transient steel quality under non-isothermal conditions in a multi-strand billet caster tundish:...
TRANSCRIPT
Full Terms & Conditions of access and use can be found athttp://www.tandfonline.com/action/journalInformation?journalCode=yirs20
Download by: [IIT Indian Institute of Technology - Mumbai] Date: 10 August 2016, At: 23:13
Ironmaking & SteelmakingProcesses, Products and Applications
ISSN: 0301-9233 (Print) 1743-2812 (Online) Journal homepage: http://www.tandfonline.com/loi/yirs20
Transient steel quality under non-isothermalconditions in a multi-strand billet caster tundish:part II. Effect of a flow-control device
S. Chatterjee & K. Chattopadhyay
To cite this article: S. Chatterjee & K. Chattopadhyay (2016): Transient steel quality under non-isothermal conditions in a multi-strand billet caster tundish: part II. Effect of a flow-controldevice, Ironmaking & Steelmaking, DOI: 10.1080/03019233.2016.1214015
To link to this article: http://dx.doi.org/10.1080/03019233.2016.1214015
Published online: 10 Aug 2016.
Submit your article to this journal
View related articles
View Crossmark data

Transient steel quality under non-isothermalconditions in a multi-strand billet castertundish: part II. Effect of a flow-control deviceS. Chatterjee and K. Chattopadhyay∗
A mathematical model was built to simultaneously analyse the effects of non-isothermal conditionsand flow-control device on steel quality in a real steelmaking tundish. Liquid steel was used as theoperating liquid with a step-input of 23° in a full-scale delta-shapedmulti-strand billet caster tundishfitted with a standard impact pad (SIP). The changes in flow pattern and temperature fields of liquidsteel in the tundish under isothermal, step-up and step-down conditions were thoroughly studied.Similar to the case of a bare tundish, buoyancy effects were seen to dominate at regions away fromthe ladle shroud. The presence of SIP modified the flow patterns and resulted into markedlydifferent values of RRI as compared to bare tundish. Finally, the calculated results werequalitatively compared to results obtained from a real steelmaking tundish.Keywords: Non-isothermal, Tundish, Flow-control device, Steel cleanliness, Fluid flow, Inclusions
Nomenclaturek kinetic energy of turbulence per unit mass,
m2 s−2
ε rate of energy dissipation, m2 s−3
FCD flow control deviceTI turbulence inhibitorRTD residence time distributionDPM discrete phase modellingSEN submerged entry nozzleRRI residual ratio of inclusionsSU step-upSD step-downPr Prandtl numberΔT difference in temperatures of ladle and tundish
at the beginning of pouringQC quality control
IntroductionThe effect of various flow-control devices (FCDs) such asdams, weirs, baffles, impact pads and other turbulenceinhibitors (TIs) in tundish have been analysed in thepast from different perspectives encompassing industrialtrials, physical and mathematical modelling. A goodaccount of previous research on this field can be foundin the review works on tundish operations.1,2
The main objective of FCDs is to create suitable flowconditions which facilitate inclusion separation by flo-tation. They resist the normal flow of fluid, resultinginto development of completely different flow patternscompared to a bare tundish. They also help to mitigate
the turbulence of the highly convective incoming flowfrom ladle, which otherwise can easily erode the refrac-tories present at tundish bottom. Bolger and Saylor3
observed that pour pad reduces turbulence of liquidmetal stream and redirects the flow towards top free sur-face enhancing inclusion flotation. Sinha and Vassilicos4
studied the effect of a dog bowl device and found outthat it suppressed steel splashing during initial tundish fill-ing compared to other FCDs.Morales and co-workers5 found out that design of a TI
can affect distribution of liquid metal uniformly into eachstrand. This resulted in a decrease in rod operations tounclog nozzles. Morales Pereira et al.6 analysed the effectof TI on slag emulsification. It was observed that TI con-fined the emulsification between shroud and tundish backwall away from casting region. As a result, the harmfuleffects of reoxidation and slag entrainment via tundishopen eye7–9 were reduced. Piccone et al.10 also vouchedfor use of turbulence suppression devices in order toimprove intermixing. Corona et al.11 figured out that TIand dam arrangement led to smaller thermal gradientand higher plug flow volumes.The determination of optimal design of flow modifiers
is a challenging task. Nonetheless, previous researchershave achieved significant understanding on this topic.Yeh et al.12 studied various combinations of FCDs oninclusion removal and concluded that the most favourabledesign was that of a dam-weir-dam-hole. Palafox-Ramoset al.13 reached the conclusion that TI provided bettermelt flow control by reducing turbulence. Moreover, thecombination of TI and low dams resulted in the lowestdead volume and highest fraction of plug flow and axialdispersion. Lopez-Ramirez et al.14 also observed thatthe combined use of TI and low dams resulted in bestflow patterns within the tundish leading to reduction of
Department of Materials Science and Engineering, University of Toronto,184 College Street, Toronto, Ontario M5S 3E4, Canada
∗Corresponding author, email [email protected]
© 2016 Institute of Materials, Minerals and MiningReceived 21 June 2016; accepted 13 July 2016DOI 10.1080/03019233.2016.1214015 Ironmaking and Steelmaking 2016 1
turbulence and lower refractory erosion. Bao et al.15
noticed that the RTD curves vary with changing tundish(FCD) configurations. A combination of weir and damresulted in most efficient removal of inclusions. Kovacet al.16 found out that combination of turbostop, pair ofbaffles and impact pad yielded desirable flow field andimproved steel cleanliness. Liu et al.17 stated that usinga combination of weirs (dams) and TI improved the over-all flow field and inclusion separation in comparison tousing TI or weirs (dams) independently or not usingthem at all. Ding et al.18 studied effect of various combi-nations of FCDs in physical model and concluded thatcombination of weir, dam and TI was the optimal combi-nation of FCDs. While the mean residence time of liquidsteel and the peak concentration time was increased by1.4 times and by 97%, respectively, the dead volume frac-tion and non-metallic inclusion area ratio in slabsdecreased by 72 and 32%, respectively. Chattopadhyayet al.2 carried out an extensive study by analysing eighteendifferent designs of FCDs. They concluded that the use ofdams along with standard impact pad (SIP) can enhanceliquid steel cleanliness by facilitating inclusion flotation.However, the positioning and height of these dams cansignificantly affect the results.Tripathi and Ajmani19 used 3-D MHD simulation to
control fluid flows by electromagnetic forces. The mag-netic flow modifier showed similar flow characteristicsas that of a pouring chamber. It was concluded that themagnetic flow modifier can be used as an alternativeflow modifier in tundish after optimising the strength ofmagnetic field.It is quite evident that a lot of work has been con-
ducted on a multitude of topics related to FCDs. Inter-estingly, barring the study of Chattopadhyay et al.,20
simultaneous analysis of the effects of non-isothermalconditions and FCDs on fluid flow in a tundish is miss-ing. Chattopadhyay et al.20 performed physical andmathematical modelling with water as the operatingfluid. On comparing the results from isothermal andnon-isothermal conditions, they were not able to observemuch difference. The present study aimed at
investigating the effect of step-up and step-down con-ditions21 on fluid flow and temperature fields of liquidsteel in a four-strand delta-shaped billet caster tundishfitted with a SIP. SIP is a FCD which is used just beneaththe ladle shroud to contain the turbulence of the highlyconvective incoming ladle stream. Moreover, the vari-ation of inclusion trajectories and residual ratio ofinclusion (RRI) values under step-up and step-downconditions were also analysed. In the mathematical mod-elling, a step-input of 23° was considered in addition toheat losses from bottom, side and top walls to simulatethe conditions in a real tundish.
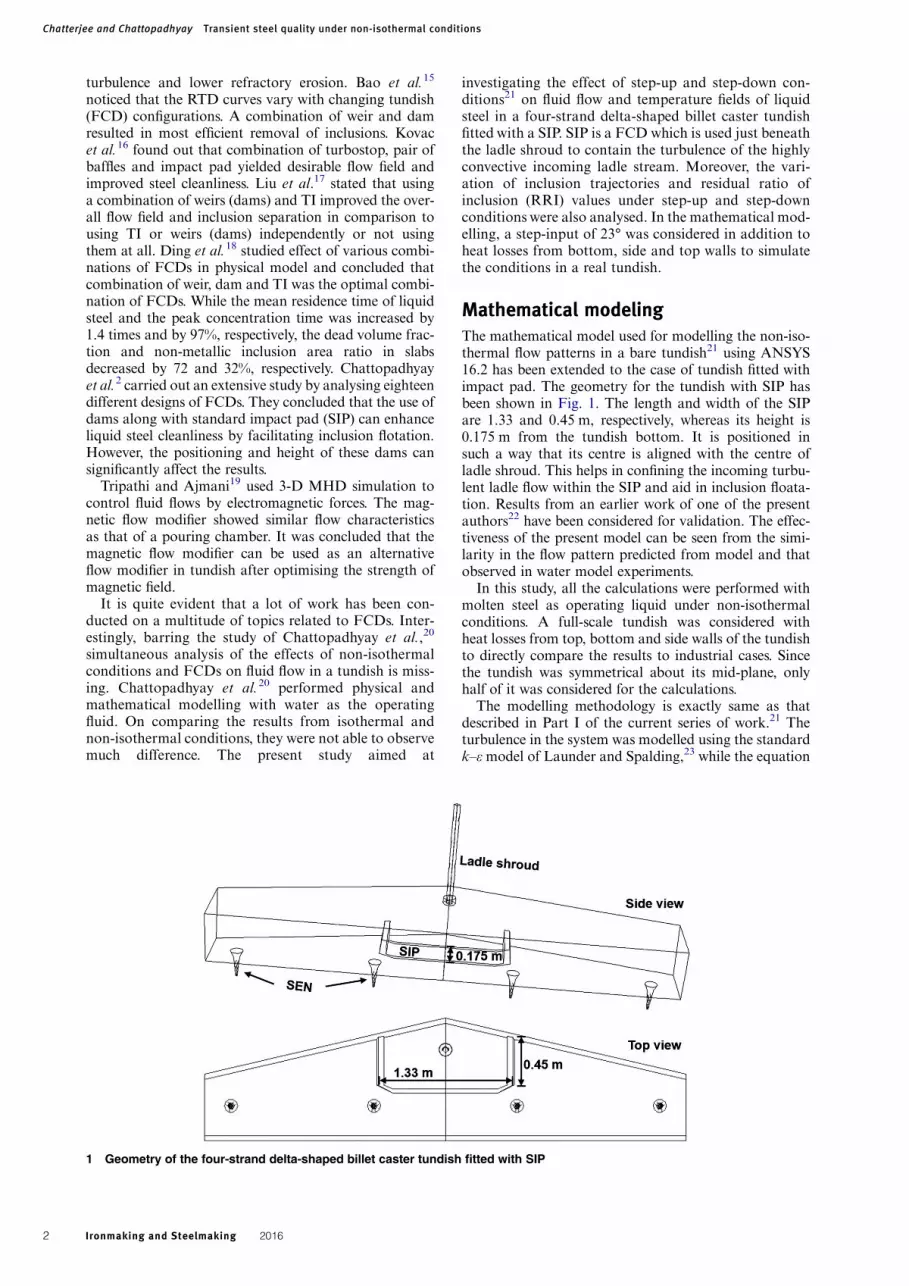
Mathematical modelingThe mathematical model used for modelling the non-iso-thermal flow patterns in a bare tundish21 using ANSYS16.2 has been extended to the case of tundish fitted withimpact pad. The geometry for the tundish with SIP hasbeen shown in Fig. 1. The length and width of the SIPare 1.33 and 0.45 m, respectively, whereas its height is0.175 m from the tundish bottom. It is positioned insuch a way that its centre is aligned with the centre ofladle shroud. This helps in confining the incoming turbu-lent ladle flow within the SIP and aid in inclusion floata-tion. Results from an earlier work of one of the presentauthors22 have been considered for validation. The effec-tiveness of the present model can be seen from the simi-larity in the flow pattern predicted from model and thatobserved in water model experiments.In this study, all the calculations were performed with
molten steel as operating liquid under non-isothermalconditions. A full-scale tundish was considered withheat losses from top, bottom and side walls of the tundishto directly compare the results to industrial cases. Sincethe tundish was symmetrical about its mid-plane, onlyhalf of it was considered for the calculations.The modelling methodology is exactly same as that
described in Part I of the current series of work.21 Theturbulence in the system was modelled using the standardk–ε model of Launder and Spalding,23 while the equation
1 Geometry of the four-strand delta-shaped billet caster tundish fitted with SIP
Chatterjee and Chattopadhyay Transient steel quality under non-isothermal conditions
2 Ironmaking and Steelmaking 2016

of conservation of energy was solved to determine thetransient temperature distributions within the tundish.Boussinesq’s approximation was considered to accountfor the density differences of existing fluid in the tundish,and the hotter or cooler incoming fluid from the ladle. Thebehaviour of the inclusions in molten steel was modelledby using the Lagrangian discrete phase model.24
The temperature in a continuous casting tundish isaround 1550°C. Hence, the isothermal steady-state sol-ution was first computed at T = 1550°C using theSIMPLE algorithm25,26 for pressure–velocity coupling,and the first-order upwind scheme for momentum, k, εand energy equations. The PISO algorithm26 was usedfor subsequent transient simulations for pressure-velocitycoupling. The second-order upwind scheme wasemployed for momentum, k, ε and energy equations. Atime-step size of 10−2 s was used for the transient simu-lations. A step-input of 23° was selected for liquid steelbased on similarity criterion, called the Tundish Richard-son number (Tu)27 as discussed elsewhere.21
The various operating conditions and the physicalproperties of liquid steel considered during the mathemat-ical modelling are as shown in Tables 1 and 2, respectively.The heat losses from different surfaces are as shown inTable 3.
Results and discussionChattopadhyay22 had previously carried out both math-ematical and physical modelling using tracer dispersionin a tundish fitted with SIP. The mixing behaviour pre-dicted by the mathematical model was observed to be ingood agreement with those observed in the experiments,as shown in Fig. 2. This validated model was thenextended in the present study.
The transient variation of the velocity fields for thecases of step-up and step-down of 23° along with thecase of isothermal condition is as depicted in Fig. 3. At4 s, the flow fields are not developed and hence, arequite similar in all the cases. Due to the obstructionoffered by the SIP, free flow of steel is prevented and arecirculatory flow develops. The liquid steel now startsto flow upwards because of the recirculation as observedat 16 s. The flow patterns for the three cases are identicaluntil this point. However, distinct flow patterns for thethree cases can be observed after 28 s. While the flowpattern for the isothermal case is similar to the previoustime-step, the liquid steel rises towards the free surfaceof tundish and moves away from the inlet under ‘SU-23’condition. In contrary to this, the flow of liquid steelcan be observed to change direction towards the bottomof the tundish under ‘SD-23’ condition. Formation ofrecirculatory flows on the outer side of SIP can also benoticed after 28 s. The flow patterns clearly depict theeffect of buoyancy. Since the incoming hotter steelunder ‘SU-23’ condition is lighter than the steel alreadypresent in tundish, it advances upwards. On the otherhand, the incoming colder steel under ‘SD-23’ conditionis heavier than steel already present in tundish. As a result,it displaces the lighter steel in tundish and travels towardstundish bottom. A clear distinction in the flow patterns ofisothermal, ‘SU-23’ and ‘SD-23’ conditions is visiblewhen completely developed flow fields are obtained at400s.The transient variation of temperature fields for the
three cases, namely, isothermal, ‘SU-23’ and ‘SD-23’is as shown in Fig. 4. The drop in temperature is clearlyvisible for the cases of isothermal and ‘SD-23’ con-dition. The temperature drop under isothermal con-ditions is observed to be around 8–10° on account ofheat losses from tundish walls and free surface. Owingto lower temperature of colder incoming steel under‘SD-23’ condition along with heat losses from tundishsurfaces, the temperature drop in this case can be ashigh as 15–17°. In contrary, one can notice a tempera-ture rise of 5–8° under ‘SU-23’ condition. The tempera-ture of the incoming hotter steel is not only sufficient tonullify the heat loss due to radiation/conductionthrough tundish walls and free surface, but it is highenough to result in a resultant increase in the bulksteel temperature present in tundish.The mixing pattern of the incoming steel with that pre-
sent in the tundish is determined by the flow field. Theregions with recirculation are believed to be very well-mixed. Additionally, the temperature distribution insidethe tundish is also affected by the mixing pattern.Hence, the calculated temperature fields shown in Fig. 4follow the corresponding velocity field in Fig. 3. Hom-ogenised temperature fields are observed in regions withflow recirculation.The calculated inclusion trajectories with time for
isothermal and non-isothermal conditions are as
Table 1 Operating conditions of different non-isothermal cases
Case Scale ΔT = Tladle−Ttundish Fluid Inclusions
Isothermal Full 0 Steel AluminaStep up Full 23 Steel AluminaStep down Full −23 Steel Alumina
Table 2 Physical properties of molten steel used inmathematical modelling
Property Steel
Density27,28 (kg m−3) 7010.0 − 0.833(T − 1808)
Volumetric expansion coefficient27,28 (K−1) 1.27×10−4
Heat capacity29 (J kg−1 K−1) 750Thermal conductivity29 (W m−1K−1) 41Dynamic viscosity29 (Pa s) 0.006
Table 3 Heat fluxes from different surfaces of tundish
Surface Heat flux (W m−2)
Free30,31 75 000Bottom8 2500Side8 2500Ladle shroud wall8 2500
Chatterjee and Chattopadhyay Transient steel quality under non-isothermal conditions
Ironmaking and Steelmaking 2016 3

shown in Fig. 5. The inclusion tracks are similartowards the beginning of flow. Most inclusions areseen to be recirculating inside the SIP region. At around
28 s, few distinctions can be noticed. The inclusions areseen to preferentially float up under ‘SU-23’ condition,whereas they are seen to move towards tundish outlets
2 Validation of results under non-isothermal conditions in a tundish with SIP for a step-up by 10° (time intervals of 7 s)22
3 Variation of velocity fields of liquid steel with time on a vertical plane through inlet of tundish with SIP under isothermal andnon-isothermal conditions
Chatterjee and Chattopadhyay Transient steel quality under non-isothermal conditions
4 Ironmaking and Steelmaking 2016

under ‘SD-23’ condition. The inclusions are not seen tohave any preferred direction of travel under isothermalcondition. These patterns are very well observed when
the flow fully develops at 400 s. The observed inclusionflow patterns can be justified by correlating them to thefluid flow fields discussed earlier.
4 Variation of temperature fields of liquid steel with time on a vertical plane through inlet of tundish with SIP under isothermaland non-isothermal conditions
5 Variation of inclusion (alumina) trajectories with time inside tundishwith SIP under isothermal and non-isothermal conditions
Chatterjee and Chattopadhyay Transient steel quality under non-isothermal conditions
Ironmaking and Steelmaking 2016 5

A steel cleanliness metric named RRI21 allows us toquantitatively compare the isothermal and non-isother-mal conditions from steel cleanliness point of view. Ahigher RRI value means more inclusions pass on to themould via SENs and result in poor steel cleanliness,whereas a lower RRI value corresponds to better steelquality as most inclusions float up and get caught in theoverlying slag phase. The RRI plots were drawn separ-ately for inner and outer SENs along with the one com-bining the two as depicted in Figs. 6 and 7. The RRIvalues are seen to stabilise after about 100–150 s indicat-ing attainment of fully developed flow profile. Overall, theRRI values for ‘SD-23’ condition are much higher thanisothermal and ‘SU-23’ condition, as expected. Thetrend observed in this study is similar to that obtainedfor a tundish without impact pad.21 However, on a closerlook, the shift in the RRI values from a higher value to alower one can be observed on usage of SIP. The steadystate RRI values for bare tundish were roughly 26–28,16–18 and 14–15% under ‘SD-23’, isothermal and ‘SU-
6 Variation of total RRI with time in tundish with SIP underisothermal and non-isothermal conditions
8 Variation of inclusion count in an industrial tundish fitted with SIP under isothermal and non-isothermal conditions
7 Variation of RRI with time through a inner SENs and b outer SENs of tundish with SIP under isothermal and non-isothermalconditions
Chatterjee and Chattopadhyay Transient steel quality under non-isothermal conditions
6 Ironmaking and Steelmaking 2016

23’ conditions, respectively.21 On using SIP, the corre-sponding values were decreased to roughly 18–20, 8–9and 7%, respectively. The recirculatory flows generateddue to the presence of SIP helps in floatation of inclusionstowards the upper slag phase, which traps them, therebydecreasing the RRI count. The observed trends were simi-lar at both the inner and outer SENs. More inclusionswere observed to be entrained into the inner SEN com-pared to the outer one due to its proximity to the ladleshroud.Process data was collected from a steel plant to see if
there are any trends with respect to temperature differ-ences between the ladle and the tundish. Inclusion countdata from certain tundish heats of a real plant operationunder non-isothermal conditions are shown in Fig. 8.The tundish was fitted with a TI. The x-axis representsΔT, the difference in temperatures of ladle and tundishat the beginning of pouring, whereas the y-axis showsthe surface density of inclusions, which represents thenumber of inclusions viewed on the surface of the samplesper unit area. The surface density of inclusions was calcu-lated by preparing samples from the billets of the corre-sponding heats and examining them under a scanningelectron microscope. The varying ladle stream tempera-ture with time was not available in the process data. So,negative and positive values of ΔT represent step-downand step-up conditions, respectively. As can be observedfrom the graph, the surface density of inclusions is rela-tively higher for the SD condition than the SU condition.The plant results show similar trends with the predictedresults from the present study. Inclusion counts of lessthan 3000 are accepted, whereas those above 4000 arerejected by the quality control department. Anythingbetween 3000 and 4000 needs to have process audit andthe products are sold in a lower value market. However,this plant data was based on data analysis from previousheats stored in the data bank. Systematic studies andplant trials need to be conducted to confirm these trendsand check for variability. However, it is clear that there is aneed to prevent the SD conditions as they result in maxi-mum inclusion count and subsequently, affect revenue ofthe steel plant.The observed results show that the use of FCD can be
beneficial in reducing the amount of entrained inclusionsinto the moulds and hence, produce higher quality steel.The effect of using other FCDs like weirs, dams, TI etc.,on steel quality should also be analysed along with con-sidering the non-isothermal conditions.
ConclusionsIt was observed that FCDs can significantly affect theflow of liquid steel in a continuous casting tundish. Theeffect of buoyancy at regions away from jet entry zonewas found to be significant even when SIP is present.The buoyancy effects played a major role in shaping theflow field, temperature field and inclusion trajectories inthe tundish. The presence of SIP resulted in the generationof recirculatory flows which aided inclusion flotation ingeneral. The combined influence of SIP and buoyancyresulted into greater upward bound flows, thereby redu-cing the RRI values. Compared to a bare tundish, lowerRRI values for each of the three conditions, namely, iso-thermal, step-up and step-down conditions wereobtained. Overall, the usage of SIP is recommended to
achieve better steel quality; however, analysis of the effectof using other FCDs should also be carried out to reachan ultimate conclusion.
AcknowledgementsThe authors would like to thank ANSYS, Inc., and Simu-Tech Group for their support towards the mathematicalmodelling research performed in this study.
References1. D.Mazumdar and R. I. L. Guthrie: ‘The physical and mathematical
modelling of continuous casting tundish system’, ISIJ Int., 1999, 39,(6), 524–547.
2. K. Chattopadhyay, M. Isac and R. I. L. Guthrie: ‘Effect of flowmodifiers on liquid metal cleanliness in four-strand delta shaped bil-let caster tundish’, Ironmak. Steelmak., 2012, 39, (6), 454–462.
3. D. Bolger and K. Saylor: Steelmak. Conf. Proc., ISS-AIME,Chicago, USA, 1994, 225–233.
4. A. K. Sinha and A. Vassilicos: Steelmak. Conf. Proc., ISS-AIME,Warrendale, PA, USA, 2001, 111.
5. L. Garcia-Demedices, R. D. Morales, S. Lopez-Ramirez, J. D. J.Barreto, J. Palafox-Ramos and M. Diaz-Cruz: ‘Mathematical mod-elling of the geometry influence of a multiple-strand tundish on themomentum, heat and mass transfer of steel flow’, Steel Res. Int.,2001, 72, (9), 346–353.
6. J. A. Morales Pereira, M. G. Francois, A. C. F. Vilela, A. M.Wollmann and J. Madias: Steelmak. Conf. Proc., ISS-AIME,Warrendale, PA, USA, 2001, 127.
7. S. Chatterjee and K. Chattopadhyay: ‘Formation of slag ‘eye’ in aninert gas shrouded tundish’, ISIJ Int., 2015, 55, (7), 1416–1424.
8. S. Chatterjee and K. Chattopadhyay: ‘Physical modeling of slag‘eye’ in an inert gas-shrouded tundish using dimensional analysis’,Metall. Mater. Trans. B, 2016, 47, (1), 508–521.
9. S. Chatterjee and K. Chattopadhyay: ‘Tundish open eye formationin inert gas shrouded tundishes: a macroscopic model from first prin-ciples’, Metall. Mater. Trans. B, in press. doi:10.1007/s11663-016-0757-z
10. T. J. Piccone, A. K. Sinha and M. A. Madden: Steelmak. Conf.Proc., ISS-AIME, Warrendale, PA, USA, 2001, 101.
11. A. A. Corona, R. D. Morales, M. Diaz-Cruz, J. Palafox-Ramos andL. G. Demedices: ‘Thermal stratification of steel flow in tundisheswith off-centred ladle shrouds using different flow control designs’,Can. Metall. Q., 2003, 42, (4), 455–464.
12. J. Yeh, W. Hwang and C. Chou: ‘An improved fluid flow model forslab tundishes and its comparison with a full-scale water model’,Appl. Math. Model., 1994, 18, (1), 39–45.
13. J. Palafox-Ramos, J. D. J. Barreto, S. Lopez-Ramirez and R. D.Morales: ‘Melt flow optimisation using turbulence inhibitors inlarge volume tundishes’, Ironmak. Steelmak., 2001, 28, (2), 101–109.
14. S. Lopez-Ramirez, J. D. J. Barreto, J. Palafox-Ramos, R. D. Moralesand D. Zacharias: ‘Modeling study of the influence of turbulenceinhibitors on the molten steel flow, tracer dispersion, and inclusiontrajectories in tundishes’, Metall. Mater. Trans. B, 2001, 32, (4),615–627.
15. Y. Bao, W. Jang, B. Xu and H. Zhang: ‘Three-dimensional math-ematical model study on fluid flow in slab continuous castermold’, J. Univ. Sci. Technol. Beijing, 2001, 2, 106–110.
16. P. Kovac, J. Kijac, V. Masek, P. Marek, P. Kalmar and K. Michalek:‘Steel cleanliness improvement through tundish configuration opti-mizing’, Metalurgija, 2003, 42, (4), 249–255.
17. J.-G. Liu, H.-C. Yan, L. Liu and X.-H. Wang: ‘Water modeling ofoptimizing tundish flow field’, J. Iron Steel Res. Int., 2007, 14, (3),13–19.
18. N. Ding, Y. Bao, Q. Sun and L. Wang: ‘Optimization of flow controldevices in a single-strand slab continuous casting tundish’,Int. J. Miner. Metall. Mater., 2011, 18, (3), 292–296.
19. A. Tripathi and S. K. Ajmani: ‘Effect of shape and flow controldevices on the fluid flow characteristics in three different industrialsix strand billet caster tundish’, ISIJ Int., 2011, 51, (10), 1647–1656.
20. K. Chattopadhyay, M. Isac, R. Ian and L. Guthrie: ‘Modelling ofnon-isothermal melt flows in a four strand delta shaped billet castertundish validated by water model experiments’, ISIJ Int., 2012, 52,(11), 2026–2035.
Chatterjee and Chattopadhyay Transient steel quality under non-isothermal conditions
Ironmaking and Steelmaking 2016 7

21. S. Chatterjee and K. Chattopadhyay: ‘Transient steel quality undernon-isothermal conditions in a multi strand billet caster tundish:part I. Analysis of fluid flow and thermal distribution’, Ironmak.Steelmak. (submitted). doi:10.1080/03019233.2016.1214014
22. K. Chattopadhyay: ‘Modelling of transport phenomena forimproved steel quality in a delta shaped four strand tundish’, PhDthesis, McGill University, Montreal, Quebec, Canada, 2011.
23. B. E. Launder andD. B. Spalding: ‘The numerical computation of tur-bulent flows’, Comput. Methods Appl. Mech. Eng., 1974, 3, 269–289.
24. Y. A. Buevich: ‘Motion resistance of a particle suspended in a turbulentmedium’, Izv. AN SSSR. Mekh. Zhidk. Gaza, 1966, 1, (6), 182–183.
25. S. V. Patankar and D. B. Spalding: ‘A calculation procedure forheat, mass and momentum transfer in three-dimensional para-bolic flows’, Int. J. Heat Mass Transf., 1972, 15, (10), 1787–1806.
26. H. K. Versteeg and W. Malalasekera: ‘An introduction to compu-tational fluid dynamics: the finite volume method’, 1995,Loughborough, McGraw-Hill.
27. C. Damble and Y. Sahai: ‘A criterion for water modeling of non-iso-thermal melt flows in continuous casting tundishes’, ISIJ Int., 1996,36, (6), 681–689.
28. S. K. Ray, M. Isac, R. I. L. Guthrie and M. Gagne: ‘A comparativestudy of isothermal and non-isothermal modeling of flows intundishes’, AISTech – Iron Steel Technol. Conf. Proc., St. Louis,USA, 2009, 1, 1151–1162.
29. S. Chakraborty and Y. Sahai: ‘Effect of varying ladle stream temp-erature on the melt flow and heat transfer in continuous castingtundishes’, ISIJ Int., 1991, 31, (9), 960–967.
30. S. Joo, J. W. Han and R. I. L. Guthrie: ‘Inclusion behavior and heattransfer phenomena in steelmaking tundish operations: part II.Mathematical model for liquid steel in tundishes’, Metall. Mater.Trans. B, 1993, 24, (5), 767–777.
31. D.-Y. Sheng, C.-S. Kim, J. Yoon and T.-C. Hsiao: ‘Water modelstudy on convection pattern of molten steel flow in continuous cast-ing tundish’, ISIJ Int., 1998, 38, (8), 843–851.
Chatterjee and Chattopadhyay Transient steel quality under non-isothermal conditions
8 Ironmaking and Steelmaking 2016