editor: laura white, laura.whiteoutotec.com 1 … outotec customer enewsletter 2/2016 editor: laura...
TRANSCRIPT

1
OUTOTEC CUSTOMER eNEWSLETTER 2/2016
Editor: Laura White, [email protected]
SOUTH EAST ASIA PACIFIC
CONTENTS• Case study: Prominent Hill - EPC backfill system,
page 1• Conferences, seminars and webinars, page 5• A quick guide to analyzers, page 7• Case study: DeGrussa filter plate, page 9• Business and product news, page 13• Case study: Energy, fluidized bed & gasification,
page 15
2/2016
Complete peace of mind – Outotec EPCbackfill system, plus BOO managementservices – instrumental in achievingmine’s targets
GUARANTEED PERFORMANCE FOR PROMINENT HILL - MINE BACKFILL SYSTEM PLUS OPERATION, MAINTENANCE AND MANAGEMENT SERVICES
CHALLENGES• Timely delivery of backfill
critical for mine perfor-mance
• Reduce capital investment• Control operating costs
SOLUTION• State-of-the-art EPC back-
fill system• Build own operate (BOO)
backfill plant for ongoing operation
• Best practice tools and expertise for operation, maintenance and manage-ment
• Access to offsite expertise
BENEFITS• Fixed price m3/fill• High plant availability,
exceeding mine initial requirements
• Plant operating at higher than design fill rates
• Shared risk in backfill schedule compliance
• Flexible technical design for evolving mining needs
OZ Minerals is a world-class mining business who ownsand operates Prominent Hill, a high quality copper-goldmine in South Australia. They are Australia’s third largestcopper producer, with quality assets, a healthy cashbalance and no debt.

Outotec SEAP Customer eNewsletter 2/2016 2
BackgroundOZ Mineral’s Prominent Hill underground copper-gold mine is relatively new, with copper concentrate production beginning in 2009. Prominent Hill produces one of the highest grades of copper concentrate traded on the open market. There are three mines now in production at Prominent Hill (Ankata underground, Malu open pit and Malu underground).
OZ Minerals is renowned for delivering consistent quality performances, with for example, key financial commitments achieved or exceeded in 2015 (130,305t of copper and 113,028 oz of gold produced). This success is due to its management team and their strong working relationship with world class operations contractors.
Malu underground mine backfillThe Malu mine is in a large sub-vertical sulphide copper orebody. Mining is carried out using long-hole stoping with mine backfill to achieve 100% ore extraction. The stoping sequence involves mining to the side of and under very large backfill masses, requiring high volumes of high strength fill. As with many mines, backfill reliability and quality is critical to the success of the Malu underground mine.
In 2013 Outotec was requested to help optimise Ankata’s functionality by providing operational expertise and infrastructure upgrades to this paste backfill operation.
Backfill scope at MaluProminent Hill’s second underground mine, Malu, was due to come online in 2015. In 2014, OZ Minerals issued a request for tender for the supply of a 100m3/h cemented hydraulic backfill (CHF) plant. Scope, which Outotec won, was for the Engineering, Procurement and Construction (EPC) of the CHF plant. The plant was to be operated by OZ Minerals.
Further discussions were subsequently held around Outotec’s backfill expertise, including our capability to operate, maintain and manage backfilling operations. In line with their proven philosophy of using expert contractors to support operational activities, as well as Outotec’s optimisation of Ankata, OZ Minerals engaged Outotec not only on an EPC basis, but to also manage the entire Malu backfill plant as a build, own, operate (BOO).
Fixed rate m3/fill = peace of mindOutotec was able to offer OZ Minerals a fixed rate per unit volume of fill for each of their strength targets, backed by a series of quality control KPIs. This arrangement of a fill product at a given quality for a pre-defined cost gave OZ Minerals ultimate peace of mind, knowing they would not be subject to fill mix inefficiencies that can create substantial cost over-runs.
Partnership with backfill specialistsJames Shaw, Underground Mining Superintendent at Prominent Hill, says that “having a partnership with a specialist backfill contractor provides advantages including fixed price per cubic metre of fill with respect to UCS (strength) provides budgeting clarity; shared risk associated with construction and commissioning processes; shared risk with regard to backfill schedule compliance”
Mr Shaw continues that additional benefits include “onus on contractor to minimise binder usage; contractor responsibility for QA/QC; clear process for QA/QC non-compliance; contractor responsibility for plant maintenance; and provision of a backfill engineer on site.”
Cyclone cluster, key to Malu CHF plantMalu CHF plant in operation

3 Outotec SEAP Customer eNewsletter 2/2016
Outotec was able to bear a significant portion of the backfill plant capital costs with this BOO model, as we could use the plant for other future clients, once the contract at Malu was completed. OZ Minerals also had an attractive combination of reduced capital upfront investment as well as reduced risk on the ongoing operational costs.
Accelerated and smooth commissioningThe Malu backfill plant was installed and commissioned using best practice design and implementation strategies, resulting in an accelerated startup phase. Furthermore, as the plant was fully integrated with the upstream process plant as well as the downstream underground reticulation and management systems, the entire operation worked seamlessly.
James Shaw explains “The CHF plant was commissioned quickly. The plant was able to run consistently after an approximate two week commissioning period into the underground mine”. Compared with their experience with the Ankata paste fill system, he says that “the CHF commissioning process was completed in a significantly shorter timeframe”
Mr Shaw continues “we could not afford to have a prolonged commissioning period as stoping had commenced and filling was important to the immediate mine schedule”. He adds “the successful commissioning of the CHF plant has been instrumental in achieving budgeted outcomes for the mine…if extended delays had been experienced in the commissioning process, we would not have been able to achieve budgeted ore tonnes from Malu underground mine.”
“...a partnership with a specialist backfill contractor provides advantages including: • Fixed price per cubic metre of fill with respect to UCS provides budgeting clarity
• Shared risk associated with construction and commissioning processes
• Shared risk with regard to backfill schedule compliance
• Onus on contractor to minimise binder usage
• Contractor responsibility for QA/QC
• Clear process for QA/QC non compliance
• Contractor responsibility for plant maintenance
• Acess to offsite expertise for modelling fill strength requirements
• Provision of a backfill engineer on site”
James Shaw, Underground Mining Superintendent at Prominent Hill
Less than 2% free water (from Malu CHF)

4 Outotec SEAP Customer eNewsletter 2/2016
Operation - using Fill Management System Post commissioning, the plant moved immediatelyinto full production. As part of our management of theongoing backfill operation, an Outotec Fill ManagementSystem was developed for Malu underground. ThisManagement System includes detailed reticulationdesigns, as well as designs of both containment bulkheadand the fill mix. Additionally, the System comprisescomprehensive procedures on technical design, CHFoperation and CHF underground construction, as well as adetailed CHF technical manual.
Flexible technical design for evolving needsWhile the Fill Management System addresses designand construction requirements for most cases, evolvingmining strategies often result in the need for designflexibility. As part of Outotec’s ongoing operation of thebackfill system, our technical experts are available to alsoupdate fill designs to most effectively address evolvingmining needs. As James Shaw explains, one of the majorbenefits of the partnership has been this “access to offsiteexpertise”.
Best practice tools and experts 24/7The Malu backfill system is operated by Outotec expertson a 24/7 basis, with our plant operators covering both dayand night shifts and also supported by a backfill engineeron site during all day shifts.
Optimal operation with high density fillOne major risk associated with CHF is excessive (CHF)water in underground stopes. Excessive water results inlow strength fill, as well as production delays while stopesare left to drain. The Prominent Hill backfill design hasaddressed this aspect in a world-leading manner.
Through extensive testing and detailed design considerations, Outotec developed a system capable of generating, mixing and transporting CHF at a solids concentration that is almost always well in excess of 52% solids by volume (close to 80% solids by mass). This is one of the highest density fills generated by a CHF plant. This solids concentration at Malu underground often exceeds that produced at the Ankata paste fill plant.
Plant operating at higher than design fill ratesAs part of Outotec’s Fill Management System, in situmonitoring instrumentation is installed into every stopeprior to filling. Real time data from this instrumentationis then used, in conjunction with back analysis tools, toensure that stopes can be filled as quickly as possiblewithout compromising safety. Results have shown thatthis high density hydraulic fill is generating very little freewater, which has allowed stopes to be filled very quickly,at higher than design fill rates, with minimal interruptionsrequired for stope drainage.
“The successful commissioning of the CHF plant has been instrumental in achieving budgeted outcomes for the mine..” James Shaw, Underground Mining Superintendent at Prominent Hill
FOR FURTHER INFORMATION PLEASE CONTACT:
Shared risk in backfill schedule compliance The other major benefit of Outotec constructing andsubsequently operating the Malu CHF system is that,even though we only maintain ownership over the CHFplant itself, our operational profitability is directly relatedto the reliability of all other fill system components. Thisprovides OZ Minerals reassurance that any warrantyrelated issues on other system components will be quicklyrectified.
SummaryMalu underground mine has achieved its budgetedoutcomes through partnership with Outotec’s backfillspecialist team, who delivered a high quality CHF plant.The project has afforded Outotec a unique opportunity todeliver a state-of-the-art EPC backfill system, as well asbeing responsible for its ongoing operation, maintenanceand management.
As Outotec is responsible for the CHF plant’s ongoingoperation, it is delivering significant benefits to OZMinerals which include fixed price m3/fill, high plant availability which exceed the mine’s initial requirements and operation at higher than design fill rates. Our ongoingmanagement has also resulted in further customerbenefits such as access to best practice tools and experts24/7, shared risk in backfill schedule compliance andflexible technical design for evolving mining needs, whichwill help support Prominent Hill’s successful financial andagile business for the future.
5 Outotec SEAP Customer eNewsletter 2/2016
TECHNICAL SEMINARS (OCTOBER - DECEMBER 2016)Our series of customer technical seminars continue to prove popular in 2016! The seminars provide information on all facets of a technology - from a general overview, to in-depth discussion of operation, control, applications and new technologies.
We have two upcoming seminars in the next three months:• Automation and analyser technical seminar – Thursday 13 October, Outotec
Perth office (0.5 day seminar)• Reflectance spectrometry (applications and case studies)• Gold and iron process control (applications and case studies)• Grinding efficiency (feed belt particle size, mill charge, process control)
• Minerals processing technical workshop – Monday 14 and Tuesday 15 November, Baguio, Philippines (1.5 day seminar)
• Comminution circuit optimization, flotation optimization, water and environment (tailings, backfill etc), slurry pumps
If you would like to attend or require any more information, please contact [email protected]
CONFERENCES (OCTOBER - DECEMBER 2016)Outotec will be at the 13th AusIMM Mill Operators’ Conference 2016 (Perth, 10-12 October). Drop by our stand and see our live technology demos, meet our technology experts and network with your industry colleagues ..
Mill Operators 10-12 October, Pan Pacific Hotel, Perth WABooth # 15Outotec paper include: • Upgrades, mods and expansions – where will the expertise come from in the future?• Design and operation of fine grinding (HIGmill) technology at Kevitsa Mine• Reflectance spectroscopy with XRF – assaying in a copper-nickel flotation plant• Performance of TankCell e500 at Kevitsa Mine
For more information please visit http://www.milloperators.ausimm.com.au/
WEBINAR SERIESOur series of free webinars continues!
Upcoming webinar - live on 08 Sep 2016Simulation of minerals processing circuits
This latest webinar from Outotec will give you an overview of simulation history and terminology, as well as explain the use of simulation in training and ramp-up optimi-zation. We will also introduce how simulators can be used for process control and what are the future opportunities with simulation..
Link to webinar http://www.outotec.com/en/Search-material/Webinars/
THESE COMPLIMENTARY SEMINARS OFTEN COUNT TOWARDS PROFESSIONAL DEVELOPMENT HOURS
LIVEUPCOMINGWEBINAR08 SEPT

Outotec SEAP Customer eNewsletter 2/2016 6
WEBINAR: BEST MAINTENANCE PRACTICES TO GIVE BEST METALLURGICAL PERFORMANCE IN FLOTATIONThis webinar concentrates on the importance of maintaining flotation machines and why it should concern metallurgist and operators and not just the maintenance personnel. You will see some examples of common maintenance issues and learn the importance of maintenance inspections and what to look for. You will also find out where to get help to resolve any issues.
Presented by Ben Murphy, Technology Director - Flotation for Outotec in America. Ben has 18 years’ experience in the mining industry in base metal flotation concentrators in Indonesia, Ireland, South Africa and Australia in various metallurgical and managerial roles.
For this webinar please click here.
WEBINAR: BOOSTING FLOTATION PROFITABILITY WITH MODERN TECHNOLOGYThe topic in focus will be ‘flotation modernizations and upgrades,’ and their vital importance in improving plants and processes operating under the current pressure of the mineral processing industry. With over 100 years of development, advances in flotation technology and controls have been substantial. New technology can be used to replace or improve existing equipment, leading to greater levels of efficiency, usability, reliability, stability and flexibility. Changes in ore bodies mean that subsequent changes in equipment are also required - Outotec will explore these changes and latest developments with participants, introducing some simple tools that the audience can use to make preliminary assess-ments.
Presented by Sherwin Morgan, Technology Manager - Minerals Processing. Sherwin has 15 years’ experience in the Minerals Processing industry in pilot/laboratory flotation testwork, beneficiation process design, circuit modelling, simu-lations and plant commissioning. Sherwin is based in our Brisbane office.
For this webinar please click here.
WEBINAR: STABILIZATION VERSUS OPTIMIZATION - INSIGHTS TO FLOTATION CONTROLThe topic in focus will be ‘flotation control and operating philosophy,’ and Outotec will demonstrate the importance of having maximum control over a flotation plant. Some of the basic and advanced tools that have been developed will be introduced to participants, and how to build a successful control strategy will be discussed - highlighting the difference between the stabilization and optimization of a plant.
Presented by Ari Rantala, Manager Advanced Process Control based in our Finland office. Ari has 16 years’ experience in process automation, control systems and on-line analyzer development, plant operations, product and business management. Ari has several patents in the field of process measurements and control.
For this webinar please click here.
Outotec SEAP Customer eNewsletter 2/2016 7
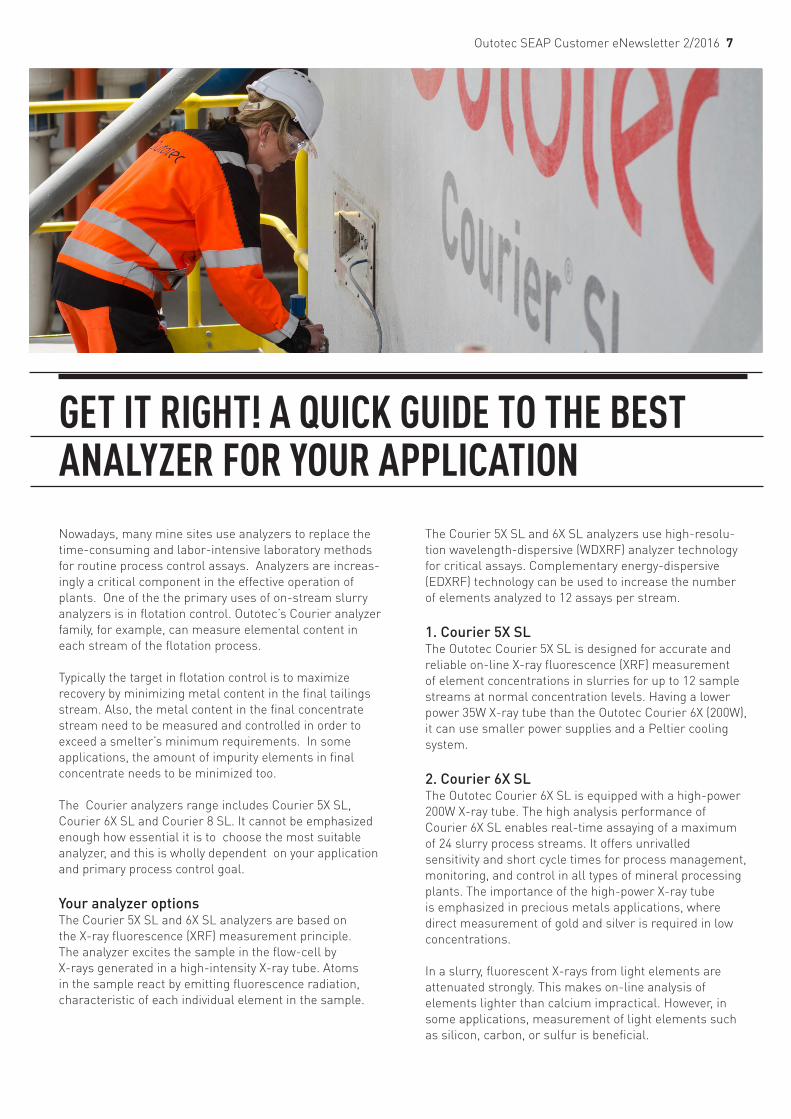
GET IT RIGHT! A QUICK GUIDE TO THE BEST ANALYZER FOR YOUR APPLICATIONNowadays, many mine sites use analyzers to replace the time-consuming and labor-intensive laboratory methods for routine process control assays. Analyzers are increas-ingly a critical component in the effective operation of plants. One of the the primary uses of on-stream slurry analyzers is in flotation control. Outotec’s Courier analyzer family, for example, can measure elemental content in each stream of the flotation process.
Typically the target in flotation control is to maximize recovery by minimizing metal content in the final tailings stream. Also, the metal content in the final concentrate stream need to be measured and controlled in order to exceed a smelter’s minimum requirements. In some applications, the amount of impurity elements in final concentrate needs to be minimized too.
The Courier analyzers range includes Courier 5X SL, Courier 6X SL and Courier 8 SL. It cannot be emphasized enough how essential it is to choose the most suitable analyzer, and this is wholly dependent on your application and primary process control goal.
Your analyzer optionsThe Courier 5X SL and 6X SL analyzers are based on the X-ray fluorescence (XRF) measurement principle. The analyzer excites the sample in the flow-cell by X-rays generated in a high-intensity X-ray tube. Atoms in the sample react by emitting fluorescence radiation, characteristic of each individual element in the sample.
The Courier 5X SL and 6X SL analyzers use high-resolu-tion wavelength-dispersive (WDXRF) analyzer technology for critical assays. Complementary energy-dispersive (EDXRF) technology can be used to increase the number of elements analyzed to 12 assays per stream.
1. Courier 5X SLThe Outotec Courier 5X SL is designed for accurate and reliable on-line X-ray fluorescence (XRF) measurement of element concentrations in slurries for up to 12 sample streams at normal concentration levels. Having a lower power 35W X-ray tube than the Outotec Courier 6X (200W), it can use smaller power supplies and a Peltier cooling system.
2. Courier 6X SLThe Outotec Courier 6X SL is equipped with a high-power 200W X-ray tube. The high analysis performance of Courier 6X SL enables real-time assaying of a maximum of 24 slurry process streams. It offers unrivalled sensitivity and short cycle times for process management, monitoring, and control in all types of mineral processing plants. The importance of the high-power X-ray tube is emphasized in precious metals applications, where direct measurement of gold and silver is required in low concentrations.
In a slurry, fluorescent X-rays from light elements are attenuated strongly. This makes on-line analysis of elements lighter than calcium impractical. However, in some applications, measurement of light elements such as silicon, carbon, or sulfur is beneficial.

Outotec SEAP Customer eNewsletter 2/2016 8
3. Courier 8 SL When the measurement of light elements in slurry is required, the Courier 8 SL is the answer – an on-stream analyzer based on the laser-induced breakdown spectroscopy (LIBS) measurement principle. It is capable of measuring all elements starting from lithium (Li). Although the Courier 8 SL can be used to measure heavier elements such as iron (Fe) and copper (Cu), it will not be as accurate as XRF-based analyzers like the Courier 5X SL and 6X SL. Obviously, it is critical to know upfront exactly what you need to measure in your process and decide which elements are the most critical.
Since the Courier 8 SL is able to measure sulphur directly, it is an extremely useful tool for sulphide flotation control, for example, in gold applications. So, different horses for different courses …
FOR FURTHER INFORMATION PLEASE CONTACT
Courier 5X SL Courier 6X SL Courier 8 SL
Source X-ray tube (35 W) W-ray tube (200 W) Laser
Detector WDXRF / EDXRF WDXRF / EDXRF LIBS
Elements Ca and heavier Ca and heavier Li and heavier
Measurement time 30 – 120 s 15 – 60 s 60 – 300 s
Sensitivity 0.01 % 0.003 % 0.05 %
Samples Up to 12 Up to 24 Up to 12
Typical applications
Base metals, iron ore, rare earths
Base metals, iron ore, rare earths, precious metals, PGMs
Iron ore, phosphates, Ni concentrators with Mg/Si impurities, sulphide (gold), calcium carbonate, coal

Outotec SEAP Customer eNewsletter 2/2016 9
SEAMLESS FILTER PLATE PACK CHANGE OUTDURING MAJOR OUTAGE AT DEGRUSSA SITEMeticulous planning of filter packchange out delivers on time, belowbudget with zero injuries at remoteDeGrussa site
Sandfire Resources’ DeGrussa Copper-Gold Mine, located900km north-east of Perth in Western Australia, is oneof the Asia-Pacific region’s premier, high-grade coppermines. DeGrussa’s remarkable progress from discovery inApril 2009 through resource drill-out, feasibility, financingand construction and development – just over three yearsfrom discovery drill-hole to first production – has set newbenchmarks for the efficient development of resources inWestern Australia.
CHALLENGES
• Supply and install filter plate pack in extremely challenging timeframe
• Plate pack install was critical item during campaign outage, all other site activity 100% dependent on it meeting deadline
• Remote location
SOLUTION
• Highly disciplined, regular-communication focussed on key deliverables and deadlines
• Outotec installation manager dispatched to Finland prior to shipping of plate pack
BENEFITS
• Below budget, installed 12 hours early
• Zero injuries
Outotec SEAP Customer eNewsletter 2/2016 10
The mine will produce up to 300,000 tonnes of high-grade copper concentrate annually.Following initial operation of the mine, further ore reserves and mineral reserve additions extended mine life to mid 2021.
The vision of Sandfire Resources is to be a significant, mid-tier mining company that operates at the upper quartile of international performance benchmarks for the industry.
OperationsCommencing with an initial two-year open pit mining operation which was completed in April 2013, the DeGrussa Operation is based on a long-term underground mine delivering sulphide ore to an on-site 1.5Mtpa concentrator.
The DeGrussa concentrator is designed for ultimate performance, with the underground mine allowing simultaneous extraction from multiple faces, providing production flexibility. Outotec had previously partnered with Sandfire, providing key concentrator equipment including comminution (ball and SAG mills), flotation (24 cells), analysers (PSI and Courier) and dewatering (thickening and filtration technology).
With SAF 2205, it is vital to very precisely manage the multiple welding processes
ScopeIn late August 2015, Sandfire engaged Outotec to supply the upgrade for its Outotec Larox® pressure filter. The new plate pack was to be in SAF 2205, in order to prolong component service life in the high sulphur slurry environment. Scope comprised design, supply, installation and commissioning of all internal operating components. The Outotec team worked closely with Sandfire to deliver not only a robust, optimum design on the upgraded filter plate, but also to ensure the turnkey installation of the unit adhered to the client’s critical timeline.
Challenging timeframeThe challenging timeframe from receipt of order to site delivery cannot be underestimated. Normal lead time on supply of a filter plate pack in SAF 2205 is nine months, but it was required by site much sooner. Outotec received the order on 26 August 2015, with the unit to be on site mid February 2016, a mere seven months later! Additionally, in order to make this already challenging delivery, the unit had to be ready for shipment from Finland on 16 December 2015.
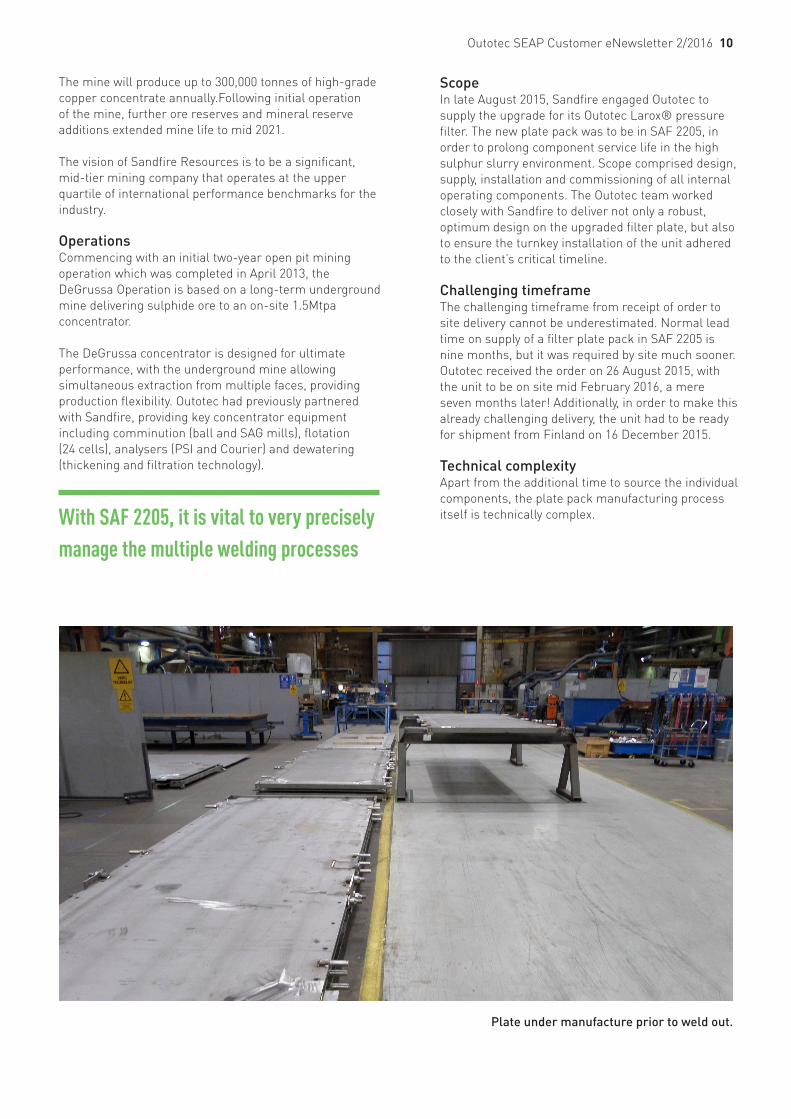
Technical complexityApart from the additional time to source the individual components, the plate pack manufacturing process itself is technically complex.
Plate under manufacture prior to weld out.

11 Outotec SEAP Customer eNewsletter 2/2016
With SAF 2205, it is vital to very precisely manage the multiple welding processes, including for example, control of component distortion during and post welding, control of heat inputs to prevent destruction of the SAF 2205 corrosive resistance properties. Additionally, post weld passivation of SAF 2205 components is key.
Outotec has an established reputation and extensive experience in the manufacture and delivery of this exotic stainless steel material. Everything in the QA process - the overall plate pack, down to individual nuts and bolts - underwent a rigorous, exacting process to ensure optimal quality for DeGrussa.
Campaign outageThe installation of the filter plate pack was to occur during a major campaign outage at site, designed to upgrade and maintain other plant elements. One of the longest lead items to decommission and install is the filter plate pack. Its installation was a critical central element during the outage, with other equipment and suppliers dependent on 100% accurate timing. If the filter plate pack was not delivered exactly on the scheduled date or if there were delays during its installation, there would have been severe financial implications to site and disruption to other service providers.
Close communicationOpen regular communication was key to ensure the critical time paths were met. Internally within Outotec, we conducted weekly meetings between various project teams in Australia and Finland, covering manufacture, delivery and installation. All possible bottlenecks, risks or delays were proactively eliminated to ensure on-time delivery. Progress updates via QA reporting milestones were then regularly communicated to the customer.
Round the clock commitment by this experienced team resulted in the installation being completed one full shift earlier than scheduled
VAT straightening.
Plate under manufacture prior to weld out.
12 Outotec SEAP Customer eNewsletter 2/2016
Installation logistics and supportTo ensure a seamless and efficient installation, Outotec sent its plate pack installation manager to Finland to oversee optimal packing and logistics of the plate pack.
Every component, nut and bolt needed to be included – particularly given the exotic nature of the materials and a remote site such as Degrussa where sourcing items quickly would be difficult.
The highly experienced installation manager also ensured the plate pack was organised to facilitate an efficient and seamless install. For example, items which were to be used first in the install were packed last, so they would be the first to be unpacked at site.
Meanwhile at site, prior to the outage DeGrussa conducted a full day pre-shut risk mitigation workshop to ensure all key stakeholders, including Outotec, were involved and aware of all relevant details and risks.
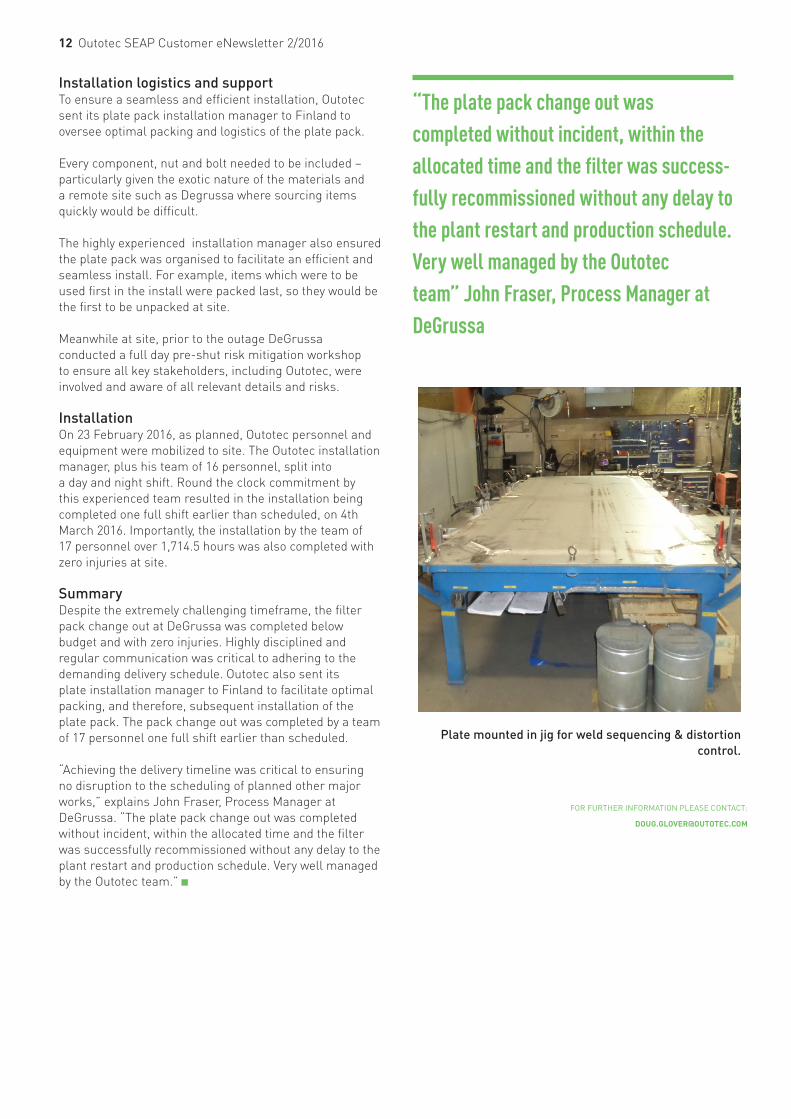
InstallationOn 23 February 2016, as planned, Outotec personnel andequipment were mobilized to site. The Outotec installationmanager, plus his team of 16 personnel, split intoa day and night shift. Round the clock commitment bythis experienced team resulted in the installation beingcompleted one full shift earlier than scheduled, on 4thMarch 2016. Importantly, the installation by the team of17 personnel over 1,714.5 hours was also completed withzero injuries at site.
SummaryDespite the extremely challenging timeframe, the filterpack change out at DeGrussa was completed belowbudget and with zero injuries. Highly disciplined andregular communication was critical to adhering to thedemanding delivery schedule. Outotec also sent itsplate installation manager to Finland to facilitate optimalpacking, and therefore, subsequent installation of theplate pack. The pack change out was completed by a teamof 17 personnel one full shift earlier than scheduled.
“Achieving the delivery timeline was critical to ensuringno disruption to the scheduling of planned other majorworks,” explains John Fraser, Process Manager atDeGrussa. “The plate pack change out was completedwithout incident, within the allocated time and the filterwas successfully recommissioned without any delay to theplant restart and production schedule. Very well managedby the Outotec team.”
“The plate pack change out was completed without incident, within the allocated time and the filter was success-fully recommissioned without any delay to the plant restart and production schedule. Very well managed by the Outotec team” John Fraser, Process Manager at DeGrussa
FOR FURTHER INFORMATION PLEASE CONTACT:
Plate mounted in jig for weld sequencing & distortion control.

13 Outotec SEAP Customer eNewsletter 2/2016
OUTOTEC TO DELIVER PROCESS EQUIPMENT FOR POLYMETAL’S GOLD PROJECT IN KAZAKHSTANOutotec has been awarded a contract by Bakyrchik Mining, a subsidiary of Polymetal International Plc, for the delivery of process equipment to the gold project Kyzyl in north-eastern Kazakhstan.
Outotec’s scope of work includes the design and delivery of grinding mills, flotation cells, thickeners, filters, process automation equipment as well as related installation supervision and commissioning services including spare parts. The new flotation plant will process annually 1.8 million tonnes of gold ore.
“Outotec has a large portfolio of energy efficient process equipment for minerals processing. We are pleased to have been given the opportunity to deliver most of the main process equipment to Polymetal’s flagship Kyzyl gold project”, says Kalle Härkki, head of Outotec’s Minerals Processing Business Unit.
More information is available here....
OUTOTEC TO DELIVER PROCESS EQUIPMENT FOR ACACIA MADEN’S COPPER PROJECT IN TURKEYOutotec has been awarded a contract by Acacia Maden Isletmeleri A.S, a subsidiary of Ilbak Holding, for the delivery of process equipment to the greenfield Gökirmak copper project in Turkey.
Outotec will deliver basic engineering and key process equipment of the concentrator as well as supervision services. Once operational the new plant will process annually 2 million tonnes of ore.
The equipment will be delivered during the year 2017.
More information is available here....
MARKKU TERÄSVASARA ASSUMES THE DUTIES OF OUTOTEC’S CEO ON OCTOBER 1, 2016 Mr. Markku Teräsvasara (51), whose appointment as Outotec’s President and Chief Executive Officer was announced on June 22, 2016, will assume the position on October 1, 2016. Markku Teräsvasara will transfer to Outotec from Atlas Copco, where he is leading the Mining and Rock Excavation Service Division in Sweden and previously the Surface Drilling Equipment Division based in China.
“Markku Teräsvasara has long experience in the equipment and service businesses within the mining industry. He has managed his businesses extremely successfully in the cyclical industry. I am confident that he has excellent prerequisites to be successful in his new position. The Board was also impressed by his career which has shown an upward trend in the industry’s leading global company Atlas Copco”, states Outotec’s Chairman of the Board Mr. Matti Alahuhta.
“Outotec is a globally recognized company in minerals and metals processing with a lot of leading technologies and industry experts. I am extremely happy to be able to become part of this team”, says Markku Teräsvasara.
More information is available here....

Outotec SEAP Customer eNewsletter 2/2016 14
OUTOTEC AWARDED A SULFURIC ACID TECHNOLOGY CONTRACT FROM INTECSA INDUSTRIAL, SPAIN Outotec has agreed with the Spanish engineering company Intecsa Industrial, part of ACS Group, on the design and delivery of process technology and proprietary equipment for two sulfuric acid plants to be built in connection with the El Nasr Co. for Intermediate Chemicals (NCIC) fertilizer plant in Egypt.
The two new sulfuric acid plants designed by Outotec, each with a capacity of 1,900 tonnes per day, will produce high grade sulfuric acid from elemental sulfur for fertilizer production and steam for energy generation. The plants will meet all the current and planned Egyptian environmental requirements. In order to recover as much energy as possible, the heat recovery system uses the surplus heat of the waste heat boiler and absorption section and turns it into low- and high-pressure steam.
The sulfuric acid plants are expected to be operational in 2018.
More information is available here....
OUTOTEC TO REVAMP A COPPER SMELTER AND SULFURIC ACID PLANT IN SOUTH AMERICAOutotec has been awarded a contract by a customer in South America to revamp a copper smelter and sulfuric acid plant.Outotec will deliver engineering, process technology and equipment for improved gas handling and reduced sulfur dioxide emissions, improved heat recovery and water management, as well as technical assistance during the construc-tion, commissioning and start-up of the smelter and acid plant.
“We are pleased to provide specialized technical services to our customer and help them to comply with the new envi-ronmental regulations. In this project we have combined our efforts with our customer to extend the life cycle of their facilities, secure business sustainability and care of environment in a mutually beneficial way”, says Jyrki Makkonen, head of Outotec’s Metals, Energy & Water business area.
More information is available here....
OUTOTEC TO DELIVER PROCESS EQUIPMENT FOR SANGAN IRON PROJECT IN IRANOutotec has been awarded a contract by Shangdong Province Metallurgical Engineering Co., Ltd. (SDM) for the delivery of process equipment to the Iron Concentrate Project Sangan in North-Eastern Iran. The Iranian Mines and Mining Industries Development & Renovation Organization (IMIDRO) owns the Sangan mines and SDM is their engineering partner.
Outotec’s scope of work includes the design and delivery of thickeners and filter presses as well as related installation supervision and commissioning services including spare parts. The new iron processing plant will process annually 5 million tonnes of ore. The equipment will be delivered mostly during the second quarter of 2017.
More information is available here....

15 Outotec SEAP Customer eNewsletter 2/2016
ENERGY SYSTEMS FOR REFUSE-DERIVEDAND SOLID-RECOVERED FUELSOur bubbling fluidized bed and advanced staged gasification technologies are ideally suited to challenging fuel sources due to their superior operating characteristics and emissions performance
Outotec’s unique solution for thermal oxidation ofrecovered fuels combines in-vessel heat transfer tubeswith a proprietary bed material recycling system, ensuringreliable operation with heterogeneous fuels such asrefuse-derived fuel (RDF) and solid-recovered fuel (SRF).All our energy systems are designed to meet the stringentair emissions requirements defined in plant operatingpermits. Our energy systems have a proven track recordat installations around the world.
Processed fuel is delivered to a dual-screw metering bin located adjacent to and elevated above the fluidized-bed combustor or gasifier. Upon discharge from the bin, the metered fuel is gravity-fed to an air-swept spreader inlet. Pulsating sweep air disperses the fuel across the combustor span.
CHALLENGES
• Variable quality fuels with high inert material content
• High plant operating efficiency requirements, particularly for boilers
• Strict plant emissions limits
SOLUTION
• Outotec Bubbling Fluidized Bed (BFB) combustion or gasification vessel
• In-vessel tubes for highly efficient heat transfer
• Outotec Bed Material Recycling System
BENEFITS
• Stable, efficient operation with varying fuel quality
• Bed cleaning and recycling system ensures removal of high volumes of inert material
• Conditions optimized for inherently low NOX produc-tion and emissions abate-ment

Outotec SEAP Customer eNewsletter 2/2016 16
After releasing its moisture, the fuel oxidizes at a low, controlled temperature, which helps prevent ash from the fuel from melting and coating the boiler tubes. Limestone is also added to the bed in order to improve ash eutectics and capture sulfur oxides (SOx).
Nitrogen oxide (NOx) abatement takes place inside the main vessel’s upper vapor space, where nozzles spray ammonia into the 927°C (1700°F) flue gas, which then reacts with nitrogen oxides to form nitrogen, carbon dioxide, and water.
Due to the lower furnace temperature, the Outotec Advanced Staged Gasifier is especially suitable for challenging fuels like RDF, which has a low ash-softening temperature
Any remaining inert fuel contaminants such as metal or rock are automatically removed from the bed during normal operation by the Outotec Bed Material Recycling System.
Flue gas cleanup is typically carried out by injecting dry sorbent into the flue gas, which then enters a pulse-jet fabric filter baghouse. This removes 99% of the remaining particulate matter.
Emissions are monitored via a continuous emissions-monitoring system, which measures carbon monoxide, oxygen, NOx, and acid gases.
Boiler
Fuel NH4(OH) Steam
Multi-clone
Stack
Advancedstagedgasifier
Baghouse
Economizer
Ash pickup Ash pickup
Meteringbin
Air
Air
Ca(OH)2,activated carbon
Tramp hopper
The Outotec fluidized bed system process.
SELECTED REFERENCES
12.5 MWE ADVANCED STAGED GASIFICATION POWER PLANT FIRING RDF, LEVENSEAT, UK
Outotec has been contracted by M&W High Tech Projects UK Limited to deliver the technology for a new waste-to-energy plant to be built near Lanark in Scotland, for Levenseat Renewable Energy Limited. In addition, Outotec has signed a 12-year operation and maintenance contract with the plant operator.
Scope of supplyThe scope covers the engineering and delivery of the main process equipment for the plant, which is based on Outotec Advanced Staged Gasification technology. Outotec experts will be on site during the construction and commissioning phases.
PLANT FACTS
Fuel
RDF consumption ≈ 300 t/day (27,630 lb/h)
Steam parameters
Flow 54.6 t/h (120,000 lb/hr)
Temperature 400°C (752°F)
Pressure 46 bar (667 psi)
Completion 2017

17 Outotec SEAP Customer eNewsletter 2/2016
10 MWE FLUIDIZED BED POWER PLANT FIRING RDF, BERGAMO, ITALY
The Bergamo facility receives municipal and industrial waste, processes it to remove the recyclable and non-combustible fraction, and sizes the balance for conversion to energy in the Outotec Fluidized Bed System.
Scope of supplyOutotec supplied the fluidized bed thermal oxidation, NOx abatement, bed additive, and bed material recycling systems, the process design for the entire boiler island, as well as advisory services during the construction and commissioning phases.
PLANT FACTS
Fuel
RDF consumption ≈ 185 t/day (17,000 lb/h)
Steam parameters
Flow 49.4 t/h (109,000 lb/h)
Temperature 400°C (752°F)
Pressure 46 bar (667 psi)
Completion 2002
SELECTED REFERENCES
PLANT FACTS
Fuel
RDF consumption ≈ 300 t/day (27,630 lb/h)
Steam parameters
Flow 60.5 t/h (133,400 lb/h)
Temperature 400°C (752°F)
Pressure 46 bar (667 psi)
Completion 2003
12 MWE FLUIDIZED BED POWER PLANT FIRING RDF, MASSAFRA, ITALY
The Appea Energy facility receives municipal waste from the community of Massafra, processes it to remove the recyclable and non-combustible fraction, and then sizes the balance for conversion to energy in the OutotecFluidized Bed System.
Scope of supplyOutotec supplied the fluidized bed thermal oxidation, NOx abatement, bed additive, and bed material recycling systems, the process design for the entire boiler island, as well as advisory services during the construction and commissioning phases.
6.5 MWE FLUIDIZED BED POWER PLANT FIRING RDF, RAVENNA, ITALY
The facility receives the municipal and industrial waste from the city of Ravenna, processes it to remove the recyclable and non-combustible fraction, and sizes the balance for conversion to energy in the Outotec Fluidized Bed System.
Scope of supplyOutotec supplied the fluidized bed thermal oxidation, NOx abatement, bed additive, and bed recycling and storage systems, the process design for the entire boiler island, as well as advisory services during the construction and commissioning phases.
PLANT FACTS
Fuel
RDF consumption ≈ 144 t/day (13,250 lb/h)
Steam parameters
Flow 33.24 t/h (73,275 lb/h)
Temperature 380°C (716°F)
Pressure 41 bar (595 psi)
Completion 1999
FOR FURTHER INFORMATION PLEASE CONTACT: