Download - Persediaan Bahan Baku Mie Instan

ANALISIS PENGENDALIAN PERSEDIAAN BAHAN BAKU
PRODUK MIE INSTAN
DI PT INDOFOOD SUKSES MAKMUR, TBK
Oleh
RANI ANGGRAENI
H24103072
DEPARTEMEN MANAJEMEN
FAKULTAS EKONOMI DAN MANAJEMEN
INSTITUT PERTANIAN BOGOR
2007
ABSTRAK
Rani Anggraeni. H24103072. Analisis Pengendalian Persediaan Bahan BakuProduk Mie Instan di PT Indofood Sukses Makmur, Tbk. Di bawah bimbinganH.Musa Hubeis dan Heti Mulyati
PT Indofood Sukses Makmur, Tbk sebagai salah satu produsen mie instan diIndonesia harus dapat mempertahankan kelangsungan hidupnya danmeningkatkan daya saingnya, melalui mutu, pelayanan, serta harga. Hal tersebutdapat dikendalikan melalui pengelolaan persediaan yang efektif dan efisien. Salahsatu metode pengendalian persediaan bahan baku adalah metode simulasi. Metodesimulasi jika diterapkan pada sistem persediaan bahan baku dapat menentukanjumlah pemesanan dan waktu pemesanan yang dapat meminimalkan biaya totalpersediaan pada saat permintaan serta waktu tunggu yang tidak konstan.
Penelitian ini bertujuan : (1) Mengetahui dan menganalisis sistem persediaanbahan baku pada Divisi Noodle, PT Indofood Sukses Makmur, Tbk, (2)Menghitung dan menganalisis pengendalian persediaan bahan baku denganmetode simulasi pada PT Indofood Sukses Makmur, Tbk, serta (3) Menganalisisdan mengevaluasi tingkat pemesanan bahan baku dan biaya persediaan bahanbaku yang optimal bagi perusahaan.
Data yang digunakan dalam penelitian ini adalah data primer dan datasekunder, baik kuantitatif maupun kualitatif. Data primer diperoleh daripengamatan langsung pada proses produksi dan gudang, serta wawancaralangsung dengan karyawan bagian bahan baku, karyawan bagian gudang,supervisor bagian Quality Control (QC) dan manajer Production Planning andInventory Control (PPIC). Data sekunder diperoleh dari laporan-laporanmanajemen perusahaan dan studi pustaka. Data yang telah diperoleh diolahdengan Minitab versi 14, Microsoft Excel dan MATLAB versi 13 untukmenghasilkan peramalan penjualan produk mie instan, jumlah persediaanpengaman dan titik pemesanan kembali, serta jumlah pemesanan ekonomis.
Divisi Noodle,menggunakan bahan baku tepung terigu cap Cakra Kembar,Segitiga Biru, Segitiga Hijau dan tepung tapioka. Waktu tunggu pengadaan bahanbaku tepung terigu adalah tiga hari dan waktu tunggu tepung tapioka adalah tujuhhari. Biaya penyimpanan, biaya pemesanan dan kekurangan bahan berbeda untuksetiap jenis bahan bakunya. Berdasarkan kebijakan perusahaan selama ini, totalbiaya persediaaan adalah Rp 1.647.041.822 per tahun.
Di dalam penelitian ini model simulasi yang dikembangkan adalah modelsimulasi skenario 1 dan model simulasi skenario 2. Model simulasi skenario 1adalah model simulasi berdasarkan reorder point perhitungan penulis. Modelsimulasi skenario 2 adalah model simulasi berdasarkan reorder point perusahaan.Dari hasil perhitungan, total biaya persediaan bahan baku yang paling optimaldengan menggunakan model simulasi skenario 1 adalah Rp 790.594.896, dengantotal penghematan biaya persediaan bahan baku perusahaan 35%. Total biayapersediaan bahan baku yang paling optimal dengan menggunakan model simulasiskenario 2 adalah Rp 831.443.496, dengan total penghematan biaya persediaanadalah 33%.
ANALISIS PENGENDALIAN PERSEDIAAN BAHAN BAKU
PRODUK MIE INSTAN
DI PT INDOFOOD SUKSES MAKMUR, TBK
SKRIPSI
Sebagai salah satu syarat untuk memperoleh gelar
SARJANA EKONOMI
pada Departemen Manajemen
Fakultas Ekonomi dan Manajemen
Institut Pertanian Bogor
Oleh
RANI ANGGRAENI
H24103072
DEPARTEMEN MANAJEMEN
FAKULTAS EKONOMI DAN MANAJEMEN
INSTITUT PERTANIAN BOGOR
2007
INSTITUT PERTANIAN BOGOR
FAKULTAS EKONOMI DAN MANAJEMEN
DEPARTEMEN MANAJEMEN
ANALISIS PENGENDALIAN PERSEDIAAN BAHAN BAKU
PRODUK MIE INSTAN
DI PT INDOFOOD SUKSES MAKMUR, TBK
SKRIPSI
Sebagai salah satu syarat untuk memperoleh gelar
SARJANA EKONOMI
pada Departemen Manajemen
Fakultas Ekonomi dan Manajemen
Institut Pertanian Bogor
Oleh
RANI ANGGRAENI
H24103072
Menyetujui, Mei 2007
Prof. Dr. Ir. H. Musa Hubeis, MS, Dipl. Ing, DEADosen Pembimbing I
Heti Mulyati, STP, MTDosen Pembimbing II
Mengetahui
Dr. Ir. Jono M. Munandar, M.ScKetua Departemen
Tanggal Ujian : 24 Mei 2007 Tanggal Lulus :
RIWAYAT HIDUP
Penulis dilahirkan pada tanggal 13 Agustus 1985 di kota Jakarta, Propinsi DKI
Jakarta. Penulis yang bernama lengkap Rani Anggraeni adalah anak bungsu
pasangan ayahanda Maman Sukirman dan ibunda Ecih Sukaesih.
Penulis memulai pendidikan di Taman Kanak-Kanak Sawitri tahun 1990, lulus
tahun 1991. Kemudian melanjutkan ke pendidikan dasar di Sekolah Dasar Negeri
02 Duren Sawit, Jakarta Timur tahun 1991 dan lulus tahun 1997. Pada tahun 1997
penulis melanjutkan pendidikannya di Sekolah Lanjutan Tingkat Pertama Negeri
27 Duren Sawit, Jakarta Timur, lulus pada tahun 2000. Dan penulis menamatkan
pendidikan menengah atas pada Sekolah Menengah Umum Negeri 81 Jakarta,
pada tahun 2003, kemudian pada tahun yang sama melanjutkan studi di Institut
Pertanian Bogor (IPB) melalui jalur Undangan Seleksi Masuk IPB (USMI) pada
Departemen Manajemen, Fakultas Ekonomi dan Manajeman (FEM).
Selama belajar di Depatemen Manajemen, penulis aktif di dalam organisasi
kemahasiswaan, seperti Sharia Economic Student Club (SES-C) periode 2004-
2005 sebagai Staf Departemen Kerjasama dan Usaha Mandiri serta pada periode
selanjutnya yaitu 2004-2005 penulis dipercaya untuk menjadi sekretaris corporate
II Centre Of M@nagement (COM@) yang merupakan Himpunan Profesi
Departemen Manajemen.

KATA PENGANTAR
Alhamdulillah, segala puji dan syukur penulis panjatkan kehadirat Allah SWT
yang telah melimpahkan rahmat, hidayah, serta pertolongan-Nya, sehingga
penyusunan skripsi yang berjudul Analisis Pengendalian Persediaan Bahan Baku
Produk Mie Instan di PT Indofood Sukses Makmur, Tbk dapat penulis selesaikan.
Penulis menyadari dalam penulisan skripsi ini, banyak pihak yang telah
memberikan saran, bimbingan, bantuan dan dukungan baik secara langsung
maupun tidak langsung sejak awal penulisan sampai skripsi ini terselesaikan. Oleh
karena itu, pada kesempatan ini penulis menyampaikan rasa terima kasih kepada :
1. Prof. Dr. Ir. H. Musa Hubeis, Dipl. Ing, DEA selaku dosen pembimbing yang
telah memberikan kesempatan, bimbingan, bantuan, motivasi, saran dan
pengarahan yang berarti.
2. Heti Mulyati, STP, MT selaku dosen pembimbing II yang dengan sabar
memberikan masukan dan mendengarkan keluh kesah penulis.
3. Dr. Ir. Muhamad Syamsun, M.Sc. selaku dosen penguji yang telah
meluangkan waktunya dan memberikan pengarahan, kritik serta saran demi
perbaikan skripsi ini.
4. Bapak Banu Wirawan selaku Faktory Manager pada Divisi Noodle, PT
Indofood Sukses Makmur, Tbk (PT ISM), Bapak Eko S, Bapak Sakhuri,
Bapak Sartono, Bapak Lili, Ibu Etti S, serta seluruh pihak dari PT ISM yang
telah yang telah memberikan kesempatan kepada penulis untuk mengadakan
penelitian dan membantu terlaksananya penelitian ini.
5. Ibu Farida Ratna Dewi, SE, MM dan Ibu Hardiana Widyastuti, S.Hut, MM
selaku Komisi Pendidikan, terima kasih atas segala saran dan masukan bagi
penulis
6. Seluruh dosen dan staf Fakultas Ekonomi dan Manajemen, khususnya Mas
Dedi, Mas Hadi, Pak ‘Cep, Mba Dina, Mas Yadi, Gusniawan Trihadi dan
seluruh staff Departemen Manajemen FEM IPB lainnya atas bantuannya.
7. Bapak, Mama dan Kakak-Kakak ku atas segenap daya upaya yang selalu
mendoakan, memberi kasih sayang, dorongan, dan kesabarannya dalam
menghadapi penulis.
iv

8. Andi Irvansyah yang tiada henti memberikan semangat, dukungan dan
masukan yang sangat berarti bagi penulis.
9. Indras, Yusi, Dewi, Else, Ayu Irma, Evi, Restu, Kania, Dewi, Melly, Cici dan
Linda F, Lindawati serta rekan-rekan manajemen 40, terima kasih atas
motivasi, bantuan dan dukungannya.
10. Anak-anak Pondok Nuansa Sakinah makasih banyak atas dukungan dan
kebersamaan serta keceriaan selama ini.
11. Semua pihak yang tidak bisa disebutkan satu persatu yang telah membantu
penulis dalam menyelesaikan skripsi ini.
Penulis menyadari bahwa skripsi ini masih memiliki banyak kekurangan,
karena itu penulis mengharapkan kritik dan saran yang membangun, sehingga
skripsi ini dapat membawa manfaat bagi semua pihak.
Bogor, 24 Mei 2007
Penulis
v
DAFTAR ISI
Halaman
ABSTRAK
DAFTAR RIWAYAT HIDUP ......................................................................
KATA PENGANTAR ....................................................................................
DAFTAR TABEL ... .....................................................................................
DAFTAR GAMBAR ....................................................................................
DAFTAR LAMPIRAN ..................................................................................
iii
iv
viii
ix
x
I. PENDAHULUAN
1.1. Latar Belakang .............................................................................1.2. Perumusan Masalah .. ...................................................................1.3. Tujuan Penelitian .. .......................................................................
II. TINJAUAN PUSTAKA
2.1. Sistem Persediaan...........................................................................2.2. Persediaan ....................................................................................
2.2.1. Pengertian Persediaan .....................................................2.2.2. Peranan dan Fungsi Persediaan.......................................2.2.3. Jenis dan Tipe Persediaan ...............................................2.2.4. Faktor-Faktor yang Mempengaruhi Persediaan ..............2.2.5. Biaya-Biaya Persediaan ..................................................
2.3. Kebijakan Pengendalian Persediaan Bahan Baku ................... .....2.3.1. Peramalan Permintaan.....................................................2.3.2. Jumlah Pemesanan Ekonomis .........................................
145
66679
1114
151617
2.3.3.2.3.4.2.3.5.
Lead Time........................................................................Safety Stock .....................................................................Reorder Point ..................................................................
171819
2.4. Simulasi ........................................................................................2.4.1. Model Simulasi ...............................................................2.4.2. Simulasi Monte Carlo .....................................................
2.5. Penelitian Terdahulu ......................................................................
III. METODE PENELITIAN
3.1. Kerangka Pemikiran Penelitian .....................................................3.2. Pengumpulan Data .......................................................................3.3. Pengolahan dan Analisis Data ......................................................
3.3.1. Peramalan Permintaan ...................................................3.3.2. Menentukan Lead Time...................................................3.3.3. Menentukan Safety Stock ................................................3.3.4. Menentukan Reorder Point .............................................
vi
202022
23
25272828303031
3.3.5. Pengolahan Data dengan Metode Simulasi..................... 31
IV. HASIL DAN PEMBAHASAN
4.1. Gambaran Perusahaan ...................................................................4.1.1. Sejarah PT Indofood Sukses Makmur, Tbk ....................4.1.2. Struktur Organisasi .........................................................4.1.3. Kondisi Sumber Daya Manusia Perusahaan ...................
4.2. Aspek Produksi ..............................................................................4.2.1. Gambaran Produk ...........................................................4.2.2. Proses Produksi ...............................................................
34343537
393939
4.3 Sistem Persediaan Bahan Baku Divisi Noodle, PT ISM, Tbk ....... 444.3.1. Kharakteristik Bahan Baku .............................................4.3.2. Identifikasi Kebutuhan Bahan Baku ...............................4.3.3. Prosedur Pembelian dan Penerimaan ..............................4.3.4. Penyimpanan Bahan Baku ..............................................4.3.5. Pengujian dan Pengawasan Mutu Bahan Baku...............4.3.6. Biaya-Biaya Persediaan Bahan Baku..............................
4.4 Pengendalian Persediaan Bahan Baku ...........................................4.4.1. Pengendalian Persediaan Bahan Baku Perusahaan .........4.4.2. Peramalan Permintaan Produk Mie Instan......................4.4.3. Perhitungan Lead Time, Safety Stock, dan Reorder Point4.4.4. Pengendalian Persediaan Bahan Baku dengan
Metode Simulasi..............................................................4.4.4.1. Metode Simulasi Skenario 1...........................4.4.4.2. Metode Simulasi Skenario 2...........................
4.5 Perbandingan Biaya Persediaan antara Model PengendalianPersediaan di Perusahaan dengan Model Simulasi ........................
KESIMPULAN DAN SARAN
1. Kesimpulan ...............................................................................................2. Saran .........................................................................................................
DAFTAR PUSTAKA ...................................................................................
LAMPIRAN ..................................................................................................
vii
454748505253
57575965
676873
78
8182
83
85
DAFTAR TABEL
No. Halaman
1. Kebutuhan, jenis, metode dan sumber data................................................2. Probabilitas dan interval angka acak untuk pemakaian
bahan baku per hari ....................................................................................3. Bagan aliran proses pembuatan mie instan ................................................4. Standar bahan baku tepung terigu ..............................................................5. Biaya pemesanan bahan baku per pesanan ................................................6. Biaya penyimpanan bahan baku per zak per tahun...................................7. Biaya penyimpanan bahan baku per zak per hari.......................................8. Biaya kekurangan bahan baku per zak.......................................................9. Frekuensi pemesanan per hari, rataan jumlah persediaan bahan baku,
dan rataan kekurangan bahan baku per hari pada tahun 2006 ...................10. Total biaya persediaan bahan baku per hari ...............................................11. Total biaya persediaan bahan baku tahunan...............................................12. Kombinasi nilai konstanta pemulusan .......................................................13. Hasil peramalan jumlah penjualan produk mie instan ...............................14. Perhitungan safety stock skenario 1 untuk masing-masing bahan baku ....15. Safety stock skenario 2 untuk masing-masing bahan baku ........................16. Perhitungan reorder point skenario 1 untuk masing-masing bahan baku..17. Perhitungan reorder point skenario 2 untuk masing-masing bahan baku..18. Biaya persediaan harian total bahan baku tepung terigu
Cakra Kembar skenario 1...........................................................................19. Biaya persediaan harian total bahan baku tepung terigu
Segitiga Biru skenario 1 .............................................................................20. Biaya persediaan harian total bahan baku tepung terigu
Segitiga Hijau skenario 1 ...........................................................................21. Biaya persediaan harian total bahan baku tepung tapioka skenario 1........22. Total biaya persediaan bahan baku terendah tahunan skenario 1 ..............23. Biaya persediaan harian total bahan baku tepung terigu
Cakra Kembar skenario 2...........................................................................24. Biaya persediaan harian total bahan baku tepung terigu
Segitiga Biru skenario 2 .............................................................................25. Biaya persediaan harian total bahan baku tepung terigu
Segitiga Hijau skenario 2 ...........................................................................26. Biaya persediaan harian total bahan baku tepung tapioka skenario 2........27. Total biaya persediaan bahan baku terendah tahunan skenario 2 ..............28. Perbandingan biaya persediaan model kebijakan perusahaan dan
model simulasi ...........................................................................................
viii
27
32424654555657
585959626365666667
69
70
717273
74
75
767778
80
DAFTAR GAMBAR
No. Halaman
1. Perkiraan konsumsi per kapita mie instan nasional ..................................2. Perkembangan jumlah perusahaan mie instan Indonesia .........................3. Perkembangan volume produksi mie instan Indonesia …………..............4. Pangsa pasar mie instan nasional pada tahun 2005 …………..................5. Faktor-faktor yang mempengaruhi persediaan bahan baku .......................6. Kerangka pemikiran penelitian ..................................................................7. Tahapan proses simulasi ............................................................................8. Diagram alir produksi mie instan...............................................................9. Data penjualan mie instan pada tahun 2005...............................................10. Data penjualan mie instan pada tahun 2006...............................................11. Times series plot data penjualan mie instant pada tahun 2005-2006.........12. Nilai peramalan beserta nilai selang kepercayaan 95%..............................
ix
1223
1326334460606163
DAFTAR LAMPIRAN
No. Halaman
1. Struktur organisasi Divisi Noodle, PT. ISM, Tbk .................................... 852. Perhitungan simpangan baku pemakaian bahan baku per hari.............. .... 873. Perhitungan peluang dan interval angka acak pemakaian bahan
baku ….............. ......................................................................................... 984. Perhitungan simulasi .................................................................................. 106
x

I. PENDAHULUAN
1.1. Latar Belakang
Pada saat ini, industri mie instan adalah salah satu sektor industri pangan
yang sudah cukup pesat perkembangannya dan memiliki prospek yang baik.
Perkembangan industri mie instan dapat dilihat dari beberapa faktor. Faktor
pertama adalah dilihat dari jumlah konsumsi mie instan per kapita di
Indonesia yang terus meningkat dari tahun ke tahun. Jika tahun 2000
konsumsi mie instan per kapita hanya mencapai 3,7 kilogram (sama dengan
53,1 bungkus), pada tahun 2005 meningkat 46% menjadi 5 kilogram.
Meningkatnya jumlah konsumsi mie instan memberikan kesan bahwa
industri mie instan merupakan industri yang tahan krisis dan memiliki
peluang yang lebih besar pada masa yang datang. Perkiraan konsumsi mie
instan nasional dapat dilihat pada Gambar 1.
6
5
4.5
5
43.7 3.8 4 4.1
3
2
1
0
2000 2001 2002 2003 2004 2005
Gambar 1. Perkiraan konsumsi per kapita mie instan nasional(www.wartaekonomi.com , 2006)
Faktor kedua adalah meningkatnya jumlah perusahaan yang menjadi
produsen mie instan di Indonesia. Jika pada tahun 2001 terdapat 57
perusahaan yang terjun ke dalam industri ini, setahun kemudian terjadi
peningkatan menjadi 59 perusahaan dan pada tahun 2005 terdapat 84
perusahaan. Perkembangan jumlah perusahaan mie instan di Indonesia dapat
dilihat pada Gambar 2.

84
7065
5957
2
90
80
70
60
50
40
30
20
10
0
2001 2002 2003 2004 2005
Gambar 2. Perkembangan jumlah perusahaan mie instan Indonesia(www.wartaekonomi.com , 2006)
Faktor ketiga adalah meningkatnya volume produksi mie instan setiap
tahunnya. Jika pada tahun 2004 volume produksi mencapai 975.000 ton,
pada tahun 2005 meningkat 30% menjadi 1.272.000 ton. Perkembangan
volume produksi mie instan di Indonesia dapat dilihat pada Gambar 3.
1400
1200
1272
1000 862 906958 975
800
600
400
200
02001 2002 2003 2004 2005
Gambar 3. Perkembangan volume produksi mie instan Indonesia(www.wartaekonomi.com , 2006)
PT Indofood Sukses Makmur (PT ISM), Tbk merupakan produsen mie
instan di Indonesia yang memproduksi mie instan dengan 40 citarasa dan
beberapa merek. PT ISM, Tbk pada awalnya menguasai pangsa pasar mie
instan di Indonesia 80%, namun seiring dengan semakin banyaknya
perusahaan yang menjadi produsen mie instan, pangsa pasar PT ISM, Tbk
menurun menjadi 70%. Pembagian pangsa pasar mie instan di Indonesia
dapat dilihat pada Gambar 4.
3
Lain-lain, 10%wings food,
20%
indofood, 70%
Gambar 4. Pangsa pasar mie instan nasional tahun 2005(www.wartaekonomi.com , 2006)
Banyaknya produk mie instan yang beredar di pasaran dan persaingan
tingkat produsen yang semakin tinggi, menyebabkan PT ISM, Tbk harus
dapat bertahan dengan baik dan meningkatkan daya saing. Salah satu cara
meningkatkan daya saing adalah perusahaan harus mengoptimalkan kinerja
dari fungsi-fungsi yang ada di perusahaan.
Fungsi produksi dan operasi memegang peranan yang cukup penting
dalam kelangsungan hidup perusahaan, karena 50-60% kegiatan perusahaan
merupakan aktifitas produksi dan operasi (Render dan Heizer, 2005). Oleh
sebab itu, perusahaan harus memperhatikan setiap kegiatan produksinya dan
meningkatkan efisiensi produksi agar dapat menekan biaya secara
keseluruhan. Efisiensi produksi dapat dilakukan dengan cara melakukan
pengendalian persediaan bahan baku dengan baik.
Bahan baku perlu mendapat perhatian ekstra dari perusahaan, karena
bahan baku sangat menentukan mutu produk mie instan itu sendiri. Sebaik
apapun proses produksi mie instan suatu perusahaan, tidak akan
menghasilkan produk mie instan yang baik dan bermutu, jika bahan baku
yang digunakan tidak bermutu atau dalam kondisi yang tidak baik. Hal ini
menyebabkan pengendalian persediaan bahan baku mutlak perlu dilakukan
perusahaan, baik dari saat pemesanan sampai dengan penyimpanan di
gudang.
Selain itu, sebagian besar perusahaan melibatkan investasi yang besar
pada aspek persediaan bahan baku, yaitu 30-40% (Hill, 1994). Divisi
Noodle, PT ISM, Tbk menggunakan bahan baku tepung terigu dan tepung
tapioka dalam jumlah yang cukup besar yaitu sebesar 1.394.837 zak per
tahun dan 10.902 zak per tahun. Jumlah persediaan bahan baku yang
berlebihan akan meningkatkan biaya penyimpanan dan akan menyebabkan
4
opportunity cost atas modal yang seharusnya dapat diinvestasikan pada
sektor lain yang lebih menguntungkan.
Sebaliknya, jumlah persediaan bahan baku yang tidak mencukupi
kebutuhan akan menyebabkan terganggunya kontinuitas proses produksi dan
operasi perusahaan. Hal ini menyebabkan perusahaan harus mengeluarkan
biaya pengadaan darurat yang lebih mahal. Selain itu juga mengakibatkan
mutu pelayanan perusahaan kepada konsumen berkurang dan dapat
membuat konsumen kecewa, serta beralih kepada merek atau perusahaan
lain. Oleh sebab itu, pengendalian persediaan bahan baku mutlak harus
dilakukan perusahaan mengingat konsukuensi yang dihadapi perusahaan
atas kekurangan dan kelebihan persediaan bahan baku.
Salah satu metode pengendalian persediaan bahan baku adalah metode
simulasi. Metode simulasi adalah suatu metode yang mampu menganalisa
situasi dunia nyata yang kompleks dan rumit menjadi sebuah model
manajemen operasi sederhana sehingga dapat memecahkan permasalahan.
Tipe simulasi yang menunjukan peluang dari perusahaan untuk
menyelesaikan masalah dengan pengambilan contoh secara acak adalah
simulasi Monte Carlo. Metode simulasi ini perlu dikembangkan untuk dapat
menentukan jumlah pemesanan dan waktu pemesanan yang dapat
meminimalkan total biaya persediaan pada saat permintaan dan waktu
tunggu yang tidak konstan. Di dalam penelitian ini model simulasi yang
dikembangkan adalah model simulasi skenario 1 dan model simulasi
skenario 2. Model simulasi skenario 1 adalah model simulasi berdasarkan
reorder point perhitungan penulis. Model simulasi skenario 2 adalah model
simulasi berdasarkan reorder point perusahaan.
1.2. Perumusan Masalah
1. Bagaimana sistem persediaan bahan baku pada Divisi Noodle, PT
Indofood Sukses Makmurm Tbk ?
2. Divisi Noodle, PT Indofood Sukses Makmur, Tbk menggunakan metode
simulasi apakah untuk mengendalikan persediaan bahan bakunya ?
5
3. Seberapa besar tingkat pemesanan bahan baku dan biaya persediaan
bahan baku yang optimal bagi Divisi Noodle, PT Indofood Sukses
Makmur, Tbk ?
1.3. Tujuan Penelitian
1. Mengetahui dan menganalisis sistem persediaan bahan baku pada Divisi
Noodle, PT Indofood Sukses Makmur, Tbk.
2. Menghitung dan menganalisis pengendalian persediaan bahan baku
dengan metode simulasi pada PT Indofood Sukses Makmur, Tbk.
3. Menghitung dan mengevaluasi tingkat pemesanan bahan baku dan biaya
persediaan bahan baku yang optimal bagi perusahaan.
6
II. TINJAUAN PUSTAKA
2.1. Sistem Persediaan
Baroto (2002) mendefinisikan sistem persediaan sebagai suatu
mekanisme mengenai bagaimana mengelola masukan-masukan yang
sehubungan dengan persediaan menjadi output, dimana untuk itu diperlukan
umpan balik agar output memenuhi standar tertentu. Mekanisme sistem ini
adalah pembuatan serangkaian kebijakan yang memonitor tingkat
persediaan, menentukan persediaan yang harus dijaga, kapan persediaan
harus diisi dan berapa besar pesanan harus dilakukan.
Sistem persediaan bertujuan menetapkan dan menjamin tersedianya
sumber daya yang tepat, dalam kuantitas yang tepat dan pada waktu yang
tepat. Atau dengan kata lain, sistem dan model persediaan bertujuan untuk
meminimumkan biaya total melalui penentuan apa, berapa dan kapan
pesanan dilakukan secara optimal (Handoko, 2000).
2.2. Persediaan
2.2.1. Pengertian Persediaan
Persediaan adalah barang yang disimpan atau digunakan atau
dijual pada periode mendatang, dapat berupa bahan baku yang
disimpan untuk diproses, komponen yang diproses, barang dalam
proses pada proses manufaktur, dan barang jadi yang disimpan untuk
dijual (Kusuma, 2004). Pengertian persediaan menurut Pardede
(2003) adalah sejumlah bahan atau barang yang tersedia untuk
digunakan sewaktu-waktu pada masa yang akan datang. Persediaan
terjadi apabila jumlah bahan atau barang yang diadakan melalui
proses produksi atau pembelian lebih besar daripada jumlah yang
digunakan (dijual atau diolah sendiri).
Persediaan merupakan material yang ditempatkan di sepanjang
jaringan proses produksi dan jalur distribusi (Render dan Heizer,
2005). Menurut Rangkuti (2004), persediaan adalah suatu aktiva
yang meliputi barang-barang milik perusahaan dengan maksud untuk
dijual dalam suatu periode usaha yang normal, atau persediaan

7
barang-barang yang masih dalam pengerjaan atau proses produksi,
ataupun persediaan bahan baku yang menunggu penggunaannya
dalam suatu proses produksi.
2.2.2. Peranan dan Fungsi Persediaan
Menurut Sumayang (2003) terdapat tiga alasan mengapa
persediaan diperlukan :
1. Menghilangkan Pengaruh Ketidakpastian.
Untuk menghadapi ketidakpastian, pada sistem persediaan
ditetapkan persediaan darurat yang dinamakan safety stock.
2. Memberi Waktu Luang untuk Pengelolaan Produksi dan
Pembelian.
Tujuan ini memberikan kemudahan untuk :
a. Memberikan kemungkinan untuk menyebarkan dan
meratakan beban biaya investasi pada sejumlah produk.
b. Memungkinkan penggunaan satu peralatan untuk
menghasilkan bermacam-macam jenis produk.
3. Mengantisipasi Perubahan pada Demand dan Supply.
Persediaan disiapkan untuk menghadapi beberapa kondisi yang
menunjukan perubahan demand dan supply.
a. Bila ada perkiraan perubahan harga dan persediaan bahan
baku.
b. Sebagai persiapan menghadapi promosi pasar, dimana
sejumlah besar barang jadi disimpan menunggu penjualan
tersebut.
c. Perusahaan yang melakukan produksi dengan jumlah output
tetap akan mengalami kelebihan produk pada kondisi
permintaan yang rendah atau pada kondisi musim lesu atau
low season. Kelebihan produk akan disimpan sebagai
persediaan yang akan digunakan nanti apabila produksi
output tidak dapat memenuhi lonjakan permintaan yaitu pada
musim ramai atau pada peak season.
8
Alasan diperlakukannya persediaan oleh suatu perusahaan pabrik
menurut Assauri (2000) adalah :
1. Dibutuhkannya waktu untuk menyelesaikan operasi produksi,
untuk memindahkan produk dari suatu tingkat ke tingkat proses
yang lain, yang disebut persediaan dalam proses dan
pemindahan.
2. Alasan organisasi, untuk memungkinkan satu unit atau bagian
membuat jadwal operasinya secara bebas, tidak tergantung dari
yang lainnya.
Menurut Assauri (2000), persediaan yang diadakan mulai dari
bentuk bahan mentah sampai dengan barang jadi yang mana berguna
untuk :
1. Menghilangkan risiko keterlambatan datangnya barang atau
bahan-bahan yang dibutuhkan perusahaan.
2. Menghilangkan risiko dari material yang dipesan tidak baik,
sehingga harus dikembalikan.
3. Untuk menumpuk bahan-bahan yang dihasilkan secara musiman
sehingga dapat digunakan bila bahan itu tidak ada dalam pasaran.
4. Mempertahankan stabilitas operasi perusahaan atau menjamin
kelancaran arus produksi.
5. Mencapai penggunaan mesin yang optimal.
6. Memberikan pelayanan kepada pelanggan dengan sebaik-baiknya
dimana keinginan pelanggan pada suatu waktu dapat dipenuhi
atau memberikan jaminan tetap tersediannya barang jadi tersebut.
7. Membuat pengadaan atau produksi tidak perlu sesuai dengan
penggunaan atau penjualannya.
Menurut Rangkuti (2004) terdapat tiga fungsi persediaan, yaitu :
1. Fungsi Decoupling
Fungsi decoupling persediaan adalah fungsi persediaan yang
memungkinkan perusahaan dapat memenuhi permintaan
pelanggan tanpa tergantung kepada pemasok. Persediaan bahan
mentah diadakan agar perusahaan tidak akan sepenuhnya

9
tergantung pada pengadaan dalam hal kuantitas dan waktu
pengiriman. Persediaan barang dalam proses dilakukan agar
departemen-departemen dan proses-proses individual perusahaan
terjaga kebebasannya. Persediaan barang jadi diperlukan untuk
memenuhi permintaan produk yang tidak pasti dari para
pelanggan.
2. Fungsi Economic Lot Sizing
Fungsi economic lot sizing adalah fungsi persediaan yang
perlu mempertimbangkan penghematan atau potongan
pembelian, biaya pengangkutan per unit menjadi lebih murah dan
sebagainya.
3. Fungsi Antisipasi
Fungsi antisipasi adalah fungsi persediaan dalam menghadapi
fluktuasi permintaan yang dapat diperkirakan dan diramalkan
berdasarkan pengalaman atau data-data masa lalu, yaitu
permintaan musiman. Dalam hal ini perusahaan dapat
mengadakan persediaan musiman atau seasional inventories.
Selain itu perusahaan juga sering menghadapi ketidakpastian
jangka waktu pengriman dan permintaan barang-barang selama
periode tertentu. Dalam hal ini perusahaan memerlukan
persediaan ekstra yang disebut persediaan pengaman atau safety
stock.
2.2.3. Jenis dan Tipe Persediaan
Menurut Assauri (2000), berdasarkan fungsinya persediaan
dibedakan atas :
1. Batch stock atau lot size inventory adalah persediaan yang
diadakan karena membeli atau membuat bahan-bahan atau
barang-barang dalam jumlah yang lebih besar daripada jumlah
yang dibutuhkan pada saat itu.
2. Fluctuation stock adalah persediaan yang diadakan untuk
menghadapi fluktuasi permintaan konsumen yang tidak dapat
diramalkan.

10
3. Anticipation stock adalah persediaan yang diadakan untuk
mengahadapi fluktuasi permintaan yang dapat diramalkan,
berdasarkan pola musiman yang terdapat pada satu tahun dan
untuk menghadapi penggunaan atau penjualan permintaan yang
meningkat.
Menurut Handoko (2000), berdasarkan jenisnya persediaan dapat
dibedakan atas :
1. Persediaan bahan mentah atau raw material, yaitu persediaan
barang-barang berwujud, seperti baja, kayu, dan komponen-
komponen lainnya yang digunakan dalam proses produksi.
Bahan mentah dapat diperoleh dari sumber-sumber alam atau
dibeli dari para pemasok atau dibuat sendiri oleh perusahaan
untuk digunakan dalam proses produksi selanjutnya.
2. Persediaan komponen-komponen rakitan atau purchased part,
yaitu persediaan barang-barang yang terdiri dari komponen-
komponen yang diperoleh dari perusahaan lain, dimana secara
langsung dapat dirakit menjadi suatu produk.
3. Persediaan bahan penolong atau supplies, yaitu persediaan
barang-barang yang diperlukan dalam proses produksi, tetapi
tidak merupakan bagian atau komponen barang jadi.
4. Persediaan barang dalam proses atau work in process, yaitu
persediaan barang-barang yang merupakan keluaran dari tiap-tiap
bagian dalam proses produksi atau yang telah diolah menjadi
suatu bentuk, tetapi masih perlu diproses lebih lanjut menjadi
barang jadi.
5. Persediaan barang jadi atau finished goods, yaitu persediaan
barang-barang yang telah selesai diproses atau diolah dalam
pabrik dan siap untuk dijual atau dikirim kepada pelanggan.
Pembagian tipe persediaan berdasarkan sifat permintaan
(Sumayang, 2003), terbagi atas :
1. Independent demand (permintaan bebas) atas persediaan, yaitu
persediaan untuk jenis-jenis produk atau bahan baku yang

11
permintaan atau penggunaaannya tidak bergantung kepada
produk atau bahan baku lain.
2. Dependent demand (Permintaan terikat) atas persediaan, yaitu
persediaan untuk jenis-jenis produk atau bahan baku yang
permintaan atau penggunaaannya bergantung kepada produk atau
bahan baku lain. Biasanya digunakan untuk jenis-jenis
persediaan komponen dan barang dalam proses untuk
menghasilkan produk akhir.
2.2.4. Faktor-Faktor yang Mempengaruhi Persediaan
Pelaksanaan persediaan bahan baku yang dilakukan perusahaan
akan ditentukan oleh faktor-faktor yang saling berkaitan dengan
bahan baku. Faktor-faktor tersebut menurut Ahyari (1999) adalah :
1. Perkiraan Pemakaian
Perkiraan bahan baku yang dipergunakan dalam proses
produksi pada suatu produk dilakukan sebelum melakukan
kegiatan pembelian bahan baku. Perkiraan kebutuhan bahan baku
ini merupakan perkiraan tentang besarnya jumlah bahan baku
yang akan dipergunakan dalam perusahaan untuk keperluan
proses produksi pada periode yang akan datang.
2. Harga Bahan Baku
Harga bahan baku merupakan dasar penyusunan perhitungan
berapa besar dana perusahaan yang harus disediakan untuk
investasi dalam persediaan bahan baku.
3. Biaya-Biaya Persediaan
Biaya-biaya untuk menyelenggarakan persediaan bahan baku
ini sudah selayaknya diperhitungkan pula di dalam penentuan
besarnya persediaan bahan baku. Terdapat dua tipe biaya, yaitu
biaya-biaya yang semakin besar dengan semakin besarnya rataan
persediaan, serta biaya yang justru semakin kecil dengan semakin
besarnya rataan persediaan.

12
4. Kebijakan Pembelanjaan
Besarnya bahan baku mendapatkan dana dari perusahaan
tergantung kepada kebijakan pembelanjaan dari dalam
perusahaan tersebut.
5. Pemakaian Sesungguhnya
Untuk dapat menyusun perkiraan kebutuhan bahan baku
mendekati kepada kenyataan, harus dianalisa besarnya
penyerapan bahan baku oleh proses produksi perusahaan dan
hubungannya dengan pemakaian yang sudah disusun. Selain itu
harus diperhatikan faktor pemakaian bahan baku sesungguhnya
dari periode-periode yang lalu.
6. Waktu Tunggu
Waktu tunggu atau lead time adalah tenggang waktu yang
diperlukan antara saat pemesanan bahan baku dengan datangnya
bahan baku itu sendiri. Waktu tunggu harus diperhatikan karena
berhubungan dengan penentuan saat pemesanan kembali. Dengan
diketahuinya waktu tunggu yang tepat, maka perusahaan dapat
membeli pada saat yang tepat pula, sehingga risiko penumpukan
persediaan atau kekurangan persediaan dapat ditekan seminimal
mungkin.
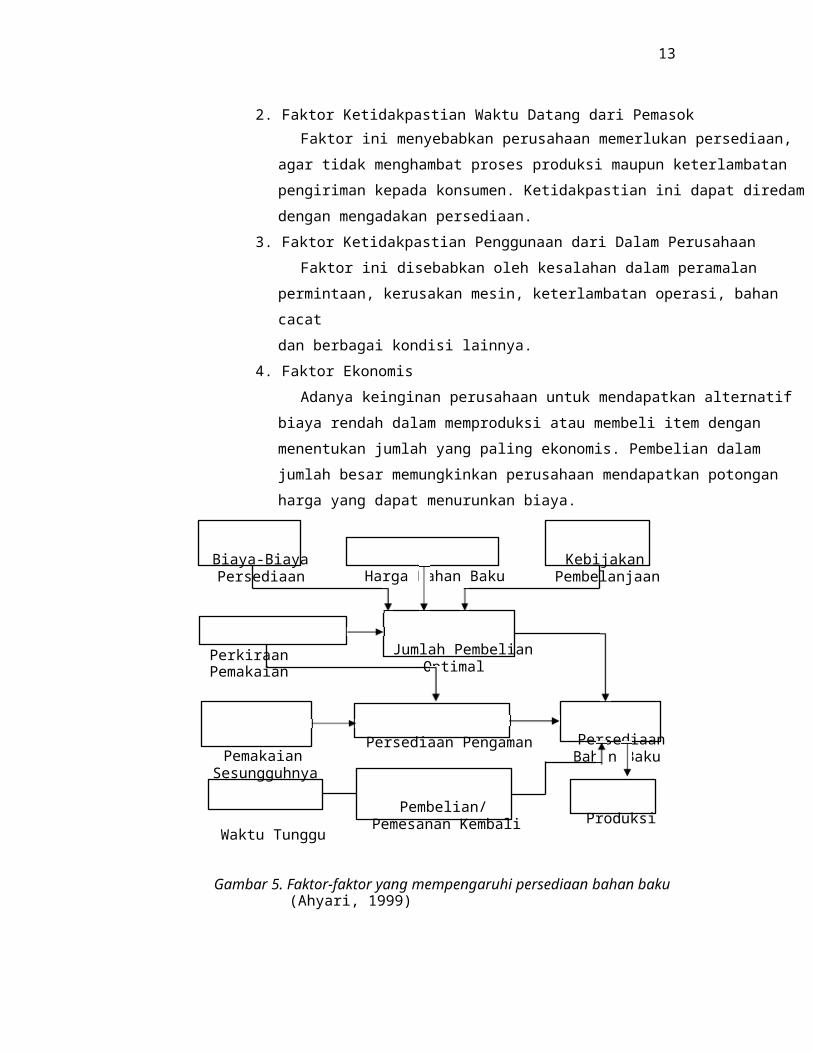
Hubungan dari faktor-faktor yang mempengaruhi persediaan
bahan baku tersebut ditunjukan pada Gambar 5.
Menurut Yamit (2003), terdapat empat faktor yang
mempengaruhi persediaan, diantaranya :
1. Faktor Waktu
Faktor yang menyangkut lamanya proses produksi dan
distribusi sebelum barang jadi sampai kepada konsumen. Waktu
diperlukan untuk membuat jadwal produksi, memotong bahan
baku, pengiriman bahan baku, pengawasan bahan baku, produksi
dan pengiriman barang jadi ke pedagang besar atau konsumen.

13
2. Faktor Ketidakpastian Waktu Datang dari Pemasok
Faktor ini menyebabkan perusahaan memerlukan persediaan,
agar tidak menghambat proses produksi maupun keterlambatan
pengiriman kepada konsumen. Ketidakpastian ini dapat diredam
dengan mengadakan persediaan.
3. Faktor Ketidakpastian Penggunaan dari Dalam Perusahaan
Faktor ini disebabkan oleh kesalahan dalam peramalan
permintaan, kerusakan mesin, keterlambatan operasi, bahan cacat
dan berbagai kondisi lainnya.
4. Faktor Ekonomis
Adanya keinginan perusahaan untuk mendapatkan alternatif
biaya rendah dalam memproduksi atau membeli item dengan
menentukan jumlah yang paling ekonomis. Pembelian dalam
jumlah besar memungkinkan perusahaan mendapatkan potongan
harga yang dapat menurunkan biaya.
Biaya-Biaya KebijakanPersediaan
Perkiraan Pemakaian
PemakaianSesungguhnya
Waktu Tunggu
Harga Bahan Baku
Jumlah PembelianOptimal
Persediaan Pengaman
Pembelian/Pemesanan Kembali
Pembelanjaan
PersediaanBahan Baku
Produksi
Gambar 5. Faktor-faktor yang mempengaruhi persediaan bahan baku(Ahyari, 1999)

14
2.2.5. Biaya-Biaya Persediaan
Menurut Rangkuti (2004) untuk mengambil keputusan penentuan
besarnya jumlah persediaan, biaya-biaya yang harus
dipertimbangkan adalah :
1. Biaya Penyimpanan atau Holding Cost
Biaya penyimpanan atau holding cost adalah biaya-biaya
yang bervariasi secara langsung dengan kuantitas persediaan.
Biaya penyimpanan per periode akan semakin besar apabila
kuantitas bahan yang dipesan semakin banyak atau rataan
persediaan semakin tinggi. Biaya-biaya yang termasuk sebagai
biaya penyimpanan adalah :
a. Biaya fasilitas-fasilitas penyimpanan termasuk penerangan,
pendingin ruangan, dan sebagainya.
b. Biaya modal atau opportunity cost of capital, yaitu alternatif
pendapatan atas dana yang diinvestasikan dalam persediaan.
c. Biaya keusangan.
d. Biaya perhitungan fisik.
e. Biaya asuransi persediaan.
f. Biaya pajak persediaan.
g. Biaya pencurian, pengerusakan, atau perampokan.
h. Biaya penanganan persediaan dan sebagainya.
2. Biaya Pemesanan atau Ordering Cost
Pada umumnya, biaya pemesanan (di luar biaya bahan dan
potongan kuantitas) tidak naik, apabila kuantitas pesanan
bertambah besar. Biaya-biaya pesanan meliputi :
a. Pemrosesan pesanan dan biaya ekspedisi.
b. Upah.
c. Biaya telepon.
d. Pengeluaran surat menyurat.
e. Biaya pengepakan dan penimbangan.
f. Biaya pemeriksaan atau inspeksi penerimaan.
g. Biaya pengiriman ke gudang.

15
h. Biaya utang lancar dan sebagainya.
3. Biaya Penyiapan atau Set-Up Cost
Biaya penyiapan atau set-up cost terjadi apabila bahan-bahan
tidak dibeli, tetapi diproduksi sendiri dalam pabrik perusahaan.
Biaya-biaya ini terdiri dari :
a. Biaya mesin-mesin menganggur.
b. Biaya persiapan tenaga kerja langsung.
c. Biaya penjadwalan.
d. Biaya ekspedisi dan sebagainya.
4. Biaya Kehabisan atau Kekurangan Bahan atau Shortage Cost
Biaya kehabisan atau kekurangan bahan atau shortage cost
adalah biaya yang timbul apabila persediaan tidak mencukupi
adanya permintaan bahan. Biaya-biaya yang termasuk biaya
kekurangan bahan adalah :
a. Kehilangan penjualan.
b. Kehilangan pelanggan.
c. Biaya pemesanan khusus.
d. Biaya ekspedisi.
e. Kehilangan keuntungan.
f. Terganggunya operasi.
g. Tambahan pengeluaran kegiatan manajerial dan sebagainya.
2.3. Kebijakan Pengendalian Persediaan Bahan Baku
Pengendalian persediaan adalah aktivitas mempertahankan jumlah
persediaan pada tingkat yang dikehendaki (Sumayang, 2003). Sedangkan
pengertian pengendalian persediaan menurut Menurut Pardede (2003),
adalah segala tindakan yang dilakukan untuk mengusahakan tersedianya
bahan-bahan sediaan dalam jumlah tertentu dan pada satu titik waktu
tertentu.
Menurut Assauri (2000), pengendalian persediaan adalah suatu kegiatan
untuk menentukan tingkat dan komposisi dari persediaan parts, bahan baku
dan barang hasil atau produk, sehingga perusahaan dapat melindungi
kelancaran produksi dan penjualan serta kebutuhan-kebutuhan pembelanjaan

16
perusahaan dengan efektif dan efisien. Kebijakan pengendalian persediaan
bahan baku meliputi peramalan permintaan, penentuan jumlah pemesanan
ekonomis, lead time, safety stock dan reorder point.
2.3.1. Peramalan Permintaan
Peramalan adalah prediksi, proyeksi, atau estimasi tingkat
kejadian yang tidak pasti dimasa yang akan datang. Dalam
lingkungan perusahaan, peramalan banyak digunakan untuk
memprediksi atau mengestimasi permintaan pada masa yang akan
datang (Yamit, 2003).
Peramalan merupakan kegiatan yang berhubungan dengan
meramalkan atau memproyeksikan hal-hal yang terjadi di masa
lampau kemasa depan. Peramalan permintaan adalah istilah yang
sangat populer di dunia bisnis dan menyangkut permalan permintaan
yang akan datang berdasarkan permintaan yang lalu atau berdasarkan
perhitungan tertentu (Indrajit dan Pranoto, 2003).
Menurut Baroto (2002), karakteristik peramalan permintaan
adalah :
1. Faktor penyebab yang berlaku di masa lalu diasumsikan akan
berfungsi juga di masa yang akan datang.
2. Peramalan tidak pernah sempurna, permintaan aktual selalu
berbeda dengan permintaan yang diramalkan.
3. Tingkat ketepatan ramalan akan berkurang dalam rentang waktu
yang semakin panjang. Implikasinya peramalan untuk rentang
yang pendek akan lebih akurat dibanding peramalan untuk waktu
yang panjang.
Salah satu metode untuk menghitung peramalan adalah metode
Winters. Metode Winters adalah salah satu metode peramalan yang
digunakan untuk meramalkan seasonal time series data (data deret
waktu musiman). Model dari data musiman dapat dibedakan menjadi
dua jenis yaitu model multiplikatif dan model aditif. Model
multiplikatif pada prinsipnya mengandung penggandaan antara
komponen trend dengan komponen musim sedangkan untuk model

17
aditif mengandung penjumlahan komponen trend dengan komponen
musim. Model multiplikatif biasanya digunakan jika data pada
musim tertentu proporsional terhadap musim-musim sebelumnya.
Sedangkan model aditif biasanya digunakan jika perbedaan data pada
setiap musim relatif konstan (Montgomery et al., 1990).
2.3.2. Jumlah Pemesanan Ekonomis
Menurut Rangkuti (2004), jumlah pemesanan ekonomis adalah
jumlah pemesanan bahan mentah pada setiap kali pesan dengan
jumlah biaya yang paling rendah. Jumlah pemesanan ekonomis
merupakan besarnya pesanan yang diadakan agar menghasilkan
biaya-biaya persediaan yang minimal (Assauri, 2000).
Untuk menentukan jumlah pemesanan yang ekonomis, harus
diupayakan agar biaya-biaya penyimpanan, kekurangan bahan dan
pemesanan diperkecil. Jumlah pemesanan ekonomis dan waktu
pemesanan kembali dapat diperoleh dengan menggunakan metode
simulasi. Serangkaian simulasi mencoba beragam jumlah pemesanan
untuk mendapatkan total biaya persediaan yang minimal.
2.3.3. Lead Time
Di dalam pengisian persediaan terdapat suatu perbedaan waktu
yang cukup lama antara saat mengadakan pemesanan untuk
penggantian kembali persediaan dengan saat penerimaan barang-
barang yang dipesan tersebut diterima dan dimasukkan ke dalam
persediaan. Perbedaan waktu inilah yang disebut lead time.
Pengertian lead time adalah lamanya waktu antara mulai
dilakukannya pemesanan bahan-bahan sampai dengan kedatangan
bahan-bahan yang dipesan tersebut dan diterima di gudang
persediaan (Assauri, 2000).
Menurut Ahyari (1999), penentuan waktu tunggu mempunyai
dua macam biaya, yaitu :
1. Biaya Penyimpanan Tambahan
Biaya penyimpanan tambahan (BPT) atau sering disebut
dengan extra carrying cost adalah biaya penyimpanan yang harus
18
dibayar oleh perusahaan oleh karena adanya surplus bahan baku.
Keadaan ini disebabkan oleh karena datangnya bahan yang
dipesan lebih awal dari waktu yang telah direncanakan.
2. Biaya Kekurangan Bahan
Biaya kekurangan bahan (BKB) atau sering disebut dengan
stock out cost adalah merupakan biaya yang harus dikeluarkan
perusahaan karena perusahaan kekurangan bahan baku untuk
keperluan proses produksinya. Biaya-biaya untuk mendapatkan
bahan baku pengganti, termasuk selisih harganya merupakan
contoh dari biaya kekurangan bahan ini. Hal ini disebabkan
apabila perusahaan tidak berhasil mendapatkan pengganti bahan
berarti proses produksi perusahaan akan terhenti. Keadaan
kekurangan bahan ini diakibatkan oleh karena bahan baku yang
dipesan datangnya lebih lama dari waktu yang sudah ditentukan.
2.3.4. Safety Stock
Persediaan pengaman adalah persediaan tambahan yang diadakan
untuk melindungi atau menjaga kemungkinan terjadinya kekurangan
bahan. Kekurangan bahan dapat disebabkan karena penggunaan
bahan baku yang lebih besar dari perkiraan semula, atau
keterlambatan dalam penerimaan bahan baku yang dipesan.
Persediaan pengaman dapat mengurangi kerugian akibat kekurangan
bahan, tetapi menambah biaya penyimpanan bahan (Assauri, 2000).
Menurut Rangkuti (2004), persediaan pengaman adalah
persediaan tambahan yang diadakan untuk melindungi atau menjaga
kemungkinan terjadinya kekurangan bahan. Ada beberapa faktor
yang menentukan besarnya persediaan pengaman, yaitu :
1. Rataan tingkat permintaan dan rataan masa tenggang
2. Keragaman permintaan pada masa tenggang
3. Keinginan tingkat pelayanan yang diberikan.
Besarnya persediaan pengaman dapat diperoleh dengan
menggunakan beberapa rumus berikut :
L (d) d 2 (L) .................................................(3)
19
1. Persediaan Pengaman Untuk Jumlah Permintaan Tidak Tetap dan
Lead Time Tetap.
SS = Z L (d) ....................................................................(1)
SS
Z
L
d
= Safety stock
= Service level
= Lead time
= Simpangan baku dari tingkat pemakaian bahan baku per
hari
2. Persediaan Pengaman Untuk Jumlah Permintaan Tetap dan Lead
Time Tidak Tetap.
SS
SS
Z
d
= Z d (L ) .....................................................................(2)
= Safety stock
= Service level
= Tingkat pemakaian bahan baku per hari
L = Simpangan baku dari lead time
3. Persediaan Pengaman Untuk Jumlah Permintaan dan Lead Time
Tidak Tetap.
SS = Z 2 2
SS
Z
d
d
L
= Safety stock
= Service level
= Simpangan baku dari tingkat pemakaian bahan baku per
hari
= Tingkat pemakaian bahan baku per hari
= Lead time
L = Simpangan baku dari lead time
2.3.5. Reorder Point
Reorder point (ROP) atau titik pemesanan kembali adalah suatu
titik atau batas dari jumlah persediaan yang ada pada suatu saat
dimana pemesanan harus diadakan kembali. Menurut Rangkuti
(2004), ROP merupakan batas titik jumlah pemesanan kembali
termasuk permintaan yang diinginkan atau dibutuhkan selama masa
tenggang, misalnya suatu tambahan atau ekstra.
20
ROP terjadi apabila jumlah persediaan yang terdapat di dalam
stok berkurang terus. Dengan demikian, perusahaan harus
menentukan berapa banyak batas minimal tingkat persediaan yang
harus dipertimbangkan sehingga tidak terjadi kekurangan persediaan.
Umumnya, model ROP ditentukan oleh sifat pemakaian, yaitu :
1. ROP dengan Tingkat Pemakaian Bahan Baku Tetap.
Dalam model ini, besarnya permintaan tetap, sehingga tidak
ada penambahan persediaan. Rumusnya adalah :
ROP = d x L…………………………………….......................(4)
ROP = Reorder point (unit)
d
L
= Pemakaian bahan baku per hari (unit/hari)
= Pemakaian bahan baku tahunan : jumlah hari kerja tahun.
= Lead time untuk pemesanan baru (hari).
2. ROP dengan Tingkat Pemakaian Bahan Baku Tidak Tetap
Dalam model ini, besarnya permintaan tidak tetap. Besarnya
ROP pada model ini merupakan penjumlahan antara besarnya
permintaan yang diharapkan selama masa tenggang dan
persediaan tambahan atau disebut dengan safety stock. Maka
rumusnya menjadi :
ROP = (d x L) + SS.........………...……....................................(5)
ROP = Reorder point (unit)
d
L
SS
= Pemakaian bahan baku per hari (unit/hari)
= Pemakaian bahan baku tahunan : jumlah hari kerja tahun.
= Lead time untuk pemesanan baru (hari)
= Safety Stock atau persediaan pengaman (unit)
2.4. Simulasi
2.4.1. Model Simulasi
Menurut Render dan Heizer (2005) simulasi diartikan sebagai
sebuah usaha untuk menyalin fitur, tampilan dan karakteristik sebuah
sistem nyata. Dalam simulasi suatu sistem diabstraksikan dalam
bentuk model matematika yang biasanya melalui sebuah model yang
terkomputerisasi. Kemudian model tersebut dikembangkan, sehingga
21
menggambarkan sistem yang sesungguhnya. Model ini kemudian
akan digunakan untuk memperkirakan efek dari berbagai tindakan.
Simulasi mampu menyediakan suatu pendekatan alternatif untuk
permasalahan yang sangat kompleks secara matematik.
Sebagai alat analisa, simulasi mempunyai kelebihan dan
kekurangan. Menurut Render dan Heizer (2005), kelebihan dan
kekurangan simulasi dalam manajemen produksi operasi dijelaskan
berikut :
1. Kelebihan Simulasi
a. Simulasi relatif sederhana dan fleksibel.
b. Kemajuan software membuat beberapa model simulasi
mudah untuk dikembangkan.
c. Simulasi dapat digunakan untuk menganalisis situasi nyata
dunia yang luas dan rumit yang tidak bisa diselesaikan
dengan menggunakan model analisis kuantitaif konvensional.
d. Simulasi memungkinkan pertanyaan “bagaimana akibatnya
jika”. Para manajer ingin mengetahui terlebih dahulu pilihan
mana yang menjadi pilihan yang paling menarik. Dengan
sebuah model yang terkomputerisasi, seorang manajer dapat
mencoba beberapa keputusan kebijakan dalam waktu yang
hanya beberapa menit.
e. Simulasi tidak bertentangan dengan sistem dunia nyata.
f. Simulasi memungkinkan kita untuk mempelajari hubungan
dampak dari sebuah komponen atau peubah untuk
mengetahui komponen atau peubah mana yang penting.
g. Simulasi memungkinkan adanya faktor pemadatan waktu.
Dampak dari pemesanan, iklan dan kebijakan lain dalam
waktu bulanan atau tahunan dapat diperoleh dengan simulasi
komputer dalam waktu yang singkat.
2. Kekurangan Simulasi
a. Model simulasi yang baik untuk situasi yang rumit dapat
menjadi sangat mahal. Model simulasi yang baik

22
membutuhkan waktu yang lama dan proses sangat rumit
untuk mengembangkannya.
b. Simulasi tidak menghasilkan solusi untuk suatu masalah
seoptimal alat analisis kuantitatif lainnya. Simulasi
merupakan sebuah pendekatan trial and error yang dapat
menghasilkan solusi berbeda jika diulangi.
c. Para manajer harus menetapkan semua kondisi dan kendala
untuk solusi yang ingin mereka uji. Model simulasi tidak
menghasilkan jawaban tanpa adanya input yang cukup dan
realistis.
d. Setiap model simulasi bersifat unik. Solusi sebuah model dan
kesimpulannya pada umumnya tidak dapat diterapkan pada
persoalan lain.
2.4.2. Simulasi Monte Carlo
Menurut Yamit (2003), Simulasi Monte Carlo adalah tipe
simulasi peluang untuk mencari penyelesaian masalah dengan
penarikan contoh dari proses acak.
Menurut Render dan Heizer (2005), terdapat lima langkah di
dalam teknik simulasi Monte Carlo, yaitu :
1. Menetapkan Distribusi Peluang
Tujuan umum membuat distribusi peluang bagi setiap peubah
adalah untuk membangkitkan nilai setiap peubah dari model
yang sedang diuji. Peluang atau frekuensi relatif untuk setiap
nilai yang mungkin bagi setiap peubah ditentukan dengan
membagi frekuensi dari setiap nilai yang mungkin bagi peubah
dengan jumlah pengamatan. Dalam sistem dunia nyata, sebagian
besar peubah memiliki peluang alami.
2. Membuat Distribusi Peluang Kumulatif Bagi Setiap Peubah
Distribusi kumulatif merupakan akumulasi peluang individu
dalam sebuah distribusi.
23
3. Menetapkan Interval Angka Acak.
Angka acak merupakan serangkaian digit yang telah dipilih
oleh sebuah proses acak yang sempurna.
4. Membangkitkan Angka Acak
Angka acak dapat dibangkitkan dengan dua cara. Jika
persoalan yang dihadapi besar dan proses yang sedang diteliti
melibatkan banyak percobaan simulasi, maka digunakan program
komputer untuk membangkitkan angka acak. Jika simulasi
dilakukan dengan perhitungan tangan, angka acak dapat diambil
dari sebuah tabel angka acak.
5. Mensimulasikan Serangkaian Percobaan
Peubah yang akan digunakan dalam simulasi dibuat dalam
berbagai variasi. Variasi-variasi dari peubah tersebut pada tahap
ini dicoba untuk disimulasikan.
2.5. Penelitian Terdahulu
Dalam penelitian Purwani (2006) mengenai Kajian Persediaan Bahan
Baku Kulit Sintetik di Perusahaan Sumber Karya Indah (SKI) dengan
menggunakan Metode Simulasi menunjukan bahwa pengendalian persediaan
bahan baku pada perusahaan SKI belum optimal. Hal ini dilihat dari total
biaya persediaan yang dikeluarkan oleh perusahaan. Perusahaan SKI
mengeluarkan Rp 13.716.000,00 per tahun untuk biaya persediaan.
Sedangkan dengan metode simulasi Perusahaan SKI mengeluarkan Rp
1.841.191,00 per tahun. Hal ini menunjukan dengan menggunakan metode
simulasi perusahaan dapat melakukan penghematan 86%.
Dalam penelitian Putra (2005) mengenai Analisis Pengendalian
Persediaan Bahan Baku Produk Ban pada PT Goodyear Indonesia, Tbk,
Bogor, menunjukkan bahwa kebijakan pengendalian persediaan yang
dilakukan perusahaan masih belum optimal. Untuk bahan baku lokal, terlihat
perbedaan frekuensi pemesanan bahan baku relatif sangat kecil.
Penghematan yang dapat dilakukan apabila perusahaan menggunakan
metode Economic Order Quantity (EOQ) adalah sebesar Rp 108.190 atau
0,904%. Pengadaan persediaan bahan baku impor dengan menggunakan
24
metode EOQ menghasilkan biaya yang lebih rendah daripada yang
dikeluarkan oleh perusahaan. Penghematan yang dapat dilakukan dengan
menggunakan metode EOQ mencapai 16,44%.
Dalam penelitian Anggraini (2002) mengenai Analisis Pengendalian
Persediaan Tepung Terigu Sebagai Bahan Baku Utama Produk Biskuit pada
PT Arnott’s Indonesia. Penelitian ini membandingkan metode MRP, yaitu
teknik Lot for Lot, teknik EOQ dan Teknik PBB, dengan metode yang
diterapkan oleh perusahaan. Hasil perbandingan tersebut menunjukan bahwa
pengendalian persediaan bahan baku yang dilakukan perusahaan belum
optimal. Penghematan terbesar yang dapat dilakukan adalah apabila
perusahaan menggunakan teknik Lot for Lot. Metode EOQ dapat digunakan
oleh perusahaan, karena metode EOQ dapat melakukan penghematan biaya
persediaan bahan baku, walaupun tidak sebesar apabila menggunakan teknik
Lot for Lot. Metode EOQ lebih relevan digunakan oleh perusahaan daripada
metode Lot for Lot, karena metode Lot for Lot meminimumkan jumlah
persediaan di gudang dapat menimbulkan resiko kekurangan bahan baku
apabila terjadi perubahan jadwal produksi.
25
III. METODE PENELITIAN
3.1. Kerangka Pemikiran Penelitian
Bahan baku perlu mendapat perhatian ekstra dari perusahaan, karena
bahan baku sangat menentukan mutu produk mie instan itu sendiri. Sebaik
apapun proses produksi mie instan suatu perusahaan, tidak akan
menghasilkan produk mie instan yang baik dan bermutu jika bahan baku
yang digunakan tidak bermutu atau dalam kondisi yang tidak baik. Hal ini
menyebabkan pengendalian persediaan bahan baku mutlak perlu dilakukan
perusahaan, baik dari saat pemesanan sampai dengan penyimpanan di
gudang.
Jumlah persediaan bahan baku yang berlebihan akan meningkatkan
biaya penyimpanan dan akan menyebabkan opportunity cost atas modal
yang seharusnya dapat diinvestasikan pada sektor lain yang lebih
menguntungkan. Sebaliknya, jumlah persediaan bahan baku yang tidak
mencukupi kebutuhan akan menyebabkan terganggunya kontinuitas proses
produksi dan operasi perusahaan. Hal ini menyebabkan perusahaan harus
mengeluarkan biaya pengadaan darurat yang lebih mahal dan juga
mengakibatkan mutu pelayanan perusahaan kepada konsumen berkurang
serta dapat membuat konsumen kecewa atau beralih kepada merek atau
perusahaan lain. Oleh sebab itu, pengendalian persediaan bahan baku,
mutlak harus dilakukan perusahaan mengingat konsukuensi yang dihadapi
perusahaan atas kekurangan dan kelebihan persediaan bahan baku.
Salah satu metode pengendalian persediaan bahan baku adalah metode
simulasi. Metode simulasi adalah suatu metode yang mampu menganalisa
situasi dunia nyata yang kompleks dan rumit menjadi sebuah model
manajemen operasi sederhana, sehingga dapat memecahkan permasalahan.
Metode simulasi jika diterapkan pada sistem persediaan bahan baku dapat
menentukan jumlah pemesanan dan waktu pemesanan yang dapat
meminimalkan biaya total persediaan pada saat permintaan dan waktu
tunggu yang tidak konstan. Tipe simulasi yang menunjukkan peluang dari
perusahaan untuk menyelesaikan masalah dengan pengambilan contoh

26
secara acak adalah simulasi Monte Carlo. Simulasi skenario 1 dan skenario
2 dikembangkan agar dapat megendalikan persediaan bahan baku untuk
meperoleh tingkat persediaan yang optimal sehingga menunjang kelancaran
produksi serta dapat memenuhi jadwal produksi barang dengan ketentuan
yang disepakati. Simuasi skenario 1 adalah simulasi berdasarkan reorder
point. Kerangka pemikiran penelitian dapat dilihat pada Gambar 6.
Persaingan Antara Produsen Mie Instan yang Semakin Meningkat
Perusahaan Harus Mempertahankan Kelangsungan Hidupdan Meningkatkan Daya Saing
Fungsi Produksidan Operasi
Sistem Persediaan Bahan Baku
Pengendalian Persediaan Bahan baku
Model Persediaan diPerusahaan
Model Simulasi denganSkenario 1 dan 2
Perbandingan antara model persediaan perusahaan dan model simulasi
Tingkat Persediaan dan Kebijakan
Pengendalian Persediaan Bahan Baku yang Optimal
Gambar 6. Kerangka pemikiran penelitian
Kebutuhan Data Jenis Data Metode Sumber DataIdentifikasiperkembanganindustri mie instan diIndonesia.
Sekunder Studi literature Internet
Data umumperusahaan:
Sejarah danperkembanganperusahaanVisi dan misiperusahaanLokasi perusahaanStruktur organisasiperusahaan
Primer
Sekunder
SurvaiWawancaraDokumen danlaporanperusahaan
Divisi Noodle, PTISM, Tbk
27
3.2. Pengumpulan Data
Pemilihan lokasi penelitian dilakukan secara purposif dengan
pertimbangan bahwa PT ISM merupakan salah satu perusahaan pangan
terbesar di Indonesia dan memproduksi produk mie instan yang memliki
pangsa pasar sebesar 70%.
Data yang digunakan dalam penelitian ini adalah data primer dan data
sekunder, baik yang bersifat kuantitatif maupun kualitatif. Data primer
adalah data yang langsung dikumpulkan dari Divisi Noodle, PT Indofood
Sukses Makmur (ISM), Tbk. Data primer diperoleh dari pengamatan
langsung pada proses produksi dan gudang serta wawancara langsung
dengan berbagai pihak yang berkepentingan seperti bagian Production
Planning and Inventory Control (PPIC), karyawan bagian bahan baku,
karyawan bagian gudang, supervisor bagian Quality Control (QC) dan
manajer PPIC.
Data sekunder merupakan data yang telah tersusun dalam bentuk
dokumen-dokumen tertulis. Data sekunder diperoleh dari dokumen-
dokumen dan laporan-laporan manajemen perusahaan, terutama bagian
produksi dan logistik, literatur, hasil penelitian terdahulu, bahan pustaka,
internet maupun data instasi seperti BPS dan instasi yang terkait. Kebutuhan,
jenis, metode dan sumber data dapat dilihat pada Tabel 1.
Tabel 1. Kebutuhan, jenis, metode dan sumber data

Kebutuhan Data Jenis Data Metode Sumber DataData khususperusahaan:
Data produksiData penjualanbarang jadiData pemesananbahan bakuData pemakaianbahan baku.Data laporanpersediaan bahanbakuData harga beliper unit bahanbakuData biayapersediaan bahanbakuData lead time(waktu tunggu)dan safety stock(persediaanpengaman)
Primer
Sekunder
SurvaiWawancaraDokumen danlaporan bagianproduksi, PPIC,dan gudang
Bagian PPIC, DivisiNoodle, PT ISM, Tbk
28
Lanjutan Tabel 1.
3.3. Pengolahan dan Analisis Data
3.3.1. Peramalan Permintaan
Peramalan permintaan merupakan kegiatan yang berhubungan
dengan meramalkan atau memproyeksikan permintaan yang akan
datang berdasarkan permintaan yang lalu atau berdasarkan
perhitungan tertentu. Alat yang digunakan untuk meramalkan
permintaan pada penelitian ini adalah metode Winters. Metode
Winters adalah salah satu metode peramalan yang digunakan untuk
meramalkan data deret waktu musiman.
Perhitungan peramalan dengan metode winters menggunakan
perangkat lunak Minitab versi 14. Perhitungan metode Winters ini
melalui beberapa tahap, yaitu :
29
1. Memplotkan Data
Pada tahap ini data deret waktu harus diplotkan dalam bentuk
grafik. Tujuan dari memplotkan data dalam bentuk grafik adalah
untuk melihat bagaimana pola data tersebut. Jika data berpola
musiman, maka data dapat diramalkan dengan metode Winters.
2. Pengidentifikasian Model
Model dari data musiman dapat dibedakan menjadi dua jenis
yaitu model multiplikatif dan model aditif. Model multiplikatif
pada prinsipnya mengandung penggandaan antara komponen
trend dengan komponen musim sedangkan untuk model aditif
mengandung penjumlahan komponen trend dengan komponen
musim. Model multiplikatif biasanya digunakan jika data pada
musim tertentu proporsional terhadap musim-musim
sebelumnya. Sedangkan model aditif biasanya digunakan jika
perbedaan data pada setiap musim relatif konstan.
Model yang sesuai untuk meramalkan permintaan penjualan
mie instan pada Divisi Noodle, PT ISM, Tbk adalah model
multiplikatif. Data deret waktu musiman multiplikatif
digambarkan dengan model berikut :
x tb1 b 2 tc t t ……………………………………….......(6)
Dimana b1 merupakan konstanta pemulusan dasar atau komponen
permanen, b 2 merupakan konstanta pemulusan trend,
c t merupakan konstanta pemulusan musiman dant adalah
komponen acak.
3. Pengestimasian Nilai Kostanta Pemulusan
Nilai konstanta pemulusan model diestimasikan dengan cara
trial and error. Nilai setiap konstanta pemulusan ditentukan
secara subyektif dalam selang 0-1. setelah nilai setiap konstanta
pemulusan ditentukan, maka akan muncul nilai Mean Absolute
Percentage Error (MAPE), Mean Absolute Deviation (MAD)
dan Mean Square Deviation (MSD). MAPE, MAD dan MSD
merupakan parameter yang digunakan untuk mengukur tingkat

30
keakuratan dari hasil peramalan. Semakin kecil nilai MAPE,
MAD, dan MSD maka, semakin baik nilai setiap konstanta
pemulusan.
4. Penggunaan Model Untuk Peramalan
Nilai konstanta pemulusan yang terbaik yang telah diperoleh
digunakan untuk menentukan peramalan.
Tahapan
3.3.2. Menentukan Lead Time
Lead time adalah lamanya waktu antara mulai dilakukannya
pemesanan bahan-bahan sampai dengan kedatangan bahan-bahan
yang dipesan tersebut dan diterima di gudang persediaan. Lamanya
waktu tunggu dapat ditentukan dari rataan lamanya waktu tunggu
periode-periode sebelumnya.
3.3.3. Menentukan Safety Stock
Besarnya Safety stock atau persediaan pengaman dipengaruhi
oleh beberapa faktor, yaitu :
1. Rataan tingkat permintaan dan rataan masa tenggang
2. Keragaman permintaan pada masa tenggang
3. Keinginan tingkat pelayanan yang diberikan.
Divisi Noodle, PT ISM, Tbk memiliki tingkat pemakaian bahan
baku tidak konstan dan lead time yang konstan. Besarnya persediaan
pengaman untuk jumlah pemakaian bahan baku yang tidak konstan
dan lead time konstan dapat diperoleh dengan menggunakan rumus :
SS = Z L (d) ..........................................................................(7)
SS
Z
L
d
= Safety stock
= Service level
= Lead time
= Simpangan baku dari tingkat pemakaian bahan baku per
hari
31
3.3.4. Menentukan Reorder Point
Reorder point (ROP) merupakan titik dimana perusahaan harus
melakukan pemesanan bahan baku lagi, sehingga bahan baku yang
dipesan tersebut datang tepat pada saat jumlah persediaan bahan
baku sama dengan safety stock. ROP juga merupakan peubah input
dalam perhitungan dengan metode simulasi. Rumus ROP adalah :
ROP = (d x L) + SS........................................................................(8)
Dimana:
ROP = Reorder point (unit)
d
L
SS
= Pemakaian bahan baku per hari (unit/hari)
= Pemakaian bahan baku tahunan : jumlah har kerja per tahun
= lead time untuk pemesanan baru (hari)
= Safety stock (unit)
3.3.5. Pengolahan Data dengan Metode Simulasi
Simulasi adalah sebuah usaha untuk menyalin fitur, tampilan dan
kharakteristik sebuah sistem nyata. Pada kasus persediaan bahan
baku, metode simulasi dapat digunakan untuk merumuskan skenario
kebijakan pembelian bahan baku terbaik berdasarkan kriteria biaya
persediaan pada saat pemakaian bahan baku maupun lead time tidak
konstan.
Perhitungan simulasi dapat dilakukan dengan menggunakan
software MATLAB 7.1 dan Microsoft Excel. Simulasi pengendalian
persediaan bahan baku mempunyai beberapa tahapan proses, yaitu :
1. Mendefinisikan Masalah
Masalah yang didefinisikan adalah minimisasi total biaya
persediaan.
2. Memperkenalkan Peubah Penting yang Berkaitan dengan
Masalah.
Dalam simulasi sistem persediaan terdapat dua peubah input
yaitu titik pemesanan kembali dan jumlah pemesanan. Nilai
output yang akan dioptimisasi adalah rataan biaya total

PeluangPermintaan Frekuensi Peluang Kumulatif
Kejadian
Intervaal
Acak
xx xx Xx Xx x–x
xx xx Xx Xx x–x
xx xx Xx Xx x–x
xx xx Xx Xx x–x
32
persediaaan, sedangkan faktor acak yang terdapat pada sistem
adalah jumlah pemakaian bahan baku dan waktu tunggu pesanan.
3. Mengembangkan Sebuah Model Kuantitatif
Berdasarkan teknik simulasi Monte Carlo, langkah-langkah
yang dilakukan dalam mengembangkan sebuah model kuantitatif
untuk pengendalian persediaan adalah :
a. Menetapkan Distribusi Peluang
Ide dasar simulasi Monte Carlo adalah untuk membangkitkan
nilai peubah pada model yang sedang diuji. Dalam sistem
dunia nyata, sebagian besar peubah memiliki peluang alami.
Peubah yang akan dinilai distribusi peluangnya adalah
pemakaian bahan baku per hari.
b. Membuat Distribusi Peluang Kumulatif Bagi Setiap Peubah.
Distribusi kumulatif merupakan akumulasi peluang individu
dalam sebuah distribusi, pada tahap ini pemakaian bahan
baku per hari akan ditentukan distribusi peluang
kumulatifnya.
c. Menetapkan Interval Angka Acak
Angka acak merupakan serangkaian digit yang telah terpilih
oleh sebuah proses acak yang sempurna. Angka acak ini
berfungsi mewakili setiap nilai atau output yang mungkin
dari pemakaian bahan baku per hari. Pada Tabel 2 disajikan
peluang dan interval angka acak untuk permintaan.
Tabel 2. Peluang dan interval angka acak untuk pemakaian bahan baku per hari
xx Xx
33
d. Membangkitkan Angka Acak
Angka acak dapat dibangkitkan dengan dua cara. Jika
persoalan yang dihadapi besar dan proses yang sedang diteliti
melibatkan banyak percobaan simulasi, maka digunakan
program komputer untuk membangkitkan angka acak. Jika
simulasi dilakukan dengan perhitungan tangan, angka acak
dapat diambil dari sebuah tabel angka acak.
4. Mensimulasikan Serangkaian Percobaan
5. Memutuskan Tindakan Apa yang Diambil (Memilih Skenario
Terbaik)
Mempertimbangkan hasil atau mungkin memodifikasi dan
mengubah input. Maksud dari langkah ini adalah membuat
alternatif besarnya jumlah pemesanan bahan baku yang
bervariasi atau menyiapkan kejadian yang mungkin terjadi dalam
pengujian. Tahapan proses simulasi dapat dilihat Gambar 7.
Definisikan masalah
Memperkenalkan peubah
Mengembangkan model
Umpan balikMenetapkan nilai peubah
Umpan balikMelaksanakan simulasi
Menguji hasil simulasi
Memilih cara yang terbaik
Gambar 7. Tahapan proses simulasi (Render dan Heizer, 2005)

34
IV. HASIL DAN PEMBAHASAN
4.1. Gambaran Perusahaan
4.1.1. Sejarah PT Indofood Sukses Makmur, Tbk
PT ISM, Tbk bergerak dalam bidang industri makanan olahan
yaitu pembuatan mie instan dan pengemasannya. PT ISM, Tbk
didirikan pada tahun 1970 dengan nama PT Sanmaru Food
Manufacturing Co, Ltd. Perusahaan ini mulai berproduksi secara
komersial pada tahun 1971 dengan jumlah karyawan yang
dipekerjakan sebanyak 70 orang.
Pada tahun 1984 dan tahun 1988 terdapat dua perusahaan yang
bergabung dengan PT Sanmaru Food Manufacturing Co, Ltd, yaitu
PT Sarimi Asli Jaya dan PT Lambang Insan Makmur. Kemudian,
pada tahun 1990 PT Sanmaru Food Manufacturing Co, Ltd
mengubah namanya menjadi PT Panganjaya Intikusuma berdasarkan
akta pendirian No. 228, tanggal 14 Agustus 1990.
Pada tahun 1994, perusahaan ini merubah namanya menjadi PT
ISM berdasarkan akta pendirian No. 51, tanggal 5 Februari 1994.
Seminggu kemudian yaitu pada tanggal 12 Februari 1994,
perusahaan melakukan merger atau penggabungan dengan 18
perusahaan lain yang juga bergerak dalam bidang industri makanan.
Perusahaan-perusahaan yang melakukan merger tersebut selanjutnya
dibagi menjadi beberapa divisi di PT ISM. Divisi-divisi tersebut,
antara lain Divisi Noodle, Divisi Ingredient, Divisi Packaging, Divisi
Baby Food, Divisi Beverage, Divisi Snack, Divisi Distribusi, dan
Divisi Pastry.
Pada tanggal 7 Maret 1994, PT ISM mengubah statusnya dari
Penanaman Modal Dalam Negeri (PMDN) menjadi berstatus
Penanaman Modal Asing (PMA) dan pada tahun yang sama, PT ISM
telah menjadi perusahaan yang go public dengan nama PT ISM, Tbk.
Divisi Noodle yang merupakan salah satu divisi dalam PT ISM,
Tbk mempunyai 15 kantor cabang yang tersebar di seluruh Indonesia
35
yaitu di Medan, Lampung, Palembang, Pontianak, Pekanbaru,
Banjarmasin, Semarang, Cibitung, Ancol, Bandung, Surabaya, Beji,
Teluk Kumai, Menado, dan Ujung Pandang. Divisi Noodle cabang
Ancol tergolong berskala besar dan merupakan pabrik yang pertama
kali berdiri.
Divisi Noodle, PT ISM, Tbk cabang Ancol terletak di Jalan
Ancol I No. 4-5, Ancol Barat Jakarta Utara. Perusahaan ini
berbatasan dengan PT Wirantono di sebelah utara, gudang kaca PT
Asahi Mas di sebelah timur, Jalan Ancol I di sebelah selatan dan PT
Wuhan di sebelah barat.
4.1.2. Struktur Organisasi
Organisasi merupakan alat manajemen pada praktik
penyelenggaraan tugas dan kewajiban guna mencapai sarana
perencanaan. Pentingnya manajemen dalam suatu perusahaan adalah
untuk mengelola sumber daya yang ada sehingga dapat menghindari
kesimpangsiuran kegiatan dalam perusahaan tersebut. Berdasarkan
pola hubungan kerja, wewenang dan tanggung jawab, struktur
organisasi perusahaan menggunakan struktur organisasi fungsional.
Divisi Noodle, PT ISM, Tbk mempunyai 15 pabrik yang tersebar
di seluruh Indonesia dan setiap pabrik dipimpin oleh seorang
General Manager atau Kepala Cabang. Khusus untuk pabrik di
Tanggerang dan Ancol dipimpin oleh satu orang General Manager,
demikian juga untuk dua pabrik di Surabaya.
Pada Divisi Noodle, PT ISM, Tbk cabang Ancol, dipimpin oleh
General Manajer DKI yang mempuyai kewajiban umum memimpin
unit produksi cabang dan membina hubungan dengan kantor pusat.
General Manager juga bertanggung jawab penuh dalam penentuan
arah organisasi dan memiliki otoritas tertinggi untuk menggerakkan
semua komponen ke arah tujuan perusahaan. Dalam menjalankan
tugasnya, General Manager membawahi 5 (lima) Manager, yaitu :

36
1. Factory Manager
Factory Manager bertanggung jawab dalam mengendalikan
pelaksanaan proses produksi, mulai dari penyediaan bahan baku,
perencanaan produksi, proses produksi sampai ke pergudangan.
Dalam menjalankan tugasnya Factory Manager dibantu oleh
Production Manager, Technik Manager, Ware House Manager,
PPIC Supervisor, dan Purchasing Supervisor.
2. Process Development and Quality Control (PDQC) Manager
PDQC Manager mempunyai tugas menjaga mutu dan
perkembangan produk. Dalam menjalankan tugasnya PDQC
Manager dibantu oleh QC Supervisor.
3. Personel Manager
Personel Manager mempunyai tugas terhadap tercapainya
produktivitas dan kesejahteraan karyawan yang meliputi
penggajian dan latihan kerja. Dalam menjalankan tugasnya,
Personel Manager dibantu oleh Personel Supervisor dan Kepala
Satpam.
4. Financial and Accounting Manager
Financial and Accounting Manager bertanggungjawab pada
pelaksanaan dan pengontrolan hal-hal yang berkaitan dengan
keuangan, seperti dalam hal administrasi penerimaan, kegiatan
laporan keuangan, pengelolaan pembukuan yang berhubungan
dengan pengelolaan pembelian. Dalam menjalankan tugasnya
Financial and Accounting Manager dibantu oleh Accounting
supervisor.
5. Area Sales Promotion (ASP) Manager
ASP Manager bertanggungjawab pada aspek produksi dan
penjualan. Dalam menjalankan tugasnya ASP Manager dibantu
oleh Area Sales Promotion Supervisor (ASPS), Electronic Data
Processing (EDP) dan Administrasi, High Class Officer,
Customer Service, dan Distribution Supervisor.
37
Gambar struktur organisasi Divisi Noodle, PT ISM, Tbk dapat
dilihat pada Lampiran 1.
4.1.3. Kondisi Sumber Daya Manusia Perusahaan
Pada saat ini Divisi Noodle, PT ISM, Tbk cabang Ancol
memiliki kurang lebih 1011 karyawan yang terdiri dari 700 orang
pegawai pabrik dan 311 orang staf manajemen. Tingkat pendidikan
yang dimiliki oleh karyawan bervariasi mulai dari SD sampai dengan
Strata Satu.
Karyawan non-manufacturing bekerja pada hari Senin sampai
Jumat, mulai pukul 08.00-17.00 WIB dengan waktu istirahat satu
jam. Sedangkan karyawan Manufacturing bekerja pada hari Senin
sampai Jumat, mulai pukul 08.00-16.00 WIB dengan waktu istirahat
satu jam dan hari Sabtu, mulai pukul 08.00-12.00. Untuk kegiatan
produksi atau karyawan buruh pabrik dan bagian keamanan berlaku
tiga shift, yaitu :
1. Shift satu, mulai pukul 07.00-14.30
2. Shift dua, mulai pukul 14.30-22.00, dan
3. Shift tiga, mulai pukul 22.00-06.30.
Perusahaan memberikan gaji setiap bulan sebagai kompensasi
bagi setiap karyawan. Selain gaji, karyawan menerima tunjangan
berupa tunjangan hari raya, tunjangan akhir tahun, biaya kesehatan
dan rawat jalan bagi karyawan yang sakit serta karyawan
diikutsertakan dalam Jamsostek (Jaminan Sosial Tenaga Kerja).
Pemberian kompensasi ini bertujuan untuk mensejahterakan
karyawan dan sebagai motivasi agar karyawan mau bekerja secara
optimal.
Dalam penerimaan pegawai, Divisi Noodle, PT ISM, Tbk
menerapkan sistem berikut :
1. Internal
Apabila perusahaan membutuhkan seseorang untuk mengisi
suatu jabatan tertentu, maka akan ditinjau dulu pegawai yang
telah ada dan berpotensi untuk promosi jabatan. Pendaftaran
38
calon tenaga kerja internal dilakukan melalui kepala bagian
masing-masing dengan disertai rekomendasi untuk masing-
masing calon dan selanjutnya bagian personalia melakukan
seleksi atau tes.
2. Eksternal
HRD akan merekrut SDM dari luar yang bermutu dengan
spesifikasi pekerjaan yang dibutuhkan melalui kantor
Departemen Tenaga Kerja, iklan, Biro Konsultasi, atau dengan
pemasangan pengumuman di lingkungan perusahaan.
Dalam rangka memperbaiki atau meningkatkan komitmen
perusahaan terhadap kepercayaan pelanggan, maka perusahaan
berusaha untuk meningkatkan mutu dan inovasi, khususnya pada
tenaga kerja. Salah satu cara yang dilakukan perusahaan untuk
memperbaiki dan meningkatkan mutu dan inovasi tenaga kerja
adalah melalui pelatihan. Pelatihan yang dilakukan perusahaan terdiri
dari tiga kategori, yaitu :
1. Pelatihan Dasar
Pelatihan dasar adalah pelatihan pembekalan dasar seseorang
karyawan untuk dapat bekerja dan berprilaku sebagai karyawan
yang baik. Pelatihan ini terdiri dari pelatihan Good
Manufacturing Practice (GMP) dan Kesepakatan Kerja Bersama
(KKB) untuk karyawan manufacturing dan non-manufacturing,
serta pelatihan Hazard Analytical Critical Control Point
(HACCP) khusus untuk karyawan manufactring.
2. Pelatihan Teknis Fungsional
Pelatihan teknis fungsional adalah jenis pelatihan yang
berguna untuk memperbaiki tingkat pengetahuan dan
keterampilan masing-masing karyawan sesuai bidang tugasnya.
3. Pelatihan Manajerial
Pelatihan manajerial adalah jenis pelatihan untuk
meningkatkan pengetahuan dan keterampilan manajerial.
39
4.2. Aspek Produksi
4.2.1. Gambaran Produk
Dalam kegiatan usahanya Divisi Noodle, PT ISM, Tbk
memproduksi jenis mie instan dengan merk dagang Indomie,
Supermie, Sarimi, Sakura, Pop Mie, Mie Telor Cap 3 Ayam dan
beberapa merk khusus untuk kegiatan tertentu dan ekspor.
4.2.2. Proses Produksi
Proses pembuatan mie instan terdiri dari delapan tahap, yaitu
mixing (pencampuran), pressing (pengepresan), slitting
(pembentukan untaian), steaming (pengukusan), cutting and folder
(pemotongan dan pencetakan), frying (penggorengan), cooling
(pendinginan) dan packing (pengemasan). Proses yang terjadi pada
setiap tahap adalah :
1. Mixing atau Pencampuran
Proses awal dalam pembuatan mie instan adalah
pencampuran atau proses mixing. Proses mixing adalah proses
pencampuran dan pengadukan material-material yang terdiri dari
meterial tepung dan air alkali (campuran antara air dan beberapa
ingredient yang ditentukan) sehingga diperoleh adonan yang
merata atau homogen. Mutu adonan yang baik adalah yang tidak
lembek dan tidak perau atau dengan kata lain memiliki kadar air
sebesar 32% sampai dengan 34%. Proses pencampuran ini
berlangsung kurang lebih selama 15 menit dengan suhu 35° C
2. Pressing atau Pengepresan
Setelah adonan menjadi homogen, campuran tersebut masuk
ke dalam mesin pengepres adonan. Di dalam mesin pengepres,
adonan melalui beberapa roll press. Adonan akan mengalami
peregangan pada saat dipress dan terjadi relaksasi pada saat
keluar dari roll press. Hal ini terjadi beberapa kali pada saat
melalui roll press sehingga terbentuk lembaran yang lembut,
homogen, elastik dan tidak terputus dengan ketebalan tertentu.
Tebal lembaran yang dihasilkan bergantung dengan jenis mesin
40
yang digunakan. Rataan tebal lembaran yang dihasilkan adalah
1,12-1,18 mm.
3. Slitting atau Pembentukan Untaian
Pembentukan untaian adalah suatu proses pemotongan
lembaran adonan menjadi untaian mie dan kemudian siap
dibentuk gelombang mie. Jumlah untaian mie yang dihasilkan
dapat diatur sesuai dengan jenis mie yang sedang diproduksi.
Selanjutnya untaian mie tersebut dilewatkan ke dalam suatu
laluan berbentuk segi empat yang disebut waving net, sehingga
terbentuk gelombang mie yang merata dan terbagi dalam
beberapa jalur.
4. Steaming atau Pengukusan
Proses selanjutnya adalah proses pengukusan untaian mie
yang keluar dari slitter secara kontinu dengan menggunakan
steam box atau mesin yang memiliki tekanan uap cukup tinggi
dengan suhu tertentu. Proses pengukusan akan berlangsung
selama dua menit dangan suhu pemanasan ± 65°C. Tujuan proses
pengukusan adalah memasak mie mentah menjadi mie dengan
sifat fisik padat. Dalam proses steaming ini akan terjadi proses
gelatinisasi pati dan koagulasi gluten, yang menyebabkan
gelombang mie bersifat tetap dan memiliki tekstur lembut, lunak,
elastis dan terlindungi dari penyerapan minyak yang terlalu
banyak pada proses penggorengan atau frying.
5. Cutting and Folder atau Pemotongan dan Pencetakan
Pemotongan dan pencetakan adalah suatu proses memotong
lajur mie pada ukuran tertentu dan melipat menjadi dua bagian
sama panjang, kemudian mendistribusikannya ke mangkok
penggorengan. Mie dipotong dengan menggunakan alat berupa
pisau yang berputar.
6. Frying atau Penggorengan
Proses penggorengan adalah suatu proses merapikan mie di
dalam mangkok pengorengan, kemudian merendamnya di dalam
41
media penghantar panas. Dalam hal ini minyak olein atau minyak
goreng pada suhu tertentu dalam waktu tertentu. Tujuan dari
proses penggorengan adalah untuk mengurangi kadar air dalam
mie dan pemantapan pati tergelatinisasi. Kadar air setelah
penggorengan adalah 4% sehingga mie menjadi matang, kaku
dan awet.
7. Cooling atau Pendinginan
Proses pendinginan adalah proses pengangkutan mie panas
setelah proses penggorengan ke dalam ruangan pendingin mie.
Ruangan pendingin mie adalah ruangan atau lorong yang terdiri
dari sejumlah kipas untuk menghembuskan udara segar ke mie-
mie yang dilewatkan dalam ruangan tersebut. Tujuan proses
pendinginan adalah untuk mendinginkan mie panas yang keluar
dari proses penggorengan hingga diperoleh suhu ± 30°C sebelum
dikemas dengan etiket. Dengan diperolehnya suhu mie yang
rendah sebelum dikemas maka mie akan lebih awet untuk
disimpan dalam etiket selama beberapa waktu dan menghindari
penguapan air yang kemudian menempel pada permukaan bagian
dalam etiket yang dapat menyebabkan timbulnya jamur.
Lamanya proses pendinginan adalah kurang lebih dua menit.
8. Packing atau Pengemasan
Proses yang terakhir dalam produksi mie adalah pengemasan
atau packing. Pengemasan mie adalah proses penyatuan dan
pembungkusan mie, bumbu, minyak bumbu dan solid ingredient
lainya dengan menggunakan etiket sesuai dengan standar yang
telah ditetapkan. Tujuan dari proses pengemasan adalah untuk
melindungi mie dari kemungkinan-kemungkinan tercemar atau
rusak sehingga mie tidak mengalami penurunan mutu ketika
sampai kepada konsumen. Setelah dikemas, selanjutnya mie
tersebut akan dimasukkan ke dalam karton. Setelah mie
dimasukkan ke dalam karton seluruhnya, karton akan direkatkan
dan kemudian menuju gudang untuk disalurkan. Secara

Tahapan Proses
ProduksiSimbol Deskripsi
MixingPencampuran tepung dan air alkali
Pembuatan adonan mie instan
Pressing
Masuk ke mesin press
Adonan melewati beberapa roll press
Pembuatan adonan menjadi lembaran
Pemeriksaan ketebalan lembaran
Sliting
Lembaran mie melewati mesin sliting
dan waving net
Pembentukan untaian dan gelombang
mie
Pemeriksaan jumlah untaian mie
SteamingUntaian mie melewati steam box
Proses pengukusan untaian mie
Cutting and
folder
Untaian mie masuk ke mesin cutting
Proses pemotongan dan pelipatan
untaian mie
42
Sistematis alur proses produksi mie instan dapat dilihat pada
Tabel 3 dan Gambar 8.
Tabel 3. Bagan aliran proses pembuatan mie instan
Lanjutan Tabel 3
Tahapan Proses
ProduksiSimbol Deskripsi

Frying
Mie masuk ke mangkok
penggorengan
Pemeriksaan dan merapikan posisi
mie pada mangkok penggorengan
Proses penggorengan mie
CoolingMasuk ke lorong pendinginan
Proses pendinginan mie
Packing
Masuk ke area packing
Pemeriksaan mie instan (bentuk dan
warna)
Proses pengemasan mie dengan etiket
Pemeriksaan hasil pengemasan dan
pemberian kode
Proses pengemasan mie dengan
karton
Pemeriksaan hasil pengemasan dan
pemberian kode
Penyimpanan mie instan dalam
gudang
43
Keterangan : = Operasi, = Transportasi, = Inspeksi
= Penundaan atau delay, = Penyimpanan
44
Tepung(Flour)
Pencampuran(Mixing)
Bahan TambahanLainnya
(Other Raw Material)
Pengepresan(Pressing)
PembentukanUntaian Mie
(Slitting)
Pengukusan(Steaming)
Pemotongandan Pencetakan
(Cutting andFolder)
Penggorengan(Frying)
Pendinginan(Cooling)
Pengemasan(Packing)
Gambar 8. Diagram alir produksi mie instan
4.3. Sistem Persediaan Bahan Baku Divisi Noodle, PT ISM, Tbk
Divisi Noodle, merupakan divisi dari PT ISM, Tbk yang melaksanakan
proses produksinya dengan menggunakan bahan baku yang cukup besar
kuantitasnya. Mengingat begitu pentingnya pengadaan bahan baku untuk
mendukung aktivitas produksi, maka perusahaan memandang perlu untuk
dilakukan sistem persediaan bahan baku yang terpadu sehingga efektifitas
pengadaan bahan baku dapat tercapai.
Motivasi perusahaan dalam melaksanakan sistem persediaan bahan baku
adalah tercapainya efisiensi dan efektivitas produksi dimana kelangsungan
proses produksi dapat berjalan dengan lancar. Ini berarti dengan adanya
sistem persediaan bahan baku dalam jumlah, mutu dan waktu yang tepat,
serta biaya minimal yang dapat memberikan dukungan terhadap kelancaran
produksi.
Sistem persediaan bahan baku pada Divisi Noodle, PT ISM, Tbk
menjadi tanggung jawab Departemen PPIC. Departemen ini berperan dalam
menyusun rencana produksi, mengkoordinir pengadaan bahan baku untuk
kegiatan produksi, memonitor tingkat persediaan, menentukan persediaan
yang harus dijaga, kapan persediaan harus diisi dan berapa pesanan yang
45
harus dilakukan. Departemen PPIC dipimpin oleh seorang PPIC Supervisor,
yang dibantu oleh sejumlah staf administrasi untuk mendukung
pekerjaannya. Dalam struktur organisasi Divisi Noodle, PT ISM, Tbk,
Departemen PPIC berada dalam naungan Direktorat Manufacturing yang
dipimpin oleh Factory Manager.
4.3.1. Karakteristik Bahan Baku
Divisi Noodle, PT ISM, Tbk menggunakan beberapa bahan baku
dalam pembuatan mie instan. Bahan baku yang digunakan
didatangkan dari beberapa perusahaan yang telah memenuhi
persyaratan yang telah ditetapkan oleh perusahaan. Adapun bahan
baku tersebut adalah :
1. Tepung Terigu
Bahan baku utama pembuatan mie instan adalah tepung
terigu. Tepung terigu diperoleh dari biji gandum yang digiling.
Fungsi tepung terigu dalam pembuatan mie instan, antara lain
memberi atau membentuk adonan selama proses pencampuran,
menarik atau mengikat bahan lain dan mendistribusikan secara
merata, mengikat gas selama proses penggorengan, membentuk
struktur mie instan, serta sebagai sumber karbohidrat dan protein.
Tepung terigu yang digunakan Divisi Noodle, PT ISM, Tbk
secara rutin diperoleh dari perusahaan lokal yaitu PT Bogasari
Flour Mills Indonesia.
Divisi Noodle, PT ISM, Tbk menggunakan tiga jenis tepung
terigu sebagai bahan baku utama, yaitu strong flour (tepung keras
cap Cakra Kembar), medium flour (tepung setengah keras cap
Segitiga Biru) dan soft flour (tepung lunak cap Segitiga Hijau).
Ketiga jenis tepung tersebut bukan dianggap sebagai kelas-kelas
mutu tepung, tetapi mempunyai klasifikasi khusus sehingga akan
disesuaikan untuk tujuan penggunaan berbeda. Ketiga jenis
tepung tersebut sudah mengandung telur sehingga mempunyai
kadar protein tertentu. Hal ini dimaksudkan untuk memudahkan
No. Jenis Tepung pH Kadar Air (%) Gluten (%) Protein (%)
1. Cakra Kembar 5,5-6,8 14,5 (max) 31 (min) 13
2. Segitiga Biru 5,5-6,8 14 (max) 25 (min) 10,5-11,5
3. Segitiga Hijau 5,5-6,8 14 (max) 21 (min) 9
46
penanganan dalam proses pembuatan mie instan. Adapun standar
bahan baku tepung terigu dapat telihat pada Tabel 4.
Tabel 4. Standar bahan baku tepung terigu
Dalam proses pembuatan mie instan dikehendaki terigu yang
memiliki kadar protein 8-12% untuk menghasilkan tekstur dan
rasa yang khas dari produk. Tepung terigu cap Cakra Kembar
adalah terigu yang bermutu paling baik untuk pembuatan roti dan
mie karena memiliki kandungan protein yang paling tinggi, yaitu
sebesar 13% yang dihasilkan dari 100% hard wheat, mempunyai
masa gluten yang kuat dan ulet dengan daya serap air minimal
60%, serta memiliki daya mengembang yang paling baik.
Tepung terigu cap Segitiga Biru adalah tepung medium yang
dihasilkan dari pencampuran gandum berkadar protein tinggi
dengan protein rendah, sehingga kadar proteinnya 10,5-11,5%,
mempunyai daya serap air minimal 58% serta memiliki daya
mengembang yang sedang. Sedangkan tepung terigu cap Segitiga
Hijau adalah tepung lunak yang dihasilkan dari gandum berkadar
protein rendah (9%), mempunyai daya serap air minimal 57%
serta memiliki daya mengembang yang rendah. Masing-masing
jenis tepung terigu tersebut dikemas dalam karung dengan berat
per karung 25 kg.
2. Tepung Tapioka
Selain tepung terigu, campuran lain untuk adonan mie instan
adalah tepung tapioka. Tepung tapioka digunakan untuk
membentuk tekstur mie menjadi lebih keras, sehingga adonan
mudah dibentuk sesuai dengan yang diinginkan. Tepung tapioka
yang baik digunakan untuk pembuatan mie instan adalah

47
memiliki pH 4-8 dan kadar pati 80%. Tepung tapioka ini
diperoleh dari perusahaan Darma Grindo, Lampung. Tepung
tapioka ini dikemas dalam karung dengan berat per karung 50 kg.
3. Bahan Baku Tambahan
Bahan baku tambahan merupakan bahan yang dipakai dalam
proses produksi yang akan mempengaruhi mutu adonan yang
dibuat. Bahan baku tambahan yang dipakai adalah :
a. Air
Air digunakan untuk membentuk tekstur adonan dan
gluten, mengkontrol kepadatan dan suhu adonan, melarutkan
garam dan bahan-bahan tambahan lainnya, sehingga bahan-
bahan tersebut dapat tersebar secara merata dalam adonan.
Air yang digunakan harus air bersih, baik secara kimiawi
maupun mikro biologis dan berasal dari Perusahaan Air
Minum (PAM).
b. Alkali
Alkali merupakan campuran dari zat antioksidan,
pengemulsi, pengatur keasaman, pengental, pengembang,
pewarna, mineral dan penguat rasa yang aman untuk
dikonsumsi dan berfungsi untuk membuat bentuk, warna,
rasa dan mutu mie instan lebih baik.
Dalam penelitian ini dibahas pengendalian persediaan bahan
baku tepung terigu dan tepung tapioka. Hal ini disebabkan tepung
terigu dan tepung tapioka adalah bahan baku utama dan
pemakaiannya paling besar.
4.3.2. Identifikasi Kebutuhan Bahan Baku
Identifikasi kebutuhan bahan baku adalah penentuan jumlah
bahan baku yang diperlukan untuk produksi mendatang. Identifikasi
tersebut dilakukan berdasarkan perkiraan penjualan produk mie
instan yang dihasilkan perusahaan dan pemakaian bahan baku pada
periode sebelumnya.

48
4.3.3. Prosedur Pembelian dan Penerimaan
Sistem pembelian dan penerimaan bahan baku pada Divisi
Noodle, PT ISM, Tbk melibatkan beberapa pihak yang saling
berkepentingan menurut fungsinya dalam perusahaan, yaitu
Departemen ASP, PPIC, Purchasing (Pembelian), Ware House
(Gudang), PDQC dan Finance and Accounting. Ke enam bagian ini
memegang peranan penting dalam pengadaan bahan baku baik secara
langsung maupun tidak langsung, sehingga produksi dapat
berlangsung karena ketersediaan bahan baku tersebut.
Sebelum melakukan pemesanan bahan baku, Departemen ASP
memberikan masukan kepada Departemen PPIC berupa peramalan
atau prediksi penjualan produk jadi untuk satu minggu ke depan
berdasarkan kondisi pasar dan pengalaman pada periode-periode
sebelumnya.
Selanjutnya dari peramalan penjualan produk dan data
pemakaian bahan baku tiga perode sebelumnya, Departemen PPIC
akan merencanakan kebutuhan bahan baku. Kemudian, Departemen
PPIC mengajukan permintaan pembelian dengan membuat atau
mengisi formulir permintaan pembelian atau Purchase Requition
(PR). Formulir ini diberikan kepada atasan yang berwenang untuk
dimintakan tanda tangan sebagai bukti persetujuan. Formulir tersebut
selanjutnya diberikan kepada Departemen Purchasing untuk
dilakukan pembelian.
Departemen Purchasing yang menerima PR dari Departemen
PPIC, kemudian memeriksanya. Apabila permintaan pembelian
tersebut tidak sesuai dengan syarat-syarat dan anggaran yang telah
ditetapkan, maka PR tersebut dikembalikan pada Departemen PPIC.
Tetapi apabila syarat-syarat telah terpenuhi dan sesuai dengan
anggaran, maka Departemen Purchasing akan menandatangani PR
tersebut.
Berdasarkan PR yang telah ditandatangani oleh Departemen
Purchasing, kemudian dibuat penawaran harga atau Price Offer (PF)
49
untuk meminta penawaran harga dari pemasok untuk setiap jenis
bahan baku yang dibutuhkan. Pada bahan baku tepung tapioka dan
tepung terigu, baik Cakra Kembar, Segitiga Biru, maupun Segitiga
Hijau perusahaan sudah memiliki sistem kontrak dengan pihak
pemasok. Sistem kontrak dilakukan untuk menjaga kontinuitas
pasokan bahan baku, kestabilan harga, dan mutu yang baik sesuai
dengan standar yang telah disepakati.
Setelah PF disepakati oleh kedua belah pihak, yaitu pihak
perusahaan dan pihak pemasok, maka kemudian dibuatlah
permintaan pesanan atau Purchase Order (PO). Di dalam PO sudah
dinyatakan nama pemasok, nomor pesanan, jumlah yang dipesan,
harga dan tanggal penerimaan barang.
Pemesanan ini melibatkan sejumlah dana yang dibayarkan
kepada pihak pemasok bahan baku tersebut. Salah satu dokumen PO,
didistribusikan ke Departemen Finance and Accounting dengan
tujuan untuk mendapatkan dana yang dibutuhkan untuk membayar
pesanan tersebut.
Pada saat barang-barang yang dikirim pemasok telah sampai di
perusahaan, Petugas warehouse (gudang) dan QC bertugas menerima
barang tersebut dengan terlebih dahulu dilakukan pemeriksaan.
Petugas gudang akan memeriksa dengan teliti mengenai kelengkapan
dokumen atau surat jalan, kondisi kemasan, label, segel, kuantitas
pesanan (volume atau berat) dan jumlah barang yang diterima
dengan yang tercantum di dalam PO. Kemudian barang diuji oleh
Departemen QC dengan mengambil contoh secara acak.
Jika hasil dari pemeriksaan dan pengujian tidak sesuai dengan
yang tercantum dalam PO dan standar dalam kontrak ataupun
dokumennya tidak lengkap, maka bagian Departemen Purchasing
akan mengembalikan barang tersebut kepada pihak pemasok dan
meminta penggantian barang. Sedangkan apabila barang yang
diterima telah memenuhi syarat, maka bagian penerimaan di gudang
50
akan mengeluarkan bukti penerimaan dan mencatat barang-barang
yang diterima ke dalam kartu persediaan.
4.3.4. Penyimpanan Bahan Baku
Bahan baku yang menjadi bagian penting dalam proses produksi
ditempatkan di gudang bahan baku. Hal yang berkenaan dengan
penyimpanan bahan baku berada pada wewenang Departemen
Warehouse (Gudang). Departemen Gudang bertanggungjawab atas
keluar masuknya bahan baku serta penyimpanannya.
Dalam manajemen gudang bahan baku Divisi Noodle, PT ISM,
Tbk terdapat prosedur penanganan bahan baku, yaitu :
1. Penerimaan
Penerimaan bahan baku ke Departemen Warehouse (Gudang)
merupakan hasil pemesanan yang dilakukan oleh Departemen
Purchasing. Sebelum masuk gudang, bagian penerimaan barang
digudang akan mengontrol jumlah yang diterima berdasarkan
pesanan (PO) dan selanjutnya Departemen QC akan mengambil
contoh untuk memeriksa mutu yang telah ditetapkan. Apabila
sudah sesuai standar kemudian Departemen Gudang akan
membuat nota bukti penerimaan bahan dan mencatatnya ke
dalam kartu persediaan.
Perhitungan jumlah bahan baku tepung terigu dan tepung
tapioka akan disesuaikan dengan standar yang telah ditetapkan
oleh Divisi Noodle, PT ISM, Tbk. Tepung tapioka mempunyai
berat 50 kg per zak, dan perusahaan telah memperhitungkan
rendemen, sehingga berat per zak 49,85 kg. Sedangkan untuk
tepung terigu, berat per zaknya 25 kg dan perusahaan juga telah
memperhitungkan rendemennya sehingga berat per zak 24,55-
24,85 kg.
2. Penyusunan
Setelah bahan baku diterima oleh petugas penerimaan
Departemen Gudang, selanjutnya dilakukan kegiatan pengeluaran
bahan baku dari dalam truk atau kontainer. Kegiatan pengeluaran
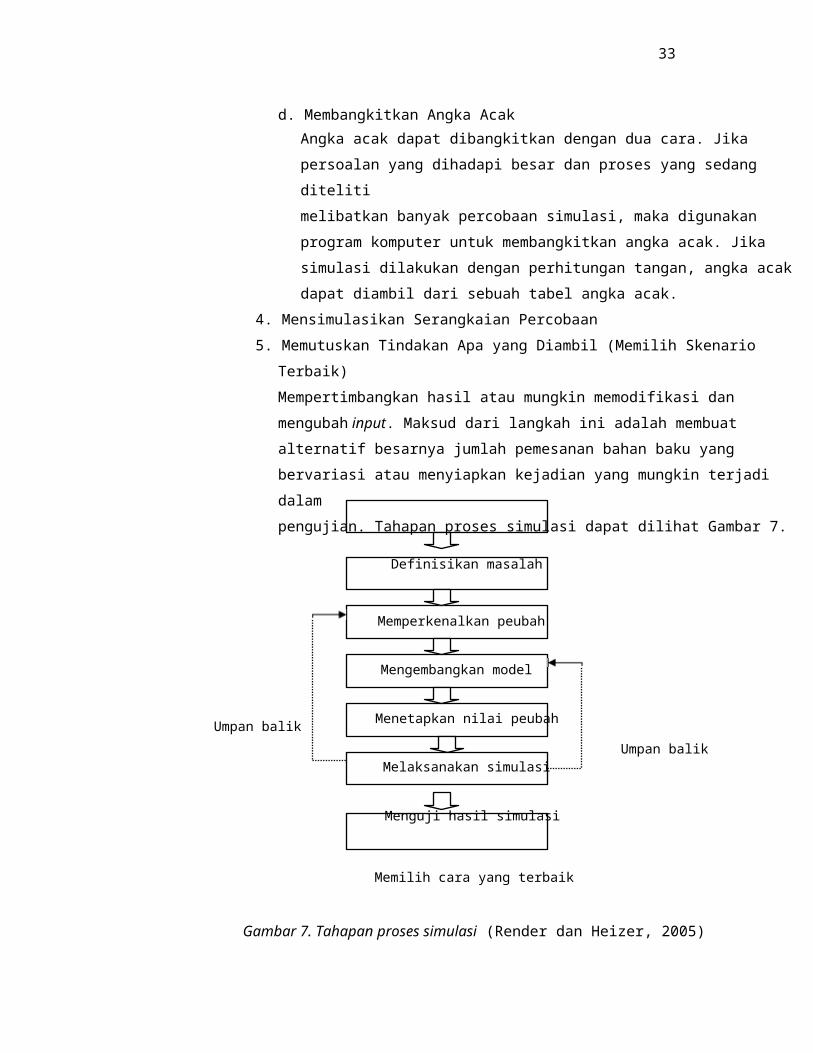
51
bahan baku untuk jenis tepung dilakukan dengan cara diangkat
oleh kuli angkut. Setelah bahan baku diturunkan dari truk atau
kontainer, bahan baku terlebih dahulu ditumpuk secara bersilang
agar saling mengunci antar satu lapisan dengan lapisan lainnya di
atas palet, sehingga bahan baku tidak terkontak langsung dengan
lantai. Tinggi tumpukan maksimal tepung adalah 10 zak per
palet.
Bahan baku yang sudah disusun di atas palet akan
dimasukan ke dalam gudang dengan menggunakan forklift.
Kemudian bahan baku tersebut disimpan di dalam gudang
dengan jarak simpan dari dinding 10-30 cm. Hal ini dilakukan
agar bahan baku lebih mudah dalam pengeluaran, memudahkan
pengontrolan dan pembersihan di ruang penyimpanan serta
mencegah kontaminasi terhadap bahan baku. Kemudian, bahan
baku tersebut diberi label sesuai tanggal kedatangan dan lokasi
penempatannya. Pemberian label ini bertujuan untuk mengetahui
umur bahan baku.
3. Pengeluaran
Pengeluaran bahan baku dilakukan apabila bagian produksi
memerlukan bahan baku dalam proses produksi. Bahan baku
yang akan digunakan untuk proses produksi, biasanya akan
dikirimkan dari gudang sehari sebelumnya untuk menghindari
kemacetan produksi akibat menunggu bahan baku dari gudang.
Apabila ada bahan baku yang berlebih, maka bahan baku tersebut
akan dikirim kembali ke gudang. Semua kegiatan pengeluaran
ataupun pengembalian bahan baku dari bagian gudang dilakukan
dengan bukti atau laporan tertulis mengenai berapa jumlah bahan
baku yang keluar dari gudang dan berapa bahan baku yang
dikembalikan ke gudang.
Bahan baku yang dikeluarkan mengikuti sistem First In First
Out (FIFO) yaitu bahan baku yang pertama masuk ke gudang
dikeluarkan lebih dahulu dari gudang untuk proses produksi. Hal

52
ini berkaitan dengan sifat bahan baku yang mempunyai batas
kadarluasa dan kerugian akibat penyimpanan yang terlalu lama.
Bahan baku tepung terigu mempunyai batas penyimpanan di
gudang bahan baku, yaitu satu bulan. Pada cuaca panas,
penyimpanan melebihi satu bulan akan menimbulkan kutu pada
tepung terigu.
4. Administrasi
Sistem pencatatan terhadap semua barang yang masuk atau
keluar dari gudang dilakukan setiap hari dimana pengecekan
barang oleh operator gudang akan dilaporkan kepada bagian
administrasi gudang. Bagian administrasi mencatat seluruh
laporan yang masuk ke dalam Daily Stock Report (Laporan Stok
Harian).
5. Kontrol
Pengontrolan dilakukan terhadap keadaan bahan baku di
tempat penyimpanan. Pengontrolan dilakukan setiap harinya
pada pukul 09.00-10.00 WIB. Hal ini dilakukan untuk
penelusuran apabila ada kesalahan dalam penanganan barang.
Selain itu pengontrolan terhadap jumlah bahan bahan baku
dilakukan dengan melihat Laporan Stok Harian. Hal ini
dikarenakan besarnya jumlah bahan baku, sehingga tidak
dilakukan perhitungan manual di lapangan. Perhitungan manual
terhadap jumlah bahan baku hanya dilakukan pada saat bahan
baku tersebut masuk dan keluar dari gudang.
4.3.5. Pengujian dan Pengawasan Mutu Bahan Baku
Pengujian mutu bahan baku bertujuan agar bahan baku yang
dipakai memenuhi standar mutu yang berlaku, sehingga tidak terjadi
penyimpangan standar kualitas produk akhir. Dalam industri pangan,
pengawasan mutu bahan baku merupakan salah satu hal yang penting
untuk menjaga mutu produk, mengendalikan agar menghasilkan
mutu yang konsisten dan yang paling penting adalah sebagai jaminan
keamanan pangan.
53
Pengujian mutu bahan baku pada Divisi Noodle, PT ISM, Tbk
dilakukan oleh Departemen QC. Untuk bahan baku tepung terigu,
dilakukan pemeriksaan secara fisik, kimia, organoleptik, biologi dan
atau mikrobiologi.
Pengujian kualitas bahan baku dilakukan dengan cara
pengambilan acak. Bagian QC akan mengambil contoh dari setiap
batch yang berbeda tanggal masuknya ke dalam gudang. Kemudian
contoh dari masing-masing batch tersebut diuji. Apabila hasil
pengujian tidak sesuai dengan standar yang telah ditetapkan maka
bahan baku tersebut tidak layak digunakan untuk kegiatan produksi.
Bahan baku yang tidak layak digunakan tersebut apabila masih
dalam jangka waktu tertentu yang telah disepakati antara perusahaan
dengan pihak pemasok, maka bahan baku tersebut dapat
dikembalikan kepada pihak pemasok. Namun jika telah melewati
jangka waktu yang telah ditetapkan, maka bahan baku tersebut akan
dimusnahkan oleh Departemen QC dengan sepengetahuan
Departemen Gudang, PPIC dan Purchasing.
4.3.6. Biaya-Biaya Persediaan Bahan Baku
Secara umum total biaya persediaan di Divisi Noodle, PT ISM,
Tbk terdiri dari biaya pemesanan, biaya penyimpanan dan biaya
kekurangan bahan. Biaya penyiapan tidak diperhitungkan, karena
biaya tersebut timbul apabila perusahaan memproduksi bahan
bakunya sendiri, sedangkan Divisi Noodle, PT ISM, Tbk tidak
memproduksi sendiri bahan bakunya.
Biaya pemesanan adalah biaya yang timbul akibat dari pembelian
bahan baku. Komponen biaya pemesanan tepung terigu dan tapioka
meliputi biaya telepon (telepon dan faksimili) dan biaya administrasi.
Biaya ini bersifat konstan sehingga tidak terpengaruh dengan jumlah
bahan baku yang dipesan perusahaan. Biaya telepon dan faksimili
diperlukan saat pemesanan barang dan untuk mengirimkan PO
kepada pemasok. Sedangkan biaya administrasi pesan diperlukan
untuk surat menyurat, prosedur pembuatan faktur, pengiriman order
No Jenis BahanBaku
Komponen Biaya Jumlah Biaya(Rp/Pemesanan)
1 Cakra KembarBiaya Telepon dan Faksimili 12.000
Biaya Administrasi Pesan 6.000
Total 18.000
2 Segitiga BiruBiaya Telepon dan Faksimili 12.000
Biaya Administrasi Pesan 6.000
Total 18.000
3 Segitiga HijauBiaya Telepon dan Faksimili 12.000
Biaya Administrasi Pesan 6.000
Total 18.000
4 Tepung TapiokaBiaya Telepon dan Faksimili 18.000
Biaya Administrasi Pesan 6.000
Total 24.000
54
dan pencatatan pemesanan tepung terigu. Biaya pengiriman atau
biaya clearance tidak dibebankan ke dalam biaya pemesanan, karena
biaya-biaya ini ditanggung oleh pemasok. Komponen biaya
pemesanan bahan baku tepung terigu dan tepung tapioka per
pemesanan dapat dilihat pada Tabel 5.
Tabel 5. Biaya pemesanan bahan baku per pemesanan
Harga pembelian tepung terigu Cakra Kembar Rp 88.800 per
zak, tepung terigu Segitiga Biru sebesar Rp 79.200 per zak, tepung
terigu Segitiga Hijau sebesar Rp 66.300 per zak dan tepung tapioka
sebesar Rp 222.000 per zak. Pemasok tidak membatasi jumlah
pembelian karena selama ini pemasok mampu memenuhi kebutuhan
perusahaan.
Biaya penyimpanan adalah biaya yang timbul akibat dari bahan
baku yang disimpan. Biaya penyimpanan terdiri dari biaya utilitas,
biaya upah, equipment dan maintenance, serta biaya opportunity cost
of capital (biaya modal).
Biaya utilitas merupakan biaya fasilitas penyimpanan seperti air
dan listrik untuk pencahayaan, pemanas atau pendingin. Biaya upah
merupakan biaya yang dikeluarkan perusahaan untuk
No Jenis Bahan Baku Komponen Biaya Jumlah Biaya(Rp/zak/tahun)
1 Terigu Cakra
Kembar
Biaya Utilitas 9.360Biaya Upah 5.928
Biaya Maintenance danEquipment
4.680
Biaya Modal 8.112Total 28.080
2 Terigu Segitiga
Biru
Biaya Utilitas 9.360Biaya Upah 5.928
Biaya Maintenance danEquipment
4.680
Biaya Modal 7.488Total 27.456
3 Terigu Segitiga
Hijau
Biaya Utilitas 9.360Biaya Upah 5.928
Biaya Maintenance danEquipment
4.680
Biaya Modal 6.240Total 26.208
55
memperkerjakan karyawan dalam pengangkutan, pemeliharaan dan
penjagaan bahan baku. Equipment dan maintenance adalah biaya
yang dikeluarkan dalam pengelolaan dan pemeliharaan bahan baku
tersebut di gudang, seperti pemeliharaan forklift, pemeliharaan ruang
penyimpanan, pembersihan dan penyemprotan fungisida serta
aktifitas lain yang mengeluarkan sejumlah dana bagi perusahaan.
Biaya modal atau disebut dengan opportunity cost of capital
merupakan alternatif pendapatan atas dana yang diinvestasikan
dalam persediaan. Biaya modal dihitung dari harga bahan baku
dikalikan dengan suku bunga simpanan. Suku bunga simpanan
berjangka rupiah menurut kelompok Bank Umum, pada tahun 2007
adalah sebesar 9,25% (www.bi.go.id, 2007). Besarnya biaya
penyimpanan bahan baku per zak per tahun dapat dilihat pada Tabel
6.
Tabel 6. Biaya penyimpanan bahan baku per zak per tahun (Rp/zak/tahun)

No Jenis Bahan Baku Komponen Biaya Jumlah Biaya(Rp/zak/tahun)
4 Tepung Tapioka
Biaya Utilitas 15.600Biaya Upah 9.360
Biaya Maintenance danEquipment
5.616
Biaya Modal 20.592Total 51.168
No Jenis Bahan Baku Biaya penyimpanan(Rupiah/zak/hari)
1 Terigu Cakra Kembar 902 Terigu Segitiga Biru 883 Terigu Segitiga Hijau 84
4 Tepung Tapioka 164
56
Lanjutan Tabel 6.
Simulasi yang digunakan pada sistem persediaan bahan baku di
Divisi Noodle, PT ISM, Tbk, adalah per hari, sehingga biaya
penyimpanan bahan baku yang digunakan dalam simulasi adalah
biaya harian. Sehingga biaya penyimpanan untuk setiap jenis bahan
baku di Divisi Noodle, PT ISM, Tbk per zak per hari dapat dilihat
pada Tabel 7.
Tabel 7. Biaya penyimpanan bahan baku per zak per hari (Rupiah /zak/hari)
Biaya kekurangan bahan adalah biaya yang timbul apabila
persediaan tidak mencukupi adanya kebutuhan pemakaian bahan
baku. Biaya kekurangan bahan yang diperhitungkan adalah biaya
pemesanan khusus dan biaya kehilangan kesempatan menerima
keuntungan. Biaya pemesanan khusus adalah biaya yang dikeluarkan
perusahaan untuk mengadakan pemesanan khusus sejumlah bahan
baku yang dibutuhkan. Biaya pemesanan khusus terdiri dari biaya
pengiriman secara kilat dan biaya tambahan pengepakan. Biaya
kehilangan kesempatan mendapatkan keuntungan adalah sejumlah
keuntungan yang hilang, karena tidak ada produk yang diproduksi
dan dijual kepada konsumen akibat tidak tersediaanya bahan baku
No Jenis Bahan Baku Komponen Biaya Jumlah Biaya (Rp/zak)
1 Terigu Cakra KembarBiaya Pemesanan Khusus 2.500
Biaya Kehilangan Keuntungan 24.361
Total 26.861
2 Terigu Segitiga BiruBiaya Pemesanan Khusus 2.500
Biaya Kehilangan Keuntungan 24.361
Total 26.861
3 Terigu Segitiga HijauBiaya Pemesanan Khusus 2.500
Biaya Kehilangan Keuntungan 24.361
Total 26.861
4 Tepung TapiokaBiaya Pemesanan Khusus 10.000
Biaya Kehilangan Keuntungan 48.722
Total 58.722
57
yang dibutuhkan. Besarnya biaya kekurangan bahan per zak dapat
dilihat pada Tabel. 8
Tabel 8. Biaya kekurangan bahan baku per zak (Rupiah/zak)
4.4. Pengendalian Persediaan Bahan Baku
4.4.1. Pengendalian Persediaan Bahan Baku Perusahaan
Biaya persediaan merupakan keseluruhan biaya yang mencakup
biaya pemesanan, biaya penyimpanan dan biaya kekurangan bahan.
Total biaya pemesanan per hari adalah biaya pemesanan per pesanan
dikalikan dengan frekuensi pemesanan bahan baku per hari. Total
biaya penyimpanan per hari adalah biaya penyimpanan bahan baku
per zak per hari dikalikan dengan rataan jumlah persediaan bahan
baku. Total biaya kekurangan bahan per hari adalah biaya
kekurangan bahan baku per unit dikalikan jumlah rataan kekurangan
bahan baku per hari.
Pada tahun 2006, Divisi Noodle, PT ISM, Tbk melakukan
pemesanan dengan frekuensi yang berbeda untuk setiap jenis bahan
baku. Untuk bahan baku tepung terigu, baik tepung terigu Cakra
Kembar, Segitiga Biru maupun Segitiga hijau perusahaan memesan
sebanyak 51 kali pemesanan selama satu tahun atau 0,16 kali

Jenis Bahan
Baku
Frekuensi
Pemesanan / Hari
Jumlah Persediaan
Bahan Baku (zak)
Rataan JumlahKekurangan Bahan
(zak)
Cakra Kembar 0,16 14.126 92
Segitiga Biru 0,16 673 4
Segitiga Hijau 0,16 4.710 31
Tepung Tapioka 0,04 589 0,6
58
pemesanan per hari. Sedangkan untuk bahan baku tepung tapioka
perusahaan memesan sebanyak 13 kali pemesanan atau 0,04 kali
pemesanan per hari. Jumlah unit bahan baku yang dipesan adalah
bervariasi setiap kali pemesanan. Rataan jumlah persediaan bahan
baku dan rataan jumlah kekurangan bahan per hari bervariasi untuk
setiap jenis bahan baku. Frekuensi pemesanan per hari, rataan jumlah
persediaan bahan baku dan rataan kekurangan bahan per hari dapat
dilihat pada Tabel 9.
Tabel 9. Frekuensi pemesanan per hari, rataan jumlah persediaan bahan baku danrataan kekurangan bahan per hari pada tahun 2006
Total biaya persediaan bahan baku di Divisi Noodle, PT ISM,
Tbk pada tahun 2006 adalah Rp 5.278.980 per hari atau Rp
1.647.041.622 per tahun. Biaya persediaan bahan baku terbesar
selama tahun 2006 adalah biaya persediaan bahan baku jenis tepung
terigu Cakra Kembar, yaitu Rp 3.745.432 per hari atau Rp.
1.168.574.784 per tahun. Sementara itu yang terendah adalah jenis
bahan baku tepung tapioka Rp 132.789 per hari atau Rp 41.430.230
per tahun. Besarnya biaya persediaan bahan baku tepung terigu
Cakra Kembar dikarenakan jumlah persediaan rataan bahan baku
tepung terigu Cakra Kembar cukup besar, yaitu 14.126 zak dan
rataan kekurangan bahan yang juga besar, yaitu 92 per hari.
Sedangkan rendahnya biaya persediaan bahan baku tepung tapioka
dikarenakan jumlah persediaan rataan bahan baku tepung tapioka
Jenis BahanBaku
Total BiayaPemesanan
Total BiayaPenyimpanan
Total BiayaStock Out
Total BiayaPersediaan
Cakra Kembar 2.880 1.271.340 2.471.212 3.745.432
Segitiga Biru 2.880 59.224 107.444 169.548
Segitiga Hijau 2.880 395.640 832.691 1.231.211
Tepung Tapioka 960 96.596 35.233 132.789
Total 9.600 1.822.800 3.446.580 5.278.980
Jenis BahanBaku
Total BiayaPemesanan
Total BiayaPenyimpanan
Total BiayaStock Out
Total BiayaPersediaan
Cakra Kembar 898.560 396.658.080 771.018.144 1.168.574.784
Segitiga Biru 898.560 18.477.888 33.522.528 52.898.976
Segitiga Hijau 898.560 123.439.680 259.799.592 384.137.832
Tepung Tapioka 299.520 30.137.952 10.992.758 41.430.230
Total 2.995.200 568.713.600 1.075.333.022 1.647.041.822
59
rendah yaitu 589 zak dan rataan kekurangan bahan yang rendah,
yaitu 0,6 zak per hari. Total biaya persediaan bahan baku per hari
untuk masing-masing bahan baku dapat dilihat pada Tabel 10.
Tabel 10. Total biaya persediaan bahan baku per hari (Rupiah / hari)
Berdasarkan total biaya persediaan bahan baku per hari, maka
total biaya persediaan bahan baku yang telah dikeluarkan oleh
perusahaan per tahun dapat dilihat pada Tabel 11.
Tabel 11. Total biaya persediaan bahan baku pada tahun 2006 (Rupiah / tahun)
4.4.2. Peramalan Permintaan Produk Mie Instan
Berdasarkan data perusahaan tahun 2005-2006, pola data
permintaan atau penjualan produk mie instan Divisi Noodle, PT ISM,
Tbk cenderung berfluktuatif. Rataan jumlah penjualan produk mie
instan 345.907 karton mie instan per minggu. Gambar 9 dan 10
menyajikan jumlah penjualan produk mie instan mulai bulan Januari
2005-Desember 2006.

60
500000
400000
300000
200000
100000
0
1 5 9 13 17 21 25 29 33 37 41 45 49
week
Gambar 9. Data penjualan mie instan tahun 2005
500000
400000
300000
200000
100000
01 5 9 13 17 21 25 29 33 37 41 45 49
Gambar 10. Data penjualan mie instan tahun 2006
Jumlah penjualan mie instan tertinggi adalah 468.251 karton
pada minggu ke 40. Tingginya penjualan mie instan ini disebabkan
oleh peningkatan permintaan pasar atas produk mie instan menjelang
Hari Raya Idul Fitri. Penjulan mie instan terendah adalah 33.290
karton pada minggu 44. Rendahnya penjualan mie instan ini
dikarenakan minggu 44 bertepatan dengan Hari Raya Idul Fitri,
dimana seluruh kegiatan pada Divisi Noodle, PT ISM, Tbk
diliburkan.
Jika data penjualan mie instan Divisi Noodle, PT Indofood
Sukses Makmur, Tbk tahun 2005-2006 diplotkan menurut Time
Series Plot dapat terlihat seperti Gambar 11.
Jum
lah
Pen
juala
n
61
T i m e S e r i e s P l o t o f J u m l a h P e n ju a l a n
500000
400000
300000
200000
100000
01 10 20 30 40 50 60 70 80 90 100
W eek
Gambar 11. Times series plot data penjualan mie instan pada tahun 2005-2006
Dari plot di atas terlihat adanya data yang memencil pada minggu
ke 44 dan minggu ke 95, serta pencilan tersebut terjadi karena pada
minggu-minggu tersebut bertepatan dengan Hari Raya Idul Fitri
tahun 2005 dan tahun 2006, sehingga jumlah penjualan produk mie
instan menjadi lebih sedikit dibandingkan minggu-minggu lainnya.
Dari data yang diketahui, diambil kesimpulan secara kasar bahwa
data tersebut cenderung sebagai data musiman, dengan panjang
musim selama satu tahun.
Model dari data musiman dapat dibedakan menjadi dua jenis,
yaitu model multiplikatif dan model aditif. Model multiplikatif pada
prinsipnya mengandung penggandaan antara komponen trend
dengan komponen musim sedangkan untuk model aditif
mengandung penjumlahan komponen trend dengan komponen
musim. Model multiplikatif biasanya digunakan jika data pada
musim tertentu proporsional terhadap musim-musim sebelumnya.
Sedangkan model aditif biasanya digunakan jika perbedaan data pada
setiap musim relatif konstan. Untuk data jumlah penjualan ini lebih
cocok jika menggunakan metode Winters dengan jenis model
multiplikatif.
Konstanta PemulusanMAPE MAD MSD
Alpha Gamma Delta
0.2 0.2 0.2 8 27.939 1.268.301.859
0.1 0.1 0.1 8 26.750 1.127.981.288
0.05 0.05 0.05 8 25.709 1.065.180.080
0.05 0.04 0.01 7 25.139 1.018.871.416
62
Untuk melakukan peramalan dengan menggunakan metode
Winters, maka perlu dilakukan adalah menentukan smoothing
constanta (konstanta pemulusan). Konstanta pemulusan untuk
metode Winters terdapat tiga jenis, yaitu Alpha, Gamma dan Delta.
Alpha adalah komponen dasar, Gamma adalah komponen trend dan
Delta adalah komponen musim. Nilai masing-masing konstanta
adalah 0-1.
Kombinasi nilai konstanta pemulusan ditentukan secara
subyektif. Untuk menghasilkan peramalan yang akurat, maka
ditentukan beberapa kombinasi nilai konstanta pemulusan. Setelah
ditentukan beberapa kombinasi nilai konstanta pemulusan, maka
dibandingkan nilai MAPE, MAD dan MSD output dari masing-
masing kombinasi nilai konstanta pemulusan. Kombinasi konstanta
yang paling baik adalah pada saat nilai MAPE, MAD, dan MSD
paling kecil.
Empat kombinasi nilai konstanta pemulusan dan nilai MAPE,
MAD, dan MSD yang dihitung dengan menggunakan software
Minitab 14 dapat dilihat pada Tabel 12
Tabel 12. Kombinasi nilai konstanta pemulusan
Berdasarkan Tabel 12, nilai MAPE, MAD dan MSD terkecil
diperoleh pada saat kombinasi nilai konstanta pemulusan alpha =
0,05, Gamma = 0,04 dan dan Delta = 0,01. Selanjutnya dilakukan
peramalan dengan metode Winters multiplikatif dengan
menggunakan kombinasi nilai konstanta pemulusan tersebut. Hasil
peramalan penjualan produk mie instan dapat dilihat pada Tabel 13.
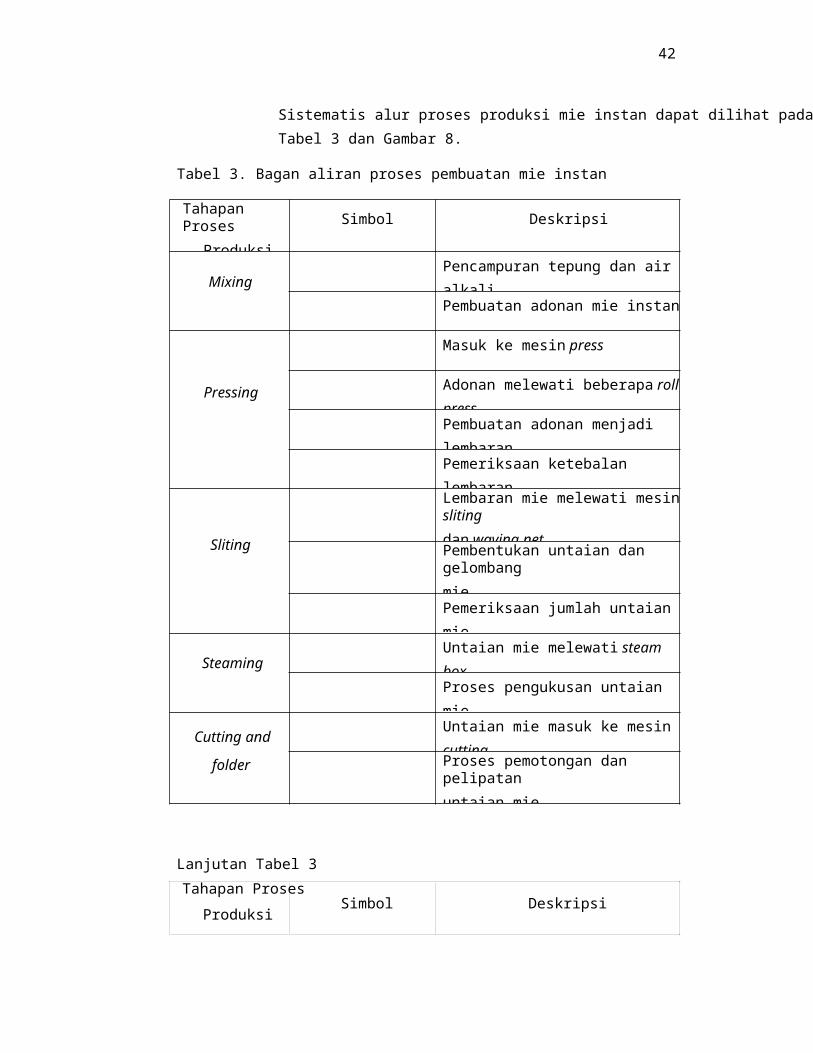
Minggu ke- Jumlah penjualan (karton) Batas Atas Batas Bawah105 298.912 237.323 360.502106 387.970 326.322 449.617107 350.837 289.129 412.545108 311.687 249.916 373.457109 433.195 371.360 495.029110 406.496 344.596 468.397111 409.419 347.451 471.388112 391.018 328.980 453.056113 356.379 294.269 418.488114 335.280 273.098 397.463115 361.703 299.444 423.961116 320.575 258.240 382.910117 353.575 291.161 415.989118 260.371 197.876 322.866119 372.569 309.992 435.147120 302.294 239.633 364.956121 359.175 296.427 421.923122 337.095 274.259 399.931123 345.903 282.977 408.829124 355.084 292.067 418.101125 422.987 359.876 486.097126 392.436 329.230 455.641127 374.298 310.996 437.600
Jum
lah
Pen
juala
n
63
Winters' Method Plot for Jumlah PenjualanMultiplicative Method
600000
500000
400000
300000
200000
100000
0
Variable
Actual
Smoothed
Forecasts
95,0% PI
Smoothing Constants
Alpha (level) 0,05
Gamma (trend) 0,04
Delta (seasonal) 0,01
Accuracy Measures
MAPE 7
MAD 25139
MSD 1018871416
1 16 32 48 64 80 96 112 128 144Week
Gambar 12. Nilai peramalan beserta nilai selang kepercayaan 95%
Tabel 13. Hasil peramalan jumlah penjualan produk mie instan
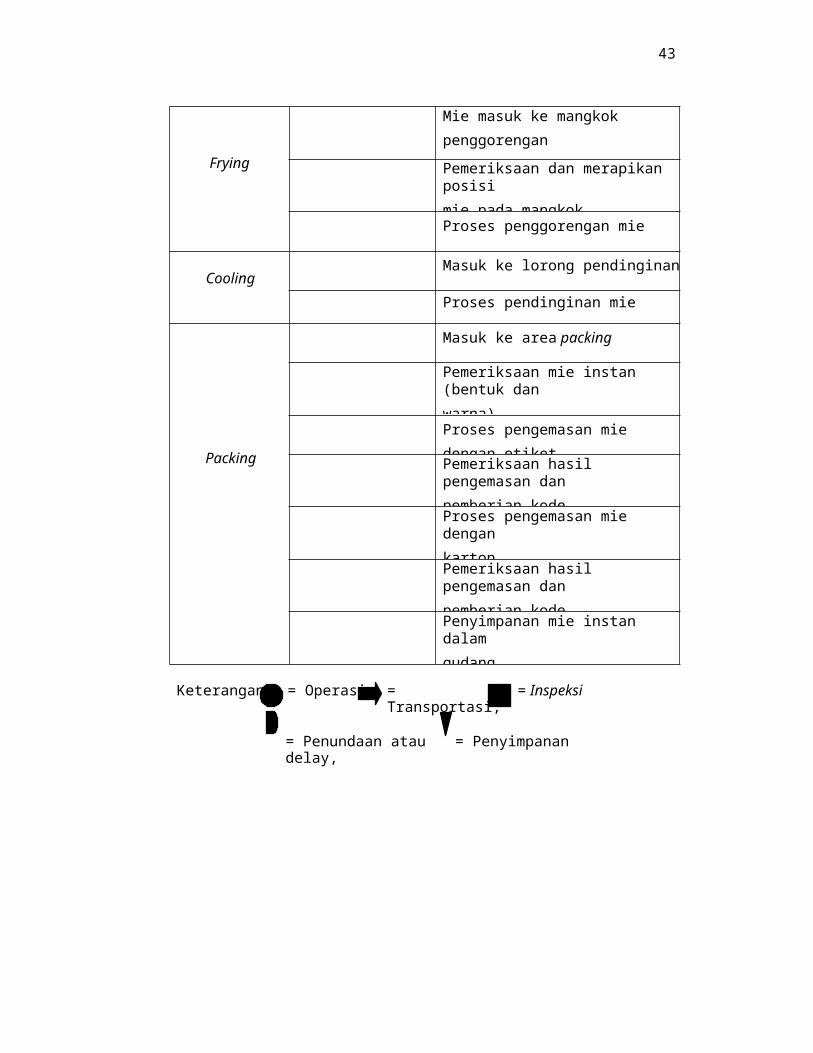
Minggu ke- Jumlah penjualan (karton) Batas Atas Batas Bawah128 386.586 323.186 449.987129 396.247 332.746 459.748130 407.527 343.924 471.130131 396.071 332.364 459.777132 405.952 342.140 469.765133 419.414 355.495 483.334134 420.843 356.815 484.872135 359.334 295.195 423.472136 441.531 377.280 505.781137 348.113 283.748 412.478138 439.479 374.999 503.959139 451.069 386.472 515.667140 409.100 344.384 473.816141 443.114 378.278 507.951142 491.767 426.808 556.726143 467.409 402.326 532.491144 470.661 405.453 535.869145 447.808 382.474 513.143146 38.033 -27.430 103.496147 361.818 296.225 427.411148 430.994 365.269 496.719149 382.474 316.616 448.332150 404403 338410 470396151 428.372 362.243 494.501152 426.190 359.924 492.457153 416.686 350.279 483.092154 425.074 358.527 491.621155 361.748 295.059 428.438156 310.092 243.259 376.925
64
Lanjutan Tabel 13
Hasil peramalan penjualan produk mie instan pada Tabel 13
menunjukkan bahwa dari minggu ke minggu jumlah penjualan
produk mie instan semakin meningkat. Peningkatan ini disebabkan
karena peramalan penjualan didasarkan pada jumlah penjualan
sebelumnya. Hal ini yang menjadi salah satu alasan peramalan
hanya dilakukan selama satu tahun. Semakin panjang waktu
peramalan, maka tingkat keakuratan hasil peramalan akan semakin
kecil. Hal lain yang menjadi alasan peramalan dilakukan selama satu
tahun adalah pola data yang menunjukan pola data musiman dengan
panjang musim satu tahun.

Jenis Bahan
Baku
Service Level
(Z = 98%)
Akar Lead
Time
Simpangan Pemakaian
Bahan Baku per Hari.
Safety
Stock
Cakra Kembar 2,06 1,732 852 3.040
Segitiga Biru 2,06 1,732 41 146
Segitiga Hijau 2,06 1,732 284 1.013
Tapioka 2,06 2,65 9 49
65
4.4.3. Perhitungan Lead Time, Safety Stock dan ROP
1. Lead Time atau Waktu Tunggu
Lead time atau waktu tunggu adalah waktu yang diperlukan
oleh perusahaan sejak pemesanan bahan baku sampai dengan
bahan baku sampai di gudang. Lamanya lead time atau waktu
tunggu untuk bahan baku tepung terigu, baik tepung terigu Cakra
Kembar, Segitiga Biru maupun Segitiga Hijau adalah 3 hari.
Sedangkan lamanya lead time untuk bahan baku tepung Tapioka
adalah 7 hari. Perbedaan lamanya waktu tunggu antara tepung
terigu dan tepung tapioka disebabkan pemasok tepung tapioka
berasal dari Lampung, sedangkan pemasok tepung terigu berasal
dari Jakarta.
2. Safety Stock atau Persediaan Pengaman
Safety stock atau persediaan pengaman adalah unit tambahan
persediaan yang diadakan untuk menjaga atau mengurangi
kemungkinan kekurangan bahan. Safety stock diperoleh dengan
mengalikan service level yang diinginkan (z) dan akar lead time
L dengan deviasi atau standar penyimpangan pemakaian
bahan baku per harid untuk masing-masing bahan baku.
Perhitungan safety stock untuk masing-masing bahan baku dapat
dilihat pada Tabel 14. Perhitungan simpangan baku pemakaian
bahan baku per hari disajikan pada Lampiran 2.
Tabel 14. Perhitungan safety stock skenario 1 untuk masing-masing bahan baku
No Jenis Bahan Baku Safety Stock (Zak)
1. Tepung Terigu Cakra Kembar 2.460
2. Tepung Terigu Segitiga Biru 97
3. Tepung Terigu Segitiga Hijau 855
4. Tepung Tapioka 39
Jenis BahanBaku
Pemakaian BahanBaku Per Hari (d)
Lead Time(L)
Safety Stock(SS)
Reorder Point(dL + SS)
Cakra Kembar 3.441 3 3.040 12.783Segitiga Biru 164 3 146 638Segitiga Hijau 1.147 3 1.013 4.454Tapioka 37 7 49 308
66
Safety stock skenario 2 merupakan safety stock yang selama
ini digunakan oleh perusahaan dalam pengendalian persediaan
bahan bakunya. Safety stock skenario 2 dapat dilihat pada Tabel
15.
Tabel 15 . Safety stock Skenario 2 untuk masing-masing bahan baku
3. Reorder Point
ROP merupakan titik dimana perusahaan harus melakukan
pemesanan bahan baku lagi, sehingga bahan baku yang dipesan
tersebut datang tepat pada saat persediaaan bahan baku sama
dengan safety stock. Perhitungan ROP skenario 1 dapat dilihat
pada Tabel 16.
Tabel 16. Perhitungan ROP skenario 1 untuk masing-masing bahan baku
ROP skenario 2 merupakan ROP yang selama ini digunakan
oleh perusahaan dalam pengendalian persediaan bahan bakunya.
Perhitungan ROP skenario 2 untuk masing-masing bahan baku
dapat dilihat pada Tabel 17.
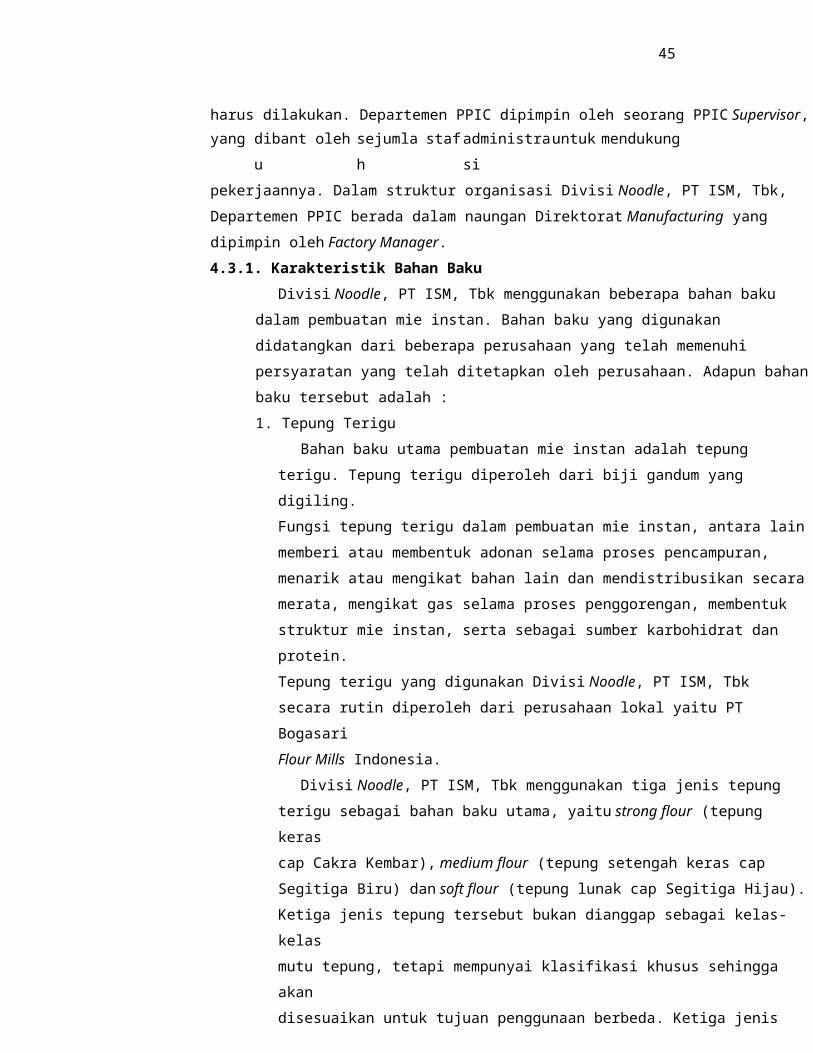
Jenis BahanBaku
Pemakaian BahanBaku Per Hari (d)
Lead Time(L)
Safety Stock(SS)
Reorder Point(dL + SS)
Cakra Kembar 3.441 3 2.460 12.783Segitiga Biru 164 3 97 589Segitiga Hijau 1.147 3 855 4.296
Tapioka 37 7 39 298
67
Tabel 17. Perhitungan ROP skenario 2 untuk masing-masing bahan baku
4.4.4. Pengendalian Persediaan Bahan Baku dengan Metode Simulasi
Model simulasi bertujuan untuk merumuskan skenario kebijakan
pembelian bahan baku terbaik berdasarkan kriteria biaya persediaan.
Simulasi dilakukan dengan menggunakan dua skenario. skenario 1
adalah simulasi dengan menggunakan data safety stock dan ROP
perhitungan skenario 1. Skenario 2 adalah simulasi dengan
menggunakan data safety stock dan ROP yang telah digunakan oleh
perusahaan dalam pengendalian persediaaan bahan bakunya selama
ini.
Pemakaian bahan baku pada Divisi Noodle, PT ISM, Tbk tidak
konstan. Oleh sebab itu, simulasi ini bertujuan untuk mencari jumlah
pemesanan bahan baku yang optimal, sehingga menghasilkan biaya
persediaan yang minimal pada saat pemakaian bahan baku tidak
konstan dan lead time konstan. Simulasi dilakukan dengan mencoba
beragam kombinasi jumlah pemesanan bahan baku dan tititk
pemesanan kembali.
Langkah pertama dari proses simulasi Monte Carlo adalah
dengan menetapkan distribusi peluang bagi peubah yang penting
dalam model persediaan bahan baku. Peubah penting yang
ditentukan peluangnya hanyalah jumlah pemakaian bahan baku per
hari. Waktu tunggu tidak ditentukan peluangnya dalam perhitungan
ini, karena pada Divisi Noodle, PT ISM, Tbk waktu tunggu
kedatangan bahan baku adalah konstan.
Langkah selanjutnya adalah menentukan peluang kumulatif
jumlah pemakaian bahan baku dengan cara menjumlahkan nilai
peluang setiap kolom dengan nilai probabilitas kolom sebelumnya.

68
Tahap berikutnya menetapkan angka acak. Angka acak dibangkitkan
dengan program komputer, angka acak yang digunakan adalah angka
acak yang berdistribusi seragam. Lampiran 3 menyajikan peluang
dan interval angka acak untuk pemakaian bahan baku tepung terigu
dan tepung tapioka.
Berdasarkan Lampiran 3 untuk pemakaian bahan baku sebanyak
0 unit per hari, frekuensi kejadiannya adalah dua, sehingga dari
kejadian sebanyak 104 kali peluangnya adalah 0,019, maka interval
angka acaknya adalah dari 1-19, dan seterusnya dalam menentukan
angka acak jumlah pemakaian bahan baku. Semua angka acak ini
mempunyai peluang muncul yang sama dalam proses simulasi.
Tahap selanjutnya adalah mensimulasikan serangkaian
percobaan. Simulasi dilakukan 1000 kali dengan tujuan hasil yang
diperoleh dari simulasi ini mendekati situasi sebenarnya.
4.4.4.1. Metode Simulasi Skenario 1
1. Bahan Baku Tepung Terigu Cakra Kembar
Perhitungan simulasi Skenario 1 untuk bahan baku
tepung terigu Cakra Kembar menghasilkan biaya
tertinggi Rp. 95.733.000 per hari atau
Rp 29.868.696.000 per tahun, yaitu pada saat jumlah
pemesanan bahan baku 26 zak per pesan. Jumlah
pemesanan ini terlalu kecil, sehingga mengakibatkan
rataan kekurangan bahan menjadi besar. Rataan
kekurangan bahan yang semakin banyak dapat
meningkatkan biaya kekurangan bahan dan
meningkatkan total biaya persediaan bahan baku secara
keseluruhan.
Biaya persediaan total terendah bahan baku tepung
terigu Cakra Kembar Rp. 1.886.100 per hari atau Rp.
588.463.200 per tahun, yaitu pada saat jumlah
pemesanan 18.772 zak per pesan. Hal ini disebabkan
Q(zak)
RataanPersediaan
Akhir(zak)
RataanKekurangan
Bahan(zak)
RataanFrekuensi
Pemesanan(zak)
BiayaPenyimpanan
BiayaKekurangan
Bahan
BiayaPemesanan
Total BiayaPersediaan
26 0 4 0,25 0 95.728.000 4.500 b95.733.000
18.772 8.536 41 0,185 768.250 1.114.500 3.330 a1.886.100
69
karena besarnya biaya kekurangan bahan tidak terlalu
besar.
Berdasarkan hasil simulasi untuk bahan baku
tepung terigu Cakra Kembar, semakin besar jumlah
pembelian bahan baku akan menyebabkan jumlah
persediaan yang disimpan akan semakin besar, sehingga
meningkatkan biaya penyimpanan bahan baku. Semakin
kecil jumlah pembelian bahan baku akan menyebabkan
jumlah kekurangan bahan semakin besar, sehingga
meningkatkan biaya kekurangan bahan. Biaya
persediaan harian total bahan baku tepung terigu Cakra
Kembar Skenario 1 dapat dilihat pada Tabel 18.
Tabel 18. Biaya persediaan harian total bahan baku tepung terigu Cakra Kembarskenario 1 (dalam Rupiah)
Keterangan : ab
: Total biaya persediaan harian terendah: Total biaya persediaan harian tertinggi
2. Bahan Baku Tepung Terigu Segitiga Biru
Perhitungan simulasi Skenario 1 untuk bahan baku
tepung terigu Segitiga Biru menghasilkan biaya tertinggi
Rp 4.451.100 per hari atau Rp 1.388.743.200 per tahun,
yaitu pada saat jumlah pemesanan 6 (enam) zak per
pemesanan. Jumlah pemesanan ini terlalu kecil, sehingga
mengakibatkan rataan kekurangan bahan menjadi besar.
Rataan kekurangan bahan yang semakin banyak dapat
meningkatkan biaya kekurangan bahan dan meningkatkan
total biaya persediaan.
Biaya persediaan total terendah bahan baku tepung
terigu Segitiga Biru Rp 115.510 per hari atau
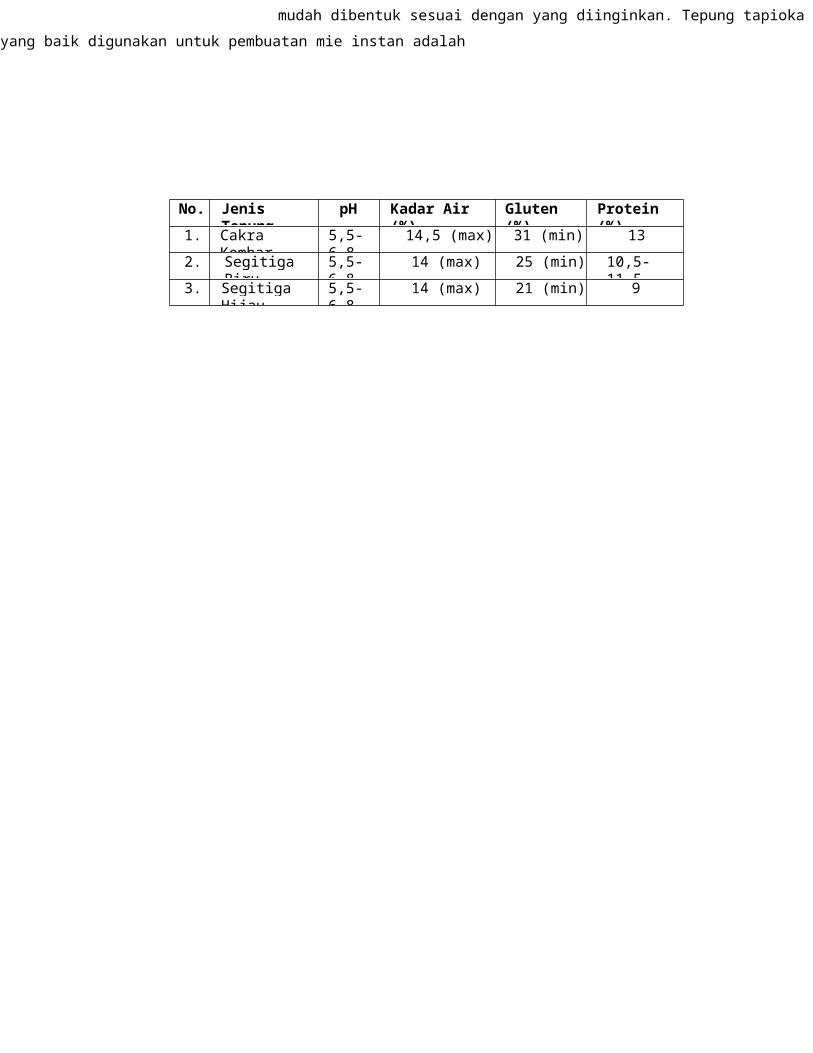
Q(zak)
RataanPersediaan
Akhir(zak)
RataanKekurangan
Bahan(zak)
RataanFrekuensi
Pemesanan(zak)
BiayaPenyimpanan
BiayaKekurangan
Bahan
BiayaPemesanan
Total BiayaPersediaan
6 16 165 0,25 1.418 4.445.100 4.500 b4.451.100
670 1.094 0,55 0,25 96.290 14.720 4.500 a115.510
70
Rp 36.039.120 per tahun yaitu pada saat jumlah
pemesanan 670 zak per pemesanan. Hal ini disebabkan
karena besarnya biaya kekurangan bahan tidak terlalu
besar.
Berdasarkan hasil simulasi untuk bahan baku tepung
terigu Segitiga Biru, semakin besar jumlah pembelian
bahan baku akan menyebabkan jumlah persediaan yang
disimpan akan semakin besar, sehingga meningkatkan
biaya penyimpanan bahan baku. Semakin kecil jumlah
pembelian bahan baku akan menyebabkan jumlah
kekurangan bahan semakin besar, sehingga meningkatkan
biaya kekurangan bahan. Biaya persediaan harian total
bahan baku tepung terigu Segitiga Biru Skenario 1 dapat
dilihat pada Tabel 23.
Tabel 19. Biaya persediaan harian total bahan baku tepung terigu Segitiga Biruskenario 1(dalam Rupiah)
Keterangan : ab
: Total biaya persediaan mingguan terendah: Total biaya persediaan mingguan tertinggi
3. Bahan Baku Tepung Terigu Segitiga Hijau
Perhitungan simulasi Skenario 1 untuk bahan baku
tepung terigu Segitiga Hijau menghasilkan biaya tertinggi
Rp 31.851.000 per hari atau Rp 9.937.512.000 per tahun,
yaitu pada saat jumlah pemesanan 14 zak per pemesanan.
Jumlah pemesanan ini terlalu kecil, sehingga
mengakibatkan rataan kekurangan bahan menjadi besar.
Rataan kekurangan bahan yang semakin besar dapat
meningkatkan biaya kekurangan bahan dan meningkatkan
total biaya persediaan.

Q(zak)
RataanPersediaan
Akhir(zak)
RataanKekurangan
Bahan(zak)
RataanFrekuensi
Pemesanan(zak)
BiayaPenyimpanan
BiayaKekurangan
Bahan
BiayaPemesanan
Total BiayaPersediaan
14 0 1.186 0,25 0 31.846.000 4.500 b31.851.000
6.122 2.874 7 0,191 241.390 195.600 3.438 a440.430
71
Biaya persediaan total terendah bahan baku tepung
terigu Segitiga Hijau Rp 440.430 per hari atau Rp
137.414.160 per tahun yaitu pada saat jumlah pemesanan
sebesar 6.122 zak per pemesanan. Hal ini disebabkan
besarnya biaya kekurangan bahan tidak terlalu besar.
Berdasarkan hasil simulasi untuk bahan baku tepung
terigu Segitiga Hijau, semakin besar jumlah pembelian
bahan baku akan menyebabkan jumlah persediaan yang
disimpan, maka dapat semakin besar, sehingga
meningkatkan biaya penyimpanan bahan baku. Semakin
kecil jumlah pembelian bahan baku dapat menyebabkan
jumlah kekurangan bahan semakin besar, sehingga
meningkatkan biaya kekurangan bahan. Biaya persediaan
harian total bahan baku tepung terigu Segitiga Hijau
Skenario 1 dapat dilihat pada Tabel 20.
Tabel 20. Biaya persediaan harian total bahan baku tepung terigu Segitiga Hijauskenario 1(dalam rupiah)
Keterangan : ab
: Total biaya persediaan mingguan terendah: Total biaya persediaan mingguan tertinggi
4. Bahan Baku Tepung Tapioka
Perhitungan simulasi Skenario 1 untuk bahan baku
tepung tapioka menghasilkan biaya tertinggi Rp
2.166.900 per hari atau Rp 676.072.800 per tahun, yaitu
pada saat jumlah pemesanan 1 (satu) zak per pemesanan.
Jumlah pemesanan ini terlalu kecil, sehingga
mengakibatkan rataan kekurangan bahan menjadi besar.
Rataan kekurangan bahan yang semakin besar dapat

Q(zak)
RataanPersediaan
Akhir(zak)
RataanKekurangan
Bahan(zak)
RataanFrekuensi
Pemesanan(zak)
BiayaPenyimpanan
BiayaKekurangan
Bahan
BiayaPemesanan
Total BiayaPersediaan
1 13 37 0,25 2.145 2,158,700 6.000 b2.166.900
147 427 0,271 0,25 70.005 15,914 6.000 a91.918
72
meningkatkan biaya kekurangan bahan dan meningkatkan
total biaya persediaan.
Biaya persediaan total terendah bahan baku tepung
tapioka Rp 91.918 per hari atau Rp 28.678.416 per tahun
yaitu pada saat jumlah pemesanan 147 zak per
pemesanan. Hal ini disebabkan karena besarnya biaya
kekurangan bahan tidak terlalu besar.
Berdasarkan hasil simulasi untuk bahan baku tepung
tapioka, semakin besar jumlah pembelian bahan baku
dapat menyebabkan jumlah persediaan yang disimpan
akan semakin besar, sehingga meningkatkan biaya
penyimpanan bahan baku. Semakin kecil jumlah
pembelian bahan baku akan menyebabkan jumlah
kekurangan bahan semakin besar, sehingga meningkatkan
biaya kekurangan bahan. Biaya persediaan harian total
bahan baku tepung tapioka Skenario 1 dapat dilihat pada
Tabel 21.
Tabel 21. Biaya persediaan harian total bahan baku tepung tapioka skenario 1(dalam rupiah)
Keterangan : ab
: Total biaya persediaan mingguan terendah: Total biaya persediaan mingguan tertinggi
5. Total Biaya Persediaan Bahan Baku
Total biaya persediaan per tahun terendah dengan
menggunakan metode simulasi pada skenario 1 dapat
dilihat pada Tabel 22.
No Bahan Baku Total Biaya Persediaan Tahunan1. Tepung Terigu Cakra Kembar 588.463.2002. Tepung Terigu Segitiga Biru 36.039.1203. Tepung Terigu Segitiga Hijau 137.414.1604. Tepung Tapioka 28.678.416
Total 790.594.896
73
Tabel 22. Total biaya persediaan bahan baku terendah tahunan skenario 1
Biaya persediaan total terendah berdasarkan hasil
perhitungan simulasi skenario 1 untuk semua bahan
baku Rp. 790.594.896 per tahun. Berdasarkan hasil
simulasi untuk semua bahan baku semakin sedikit
jumlah pembelian bahan baku, maka akan semakin
besar biaya kekurangan bahannya dan semakin besar
jumlah pembelian bahan baku, maka semakin besar
biaya total penyimpanan bahan baku.
4.4.4.2. Metode Simulasi Skenario 2
1. Bahan Baku Tepung Terigu Cakra Kembar
Perhitungan simulasi skenario 2 untuk bahan baku
tepung terigu Cakra Kembar menghasilkan biaya
tertinggi Rp. 95.819.000 per hari atau Rp.
29.895.528.000 per tahun, yaitu pada saat jumlah
pemesanan bahan baku 14 zak per pesan. Jumlah
pemesanan ini terlalu kecil, sehingga mengakibatkan
rataan kekurangan bahan menjadi besar. Rataan
kekurangan bahan yang semakin banyak dapat
meningkatkan biaya kekurangan bahan dan
meningkatkan total biaya persediaan.
Biaya persediaan total terendah bahan baku tepung
terigu Cakra Kembar Rp. 1.948.500 per hari atau Rp.
607.932.000 per tahun yaitu pada saat jumlah
pemesanan 18.004 zak per pesan. Hal ini disebabkan
besarnya biaya kekurangan bahan tidak terlalu besar.

Q(zak)
RataanPersediaan
Akhir(zak)
RataanKekurangan
Bahan(zak)
RataanFrekuensi
Pemesanan(zak)
BiayaPenyimpanan
BiayaKekurangan
Bahan
BiayaPemesanan
Total BiayaPersediaan
14 0 3.567 0,25 0 95.814.000 4.500 b95.819.000
18.004 8.280 45 0,192 745.170 1.199.900 3.456 a1.948.500
74
Berdasarkan hasil simulasi untuk bahan baku
tepung terigu Cakra Kembar, semakin besar jumlah
pembelian bahan baku dapat menyebabkan jumlah
persediaan yang disimpan akan semakin besar, sehingga
meningkatkan biaya penyimpanan bahan baku. Semakin
kecil jumlah pembelian bahan baku akan menyebabkan
jumlah kekurangan bahan semakin besar, sehingga
meningkatkan biaya kekurangan bahan. Biaya
persediaan harian total bahan baku tepung terigu Cakra
Kembar skenario 2 dapat dilihat pada Tabel 23.
Tabel 23. Biaya persediaan harian total bahan baku tepung terigu Cakra Kembarskenario 2 (dalam rupiah)
Keterangan : ab
: Total biaya persediaan mingguan terendah: Total biaya persediaan mingguan tertinggi
2. Bahan Baku Tepung Terigu Segitiga Biru
Perhitungan simulasi skenario 2 untuk bahan baku
tepung terigu Segitiga Biru menghasilkan biaya
tertinggi Rp 4.467.100 per hari atau Rp 1.393.735.200
per tahun, yaitu pada saat jumlah pemesanan 3 zak per
pemesanan. Jumlah pemesanan ini terlalu kecil,
sehingga mengakibatkan rataan kekurangan bahan
menjadi besar. Rataan kekurangan bahan yang semakin
banyak dapat meningkatkan biaya kekurangan bahan
dan meningkatkan total biaya persediaan.
Biaya persediaan total terendah bahan baku tepung
terigu Segitiga Biru Rp 126.210 per hari atau Rp
39.377.520 per tahun yaitu pada saat jumlah
pemesanan sebesar 660 zak per pemesanan. Hal ini
Q(zak)
RataanPersediaan
Akhir(zak)
RataanKekurangan
Bahan(zak)
RataanFrekuensi
Pemesanan(zak)
BiayaPenyimpanan
BiayaKekurangan
Bahan
BiayaPemesanan
Total BiayaPersediaan
3 17 166 0,25 1.532 4.461.100 4.500 b4.467.100
660 1.006 1,24 0,25 88.480 33.227 4.500 a126.210
75
disebabkan besarnya biaya kekurangan bahan tidak
terlalu besar.
Berdasarkan hasil simulasi untuk bahan baku
tepung terigu Segitiga Biru, semakin besar jumlah
pembelian bahan baku dapat menyebabkan jumlah
persediaan yang disimpan akan semakin besar, sehingga
meningkatkan biaya penyimpanan bahan baku. Semakin
kecil jumlah pembelian bahan baku dapat menyebabkan
jumlah kekurangan bahan semakin besar, sehingga
meningkatkan biaya kekurangan bahan. Biaya
persediaan harian total bahan baku tepung terigu
Segitiga Biru skenario 2 dapat dilihat pada Tabel 24.
Tabel 24. Biaya persediaan harian total bahan baku tepung terigu Segitiga Biruskenario 2 (dalam rupiah)
Keterangan : ab
: Total biaya persediaan mingguan terendah: Total biaya persediaan mingguan tertinggi
3. Bahan Baku Tepung Terigu Segitiga Hijau
Perhitungan simulasi Skenario 2 untuk bahan baku
tepung terigu Segitiga Hijau menghasilkan biaya
tertinggi Rp 31.814.000 per hari atau Rp 9.925.968.000
per tahun, yaitu pada saat jumlah pemesanan 8
(delapan) zak per pemesanan. Jumlah pemesanan ini
terlalu kecil, sehingga mengakibatkan rataan
kekurangan bahan menjadi besar. Rataan kekurangan
bahan yang semakin banyak dapat meningkatkan biaya
kekurangan bahan dan meningkatkan total biaya
persediaan.
Q(zak)
RataanPersediaan
Akhir(zak)
RataanKekurangan
Bahan(zak)
RataanFrekuensi
Pemesanan(zak)
BiayaPenyimpanan
BiayaKekurangan
Bahan
BiayaPemesanan
Total BiayaPersediaan
8 0 1.184 0,25 0 31.809.000 4.500 b31.814.000
6.586 3.204 8,3 0,175 269.120 222.870 3.150 a495.130
76
Biaya persediaan total terendah bahan baku tepung
terigu Segitiga Hijau Rp 495.130 per hari atau
Rp 154.480.560 per tahun, yaitu pada saat jumlah
pemesanan 6.586 zak per pemesanan. Hal ini
disebabkan besarnya biaya kekurangan bahan tidak
terlalu besar.
Berdasarkan hasil simulasi untuk bahan baku
tepung terigu Segitiga Hijau, semakin besar jumlah
pembelian bahan baku akan menyebabkan jumlah
persediaan yang disimpan akan semakin besar, sehingga
meningkatkan biaya penyimpanan bahan baku. Semakin
kecil jumlah pembelian bahan baku dapat menyebabkan
jumlah kekurangan bahan semakin besar, sehingga
meningkatkan biaya kekurangan bahan. Biaya
persediaan harian total bahan baku tepung terigu
Segitiga Hijau skenario 2 dapat dilihat pada Tabel 25.
Tabel 25. Biaya persediaan harian total bahan baku tepung terigu Segitiga Hijauskenario 2 (dalam rupiah)
Keterangan : ab
: Total biaya persediaan mingguan terendah: Total biaya persediaan mingguan tertinggi
4. Bahan Baku Tepung Tapioka
Perhitungan simulasi skenario 2 untuk bahan baku
tepung tapioka menghasilkan biaya tertinggi
Rp 2.161.800 per hari atau Rp 674.481.600 per tahun,
yaitu pada saat jumlah pemesanan sebesar 2 zak per
pemesanan. Jumlah pemesanan ini terlalu kecil,
sehingga mengakibatkan rataan kekurangan bahan
menjadi besar. Rataan kekurangan bahan yang semakin

Q(zak)
RataanPersediaan
Akhir(zak)
RataanKekurangan
Bahan(zak)
RataanFrekuensi
Pemesanan(zak)
BiayaPenyimpanan
BiayaKekurangan
Bahan
BiayaPemesanan
Total BiayaPersediaan
2 13 37 0,25 2.087 2.153.700 6.000 b2.161.800
148 455 0,25 0,25 74.598 14.446 6.000 a95.043
77
besar dapat meningkatkan biaya kekurangan bahan dan
meningkatkan biaya total persediaan.
Biaya persediaan total terendah bahan baku tepung
tapioka Rp 95.043 per hari atau Rp 29.653.416 per
tahun, yaitu pada saat jumlah pemesanan 148 zak per
pemesanan. Hal ini disebabkan besarnya biaya
kekurangan bahan tidak terlalu besar.
Berdasarkan hasil simulasi untuk bahan baku
tepung tapioka, semakin besar jumlah pembelian bahan
baku dapat menyebabkan jumlah persediaan yang
disimpan akan semakin besar, sehingga meningkatkan
biaya penyimpanan bahan baku. Semakin kecil jumlah
pembelian bahan baku dapat menyebabkan jumlah
kekurangan
meningkatkan
bahan
biaya
semakin
kekurangan
besar,
bahan.
sehingga
Biaya
persediaan harian total bahan baku tepung tapioka
skenario 2 dapat dilihat pada Tabel 26.
Tabel 26. Biaya persediaan harian total bahan baku tepung tapioka skenario(Dalam rupiah)
Keterangan : ab
: Total biaya persediaan mingguan terendah: Total biaya persediaan mingguan tertinggi
5. Total Biaya Persediaan Bahan Baku
Total biaya persediaan terendah dengan
menggunakan metode simulasi pada skenario 2 dapat
dilihat pada Tabel 27.

No Bahan Baku Total Biaya Persediaan Tahunan1. Tepung Terigu Cakra Kembar 607.932.0002. Tepung Terigu Segitiga Biru 39.377.5203. Tepung Terigu Segitiga Hijau 154.480.5604. Tepung Tapioka 29.653.416
Total 831.443.496
78
Tabel 27. Total biaya persediaan bahan baku terendah tahunan skenario 2
Biaya persediaan total terendah berdasarkan hasil
perhitungan simulasi skenario 2 untuk semua bahan
baku adalah sebesar Rp. 831.443.496 per tahun.
Berdasarkan hasil simulasi untuk semua bahan baku
semakin sedikit jumlah pembelian bahan baku akan
semakin besar biaya kekurangan bahannya dan semakin
besar jumlah pembelian bahan baku maka akan semakin
besar biaya total penyimpanan bahan baku.
4.5. Perbandingan Biaya Persediaan antara Model Pengendalian Persediaandi Perusahaan dengan Model Simulasi
Total biaya persediaan yang telah dikeluarkan oleh perusahaan untuk
bahan baku tepung terigu Cakra Kembar Rp 1.168.574.784 per tahun. Biaya
persediaan total ini lebih besar dibandingkan dengan model simulasi, baik
model simulasi skenario 1 maupun model simulasi skenario 2. Pengendalian
persediaan bahan baku dengan model simulasi skenario 1 menghasilkan total
biaya persediaan bahan baku tepung terigu Cakra Kembar yang terendah,
(Rp 588.463.200 per tahun). Besarnya penghematan perusahaan apabila
menggunakan metode simulasi pada skenario 1 dalam pengendalian
persediaan bahan baku Rp 580.111.584 per tahun atau 33%. Sedangkan total
biaya persediaan bahan baku dengan model simulasi skenario 2 adalah Rp
607.932.000 per tahun. Besarnya penghematan perusahaan apabila
menggunakan metode simulasi pada skenario 2 dalam pengendalian
persediaan bahan baku Rp 560.642.784 per tahun atau 32%.
Total biaya persediaan yang telah dikeluarkan oleh perusahaan untuk
bahan baku tepung terigu Segitiga Biru Rp 52.898.976 per tahun. Biaya
persediaan total ini lebih besar dibandingkan dengan model simulasi, baik
79
model simulasi skenario 1 maupun model simulasi skenario 2. Pengendalian
persediaan bahan baku dengan model simulasi skenario 1 menghasilkan total
biaya persediaan bahan baku tepung terigu Segitiga Biru yang terendah, (Rp
36.039.120 per tahun). Besarnya penghematan perusahaan apabila
menggunakan metode simulasi pada skenario 1 dalam pengendalian
persediaan bahan baku Rp 16.859.856 per tahun atau 19%. Sedangkan total
biaya persediaan bahan baku dengan model simulasi skenario 2 adalah Rp
39.377.520 per tahun. Besarnya penghematan perusahaan apabila
menggunakan metode simulasi pada skenario 2 dalam pengendalian
persediaan bahan baku Rp 13.521.456 per tahun atau 15%.
Total biaya persediaan yang telah dikeluarkan oleh perusahaan untuk
bahan baku tepung terigu Segitiga Hijau Rp 384.137.832 per tahun. Biaya
persediaan total ini lebih besar dibandingkan dengan model simulasi, baik
model simulasi skenario 1 maupun model simulasi skenario 2. Pengendalian
persediaan bahan baku dengan model simulasi skenario 1 menghasilkan total
biaya persediaan bahan baku tepung terigu Segitiga Hijau yang terendah,
(Rp 137.414.160 per tahun). Besarnya penghematan perusahaan apabila
menggunakan metode simulasi pada skenario 1 dalam pengendalian
persediaan bahan baku Rp 246.723.672 per tahun atau 47%. Sedangkan total
biaya persediaan bahan baku dengan model simulasi skenario 2 adalah Rp
154.480.560 per tahun. Besarnya penghematan perusahaan apabila
menggunakan metode simulasi pada skenario 2 dalam pengendalian
persediaan bahan baku sebesar Rp 229.657.272 per tahun atau 43%.
Total biaya persediaan yang telah dikeluarkan oleh perusahaan untuk
bahan baku tepung tapioka Rp 41.430.230 per tahun. Biaya persediaan total
ini lebih besar dibandingkan dengan model simulasi, baik model simulasi
skenario 1 maupun model simulasi skenario 2. Pengendalian persediaan
bahan baku dengan model simulasi skenario 1 menghasilkan total biaya
persediaan bahan baku tepung tapioka yang terendah (Rp 28.678.416 per
tahun). Besarnya penghematan perusahaan apabila menggunakan metode
simulasi pada skenario 1 dalam pengendalian persediaan bahan baku Rp
12.751.814 per tahun atau 18%. Sedangkan total biaya persediaan bahan

No BahanBaku
KebijakanPerusahaan
ModelSimulasi 1
ModelSimulasi 2
Keterangan
1 CakraKembar
1.168.574.784 588.463.200 607.932.000 Model simulasi 1paling optimal
2 SegitigaBiru
52.898.976 36.039.120 39.377.520 Model simulasi 1paling optimal
3 SegitigaHijau
384.137.832 137.414.160 154.480.560 Model simulasi 1paling optimal
4 TepungTapioka
41.430.230 28.678.416 29.653.416 Model simulasi 1paling optimal
80
baku dengan model simulasi skenario 2 adalah Rp 29.653.416 per tahun.
Besarnya penghematan perusahaan apabila menggunakan metode simulasi
pada skenario 2 dalam pengendalian persediaan bahan baku Rp 11.776.814
per tahun atau 17%. Perbandingan biaya persediaan bahan baku antara
model pengendalian persediaan perusahaan dengan model simulasi dapat
dilihat pada Tabel 28.
Tabel 28. Perbandingan biaya persediaan model kebijakan perusahaan dan modelSimulasi
81
KESIMPULAN DAN SARAN
1. Kesimpulan
1. Bahan baku utama yang digunakan oleh Divisi Noodle, PT ISM, Tbk
adalah tepung terigu dan tepung tapioka. Tepung terigu yang digunakan
oleh Divisi Noodle, PT ISM, Tbk terdiri dari tiga jenis, yaitu strong flour
(tepung keras cap Cakra Kembar), medium flour (tepung setengah keras
cap Segitiga Biru) dan soft flour (tepung lunak cap Segitiga Hijau).
Penentuan jumlah bahan baku yang dipesan didasarkan oleh perkiraan
perusahaan terhadap jumlah penjualan produk mie instan pada masa
mendatang dan rataan pemakaian bahan baku pada tiga periode
sebelumnya. Sistem pengendalian persediaan bahan baku di Divisi Noodle,
PT ISM, Tbk menghasilkan total biaya persediaan untuk semua bahan
baku Rp 1.647.041.822 per tahun
2. Total biaya persediaan bahan baku dengan menggunakan model simulasi
skenario 1 Rp 790.594.896 per tahun. Total biaya persediaan bahan baku
dengan menggunakan model simulasi skenario 2 Rp 831.443.496 per
tahun. Penghematan biaya perusahaan apabila menggunakan model
simulasi pada skenario 1 adalah 35% dan simulasi skenario 2 adalah 33%.
3. Hasil anasisis dari biaya persediaan bahan baku, adalah :
a. Biaya persediaan bahan baku tepung terigu Cakra Kembar yang paling
optimal diperoleh dengan metode simulasi skenario 1, yaitu Rp
588.463.200 per tahun. Biaya ini diperoleh pada saat perusahaan
melakukan pemesanan tepung terigu Cakra Kembar 18.722 zak per
pesanan dan pada titik pemesanan kembali 13.363 zak.
b. Biaya persediaan bahan baku tepung terigu Segitiga Biru yang paling
optimal diperoleh dengan metode simulasi skenario 1, yaitu Rp
36.039.120 per tahun. Biaya ini diperoleh pada saat perusahaan
melakukan pemesanan tepung terigu Segitiga Biru 670 zak per pesanan
dan pada titik pemesanan kembali 638 zak.
c. Biaya persediaan bahan baku tepung terigu Segitiga Hijau yang paling
optimal diperoleh dengan metode simulasi skenario 1, yaitu Rp
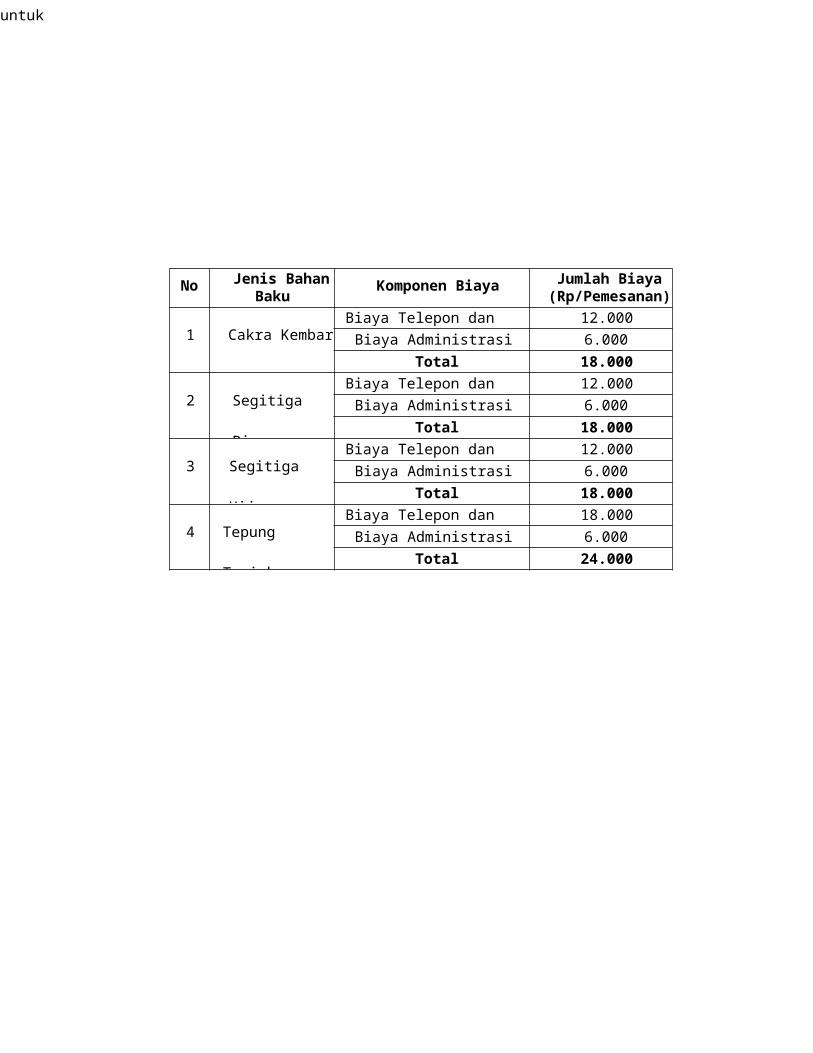
82
137.414.160 per tahun. Biaya ini diperoleh pada saat perusahaan
melakukan pemesanan tepung terigu Segitiga Hijau 6.122 zak per
pesanan dan pada titik pemesanan kembali 4.454 zak.
d. Biaya persediaan bahan baku tepung tapioka yang paling optimal
diperoleh dengan metode simulasi skenario 1, yaitu Rp 28.678.416 per
tahun. Biaya ini diperoleh pada saat perusahaan melakukan pemesanan
tepung tapioka 147 zak per pesanan dan pada titik pemesanan kembali
308 zak.
2. Saran
1. Divisi Noodle, PT ISM, Tbk sebaiknya melakukan pembelian bahan baku
pada saat persediaan bahan baku sudah mencapai titik pemesanan kembali
paling optimal dan dengan jumlah unit per pesanan paling optimal,agar
perusahaan perusahaan tidak mengalami kelebihan ataupun kekurangan
bahan baku.Titik pemesanan kembali paling optimal adalah titik
pemesanan kembali pada skenario 1. Dalam hal ini, jumlah unit per
pesanan paling optimal adalah :
a. 18.722 zak per pesan untuk bahan baku tepung terigu cap Cakra
Kembar.
b. 670 zak per pesan untuk bahan baku tepung terigu cap Segitiga Biru
c. 6.122 zak per pesan untuk bahan baku tepung terigu cap Segitiga Hijau
d. 147 zak per pesan untuk bahan baku tepung tapioka
2. Divisi Noodle, PT Indofood Sukses Makmur sebaiknya menambah jumlah
persediaan pengamannya bagi semua jenis bahan baku, mengingat biaya
kekurangan bahan memiliki proporsi besar terhadap
bahan baku.
biaya persediaan
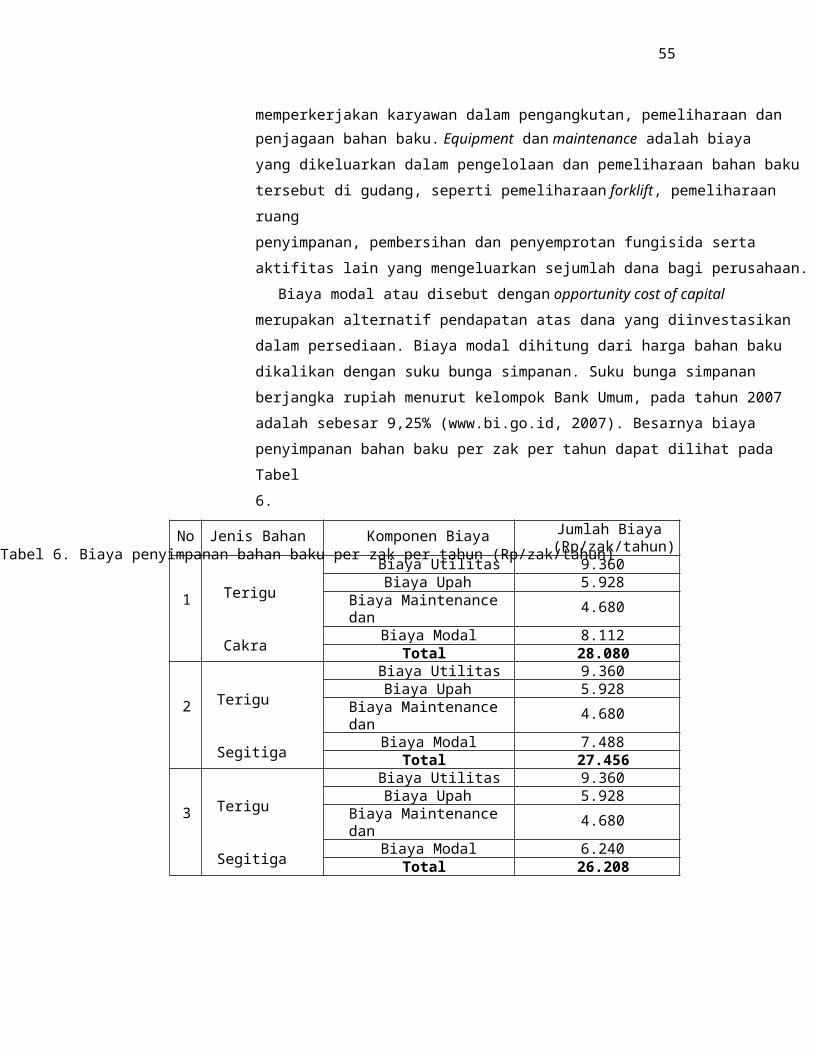
83
DAFTAR PUSTAKA
Ahyari, A. 1999. Efisiensi Persediaan Bahan. BPFE, Yogyakarta
Anggraini, R. 2002. Analisa Pengendalian Persediaan Tepung Terigu SebagaiBahan Baku Utama Produk Biskuit Pada PT.Arnott’s Indonesia. Skripsipada Fakultas Pertanian, Institut Pertanian Bogor, Bogor.
Assauri, S. 2000. Manajemen Produksi dan Operasi. Lembaga Penerbit FakultasEkonomi Universitas Indonesia, Jakarta.
Baroto, T. 2002. Perencanaan dan Pengendalian Produksi. Penerbit GhaliaIndonesia, Jakarta.
Handoko, T. H. 2000. Dasar-Dasar Manajemen Produksi dan Operasi. PenerbitBPFE, Yogyakarta.
Hill, T. 1994. Strategy Manufacturing : Manjemen Strategis dari FungsiManufacturing (Terjemahan). UI Press, Jakarta.
Indrajit, R.E dan R.D Pranoto. 2003. Manajemen Persediaan. PT GramediaWidiasarana Indonesia, Jakarta.
Kusuma, H. 2004. Manajemen Produksi. Andi Yogyakarta, Yogyakarta.
Montgomery, D.C, L.A Johnson and J.S Gardiner. 1990. Forecasting and TimeSeries Analysis. Mc Graw Hill Inc, Singapura.
Pardede, P.M. 2002. Manajemen Operasi dan Produksi. Andi Yogyakarta,Yogyakarta.
Purwani, Ari. 2006. Kajian Persediaan bahan Baku Kulit Sintetik di PerusahaanSumber Karya Indah dengan Metode Simulasi. Skripsi pada DepartemenManajemen Fakultas Ekonomi dan Manajemen, Institut Pertanian Bogor,Bogor.
Putra, T. A. 2005. Analisis Pengendalian Persediaan Bahan Baku Produk BanPada PT.Goodyear Indonesia, Tbk. Skripsi pada Fakultas Ekonomi danManajemen, Institut Pertanian Bogor, Bogor.
Rangkuti, F. 2004. Manajemen Persediaan Aplikasi di Bidang Bisnis. Erlangga,Jakarta.
Render, B dan J.Heizer. 2005. Manajemen Operasi (Terjemahan). SalembaEmpat, Jakarta.
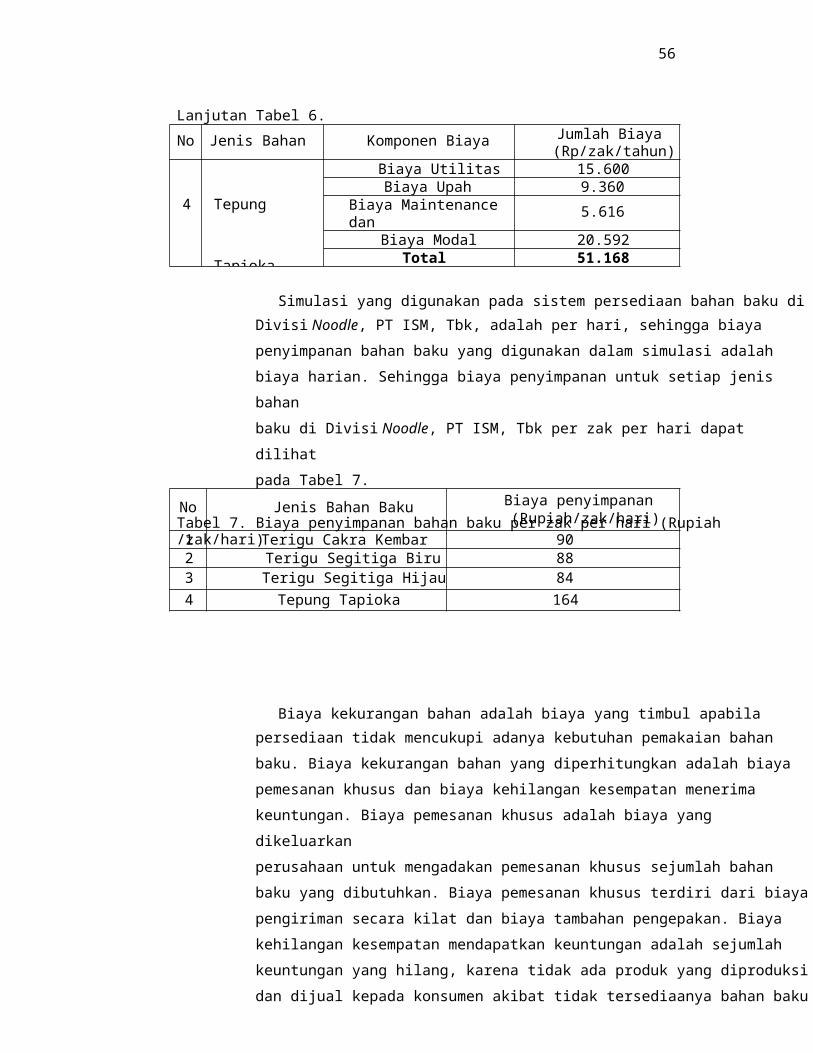
84
Sumayang, L. 2003. Dasar-Dasar Manajemen Produksi dan Operasi. SalembaEmpat, Jakarta.
Yamit, Z. 2003. Manajemen Persediaan. Ekonesia Kampus Fakultas Ekonomi UIIYogyakarta, Yogyakarta.
www.wartaekonomi.com/indikator.asp?/aid=7375&cid=25 . 2006 ”Mie Instan:Mulai Mengganti Bahan Makanan Pokok”. [ 13 September 2006].
www.bi.go.id/biweb/Templates/Dynamic/SukuBunga_ID.2007Bank Indonesia”.[2 Februari 2007]
”Suku Bunga
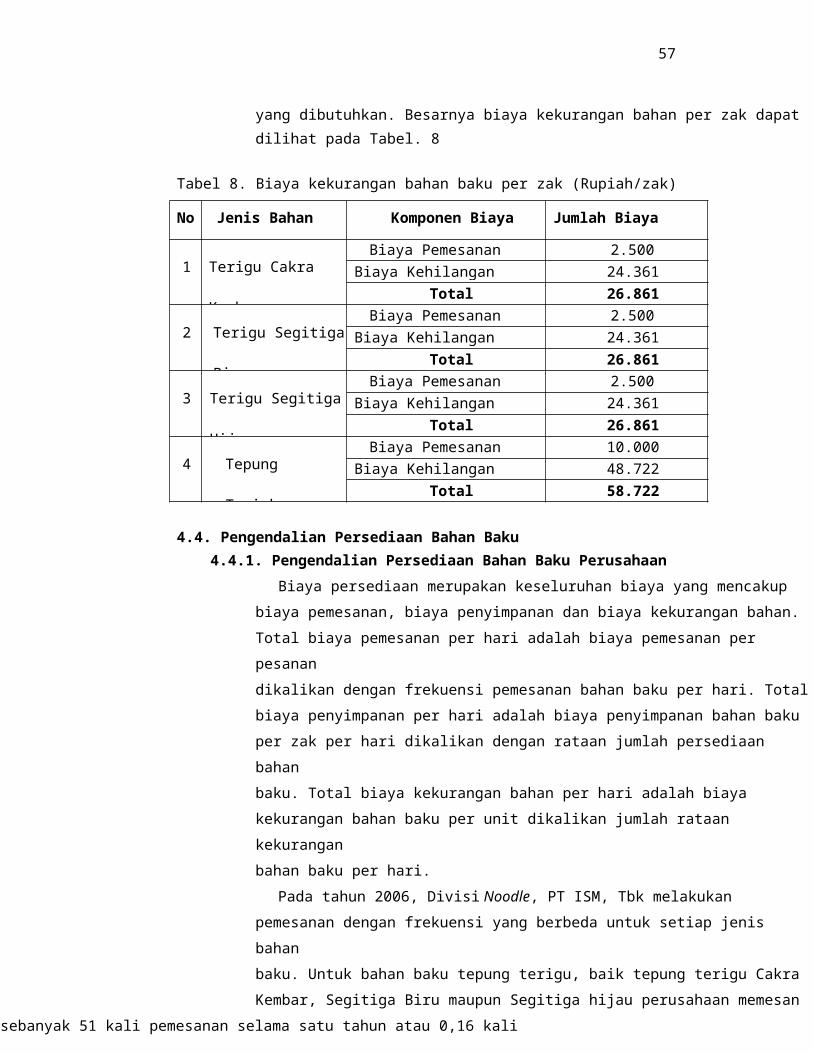
85
LAMPIRAN
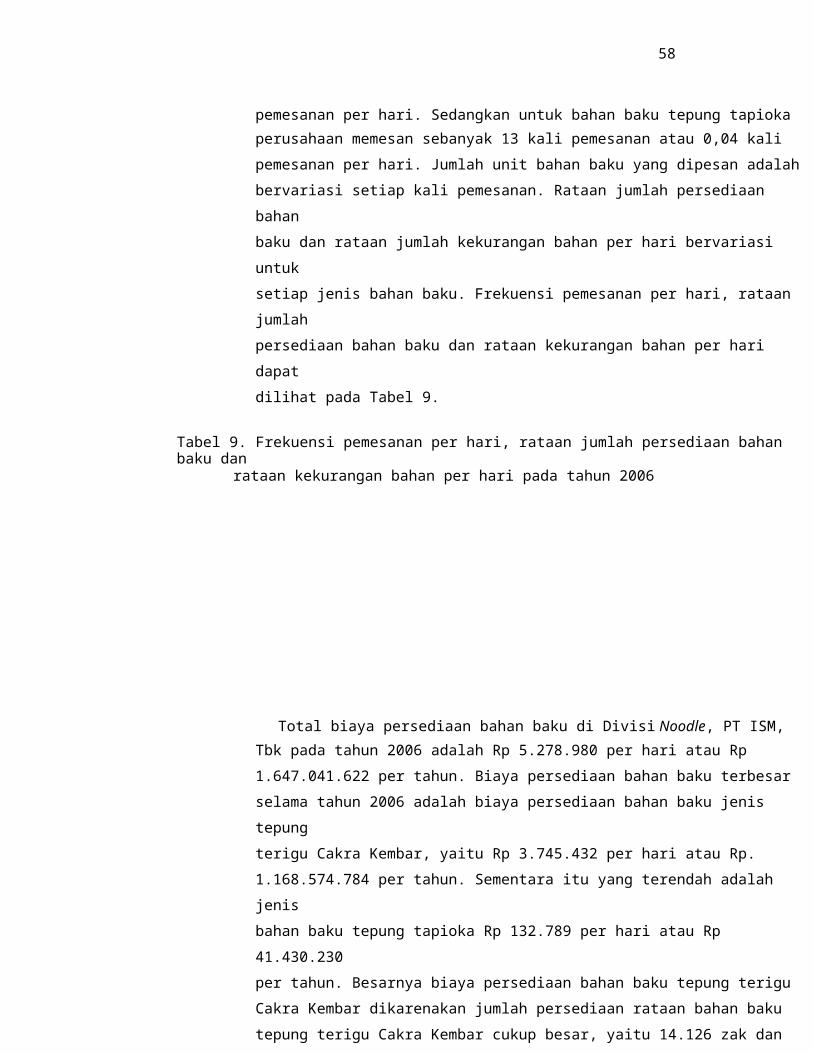
Lampiran 1. Struktur organisasi Divisi Noodle, PT ISM, Tb
86
General Manager
Sekretaris
ProdMgr
TechMgr
Factory Mgr
WHMgr
BPDQC Mgr Personel Mgr ASP Mgr Fin & Acct Mgr
ProdSpv
TechSpv
WHSpv
PPICSpv
PurchSpv
QCSpv
PersSpv
KASatpam
ASPS Fin & Acct Mgr
SectSpvProd(11
SectSpvTech
(9Org)
SectSpvWH(11
StafPPIC
(2 Org)
Purchaser
(1 Org)
PD(1 Org)
Admin/Buyer(5Org)
AsstPersSpv
(5 Org)
ASPR/TL(18
Org)
EDP &Admin(3 Org)
Asst Acct(12 Org)
Org) Org)
Helper/Opr/
Admin(852Org)
Staf &Admin
(39Org)
Helper/Admin
(91Org)
Admin(5 Org)
Admin/Buyer
(3 Org)
QCField(28
Org)
Admin&
Crew(60
Org)
Admin&
Crew(19
Org)
Driver(16
Org)
Admin(9 Org)
Admin(1 Org)

WEEK Y Y Y− Y 2Y− Y1 3.669 3.441 228 51.790
2 3.812 3.441 371 137.9643 2.914 3.441 (527) 277.5284 3.383 3.441 (58) 3.3885 3.173 3.441 (268) 71.7876 1.783 3.441 (1.658) 2.749.9927 3.180 3.441 (261) 68.3258 3.046 3.441 (395) 156.4099 2.960 3.441 (481) 231.308
10 2.428 3.441 (1.013) 1.026.89411 3.181 3.441 (260) 67.40012 2.416 3.441 (1.025) 1.050.02813 3.391 3.441 (50) 2.50414 3.545 3.441 104 10.79815 3.868 3.441 427 181.99816 2.117 3.441 (1.324) 1753.47817 2.649 3.441 (792) 626.72718 2.526 3.441 (915) 836.94519 3.078 3.441 (363) 131.76020 3.777 3.441 336 113.02821 1.253 3.441 (2.188) 4.788.14022 2.678 3.441 (763) 582.27523 3.155 3.441 (286) 81.62924 2.769 3.441 (672) 452.02625 2.882 3.441 (559) 312.54226 2.915 3.441 (526) 276.58827 3.062 3.441 (379) 143.984
87
Lampiran 2. Perhitungan simpangan baku pemakaian bahan baku per hari
σd
n∑ Y− Y1
n− 1
2
h
d = Simpangan baku pemakaian bahan baku per hari
Y = Pemakaian bahan baku per hari
Y = Rataan pemakaian bhan baku per hari
n = Banyaknya data
Hasil Perhitungan Simpangan Baku Pemakaian Bahan BakuCakra Kembar per Hari
Tepung Terigu

WEEK Y Y Y− Y2
Y− Y28 3.553 3.441 112 12.55429 3.449 3.441 8 6930 3.728 3.441 287 82.31731 3.523 3.441 82 6.76932 3.153 3.441 (288) 83.10633 3.198 3.441 (243) 59.23534 3.626 3.441 185 34.18535 2.951 3.441 (490) 239.85936 4.074 3.441 633 400.54337 3.679 3.441 238 56.84938 3.970 3.441 529 279.78339 3.929 3.441 488 238.08840 3.916 3.441 475 225.76141 4.730 3.441 1289 1.661.29942 5.084 3.441 1643 2.698.95043 5.017 3.441 1576 2.483.22944 0 3.441 (3.441) 1.1840.48145 2.575 3.441 (866) 749.39446 3.596 3.441 155 24.02847 3.615 3.441 174 30.18948 3.578 3.441 137 18.72949 3.639 3.441 198 39.22750 3.859 3.441 418 174.76151 4.140 3.441 699 488.01852 2.748 3.441 (693) 480.02053 3.678 3.441 237 56.31054 3.066 3.441 (375) 140.64155 3.676 3.441 235 55.00756 3.294 3.441 (147) 21.49057 2.833 3.441 (608) 369.63258 3.809 3.441 368 135.40259 3.873 3.441 432 186.62360 4.015 3.441 574 329.30861 4.063 3.441 622 386.52662 3.458 3.441 17 30563 3.396 3.441 (45) 2.02864 3.178 3.441 (263) 69.21765 2.577 3.441 (864) 746.83366 3.603 3.441 162 26.30267 2.212 3.441 (1.229) 151.027868 3.775 3.441 334 111.60669 2.464 3.441 (977) 953.88670 3.440 3.441 (1) 1
88
Lanjutan Lampiran 2.

WEEK Y Y Y− Y2
Y− Y71 3.166 3.441 (275) 75.54972 3.589 3.441 148 21.94373 3.219 3.441 (222) 49.15674 4.270 3.441 829 686.67275 4.822 3.441 1.381 1.906.05676 3.712 3.441 271 73.67077 3.348 3.441 (93) 8.65578 3.674 3.441 233 54.31079 4.017 3.441 576 332.31580 4.195 3.441 754 567.83881 4.332 3.441 891 794.69682 4.316 3.441 875 765.19183 4.037 3.441 596 355.61484 4.099 3.441 658 433.60185 3.386 3.441 (55) 29.9886 3.353 3.441 (88) 7.73287 3.864 3.441 423 179.05388 3.807 3.441 366 134.25389 5.100 3.441 1.659 2.752.96890 5.281 3.441 1.840 3.384.89091 4.211 3.441 770 593.08492 4.187 3.441 746 557.19193 4.220 3.441 779 607.33694 3.824 3.441 383 146.40495 0 3.441 (3.441) 1.184.48196 3.273 3.441 (168) 28.27497 4.115 3.441 674 454.52098 4.235 3.441 794 629.68099 3.596 3.441 155 23.875
100 3.966 3.441 525 275.302101 3.803 3.441 362 131.010102 3.962 3.441 521 271.788103 4.148 3.441 707 499.216104 1.985 3.441 (1.456) 2.120.903
n2
∑1Y− Y 74.683.837
n2
∑1Y− Yn− 1
725.086
d 852
89
Lanjutan Lampiran 2
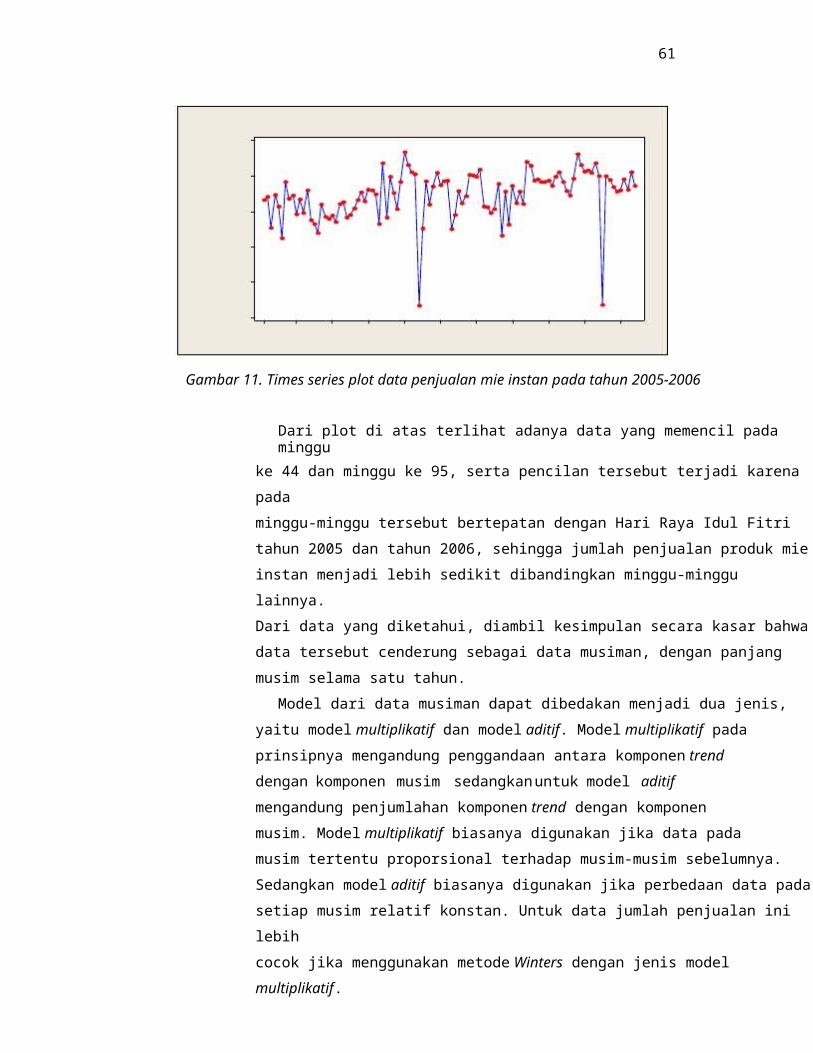
WEEK Y Y Y− Y 2Y− Y1 175 164 11 1142 182 164 18 3083 139 164 (25) 6374 161 164 (3) 85 151 164 (13) 1666 85 164 (79) 6.2587 151 164 (13) 1598 145 164 (19) 3609 141 164 (23) 531
10 116 164 (48) 2.34211 151 164 (13) 15612 115 164 (49) 2.39513 161 164 (3) 614 169 164 5 2315 184 164 20 40716 101 164 (63) 3.99417 126 164 (38) 1.43218 120 164 (44) 1.91019 147 164 (17) 30420 180 164 16 25221 60 164 (104) 10.88722 128 164 (36) 1.33123 150 164 (14) 18924 132 164 (32) 1.03425 137 164 (27) 71626 139 164 (25) 63427 146 164 (18) 33228 141 164 (23) 53729 164 164 0 030 178 164 14 18331 168 164 4 1432 150 164 (14) 19233 152 164 (12) 13834 173 164 9 7535 141 164 (23) 55136 194 164 30 90037 175 164 11 12638 189 164 25 62739 187 164 23 533
90
Lanjutan Lampiran 3
Hasil Perhitungan Standar Deviasi Pemakaian Bahan Baku Tepung TeriguSegitiga Biru per Hari
WEEK Y Y Y− Y2
Y− Y40 186 164 22 50541 225 164 61 3.75042 242 164 78 6.09843 239 164 75 5.60944 0 164 (164) 26.89645 123 164 (41) 1.71146 171 164 7 5247 172 164 8 6648 170 164 6 4149 173 164 9 8650 184 164 20 39151 197 164 33 1.09752 131 164 (33) 1.09853 175 164 11 12454 146 164 (18) 32455 175 164 11 12256 157 164 (7) 5157 135 164 (29) 84658 181 164 17 30259 184 164 20 41760 191 164 27 73961 193 164 29 86862 165 164 1 063 162 164 (2) 564 151 164 (13) 16165 123 164 (41) 1.70566 172 164 8 5767 105 164 (59) 3.44168 180 164 16 24969 117 164 (47) 2.17670 164 164 0 071 151 164 (13) 17572 171 164 7 4873 153 164 (11) 11574 203 164 39 1.54675 230 164 66 4.30376 177 164 13 16377 159 164 (5) 2178 175 164 11 12079 191 164 27 74680 200 164 36 1.27781 206 164 42 1.79082 206 164 42 1.72383 192 164 28 798
91
Lanjutan Lampiran 2
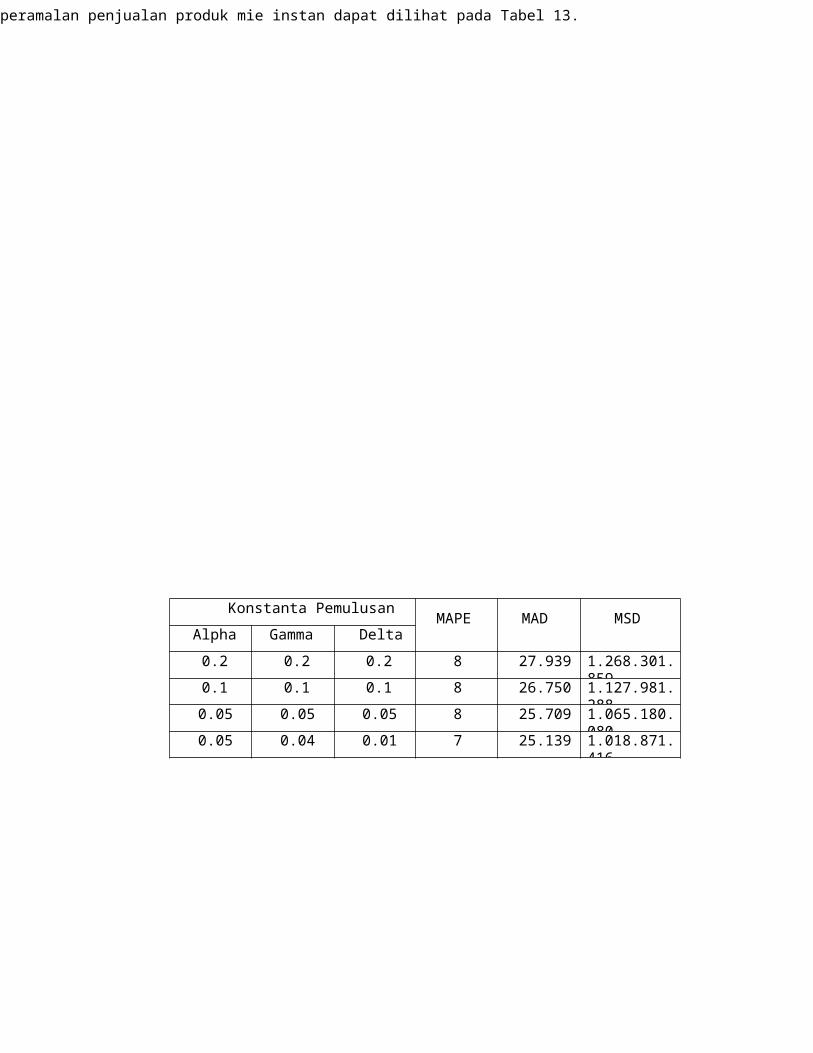
WEEK Y Y Y− Y2
Y− Y84 195 164 31 97485 161 164 (3) 886 160 164 (4) 1987 184 164 20 40088 181 164 17 29989 243 164 79 6.22090 251 164 87 7.65091 201 164 37 1.33492 199 164 35 1.25393 201 164 37 1.36794 182 164 18 32795 0 164 (164) 26.89696 156 164 (8) 6697 196 164 32 1.02298 202 164 38 1.41799 171 164 7 52
100 189 164 25 617101 181 164 17 292102 189 164 25 609103 198 164 34 1.122
104 95 164 (69) 4.829n
2
∑1Y− Y 169.353n
2
∑1Y− Yn− 1 1.644
d 41
WEEK Y Y Y− Y 2Y− Y1 1.223 1.147 76 5.7542 1.271 1.147 124 15.3293 971 1.147 (176) 30.8364 1.128 1.147 (19) 3765 1.058 1.147 (89) 7.9766 594 1.147 (553) 305.5557 1.060 1.147 (87) 7.5928 1.015 1.147 (132) 17.3799 987 1.147 (160) 25.701
10 809 1.147 (338) 114.099
92
Lanjutan Lampiran 3
Hasil Perhitungan Standar Deviasi Pemakaian Bahan Baku Tepung TeriguSegitiga Hijau per Hari

WEEK Y Y Y− Y2
Y− Y11 1.060 1.147 (87) 7.48912 805 1.147 (342) 116.67013 1.130 1.147 (17) 27814 1.182 1.147 35 1.20015 1.289 1.147 142 20.22216 706 1.147 (441) 194.83117 883 1.147 (264) 69.63618 842 1.147 (305) 92.99419 1.026 1.147 (121) 14.64020 1.259 1.147 112 12.55921 418 1.147 (729) 532.01622 893 1.147 (254) 64.69723 1.052 1.147 (95) 9.07024 923 1.147 (224) 50.22525 961 1.147 (186) 34.72726 972 1.147 (175) 30.73227 1.021 1.147 (126) 15.99828 986 1.147 (161) 26.01029 1.150 1.147 3 830 1.243 1.147 96 9.14631 1.174 1.147 27 75232 1.051 1.147 (96) 9.23433 1.066 1.147 (81) 6.58234 1.209 1.147 62 3.79835 984 1.147 (163) 26.65136 1.358 1.147 211 44.50537 1.226 1.147 79 6.31738 1.323 1.147 176 31.08739 1.310 1.147 163 26.45440 1.305 1.147 158 25.08541 1.577 1.147 430 184.58942 1.695 1.147 548 299.88343 1.672 1.147 525 275.91444 0 1.147 (1.147) 1.315.60945 858 1.147 (289) 83.26646 1.199 1.147 52 2.67047 1.205 1.147 58 3.35448 1.193 1.147 46 2.08149 1.213 1.147 66 4.35950 1.286 1.147 139 19.41851 1.380 1.147 233 54.22452 916 1.147 (231) 53.33653 1.226 1.147 79 6.25754 1.022 1.147 (125) 15.627
93
Lanjutan Lampiran 2

WEEK Y Y Y− Y2
Y− Y55 1.225 1.147 78 6.11256 1.098 1.147 (49) 2.38857 944 1.147 (203) 41.07058 1.270 1.147 123 15.04559 1.291 1.147 144 20.73660 1.338 1.147 191 36.59061 1.354 1.147 207 42.94762 1.153 1.147 6 3463 1.132 1.147 (15) 22564 1.059 1.147 (88) 7.69165 859 1.147 (288) 82.98166 1.201 1.147 54 2.92267 737 1.147 (410) 167.80968 1.258 1.147 111 12.40169 821 1.147 (326) 105.98770 1.147 1.147 0 071 1.055 1.147 (92) 8.39472 1.196 1.147 49 2.43873 1.073 1.147 (74) 5.46274 1.423 1.147 276 76.29775 1.607 1.147 460 211.78476 1.237 1.147 90 8.18677 1.116 1.147 (31) 96278 1.225 1.147 78 6.03479 1.339 1.147 192 36.92480 1.398 1.147 251 63.09381 1.444 1.147 297 88.30082 1.439 1.147 292 85.02183 1.346 1.147 199 39.51384 1.366 1.147 219 48.17885 1.129 1.147 (18) 33386 1.118 1.147 (29) 85987 1.288 1.147 141 19.89588 1.269 1.147 122 14.91789 1.700 1.147 553 305.88590 1.760 1.147 613 376.09991 1.404 1.147 257 65.89892 1.396 1.147 249 61.91093 1.407 1.147 260 67.48294 1.275 1.147 128 16.26795 0 1147 (1147) 1.315.60996 1.091 1147 (56) 3.14297 1.372 1147 225 50.50298 1.412 1147 265 69.964
94
Lanjutan Lampiran 2
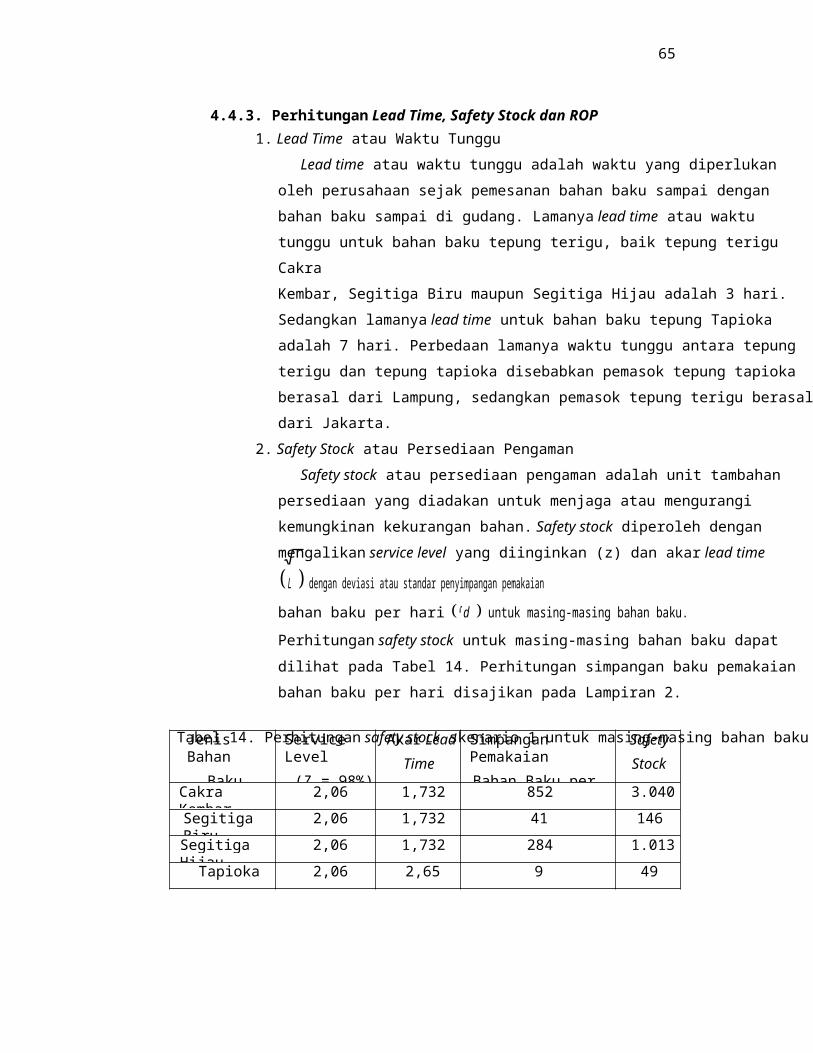
WEEK Y Y Y− Y 2Y− Y1 40 37 3 72 41 37 4 173 31 37 (6) 314 37 37 0 05 34 37 (3) 86 19 37 (18) 3157 34 37 (3) 78 33 37 (4) 179 32 37 (5) 26
10 26 37 (11) 11711 34 37 (3) 712 26 37 (11) 11913 37 37 0 014 38 37 1 215 42 37 5 2316 23 37 (14) 20017 29 37 (8) 7118 27 37 (10) 9519 33 37 (4) 1420 41 37 4 1421 14 37 (23) 55122 29 37 (8) 6623 34 37 (3) 924 30 37 (7) 5125 31 37 (6) 35
WEEK Y Y Y− Y2
Y− Y99 1.199 1.147 52 2.653
100 1.322 1.147 175 30.589101 1.268 1.147 121 14.557102 1.321 1.147 174 30.199103 1.383 1.147 236 55.468
104 662 1.147 (485) 235.656n
2
∑1Y− Y 8.298.204n
2
∑1Y− Yn− 1 80.565
d 284
95
Lanjutan Lampiran 2
Hasil Perhitungan Standar Deviasi Pemakaian Bahan Baku Tepung Tapioka perHari
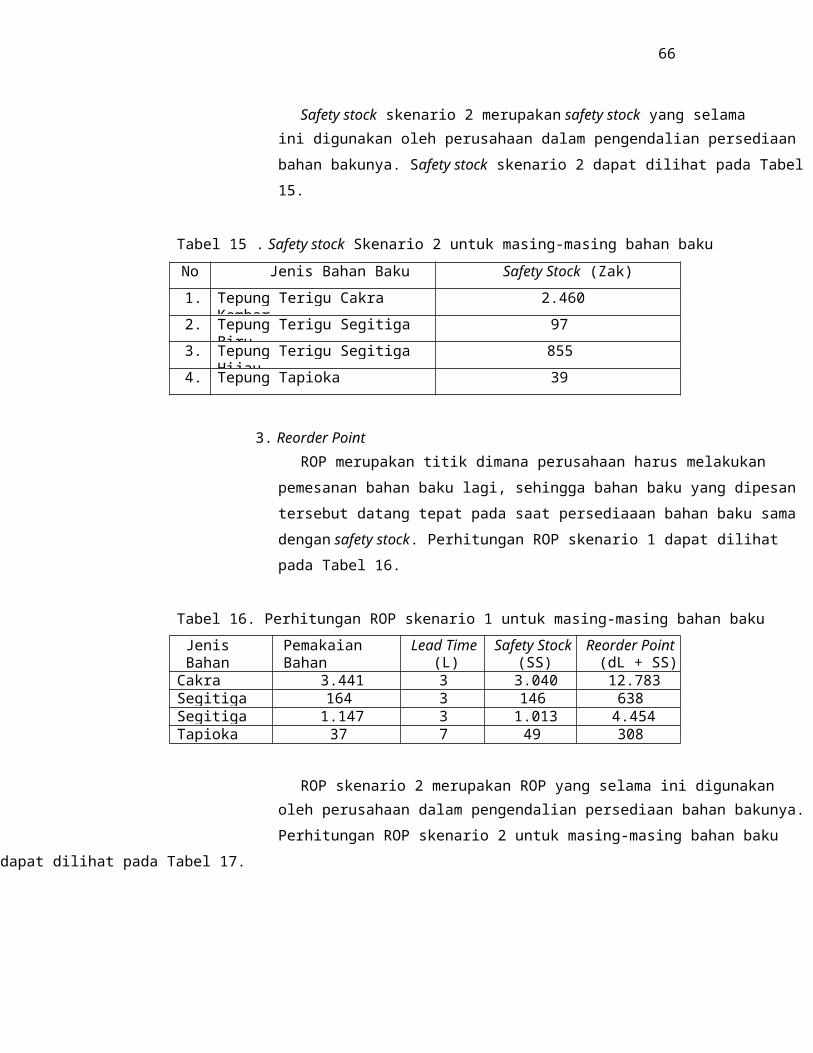
WEEK Y Y Y− Y2
Y− Y26 31 37 (6) 3127 33 37 (4) 1628 32 37 (5) 2629 37 37 0 030 40 37 3 1031 38 37 1 132 34 37 (3) 933 35 37 (2) 634 39 37 2 535 32 37 (5) 2636 44 37 7 4937 40 37 3 738 43 37 6 3439 42 37 5 2940 42 37 5 2841 51 37 14 19742 55 37 18 31943 54 37 17 29444 0 37 (37) 1.36945 28 37 (9) 8546 39 37 2 347 39 37 2 448 39 37 2 349 39 37 2 550 42 37 5 2251 45 37 8 5952 30 37 (7) 5453 40 37 3 754 33 37 (4) 1555 40 37 3 756 36 37 (1) 257 31 37 (6) 4158 41 37 4 1759 42 37 5 2360 43 37 6 4061 44 37 7 4762 37 37 0 063 37 37 0 064 34 37 (3) 765 28 37 (9) 8466 39 37 2 467 24 37 (13) 17268 41 37 4 1469 27 37 (10) 108
96
Lanjutan Lampiran 2
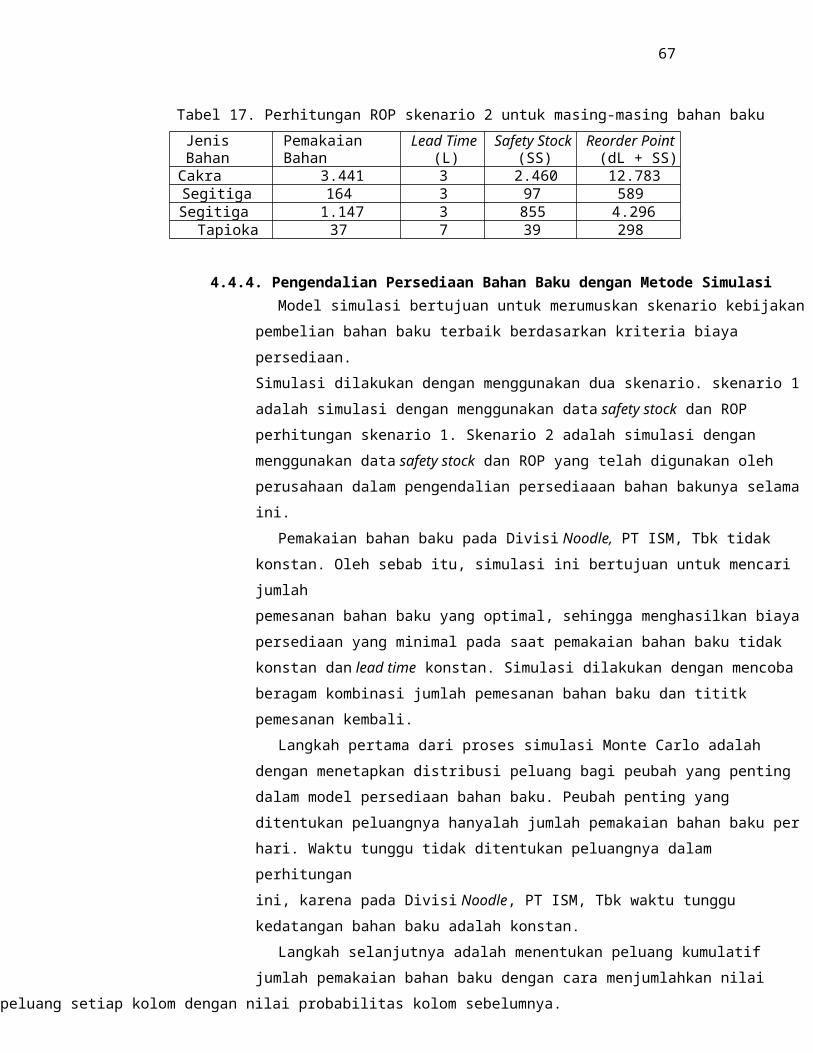
WEEK Y Y Y− Y2
Y− Y70 37 37 0 071 34 37 (3) 872 39 37 2 373 35 37 (2) 574 46 37 9 8375 52 37 15 22676 40 37 3 977 36 37 (1) 178 40 37 3 779 43 37 6 4080 45 37 8 6881 47 37 10 9582 47 37 10 9283 44 37 7 4384 44 37 7 5385 37 37 0 086 36 37 (1) 187 42 37 5 2288 41 37 4 1789 55 37 18 32690 57 37 20 40091 45 37 8 7192 45 37 8 6793 46 37 9 7394 41 37 4 1895 0 37 (37) 1.36996 35 37 (2) 397 44 37 7 5598 46 37 9 7699 39 37 2 3
100 43 37 6 34101 41 37 4 16102 43 37 6 33103 45 37 8 60
104 21 37 (16) 243n
2
∑1Y− Y 8.703n
2
∑1Y− Yn− 1 84
d 9
97
Lanjutan Lampiran 2
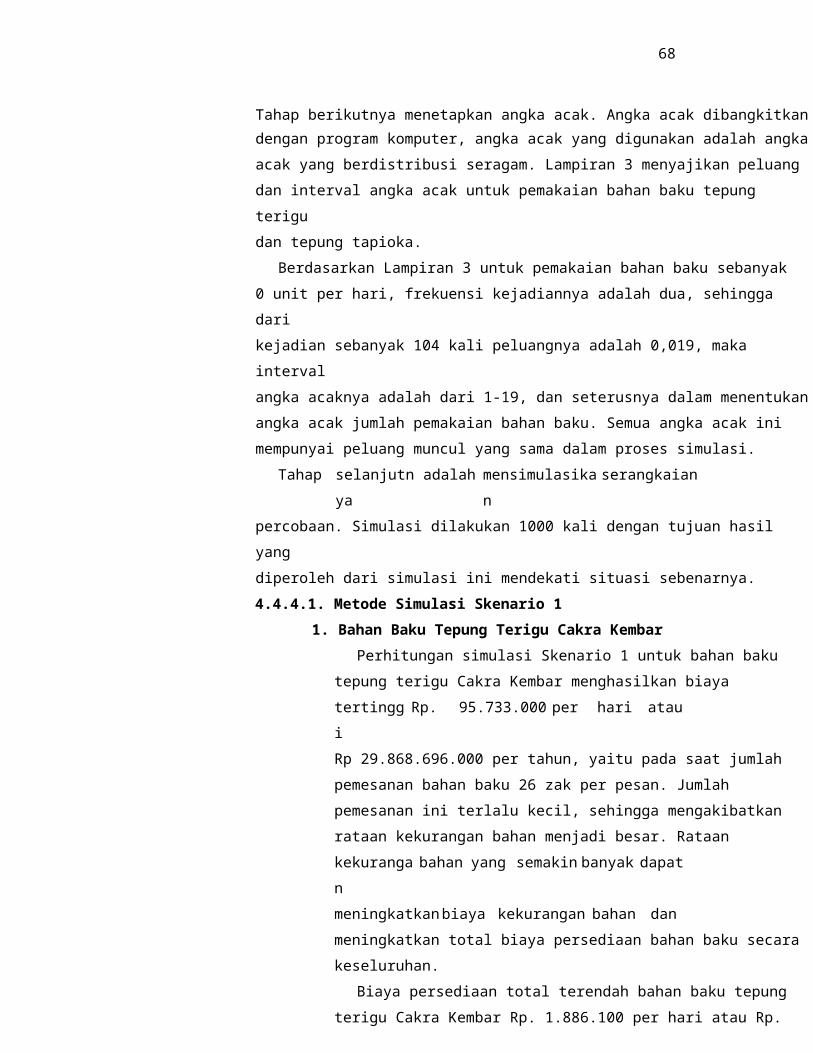
PemakaianHarian
Frekuensi Peluangkejadian
PeluangKumulatif
Interval AngkaAcak
0 2 0,0192 0,019 0-191.253 1 0,0096 0,029 20-291.783 1 0,0096 0,038 30-381.985 1 0,0096 0,048 39-482.117 1 0,0096 0,058 49-582.212 1 0,0096 0,067 59-672.428 1 0,0096 0,087 78-872.464 1 0,0096 0,096 88-962.526 1 0,0096 0,106 97-1062.575 1 0,0096 0,115 107-1152.577 1 0,0096 0,125 116-1252.649 1 0,0096 0,135 126-1352.678 1 0,0096 0,144 136-1442.748 1 0,0096 0,154 145-1542.769 1 0,0096 0,163 155-1632.833 1 0,0096 0,173 164-1732.882 1 0,0096 0,183 174-1832.914 1 0,0096 0,192 184-1922.915 1 0,0096 0,202 193-2022.951 1 0,0096 0,212 203-2122.957 1 0,0096 0,221 213-2212.960 1 0,0096 0,231 222-2313.046 1 0,0096 0,240 232-2403.062 1 0,0096 0,250 241-2503.066 1 0,0096 0,260 251-2603.078 1 0,0096 0,269 261-2693.153 1 0,0096 0,279 270-2793.155 1 0,0096 0,288 280-2883.166 1 0,0096 0,298 289-2983.173 1 0,0096 0,308 299-3083.178 1 0,0096 0,317 309-3173.180 1 0,0096 0,327 318-3273.181 1 0,0096 0,337 328-3373.198 1 0,0096 0,346 338-3463.219 1 0,0096 0,356 347-3563.273 1 0,0096 0,365 357-3653.294 1 0,0096 0,375 366-3753.348 1 0,0096 0,385 376-3853.353 1 0,0096 0,394 386-394
98
Lampiran 3. Perhitungan Peluang dan Interval Angka Acak Pemakaian BahanBaku
Peluang dan interval angka acak pemakaian bahan baku tepung terigu CakraKembar per hari

PemakaianHarian
Frekuensi Peluangkejadian
PeluangKumulatif
Interval AngkaAcak
3.383 1 0,0096 0,404 395-4043.386 1 0,0096 0,413 405-4133.391 1 0,0096 0,423 414-4233.396 1 0,0096 0,433 424-4333.440 1 0,0096 0,442 434-4423.449 1 0,0096 0,452 443-4523.458 1 0,0096 0,462 453-4623.523 1 0,0096 0,471 463-4713.545 1 0,0096 0,481 472-4813.578 1 0,0096 0,490 482-4903.589 1 0,0096 0,500 491-5003.596 1 0,0096 0,510 501-5103.596 1 0,0096 0,519 511-5193.603 1 0,0096 0,529 520-5293.615 1 0,0096 0,538 530-5383.626 1 0,0096 0,548 539-5483.639 1 0,0096 0,558 549-5583.669 1 0,0096 0,567 559-5673.674 1 0,0096 0,577 568-5773.676 1 0,0096 0,587 578-5873.678 1 0,0096 0,596 588-5963.679 1 0,0096 0,606 597-6063.712 1 0,0096 0,615 607-6153.728 1 0,0096 0,625 616-6253.775 1 0,0096 0,635 626-6353.777 1 0,0096 0,644 636-6443.803 1 0,0096 0,654 645-6543.807 1 0,0096 0,663 655-6633.809 1 0,0096 0,673 664-6733.812 1 0,0096 0,683 674-6833.824 1 0,0096 0,692 684-6923.859 1 0,0096 0,702 693-7023.864 1 0,0096 0,712 703-7123.868 1 0,0096 0,721 713-7213.873 1 0,0096 0,731 722-7313.916 1 0,0096 0,740 732-7403.929 1 0,0096 0,750 741-7503962 1 0,0096 0,760 751-7603.966 1 0,0096 0,769 761-7693.970 1 0,0096 0,779 770-7794.015 1 0,0096 0,788 780-7884.017 1 0,0096 0,798 789-7984.037 1 0,0096 0,808 799-808
99
Lanjutan Lampiran 3

PemakaianHarian
Frekuensi Peluangkejadian
PeluangKumulatif
Interval AngkaAcak
4.063 1 0,0096 0,817 809-8174.074 1 0,0096 0,827 818-8274.099 1 0,0096 0,837 828-8374.115 1 0,0096 0,846 838-8464.140 1 0,0096 0,856 847-8564.148 1 0,0096 0,865 857-8654.187 1 0,0096 0,875 866-8754.195 1 0,0096 0,885 876-8854.211 1 0,0096 0,894 886-8944.220 1 0,0096 0,904 895-9044.235 1 0,0096 0,913 905-9134.270 1 0,0096 0,923 914-9234.316 1 0,0096 0,933 924-9334.332 1 0,0096 0,942 934-9424.730 1 0,0096 0,952 943-9524.822 1 0,0096 0,962 953-9625.017 1 0,0096 0,971 963-9715.084 1 0,0096 0,981 972-9815.100 1 0,0096 0,990 982-9905.281 1 0,0096 1 991-1.000
PemakaianHarian
Frekuensi Peluangkejadian
PeluangKumulatif
Interval AngkaAcak
0 2 0,0192 0,019 0-1960 1 0,0096 0,029 20-2985 1 0,0096 0,038 30-3895 1 0,0096 0,048 39-48
101 1 0,0096 0,058 49-58105 1 0,0096 0,067 59-67115 1 0,0096 0,077 68-77116 1 0,0096 0,087 78-87117 1 0,0096 0,096 88-96120 1 0,0096 0,106 97-106123 2 0,0192 0,125 107-125126 1 0,0096 0,135 126-135128 1 0,0096 0,144 136-144131 1 0,0096 0,154 145-154132 1 0,0096 0,163 155-163135 1 0,0096 0,173 164-173137 1 0,0096 0,183 174-183
100
Lanjutan Lampiran 3
Peluang dan interval angka acak pemakaian bahan baku tepung terigu SegitigaBiru per hari
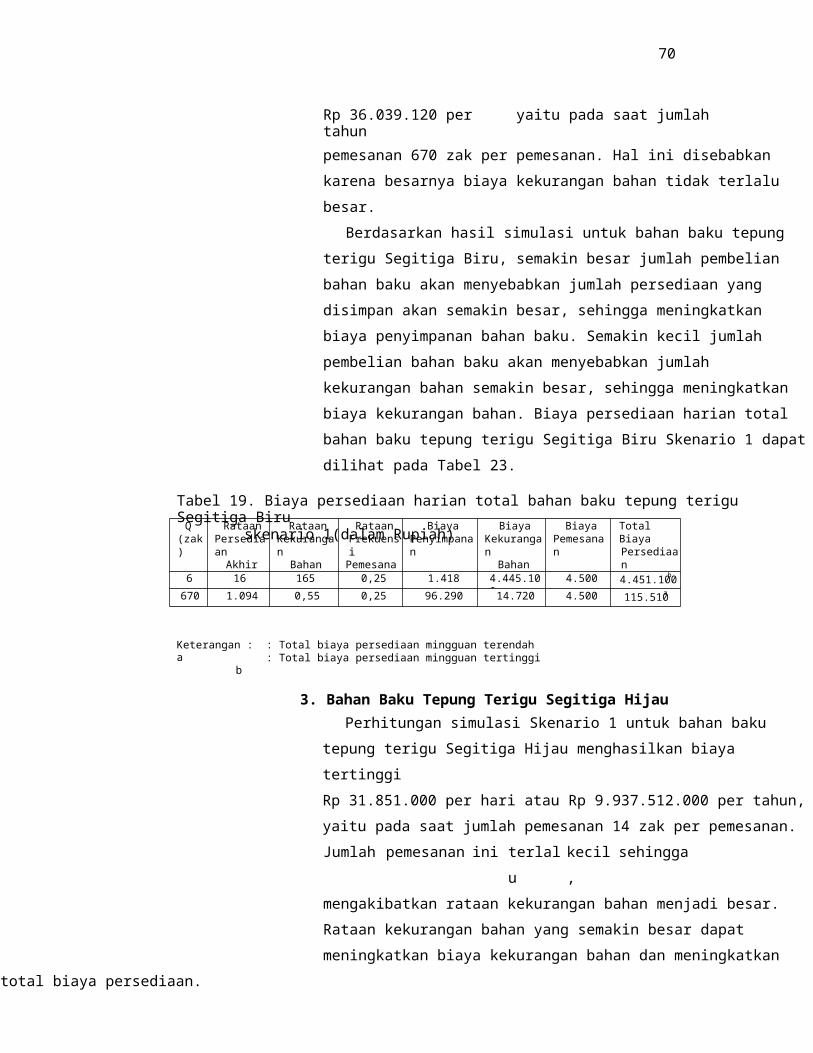
101
Lanjutan Lampiran 3Pemakaian
Harian FrekuensiPeluangkejadian
PeluangKumulatif
Interval AngkaAcak
139 2141 3145 1146 2147 1150 2151 5152 1153 1156 1157 1159 1160 1161 3162 1164 2165 1168 1169 1170 1171 3172 2173 2175 5177 1178 1180 2181 3182 2184 4186 1187 1189 3191 2192 1193 1194 1195 1196 1197 1198 1199 1200 1
0,01920,02880,00960,01920,00960,01920,04810,00960,00960,00960,00960,00960,00960,02880,00960,01920,00960,00960,00960,00960,02880,01920,01920,04810,00960,00960,01920,02880,01920,03850,00960,00960,02880,01920,00960,00960,00960,00960,00960,00960,00960,00960,0096
0,2020,2310,2400,2600,2690,2880,3370,3460,3560,3650,3750,3850,3940,4230,4330,4520,4620,4710,4810,4900,5190,5380,5580,6060,6150,6250,6440,6730,6920,7310,7400,7500,7790,7980,8080,8170,8270,8370,8460,8560,8650,8750,885
184-202203-231232-240241-260261-269270-288289-337338-346347-356357-365366-375376-385386-394395-423424-433434-452453-462463-471472-481482-490491-519520-538539-558558-606607-615616-625626-644645-673674-692693-731732-740741-750751-779780-798799-808809-817818-827828-837838-846847-856857-865866-875876-885
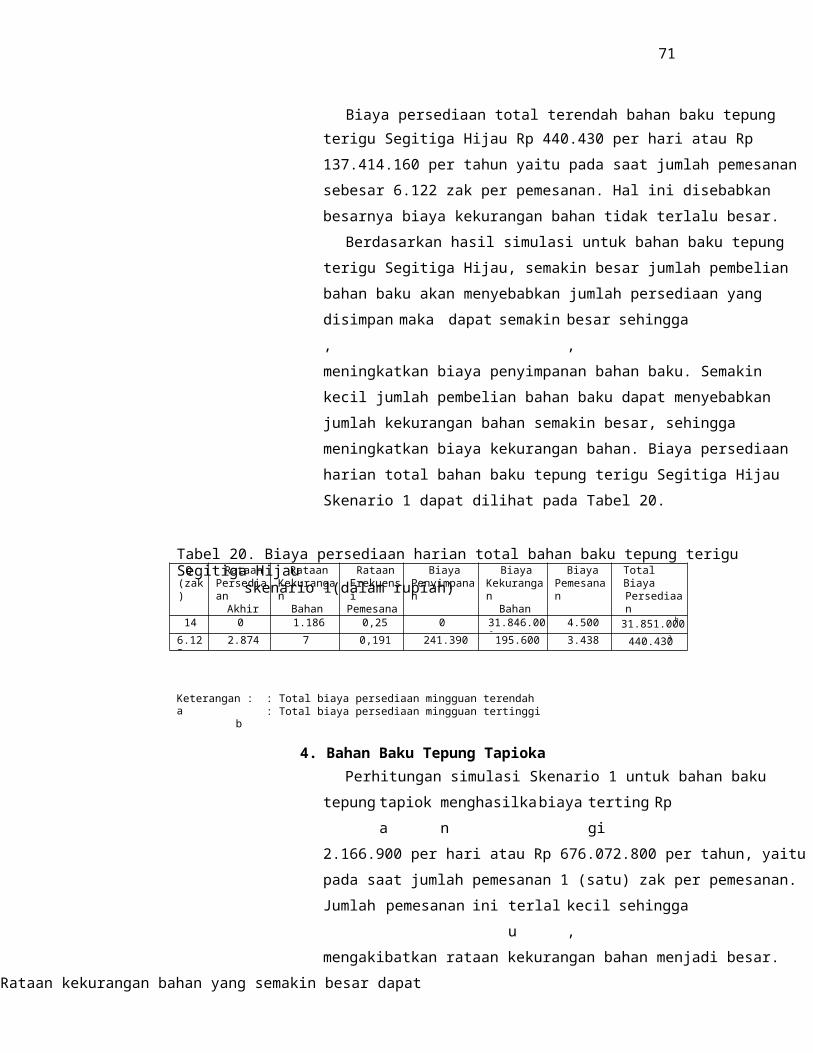
PemakaianHarian
Frekuensi Peluang kejadian PeluangKumulatif
IntervalAngka Acak
0 2 0,0192 0,019 0-19418 1 0,0096 0,029 20-29594 1 0,0096 0,038 30-38662 1 0,0096 0,048 39-48706 1 0,0096 0,058 49-58737 1 0,0096 0,067 59-67805 1 0,0096 0,077 68-77809 1 0,0096 0,087 78-87821 1 0,0096 0,096 88-96842 1 0,0096 0,106 97-106858 1 0,0096 0,115 107-115859 1 0,0096 0,125 116-125883 1 0,0096 0,135 126-135893 1 0,0096 0,144 136-144916 1 0,0096 0,154 145-154923 1 0,0096 0,163 155-163944 1 0,0096 0,173 164-173961 1 0,0096 0,183 174-183971 1 0,0096 0,192 184-192972 1 0,0096 0,202 193-202984 1 0,0096 0,212 203-212986 1 0,0096 0,221 213-221987 1 0,0096 0,231 222-231
1.015 1 0,0096 0,240 232-2401.021 1 0,0096 0,250 241-2501.022 1 0,0096 0,260 251-2601.026 1 0,0096 0,269 261-269
PemakaianHarian
Frekuensi Peluangkejadian
PeluangKumulatif
Interval AngkaAcak
201 2 0,0192 0,904 886-904202 1 0,0096 0,913 905-913203 1 0,0096 0,923 913-923206 2 0,0192 0,942 924-942225 1 0,0096 0,952 943-952230 1 0,0096 0,962 953-962239 1 0,0096 0,971 963-971242 1 0,0096 0,981 972-981243 1 0,0096 0,990 982-990251 1 0,0096 1 991-1.000
102
Lanjutan Lampiran 3
Peluang dan interval angka acak pemakaian bahan baku tepung terigu SegitigaHijau per hari
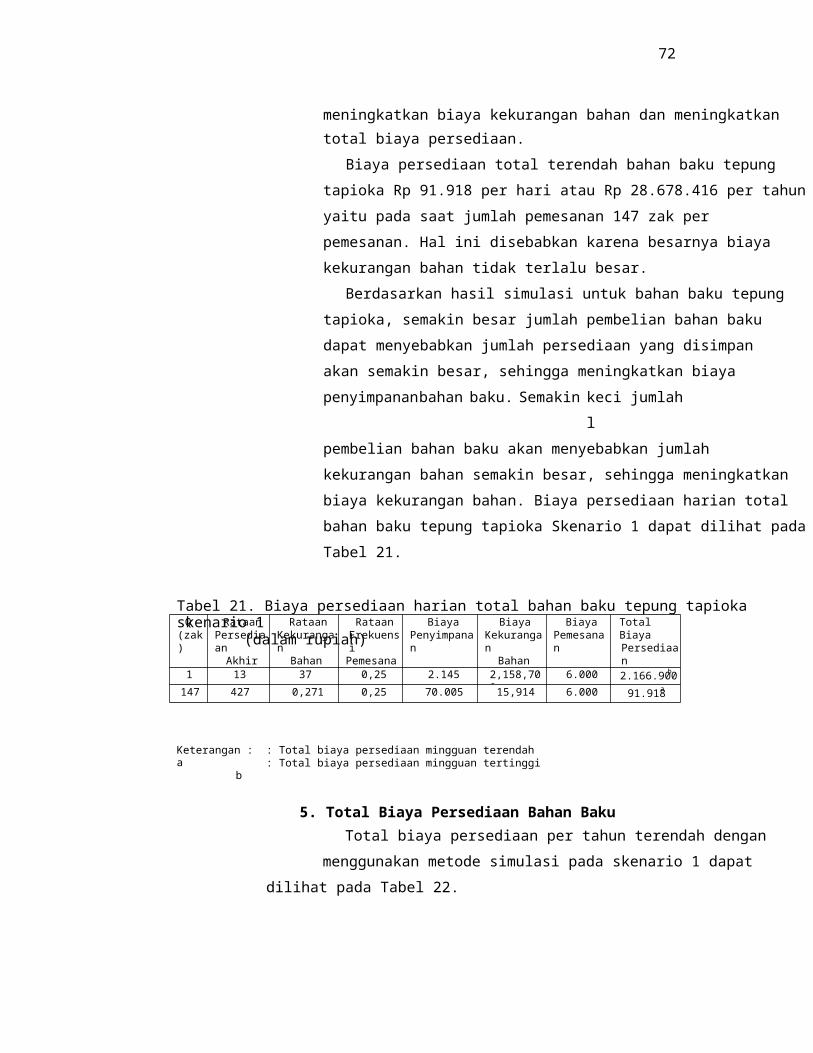
PemakaianHarian
Frekuensi Peluang kejadian PeluangKumulatif
IntervalAngka Acak
1.051 1 0,0096 0,279 270-2791.052 1 0,0096 0,288 280-2881.055 1 0,0096 0,298 289-2981.058 1 0,0096 0,308 299-3081.059 1 0,0096 0,317 309-3171.060 2 0,0192 0,337 318-3371.066 1 0,0096 0,346 338-3461.073 1 0,0096 0,356 347-3561.091 1 0,0096 0,365 357-3651.098 1 0,0096 0,375 366-3751.116 1 0,0096 0,385 376-3851.118 1 0,0096 0,394 386-3941.128 1 0,0096 0,404 395-4041.129 1 0,0096 0,413 405-4131.130 1 0,0096 0,423 414-4231.132 1 0,0096 0,433 424-4331.147 1 0,0096 0,442 434-4421.150 1 0,0096 0,452 443-4521.153 1 0,0096 0,462 453-4621.174 1 0,0096 0,471 463-4711.182 1 0,0096 0,481 472-4811.193 1 0,0096 0,490 482-4901.196 1 0,0096 0,500 491-5001.199 2 0,0192 0,519 501-5191.201 1 0,0096 0,529 520-5291.205 1 0,0096 0,538 530-5381.209 1 0,0096 0,548 539-5481.213 1 0,0096 0,558 549-5581.223 1 0,0096 0,567 559-5671.225 2 0,0192 0,587 568-5871.226 2 0,0192 0,606 588-6061.237 1 0,0096 0,615 607-6151.243 1 0,0096 0,625 616-6251.258 1 0,0096 0,635 626-6351.259 1 0,0096 0,644 636-6441.268 1 0,0096 0,654 645-6541.269 1 0,0096 0,663 655-6631.270 1 0,0096 0,673 664-6731.271 1 0,0096 0,683 674-6831.275 1 0,0096 0,692 684-6921.286 1 0,0096 0,702 693-7021.288 1 0,0096 0,712 703-712
103
Lanjutan Lampiran 3
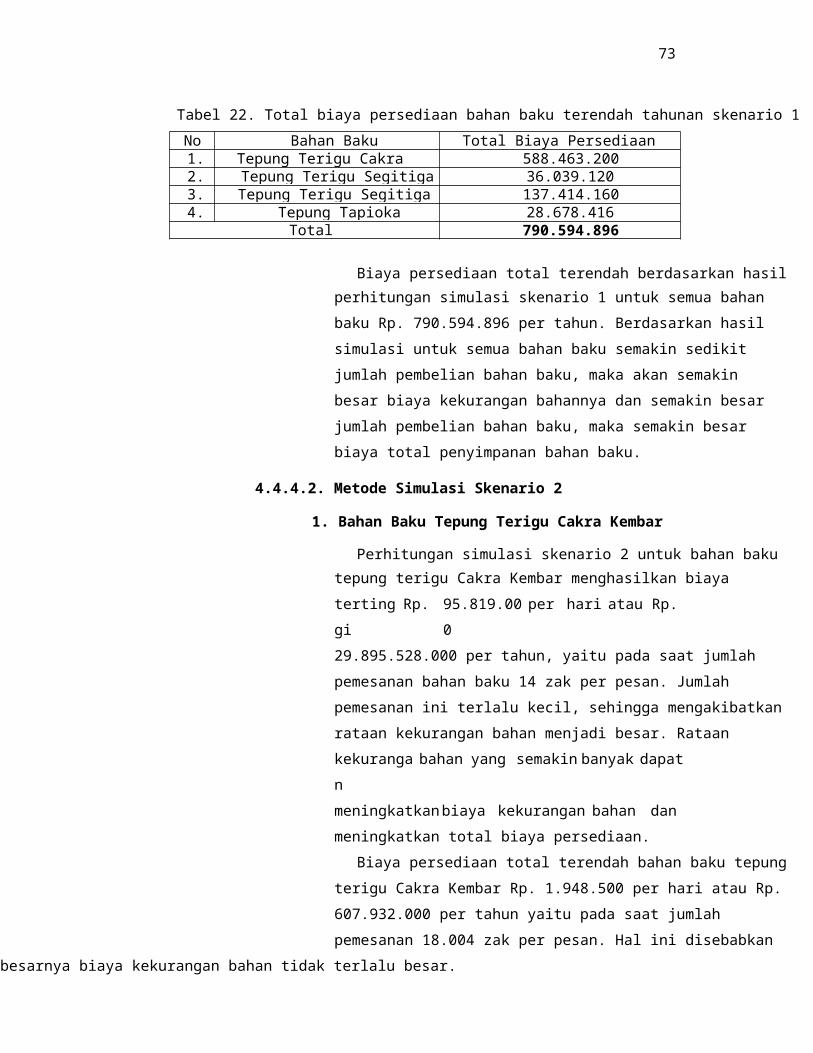
PemakaianHarian
Frekuensi Peluang kejadian PeluangKumulatif
IntervalAngka Acak
1.289 1 0,0096 0,721 713-7211.291 1 0,0096 0,731 722-7311.305 1 0,0096 0,740 732-7401.310 1 0,0096 0,750 741-7501.321 1 0,0096 0,760 751-7601.322 1 0,0096 0,769 761-7691.323 1 0,0096 0,779 770-7791.338 1 0,0096 0,788 780-7881.339 1 0,0096 0,798 789-7981.346 1 0,0096 0,808 799-8081.354 1 0,0096 0,817 809-8171.358 1 0,0096 0,827 818-8271.366 1 0,0096 0,837 828-8371.372 1 0,0096 0,846 838-8461.380 1 0,0096 0,856 847-8561.383 1 0,0096 0,865 857-8651.396 1 0,0096 0,875 866-8751.398 1 0,0096 0,885 876-8851.404 1 0,0096 0,894 886-8941.407 1 0,0096 0,904 895-9041.412 1 0,0096 0,913 905-9131.423 1 0,0096 0,923 914-9231.439 1 0,0096 0,933 924-9331.444 1 0,0096 0,942 934-9421.577 1 0,0096 0,952 943-9521.607 1 0,0096 0,962 953-9621.672 1 0,0096 0,971 963-9711.695 1 0,0096 0,981 972-9811.700 1 0,0096 0,990 982-9901.760 1 0,0096 1 991-1.000
PemakaianHarian
Frekuensi Peluangkejadian
PeluangKumulatif
IntervalAngka Acak
0 2 0.0192 0.019 0-19
14 1 0.0096 0.029 20-29
19 1 0.0096 0.038 30-38
21 1 0.0096 0.048 39-48
23 1 0.0096 0.058 49-58
24 1 0.0096 0.067 59-67
26 2 0.0192 0.087 68-87
27 2 0.0192 0.106 88-106
104
Lanjutan Lampiran 3
Peluang dan interval angka acak pemakaian bahan baku tepung tapioka per hari
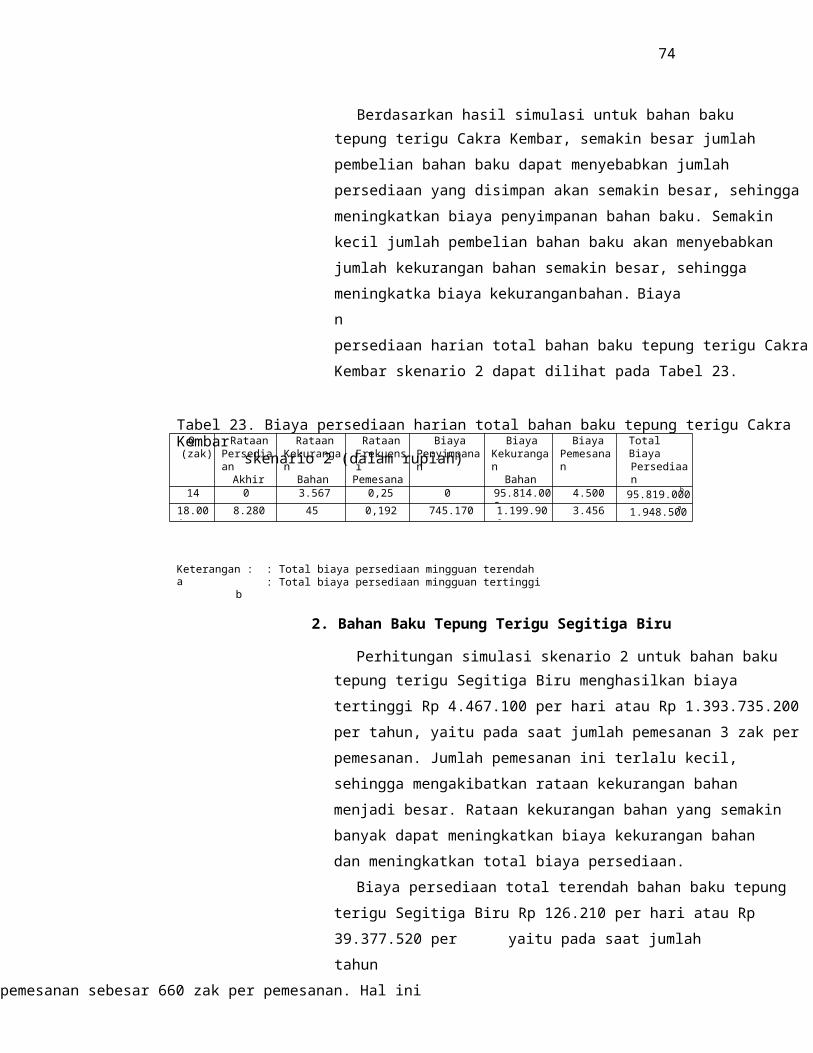
28 2 0.0192 0.125 107-125
29 2 0.0192 0.144 126-144
30 2 0.0192 0.163 145-163
31 4 0.0385 0.202 164-202
32 3 0.0288 0.231 203-231
33 4 0.0385 0.269 232-269
34 7 0.0673 0.337 270-337
35 3 0.0288 0.365 338-365
36 3 0.0288 0.394 366-394
37 7 0.0673 0.462 395-462
38 2 0.0192 0.481 463-481
39 8 0.0769 0.558 482-558
40 7 0.0673 0.625 559-625
41 7 0.0673 0.692 626-692
42 6 0.0577 0.750 693-750
43 5 0.0481 0.798 751-798
44 5 0.0481 0.846 799-846
45 5 0.0481 0.894 847-894
46 3 0.0288 0.923 895-923
47 2 0.0192 0.942 924-942
51 1 0.0096 0.952 943-952
52 1 0.0096 0.962 953-962
54 1 0.0096 0.971 963-971
55 2 0.0192 0.990 972-990
57 1 0.0096 1.000 991-1000
105

106
Lampiran 4. Perhitungan Simulasi
1. Perhitungan Simulasi Bahan Baku Cakra Kembar Skenario 1
function [TOTAL,pesanan,TOTAL_so] = sim_es_ck(order_quantity,data)
order_quantity = 31685;reorder_point = 13363;units_received = 0;begining_inventory = order_quantity+3040;ending_inventory = 0;
clc;pesanan = 0;TOTAL_so = 0;stock_out = 0;T = zeros(1000,7);TOTAL = 0;pesan = 0;belum_pesan = true;for i = 1:1000
random_number = round(1+(1000-1)*rand(1));demand = data(random_number);stock_out = 0;if(begining_inventory - demand >= 0)
ending_inventory = begining_inventory - demand;elseif (begining_inventory - demand < 0)
stock_out = demand - begining_inventory;TOTAL_so = TOTAL_so + stock_out;ending_inventory = 0;
end
TOTAL = TOTAL + ending_inventory;T(i,2) = begining_inventory;T(i,3) = random_number;T(i,4) = demand;T(i,5) = ending_inventory;T(i,6) = stock_out;T(i,7) = TOTAL;
if (ending_inventory <= reorder_point & belum_pesan)pesan = i + 3;pesanan = pesanan + 1;belum_pesan = false;
end
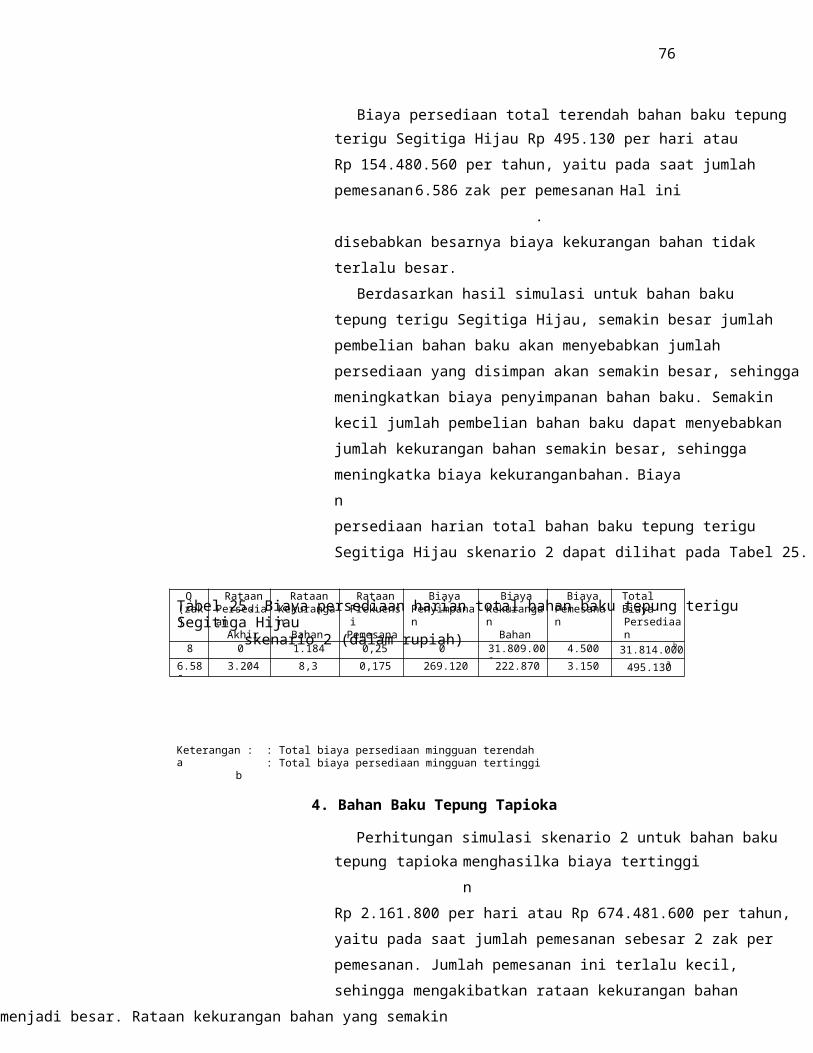
107
Lanjutan Lampiran 4
if (i == pesan)units_received = order_quantity;belum_pesan = true;
end
T(i+1,1) = units_received;begining_inventory = units_received + ending_inventory;
if (i == pesan)units_received = 0;pesan = 0;
endend
%csvwrite(['D:\coba2\ES_CK1.csv'],T);
clc;tabel = zeros(31685,7);for i = 1:31685
order_quantity = i;biaya_simpan_per_unit = 90;biaya_per_pesanan = 18000;biaya_so_per_unit = 26861;
[total,pesanan,total_so] = sim_es_ck(order_quantity,data);rataan_pers_akhir = total / 1000;rataan_so = total_so / 1000;rataan_pesanan = pesanan / 1000;
biaya_simpan = rataan_pers_akhir * biaya_simpan_per_unit;biaya_pesanan = rataan_pesanan * biaya_per_pesanan;biaya_so = rataan_so * biaya_so_per_unit;
TOTAL_BIAYA = biaya_simpan + biaya_pesanan + biaya_so;tabel(i,1) = order_quantity;tabel(i,2) = rataan_pers_akhir;tabel(i,3) = rataan_so;tabel(i,4) = rataan_pesanan;tabel(i,5) = biaya_simpan;tabel(i,6) = biaya_so;tabel(i,7) = biaya_pesanan;tabel(i,8) = TOTAL_BIAYA;
endclc;csvwrite(['D:\coba2\HS_CK1.csv'],tabel);

108
Lanjutan Lampiran 4
2. Perhitungan Simulasi Bahan Baku Cakra Kembar Skenario 2
function [TOTAL,pesanan,TOTAL_so] = sim_es_ck(order_quantity,data)
order_quantity = 31685;reorder_point = 12783;units_received = 0;begining_inventory = order_quantity+2460;ending_inventory = 0;
clc;pesanan = 0;TOTAL_so = 0;stock_out = 0;T = zeros(1000,7);TOTAL = 0;pesan = 0;belum_pesan = true;for i = 1:1000
random_number = round(1+(1000-1)*rand(1));demand = data(random_number);stock_out = 0;if(begining_inventory - demand >= 0)
ending_inventory = begining_inventory - demand;elseif (begining_inventory - demand < 0)
stock_out = demand - begining_inventory;TOTAL_so = TOTAL_so + stock_out;ending_inventory = 0;
end
TOTAL = TOTAL + ending_inventory;T(i,2) = begining_inventory;T(i,3) = random_number;T(i,4) = demand;T(i,5) = ending_inventory;T(i,6) = stock_out;T(i,7) = TOTAL;
if (ending_inventory <= reorder_point & belum_pesan)pesan = i + 3;pesanan = pesanan + 1;belum_pesan = false;
end

109
Lanjutan Lampiran 4
if (i == pesan)units_received = order_quantity;belum_pesan = true;
end
T(i+1,1) = units_received;begining_inventory = units_received + ending_inventory;
if (i == pesan)units_received = 0;pesan = 0;
endend
%csvwrite(['D:\coba2\ES_CK2.csv'],T);
clc;tabel = zeros(31685,7);for i = 1:31685
order_quantity = i;biaya_simpan_per_unit = 90;biaya_per_pesanan = 18000;biaya_so_per_unit = 26861;
[total,pesanan,total_so] = sim_es_ck(order_quantity,data);rataan_pers_akhir = total / 1000;rataan_so = total_so / 1000;rataan_pesanan = pesanan / 1000;
biaya_simpan = rataan_pers_akhir * biaya_simpan_per_unit;biaya_pesanan = rataan_pesanan * biaya_per_pesanan;biaya_so = rataan_so * biaya_so_per_unit;
TOTAL_BIAYA = biaya_simpan + biaya_pesanan + biaya_so;tabel(i,1) = order_quantity;tabel(i,2) = rataan_pers_akhir;tabel(i,3) = rataan_so;tabel(i,4) = rataan_pesanan;tabel(i,5) = biaya_simpan;tabel(i,6) = biaya_so;tabel(i,7) = biaya_pesanan;tabel(i,8) = TOTAL_BIAYA;
endclc;csvwrite(['D:\coba2\HS_CK2.csv'],tabel);

110
Lanjutan Lampiran 4
3. Perhitungan Simulasi Bahan Baku Segitiga Biru Skenario 1
function [TOTAL,pesanan,TOTAL_so] = sim_es_ck(order_quantity,data)
order_quantity = 1509;reorder_point = 638;units_received = 0;begining_inventory = order_quantity+146;ending_inventory = 0;
clc;pesanan = 0;TOTAL_so = 0;stock_out = 0;T = zeros(1000,7);TOTAL = 0;pesan = 0;belum_pesan = true;for i = 1:1000
random_number = round(1+(1000-1)*rand(1));demand = data(random_number);stock_out = 0;if(begining_inventory - demand >= 0)
ending_inventory = begining_inventory - demand;elseif (begining_inventory - demand < 0)
stock_out = demand - begining_inventory;TOTAL_so = TOTAL_so + stock_out;ending_inventory = 0;
end
TOTAL = TOTAL + ending_inventory;T(i,2) = begining_inventory;T(i,3) = random_number;T(i,4) = demand;T(i,5) = ending_inventory;T(i,6) = stock_out;T(i,7) = TOTAL;
if (ending_inventory <= reorder_point & belum_pesan)pesan = i + 3;pesanan = pesanan + 1;belum_pesan = false;
end
111
Lanjutan Lampiran 4
if (i == pesan)units_received = order_quantity;belum_pesan = true;
end
T(i+1,1) = units_received;begining_inventory = units_received + ending_inventory;
if (i == pesan)units_received = 0;pesan = 0;
endend
%csvwrite(['D:\coba2\ES_SB1.csv'],T);
clc;tabel = zeros(1509,7);for i = 1:1509
order_quantity = i;biaya_simpan_per_unit = 88;biaya_per_pesanan = 18000;biaya_so_per_unit = 26861;
[total,pesanan,total_so] = sim_es_ck(order_quantity,data);rataan_pers_akhir = total / 1000;rataan_so = total_so / 1000;rataan_pesanan = pesanan / 1000;
biaya_simpan = rataan_pers_akhir * biaya_simpan_per_unit;biaya_pesanan = rataan_pesanan * biaya_per_pesanan;biaya_so = rataan_so * biaya_so_per_unit;
TOTAL_BIAYA = biaya_simpan + biaya_pesanan + biaya_so;tabel(i,1) = order_quantity;tabel(i,2) = rataan_pers_akhir;tabel(i,3) = rataan_so;tabel(i,4) = rataan_pesanan;tabel(i,5) = biaya_simpan;tabel(i,6) = biaya_so;tabel(i,7) = biaya_pesanan;tabel(i,8) = TOTAL_BIAYA;
endclc;csvwrite(['D:\coba2\HS_SB1.csv'],tabel);
112
Lanjutan Lampiran 4
4. Perhitungan Simulasi Bahan Baku Segitiga Biru Skenario 2
function [TOTAL,pesanan,TOTAL_so] = sim_es_ck(order_quantity,data)
order_quantity = 1509;reorder_point = 589;units_received = 0;begining_inventory = order_quantity+97;ending_inventory = 0;
clc;pesanan = 0;TOTAL_so = 0;stock_out = 0;T = zeros(1000,7);TOTAL = 0;pesan = 0;belum_pesan = true;for i = 1:1000
random_number = round(1+(1000-1)*rand(1));demand = data(random_number);stock_out = 0;if(begining_inventory - demand >= 0)
ending_inventory = begining_inventory - demand;elseif (begining_inventory - demand < 0)
stock_out = demand - begining_inventory;TOTAL_so = TOTAL_so + stock_out;ending_inventory = 0;
end
TOTAL = TOTAL + ending_inventory;T(i,2) = begining_inventory;T(i,3) = random_number;T(i,4) = demand;T(i,5) = ending_inventory;T(i,6) = stock_out;T(i,7) = TOTAL;
if (ending_inventory <= reorder_point & belum_pesan)pesan = i + 3;pesanan = pesanan + 1;belum_pesan = false;
end
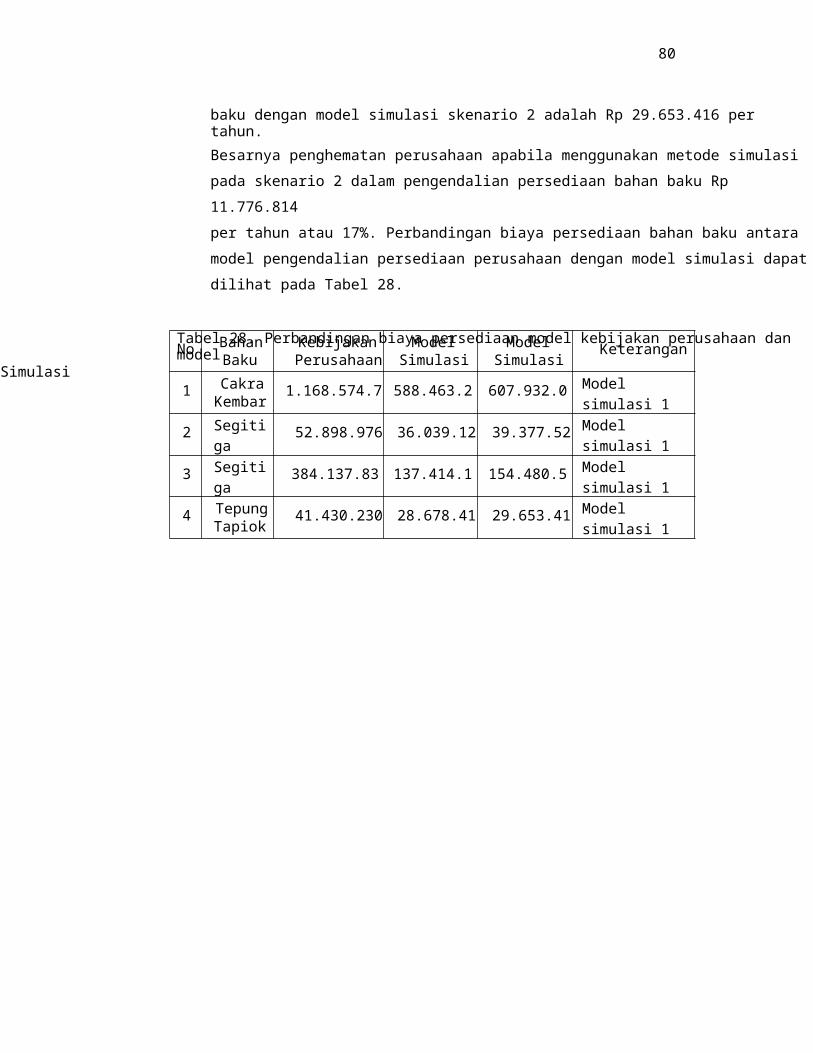
113
Lanjutan Lampiran 4
if (i == pesan)units_received = order_quantity;belum_pesan = true;
end
T(i+1,1) = units_received;begining_inventory = units_received + ending_inventory;
if (i == pesan)units_received = 0;pesan = 0;
endend
%csvwrite(['D:\coba2\ES_SB2.csv'],T);
clc;tabel = zeros(1509,7);for i = 1:1509
order_quantity = i;biaya_simpan_per_unit = 88;biaya_per_pesanan = 18000;biaya_so_per_unit = 26861;
[total,pesanan,total_so] = sim_es_ck(order_quantity,data);rataan_pers_akhir = total / 1000;rataan_so = total_so / 1000;rataan_pesanan = pesanan / 1000;
biaya_simpan = rataan_pers_akhir * biaya_simpan_per_unit;biaya_pesanan = rataan_pesanan * biaya_per_pesanan;biaya_so = rataan_so * biaya_so_per_unit;
TOTAL_BIAYA = biaya_simpan + biaya_pesanan + biaya_so;tabel(i,1) = order_quantity;tabel(i,2) = rataan_pers_akhir;tabel(i,3) = rataan_so;tabel(i,4) = rataan_pesanan;tabel(i,5) = biaya_simpan;tabel(i,6) = biaya_so;tabel(i,7) = biaya_pesanan;tabel(i,8) = TOTAL_BIAYA;
endclc;
csvwrite(['D:\coba2\HS_SB2.csv'],tabel);
114
Lanjutan Lampiran 4
5. Perhitungan Simulasi Bahan Baku Segitiga Hijau Skenario 1
function [TOTAL,pesanan,TOTAL_so] = sim_es_ck(order_quantity,data)
order_quantity = 10562;reorder_point = 4454;units_received = 0;begining_inventory = order_quantity+1013;ending_inventory = 0;
clc;pesanan = 0;TOTAL_so = 0;stock_out = 0;T = zeros(1000,7);TOTAL = 0;pesan = 0;belum_pesan = true;for i = 1:1000
random_number = round(1+(1000-1)*rand(1));demand = data(random_number);stock_out = 0;if(begining_inventory - demand >= 0)
ending_inventory = begining_inventory - demand;elseif (begining_inventory - demand < 0)
stock_out = demand - begining_inventory;TOTAL_so = TOTAL_so + stock_out;ending_inventory = 0;
end
TOTAL = TOTAL + ending_inventory;T(i,2) = begining_inventory;T(i,3) = random_number;T(i,4) = demand;T(i,5) = ending_inventory;T(i,6) = stock_out;T(i,7) = TOTAL;
if (ending_inventory <= reorder_point & belum_pesan)pesan = i + 3;pesanan = pesanan + 1;belum_pesan = false;
end

115
Lanjutan Lampiran 4
if (i == pesan)units_received = order_quantity;belum_pesan = true;
end
T(i+1,1) = units_received;begining_inventory = units_received + ending_inventory;
if (i == pesan)units_received = 0;pesan = 0;
endend
%csvwrite(['D:\coba2\ES_SH1.csv'],T);
clc;tabel = zeros(10562,7);for i = 1:10562
order_quantity = i;biaya_simpan_per_unit = 84;biaya_per_pesanan = 18000;biaya_so_per_unit = 26861;
[total,pesanan,total_so] = sim_es_ck(order_quantity,data);rataan_pers_akhir = total / 1000;rataan_so = total_so / 1000;rataan_pesanan = pesanan / 1000;
biaya_simpan = rataan_pers_akhir * biaya_simpan_per_unit;biaya_pesanan = rataan_pesanan * biaya_per_pesanan;biaya_so = rataan_so * biaya_so_per_unit;
TOTAL_BIAYA = biaya_simpan + biaya_pesanan + biaya_so;tabel(i,1) = order_quantity;tabel(i,2) = rataan_pers_akhir;tabel(i,3) = rataan_so;tabel(i,4) = rataan_pesanan;tabel(i,5) = biaya_simpan;tabel(i,6) = biaya_so;tabel(i,7) = biaya_pesanan;tabel(i,8) = TOTAL_BIAYA;
endclc;
csvwrite(['D:\coba2\HS_SH1.csv'],tabel);

116
Lanjutan Lampiran 4
6. Perhitungan Simulasi Bahan Baku Segitiga Hijau Skenario 2
function [TOTAL,pesanan,TOTAL_so] = sim_es_ck(order_quantity,data)
order_quantity = 10562;reorder_point = 4296;units_received = 0;begining_inventory = order_quantity+855;ending_inventory = 0;
clc;pesanan = 0;TOTAL_so = 0;stock_out = 0;T = zeros(1000,7);TOTAL = 0;pesan = 0;belum_pesan = true;for i = 1:1000
random_number = round(1+(1000-1)*rand(1));demand = data(random_number);stock_out = 0;if(begining_inventory - demand >= 0)
ending_inventory = begining_inventory - demand;elseif (begining_inventory - demand < 0)
stock_out = demand - begining_inventory;TOTAL_so = TOTAL_so + stock_out;ending_inventory = 0;
end
TOTAL = TOTAL + ending_inventory;T(i,2) = begining_inventory;T(i,3) = random_number;T(i,4) = demand;T(i,5) = ending_inventory;T(i,6) = stock_out;T(i,7) = TOTAL;
if (ending_inventory <= reorder_point & belum_pesan)pesan = i + 3;pesanan = pesanan + 1;belum_pesan = false;
end

117
Lanjutan Lampiran 4
if (i == pesan)units_received = order_quantity;belum_pesan = true;
end
T(i+1,1) = units_received;begining_inventory = units_received + ending_inventory;
if (i == pesan)units_received = 0;pesan = 0;
endend
%csvwrite(['D:\coba2\ES_SH2.csv'],T);
clc;tabel = zeros(10562,7);for i = 1:10562
order_quantity = i;biaya_simpan_per_unit = 84;biaya_per_pesanan = 18000;biaya_so_per_unit = 26861;
[total,pesanan,total_so] = sim_es_ck(order_quantity,data);rataan_pers_akhir = total / 1000;rataan_so = total_so / 1000;rataan_pesanan = pesanan / 1000;
biaya_simpan = rataan_pers_akhir * biaya_simpan_per_unit;biaya_pesanan = rataan_pesanan * biaya_per_pesanan;biaya_so = rataan_so * biaya_so_per_unit;
TOTAL_BIAYA = biaya_simpan + biaya_pesanan + biaya_so;tabel(i,1) = order_quantity;tabel(i,2) = rataan_pers_akhir;tabel(i,3) = rataan_so;tabel(i,4) = rataan_pesanan;tabel(i,5) = biaya_simpan;tabel(i,6) = biaya_so;tabel(i,7) = biaya_pesanan;tabel(i,8) = TOTAL_BIAYA;
endclc;
csvwrite(['D:\coba2\HS_SH2.csv'],tabel);
118
Lanjutan Lampiran 4
7. Perhitungan Simulasi Bahan Baku Tepung Tapioka Skenario 1
function [TOTAL,pesanan,TOTAL_so] = sim_es_ck(order_quantity,data)
order_quantity = 1482;reorder_point = 308;units_received = 0;begining_inventory = order_quantity+49;ending_inventory = 0;
clc;pesanan = 0;TOTAL_so = 0;stock_out = 0;T = zeros(1000,7);TOTAL = 0;pesan = 0;belum_pesan = true;for i = 1:1000
random_number = round(1+(1000-1)*rand(1));demand = data(random_number);stock_out = 0;if(begining_inventory - demand >= 0)
ending_inventory = begining_inventory - demand;elseif (begining_inventory - demand < 0)
stock_out = demand - begining_inventory;TOTAL_so = TOTAL_so + stock_out;ending_inventory = 0;
end
TOTAL = TOTAL + ending_inventory;T(i,2) = begining_inventory;T(i,3) = random_number;T(i,4) = demand;T(i,5) = ending_inventory;T(i,6) = stock_out;T(i,7) = TOTAL;
if (ending_inventory <= reorder_point & belum_pesan)pesan = i + 7;pesanan = pesanan + 1;belum_pesan = false;
end
119
Lanjutan Lampiran 4
if (i == pesan)units_received = order_quantity;belum_pesan = true;
end
T(i+1,1) = units_received;begining_inventory = units_received + ending_inventory;
if (i == pesan)units_received = 0;pesan = 0;
endend
%csvwrite(['D:\coba2\ES_TA1.csv'],T);
clc;tabel = zeros(1482,7);for i = 1: 1482
order_quantity = i;biaya_simpan_per_unit = 164;biaya_per_pesanan = 24000;biaya_so_per_unit = 58722;
[total,pesanan,total_so] = sim_es_ck(order_quantity,data);rataan_pers_akhir = total / 1000;rataan_so = total_so / 1000;rataan_pesanan = pesanan / 1000;
biaya_simpan = rataan_pers_akhir * biaya_simpan_per_unit;biaya_pesanan = rataan_pesanan * biaya_per_pesanan;biaya_so = rataan_so * biaya_so_per_unit;
TOTAL_BIAYA = biaya_simpan + biaya_pesanan + biaya_so;tabel(i,1) = order_quantity;tabel(i,2) = rataan_pers_akhir;tabel(i,3) = rataan_so;tabel(i,4) = rataan_pesanan;tabel(i,5) = biaya_simpan;tabel(i,6) = biaya_so;tabel(i,7) = biaya_pesanan;tabel(i,8) = TOTAL_BIAYA;
endclc;
csvwrite(['D:\coba2\HS_TA1.csv'],tabel);

120
Lanjutan Lampiran 4
8. Perhitungan Simulasi Bahan Baku Tepung Tapioka Skenario 2
function [TOTAL,pesanan,TOTAL_so] = sim_es_ck(order_quantity,data)
order_quantity = 1482;reorder_point = 298;units_received = 0;begining_inventory = order_quantity+39;ending_inventory = 0;
clc;pesanan = 0;TOTAL_so = 0;stock_out = 0;T = zeros(1000,7);TOTAL = 0;pesan = 0;belum_pesan = true;for i = 1:1000
random_number = round(1+(1000-1)*rand(1));demand = data(random_number);stock_out = 0;if(begining_inventory - demand >= 0)
ending_inventory = begining_inventory - demand;elseif (begining_inventory - demand < 0)
stock_out = demand - begining_inventory;TOTAL_so = TOTAL_so + stock_out;ending_inventory = 0;
end
TOTAL = TOTAL + ending_inventory;T(i,2) = begining_inventory;T(i,3) = random_number;T(i,4) = demand;T(i,5) = ending_inventory;T(i,6) = stock_out;T(i,7) = TOTAL;
if (ending_inventory <= reorder_point & belum_pesan)pesan = i + 7;pesanan = pesanan + 1;belum_pesan = false;
end
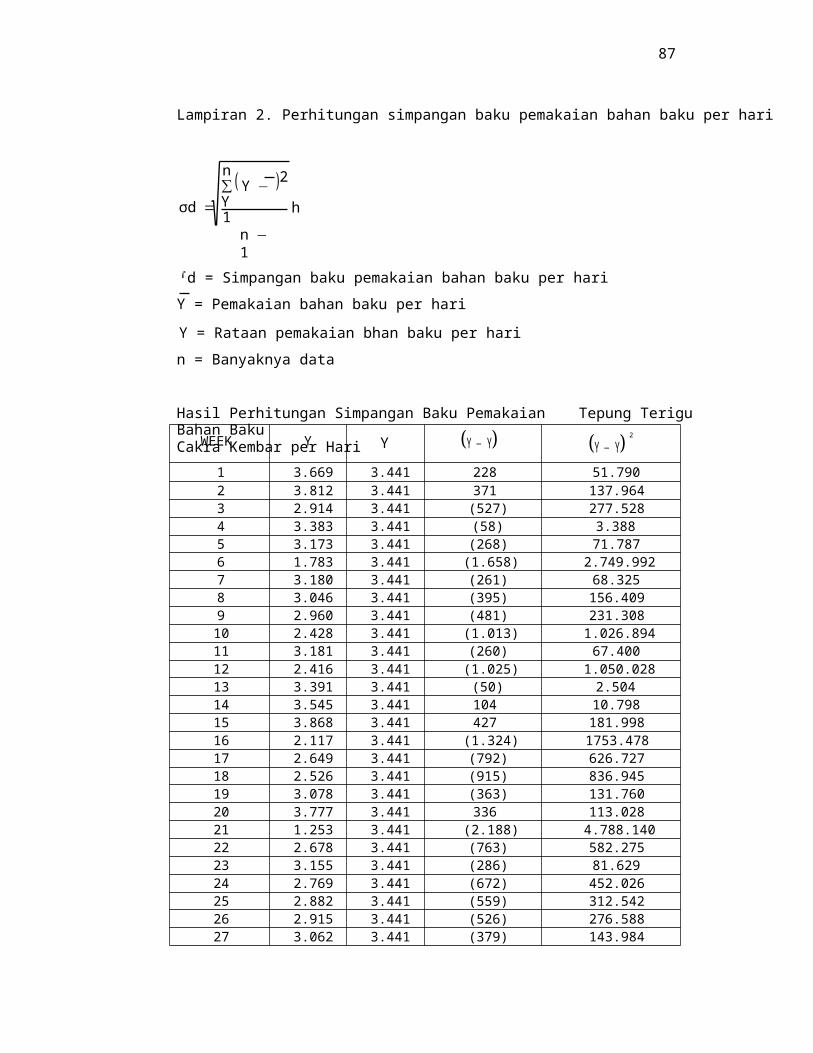
121
Lanjutan Lampiran 4
if (i == pesan)units_received = order_quantity;belum_pesan = true;
end
T(i+1,1) = units_received;begining_inventory = units_received + ending_inventory;
if (i == pesan)units_received = 0;pesan = 0;
endend
%csvwrite(['D:\coba2\ES_TA2.csv'],T);
clc;tabel = zeros(1482,7);for i = 1: 1482
order_quantity = i;biaya_simpan_per_unit = 164;biaya_per_pesanan = 24000;biaya_so_per_unit = 58722;
[total,pesanan,total_so] = sim_es_ck(order_quantity,data);rataan_pers_akhir = total / 1000;rataan_so = total_so / 1000;rataan_pesanan = pesanan / 1000;
biaya_simpan = rataan_pers_akhir * biaya_simpan_per_unit;biaya_pesanan = rataan_pesanan * biaya_per_pesanan;biaya_so = rataan_so * biaya_so_per_unit;
TOTAL_BIAYA = biaya_simpan + biaya_pesanan + biaya_so;tabel(i,1) = order_quantity;tabel(i,2) = rataan_pers_akhir;tabel(i,3) = rataan_so;tabel(i,4) = rataan_pesanan;tabel(i,5) = biaya_simpan;tabel(i,6) = biaya_so;tabel(i,7) = biaya_pesanan;tabel(i,8) = TOTAL_BIAYA;
endclc;
csvwrite(['D:\coba2\HS_TA2.csv'],tabel);







