
ITP
Rev. : 07
Client : Leighton Contractor Pty Limited
Project Name : Christchurch Hospital
Project No. : 1542
Contractor : Thai Herrick
Test Plan : Material Control, Assembly, Welding, Inspection/Testing, NDT, Surface preparation &coating, Packing & Documents
Project Specification Quality Manual H = Hold Point
Steel Structure Standard NDT Personnel Qualification and Certificate W = Witness Point
Welding of steel structures (PB Plant) M = Monitor Point
Structural steel - Hot rolled plates, floor plates and slabs NDT Personnel Qualification and Certificate R = Review
Structural steel - Hot rolled and sections (RIL Plant) A = Approval
Structural steel - Welded I section QC Organization chart V = Visual
High-Strength bolts with associated nuts and washers Third Party Inspection Company D = Dimensional
for structural engineering Ultrasonic Testing Procedure R = Doecumentation Review
Guide to the protection of structural steel against Visual Testing Procedure N = NDT (Non-destructive Testing)
atmospheric corrosion by the use of protective coatings Magnetic Particle Testing Procedure QCM = Quality Control Manager
Non-destructive testing - Ultrasonic testing of fusion welded joints in Inspection and Test plan QCE = Quality Control Engineer
carbon and low alloy steel Fabrication Procedure QCI = Quality Control Inspector
Non-destructive testing - Magnetic particle testing of ferromagnetic Handling, Storage, Packing and Delivery PRD = Production Staff
products, components and structures Procedure CPI = Compliance Inspector
AS/NZS2980 Qualification of welder for fusion welding of steel Surface Preparation and Painting Procedure
Material Control Procedure
REF
HCG-SPC-0132-ST-011 rev4
AS/NZS Standard AS/NZS 3404
AS/NZS 1554.1
Holmes Consulting group
TH-1542-PRD-002
Nomenclature
Symbol Description
Reference/ Verifying Documents
Doc no.
TH-1542-QC-001
Reference Codes and Specification
Title
AS/NZS Standard
AS/NZS 3678
AS/NZS 3679-1
AS/NZS 3679-2
AS/NZS Standard
AS/NZS Standard
THAI HERRICK CO., LTD.
Inspection and Test Plan
TH-1542-QC-002
TH-1542-QC-003
TH-1542-QC-004
AS/NZS Standard
AS/NZS Standard
No.
AS/NZS 2312
AS/NZS Standard
AS/NZS Standard AS/NZS 1171
TH-1542-QC-007
AS/NZS 2207
AS/NZS Standard
TH-1542-QC-005
TH-1542-PRD-003
TH-1542-PRD-001
TH-1542-QC-009
TH-1542-QC-008
AS/NZS Standard
AS/NZS 1252
TH-1542-QC-006
Date : Jan 28, 2016
TH-1542-PRD-004
Page 2 of 4
ITP
Rev. : 07
Client : Leighton Contractor Pty Limited
Project Name : Christchurch Hospital
Project No. : 1542
Contractor : Thai Herrick
Test Plan : Material Control, Assembly, Welding, Inspection/Testing, NDT, Surface preparation &coating, Packing & Documents
THAI HERRICK CO., LTD.
Inspection and Test PlanDate : Jan 28, 2016
Inspection Activity
V D N R Document Clause Reference Standard Verifying Document MDRCompliance
Inspector/
Representative
Leighton Holmes
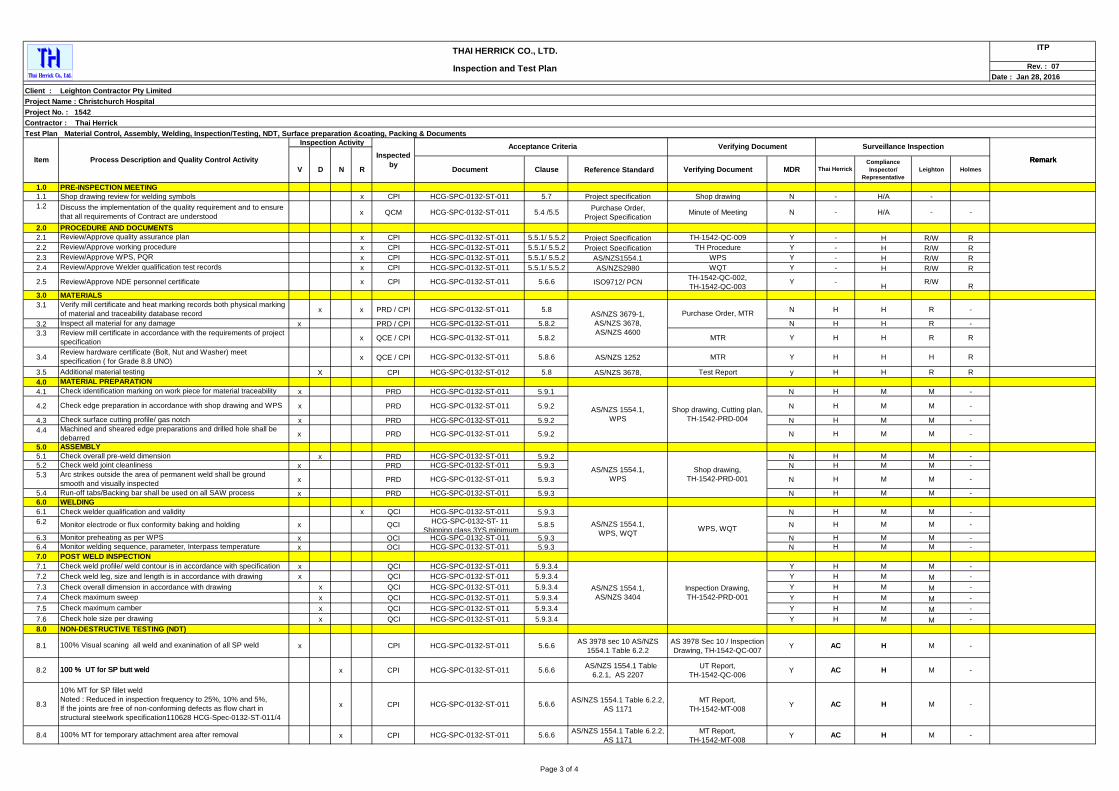
1.0 PRE-INSPECTION MEETING
1.1 Shop drawing review for welding symbols x CPI HCG-SPC-0132-ST-011 5.7 Project specification Shop drawing N - H/A -
1.2x QCM HCG-SPC-0132-ST-011 5.4 /5.5
Purchase Order,
Project SpecificationMinute of Meeting N - H/A - -
2.0 PROCEDURE AND DOCUMENTS
2.1 x CPI HCG-SPC-0132-ST-011 5.5.1/ 5.5.2 Project Specification TH-1542-QC-009 Y - H R/W R
2.2 x CPI HCG-SPC-0132-ST-011 5.5.1/ 5.5.2 Project Specification TH Procedure Y - H R/W R
2.3 x CPI HCG-SPC-0132-ST-011 5.5.1/ 5.5.2 AS/NZS1554.1 WPS Y - H R/W R
2.4 x CPI HCG-SPC-0132-ST-011 5.5.1/ 5.5.2 AS/NZS2980 WQT Y - H R/W R
2.5 Review/Approve NDE personnel certificate x CPI HCG-SPC-0132-ST-011 5.6.6 ISO9712/ PCNTH-1542-QC-002,
TH-1542-QC-003Y -
HR/W
R
3.0 MATERIALS
3.1x x PRD / CPI HCG-SPC-0132-ST-011 5.8 N H H R -
3.2 x PRD / CPI HCG-SPC-0132-ST-011 5.8.2 N H H R -
3.3x QCE / CPI HCG-SPC-0132-ST-011 5.8.2 MTR Y H H R R
3.4 x QCE / CPI HCG-SPC-0132-ST-011 5.8.6 AS/NZS 1252 MTR Y H H H R
3.5 X CPI HCG-SPC-0132-ST-012 5.8 AS/NZS 3678, Test Report y H H R R
4.0
4.1 x PRD HCG-SPC-0132-ST-011 5.9.1 N H M M -
4.2 x PRD HCG-SPC-0132-ST-011 5.9.2 N H M M -
4.3 x PRD HCG-SPC-0132-ST-011 5.9.2 N H M M -
4.4x PRD HCG-SPC-0132-ST-011 5.9.2 N H M M -
5.0
5.1 x PRD HCG-SPC-0132-ST-011 5.9.2 N H M M -
5.2 x PRD HCG-SPC-0132-ST-011 5.9.3 N H M M -
5.3x PRD HCG-SPC-0132-ST-011 5.9.3 N H M M -
5.4 x PRD HCG-SPC-0132-ST-011 5.9.3 N H M M -
6.0 WELDING
6.1 Check welder qualification and validity x QCI HCG-SPC-0132-ST-011 5.9.3 N H M M -
6.2 Shipping class 3YS minimum
6.3 x QCI HCG-SPC-0132-ST-011 5.9.3 N H M M -
6.4 x QCI HCG-SPC-0132-ST-011 5.9.3 N H M M -
7.0 POST WELD INSPECTION
7.1 x QCI HCG-SPC-0132-ST-011 5.9.3.4 Y H M M -
7.2 Check weld leg, size and length is in accordance with drawing x QCI HCG-SPC-0132-ST-011 5.9.3.4 Y H M M -
7.3 Check overall dimension in accordance with drawing x QCI HCG-SPC-0132-ST-011 5.9.3.4 Y H M M -
7.4 x QCI HCG-SPC-0132-ST-011 5.9.3.4 Y H M M -
7.5 x QCI HCG-SPC-0132-ST-011 5.9.3.4 Y H M M -
7.6 x QCI HCG-SPC-0132-ST-011 5.9.3.4 Y H M M -
8.0 NON-DESTRUCTIVE TESTING (NDT)
8.1 x CPI HCG-SPC-0132-ST-011 5.6.6AS 3978 sec 10 AS/NZS
1554.1 Table 6.2.2
AS 3978 Sec 10 / Inspection
Drawing, TH-1542-QC-007Y AC H M -
8.2 x CPI HCG-SPC-0132-ST-011 5.6.6 AS/NZS 1554.1 Table
6.2.1, AS 2207
UT Report,
TH-1542-QC-006Y AC H M -
8.3 x CPI HCG-SPC-0132-ST-011 5.6.6AS/NZS 1554.1 Table 6.2.2,
AS 1171
MT Report,
TH-1542-MT-008Y AC H M -
8.4 x CPI HCG-SPC-0132-ST-011 5.6.6AS/NZS 1554.1 Table 6.2.2,
AS 1171
MT Report,
TH-1542-MT-008Y AC H M -
M -Monitor electrode or flux conformity baking and holding 5.8.5 N H M
Check surface cutting profile/ gas notch
Monitor welding sequence, parameter, Interpass temperature
Machined and sheared edge preparations and drilled hole shall be
debarred
HCG-SPC-0132-ST- 11QCIx
100 % UT for SP butt weld
WPS, WQT
Surveillance Inspection
Shop drawing, Cutting plan,
TH-1542-PRD-004
100% MT for temporary attachment area after removal
Acceptance Criteria
100 % UT for SP butt weld
AS/NZS 1554.1,
AS/NZS 3404
AS/NZS 1554.1,
WPS
AS/NZS 1554.1,
WPS
Inspection Drawing,
TH-1542-PRD-001
Arc strikes outside the area of permanent weld shall be ground
smooth and visually inspected
Check edge preparation in accordance with shop drawing and WPS
10% MT for SP fillet weld
Noted : Reduced in inspection frequency to 25%, 10% and 5%,
If the joints are free of non-conforming defects as flow chart in
structural steelwork specification110628 HCG-Spec-0132-ST-011/4
Check hole size per drawing
Check maximum sweep
Run-off tabs/Backing bar shall be used on all SAW process
ASSEMBLY
Check overall pre-weld dimension
Review mill certificate in accordance with the requirements of project
specification
Review hardware certificate (Bolt, Nut and Washer) meet
specification ( for Grade 8.8 UNO)
Discuss the implementation of the quality requirement and to ensure
that all requirements of Contract are understood
Review/Approve quality assurance plan
Check identification marking on work piece for material traceability
Additional material testing
Process Description and Quality Control Activity
Verifying Document
Thai Herrick
Review/Approve Welder qualification test records
Review/Approve WPS, PQR
Item
Review/Approve working procedure
Inspected
by
AS/NZS 1554.1,
WPS, WQT
MATERIAL PREPARATION
Purchase Order, MTRAS/NZS 3679-1,
AS/NZS 3678,
AS/NZS 4600
Check maximum camber
Verify mill certificate and heat marking records both physical marking
of material and traceability database record
Inspect all material for any damage
RemarkRemark
Shop drawing,
TH-1542-PRD-001
100% Visual scaning all weld and exanination of all SP weld
Monitor preheating as per WPS
Check weld profile/ weld contour is in accordance with specification
Check weld joint cleanliness
Page 3 of 4
ITP
Rev. : 07
Client : Leighton Contractor Pty Limited
Project Name : Christchurch Hospital
Project No. : 1542
Contractor : Thai Herrick
Test Plan : Material Control, Assembly, Welding, Inspection/Testing, NDT, Surface preparation &coating, Packing & Documents
THAI HERRICK CO., LTD.
Inspection and Test PlanDate : Jan 28, 2016
Inspection Activity
V D N R Document Clause Reference Standard Verifying Document MDRCompliance
Inspector/
Representative
Leighton Holmes
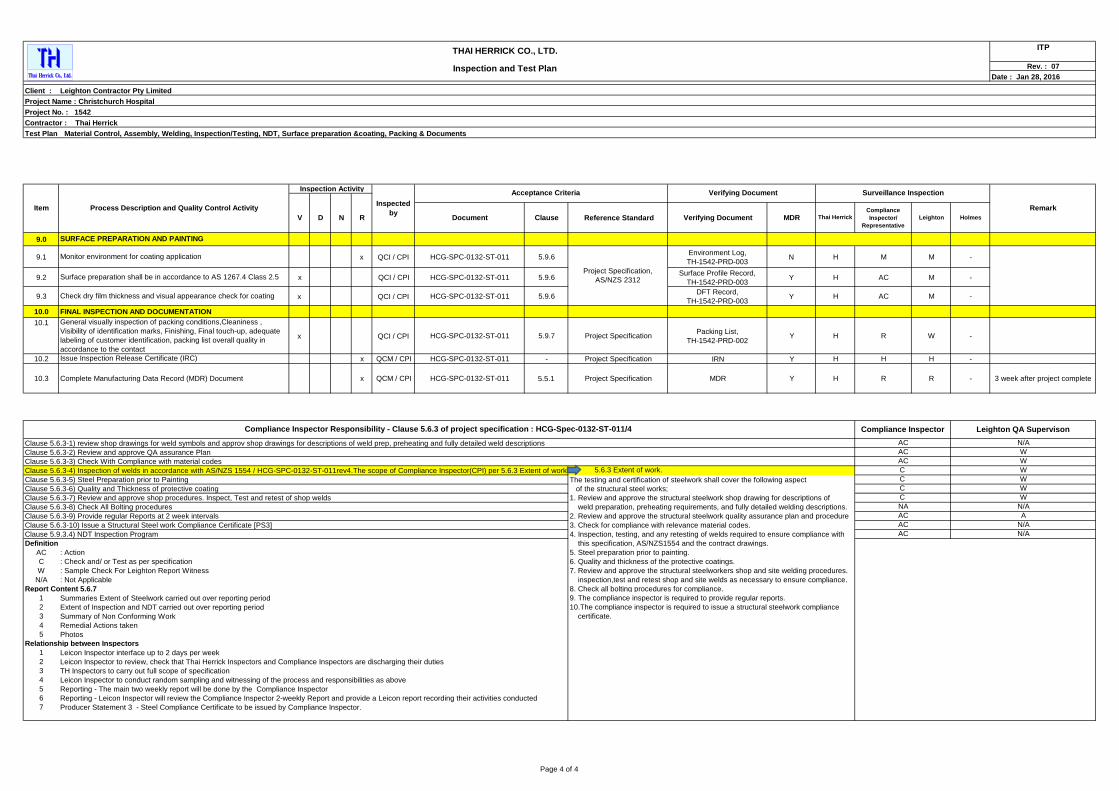
9.0
9.1 x QCI / CPI HCG-SPC-0132-ST-011 5.9.6Environment Log,
TH-1542-PRD-003N H M M -
9.2 x QCI / CPI HCG-SPC-0132-ST-011 5.9.6Surface Profile Record,
TH-1542-PRD-003Y H AC M -
9.3 x QCI / CPI HCG-SPC-0132-ST-011 5.9.6DFT Record,
TH-1542-PRD-003Y H AC M -
10.0 FINAL INSPECTION AND DOCUMENTATION
10.1
x QCI / CPI HCG-SPC-0132-ST-011 5.9.7 Project SpecificationPacking List,
TH-1542-PRD-002Y H R W -
10.2 x QCM / CPI HCG-SPC-0132-ST-011 - Project Specification IRN Y H H H -
10.3 Complete Manufacturing Data Record (MDR) Document x QCM / CPI HCG-SPC-0132-ST-011 5.5.1 Project Specification MDR Y H R R - 3 week after project complete
Clause 5.6.3-1) review shop drawings for weld symbols and approv shop drawings for descriptions of weld prep, preheating and fully detailed weld descriptions
Clause 5.6.3-2) Review and approve QA assurance Plan
Clause 5.6.3-3) Check With Compliance with material codes
Clause 5.6.3-4) Inspection of welds in accordance with AS/NZS 1554 / HCG-SPC-0132-ST-011rev4.The scope of Compliance Inspector(CPI) per 5.6.3 Extent of work.
Clause 5.6.3-5) Steel Preparation prior to Painting The testing and certification of steelwork shall cover the following aspect
Clause 5.6.3-6) Quality and Thickness of protective coating of the structural steel works;
Clause 5.6.3-7) Review and approve shop procedures. Inspect, Test and retest of shop welds 1. Review and approve the structural steelwork shop drawing for descriptions of
Clause 5.6.3-8) Check All Bolting procedures weld preparation, preheating requirements, and fully detailed welding descriptions.
Clause 5.6.3-9) Provide regular Reports at 2 week intervals 2. Review and approve the structural steelwork quality assurance plan and procedure
Clause 5.6.3-10) Issue a Structural Steel work Compliance Certificate [PS3] 3. Check for compliance with relevance material codes.
Clause 5.9.3.4) NDT Inspection Program 4. Inspection, testing, and any retesting of welds required to ensure compliance with
Definition this specification, AS/NZS1554 and the contract drawings.
AC : Action 5. Steel preparation prior to painting.
C : Check and/ or Test as per specification 6. Quality and thickness of the protective coatings.
W : Sample Check For Leighton Report Witness 7. Review and approve the structural steelworkers shop and site welding procedures.
N/A : Not Applicable inspection,test and retest shop and site welds as necessary to ensure compliance.
Report Content 5.6.7 8. Check all bolting procedures for compliance.
1 Summaries Extent of Steelwork carried out over reporting period 9. The compliance inspector is required to provide regular reports.
2 Extent of Inspection and NDT carried out over reporting period 10.The compliance inspector is required to issue a structural steelwork compliance
3 Summary of Non Conforming Work certificate.
4 Remedial Actions taken
5 Photos
Relationship between Inspectors
1 Leicon Inspector interface up to 2 days per week
2 Leicon Inspector to review, check that Thai Herrick Inspectors and Compliance Inspectors are discharging their duties
3 TH Inspectors to carry out full scope of specification
4 Leicon Inspector to conduct random sampling and witnessing of the process and responsibilities as above
5 Reporting - The main two weekly report will be done by the Compliance Inspector
6 Reporting - Leicon Inspector will review the Compliance Inspector 2-weekly Report and provide a Leicon report recording their activities conducted
7 Producer Statement 3 - Steel Compliance Certificate to be issued by Compliance Inspector.
5.6.3 Extent of work.
Compliance Inspector
C
Inspected
by
AC
Leighton QA Supervison
AC N/A
AC
N/A
C W
W
NA
AC N/A
N/AAC
W
W
W
Compliance Inspector Responsibility - Clause 5.6.3 of project specification : HCG-Spec-0132-ST-011/4
Surveillance Inspection
Surface preparation shall be in accordance to AS 1267.4 Class 2.5
Process Description and Quality Control Activity
Acceptance Criteria Verifying Document
AC
W
C
C
A
Issue Inspection Release Certificate (IRC)
General visually inspection of packing conditions,Cleaniness ,
Visibility of identification marks, Finishing, Final touch-up, adequate
labeling of customer identification, packing list overall quality in
accordance to the contact
SURFACE PREPARATION AND PAINTING
Item Remark
Thai Herrick
Check dry film thickness and visual appearance check for coating
Monitor environment for coating application
Project Specification,
AS/NZS 2312
Page 4 of 4







