thermo-mechanisch gekoppelte experimente zur beurteilung
TRANSCRIPT
ISBN 978-3-86219-624-1
Alex
ande
r Grü
ning
Ther
mo-
mec
hani
sch
geko
ppel
te E
xper
imen
te z
ur B
eurt
eilu
ng d
er S
chäd
igun
gsen
twic
klun
g
an W
erkz
euge
n zu
r War
mum
form
ung
Herausgeber: Prof. Dr.-Ing. B. Scholtes
der
Forschungsberichteaus dem
Institut für WerkstofftechnikMetallische Werkstoffe
Thermo-mechanisch gekoppelte Experimente zur Beurteilung der Schädigungsentwicklung an Werkzeugen zur Warmumformung
Band 16 Alexander Grüning
Forschungsberichte aus dem
Institut für Werkstofftechnik Metallische Werkstoffe
der
Herausgeber: Prof. Dr.-Ing. B. Scholtes
Band 16
Alexander Grüning
Thermo-mechanisch gekoppelte Experimente
zur Beurteilung der Schädigungsentwicklung
an Werkzeugen zur Warmumformung
kasseluniversity
press
Forschungsberichte aus dem Institut für Werkstofftechnik - Metallische Werkstoffe der Universität Kassel Band 16
Herausgeber:
Prof. Dr.-Ing. B. Scholtes Institut für Werkstofftechnik Metallische Werkstoffe Universität Kassel Mönchebergstr. 3 34109 Kassel Die vorliegende Arbeit wurde vom Fachbereich Maschinenbau der Universität Kassel als Dissertation zur Erlangung des akademischen Grades eines Doktors der Ingenieurwissenschaften (Dr.-Ing.) angenommen. Erster Gutachter: Prof. Dr.-Ing. habil. Berthold Scholtes, Universität Kassel Zweiter Gutachter: Prof. Dr.-Ing. Hans Jürgen Maier, Leibniz Universität Hannover Tag der mündlichen Prüfung: 03. Juni 2013 Bibliografische Information der Deutschen Nationalbibliothek Die Deutsche Nationalbibliothek verzeichnet diese Publikation in der Deutschen Nationalbibliografie; detaillierte bibliografische Daten sind im Internet über http://dnb.ddb.de abrufbar Zugl.: Kassel, Univ., Diss. 2013 ISBN 978-3-86219-624-1 (print) ISBN 978-3-86219-625-8 (e-book) © 2013, kassel university press GmbH, Kassel www.upress.uni-kassel.de Druck und Verarbeitung: docupoint GmbH, Barleben Printed in Germany
Vorwort des Herausgebers
Bei einer zunehmenden Verbreitung elektronischer Medien kommt dem gedruckten
Fachbericht auch weiterhin eine große Bedeutung zu. In der vorliegenden Reihe wer-
den deshalb wichtige Forschungsarbeiten präsentiert, die am Institut für Werkstoff-
technik – Metallische Werkstoffe der Universität Kassel gewonnen wurden. Das Insti-
tut kommt damit auch – neben der Publikationstätigkeit in Fachzeitschriften – seiner
Verpflichtung nach, über seine Forschungsaktivitäten Rechenschaft abzulegen und die
Resultate der interessierten Öffentlichkeit kenntlich und nutzbar zu machen.
Allen Institutionen, die durch Sach- und Personalmittel die durchgeführten For-
schungsarbeiten unterstützen, sei an dieser Stelle verbindlich gedankt.
Besonderer Dank gilt der Deutschen Forschungsgemeinschaft DFG, die das Projekt
im Rahmen des Transregio 30 »Prozessintegrierte Herstellung funktional gradierter
Strukturen auf der Grundlage thermo-mechanisch gekoppelter Phänomene« mit Per-
sonal und Sachmitteln unterstützt hat.
Kassel, im Oktober 2013
Prof. Dr.-Ing. habil. B. Scholtes


Für meine Mutter
* 30.4.1957 † 28.4.2012

Inhaltsverzeichnis
VII
Inhaltsverzeichnis
Inhaltsverzeichnis ................................................................................................................... VII
1 Einleitung ............................................................................................................................ 1
2 Kenntnisstand ..................................................................................................................... 2
2.1 Werkzeugstähle ............................................................................................................... 2
2.1.1 Gefüge, Wärmebehandlung, mechanische Eigenschaften ...................................... 3
2.1.2 Beanspruchung bzw. Schädigung von Warmarbeitsstählen ................................... 6
2.2 Ermüdung von Werkzeugstählen .................................................................................... 8
2.3 Eigenspannungen in Warmarbeitswerkzeugen ............................................................. 20
2.3.1 Definition des Eigenspannungsbegriffs ................................................................ 20
2.3.2 Thermisch und mechanisch induzierte Eigenspannungen .................................... 21
2.3.3 Eigenspannungsmessung mittels Diffraktionsverfahren ....................................... 26
2.3.4 Inkrementelle Bohrlochmethode ........................................................................... 32
2.3.5 Eigenspannungsabbau ........................................................................................... 34
2.4 Kontakt zwischen Oberflächen ..................................................................................... 35
2.4.1 Hertz‘scher Kontakt .............................................................................................. 42
2.4.2 Kontakt zwischen rauen Oberflächen ................................................................... 44
2.4.3 Eigenspannungen als Folge von Kontaktbeanspruchung ..................................... 45
3 Experimentelle Untersuchungen ..................................................................................... 47
3.1 Versuchswerkstoff und Probengeometrien ................................................................... 47
3.1.1 Versuchswerkstoffe ............................................................................................... 47
3.1.2 Probengeometrien und Probenvorbereitung ......................................................... 50
3.2 Schwingfestigkeitsuntersuchungen ............................................................................... 56
3.2.1 Isotherme Ermüdungsversuche ............................................................................. 56
3.2.2 Zyklisch-Thermische Ermüdungsversuche ........................................................... 58
3.3 Kontaktermüdungsexperimente .................................................................................... 60
3.3.1 Isotherme Kontaktermüdung ................................................................................ 63
3.3.2 Zyklisch-Thermische Kontaktermüdungsversuche .............................................. 67
3.3.3 Erfassung des Eindruckwegs bzw. der Eindruckgeometrie .................................. 74
Inhaltsverzeichnis
VIII
3.4 Eigenspannungsmessungen ...........................................................................................76
3.4.1 Röntgenmessungen ...............................................................................................76
3.4.2 Inkrementelle Bohrlochmethode ...........................................................................77
3.4.3 Energiedispersive Synchrotronmessungen ...........................................................77
3.4.4 Neutronenmessungen ............................................................................................79
4 Simulation der Kontaktbeanspruchung .........................................................................82
4.1 Finite-Element-Modell ..................................................................................................82
4.2 Ablauf der Simulationsrechnung ...................................................................................87
4.3 Materialmodelle ............................................................................................................90
5 Ergebnisse und Diskussion ...............................................................................................94
5.1 Schwingfestigkeit ..........................................................................................................94
5.1.1 Ergebnisse der isothermen Ermüdungsversuche ...................................................94
5.1.2 Ergebnisse der Zyklisch-Thermischen Ermüdungsversuche ..............................101
5.2 Kontaktermüdungsversuche ........................................................................................112
5.2.1 Ergebnisse der isothermen Kontaktermüdungsexperimente ...............................112
5.2.2 Ergebnisse der »rein« thermischen Kontaktermüdungsexperimente ..................126
5.2.3 Ergebnisse der zyklisch-thermischen Kontaktermüdungsexperimente ..............130
5.3 Ergebnisse der Parametervariationen der Kontaktsimulationen .................................138
5.3.1 Thermischer Kontakt ...........................................................................................138
5.3.2 Thermo-mechanisch gekoppelter Kontakt ..........................................................141
5.3.3 Einfluss Kontaktkraft ..........................................................................................144
5.4 Eigenspannungen in thermo-mechanisch beanspruchten Werkzeugen ......................147
5.4.1 Werkzeug zur Herstellung funktional gradierter Flanschwellen ........................147
5.4.2 Strangpressmatrize zur Erzeugung von Aluminiumprofilen...............................159
5.4.3 Reibdrückwerkzeug zur Umformung rohr- und blechförmiger Werkstücke .....164
6 Zusammenfassung ..........................................................................................................167
7 Ausblick ...........................................................................................................................173
8 Literaturverzeichnis ........................................................................................................ IX
Einleitung
1
1 Einleitung
In thermo-mechanisch gekoppelten Umformprozessen, wie sie im Sonderforschungsbe-
reich TRR 30 untersucht werden, treten durch inhomogene Plastizierungen und ggf.
überlagerte Phasenumwandlungen stets Eigenspannungen in den verwendeten Werk-
zeugen auf. Diese können die Beanspruchbarkeit, die Lebensdauer und den Schädi-
gungsprozess der Werkzeuge maßgeblich beeinflussen. In der vorliegenden Arbeit wer-
den grundsätzliche Untersuchungen zum isothermen, zyklisch-thermischen und thermo-
mechanisch gekoppelten Werkstoffverhalten des Werkzeugstahls X38CrMoV5-1 vor-
gestellt. Außerdem werden einige Beispiele von eigenspannungsbehafteten Umform-
werkzeugen aus Teilprojekten des Sonderforschungsbereichs SFB TRR 30 betrachtet.
Diese Werkzeuge stammen aus Prozessen, in denen gradierte Bauteile hergestellt
wurden oder aus Experimenten, in denen thermische bzw. thermisch-mechanisch ge-
koppelte Belastungen simuliert wurden. Ziel der Untersuchungen ist ein tiefergehendes
Verständnis der eigenspannungserzeugenden Elementarprozesse um daraus Strategien
zur Vermeidung ungünstiger bzw. zur Erzeugung lebensdauersteigender Eigenspan-
nungszustände in den Werkzeugen ableiten zu können. Die durchgeführten Experimen-
te wurden unter definierten thermischen bzw. thermo-mechanischen Beanspruchungen
durchgeführt, die in abgestufter Weise und unter vereinfachten Randbedingungen die in
den realen Prozessen vorliegenden Verhältnisse nachstellen. Um eine Reduktion des
experimentellen und zeitlichen Aufwandes zur Durchführung der Kontaktermüdungs-
experimente und der Bestimmung der Eigenspannungsverteilungen zu erreichen, wur-
den zusätzlich Simulationsrechnungen durchgeführt. Das Augenmerk lag dabei auf den
sich während der Kontaktbeanspruchung ausbildenden Lastspannungsverteilungen im
Kontaktbereich zwischen Probe (Werkzeugstahl) und Indenter und den durch die inho-
mogene Verformung im Werkstoff verbleibenden Eigenspannungsverteilungen.
Kenntnisstand
2
2 Kenntnisstand
2.1 Werkzeugstähle
Werkzeuge und die Kenntnisse um die Werkstoffe, aus denen sie gefertigt werden, sind
ein wichtiger Faktor für den Fortschritt in Wissenschaft und Technik. In diesem Kapitel
sollen die grundlegenden Eigenschaften der für die Kalt- und Warmbearbeitung genutz-
ten Werkzeugwerkstoffe erläutert werden. Zunächst werden grundsätzliche Zusammen-
hänge in Bezug auf Schädigung durch Ermüdungs- und Verschleißbeanspruchung der
Werkzeuge und werkstofftechnische Maßnahmen zu deren Vermeidung bzw. Minimie-
rung aufgezeigt.
So unterschiedlich die Aufgaben und Anforderungen sind, die sich durch die Herstel-
lungs- und Bearbeitungsprozesse ergeben, so vielfältig sind die möglichen Werkstoff-
konzepte für die dafür verwendeten Werkzeuge. Eisenbasiswerkstoffe sind sehr häufig
die Werkstoffe der Wahl, wenn es um die Herstellung von Werkzeugen geht. Einsatz-
gebiete sind z. B die Aufbereitung von Erzen, Mineralien und Gesteinen oder die
Formgebung von Metallen, Polymeren und Keramiken. Dabei sind sie z. T. extremen
Beanspruchungen ausgesetzt wie z. B. hohen mehrachsigen und zyklisch wechselnden
Spannungen, Temperatur, Reibung, Verschleiß und korrosiven Einflüssen. Die Tempe-
ratur bewirkt dabei z. B. im Kaltbetrieb eine Versprödung durch Unterschreiten der
Übergangstemperatur bei hoher Härte und im Warmbetrieb eine Hochtemperaturkorro-
sion und –kriechverformung. Außerdem tritt thermische Ermüdung als Folge zyklisch
thermischer Belastung auf.
Besondere Bedeutung kommt der Oberfläche der Werkzeuge zu, da diese direkten Kon-
takt mit dem zu bearbeitenden Werkstoff hat und den am höchsten beanspruchten Be-
reich in Bezug auf Verschleiß darstellt. Daraus folgt, dass für die richtige Wahl eines
Werkzeugs die systematische Betrachtung des konkreten Einsatzzwecks und eine Ana-
lyse der wirkenden Verschleißmechanismen im Hinblick auf die Langlebigkeit der
Werkzeuge notwendig sind.
Kenntnisstand
3
2.1.1 Gefüge, Wärmebehandlung, mechanische Eigenschaften
Die wichtigste Größe, wenn es um die bei Werkzeugen am häufigsten auftretenden
Verschleißmechanismen Abrasion, Adhäsion und Oberflächenzerrüttung geht, ist die
Härte. Diese kann z. B. durch martensitisches Härten erhöht werden. Darüber hinaus
hat sich das gezielte Einbringen harter Phasen als besonders effektiv gegen Abrasions-
und Adhäsionsschädigung erwiesen. Feine, dispers verteilte Karbide in einem Gehalt
von 20 Vol.-% steigern den Widerstand einer Werkzeugkante beim Stanzen und
Schneiden, wohingegen ein Anteil von 50 Vol.-% an groben Karbiden oder Boriden in
Schotterrutschen einen optimalen Schutz gewährleistet. Es geht dabei um die auf den
konkreten Anwendungsfall abgestimmte Menge, Form und Verteilung sowie die Art
der eingebrachten harten Phasen. Das Zusammenwirken dieser harten Phasen mit der
harten und zugleich zähen Metallmatrix bestimmt den Widerstand gegen Verschleiß
[1]. Neben Bemühungen zur Reduktion der Spurenelemente in Werkzeugstählen
[2‑4], beschäftigen sich neuere Konzepte zur Optimierung des Primär- und Sekundär-
gefüges damit, Spannungsüberhöhungen an nichtmetallischen Einschlüssen und Kar-
biden zu minimieren bzw. diese ganz zu vermeiden. Das führt zu einer Verzögerung
der Rissbildung und verlangsamt außerdem durch die damit verbundene höhere Zä-
higkeit die Rissausbreitungsgeschwindigkeit bereits vorhandener Risse [1, 5]. Neuere
Untersuchungen zielen auf eine Verbesserung der Wärmeleitfähigkeit ab [6]. Durch
eine Verdoppelung der Wärmeleitfähigkeit auf 55-60 W/(m·K) bei 100 °C soll hier
eine Verringerung von Temperaturgradienten und Dehnungen bei Thermoschockbe-
anspruchung erzielt werden, die zu einer verzögerten Rissbildung bei im Vergleich zu
herkömmlichen Warmarbeitsstählen gleichen Bedingungen führen.
Grundsätzlich werden Stähle für Werkzeuge zur Verarbeitung von Werkstoffen in
Kaltarbeitsstähle und Warmarbeitsstähle unterschieden. Kaltarbeitswerkzeuge werden
bei Umgebungstemperatur eingesetzt, können aber durch Reibungswärme oder bei-
spielsweise die Verarbeitung von Polymerschmelzen Temperaturen von bis zu 250 °C
ausgesetzt sein. Sie werden in drei Gruppen unterteilt [1]:
Kenntnisstand
4
Gruppe 1: Zähe Stähle mit ca. 0,5% C, die nicht die volle Martensithärte erreichen
und praktisch frei von Karbiden sind (z. B. 60WCrV8, X54CrMoV17-1).
Gruppe 2: Harte Stähle mit ca. 1% C, deren Gefüge kleine, nicht aufgelöste Sekun-
därkarbide aufweisen (z. B. 100Cr6, C105U, X100CrMoV5-1).
Gruppe 3: Verschleißbeständige Chromstähle mit gröberen eutektischen Karbiden
hoher Härte und kleineren, nicht aufgelösten Sekundärkarbiden (z. B.
X210Cr12, X153CrMoV12).
Warmdehngrenze
0
500
1000
0
1500
200 400 600
)b()a(
400 600 800
2 X5NiCrTi26-153 X32CrMoV3-3
5 56NiCrMoV7
1 NiCr20Co18Ti
1%
Dehn-,
Zeitdehngre
nze in M
Pa
Prüftemperatur in °C
1000h-Zeitdehngrenze
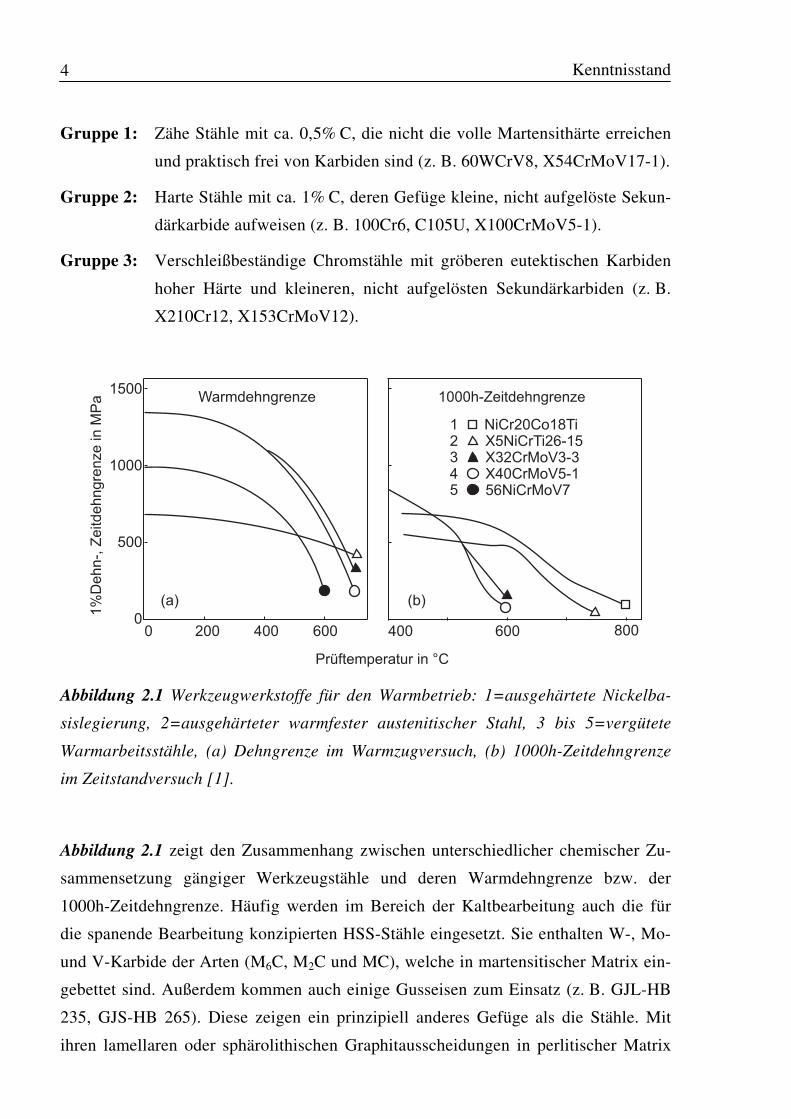
Abbildung 2.1 Werkzeugwerkstoffe für den Warmbetrieb: 1=ausgehärtete Nickelba-
sislegierung, 2=ausgehärteter warmfester austenitischer Stahl, 3 bis 5=vergütete
Warmarbeitsstähle, (a) Dehngrenze im Warmzugversuch, (b) 1000h-Zeitdehngrenze
im Zeitstandversuch [1].
Abbildung 2.1 zeigt den Zusammenhang zwischen unterschiedlicher chemischer Zu-
sammensetzung gängiger Werkzeugstähle und deren Warmdehngrenze bzw. der
1000h-Zeitdehngrenze. Häufig werden im Bereich der Kaltbearbeitung auch die für
die spanende Bearbeitung konzipierten HSS-Stähle eingesetzt. Sie enthalten W-, Mo-
und V-Karbide der Arten (M6C, M2C und MC), welche in martensitischer Matrix ein-
gebettet sind. Außerdem kommen auch einige Gusseisen zum Einsatz (z. B. GJL-HB
235, GJS-HB 265). Diese zeigen ein prinzipiell anderes Gefüge als die Stähle. Mit
ihren lamellaren oder sphärolithischen Graphitausscheidungen in perlitischer Matrix
Kenntnisstand
5
sind sie zu weich für den Einsatz in hoch beanspruchten Bereichen und werden des-
halb oft randschichtbehandelt (z. B. durch Nitrieren oder Induktionshärten).
Warmarbeitswerkzeuge kommen bei Werkstücktemperaturen zwischen etwa 400 °C
und 1250 °C zum Einsatz. Je nach Kontaktzeit zwischen Werkzeug und Werkstück
kann es zu einer enormen Temperaturbeanspruchung kommen, die dem Werkzeug-
stahl hohe Warmfestigkeit abverlangt. In Abhängigkeit von der Höhe der thermischen
Beanspruchung kommen dann warm- und hochfeste Vergütungsstähle mit und ohne
ausgeprägter Sekundärhärte zum Einsatz. Bei sehr hohen Temperaturen kommen auch
warmfeste und zunderbeständige austenitische Stähle und Nickellegierungen infrage,
weil diese weniger zu diffusionsabhängigem Kriechen neigen. Ausreichende Zeit-
standfestigkeiten bei Temperaturen über 500 °C weisen aus der Gruppe der ferriti-
schen Stähle nur die CrMo- und die CrMoV-Stähle auf. Das Hinzulegieren des stark
karbidbildenden Elements Molybdän bringt eine Steigerung der Warmfestigkeit mit
sich, die in Stählen hauptsächlich vom Vorhandensein fein verteilter Karbide abhän-
gig ist. Es ist außerdem für die Bildung von Mischkristallen und die Ausbildung eines
martensitischen Gefüges von Bedeutung. Für Stähle, die bei Temperaturen über
450 °C Verwendung finden, empfiehlt sich ein Mo-Anteil von mehr als 0,5 %. Durch
Zugabe von ca. 1 % Chrom werden Kriechfestigkeit, Duktilität und Oxidationsbestän-
digkeit weiter verbessert und die Bildung von Martensit begünstigt. Das Kriechverhal-
ten wird von den sich während der Belastung in Größe, Menge, Art und Verteilung
ändernden Ausscheidungen bestimmt. Mit fortschreitender Belastungsdauer nimmt
der Eisengehalt in den Karbiden ab, der von Mo, Cr und Mn dagegen zu. So liegen
nach ca. 10.000 h bei 500 °C bis zu einem Drittel des Gesamtchromgehaltes und die
Hälfte des Molybdäns in Karbidform vor. Die ausgeschiedenen Karbide nehmen je-
doch nicht nur an Menge und Größe zu, sondern weisen auch teilweise grobe Ablage-
rungen an den Korngrenzen auf, wodurch die Warmfestigkeit mit zunehmender Ein-
wirkungsdauer erheblich verringert werden kann. Eine Verbesserung der Kriechfes-
tigkeit der CrMo-Stähle wird durch Zugabe von ca. 3 % Vanadium erreicht, da es die
Bildung stabiler, vergröberungsträger Karbide fördert. Durch Normalisieren und An-
lassen werden optimale Verhältnisse erreicht und eine annehmbare Duktilität erzielt,
die aber an die der CrMo-Stähle nicht heranreicht. Häufig eingesetzte Warmarbeits-
stähle sind z. B. X38CrMoV5-1 (Druckgieß- und Strangpresswerkzeuge) und
56NiCrMoV7 (Hammergesenke, Matrizenhalter, Stempel) [1, 7].
Kenntnisstand
6
2.1.2 Beanspruchung bzw. Schädigung von Warmarbeitsstählen
Zur Beanspruchung bzw. Schädigung von Warmarbeitswerkzeugen existiert eine Rei-
he von Beispielen, von denen in [8] einige zusammengestellt und erläutert werden.
Darin steht besonders die Bedeutung der thermischen Ermüdung und der damit ver-
bundenen Spannungszustände im Fokus der Untersuchungen. Außerdem wird die
Wirkung dieser z. T. komplexen Spannungszustände auf die Rissbildung und die
Rissausbreitung näher betrachtet. Im Allgemeinen werden Werkzeuge zum Urformen
(z. B. Druckgießformen für Leichtmetalle) und zum Warmumformen (z. B. Gesenke,
Walzwerkzeuge) durch kombinierte thermische und mechanische Beanspruchungen
belastet, die zusätzlich von abrasiven und korrosiven Prozessen überlagert sein kön-
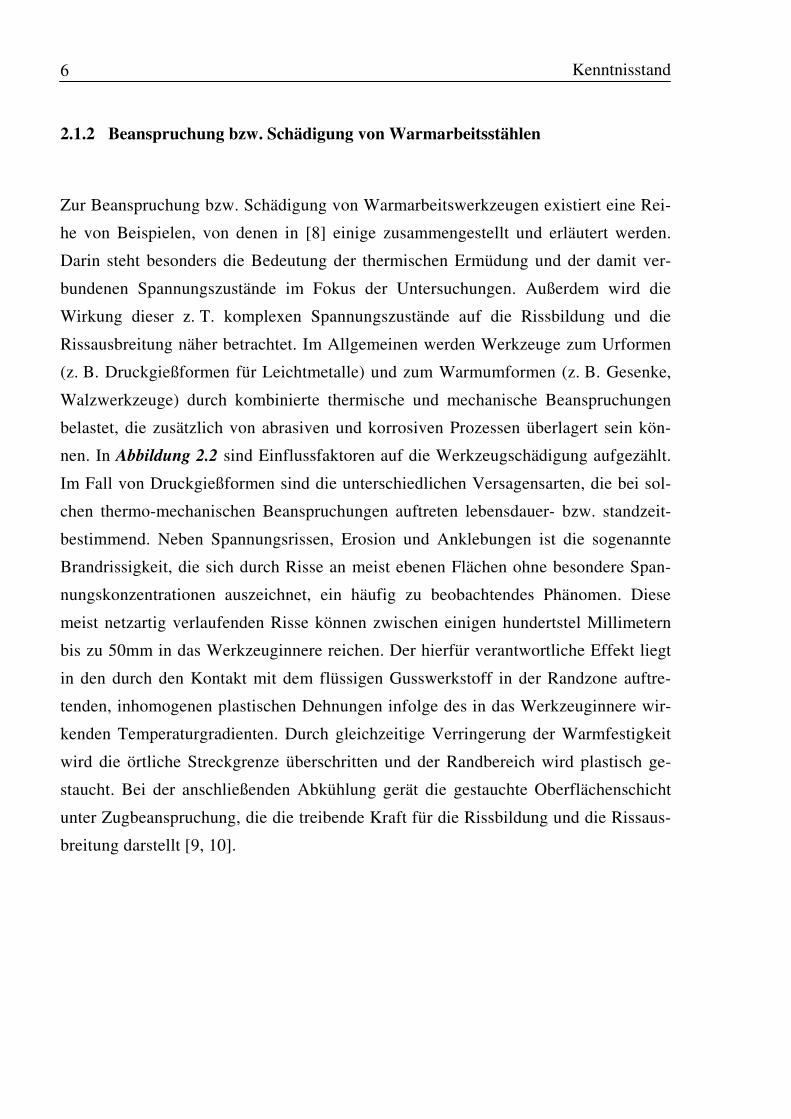
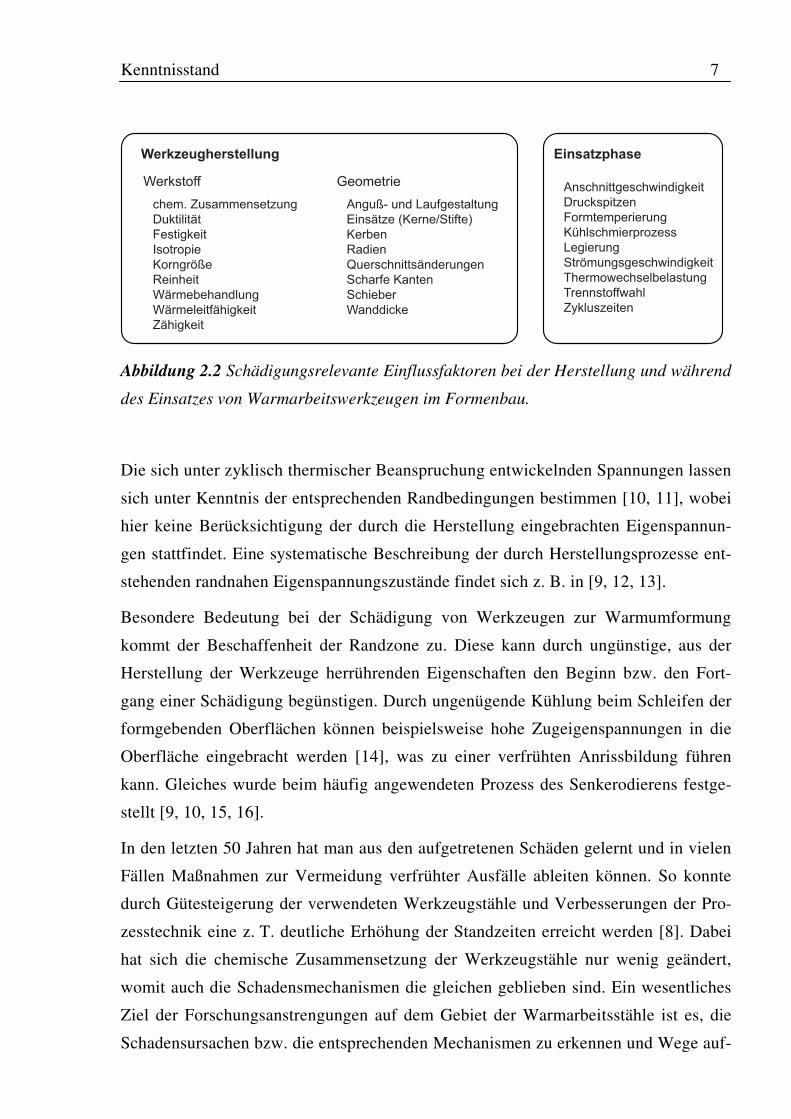
nen. In Abbildung 2.2 sind Einflussfaktoren auf die Werkzeugschädigung aufgezählt.
Im Fall von Druckgießformen sind die unterschiedlichen Versagensarten, die bei sol-
chen thermo-mechanischen Beanspruchungen auftreten lebensdauer- bzw. standzeit-
bestimmend. Neben Spannungsrissen, Erosion und Anklebungen ist die sogenannte
Brandrissigkeit, die sich durch Risse an meist ebenen Flächen ohne besondere Span-
nungskonzentrationen auszeichnet, ein häufig zu beobachtendes Phänomen. Diese
meist netzartig verlaufenden Risse können zwischen einigen hundertstel Millimetern
bis zu 50mm in das Werkzeuginnere reichen. Der hierfür verantwortliche Effekt liegt
in den durch den Kontakt mit dem flüssigen Gusswerkstoff in der Randzone auftre-
tenden, inhomogenen plastischen Dehnungen infolge des in das Werkzeuginnere wir-
kenden Temperaturgradienten. Durch gleichzeitige Verringerung der Warmfestigkeit
wird die örtliche Streckgrenze überschritten und der Randbereich wird plastisch ge-
staucht. Bei der anschließenden Abkühlung gerät die gestauchte Oberflächenschicht
unter Zugbeanspruchung, die die treibende Kraft für die Rissbildung und die Rissaus-
breitung darstellt [9, 10].
Kenntnisstand
7
Werkzeugherstellung
Werkstoff
Einsatzphase
Geometrie
chem. Zusammensetzung
Duktilität
Festigkeit
Isotropie
Korngröße
Reinheit
Wärmebehandlung
Wärmeleitfähigkeit
Zähigkeit
Anguß- und Laufgestaltung
Einsätze (Kerne/Stifte)
Kerben
Radien
Querschnittsänderungen
Scharfe Kanten
Schieber
Wanddicke
Anschnittgeschwindigkeit
Druckspitzen
Formtemperierung
Kühlschmierprozess
Legierung
Strömungsgeschwindigkeit
Thermowechselbelastung
Trennstoffwahl
Zykluszeiten
Abbildung 2.2 Schädigungsrelevante Einflussfaktoren bei der Herstellung und während
des Einsatzes von Warmarbeitswerkzeugen im Formenbau.
Die sich unter zyklisch thermischer Beanspruchung entwickelnden Spannungen lassen
sich unter Kenntnis der entsprechenden Randbedingungen bestimmen [10, 11], wobei
hier keine Berücksichtigung der durch die Herstellung eingebrachten Eigenspannun-
gen stattfindet. Eine systematische Beschreibung der durch Herstellungsprozesse ent-
stehenden randnahen Eigenspannungszustände findet sich z. B. in [9, 12, 13].
Besondere Bedeutung bei der Schädigung von Werkzeugen zur Warmumformung
kommt der Beschaffenheit der Randzone zu. Diese kann durch ungünstige, aus der
Herstellung der Werkzeuge herrührenden Eigenschaften den Beginn bzw. den Fort-
gang einer Schädigung begünstigen. Durch ungenügende Kühlung beim Schleifen der
formgebenden Oberflächen können beispielsweise hohe Zugeigenspannungen in die
Oberfläche eingebracht werden [14], was zu einer verfrühten Anrissbildung führen
kann. Gleiches wurde beim häufig angewendeten Prozess des Senkerodierens festge-
stellt [9, 10, 15, 16].
In den letzten 50 Jahren hat man aus den aufgetretenen Schäden gelernt und in vielen
Fällen Maßnahmen zur Vermeidung verfrühter Ausfälle ableiten können. So konnte
durch Gütesteigerung der verwendeten Werkzeugstähle und Verbesserungen der Pro-
zesstechnik eine z. T. deutliche Erhöhung der Standzeiten erreicht werden [8]. Dabei
hat sich die chemische Zusammensetzung der Werkzeugstähle nur wenig geändert,
womit auch die Schadensmechanismen die gleichen geblieben sind. Ein wesentliches
Ziel der Forschungsanstrengungen auf dem Gebiet der Warmarbeitsstähle ist es, die
Schadensursachen bzw. die entsprechenden Mechanismen zu erkennen und Wege auf-
Kenntnisstand
8
zuzeigen, wie sie vermieden bzw. zeitlich möglichst weit nach hinten verschoben
werden können, um damit eine Erhöhung der Standzeiten zu erreichen. Es wurde bei-
spielsweise festgestellt, dass durch Kugelstrahlen in die Randzone eingebrachte
Druckeigenspannungen trotz hoher Kontakttemperaturen zwischen Werkzeug und
eingebrachter Aluminiumschmelze stabil bleiben und die mechanischen Eigenschaften
verbessern [17, 18]. Auch die Verbesserung der im Kontakt stehenden Werkzeugober-
flächen z. B. durch Polieren kann den Beginn der Schädigung verzögern. Untersu-
chungen an Probekörpern, die thermischer Ermüdung und Thermoschock-
Beanspruchung ausgesetzt wurden [15], haben gezeigt, dass sich unabhängig vom ur-
sprünglichen Wert der Eigenspannungen nach ca. 104 Thermoschock-Zyklen ein ein-
heitlicher Eigenspannungszustand einstellt. Verlassen die unter der Beanspruchung
entstandenen Risse den Einflussbereich der Randzone, bestimmen der Spannungszu-
stand im Inneren des Werkzeugs und dessen Mikrostruktur das weitere Wachstum und
damit die Lebensdauer des Werkzeugs [19]. Eine Übersicht über Standzeiten von
Druckgießformen unterschiedlicher Werkstoffgruppen und deren Optimierung geben
[10, 20].
Um die Lebensdauer beeinflussenden Eigenspannungszustände nach thermo-
mechanisch gekoppelten Prozessen nicht nur zu messen bzw. zu beschreiben, sondern
deren Ursachen und Wirkungen zu verstehen, ist es nötig auch das Werkstoffverhalten
bei isothermer schwingender, bei wechselnd thermischer und überlagerter thermischer
und mechanischer Beanspruchung zu untersuchen. Ebenso wichtig ist die Kenntnis
über die Stabilität der erzeugten Eigenspannungszustände unter diesen Beanspruchun-
gen.
2.2 Ermüdung von Werkzeugstählen
Bei der Ermüdung von Werkzeugstählen ist grundsätzlich zu unterscheiden, ob es sich
um Stähle für den Einsatz bei niedrigen oder hohen Temperaturen handelt. Beide Fäl-
le unterscheiden sich stark in den ablaufenden Schädigungsmechanismen. Wegen der
enormen technischen und wirtschaftlichen Bedeutung von Werkzeugen für die Mas-
senproduktion, ist die Forschung auf dem Gebiet ihres Ermüdungsverhaltens bzw. des
Kenntnisstand
9
Ermüdungsverhaltens von Werkzeugstählen unter z. T. komplexen thermo-
mechanischen oder mehrachsigen Beanspruchungen allgemein von besonderem Inte-
resse und ist Gegenstand einiger detaillierter Untersuchungen in der Literatur, in de-
nen auch der Einfluss von Eigenspannungen auf das Schädigungsverhalten berück-
sichtigt worden ist. Diese Arbeiten fokussieren sich dabei im Wesentlichen auf drei
Gebiete. Zum einen auf die Wälzkontaktermüdung oder mehrachsige Ermüdung unter
definierten idealisierten Bedingungen mit einfachen, mit Standardprüfmaschinen
nachfahrbaren Überlagerungsbedingungen [21–25], zum anderen die thermische Er-
müdung [26, 27] und die isotherme Ermüdung [24, 28–30] entsprechender Werkstof-
fe. Systematische Untersuchungen zur thermischen Wälzkontaktermüdung existieren
bislang nicht in der Literatur.
Zur Wälzkontaktermüdung selbst existieren eine Vielzahl von Untersuchungen [22,
31–38], die z. T. bis zu den Anfängen der modernen Technikgeschichte reichen. Das
Problem ist so alt wie die Erfindung des Rades und wegen seiner enormen auch wirt-
schaftlichen Bedeutung bereits gut untersucht. Die Wälzkontaktermüdung ist in hoch
beanspruchten, im Zeitfestigkeitsbereich betriebenen Wälzkontakten der Schadensme-
chanismus, der sich nicht vermeiden lässt und die Lebensdauer der ihr unterliegenden
Bauteile begrenzt. Die erste mathematische Formulierung zur Darstellung der Druck-
verteilung im Kontakt beliebig gekrümmter Oberflächen entwickelte Hertz bereits
1881. Es folgten analytische Lösungen, mit denen die resultierenden Spannungsvertei-
lungen berechnet werden konnten. Ein wichtiger Aspekt im Zusammenhang mit
Werkstoffkontakten ist das Phänomen der Reibung. Die tribologischen Eigenschaften
von Wälzkontakten und die damit zusammenhängenden Schadensmechanismen sind
ebenfalls Gegenstand aktueller Untersuchungen [39], sollen aber hier nicht weiter er-
läutert werden.
Unter dem Begriff der wechselnd thermo-mechanischen Beanspruchung bzw. Ermü-
dung werden Beanspruchungen und Schädigungsprozesse zusammengefasst, die in
Bauteilen ablaufen, deren Betriebstemperatur deutlich von der Raumtemperatur ab-
weicht und bei denen zyklisch aufgeheizt und abgekühlt wird. Diese Aufheiz- und
Abkühlvorgänge sind mit thermischen Deformationen verbunden, die zyklische mehr-
achsige Beanspruchungen hervorrufen, die wiederum zur Ermüdung des Bauteils füh-
ren. Dabei unterscheidet man thermische Ermüdungsvorgänge als Folge innerer
Kenntnisstand
10
Zwänge und äußerer Zwänge. Von äußeren Zwängen spricht man, wenn die thermi-
schen Deformationen konstruktions- oder geometriebedingt ganz oder wenigstens
teilweise behindert werden und daraus thermische Spannungen im Bauteil induziert
werden [40]. Die dabei auftretenden Wechselplastizierungen als Folge des Über-
schreitens der örtlichen Streckgrenze können als der eigentliche Schädigungsprozess
angesehen werden, wobei diese auch durch das Auftreten von Umwandlungs- und
Ausscheidungsprozessen und die damit verbundenen Volumenänderungen hervorge-
rufen werden können. Innere Zwänge treten häufig in nicht-kubischen Kristallsyste-
men auf, die richtungsabhängige Wärmeausdehnungskoeffizienten zeigen, sowie bei
grob mehrphasigen und beschichteten Werkstoffen [41, 42]. Während der Beanspru-
chung des Bauteils können unterschiedliche Phasenlagen zwischen Temperatur und
Dehnung auftreten. Man spricht von einer »In-Phase«-Beanspruchung, wenn bei
Obertemperatur die höchste Zugbeanspruchung auftritt. Wenn bei Obertemperatur die
höchsten Druckbeanspruchungen auftreten, spricht man dagegen von einer »Out-of-
Phase«-Beanspruchung. Eine »Out-of-Phase«-Beanspruchung liegt beispielsweise
dann vor, wenn ein fest eingespanntes Werkzeug während seines Einsatzes durch von
außen zugeführte Wärme an der Oberfläche aufgeheizt wird. In diesem Fall will sich
der oberflächennahe Bereich ausdehnen, wird daran aber vom darunter liegenden kal-
ten Werkstoff behindert. Durch die sehr vielfältigen, in ihrem Aufbau z. T. komplexen
Prozessabläufe bei thermo-mechanischen Umformprozessen, entstehen somit häufig
sehr komplexe Beanspruchungsverhältnisse, die zur Ermüdung der ihnen ausgesetzten
Werkzeuge führen. Das Werkstoffverhalten unter isothermer schwingender Beanspru-
chung in unterschiedlichen Temperaturbereichen ist Gegenstand vieler Untersuchun-
gen. Einen guten Überblick gibt z. B. [29].
Die Praxis der thermischen Ermüdung basiert auf der Prüfung von Bauteilen oder bau-
teilähnlichen Proben unter Bedingungen, die die Bedingungen im Bauteileinsatz mög-
lichst realistisch abbilden. Es gibt eine Vielzahl etablierter Probenformen im Bereich
der Thermoermüdung, die z. T. starke Querschnittsübergänge aufweisen. Häufig ver-
wendete Varianten sind die abgeschrägte Scheibe bzw. der abgeschrägte Keil in unter-
schiedlichen Größen [43–46]. Durch die spezielle Form kommt es an den abgeschräg-
ten Kanten aufgrund begrenzter Wärmekapazität und Wärmeleitung zu z. T. sehr ho-
hen Temperaturgradienten, die lokal stark unterschiedliche thermische Ausdehnungen
des Werkstoffs zur Folge haben. Aufgrund der dadurch entstehenden zyklischen
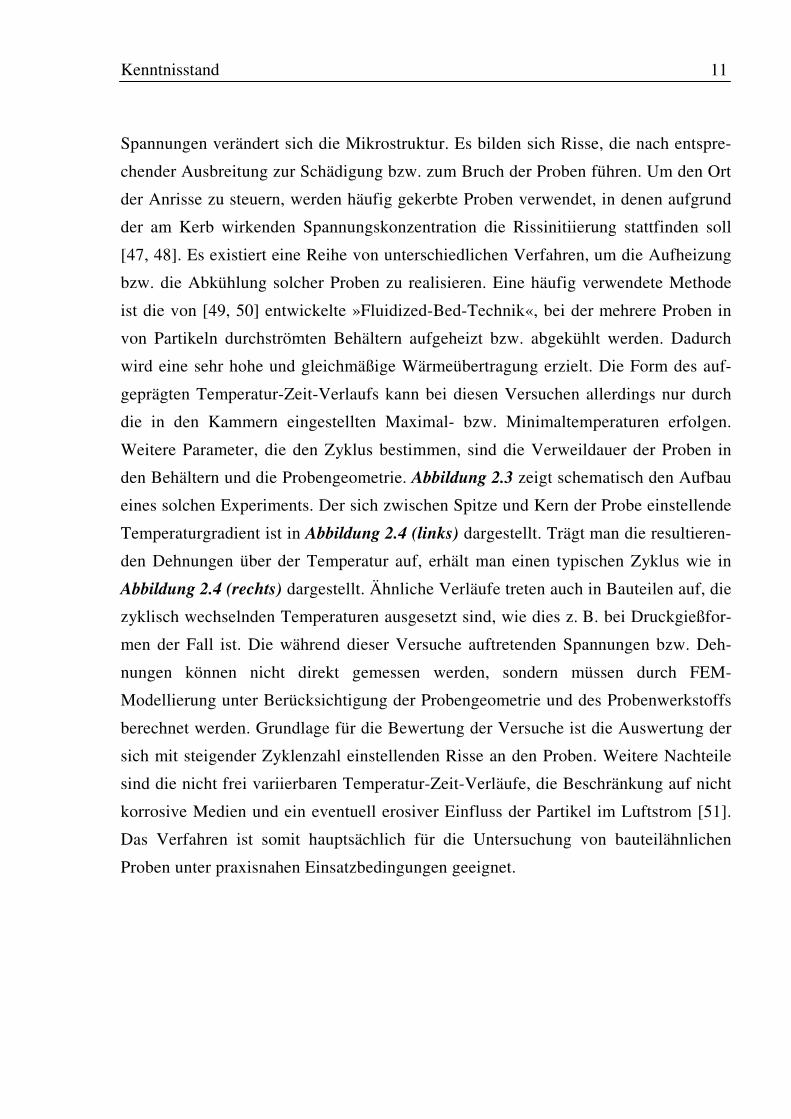
Kenntnisstand
11
Spannungen verändert sich die Mikrostruktur. Es bilden sich Risse, die nach entspre-
chender Ausbreitung zur Schädigung bzw. zum Bruch der Proben führen. Um den Ort
der Anrisse zu steuern, werden häufig gekerbte Proben verwendet, in denen aufgrund
der am Kerb wirkenden Spannungskonzentration die Rissinitiierung stattfinden soll
[47, 48]. Es existiert eine Reihe von unterschiedlichen Verfahren, um die Aufheizung
bzw. die Abkühlung solcher Proben zu realisieren. Eine häufig verwendete Methode
ist die von [49, 50] entwickelte »Fluidized-Bed-Technik«, bei der mehrere Proben in
von Partikeln durchströmten Behältern aufgeheizt bzw. abgekühlt werden. Dadurch
wird eine sehr hohe und gleichmäßige Wärmeübertragung erzielt. Die Form des auf-
geprägten Temperatur-Zeit-Verlaufs kann bei diesen Versuchen allerdings nur durch
die in den Kammern eingestellten Maximal- bzw. Minimaltemperaturen erfolgen.
Weitere Parameter, die den Zyklus bestimmen, sind die Verweildauer der Proben in
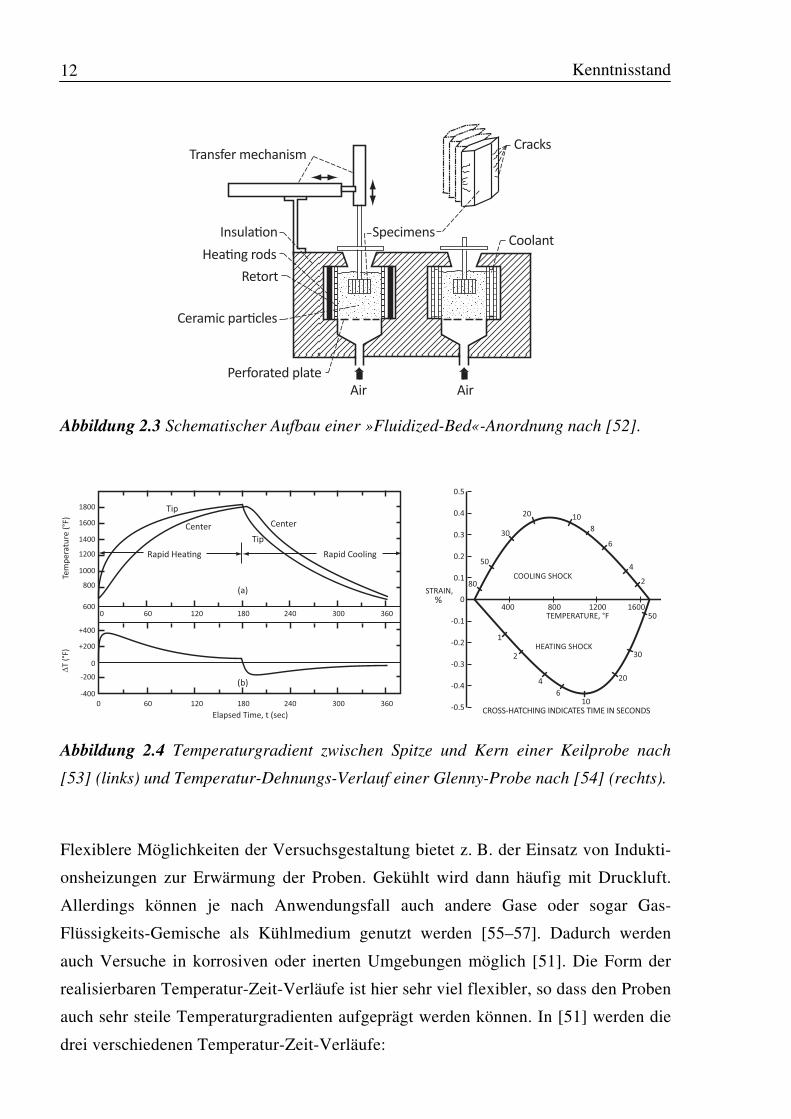
den Behältern und die Probengeometrie. Abbildung 2.3 zeigt schematisch den Aufbau
eines solchen Experiments. Der sich zwischen Spitze und Kern der Probe einstellende
Temperaturgradient ist in Abbildung 2.4 (links) dargestellt. Trägt man die resultieren-
den Dehnungen über der Temperatur auf, erhält man einen typischen Zyklus wie in
Abbildung 2.4 (rechts) dargestellt. Ähnliche Verläufe treten auch in Bauteilen auf, die
zyklisch wechselnden Temperaturen ausgesetzt sind, wie dies z. B. bei Druckgießfor-
men der Fall ist. Die während dieser Versuche auftretenden Spannungen bzw. Deh-
nungen können nicht direkt gemessen werden, sondern müssen durch FEM-
Modellierung unter Berücksichtigung der Probengeometrie und des Probenwerkstoffs
berechnet werden. Grundlage für die Bewertung der Versuche ist die Auswertung der
sich mit steigender Zyklenzahl einstellenden Risse an den Proben. Weitere Nachteile
sind die nicht frei variierbaren Temperatur-Zeit-Verläufe, die Beschränkung auf nicht
korrosive Medien und ein eventuell erosiver Einfluss der Partikel im Luftstrom [51].
Das Verfahren ist somit hauptsächlich für die Untersuchung von bauteilähnlichen
Proben unter praxisnahen Einsatzbedingungen geeignet.
Kenntnisstand
12
Transfer mechanism
Insula!on
Hea!ng rods
Retort
Ceramic par!cles
Perforated plate
Air Air
CoolantSpecimens
Cracks
Abbildung 2.3 Schematischer Aufbau einer »Fluidized-Bed«-Anordnung nach [52].
STRAIN,
%
CROSS-HATCHING INDICATES TIME IN SECONDS
TEMPERATURE, °F
COOLING SHOCK
HEATING SHOCK
4
1
2
4
610
20
30
50
2
6
8
1020
30
50
80
400 800 16001200
0.5
0.4
0.3
0.2
0.1
0
-0.1
-0.2
-0.3
-0.4
-0.5Elapsed Time, t (sec)
Tem
pe
ratu
re (
°F)
∆T
(°F
)
-400
-200
0
+200
+400
600
800
1000
1200
1400
1600
1800 Tip
Center
Rapid Cooling
Tip
Center
(a)
(b)
60 1200 360300240180
60 1200 360300240180
Abbildung 2.4 Temperaturgradient zwischen Spitze und Kern einer Keilprobe nach
[53] (links) und Temperatur-Dehnungs-Verlauf einer Glenny-Probe nach [54] (rechts).
Flexiblere Möglichkeiten der Versuchsgestaltung bietet z. B. der Einsatz von Indukti-
onsheizungen zur Erwärmung der Proben. Gekühlt wird dann häufig mit Druckluft.
Allerdings können je nach Anwendungsfall auch andere Gase oder sogar Gas-
Flüssigkeits-Gemische als Kühlmedium genutzt werden [55–57]. Dadurch werden
auch Versuche in korrosiven oder inerten Umgebungen möglich [51]. Die Form der
realisierbaren Temperatur-Zeit-Verläufe ist hier sehr viel flexibler, so dass den Proben
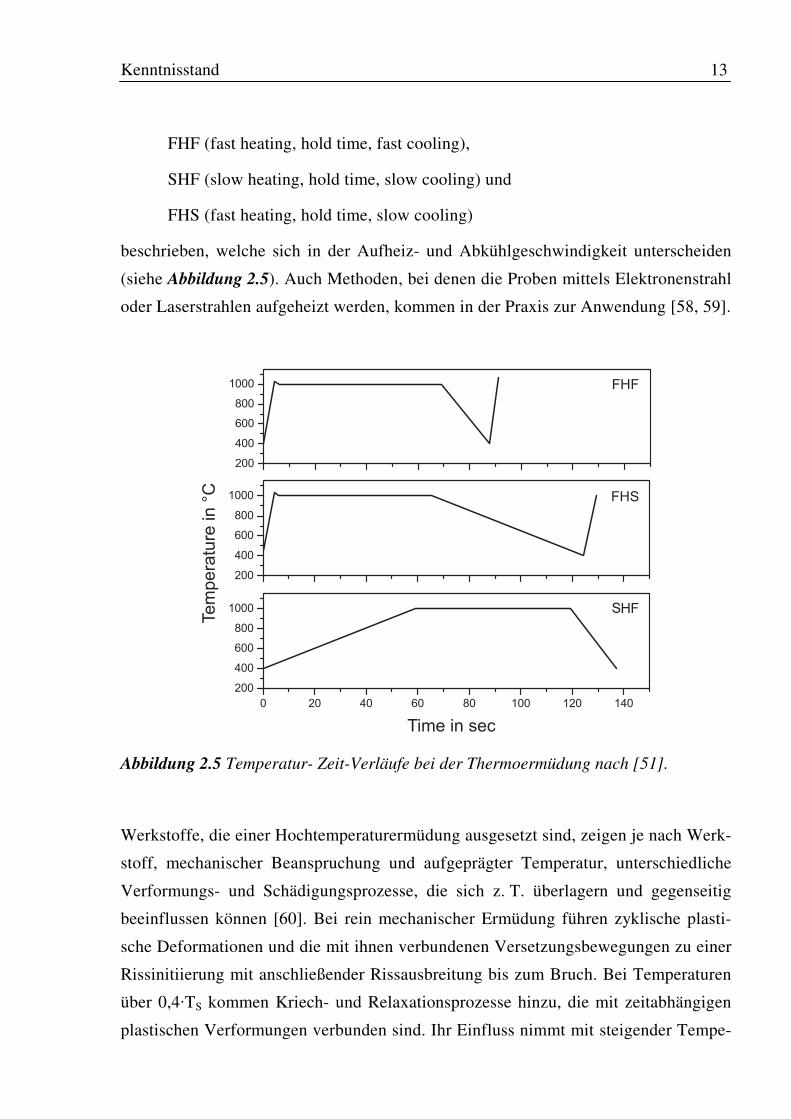
auch sehr steile Temperaturgradienten aufgeprägt werden können. In [51] werden die
drei verschiedenen Temperatur-Zeit-Verläufe:
Kenntnisstand
13
FHF (fast heating, hold time, fast cooling),
SHF (slow heating, hold time, slow cooling) und
FHS (fast heating, hold time, slow cooling)
beschrieben, welche sich in der Aufheiz- und Abkühlgeschwindigkeit unterscheiden
(siehe Abbildung 2.5). Auch Methoden, bei denen die Proben mittels Elektronenstrahl
oder Laserstrahlen aufgeheizt werden, kommen in der Praxis zur Anwendung [58, 59].
Te
mp
era
ture
in
°C
Time in sec
Abbildung 2.5 Temperatur- Zeit-Verläufe bei der Thermoermüdung nach [51].
Werkstoffe, die einer Hochtemperaturermüdung ausgesetzt sind, zeigen je nach Werk-
stoff, mechanischer Beanspruchung und aufgeprägter Temperatur, unterschiedliche
Verformungs- und Schädigungsprozesse, die sich z. T. überlagern und gegenseitig
beeinflussen können [60]. Bei rein mechanischer Ermüdung führen zyklische plasti-
sche Deformationen und die mit ihnen verbundenen Versetzungsbewegungen zu einer
Rissinitiierung mit anschließender Rissausbreitung bis zum Bruch. Bei Temperaturen
über 0,4·TS kommen Kriech- und Relaxationsprozesse hinzu, die mit zeitabhängigen
plastischen Verformungen verbunden sind. Ihr Einfluss nimmt mit steigender Tempe-
Kenntnisstand
14
ratur, Spannung, Haltezeit und Frequenz zu. Außerdem finden bei diesen erhöhten
Temperaturen aufgrund der höheren Diffusionsgeschwindigkeit Ausscheidungspro-
zesse statt, die wie temperaturabhängige Umwandlungsvorgänge zu Volumenände-
rungen und Werkstoffent- bzw. –verfestigungen führen können. Unter isothermer Er-
müdungsbeanspruchung zeigen die meisten Werkstoffe bei gegebener mechanischer
Beanspruchung mit steigender Temperatur eine Abnahme der Anriß- und Bruchlast-
spielzahl. Bei erhöhter Temperatur spielt die Frequenz der Beanspruchung eine immer
größere Rolle, da hier zeitabhängige diffusionskontrollierte Prozesse auftreten. Bei-
spielsweise bewirkt eine Verringerung der Belastungsfrequenz eine signifikante Re-
duzierung der Anriß- und Bruchlastspielzahl. Weiter wirken sich die zeitlichen Ver-
läufe der Belastung stärker auf die Form der Hystereseschleife und die Lebensdauer
aus.
Aufgrund des hohen experimentellen Aufwands für die Durchführung von Thermo-
ermüdungsversuchen werden für die Auslegung und die Dimensionierung von Bautei-
len, die thermo-mechanisch beansprucht sind, häufig isotherm ermittelte Kenndaten
verwendet. Allerdings hat sich gezeigt, dass dieses Vorgehen nur selten und dann nur
unter günstigen Bedingungen möglich ist [61–63]. Unter zyklisch-thermischer Belas-
tung liegen bei den jeweiligen Temperaturen unterschiedliche Werkstoffwiderstände
vor. Dies kann zum Aufbau von Mittelspannungen führen, selbst wenn ein Versuch
bei Mitteltemperatur beginnt, die Probe dort zunächst spannungsfrei ist und die ther-
mische Beanspruchung um die Mitteltemperatur erfolgt. Wenn sich dadurch Zugmit-
telspannungen aufbauen, beeinflussen sie das Wechselverformungsverhalten, die An-
rißbildung und die Rißausbreitung derart, dass die Lebensdauer im Vergleich zu mit-
telspannungsfreien bzw. druckmittelspannungsbehafteten Versuchen sinkt.
Es existieren unterschiedliche Modelle zur Beschreibung der Auswirkungen mechani-
scher, thermischer und korrosiver Beanspruchungen auf die Lebensdauer von Bautei-
len. Dabei nutzen diese Modelle unterschiedliche Kriterien zur Ermittlung der Le-
bensdauer. Dehnungsbasierende Kriterien nutzen die Beschreibung des Zusammen-
hangs zwischen totaler oder plastischer Verformung und der Bruchlastspielzahl.
Energiebasierende Kriterien gehen davon aus, dass sich die Schädigung linear aus der
umgesetzten Energie pro Zyklus addiert. Auch die Analyse der ablaufenden Rißbil-
dungs- und -wachstumsvorgänge während der Ermüdung können zur Bestimmung des
Werkstoffverhaltens verwendet werden [64]. Wichtige Modelle sind die Manson-
Kenntnisstand
15
Coffin-Beziehung [65, 66] und die Schädigungsparameter nach Smith-Watson-Topper
[67] und nach Ostergren [68], die im Folgenden kurz vorgestellt werden.
Manson-Coffin- und Basquin-Beziehung
Unter isothermer Versuchsführung und entsprechend großen Beanspruchungen kann
der Zusammenhang zwischen der Lebensdauer und der plastischen Dehnungsamplitu-
de durch die Manson-Coffin-Beziehung (Gl. 2.1) beschrieben werden.
αεε Bfpa N⋅=, Gl. 2.1
darin sind εf der Ermüdungskoeffizient und α der Ermüdungsduktilitätsexponent, wo-
bei beide u. A. von der Belastungsfrequenz abhängen [69]. Unter gewissen Ein-
schränkungen kann die Manson-Coffin-Beziehung auch für TMF-Versuche angewen-
det werden [70]. Ein Nachteil dieses Modells ist, dass der Einfluss der Temperatur
nicht direkt sondern nur indirekt berücksichtigt wird. Sind die plastischen Dehnungs-
amplituden εa,p sehr viel kleiner als die elastischen Dehnungsamplituden εa,e, findet
die Basquin-Beziehung [69] Anwendung. Dies ist häufig bei HCF-Beanspruchung der
Fall. Gl. 2.2 zeigt die Basquin-Beziehung, darin sind ϭf der Ermüdungsfestigkeitskoef-
fizient und β der Ermüdungsfestigkeitsexponent. Bei totaldehnungskontrollierten Ver-
suchen wird der Einfluss der totalen Dehnungsamplitude εa,t auf die Bruchlastspiel-
zahl NB durch Gl. 2.3 beschrieben [71].
βσε B
f
ea NE
⋅=, Gl. 2.2
αβε
σεεε BfB
f
paeata NNE
⋅+⋅=+= ,,, Gl. 2.3
Kenntnisstand
16
Smith-Watson-Topper und Ostergren-Parameter
Mittelspannungen können einen erheblichen Einfluss auf den Schädigungsverlauf bei
Ermüdungsbeanspruchung haben. Um ihren Einfluss abzuschätzen wurden Parameter
eingeführt, die ein Maß für die Schädigung des Werkstoffs unter solchen Bedingun-
gen darstellen. Die am häufigsten verwendeten Parameter PSWT nach Smith-Watson-
Topper und POST sind in Gl. 2.4 und Gl. 2.5 dargestellt. Darin ist ϭa die Spannungs-
amplitude und ϭm die Mittelspannung. Die Summe der beiden ist also die jeweils
höchste auftretende Spannung ϭmax. Um die Parameter εa,t, εa,p und ϭmax zu bestimmen,
werden die bei halber Bruchlastspielzahl vorliegenden Werte eingesetzt, falls diese
sich nicht aus den zur Regelung verwendeten Größen ergeben. In spannungskontrol-
lierten Versuchen können Mittelspannungen zyklisches Kriechen verursachen, wobei
die Beträge der Mitteldehnung mit der Zyklenzahl ansteigen. Zyklisch aufgebrachte
plastische Verformungen können bei totaldehnungskontrollierten Versuchen die durch
Mitteldehnungen eingebrachten Mittelspannungen relaxieren.
EP tamaSWT ⋅⋅+= ,)( εσσ Gl. 2.4
EP pamaOST ⋅⋅+= ,)( εσσ Gl. 2.5
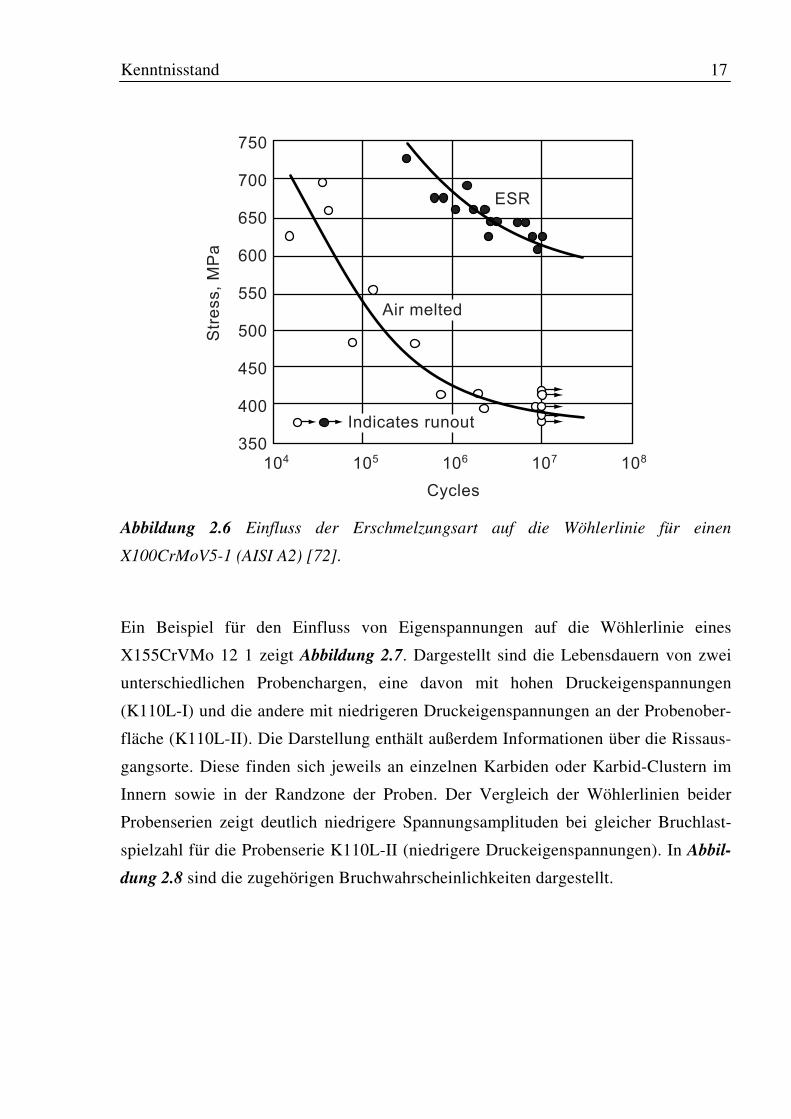
Auch der Herstellungsprozess der Werkzeugstähle kann einen deutlichen Einfluss auf
ihr späteres Verhalten unter Ermüdungsbeanspruchung haben. Abbildung 2.6 zeigt
exemplarisch den Einfluss der Erschmelzungsart auf die Wöhlerkurve eines
X100CrMoV5-1 (1 % C; 0,3 % Si; 0,6 % Mn; 5,3 % Cr; 1,1 % Mo und 0,2 % V). Die
mittels Elektroschlacke-Umschmelzverfahren (ESR – Electroslag remelting) herge-
stellten Proben zeigen gegenüber den an Luft erschmolzenen Proben eine deutliche
Verschiebung der Wöhlerlinie hin zu höheren Lastspielzahlen bei gleicher Span-
nungsamplitude. Als Grund dafür wird die durch dieses Verfahren erzielte höhere
Reinheit der Schmelze, die Reduzierung des Schwefelgehalts und ein homogeneres
Gefüge genannt [72].
Kenntnisstand
17
Air melted
ESR
Indicates runout
750
700
650
600
550
500
450
400
350
Str
ess,
MP
a
104 105 106 107 108
Cycles
Abbildung 2.6 Einfluss der Erschmelzungsart auf die Wöhlerlinie für einen
X100CrMoV5-1 (AISI A2) [72].
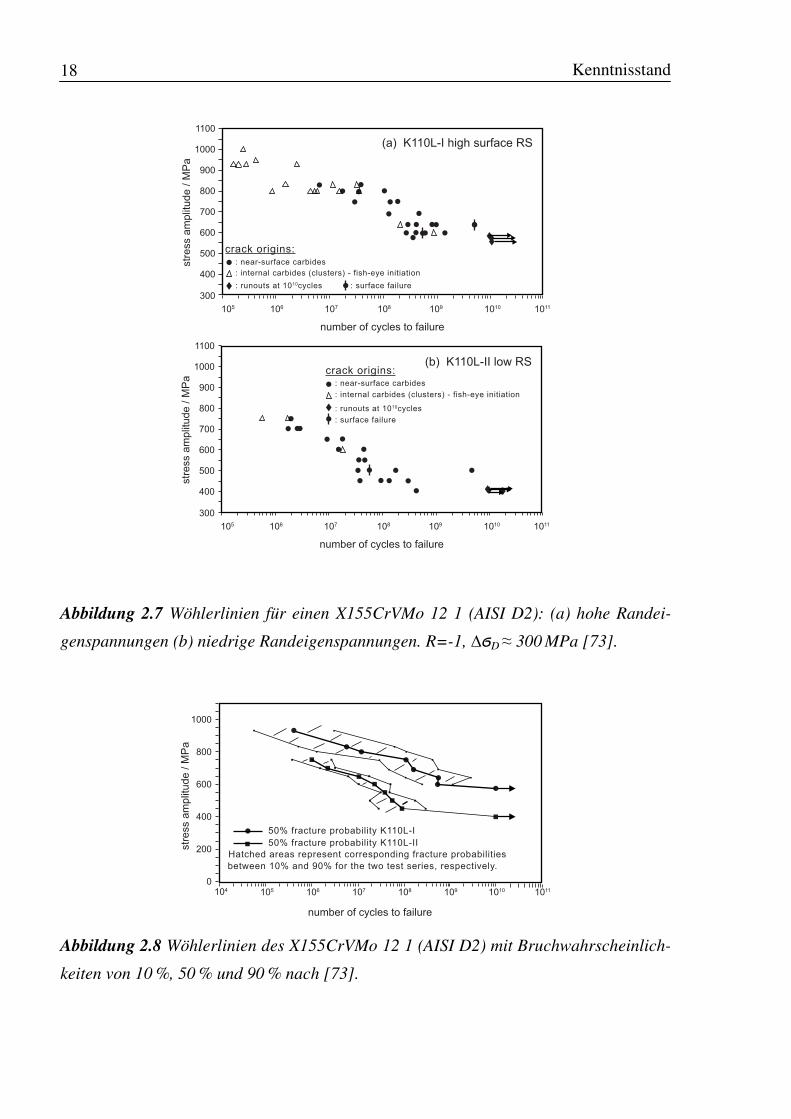
Ein Beispiel für den Einfluss von Eigenspannungen auf die Wöhlerlinie eines
X155CrVMo 12 1 zeigt Abbildung 2.7. Dargestellt sind die Lebensdauern von zwei
unterschiedlichen Probenchargen, eine davon mit hohen Druckeigenspannungen
(K110L-I) und die andere mit niedrigeren Druckeigenspannungen an der Probenober-
fläche (K110L-II). Die Darstellung enthält außerdem Informationen über die Rissaus-
gangsorte. Diese finden sich jeweils an einzelnen Karbiden oder Karbid-Clustern im
Innern sowie in der Randzone der Proben. Der Vergleich der Wöhlerlinien beider
Probenserien zeigt deutlich niedrigere Spannungsamplituden bei gleicher Bruchlast-
spielzahl für die Probenserie K110L-II (niedrigere Druckeigenspannungen). In Abbil-
dung 2.8 sind die zugehörigen Bruchwahrscheinlichkeiten dargestellt.
Kenntnisstand
18
str
ess a
mp
litu
de
/ M
Pa
1100
1000
900
800
700
600
500
400
300
105 106 107 108 109 1010 1011
number of cycles to failure
str
ess a
mp
litu
de
/ M
Pa
1100
1000
900
800
700
600
500
400
300
105 106 107 108 109 1010 1011
number of cycles to failure
(a) K110L-I high surface RS
(b) K110L-II low RS
crack origins:: near-surface carbides
: internal carbides (clusters) - fish-eye initiation
: runouts at 1010cycles : surface failure
crack origins:: near-surface carbides
: internal carbides (clusters) - fish-eye initiation
: runouts at 1010cycles
: surface failure
Abbildung 2.7 Wöhlerlinien für einen X155CrVMo 12 1 (AISI D2): (a) hohe Randei-
genspannungen (b) niedrige Randeigenspannungen. R=-1, ∆ϭD ≈ 300 MPa [73].
str
ess a
mp
litu
de
/ M
Pa
1000
800
600
400
200
105 106 107 108 109 1010 1011
number of cycles to failure
0104
50% fracture probability K110L-I
50% fracture probability K110L-II
Hatched areas represent corresponding fracture probabilities
between 10% and 90% for the two test series, respectively.
Abbildung 2.8 Wöhlerlinien des X155CrVMo 12 1 (AISI D2) mit Bruchwahrscheinlich-
keiten von 10 %, 50 % und 90 % nach [73].
Kenntnisstand
19
Alte
rna
tin
g S
tre
ss (
MP
a)
1000
800
600
400
200
Number of cycles to failure
0
1.E+02
1200
1.E+071.E+061.E+051.E+041.E+03
shot peened
Hardened
NitroCarburized
Single stage Nitriding
Double stage Nitriding
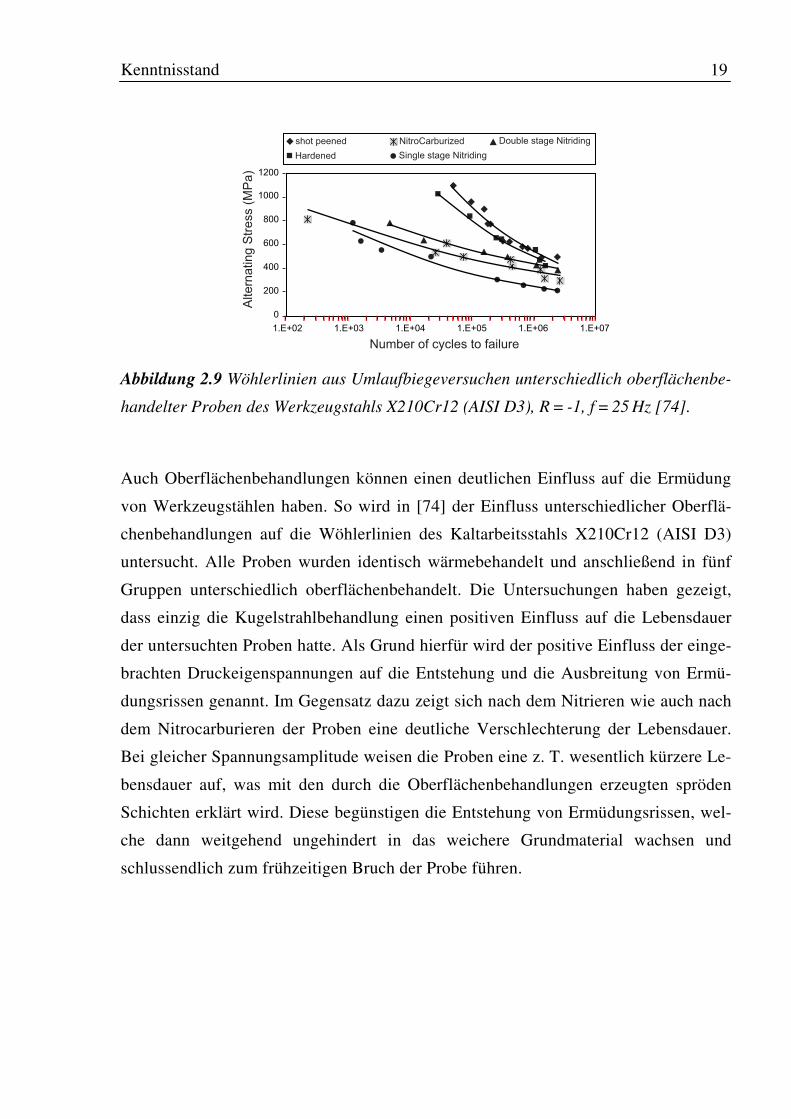
Abbildung 2.9 Wöhlerlinien aus Umlaufbiegeversuchen unterschiedlich oberflächenbe-
handelter Proben des Werkzeugstahls X210Cr12 (AISI D3), R = -1, f = 25 Hz [74].
Auch Oberflächenbehandlungen können einen deutlichen Einfluss auf die Ermüdung
von Werkzeugstählen haben. So wird in [74] der Einfluss unterschiedlicher Oberflä-
chenbehandlungen auf die Wöhlerlinien des Kaltarbeitsstahls X210Cr12 (AISI D3)
untersucht. Alle Proben wurden identisch wärmebehandelt und anschließend in fünf
Gruppen unterschiedlich oberflächenbehandelt. Die Untersuchungen haben gezeigt,
dass einzig die Kugelstrahlbehandlung einen positiven Einfluss auf die Lebensdauer
der untersuchten Proben hatte. Als Grund hierfür wird der positive Einfluss der einge-
brachten Druckeigenspannungen auf die Entstehung und die Ausbreitung von Ermü-
dungsrissen genannt. Im Gegensatz dazu zeigt sich nach dem Nitrieren wie auch nach
dem Nitrocarburieren der Proben eine deutliche Verschlechterung der Lebensdauer.
Bei gleicher Spannungsamplitude weisen die Proben eine z. T. wesentlich kürzere Le-
bensdauer auf, was mit den durch die Oberflächenbehandlungen erzeugten spröden
Schichten erklärt wird. Diese begünstigen die Entstehung von Ermüdungsrissen, wel-
che dann weitgehend ungehindert in das weichere Grundmaterial wachsen und
schlussendlich zum frühzeitigen Bruch der Probe führen.
Kenntnisstand
20
2.3 Eigenspannungen in Warmarbeitswerkzeugen
Eigenspannungen spielen in der Technik eine wichtige Rolle. Es gibt praktisch keine
Bauteile, die nicht mit Eigenspannungen behaftet sind. Sie können je nach Größe,
Vorzeichen und Verteilung einen erheblichen Einfluss auf wichtige Bauteileigen-
schaften wie Geometrie, Maßhaltigkeit, Belastbarkeit, Korrosionsbeständigkeit oder
die Lebensdauer haben. Freilich verbindet man nicht immer auf den ersten Blick die
sichtbaren Wirkungen dieser wichtigen Begleiter in allen technischen Bauteilen mit
deren Ursache. So können gerade bei Hochtemperaturanwendungen als Folge steiler
Temperaturgradienten inhomogene Plastizierungen zur Ausbildung von Zugeigen-
spannungen führen, die sich mit den Lastspannungen überlagern und so zu einer deut-
lichen Verminderung der Standzeiten führen können.
2.3.1 Definition des Eigenspannungsbegriffs
An dieser Stelle wird zunächst der Begriff der »Eigenspannung« erklärt und anschlie-
ßend werden die Methoden zur experimentellen Bestimmung von Eigenspannungen
erläutert. Spannungen, die durch mechanische bzw. thermische Einwirkung von außen
hervorgerufen werden, werden als Lastspannungen bezeichnet. Bei Eigenspannungen
handelt es sich im Gegensatz dazu um mechanische Spannungen, die in einem Fest-
körper vorliegen, ohne dass äußere Kräfte und/oder Momente auf diesen wirken. Sie
lassen sich nach [75] in drei Arten unterteilen: Eigenspannungen erster, zweiter und
dritter Art, wobei sich die drei Arten hauptsächlich über die Reichweite ihrer Wirkung
unterscheiden.
Eigenspannungen I. Art sind über größere Werkstoffbereiche homogen und die mit
ihnen verbundenen inneren Kräfte und Momente sind bezüglich jeder Schnittfläche
durch den ganzen Körper im Gleichgewicht. Greift man in das Kräfte- und Momen-
tengleichgewicht von Körpern ein, die mit Eigenspannungen I. Art behaftet sind, tre-
ten immer makroskopische Maßänderungen auf.
Kenntnisstand
21
Eigenspannungen II. Art sind über kleinere Werkstoffbereiche (ein Korn oder Kornbe-
reiche) nahezu homogen. Die mit ihnen verbundenen inneren Kräfte und Momente
sind über hinreichend viele Körner im Gleichgewicht. Beim Eingriff in dieses Gleich-
gewicht können makroskopische Maßänderungen auftreten.
Eigenspannungen III. Art sind über kleinste Werkstoffbereiche (einige Atomabstände)
inhomogen. Die inneren Kräfte und Momente sind hier in kleinen (hinreichend großen
Teilen eines Korns) im Gleichgewicht, wobei ein Eingriff in dieses Gleichgewicht
nicht zu makroskopischen Maßänderungen führt.
Eigenspannungen sind immer die Folge inhomogener elastischer oder elastisch plasti-
scher Deformationen, die durch die Herstellungs- und Behandlungsverfahren in die
Werkstoffe eingebracht werden. Das lässt sich nicht vermeiden und führt zu einer
Vielzahl, z. T. sehr komplexer Eigenspannungszustände [12].
2.3.2 Thermisch und mechanisch induzierte Eigenspannungen
Die Entstehung von Eigenspannungen in thermischen und mechanischen Prozessen ist
ein weites Forschungsfeld und Gegenstand zahlreicher theoretischer und experimen-
teller Untersuchungen. Durch diese grundlegenden Untersuchungen und die Verwen-
dung immer besserer Modelle und FE-Simulationen werden die eigenspannungser-
zeugenden Prozesse zunehmend besser verstanden. Das Verständnis um die z. T.
kompliziert miteinander verknüpften Zusammenhänge zwischen Mikrostruktur, Tem-
peratur, mechanischer Belastung und Phasenumwandlungen ist die Voraussetzung für
immer bessere Vorhersagen der komplexen Eigenspannungsverteilungen in Werkstü-
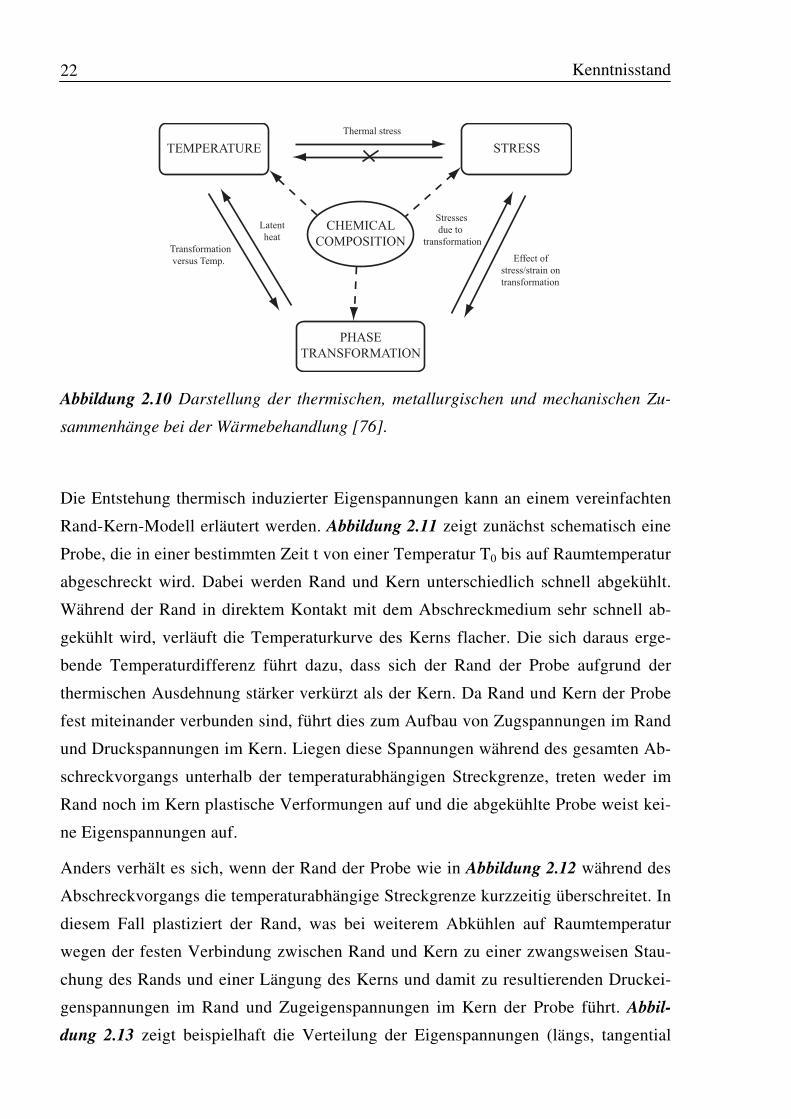
cken und Werkzeugen, die solchen Einflüssen ausgesetzt sind. Abbildung 2.10 zeigt
schematisch die Zusammenhänge zwischen Temperatur, Spannung, chemischer Zu-
sammensetzung und Phasentransformationen bei der Wärmebehandlung.
Kenntnisstand
22
TEMPERATURE STRESS
PHASE
TRANSFORMATION
CHEMICAL
COMPOSITION
Thermal stress
Effect of
stress/strain on
transformation
Stresses
due to
transformation
Latent
heat
Transformation
versus Temp.
Abbildung 2.10 Darstellung der thermischen, metallurgischen und mechanischen Zu-
sammenhänge bei der Wärmebehandlung [76].
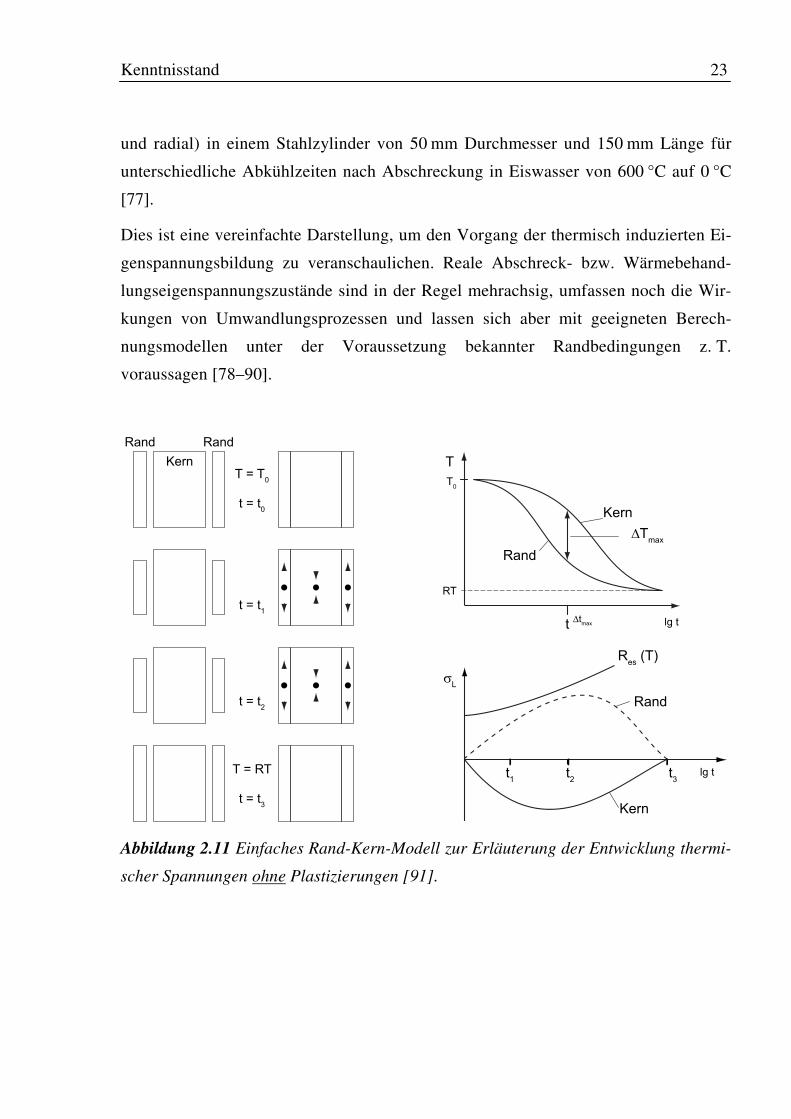
Die Entstehung thermisch induzierter Eigenspannungen kann an einem vereinfachten
Rand-Kern-Modell erläutert werden. Abbildung 2.11 zeigt zunächst schematisch eine
Probe, die in einer bestimmten Zeit t von einer Temperatur T0 bis auf Raumtemperatur
abgeschreckt wird. Dabei werden Rand und Kern unterschiedlich schnell abgekühlt.
Während der Rand in direktem Kontakt mit dem Abschreckmedium sehr schnell ab-
gekühlt wird, verläuft die Temperaturkurve des Kerns flacher. Die sich daraus erge-
bende Temperaturdifferenz führt dazu, dass sich der Rand der Probe aufgrund der
thermischen Ausdehnung stärker verkürzt als der Kern. Da Rand und Kern der Probe
fest miteinander verbunden sind, führt dies zum Aufbau von Zugspannungen im Rand
und Druckspannungen im Kern. Liegen diese Spannungen während des gesamten Ab-
schreckvorgangs unterhalb der temperaturabhängigen Streckgrenze, treten weder im
Rand noch im Kern plastische Verformungen auf und die abgekühlte Probe weist kei-
ne Eigenspannungen auf.
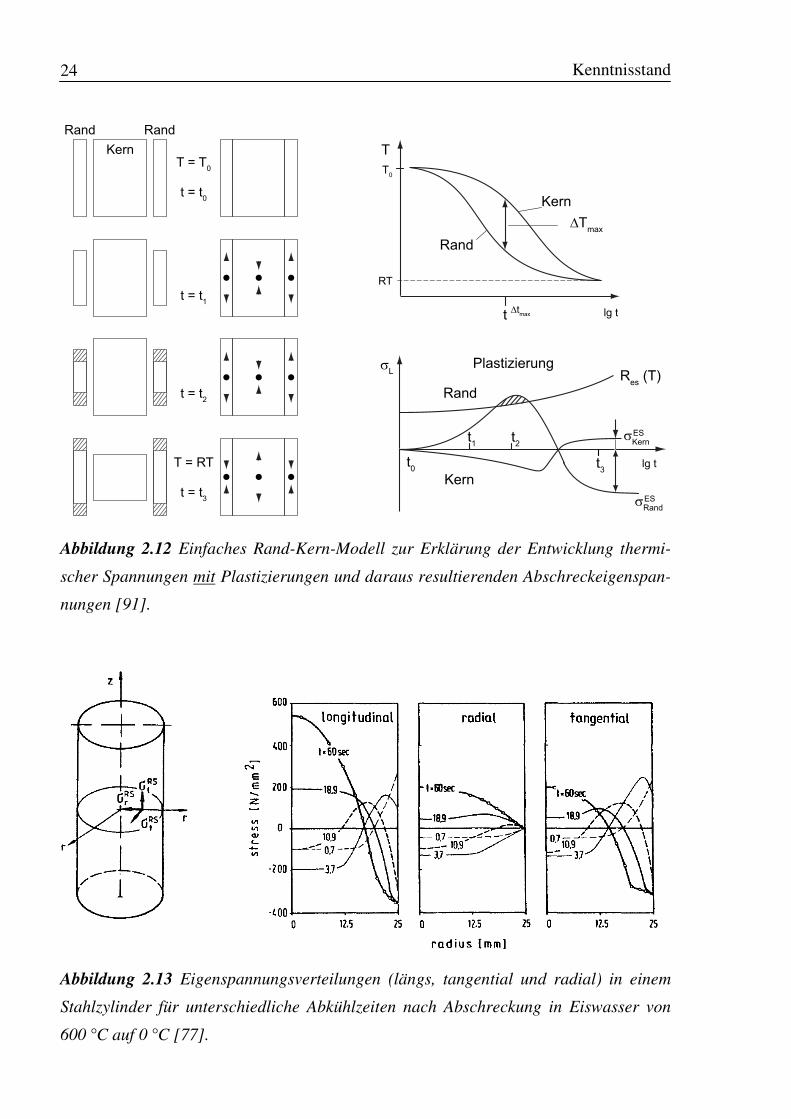
Anders verhält es sich, wenn der Rand der Probe wie in Abbildung 2.12 während des
Abschreckvorgangs die temperaturabhängige Streckgrenze kurzzeitig überschreitet. In
diesem Fall plastiziert der Rand, was bei weiterem Abkühlen auf Raumtemperatur
wegen der festen Verbindung zwischen Rand und Kern zu einer zwangsweisen Stau-
chung des Rands und einer Längung des Kerns und damit zu resultierenden Druckei-
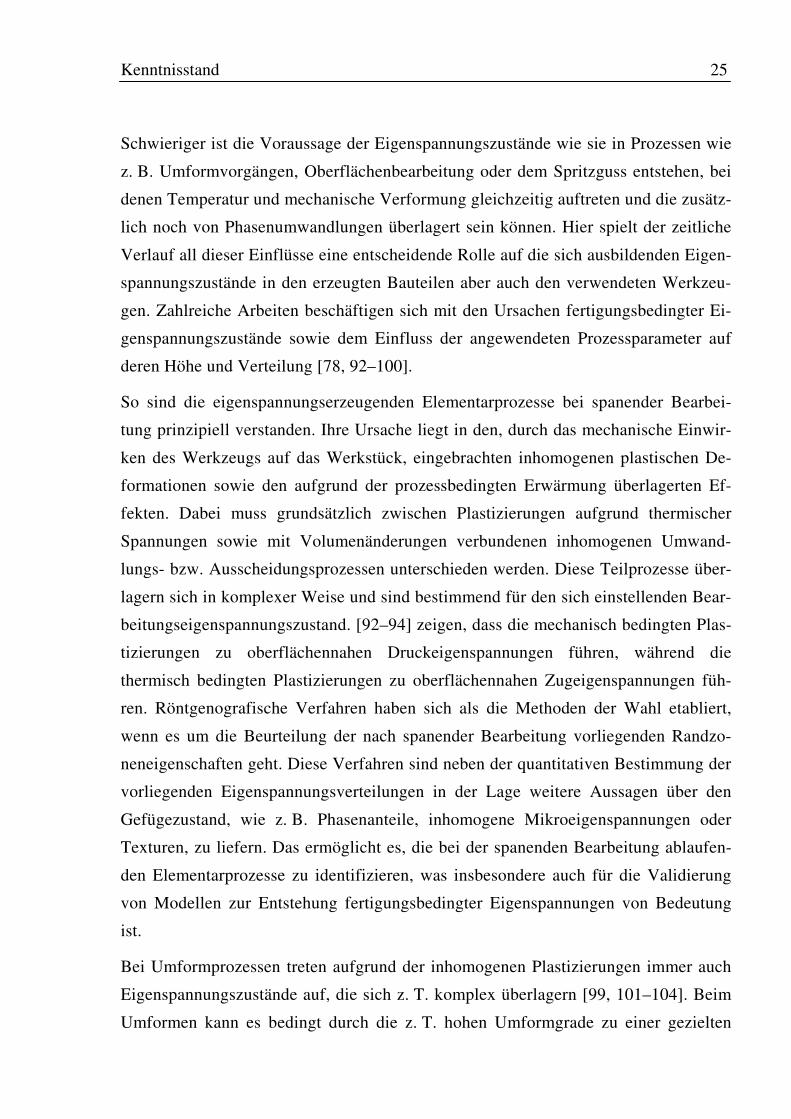
genspannungen im Rand und Zugeigenspannungen im Kern der Probe führt. Abbil-
dung 2.13 zeigt beispielhaft die Verteilung der Eigenspannungen (längs, tangential
Kenntnisstand
23
und radial) in einem Stahlzylinder von 50 mm Durchmesser und 150 mm Länge für
unterschiedliche Abkühlzeiten nach Abschreckung in Eiswasser von 600 °C auf 0 °C
[77].
Dies ist eine vereinfachte Darstellung, um den Vorgang der thermisch induzierten Ei-
genspannungsbildung zu veranschaulichen. Reale Abschreck- bzw. Wärmebehand-
lungseigenspannungszustände sind in der Regel mehrachsig, umfassen noch die Wir-
kungen von Umwandlungsprozessen und lassen sich aber mit geeigneten Berech-
nungsmodellen unter der Voraussetzung bekannter Randbedingungen z. T.
voraussagen [78–90].
σL
Res
(T)
Rand
Kern
t1
t2
t3
lg t
Kern
∆Tmax
Rand
T
T0
RT
lg tt∆t
max
T = T0
t = t0
t = t1
t = t2
T = RT
t = t3
Kern
Rand Rand
Abbildung 2.11 Einfaches Rand-Kern-Modell zur Erläuterung der Entwicklung thermi-
scher Spannungen ohne Plastizierungen [91].
Kenntnisstand
24
Kern
∆Tmax
Rand
T
T0
RT
lg tt∆t
max
Plastizierung
Rand
Kern
σL R
es (T)
σKernES
σRandES
t0
t1
t2
t3
lg t
T = T0
t = t0
t = t1
t = t2
T = RT
t = t3
Kern
Rand Rand
Abbildung 2.12 Einfaches Rand-Kern-Modell zur Erklärung der Entwicklung thermi-
scher Spannungen mit Plastizierungen und daraus resultierenden Abschreckeigenspan-
nungen [91].
Abbildung 2.13 Eigenspannungsverteilungen (längs, tangential und radial) in einem
Stahlzylinder für unterschiedliche Abkühlzeiten nach Abschreckung in Eiswasser von
600 °C auf 0 °C [77].
Kenntnisstand
25
Schwieriger ist die Voraussage der Eigenspannungszustände wie sie in Prozessen wie
z. B. Umformvorgängen, Oberflächenbearbeitung oder dem Spritzguss entstehen, bei
denen Temperatur und mechanische Verformung gleichzeitig auftreten und die zusätz-
lich noch von Phasenumwandlungen überlagert sein können. Hier spielt der zeitliche
Verlauf all dieser Einflüsse eine entscheidende Rolle auf die sich ausbildenden Eigen-
spannungszustände in den erzeugten Bauteilen aber auch den verwendeten Werkzeu-
gen. Zahlreiche Arbeiten beschäftigen sich mit den Ursachen fertigungsbedingter Ei-
genspannungszustände sowie dem Einfluss der angewendeten Prozessparameter auf
deren Höhe und Verteilung [78, 92–100].
So sind die eigenspannungserzeugenden Elementarprozesse bei spanender Bearbei-
tung prinzipiell verstanden. Ihre Ursache liegt in den, durch das mechanische Einwir-
ken des Werkzeugs auf das Werkstück, eingebrachten inhomogenen plastischen De-
formationen sowie den aufgrund der prozessbedingten Erwärmung überlagerten Ef-
fekten. Dabei muss grundsätzlich zwischen Plastizierungen aufgrund thermischer
Spannungen sowie mit Volumenänderungen verbundenen inhomogenen Umwand-
lungs- bzw. Ausscheidungsprozessen unterschieden werden. Diese Teilprozesse über-
lagern sich in komplexer Weise und sind bestimmend für den sich einstellenden Bear-
beitungseigenspannungszustand. [92–94] zeigen, dass die mechanisch bedingten Plas-
tizierungen zu oberflächennahen Druckeigenspannungen führen, während die
thermisch bedingten Plastizierungen zu oberflächennahen Zugeigenspannungen füh-
ren. Röntgenografische Verfahren haben sich als die Methoden der Wahl etabliert,
wenn es um die Beurteilung der nach spanender Bearbeitung vorliegenden Randzo-
neneigenschaften geht. Diese Verfahren sind neben der quantitativen Bestimmung der
vorliegenden Eigenspannungsverteilungen in der Lage weitere Aussagen über den
Gefügezustand, wie z. B. Phasenanteile, inhomogene Mikroeigenspannungen oder
Texturen, zu liefern. Das ermöglicht es, die bei der spanenden Bearbeitung ablaufen-
den Elementarprozesse zu identifizieren, was insbesondere auch für die Validierung
von Modellen zur Entstehung fertigungsbedingter Eigenspannungen von Bedeutung
ist.
Bei Umformprozessen treten aufgrund der inhomogenen Plastizierungen immer auch
Eigenspannungszustände auf, die sich z. T. komplex überlagern [99, 101–104]. Beim
Umformen kann es bedingt durch die z. T. hohen Umformgrade zu einer gezielten
Kenntnisstand
26
Ausrichtung des Gefüges (Textur) kommen, aus der sich eine Anisotropie der mecha-
nischen Eigenschaften des Werkstoffs ergibt. Die Bestimmung von Texturen ist in der
Regel mit einem erheblichen Aufwand verbunden [105]. Dies ist insbesondere dann
der Fall, wenn der vorangegangene Umformprozess komplexe räumliche Eigenspan-
nungsverteilungen erzeugt hat. Neben den mechanischen und röntgenografischen Ver-
fahren zur Eigenspannungsanalyse haben sich deshalb auch Neutronenbeugungsunter-
suchungen bewährt, durch die man Informationen über Eigenspannungsverteilung und
Textur im Bauteilinneren erhält. Im Folgenden werden die gängigen Methoden zur
Ermittlung von Eigenspannungen vorgestellt.
2.3.3 Eigenspannungsmessung mittels Diffraktionsverfahren
Röntgenbeugung
Die Möglichkeit, den Dehnungszustand eines Materials über Methoden der Röntgen-
beugung zu ermitteln, wurde bereits Anfang des zwanzigsten Jahrhunderts erkannt. Im
Laufe der Jahre wurde eine Reihe von Verfahren entwickelt, mit deren Hilfe der Deh-
nungs- und Spannungszustand kristalliner und teilkristalliner Materialien bestimmt
werden kann. Diese werden unter dem Begriff der »Röntgenografischen Spannungs-
analyse« kurz RSA zusammengefasst. Die Entwicklung des sin² ψ -Verfahrens, neuer
Methoden zur genauen experimentellen Ermittlung röntgenographischer Elastizitäts-
konstanten (REK) und moderne Zählrohrdiffraktometerverfahren Anfang der 60er
Jahre stellten einen Quantensprung in der experimentellen Eigenspannungsanalyse dar
[106–108].
Kenntnisstand
27
x1
σ11
σ31
σ21
σ13
σ33
σ23
σ12
σ32
σ22
x3
x2
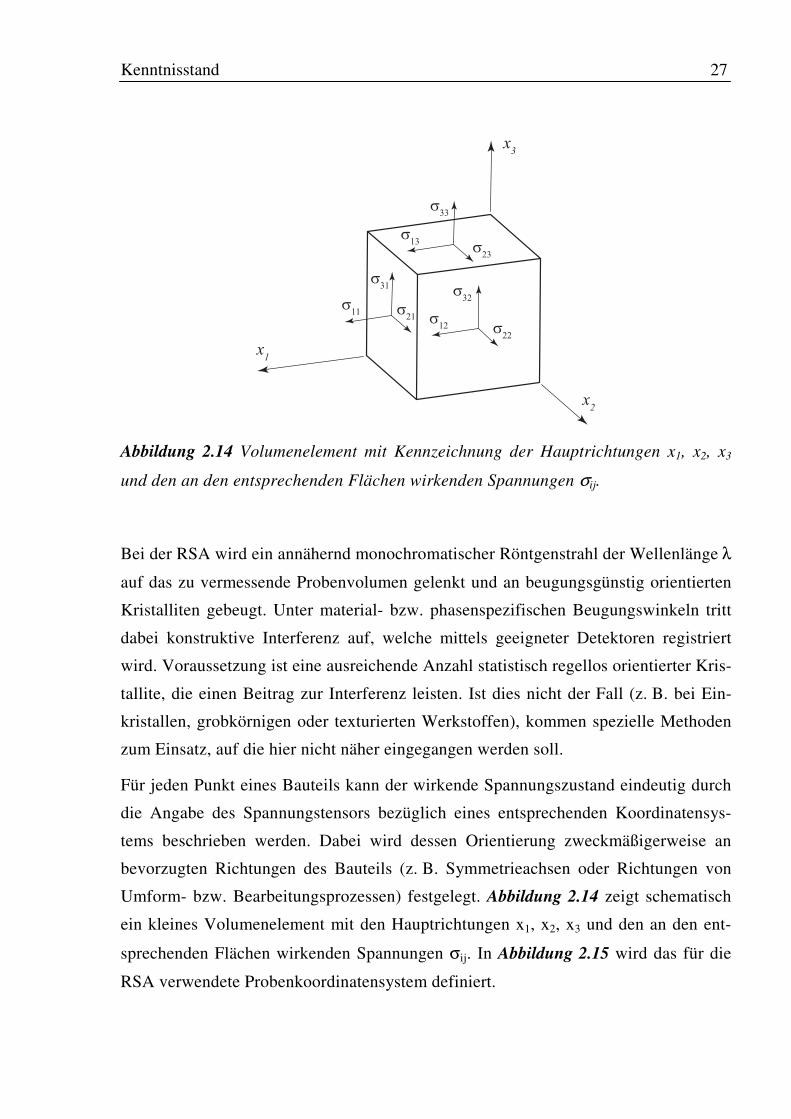
Abbildung 2.14 Volumenelement mit Kennzeichnung der Hauptrichtungen x1, x2, x3
und den an den entsprechenden Flächen wirkenden Spannungen σij.
Bei der RSA wird ein annähernd monochromatischer Röntgenstrahl der Wellenlänge λ
auf das zu vermessende Probenvolumen gelenkt und an beugungsgünstig orientierten
Kristalliten gebeugt. Unter material- bzw. phasenspezifischen Beugungswinkeln tritt
dabei konstruktive Interferenz auf, welche mittels geeigneter Detektoren registriert
wird. Voraussetzung ist eine ausreichende Anzahl statistisch regellos orientierter Kris-
tallite, die einen Beitrag zur Interferenz leisten. Ist dies nicht der Fall (z. B. bei Ein-
kristallen, grobkörnigen oder texturierten Werkstoffen), kommen spezielle Methoden
zum Einsatz, auf die hier nicht näher eingegangen werden soll.
Für jeden Punkt eines Bauteils kann der wirkende Spannungszustand eindeutig durch
die Angabe des Spannungstensors bezüglich eines entsprechenden Koordinatensys-
tems beschrieben werden. Dabei wird dessen Orientierung zweckmäßigerweise an
bevorzugten Richtungen des Bauteils (z. B. Symmetrieachsen oder Richtungen von
Umform- bzw. Bearbeitungsprozessen) festgelegt. Abbildung 2.14 zeigt schematisch
ein kleines Volumenelement mit den Hauptrichtungen x1, x2, x3 und den an den ent-
sprechenden Flächen wirkenden Spannungen σij. In Abbildung 2.15 wird das für die
RSA verwendete Probenkoordinatensystem definiert.
Kenntnisstand
28
ψ
ϕ
ε11
σ11
σ22
σ33
ε33
ε22
Νϕ,ψ
{hkl}
σϕ
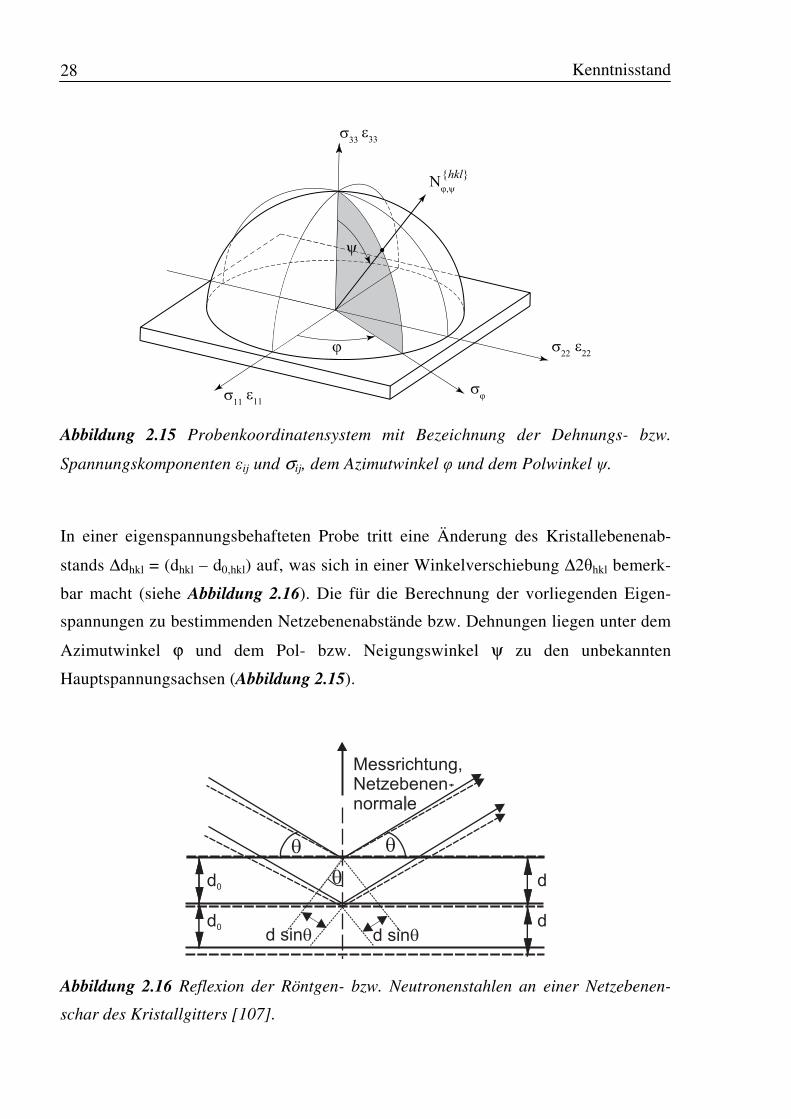
Abbildung 2.15 Probenkoordinatensystem mit Bezeichnung der Dehnungs- bzw.
Spannungskomponenten εij und σij, dem Azimutwinkel φ und dem Polwinkel ψ.
In einer eigenspannungsbehafteten Probe tritt eine Änderung des Kristallebenenab-
stands ∆dhkl = (dhkl – d0,hkl) auf, was sich in einer Winkelverschiebung ∆2θhkl bemerk-
bar macht (siehe Abbildung 2.16). Die für die Berechnung der vorliegenden Eigen-
spannungen zu bestimmenden Netzebenenabstände bzw. Dehnungen liegen unter dem
Azimutwinkel ϕ und dem Pol- bzw. Neigungswinkel ψ zu den unbekannten
Hauptspannungsachsen (Abbildung 2.15).
Abbildung 2.16 Reflexion der Röntgen- bzw. Neutronenstahlen an einer Netzebenen-
schar des Kristallgitters [107].
Kenntnisstand
29
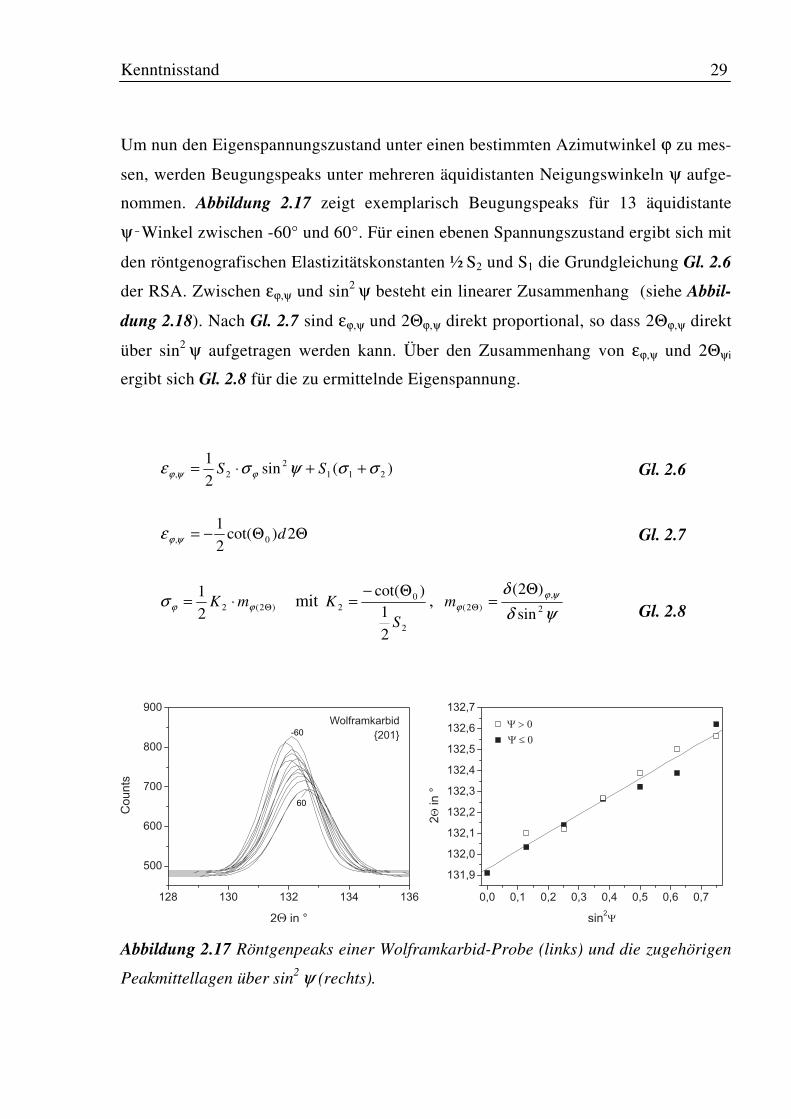
Um nun den Eigenspannungszustand unter einen bestimmten Azimutwinkel ϕ zu mes-
sen, werden Beugungspeaks unter mehreren äquidistanten Neigungswinkeln ψ aufge-
nommen. Abbildung 2.17 zeigt exemplarisch Beugungspeaks für 13 äquidistante
ψ‑Winkel zwischen -60° und 60°. Für einen ebenen Spannungszustand ergibt sich mit
den röntgenografischen Elastizitätskonstanten ½ S2 und S1 die Grundgleichung Gl. 2.6
der RSA. Zwischen εϕ,ψ und sin2 ψ besteht ein linearer Zusammenhang (siehe Abbil-
dung 2.18). Nach Gl. 2.7 sind εϕ,ψ und 2Θϕ,ψ direkt proportional, so dass 2Θϕ,ψ direkt
über sin2 ψ aufgetragen werden kann. Über den Zusammenhang von εϕ,ψ und 2Θψi
ergibt sich Gl. 2.8 für die zu ermittelnde Eigenspannung.
)(sin21
2112
2, σσψσε ϕψϕ ++⋅= SS Gl. 2.6
ΘΘ−= 2)cot(21
0, dψϕε Gl. 2.7
)2(221
Θ⋅= ϕϕσ mK mit
2
02
21
)cot(
S
KΘ−
= , ψδ
δ ψϕ
ϕ 2
,)2( sin
)2( Θ=Θm
Gl. 2.8
-60
60
Wolframkarbid
{201}Ψ > 0
Ψ < 0
Abbildung 2.17 Röntgenpeaks einer Wolframkarbid-Probe (links) und die zugehörigen
Peakmittellagen über sin2 ψ (rechts).
Kenntnisstand
30
sin2ψ
2θφ,ψ
φ = const.
s1
(σ1+σ
2)
mφ =
δ2θφ,ψ
δsin2ψ=
½ s2
-½ cotθ0
σφ,ψ=90°
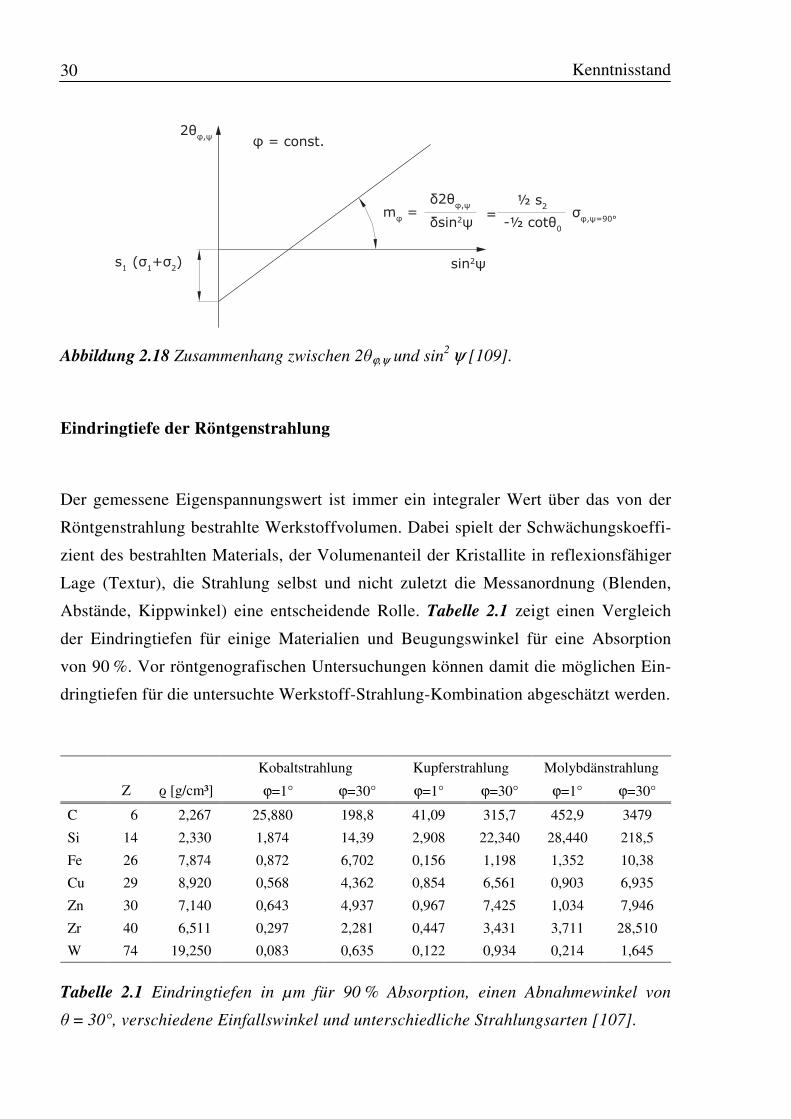
Abbildung 2.18 Zusammenhang zwischen 2θϕ,ψ und sin2 ψ [109].
Eindringtiefe der Röntgenstrahlung
Der gemessene Eigenspannungswert ist immer ein integraler Wert über das von der
Röntgenstrahlung bestrahlte Werkstoffvolumen. Dabei spielt der Schwächungskoeffi-
zient des bestrahlten Materials, der Volumenanteil der Kristallite in reflexionsfähiger
Lage (Textur), die Strahlung selbst und nicht zuletzt die Messanordnung (Blenden,
Abstände, Kippwinkel) eine entscheidende Rolle. Tabelle 2.1 zeigt einen Vergleich
der Eindringtiefen für einige Materialien und Beugungswinkel für eine Absorption
von 90 %. Vor röntgenografischen Untersuchungen können damit die möglichen Ein-
dringtiefen für die untersuchte Werkstoff-Strahlung-Kombination abgeschätzt werden.
Kobaltstrahlung Kupferstrahlung Molybdänstrahlung
Z ϱ [g/cm³] ϕ=1° ϕ=30° ϕ=1° ϕ=30° ϕ=1° ϕ=30°
C 6 2,267 25,880 198,8 41,09 315,7 452,9 3479
Si 14 2,330 1,874 14,39 2,908 22,340 28,440 218,5
Fe 26 7,874 0,872 6,702 0,156 1,198 1,352 10,38
Cu 29 8,920 0,568 4,362 0,854 6,561 0,903 6,935
Zn 30 7,140 0,643 4,937 0,967 7,425 1,034 7,946
Zr 40 6,511 0,297 2,281 0,447 3,431 3,711 28,510
W 74 19,250 0,083 0,635 0,122 0,934 0,214 1,645
Tabelle 2.1 Eindringtiefen in µm für 90 % Absorption, einen Abnahmewinkel von
θ = 30°, verschiedene Einfallswinkel und unterschiedliche Strahlungsarten [107].
Kenntnisstand
31
Synchrotronstrahlung
Die Erzeugung von Röntgenstrahlung mit herkömmlichen Röntgenröhren hat den
Nachteil, dass nur etwa 1-2 % der elektrischen Energie in nutzbare Röntgenstrahlung
umgewandelt wird. Der Rest geht als Abwärme verloren. Mitte des zwanzigsten Jahr-
hunderts wurde bei Experimenten an Synchrotrons erstmalig die intensive und breit-
bandige elektromagnetische Strahlung nachgewiesen, die bei der Ablenkung hoch be-
schleunigter, leichter geladener Teilchen entsteht. Sie wird daher als Synchrotron-
strahlung bezeichnet. Synchrotronstrahlung hat eine Reihe interessanter
Eigenschaften, die unter anderem für die Anwendung im Bereich der Materialwissen-
schaften infrage kommt. Hervorzuheben sind ihr breites, kontinuierliches Spektrum
vom Infraroten bis in den Bereich der Röntgenstrahlung, die hohe Strahlungsintensität
im Vergleich zu anderen Strahlungsquellen und die sehr hohe Brillanz. Eine Aufstel-
lung der Eindringtiefen von verschiedenen Synchrotronquellen und Neutronen in Me-
tallen bei Transmissions- bzw. Reflexionsanordnung findet sich in [110].
Eine ausführliche Darstellung der technischen Parameter und Messmöglichkeiten der
EDDI-Beamline, an der die Messungen für diese Arbeit durchgeführt wurden, findet
sich in den Arbeiten [111, 112].
Neutronenbeugung
Im Gegensatz zur Röntgenstrahlung, die je nach Wellenlänge und Intensität eine Ein-
dringtiefe in Metall von wenigen Mikrometern ermöglicht, ist es mit Neutronenstrah-
lung möglich, Informationen aus größeren Tiefen eines Bauteils zu erhalten. Die Ein-
dringtiefe in Stahl beträgt mehrere Zentimeter und ist damit um bis zu Faktor 1000
höher als bei Messungen mit herkömmlicher Röntgenstrahlung. Das ermöglicht es
z. B. Eigenspannungszustände in Bauteilen zu erfassen, ohne in das Kräfte- und Mo-
mentengleichgewicht einzugreifen. Damit ist die Neutronenbeugung ein wertvolles
Werkzeug in der zerstörungsfreien Werkstoffprüfung [107, 113–116]. Entscheidend
für die Untersuchung von Eigenspannungen mittels Neutronen ist die kohärent-
Kenntnisstand
32
elastische1 Neutronenbeugung, die ähnlich wie die Röntgenbeugung zu den bekannten
BRAGG- bzw. LAUE-Reflexen führt. Darüber hinaus eignet sich die Neutronenbeu-
gung gut zur Bestimmung der orientierungsabhängigen elastischen Konstanten, deren
genaue Kenntnis zur Berechnung von Spannungen aus den gemessenen Dehnungen
erforderlich ist [117].
2.3.4 Inkrementelle Bohrlochmethode
Bei der Bohrlochmethode handelt es sich um ein mechanisches Verfahren zur Be-
stimmung von Eigenspannungen. Sie zählt wegen der vergleichsweise kleinen Boh-
rungsdurchmesser zu den teilzerstörenden Messverfahren und ist in der ASTM E 837
[118] beschrieben. Grundsätzlich basieren die mechanischen Methoden zur Bestim-
mung von Eigenspannungen auf einer Störung des mechanischen Gleichgewichts des
Prüflings. Bei der Bohrlochmethode führt das Entfernen jedes einzelnen Volumenin-
krements zu einer lokalen Auslösung des ursprünglich vorhandenen Spannungs-
gleichgewichts um das Bohrloch, was mittels geeigneter Dehnmessstreifen gemessen
werden kann. Durch die schrittweise gemessenen Dehnungen kann rechnerisch auf
den ursprünglich vorhandenen Dehnungszustand und damit unter Berücksichtigung
der elastizitätstheoretischen Beziehungen auf den Eigenspannungszustand zurückge-
schlossen werden. Zusätzlich wurden in den letzten Jahren auch zunehmend optische
Verfahren entwickelt, mit deren Hilfe die Dehnungen erfasst werden können [119-
121]. Die wichtigsten Methoden zur Transformation des gemessenen Dehnungszu-
stands in einen Spannungszustand sind die Integralmethode [118, 122, 123] und die
Differenzialmethode [124, 125], welche auf den analytischen Lösungen von Kirsch
[126] zur Berechnung von Spannungen um eine Durchgangsbohrung in einer Platte
unendlicher Ausdehnung beruhen. Diese Lösungen gelten für enge geometrische und
materialspezifische Randbedingungen und eignen sich daher nur bedingt für die
Spannungsanalyse an realen Bauteilen. Heute werden Kalibrierfunktionen mit Hilfe
der Finite Element Methode [125, 127] berechnet. Die hier zugrunde liegenden Mo-
delle sind in der Regel einfache Viertelmodelle ohne Berücksichtigung der tatsächli-
1 Bei elastischer Neutronenbeugung ist die Wechselwirkung mit keiner Energieübertragung verbunden.
Kenntnisstand
33
chen Lage der applizierten DMS und unter der Voraussetzung, dass beispielsweise
durch den Fräsprozess beim Einbringen der Bohrung keine Eigenspannungen indu-
ziert werden, sich der Werkstoff homogen und ausschließlich elastisch verhält, die
Fräserachse normal zur Bauteiloberfläche ausgerichtet ist und das Bohrloch zentrisch
innerhalb des DMS liegt. Neueste Ansätze [128] beschäftigen sich mit dem Einfluss
einer Exzentrizität des Bohrlochs auf die Ergebnisse der Eigenspannungsanalyse und
zeigen experimentelle und numerische Strategien auf, diese zu berücksichtigen.
Bohrloch
DMS
DMS
dm
2
d0
z
d0
ε1
ε2
ε3
Fräser
Spannung σ
σx
σy
z
d0
Dehnung ε
ε3
ε2z
d0
ε1
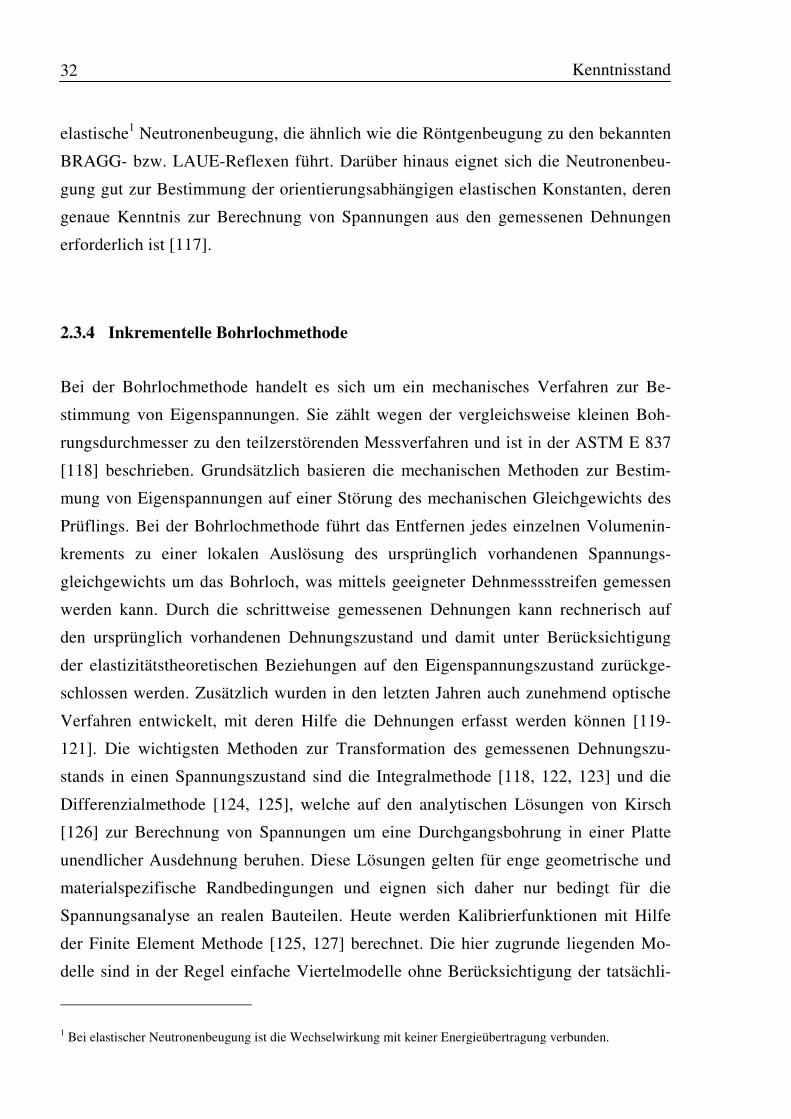
Abbildung 2.19 Schematische Darstellung des Bohrlochverfahrens.
Abbildung 2.19 zeigt schematisch den Prozess der Eigenspannungsbestimmung mit-
tels Bohrlochverfahren. Zunächst wird das zu vermessende Bauteil mit einer speziell
für diesen Zweck entwickelten DMS-Rosette beklebt. Diese besteht aus mindestens
drei um das spätere Bohrloch angeordnete Messgitter. Üblicherweise werden die im
90°-Winkel zueinander liegenden Messgitter in Richtung der zu erwartenden
Hauptspannungen σx und σy ausgerichtet. Anschließend werden in mehreren Schritten
kleine Inkremente ausgefräst und jeweils die ausgelösten Dehnungen über der Bohr-
lochtiefe gemessen. Aus den so ermittelten Tiefenverläufen der Dehnungen ε1, ε2 und
ε3 kann unter Berücksichtigung der elastischen Werkstoffkennwerte und der zuvor
ermittelten Kalibrierfunktionen auf den ursprünglich vorhandenen Eigenspannungszu-
stand zurückgerechnet werden.
Kenntnisstand
34
2.3.5 Eigenspannungsabbau
Neben der Frage der Erzeugung von Eigenspannungen stellt sich auch die Frage nach
den Mechanismen, die zu deren Abbau führen können. Eigenspannungen sind wie in
Kapitel 2.3.1 beschrieben mechanische Spannungen, die durch Zufuhr von hinrei-
chend viel mechanischer oder thermischer Energie abgebaut werden können.
Ein mechanischer Eigenspannungsabbau kann beispielsweise durch einsinniges Ver-
formen erzielt werden, wobei Gleitprozesse (sog. Versetzungsgleiten) für den Abbau
verantwortlich sind. Das Gleiche gilt für zyklische Verformung, wobei die Gleitpro-
zesse zyklisch auftreten und ein zyklisches Versetzungsgleiten den Abbau der Eigen-
spannungen bewirkt.
Spielen hohe Temperaturen eine Rolle, kann auch ein thermisch bedingter Abbau der
Eigenspannungen stattfinden. Dieser ist stark temperatur- und zeitabhängig. Die maß-
geblichen Prozesse mit steigender Temperatur sind: a) Versetzungsklettern, kontrol-
liert durch Versetzungskerndiffusion b) Versetzungsklettern, kontrolliert durch Volu-
mendiffusion und c) Kornneubildung durch Rekristallisation [129]. In gewissen Gren-
zen sind dabei Zeit und Temperatur austauschbar.
Zeigt ein Werkstoff Reckalterungseffekte, kann im entsprechenden Temperaturbe-
reich eine Verringerung des thermischen Eigenspannungsabbaus auftreten. Grund
hierfür ist nach [130] eine Unterdrückung des dominierenden Kriechprozesses auf-
grund der geringeren, für die Diffusion der Interstitionsatome benötigten Aktivie-
rungsenthalpie. Durch das kontinuierliche Nachdiffundieren der Interstitionsatome
wird die Versetzungsbewegung blockiert [131, 132].
Für eine quantitative Beschreibung des thermischen Makro- und Mikroeigenspan-
nungsabbaus hat sich für eine Vielzahl metallischer Werkstoffe der Zener-Wert-
Avrami-Ansatz bewährt [133–137].
Kenntnisstand
35
2.4 Kontakt zwischen Oberflächen
In der Technik spielen Kontakte zwischen Bauteilen und Komponenten, oder allge-
meiner zwischen zwei Körpern, seit jeher eine bedeutende Rolle. In unzähligen An-
wendungen, wie z. B. Kupplungen, Bremsen, Reifen, Lagern, Verbrennungsmotoren,
Dichtungen, bei der Umformung, der Materialbearbeitung oder bei elektrischen und
thermischen Kontakten müssen Überlegungen über die Art und den Einfluss der Kon-
taktpartner aufeinander berücksichtigt werden. Die theoretische Beschreibung dieser
Phänomene ist Aufgabe der Kontaktmechanik und der Reibungsphysik. Sie sind wich-
tige ingenieurwissenschaftliche Disziplinen und dienen u. A. dem Festigkeitsnachweis
von Kontakt- und Verbindungselementen und dem weiten Feld der Reibung und des
Verschleißes bzw. deren Minimierung durch geeignete Schmierung oder Änderung
des Materialdesigns. Gerade das Phänomen der Reibung und deren Minimierung
spielt bei der Optimierung vieler technischer Anwendungen eine wichtige Rolle [138,
139]. Da es allerdings in den Kontaktermüdungsversuchen in dieser Arbeit zu keinen
großen Relativbewegungen zwischen den Kontaktpartnern kommt, wird das Phäno-
men der Reibung nicht weiter behandelt.
Eines der wohl bekanntesten Beispiele für einen technischen Kontakt ist der Kontakt
zwischen Rad und Schiene bei der Eisenbahn. Hier sind vor allem Aspekte der Mate-
rialfestigkeit und der Kraftübertragung von Interesse. Kontakte dienen u. A. zur Über-
tragung von mechanischen Kräften (Rad-Schiene, Schrauben etc.), von elektrischem
Strom oder Wärme. Sie können aber auch eine solche Übertragung verhindern (z. B.
durch den Einsatz von Dichtungen).
Bei den Kontaktermüdungsexperimenten, die in dieser Arbeit durchgeführt wurden,
handelt es sich um ein sogenanntes »Normalkontaktproblem«. Dabei werden zwei
Körper durch Anpresskräfte senkrecht zu deren Oberfläche aufeinander gedrückt. Die
Theorie eines Normalkontakts soll zwei wichtige Zusammenhänge liefern: zum einen
den Zusammenhang zwischen Anpresskraft und der Normalverschiebung der Körper,
welcher die Steifigkeit und die dynamischen Eigenschaften des Kontaktsystems mit-
bestimmen, zum andern die im Kontaktgebiet auftretenden Spannungen, deren Kennt-
Kenntnisstand
36
nis Voraussetzung für den Festigkeitsnachweis ist [138, 140]. Die Berechnung dieser
Spannungen ist Gegenstand der folgenden Betrachtungen.
Der mehrachsige Spannungszustand, der sich bei Berührung zweier Körper um den
Berührbereich als Folge der übertragenen Normalkraft FN ausbildet, kann für den rein
elastischen Fall mittels der von Hertz2 aufgestellten Formeln abgeleitet werden. Aus
diesen Grundgleichungen der Hertz‘schen Kontakttheorie können die technisch wich-
tigsten Fälle: a) Kontakt zwischen zwei Kugeln, b) dem Kontakt zwischen Kugel und
Platte und c) dem für die Untersuchungen dieser Arbeit zugrunde liegenden Fall des
Kontaktes zwischen Zylinder und Platte, abgeleitet werden. Dieser Fall und die grund-
legenden Parameter sind in Abbildung 2.20 dargestellt. Darin ist FN die wirkende
Normalkraft, R der Radius des Zylinder-Indentors, 2a die Breite der Kontaktlinie, ℓ
die Länge der Kontaktlinie, δ die Abflachung des Zylinders und p(x) die Verteilung
der Hertz‘schen Pressung nach Gl. 2.9. Die maximale Hertz‘sche Pressung ergibt sich
an der Stelle x = z = 0 aus Gl. 2.10. Aus Gl. 2.12 bis Gl. 2.15 folgen die Spannungsver-
teilungen als Funktion der Tiefe unter der Bauteiloberfläche. Streng genommen gelten
diese allerdings nur unter der Annahme folgender Randbedingungen:
• Belastung senkrecht zur Berührebene
• Ideal homogenes Werkstoffverhalten
• Vernachlässigung von Eigenspannungen
• Ausschließlich elastische Verformung (Druckfläche klein gegenüber den Kon-
taktkörperabmessungen
• Ideal geometrische Oberflächen (keine Rauigkeiten oder Formabweichungen)
• Vernachlässigung von Scherspannungen (keine tangentiale Beanspruchung)
• Trockener Kontakt ohne Schmierung
2 Heinrich Rudolf Hertz, *1857 in Hamburg, †1894 in Bonn. Insbesondere aufgrund seiner Arbeiten zum experi-
mentellen Nachweis elektromagnetischer Wellen [141–143] gilt Hertz als einer der bedeutenden Physiker des 19.
Jahrhunderts.
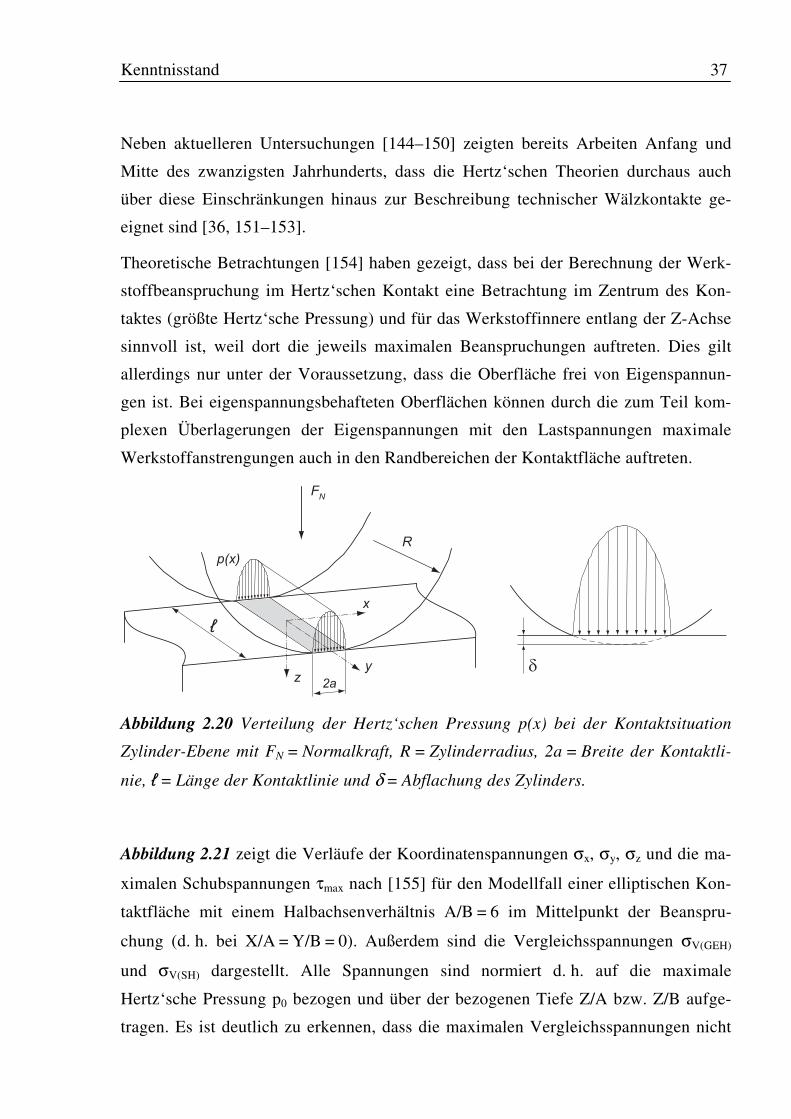
Kenntnisstand
37
Neben aktuelleren Untersuchungen [144–150] zeigten bereits Arbeiten Anfang und
Mitte des zwanzigsten Jahrhunderts, dass die Hertz‘schen Theorien durchaus auch
über diese Einschränkungen hinaus zur Beschreibung technischer Wälzkontakte ge-
eignet sind [36, 151–153].
Theoretische Betrachtungen [154] haben gezeigt, dass bei der Berechnung der Werk-
stoffbeanspruchung im Hertz‘schen Kontakt eine Betrachtung im Zentrum des Kon-
taktes (größte Hertz‘sche Pressung) und für das Werkstoffinnere entlang der Z-Achse
sinnvoll ist, weil dort die jeweils maximalen Beanspruchungen auftreten. Dies gilt
allerdings nur unter der Voraussetzung, dass die Oberfläche frei von Eigenspannun-
gen ist. Bei eigenspannungsbehafteten Oberflächen können durch die zum Teil kom-
plexen Überlagerungen der Eigenspannungen mit den Lastspannungen maximale
Werkstoffanstrengungen auch in den Randbereichen der Kontaktfläche auftreten.
ℓ
FN
δ
R
Abbildung 2.20 Verteilung der Hertz‘schen Pressung p(x) bei der Kontaktsituation
Zylinder-Ebene mit FN = Normalkraft, R = Zylinderradius, 2a = Breite der Kontaktli-
nie, ℓ = Länge der Kontaktlinie und δ = Abflachung des Zylinders.
Abbildung 2.21 zeigt die Verläufe der Koordinatenspannungen σx, σy, σz und die ma-
ximalen Schubspannungen τmax nach [155] für den Modellfall einer elliptischen Kon-
taktfläche mit einem Halbachsenverhältnis A/B = 6 im Mittelpunkt der Beanspru-
chung (d. h. bei X/A = Y/B = 0). Außerdem sind die Vergleichsspannungen σV(GEH)
und σV(SH) dargestellt. Alle Spannungen sind normiert d. h. auf die maximale
Hertz‘sche Pressung p0 bezogen und über der bezogenen Tiefe Z/A bzw. Z/B aufge-
tragen. Es ist deutlich zu erkennen, dass die maximalen Vergleichsspannungen nicht
Kenntnisstand
38
an, sondern unterhalb der Oberfläche auftreten. Die Ausprägung der Werkstoffbean-
spruchung ist stark von der Geometrie des Kontaktes abhängig. So zeigt der Verlauf
der Vergleichsspannung nach der Gestaltänderungsenergiehypothese für den Fall der
Punktberührung im Vergleich zur Linienberührung deutliche Unterschiede in Bezug
auf das Maximum an der Oberfläche (z = 0) und das Maximum unter der Oberfläche.
Abbildung 2.22 zeigt für die Punktberührung einen im Vergleich zur Linienberührung
deutlich niedrigeren Vergleichsspannungswert an der Oberfläche. Weiter ist das Ma-
ximum in Richtung Oberfläche verschoben und zeigt höhere Werte als bei Linienbe-
rührung. Bei der Linienberührung gibt es außerdem ein lokales Minimum sehr dicht
unter der Oberfläche, welches bei Punktberührung nicht auftritt. Daraus folgt, dass bei
der Punktberührung höhere maximale Beanspruchungen und steilere Spannungsgradi-
enten auftreten als bei Linienberührung. Den Einfluss der Geometrie der Kontakt-
partner bei konstanter maximaler Hertz‘scher Pressung auf die Verläufe der Ver-
gleichsspannung zeigt Abbildung 2.23. In dieser Darstellung wurde der Durchmesser
eines Kontaktpartners konstant gehalten und der des anderen variiert. Die Kurven ver-
laufen qualitativ ähnlich, zeigen aber mit zunehmendem Zylinderradius eine Ver-
schiebung der Maxima in Richtung des Bauteilinneren.
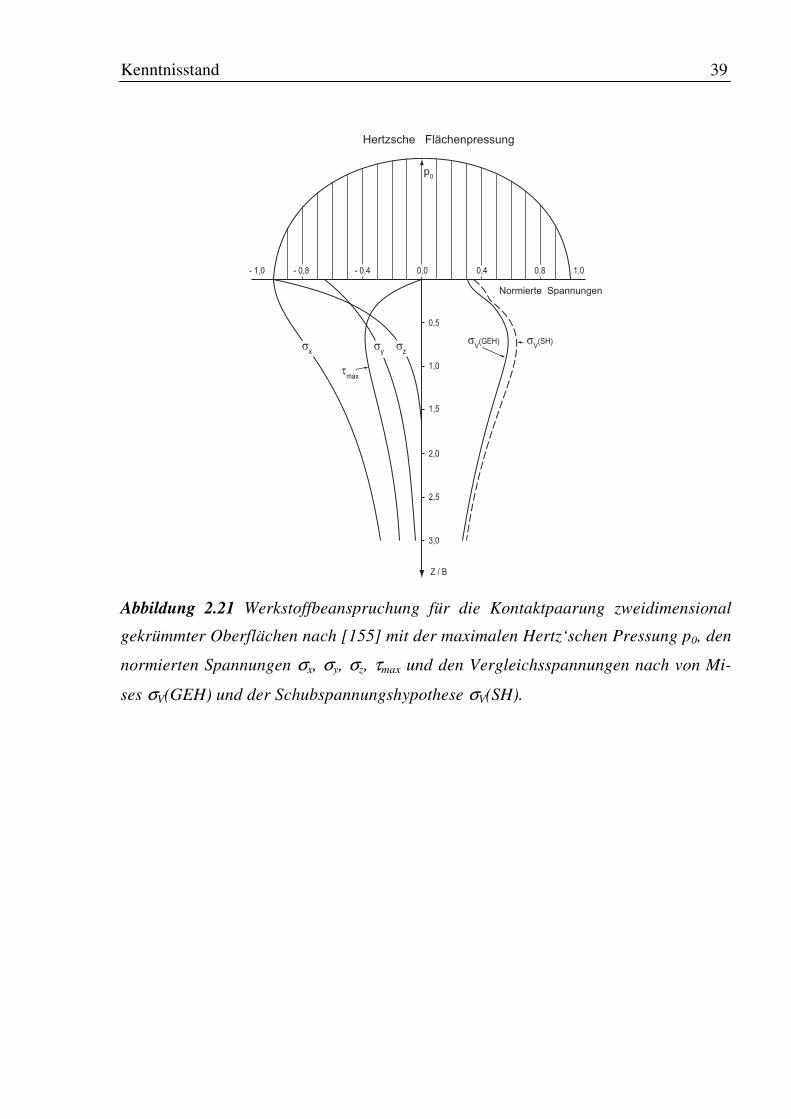
Kenntnisstand
39
Normierte Spannungen
Hertzsche Flächenpressung
p0
- 1,0 0,4 1,00,8- 0,4 0,0- 0,8
0,5
3,0
2,5
2,0
1,5
1,0
Z / B
τmax
σV
(GEH) σV
(SH)σx
σz
σy
Abbildung 2.21 Werkstoffbeanspruchung für die Kontaktpaarung zweidimensional
gekrümmter Oberflächen nach [155] mit der maximalen Hertz‘schen Pressung p0, den
normierten Spannungen σx, σy, σz, τmax und den Vergleichsspannungen nach von Mi-
ses σV(GEH) und der Schubspannungshypothese σV(SH).
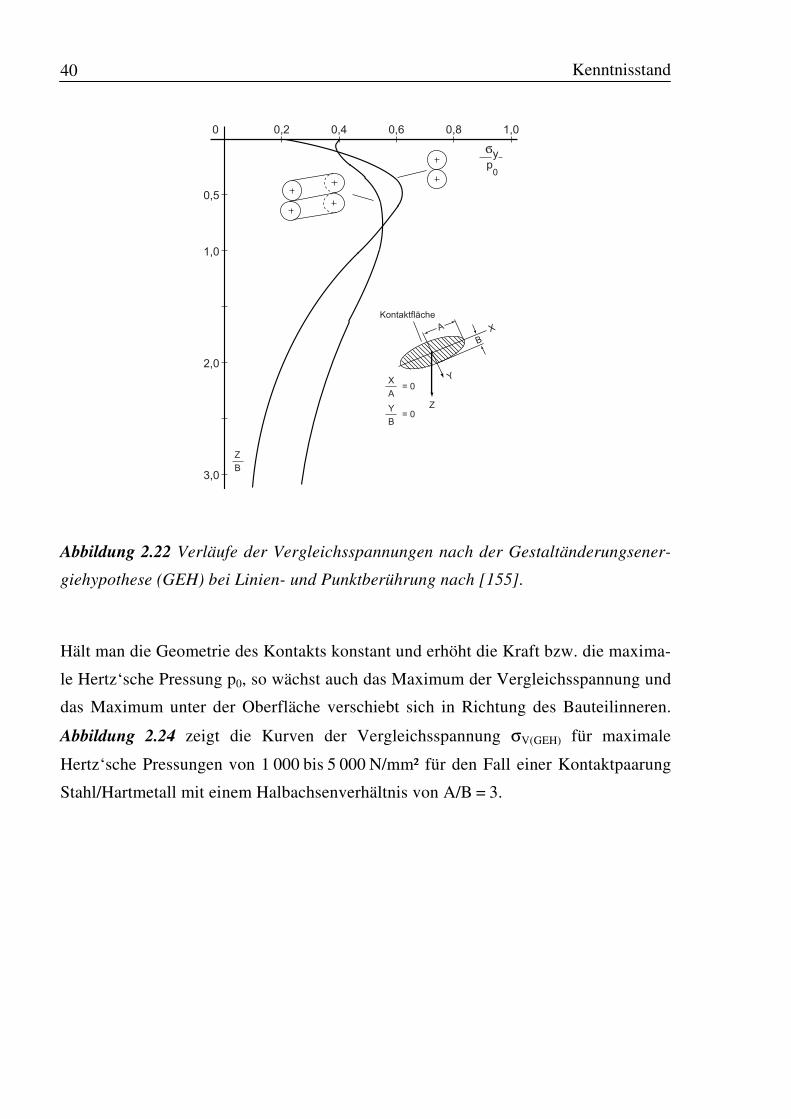
Kenntnisstand
40
0,2 0,4 0,6 0,8 1,00
0,5
1,0
2,0
3,0
ϭyp
0
X
A
A
Y
B
= 0
= 0
Z
B
Kontaktfläche
B
X
Y
Z
Abbildung 2.22 Verläufe der Vergleichsspannungen nach der Gestaltänderungsener-
giehypothese (GEH) bei Linien- und Punktberührung nach [155].
Hält man die Geometrie des Kontakts konstant und erhöht die Kraft bzw. die maxima-
le Hertz‘sche Pressung p0, so wächst auch das Maximum der Vergleichsspannung und
das Maximum unter der Oberfläche verschiebt sich in Richtung des Bauteilinneren.
Abbildung 2.24 zeigt die Kurven der Vergleichsspannung σV(GEH) für maximale
Hertz‘sche Pressungen von 1 000 bis 5 000 N/mm² für den Fall einer Kontaktpaarung
Stahl/Hartmetall mit einem Halbachsenverhältnis von A/B = 3.
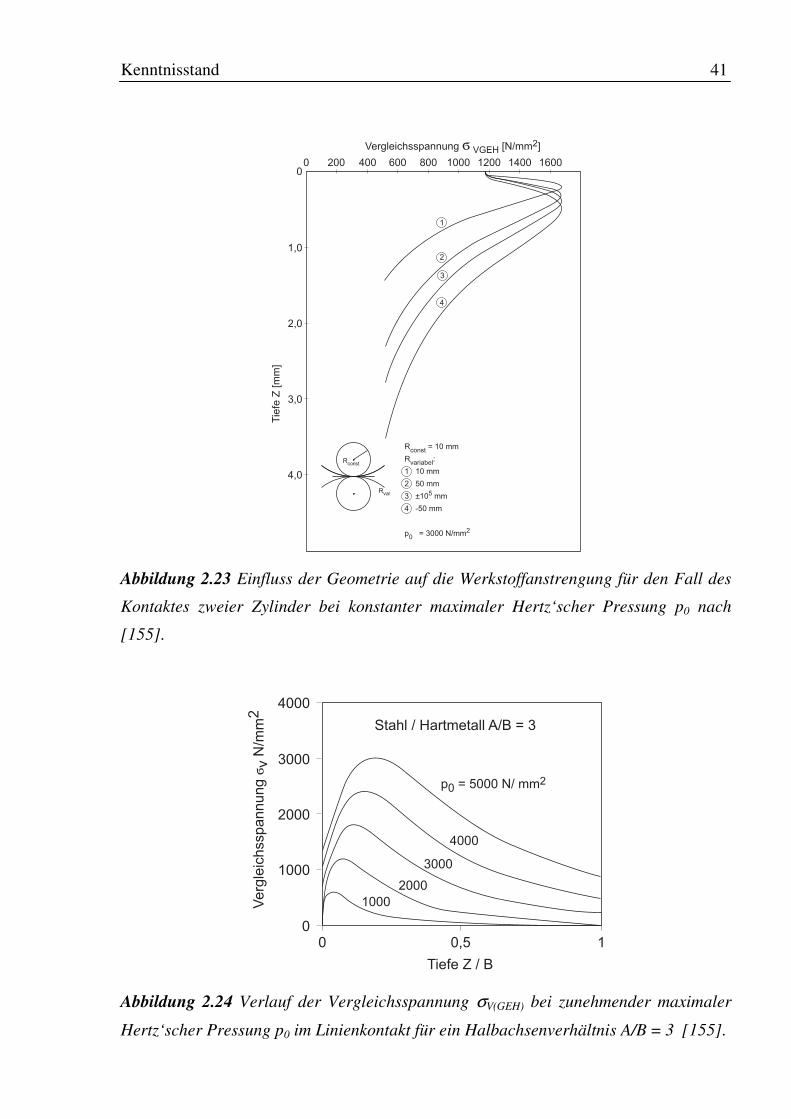
Kenntnisstand
41
00
1,0
Vergleichsspannung ϭ VGEH [N/mm2]
400200 600 800 1000 1200 1400 1600
2,0
3,0
4,0
Rconst
Rvar
Tie
fe Z
[m
m]
1
2
3
4
Rconst
= 10 mm
Rvariabel
:
1 10 mm
2 50 mm
3 ±105 mm
4 -50 mm
p0 = 3000 N/mm2
Abbildung 2.23 Einfluss der Geometrie auf die Werkstoffanstrengung für den Fall des
Kontaktes zweier Zylinder bei konstanter maximaler Hertz‘scher Pressung p0 nach
[155].
0
1000
2000
3000
4000
0 0,5 1
Tiefe Z / B
Ve
rgle
ich
ssp
an
nu
ng
ϭv N
/mm
2
Stahl / Hartmetall A/B = 3
1000
2000
3000
4000
p0 = 5000 N/ mm2
Abbildung 2.24 Verlauf der Vergleichsspannung σV(GEH) bei zunehmender maximaler
Hertz‘scher Pressung p0 im Linienkontakt für ein Halbachsenverhältnis A/B = 3 [155].
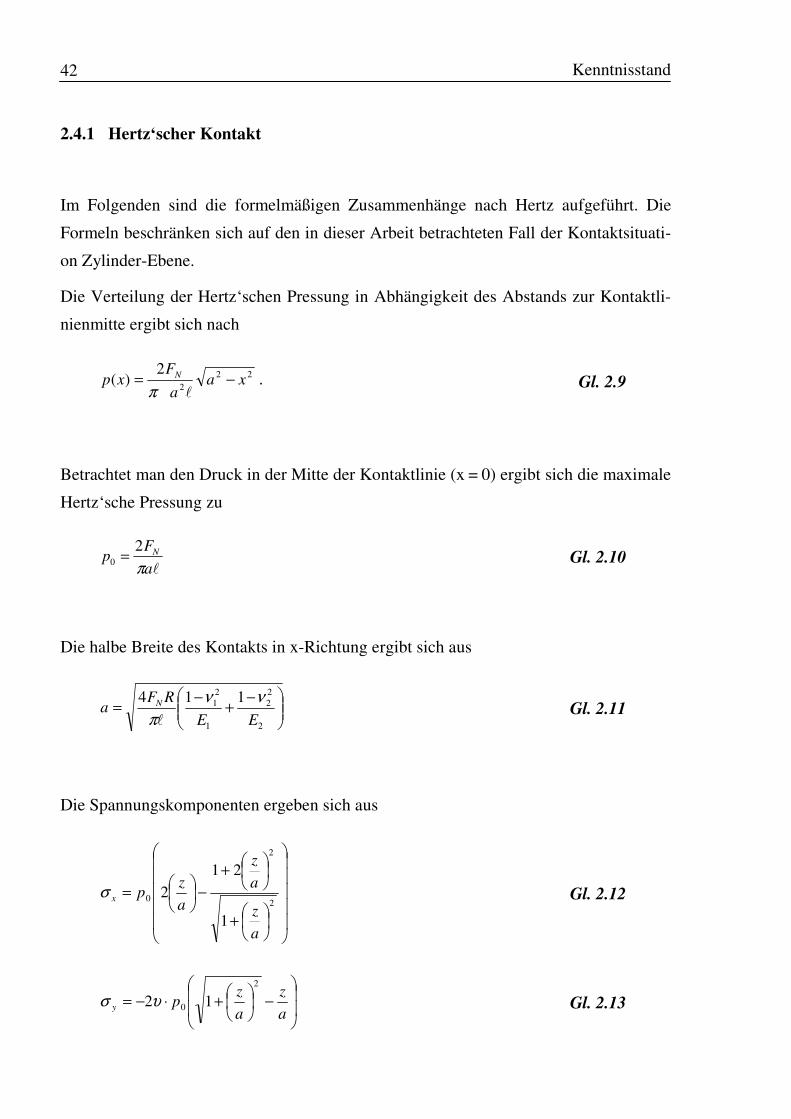
Kenntnisstand
42
2.4.1 Hertz‘scher Kontakt
Im Folgenden sind die formelmäßigen Zusammenhänge nach Hertz aufgeführt. Die
Formeln beschränken sich auf den in dieser Arbeit betrachteten Fall der Kontaktsituati-
on Zylinder-Ebene.
Die Verteilung der Hertz‘schen Pressung in Abhängigkeit des Abstands zur Kontaktli-
nienmitte ergibt sich nach
222
2)( xa
a
Fxp N −=
lπ. Gl. 2.9
Betrachtet man den Druck in der Mitte der Kontaktlinie (x = 0) ergibt sich die maximale
Hertz‘sche Pressung zu
la
Fp N
π
20 = Gl. 2.10
Die halbe Breite des Kontakts in x-Richtung ergibt sich aus
−+
−=
2
22
1
21 114
EE
RFa N νν
πl Gl. 2.11
Die Spannungskomponenten ergeben sich aus
+
+
−
=
2
2
0
1
212
a
z
a
z
a
zpxσ Gl. 2.12
−
+⋅−=
a
z
a
zpy
2
0 12υσ Gl. 2.13
Kenntnisstand
43
+
−=20
1
1
a
zpzσ Gl. 2.14
+
−
=
2
2
0
1a
z
a
z
a
zpτ Gl. 2.15
Die Abflachung zwischen den beiden Kontaktpartnern ergibt sich für den allgemeinen
Fall bei Berührung zweier Zylinder aus
−
−+
−
−=
214
ln1
214
ln12 2
2
221
1
21
a
R
Ea
R
E
FN νν
πδ Gl. 2.16
Die Größe der maximalen Hauptschubspannung und deren Abstand zur Oberfläche er-
geben sich zu
0max, 304,0 pH ⋅=τ Gl. 2.17
az ⋅= 78,0 Gl. 2.18
Die allgemeine Form der Vergleichsspannung nach von Mises für einen dreiachsigen
Spannungszustand wird beschrieben durch
( )222222, 3 yzxzxyzyzxyxzyxGEHv τττσσσσσσσσσσ +++−−−++= Gl. 2.19
Es sei angemerkt, dass selbst im Falle eines Normalkontakts aufgrund der unter-
schiedlichen Querkontraktionszahlen der Kontaktpartner, eine relative Bewegung der
Kenntnisstand
44
Oberflächen in tangentialer Richtung stattfinden kann. Das führt auch bei Normalkon-
takten zu Reibungskräften an den Grenzflächen. Nicht zuletzt wegen der Abhängig-
keit der Reibungskräfte vom Kontakt zwischen Mikrorauigkeiten der sich berühren-
den Oberflächen, sind Normal,- Tangentialbeanspruchung und Reibung schon bei ein-
fachen Kontaktproblemen auf komplizierte Weise miteinander verbunden. Für die
Betrachtungen in dieser Arbeit sollen die bisherigen Ausführungen jedoch reichen.
2.4.2 Kontakt zwischen rauen Oberflächen
Die Rauigkeit einer Oberfläche hat einen großen Einfluss auf viele physikalische Phä-
nomene wie Reibung, Verschleiß, Abdichtungen, Adhäsion sowie elektrische und ther-
mische Kontakte. Drückt man zwei Körper mit rauen Oberflächen gegeneinander, ist
die reale Kontaktfläche zunächst sehr viel kleiner als die scheinbare Fläche, die sich aus
den Geometrischen Bedingungen ergibt. Dabei werden z. B. der elektrische und der
thermische Widerstand zwischen den beiden Kontaktpartnern durch die Größe der rea-
len Kontaktfläche bestimmt und nicht durch die scheinbare Fläche. Das gilt auch für das
Phänomen der Reibung. Stellt man sich als mikroskopische Ursache für die Reibkräfte
den Bruch von mikroskopischen Bindungen zwischen den verbundenen Rauigkeitsspit-
zen vor, spielt auch hier wieder die reale Kontaktfläche die entscheidende Rolle [138].
In vielen technischen Kontakten spielt häufig nicht nur die Fläche des »wahren« Kon-
takts, sondern auch dessen Länge eine wichtige Rolle. In elektrischen Kontakten wird
der Strom beispielsweise von einem Kontaktpartner auf den anderen nur über Bereiche
»atomar dichten« Kontakts übertragen. Gleiches gilt für die Übertragung von Wärme
von einem zum anderen Kontaktpartner. Die Wärmeleitfähigkeit von »rauen« Kontak-
ten verhält sich, ebenso wie dessen elektrische Leitfähigkeit, proportional zur Normal-
kraft und ist damit nicht von der »scheinbaren« Kontaktfläche abhängig [138, 156]. Gl.
2.20 verdeutlicht diesen Zusammenhang. Darin sind λ die spezifische Wärmeleitfähig-
keit, E der E-Modul und l der quadratische Mittelwert der Höhenverteilung der Rauhig-
keitsspitzen.
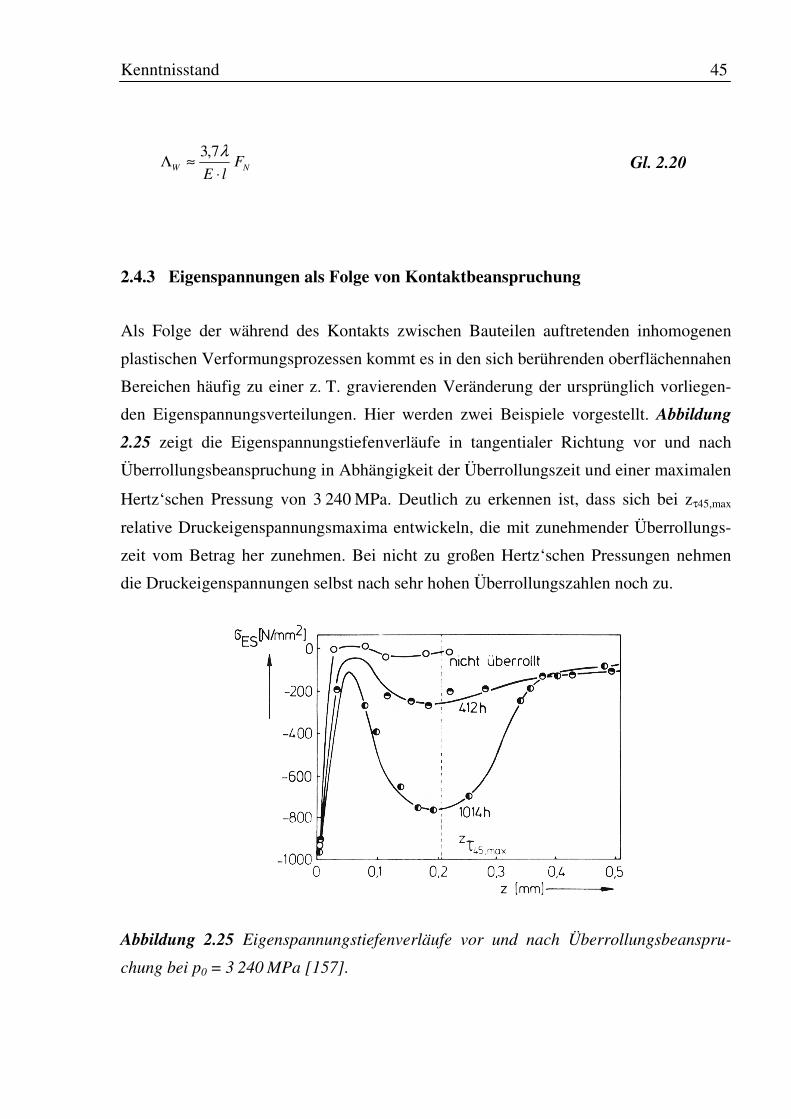
Kenntnisstand
45
NW FlE ⋅
≈Λλ7,3
Gl. 2.20
2.4.3 Eigenspannungen als Folge von Kontaktbeanspruchung
Als Folge der während des Kontakts zwischen Bauteilen auftretenden inhomogenen
plastischen Verformungsprozessen kommt es in den sich berührenden oberflächennahen
Bereichen häufig zu einer z. T. gravierenden Veränderung der ursprünglich vorliegen-
den Eigenspannungsverteilungen. Hier werden zwei Beispiele vorgestellt. Abbildung
2.25 zeigt die Eigenspannungstiefenverläufe in tangentialer Richtung vor und nach
Überrollungsbeanspruchung in Abhängigkeit der Überrollungszeit und einer maximalen
Hertz‘schen Pressung von 3 240 MPa. Deutlich zu erkennen ist, dass sich bei zτ45,max
relative Druckeigenspannungsmaxima entwickeln, die mit zunehmender Überrollungs-
zeit vom Betrag her zunehmen. Bei nicht zu großen Hertz‘schen Pressungen nehmen
die Druckeigenspannungen selbst nach sehr hohen Überrollungszahlen noch zu.
Abbildung 2.25 Eigenspannungstiefenverläufe vor und nach Überrollungsbeanspru-
chung bei p0 = 3 240 MPa [157].
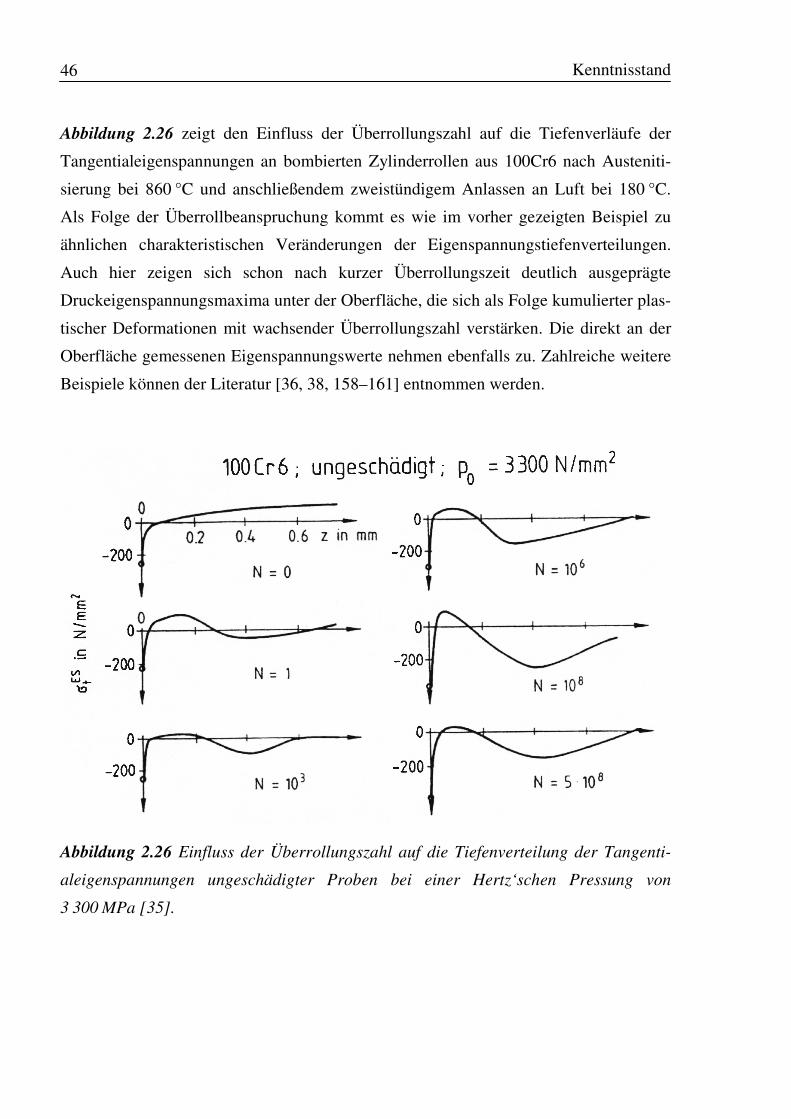
Kenntnisstand
46
Abbildung 2.26 zeigt den Einfluss der Überrollungszahl auf die Tiefenverläufe der
Tangentialeigenspannungen an bombierten Zylinderrollen aus 100Cr6 nach Austeniti-
sierung bei 860 °C und anschließendem zweistündigem Anlassen an Luft bei 180 °C.
Als Folge der Überrollbeanspruchung kommt es wie im vorher gezeigten Beispiel zu
ähnlichen charakteristischen Veränderungen der Eigenspannungstiefenverteilungen.
Auch hier zeigen sich schon nach kurzer Überrollungszeit deutlich ausgeprägte
Druckeigenspannungsmaxima unter der Oberfläche, die sich als Folge kumulierter plas-
tischer Deformationen mit wachsender Überrollungszahl verstärken. Die direkt an der
Oberfläche gemessenen Eigenspannungswerte nehmen ebenfalls zu. Zahlreiche weitere
Beispiele können der Literatur [36, 38, 158–161] entnommen werden.
Abbildung 2.26 Einfluss der Überrollungszahl auf die Tiefenverteilung der Tangenti-
aleigenspannungen ungeschädigter Proben bei einer Hertz‘schen Pressung von
3 300 MPa [35].
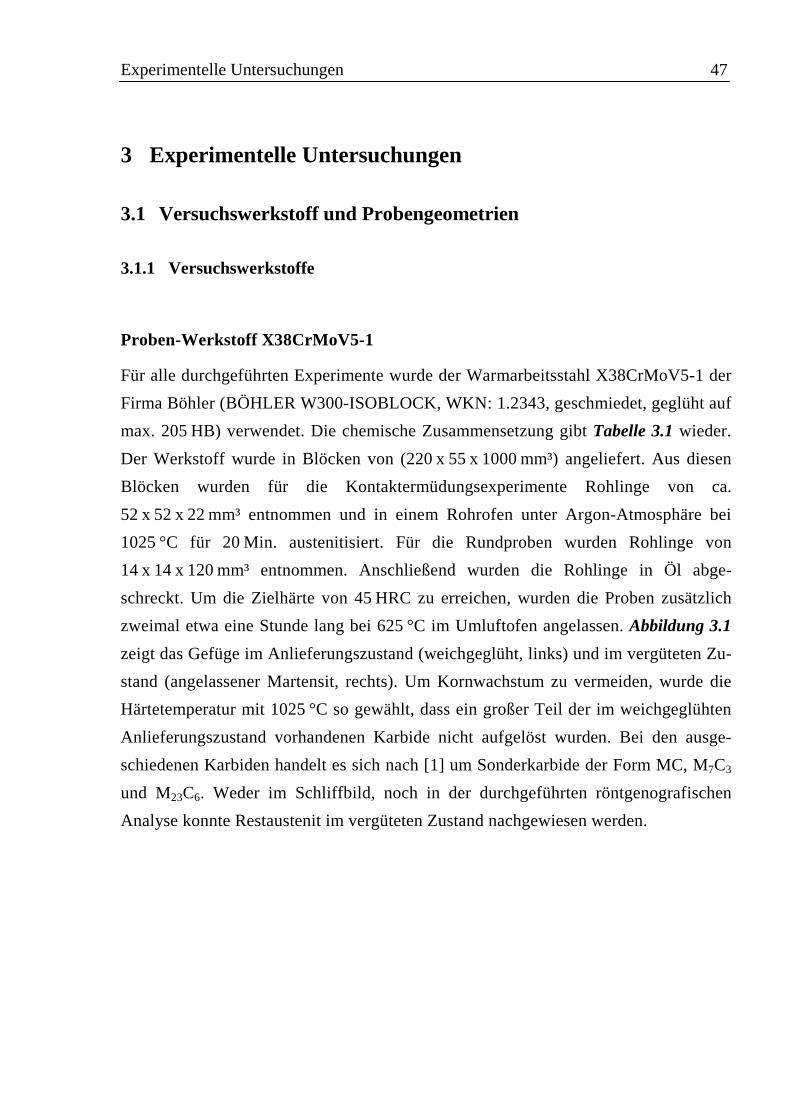
Experimentelle Untersuchungen
47
3 Experimentelle Untersuchungen
3.1 Versuchswerkstoff und Probengeometrien
3.1.1 Versuchswerkstoffe
Proben-Werkstoff X38CrMoV5-1
Für alle durchgeführten Experimente wurde der Warmarbeitsstahl X38CrMoV5-1 der
Firma Böhler (BÖHLER W300-ISOBLOCK, WKN: 1.2343, geschmiedet, geglüht auf
max. 205 HB) verwendet. Die chemische Zusammensetzung gibt Tabelle 3.1 wieder.
Der Werkstoff wurde in Blöcken von (220 x 55 x 1000 mm³) angeliefert. Aus diesen
Blöcken wurden für die Kontaktermüdungsexperimente Rohlinge von ca.
52 x 52 x 22 mm³ entnommen und in einem Rohrofen unter Argon-Atmosphäre bei
1025 °C für 20 Min. austenitisiert. Für die Rundproben wurden Rohlinge von
14 x 14 x 120 mm³ entnommen. Anschließend wurden die Rohlinge in Öl abge-
schreckt. Um die Zielhärte von 45 HRC zu erreichen, wurden die Proben zusätzlich
zweimal etwa eine Stunde lang bei 625 °C im Umluftofen angelassen. Abbildung 3.1
zeigt das Gefüge im Anlieferungszustand (weichgeglüht, links) und im vergüteten Zu-
stand (angelassener Martensit, rechts). Um Kornwachstum zu vermeiden, wurde die
Härtetemperatur mit 1025 °C so gewählt, dass ein großer Teil der im weichgeglühten
Anlieferungszustand vorhandenen Karbide nicht aufgelöst wurden. Bei den ausge-
schiedenen Karbiden handelt es sich nach [1] um Sonderkarbide der Form MC, M7C3
und M23C6. Weder im Schliffbild, noch in der durchgeführten röntgenografischen
Analyse konnte Restaustenit im vergüteten Zustand nachgewiesen werden.
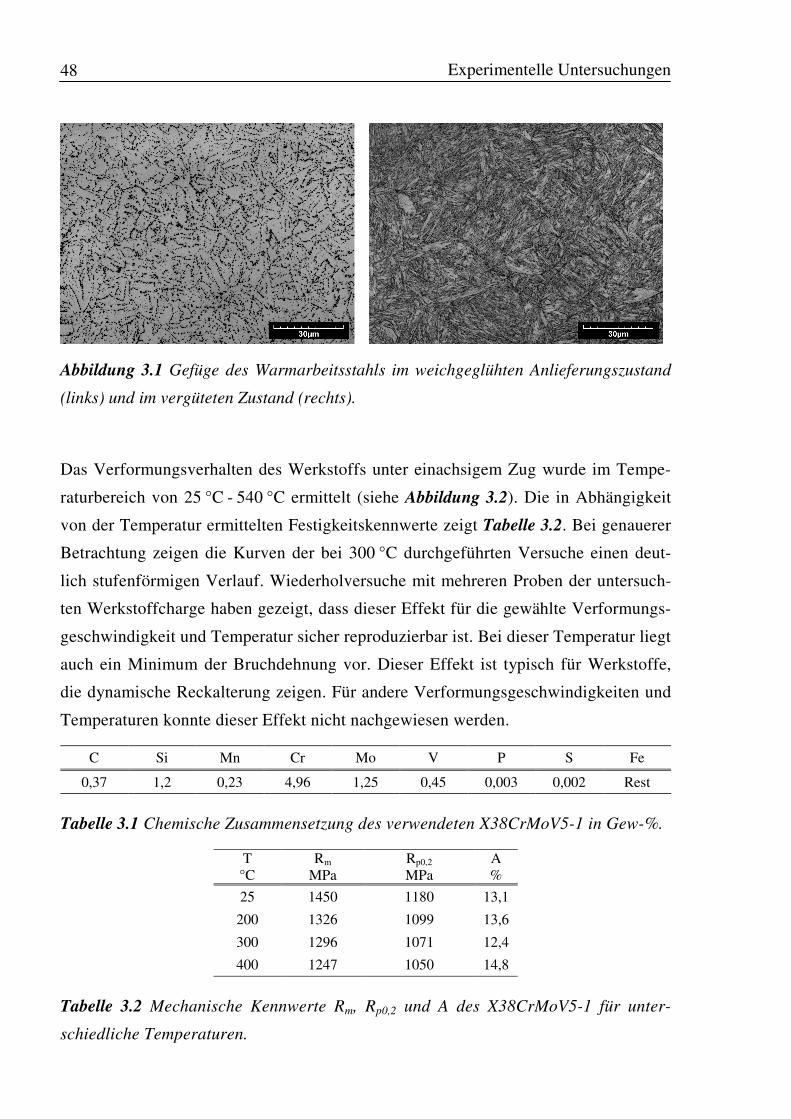
Experimentelle Untersuchungen
48
Abbildung 3.1 Gefüge des Warmarbeitsstahls im weichgeglühten Anlieferungszustand
(links) und im vergüteten Zustand (rechts).
Das Verformungsverhalten des Werkstoffs unter einachsigem Zug wurde im Tempe-
raturbereich von 25 °C - 540 °C ermittelt (siehe Abbildung 3.2). Die in Abhängigkeit
von der Temperatur ermittelten Festigkeitskennwerte zeigt Tabelle 3.2. Bei genauerer
Betrachtung zeigen die Kurven der bei 300 °C durchgeführten Versuche einen deut-
lich stufenförmigen Verlauf. Wiederholversuche mit mehreren Proben der untersuch-
ten Werkstoffcharge haben gezeigt, dass dieser Effekt für die gewählte Verformungs-
geschwindigkeit und Temperatur sicher reproduzierbar ist. Bei dieser Temperatur liegt
auch ein Minimum der Bruchdehnung vor. Dieser Effekt ist typisch für Werkstoffe,
die dynamische Reckalterung zeigen. Für andere Verformungsgeschwindigkeiten und
Temperaturen konnte dieser Effekt nicht nachgewiesen werden.
C Si Mn Cr Mo V P S Fe
0,37 1,2 0,23 4,96 1,25 0,45 0,003 0,002 Rest
Tabelle 3.1 Chemische Zusammensetzung des verwendeten X38CrMoV5-1 in Gew-%.
T °C
Rm MPa
Rp0,2 MPa
A %
25 1450 1180 13,1
200 1326 1099 13,6
300 1296 1071 12,4
400 1247 1050 14,8
Tabelle 3.2 Mechanische Kennwerte Rm, Rp0,2 und A des X38CrMoV5-1 für unter-
schiedliche Temperaturen.
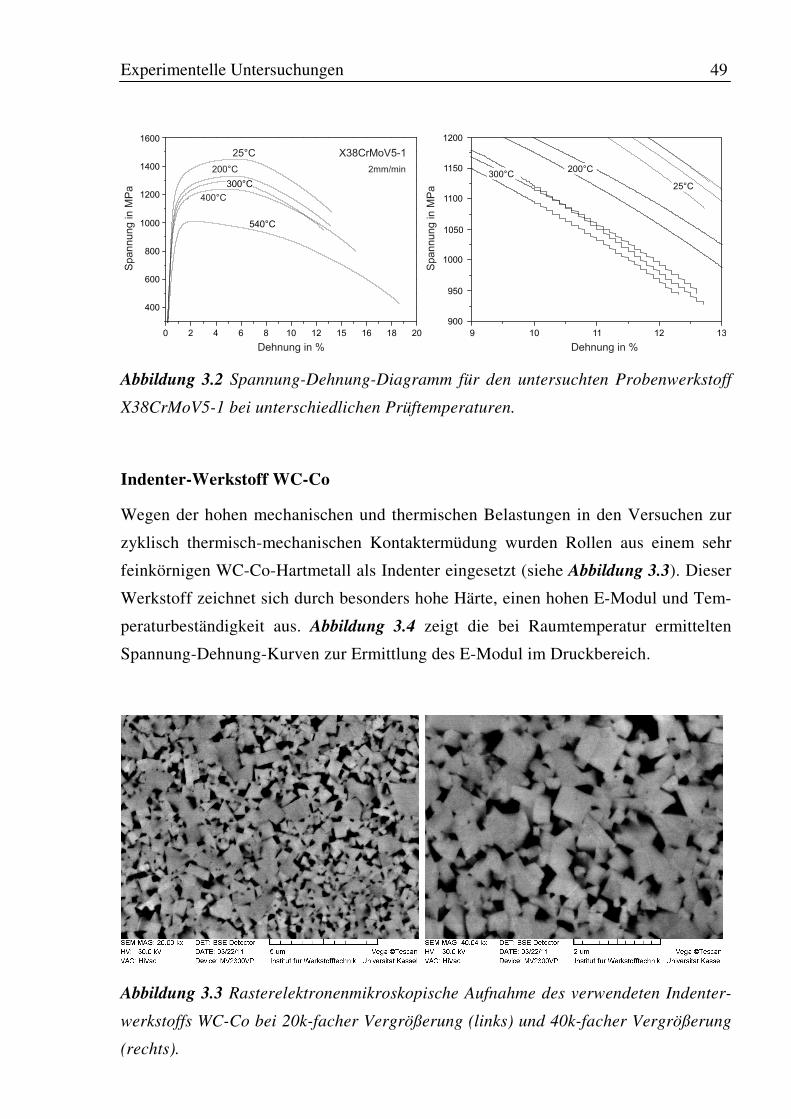
Experimentelle Untersuchungen
49
1400
1200
1000
600
400
800
1600
1150
1100
9
950
900
1000
1200
10 11 12 13
1050
0 4 8 12 162 6 10 15 2018
Abbildung 3.2 Spannung-Dehnung-Diagramm für den untersuchten Probenwerkstoff
X38CrMoV5-1 bei unterschiedlichen Prüftemperaturen.
Indenter-Werkstoff WC-Co
Wegen der hohen mechanischen und thermischen Belastungen in den Versuchen zur
zyklisch thermisch-mechanischen Kontaktermüdung wurden Rollen aus einem sehr
feinkörnigen WC-Co-Hartmetall als Indenter eingesetzt (siehe Abbildung 3.3). Dieser
Werkstoff zeichnet sich durch besonders hohe Härte, einen hohen E-Modul und Tem-
peraturbeständigkeit aus. Abbildung 3.4 zeigt die bei Raumtemperatur ermittelten
Spannung-Dehnung-Kurven zur Ermittlung des E-Modul im Druckbereich.
Abbildung 3.3 Rasterelektronenmikroskopische Aufnahme des verwendeten Indenter-
werkstoffs WC-Co bei 20k-facher Vergrößerung (links) und 40k-facher Vergrößerung
(rechts).
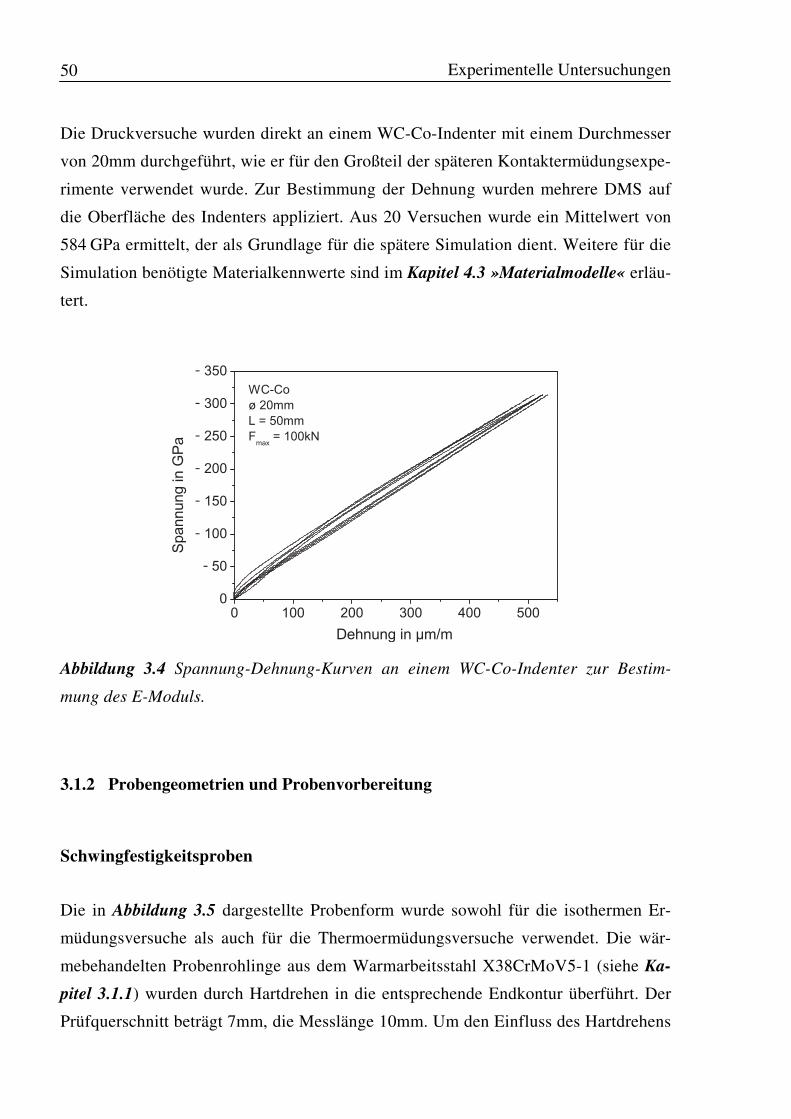
Experimentelle Untersuchungen
50
Die Druckversuche wurden direkt an einem WC-Co-Indenter mit einem Durchmesser
von 20mm durchgeführt, wie er für den Großteil der späteren Kontaktermüdungsexpe-
rimente verwendet wurde. Zur Bestimmung der Dehnung wurden mehrere DMS auf
die Oberfläche des Indenters appliziert. Aus 20 Versuchen wurde ein Mittelwert von
584 GPa ermittelt, der als Grundlage für die spätere Simulation dient. Weitere für die
Simulation benötigte Materialkennwerte sind im Kapitel 4.3 »Materialmodelle« erläu-
tert.
-
-
-
-
-
-
-
Abbildung 3.4 Spannung-Dehnung-Kurven an einem WC-Co-Indenter zur Bestim-
mung des E-Moduls.
3.1.2 Probengeometrien und Probenvorbereitung
Schwingfestigkeitsproben
Die in Abbildung 3.5 dargestellte Probenform wurde sowohl für die isothermen Er-
müdungsversuche als auch für die Thermoermüdungsversuche verwendet. Die wär-
mebehandelten Probenrohlinge aus dem Warmarbeitsstahl X38CrMoV5-1 (siehe Ka-
pitel 3.1.1) wurden durch Hartdrehen in die entsprechende Endkontur überführt. Der
Prüfquerschnitt beträgt 7mm, die Messlänge 10mm. Um den Einfluss des Hartdrehens
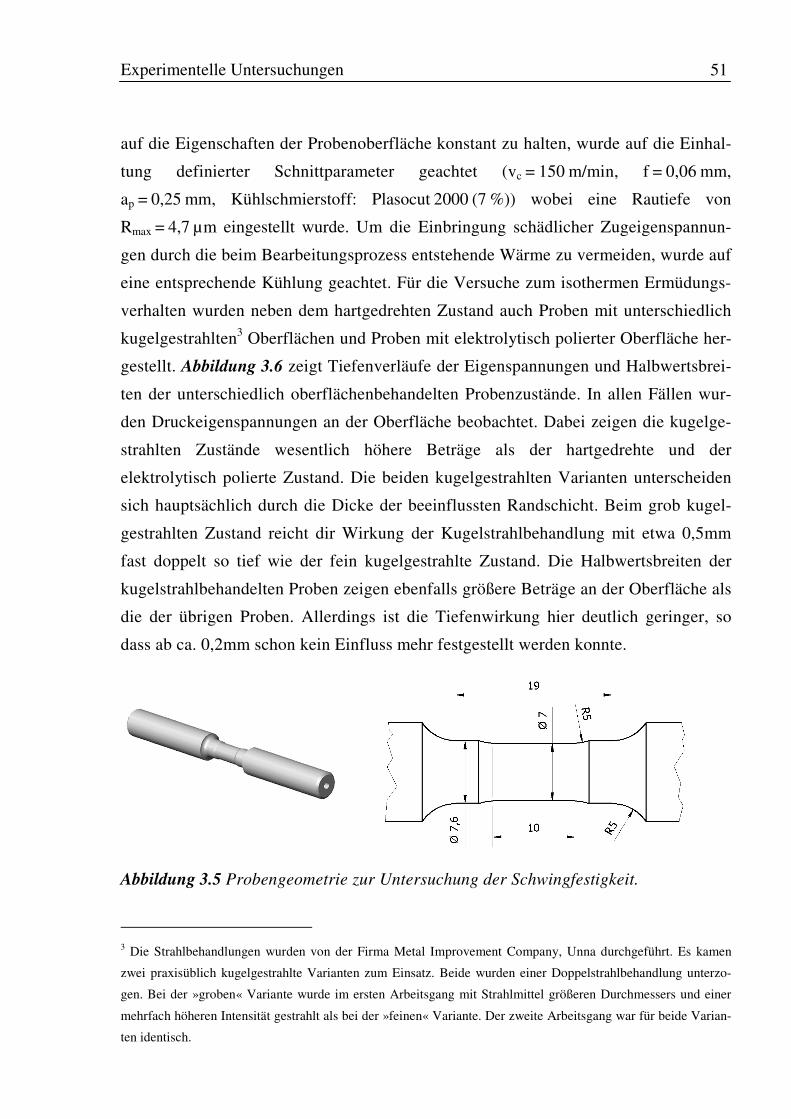
Experimentelle Untersuchungen
51
auf die Eigenschaften der Probenoberfläche konstant zu halten, wurde auf die Einhal-
tung definierter Schnittparameter geachtet (vc = 150 m/min, f = 0,06 mm,
ap = 0,25 mm, Kühlschmierstoff: Plasocut 2000 (7 %)) wobei eine Rautiefe von
Rmax = 4,7 µm eingestellt wurde. Um die Einbringung schädlicher Zugeigenspannun-
gen durch die beim Bearbeitungsprozess entstehende Wärme zu vermeiden, wurde auf
eine entsprechende Kühlung geachtet. Für die Versuche zum isothermen Ermüdungs-
verhalten wurden neben dem hartgedrehten Zustand auch Proben mit unterschiedlich
kugelgestrahlten3 Oberflächen und Proben mit elektrolytisch polierter Oberfläche her-
gestellt. Abbildung 3.6 zeigt Tiefenverläufe der Eigenspannungen und Halbwertsbrei-
ten der unterschiedlich oberflächenbehandelten Probenzustände. In allen Fällen wur-
den Druckeigenspannungen an der Oberfläche beobachtet. Dabei zeigen die kugelge-
strahlten Zustände wesentlich höhere Beträge als der hartgedrehte und der
elektrolytisch polierte Zustand. Die beiden kugelgestrahlten Varianten unterscheiden
sich hauptsächlich durch die Dicke der beeinflussten Randschicht. Beim grob kugel-
gestrahlten Zustand reicht dir Wirkung der Kugelstrahlbehandlung mit etwa 0,5mm
fast doppelt so tief wie der fein kugelgestrahlte Zustand. Die Halbwertsbreiten der
kugelstrahlbehandelten Proben zeigen ebenfalls größere Beträge an der Oberfläche als
die der übrigen Proben. Allerdings ist die Tiefenwirkung hier deutlich geringer, so
dass ab ca. 0,2mm schon kein Einfluss mehr festgestellt werden konnte.
Abbildung 3.5 Probengeometrie zur Untersuchung der Schwingfestigkeit.
3 Die Strahlbehandlungen wurden von der Firma Metal Improvement Company, Unna durchgeführt. Es kamen
zwei praxisüblich kugelgestrahlte Varianten zum Einsatz. Beide wurden einer Doppelstrahlbehandlung unterzo-
gen. Bei der »groben« Variante wurde im ersten Arbeitsgang mit Strahlmittel größeren Durchmessers und einer
mehrfach höheren Intensität gestrahlt als bei der »feinen« Variante. Der zweite Arbeitsgang war für beide Varian-
ten identisch.
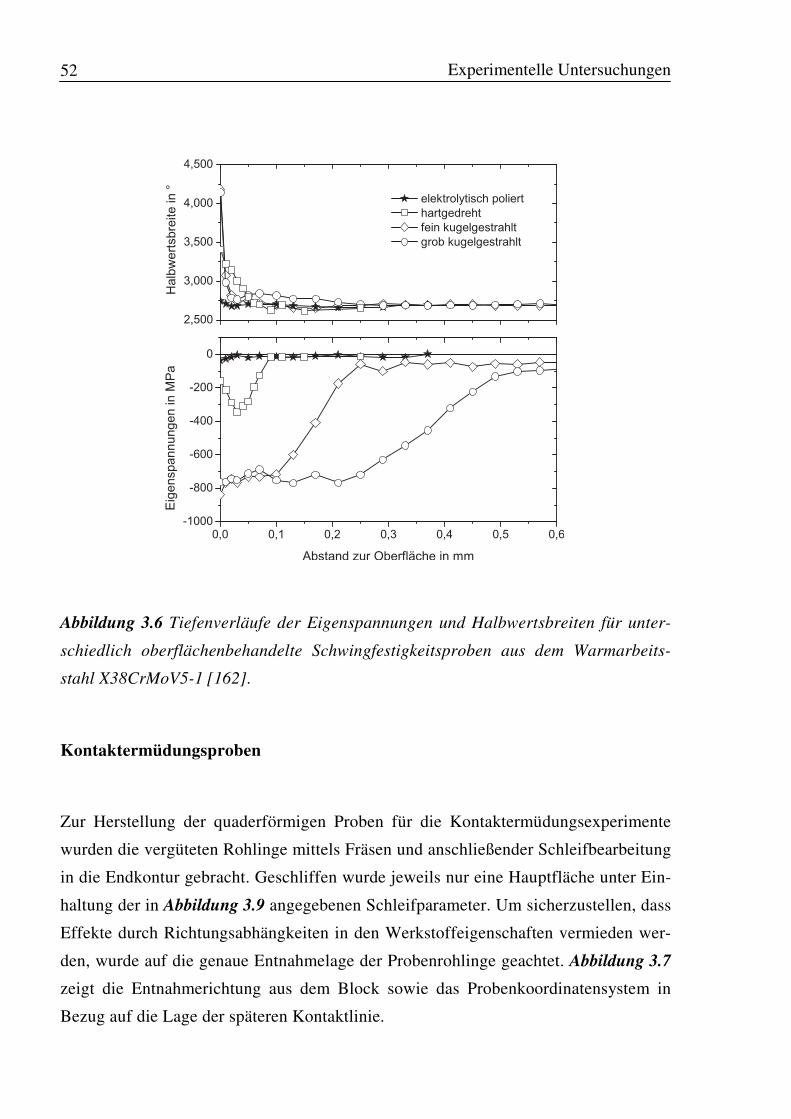
Experimentelle Untersuchungen
52
Abbildung 3.6 Tiefenverläufe der Eigenspannungen und Halbwertsbreiten für unter-
schiedlich oberflächenbehandelte Schwingfestigkeitsproben aus dem Warmarbeits-
stahl X38CrMoV5-1 [162].
Kontaktermüdungsproben
Zur Herstellung der quaderförmigen Proben für die Kontaktermüdungsexperimente
wurden die vergüteten Rohlinge mittels Fräsen und anschließender Schleifbearbeitung
in die Endkontur gebracht. Geschliffen wurde jeweils nur eine Hauptfläche unter Ein-
haltung der in Abbildung 3.9 angegebenen Schleifparameter. Um sicherzustellen, dass
Effekte durch Richtungsabhängkeiten in den Werkstoffeigenschaften vermieden wer-
den, wurde auf die genaue Entnahmelage der Probenrohlinge geachtet. Abbildung 3.7
zeigt die Entnahmerichtung aus dem Block sowie das Probenkoordinatensystem in
Bezug auf die Lage der späteren Kontaktlinie.
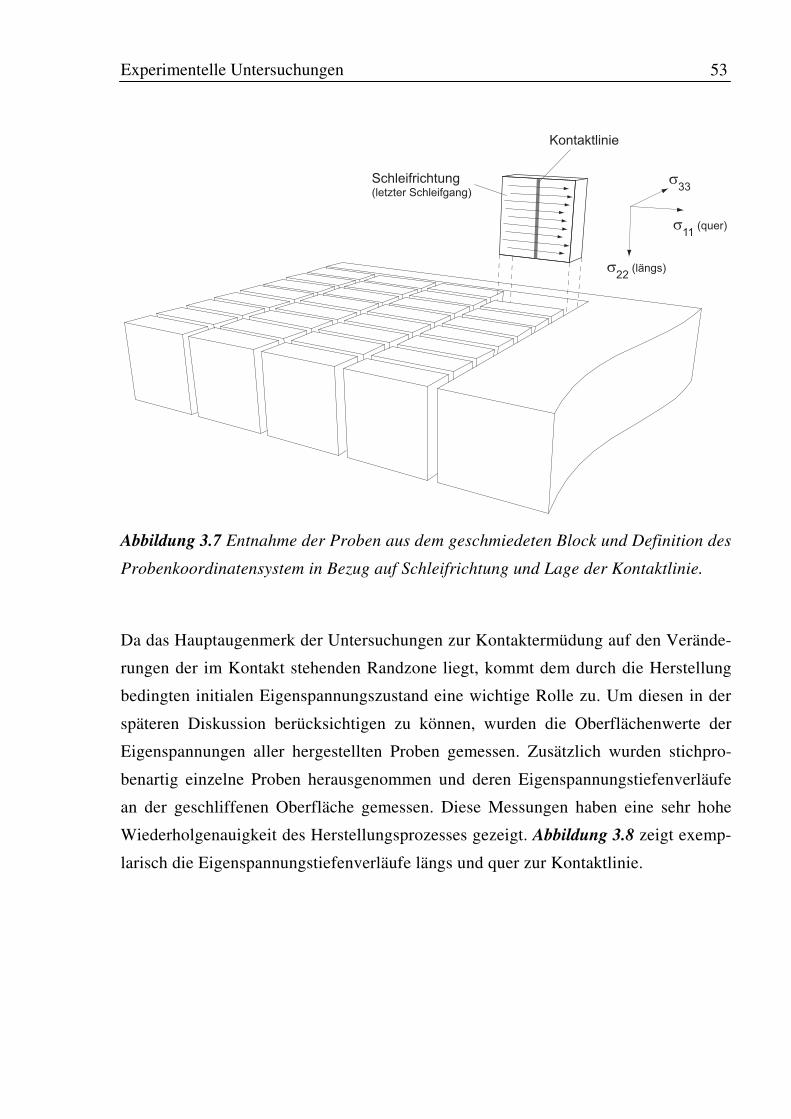
Experimentelle Untersuchungen
53
Schleifrichtung(letzter Schleifgang)
σ11
(quer)
σ22
(längs)
σ33
Kontaktlinie
Abbildung 3.7 Entnahme der Proben aus dem geschmiedeten Block und Definition des
Probenkoordinatensystem in Bezug auf Schleifrichtung und Lage der Kontaktlinie.
Da das Hauptaugenmerk der Untersuchungen zur Kontaktermüdung auf den Verände-
rungen der im Kontakt stehenden Randzone liegt, kommt dem durch die Herstellung
bedingten initialen Eigenspannungszustand eine wichtige Rolle zu. Um diesen in der
späteren Diskussion berücksichtigen zu können, wurden die Oberflächenwerte der
Eigenspannungen aller hergestellten Proben gemessen. Zusätzlich wurden stichpro-
benartig einzelne Proben herausgenommen und deren Eigenspannungstiefenverläufe
an der geschliffenen Oberfläche gemessen. Diese Messungen haben eine sehr hohe
Wiederholgenauigkeit des Herstellungsprozesses gezeigt. Abbildung 3.8 zeigt exemp-
larisch die Eigenspannungstiefenverläufe längs und quer zur Kontaktlinie.
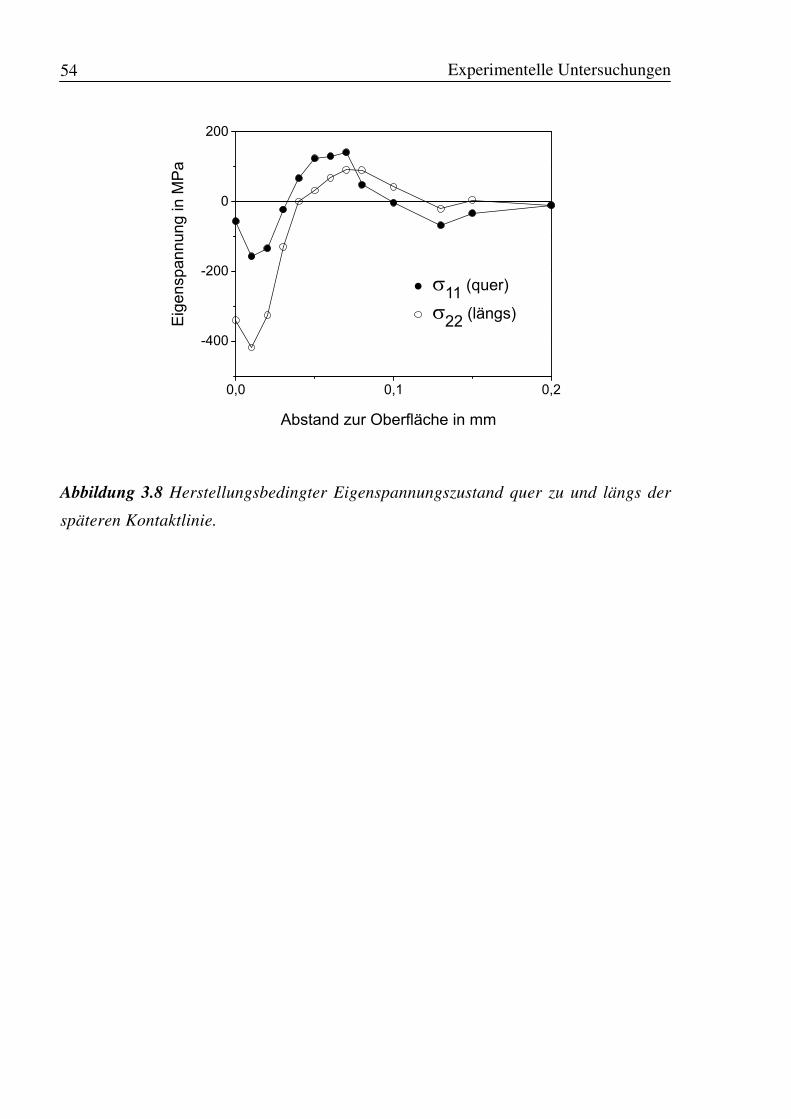
Experimentelle Untersuchungen
54
0,0 0,1 0,2
-400
-200
0
200
Eig
en
sp
an
nu
ng
in
MP
a
Abstand zur Oberfläche in mm
σ11
(quer)
σ22
(längs)
Abbildung 3.8 Herstellungsbedingter Eigenspannungszustand quer zu und längs der
späteren Kontaktlinie.
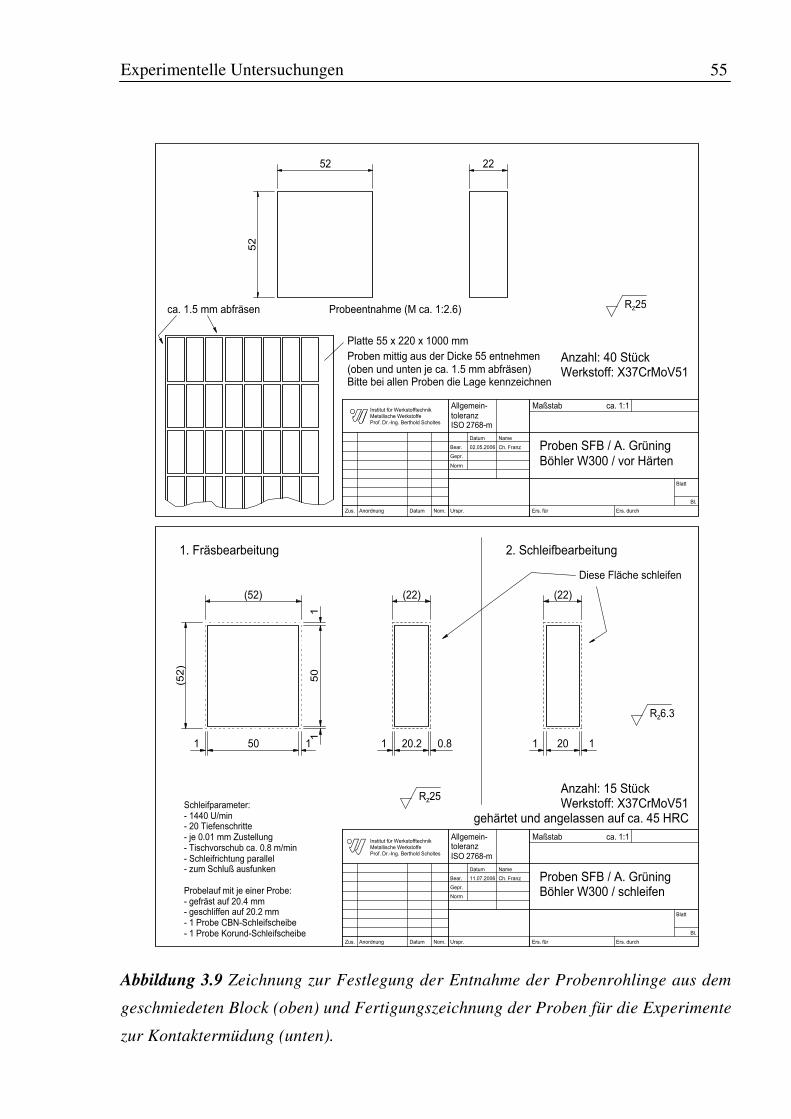
Experimentelle Untersuchungen
55
10.8
52
52
22
Institut für WerkstofftechnikMetallische WerkstoffeProf. Dr.-Ing. Berthold Scholtes
Datum Name
Bear.
Gepr.
Norm
02.05.2006 Ch. Franz
Allgemein-toleranzISO 2768-m
Maßstab ca. 1:1
Proben SFB / A. GrüningBöhler W300 / vor Härten
Urspr.Nom.DatumAnordnungZus. Ers. für Ers. durch
Blatt
Bl.
ca. 1.5 mm abfräsen Probeentnahme (M ca. 1:2.6)
Platte 55 x 220 x 1000 mm
Proben mittig aus der Dicke 55 entnehmen(oben und unten je ca. 1.5 mm abfräsen)Bitte bei allen Proben die Lage kennzeichnen
Anzahl: 40 StückWerkstoff: X37CrMoV51
Rz25
Institut für WerkstofftechnikMetallische WerkstoffeProf. Dr.-Ing. Berthold Scholtes
Datum Name
Bear.
Gepr.
Norm
11.07.2006 Ch. Franz
Allgemein-toleranzISO 2768-m
Maßstab ca. 1:1
Proben SFB / A. GrüningBöhler W300 / schleifen
Urspr.Nom.DatumAnordnungZus. Ers. für Ers. durch
Blatt
Bl.
(52)
(52
)
50
11
50 11
(22)
20.21
1. Fräsbearbeitung
1
(22)
20
Anzahl: 15 StückWerkstoff: X37CrMoV51
gehärtet und angelassen auf ca. 45 HRC
Rz25
Rz6.3
2. Schleifbearbeitung
Diese Fläche schleifen
Schleifparameter:- 1440 U/min- 20 Tiefenschritte- je 0.01 mm Zustellung- Tischvorschub ca. 0.8 m/min- Schleifrichtung parallel- zum Schluß ausfunken
Probelauf mit je einer Probe:- gefräst auf 20.4 mm- geschliffen auf 20.2 mm- 1 Probe CBN-Schleifscheibe- 1 Probe Korund-Schleifscheibe
Abbildung 3.9 Zeichnung zur Festlegung der Entnahme der Probenrohlinge aus dem
geschmiedeten Block (oben) und Fertigungszeichnung der Proben für die Experimente
zur Kontaktermüdung (unten).
Experimentelle Untersuchungen
56
3.2 Schwingfestigkeitsuntersuchungen
Im Hinblick auf die Frage nach der Eigenspannungsausbildung und deren Wirkungen
in Werkzeugen, sind gezielte Experimente mit thermo-mechanischen Beanspruchun-
gen unter vereinfachenden geometrischen und/oder Prozessrandbedingungen unbe-
dingt notwendig, um die realen Beanspruchungen zu simulieren. Dazu gehören Expe-
rimente zur isothermen Ermüdung, zur Thermoermüdung und thermo-mechanisch
gekoppelte Kontaktermüdungsexperimente. In all diesen Fällen wurden, soweit mög-
lich, die zyklischen Plastizierungen erfasst und die vorliegenden Eigenspannungsver-
teilungen sowie Gefügezustände in Abhängigkeit der relevanten Prozessparameter
ermittelt.
3.2.1 Isotherme Ermüdungsversuche
Die isothermen Ermüdungsversuche wurden an einem Hydropulser der Firma Schenk
mit einer Maximalkraft von 63 kN und adaptierter Halogenheizung durchgeführt. Das
Spannen der Probe erfolgte über gekühlte hydraulische Spannzeuge. Die Spannzeuge
sind mittels einer Ausrichtprobe entsprechend ausgerichtet worden, so dass überlager-
te Biegung in den Versuchen ausgeschlossen werden kann. Alle unter isothermen Be-
dingungen durchgeführten Ermüdungsversuche sind spannungskontrollierte Versuche.
Wenn nicht anders gekennzeichnet, wurden dreieckförmige Kraft-Zeit-Verläufe mit
einer Prüffrequenz von 0,5 Hz aufgeprägt. Als Regler stand ein mehrkanaliger MTS
FlexTest®-GT zur Verfügung.
Die in den zwei Hälften der um die Probe geklappten Halogenheizung verbauten Ha-
logenleuchtmittel erreichen Probentemperaturen von bis zu 650 °C. Die Regelung der
Versuchstemperatur erfolgte über zwei um die Probe gelegte Thermoelementschlin-
gen am oberen und unteren Ende der Messlänge. Dabei wurde eine maximale Tempe-
raturabweichung von ±5 °C über die Versuchsdauer sichergestellt. Zur Bestimmung
der Ist-Temperatur wurde ein weiteres Thermoelement in der Mitte der Messlänge
platziert. Um Temperaturgradienten in der Messlänge zu vermeiden, wurde vor Be-
ginn eines jeden Versuchs eine Haltezeit von 5 Minuten bei Prüftemperatur in den
Versuchsablauf aufgenommen. Wegen der hohen Reflexion der metallischen Proben-
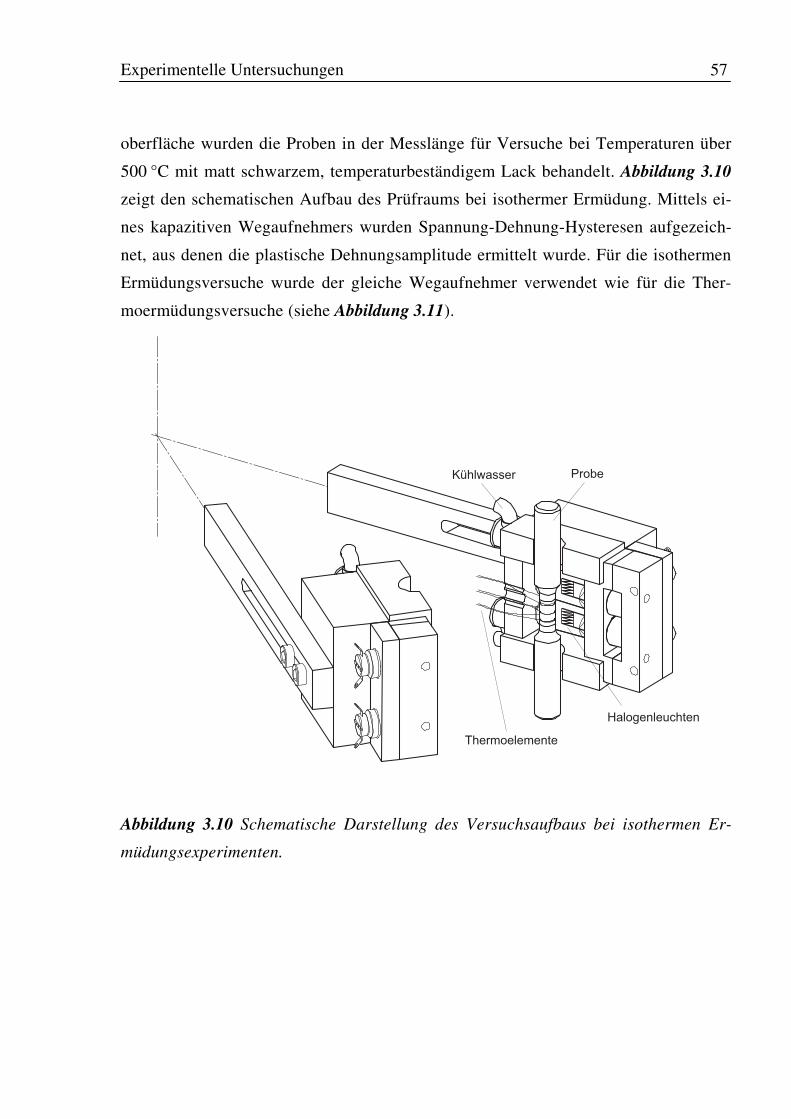
Experimentelle Untersuchungen
57
oberfläche wurden die Proben in der Messlänge für Versuche bei Temperaturen über
500 °C mit matt schwarzem, temperaturbeständigem Lack behandelt. Abbildung 3.10
zeigt den schematischen Aufbau des Prüfraums bei isothermer Ermüdung. Mittels ei-
nes kapazitiven Wegaufnehmers wurden Spannung-Dehnung-Hysteresen aufgezeich-
net, aus denen die plastische Dehnungsamplitude ermittelt wurde. Für die isothermen
Ermüdungsversuche wurde der gleiche Wegaufnehmer verwendet wie für die Ther-
moermüdungsversuche (siehe Abbildung 3.11).
Thermoelemente
ProbeKühlwasser
Halogenleuchten
Abbildung 3.10 Schematische Darstellung des Versuchsaufbaus bei isothermen Er-
müdungsexperimenten.
Experimentelle Untersuchungen
58
3.2.2 Zyklisch-Thermische Ermüdungsversuche
Bei den ebenfalls mit einer servohydraulischen Prüfmaschine durchgeführten thermo-
mechanischen Ermüdungsexperimenten erfolgte die Versuchsführung im Gegensatz
zu den isothermen Versuchen totaldehnungskontrolliert mit vollständiger Behinderung
der thermischen Ausdehnung mittels eines kapazitiven Wegaufnehmers. Vor Beginn
der eigentlichen Ermüdungsphase wurde die Probe in Kraftregelung eingespannt und
unter Zulassen freier Ausdehnung auf Mitteltemperatur Tmittel = (Toben-Tunten)/2 er-
wärmt. Um die Ermüdungsphase in einem ausgeglichenen thermischen Zustand star-
ten zu können, wurden die Proben dann jeweils 15min auf Mitteltemperatur gehalten.
Während der Ermüdungsphase wurde durch induktive Erwärmung bzw. Druckluft-
kühlung ein dreieckförmiger Temperatur-Zeit-Verlauf mit Untertemperaturen von
Tunten = 100 °C bzw. 200 °C und Obertemperaturen von Toben = 550 °C, 600 °C, 625 °C
und 650 °C aufgeprägt. Die Temperaturregelung an der Probe erfolgte durch ein in der
Mitte der Messlänge aufgeschweißtes Ni-CrNi-Thermoelement. Zur Gewährleistung
einer homogenen Probenerwärmung und zur Abgrenzung zum Bereich des Thermos-
chocks wurde die Aufheiz- und Abkühlrate mit 10 °C/s eingestellt. Damit ergeben
sich, abhängig von der Obertemperatur, Zykluszeiten von 90 - 110 s und eine maxima-
le Versuchsdauer von bis zu 11 Tagen bei max. 10.000 Temperaturzyklen. TMF-
Versuche zeichnen sich dadurch aus, dass Temperatur und mechanische Dehnung der
Probe unabhängig voneinander variiert werden können. In der Literatur werden häufig
die beiden Grenzfälle Out-of-Phase (OP) und In-Phase (IP) verwendet. Aufgrund der
Versuchsbedingungen, die in dieser Arbeit angewendet wurden, stellt sich als Werk-
stoffreaktion als Folge der konstanten Totaldehnung eine Out-of-Phase-
Beanspruchung4 ein. Da der eigentliche Versuchsstart spannungsfrei bei Mitteltempe-
ratur erfolgt, resultiert aus dieser Versuchsführung keine Mitteldeformation. Während
der Versuche wurden Nennspannung-Temperatur-Hysteresen aufgezeichnet, aus de-
nen unter Berücksichtigung des für den jeweiligen Temperaturbereich geltenden
thermischen Ausdehnungskoeffizienten die plastischen Dehnungsamplituden
εa,p = αth · ∆Tmax/2 ermittelt werden konnten.
4 Eine Out-of-Phase Beanspruchung liegt vor, wenn die maximale mechanische Beanspruchung mit der Minimal-
temperatur (minimale Zyklustemperatur) zusammenfällt. Das entspricht einer Phasenverschiebung zwischen
thermischer und mechanischer Belastung von 180° [163].
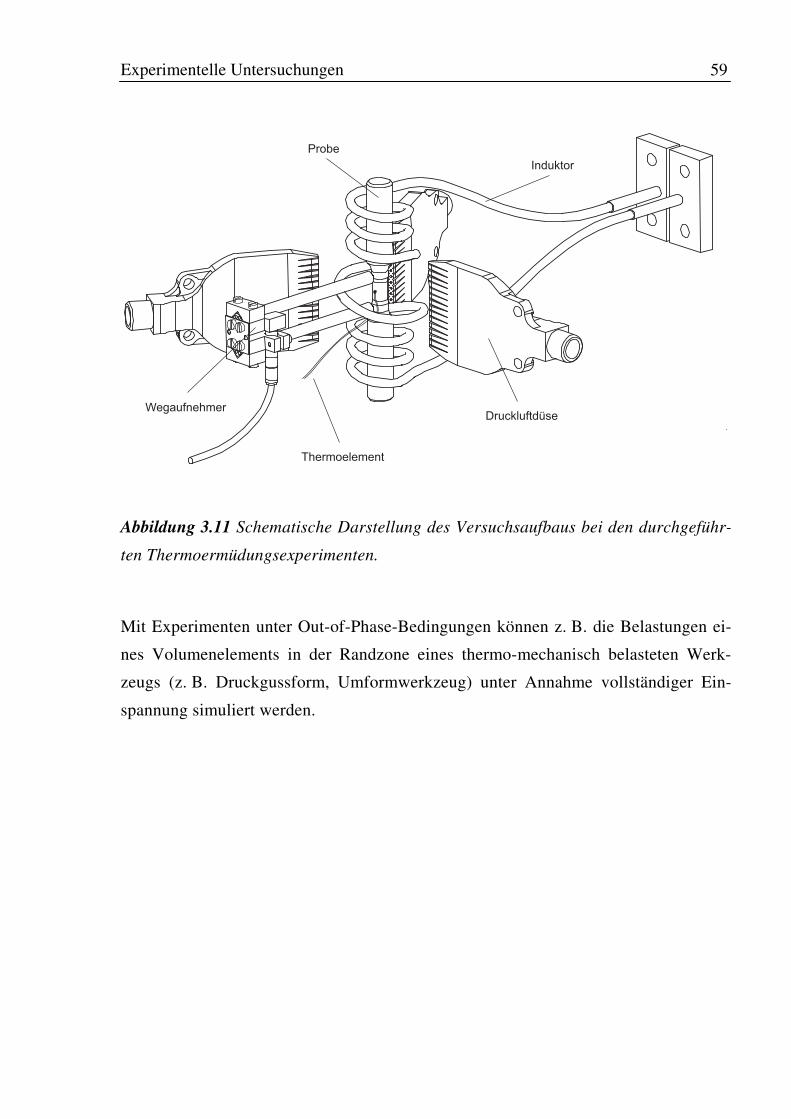
Experimentelle Untersuchungen
59
Probe
Induktor
DruckluftdüseWegaufnehmer
Thermoelement
Abbildung 3.11 Schematische Darstellung des Versuchsaufbaus bei den durchgeführ-
ten Thermoermüdungsexperimenten.
Mit Experimenten unter Out-of-Phase-Bedingungen können z. B. die Belastungen ei-
nes Volumenelements in der Randzone eines thermo-mechanisch belasteten Werk-
zeugs (z. B. Druckgussform, Umformwerkzeug) unter Annahme vollständiger Ein-
spannung simuliert werden.
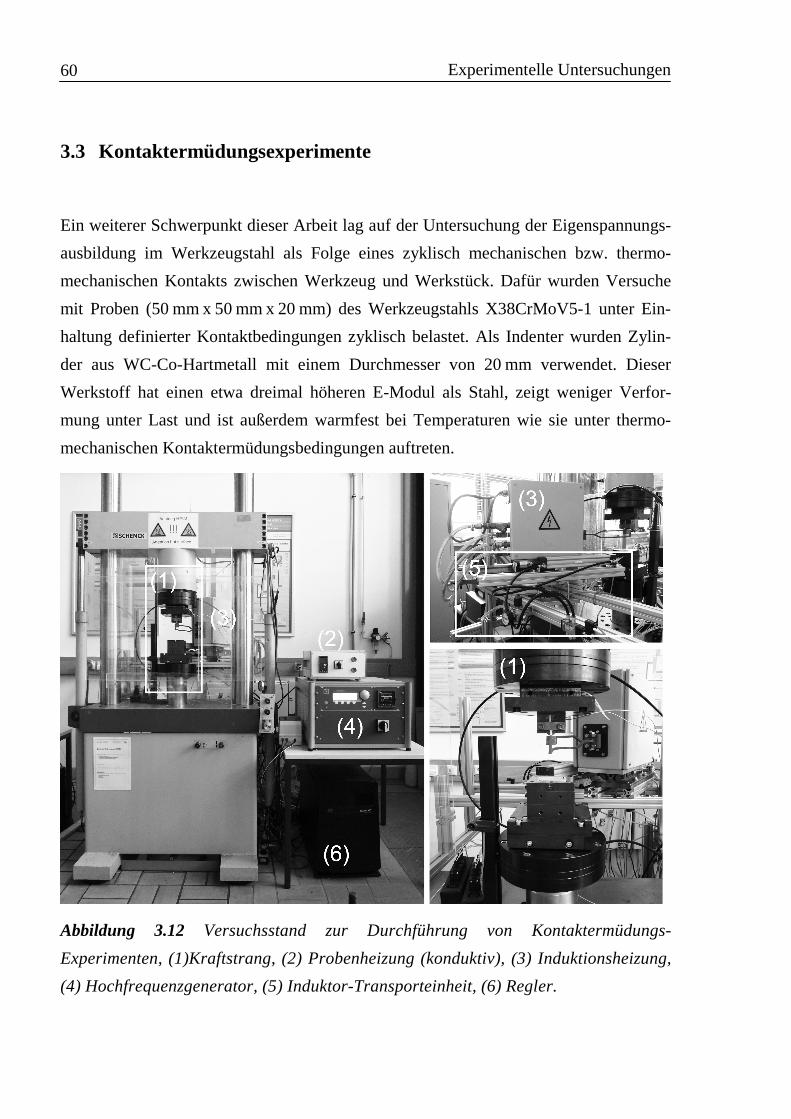
Experimentelle Untersuchungen
60
3.3 Kontaktermüdungsexperimente
Ein weiterer Schwerpunkt dieser Arbeit lag auf der Untersuchung der Eigenspannungs-
ausbildung im Werkzeugstahl als Folge eines zyklisch mechanischen bzw. thermo-
mechanischen Kontakts zwischen Werkzeug und Werkstück. Dafür wurden Versuche
mit Proben (50 mm x 50 mm x 20 mm) des Werkzeugstahls X38CrMoV5-1 unter Ein-
haltung definierter Kontaktbedingungen zyklisch belastet. Als Indenter wurden Zylin-
der aus WC-Co-Hartmetall mit einem Durchmesser von 20 mm verwendet. Dieser
Werkstoff hat einen etwa dreimal höheren E-Modul als Stahl, zeigt weniger Verfor-
mung unter Last und ist außerdem warmfest bei Temperaturen wie sie unter thermo-
mechanischen Kontaktermüdungsbedingungen auftreten.
Abbildung 3.12 Versuchsstand zur Durchführung von Kontaktermüdungs-
Experimenten, (1)Kraftstrang, (2) Probenheizung (konduktiv), (3) Induktionsheizung,
(4) Hochfrequenzgenerator, (5) Induktor-Transporteinheit, (6) Regler.
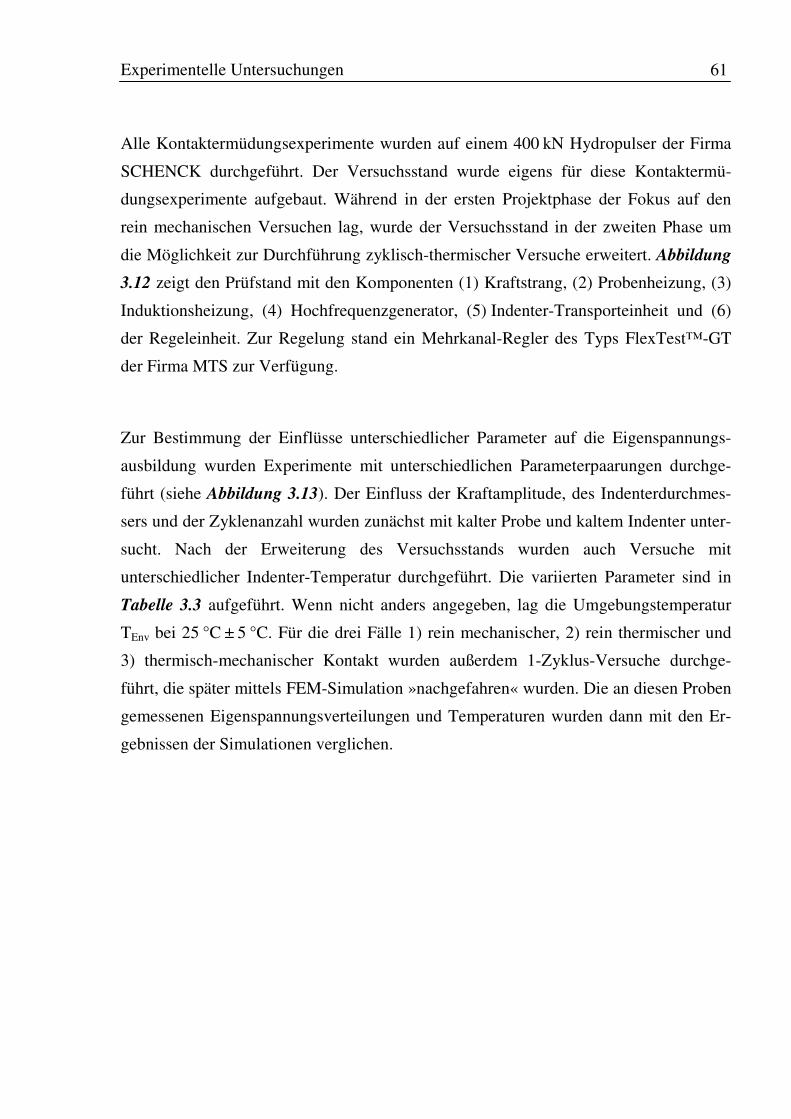
Experimentelle Untersuchungen
61
Alle Kontaktermüdungsexperimente wurden auf einem 400 kN Hydropulser der Firma
SCHENCK durchgeführt. Der Versuchsstand wurde eigens für diese Kontaktermü-
dungsexperimente aufgebaut. Während in der ersten Projektphase der Fokus auf den
rein mechanischen Versuchen lag, wurde der Versuchsstand in der zweiten Phase um
die Möglichkeit zur Durchführung zyklisch-thermischer Versuche erweitert. Abbildung
3.12 zeigt den Prüfstand mit den Komponenten (1) Kraftstrang, (2) Probenheizung, (3)
Induktionsheizung, (4) Hochfrequenzgenerator, (5) Indenter-Transporteinheit und (6)
der Regeleinheit. Zur Regelung stand ein Mehrkanal-Regler des Typs FlexTest™-GT
der Firma MTS zur Verfügung.
Zur Bestimmung der Einflüsse unterschiedlicher Parameter auf die Eigenspannungs-
ausbildung wurden Experimente mit unterschiedlichen Parameterpaarungen durchge-
führt (siehe Abbildung 3.13). Der Einfluss der Kraftamplitude, des Indenterdurchmes-
sers und der Zyklenanzahl wurden zunächst mit kalter Probe und kaltem Indenter unter-
sucht. Nach der Erweiterung des Versuchsstands wurden auch Versuche mit
unterschiedlicher Indenter-Temperatur durchgeführt. Die variierten Parameter sind in
Tabelle 3.3 aufgeführt. Wenn nicht anders angegeben, lag die Umgebungstemperatur
TEnv bei 25 °C ± 5 °C. Für die drei Fälle 1) rein mechanischer, 2) rein thermischer und
3) thermisch-mechanischer Kontakt wurden außerdem 1-Zyklus-Versuche durchge-
führt, die später mittels FEM-Simulation »nachgefahren« wurden. Die an diesen Proben
gemessenen Eigenspannungsverteilungen und Temperaturen wurden dann mit den Er-
gebnissen der Simulationen verglichen.
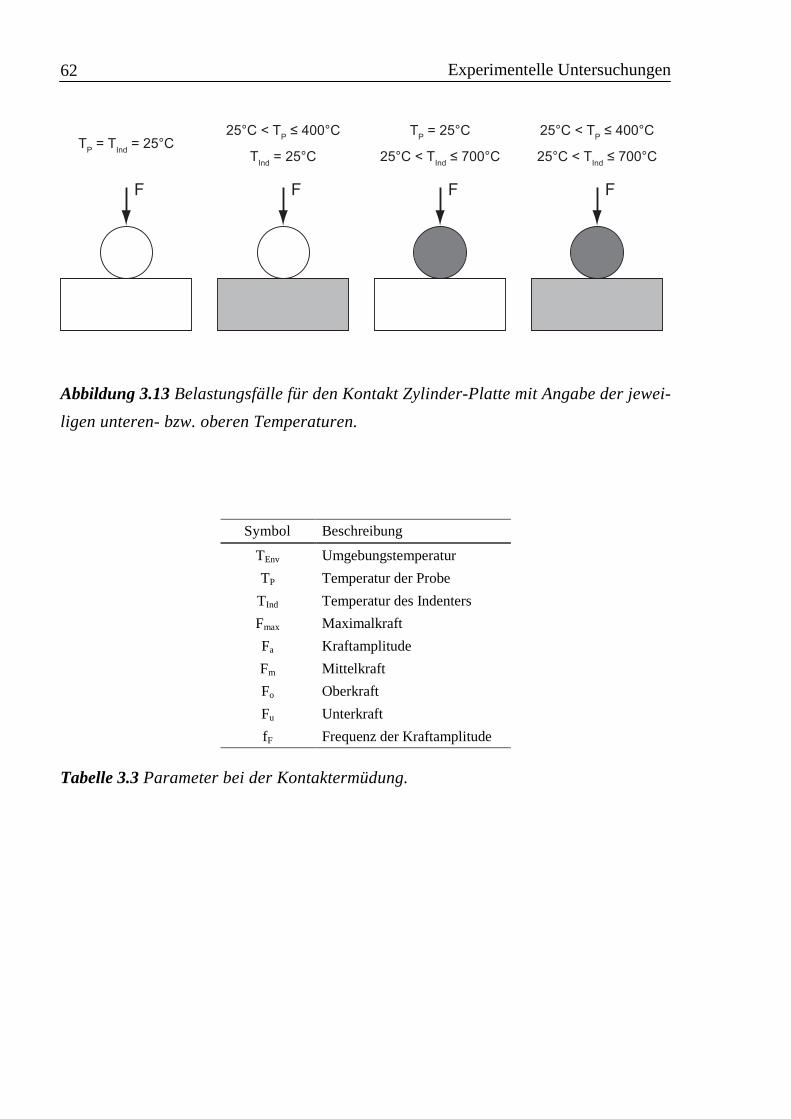
Experimentelle Untersuchungen
62
TP = T
Ind = 25°C
TInd
= 25°C
TP = 25°C
25°C < TInd
≤ 700°C 25°C < TInd
≤ 700°C
25°C < TP ≤ 400°C 25°C < T
P ≤ 400°C
F F F F
Abbildung 3.13 Belastungsfälle für den Kontakt Zylinder-Platte mit Angabe der jewei-
ligen unteren- bzw. oberen Temperaturen.
Symbol Beschreibung
TEnv Umgebungstemperatur
TP Temperatur der Probe
TInd Temperatur des Indenters
Fmax Maximalkraft
Fa Kraftamplitude
Fm Mittelkraft
Fo Oberkraft
Fu Unterkraft
fF Frequenz der Kraftamplitude
Tabelle 3.3 Parameter bei der Kontaktermüdung.
Experimentelle Untersuchungen
63
3.3.1 Isotherme Kontaktermüdung
Im Folgenden werden die Versuche bei Raumtemperatur (d. h. kalte Probe und kalter
Indenter) als rein mechanische Versuche bezeichnet. Diese rein mechanischen Zyklen
wurden mit einer Frequenz von 0,5 Hz aufgebracht, ohne dass der Indenter zwischen
den einzelnen Zyklen abgehoben wurde. In Abbildung 3.14 ist der Ablauf der Testpro-
zedur als Ablaufdiagramm dargestellt. Die Proben wurden zunächst in Wegregelung
1mm vor dem Indenter positioniert. Voraussetzung für eine fehlerfreie Regelung der
Kraftamplitude ist ein sicherer Kraftschluss zwischen Probe und Indenter. Aus diesem
Grund wurde die Probe mit einer Geschwindigkeit von 0,1 mm/s solange in Richtung
Indenter bewegt, bis eine Kraft von -5 kN erreicht war. Nach Gl. 2.19 erzeugt diese
Vorkraft in der Kontaktzone eine maximale Vergleichsspannung σV(GEH) unter der
Oberfläche von 541 MPa, was für den untersuchten Wärmebehandlungszustand der
Probekörper vollständig im Bereich der elastischen Verformungen liegt. Anschließend
wurden die Proben zyklisch belastet. Nach Erreichen der jeweiligen Zielzyklenzahlen
wurden die Proben zum Ausbau in Wegregelung in eine kraftfreie Ausgangsposition
gefahren. Abbildung 3.15 zeigt den Aufbau des Kontaktermüdungsexperiments für den
Fall der rein mechanischen Ermüdung. Die Verläufe der Kraft und der Probentempera-
tur sind in Abbildung 3.16 dargestellt.
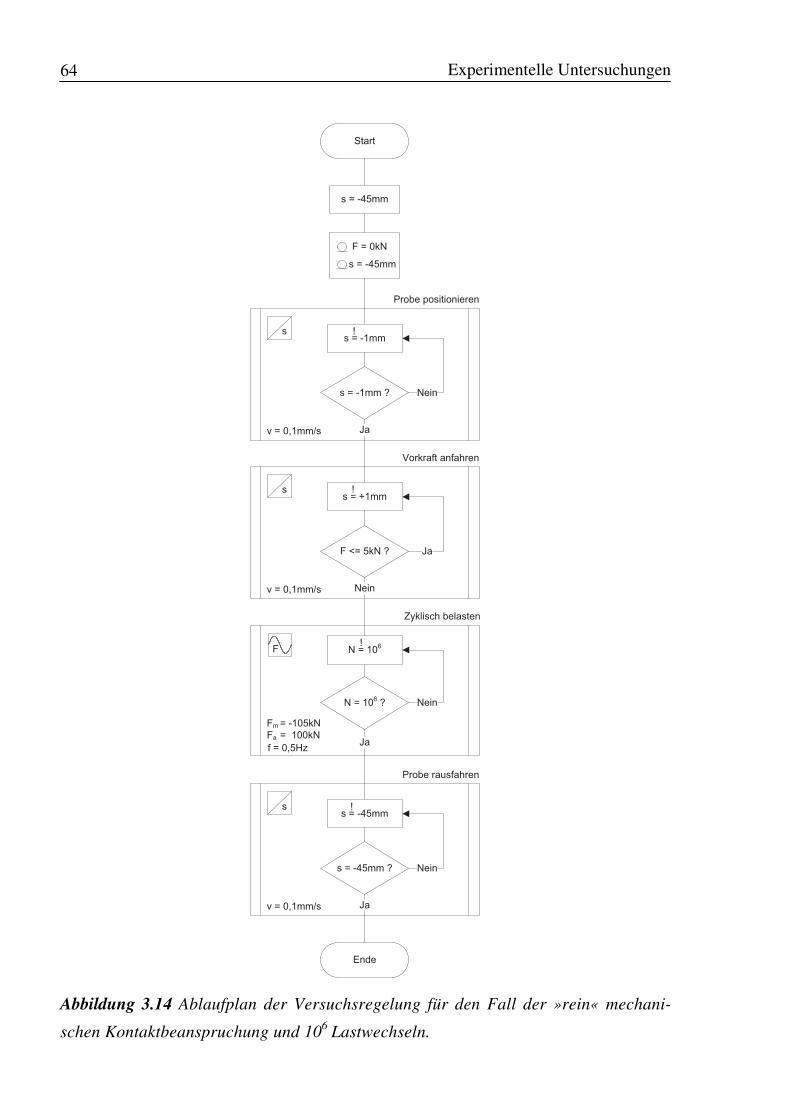
Experimentelle Untersuchungen
64
Start
F = 0kN
s = -45mm
v = 0,1mm/s
s
s = -1mm ?
Ja
Nein
Probe positionieren
Fa = 100kN
F
N = 106
?
Ja
Nein
Zyklisch belasten
f = 0,5Hz
Fm = -105kN
Ende
s = -1mm!
v = 0,1mm/s
s
F <= 5kN ?
Nein
Ja
Vorkraft anfahren
s = +1mm!
s = -45mm
N = 106!
v = 0,1mm/s
s
s = -45mm ?
Ja
Nein
Probe rausfahren
s = -45mm!
Abbildung 3.14 Ablaufplan der Versuchsregelung für den Fall der »rein« mechani-
schen Kontaktbeanspruchung und 106 Lastwechseln.
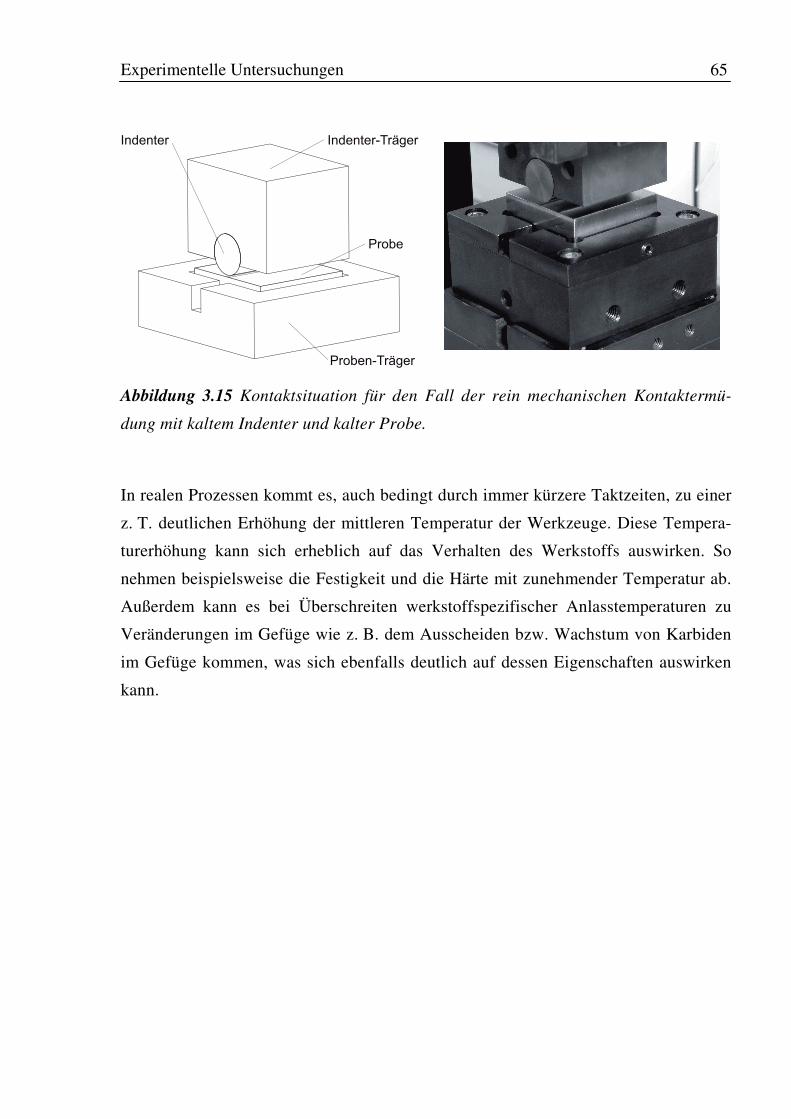
Experimentelle Untersuchungen
65
Indenter-TrägerIndenter
Probe
Proben-Träger
Abbildung 3.15 Kontaktsituation für den Fall der rein mechanischen Kontaktermü-
dung mit kaltem Indenter und kalter Probe.
In realen Prozessen kommt es, auch bedingt durch immer kürzere Taktzeiten, zu einer
z. T. deutlichen Erhöhung der mittleren Temperatur der Werkzeuge. Diese Tempera-
turerhöhung kann sich erheblich auf das Verhalten des Werkstoffs auswirken. So
nehmen beispielsweise die Festigkeit und die Härte mit zunehmender Temperatur ab.
Außerdem kann es bei Überschreiten werkstoffspezifischer Anlasstemperaturen zu
Veränderungen im Gefüge wie z. B. dem Ausscheiden bzw. Wachstum von Karbiden
im Gefüge kommen, was sich ebenfalls deutlich auf dessen Eigenschaften auswirken
kann.
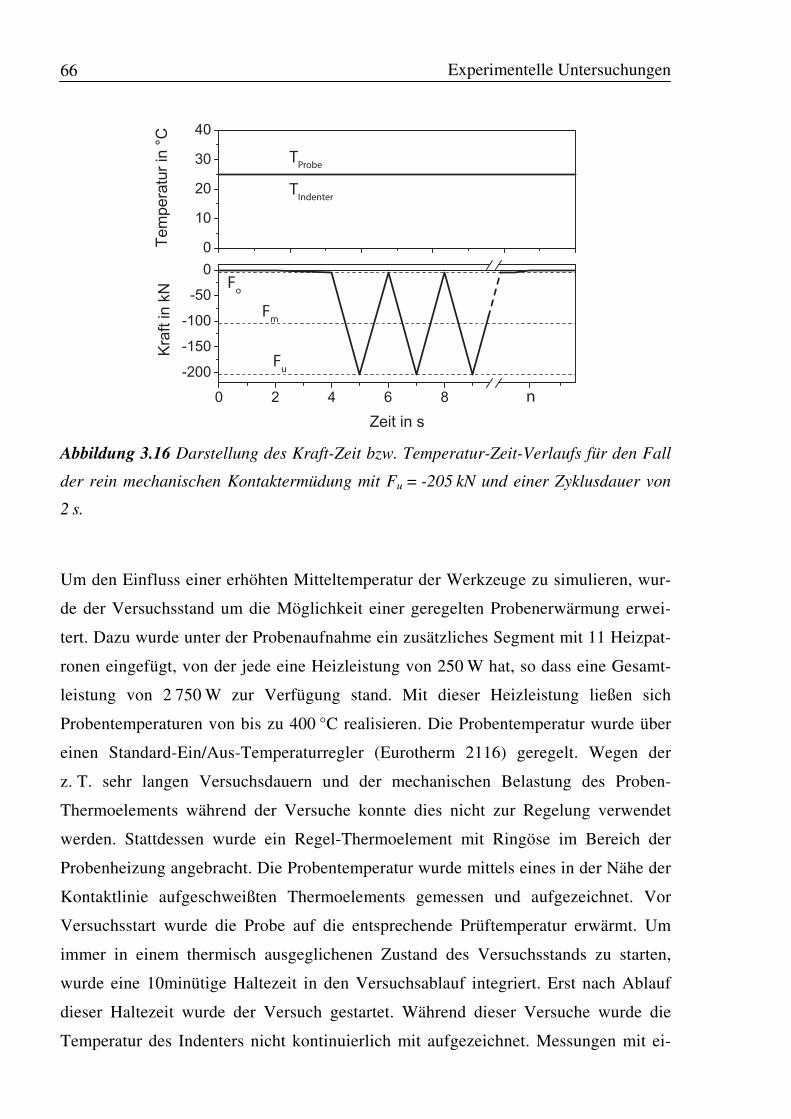
Experimentelle Untersuchungen
66
n
Fm
Fu
Fo
TIndenter
TProbe
Abbildung 3.16 Darstellung des Kraft-Zeit bzw. Temperatur-Zeit-Verlaufs für den Fall
der rein mechanischen Kontaktermüdung mit Fu = -205 kN und einer Zyklusdauer von
2 s.
Um den Einfluss einer erhöhten Mitteltemperatur der Werkzeuge zu simulieren, wur-
de der Versuchsstand um die Möglichkeit einer geregelten Probenerwärmung erwei-
tert. Dazu wurde unter der Probenaufnahme ein zusätzliches Segment mit 11 Heizpat-
ronen eingefügt, von der jede eine Heizleistung von 250 W hat, so dass eine Gesamt-
leistung von 2 750 W zur Verfügung stand. Mit dieser Heizleistung ließen sich
Probentemperaturen von bis zu 400 °C realisieren. Die Probentemperatur wurde über
einen Standard-Ein/Aus-Temperaturregler (Eurotherm 2116) geregelt. Wegen der
z. T. sehr langen Versuchsdauern und der mechanischen Belastung des Proben-
Thermoelements während der Versuche konnte dies nicht zur Regelung verwendet
werden. Stattdessen wurde ein Regel-Thermoelement mit Ringöse im Bereich der
Probenheizung angebracht. Die Probentemperatur wurde mittels eines in der Nähe der
Kontaktlinie aufgeschweißten Thermoelements gemessen und aufgezeichnet. Vor
Versuchsstart wurde die Probe auf die entsprechende Prüftemperatur erwärmt. Um
immer in einem thermisch ausgeglichenen Zustand des Versuchsstands zu starten,
wurde eine 10minütige Haltezeit in den Versuchsablauf integriert. Erst nach Ablauf
dieser Haltezeit wurde der Versuch gestartet. Während dieser Versuche wurde die
Temperatur des Indenters nicht kontinuierlich mit aufgezeichnet. Messungen mit ei-
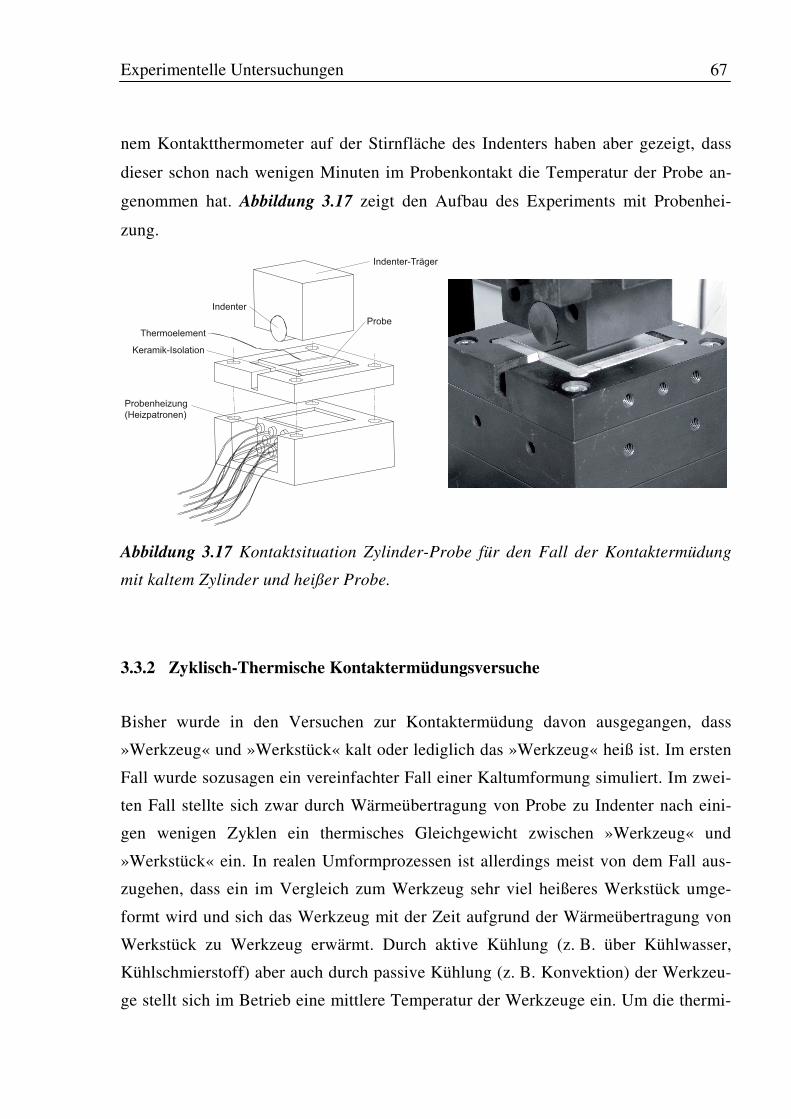
Experimentelle Untersuchungen
67
nem Kontaktthermometer auf der Stirnfläche des Indenters haben aber gezeigt, dass
dieser schon nach wenigen Minuten im Probenkontakt die Temperatur der Probe an-
genommen hat. Abbildung 3.17 zeigt den Aufbau des Experiments mit Probenhei-
zung.
Indenter-Träger
Indenter
Probe
Thermoelement
Probenheizung
(Heizpatronen)
Keramik-Isolation
Abbildung 3.17 Kontaktsituation Zylinder-Probe für den Fall der Kontaktermüdung
mit kaltem Zylinder und heißer Probe.
3.3.2 Zyklisch-Thermische Kontaktermüdungsversuche
Bisher wurde in den Versuchen zur Kontaktermüdung davon ausgegangen, dass
»Werkzeug« und »Werkstück« kalt oder lediglich das »Werkzeug« heiß ist. Im ersten
Fall wurde sozusagen ein vereinfachter Fall einer Kaltumformung simuliert. Im zwei-
ten Fall stellte sich zwar durch Wärmeübertragung von Probe zu Indenter nach eini-
gen wenigen Zyklen ein thermisches Gleichgewicht zwischen »Werkzeug« und
»Werkstück« ein. In realen Umformprozessen ist allerdings meist von dem Fall aus-
zugehen, dass ein im Vergleich zum Werkzeug sehr viel heißeres Werkstück umge-
formt wird und sich das Werkzeug mit der Zeit aufgrund der Wärmeübertragung von
Werkstück zu Werkzeug erwärmt. Durch aktive Kühlung (z. B. über Kühlwasser,
Kühlschmierstoff) aber auch durch passive Kühlung (z. B. Konvektion) der Werkzeu-
ge stellt sich im Betrieb eine mittlere Temperatur der Werkzeuge ein. Um die thermi-
Experimentelle Untersuchungen
68
sche Belastung der Umformwerkzeuge zu verringern, werden diese häufig zusätzlich
lokal über Kühlkanäle an sogenannten Hotspots gekühlt.
Der reale Umformprozess besteht somit aus einem komplexen Zusammenspiel zwi-
schen zyklischen thermischen und mechanischen Belastungen des Werkzeugs und des
Werkstücks, welches zu ebenso komplexen Eigenspannungszuständen in Werkzeugen
und Werkstücken führt. Um den zyklisch-thermischen Einfluss auf die Eigenspan-
nungsausbildung besser verstehen zu können, wurde die oben beschriebene Versuchs-
einrichtung um die Möglichkeit den Indenter zu heizen, erweitert. Dazu wurde eine
Hochfrequenzheizung in den Versuchsaufbau integriert, deren Hochfrequenzeinheit
inklusive Induktor, über einen pneumatisch bewegten Linearschlitten, unter dem In-
denter positioniert werden kann (siehe Abbildung 3.18). Für die Durchführung dieser
Versuche musste der Versuchsablauf neu aufgestellt werden. Dabei wird im Folgen-
den zwischen Versuchen mit einem Zyklus (Einzyklusversuche) und mit mehreren
Zyklen (Mehrzyklenversuche) unterschieden.
Beim Vergleich zwischen »rein« thermischer Belastung und thermisch-mechanischer
Belastung sollte die in einem 1-Zyklus-Versuch aufgeprägte Temperaturdifferenz der
Probe im Kontaktbereich zwischen erstem Kontakt und Abheben des Indenters mög-
lichst gleich sein. Da aber die Wärmeübertragung vom heißen Indenter auf die Probe
stark von der Anpresskraft des Indenters abhängt, musste die Kontaktzeit entspre-
chend angepasst werden. In Vorversuchen wurde in beiden Fällen (»rein« thermisch
und thermisch-mechanisch) die Zeit bis zum Erreichen der gleichen Proben-
Endtemperatur zur Berechnung des dazu nötigen Kraft-Zeit-Regelsignals herangezo-
gen. Da der Wärmeübergang mit zunehmender Anpresskraft zunimmt (siehe Kapi-
tel 2.4.2) und die Wärme schneller vom Indenter auf die Probe übertragen wird, führt
die thermisch-mechanische Belastung zu deutlich kürzeren Zyklenzeiten. Im Beispiel
des 1-Zyklus-Versuchs für den »rein« thermischen Fall, ergab sich für eine Abküh-
lung des Indenters von 487 °C auf 341 °C (∆T = 146 °C), eine Zykluszeit von 26 s,
während der 1-Zyklus-Versuch des thermisch-mechanisch gekoppelten Kontakts für
die gleiche Temperaturdifferenz nur 11 s dauerte. Die anschließende Abkühlung auf
Raumtemperatur erfolgte für beide Fälle passiv durch Wärmeableitung in die Proben-
aufnahme. Damit ergab sich jeweils eine Temperaturdifferenz zwischen maximaler-
und minimaler Temperatur von 462 °C. Die gemessenen Temperatur-Zeit-Verläufe
zeigt Abbildung 3.20. Die dazugehörigen Kraft-Zeit-Verläufe zeigt Abbildung 3.21.
Experimentelle Untersuchungen
69
Beide wurden später als Eingangsgröße für die Simulation dieser 1-Zyklus-Versuche
verwendet.
Abbildung 3.19 zeigt schematisch den Ablauf eines zyklisch-thermischen Kontakter-
müdungsexperiments für den Fall einer 300 °C heißen Probe, eines 650 °C heißen In-
denters und 1 000 aufgeprägten Lastzyklen (Mehrzyklenversuch). Da der Indenter
zwecks Erwärmung nach jedem Zyklus von der Probe abgehoben werden muss, ver-
längern sich die Zyklenzeiten entsprechend. Je nach Indentertemperatur und aufge-
brachter Kraft lagen die Zyklenzeiten bei bis zu 26 Sekunden.
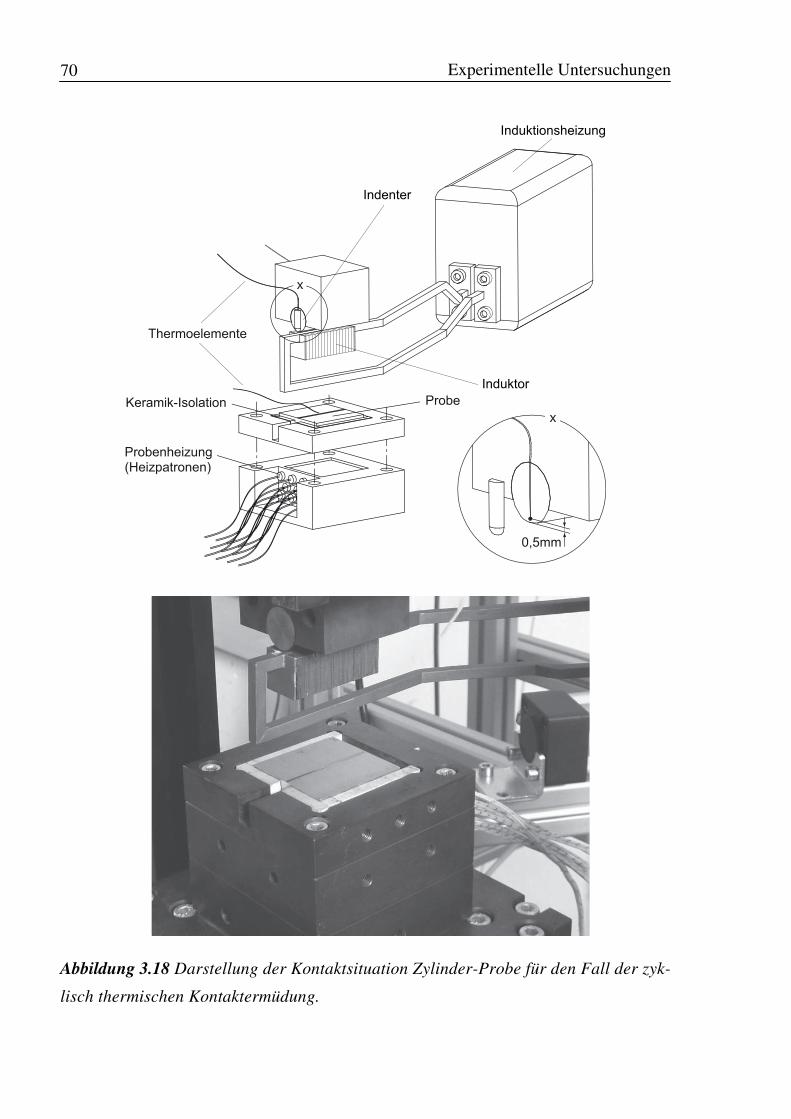
Experimentelle Untersuchungen
70
Induktionsheizung
Indenter
Induktor
Probe
Thermoelemente
Probenheizung(Heizpatronen)
Keramik-Isolation
x
x
0,5mm
Abbildung 3.18 Darstellung der Kontaktsituation Zylinder-Probe für den Fall der zyk-
lisch thermischen Kontaktermüdung.
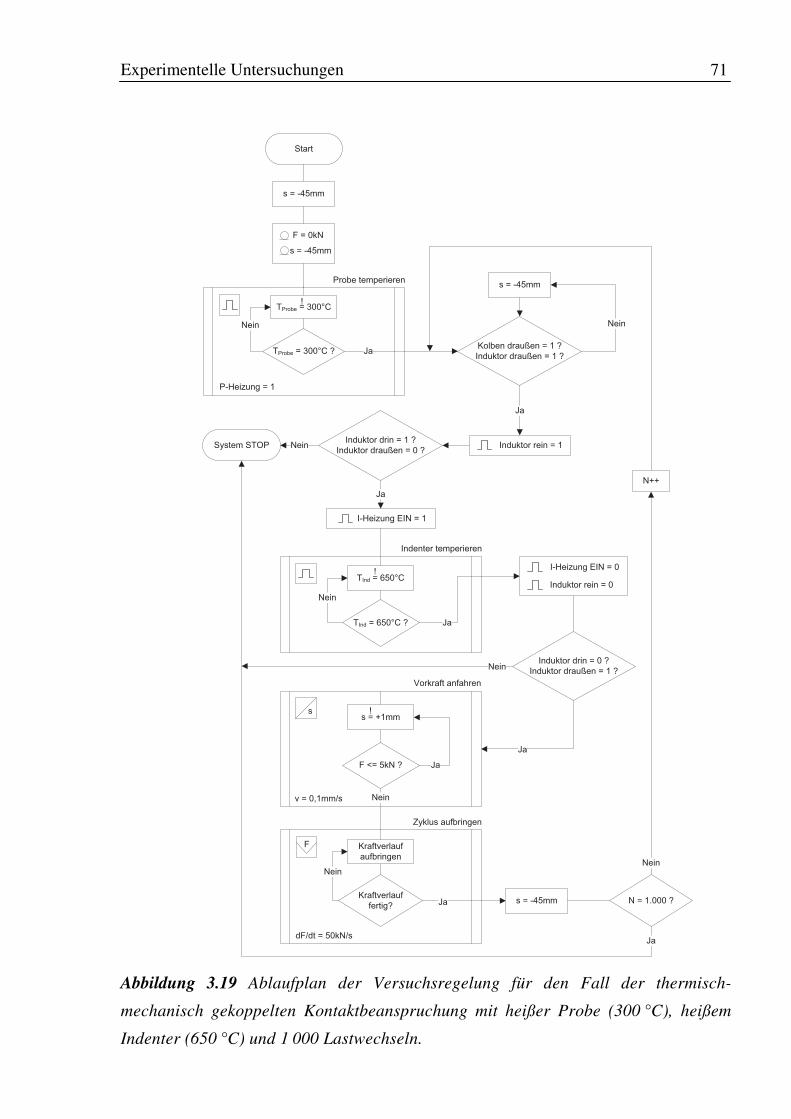
Experimentelle Untersuchungen
71
Start
F = 0kN
s = -45mm
TProbe = 300°C ?
Nein
Probe temperieren
F
Kraftverlauf
fertig?
Nein
Ja
Zyklus aufbringen
dF/dt = 50kN/s
TProbe = 300°C!
v = 0,1mm/s
s
F <= 5kN ?
Nein
Ja
Vorkraft anfahren
s = +1mm!
s = -45mm
Kraftverlauf
aufbringen
TInd = 650°C ?
Nein
Indenter temperieren
TInd = 650°C!
P-Heizung = 1
Induktor rein = 1
Kolben draußen = 1 ?
Induktor draußen = 1 ?Ja
s = -45mm
Nein
Ja
Induktor drin = 1 ?
Induktor draußen = 0 ?System STOP Nein
I-Heizung EIN = 1
Ja
Induktor rein = 0
Ja
I-Heizung EIN = 0
Induktor drin = 0 ?
Induktor draußen = 1 ?Nein
Ja
s = -45mm N = 1.000 ?
Nein
Ja
N++
Abbildung 3.19 Ablaufplan der Versuchsregelung für den Fall der thermisch-
mechanisch gekoppelten Kontaktbeanspruchung mit heißer Probe (300 °C), heißem
Indenter (650 °C) und 1 000 Lastwechseln.
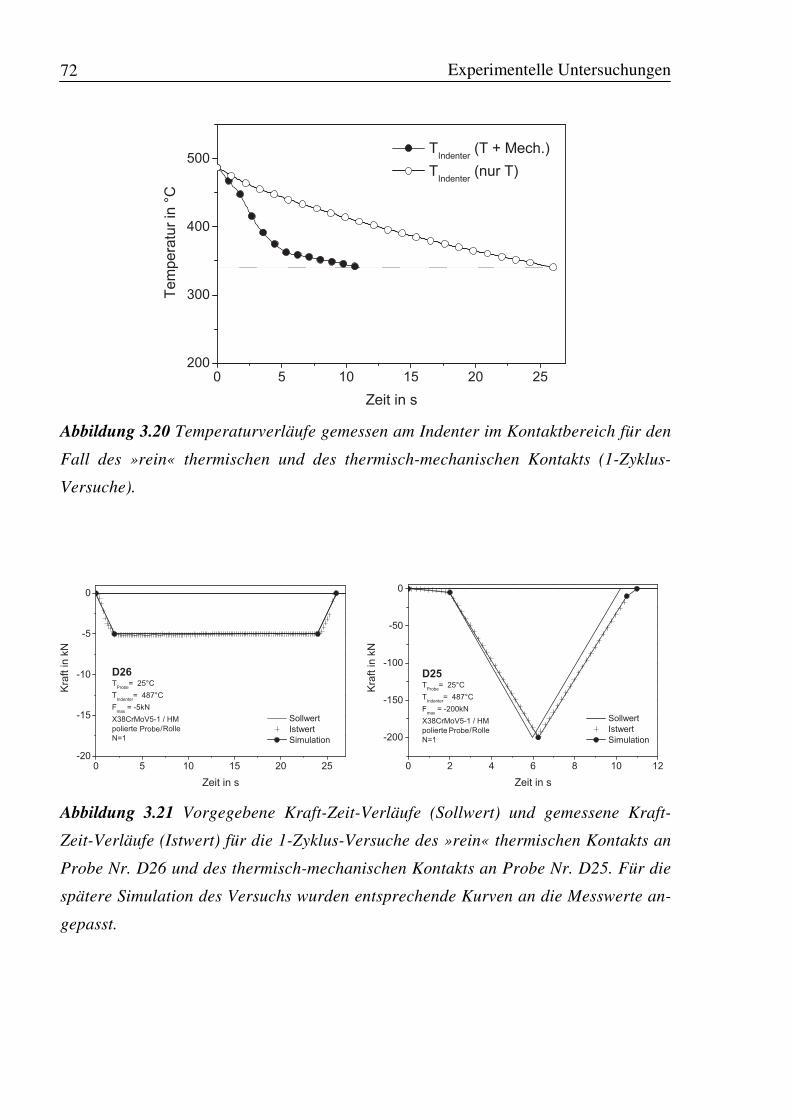
Experimentelle Untersuchungen
72
Abbildung 3.20 Temperaturverläufe gemessen am Indenter im Kontaktbereich für den
Fall des »rein« thermischen und des thermisch-mechanischen Kontakts (1-Zyklus-
Versuche).
Probe Probe
Abbildung 3.21 Vorgegebene Kraft-Zeit-Verläufe (Sollwert) und gemessene Kraft-
Zeit-Verläufe (Istwert) für die 1-Zyklus-Versuche des »rein« thermischen Kontakts an
Probe Nr. D26 und des thermisch-mechanischen Kontakts an Probe Nr. D25. Für die
spätere Simulation des Versuchs wurden entsprechende Kurven an die Messwerte an-
gepasst.
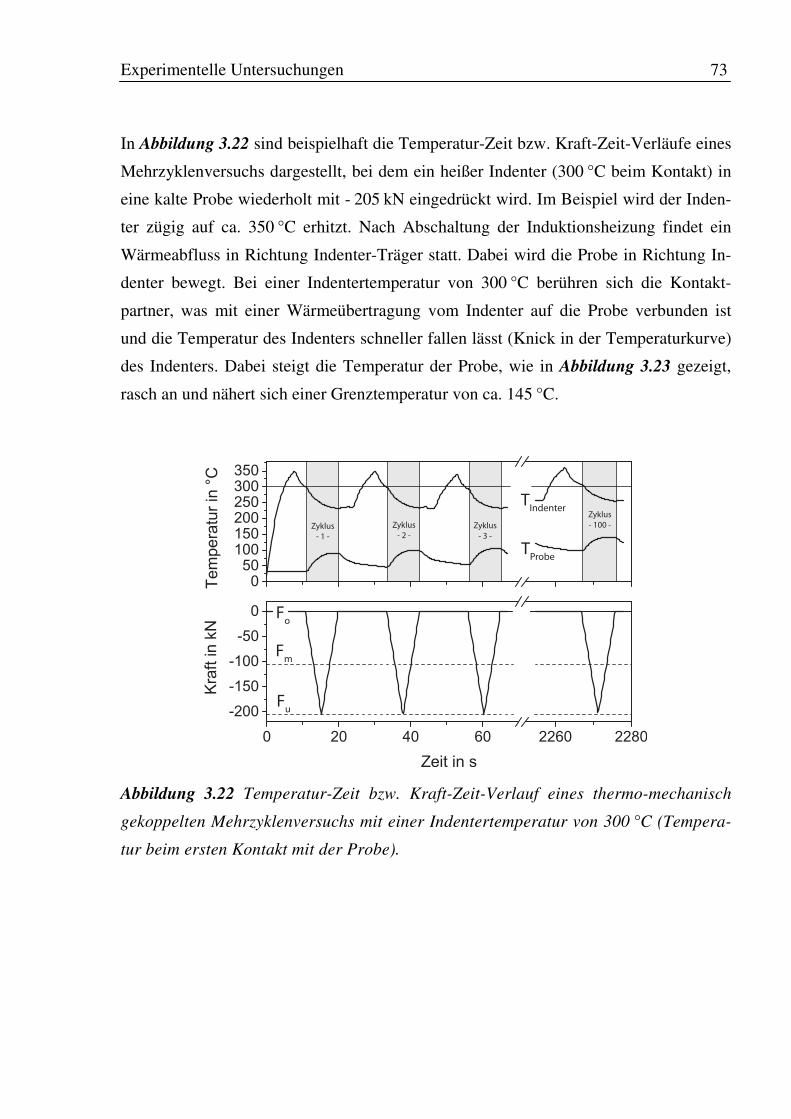
Experimentelle Untersuchungen
73
In Abbildung 3.22 sind beispielhaft die Temperatur-Zeit bzw. Kraft-Zeit-Verläufe eines
Mehrzyklenversuchs dargestellt, bei dem ein heißer Indenter (300 °C beim Kontakt) in
eine kalte Probe wiederholt mit - 205 kN eingedrückt wird. Im Beispiel wird der Inden-
ter zügig auf ca. 350 °C erhitzt. Nach Abschaltung der Induktionsheizung findet ein
Wärmeabfluss in Richtung Indenter-Träger statt. Dabei wird die Probe in Richtung In-
denter bewegt. Bei einer Indentertemperatur von 300 °C berühren sich die Kontakt-
partner, was mit einer Wärmeübertragung vom Indenter auf die Probe verbunden ist
und die Temperatur des Indenters schneller fallen lässt (Knick in der Temperaturkurve)
des Indenters. Dabei steigt die Temperatur der Probe, wie in Abbildung 3.23 gezeigt,
rasch an und nähert sich einer Grenztemperatur von ca. 145 °C.
Fu
Fm
Fo
TIndenter
TProbe
Zyklus
- 1 -
Zyklus
- 2 -Zyklus
- 3 -
Zyklus
- 100 -
Abbildung 3.22 Temperatur-Zeit bzw. Kraft-Zeit-Verlauf eines thermo-mechanisch
gekoppelten Mehrzyklenversuchs mit einer Indentertemperatur von 300 °C (Tempera-
tur beim ersten Kontakt mit der Probe).
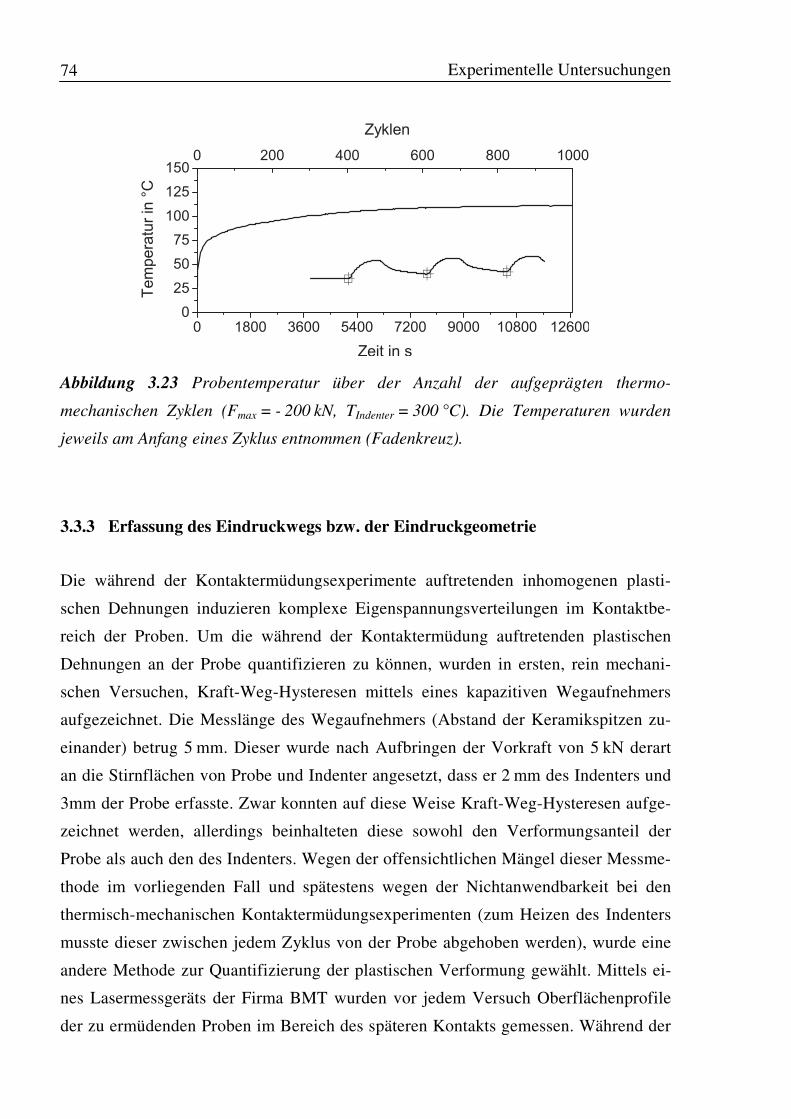
Experimentelle Untersuchungen
74
° ° °
Abbildung 3.23 Probentemperatur über der Anzahl der aufgeprägten thermo-
mechanischen Zyklen (Fmax = - 200 kN, TIndenter = 300 °C). Die Temperaturen wurden
jeweils am Anfang eines Zyklus entnommen (Fadenkreuz).
3.3.3 Erfassung des Eindruckwegs bzw. der Eindruckgeometrie
Die während der Kontaktermüdungsexperimente auftretenden inhomogenen plasti-
schen Dehnungen induzieren komplexe Eigenspannungsverteilungen im Kontaktbe-
reich der Proben. Um die während der Kontaktermüdung auftretenden plastischen
Dehnungen an der Probe quantifizieren zu können, wurden in ersten, rein mechani-
schen Versuchen, Kraft-Weg-Hysteresen mittels eines kapazitiven Wegaufnehmers
aufgezeichnet. Die Messlänge des Wegaufnehmers (Abstand der Keramikspitzen zu-
einander) betrug 5 mm. Dieser wurde nach Aufbringen der Vorkraft von 5 kN derart
an die Stirnflächen von Probe und Indenter angesetzt, dass er 2 mm des Indenters und
3mm der Probe erfasste. Zwar konnten auf diese Weise Kraft-Weg-Hysteresen aufge-
zeichnet werden, allerdings beinhalteten diese sowohl den Verformungsanteil der
Probe als auch den des Indenters. Wegen der offensichtlichen Mängel dieser Messme-
thode im vorliegenden Fall und spätestens wegen der Nichtanwendbarkeit bei den
thermisch-mechanischen Kontaktermüdungsexperimenten (zum Heizen des Indenters
musste dieser zwischen jedem Zyklus von der Probe abgehoben werden), wurde eine
andere Methode zur Quantifizierung der plastischen Verformung gewählt. Mittels ei-
nes Lasermessgeräts der Firma BMT wurden vor jedem Versuch Oberflächenprofile
der zu ermüdenden Proben im Bereich des späteren Kontakts gemessen. Während der
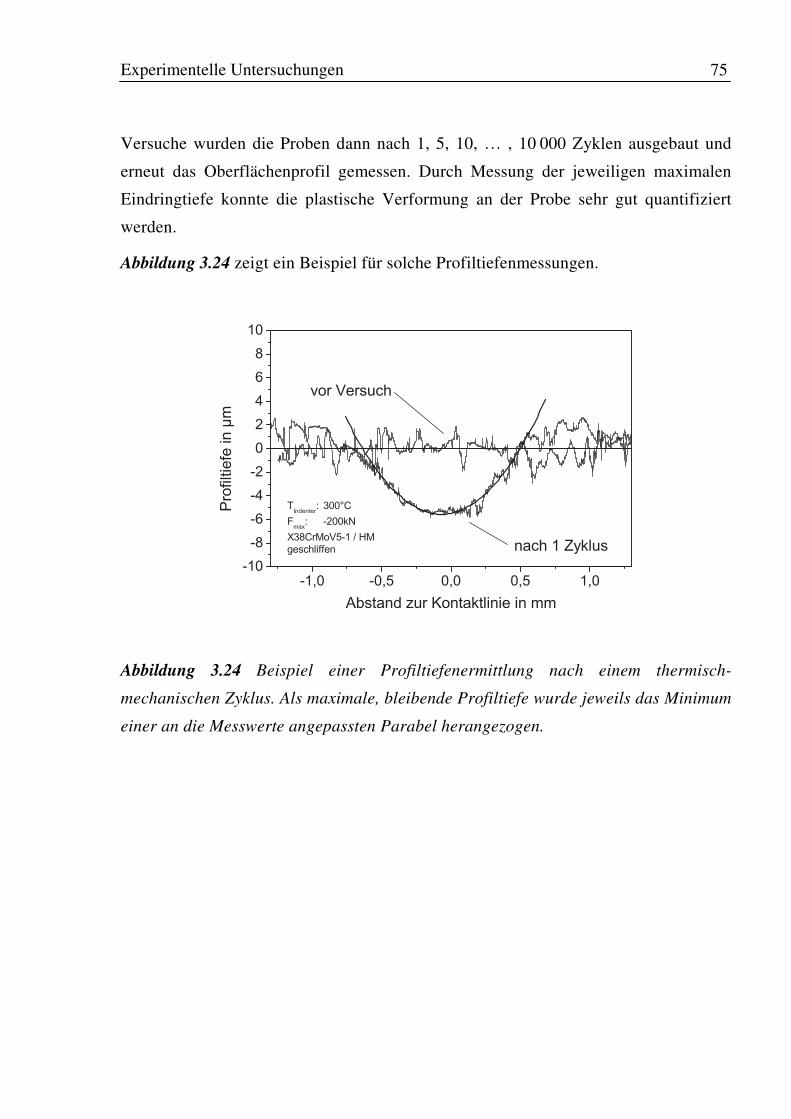
Experimentelle Untersuchungen
75
Versuche wurden die Proben dann nach 1, 5, 10, … , 10 000 Zyklen ausgebaut und
erneut das Oberflächenprofil gemessen. Durch Messung der jeweiligen maximalen
Eindringtiefe konnte die plastische Verformung an der Probe sehr gut quantifiziert
werden.
Abbildung 3.24 zeigt ein Beispiel für solche Profiltiefenmessungen.
Abbildung 3.24 Beispiel einer Profiltiefenermittlung nach einem thermisch-
mechanischen Zyklus. Als maximale, bleibende Profiltiefe wurde jeweils das Minimum
einer an die Messwerte angepassten Parabel herangezogen.
Experimentelle Untersuchungen
76
3.4 Eigenspannungsmessungen
3.4.1 Röntgenmessungen
Der überwiegende Teil der Messungen wurde mit einem Diffraktometer vom Typ
Siemens D5000 mit offener Eulerwiege in ψ-Anordnung nach den Empfehlungen in
[164] durchgeführt. Für den in dieser Arbeit untersuchten Warmarbeitsstahl wurden zur
Bestimmung der Gitterdehnung die {211}-Ebenen des Ferrits bzw. Martensits
(2θ0 = 156,07°) unter Verwendung von CrKα-Strahlung vermessen. Die Beugungsrefle-
xe wurden über einen Winkelbereich 2θ von 148° < 2θ < 164° für 13 ψ-Winkel zwi-
schen -60° bis +60° je Spannungskomponente gemessen. Mittels eines detektorseitig
angebrachten Vanadiumfilters wurden die Kβ-Interferenzen aus dem Spektrum der
verwendeten Röntgenröhre ausgeblendet. Zur Symmetrisierung der detektierten Interfe-
renzlinien wurde eine Symmetrisierungsblende nach Wolfstieg [165] verwendet. Die
Auswertung der Messungen erfolgte mit der Software X’Pert Stress Plus (Version 2.0)
der Firma PANalytical. Die Bestimmung der Linienlagen wurde mittels der Methode
der gleitenden Mittelwerte (sliding gravity) durchgeführt. Die Berechnung der Span-
nungskomponenten erfolgte unter Annahme eines ebenen Spannungszustandes nach
dem sin²ψ-Verfahren (siehe Kapitel 2.3.3) mit den röntgenografischen Elastizitäts-
konstanten ½s2 = 6,095·10-6 MPa-1 und s1 = 1,33·10-6
MPa-1. Außerdem wurden die In-
tegralbreiten der Röntgeninterferenzlinien bestimmt. Die Integralbreite ist die Breite des
Rechtecks, dessen Höhe der Nettointensität der Interferenzlinie entspricht und dessen
Fläche gleich der Fläche unter dem Interferenzprofil nach Untergrundabzug ist. Bei
gleichen Messbedingungen ist die Integralbreite ein Maß für die Mikroeigenspannun-
gen und die Größe der kohärent streuenden Bereiche im vermessenen Werkstoffvolu-
men. Sie korreliert mit der viel aufwendiger zu bestimmenden Versetzungsdichte und
ist bei vergleichenden Messungen ein Maß für die plastische Verformung im vermesse-
nen Werkstoffvolumen.
Die Messung der Eigenspannungsverteilungen an den Hartmetallwerkzeugen aus dem
in Kapitel 5.4.3 beschriebenen Reibdrückprozess erfolgten an den {201}-Ebenen des
Wolframkarbids (2θ0 = 132,41°). Es wurde Manganstrahlung verwendet. Für die Aus-
wertung wurden folgende Parameter verwendet: vermessener Winkelbereich 2θ von
126° < 2θ < 138° für 13 ψ-Winkel zwischen -60° bis +60° je Spannungskomponente.
Experimentelle Untersuchungen
77
Die Berechnung der Spannungskomponenten erfolgte unter Annahme eines ebenen
Spannungszustandes nach dem sin²ψ-Verfahren mit den röntgenografischen Elastizi-
tätskonstanten ½s2 = 2,31·10-6 MPa-1 und s1 = -0,37·10-6
MPa-1.
3.4.2 Inkrementelle Bohrlochmethode
An dem Strangpresswerkzeug aus Kapitel 5.4 wurden zusätzlich zu den zerstörungs-
freien Röntgenmessungen Eigenspannungsmessungen mittels Bohrlochmethode
durchgeführt (siehe Kapitel 2.3.4). Die Messungen wurden mit einem handelsüblichen
Messgerät RS-200 Milling Guide (Measurements Group) vorgenommen. Es wurde ein
TiN-veredelter Stirnfräser mit einem Durchmesser von 1,6 mm verwendet. Die ausge-
lösten Dehnungen wurden bis zu einer Tiefe von 0,92 mm mit DMS-Rosetten des
Typs CEA 06-062 UM 120 der Firma Vishay Measurements Group aufgenommen.
Als Bohrschrittweiten wurden 20 µm (0 - 100 µm), 60 µm (100 - 220 µm) und 100 µm
(220 - 920 µm) gewählt. Für die Auswertung wurde die kommerzielle Software
MPA II verwendet, wobei für den vermessenen Stahl ein E-Modul von 210 GPa und
eine Querkontraktionszahl von 0,3 zu Grunde gelegt wurden. Es wurde weiter isotro-
pes Materialverhalten vorausgesetzt. Bei der Auswertung nach der MPA II – Methode
(differentielle Methode) der Eigenspannungsmessungen mittels der Bohrlochmethode
ist die Annahme getroffen worden, dass keine signifikanten plastischen Verformungen
beim Bohren aufgetreten. Dem Schrifttum ist zu entnehmen, dass für Eigenspan-
nungsbeträge ≥ 60 – 70 % der Streckgrenze zum Teil deutlich überhöhte Dehnungen
ausgelöst und damit die Eigenspannungen überschätzt werden.
3.4.3 Energiedispersive Synchrotronmessungen
Die energiedispersiven Eigenspannungsanalysen an den kontaktermüdeten Proben wur-
den an der Materialforschungsbeamline EDDI (Energie Dispersive Diffraction) des
Helmholz-Zentrums Berlin am Synchrotronspeicherring BESSY II durchgeführt. Ab-
bildung 3.25 zeigt die wichtigsten Komponenten des Messaufbaus. Der supraleitende
7T-Multipolwiggler liefert polychromatische Synchrotronstrahlung mit nutzbaren Ener-
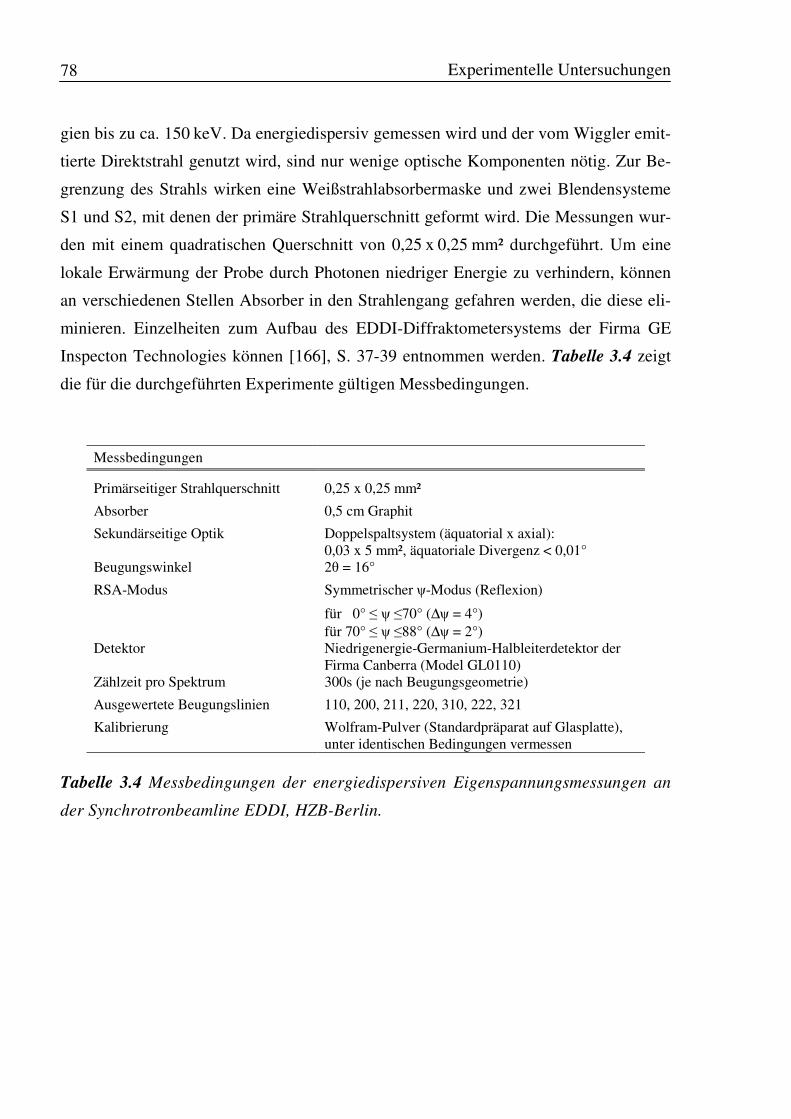
Experimentelle Untersuchungen
78
gien bis zu ca. 150 keV. Da energiedispersiv gemessen wird und der vom Wiggler emit-
tierte Direktstrahl genutzt wird, sind nur wenige optische Komponenten nötig. Zur Be-
grenzung des Strahls wirken eine Weißstrahlabsorbermaske und zwei Blendensysteme
S1 und S2, mit denen der primäre Strahlquerschnitt geformt wird. Die Messungen wur-
den mit einem quadratischen Querschnitt von 0,25 x 0,25 mm² durchgeführt. Um eine
lokale Erwärmung der Probe durch Photonen niedriger Energie zu verhindern, können
an verschiedenen Stellen Absorber in den Strahlengang gefahren werden, die diese eli-
minieren. Einzelheiten zum Aufbau des EDDI-Diffraktometersystems der Firma GE
Inspecton Technologies können [166], S. 37-39 entnommen werden. Tabelle 3.4 zeigt
die für die durchgeführten Experimente gültigen Messbedingungen.
Messbedingungen
Primärseitiger Strahlquerschnitt 0,25 x 0,25 mm² Absorber 0,5 cm Graphit
Sekundärseitige Optik Doppelspaltsystem (äquatorial x axial): 0,03 x 5 mm², äquatoriale Divergenz < 0,01°
Beugungswinkel 2θ = 16°
RSA-Modus Symmetrischer ψ-Modus (Reflexion)
für 0° ≤ ψ ≤70° (∆ψ = 4°) für 70° ≤ ψ ≤88° (∆ψ = 2°)
Detektor Niedrigenergie-Germanium-Halbleiterdetektor der Firma Canberra (Model GL0110)
Zählzeit pro Spektrum 300s (je nach Beugungsgeometrie)
Ausgewertete Beugungslinien 110, 200, 211, 220, 310, 222, 321
Kalibrierung Wolfram-Pulver (Standardpräparat auf Glasplatte), unter identischen Bedingungen vermessen
Tabelle 3.4 Messbedingungen der energiedispersiven Eigenspannungsmessungen an
der Synchrotronbeamline EDDI, HZB-Berlin.
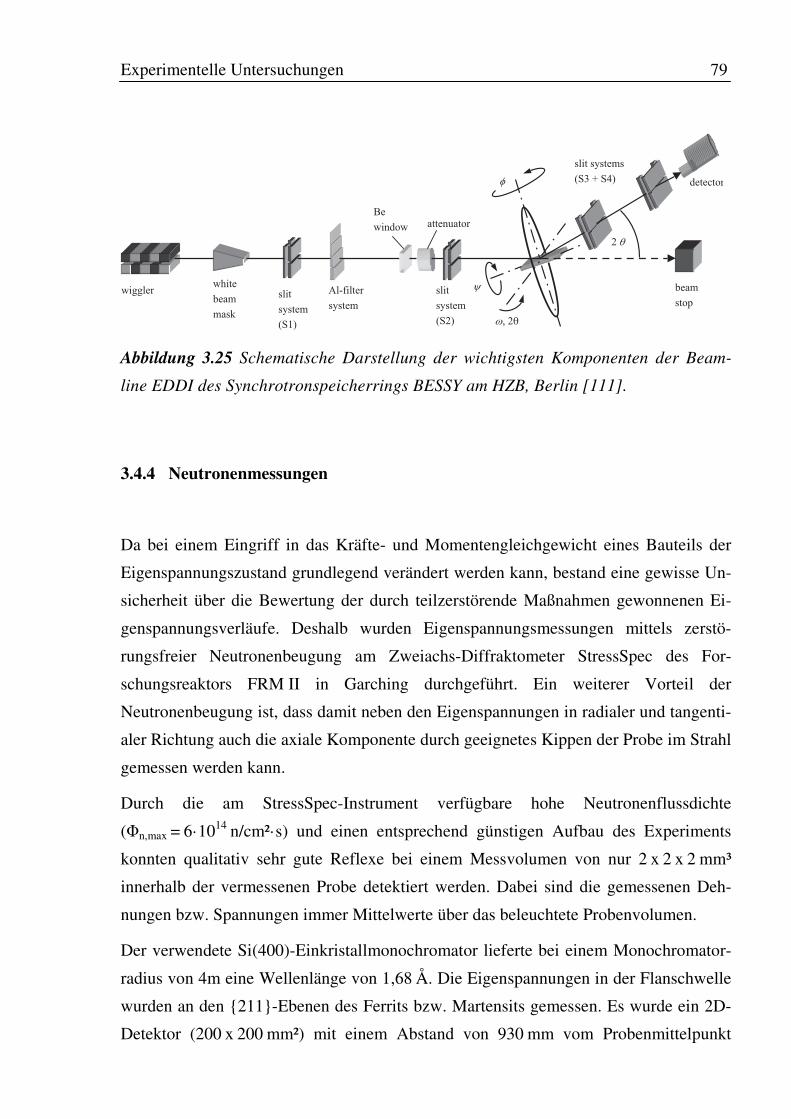
Experimentelle Untersuchungen
79
detectorφ
slit systems
(S3 + S4)
2 θ
Be
window attenuator
ψ slit
system
(S2) ω, 2θ
white
beam
mask
beam
stop
wiggler Al-filter
systemslit
system
(S1)
Abbildung 3.25 Schematische Darstellung der wichtigsten Komponenten der Beam-
line EDDI des Synchrotronspeicherrings BESSY am HZB, Berlin [111].
3.4.4 Neutronenmessungen
Da bei einem Eingriff in das Kräfte- und Momentengleichgewicht eines Bauteils der
Eigenspannungszustand grundlegend verändert werden kann, bestand eine gewisse Un-
sicherheit über die Bewertung der durch teilzerstörende Maßnahmen gewonnenen Ei-
genspannungsverläufe. Deshalb wurden Eigenspannungsmessungen mittels zerstö-
rungsfreier Neutronenbeugung am Zweiachs-Diffraktometer StressSpec des For-
schungsreaktors FRM II in Garching durchgeführt. Ein weiterer Vorteil der
Neutronenbeugung ist, dass damit neben den Eigenspannungen in radialer und tangenti-
aler Richtung auch die axiale Komponente durch geeignetes Kippen der Probe im Strahl
gemessen werden kann.
Durch die am StressSpec-Instrument verfügbare hohe Neutronenflussdichte
(Φn,max = 6·1014 n/cm²·s) und einen entsprechend günstigen Aufbau des Experiments
konnten qualitativ sehr gute Reflexe bei einem Messvolumen von nur 2 x 2 x 2 mm³
innerhalb der vermessenen Probe detektiert werden. Dabei sind die gemessenen Deh-
nungen bzw. Spannungen immer Mittelwerte über das beleuchtete Probenvolumen.
Der verwendete Si(400)-Einkristallmonochromator lieferte bei einem Monochromator-
radius von 4m eine Wellenlänge von 1,68 Å. Die Eigenspannungen in der Flanschwelle
wurden an den {211}-Ebenen des Ferrits bzw. Martensits gemessen. Es wurde ein 2D-
Detektor (200 x 200 mm²) mit einem Abstand von 930 mm vom Probenmittelpunkt
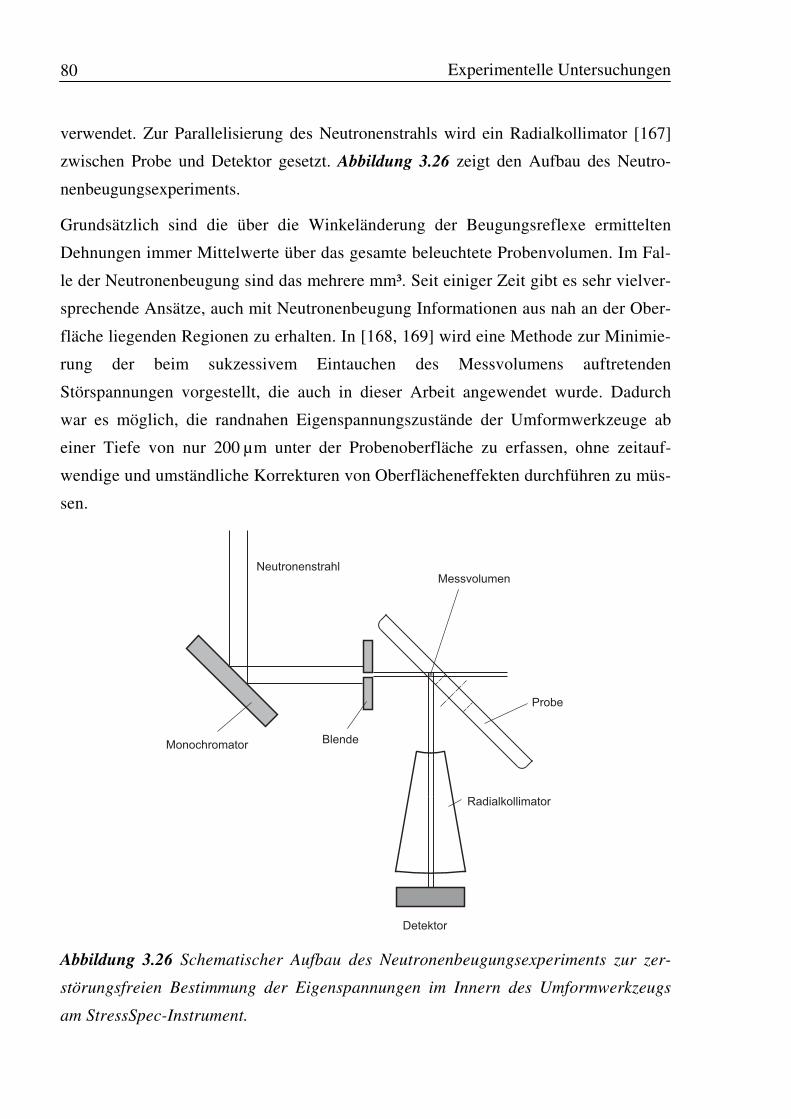
Experimentelle Untersuchungen
80
verwendet. Zur Parallelisierung des Neutronenstrahls wird ein Radialkollimator [167]
zwischen Probe und Detektor gesetzt. Abbildung 3.26 zeigt den Aufbau des Neutro-
nenbeugungsexperiments.
Grundsätzlich sind die über die Winkeländerung der Beugungsreflexe ermittelten
Dehnungen immer Mittelwerte über das gesamte beleuchtete Probenvolumen. Im Fal-
le der Neutronenbeugung sind das mehrere mm³. Seit einiger Zeit gibt es sehr vielver-
sprechende Ansätze, auch mit Neutronenbeugung Informationen aus nah an der Ober-
fläche liegenden Regionen zu erhalten. In [168, 169] wird eine Methode zur Minimie-
rung der beim sukzessivem Eintauchen des Messvolumens auftretenden
Störspannungen vorgestellt, die auch in dieser Arbeit angewendet wurde. Dadurch
war es möglich, die randnahen Eigenspannungszustände der Umformwerkzeuge ab
einer Tiefe von nur 200 µm unter der Probenoberfläche zu erfassen, ohne zeitauf-
wendige und umständliche Korrekturen von Oberflächeneffekten durchführen zu müs-
sen.
Neutronenstrahl
Blende
Radialkollimator
Monochromator
Detektor
Messvolumen
Probe
Abbildung 3.26 Schematischer Aufbau des Neutronenbeugungsexperiments zur zer-
störungsfreien Bestimmung der Eigenspannungen im Innern des Umformwerkzeugs
am StressSpec-Instrument.

Experimentelle Untersuchungen
81
Voraussetzung für die Berechnung von Spannungen aus den gemessenen Dehnungen
ist eine möglichst genaue Bestimmung des D0- bzw. 2θ0-Wertes einer eigenspan-
nungsfreien Probe. Hierzu wurde mittels Drahterosion ein entsprechend spannungs-
armes Probenvolumen aus einem der Umformwerkzeuge heraus präpariert und vor
den eigentlichen Experimenten vermessen. Durch Rotation des Probenvolumens im
Neutronenstrahl wurde das Ergebnis der D0-Bestimmung noch verbessert. Zur Be-
rechnung der Dehnungen aus den Beugungsreflexen wurde das nichtkommerzielle
Programm StressTexCalculator verwendet.
Simulation der Kontaktbeanspruchung
82
4 Simulation der Kontaktbeanspruchung
4.1 Finite-Element-Modell
Um eine Reduktion des experimentellen und zeitlichen Aufwandes zur Durchführung
der Kontaktermüdungsexperimente und der Bestimmung der Eigenspannungsverteilun-
gen zu erreichen, wurden zusätzlich Simulationsrechnungen durchgeführt. Die in Kapi-
tel 3.3 beschriebenen Kontaktermüdungsexperimente wurden mit Hilfe der Finite Ele-
mente Methode (Code ABAQUS in der Version 6.10-2) simuliert. Das Augenmerk lag
dabei auf den sich während der Kontaktbeanspruchung ausbildenden Lastspannungsver-
teilungen im Kontaktbereich zwischen Probe und Indenter und den durch die inhomo-
gene Verformung im Werkstoff verbleibenden Eigenspannungen. Der durch den Her-
stellungsprozess der Proben vorliegenden Bearbeitungseigenspannungszustand wurde
als initialer Eigenspannungszustand der Randzone im FEM-Modell berücksichtigt. Zu-
nächst wurden die real durchgeführten 1-Zyklus-Versuche anhand der aufgezeichneten
Versuchsparameter nachgefahren. Nachdem die Ergebnisse dieser Simulationen gute
Übereinstimmung mit den real gemessenen Eigenspannungsverteilungen gezeigt haben,
wurde der Einfluss einiger Versuchsparameter auf die Eigenspannungsverteilung simu-
liert.
Modellgeometrie
Da es sich um ein symmetrisches Problem handelt, wurde die Probe als symmetrisches
Halbmodell unter Annahme eines ebenen Dehnungszustands (plane strain) aufgebaut.
Vorversuche haben gezeigt, dass wegen der hohen Steifigkeit des Indentermaterials und
den damit verbundenen sehr kleinen Dehnungen, die Modellierung des Indenters als
Kreisringsegment ausreicht. Das 2D-Modell (vgl. Abbildung 4.1) besteht aus 6 613
4-knotigen Elementen des Typs CPE4T (Coupled Temperature-Displacement). Davon
entfallen 5 113 auf die Probe und 1 500 auf den Indenter. Wegen der z. T. sehr steilen
Spannungsgradienten an den Berührstellen zwischen Probe und Indenter wurde der
Kontaktbereich sehr viel feiner vernetzt als der Rest des Modells (vgl. Abbildung 4.2).
Dadurch ergaben sich in diesem Bereich Elementgrößen von nur 3 µm x 4 µm. Mit zu-
nehmendem Abstand von der Kontaktzone nimmt der Vernetzungsgrad ab.
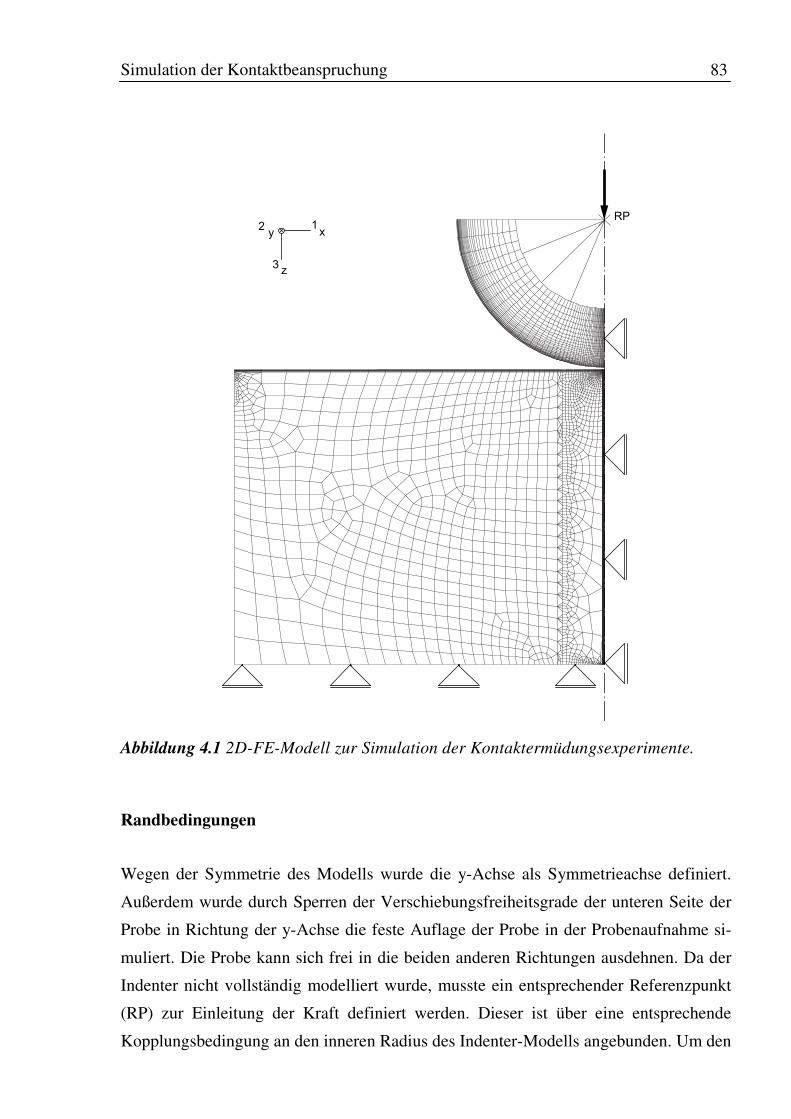
Simulation der Kontaktbeanspruchung
83
12
3
RP
xy
z
Abbildung 4.1 2D-FE-Modell zur Simulation der Kontaktermüdungsexperimente.
Randbedingungen
Wegen der Symmetrie des Modells wurde die y-Achse als Symmetrieachse definiert.
Außerdem wurde durch Sperren der Verschiebungsfreiheitsgrade der unteren Seite der
Probe in Richtung der y-Achse die feste Auflage der Probe in der Probenaufnahme si-
muliert. Die Probe kann sich frei in die beiden anderen Richtungen ausdehnen. Da der
Indenter nicht vollständig modelliert wurde, musste ein entsprechender Referenzpunkt
(RP) zur Einleitung der Kraft definiert werden. Dieser ist über eine entsprechende
Kopplungsbedingung an den inneren Radius des Indenter-Modells angebunden. Um den
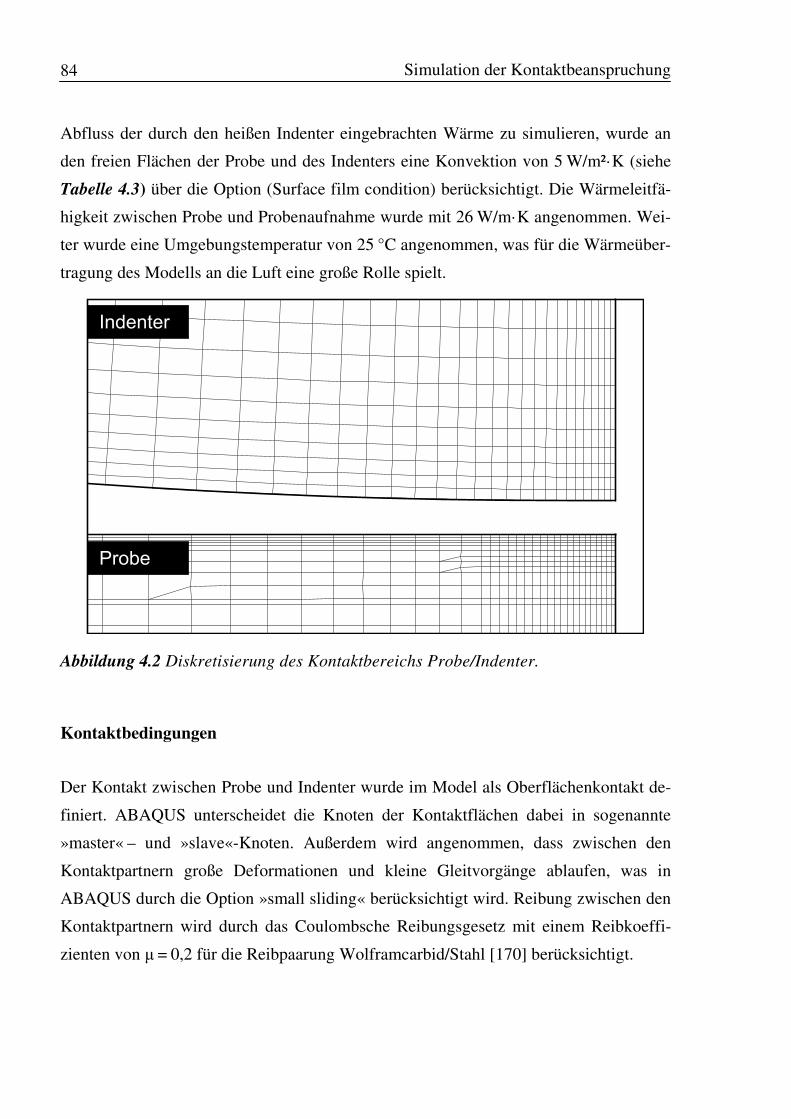
Simulation der Kontaktbeanspruchung
84
Abfluss der durch den heißen Indenter eingebrachten Wärme zu simulieren, wurde an
den freien Flächen der Probe und des Indenters eine Konvektion von 5 W/m²·K (siehe
Tabelle 4.3) über die Option (Surface film condition) berücksichtigt. Die Wärmeleitfä-
higkeit zwischen Probe und Probenaufnahme wurde mit 26 W/m·K angenommen. Wei-
ter wurde eine Umgebungstemperatur von 25 °C angenommen, was für die Wärmeüber-
tragung des Modells an die Luft eine große Rolle spielt.
Indenter
Probe
Abbildung 4.2 Diskretisierung des Kontaktbereichs Probe/Indenter.
Kontaktbedingungen
Der Kontakt zwischen Probe und Indenter wurde im Model als Oberflächenkontakt de-
finiert. ABAQUS unterscheidet die Knoten der Kontaktflächen dabei in sogenannte
»master« – und »slave«-Knoten. Außerdem wird angenommen, dass zwischen den
Kontaktpartnern große Deformationen und kleine Gleitvorgänge ablaufen, was in
ABAQUS durch die Option »small sliding« berücksichtigt wird. Reibung zwischen den
Kontaktpartnern wird durch das Coulombsche Reibungsgesetz mit einem Reibkoeffi-
zienten von µ = 0,2 für die Reibpaarung Wolframcarbid/Stahl [170] berücksichtigt.
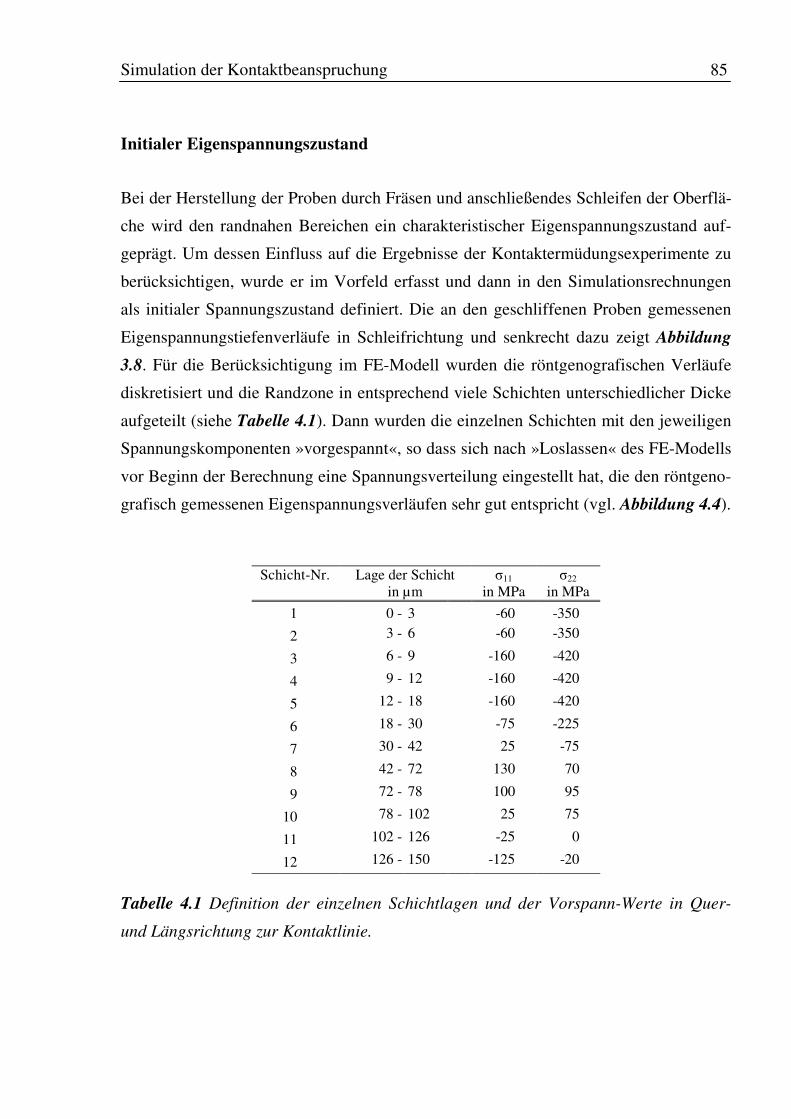
Simulation der Kontaktbeanspruchung
85
Initialer Eigenspannungszustand
Bei der Herstellung der Proben durch Fräsen und anschließendes Schleifen der Oberflä-
che wird den randnahen Bereichen ein charakteristischer Eigenspannungszustand auf-
geprägt. Um dessen Einfluss auf die Ergebnisse der Kontaktermüdungsexperimente zu
berücksichtigen, wurde er im Vorfeld erfasst und dann in den Simulationsrechnungen
als initialer Spannungszustand definiert. Die an den geschliffenen Proben gemessenen
Eigenspannungstiefenverläufe in Schleifrichtung und senkrecht dazu zeigt Abbildung
3.8. Für die Berücksichtigung im FE-Modell wurden die röntgenografischen Verläufe
diskretisiert und die Randzone in entsprechend viele Schichten unterschiedlicher Dicke
aufgeteilt (siehe Tabelle 4.1). Dann wurden die einzelnen Schichten mit den jeweiligen
Spannungskomponenten »vorgespannt«, so dass sich nach »Loslassen« des FE-Modells
vor Beginn der Berechnung eine Spannungsverteilung eingestellt hat, die den röntgeno-
grafisch gemessenen Eigenspannungsverläufen sehr gut entspricht (vgl. Abbildung 4.4).
Schicht-Nr. Lage der Schicht in µm
σ11
in MPa σ22
in MPa
1 0 - 3 -60 -350
2 3 - 6 -60 -350
3 6 - 9 -160 -420
4 9 - 12 -160 -420
5 12 - 18 -160 -420
6 18 - 30 -75 -225
7 30 - 42 25 -75
8 42 - 72 130 70
9 72 - 78 100 95
10 78 - 102 25 75
11 102 - 126 -25 0
12 126 - 150 -125 -20
Tabelle 4.1 Definition der einzelnen Schichtlagen und der Vorspann-Werte in Quer-
und Längsrichtung zur Kontaktlinie.
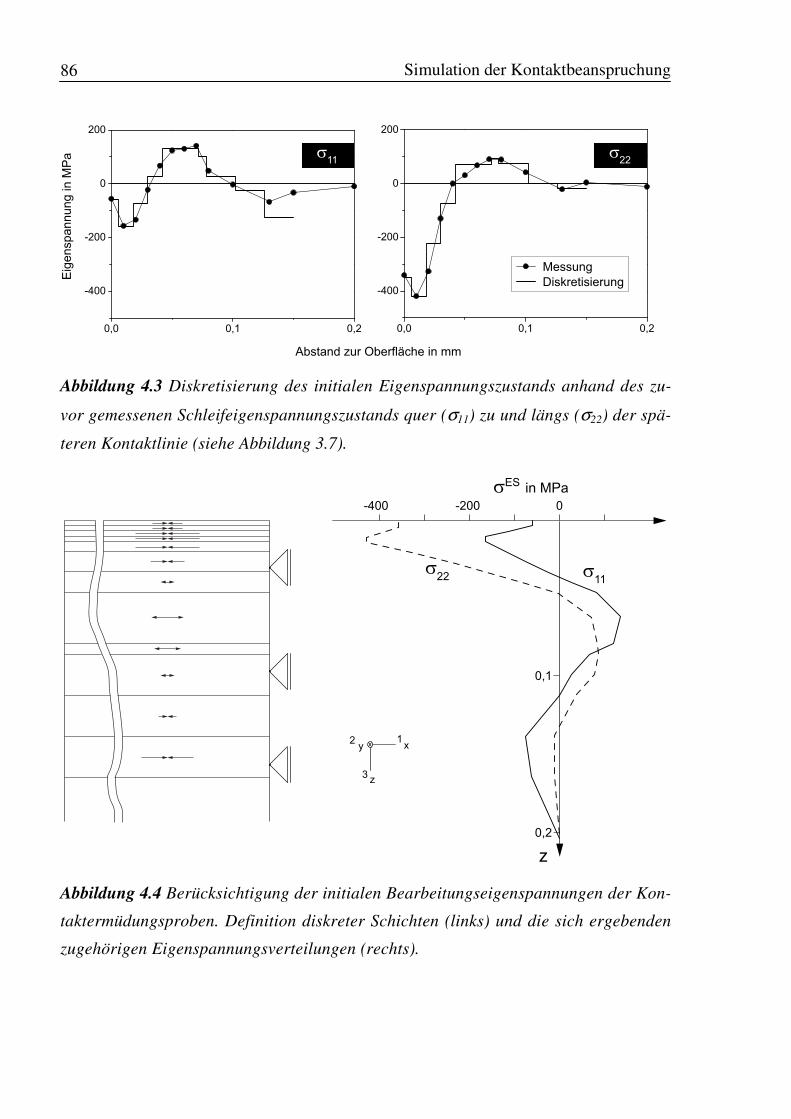
Simulation der Kontaktbeanspruchung
86
0,0 0,1 0,2
-400
-200
0
200
0,0 0,1 0,2
-400
-200
0
200
Eig
en
sp
an
nu
ng
in
MP
a
Abstand zur Oberfläche in mm
Messung
Diskretisierung
σ11
σ22
Abbildung 4.3 Diskretisierung des initialen Eigenspannungszustands anhand des zu-
vor gemessenen Schleifeigenspannungszustands quer (σ11) zu und längs (σ22) der spä-
teren Kontaktlinie (siehe Abbildung 3.7).
z
σES in MPa
σ22 σ
11
0-200-400
0,1
0,2
12
3
xy
z
Abbildung 4.4 Berücksichtigung der initialen Bearbeitungseigenspannungen der Kon-
taktermüdungsproben. Definition diskreter Schichten (links) und die sich ergebenden
zugehörigen Eigenspannungsverteilungen (rechts).
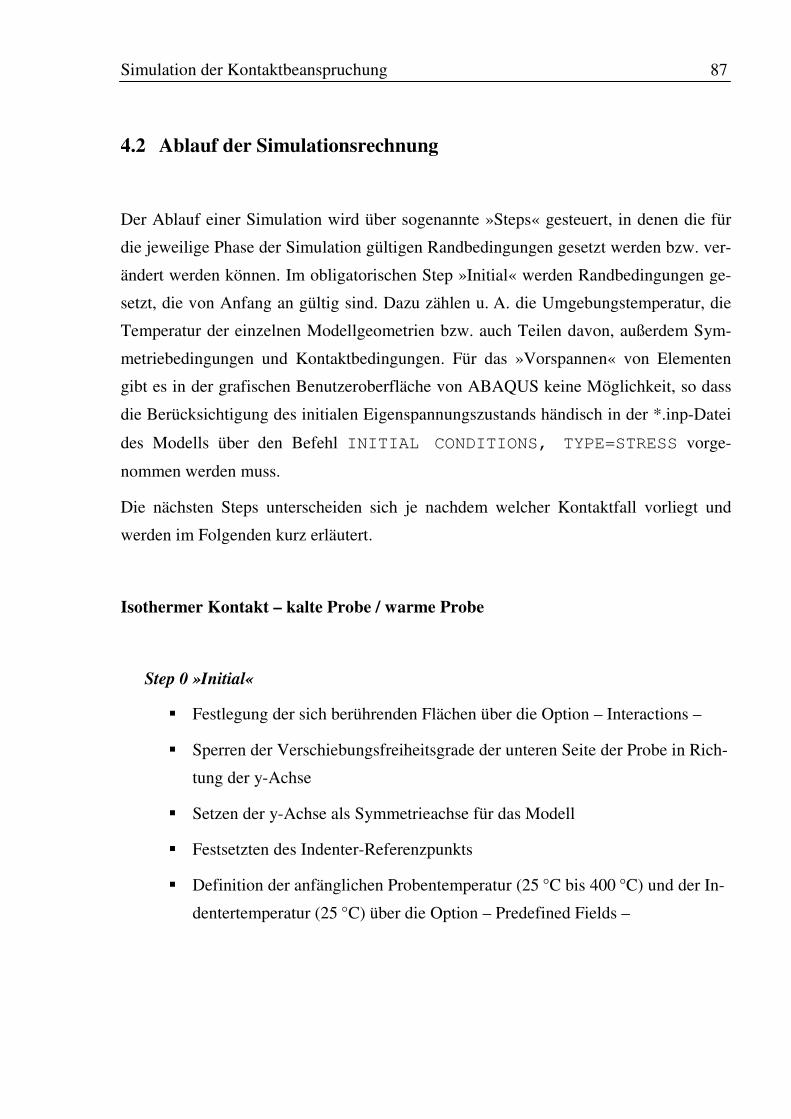
Simulation der Kontaktbeanspruchung
87
4.2 Ablauf der Simulationsrechnung
Der Ablauf einer Simulation wird über sogenannte »Steps« gesteuert, in denen die für
die jeweilige Phase der Simulation gültigen Randbedingungen gesetzt werden bzw. ver-
ändert werden können. Im obligatorischen Step »Initial« werden Randbedingungen ge-
setzt, die von Anfang an gültig sind. Dazu zählen u. A. die Umgebungstemperatur, die
Temperatur der einzelnen Modellgeometrien bzw. auch Teilen davon, außerdem Sym-
metriebedingungen und Kontaktbedingungen. Für das »Vorspannen« von Elementen
gibt es in der grafischen Benutzeroberfläche von ABAQUS keine Möglichkeit, so dass
die Berücksichtigung des initialen Eigenspannungszustands händisch in der *.inp-Datei
des Modells über den Befehl INITIAL CONDITIONS, TYPE=STRESS vorge-
nommen werden muss.
Die nächsten Steps unterscheiden sich je nachdem welcher Kontaktfall vorliegt und
werden im Folgenden kurz erläutert.
Isothermer Kontakt – kalte Probe / warme Probe
Step 0 »Initial«
� Festlegung der sich berührenden Flächen über die Option – Interactions –
� Sperren der Verschiebungsfreiheitsgrade der unteren Seite der Probe in Rich-
tung der y-Achse
� Setzen der y-Achse als Symmetrieachse für das Modell
� Festsetzten des Indenter-Referenzpunkts
� Definition der anfänglichen Probentemperatur (25 °C bis 400 °C) und der In-
dentertemperatur (25 °C) über die Option – Predefined Fields –
Simulation der Kontaktbeanspruchung
88
Step 1 »Kontakt finden«
� Um Probleme beim »Finden« der Kontaktknoten zwischen Probe und Inden-
ter zu vermeiden, wird der Indenter zuerst um 0,001 mm in die Probe einge-
drückt (die dabei auftretende maximale Vergleichsspannung σV (GEH) lag da-
bei unterhalb von 20 MPa).
Step 2 »Kraft aufbringen«
� Aufbringen des zuvor definierten Kraft-Zeit-Verlaufs
Step 3 »Indenter abheben«
� Deaktivierung der Kraft
� Der Indenter wird auf einen Abstand von 1mm von der Probenoberfläche
gesetzt
Thermisch-mechanischer Kontakt
Step 0 »Initial«
� Wie isothermer Kontakt
� Zusätzlich wird die Indentertemperatur auf die jeweilige Start-Temperatur
gesetzt
Step 1 »Kontakt finden«
� Wie isothermer Kontakt
Simulation der Kontaktbeanspruchung
89
Step 2 »Kraft/Temperatur aufbringen«
� Aufbringen des zuvor definierten gekoppelten Kraft-Temperatur-Zeit-
Verlaufs mit den jeweiligen Start-Temperaturen
Step 3 »Abkühlen«
� Deaktivierung der Kraft und der Temperatur (ab jetzt freie Abkühlung
von Probe und Indenter auf 25 °C)
� Der Indenter wird auf einen Abstand von 1mm von der Probenoberfläche
gesetzt
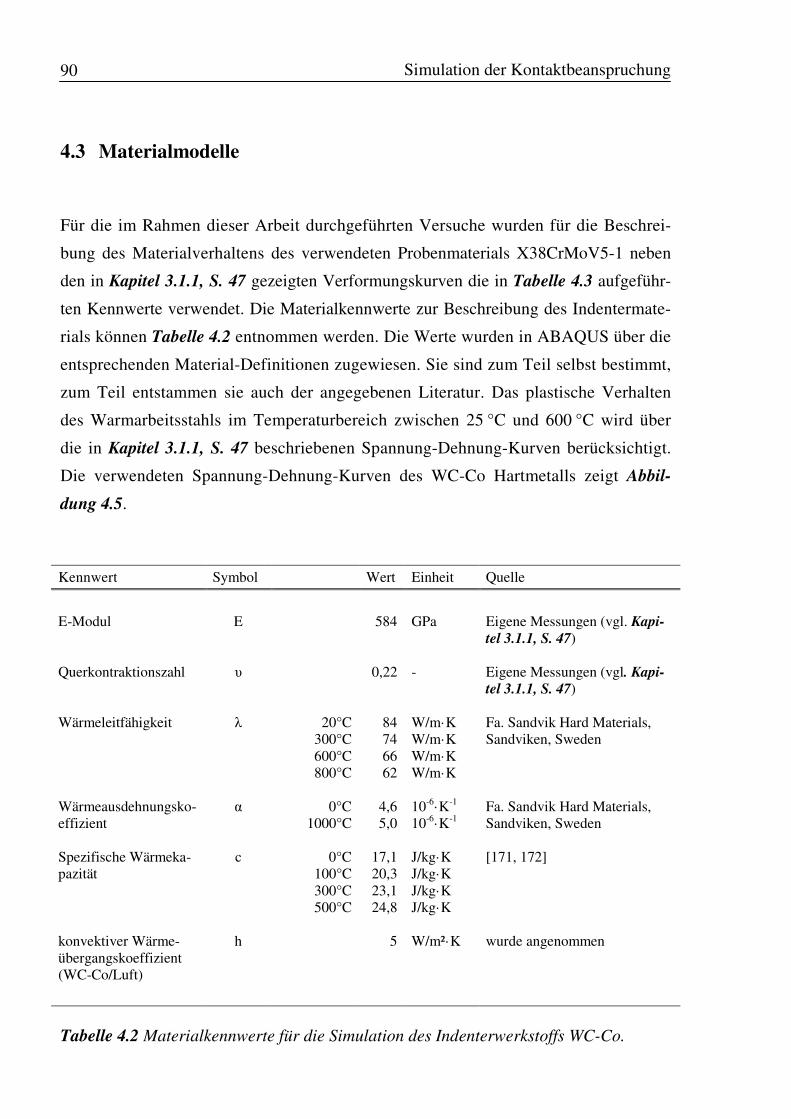
Simulation der Kontaktbeanspruchung
90
4.3 Materialmodelle
Für die im Rahmen dieser Arbeit durchgeführten Versuche wurden für die Beschrei-
bung des Materialverhaltens des verwendeten Probenmaterials X38CrMoV5-1 neben
den in Kapitel 3.1.1, S. 47 gezeigten Verformungskurven die in Tabelle 4.3 aufgeführ-
ten Kennwerte verwendet. Die Materialkennwerte zur Beschreibung des Indentermate-
rials können Tabelle 4.2 entnommen werden. Die Werte wurden in ABAQUS über die
entsprechenden Material-Definitionen zugewiesen. Sie sind zum Teil selbst bestimmt,
zum Teil entstammen sie auch der angegebenen Literatur. Das plastische Verhalten
des Warmarbeitsstahls im Temperaturbereich zwischen 25 °C und 600 °C wird über
die in Kapitel 3.1.1, S. 47 beschriebenen Spannung-Dehnung-Kurven berücksichtigt.
Die verwendeten Spannung-Dehnung-Kurven des WC-Co Hartmetalls zeigt Abbil-
dung 4.5.
Kennwert Symbol Wert Einheit Quelle
E-Modul E 584 GPa Eigene Messungen (vgl. Kapi-
tel 3.1.1, S. 47) Querkontraktionszahl υ 0,22 - Eigene Messungen (vgl. Kapi-
tel 3.1.1, S. 47) Wärmeleitfähigkeit λ 20°C
300°C 600°C 800°C
84 74 66 62
W/m·K W/m·K W/m·K W/m·K
Fa. Sandvik Hard Materials, Sandviken, Sweden
Wärmeausdehnungsko-effizient
α 0°C 1000°C
4,6 5,0
10-6·K-1
10-6·K-1 Fa. Sandvik Hard Materials, Sandviken, Sweden
Spezifische Wärmeka-pazität
c 0°C 100°C 300°C 500°C
17,1 20,3 23,1 24,8
J/kg·K J/kg·K J/kg·K J/kg·K
[171, 172]
konvektiver Wärme-übergangskoeffizient (WC-Co/Luft)
h 5 W/m²·K wurde angenommen
Tabelle 4.2 Materialkennwerte für die Simulation des Indenterwerkstoffs WC-Co.
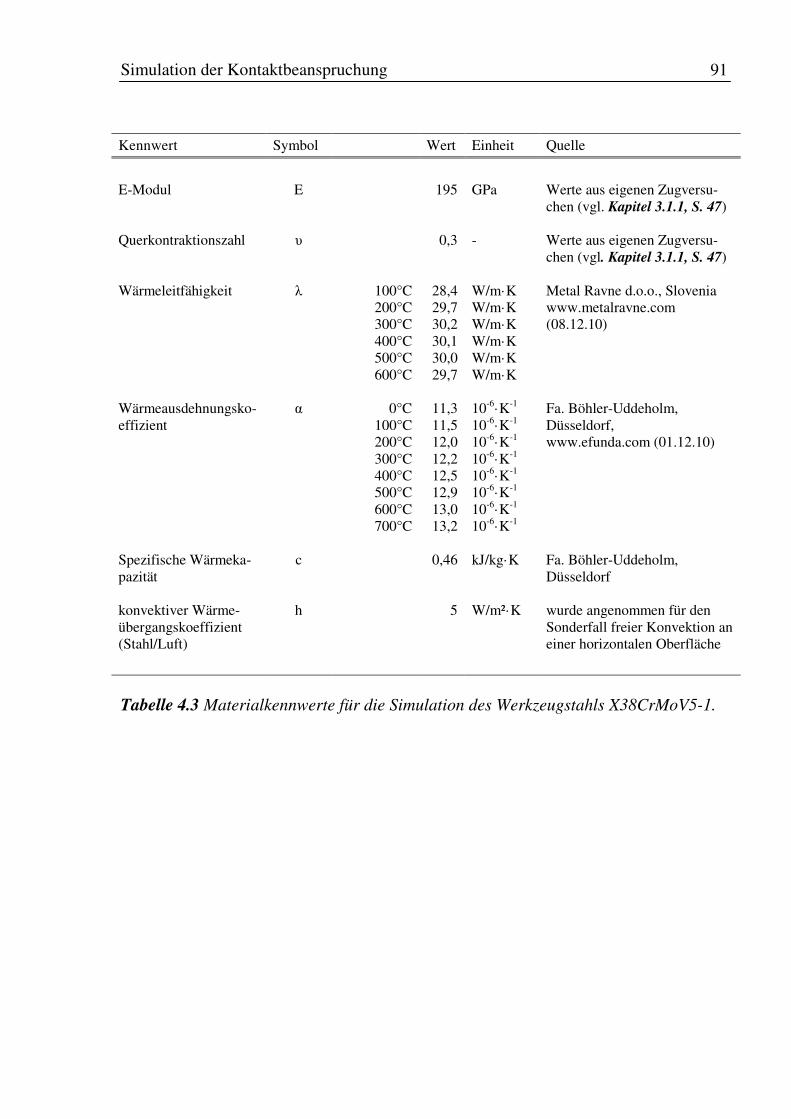
Simulation der Kontaktbeanspruchung
91
Kennwert Symbol Wert Einheit Quelle
E-Modul E 195 GPa Werte aus eigenen Zugversu-chen (vgl. Kapitel 3.1.1, S. 47)
Querkontraktionszahl υ 0,3 - Werte aus eigenen Zugversu-
chen (vgl. Kapitel 3.1.1, S. 47) Wärmeleitfähigkeit λ 100°C
200°C 300°C 400°C 500°C 600°C
28,4 29,7 30,2 30,1 30,0 29,7
W/m·K W/m·K W/m·K W/m·K W/m·K W/m·K
Metal Ravne d.o.o., Slovenia www.metalravne.com (08.12.10)
Wärmeausdehnungsko-effizient
α 0°C 100°C
11,3 11,5
10-6·K-1
10-6·K-1 Fa. Böhler-Uddeholm, Düsseldorf,
200°C 12,0 10-6·K-1 www.efunda.com (01.12.10) 300°C 12,2 10-6·K-1 400°C 12,5 10-6·K-1 500°C 12,9 10-6·K-1 600°C 13,0 10-6·K-1 700°C 13,2 10-6·K-1 Spezifische Wärmeka-pazität
c 0,46 kJ/kg·K
Fa. Böhler-Uddeholm, Düsseldorf
konvektiver Wärme-übergangskoeffizient (Stahl/Luft)
h 5 W/m²·K wurde angenommen für den Sonderfall freier Konvektion an einer horizontalen Oberfläche
Tabelle 4.3 Materialkennwerte für die Simulation des Werkzeugstahls X38CrMoV5-1.
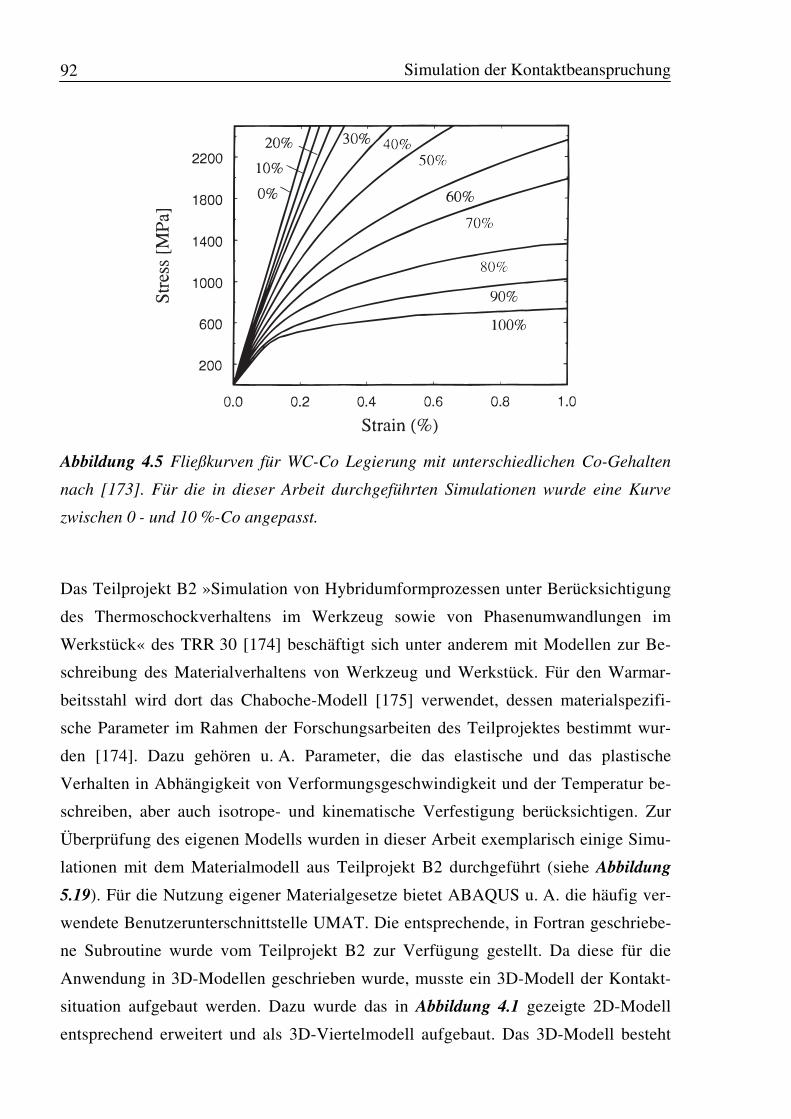
Simulation der Kontaktbeanspruchung
92
Abbildung 4.5 Fließkurven für WC-Co Legierung mit unterschiedlichen Co-Gehalten
nach [173]. Für die in dieser Arbeit durchgeführten Simulationen wurde eine Kurve
zwischen 0 - und 10 %-Co angepasst.
Das Teilprojekt B2 »Simulation von Hybridumformprozessen unter Berücksichtigung
des Thermoschockverhaltens im Werkzeug sowie von Phasenumwandlungen im
Werkstück« des TRR 30 [174] beschäftigt sich unter anderem mit Modellen zur Be-
schreibung des Materialverhaltens von Werkzeug und Werkstück. Für den Warmar-
beitsstahl wird dort das Chaboche-Modell [175] verwendet, dessen materialspezifi-
sche Parameter im Rahmen der Forschungsarbeiten des Teilprojektes bestimmt wur-
den [174]. Dazu gehören u. A. Parameter, die das elastische und das plastische
Verhalten in Abhängigkeit von Verformungsgeschwindigkeit und der Temperatur be-
schreiben, aber auch isotrope- und kinematische Verfestigung berücksichtigen. Zur
Überprüfung des eigenen Modells wurden in dieser Arbeit exemplarisch einige Simu-
lationen mit dem Materialmodell aus Teilprojekt B2 durchgeführt (siehe Abbildung
5.19). Für die Nutzung eigener Materialgesetze bietet ABAQUS u. A. die häufig ver-
wendete Benutzerunterschnittstelle UMAT. Die entsprechende, in Fortran geschriebe-
ne Subroutine wurde vom Teilprojekt B2 zur Verfügung gestellt. Da diese für die
Anwendung in 3D-Modellen geschrieben wurde, musste ein 3D-Modell der Kontakt-
situation aufgebaut werden. Dazu wurde das in Abbildung 4.1 gezeigte 2D-Modell
entsprechend erweitert und als 3D-Viertelmodell aufgebaut. Das 3D-Modell besteht
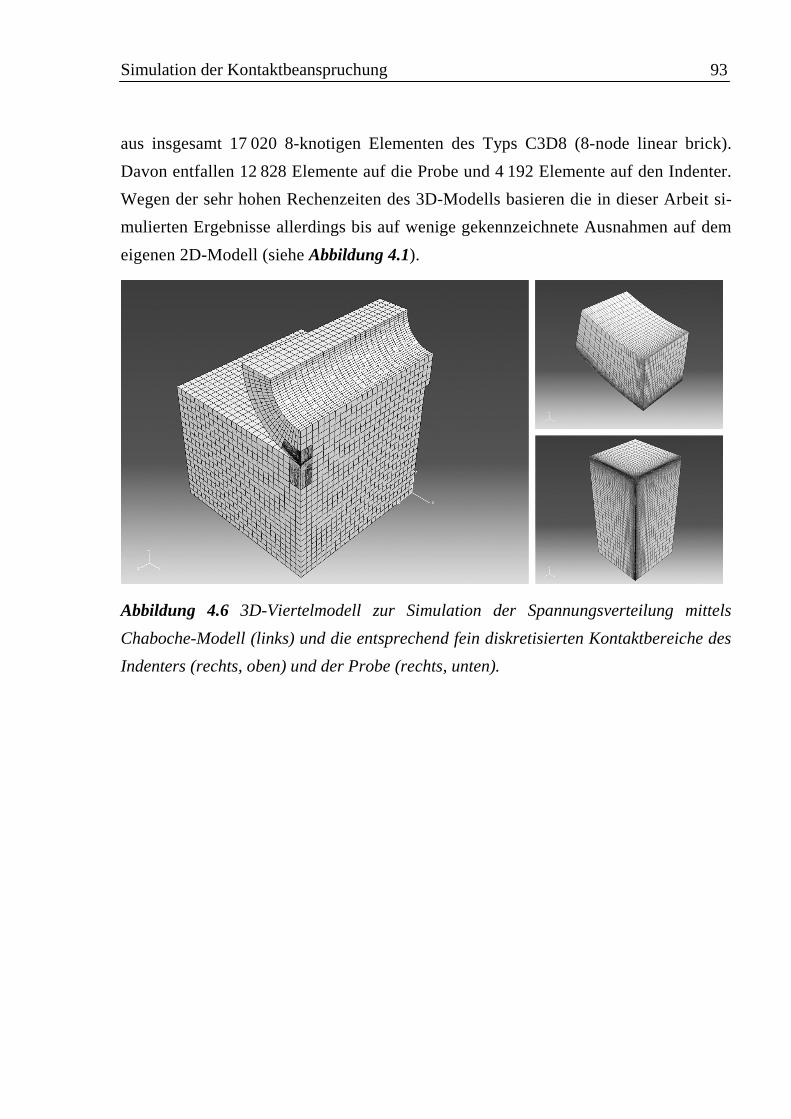
Simulation der Kontaktbeanspruchung
93
aus insgesamt 17 020 8-knotigen Elementen des Typs C3D8 (8-node linear brick).
Davon entfallen 12 828 Elemente auf die Probe und 4 192 Elemente auf den Indenter.
Wegen der sehr hohen Rechenzeiten des 3D-Modells basieren die in dieser Arbeit si-
mulierten Ergebnisse allerdings bis auf wenige gekennzeichnete Ausnahmen auf dem
eigenen 2D-Modell (siehe Abbildung 4.1).
Abbildung 4.6 3D-Viertelmodell zur Simulation der Spannungsverteilung mittels
Chaboche-Modell (links) und die entsprechend fein diskretisierten Kontaktbereiche des
Indenters (rechts, oben) und der Probe (rechts, unten).
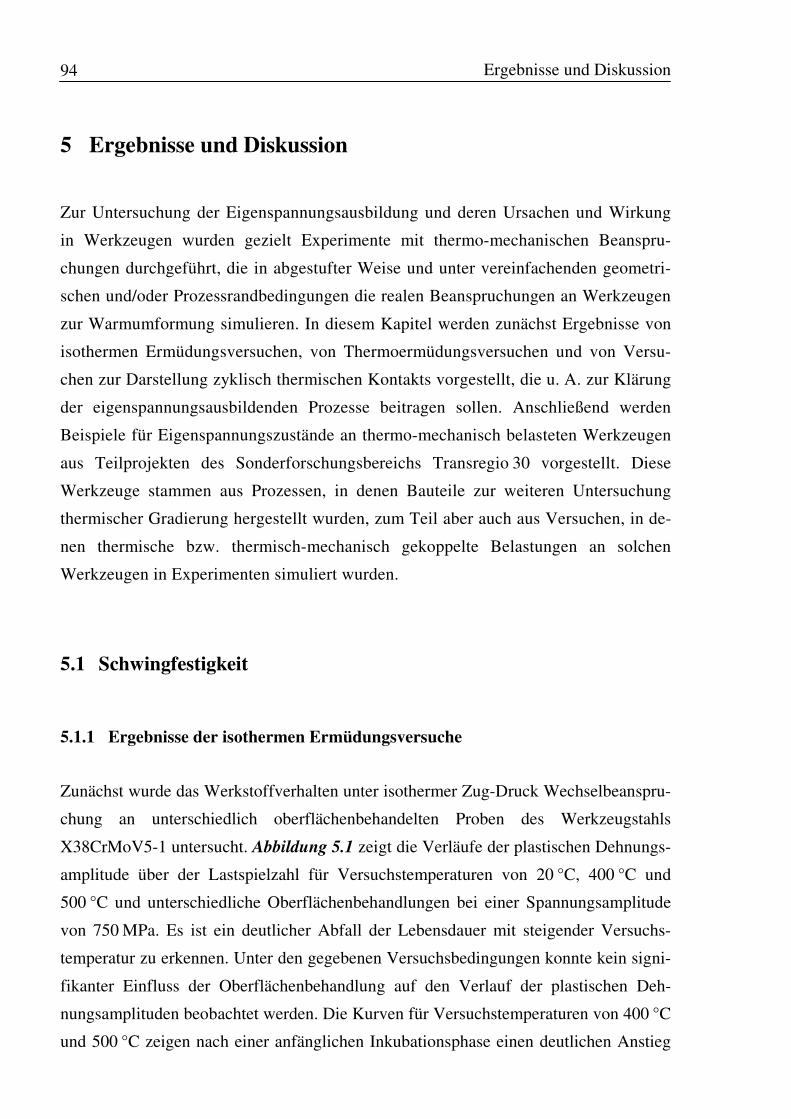
Ergebnisse und Diskussion
94
5 Ergebnisse und Diskussion
Zur Untersuchung der Eigenspannungsausbildung und deren Ursachen und Wirkung
in Werkzeugen wurden gezielt Experimente mit thermo-mechanischen Beanspru-
chungen durchgeführt, die in abgestufter Weise und unter vereinfachenden geometri-
schen und/oder Prozessrandbedingungen die realen Beanspruchungen an Werkzeugen
zur Warmumformung simulieren. In diesem Kapitel werden zunächst Ergebnisse von
isothermen Ermüdungsversuchen, von Thermoermüdungsversuchen und von Versu-
chen zur Darstellung zyklisch thermischen Kontakts vorgestellt, die u. A. zur Klärung
der eigenspannungsausbildenden Prozesse beitragen sollen. Anschließend werden
Beispiele für Eigenspannungszustände an thermo-mechanisch belasteten Werkzeugen
aus Teilprojekten des Sonderforschungsbereichs Transregio 30 vorgestellt. Diese
Werkzeuge stammen aus Prozessen, in denen Bauteile zur weiteren Untersuchung
thermischer Gradierung hergestellt wurden, zum Teil aber auch aus Versuchen, in de-
nen thermische bzw. thermisch-mechanisch gekoppelte Belastungen an solchen
Werkzeugen in Experimenten simuliert wurden.
5.1 Schwingfestigkeit
5.1.1 Ergebnisse der isothermen Ermüdungsversuche
Zunächst wurde das Werkstoffverhalten unter isothermer Zug-Druck Wechselbeanspru-
chung an unterschiedlich oberflächenbehandelten Proben des Werkzeugstahls
X38CrMoV5-1 untersucht. Abbildung 5.1 zeigt die Verläufe der plastischen Dehnungs-
amplitude über der Lastspielzahl für Versuchstemperaturen von 20 °C, 400 °C und
500 °C und unterschiedliche Oberflächenbehandlungen bei einer Spannungsamplitude
von 750 MPa. Es ist ein deutlicher Abfall der Lebensdauer mit steigender Versuchs-
temperatur zu erkennen. Unter den gegebenen Versuchsbedingungen konnte kein signi-
fikanter Einfluss der Oberflächenbehandlung auf den Verlauf der plastischen Deh-
nungsamplituden beobachtet werden. Die Kurven für Versuchstemperaturen von 400 °C
und 500 °C zeigen nach einer anfänglichen Inkubationsphase einen deutlichen Anstieg
Ergebnisse und Diskussion
95
der plastischen Dehnungsamplituden mit zunehmender Lastspielzahl, der als Entfesti-
gung bezeichnet wird. Dieser Anstieg ist bei 500 °C ausgeprägter als bei 400 °C und
findet früher statt. Über vergleichbare Befunde wird auch in [19] berichtet. Bei beiden
Temperaturen zeigen der elektrochemisch polierte und der hartgedrehte Zustand nach
etwa 500 Lastwechseln etwas höhere Werte als die kugelgestrahlten Zustände.
Abbildung 5.1 Plastische Dehnungsamplituden für unterschiedliche Versuchstempera-
turen bei konstanter Spannungsamplitude von 750 MPa für unterschiedlich oberflä-
chenbehandelte Zustände des Warmarbeitsstahls X38CrMoV5-1.
Abbildung 5.2 zeigt den Einfluss unterschiedlicher Spannungsamplituden auf die resul-
tierenden plastischen Dehnungsamplituden bei Versuchstemperaturen von 400 °C und
500 °C für den fein kugelgestrahlten Probenzustand. Bei den 400 °C-Versuchen zeigt
sich im Bereich niedriger Lastspielzahlen zunächst eine leichte Verfestigung, die dann
in eine ausgeprägte Entfestigung übergeht, die bis zum Bruch der Probe anhält. Höhere
Spannungsamplituden zeigen dabei höhere plastische Dehnungsamplituden und stärker
ausgeprägte Entfestigungseffekte. Außerdem setzt die beobachtete Entfestigung mit
steigender Spannungsamplitude früher ein. Bei den 500 °C-Versuchen zeigt sich ein
ähnliches Verhalten. Allerdings ist hier die anfängliche Verfestigung weniger stark aus-
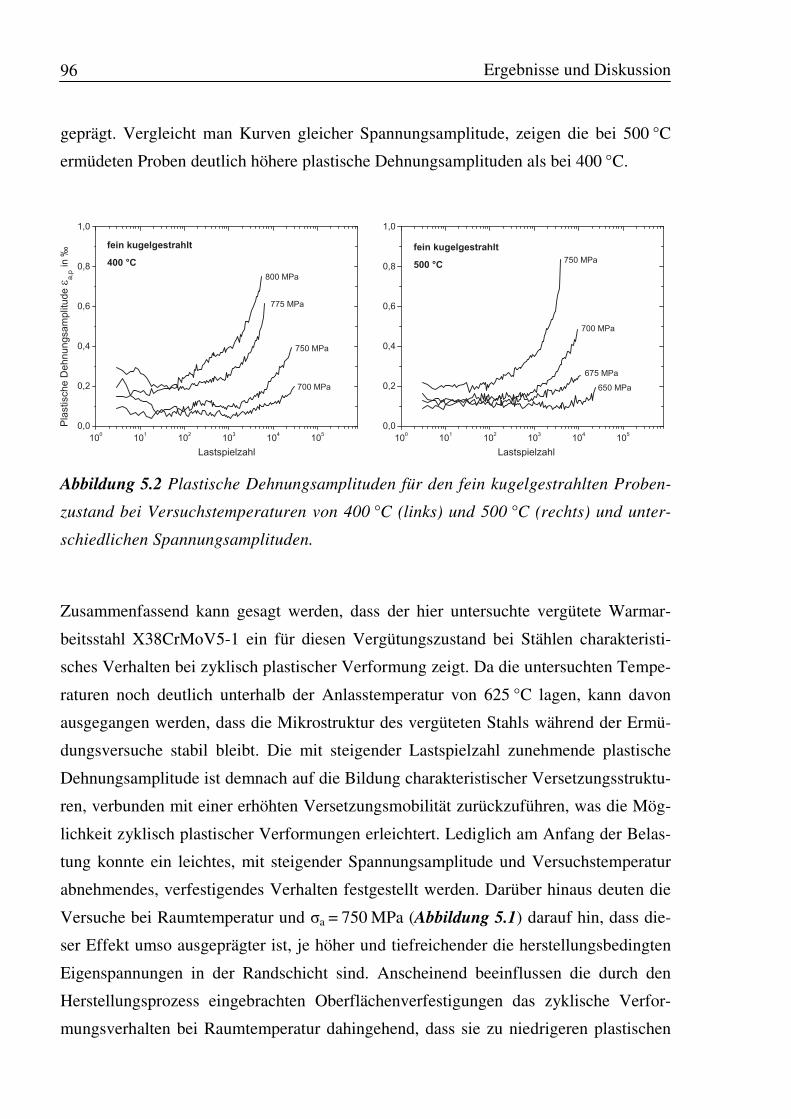
Ergebnisse und Diskussion
96
geprägt. Vergleicht man Kurven gleicher Spannungsamplitude, zeigen die bei 500 °C
ermüdeten Proben deutlich höhere plastische Dehnungsamplituden als bei 400 °C.
Abbildung 5.2 Plastische Dehnungsamplituden für den fein kugelgestrahlten Proben-
zustand bei Versuchstemperaturen von 400 °C (links) und 500 °C (rechts) und unter-
schiedlichen Spannungsamplituden.
Zusammenfassend kann gesagt werden, dass der hier untersuchte vergütete Warmar-
beitsstahl X38CrMoV5-1 ein für diesen Vergütungszustand bei Stählen charakteristi-
sches Verhalten bei zyklisch plastischer Verformung zeigt. Da die untersuchten Tempe-
raturen noch deutlich unterhalb der Anlasstemperatur von 625 °C lagen, kann davon
ausgegangen werden, dass die Mikrostruktur des vergüteten Stahls während der Ermü-
dungsversuche stabil bleibt. Die mit steigender Lastspielzahl zunehmende plastische
Dehnungsamplitude ist demnach auf die Bildung charakteristischer Versetzungsstruktu-
ren, verbunden mit einer erhöhten Versetzungsmobilität zurückzuführen, was die Mög-
lichkeit zyklisch plastischer Verformungen erleichtert. Lediglich am Anfang der Belas-
tung konnte ein leichtes, mit steigender Spannungsamplitude und Versuchstemperatur
abnehmendes, verfestigendes Verhalten festgestellt werden. Darüber hinaus deuten die
Versuche bei Raumtemperatur und σa = 750 MPa (Abbildung 5.1) darauf hin, dass die-
ser Effekt umso ausgeprägter ist, je höher und tiefreichender die herstellungsbedingten
Eigenspannungen in der Randschicht sind. Anscheinend beeinflussen die durch den
Herstellungsprozess eingebrachten Oberflächenverfestigungen das zyklische Verfor-
mungsverhalten bei Raumtemperatur dahingehend, dass sie zu niedrigeren plastischen
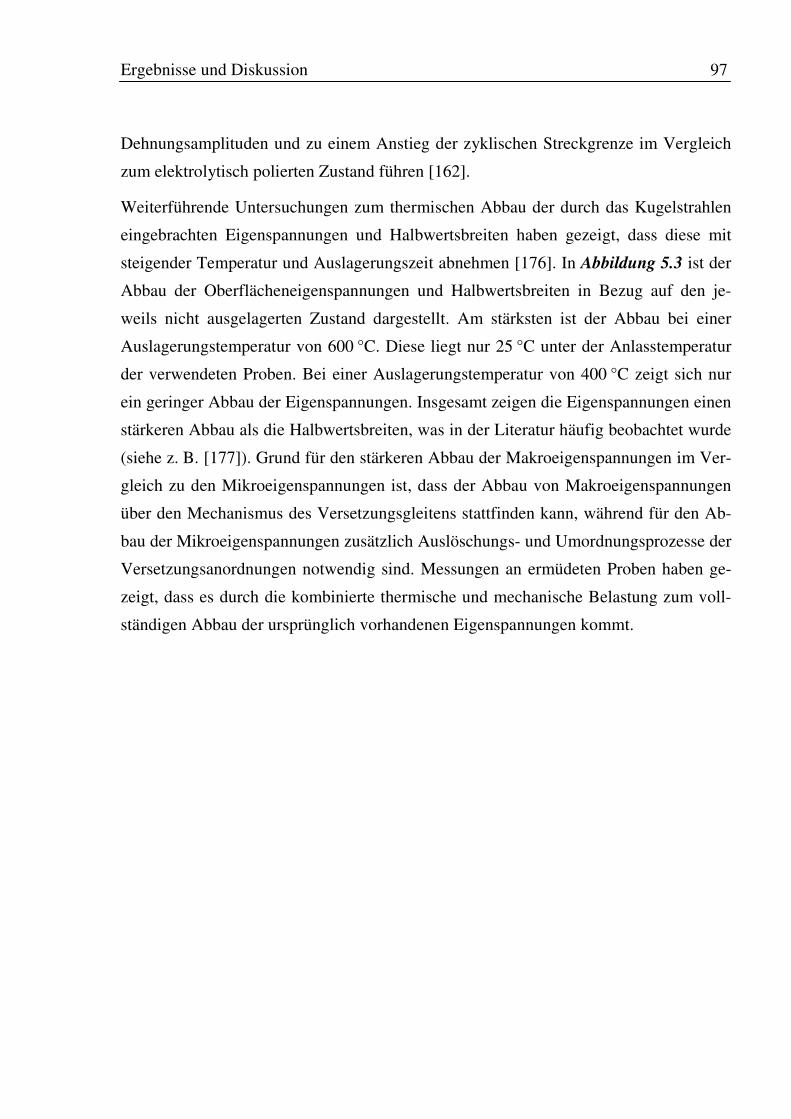
Ergebnisse und Diskussion
97
Dehnungsamplituden und zu einem Anstieg der zyklischen Streckgrenze im Vergleich
zum elektrolytisch polierten Zustand führen [162].
Weiterführende Untersuchungen zum thermischen Abbau der durch das Kugelstrahlen
eingebrachten Eigenspannungen und Halbwertsbreiten haben gezeigt, dass diese mit
steigender Temperatur und Auslagerungszeit abnehmen [176]. In Abbildung 5.3 ist der
Abbau der Oberflächeneigenspannungen und Halbwertsbreiten in Bezug auf den je-
weils nicht ausgelagerten Zustand dargestellt. Am stärksten ist der Abbau bei einer
Auslagerungstemperatur von 600 °C. Diese liegt nur 25 °C unter der Anlasstemperatur
der verwendeten Proben. Bei einer Auslagerungstemperatur von 400 °C zeigt sich nur
ein geringer Abbau der Eigenspannungen. Insgesamt zeigen die Eigenspannungen einen
stärkeren Abbau als die Halbwertsbreiten, was in der Literatur häufig beobachtet wurde
(siehe z. B. [177]). Grund für den stärkeren Abbau der Makroeigenspannungen im Ver-
gleich zu den Mikroeigenspannungen ist, dass der Abbau von Makroeigenspannungen
über den Mechanismus des Versetzungsgleitens stattfinden kann, während für den Ab-
bau der Mikroeigenspannungen zusätzlich Auslöschungs- und Umordnungsprozesse der
Versetzungsanordnungen notwendig sind. Messungen an ermüdeten Proben haben ge-
zeigt, dass es durch die kombinierte thermische und mechanische Belastung zum voll-
ständigen Abbau der ursprünglich vorhandenen Eigenspannungen kommt.
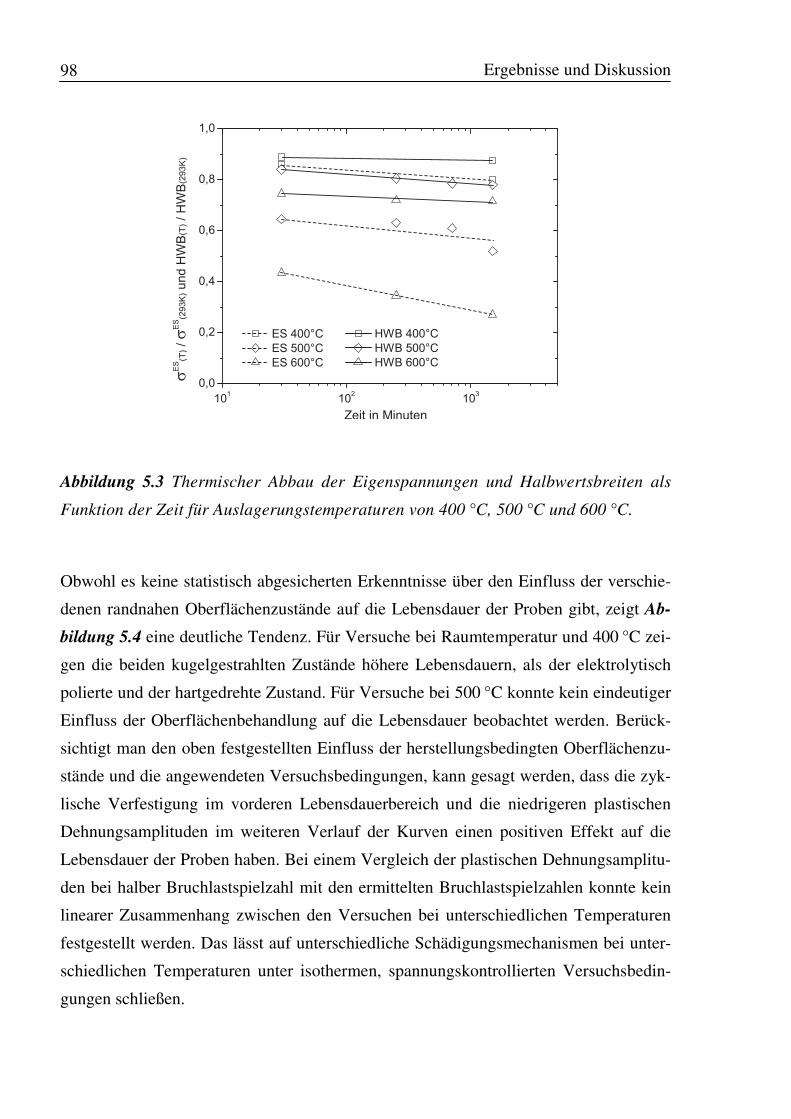
Ergebnisse und Diskussion
98
Abbildung 5.3 Thermischer Abbau der Eigenspannungen und Halbwertsbreiten als
Funktion der Zeit für Auslagerungstemperaturen von 400 °C, 500 °C und 600 °C.
Obwohl es keine statistisch abgesicherten Erkenntnisse über den Einfluss der verschie-
denen randnahen Oberflächenzustände auf die Lebensdauer der Proben gibt, zeigt Ab-
bildung 5.4 eine deutliche Tendenz. Für Versuche bei Raumtemperatur und 400 °C zei-
gen die beiden kugelgestrahlten Zustände höhere Lebensdauern, als der elektrolytisch
polierte und der hartgedrehte Zustand. Für Versuche bei 500 °C konnte kein eindeutiger
Einfluss der Oberflächenbehandlung auf die Lebensdauer beobachtet werden. Berück-
sichtigt man den oben festgestellten Einfluss der herstellungsbedingten Oberflächenzu-
stände und die angewendeten Versuchsbedingungen, kann gesagt werden, dass die zyk-
lische Verfestigung im vorderen Lebensdauerbereich und die niedrigeren plastischen
Dehnungsamplituden im weiteren Verlauf der Kurven einen positiven Effekt auf die
Lebensdauer der Proben haben. Bei einem Vergleich der plastischen Dehnungsamplitu-
den bei halber Bruchlastspielzahl mit den ermittelten Bruchlastspielzahlen konnte kein
linearer Zusammenhang zwischen den Versuchen bei unterschiedlichen Temperaturen
festgestellt werden. Das lässt auf unterschiedliche Schädigungsmechanismen bei unter-
schiedlichen Temperaturen unter isothermen, spannungskontrollierten Versuchsbedin-
gungen schließen.
Ergebnisse und Diskussion
99
Abbildung 5.4 Lebensdauern für unterschiedlich oberflächenbehandelte Zustände des
Warmarbeitsstahls X38CrMoV5-1 für Versuchstemperaturen von 20 °C, 400 °C und
500 °C bei einer Spannungsamplitude von 750 MPa.
Zur detaillierteren Klärung des Bruchverhaltens wurden Wöhlerversuche bei 25 °C,
400 °C und 500 °C mit hartgedrehten Proben durchgeführt und anschließend die Bruch-
flächen untersucht. Abbildung 5.5 zeigt die Ergebnisse der Wöhlerversuche. Auch hier
ist deutlich die unterschiedliche Steigung der Wöhlerlinie für den Fall der Ermüdung
bei 500 °C zu erkennen, während die Linien für Versuche bei 25 °C und 400 °C nahezu
parallel zueinander verlaufen. Dieses Verhalten könnte mit dem Auftreten dynamischer
Reckalterung erklärt werden. Die im Rahmen einer Diplomarbeit [178] durchgeführten
Versuche zur statischen und dynamischen Reckalterung am Warmarbeitsstahl
X38CrMoV5-1 unter Spannungskontrolle zeigten solche Effekte im untersuchten Tem-
peraturbereich zwischen 25 °C bis 600 °C.
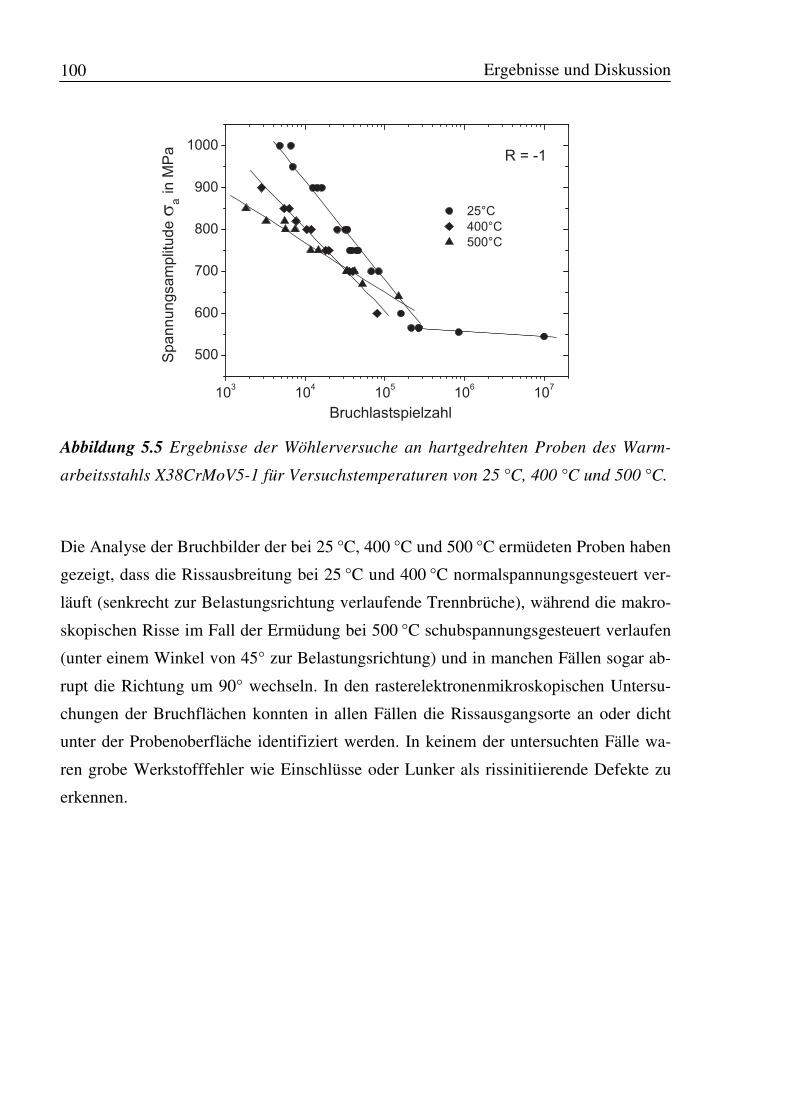
Ergebnisse und Diskussion
100
Abbildung 5.5 Ergebnisse der Wöhlerversuche an hartgedrehten Proben des Warm-
arbeitsstahls X38CrMoV5-1 für Versuchstemperaturen von 25 °C, 400 °C und 500 °C.
Die Analyse der Bruchbilder der bei 25 °C, 400 °C und 500 °C ermüdeten Proben haben
gezeigt, dass die Rissausbreitung bei 25 °C und 400 °C normalspannungsgesteuert ver-
läuft (senkrecht zur Belastungsrichtung verlaufende Trennbrüche), während die makro-
skopischen Risse im Fall der Ermüdung bei 500 °C schubspannungsgesteuert verlaufen
(unter einem Winkel von 45° zur Belastungsrichtung) und in manchen Fällen sogar ab-
rupt die Richtung um 90° wechseln. In den rasterelektronenmikroskopischen Untersu-
chungen der Bruchflächen konnten in allen Fällen die Rissausgangsorte an oder dicht
unter der Probenoberfläche identifiziert werden. In keinem der untersuchten Fälle wa-
ren grobe Werkstofffehler wie Einschlüsse oder Lunker als rissinitiierende Defekte zu
erkennen.
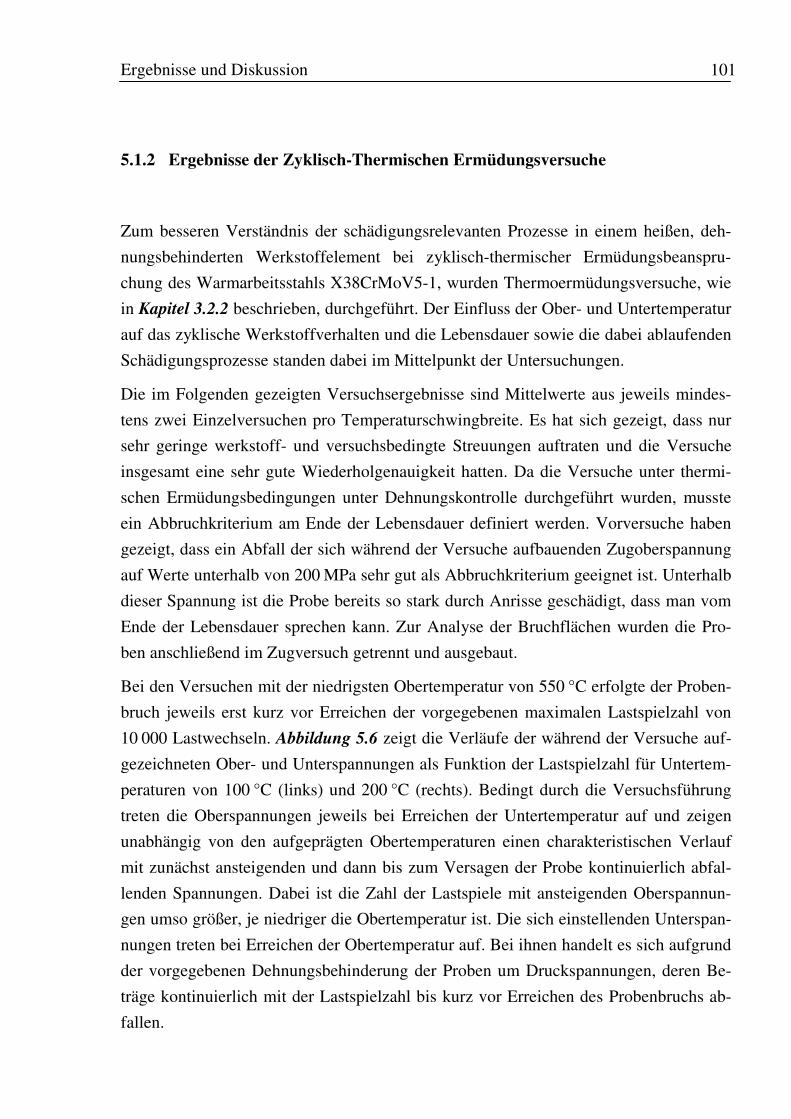
Ergebnisse und Diskussion
101
5.1.2 Ergebnisse der Zyklisch-Thermischen Ermüdungsversuche
Zum besseren Verständnis der schädigungsrelevanten Prozesse in einem heißen, deh-
nungsbehinderten Werkstoffelement bei zyklisch-thermischer Ermüdungsbeanspru-
chung des Warmarbeitsstahls X38CrMoV5-1, wurden Thermoermüdungsversuche, wie
in Kapitel 3.2.2 beschrieben, durchgeführt. Der Einfluss der Ober- und Untertemperatur
auf das zyklische Werkstoffverhalten und die Lebensdauer sowie die dabei ablaufenden
Schädigungsprozesse standen dabei im Mittelpunkt der Untersuchungen.
Die im Folgenden gezeigten Versuchsergebnisse sind Mittelwerte aus jeweils mindes-
tens zwei Einzelversuchen pro Temperaturschwingbreite. Es hat sich gezeigt, dass nur
sehr geringe werkstoff- und versuchsbedingte Streuungen auftraten und die Versuche
insgesamt eine sehr gute Wiederholgenauigkeit hatten. Da die Versuche unter thermi-
schen Ermüdungsbedingungen unter Dehnungskontrolle durchgeführt wurden, musste
ein Abbruchkriterium am Ende der Lebensdauer definiert werden. Vorversuche haben
gezeigt, dass ein Abfall der sich während der Versuche aufbauenden Zugoberspannung
auf Werte unterhalb von 200 MPa sehr gut als Abbruchkriterium geeignet ist. Unterhalb
dieser Spannung ist die Probe bereits so stark durch Anrisse geschädigt, dass man vom
Ende der Lebensdauer sprechen kann. Zur Analyse der Bruchflächen wurden die Pro-
ben anschließend im Zugversuch getrennt und ausgebaut.
Bei den Versuchen mit der niedrigsten Obertemperatur von 550 °C erfolgte der Proben-
bruch jeweils erst kurz vor Erreichen der vorgegebenen maximalen Lastspielzahl von
10 000 Lastwechseln. Abbildung 5.6 zeigt die Verläufe der während der Versuche auf-
gezeichneten Ober- und Unterspannungen als Funktion der Lastspielzahl für Untertem-
peraturen von 100 °C (links) und 200 °C (rechts). Bedingt durch die Versuchsführung
treten die Oberspannungen jeweils bei Erreichen der Untertemperatur auf und zeigen
unabhängig von den aufgeprägten Obertemperaturen einen charakteristischen Verlauf
mit zunächst ansteigenden und dann bis zum Versagen der Probe kontinuierlich abfal-
lenden Spannungen. Dabei ist die Zahl der Lastspiele mit ansteigenden Oberspannun-
gen umso größer, je niedriger die Obertemperatur ist. Die sich einstellenden Unterspan-
nungen treten bei Erreichen der Obertemperatur auf. Bei ihnen handelt es sich aufgrund
der vorgegebenen Dehnungsbehinderung der Proben um Druckspannungen, deren Be-
träge kontinuierlich mit der Lastspielzahl bis kurz vor Erreichen des Probenbruchs ab-
fallen.
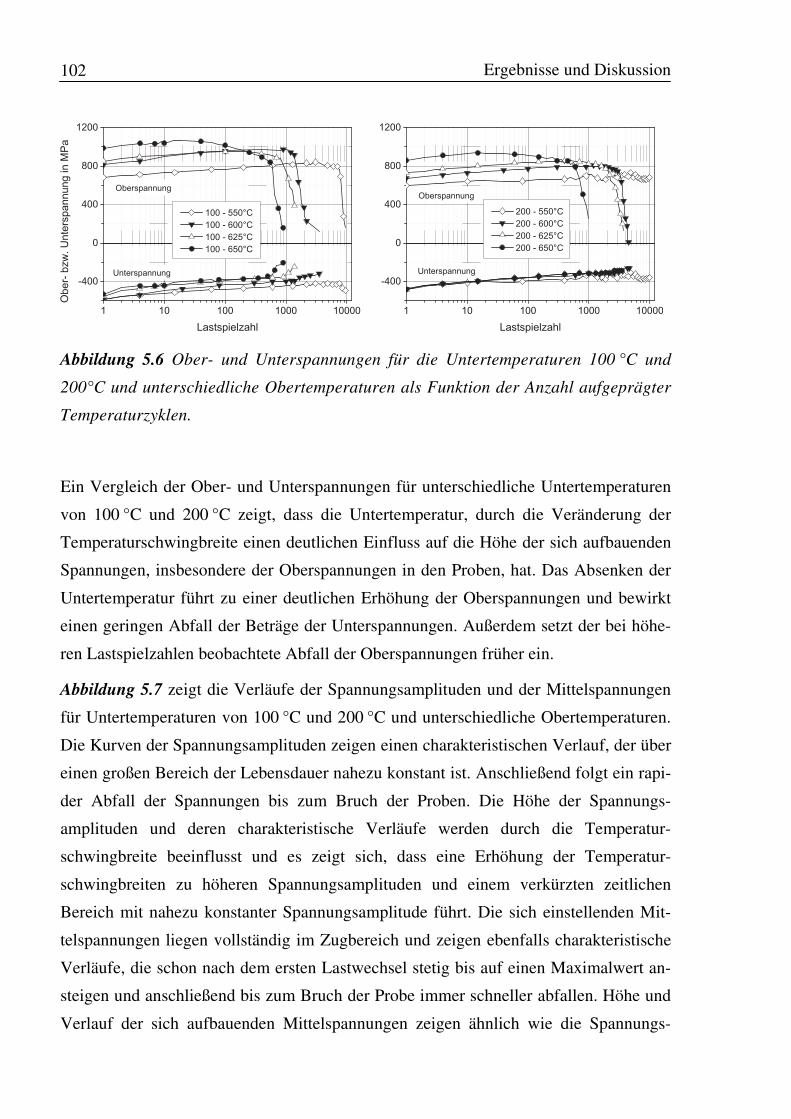
Ergebnisse und Diskussion
102
Abbildung 5.6 Ober- und Unterspannungen für die Untertemperaturen 100 °C und
200°C und unterschiedliche Obertemperaturen als Funktion der Anzahl aufgeprägter
Temperaturzyklen.
Ein Vergleich der Ober- und Unterspannungen für unterschiedliche Untertemperaturen
von 100 °C und 200 °C zeigt, dass die Untertemperatur, durch die Veränderung der
Temperaturschwingbreite einen deutlichen Einfluss auf die Höhe der sich aufbauenden
Spannungen, insbesondere der Oberspannungen in den Proben, hat. Das Absenken der
Untertemperatur führt zu einer deutlichen Erhöhung der Oberspannungen und bewirkt
einen geringen Abfall der Beträge der Unterspannungen. Außerdem setzt der bei höhe-
ren Lastspielzahlen beobachtete Abfall der Oberspannungen früher ein.
Abbildung 5.7 zeigt die Verläufe der Spannungsamplituden und der Mittelspannungen
für Untertemperaturen von 100 °C und 200 °C und unterschiedliche Obertemperaturen.
Die Kurven der Spannungsamplituden zeigen einen charakteristischen Verlauf, der über
einen großen Bereich der Lebensdauer nahezu konstant ist. Anschließend folgt ein rapi-
der Abfall der Spannungen bis zum Bruch der Proben. Die Höhe der Spannungs-
amplituden und deren charakteristische Verläufe werden durch die Temperatur-
schwingbreite beeinflusst und es zeigt sich, dass eine Erhöhung der Temperatur-
schwingbreiten zu höheren Spannungsamplituden und einem verkürzten zeitlichen
Bereich mit nahezu konstanter Spannungsamplitude führt. Die sich einstellenden Mit-
telspannungen liegen vollständig im Zugbereich und zeigen ebenfalls charakteristische
Verläufe, die schon nach dem ersten Lastwechsel stetig bis auf einen Maximalwert an-
steigen und anschließend bis zum Bruch der Probe immer schneller abfallen. Höhe und
Verlauf der sich aufbauenden Mittelspannungen zeigen ähnlich wie die Spannungs-
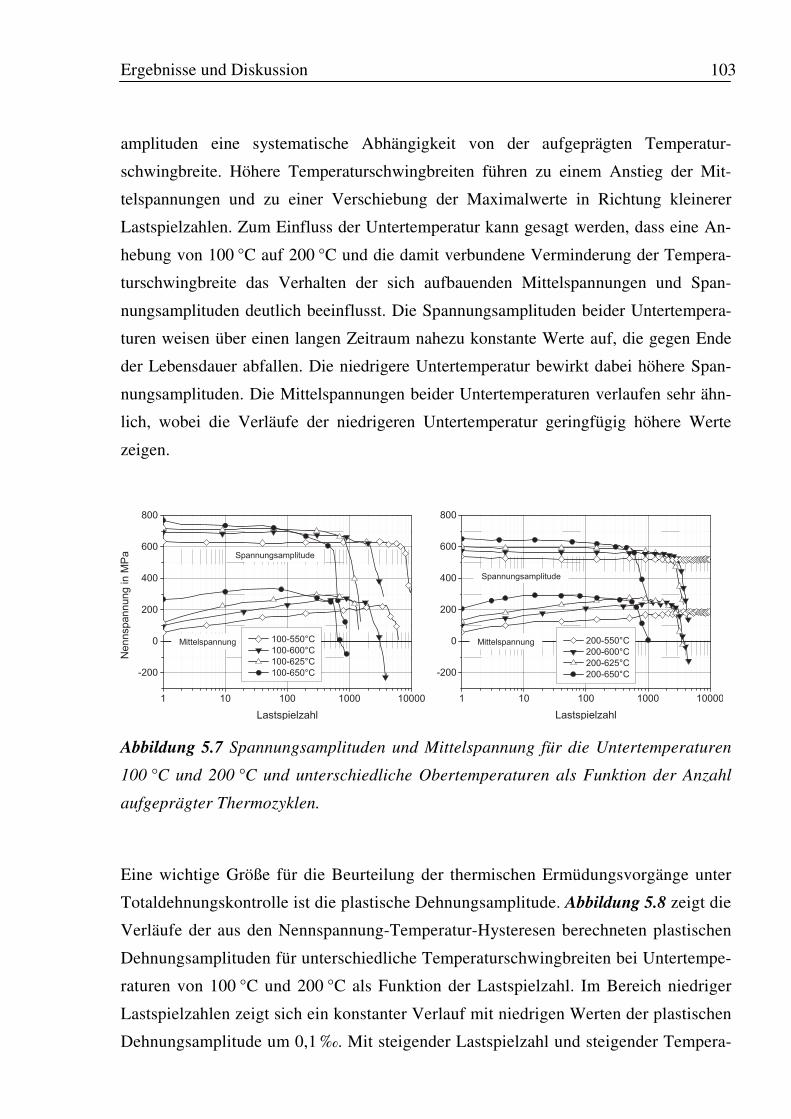
Ergebnisse und Diskussion
103
amplituden eine systematische Abhängigkeit von der aufgeprägten Temperatur-
schwingbreite. Höhere Temperaturschwingbreiten führen zu einem Anstieg der Mit-
telspannungen und zu einer Verschiebung der Maximalwerte in Richtung kleinerer
Lastspielzahlen. Zum Einfluss der Untertemperatur kann gesagt werden, dass eine An-
hebung von 100 °C auf 200 °C und die damit verbundene Verminderung der Tempera-
turschwingbreite das Verhalten der sich aufbauenden Mittelspannungen und Span-
nungsamplituden deutlich beeinflusst. Die Spannungsamplituden beider Untertempera-
turen weisen über einen langen Zeitraum nahezu konstante Werte auf, die gegen Ende
der Lebensdauer abfallen. Die niedrigere Untertemperatur bewirkt dabei höhere Span-
nungsamplituden. Die Mittelspannungen beider Untertemperaturen verlaufen sehr ähn-
lich, wobei die Verläufe der niedrigeren Untertemperatur geringfügig höhere Werte
zeigen.
Abbildung 5.7 Spannungsamplituden und Mittelspannung für die Untertemperaturen
100 °C und 200 °C und unterschiedliche Obertemperaturen als Funktion der Anzahl
aufgeprägter Thermozyklen.
Eine wichtige Größe für die Beurteilung der thermischen Ermüdungsvorgänge unter
Totaldehnungskontrolle ist die plastische Dehnungsamplitude. Abbildung 5.8 zeigt die
Verläufe der aus den Nennspannung-Temperatur-Hysteresen berechneten plastischen
Dehnungsamplituden für unterschiedliche Temperaturschwingbreiten bei Untertempe-
raturen von 100 °C und 200 °C als Funktion der Lastspielzahl. Im Bereich niedriger
Lastspielzahlen zeigt sich ein konstanter Verlauf mit niedrigen Werten der plastischen
Dehnungsamplitude um 0,1 ‰. Mit steigender Lastspielzahl und steigender Tempera-
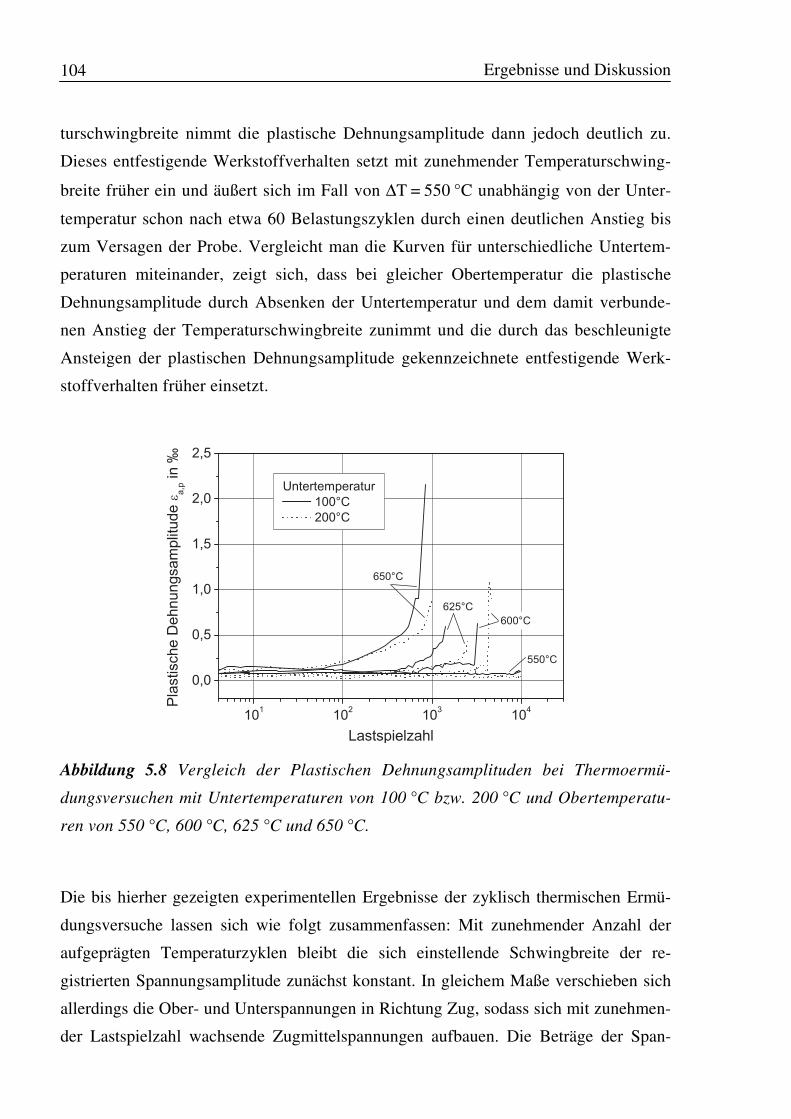
Ergebnisse und Diskussion
104
turschwingbreite nimmt die plastische Dehnungsamplitude dann jedoch deutlich zu.
Dieses entfestigende Werkstoffverhalten setzt mit zunehmender Temperaturschwing-
breite früher ein und äußert sich im Fall von ∆T = 550 °C unabhängig von der Unter-
temperatur schon nach etwa 60 Belastungszyklen durch einen deutlichen Anstieg bis
zum Versagen der Probe. Vergleicht man die Kurven für unterschiedliche Untertem-
peraturen miteinander, zeigt sich, dass bei gleicher Obertemperatur die plastische
Dehnungsamplitude durch Absenken der Untertemperatur und dem damit verbunde-
nen Anstieg der Temperaturschwingbreite zunimmt und die durch das beschleunigte
Ansteigen der plastischen Dehnungsamplitude gekennzeichnete entfestigende Werk-
stoffverhalten früher einsetzt.
Abbildung 5.8 Vergleich der Plastischen Dehnungsamplituden bei Thermoermü-
dungsversuchen mit Untertemperaturen von 100 °C bzw. 200 °C und Obertemperatu-
ren von 550 °C, 600 °C, 625 °C und 650 °C.
Die bis hierher gezeigten experimentellen Ergebnisse der zyklisch thermischen Ermü-
dungsversuche lassen sich wie folgt zusammenfassen: Mit zunehmender Anzahl der
aufgeprägten Temperaturzyklen bleibt die sich einstellende Schwingbreite der re-
gistrierten Spannungsamplitude zunächst konstant. In gleichem Maße verschieben sich
allerdings die Ober- und Unterspannungen in Richtung Zug, sodass sich mit zunehmen-
der Lastspielzahl wachsende Zugmittelspannungen aufbauen. Die Beträge der Span-
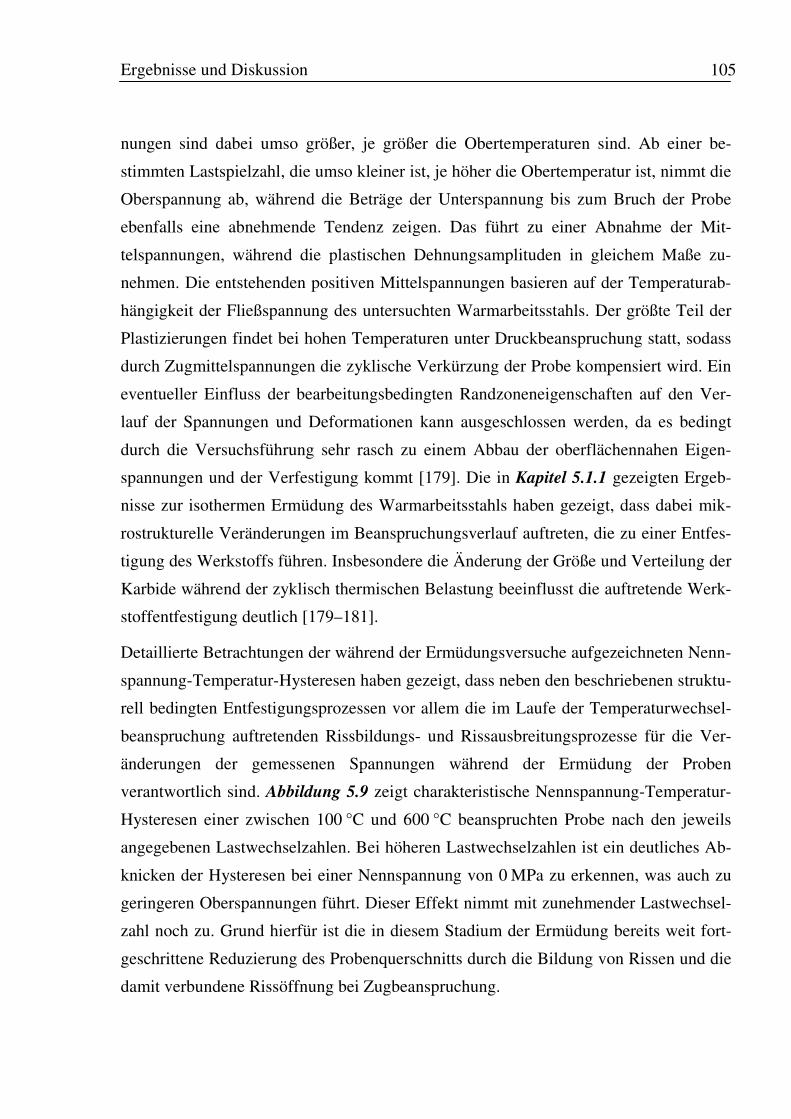
Ergebnisse und Diskussion
105
nungen sind dabei umso größer, je größer die Obertemperaturen sind. Ab einer be-
stimmten Lastspielzahl, die umso kleiner ist, je höher die Obertemperatur ist, nimmt die
Oberspannung ab, während die Beträge der Unterspannung bis zum Bruch der Probe
ebenfalls eine abnehmende Tendenz zeigen. Das führt zu einer Abnahme der Mit-
telspannungen, während die plastischen Dehnungsamplituden in gleichem Maße zu-
nehmen. Die entstehenden positiven Mittelspannungen basieren auf der Temperaturab-
hängigkeit der Fließspannung des untersuchten Warmarbeitsstahls. Der größte Teil der
Plastizierungen findet bei hohen Temperaturen unter Druckbeanspruchung statt, sodass
durch Zugmittelspannungen die zyklische Verkürzung der Probe kompensiert wird. Ein
eventueller Einfluss der bearbeitungsbedingten Randzoneneigenschaften auf den Ver-
lauf der Spannungen und Deformationen kann ausgeschlossen werden, da es bedingt
durch die Versuchsführung sehr rasch zu einem Abbau der oberflächennahen Eigen-
spannungen und der Verfestigung kommt [179]. Die in Kapitel 5.1.1 gezeigten Ergeb-
nisse zur isothermen Ermüdung des Warmarbeitsstahls haben gezeigt, dass dabei mik-
rostrukturelle Veränderungen im Beanspruchungsverlauf auftreten, die zu einer Entfes-
tigung des Werkstoffs führen. Insbesondere die Änderung der Größe und Verteilung der
Karbide während der zyklisch thermischen Belastung beeinflusst die auftretende Werk-
stoffentfestigung deutlich [179–181].
Detaillierte Betrachtungen der während der Ermüdungsversuche aufgezeichneten Nenn-
spannung-Temperatur-Hysteresen haben gezeigt, dass neben den beschriebenen struktu-
rell bedingten Entfestigungsprozessen vor allem die im Laufe der Temperaturwechsel-
beanspruchung auftretenden Rissbildungs- und Rissausbreitungsprozesse für die Ver-
änderungen der gemessenen Spannungen während der Ermüdung der Proben
verantwortlich sind. Abbildung 5.9 zeigt charakteristische Nennspannung-Temperatur-
Hysteresen einer zwischen 100 °C und 600 °C beanspruchten Probe nach den jeweils
angegebenen Lastwechselzahlen. Bei höheren Lastwechselzahlen ist ein deutliches Ab-
knicken der Hysteresen bei einer Nennspannung von 0 MPa zu erkennen, was auch zu
geringeren Oberspannungen führt. Dieser Effekt nimmt mit zunehmender Lastwechsel-
zahl noch zu. Grund hierfür ist die in diesem Stadium der Ermüdung bereits weit fort-
geschrittene Reduzierung des Probenquerschnitts durch die Bildung von Rissen und die
damit verbundene Rissöffnung bei Zugbeanspruchung.
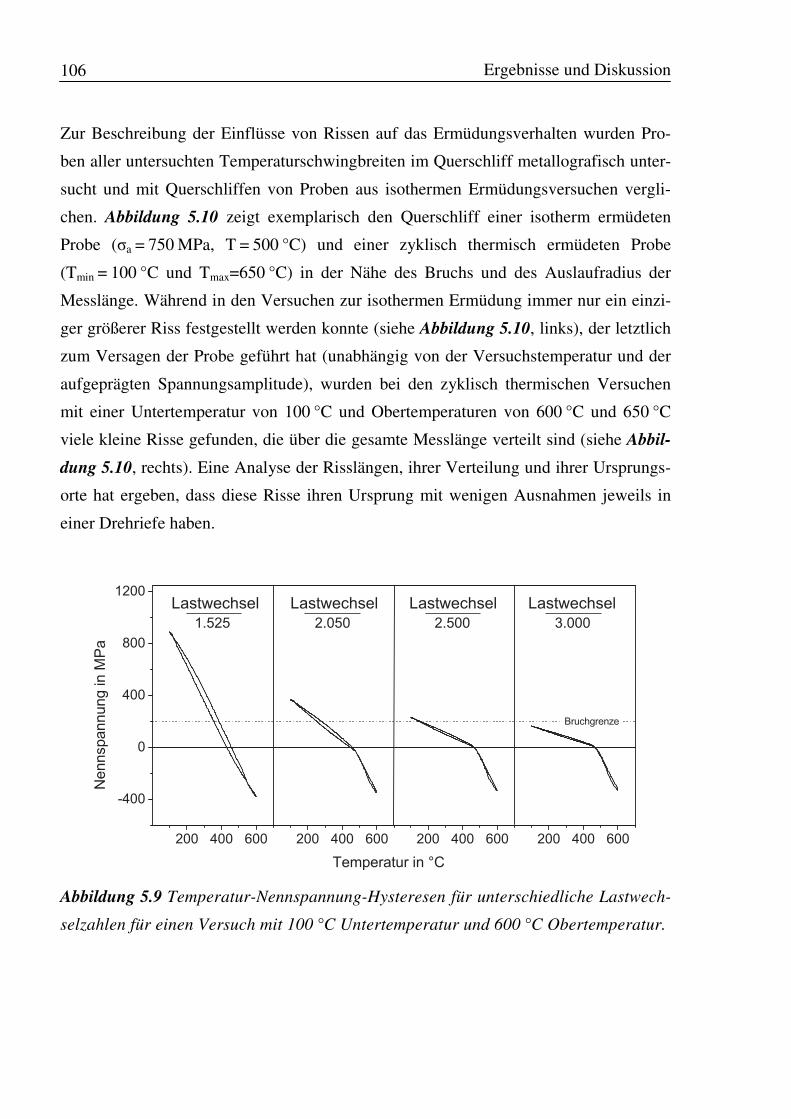
Ergebnisse und Diskussion
106
Zur Beschreibung der Einflüsse von Rissen auf das Ermüdungsverhalten wurden Pro-
ben aller untersuchten Temperaturschwingbreiten im Querschliff metallografisch unter-
sucht und mit Querschliffen von Proben aus isothermen Ermüdungsversuchen vergli-
chen. Abbildung 5.10 zeigt exemplarisch den Querschliff einer isotherm ermüdeten
Probe (σa = 750 MPa, T = 500 °C) und einer zyklisch thermisch ermüdeten Probe
(Tmin = 100 °C und Tmax=650 °C) in der Nähe des Bruchs und des Auslaufradius der
Messlänge. Während in den Versuchen zur isothermen Ermüdung immer nur ein einzi-
ger größerer Riss festgestellt werden konnte (siehe Abbildung 5.10, links), der letztlich
zum Versagen der Probe geführt hat (unabhängig von der Versuchstemperatur und der
aufgeprägten Spannungsamplitude), wurden bei den zyklisch thermischen Versuchen
mit einer Untertemperatur von 100 °C und Obertemperaturen von 600 °C und 650 °C
viele kleine Risse gefunden, die über die gesamte Messlänge verteilt sind (siehe Abbil-
dung 5.10, rechts). Eine Analyse der Risslängen, ihrer Verteilung und ihrer Ursprungs-
orte hat ergeben, dass diese Risse ihren Ursprung mit wenigen Ausnahmen jeweils in
einer Drehriefe haben.
Lastwechsel Lastwechsel Lastwechsel Lastwechsel
Abbildung 5.9 Temperatur-Nennspannung-Hysteresen für unterschiedliche Lastwech-
selzahlen für einen Versuch mit 100 °C Untertemperatur und 600 °C Obertemperatur.
Ergebnisse und Diskussion
107
Abbildung 5.10 Links: Querschliff einer isotherm ermüdeten Probe (σa = 750 MPa,
T = 500 °C) und Rechts: Rissbehaftete Randzone im Bereich des Bruchs und im Aus-
laufradius der Messlänge einer zyklisch thermisch ermüdeten Probe (Tmin = 100 °C
und Tmax = 650 °C).
In Abbildung 5.11 sind die absoluten Häufigkeiten der gemessenen Risslängen in Ab-
hängigkeit von der Obertemperatur aufgetragen. Danach hat der überwiegende Teil der
vorkommenden Risse eine Länge von 5 µm bis etwa 30 µm. Ein signifikanter Unter-
schied zwischen einer Obertemperatur von 600 °C und 650 °C konnte nicht festgestellt
werden. Eine Analyse der Risslängenverteilung ergab annähernd eine Gleichverteilung
langer und kurzer Risse über die Messlänge. In vielen Fällen trat ein verhältnismäßig
langer Riss im Auslaufradius der Messlänge auf (siehe Abbildung 5.10, rechts unten),
der auf eine wenn auch geringe Kerbwirkung an dieser Stelle zurückzuführen ist. Wei-
ter kann festgestellt werden, dass erwartungsgemäß bei mit gleicher Untertemperatur
durchgeführten Versuchen die resultierenden Lebensdauern umso kürzer sind, je höher
die Obertemperatur ist (siehe Abbildung 5.12). Dieses Verhalten beruht auf den sich
mit wachsenden Obertemperaturen ändernden Ober- und Unterspannungen, Mitteldeh-
nungen sowie plastischen Dehnungsamplituden. Aus dieser Darstellung geht außerdem
hervor, dass die Lebensdauern der Versuche mit Tmin = 100 °C bei gleicher Obertempe-
ratur in allen Fällen niedriger als mit Tmin = 200 °C liegen. Grund hierfür ist die bei der
niedrigeren Untertemperatur von 100 °C höhere Spannungsamplitude, die, wie Abbil-
dung 5.6 belegt, aus der Tatsache resultiert, dass bei gleicher Obertemperatur die An-
hebung der Untertemperatur von 100 °C auf 200 °C die Beträge der Unter- und der
Oberspannungen kleiner werden lässt. Da die Oberspannung stärker abfällt, führt das
auch zu einer Abnahme der Mittelspannungen (siehe Abbildung 5.7) und, wie aus Ab-
bildung 5.8 hervorgeht, zusätzlich zu kleineren plastischen Dehnungsamplituden was
eine Erklärung für die höheren Lebensdauern ist.
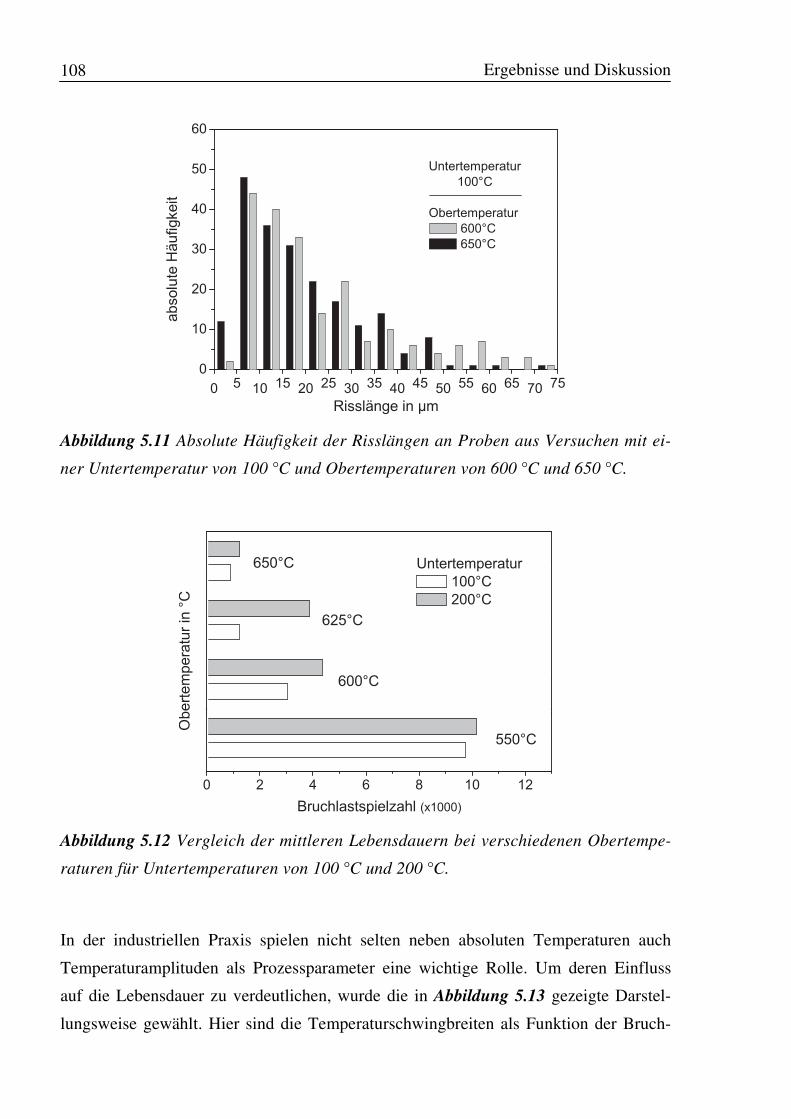
Ergebnisse und Diskussion
108
Abbildung 5.11 Absolute Häufigkeit der Risslängen an Proben aus Versuchen mit ei-
ner Untertemperatur von 100 °C und Obertemperaturen von 600 °C und 650 °C.
Abbildung 5.12 Vergleich der mittleren Lebensdauern bei verschiedenen Obertempe-
raturen für Untertemperaturen von 100 °C und 200 °C.
In der industriellen Praxis spielen nicht selten neben absoluten Temperaturen auch
Temperaturamplituden als Prozessparameter eine wichtige Rolle. Um deren Einfluss
auf die Lebensdauer zu verdeutlichen, wurde die in Abbildung 5.13 gezeigte Darstel-
lungsweise gewählt. Hier sind die Temperaturschwingbreiten als Funktion der Bruch-
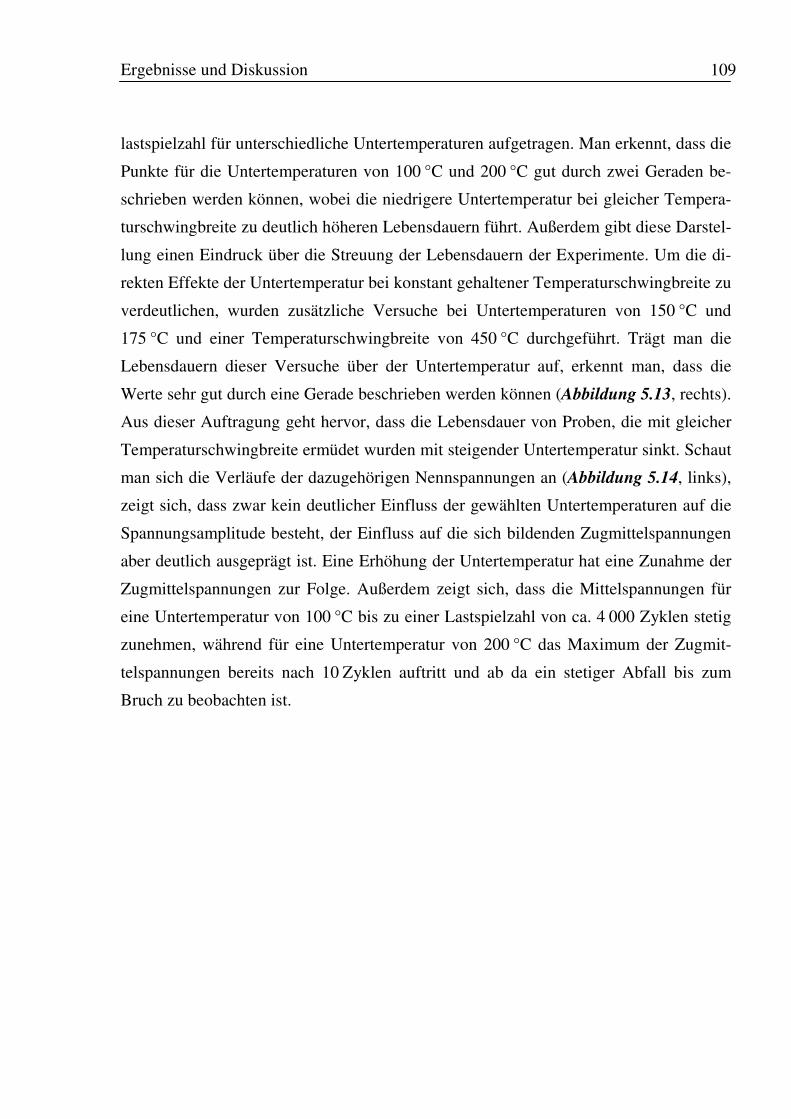
Ergebnisse und Diskussion
109
lastspielzahl für unterschiedliche Untertemperaturen aufgetragen. Man erkennt, dass die
Punkte für die Untertemperaturen von 100 °C und 200 °C gut durch zwei Geraden be-
schrieben werden können, wobei die niedrigere Untertemperatur bei gleicher Tempera-
turschwingbreite zu deutlich höheren Lebensdauern führt. Außerdem gibt diese Darstel-
lung einen Eindruck über die Streuung der Lebensdauern der Experimente. Um die di-
rekten Effekte der Untertemperatur bei konstant gehaltener Temperaturschwingbreite zu
verdeutlichen, wurden zusätzliche Versuche bei Untertemperaturen von 150 °C und
175 °C und einer Temperaturschwingbreite von 450 °C durchgeführt. Trägt man die
Lebensdauern dieser Versuche über der Untertemperatur auf, erkennt man, dass die
Werte sehr gut durch eine Gerade beschrieben werden können (Abbildung 5.13, rechts).
Aus dieser Auftragung geht hervor, dass die Lebensdauer von Proben, die mit gleicher
Temperaturschwingbreite ermüdet wurden mit steigender Untertemperatur sinkt. Schaut
man sich die Verläufe der dazugehörigen Nennspannungen an (Abbildung 5.14, links),
zeigt sich, dass zwar kein deutlicher Einfluss der gewählten Untertemperaturen auf die
Spannungsamplitude besteht, der Einfluss auf die sich bildenden Zugmittelspannungen
aber deutlich ausgeprägt ist. Eine Erhöhung der Untertemperatur hat eine Zunahme der
Zugmittelspannungen zur Folge. Außerdem zeigt sich, dass die Mittelspannungen für
eine Untertemperatur von 100 °C bis zu einer Lastspielzahl von ca. 4 000 Zyklen stetig
zunehmen, während für eine Untertemperatur von 200 °C das Maximum der Zugmit-
telspannungen bereits nach 10 Zyklen auftritt und ab da ein stetiger Abfall bis zum
Bruch zu beobachten ist.
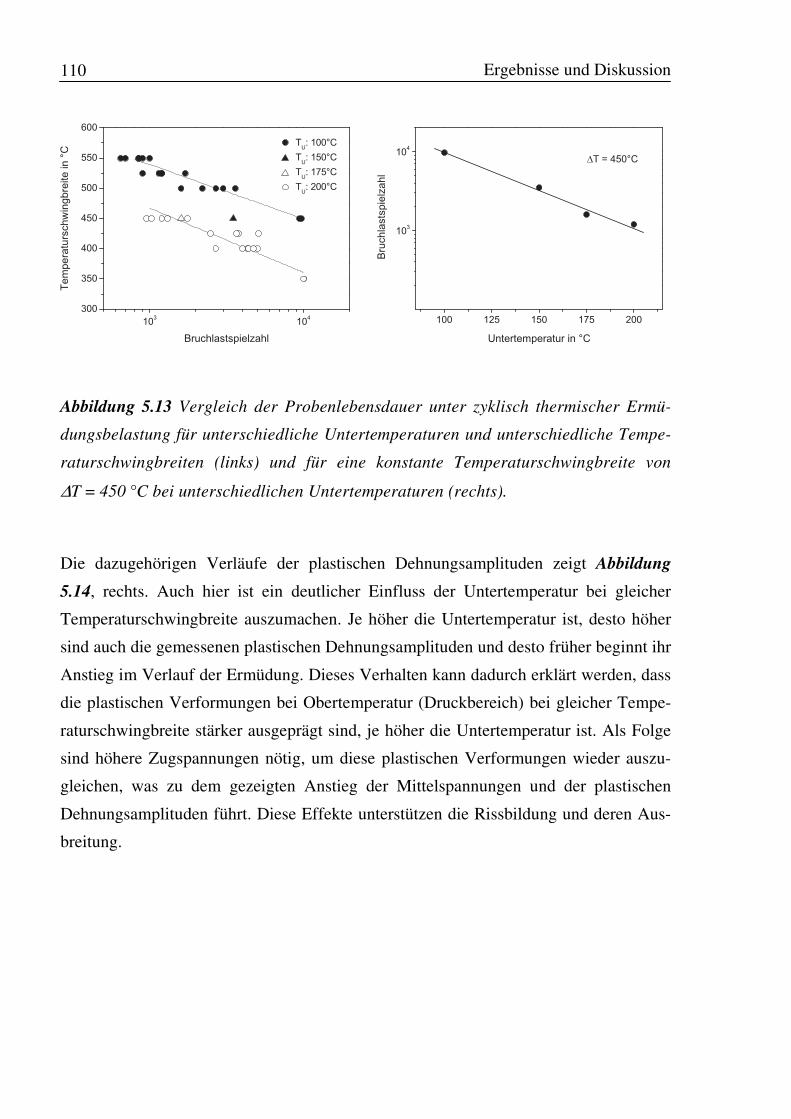
Ergebnisse und Diskussion
110
∆T = 450°C
Abbildung 5.13 Vergleich der Probenlebensdauer unter zyklisch thermischer Ermü-
dungsbelastung für unterschiedliche Untertemperaturen und unterschiedliche Tempe-
raturschwingbreiten (links) und für eine konstante Temperaturschwingbreite von
∆T = 450 °C bei unterschiedlichen Untertemperaturen (rechts).
Die dazugehörigen Verläufe der plastischen Dehnungsamplituden zeigt Abbildung
5.14, rechts. Auch hier ist ein deutlicher Einfluss der Untertemperatur bei gleicher
Temperaturschwingbreite auszumachen. Je höher die Untertemperatur ist, desto höher
sind auch die gemessenen plastischen Dehnungsamplituden und desto früher beginnt ihr
Anstieg im Verlauf der Ermüdung. Dieses Verhalten kann dadurch erklärt werden, dass
die plastischen Verformungen bei Obertemperatur (Druckbereich) bei gleicher Tempe-
raturschwingbreite stärker ausgeprägt sind, je höher die Untertemperatur ist. Als Folge
sind höhere Zugspannungen nötig, um diese plastischen Verformungen wieder auszu-
gleichen, was zu dem gezeigten Anstieg der Mittelspannungen und der plastischen
Dehnungsamplituden führt. Diese Effekte unterstützen die Rissbildung und deren Aus-
breitung.
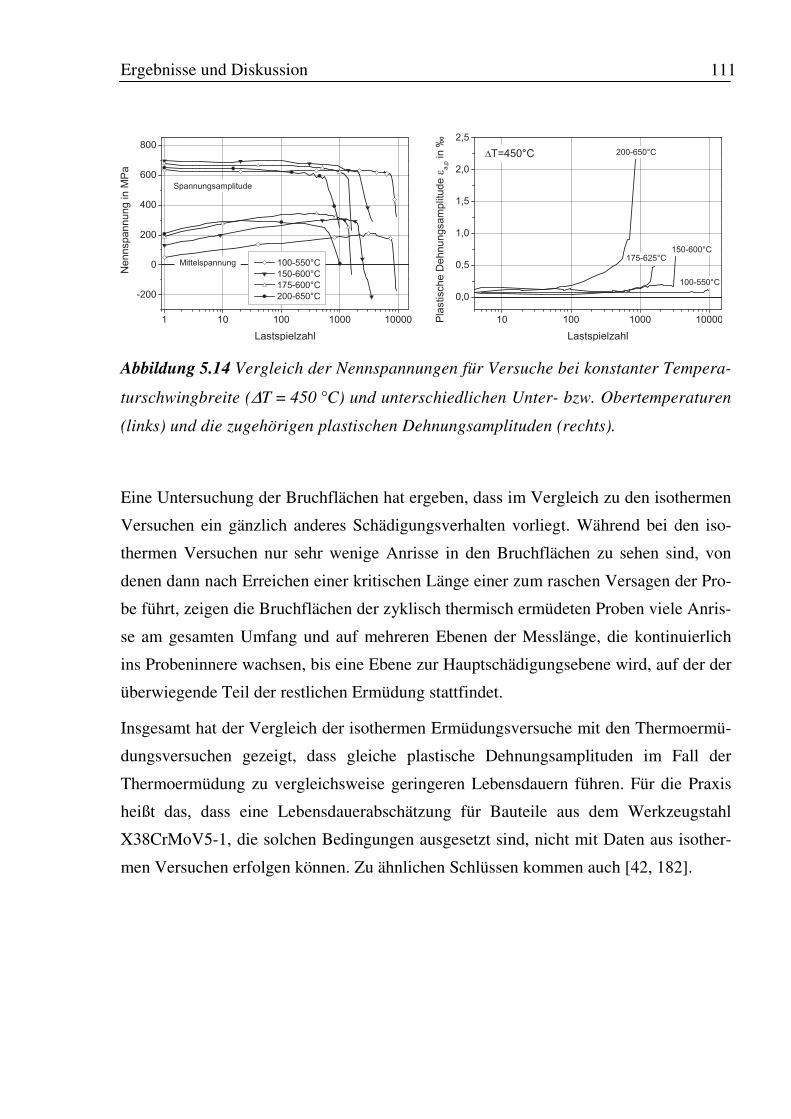
Ergebnisse und Diskussion
111
Abbildung 5.14 Vergleich der Nennspannungen für Versuche bei konstanter Tempera-
turschwingbreite (∆T = 450 °C) und unterschiedlichen Unter- bzw. Obertemperaturen
(links) und die zugehörigen plastischen Dehnungsamplituden (rechts).
Eine Untersuchung der Bruchflächen hat ergeben, dass im Vergleich zu den isothermen
Versuchen ein gänzlich anderes Schädigungsverhalten vorliegt. Während bei den iso-
thermen Versuchen nur sehr wenige Anrisse in den Bruchflächen zu sehen sind, von
denen dann nach Erreichen einer kritischen Länge einer zum raschen Versagen der Pro-
be führt, zeigen die Bruchflächen der zyklisch thermisch ermüdeten Proben viele Anris-
se am gesamten Umfang und auf mehreren Ebenen der Messlänge, die kontinuierlich
ins Probeninnere wachsen, bis eine Ebene zur Hauptschädigungsebene wird, auf der der
überwiegende Teil der restlichen Ermüdung stattfindet.
Insgesamt hat der Vergleich der isothermen Ermüdungsversuche mit den Thermoermü-
dungsversuchen gezeigt, dass gleiche plastische Dehnungsamplituden im Fall der
Thermoermüdung zu vergleichsweise geringeren Lebensdauern führen. Für die Praxis
heißt das, dass eine Lebensdauerabschätzung für Bauteile aus dem Werkzeugstahl
X38CrMoV5-1, die solchen Bedingungen ausgesetzt sind, nicht mit Daten aus isother-
men Versuchen erfolgen können. Zu ähnlichen Schlüssen kommen auch [42, 182].
Ergebnisse und Diskussion
112
5.2 Kontaktermüdungsversuche
Ein weiterer Fokus dieser Arbeit lag auf der Untersuchung der Eigenspannungszustän-
de, die sich infolge zyklisch mechanischen Kontakts zwischen Werkzeug und Werk-
stück ausbilden. Dazu wurden, wie in Abbildung 3.7 beschrieben, quaderförmige Pro-
ben aus dem Warmarbeitsstahl X38CrMoV5-1 mit Abmessungen von 50 x 50 x 20 mm³
zyklischen Kontaktermüdungsversuchen unterzogen. Zunächst wurden Versuche mit
unterschiedlichen Eindruckkräften durchgeführt, um zu sehen, ab welcher Belastung
deutliche Effekte in den Eigenspannungen auftreten. Für die drei Fälle 1) rein mechani-
scher, 2) rein thermischer und 3) thermisch-mechanischer Kontakt wurden außerdem
1‑Zyklus-Versuche durchgeführt. Diese wurden zusätzlich simuliert. Weiter wurden
Versuche durchgeführt, bei denen Zyklenzahlen bis 106 aufgeprägt wurden.
5.2.1 Ergebnisse der isothermen Kontaktermüdungsexperimente
In Abbildung 5.15 ist eine Übersicht der nach Hertz berechneten theoretischen Span-
nungen für den betrachteten Kontaktfall Zylinder/Platte und maximale Druckkräfte von
a) -5 kN, b) -22 kN, c) -100 kN und d) -200 kN dargestellt. Die Spannungskomponenten
σ11, σ22 und σ33 zeigen sehr hohe Druckspannungen an der Oberfläche, die dann konti-
nuierlich in Richtung des Probeninneren abfallen. Bei einer Eindruckkraft von -200 kN
werden theoretische Werte von bis zu 4 500 MPa erreicht. Die Hertz‘schen Formeln
gehen von rein elastischem Werkstoffverhalten aus, können also Werte weit oberhalb
der Streckgrenze des Werkstoffs annehmen. Um realistische Aussagen über die Span-
nungsverteilung unter elastisch-plastischer Belastung machen zu können, wurden Simu-
lationen mit dem in Kapitel 4.1 beschriebenen 2D-Modell durchgeführt, das auch das
plastische Verhalten des untersuchten Warmarbeitsstahls berücksichtigt. Abbildung
5.16 zeigt beispielhaft die Verläufe der nach den Formeln von Hertz berechneten theo-
retischen Spannungen quer (σ11) zur Kontaktlinie im Vergleich zu den in der Simulati-
on berechneten Werten. Bei Kräften bis etwa -22 kN zeigen die Kurven nur geringe Un-
terschiede, was auf die gute Übereinstimmung des Modells mit der Theorie schließen
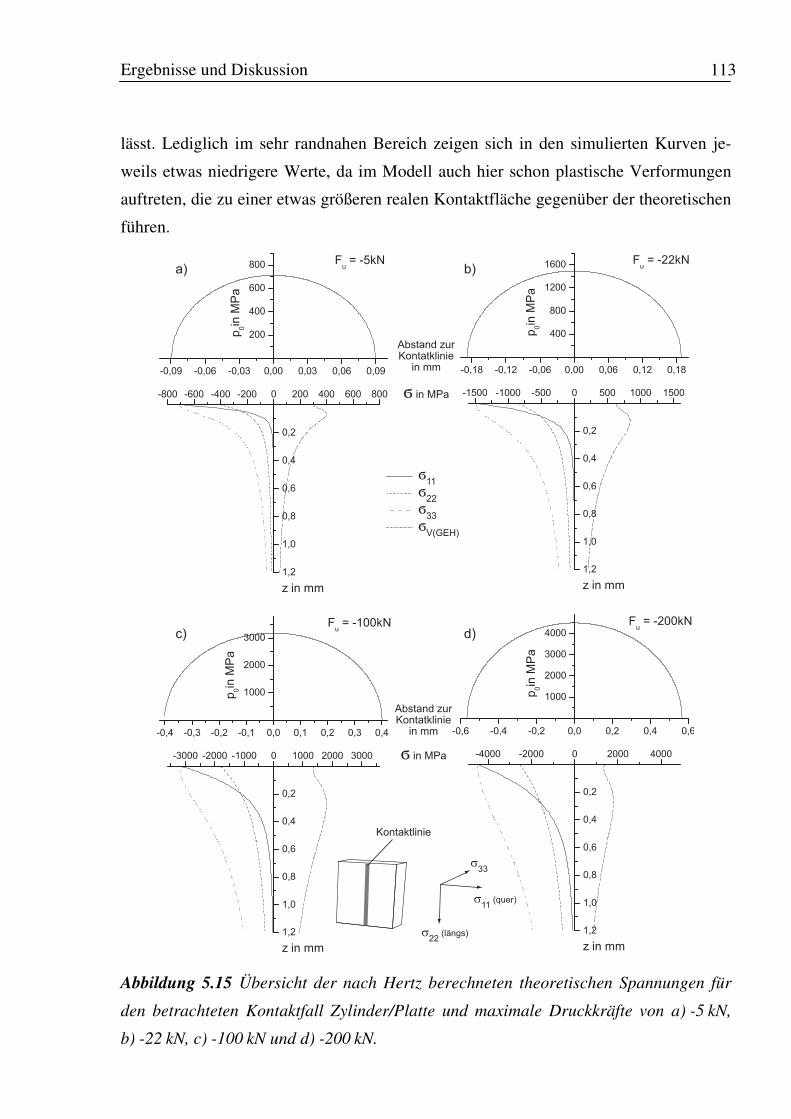
Ergebnisse und Diskussion
113
lässt. Lediglich im sehr randnahen Bereich zeigen sich in den simulierten Kurven je-
weils etwas niedrigere Werte, da im Modell auch hier schon plastische Verformungen
auftreten, die zu einer etwas größeren realen Kontaktfläche gegenüber der theoretischen
führen.
ϭ11
ϭ22
ϭ33
ϭV(GEH)
Abstand zurKontatklinie
in mm
ϭ in MPa
Abstand zurKontatklinie
in mm
ϭ in MPa
a) b)
c) d)
σ11
(quer)
σ22
(längs)
σ33
Kontaktlinie
Abbildung 5.15 Übersicht der nach Hertz berechneten theoretischen Spannungen für
den betrachteten Kontaktfall Zylinder/Platte und maximale Druckkräfte von a) -5 kN,
b) -22 kN, c) -100 kN und d) -200 kN.
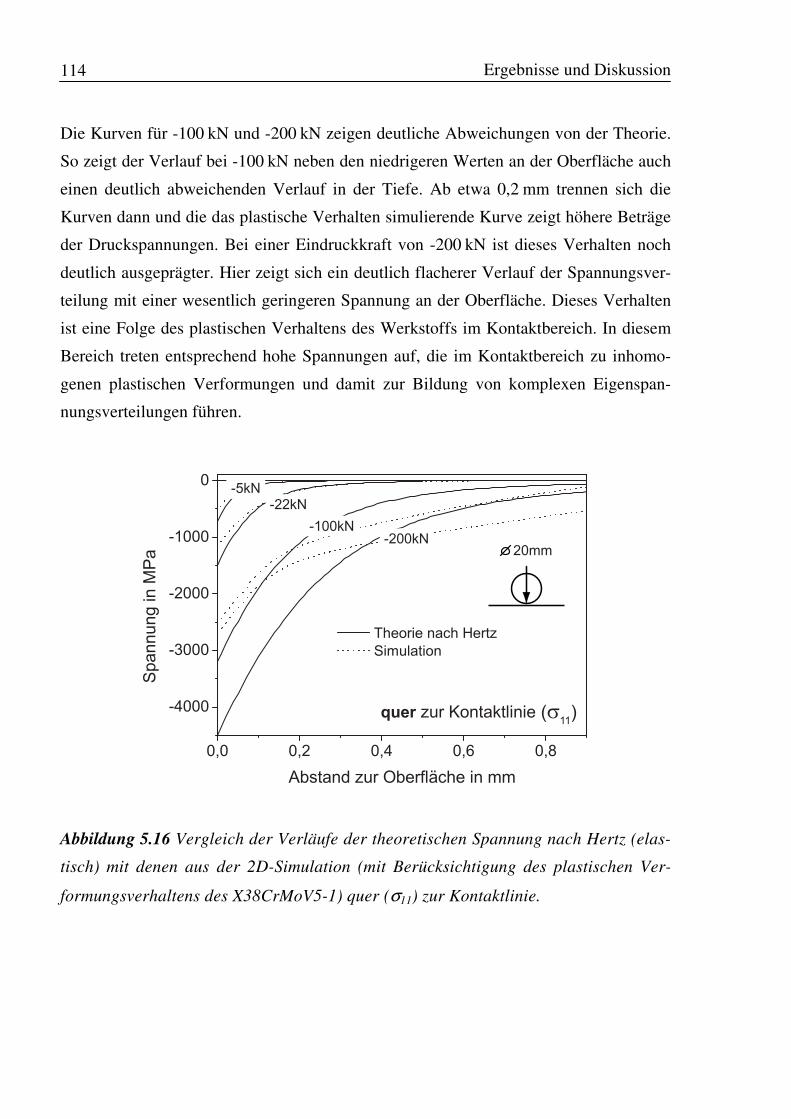
Ergebnisse und Diskussion
114
Die Kurven für -100 kN und -200 kN zeigen deutliche Abweichungen von der Theorie.
So zeigt der Verlauf bei -100 kN neben den niedrigeren Werten an der Oberfläche auch
einen deutlich abweichenden Verlauf in der Tiefe. Ab etwa 0,2 mm trennen sich die
Kurven dann und die das plastische Verhalten simulierende Kurve zeigt höhere Beträge
der Druckspannungen. Bei einer Eindruckkraft von -200 kN ist dieses Verhalten noch
deutlich ausgeprägter. Hier zeigt sich ein deutlich flacherer Verlauf der Spannungsver-
teilung mit einer wesentlich geringeren Spannung an der Oberfläche. Dieses Verhalten
ist eine Folge des plastischen Verhaltens des Werkstoffs im Kontaktbereich. In diesem
Bereich treten entsprechend hohe Spannungen auf, die im Kontaktbereich zu inhomo-
genen plastischen Verformungen und damit zur Bildung von komplexen Eigenspan-
nungsverteilungen führen.
20mm
(σ11
)
Abbildung 5.16 Vergleich der Verläufe der theoretischen Spannung nach Hertz (elas-
tisch) mit denen aus der 2D-Simulation (mit Berücksichtigung des plastischen Ver-
formungsverhaltens des X38CrMoV5-1) quer (σ11) zur Kontaktlinie.
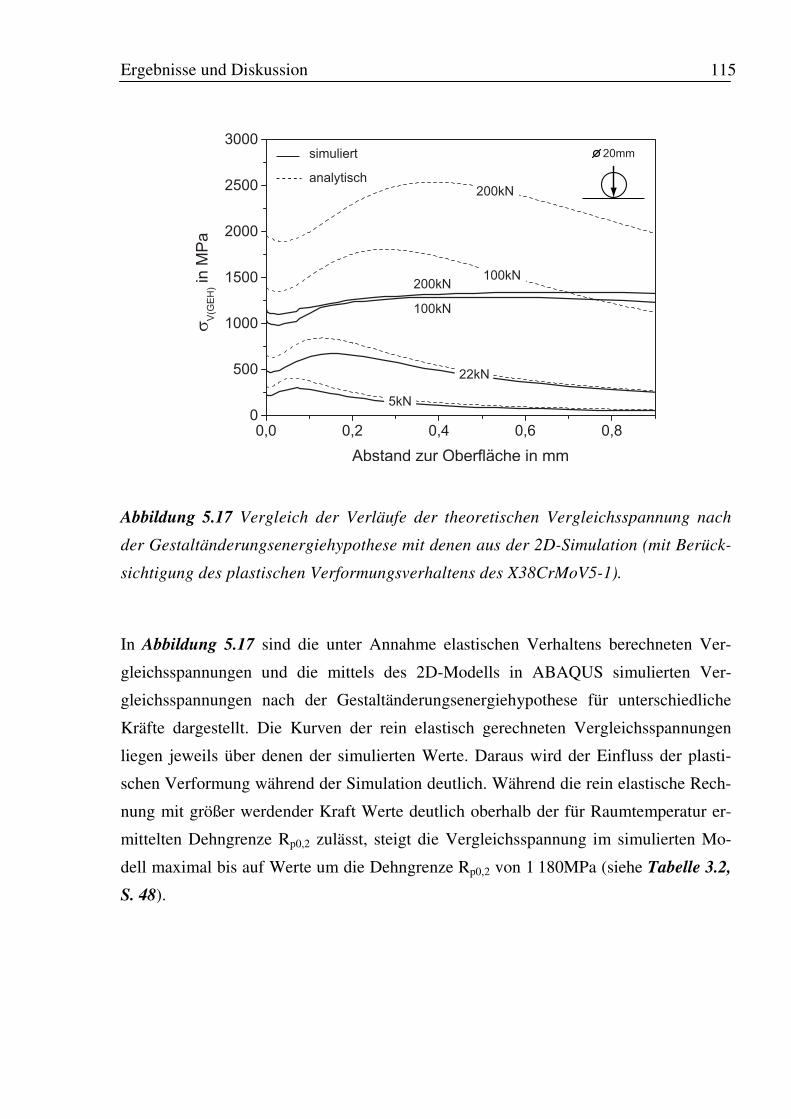
Ergebnisse und Diskussion
115
20mm
analytisch
simuliert
100kN
5kN
22kN
100kN
200kN
200kN
Abbildung 5.17 Vergleich der Verläufe der theoretischen Vergleichsspannung nach
der Gestaltänderungsenergiehypothese mit denen aus der 2D-Simulation (mit Berück-
sichtigung des plastischen Verformungsverhaltens des X38CrMoV5-1).
In Abbildung 5.17 sind die unter Annahme elastischen Verhaltens berechneten Ver-
gleichsspannungen und die mittels des 2D-Modells in ABAQUS simulierten Ver-
gleichsspannungen nach der Gestaltänderungsenergiehypothese für unterschiedliche
Kräfte dargestellt. Die Kurven der rein elastisch gerechneten Vergleichsspannungen
liegen jeweils über denen der simulierten Werte. Daraus wird der Einfluss der plasti-
schen Verformung während der Simulation deutlich. Während die rein elastische Rech-
nung mit größer werdender Kraft Werte deutlich oberhalb der für Raumtemperatur er-
mittelten Dehngrenze Rp0,2 zulässt, steigt die Vergleichsspannung im simulierten Mo-
dell maximal bis auf Werte um die Dehngrenze Rp0,2 von 1 180MPa (siehe Tabelle 3.2,
S. 48).
Ergebnisse und Diskussion
116
1-Zyklus-Versuch
Zunächst wurden quasistatische 1-Zyklus-Versuche durchgeführt. Abbildung 5.18 zeigt
den, über den Regler vorgegebenen Sollwert und den gemessenen Istwert des dabei
aufgeprägten Kraft-Zeit-Verlaufs. An diesen Verlauf ist dann eine Kurve angepasst
worden, die als Eingangsgröße für die spätere Simulation dieses Versuchs verwendet
wurde. In allen 1-Zyklus-Versuchen wurden polierte Proben verwendet, die allerdings
nur sehr kurz poliert wurden, um eine möglichst geringe Rautiefe zu erhalten. Der
durch das vorhergehende Schleifen der Proben eingebrachte Eigenspannungszustand
der Randschicht wurde dabei nicht signifikant geändert.
In Abbildung 5.19 sind die Ergebnisse der Eigenspannungsmessungen als Funktion der
Tiefe an Probe D40 (Belastung nach Abbildung 5.18) längs und quer zum Eindruck
dargestellt. Außerdem sind die Verläufe der Simulationsrechnungen mit dem in Kapitel
4.1 beschriebenen 2D-Modell und dem 3D-Modell (unter Verwendung des Chaboche-
Modells aus [183]) eingezeichnet. In den Simulationen wurden die initialen Randzo-
neneigenspannungszustände wie in Kapitel 4.1 berücksichtigt. Betrachtet man zunächst
die röntgenografisch ermittelten Werte, zeigen beide Komponenten Druckeigenspan-
nungen an der Oberfläche, die dann innerhalb der ersten µm in den Zugbereich wech-
seln. Die Eigenspannungen in Längsrichtung zeigen maximale Zugeigenspannungen
von 165 MPa bei einem Abstand von 12 µm zur Oberfläche, während die Komponente
in Querrichtung ihr Maximum von 450 MPa erst in einer Tiefe von etwa 80 µm erreicht.
An diesen Punkten wenden beide Kurven und laufen in Richtung Druck. Im Fall der
Längskomponente liegt der Übergang sehr dicht an der Oberfläche bei etwa 15 µm,
während die Kurve der Spannung in Querrichtung wesentlich langsamer abfällt und der
Vorzeichenwechsel erst bei einem Abstand zur Oberfläche von 280 µm stattfindet. Qua-
litativ zeigen die simulierten Kurven eine gute Übereinstimmung mit den röntgenogra-
fisch ermittelten Kurven. Die mit dem Chaboche-Modell berechneten Kurven zeigen
gerade in der Nähe der Oberfläche eine etwas bessere Übereinstimmung als die Kurven
aus dem 2D-Modell. Ein Grund dafür könnte die breitere Datenbasis der dem Chabo-
che-Modell zugrundeliegenden Modellparametern sein. So berücksichtigt das Chabo-
che-Modell beispielweise die Abhängigkeit der Umformprozesse von der Verfor-
mungsgeschwindigkeit. Diese wurde beim 2D-Modell nicht berücksichtigt. Die Kurven
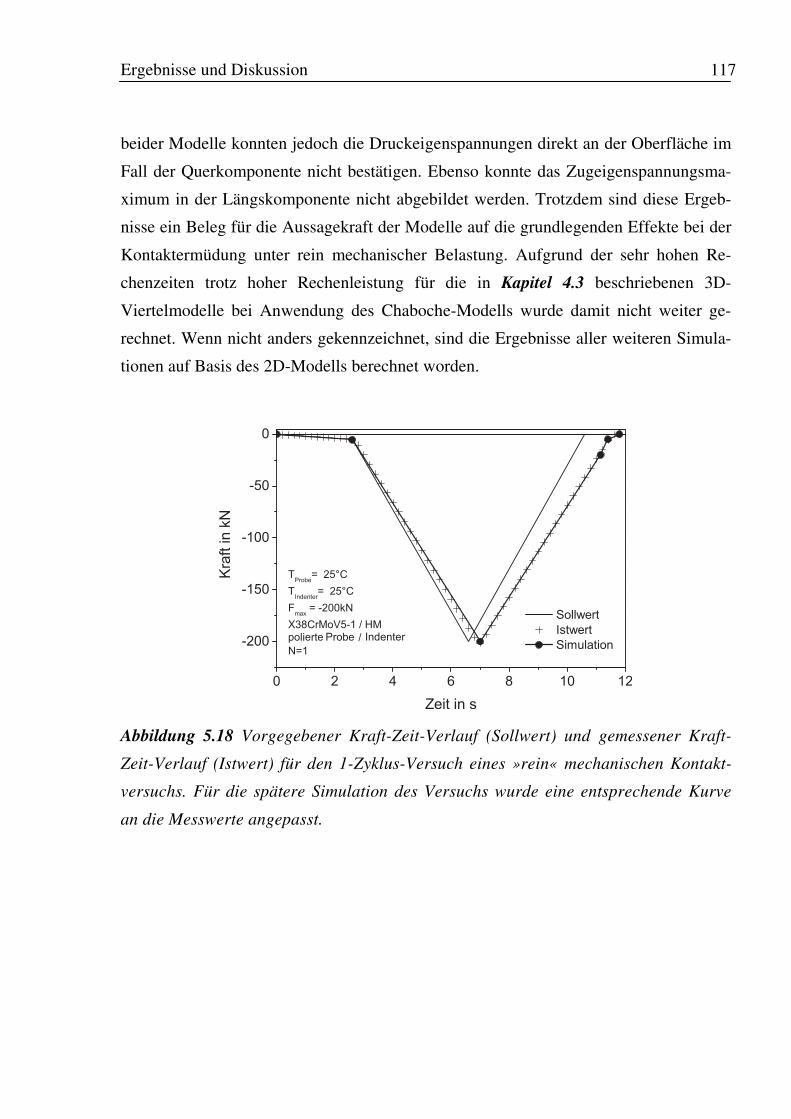
Ergebnisse und Diskussion
117
beider Modelle konnten jedoch die Druckeigenspannungen direkt an der Oberfläche im
Fall der Querkomponente nicht bestätigen. Ebenso konnte das Zugeigenspannungsma-
ximum in der Längskomponente nicht abgebildet werden. Trotzdem sind diese Ergeb-
nisse ein Beleg für die Aussagekraft der Modelle auf die grundlegenden Effekte bei der
Kontaktermüdung unter rein mechanischer Belastung. Aufgrund der sehr hohen Re-
chenzeiten trotz hoher Rechenleistung für die in Kapitel 4.3 beschriebenen 3D-
Viertelmodelle bei Anwendung des Chaboche-Modells wurde damit nicht weiter ge-
rechnet. Wenn nicht anders gekennzeichnet, sind die Ergebnisse aller weiteren Simula-
tionen auf Basis des 2D-Modells berechnet worden.
Indenter
Abbildung 5.18 Vorgegebener Kraft-Zeit-Verlauf (Sollwert) und gemessener Kraft-
Zeit-Verlauf (Istwert) für den 1-Zyklus-Versuch eines »rein« mechanischen Kontakt-
versuchs. Für die spätere Simulation des Versuchs wurde eine entsprechende Kurve
an die Messwerte angepasst.
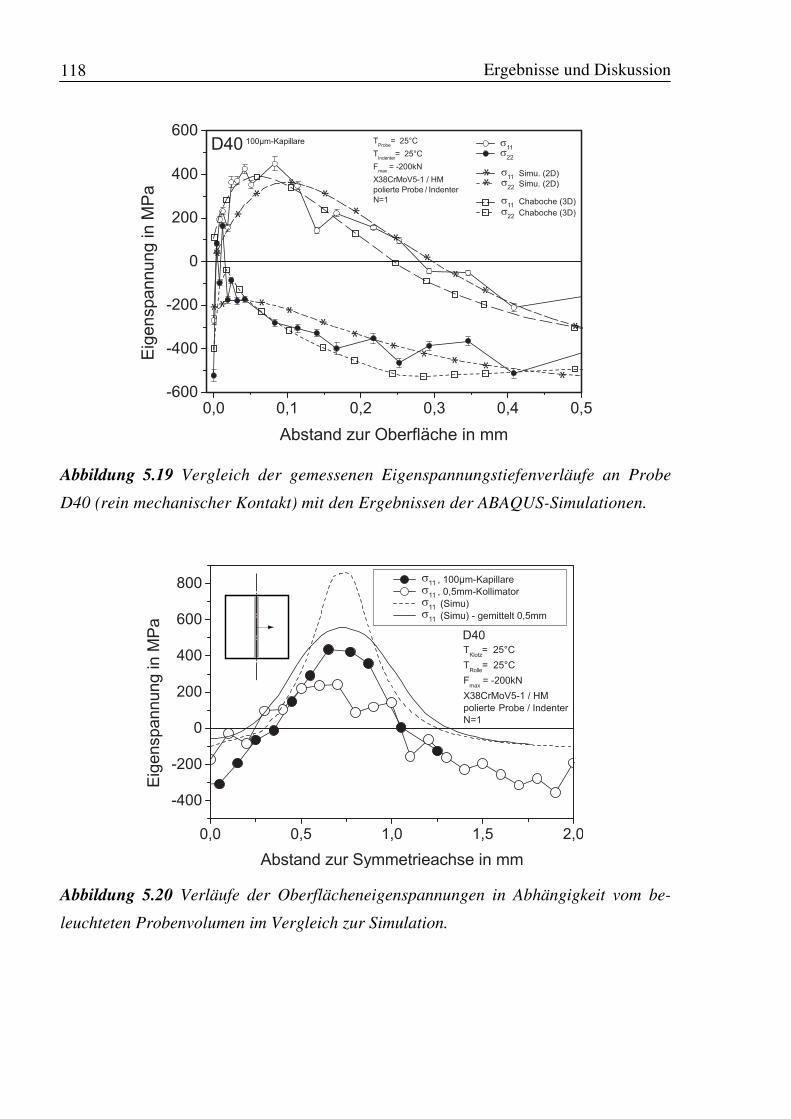
Ergebnisse und Diskussion
118
*
** **
**
**
**
**
σ11
σ22
σ11
σ11
σ22
σ22
*
*
**
*
*
*
*
*
*
*
Chaboche (3D)
Chaboche (3D)
Simu. (2D)
Simu. (2D)
Abbildung 5.19 Vergleich der gemessenen Eigenspannungstiefenverläufe an Probe
D40 (rein mechanischer Kontakt) mit den Ergebnissen der ABAQUS-Simulationen.
Probe / Indenter
σ11
σ11
σ11
σ11
Abbildung 5.20 Verläufe der Oberflächeneigenspannungen in Abhängigkeit vom be-
leuchteten Probenvolumen im Vergleich zur Simulation.
Ergebnisse und Diskussion
119
Zusätzlich zu den Eigenspannungstiefenverläufen wurden die Eigenspannungen an der
Oberfläche im Bereich der Kontaktlinie gemessen. Die Messungen wurden mit einer
100 µm-Kapillare und einem 0,5 mm-Kollimator durchgeführt. Abbildung 5.20 zeigt
die σ11-Komponente über dem Abstand zur Kontaktlinie. Zusätzlich zu den beiden ge-
messenen Kurven ist die aus der Simulation gewonnene Kurve aufgetragen. Alle drei
Kurven zeigen direkt unter der Kontaktlinie Druckeigenspannungen, die bei ca.
0,25 mm in den Zugbereich übergehen, dann ein Zugeigenspannungsmaximum errei-
chen und bei etwa 1,1 - 1,3 mm wieder in den Druckbereich wechseln. Die drei Kurven
unterscheiden sich deutlich in der Höhe dieses lokalen Maximums. Die mit einem
0,5 mm-Kollimator gemessene Kurve zeigt den niedrigsten Wert mit 242 MPa im Ver-
gleich zu 436 MPa für den Fall der Messung mit einer 100 µm-Kapillare. Die Simulati-
on zeigt ein Maximum von 861 MPa. Eine mögliche Erklärung für die Unterschiede
könnte sein, dass mit größer werdendem Messvolumen Eigenspannungsspitzen »weg-
gemittelt« werden. Aus diesem Grund wurde eine weitere Kurve hinzugefügt, die eine
Mittelung der simulierten Kurve über eine Intervallbreite von ca. 0,5 mm darstellt. Die-
se liegt qualitativ dichter an den gemessenen Kurven, zeigt aber immer noch zu hohe
Werte. Ein weiterer Grund hierfür kann die Mittelung über der Eindringtiefe sein, die
hier nicht berücksichtigt wurde. Insgesamt zeigt sich bei den Oberflächenwerten zu-
mindest qualitativ eine gute Übereinstimmung mit der Simulation.
Da die simulierten Werte der Oberflächenwerte (siehe Abbildung 5.19) nicht mit den
röntgenografisch ermittelten Werten übereingestimmt haben und um die Verteilung des
sehr oberflächennahen Eigenspannungszustands genauer zu untersuchen, wurde eine
identisch belastete Probe D38 an der EDDI Beamline des BESSY II Speicherings in
Berlin mittels Synchrotronstrahlung vermessen. Diese Messungen haben die Druckei-
genspannungen an der Oberfläche nicht nur bestätigt, sie konnten auch ein in einer sehr
dünnen Randschicht existierendes Eigenspannungsminimum auflösen. In Abbildung
5.21 sind die Messpunkte im Bildraum und die rücktransformierten Verläufe der Span-
nungskomponenten quer (σ11) und längs (σ22) zur Kontaktlinie dargestellt. Unten im
Bild sind diese Verläufe zusammen mit den Röntgenmessungen aufgetragen.
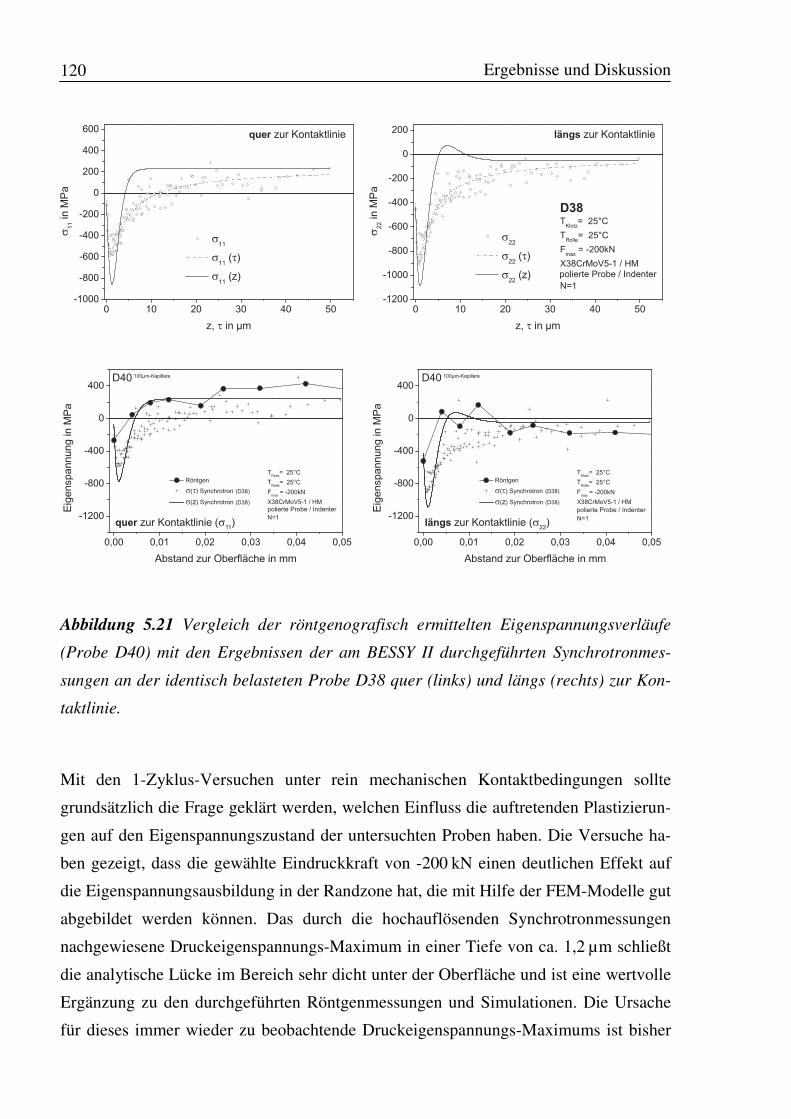
Ergebnisse und Diskussion
120
polierte Probe / Indenter
(D38)
(D38)
(D38)
(D38)
(σ11
) (σ22
)
polierte Probe / Indenter polierte Probe / Indenter
Abbildung 5.21 Vergleich der röntgenografisch ermittelten Eigenspannungsverläufe
(Probe D40) mit den Ergebnissen der am BESSY II durchgeführten Synchrotronmes-
sungen an der identisch belasteten Probe D38 quer (links) und längs (rechts) zur Kon-
taktlinie.
Mit den 1-Zyklus-Versuchen unter rein mechanischen Kontaktbedingungen sollte
grundsätzlich die Frage geklärt werden, welchen Einfluss die auftretenden Plastizierun-
gen auf den Eigenspannungszustand der untersuchten Proben haben. Die Versuche ha-
ben gezeigt, dass die gewählte Eindruckkraft von -200 kN einen deutlichen Effekt auf
die Eigenspannungsausbildung in der Randzone hat, die mit Hilfe der FEM-Modelle gut
abgebildet werden können. Das durch die hochauflösenden Synchrotronmessungen
nachgewiesene Druckeigenspannungs-Maximum in einer Tiefe von ca. 1,2 µm schließt
die analytische Lücke im Bereich sehr dicht unter der Oberfläche und ist eine wertvolle
Ergänzung zu den durchgeführten Röntgenmessungen und Simulationen. Die Ursache
für dieses immer wieder zu beobachtende Druckeigenspannungs-Maximums ist bisher
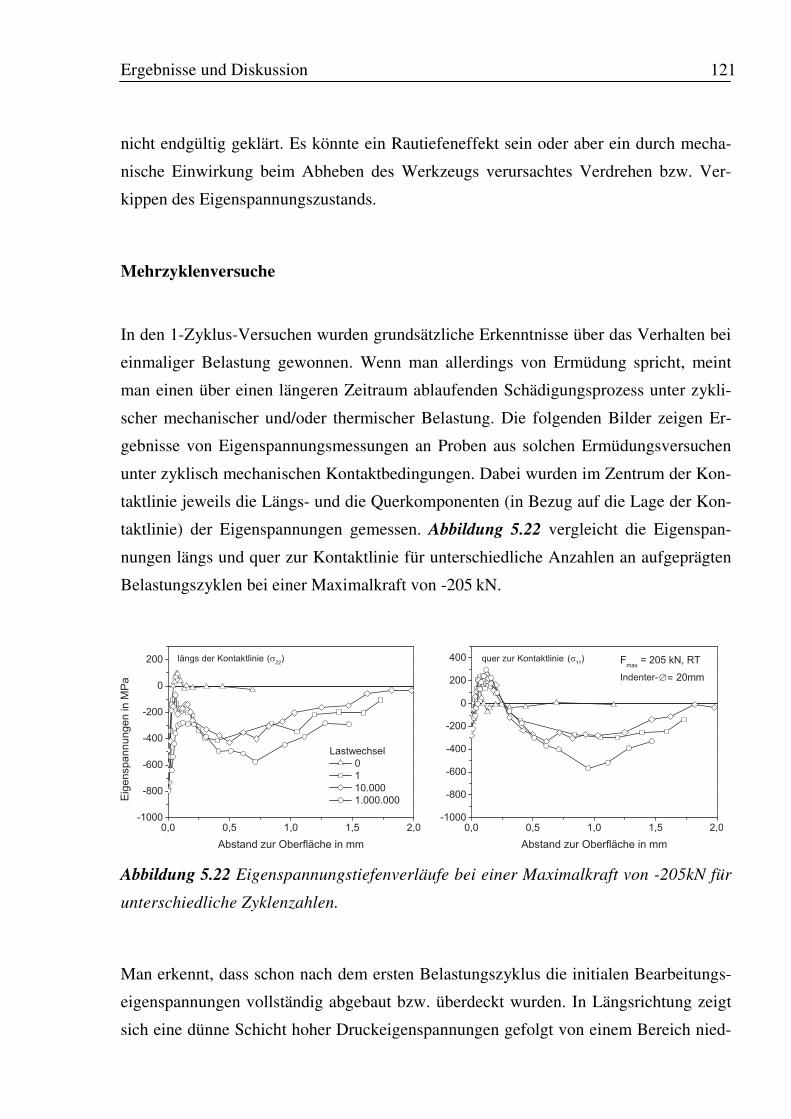
Ergebnisse und Diskussion
121
nicht endgültig geklärt. Es könnte ein Rautiefeneffekt sein oder aber ein durch mecha-
nische Einwirkung beim Abheben des Werkzeugs verursachtes Verdrehen bzw. Ver-
kippen des Eigenspannungszustands.
Mehrzyklenversuche
In den 1-Zyklus-Versuchen wurden grundsätzliche Erkenntnisse über das Verhalten bei
einmaliger Belastung gewonnen. Wenn man allerdings von Ermüdung spricht, meint
man einen über einen längeren Zeitraum ablaufenden Schädigungsprozess unter zykli-
scher mechanischer und/oder thermischer Belastung. Die folgenden Bilder zeigen Er-
gebnisse von Eigenspannungsmessungen an Proben aus solchen Ermüdungsversuchen
unter zyklisch mechanischen Kontaktbedingungen. Dabei wurden im Zentrum der Kon-
taktlinie jeweils die Längs- und die Querkomponenten (in Bezug auf die Lage der Kon-
taktlinie) der Eigenspannungen gemessen. Abbildung 5.22 vergleicht die Eigenspan-
nungen längs und quer zur Kontaktlinie für unterschiedliche Anzahlen an aufgeprägten
Belastungszyklen bei einer Maximalkraft von -205 kN.
(σ22
) (σ11
)
Indenter-
Abbildung 5.22 Eigenspannungstiefenverläufe bei einer Maximalkraft von -205kN für
unterschiedliche Zyklenzahlen.
Man erkennt, dass schon nach dem ersten Belastungszyklus die initialen Bearbeitungs-
eigenspannungen vollständig abgebaut bzw. überdeckt wurden. In Längsrichtung zeigt
sich eine dünne Schicht hoher Druckeigenspannungen gefolgt von einem Bereich nied-
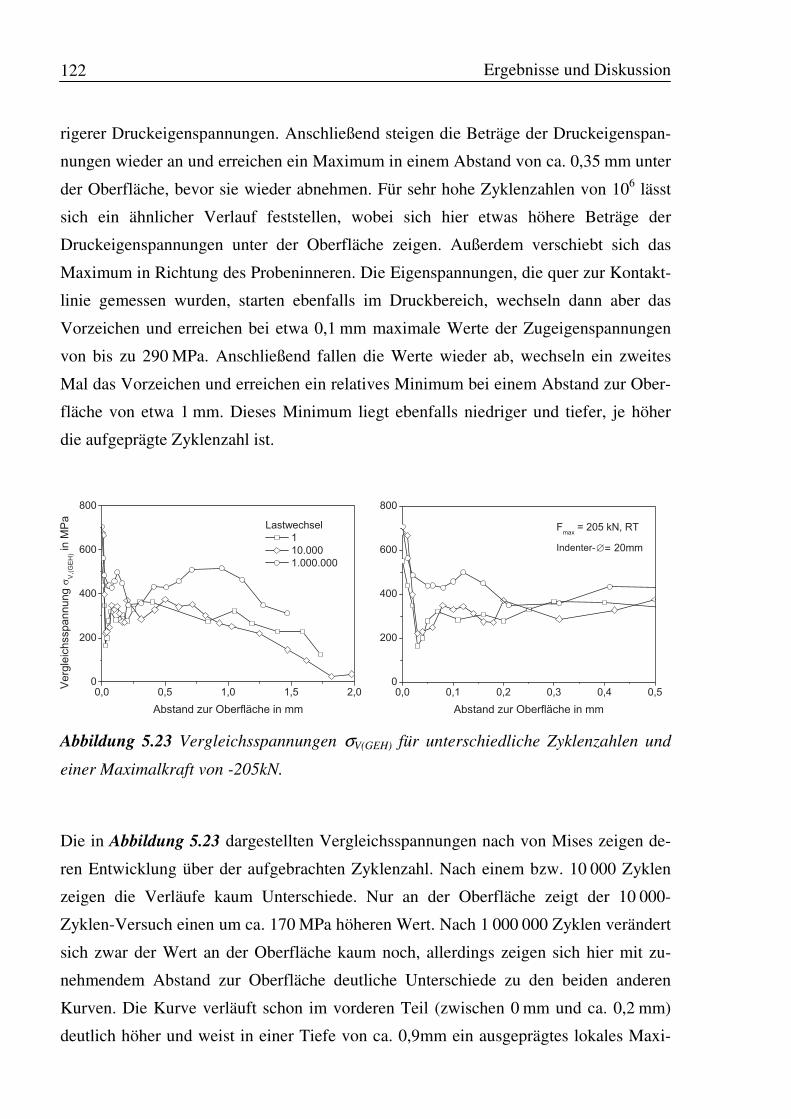
Ergebnisse und Diskussion
122
rigerer Druckeigenspannungen. Anschließend steigen die Beträge der Druckeigenspan-
nungen wieder an und erreichen ein Maximum in einem Abstand von ca. 0,35 mm unter
der Oberfläche, bevor sie wieder abnehmen. Für sehr hohe Zyklenzahlen von 106 lässt
sich ein ähnlicher Verlauf feststellen, wobei sich hier etwas höhere Beträge der
Druckeigenspannungen unter der Oberfläche zeigen. Außerdem verschiebt sich das
Maximum in Richtung des Probeninneren. Die Eigenspannungen, die quer zur Kontakt-
linie gemessen wurden, starten ebenfalls im Druckbereich, wechseln dann aber das
Vorzeichen und erreichen bei etwa 0,1 mm maximale Werte der Zugeigenspannungen
von bis zu 290 MPa. Anschließend fallen die Werte wieder ab, wechseln ein zweites
Mal das Vorzeichen und erreichen ein relatives Minimum bei einem Abstand zur Ober-
fläche von etwa 1 mm. Dieses Minimum liegt ebenfalls niedriger und tiefer, je höher
die aufgeprägte Zyklenzahl ist.
Indenter-
Abbildung 5.23 Vergleichsspannungen σV(GEH) für unterschiedliche Zyklenzahlen und
einer Maximalkraft von -205kN.
Die in Abbildung 5.23 dargestellten Vergleichsspannungen nach von Mises zeigen de-
ren Entwicklung über der aufgebrachten Zyklenzahl. Nach einem bzw. 10 000 Zyklen
zeigen die Verläufe kaum Unterschiede. Nur an der Oberfläche zeigt der 10 000-
Zyklen-Versuch einen um ca. 170 MPa höheren Wert. Nach 1 000 000 Zyklen verändert
sich zwar der Wert an der Oberfläche kaum noch, allerdings zeigen sich hier mit zu-
nehmendem Abstand zur Oberfläche deutliche Unterschiede zu den beiden anderen
Kurven. Die Kurve verläuft schon im vorderen Teil (zwischen 0 mm und ca. 0,2 mm)
deutlich höher und weist in einer Tiefe von ca. 0,9mm ein ausgeprägtes lokales Maxi-
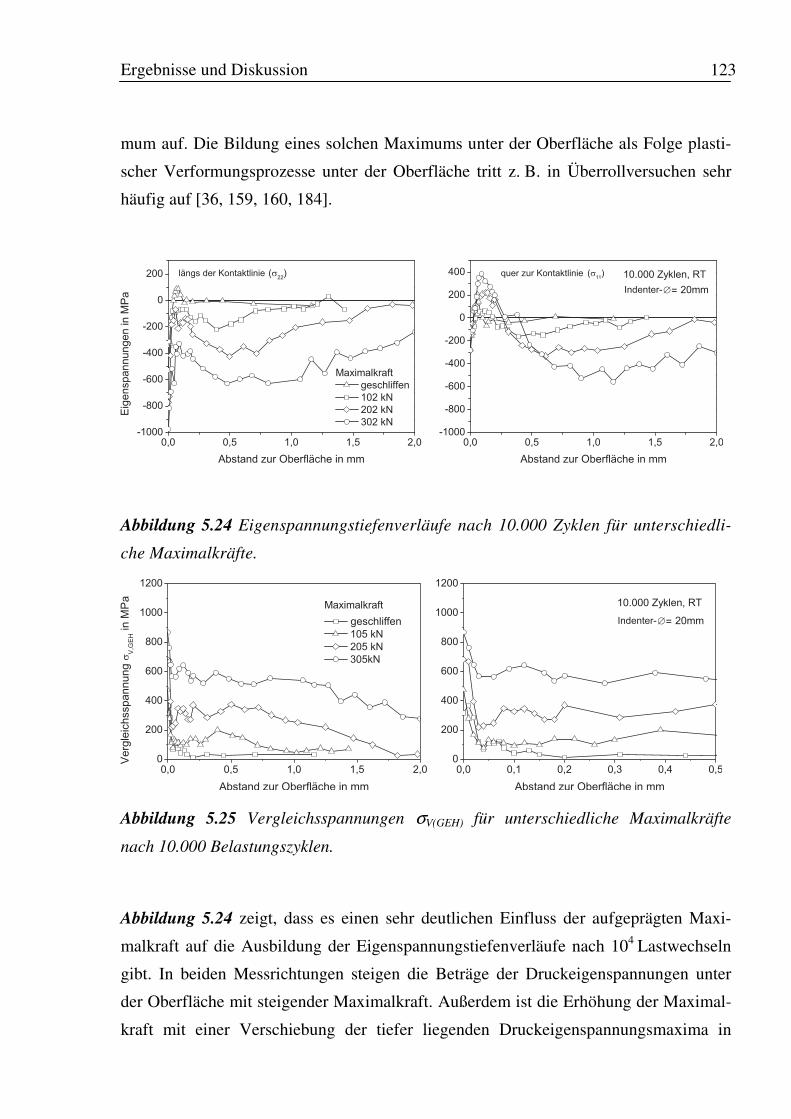
Ergebnisse und Diskussion
123
mum auf. Die Bildung eines solchen Maximums unter der Oberfläche als Folge plasti-
scher Verformungsprozesse unter der Oberfläche tritt z. B. in Überrollversuchen sehr
häufig auf [36, 159, 160, 184].
(σ22
) (σ11
)
Indenter-
Abbildung 5.24 Eigenspannungstiefenverläufe nach 10.000 Zyklen für unterschiedli-
che Maximalkräfte.
geschliffen Indenter-
Abbildung 5.25 Vergleichsspannungen σV(GEH) für unterschiedliche Maximalkräfte
nach 10.000 Belastungszyklen.
Abbildung 5.24 zeigt, dass es einen sehr deutlichen Einfluss der aufgeprägten Maxi-
malkraft auf die Ausbildung der Eigenspannungstiefenverläufe nach 104 Lastwechseln
gibt. In beiden Messrichtungen steigen die Beträge der Druckeigenspannungen unter
der Oberfläche mit steigender Maximalkraft. Außerdem ist die Erhöhung der Maximal-
kraft mit einer Verschiebung der tiefer liegenden Druckeigenspannungsmaxima in
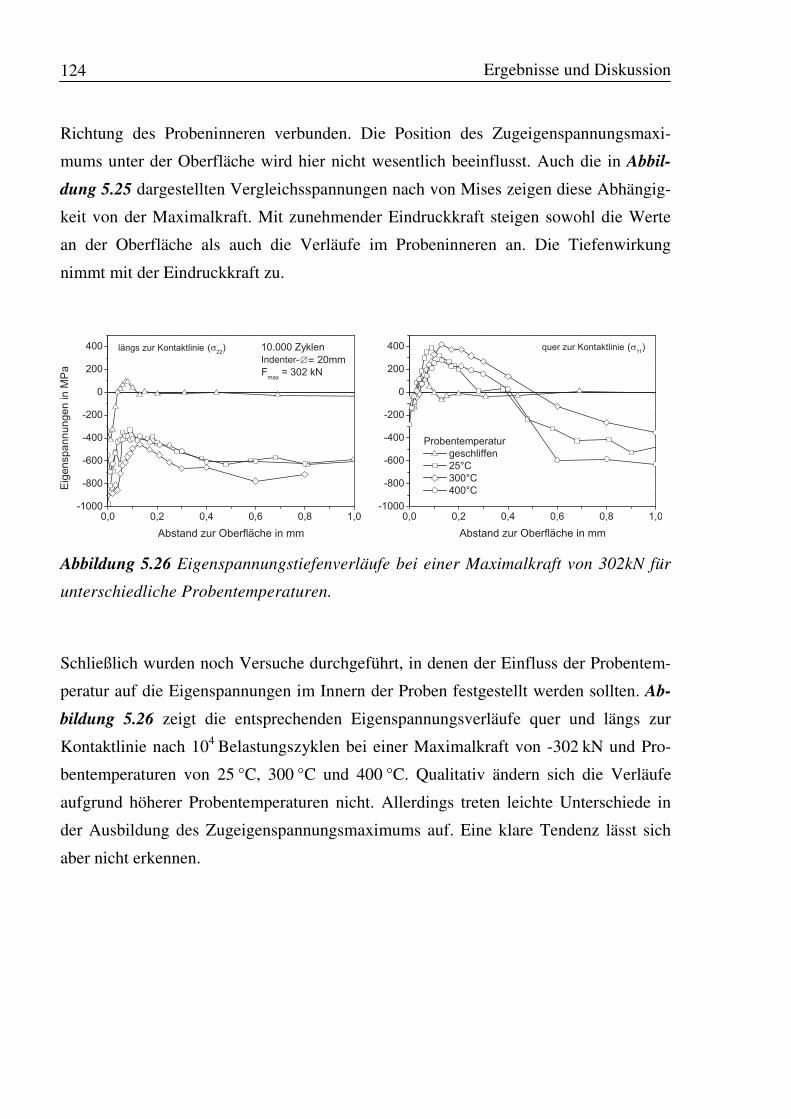
Ergebnisse und Diskussion
124
Richtung des Probeninneren verbunden. Die Position des Zugeigenspannungsmaxi-
mums unter der Oberfläche wird hier nicht wesentlich beeinflusst. Auch die in Abbil-
dung 5.25 dargestellten Vergleichsspannungen nach von Mises zeigen diese Abhängig-
keit von der Maximalkraft. Mit zunehmender Eindruckkraft steigen sowohl die Werte
an der Oberfläche als auch die Verläufe im Probeninneren an. Die Tiefenwirkung
nimmt mit der Eindruckkraft zu.
(σ22
) (σ11
)
Indenter-
Abbildung 5.26 Eigenspannungstiefenverläufe bei einer Maximalkraft von 302kN für
unterschiedliche Probentemperaturen.
Schließlich wurden noch Versuche durchgeführt, in denen der Einfluss der Probentem-
peratur auf die Eigenspannungen im Innern der Proben festgestellt werden sollten. Ab-
bildung 5.26 zeigt die entsprechenden Eigenspannungsverläufe quer und längs zur
Kontaktlinie nach 104 Belastungszyklen bei einer Maximalkraft von -302 kN und Pro-
bentemperaturen von 25 °C, 300 °C und 400 °C. Qualitativ ändern sich die Verläufe
aufgrund höherer Probentemperaturen nicht. Allerdings treten leichte Unterschiede in
der Ausbildung des Zugeigenspannungsmaximums auf. Eine klare Tendenz lässt sich
aber nicht erkennen.
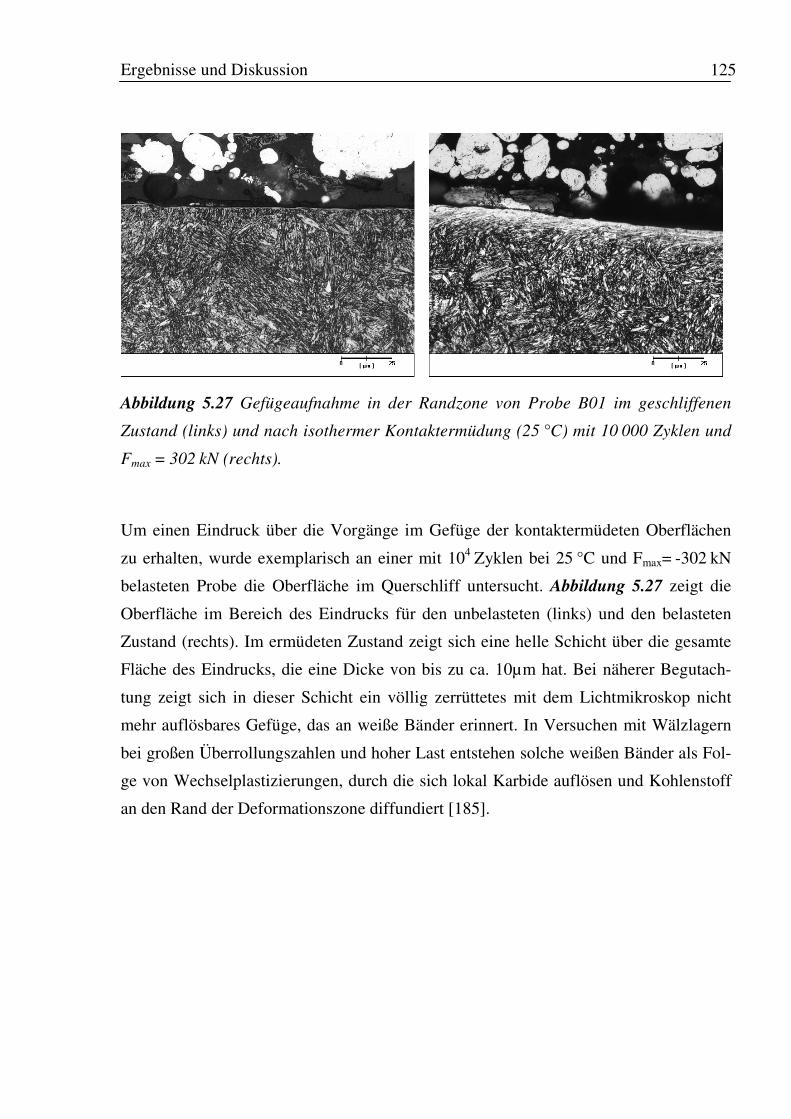
Ergebnisse und Diskussion
125
Abbildung 5.27 Gefügeaufnahme in der Randzone von Probe B01 im geschliffenen
Zustand (links) und nach isothermer Kontaktermüdung (25 °C) mit 10 000 Zyklen und
Fmax = 302 kN (rechts).
Um einen Eindruck über die Vorgänge im Gefüge der kontaktermüdeten Oberflächen
zu erhalten, wurde exemplarisch an einer mit 104 Zyklen bei 25 °C und Fmax= -302 kN
belasteten Probe die Oberfläche im Querschliff untersucht. Abbildung 5.27 zeigt die
Oberfläche im Bereich des Eindrucks für den unbelasteten (links) und den belasteten
Zustand (rechts). Im ermüdeten Zustand zeigt sich eine helle Schicht über die gesamte
Fläche des Eindrucks, die eine Dicke von bis zu ca. 10µm hat. Bei näherer Begutach-
tung zeigt sich in dieser Schicht ein völlig zerrüttetes mit dem Lichtmikroskop nicht
mehr auflösbares Gefüge, das an weiße Bänder erinnert. In Versuchen mit Wälzlagern
bei großen Überrollungszahlen und hoher Last entstehen solche weißen Bänder als Fol-
ge von Wechselplastizierungen, durch die sich lokal Karbide auflösen und Kohlenstoff
an den Rand der Deformationszone diffundiert [185].
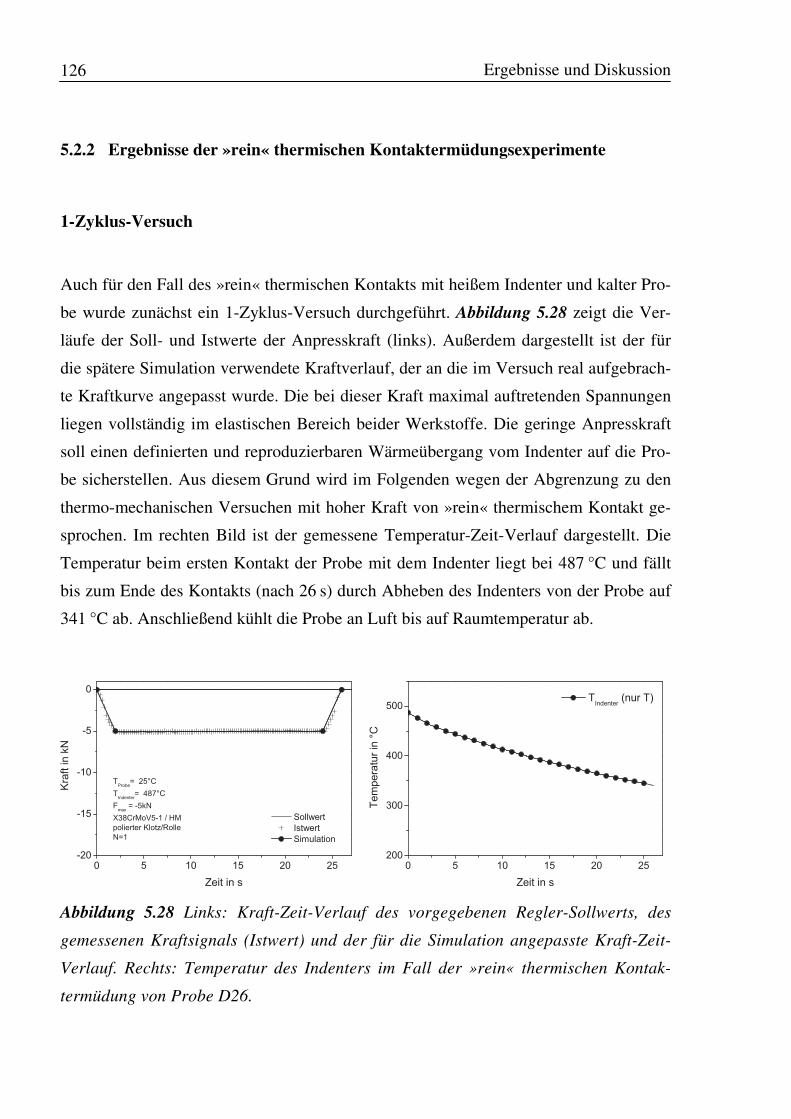
Ergebnisse und Diskussion
126
5.2.2 Ergebnisse der »rein« thermischen Kontaktermüdungsexperimente
1-Zyklus-Versuch
Auch für den Fall des »rein« thermischen Kontakts mit heißem Indenter und kalter Pro-
be wurde zunächst ein 1-Zyklus-Versuch durchgeführt. Abbildung 5.28 zeigt die Ver-
läufe der Soll- und Istwerte der Anpresskraft (links). Außerdem dargestellt ist der für
die spätere Simulation verwendete Kraftverlauf, der an die im Versuch real aufgebrach-
te Kraftkurve angepasst wurde. Die bei dieser Kraft maximal auftretenden Spannungen
liegen vollständig im elastischen Bereich beider Werkstoffe. Die geringe Anpresskraft
soll einen definierten und reproduzierbaren Wärmeübergang vom Indenter auf die Pro-
be sicherstellen. Aus diesem Grund wird im Folgenden wegen der Abgrenzung zu den
thermo-mechanischen Versuchen mit hoher Kraft von »rein« thermischem Kontakt ge-
sprochen. Im rechten Bild ist der gemessene Temperatur-Zeit-Verlauf dargestellt. Die
Temperatur beim ersten Kontakt der Probe mit dem Indenter liegt bei 487 °C und fällt
bis zum Ende des Kontakts (nach 26 s) durch Abheben des Indenters von der Probe auf
341 °C ab. Anschließend kühlt die Probe an Luft bis auf Raumtemperatur ab.
Abbildung 5.28 Links: Kraft-Zeit-Verlauf des vorgegebenen Regler-Sollwerts, des
gemessenen Kraftsignals (Istwert) und der für die Simulation angepasste Kraft-Zeit-
Verlauf. Rechts: Temperatur des Indenters im Fall der »rein« thermischen Kontak-
termüdung von Probe D26.
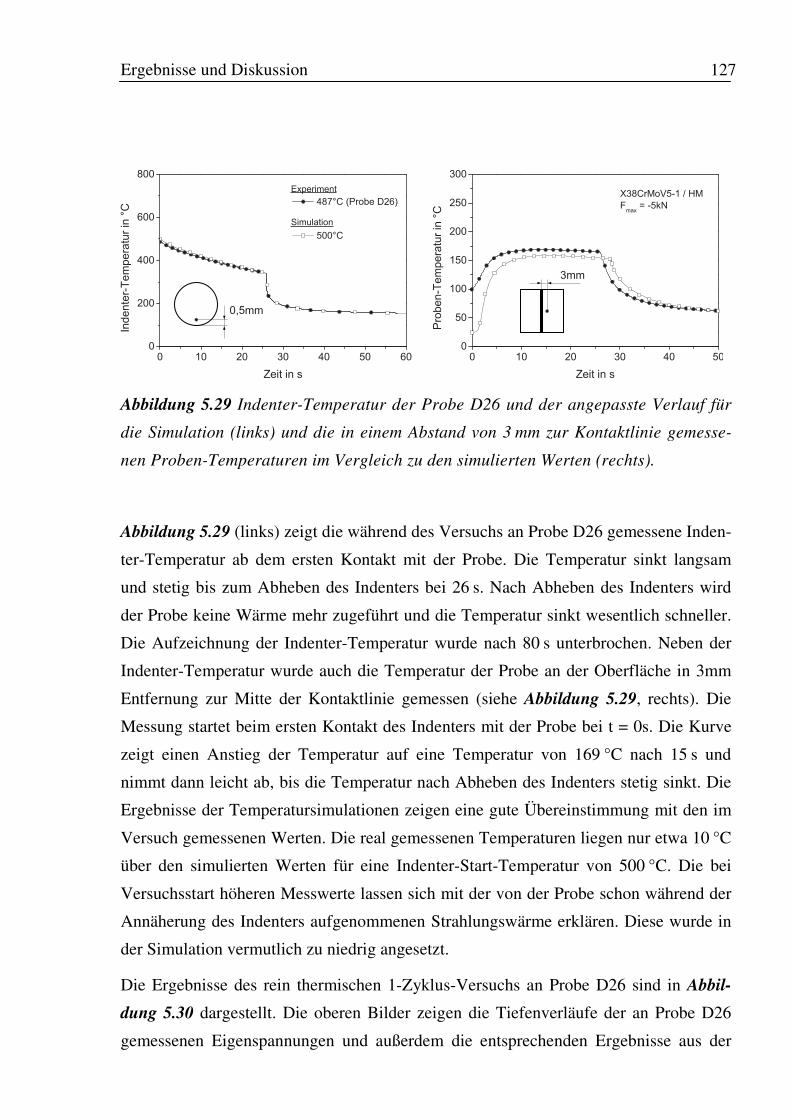
Ergebnisse und Diskussion
127
3mm
Simulation
Experiment
0,5mm
Abbildung 5.29 Indenter-Temperatur der Probe D26 und der angepasste Verlauf für
die Simulation (links) und die in einem Abstand von 3 mm zur Kontaktlinie gemesse-
nen Proben-Temperaturen im Vergleich zu den simulierten Werten (rechts).
Abbildung 5.29 (links) zeigt die während des Versuchs an Probe D26 gemessene Inden-
ter-Temperatur ab dem ersten Kontakt mit der Probe. Die Temperatur sinkt langsam
und stetig bis zum Abheben des Indenters bei 26 s. Nach Abheben des Indenters wird
der Probe keine Wärme mehr zugeführt und die Temperatur sinkt wesentlich schneller.
Die Aufzeichnung der Indenter-Temperatur wurde nach 80 s unterbrochen. Neben der
Indenter-Temperatur wurde auch die Temperatur der Probe an der Oberfläche in 3mm
Entfernung zur Mitte der Kontaktlinie gemessen (siehe Abbildung 5.29, rechts). Die
Messung startet beim ersten Kontakt des Indenters mit der Probe bei t = 0s. Die Kurve
zeigt einen Anstieg der Temperatur auf eine Temperatur von 169 °C nach 15 s und
nimmt dann leicht ab, bis die Temperatur nach Abheben des Indenters stetig sinkt. Die
Ergebnisse der Temperatursimulationen zeigen eine gute Übereinstimmung mit den im
Versuch gemessenen Werten. Die real gemessenen Temperaturen liegen nur etwa 10 °C
über den simulierten Werten für eine Indenter-Start-Temperatur von 500 °C. Die bei
Versuchsstart höheren Messwerte lassen sich mit der von der Probe schon während der
Annäherung des Indenters aufgenommenen Strahlungswärme erklären. Diese wurde in
der Simulation vermutlich zu niedrig angesetzt.
Die Ergebnisse des rein thermischen 1-Zyklus-Versuchs an Probe D26 sind in Abbil-
dung 5.30 dargestellt. Die oberen Bilder zeigen die Tiefenverläufe der an Probe D26
gemessenen Eigenspannungen und außerdem die entsprechenden Ergebnisse aus der
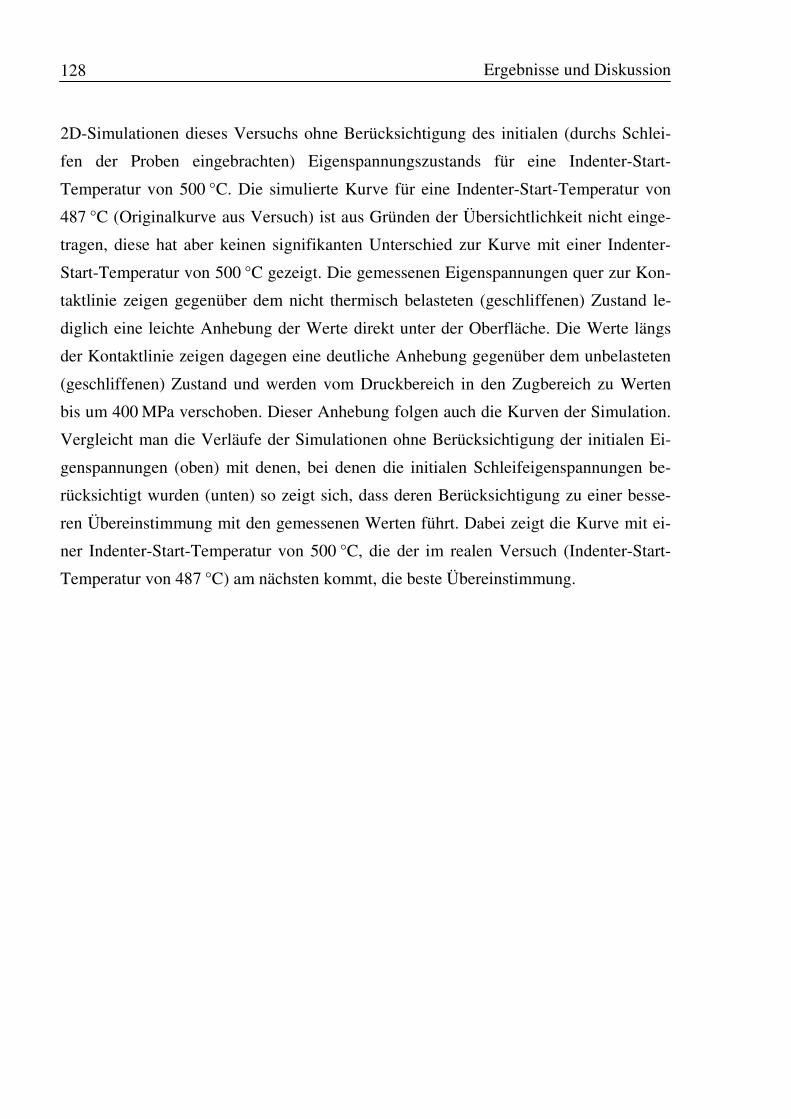
Ergebnisse und Diskussion
128
2D-Simulationen dieses Versuchs ohne Berücksichtigung des initialen (durchs Schlei-
fen der Proben eingebrachten) Eigenspannungszustands für eine Indenter-Start-
Temperatur von 500 °C. Die simulierte Kurve für eine Indenter-Start-Temperatur von
487 °C (Originalkurve aus Versuch) ist aus Gründen der Übersichtlichkeit nicht einge-
tragen, diese hat aber keinen signifikanten Unterschied zur Kurve mit einer Indenter-
Start-Temperatur von 500 °C gezeigt. Die gemessenen Eigenspannungen quer zur Kon-
taktlinie zeigen gegenüber dem nicht thermisch belasteten (geschliffenen) Zustand le-
diglich eine leichte Anhebung der Werte direkt unter der Oberfläche. Die Werte längs
der Kontaktlinie zeigen dagegen eine deutliche Anhebung gegenüber dem unbelasteten
(geschliffenen) Zustand und werden vom Druckbereich in den Zugbereich zu Werten
bis um 400 MPa verschoben. Dieser Anhebung folgen auch die Kurven der Simulation.
Vergleicht man die Verläufe der Simulationen ohne Berücksichtigung der initialen Ei-
genspannungen (oben) mit denen, bei denen die initialen Schleifeigenspannungen be-
rücksichtigt wurden (unten) so zeigt sich, dass deren Berücksichtigung zu einer besse-
ren Übereinstimmung mit den gemessenen Werten führt. Dabei zeigt die Kurve mit ei-
ner Indenter-Start-Temperatur von 500 °C, die der im realen Versuch (Indenter-Start-
Temperatur von 487 °C) am nächsten kommt, die beste Übereinstimmung.
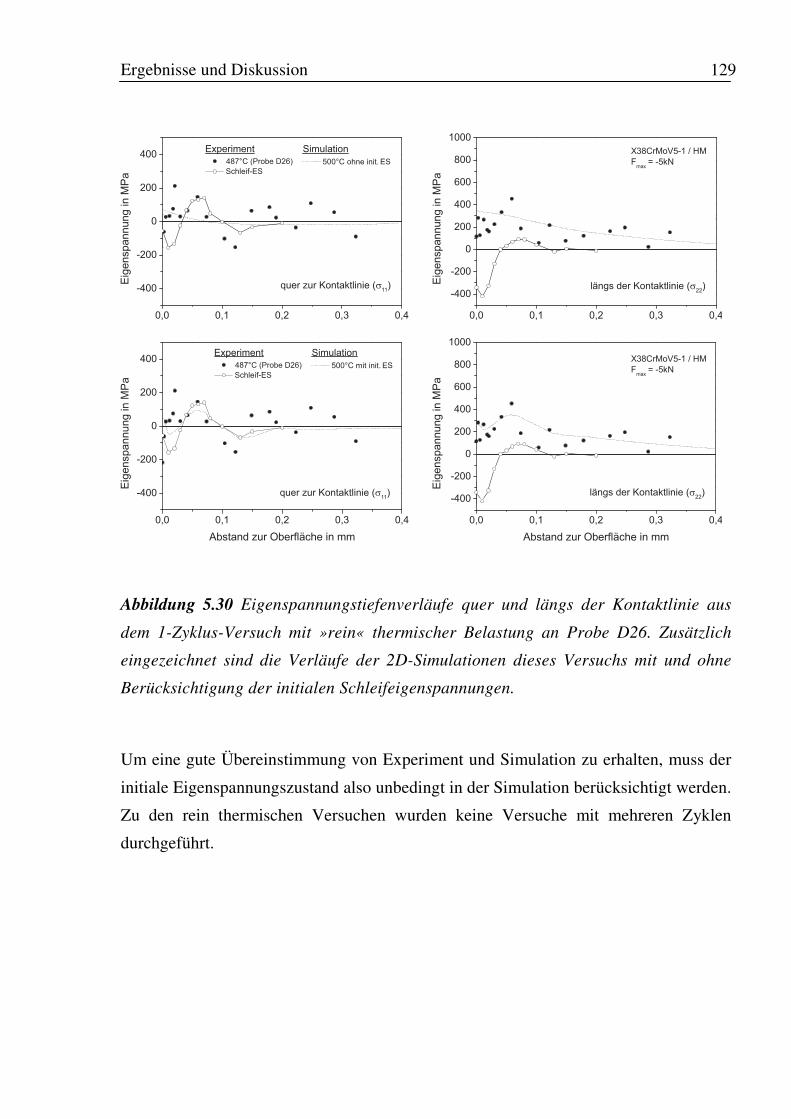
Ergebnisse und Diskussion
129
487°C (Probe D26)
quer zur Kontaktlinie (σ11
)
quer zur Kontaktlinie (σ11
) längs der Kontaktlinie (σ22
)
längs der Kontaktlinie (σ22
)
Experiment Simulation
init.
487°C (Probe D26)
Experiment Simulation
init.ohne
Abbildung 5.30 Eigenspannungstiefenverläufe quer und längs der Kontaktlinie aus
dem 1-Zyklus-Versuch mit »rein« thermischer Belastung an Probe D26. Zusätzlich
eingezeichnet sind die Verläufe der 2D-Simulationen dieses Versuchs mit und ohne
Berücksichtigung der initialen Schleifeigenspannungen.
Um eine gute Übereinstimmung von Experiment und Simulation zu erhalten, muss der
initiale Eigenspannungszustand also unbedingt in der Simulation berücksichtigt werden.
Zu den rein thermischen Versuchen wurden keine Versuche mit mehreren Zyklen
durchgeführt.
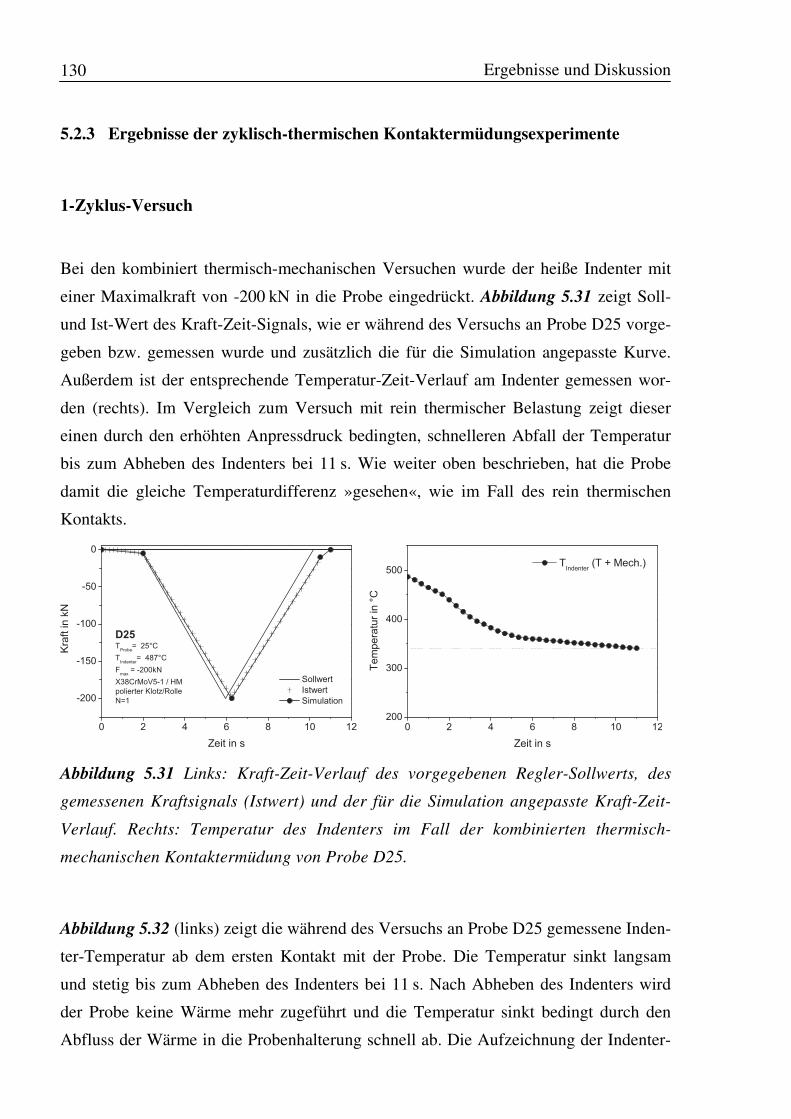
Ergebnisse und Diskussion
130
5.2.3 Ergebnisse der zyklisch-thermischen Kontaktermüdungsexperimente
1-Zyklus-Versuch
Bei den kombiniert thermisch-mechanischen Versuchen wurde der heiße Indenter mit
einer Maximalkraft von -200 kN in die Probe eingedrückt. Abbildung 5.31 zeigt Soll-
und Ist-Wert des Kraft-Zeit-Signals, wie er während des Versuchs an Probe D25 vorge-
geben bzw. gemessen wurde und zusätzlich die für die Simulation angepasste Kurve.
Außerdem ist der entsprechende Temperatur-Zeit-Verlauf am Indenter gemessen wor-
den (rechts). Im Vergleich zum Versuch mit rein thermischer Belastung zeigt dieser
einen durch den erhöhten Anpressdruck bedingten, schnelleren Abfall der Temperatur
bis zum Abheben des Indenters bei 11 s. Wie weiter oben beschrieben, hat die Probe
damit die gleiche Temperaturdifferenz »gesehen«, wie im Fall des rein thermischen
Kontakts.
Abbildung 5.31 Links: Kraft-Zeit-Verlauf des vorgegebenen Regler-Sollwerts, des
gemessenen Kraftsignals (Istwert) und der für die Simulation angepasste Kraft-Zeit-
Verlauf. Rechts: Temperatur des Indenters im Fall der kombinierten thermisch-
mechanischen Kontaktermüdung von Probe D25.
Abbildung 5.32 (links) zeigt die während des Versuchs an Probe D25 gemessene Inden-
ter-Temperatur ab dem ersten Kontakt mit der Probe. Die Temperatur sinkt langsam
und stetig bis zum Abheben des Indenters bei 11 s. Nach Abheben des Indenters wird
der Probe keine Wärme mehr zugeführt und die Temperatur sinkt bedingt durch den
Abfluss der Wärme in die Probenhalterung schnell ab. Die Aufzeichnung der Indenter-
Ergebnisse und Diskussion
131
Temperatur wurde nach 20 s unterbrochen. Neben der Indenter-Temperatur wurde auch
die Temperatur der Probe an der Oberfläche in 3 mm Entfernung zur Mitte der Kontakt-
linie gemessen (siehe Abbildung 5.32, rechts). Die Messung startet beim ersten Kontakt
des Indenters mit der Probe bei t = 0 s. Die Kurve zeigt einen Anstieg der Temperatur
auf eine Temperatur von 176 °C nach 9 s und nimmt dann leicht ab, bis die Temperatur
nach Abheben des Indenters stetig sinkt. Die Ergebnisse der Temperatursimulationen
zeigen hier eine weniger gute Übereinstimmung mit den im Versuch gemessenen Wer-
ten. Die real gemessenen Temperaturen steigen langsamer an und liegen im Maximum
etwa 30 °C über den simulierten Werten für eine Indenter-Start-Temperatur von 500 °C.
Die bei Versuchsstart höheren Messwerte lassen sich auch hier mit der von der Probe
schon während der Annäherung des Indenters aufgenommenen Strahlungswärme erklä-
ren.
3mm
0,5mm
Simulation
Experiment
Abbildung 5.32 Indenter-Temperatur der Probe D25, der angepasste Verlauf für die
Simulation (links) und die in einem Abstand von 3 mm zur Kontaktlinie gemessenen
Proben-Temperatur im Vergleich zu den simulierten Werten (rechts).
Die Ergebnisse des thermisch-mechanisch kombinierten 1-Zyklus-Versuchs an Probe
D25 sind in Abbildung 5.33 dargestellt. Die oberen Bilder zeigen die Tiefenverläufe der
an Probe D25 gemessenen Eigenspannungen und außerdem die entsprechenden Ergeb-
nisse der 2D-Simulationen mit und ohne Berücksichtigung des initialen Eigenspan-
nungszustands für eine Indenter-Start-Temperatur von 500 °C. Die simulierte Kurve für
eine Indenter-Start-Temperatur von 487 °C (Originalkurve aus Versuch) ist aus Grün-
den der Übersichtlichkeit auch hier nicht eingetragen, diese hat aber keinen signifikan-
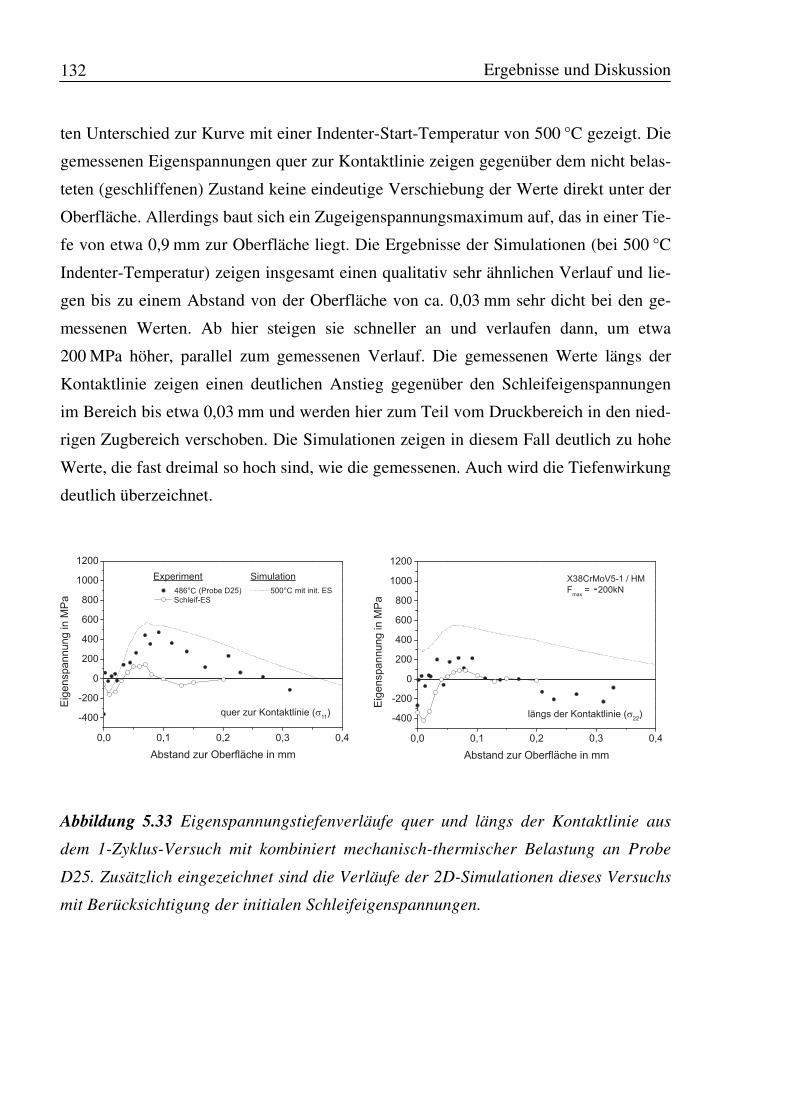
Ergebnisse und Diskussion
132
ten Unterschied zur Kurve mit einer Indenter-Start-Temperatur von 500 °C gezeigt. Die
gemessenen Eigenspannungen quer zur Kontaktlinie zeigen gegenüber dem nicht belas-
teten (geschliffenen) Zustand keine eindeutige Verschiebung der Werte direkt unter der
Oberfläche. Allerdings baut sich ein Zugeigenspannungsmaximum auf, das in einer Tie-
fe von etwa 0,9 mm zur Oberfläche liegt. Die Ergebnisse der Simulationen (bei 500 °C
Indenter-Temperatur) zeigen insgesamt einen qualitativ sehr ähnlichen Verlauf und lie-
gen bis zu einem Abstand von der Oberfläche von ca. 0,03 mm sehr dicht bei den ge-
messenen Werten. Ab hier steigen sie schneller an und verlaufen dann, um etwa
200 MPa höher, parallel zum gemessenen Verlauf. Die gemessenen Werte längs der
Kontaktlinie zeigen einen deutlichen Anstieg gegenüber den Schleifeigenspannungen
im Bereich bis etwa 0,03 mm und werden hier zum Teil vom Druckbereich in den nied-
rigen Zugbereich verschoben. Die Simulationen zeigen in diesem Fall deutlich zu hohe
Werte, die fast dreimal so hoch sind, wie die gemessenen. Auch wird die Tiefenwirkung
deutlich überzeichnet.
-Experiment Simulation
quer zur Kontaktlinie (σ11
) längs der Kontaktlinie (σ22
)
mit init. ES
Abbildung 5.33 Eigenspannungstiefenverläufe quer und längs der Kontaktlinie aus
dem 1-Zyklus-Versuch mit kombiniert mechanisch-thermischer Belastung an Probe
D25. Zusätzlich eingezeichnet sind die Verläufe der 2D-Simulationen dieses Versuchs
mit Berücksichtigung der initialen Schleifeigenspannungen.
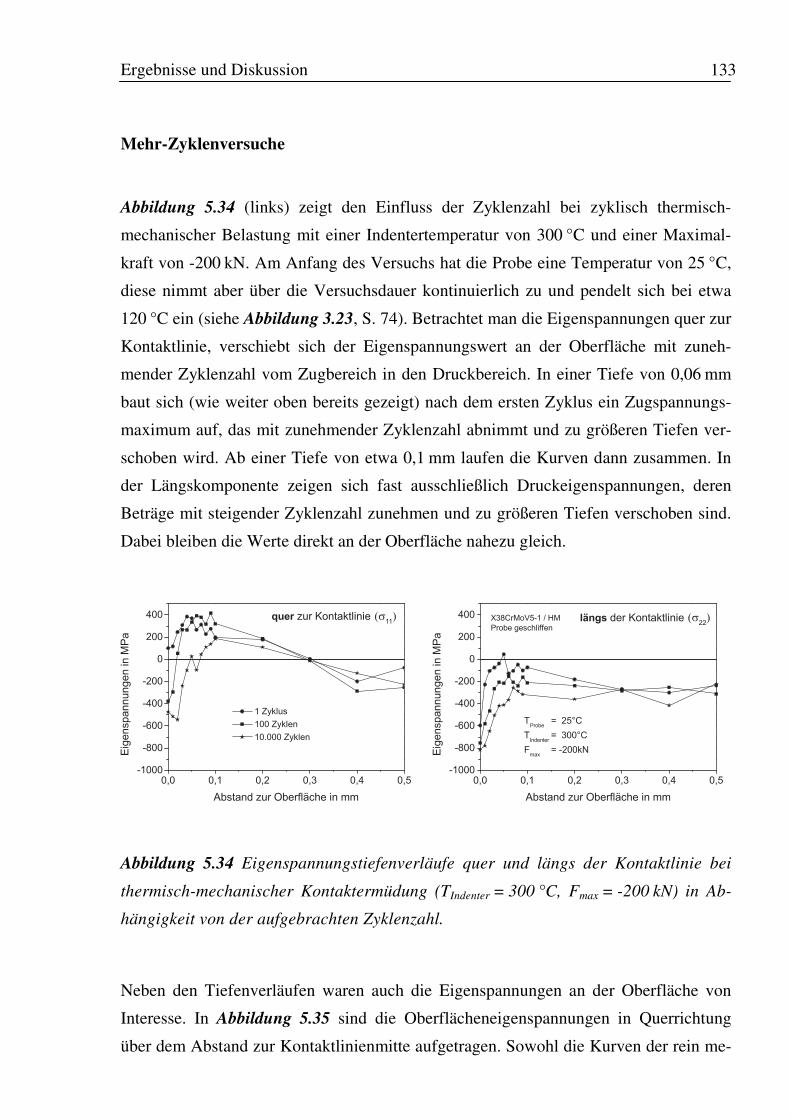
Ergebnisse und Diskussion
133
Mehr-Zyklenversuche
Abbildung 5.34 (links) zeigt den Einfluss der Zyklenzahl bei zyklisch thermisch-
mechanischer Belastung mit einer Indentertemperatur von 300 °C und einer Maximal-
kraft von -200 kN. Am Anfang des Versuchs hat die Probe eine Temperatur von 25 °C,
diese nimmt aber über die Versuchsdauer kontinuierlich zu und pendelt sich bei etwa
120 °C ein (siehe Abbildung 3.23, S. 74). Betrachtet man die Eigenspannungen quer zur
Kontaktlinie, verschiebt sich der Eigenspannungswert an der Oberfläche mit zuneh-
mender Zyklenzahl vom Zugbereich in den Druckbereich. In einer Tiefe von 0,06 mm
baut sich (wie weiter oben bereits gezeigt) nach dem ersten Zyklus ein Zugspannungs-
maximum auf, das mit zunehmender Zyklenzahl abnimmt und zu größeren Tiefen ver-
schoben wird. Ab einer Tiefe von etwa 0,1 mm laufen die Kurven dann zusammen. In
der Längskomponente zeigen sich fast ausschließlich Druckeigenspannungen, deren
Beträge mit steigender Zyklenzahl zunehmen und zu größeren Tiefen verschoben sind.
Dabei bleiben die Werte direkt an der Oberfläche nahezu gleich.
(σ11
) (σ22
)
Abbildung 5.34 Eigenspannungstiefenverläufe quer und längs der Kontaktlinie bei
thermisch-mechanischer Kontaktermüdung (TIndenter = 300 °C, Fmax = -200 kN) in Ab-
hängigkeit von der aufgebrachten Zyklenzahl.
Neben den Tiefenverläufen waren auch die Eigenspannungen an der Oberfläche von
Interesse. In Abbildung 5.35 sind die Oberflächeneigenspannungen in Querrichtung
über dem Abstand zur Kontaktlinienmitte aufgetragen. Sowohl die Kurven der rein me-
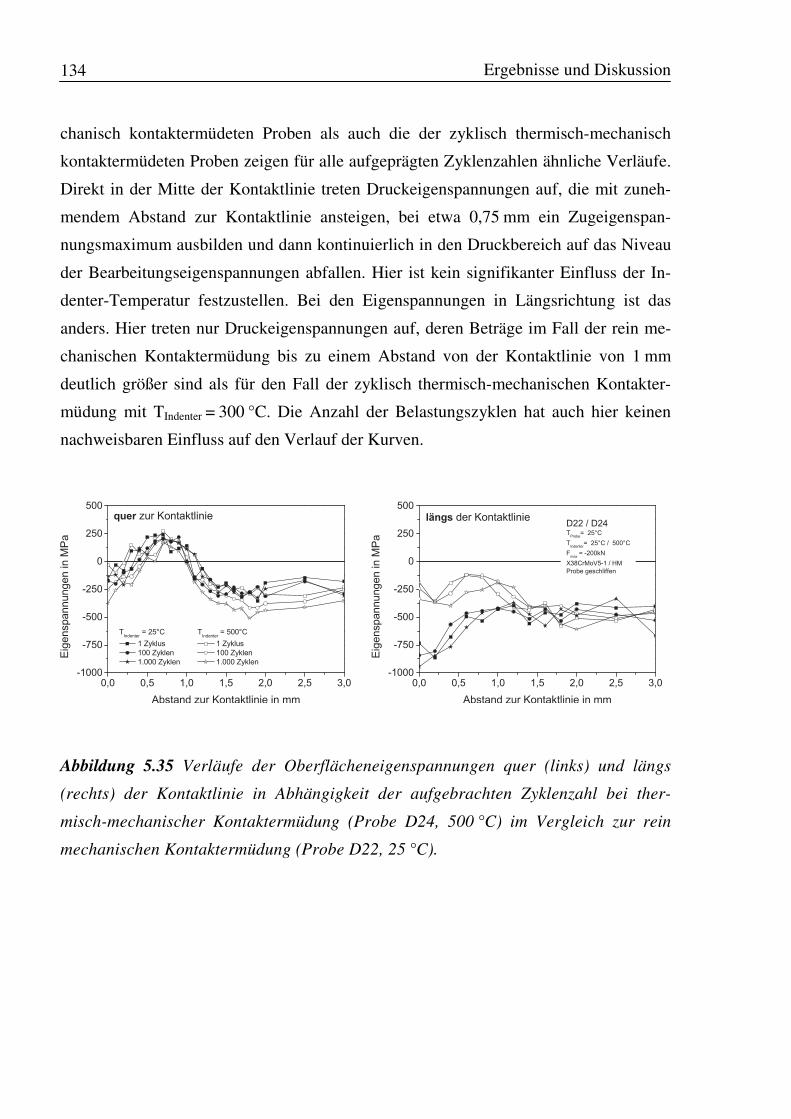
Ergebnisse und Diskussion
134
chanisch kontaktermüdeten Proben als auch die der zyklisch thermisch-mechanisch
kontaktermüdeten Proben zeigen für alle aufgeprägten Zyklenzahlen ähnliche Verläufe.
Direkt in der Mitte der Kontaktlinie treten Druckeigenspannungen auf, die mit zuneh-
mendem Abstand zur Kontaktlinie ansteigen, bei etwa 0,75 mm ein Zugeigenspan-
nungsmaximum ausbilden und dann kontinuierlich in den Druckbereich auf das Niveau
der Bearbeitungseigenspannungen abfallen. Hier ist kein signifikanter Einfluss der In-
denter-Temperatur festzustellen. Bei den Eigenspannungen in Längsrichtung ist das
anders. Hier treten nur Druckeigenspannungen auf, deren Beträge im Fall der rein me-
chanischen Kontaktermüdung bis zu einem Abstand von der Kontaktlinie von 1 mm
deutlich größer sind als für den Fall der zyklisch thermisch-mechanischen Kontakter-
müdung mit TIndenter = 300 °C. Die Anzahl der Belastungszyklen hat auch hier keinen
nachweisbaren Einfluss auf den Verlauf der Kurven.
Abbildung 5.35 Verläufe der Oberflächeneigenspannungen quer (links) und längs
(rechts) der Kontaktlinie in Abhängigkeit der aufgebrachten Zyklenzahl bei ther-
misch-mechanischer Kontaktermüdung (Probe D24, 500 °C) im Vergleich zur rein
mechanischen Kontaktermüdung (Probe D22, 25 °C).
Ergebnisse und Diskussion
135
Eindringtiefen
Um die während der Kontaktermüdung auftretenden plastischen Dehnungen an der
Probe quantifizieren zu können, wurden in ersten rein mechanischen Versuchen Kraft-
Weg-Hysteresen mittels eines kapazitiven Wegaufnehmers aufgezeichnet. Dieser wurde
nach Aufbringen der Vorkraft von 5 kN derart an die Stirnflächen von Probe und Inden-
ter angesetzt, dass er 2 mm des Indenters und 3 mm der Probe erfasste. Zwar konnten
auf diese Weise Kraft-Weg-Hysteresen aufgezeichnet werden, allerdings beinhalteten
diese sowohl den Verformungsanteil der Probe als auch den des Indenters. Wegen der
offensichtlichen Mängel dieser Messmethode im vorliegenden Fall und spätestens we-
gen der Nichtanwendbarkeit bei den thermisch-mechanischen Kontaktermüdungsexpe-
rimenten (zum Heizen des Indenters musste dieser zwischen jedem Zyklus von der Pro-
be abgehoben werden), wurde die in Kapitel 3.3.3 »Erfassung des Eindruckwegs bzw.
der Eindruckgeometrie« beschriebene Methode zur Bestimmung der Eindringtiefe an-
gewendet. Abbildung 5.36 zeigt beispielhaft Profiltiefenverläufe für ausgewählte Zyk-
len aus einem thermisch-mechanischen Versuch an Probe D17 mit einer Indentertempe-
ratur von 300 °C und einer maximalen Kontaktkraft von 200 kN. Die maximalen Ein-
dringtiefen für Indentertemperaturen von 25 °C, 300 °C und 500 °C wurden ermittelt
und in Abbildung 5.37 über der Zyklenzahl aufgetragen.
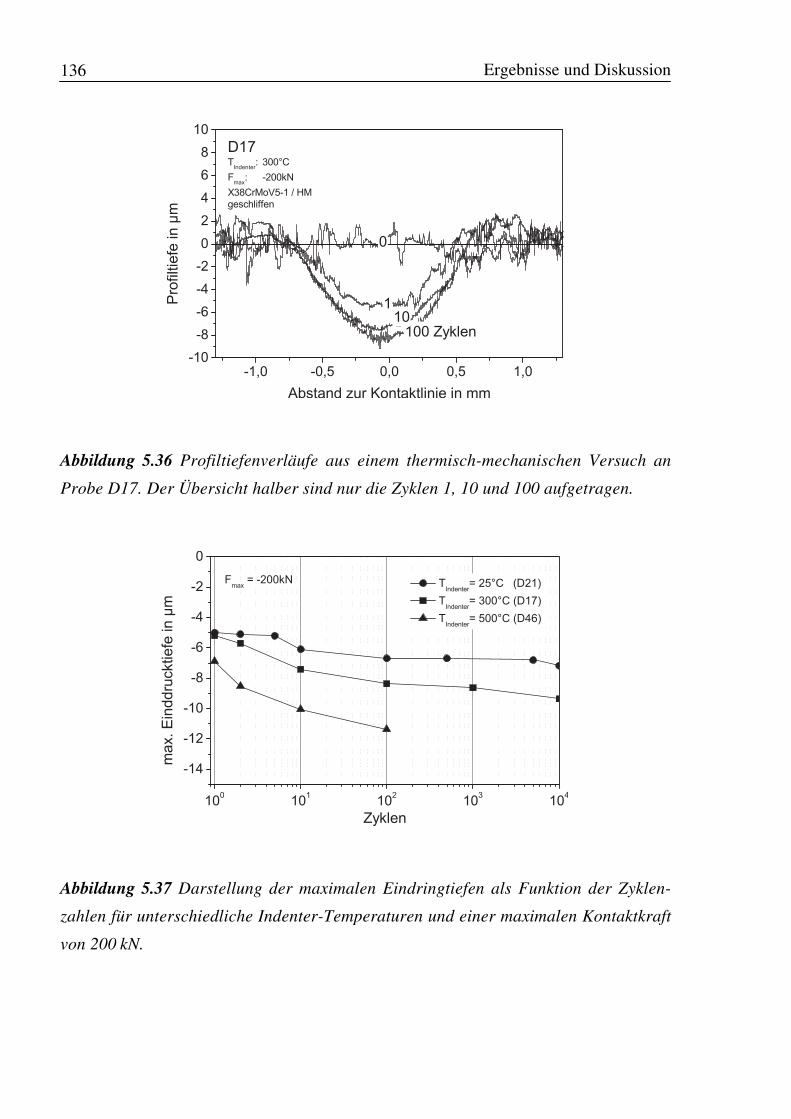
Ergebnisse und Diskussion
136
Abbildung 5.36 Profiltiefenverläufe aus einem thermisch-mechanischen Versuch an
Probe D17. Der Übersicht halber sind nur die Zyklen 1, 10 und 100 aufgetragen.
Abbildung 5.37 Darstellung der maximalen Eindringtiefen als Funktion der Zyklen-
zahlen für unterschiedliche Indenter-Temperaturen und einer maximalen Kontaktkraft
von 200 kN.
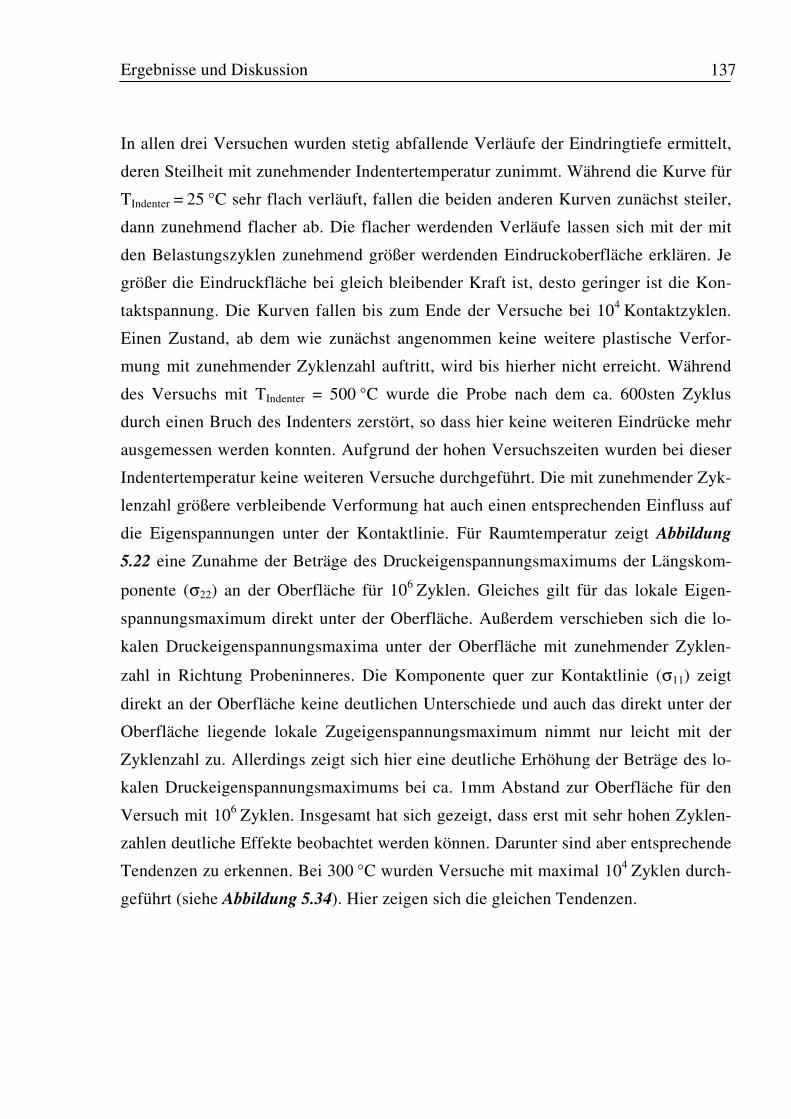
Ergebnisse und Diskussion
137
In allen drei Versuchen wurden stetig abfallende Verläufe der Eindringtiefe ermittelt,
deren Steilheit mit zunehmender Indentertemperatur zunimmt. Während die Kurve für
TIndenter = 25 °C sehr flach verläuft, fallen die beiden anderen Kurven zunächst steiler,
dann zunehmend flacher ab. Die flacher werdenden Verläufe lassen sich mit der mit
den Belastungszyklen zunehmend größer werdenden Eindruckoberfläche erklären. Je
größer die Eindruckfläche bei gleich bleibender Kraft ist, desto geringer ist die Kon-
taktspannung. Die Kurven fallen bis zum Ende der Versuche bei 104 Kontaktzyklen.
Einen Zustand, ab dem wie zunächst angenommen keine weitere plastische Verfor-
mung mit zunehmender Zyklenzahl auftritt, wird bis hierher nicht erreicht. Während
des Versuchs mit TIndenter = 500 °C wurde die Probe nach dem ca. 600sten Zyklus
durch einen Bruch des Indenters zerstört, so dass hier keine weiteren Eindrücke mehr
ausgemessen werden konnten. Aufgrund der hohen Versuchszeiten wurden bei dieser
Indentertemperatur keine weiteren Versuche durchgeführt. Die mit zunehmender Zyk-
lenzahl größere verbleibende Verformung hat auch einen entsprechenden Einfluss auf
die Eigenspannungen unter der Kontaktlinie. Für Raumtemperatur zeigt Abbildung
5.22 eine Zunahme der Beträge des Druckeigenspannungsmaximums der Längskom-
ponente (σ22) an der Oberfläche für 106 Zyklen. Gleiches gilt für das lokale Eigen-
spannungsmaximum direkt unter der Oberfläche. Außerdem verschieben sich die lo-
kalen Druckeigenspannungsmaxima unter der Oberfläche mit zunehmender Zyklen-
zahl in Richtung Probeninneres. Die Komponente quer zur Kontaktlinie (σ11) zeigt
direkt an der Oberfläche keine deutlichen Unterschiede und auch das direkt unter der
Oberfläche liegende lokale Zugeigenspannungsmaximum nimmt nur leicht mit der
Zyklenzahl zu. Allerdings zeigt sich hier eine deutliche Erhöhung der Beträge des lo-
kalen Druckeigenspannungsmaximums bei ca. 1mm Abstand zur Oberfläche für den
Versuch mit 106 Zyklen. Insgesamt hat sich gezeigt, dass erst mit sehr hohen Zyklen-
zahlen deutliche Effekte beobachtet werden können. Darunter sind aber entsprechende
Tendenzen zu erkennen. Bei 300 °C wurden Versuche mit maximal 104 Zyklen durch-
geführt (siehe Abbildung 5.34). Hier zeigen sich die gleichen Tendenzen.
Ergebnisse und Diskussion
138
5.3 Ergebnisse der Parametervariationen der Kontaktsimulationen
An dieser Stelle werden Ergebnisse von Simulationsrechnungen gezeigt, bei denen die
Indentertemperatur und die Kontaktkraft variiert wurden. Mit der verwendeten Ver-
suchsvorrichtung waren Temperaturen des Indenters von mehr als 500 °C nicht umsetz-
bar, da er innerhalb der kurzen Zeit zwischen Aufheizen und Kontakt bereits um bis zu
100 °C abkühlt und der Indenterwerkstoff bei Temperaturen ab etwa 550 °C anfängt
stark zu oxidieren und dadurch unbrauchbar wird. Da bei realen Umformprozessen auch
höhere Temperaturen auftreten und um Informationen über die bei höheren Temperatu-
ren eingebrachten Eigenspannungen zu erhalten, wurden zumindest in der Simulation
Indentertemperaturen von bis zu 700 °C simuliert. Die dabei aufgeprägten Temperatur-
Zeit-Verläufe zeigen Abbildung 5.38 und Abbildung 5.40.
5.3.1 Thermischer Kontakt
Die in Abbildung 5.38 dargestellten Indentertemperatur-Zeit-Verläufe (links) wurden
für die Simulation so gewählt, dass sie jeweils beim ersten Kontakt mit der Probe bei
500 °C, 550 °C, 600 °C und 700 °C starten und dann innerhalb der im realen Versuch
ermittelten Kontaktzeit von 26 s auf gleicher Temperatur enden, bevor die freie Abküh-
lung beginnt. Die im Abstand von 3 mm zur Kontaktlinie simulierten Temperaturwerte
an der Probenoberfläche zeigt das rechte Bild.
Abbildung 5.39 zeigt die Verläufe der Quer- und Längseigenspannungen σ11 und σ22
sowie der Vergleichsspannung σV für die simulierte »rein« thermische Kontaktbean-
spruchung bei unterschiedlichen Eintauchtemperaturen und einer Maximalkraft von
5 kN. Außerdem sind die im entsprechenden Versuch gemessenen Eigenspannungswer-
te der Probe D26 mit einer Eintauchtemperatur von 487 °C als Punkte eingetragen.
Betrachtet man zunächst die drei Abbildungen ohne Berücksichtigung der initialen Ei-
genspannungen (links), zeigt sich eine klare Abhängigkeit der sich ausbildenden Zugei-
genspannungen an der Oberfläche mit zunehmender Indentertemperatur. Dabei ist der
Effekt quer zur Kontaktlinie (σ11) mit maximalen Werten von 120 MPa bei 700 °C deut-
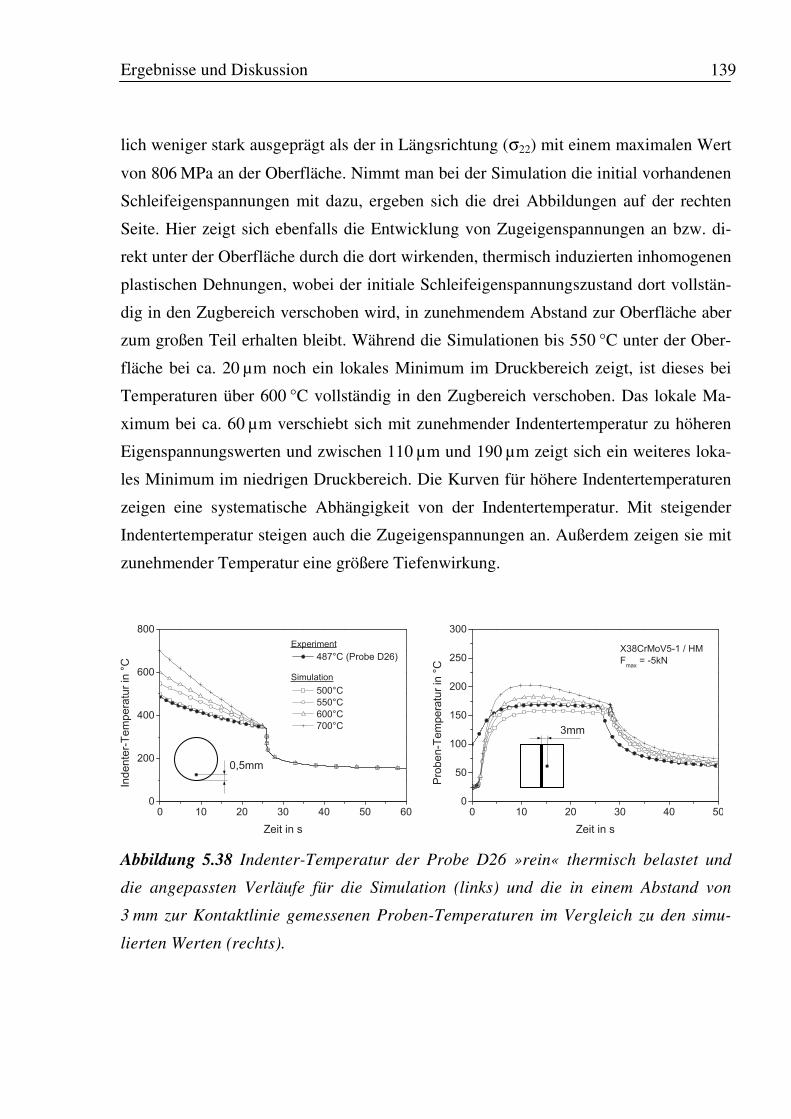
Ergebnisse und Diskussion
139
lich weniger stark ausgeprägt als der in Längsrichtung (σ22) mit einem maximalen Wert
von 806 MPa an der Oberfläche. Nimmt man bei der Simulation die initial vorhandenen
Schleifeigenspannungen mit dazu, ergeben sich die drei Abbildungen auf der rechten
Seite. Hier zeigt sich ebenfalls die Entwicklung von Zugeigenspannungen an bzw. di-
rekt unter der Oberfläche durch die dort wirkenden, thermisch induzierten inhomogenen
plastischen Dehnungen, wobei der initiale Schleifeigenspannungszustand dort vollstän-
dig in den Zugbereich verschoben wird, in zunehmendem Abstand zur Oberfläche aber
zum großen Teil erhalten bleibt. Während die Simulationen bis 550 °C unter der Ober-
fläche bei ca. 20 µm noch ein lokales Minimum im Druckbereich zeigt, ist dieses bei
Temperaturen über 600 °C vollständig in den Zugbereich verschoben. Das lokale Ma-
ximum bei ca. 60 µm verschiebt sich mit zunehmender Indentertemperatur zu höheren
Eigenspannungswerten und zwischen 110 µm und 190 µm zeigt sich ein weiteres loka-
les Minimum im niedrigen Druckbereich. Die Kurven für höhere Indentertemperaturen
zeigen eine systematische Abhängigkeit von der Indentertemperatur. Mit steigender
Indentertemperatur steigen auch die Zugeigenspannungen an. Außerdem zeigen sie mit
zunehmender Temperatur eine größere Tiefenwirkung.
3mm
Simulation
Experiment
0,5mm
Abbildung 5.38 Indenter-Temperatur der Probe D26 »rein« thermisch belastet und
die angepassten Verläufe für die Simulation (links) und die in einem Abstand von
3 mm zur Kontaktlinie gemessenen Proben-Temperaturen im Vergleich zu den simu-
lierten Werten (rechts).
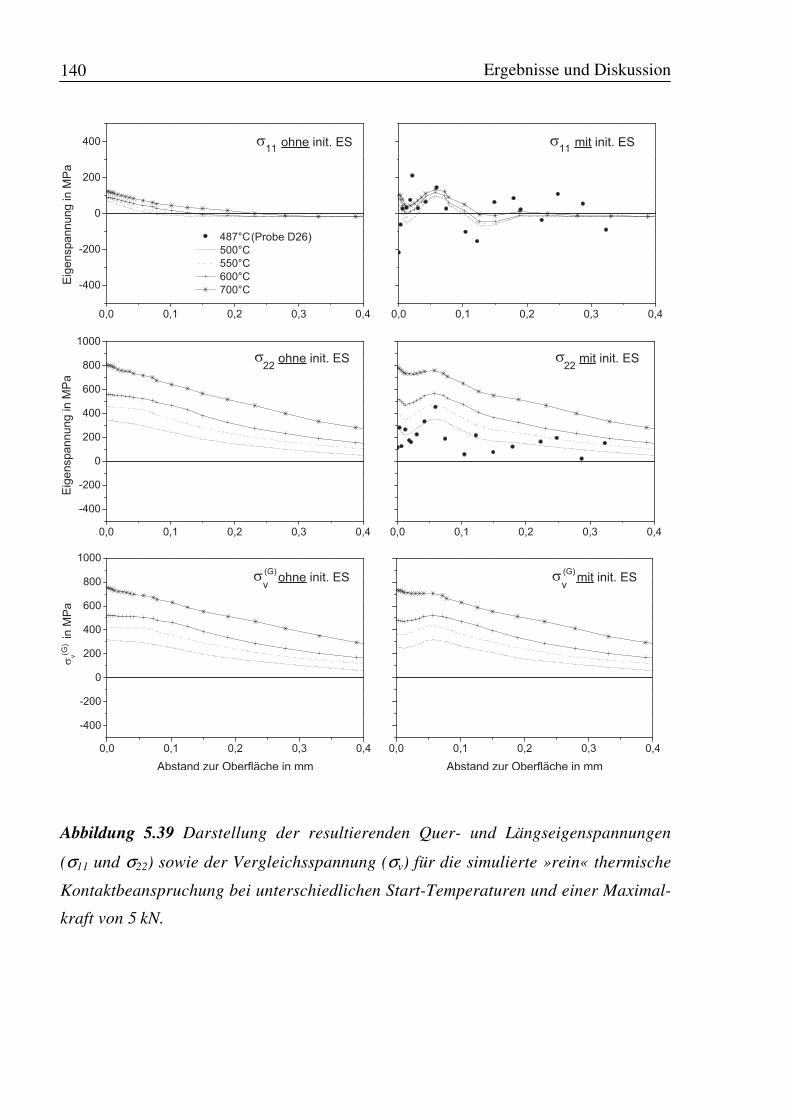
Ergebnisse und Diskussion
140
ohne init. ES mit init. ES
mit init. ES22
ohne init. ES22
ohne init. ESv
(G)mit init. ES
v
(G)
σv in
MP
a(G
)
Abbildung 5.39 Darstellung der resultierenden Quer- und Längseigenspannungen
(σ11 und σ22) sowie der Vergleichsspannung (σv) für die simulierte »rein« thermische
Kontaktbeanspruchung bei unterschiedlichen Start-Temperaturen und einer Maximal-
kraft von 5 kN.
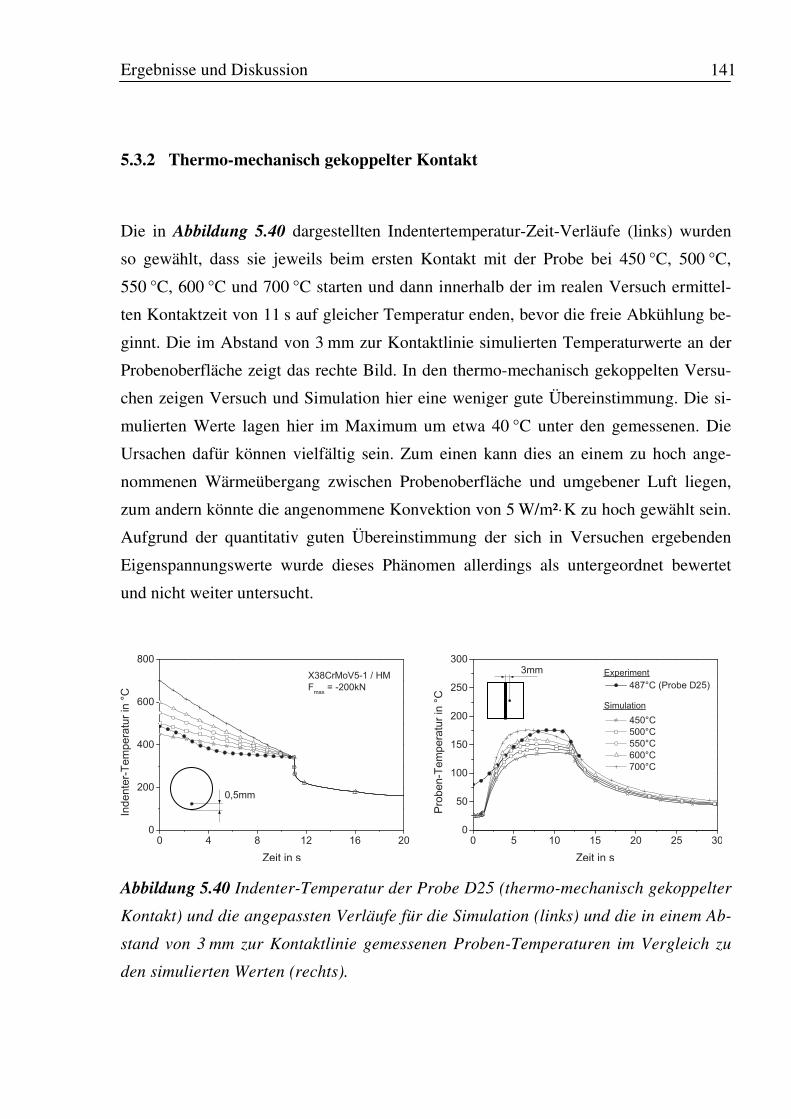
Ergebnisse und Diskussion
141
5.3.2 Thermo-mechanisch gekoppelter Kontakt
Die in Abbildung 5.40 dargestellten Indentertemperatur-Zeit-Verläufe (links) wurden
so gewählt, dass sie jeweils beim ersten Kontakt mit der Probe bei 450 °C, 500 °C,
550 °C, 600 °C und 700 °C starten und dann innerhalb der im realen Versuch ermittel-
ten Kontaktzeit von 11 s auf gleicher Temperatur enden, bevor die freie Abkühlung be-
ginnt. Die im Abstand von 3 mm zur Kontaktlinie simulierten Temperaturwerte an der
Probenoberfläche zeigt das rechte Bild. In den thermo-mechanisch gekoppelten Versu-
chen zeigen Versuch und Simulation hier eine weniger gute Übereinstimmung. Die si-
mulierten Werte lagen hier im Maximum um etwa 40 °C unter den gemessenen. Die
Ursachen dafür können vielfältig sein. Zum einen kann dies an einem zu hoch ange-
nommenen Wärmeübergang zwischen Probenoberfläche und umgebener Luft liegen,
zum andern könnte die angenommene Konvektion von 5 W/m²·K zu hoch gewählt sein.
Aufgrund der quantitativ guten Übereinstimmung der sich in Versuchen ergebenden
Eigenspannungswerte wurde dieses Phänomen allerdings als untergeordnet bewertet
und nicht weiter untersucht.
3mm
0,5mm
Simulation
Experiment
Abbildung 5.40 Indenter-Temperatur der Probe D25 (thermo-mechanisch gekoppelter
Kontakt) und die angepassten Verläufe für die Simulation (links) und die in einem Ab-
stand von 3 mm zur Kontaktlinie gemessenen Proben-Temperaturen im Vergleich zu
den simulierten Werten (rechts).
Ergebnisse und Diskussion
142
Abbildung 5.41 zeigt die Verläufe der Quer- und Längseigenspannungen σ11 und σ22
sowie der Vergleichsspannung σV für die simulierte thermo-mechanisch gekoppelte
Kontaktbeanspruchung bei unterschiedlichen Start-Temperaturen und einer Maximal-
kraft von 200 kN. Zusätzlich sind die im entsprechenden Versuch gemessenen Eigen-
spannungswerte der Probe D25 mit einer Temperatur von 487 °C als Punkte eingetra-
gen.
Hier zeigt sich im Vergleich zum »rein« thermischen Versuch deutlich der Einfluss
der mechanischen Verformung an bzw. unter der Oberfläche. Die Eigenspannungsver-
läufe zeigen das für Hertz‘sche Pressung typische Maximum unterhalb der Oberflä-
che, welches mit steigender Temperatur zunimmt. Die Eigenspannungskomponente
σ11 (quer) zeigt direkt an der Oberfläche für Temperaturen bis 600 °C Werte im
Druckbereich. Erst bei 700 °C liegt der Oberflächenwert im Zugbereich bei 190 MPa.
Außerdem zeigt sich mit steigender Indentertemperatur eine Verschiebung des Maxi-
mums in Richtung Oberfläche, was auf die leichtere plastische Verformbarkeit durch
die herabgesetzte Festigkeit im randnahen Bereich erklärt werden kann.
Der initiale Schleifeigenspannungszustand wird durch die hohe plastische Verfor-
mung im Vergleich zur »rein« thermischen Belastung fast vollständig überdeckt
(rechts) und ist gerade noch als »Artefakt« in Form eines leichten lokalen Minimums
dicht an bzw. unterhalb der Oberfläche zu erkennen.
Die Verläufe der Komponente σ22 (längs) zeigt einen deutlich stärkeren Einfluss der
Indentertemperatur. Auch hier verschiebt sich das Maximum unter der Oberfläche mit
steigender Temperatur zu höheren Werten und verlagert sich in Richtung Probenober-
fläche. Während σ11 (quer) zumindest qualitativ eine gute Übereinstimmung mit der
Simulation zeigt, liegen die simulierten Werte der Komponente σ22 (längs) allerdings
deutlich zu hoch. Dieses Phänomen konnte im Rahmen dieser Arbeit nicht abschlie-
ßend geklärt werden. Mögliche Ursachen dafür können z. B. Unzulänglichkeiten des
2D-Modells im Hinblick auf die thermo-mechanische Kopplung sein. Insbesondere
wurden keine geschwindigkeitsabhängigen Verformungskurven verwendet. Außerdem
wurde in den Simulationen bspw. davon ausgegangen, dass der Indenter homogen ab-
kühlt und dass keinerlei evtl. isolierende Oxidschichten den Wärmeübergang bzw. die
Wärmeleitung zwischen Indenter und Probe beeinflussen.
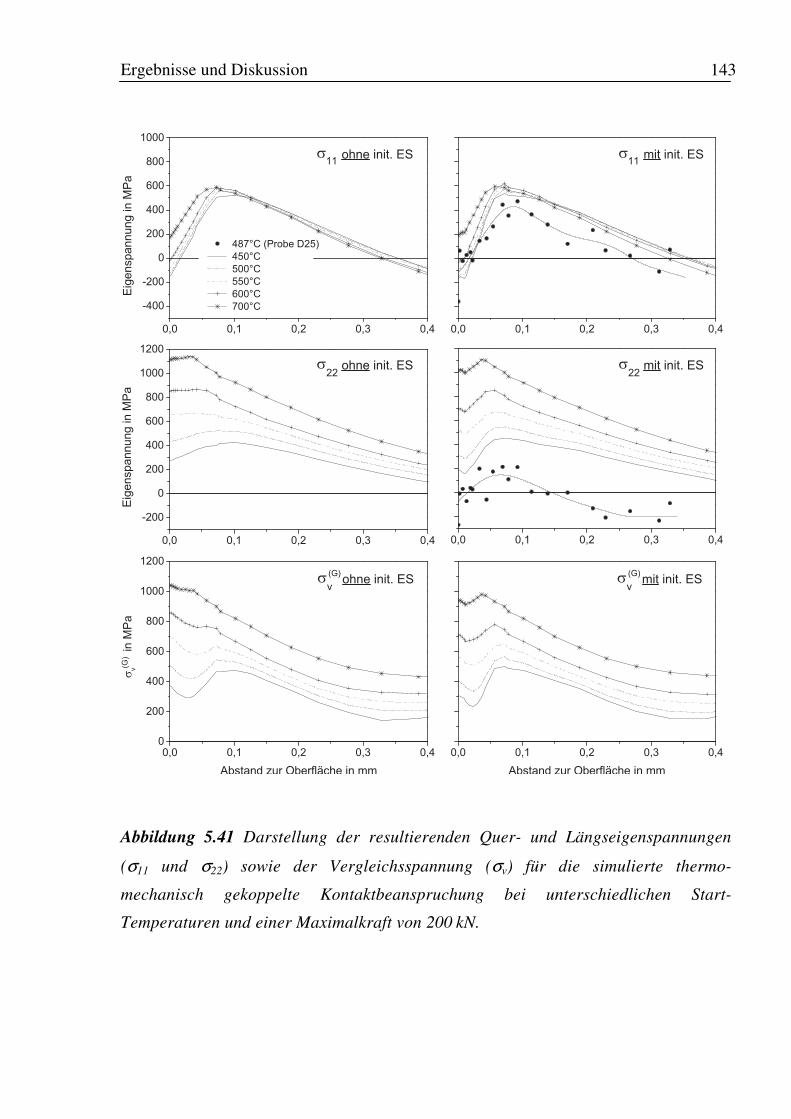
Ergebnisse und Diskussion
143
ohne init. ES mit init. ES
mit init. ES22
ohne init. ES22
σv in
MP
a
ohne init. ESv
(G)mit init. ES
v
(G)
(G)
Abbildung 5.41 Darstellung der resultierenden Quer- und Längseigenspannungen
(σ11 und σ22) sowie der Vergleichsspannung (σv) für die simulierte thermo-
mechanisch gekoppelte Kontaktbeanspruchung bei unterschiedlichen Start-
Temperaturen und einer Maximalkraft von 200 kN.
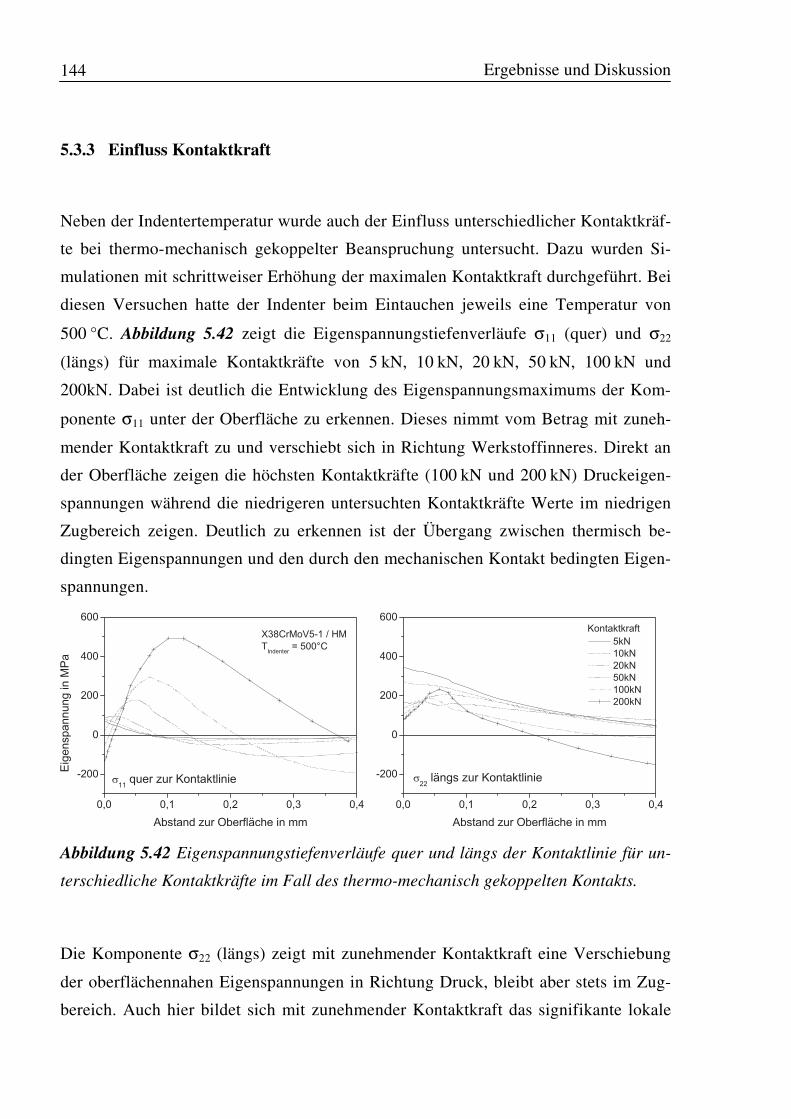
Ergebnisse und Diskussion
144
5.3.3 Einfluss Kontaktkraft
Neben der Indentertemperatur wurde auch der Einfluss unterschiedlicher Kontaktkräf-
te bei thermo-mechanisch gekoppelter Beanspruchung untersucht. Dazu wurden Si-
mulationen mit schrittweiser Erhöhung der maximalen Kontaktkraft durchgeführt. Bei
diesen Versuchen hatte der Indenter beim Eintauchen jeweils eine Temperatur von
500 °C. Abbildung 5.42 zeigt die Eigenspannungstiefenverläufe σ11 (quer) und σ22
(längs) für maximale Kontaktkräfte von 5 kN, 10 kN, 20 kN, 50 kN, 100 kN und
200kN. Dabei ist deutlich die Entwicklung des Eigenspannungsmaximums der Kom-
ponente σ11 unter der Oberfläche zu erkennen. Dieses nimmt vom Betrag mit zuneh-
mender Kontaktkraft zu und verschiebt sich in Richtung Werkstoffinneres. Direkt an
der Oberfläche zeigen die höchsten Kontaktkräfte (100 kN und 200 kN) Druckeigen-
spannungen während die niedrigeren untersuchten Kontaktkräfte Werte im niedrigen
Zugbereich zeigen. Deutlich zu erkennen ist der Übergang zwischen thermisch be-
dingten Eigenspannungen und den durch den mechanischen Kontakt bedingten Eigen-
spannungen.
Kontaktkraft
Abbildung 5.42 Eigenspannungstiefenverläufe quer und längs der Kontaktlinie für un-
terschiedliche Kontaktkräfte im Fall des thermo-mechanisch gekoppelten Kontakts.
Die Komponente σ22 (längs) zeigt mit zunehmender Kontaktkraft eine Verschiebung
der oberflächennahen Eigenspannungen in Richtung Druck, bleibt aber stets im Zug-
bereich. Auch hier bildet sich mit zunehmender Kontaktkraft das signifikante lokale
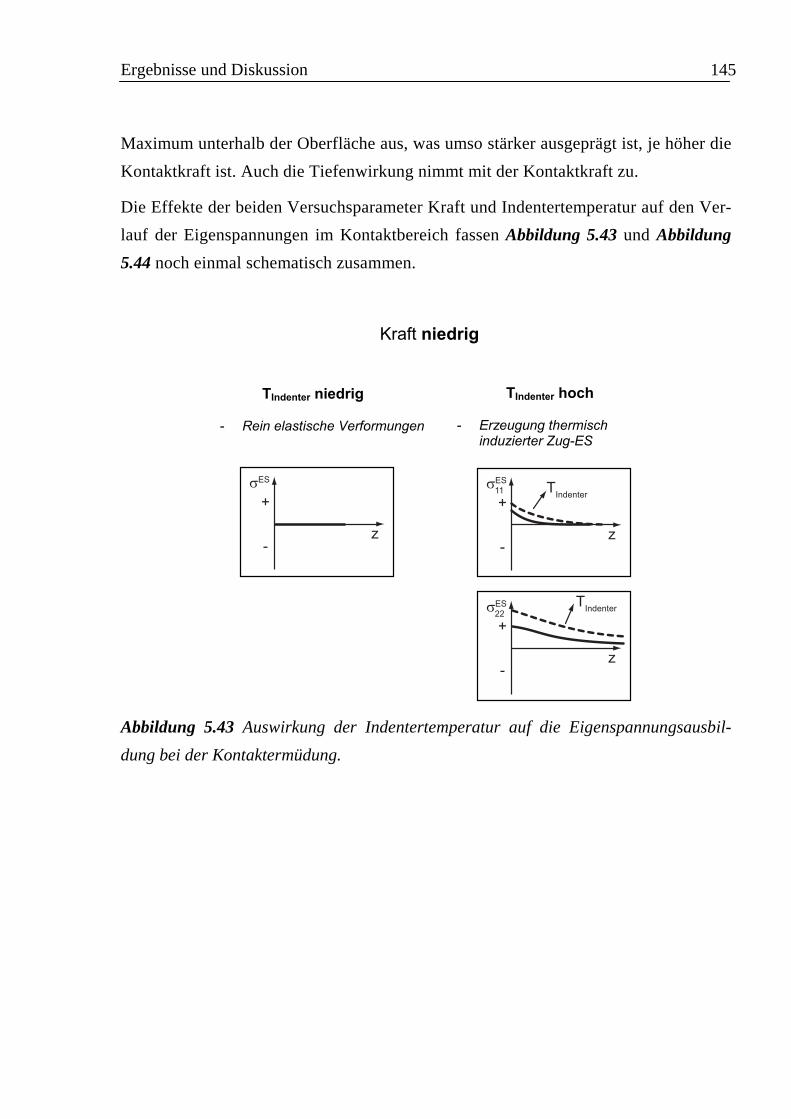
Ergebnisse und Diskussion
145
Maximum unterhalb der Oberfläche aus, was umso stärker ausgeprägt ist, je höher die
Kontaktkraft ist. Auch die Tiefenwirkung nimmt mit der Kontaktkraft zu.
Die Effekte der beiden Versuchsparameter Kraft und Indentertemperatur auf den Ver-
lauf der Eigenspannungen im Kontaktbereich fassen Abbildung 5.43 und Abbildung
5.44 noch einmal schematisch zusammen.
Kraft niedrig
TIndenter niedrig
- Rein elastische Verformungen
TIndenter hoch
- Erzeugung thermisch induzierter Zug-ES
σES
z
+
-
σES11
z
+
-
TIndenter
σES22
z
+
-
TIndenter
Abbildung 5.43 Auswirkung der Indentertemperatur auf die Eigenspannungsausbil-
dung bei der Kontaktermüdung.
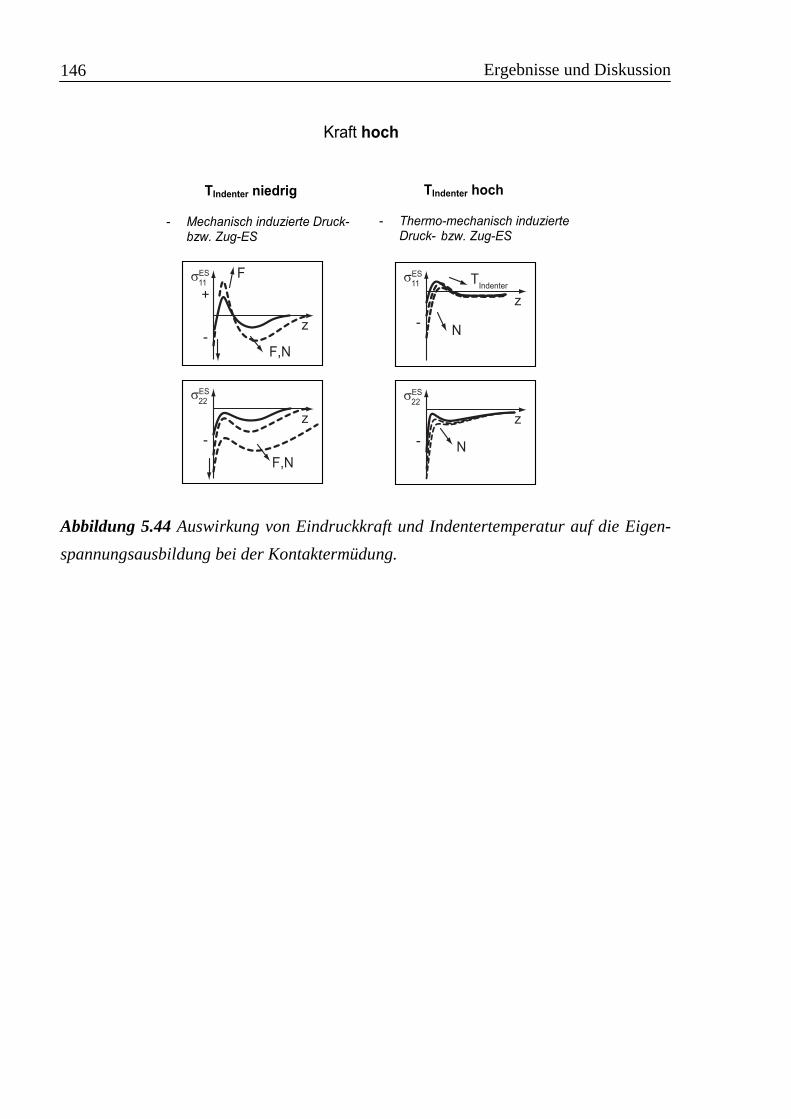
Ergebnisse und Diskussion
146
TIndenter niedrig
- Mechanisch induzierte Druck- bzw. Zug-ES
TIndenter hoch
- Thermo-mechanisch induzierte Druck-
bzw. Zug-ES
σES11
z
-
σES22
z
- N
σES22
z
-
F,N
σES11
z
+
-
F
N
TIndenter
F,N
Kraft hoch
Abbildung 5.44 Auswirkung von Eindruckkraft und Indentertemperatur auf die Eigen-
spannungsausbildung bei der Kontaktermüdung.
Ergebnisse und Diskussion
147
5.4 Eigenspannungen in thermo-mechanisch beanspruchten
Werkzeugen
5.4.1 Werkzeug zur Herstellung funktional gradierter Flanschwellen
Bei thermo-mechanischen Umformprozessen zur Erzeugung eigenschaftsgradierter
Komponenten treten als Folge der inhomogenen Plastizierungen und zum Teil überla-
gerten Phasenumwandlungen immer Eigenspannungen auf. Da sich diese mit den auf-
tretenden Lastspannungen überlagern, haben sie einen wesentlichen Einfluss auf die
Lebensdauer bzw. die Schädigungsentwicklung der eingesetzten Werkzeuge. Der fol-
gende Abschnitt zeigt Ergebnisse von Untersuchungen an unterschiedlichen Werk-
zeugen zur Herstellung eigenschaftsgradierter Komponenten aus Teilprojekten des
SFB Transregio 30.
Ein Beispiel für einen Prozess, in dem ein Umformwerkzeug thermo-mechanischer
Belastung ausgesetzt ist, zeigt Abbildung 5.45. Dieser Prozess dient der Herstellung
funktional gradierter Flanschwellen und ist Bestandteil des Teilprojekts A1 »Untersu-
chung der plastischen Formgebung unter Einfluss örtlich und zeitlich veränderlicher
Temperatur- und Spannungszustände« [174]. In diesem Prozess wird ein zylindrischer
Stab aus dem Werkstoff 51CrV4 von 300 mm Länge und einem Durchmesser von
30 mm mittig induktiv auf Umformtemperatur erwärmt, anschließend mittels Linear-
führung bzw. Roboterarm zur Umformpresse transportiert, hydraulisch zwischen zwei
Werkzeugplatten geklemmt und schließlich umgeformt. Durch Aufbringen der Um-
formkraft formt sich zwischen der oberen und der unteren Werkzeugplatte des Um-
formwerkzeugs die Flanschwelle aus. Durch gezielte Anpassung der Prozessparameter
sollen die Temperatur-Zeit-Pfade im Bauteil so gesteuert werden, dass neben der Rea-
lisierung der spezifischen Geometrie in unterschiedlichen Bereichen der Flanschwelle
eine Gradierung der Mikrostruktur stattfindet, die optimal auf die Belastungen im spä-
teren Einsatz des Bauteils abgestimmt ist.
Abbildung 5.46 zeigt eine Werkzeugplatte, mit der etwa 200 Umformvorgänge durch-
geführt wurden. In jedem Umformzyklus wurde das Werkzeug durch den Kontakt mit
dem heißen Werkstück lokal im Bereich um die innere Bohrung erwärmt. Die Takt-
zeiten waren entsprechend lang, so dass die Werkzeugplatte nach jedem Umformvor-
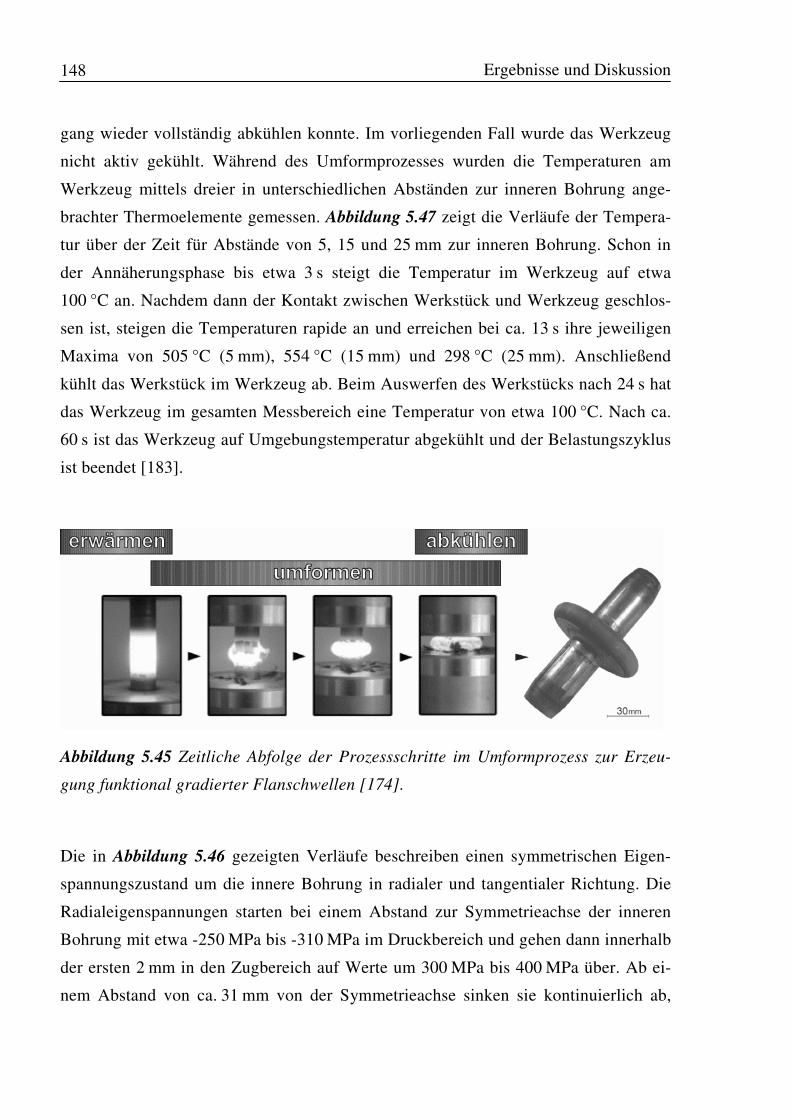
Ergebnisse und Diskussion
148
gang wieder vollständig abkühlen konnte. Im vorliegenden Fall wurde das Werkzeug
nicht aktiv gekühlt. Während des Umformprozesses wurden die Temperaturen am
Werkzeug mittels dreier in unterschiedlichen Abständen zur inneren Bohrung ange-
brachter Thermoelemente gemessen. Abbildung 5.47 zeigt die Verläufe der Tempera-
tur über der Zeit für Abstände von 5, 15 und 25 mm zur inneren Bohrung. Schon in
der Annäherungsphase bis etwa 3 s steigt die Temperatur im Werkzeug auf etwa
100 °C an. Nachdem dann der Kontakt zwischen Werkstück und Werkzeug geschlos-
sen ist, steigen die Temperaturen rapide an und erreichen bei ca. 13 s ihre jeweiligen
Maxima von 505 °C (5 mm), 554 °C (15 mm) und 298 °C (25 mm). Anschließend
kühlt das Werkstück im Werkzeug ab. Beim Auswerfen des Werkstücks nach 24 s hat
das Werkzeug im gesamten Messbereich eine Temperatur von etwa 100 °C. Nach ca.
60 s ist das Werkzeug auf Umgebungstemperatur abgekühlt und der Belastungszyklus
ist beendet [183].
Abbildung 5.45 Zeitliche Abfolge der Prozessschritte im Umformprozess zur Erzeu-
gung funktional gradierter Flanschwellen [174].
Die in Abbildung 5.46 gezeigten Verläufe beschreiben einen symmetrischen Eigen-
spannungszustand um die innere Bohrung in radialer und tangentialer Richtung. Die
Radialeigenspannungen starten bei einem Abstand zur Symmetrieachse der inneren
Bohrung mit etwa -250 MPa bis -310 MPa im Druckbereich und gehen dann innerhalb
der ersten 2 mm in den Zugbereich auf Werte um 300 MPa bis 400 MPa über. Ab ei-
nem Abstand von ca. 31 mm von der Symmetrieachse sinken sie kontinuierlich ab,
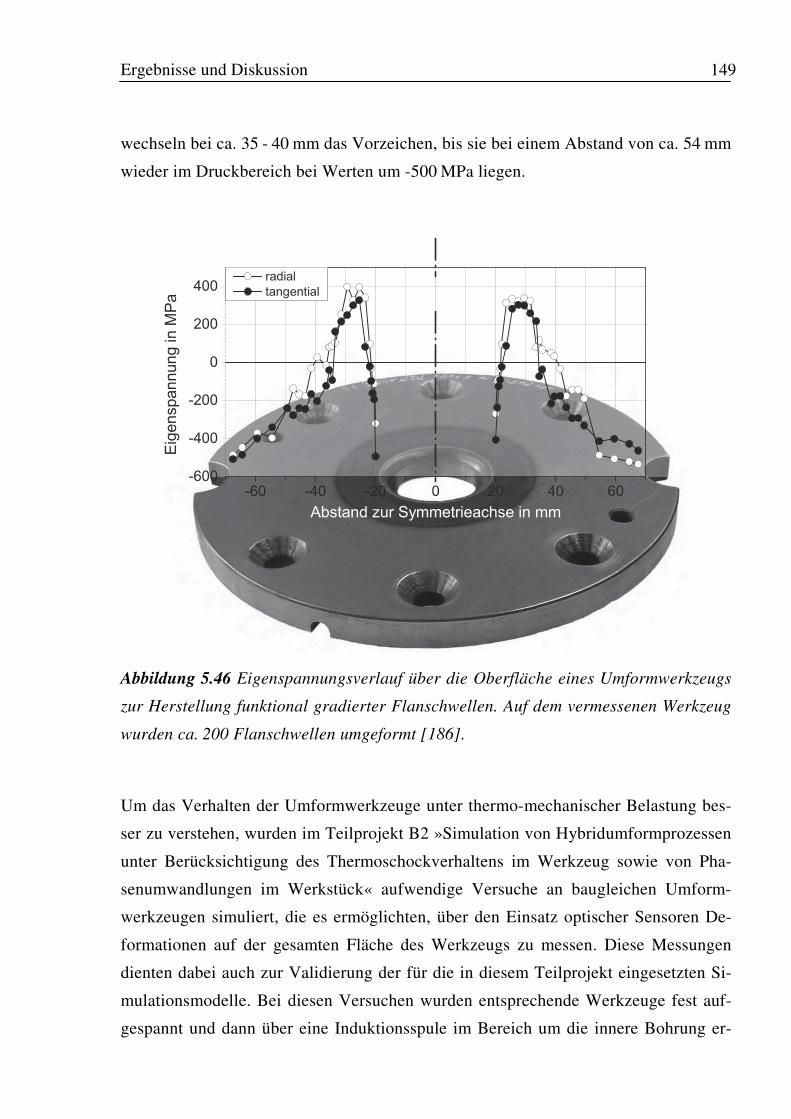
Ergebnisse und Diskussion
149
wechseln bei ca. 35 - 40 mm das Vorzeichen, bis sie bei einem Abstand von ca. 54 mm
wieder im Druckbereich bei Werten um -500 MPa liegen.
Abbildung 5.46 Eigenspannungsverlauf über die Oberfläche eines Umformwerkzeugs
zur Herstellung funktional gradierter Flanschwellen. Auf dem vermessenen Werkzeug
wurden ca. 200 Flanschwellen umgeformt [186].
Um das Verhalten der Umformwerkzeuge unter thermo-mechanischer Belastung bes-
ser zu verstehen, wurden im Teilprojekt B2 »Simulation von Hybridumformprozessen
unter Berücksichtigung des Thermoschockverhaltens im Werkzeug sowie von Pha-
senumwandlungen im Werkstück« aufwendige Versuche an baugleichen Umform-
werkzeugen simuliert, die es ermöglichten, über den Einsatz optischer Sensoren De-
formationen auf der gesamten Fläche des Werkzeugs zu messen. Diese Messungen
dienten dabei auch zur Validierung der für die in diesem Teilprojekt eingesetzten Si-
mulationsmodelle. Bei diesen Versuchen wurden entsprechende Werkzeuge fest auf-
gespannt und dann über eine Induktionsspule im Bereich um die innere Bohrung er-
Ergebnisse und Diskussion
150
wärmt. Die Kühlung wurde über eine Wassersprüheinrichtung realisiert. Dabei wur-
den die zuvor im realen Flanschwellen-Umformprozess gemessenen Zeit-Temperatur-
Verläufe nachgefahren. Nach jeweils 1, 10, 100 etc. Umformzyklen wurde das Werk-
zeug mittels des optischen Messsystems ATOS II SO der Firma GOM vermessen. Aus
dem Vergleich der Bilder konnte dann auf die plastische Verformung durch die ther-
misch-mechanische Belastung zurückgerechnet werden. Abbildung 5.48 zeigt ein sol-
ches Experiment mit aufgespanntem Werkzeug und adaptierter Spule vor dem ersten
Zyklus [187].
Um die Entwicklung der Eigenspannungsverteilung über die Oberfläche der Umform-
werkzeuge zu analysieren, wurden Umformwerkzeuge nach unterschiedlichen Anzah-
len an aufgeprägten Thermozyklen aus Teilprojekt B2 mittels Röntgenbeugung vermes-
sen. Um Zeit zu sparen, wurden zwei identisch bearbeitete Werkzeuge hergestellt. Zu-
erst wurden die radialen und tangentialen Oberflächeneigenspannungen an mehreren
Punkten entlang einer Linie von der inneren Bohrung nach außen an neuen Werkzeugen
(0 Zyklen) gemessen. Danach wurden den Werkzeugen 1, 10, 100 und 1 000 Ther-
mozyklen aufgeprägt und zwischendurch jedes Mal die Eigenspannungen gemessen.
Abbildung 5.49 zeigt die Ergebnisse dieser Messungen. Die Tangentialeigenspannun-
gen im unbelasteten Werkzeug liegen sehr konstant um Werte von -200 MPa im Be-
reich der Druckeigenspannungen. Die radiale Komponente zeigt direkt an der inneren
Bohrung Eigenspannungswerte um 0 MPa, die innerhalb der ersten 5 mm Werte von
200 MPa annehmen und dann langsam bis zu einem Abstand von 40 mm auf Werte um
80 MPa abfallen. Schon nach dem ersten Thermozyklus bauen sich im Bereich um die
innere Bohrung Zugeigenspannungen auf, die mit steigender Anzahl an aufgeprägten
Thermozyklen zunehmen. Dabei nehmen die Eigenspannungen in tangentialer Richtung
Werte von bis zu 540 MPa und in radialer Richtung bis 337 MPa an. Vergleicht man die
Eigenspannungswerte aus den rein thermischen Simulationsversuchen mit denen des
Werkzeugs aus dem realen Umformprozess, zeigt sich zumindest im thermisch höchst
belasteten Bereich eine sehr gute Übereinstimmung. Die Unterschiede am Rand der
inneren Bohrung sind darauf zurückzuführen, dass hier im realen Prozess geometriebe-
dingt an der Flanschwelle kein Kontakt zwischen Flanschwelle und Werkzeug entsteht
und somit auch kein bzw. nur ein sehr viel geringerer Wärmeeintrag im Vergleich zu
weiter außen liegenden Bereichen stattfindet (siehe Abbildung 5.50). Die Abweichun-
gen bei den Radialeigenspannungen ab einem Abstand von etwa 20 mm haben nichts
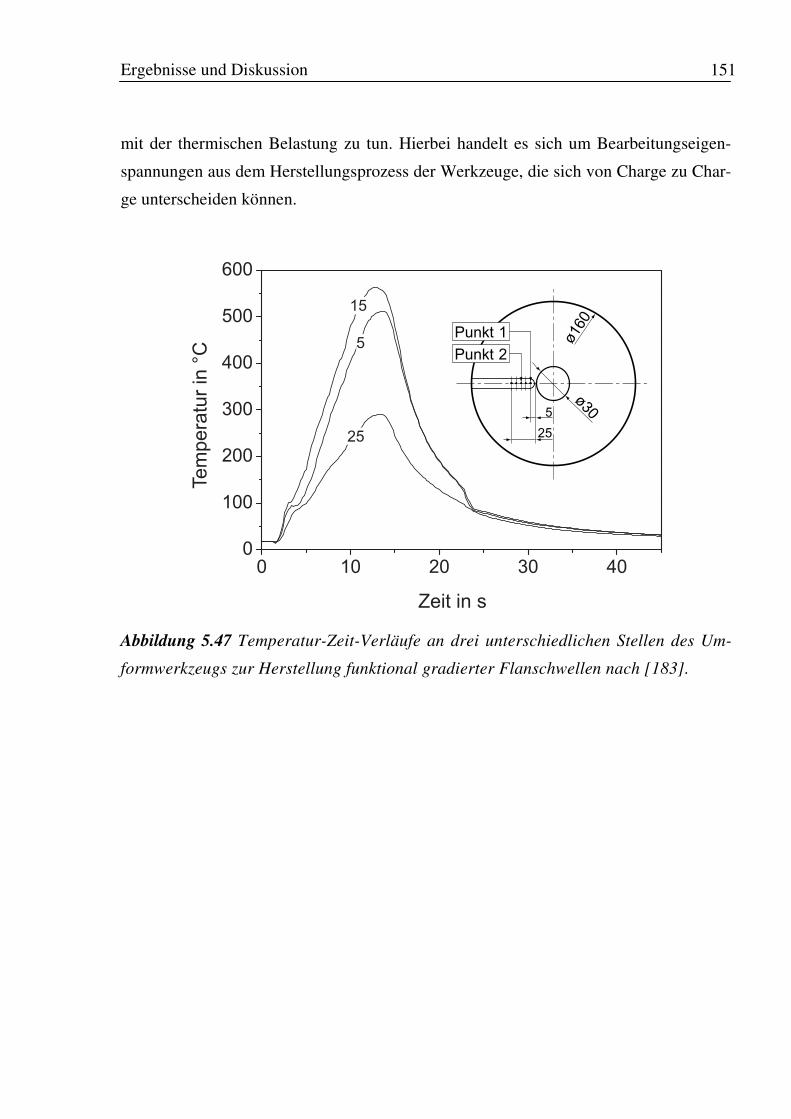
Ergebnisse und Diskussion
151
mit der thermischen Belastung zu tun. Hierbei handelt es sich um Bearbeitungseigen-
spannungen aus dem Herstellungsprozess der Werkzeuge, die sich von Charge zu Char-
ge unterscheiden können.
ø30
ø16
0
Punkt 1
Punkt 2
5
25
Te
mp
era
tur
in °
C
Zeit in s
Abbildung 5.47 Temperatur-Zeit-Verläufe an drei unterschiedlichen Stellen des Um-
formwerkzeugs zur Herstellung funktional gradierter Flanschwellen nach [183].
Ergebnisse und Diskussion
152
Abbildung 5.48 Aufgespanntes Umformwerkzeug mit darüber platzierter Induktions-
spule [187].
Abbildung 5.49 Vergleich der begleitenden Eigenspannungsmessungen an Werkzeu-
gen aus Teilprojekt B2 mit Messungen an einem, mit 200 Umformzyklen belasteten
Werkzeug aus dem realen Umformprozess in Teilprojekt A1.
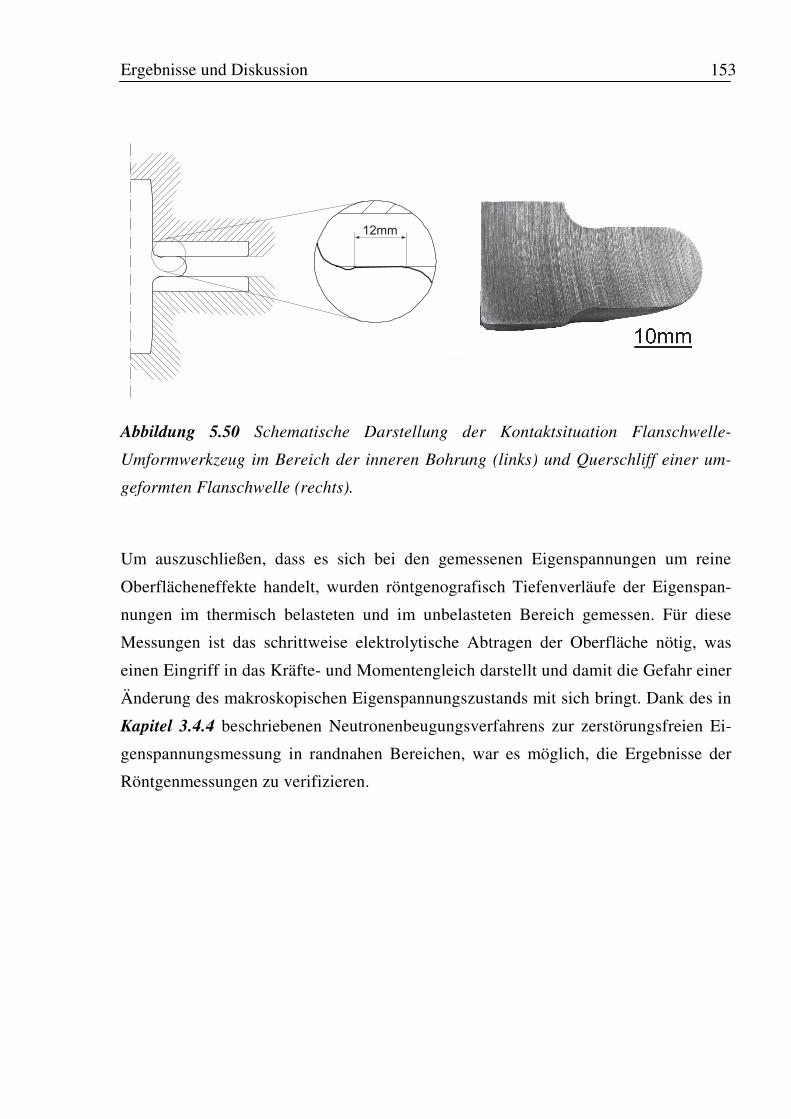
Ergebnisse und Diskussion
153
Abbildung 5.50 Schematische Darstellung der Kontaktsituation Flanschwelle-
Umformwerkzeug im Bereich der inneren Bohrung (links) und Querschliff einer um-
geformten Flanschwelle (rechts).
Um auszuschließen, dass es sich bei den gemessenen Eigenspannungen um reine
Oberflächeneffekte handelt, wurden röntgenografisch Tiefenverläufe der Eigenspan-
nungen im thermisch belasteten und im unbelasteten Bereich gemessen. Für diese
Messungen ist das schrittweise elektrolytische Abtragen der Oberfläche nötig, was
einen Eingriff in das Kräfte- und Momentengleich darstellt und damit die Gefahr einer
Änderung des makroskopischen Eigenspannungszustands mit sich bringt. Dank des in
Kapitel 3.4.4 beschriebenen Neutronenbeugungsverfahrens zur zerstörungsfreien Ei-
genspannungsmessung in randnahen Bereichen, war es möglich, die Ergebnisse der
Röntgenmessungen zu verifizieren.
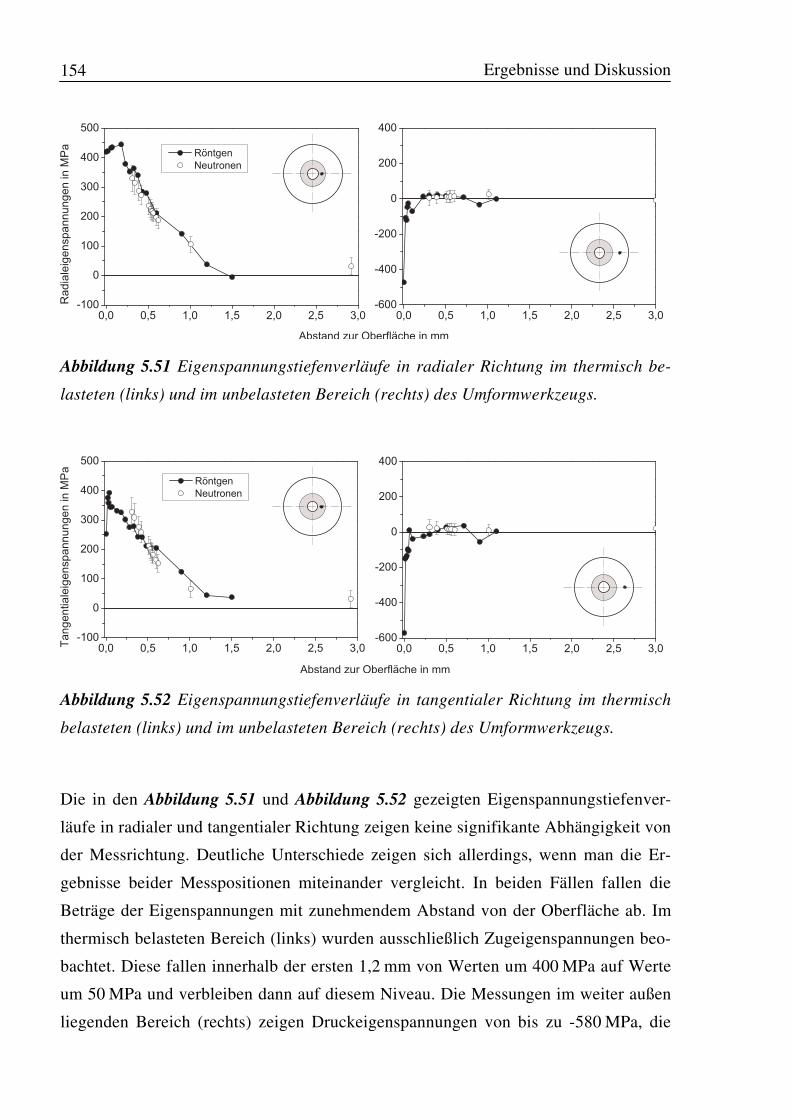
Ergebnisse und Diskussion
154
Abbildung 5.51 Eigenspannungstiefenverläufe in radialer Richtung im thermisch be-
lasteten (links) und im unbelasteten Bereich (rechts) des Umformwerkzeugs.
Abbildung 5.52 Eigenspannungstiefenverläufe in tangentialer Richtung im thermisch
belasteten (links) und im unbelasteten Bereich (rechts) des Umformwerkzeugs.
Die in den Abbildung 5.51 und Abbildung 5.52 gezeigten Eigenspannungstiefenver-
läufe in radialer und tangentialer Richtung zeigen keine signifikante Abhängigkeit von
der Messrichtung. Deutliche Unterschiede zeigen sich allerdings, wenn man die Er-
gebnisse beider Messpositionen miteinander vergleicht. In beiden Fällen fallen die
Beträge der Eigenspannungen mit zunehmendem Abstand von der Oberfläche ab. Im
thermisch belasteten Bereich (links) wurden ausschließlich Zugeigenspannungen beo-
bachtet. Diese fallen innerhalb der ersten 1,2 mm von Werten um 400 MPa auf Werte
um 50 MPa und verbleiben dann auf diesem Niveau. Die Messungen im weiter außen
liegenden Bereich (rechts) zeigen Druckeigenspannungen von bis zu -580 MPa, die
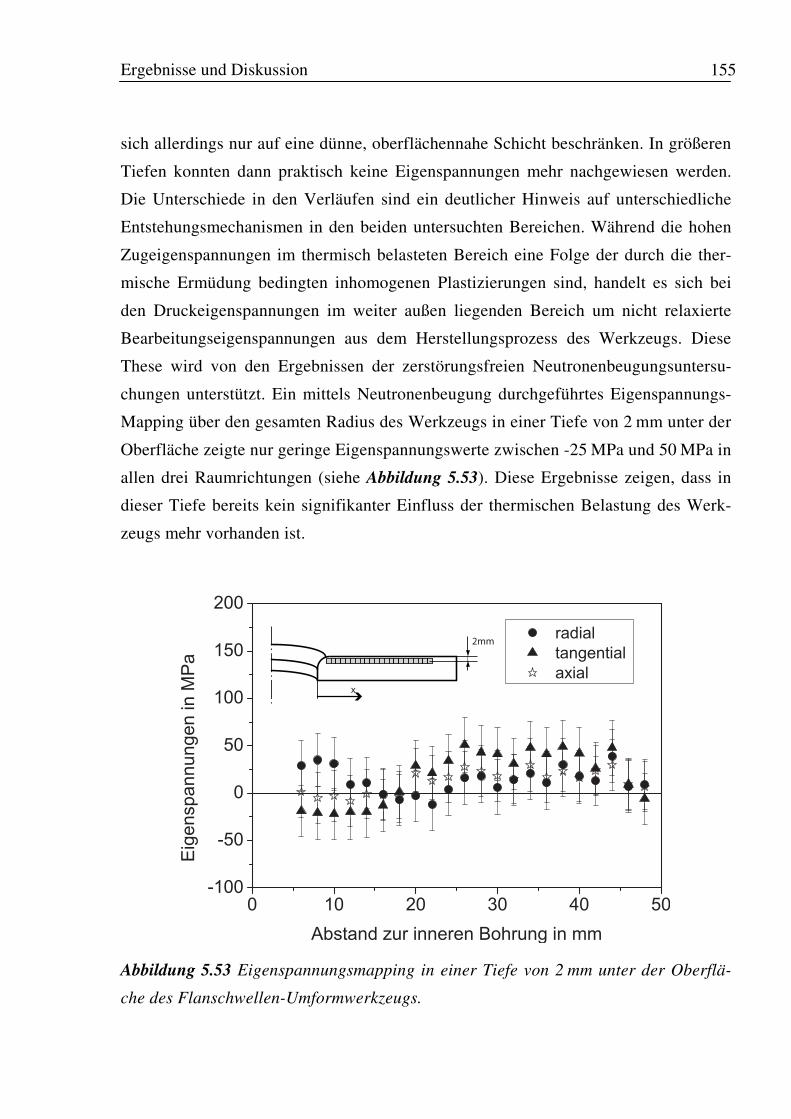
Ergebnisse und Diskussion
155
sich allerdings nur auf eine dünne, oberflächennahe Schicht beschränken. In größeren
Tiefen konnten dann praktisch keine Eigenspannungen mehr nachgewiesen werden.
Die Unterschiede in den Verläufen sind ein deutlicher Hinweis auf unterschiedliche
Entstehungsmechanismen in den beiden untersuchten Bereichen. Während die hohen
Zugeigenspannungen im thermisch belasteten Bereich eine Folge der durch die ther-
mische Ermüdung bedingten inhomogenen Plastizierungen sind, handelt es sich bei
den Druckeigenspannungen im weiter außen liegenden Bereich um nicht relaxierte
Bearbeitungseigenspannungen aus dem Herstellungsprozess des Werkzeugs. Diese
These wird von den Ergebnissen der zerstörungsfreien Neutronenbeugungsuntersu-
chungen unterstützt. Ein mittels Neutronenbeugung durchgeführtes Eigenspannungs-
Mapping über den gesamten Radius des Werkzeugs in einer Tiefe von 2 mm unter der
Oberfläche zeigte nur geringe Eigenspannungswerte zwischen -25 MPa und 50 MPa in
allen drei Raumrichtungen (siehe Abbildung 5.53). Diese Ergebnisse zeigen, dass in
dieser Tiefe bereits kein signifikanter Einfluss der thermischen Belastung des Werk-
zeugs mehr vorhanden ist.
x
2mm
Abbildung 5.53 Eigenspannungsmapping in einer Tiefe von 2 mm unter der Oberflä-
che des Flanschwellen-Umformwerkzeugs.
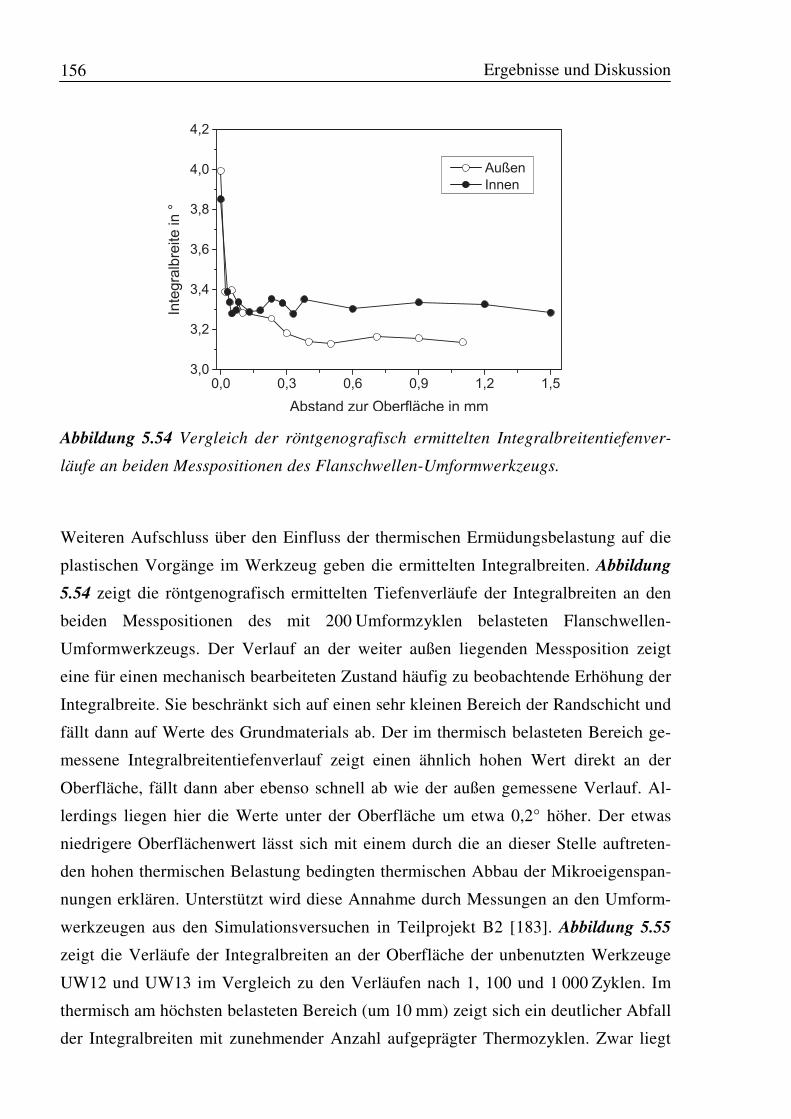
Ergebnisse und Diskussion
156
Abbildung 5.54 Vergleich der röntgenografisch ermittelten Integralbreitentiefenver-
läufe an beiden Messpositionen des Flanschwellen-Umformwerkzeugs.
Weiteren Aufschluss über den Einfluss der thermischen Ermüdungsbelastung auf die
plastischen Vorgänge im Werkzeug geben die ermittelten Integralbreiten. Abbildung
5.54 zeigt die röntgenografisch ermittelten Tiefenverläufe der Integralbreiten an den
beiden Messpositionen des mit 200 Umformzyklen belasteten Flanschwellen-
Umformwerkzeugs. Der Verlauf an der weiter außen liegenden Messposition zeigt
eine für einen mechanisch bearbeiteten Zustand häufig zu beobachtende Erhöhung der
Integralbreite. Sie beschränkt sich auf einen sehr kleinen Bereich der Randschicht und
fällt dann auf Werte des Grundmaterials ab. Der im thermisch belasteten Bereich ge-
messene Integralbreitentiefenverlauf zeigt einen ähnlich hohen Wert direkt an der
Oberfläche, fällt dann aber ebenso schnell ab wie der außen gemessene Verlauf. Al-
lerdings liegen hier die Werte unter der Oberfläche um etwa 0,2° höher. Der etwas
niedrigere Oberflächenwert lässt sich mit einem durch die an dieser Stelle auftreten-
den hohen thermischen Belastung bedingten thermischen Abbau der Mikroeigenspan-
nungen erklären. Unterstützt wird diese Annahme durch Messungen an den Umform-
werkzeugen aus den Simulationsversuchen in Teilprojekt B2 [183]. Abbildung 5.55
zeigt die Verläufe der Integralbreiten an der Oberfläche der unbenutzten Werkzeuge
UW12 und UW13 im Vergleich zu den Verläufen nach 1, 100 und 1 000 Zyklen. Im
thermisch am höchsten belasteten Bereich (um 10 mm) zeigt sich ein deutlicher Abfall
der Integralbreiten mit zunehmender Anzahl aufgeprägter Thermozyklen. Zwar liegt
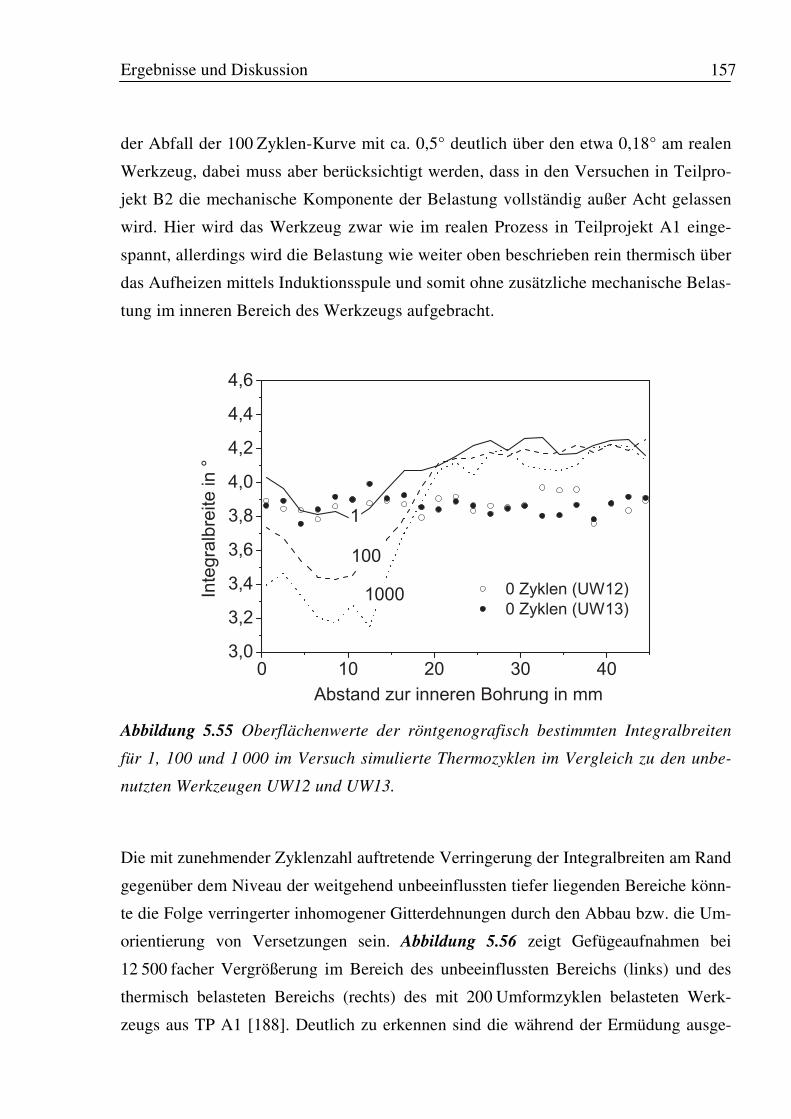
Ergebnisse und Diskussion
157
der Abfall der 100 Zyklen-Kurve mit ca. 0,5° deutlich über den etwa 0,18° am realen
Werkzeug, dabei muss aber berücksichtigt werden, dass in den Versuchen in Teilpro-
jekt B2 die mechanische Komponente der Belastung vollständig außer Acht gelassen
wird. Hier wird das Werkzeug zwar wie im realen Prozess in Teilprojekt A1 einge-
spannt, allerdings wird die Belastung wie weiter oben beschrieben rein thermisch über
das Aufheizen mittels Induktionsspule und somit ohne zusätzliche mechanische Belas-
tung im inneren Bereich des Werkzeugs aufgebracht.
Abbildung 5.55 Oberflächenwerte der röntgenografisch bestimmten Integralbreiten
für 1, 100 und 1 000 im Versuch simulierte Thermozyklen im Vergleich zu den unbe-
nutzten Werkzeugen UW12 und UW13.
Die mit zunehmender Zyklenzahl auftretende Verringerung der Integralbreiten am Rand
gegenüber dem Niveau der weitgehend unbeeinflussten tiefer liegenden Bereiche könn-
te die Folge verringerter inhomogener Gitterdehnungen durch den Abbau bzw. die Um-
orientierung von Versetzungen sein. Abbildung 5.56 zeigt Gefügeaufnahmen bei
12 500 facher Vergrößerung im Bereich des unbeeinflussten Bereichs (links) und des
thermisch belasteten Bereichs (rechts) des mit 200 Umformzyklen belasteten Werk-
zeugs aus TP A1 [188]. Deutlich zu erkennen sind die während der Ermüdung ausge-

Ergebnisse und Diskussion
158
schiedenen kugelförmigen Karbide. Durch das Ausscheiden von Karbiden vergrößerte
Kohärenzbereiche können ebenfalls eine Verringerung der Integralbreiten begünstigen.
Abbildung 5.56 Rasterelektronenmikroskopische Aufnahme im Inneren (links) und in
der Randzone (rechts) des mit 200 Zyklen belasteten Umformwerkzeugs aus TP A1.
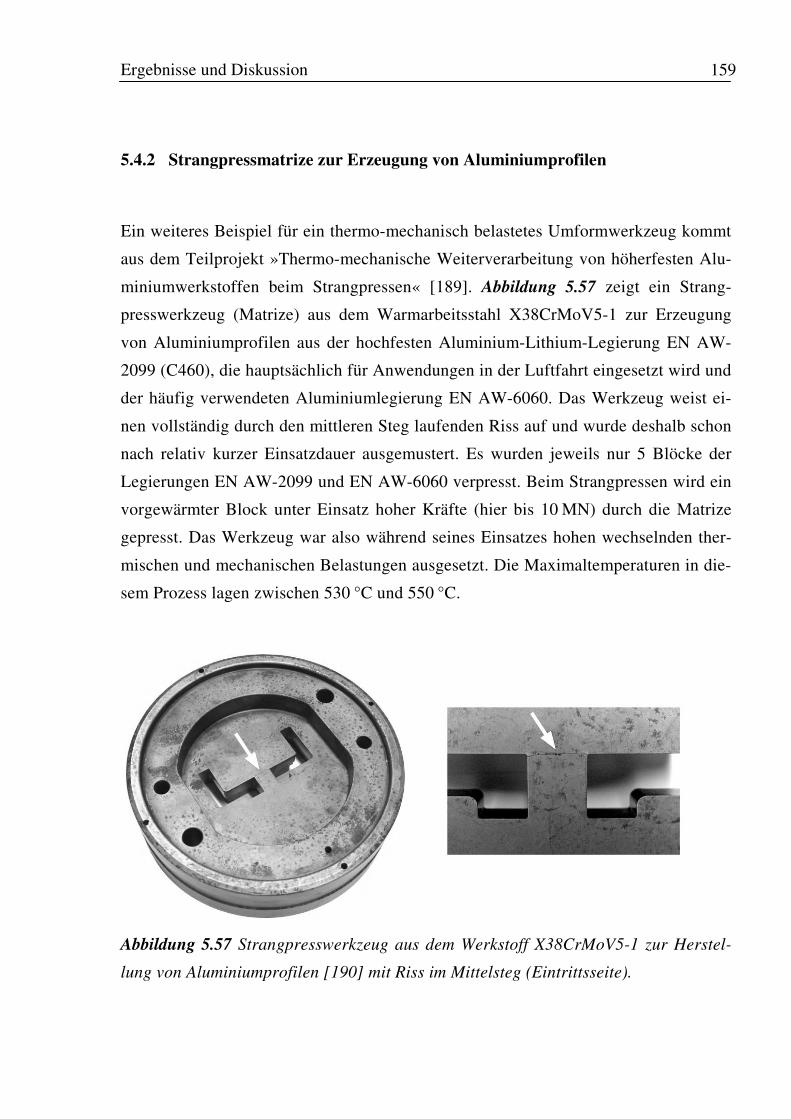
Ergebnisse und Diskussion
159
5.4.2 Strangpressmatrize zur Erzeugung von Aluminiumprofilen
Ein weiteres Beispiel für ein thermo-mechanisch belastetes Umformwerkzeug kommt
aus dem Teilprojekt »Thermo-mechanische Weiterverarbeitung von höherfesten Alu-
miniumwerkstoffen beim Strangpressen« [189]. Abbildung 5.57 zeigt ein Strang-
presswerkzeug (Matrize) aus dem Warmarbeitsstahl X38CrMoV5-1 zur Erzeugung
von Aluminiumprofilen aus der hochfesten Aluminium-Lithium-Legierung EN AW-
2099 (C460), die hauptsächlich für Anwendungen in der Luftfahrt eingesetzt wird und
der häufig verwendeten Aluminiumlegierung EN AW-6060. Das Werkzeug weist ei-
nen vollständig durch den mittleren Steg laufenden Riss auf und wurde deshalb schon
nach relativ kurzer Einsatzdauer ausgemustert. Es wurden jeweils nur 5 Blöcke der
Legierungen EN AW-2099 und EN AW-6060 verpresst. Beim Strangpressen wird ein
vorgewärmter Block unter Einsatz hoher Kräfte (hier bis 10 MN) durch die Matrize
gepresst. Das Werkzeug war also während seines Einsatzes hohen wechselnden ther-
mischen und mechanischen Belastungen ausgesetzt. Die Maximaltemperaturen in die-
sem Prozess lagen zwischen 530 °C und 550 °C.
Abbildung 5.57 Strangpresswerkzeug aus dem Werkstoff X38CrMoV5-1 zur Herstel-
lung von Aluminiumprofilen [190] mit Riss im Mittelsteg (Eintrittsseite).
Ergebnisse und Diskussion
160
Wegen der komplexen, inhomogenen, thermisch-mechanischen Beanspruchungen die-
ses Werkzeugs liegt die Vermutung nahe, dass auch in diesem Fall komplexe Eigen-
spannungsverteilungen vorliegen. Um diese Frage zu klären, wurden zunächst an un-
terschiedlichen Positionen auf der Eintritts- und der Austrittsseite (siehe Abbildung
5.58) röntgenografisch die Oberflächeneigenspannungen gemessen. Aufgrund der
Größe und des Gewichts des Werkzeugs wurden die Röntgenmessungen mit einem für
solche Bauteile geeigneten X-Ray StressAnalyzer XRD 3003 Micro der Firma Seifert
durchgeführt. Tabelle 5.1 zeigt die gemessenen Oberflächeneigenspannungen und die
Integralbreiten an den Punkten P1 bis P7. Wie aus den Ergebnissen der Kontaktermü-
dungsexperimente zu erwarten (siehe Abbildung 5.30 und Abbildung 5.33), liegen die
Eigenspannungen an den Messpunkten auf der thermisch und mechanisch belasteten
Eintrittsseite (P1 bis P5) generell höher, als die Eigenspannungen auf der hauptsäch-
lich thermisch belasteten Austrittsseite (P6 und P7). Den höchsten Wert mit -
1 439 MPa zeigt P2. Da hier der dünnste Querschnitt vorliegt und damit von einer ge-
ringeren Wärmeabfuhr auszugehen ist, ist das auch die Stelle mit der höchsten thermi-
schen Belastung. Das ist vermutlich auch der Grund, weshalb das Werkzeug genau in
diesem Bereich den Riss aufweist. Eine klärende Untersuchung der Bruchfläche konn-
te allerdings nicht durchgeführt werden, da das Werkzeug zwecks weiterer Untersu-
chungen nicht zerstört werden durfte. Die gemessenen Integralbreiten zeigen ebenfalls
etwas höhere Werte auf der Eintrittsseite. Der Unterschied liegt bei etwa 0,15° und
könnte eine Folge der auf dieser Seite des Werkzeugs herrschenden mechanischen
Belastung und der damit verbundenen plastischen Verformung des Werkstoffs sein.
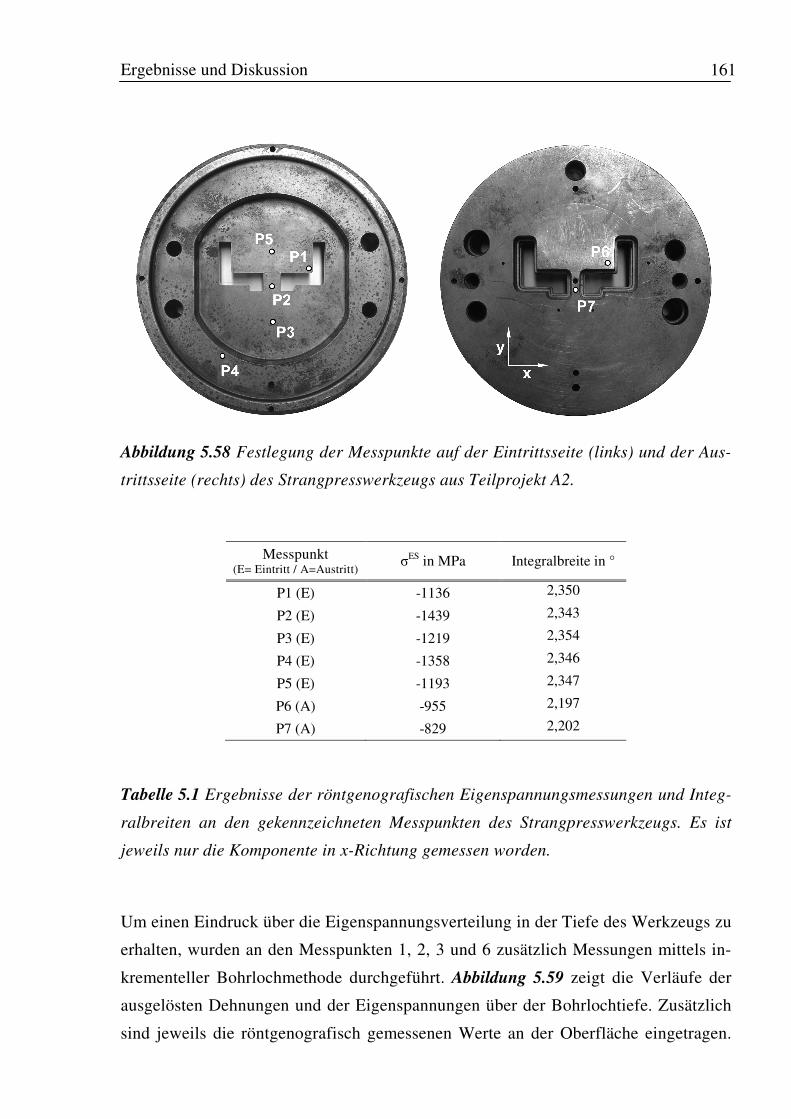
Ergebnisse und Diskussion
161
Abbildung 5.58 Festlegung der Messpunkte auf der Eintrittsseite (links) und der Aus-
trittsseite (rechts) des Strangpresswerkzeugs aus Teilprojekt A2.
Messpunkt (E= Eintritt / A=Austritt)
σES in MPa Integralbreite in °
P1 (E) -1136 2,350
P2 (E) -1439 2,343
P3 (E) -1219 2,354
P4 (E) -1358 2,346
P5 (E) -1193 2,347
P6 (A) -955 2,197
P7 (A) -829 2,202
Tabelle 5.1 Ergebnisse der röntgenografischen Eigenspannungsmessungen und Integ-
ralbreiten an den gekennzeichneten Messpunkten des Strangpresswerkzeugs. Es ist
jeweils nur die Komponente in x-Richtung gemessen worden.
Um einen Eindruck über die Eigenspannungsverteilung in der Tiefe des Werkzeugs zu
erhalten, wurden an den Messpunkten 1, 2, 3 und 6 zusätzlich Messungen mittels in-
krementeller Bohrlochmethode durchgeführt. Abbildung 5.59 zeigt die Verläufe der
ausgelösten Dehnungen und der Eigenspannungen über der Bohrlochtiefe. Zusätzlich
sind jeweils die röntgenografisch gemessenen Werte an der Oberfläche eingetragen.
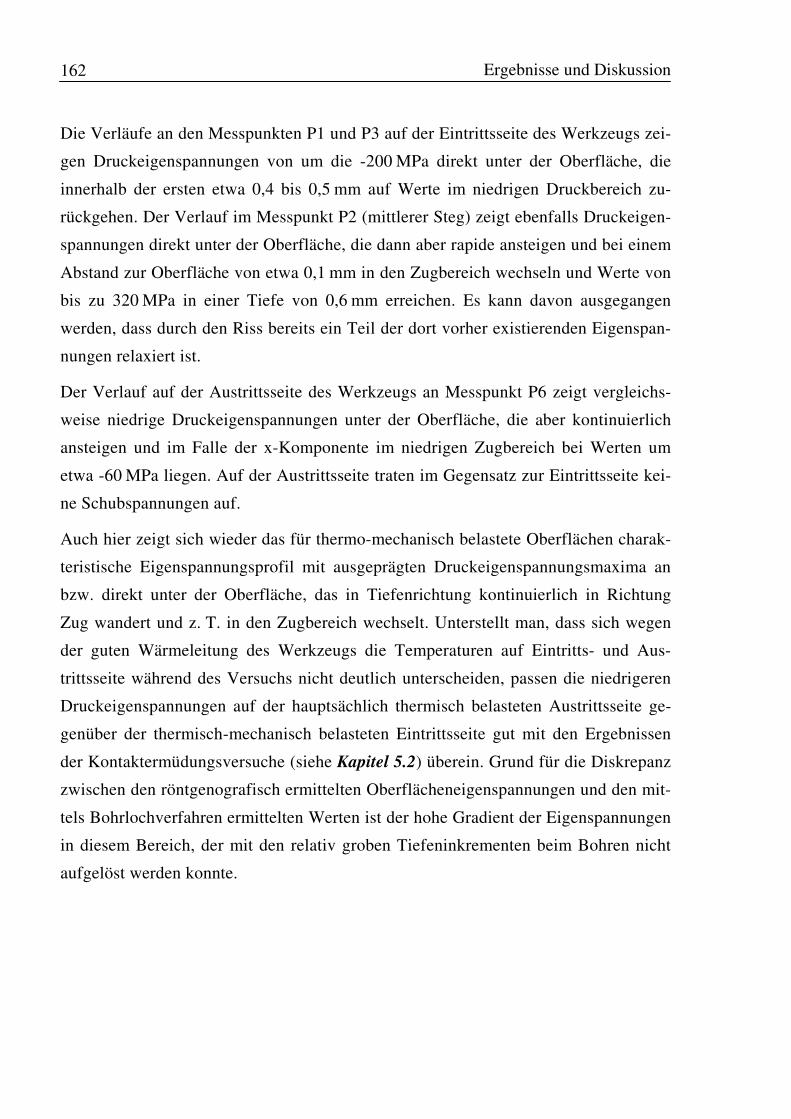
Ergebnisse und Diskussion
162
Die Verläufe an den Messpunkten P1 und P3 auf der Eintrittsseite des Werkzeugs zei-
gen Druckeigenspannungen von um die -200 MPa direkt unter der Oberfläche, die
innerhalb der ersten etwa 0,4 bis 0,5 mm auf Werte im niedrigen Druckbereich zu-
rückgehen. Der Verlauf im Messpunkt P2 (mittlerer Steg) zeigt ebenfalls Druckeigen-
spannungen direkt unter der Oberfläche, die dann aber rapide ansteigen und bei einem
Abstand zur Oberfläche von etwa 0,1 mm in den Zugbereich wechseln und Werte von
bis zu 320 MPa in einer Tiefe von 0,6 mm erreichen. Es kann davon ausgegangen
werden, dass durch den Riss bereits ein Teil der dort vorher existierenden Eigenspan-
nungen relaxiert ist.
Der Verlauf auf der Austrittsseite des Werkzeugs an Messpunkt P6 zeigt vergleichs-
weise niedrige Druckeigenspannungen unter der Oberfläche, die aber kontinuierlich
ansteigen und im Falle der x-Komponente im niedrigen Zugbereich bei Werten um
etwa -60 MPa liegen. Auf der Austrittsseite traten im Gegensatz zur Eintrittsseite kei-
ne Schubspannungen auf.
Auch hier zeigt sich wieder das für thermo-mechanisch belastete Oberflächen charak-
teristische Eigenspannungsprofil mit ausgeprägten Druckeigenspannungsmaxima an
bzw. direkt unter der Oberfläche, das in Tiefenrichtung kontinuierlich in Richtung
Zug wandert und z. T. in den Zugbereich wechselt. Unterstellt man, dass sich wegen
der guten Wärmeleitung des Werkzeugs die Temperaturen auf Eintritts- und Aus-
trittsseite während des Versuchs nicht deutlich unterscheiden, passen die niedrigeren
Druckeigenspannungen auf der hauptsächlich thermisch belasteten Austrittsseite ge-
genüber der thermisch-mechanisch belasteten Eintrittsseite gut mit den Ergebnissen
der Kontaktermüdungsversuche (siehe Kapitel 5.2) überein. Grund für die Diskrepanz
zwischen den röntgenografisch ermittelten Oberflächeneigenspannungen und den mit-
tels Bohrlochverfahren ermittelten Werten ist der hohe Gradient der Eigenspannungen
in diesem Bereich, der mit den relativ groben Tiefeninkrementen beim Bohren nicht
aufgelöst werden konnte.
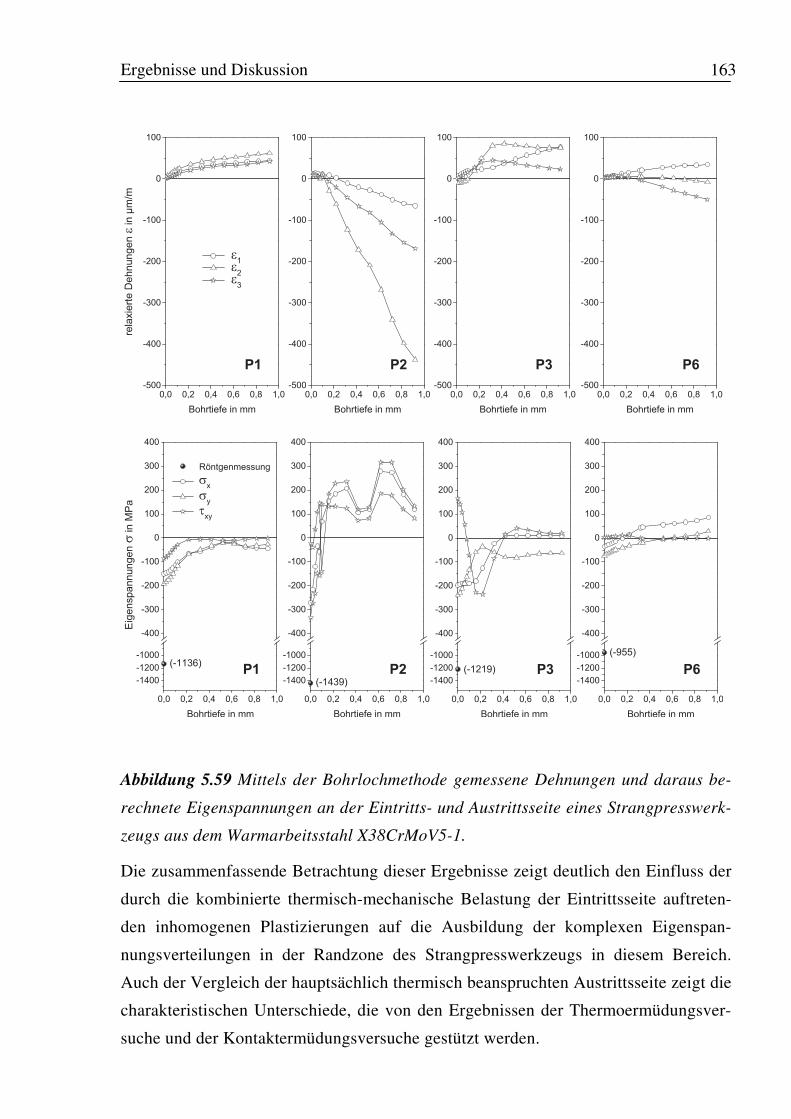
Ergebnisse und Diskussion
163
rela
xie
rte
De
hn
un
ge
n ε
in
µm
/mE
ige
nsp
an
nu
ng
en
σ in
MP
a
ε1
ε2
ε3
σx
σy
τxy
Röntgenmessung
Abbildung 5.59 Mittels der Bohrlochmethode gemessene Dehnungen und daraus be-
rechnete Eigenspannungen an der Eintritts- und Austrittsseite eines Strangpresswerk-
zeugs aus dem Warmarbeitsstahl X38CrMoV5-1.
Die zusammenfassende Betrachtung dieser Ergebnisse zeigt deutlich den Einfluss der
durch die kombinierte thermisch-mechanische Belastung der Eintrittsseite auftreten-
den inhomogenen Plastizierungen auf die Ausbildung der komplexen Eigenspan-
nungsverteilungen in der Randzone des Strangpresswerkzeugs in diesem Bereich.
Auch der Vergleich der hauptsächlich thermisch beanspruchten Austrittsseite zeigt die
charakteristischen Unterschiede, die von den Ergebnissen der Thermoermüdungsver-
suche und der Kontaktermüdungsversuche gestützt werden.
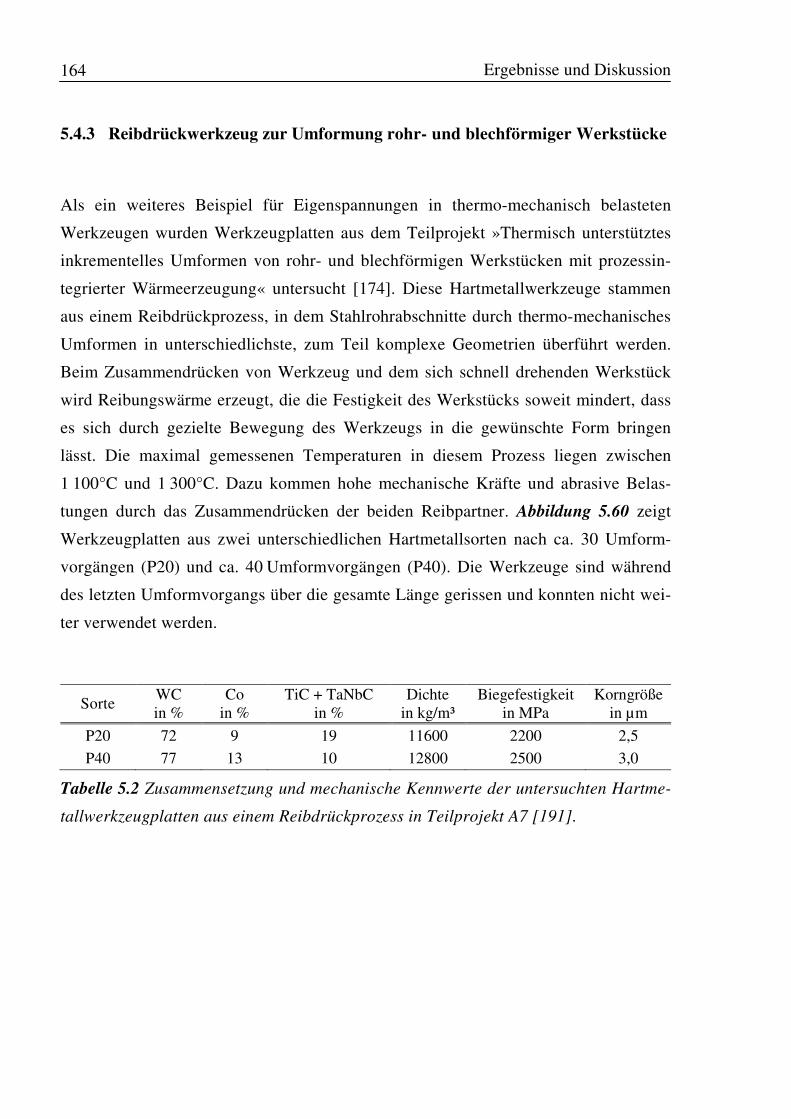
Ergebnisse und Diskussion
164
5.4.3 Reibdrückwerkzeug zur Umformung rohr- und blechförmiger Werkstücke
Als ein weiteres Beispiel für Eigenspannungen in thermo-mechanisch belasteten
Werkzeugen wurden Werkzeugplatten aus dem Teilprojekt »Thermisch unterstütztes
inkrementelles Umformen von rohr- und blechförmigen Werkstücken mit prozessin-
tegrierter Wärmeerzeugung« untersucht [174]. Diese Hartmetallwerkzeuge stammen
aus einem Reibdrückprozess, in dem Stahlrohrabschnitte durch thermo-mechanisches
Umformen in unterschiedlichste, zum Teil komplexe Geometrien überführt werden.
Beim Zusammendrücken von Werkzeug und dem sich schnell drehenden Werkstück
wird Reibungswärme erzeugt, die die Festigkeit des Werkstücks soweit mindert, dass
es sich durch gezielte Bewegung des Werkzeugs in die gewünschte Form bringen
lässt. Die maximal gemessenen Temperaturen in diesem Prozess liegen zwischen
1 100°C und 1 300°C. Dazu kommen hohe mechanische Kräfte und abrasive Belas-
tungen durch das Zusammendrücken der beiden Reibpartner. Abbildung 5.60 zeigt
Werkzeugplatten aus zwei unterschiedlichen Hartmetallsorten nach ca. 30 Umform-
vorgängen (P20) und ca. 40 Umformvorgängen (P40). Die Werkzeuge sind während
des letzten Umformvorgangs über die gesamte Länge gerissen und konnten nicht wei-
ter verwendet werden.
Sorte WC in %
Co in %
TiC + TaNbC in %
Dichte in kg/m³
Biegefestigkeit in MPa
Korngröße in µm
P20 72 9 19 11600 2200 2,5 P40 77 13 10 12800 2500 3,0
Tabelle 5.2 Zusammensetzung und mechanische Kennwerte der untersuchten Hartme-
tallwerkzeugplatten aus einem Reibdrückprozess in Teilprojekt A7 [191].
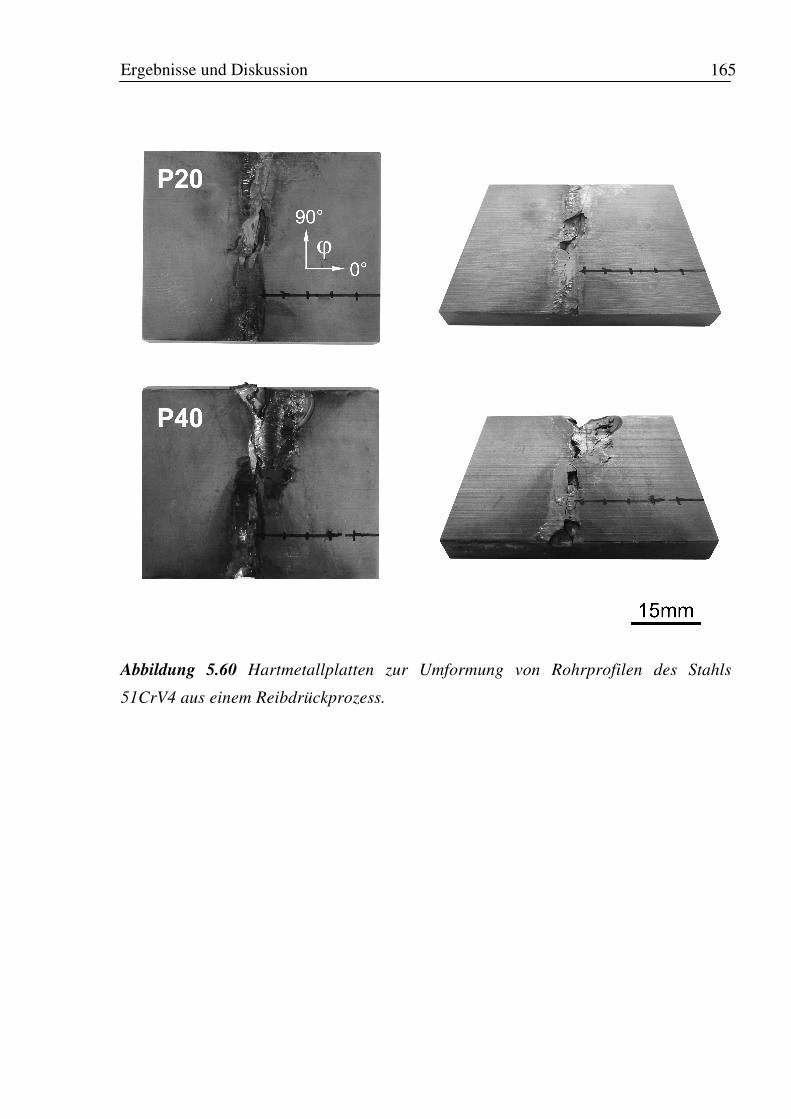
Ergebnisse und Diskussion
165
Abbildung 5.60 Hartmetallplatten zur Umformung von Rohrprofilen des Stahls
51CrV4 aus einem Reibdrückprozess.
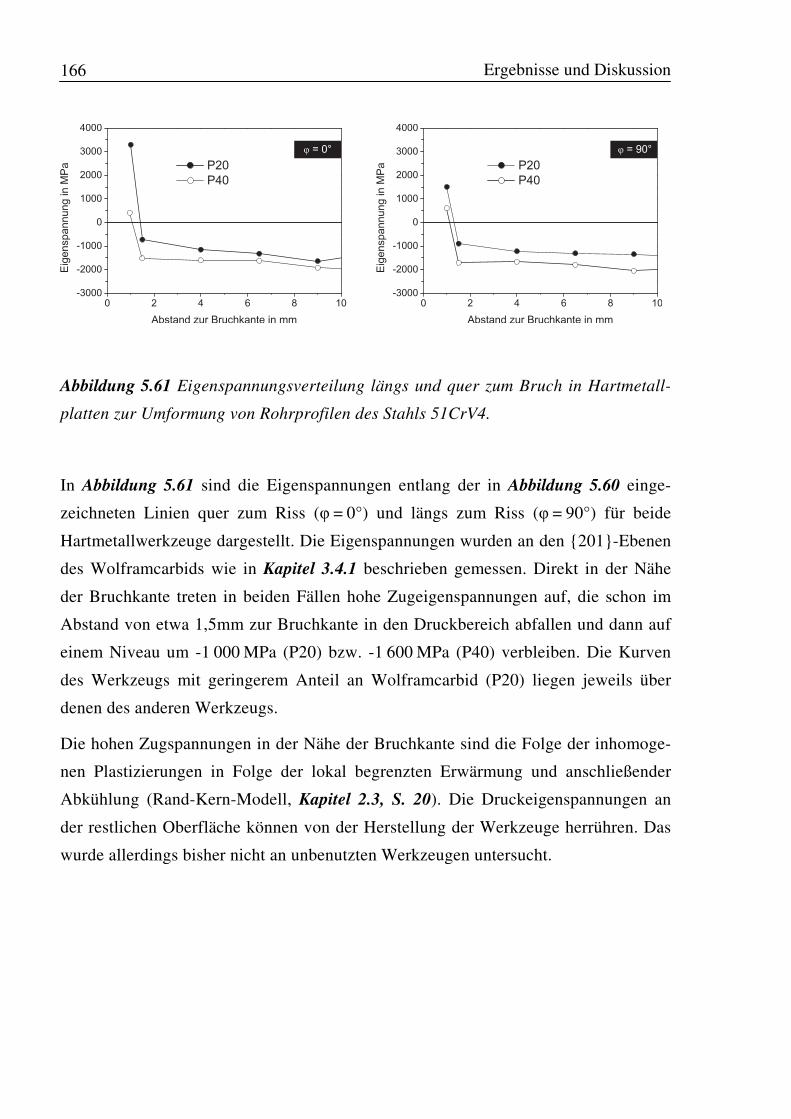
Ergebnisse und Diskussion
166
Abbildung 5.61 Eigenspannungsverteilung längs und quer zum Bruch in Hartmetall-
platten zur Umformung von Rohrprofilen des Stahls 51CrV4.
In Abbildung 5.61 sind die Eigenspannungen entlang der in Abbildung 5.60 einge-
zeichneten Linien quer zum Riss (φ = 0°) und längs zum Riss (φ = 90°) für beide
Hartmetallwerkzeuge dargestellt. Die Eigenspannungen wurden an den {201}-Ebenen
des Wolframcarbids wie in Kapitel 3.4.1 beschrieben gemessen. Direkt in der Nähe
der Bruchkante treten in beiden Fällen hohe Zugeigenspannungen auf, die schon im
Abstand von etwa 1,5mm zur Bruchkante in den Druckbereich abfallen und dann auf
einem Niveau um -1 000 MPa (P20) bzw. -1 600 MPa (P40) verbleiben. Die Kurven
des Werkzeugs mit geringerem Anteil an Wolframcarbid (P20) liegen jeweils über
denen des anderen Werkzeugs.
Die hohen Zugspannungen in der Nähe der Bruchkante sind die Folge der inhomoge-
nen Plastizierungen in Folge der lokal begrenzten Erwärmung und anschließender
Abkühlung (Rand-Kern-Modell, Kapitel 2.3, S. 20). Die Druckeigenspannungen an
der restlichen Oberfläche können von der Herstellung der Werkzeuge herrühren. Das
wurde allerdings bisher nicht an unbenutzten Werkzeugen untersucht.
Zusammenfassung
167
6 Zusammenfassung
Isotherme Ermüdungsversuche
Um Aussagen über das Werkstoffverhalten bei schwingender Beanspruchung machen
zu können, wurden zunächst isotherme Ermüdungsversuche an unterschiedlich oberflä-
chenbehandelten Proben des Werkzeugstahls X38CrMoV5-1 durchgeführt.
Der in dieser Arbeit untersuchte, vergütete Warmarbeitsstahl X38CrMoV5-1 zeigte ein
für diesen Vergütungszustand bei Stählen charakteristisches Verhalten bei zyklisch
plastischer Verformung. Da die untersuchten Temperaturen noch deutlich unterhalb der
Anlasstemperatur von 625 °C lagen, kann davon ausgegangen werden, dass die Mikro-
struktur des vergüteten Stahls während der Ermüdungsversuche stabil bleibt. Die mit
steigender Lastspielzahl zunehmende plastische Dehnungsamplitude ist demnach auf
die Bildung charakteristischer Versetzungsstrukturen verbunden mit einer erhöhten
Versetzungsmobilität zurückzuführen, was die Möglichkeit zyklisch plastischer Ver-
formungen erleichtert. Lediglich am Anfang der Belastung konnte ein leichtes, mit stei-
gender Spannungsamplitude und Versuchstemperatur abnehmendes, verfestigendes
Verhalten festgestellt werden. Darüber hinaus deuten die Versuche bei Raumtemperatur
und σa = 750 MPa darauf hin, dass dieser Effekt desto ausgeprägter ist, je höher und
tiefreichender die herstellungsbedingten Eigenspannungen in der Randschicht sind. An-
scheinend beeinflussen die durch den Herstellungsprozess eingebrachten Oberflächen-
verfestigungen das zyklische Verformungsverhalten bei Raumtemperatur dahingehend,
dass sie zu niedrigeren plastischen Dehnungsamplituden und zu einem Anstieg der zyk-
lischen Streckgrenze im Vergleich zum elektrolytisch polierten Zustand führen.
Für Versuche bei Raumtemperatur und 400 °C zeigten die beiden kugelgestrahlten Zu-
stände höhere Lebensdauern als der elektrolytisch polierte und der hartgedrehte Zu-
stand. Für Versuche bei 500 °C konnte kein eindeutiger Einfluss der Oberflächenbe-
handlung auf die Lebensdauer beobachtet werden. Die zyklische Verfestigung im vor-
deren Lebensdauerbereich und die niedrigeren plastischen Dehnungsamplituden im
weiteren Verlauf der Kurven haben einen positiven Effekt auf die Lebensdauer der Pro-
ben. Bei einem Vergleich der plastischen Dehnungsamplituden bei halber Bruchlast-
spielzahl mit den ermittelten Bruchlastspielzahlen lagen die Kurven für die unterschied-
Zusammenfassung
168
lichen Temperaturen nicht auf einer Geraden, sondern zeigten unterschiedliche Stei-
gungen. Das lässt auf unterschiedliche Schädigungsmechanismen bei unterschiedlichen
Temperaturen unter isothermen, spannungskontrollierten Versuchsbedingungen schlie-
ßen.
Thermoermüdungsversuche
Zum besseren Verständnis der schädigungsrelevanten Prozesse in einem heißen, deh-
nungsbehinderten Werkstoffelement bei thermischer Ermüdungsbeanspruchung des
Warmarbeitsstahls X38CrMoV5-1 wurden Thermoermüdungsversuche durchgeführt.
Der Einfluss der Ober- und Untertemperatur auf das zyklische Werkstoffverhalten und
die Lebensdauer sowie die dabei ablaufenden Schädigungsprozesse standen dabei im
Mittelpunkt der Untersuchungen.
Ein Vergleich der Ober- und Unterspannungen für unterschiedliche Untertemperaturen
von 100 °C und 200 °C hat gezeigt, dass die Untertemperatur durch die Veränderung
der Temperaturschwingbreite einen deutlichen Einfluss auf die Höhe der sich aufbau-
enden Spannungen, insbesondere der Oberspannungen in den Proben hat. Das Absen-
ken der Untertemperatur führt zu einer deutlichen Erhöhung der Oberspannungen und
bewirkt einen geringen Abfall der Beträge der Unterspannungen. Außerdem setzt der
bei höheren Lastspielzahlen beobachtete Abfall der Oberspannungen früher ein. Das
Absenken der Untertemperatur von 200 °C auf 100 °C führt bei gleicher Obertempera-
tur durch die höhere Temperaturschwingbreite außerdem zu einem beschleunigten An-
stieg der plastischen Dehnungsamplituden und damit zu einem früheren entfestigenden
Werkstoffverhalten und kürzerer Lebensdauer der Proben.
Detaillierte Betrachtungen der während der Ermüdungsversuche aufgezeichneten Nenn-
spannung-Temperatur-Hysteresen haben gezeigt, dass neben den beschriebenen struktu-
rell bedingten Entfestigungsprozessen vor allem die im Laufe der Temperaturwechsel-
beanspruchung auftretenden Rissbildungs- und Rissausbreitungsprozesse für die Ver-
änderungen der gemessenen Spannungen während der Ermüdung der Proben
verantwortlich sind.
Die Ergebnisse zeigen, dass bereits nach dem ersten thermo-mechanischen Belastungs-
zyklus Zugspannungen aufgebaut werden, wie sie auch nach mehreren tausend Zyklen
Zusammenfassung
169
vorhanden sind. Das legt den Schluss nahe, dass auch die Eigenspannungen in den
Werkzeugen zur Umformung der Flanschwellen bereits nach einem Umformzyklus ei-
nen Eigenspannungszustand aufweisen, welcher sich im weiteren Verlauf ihres Einsat-
zes nicht mehr wesentlich ändert. Diese Annahme wurde durch die sukzessiven Eigen-
spannungsmessungen an Werkzeugen aus Simulationsversuchen bestätigt.
Insgesamt hat der Vergleich der isothermen Ermüdungsversuche mit den Thermoermü-
dungsversuchen gezeigt, dass gleiche plastische Dehnungsamplituden im Fall der
Thermoermüdung zu vergleichsweise geringeren Lebensdauern führen. Für die Praxis
heißt das, dass eine Lebensdauerabschätzung für Bauteile aus dem Werkzeugstahl
X38CrMoV5-1, die solchen Bedingungen ausgesetzt sind, nicht ohne weiteres mit Da-
ten aus isothermen Versuchen erfolgen können. Zu ähnlichen Schlüssen kommen auch
[42, 182].
Kontaktermüdungsversuche
Ein weiterer Fokus dieser Arbeit lag auf der Untersuchung der Eigenspannungszustän-
de, die sich infolge zyklisch mechanischen Kontakts zwischen Werkzeug und Werk-
stück ausbilden. Dazu wurde eine Hartmetallrolle als Indenter verwendet, die in quader-
förmige Proben aus dem Warmarbeitsstahl X38CrMoV5-1 mit Abmessungen von
50 mm x 50 mm x 20 mm zyklisch eingedrückt wurde. Zunächst wurden Versuche mit
unterschiedlichen Eindruckkräften durchgeführt, um zu sehen, ab welcher Belastung
deutliche Effekte in den Eigenspannungen auftreten. Für die drei Fälle 1) rein mechani-
scher, 2) rein thermischer und 3) thermisch-mechanischer Kontakt wurden 1-Zyklus-
Versuche durchgeführt. Diese Versuche wurden außerdem mittels eines FEM-Modells
simuliert. Weiter wurden Versuche durchgeführt, bei denen Zyklenzahlen bis 106 auf-
geprägt wurden. Die sich entwickelnden Eigenspannungsverteilungen unterhalb der
Kontaktzone wurden mittels schrittweisen elektrochemischen Abtragens röntgenogra-
fisch bestimmt.
1) Die Ergebnisse der rein mechanischen Versuche zeigen, dass bereits nach dem
ersten Belastungszyklus der Bearbeitungseigenspannungszustand vollständig
verschwindet. Im 1-Zyklus-Versuch zeigen beide Spannungskomponenten direkt
an der Oberfläche Druckeigenspannungen von ca. -520 MPa (längs) und
Zusammenfassung
170
ca. ‑280 MPa (quer), die dann innerhalb der ersten µm in den Zugbereich wech-
seln. Dort zeigt sich im Fall der Quer-Komponente ein ausgeprägtes lokales Ma-
ximum, das dann bei 0,3 mm wieder in Druck wechselt, was typisch ist für Ein-
druckversuche unter ähnlichen Versuchsbedingungen bei Raumtemperatur. Die
1-Zyklus-Versuche haben gezeigt, dass die gewählte Eindruckkraft von -200 kN
einen deutlichen Effekt auf die Eigenspannungsausbildung in der Randzone hat,
die mit Hilfe der FEM-Modelle gut abgebildet werden kann. Das durch die
hochauflösenden Synchrotronmessungen nachgewiesene Druckeigenspannungs-
Maximum in einer Tiefe von ca. 1,2 µm schließt die analytische Lücke im Be-
reich sehr dicht unter der Oberfläche und ist eine wertvolle Ergänzung zu den
durchgeführten Röntgenmessungen und Simulationen.
Die Mehrzyklenversuche unter rein mechanischer Belastung haben gezeigt, dass
sowohl die direkt an der Oberfläche auftretenden Druckeigenspannungen, als
auch die beiden anderen lokalen Eigenspannungsmaxima unter der Oberfläche
mit steigender Lastwechselzahl vom Betrag her größer werden. Außerdem ver-
schieben sie sich zunehmend in Richtung des Probeninneren. Dieser Effekt ist
für die Eigenspannungen längs zur Kontaktlinie ausgeprägter als für die Eigen-
spannungen quer dazu.
2) Bei den rein thermischen Kontaktermüdungsversuchen wurde der heiße Indenter
fast kraftlos auf die Probe aufgesetzt und nach Erreichen eines ∆T von ca. 150 K
abgehoben. Nach Abkühlen der Probe wurden die Eigenspannungstiefenverläufe
gemessen. Diese zeigen schon nach einem Zyklus eine Anhebung der Eigen-
spannungen im Randbereich vom Druck- in den Zugbereich. Dieser Effekt ist in
den Längseigenspannungen deutlich ausgeprägter als in den Quereigenspannun-
gen. Berücksichtigt man den initial vorhandenen Schleifeigenspannungszustand,
passen Versuch und Simulation sehr gut überein.
3) Die thermo-mechanisch gekoppelten Kontaktermüdungsexperimente wurden in
der Art durchgeführt, dass ein definiert aufgeheizter Indenter in eine Probe ein-
gedrückt und nach Erreichen einer entsprechenden Temperaturdifferenz wieder
abgehoben wurde. Es sind nach Abkühlung der Proben die Eigenspannungstie-
fenverteilungen gemessen worden. Auch hier zeigt sich ein deutlicher Einfluss
der kombiniert thermo-mechanischen Beanspruchung. Nach einem Zyklus sind
Zusammenfassung
171
die initialen Eigenspannungen vollständig verschwunden und es bildet sich ein
Eigenspannungsmaximum unter der Oberfläche aus. Die Eigenspannungskom-
ponente quer zur Kontaktlinie zeigt einen ähnlichen Verlauf wie der Versuch mit
gleicher Eindruckkraft und kaltem Indenter. Hier passt die simulierte Kurve qua-
litativ sehr gut zur gemessenen, liegt aber ab einem Abstand zur Oberfläche von
etwa 0,5 mm um 50 - 100 MPa über den gemessenen Werten. Die in Längsrich-
tung gemessenen Werte zeigen direkt unter der Oberfläche eine leichte Anhe-
bung vom Druckbereich in den niedrigen Zugbereich und gehen dann bei etwa
0,2mm wieder in den Druckbereich. Hier liegt die simulierte Kurve deutlich über
den gemessen Werten. Die Mehrzyklenversuche unter thermo-mechanisch ge-
koppelter Beanspruchung haben gezeigt, dass die Quereigenspannungen im
oberflächennahen Bereich mit zunehmender Zyklenzahl vom Zug- in den
Druckbereich verschoben werden. Das lokale Eigenspannungsmaximum unter
der Oberfläche bei etwa 0,6 mm bleibt allerdings im Zugbereich, nimmt aber
vom Betrag ab und verschiebt sich weiter in Richtung Probeninneres. Die
Längseigenspannungen zeigen ein ähnliches Verhalten. Diese liegen fast aus-
schließlich im Druckbereich und werden mit zunehmender Anzahl an aufgepräg-
ten Belastungszyklen weiter in Richtung Druck verschoben.
Insgesamt haben die Simulationen der unterschiedlichen Kontaktsituationen gezeigt,
dass die beiden Fälle: 1) mechanischer Kontakt und 2) rein thermischer Kontakt gut mit
den gemessenen Werten übereinstimmen. Im Fall der thermo-mechanischen Kopplung
konnte zwar eine qualitative Übereinstimmung gezeigt werden, allerdings liegen hier
die simulierten Werte deutlich höher als die gemessenen. Grund hierfür könnte ein für
die thermo-mechanische Kopplung unzureichend beschriebenes Materialmodell, aber
auch eine unzureichende Berücksichtigung der thermischen Randbedingungen der Ver-
suchsumgebung sein. So haben die Temperatursimulationen im thermo-mechanisch
gekoppelten Versuch deutlich stärkere Abweichungen zur Messung gezeigt als die bei-
den anderen Fälle.
Zusammenfassung
172
Eigenspannungen in thermo-mechanisch beanspruchten Werkzeugen
In zyklisch thermisch belasteten Werkstoffvolumina ist die Bildung von Zugeigenspan-
nungen zu erwarten, wenn vollständige Unterdrückung der thermischen Ausdehnung
unterstellt wird. Dieser Effekt zeigt sich schon gleich am Anfang des Werkzeugeinsat-
zes. In den vorgestellten Untersuchungen hat sich gezeigt, dass hier die zyklisch thermi-
sche Belastung der Haupteinflussfaktor für die die Bildung der Eigenspannungszustän-
de in den Werkzeugen ist und der mechanische Anteil (mit Ausnahme des Reibdrück-
prozesses) eine untergeordnete Rolle spielt. In allen gezeigten Beispielen entstehen im
zyklisch thermisch belasteten Oberflächenbereich hohe Zugeigenspannungen, die im
Falle des Strangpresswerkzeugs und der Werkzeugplatten aus dem Reibdrückprozess
das Versagen zumindest begünstigt haben.
Ausblick
173
7 Ausblick
Viele Ergebnisse dieser Arbeit induzieren neue, interessante Fragestellungen, die über
den gesetzten zeitlichen und inhaltlichen Rahmen dieser Arbeit hinausgehen. Aus die-
sem Grund werden hier einige Anregungen für mögliche, weiterführende Untersuchun-
gen auf der Grundlage der vorgestellten Ergebnisse gegeben.
Bei den zyklisch thermischen Ermüdungsversuchen könnten Haltezeiten in den Zeit-
Temperatur-Verlauf eingefügt werden, um Effekte wie bspw. Relaxation oder Aus-
scheidungsprozesse während der thermo-mechanischen Belastung zu simulieren. Auch
sind Versuche ohne vollständige Unterdrückung der Totaldehnung denkbar, bei denen
kleine Dehnungen zugelassen werden, um so die »harte« Out-of-Phase Beanspruchung
abzumildern.
Zur Durchführung von Kontaktermüdungsversuchen mit höheren Indentertemperaturen
könnte die Prüfeinrichtung um eine die Probe und den Indenter umgebende Schutzgas-
atmosphäre erweitert werden. Bei der Kontaktermüdung stehen Simulationen mit meh-
reren Zyklen aus. Dazu können die vorhandenen FEM-Modelle angepasst werden und
die Entwicklung der Eigenspannungsverteilungen über der Zyklenzahl mit denen aus
den Experimenten verglichen werden. Auch sollten die Abweichungen zwischen Simu-
lation und Experiment im thermo-mechanisch gekoppelten Fall weiter untersucht wer-
den. Anschließend könnte die Eigenspannungsentwicklung unter Kontaktermüdungsbe-
dingungen unter Berücksichtigung des temperaturabhängigen Werkstoffverhaltens auch
bei höheren Umformtemperaturen simuliert werden.
Neben den Versuchen zum grundsätzlichen Werkstoffverhalten unter thermo-
mechanischer Beanspruchung ist die prozessbegleitende Untersuchung der aus den
Teilprojekten stammenden Werkzeuge der Schlüssel für das Verständnis der eigen-
spannungserzeugenden Elementarprozesse in Werkzeugen aus der prozessintegrierten
Herstellung funktional gradierter Strukturen auf der Grundlage thermo-mechanisch ge-
koppelter Phänomene, deren Weiterentwicklung das Ziel des Sonderforschungsbereichs
Transregio 30 ist.

Literaturverzeichnis
IX
8 Literaturverzeichnis
[1] Berns, H.; Theisen, W.: Eisenwerkstoffe - Stahl und Gusseisen, 4. Aufla-ge. Heidelberg 2008.
[2] Haberling, E.; Ernst, C.: Einfluss der Stahlbegleitelemente Phosphor, Aluminium und Bor auf das Eigenschaftsprofil des Warmarbeitsstahles X38CrMoV5-1 (1.2343) 1999.
[3] Ernst, C.; Wewers, B.: Influence of residuals from scrap use in the elec-tric arc furnace process on the properties of hot-work tool steels. In: Journal of Materials Science 39 (2004), S. 637–40.
[4] Schneider, R.; Würzinger, P.; Lichtenegger, G.; Schweiger, H.: Metallur-gie an den technischen Grenzen höchster Reinheitsgrade und niedrigster Spurenelementgehalte. In: BHM 145 (2000) 5, S. 199–203.
[5] Wendl, F.: Neuere Werkzeugwerkstoffe für das Druckgießen. In: Journal of Heat Treatment and Materials 65 (2010) 4, S. 219–23.
[6] Valls Angles, I.: Warmarbeitsstahl (2008) EP 1887096 A1.
[7] Unger, P.: Der Spritzgießwerkzeugbau 2006.
[8] Berns, H.: Beispiele zur Schädigung von Warmarbeitswerkzeugen. In: Journal of Heat Treatment and Materials (2004) 6, S. 379–87.
[9] Pries, H.; Liluashvili, Z.; Dilger, K.; Wohlfahrt, H.: Verschleißmecha-nismen an Druckgießformen. In: Gießereiforschung 56 (2004), S. 1–13.
[10] Nogowitzin, B.; Friebe, G.: Thermische Ermüdung und Standzeit der Druckgießformen. In: Gießereiforschung 54 (2002), S. 61–73.
[11] Kindborn, L.: Warmrissbildung bei der Temperaturwechselbeanspru-chung von Warmarbeitsstählen. In: Archiv für das Eisenhüttenwesen 35 (1964), S. 773–80.
[12] Scholtes, B.: Eigenspannungen in mechanisch randschichtverformten Werkstoffzuständen. Ursachen, Ermittlung und Bewertung. Oberursel 1990.
[13] Hirsch, T.: Entwicklung von Eigenspannungszuständen in Fertigungspro-zessen. In: Härterei- Technische Mitteilungen 58 (2003) 3, S. 110–26.
[14] Eliasson, L.; Sandberg, O.: Einfluss verschiedener Parameter auf die Temperaturwechselbeständigkeit von Warmarbeitsstählen für Druckguss-formen. In: Gießerei-Praxis (1990) 9/10, S. 154–60.
Literaturverzeichnis
X
[15] Krauß, M.; Scholtes, B.: Thermal Shock Damage of Hot-Work Tool Steel AISI H11 in Hard Turned, Electroeroded, Shot-Peened or Deep Rolled Surface Conditions. In: J. Mater. Sci. Technol. 20 (2004) 1, S. 93–96.
[16] Ghanem, F.; Fitzpatrick, M. E.; Sidom, H.: Effect of Near-Surface Re-sidual Stress and Microstructure Modification from Machining on the Fatigue Endurance of a Tool Steel. In: Journal of Materials Engineering and Performance 11 (2002), S. 631–39.
[17] Worbye, J.: Steels of Molds. In: Annual Technical Conference - Society of Plastics Engineering (1984), S. 948–51.
[18] Wagner, L.: Shot Peening. Weinheim 2003.
[19] Miquel, B.; Le Jean, S. R. S.; Lamesle, P.; Rezai-Aria, F.: Heat-checking of Hot Work tool Steels: Proc. Int. Conf. on Temperature-Fatigue Inter-actions. Amsterdam 2002.
[20] Liluashvili, Z.: Verschleißmechanismen und Standzeitoptimierung von Druckgießformen. Aachen 2009.
[21] Muroga, A.; Saka, A.: Analysis of rolling contact fatigued microstructure using focused ion beam sputtering and transmission electron microscopy observation. In: Scripta Metallurgica et Materialia 33 (1995) 1, S. 151–56.
[22] Ringsberg, J.: Life Prediction of Rolling Contact Fatigue Crack Initiation. In: International Journal of Fatigue 23 (2001), S. 575–86.
[23] Kim, K. S.; Nam, K. M.; Kwak, G. J.; Hwang, S. M.: A fatigue life mod-el for 5% chrome work roll steel under multiaxial loading. In: Interna-tional Journal of Fatigue 26 (2004), S. 683–89.
[24] Meurling, F.; Melander, A.; Tidesten, M.; Westin, L.: Influence of Car-bide and Inclusion Contents on the Fatigue Properties of High Speed Steels and Tool Steels. In: International Journal of Fatigue 23 (2001) 215-224.
[25] Ringsberg, J. W.; Lindbäck, T.: Rolling Contact Fatigue Analysis of Rails Including Numerical Simulations of the Rail Manufacturing Pro-cess and Repeated Wheel-Rail Contact Loads. In: International Journal of Fatigue 25 (2003), S. 547–58.
[26] Tsujii, N.; Abe, G.; Fukaura, K.; Sunada, H.: Effect of Testing Tempera-ture on Low Cycle Fatigue of Hot Work Tool Steel at Elevated Tempera-ture. In: ISIJ International 35 (1995), S. 920–26.
[27] Persson, A.; Hogmark, S.; Bergström, J.: Simulation and Evaluation of Thermal Fatigue Cracking of Hot Work Tool Steels. In: International Journal of Fatigue 26 (2004) 10, S. 1095–107.
Literaturverzeichnis
XI
[28] Brondstedt, P.; Skov-Hansen, P.: Fatigue Properties of High Strength Materials Used in Cold-Forging Tools. In: International Journal of Fa-tigue 20 (1998) 5, S. 373–81.
[29] Suresh, S.: Fatigue of Materials, 2. Auflage 1998.
[30] Hertzberg, R. W.: Deformation and fracture mechanics of engineering materials 1976.
[31] Hertz, H.: Über die Berührung fester elastischer Körper. In: Journal für die reine und angewandte Mathematik (1881) 92, S. 156–71.
[32] Tian, H.; Saka, N.: Finite elemente analysis of an elastic-plastic two-layer half-space: sliding contact. In: Wear 148 (1991), S. 261–85.
[33] Ilg, U.: Strukturelle Änderungen in unterschiedlich wärmebehandelten Wälzkörpern aus 100Cr6 und 20MnCr5 bei Wälz- sowie Wälz-Gleitbeanspruchungen, Dissertation. Karlsruhe 1980.
[34] Merwin, J. E.; Johnson, K. L.: An analysis of plastic deformation in roll-ing contact. In: Proc. Instn. Mech. Engrs. 177 (1963), S. 676–85.
[35] Hähl, T.; Wüst, M.; Scholtes, B.; Macherauch, E.: Strukturelle Änderun-gen bei der Überrollung thermisch vorgeschädigter Wälzelemente. In: Journal of Heat Treatment and Materials 49 (1994) 1, S. 40–47.
[36] Zwirlein, O.; Schlicht, H.: Werkstoffanstrengung bei Wälzbeanspruchung - Einfluß von Reibung und Eigenspannungen. In: Zeitschrift für Werk-stofftechnik 11 (1980), S. 1–14.
[37] Broszeit, E.; Adelmann, J.; Zwirlein, O.: Einfluss von Eigenspannungen auf die Werkstoffanstrengung in Wälzbeanspruchten Bauteilen. In: Zeitschrift für Werkstofftechnik 15 (1985), S. 19–24.
[38] Voskamp, A. P.: Microstructural changes during rolling contact fatigue, Dissertation. Delft 1997.
[39] Gegner, J.: Tribological Aspects of Rolling Bearing Failures. In: Chang-Hung Kuo (Hrsg.): Tribology - Lubricants and Lubrication. Rijeka, Croa-tia 2011.
[40] Spera, D. A.; Mowbray, D. F. (Hrsg.): Thermal Fatigue of Materials and Components. Baltimore 1976.
[41] Pszonka, A.; Ziaja, J.: Strukturelle Aspekte der Wärmeermüdung im Tieftemperaturbereich des Zinks. In: Metall 35 (1981), S. 227–31.
[42] Hallstein, R.: Das Verhalten von Gußeisenwerkstoffen unter isothermer, thermischer und thermisch-mechanischer Wechselbeanspruchung, Dis-sertation. Karlsruhe 1991.
Literaturverzeichnis
XII
[43] Francois, M.; Remy, L.: Influence of Microstructure on the Thermal fa-tigue Behaviour of a Cobalt-Base Superalloy. In: Metallurgical Transac-tions A 21 (1990), S. 949–58.
[44] Meyer-Olbersleben, F.: Thermische Ermüdung einkristalliner Nickelba-sislegierungen, Dissertation. Lausanne 1994.
[45] Rezai-Aria, F.; Francois, M.; Remy, L.: Thermal fatigue of MAR-M509 Superalloy-I. The Influence of Specimen Geometry. In: Fatigue Fract Engng Mater Struct 11 (1988) 4, S. 227–89.
[46] Malpertu, J. L.; Remy, L.: Thermomechanical Fatigue bahaviour of a Superalloy. In: Solomon, H. D.; Halford, G. R.; Kaisand, L. R.; Leis, B. N. (Hrsg.): Low cycle fatigue. ASTM STP 942. Philadelphia 1988.
[47] Mowbray, D. F.; Woodford, D. A.; Brandt, D. E.: Thermal Fatigue Char-acterization of Cast Cobalt and Nickel-Base Superalloys. In: Carden, A. E.; McEvily, A. J.; Wells, C. H. (Hrsg.): Fatigue at Elevated Tempera-tures. ASTM STP 520. Philadelphia 1973.
[48] Toyoda, H.; Mori, T.; Hosomi, M.; Hozen, M.; Mizuno, Y.; Terabashi, T.: Thermall Fatigue Properties and their Evaluation. In: Transactions ISIJ 25 (1985), S. 100–01.
[49] Glenny, E.; Northwood, J. E.; Shaw, S.; Taylor, T.: A Technique for Thermal-Shock and Thermal-Fatigue Testing Based on the Use of Fluid-ized Solids. In: J. Inst. Met. 87 (1958/59) 9, S. 294–302.
[50] Glenny, E.: Thermal Fatigue. In: Metallurgical Reviews 6 (1961) 24, S. 387–465.
[51] Marchand, N. J.; Dorner, W.; Ilschner, B.: A Novel Procedure to Study Crack Initiation and Growth in Thermal Fatigue Testing. In: Reuter, W. G.; Underwood, J. H.; Newman, J. C. J. (Hrsg.): Surface-Crack Growth. Models, Experiments and Structures - ASTM STP 1060. Baltimore 1990.
[52] Bizon, P. T.; Oldrieve, R. E.: Thermal Fatigue Resistance of NASA WAZ-20 Alloy with three Commercial Coatings. Washington, D. C. 1975.
[53] Beck, C. G.; Santhanam, A. T.: Effect of Microstructure on the Thermal Fatigue Resistance of a Cobalt-Base Alloy, MAR-M509. In: Spera, D. A.; Mowbray, D. F. (Hrsg.): Thermal Fatigue of Materials and Compo-nents. Baltimore 1976.
[54] Mowbray, D. F.; McConnelee, J. E.: Nonlinear Analysis of a Tapered Disk Thermal Fatigue Specimen. In: Spera, D. A.; Mowbray, D. F. (Hrsg.): Thermal Fatigue of Materials and Components 1976.
Literaturverzeichnis
XIII
[55] Holmes, J. W.; McClintock, F. A.: Induction heating of thin disk speci-mens as a menas of studying thermal shock encountered by nickel-base superalloys. In: Scripta Metallurgica et Materialia 17 (1983) 11, S. 1365–70.
[56] Marchand, N.; Pelloux, R. M.: A Computerized Test System for Ther-mal-Mechanical Fatigue Crack Growth. In: Journal of Testing and Evalu-ation 14 (1986) 6, S. 303–11.
[57] Holmes, J. W.; McClintock, F. A.: The chemical and mechanical pro-cesses of thermal fatigue degradation of an aluminide coating. In: Metal-lurgical Transactions A 21A (1990), S. 1990-1209.
[58] Yuen, J. L.; Walter, R. J.: Thermal Shock and Thermal Fatigue Testing. In: Journal of Testing and Evaluation 19 (1991) 5, S. 403–07.
[59] Kirchhoff, G.: Thermal shock fracture by laser irradiation. In: Schneider, G. A. (Hrsg.): Thermal shock and thermal fatigue behavior of advanced ceramics. Dordrecht, Netherlands 1993.
[60] Glenny, R. J. E.: Thermal Fatigue. In: Sahn, P. R.; Speidel, M. O. (Hrsg.): High Temperature Materials in Gas Turbines. Amsterdam 1974.
[61] Kleinpaß, B.: Werkstoffreaktionen, Mikrostrukturen und Schädigungen bei NiCr22Co12Mo9 unter thermisch-mechanischer Wechselbeanspru-chung 1996.
[62] Halford, G. R.; Saltsman, J. F.: Calculation of Thermomechanical Fa-tigue Life Based on Isothermal Behaviour. In: Sehitoglu, h.; Zamrick, S. Y. (Hrsg.): Thermal Stress, Material Deformation and Thermo-Mechanical Fatigue. New York 1987.
[63] Halford, G. R.; McGaw, M. A.; Bill, R. C.; Fanti, P. D.: Bithermal Fa-tigue: A Link Between Isothermal and Thermomechanical Fatigue. In: Solomon, H. D.; Halford, G. R.; Kaisand, L. R.; Leis, B. N. (Hrsg.): Low cycle fatigue. ASTM STP 942. Philadelphia 1988.
[64] Weroński, A.; Hejwowski, T.: Thermal Fatigue of Metals 1991.
[65] Manson, S. S.: Bahavior of materials under conditions of thermal stress. Report NACA-TR-1170 1954.
[66] Coffin, L. F.: A Study of the Effects Cyclic Thermal Stresses on a Duc-tile Metal. In: Transactions of ASME 76 (1954), S. 931–50.
[67] Smith, K. N.; Watson, P.; Topper, T. H.: A stress-strain function for the fatigue of metals. In: J. Mater. ASTM 5 (1970) 4, S. 767–78.
Literaturverzeichnis
XIV
[68] Ostergren, W. J.: A Damage Function and Associated Failure Equations for Predicting Hold Time and Frequency Effects in Elevated Tempera-ture, Low Cycle Fatigue. In: Standardization News 4 (1976) 5, S. 327–39.
[69] Danzer, R.: Lebensdauerprognose hochfester metallischer Werkstoffe im Bereich hoher Temperaturen. Berlin 1988.
[70] Säuberlich, T.; Pitz, G.; Löhe, D. In: Mughrabi, H.; Gottstein, G.; Meck-ing, H.; Riedel, H.; Tobolski, J. (Hrsg.): Microstructure and mechanical Properties of Metallic High-Temperature Materials. Weinheim 1999.
[71] Klesnil, M.; Lukáš, P.: Fatigue of Metallic Materials. Amsterdam 1992.
[72] Roberts, G. A.; Krauss, G.; Kennedy, R.: Tool Steels, 5. Auflage 1998.
[73] Sohar, C. R.; Betzwar-Kotas, A.; Gierl, C.; Weiss, B.; Danninger, H.: Gigacycle fatigue behavior of a high chromium alloyed cold work steel. In: International Journal of Fatigue 30 (2008), S. 1137–49.
[74] Farrahi, G. H.; Ghadbeigi, H.: An investigation into the effect of various surface treatments on fatigue life of a tool steel. In: Journal of Materials Processing Technology 174 (2006), S. 318–24.
[75] Macherauch, E.; Wohlfahrt, H.; Wolfstieg, U.: Zur zweckmäßigen Defi-nition von Eigenspannungen. In: Härterei- Technische Mitteilungen 28 (1973) 3, S. 201–11.
[76] Inoue, T.; Wang, Z.; Miyao, K.: Quenching stress of carburised steel gear wheel. In: Beck, G.; Denis, S.; Simon, A. (Hrsg.): International Confer-ence on Residual Stresses (ICRS2) 1988.
[77] Yu, H. J.; Macherauch, E.: Calculation of quenching stresses with and without transformation effects. In: Kula, E.; Weiss, V. (Hrsg.): Residual Stress and Stress Relaxation. New York 1982.
[78] Macherauch, E.: Introduction to Residual Stress. In: Niku-Lari, A. (Hrsg.): Advances in Surface Treatments: Technology, Application, Ef-fects. New York 1987.
[79] Aurich, D.; Kloos, K. H.; Lange, G.; Macherauch, E. (Hrsg.): Eigenspan-nungen und Verzug durch Wärmeeinwirkung. Weinheim 1999.
[80] Sjöström, S.: Berechnung von Abschreckeigenspannungen in Stahl. In: Macherauch, E.; Hauk, V. (Hrsg.): Eigenspannungen, Entstehung - Mes-sung - Bewertung. Oberursel 1983.
[81] Denis, S.; Sjöström, S.; Simon, A.: Coupled Temperature, Stress, Phase Transformation Caluclation Model Numerical Illustration of the Internal Stresses Evolution during Cooling of a Eutectoid Carbon Steel Cylinder. In: Metallurgical Transactions 18A (1987), S. 1203–12.
Literaturverzeichnis
XV
[82] Schröder, R.: Untersuchungen zur Spannungs- und Eigenspannungsaus-bildung beim Abschrecken von Stahlzylindern, Dissertation. Karlsruhe 1985.
[83] Hossain, S.; Truman, C. E.; Smith, D. J.; Daymond, M. R.: Application of quenching to create highly triaxial residual stresses in type 316H stain-less steels. In: International Journal of Mechanical Sciences 48 (2006), S. 235–43.
[84] Gür, C. H.; Tekkaya, A. E.: Numerical investigation of non-homogeneous plastic deformation in quenching process. In: Materials Science and Engineering A 319-321 (2001), S. 164–69.
[85] Grum, J.; Bozic, S.; Zupancic, M.: Influence of quenching process pa-rameters on residual stresses in steel. In: Journal of Materials Processing Technology 114 (2001), S. 57–70.
[86] Koc, M.; Culp, J.; Altan, T.: Prediction of residual stresses in quenched aluminium blocks and their reduction through cold working processes. In: Journal of Materials Processing Technology 174 (2006), S. 342–54.
[87] Liu, L.; Li, Q.; Liu, X.; Gao, Y.; Ren, X.; Liao, B.; Yang, Q.: Stress field simulation of carburized specimens with different carbon content during quenching process. In: Materials Letters 61 (2007), S. 1251–55.
[88] Liu, C.; Zhang, J. X.: Investigation of external restraining force effects on welding residual stresses using three-dimensional thermal elastic-plastic multi-body coupling finite element model. In: Proc. Inst. Mech. Eng., Part B: J. Engineering Manufacture 223 (2009), S. 1591–600.
[89] Kong, F.; Ma, J.; Kovacevic, R.: Numerical and experimental study of thermally induced residual stress in the hybrid laser-GMA welding pro-cess. In: Journal of Materials Processing Technology 211 (2011), S. 1102–11.
[90] Denis, S.; Archambault, P.; Gautier, E.; Simon, A.; Beck, G.: Phase Transformations and Generation of Heat Treatment Residual Stresses in Metallic Alloys. In: Materials Science Forum 347-349 (2000), S. 184–98.
[91] Scholtes, B.: Festigkeit und Versagen von Konstruktionswerkstoffen. Kassel 2010.
[92] Scholtes, B.: Residual Stresses Introduced by Machining. In: Niku-Lari, A. (Hrsg.): Advances in Surface Treatments: Technology, Application, Effects. New York 1987.
[93] Brinksmeier, E.: A Model for the Development of Residual Stresses in Grinding. In: Niku-Lari, A. (Hrsg.): Advances in Surface Treatments: Technology, Application, Effects. New York 1987.
Literaturverzeichnis
XVI
[94] Ericsson, T.: The Effect of Final Shaping Prior to Heat Treatment. In: Totten, G.; Howes, M.; Inoue, T. (Hrsg.): Handbook of Residual Stress and Deformation of Steel 2002.
[95] Mahdi, M.; Zhang, L.: The finite element thermal analysis of grinding processes by ADINA. In: Computers & Structures 56 (1995) 2/3, S. 313–20.
[96] Mahdi, M.; Zhang, L.: Applied mechanics in grinding. Part 7: Residual stresses induced by the full coupling of mechanical deformation, thermal deformation and phase transformation. In: International Journal of Ma-chine Tools and Manufacture 39 (1999), S. 1285–98.
[97] Mahdi, M.; Zhang, L.: Residual stresses in ground components caused by coupled thermal and mechanical plastic deformation. In: Journal of Mate-rials Processing Technology 95 (1999), S. 238–45.
[98] Güley, V.; Tekkaya, A. E.; Savas, T.; Özhan, F.: Experimental Investiga-tion of Residual Stresses after Heat Treatment and Grinding Processes in the Production of Ball Bearing Rings. In: Materials Science Forum 571-572 (2008), S. 27–32.
[99] Krux, R.: Herstellung eigenschaftsoptimierter Bauteile mit der Hoch-druck-Blechumformung und Analyse der induzierten Eigenspannungen. Aachen 2004.
[100] Tekkaya, A. E.: Ermittlung von Eigenspannungen in der Kaltmassivum-formung, Dissertation. Stuttgart 1986.
[101] Zucko, M.; Pöhlandt, K.; Pyzalla, A.; Reimers, W.; Kockelmann, H.: Be-rechnung der Umformeigenspannungen beim Fließpressen und Vergleich mit experimentellen Ergebnissen. In: Materialwissenschaft und Werk-stofftechnik 28 (1997) 9, S. 417–23.
[102] Brückner, L.; Pöhlandt, K.: Ermittlung von Umformeigenspannungen in Tiefziehnäpfen durch Neutronenbeugung. In: Materialwissenschaft und Werkstofftechnik 25 (1994), S. 471–79.
[103] Kleiner, M.; Krux, R.; Homberg, W.: Analysis of Residual Stresses in High-Pressure Sheet Metal Forming. In: CIRP Annals - Manufacturing Technology 53 (2004) 1, S. 211–14.
[104] Lacarac, V.; Chang, C. C.; Bramley, A. N.; Tierney, M. J.; McMahon, C. A.; Smith, D. J.: Predictions and measurements of residual stresses from forging and heat treatment. In: Proceedings of the Institution of Mechani-cal Engineers, Part B: Journal of Engineering Manufacture 218 (2004), S. 301–13.
[105] Wassermann, G.: Texturen metallischer Werkstoffe, 2. Auflage. Berlin 1962.
Literaturverzeichnis
XVII
[106] Eigenmann, B.; Macherauch, E.: Röntgenographische Untersuchung von Spannungszuständen in Werkstoffen. Teil I. In: Materialwissenschaft und Werkstofftechnik 26 (1995), S. 148–60.
[107] Spieß, L.; Schwarzer, R.; Behnken, H.; Teichert, G.; Genzel, C. (Hrsg.): Moderne Röntgenbeugung. Röntgendiffraktometrie für Materialwissen-schaftler, Physiker und Chemiker. Wiesbaden 2009.
[108] Scholtes, B.: Assessment of Residual Stresses. In: Hauk, V. (Hrsg.): Structural and Residual Stress Analysis by Nondestructive Methods. Am-sterdam 1997.
[109] Scholtes, B.: Werkstoffanalytik mit Röntgenstrahlen 2010.
[110] Withers, P. J.; Webster, P. J.: Neutron and Synchrotron X-Ray Strain Scanning. In: Strain 37 (2001) 1, S. 19–33.
[111] Genzel, C.; Denks, I. A.; Gibmeier, J.; Klaus, M.; Wagener, G.: The ma-terials science synchrotron beamline EDDI for energy-dispersive diffrac-tion analysis. In: Nuclear Instruments and Methods in Physics Research A 578 (2007), S. 23–33.
[112] Denks, I. A.; Genzel, C.: Enhancement of Energy Dispersive Residual Stress Analysis by consideration of Detector Electronic Effects. In: Nu-clear Instruments and Methods B 262 (2007), S. 87–94.
[113] Hauk, V. (Hrsg.): Structural and Residual Stress Analysis by Nondestruc-tive Methods. Amsterdam 1997.
[114] Hutchings, M. T.; Withers, P. J.; Holden, T. M.; Lorentzen, T. (Hrsg.): Introduction to the Characterization of Residual Stress by Neutron Dif-fraction. Boca Raton 2005.
[115] Noyan, I. C.; Cohen, J. B. (Hrsg.): Residual Stress Measurements by Dif-fraction and Interpretation. New York 1987.
[116] Krawitz, A. D. (Hrsg.): Introduction to Diffraction in Materials Science and Engineering 2001.
[117] Peiter, A.: Handbuch Spannungsmesspraxis. Experimentelle Ermittlung mechanischer Spannungen. Braunschweig 1992.
[118] ASTM: Standard Test Method for Determining Stresses by the Hole-Drilling Strain-Gage Method 77.040.10 (2008) E837-08e1.
[119] Focht, G.; Schiffner, K.: Determination of residual stresses by an optical correlative hole-drilling method. In: Experimental Mechanics 43 (2003) 97-104.
[120] Nelson, D. V.: Residual stress determination by hole drilling combined with optical methods. In: Experimental Mechanics 50 (2010) 2, S. 145–58.
Literaturverzeichnis
XVIII
[121] Steinzig, M.; Ponslet, E.: Residual stress measurement using the hole drilling method and laser speckle interferometry. In: Experimental Tech-niques 27 (2003) 3, S. 43–46.
[122] Schajer, G. S.: Measurement of Non-Uniform Residual Stresses Using the Hole-Drilling Method. Part II. Practical Application of the Integral Method. In: Journal of Engineering Materials and Technology 110 (1988) 4, S. 344–49.
[123] Bijak-Zochowski, M.: A semidestructive method of measuring residual stresses 1978.
[124] Schwarz. T.: Beitrag zur Eigenspannungsermittlung an isotropen, aniso-tropen sowie inhomogenen, schichtweise aufgebauten Werstoffen mittels der Bohrlochmethode und Ringkernverfahren, Dissertation. Stuttgart 1996.
[125] Garcia Sobolevski, E.: Residual Stress Analysis of Components with Re-al Geometries Using the Incremental Hole-Drilling Technique and a Dif-ferential Evaluation Method, Dissertation. Kassel 2007.
[126] Altrichter, S.: Die mathematischen Grundlagen der Eigenspannungsmes-sung mit dem Bohrlochverfahren. In: ZIS Mitteilungen 12 (1960), S. 843–54.
[127] Scafidi, M.; Valentini, E.; Zuccarello, B.: Error and Uncertainty Analysis of the Residual Stresses Computed by Using the Hole Drilling Method. In: Strain 47 (2011) 4, S. 301–12.
[128] Nau, A.; Scholtes, B.: Experimental and Numerical Strategies to Consid-er Hole Eccentricity for Residual Stress Measurement with the Hole-Drilling Method. In: Materials Testing 54 (2012) 5, S. 296–303.
[129] Vöhringer, O.: Abbau von Eigenspannungen. In: Macherauch, E.; Hauk, V. (Hrsg.): Eigenspannungen, Entstehung - Messung - Bewertung. Ober-ursel 1983.
[130] Viereck, D.: Das Zug- und Relaxationsverformungsverhalten von Hoch-temperaturblechwerkstoffen im Temperaturbereich 78K<T<1473K, Dis-sertation. Karlsruhe.
[131] Cottrell, A.; Jaswon, M. A.: Distribution of Solute Atoms Round a Slow Dislocation. In: Proceedings of the Royal Society of London 199 (1949) 1056, S. 104–14.
[132] Vöhringer, O.: Reckalterung von Alpha-Kupferlegierungen. In: Metall 28 (1974) 11, S. 1072–82.
Literaturverzeichnis
XIX
[133] Hoffmann, J.; Scholtes, B.; Vöhringer, O.; Macherauch, E.: Thermal re-laxation of shot peening residual stresses in the different heat treated plain carbon steel Ck45. In: Wohlfahrt, H.; Kopp, R.; Vöhringer, O. (Hrsg.): Shot Peening. Proc. Int. Conf. Shot Peening 3. Oberursel 1987.
[134] Juijerm, P.; Altenberger, I.: Residual stress relaxation of deep-rolled Al-Mg-Si-Cu alloy during cyclic loading at elevated temperatures. In: Scrip-ta Materialia 55 (2006), S. 1111–14.
[135] Juijerm, P.; Altenberger, I.: Effect of temperature on cyclic deformation behavior and residual stress relaxation of deep rolled under-aged alumin-ium alloy AA6110. In: Materials Science and Engineering 453-453 (2007), S. 475–82.
[136] Schulze, V.; Burgahn, F.; Vöhringer, O.; Macherauch, E.: Zum thermi-schen Abbau von Kugelstrahl-Eigenspannungen bei vergütetem 42CrMo4. In: Materialwissenschaft und Werkstofftechnik 24 (1993), S. 258–67.
[137] Vöhringer, O.: Relaxation of Residual Stresses by Annealing or Mechan-ical Treatment. In: A. Niku-Lari (ed.), Advances in Surface Treatment, International Guidebook on Residual Stresses (1987), S. 367–96.
[138] Popov, V. L.: Kontaktmechanik und Reibung. Berlin 2009.
[139] Czichos, H.; Habig, K.-H.; Celis, J.-P.; Cowan, R. S.; Fischer, A.; Ger-schwiler, K.; Gradt, T.; Kleinlein, E.: Tribologie-Handbuch. Tribometrie, Tribomaterialien, Tribotechnik, 3. Auflage. Wiesbaden 2010.
[140] Steinhilper, W.; Sauer, B.: Konstruktionselemente des Maschinenbaus 1. Grundlagen der Berechnung und Gestaltung von Maschinenelementen, 6. Auflage. Berlin 2005.
[141] Hertz, H.: Untersuchungen ueber die Ausbreitung der elektrischen Kraft. Leipzig 1892.
[142] Hertz, H.: Ueber die Vertheilung der Electricität auf der Oberfläche be-wegter Leiter: Annalen der Physik.
[143] Hertz, H.: Ueber electrodynamische Wellen im Luftraume und deren Re-flexion: Annalen der Physik.
[144] Zhao, J.; Sadeghi, F.; Nixon, H.: A Finite Element Analysis of Surface Pocket Effects in Hertzian Line Contact. In: Journal of Tribology 122 (2000) 1, S. 47–54.
[145] Alfredsson, B.: A Study on Contact Fatigue Mechanisms. Stockholm, Schweden 2000.
Literaturverzeichnis
XX
[146] Yan, W.; Fischer, D.: Applicability of the Hertz contact theory to rail-wheel contact problems. In: Archieve of Applied Mechanics 70 (2000), S. 255–68.
[147] Mercer, C.; Anglin, P. T.; Cirincione, R.; Fenton, C.; Huang, M.; Soboyejo, W. O.: An Investigation of Contact Deformation, Fracture, and Fatigue Behavior in Bulk Metallic Glasses. In: Metallurgical and Materi-als Transactions A 34A (2003), S. 1851–61.
[148] Fett, T.; Ernst, E.; Rizzi, G.: Failure of an Al₂O₃ ceramic under cyclic sphere contact loading. In: Journal of Materials Science 39 (2004), S. 6817–19.
[149] Pointner, P.: High strength rail steels - The importance of material prop-erties in contact mechanics problems. In: Wear 265 (2008), S. 1373–79.
[150] Fajdiga, G.; Sraml, M.: Fatigue crack initiation and propagation under cyclic contact loading. In: Engineering Fracture Mechanics 76 (2009), S. 1320–35.
[151] Weber, C.: Beitrag zur Berührung gewölbter Oberflächen beim ebenen Formänderungszustand. In: Zeitschrift für Angewandte Mathematik und Mechanik 13 (1933) 1, S. 11–16.
[152] Schlicht, H.: Die Werkstoffermüdung bei Wälzbeanspruchung. Eine Hy-pothese zum Mechanismus. In: Materialwissenschaft und Werkstofftech-nik 37 (2006) 5, S. 383–95.
[153] Schlicht, H.; Broszeit, E.: Über die Beanspruchung oberflächennaher Werkstoffbereiche von Zahnflanken bei Voll- und Mangelschmierung. In: Materialwissenschaft und Werkstofftechnik 38 (2007) 8, S. 591–602.
[154] Broszeit, E.; Schmidt, F.; Schröder, H. J.: Werkstoffanstrengung im Hertz'schen Kontakt infolge Last- und Eigenspannungen. In: Material-wissenschaft und Werkstofftechnik 9 (1978) 6, S. 210–14.
[155] Broszeit, E.; Zwirlein, O.; Adelmann, J.: Werkstoffanstrengung im Hertzschen Kontakt - Einfluß von Reibung und Eigenspannungen. In: Zeitschrift für Werkstofftechnik 13 (1982), S. 423–29.
[156] Persson, B. N. J.: Contact mechanics for randomly rough surfaces. In: Surface Science Reports 61 (2006), S. 201–27.
[157] Gentile, A. J.; Jordan, E. F.; Martin, A. D.: Phase Transformations in High-Carbon, High-Hardness Steels under Contact Loads. In: Soc. Amer-ican Institute for Mining, Metallurgical Petroleum Engineers 233 (1965), S. 1085–93.
[158] Jiang, Y.; Xu, B.; Sehitoglu, h.: Three-Dimensional Elastic-Plastic Stress Analysis of Rolling Contact. In: Journal of Tribology 124 (2002), S. 699–708.
Literaturverzeichnis
XXI
[159] Bush, J. J.; Grube, W. L.; Robinson, G. H.: Microstructural and Residual Stress Changes in Hardened Steel Due to Rolling Contact. In: Transac-tions, ASM 54 (1961), S. 390–412.
[160] Muro, H.; Tushima, N.: Microstructural, Microhardness and Residual Stress Changes Due to Rolling Contact. In: Wear 15 (1970), S. 309–30.
[161] Reichard, D. W.; Parker, R. J.; Zaretsky, E. V.: Residual Stsress and Sub-surface Hardness Changes Induced During Rolling Contact. Washington 1968.
[162] Grüning, A.; Krauß, M.; Scholtes, B.: Isothermal Fatigue of Tool Steel AISI H11. In: Steel Research International 79 (2008) 2, S. 111–15.
[163] Coffin, L. F.: Instability Effects in Thermal Fatigue. In: Spera, D. A.; Mowbray, D. F. (Hrsg.): Thermal Fatigue of Materials and Components. Baltimore 1976.
[164] Baron, U.; Behnken, H.; Eigenmann, B.; Gibmeier, J.; Hirsch, T.; Pfeiffer W.: Röntgenographische Ermittlung von Spannungen - Ermittlung und Bewertung homogener Spannungszustände in kristallinen, makrosko-pisch isotropen Werkstoffen 2000.
[165] Wolfstieg, U.: Die Symmetrisierung unsymmetrischer Interferenzlinien mit Hilfe von Spezialblenden. In: Härterei- Technische Mitteilungen 31 (1976) 1/2, S. 23–26.
[166] Klaus, M.: Röntgendiffraktometrische Ermittlung tiefenabhängiger Ei-genspannungsverteilungen in Dünnschichtsystemen mit komplexem Aufbau. Berlin 2009.
[167] Withers, P. J.; Johnson, M. W.; Wright, J. S.: Neutron strain scanning using a radially collimated diffracted beam. In: Phisica B 292 (2000), S. 273–85.
[168] Kornmeier, M.; Gibmeier, J.; Hofmann, M.; Wimpory, R. C.: Neutron surface residual stress scanning using optimisation of a Si bend perfect crystal monochromator for minimising spurious strains. In: Materials Science Forum 681 (2011), S. 399–404.
[169] Kornmeier, M.; Gibmeier, J.; Hofmann, M.: Minimization of spurious strains by using a Si bent-perfect-crystal monochromator: neutron surface strain scanning of a shot-peened sample. In: Meas. Sci. Technol. 22 (2011) 6.
[170] Taljat, B.; Zacharia, T.; Kosel, F.: New Analytical Procedure to Deter-mine Stress-Strain Curves from Spherical Indentation Data. In: Interna-tional Journal of Solids and Structures 35 (1998) 33, S. 4411–26.
Literaturverzeichnis
XXII
[171] Andon, R. J. L.; Martin, J. F.; Mills, K. C.; Jenkins, T. R.: Heat capacity and entropy of tungsten carbide. In: The Journal of Chemical Thermody-namics 7 (1975) 11, S. 1079–84.
[172] Adkins, C. J.: Equilibrium Thermodynamics, 3. Auflage. Cambridge 1983.
[173] Mintchev, O.; Rohde, J.; Schmauder, S.: Mesomechanical simulation of crack propagation through graded ductile zones in hardmetals. In: Com-putational Materials Science 13 (1998), S. 81–89.
[174] Steinhoff, K.; Maier, H. J.; Biermann, D. (Hrsg.): Functionally Graded Materials in Industrial Mass Production. Auerbach 2009.
[175] Lemaitre, J.; Chaboche, J.-L. (Hrsg.): Mechanics of Solid Materials. Cambridge 1990.
[176] Krauß, M.; Scholtes, B.: Thermische Ermüdung kugelgestrahlter Werk-zeugstähle. Schlussbericht / AiF-Vorhaben-Nr. 12280 2001.
[177] Löhe, D.; Vöhringer, O.: Stability of Residual Stresses. In: Totten, G.; Howes, M.; Inoue, T. (Hrsg.): Handbook of Residual Stress and Defor-mation of Steel 2002.
[178] Schönborn, S.: Zum Wechselverformungsverhalten des Werkzeugstahls X38CrMoV5-1 im Temperaturbereich von 20°C bis 600°C, Diplomar-beit. Kassel 2008.
[179] Krauß, M.; Scholtes, B.: Thermal Fatigue of Shot-peened or Hard Turned Hot-Work Tool Steel AISI H11. In: Wagner, L. (Hrsg.): Proceed. 8th Int. Conf. on Shot Peening. Weinheim 2003.
[180] Bischof, M.; Staron, P.; Caliskanoglu, D. Leitner, H.; Scheu, C. Clemens, H.: On the overaging behaviour of tool steel X38 CrMoV 5-3. In: Materi-als Science and Engineering 472 (2008) 1-2, S. 148–56.
[181] Hu, X.; Li, L.; Wu, X.; Zhang, M.: Coarsing behavior of M23C6 carbides after ageing or thermal fatigue in AISI H13 steel with niobium. In: Inter-national Journal of Fatigue 28 (2008), S. 175–82.
[182] Shi, H.-J.; Pluvinage, G.: Cyclic stress-strain response during isothermal and thermomechanical fatigue. In: International Journal of Fatigue 16 (1994) 8, S. 549–57.
[183] Mahnken, R.; Sauerland, K.-H.: Simulation of a Hybrid-Forming Process Considering Thermal Shock Behaviour in the Forming Tool. In: Stein-hoff, K.; Maier, H. J.; Biermann, D. (Hrsg.): Functionally Graded Mate-rials in Industrial Mass Production. Auerbach 2009.
[184] Zaretsky, E. V.; Parker, R. J.; Anderson, W. J.: A Study of Residual Stress Induced During Rolling. In: Trans. ASME J. Lub. Techn. 91 (1969), S. 314–19.
Literaturverzeichnis
XXIII
[185] Steindorf, H.; Broszeit, E.; Kloos, K. H.: Gefüge und Anlaßverhalten von weißen Bändern. In: Zeitschrift für Werkstofftechnik 18 (1987), S. 428–35.
[186] Grüning, A.; Lebsanft, M.; Scholtes, B.: Eigenspannungen in Werkzeu-gen und Bauteilen bei thermo-mechanisch gekoppelten Umformprozes-sen. In: Journal of Heat Treatment and Materials 66 (2011) 1, S. 30–36.
[187] Sauerland, K.-H.; Mahnken, R.: Deformation Analysis for Thermal Shock using Optical Sensors and Constitutive Modelling. In: Nondestruc-tive Testing & Evaluation 24 (2009), S. 353–74.
[188] Steinhoff, K.; Weidig, U.; Scholtes, B.; Zinn, W.: Innovative Flexible Metal Forming Processes basid on Hybrid Thermo-Mechanical Interact ion. In: Steel Research International 76 (2005), S. 154–59.
[189] Tekkaya, A. E.; Jäger, A.; Güzel, A.: Strategies for Thermo-Mechanical Processing of Extruded Profiles. In: Steinhoff, K.; Maier, H. J.; Bier-mann, D. (Hrsg.): Functionally Graded Materials in Industrial Mass Pro-duction. Auerbach 2009.
[190] Jäger, A.: Strangpressen von Aluminiumprofilen mit prozessintegrierter umformtechnischer Weiterverarbeitung 2013.
[191] Kunert, J.; Homberg, W.; Auer, C.; Hornjak, D.; Wilk, A.: Thermal As-sisted Incremental Forming of Tubes and Sheets with Process-Integrated Heat Generation. In: Steinhoff, K.; Maier, H. J.; Biermann, D. (Hrsg.): Functionally Graded Materials in Industrial Mass Production. Auerbach 2009.

Danksagung
Die vorliegende Arbeit entstand während meiner Tätigkeit als wissenschaftlicher Mit-
arbeiter am Institut für Werkstofftechnik der Universität Kassel.
Mein besonderer Dank gilt Herrn Prof. Dr.-Ing. habil. Berthold Scholtes für alle Förde-
rung und die Möglichkeit zur Durchführung dieser Arbeit. Seine Anregungen, sein
fachlicher Rat und die gemeinsamen Diskussionen waren mir stets eine große Hilfe bei
der Erstellung dieser Arbeit.
Herrn Prof. Dr.-Ing. Hans Jürgen Maier danke ich für das Interesse an meiner Arbeit
und die Übernahme des Korreferates. Ebenfalls danke ich Frau Prof. Dr. rer. nat.
Angelika Brückner-Foit und Herrn Prof. Dr.-Ing. habil. Kurt Steinhoff für ihre
Bereitschaft zur Mitwirkung in der Prüfungskommission.
Weiter danke ich allen Studien- und Diplomarbeitern, namentlich Magdalena Marcjasz,
Steffen Schönborn, Vivien Schürg, Martin Marheineke, Eugen Merdian, Christian
Grüning, Kerstin Anten und Markus Lebsanft für ihre engagierte und produktive Mitar-
beit, die einen großen Anteil am Gelingen dieser Arbeit hatte.
Ein besonderer Dank gilt allen Kollegen und Freunden am Institut für ihre Unterstüt-
zung und die außergewöhnlich gute Atmosphäre, die auch lange Abende und Nächte
am Institut nicht zu lang hat werden lassen. Herrn Dr.-Ing. Wolfgang Zinn, Herrn
Christian Franz und Herrn Rainer Hunke danke ich außerdem für die Unterstützung in
allen technischen Belangen, ohne die so manches Experiment wohl nicht geglückt wäre.
Für die Durchsicht des Manuskripts danke ich Herrn Markus Lebsanft und Frau Kerstin
Anten. Besonderer Dank gilt meinen langjährigen Bürokollegen Herrn Dr.-Ing. Thors-
ten Manns und Herrn Dr.-Ing. Ivan Nikitin für die tolle Zeit und die guten fachlichen
wie privaten Diskussionen.
Zum Schluss danke ich meiner Familie, die mich stets in meiner Promotion unterstützt
hat. Besonders meiner Frau Melanie danke ich für ihre Geduld und alle Unterstützung
während der freizeitarmen Schreibphase.

In der Reihe Forschungsberichte ist bisher erschienen: aus dem
Institut für WerkstofftechnikMetallische Werkstoffe
der
ist bisher erschienen:
Stefan Jägg Rissspitzennahe Eigenspannungen und Ermüdungsriss-
ausbreitung des Stahls S690QL1 bei unterschiedlichen Beanspruchungsmoden
Martin Kornmeier Analyse von Abschreck- und Verformungseigenspan-nungen mittels Bohrloch- und Röntgenverfahren
Igor Altenberger Mikrostrukturelle Untersuchung mechanisch randschicht-
verfestigter Bereiche schwingend beanspruchter metalli-
scher Werkstoffe
Gerd Zöltzer Einfluss von Mikro- und Makroeigenspannungen auf das
Deformationsverhalten bauteilähnlicher Proben
Ulf Noster Zum Verformungsverhalten der Magnesiumbasislegie-
rungen AZ31 und AZ91 bei zyklischen und quasistatischen
Beanspruchungen im Temperaturbereich von 20-300°C
Jens Gibmeier Zum Einfluss von Last- und Eigenspannungen auf die
Ergebnisse instrumentierter Eindringhärteprüfungen
Juijerm Pathiphan Fatigue behaviour and residual stress stability of deep-
rolled aluminium alloys AA5083 and AA6110 at elevated
temperature
Martin Krauß Zur thermischen Ermüdung der Magnesiumbasislegierung
AZ31 und AZ91
Enrique Garcia-Sobolevski Residual Stress Analysis of Components with Real Ge-
ometries Using the Incremental Hole Drilling Technique
and a Differential Evaluation Method
Ivan Nikitin Zur Verbesserung des Ermüdungsverhaltens des auste-
nitischen Stahls X5CrNi18-10 im Temperaturbereich 25-
600°C durch mechanische Randschichtverfestigungsver-
fahren
Thorsten Manns Analyse oberflächennaher Eigenspannungszustände mit-
tels komplementärer Beugungsverfahren
Anis Cherif Analyse und Beurteilung gekoppelter thermisch-mecha-
nischer Prozesse zur Randschichtverfestigung
Thomas Stange Positionsgenaue Herstellung einer Fügeverbindung aus
Stahl- und Sphärogussvierkanthohlprofilen
Klaus Timmermann Zur Schädigungsentwicklung bei der Korrosionsermüdung
von Aluminiumbasislegierungen mit definierten fertigungs-
bedingten Randschichtzuständen
Arne Ellermann Der Bauschingereffekt bei vergüteten, bainitischen und
normalisierten Zuständen der Stähle 42CrMoS4 und
100Cr6
Alexander Grüning Thermo-mechanisch gekoppelte Experimente zur Beurtei-
lung der Schädigungsentwicklung an Werkzeugen zur
Warmumformung
ISBN 978-3-86219-624-1
Alex
ande
r Grü
ning
Ther
mo-
mec
hani
sch
geko
ppel
te E
xper
imen
te z
ur B
eurt
eilu
ng d
er S
chäd
igun
gsen
twic
klun
g
an W
erkz
euge
n zu
r War
mum
form
ung
Herausgeber: Prof. Dr.-Ing. B. Scholtes
der
Forschungsberichteaus dem
Institut für WerkstofftechnikMetallische Werkstoffe
Thermo-mechanisch gekoppelte Experimente zur Beurteilung der Schädigungsentwicklung an Werkzeugen zur Warmumformung
Band 16 Alexander Grüning