tailored sintering of vc-doped wc–co cemented carbides by pulsed electric current sintering
TRANSCRIPT
Available online at www.sciencedirect.com
www.elsevier.com/locate/IJRMHM
International Journal of Refractory Metals & Hard Materials 26 (2008) 256–262
Tailored sintering of VC-doped WC–Co cemented carbidesby pulsed electric current sintering
S.G. Huang a, K. Vanmeensel a, L. Li b, O. Van der Biest a, J. Vleugels a,*
a Department of Metallurgy and Materials Engineering, Katholieke Universiteit Leuven, Kasteelpark Arenberg 44, B-3001 Heverlee, Belgiumb School of Material Science and Engineering, Shanghai University, 149 Yanchang Road, Shanghai 200072, China
Received 18 January 2007; accepted 9 April 2007
Abstract
WC–12 wt.% Co powder mixtures with 0, 0.45 or 0.9 wt.% VC additions were consolidated by solid state pulsed electric current sin-tering (PECS) for 2 min at 1080–1240 �C. The influence of the sintering condition and VC concentration on the densification, WC graingrowth and mechanical properties of the cemented carbides were investigated. Finite element simulation revealed that the radial temper-ature gradient inside the sintering powder compacts could be homogenised using a carbon felt insulation surrounding the graphite dieset-up.� 2007 Elsevier Ltd. All rights reserved.
Keywords: Cemented carbides; Spark plasma sintering (SPS); Finite element modelling; Microstructure; Mechanical properties
1. Introduction
WC–Co cemented carbides are widely used as cuttingtools and dies due to their excellent combination of hard-ness, toughness and strength. Much attention is given tothe production of nanocrystalline WC or WC–Co powderby thermo-chemical or thermo-mechanical processes [1,2].However, grain growth of nanocrystalline WC is dramaticduring liquid state sintering of WC–Co cemented carbides.Therefore, minimizing the sintering temperature and timeis critical to maintain a fine-grained microstructure. Pulsedelectric current sintering (PECS) or spark plasma sintering(SPS) is a consolidation technology that combines fastdirect Joule heating, established by flowing a pulsed electriccurrent through the graphite die/punch/powder compactset-up under an applied load. The fast densification processis reported to be the contribution of grain boundary diffu-sion, volume diffusion, and the plastic deformation [3]. Thegrain growth behaviour of nanocrystalline (<0.1 lm) WC–
0263-4368/$ - see front matter � 2007 Elsevier Ltd. All rights reserved.
doi:10.1016/j.ijrmhm.2007.04.001
* Corresponding author. Tel.: +32 16 321244; fax: +32 16 321992.E-mail address: [email protected] (J. Vleugels).
Co powders by SPS in the solid state has been reported in anumber of studies [4,5], indicating rapid WC grain growthin straight WC–Co grades. Cha et al. reported that WC–10 wt.% Co cemented carbides with a sintered WC grainsize of 0.3 lm was obtained by SPS of 0.1 lm WC powderby sintering between 950 and 1000 �C without grain growthinhibitors [4]. Jia et al demonstrated that SPS allowslowering the sintering temperature and increasing the den-sity compared to conventional sintering. However, theaverage WC grain size of fully densified WC–11 wt.% Cois reported to be 0.77 lm, much coarser than the 80 nmgrade WC starting powder [5]. Beside the sintering tech-nique, grain growth inhibitors such as VC, Cr3C2, NbCor TaC are the most frequently manipulated parameterinfluencing WC grain growth in WC–Co based cementedcarbides [6,7]. The effect of VC, Cr3C2 or NbC on theWC grain growth and mechanical properties of WC–Cocemented carbides obtained by PECS and conventionalsintering were recently compared [8]. Analysis clearlyrevealed that VC is the most effective grain growth inhibi-tor in refining the WC–Co microstructure. A WC grain sizeof 0.18 lm was obtained in PECS processed WC–12 wt.%Co–0.9 wt.% VC cemented carbides [8]. Although VC is

S.G. Huang et al. / International Journal of Refractory Metals & Hard Materials 26 (2008) 256–262 257
effective to inhibit WC grain growth, it is also reported thatthe VC concentration has a large impact on the densifica-tion behaviour of conventionally sintered WC–Co cemen-ted carbides [9]. Therefore, at least two parameters, i.e.,the grain growth inhibitor concentration and sintering tem-perature, must be taken into account when processingnanocrystalline WC–Co cemented carbides.
In this study, nanocrystalline WC–Co–VC powder mix-tures were consolidated by PECS at different temperaturesto investigate the influence of the VC content and sinteringtemperature on the densification, WC grain growth andmechanical properties. The experiments were supportedby finite element analysis to simulate the temperature dis-tribution during pulsed electric current sintering of WC–Co powder compacts and to optimise the set-up in orderto minimise thermal gradients.
2. Experimental procedure
The WC–Co cemented carbides were prepared fromcommercially available WC (Chongyi Zhangyuan Tung-sten Co. Ltd, China), Co (Umicore grade Co-HMP,FSSS = 0.55 lm, Belgium) and VC (Treibacher, FSSS =1.15 lm, Austria) powders. According to the supplier’sdata, the WC powder has a BET value of 2.1 m2/g and acrystal size of 50 nm, as obtained by X-ray diffraction peakbroadening analysis, with a total and free carbon contentof 6.16 and 0.09 wt.%, respectively. The calculated BETgrain size is 0.18 lm. The WC and Co starting powdershave a rounded grain morphology and are slightly agglom-erated with an average particle size <0.20 lm, as observedby SEM analysis. Starting powder grades with 12 wt.% Coand 0, 0.45 or 0.9 wt.% VC were wet-mixed on a multi-directional mixer (Turbula type) in ethanol for 48 husing WC–7.5 wt.% Co milling balls (CERATIZITgrade MG15). The grades are labelled as WC12Co,WC12Co0.45VC and WC12Co0.9VC.
PECS (Type HP D 25/1, FCT Systeme, Rauenstein,Germany) was performed in a vacuum of around 4 Pa. Apulsed electric current was applied with a pulse durationof 10 ms and pause time of 5 ms throughout all the exper-iments. Eighteen grams of starting powder mixture waspoured into a cylindrical graphite die with an inner andouter diameter of 20 and 40 mm and sintered at 1080–1240 �C for 2 min under a maximum pressure of 60 MPa,with a heating rate of 200 �C/min up to 1050 �C and subse-quently at 100 �C/min up to the sintering temperatures.The initial cooling rate was 200 �C/min. The applied pres-sure was adjusted within 0.5 min from 16 to 30 MPa at1050 �C and from 30 to 60 MPa upon reaching the sinter-ing temperature. Graphite foil (Sigraflex foil, grade C,SGL carbon group, Meitingen, Germany) was used to sep-arate the graphite die/punch set-up and powder mixture. A10 mm thick carbon felt insulation (Sigratherm flexible car-bon felt, SGL carbon group, Wiesbaden, Germany) wasused to pack the graphite die set-up to minimize thermalheat losses. In order to obtain a realistic temperature mea-
surement, a two-colour pyrometer (400–2300 �C, Impac,Chesterfield, UK) was focused at a central core hole insidethe upper punch, 2 mm away from the sample surface.More details on the punch/die/powder compact set-upare provided elsewhere [10]. After consolidation, the PECSsamples were sand-blasted, cross-sectioned and polished to1 lm finish.
The bulk density of the sintered samples was measuredin ethanol. The microstructure was examined by scanningelectron microscopy (SEM, XL30-FEG, FEI, Eindhoven,the Netherlands). The average WC grain size was deter-mined from SEM micrographs using Image-pro Plus soft-ware [11] to measure the linear intercept length. Thereported data are the actually measured average interceptlengths of at least 200 WC grains for each material grade.The apparent porosity was evaluated according to ASTMB276 [12]. The Vickers hardness, HV10, was measured(Model FV-700, Future-Tech Corp., Tokyo, Japan) withan indentation load of 98.1 N. The indentation fracturetoughness, KIC, was calculated from the length of the radialcracks of the Vickers indentations according to the formulaproposed by Shetty [13].
3. Results and discussion
3.1. Influence of the graphite die set-up on the temperature
distribution
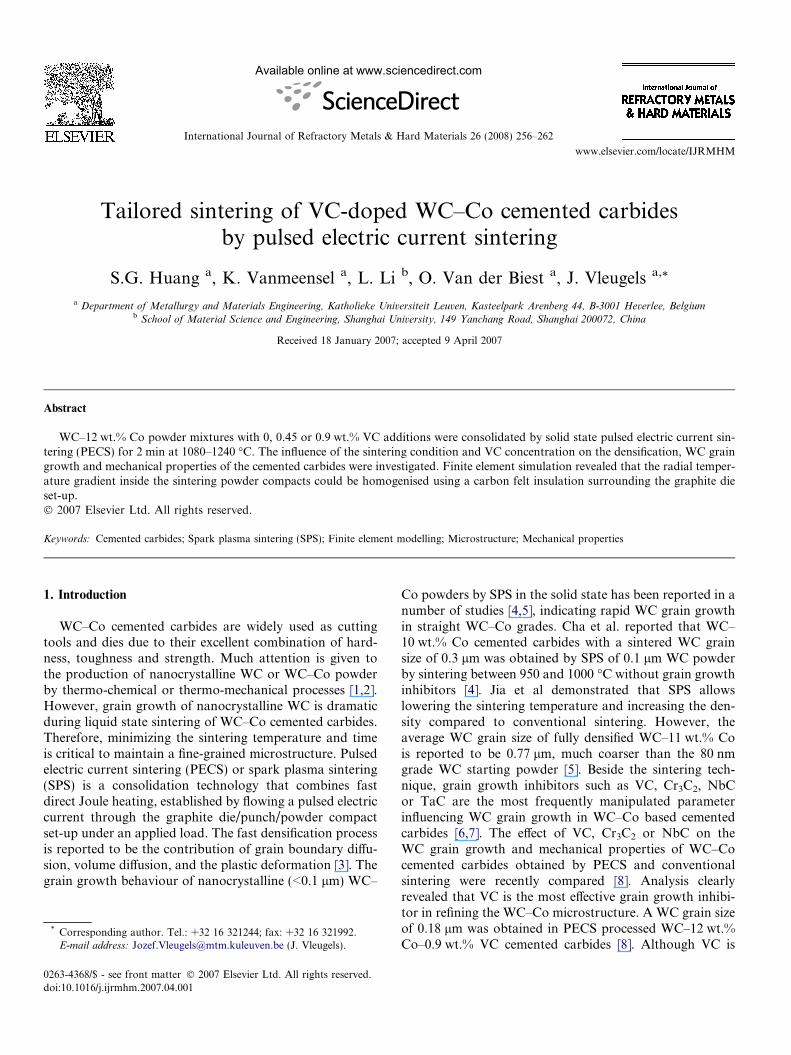
WC–11 wt.% Co cemented carbide was reported to bedensified by SPS at 1100 �C for 5 min under a pressure of25 MPa [4], whereas nanocrystalline WC–10 wt.% Co pow-der compacts could be densified at 1000 �C applying a pres-sure of 100 MPa during 10 min [5]. More recently, WC–12 wt.% Co and WC–12 wt.% Co–0.5 wt.% VC grades werereported to be densified to 98% theoretical density by SPSat 1100 �C for 10 min under a pressure of 50 MPa [14]. Itshould be pointed out however that in all previous densifi-cation studies [4,5,14], the reported sintering temperaturewas measured with an optical pyrometer focussed on theouter surface of the graphite die wall. Finite element simu-lations on the other hand revealed the existence of a signif-icant temperature difference between the sample centre andthe outer die wall [10]. In order to investigate the thermalgradients inside the sintering WC–12 wt.% Co (WC12Co)powder compacts, the thermal and electrical properties ofthe sintering compacts were calculated using theoreticalmixture rules [15,16]. The properties of the fully dense con-stituent phases were taken from literatures [17–20]. Thedensification behaviour of the WC12Co material gradewas derived from the relative piston travel recorded duringan actual PECS experiment. The calculated density, heatcapacity and thermal and electrical conductivity of a sinter-ing WC12Co powder compact are compared with that of afully dense WC12Co material as a function of temperaturein Fig. 1. Using these calculated thermal and electricalproperties, the thermal cycle, illustrated in Fig. 2 was sim-ulated using a previously developed finite element code
0 200 400 600 800 1000 1200 14006
7
8
9
10
11
12
13
14
15
Cp:
Density: Sintering compact Fully dense
Temperature (ºC)
Den
sity
(g/
cm3 )
0.04
0.08
0.12
0.16
0.20
0.24
0.28
0.32
Sintering compact Fully dense
Heat capacity (J/g.K
)
0 200 400 600 800 1000 1200 1400
10
20
30
40
50
60
70
Electrical conductivity:
Thermal conductivity: Sintering compact Fully dense
Temperature (ºC)
The
rmal
con
duct
ivity
(W
/mK
)
1
2
3
4
5
6
Sintering compact Fully dense
Electrical conductivity (S
/(106.m
))
Fig. 1. The variation of density, heat capacity, thermal conductivity, andelectrical conductivity of sintering and fully dense WC12Co gradecompacts as a function of the sintering temperature.
0 1 2 3 4 5 6 7 8 9 10200
400
600
800
1000
1200
1400
Time (min)
Tem
pera
ture
(ºC
)
-50
0
50
100
150
200
pyro/die,nopyro/die,insu
centre/edge,nocentre/edge,insu
Tem
perature difference (ºC)
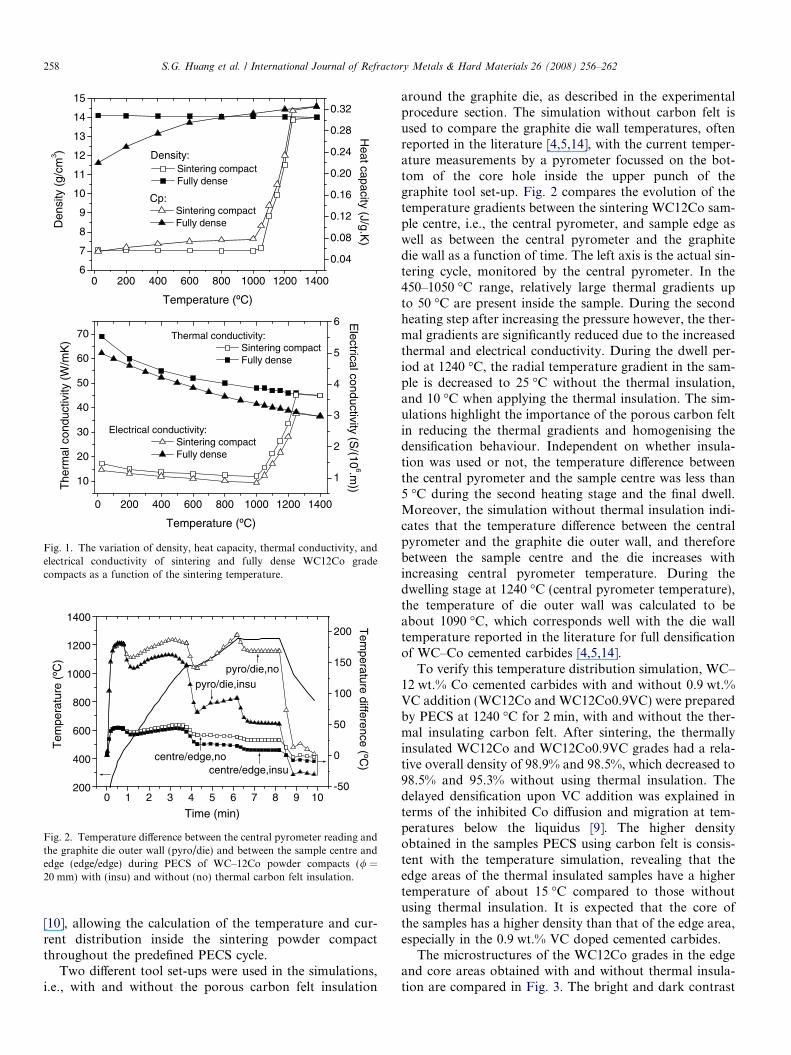
Fig. 2. Temperature difference between the central pyrometer reading andthe graphite die outer wall (pyro/die) and between the sample centre andedge (edge/edge) during PECS of WC–12Co powder compacts (/ =20 mm) with (insu) and without (no) thermal carbon felt insulation.
258 S.G. Huang et al. / International Journal of Refractory Metals & Hard Materials 26 (2008) 256–262
[10], allowing the calculation of the temperature and cur-rent distribution inside the sintering powder compactthroughout the predefined PECS cycle.
Two different tool set-ups were used in the simulations,i.e., with and without the porous carbon felt insulation
around the graphite die, as described in the experimentalprocedure section. The simulation without carbon felt isused to compare the graphite die wall temperatures, oftenreported in the literature [4,5,14], with the current temper-ature measurements by a pyrometer focussed on the bot-tom of the core hole inside the upper punch of thegraphite tool set-up. Fig. 2 compares the evolution of thetemperature gradients between the sintering WC12Co sam-ple centre, i.e., the central pyrometer, and sample edge aswell as between the central pyrometer and the graphitedie wall as a function of time. The left axis is the actual sin-tering cycle, monitored by the central pyrometer. In the450–1050 �C range, relatively large thermal gradients upto 50 �C are present inside the sample. During the secondheating step after increasing the pressure however, the ther-mal gradients are significantly reduced due to the increasedthermal and electrical conductivity. During the dwell per-iod at 1240 �C, the radial temperature gradient in the sam-ple is decreased to 25 �C without the thermal insulation,and 10 �C when applying the thermal insulation. The sim-ulations highlight the importance of the porous carbon feltin reducing the thermal gradients and homogenising thedensification behaviour. Independent on whether insula-tion was used or not, the temperature difference betweenthe central pyrometer and the sample centre was less than5 �C during the second heating stage and the final dwell.Moreover, the simulation without thermal insulation indi-cates that the temperature difference between the centralpyrometer and the graphite die outer wall, and thereforebetween the sample centre and the die increases withincreasing central pyrometer temperature. During thedwelling stage at 1240 �C (central pyrometer temperature),the temperature of die outer wall was calculated to beabout 1090 �C, which corresponds well with the die walltemperature reported in the literature for full densificationof WC–Co cemented carbides [4,5,14].
To verify this temperature distribution simulation, WC–12 wt.% Co cemented carbides with and without 0.9 wt.%VC addition (WC12Co and WC12Co0.9VC) were preparedby PECS at 1240 �C for 2 min, with and without the ther-mal insulating carbon felt. After sintering, the thermallyinsulated WC12Co and WC12Co0.9VC grades had a rela-tive overall density of 98.9% and 98.5%, which decreased to98.5% and 95.3% without using thermal insulation. Thedelayed densification upon VC addition was explained interms of the inhibited Co diffusion and migration at tem-peratures below the liquidus [9]. The higher densityobtained in the samples PECS using carbon felt is consis-tent with the temperature simulation, revealing that theedge areas of the thermal insulated samples have a highertemperature of about 15 �C compared to those withoutusing thermal insulation. It is expected that the core ofthe samples has a higher density than that of the edge area,especially in the 0.9 wt.% VC doped cemented carbides.
The microstructures of the WC12Co grades in the edgeand core areas obtained with and without thermal insula-tion are compared in Fig. 3. The bright and dark contrast
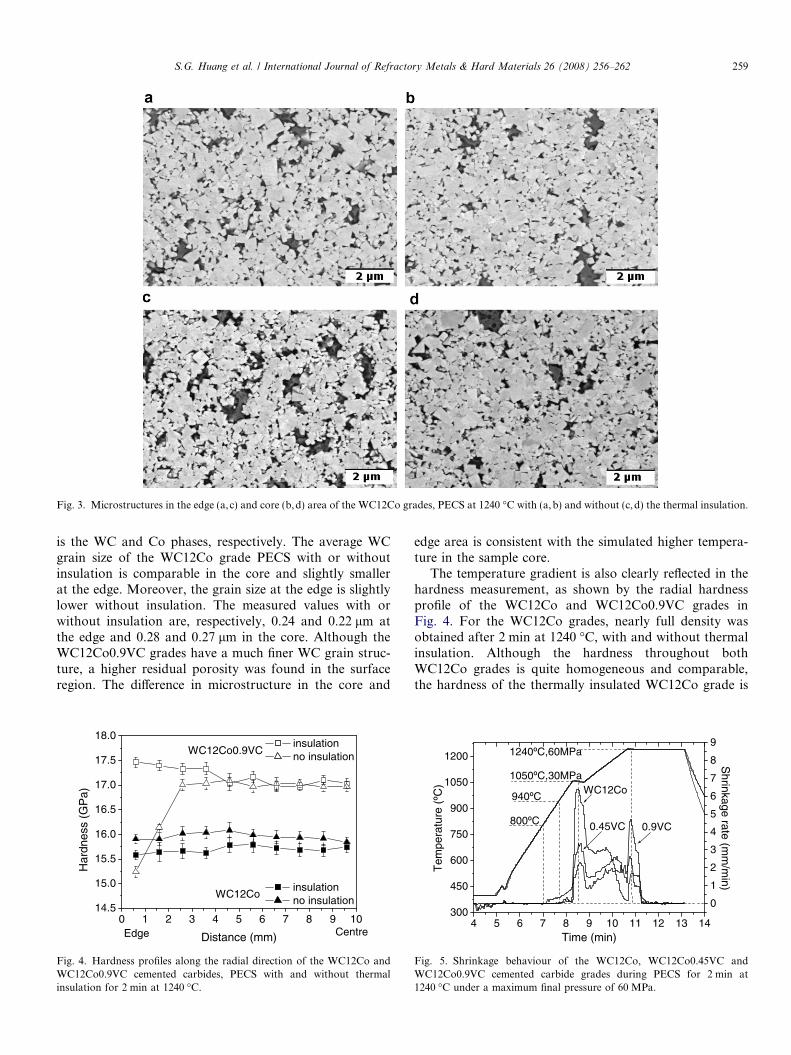
Fig. 3. Microstructures in the edge (a,c) and core (b,d) area of the WC12Co grades, PECS at 1240 �C with (a,b) and without (c,d) the thermal insulation.
S.G. Huang et al. / International Journal of Refractory Metals & Hard Materials 26 (2008) 256–262 259
is the WC and Co phases, respectively. The average WCgrain size of the WC12Co grade PECS with or withoutinsulation is comparable in the core and slightly smallerat the edge. Moreover, the grain size at the edge is slightlylower without insulation. The measured values with orwithout insulation are, respectively, 0.24 and 0.22 lm atthe edge and 0.28 and 0.27 lm in the core. Although theWC12Co0.9VC grades have a much finer WC grain struc-ture, a higher residual porosity was found in the surfaceregion. The difference in microstructure in the core and
0 1 2 3 4 5 6 7 8 9 1014.5
15.0
15.5
16.0
16.5
17.0
17.5
18.0
CentreEdge
WC12Co
WC12Co0.9VC
insulation no insulation
Har
dnes
s (G
Pa)
Distance (mm)
insulation no insulation
Fig. 4. Hardness profiles along the radial direction of the WC12Co andWC12Co0.9VC cemented carbides, PECS with and without thermalinsulation for 2 min at 1240 �C.
edge area is consistent with the simulated higher tempera-ture in the sample core.
The temperature gradient is also clearly reflected in thehardness measurement, as shown by the radial hardnessprofile of the WC12Co and WC12Co0.9VC grades inFig. 4. For the WC12Co grades, nearly full density wasobtained after 2 min at 1240 �C, with and without thermalinsulation. Although the hardness throughout bothWC12Co grades is quite homogeneous and comparable,the hardness of the thermally insulated WC12Co grade is
4 5 6 7 8 9 10 11 12 13 14300
450
600
750
900
1050
1200 1240ºC,60MPa
1050ºC,30MPa
940ºC
800ºC
Time (min)
Tem
pera
ture
(ºC
)
0
1
2
3
4
5
6
7
8
9
0.45VC 0.9VC
WC12Co
Shrinkage rate (m
m/m
in)
Fig. 5. Shrinkage behaviour of the WC12Co, WC12Co0.45VC andWC12Co0.9VC cemented carbide grades during PECS for 2 min at1240 �C under a maximum final pressure of 60 MPa.
1080 1120 1160 1200 124095
96
97
98
99
WC12CoWC12Co0.45VCWC12Co0.90VC
Rel
ativ
e de
nsity
(g/
cm3 )
Temperature (ºC)
Fig. 6. Relative density of the WC12Co, WC12Co0.45VC andWC12Co0.9VC cemented carbide grades, PECS for 2 min at differenttemperatures under a pressure of 60 MPa.
260 S.G. Huang et al. / International Journal of Refractory Metals & Hard Materials 26 (2008) 256–262
slightly lower than for the grade sintered without insulationdue to its slightly larger WC grain size induced by the ther-mal gradients. Although the core hardness is the same forthe VC-added grade, the hardness in the edge area of thethermal insulated grade is slightly higher than that of thecore, whereas the edge hardness of the grade sintered with-out carbon felt is significantly lower. Since the thermallyinsulated WC12Co0.9VC grade was nearly fully densified,the density gradient can be neglected and the hardness dif-ference is due to the WC grain size induced by the thermal
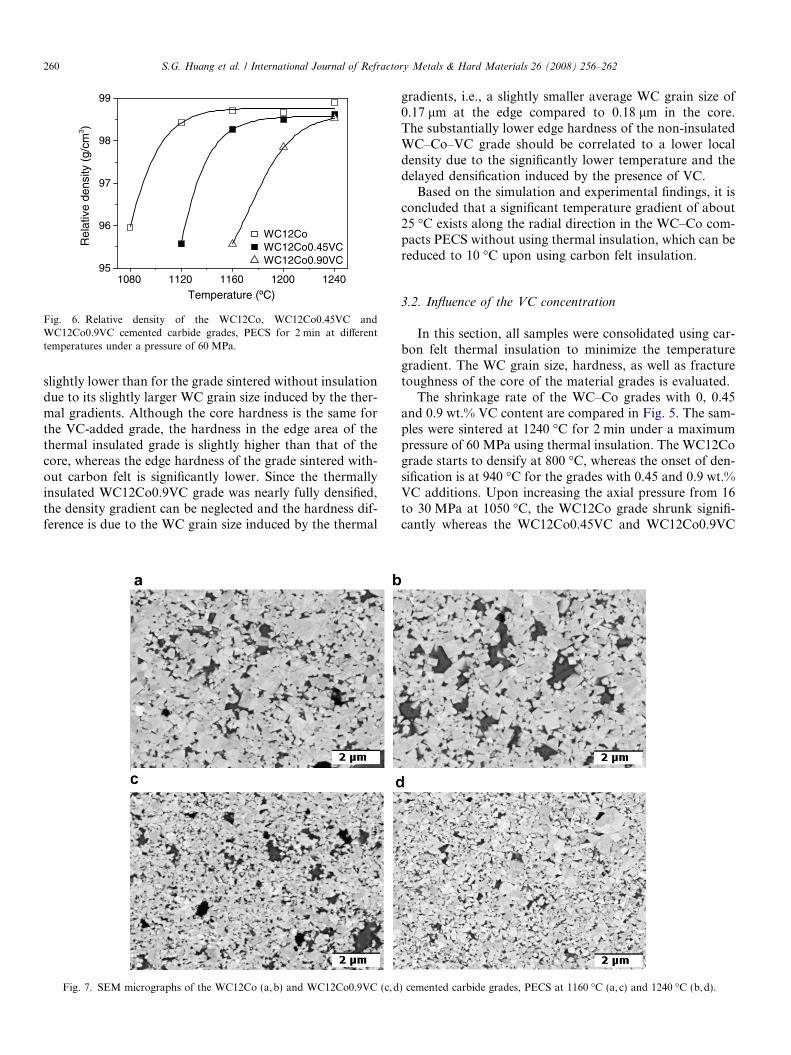
Fig. 7. SEM micrographs of the WC12Co (a,b) and WC12Co0.9VC (c,d
gradients, i.e., a slightly smaller average WC grain size of0.17 lm at the edge compared to 0.18 lm in the core.The substantially lower edge hardness of the non-insulatedWC–Co–VC grade should be correlated to a lower localdensity due to the significantly lower temperature and thedelayed densification induced by the presence of VC.
Based on the simulation and experimental findings, it isconcluded that a significant temperature gradient of about25 �C exists along the radial direction in the WC–Co com-pacts PECS without using thermal insulation, which can bereduced to 10 �C upon using carbon felt insulation.
3.2. Influence of the VC concentration
In this section, all samples were consolidated using car-bon felt thermal insulation to minimize the temperaturegradient. The WC grain size, hardness, as well as fracturetoughness of the core of the material grades is evaluated.
The shrinkage rate of the WC–Co grades with 0, 0.45and 0.9 wt.% VC content are compared in Fig. 5. The sam-ples were sintered at 1240 �C for 2 min under a maximumpressure of 60 MPa using thermal insulation. The WC12Cograde starts to densify at 800 �C, whereas the onset of den-sification is at 940 �C for the grades with 0.45 and 0.9 wt.%VC additions. Upon increasing the axial pressure from 16to 30 MPa at 1050 �C, the WC12Co grade shrunk signifi-cantly whereas the WC12Co0.45VC and WC12Co0.9VC
) cemented carbide grades, PECS at 1160 �C (a,c) and 1240 �C (b,d).
1080 1120 1160 1200 124013.5
14.0
14.5
15.0
15.5
16.0
16.5
17.0
17.5
Har
dnes
s (G
Pa)
Temperature (ºC)
WC12Co WC12Co0.45VC WC12Co0.9VC
1080 1120 1160 1200 12407.5
7.8
8.1
8.4
8.7
9.0
9.3
Fra
ctur
e to
ughn
ess
(MP
a m
1/2 )
Temperature (ºC)
WC12Co WC12Co0.45VC WC12Co0.9VC
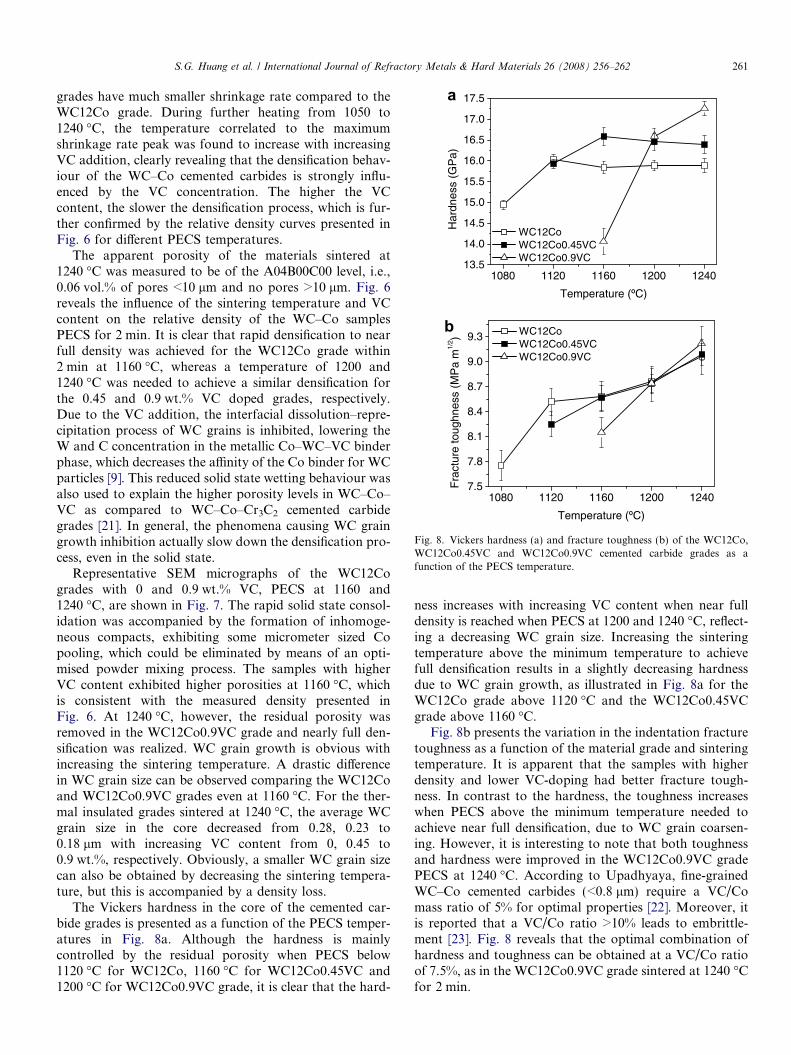
Fig. 8. Vickers hardness (a) and fracture toughness (b) of the WC12Co,WC12Co0.45VC and WC12Co0.9VC cemented carbide grades as afunction of the PECS temperature.
S.G. Huang et al. / International Journal of Refractory Metals & Hard Materials 26 (2008) 256–262 261
grades have much smaller shrinkage rate compared to theWC12Co grade. During further heating from 1050 to1240 �C, the temperature correlated to the maximumshrinkage rate peak was found to increase with increasingVC addition, clearly revealing that the densification behav-iour of the WC–Co cemented carbides is strongly influ-enced by the VC concentration. The higher the VCcontent, the slower the densification process, which is fur-ther confirmed by the relative density curves presented inFig. 6 for different PECS temperatures.
The apparent porosity of the materials sintered at1240 �C was measured to be of the A04B00C00 level, i.e.,0.06 vol.% of pores <10 lm and no pores >10 lm. Fig. 6reveals the influence of the sintering temperature and VCcontent on the relative density of the WC–Co samplesPECS for 2 min. It is clear that rapid densification to nearfull density was achieved for the WC12Co grade within2 min at 1160 �C, whereas a temperature of 1200 and1240 �C was needed to achieve a similar densification forthe 0.45 and 0.9 wt.% VC doped grades, respectively.Due to the VC addition, the interfacial dissolution–repre-cipitation process of WC grains is inhibited, lowering theW and C concentration in the metallic Co–WC–VC binderphase, which decreases the affinity of the Co binder for WCparticles [9]. This reduced solid state wetting behaviour wasalso used to explain the higher porosity levels in WC–Co–VC as compared to WC–Co–Cr3C2 cemented carbidegrades [21]. In general, the phenomena causing WC graingrowth inhibition actually slow down the densification pro-cess, even in the solid state.
Representative SEM micrographs of the WC12Cogrades with 0 and 0.9 wt.% VC, PECS at 1160 and1240 �C, are shown in Fig. 7. The rapid solid state consol-idation was accompanied by the formation of inhomoge-neous compacts, exhibiting some micrometer sized Copooling, which could be eliminated by means of an opti-mised powder mixing process. The samples with higherVC content exhibited higher porosities at 1160 �C, whichis consistent with the measured density presented inFig. 6. At 1240 �C, however, the residual porosity wasremoved in the WC12Co0.9VC grade and nearly full den-sification was realized. WC grain growth is obvious withincreasing the sintering temperature. A drastic differencein WC grain size can be observed comparing the WC12Coand WC12Co0.9VC grades even at 1160 �C. For the ther-mal insulated grades sintered at 1240 �C, the average WCgrain size in the core decreased from 0.28, 0.23 to0.18 lm with increasing VC content from 0, 0.45 to0.9 wt.%, respectively. Obviously, a smaller WC grain sizecan also be obtained by decreasing the sintering tempera-ture, but this is accompanied by a density loss.
The Vickers hardness in the core of the cemented car-bide grades is presented as a function of the PECS temper-atures in Fig. 8a. Although the hardness is mainlycontrolled by the residual porosity when PECS below1120 �C for WC12Co, 1160 �C for WC12Co0.45VC and1200 �C for WC12Co0.9VC grade, it is clear that the hard-
ness increases with increasing VC content when near fulldensity is reached when PECS at 1200 and 1240 �C, reflect-ing a decreasing WC grain size. Increasing the sinteringtemperature above the minimum temperature to achievefull densification results in a slightly decreasing hardnessdue to WC grain growth, as illustrated in Fig. 8a for theWC12Co grade above 1120 �C and the WC12Co0.45VCgrade above 1160 �C.
Fig. 8b presents the variation in the indentation fracturetoughness as a function of the material grade and sinteringtemperature. It is apparent that the samples with higherdensity and lower VC-doping had better fracture tough-ness. In contrast to the hardness, the toughness increaseswhen PECS above the minimum temperature needed toachieve near full densification, due to WC grain coarsen-ing. However, it is interesting to note that both toughnessand hardness were improved in the WC12Co0.9VC gradePECS at 1240 �C. According to Upadhyaya, fine-grainedWC–Co cemented carbides (<0.8 lm) require a VC/Comass ratio of 5% for optimal properties [22]. Moreover, itis reported that a VC/Co ratio >10% leads to embrittle-ment [23]. Fig. 8 reveals that the optimal combination ofhardness and toughness can be obtained at a VC/Co ratioof 7.5%, as in the WC12Co0.9VC grade sintered at 1240 �Cfor 2 min.

262 S.G. Huang et al. / International Journal of Refractory Metals & Hard Materials 26 (2008) 256–262
4. Conclusions
In this study, the temperature distribution during pulsedelectric current sintering of WC–Co powder compacts wassimulated using finite element analysis. The simulationsindicate that the temperature gradient in the powder com-pact during PECS can be reduced by surrounding thegraphite die with porous carbon felt insulation, what wasexperimentally verified and confirmed. Moreover, theimportance of a correct pyrometer position was high-lighted. A pyrometer focussed on the bottom of a core holeinside the upper punch, about 2 mm away from the top sur-face of the sintering powder compact, allows a very accu-rate sample temperature measurement and appropriatecontrol of the thermal cycle.
The temperature needed to densify the WC–Co cemen-ted carbides increased with increasing VC concentration.The WC–12 wt.% Co mixtures with 0, 0.45 or 0.9 wt.%VC additions can be fully densified by PECS within2 min at 1160, 1200 and 1240 �C, respectively, under a pres-sure of 60 MPa. VC addition proved to be effective to inhi-bit WC grain growth during solid state PECS. The optimalhardness/toughness combination was obtained for theWC–12 wt.% Co grade with 0.9 wt.% VC addition, PECSfor 2 min at 1240 �C with a final average WC grain sizeof 0.17 lm, combining a Vickers hardness of 17.3 GPaand a toughness of 9.1 MPa m1/2.
Acknowledgements
This work was financially supported by the researchfund of K.U. Leuven in the framework of the Flanders–China bilateral project BIL 04/13-14, the GROWTH pro-gram of the Commission of the European Communitiesunder project Contract No. G5RD-CT2002-00732, andthe National Natural Science Foundation of China underGrant No. 50471101.
References
[1] Kim BK, Ha GH, Lee DW. Sintering and microstructure ofnanophase WC/Co hard metals. J Mater Process Tech 1997;63:317–21.
[2] Kim BK, Choi CJ. Fabrication of nanostructured powders bychemical processes. Scripta Mater 2001;44:2161–4.
[3] Groza JR, Zavaliangos A. Sintering activation by external electricalfield. Mater Sci Eng 2000;287:171–7.
[4] Cha SI, Hong SH, Kim BK. Spark plasma sintering behavior ofnanocrystalline WC–10Co cemented carbide powders. Mater Sci EngA 2003;351:31–8.
[5] Jia Cheng-Chang, Tang Hua, Mei Xue-Zhen, Yin Fa-Zhang, QuXuan-Hui. Spark plasma sintering on nanometer scale WC–Copowder. Mater Lett 2005;59:2566–9.
[6] Bock A, Schubert WD, Lux B. Inhibition of grain growth onsubmicron cemented carbides. Powder Metall 1992;24:20–6.
[7] Luyckx S, Osborne C, Cornish LA, Whitefield DJ. Fine grained WC–VC–Co hardmetal. Powder Metall 1996;39:210–2.
[8] Huang SG, Li L, Vanmeensel K, Van der Biest O, Vleugels J. VC,Cr3C2 and NbC doped WC–Co cemented carbides prepared by pulseelectric current sintering. Int J Refract Met Hard Mater, in press.doi:10.1016/j.ijrmhm.2006.11.003.
[9] Taniuchi T, Okada K, Tanase T. In: Kneringer P, Rodhammer P,Wilhartitiz P, eiditors. Proceedings of the 14th international planseeseminar, vol. 2, Reutte, Plansee AG, Austria; 1997. p. 644–57.
[10] Vanmeensel K, Laptev A, Hennicke J, Vleugels J, Van der Biest O.Modelling of the temperature distribution during field assistedsintering. Acta Mater 2005;53:4379–88.
[11] Image-Pro Plus, version 4. Media cybernetics. Silver Spring,Maryland.
[12] ASTM Standard B 276-91. Standard test method for apparentporosity in cemented carbides, ASTM annual book of standards,Philadelphia (PA); 1996.
[13] Shetty DK, Wright IG, Mincer PN, Clauer AH. Indentation fractureof WC–Co cements. J Mater Res 1985;20:1873–82.
[14] Sivaprahasam D, Chandrasekar SB, Sundaresan R. Microstructureand mechanical properties of nanocrystalline WC–12Co consolidatedby spark plasma sintering. Int J Refract Met Hard Mater 2007;25:144–52.
[15] Banhegyi G. Comparison of electrical mixture rules for composite.Colloid Polym Sci 1986;264:1030–50.
[16] Argento C, Bouvard D. Modeling the effective thermal conductivityof random packing of spheres through densification. Int J Heat MassTran 1996;39:1343–50.
[17] Weimer AW. Carbide, nitride and boride materials synthesis andprocessing. Chapman & Hall; 1997. p. 653–4 [Appendix D].
[18] Pierson HO. Handbook of refractory carbides and nitrides: proper-ties, characteristics, processing and applications: carbides of groupVI, chromium, molybdenum, and tungsten carbides. Westwood, (NJ,USA): Noyes Publications; 1996, p. 100–17 [chapter 6].
[19] Williams WS. Electrical properties of hard materials. Int J RefractMater Hard Mater 1999;17:21–6.
[20] Leitner G. Initial state of sintering – case study on hard metalsintering by laserflash measurements. In: German RM, Brass GL,Cornwall RG, editors. Sintering 2003, Sintering science and technol-ogy, Pennsylvania State University, PA, USA; 2003, [paper 2–5].
[21] Corroll DF. Sintering and microstructural development in WC/Cobased alloys made with super fine WC powder. Int J Refract MaterHard Mater 1997;17:123–32.
[22] Upadhyaya GS. Nature and properties of refractory carbides. Com-mack, New York: Nova Science Publishers Inc.; 1996.
[23] Schubert WD, Bock A, Lux B. In: Bildstein H, Eck R, editors.Proceedings of the 13th international plansee seminar, vol. 4, Reutte,Plansee AG, Austria; 1993. p. 283–305.