Download - Beneficiation of Industrial Minerals using a

www.steqtech.com
Beneficiation of Industrial Minerals using a Triboelectrostatic Belt
Separator
1 Who are we…… What we do
Agenda
2 General Principals
3 STET Belt Separator = Dry Flotation ?
4 STET Elektrostatic Capex/Opex Comparison
5 Preview and Next Steps

ST Equipment & Technology is a Developer and Manufacturer of triboelectrostatic Separators for the Mineral and Fly Ash industries
Global staffing including France, Germany, Chile, UK, South Korea, Vietnam, Peru, Kazakhstan, Australia, Colombia and Central America.
Wholly owned by Titan Group
Titan Cement Group
A vertically-integrated, multiregional building materials company generating more than billion Euros of annual sales
Core Business;
Concrete, Aggregates, Mortars and Fly Ash
Who we are…

Startup founded by MIT engineer to develop Triboelectric Belt Separator
Titan America acquires ST. First international project in Scotland
Fly ash installations at 14 power plants.22 separators in 6 countries: US, UK,Canada, Poland, South Korea, Philipines
ST begins commercial fly ash processing.
1989 1995 2002 2011
History of ST Equipment &Technology
ST Equipment & Technology was chosen as a key supplier in the construction of the the New World Trade Center and produced thousands of tons of high quality ProAsh, thereby creating high strength, durability, workability and reduced heat of hyration

What we do…
Design and manufacture unique patented mineral separators
Customer advocate by providing separation deployment expertise
Assist customers on a global basis to extract valuable products from feed and waste streams
Beneficiation of minerals with an environmentally responsible and water-free process
Lean Manufacturing, including utilization of 3 D printing
Reliability – Production Tested Equipment
Proven Separation Applcations Barite Talc Calicum Carbonate Fly Ash (16 million ton processed)
ST Equipment & Technology was chosen as a key supplier in the construction of the the New World Trade Center and produced thousands of tons of high quality ProAsh, thereby, creating high strength, durability, workability and reduced heat of hydration.

1 Who are we…… What we do
Agenda
2 General Principals
3 STET Belt Separator = Dry Flotation ?
4 STET Elektrostatic Capex/Opex Comparison
5 Preview and Next Steps

Principle - Contact charging and the Triboelectric Series
Triboelectrostatic charging of particles
A) particle-particle contact
neutral particles charging by friction charged particles
B) particle-wall contact
Wall
+ + +
++ +
+
-- - -
- --
+++
Source: Ullmann‘s Encyclopedia of Industrial Chemistry

Principle - Contact charging and the TriboelectrostaticSeries
Work Function = energy to remove most loosely held electron from surface to infinity in a vacuum
Work Function
Contact
Series
+_
_
_
+
+
+_
>

Apparent Triboelectrostatic Series for selected minerals based on inductive separation
Mineral Name Recovery difference(%)
Charge acquired(apparent)
Comment
ApatiteCarbonatesMonaziteTitan magnetiteIlmeniteRutileLeucoxeneMagnetite /haematiteSpinelsGarnetStauroliteAltered ilmeniteGoethiteZirconEpidoteTremoliteHydrous silicatesAluminosilicatesTourmalineActinolitePyroxeneTitaniteFeldsparQuartz
-70,00- 40,2- 38,4
0,40,82,02,43,23,45,16,6
13,314,420,420,921,322,523,624,826,029,739,143,066,8
+++++++++++++++
----------
- -- -- -- -- -- -- -
- - -- - - -- - - -
- - - - - - -
Strong positiveModerate positiveModerate positive
NeutralNeutralNeutralNeutralNeutralNeutralNeutralNeutral
v. weak negativev. weak negativeWeak negativeWeak negativeWeak negative Weak negative Weak negative Weak negativeWeak negativeWeak negative
Moderate negativeModerate negative
Strong negative
Source: D.DN. Ferguson, 7th Intl Heavy Minerals Conference 2009

Separates conductors from non-conductors
All particles must contact drum surface
Lower particle size limit: ~75μm
Source: Elder and Yan, 2003
Example: Corona Charging
Existing Drum Electrostatic Separators can only separate Conductors from Non-Conductors

Physical footprint
Single stage separation
Must maintain laminar flow
Avoid particle-to-particle contact in separation zone
• Low particle loading
• Large electrode gap
• High applied voltage
• Low throughput / unit volume
Source: Elder and Yan, 2003
LimitationsParticles develop charge by
contact with charger
Particle Size Effects Too large – No separation
Too small – Collects on electrodes
Motion influenced by aerodynamics
Lower particle size limit of ~75μm
Existing Free Fall Triboelectrostatic Separators have particle size limits

Multi-stage STET separations occurs in a sigle pass
Small gap and vigorous agitation
High electric field strength with moderate applied voltage (typ. 8-16 kV)
High efficiency multi-stage separation through charging/recharging & internal recycle
Large particle size range
High Capacity
<1µm to ~500 µm
40 – 50 TPH
Low residence times
~1 sec

1 Who are we…… What we do
Agenda
2 General Principals
3 STET Belt Separator = Dry Flotation ?
4 STET Elektrostatic Capex/Opex Comparison
5 Preview and Next Steps

Schematic of the Separator
Schematic of the Separator and Electrode Gap
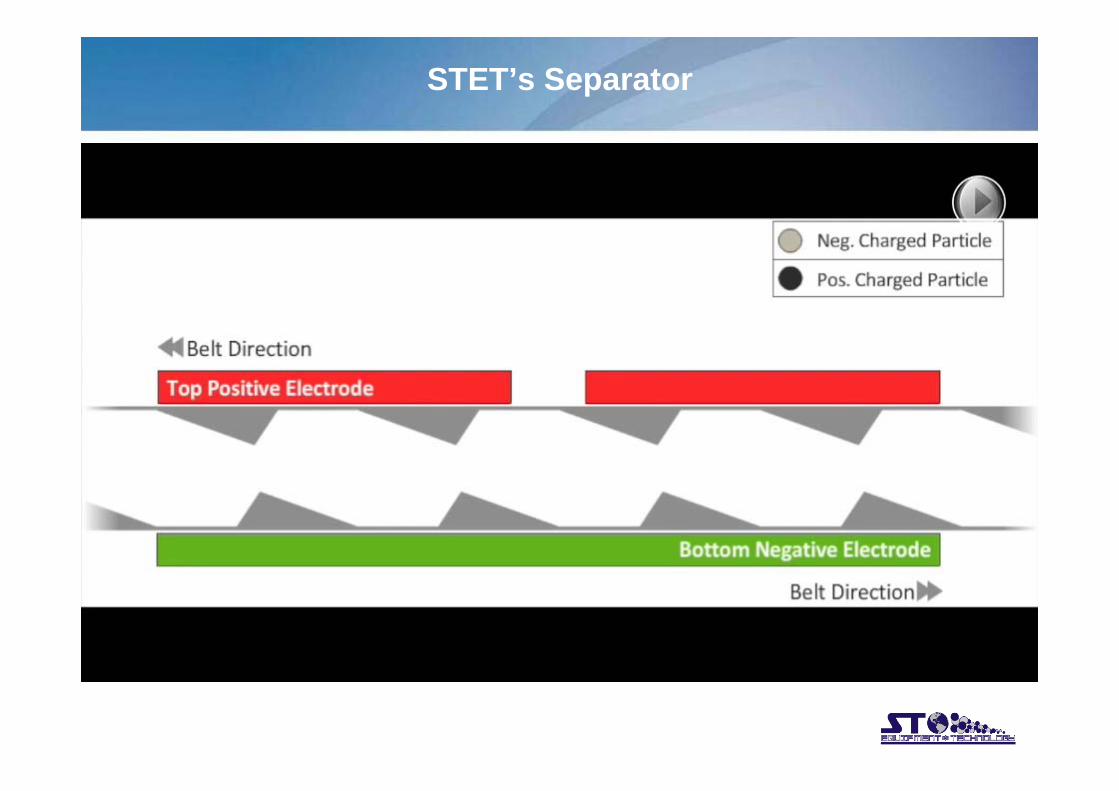
STET’s Separator

Multiple parameters available for quality optimization
Feed Conditioning Operational Variables Feed Point Tons per Hour Belt Speed Electrode Gap Electrode Voltage Feed Rate
Enables consistent product from highly variable feed material
O
ptim
izat
ion

STET’s Unique Patented Technology
Charged by particle-to-particle contact (Transfer of electrons based on different surface chemistry – “work function”)
Effective on particles from <1μm to 500μm
Does not depend on electrical conductivity of particles(Separates dielectric materials “corona” separators cannot)
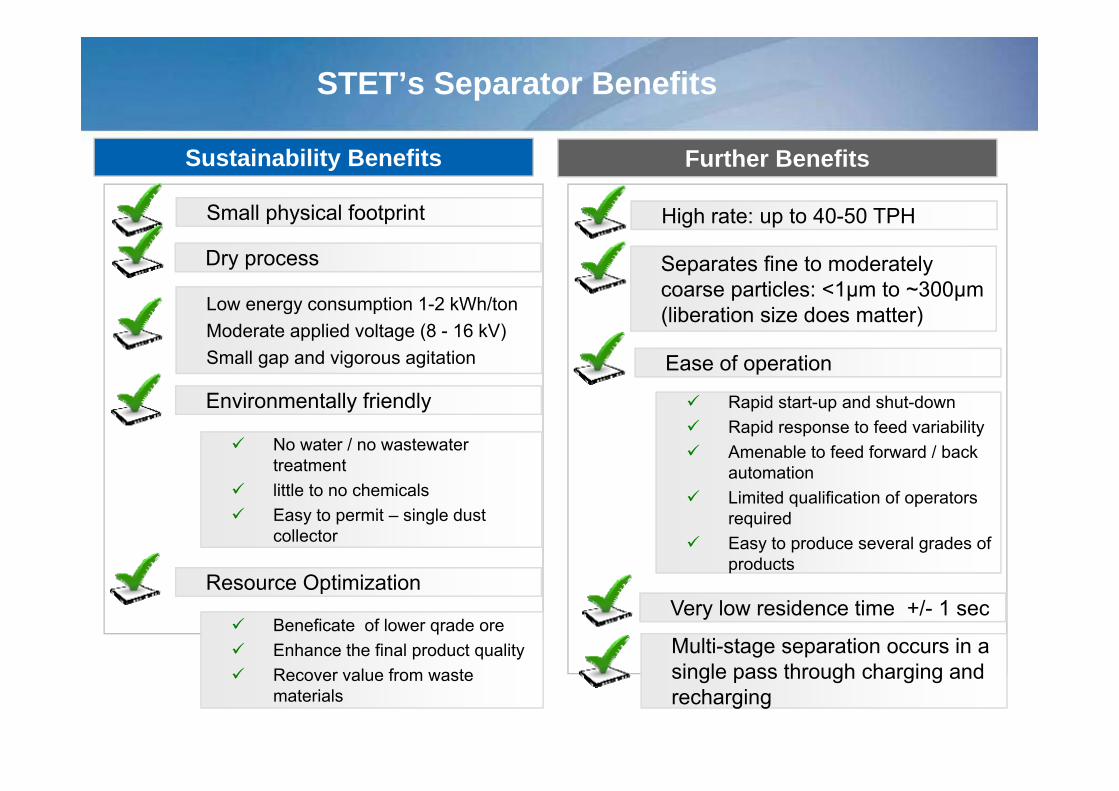
Small physical footprint
Sustainability Benefits Further Benefits
Dry process
Low energy consumption 1-2 kWh/tonModerate applied voltage (8 - 16 kV)Small gap and vigorous agitation
Environmentally friendly
No water / no wastewater treatment
little to no chemicals Easy to permit – single dust
collector
High rate: up to 40-50 TPH
Separates fine to moderately coarse particles: <1μm to ~300μm (liberation size does matter)
Ease of operation
p
Rapid start-up and shut-down Rapid response to feed variability Amenable to feed forward / back
automation Limited qualification of operators
required Easy to produce several grades of
products
STET’s Separator Benefits
Resource Optimization
Beneficate of lower qrade ore Enhance the final product quality Recover value from waste
materials
Very low residence time +/- 1 sec
g g
Multi-stage separation occurs in a single pass through charging and recharging
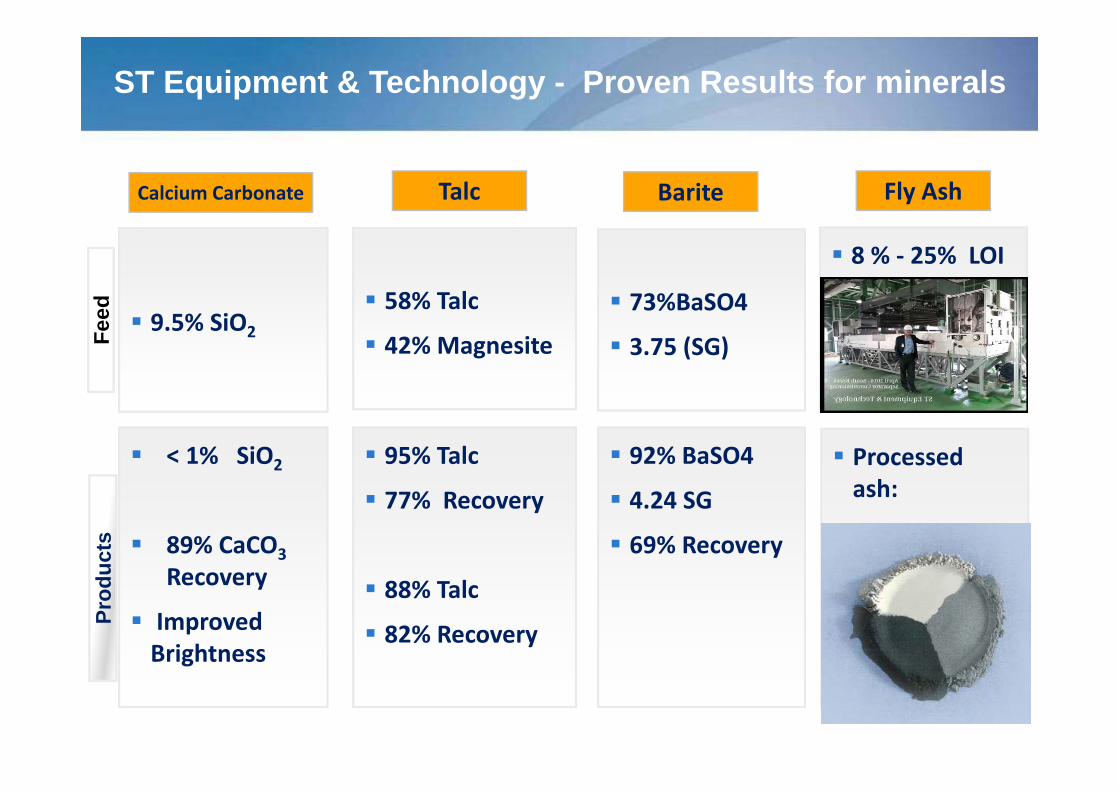
Feed
Pr
oduc
ts
Calcium Carbonate
9.5% SiO2
< 1% SiO2
89% CaCO3Recovery
Improved Brightness
Talc
58% Talc
42% Magnesite
95% Talc
77% Recovery
88% Talc
82% Recovery
Barite Fly Ash
73%BaSO4
3.75 (SG)
8 % ‐ 25% LOI
92% BaSO4
4.24 SG
69% Recovery
Processed ash:
2.5% LOI
ST Equipment & Technology - Proven Results for minerals

The consistent quality of product Independent from feed variability

Siekierki
Fly Ash Projects

Canada 2 unitsIndia 1 unitAustria 1 unitUnited States 1 unit
5 Units
United States 13 unitsUnited Kingdom 4 unitsCanada 1 unitPoland 2 unitsSouth Korea 1 unitPhilippines 1 unit
22 Units
Mineral separators
Fly ash separators
Current commercial separator locations

1 Who are we…… What we do
Agenda
2 General Principals
3 STET Belt Separator = Dry Flotation ?
4 STET Elektrostatic Capex/Opex Comparison
5 Preview and Next Steps

Comparative study by Soutex Inc of Quebec City, Canada Flow sheet development, mass balances, equipment sized and quoted Capital costs and operating costs
Removal of Silica from Low Grade Barite Basis: 200,000 Tpy feed ~82%BaSO4 3.78 Specific Gravity (SG)
Concentrate product ~92%BaSO4 4.21 SG Concentrate mass yield 74%
Flotation based on Indian National Metallurgucal Laboratory pilot plant study Electrostatic based on ST pilot plant studies with similar ores Battery Limits – Wet or dry grinding through tailings wet conditioned for storage
Did not include cost of process water or water treatment
STET Electrostatic CAPEX and OPEX less than Flotation

Barite Flotation flow sheet is complex
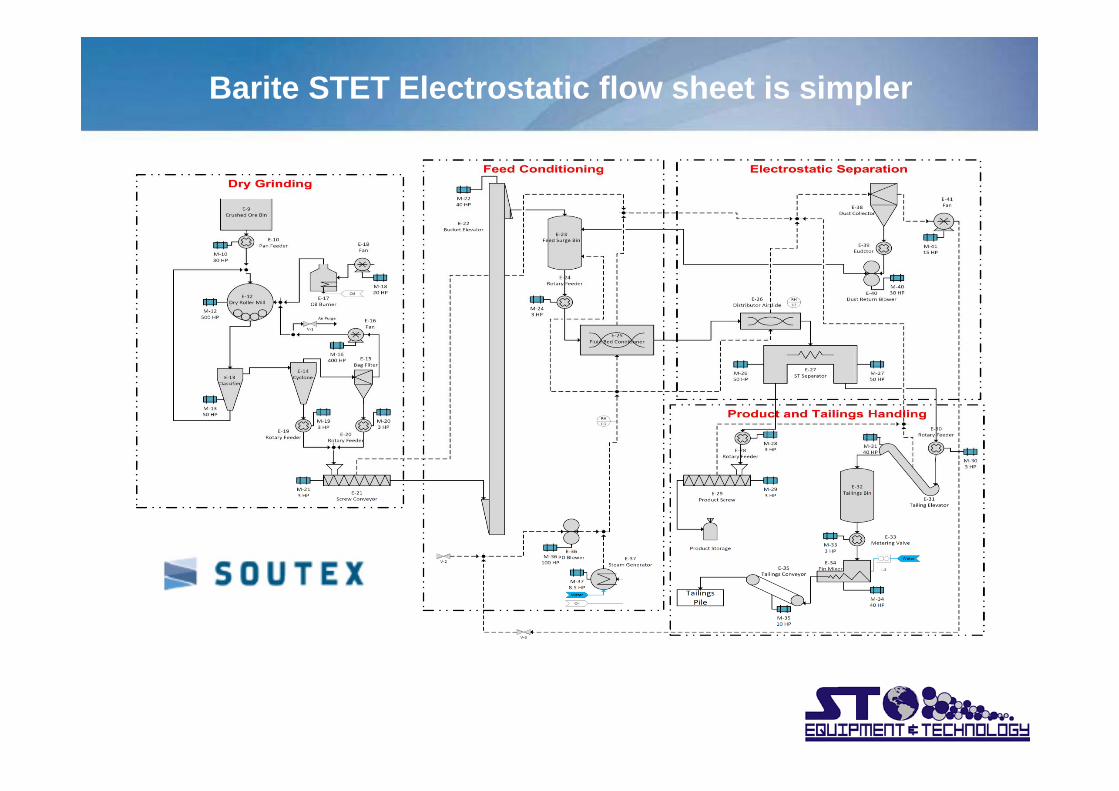
Barite STET Electrostatic flow sheet is simpler

Sector Flotation ST Dry
Grinding CircuitWet pulp ball mill with cycloneclassifier
Dry vertical roller mill with dynamicclassifier
Beneficiation Circuit
Three stage flotation
Single stage triboelectricseparator
Dewatering Circuit Thickeners, press filters and kiln dryer
No equipment required
Barite STET Electrostatic flow sheet is simpler

Cost Comparison
Overall Costs Wet Beneficiation(Flotation)
Dry Beneficiation (ST Triboelectrostatic)
CAPEX Equipment 100% 94.5%Total CAPEX 100% 63.2%Annual OPEX 100% 75.8%Unitary OPEX ($/ton conc.) 100% 75.8%Total Cost of Ownership 100% 70.0%
CAPEX and OPEX of crushing are the same for both processes and are not includedTotal Cost of Ownership over 10 year period; Discount Rate = 8%
STET Electrostatic CAPEX and OPEX are less than Flotation

Sustainability Benefits Further BenefitsSmall physical footprintSmall physical footprint
Dry processDry process
Low energy 1‐2 kWh/tonLow energy 1‐2 kWh/ton
Environmentally friendlyEnvironmentally friendly
No water / no wastewater little or no chemicals Easy to permit – single dust
collector
Resource OptimizationResource Optimization
Use of lower quality ore
High rate: up to 40‐50 TPHHigh rate: up to 40‐50 TPH
Separates particles <1μm to ~300μm
Ease of operationEase of operation
Rapid start‐up and shut‐down Rapid response to feed variability Amenable to automation Limited qualification of operators
required Produce several grades of
product easily
STET Separator BenefitsA sustainable separation process
Questions
Could Valuable Products be recovered from what is considered waste today?
Can we lower Production Cost and Increase recovery?
Are you interested in the recovery of Ultra-Fine minerals without the cost of water?
Are you searching for a Technological Innovation that provide sustainable, cost-effective and reliable solution in an effort to drive toward Water-Free processes?
How important is Comprehensive Extraction and Beneficiation of Fly Ash & Minerals?

1 Who are we…… What we do
Agenda
2 General Principals
3 STET Belt Separator = Dry Flotation ?
4 STET Elektrostatic Capex/Opex Comparison
5 Preview and Next Steps

Drinking water is one of the world‘s most valuable resources Unfortunately it gets
more and more scarce each year
Source: Reuters / photo: Danish Siddiqui
Source: science.how.stuffworks.com
Therefore we should deal with water very carefully

YOUR LOGO
Pilot Plant Separator New applications must be
investigated empirically
Performance Factors• Particle surface chemistry
• Size distribution
• Shape
• Surface moisture
• Aging
• ContaminantsIdentical to full-sized separatorexcept 1/7 width for reduced rateTest feed rate 1 to 8 TPH10 Kg (25 lb) batch runs2 to 4 Ton sample of dry feed required
Pilot-scale Equipment for Process Development

YOUR LOGO
Feed Storage Area Feed Conditioning Equipment
Pilot Plant SeparatorsChemical Testing Lab
Technical Center in Needham MA USA – Pilot Plant and Laboratory

Results of parameter study
Montanuniversitaet LeobenChair of Mineral Processing ©
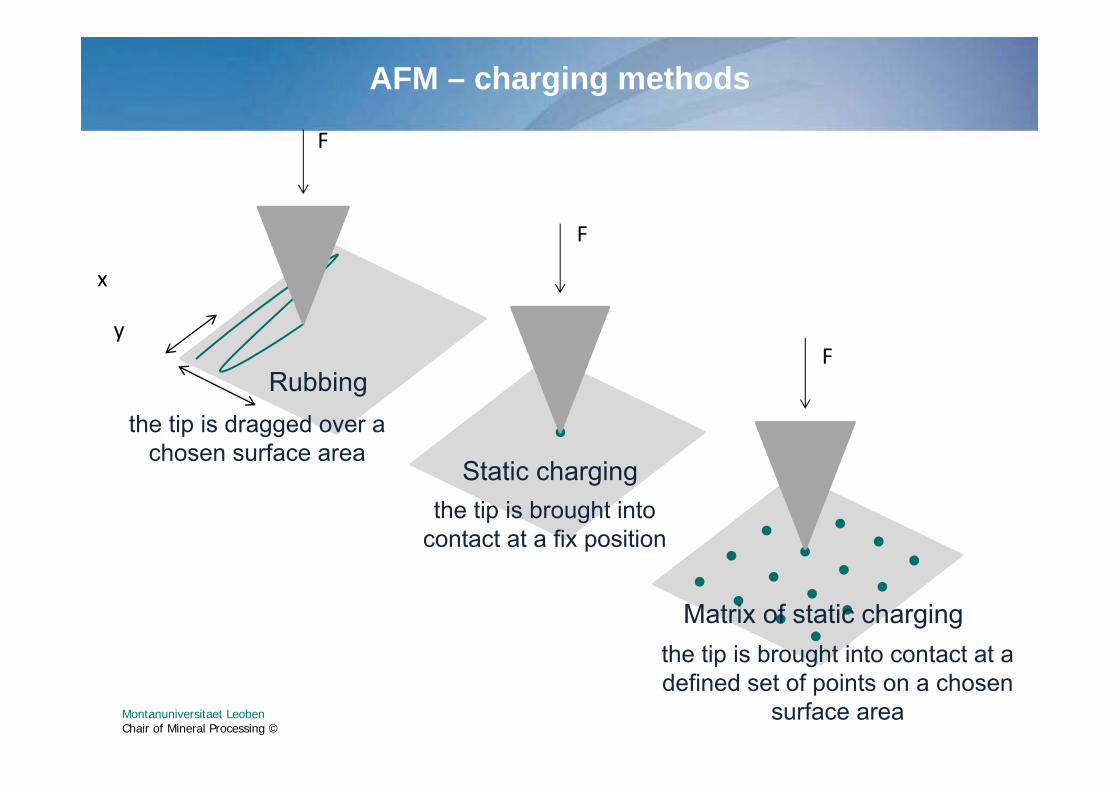
AFM – charging methods
F
x
y
F
FRubbing
the tip is dragged over a chosen surface area
Static chargingthe tip is brought into
contact at a fix position
Matrix of static chargingthe tip is brought into contact at a defined set of points on a chosen
surface areaMontanuniversitaet LeobenChair of Mineral Processing ©
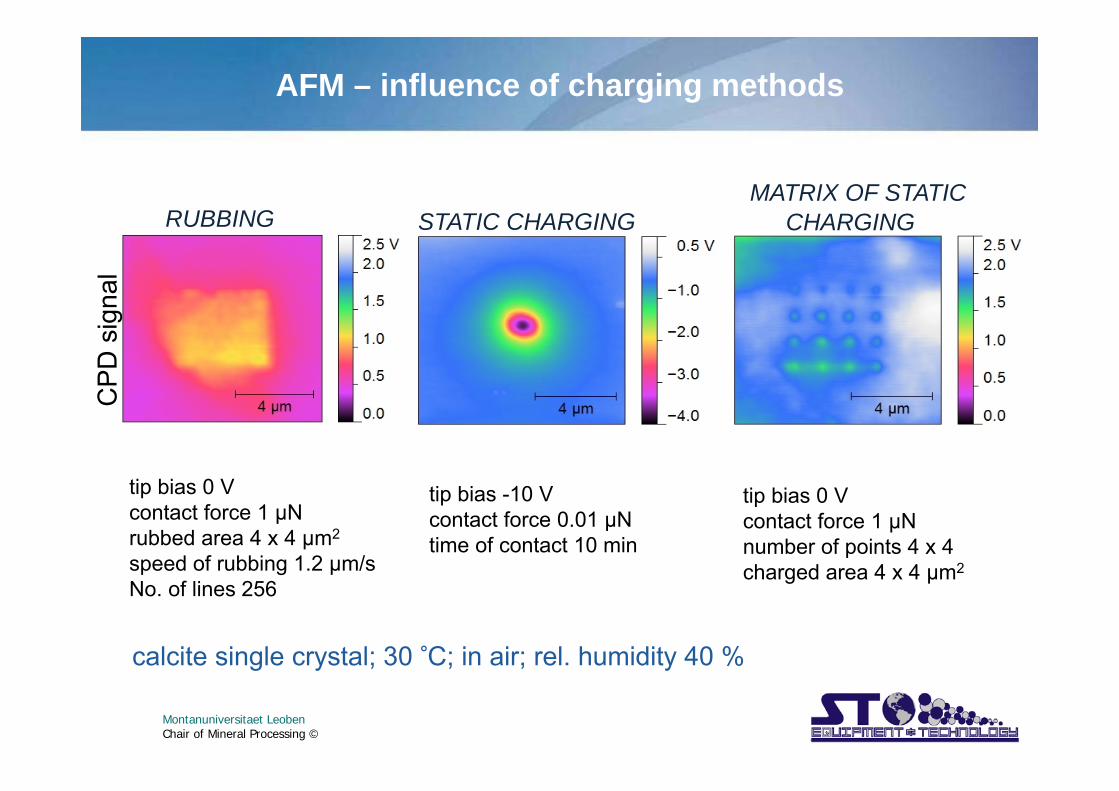
AFM – influence of charging methods
RUBBING STATIC CHARGINGMATRIX OF STATIC
CHARGING
CP
D s
igna
l
tip bias 0 V contact force 1 µNrubbed area 4 x 4 µm2
speed of rubbing 1.2 µm/sNo. of lines 256
tip bias -10 Vcontact force 0.01 µNtime of contact 10 min
tip bias 0 V contact force 1 µNnumber of points 4 x 4charged area 4 x 4 µm2
calcite single crystal; 30 °C; in air; rel. humidity 40 %
Montanuniversitaet LeobenChair of Mineral Processing ©

AFM – Charging at low humidity
Contact force: 1 µN; Rubbing 0 V; at 50°C in dry nitrogen
Conclusions
STET Belt Separator is successfully used in commercial operation
First successes for minerals have been achieved Five triboelectric separators installed Additional applications will follow
Increasing interest noticeable Currently: focus on industrial minerals
We will consequently continue our way as a reliable and well equipped partner for our industry

Thank you for your attention
Please visit us at the booth no. 11
Mr. Rodger Butler – Director Contract AdministrationMr. Laddy Lewandowski – Business Development Manager
for Europe
are there for your disposal
Website: www.steqtech.com







