectivamente,
actualmente los martillos utilizan mayor carga de trabajo a compresión que a
torsión.
El vástago que se utilizará pertenece a la marca FURUKAWA HD 300 con rosca T
– 38 que se muestra en la Figura 3. 1.
Figura 3. 1 Vástago perforador.
(Rockmore International, 2011)
Con la colaboración de gente especializada en el campo de la minería en Quito,
se tiene como resultado que las cargas asumidas de compresión y torsión
bordean entre 15% y 20% de su carga total, pero al considerar la incertidumbre de
perforación bajo los 12 metros de profundidad (roca más dura de lo esperado) se
utiliza para el diseño la máxima carga posible.

33
3.1.3.2 Motor eléctrico y reductor de velocidad
Por disponibilidad de un generador eléctrico de gran importancia, puesto que las
perforaciones son a campo abierto sin ninguna disponibilidad de alimentación de
energía, se utiliza motoreductores mostrados en el ANEXO D que entreguen los
movimientos necesarios para la perforación como son el golpe, giro y avance (ver
Tabla 2. 16) accesibles en nuestro mercado con potencia de 3 HP y 3600 rpm.
3.1.3.3 Variador de frecuencia (VDF)
Para una correcta perforación dependiendo de la resistencia de la roca se varia
las velocidades en valores de 80, 120 y 200 revoluciones. El VDF mostrado en el
ANEXO E controlará las velocidades de salida del motor eléctrico además de dar
seguridad de trabajo y modificar el sentido de giro para liberar la herramienta.
3.1.3.4 Material de los elementos mecánicos
Se utiliza acero bonificado AISI 4340 para la maquinaria en acople del vástago
perforador, soporte superior e inferior, soporte de rodamientos; aceros bonificados
AISI 4140 en eje excéntrico, engranajes, topes, guías de resortes, vástago y
tuercas. Las propiedades entre ambos aceros son las mismas, con la diferencia
que AISI 4340 y 4140 se utiliza en diámetros superiores e inferiores a 100 mm
garantizando sus propiedades hasta 250 y 110 mm respectivamente.
Para placas fijas, móviles y carcaza el material a utilizar es acero ASTM 588M
grado A, mientras en resortes el material es UNS N07750 debido a las cargas que
actúan sobre estos.
3.1.3.5 Altura de la excéntrica
Un diente normal en las brocas de perforación de 3” tiene una medida de 5 mm de
altura, estos dientes tienen una distancia efectiva de trabajo próxima a los 2.5
mm. En la Tabla 2. 4 muestra una longitud de 2.3 mm en las rocas ensayadas,
por lo tanto se utilizará para el diseño 2.5 mm.

34
3.1.3.6 Expulsión del material
Al perforar es importante la evacuación del material en el fondo del agujero para
la expulsión se utilizará aire, este es suministrado con un compresor con
capacidad máxima de 350 CFM y 100 PSI. El aire ingresará por el interior del
vástago perforador, barrenos, uniones y broca, sacando residuos de roca
alrededor de la herramienta.
3.1.3.7 Accesorios de perforación
El peso de los accesorios de perforación tiene su importancia en el diseño de las
placas fijas y móviles. Además el roscado del vástago de perforación debe tener
30 mm de longitud libre con la carcasa para adaptar el resto de accesorios.
3.1.3.8 Repuestos
Para los elementos cambiables como rodamientos y resortes se estima un cambio
cada 4 años trabajando 8 horas diarias los 360 días anuales.
3.1.3.9 Soldadura
El proceso adecuado es SMAW con electrodo E6010 ya que las placas de la
carcasa tienen características similares, además de utilizar bisel en V con dos
pasadas siendo la primera de perforación. En el gancho de la cadena se utiliza el
mismo proceso y material de aporte con una sola pasada por todo el contorno.
3.2 DISEÑO DE LOS ELEMENTOS MECÁNICOS
3.2.1 ACOPLE DEL VÁSTAGO PERFORADOR
3.2.1.1 Diseño estático
3.2.1.1.1 Cálculo del diámetro exterior
Mediante la teoría de la energía de distorsión para materiales dúctiles se
determina el diámetro exterior, este elemento mecánico es un cilindro hueco con
estriado en su interior, con dientes que transmiten el movimiento de giro por

35
medio de un acople superior que engrana con este acople y el estriado con el
vástago perforador.
El diseño del acople es a la máxima carga posible, ya que este elemento tiende a
fallar primero, se asume un valor del diámetro exterior de acople y se justifica con
el factor de seguridad mayor a 2.
Los datos obtenidos que se muestra en la Figura 3. 1 del vástago perforador sirve
para realizar el estriado interior del acople, así como el diámetro interior y exterior.
Tabla 3. 1 Datos para el acople del vástago perforador.
Diámetro exterior del acople: D 115 mm
Diámetro interior del acople: d 64,4 mm
Fuerza de compresión teórica: F# 50 Ton
Fuerza de torsión teórica: F$ 30 Ton
Fuente: Propia
Elaboración: Propia
Las propiedades mecánicas del acero bonificado AISI 4340 (Tabla 3. 2) y la ficha
técnica se detallan en las Figura A 1 y Figura A 2 del ANEXO A proporcionado por
IVAN BOHMAN C.A.
Tabla 3. 2 Propiedades mecánicas AISI 4340.
Propiedades Mecánicas en Condición de Suministro:
Resistencia a la Tracción: S%& 90 – 110 kg mm'(Esfuerzo de cedencia: S) 70 kg mm*(Elongación, A5 min 12%
Reducción de área, Z min 45%
Dureza 270 – 330 HB
Fuente: (Bohman, 2011)
Elaboración: Propia

36
Los esfuerzos principales se calcula con la ecuación (3. 1)
+,,- = ./2± 01.2
234 + 5678 (3. 1)
El área donde actúa la fuerza de compresión se considera un anillo, además del
momento polar se muestran en la Figura 3. 2.
Figura 3. 2 Momento polar y área.
(Budynas & Nisbett, 2008)
Donde el esfuerzo está dado por la fuerza de compresión
9: = F
A=
4F;<(D= " d>)(3. 2)
El esfuerzo cortante está dado por la fuerza de torsión
?@A = Tr
J=FB C DDE
4F
J
(3. 3)
Reemplazando las ecuaciones (3. 2) y (3. 3) en (3. 1) se tiene
GH,I = 2FJ<(DK " dL) ±2<MN FO
DP " dQRS+ T 4FUDV
DW " dXYZ (3. 4)
Donde
[\ = 105,94!MPa]^ = ! "37,21!Mpa

37
Cálculo del Esfuerzo de Von Mises
!!_̀ = ! (.ab " .c.d + .ef)g/h = 128,64!MPa (3. 5)
Factor de seguridad
i = Sj.̀ = 5,33(3. 6)
El factor de seguridad es mayor a 2, por tanto este resultado muestra
sobredimensionamiento del diámetro exterior, pero este elemento es el primero en
fallar ocasionando la fractura además de la incertidumbre en la resistencia de la
roca a 12 metros de profundidad. Entonces es recomendable mantener el
resultado para prever cualquier inconveniente.
3.2.1.1.2 Cálculo del diente
Para determinar las dimensiones del diente del acople se asume que tiene dos
dientes en la parte superior para transmitir el movimiento dado por el acople
superior. Se tiene simetría en la parte inferior del acople para engranar de la
misma manera con el acople inferior como se indica en la Figura 3. 3 donde se
detalla las dimensiones a calcular.
Figura 3. 3 Dimensiones del acople del vástago perforador.
Fuente: Propia
Elaboración: Propia

38
• Dimensión c
El análisis se realiza por corte y aplastamiento debido a la existencia de ambos
efectos al girar y dar golpe respectivamente.
La fuerza ejercida en los dientes del acople es la carga asumida para la torsión,
es el mismo material por formar parte del acople y se cuenta con la medida de
a=25,4 mm (diferencia de diámetros).
Los datos para calcular el diámetro exterior se utiliza en el diseño de las
dimensiones c y b del acople del vástago perforador, mostrados en la Tabla 3. 3
Tabla 3. 3 Datos para calcular las dimensiones c y b.
Carga en los dientes del acople: F 30000 kg
Esfuerzo de cedencia: Sk 70 kg mml(Factor de seguridad: n 2
Fuente: Propia
Elaboración: Propia
Mediante la teoría de la energía de distorsión, la resistencia al cortante es:
mno = 0,577Sp (3. 7)
La falla por cortante a lo largo del área ac crea un esfuerzo
q = F
a C c (3. 8)
Pero a la vez este esfuerzo cortante se calcula de la siguiente manera
r = Sstn
(3. 9)

39
Al sustituir (3. 7) en (3. 9) e igualar (3. 8) y (3. 9) se tiene la fórmula para calcular
la distancia c por cortante
uv = n C Fa C Swx = 29,36!mm (3. 10)
Para resistir el aplastamiento, se utiliza el área de la mitad de la cara del diente
yz = 2 C n C Fa C S{| = 33,8!mm (3. 11)
} = 34!mm• Dimensión b
Para determinar esta longitud se analiza el aplastamiento por no existir esfuerzo
cortante.
El esfuerzo al aplastamiento que ocurre en el área ac es:
~ = F
a C c/2 = 34,88!kgf/mm� (3. 12)
Este esfuerzo es el mismo en la cara ab
= F
a C b = 34,88!kgf/mm! (3. 13)
Donde b se calcula en la ecuación (3. 13)
" = F. C a = 17!mm (3. 14)
Al no tener otra medida para comparar como en la longitud c, esta se
sobredimensiona (b=20 mm), con esto se garantiza su correcto funcionamiento
por ser más propenso a fallar.

40
3.2.1.2 Diseño dinámico
Al analizar el acople si se presentara alguna falla, esta se da en los dientes, razón
por la cual el diseño dinámico se realiza en los dientes (Figura 3. 4).
Se define la potencia de suministro, revoluciones de entrada y se asume que el
acople soporta una carga axial de 20 toneladas.
Las revoluciones recomendadas para este trabajo son de 80, 120 y 200 rpm.
Como es lógico no se puede diseñar para cada una, entonces se utiliza la
velocidad que entrega mayor carga de torsión, garantizando el funcionamiento en
los demás rangos.
El funcionamiento del martillo depende del tipo de la roca a perforar, por lo tanto
la mayor carga de torsión es a 80 rpm que además se compensa con el avance
de la máquina.
El torque sometido al acople del vástago perforador es:
# = 63025 C Hn
(3. 15)
$ = !2363,44!lbf C pulgSiendo la fuerza de torsión:
%& = T
D/2
(3. 16)
'( = 1044,02!lbf = 4644,05!NPor tanto la carga de torsión a la que se somete el acople es
)* = 473,88!kgLa carga axial asumida es:
+, = 196000!N

41
Figura 3. 4 Cargas actuantes en el acople.
Fuente: Propia
Elaboración: Propia
Es necesario obtener el área (A) y momento polar (J), para introducirlos en las
herramientas del software Autodesk Inventor 2012, en la Figura 3. 5 se muestra
los resultados de A y J.
Figura 3. 5 Propiedades de la región sombreada.
(Autodesk Inventor, 2012)

42
En la Tabla 3. 4 se calculan los diferentes esfuerzos con sus respectivas fórmulas
y unidades.
Tabla 3. 4 Resultados de los esfuerzos.
VARIABLE SÍMBOLO FÓRMULA RESULTADO UNIDADES
Esfuerzo normal máximo .-.á/ F0/A 153,84 MPa
Esfuerzo cortante máximo 5123á4 Tr/J 6,47 MPa
Esfuerzo normal amplitud .56 .78 = .9:á; 153,84 MPa
Esfuerzo normal medio .<= .>? = 0 0 MPa
Esfuerzo cortante amplitud 5@AB 5CDE = 0 0 MPa
Esfuerzo cortante medio 5FGH 5IJK = 5LMNáO 6,47 MPa
Fuente: Propia
Elaboración: Propia
Esfuerzo medio equivalente según Goodman:
PQ̀ = R(.ST)U + 3 C V5WXYZ[ (3. 17)
\]̀ = 187,43!MPaEsfuerzo amplitud equivalente según Goodman:
^_̀ = `(.ab)c + 3 C d5efghi (3. 18)
jk̀ = 27,49!MPaLa resistencia última a la tracción es:
lmn = 90kgf
mmo = 882!MPaLímite de resistencia a la fatiga en vida rotatoria
pqr = 0,5 C Sst!; si!Suv w 200!kpsi (3. 19)

43
xyz = 441!MPa• Factor de modificación de la condición superficial6
{| = aS}~� (3. 20)
Donde S ! es la resistencia mínima a la tensión, los valores de a y b se
encuentran en la Tabla 3. 5
Tabla 3. 5 Parámetros en el factor de la condición superficial de Marín.
(Budynas & Nisbett, 2008)
"# = 0,748
• Factor de modificación del tamaño7
“La dimensión efectiva $ que corresponde a una sección rectángular de ¼ pulg de
espesor y 2 de ancho se obtiene igualando las dos áreas de 95% de esfuerzo,
una para sección de viga redonda o de viga giratoria y otra para una rectangular.”
(Shigley & Mitchell, 1985)
No se realiza el diseño dinámico en la parte cilíndrica, se lo hace en los dientes
del acople calculando el diámetro equivalente y considerando que los dientes
tienen una sección prácticamente rectangular de h = 25,4 mm y b = 34 mm.
6 R. Budynas;R. Nisbett, “Diseño en Ingeniería Mecánica de Shigley”, Octava edición, McGraw-Hill,México, 2008, Página 279.7 J. Shigley; R. Mitchell, “Diseño en Ingeniería Mecánica”, Cuarta edición, McGraw-Hill, México,1985, Página 313

44
Figura 3. 6 Áreas de 95% de esfuerzo para algunas secciones de uso común.8
(Shigley & Mitchell, 1985)
La dimensión efectiva % que corresponde a una sección rectangular de h = 25,4
mm y b = 34 mm se obtiene igualando las dos áreas de 95% de esfuerzo, una
para sección de viga redonda o de viga rotatoria y otra para una rectangular.
(Shigley & Mitchell, 1985)
De la Figura 3. 6 se obtiene
& = '0,05hb0,0766
(3. 21)
( = 33,51!mmSi 8!mm < )! w 250!mm entonces
*+ = 1,189d,-,./0 (3. 22)
12 = 0,85
8 J. Shigley; R. Mitchell, “Diseño en Ingeniería Mecánica”, Cuarta edición, McGraw-Hill, México,1985, Página 314

45
• Factor de modificación de la carga9
Para el factor de carga se toma en cuenta que la fatiga se da por la carga axial.
34 = 0,85
• Factor de modificación de la temperatura10
Si, T! w 450!5!(850!5)67 = 1
• Factor de confiabilidad11
Tabla 3. 6 Factores de confiabilidad ke correspondientes a 8 desviaciones estándar
porcentuales del límite de resistencia a la fatiga. 12
(Budynas & Nisbett, 2008)
Con el 99% de confiabilidad el factor de modificación según la Tabla 3. 6 es
k8 = 0,814
9 R. Budynas;R. Nisbett, “Diseño en Ingeniería Mecánica de Shigley”, Octava edición, McGraw-Hill,México, 2008, Página 28210 J. Shigley; R. Mitchell, “Diseño en Ingeniería Mecánica”, Cuarta edición, McGraw-Hill, México,1985, Página 32111 R. Budynas;R. Nisbett, “Diseño en Ingeniería Mecánica de Shigley”, Octava edición, McGraw-Hill, México, 2008, Página 28412 R. Budynas;R. Nisbett, “Diseño en Ingeniería Mecánica de Shigley”, Octava edición, McGraw-Hill, México, 2008, Página 285

46
• Factor de modificación de efectos varios13
Si S9: w 200!kpsi, entonces
;< = 1,33
Límite de resistencia a la fatiga en la ubicación crítica de una parte de máquina en
la geometría y condición de uso.
=> = k?k@kAkBkCkDSEF (3. 23)
GH = 256,57!MPaResistencia media según Goodman
IJ =SK
LM SNSOPQ+ R.S̀.T̀UV
(3. 24)
WX = 18,29!MPaFactor de seguridad del diseño dinámico
Y = SZ.[̀ = 1,63(3. 25)
3.2.1.3 Resistencia a la fatiga superficial en el estriado interior del acople
La dureza en condición de suministro es entre 270 – 330 HB, se utiliza 330 HB y
se recomienda un factor de seguridad de diseño superficial mayor a 2 al realizar
un proceso interactivo (Tabla 3. 7).
Fuerza tangencial transmitida
\] = 2T
d
(3. 26)
^_ = 8292,94!N13 J. Shigley; R. Mitchell, “Diseño en Ingeniería Mecánica”, Cuarta edición, McGraw-Hill, México,1985, Página 646

47
Tabla 3. 7 Propiedades mecánicas del acero AISI 4340.14
Propiedades MecánicasDensidad (x1000 Kg/m3): 7,7 - 8,03 (a 25°C)
Coeficiente de Poisson: 0,27 - 0,30 (a 25°C)
Módulo de Elasticidad (GPa): 190 -210 (a 25°C)
Fuente: Propia
Elaboración: Propia
Las medidas son tomadas del vástago perforador en la mitad del ancho del área
rectangular de contacto.
• Largo del estriado w = 96!mm,
• Radio exterior del estriado r` = 32,2!mm,
• Radio interior del estriado ra = 21,15!mmb = c4F<w2(1" de)/E
1rfg + 1 rhi = 0,12!mm (3. 27)
Resistencia a la fatiga superficial
jk = 2F<bw = 559,54!MPa (3. 28)
Factor de diseño superficial recomendado
lmn = 2
Esfuerzo permisible
op = Sqrnst (3. 29)
uv = 395,65!MPa14http://www.google.com/url?sa=t&rct=j&q=ficha%20t%C3%A9cnica%3A%20barra%20redonda%20acero%20aleado&source=web&cd=1&ved=0CCwQFjAA&url=http%3A%2F%2Fwww.sni.org.pe%2Fdownloads%2Ffichas_tecnicas%2FBARRA%2520REDONDA%2520ACERO%2520ALEADO.doc&ei=qFspT_TjGMzy2gWRzYm5Ag&usg=AFQjCNELBwAmfTMw6DOXa-0Idsnb6uns1g&cad=rja

48
Resistencia de contacto
(wx)yz{ = 2,76H| " 70 = 840,8!MPa (3. 30)
Factor de diseño calculado
}~ = (S�) !".# = 2,13(3. 31)
3.2.2 ENGRANAJE DE LA EXCÉNTRICA
3.2.2.1 Diseño estático
Para realizar el diseño de los engranes encargados del movimiento de golpe al
martillo, se asume una relación de transmisión 2:1 con dientes rectos, la velocidad
más crítica es 80 rpm, por esta causa se ajusta a dicha relación de transmisión.
Así como también se utiliza el mínimo número de dientes recomendado de 18
para que no exista interferencia con el piñón, en paso burdo (hasta 20P) altura
completa15.
$% =N&N'
= 2(3. 32)
() = 18
Número de dientes de la rueda, despejando de la ecuación (3. 32)
*+ = R,N- = 36 (3. 33)
Ángulo de presión, asumido
. = 20°
El piñón y engrane tienen el mismo material, el diente del piñón es más débil por
el mayor rebaje para evitar la interferencia, por lo tanto el diseño se realiza
únicamente para el piñón (Figura 3. 7).
15 J. Shigley; R. Mitchell, “Diseño en Ingeniería Mecánica”, Cuarta edición, McGraw-Hill, México,1985, Página 622, Tabla 13-1

49
Figura 3. 7 Diagrama de cuerpo libre de las fuerzas y momentos que actúan sobre dos
engranajes de un tren de engranajes sencillos.
(Shigley & Mitchell, 1985)
Factor de Lewis / (ver Tabla 3. 8) para número de dientes igual a 18 es
0 = 0,309
Tabla 3. 8 Valores del factor de Lewis Y. 16
(Budynas & Nisbett, 2008)
16 R. Budynas;R. Nisbett, “Diseño en Ingeniería Mecánica de Shigley”, Octava edición, McGraw-Hill, México, 2008, Página 718

50
Las revoluciones recomendadas para el martillo son de 80, 120 y 200 rpm; por lo
que se utilizará las revoluciones críticas.
n1 = 160!rpmPor tanto las revoluciones de salida de la rueda son
n2 =N3N4
n5 = 80!rpm (3. 34)
La potencia a utilizar es la misma con un factor para el diseño estático de 6 = 3
A partir de estos datos se obtiene ancho de cara y paso adecuados. Por cálculo
iterativo mediante diseño estático se determina F y P, entonces la solución más
adecuada es con paso diametral de 7 = 10! 89:;<=>?@AB
Diámetro de paso del piñón
CDE =NFP= 1,8!pulg (3. 35)
Diámetro de paso de la rueda
GHI =NJP= 3,6!pulg (3. 36)
Velocidad
K = <dLMnN12
= 75, 39!pies!/min (3. 37)
Carga tangencial transmitida
OP =33000H
V= 1313,03!lb (3. 38)
Factor de velocidad para perfil cortado o fresado
QR =1200
1200 + V= 0,94
(3. 39)

51
Se utiliza acero bonificado para maquinaria 709 similar al acero bonificado AISI
4140 (Tabla 3. 9), la ficha técnica se detalla en las Figura A 3 y Figura A 4 del
ANEXO A proporcionado por IVAN BOHMAN C.A.
Tabla 3. 9 Propiedades Mecánicas del acero AISI 4140.
Propiedades Mecánicas en Condición de Suministro:
Resistencia a la Tracción: SST 90 – 110 kg mmU(Esfuerzo de cedencia: SV 70 kg mmW(Elongación, A5 min 12%
Reducción de área, Z min 50%
Dureza 275 – 320 HB
(Bohman, 2011)
Ancho de cara
X = WYP
KZYS[n
= 1,36!pulg (3. 40)
Ancho de cara mínimo recomendado
\ = 3 ]<P^ = 0,94!pulg (3. 41)
Ancho de cara máximo recomendado
_ = 5 `<Pa = 1,57!pulg (3. 42)
La solución recomendada y aproximada es:
b = 1,417!pulg = 36!mmc = 10! dientes!
pulg

52
3.2.2.2 Diseño dinámico a flexión
En esta sección se trata de corroborar las medidas antes expuestas mediante la
determinación del factor de seguridad recomendado (d e 2).
Para el factor de velocidad hay que tener mayor precisión, debido a la fabricación
del perfil pues este es generado con fresa madre o cepillado.
fg =50 + hV50
= 1,17(3. 43)
Factor geométrico i que la American Gear Manufacturers Association (AGMA)
recomienda17
j = 0,3755
Esfuerzo dinámico
k = WlPKmFJ
= 21,02!Kpsi (3. 44)
Resistencia a la fatiga
nop = 0,5Sqr = 78,23!Kpsi (3. 45)
• Factor de acabado en superficie18
st = 0,67
• Factor de tamaño para dientes de engranes rectos19
Para un paso de 10 se tiene
uv = 0,972
17 J. Shigley; R. Mitchell, “Diseño en Ingeniería Mecánica”, Cuarta edición, McGraw-Hill, México,1985, Página 637, Tabla 13-518 J. Shigley; R. Mitchell, “Diseño en Ingeniería Mecánica”, Cuarta edición, McGraw-Hill, México,1985, Página 644, Figura 13-2519 J. Shigley; R. Mitchell, “Diseño en Ingeniería Mecánica”, Cuarta edición, McGraw-Hill, México,1985, Página 645, Tabla 13-9

53
• Factor de confiabilidad20
Para una confiabilidad del 50%
wx = 1
• Factor de efectos diversos para flexión en un solo sentido21
Para resistencia a la tensión hasta 200 Kpsi
yz = 1,33
Resistencia a la fatiga del material
{| = k}k~k�k S! " = 67,76!Kpsi (3. 46)
Factor de seguridad a fatiga a flexión
#$ =S%. = 3,22
(3. 47)
Factor de corrección por sobrecarga22
&' = 1,25
Factor de distribución de la carga para engranes cilíndricos rectos23
() = 1,3
Factor de seguridad ordinario a flexión
* = n+k,k- = 2,0 (3. 48)
20 J. Shigley; R. Mitchell, “Diseño en Ingeniería Mecánica”, Cuarta edición, McGraw-Hill, México,1985, Página 645, Tabla 13-1021 J. Shigley; R. Mitchell, “Diseño en Ingeniería Mecánica”, Cuarta edición, McGraw-Hill, México,1985, Página 646, Tabla 13-1122 J. Shigley; R. Mitchell, “Diseño en Ingeniería Mecánica”, Cuarta edición, McGraw-Hill, México,1985, Página 646, Tabla 13-1223 J. Shigley; R. Mitchell, “Diseño en Ingeniería Mecánica”, Cuarta edición, McGraw-Hill, México,1985, Página 647, Tabla 13-13

54
3.2.2.3 Diseño a la fatiga superficial
La dureza expresada en la Tabla 3. 10 no es la de suministro en condiciones
naturales por parte del proveedor, por lo tanto este material debe ser sometido a
un tratamiento térmico de cementado, el mismo que se detalla en la ficha técnica
del acero AISI 4140 (ver Figura A 3 y Figura A 4 del ANEXO A).
Resistencia a la fatiga en la superficie de aceros está dada por
./ = 0,4HB" 10 = 140!Kpsi (3. 49)
Tabla 3. 10 Datos para el diseño a la fatiga superficial.
Paso diametral, P 10 dientes/pulg
Diámetro de paso del piñón, d0 1,8 pulg
Diámetro de paso de la rueda,!d1 3,6 pulg
Velocidad, V 75,39 pies/min
Carga transmitida tangencial, W2 1313,03 lb
Ancho de cara, F 1,417 pulg
Ángulo de presión, . 20°
Dureza Brinell, H3 375 HB
Factor de velocidad,!C4 = K5 1,17
Factor de corrección por sobrecarga, C6 = K7 1,25
Factor de distribución de la carga, C8 = K9 1,3
Fuente: Propia
Elaboración: Propia
Factor de relación de dureza y factor de temperatura24
• Se emplea para engranes rectos C: = 1
• Para temperaturas menores que 250°C C; = 1
24 J. Shigley; R. Mitchell, “Diseño en Ingeniería Mecánica”, Cuarta edición, McGraw-Hill, México,1985, Página 652

55
Límite de fatiga superficial corregida o resistencia hertziana
<= =C>C?C@CA SB = 175!Kpsi (3. 50)
Relación de velocidad
CD =dEdF = 2
(3. 51)
Factor de configuración geométrico para engranes rectos
G = cos. sin.2
mHmI + 1 = 0,107
(3. 52)
Coeficiente elástico25 para acero – acero
JK = 2300!Carga tangencial permisible
LMN = OSPCQR
S C CT. F. dU. I = 1857,042!lb (3. 53)
Factor de seguridad de los engranes
VW =WXYWZ = 1,41
(3. 54)
Factor de seguridad a la fatiga superficial
[ = n\C]. C^ = 1 (3. 55)
No es necesario mejorar el diseño eligiendo otro material de mayor resistencia
pues los engranes son más críticos a fatiga superficial ya que el factor de diseño
es uno.
25 J. Shigley; R. Mitchell, “Diseño en Ingeniería Mecánica”, Cuarta edición, McGraw-Hill, México,1985, Página 651, Tabla 13-14

56
3.2.3 RESORTES
Al no encontrar en catálogo alguno que se adapte a la carga de trabajo,
dimensiones adecuadas que limiten el espacio y puedan ser ensamblados, se
optó para el diseño tomar en cuenta un arreglo de 10 resortes capaces de realizar
el funcionamiento correcto de la máquina además de facilitar su fabricación. La
Tabla 3. 11 muestra las características y material a utilizar (ver Figura A 5 del
ANEXO A).
Tabla 3. 11 Material y características en el diseño de resortes.
Diámetro interior: DI 38 mm
Índice del resorte: C 4
Material UNS N07750 (Inconel X 750)
Factor de seguridad: n 1,2
Número de espiras totales: N_ 12
Extremos Plano y esmerilado
Fuente: Propia
Elaboración: Propia
3.2.3.1 Diseño del resorte
Diámetro medio en función del diámetro interior y el índice del resorte
` =C C DIC " 1
= 1,99!pulg (3. 56)
Diámetro del alambre
a = D
C= 0,5!pulg (3. 57)
Resistencia última a la tracción
bcd =A
de(3. 58)

57
Tabla 3. 12 Constantes A y m para estimar la resistencia de tensión mínima de alambres
para fabricar resortes comunes. 26
(Budynas & Nisbett, 2008)
El material a usar es un alambre para instrumento musical (Tabla 3. 12), por lo
tanto
A = 201000!psi C pulgf
m = 0,145
ghi = 222,34!kpsiResistencia a la fluencia
jk = 0,75Slm = 166,75!kpsi (3. 59)
Según la Teoría de la energía de la distorsión el esfuerzo de fluencia al corte
nop = 0,577Sq = 96,22!kpsi (3. 60)
Factor corrección de Wahl
rs =4C " 1
4C " 4+0,615
C= 1,404
(3. 61)
26 R. Budynas;R. Nisbett, “Diseño en Ingeniería Mecánica de Shigley”, Octava edición, McGraw-Hill, México, 2008, Página 507, Tabla 10-4

58
La carga máxima estática que soporta
tuáv =<dw
8nKxD C Syz = 1394,55!lbf (3. 62)
Figura 3. 8 Tipos de extremos de resortes de compresión. 27
(Budynas & Nisbett, 2008)
La Figura 3. 8 y la Tabla 3. 13 muestran la forma de acabado en los extremos y
las ecuaciones para determinar cada tipo respectivamente.
Tabla 3. 13 Fórmulas para calcular las dimensiones de resortes de compresión. 28
(Budynas & Nisbett, 2008)
27 R. Budynas;R. Nisbett, “Diseño en Ingeniería Mecánica de Shigley”, Octava edición, McGraw-Hill, México, 2008, Página 503, Figura 10-228 R. Budynas;R. Nisbett, “Diseño en Ingeniería Mecánica de Shigley”, Octava edición, McGraw-Hill, México, 2008, Página 503, Tabla 10-1

59
Número de espiras activas
{| = N} " 1 = 11 (3. 63)
El módulo por cortante se obtiene de la Tabla 3. 14
Tabla 3. 14 Propiedades mecánicas de algunos alambres para resorte.29
Modificado de (Budynas & Nisbett, 2008)
Constante del resorte
~ =d�G8D N!
= 1027,13!lbf/pulg (3. 64)
3.2.3.2 Longitudes
Figura 3. 9 Notación de longitudes y fuerzas.30
(Mott, 2006)
29 R. Budynas;R. Nisbett, “Diseño en Ingeniería Mecánica de Shigley”, Octava edición, McGraw-Hill, México, 2008, Página 508, Tabla 10-530 R. Mott, “Diseño de Elementos de Máquinas”, Cuarta Edición, Prentice-Hall, México, 2006,Página 738

60
Deformación del resorte
" =F#á$
K= 1,36!pulg (3. 65)
Longitud sólida (Figura 3. 9)
%& = dN' = 5,98!pulg (3. 66)
Longitud libre (Figura 3. 9)
() = y + L* = 7,34!pulg (3. 67)
Esta longitud se debe comprobar con la recomendada en el diseño de resortes,
+,-./012345678 < 2,63D
9= 10,49!pulg (3. 68)
Para determinar la longitud ensamblada se toma como dato adicional la precarga
existente en el resorte, dado por el peso de la parte central y accesorios del
martillo con ayuda de software Autodesk Inventor 2012 siendo de 485,85 kg.
Deformación inicial
:;<=>?@A =Precarga
K= 1,04!pulg (3. 69)
Longitud ensamblada
BC = LD " yEFGHIJK = 6,3!pulg (3. 70)
Deformación de trabajo dada por la excéntrica tratada en la sección 3.1.3.5.
LMN!PQRSTUV = 2,5!mmLongitud de trabajo
WX = LY " yZ[!\]^_`ab = 6,2!pulg (3. 71)

61
Paso del resorte
c =Ld
Ne + 1= 0,6!pulg (3. 72)
Diámetro exterior
fg = D + d = 2,49!pulg (3. 73)
Momento torsor máximo con h e 0,15
iják =8Kl(1 + h)FmánD<do = 92,21!kpsi (3. 74)
3.2.3.3 Determinación del pandeo
Relación de longitud libre a diámetro medio
pq
r= 3,68
Relación de deformación a longitud libre
s
tu= 0,18
Figura 3. 10 Curvas que indican
cuándo puede producirse pandeo en
resortes helicoidales de
compresión. Ambas curvas son
para resortes con extremos cerrados
y aplanados. Para la curva A, un
extremo del resorte se comprime
contra una superficie plana y el
otro contra una redondeada. Para la
curva B ambos extremos del resorte se comprimen contra superficies planas y paralelas.31
(Shigley & Mitchell, 1985)
31 J. Shigley; R. Mitchell, “Diseño en Ingeniería Mecánica”, Cuarta edición, McGraw-Hill, México,1985, Página 472, Figura 10-4

62
Con ambas relaciones se determina la existencia o no de pandeo en este caso y
con ayuda de la Figura 3. 10 se muestra que no hay pandeo alguno.
3.2.3.4 Diseño a la fatiga
Para esta sección se determina los ciclos de vida de los resortes al tener como
requisito una duración de 4 años trabajando el martillo 8 horas diarias por 360
días al año, utilizando una velocidad máxima de 200 rpm a la que gira el vástago
perforador (ver Tabla 3. 15).
Tabla 3. 15 Datos para el diseño a la fatiga.
Fuerza máxima: Fváw 1394,55 lbf
Fuerza mínima: Fxíy 1070,38 lbf
Índice del resorte: C 4
Diámetro medio: D 50,67 mm
Diámetro del alambre: d 0,5 pulg
Factor corrección de Wahl: Kz 1,404
Resistencia última a la tracción: S{| 222, 34 kpsi
Ciclos de vida de diseño: N} 1,73E+08
Esfuerzo de fluencia al corte: S~� 96,22 kpsi
Fuente: Propia
Elaboración: Propia
Cálculo de las fuerzas amplitud y media (Figura 3. 11)
! = F"á# " F$í%2
= 162,08!lbf (3. 75)
&' = F( + F)í* = 1232,47!lbf (3. 76)

63
Figura 3. 11 Fuerzas actuantes en el resorte.
Fuente: Propia
Elaboración: Propia
Factor de multiplicación del esfuerzo cortante
+, = 1 +0,5
C= 1,125
(3. 77)
Esfuerzos cortantes amplitud y medio
-. = K/8F0D<d1 = 7,47!kpsi (3. 78)
23 = K48F5D<d6 = 56,79!kpsi (3. 79)
Para determinar el límite de fatiga a la torsión Zimmerli32 sugiere para resortes sin
martillar que los componentes de la resistencia a la fatiga de vida infinita son:
789 = 35!kpsi :;< = 55!kpsiResistencia última a la torsión
=>? = 0,6S@A = 133,4!kpsi (3. 80)
32 R. Budynas;R. Nisbett, “Diseño en Ingeniería Mecánica de Shigley”, Octava edición, McGraw-Hill, México, 2008, Página 518

64
Al utilizar la ordenada de la intersección de Gerber33 del cortante, el límite de
fatiga a la torsión es:
BCDE = SFG1" HSIJ
SKLMN = 42,17!kpsi (3. 81)
Resistencia a la fatiga a torsión
OPQ = SR STkUkVkW (3. 82)
• Para una confiabilidad del 50%, el factor de confiabilidad es:34
XY = 1
• Para temperatura de servicio w 450°C, el factor de temperatura es35
Z[ = 1
• Factor de concentración de esfuerzos
Efecto por curvatura
\] = K^K_ = 1,25
(3. 83)
`a = 1
Kb = 0,801(3. 84)
cde = 33,79!kpsiLos esfuerzos cortantes actuantes en el resorte se observan en la Figura 3. 12.
33 R. Budynas;R. Nisbett, “Diseño en Ingeniería Mecánica de Shigley”, Octava edición, McGraw-Hill, México, 2008, Página 298, Ec. (6-47)34 J. Shigley; R. Mitchell, “Diseño en Ingeniería Mecánica”, Cuarta edición, McGraw-Hill, México,1985, Página 319, Tabla 7-735 J. Shigley; R. Mitchell, “Diseño en Ingeniería Mecánica”, Cuarta edición, McGraw-Hill, México,1985, Página 321

65
Figura 3. 12 Esfuerzos cortantes actuantes en los resortes.
Fuente: Propia
Elaboración: Propia
Factor de seguridad a la fatiga
f = Sgh5i = 4,52!!!!!!! j Tiene!vida!infinita (3. 85)
Resistencia a la fatiga determina número de ciclos (Figura 3. 13)
klm = Nn10o (3. 86)
De la ecuación (3. 86) se despeja N
p = (Sqr10st)u/v (3. 87)
Constante b
w = " 13log x0,8Syz
S{| } = "0,166 (3. 88)
Constante c
~ = log �(0,8S !)"S#$ % = 2,53
(3. 89)

66
Encontradas las constantes b y c, calculamos los ciclos a los que ocurre la falla
con la ecuación (3. 87)
N = 8,68 & 10'()!ciclosCálculo del factor de seguridad para la vida de diseño especificada en los datos
de la ecuación (3. 86) la resistencia a la fatiga es:
*+, = 14,33!kpsi
Figura 3. 13 Ciclos a los que ocurre la falla.
Fuente: Propia
Elaboración: Propia
Factor de seguridad a la fatiga de diseño
- = S./50 = 1,92!(en!vida!infinita) (3. 90)
3.2.4 EJE EXCÉNTRICO
3.2.4.1 Diseño estático
Se calcula iterativamente el diámetro mayor del eje excéntrico necesario,
adecuado y razonable para soportar las cargas actuantes utilizando un factor de
seguridad de 2, además de ubicar las longitudes para los rodamientos y el
engranaje como se muestra en la Figura 3. 14.

67
En los rodamientos 1 y 4 se apoya la excéntrica en la carcasa. Debido a la
existencia de desgaste entre el eje y la placa por ser de diferente material, los
rodamientos 2 y 3 que transmiten el golpe evita el daño y falla en placa. Estos
deben soportar la fuerza que ejercen todos los resortes ubicados en el martillo.
Figura 3. 14 Eje excéntrico con distancias entre rodamientos y engranaje.
Fuente: Propia
Elaboración: Propia
Un solo resorte soporta 632,98 Kg en un arreglo de 10 resortes la fuerza ejercida
en los rodamientos es de 6,33 toneladas, esta carga se divide para cuatro por
existir dos ejes excéntricos, por lo tanto cada rodamiento soporta 1,58 toneladas.
3.2.4.1.1 Cálculo de reacciones plano xy
Tabla 3. 16 Fuerzas actuantes en el plano xy del eje.
Carga ejercida por el piñón: F123 1313,028 lb
Carga ejercida en el rodamiento 2: F45 3488,74 lb
Carga ejercida en el rodamiento 3: F67 3488,74 lb
Fuente: Propia
Elaboración: Propia

68
Se utiliza el software MDSolids 3.5 a partir de la Tabla 3. 16 para obtener las
reacciones y momento máximo que se muestra en la Figura 3. 15 y resultados en
la Tabla 3. 17.
Plano xy del eje excéntrico con sus fuerzas actuantes y calculadas.
Figura 3. 15 Eje con diagrama de fuerza cortante y momento flector en el plano xy.
(MDSolids 3.5, 2009)
Tabla 3. 17 Resultados a partir del programa MDSolids para el eje excéntrico en plano xy.
Reacción en A: R89 3782,52 lb
Reacción en B: R:; 1881,89 lb
Momento en rodamiento 2: M<= 15621,5 lb*pulg
Momento en rodamiento 3: M>? 18281,69 lb*pulg
Momento en el engranaje: M@A 4445,42 lb*pulg
Fuente: Propia
Elaboración: Propia

69
3.2.4.1.2 Cálculo de reacciones plano xz
Se utiliza el software MDSolids 3.5 a partir de la Tabla 3. 18 para obtener las
reacciones y momento máximo que se muestra en la Figura 3. 15 y resultados en
la Tabla 3. 19.
Tabla 3. 18 Fuerzas actuantes en el plano xz.
Carga ejercida por el piñón: FBCD 477,9 lb
Plano xz del eje excéntrico con sus fuerzas actuantes y calculadas.
Figura 3. 16 Eje con diagrama de fuerza cortante y momento flector en el plano xz.
(MDSolids 3.5, 2009)
Tabla 3. 19 Resultados a partir del programa MDSolids para el eje excéntrico en plano xz.
Reacción en A: REF 56,79 lb
Reacción en B: RGH 421,11 lb
Momento en el engranaje: MIJ 994,75 lb*pulg
Fuente: Propia
Elaboración: Propia

70
3.2.4.1.3 Cálculo de reacciones y momentos totales
Reacción en A
KL = M(RNO)P + (RQR)S = 3782,95!lb (3. 91)
Reacción en B
TU = V(RWX)Y + (RZ[)\ = 1928,43!lb (3. 92)
Momento en el rodamiento 2
]^ = _(M`a)b = 15621,5!lb C pulg (3. 93)
Momento en el rodamiento 3
cd = e(Mfg)h = 18281,69!lb C pulg (3. 94)
Momento en el engranaje
ij = k(Mlm)n + (Mop)q = 4555,36!lb C pulg (3. 95)
Momento máximo
rsát = Mu = 18281,69!lb C pulgTorque sobre el eje
v = 198000H<n = 2363,45!lb C pulg (3. 96)
Con la teoría de la Energía de la Distorsión para materiales dúctiles se determina
el diámetro mayor del eje excéntrico, utilizando las ecuaciones (3. 1) y (3. 3) para
esfuerzos principales y esfuerzo al cortante respectivamente. Como el eje está
sometido a flexión el esfuerzo normal es
wx = Mc
I
(3. 97)

71
Donde
• y: momento en el punto crítico
• z: radio del eje
• {: momento de inercia
• !}: momento polar
Reemplazando ~ y � en (3. 97) y en (3. 3) se tiene
!" =32M#á$<d%
(3. 98)
&'( =16T<d)
(3. 99)
Ahora sustituyendo las ecuaciones (3. 98) y (3. 99) en (3. 1) y simplificando se
obtiene los esfuerzos principales A y B.
*+ =16<d, -M.á/ +0M1á23 + T45 (3. 100)
67 =16<d8 9M:á; "<M=á>? + T@A (3. 101)
Los resultados en función del diámetro son
BC =186,99
dD !kpsi!!!!!!!!!!!!!!!!!!!!!!!!!!!!FG = " 0,775dH !kpsi
La ecuación de la curva que representa la Teoría de la Distorsión36
SIJ = SKL " SM C SN " SOP (3. 102)
Semejanza entre QRSTUV con QWXYZ[ de la Figura 3. 17 se tiene
\] = ".^._ C S` (3. 103)
36 J. Shigley; R. Mitchell, “Diseño en Ingeniería Mecánica”, Cuarta edición, McGraw-Hill, México,1985, Página 249, Ecuación (6-11)

72
Figura 3. 17 Aplicación de la teoría de la distorsión.
Fuente: Propia
Elaboración: Propia
Al sustituir la ecuación (3. 103) en (3. 102)
ab =Sc
d1 + e.f.gh + i.j.klm(3. 104)
Relación entre esfuerzos principales
.n.o = "0,00414El factor de seguridad para el diseño estático que se recomienda es
p = Sq.r = 2(3. 105)
De la ecuación (3. 104) la resistencia principal es
st = 99,29!kpsiAl reemplazar la ecuación (3. 100) en (3. 105) y despejando el diámetro u:

73
vwxyz{|}~� = !!!"16 C n C #M$á% +&M'á() + T*+
< C S,-.../0 12 (3. 106)
3456789:;< = 1,6!pulgSe utiliza el diámetro cercano al resultado del acero AISI 4140 (Figura A 3 y
Figura A 4 del ANEXO A), conforme los criterios de diseño y disponibilidad en el
mercado ecuatoriano, en este caso proporcionado por IVAN BOHMAN C.A.
= = 2! 5 32> pulg = 55!mm3.2.4.2 Diseño dinámico
La Tabla 3. 20 muestra el cálculo de esfuerzos para el diseño dinámico.
Tabla 3. 20 Resultado del cálculo de esfuerzos.
Descripción de variable Símbolo Fórmula Resultado Unidades
Esfuerzo normal máximo .?@áA MBáCcI
24,41 kpsi
Esfuerzo cortante máximo 5DEFáG Tr
J1,58 kpsi
Esfuerzo normal amplitud .HI .JKáL 24,41 kpsi
Esfuerzo normal medio .MN 0 kpsi
Esfuerzo cortante amplitud 5OPQ 0 kpsi
Esfuerzo cortante medio 5RST 5UVWáX 1,58 kpsi
Fuente: Propia
Elaboración: Propia
Al combinarse los esfuerzos fluctuantes debido a la flexión y la torsión de acuerdo
con la teoría de falla por energía de distorsión, los esfuerzos de Von Mises para
ejes giratorios, redondos y sólidos, sin tomar en cuenta las cargas axiales, están
dados por las ecuaciones (3. 17) y (3. 18).

74
Los esfuerzos amplitud y medio equivalente según Goodman son
YZ̀ = 24,41!kpsi[\̀ = 2,73!kpsi
El mismo acero utilizado en los engranes sirve para fabricar el eje excéntrico, los
límites de resistencias y factores de modificación calculados se presentan en la
Tabla 3. 21 y en la sección 3.2.1.
Tabla 3. 21 Factores y límites de resistencia.
Descripción de variable Símbolo Fórmula Resultado Unidades
Resistencia última a la tracción S]^ 156,45 kpsi
Resistencia a la fatiga de la
probetaS_̀ 0,5 C Sab 78,23 kpsi
Factor de modificación de la
condición superficialkc a C Sutd 1,182
Factor de modificación del tamaño ke 0,869 C dfgh,ijk 0,814
Factor de modificación de
confiabilidadkl 1
Factor de modificación de la
temperaturakm 1
Factor de modificación de efectos
varioskn 1
Fuente: Propia
Elaboración: Propia
El factor de concentración del esfuerzo y sensibilidad a la muesca37 no consta en
la Tabla 3. 21 por no tratarlo antes debido a la dependencia con otros factores, así
que se calcula para este punto crítico.
op = kqr C kst (3. 107)
37 R. Budynas;R. Nisbett, “Diseño en Ingeniería Mecánica de Shigley”, Octava edición, McGraw-Hill, México, 2008, Página 287

75
Donde
• uvw factor de concentración de esfuerzos a la flexión
xyz =1
K{(3. 108)
• |} factor teórico geométrico de concentración del esfuerzo
Para conseguir el valor de ~� se utiliza la Figura 3. 18 y las relaciones.
!= 0,022!!!!!!!!!!!"
#= 1,11
El radio de la muesca es 1 mm y el diámetro menor es 45 mm por
especificaciones del rodamiento 3 ubicado en este punto que se demuestra en el
cálculo de rodamientos para la excéntrica. El diámetro mayor es 50 mm asumido
en la sección 3.2.4.1.
Figura 3. 18 Eje redondo con filete en el hombro en flexión. 38
(Budynas & Nisbett, 2008)
Por tanto !%& ' 2,1
• () factor de concentración del esfuerzo reducido de K*
+, = 1 + q(K- " 1) (3. 109)
38 R. Budynas;R. Nisbett, “Diseño en Ingeniería Mecánica de Shigley”, Octava edición, McGraw-Hill, México, 2008, Página 1008, Apéndice A, Tabla A-15, Figura A-15-9

76
Figura 3. 19 Sensibilidad a la muesca.39
(Budynas & Nisbett, 2008)
Con el Sut y radio de 1mmse tiene . ' 0,85 (ver Figura 3. 19)
Se introducen los valores de / y !12 en la ecuación (3. 109) se tiene
34 = 1,935
Al sustituir 56 en la ecuación (3. 108) se obtiene
789 = 0,5168
• :;< factor de concentración de esfuerzos a la torsión
Por no tener sensibilidad de la muesca a la torsión => por falta de variación de la
torsión, el factor es
?@A = 1
Se reemplaza los valores de BCD y EFG en (3. 107) obteniendo
HI = 0,5168
39 R. Budynas;R. Nisbett, “Diseño en Ingeniería Mecánica de Shigley”, Octava edición, McGraw-Hill, México, 2008, Página 287, Figura 6-20

77
Determinados los factores y límites de resistencia se procede a calcular la
resistencia a la fatiga y la resistencia media según Goodman con las ecuaciones
(3. 23) y (3. 24) respectivamente
JK = 38,89!kpsiLM = 4,24!kpsi
Se utiliza la ecuación (3. 25) para obtener el factor de seguridad.
N = 1,55
Por recomendación en las dimensiones de los rodamientos en la excéntrica
alcanza un diámetro de 52 mm, el material comercial es de 55 mm por tanto se
maquina para alcanzar el adecuado.
3.2.5 VÁSTAGO
Para determinar el diámetro del vástago se realiza solo diseño estático, debido a
que en diseño dinámico no se puede considerar ninguna información sobre factor
de tamaño y factor de concentrador de esfuerzos para el roscado ubicado en un
extremo.
Figura 3. 20 Fuerzas ejercidas por los resortes en el vástago.
Fuente: Propia
Elaboración: Propia

78
La fuerza que soporta el vástago es la fuerza ejercida por el resorte, esta fuerza
es el doble ya que por cada vástago existen dos resortes (ver Figura 3. 20). El
diámetro a determinar es el interior de la rosca OP ya que en este se presenta la
falla. Considerando para la rosca el paso de 6 mm, para determinar luego el
diámetro exterior del vástago QR.
El diámetro interior mínimo asumido de la rosca es:
ST = 10!VW
Tomando en cuenta el paso entonces el diámetro exterior es de 16 mm, medida
mínima suministrada por el proveedor.
La altura X de la rosca en el vástago es de 6 mm, esta altura se justifica en el
cálculo de la tuerca.
El esfuerzo normal ejercido en el vástago se determina con la ecuación (3. 2).
YZ = 157,96!MPaEl esfuerzo cortante se produce por efecto de la rosca
[\] =F
A=
2F<d^h = 131,64!MPa (3. 110)
Para justificar el diámetro asumido se utiliza la teoría de la distorsión y mediante
el cálculo del factor de seguridad, que recomendado debe ser mayor a 2.
Los esfuerzos principales se calculan mediante la ecuación (3. 1)
_` = 232,49!MPa!bc = "74,53!MPa
El esfuerzo de Von Mises se calcula con la ecuación (3. 5)
d̀ = 277,38!MPa

79
Se utiliza el acero bonificado para maquinaria 709 de similares características al
AISI 4140 mencionadas en las Figura A 3 y Figura A 4 del ANEXO A.
Por tanto el factor de seguridad se calcula con la ecuación (3. 6)
e = 2,47
El factor cumple con lo recomendado aunque se puede disminuir pero con un
diámetro exterior del vástago de 16 mm se tiene un diámetro interior de 10 mm y
este diámetro exterior es el mínimo disponible en el mercado.
fg = 16!mm =5
8pulg
Estos elementos deben ajustarse de manera que la parte central quede
totalmente fija, porque al ajustar los resortes se toma en cuenta la deformación
lineal del vástago debido al material, pues esta deformación debe ser cero.
Longitud total del vástago es h = 935!mmLa constante elástica del vástago es:
i =AE
L
(3. 111)
Donde
• El módulo de elasticidad del acero AISI 4140 es: j = 200!GPa• k es el área del vástago con el menor diámetro
Por tanto
l = 16,8!GPaLa deformación lineal del vástago es:
m =F
k= 0,74!mm (3. 112)

80
3.2.6 PLACA FIJA Y MÓVIL
Para determinar el espesor de las placas se toma en cuenta el movimiento de
golpe que transmite para la perforación. Las cargas actuantes en la placa son las
ejercidas por el engranaje, el eje excéntrico, los resortes, la fuerza de la cadena
que se explica en la sección 3.3.6 y el peso de los accesorios (vástago perforador,
tres uniones, tres barrenos de 5.4 metros y la broca de 3 pulgadas de diámetro).
El material es acero ASTM A-588M grado A (Figura A 6 del ANEXO A), las
longitudes para el cálculo de las reacciones y ubicación de cada carga se detallan
en la Tabla 3. 22
Tabla 3. 22 Datos para el diseño de las placas.
Longitud desde A hasta excéntrica Ln 126,42 mm
Longitud desde excéntrica hasta accesorios Lo 68,58 mm
Longitud desde accesorios hasta excéntrica Lp 68,58 mm
Longitud desde excéntrica hasta B Lq 126,42 mm
Carga de 10 resortes Frst 6,33 Ton
Fuerza de la cadena Fuvwxyz 3 Ton
Peso accesorios P{á| 1145,13 N
Fuerza del eje excéntrico F} 3,23 N
Fuerza del engranaje F~�!"#$%&' 6211,37 N
Acero ASTM A-588M Grado A . 345 N/mm(
Fuente: Propia
Elaboración: Propia
Se utiliza la teoría de esfuerzos normales en vigas para determinar el espesor de
la placa además del software MDSolids 3.5 para obtener las reacciones,
diagramas de fuerza cortante y momento flector (ver Tabla 3. 23).
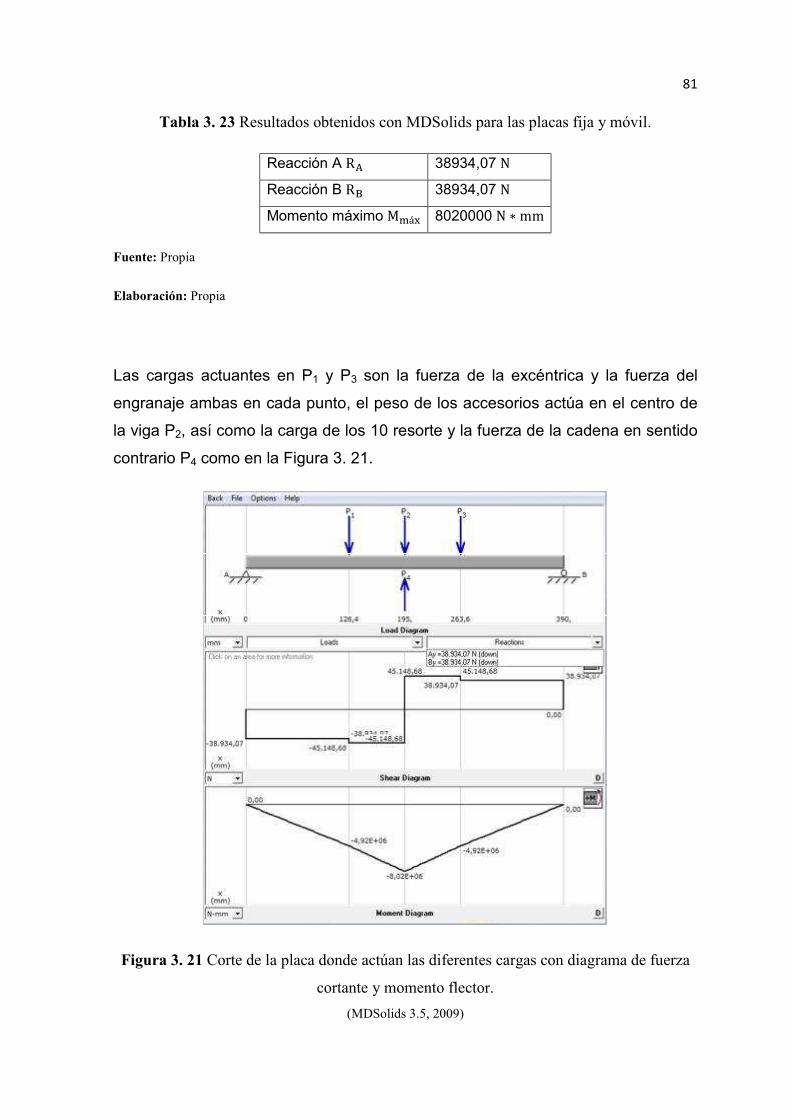
81
Tabla 3. 23 Resultados obtenidos con MDSolids para las placas fija y móvil.
Reacción A R) 38934,07 N
Reacción B R* 38934,07 N
Momento máximo M+á, 8020000 N CmmFuente: Propia
Elaboración: Propia
Las cargas actuantes en P1 y P3 son la fuerza de la excéntrica y la fuerza del
engranaje ambas en cada punto, el peso de los accesorios actúa en el centro de
la viga P2, así como la carga de los 10 resorte y la fuerza de la cadena en sentido
contrario P4 como en la Figura 3. 21.
Figura 3. 21 Corte de la placa donde actúan las diferentes cargas con diagrama de fuerza
cortante y momento flector.
(MDSolids 3.5, 2009)

82
Secciones doblemente simétricas40
Figura 3. 22 Sección transversal doblemente simétrica.
(Gere & Goodno, 2009)
-.á/ = M
S
(3. 113)
Por tanto el módulo de sección es:
0 = 23241,57
Para una viga con sección transversal rectangular con ancho b y peralte h (ver
Figura 3. 22), el módulo de sección es41
1 = bh26
=I
c
(3. 114)
En donde el peralte es la incógnita
3 = X = 46Sb= 19mm
40 J. Gere; B. Goodno, “Mecánica de Materiales”, Séptima edición, Cengage Learning, México,2009, Página 36541 J. Gere; B. Goodno, “Mecánica de Materiales”, Séptima edición, Cengage Learning, México,2009, Página 365, Figura 5.12

83
3.3 SELECCIÓN DE LOS ELEMENTOS MECÁNICOS
3.3.1 COJINETES DE RODAMIENTOS EN ACOPLES SUPERIOR E INFERIOR
DEL VÁSTAGO PERFORADOR
3.3.1.1 Selección de cojinetes de rodamientos
Los cojinetes de rodamientos de rodillos cónicos desempeñan un papel esencial
en aplicaciones para trabajos pesados de velocidad moderada desde
generadores eólicos y plantas de laminación hasta yacimientos petrolíferos y el
procesamiento de áridos.
Especialmente diseñados para soportar cargas combinadas (radiales y axiales),
están bien adaptados para ser utilizados en los husillos de máquinas –
herramientas, cajas de engranajes, transmisiones, ruedas delanteras de
vehículos, diferenciales y piñones, rodillos transportadores y ruedas de
remolques.
3.3.1.2 Condición de carga
Están sometidos únicamente a carga axial antes considerada de 20 toneladas
como máximo, asumida en un principio para conocer la carga que soporta un
cojinete de rodamiento de rodillos cónicos mediante proceso iterativo, teniendo
como restricción que el ancho de este no debe superar los 6 centímetros por
condiciones dimensionales. Al realizar este cálculo se observa que la carga axil
asumida permite cumplir esta restricción de diseño.
A continuación se determina el rodamiento definitivo mediante el método Timken:
Al existir solo carga axial la fuerza axial de empuje es:
56 = F78 = 196000!N3.3.1.2.1 Prueba 1
Se considera el coeficiente de carga 9 de 1,5

84
P = K C F: = 294000!N (3. 115)
Estos elementos debe cumplir además con un determinado tiempo de vida, las
condiciones son que trabaja 10 horas diarias por 360 días al año y durante 4
años. Por tanto las horas de vida del rodamiento son:
;< = 14400!horasComo lubricante se utiliza RED GOLD (ver Figura B 1 del ANEXO B), es una
grasa resultado de la combinación de aceites sintéticos de alta viscosidad con
espesantes inorgánicos que no producen cenizas ni carbonilla, ideal para
rodamientos sellados de por vida.
• Factor de confiabilidad del rodamiento =>, con Conf. = 50!%?@ = hConf. = 0,707 (3. 116)
• Factor de temperatura @ 80 rpm y 200 °C
AB = 0,13; valor determinado en la Figura B 2 ANEXO B
• Factor de viscosidad, cSt @ 40 °C = 544
CD = 1,33; valor determinado en la Figura B 3 ANEXO B
• Factor de lubricante
EFG = fH C fI = 0,173 (3. 117)
• Vida de diseño
JK = LL C rpm C 60 = 69120000!rev (3. 118)
Capacidad de carga dinámica se determina
CMN = aOP P LQ4,48fRfS(1" RT)U/V90(10W)X
Y/Z[= 374,88!kN (3. 119)

85
Por tanto el elemento seleccionado es:
Cojinete de rodamiento de rodillos cónicos Serie 32221 – A42
d = 105!mm D = 190!mmT = 53!mm C\] = 385!kN
K = 1,43
3.3.1.2.2 Prueba 2
Con K definido recalcula la capacidad de carga dinámica y se comprueba que la
capacidad de carga dinámica radial del rodamiento es suficiente y por ende el
rodamiento es el correcto detallado en la ficha técnica de la Figura B 4 ANEXO B.
_̂` = 357, 39!kN3.3.2 COJINETES DE RODAMIENTOS EN EL EJE EXCÉNTRICO
3.3.2.1 Selección de cojinetes de rodamientos
Los cojinetes de rodamiento rígidos de bolas tienen la capacidad de carga más
baja en comparación con los cojinetes de rodamientos de rodillos cónicos pero
pueden soportar cargas en ambas direcciones radial y axial.
3.3.2.2 Condición de carga
Estos cojinetes de rodamientos rígidos de bolas están sometidos únicamente a
carga radial las cargas están determinadas en la sección 3.2.4.
3.3.2.2.1 Cojinetes de rodamientos rígidos de bolas en los puntos A y B
A continuación se determina el cojinete de rodamiento rígido de bolas definitivo
para el apoyo de la excéntrica en la carcasa, es decir, los cojinetes 1 y 4 en los
puntos A y B de la Figura 3. 14.
42 Datos proporcionados por IVAN BOHMAN C.A.

86
Tabla 3. 24 Datos de reacciones en los puntos A y B del eje excéntrico.
Reacción en A: Ra 3782,95 lb
Reacción en B: Rb 1928,43 lb
Fuente: Propia
Elaboración: Propia
El cojinete de rodamiento de bolas es seleccionado en función de la mayor carga,
es decir, en el punto A de la Figura 3. 14 y como este cojinete está sometido
únicamente a carga radial la carga dinámica equivalente es
c = Rd = 3782,95!lbFactores que recomienda Fischers Aktien-Gesellschaf (FAG) necesarios para el
cálculo de la capacidad de carga dinámica detallados a continuación
• Factor de esfuerzos dinámicos43
Se ubica la aplicación de mejor desempeño de la máquina
ef = 1,8
• Factor de velocidad de giro44
Se considera la velocidad de giro a 80 rpm utilizadas en gran parte del diseño
gh = 0,747
• Factor de temperatura
ij = 1!
43 Programa Standard FAG, Catálogo 41500/2 SA, Página 9, Valores de orientación para fk yvalores usuales en el cálculo44 Programa Standard FAG, Catálogo 41500/2 SA, Página 12, Valores de fl!para rodamientos de bolas

87
La capacidad de carga dinámica es
m = fnfofp P = 40,52!kN (3. 120)
Por tanto el cojinete de rodamiento seleccionado es
Cojinete de rodamiento rígido de bolas Serie 4306 – B – TVH45 ver Figura B 5
ANEXO B.
d = 30!mm D = 72!mmT = 27!mm Cqr = 42!kN
La capacidad de carga dinámica radial proporcionada por el cojinete es levemente
menor por lo tanto es el indicado, pero se confirma calculando el factor de
esfuerzos dinámicos st despejando de la ecuación (3. 120), este valor debe
coincidir con el considerado y recomendado por la FAG.
uv = CfwfxP
= 1,77(3. 121)
Como se observa la variación es insignificante entonces el cojinete se avala.
3.3.2.2.2 Cojinetes de rodamientos rígidos de bolas en los puntos 1 y 2
A continuación se determina el cojinete de rodamiento rígido de bolas definitivo
para el apoyo de la excéntrica en la placa, es decir los cojinetes 2 y 3 en los
puntos 1 y 2 de la Figura 3. 14.
Tabla 3. 25 Datos de fuerzas en los puntos 1 y 2 del eje excéntrico.
Reacción en el punto 1 y 2: Ryz{|} 3488,74 lb
Fuente: Propia
Elaboración: Propia
45 Datos proporcionados por IVAN BOHMAN C.A.

88
Se selecciona el cojinete de rodamiento de bolas para esta carga, ya que es la
misma para ambos puntos, elemento sometido únicamente a carga radial.
La carga dinámica equivalente es
~ = R�!"#$ = 3488,74!lbFactores recomendados por la FAG detallados en la sección 3.3.2.2.1.
Con la ecuación (3. 120) se calcula la capacidad de carga dinámica
% = 37,37!kNPor tanto el cojinete de rodamiento seleccionado es:
Cojinete de rodamiento de bolas Serie 4209 B – TVH46 ver Figura B 6 ANEXO B.
d = 45!mm D = 85!mmT = 23!mm C&' = 38!kN
3.3.3 CHAVETA (EJE EXCÉNTRICO – ENGRANAJE)
Se utiliza una chaveta media luna DIN 6888 – ISO 3912, el espesor a utilizar es
de 10 mm luego de calcular iterativamente resultó ser el más adecuado, estas son
fabricadas con acero al carbono SAE 1212 con las propiedades mostradas en la
Figura B 7 del ANEXO B.
Tabla 3. 26 Datos para el diseño de la chaveta.
Torque sobre el eje: T 2363,45 lbf*pulg
Espesor de la chaveta: t 10 mm
Radio el eje: r 18 mm
Resistencia a la fluencia: S( 529,2 MPa
Factor de seguridad: n 2
Fuente: Propia
Elaboración: Propia
46Datos proporcionados por IVAN BOHMAN C.A.

89
Fuerza ejercida en la superficie del eje (ver Figura 3. 23)
F =T
r= 3335,092!lbf (3. 122)
Figura 3. 23 Fuerzas aplicadas en la chaveta.47
(Budynas & Nisbett, 2008)
Mediante energía de distorsión la resistencia al cortante con (3. 7) es
)*+ = 44,29!kpsiLa falla por cortante a lo largo del área ab creará un esfuerzo
, =F
tl
(3. 123)
Al sustituir la ecuación (3. 123) por la resistencia dividida entre el factor de
seguridad se tiene:
S-.
n=F
tl
(3. 124)
Se despeja la longitud / para soportar el cortante de (3. 124)
0 =nF
tS12= 0,383!pulg (3. 125)
Para resistir aplastamiento se utiliza el área de la mitad de la cara de la cuña con
la ecuación (3. 124)
S34
n=
F
t C l 25(3. 126)
47 R. Budynas;R. Nisbett, “Diseño en Ingeniería Mecánica de Shigley”, Octava edición, McGraw-Hill, México, 2008, Página 382

90
Despejando 6 de (3. 126) se tiene la longitud para soportar el aplastamiento
7 =2nF
tS89= 0,765!pulg
Por tanto la falla de la chaveta en la longitud mayor por aplastamiento. Se elige
una chaveta normalizada con longitud cercana o igual a la calculada.
3.3.4 TUERCA Y TORNILLO DEL VÁSTAGO
El material a utilizar en la fabricación de tuercas es el acero inoxidable AISI 304,
la ficha técnica se detalla en la Figura B 8 del ANEXO B proporcionado por IVÁN
BOHMAN C.A (ver Tabla 3. 27).
Tabla 3. 27 Propiedades mecánicas del acero AISI 304.
Propiedades Mecánicas en Condición de Suministro:
Resistencia a la Tracción: S:; 620 MPa
Esfuerzo de cedencia: S< 310 MPa
Elongación, A5 30%
Reducción de área, Z 40%
Módulo de elasticidad 200 GPa
(Bohman, 2011)
Los datos para la tuerca y tornillo se presentan en la Tabla 3. 28 y su geometríaen la Figura 3. 24.
Tabla 3. 28 Datos para el diseño de tuerca y tornillo.
Fuerza ejercida en la rosca: F 1265,97 kg
Paso: p 6 mm
Altura asumida de la rosca: h 6 mm
Diámetro exterior: d 16 mm
Resistencia a la fluencia – Vástago: S=>? 686 MPa
Resistencia a la fluencia – Tuerca: S@AB 310 MPa
Fuente: Propia
Elaboración: Propia

91
Figura 3. 24 Geometría de rosca cuadrada útil para calcular los esfuerzos flexionante y
cortante transversal en la raíz de la rosca.48
(Budynas & Nisbett, 2008)
3.3.4.1 Diseño estático
Diámetro medio
dC = d " p
2= 13!mm (3. 127)
Diámetro interior
dD = d " p = 10!mm (3. 128)
Por ser las secciones críticas diferentes se separa los efectos de compresión y
corte en los hilos de la tuerca y el tornillo. Al estudiar el efecto de corte o de
compresión, si E < 2 el elemento falla, entonces se diseña para F > 2 y solo para
materiales dúctiles (ver Tabla 3. 29).
48 R. Budynas;R. Nisbett, “Diseño en Ingeniería Mecánica de Shigley”, Octava edición, McGraw-Hill, México, 2008, Página 404

92
Tabla 3. 29 Esfuerzos de corte y comprensión en la tuerca y tornillo.
TUERCA TORNILLO
Co
rte
Área de corte
A = <dh2= 150,79!mmG
Esfuerzo cortante
5 = F
A=
2F<dh = 82,27MPa
Área de corte
A = <dH h2= !94,25!mmI
Esfuerzo cortante
5 = F
A=
2F<dJh = 131,64MPa
Co
mp
resi
ón
Área de compresión
A =1
4<KdL " dMNOh
p= 122, 52!
Esfuerzo normal
.(P) = F
A=
4pF<QdR " dSTUh
= 101,26!MPa
Área de compresión
A =1
4<VdW " dXYZh
p= 122, 52!mm[
Esfuerzo normal
.(\) = F
A=
4pF<]d^ " d_`ah
= 101,26!MPaFuente: Propia
Elaboración: Propia
Tabla 3. 30 Factor de diseño para materiales dúctiles para la tuerca y tornillo.
TEORÍA TUERCA TORNILLO
Co
rte
T.E.D.
Factor de seguridad al corte
n =Sbc5de =
0,577Sfgh2F<dh = 2,09
Factor de seguridad al corte
n =Sij5kl =
0,577Smno2F<dph
= 2,9
Co
mp
resi
ón
T.E.D.
Factor de seguridad a la
compresión
n =Sqrs.t =
Suvw4pF<xdy " dz
{|h
= 3,06
Factor de seguridad a la
compresión
n =S}~�. =
S!"#4pF<$d% " d&'(h
= 6,77
Fuente: Propia
Elaboración: Propia

93
En la Tabla 3. 30 se determina el factor de diseño para corte y compresión sobre
materiales dúctiles en la tuerca y el tornillo. El elemento no falla porque el menor
valor es 2,09, la altura es de 6 mm se eleva a 35/64 pulgadas recomendada para
una tuerca hexagonal regular de tamaño nominal 5/8 pulgadas.
3.3.4.2 Diseño dinámico
No se considera al no existir información sobre los factores de tamaño (k)) y el
factor concentrador de esfuerzos (k*).
3.3.4.3 Autobloqueo
Figura 3. 25 Parte de un tornillo de potencia.49
(Budynas & Nisbett, 2008)
Para determinar el coeficiente de fricción del collarín y de la tuerca, se utiliza la
Tabla 3. 31 y la Figura 3. 25 que da valores teóricos de estos coeficientes, donde
+, = +, por ser acero – acero
49 R. Budynas;R. Nisbett, “Diseño en Ingeniería Mecánica de Shigley”, Octava edición, McGraw-Hill, México, 2008, Página 401

94
Tabla 3. 31 Coeficiente de fricción µ de pares roscados. 50
(Budynas & Nisbett, 2008)
Por tanto el menor del coeficiente de fricción (ver Tabla 3. 31)
-. = + = 0,15
El diámetro del collarín que se asume es:
/0 = 20!mmEl avance de la rosca es igual al paso ya que avanza un hilo por vuelta, por tanto:
1 = p = 6!mmCoeficiente de rozamiento de bloqueo
tan 2 =l<d3 = 0,147
(3. 129)
Por tanto
4 = 0,15 > tan 2 = 0,147
5 = 8,36°
Esta relación establece que el autobloqueo se presenta cuando el coeficiente de
fricción de la rosca es igual o mayor que la tangente del ángulo de avance de la
rosca.
50 R. Budynas;R. Nisbett, “Diseño en Ingeniería Mecánica de Shigley”, Octava edición, McGraw-Hill, México, 2008, Página 408, Tabla 8-5

95
• Torques totales (para subir y bajar la carga)
Par de torsión para superar la fricción en la rosca y elevar la carga
67 =Fd8(+<d9 + l)
2(<d: " +l)++;Fd<2
= 29,01!kN Cmm (3. 130)
Par de torsión necesario para bajar la carga
=> =Fd?(+<d@ " l)
2(<dA + +l)++BFdC2
= 4,35!kN Cmm (3. 131)
Si el avance es grande y la fricción es pequeña la carga puede descender por sí
sola y el tornillo gira sólo, sin la acción externa. Si el torque es menor o igual a
cero, para algunos casos será peligroso, entonces el autobloqueo se da cuando el
torque sea mayor que cero. Para este análisis se desprecia el rozamiento del
collarín.
Si DE wF 0 entonces la carga se baja sola, sin acción externa
Si GH >I 0 entonces el tornillo es autobloqueante o autoasegurante
JK =LFdM(+<dN " l)
2(<dO + +l)> 0
(3. 132)
Para que esta condición se cumpla debe suceder que
+<dP " l > 0
Como
+<dQ " l = 2,17
El tornillo es autobloqueante o autoasegurante

96
3.3.4.4 Eficiencia de los tornillos
Una expresión de la eficiencia para evaluar los tornillos de potencia se obtiene
como la relación entre un torque ideal y un torque real.
El torque ideal (TR) se obtiene al no considerar la fricción de la rosca, es decir:
+ = 0
ST =UFdV(+<dW + l)
2(<dX " +l)!!!!!si!+ = 0!!! (3. 133)
TY =Fl
2< (3. 134)
Por tanto la eficiencia es:
Z =T[
T\=
Fl
2<T] = 0,4084(3. 135)
3.3.5 PASADOR
Para determinar el diámetro del pasador se toma en cuenta que debe soportar la
carga ejercida por cada resorte, además del peso de la parte central determinada
en la sección 3.2.3 utilizando el material para fabricar los pasadores cilíndricos
DIN 6325 – ISO 8734 es el acero SAE 8620 cuya ficha técnica se encuentra en la
Figura B 8 del ANEXO B (ver Tabla 3. 32).
Tabla 3. 32 Datos para determinar el pasador.
Carga máxima: F^á_ 632,99 kg
Carga mínima: F`ía 485,85 kg
Esfuerzo a la cedencia: Sb 70 kg mmc(Esfuerzo a la tracción: Sd 92 kg mme(
Fuente: Propia
Elaboración: Propia

97
La Tabla 3. 32 muestra los datos para determinar el diámetro del elemento el
mismo que es templado y revenido.
Se emplea las formas básicas de las ecuaciones (3. 75) y (3. 76) para calcular los
valores de las fuerzas alternativa y media sobre el pasador.
fg =Fhái " Fjík
2= 73,57!kg
lm = Fn + Foíp = 559,42!kgLos esfuerzos se calculan con:
qr =Fs
2A
(3. 136)
tu =Fv
2A
(3. 137)
Los valores de resistencia de material necesarios son51
wxy = 0,75Sz = 52,5 kg mm{( (3. 138)
|}~� = 0,577S ! (3. 139)
Se debe calcular el valor de la resistencia a la fatiga mediante Figura 3. 26 y
considerando maquinado o estirado en frío.
Por tanto
"# = 375!MPaLa resistencia a la fatiga estimada real es
$%& = S'(C())(C*)(C+)(C,) (3. 140)
51 R. Mott, “Diseño de Elementos de Máquinas”, Cuarta Edición, Prentice-Hall, México, 2006,Página 196

98
Figura 3. 26 Resistencia a la fatiga Sn en función de la resistencia a la tensión, para acero
forjado con varias condiciones de superficie.52
(Mott, 2006)
Se espera el pasador muy pequeño - w 0,30!pulg, por tanto se emplea ./ = 153
El material es varilla de acero forjado por lo que 01 = 154
Se emplea 234 = 155 para esfuerzo flexionante porque existe poca información
sobre factores para el esfuerzo cortante directo.
Se usa 56 = 156 para obtener una confiabilidad de 0, 5.
52 R. Mott, “Diseño de Elementos de Máquinas”, Cuarta Edición, Prentice-Hall, México, 2006,Página 175, Figura 5-8.53 R. Mott, “Diseño de Elementos de Máquinas”, Cuarta Edición, Prentice-Hall, México, 2006,Página 175, Tabla 5-2.54 R. Mott, “Diseño de Elementos de Máquinas”, Cuarta Edición, Prentice-Hall, México, 2006,Página 17455 R. Mott, “Diseño de Elementos de Máquinas”, Cuarta Edición, Prentice-Hall, México, 2006,Página 17456 R. Mott, “Diseño de Elementos de Máquinas”, Cuarta Edición, Prentice-Hall, México, 2006,Página 175, Tabla 5-1

99
Entonces
789 = 34,44! kg mm:(Se aplica la ecuación
1
N=
5;S<= +
K>5?S@ AB
(3. 141)
Como el pasador tiene una ranura para los anillos de retención por seguridad, CDse determina con la Figura 3. 27.
Figura 3. 27 Barra redonda ranurada a flexión.57
(Budynas & Nisbett, 2008)
Donde
• d = 6,7!mm diámetro dado por el anillo de retención.
• D = 7!mm diámetro del pasador.
• r = 0,1!mm radio mínimo
r
d= 0,01!!!!!!!!!!!!!D
d= 1,05
Por lo que KE F 3
57 R. Budynas;R. Nisbett, “Diseño en Ingeniería Mecánica de Shigley”, Octava edición, McGraw-Hill, México, 2008, Página 1010, Apéndice A, Figura A-15-14

100
Al sustituir las ecuaciones (3. 136) y (3. 137) en la ecuación (3. 141) y el área
A =GHI
J se tiene:
K = L2N< MFNSOP +
KQFRSSTU V (3. 142)
Se espera la existencia de cargas dinámicas con incertidumbre. En cuanto a la
combinación de cargas se utiliza N = 4.58
Por tanto el diámetro del pasador es
W = 7,25!mm3.3.6 CADENA
Se utiliza una cadena de diámetro 10 mm, material acero inoxidable AISI 304 (ver
Figura B 13 del ANEXO B) que soporte 3,2 toneladas capaz de levantar el martillo
para liberar la herramienta atrapada en el agujero de 12 metros.
Es necesaria la densidad de cada material mostrada en la Tabla 3. 33 para
obtener la masa de cada elemento mecánico disponible en el martillo.
Tabla 3. 33 Materiales de cada elemento del martillo.
Material Densidad (kg/m^3)
AISI 304 7400
AISI 4340 7865
AISI 4140 7850
SAE 1212 7870
AISI 8620 7840
Inconel X-750 8280
A - 36 7850
ASTM A-588M Grado A 7850
Fuente: Propia
Elaboración: Propia
58 R. Mott, “Diseño de Elementos de Máquinas”, Cuarta Edición, Prentice-Hall, México, 2006,Página 185.

101
Para determinar si el espesor de la cadena es adecuado se requiere el peso del
martillo, peso de los accesorios y la masa de arena que atrapa la herramienta. La
masa de los accesorios (ver Tabla 3. 34) está en Rock Drilling Tools Catalog de
Rockmore International.
Tabla 3. 34 Masa de los accesorios.
Nombre Cantidad Peso Unitario Peso Total Unidades
Vástago perforador 1 6,500 6,500 kg
Barreno 3 34 102 kg
Broca 1 2,50 2,5 kg
Unión 3 1,95 5,85 kg
Masa Total Accesorios 116,85 kg
Fuente: Propia
Elaboración: Propia
Para la masa del martillo se utilizó el software Autodesk Inventor 2012 detallando
el peso, densidad y cantidad de cada elemento presente en la máquina de forma
resumida mostrada en la Tabla 3. 35.
La masa de material que atrapa la herramienta se obtiene a partir de la densidad
promedio de las rocas ensayadas con los datos obtenidos en la Tabla 2. 1, el
espacio entre el agujero perforado de 3 pulgadas y la unión de 55 milímetros de
diámetro para los 12 metros perforados (ver Figura 3. 28).
Figura 3. 28 Área de material arenoso entre el agujero y la unión.
Fuente: Propia
Elaboración: Propia

102
Con el volumen y la densidad se obtiene la masa del material.
V = AL (3. 143)
Donde
A =<4(DX " dY) (3. 144)
Tabla 3. 35 Densidad (g/cm3), peso unitario y total de los elementos del martillo
Nombre Cantidad Peso U (Kg) Peso total (Kg)
Vástago 10 1,350 13,500
Tuerca hexagonal fija y móvil 10 0,11 1,1
Tapa rodamientos 4 0,302 1,208
Soporte rodamiento placa rodamiento 2 1,230 2,460
Soporte rodamiento placa engrane 1 2,689 2,689
Soporte rodamiento cónico 2 16,397 32,794
Resorte 20 2,000 40,000
Placa lateral 2 16,523 33,046
Placa rodamiento engranaje 1 17,453 17,453
Placa rodamientos 1 17,036 17,036
Placa piso 1 9,698 9,698
Placa fija 1 38,485 38,485
Placa 2 27,746 55,492
Guía base 2 1,884 3,768
Guía tope 2 resorte 10 0,314 3,140
Guía resorte 10 0,217 2,170
Guía tope 1 resorte 10 0,659 6,590
Eje conector motor de giro 1 2,031 2,031
Perfil L 4 0,518 2,072
Brida circular 4 0,224 0,896
Bocín 1 0,072 0,072
Bocín 1 2 0,243 0,486
Bocín 2 1 0,120 0,120
Base motor de movimiento 1 2,237 2,237
Base motor de giro 1 3,625 3,625
Eje excéntrico 2 6,782 13,564
…

103
Tabla 3. 35 Densidad (g/cm3), peso unitario y total de los elementos del martillo
(continuación)
Nombre Cantidad Peso U (Kg) Peso total (Kg)
Apoyo para gancho 2 0,953 1,906
Acople superior 1 27,049 27,049
Acople 1 6,501 6,501
Acople inferior 1 17,746 17,746
Acople neplo aire 1 0,248 0,248
Soporte motor de giro 1 1,704 1,704
Soporte motor de movimiento 1 1,380 1,380
Motor reductor 2 38,000 76,000
Brida rectangular 1 2,138 2,138
Masa total de accesorios --- --- 116,850
Rodamientos --- --- 14,716
Gancho para cadena --- --- 9,100
Masa total del martillo 581,07
Fuente: Propia
Elaboración: Propia
La densidad del material
Z = m
V= 2512,3!Kg/m[ (3. 145)
Al despejar la (3. 145) e introducir en esta las ecuaciones (3. 143) y (3. 144)
\ =<4
](D^ " d_)L = 105,10!KgLa masa total (M) se obtiene sumando la masa del martillo (mm), masa de
accesorios (ma) y masa del material (m).
M = m` +ma +m = 802!Kg (3. 146)
La fuerza aplicada en la cadena es:
F = Mg = 7805,92!N (3. 147)

104
La fuerza se aplica en dos partes de la cadena por lo tanto el esfuerzo normal es:
. = F/2
A=2F<db (3. 148)
Figura 3. 29 Áreas de la cadena donde actúa la carga.
Fuente: Propia
Elaboración: Propia
Se utiliza factor de diseño superior a dos para determinar el diámetro del eslabón.
c =Sd. (3. 149)
Incluyendo la (3. 148) en (3. 149) y despejando se tiene:
e = 5,66!mmComo el diámetro determinado (ver Figura 3. 29) es inferior al asumido
inicialmente se selecciona el mayor por tener un factor de diseño elevado capaz
de soportar 3 toneladas y así liberar al martillo y herramienta en caso de
atrapamiento.
3.3.7 PERNOS PARA SUJECIÓN ACOPLE DE COJINETES DE RODAMIENTOS
CÓNICOS Y PLACA
La placa donde se emperna es de acero ASTM A-588M Grado A, el acople es
AISI 4340 y el perno es acero AISI 304 que es lo especificado por el proveedor
(ver Tabla 3. 36).

105
Tabla 3. 36 Módulos de elasticidad de la placa, acople y perno.
Módulo de elasticidad de la placa: Ef 29,5 Mpsi
Módulo de elasticidad del acople: Eg 30,5 Mpsi
Módulo de elasticidad del perno: E 29 Mpsi
Fuente: Propia
Elaboración: Propia
Tabla 3. 37 Datos para determinar el número de pernos del acople.
Carga radial: P 12659,73 kg
Agarre del perno: l 20 mm
Grado del perno: SAE 8
Diámetro del perno: d 0,5 pulg
Fuente: Propia
Elaboración: Propia
La fuerza máxima considerada (ver Tabla 3. 37) en el cálculo de números de
pernos es la ejercida por los resortes para garantizar que la unión no afloje, con
agarre de 20 mm ya que la placa tiene espesor de 25 mm mismo determinado en
la sección 3.2.6 y con perno de grado 8 SAE de media pulgada de diámetro.
El área de esfuerzo de tensión hi se determina con la ayuda de la Tabla 3. 38 y
considerando una rosca serie gruesa – UNC.

106
Tabla 3. 38 Diámetros y áreas de roscas unificadas de tornillo UNC y UNF.59
(Budynas & Nisbett, 2008)
jk = 0,1419!pulgl
3.3.7.1 Determinación del límite de resistencia
Límite a la fatiga se obtiene:
mno = 19,2 + 0,314Spq!!!!!!!!!!!!!!!!!!si!!!!!rst e 60!kpsi (3. 150)
Donde la resistencia mínima a la tensión uvw se obtiene con la Tabla 3. 39.
Tabla 3. 39 Especificaciones SAE para pernos de acero.60
Modificado de (Budynas & Nisbett, 2008)
xyz = 150!kpsi; {| = 120!kpsi; !~� = 130!kpsi
59 R. Budynas;R. Nisbett, “Diseño en Ingeniería Mecánica de Shigley”, Octava edición, McGraw-Hill, México, 2008, Página 399, Figura 8-260 R. Budynas;R. Nisbett, “Diseño en Ingeniería Mecánica de Shigley”, Octava edición, McGraw-Hill, México, 2008, Página 418, Tabla 8-9

107
Figura 3. 30 Factores de modificación de acabado superficial para el acero. Estos son los
factores ka.61
(Shigley & Mitchell, 1985)
Para materiales dúctiles
S ! = S"#
Por tanto el límite a la fatiga es
$%& = 66,3!kpsiPara una confiabilidad del 50% k' = 1 y temperatura de servicio < 450°C k( = 1
De la Tabla 3. 40 se determina el valor de )* para roscas laminadas.
Tabla 3. 40 Factores de concentración de esfuerzo de fatiga Kf de elementos roscados.62
(Budynas & Nisbett, 2008)
+, = 3
61 J. Shigley; R. Mitchell, “Diseño en Ingeniería Mecánica”, Cuarta edición, McGraw-Hill, México,1985, Página 308, Tabla 7-10.62 R. Budynas;R. Nisbett, “Diseño en Ingeniería Mecánica de Shigley”, Octava edición, McGraw-Hill, México, 2008, Página 429, Tabla 8-16

108
Por tanto el factor de concentración de esfuerzos
-. = 1
K/= 0,33
Para 01 = 1 no existe información
Con la ecuación (3. 23) se obtiene el valor del límite de la resistencia
23 = 22,1!kpsiDeterminación de la relación de rigidez:
4 = k5k6 + k7
(3. 151)
Constante de rigidez del perno
89 = <d:E4l
= 7,23 C 10; lbf
pulg
(3. 152)
Constante de rigidez del material 1
<=> = < C E? C d2 C ln 5 C (l + 0,5 C d)
l + 2,5 C d= 24,79 C 10@ lbf
pulg
(3. 153)
Constante de rigidez del material 2
ABC = < C ED C d2 C ln 5 C (l + 0,5 C d)
l + 2,5 C d= 25,63 C 10E lbf
pulg
(3. 154)
Constante de rigidez del material
FG =kHIkJKkLM + kNO
= 12,6 C 10P lbf
pulg
(3. 155)
Con la ecuación (3. 151) se obtiene
Q = 0,366

109
Para determinar la precarga se utiliza varios valores del número de pernos (N)
mostrada en la Tabla 3. 41.
FR = AS. STU " C. P. n
2NVSWXSY+ 1Z (3. 156)
Tabla 3. 41 Precarga en función del número de pernos para el acople.
[ 8 10 12 14
\](^_`) 11386,67 13366,34 14686,11 15628,81
Fuente: Propia
Elaboración: Propia
Los valores se contrastan con el rango que establece la precarga es
0,6Fa < Fb < 0,9Fc
Carga de prueba
Fd = Ae C Sf = 17028!lbf (3. 157)
Precarga mínima
Fg(mín) = 0,6Fh = 10216,8!lbf (3. 158)
Precarga máxima
Fi(máx) = 0,9Fj = 15325,2!lbf (3. 159)
10216,8!lbf < Fk < 15325,2!lbfSe elige la cantidad de 12 pernos y la precarga mostrada en la Tabla 3. 41.
La carga por perno
l = 27891lbf
N=27891lbf
12= 2324,25!lbf (3. 160)

110
Torque de apriete
mn = 0,2 C Fo C d = 1468,61!lbf C pulg (3. 161)
La distribución de los sujetadores está separada de acuerdo a la distancia S
p = <DqNd
w 10d(3. 162)
r = < & 29012 & 12,7 = 5,98d
Se cumple la condición 5,98d ≤ 10d, por tanto la solución es satisfactoria para
N=12 y Fi=14686,11 lb.
Recalculando los factores de diseño:
Fatiga (Diseño Dinámico) al despejar de (3. 156)
s = 2N(AtSuv " Fw)
CP xSyzS{ + 1|
= 2(3. 163)
Estático (Diseño Estático):
} = N~S�A " F!"CP
= 2,76(3. 164)
3.3.8 PERNOS PARA SUJECIÓN DE LOS ALOJAMIENTOS DE RODAMIENTOS
EN LOS EXTREMOS DEL EJE EXCÉNTRICO.
La carcasa donde se emperna es acero A – 36, las tapas son del mismo material
y el perno es acero AISI 304 especificado por el proveedor Tabla 3. 42
Tabla 3. 42 Módulos de elasticidad de la carcasa, tapas y pernos.
Módulo de elasticidad de la carcasa: E# 29 Mpsi
Módulo de elasticidad de las tapas: E$ 29 Mpsi
Módulo de elasticidad del perno: E 29 Mpsi
Fuente: Propia
Elaboración: Propia

111
La fuerza máxima considerada para determinar el número de pernos es la
reacción ejercida en el eje excéntrico para garantizar que la unión no se afloje,
con un agarre de 8 mm y perno grado 5 SAE de un cuarto de pulgada de diámetro
(ver Tabla 3. 43).
Tabla 3. 43 Datos para determinar el número de pernos en los extremos del eje excéntrico.
Carga radial: P 1717,08 kg
Agarre del perno: l 8 mm
Grado del perno: SAE 5
Diámetro del perno: d 0,25 pulg
Fuente: Propia
Elaboración: Propia
Para determinar la precarga se utiliza varios valores del número de pernos (N)
como se muestra en la Tabla 3. 44.
Tabla 3. 44 Precarga en función del número de pernos en los extremos del eje excéntrico.
% 4 6 8
&'(()*) 1022,96 1653,97 2419,47
Fuente: Propia
Elaboración: Propia
La Tabla 3. 45 presenta resultados en forma resumida pues el proceso es similar
a la sección 3.3.7.

112
Tabla 3. 45 Resultados para determinar la cantidad de pernos en los extremos del eje
excéntrico.
Área de esfuerzo de tensión: A+ 0,0318 pulg,
Resistencia a la fluencia: S- 92 kpsi
Resistencia a la prueba: S. 85 kpsi
Resistencia mínima a la tensión: S/0 120 kpsi
Límite a la fatiga: S1 2 56,88 kpsi
Límite de resistencia del elemento: S3 18,96 kpsi
Rigidez del perno: k4 3,62 C 105!lb/pulgRigidez del material 1: k67 13,4 C 108!lb/pulgRigidez del material 2: k9: 12,2 C 10;!lb/pulgConstante de rigidez del material: k< 6,1 C 10=!lb/pulgRelación de rigidez: C 0,37
Fuente: Propia
Elaboración: Propia
Los valores se contrastan con el rango que establece la precarga
0,6F> < F? < 0,9F@
Carga de prueba
FA = AB C SC = 2703!lbfPrecarga mínima
FD(mín) = 0,6FE = 1621,8!lbfPrecarga máxima
FF(máx) = 0,9FG = 2432,7!lbf1621,8!lbf < FH < 2432,7!lbf

113
Se elige la cantidad de 6 pernos con la precarga mostrada en la Tabla 3. 44.
La carga por perno utilizando (3. 160) es:
I = 1653,97lbf
N=1653,97lbf
6= 630,5!lbf
Torque de apriete de (3. 161)
JK = 0,2 C FL C d = 104,8!lbf C pulgLa distribución de los sujetadores debe estar separada de acuerdo a la distancia
S según la ecuación (3. 162)
M = < & 966 & 6,35 = 7,92d
Se cumple la condición 7,92d ≤ 10d, por tanto la solución es satisfactoria para
N=6 y Fi= 1653,97 lb.
Recalculando los factores de diseño utilizando las ecuaciones (3. 163) y (3. 164)
Fatiga (Diseño Dinámico)
N = 2N(AOSPQ " FR)
CP SSTUSV+ 1W
= 2
Estático (Diseño Estático)
X = NYSZA[ " F\]CP
= 2,59
3.3.9 PERNOS PARA CERRAR LA CARCASA
La brida es de acero A – 36, las tapas son del mismo material y el perno es acero
AISI 304 especificado por el proveedor (ver Tabla 3. 46).

114
Tabla 3. 46 Módulos de elasticidad de la carcasa, tapas y pernos.
Módulo de elasticidad de la carcasa: E^ 29 Mpsi
Módulo de elasticidad de las tapas: E_ 29 Mpsi
Módulo de elasticidad del perno: E 29 Mpsi
Fuente: Propia
Elaboración: Propia
La fuerza considerada para determinar el número de pernos es la suma de
fuerzas que se ejerce en la excéntrica y la fuerza de 3 toneladas suministrada por
la cadena para garantizar que la unión no se afloje, con agarre de 10 mm y el
perno grado 5 SAE de un cuarto de pulgada de diámetro (ver Tabla 3. 47).
La carga radial es:
P = F`a + Fb
c " Fdef " Fg + Fhijklm = 12273,104!lbf
= 557076!kg(3. 165)
Cargas descritas en la sección 3.2.4 y 3.3.6:
• Carga ejercida por el piñón: Fnop
• Carga ejercida en el rodamiento 2: Fqr
• Carga ejercida en el rodamiento 3: Fst
• Carga ejercida por la excéntrica: Fu
• Carga ejercida por la cadena: Fvwxyz{
Tabla 3. 47 Datos para determinar el número de pernos para la carcasa.
Carga radial: P 5570,76 kg
Agarre del perno: l 10 mm
Grado del perno: SAE 5
Diámetro del perno: d 0,25 pulg
Fuente: Propia
Elaboración: Propia

115
Para determinar la precarga se utiliza varios valores del número de pernos (N)
mostrada en la Tabla 3. 48.
Tabla 3. 48 Precarga en función del número de pernos para la carcasa.
| 22 24 26
}~(�!") 2293,33 2420,22 2527,59
Fuente: Propia
Elaboración: Propia
La Tabla 3. 49 presenta resultados en forma resumida pues el proceso es similar
que en la sección 3.3.7.
Los valores se contrastan con el rango que establece la precarga:
0,6F# < F$ < 0,9F%
Carga de prueba
F& = A' C S( = 2703!lbfPrecarga mínima
F)(mín) = 0,6F* = 1621,8!lbfPrecarga máxima
F+(máx) = 0,9F, = 2432,7!lbf1621,8!lbf < F- < 2432,7!lbf
Se elige la cantidad de 24 pernos con la precarga mostrada en la Tabla 3. 48
La carga por perno utilizando (3. 160) es:
. = 12273,104lbf
N=12273,104lbf
24= 511,38!lbf

116
Torque de apriete de la ecuación (3. 161)
/0 = 0,2 C F1 C d = 121,011lbf C pulgRecalculando los factores de diseño utilizando las ecuaciones (3. 163) y (3. 164)
Fatiga (Diseño Dinámico)
2 = 2N(A3S45 " F6)CP 7S89
S: + 1;= 2
Estático (Diseño Estático)
< = N=S>A? " F@ACP
= 1,5
Tabla 3. 49 Resultados para determinar el número de pernos para la carcasa.
Área de esfuerzo de tensión: AB 0,0318 pulgC
Resistencia a la fluencia: SD 92 kpsi
Resistencia a la prueba: SE 85 kpsi
Resistencia mínima a la tensión: SFG 120 kpsi
Límite a la fatiga: SH I 56,88 kpsi
Límite de resistencia del elemento: SJ 18,96 kpsi
Rigidez del perno: kK 3,62 C 10L lbf
pulg
Rigidez del material 1: kMN 12,2 C 10O lbf
pulg
Rigidez del material 2: kPQ 12,2 C 10R lbf
pulg
Constante de rigidez del material: kS 6,1 C 10T lbf
pulg
Relación de rigidez: C 0,37
Fuente: Propia
Elaboración: Propia

117
3.3.10 SOLDADURA GANCHO CARCASA
El proceso es SMAW con electrodo E6010 alrededor de todo el soporte del
gancho de material acero A – 36, la fuerza aplicada en el gancho es la misma que
soporta la cadena. Esta fuerza da como resultado efectos flexión en el punto A y
corte como muestra en la Figura 3. 31
Estos efectos son
FU = 29400!NM = 29400(47,5) = 1396500!N &mm
Figura 3. 31 Diagrama de cuerpo libre apoyo del gancho.
Fuente: Propia
Elaboración: Propia

118
3.3.10.1 Diseño estático en metal de soldadura
En la Tabla 3. 50 se enlistan las propiedades de flexión más posibles de encontrar
en el análisis de vigas soldadas.63
Tabla 3. 50 Propiedades a la flexión de soldaduras de filete.
Modificado de (Budynas & Nisbett, 2008)
De la Tabla 3. 50 se obtiene
V = 1.414h(b + d) = 1.414(5)(70 + 57) = 897,89!mmW
XY = dZ6(3b + d) =
57[6[3(70) + 57] = 144580,5!mm\
Entonces, el momento de inercia con respecto a un eje por G paralelo a z es
] = 0.707hI^ = 511092,0675!mm_ (3. 166)
Para el metal de soldadura de la ecuación (3. 97) el esfuerzo normal total es
`a = 77,87!N/mmb
El esfuerzo cortante de la ecuación (3. 110) vale
cde = 32,74!N/mmf
63 R. Budynas;R. Nisbett, “Diseño en Ingeniería Mecánica de Shigley”, Octava edición, McGraw-Hill, México, 2008, Página 470, Tabla 9-2

119
Tabla 3. 51 Propiedades mínimas del metal de soldadura.
(Budynas & Nisbett, 2008)
De la Tabla 3. 51 se obtiene las propiedades del metal de soldadura. Se utiliza la
ecuación (3. 5) incluyendo cada valor y resolviendo se tiene
gh = i.jk + 5lmn = 96,34!N/mmo (3. 167)
De modo que el factor de seguridad contra falta estática en el metal de aporte de
ecuación (3. 6) es
p = 3,58
3.3.10.2 Diseño estático en metal base
Se calcula los esfuerzos en el metal base. El área sujeta a cortante vale
q = bd = 3990!mmr
Así que el esfuerzo de corte en el metal base es
stu = 7,37!N/mmv
De la ecuación (3. 114) el módulo de sección en el apoyo en la interficie de la
soldadura es64
I
c=bdw6
= 37905!mmx
64 J. Shigley; R. Mitchell, “Diseño en Ingeniería Mecánica”, Cuarta edición, McGraw-Hill, México,1985, Página 459
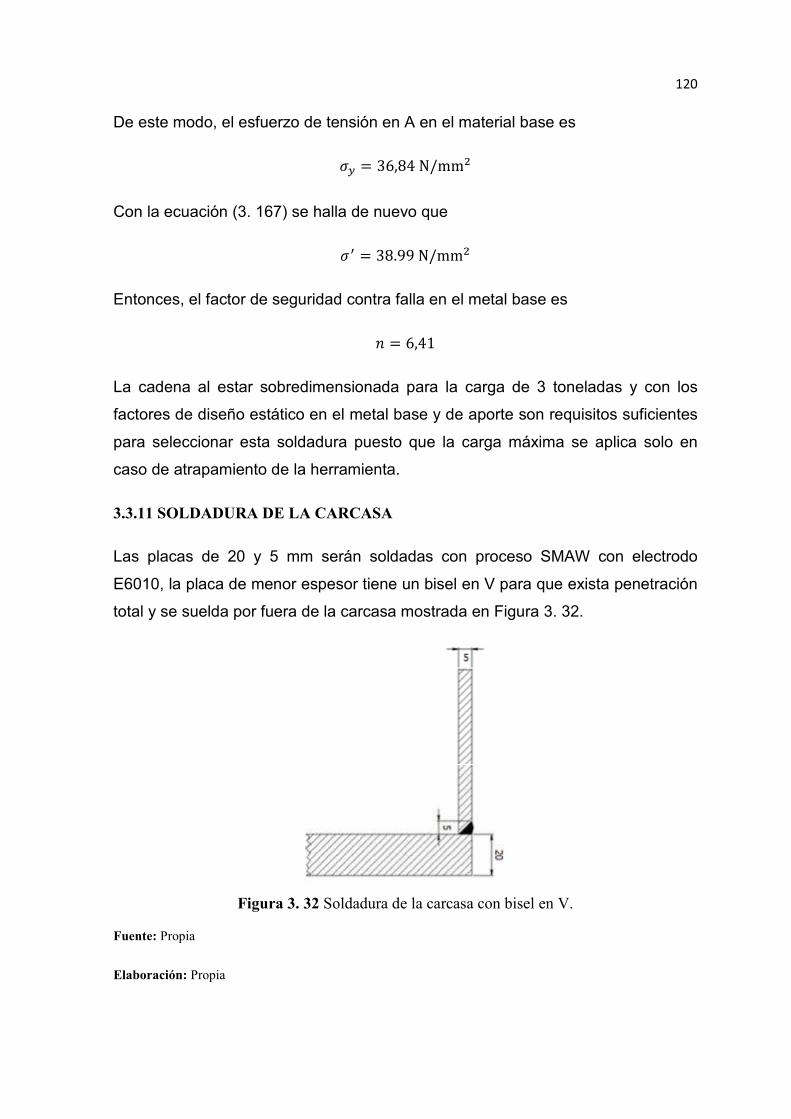
120
De este modo, el esfuerzo de tensión en A en el material base es
yz = 36,84!N/mm{
Con la ecuación (3. 167) se halla de nuevo que
|} = 38.99!N/mm~
Entonces, el factor de seguridad contra falla en el metal base es
� = 6,41
La cadena al estar sobredimensionada para la carga de 3 toneladas y con los
factores de diseño estático en el metal base y de aporte son requisitos suficientes
para seleccionar esta soldadura puesto que la carga máxima se aplica solo en
caso de atrapamiento de la herramienta.
3.3.11 SOLDADURA DE LA CARCASA
Las placas de 20 y 5 mm serán soldadas con proceso SMAW con electrodo
E6010, la placa de menor espesor tiene un bisel en V para que exista penetración
total y se suelda por fuera de la carcasa mostrada en Figura 3. 32.
Figura 3. 32 Soldadura de la carcasa con bisel en V.
Fuente: Propia
Elaboración: Propia

121
CAPÍTULO 4
LISTA DE VERIFICACIÓN, AJUSTE DE PARTES Y
PIEZAS.
4.1 CONSTRUCCIÓN, MONTAJE, MANUAL DE OPERACIÓN Y
MANTENIMIENTO
4.1.1 CONSTRUCCIÓN
4.1.1.1 Procedimiento de construcción
Se entiende que para la construcción de cada uno de los elementos mecánicos
previamente diseñados del martillo, se debe contar con un taller mecánico
industrial con las máquinas – herramientas, herramientas y equipos necesarios
para cumplir con la construcción de estos elementos.
Los elementos mecánicos a ser construidos para el ensamble del martillo, se
encuentran detallados en los respectivos planos de taller. Como se entiende, la
materia prima es la que se debe adquirir con previa anticipación en el mercado
local.
4.1.1.2 Requerimientos para la construcción
Para la construcción de los distintos elementos mecánicos que conforman el
martillo, se debe contar con diversas máquinas, equipos, herramientas,
materiales, instrumentos, etc. Estos equipos y máquinas se detallan a
continuación.
• Máquinas – Herramientas
• Herramientas
• Instrumentos de medición y verificación
• Materia prima
• Elementos normalizados
• Elementos seleccionados

122
• Planos de taller de los distintos elementos mecánicos
Los elementos mecánicos a construir se los obtienen por los procesos
convencionales como torneado, fresado, corte, doblado, soldado y pintado.
4.1.1.2.1 Máquinas - Herramientas
• Fresadora
• Torno
• Rectificadora
• Dobladora
• Cizalla
• Esmeril
• Soldadora eléctrica
• Amoladora
• Taladro
• Equipo de pintura
• Oxiacetilénico
4.1.1.2.2 Herramientas
• Brocas
• Útiles para tornear
• Limas
• Juego de llaves
• Martillo
• Sierra manual
• Juego de destornilladores
• Entenalla
• Soplete
• Playo manual, de presión y pinza.
4.1.1.2.3 Instrumentos de medición y verificación
• Calibrador pie de rey.

123
• Compás
• Nivel
• Flexómetro
• Escuadra
4.1.1.2.4 Materia prima
• Placa de acero: A-36 / 868*510*5
• Placa de acero: A-36 / 96*96*12
• Placa de acero: A-36 / 136*136*25,4
• Placa de acero: ASTM A-588M Grado A / 510*490*20
• Placa de acero: A-36 / 868*485*5
• Placa de acero: A-36 / 893*510*5
• Placa de acero: ASTM A-588M Grado A / 475*400*20
• Placa de acero: A-36 / 500*15*10
• Placa de acero: A-36 / 500*15*10 (Brida)
• Placa de acero: A-36 / 868*15*10 (Brida)
• Placa de acero: A-36 / 500*15*10 (Brida)
• Eje de acero: AISI 4140 / Ø60 mm / L=310 mm
• Eje de acero: AISI 4140 / Ø55 mm / L=350 mm
• Eje de acero: AISI 4140 / Ø115 mm / L=140 mm
• Eje de acero: AISI 4140 / Ø16 mm / L=870 mm
• Eje de acero: AISI 4140 / Ø55 mm / L=540 mm
• Eje de acero: AISI 4140 / Ø100 mm / L=36 mm
• Eje de acero: UNS N07750 / Ø12,7 mm
• Eje de acero: A-36 / Ø70 mm / L=30 mm
• Eje de acero: A-36 / Ø70 mm / L=120 mm
• Eje de acero: A-36 / Ø70 mm / L=50 mm
• Eje de acero: AISI 4340 / Ø350 mm / L=65 mm
• Eje de acero: AISI 4340 / Ø210 mm / L=450 mm
• Eje de acero: AISI 4340 / Ø210 mm / L=190 mm
• Eje: Bronce / Ø113 mm / espesor = 4 mm / L=20 mm
• Eje: Bronce / Ø40 mm / espesor = 4 mm / L=18 mm

124
• Eje: Bronce / Ø58 mm / espesor = 4 mm / L=20 mm
• Eje de acero inoxidable: AISI 304 / Ø31,75 mm / L=2260 mm
• Perfil L: Laminado en caliente / 80*40*6 / L=850 mm
• Viga C: Laminado en caliente / 150*60*5 / 12 metros
• Perfil G: Laminado en caliente / 80*40*15*3 / 600 mm
4.1.1.2.5 Elementos normalizados
• Pernos métricos de cabeza hexagonal
• Tuercas para los respectivos pernos
• Arandelas planas
• Arandelas de presión
• Tornillos
• Anillos de seguridad
• Chavetas y lengüetas
• Pasador
4.1.1.2.6 Elementos seleccionados
• Cadena
• Polea
• Ganchos para cadena
• Motor reductor
• Rodamientos
• Vástago perforador
• Barrenos
• Uniones
• Broca para perforar
• Compresor
• Generador

125
4.1.2 MONTAJE
Para el montaje del martillo en su totalidad se arma ciertos subconjuntos previos,
teniendo en cuenta las especificaciones y tolerancias expuestas en los planos
correspondientes.
4.1.2.1 Montaje de los subconjuntos previos al ensamble del final del martillo
4.1.2.1.1 Montaje de la placa de rodamientos con brida circular
• Colocar las bridas circulares en el lado indicado de la placa con la ayuda
de pernos.
• Verificar de manera visual que no esté forzado ninguna de las partes.
• Soldar con las especificaciones establecidas en el plano 2861: 100.S1.
4.1.2.1.2 Montaje de la placa rodamientos – engranaje con brida circular
• Seguir la secuencia del literal 4.2.1.3.1, visualizando las especificaciones
del plano 2861: 100.S2.
4.1.2.1.3 Montaje de la placa lateral, perfil L con el apoyo del gancho para la cadena
• Ubicar los perfiles en L en la placa lateral con las medidas y tolerancias
especificadas en el plano 2861: 100.S3.
• Soldar con el proceso correspondiente los perfiles.
• Colocar los apoyos del gancho a la placa.
• Soldar los apoyos y luego colocar los ganchos con sus respectivas tuercas.
4.1.2.1.4 Montaje base motor de giro
• Soldar las placas 1 y 3.
• Soldar las placas 2 y 3.
• Soldar el tubo cilíndrico a la placa 1.
• El proceso de soldadura utilizado, así como las tolerancias de
perpendicularidad y paralelismo, se especifican en el plano 2861: 101

126
4.1.2.1.5 Montaje soporte motor de giro
• Construir previamente las nervaduras que se utiliza como refuerzos.
• Soldar las placas 6 y 7.
• Soldar las nervaduras a las placas.
• El proceso de soldadura utilizado se especifican en el plano 2861: 102, las
tolerancias de perpendicularidad y paralelismo son amplias, dentro de lo
que se permiten.
4.1.2.1.6 Montaje base motor de movimiento
• Soldar las placas 2 y 4.
• Soldar el tubo cilíndrico y la placa 4.
• El proceso de soldadura utilizado, así como las tolerancias de
perpendicularidad y paralelismo, se especifican en el plano 2861: 103.
4.1.2.1.7 Montaje soporte motor de movimiento
• Construir previamente las nervaduras que se utilizan como refuerzos.
• Soldar las placas 8 y 9.
• Soldar las nervaduras a las placas.
• El proceso de soldadura utilizado se especifican en el plano 2861: 104, las
tolerancias de perpendicularidad y paralelismo son amplias, dentro de lo
que se permiten.
4.1.2.1.8 Montaje guía base
• Soldar el perfil – placa 5 con la placa 5.
• El proceso de soldadura utilizado se especifican en el plano 2861: 105,
además se debe verificar que el perfil – placa 5 mantenga el ángulo
obtenido en el doblado que se especifica en el plano 2861: 105.2.
4.1.2.1.9 Montaje de la guía base con perfil L
• Ubicar los perfiles a la base con las medidas indicadas en el plano 2861:
100.S4.
127
• Soldar con el proceso indicado y respetando las tolerancias especificadas
en el plano.
4.1.2.1.10 Montaje del eje excéntrico y rodamientos
• Colocar los rodamientos de bolas de mayor diámetro al eje excéntrico, con
los anillos de seguridad.
• Colocar las ruedas al eje excéntrico con las lengüetas en apriete al eje.
• Colocar los rodamientos de bolas de menor diámetro al eje excéntrico.
• Los ajustes para rodamientos – eje se especifican en el plano 2861:
100.A2.
4.1.2.1.11 Montaje de la columna de apoyo del martillo
El martillo se apoya en una columna ya fabricada, el alcance de este proyecto
solo incluye el diseño de la máquina pero se da una descripción de tal apoyo.
• Dos vigas en C de 150*60*5
• Perfiles G de 80*40*15*3, que sirven para unir por soldadura a las vigas en
C. Estos perfiles están separados a 1 metro, uno del otro.
• Poleas para cadenas de 10 milímetros de diámetro.
• Un dispositivo que está compuesto por un motor reductor que le da el
avance al martillo.
• Esta columna se sujeta a un camión donde se encuentra los demás
dispositivos necesarios para el correcto funcionamiento del martillo. Como
compresor, generador, accesorios, herramientas, etc.
4.1.2.2 Montaje del martillo
• Para empezar se coloca con puntos de soldadura, la placa lateral, la placa
previamente ensamblada en la sección 4.2.2.1.3 y la sección 4.2.2.1.1 con
la placa fija.
• Se suelda con el proceso especificado en el plano 2861: 100.A3,
previamente se verifica las dimensiones de perpendicularidad y paralelismo
entre las placas.

128
• Soldar las bridas horizontales y verticales a las placas que corresponde, en
estas bridas se ajusta mediante pernos la placa rodamientos – engrane.
• Se ubican los vástagos en la placa fija con las tuerca fijas, luego se inserta
los asientos de los resortes en la placa fija, estos asientos son punteados
con soldadura para evitar algún inconveniente.
• Se colocan los bocines en las placas correspondientes, estos bocines
entran en apriete el cual se muestra en el plano 2861: 100.A2.
• Se sujeta la base del motor de giro a la placa rodamientos mediante
pernos, arandelas y tuercas que serán soldadas.
• Después de esto se ensambla la parte central, la misma que se compone
de la siguiente secuencia. Teniendo en cuenta que los soportes superior e
inferior entran en con los respectivos rodamientos en apriete.
ü Eje excéntrico con los rodamientos
ü Resortes en la parte superior
ü Asientos de resortes (con puntos de soldadura a la placa superior)
ü Placa superior
ü Soporte de rodamientos cónicos, este soporte se sujeta a la placa
superior mediante pernos
ü Soporte superior del vástago perforador
ü Vástago perforador
ü Soporte de rodamientos cónicos, este soporte se sujeta a la placa
inferior mediante pernos
ü Placa inferior
ü Asientos de resortes (con puntos de soldadura a la placa inferior)
ü Resortes
ü Asientos de los resortes
ü Tuerca móvil, esta tuerca se sujeta a cada vástago mediante
pasador y anillos de seguridad.
• Luego de ajustar la parte central y quede fijo, se coloca la placa piso
soldándola a las respectivas placas.
• Para cerrar el martillo, primero se coloca el motor reductor, eje piñón
mediante la base y soporte del motor de golpe los mismos que se fijan con

129
pernos a la placa rodamientos – engrane. El eje piñón se ajusta mediante
la chaveta en apriete con el eje.
• Colocado el motor reductor que da el golpe a la placa correspondiente, se
cierra el martillo mediante los pernos que corresponde.
• Se colocan las tapas rodamientos mediante pernos
• Luego se procede a colocar el motor reductor que da el giro mediante el eje
conector y base del motor de giro. El eje conector se sujeta al motor
reductor, acople superior del vástago perforador mediante chavetas y
sujeto la base del neplo al eje conector.
• Juntar el martillo a la columna mediante la guía base, mediante pernos y
colocar la cadena.
• Ensamblar la porta barreno a la viga de sujeción del martillo.
• Realizar la conexión de aire mediante manguera y neplo.
• Colocar el motor reductor de avance acoplándolo a las restricciones
impuestas por la viga existente.
• Realizar la conexión eléctrica, variadores de frecuencia de motor
reductores para energizarlos.
Se recomienda que apegado a los planos de taller y conjunto se ensamble el
martillo, respetando los procesos de fabricación y verificando los ajuste y
tolerancias impuestos en los respectivos planos. Además se recomienda contratar
los respectivos especialistas para cada área de trabajo.
El castillo donde se apoya y recorre el martillo está fabricado, pero a continuación
se presenta una breve descripción del montaje del castillo para tener una idea de
su montaje.
4.1.2.3 Montaje de la viga
• Soldar las vigas en C de 6 metros para formar 2 de 12 metros.
• Unir las 2 vigas de 12 metros mediante soldadura y separarlas con perfil G,
estos perfiles están separados a 1 metro uno del otro.
• Colocar las poleas en los extremos.

130
• Poner el motor reductor de avance a una de las poleas mediante su
respectivo eje.
• Ubicar los dispositivos que energizan y controlan los motores a las vigas en
C.
• Sujetar la manguera que proporciona el aire para la limpieza del hueco.
• Unir el castillo al camión.
4.1.3 MANUAL DE OPERACIÓN Y MANTENIMIENTO
4.1.3.1 Despiece
En la Figura 4. 1 se muestra el despiece del martillo debido a su gran tamaño no
se encuentra numerado cada uno de sus elementos.
Figura 4. 1 Despiece del martillo.
Fuente: Propia
Elaboración: Propia

131
4.1.3.2 Mantenimiento
4.1.3.2.1 Instrucciones de seguridad
Los trabajos de mantenimiento solamente pueden ser llevados a cabo
cuando la máquina está detenida.
Asegurarse que la máquina se encuentra protegida contra una conexión
accidental y que esté provista del correspondiente rótulo de advertencia.
Cuando use aceites y grasas de lubricación, o productos de limpieza o
partes de reposición, dar cumplimiento a las regulaciones de seguridad y a
las normas de prevención de accidentes del fabricante respectivo.
El trabajo de mantenimiento del suministro de energía eléctrica a la
máquina o de los elementos eléctricos auxiliares y de control, debe ser
efectuado únicamente por electricistas profesionales, de acuerdo a las
tareas a cumplir.
Asegurarse que la máquina se encuentre conectada, de tal manera que no
esté activada
Asegurarse que la máquina no pueda encenderse de nuevo y colocar el
rótulo de advertencia
Cerciorarse que la máquina no esté activada
Hacer la conexión a tierra y cortar el circuito
Cubrir o colocar un acordamiento de seguridad, en derredor de cualquier
parte adyacente que esté activada
Cerciorarse que los circuitos auxiliares de corriente, por ejemplo: de la
iluminación expresa del equipo, etc., se encuentren conectados pero de
manera que no estén activados.

132
4.1.3.2.2 Limpieza
No lavar la máquina con agua o con ningún otro líquido
• Anualmente, hacer la comprobación de todo el conducto de aire, con el fin
de cerciorarse que no haya ennegrecimiento.
• En el caso de que haya depósitos considerables de mugre, remover el
ennegrecimiento usando productos de limpieza adecuados.
• Finalmente, secar y verificar que no exista daños por el uso de estos
productos.
4.1.3.2.3 Cojinetes de bolas y rodillos cónicos
• Comprobar la temperatura de los cojinetes durante la operación.
• Hacer el chequeo del ruido de los cojinetes durante el funcionamiento.
• Engrasar los cojinetes de bolas puesto que los cojinetes de rodillos cónicos
son sellados por vida infinita.
• En caso requerido, proceder al recambio de los cojinetes.
• Si se presentan ruidos o un alza de temperatura durante la operación,
apagar inmediatamente la máquina, con el fin de evitar cualquier daño.
• Desmontar el cojinete y comprobar si hay algún daño.
• Si se observa áreas de color oscuro, áreas de apariencia mate o
pulimentada, instale un cojinete nuevo.
4.1.3.2.4 Bocines
• Comprobar el apriete del bocín con el alojamiento del mismo.
• Verificar que no exista golpe debido al giro del eje en el bocín en el lado del
bocín donde existe holgura.
• Hacer el chequeo de ruido y golpe del bocín.
• En caso de presentar daño el bocín, proceder al cambio del mismo
manteniendo el apriete y holgura especificados en los respectivos planos
de taller.

133
4.1.3.2.5 Resortes
• Comprobar que no exista pandeo en los resortes.
• Chequear que los resortes estén con la precarga calculada.
• Hacer el chequeo de las guías de los resortes: desgaste, corrosión, etc.
• Verificar que todos los resortes estén trabajando a la misma carga, en caso
de que uno esté más cargado que otro revisar la causa, analizar si los
contrapesos están funcionando o tratar de ver si hay algún factor externo
que lo esté causando.
4.1.3.2.6 Accesorios
• Chequear las varillas perforadoras, es decir; que no exista desgate
pronunciado por efecto del golpe producido al perforar.
• Chequear las uniones con el fin de producir el ajuste necesario de las
varillas.
• Realizar el chequeo del vástago perforador en la rosca.
• Revisar la broca en cada periodo de cambio de las varillas de perforación.
Proceder al mantenimiento de los accesorios mediante el manual de
mantenimiento que el proveedor de los mismos ajunta a la compra.
4.1.3.2.7 Mantenimiento general
• Inspeccionar ejes para la no existencia de anomalías.
• Inspeccionar cada motor reductor, revisar las instalaciones eléctricas
tomando las medidas de seguridad antes expuestas, si procede la limpieza
debe realizarla un electricista calificado.
• Revisar los variadores de frecuencia, para que no exista errores en el
control de velocidad de cada motor reductor.
• Inspeccionar los engranajes acoplados en el eje excéntrico, por ejemplo el
desgate de los dientes del piñón por ser el más crítico.
• Inspeccionar todo ajuste con pernos y si procede realizar el ajuste de los
mismos.

134
Nota
El mantenimiento de la máquina depende del cumplimiento de lo
especificado.
4.1.3.3 Operación
Para una buena operación de la máquina, los operadores deben controlar lasdistintas variables de energía y control que se provee a la máquina para sucorrecto funcionamiento. En la Tabla 4. 1, Tabla 4. 2 y Tabla 4. 3 se presentan lasvariables a controlar con los respectivos rangos de operación.
Tabla 4. 1 Rango de operación y dimensiones del martillo.
MARTILLO
Variable Rango Unidades Observaciones
Potencia3
2,2
HP
kW
Velocidad de
rotación del motor
reductor de golpe
y de giro
0 – 200 rpm
Las revoluciones varían según la densidad
de la roca, la misma que se obtiene a
través de señales de control. A mayor
densidad - mayor es el número de
revoluciones.
Velocidad de
rotación del motor
reductor de
avance
0 – 11 rpm
El motor reductor de avance debe girar a 8
rpm para dar la velocidad de avance del
martillo y gira a 11 rpm de sentido contrario
para sacar la herramienta atrapada.
Las revoluciones de cada motor reductor se controlan a través de los variadores de
frecuencia. Cada motor reductor tiene un variador de frecuencia. REVISAR ANEXO E
Torque máximo534
394
Nm
lbf*ft
DIMENSIONES APROXIMADAS DEL MARTILLO
Martillo 893*510*495 mm
Peso Aproximado 350 kg
Fuente: Propia
Elaboración: Propia

135
Tabla 4. 2 Rango de operación del compresor.
COMPRESOR
Variable Rango Unidades Observaciones
Flujo de aire 600 CFMConsiderar un aumento de porcentaje por
pérdidas llegando hasta 800 CFM.
Presión máxima de trabajo 120 psi
El flujo de aire varía según la profundidad del hueco perforado, mostrado en Tabla 4. 9 Presión de
operación vs profundidad a densidad promedio.
Fuente: Propia
Elaboración: Propia
Tabla 4. 3 Rango recomendado para el diámetro y longitud del hueco.
Variable Rango Unidades Observaciones
DIÁMETRO DEL HUECO
Diámetro del hueco3 - 3 ½
76,2-88,9
in
mm
Los diámetros están dados por el tipo de
broca, es decir; del tipo T38 para huecos de
3" y T45 para huecos de 3 1/2".
Tipo de accesorios T38 - T45
CAPACIDAD DE PERFORAR
Profundidad del hueco12
40
m
ft
COMBUSTIBLE
Gasto máximo 9 galones Por 8 horas de trabajo ininterrumpido.
VARIACIONES DE PERFORACIÓN
1 Barreno4
13
m
ftPara el cambio y adaptación de barrenos se
debe seguir los pasos detallados en la lista
de verificación.
2 Barrenos8
26
m
ft
3 Barrenos12
40
m
ft
Fuente: Propia
Elaboración: Propia

136
4.1.3.4 Seguridad
• Ubicar las coordenadas precisas del hueco próximo a ser perforado.
• Ubicar el castillo (columna de apoyo del martillo), de forma que forme 90°
con el suelo.
• Iniciar la perforación, solo y cuando el personal este al menos una distancia
de 5 metros de radio en referencia del castillo del martillo.
• Revisar las conexiones de aire y eléctricas antes de iniciar la perforación.
• Durante la operación revisar que el flujo de aire no tenga problemas de
paso y suministro al martillo para evitar el atrapamiento de la herramienta.
Nota: La operación de la máquina depende del cumplimiento de lo
especificado.
4.1.3.5 Plan de mantenimiento
La fiabilidad y la disponibilidad del martillo dependen
• Del diseño y de la calidad de su montaje.
• De la forma y buenas costumbres del personal de producción que opera la
máquina.
• Del mantenimiento que se realice.
Un buen plan de mantenimiento consiste en tareas periódicas para realizar un
detallado análisis de fallos de todos los sistemas que componen la máquina.
La planificación de tareas de mantenimiento periódicas necesarias en la máquina
y llevar a cabo la resolución de las incidencias presentadas y/u ocasionadas por el
uso se presenta en el ANEXO F.
4.1.4 LISTA DE VERIFICACIÓN (CHECKLIST)
La lista de verificación ayuda en el trabajo informativo que se utiliza para reducir el
fracaso mediante la compensación de los posibles límites de la memoria humana
y la atención. Esto garantiza la coherencia e integridad en la perforación de
material pétreo.

137
Tabla 4. 4 Lista de verificación 1: Montaje del primer barreno.
MONTAJE DEL BARRENO NÚMERO 1ITEM DESCRIPCIÓN SI NO ORDEN OBSERVACIONES
1Verificar que el martilloretroceda 5 metros enreferencia del suelo
xSi: Continuar
No: Retrocederel martillo
2Verificar que los motorreductores seencuentren apagados
x
Si: Continuar
No:Desconectar losmotorreductores
3Quitar la broca delvástago perforador
x
Si: Continuar
No: Regresar ycumplir con laorden
4Verificar que el soportabarreno este abierto
xSi: Continuar
No: Abrir elsoporta barreno
5
Colocar la uniónnúmero 1 de barrenosen el vástagoperforador
x
Si: Continuar
No: Regresar ycumplir con laorden
6Verificar que la uniónnúmero 1 esteajustada
xSi: Continuar
No: Dar aprietenecesario
7Colocar el barrenonúmero 1 a la uniónnúmero 1
x
Si: Continuar
No: Regresar ycumplir con la
orden
8Verificar que elbarreno número 1 esteajustado
xSi: Continuar
No: Dar aprietenecesario
9Colocar el soportabarreno al barrenonúmero 1
x
Si: Continuar
No: Regresar ycumplir con laorden
…

138
Tabla 4. 4 Lista de verificación 1: Montaje del primer barreno. (continuación)
MONTAJE DEL BARRENO NÚMERO 1ITEM DESCRIPCIÓN SI NO ORDEN OBSERVACIONES
10Colocar la broca albarreno número 1
x
Si: Continuar
No: Regresar ycumplir con laorden
11
Verificar de maneravisual todo el conjuntode barreno, unión ybroca
x
Si: Continuar
No: Realizar losajustesnecesarios
12Energizar los tresmotor reductores
x
Si: Continuar
No: Conectarlos motorreductores
13
Verificar lasconexiones eléctricas,controles y conexiónde aire
x
Si: ContinuarVerificar el caudal de airenecesario para el tramo de 0 a 4metros de profundidad
No: Realizar losajustesnecesarios
14Se procede a perforarhasta 4 metros deprofundidad
x
Si: Continuar Monitorear las conexioneseléctricas y de aire así como loscontroles de manera continuamientras se perfora
No: Regresar ycumplir con laorden
Fuente: Propia
Elaboración: Propia

139
Tabla 4. 5 Lista de verificación 2: Montaje del segundo barreno.
MONTAJE DEL BARRENO NÚMERO 2ITEM DESCRIPCIÓN SI NO ORDEN OBSERVACIONES
1
Verificar que el barrenonúmero 1 este fueradel hueco en sutotalidad
xSi: Continuar
No: Retrocederel martillo
2Verificar que los motorreductores seencuentren apagados
x
Si: Continuar
No:Desconectar losmotorreductores
3Quitar la broca delbarreno número 1
x
Si: Continuar
No: Regresar ycumplir con laorden
4Retirar el soportabarreno del barrenonúmero 1
x
Si: Continuar
No: Regresar ycumplir con laorden
5Colocar la uniónnúmero 2 de barrenosen el barreno número 1
x
Si: Continuar
No: Regresar ycumplir con laorden
6Verificar que la uniónnúmero 2 esteajustada
xSi: Continuar
No: Dar aprietenecesario
7Energizar el motorreductor de avance
x
Si: ContinuarVerificar que sólo el motorreductor de avance esteenergizado
No: Regresar ycumplir con laorden
8Retroceder el martillo 5metros más
x
Si: Continuar
No: Regresar ycumplir con laorden
9Verificar que el motorreductor de avance seencuentre apagado
x
Si: Continuar
No:Desconectar elmotor reductor
…

140
Tabla 4. 5 Lista de verificación 2: Montaje del segundo barreno. (continuación)
MONTAJE DEL BARRENO NÚMERO 2ITEM DESCRIPCIÓN SI NO ORDEN OBSERVACIONES
10Colocar el barrenonúmero 2 a la uniónnúmero 2
x
Si: Continuar
No: Regresar ycumplir con laorden
11Verificar que el barrenonúmero 2 esteajustado
xSi: Continuar
No: Dar aprietenecesario
12Colocar el soportabarreno al barrenonúmero 2
x
Si: Continuar
No: Regresar ycumplir con laorden
13Colocar la broca albarreno número 2
x
Si: Continuar
No: Regresar ycumplir con laorden
14
Verificar de maneravisual todo el conjuntode barrenos, uniones ybroca
x
Si: Continuar
No: Realizar losajustesnecesarios
15Energizar los tresmotor reductores
x
Si: Continuar
No: Conectarlos motorreductores
16
Verificar lasconexiones eléctricas,controles y conexiónde aire
x
Si: ContinuarVerificar el caudal de airenecesario para el tramo de 4 a8 metros de profundidad
No: Realizar losajustesnecesarios
17Se procede a perforarhasta 8 metros deprofundidad
x
Si: Continuar Monitorear las conexioneseléctricas y de aire así como loscontroles de manera continuamientras se perfora
No: Regresar ycumplir con laorden
Fuente: Propia
Elaboración: Propia

141
Tabla 4. 6 Lista de verificación 3: Montaje del tercer barreno.
MONTAJE DEL BARRENO NÚMERO 3ITEM DESCRIPCIÓN SI NO ORDEN OBSERVACIONES
1
Verificar que el barrenonúmero 2 este fueradel hueco en sutotalidad
xSi: Continuar
No: Retrocederel martillo
2Verificar que los motorreductores seencuentren apagados
x
Si: Continuar
No:Desconectar losmotorreductores
3Quitar la broca delbarreno número 2
x
Si: Continuar
No: Regresar ycumplir con laorden
4Retirar el soportabarreno del barrenonúmero 2
x
Si: Continuar
No: Regresar ycumplir con laorden
5Colocar la uniónnúmero 3 de barrenosen el barreno número 2
x
Si: Continuar
No: Regresar ycumplir con laorden
6Verificar que la uniónnúmero 3 esteajustada
xSi: Continuar
No: Dar aprietenecesario
7Energizar el motorreductor de avance
x
Si: ContinuarVerificar que sólo el motorreductor de avance esteenergizado
No: Regresar ycumplir con laorden
8Retroceder el martillo 5metros más
x
Si: Continuar
No: Regresar ycumplir con laorden
9Verificar que el motorreductor de avance seencuentre apagado
x
Si: Continuar
No:Desconectar elmotor reductor
…

142
Tabla 4. 6 Lista de verificación 3: Montaje del tercer barreno. (continuación)
MONTAJE DEL BARRENO NÚMERO 3ITEM DESCRIPCIÓN SI NO ORDEN OBSERVACIONES
10Colocar el barrenonúmero 3 a la uniónnúmero 3
x
Si: Continuar
No: Regresar ycumplir con laorden
11Verificar que el barrenonúmero 3 esteajustado
xSi: Continuar
No: Dar aprietenecesario
12Colocar el soportabarreno al barrenonúmero 3
x
Si: Continuar
No: Regresar ycumplir con laorden
13Colocar la broca albarreno número 3
x
Si: Continuar
No: Regresar ycumplir con laorden
14
Verificar de maneravisual todo el conjuntode barrenos, uniones ybroca
x
Si: Continuar
No: Realizar losajustesnecesarios
15Energizar los tresmotor reductores
x
Si: Continuar
No: Conectarlos motorreductores
16
Verificar lasconexiones eléctricas,controles y conexiónde aire
x
Si: ContinuarVerificar el caudal de airenecesario para el tramo de 8 a12 metros de profundidad
No: Realizar losajustesnecesarios
17Se procede a perforarhasta 12 metros deprofundidad
x
Si: Continuar Monitorear las conexioneseléctricas y de aire así como loscontroles de manera continuamientras se perfora
No: Regresar ycumplir con laorden
Fuente: Propia
Elaboración: Propia

143
Tabla 4. 7 Lista de verificación 4: Desmontaje de 2 barrenos para la perforación del nuevo
hueco.
DESMONTAJE DE 2 BARRENOS Y PERFORACIÓN DEL NUEVO HUECOITEM DESCRIPCIÓN SI NO ORDEN OBSERVACIONES
1Verificar que el barrenonúmero 3 este fuera delhueco en su totalidad
xSi: Continuar
No: Retrocederel martillo
2Trasladar todo el equipoal nuevo punto deperforación
x
Si: Continuar
No: Regresar ycumplir con laorden
3Verificar que los motorreductores se encuentrenapagados
x
Si: Continuar
No:Desconectarlos motorreductores
4Quitar la broca delbarreno número 3
x
Si: Continuar
No: Regresar ycumplir con laorden
5Retirar el soporta barrenodel barreno número 3
x
Si: Continuar
No: Regresar ycumplir con laorden
6Retirar el barreno número3
x
Si: Continuar
No: Regresar ycumplir con laorden
7Energizar el motorreductor de avance
x
Si: ContinuarVerificar que sólo el motorreductor de avance esteenergizado
No: Regresar ycumplir con laorden
8 Bajar el martillo 5 metros x
Si: Continuar
No: Regresar ycumplir con laorden
9Verificar que el motorreductor de avance seencuentre apagado
x
Si: Continuar
No:Desconectar elmotor reductor
…

144
Tabla 4. 7 Lista de verificación 4: Desmontaje de 2 barrenos para la perforación del nuevo
hueco. (continuación)
DESMONTAJE DE 2 BARRENOS Y PERFORACIÓN DEL NUEVO HUECOITEM DESCRIPCIÓN SI NO ORDEN OBSERVACIONES
10 Retirar la unión número 3 x
Si: Continuar
No: Regresar ycumplir con laorden
11Retirar el barreno número2
xSi: Continuar
No: Dar aprietenecesario
12Energizar el motorreductor de avance
x
Si: ContinuarVerificar que sólo el motorreductor de avance esteenergizado
No: Regresar ycumplir con laorden
13 Bajar el martillo 5 metros x
Si: Continuar
No: Regresar ycumplir con laorden
14Verificar que el motorreductor de avance seencuentre apagado
x
Si: Continuar
No:Desconectar elmotor reductor
15 Retirar la unión número 2 x
Si: Continuar
No: Regresar ycumplir con laorden
16Colocar el soportabarreno al barrenonúmero 1
x
Si: Continuar
No: Regresar ycumplir con laorden
17Colocar la broca albarreno número 1
x
Si: Continuar
No: Regresar ycumplir con laorden
…

145
Tabla 4. 7 Lista de verificación 4: Desmontaje de 2 barrenos para la perforación del nuevo
hueco. (continuación)
DESMONTAJE DE 2 BARRENOS Y PERFORACIÓN DEL NUEVO HUECOITEM DESCRIPCIÓN SI NO ORDEN OBSERVACIONES
18Verificar de manera visualtodo el conjunto debarreno, unión y broca
x
Si: Continuar
No: Realizarlos ajustesnecesarios
19
Antes de empezar lanueva perforación revisarel martillo de maneravisual con el fin deprevenir accidentes
x
Si: Continuar
No: Regresar ycumplir con laorden
20Energizar los tres motorreductores
x
Si: Continuar
No: Conectarlos motorreductores
21Verificar las conexioneseléctricas, controles yconexión de aire
x
Si: ContinuarVerificar el caudal de airenecesario para el tramo de 0a 4 metros de profundidad
No: Realizarlos ajustesnecesarios
22
Se procede a perforarhasta 4 metros deprofundidad el nuevopunto de perforación
x
Si: Continuar Monitorear las conexioneseléctricas y de aire así comolos controles de maneracontinua mientras se perfora
No: Regresar ycumplir con laorden
Fuente: Propia
Elaboración: Propia

146
Tabla 4. 8 Lista de verificación 5: Desmontaje de barrenos.
DESMONTAJE DE BARRENOSITEM DESCRIPCIÓN SI NO ORDEN OBSERVACIONES
1Verificar que el barrenonúmero 3 este fuera delhueco en su totalidad
xSi: ContinuarNo: Retrocederel martillo
2Verificar que los motorreductores se encuentrenapagados
x
Si: ContinuarNo: Desconectarlos motorreductores
3Quitar la broca delbarreno número 3
x
Si: ContinuarNo: Regresar ycumplir con laorden
4Retirar el soporta barrenodel barreno número 3
x
Si: ContinuarNo: Regresar ycumplir con laorden
5Retirar el barreno número3
x
Si: ContinuarNo: Regresar ycumplir con laorden
7Energizar el motorreductor de avance
x
Si: ContinuarVerificar que sólo el motorreductor de avance esteenergizado
No: Regresar ycumplir con laorden
8 Bajar el martillo 5 metros x
Si: ContinuarNo: Regresar ycumplir con laorden
9Verificar que el motorreductor de avance seencuentre apagado
xSi: ContinuarNo: Desconectarel motor reductor
10 Retirar la unión número 3 x
Si: ContinuarNo: Regresar ycumplir con laorden
11Retirar el barreno número2
xSi: ContinuarNo: Dar aprietenecesario
12Energizar el motorreductor de avance
x
Si: ContinuarVerificar que sólo el motorreductor de avance esteenergizado
No: Regresar ycumplir con laorden
…

147
Tabla 4. 8 Lista de verificación 5: Desmontaje de barrenos. (continuación)
DESMONTAJE DE BARRENOSITEM DESCRIPCIÓN SI NO ORDEN OBSERVACIONES
13 Bajar el martillo 5 metros x
Si: ContinuarNo: Regresar ycumplir con laorden
14Verificar que el motorreductor de avance seencuentre apagado
xSi: ContinuarNo: Desconectarel motor reductor
15 Retirar la unión número 2 x
Si: ContinuarNo: Regresar ycumplir con laorden
16Retirar el barreno número1
xSi: ContinuarNo: Dar aprietenecesario
17Energizar el motorreductor de avance
x
Si: ContinuarVerificar que sólo el motorreductor de avance esteenergizado
No: Regresar ycumplir con laorden
18 Bajar el martillo 5 metros x
Si: ContinuarNo: Regresar ycumplir con laorden
19Verificar que el motorreductor de avance seencuentre apagado
xSi: ContinuarNo: Desconectarel motor reductor
20 Retirar la unión número 1 x
Si: ContinuarNo: Regresar ycumplir con laorden
21Recoger y guardar todo elequipo de perforación yretirarse del trabajo
x
Si: ContinuarNo: Regresar ycumplir con laorden
Fuente: Propia
Elaboración: Propia

148
4.2 HOJAS DE PROCESOS
Se presentan hojas de procesos típicas en el ANEXO H.
4.3 ELABORACIÓN DE PLANOS
Una vez terminando el diseño, se realizan los planos de taller y de montaje, los
mismos que se presentan en el ANEXO I.
Los planos se presentan de forma clara para que cualquier operador con
experiencia en ensamble de máquinas, pueda entender cada una de las
especificaciones y detalles a tener en cuenta.
4.4 ESTIMACIÓN DE TIEMPOS DE OPERACIÓN Y RENDIMIENTO
4.4.1 LIMPIEZA DEL HUECO
Para limpieza de los recortes del hueco (partículas de roca) se utiliza fluidos de
perforación capaces de expulsar estas partículas hacia la superficie. En este caso
se utiliza como fluido de perforación el aire.
4.4.2 FUNCIONES DEL FLUIDO DE OPERACIÓN
La remoción de los recortes del hueco y el control de presión de la formación son
funciones sumamente importantes, aunque el orden de importancia sea
determinado por las condiciones del hueco y las operaciones en curso. Las
funciones más comunes del fluido de perforación son las siguientes:
• Retirar los recortes del hueco.
• Controlar las presiones de la formación.
• Suspender y descargar los recortes.
• Mantener la estabilidad del agujero.
• Minimizar los daños al yacimiento.
• Enfriar, lubricar y apoyar el barreno y el conjunto de perforación.
• Transmitir la energía cinética a las herramientas y al barreno.
• Asegurar una evacuación adecuada de la formación.

149
• Controlar la corrosión.
• Minimizar el impacto al ambiente.
4.4.3 REMOCIÓN DE LOS RECORTES DEL HUECO
Los recortes de perforación deben ser retirados del hueco a medida que son
generados. A este fin, se hace circular un fluido de perforación dentro de la
columna de perforación y a través del barreno, el cual arrastra y transporta los
recortes hasta la superficie, subiendo por el espacio anular. La limpieza del
agujero depende del tamaño, forma y densidad de los recortes, unidos a la
velocidad de penetración de la rotación de la columna de perforación, viscosidad y
velocidad anular del fluido de perforación.
4.4.4 CÁLCULO DEL FLUJO NECESARIO PARA LA REMOCIÓN DE LAS
PARTICULAS DE ROCA
Se considera la existencia de tres secciones anulares por donde circula el aire de
salida, las cuales son:
• Sección 1: Parte de la broca que abre el hueco, esta sección tiene una
longitud mínima de 22 mm aproximadamente. En la Figura 4. 2 se muestra
la sección anular 1.
Figura 4. 2 Parte de la broca que abre el hueco.
Fuente: Propia
Elaboración: Propia

150
• Sección 2: Parte de la broca que acopla con el barreno, esta sección tiene
una longitud de 110 mm aproximadamente. En la Figura 4. 3 se muestra la
sección anular 2.
Figura 4. 3 Sección de la broca donde se acopla el barreno.
Fuente: Propia
Elaboración: Propia
• Sección 3: Parte que comprende entre el barreno y la pared del hueco,
esta sección tiene una longitud máxima de 12 metros, que es el objetivo de
perforar. En la Figura 4. 4 se muestra la sección anular 3.
Figura 4. 4 Sección entre el barreno y el hueco.
Fuente: Propia
Elaboración: Propia

151
4.4.5 ECUACIÓN PARA OBTENER EL FLUJO DE AIRE DE CADA SECCIÓN
El flujo de aire circula a través del barreno, donde hay un orificio de 10 mm de
diámetro, por tanto el área de salida del aire es
A !"# = <r$% = 7,85 C 10&'!m( (4. 1)
En cada sección anular se produce una presión por parte de las partículas de roca
para evitar salir hacia la superficie, para que esto suceda el flujo de aire debe
producir una presión denominada presión de impacto que debe ser al menos
igual a la presión ejercida por las partículas para que estas sean expulsadas hacia
el exterior.
P)*+,-./012 = P3456789 (4. 2)
La presión de impacto producida por el flujo de aire se calcula
P:;<=>?@ = !VABCD C Q C EFGHI (4. 3)
Dónde
• VJKLM: velocidad del flujo de aire a la salida del ducto.
• Q: caudal del fluido de perforación.
• ENOPQ: densidad del fluido de perforación (aire), 1,2 Kg/m3.
Además la velocidad se la puede obtener mediante el caudal
RSTUV =Q
AWXYZ
(4. 4)
La presión ejercida por las partículas es
P[\]^_`abcd = mefghijklmn C g (4. 5)
Donde
• mopqrstuvwx: masa de las partículas.
• g: gravedad.

152
Durante la perforación en el suelo existen tipos de roca variados, para el cálculo
se considera una densidad promedio de las rocas mostrada en la Tabla 2. 1.
yz{|}~�!" = m#$%&'()*+,Volumen
= 2,5!Tonm-. (4. 6)
Donde
• Volumen: es el volumen de la sección anular el mismo que se calcula con
la formula conocida: Área de la sección anular por su longitud.
Con la masa de las partículas se puede obtener la presión que ejercen estas en la
sección.
P/012345678 = E9:;<=>?@ C AABCDEF C lGHIJKL C g (4. 7)
Igualando las presiones ejercidas, reemplazando la velocidad del flujo del aire en
la presión de impacto y finalmente despejando el caudal de aire se obtiene la
ecuación para calcular el flujo necesario para cada sección:
M = NEOPQRSTUV C AWXYZ[\ C A]^_` C labcdef C gEghij !kml
sm (4. 8)
4.4.5.1 Sección anular 1
El área de esta sección se la obtiene con la ayuda del software Inventor, se
realiza de la misma manera que en la sección 3.2.
nopqrst = 0,00048306!mu
vwxyz{| = 22!mmReemplazando valores en la ecuación (4. 8) y realizando la conversión adecuada
a pies cúbicos por minuto (CFM) se obtiene
} = 8,73!CFM

153
4.4.5.2 Sección anular 2
~�!"#$% = 0,00211115!m&
'()*+,- = 110!mm. = 40,8!CFM
4.4.5.3 Sección anular 3
/012345 = 0,003486257!m6
789:;<= = 12!m> = 547,66!CFM
Por lo tanto el caudal necesario considerando las tres secciones anulares es
Q = 597,2!CFM ' 600!CFM4.4.6 MOTOR DE AVANCE
Se utiliza motor reductor de 3 hp de potencia para dar el movimiento de avance
que se acopla a la viga donde recorre el martillo.
Funciones de motor reductor de avance
• Dar la velocidad de avance del martillo para perforar.
• Sacar la herramienta cuando esta se atrape.
4.4.6.1 Velocidad de avance
Para determinar la velocidad de avance se requiere perforar por lo menos 30
huecos diarios.
El martillo trabaja a la intemperie, debe perforar durante 10 horas por día. De este
tiempo se toma en cuenta tiempos muertos de aproximadamente 2 horas para
colocar y/o retirar las varillas de perforación en cada hueco y cualquier percance.
Por lo tanto el tiempo neto de perforación es 8 horas diarias.

154
Tiempo de perforación por hueco
?@AB!CDEFG = tHIJK!LM!NOPQRSTUVóWNúmero!de!huecos = 8!h
30= 16!min (4. 9)
Tiempo de perforación por metro lineal
XYZ[!\]^_` =tabc!defgh
Profundidadijklm=16!min12!m
= 1,33min mn
(4. 10)
Conocido el tiempo para perforar los 12 metros del hueco se obtiene la velocidad
o =L
t=
12!m16!min = 0,75m minp = 2,46! ft minq
(4. 11)
4.4.6.2 Revoluciones del motor reductor de avance
La fuerza tangencial que produce la velocidad y la potencia de 3 hp se obtiene
con la ecuación (3. 38)
rs =33000H
V= 40233,6!lb
Como el radio del eje por el cual se transmite la fuerza tangencial es conocido
(r = 16!mm) se tiene el torque producido utilizando la ecuación (3. 122)
t = Fu C r = 25343,99!lb C pulgCon el torque se calcula las revoluciones de giro del motor reductor de avance,
utilizando la ecuación (3. 96), se despeja la variable de las revoluciones teniendo
n =198000H<T = 7,46!rpm! ' 8rpm

155
4.4.6.3 Revoluciones del motor reductor de avance para sacar la herramienta
atrapada
Por motivo de desmoronamiento del suelo o ser arenoso, la herramienta puede
quedar atrapada al estar perforando, razón por la cual el motor debe ejercer un
torque necesario para sacar la herramienta y cambiar el sentido de giro.
La fuerza para vencer el torque es la producida por el peso del martillo,
accesorios y piedra en el hueco, la misma de la ecuación (3. 146)
v = 802!kgSe tiene además el radio de la polea por donde pasa la cadena, misma que
transmite esta fuerza al motor reductor
wxyz{| = 122,97!mmPor tanto el torque necesario para sacar la herramienta atrapada utilizando la
ecuación (3. 122) es
} = F C r~�!"# = 17119,99!lb C pulgConocido el torque se obtiene las revoluciones con la ecuación (3. 96)
n = 11,04!rpm! ' 11!rpm4.4.7 PRESIÓN DE OPERACIÓN VS PROFUNDIDAD
Las ecuaciones para el cálculo de la presión de operación (presión de impacto)
ejercida por el flujo de aire están determinadas, solo se varía la altura de
perforación para obtener distintos caudales y por tanto obtener las respectivas
presiones.
Se utiliza 3 barrenos de 4 metros cada uno para cumplir con la perforación de 12
metros lineales, estos resultados se presentan en la Tabla 4. 9 para distintas
alturas.

156
Tabla 4. 9 Presión de operación vs profundidad a densidad promedio.
Profundidad (m) Presión (MPa) Presión (psi)
12 13,05 1892,28
8 8,70 1261,52
4 4,35 630,76
0,11 0,07 10,50
0,022 0,0033 0,48
Fuente: Propia
Elaboración: Propia
4.4.8 CAPACIDAD DE BARRIDO DE AIRE VS PRESIÓN DE OPERACIÓN
La capacidad de barrido de aire no es más que el flujo de aire necesario para
expulsar las partículas de roca hacia la superficie. En la Tabla 4. 10 se presentan
caudales para las distintas alturas propuestas en la Tabla 4. 9.
Tabla 4. 10 Presión de operación vs caudal de aire a densidad promedio.
Presión (MPa) Presión (psi) Caudal de Aire (CFM)
13,05 1892,28 547,66
8,70 1261,52 447,16
4,35 630,76 316,19
0,07 10,50 40,80
0,0033 0,48 8,73
Fuente: Propia
Elaboración: Propia
4.4.9 PRESIÓN DE OPERACIÓN VS DENSIDAD
En la sección 2.4 se realiza ensayos a distintas muestras de roca y se obtuvo
resultados de densidad, para comparar la presión de operación a distintas

157
densidades obtenidas. Se presenta en la Tabla 4. 11 las presiones en cada
sección anular
Tabla 4. 11 Presión de operación vs densidad en cada sección anular.
Densidad (Ton/m3) Sut (MPa) Presión (MPa) Presión (psi)
Sección 1
2,2 57,9 0,0029 0,42
2,3 60,4 0,0030 0,44
2,4 48,9 0,0032 0,46
2,5 54,9 0,0033 0,48
2,6 129,1 0,0034 0,50
2,7 106,4 0,0036 0,52
Sección 2
2,2 57,9 0,064 9,24
2,3 60,4 0,067 9,66
2,4 48,9 0,070 10,08
2,5 54,9 0,072 10,50
2,6 129,1 0,075 10,92
2,7 106,4 0,078 11,34
Sección 3
2,2 57,9 11,48 1665,20
2,3 60,4 12,01 1740,90
2,4 48,9 12,53 1816,59
2,5 54,9 13,05 1892,28
2,6 129,1 13,57 1967,97
2,7 106,4 14,09 2043,66
Fuente: Propia
Elaboración: Propia

158
4.4.10 TIEMPOS DE RENDIMIENTO EN COMPARACIÓN CON OTROS
MARTILLOS
Para la comparación y justificación del diseño se compara varios modelos
presentes en el mercado, analizando parámetros de operación de la máquina.
Los modelos a comparar son:
• ECM 590RC (Hidráulico)
• ECM 590RR (Hidráulico)
• COP 1840 (Hidráulico)
• MD 5125 (Hidráulico)
• MD 5075 (Hidráulico)
• MD 5050 (Hidráulico)
• Propuesta de diseño (Eléctrico)
La mayoría de estos modelos son martillos hidráulicos donde se comparan
parámetros de operación generales dependientes e independientes al
funcionamiento. Los parámetros dependientes sea hidráulico o eléctrico se
descarta por no existir comparación uno del otro.
Una máquina para perforar necesita de tres parámetros primordiales como son
peso, revoluciones y torque por tanto se analiza:
• Potencia
• Velocidad de rotación
• Torque
Otro factor es el equipo y fluido de perforación útil para la limpieza del hueco
además de actuar como refrigerante es útil para la limpieza del hueco; es decir,
expulsar de manera constante los retazos de roca (partículas de roca) durante la
perforación del hueco. Se utiliza un compresor con los siguientes parámetros:
• Flujo de aire proporcionado por el compresor
• Presión máxima de operación

159
Los diámetros de huecos a perforar son dados por el tipo de accesorio utilizado,
entonces se compara:
• Diámetro del hueco
• Tipo de accesorio
• Profundidad del hueco
El consumo de combustible que tiene cada equipo para diferentes aplicaciones y
en caso particular del eléctrico primordialmente para proporcionar la energía
necesaria por los motores reductores.
• Gasto máximo aproximado
• Porcentaje de operación con el tanque lleno a 10 horas de trabajo
En la Tabla 4. 13 se presenta valores de distintos parámetros de operación para
cada modelo.
4.4.10.1 Análisis de resultados
4.4.10.1.1 Martillo
Al comparar los rangos de operación de los parámetros de potencia, velocidad de
rotación y torque entre los modelos expuestos en la Tabla 4. 13, se observa que
la principal ventaja que tiene el diseño propuesto es la potencia requerida, que en
comparación con los otros modelos es significativamente baja, razón por la cual
se reduce el costo necesario en alimentar dicha potencia. El torque que se
obtiene es similar al que brinda los modelos ECM 590RC, ECM 590RR y bajo en
relación a los demás pero la compensación se da en las revoluciones aplicadas a
la máquina que son mayores en comparación a los demás modelos.
4.4.10.1.2 Compresor
Los modelos presentados en la Tabla 4. 13 tienen una capacidad de perforación
mayor a 12 metros lineales con brocas de diámetro de 2 – 6 pulgadas y el flujo de
aire suministrado por el compresor es menor a 600 CFM por esta razón la
herramienta se atrapa siendo uno de los inconvenientes que presentan las
actuales máquinas.

160
4.4.10.1.3 Capacidad de perforar
En el compresor los modelos presentan ventaja en la capacidad de perforación en
términos de profundidad del hueco en relación al diseño propuesto, pero la
desventaja de estos modelos es que se atrapa de la herramienta, repercutiendo
en pérdida de tiempo, además de correr el riesgo de perder la herramienta
atrapada.
4.4.10.1.4 Combustible
Por tener ventaja en la utilización de una potencia baja en comparación con los
demás modelos el requerimiento de combustible es también bajo. La Tabla 4. 12
presenta la ventaja del diseño en comparación con los modelos existentes.
Tabla 4. 12 Ventajas y desventajas entre el martillo eléctrico y los modelosconvencionales.
MODELOS ACTUALES DISEÑO PROPUESTO
VARIABLE Ventaja Desventaja Ventaja Desventaja
Potencia x x
Velocidad de rotación x x
Torque máximo x x
Flujo de aire x x
Presión máxima de trabajo x x
Diámetro del hueco No existe mayor diferencia
Tipo de accesorios No existe mayor diferencia
Profundidad del hueco x x
Gasto máximo aproximado x x
Fuente: Propia
Elaboración: Propia

16
1
Tab
la4.
13T
iem
pos
deco
mpa
raci
ónde
rend
imie
ntos
entr
edi
fere
ntes
mod
elos
.
MO
DE
LO
EC
M59
0RC
EC
M59
0RR
CO
P18
40M
D51
25M
D50
75M
D50
50D
iseñ
o
Var
iab
leR
ang
o
TR
AC
K D
RIL
L(M
arti
llo)
Pote
ncia
22
HP
16
,4kW
22
HP
16,
4kW
24
,5H
P18
kW43
HP
32kW
23
HP
31
kW25
HP
19
kW3
HP
2,2
kWV
elo
cid
ad
de
rota
ción
0-
160
rpm
0-
16
0rp
m--
--0
-2
10rp
m0
-160
rpm
0-
240
rpm
0-
200
rpm
Torq
uem
áxi
mo
578
N*m
426
lbf*
ft57
8N
*m42
6lb
f*ft
950
N*m
701
lbf*
ft2033
N*m
1500
lbf*
ft135
6N
*m100
0lb
f*ft
908
N*m
670
lbf*
ft534 N
*m394
lbf*
ftC
OM
PR
ES
OR
Flu
jode
aire
250
CF
M250
CF
M27
0 C
FM
40
0C
FM
350
CF
M250
CF
M60
0 C
FM
Pre
sió
nm
áxi
ma
de
traba
jo140
psi
140
psi
152
psi
10
0ps
i150
psi
150
psi
120
psi
RA
NG
OR
EC
OM
EN
DA
DO
PA
RA
EL
DIÁ
ME
TR
O D
EL
HU
EC
O
Diá
metr
ode
lhuec
o2
1/2
-4
1/2
in64
-115
mm
21
/2-
4in
64
-102
mm
3-
41/
2in
76
-11
5 m
m4
1/2
-6
in114
-15
2m
m2
1/2
-5
in64
-12
7m
m2
-4
in51
-102
mm
3-
31/
2in
76,2
-88
,9m
mT
ipo
de
acc
eso
rios
T38-
T45
-T
51
T38
-T
45
T4
5-
T51
T45
- T
51
T38
- T
45
- T
51
T38
- T
45
T38
- T
45
CA
PA
CID
AD
DE
PE
RF
OR
AR
Pro
fundid
ad
delh
uec
o22
m72
ft
18
,4m
60
ft28
m
92
ft17
,8-
30m
58,5
-98
,5ft
21,
8-
31,2
m71
,5-
102
,5ft
20,
3-
31
,2m
66
,5-
102
,5ft
12m
40
ft
CO
MB
US
TIB
LE
Gas
tom
áxi
mo
apro
xim
ad
o7
galo
nes
7ga
lones
7,8
ga
lon
es19
gal
one
s18
galo
nes
8ga
lon
es
4,5
ga
lon
es
Ope
raci
ón
con
tanque
lleno
a10
hora
sde
trab
ajo
75
%75%
75
%75
%75
%75
%50%
Fue
nte:
Pro
pia
Ela
bora
ción
:P
ropi
a

162
CAPÍTULO 5
ESTIMACIÓN DE COSTOS.
El análisis de costos se toma en cuenta los costos directos y los costos indirectos.
Además se realiza una estimación del costo total de perforación para dar servicio.
Para determinar el costo total directo se considera los costos parciales de:
• Materiales directos.
• Elementos normalizados.
• Costos de maquinado.
• Costos de montaje.
Para determinar el costo total indirecto se considera los costos parciales de:
• Materiales indirectos.
• Costos de ingeniería.
• Gastos imprevistos.
Para determinar el costo total para la fabricación del martillo objetivo del presente
proyecto se suma el total de los costos directos con los costos indirectos.
Para determinar la estimación del costo de perforación para dar servicio se considera
los costos parciales de:
• Consumo de combustible del generador.
• Consumo de combustible del compresor.
• Mano de obra.
• Consumo de accesorios.
• Mantenimiento.

163
A continuación se detallan los precios de los costos directos e indirectos, tomando en
consideración los materiales, procesos de producción y tecnológicos necesarios para
construir el martillo.
5.1 COSTOS DIRECTOS
5.1.1 COSTO DE MATERIALES
Se denominan materiales directos a la materia prima que se utiliza para construir los
elementos que conforman el martillo. Los costos de los materiales directos se indican
en la Tabla 5. 1.
Tabla 5. 1 Costos de materiales directos.
Materiales CantidadPrecio
unitario
Costo
(USD)
Eje bronce 7,6 kg 14,50 110,2
Eje acero AISI 4340 272,8 kg 5,35 1459,48
Eje acero AISI 4140 63 kg 4,50 283,5
Eje acero AISI 304 8 kg 8,60 68,8
Eje acero UNS N07750: ø = 12,7 mm 40 kg 43,9 1756
Plancha de acero ASTM A-588M Gr. A: 985x490x20 1 (76 kg) 170 170
Plancha de acero A – 36: 1380x1600x5 1 (87 kg) 165,8 165,8
Plancha de acero A – 36: 80x70x57 2 (5 kg) 7,80 7,80
Plancha de acero A – 36: 165x120x20 1 (3 kg) 596 596
Plancha de acero A – 36: 275x140x27 1 (8,2 kg) 17,70 17,70
Plancha de acero A – 36: 868x30x10 1 (2 kg) 3,8 3,8
Plancha de acero A – 36: 190x380x60 1 (34 kg) 53,50 53,50
Plancha de acero A – 36: 136x272x25,4 1 (7,4 kg) 13,80 13,80
Plancha de acero A – 36: 192x192x12 1 (3,5 kg) 6,75 6,75
Plancha de acero A – 36: 504x504x8 1 (16 kg) 30,50 30,50
Plancha de acero A – 36: 500x90x30 1 (10,6 kg) 20,70 20,70
Plancha de acero A – 36: 80x90x70 1 (4 kg) 6,3 6,3
…

164
Tabla 5. 1 Costos de materiales directos. (continuación)
Materiales CantidadPrecio
unitario
Costo
(USD)
Plancha de acero A – 36: 80x40x40 1 (1 kg) 1,89 1,89
Subtotal 4772,52
IVA 572,70
Total 5345,22
Fuente: (Dipac, 2012) y (Bohman, 2011)
Elaboración: Propia
5.1.2 COSTO DE ELEMENTOS NORMALIZADOS
Son aquellos elementos de libre comercialización en el mercado. Los costos de los
elementos normalizados se muestran en la Tabla 5. 2
Tabla 5. 2 Costos de elementos normalizados y equipos.
Elementos CantidadPrecio
unitarioCosto (USD)
Anillos de seguridad exteriores 1 9,90 9,90
Rodamientos de bolas Serie 4209-B-TVH 4 50,97 203,88
Rodamientos de bolas Serie 4306-B-TVH 4 45,56 182,24
Rodamientos cónico Serie 32221-A 2 140,17 280,34
Perno de cabeza hexagonal 1 22,05 22,05
Tuercas 1 4,45 4,45
Arandelas planas 1 1,20 1,20
Arandelas de presión 1 3,62 3,62
Motor Reductor de 3 HP y 400 rpm de salida 2 866 1732
Motor Reductor de 3 HP y 191 rpm de salida 1 786 786
Variador de frecuencia 3 839 2517
Cadena de ø = 10 mm y L = 24 m 25 2,83 70,75
…

165
Tabla 5. 2 Costos de elementos normalizados y equipos.(continuación)
Elementos CantidadPrecio
unitarioCosto (USD)
Polea para cadena 2 60 120
Vástago perforador FURUKAWA HD 300 T-38 1 550 550
Barreno L = 4,265 m T - 38 3 450 1350
Unión T – 38 3 135 405
Broca Flat Face T – 38, ø = 3 in 1 295,23 295,23
Neplo entrada de aire 1 7,38 7,38
Gancho para cadena con tuerca M24 2 15,05 30,10
Correas “G”, 80x40x15x3 1 22,50 22,50
Canales “U”, 150x60x5 4 54,05 216,2
Angulo “L”, 80x40x6 1 57,50 57,50
Subtotal 3056,31
IVA 366,76
Total 3423,07
Fuente: (Dipac, 2012), (Bohman, 2011), (Castillo, 2012), (Henriques, 2012), (BKB, 2012), (La Llave, 2011) y
(Rulhermaq, 2012)
Elaboración: Propia
5.1.3 COSTO DE MAQUINADO
El costo de maquinado es el valor respecto a la mano de obra directa empleada en
las máquinas herramientas y equipamiento eléctrico.
En la Tabla 5. 3 se muestra el costo estimado para fabricar cada elemento, tomando
en cuenta el costo del material, de maquinado y costos auxiliares necesarios para
llevar a cabo la construcción de cada elemento especificados en los planos de taller.

166
Tabla 5. 3 Costo de maquinado.
Denominación Plano CantidadCosto/Hora
(USD/h)
Costo Total
(USD/h)
Placa - rodamientos 2861: 100.1 1 95 95
Tapa rodamiento 2861: 100.2 4 25 100
Soporte – Rodamiento Bolas 2 2861: 100.3 2 55 110
Placa fija 2861: 100.4 1 500 500
Tuerca fija 2861: 100.5 10 7 70
Apoyo para gancho de la cadena 2861: 100.6 2 18 36
Placa piso 2861: 100.7 1 40 40
Eje piñón 2861: 100.8 1 104 104
Eje conector motor de giro 2861: 100.9 1 70 70
Soporte – Rodamiento Bolas 1 2861: 100.10 1 167 167
Placa lateral 2861: 100.11 2 45 90
Placa – rodamientos - engranaje 2861: 100.12 1 131 131
Perfil L 2861: 100.13 8 8 64
Resorte 2861: 100.14 20 50 1000
Guía – resorte 2861: 100.15 20 15 300
Placa 2861: 100.16 2 360 720
Soporte – rodamiento cónico 2861: 100.17 2 640 1280
Bocín 1 2861: 100.18 2 50 100
Acople superior 2861: 100.19 1 1133 1133
Acople del vástago perforador 2861: 100.20 1 140 140
Acople inferior 2861: 100.21 1 510 510
Vástago 2861: 100.22 10 12 120
Pasador 2861: 100.23 10 1,7 17
Tuerca móvil 2861: 100.24 10 8 80
Brida horizontal con agujeros 2861: 100.25 1 23 23
Guía tope 1 - resorte 2861: 100.26 10 28 280
Brida vertical 2861: 100.27 2 21 42
Guía tope 2 - resorte 2861: 100.28 10 16 160
Bocín 2861: 100.29 1 18 18
…

167
Tabla 5. 3 Costo de maquinado. (continuación)
Denominación Plano CantidadCosto/Hora
(USD/h)
Costo Total
(USD/h)
Rueda 2861: 100.30 2 193 386
Eje excéntrico 2861: 100.31 2 200 400
Bocín 2 2861: 100.32 1 20 20
Chaveta 2861: 100.33 3 10 30
Lengüeta 2861: 100.34 2 10 20
Brida circular 2861: 100.35 4 40 160
Brida horizontal sin agujeros 2861: 100.36 1 15 15
Acople neplo aire 2861: 100.37 1 30 30
Tubo Cilíndrico 2861: 101.1 2 20 40
Placa 1 2861: 101.2 1 9 9
Placa 2 2861: 101.3 2 2,5 5
Placa 3 2861: 101.4 1 9 9
Placa 6 2861: 102.1 1 10 10
Placa 7 2861: 102.2 1 16 16
Placa 4 2861: 103.1 1 2 2
Placa 8 2861: 104.1 1 12 12
Placa 9 2861: 104.2 1 14 14
Placa 5 2861: 105.1 2 2,5 5
Perfil – Placa 5 2861: 105.2 4 4 16
Guía barreno 2861: 106.1 2 40 80
Bocín – barreno 2861: 106.2 2 35 70
Pasador cilíndrico 2861: 106.3 2 1,5 3
Base – soporta barreno 2861: 106.4 1 140 140
Subtotal 8992
IVA 1079,04
Total 10071,04
Fuente: Mecánica en general (David Claudio, RUC: 17217739330001)
Elaboración: Propia

168
5.1.4 COSTO DE MONTAJE
Relacionados con la mano de obra necesaria para el armado y ensamblado de cada
una de las partes y el equipo necesario en el proceso. Para el montaje se considera
4 personas en un periodo de 4 días a un costo de 30 USD diarios/trabajador
resultando un costo total de 480 USD.
5.1.5 COSTO DIRECTO TOTAL
En la Tabla 5. 4 se indica la cantidad total del costo directo. Hay que tener en cuenta
que el costo de materia prima es referencial ya que este rubro está considerado en el
costo de maquinado y mano de obra.
Tabla 5. 4 Costo directo total.
RUBRO VALOR (USD)
Costo Materia Prima (Referencial) 5345,22
Costo Elementos Normalizados 3423,07
Costo Maquinado y Mano de Obra 10071,04
Costo de Montaje 480
SUBTOTAL (S1) 19319,33
Fuente: Propia
Elaboración: Propia
5.2 COSTOS INDIRECTOS
5.2.1 COSTO DE MATERIAL
Los costos de materiales indirectos se indican en la Tabla 5. 5.

169
Tabla 5. 5 Costo de materiales indirectos.
Material CantidadValor Unitario
(USD)
Valor Total
(USD)
Electrodo E6011 – 1/8” (kg) 5 4,10 20,5
Lija para hierro 10 0,60 6,00
Pintura anticorrosiva (Gal) 3 22,50 67,5
Thiñer (l) 2 1,75 3,50
Guaype 20 0,35 7,00
Varios ---- 20,00 20,00
Subtotal 124,5
Fuente: ELECTROCOMERCIAL, UNIFER.
Elaboración: Propia
5.2.2 COSTO DE INGENIERÍA
Tiempo dedicado al diseño de la máquina. Constituye el valor económico del
ingeniero para diseñar, seleccionar y simular los elementos de la máquina.
El tiempo necesario es de aproximadamente 240 USD, por lo tanto el costo por
diseño es 480 USD.
5.2.3 IMPREVISTOS
Se relacionan principalmente con los costos de movilización de las personas y
transporte de materiales. Se estima estos costos aproximadamente en 100 USD.

170
5.2.4 COSTO INDIRECTO TOTAL
En la Tabla 5. 6 se indica la cantidad total del costo indirecto.
Tabla 5. 6 Costo indirecto total.
RUBRO VALOR (USD)
Materiales Indirectos 124,5
Costo de Ingeniería 480
Gastos Imprevistos 100
SUBTOTAL (S2) 704,50
Fuente: Propia
Elaboración: Propia
5.3 COSTO TOTAL DEL MARTILLO
Resulta de la suma de los costos directos con los costos indirectos, estos valores se
indican en la Tabla 5. 7.
Tabla 5. 7 Costo total del martillo.
RUBRO VALOR (USD)
Costos Directos 19319,33
Costos Indirectos 704,50
Total (S1+S2) 20023,83
Fuente: Propia
Elaboración: Propia
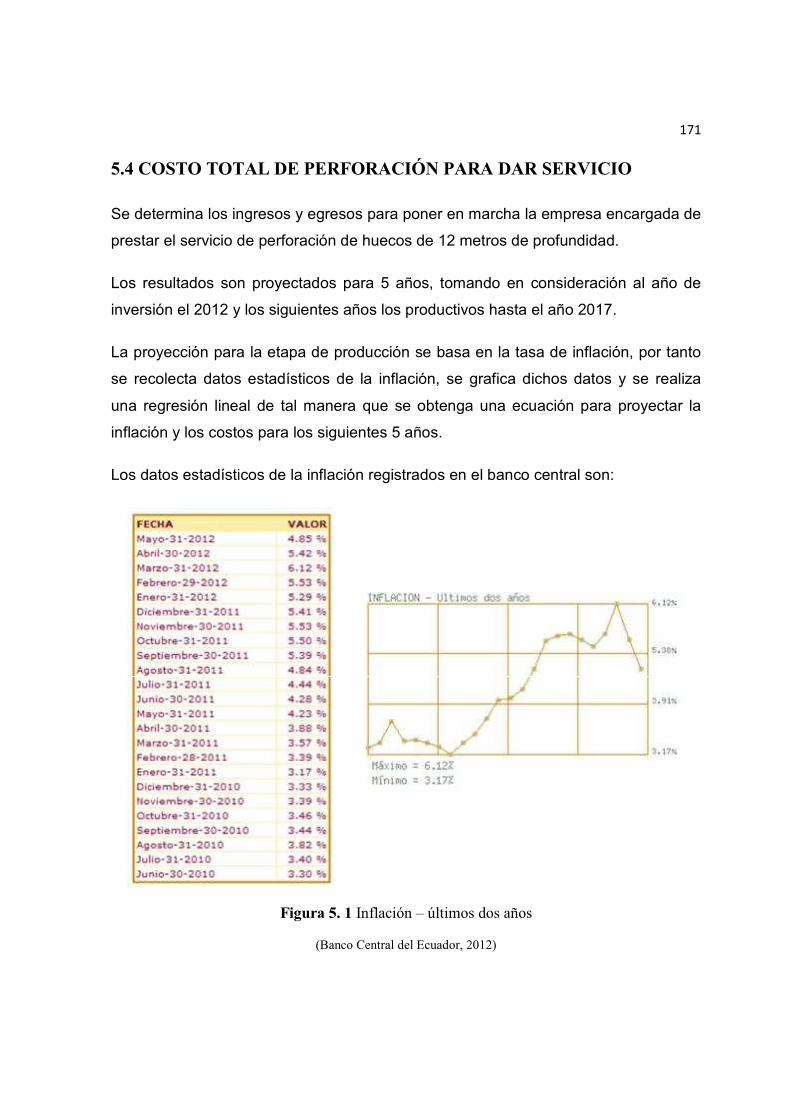
171
5.4 COSTO TOTAL DE PERFORACIÓN PARA DAR SERVICIO
Se determina los ingresos y egresos para poner en marcha la empresa encargada de
prestar el servicio de perforación de huecos de 12 metros de profundidad.
Los resultados son proyectados para 5 años, tomando en consideración al año de
inversión el 2012 y los siguientes años los productivos hasta el año 2017.
La proyección para la etapa de producción se basa en la tasa de inflación, por tanto
se recolecta datos estadísticos de la inflación, se grafica dichos datos y se realiza
una regresión lineal de tal manera que se obtenga una ecuación para proyectar la
inflación y los costos para los siguientes 5 años.
Los datos estadísticos de la inflación registrados en el banco central son:
Figura 5. 1 Inflación – últimos dos años
(Banco Central del Ecuador, 2012)

172
Para obtener la ecuación que permita proyectar los datos presentados en la Figura 5.
1, se tabula y grafica los datos de modo de obtener la ecuación realizando una
regresión lineal con la ayuda de EXCEL.
En la Figura 5. 2 se presenta la ecuación y gráfica de los datos de la inflación en los
últimos dos años.
Figura 5. 2 Curva de la inflación y curva de la progresión lineal.
(Banco Central del Ecuador, 2012)
Elaboración: Propia
Con ayuda de la ecuación se proyecta los datos registrados de la inflación, se
presentan los mismos hasta el año 5 (2017).
Para establecer la vialidad del proyecto los salarios están sujetos a una política
salarial con un incremento anual del 1.5% de acuerdo a la producción neta, mientras
que para las materias primas e insumos se utiliza los índices de inflación
mencionados en la Tabla 5. 8 para el incremento anual.
y = 0,121x + 2,8619
0
1
2
3
4
5
6
7
0 5 10 15 20 25 30
PORCEN
TAJE
DEINFLACIÓN
MESES
INFLACIÓN
Curva real
Lineal (Curva real)

173
Tabla 5. 8 Inflación proyectada para los cinco años de producción estimada.
Periodo Año Inflación (%)
Año 0 2012 6,61
Año 1 2013 8,06
Año 2 2014 9,52
Año 3 2015 10,97
Año 4 2016 12,42
Año 5 2017 13,87
Fuente: (Banco Central del Ecuador, 2012)
Elaboración: Propia
5.4.1 COSTOS DIRECTOS
5.4.1.1 Materia Prima y materiales directos
Se considera que el equipo de seguridad para cada trabajador en campo cambia
semestralmente y que la broca se cambia 40 veces anualmente. Por tanto los costos
correspondientes a estos rubros se presentan en la Tabla 5. 9
Tabla 5. 9 Materias primas y materiales.
Cantidad Denominación Valor Unitario (USD) Valor Total (USD)
6 Casco industrial 4,99 29,94
6 Orejeras antiruido 3,94 23,64
6 Gafas de protección 3 18
6 Mascarilla 14 84
6 Overol 18 108
6 Chaleco reflectivo 22 132
6 Guantes industriales 4,99 29,94
…

174
Tabla 5. 9 Materias primas y materiales. (continuación)
Cantidad Denominación Valor Unitario (USD) Valor Total (USD)
40 Broca 295,93 11837,2
6 Botas industriales 22 132
1 Estimación de repuestos 500 500
Subtotal 12894,72
IVA 1547,37
Total 14442,09
Fuente: (La Llave, 2011) y (Mercado Libre, 2012)
Elaboración: Propia
5.4.1.2 Mano de obra directa
El número de trabajadores y cargo a desempeñar se detallan en la Tabla 5. 10
Tabla 5. 10 Mano de obra directa.
Cantidad Denominación Salario Mensual (USD) Salario Total (USD)
1 Perforista 433 5196
1 Ayudante de producción 382 4584
1 Supervisor de campo 467 5604
Total 15384
Fuente: Tablas sectoriales 2012 (ANEXO G)
Elaboración: Propia
5.4.1.3 Cargas Sociales
Para la mano de obras expuesta en la Tabla 5. 10 se determinan los beneficios de
ley a los que tienen derecho, estas cargas se presentan en la Tabla 5. 11

175
Tabla 5. 11 Cargas sociales de mano de obra directa.
No.
TrabajadoresTrabajador
10mo
Tercero
10mo
Cuarto
Afiliación IESS
(Anual)
Fondo de
ReservaVacaciones
Costo Total
Anual (USD)
1 Perforista 292 433 579,354 433 216,5 1953,854
2
Ayudante
de
producción
292 382 1022,232 382 191 2269,232
1 Supervisor 292 467 624,846 467 233,5 2084,346
Total 6307,432
Fuente: Propia
Elaboración: Propia
Los costos directos proyectados se muestran en la Tabla 5. 12
Tabla 5. 12 Costos directos proyectados para 5 años.
Periodo
Costos Directos Año 1 Año 2 Año 3 Año 4 Año 5
Materias primas y materiales 14442,09 15816,53 17551,42 19731,47 22468,80
Mano de obra 15384,00 15614,76 15848,98 16086,72 16328,02
Cargas sociales 6307,43 6402,04 6498,07 6595,55 6694,48
Fuente: Propia
Elaboración: Propia
5.4.2 COSTOS DE FABRICACIÓN
5.4.2.1 Combustible y lubricantes
Para combustibles se toma en cuenta el consumo de 9 galones por 8 horas diarias
de operación del generador y el compresor 100 galones por 8 horas diarias de

176
operación. Además la necesidad de contar con lubricantes, filtros y grasa para el
correcto mantenimiento del martillo y equipo auxiliar mostrado en la Tabla 5. 13.
Tabla 5. 13 Combustibles y lubricantes.
Cantidad Denominación Valor Unitario (USD) Valor Total (USD)
2160 Combustible generador 1 2160
120 Aceites y filtros 28 3360
24000 Combustible compresor 1 24000
24 Grasa 5,1 122,4
Subtotal 29642,4
IVA 3557,088
Total 33199,488
Fuente: (Bohman, 2011), (Mercado Libre, 2012), Catálogos de generador y compresor.
Elaboración: Propia
5.4.2.2 Útiles de oficina
En la Tabla 5. 14 se muestra un estimado de papelería en general.
Tabla 5. 14 Útiles de oficina.
Cantidad Denominación Valor Unitario (USD) Valor Total (USD)
1 Papelería 90 90
Subtotal 90
IVA 10,8
Total 100,8
Fuente: Dilipa
Elaboración: Propia

177
5.4.2.3 Útiles de aseo
En la Tabla 5. 15 se muestra un estimado de útiles de aseo en general.
Tabla 5. 15 Útiles de aseo.
Cantidad Denominación Valor Unitario (USD) Valor Total (USD)
1 Útiles de aseo 90 90
Subtotal 90
IVA 10,8
Total 100,8
Fuente: Mercado Libre
Elaboración: Propia
5.4.2.4 Mano de obra indirecta
El número de trabajadores y cargo a desempeñar se detallan en la Tabla 5. 16
Tabla 5. 16 Mano de obra indirecta.
Cantidad Denominación Salario Mensual (USD) Salario Total (USD)
1 Guardia de seguridad 292,29 3507,48
1 Servicio de limpieza 293,46 3521,52
Total 7029
Fuente: Tablas sectoriales 2012 (ANEXO G)
Elaboración: Propia
5.4.2.5 Cargas sociales
Para los trabajadores expuestos en la Tabla 5. 16 se determinan los beneficios de ley
a los que tienen derecho, estas cargas se presentan en la Tabla 5. 17

178
Tabla 5. 17 Cargas sociales mano de obra indirecta.
No.
TrabajadoresTrabajador
10mo
Tercero
10mo
Cuarto
Afiliación IESS
(Anual)
Fondo de
ReservaVacaciones
Costo Total
Anual (USD)
1Guardia de
seguridad 292,00 292,29 391,08 292,29 146,15 1413,81
1Servicio de
limpieza 292,00 293,46 392,65 293,46 146,73 1418,30
Total 2832,11
Fuente: Propia
Elaboración: Propia
5.4.2.6 Seguro
Se dispone de un seguro general estimado según la Tabla 5. 18
Tabla 5. 18 Seguros.
Cantidad Denominación Valor Unitario (USD) Valor Total (USD)
1 Seguros 200 200
Total 200
Fuente: Propia
Elaboración: Propia
Los gastos de fabricación proyectados se muestran en la Tabla 5. 19

179
Tabla 5. 19 Costos de fabricación proyectados para 5 años.
Periodo
Costos de fabricación Año 1 Año 2 Año 3 Año 4 Año 5
Combustibles y lubricantes 33199,49 36359,05 40347,24 45358,73 51651,30
Útiles de oficina 100,80 110,39 122,50 137,72 156,82
Útiles de aseo 100,80 110,39 122,50 137,72 156,82
Mano de obra indirecta 7029,00 7134,44 7241,45 7350,07 7460,32
Cargas sociales 2832,11 2874,59 2917,71 2961,47 3005,90
Seguros 200,00 219,03 243,06 273,25 311,16
Fuente: Propia
Elaboración: Propia
5.4.3 COSTOS DE ADMINISTRACIÓN
5.4.3.1 Sueldos y salarios (ejecutivos, personal auxiliar)
El número de trabajadores y cargo a desempeñar se detallan en la Tabla 5. 20
Tabla 5. 20 Sueldos y salarios.
Cantidad Denominación Salario Mensual (USD) Salario Total (USD)
1 Secretaria 292,87 3514,44
1 Gerente 372,72 4472,64
Total 7987,08
Fuente: Tablas sectoriales 2012 (ANEXO G)
Elaboración: Propia

180
5.4.3.2 Cargas sociales
Para los trabajadores expuestos en la Tabla 5. 20 determinan los beneficios de ley a
los que tienen derecho, estas cargas se presentan en la Tabla 5. 21
Tabla 5. 21 Cargas sociales para ejecutivos y personal auxiliar.
No.
TrabajadoresTrabajador
10mo
Tercero
10mo
Cuarto
Afiliación IESS
(Anual)
Fondo de
ReservaVacaciones
Costo Total
Anual (USD)
1 Secretaria 292,00 292,87 391,86 292,87 146,44 1416,04
1 Gerente 292,00 372,72 498,70 372,72 186,36 1722,50
Total 3138,53
Fuente: Propia
Elaboración: Propia
5.4.3.3 Útiles de oficina
En la Tabla 5. 22 se muestra un estimado de papelería en general.
Tabla 5. 22 Útiles de oficina.
Cantidad Denominación Valor Unitario (USD) Valor Total (USD)
1 Papelería 90 90
Subtotal 90
IVA 10,8
Total 100,8
Fuente: Dilipa
Elaboración: Propia

181
5.4.3.4 Alquileres
En lo que corresponde a los alquileres responde particularmente donde se ubica la
oficina central mostrado en la Tabla 5. 23
Tabla 5. 23 Alquileres.
Cantidad Denominación Valor Unitario (USD) Valor Total (USD)
1 Oficina y Garaje 400 400
Total 400
Fuente: Propia
Elaboración: Propia
Los gastos de administración proyectados se muestran en la Tabla 5. 24
Tabla 5. 24 Costos de administración proyectados para 5 años.
Periodo
Costos de administración Año 1 Año 2 Año 3 Año 4 Año 5
Sueldos y salarios 7987,08 8106,89 8228,49 8351,92 8477,20
Cargas sociales 3138,53 3185,61 3233,40 3281,90 3331,13
Útiles de oficina 100,80 110,39 122,50 137,72 156,82
Alquileres 400,00 438,07 486,12 546,50 622,31
Fuente: Propia
Elaboración: Propia

182
5.4.4 COSTOS DE VENTAS
5.4.4.1 Sueldos y salarios (ejecutivos de ventas)
El número de trabajadores y cargo a desempeñar se detallan en la Tabla 5. 25
Tabla 5. 25 Sueldos y salarios para ejecutivos de ventas.
Cantidad Denominación Salario Mensual (USD) Salario Total (USD)
1 Vendedor 293,17 3518,04
Total 3518,04
Fuente: Tablas sectoriales 2012 (ANEXO G)
Elaboración: Propia
5.4.4.2 Cargas sociales
Para los trabajadores expuestos en la Tabla 5. 25 se determinan los beneficios de ley
a los que tienen derecho, estas cargas se presentan en la Tabla 5. 26.
Tabla 5. 26 Cargas sociales para ejecutivos de ventas.
No.
TrabajadoresTrabajador
10mo
Tercero
10mo
Cuarto
Afiliación IESS
(Anual)
Fondo de
ReservaVacaciones
Costo Total
Anual (USD)
1 Vendedor 292,00 293,17 392,26 293,17 146,59 1417,19
Total 1417,19
Fuente: Propia
Elaboración: Propia

183
5.4.4.3 Otros gastos de ventas
Para este rubro es todo lo referente a los viáticos necesarios para el vendedor, este
costo estimado se muestra en la Tabla 5. 27
Tabla 5. 27 Otros gastos de ventas.
Cantidad Denominación Valor Unitario (USD) Valor Total (USD)
1 Viáticos 50 600
Total 600
Fuente: Propia
Elaboración: Propia
Los gastos de ventas proyectados se muestran en la Tabla 5. 28
Tabla 5. 28 Gastos de ventas proyectados para 5 años.
Periodo
Costos de administración Año 1 Año 2 Año 3 Año 4 Año 5
Sueldos y salarios 7987,08 8106,89 8228,49 8351,92 8477,20
Cargas sociales 3138,53 3185,61 3233,40 3281,90 3331,13
Útiles de oficina 100,80 110,39 122,50 137,72 156,82
Alquileres 400,00 438,07 486,12 546,50 622,31
Fuente: Propia
Elaboración: Propia

184
5.4.5 COSTOS FINANCIEROS
5.4.5.1 Cuenta
Para este rubro se toma los gastos realizados por la creación de una cuenta
corriente, este costo solo se da en el primer año, para los demás se toma en cuenta
el costo de mantenimiento de la cuenta.
Adicional a esto se debe tener en cuenta que se realiza un préstamo de 15000 USD
a tres años y al interés de 15,18%.
Los gastos respecto a la cuenta se muestra en la Tabla 5. 29
Tabla 5. 29 Cuenta.
Cantidad Denominación Valor Unitario (USD) Valor Total (USD)
1 Creación de cuenta 2000 2000
12 Mantenimiento mensual 1,66 19,92
1 Pago préstamo 6589,27 6589,27
Total 8609,19
Fuente: Banco del Pichincha
Elaboración: Propia
Los gastos financieros proyectados se muestran en la Tabla 5. 30
Tabla 5. 30 Gastos financieros proyectados para 5 años.
Periodo
Costos de administración Año 1 Año 2 Año 3 Año 4 Año 5
Cuenta 8609,19 7238,18 8032,13 22,39 25,50
Fuente: Propia
Elaboración: Propia

18
5
En
laT
abla
5.
31
sepr
ese
nta
nlo
sco
sto
spa
rael
pro
yect
o d
e in
vers
ión.
Tab
la5.
31C
osto
sde
lpro
yect
ode
inve
rsió
n.
CO
ST
OS
DE
FA
BR
ICA
CIÓ
NA
ño
1A
ño
2A
ño
3A
ño
4A
ño
5
VA
LO
RV
AL
OR
VA
LO
RV
AL
OR
VA
LO
R
a)
CO
ST
OS
DIR
EC
TO
S
Ma
teri
as p
rimas
ym
ate
rial
esdi
rect
os
144
42,0
915
816
,53
175
51,4
21
9731,
472
2468,
80
Ma
no
de o
bra
dire
cta
15384
,00
156
14,7
61
5848
,98
160
86,
721
6328,
02
Car
ga
s so
cial
es6
307
,43
64
02,0
464
98,0
765
95,
5566
94,
48
3613
3,52
3783
3,33
3989
8,48
4241
3,73
4549
1,29
b)
GA
ST
OS
DE
FA
BR
ICA
CIÓ
N
Com
bus
tible
sy
lubric
ant
es33
199
,49
363
59,0
54
0347
,24
453
58,
735
1651,
30
Útil
esde
ofic
ina
100
,80
110
,39
122
,50
13
7,72
15
6,82
Útil
esde
ase
oy
segu
rida
d10
0,8
01
10,3
91
22,5
01
37,
721
56,
82
Ma
no
de o
bra
indi
rect
a7
029
,00
71
34,4
472
41,4
573
50,
0774
60,
32
Car
ga
s so
cial
es2
832
,11
28
74,5
929
17,7
129
61,
4730
05,
90
Seg
uro
s20
0,0
02
19,0
32
43,0
62
73,
253
11,
16
4346
2,20
4680
7,90
5099
4,46
5621
8,96
6274
2,32
…

18
6
Tab
la5.
31C
osto
sde
lpro
yect
ode
inve
rsió
n.(c
onti
nuac
ión)
GA
ST
OS
DE
AD
MIN
IST
RA
CIÓ
NA
ño
1A
ño
2A
ño
3A
ño
4A
ño
5
VA
LO
RV
AL
OR
VA
LO
RV
AL
OR
VA
LO
R
c)
Sue
ldo
sy
sala
rio
s(E
jecu
tivos
,pe
rson
al a
ux.)
798
7,0
881
06,8
98
228
,49
835
1,92
84
77,2
0
Car
ga
s so
cial
es3
138
,53
3185
,61
32
33,4
032
81,
903
331
,13
Útil
esde
ofic
ina
100
,80
110
,39
122
,50
13
7,72
156
,82
Alq
uile
res
400
,00
438
,07
486
,12
54
6,50
622
,31
1162
6,41
1184
0,96
1207
0,51
1231
8,03
1258
7,46
d)
GA
ST
OS
DE
VE
NT
A
Sue
ldo
sy
sala
rio
s3
518
,04
357
0,81
36
24,3
736
78,
743
733
,92
Car
ga
s so
cial
es1
417
,19
143
8,44
14
60,0
214
81,
921
504
,15
Otr
os
600
,00
65
7,10
729
,18
81
9,75
933
,47
5535
,23
5666
,36
5813
,57
5980
,41
6171
,54
e)G
AS
TO
SF
INA
NC
IER
OS
Cue
nta
860
9,1
972
38,
188
032
,13
22,
3925
,50
8609
,19
7238
,18
8032
,13
22,3
925
,50
TO
TA
L10
5366
,55
1093
86,7
211
6809
,15
1169
53,5
312
7018
,12
Fue
nte:
Pro
pia
Ela
bora
ción
:P
ropi
a

18
7
5.4.
6P
RE
SUP
UE
STO
DE
ING
RE
SO
S
Pa
rade
term
inar
los
ing
reso
sse
to
ma
en
cue
nta
los
sigu
ient
es
fact
ore
s:
•L
apr
od
ucc
ión
al10
0%
es
30h
ue
cos
por
día
depro
fund
idad
de
12 m
etro
s.
•P
reci
o d
eve
nta
es
1,5
US
Del
met
ro,
este
pre
cio
está
de
term
ina
do
act
ualm
ent
e.
•E
n e
l añ
o 1
se
cons
idera
un
apr
oduc
ció
nd
el90
%.
•E
n e
l añ
o 2
se
cons
ide
rau
na
pro
duc
ció
nd
el95
%.
•E
nlo
s a
ño
s3,
4y
5 la
pro
duc
ción
es
no
rmal
; es
de
cir,
10
0%
.
El p
reci
o d
eve
nta
seg
únla
pro
yecc
ión
dela
infla
ció
np
ara
los
resp
ect
ivos
año
sse
det
alla
enla
Ta
bla
5.3
2.
Tab
la5.
32Pr
esup
uest
ode
ingr
esos
.
AÑ
O 1
AÑ
O 2
AÑ
O 3
AÑ
O 4
AÑ
O 5
hu
eco
/añ
oU
SD
/hu
eco
TO
TA
Lh
uec
o/
año
US
D/h
uec
oT
OT
AL
hu
eco
/añ
oU
SD
/hu
eco
TO
TA
Lh
uec
o/
año
US
D/h
uec
oT
OT
AL
hu
eco
/añ
oU
SD
/hu
eco
TO
TA
L
Hu
eco
sP
erfo
rad
os
64
80
18
11
66
4068
40
19
,71
13
48
37,2
72
00
21
,88
15
75
0372
00
24
,59
17
70
65,7
72
00
28
201
629
,9
VE
NT
AS
NE
TA
S11
6640
1348
37,2
1575
0317
7065
,720
1629
,9
Fue
nte:
Pro
pia
Ela
bora
ción
:P
ropi
a

18
8
5.4.
7E
STA
DO
PR
OF
OR
MA
DE
PÉ
RD
IDA
SY
GA
NA
NC
IAS
Tab
la5.
33E
stad
opr
ofor
ma
depé
rdid
asy
gana
ncia
s.
Añ
o1
Añ
o2
Añ
o3
Añ
o4
Añ
o5
AV
EN
TA
SN
ET
AS
116
640
,00
134
837
,21
157
502
,49
177
065
,72
201
629,
87
BC
OS
TO
SD
EP
RO
DU
CC
IÓN
79595
,71
846
41,2
29
089
2,9
49
863
2,6
910
823
3,62
CU
TIL
IDA
DB
RU
TA
EN
VE
NT
AS
(A-
B)
370
44,2
950
195
,98
66
609
,55
78
433
,03
93
396,
25
DC
OS
TO
SE
NV
EN
TA
S5
535
,23
566
6,3
65
813
,57
598
0,4
16
171,
54
EU
TIL
IDA
DN
ET
AE
NV
EN
TA
S(C
-D
)31
509
,06
445
29,6
36
079
5,9
87
245
2,6
28
722
4,71
FC
OS
TO
SE
NA
DM
INIS
TR
AC
IÓN
116
26,4
111
840
,96
12
070
,51
12
318
,03
12
587,
46
GU
TIL
IDA
DN
ET
AE
NO
PE
RA
CIÓ
N(E
- F
)19
882
,64
326
88,6
74
872
5,4
76
013
4,5
97
463
7,25
HC
OS
TO
SF
INA
NC
IER
OS
86
09,1
97
238
,18
803
2,1
32
2,3
92
5,50
IU
TIL
IDA
DE
NT
ES
DE
RE
PA
RT
O (
G-
H)
11273
,45
254
50,4
84
069
3,3
46
011
2,1
97
461
1,75
JR
EP
AR
TO
DE
UT
ILID
AD
ES
(15%
)1
691
,02
381
7,5
76
104
,00
901
6,8
31
119
1,76
KU
TIL
IDA
DA
NT
ES
DE
IMP
UE
ST
O(I
-J)
9582
,43
216
32,9
13
458
9,3
45
109
5,3
66
341
9,99
LIM
PU
ES
TO
A U
TIL
IDA
DE
S
(35%
)3
353
,85
757
1,5
21
210
6,2
71
788
3,3
82
219
7,00
MU
TIL
IDA
DN
ET
A (
K -
L)
6228
,58
140
61,3
92
248
3,0
73
321
1,9
94
122
2,99
Fue
nte:
Pro
pia
Ela
bora
ción
:P
ropi
a

189
5.4.8 INVERSIONES
En el cuadro de inversiones mostrado en la Tabla 5. 34 consta inversiones fijas por la
inexistencia de inversiones corrientes debido a la reciente aparición en el mercado,
estas se presentan en el año cero.
En el año 5 además de recuperar la inversión se obtiene ganancia por parte de la
utilidad neta.
Tabla 5. 34 Cuadro de inversiones.
CATEGORÍA DE INVERSIÓN / AÑOS 0 1 2 3 4 5
A INVERSIONES FIJAS
1 MAQUINARIA Y EQUIPOS DE PLANTA 30824 0 0 0 0 0
2 EQUIPO DE PLANTA AUXILIAR Y SERVICIOS 14350 0 0 0 0 0
3 IMPREVISTOS 5000 0 0 0 0 0
TOTAL INVERSIÓN FIJA 50174
Fuente: Mercado libre, Mecánica Claudio.
Elaboración: Propia
5.4.9 FINANCIAMIENTO
Para complementar las fuentes internas, el proyecto se financia mediante préstamo
de 15 000 USD al Banco del Pichincha este se cancela en su totalidad dentro de 3
años con una tasa de interés de 15,18% que se utiliza además en la evaluación
financiera.
5.4.10 USO DE FONDOS
La fuente de financiamiento externo sirve específicamente para la construcción y
montaje del martillo. Al contar con el camión, la fuente eléctrica y el compresor la
fuente interna se utiliza en el capital de trabajo y parte de las inversiones fijas.

190
5.4.11 PUNTO DE EQUILIBRIO
Y$ = Q C P (5. 1)
Y% = CF + c C Q! (5. 2)
Dónde
• CF = Costo fijo total
• c = Costo variable unitario.
Para determinar el volumen físico de producción en el punto de equilibrio, se tiene
que los ingresos son iguales a los costos, es decir:
Y& = Y'
Q( C P = CF + Q) C c (5. 3)
Despejando la ecuación (5. 3)
*+ =CF
P " c
(5. 4)
Para calcular el ingreso en el punto de equilibrio se remplaza Q, en (5. 1) obtenido
con la ecuación (5. 4)
-. =CF
P " cC P (5. 5)
Desarrollando la ecuación (5. 5)
/0 =CF
1" cP1
(5. 6)
Por tanto el punto de equilibrio es:
23 =Y4
CF
(5. 7)

191
Para determinar el punto de equilibrio es necesario separar los costos variables y
fijos en el primer año detallado en la Tabla 5. 35.
Tabla 5. 35 Costos fijos y variables.
GastosCostos
Fijos
Costos
Variables
Directos
Materias primas y
materiales0 14442,09
Mano de obra 15384,00 0
Cargas sociales 6307,43 0
Fabricación
Combustibles y lubricantes 0 33199,49
Útiles de oficina 0 100,80
Útiles de aseo 0 100,80
Mano de obra indirecta 7029,00 0
Cargas sociales 2832,11 0
Seguros 200,00 0
Administración
Sueldos y salarios 7987,08 0
Cargas sociales 3138,53 0
Útiles de oficina 0 100,80
Alquileres 400,00 0
Ventas
Sueldos y salarios 3518,04 0
Cargas sociales 1417,19 0
Otros 600,00 0
Financieros
Cuenta 8609,19 0
Total 57422,58 47943,97
Fuente: Propia
Elaboración: Propia

192
Los resultados del punto de equilibrio se muestran en la Tabla 5. 36.
Tabla 5. 36 Punto de equilibrio.
Variable Símbolo Fórmula Dato Resultado Unidad
Costo variable CV 47943,97 USD/año
Cantidad perforada (90%) QN56789: C prof C 20!días C
12!meses 77760 m/año
Costo variable unitario cCV
Q0,62 USD/m
Precio de venta P 1,5 USD/m
Costo fijo CF 57422,58 USD/año
Ingreso Punto Equilibrio Ye F/(1" c P( ) 97498,64 USD/año
Cantidad perforada Punto
Equilibrio
QeY; P( 64999,09 m/año
Producción mínima Q 83,6 %
Fuente: Propia
Elaboración: Propia
Como se aprecia el punto de equilibrio Q<, representa el 83,6 % de la capacidad de
producción. En Tabla 5. 37 y Figura 5. 3 se muestra los datos iniciales y la gráfica
respectiva.
Tabla 5. 37 Datos iniciales para determinar gráficamente el punto de equilibrio.
Fuente: Propia
Elaboración: Propia
Datos para el gráfico
Q Ventas 0 226 451 570
Datos iniciales USD Ventas 0 4.062 8.125 10.260
Precio Venta 18 Costo Variable 0 1.670 3.340 4.217
Coste Unitario 7,40 Costo Fijo 4.785 4.785 4.785 4.785
Gastos Fijos Mes 4.785,21 Costo Total 4.785 6.455 8.125 9.003
Pto. Equilibrio 451 Q de Equilibrio Beneficio -4.785 -2.393 0 1.257
$ Ventas Equilibrio 8.124,9 $ de Equilibrio Para alcanzar el punto de equilibrio se debe perforar 451 huecos al mes

193
Figura 5. 3 Punto de equilibrio.
Fuente: Propia
Elaboración: Propia
5.4.12 EVALUACIÓN FINANCIERA
5.4.12.1 Corriente de liquidez (CL)
La corriente de liquidez se obtiene a partir de la Tabla 5. 33, correspondiente al
estado proforma de pérdidas y ganancias
Tabla 5. 38 Corriente de liquidez.
Año 1 Año 2 Año 3 Año 4 Año 5 C.L. (USD)
UTILIDAD NETA 6228,58 14061,39 22483,07 33211,99 41222,99 117208,02
Fuente: Propia
Elaboración: Propia

194
5.4.12.2 Rentabilidad del proyecto (R)
Tabla 5. 39 Rentabilidad.
Año 1 Año 2 Año 3 Año 4 Año 5
12,41 28,03 44,81 66,19 82,16
Fuente: Propia
Elaboración: Propia
5.4.12.3 Cronograma de inversiones
Tabla 5. 40 Cronograma de inversiones.
CATEGORÍA DE INVERSIÓN / AÑOS 0 1 2 3 4 5
A INVERSIONES FIJAS
1 MAQUINARIA Y EQUIPOS DE PLANTA 30824 0 0 0 0 0
2 EQUIPO DE PLANTA AUXILIAR Y SERVICIOS 14350 0 0 0 0 0
3 IMPREVISTOS 5000 0 0 0 0 0
TOTAL INVERSIÓN FIJA 50174
Fuente: Propia
Elaboración: Propia
5.4.12.4 Depreciación lineal
Tabla 5. 41 Depreciación lineal.
RUBROSVALORINICIAL
VIDAUTIL
VALORRESIDUAL
ALICUOTAANNUAL
Maquinaria:
Maquinaria y equipo de planta (5%) 20024 5 19022,64 200,24Equipo de planta auxiliar y deservicios (5%) 14350 5 13632,5 143,5
Vehículos de reparto (20%) 20000 5 16000 800
TOTAL 48655,14 1143,74
Fuente: Propia
Elaboración: Propia

195
5.4.12.5 Valor actual neto (VAN)
Tabla 5. 42 Valor actual neto.
AÑOS INVERSIONES UTILIDAD NETA FLUJO NETO FLUJO N. ACT.0 -50173,83 0 -50173,83 -50173,83
1 0 6228,58 6228,58 5407,692 0 14061,39 14061,39 10599,23
3 0 22483,07 22483,07 14713,784 0 33211,99 33211,99 18870,64
5 0 41222,99 41222,99 20335,47
VALOR RESIDUAL 67034,19
VAN 19752,98
Fuente: Banco del Pichincha
Elaboración: Propia
5.4.12.6 Relación beneficio - costo
Tabla 5. 43 Relación beneficio - costo.
Año Egresos Ingresos VAN egresos VAN ingresos1 105366,55 116640,00 91479,90 101267,58
2 109386,72 134837,21 82453,76 101637,88
3 116809,15 157502,49 76444,40 103075,68
4 116953,53 177065,72 66451,54 100606,53
5 127018,12 201629,87 62658,54 99464,82
Total 575534,07 787675,28 379488,14 506052,49
Fuente: Propia
Elaboración: Propia
B
C= 1,33
(5. 8)

19
6
5.4.
12.7
Tas
ain
tern
ade
reto
rno
(TIR
)
Tab
la5.
44T
asa
inte
rna
dere
torn
o.
AÑ
OS
INV
ER
SIO
NE
SU
TIL
IDA
DN
ET
AD
EP
RE
CIA
CIÓ
NIN
TE
RE
SE
SF
LU
JO N
ET
OF
. N.A
ct(1
5,18
%)
F.N
.Act
.(8
0%)
0-5
0173
,83
00
0-5
01
73,8
3-5
017
3,83
-501
73,
83
10
622
8,58
114
3,7
383
2277
,00
737
2,3
196
0164
00,
6942
19
409
5,7
331
12
20
1406
1,3
91
143
,738
31
622
,40
152
05,
13049
114
61,3
5602
469
2,9
41
51
30
2248
3,0
71
143
,738
386
8,4
2236
26,
806
7915
462
,289
75
405
1,2
357
32
40
3321
1,9
91
143
,738
30
343
55,
724
2719
520
,494
35
327
2,7
21
79
50
4122
2,9
91
143
,738
30
423
66,
730
4820
899
,677
23
224
2,1
38
44V
AL
OR
RE
SID
UA
L7
2752,
881
63
TIR
0,43
VA
N23
570
,681
56
-318
19,
059
42
Fue
nte:
Pro
pia
Ela
bora
ción
:P
ropi
a

197
CAPÍTULO 6
SIMULACIÓN.
6.1 SIMULACIÓN DE LA MÁQUINA
6.1.1 PARTE CENTRAL / ACOPLE DEL VÁSTAGO PERFORADOR
Para la simulación de los elementos críticos del martillo se usa el Software Autodesk
Inventor 2012.
El análisis de tensiones se realiza al acople del vástago perforador con acción de las
cargas críticas, es decir, a las máximas cargas que puede llegar a soportar este
elemento. Como los acoples superior e inferior se dimensionaron a partir del acople
del vástago y de los rodamientos cónicos, se realiza un análisis en conjunto de estos
tres acoples prestando una particular atención al acople del vástago perforador por
ser el más crítico, en el que no se permite falla del elemento.
Poniendo énfasis que este análisis de tensiones es solo para ratificar lo diseñado,
confirmando analíticamente la validez del diseño.
Para determinar la presión en los acoples, existe una carga axial que se transmite del
motor que da movimiento de golpe por acción del eje excéntrico hacia el acople
superior mediante rodamientos de bolas, placa y rodamientos cónicos, por ende esta
carga se transmite proporcionalmente en tres áreas, las que se muestran en la
Figura 6. 1.

198
Figura 6. 1 Áreas donde actúa el golpe.
Fuente: Propia
Elaboración: Propia
Las carga considerada para el análisis dinámico del acople del vástago es F= =
196000!N. Las áreas se las obtiene rápidamente con ayuda del mismo software, en la
Tabla 6. 1 se presentan los resultados obtenidos. La carga se distribuye de manera
proporcional al porcentaje de cada una respecto a la total, es decir, se determina la
presión ejercida en el área total y con el porcentaje la presión que le corresponde a
cada área.
Tabla 6. 1 Dimensión y presión ejercida en cada área.
SeccionesÁrea
(>?@)
Representación en
porcentaje (%)
Presión ejercida en
cada área (ABC)
1 15911,578 63,75 5,006
2 5827,458 23,348 1,833
3 3220,132 12,902 1,013
Total 24959,168 100 7,853
Fuente: Propia
Elaboración: Propia

199
Se adiciona además la acción del torque que sufren los acoples proporcionado por el
motor que da el movimiento de giro siendo de T = 267032,58!N CmmDefinidas las cargas se coloca las mismas en el ensamble, así como las restricciones
y material. El vástago perforador aparece de manera transparente ya que se excluye
del análisis de tensión por no ser fabricado sino adquirido directo del proveedor. (ver
Figura 6. 2)
Figura 6. 2 Ubicación de cargas, restricciones y material.
Fuente: Propia
Elaboración: Propia
Ubicadas las cargas y demás requerimientos se procede a mallar de la manera más
conveniente hasta determinar la solución convergente. (ver Figura 6. 3)

200
Figura 6. 3 Mallado del acople central.
Fuente: Propia
Elaboración: Propia
Finalmente se procede a simular el ensamble
Figura 6. 4 Simulación del acople central.
Fuente: Propia
Elaboración: Propia

201
Por defecto se muestra los resultados de tensión de Von Mises. En la Tabla 6. 2
proporcionada por el software en la parte inferior de la ventana se muestra resultados
adicionales.
Tabla 6. 2 Resultados obtenidos en la simulación del acople central.
Fuente: Propia
Elaboración: Propia
Por facilidad de visibilizar los resultados se presentan en la Tabla 6. 3.
Tabla 6. 3 Tabla paramétrica de los resultados obtenidos en la simulación del acople central.
Restricciones de diseño
Nombre de la
restricción
Tipo de
restricciónLímite
Coeficiente de
seguridad
Valor del
resultadoUnidad
Máx. Tensión
de Von MisesLímite superior 148,55 1 122,507 MPa
Mín.
Coeficiente de
seguridad
Límite inferior 1 1 2,04071 ul
Fuente: Propia
Elaboración: Propia
Se observa en la Tabla 6. 2 a un costado del valor del resultado un punto verde, lo
que indica la validez y cumplimiento con los requerimientos de diseño que son:
• Máxima Tensión de Von Mises: 148,55 MPa.

202
• Mínimo coeficiente de seguridad: 1 valor recomendado y utilizado para el
diseño dinámico.
Los requerimientos antes expuestos se obtuvieron el diseño del acople del vástago
perforador, teniendo en cuenta que la tensión de Von Mises se calcula con ayuda de
los esfuerzos principales del diseño dinámico. Cálculo nada complicado y conocido
por cualquier estudiante de ingeniería mecánica mostrado en el capítulo 3.
En la Figura 6. 5 y Figura 6. 6 se muestra solo el acople del vástago, eliminando la
visibilidad de los acoples superior e inferior y se muestran resultados de tensión de
Von Mises y desplazamientos respectivamente.
Figura 6. 5 Tensión de Von Mises en el acople del vástago perforador.
Fuente: Propia
Elaboración: Propia
La máxima tensión se da en el estriado y los dientes del acople.

203
Figura 6. 6 Desplazamientos del acople del vástago perforador.
Fuente: Propia
Elaboración: Propia
6.1.2 EJE EXCÉNTRICO
Para el análisis del eje excéntrico se sigue la misma metodología, por tanto se
presenta los resultados.
Las cargas ejercidas en el eje excéntrico son:
• Carga ejercida en los rodamientos que están en contacto con la placa:
FDE = FF
G!3488,74!lb = 15508,177!N• Carga ejercida en la rueda
FHIJKLM = 1313,028!lb = 5836,683!N
FNOPQRS = 477,9!lb = 2124,365!N
• Torque ejercido
T = 2363,45!lbf C pulg = 267033,867!N CmmEn la Figura 6. 7 se presenta las cargas ejercidas, el mallado y los elementos
excluidos en la simulación como son: rodamientos, anillos de seguridad, lengüetas.

204
Figura 6. 7 Ubicación de las cargas, restricciones, mallado del eje excéntrico.
Fuente: Propia
Elaboración: Propia
Los resultados obtenidos son (ver Figura 6. 8):
Figura 6. 8 Resultados de tensión de Von Mises y desplazamientos.
Fuente: Propia
Elaboración: Propia
Los resultados de la tensión de Von Mises se muestran en la Tabla 6. 4
proporcionada por defecto del software en la parte inferior de la ventana se muestra
resultados adicionales.

205
Tabla 6. 4 Resultados obtenidos en la simulación para el eje excéntrico.
Fuente: Propia
Elaboración: Propia
Por facilidad de visibilizar estos resultados los presentamos en la Tabla 6. 5:
Tabla 6. 5 Tabla paramétrica de los resultados obtenidos en la simulación del eje excéntrico.
Restricciones de diseño
Nombre de la
restricción
Tipo de
restricciónLímite
Coeficiente de
seguridadValor del resultado Unidad
Máx. Tensión de Von
MisesLímite superior 169,35 1 95,4179 MPa
Mín. Coeficiente de
seguridadLímite inferior 1 1 2,62005 ul
Fuente: Propia
Elaboración: Propia
Se observa en la Tabla 6. 4 a un costado del valor del resultado un punto verde, lo
que indica la validez y cumplimiento con los requerimientos de diseño que son:
• Máxima Tensión de Von Mises: 169,35 MPa.
• Mínimo coeficiente de seguridad: 1 valor es el recomendado y utilizado para el
diseño dinámico.
Se considera estos elementos mecánicos en el análisis por tener mayor
funcionamiento, por tanto ser los más críticos. En el ANEXO C se presenta además
el análisis del eje piñón (ver Figura C 4).

206
CAPÍTULO 7
CONCLUSIONES Y RECOMENDACIONES.
7.1 CONCLUSIONES
• Se cumplió con el diseño de un martillo de carga variable con capacidad de
perforación de 12 metros lineales utilizando una broca de 3 pulgadas de
diámetro para uso en minas de producción de material pétreo.
• Con los resultados obtenidos en las pruebas de campo y ensayos de las
diferentes probetas se logra percibir la existencia de diferentes tipos de rocas
y por tanto distinta resistencia mecánica.
• Al evaluar los sistemas de alimentación mediante los criterios ponderados
para cada uno de los movimientos del martillo, la mejor alternativa es utilizar
motores eléctricos que complementados con reductores controlarán los
movimientos aprovechando al máximo la energía.
• Los variadores de frecuencia controlan la velocidad requerida de cada
movimiento de perforación dependiendo del tipo de roca. Además de dar un
arranque progresivo, será el encargado de dar inversión al sentido de
movimiento de giro en caso de atrapamiento de la herramienta.
• Los datos teóricos al diseñar se confrontan con la simulación de la máquina
para confirmar que los resultados obtenidos de uno y de otro son apropiados
satisfaciendo así las necesidades y requerimientos del cliente.
• Se debe utilizar un compresor con capacidad de 800 CFM a 120 psi de
presión definidos con las diferentes secciones anulares entre el hueco
perforado y los accesorios de perforación. De la capacidad de barrido neta

207
600 CFM garantizarán la salida del material hacia la superficie y 200 CFM
serán para compensar pérdidas en el sistema.
• Se obtuvo tablas de Presión vs. Densidad de la roca, Capacidad de barrido vs.
Presión y Presión vs. Profundidad que ofrecen un mejor control de operación
para la máquina.
• Se presenta un manual de mantenimiento y operación idóneo para el
adecuado funcionamiento del martillo.
• Para perforar se necesitan de tres elementos básicos; peso, rpm y torque.
Como se observó en la Tabla 4. 13 la propuesta de este proyecto presenta un
rango de rpm similar a los martillos actuales ya fabricados, en relación al
torque se ve un poco en desventaja con unos y similar a otros modelos; la
poca desventaja que puede presentar el diseño propuesto se ve disminuida
sustancialmente al comparar la elevada potencia requerida de los modelos
para su funcionamiento. El diseño que se propone necesita de potencia
relativamente baja para este tipo de trabajos que repercute directamente en la
disminución del gasto de combustible.
• Se observa en la evaluación financiera del proyecto los distintos indicadores
que afirman la vialidad del proyecto para dar servicio.

208
7.2 RECOMENDACIONES
• Utilizar equipos de protección individual de seguridad para el trabajo en
campo. Durante la operación de la máquina el supervisor y ayudante de
producción deben permanecer a un límite no menor de 5 metros de radio del
punto de perforación.
• Seguir el manual de mantenimiento y operación expuesto en el proyecto así
como los diferentes manuales recibidos de parte de los proveedores en la
adquisición de componentes mecánicos. Para manipulación directa de la
máquina tener en cuenta las advertencias en el campo de seguridad industrial.
• Contar con un control capaz de establecer la densidad de la roca a perforar y
así computar los parámetros de operación como velocidad y flujo de aire
necesarios para la producción.
• Tener en cuenta las tablas de operación para el máximo aprovechamiento de
energía.

209
BIBLIOGRAFÍA
Lenze. (2005). Obtenido de http://www.lenze.com/en/products/inverters/inverters-control-cabinet/inverter-drives-smd/
Mecánica Industrial. (17 de enero de 2009). Obtenido dehttp://wwwmecanicaindustrial.blogspot.com/
Aire y Espacio. (22 de septiembre de 2010). Obtenido dehttp://www.aireyespacio.com/2010/09/el-sistema-hidraulico-basico.html
Motor Eléctrico. (julio de 2011). Obtenido de Zona Vertigo 2040:http://vertigo2040.wordpress.com/2011/07/19/motor-electrico-tipos-y-fundamentos/
Autodesk Inventor. (2012).
Banco Central del Ecuador. (2012). Banco Central del Ecuador. Obtenido dehttp://www.bce.fin.ec
BKB, M. (2012). BKB Maquinaria Industrial. Obtenido dehttp://www.bkbmaquinaria.com/
Bohman, I. (2011). Obtenido dehttp://centraltrust.net/ivanbohman/productopdf/acero%20bonificado%20705=Aisi.pdf
Budynas, R., & Nisbett, K. (2008). Diseño en Ingeniería Mecánica de Shigley.México: McGraw-Hill.
Castillo, H. (2012). Castillo Hermanos S.A. Hacemos más facil su trabajo. Obtenidode http://www.castillohermanos.com/
Dipac. (2012). DIPAC Productos de Acero. Obtenido de http://www.dipacmanta.com/
Gere, J., & Goodno, B. (2009). Mecánica de Materiales (Séptima ed.). México:Cengage Learning.
Henriques, M. (2012). Bienvenidos a Maquinaria Henriques C.A. Obtenido dehttp://www.maquinarias-henriques.com/
Hernández, F. (14 de mayo de 2008). Colección de tesis digitales. Obtenido dehttp://catarina.udlap.mx/u_dl_a/tales/documentos/lep/hernandez_s_f/capitulo5.pdf

210
La Llave. (2011). La Llave: Su Gran Compañía en Distribución Industrial. Obtenido de http://www.la-llave.com/
Lenze. (2005). Obtenido de http://www.lenze.com/en/home
MDSolids 3.5. (2009).
Mercado Libre. (2012). Mercado Libre. Obtenido de http://www.mercadolibre.com.ec/
Mott, R. (2006). Diseño de Elementos de Máquinas (Cuarta ed.). México: Prentice-Hall.
Proaño, G. (2009). "Apuntes de Curso para la Asignatura de Perforación y Voladura".
Recuperado el 2 de septiembre de 2011, de Explotación de canteras sin el usode explosivos:http://www.dspace.espol.edu.ec/bitstream/123456789/5942/3/FOLLETO.pdf
Riba, C. (2002). Diseño Concurrente (Primera ed.). Barcelona: UniversidadPolitécnica de Catalunya.
Rockmore International. (2011). "Rock Drilling Tools Catalog". Recuperado el 12 deoctubre de 2011, de http://www.rockmore-intl.com/: http://www.rockmore-intl.com/downloads/Catalog/Full%20Catalog.pdf
Rossi, H. (Diciembre de 2011). Obtenido de http://www.rossimotoriduttori.it/
Rulhermaq. (2012). Rulhermaq Cía. Ltda. Obtenido de www.rulhermaq.com
Schonek, J., & Nebon, Y. (abril de 2002). Protecciones BT y Variadores de
Velocidad. Obtenido de Scheneider Electric: www.schneiderelectric.es
Shigley, J., & Mitchell, L. (1985). Diseño en Ingenería Mecánica (Cuarta ed.). México:McGraw-Hill.
Toro. (12 de octubre de 2011). Diagrama Hidráulico Hidrostático y Equipo de Prueba.
Obtenido de Toro Productos Comerciales:http://www.toro.com/customercare/commercial/education/pdf/82356es.pdf
Vargas, J. (2008). Guía de los Fundamentos de Dibujo Industrial. Quito: E.P.N.
Vargas, J. (2008). Producción por Virutaje. Quito: E.P.N.
Villas Bôas, R., & Albuquerque, G. (2001). "Canteras Escuelas en Iberoamérica".
Recuperado el 3 de octubre de 2011, de Publicaciones por Miembros delCYTED-XIII: http://w3.cetem.gov.br/cyted-xiii/det_publicaciones.htm

211
ANEXOS

212
ANEXO A – MATERIALES UTILIZADOS

213
Figura A 1 Análisis típico y propiedades mecánicas en condición de suministro del acerobonificado AISI 4340.

214
Figura A 2 Curvas para temple, revenido y medidas en stock del AISI 4340.

215
Figura A 3 Análisis típico y propiedades mecánicas en condición de suministro del acerobonificado AISI 4140.

216
Figura A 4 Curvas para temple, revenido y medidas en stock del AISI 4140.

217
Figura A 5 Composición, propiedades y estado de suministro del alambre para resortes UNSN07750.

218
Figura A 6 Composición química y propiedades mecánicas del ASTM A-588M Grado A.

219
Figura A 7 Propiedades mecánicas, físicas y químicas del acero inoxidable 304.

220
ANEXO B – ELEMENTOS MECÁNICOS

221
Figura B 1 Lubricante Red Gold.

222
Figura B 2 Factor de temperatura vs velocidad.

223
Figura B 3 Factor de viscosidad vs viscosidad.

224
Figura B 4 Rodamientos de rodillos cónicos serie 32221-A.

225
Figura B 5 Rodamiento rígido de bolas 4306-B-TVH.

226
Figura B 6 Rodamiento rígido a bolas 4209-B-TVH.

227
Figura B 7 Chaveta medialuna DIN 6888 - ISO 3912.

228
Figura B 8 Pasador DIN 6325 - ISO 8734.

229
Figura B 9 Correas "G".

230
Figura B 10 Canales "U".

231
Figura B 11 Gancho para la cadena.

232
Figura B 12 Tipos de poles para la cadena.

233
Figura B 13 Cadena de material acero inoxidable AISI 304.

234
ANEXO C – SIMULACIÓN

235

236

237

238
Figura C 1 Informe de análisis de tensión del acople del vástago perforador.

239

240

241

242

243
Figura C 2 Informe de análisis de tensión del acople superior, inferior y acople del vástago
perforador.

244

245

246

247

248
Figura C 3 Informe de análisis de tensión del eje excéntrico.

249

250

251

252
Figura C 4 Informe de análisis de tensión del eje piñón.

253
ANEXO D – MOTOR REDUCTOR.

254
Figura D 1 Reductores y motorreductores de sinfín.
(Rossi, 2011)

255

256

257

258
ANEXO E – VARIADOR DE FRECUENCIA.

259
Figura E 1Inversor de frecuencia.
(Lenze, 2005)

260

261

262

263

264

265
ANEXO F – PLAN DE MANTENIMIENTO.

266
ANEXO G – TABLAS SECTORIALES 2012.

267
Tabla G 1 Comisión sectorial No. 4 Minas, Canteras y Yacimientos.
…

268
Tabla G 1 Comisión sectorial No. 4 Minas, Canteras y Yacimientos. (continuación)

269
Tabla G 2 Comisión sectorial No. 19 Actividades tipo servicios.
…

270
Tabla G 2 Comisión sectorial No. 19 Actividades tipo servicios. (continuación)
…

271
Tabla G 2 Comisión sectorial No. 19 Actividades tipo servicios. (continuación)

272
ANEXO H – HOJAS DE PROCESOS.

273
ANEXO I – PLANOS DE MONTAJE, CONJUNTOY TALLER.

____
____
____
____
____
____
____
____
____
____
____
____

•• • • •
••
•
•
••
•
•
•

1
•
•
•
•
•
•
••
• •
••
•
•
••
•
•
•
••
•
•

•
•
•
•
•
•
•
•
•
•
•
•
•
•

••
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
• •
•
•
•
•
•••
••
•
•

•
•
• •
•
•
••
•
••
•
•
•
•
•
•
•
•
•
•
•

•
•
•
•
•
•
•
•

LISTA DE PIEZASNº ZON DENOMINACIÓN PLANO CANT MATERIA OBSERVACIÓN
LISTA DE PIEZASNº ZON DENOMINACIÓN PLANO CANT MATERIA OBSERVACIÓN
LISTA DE PIEZASNº ZON DENOMINACIÓN PLANO CANT MATERIA OBSERVACIÓN
LISTA DE PIEZASNº ZON DENOMINACIÓN PLANO CANT MATERIA OBSERVACIÓN
LISTA DE PIEZASNº ZON DENOMINACIÓN PLANO CANT MATERIA OBSERVACIÓN
LISTA DE PIEZASNº ZON DENOMINACIÓN PLANO CANT MATERIA OBSERVACIÓN
Placa-Rodamientos
Perno M6L=20
Sujetos a referencia 66con arandelaDIN 128-A6
F-21 1.2861.001.1 1 A-36
2 E-2 SAE Grado 5 24Acero
Inoxidable304
Sujetos a referencia 5y 27 con arandela
DIN 128-A6
AceroInoxidable
30412SAE Grado 5
Perno M6L=14
E-23
Tapa RodamientoE-24 1.2861.001.2 4 A-36
Soporte -Rodamiento
Bolas 25 E-2 1.2861.001.3 2 A-36
Placa FijaD-26 1.2861.001.4 1ASTM
A-588MGrado A
Base motor de giroD-27 2.2861.002 1 A-36
Motor reductorGiroD-28 1
Soporte motor de giroD-29 3.2861.003 1 A-36
Tuerca fijaD-310 1.2861.001.5 10Acero
Inoxidable304
GanchoD-311 2Acero alCarbono
CastilloD-312 1Acero
Estructural
Apoyo para gancho de lacadena
D-313 1.2861.001.6 2 A-36
Tuerca M24E-314 Parte del gancho2
Sujetos a la referencia33 con arandela
DIN 128-A24 y tuercahexagonal normal M24
Perno M24L=150E-315 SAE Grado 8 2
AceroInoxidable
304
Vástago perforadorG-216 1 Acero Aleado
Placa pisoG-217 1.2861.001.7 1 A-36
T-38
Motor reductor AvanceJ-218 1
Base motor demovimiento
F-519 4.2861.004 1 A-36
Motor reductorMovimientoE-620 1
Eje piñónE-621 1.2861.001.8 1 AISI 4140m=2.54Z=18
Perno M10L=30
E-622 SAE Grado 8 4Acero
Inoxidable304
Sujetos a referencia 20y 23 con arandelaDIN 128-A10 contuerca hexagonal
normal M10
Soporte motor demovimiento
E-623 5.2861.005 1 A-36
Eje conector motor degiroD-724 1.2861.001.9 1 AISI 4140
Perno M10L=30
D-725 SAE Grado 8 4Acero
Inoxidable304
Sujetos a referencia 8y 9 con arandelaDIN 128-A10 contuerca hexagonal
normal M10
Perno M6L=20E-726 SAE Grado 5 4
AceroInoxidable
304
Sujetos a referencia 1y 7 con arandela
DIN 128-A6 con tuercahexagonal normal M6
Soporte - RodamientoBolas 1
E-727 1.2861.001.10 1 A-36
Placa lateralF-728 1.2861.001.11 2 A-36
Placa - Rodamientos -EngranajeG-629 1.2861.001.12 1 A-36
Perno M6L=14
D-1130 SAE Grado 5 4Acero
Inoxidable304
Sujetos a referencia 6y 9 con arandela
DIN 128-A6
Perno M6L=20
E-1031 SAE Grado 5 4Acero
Inoxidable304
Sujetos a referencia 23y 29 con arandela
DIN 128-A6 con tuercahexagonal normal M6
Perno M6L=14
G-1132 SAE Grado 5 24Acero
Inoxidable304
Sujetos a referencia 6,29, 53 y 55 con
arandelaDIN 128-A6
Perfil LC-1433 1.2861.001.13 4Laminado en
caliente
Guía baseD-1434 6.2861.006 2 A-36
Canal "U"D-1435 150x60x5 4Laminado en
caliente
Correas "G"D-1436 80x40x15x3 1 Laminado encaliente
Separar y unir el perfilC (referencia 35) a unadistancia de 1 m una
de otra
Polea para cadena deD-1437 2
AceroInoxidable
304
Rodamientos de bolasH-1438 Serie 4209-B-T-VH 4
ResortesH-1439 1.2861.001.14 20 UNS N07750
Guía-ResorteH-1440 1.2861.001.15 20 A-36
PlacaH-1441 1.2861.001.16 2ASTM
A-588MGrado A
Soporte - RodamientoCónico
H-1442 1.2861.001.17 2 AISI 4340
Bocín 1I-1443 1.2861.001.18 2 Bronce
Perno M12L=35
I-1444 SAE Grado 8 24Acero
Inoxidable304
Sujetos a referencia 41y 42 con arandela
DIN 128-A12
Rodamiento CónicoI-1445 Serie 32221-A 2
Acople superior delvástago perforadorI-1446 1.2861.001.19 1 AISI 4340
Acople del vástagoperforadorI-1447 1.2861.001.20 1 AISI 4140
Acople inferior delvástago perforadorI-1448 1.2861.001.21 1 AISI 4340
VástagoJ-1449 1.2861.001.22 10 AISI 4140
PasadorJ-1450 1.2861.001.23 10 SAE 8620 DIN 6325
Tuerca móvilJ-1451 1.2861.001.24 10Acero
Inoxidable304
Anillo de seguridadJ-1452 DIN 471 20 AceroPara eje:
=7mm
Brida horizontal conagujerosJ-1353 1.2861.001.25 1 A-36
Guía tope 1 - ResorteJ-1454 1.2861.001.26 10 A-36
Brida verticalJ-1355 1.2861.001.27 2 A-36
Guía tope 2 - ResorteI-1456 1.2861.001.28 10 A-36
Anillo de seguridadH-1357 DIN 471 2 AceroPara eje:=32mm
BocínH-1358 1.2861.001.29 1 Bronce
RuedaH-1359 1.2861.001.30 2 AISI 4140m=2.54Z=36
Eje excéntricoH-1460 1.2861.001.31 2 AISI 4140
Bocín 2H-1461 1.2861.001.32 1 Bronce
ChavetaH-1462 1.2861.001.33 3 SAE 1212 10x8 DIN 6885A
Rodamientos de bolasK-1163 Serie 4306-B-T-VH 4
Anillo de seguridadK-1164 DIN 471 4 AceroPara eje:=45mm
LengüetaK-1065 1.2861.001.34 2 SAE 1212 10x11 DIN 6888
Brida circularH-1366 1.2861.001.35 4 A-36
Brida horizontal sinagujerosH-1367 1.2861.001.36 1 A-36
Soporta barrenoH-268 7.2861.007 1 A-36
Acople neplo aireC-769 1.2861.001.37 1 A-36
Neplo aireC-270 1
CadenaG-371 1Acero
Inoxidable
=38 in
L=25 m
BaquelitaD-1472 1Para energizar los
motores
1.- Armar los subconjuntos presentado en los planos 8.2861.008, 9.2861.009, 10.2861.010, 11.2861.011.2.- Soldar bridas horizontales y verticales como en el plano 1.2861.001.3.- Soldar placas laterales, placa fija, placa - rodamientos y la brida del literal 2.4.- Ensamblar los rodamientos, ruedas, anillos de seguridad al eje excéntrico.5.- Colocar la base motor de giro y soporte - rodamiento bolas 1 a la placa - rodamientos.6.- Insertar el eje excéntrico, vástagos con sus respectivas tuercas fijas, guías de resorte, resortes y placa. Las guías deresorte tendrán puntos de soldaduras con sus respectivas placas.7.- Colocar los bocines 1 y 2, soporte - rodamiento cónico, acople superior, acople, vástago perforador, acople inferior. Losrodamientos cónicos se ensambla previamente en sus respectivos acoples.8.- Colocar la segunda placa con soporte - rodamiento cónico y bocín 1, guía tope 2 - R. con puntos de soldadura ala placa, resortes, guía tope 1 - R. para finalmente cerrar la parte central utilizando las tuercas móviles con susrespectivos pasadores y anillos de seguridad.9.- Soldar la placa piso.10.- Armar la placa - rodamiento - engrane, base y soporte del motor reductor de movimiento, bocín y soporte -rodamiento bolas 2.11.- Cerrar la carcasa colocando el eje piñón y el ensamble del punto 10. Colocar las tapas rodamientos.12.- Colocar el motor reductor de giro, eje conector y soporte motor de giro.13.- Colocar las guías base a la viga base (referencia 12).14.- Unir el martillo a la guía base con sus respectivos pernos.

