environmental load of the copper and … ja nikkelin valmistuksen... · thus sulphide ore is very...
TRANSCRIPT
ENVIRONMENTAL LOAD OF THE COPPER AND NICKEL MANUFACTURE AND THE MANAGEMENT OF ENVIRONMENTAL LOAD
Heino, Jyrki
METALLURGISET PROSESSIT JA NIIDEN MALLINNUS –KURSSI
PROSESSIMETALLURGIAN LABORATORIO
OULUN YLIOPISTO 2012
CONTENTS
1 INTRODUCTION ........................................................................................................ 2
2 COMPANIES IN SYMBIOSIS WITH COPPER AND NICKEL FLASH SMELTERS ........ 4 2.1 Norilsk Nickel Harjavalta Oy .................................................................................... 7 2.2 Suomen Teollisuuden Energiapalvelut STEP Oy Harjavalta unit .................................. 8 2.3 Oy AGA Ab Harjavalta Unit ...................................................................................... 8 2.4 YARA and Kemira Oyj Harjavalta units ..................................................................... 9
3 GRADUAL DEVELOPMENT OF SYSTEM DIVERSITY AND ENVIRONMENT ............... 9
4 INTERACTION BETWEEN DIFFERENT COMPANIES AND CITY OF HARJAVALTA .. 12
5 CONCLUSIONS ......................................................................................................... 14
6 REFERENCES ............................................................................................................ 15
Acknowledgement: I’m grateful to Hanna-Leena Heikkilä, Vesa Törölä, and Pentti Ahola and Eeva Neuvo (Boliden Harjavalta Oy), Virpi Leinonen (Outokumpu Stainless Oy), Tuomo Koskenkari (Eka Chemicals Oy), Marja Riekkola-Vanhanen (Talvivaara Oy), Juho Mäkinen (VTT Espoo), Rauno Luoma and Matti Latvakokko (Norilsk Nickel Harjavalta Oy), Tuula Mäkinen (Outotec Oyj), Helena Mälkki, Nani Pajunen, Olli Dahl and Pekka Taskinen (University of Aalto), Sanna Päivärinta and Hannu Makkonen (University of Oulu) for their material aid and other support

2
1 INTRODUCTION
Outokumpu copper plant based on electric smelting was moved from Imatra to Har-
javalta in 1944 because of the World War II. After the war Finland was suffering from se-
vere energy shortage. This shortage made the Outokumpu metallurgists and engineers
resort to the theory of autogenous smelting, whereby the heat produced by oxidizing
metal concentrates is used to maintain the smelting process, and turn that into commer-
cial reality. The first copper flash smelter ever went into operation in Harjavalta in 1949.
The technology has since been applied to nickel concentrates. Today, over 50 licensed
factories in all five continents evidence its success producing about 50 % of the world’s
primary copper and 30 % of the nickel. (Paatela 2002 and Mäkinen 2006)
The success of the flash smelting process was initially based on the low energy consump-
tion of copper smelting. Very soon it was noted that flash smelting process off-gases are
very suitable for further processing of sulphuric acid, liquid SO2 or sulphur (Mäkinen
1999). The further evolution of copper and nickel manufacture in Harjavalta is shown in
the Table 1 (Heino & Koskenkari 2004, pp. 9, Ahola 2005 and Norilsk Nickel 2007).
Table 1. The history of copper and nickel manufacture in Harjavalta (Heino & Koskenkari
2004, pp. 9, Ahola 2005 and Norilsk Nickel 2007). 1944 Outokumpu copper factory is moved from Imatra to Harjavalta. 1945 The start-up of the Outokumpu copper factory 1947 The start-up of the Kemira sulfuric acid plant 1949 The start-up of Outokumpu copper flash smelting process 1959 The start-up of Outokumpu nickel flash smelting process 1960 Outokumpu nickel cathodes production starts 1971 The start-up of the oxygen plant 1995 The start-up of AGA hydrogen plant 1995 The direct Outokumpu nickel process (DON) 2000 American OMG buys hydrometallurgical part of Outokumpu nickel manufacture 2002 OMG Harjavalta Nickel Oy starts the nickel chemical production 2004 Swedish New Boliden buys the Outokumpu copper and nickel smelters 2007 Russian Norilsk Nickel byes OMG Harjavalta Nickel Oy 2009 Norilsk Nickel begins to use of Talvivaara mine nickel concentrate
Copper and nickel flash smelters developed by Outokumpu form the heart of the Har-
javalta industrial park, which can be seen in Figure 1 (Boliden Harjavalta Oy 2012). In
the 300 hectares area act over 1000 employees. In the area is acting also over 100 sea-
sonal subcontractors (Heino & Koskenkari 2005, s. 15).

3
Figure 1. The companies in Harjavalta industrial park (Boliden Harjavalta Oy 2012).
Earlier Harjavalta conquered the world with the aid of Outokumpu flash smelting process.
Ever since the end of the nineteenth century the world has come to Harjavalta, when
many foreign process engineering and energy companies (AGA and Boliden from Swe-
den, OMG from United States of America, Norilsk Nickel from Russia and YARA from
Norway) decided to invest in Harjavalta industrial ecopark.
In spite of process engineering and energy companies in Harjavalta industrial ecopark are
also acting seven companies in the areas of maintenance, internal transport, process
planning and projects, industrial sanitation, guarding, and restaurant activities (Ahola
2005, Leinonen et al. 2007 and Heino 2008).

4
2 COMPANIES IN SYMBIOSIS WITH COPPER AND NICKEL FLASH SMELTERS
Flash smelting is a pyro metallurgical process for smelting copper sulphide concentrates
as well as nickel sulphide concentrates (Figure 2). Besides the main elements, copper,
sulphur and iron, the concentrate includes also smaller amounts of different heavy metals
(Ni, Zn, Pb, Co, As, Sb, Bi, Ag, Au, Pt and Pd). Thus sulphide ore is very problematic, but
on the other hand there are more possibilities to utilize the energy content and different
elements of the concentrate. (Luomala 2002)
WHB EP
Concentrate, silica sand
Feed mixture
Oxygenand air
Flue dust
Slag
FLOW SHEET OF COPPER SMELTER
SLAG COOLING
Silica sand, coke, reverts
Air and oxygen
SCREENING AND GRINDING
SLAG GRINDING
SLAGCONCENTRATOR
Waste slag
Acidplant
Bagfilter
Propane, air
Matte
Bagfilter
Bagfilter
WHB
FLASH SMELTINGFURNACE
CONCENTRATEDRYINGSteam
THICKENER
BlisterHEATEXCHANGER
PRESSUREFILTER
Scrap, anode scrap
EP
CONVERTER
ANODEFURNACE
Ni drying
Ni Electric furnace bins
ANODE CASTING
Cu-ANODE
Slag concentrate
Figure 2. Copper flash smelting process flow sheet (Luomala 2002).
In the manufacturing process fine dry copper sulphide concentrates and quartz sand as
flux are blown into a reaction shaft with industrial oxygen enriched air. The products are
a Cu-Fe-S matte, SOB2 Benriched off-gases, and a slag. The matte is further processed in
Peirce-Smith converter to obtain the metallic copper. Heating needed for smelting is gen-
erated in the exothermic reactions of oxidizing the Fe and S in the feed. The iron oxide
reacts with the quartz forming fayalite slag (Luomala 2002).

5
Blister copper from PS-converter is refined in the anode furnace and cast into anodes.
Then anodes are then transported to Pori to copper electrolysis unit. The slag from flash
furnace and converters are treated in the different concentration unit to recover the re-
sidual copper. The recovered copper is recycled back to the flash smelting furnace and
also to PS-converter. The slag mill tailings are pumped to the tailing area nearby. The
clarified water from the tailing pond is recirculated to be used as process water. The
copper flash smelting process involves several by-product and dust removal stages as il-
lustrated in Figure 3. (Riekkola-Vanhanen 1999a)
Figure 3. Flowsheet of the Boliden Harjavalta Oy copper manufacture, by-product recov-
ery and dust removal processes (Riekkola-Vanhanen 1999a).

6
The DON nickel flash smelting method is illustrated in Figure 5 of chapter 2.1. The proc-
ess is similar to the copper procedure with the exceptions that the converting stage has
been eliminated and slag enrichment system is based on reduction in electric furnace.
High-grade matte is produced using the flash smelting furnace and electric furnace. The
slag from the electric furnace is granulated and partly utilized. The DON nickel flash
smelting process involves several by-product and dust removal stages as illustrated in
Figure 4. (Riekkola-Vanhanen 1999b)
Figure 4. Flowsheet of the Boliden Harjavalta Oy DON process, by-product recovery and
dust removal processes (Riekkola-Vanhanen 1999b). (The abbreviations used are: DON=
direct Outokumpu nickel flash smelting, FSF = flash smelting furnace, EF = electric fur-
nace, ESP = electrostatic precipitator, WHB = waste heat boiler)
The SOB2 B from copper and nickel production lines recovered and treated to make either
liquid SOB2 B or HB2 BSOB4 B is introduced in Figure 5. The main reactions of sulphuric acid manu-
facture are (Heino 2002a):
SO2 + 0,5 O2 ⇔ SO3 ∆H° = -99,0 kJ/mol (1)
SO3(g) + H2O(l) ⇔ H2SO4(l) ∆H° = -132,5 kJ/mol (2)

7
Figure 5. Sulphuric acid manufacture flow sheet.
2.1 Norilsk Nickel Harjavalta Oy
The nickel production hydrometallurgical process flow sheet is shown in Figure 6 (Latva-
kokko 2008). The high-grade matte from nickel flash smelting process is leached in at-
mospheric leaching and the matte from electric furnace is leached in the other leaching
line. The Talvivaara mine nickel sulphide concentrate is charged directly to FSF leaching
line. (Latvakokko 2008, Pääkkönen & Mattelmäki 1996 and Heino 2002b)
Copper, iron and cobalt are separated from the solution, and the remaining nickel solu-
tion is treated to produce nickel powder and briquettes by hydrogen reduction and cath-
ode nickel by electro winning. Other important products are different nickel salt solutions.
Cobalt sulphate solution is transported to OMG Cobalt factory to Kokkola and ammonium
sulphate is produced as a by-product. (Pääkkönen & Mattelmäki 1996 and Heino 2002b)

8
Figure 6. Boliden Harjavalta Oy DON process and Norilsk Nickel Harjavalta hydrometal-
lurgical process flow sheet in nickel production (Latvakokko 2008).
2.2 Suomen Teollisuuden Energiapalvelut STEP Oy Harjavalta unit
Suomen Teollisuuden Energiapalvelut Oy (STEP) utilizes the extra heat of the copper and
nickel flash smelting processes. The energy is captured by WHB shown in Figure 2. A
similar kind recovery boiler is also in the nickel production line. The reaction heat formed
in the sulphuric acid plant (Figure 5) through the reactions 1 and 2 is exploited also by
STEP (Heino 2002a).
The products of STEP are process steam, high temperature steam, process energy, dis-
trict heating energy, raw water, salt-free and precipitated water, electric energy, and
compressed air (Heino & Koskenkari 2004).
2.3 Oy AGA Ab Harjavalta Unit
Oy Aga Ab Harjavalta unit manufactures oxygen, nitrogen and argon by air distillation.
The hydrogen is made from industrial gasoline. The oxygen, nitrogen, argon and hydro-
gen are used mostly in manufacturing of copper and nickel in Boliden Harjavalta Oy and
Norilsk Nickel Harjavalta.

9
2.4 YARA and Kemira Oyj Harjavalta units
The main product of Kemira Harjavalta unit is aluminium sulphate made from sulphuric
acid and aluminium hydrate (Al(OH)B3 B). The agency of the sulphuric acid and liquid sul-
phur dioxide is also Kemira’s business. Further, Kemira manufactures urea phosphate,
different granulated and glasshouse fertilizers. (Heino & Koskenkari 2004, pp. 25)
3 GRADUAL DEVELOPMENT OF SYSTEM DIVERSITY AND ENVIRONMENT
In Table 2 is shown the product and company diversity progress in Harjavalta industrial
area between the years 1945 – 2010.
Table 2. The product and company diversity progress 1945 - 2012 (Heino et al. 2006,
Leinonen et al. 2009 and Heino 2010).
YEAR COMPANY PRODUCTS
1945 Outokumpu Anode copper 2012
Boliden Harjavalta Oy Norilsk Nickel Harjavalta Oy SP Minerals Oy Kemira Oyj YARA AGA STEP Oy
Anode copper, nickel matte, sulphuric acid, and sulphuric dioxide in smelters of Harjavalta plant. Cathode copper, gold, silver, platinum and palla-dium concentrate, copper sulphate, nickel sulphate, copper telluride, and selenium in electrolysis of Pori plant Nickel cathodes, nickel briquettes, nickel powders, nickel fine powder, nickel solutions, nickel chemi-cals, ammonium sulphate, copper sulphide, and cobalt sulphate solution Screened granulated nickel slag for sand blasting and roofing felt production Aluminium sulphate Urea phosphate, different kinds of fertilizers, urea Gaseous oxygen, hydrogen and nitrogen, liquid oxygen, nitrogen, and argon Process steam, high temperature steam, process energy, district heating energy, raw water, salt-free and precipitated water, electric energy, and com-pressed air

10
The decrease of the sulphur dioxide emissions in Harjavalta due to recovering and its fur-
ther processing has been huge. In 1950 specific sulphur emissions were 1152 kg per ton
of produced copper and nickel metal. In year 2011 the specific sulphur emission was only
15 kg per ton of produced copper and nickel metal. Because of the efficient sulphur diox-
ide recovery the emissions from Harjavalta copper and nickel smelters are among the
lowest in the world shown in Figure 7 (Mäkinen & Taskinen 2006). (Boliden Harjavalta Oy
2012)
Figure 7. SO2 emissions from various Cu (Dotted bar) and Ni (Blue bar) smelters (kg
SO2/tonnes Cu or Ni) (Mäkinen & Taskinen 2006).
Meanwhile it has also been quite a remarkable decrease in heavy metal emissions. Total
dust emissions in 1985 were 1100 tons and in 2011 6.8 tons. The recovery and recycling
of dusts have an important effect on the environment, because dusts contain quite a lot
of heavy metals. (Boliden Harjavalta Oy 2012)
In spite of additional energy recovery through reactions 1 and 2 in chapter 2.2 and diver-
sified sulphur based product manufacture illustrated in Figure 8 the capture of the sul-
phur dioxide and dusts has significant influence on the environment (Heino & Koskenkari
2005). The forest death area around Harjavalta smelter is less than 1 km2. Mostly it has
formed in the early days of the copper production. A broad heavy metal polluted area is
situated in Russia in the Kola Peninsula where the area of forest death is about 600 –
11
1000 km2. Another area is found from Sudbury, Canada, where mining and smelting ac-
tivities have created 170 km2 of barren land. (Kilkkilä 2003)
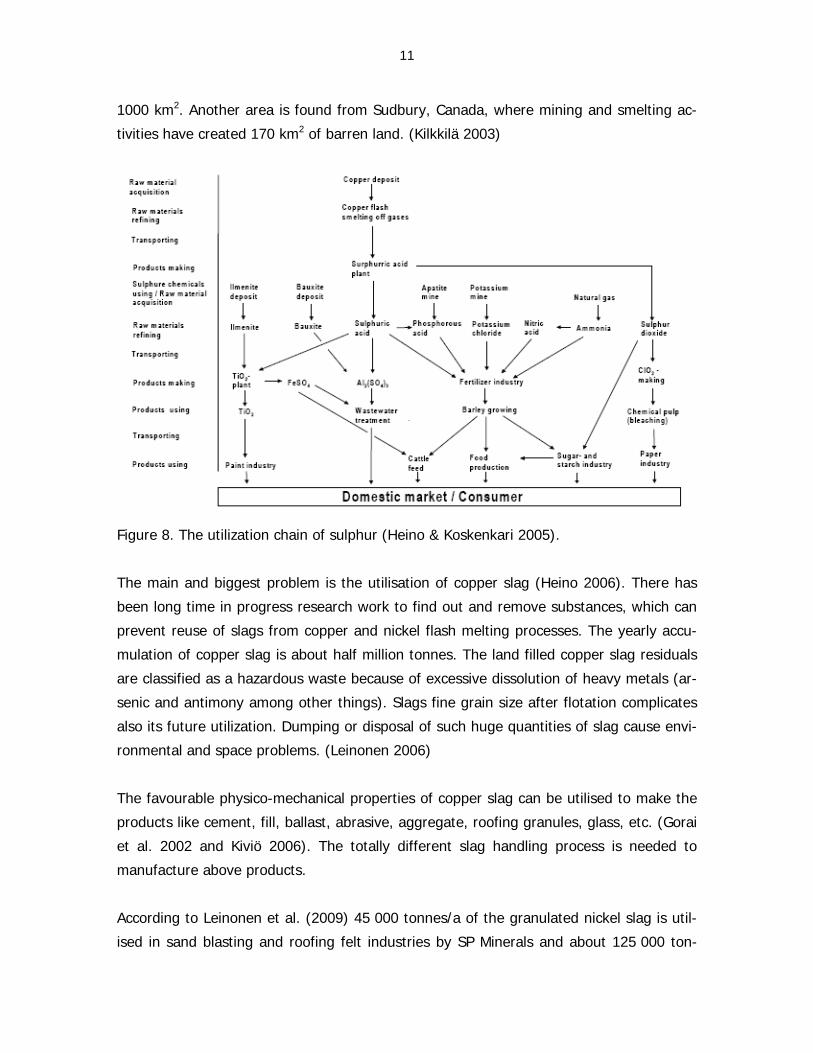
Figure 8. The utilization chain of sulphur (Heino & Koskenkari 2005).
The main and biggest problem is the utilisation of copper slag (Heino 2006). There has
been long time in progress research work to find out and remove substances, which can
prevent reuse of slags from copper and nickel flash melting processes. The yearly accu-
mulation of copper slag is about half million tonnes. The land filled copper slag residuals
are classified as a hazardous waste because of excessive dissolution of heavy metals (ar-
senic and antimony among other things). Slags fine grain size after flotation complicates
also its future utilization. Dumping or disposal of such huge quantities of slag cause envi-
ronmental and space problems. (Leinonen 2006)
The favourable physico-mechanical properties of copper slag can be utilised to make the
products like cement, fill, ballast, abrasive, aggregate, roofing granules, glass, etc. (Gorai
et al. 2002 and Kiviö 2006). The totally different slag handling process is needed to
manufacture above products.
According to Leinonen et al. (2009) 45 000 tonnes/a of the granulated nickel slag is util-
ised in sand blasting and roofing felt industries by SP Minerals and about 125 000 ton-

12
nes/a are still dumped in landfills. At the moment the main obstacles to a wider utilisation
of granulated nickel slag are the environmental properties of slag and fluctuations in its
composition, which lead to changes in the slag’s stability.
Despite the obstacles, there are possibilities to promote slag utilisation and one very
promising way is to use nickel slag in a drainage layer of a tailings cover of Boliden in-
dustrial dumping area near the nickel plant factory decreasing the transports costs and
environmental impacts (Päivärinta 2007). Both environmental and economic advantages
will be significant radically improving both economy and ecology releasing needed area to
other more valuable purposes.
Also iron precipitate (about 30 000 tonnes/a) and calcium precipitate from hydrometal-
lurgical part of nickel manufacture and dregs (1 580 tonnes/a) from sulphuric acid manu-
facture are also landfilled near the factory area (Norilsk Nickel Oy 2012 and Virolainen et
al. 2011).
The issue of utilising low grade heat for use in other schemes such as in new district
heating arrangements also needs to be looked at. Other ways of utilising low grade en-
ergy sources also need to be investigated therefore such as the effective utilization of
waste heat and energy from industrial processes so as to facilitate chemical reactions,
phase transitions and unit operations required for the treatment of waste streams.
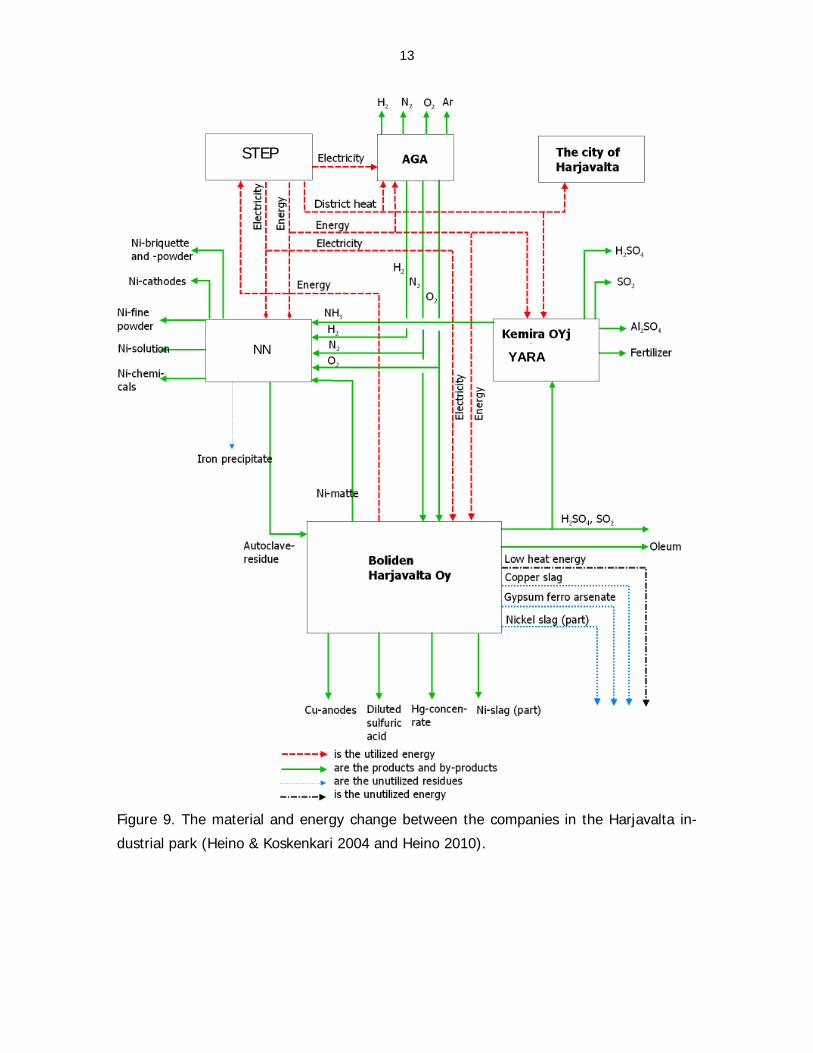
4 INTERACTION BETWEEN DIFFERENT COMPANIES AND CITY OF HARJAVALTA
One of the most important features of Harjavalta industrial park is the utilization and cas-
cading the energy captured from copper and nickel flash smelting processes and from
sulphuric acid manufacture. The energy and material exchange between the companies
is shown in Figure 9. (Heino & Koskenkari 2004)
13
Figure 9. The material and energy change between the companies in the Harjavalta in-
dustrial park (Heino & Koskenkari 2004 and Heino 2010).
NN YARA
STEP
14
5 CONCLUSIONS
The most important local and regional advantages of Boliden copper and nickel produc-
tion in symbiosis with other companies in Harjavalta industrial ecosystem are:
Positive environmental progress because of the better raw material efficiency,
Better product diversity because of the company diversity progress,
Utilization and cascading the energy captured from copper and nickel flash smelting
process and from sulphuric acid manufacture,
Improved safety actions because of the co-operation between the firms adding the
material and process knowledge and
To the city of Harjavalta, the most crucial benefits of the industrial area are employ-
ment, international dimension, intellectual capital and imago of the famous firms.
The diversified use of raw materials and material residues has following advantages:
- Reduce the use of primary natural resources,
- Stay under the limit of excessive use of non-renewable materials and
- Improve our approach to addressing the global environmental issue of sustainability.

15
6 REFERENCES
Ahola, P. (2005) Exploitation of know-how and cost-effectiveness by networking. The
Finnish Strategic Management Society (seminar), 13.12.2005. (In Finnish)
Boliden Harjavalta Oy. (2012) Company presentation sheets.
Gorai, B., Jana, R. & Premchand. (2003) Chraracterics and utilisation of copper slag – a
review. Resources, Conservation and Recycling 39, pp. 299 – 313.
Heino J. (2010) Harjavalta industrial ecopark – A success story of the industrial ecology in
the area of metallurgical industry to increase regional and global sustainability. Environ-
mental management in networks course. University of Jyväskylä. 25 p.
Heino, J. (2006) Harjavalta industrial park as an example of an industrial ecosystem
when developing environmental friendliness of carbon steel. Doctoral dissertation. Acta
Universitatis Ouluensis, C Technica 254. 163 p. (In Finnish)
Heino, J. (2002a) Kuparin ja nikkelin valmistuksen ympäristöasiat ja kierrätys. In: Heikki-
nen, E.-P. & Heino, J. (toim.) Metallurgin hyvä tietää: Värimetallien valmistus. Oulun
yliopisto, s. 30 - 37. (In Finnish)
Heino, J. (2002b) Nikkelirikasteen suorasulatusmenetelmä (DON) ja nikkelin hydrometal-
lurginen talteenotto. In: Heikkinen, E.-P. & Heino, J. (toim.) Metallurgin hyvä tietää:
Värimetallien valmistus. Oulun yliopisto, Prosessi- ja ympäristötekniikan osasto, s. 19 –
29. (In Finnish)
Heino, J. & Koskenkari, T. (2004) Harjavalta industrial park as an industrial ecosystem.
University of Oulu, Department of Process and Environmental Engineering. 44 p. (In Fin-
nish)
Heino, J. & Koskenkari, T. (2005) Harjavalta industrial ecopark as a model to develop
sustainable thinking in carbon steel making. 11th Annual International Sustainable Devel-
opment Research Conference with special streams on Industrial Ecology and European
Environmental Policy. June 7-8, 2005 in Helsinki, Finland. 17 p.

16
Heino, J., Koskenkari, T. & Leinonen, V. (2006) Possibilities to increase the eco-efficiency
of Harjavalta industrial ecosystem. 2nd International Conference on Quantified Eco-
Efficiency Analysis for Sustainability. June 28 - 30, 2006 in Netherland.
Holappa, L. & Jalkanen, H. (1992) Outlines of Development of Metals Production and
Metallurgical Processes to the Next Century. Helsinki University of Technology, Labora-
tory of Metallurgy. 16 p.
Kilkkilä, O. (2003) Heavy-metal Pollution and Remediation of Forest Soil around the Har-
javalta Cu-Ni Smelter, in SW Finland. Silva Fennica 37(2003)3, pp. 399 – 415.
Kiviö, M. (2006) Kuparinsulatuskuonien hyötykäyttö. Teknillinen korkeakoulu, Mate-
riaalitekniikan osasto, Metallurgian laboratorio, diplomityö. 87 s. + 10 liitettä. (In Finnish)
Latvakokko, M. (2008) Harjavalta nickel refinery – Change in raw material base. Finn
MATERIA - Hydrometallurgy. Lecture material. Jyväskylä.
Leinonen, V. Heino, J. & Makkonen H. (2009) Towards eco-efficiency: granulated nickel
slag’s transformation into a product. Progress in Industrial Ecology, 6(2009)1, pp. 29 -
43.
Leinonen, V. (2006) Saving the natural raw materials - potential for copper slag utilisa-
tion. In: Jönsson, P. (ed.). Second Nordic Symposium for Young Scientist in Metallurgy.
March 22-23, 2006. 8 p.
Mäkinen, J. (2006) Eco-efficient Solutions in the Finnish Metallurgical Industry. Chal-
lenges of Eco-efficiency seminar, Espoo.
Mäkinen, J. (1999) Meeting the Challenges of Ever More Efficient and Environmentally
Sound Metals Production. Speech in Outokumpu Technology Jubilee Seminar, Helsinki.
Norilsk Nickel completes acquisition of OM Group's Nickel Business. (2007).
<URL:http://www. nornik.ru/en/press/news/2154/>. 11.3.2007
17
Norilsk Nickel Oy (2012). Ympäristötase. <URL:http://www.nornik.fi/www
/page.php?cat=11/. 19.9.2012
Paatela, E. (2002) Outokumpu Flash Smelting Process received ASM Historical Landmark
Award. Helsinki. <URL:http://www.outokumpu.com/> 31.05.2004
Pienimäki, K. & Kuisma, P. (2002) Pesuhapon kierrätys – ongelmanratkaisua harjaval-
talaisittain. 100Kumpu 3/2002, s. 19. (In: Finnish)
Päivärinta, S. (2007) Utilization of nickel and steel slags in the drainage layer of the cover
structure of tailings impoundment – Precipitation of nickel by steel slag. Diploma work.
University of Oulu. 75 p. (In Finnish)
Pääkkönen, E. & Mattelmäki, E. (1996) The Direct Outokumpu Nickel Smelting (DON)
Process and the Harjavalta Expansion. Nickel’ 96, Kalgoorlie. 7 p.
Riekkola-Vanhanen, M. (1999a) Finnish expert report on best available techniques in
copper production and by-production of precious metals. Finnish Environmental Insti-tute. 80 p.
Riekkola-Vanhanen, M. (1999b) Finnish expert report on best available techniques in
nickel production. Finnish Environmental Institute. 68 p.
Särkikoski, T. (1999) A Flash of Knowledge : How an Outokumpu innovation became a
culture. Outokumpu and Finnish Society for History of Technology. 304 p.
Tuominen, J. & Ahola, P. (2002) Networking in metal production – Case Outokumpu Har-
javalta Metals. The Tenth International Flash Smelting Congress. 11 p.
Virolainen, M., Kekkonen, J., Tammivuori, R., Päätalo, K., Lepola, A., Lehtinen, K. & Oja-
la, T. (2011) Norilsk Nickel Harjavalta Oy:n uraanin poiston ympäristövaikutusten arvioin-
tiselostus. Ramboll, 89 s. (In Finnish)