Download - proceso de preparacion del néctar

INTI MENDOZA Instituto Nacional de Tecnología IndustrialUn servicio público de generación y transferencia de tecnología industrial
Mayo 2012

Disertantes:
Bromatólogo Cristian Ciurletti
Ing. Agr. Sonia Claros

CENTRO REGIONAL CUYO - INTI - Mendoza
Aráoz 1511 y Acceso Sur – Luján de Cuyo – Mendoza.
Telefax: (0261) 4-961840/0702/0400.

INVESTIGACIÓN Y DESARROLLO DE
NUEVOS PRODUCTOS
ALIMENTICIOS FRUTI - HORTÍCOLAS
Y SU TRANSFERENCIA A MiPyMEs
AGROINDUSTRIALES
LABORATORIO DE I + D & TRANSFERENCIA DE TECNOLOGÍA

LABORATORIO DE I + D & TRANSFERENCIA DE TECNOLOGÍA
PROGRAMA DE ASISTENCIA TECNOLÓGICA PARA LA DEMANDA
SOCIAL
• RED DE APOYO AL TRABAJO POPULAR.
• CAPACITACIÓN DE RECURSOS HUMANOS.
• DICTADO DE CURSOS TEÓRICO - PRÁCTICOS
ORIENTADOS A MICRO - EMPRENDIMIENTOS
PRODUCTIVOS Y ECONOMÍA FAMILIAR.

FORTALECIENDO LA CADENA DE VALOR DE LA FRUTA
El INTI y la Organización campesina Unión de Trabajadores Rurales Sin Tierra
de Mendoza pusieron en marcha una Planta para la Elaboración de Néctares de
frutas de carozo y pepita.
El INTI viene asistiendo a la UST desde
hace más de 2 años en la producción de
tomate triturado y otras elaboraciones.
Actualmente se pretende profundizar el
apoyo que INTI realiza en las
comunidades de la UST mediante el
diseño e instalación de una planta
elaboradora de néctares y confituras a
una escala apropiada para las
necesidades de la agroindustria
campesina.
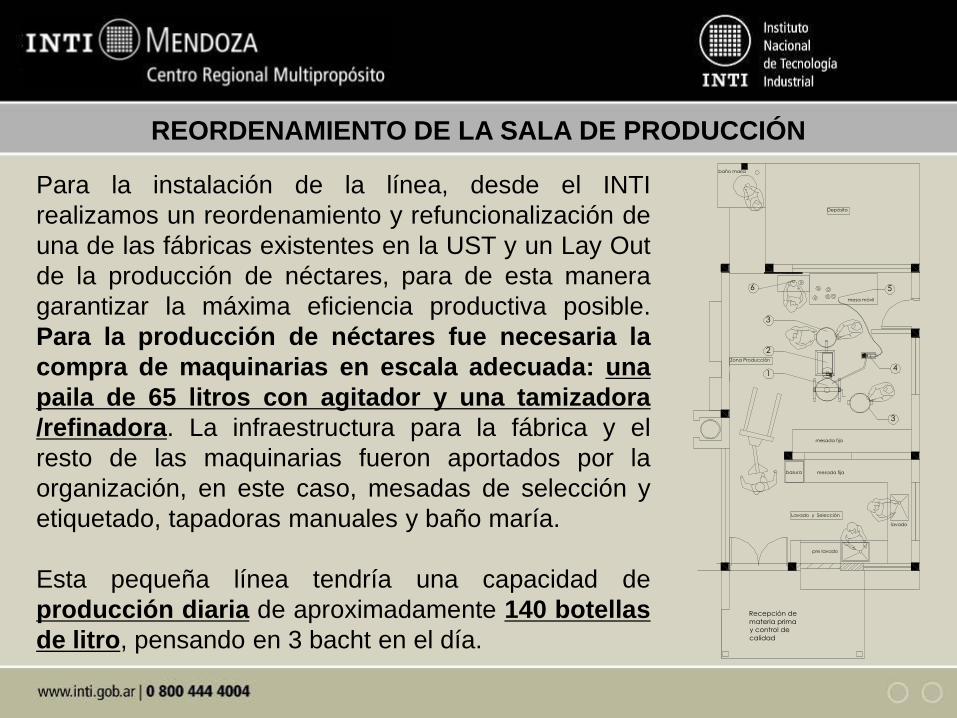
Para la instalación de la línea, desde el INTI
realizamos un reordenamiento y refuncionalización de
una de las fábricas existentes en la UST y un Lay Out
de la producción de néctares, para de esta manera
garantizar la máxima eficiencia productiva posible.
Para la producción de néctares fue necesaria la
compra de maquinarias en escala adecuada: una
paila de 65 litros con agitador y una tamizadora
/refinadora. La infraestructura para la fábrica y el
resto de las maquinarias fueron aportados por la
organización, en este caso, mesadas de selección y
etiquetado, tapadoras manuales y baño maría.
Esta pequeña línea tendría una capacidad de
producción diaria de aproximadamente 140 botellas
de litro, pensando en 3 bacht en el día.
baño maria
pre lavado
Lavado y Selección
lavado
Zona Producción
mesa móvil
basura
Recepción de
materia prima
y control de
calidad
mesada fija
mesada fija
Depósito
6
3
2
14
3
5
REORDENAMIENTO DE LA SALA DE PRODUCCIÓN

FÁBRICA EXPERIMENTAL
DE LA FACULTAD DE CIENCIAS
AGRARIAS - UNCuyo
NIVEL SEMI - INDUSTRIAL
Esta planta cuenta con lavadora por inmersión con
turbulencia, cinta de selección, cocedor continuo,
tamizadora, refinadora, molino coloidal, paila de 240
kg de capacidad, concentrador de 600 kg, Baño María
en batería.
La producción diaria es aprox. 600 botellas.

REGLAMENTACIÓN
Y
DESCRIPCIÓN GENERAL
DEL PROCESO DE
ELABORACIÓN DE
NÉCTAR DE FRUTAS
NÉCTAR DE FRUTAS

CODIGO ALIMENTARIO ARGENTINO – “NECTAR DE …..”
Artículo 1065 bis del Código Alimentario Argentino (C.A.A.)
Se define como: "Néctar de ..... (damasco, ciruela, durazno,
manzana, pera), el producto no fermentado pero fermentable,
constituido exclusivamente por: no menos del 50% en volumen del
jugo y pulpa en las proporciones que existan normalmente en la
fruta correspondiente; adicionado de una solución de edulcorantes
nutritivos (azúcar blanco, dextrosa, azúcar invertido o sus mezclas) o
miel, con o sin el agregado de ácidos orgánicos (cítrico, tartárico,
málico o sus mezclas). Envasado en un recipiente
bromatológicamente apto, cerrado herméticamente y sometido a
tratamiento térmico adecuado que asegure su conservación.

C.A.A. – “NÉCTAR DE …” DEBERA RESPONDER A:
1. Las frutas empleadas deberán ser maduras, sanas y limpias.
2. La pulpa de la fruta deberá ser finamente dividida, tamizada y homogeneizada.
3. El producto terminado deberá estar libre de fragmentos, de hojas, piel, semillas o
huesos, pedúnculos u otras sustancias extrañas.
4. Tendrán el color, sabor y aroma propios de la fruta madura y no presentarán
alteraciones producidas por microorganismos u otros agentes físicos, químicos o
biológicos.
5. No deberán contener residuos de plaguicidas.
6. No podrán ser adicionados de sustancias espesantes o estabilizantes.
7. Podrán ser adicionados de ácido l-ascórbico en cantidad tecnológicamente
adecuada en función de antioxidante, pero no deberá ser mencionado en el
rótulo ni como agregado, ni como antioxidante.
8. El néctar deberá ocupar no menos del 90% en volumen, de la capacidad del
envase, entendiéndose como tal el volumen de agua destilada a 20°C que puede
contener el envase cerrado cuando está totalmente lleno.

En el caso particular para los "Néctar de: Durazno Pera DamascoDeberá responder a las siguientes características:
- Sólidos Solubles (g/100 g) Mín.:........................................ 14,00. 14,00. 15,00.
- Sólidos Insolubles (g/100 g) Mín.:...................................... 0,30. 1,00. 0,40.
- Azúcares Totales en Azúcar Invertido (g/100 g) Mín.:........ 13,00. 13,00. 10,00.
- Acidez en Ácido Cítrico Anhidro (g/100 g) Mín.:................ 0,40. 0,40. 0,80.
- pH:...................................................................................... 3,50 - 4,20. 3,80 - 4,20. 3,80 - 4,20.
- Nitrógeno Amínico en N (mg/100 g) Mín.:.......................... 6,50. 3,00. 6,50.
- Etanol en Volumen sobre 100 g Máx.:............................... 0,50. 0,50. 0,50.
- Hidroximetilfurfural (mg/100 g) Máx.:................................. 1,00. 1,00. 1,00.
- Viscosidad Aparente en segundos. Mín.:........................... 30,00. 30,00. 30,00.
- Ensayo de Homogeneidad (% V/V) Mín.:........................... 98,00. 98,00. 98,00.
- Sedimento en Volumen (%) Mín.:....................................... 20,00. 50,00. 30,00.
C.A.A. – “NÉCTAR DE …” DEBERA RESPONDER A:

PROCESO DE PRODUCCIÓN - DIAGRAMA DE FLUJO
VARIEDADES
COSECHA Y TRANSPORTE
RECEPCIÓN E INSPECCIÓN
LAVADO
SELECCIÓN – DESCAROZADO MANUAL - RETOQUE
COCCIÓN Y/O ESCALDADO Y/O INACTIVACIÓN ENZIMÁTICA
PULPADO - TAMIZADO
CONTROL DE PESO DE PULPA
FORMULACIÓN DEL NÉCTAR
(Dosis de los ingredientes y/o aditivos alimentarios)
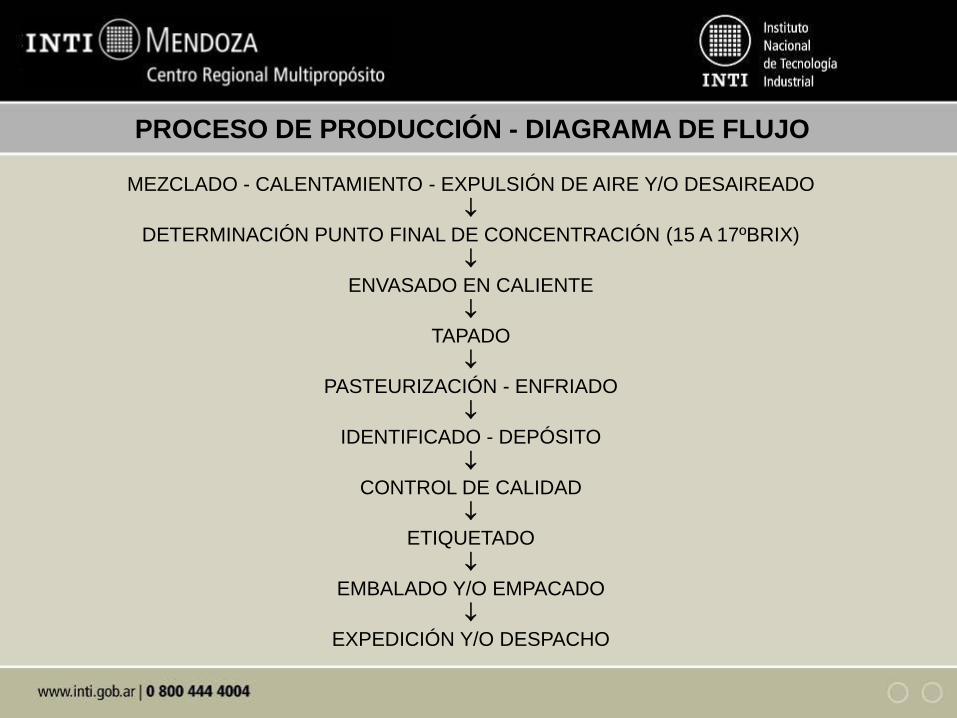
PROCESO DE PRODUCCIÓN - DIAGRAMA DE FLUJO
MEZCLADO - CALENTAMIENTO - EXPULSIÓN DE AIRE Y/O DESAIREADO
DETERMINACIÓN PUNTO FINAL DE CONCENTRACIÓN (15 A 17ºBRIX)
ENVASADO EN CALIENTE
TAPADO
PASTEURIZACIÓN - ENFRIADO
IDENTIFICADO - DEPÓSITO
CONTROL DE CALIDAD
ETIQUETADO
EMBALADO Y/O EMPACADO
EXPEDICIÓN Y/O DESPACHO

PROCESO DE PRODUCCIÓN - ETAPAS
VARIEDADES
DAMASCO: se prefieren las variedades de pulpa color amarillo-anaranjado
intenso. Ej.: Tilton y Royal. En la provincia de Mendoza se trabaja generalmente
durante el mes de diciembre.
DURAZNO: del tipo "pavía" (de carozo adherente), de pulpa color amarilla a
amarilla-anaranjada uniforme, y de consistencia firme. En la provincia de
Mendoza se trabaja generalmente durante los meses de enero y febrero.
PERA: se prefieren las variedades de pulpa color blanco-cremoso. Sobresale
William’s, Packamp's Triumph, etc. Se trabaja generalmente durante los meses
de febrero a abril, aunque se puede extender más allá en función de la
conservación refrigerada de las peras en frigoríficos.
Lo importante es que la fruta se coseche en madurez plena, lo que
da un producto de excelentes características organolépticas, sobre
todo en olor, sabor y color.

PROCESO DE PRODUCCIÓN - ETAPAS
COSECHA Y TRANSPORTE
A TENER EN CUENTA:
• El damasco es una fruta de muy poca vida útil post-
cosecha. Lo ideal es complementar el manejo de la materia
prima con el empleo de una cámara frigorífica o heladera
comercial.
• Normalmente la pera se saca de su conservación
refrigerada, con 48 a 72 horas de anticipación a su procesado,
con el objeto que madure uniformemente (en un local a una
temperatura del orden de los 20 ºC). De esta manera la fruta
alcanza su madurez óptima y homogénea para ser procesada
como Néctar.

PROCESO DE PRODUCCIÓN - ETAPAS
RECEPCIÓN E INSPECCIÓN
Cada partida adecuadamente identificada, se coloca en playa bajo tinglado tipo
sanitario o equivalente, en estibas de 6 cajones o bandejas superpuestas, las que
se pueden desplazar mediante carritos apropiados.

LAVADO
Nivel semi-industrial: lavado por inmersión
con turbulencia, en agua potable, y bajo
aspersión de agua, en el elevador constituido
por una cinta de cangilones, que lleva la fruta
hacia la etapa siguiente.
Nivel artesanal: lavado por inmersión y
bajo chorro de agua potable de canilla, en
recipientes de material plástico apropiados.

SELECCIÓN y RETOQUE
Para un nivel semi-industrial, se
puede emplear una cinta continua de
selección, de rolos transportines de
material plástico o de acero inoxidable.
Se procede a eliminar la fruta verde, afectada notablemente por plagas y/o
enfermedades (podridas, enmohecidas); en el caso de frutas dañadas por granizo, o
podredumbres secas localizadas, se puede retocar con cuchillo la zona.
Para un nivel artesanal, se puede
emplear una mesa de acero inoxidable
o mesada con mantel plástico.

Para una escala semi-
industrial se utilizan
descarozadoras
automáticas.
DESCAROZADO y/o TROZADO
Pequeña escala: el
descarozado se realiza
manualmente, ayudándose
de un cuchillo o
descarozador manual.
Las mitades de las frutas se van colocando en bandejas de plástico o baldes que contengan agua
acidulada con ácido cítrico (500 ppm), para mantener mejor el color, evitando pardeamientos.
En el caso de frutas de
“pepita”, no es
necesaria la operación
del descarozado, pero
sí eventualmente la
operación de trozado.

ESCALDADO Y/O INACTIVACIÓN ENZIMÀTICA
A nivel semi-industrial se realiza mediante
un cocedor continuo, con inyección directa de
vapor, provisto interiormente de un tornillo sinfín,
que transporta la fruta durante un tiempo
adecuado. Período de residencia del orden de los
12 a 15 minutos, con el fin de ablandar la fruta y
lograr la inactivación enzimática.
Pequeña escala se puede realizar en paila u
olla de aprox. 50 l. donde se colocara una relación
aprox. del 25 % de agua del total de fruta a
procesar (para 30 kg. – 8 L de agua). Una vez
alcanzados los 85ºC-90ºC, se mantendrá la
cocción durante un tiempo del orden de los 15 a
20 minutos, lo que será función de la madurez y
consistencia de la fruta empleada.

TAMIZADO PULPADO (separa carozo, semillas y cáscaras)
Para escala semi-industrial se puede realizar mediante una máquina pulpadora-
tamizadora, provista de un tamiz de malla, con orificios circulares del orden de los 4 a 5 mm de
diámetro. El conjunto eje-paletas, gira a aproximadamente 400 r.p.m., lo que obliga por fuerza
centrífuga a pasar a la pulpa gruesa a través de los agujeros, de esta forma separamos los
carozos o semillas y parte de la cáscara.
Para escala menor este paso se realiza con un única tamizadora de tamiz pequeño.

TAMIZADO - REFINADO
Tamizadora - Refinadora, provista de un tamiz de malla
de acero inoxidable con orificios circulares de 0,5 a 1,5 mm
de diámetro. La fruta cocida pasa desde el equipo u olla de
escaldado o de la descarozadora, a la tolva de la tamizadora.
El conjunto eje-paletas, gira a aproximadamente 900 r.p.m.,
lo que obliga (por fuerza centrífuga) a pasar a la pulpa a
través de los orificios, que es recepcionada en la parte
inferior; mientras que los desperdicios (restos de cáscara,
fibras, células pétreas, etc.) salen por el otro extremo.
A menor escala a partir de
este proceso ya se puede
obtener el producto final.

CONTROL DE PESO Y º BRIX
Se debe tomar y registrar el peso del
batch de pulpa obtenida y los º Brix
para poder realizar los cálculos de
formulación.
HOMOGENEIZADO Y/O MICRONIZADO
Se emplea un equipo denominado molino
coloidal, que permite la micronización y/u
homogeneización de la pulpa refinada, a un
tamaño de partícula del orden de los 20 a 30
micrones, lo que le da al producto terminado una
estabilidad natural (evitándose o retrasándose la
decantación o sedimentación de la pulpa).

PREPARACIÓN Y FORMULACIÓN
En primer lugar, se procede a realizar las determinaciones analíticas de la pulpa, pH y Sólidos Solubles
(ºBrix). En base a ello se realiza la formulación y los cálculos de los ingredientes y/o aditivos
alimentarios, de acuerdo con lo especificado por el C.A.A., en el que se establece una proporción mínima
de 50% de jugo y pulpa natural de la fruta para este producto.
La preparación de cada batch, se realiza en paila de acero inoxidable, con doble camisa de vapor,
provista de agitador mecánico. A modo de ejemplo, por cada 100 kg de pulpa refinada, se utiliza
aproximadamente (en función de los sólidos solubles (ºBrix) de la fruta) 20 kg de azúcar (sacarosa) y 80
kg de agua potable. Generalmente se realiza una corrección de pH, acidificando con una mezcla de
ácido cítrico y ácido ascórbico, en el orden del 0,05 al 0,10% (50 g a 100 g por cada 100 kg de pulpa).

MEZCLADO – CALENTAMIENTO Y EXPULSIÓN
En la misma paila, se lleva toda la mezcla
prácticamente a ebullición (90-92 ºC), durante 2 a 3
minutos, hasta completar la disolución de todos los
ingredientes, y provocar una adecuada expulsión
y/o desaireado de este jugo pulposo. A nivel
industrial se logra agregando un equipo
desaireador a la línea.
DETERMINACIÓN DEL PUNTO FINAL
Alcanzada la temperatura mencionada
anteriormente, se deberá extraer una
muestra, y verificar que la concentración
de los sólidos solubles refractométricos
estén alrededor de 15 a 17°Brix.

ENVASADO
En caliente, a una temperatura de aproximadamente 75 a 80 ºC. Se puede emplear una
tolva envasadora de acero inoxidable, tipo cilíndrica, con fondo ligeramente cónico, y
provista de una válvula de acero inoxidable semiesférica (de cuarto vuelta). Un operario
acciona la válvula y efectúa el envasado semi-automáticamente. Se emplean normalmente
Botellas de 1.000 cm3 y de 500 cm3.

TAPADO
Para el caso de envases para tapas corona, con tapadora semiautomática provista
de un juego de mandriles intercambiables (según formato del envase y las distintas
medidas de su boca), accionada por un operario.
Se utilizan tapas corona con guarnición o junta de P.V.C.

PASTEURIZACIÓN
Se emplea un Baño María Hirviente (a Presión Atmosférica). Por ejemplo puede ser una batería
de tachos de sección cilíndrica, en los que se cargan y descargan canastos metálicos con las
botellas a pasteurizar, accionados por un aparejo electromecánico, solidario a un puente grúa
de desarrollo longitudinal. En el canasto se pueden acomodar 2 tandas de botellas
superpuestas. El Tratamiento Térmico (90-92 ºC), es función del tamaño del envase en
cuestión:
Botella por 1.000 cm3:................ 12 a 15 minutos.-
Botella por 500 cm3:................ 8 a 10 minutos.-

ENFRIADO
Debe ser inmediato, pero paulatino, con sumo cuidado para evitar roturas de las
botellas por shock térmico. Se realiza en forma progresiva, en tachos con agua
clorinada, a diferentes temperaturas (70 ºC, 45 ºC, 20 ºC). Al final de esta etapa, la
temperatura del producto deberá quedar a aproximadamente 40 ºC.
IDENTIFICADO Y DEPÓSITO
De cada partida o lote elaborado, con códigos internos del establecimiento. Luego
guardar en un lugar fresco, seco, con buena ventilación y escasa luz. En estas
condiciones se deja el producto durante 2 a 3 semanas, con el objeto de observar y
separar aquellas unidades que tuvieron defectos de cierre (pérdida de la
hermeticidad) y/o que hayan fermentado.

Laboratorio de Investigación, Desarrollo y Transferencia de Tecnología.
Extensión Territorial
Ing. Agr. Edgar Cerchiai [email protected]
Ing. Agr. Sonia Claros [email protected]
Brom. Cristian Ciurletti [email protected]
Ing. Agr. Pablo Cerutti [email protected]
Ing. Elect. Mec. Sergio Alanis [email protected]

¡¡¡¡MUCHAS GRACIAS POR
SU ATENCIÓN!!!!







