swedish---electrical-service-manual---2009.pdf - haas
TRANSCRIPT
Haas Technical PublicationsManual_Archive_Cover_Page Rev A
June 6, 2013
• This content is for illustrative purposes.
• Historic machine Service Manuals are posted here to provide information for Haas machine owners.
• Publications are intended for use only with machines built at the time of original publication.
• As machine designs change the content of these publications can become obsolete.
• You should not do mechanical or electrical machine repairs or service procedures unless you are qualifiedand knowledgeable about the processes.
• Only authorized personnel with the proper training and certification should do many repair procedures.
HAAS SERVICE AND OPERATOR MANUAL ARCHIVE
WARNING: Some mechanical and electrical service procedures can be extremely dangerous or life-threatening. Know your skill level and abilities.
All information herein is provided as a courtesy for Haas machine owners for reference and illustrative purposes only. Haas Automation cannot be held responsible for repairs you perform. Only those services and repairs that are provided by authorized Haas Factory Outlet distributors are guaranteed.
Only an authorized Haas Factory Outlet distributor should service or repair a Haas machine that is protected by the original factory warranty. Servicing by any other party automatically voids the factory warranty.
Electrical Service Manual 96-0308 RevG Swedish June 2009
Haas Automation Inc.
Fräs och svarvServicehandbokElektriska komponenterJuni 200996-0308 rev G
Haas Automation Inc.2800 Sturgis Road, Oxnard CA 93030, USATfn. +1 888-817-4227 | Fax +1 805-278-8561www.HaasCNC.com
96-0308 rev G juni 2009 Innehållsförteckning I
InnehållsförteckningSäkerhet ............................................................................................................................................................ 1Generell felsökning av elektriska komponenter ............................................................................................ 1
Maskinen är ej i drift .................................................................................................................................... 1felsökning av elektriska larM ...................................................................................................................... 2
Justering av nätspänning ................................................................................................................................ 5elektriska anslutningar ............................................................................................................................... 5
Säkringsbyte ..................................................................................................................................................... 8överspänningssäkringar ............................................................................................................................... 8
Frontpanel ......................................................................................................................................................... 9ÅtkoMst av sl-10-pendangkoMponenter ....................................................................................................... 9Byte av lCd-enhet ..................................................................................................................................... 10pÅskjutningshandtag .................................................................................................................................. 11ströMställarna power on/off (ströM pÅ/av) ............................................................................................. 12nödstoppsBrytare ....................................................................................................................................... 12tangentBordssignal .................................................................................................................................... 12Brytare för laMpa pÅ/av .............................................................................................................................. 12Byte av Brytare ........................................................................................................................................... 12spindelBelastningsMätare ........................................................................................................................... 13Byte av knappsats ....................................................................................................................................... 13Byte av seriellt tangentBordsgränssnitt .................................................................................................... 14
Magnetspolar .................................................................................................................................................. 15lufttryCksMagnetspoleanordning (horis. oCh vert.) för verktygsfrigöringskolv (trp) ............................. 15lufttryCksMagnetspole för spindelsMörjning ............................................................................................. 16pneuMatisk fastspännings/frigöringsMagnetspole för ChuCk/revolver (svarv) ............................................ 17
Smart Amplifier ............................................................................................................................................... 17Smart vektordrivning ..................................................................................................................................... 18Byte av kretskort ............................................................................................................................................ 20
MikroproCessorenhet ................................................................................................................................. 20MoCon, video/tangentBord & MikroproCessor ............................................................................................. 20Motorstyrenhet (MoCon) ......................................................................................................................... 20video/tangentBord ...................................................................................................................................... 21MikroproCessorns kretskort (68eCo30)................................................................................................... 21indata/utdataenhet ...................................................................................................................................... 23krafttransforMatorenhet (t1) ................................................................................................................... 23ströMförsörjningsenhet ............................................................................................................................. 24lÅgspänningskraftförsörjning ................................................................................................................... 25seriellt rs-232-gränssnitt ........................................................................................................................ 25
Reservanvändar-M-kodsgränssnitt .............................................................................................................. 27M-funktionsreläer (M-fin) ......................................................................................................................... 27M-fin diskret ingÅng .................................................................................................................................. 28koppling av reläer ...................................................................................................................................... 28
Omkopplare .................................................................................................................................................... 28Kontrollsystemminne ..................................................................................................................................... 29Felsökningsdata ............................................................................................................................................. 31
diskreta ingÅngar/utgÅngar (svarv) ............................................................................................................ 32diskreta ingÅngar/utgÅngar (fräsar) .......................................................................................................... 34
Kabelförteckning ............................................................................................................................................ 37
96-0308 rev G juni 2009InnehållsförteckningII
Kretskort, kabelplaceringar och kopplingsdiagram ................................................................................... 48MikroproCessorkretskort .......................................................................................................................... 49BloCksCheMa för servosysteM .................................................................................................................... 50Borstlös servoförstärkare (art.nr 32-5550f) .......................................................................................... 51sMart förstärkare (art.nr 93-5550j (30a) 93-3551j (45a)) .................................................................... 52systeMBloCksCheMa - hög/lÅgspänning ........................................................................................................ 53ströMkretskort version k/l ....................................................................................................................... 54kraftförsörjning för offiCe-svarv ............................................................................................................ 55i/o-kort version w, Z, aa, aB ................................................................................................................ 56diskreta ingÅngar ....................................................................................................................................... 59diskreta utgÅngar ...................................................................................................................................... 62seriellt tangentBordsgränssnittskort Med pulsMatning (34-4241d) .......................................................... 65video- oCh tangentBordskretskort Med ethernet- & usB-enhet ................................................................... 68MoCon-kretskort .............................................................................................................................. 69rs-232-port 1-kretskort ........................................................................................................................... 70deltaoMkopplarenheter .............................................................................................................................. 71M-kodsreläkort .......................................................................................................................................... 71hydraulikkretskort .................................................................................................................................... 72kretskort för tsC-Motordrivenhet/högtryCkskylMedel ............................................................................ 73haas-vektordrivenhet ................................................................................................................................. 73kretskort för Quad apC (32-3078a) ........................................................................................................ 74renishaw-förinställningsenhet för verktyg (svarv) .................................................................................... 74operatörspendang ...................................................................................................................................... 75ströMBrytare ..................................................................................................................................... 76kopplingssCheMa för kontrollskÅp för vertikal Maskin .............................................................................. 77kopplingssCheMa för kontrollskÅp för vertikal Maskin .............................................................................. 78kopplingssCheMa för svarvkontrollskÅp .................................................................................................... 79
Kablar .............................................................................................................................................................. 80Larm ............................................................................................................................................................... 133Parametrar .................................................................................................................................................... 179VANLIGA FÖRKORTNINGAR ....................................................................................................................... 227
Översättning av originalanvisningar
96-0308 rev G juni 2009 Elektrisk service 1
SÄKERHET
40
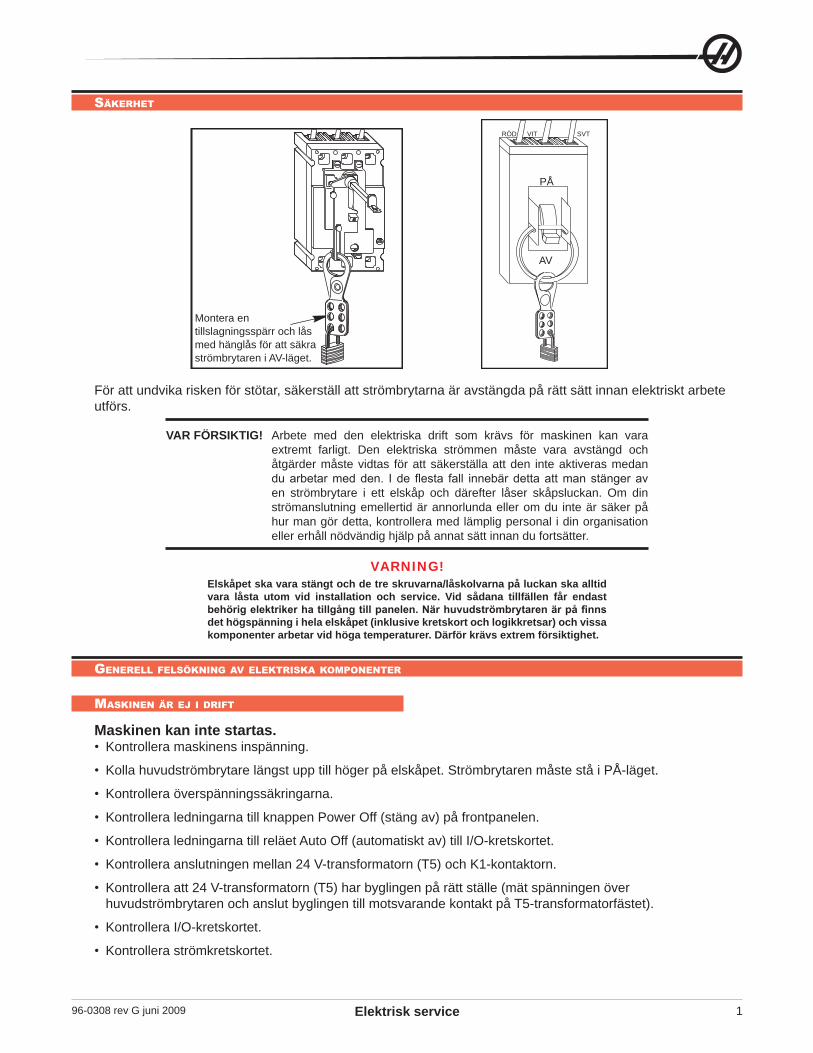
För att undvika risken för stötar, säkerställ att strömbrytarna är avstängda på rätt sätt innan elektriskt arbete utförs.
VAR FÖRSIKTIG! Arbete med den elektriska drift som krävs för maskinen kan vara extremt farligt. Den elektriska strömmen måste vara avstängd och åtgärder måste vidtas för att säkerställa att den inte aktiveras medan du arbetar med den. I de flesta fall innebär detta att man stänger av en strömbrytare i ett elskåp och därefter låser skåpsluckan. Om din strömanslutning emellertid är annorlunda eller om du inte är säker på hur man gör detta, kontrollera med lämplig personal i din organisation eller erhåll nödvändig hjälp på annat sätt innan du fortsätter.
VARNING!Elskåpet ska vara stängt och de tre skruvarna/låskolvarna på luckan ska alltid vara låsta utom vid installation och service. Vid sådana tillfällen får endast behörig elektriker ha tillgång till panelen. När huvudströmbrytaren är på finns det högspänning i hela elskåpet (inklusive kretskort och logikkretsar) och vissa komponenter arbetar vid höga temperaturer. Därför krävs extrem försiktighet.
GENERELL FELSÖKNING AV ELEKTRISKA KOMPONENTER
MASKINEN ÄR EJ I DRIFT
Maskinen kan inte startas.Kontrollera maskinens inspänning.•
Kolla huvudströmbrytare längst upp till höger på elskåpet. Strömbrytaren måste stå i PÅ-läget.•
Kontrollera överspänningssäkringarna.•
Kontrollera ledningarna till knappen Power Off (stäng av) på frontpanelen.•
Kontrollera ledningarna till reläet Auto Off (automatiskt av) till I/O-kretskortet.•
Kontrollera anslutningen mellan 24 V-transformatorn (T5) och K1-kontaktorn.•
Kontrollera att 24 V-transformatorn (T5) har byglingen på rätt ställe (mät spänningen över • huvudströmbrytaren och anslut byglingen till motsvarande kontakt på T5-transformatorfästet).
Kontrollera I/O-kretskortet.•
Kontrollera strömkretskortet.•
Montera en tillslagningsspärr och lås med hänglås för att säkra strömbrytaren i AV-läget.
RÖD VIT SVT
PÅ
AV
96-0308 rev G juni 2009Elektrisk service2
Maskinen kan startas men stänger av sig själv.Kontrollera inställning 1 och 2 för Auto Off Timer (automatisk avstängning) eller Off (av) vid M30.•
Kontrollera i larmhistoriken om överspännings- eller överhettningsavstängning genomförts.•
Kolla AC-kraftförsörjningsledningar för intermittent elleverans.•
Kontrollera om strömförsörjningen från lågspänningskraftförsörjningen är oregelbunden.•
Kontrollera ledningarna till knappen Power Off (stäng av) på frontpanelen.•
Kolla anslutningen mellan 24V transformator och K1-kontaktor•
Kontrollera I/O-kretskortet.•
Kontrollera om parameter 57 är ställd till Power off at E-Stop (avstängning vid nödstopp).•
Kontrollera MOTIF- eller MOCON-kretskortet.•
Maskinen startar och tangentbordet piper men det visas inget på skärmen.Kontrollera strömanslutningarna till bildskärmen från I/O-kretskortet (LVPS-ström från strömkretskort för 15-• tums skärm). Kontrollera om en grön strömlysdiod lyser på bildskärmens framsida.
Stäng dörrarna och genomför maskinnollåtergång (ev. defekt bildskärm).•
Kontrollera videokabeln från videokretskortet till bildskärmen.•
Kolla för ljus på processorn.•
Byt ut bildskärmen.•
Maskinen startar, LCD-bildskärmen fungerar men tangentbordstangenterna fungerar inte.Kontrollera tangentbordskabeln (700) mellan videokretskortet och SKBIF-kretskortet.•
Kontrollera knappsatsen.•
Kontrollera SKBIF-kretskortet.•
Kontinuerligt nödstoppstillstånd (återställs inte) (vertikala maskiner).Kontrollera det hydrauliska utbalanseringstrycket, lågtrycksströmställarna och ledningarna.•
Felsökning av Quad APCQuad APC använder ett extra PC-kretskort för att styra paletterna 3 och 4.
Palettkedjemotorn matas med 160 V likström från uttag 6 A på detta kort (32-3078A). PC-kretskortet matas med ström (115 V) från strömkortet, vilket ansluts till P4 på APC-kortet.
Magnetspolen för den vänstra, tryckluftsmanövrerade automatiska dörren ansluts till P3; denna kabel är en del av 33-6038A. Signalerna från palett 3 och 4 skickas genom kabel 33-1516, vilken ansluts till P1. Den andra änden av kabeln ansluts till P62 på I/O-kortet.
FELSÖKNING AV ELEKTRISKA LARM
Fellarm för axeldrivenhetTrasig förstärkare - anges av en lampa längst ned på förstärkaren när strömmen är på. Byt ut säkringen i • förstärkaren.
Förstärkare eller MOCON är störningskänslig. Om så är fallet kan larmet rensas och axeln kommer att • fungera normalt ett tag.
Kontrollera en förstärkare genom att växla över motorkablarna och styrkablarna mellan förstärkaren och den intilliggande förstärkaren. Om samma problem uppstår med den andra axeln måste förstärkaren bytas ut. Om problemet kvarstår i samma axel ligger felet antingen i MOCON eller styrkabeln. Problemet kan också vara själva axelmotorn där kablarna antingen är kortslutna med varandra eller till jord.
96-0308 rev G juni 2009 Elektrisk service 3
Förstärkaren löser ut av giltiga skäl, t.ex. övertemperatur, överspänning eller +/- 12 volts • underspänningstillstånd. Vanligtvis resulterar detta vid körning av ett servointensivt program, eller ett oreglerat 12 V kraftförsörjningsaggregat. Justera spänningen till rätt specifikationer eller byt ut kraftförsörjningsaggregatet.
Överspänning kunde inträffa om Regen-belastning inte startas, dock inträffar detta sällan. Problemet kan också vara själva axelmotorn där kablarna antingen är kortslutna med varandra eller till jord.
AxelöverbelastningDen inbyggda säkringsfunktionen i MOCON har överbelastats. Detta kan bero på ett stort antal • motoraccelereringar/retarderingar, eller om axeln har gått emot ett mekaniskt stopp. Denna säkerhetsfunktion skyddar förstärkaren och motorn. Om det aktuella programmet är orsaken, ändra programmet. Om axeln går emot ett mekaniskt stopp kan rörelsegränserna vara felinställda.
FasfelMOCON erhöll inte rätt fasinformation från motorerna. • Återställ inte maskinen om det här larmet återkommer. Stäng av maskinen och starta om den igen. Om problemet kvarstår beror det antagligen på en defekt ledning eller defekta MOCON-anslutningar. Problemet kan också vara relaterat till lågspänningskraftförsörjningen. Kontrollera om LVPS fungerar ordentligt.
För stort servofelDetta larm uppstår när skillnaden mellan det beordrade axelläget och det faktiska läget blir större än max.• värdet inställt i parametern.
Detta tillstånd uppstår när förstärkaren är defekt, inte tar emot kommandona eller när 320-voltskraftförsörjningen inte fungerar. Om MOCON inte sänder rätt kommandon till förstärkaren beror detta antagligen på en defekt ledning eller ett fasfel som genererades.
Axel-Z-fel eller Z-kanal saknasVid en självtest, fann man att antalet kodarräkningar var felaktiga. Normalt orsakas detta av en miljö med • kraftigt signalbrus och inte av en defekt omkodare. Kontrollera alla avskärmningar och jordanslutningar på omkodarkablarna och motorledningarna som löper in i förstärkarna. Ett larm för en axel kan orsakas av en dålig jordning på an annan axels motorledningar.
AxelkabelfelUnder ett självtest är ett larm normalt resultatet av en ofullständig programvaruinstallation. • Kodarkabelsignaler befanns vara ogiltiga. Normalt orsakas detta larm av en defekt kabel eller dålig motoromkodaranslutning. Kontrollera att kabelbrott inte förekommer och omkodaranslutningarna på motorstyrkortet. Maskinsignalbrus kan också orsaka detta larm, fast det är mindre vanligt.
Larm 101, "MOCON komm. fel"Under ett självtest av kommunikationen mellan MOCON och huvudprocessorn, svarar inte huvudprocessorn • och misstänks vara spänningslös. Detta larm genereras och alla servon stoppas. Kontrollera alla bandkabelanslutningar och jordanslutningar. Maskinsignalbrus kan också orsaka detta larm, fast det är mindre vanligt.
Larm 157, MOCON Watchdog felMOCON-självtesten har misslyckats. Byt ut MOCON-enheten.•
Larm 212, Program integritetsfel/Larm 250, Program datafelOm ett program har förvanskats i systemet eller ett förvanskat program har laddats in i maskinen, kan ett • Program datafel (250) eller Program integritetsfel (212) utlösas. Detta känns igen genom ett utropstecken (!) vid ett program när du går till programförteckningssidan. Följande är det normala förfarandet som ska utföras då detta sker.
Spara samtliga program till disk förutom programmet med utropsteckenfelsignalen. Utropstecknet (!) 1. indikerar det förvanskade programmet. Detta kommer att bli din säkerhetskopieringsdisk för att ladda in programmen i maskinen igen.
Ta bort samtliga program. Detta borde ta bort samtliga program, inklusive det med felsignalen "!".2.
Om programmet med utropstecknet (!) inte raderas behöver kontrollsystemet initialiseras.3.
96-0308 rev G juni 2009Elektrisk service4
Om maskinen fortfarande har programmet med utropstecknet eller kontrollsystemet nu vägrar att ladda in 4. ett felfritt program, kan det krävas att minnet raderas och programvaran laddas in igen.
Om problemet kvarstår, byt ut huvudprocessorkortet.5.
Larm 261, Rudm. CRC fel (Horis & Vert)Normalt är detta larm resultatet av en ofullständig programvaruinstallation. Åtgärda detta fel så här:
Tryck på nödstopp.1.
Ändra inställning 7 till OFF (av). 2.
Gå till inställning 30 och välj HRT210. Notera detta och alla efterföljande ändringar. 3.
Gå till parameter 43 och ändra den första biten från 0 till 1. 4.
Gå till inställning 30 och välj HRT310. 5.
Gå till parameter 43 och ändra den andra biten från 0 till 1. 6.
Ändra nu tillbaka ändringarna som du har gjort. 7.
Starta om maskinen. Larmet kommer nu att vara rensat. 8.
Om larmet kvarstår, upprepa stegen ovan innan du kontaktar oss för hjälp.
Larm 354, Hjälpaxel bortkopplad (Svarvar)När detta larm genereras, tryck inte på Reset (återställ). Stäng Av inställning 7 ("Off"). Gå in i läget Debug (felsökning) och visa sidan Alarms/Messages (larm/meddelanden). På meddelandesidan visas en kod liknande WO1. Listan med koder och deras beskrivningar visas nedan:
WO1 Strömmen aktiverades nyligen eller bröts. Kontrollera att bandkablarna från Aux Axis PCB (hjälpaxelkretskortet) till processorn dragits på rätt sätt. Kontrollera om det finns kommunikationsproblem mellan processorn och Aux Axis PCB (hjälpaxelkretskortet).
WO2 Servoföljfel för stort. Kontrollera att omkodaren inte kontaminerats eller är smutsig. Kontrollera om det finns en sporadisk anslutning vid motorkabelns båda ändar.
WO3 Nödstopp. Knappen E-STOP trycktes in eller ett NÖDSTOPPS-tillstånd uppstod.
WO4 Hög belastning. Kontrollera att verktygsväxlarens växellåda och motor inte kärvar. Vrid karusellen för hand och känn om den kärvar. Säkerställ att verktygshållarna har rätt vikt.
WO5 Fjärr-RS-232 kommenderat av. Kontrollera bandkabeln och spänningen för hjälpaxelkretskortet. Kontrollera att Aux Axis PCB (hjälpaxelkretskortet) får 115 V växelström (minimum) från huvudtransformatorn. Kontrollera säkringshållaren och säkringen som skyddar denna krets.
WO6 Luft- eller gränslägesbrytare eller motoröverhettning. Kontrollera att motorn inte är för varm. Kontrollera att motorn inte kärvar. Kontrollera att verktygsuppsättningen inte är för tung.
WO7 Z-kanalfel. Antingen omkodaren eller kabeln är defekt. Byt ut omkodaren först eftersom den är enklare att byta än kabeln. Om problemet kvarstår, byt ut kabeln.
WO8 Överströmsgräns, stoppad eller PCB-fel. Kontrollera att verktygsväxlarens växellåda inte kärvar. Säkerställ att remmen inte är för hårt spänd. Mät motståndet i motorkabeln och kontrollera stift G till F (ska vara öppet), G till H (ska vara öppet) och F till H (ska ha ett värde mellan 2.5 och 5 ohm). Kontrollera alla anslutningar på hjälpaxelkretskortet och motorkabeln.
WO9 Omkoda ES. Z-kanal saknas. Defekt omkodare eller kabel. Se WO7.
WOA Hög spänning. Kontrollera den inkommande spänningen till hjälpaxelkretskortet. Inspänningen måste vara 115 V växelström. Se WO5.
WOB Kabelfel. Kontrollera kabeln från motorn till hjälpaxelkretskortet. Kontrollera att inga anslutningar är lösa vid varje ände.
96-0308 rev G juni 2009 Elektrisk service 5
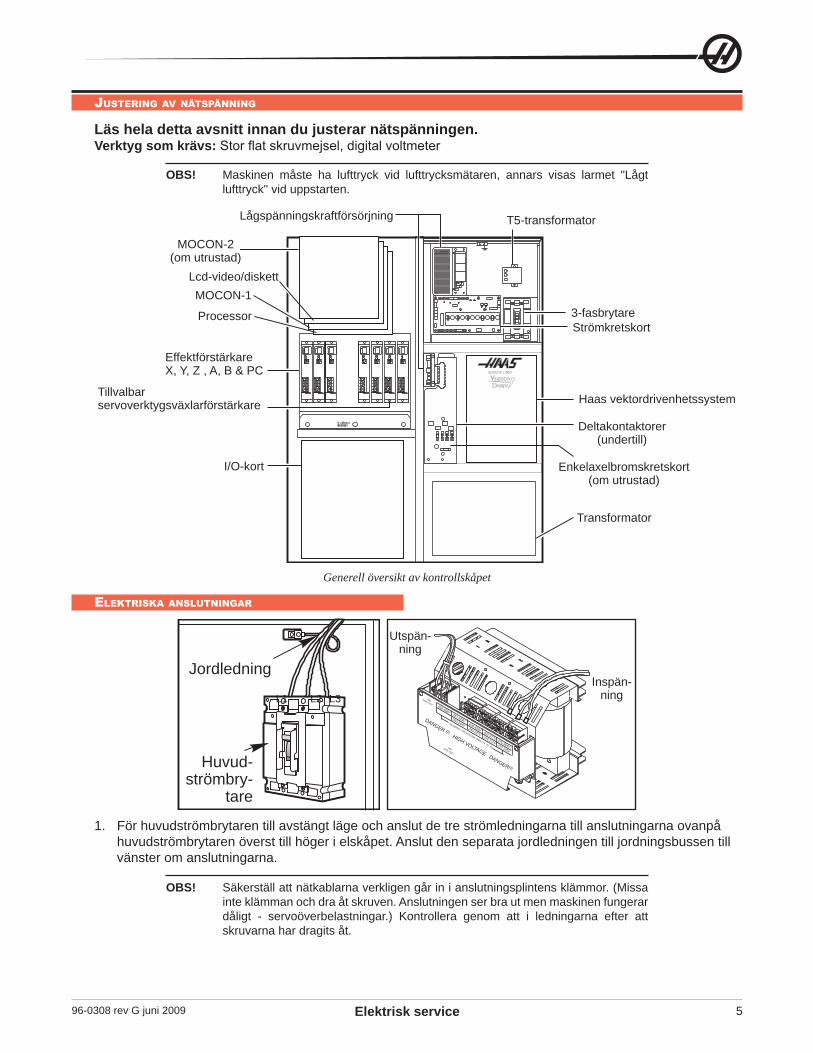
JUSTERING AV NÄTSPÄNNING
Läs hela detta avsnitt innan du justerar nätspänningen.Verktyg som krävs: Stor flat skruvmejsel, digital voltmeter
OBS! Maskinen måste ha lufttryck vid lufttrycksmätaren, annars visas larmet "Lågt lufttryck" vid uppstarten.
SERVO DRIVEASSEMBLY
Generell översikt av kontrollskåpet
ELEKTRISKA ANSLUTNINGAR
DANGER !!! HIGH VOLTAGEDANGER!!!
488-458V457-429V
428-403V402-377V
376-354V
260-244V243-227V
226-211V210-195V
TB2240V OUT
TB1120V OUT
INCOMING LINE VOLTAGE TAPS (74, 75, 76)
För huvudströmbrytaren till avstängt läge och anslut de tre strömledningarna till anslutningarna ovanpå 1. huvudströmbrytaren överst till höger i elskåpet. Anslut den separata jordledningen till jordningsbussen till vänster om anslutningarna.
OBS! Säkerställ att nätkablarna verkligen går in i anslutningsplintens klämmor. (Missa inte klämman och dra åt skruven. Anslutningen ser bra ut men maskinen fungerar dåligt - servoöverbelastningar.) Kontrollera genom att i ledningarna efter att skruvarna har dragits åt.
MOCON-2 (om utrustad)
Lågspänningskraftförsörjning
Lcd-video/diskettMOCON-1
Processor
Effektförstärkare X, Y, Z , A, B & PC
Tillvalbar servoverktygsväxlarförstärkare
I/O-kort
T5-transformator
3-fasbrytareStrömkretskort
Haas vektordrivenhetssystem
Deltakontaktorer (undertill)
Enkelaxelbromskretskort (om utrustad)
Transformator
Utspän-ning
Inspän-ning
Jordledning
Huvud-strömbry-
tare
L1 L2 L3
96-0308 rev G juni 2009Elektrisk service6
Efter att nätspänningen anslutits till maskinen, kontrollera att huvudströmbrytaren är avstängd. Aktivera 2. strömkällan. Använd en digital precisionsvoltmeter och tillämpliga säkerhetsförfaranden, mät spänningen över samtliga tre faser vid huvudströmbrytaren och anteckna värdena. Spänningen måste ligga mellan 195 och 260 V (360 och 480 V för högspänningsalternativet).
OBS! Stora spänningsvariationer är vanliga i många industriområden; du behöver veta minimi- och maximispänningen som tillförs maskinen då den är i drift. U.S National Electrical Code specificerar att maskiner skall arbeta med en variation på +5 till –5 % kring en genomsnittlig matarspänning. Om det uppstår problem med nätspänningen eller låg nätspänning misstänks, kan en extern transformator krävas. Om du misstänker spänningsproblem ska spänningen kontrolleras varje eller varannan timme under en typisk dag, för att säkerställa att den inte varierar med mer än +5 eller –5% kring genomsnittet.
VAR FÖRSIKTIG! Säkerställ att huvudströmbrytaren är avstängd och att strömmen vid nätströmspanelen är avstängd innan du ändrar transformatorns anslutningar. Säkerställ att alla de tre svarta kablarna flyttas till rätt anslutningsplint och att de är hårt fastspända.
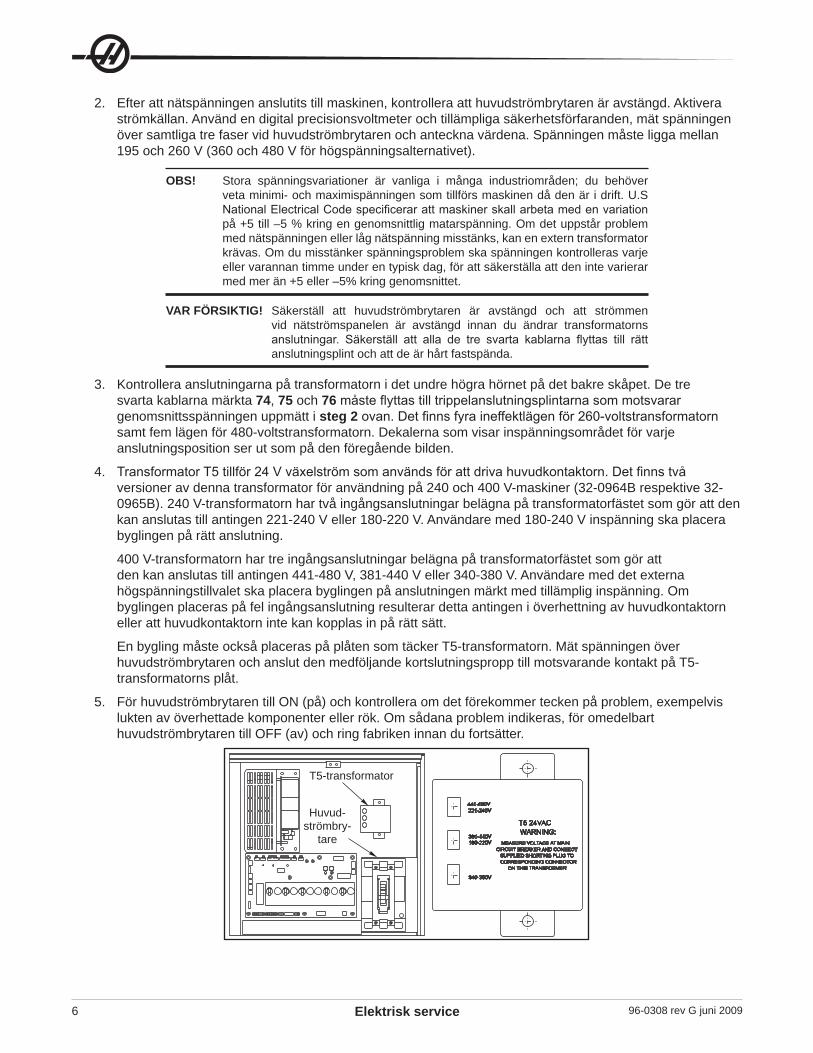
Kontrollera anslutningarna på transformatorn i det undre högra hörnet på det bakre skåpet. De tre 3. svarta kablarna märkta 74, 75 och 76 måste flyttas till trippelanslutningsplintarna som motsvarar genomsnittsspänningen uppmätt i steg 2 ovan. Det finns fyra ineffektlägen för 260-voltstransformatorn samt fem lägen för 480-voltstransformatorn. Dekalerna som visar inspänningsområdet för varje anslutningsposition ser ut som på den föregående bilden.
Transformator T5 tillför 24 V växelström som används för att driva huvudkontaktorn. Det finns två 4. versioner av denna transformator för användning på 240 och 400 V-maskiner (32-0964B respektive 32-0965B). 240 V-transformatorn har två ingångsanslutningar belägna på transformatorfästet som gör att den kan anslutas till antingen 221-240 V eller 180-220 V. Användare med 180-240 V inspänning ska placera byglingen på rätt anslutning.
400 V-transformatorn har tre ingångsanslutningar belägna på transformatorfästet som gör att den kan anslutas till antingen 441-480 V, 381-440 V eller 340-380 V. Användare med det externa högspänningstillvalet ska placera byglingen på anslutningen märkt med tillämplig inspänning. Om byglingen placeras på fel ingångsanslutning resulterar detta antingen i överhettning av huvudkontaktorn eller att huvudkontaktorn inte kan kopplas in på rätt sätt.
En bygling måste också placeras på plåten som täcker T5-transformatorn. Mät spänningen över huvudströmbrytaren och anslut den medföljande kortslutningspropp till motsvarande kontakt på T5-transformatorns plåt.
För huvudströmbrytaren till ON (på) och kontrollera om det förekommer tecken på problem, exempelvis 5. lukten av överhettade komponenter eller rök. Om sådana problem indikeras, för omedelbart huvudströmbrytaren till OFF (av) och ring fabriken innan du fortsätter.
340-380V
381-440V180-220V
441-480V221-240V
CIRCUIT BREAKER AND CONNECT
CORRESPONDING CONNECTORSUPPLIED SHORTING PLUG TO
MEASURE VOLTAGE AT MAIN
ON THIS TRANSFORMER
WARNING:T5 24VAC
T5-transformator
Huvud-strömbry-
tare
96-0308 rev G juni 2009 Elektrisk service 7
VARNING!Pumpen för spindelkylmedel (TSC) är en trefaspump och fasen måste vara rätt inställd! Felaktig fasinställning gör att TSC-pumpen skadas vilket upphäver garantin. Se avsnittet om TSC-start om din maskin är utrustad med TSC.
När strömmen är på, mät spänningen över de nedre kabelfästena på huvudströmbrytaren. Värdet borde 6. vara samma som där ineffekten ansluts till huvudströmbrytaren. Om det finns några problem, kontrollera ledningsdragningen.
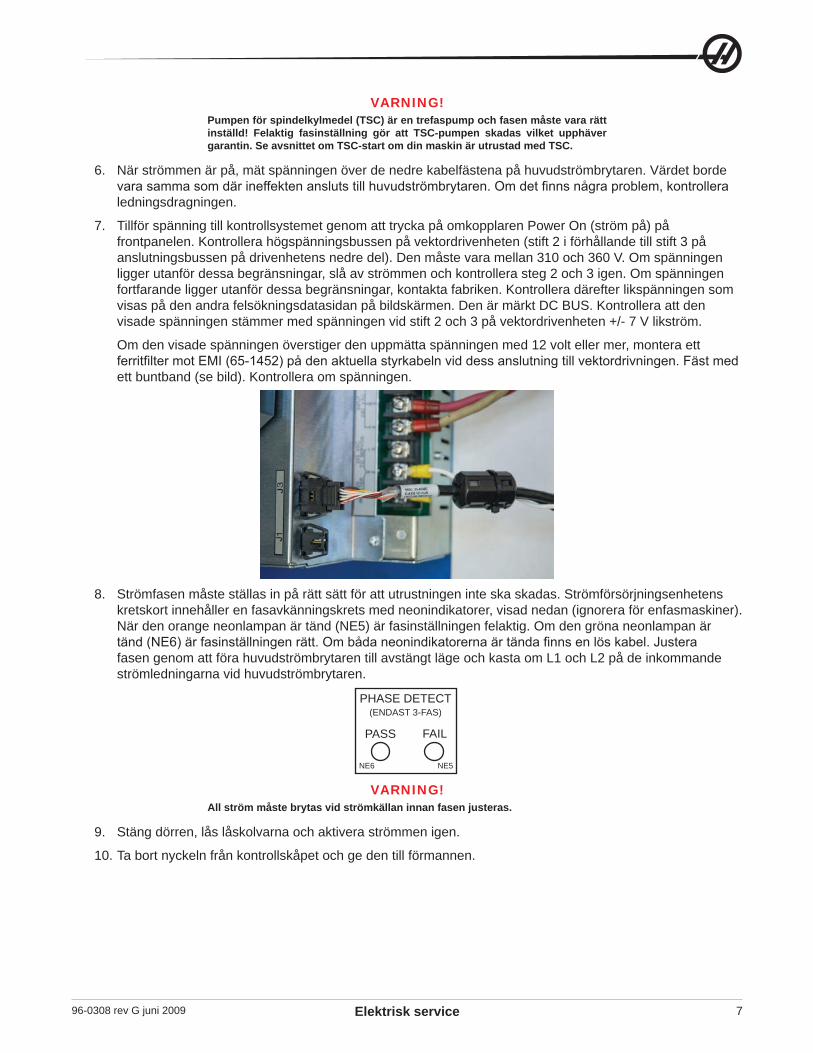
Tillför spänning till kontrollsystemet genom att trycka på omkopplaren Power On (ström på) på 7. frontpanelen. Kontrollera högspänningsbussen på vektordrivenheten (stift 2 i förhållande till stift 3 på anslutningsbussen på drivenhetens nedre del). Den måste vara mellan 310 och 360 V. Om spänningen ligger utanför dessa begränsningar, slå av strömmen och kontrollera steg 2 och 3 igen. Om spänningen fortfarande ligger utanför dessa begränsningar, kontakta fabriken. Kontrollera därefter likspänningen som visas på den andra felsökningsdatasidan på bildskärmen. Den är märkt DC BUS. Kontrollera att den visade spänningen stämmer med spänningen vid stift 2 och 3 på vektordrivenheten +/- 7 V likström.
Om den visade spänningen överstiger den uppmätta spänningen med 12 volt eller mer, montera ett ferritfilter mot EMI (65-1452) på den aktuella styrkabeln vid dess anslutning till vektordrivningen. Fäst med ett buntband (se bild). Kontrollera om spänningen.
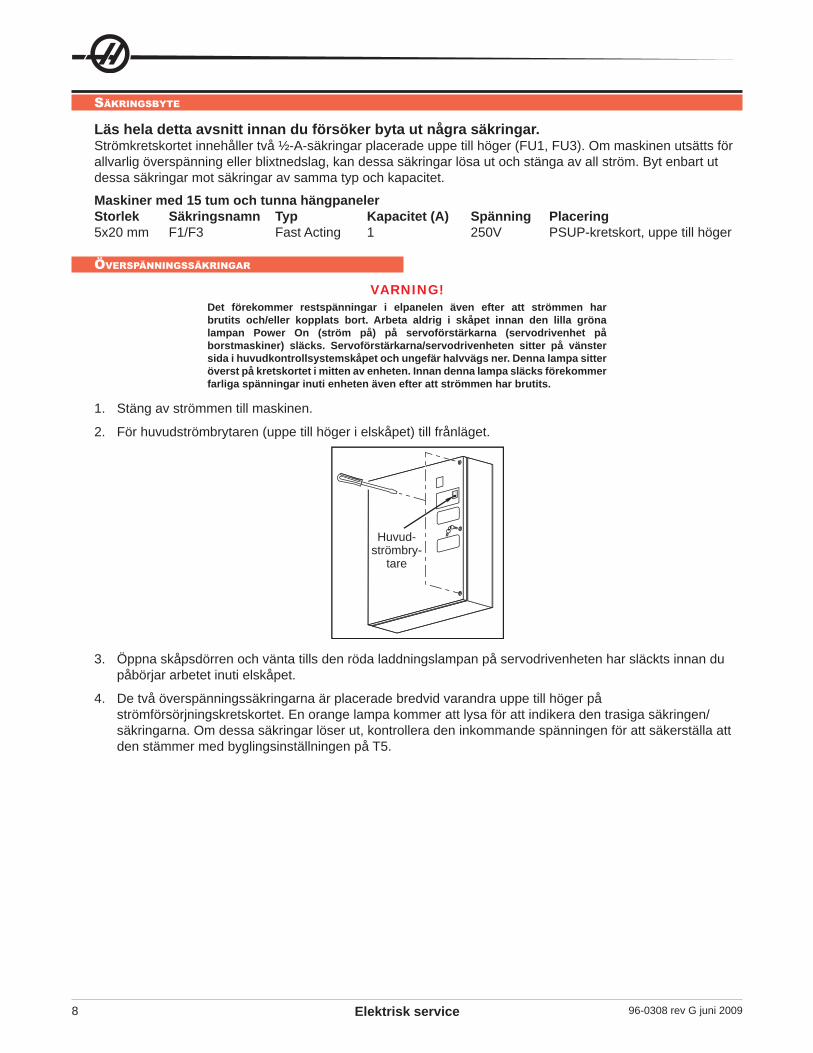
Strömfasen måste ställas in på rätt sätt för att utrustningen inte ska skadas. Strömförsörjningsenhetens 8. kretskort innehåller en fasavkänningskrets med neonindikatorer, visad nedan (ignorera för enfasmaskiner). När den orange neonlampan är tänd (NE5) är fasinställningen felaktig. Om den gröna neonlampan är tänd (NE6) är fasinställningen rätt. Om båda neonindikatorerna är tända finns en lös kabel. Justera fasen genom att föra huvudströmbrytaren till avstängt läge och kasta om L1 och L2 på de inkommande strömledningarna vid huvudströmbrytaren.
NE5NE6
VARNING!All ström måste brytas vid strömkällan innan fasen justeras.
Stäng dörren, lås låskolvarna och aktivera strömmen igen.9.
Ta bort nyckeln från kontrollskåpet och ge den till förmannen.10.
PHASE DETECT(ENDAST 3-FAS)
PASS FAIL
96-0308 rev G juni 2009Elektrisk service8
SÄKRINGSBYTE
Läs hela detta avsnitt innan du försöker byta ut några säkringar.Strömkretskortet innehåller två ½-A-säkringar placerade uppe till höger (FU1, FU3). Om maskinen utsätts för allvarlig överspänning eller blixtnedslag, kan dessa säkringar lösa ut och stänga av all ström. Byt enbart ut dessa säkringar mot säkringar av samma typ och kapacitet.
Maskiner med 15 tum och tunna hängpanelerStorlek Säkringsnamn Typ Kapacitet (A) Spänning Placering5x20 mm F1/F3 Fast Acting 1 250V PSUP-kretskort, uppe till höger
ÖVERSPÄNNINGSSÄKRINGAR
VARNING!Det förekommer restspänningar i elpanelen även efter att strömmen har brutits och/eller kopplats bort. Arbeta aldrig i skåpet innan den lilla gröna lampan Power On (ström på) på servoförstärkarna (servodrivenhet på borstmaskiner) släcks. Servoförstärkarna/servodrivenheten sitter på vänster sida i huvudkontrollsystemskåpet och ungefär halvvägs ner. Denna lampa sitter överst på kretskortet i mitten av enheten. Innan denna lampa släcks förekommer farliga spänningar inuti enheten även efter att strömmen har brutits.
Stäng av strömmen till maskinen.1.
För huvudströmbrytaren (uppe till höger i elskåpet) till frånläget.2.
Öppna skåpsdörren och vänta tills den röda laddningslampan på servodrivenheten har släckts innan du 3. påbörjar arbetet inuti elskåpet.
De två överspänningssäkringarna är placerade bredvid varandra uppe till höger på 4. strömförsörjningskretskortet. En orange lampa kommer att lysa för att indikera den trasiga säkringen/säkringarna. Om dessa säkringar löser ut, kontrollera den inkommande spänningen för att säkerställa att den stämmer med byglingsinställningen på T5.
Huvud- strömbry-
tare
96-0308 rev G juni 2009 Elektrisk service 9
+5V
GND
GND
AMPS
+12V
-12V
MAIN 115V XFRMR
90C90C 90C
AC GROUND
LOW
VOLT
PSDEL
TA-W
YESE
RVOFA
NPR
OBE
PS
90C
94/N
95
115V SPARES
115V
INPU
T
90A
90C96
90A
90A
92A90C 90C 3PH 115V TO IOPCB
WORKL
IGHT
GFI/
90
GFI
-12V GND
+12V
COOLANT PUMP
-12V
SWDOORFA
NMONITOR
+12V
GND
+12V
90A
90AMCD1
MCD2
GND
GND
GND
+12V
LE2
TS1
Z3
LVINPU
T
GND
+12V+5V
+5V
-12V
+12V
-12V
LE3Z4
MOCON2
GND
GND
+5V
+12V
+5VZ1 LE1
MO
TIF
GN
D
GN
D
+5
V
GN
D
+1
2V
IOP
CB
+5
V
NE6
ON
/OF
F
74
0
COOLANT/TSC CHIPC 230V
POWER SUPPLY ASSY930
PSUP-K
NE1
TSC COOLANT PUMP
NE3
160
CHIP CONVEYOR
NE51A 250V
F1
71 73
230V IN
PRITO T5
F3
SEC
17
0
AU
TO
OF
F/C
ON
TA
CT
OR
CHIP CONVEYOR
CB2
XFRMR
MAIN
10A 115V
CB6 CB3 CB5
COOLANT PUMP
7A 115V
GFI
10A 230V
TSC COOLANT PUMP
10A 230V
CB4
5A 230V
FAILPASS
PHASE DETECT
(FOR 3 PHASE ONLY)
ON ON ON ON ON
P10
P30
P18
P1
+5
V
GN
D
GN
D
+5
V
NE6
NE1 NE3
NE51A 250V
F1
71 73
PRITO T5
F3
FAILPASS
PHASE DETECT
(FOR 3 PHASE ONLY)
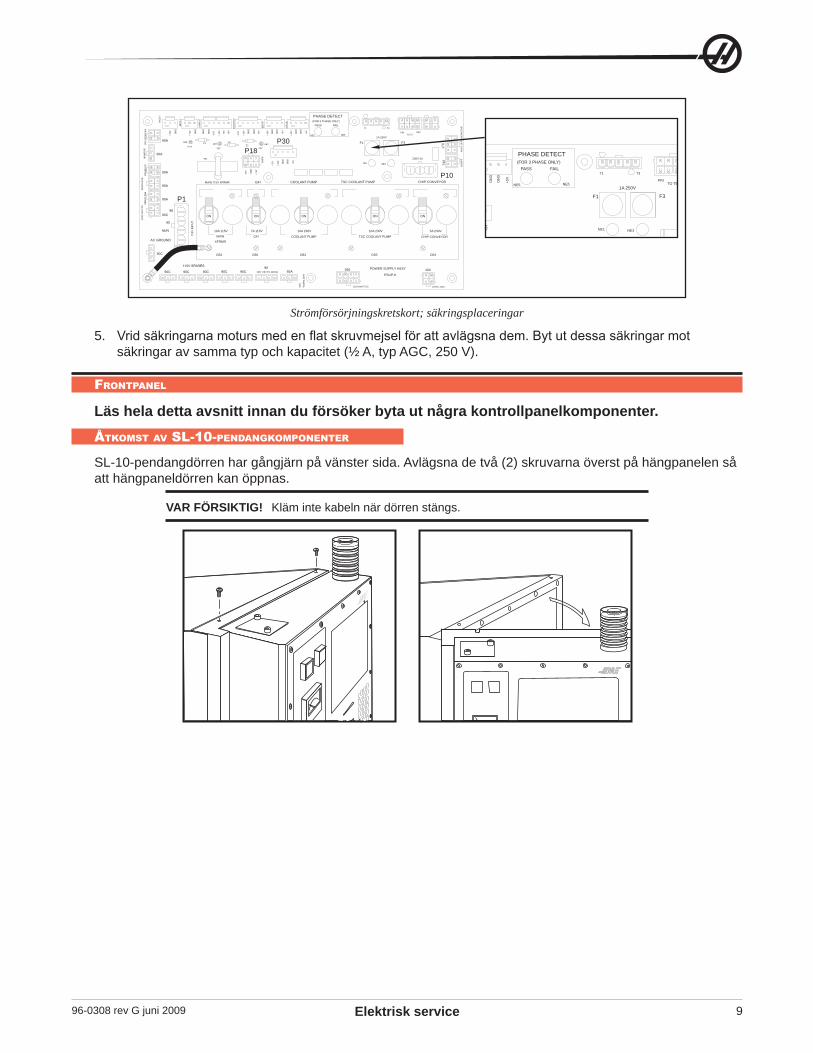
Strömförsörjningskretskort; säkringsplaceringar
Vrid säkringarna moturs med en flat skruvmejsel för att avlägsna dem. Byt ut dessa säkringar mot 5. säkringar av samma typ och kapacitet (½ A, typ AGC, 250 V).
FRONTPANEL
Läs hela detta avsnitt innan du försöker byta ut några kontrollpanelkomponenter.
ÅTKOMST AV SL-10-PENDANGKOMPONENTER
SL-10-pendangdörren har gångjärn på vänster sida. Avlägsna de två (2) skruvarna överst på hängpanelen så att hängpaneldörren kan öppnas.
VAR FÖRSIKTIG! Kläm inte kabeln när dörren stängs.
96-0308 rev G juni 2009Elektrisk service10
BYTE AV LCD-ENHET
VAR FÖRSIKTIG! Använd ett jordat handledsband mot elektrostatisk urladdning (ESD) vid arbete inuti hängpanelen.
Stäng av strömmen och koppla bort strömmen till maskinen.1.
Avlägsna skruvarna som håller fast skyddet på baksidan av hängpanelen. Se till att skyddet hålls på plats 2. tills alla skruvarna har avlägsnats.
Koppla bort videoutgångskabeln (J16) från SKBIF-pc-kortet samt bakgrundsbelysningskabeln.3.
Avlägsna de fyra (4) sexkantsskruvarna och brickorna med början nedifrån. Avlägsna sedan LCD-enheten 4. och lägg den åt sidan på en säker plats.
VAR FÖRSIKTIG! Var försiktig så att du inte tappar eller skadar LCD-enheten när den avlägsnas från kontrollpanelen.
Använd handskar för att undvika att få fingeravtryck på den nya LCD-skärmen. Placera enheten på de 5. fyra bultarna (två uppe och två nere). Placera brickorna och sexkantsmuttrarna på bultarna för att hålla enheten på plats. När alla brickor har fästs och muttrarna har dragits åt för hand, spänn fast helt med verktyg.
�
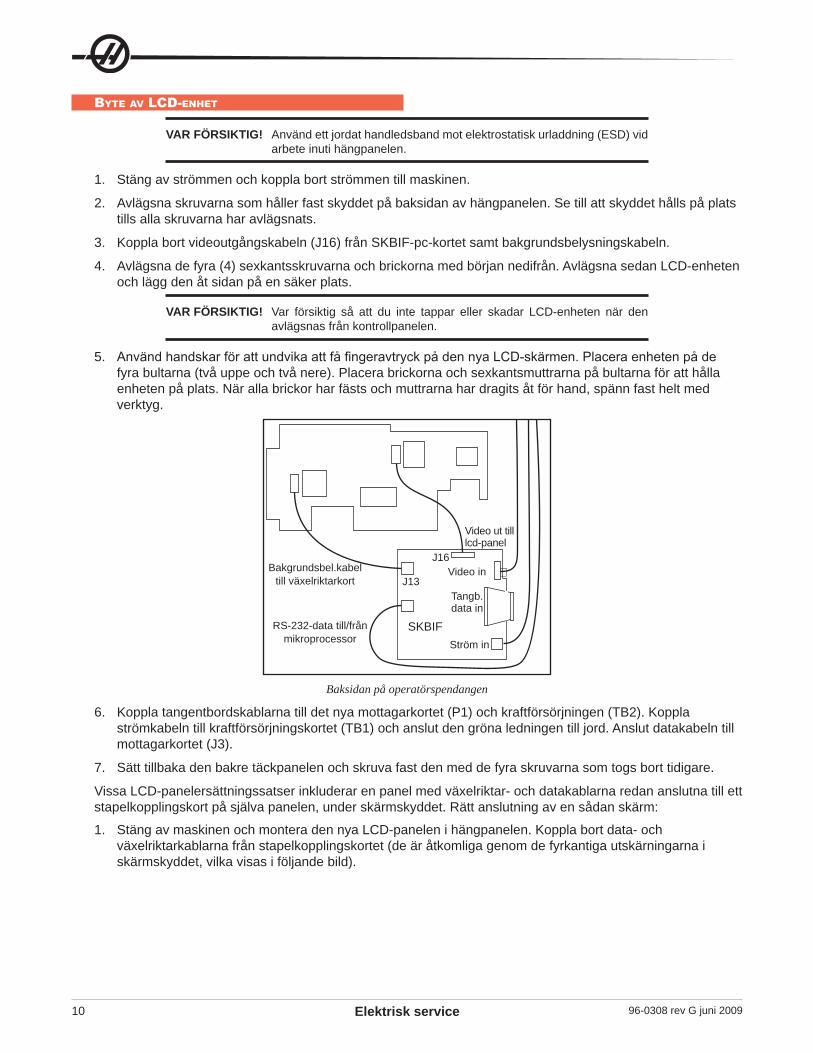
Baksidan på operatörspendangen
Koppla tangentbordskablarna till det nya mottagarkortet (P1) och kraftförsörjningen (TB2). Koppla 6. strömkabeln till kraftförsörjningskortet (TB1) och anslut den gröna ledningen till jord. Anslut datakabeln till mottagarkortet (J3).
Sätt tillbaka den bakre täckpanelen och skruva fast den med de fyra skruvarna som togs bort tidigare.7.
Vissa LCD-panelersättningssatser inkluderar en panel med växelriktar- och datakablarna redan anslutna till ett stapelkopplingskort på själva panelen, under skärmskyddet. Rätt anslutning av en sådan skärm:
Stäng av maskinen och montera den nya LCD-panelen i hängpanelen. Koppla bort data- och 1. växelriktarkablarna från stapelkopplingskortet (de är åtkomliga genom de fyrkantiga utskärningarna i skärmskyddet, vilka visas i följande bild).
Video ut till lcd-panel
RS-232-data till/från mikroprocessor
Bakgrundsbel.kabel till växelriktarkort
Video inJ16
J13
Ström in
Tangb.data in
SKBIF
96-0308 rev G juni 2009 Elektrisk service 11
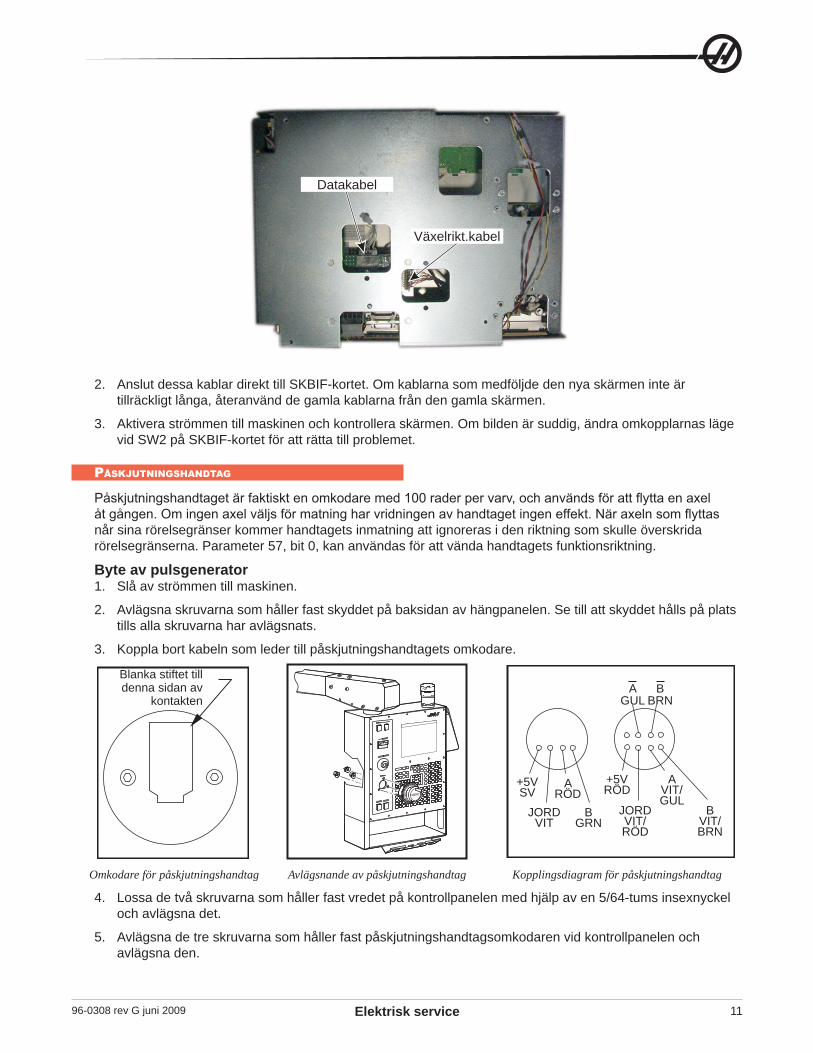
Data Cable
Inverter Cable
Anslut dessa kablar direkt till SKBIF-kortet. Om kablarna som medföljde den nya skärmen inte är 2. tillräckligt långa, återanvänd de gamla kablarna från den gamla skärmen.
Aktivera strömmen till maskinen och kontrollera skärmen. Om bilden är suddig, ändra omkopplarnas läge 3. vid SW2 på SKBIF-kortet för att rätta till problemet.
PÅSKJUTNINGSHANDTAG
Påskjutningshandtaget är faktiskt en omkodare med 100 rader per varv, och används för att flytta en axel åt gången. Om ingen axel väljs för matning har vridningen av handtaget ingen effekt. När axeln som flyttas når sina rörelsegränser kommer handtagets inmatning att ignoreras i den riktning som skulle överskrida rörelsegränserna. Parameter 57, bit 0, kan användas för att vända handtagets funktionsriktning.
Byte av pulsgeneratorSlå av strömmen till maskinen.1.
Avlägsna skruvarna som håller fast skyddet på baksidan av hängpanelen. Se till att skyddet hålls på plats 2. tills alla skruvarna har avlägsnats.
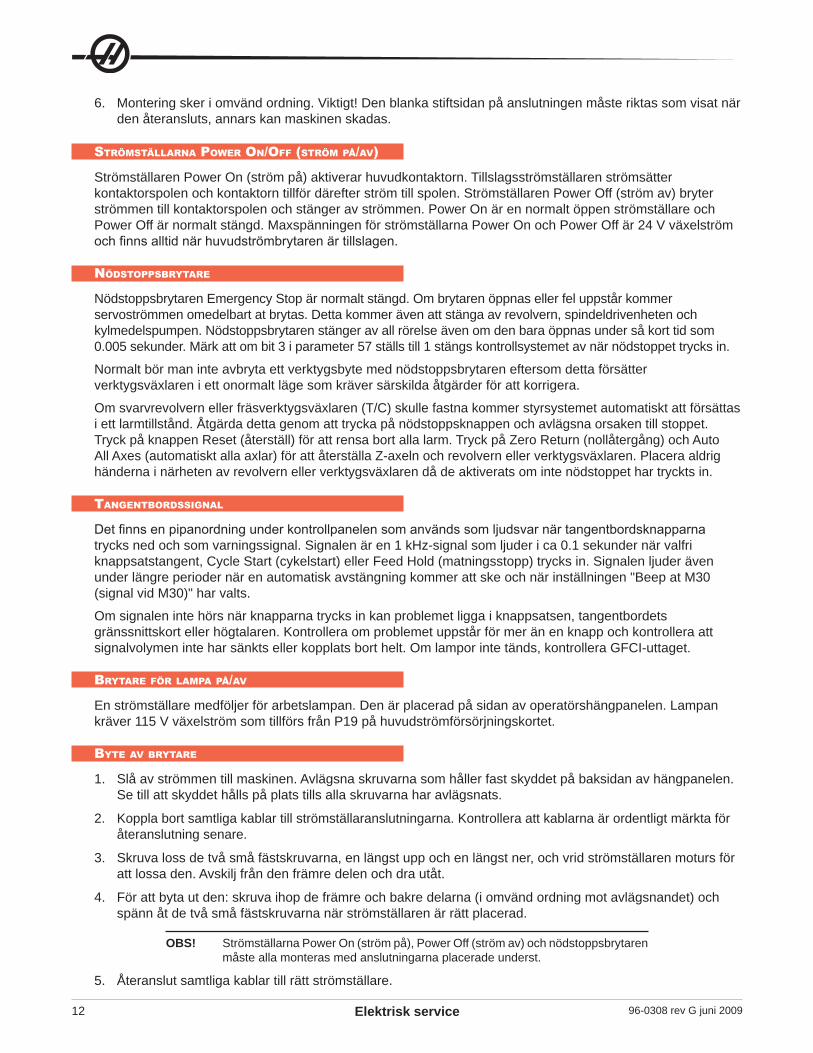
Koppla bort kabeln som leder till påskjutningshandtagets omkodare.3.
Omkodare för påskjutningshandtag Avlägsnande av påskjutningshandtag Kopplingsdiagram för påskjutningshandtag
Lossa de två skruvarna som håller fast vredet på kontrollpanelen med hjälp av en 5/64-tums insexnyckel 4. och avlägsna det.
Avlägsna de tre skruvarna som håller fast påskjutningshandtagsomkodaren vid kontrollpanelen och 5. avlägsna den.
Blanka stiftet till denna sidan av
kontaktenA
GULB
BRN
A VIT/GUL
B VIT/BRN
JORD VIT/RÖD
JORD VIT
B GRN
+5V RÖDA
RÖD+5V SV
Datakabel
Växelrikt.kabel
96-0308 rev G juni 2009Elektrisk service12
Montering sker i omvänd ordning. Viktigt! Den blanka stiftsidan på anslutningen måste riktas som visat när 6. den återansluts, annars kan maskinen skadas.
STRÖMSTÄLLARNA POWER ON/OFF (STRÖM PÅ/AV)
Strömställaren Power On (ström på) aktiverar huvudkontaktorn. Tillslagsströmställaren strömsätter kontaktorspolen och kontaktorn tillför därefter ström till spolen. Strömställaren Power Off (ström av) bryter strömmen till kontaktorspolen och stänger av strömmen. Power On är en normalt öppen strömställare och Power Off är normalt stängd. Maxspänningen för strömställarna Power On och Power Off är 24 V växelström och finns alltid när huvudströmbrytaren är tillslagen.
NÖDSTOPPSBRYTARE
Nödstoppsbrytaren Emergency Stop är normalt stängd. Om brytaren öppnas eller fel uppstår kommer servoströmmen omedelbart at brytas. Detta kommer även att stänga av revolvern, spindeldrivenheten och kylmedelspumpen. Nödstoppsbrytaren stänger av all rörelse även om den bara öppnas under så kort tid som 0.005 sekunder. Märk att om bit 3 i parameter 57 ställs till 1 stängs kontrollsystemet av när nödstoppet trycks in.
Normalt bör man inte avbryta ett verktygsbyte med nödstoppsbrytaren eftersom detta försätter verktygsväxlaren i ett onormalt läge som kräver särskilda åtgärder för att korrigera.
Om svarvrevolvern eller fräsverktygsväxlaren (T/C) skulle fastna kommer styrsystemet automatiskt att försättas i ett larmtillstånd. Åtgärda detta genom att trycka på nödstoppsknappen och avlägsna orsaken till stoppet. Tryck på knappen Reset (återställ) för att rensa bort alla larm. Tryck på Zero Return (nollåtergång) och Auto All Axes (automatiskt alla axlar) för att återställa Z-axeln och revolvern eller verktygsväxlaren. Placera aldrig händerna i närheten av revolvern eller verktygsväxlaren då de aktiverats om inte nödstoppet har tryckts in.
TANGENTBORDSSIGNAL
Det finns en pipanordning under kontrollpanelen som används som ljudsvar när tangentbordsknapparna trycks ned och som varningssignal. Signalen är en 1 kHz-signal som ljuder i ca 0.1 sekunder när valfri knappsatstangent, Cycle Start (cykelstart) eller Feed Hold (matningsstopp) trycks in. Signalen ljuder även under längre perioder när en automatisk avstängning kommer att ske och när inställningen "Beep at M30 (signal vid M30)" har valts.
Om signalen inte hörs när knapparna trycks in kan problemet ligga i knappsatsen, tangentbordets gränssnittskort eller högtalaren. Kontrollera om problemet uppstår för mer än en knapp och kontrollera att signalvolymen inte har sänkts eller kopplats bort helt. Om lampor inte tänds, kontrollera GFCI-uttaget.
BRYTARE FÖR LAMPA PÅ/AV
En strömställare medföljer för arbetslampan. Den är placerad på sidan av operatörshängpanelen. Lampan kräver 115 V växelström som tillförs från P19 på huvudströmförsörjningskortet.
BYTE AV BRYTARE
Slå av strömmen till maskinen. Avlägsna skruvarna som håller fast skyddet på baksidan av hängpanelen. 1. Se till att skyddet hålls på plats tills alla skruvarna har avlägsnats.
Koppla bort samtliga kablar till strömställaranslutningarna. Kontrollera att kablarna är ordentligt märkta för 2. återanslutning senare.
Skruva loss de två små fästskruvarna, en längst upp och en längst ner, och vrid strömställaren moturs för 3. att lossa den. Avskilj från den främre delen och dra utåt.
För att byta ut den: skruva ihop de främre och bakre delarna (i omvänd ordning mot avlägsnandet) och 4. spänn åt de två små fästskruvarna när strömställaren är rätt placerad.
OBS! Strömställarna Power On (ström på), Power Off (ström av) och nödstoppsbrytaren måste alla monteras med anslutningarna placerade underst.
Återanslut samtliga kablar till rätt strömställare.5.
96-0308 rev G juni 2009 Elektrisk service 13
SPINDELBELASTNINGSMÄTARE
Belastningsmätaren mäter belastningen på spindelmotorn som en procentandel av motorns kontinuerliga märkeffekt, med viss fördröjning mellan belastningen och det faktiska utslaget på mätaren. De åtta A-till-D-inmatningarna tillhandahåller även en mått på spindelbelastningen för att upptäcka verktygsförslitning. Den andra sidan med felsökningsdata visar % av spindelbelastningen. Mätaren ska inte variera från displayen med mer än 5%. Spindeldrivenhetsdisplay 7 ska inte heller variera från belastningsmätaren med mer än 5%. Olika typer av spindeldrivenheter används i kontrollenheten; dock är de likvärdiga vad gäller funktionen men justeras på olika sätt.
Byte av spindelbelastningsmätareStäng av strömmen och koppla bort strömmen till maskinen. Avlägsna skruvarna som håller fast 1. täckpanelen på baksidan av hängpanelen. Se till att hålla täckpanelen på plats tills alla skruvarna har avlägsnats.
Koppla bort de två kablarna på baksidan av spindelbelastningsmätarenheten. Säkerställ att de två 2. kablarna är ordentligt märkta för återanslutning senare.
Avlägsna de fyra skruvarna som håller spindelbelastningsmätarenheten på plats på kontrollpanelen. Se till 3. att hålla enheten på plats tills alla skruvarna har avlägsnats. Avlägsna enheten.
Installera i motsatt ordning än vid borttagning. Kontrollera att kablarna ansluts till rätt ställe.4.
BYTE AV KNAPPSATS
Stäng av strömmen och koppla bort strömmen till maskinen. Avlägsna skruvarna som håller fast det bakre 1. skyddet på baksidan av hängpanelen. Se till att skyddet hålls på plats tills alla skruvarna har avlägsnats.
Koppla bort knappsatsens 24-stiftsbandkabel från tangentbordsgränssnittskortet.2.
Avlägsna skruvarna från hängpanelens framsida. Se till att skyddet hålls på plats tills alla skruvarna har 3. avlägsnats. Avlägsna komponenterna och lägg åt sidan på en säker plats.
Bänd bort knappsatsen från kontrollpanelen med hjälp av ett plant och trubbigt verktyg, t.ex. en 4. spackelkniv. Dra bandkabeln genom öppningen i kontrollpanelen för att avlägsna den.
För att byta ut: sätt först infattningsbrickan på plats och fäst tillfälligt med skruvar i de övre hörnen.5.
96-0308 rev G juni 2009Elektrisk service14
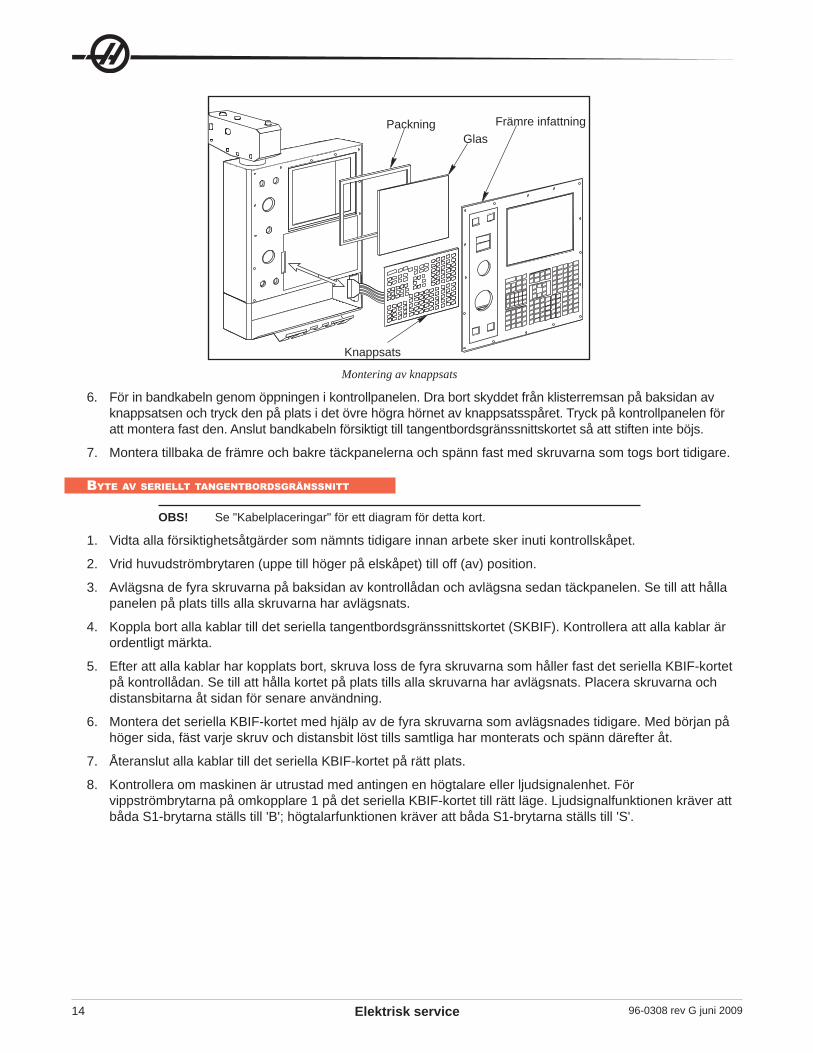
Montering av knappsats
För in bandkabeln genom öppningen i kontrollpanelen. Dra bort skyddet från klisterremsan på baksidan av 6. knappsatsen och tryck den på plats i det övre högra hörnet av knappsatsspåret. Tryck på kontrollpanelen för att montera fast den. Anslut bandkabeln försiktigt till tangentbordsgränssnittskortet så att stiften inte böjs.
Montera tillbaka de främre och bakre täckpanelerna och spänn fast med skruvarna som togs bort tidigare.7.
BYTE AV SERIELLT TANGENTBORDSGRÄNSSNITT
OBS! Se "Kabelplaceringar" för ett diagram för detta kort.
Vidta alla försiktighetsåtgärder som nämnts tidigare innan arbete sker inuti kontrollskåpet.1.
Vrid huvudströmbrytaren (uppe till höger på elskåpet) till off (av) position.2.
Avlägsna de fyra skruvarna på baksidan av kontrollådan och avlägsna sedan täckpanelen. Se till att hålla 3. panelen på plats tills alla skruvarna har avlägsnats.
Koppla bort alla kablar till det seriella tangentbordsgränssnittskortet (SKBIF). Kontrollera att alla kablar är 4. ordentligt märkta.
Efter att alla kablar har kopplats bort, skruva loss de fyra skruvarna som håller fast det seriella KBIF-kortet 5. på kontrollådan. Se till att hålla kortet på plats tills alla skruvarna har avlägsnats. Placera skruvarna och distansbitarna åt sidan för senare användning.
Montera det seriella KBIF-kortet med hjälp av de fyra skruvarna som avlägsnades tidigare. Med början på 6. höger sida, fäst varje skruv och distansbit löst tills samtliga har monterats och spänn därefter åt.
Återanslut alla kablar till det seriella KBIF-kortet på rätt plats.7.
Kontrollera om maskinen är utrustad med antingen en högtalare eller ljudsignalenhet. För 8. vippströmbrytarna på omkopplare 1 på det seriella KBIF-kortet till rätt läge. Ljudsignalfunktionen kräver att båda S1-brytarna ställs till 'B'; högtalarfunktionen kräver att båda S1-brytarna ställs till 'S'.
Packning Främre infattningGlas
Knappsats
96-0308 rev G juni 2009 Elektrisk service 15
MAGNETSPOLAR
Läs hela detta avsnitt innan du försöker byta ut några magnetspoleanordningar.
LUFTTRYCKSMAGNETSPOLEANORDNING (HORIS. OCH VERT.) FÖR VERKTYGSFRIGÖRINGSKOLV (TRP)
AvlägsnandeAktivera strömmen till maskinen och höj upp spindeldockan till dess översta läge. Stäng sedan av 1. strömmen. Koppla bort lufttillförseln från maskinen.Avlägsna plåtarna på maskinens bakre och/eller övre del för att komma åt spindelns baksida (mekanisk 2. servicehandbok).Koppla bort samtliga luftledningar från tryckluftsmagnetspoleenheten (avlägsna inte kopplingarna). Koppla 3. bort de två ledningarna från låglufttrycksgivaren.Skruva loss lufttrycksmagnetspoleenheten från verktygsfrigöringskolvenheten och var noga med 4. att inte ändra läget på fastspännings-/frigöringsbrytarna. Det kan vara nödvändigt att avlägsna verktygsfrigöringskolven för att komma åt magnetspoleenheten.Koppla bort kablarna till pluggen märkt på magnetspolehållaren med "880 from I/O PCB to Solenoid 5. Valves (880 från I/O-kretskort till magnetventiler)" och pluggen märkt "Spare (reserv)".Skruva loss tryckluftsmagnetspolen från tryckluftsmagnetspoleenheten. Avlägsna insexskruvarna som 6. håller enheten på hållaren och avlägsna enheten.
InstallationMontera den nya lufttrycksmagnetspolen. Var noga med att inte ändra fastspännings-/frigöringsbrytarnas läge.1. Byt ut lufttrycksmagnetspoleenheten och montera den på hållaren med insexskruvarna som avlägsnades 2. tidigare. Spänn åt ordentligt.Montera tillbaka verktygsfrigöringskolvenheten (se Mekanisk service).3. Återanslut de två ledningarna till låglufttrycksgivaren. Återanslut ledningarna till pluggarna på 4. magnetspolehållaren.Säkerställ att alla luftledningar är återanslutna till de rätta rörkopplingarna. Återanslut lufttillförseln till 5. maskinen och kontrollera att läckage inte förekommer.Montera tillbaka alla plåtar.6.
EC
400
EC
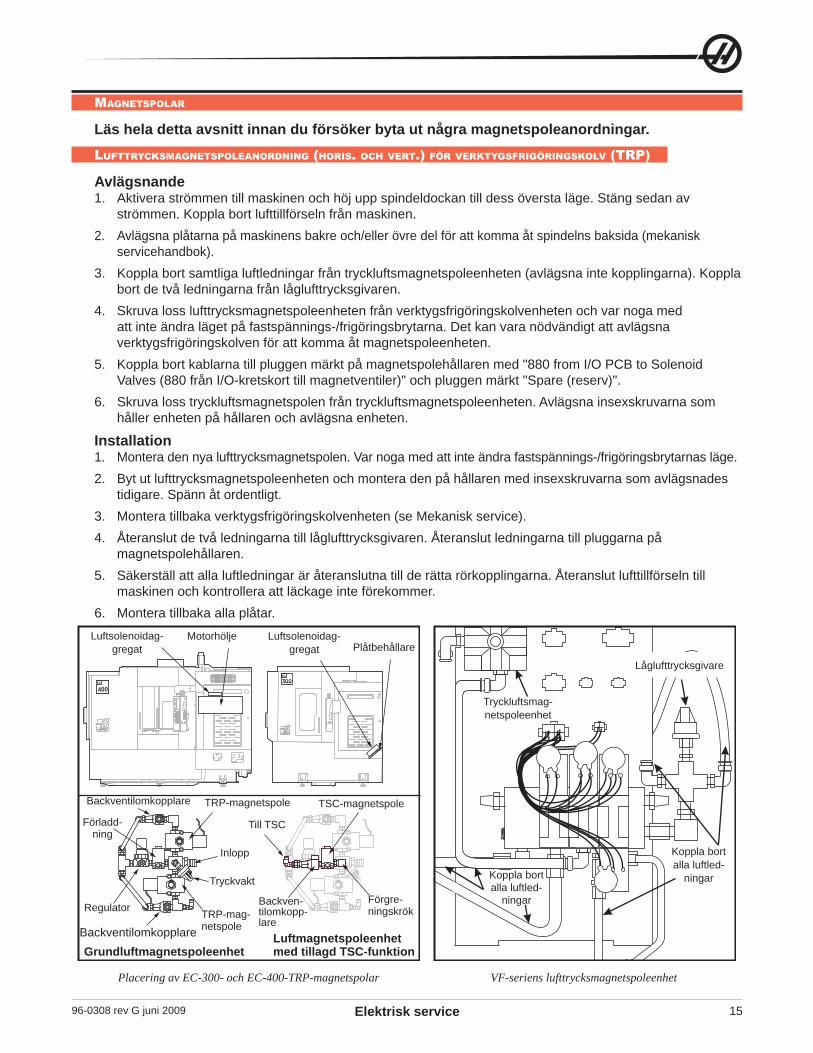
Placering av EC-300- och EC-400-TRP-magnetspolar VF-seriens lufttrycksmagnetspoleenhet
Tryckluftsmag-netspoleenhet
Luftsolenoidag-gregat
Luftsolenoidag-gregat Plåtbehållare
Backventilomkopplare TSC-magnetspoleTRP-magnetspole
Förgre-ningskrök
Tryckvakt
Inlopp
Till TSC
Backven-tilomkopp-lare
Backventilomkopplare
Förladd-ning
TRP-mag-netspole
Regulator
Motorhölje
Luftmagnetspoleenhet med tillagd TSC-funktionGrundluftmagnetspoleenhet
Koppla bort alla luftled-
ningarKoppla bort alla luftled-
ningar
Låglufttrycksgivare
96-0308 rev G juni 2009Elektrisk service16
LUFTTRYCKSMAGNETSPOLE FÖR SPINDELSMÖRJNING
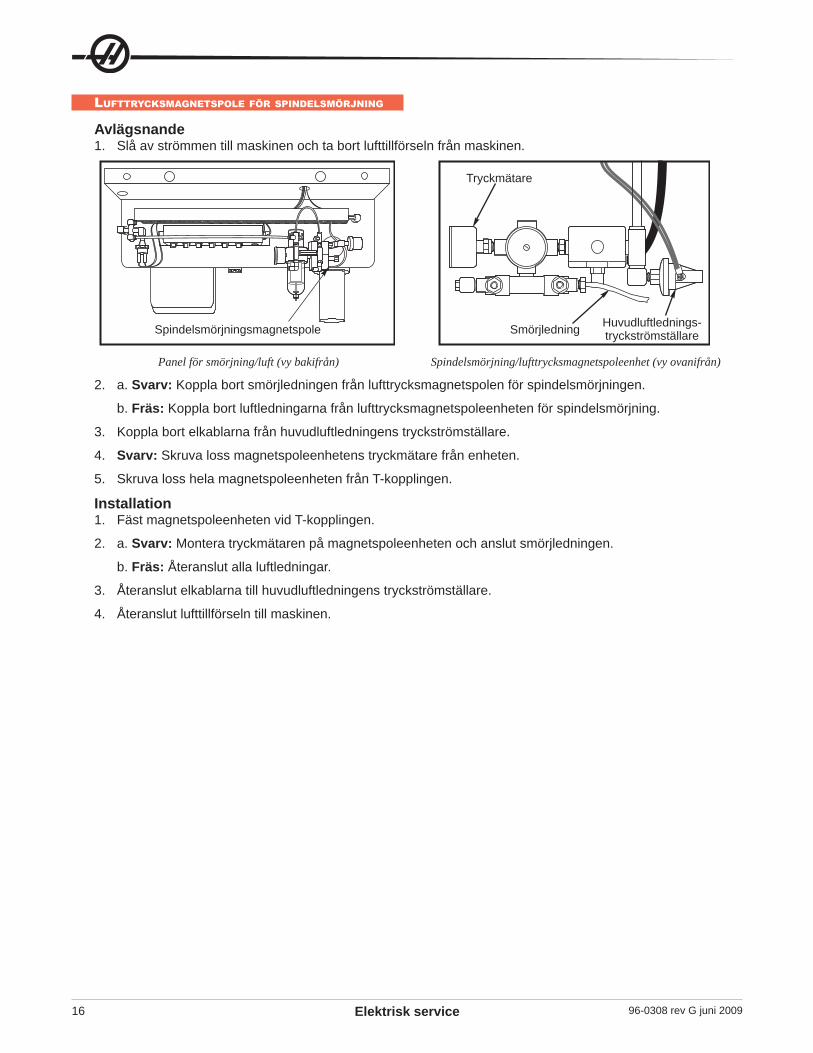
AvlägsnandeSlå av strömmen till maskinen och ta bort lufttillförseln från maskinen.1.
Panel för smörjning/luft (vy bakifrån) Spindelsmörjning/lufttrycksmagnetspoleenhet (vy ovanifrån)
a. 2. Svarv: Koppla bort smörjledningen från lufttrycksmagnetspolen för spindelsmörjningen.
b. Fräs: Koppla bort luftledningarna från lufttrycksmagnetspoleenheten för spindelsmörjning.
Koppla bort elkablarna från huvudluftledningens tryckströmställare.3.
Svarv:4. Skruva loss magnetspoleenhetens tryckmätare från enheten.
Skruva loss hela magnetspoleenheten från T-kopplingen.5.
InstallationFäst magnetspoleenheten vid T-kopplingen.1.
a. 2. Svarv: Montera tryckmätaren på magnetspoleenheten och anslut smörjledningen.
b. Fräs: Återanslut alla luftledningar.
Återanslut elkablarna till huvudluftledningens tryckströmställare.3.
Återanslut lufttillförseln till maskinen.4.
Tryckmätare
SmörjledningSpindelsmörjningsmagnetspole Huvudluftlednings-tryckströmställare
96-0308 rev G juni 2009 Elektrisk service 17
PNEUMATISK FASTSPÄNNINGS/FRIGÖRINGSMAGNETSPOLE FÖR CHUCK/REVOLVER (SVARV)
AvlägsnandeStäng av strömmen till maskinen och koppla bort lufttillförseln från maskinen.1.
Pneumatisk chuck:2. Koppla bort de två luftslangarna från magnetspolen för fastspänning/frigöring av den pneumatiska chucken.
Revolver: Koppla bort de tre luftslangarna från revolverns magnetspole för fastspänning/frigöring (se Justering av revolver in/ut) och koppla bort utsugningstrumman.
Koppla bort magnetspolens elkabel (placerad på baksidan av luftsmörjningspanelen).3.
Avlägsna de två insexskruvarna som håller fast enheten på hållaren och avlägsna enheten.4.
InstallationMontera lufttrycksmagnetspoleenheten och fäst den på hållaren med de två insexskruvarna. Spänn åt 1. ordentligt.
Återanslut elanslutningen på magnetspolen vid strömställarhållaren.2.
Återanslut de två (tre för revolver) luftledningarna och revolverutsugningstrummorna och tillse att alla 3. anslutningar är täta och inte läcker.
Återanslut lufttillförseln till maskinen.4.
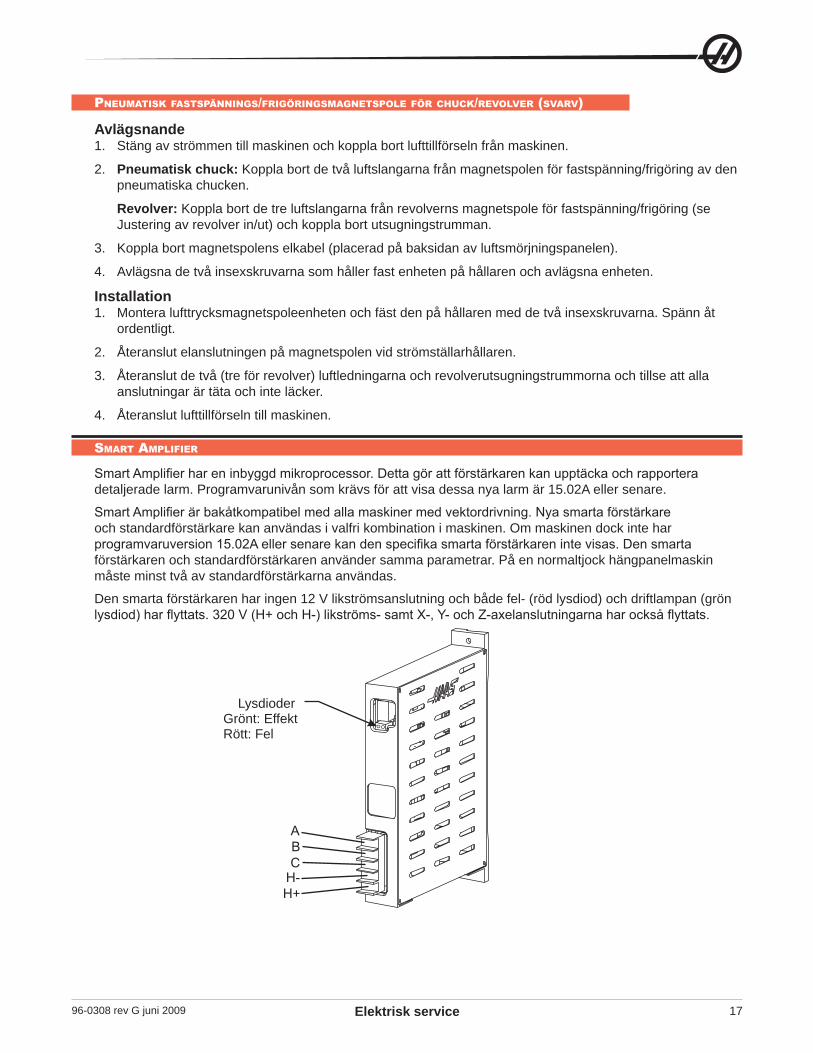
SMART AMPLIFIER
Smart Amplifier har en inbyggd mikroprocessor. Detta gör att förstärkaren kan upptäcka och rapportera detaljerade larm. Programvarunivån som krävs för att visa dessa nya larm är 15.02A eller senare.
Smart Amplifier är bakåtkompatibel med alla maskiner med vektordrivning. Nya smarta förstärkare och standardförstärkare kan användas i valfri kombination i maskinen. Om maskinen dock inte har programvaruversion 15.02A eller senare kan den specifika smarta förstärkaren inte visas. Den smarta förstärkaren och standardförstärkaren använder samma parametrar. På en normaltjock hängpanelmaskin måste minst två av standardförstärkarna användas.
Den smarta förstärkaren har ingen 12 V likströmsanslutning och både fel- (röd lysdiod) och driftlampan (grön lysdiod) har flyttats. 320 V (H+ och H-) likströms- samt X-, Y- och Z-axelanslutningarna har också flyttats.
LysdioderGrönt: EffektRött: Fel
96-0308 rev G juni 2009Elektrisk service18
Den smarta förstärkaren kalibreras med hjälp av mikroprocessorn som finns i varje smart förstärkare vid uppstarten. När strömmen ansluts till kontrollskåpet lyser fellampan (röd lysdiod) under en kort stund (cirka 5 sekunder); detta kallas för "A"-faskalibrering. Båda lysdioderna är sedan släckta under ett par sekunder; detta kallas för "B"-faskalibrering. Därefter tänds driftlampan (grön lysdiod) vilket indikerar att förstärkaren är klar utan några fel.
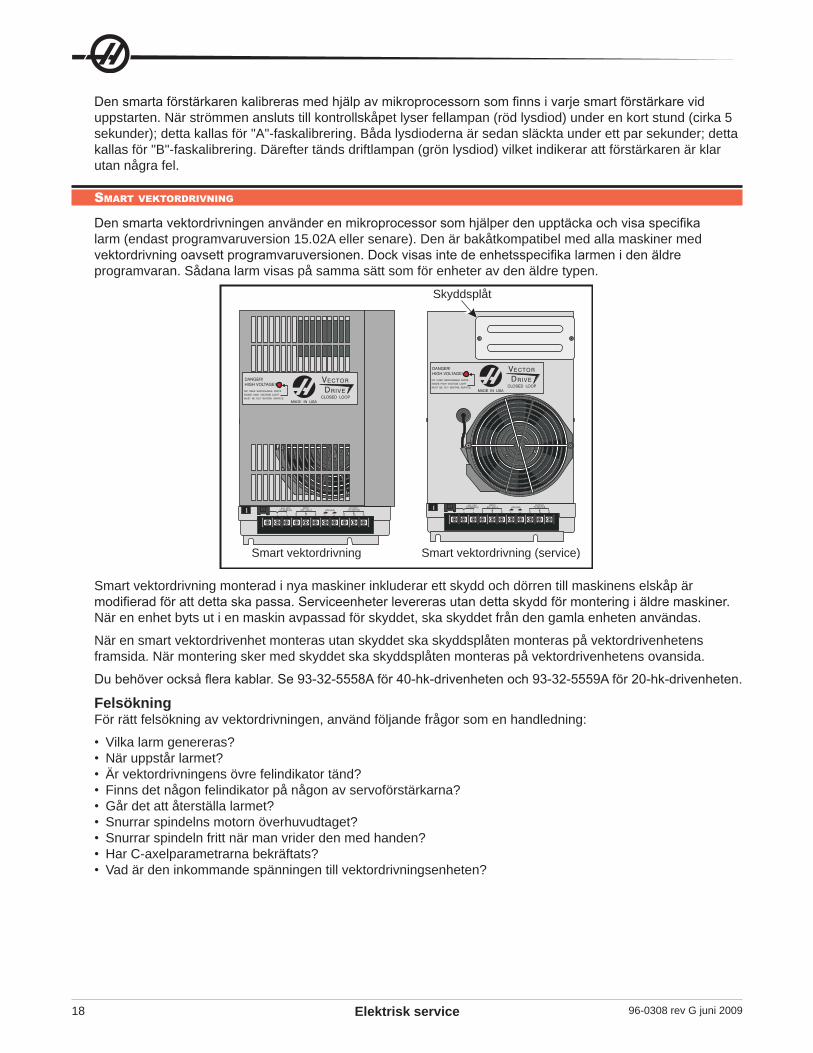
SMART VEKTORDRIVNING
Den smarta vektordrivningen använder en mikroprocessor som hjälper den upptäcka och visa specifika larm (endast programvaruversion 15.02A eller senare). Den är bakåtkompatibel med alla maskiner med vektordrivning oavsett programvaruversionen. Dock visas inte de enhetsspecifika larmen i den äldre programvaran. Sådana larm visas på samma sätt som för enheter av den äldre typen.
Smart vektordrivning monterad i nya maskiner inkluderar ett skydd och dörren till maskinens elskåp är modifierad för att detta ska passa. Serviceenheter levereras utan detta skydd för montering i äldre maskiner. När en enhet byts ut i en maskin avpassad för skyddet, ska skyddet från den gamla enheten användas.
När en smart vektordrivenhet monteras utan skyddet ska skyddsplåten monteras på vektordrivenhetens framsida. När montering sker med skyddet ska skyddsplåten monteras på vektordrivenhetens ovansida.
Du behöver också flera kablar. Se 93-32-5558A för 40-hk-drivenheten och 93-32-5559A för 20-hk-drivenheten.
FelsökningFör rätt felsökning av vektordrivningen, använd följande frågor som en handledning:
Vilka larm genereras?• När uppstår larmet?• Är vektordrivningens övre felindikator tänd?• Finns det någon felindikator på någon av servoförstärkarna?• Går det att återställa larmet?• Snurrar spindelns motorn överhuvudtaget?• Snurrar spindeln fritt när man vrider den med handen?• Har C-axelparametrarna bekräftats?• Vad är den inkommande spänningen till vektordrivningsenheten?•
Skyddsplåt
Smart vektordrivning Smart vektordrivning (service)
96-0308 rev G juni 2009 Elektrisk service 19
Vilket värde har likströmsbusspänningen? (320 V DC till 345 V DC)• Stämmer likströmsbusspänningen som visas på felsökningssidan med den uppmätta • likströmsbusspänningen?
Alla frågorna ovan måste besvaras. Likströmsbusspänningen ska vara mellan 320 och 345 V DC med maskinen påslagen men inte igång. Om spänningen inte ligger inom detta intervall, justera uttagen på nättransformatorn tills detta spänningsintervall erhålls. Det är möjligt att drivenheten är defekt. Dock kan låg busspänning även orsakas av en kortsluten REGEN-belastning eller en kortsluten förstärkare.
Om likströmsbussens spänning är under 50 V DC och aldrig ökar, utför steg 1-6.Med maskinen påslagen, tänds den gröna "STRÖM PÅ"-lysdioden? Om så är inte fallet, byt ut 1. vektordrivenheten.
Stäng av maskinen. Koppla bort REGEN-belastningen (pol 1 och 2 på vektordrivenheten) och mät 2. motståndet för varje ledning till chassijord (öppen) och mellan ledningsändarna. Motståndet ska vara 8.6 ohm för maskiner med 20/15-vektordrivning och HT10K-fräsar utrustade med 40/30-drivning. Alla övriga maskiner med 40/30-drivning ska vara 6 ohm. Om så är inte fallet, byt ut REGEN-belastningen eller kablaget.
Koppla bort kabel 490 vid pol 2 och 3 på vektordrivningen och från servoförstärkarna. Med ett 3. universalinstrument i diodläget, placera den röda mätkabeln på +HV-polen och den svarta på -HV-polen på varje förstärkare. Mätaren ska visa öppet.
Kasta om ledningarna: Placera den röda mätkabeln på -HV-polen och den svarta på +HV-polen. I båda 4. fallen ska mätaren visa 0.7 ohm. Om så är inte fallet, byt ut den defekta förstärkaren.
Mät motståndet mellan pol 1 och 3 på vektordrivningen. Mätaren ska visa över 100K ohm. Om så är inte 5. fallet är vektordrivningen defekt.
Om den gröna "STRÖM PÅ"-lysdioden (i steg 2) var tänd, låt båda 490-kablarna (2 och 3) vara 6. bortkopplade från drivenheten och slå på strömmen till maskinen.
a. Ökar likströmsbusspänningen? Om så är inte fallet är vektordrivningen defekt.
b. Mät spänningen över pol 1 och 3. Spänningen ska vara 300 V DC eller mer. Om så är inte fallet är vektordrivningen defekt.
Om både 'a' och 'b' uppfyller kraven, finns det ett problem antingen med förstärkarna eller REGEN-belastningen.
Om felet uppstår vid acceleration – eller – spindeln accelererar långsamt – eller – oljud kommer från spindeln, gör följande:
Koppla bort utmatningskablarna till spindelmotorn. Aktivera maskinen och tryck på <RESET> (återställ). 7. Kommendera inte spindeln att rotera. Med en voltmeter, mät likspänningen över varje utfas (pol 9, 10, och 11) till 320 V RTN (pol 3). I varje fall ska mätaren visa 165 V DC. I annat fall är en fas defekt.
Mät motståndet över motorledningarrna från fas till fas och från varje fas till chassit. Mätaren ska visa 0.1 8. ohm fas-till-fas och öppen fas-till-chassi. Om felet uppstår vid inbromsning eller acceleration precis när spindel når dess angivna hastighet, eller om ett överspänningslarm (119) utlöses, gör följande:
Koppla bort REGEN-belastningsmotstånden (pol 1 och 2) och mät motståndet mellan varje ledare till 9. chassijorden och mellan ledarna. Mätaren ska visa öppen ledare till jord och 6 ohm mellan ledarna för maskiner med 40/30-vektordrivning och 8.6 ohm mellan ledare på maskiner med 20/15-vektordrivning samt HT10K-fräsar.
Mät motståndet från pol 1 till pol 3. Om motståndet är mindre än 100K är drivenheten defekt.10.
96-0308 rev G juni 2009Elektrisk service20
Med REGEN-belastningen fortfarande bortkopplad, aktivera strömmen till maskinen och kommendera en 11. spindelhastighet på 700 varv per minut (300 varv per minut för svarvar med högväxel). Tryck på <RESET> (återställ) samtidigt som likspänningen mellan pol 1 och pol 3 övervakas. Spänningen ska vara 330 V DC för att sedan kort falla till mindre än 50 V DC. Om så är inte fallet är den drivenheten defekt. Om spänningen vid återställningen var OK och larmet kunde återställas, bör REGEN-belastningen ersättas även om motståndet verkar vara OK.
BYTE AV KRETSKORT
Läs hela detta avsnitt innan du försöker byta ut några kretskort
MIKROPROCESSORENHET
Mikroprocessorenheten är placerad längst upp till vänster i kontrollskåpet. Den består av tre stora kretskort. De är: Mikroprocessor, video/tangentbord och MOCON. Alla tre korten i processorenheten får spänning från lågspänningsförsörjningsenheten. De tre kretskorten är förbundna genom en lokal buss med dubbla 50-stiftsanslutningar. Vid uppstart genomförs en del diagnostiska tester av processorenheten och eventuella problem som hittas genererar larm 157 eller 158. Dessutom, medan kontrollen arbetar, kommer den kontinuerligt att testa sig själv och ett sjävtestsfel kommer att utlösa larm 152.
MOCON, VIDEO/TANGENTBORD & MIKROPROCESSOR
VARNING!Det förekommer restspänningar i elpanelen även efter att strömmen har brutits och/eller kopplats bort. Arbeta aldrig inuti skåpet förrän den lilla röda laddningslampan på servoförstärkarna släckts. Servoförstärkarna är placerade till vänster i huvudkontrollskåpet, ungefär halvvägs nere. Denna lampa finns längst upp på kretskortet i mitten av enheten. Innan denna lampa släcks förekommer farliga spänningar inuti enheten även efter att strömmen har brutits.
Jordade handledsband måste användas när kretskorten hanteras.
OBS! Kortens placering kan skilja sig från den arbetsordning som följer. Arbetsordningen vid bytet skiljer sig enbart avseende vilket kort som kan behöva avlägsnas innan man når det nödvändiga kortet.
MOTORSTYRENHET (MOCON)
Maskiner är utrustade med ett mikroprocessorbaserat styrkort för borstlösa motorer (MOCON) som ersätter motorgränssnittet i kontrollsystem av borsttyp. Det körs parallellt med huvudprocessorn och tar emot servokommandon och stänger slingan runt axelmotorerna.
Motorstyrkortet (MOCON) ansvarar även för, i tillägg till styrning av axeln och axelfelsdetektering, bearbetning av diskreta indata, drivning av I/O-kretskortsreläer, spindelkommendering och bearbetning av pulsgeneratorindata. Det styr även 6 axlar så det finns inget behov av ytterligare ett kort för en 5-axlad maskin. Fyra lysdioder används för att felsöka MOCON-problem:
Lysdioden "RUN (kör)" tänds, vilket indikerar att Mocon-kod upptäcktes i läsminnet och exekveras. Denna lysdiod släcks om ett processorundantag gör att exekveringen av Mocon-koden avbryts.
Lysdioden "STAT" indikerar följande (specifikt för Mocon 11.00 eller senare programvara):
PÅ - Normal status, kretskortet har klarat samtliga uppstartstester och inga problem har hittats.a.
Blinkar 3 gånger - Kommunikationen med huvudprocessorn avbröts.b.
Blinkar 4 gånger - Klarade inte internt ±12 V-test.c.
Blinkar 5 gånger - Fel på intern watchdog-krets.d.
Blinkar snabbt - Fel på EPROM CRC.e.
Lysdioden "Halt" lyser när kretskortet används (bearbetning).
96-0308 rev G juni 2009 Elektrisk service 21
Lysdioden "+5" lyser när kretskortet får ström.Byte av MOCON-kretskort
Stäng av maskinen och vrid huvudströmbrytaren (uppe till höger i elskåpet) till frånläget.1.
Öppna skåpsluckan tillräckligt mycket så att du kan arbeta med elpanelen på ett säkert sätt. Vänta tills 2. den röda laddningslampan på servoförstärkarna (servodrivenhet på borstmaskiner) har släckts innan du påbörjar arbetet.
Koppla bort samtliga ledningar till motorstyrkortet (MOCON) och kontrollera att kablarna är ordentligt märkta.3.
Efter det att alla kablar har frånkopplats, skruva av hållarna och se till att hålla kortet på plats tills alla 4. hållare har tagits bort.
OBS! Om video/tangentbords- eller processorkorten behöver bytas ut, hoppa över nästa steg.
Montera MOCON-kortet, anslut det till Video/Keyboard-kortet (under MOCON-kortet) med distansstyckena 5. och koppla samtliga kablar (som avlägsnades tidigare) till rätt anslutning.
Om ett andra MOCON-kort finns, säkerställ att byglingen på det andra MOCON-kortet ansluts.6.
VIDEO/TANGENTBORD
Video/tangentbordskretskortet genererar videodatasignalerna för bildskärmen och avsökningssignalerna för tangentbordet. Dessutom genereras tangentbordsljudsignalen på detta kort. Det finns en signalbygel på detta kort, som används för att välja omvänd video. Videokortsanslutningarna är:
P1 Strömanslutning J11 RESERVJ3 Tangentbord (700) J12 DiskettJ4 Adressbuss J13 Video (760)J5 Data J14 RS422 BJ10 Diskett V+ J15 RS422 A
Byte av video/tangentbordskortAvlägsna MOCON-kretskortet enligt den tidigare beskrivningen.1.
Koppla bort alla kablar till video/tangentbordskortet. Kontrollera att kablarna är ordentligt märkta för 2. återanslutning senare.
Efter det att alla kablar har frånkopplats, skruva av hållarna och se till att hålla kortet på plats tills alla 3. hållare har tagits bort.
OBS! Om processorkortet behöver bytas ut, hoppa över nästa steg.
Montera video/tangentbordskortet och fäst det vid processorkortet med distansstyckena.4.
Återanslut alla ledningar (tidigare borttagna) till de passande anslutningarna.5.
Byte av MOCON-kretskort.6.
MIKROPROCESSORNS KRETSKORT (68ECO30)
Mikroprocessorkretskortet innehåller 68ECO30-processorn på 40 MHz, en 128K-EPROM; mellan 1 och 16 MB CMOS-direktminne och mellan 512K och 1.5 MB snabbt statiskt direktminne. Det innehåller även en dubbel seriell port, ett reservbatteri för direktminnet, buffring till systembussen och åtta systemstatuslysdioder.
Två portar på detta kort används för att ställa in den punkt vid vilken en NMI genereras under avstängning och punkten vid vilken Reset (återställning) genereras under avstängning.
De åtta lysdioderna används för att felsöka interna processorproblem. Medan systemet slutför uppstartstestet tänds lamporna sekventiellt för att indikera att ett steg har slutförts. Lampornas betydelse är:
RUN Program körs utan felundantag. (normalt på) - Om denna lampa inte tänds eller slocknar efter att den har tänts, är det ett problem med mikroprocessorn eller programvaran den kör. Kontrollera samtliga bussanslutningar till de andra två andra kretskorten och säkerställ att alla tre korten får ström.
96-0308 rev G juni 2009Elektrisk service22
PGM Programsignaturen hittad i minnet. (normalt på) - Om denna lampa inte tänds innebär det att huvud-CNC-programpaketet inte hittades i minnet, eller att autostartvariabeln inte är aktiverad. Kontrollera att variabel S1-1 är aktiv och att EPROM är anslutet.
CRT Initiering av bildskärm avslutad. (normalt på) - Om denna lampa inte tänds är det problem med kommunikationen med videokretskortet. Kontrollera bussanslutningarna och säkerställ att det får ström.
MSG Utmatning av seriellt I/O-startmeddelande avslutad. (normalt på) - Om denna lampa inte tänds är det problem med seriell I/O eller avbrottssignaler. Koppla bort allting på den externa RS-232-enheten och testa igen..
SIO Seriell I/O-initiering avslutad. (normalt på) - Om denna lampa inte tänds är det problem med kommunikationen med den seriella porten. Koppla bort allting på den externa RS-232-enheten och testa igen.
POR Start vid återställning avslutad. (normalt på) - Om denna lampa inte tänds är det ett problem med processorkortet. Kontrollera att EPROM är anslutet. Prova kortet med bussanslutningarna bortkopplade.
HALT Processorn stannade vid katastrofalt fel. (normalt matt) - Om denna lampa tänds är det ett problem med processorkortet. Kontrollera att EPROM är anslutet. Prova kortet med bussanslutningarna bortkopplade.
+5V +5 V logisk strömförsörjningsenhet är närvarande. (normalt på) - Om denna lampa inte tänds, kontrollera lågspänningsförsörjningsenheten och kontrollera att 230 V-inspänningens samtliga tre faser är närvarande.
Det finns en tvåläges DIP-omkopplare på processorkretskortet märkt S1. Omkopplare S1-1 måste vara ställd till ON (på) för att CNC-operativprogrammet ska autostartas. Om S1-1 är AV, kommer PGM-lampan att förbli släckt. Omkopplare S2-1 används för att aktivera Flash. Om den inaktiveras kommer det inte att vara möjligt att skriva till Flash.Processoranslutningarna är:
J1 Adressbuss J5 Seriell port #2 (för 5:e hjälpaxeln) (850A)J2 Databuss J3 StrömanslutningJ4 Seriell port #1 (för uppladdning/nerladdning/DNC) (850) J6 Batteri
MinnesremanensbatteriBatteriet för minnesremanens (3.3 V litiumbatteri) är fastlödat på processorkretskortet. Det bibehåller innehållet i CMOS-direktminnet då strömmen är avstängd. Minst 2.5 V likspänning krävs för att det ska fungera rätt. Innan batteriet blir oanvändbart kommer ett larm att genereras för att indikera ett svagt batteri. Om batteriet byts ut inom 30 dagar kommer inga data att förloras. Batteriet behövs inte när maskinen är igång. Anslutning J6 på processorkortet kan användas för att ansluta ett externt batteri.
För att byta batteriet måste 4-stiftsbyglingen, på ett nytt batteri, tillfälligt anslutas till J6 innan det gamla batteriet avlägsnas. Med byglingen på plats, löda loss det gamla batteriet och avlägsna det. Montera ett nytt batteri och löda det på plats. Avlägsna sedan den tillfälliga byglingen.
OBS! Anslut inte byglingen innan det gamla batteriet avlägsnats, och avlägsna inte byglingen om ett nytt batteri inte har monterats. Detta resulterar i fullständig förlust av maskinminnet, vilket inte kan återställas.
Byte av processorkretskortAvlägsna MOCON- och video/tangentbordskretskorten enligt tidigare beskrivning.1.
Koppla bort alla kablar till processorkortet. Kontrollera att kablarna är ordentligt märkta för återanslutning 2. senare.
Efter det att alla kablar har frånkopplats, skruva av hållarna och se till att hålla kortet på plats tills alla 3. hållare har tagits bort.
Montera processorkortet, fäst det vid elskåpet med distansstyckena, koppla samtliga kablar (som 4. avlägsnades tidigare) till rätt anslutning och montera video/tangentbords- och MOCON-korten.
96-0308 rev G juni 2009 Elektrisk service 23
INDATA/UTDATAENHET
I/O-enheten består av ett enda kretskort kallat I/O-kretskort.
I/O-kretskortet innehåller även en krets för avkänning av ett jordfelstillstånd i servokraftförsörjningen. Om det upptäcks att mer än 1.75 A flödar genom jordanslutningen på 160 V-likströmsbussen, kommer ett jordfel att genereras och kontrollsystemet stänger av servona och stannar.
Relä K6 är för kylmedelspumpens 230 V växelström. Det är av instickstyp och är dubbelpoligt. Relä K9 t.o.m. K12 är också av instickstyp för att styra verktygsväxlarmotorerna.
Byte av I/O-kretskortVidtag alla försiktighetsåtgärder som beskrivits tidigare innan arbetet inuti elskåpet. 1.
Koppla bort alla ledningar till I/O-kortet och flytta åt sidan för att ta bort det. Kontrollera att kablarna är 2. ordentligt märkta för återanslutning senare.
Ta bort kortet genom att först ta bort de tolv skruvarna som fäster det i skåpet. Se till att hålla kortet på 3. plats tills alla skruvarna har avlägsnats.
Montera det nya I/O-kortet och fäst det vid elskåpet med de tolv skruvarna som togs bort tidigare, 4. och återanslut samtliga kablar till I/O-kortet. Kontrollera om fler byglingsinställningar finns i I/O-versionsinformationen.
KRAFTTRANSFORMATORENHET (T1)
Krafttransformatorenheten används för att omforma trefasinspänning (50/60 Hz) till trefas 230 V och 115 V spänning. Två olika transformatorer används beroende på inspänningsområdet. Lågspänningstransformatorn har fyra olika ingångar för att tillåta ett effektivspänningsområde från 195 till 260 V. Högspänningstransforma-torn har fem olika ingångar och accepterar ett effektivspänningsområde på 354 till 488 V.
230 V används för att driva spindeldrivningen. 230 V används för att ge spänning till vektordrivningen, och även generera 325 V likspänning för axelservoförstärkarna. 115 V används för videobildskärm, magnetspolar, fläktar och pumpar, förutom att det ger ström till huvud-LVPS som används av kontrollsystemelektroniken.
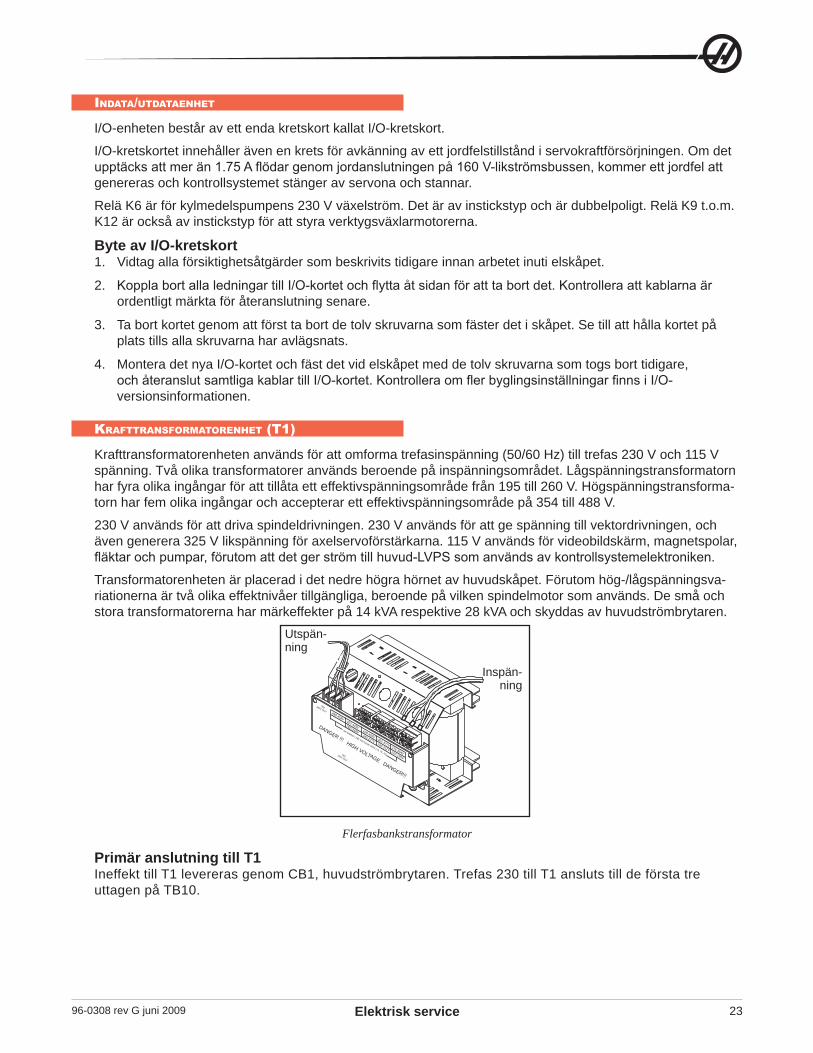
Transformatorenheten är placerad i det nedre högra hörnet av huvudskåpet. Förutom hög-/lågspänningsva-riationerna är två olika effektnivåer tillgängliga, beroende på vilken spindelmotor som används. De små och stora transformatorerna har märkeffekter på 14 kVA respektive 28 kVA och skyddas av huvudströmbrytaren.
DANGER !!! HIGH VOLTAGEDANGER!!!
488-458V457-429V
428-403V402-377V
376-354V
260-244V243-227V
226-211V210-195V
TB2240V OUT
TB1120V OUT
INCOMING LINE VOLTAGE TAPS (74, 75, 76)
Flerfasbankstransformator
Primär anslutning till T1Ineffekt till T1 levereras genom CB1, huvudströmbrytaren. Trefas 230 till T1 ansluts till de första tre uttagen på TB10.
Utspän-ning
Inspän-ning
96-0308 rev G juni 2009Elektrisk service24
Strömbrytare CB1 används för att skydda spindeldrivningen och för att stänga av all ström till kontrollsystemet. Om denna brytare löser ut indikerar det ett allvarligt överbelastningsproblem och får inte återställas innan orsaken undersökts.
Huvudkontaktor K1Huvudkontaktor K1 används för att aktivera/stänga av kontrollsystemet. Power On-strömställaren tillför ström till K1-spolen och efter att den magnetiserats fortsätter hjälpkontakter på K1 att tillföra ström till spolen. Power Off-strömställaren på frontpanelen kan alltid bryta strömmen till denna kontaktor.
När huvudkontaktorn är avstängd, tillförs den enda spänning som används av kontrollsystemet genom två ½ A-säkringar till kretsen som aktiverar kontaktorn. En överspänning eller blixtnedslag löser ut dessa säkringar och stänger av huvudkontaktorn.
En 24V AC kontrolltransformator med en primärsäkring av ½ amper levererar den kraft som behövs för att aktivera huvudkontaktorn. Detta tillförsäkrar att den enda kretsen som har spänning när maskinen är avstängd är denn transformator och att det endast finns låg spänning på frampanelens på/av-brytare.
Val av spänningsuttagDet finns fyra märkta plastkopplingsplintar. Varje plint har tre anslutningar för ledningar märkta 74, 75 och 76.Följ de instruktioner som är tryckta på transformatorn.
Sekundär anslutning till T1Den sekundära utgången från T1 är CB2, trefasig 115 V växelström, som skyddar den sekundära transformatorn T1 med 25 A märkström.
Tillvalbar 480 V-transformator 60Hz 50 Hz Inspänningsområde Uttag Inspänningsområde Uttag 493-510 1 (504) 423-440 1 (504) 481-492 2 (492) 412-422 2 (492) 469-480 3 (480) 401-411 3 (480) 457-468 4 (468) 391-400 4 (468) 445-456 5 (456) 381-390 5 (456) 433-444 6 (444) 371-380 6 (444) 420-432 7 (432) 355-370 7 (432)
Lågspänningskontrolltransformator (T5) för uppstartLågspänningskontrolltransformatorn, T5, tillför spänning till K1-huvudkontaktorspolen. Den garanterar att den maximala spänningen som lämnar strömförsörjningsenheten när strömmen är bruten är 12 V växelström till jord. Den är ansluten via P5 till strömkretskortet.
Operatörens arbetsbelysningHuvudtransformatorn (T1) tillför 115 V växelström till arbetsbelysningen.
STRÖMFÖRSÖRJNINGSENHET
All styrström passerar genom en strömförsörjningsenhet i kontrollskåpets övre högra hörn.
Strömkretskort (PSUP)Lågspänningsdistributionen, högspänningssäkringarna och strömbrytarna är monterade på ett kretskort som kallas för strömkretskortet.
Sekundära strömtbrytareFöljande strömbrytare är placerade på kraftförsörjningsenheten:
CB2 Kontrollerar 115 V-spänningen från huvudtransformatorn till I/O-kortet och, om utlöst, stänger av samtliga in- och utdatasignaler. CB2 kan lösas ut av en kortslutning i kablarna.
CB3 Kontrollerar endast strömmen till kylmedelspumpen. Den kan lösas ut vid överbelastning av spindelkylmedelspumpmotorn eller en kortslutning i ledningarna till motorn eller fräsens hydraulpump.
CB4 Kontrollerar endast strömmen till spåntransportören.
96-0308 rev G juni 2009 Elektrisk service 25
CB5 Kontrollerar endast strömmen till spindelkylmedelspumpen. Den kan lösas ut vid överbelastning av spindelkylmedelspumpmotorn eller en kortslutning i ledningarna till motorn.
CB6 Skyddad enfas 115 V jordfelsbrytarkrets och utgång för arbetsbelysningen.
Byte av strömkretskort (PSUP)Vidtag alla försiktighetsåtgärder som beskrivits tidigare innan arbetet inuti elskåpet1.
Koppla bort alla ledningar till strömkretskortet (PSUP) och flytta åt sidan för att ta bort det. Kontrollera att 2. kablarna är ordentligt märkta för återanslutning senare.
Efter att alla kablar har kopplats bort, avlägsna de sju skruvarna som håller fast strömkretskortet vid 3. skåpet och avlägsna kortet. Se till att hålla strömkretskortet på plats tills alla skruvarna har avlägsnats.
OBS! Om lågspänningskretskortet ska bytas ut, hoppa över nästa steg.
Montera det nya strömkretskortet och fäst det med de sju skruvarna som tidigare togs bort. Glöm inte att 4. använda den nedre vänstra skruven som jordanslutning.
Återanslut samtliga kablar till strömkretskortet på rätt plats. Se versionsinformationen för ytterligare information.5.
LÅGSPÄNNINGSKRAFTFÖRSÖRJNING
Lågspänningsförsörjningsenheten levererar +5 V, +12 V och –12 V likspänning till alla logikdelar i kontrollenheten. Den drivs av 115 V nominell växelström och fortsätter arbeta på rätt sätt mellan 90 och 133 V.
Byte av lågspänningsförsörjningsenhet (LVPS)Avlägsna strömdistributionskretskortet (Power) enligt den tidigare beskrivningen.1.
Koppla bort alla kablar till lågspänningsförsörjningsenhetskortet (LVPS). Kontrollera att kablarna är 2. ordentligt märkta för återanslutning senare.
Efter att alla kablar har kopplats bort, skruva bort de två distansstyckena i botten på kortet. Avlägsna de 3. två kvarvarande skruvarna överst på LVPS-kortet. Håll kortet på plats tills alla skruvarna har avlägsnats.
Montera det nya LVPS-kortet och fäst det vid elskåpet med de två tidigare avlägsnade skruvarna och distansstyckena.4.
Montera strömkretskortet enligt den tidigare beskrivningen.5.
SERIELLT RS-232-GRÄNSSNITT
Två anslutningar används för RS-232-gränssnittet. Eftersom RS-232-kontakten på de flesta persondatorer är en han-DB-25, så krävs endast en typ av kabel för anslutning till styrenheten, eller mellan styrenheterna. Denna kabel måste vara en han-DB-25 i ena änden och en hon-DB-25 i den andra. Stift 1, 2, 3, 4, 5, 6, 7, 8 och 20 måste anslutas ett till ett. Det får inte vara en nollmodemkabel som inverterar stift 2 och 3. Kontrollera kabeltypen med en kabelprovare för att se om kommunikationsledningarna är rätt. Styrenheten är DCE-utrustning (Data Communication Equipment). Detta innebär att den överför via RXD-ledningen (stift 3) och tar emot via TXD-ledningen (stift 2). RS-232-anslutningen på flertalet persondatorer är kopplad för DTE (Data Terminal Equipment), så inga särskilda byglingar ska behövas.
Nedlednings-DB-25 anslutningen utnyttjas endast när fler än en styrenhet används. Den första styrenhetens nedledningsanslutning går till den andra styrenhetens uppledningsanslutning osv.
Gränssnitt mellan en Haas-vridstyrenhet och fräsenRS-232-gränssnittet sänder och tar emot sju databitar, jämn paritet och två stoppbitar. Gränssnittet måste ställas in på rätt sätt. Datahastigheten kan vara mellan 110 och 19200 bitar per sekund. När RS-232 används är det viktigt att parametrarna 26 (RS-232-hastighet) och 33 (aktivera X-on/X-off) är ställda till samma värde i både styrenheten och persondatorn.
Om parameter 33 är ställd till on (på), använder styrenheten X-on- och X-off-koder för att kontrollera mottagningen. Se därför till att din dator kan behandla dessa. Den släpper även CTS (stift 5) samtidigt som den skickar X-off och återställer CTS då den skickar X-on. RTS-ledningen (stift 4) kan användas till att starta/stoppa styrenhetens överföring eller så kan X-on/X-off-koderna användas. DSR-ledningen (stift 6) aktiveras vid styrenhetsströmtillslaget och DTR-ledningen (stift 20 från pc:n) används inte. Om parameter 33 ställs till 0 kan CTS-ledningen fortfarande användas för att synkronisera utmatningen.
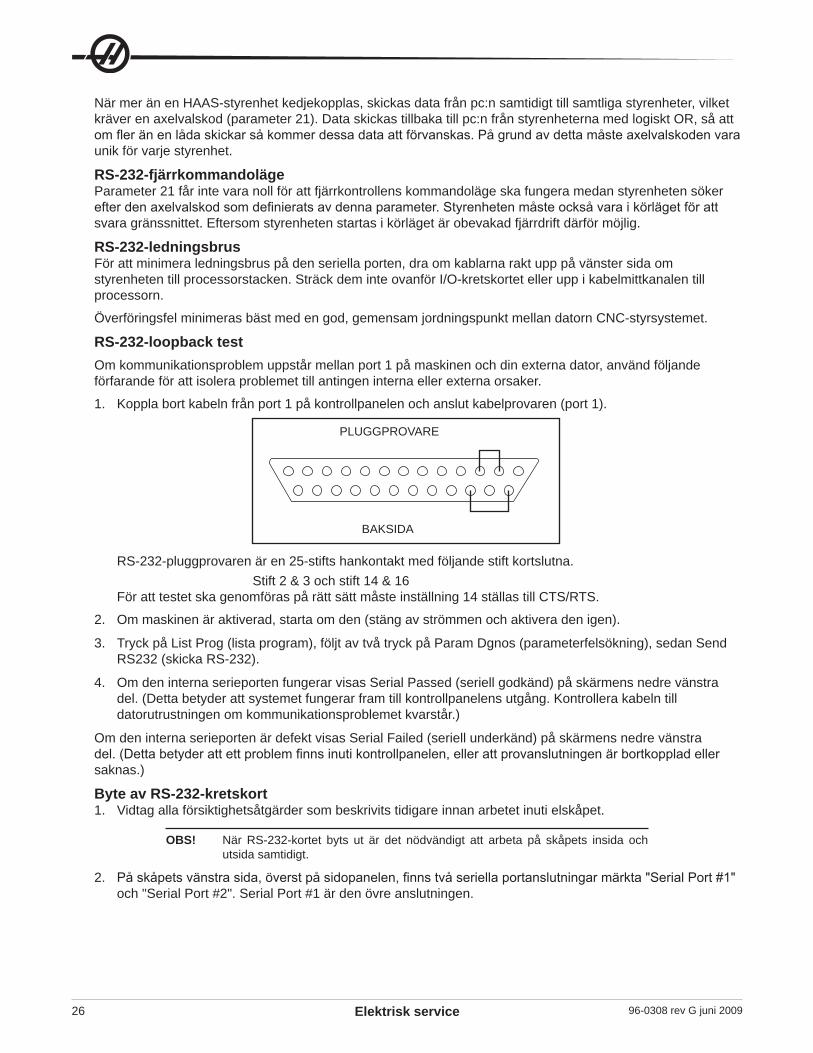
96-0308 rev G juni 2009Elektrisk service26
När mer än en HAAS-styrenhet kedjekopplas, skickas data från pc:n samtidigt till samtliga styrenheter, vilket kräver en axelvalskod (parameter 21). Data skickas tillbaka till pc:n från styrenheterna med logiskt OR, så att om fler än en låda skickar så kommer dessa data att förvanskas. På grund av detta måste axelvalskoden vara unik för varje styrenhet.
RS-232-fjärrkommandolägeParameter 21 får inte vara noll för att fjärrkontrollens kommandoläge ska fungera medan styrenheten söker efter den axelvalskod som definierats av denna parameter. Styrenheten måste också vara i körläget för att svara gränssnittet. Eftersom styrenheten startas i körläget är obevakad fjärrdrift därför möjlig.
RS-232-ledningsbrusFör att minimera ledningsbrus på den seriella porten, dra om kablarna rakt upp på vänster sida om styrenheten till processorstacken. Sträck dem inte ovanför I/O-kretskortet eller upp i kabelmittkanalen till processorn.
Överföringsfel minimeras bäst med en god, gemensam jordningspunkt mellan datorn CNC-styrsystemet.
RS-232-loopback testOm kommunikationsproblem uppstår mellan port 1 på maskinen och din externa dator, använd följande förfarande för att isolera problemet till antingen interna eller externa orsaker.
Koppla bort kabeln från port 1 på kontrollpanelen och anslut kabelprovaren (port 1).1.
RS-232-pluggprovaren är en 25-stifts hankontakt med följande stift kortslutna.Stift 2 & 3 och stift 14 & 16
För att testet ska genomföras på rätt sätt måste inställning 14 ställas till CTS/RTS.
Om maskinen är aktiverad, starta om den (stäng av strömmen och aktivera den igen).2.
Tryck på List Prog (lista program), följt av två tryck på Param Dgnos (parameterfelsökning), sedan Send 3. RS232 (skicka RS-232).
Om den interna serieporten fungerar visas Serial Passed (seriell godkänd) på skärmens nedre vänstra 4. del. (Detta betyder att systemet fungerar fram till kontrollpanelens utgång. Kontrollera kabeln till datorutrustningen om kommunikationsproblemet kvarstår.)
Om den interna serieporten är defekt visas Serial Failed (seriell underkänd) på skärmens nedre vänstra del. (Detta betyder att ett problem finns inuti kontrollpanelen, eller att provanslutningen är bortkopplad eller saknas.)
Byte av RS-232-kretskortVidtag alla försiktighetsåtgärder som beskrivits tidigare innan arbetet inuti elskåpet.1.
OBS! När RS-232-kortet byts ut är det nödvändigt att arbeta på skåpets insida och utsida samtidigt.
På skåpets vänstra sida, överst på sidopanelen, finns två seriella portanslutningar märkta "Serial Port #1" 2. och "Serial Port #2". Serial Port #1 är den övre anslutningen.
PLUGGPROVARE
BAKSIDA
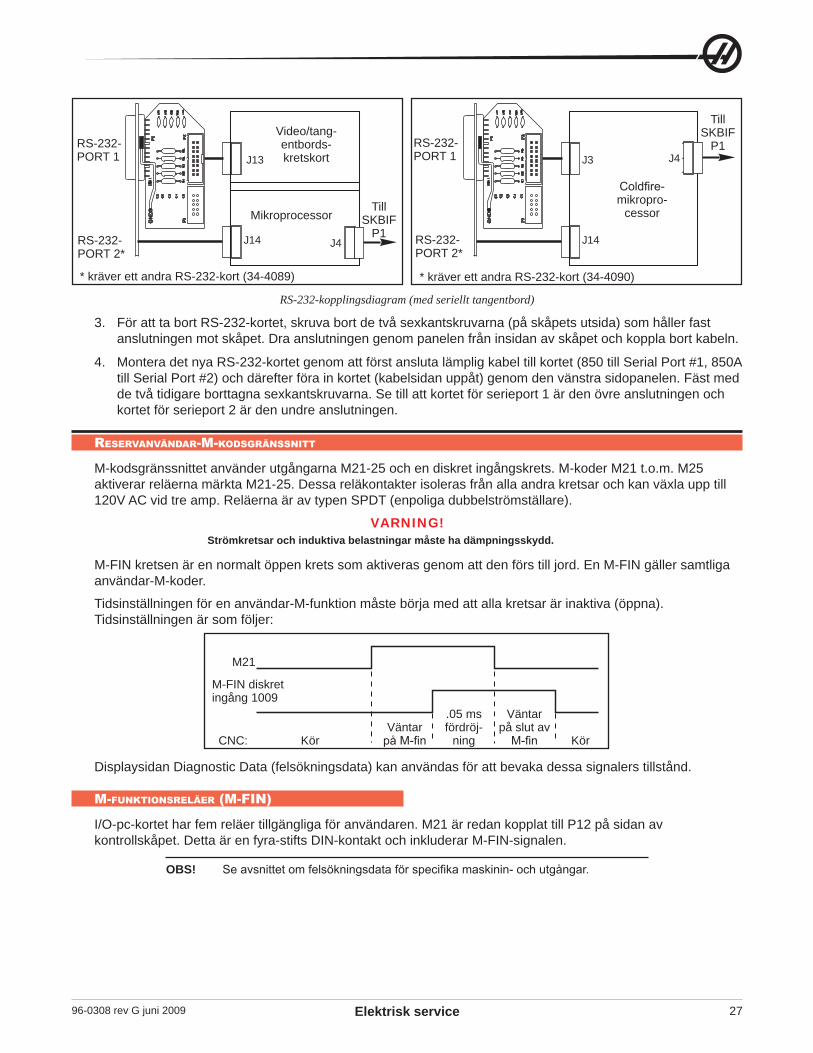
96-0308 rev G juni 2009 Elektrisk service 27
J4J3
J14
GN
DP
IN1
P1
VR
3
VR
4
VR
2
VR
1
R1
R2
R3
R4
R5
VR
5C
5
C4
C3
C2
C1
P2
P3
J4
J13
J14
GN
DP
IN1
P1
VR
3
VR
4
VR
2
VR
1
R1
R2
R3
R4
R5
VR
5C
5
C4
C3
C2
C1
P2
P3
RS-232-kopplingsdiagram (med seriellt tangentbord)
För att ta bort RS-232-kortet, skruva bort de två sexkantskruvarna (på skåpets utsida) som håller fast 3. anslutningen mot skåpet. Dra anslutningen genom panelen från insidan av skåpet och koppla bort kabeln.
Montera det nya RS-232-kortet genom att först ansluta lämplig kabel till kortet (850 till Serial Port #1, 850A 4. till Serial Port #2) och därefter föra in kortet (kabelsidan uppåt) genom den vänstra sidopanelen. Fäst med de två tidigare borttagna sexkantskruvarna. Se till att kortet för serieport 1 är den övre anslutningen och kortet för serieport 2 är den undre anslutningen.
RESERVANVÄNDAR-M-KODSGRÄNSSNITT
M-kodsgränssnittet använder utgångarna M21-25 och en diskret ingångskrets. M-koder M21 t.o.m. M25 aktiverar reläerna märkta M21-25. Dessa reläkontakter isoleras från alla andra kretsar och kan växla upp till 120V AC vid tre amp. Reläerna är av typen SPDT (enpoliga dubbelströmställare).
VARNING!Strömkretsar och induktiva belastningar måste ha dämpningsskydd.
M-FIN kretsen är en normalt öppen krets som aktiveras genom att den förs till jord. En M-FIN gäller samtliga användar-M-koder.
Tidsinställningen för en användar-M-funktion måste börja med att alla kretsar är inaktiva (öppna). Tidsinställningen är som följer:
M21
Displaysidan Diagnostic Data (felsökningsdata) kan användas för att bevaka dessa signalers tillstånd.
M-FUNKTIONSRELÄER (M-FIN)
I/O-pc-kortet har fem reläer tillgängliga för användaren. M21 är redan kopplat till P12 på sidan av kontrollskåpet. Detta är en fyra-stifts DIN-kontakt och inkluderar M-FIN-signalen.
OBS! Se avsnittet om felsökningsdata för specifika maskinin- och utgångar.
RS-232-PORT 1
RS-232-PORT 2*
Video/tang-entbords-kretskort
Mikroprocessor
* kräver ett andra RS-232-kort (34-4089)
Till SKBIF
P1
RS-232-PORT 1
RS-232-PORT 2*
Coldfire-mikropro-
cessor
Till SKBIF
P1
* kräver ett andra RS-232-kort (34-4090)
M-FIN diskret ingång 1009
CNC: Kör KörVäntar
på M-fin
Väntar på slut av
M-fin
.05 ms fördröj-
ning
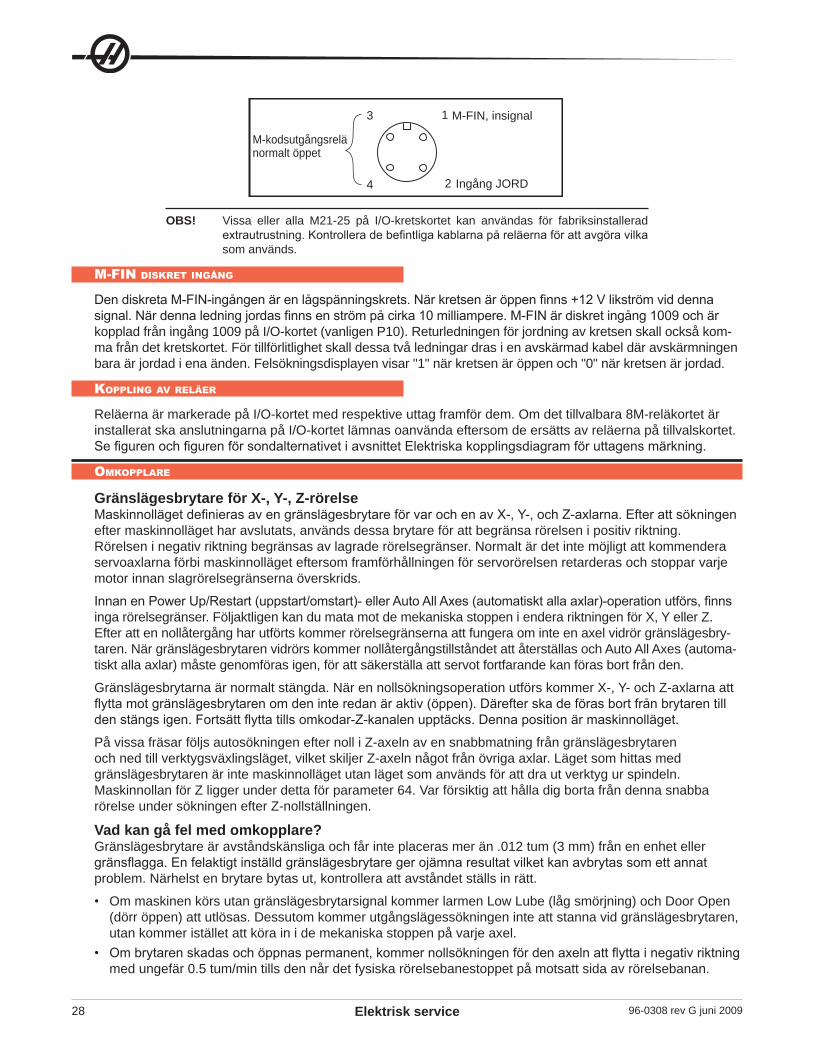
96-0308 rev G juni 2009Elektrisk service28
1
2
3
4
OBS! Vissa eller alla M21-25 på I/O-kretskortet kan användas för fabriksinstallerad extrautrustning. Kontrollera de befintliga kablarna på reläerna för att avgöra vilka som används.
M-FIN DISKRET INGÅNG
Den diskreta M-FIN-ingången är en lågspänningskrets. När kretsen är öppen finns +12 V likström vid denna signal. När denna ledning jordas finns en ström på cirka 10 milliampere. M-FIN är diskret ingång 1009 och är kopplad från ingång 1009 på I/O-kortet (vanligen P10). Returledningen för jordning av kretsen skall också kom-ma från det kretskortet. För tillförlitlighet skall dessa två ledningar dras i en avskärmad kabel där avskärmningen bara är jordad i ena änden. Felsökningsdisplayen visar "1" när kretsen är öppen och "0" när kretsen är jordad.
KOPPLING AV RELÄER
Reläerna är markerade på I/O-kortet med respektive uttag framför dem. Om det tillvalbara 8M-reläkortet är installerat ska anslutningarna på I/O-kortet lämnas oanvända eftersom de ersätts av reläerna på tillvalskortet. Se figuren och figuren för sondalternativet i avsnittet Elektriska kopplingsdiagram för uttagens märkning.
OMKOPPLARE
Gränslägesbrytare för X-, Y-, Z-rörelseMaskinnolläget definieras av en gränslägesbrytare för var och en av X-, Y-, och Z-axlarna. Efter att sökningen efter maskinnolläget har avslutats, används dessa brytare för att begränsa rörelsen i positiv riktning. Rörelsen i negativ riktning begränsas av lagrade rörelsegränser. Normalt är det inte möjligt att kommendera servoaxlarna förbi maskinnolläget eftersom framförhållningen för servorörelsen retarderas och stoppar varje motor innan slagrörelsegränserna överskrids.
Innan en Power Up/Restart (uppstart/omstart)- eller Auto All Axes (automatiskt alla axlar)-operation utförs, finns inga rörelsegränser. Följaktligen kan du mata mot de mekaniska stoppen i endera riktningen för X, Y eller Z. Efter att en nollåtergång har utförts kommer rörelsegränserna att fungera om inte en axel vidrör gränslägesbry-taren. När gränslägesbrytaren vidrörs kommer nollåtergångstillståndet att återställas och Auto All Axes (automa-tiskt alla axlar) måste genomföras igen, för att säkerställa att servot fortfarande kan föras bort från den.
Gränslägesbrytarna är normalt stängda. När en nollsökningsoperation utförs kommer X-, Y- och Z-axlarna att flytta mot gränslägesbrytaren om den inte redan är aktiv (öppen). Därefter ska de föras bort från brytaren till den stängs igen. Fortsätt flytta tills omkodar-Z-kanalen upptäcks. Denna position är maskinnolläget.
På vissa fräsar följs autosökningen efter noll i Z-axeln av en snabbmatning från gränslägesbrytaren och ned till verktygsväxlingsläget, vilket skiljer Z-axeln något från övriga axlar. Läget som hittas med gränslägesbrytaren är inte maskinnolläget utan läget som används för att dra ut verktyg ur spindeln. Maskinnollan för Z ligger under detta för parameter 64. Var försiktig att hålla dig borta från denna snabba rörelse under sökningen efter Z-nollställningen.
Vad kan gå fel med omkopplare?Gränslägesbrytare är avståndskänsliga och får inte placeras mer än .012 tum (3 mm) från en enhet eller gränsflagga. En felaktigt inställd gränslägesbrytare ger ojämna resultat vilket kan avbrytas som ett annat problem. Närhelst en brytare bytas ut, kontrollera att avståndet ställs in rätt.
Om maskinen körs utan gränslägesbrytarsignal kommer larmen Low Lube (låg smörjning) och Door Open • (dörr öppen) att utlösas. Dessutom kommer utgångslägessökningen inte att stanna vid gränslägesbrytaren, utan kommer istället att köra in i de mekaniska stoppen på varje axel.Om brytaren skadas och öppnas permanent, kommer nollsökningen för den axeln att flytta i negativ riktning • med ungefär 0.5 tum/min tills den når det fysiska rörelsebanestoppet på motsatt sida av rörelsebanan.
M-kodsutgångsrelä normalt öppet
M-FIN, insignal
Ingång JORD
96-0308 rev G juni 2009 Elektrisk service 29
Om brytaren skadas och stängs permanent, kommer nollägessökningen för den axeln att flytta i positiv • riktning med ungefär 10 tum/min till den når de mekaniska rörelsestoppen.Om brytaren öppnar eller en kabel går av efter att nollsökningen har avslutats, genereras ett larm, servon • stängs av och all rörelse stannar. Kontrollsystemet kommer att fungera som om nollägessökningen aldrig genomfördes. Återställning kan användas för att aktivera servona, men axeln kan bara matas långsamt.
Brytare för fastspänning/frigöringDet finns två brytare som används för att känna av läget på revolvern eller verktygets fastspänningsmekanism. Båda är normalt stängda och en aktiveras i slutet av en rörelse under frigöringen och den andra under fastspänningen. När båda brytarna är stängda indikerar detta att revolvern eller dragstången befinner sig mellan positionerna.Det diagnostiska fönstret kan användas för att visa status för reläututgångarna och brytaringångarna.
DörrstoppsbrytareDenna brytare är normalt stängd. När dörren öppnas kommer brytaren att öppnas och maskinen stannar med en "dörrstopps"-funktion. När dörren stängs igen kommer driften att fortsätta normalt.Om dörren är öppen är det inte möjligt att starta något program. Dfrrstoppet avbryter inte en verktygsvdxlingso-peration, stdnger inte av spindeln och stdnger inte av kylmedelspumpen. Dörrstoppsfunktionen kan avaktiveras tillfälligt med inställning 51, men denna inställning kommer att återgå till OFF (av) när kontrollsystemet stängs av.Brytare för avkänning av verktyg 1Verktygsrevolvern har en brytare som aktiveras när verktyg 1 är i läge eller är vänt mot spindeln. Vid uppstarten kan denna brytare indikera att verktyg 1 finns i spindeln. Om denna brytare inte är aktiv vid uppstarten kommer det första verktygsbytet att vrida revolvern tills brytaren aktiveras och sedan gå till det valda verktyget. Felsökningsdisplayen visar denna ingångsbrytares status som "Tool #1". "1" indikerar att verktyg 1 är i position.Positionsmärke för verktygsväxlarmalteserhjul av paraplytyp (vert)Revolvermekanismen har en brytare monterad så att den aktiveras under omkring 30o av maltesermekanismens rörelse. När denna strömställare aktiveras indikerar den att revolvern är centrerad på en verktygsposition. Normalt är denna brytare stängd. Den diagnostiska displayen visar statusen av denna ingångsströmställare som "TC MRK". "1" indikerar att malteserhjulet är i position.In/ut-brytare för verktygsväxlarskyttel av paraplytyp (vert)Två strömställare används för att känna av läget på verktygbytarens skyttel och armen som flyttar den. En brytare aktiveras när skytteln rör sig inåt längs hela rörelsebanan och en aktiveras när den rör sig utåt längs hela rörelsebanan. Normalt är dessa brytare stängda så att båda är stängda mellan in- och utlägena. Felsöknings-displayen visar ingångsbrytarens status. "1" indikerar att den associerade brytaren är aktiverad eller öppen.Lägesbrytare för växellådans hög/lågväxelPå maskiner med två växlar finns det två brytare i växellådan som används för att känna av växlarnas läge. En brytare indikerar "hög" genom att öppnas och den andra indikerar "låg" genom att öppnas. Mellan växlarna är båda brytarna stängda och indikerar ett frilägestillstånd. Felsökningsdisplayen visar dessa brytares status och displayen Curnt Comds (aktuella kommandon) visar vilken växel som valts. Om brytarna indikerar att växellådan är i friläget visar displayen "No Gear (ingen växel)".
OBS! Lägesbrytarna för växellådans hög/lågväxelposition är placerade längst ner på växellådsenheten och är svåråtkomliga. Denna enhet måste avlägsnas för att kunna byta ut dessa brytare. Se servicehandboken för mekaniska komponenter för avlägsnande av spindelmotorn och växellådan.
KONTROLLSYSTEMMINNE
Haas-processorkortet innehåller tre minnestyper:
Flash-minne• - lagrar de binära filerna och språkfilerna (programvara). Den lagrade informationen ändras bara när servicepersonalen laddar in en ny binärfil. Flash-minnet behåller sitt innehåll även när strömmen bryts.
96-0308 rev G juni 2009Elektrisk service30
Direktminne (RAM)• - När maskinen startas upp kopierar processorkortet binärfilen och den valda språktexten från flash-minnet till RAM-minnet, varifrån de körs. RAM-minnet lagrar även intern information som kontrollsystemet behöver medan det körs, t.ex. aktuell position, skärmar osv. När användaren väljer ett annat språk kopieras det över det senaste valda språket. Informationen som lagras i RAM-minnet hålls inte kvar då maskinen stängs av.
Batteristött direktminne (BBU-RAM)• - Denna typ av minne använder ett inbyggt batteri för att bibehålla informationen efter att maskinen stängs av. Om batteriet är svagt förvanskas minnet och om batteriströmmen är noll raderas minnet. Batteristött minne lagrar information som exempelvis användarprogram, inställningar, parametrar, offset.
Radering av processorminne (Coldfire):Vid prompten, >, skriv in följande och tryck på, "retur" för att testa och radera BBU-RAM: M 6000000 60FFFFF
Följande meddelande visas upprepat tills Reset (återställ) trycks ned för att stoppa BBU-RAM-minnestestet: Memory test passed, press and hold reset to stop (minnestest lyckades, håll återställ nedtryckt för att stoppa)
Radering av flash-minne (Coldfire-processor):Skriv in "FC" och tryck på retur
Följande meddelande visas då: ERASING FLASH – PLEASE WAIT…(raderar flash - vänta) FIRST FLASH CHIP ERASED (första flash-chip raderat) FLASH CLEAR COMPLETE (flash-radering slutförd)
OBS! Denna flash-minnesradering raderar inte ColdFire-övervakningsprogrammet
Radering av minnet i ett kontrollsystemIbland är det nödvändigt att radera maskinminnet. Detta kan krävas för att uppdatera programvara eller ta bort förvanskad programvara. Gör detta genom att följa stegen för den specifika minnestypen. Följande två steg måste utföras för att förbereda maskinen.
Programmen, inställningarna och övrig kontrollinformation måste sparas innan minnet raderas. Inställning 1. 23 kan behöva stängas av för att spara makrovariablerna. Följande filer ska sparas:
PROGRAM (PGM) INSTÄLLNINGAR (SET) OFFSET (OFS) PARAMETRAR (PAR) MAKROVARIABLER (VAR)Koppla bort RS-232-kablarna, om de används.
Stäng av maskinen och starta den igen medan knappen PRGRM CONVRS (program/omvänd) hålls 2. nedtryckt. Skärmen kan då se ut på följande sätt:
HAAS 68030 MONITOR ddd-mmm-åå FLASH MEMORY FOUND: 1024K @ 00080000 BBU RAM FOUND: 1024 K (1024K of BBU-RAM) 68882 COPROCESSOR NOT FOUND
Detta exempel visar 1024K flash-minne vid adress 80000 och 1024K BBU-RAM-minne. Anteckna det maskinen visar innan du fortsätter vidare.
Radering av BBU-RAM (68K-processor)Skriv in "M 3000D6C 300FFFF" och tryck på retur. Kontrollsystemet svarar med "Memory Test Passed 1. (minnestest lyckades)" flera gånger. Kommandot "M3000D6C" kontrollerar och raderar enbart en del av BBU-RAM-minnet. Det undviker områden som innehåller maskinens tillverkningsnummer (inställning 26). De flesta problem kan lösas utan att ta bort tillverkningsnumret.
Håll Reset (återställ) nedtryckt tills ">" visas. Om ">" inte visas, fortsätt vidare till steg 3.2.
96-0308 rev G juni 2009 Elektrisk service 31
Detta steg raderar BBU-RAM-minnet helt, inklusive maskinens tillverkningsnummer. Använd följande för 3. att hitta kommandot för att radera BBU-RAM-minnet.
Hittat BBU RAM Kortstorlek Kommando för radering av BBU-RAM 256K 256K M 3000000 303FFFF 1024K 1 megabyte M 3000000 30FFFFF 4096K 4 megabyte M 3000000 33FFFFF 8192K 8 megabyte M 3000000 37FFFFF 16384K 16 megabyte M 3000000 3FFFFFFFör att radera BBU-RAM-minnet enligt exemplet, skriv in följande och tryck på retur: M 3000000 30FFFFF (för 1024K)
Radering av flash-minne:Radering av flash-minnet löser problem orsakade av kodfragment som lämnas kvar från tidigare binär- eller språkfiler. Det vanligaste problemet är larmet BAD LANGUAGE VERSION. För att radera flash-minnet anges ett värde som talar om för systemet var det finns. Utförs de här stegen raderas minnet eller så visas meddelandet "Undefined Command (odefinierat kommando)" eller liknande.
Om kontrollsystemet visade minnesmängden i steg 2 av "Radering av minnet i ett kontrollsystem", gör ett av följande beroende på hur mycket flash-minne som hittades:
Skriv in FC 80000 200000 och tryck retur (för 1536K flash-minne)Skriv in FC 80000 280000 och tryck retur (för 2048K flash-minne)Skriv in FC 80000 380000 och tryck retur (för 3072K flash-minne)
Skriv in FC 8000 och tryck retur (för 0.5MB flash-minne)Skriv in FC 100000 och tryck retur (för 1.0MB flash-minne)Skriv in FC 180000 och tryck retur (för 1.5MB flash-minne)
Om meddelandet "Undefined Command" (eller liknande) visas, utför följande steg.
Skriv in FC 8000 FFFFF och tryck retur (för att radera 80000 t.o.m. FFFFF)Skriv in FC 100000 17FFFF och tryck retur (för att radera 100000 t.o.m. 17FFFF)Skriv in FC 180000 1FFFFF och tryck retur (för att radera 180000 t.o.m. 1FFFFF)
Flash-minnet har nu raderats och programvaran måste laddas in för att fortsätta.
Om kontrollsystemet är äldre än 1997,används 512K x 8-bitars RAM-chip på processorkortet. Dessa kan raderas enligt följande:
Skriv in följande för 4 chip: FC 20000 9FFFF och tryck returSkriv in följande för 5 chip: FC 20000 BFFFF och tryck returSkriv in följande för 6 chip: FC 20000 DFFFF och tryck returSkriv in följande för 7 chip: FC 20000 FFFFF och tryck retur
Flash-minnet har nu raderats och programvaran måste laddas in för att fortsätta.
FELSÖKNINGSDATA
Displayen Alarm Msgs (larmmeddelanden) är den viktigaste källan för felsökningsdata. När som helst efter att maskinen har avslutat sin uppstartssekvens, kommer den antingen att utföra en begärd funktion eller stanna med ett larm. Se larmkapitlet för deras möjliga orsaker och några korrigerande åtgärder.
Om ett elektronikproblem har uppstått kan det hända att styrenheten inte kan slutföra uppstartssekvensen och bildskärmen förblir tom. I det här fallet finns det två källor för felsökningsdata, ljudsignalen och lysdioderna på processorkretskortet. Om ljudsignalen är ett ½ sekund långt pip är det problem med huvudkontrollprogrammet lagrat i EPROM på processorkortet. Om någon del av processorelektroniken inte kan kommas åt på rätt sätt kommer eller kommer inte lysdioderna på processorkortet att tändas.
96-0308 rev G juni 2009Elektrisk service32
Om maskinen startar, men har ett fel i en av sina strömförsörjningsenheter, kan det hända att den inte kan flagga något larmtillstånd. Om detta sker kommer alla motorer att hållas avstängda, i det övre vänstra hörnet på bildskärmen visas ett strömfelsmeddelande och styrenhetens alla övriga funktioner låses ute.
När maskinen fungerar normalt kommer en andra tryckning på tangenten Param/Dgnos (parameter/diagnos) att välja felsökningssidan. Tangenterna sida upp/ned används sedan för att välja en av två olika displayer. Dessa är enbart avsedda för felsökning och krävs normalt inte. Felsökningsdata består av 32 diskreta ingångssignaler, 32 diskreta utgångsreläer och ett flertal interna kontrollsignaler. Var och en kan ha värdet 0 eller 1. Det finns även upp till tre analoga datadisplayer och en valfri spindelvarvtalsdisplay.
DISKRETA INGÅNGAR/UTGÅNGAR (SVARV)
Diskreta ingångar
# Namn # Namn1000 Lås upp verktygsrevolver 1016 Reserv1001 Lås verktygsrevolver 1017 Reserv1002 Reserv 1018 Reserv1003 Låg kylmedelsnivå 1019 Reserv1004 Automatisk dörr 1020 Lågt hydrauloljetryck1005 Spindel i högväxel 1021 TS-fotströmställare1006 Spindel i lågväxel 1022 Sond ej utgångsläge1007 Nödstopp 1023 Reserv 2b1008 Dörrbrytare 1024 Lossa verktyg fjärr*1009 M-kod avslutad 1025 Låg fas 115 V1010 Överspänning 1026 Stångmatning, stångände1011 Lågt lufttryck 1027 Stångmatningsfel1012 Lågt smörjtryck 1028 Jordfel1013 Regenerativ överhettning 1029 G31 Blocköverhoppning1014 Reserv 1030 Stångmatning, spindelförregling1015 Reserv 1031 Transportöröverström
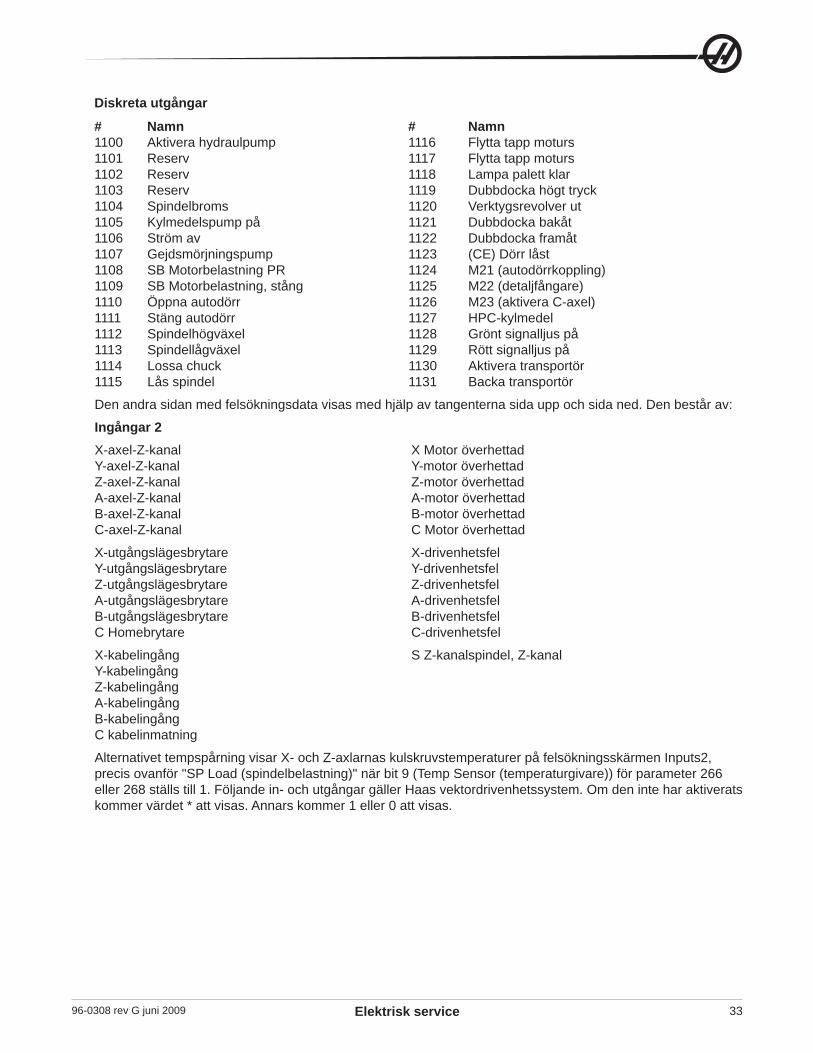
96-0308 rev G juni 2009 Elektrisk service 33
Diskreta utgångar
# Namn # Namn1100 Aktivera hydraulpump 1116 Flytta tapp moturs1101 Reserv 1117 Flytta tapp moturs1102 Reserv 1118 Lampa palett klar1103 Reserv 1119 Dubbdocka högt tryck1104 Spindelbroms 1120 Verktygsrevolver ut1105 Kylmedelspump på 1121 Dubbdocka bakåt1106 Ström av 1122 Dubbdocka framåt1107 Gejdsmörjningspump 1123 (CE) Dörr låst1108 SB Motorbelastning PR 1124 M21 (autodörrkoppling)1109 SB Motorbelastning, stång 1125 M22 (detaljfångare)1110 Öppna autodörr 1126 M23 (aktivera C-axel)1111 Stäng autodörr 1127 HPC-kylmedel1112 Spindelhögväxel 1128 Grönt signalljus på1113 Spindellågväxel 1129 Rött signalljus på1114 Lossa chuck 1130 Aktivera transportör1115 Lås spindel 1131 Backa transportör
Den andra sidan med felsökningsdata visas med hjälp av tangenterna sida upp och sida ned. Den består av:
Ingångar 2X-axel-Z-kanal X Motor överhettadY-axel-Z-kanal Y-motor överhettadZ-axel-Z-kanal Z-motor överhettadA-axel-Z-kanal A-motor överhettadB-axel-Z-kanal B-motor överhettadC-axel-Z-kanal C Motor överhettad
X-utgångslägesbrytare X-drivenhetsfelY-utgångslägesbrytare Y-drivenhetsfelZ-utgångslägesbrytare Z-drivenhetsfelA-utgångslägesbrytare A-drivenhetsfelB-utgångslägesbrytare B-drivenhetsfelC Homebrytare C-drivenhetsfel
X-kabelingång S Z-kanalspindel, Z-kanalY-kabelingångZ-kabelingångA-kabelingångB-kabelingångC kabelinmatning
Alternativet tempspårning visar X- och Z-axlarnas kulskruvstemperaturer på felsökningsskärmen Inputs2, precis ovanför "SP Load (spindelbelastning)" när bit 9 (Temp Sensor (temperaturgivare)) för parameter 266 eller 268 ställs till 1. Följande in- och utgångar gäller Haas vektordrivenhetssystem. Om den inte har aktiverats kommer värdet * att visas. Annars kommer 1 eller 0 att visas.
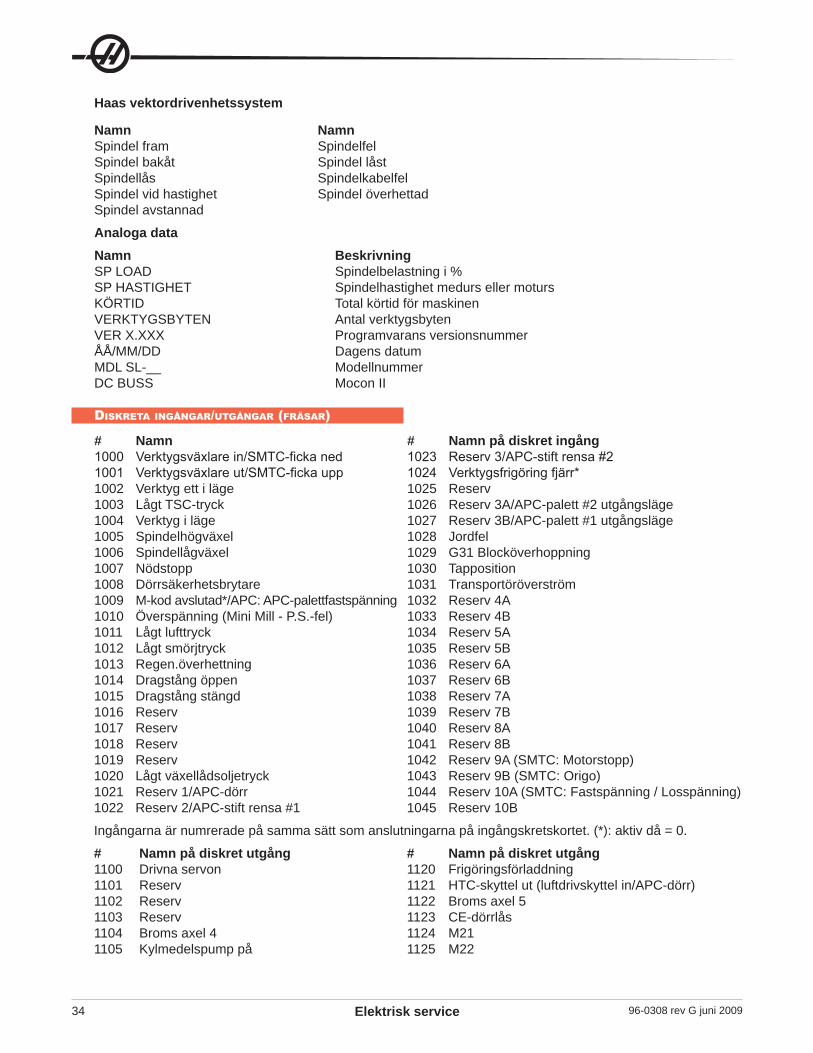
96-0308 rev G juni 2009Elektrisk service34
Haas vektordrivenhetssystem
Namn NamnSpindel fram SpindelfelSpindel bakåt Spindel låstSpindellås SpindelkabelfelSpindel vid hastighet Spindel överhettadSpindel avstannad
Analoga dataNamn BeskrivningSP LOAD Spindelbelastning i %SP HASTIGHET Spindelhastighet medurs eller motursKÖRTID Total körtid för maskinenVERKTYGSBYTEN Antal verktygsbytenVER X.XXX Programvarans versionsnummerÅÅ/MM/DD Dagens datumMDL SL-__ ModellnummerDC BUSS Mocon II
DISKRETA INGÅNGAR/UTGÅNGAR (FRÄSAR)
# Namn # Namn på diskret ingång1000 Verktygsväxlare in/SMTC-ficka ned 1023 Reserv 3/APC-stift rensa #21001 Verktygsväxlare ut/SMTC-ficka upp 1024 Verktygsfrigöring fjärr*1002 Verktyg ett i läge 1025 Reserv1003 Lågt TSC-tryck 1026 Reserv 3A/APC-palett #2 utgångsläge1004 Verktyg i läge 1027 Reserv 3B/APC-palett #1 utgångsläge1005 Spindelhögväxel 1028 Jordfel1006 Spindellågväxel 1029 G31 Blocköverhoppning1007 Nödstopp 1030 Tapposition1008 Dörrsäkerhetsbrytare 1031 Transportöröverström1009 M-kod avslutad*/APC: APC-palettfastspänning 1032 Reserv 4A1010 Överspänning (Mini Mill - P.S.-fel) 1033 Reserv 4B1011 Lågt lufttryck 1034 Reserv 5A1012 Lågt smörjtryck 1035 Reserv 5B1013 Regen.överhettning 1036 Reserv 6A1014 Dragstång öppen 1037 Reserv 6B1015 Dragstång stängd 1038 Reserv 7A1016 Reserv 1039 Reserv 7B1017 Reserv 1040 Reserv 8A1018 Reserv 1041 Reserv 8B1019 Reserv 1042 Reserv 9A (SMTC: Motorstopp)1020 Lågt växellådsoljetryck 1043 Reserv 9B (SMTC: Origo)1021 Reserv 1/APC-dörr 1044 Reserv 10A (SMTC: Fastspänning / Losspänning)1022 Reserv 2/APC-stift rensa #1 1045 Reserv 10B
Ingångarna är numrerade på samma sätt som anslutningarna på ingångskretskortet. (*): aktiv då = 0.
# Namn på diskret utgång # Namn på diskret utgång1100 Drivna servon 1120 Frigöringsförladdning1101 Reserv 1121 HTC-skyttel ut (luftdrivskyttel in/APC-dörr)1102 Reserv 1122 Broms axel 51103 Reserv 1123 CE-dörrlås1104 Broms axel 4 1124 M211105 Kylmedelspump på 1125 M22
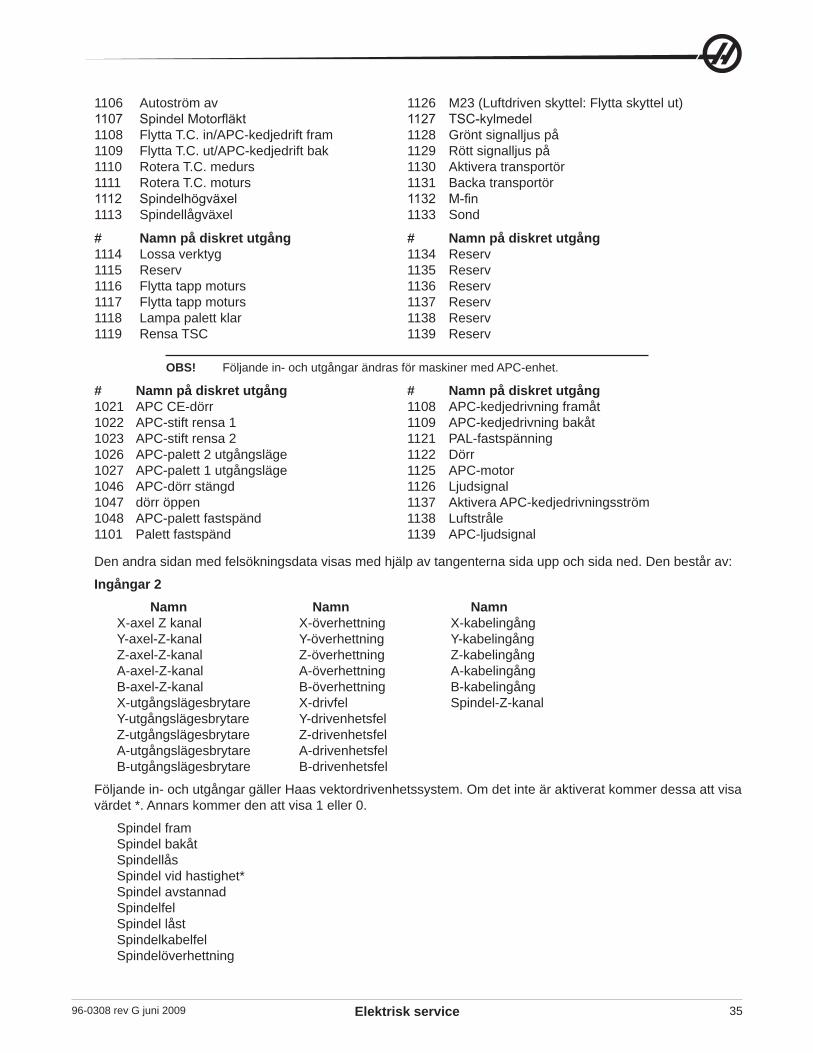
96-0308 rev G juni 2009 Elektrisk service 35
1106 Autoström av 1126 M23 (Luftdriven skyttel: Flytta skyttel ut)1107 Spindel Motorfläkt 1127 TSC-kylmedel1108 Flytta T.C. in/APC-kedjedrift fram 1128 Grönt signalljus på1109 Flytta T.C. ut/APC-kedjedrift bak 1129 Rött signalljus på1110 Rotera T.C. medurs 1130 Aktivera transportör1111 Rotera T.C. moturs 1131 Backa transportör1112 Spindelhögväxel 1132 M-fin1113 Spindellågväxel 1133 Sond
# Namn på diskret utgång # Namn på diskret utgång1114 Lossa verktyg 1134 Reserv1115 Reserv 1135 Reserv1116 Flytta tapp moturs 1136 Reserv1117 Flytta tapp moturs 1137 Reserv1118 Lampa palett klar 1138 Reserv1119 Rensa TSC 1139 Reserv
OBS! Följande in- och utgångar ändras för maskiner med APC-enhet.
# Namn på diskret utgång # Namn på diskret utgång1021 APC CE-dörr 1108 APC-kedjedrivning framåt1022 APC-stift rensa 1 1109 APC-kedjedrivning bakåt1023 APC-stift rensa 2 1121 PAL-fastspänning1026 APC-palett 2 utgångsläge 1122 Dörr1027 APC-palett 1 utgångsläge 1125 APC-motor1046 APC-dörr stängd 1126 Ljudsignal1047 dörr öppen 1137 Aktivera APC-kedjedrivningsström1048 APC-palett fastspänd 1138 Luftstråle1101 Palett fastspänd 1139 APC-ljudsignal
Den andra sidan med felsökningsdata visas med hjälp av tangenterna sida upp och sida ned. Den består av:
Ingångar 2 Namn Namn Namn
X-axel Z kanal X-överhettning X-kabelingångY-axel-Z-kanal Y-överhettning Y-kabelingångZ-axel-Z-kanal Z-överhettning Z-kabelingångA-axel-Z-kanal A-överhettning A-kabelingångB-axel-Z-kanal B-överhettning B-kabelingångX-utgångslägesbrytare X-drivfel Spindel-Z-kanalY-utgångslägesbrytare Y-drivenhetsfelZ-utgångslägesbrytare Z-drivenhetsfelA-utgångslägesbrytare A-drivenhetsfelB-utgångslägesbrytare B-drivenhetsfel
Följande in- och utgångar gäller Haas vektordrivenhetssystem. Om det inte är aktiverat kommer dessa att visa värdet *. Annars kommer den att visa 1 eller 0.
Spindel framSpindel bakåtSpindellåsSpindel vid hastighet*Spindel avstannadSpindelfelSpindel låstSpindelkabelfelSpindelöverhettning
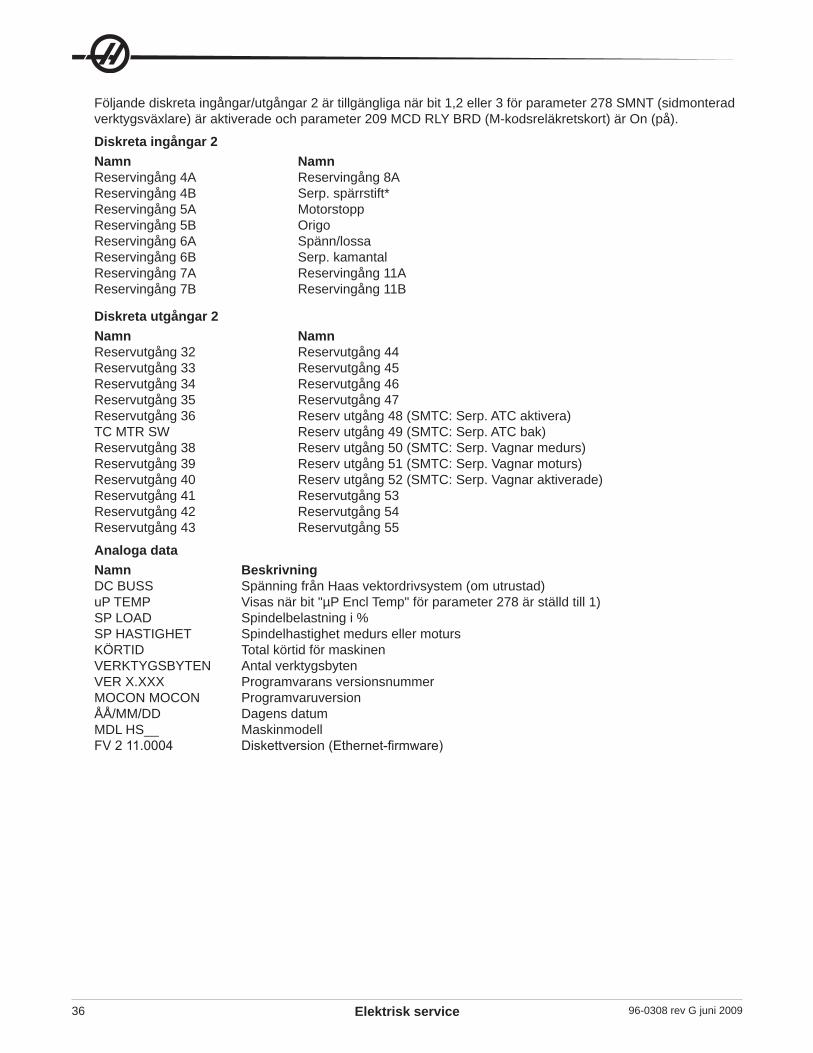
96-0308 rev G juni 2009Elektrisk service36
Följande diskreta ingångar/utgångar 2 är tillgängliga när bit 1,2 eller 3 för parameter 278 SMNT (sidmonterad verktygsväxlare) är aktiverade och parameter 209 MCD RLY BRD (M-kodsreläkretskort) är On (på).
Diskreta ingångar 2Namn NamnReservingång 4A Reservingång 8AReservingång 4B Serp. spärrstift*Reservingång 5A MotorstoppReservingång 5B OrigoReservingång 6A Spänn/lossaReservingång 6B Serp. kamantalReservingång 7A Reservingång 11AReservingång 7B Reservingång 11B
Diskreta utgångar 2Namn NamnReservutgång 32 Reservutgång 44Reservutgång 33 Reservutgång 45Reservutgång 34 Reservutgång 46Reservutgång 35 Reservutgång 47Reservutgång 36 Reserv utgång 48 (SMTC: Serp. ATC aktivera)TC MTR SW Reserv utgång 49 (SMTC: Serp. ATC bak)Reservutgång 38 Reserv utgång 50 (SMTC: Serp. Vagnar medurs)Reservutgång 39 Reserv utgång 51 (SMTC: Serp. Vagnar moturs)Reservutgång 40 Reserv utgång 52 (SMTC: Serp. Vagnar aktiverade)Reservutgång 41 Reservutgång 53Reservutgång 42 Reservutgång 54Reservutgång 43 Reservutgång 55
Analoga dataNamn BeskrivningDC BUSS Spänning från Haas vektordrivsystem (om utrustad)uP TEMP Visas när bit "µP Encl Temp" för parameter 278 är ställd till 1)SP LOAD Spindelbelastning i %SP HASTIGHET Spindelhastighet medurs eller motursKÖRTID Total körtid för maskinenVERKTYGSBYTEN Antal verktygsbytenVER X.XXX Programvarans versionsnummerMOCON MOCON ProgramvaruversionÅÅ/MM/DD Dagens datumMDL HS__ MaskinmodellFV 2 11.0004 Diskettversion (Ethernet-firmware)
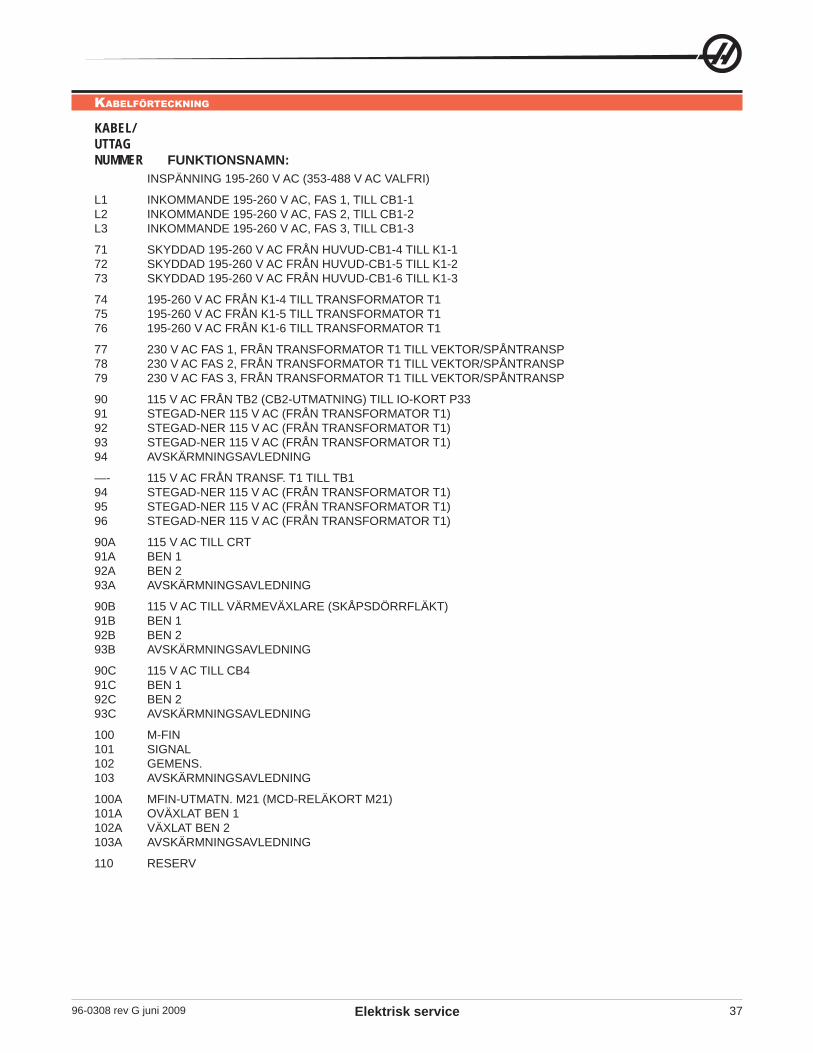
96-0308 rev G juni 2009 Elektrisk service 37
KABELFÖRTECKNING
KABEL/ UTTAG NUMMER FUNKTIONSNAMN: INSPÄNNING 195-260 V AC (353-488 V AC VALFRI)
L1 INKOMMANDE 195-260 V AC, FAS 1, TILL CB1-1L2 INKOMMANDE 195-260 V AC, FAS 2, TILL CB1-2L3 INKOMMANDE 195-260 V AC, FAS 3, TILL CB1-3
71 SKYDDAD 195-260 V AC FRÅN HUVUD-CB1-4 TILL K1-172 SKYDDAD 195-260 V AC FRÅN HUVUD-CB1-5 TILL K1-273 SKYDDAD 195-260 V AC FRÅN HUVUD-CB1-6 TILL K1-3
74 195-260 V AC FRÅN K1-4 TILL TRANSFORMATOR T175 195-260 V AC FRÅN K1-5 TILL TRANSFORMATOR T176 195-260 V AC FRÅN K1-6 TILL TRANSFORMATOR T1
77 230 V AC FAS 1, FRÅN TRANSFORMATOR T1 TILL VEKTOR/SPÅNTRANSP78 230 V AC FAS 2, FRÅN TRANSFORMATOR T1 TILL VEKTOR/SPÅNTRANSP79 230 V AC FAS 3, FRÅN TRANSFORMATOR T1 TILL VEKTOR/SPÅNTRANSP
90 115 V AC FRÅN TB2 (CB2-UTMATNING) TILL IO-KORT P3391 STEGAD-NER 115 V AC (FRÅN TRANSFORMATOR T1)92 STEGAD-NER 115 V AC (FRÅN TRANSFORMATOR T1)93 STEGAD-NER 115 V AC (FRÅN TRANSFORMATOR T1)94 AVSKÄRMNINGSAVLEDNING
—- 115 V AC FRÅN TRANSF. T1 TILL TB194 STEGAD-NER 115 V AC (FRÅN TRANSFORMATOR T1)95 STEGAD-NER 115 V AC (FRÅN TRANSFORMATOR T1)96 STEGAD-NER 115 V AC (FRÅN TRANSFORMATOR T1)
90A 115 V AC TILL CRT 91A BEN 192A BEN 293A AVSKÄRMNINGSAVLEDNING
90B 115 V AC TILL VÄRMEVÄXLARE (SKÅPSDÖRRFLÄKT)91B BEN 192B BEN 293B AVSKÄRMNINGSAVLEDNING
90C 115 V AC TILL CB491C BEN 192C BEN 293C AVSKÄRMNINGSAVLEDNING
100 M-FIN101 SIGNAL102 GEMENS.103 AVSKÄRMNINGSAVLEDNING
100A MFIN-UTMATN. M21 (MCD-RELÄKORT M21)101A OVÄXLAT BEN 1102A VÄXLAT BEN 2103A AVSKÄRMNINGSAVLEDNING
110 RESERV
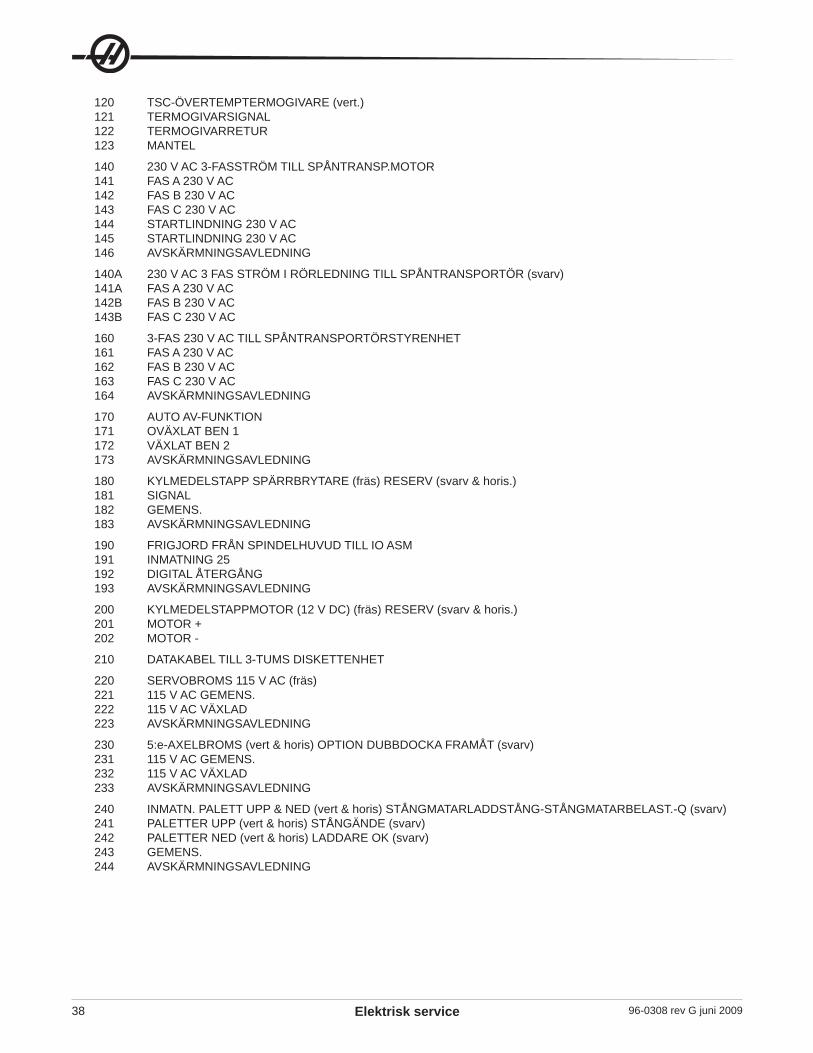
96-0308 rev G juni 2009Elektrisk service38
120 TSC-ÖVERTEMPTERMOGIVARE (vert.)121 TERMOGIVARSIGNAL122 TERMOGIVARRETUR123 MANTEL
140 230 V AC 3-FASSTRÖM TILL SPÅNTRANSP.MOTOR141 FAS A 230 V AC142 FAS B 230 V AC143 FAS C 230 V AC144 STARTLINDNING 230 V AC145 STARTLINDNING 230 V AC146 AVSKÄRMNINGSAVLEDNING
140A 230 V AC 3 FAS STRÖM I RÖRLEDNING TILL SPÅNTRANSPORTÖR (svarv)141A FAS A 230 V AC142B FAS B 230 V AC143B FAS C 230 V AC
160 3-FAS 230 V AC TILL SPÅNTRANSPORTÖRSTYRENHET161 FAS A 230 V AC162 FAS B 230 V AC163 FAS C 230 V AC164 AVSKÄRMNINGSAVLEDNING
170 AUTO AV-FUNKTION171 OVÄXLAT BEN 1172 VÄXLAT BEN 2173 AVSKÄRMNINGSAVLEDNING
180 KYLMEDELSTAPP SPÄRRBRYTARE (fräs) RESERV (svarv & horis.)181 SIGNAL182 GEMENS.183 AVSKÄRMNINGSAVLEDNING
190 FRIGJORD FRÅN SPINDELHUVUD TILL IO ASM191 INMATNING 25192 DIGITAL ÅTERGÅNG193 AVSKÄRMNINGSAVLEDNING
200 KYLMEDELSTAPPMOTOR (12 V DC) (fräs) RESERV (svarv & horis.)201 MOTOR +202 MOTOR -
210 DATAKABEL TILL 3-TUMS DISKETTENHET
220 SERVOBROMS 115 V AC (fräs)221 115 V AC GEMENS.222 115 V AC VÄXLAD223 AVSKÄRMNINGSAVLEDNING
230 5:e-AXELBROMS (vert & horis) OPTION DUBBDOCKA FRAMÅT (svarv)231 115 V AC GEMENS.232 115 V AC VÄXLAD233 AVSKÄRMNINGSAVLEDNING
240 INMATN. PALETT UPP & NED (vert & horis) STÅNGMATARLADDSTÅNG-STÅNGMATARBELAST.-Q (svarv)241 PALETTER UPP (vert & horis) STÅNGÄNDE (svarv)242 PALETTER NED (vert & horis) LADDARE OK (svarv)243 GEMENS.244 AVSKÄRMNINGSAVLEDNING
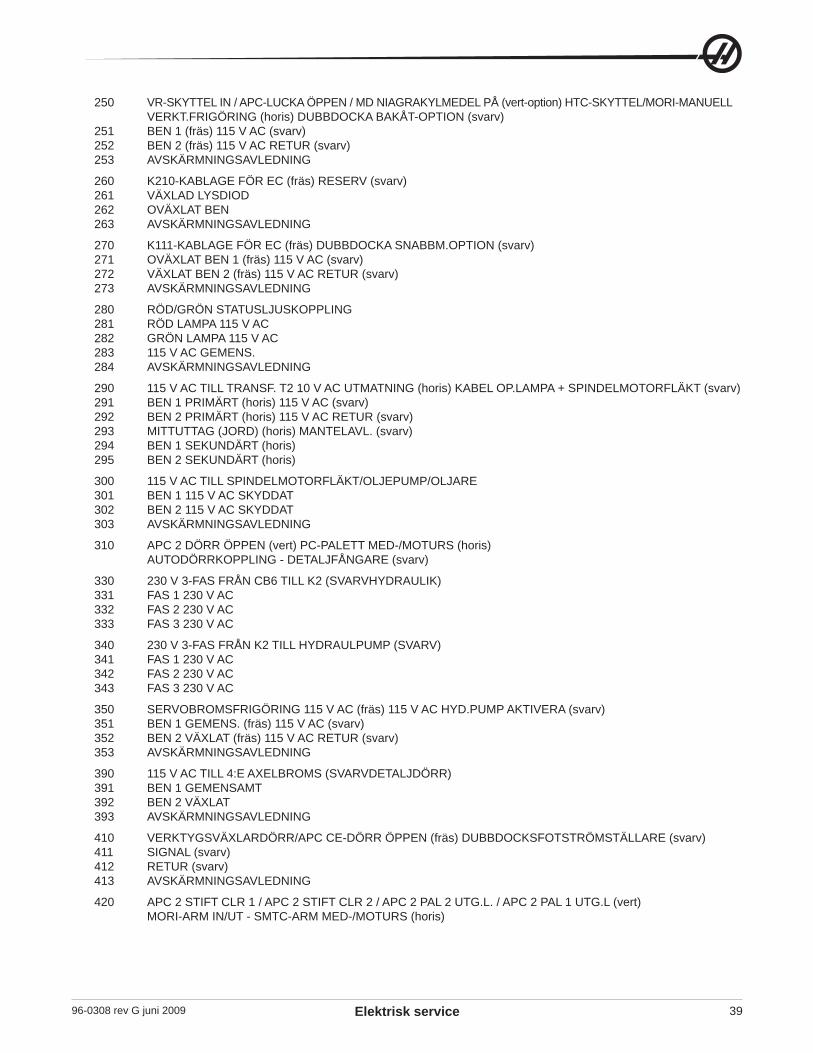
96-0308 rev G juni 2009 Elektrisk service 39
250 VR-SKYTTEL IN / APC-LUCKA ÖPPEN / MD NIAGRAKYLMEDEL PÅ (vert-option) HTC-SKYTTEL/MORI-MANUELL VERKT.FRIGÖRING (horis) DUBBDOCKA BAKÅT-OPTION (svarv)251 BEN 1 (fräs) 115 V AC (svarv)252 BEN 2 (fräs) 115 V AC RETUR (svarv)253 AVSKÄRMNINGSAVLEDNING
260 K210-KABLAGE FÖR EC (fräs) RESERV (svarv)261 VÄXLAD LYSDIOD262 OVÄXLAT BEN263 AVSKÄRMNINGSAVLEDNING
270 K111-KABLAGE FÖR EC (fräs) DUBBDOCKA SNABBM.OPTION (svarv)271 OVÄXLAT BEN 1 (fräs) 115 V AC (svarv)272 VÄXLAT BEN 2 (fräs) 115 V AC RETUR (svarv)273 AVSKÄRMNINGSAVLEDNING
280 RÖD/GRÖN STATUSLJUSKOPPLING281 RÖD LAMPA 115 V AC282 GRÖN LAMPA 115 V AC283 115 V AC GEMENS.284 AVSKÄRMNINGSAVLEDNING
290 115 V AC TILL TRANSF. T2 10 V AC UTMATNING (horis) KABEL OP.LAMPA + SPINDELMOTORFLÄKT (svarv)291 BEN 1 PRIMÄRT (horis) 115 V AC (svarv)292 BEN 2 PRIMÄRT (horis) 115 V AC RETUR (svarv)293 MITTUTTAG (JORD) (horis) MANTELAVL. (svarv)294 BEN 1 SEKUNDÄRT (horis)295 BEN 2 SEKUNDÄRT (horis)
300 115 V AC TILL SPINDELMOTORFLÄKT/OLJEPUMP/OLJARE301 BEN 1 115 V AC SKYDDAT302 BEN 2 115 V AC SKYDDAT303 AVSKÄRMNINGSAVLEDNING
310 APC 2 DÖRR ÖPPEN (vert) PC-PALETT MED-/MOTURS (horis) AUTODÖRRKOPPLING - DETALJFÅNGARE (svarv)
330 230 V 3-FAS FRÅN CB6 TILL K2 (SVARVHYDRAULIK)331 FAS 1 230 V AC332 FAS 2 230 V AC333 FAS 3 230 V AC
340 230 V 3-FAS FRÅN K2 TILL HYDRAULPUMP (SVARV)341 FAS 1 230 V AC342 FAS 2 230 V AC343 FAS 3 230 V AC
350 SERVOBROMSFRIGÖRING 115 V AC (fräs) 115 V AC HYD.PUMP AKTIVERA (svarv)351 BEN 1 GEMENS. (fräs) 115 V AC (svarv)352 BEN 2 VÄXLAT (fräs) 115 V AC RETUR (svarv)353 AVSKÄRMNINGSAVLEDNING
390 115 V AC TILL 4:E AXELBROMS (SVARVDETALJDÖRR)391 BEN 1 GEMENSAMT392 BEN 2 VÄXLAT393 AVSKÄRMNINGSAVLEDNING
410 VERKTYGSVÄXLARDÖRR/APC CE-DÖRR ÖPPEN (fräs) DUBBDOCKSFOTSTRÖMSTÄLLARE (svarv)411 SIGNAL (svarv)412 RETUR (svarv)413 AVSKÄRMNINGSAVLEDNING
420 APC 2 STIFT CLR 1 / APC 2 STIFT CLR 2 / APC 2 PAL 2 UTG.L. / APC 2 PAL 1 UTG.L (vert) MORI-ARM IN/UT - SMTC-ARM MED-/MOTURS (horis)
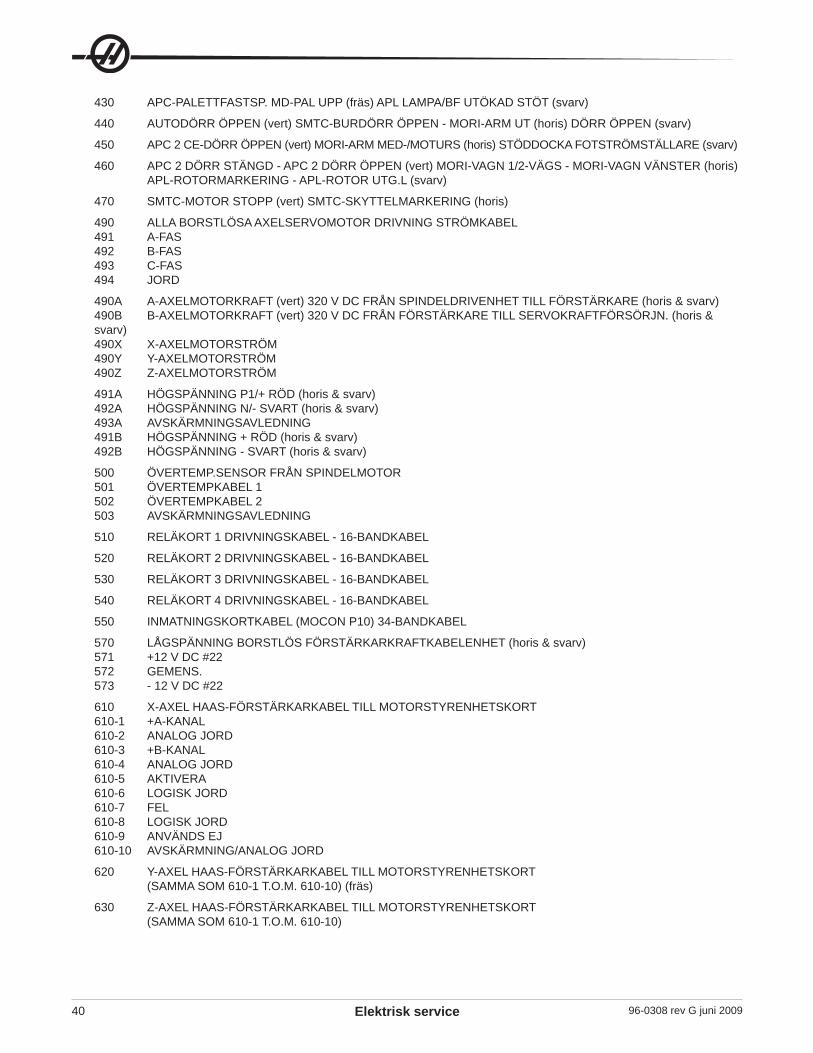
96-0308 rev G juni 2009Elektrisk service40
430 APC-PALETTFASTSP. MD-PAL UPP (fräs) APL LAMPA/BF UTÖKAD STÖT (svarv)
440 AUTODÖRR ÖPPEN (vert) SMTC-BURDÖRR ÖPPEN - MORI-ARM UT (horis) DÖRR ÖPPEN (svarv)
450 APC 2 CE-DÖRR ÖPPEN (vert) MORI-ARM MED-/MOTURS (horis) STÖDDOCKA FOTSTRÖMSTÄLLARE (svarv)
460 APC 2 DÖRR STÄNGD - APC 2 DÖRR ÖPPEN (vert) MORI-VAGN 1/2-VÄGS - MORI-VAGN VÄNSTER (horis) APL-ROTORMARKERING - APL-ROTOR UTG.L (svarv)
470 SMTC-MOTOR STOPP (vert) SMTC-SKYTTELMARKERING (horis)
490 ALLA BORSTLÖSA AXELSERVOMOTOR DRIVNING STRÖMKABEL491 A-FAS492 B-FAS493 C-FAS494 JORD
490A A-AXELMOTORKRAFT (vert) 320 V DC FRÅN SPINDELDRIVENHET TILL FÖRSTÄRKARE (horis & svarv)490B B-AXELMOTORKRAFT (vert) 320 V DC FRÅN FÖRSTÄRKARE TILL SERVOKRAFTFÖRSÖRJN. (horis & svarv)490X X-AXELMOTORSTRÖM490Y Y-AXELMOTORSTRÖM490Z Z-AXELMOTORSTRÖM
491A HÖGSPÄNNING P1/+ RÖD (horis & svarv)492A HÖGSPÄNNING N/- SVART (horis & svarv)493A AVSKÄRMNINGSAVLEDNING491B HÖGSPÄNNING + RÖD (horis & svarv)492B HÖGSPÄNNING - SVART (horis & svarv)
500 ÖVERTEMP.SENSOR FRÅN SPINDELMOTOR501 ÖVERTEMPKABEL 1502 ÖVERTEMPKABEL 2503 AVSKÄRMNINGSAVLEDNING
510 RELÄKORT 1 DRIVNINGSKABEL - 16-BANDKABEL
520 RELÄKORT 2 DRIVNINGSKABEL - 16-BANDKABEL
530 RELÄKORT 3 DRIVNINGSKABEL - 16-BANDKABEL
540 RELÄKORT 4 DRIVNINGSKABEL - 16-BANDKABEL
550 INMATNINGSKORTKABEL (MOCON P10) 34-BANDKABEL
570 LÅGSPÄNNING BORSTLÖS FÖRSTÄRKARKRAFTKABELENHET (horis & svarv)571 +12 V DC #22572 GEMENS.573 - 12 V DC #22
610 X-AXEL HAAS-FÖRSTÄRKARKABEL TILL MOTORSTYRENHETSKORT610-1 +A-KANAL610-2 ANALOG JORD610-3 +B-KANAL610-4 ANALOG JORD610-5 AKTIVERA610-6 LOGISK JORD610-7 FEL610-8 LOGISK JORD610-9 ANVÄNDS EJ610-10 AVSKÄRMNING/ANALOG JORD
620 Y-AXEL HAAS-FÖRSTÄRKARKABEL TILL MOTORSTYRENHETSKORT (SAMMA SOM 610-1 T.O.M. 610-10) (fräs)
630 Z-AXEL HAAS-FÖRSTÄRKARKABEL TILL MOTORSTYRENHETSKORT (SAMMA SOM 610-1 T.O.M. 610-10)
96-0308 rev G juni 2009 Elektrisk service 41
640 A-AXEL HAAS-FÖRSTÄRKARKABEL TILL MOTORSTYRENHETSKORT (SAMMA SOM 610-1 T.O.M. 610-10) (svarv)
640A A-AXEL HAAS-FÖRSTÄRKARKABEL TILL MOTORSTYRENHETSKORT (SAMMA SOM 610-1 T.O.M. 610-10) (fräs)
640B B-AXEL HAAS-FÖRSTÄRKARKABEL TILL MOTORSTYRENHETSKORT (SAMMA SOM 610-1 T.O.M. 610-10) (fräs)
640C C-AXEL HAAS-VEKTOR AKTUELLT KOMMANDOKABEL TILL MOTORSTYRENHETSKORT (SAMMA SOM 610-1 T.O.M. 610-10) (vert)
640C HAAS-VEKTORDRIVNING AKTUELLT KOMMANDOKABEL (horis & svarv)640C-1 A-FAS640C-2 B-FAS640C-3 AKTIVERA640C-4 FEL640C-5 320 V DC SPÄNNINGSÖVERVAKNING640C-6 A-FASRETUR640C-7 B-FASRETUR640C-8 DIGITAL JORD640C-9 FELRETUR640C-10 ANALOG JORD
650 TREFASSTRÖM TILL SPINDELMOTOR651 BEN 1 AV 230 V AC652 BEN 2653 BEN 3654 AVSKÄRMNINGSAVLEDNING
650A TREFASSTRÖM TILL SPINDELMOTOR651A BEN 1 AV 230 V AC652A BEN 2653A BEN 3654A AVSKÄRMNINGSAVLEDNING
650B TREFASSTRÖM TILL SPINDELMOTOR651B BEN 1 AV 230 V AC652B BEN 2653B BEN 3654B AVSKÄRMNINGSAVLEDNING
660 X-AXELOMKODARKABEL660-1 LOGIKRETUR (D-JORD)660-2 OMKODARE A-KANAL660-3 OMKODARE B-KANAL660-4 +5 VDC660-5 OMKODARE Z-KANAL (ELLER C)660-6 UTG./GRÄNSL.BRYTARE660-7 ÖVERHETTNINGSBRYTARE660-8 OMKODARE A*660-9 OMKODARE B*660-10 OMKODARE Z* (ELLER C*)660-11 X HALL A (ANVÄNDS INTE)660-12 X HALL B (ANVÄNDS INTE)660-13 X HALL C (ANVÄNDS INTE)660-14 X HALL D (ANVÄNDS INTE)660-15 AVSKÄRMNINGSAVLEDNING660-16 (ANVÄNDS EJ)
670 Y-AXELOMKODARKABEL (SAMMA SOM 660-1 T.O.M. 660-16) (fräs)
680 Z-AXELOMKODARKABEL (SAMMA SOM 660-1 T.O.M. 660-16)
96-0308 rev G juni 2009Elektrisk service42
690 A-AXELOMKODARKABEL (SAMMA SOM 660-1 T.O.M. 660-16) (vert & svarv)
690A A-AXELOMKODARKABEL (SAMMA SOM 660-1 T.O.M. 660-16) (horis)
690B B-AXELOMKODARKABEL (SAMMA SOM 660-1 T.O.M. 660-16) (fräs)
690C C-AXELOMKODARKABEL (SAMMA SOM 660-1 T.O.M. 660-16) (fräs)
700 TANGENTBORDSKABEL - 34-BANDKABEL MED IDC (FRÅN VIDEO P4 TILL KBIF P1)
710 APC 1 PALETT KLAR 1 / APC 1 PALETT KLAR 2 (vert) P-COOL/ STÅNGM.HYLSA ÖPPEN - STÅNGM. HYLSA STÄNGD (horis) APL GRIP 1,2 (svarv711 FRAMÅTKOMMANDO (vert)712 BAKÅTKOMMANDO (vert) 713 ÅTERST.KOMMANDO (vert) 714 GEMENS. (vert) 715 AVSKÄRMNINGSAVLEDNING
720 ANALOG SIGNAL FRÅN MOCON TILL SPINDELDRIVNING TILL BELASTNINGSMÄTARE (BORSTSYSTEM)721 0 TILL + 10 VOLTS HASTIGHETSKOMMANDO (SPINDELDRIVN. CN1-1)722 HASTIGHETSKOMMANDOREFERENS (A-JORD) (CN1-17)723 AVSKÄRMNINGSAVLEDNING
730 EFFEKTMÄTARE FRÅN SPINDELDRIVN. TILL KBIF (vert) (BORSTSYSTEM)731 MÄTARE +732 MÄTARE -733 AVSKÄRMNINGSAVLEDNING
730A EFFEKTMÄTARE FRÅN KBIF TILL MÄTARE (vert) (BORSTSYSTEM)733 MÄTARE + EFTER TRIMPOT734 MÄTARE - EFTER TRIMPOT734 MÄTARE - EFTER TRIMPOT
730B ANALOG SIGNAL FRÅN SPINDELDRIVN. BELASTN.MÄTARE (vert) (BORSTSYSTEM)731 SIGNAL 0.5 V732 JORD
740 STRÖM PÅ/AV-KABEL TILL FRONTPANEL 741 STRÖM PÅ BRYTARBEN 1 (24 V AC)742 STRÖM PÅ BRYTARBEN 2 #24 N.O.743 STRÖM AV BRYTARBEN 1 (24 V AC)744 STRÖM AV BRYTARBEN 2 #24 N.C.745 AVSKÄRMNINGSAVLEDNING
750 PULSHANDT.DATAKABEL (FJÄRRPULSM. SIDOANSLUTNING)750-1 LOGIKRETUR (D-JORD) 0 V DC750-2 OMKODARE A-KANAL750-3 OMKODARE B-KANAL750-4 +5 VDC750-5 NC (vert) BYGLING TILL 750-1 (0 V DC) (horis & svarv)750-6 X-AXEL750-7 Y-AXEL750-8 N/C (vert) OMKODARE A* KANAL (horis & svarv)750-9 N/C (vert) OMKODARE B* KANAL (horis & svarv)750-10 N/C (vert) BYGLING TILL 750-4 (+5 V DC) (horis & svarv)750-11 Z-AXEL750-12 A-AXEL750-13 X 10750-14 X 1750-15 AVSKÄRMNINGSAVLEDNING750-16 N/C (vert) ANVÄNDS EJ (horis & svarv)
96-0308 rev G juni 2009 Elektrisk service 43
750A PULSHANDT.DATAKABEL (horis & svarv)751A +5 VDC752A 0 VDC753A OMKODARE A-KANAL754A OMKODARE B-KANAL755A AVSKÄRMNINGSAVLEDNING
750B PULSHANDT.DATAKABEL (horis)750B-1 +5 V DC PULSGENERATOR750B-2 0 V DC 750B-3 PULSGEN. A-KANAL 750B-4 PULSGEN. A*-KANAL750B-5 PULSGEN. B-KANAL750B-6 PULSGEN. B*-KANAL
760 ÖVERVAKNINGSVIDEODATAKABEL (FRÅN VIDEO P3 TILL CRT)
770 NÖDSTOPPSINDATAKABEL771 SIGNAL (INMATNING 8)772 RETUR (D-JORD) (65)773 AVSKÄRMNINGSAVLEDNING
770A ANDRA NÖDSTOPPSINM. / MOTVIKT (horis) / STÅNGMATAROPTION (svarv)771A SIGNAL772A RETUR (D-JORD)773A AVSKÄRMNINGSAVLEDNING
770B TREDJE NÖDSTOPPSINM FÖR APC (FJÄRRKONTROLLPANEL) (vert)
790 APC-STIFT CLR 1 / MD-OP.DÖRR ÖPPEN - APC-STIFT CLR 2 / MD OP.DÖRR STÄNGD (vert) PALETTVÄXLARE MED-/MOTURS (horis) RESERVING. SOND-UTG.L.OPTION (svarv)791 RESERV 1 (vert & svarv) PALETT MEDURS (horis)792 RESERV 2 (vert & svarv) PALETT MOTURS (horis)793 GEMENS.794 AVSKÄRMNINGSAVLEDNING
800 10 V AC TILL PALETT KLAR-LAMPA (horis)801 OVÄXLAT BEN 1802 VÄXLAT BEN 2803 AVSKÄRMNINGSAVLEDNING
800A LAMPOMKOPPL.BYGLING (horis)801A BYGLING TILL 802A802A BYGLING TILL 801A
810 VERKTYGSVÄXLARMOTORER811 REVOLVERHUVUDMOTOR + (IO P30-2 TILL P6-J)812 REVOLVERHUVUDMOTOR - (IO P30-1 TILL P6-I)813 AVSKÄRMNINGSAVLEDNING
810A VERKTYGSVÄXLARMOTORER811A SKYTTELMOTOR +812A SKYTTELMOTOR -813A AVSKÄRMNINGSAVLEDNING
820 VERKTYGSVÄXLARSTATUS821 LOGIKRETUR (vert) VERKTYGSVÄXLARE IN (horis) REVOLVER LOSSAD (svarv)822 MALTESERMARKERING (INMATNING 5 TILL P6-G) (vert) VERKTYGSV. UT (horis) REVOLVER FASTSPÄND (svarv)823 VERKTYG 1 (INMATNING 3 TILL P6-E) (vert) HUVUDDRAGSTÅNG UPP (horis) OANVÄND (svarv)824 SKYTTEL IN (INMATNING 1 TILL P6-C) (vert) HUVUDDRAGSTÅNG NED (horis) DETALJLADDN. (svarv)825 SKYTTEL UT (INMATNING 2 TILL P6-D) (vert) GEMENSAM (horis & svarv)826 AVSKÄRMNINGSAVLEDNING
96-0308 rev G juni 2009Elektrisk service44
830 ÖVERHETTNINGSTERMOSTAT 831 ÖVERHETTNINGSSIGNAL (INMATNING 14)832 ÖVERHETTNINGSRETUR (D-JORD) (65)833 AVSKÄRMNINGSAVLEDNING
840 STRÖMBRYTARE FÖR 160 V DC (vert)841 BEN 1 (TILL 81)842 BEN 2843 AVSKÄRMNINGSAVLEDNING
850 SERIEPORT 1 TILL SERIELL TANGENTBORDSGRÄNSSNITTSKABEL
850A SERIEPORT 2 GRÄNSSNITTSKABEL - RESERVPORT TILL ROTATIONSSTYRENHET
860 +12 V/+5 V/jord STRÖMKABLAR (vert) +5 V/+12 V/-12 V/jord FRÅN HUVUDKRAFTKÄLLA (horis & svarv)861 +12 VOLT (vert) +5 VOLT (horis & svarv)862 -12 VOLT FRÅN LÅGSP.KÄLLA TILL 68020-KRETSKORT (vert) LOGIKEFFEKTRETUR (horis & svarv)863 +5 VOLT (vert) LOGIKEFFEKTRETUR (horis & svarv)864 -5 VOLT (vert) +12 VOLT (horis & svarv)865 LOGIKEFFEKTRETUR (D-JORD) (vert) -12 VOLT (horis & svarv)866 EFFEKT-BRA-SIGNAL FRÅN KRAFTKÄLLA (vert)
860A 12 VOLT EFFEKT TILL IO-KORT (vert & svarv) 12 V DC EFFEKT TILL M-KODSRELÄKORT (horis)861A +12 VOLT862A LOGIKEFFEKTRETUR (D-JORD)863A AVSKÄRMNINGSAVLEDNING
860B +5 EFFEKT TILL 3-TUMS DISKETTSTATION (vert & svarv)
860C +5,+12,-12 EFFEKT TILL 68030 (vert & svarv) 12 V DC EFFEKT TILL SKÄRMFLÄKT (horis)861A +12 VOLT862A LOGIKEFFEKTRETUR (D-JORD)863A AVSKÄRMNINGSAVLEDNING
870 115 V AC TILL OLJARE (vert & svarv)871 115 V AC BEN 1872 115 V AC BEN 2873 AVSKÄRMNINGSAVLEDNING
880A HÖG/LÅG VÄXEL LOSSA/LÅS MAGNETSPOLESTRÖM (vert) 115 V AC TILL SPINDELDOCKSMAGNETSPOLAR (horis & svarv)881A 115 V AC MAGNETSPOLE GEMENS. (IO P12-5) (vert) DELTA-OMKOPPL.KOMMANDO (horis) SPINDELLÅS (svarv882A HÖGVÄXELMAGNETSPOLE (IO P12-4) (vert) VERKTYGSFRIG. (horis & svarv)883A LÅGVÄXELMAGNETSPOLE (IO P12-3)884A VERKTYGSFRIG.MAGNETSPOLE (IO P12-2) (vert) HÖGVÄXEL (horis & svarv)885A SPINDELLÅSMAGNETSPOLE (IO P12-1) (vert) 115 V AC GEMENS. (horis & svarv)886A FÖRLADDNINGSMAGNETSPOLE 18 (IO P12-7) (vert) MANTELAVL. (horis & svarv)887A MANTELAVL. (vert) FÖRLADDNING (horis & svarv)
880B TRANSMISSION HÖG-/LÅGVÄXELMAGNETSPOLAR FÖR SVARV (vert & svarv)881B 115 V AC MAGNETSPOLE GEMENS. (IO P12-5)882B HÖGVÄXELMAGNETSPOLE (IO P12-4)883B LÅGVÄXELMAGNETSPOLE (IO P12-3)884B AVSKÄRMNINGSAVLEDNING
890 SPINDELSTATUSBRYTARE 891 SIGNALRETUR (D-JORD) (vert) HÖGVÄXEL (horis & svarv)892 HÖGVÄXEL (vert) LÅGVÄXEL (horis. & svarv)893 LÅGVÄXEL (vert) VERKTYG LOSSAT (horis. & svarv)894 VERKTYG LOSSAT (vert) VERKTYG FASTSPÄNT (horis & svarv)895 VERKTYG FASTSPÄNT (vert) RESERV (horis) SPINDEL LÅST (svarv)896 SPINDEL LÅST (vert) GEMENS. (horis & svarv)897 AVSKÄRMNINGSAVLEDNING
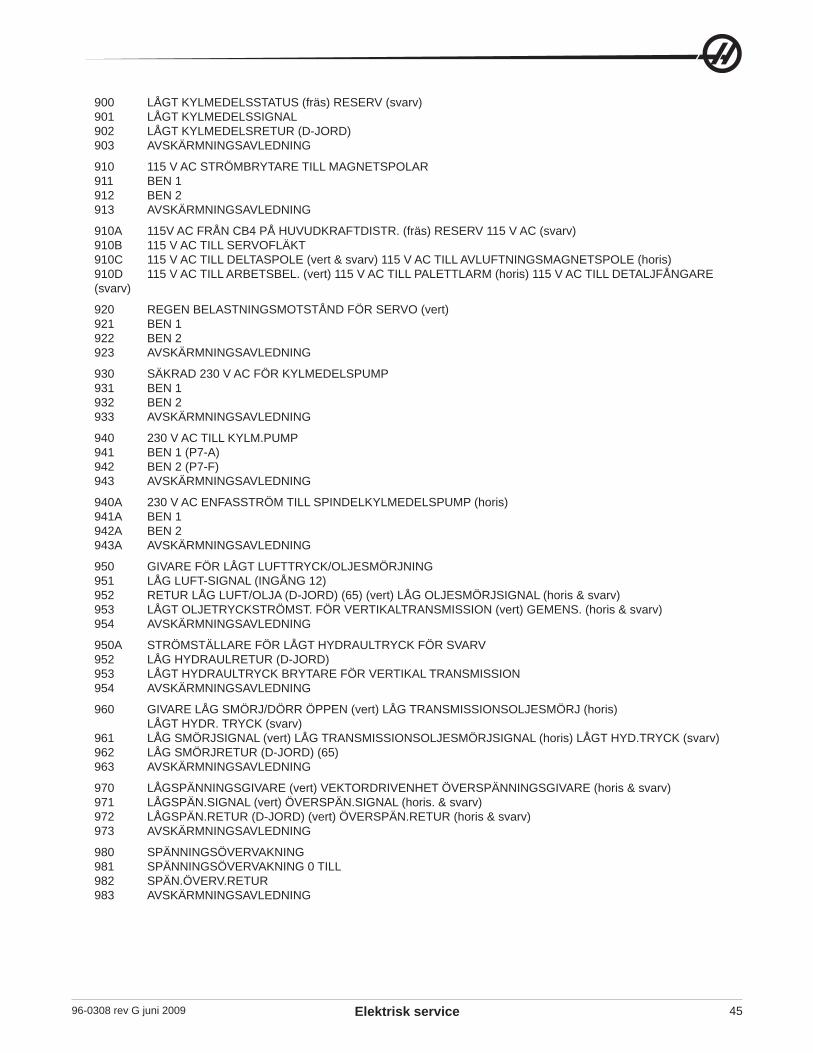
96-0308 rev G juni 2009 Elektrisk service 45
900 LÅGT KYLMEDELSSTATUS (fräs) RESERV (svarv)901 LÅGT KYLMEDELSSIGNAL902 LÅGT KYLMEDELSRETUR (D-JORD)903 AVSKÄRMNINGSAVLEDNING
910 115 V AC STRÖMBRYTARE TILL MAGNETSPOLAR 911 BEN 1912 BEN 2913 AVSKÄRMNINGSAVLEDNING
910A 115V AC FRÅN CB4 PÅ HUVUDKRAFTDISTR. (fräs) RESERV 115 V AC (svarv)910B 115 V AC TILL SERVOFLÄKT910C 115 V AC TILL DELTASPOLE (vert & svarv) 115 V AC TILL AVLUFTNINGSMAGNETSPOLE (horis)910D 115 V AC TILL ARBETSBEL. (vert) 115 V AC TILL PALETTLARM (horis) 115 V AC TILL DETALJFÅNGARE (svarv)
920 REGEN BELASTNINGSMOTSTÅND FÖR SERVO (vert)921 BEN 1922 BEN 2923 AVSKÄRMNINGSAVLEDNING
930 SÄKRAD 230 V AC FÖR KYLMEDELSPUMP 931 BEN 1932 BEN 2933 AVSKÄRMNINGSAVLEDNING
940 230 V AC TILL KYLM.PUMP 941 BEN 1 (P7-A)942 BEN 2 (P7-F)943 AVSKÄRMNINGSAVLEDNING
940A 230 V AC ENFASSTRÖM TILL SPINDELKYLMEDELSPUMP (horis)941A BEN 1942A BEN 2943A AVSKÄRMNINGSAVLEDNING
950 GIVARE FÖR LÅGT LUFTTRYCK/OLJESMÖRJNING 951 LÅG LUFT-SIGNAL (INGÅNG 12)952 RETUR LÅG LUFT/OLJA (D-JORD) (65) (vert) LÅG OLJESMÖRJSIGNAL (horis & svarv)953 LÅGT OLJETRYCKSTRÖMST. FÖR VERTIKALTRANSMISSION (vert) GEMENS. (horis & svarv)954 AVSKÄRMNINGSAVLEDNING
950A STRÖMSTÄLLARE FÖR LÅGT HYDRAULTRYCK FÖR SVARV 952 LÅG HYDRAULRETUR (D-JORD)953 LÅGT HYDRAULTRYCK BRYTARE FÖR VERTIKAL TRANSMISSION954 AVSKÄRMNINGSAVLEDNING
960 GIVARE LÅG SMÖRJ/DÖRR ÖPPEN (vert) LÅG TRANSMISSIONSOLJESMÖRJ (horis) LÅGT HYDR. TRYCK (svarv) 961 LÅG SMÖRJSIGNAL (vert) LÅG TRANSMISSIONSOLJESMÖRJSIGNAL (horis) LÅGT HYD.TRYCK (svarv)962 LÅG SMÖRJRETUR (D-JORD) (65)963 AVSKÄRMNINGSAVLEDNING
970 LÅGSPÄNNINGSGIVARE (vert) VEKTORDRIVENHET ÖVERSPÄNNINGSGIVARE (horis & svarv)971 LÅGSPÄN.SIGNAL (vert) ÖVERSPÄN.SIGNAL (horis. & svarv)972 LÅGSPÄN.RETUR (D-JORD) (vert) ÖVERSPÄN.RETUR (horis & svarv)973 AVSKÄRMNINGSAVLEDNING
980 SPÄNNINGSÖVERVAKNING 981 SPÄNNINGSÖVERVAKNING 0 TILL982 SPÄN.ÖVERV.RETUR983 AVSKÄRMNINGSAVLEDNING
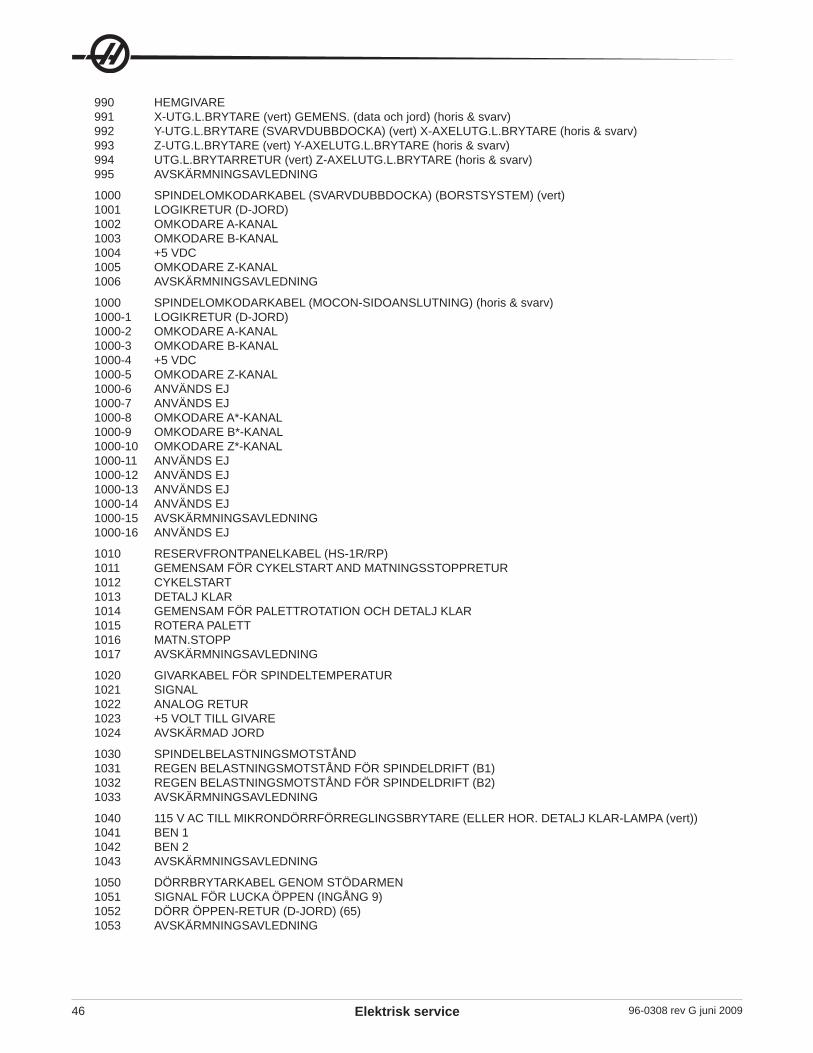
96-0308 rev G juni 2009Elektrisk service46
990 HEMGIVARE991 X-UTG.L.BRYTARE (vert) GEMENS. (data och jord) (horis & svarv)992 Y-UTG.L.BRYTARE (SVARVDUBBDOCKA) (vert) X-AXELUTG.L.BRYTARE (horis & svarv)993 Z-UTG.L.BRYTARE (vert) Y-AXELUTG.L.BRYTARE (horis & svarv)994 UTG.L.BRYTARRETUR (vert) Z-AXELUTG.L.BRYTARE (horis & svarv)995 AVSKÄRMNINGSAVLEDNING
1000 SPINDELOMKODARKABEL (SVARVDUBBDOCKA) (BORSTSYSTEM) (vert)1001 LOGIKRETUR (D-JORD)1002 OMKODARE A-KANAL1003 OMKODARE B-KANAL1004 +5 VDC1005 OMKODARE Z-KANAL1006 AVSKÄRMNINGSAVLEDNING
1000 SPINDELOMKODARKABEL (MOCON-SIDOANSLUTNING) (horis & svarv)1000-1 LOGIKRETUR (D-JORD)1000-2 OMKODARE A-KANAL1000-3 OMKODARE B-KANAL1000-4 +5 VDC 1000-5 OMKODARE Z-KANAL1000-6 ANVÄNDS EJ1000-7 ANVÄNDS EJ1000-8 OMKODARE A*-KANAL1000-9 OMKODARE B*-KANAL1000-10 OMKODARE Z*-KANAL1000-11 ANVÄNDS EJ1000-12 ANVÄNDS EJ1000-13 ANVÄNDS EJ1000-14 ANVÄNDS EJ1000-15 AVSKÄRMNINGSAVLEDNING1000-16 ANVÄNDS EJ
1010 RESERVFRONTPANELKABEL (HS-1R/RP)1011 GEMENSAM FÖR CYKELSTART AND MATNINGSSTOPPRETUR1012 CYKELSTART1013 DETALJ KLAR1014 GEMENSAM FÖR PALETTROTATION OCH DETALJ KLAR1015 ROTERA PALETT1016 MATN.STOPP1017 AVSKÄRMNINGSAVLEDNING
1020 GIVARKABEL FÖR SPINDELTEMPERATUR 1021 SIGNAL1022 ANALOG RETUR1023 +5 VOLT TILL GIVARE1024 AVSKÄRMAD JORD
1030 SPINDELBELASTNINGSMOTSTÅND1031 REGEN BELASTNINGSMOTSTÅND FÖR SPINDELDRIFT (B1)1032 REGEN BELASTNINGSMOTSTÅND FÖR SPINDELDRIFT (B2)1033 AVSKÄRMNINGSAVLEDNING
1040 115 V AC TILL MIKRONDÖRRFÖRREGLINGSBRYTARE (ELLER HOR. DETALJ KLAR-LAMPA (vert))1041 BEN 11042 BEN 21043 AVSKÄRMNINGSAVLEDNING
1050 DÖRRBRYTARKABEL GENOM STÖDARMEN 1051 SIGNAL FÖR LUCKA ÖPPEN (INGÅNG 9)1052 DÖRR ÖPPEN-RETUR (D-JORD) (65)1053 AVSKÄRMNINGSAVLEDNING
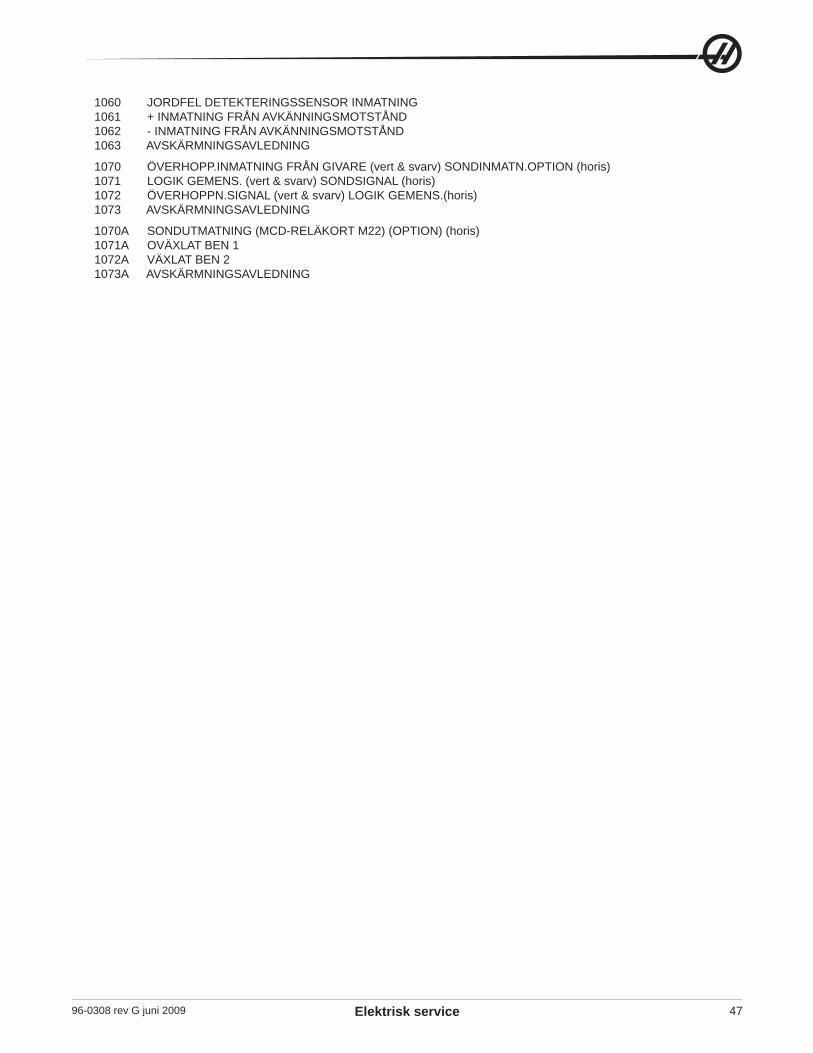
96-0308 rev G juni 2009 Elektrisk service 47
1060 JORDFEL DETEKTERINGSSENSOR INMATNING1061 + INMATNING FRÅN AVKÄNNINGSMOTSTÅND1062 - INMATNING FRÅN AVKÄNNINGSMOTSTÅND1063 AVSKÄRMNINGSAVLEDNING
1070 ÖVERHOPP.INMATNING FRÅN GIVARE (vert & svarv) SONDINMATN.OPTION (horis)1071 LOGIK GEMENS. (vert & svarv) SONDSIGNAL (horis)1072 ÖVERHOPPN.SIGNAL (vert & svarv) LOGIK GEMENS.(horis)1073 AVSKÄRMNINGSAVLEDNING
1070A SONDUTMATNING (MCD-RELÄKORT M22) (OPTION) (horis)1071A OVÄXLAT BEN 11072A VÄXLAT BEN 21073A AVSKÄRMNINGSAVLEDNING
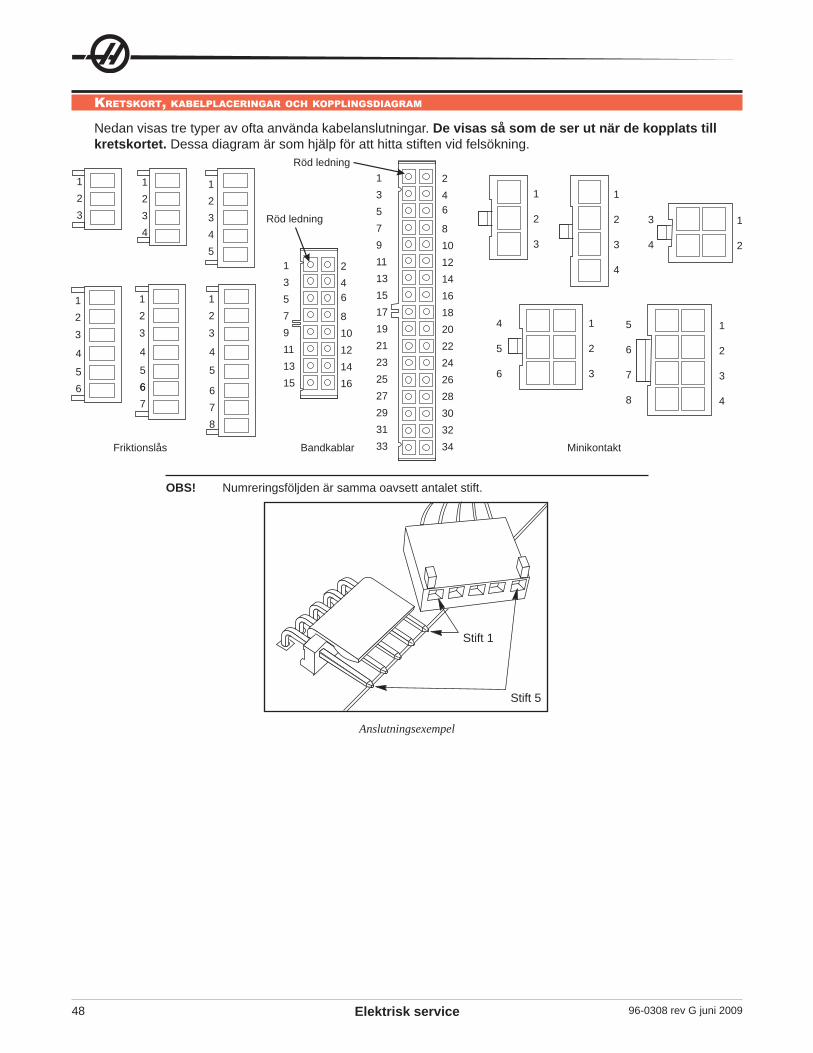
96-0308 rev G juni 2009Elektrisk service48
KRETSKORT, KABELPLACERINGAR OCH KOPPLINGSDIAGRAM
Nedan visas tre typer av ofta använda kabelanslutningar. De visas så som de ser ut när de kopplats till kretskortet. Dessa diagram är som hjälp för att hitta stiften vid felsökning.
123
1234
12345
123
4
56
123
4
567
123
4
5
678
13579111315
24
8101214166
6
13579111315171921232527293133
24
810121416
6
182022242628303234
1
2
3
1
2
3
4
3
4
1
2
1
2
3
4
5
6
1
2
3
4
5
6
7
8
OBS! Numreringsföljden är samma oavsett antalet stift.
Anslutningsexempel
Röd ledning
Röd ledning
Friktionslås Bandkablar Minikontakt
Stift 5
Stift 1
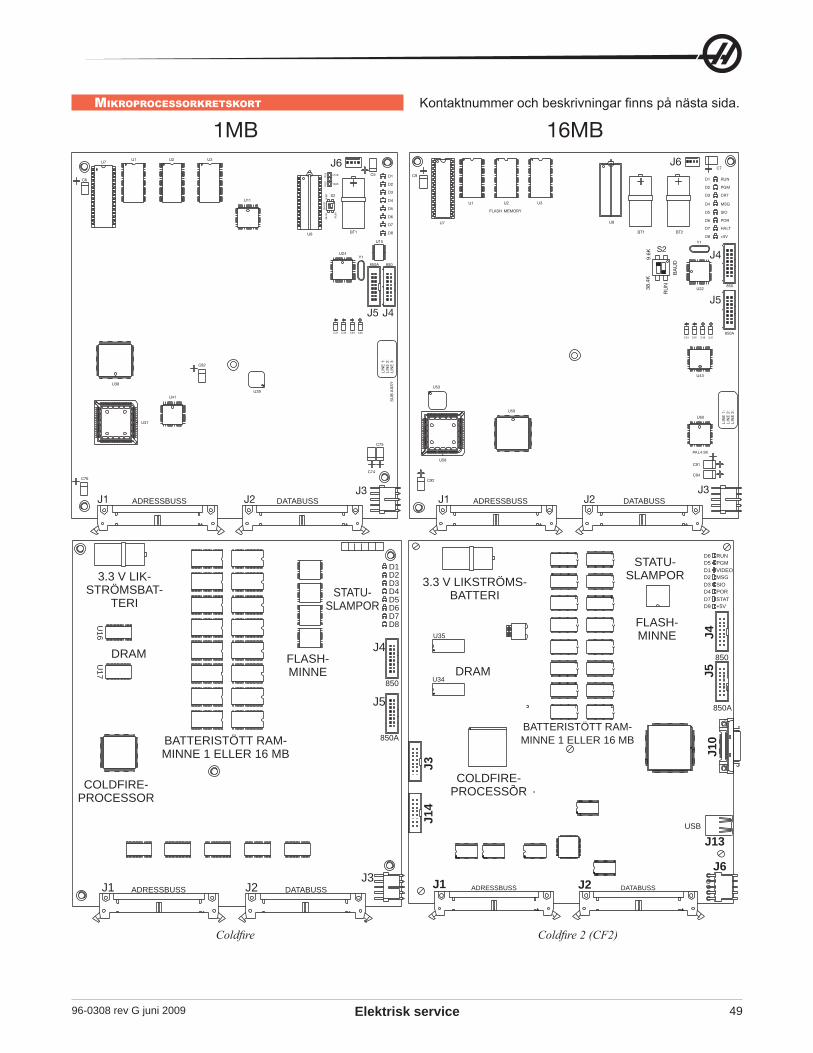
96-0308 rev G juni 2009 Elektrisk service 49
MIKROPROCESSORKRETSKORT
1MB 16MB
C6
U7U1 U2 U3
U11
U8
R52
R53
512K
128K
9.6K
BAUD
38.4K
RUN
BT1
J6C5 D1
D2
D3
D4
D5
D6
D7
D8
U15
U24Y1
850850A
J5 J4
C40C39C38C37
LINE1:
LINE2:
LINE3:
SUBASSY
J3J2
C75
C74
J1
C76
U37
U38
U41U39
C82
U7
U1 U2 U3
C9
U8
FLASH MEMORY
BT1 BT2
C7
Y1
D1
D2
D3
D4
D5
D6
D7
D8
RUN
PGM
CRT
MSG
SIO
POR
HALT
+5V
J6
J4
J5
S2
9.6K
BAUD
38.4K
RUN
S2
U22850
850AC47C46C45C43
U43
LINE1:
LINE2:
LINE3:
U60
PAL4.9X
C91
C94
J3J2J1
C92
U58
U59
U53
J1 J2J3
J4
J5850
850A
D1D2D3D4D5D6D7D8U
16U
17
U35
U34
D6D5D1D2D3D4D7D9
RUNPGMVIDEOMSGSIOPORSTAT+5V
J4J5
J10
J6
J13
J2J1
J3J1
4
USB
850
850A
Coldfire Coldfire2(CF2)
3.3 V LIK-STRÖMSBAT-
TERI
BATTERISTÖTT RAM-MINNE 1 ELLER 16 MB
FLASH-MINNE
STATU-SLAMPOR
DRAM
COLDFIRE-PROCESSOR
COLDFIRE-PROCESSOR
3.3 V LIKSTRÖMS-BATTERI
FLASH-MINNE
STATU-SLAMPOR
DRAM
BATTERISTÖTT RAM-MINNE 1 ELLER 16 MB
ADRESSBUSS
ADRESSBUSS
DATABUSS
DATABUSS
ADRESSBUSS
ADRESSBUSS
DATABUSS
DATABUSS
Kontaktnummer och beskrivningar finns på nästa sida.
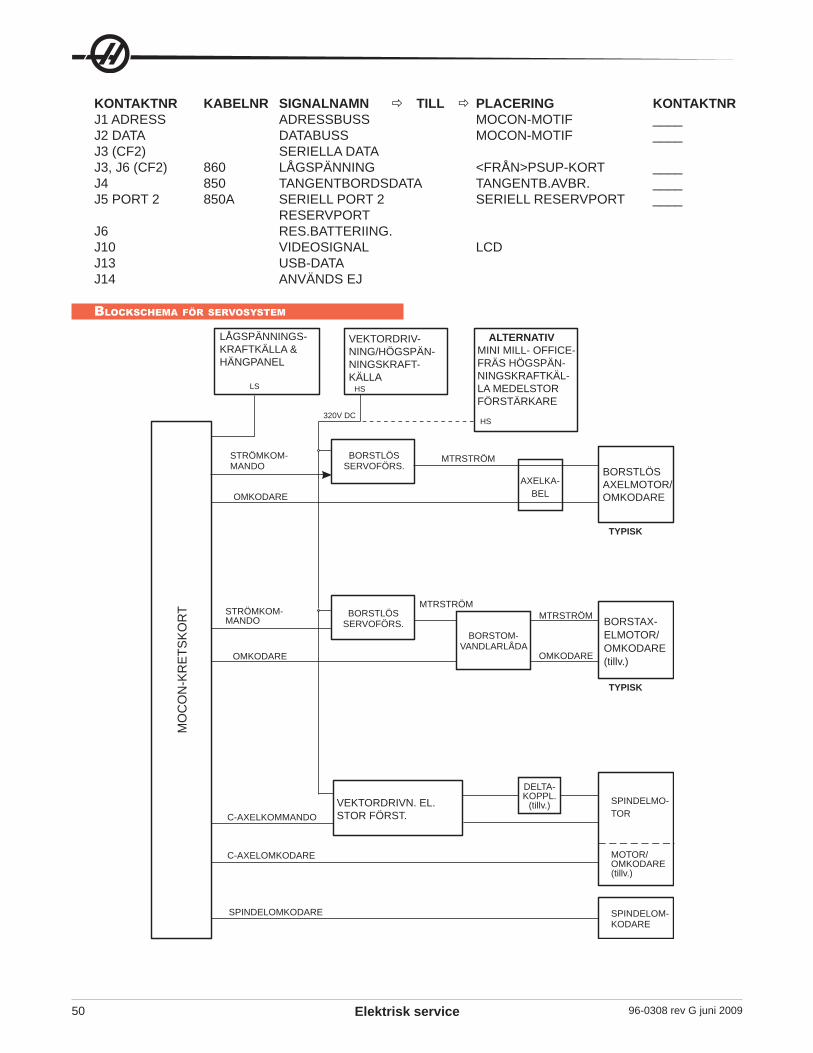
96-0308 rev G juni 2009Elektrisk service50
KONTAKTNR KABELNR SIGNALNAMN ð TILL ð PLACERING KONTAKTNRJ1 ADRESS ADRESSBUSS MOCON-MOTIF ____J2 DATA DATABUSS MOCON-MOTIF ____J3 (CF2) SERIELLA DATAJ3, J6 (CF2) 860 LÅGSPÄNNING <FRÅN>PSUP-KORT ____J4 850 TANGENTBORDSDATA TANGENTB.AVBR. ____J5 PORT 2 850A SERIELL PORT 2 SERIELL RESERVPORT ____ RESERVPORTJ6 RES.BATTERIING.J10 VIDEOSIGNAL LCDJ13 USB-DATAJ14 ANVÄNDS EJ
BLOCKSCHEMA FÖR SERVOSYSTEM
LÅGSPÄNNINGS- KRAFTKÄLLA & HÄNGPANEL
VEKTORDRIV-NING/HÖGSPÄN-NINGSKRAFT-KÄLLA
ALTERNATIVMINI MILL- OFFICE-FRÄS HÖGSPÄN-NINGSKRAFTKÄL-LA MEDELSTOR FÖRSTÄRKARE
320V DC
HS
HS
LS
STRÖMKOM-MANDO
OMKODARE
OMKODARE
STRÖMKOM-MANDO
BORSTLÖS SERVOFÖRS.
BORSTLÖS SERVOFÖRS.
C-AXELKOMMANDO
C-AXELOMKODARE
SPINDELOMKODARE SPINDELOM-KODARE
MOTOR/OMKODARE (tillv.)
SPINDELMO-TOR
MTRSTRÖM
MTRSTRÖMMTRSTRÖM
OMKODARE
DELTA-KOPPL.
(tillv.)VEKTORDRIVN. EL. STOR FÖRST.
BORSTOM-VANDLARLÅDA
BORSTLÖS AXELMOTOR/OMKODARE
BORSTAX-ELMOTOR/OMKODARE (tillv.)
TYPISK
TYPISK
MO
CO
N-K
RET
SKO
RT
AXELKA-BEL
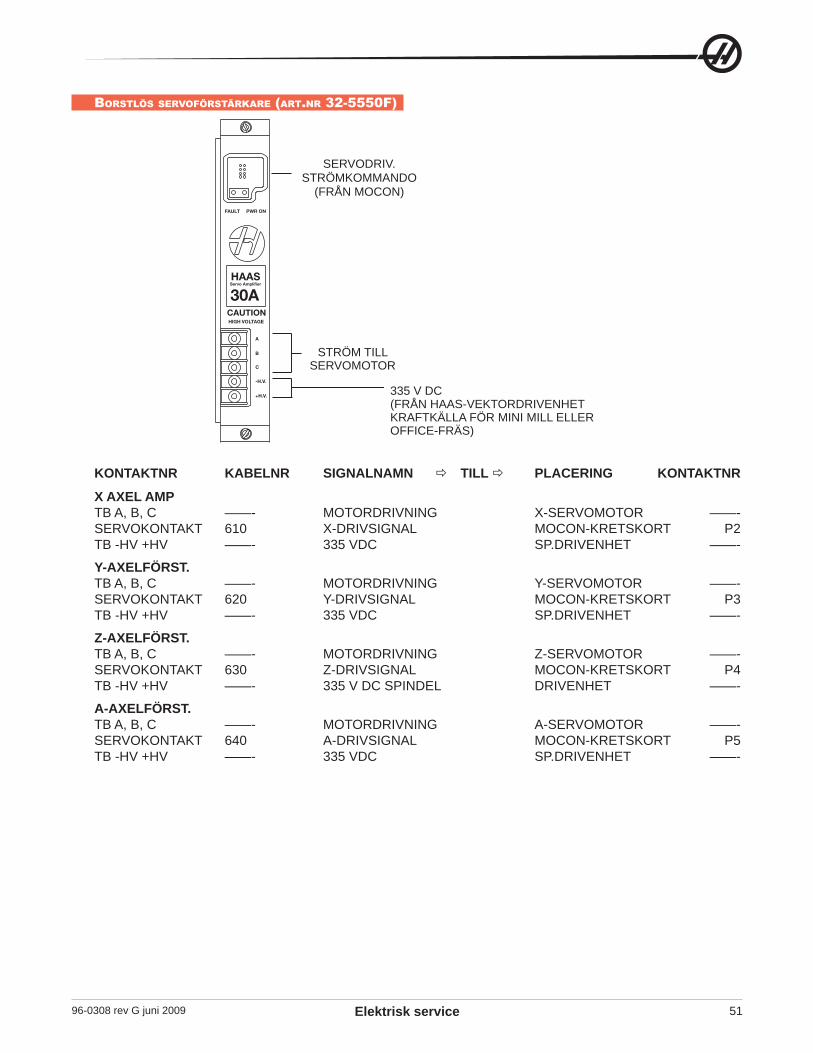
96-0308 rev G juni 2009 Elektrisk service 51
BORSTLÖS SERVOFÖRSTÄRKARE (ART.NR 32-5550F)
FAULT PWR ON
HAASServo Amplifier
30ACAUTIONHIGH VOLTAGE
A
B
C
-H.V.
+H.V.
KONTAKTNR KABELNR SIGNALNAMN ð TILL ð PLACERING KONTAKTNR
X AXEL AMPTB A, B, C ——- MOTORDRIVNING X-SERVOMOTOR ——-SERVOKONTAKT 610 X-DRIVSIGNAL MOCON-KRETSKORT P2TB -HV +HV ——- 335 VDC SP.DRIVENHET ——-
Y-AXELFÖRST.TB A, B, C ——- MOTORDRIVNING Y-SERVOMOTOR ——-SERVOKONTAKT 620 Y-DRIVSIGNAL MOCON-KRETSKORT P3TB -HV +HV ——- 335 VDC SP.DRIVENHET ——-
Z-AXELFÖRST.TB A, B, C ——- MOTORDRIVNING Z-SERVOMOTOR ——-SERVOKONTAKT 630 Z-DRIVSIGNAL MOCON-KRETSKORT P4TB -HV +HV ——- 335 V DC SPINDEL DRIVENHET ——-
A-AXELFÖRST.TB A, B, C ——- MOTORDRIVNING A-SERVOMOTOR ——-SERVOKONTAKT 640 A-DRIVSIGNAL MOCON-KRETSKORT P5TB -HV +HV ——- 335 VDC SP.DRIVENHET ——-
SERVODRIV.STRÖMKOMMANDO
(FRÅN MOCON)
STRÖM TILL SERVOMOTOR
335 V DC (FRÅN HAAS-VEKTORDRIVENHET KRAFTKÄLLA FÖR MINI MILL ELLER OFFICE-FRÄS)
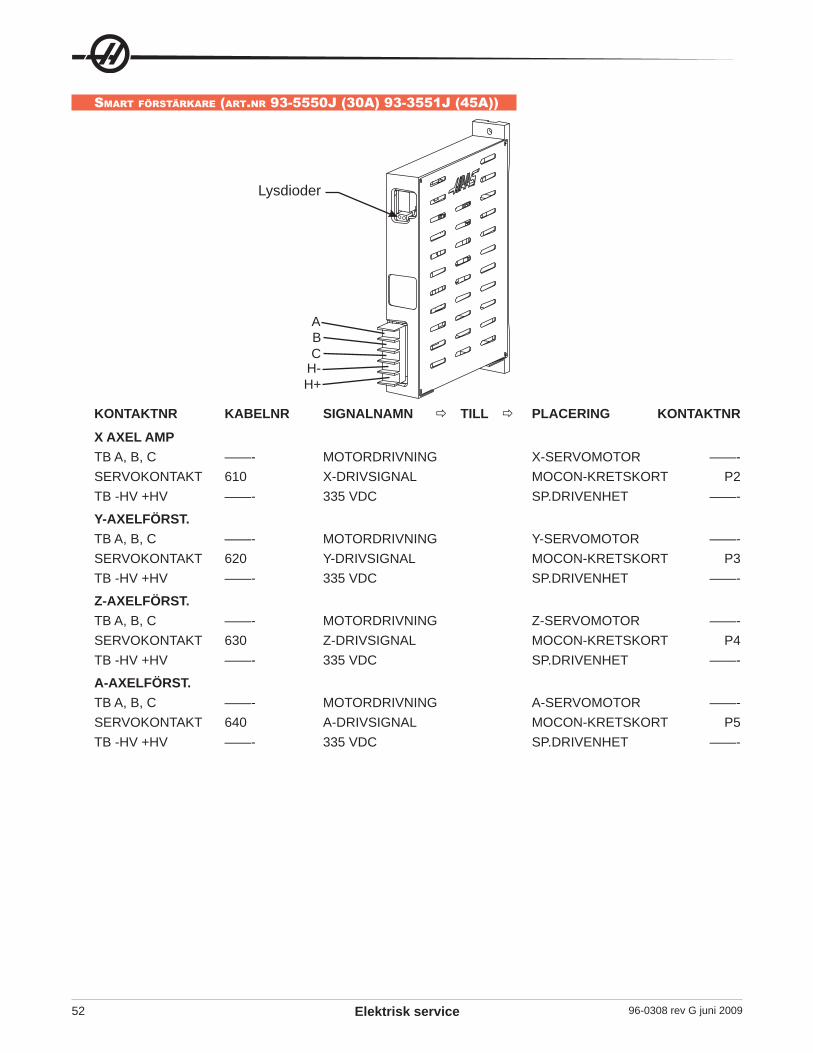
96-0308 rev G juni 2009Elektrisk service52
SMART FÖRSTÄRKARE (ART.NR 93-5550J (30A) 93-3551J (45A))
ABC
H-H+
KONTAKTNR KABELNR SIGNALNAMN ð TILL ð PLACERING KONTAKTNR
X AXEL AMPTB A, B, C ——- MOTORDRIVNING X-SERVOMOTOR ——-SERVOKONTAKT 610 X-DRIVSIGNAL MOCON-KRETSKORT P2TB -HV +HV ——- 335 VDC SP.DRIVENHET ——-
Y-AXELFÖRST.TB A, B, C ——- MOTORDRIVNING Y-SERVOMOTOR ——-SERVOKONTAKT 620 Y-DRIVSIGNAL MOCON-KRETSKORT P3TB -HV +HV ——- 335 VDC SP.DRIVENHET ——-
Z-AXELFÖRST.TB A, B, C ——- MOTORDRIVNING Z-SERVOMOTOR ——-SERVOKONTAKT 630 Z-DRIVSIGNAL MOCON-KRETSKORT P4TB -HV +HV ——- 335 VDC SP.DRIVENHET ——-
A-AXELFÖRST.TB A, B, C ——- MOTORDRIVNING A-SERVOMOTOR ——-SERVOKONTAKT 640 A-DRIVSIGNAL MOCON-KRETSKORT P5TB -HV +HV ——- 335 VDC SP.DRIVENHET ——-
Lysdioder
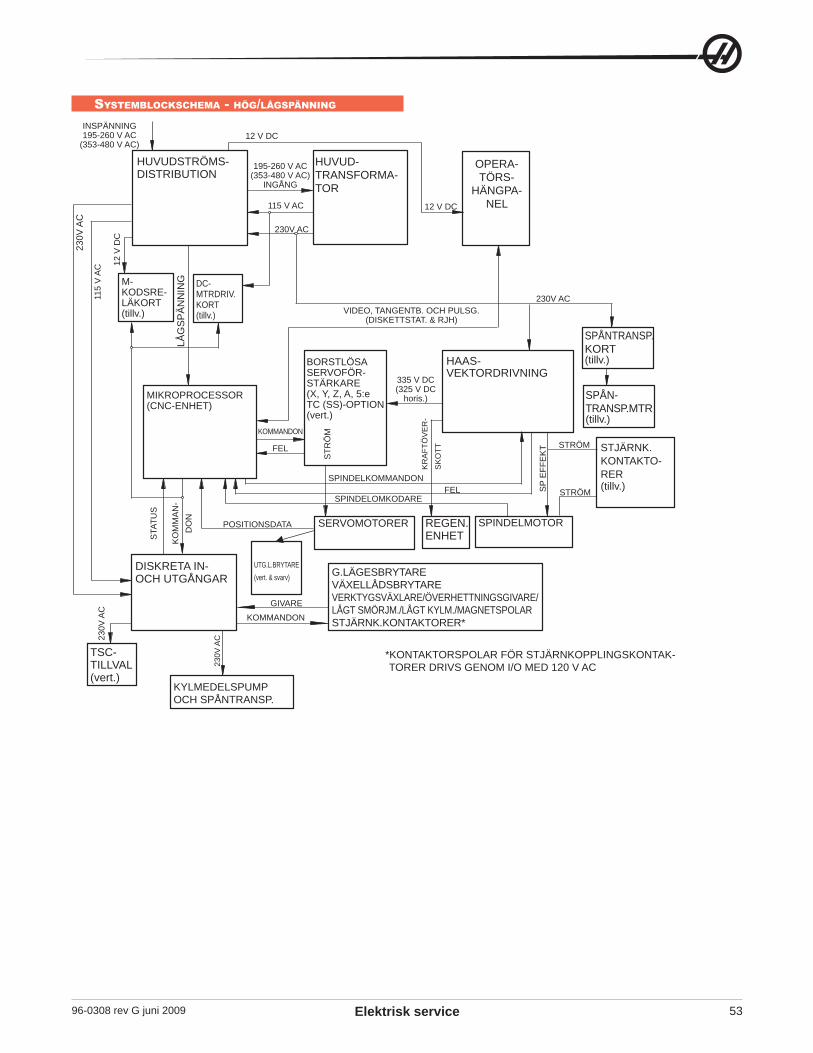
96-0308 rev G juni 2009 Elektrisk service 53
SYSTEMBLOCKSCHEMA - HÖG/LÅGSPÄNNING
INSPÄNNING195-260 V AC
(353-480 V AC)
115 V AC
230V AC
230V AC
230
V A
C
115
V A
C
12 V DC
12 V DC
195-260 V AC(353-480 V AC)
INGÅNG
VIDEO, TANGENTB. OCH PULSG.(DISKETTSTAT. & RJH)
12 V
DC
335 V DC (325 V DC
horis.)
230V
AC
230V
AC
HUVUDSTRÖMS- DISTRIBUTION
HUVUD- TRANSFORMA-TOR
OPERA-TÖRS-
HÄNGPA-NEL
SPÅNTRANSP.KORT (tillv.)
SPÅN-TRANSP.MTR (tillv.)
STJÄRNK.KONTAKTO-RER (tillv.)
STRÖM
STRÖM
STR
ÖM
KR
AFT
ÖV
ER
-
SK
OTT
SP
EFF
EK
T
GIVAREKOMMANDON
SPINDELKOMMANDON
SPINDELOMKODARE
KOMMANDON
FEL
KO
MM
AN
-D
ON
STA
TUS
LÅG
SP
ÄN
NIN
G
POSITIONSDATA
M-KODSRE-LÄKORT (tillv.)
DC- MTRDRIV.KORT (tillv.)
MIKROPROCESSOR (CNC-ENHET)
BORSTLÖSA SERVOFÖR-STÄRKARE (X, Y, Z, A, 5:e TC (SS)-OPTION (vert.)
HAAS- VEKTORDRIVNING
DISKRETA IN- OCH UTGÅNGAR
UTG.L.BRYTARE (vert. & svarv) G.LÄGESBRYTARE
VÄXELLÅDSBRYTARE VERKTYGSVÄXLARE/ÖVERHETTNINGSGIVARE/LÅGT SMÖRJM./LÅGT KYLM./MAGNETSPOLARSTJÄRNK.KONTAKTORER*
KYLMEDELSPUMP OCH SPÅNTRANSP.
*KONTAKTORSPOLAR FÖR STJÄRNKOPPLINGSKONTAK-TORER DRIVS GENOM I/O MED 120 V AC
TSC-TILLVAL (vert.)
SERVOMOTORER REGEN.ENHET
SPINDELMOTOR
FEL
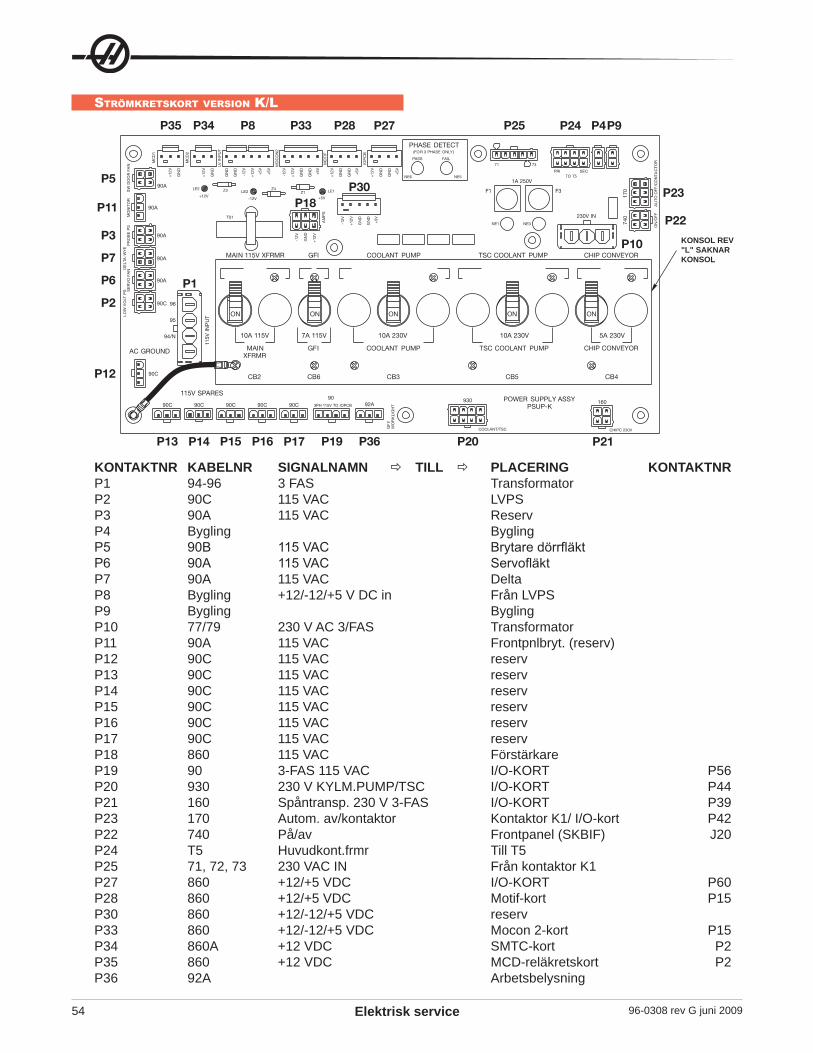
96-0308 rev G juni 2009Elektrisk service54
STRÖMKRETSKORT VERSION K/LP35 P34 P8 P33 P28 P27 P25 P24 P4P9
P23
P22
P10
P30P18
P5
P11
P3
P7
P6 P1
P2
P12
P13 P14 P15 P16 P17 P19 P36 P20 P21
PHASE DETECT(FOR 3 PHASE ONLY)
PASS FAIL
NE6 NE5
GFI COOLANT PUMP TSC COOLANT PUMP CHIP CONVEYOR
TSC COOLANT PUMP CHIP CONVEYOR
ONON
5A 230V
CB4
10A 230V
CB5
COOLANT PUMP
ON
7A 115V
CB3
MAIN 115V XFRMR
GFIMAINXFRMR
CB6CB2
10A 230V10A 115V
ONON
MCD1
MCD2
+12V
GND
+12V
GND
LE2
+12VZ3
90A
SW
DOORFA
N LVINPUT
GND
GND
-12V
+12V +5V
+5V
LE3
-12V
Z4Z1 LE1
+5V
MOCON2
MOTIF
-12V
+12V
GND
GND
+5V
+12V
GND
GND
+5V
+12V
GND
GND
+5V
IOPCB
71 73
F1
1A 250V
F3
PRI SECTO T5
90A
90A
90A
90A
90C 96
95
94/N
MONITOR
TS1
PROBEPS
DELT
A-W
YE
SERVO
FAN
LOW
VOLT
PS
115V
INPUT
90C
AC GROUND
90C
115V SPARES
90C 90C 90C 90C90
3PH 115V TO IOPCB 92A
GFI/
WORKLIG
HT
930
COOLANT/TSC
POWER SUPPLY ASSYPSUP-K
160
CHIPC 230V
-12V
GND
+12V
AMPS
-12V
+12V
GND
GND
+5V
NE1 NE3
230V IN
AUTO
OFF/CONTA
CTOR
ON/O
FF
7 40
170
KONTAKTNR KABELNR SIGNALNAMN ð TILL ð PLACERING KONTAKTNRP1 94-96 3 FAS TransformatorP2 90C 115 VAC LVPSP3 90A 115 VAC ReservP4 Bygling ByglingP5 90B 115 VAC Brytare dörrfläktP6 90A 115 VAC ServofläktP7 90A 115 VAC DeltaP8 Bygling +12/-12/+5 V DC in Från LVPSP9 Bygling ByglingP10 77/79 230 V AC 3/FAS TransformatorP11 90A 115 VAC Frontpnlbryt. (reserv)P12 90C 115 VAC reservP13 90C 115 VAC reservP14 90C 115 VAC reservP15 90C 115 VAC reservP16 90C 115 VAC reservP17 90C 115 VAC reservP18 860 115 VAC FörstärkareP19 90 3-FAS 115 VAC I/O-KORT P56P20 930 230 V KYLM.PUMP/TSC I/O-KORT P44P21 160 Spåntransp. 230 V 3-FAS I/O-KORT P39P23 170 Autom. av/kontaktor Kontaktor K1/ I/O-kort P42P22 740 På/av Frontpanel (SKBIF) J20P24 T5 Huvudkont.frmr Till T5 P25 71, 72, 73 230 VAC IN Från kontaktor K1P27 860 +12/+5 VDC I/O-KORT P60P28 860 +12/+5 VDC Motif-kort P15P30 860 +12/-12/+5 VDC reservP33 860 +12/-12/+5 VDC Mocon 2-kort P15P34 860A +12 VDC SMTC-kort P2P35 860 +12 VDC MCD-reläkretskort P2P36 92A Arbetsbelysning
KONSOL REV "L" SAKNAR KONSOL
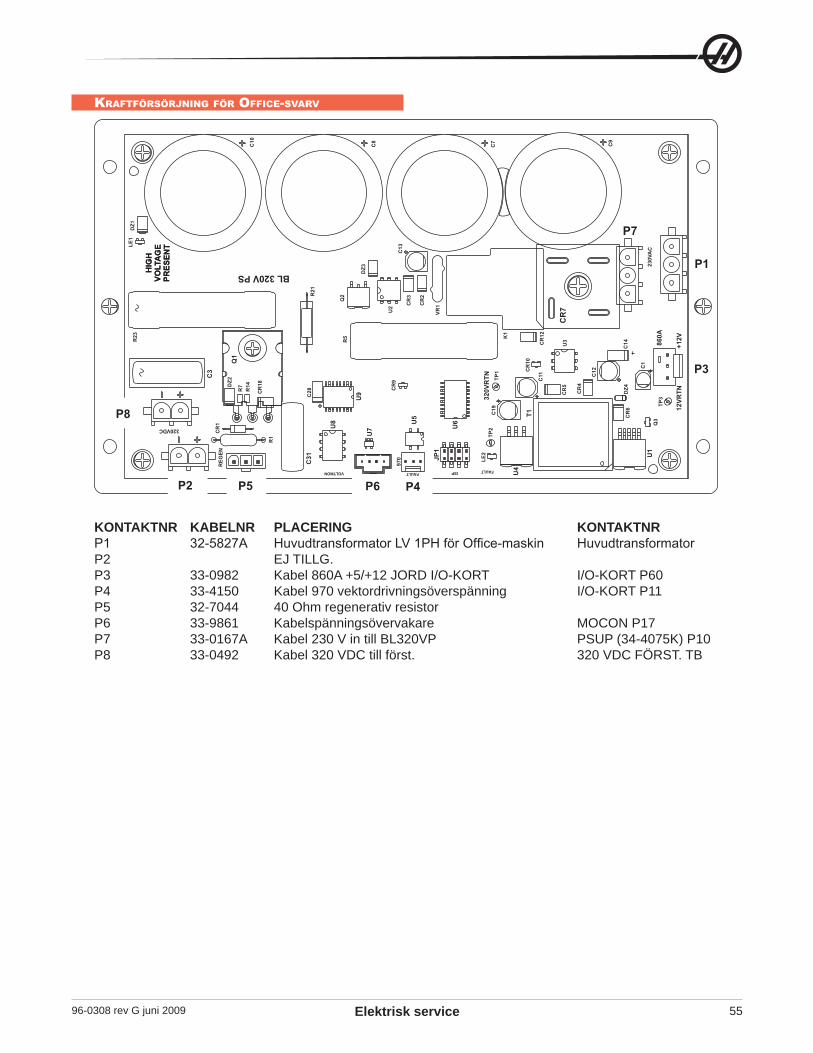
96-0308 rev G juni 2009 Elektrisk service 55
KRAFTFÖRSÖRJNING FÖR OFFICE-SVARV
P7
P1
P3
P6 P4P5P2
P8
HIGH
VOLTAGE
PRES
ENT
BL320VPSHIGH
VOLTAGE
PRES
ENTLE
1DZ1
C10
C8
C7 C9
R23
R21
R5
Q2
U2
DZ3
C13
CR3
CR2
VR1
K1
CR12
U3
CR7
230VAC
C14
C12
CR4
CR5
C11
CR10
TP1
320V
RTN
C1
DZ4
CR6
Q3
TP3
12VR
TN+12V860A
U1
C19
T1
U4
TP2
LE2
JP1
U6
CR9
U5
970
U7U8
U9
C31
FAULTISPFAULTVOLTMON
C28
320VDC
REG
ENCR1
R1
R7
R14
CR18DZ2
C3
Q1
KONTAKTNR KABELNR PLACERING KONTAKTNRP1 32-5827A Huvudtransformator LV 1PH för Office-maskin HuvudtransformatorP2 EJ TILLG.P3 33-0982 Kabel 860A +5/+12 JORD I/O-KORT I/O-KORT P60P4 33-4150 Kabel 970 vektordrivningsöverspänning I/O-KORT P11P5 32-7044 40 Ohm regenerativ resistorP6 33-9861 Kabelspänningsövervakare MOCON P17P7 33-0167A Kabel 230 V in till BL320VP PSUP (34-4075K) P10P8 33-0492 Kabel 320 VDC till först. 320 VDC FÖRST. TB
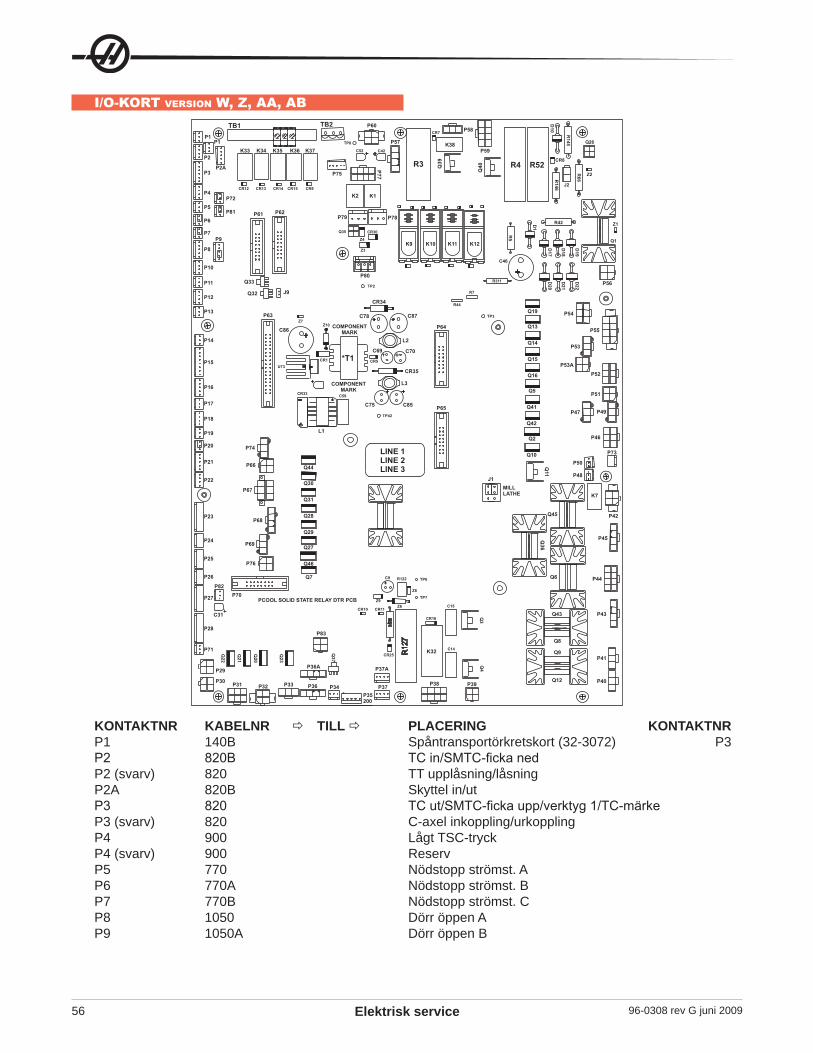
96-0308 rev G juni 2009Elektrisk service56
I/O-KORT VERSION W, Z, AA, AB
R51
*R
127
R42 Z1
Q1
P56
D19
D18
D17
D22
D21
D20
Q26
Z2
J2
CR8
R145
D10
R146
R66
R4 R52
P59
P58
Q40Q39R3
P57 K38
CR7
P77
K1K2
C42C52
TP8
P60
P75
P79 P78
TB1 TB2
K33 K34 K35 K36 K37
P61 P62
CR12 CR13 CR14 CR15 CR9
P1P1
P2
P2AP3
P4
P5
P6
P72
P81
P7P9
P8
P10
P11
P12
P13
P14
P15
K9 K10 K11 K12
CR30
Z4
Z3
Q35
P80
TP2Q33
Q32 J9
P63
P64
C87
CR34
COMPONENTMARK
COMPONENTMARK
*T1
C86
U73CR1
Z10Z7
CR5
C78
L2
L3
C69 C70
CR35
TP42
C75 C85
P16
P17
P18
P19
P20
P21
P22
P74
P66
P67
P68P23
P69
P76
Q44
Q30
Q31
Q28
Q29
Q27
Q46
Q7
P24
P25
P26
P27
P28
P71
P82P70
C31
PCOOL SOLID STATE RELAY DTR PCB
P29
P30
P83
P36A
P31 P32 P33 P36 P34P35200
P37
P37A
Q22
Q21
Q20
Q23
Q37
TP3
CR33 C59
L1
P65
LINE 1LINE 2LINE 3
J1MILLLATHE
C9 R122 TP6
TP7Z9
Z8
Z6CR10 CR11
CR25
CR16
C15
C14K32
P38 P39
Q3
Q4
Q12
Q9
Q8
Q43
P40
P41
P43
P44Q6
Q36
P45
Q45 P42
P48
P50Q11
Q10
K7
P73
P46
P47 P49
P51
Q42
Q41
Q2
Q5
Q16
Q15
Q14
Q13
Q19
P52P53A
P53
P55
P54R44
R7
R311
R5
D1
C46
KONTAKTNR KABELNR ð TILL ð PLACERING KONTAKTNRP1 140B Spåntransportörkretskort (32-3072) P3P2 820B TC in/SMTC-ficka nedP2 (svarv) 820 TT upplåsning/låsningP2A 820B Skyttel in/utP3 820 TC ut/SMTC-ficka upp/verktyg 1/TC-märkeP3 (svarv) 820 C-axel inkoppling/urkopplingP4 900 Lågt TSC-tryckP4 (svarv) 900 ReservP5 770 Nödstopp strömst. AP6 770A Nödstopp strömst. BP7 770B Nödstopp strömst. CP8 1050 Dörr öppen AP9 1050A Dörr öppen B
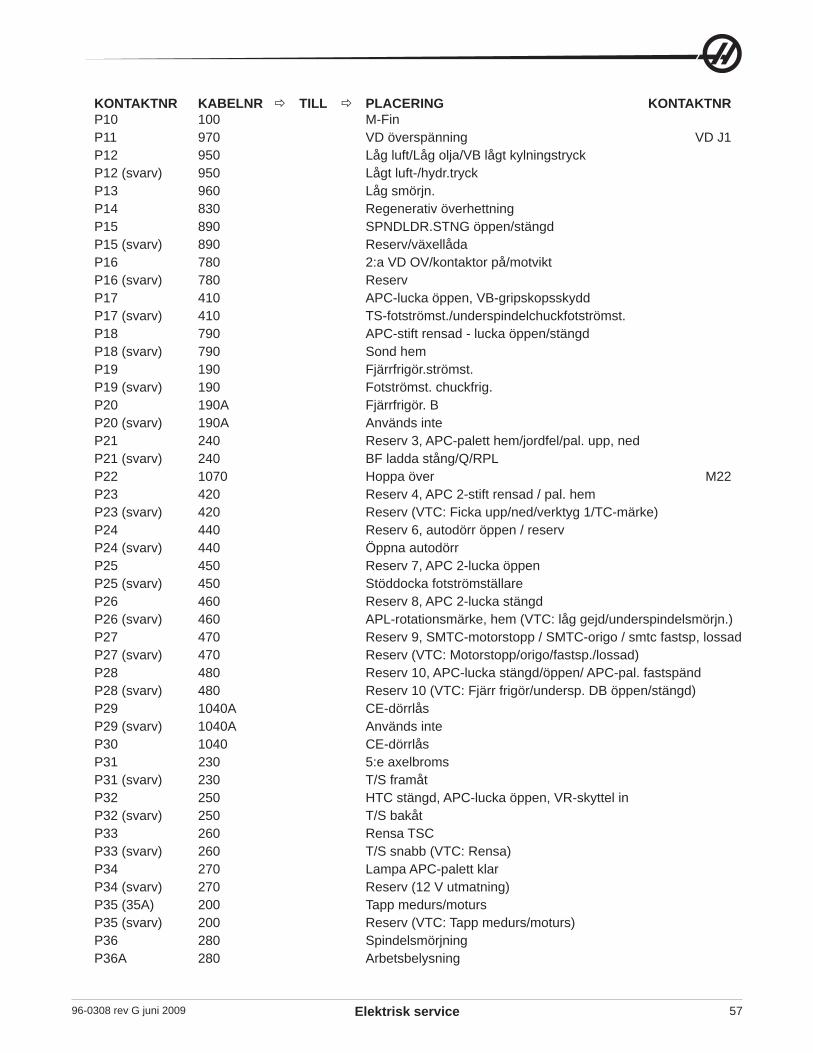
96-0308 rev G juni 2009 Elektrisk service 57
KONTAKTNR KABELNR ð TILL ð PLACERING KONTAKTNRP10 100 M-FinP11 970 VD överspänning VD J1P12 950 Låg luft/Låg olja/VB lågt kylningstryckP12 (svarv) 950 Lågt luft-/hydr.tryckP13 960 Låg smörjn.P14 830 Regenerativ överhettningP15 890 SPNDLDR.STNG öppen/stängdP15 (svarv) 890 Reserv/växellådaP16 780 2:a VD OV/kontaktor på/motviktP16 (svarv) 780 ReservP17 410 APC-lucka öppen, VB-gripskopsskyddP17 (svarv) 410 TS-fotströmst./underspindelchuckfotströmst.P18 790 APC-stift rensad - lucka öppen/stängdP18 (svarv) 790 Sond hemP19 190 Fjärrfrigör.strömst.P19 (svarv) 190 Fotströmst. chuckfrig.P20 190A Fjärrfrigör. BP20 (svarv) 190A Används inteP21 240 Reserv 3, APC-palett hem/jordfel/pal. upp, nedP21 (svarv) 240 BF ladda stång/Q/RPLP22 1070 Hoppa över M22P23 420 Reserv 4, APC 2-stift rensad / pal. hemP23 (svarv) 420 Reserv (VTC: Ficka upp/ned/verktyg 1/TC-märke)P24 440 Reserv 6, autodörr öppen / reservP24 (svarv) 440 Öppna autodörrP25 450 Reserv 7, APC 2-lucka öppenP25 (svarv) 450 Stöddocka fotströmställareP26 460 Reserv 8, APC 2-lucka stängdP26 (svarv) 460 APL-rotationsmärke, hem (VTC: låg gejd/underspindelsmörjn.)P27 470 Reserv 9, SMTC-motorstopp / SMTC-origo / smtc fastsp, lossadP27 (svarv) 470 Reserv (VTC: Motorstopp/origo/fastsp./lossad)P28 480 Reserv 10, APC-lucka stängd/öppen/ APC-pal. fastspändP28 (svarv) 480 Reserv 10 (VTC: Fjärr frigör/undersp. DB öppen/stängd)P29 1040A CE-dörrlåsP29 (svarv) 1040A Används inteP30 1040 CE-dörrlåsP31 230 5:e axelbromsP31 (svarv) 230 T/S framåtP32 250 HTC stängd, APC-lucka öppen, VR-skyttel inP32 (svarv) 250 T/S bakåtP33 260 Rensa TSCP33 (svarv) 260 T/S snabb (VTC: Rensa)P34 270 Lampa APC-palett klarP34 (svarv) 270 Reserv (12 V utmatning)P35 (35A) 200 Tapp medurs/motursP35 (svarv) 200 Reserv (VTC: Tapp medurs/moturs)P36 280 SpindelsmörjningP36A 280 Arbetsbelysning
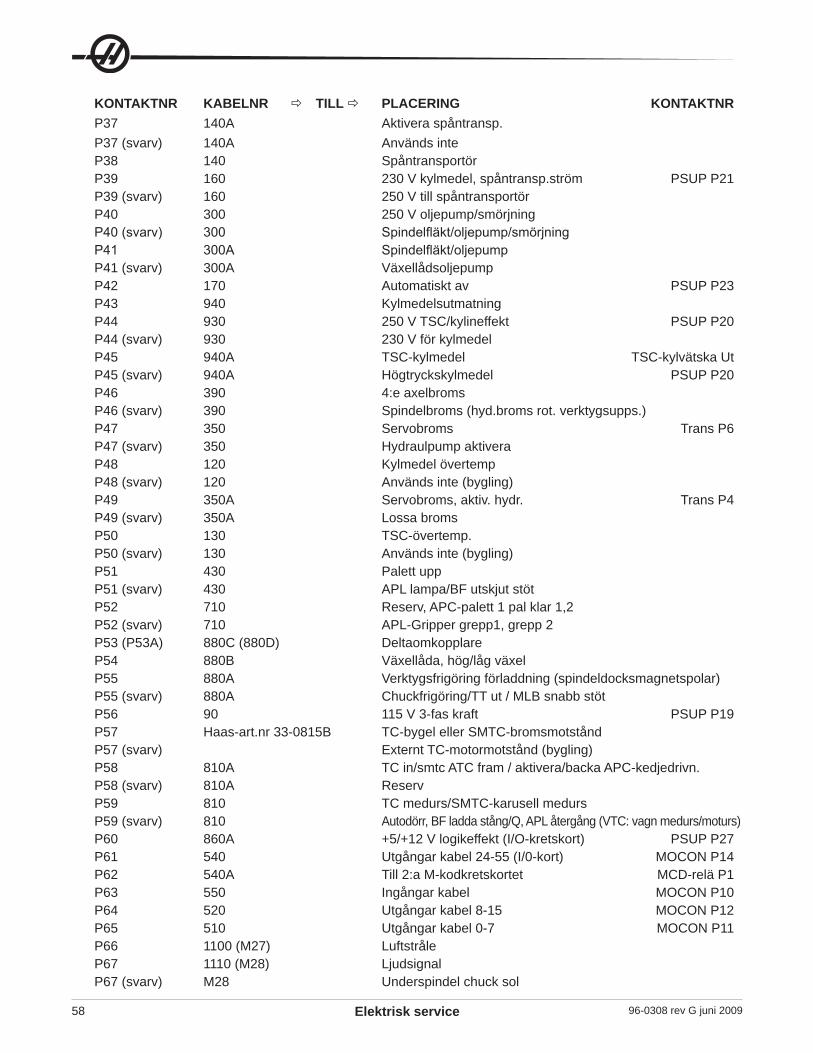
96-0308 rev G juni 2009Elektrisk service58
KONTAKTNR KABELNR ð TILL ð PLACERING KONTAKTNRP37 140A Aktivera spåntransp.P37 (svarv) 140A Används inteP38 140 SpåntransportörP39 160 230 V kylmedel, spåntransp.ström PSUP P21P39 (svarv) 160 250 V till spåntransportörP40 300 250 V oljepump/smörjningP40 (svarv) 300 Spindelfläkt/oljepump/smörjningP41 300A Spindelfläkt/oljepumpP41 (svarv) 300A VäxellådsoljepumpP42 170 Automatiskt av PSUP P23P43 940 KylmedelsutmatningP44 930 250 V TSC/kylineffekt PSUP P20P44 (svarv) 930 230 V för kylmedelP45 940A TSC-kylmedel TSC-kylvätska UtP45 (svarv) 940A Högtryckskylmedel PSUP P20P46 390 4:e axelbromsP46 (svarv) 390 Spindelbroms (hyd.broms rot. verktygsupps.)P47 350 Servobroms Trans P6P47 (svarv) 350 Hydraulpump aktiveraP48 120 Kylmedel övertempP48 (svarv) 120 Används inte (bygling)P49 350A Servobroms, aktiv. hydr. Trans P4P49 (svarv) 350A Lossa bromsP50 130 TSC-övertemp.P50 (svarv) 130 Används inte (bygling)P51 430 Palett uppP51 (svarv) 430 APL lampa/BF utskjut stötP52 710 Reserv, APC-palett 1 pal klar 1,2P52 (svarv) 710 APL-Gripper grepp1, grepp 2P53 (P53A) 880C (880D) DeltaomkopplareP54 880B Växellåda, hög/låg växelP55 880A Verktygsfrigöring förladdning (spindeldocksmagnetspolar)P55 (svarv) 880A Chuckfrigöring/TT ut / MLB snabb stötP56 90 115 V 3-fas kraft PSUP P19P57 Haas-art.nr 33-0815B TC-bygel eller SMTC-bromsmotståndP57 (svarv) Externt TC-motormotstånd (bygling)P58 810A TC in/smtc ATC fram / aktivera/backa APC-kedjedrivn.P58 (svarv) 810A ReservP59 810 TC medurs/SMTC-karusell medursP59 (svarv) 810 Autodörr, BF ladda stång/Q, APL återgång (VTC: vagn medurs/moturs)P60 860A +5/+12 V logikeffekt (I/O-kretskort) PSUP P27P61 540 Utgångar kabel 24-55 (I/0-kort) MOCON P14P62 540A Till 2:a M-kodkretskortet MCD-relä P1P63 550 Ingångar kabel MOCON P10P64 520 Utgångar kabel 8-15 MOCON P12P65 510 Utgångar kabel 0-7 MOCON P11P66 1100 (M27) LuftstråleP67 1110 (M28) LjudsignalP67 (svarv) M28 Underspindel chuck sol
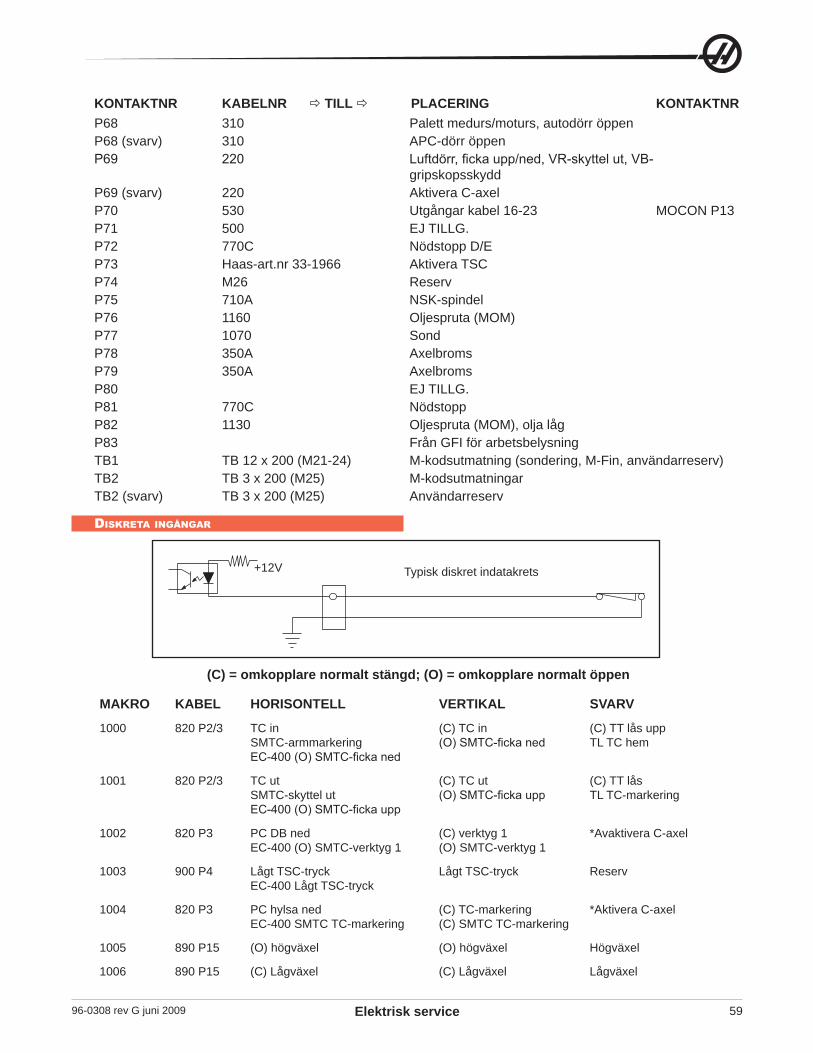
96-0308 rev G juni 2009 Elektrisk service 59
KONTAKTNR KABELNR ð TILL ð PLACERING KONTAKTNRP68 310 Palett medurs/moturs, autodörr öppenP68 (svarv) 310 APC-dörr öppenP69 220 Luftdörr, ficka upp/ned, VR-skyttel ut, VB- gripskopsskyddP69 (svarv) 220 Aktivera C-axelP70 530 Utgångar kabel 16-23 MOCON P13P71 500 EJ TILLG.P72 770C Nödstopp D/EP73 Haas-art.nr 33-1966 Aktivera TSCP74 M26 ReservP75 710A NSK-spindelP76 1160 Oljespruta (MOM)P77 1070 Sond P78 350A AxelbromsP79 350A AxelbromsP80 EJ TILLG.P81 770C NödstoppP82 1130 Oljespruta (MOM), olja lågP83 Från GFI för arbetsbelysningTB1 TB 12 x 200 (M21-24) M-kodsutmatning (sondering, M-Fin, användarreserv)TB2 TB 3 x 200 (M25) M-kodsutmatningarTB2 (svarv) TB 3 x 200 (M25) Användarreserv
DISKRETA INGÅNGAR
(C) = omkopplare normalt stängd; (O) = omkopplare normalt öppen
MAKRO KABEL HORISONTELL VERTIKAL SVARV
1000 820 P2/3 TC inSMTC-armmarkeringEC-400 (O) SMTC-ficka ned
(C) TC in(O) SMTC-ficka ned
(C) TT lås uppTL TC hem
1001 820 P2/3 TC utSMTC-skyttel utEC-400 (O) SMTC-ficka upp
(C) TC ut(O) SMTC-ficka upp
(C) TT låsTL TC-markering
1002 820 P3 PC DB nedEC-400 (O) SMTC-verktyg 1
(C) verktyg 1(O) SMTC-verktyg 1
*Avaktivera C-axel
1003 900 P4 Lågt TSC-tryckEC-400 Lågt TSC-tryck
Lågt TSC-tryck Reserv
1004 820 P3 PC hylsa nedEC-400 SMTC TC-markering
(C) TC-markering(C) SMTC TC-markering
*Aktivera C-axel
1005 890 P15 (O) högväxel (O) högväxel Högväxel
1006 890 P15 (C) Lågväxel (C) Lågväxel Lågväxel
Typisk diskret indatakrets+12V
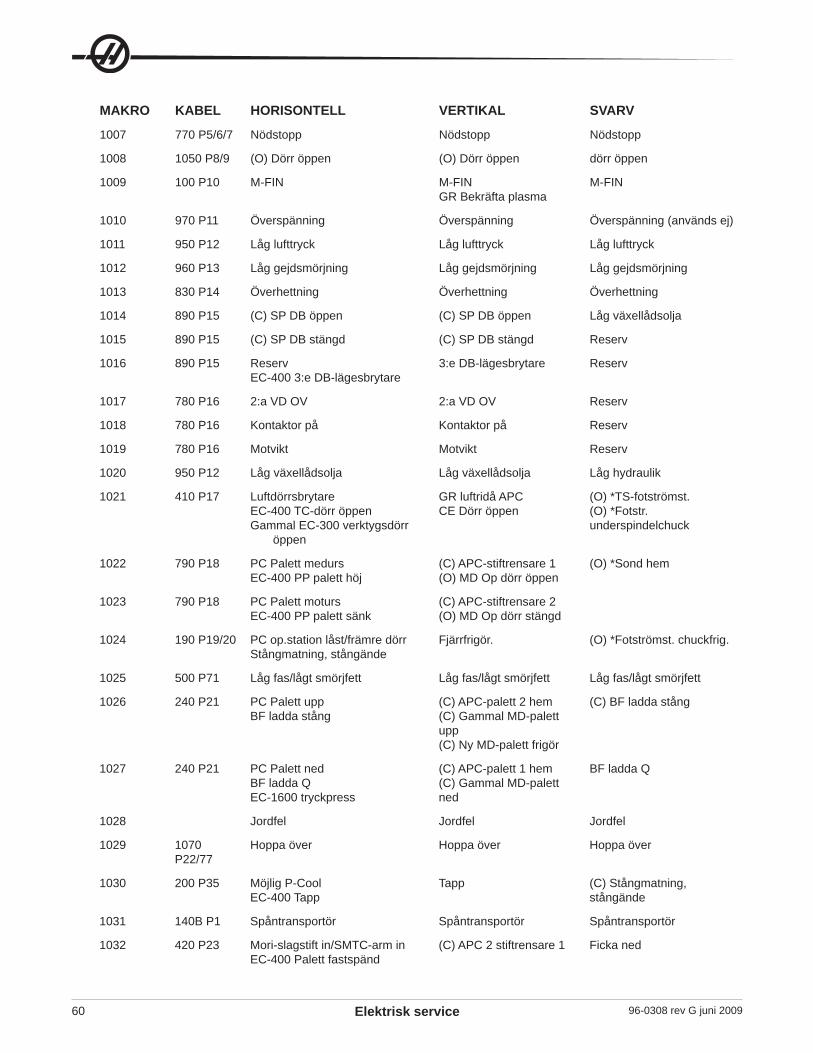
96-0308 rev G juni 2009Elektrisk service60
MAKRO KABEL HORISONTELL VERTIKAL SVARV
1007 770 P5/6/7 Nödstopp Nödstopp Nödstopp
1008 1050 P8/9 (O) Dörr öppen (O) Dörr öppen dörr öppen
1009 100 P10 M-FIN M-FINGR Bekräfta plasma
M-FIN
1010 970 P11 Överspänning Överspänning Överspänning (används ej)
1011 950 P12 Låg lufttryck Låg lufttryck Låg lufttryck
1012 960 P13 Låg gejdsmörjning Låg gejdsmörjning Låg gejdsmörjning
1013 830 P14 Överhettning Överhettning Överhettning
1014 890 P15 (C) SP DB öppen (C) SP DB öppen Låg växellådsolja
1015 890 P15 (C) SP DB stängd (C) SP DB stängd Reserv
1016 890 P15 ReservEC-400 3:e DB-lägesbrytare
3:e DB-lägesbrytare Reserv
1017 780 P16 2:a VD OV 2:a VD OV Reserv
1018 780 P16 Kontaktor på Kontaktor på Reserv
1019 780 P16 Motvikt Motvikt Reserv
1020 950 P12 Låg växellådsolja Låg växellådsolja Låg hydraulik
1021 410 P17 LuftdörrsbrytareEC-400 TC-dörr öppenGammal EC-300 verktygsdörr
öppen
GR luftridå APCCE Dörr öppen
(O) *TS-fotströmst.(O) *Fotstr. underspindelchuck
1022 790 P18 PC Palett medursEC-400 PP palett höj
(C) APC-stiftrensare 1(O) MD Op dörr öppen
(O) *Sond hem
1023 790 P18 PC Palett motursEC-400 PP palett sänk
(C) APC-stiftrensare 2(O) MD Op dörr stängd
1024 190 P19/20 PC op.station låst/främre dörrStångmatning, stångände
Fjärrfrigör. (O) *Fotströmst. chuckfrig.
1025 500 P71 Låg fas/lågt smörjfett Låg fas/lågt smörjfett Låg fas/lågt smörjfett
1026 240 P21 PC Palett uppBF ladda stång
(C) APC-palett 2 hem(C) Gammal MD-palett upp(C) Ny MD-palett frigör
(C) BF ladda stång
1027 240 P21 PC Palett nedBF ladda QEC-1600 tryckpress
(C) APC-palett 1 hem(C) Gammal MD-palett ned
BF ladda Q
1028 Jordfel Jordfel Jordfel
1029 1070 P22/77
Hoppa över Hoppa över Hoppa över
1030 200 P35 Möjlig P-CoolEC-400 Tapp
Tapp (C) Stångmatning, stångände
1031 140B P1 Spåntransportör Spåntransportör Spåntransportör
1032 420 P23 Mori-slagstift in/SMTC-arm inEC-400 Palett fastspänd
(C) APC 2 stiftrensare 1 Ficka ned
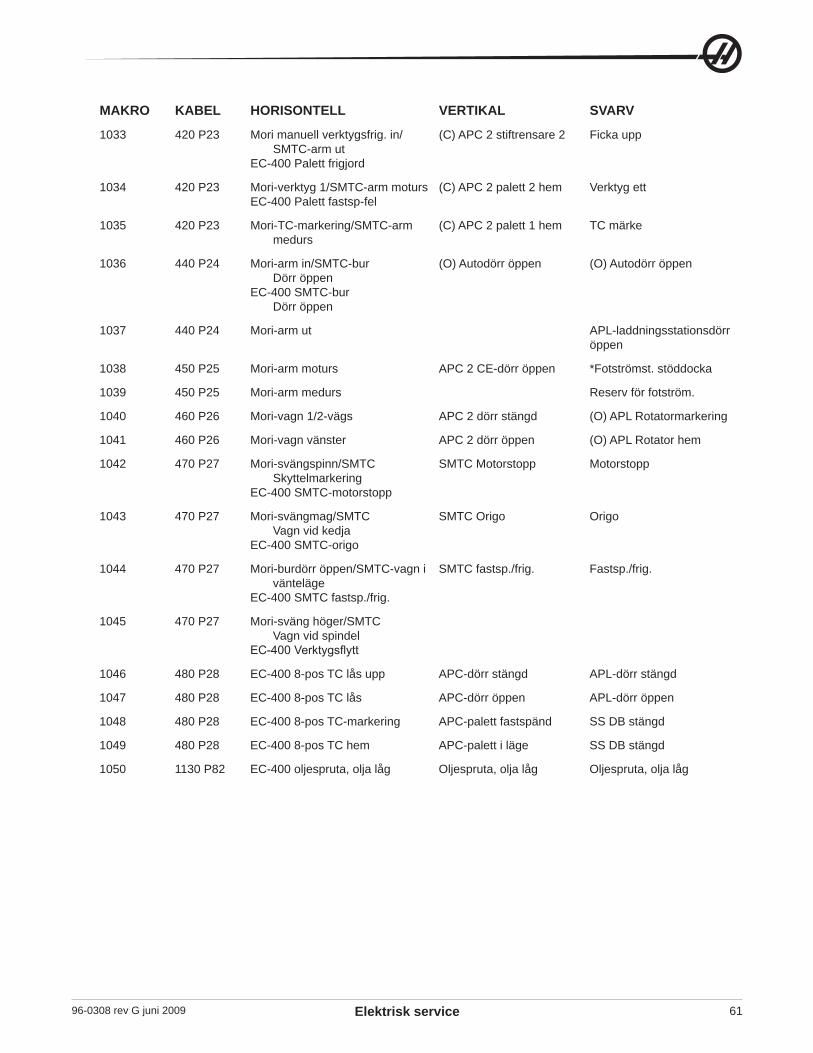
96-0308 rev G juni 2009 Elektrisk service 61
MAKRO KABEL HORISONTELL VERTIKAL SVARV
1033 420 P23 Mori manuell verktygsfrig. in/SMTC-arm ut
EC-400 Palett frigjord
(C) APC 2 stiftrensare 2 Ficka upp
1034 420 P23 Mori-verktyg 1/SMTC-arm motursEC-400 Palett fastsp-fel
(C) APC 2 palett 2 hem Verktyg ett
1035 420 P23 Mori-TC-markering/SMTC-arm medurs
(C) APC 2 palett 1 hem TC märke
1036 440 P24 Mori-arm in/SMTC-bur Dörr öppen
EC-400 SMTC-bur Dörr öppen
(O) Autodörr öppen (O) Autodörr öppen
1037 440 P24 Mori-arm ut APL-laddningsstationsdörr öppen
1038 450 P25 Mori-arm moturs APC 2 CE-dörr öppen *Fotströmst. stöddocka
1039 450 P25 Mori-arm medurs Reserv för fotström.
1040 460 P26 Mori-vagn 1/2-vägs APC 2 dörr stängd (O) APL Rotatormarkering
1041 460 P26 Mori-vagn vänster APC 2 dörr öppen (O) APL Rotator hem
1042 470 P27 Mori-svängspinn/SMTC Skyttelmarkering
EC-400 SMTC-motorstopp
SMTC Motorstopp Motorstopp
1043 470 P27 Mori-svängmag/SMTC Vagn vid kedja
EC-400 SMTC-origo
SMTC Origo Origo
1044 470 P27 Mori-burdörr öppen/SMTC-vagn i vänteläge
EC-400 SMTC fastsp./frig.
SMTC fastsp./frig. Fastsp./frig.
1045 470 P27 Mori-sväng höger/SMTC Vagn vid spindel
EC-400 Verktygsflytt
1046 480 P28 EC-400 8-pos TC lås upp APC-dörr stängd APL-dörr stängd
1047 480 P28 EC-400 8-pos TC lås APC-dörr öppen APL-dörr öppen
1048 480 P28 EC-400 8-pos TC-markering APC-palett fastspänd SS DB stängd
1049 480 P28 EC-400 8-pos TC hem APC-palett i läge SS DB stängd
1050 1130 P82 EC-400 oljespruta, olja låg Oljespruta, olja låg Oljespruta, olja låg
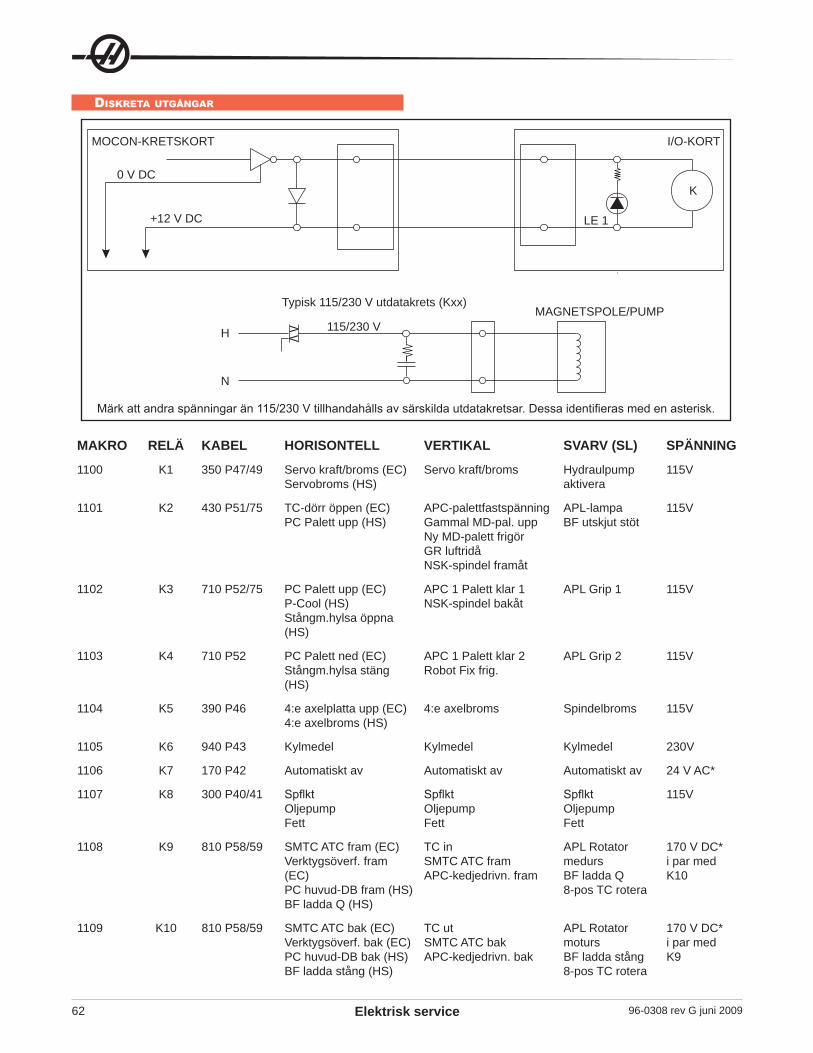
96-0308 rev G juni 2009Elektrisk service62
DISKRETA UTGÅNGAR
K
VVH
N
MAKRO RELÄ KABEL HORISONTELL VERTIKAL SVARV (SL) SPÄNNING
1100 K1 350 P47/49 Servo kraft/broms (EC)Servobroms (HS)
Servo kraft/broms Hydraulpump aktivera
115V
1101 K2 430 P51/75 TC-dörr öppen (EC)PC Palett upp (HS)
APC-palettfastspänningGammal MD-pal. uppNy MD-palett frigörGR luftridåNSK-spindel framåt
APL-lampaBF utskjut stöt
115V
1102 K3 710 P52/75 PC Palett upp (EC)P-Cool (HS)Stångm.hylsa öppna (HS)
APC 1 Palett klar 1NSK-spindel bakåt
APL Grip 1 115V
1103 K4 710 P52 PC Palett ned (EC)Stångm.hylsa stäng (HS)
APC 1 Palett klar 2Robot Fix frig.
APL Grip 2 115V
1104 K5 390 P46 4:e axelplatta upp (EC)4:e axelbroms (HS)
4:e axelbroms Spindelbroms 115V
1105 K6 940 P43 Kylmedel Kylmedel Kylmedel 230V
1106 K7 170 P42 Automatiskt av Automatiskt av Automatiskt av 24 V AC*
1107 K8 300 P40/41 SpflktOljepumpFett
SpflktOljepumpFett
SpflktOljepumpFett
115V
1108 K9 810 P58/59 SMTC ATC fram (EC)Verktygsöverf. fram (EC)PC huvud-DB fram (HS)BF ladda Q (HS)
TC inSMTC ATC framAPC-kedjedrivn. fram
APL Rotator medursBF ladda Q8-pos TC rotera
170 V DC*i par medK10
1109 K10 810 P58/59 SMTC ATC bak (EC)Verktygsöverf. bak (EC)PC huvud-DB bak (HS)BF ladda stång (HS)
TC utSMTC ATC bakAPC-kedjedrivn. bak
APL Rotator motursBF ladda stång8-pos TC rotera
170 V DC*i par medK9
Typisk 115/230 V utdatakrets (Kxx)MAGNETSPOLE/PUMP
I/O-KORT
LE 1
MOCON-KRETSKORT
0 V DC
+12 V DC
115/230 V
Märk att andra spänningar än 115/230 V tillhandahålls av särskilda utdatakretsar. Dessa identifieras med en asterisk.
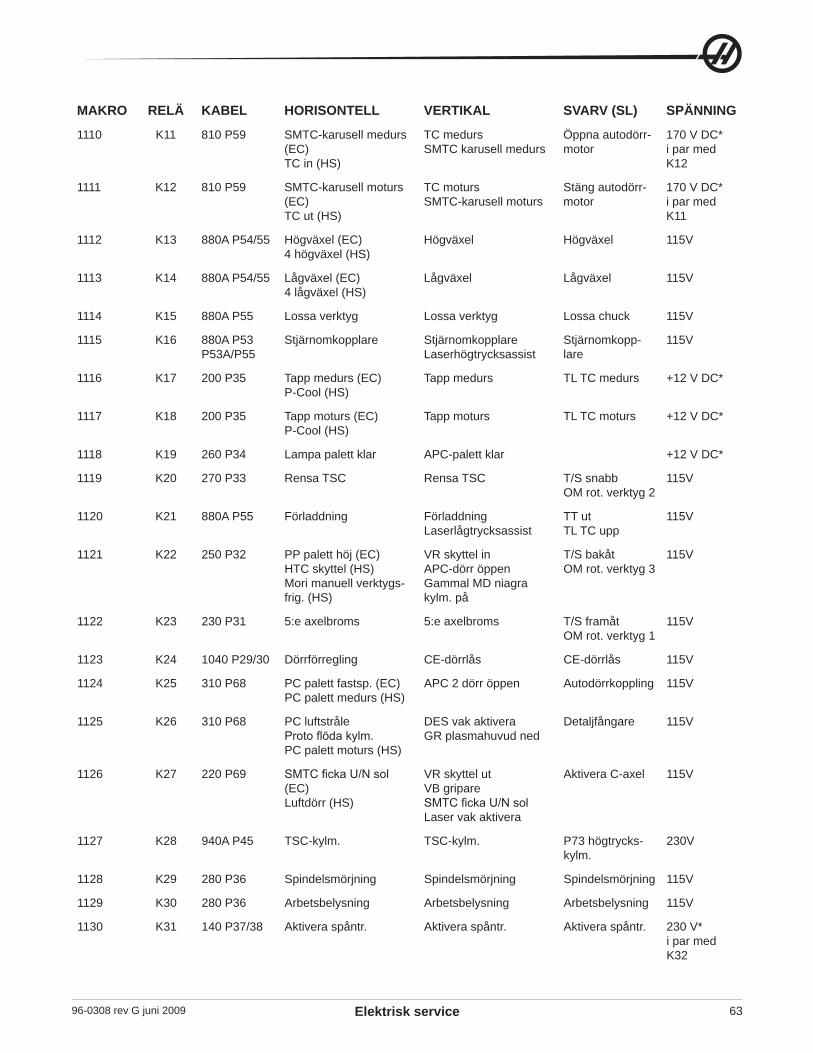
96-0308 rev G juni 2009 Elektrisk service 63
MAKRO RELÄ KABEL HORISONTELL VERTIKAL SVARV (SL) SPÄNNING
1110 K11 810 P59 SMTC-karusell medurs (EC)TC in (HS)
TC medursSMTC karusell medurs
Öppna autodörr-motor
170 V DC*i par medK12
1111 K12 810 P59 SMTC-karusell moturs (EC)TC ut (HS)
TC motursSMTC-karusell moturs
Stäng autodörr-motor
170 V DC*i par medK11
1112 K13 880A P54/55 Högväxel (EC)4 högväxel (HS)
Högväxel Högväxel 115V
1113 K14 880A P54/55 Lågväxel (EC)4 lågväxel (HS)
Lågväxel Lågväxel 115V
1114 K15 880A P55 Lossa verktyg Lossa verktyg Lossa chuck 115V
1115 K16 880A P53 P53A/P55
Stjärnomkopplare StjärnomkopplareLaserhögtrycksassist
Stjärnomkopp-lare
115V
1116 K17 200 P35 Tapp medurs (EC)P-Cool (HS)
Tapp medurs TL TC medurs +12 V DC*
1117 K18 200 P35 Tapp moturs (EC)P-Cool (HS)
Tapp moturs TL TC moturs +12 V DC*
1118 K19 260 P34 Lampa palett klar APC-palett klar +12 V DC*
1119 K20 270 P33 Rensa TSC Rensa TSC T/S snabbOM rot. verktyg 2
115V
1120 K21 880A P55 Förladdning FörladdningLaserlågtrycksassist
TT utTL TC upp
115V
1121 K22 250 P32 PP palett höj (EC)HTC skyttel (HS)Mori manuell verktygs-frig. (HS)
VR skyttel inAPC-dörr öppenGammal MD niagra kylm. på
T/S bakåtOM rot. verktyg 3
115V
1122 K23 230 P31 5:e axelbroms 5:e axelbroms T/S framåtOM rot. verktyg 1
115V
1123 K24 1040 P29/30 Dörrförregling CE-dörrlås CE-dörrlås 115V
1124 K25 310 P68 PC palett fastsp. (EC)PC palett medurs (HS)
APC 2 dörr öppen Autodörrkoppling 115V
1125 K26 310 P68 PC luftstråleProto flöda kylm.PC palett moturs (HS)
DES vak aktiveraGR plasmahuvud ned
Detaljfångare 115V
1126 K27 220 P69 SMTC ficka U/N sol (EC)Luftdörr (HS)
VR skyttel utVB gripareSMTC ficka U/N solLaser vak aktivera
Aktivera C-axel 115V
1127 K28 940A P45 TSC-kylm. TSC-kylm. P73 högtrycks-kylm.
230V
1128 K29 280 P36 Spindelsmörjning Spindelsmörjning Spindelsmörjning 115V
1129 K30 280 P36 Arbetsbelysning Arbetsbelysning Arbetsbelysning 115V
1130 K31 140 P37/38 Aktivera spåntr. Aktivera spåntr. Aktivera spåntr. 230 V*i par medK32
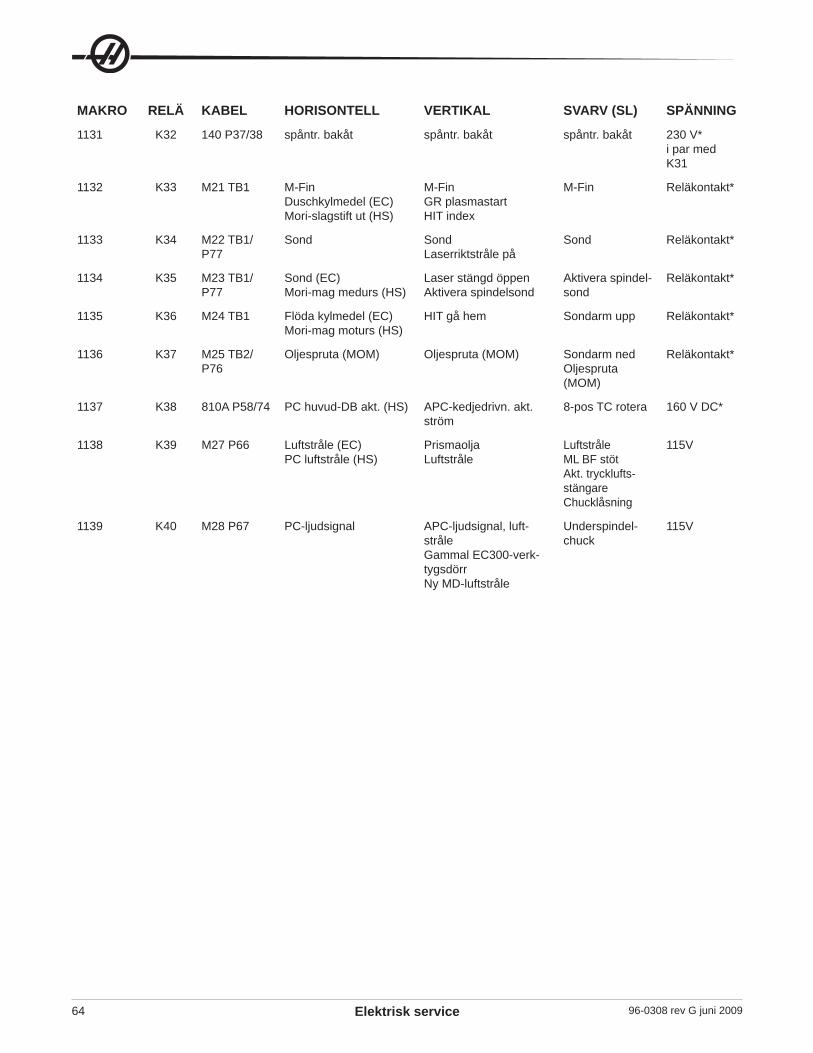
96-0308 rev G juni 2009Elektrisk service64
MAKRO RELÄ KABEL HORISONTELL VERTIKAL SVARV (SL) SPÄNNING
1131 K32 140 P37/38 spåntr. bakåt spåntr. bakåt spåntr. bakåt 230 V*i par medK31
1132 K33 M21 TB1 M-FinDuschkylmedel (EC)Mori-slagstift ut (HS)
M-FinGR plasmastartHIT index
M-Fin Reläkontakt*
1133 K34 M22 TB1/P77
Sond SondLaserriktstråle på
Sond Reläkontakt*
1134 K35 M23 TB1/P77
Sond (EC)Mori-mag medurs (HS)
Laser stängd öppenAktivera spindelsond
Aktivera spindel-sond
Reläkontakt*
1135 K36 M24 TB1 Flöda kylmedel (EC)Mori-mag moturs (HS)
HIT gå hem Sondarm upp Reläkontakt*
1136 K37 M25 TB2/P76
Oljespruta (MOM) Oljespruta (MOM) Sondarm nedOljespruta (MOM)
Reläkontakt*
1137 K38 810A P58/74 PC huvud-DB akt. (HS) APC-kedjedrivn. akt. ström
8-pos TC rotera 160 V DC*
1138 K39 M27 P66 Luftstråle (EC)PC luftstråle (HS)
PrismaoljaLuftstråle
LuftstråleML BF stötAkt. trycklufts-stängareChucklåsning
115V
1139 K40 M28 P67 PC-ljudsignal APC-ljudsignal, luft-stråleGammal EC300-verk-tygsdörrNy MD-luftstråle
Underspindel-chuck
115V
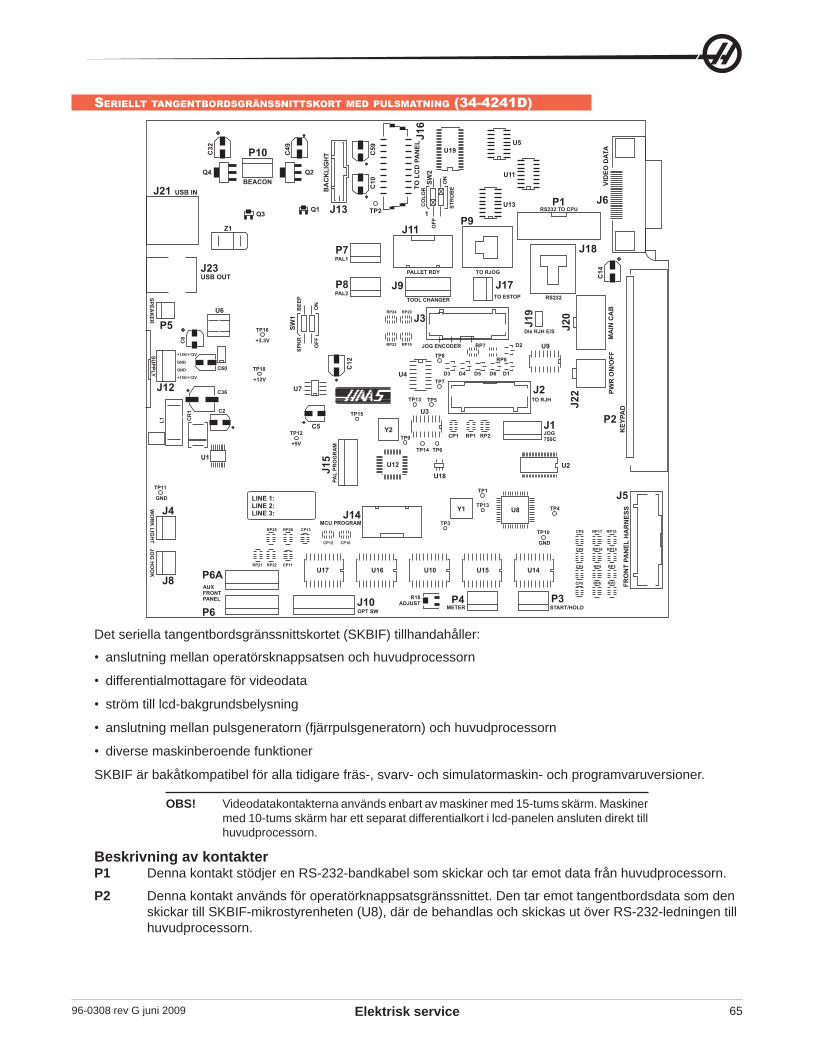
96-0308 rev G juni 2009 Elektrisk service 65
SERIELLT TANGENTBORDSGRÄNSSNITTSKORT MED PULSMATNING (34-4241D)
+
+
+
+
+
+
++
+
+
Q4
USB IN
C32
Q3
P10
BEACONQ2
C49
BACKLIGHT
J13Q1
C59
C10
J16
TOLCDPANEL U19
COLOR
STROBE
SW2
ON
OFF
1
J11P9
P7
P8 J9 J17
PAL1
PAL2
PALLET RDY
TOOL CHANGER
TO RJOG
TO ESTOP
TP2
U5
U11
U13
VIDEO
DATA
P1 J6RS232 TO CPU
J18
RS232
C14
J19
J20
J22
J3
J2
J1
MAINCAB
PWRON/OFF
U9
DIs RJH E/S
TO RJH
JOG750C
KEYPAD
P2
RP7
RP8
D2
D1D6D5D4D3
TP8
JOG ENCODER
TP7U4
RP24 RP20
RP23 RP19
TP13 TP5
TP9
U3
Y2
TP15
TP12
+5V
TP18
+12V
TP16
+3.3V
SW1
OFF
ON
BEEP
SPKR
C12
U7
C5
U12U18
TP14 TP6
PALPROGRAM
J15
U2
U8Y1
TP1
CP1 RP1 RP2
TP13
TP3
TP4
TP10
GND
J5
FRONTPANEL
HARNESS
RP15RP17
RP16RP18
CP8
CP9
RP3RP5CP4
RP5RP6CP5
U14U15U10U16U17
P3P4START/HOLDMETER
R18ADJUSTJ10
OPT SW
J14MCU PROGRAM
RP26RP25 CP13
RP22RP21 CP11
CP12 CP10
LINE 1:LINE 2:LINE 3:
J21
Z1
J23USB OUT
P5U6
SPEAKER
SUPPLY
J12
+15V/+12V
+15V/+12V
GND
GNDC60
C36
C6
CR1
L1
C2
U1
TP11
GND
J4
J8
WORKLIG
HT
JOGHOOK P6A
P6
AUXFRONTPANEL
Det seriella tangentbordsgränssnittskortet (SKBIF) tillhandahåller:
anslutning mellan operatörsknappsatsen och huvudprocessorn•
differentialmottagare för videodata•
ström till lcd-bakgrundsbelysning•
anslutning mellan pulsgeneratorn (fjärrpulsgeneratorn) och huvudprocessorn•
diverse maskinberoende funktioner•
SKBIF är bakåtkompatibel för alla tidigare fräs-, svarv- och simulatormaskin- och programvaruversioner.
OBS! Videodatakontakterna används enbart av maskiner med 15-tums skärm. Maskiner med 10-tums skärm har ett separat differentialkort i lcd-panelen ansluten direkt till huvudprocessorn.
Beskrivning av kontakterP1 Denna kontakt stödjer en RS-232-bandkabel som skickar och tar emot data från huvudprocessorn.
P2 Denna kontakt används för operatörknappsatsgränssnittet. Den tar emot tangentbordsdata som den skickar till SKBIF-mikrostyrenheten (U8), där de behandlas och skickas ut över RS-232-ledningen till huvudprocessorn.
96-0308 rev G juni 2009Elektrisk service66
P3 Denna kontakt är kopplad direkt till cykelstarts- och matningsstoppsknapparna på operatörens fronthängpanel. Signalerna skickas till SKBIF-mikrostyrenheten (U8) där de behandlas och skickas ut över RS-232-ledningen till huvudprocessorn.
P4 Denna kontakt används på maskiner med en analog belastningsmätare och är kopplad direkt till belastningsmätaren på operatörens fronthängpanel. Signalerna skickas till SKBIF-mikrostyrenheten (U8) där de behandlas och skickas ut över RS-232-ledningen till huvudprocessorn.
P5 Denna kontakt är kopplad direkt till ljudsignalen på operatörens fronthängpanel. Huvudprocessorn skickar på/av-kommandon till ljudsignalen, medan "pipen" associerade med varje tangenttryckning styrs av kablar mellan P5 och SKBIF-mikrostyrenheten (U8).
P6 Denna kontakt är kopplad direkt till cykelstarts- och matningsstoppsknapparna på en fjärrpulsgenerator eller hjälpfrontpanel. Den hanterar signaler för detalj klar och palettrotation liksom Palett 6-planering. Signalerna skickas till SKBIF-mikrostyrenheten (U8) där de behandlas och skickas ut över RS-232-ledningen till huvudprocessorn.
P6A Denna kontakt är kopplad direkt till en hjälpfrontpanel (t.ex. en verktygsväxlarpanel). Den hanterar signaler för cykelstart, matningsstopp, detalj klar och palettrotation liksom Palett 6-planering. Signalerna skickas till SKBIF-mikrostyrenheten (U8) där de behandlas och skickas ut över RS-232-ledningen till huvudprocessorn.
P7 Denna kontakt används av fräsar med palettväxlare. Planeringssignaler för palett 1 och 2 skickas till SKBIF-mikrostyrenheten (U8) där de behandlas och skickas ut över RS-232-ledningen till huvudprocessorn.
P8 Denna kontakt används av fräsar med palettväxlare. Planeringssignaler för palett 3 och 4 samt MD Load Table Rotation-signaler för vertikalfräsar skickas till SKBIF-mikrostyrenheten (U8) där de behandlas och skickas ut över RS-232-ledningen till huvudprocessorn.
P9 Denna kontakt är kopplad till den förbättrade fjärrpulsgeneratorn. RJH(E)-signaler skickas till SKBIF-mikrostyrenheten (U8) där de behandlas och skickas ut över RS-232-ledningen till huvudprocessorn.
P10 Denna kontakt är kopplad direkt till signalljuset på operatörshängpanelen. Signaler för tunna hängpaneler skickas över RS-232-ledningen från huvudprocessorn till SKBIF-mikrostyrenheten (U8), vilket tänder och släcker signalljuset. På en vanlig operatörshängpanel är signalljuset kopplat direkt till I/O-kortet, vilket tänder och släcker signalljuset.
P11 Denna kontakt används för närvarande inte.
P12 Denna kontakt används för närvarande inte.
J1 Denna kontakt är kopplad direkt till pulsgeneratorn på operatörens fronthängpanel. Pulsgeneratorsignalerna skickas till SKBIF-mikrostyrenheten (U8) där de behandlas och skickas ut över RS-232-ledningen till huvudprocessorn. Om en kabel finns på J3 skickas pulsgeneratorsignaler till MOCON från J3.
J2 Denna kontakt är kopplad till fjärrpulsgeneratorn. RJH-signaler kan skickas till SKBIF-mikrostyrenheten (U8) där de behandlas och skickas ut över RS-232-ledningen till huvudprocessorn. Alternativt kan RJH-signalerna kopplas till J3, varifrån data skickas direkt till MOCON.
J3 Denna kontakt är kopplad till fjärrpulsgeneratorkontakt J2. RJH-data skickas från J3 direkt till MOCON.
J4 Denna kontakt är kopplad till arbetsbelysningsomkopplaren på en tunn hängpanel på en vertikalfräs. Arbetsbelysningssignalerna skickas till SKBIF-mikrostyrenheten (U8) där de behandlas och skickas ut över RS-232-ledningen till huvudprocessorn.
96-0308 rev G juni 2009 Elektrisk service 67
J5 Kombinerar signaler för nödstopp, på/av, pulsgenerator, cykelstart/matningsstopp, ljudsignal och arbetsbelysning.
J6 Denna kontakt tar emot videodata från huvudprocessorn. Videodata lämnar SKBIF vid J16 och skickas direkt till lcd-panelen.
J7 Denna kontakt används för närvarande inte.
J8 Denna kontakt är kopplad till den förbättrade fjärrpulsgeneratorn på vertikalfräsar. När RJH(E) placeras i sin mottagarhållare tas en HOOK-signal emot över J8 och skickas till SKBIF-mikrostyrenheten (U8) där den behandlas och skickas ut över RS-232-ledningen till huvudprocessorn.
J9 Denna kontakt används av horisontella fräsar med verktygsväxlare. Signalerna för verktygsväxlarmagasin med-/moturs, manuell och verktygsfrigöringspedal skickas från verktygsväxlarlådan, tas emot över J9 och skickas till SKBIF-mikrostyrenheten (U8) där de behandlas och skickas ut över RS-232-ledningen till huvudprocessorn.
J10 Denna kontakt används av maskiner som använder signaler för CE-tryckknapp, redigeringslåsnyckelomkopplare, alt. utgångslägestryckknapp och autodörrtryckknapp. Signaler skickas från tryckknappen eller omkopplaren, tas emot över J9 och skickas till SKBIF-mikrostyrenheten (U8) där de behandlas och skickas ut över RS-232-ledningen till huvudprocessorn.
J11 Denna kontakt används av maskiner med palettväxlare. Signaler för detalj klar, palettrotation och autodörr skickas av samtliga maskiner. Palettplaneringssignaler skickas av fräsar. Signalerna skickas till SKBIF-mikrostyrenheten (U8) där de behandlas och skickas ut över RS-232-ledningen till huvudprocessorn.
J12 Denna kontakt tillför SKBIF +12 V likström från en kraftförsörjningsenhet inbyggd i lcd-enheterna. Denna kontakt används inte för tunna hängpaneler, eller om kablar är anslutna till J20 och J22.
J13 Denna kontakt tillför ström till en högspänningskälla i lcd-panelen för lcd-bakgrundsbelysning.
J14 Denna kontakt används för att programmera SKBIF-mikrostyrenheten.
J15 Denna kontakt används för att programmera PAL-chip U12.
J16 Denna kontakt tar emot videodata från huvudprocessorn via J6. Videodata lämnar SKBIF vid J16 och skickas direkt till lcd-panelen.
J17 Denna kontakt är kopplad till nödstoppsknappen på operatörens fronthängpanel samt J20. Nödstoppssignalen går in vid J17 och går ut vid J20, där den skickas till I/O-kortet och strömkortet.
J18 Denna kontakt stödjer en RS-232-telekabel av RJ-11-typ som skickar och tar emot data från huvudprocessorn.
J19 Denna kontakt används för närvarande inte. En bygling sitter över de två stiften.
J20 Denna kontakt tillförs +12 V likström för att driva SKBIF-, uppstarts-, avstängnings- och nödstoppssignalerna.
J22 Denna kontakt är kopplad till uppstarts- och avstängningsknapparna på operatörens fronthängpanel samt J20. Uppstarts- och avstängningssignalerna tas emot av J22 och skickas till J20.
SW1 Denna omkopplare bestämmer hur ljudsignalen drivs. Omkopplaren ställs till "BEEP" för en frontpanel med en summer. Omkopplaren ställs till "SPKR" för en frontpanel med en högtalare.
SW2 Omkopplaren COLOR ställs in baserat på vilken lcd-enhet som används. SHARP-lcd-enheter kräver att omkopplaren ställs åt vänster (mot COLOR). LG-lcd-enheter kräver att omkopplaren ställs åt höger (bort från COLOR). Omkopplaren STROBE ska alltid vara ställd åt vänster (mot STROBE).
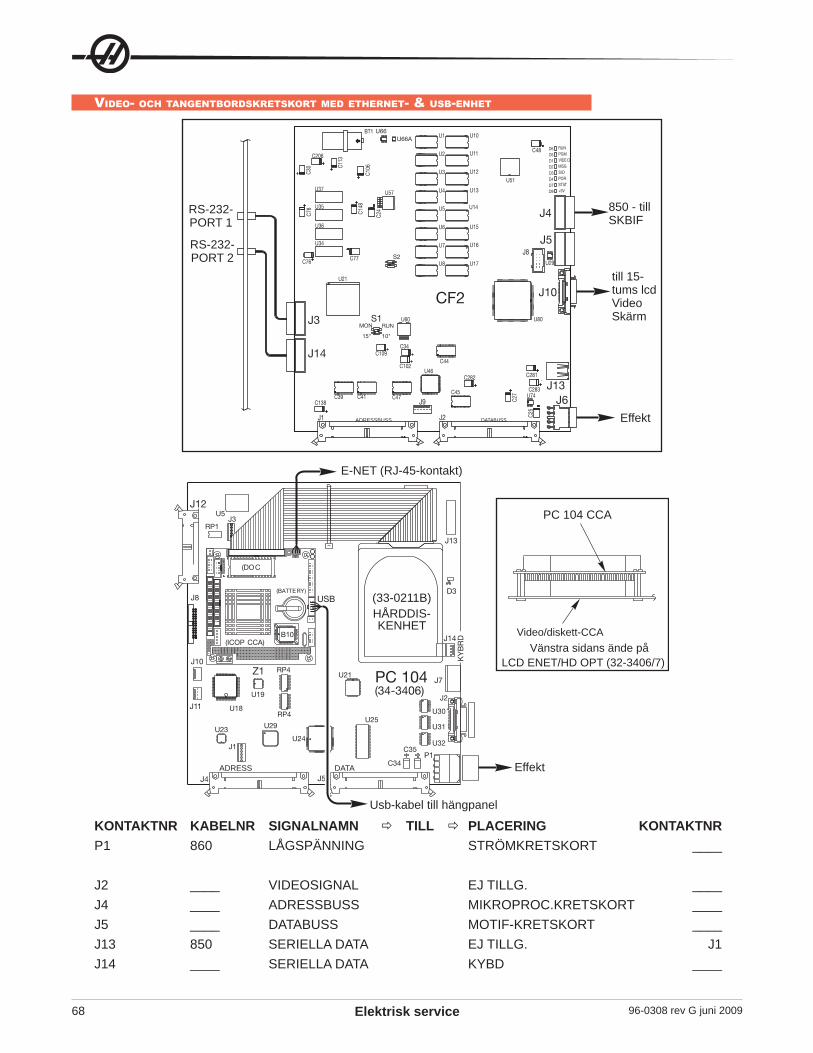
96-0308 rev G juni 2009Elektrisk service68
VIDEO- OCH TANGENTBORDSKRETSKORT MED ETHERNET- & USB-ENHET
(34-3406)J11
J10
J4
P1
J14
J13
J7
D3
J5
J12
J8
(1)
KYBRD
RP1
U5J3
(BATTERY)
B10(ICOP CCA)
(DOC
U18
U19
RP4
RP4
U23
J1
U29
U24
U25
U21
J2
U30
U31
U32
C34
C35
Z1
USB
PC 104
D6D5D1
RUNPGMVIDEO
D2D3D4
SIOMSG
POR
D9
STAT+5V
D7
C48
J8
U80
C281
U10
U51
U11
U12
U13
U14
U1
U2
U3
U4
U5
U15
U16
U17
U6
U7
U8
C44
C25
C283
C27
C282
C45
J2
U29
U74
J4
J5
J10
J13J6
CF2U21
S1 U60
C34
C102
J9
C109
C47C41C39
J1
C138
U46
J3
J14
MON RUN
15" 10"
S2
U66AU66BT1
U57
C24
C113
C148
C106
C206
C78
U37
U35
C30
C77C76
U34
U36
+
KONTAKTNR KABELNR SIGNALNAMN ð TILL ð PLACERING KONTAKTNRP1 860 LÅGSPÄNNING STRÖMKRETSKORT ____ J2 ____ VIDEOSIGNAL EJ TILLG. ____J4 ____ ADRESSBUSS MIKROPROC.KRETSKORT ____J5 ____ DATABUSS MOTIF-KRETSKORT ____J13 850 SERIELLA DATA EJ TILLG. J1J14 ____ SERIELLA DATA KYBD ____
RS-232-PORT 1
RS-232-PORT 2
850 - tillSKBIF
till 15-tums lcd VideoSkärm
Effekt
E-NET (RJ-45-kontakt)
Effekt
Usb-kabel till hängpanel
PC 104 CCA
Video/diskett-CCAVänstra sidans ände på
LCD ENET/HD OPT (32-3406/7)
ADRESSBUSS DATABUSS
ADRESS DATA
(33-0211B) HÅRDDIS-KENHET
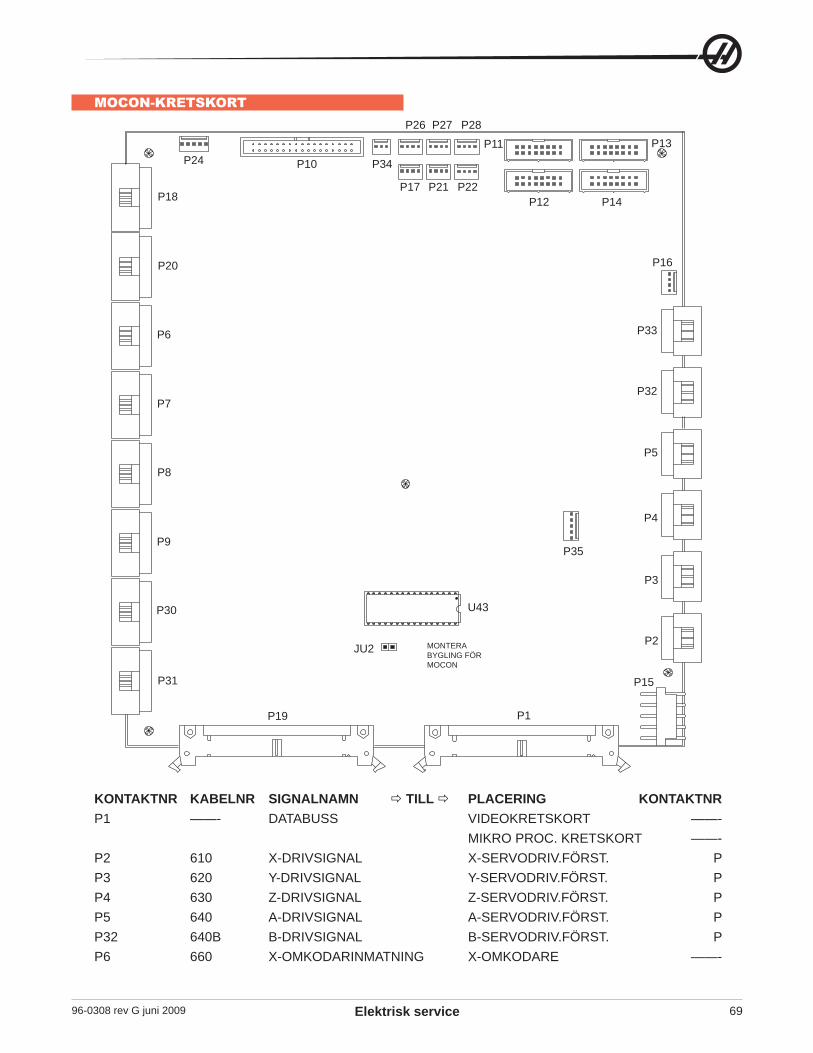
96-0308 rev G juni 2009 Elektrisk service 69
MOCON-KRETSKORT
P19
JU2
P1
P15
U43
P24
P16
P10
P12
P11
P14
P13
P18
P20
P6
P7
P8
P9
P30
P31
P33
P32
P5
P4
P3
P2
P34
P26
P21P17 P22
P27 P28
P35
KONTAKTNR KABELNR SIGNALNAMN ð TILL ð PLACERING KONTAKTNRP1 ——- DATABUSS VIDEOKRETSKORT ——- MIKRO PROC. KRETSKORT ——-P2 610 X-DRIVSIGNAL X-SERVODRIV.FÖRST. PP3 620 Y-DRIVSIGNAL Y-SERVODRIV.FÖRST. PP4 630 Z-DRIVSIGNAL Z-SERVODRIV.FÖRST. PP5 640 A-DRIVSIGNAL A-SERVODRIV.FÖRST. PP32 640B B-DRIVSIGNAL B-SERVODRIV.FÖRST. PP6 660 X-OMKODARINMATNING X-OMKODARE ——-
MONTERA BYGLING FÖR MOCON
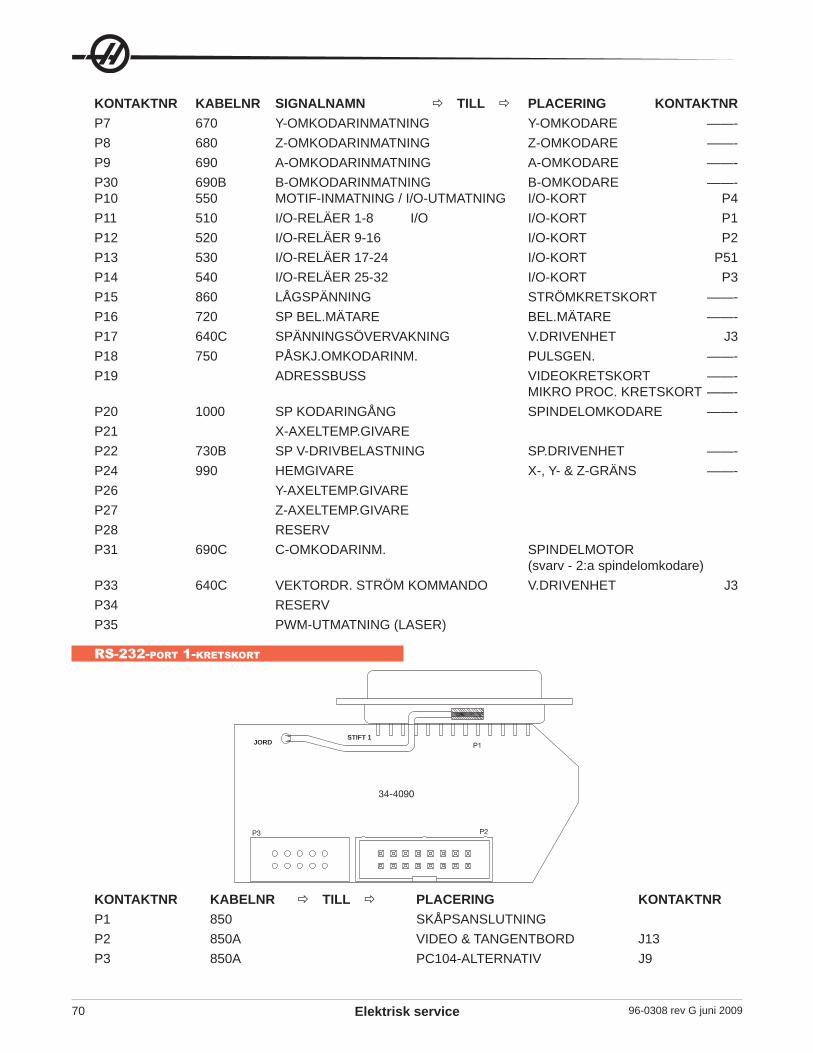
96-0308 rev G juni 2009Elektrisk service70
KONTAKTNR KABELNR SIGNALNAMN ð TILL ð PLACERING KONTAKTNRP7 670 Y-OMKODARINMATNING Y-OMKODARE ——-P8 680 Z-OMKODARINMATNING Z-OMKODARE ——-P9 690 A-OMKODARINMATNING A-OMKODARE ——-P30 690B B-OMKODARINMATNING B-OMKODARE ——-P10 550 MOTIF-INMATNING / I/O-UTMATNING I/O-KORT P4P11 510 I/O-RELÄER 1-8 I/O I/O-KORT P1P12 520 I/O-RELÄER 9-16 I/O-KORT P2P13 530 I/O-RELÄER 17-24 I/O-KORT P51P14 540 I/O-RELÄER 25-32 I/O-KORT P3P15 860 LÅGSPÄNNING STRÖMKRETSKORT ——-P16 720 SP BEL.MÄTARE BEL.MÄTARE ——-P17 640C SPÄNNINGSÖVERVAKNING V.DRIVENHET J3P18 750 PÅSKJ.OMKODARINM. PULSGEN. ——-P19 ADRESSBUSS VIDEOKRETSKORT ——- MIKRO PROC. KRETSKORT ——-P20 1000 SP KODARINGÅNG SPINDELOMKODARE ——-P21 X-AXELTEMP.GIVAREP22 730B SP V-DRIVBELASTNING SP.DRIVENHET ——-P24 990 HEMGIVARE X-, Y- & Z-GRÄNS ——-P26 Y-AXELTEMP.GIVAREP27 Z-AXELTEMP.GIVAREP28 RESERVP31 690C C-OMKODARINM. SPINDELMOTOR (svarv - 2:a spindelomkodare)P33 640C VEKTORDR. STRÖM KOMMANDO V.DRIVENHET J3P34 RESERVP35 PWM-UTMATNING (LASER)
RS-232-PORT 1-KRETSKORT
34-4090
P3 P2
P1
KONTAKTNR KABELNR ð TILL ð PLACERING KONTAKTNRP1 850 SKÅPSANSLUTNINGP2 850A VIDEO & TANGENTBORD J13P3 850A PC104-ALTERNATIV J9
JORDSTIFT 1
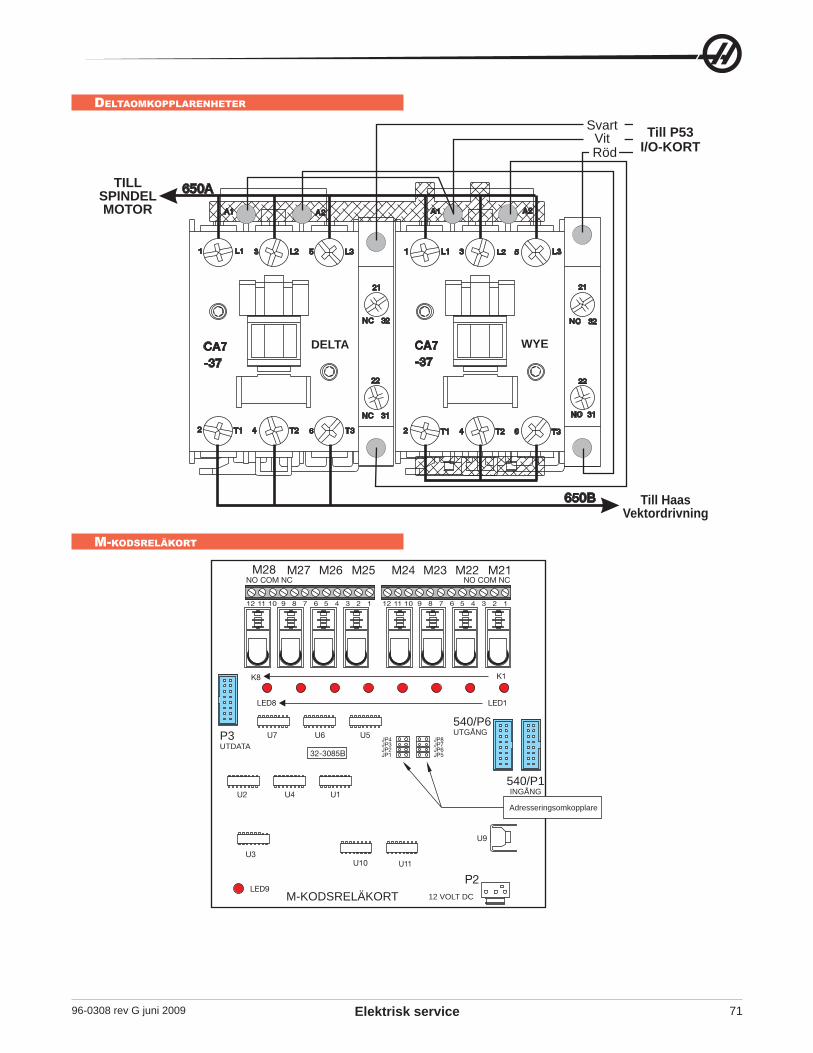
96-0308 rev G juni 2009 Elektrisk service 71
DELTAOMKOPPLARENHETER
CA7-37
2 T3T2 6T1 4
31NC
22
1 53L1 L2
21
32NC
L3
CA7-37
2 T3T2 6T1 4
31NC
22
1 53L1 L2
21
32NC
L3
A2A1 A1 A2
650B
650A
M-KODSRELÄKORT
P2
U9
U7
U2 U4 U1
U3U10 U11
U6 U5
32-3085B
K8
LED8
LED9
K1
LED1
M21M25 M22M26 M23M27 M24M28
JP4 JP8JP3 JP7JP2 JP6JP1 JP5
12 11 10 9 8 7 6 5 4 3 2 1 12 11 10 9 8 7 6 5 4 3 2 1
NO COM NC NO COM NC
Adresseringsomkopplare
12 VOLT DC
TILLSPINDELMOTOR
SvartVitRöd
Till P53I/O-KORT
Till HaasVektordrivning
DELTA WYE
P3 UTDATA
M-KODSRELÄKORT
540/P6 UTGÅNG
540/P1 INGÅNG
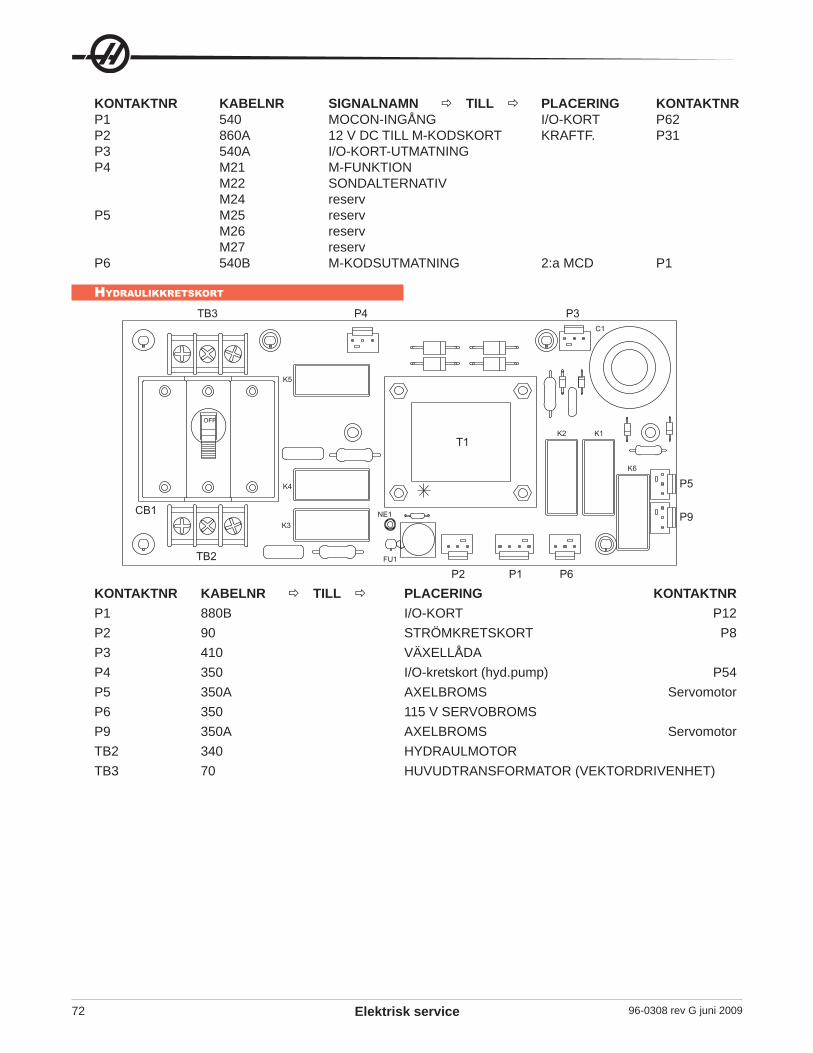
96-0308 rev G juni 2009Elektrisk service72
KONTAKTNR KABELNR SIGNALNAMN ð TILL ð PLACERING KONTAKTNRP1 540 MOCON-INGÅNG I/O-KORT P62P2 860A 12 V DC TILL M-KODSKORT KRAFTF. P31P3 540A I/O-KORT-UTMATNINGP4 M21 M-FUNKTION M22 SONDALTERNATIV M24 reservP5 M25 reserv M26 reserv M27 reservP6 540B M-KODSUTMATNING 2:a MCD P1
HYDRAULIKKRETSKORT
TB3 P4 P3
CB1
T1
P5
P9
TB2P1P2 P6
FU1
NE1
K6
K3
K4
K1K2
OFF
K5
C1
KONTAKTNR KABELNR ð TILL ð PLACERING KONTAKTNRP1 880B I/O-KORT P12P2 90 STRÖMKRETSKORT P8P3 410 VÄXELLÅDAP4 350 I/O-kretskort (hyd.pump) P54P5 350A AXELBROMS ServomotorP6 350 115 V SERVOBROMSP9 350A AXELBROMS ServomotorTB2 340 HYDRAULMOTORTB3 70 HUVUDTRANSFORMATOR (VEKTORDRIVENHET)
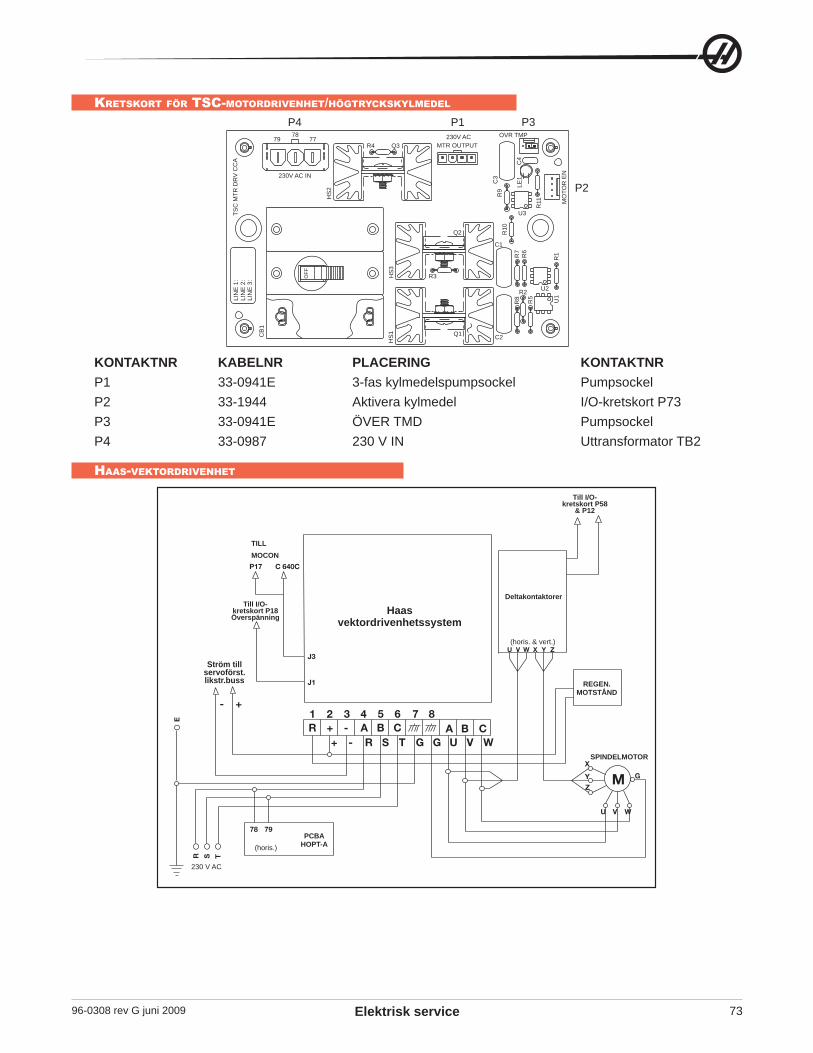
96-0308 rev G juni 2009 Elektrisk service 73
KRETSKORT FÖR TSC-MOTORDRIVENHET/HÖGTRYCKSKYLMEDEL
OF
F
P4 P1
P2
P3
TS
CM
TR
DR
VC
CA
230V AC IN
7978
77
HS
2
R4 Q3 MTR OUTPUT
230V AC OVR TMP
MO
TO
RE
N
C3
C4
R9
R6
R7
R1
0
R11
LE
1
Q2
U3
R3HS
3H
S1
R1
R8
R5
U1
Q1
C1
C2
R2U2
CB
1
LIN
E1
:L
INE
2:
LIN
E3
:
KONTAKTNR KABELNR PLACERING KONTAKTNRP1 33-0941E 3-fas kylmedelspumpsockel PumpsockelP2 33-1944 Aktivera kylmedel I/O-kretskort P73P3 33-0941E ÖVER TMD PumpsockelP4 33-0987 230 V IN Uttransformator TB2
HAAS-VEKTORDRIVENHET
E
M
TSR
U V W
G
X
YZ
78 79
P17 C 640C
+-
J3
J1
U V W X Y Z
1 2 3 4 5 6 7 8A B CR + - A B C
+ - R S T G G U V W
TILL MOCON
Till I/O-kretskort P18 Överspänning
Ström till servoförst.likstr.buss
230 V AC
(horis.)PCBA
HOPT-A
Haas vektordrivenhetssystem
Deltakontaktorer
REGEN.MOTSTÅND
SPINDELMOTOR
(horis. & vert.)
Till I/O-kretskort P58
& P12
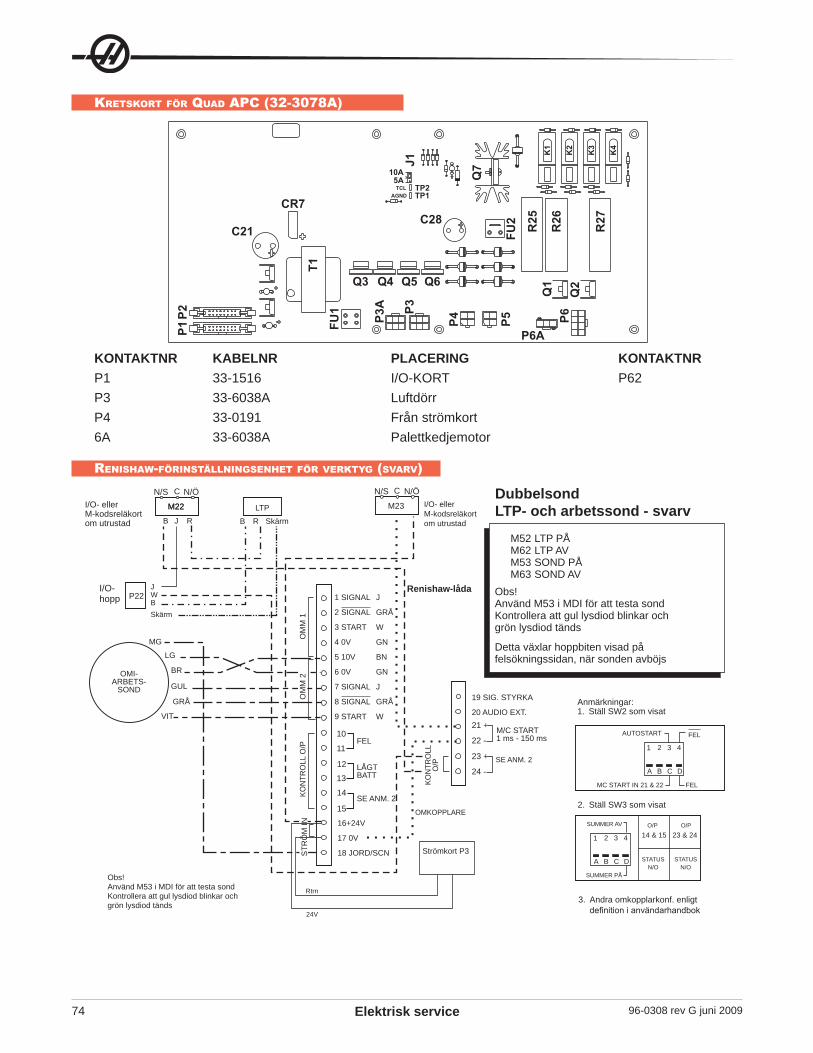
96-0308 rev G juni 2009Elektrisk service74
KRETSKORT FÖR QUAD APC (32-3078A)
10A5A
K1
K2
K3
K4
R25
R26
R27
FU2
Q7J1
TP2TP1AGND
TCL
C28CR7
C21
T1
FU1
P1P2 P3
A P3
P4 P5 P6
P6A
Q1
Q2Q3 Q4 Q5 Q6
KONTAKTNR KABELNR PLACERING KONTAKTNRP1 33-1516 I/O-KORT P62P3 33-6038A LuftdörrP4 33-0191 Från strömkort6A 33-6038A Palettkedjemotor
RENISHAW-FÖRINSTÄLLNINGSENHET FÖR VERKTYG (SVARV)
1 2 3 4
A B C D
14 & 15 23 & 24
21 +
23 +
22 -
24 -
10
11
12
13
14
15
P22
M22M22
C
M23
C
1 2 3 4
A B C D
OMI- ARBETS-
SOND
MG
LG
BR
GUL
GRÅ
VIT
STR
ÖM
INKO
NTR
OLL
O/P
OM
M 2
OM
M 1
M52 LTP PÅM62 LTP AVM53 SOND PÅM63 SOND AV
Anmärkningar: 1. Ställ SW2 som visat
2. Ställ SW3 som visat
3. Andra omkopplarkonf. enligt definition i användarhandbok
LTP
N/S
Renishaw-låda
OMKOPPLARE
1 SIGNAL J
2 SIGNAL GRÅ
3 START W
4 0V GN
5 10V BN
6 0V GN
7 SIGNAL J
8 SIGNAL GRÅ
9 START W
16+24V
17 0V
18 JORD/SCN
SE ANM. 2
LÅGT BATT
FEL
SE ANM. 2
M/C START 1 ms - 150 ms
19 SIG. STYRKA
20 AUDIO EXT.
FEL
FELAUTOSTART
MC START IN 21 & 22
SUMMER AV
SUMMER PÅ
STATUS N/O
STATUS N/O
O/P O/P
KON
TRO
LL
O/P
Obs!Använd M53 i MDI för att testa sondKontrollera att gul lysdiod blinkar och grön lysdiod tänds
Detta växlar hoppbiten visad på felsökningssidan, när sonden avböjs
I/O- eller M-kodsreläkort om utrustad
I/O- eller M-kodsreläkort om utrustad
N/Ö N/S N/Ö
I/O-hopp
JWBSkärm
B R SkärmB J R
Rtrn
Strömkort P3
24V
Obs!Använd M53 i MDI för att testa sondKontrollera att gul lysdiod blinkar och grön lysdiod tänds
DubbelsondLTP- och arbetssond - svarv
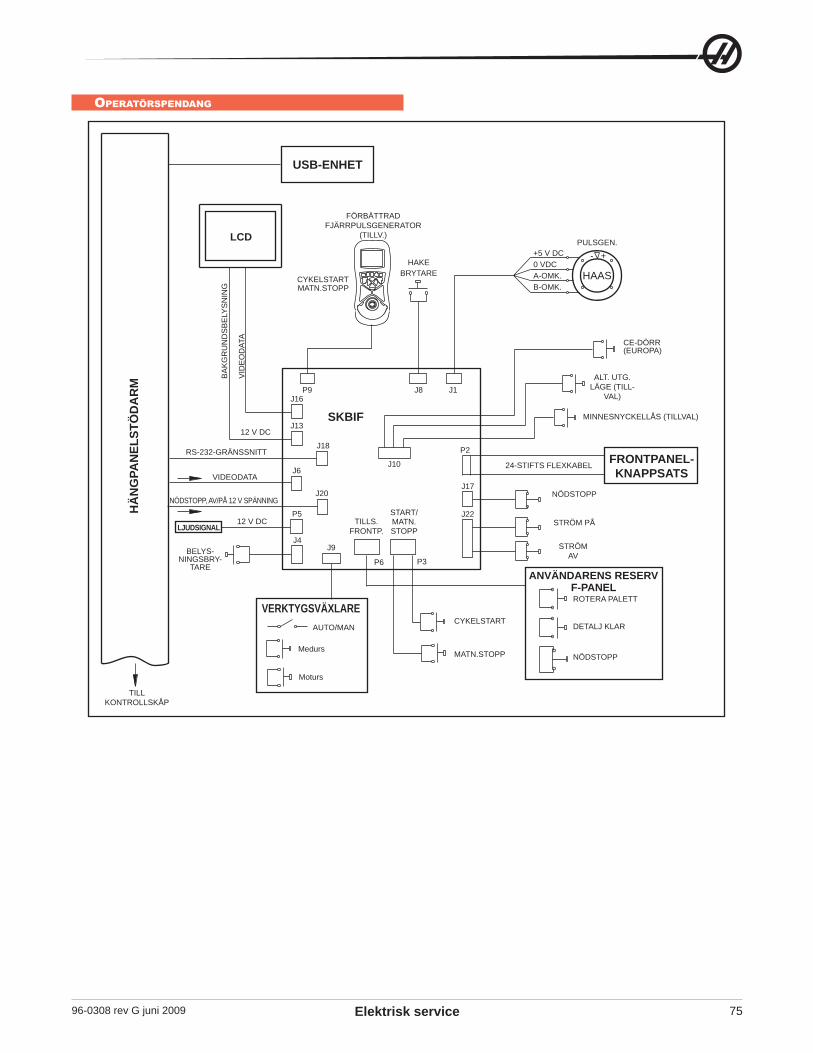
96-0308 rev G juni 2009 Elektrisk service 75
OPERATÖRSPENDANG
P5
P3
P2J18
J1
+-
P6
J10
J17
J22
J6
J16
HAAS
J20
P9 J8
J4
J13
J9
DubbelsondLTP- och arbetssond - svarv
LCD
STRÖM PÅ
STRÖM AV
FÖRBÄTTRAD FJÄRRPULSGENERATOR
(TILLV.)PULSGEN.
+5 V DC0 VDCA-OMK.B-OMK.
CYKELSTARTMATN.STOPP
CE-DÖRR (EUROPA)
ALT. UTG.LÄGE (TILL-
VAL)
MINNESNYCKELLÅS (TILLVAL)
24-STIFTS FLEXKABEL FRONTPANEL-KNAPPSATS
ANVÄNDARENS RESERV F-PANELROTERA PALETT
DETALJ KLAR
NÖDSTOPP
CYKELSTART
MATN.STOPP NÖDSTOPP
TILL KONTROLLSKÅP
BELYS-NINGSBRY-
TARE
HÄ
NG
PAN
ELST
ÖD
AR
M
LJUDSIGNALTILLS.
FRONTP.
START/MATN.STOPP
12 V DC
AUTO/MAN
Medurs
Moturs
12 V DC
BA
KG
RU
ND
SB
ELY
SN
ING
VID
EO
DAT
A
HAKEBRYTARE
RS-232-GRÄNSSNITT
VIDEODATA
NÖDSTOPP, AV/PÅ 12 V SPÄNNING
USB-ENHET
VERKTYGSVÄXLARE
SKBIF
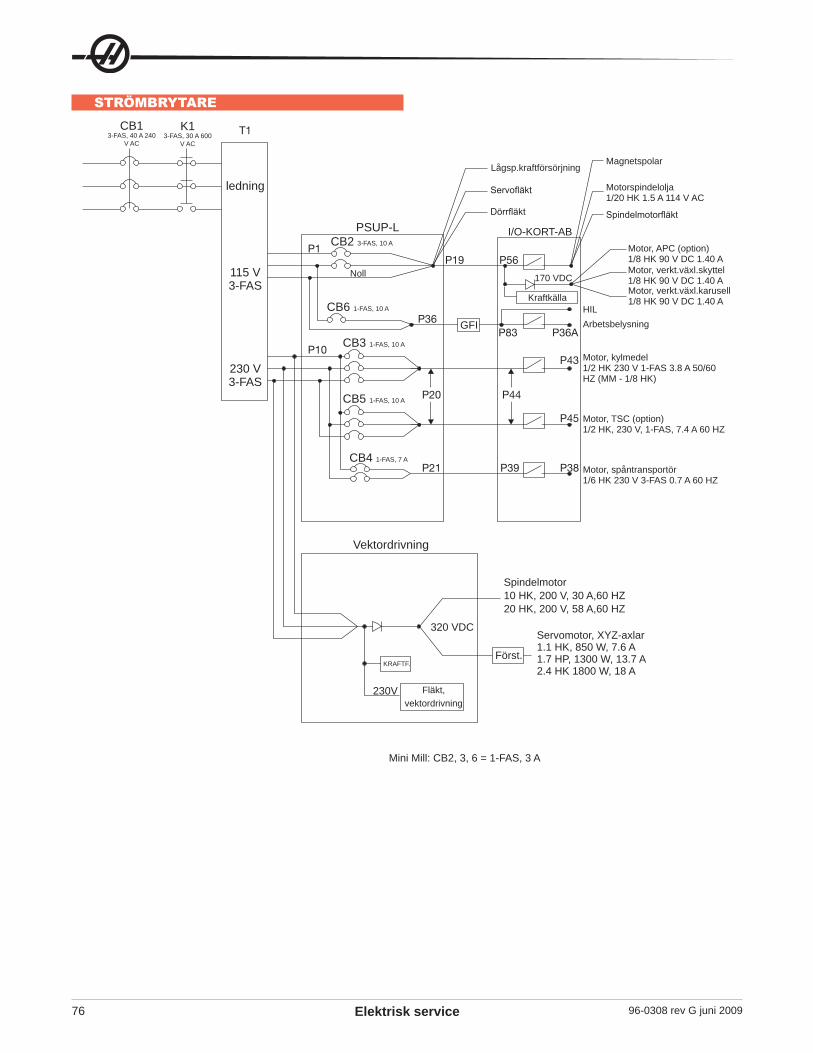
96-0308 rev G juni 2009Elektrisk service76
STRÖMBRYTARE
T1
P1P19 P56
P36P83 P36A
P10P43
P20 P44
P45
P21 P39 P38
CB13-FAS, 40 A 240
V AC
K13-FAS, 30 A 600
V AC
CB2 3-FAS, 10 A
CB6 1-FAS, 10 A
CB3 1-FAS, 10 A
CB5 1-FAS, 10 A
CB4 1-FAS, 7 A
Noll
Lågsp.kraftförsörjning
Servofläkt Motorspindelolja1/20 HK 1.5 A 114 V AC
Motor, APC (option) 1/8 HK 90 V DC 1.40 AMotor, verkt.växl.skyttel 1/8 HK 90 V DC 1.40 AMotor, verkt.växl.karusell 1/8 HK 90 V DC 1.40 A
HILArbetsbelysning
Motor, kylmedel 1/2 HK 230 V 1-FAS 3.8 A 50/60 HZ (MM - 1/8 HK)
Motor, TSC (option) 1/2 HK, 230 V, 1-FAS, 7.4 A 60 HZ
Motor, spåntransportör 1/6 HK 230 V 3-FAS 0.7 A 60 HZ
Magnetspolar
SpindelmotorfläktDörrfläkt
170 VDC
Kraftkälla
ledning
PSUP-L
Vektordrivning
Spindelmotor10 HK, 200 V, 30 A,60 HZ20 HK, 200 V, 58 A,60 HZ
Servomotor, XYZ-axlar1.1 HK, 850 W, 7.6 A1.7 HP, 1300 W, 13.7 A2.4 HK 1800 W, 18 A
Fläkt, vektordrivning
Mini Mill: CB2, 3, 6 = 1-FAS, 3 A
Först.
320 VDC
KRAFTF.
230V
I/O-KORT-AB
GFI
115 V 3-FAS
230 V 3-FAS
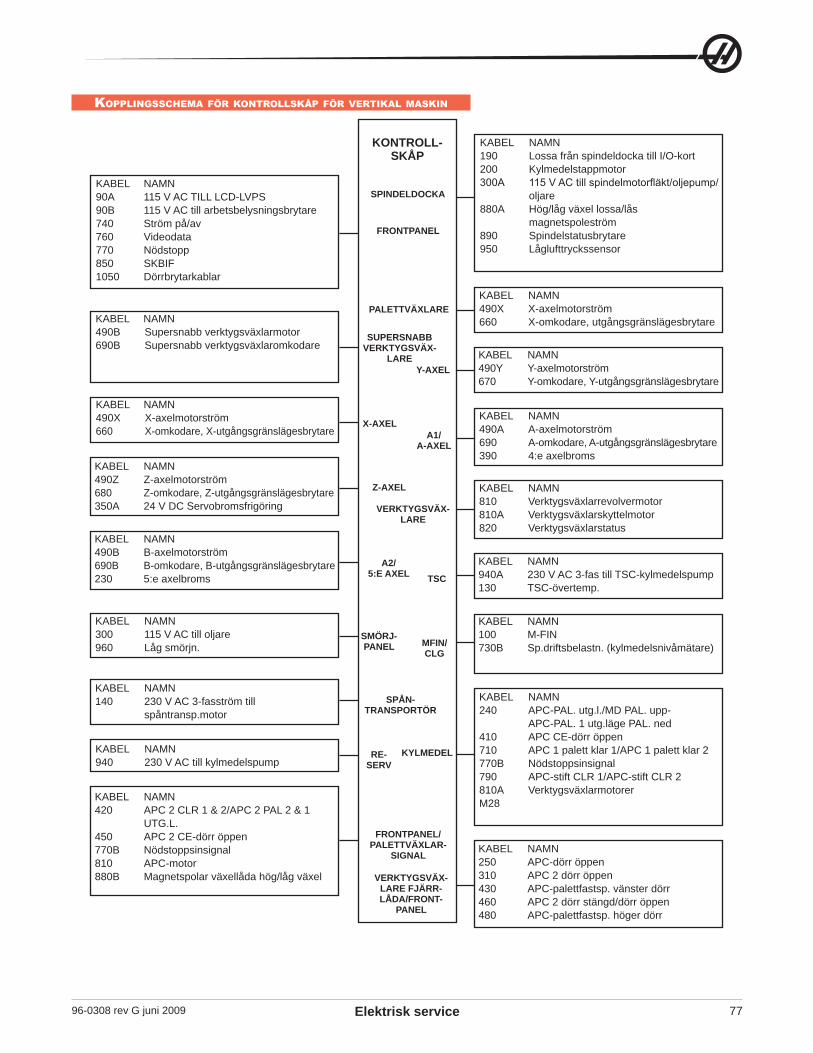
96-0308 rev G juni 2009 Elektrisk service 77
KOPPLINGSSCHEMA FÖR KONTROLLSKÅP FÖR VERTIKAL MASKIN
Z-AXEL
A2/ 5:E AXEL
X-AXEL
SUPERSNABB VERKTYGSVÄX-
LARE
PALETTVÄXLARE
Y-AXEL
A1/ A-AXEL
VERKTYGSVÄX-LARE
TSC
SMÖRJ-PANEL
SPÅN-TRANSPORTÖR
RE-SERV
FRONTPANEL/PALETTVÄXLAR-
SIGNAL
MFIN/CLG
KYLMEDEL
VERKTYGSVÄX-LARE FJÄRR-LÅDA/FRONT-
PANEL
KONTROLL-SKÅP
KABEL NAMN90A 115 V AC TILL LCD-LVPS90B 115 V AC till arbetsbelysningsbrytare740 Ström på/av760 Videodata770 Nödstopp850 SKBIF1050 Dörrbrytarkablar
KABEL NAMN490B Supersnabb verktygsväxlarmotor690B Supersnabb verktygsväxlaromkodare
KABEL NAMN490X X-axelmotorström660 X-omkodare, X-utgångsgränslägesbrytare
KABEL NAMN490Z Z-axelmotorström680 Z-omkodare, Z-utgångsgränslägesbrytare350A 24 V DC Servobromsfrigöring
KABEL NAMN490B B-axelmotorström690B B-omkodare, B-utgångsgränslägesbrytare230 5:e axelbroms
KABEL NAMN300 115 V AC till oljare960 Låg smörjn.
KABEL NAMN140 230 V AC 3-fasström till
spåntransp.motor
KABEL NAMN940 230 V AC till kylmedelspump
KABEL NAMN420 APC 2 CLR 1 & 2/APC 2 PAL 2 & 1
UTG.L.450 APC 2 CE-dörr öppen 770B Nödstoppsinsignal810 APC-motor880B Magnetspolar växellåda hög/låg växel
KABEL NAMN190 Lossa från spindeldocka till I/O-kort200 Kylmedelstappmotor 300A 115 V AC till spindelmotorfläkt/oljepump/
oljare880A Hög/låg växel lossa/lås
magnetspoleström890 Spindelstatusbrytare950 Låglufttryckssensor
KABEL NAMN490X X-axelmotorström660 X-omkodare, utgångsgränslägesbrytare
KABEL NAMN490Y Y-axelmotorström670 Y-omkodare, Y-utgångsgränslägesbrytare
KABEL NAMN490A A-axelmotorström690 A-omkodare, A-utgångsgränslägesbrytare390 4:e axelbroms
KABEL NAMN810 Verktygsväxlarrevolvermotor810A Verktygsväxlarskyttelmotor820 Verktygsväxlarstatus
KABEL NAMN940A 230 V AC 3-fas till TSC-kylmedelspump130 TSC-övertemp.
KABEL NAMN100 M-FIN730B Sp.driftsbelastn. (kylmedelsnivåmätare)
KABEL NAMN240 APC-PAL. utg.l./MD PAL. upp-
APC-PAL. 1 utg.läge PAL. ned 410 APC CE-dörr öppen 710 APC 1 palett klar 1/APC 1 palett klar 2770B Nödstoppsinsignal 790 APC-stift CLR 1/APC-stift CLR 2 810A Verktygsväxlarmotorer M28
KABEL NAMN250 APC-dörr öppen310 APC 2 dörr öppen430 APC-palettfastsp. vänster dörr460 APC 2 dörr stängd/dörr öppen480 APC-palettfastsp. höger dörr
SPINDELDOCKA
FRONTPANEL
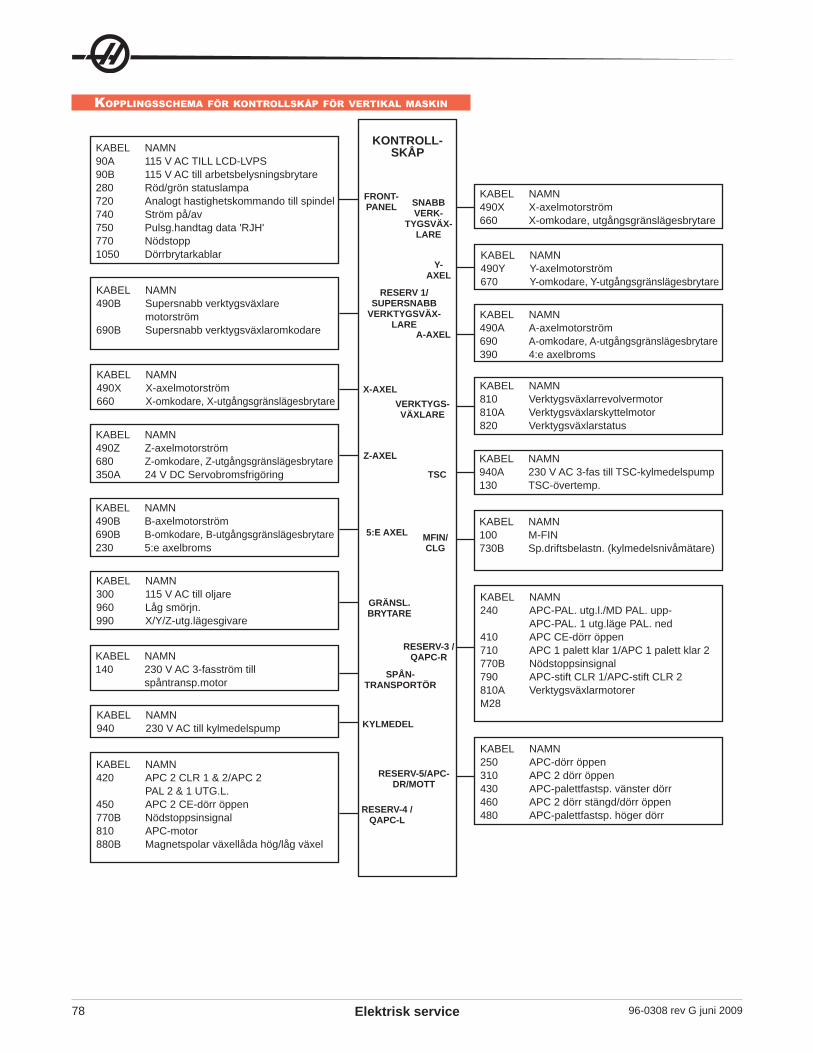
96-0308 rev G juni 2009Elektrisk service78
KOPPLINGSSCHEMA FÖR KONTROLLSKÅP FÖR VERTIKAL MASKIN
Z-AXEL
5:E AXEL
X-AXEL
GRÄNSL.BRYTARE
SPÅN-TRANSPORTÖR
KYLMEDEL
RESERV-4 / QAPC-L
RESERV 1/ SUPERSNABB
VERKTYGSVÄX-LARE
SNABB VERK-
TYGSVÄX-LARE
Y- AXEL
A-AXEL
VERKTYGS-VÄXLARE
TSC
MFIN/CLG
RESERV-3 / QAPC-R
RESERV-5/APC-DR/MOTT
KONTROLL-SKÅP
FRONT-PANEL
KABEL NAMN90A 115 V AC TILL LCD-LVPS90B 115 V AC till arbetsbelysningsbrytare280 Röd/grön statuslampa720 Analogt hastighetskommando till spindel740 Ström på/av750 Pulsg.handtag data 'RJH'770 Nödstopp1050 Dörrbrytarkablar
KABEL NAMN490B Supersnabb verktygsväxlare
motorström690B Supersnabb verktygsväxlaromkodare
KABEL NAMN490X X-axelmotorström660 X-omkodare, X-utgångsgränslägesbrytare
KABEL NAMN490Z Z-axelmotorström680 Z-omkodare, Z-utgångsgränslägesbrytare350A 24 V DC Servobromsfrigöring
KABEL NAMN490B B-axelmotorström690B B-omkodare, B-utgångsgränslägesbrytare230 5:e axelbroms
KABEL NAMN300 115 V AC till oljare960 Låg smörjn.990 X/Y/Z-utg.lägesgivare
KABEL NAMN140 230 V AC 3-fasström till
spåntransp.motor
KABEL NAMN940 230 V AC till kylmedelspump
KABEL NAMN420 APC 2 CLR 1 & 2/APC 2
PAL 2 & 1 UTG.L. 450 APC 2 CE-dörr öppen 770B Nödstoppsinsignal 810 APC-motor 880B Magnetspolar växellåda hög/låg växel
KABEL NAMN490X X-axelmotorström660 X-omkodare, utgångsgränslägesbrytare
KABEL NAMN490Y Y-axelmotorström670 Y-omkodare, Y-utgångsgränslägesbrytare
KABEL NAMN490A A-axelmotorström690 A-omkodare, A-utgångsgränslägesbrytare390 4:e axelbroms
KABEL NAMN810 Verktygsväxlarrevolvermotor810A Verktygsväxlarskyttelmotor820 Verktygsväxlarstatus
KABEL NAMN940A 230 V AC 3-fas till TSC-kylmedelspump130 TSC-övertemp.
KABEL NAMN100 M-FIN730B Sp.driftsbelastn. (kylmedelsnivåmätare)
KABEL NAMN240 APC-PAL. utg.l./MD PAL. upp-
APC-PAL. 1 utg.läge PAL. ned 410 APC CE-dörr öppen 710 APC 1 palett klar 1/APC 1 palett klar 2770B Nödstoppsinsignal 790 APC-stift CLR 1/APC-stift CLR 2 810A Verktygsväxlarmotorer M28
KABEL NAMN250 APC-dörr öppen310 APC 2 dörr öppen430 APC-palettfastsp. vänster dörr460 APC 2 dörr stängd/dörr öppen480 APC-palettfastsp. höger dörr
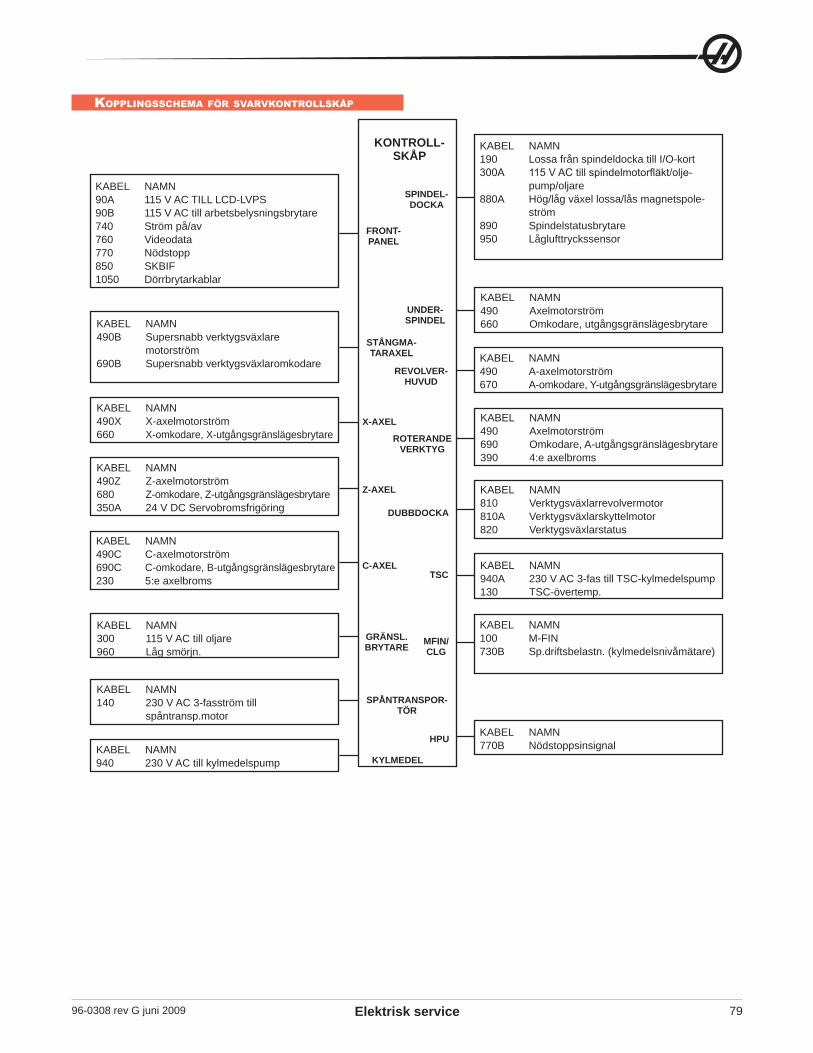
96-0308 rev G juni 2009 Elektrisk service 79
KOPPLINGSSCHEMA FÖR SVARVKONTROLLSKÅP
STÅNGMA-TARAXEL
REVOLVER-HUVUD
ROTERANDE VERKTYG
DUBBDOCKA
TSC
HPU
Z-AXEL
X-AXEL
UNDER-SPINDEL
SPÅNTRANSPOR-TÖR
MFIN/CLG
KYLMEDEL
KONTROLL-SKÅP
SPINDEL-DOCKA
FRONT-PANEL
GRÄNSL.BRYTARE
C-AXEL
KABEL NAMN90A 115 V AC TILL LCD-LVPS90B 115 V AC till arbetsbelysningsbrytare740 Ström på/av760 Videodata770 Nödstopp850 SKBIF1050 Dörrbrytarkablar
KABEL NAMN490B Supersnabb verktygsväxlare
motorström690B Supersnabb verktygsväxlaromkodare
KABEL NAMN490X X-axelmotorström660 X-omkodare, X-utgångsgränslägesbrytare
KABEL NAMN490Z Z-axelmotorström680 Z-omkodare, Z-utgångsgränslägesbrytare350A 24 V DC Servobromsfrigöring
KABEL NAMN490C C-axelmotorström690C C-omkodare, B-utgångsgränslägesbrytare230 5:e axelbroms
KABEL NAMN300 115 V AC till oljare960 Låg smörjn.
KABEL NAMN140 230 V AC 3-fasström till
spåntransp.motor
KABEL NAMN940 230 V AC till kylmedelspump
KABEL NAMN190 Lossa från spindeldocka till I/O-kort300A 115 V AC till spindelmotorfläkt/olje-
pump/oljare880A Hög/låg växel lossa/lås magnetspole-
ström890 Spindelstatusbrytare950 Låglufttryckssensor
KABEL NAMN490 Axelmotorström660 Omkodare, utgångsgränslägesbrytare
KABEL NAMN490 A-axelmotorström670 A-omkodare, Y-utgångsgränslägesbrytare
KABEL NAMN490 Axelmotorström690 Omkodare, A-utgångsgränslägesbrytare390 4:e axelbroms
KABEL NAMN810 Verktygsväxlarrevolvermotor810A Verktygsväxlarskyttelmotor820 Verktygsväxlarstatus
KABEL NAMN940A 230 V AC 3-fas till TSC-kylmedelspump130 TSC-övertemp.
KABEL NAMN100 M-FIN730B Sp.driftsbelastn. (kylmedelsnivåmätare)
KABEL NAMN770B Nödstoppsinsignal
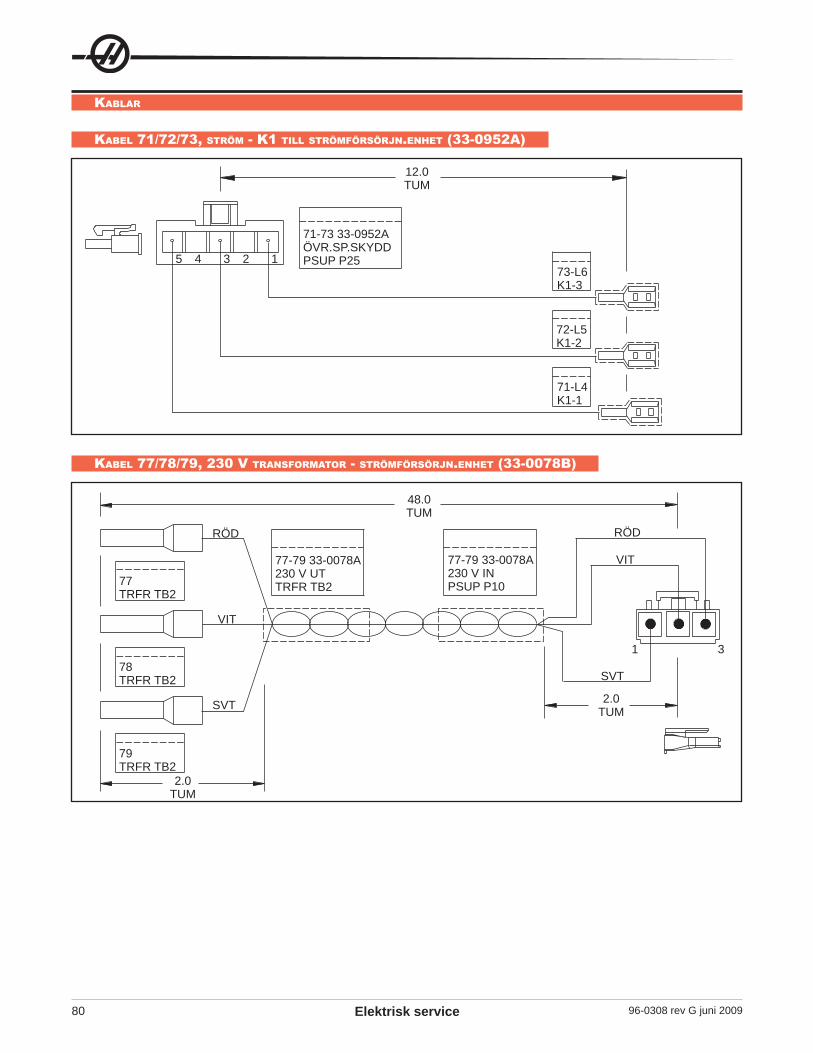
96-0308 rev G juni 2009Elektrisk service80
KABLAR
KABEL 71/72/73, STRÖM - K1 TILL STRÖMFÖRSÖRJN.ENHET (33-0952A)
12345
KABEL 77/78/79, 230 V TRANSFORMATOR - STRÖMFÖRSÖRJN.ENHET (33-0078B)
1 3
71-73 33-0952AÖVR.SP.SKYDD PSUP P25
12.0 TUM
71-L4 K1-1
72-L5 K1-2
73-L6 K1-3
48.0 TUM
RÖD
VIT
SVT 2.0 TUM
77 TRFR TB2
78 TRFR TB2
79 TRFR TB2
2.0 TUM
RÖD
VIT
SVT
77-79 33-0078A230 V UTTRFR TB2
77-79 33-0078A230 V INPSUP P10
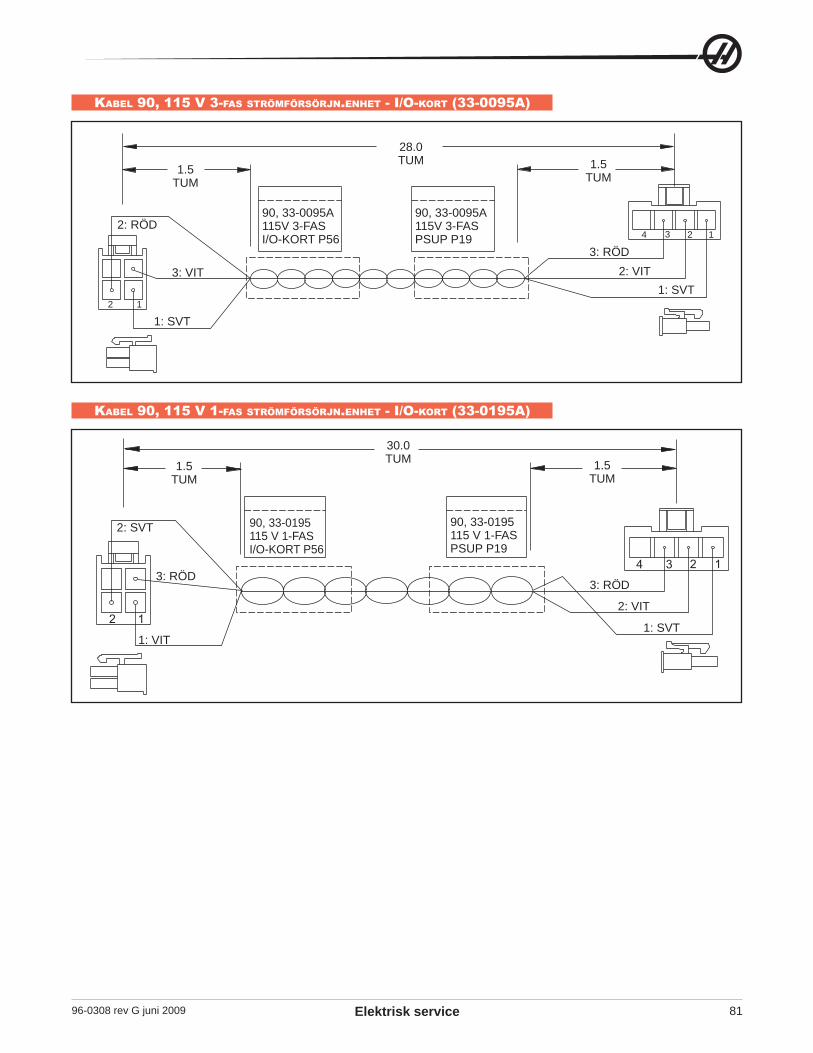
96-0308 rev G juni 2009 Elektrisk service 81
KABEL 90, 115 V 3-FAS STRÖMFÖRSÖRJN.ENHET - I/O-KORT (33-0095A)
12
1234
KABEL 90, 115 V 1-FAS STRÖMFÖRSÖRJN.ENHET - I/O-KORT (33-0195A)
28.0 TUM 1.5
TUM1.5
TUM
2: RÖD
3: VIT
1: SVT
1: SVT2: VIT
3: RÖD
30.0 TUM 1.5
TUM
3: RÖD
2: VIT
1: SVT1: VIT
3: RÖD
2: SVT
1.5 TUM
90, 33-0095A115V 3-FASI/O-KORT P56
90, 33-0095A115V 3-FASPSUP P19
90, 33-0195115 V 1-FASI/O-KORT P56
90, 33-0195115 V 1-FASPSUP P19
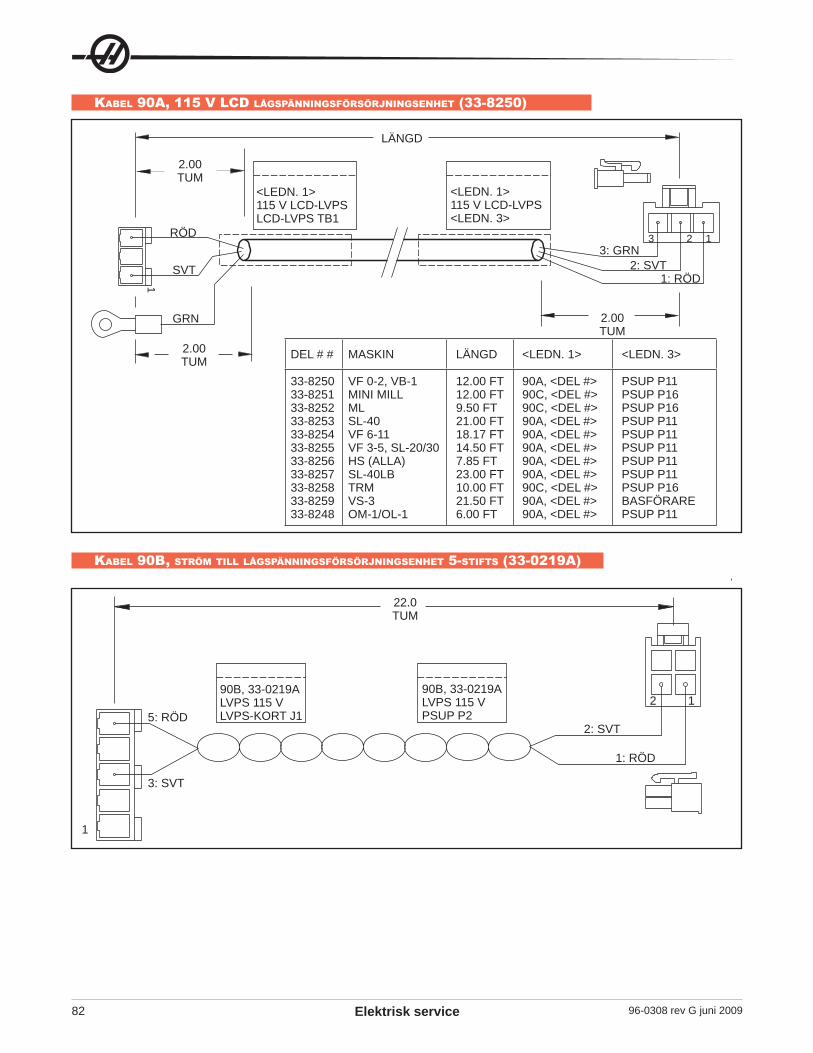
96-0308 rev G juni 2009Elektrisk service82
KABEL 90A, 115 V LCD LÅGSPÄNNINGSFÖRSÖRJNINGSENHET (33-8250)
2 13
1
KABEL 90B, STRÖM TILL LÅGSPÄNNINGSFÖRSÖRJNINGSENHET 5-STIFTS (33-0219A)
1
12
RÖD
SVT
GRN
2.00 TUM
LÄNGD
2.00 TUM
3: GRN2: SVT
1: RÖD
2.00 TUM
DEL # # MASKIN LÄNGD <LEDN. 1> <LEDN. 3>
33-825033-825133-825233-825333-825433-825533-825633-825733-825833-825933-8248
VF 0-2, VB-1MINI MILLMLSL-40VF 6-11VF 3-5, SL-20/30HS (ALLA)SL-40LBTRMVS-3OM-1/OL-1
12.00 FT12.00 FT9.50 FT21.00 FT18.17 FT14.50 FT7.85 FT23.00 FT10.00 FT21.50 FT6.00 FT
90A, <DEL #>90C, <DEL #>90C, <DEL #>90A, <DEL #>90A, <DEL #>90A, <DEL #>90A, <DEL #>90A, <DEL #>90C, <DEL #>90A, <DEL #>90A, <DEL #>
PSUP P11PSUP P16PSUP P16PSUP P11PSUP P11PSUP P11PSUP P11PSUP P11PSUP P16BASFÖRAREPSUP P11
<LEDN. 1>115 V LCD-LVPSLCD-LVPS TB1
<LEDN. 1>115 V LCD-LVPS<LEDN. 3>
22.0 TUM
2: SVT
1: RÖD
5: RÖD
3: SVT
90B, 33-0219ALVPS 115 VLVPS-KORT J1
90B, 33-0219ALVPS 115 VPSUP P2
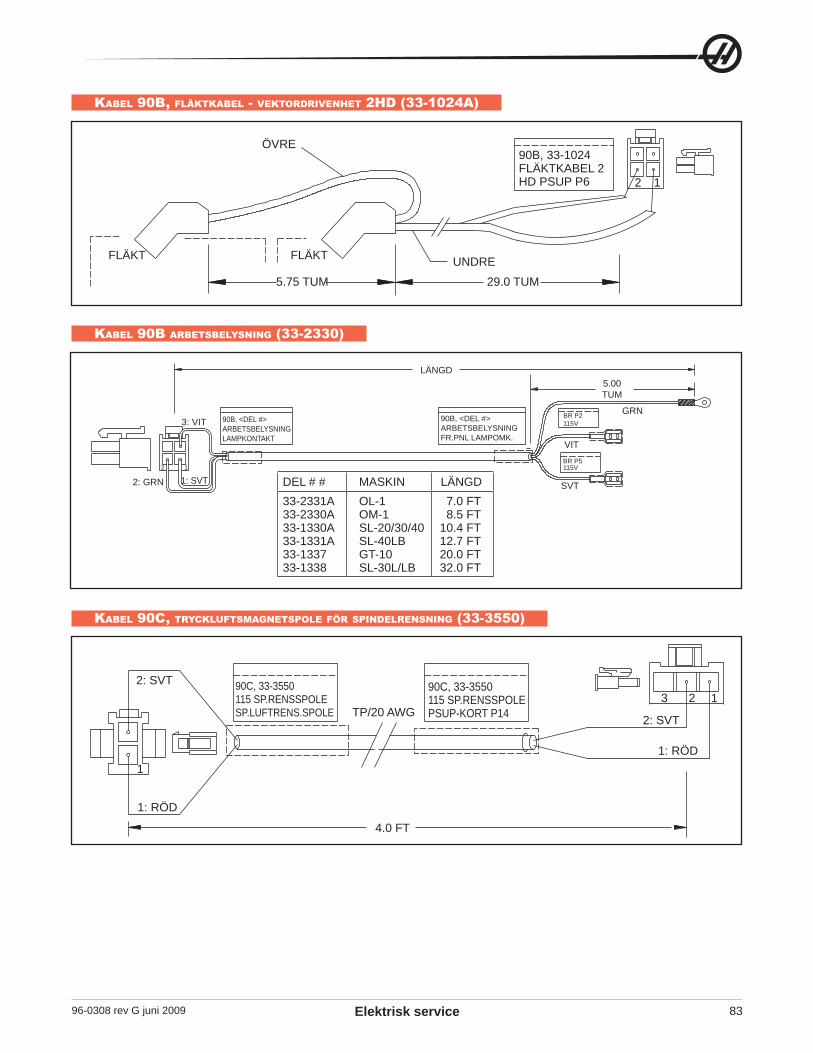
96-0308 rev G juni 2009 Elektrisk service 83
KABEL 90B, FLÄKTKABEL - VEKTORDRIVENHET 2HD (33-1024A)
12
KABEL 90B ARBETSBELYSNING (33-2330)
2 1
KABEL 90C, TRYCKLUFTSMAGNETSPOLE FÖR SPINDELRENSNING (33-3550)
123
1
2: SVT
2: SVT
1: RÖD
1: RÖD
90C, 33-3550115 SP.RENSSPOLE SP.LUFTRENS.SPOLE
90C, 33-3550115 SP.RENSSPOLE PSUP-KORT P14TP/20 AWG
4.0 FT
ÖVRE
FLÄKTFLÄKT
5.75 TUM 29.0 TUM
UNDRE
90B, 33-1024FLÄKTKABEL 2 HD PSUP P6
LÄNGD
3: VIT
1: SVT2: GRN
90B, <DEL #>ARBETSBELYSNINGLAMPKONTAKT
90B, <DEL #>ARBETSBELYSNINGFR.PNL LAMPOMK.
DEL # # MASKIN LÄNGD33-2331A33-2330A33-1330A33-1331A33-133733-1338
OL-1OM-1SL-20/30/40SL-40LBGT-10SL-30L/LB
7.0 FT8.5 FT
10.4 FT12.7 FT20.0 FT32.0 FT
5.00 TUM
GRN
VIT
SVT
BR P2115V
BR P5115V
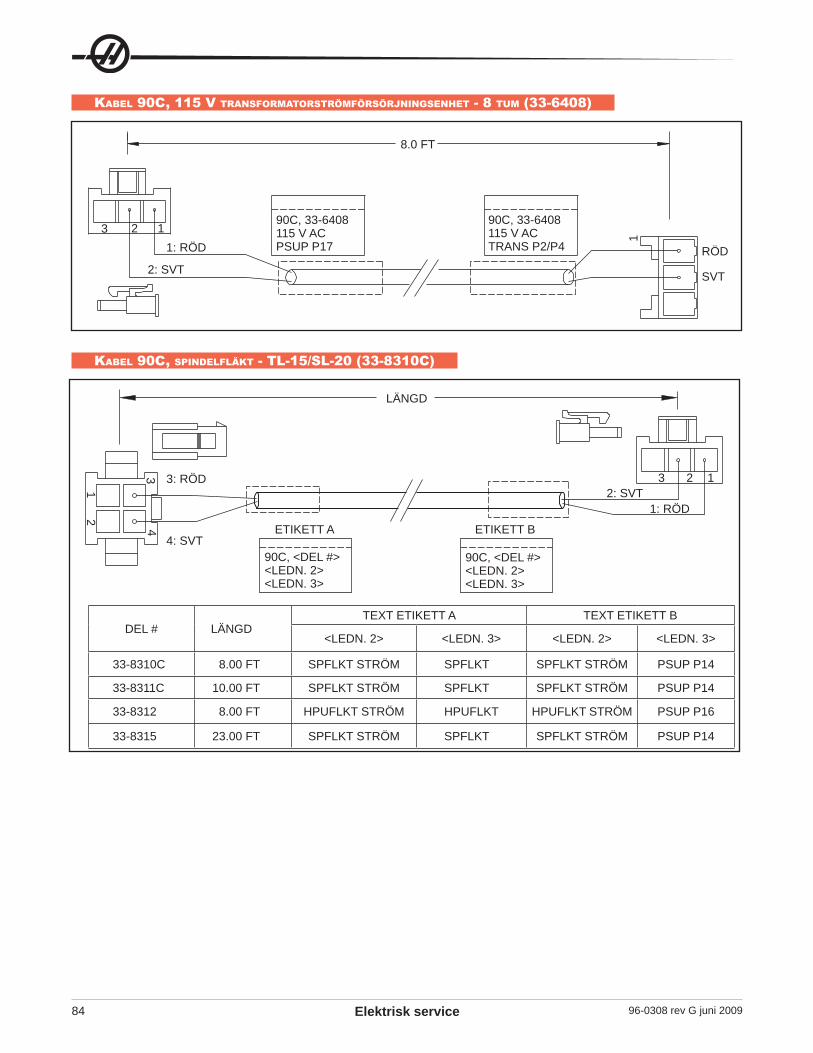
96-0308 rev G juni 2009Elektrisk service84
KABEL 90C, 115 V TRANSFORMATORSTRÖMFÖRSÖRJNINGSENHET - 8 TUM (33-6408)
1
123
KABEL 90C, SPINDELFLÄKT - TL-15/SL-20 (33-8310C)
12
34
90C, 33-6408115 V ACTRANS P2/P4
90C, 33-6408115 V ACPSUP P17
8.0 FT
1: RÖD
2: SVTRÖD
SVT
3: RÖD
4: SVT
2: SVT1: RÖD
LÄNGD
ETIKETT A ETIKETT B
90C, <DEL #><LEDN. 2><LEDN. 3>
90C, <DEL #><LEDN. 2><LEDN. 3>
DEL # LÄNGDTEXT ETIKETT A TEXT ETIKETT B
<LEDN. 2> <LEDN. 3> <LEDN. 2> <LEDN. 3>
33-8310C 8.00 FT SPFLKT STRÖM SPFLKT SPFLKT STRÖM PSUP P14
33-8311C 10.00 FT SPFLKT STRÖM SPFLKT SPFLKT STRÖM PSUP P14
33-8312 8.00 FT HPUFLKT STRÖM HPUFLKT HPUFLKT STRÖM PSUP P16
33-8315 23.00 FT SPFLKT STRÖM SPFLKT SPFLKT STRÖM PSUP P14
23 1
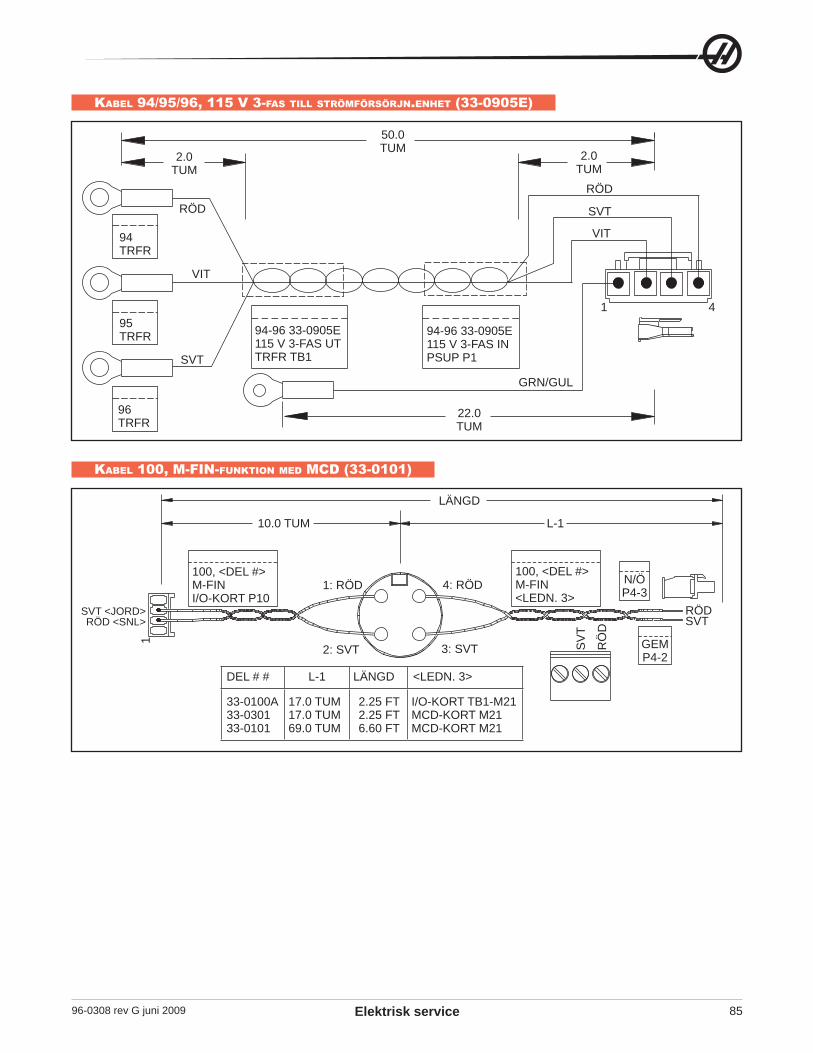
96-0308 rev G juni 2009 Elektrisk service 85
KABEL 94/95/96, 115 V 3-FAS TILL STRÖMFÖRSÖRJN.ENHET (33-0905E)
1 4
KABEL 100, M-FIN-FUNKTION MED MCD (33-0101)
150.0 TUM
22.0 TUM
2.0 TUM
RÖD
SVT
VIT
95 TRFR
96 TRFR
94 TRFR
2.0 TUM
RÖD
SVT
VIT
94-96 33-0905E115 V 3-FAS UTTRFR TB1
94-96 33-0905E115 V 3-FAS INPSUP P1
GRN/GUL
DEL # # L-1 LÄNGD <LEDN. 3>
33-0100A33-030133-0101
17.0 TUM17.0 TUM69.0 TUM
2.25 FT2.25 FT6.60 FT
I/O-KORT TB1-M21MCD-KORT M21MCD-KORT M21
LÄNGD
10.0 TUM L-1
SVT <JORD>RÖD <SNL>
100, <DEL #>M-FINI/O-KORT P10
100, <DEL #>M-FIN<LEDN. 3>
1: RÖD
2: SVT 3: SVT
4: RÖD
RÖDSVT
N/Ö P4-3
GEM P4-2
SV
T
RÖ
D
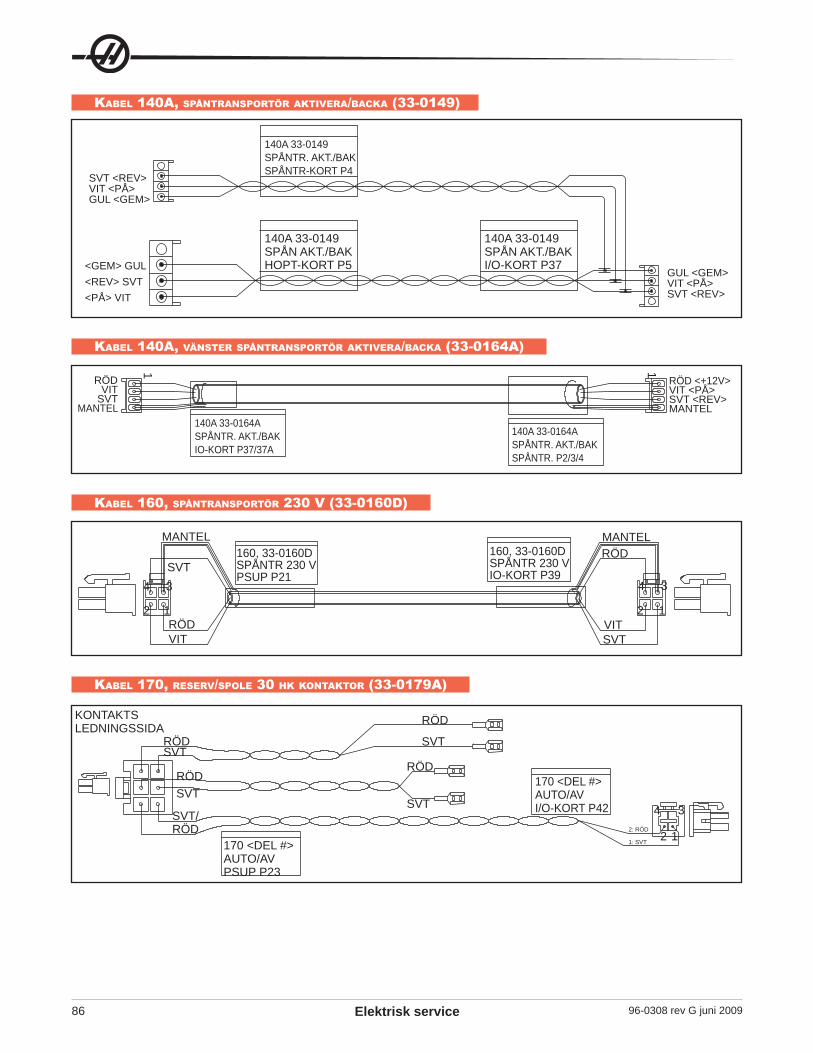
96-0308 rev G juni 2009Elektrisk service86
KABEL 140A, SPÅNTRANSPORTÖR AKTIVERA/BACKA (33-0149)
KABEL 140A, VÄNSTER SPÅNTRANSPORTÖR AKTIVERA/BACKA (33-0164A)
1 1
KABEL 160, SPÅNTRANSPORTÖR 230 V (33-0160D)
2 1 2 1
34 34
KABEL 170, RESERV/SPOLE 30 HK KONTAKTOR (33-0179A)
2 1
4 3
140A 33-0149SPÅNTR. AKT./BAKSPÅNTR-KORT P4
140A 33-0149SPÅN AKT./BAKHOPT-KORT P5
140A 33-0149SPÅN AKT./BAKI/O-KORT P37
SVT <REV>VIT <PÅ>GUL <GEM>
<GEM> GUL<REV> SVT<PÅ> VIT
GUL <GEM> VIT <PÅ> SVT <REV>
MANTEL
SVT
RÖDVIT
160, 33-0160DSPÅNTR 230 VPSUP P21
160, 33-0160DSPÅNTR 230 VIO-KORT P39
MANTEL
SVT
RÖD
VIT
RÖDVIT
SVTMANTEL
140A 33-0164ASPÅNTR. AKT./BAKSPÅNTR. P2/3/4
140A 33-0164ASPÅNTR. AKT./BAKIO-KORT P37/37A
RÖD <+12V>VIT <PÅ>SVT <REV>MANTEL
KONTAKTS LEDNINGSSIDA
RÖDSVT
RÖDSVT
SVT/RÖD
RÖD
SVT
RÖD
SVT
170 <DEL #>AUTO/AVPSUP P23
170 <DEL #>AUTO/AVI/O-KORT P42
2: RÖD
1: SVT
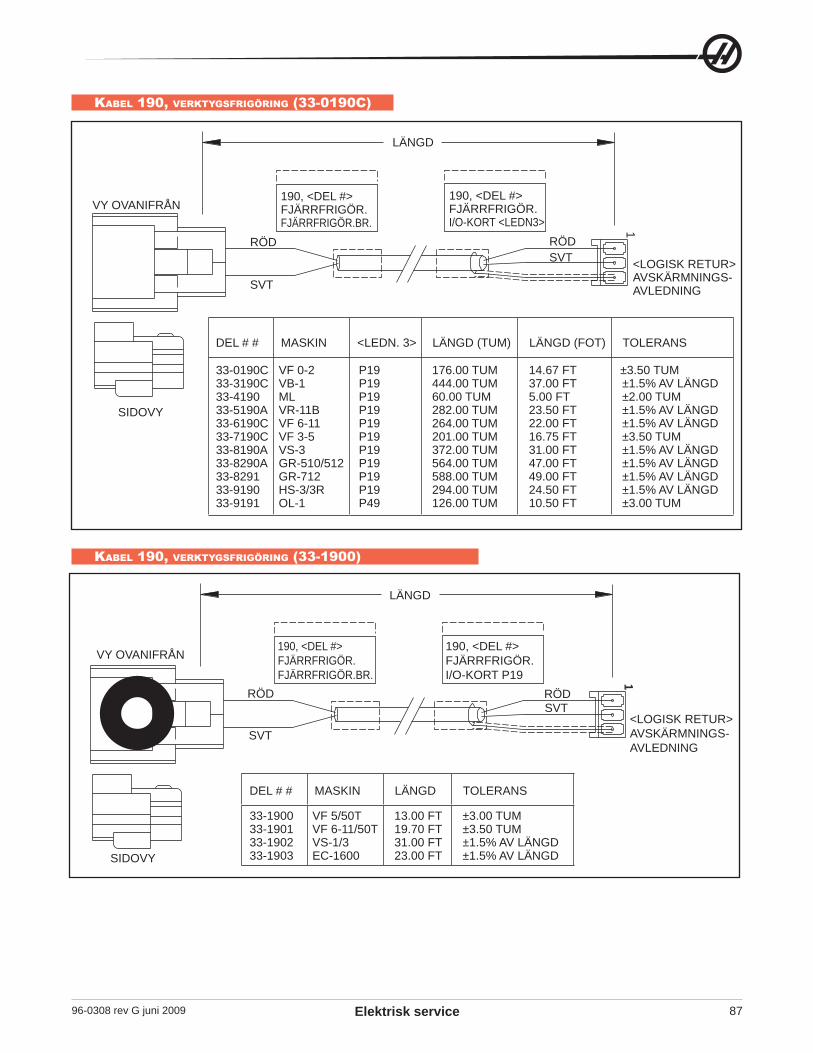
96-0308 rev G juni 2009 Elektrisk service 87
KABEL 190, VERKTYGSFRIGÖRING (33-0190C)
1
KABEL 190, VERKTYGSFRIGÖRING (33-1900)
1
DEL # # MASKIN <LEDN. 3> LÄNGD (TUM) LÄNGD (FOT) TOLERANS
33-0190C33-3190C33-419033-5190A33-6190C33-7190C33-8190A33-8290A33-829133-919033-9191
VF 0-2VB-1MLVR-11BVF 6-11VF 3-5VS-3GR-510/512GR-712HS-3/3ROL-1
P19P19P19P19P19P19P19P19P19P19P49
176.00 TUM444.00 TUM60.00 TUM282.00 TUM264.00 TUM201.00 TUM372.00 TUM564.00 TUM588.00 TUM294.00 TUM126.00 TUM
14.67 FT37.00 FT5.00 FT23.50 FT22.00 FT16.75 FT31.00 FT47.00 FT49.00 FT24.50 FT10.50 FT
±3.50 TUM±1.5% AV LÄNGD±2.00 TUM±1.5% AV LÄNGD±1.5% AV LÄNGD±3.50 TUM±1.5% AV LÄNGD±1.5% AV LÄNGD±1.5% AV LÄNGD±1.5% AV LÄNGD±3.00 TUM
LÄNGD
VY OVANIFRÅN190, <DEL #>FJÄRRFRIGÖR.FJÄRRFRIGÖR.BR.
190, <DEL #>FJÄRRFRIGÖR.I/O-KORT <LEDN3>
<LOGISK RETUR>AVSKÄRMNINGS-AVLEDNING
RÖDSVT
RÖD
SVT
SIDOVY
LÄNGD
190, <DEL #>FJÄRRFRIGÖR.FJÄRRFRIGÖR.BR.
190, <DEL #>FJÄRRFRIGÖR.I/O-KORT P19
<LOGISK RETUR>AVSKÄRMNINGS-AVLEDNING
RÖDSVT
VY OVANIFRÅN
SIDOVY
RÖD
SVT
DEL # # MASKIN LÄNGD TOLERANS
33-190033-190133-190233-1903
VF 5/50TVF 6-11/50TVS-1/3EC-1600
13.00 FT19.70 FT31.00 FT23.00 FT
±3.00 TUM±3.50 TUM±1.5% AV LÄNGD±1.5% AV LÄNGD
1
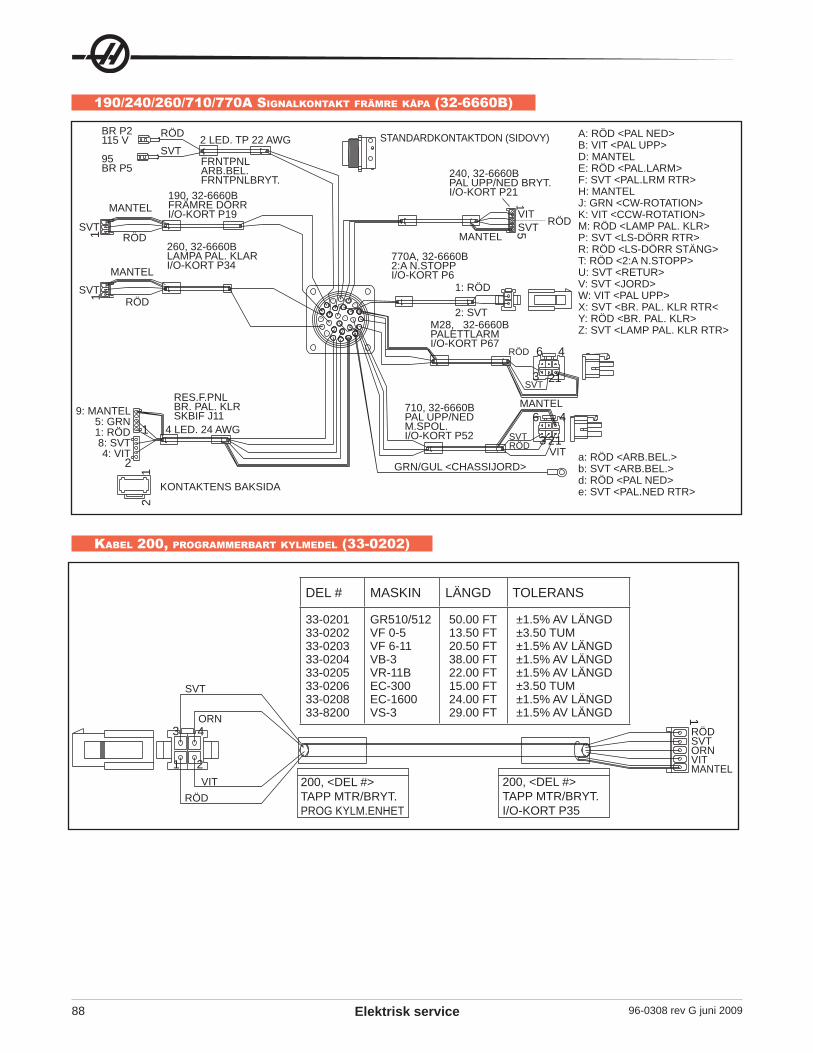
96-0308 rev G juni 2009Elektrisk service88
190/240/260/710/770A SIGNALKONTAKT FRÄMRE KÅPA (32-6660B)1
2
1
213
6 4
1
213
6 4
15
BA
S
GL
HKJ
M
N
Z
Pa
R
YX
d
c
W F
V E
b
e
T
U D
C
21
KABEL 200, PROGRAMMERBART KYLMEDEL (33-0202)
1
1 2
3 4
BR P2 115 V
95 BR P5
RÖDSVT
MANTEL
RÖDSVT
MANTEL
RÖD
SVT2 LED. TP 22 AWG STANDARDKONTAKTDON (SIDOVY)
240, 32-6660BPAL UPP/NED BRYT.I/O-KORT P21190, 32-6660B
FRÄMRE DÖRRI/O-KORT P19
FRNTPNLARB.BEL.FRNTPNLBRYT.
260, 32-6660BLAMPA PAL. KLARI/O-KORT P34
RES.F.PNLBR. PAL. KLRSKBIF J11
770A, 32-6660B2:A N.STOPPI/O-KORT P6
M28, 32-6660BPALETTLARMI/O-KORT P67
A: RÖD <PAL NED>B: VIT <PAL UPP>D: MANTELE: RÖD <PAL.LARM>F: SVT <PAL.LRM RTR>H: MANTELJ: GRN <CW-ROTATION>K: VIT <CCW-ROTATION>M: RÖD <LAMP PAL. KLR>P: SVT <LS-DÖRR RTR>R: RÖD <LS-DÖRR STÄNG>T: RÖD <2:A N.STOPP>U: SVT <RETUR>V: SVT <JORD>W: VIT <PAL UPP>X: SVT <BR. PAL. KLR RTR<Y: RÖD <BR. PAL. KLR>Z: SVT <LAMP PAL. KLR RTR>
a: RÖD <ARB.BEL.>b: SVT <ARB.BEL.>d: RÖD <PAL NED>e: SVT <PAL.NED RTR>
710, 32-6660BPAL UPP/NED M.SPOL.I/O-KORT P52
GRN/GUL <CHASSIJORD>
KONTAKTENS BAKSIDA
9: MANTEL5: GRN1: RÖD8: SVT4: VIT
4 LED. 24 AWG
RÖDSVTVIT
MANTEL
1: RÖD
2: SVT
RÖD
RÖD
MANTEL
SVT
VIT
SVT
RÖD
SVT
ORN
VIT
RÖDSVTORNVITMANTEL
200, <DEL #>TAPP MTR/BRYT.PROG KYLM.ENHET
200, <DEL #>TAPP MTR/BRYT.I/O-KORT P35
DEL # MASKIN LÄNGD TOLERANS
33-020133-020233-020333-020433-020533-020633-020833-8200
GR510/512VF 0-5VF 6-11VB-3VR-11BEC-300EC-1600VS-3
50.00 FT13.50 FT20.50 FT38.00 FT22.00 FT15.00 FT24.00 FT29.00 FT
±1.5% AV LÄNGD±3.50 TUM±1.5% AV LÄNGD±1.5% AV LÄNGD±1.5% AV LÄNGD±3.50 TUM±1.5% AV LÄNGD±1.5% AV LÄNGD
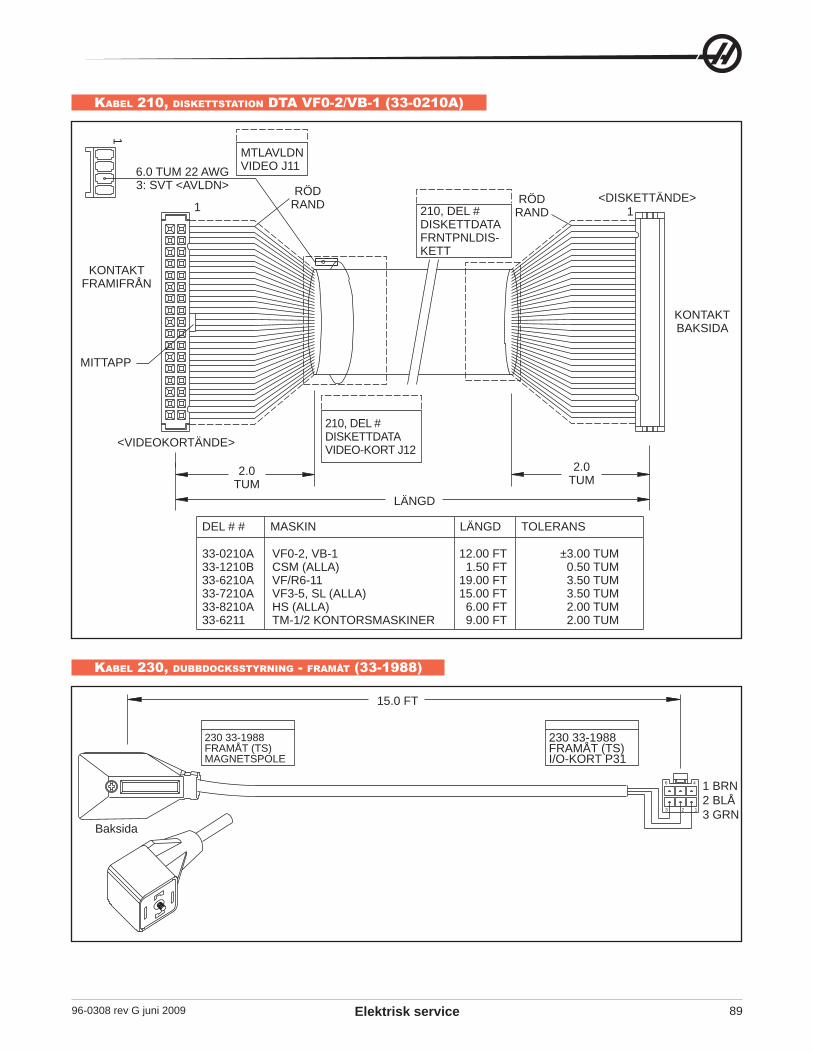
96-0308 rev G juni 2009 Elektrisk service 89
KABEL 210, DISKETTSTATION DTA VF0-2/VB-1 (33-0210A)
1
1 1
KABEL 230, DUBBDOCKSSTYRNING - FRAMÅT (33-1988)
23 1
46
DEL # # MASKIN LÄNGD TOLERANS
33-0210A33-1210B33-6210A33-7210A33-8210A33-6211
VF0-2, VB-1CSM (ALLA) VF/R6-11VF3-5, SL (ALLA)HS (ALLA)TM-1/2 KONTORSMASKINER
12.00 FT1.50 FT
19.00 FT15.00 FT6.00 FT9.00 FT
±3.00 TUM0.50 TUM3.50 TUM3.50 TUM2.00 TUM2.00 TUM
6.0 TUM 22 AWG3: SVT <AVLDN>
KONTAKT FRAMIFRÅN
MITTAPP
<VIDEOKORTÄNDE>
MTLAVLDN VIDEO J11
210, DEL #DISKETTDATAFRNTPNLDIS-KETT
RÖD RAND RÖD
RAND
210, DEL #DISKETTDATAVIDEO-KORT J12
<DISKETTÄNDE>
KONTAKT BAKSIDA
LÄNGD
2.0 TUM
2.0 TUM
230 33-1988FRAMÅT (TS)MAGNETSPOLE
230 33-1988FRAMÅT (TS)I/O-KORT P31
Baksida
1 BRN2 BLÅ3 GRN
15.0 FT
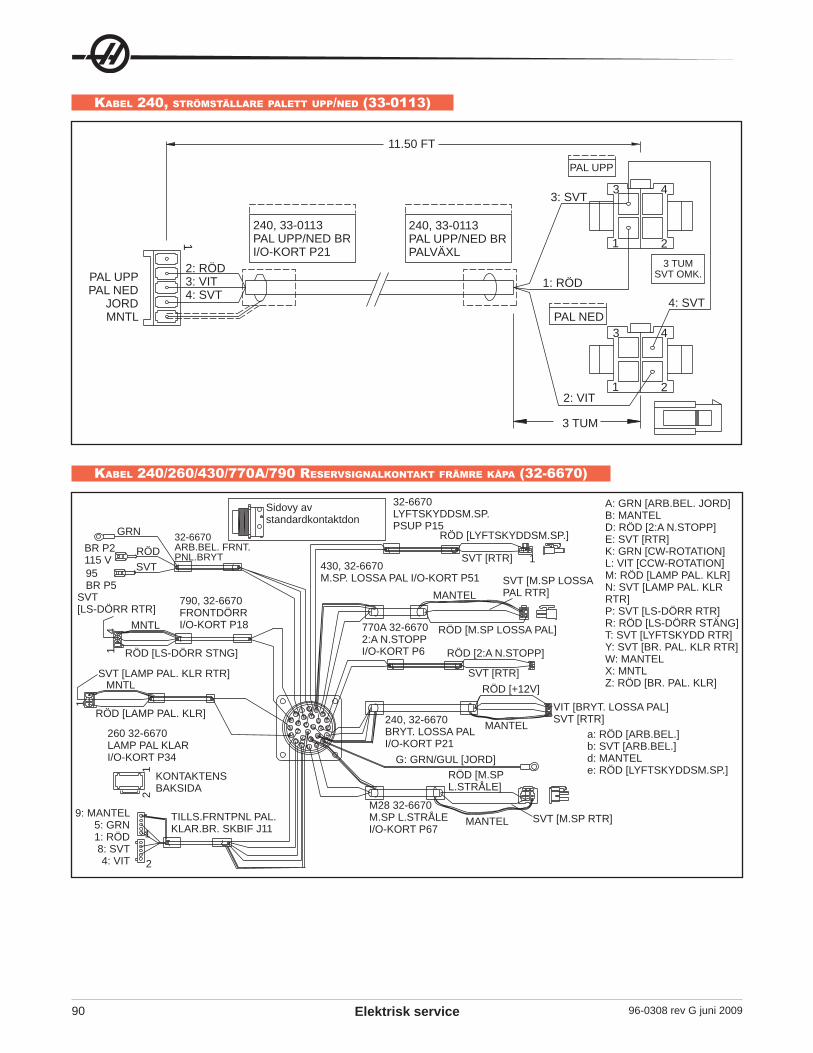
96-0308 rev G juni 2009Elektrisk service90
KABEL 240, STRÖMSTÄLLARE PALETT UPP/NED (33-0113)
43
21
43
21
1
KABEL 240/260/430/770A/790 RESERVSIGNALKONTAKT FRÄMRE KÅPA (32-6670)
2
1
BAS
GLHK J
M
NZ
P a
R
Y X
dc
W F
V E
be
TU D
C
21
41
1
1
11.50 FT
240, 33-0113 PAL UPP/NED BR I/O-KORT P21
240, 33-0113 PAL UPP/NED BR PALVÄXL
PAL UPPPAL NED
JORDMNTL
2: RÖD3: VIT4: SVT
3: SVT
1: RÖD
2: VIT
3 TUM
4: SVT
3 TUM SVT OMK.
PAL UPP
PAL NED
95 BR P5
32-6670 ARB.BEL. FRNT.PNL.BRYTRÖD
GRN
SVT
BR P2 115 V
Sidovy av standardkontaktdon
32-6670LYFTSKYDDSM.SP.PSUP P15
430, 32-6670 M.SP. LOSSA PAL I/O-KORT P51
770A 32-6670 2:A N.STOPP I/O-KORT P6
240, 32-6670 BRYT. LOSSA PAL I/O-KORT P21
M28 32-6670 M.SP L.STRÅLE I/O-KORT P67
TILLS.FRNTPNL PAL. KLAR.BR. SKBIF J11
260 32-6670 LAMP PAL KLAR I/O-KORT P34
SVT [LAMP PAL. KLR RTR]MNTL
RÖD [LAMP PAL. KLR]
KONTAKTENS BAKSIDA
RÖD [LS-DÖRR STNG]
790, 32-6670 FRONTDÖRR I/O-KORT P18
SVT [LS-DÖRR RTR]
MNTL
9: MANTEL5: GRN1: RÖD8: SVT4: VIT
RÖD [LYFTSKYDDSM.SP.]
SVT [RTR]
SVT [M.SP LOSSA PAL RTR]
RÖD [M.SP LOSSA PAL]
MANTEL
RÖD [2:A N.STOPP]
SVT [RTR]RÖD [+12V]
MANTEL
MANTEL SVT [M.SP RTR]
RÖD [M.SP L.STRÅLE]
G: GRN/GUL [JORD]
VIT [BRYT. LOSSA PAL]SVT [RTR]
A: GRN [ARB.BEL. JORD]B: MANTELD: RÖD [2:A N.STOPP]E: SVT [RTR]K: GRN [CW-ROTATION]L: VIT [CCW-ROTATION]M: RÖD [LAMP PAL. KLR]N: SVT [LAMP PAL. KLR RTR]P: SVT [LS-DÖRR RTR]R: RÖD [LS-DÖRR STÄNG]T: SVT [LYFTSKYDD RTR]Y: SVT [BR. PAL. KLR RTR]W: MANTELX: MNTLZ: RÖD [BR. PAL. KLR]
a: RÖD [ARB.BEL.]b: SVT [ARB.BEL.]d: MANTELe: RÖD [LYFTSKYDDSM.SP.]
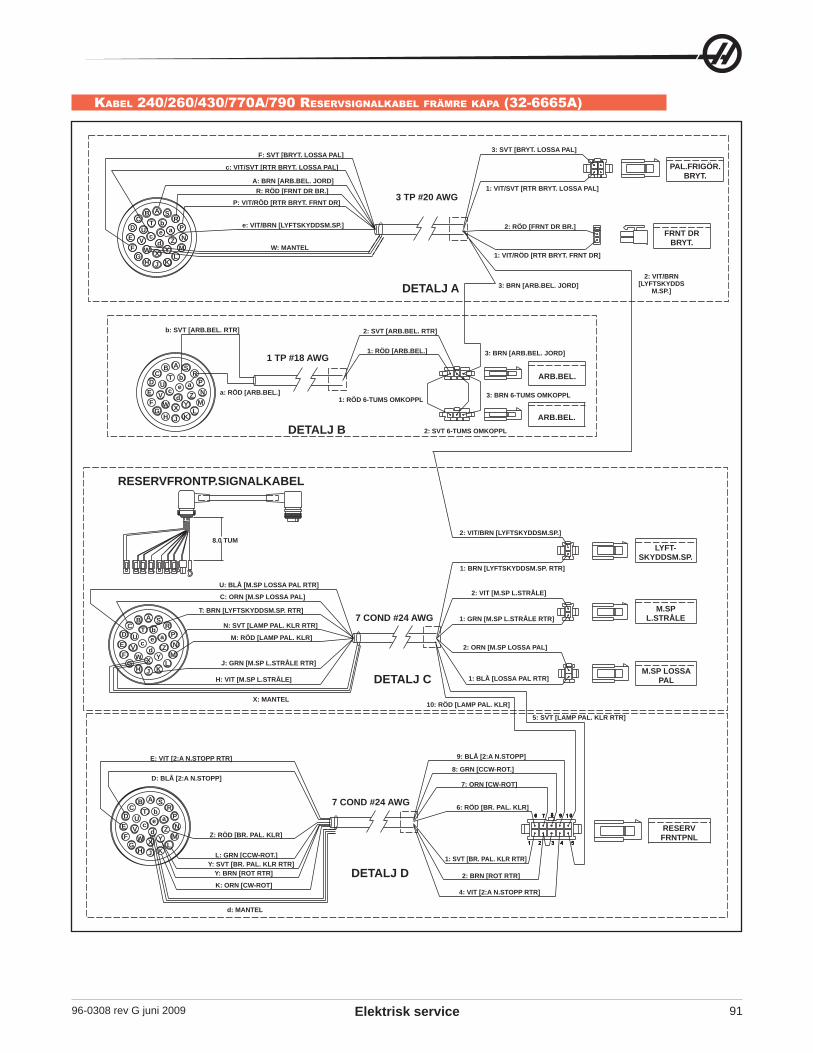
96-0308 rev G juni 2009 Elektrisk service 91
KABEL 240/260/430/770A/790 RESERVSIGNALKABEL FRÄMRE KÅPA (32-6665A)
1
1
1
1 2 3
1 2 3
1 2
3 4
ABC
DE
TS
Rb PaeUV
F
c
GH
W
J KX Yd Z
LMN
ABC
DE
TS
Rb PaeUV
F
c
GH
W
J KX Yd Z
LMN
ABC
DE
TS
Rb PaeUV
F
c
GH
W
J KX Yd Z
LMN
ABC
DE
TS
Rb PaeUV
F
c
GH
W
J KX Yd Z
LMN
F: SVT [BRYT. LOSSA PAL]
c: VIT/SVT [RTR BRYT. LOSSA PAL]
A: BRN [ARB.BEL. JORD]
P: VIT/RÖD [RTR BRYT. FRNT DR]
R: RÖD [FRNT DR BR.]
e: VIT/BRN [LYFTSKYDDSM.SP.]
W: MANTEL
3 TP #20 AWG
DETALJ A
3: SVT [BRYT. LOSSA PAL]
1: VIT/SVT [RTR BRYT. LOSSA PAL]
2: RÖD [FRNT DR BR.]
1: VIT/RÖD [RTR BRYT. FRNT DR]
3: BRN [ARB.BEL. JORD]
PAL.FRIGÖR.BRYT.
FRNT DRBRYT.
2: VIT/BRN[LYFTSKYDDS
M.SP.]
b: SVT [ARB.BEL. RTR]
a: RÖD [ARB.BEL.]
1 TP #18 AWG
DETALJ B
3: BRN [ARB.BEL. JORD]
2: SVT [ARB.BEL. RTR]
1: RÖD [ARB.BEL.]
1: RÖD 6-TUMS OMKOPPL
2: SVT 6-TUMS OMKOPPL
3: BRN 6-TUMS OMKOPPL
ARB.BEL.
ARB.BEL.
RESERVFRONTP.SIGNALKABEL
8.0 TUM
T: BRN [LYFTSKYDDSM.SP. RTR]
M: RÖD [LAMP PAL. KLR]
H: VIT [M.SP L.STRÅLE]
X: MANTEL
J: GRN [M.SP L.STRÅLE RTR]
N: SVT [LAMP PAL. KLR RTR]
C: ORN [M.SP LOSSA PAL]
U: BLÅ [M.SP LOSSA PAL RTR]
7 COND #24 AWG
DETALJ C
10: RÖD [LAMP PAL. KLR]
1: BLÅ [LOSSA PAL RTR]
5: SVT [LAMP PAL. KLR RTR]
2: ORN [M.SP LOSSA PAL]
1: GRN [M.SP L.STRÅLE RTR]
2: VIT [M.SP L.STRÅLE]
1: BRN [LYFTSKYDDSM.SP. RTR]
2: VIT/BRN [LYFTSKYDDSM.SP.]
M.SP LOSSA PAL
M.SP L.STRÅLE
LYFT-SKYDDSM.SP.
E: VIT [2:A N.STOPP RTR]
Z: RÖD [BR. PAL. KLR]
Y: SVT [BR. PAL. KLR RTR]Y: BRN [ROT RTR]
K: ORN [CW-ROT]
d: MANTEL
D: BLÅ [2:A N.STOPP]
L: GRN [CCW-ROT.]
7 COND #24 AWG
DETALJ D
9: BLÅ [2:A N.STOPP]
8: GRN [CCW-ROT.]
7: ORN [CW-ROT]
6: RÖD [BR. PAL. KLR]
1: SVT [BR. PAL. KLR RTR]
2: BRN [ROT RTR]
4: VIT [2:A N.STOPP RTR]
RESERVFRNTPNL
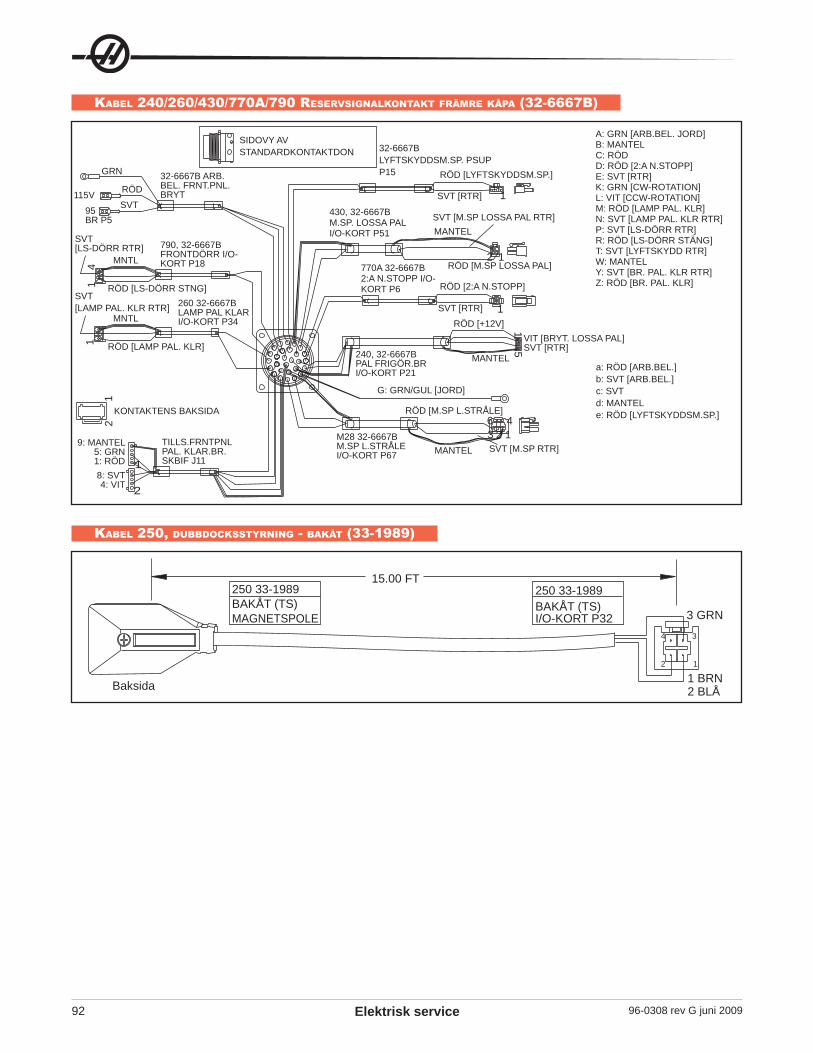
96-0308 rev G juni 2009Elektrisk service92
KABEL 240/260/430/770A/790 RESERVSIGNALKONTAKT FRÄMRE KÅPA (32-6667B)
2
1
BA
S
GL
HKJ
M
NZ
Pa
R
YX
d
c
W F
V E
b
e
T
U D
C
21
1
12
15
41
236
14
1
1
KABEL 250, DUBBDOCKSSTYRNING - BAKÅT (33-1989)
12
34
SIDOVY AV STANDARDKONTAKTDON
95 BR P5
SVT [LS-DÖRR RTR]
SVT [LAMP PAL. KLR RTR]
RÖD [LAMP PAL. KLR]
32-6667B ARB.BEL. FRNT.PNL.BRYT
790, 32-6667B FRONTDÖRR I/O-KORT P18
260 32-6667B LAMP PAL KLAR I/O-KORT P34
RÖD [LS-DÖRR STNG]
RÖD
GRN
SVT
MNTL
MNTL
9: MANTEL5: GRN1: RÖD8: SVT4: VIT
TILLS.FRNTPNL PAL. KLAR.BR. SKBIF J11
KONTAKTENS BAKSIDA
32-6667B LYFTSKYDDSM.SP. PSUP P15
430, 32-6667B M.SP. LOSSA PAL I/O-KORT P51
770A 32-6667B 2:A N.STOPP I/O-KORT P6
RÖD [LYFTSKYDDSM.SP.]
SVT [RTR]
SVT [M.SP LOSSA PAL RTR]
RÖD [M.SP LOSSA PAL]
RÖD [2:A N.STOPP]
SVT [RTR]
RÖD [+12V]VIT [BRYT. LOSSA PAL]SVT [RTR]
240, 32-6667B PAL FRIGÖR.BR I/O-KORT P21
M28 32-6667B M.SP L.STRÅLE I/O-KORT P67
MANTEL
MANTEL SVT [M.SP RTR]
G: GRN/GUL [JORD]
RÖD [M.SP L.STRÅLE]
MANTEL
A: GRN [ARB.BEL. JORD]B: MANTELC: RÖDD: RÖD [2:A N.STOPP]E: SVT [RTR]K: GRN [CW-ROTATION]L: VIT [CCW-ROTATION]M: RÖD [LAMP PAL. KLR]N: SVT [LAMP PAL. KLR RTR]P: SVT [LS-DÖRR RTR]R: RÖD [LS-DÖRR STÄNG]T: SVT [LYFTSKYDD RTR]W: MANTELY: SVT [BR. PAL. KLR RTR]Z: RÖD [BR. PAL. KLR]
a: RÖD [ARB.BEL.]b: SVT [ARB.BEL.]c: SVTd: MANTELe: RÖD [LYFTSKYDDSM.SP.]
15.00 FT250 33-1989BAKÅT (TS)MAGNETSPOLE
250 33-1989BAKÅT (TS)I/O-KORT P32 3 GRN
1 BRN2 BLÅBaksida
115V
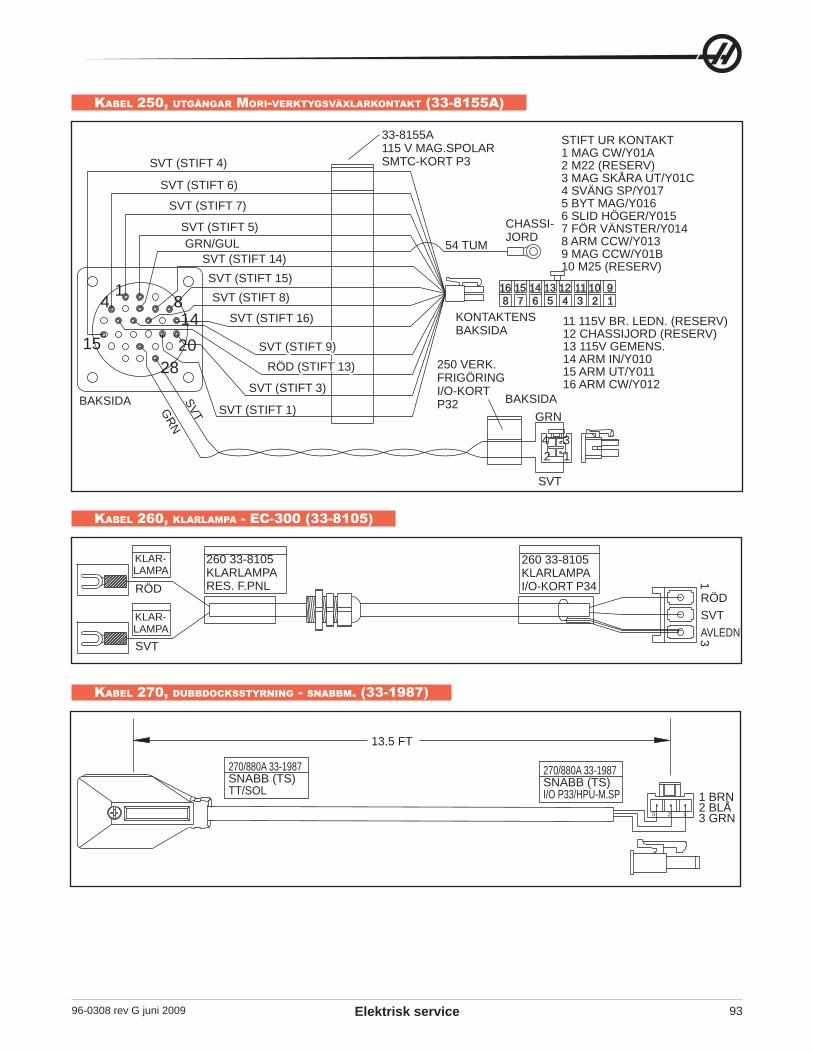
96-0308 rev G juni 2009 Elektrisk service 93
KABEL 250, UTGÅNGAR MORI-VERKTYGSVÄXLARKONTAKT (33-8155A)
2815
41
2014
8 6781516 14
3451213 11
12910
2 14 3
KABEL 260, KLARLAMPA - EC-300 (33-8105)
13
KABEL 270, DUBBDOCKSSTYRNING - SNABBM. (33-1987)
123
SVT (STIFT 3)
SVT (STIFT 4)
SVT (STIFT 6)
SVT (STIFT 7)
SVT (STIFT 5)GRN/GUL
SVT (STIFT 14)SVT (STIFT 15)SVT (STIFT 8)
SVT (STIFT 16)
SVT (STIFT 9)
RÖD (STIFT 13)
SVT (STIFT 1)BAKSIDA BAKSIDA
33-8155A 115 V MAG.SPOLAR SMTC-KORT P3
54 TUM
GRN
SVT
SVTGRN
KONTAKTENS BAKSIDA
CHASSI-JORD
250 VERK.FRIGÖRING I/O-KORT P32
STIFT UR KONTAKT1 MAG CW/Y01A2 M22 (RESERV)3 MAG SKÅRA UT/Y01C4 SVÄNG SP/Y0175 BYT MAG/Y0166 SLID HÖGER/Y0157 FÖR VÄNSTER/Y0148 ARM CCW/Y0139 MAG CCW/Y01B10 M25 (RESERV)
11 115V BR. LEDN. (RESERV)12 CHASSIJORD (RESERV)13 115V GEMENS.14 ARM IN/Y01015 ARM UT/Y01116 ARM CW/Y012
1 BRN2 BLÅ3 GRN
KLAR-LAMPA
KLAR-LAMPA
RÖD
SVT
260 33-8105KLARLAMPA RES. F.PNL
260 33-8105KLARLAMPA I/O-KORT P34
13.5 FT
270/880A 33-1987SNABB (TS) TT/SOL
270/880A 33-1987SNABB (TS) I/O P33/HPU-M.SP
RÖDSVTAVLEDN
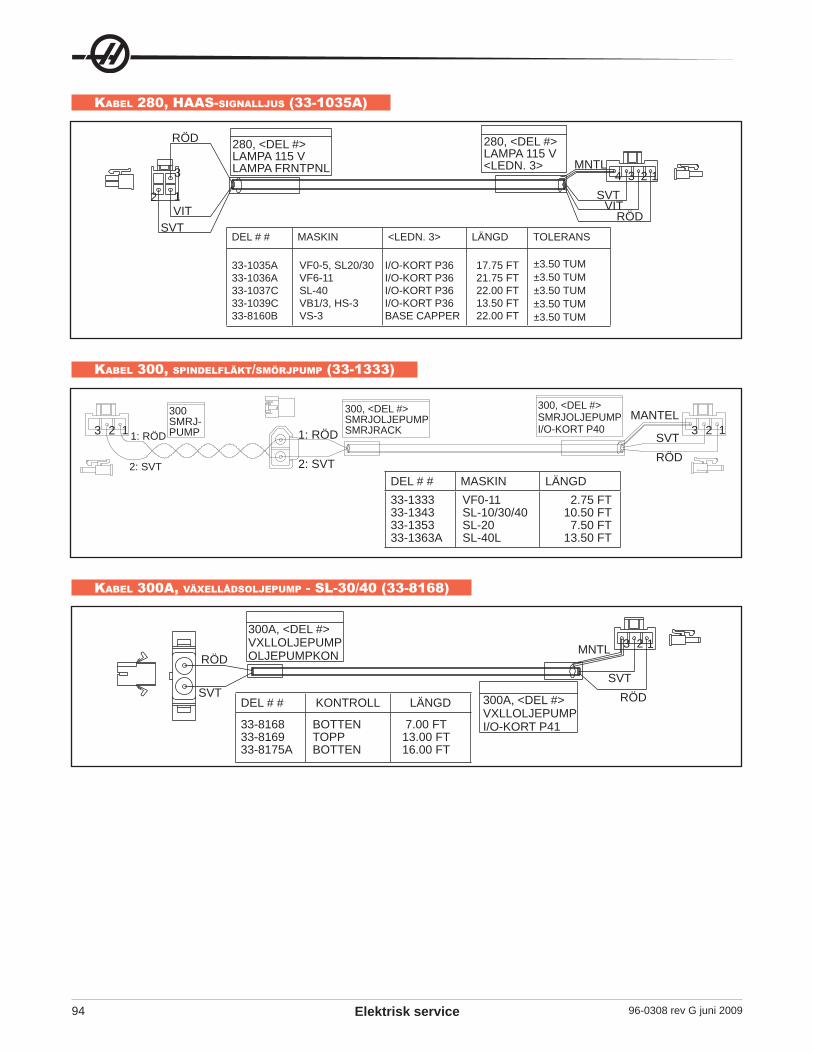
96-0308 rev G juni 2009Elektrisk service94
KABEL 280, HAAS-SIGNALLJUS (33-1035A)
4 3 2 1
2 1
3
KABEL 300, SPINDELFLÄKT/SMÖRJPUMP (33-1333)
3 2 13 2 1
KABEL 300A, VÄXELLÅDSOLJEPUMP - SL-30/40 (33-8168)
3 12
SVTVIT
RÖD
RÖD
VITSVT
280, <DEL #> LAMPA 115 V LAMPA FRNTPNL
280, <DEL #> LAMPA 115 V <LEDN. 3> MNTL
300 SMRJ-PUMP
300, <DEL #> SMRJOLJEPUMP SMRJRACK
300, <DEL #> SMRJOLJEPUMP I/O-KORT P40
MANTEL
SVTRÖD
1: RÖD
2: SVT
1: RÖD
2: SVT
RÖDSVT
MNTL
300A, <DEL #> VXLLOLJEPUMP OLJEPUMPKON
300A, <DEL #> VXLLOLJEPUMP I/O-KORT P41
RÖD
SVT
DEL # # MASKIN <LEDN. 3> LÄNGD TOLERANS
33-1035A33-1036A33-1037C33-1039C33-8160B
VF0-5, SL20/30VF6-11SL-40VB1/3, HS-3VS-3
I/O-KORT P36I/O-KORT P36I/O-KORT P36I/O-KORT P36BASE CAPPER
17.75 FT21.75 FT22.00 FT13.50 FT22.00 FT
±3.50 TUM±3.50 TUM±3.50 TUM±3.50 TUM±3.50 TUM
DEL # # MASKIN LÄNGD33-133333-134333-135333-1363A
VF0-11SL-10/30/40SL-20SL-40L
2.75 FT10.50 FT7.50 FT
13.50 FT
DEL # # KONTROLL LÄNGD
33-816833-816933-8175A
BOTTENTOPPBOTTEN
7.00 FT13.00 FT16.00 FT
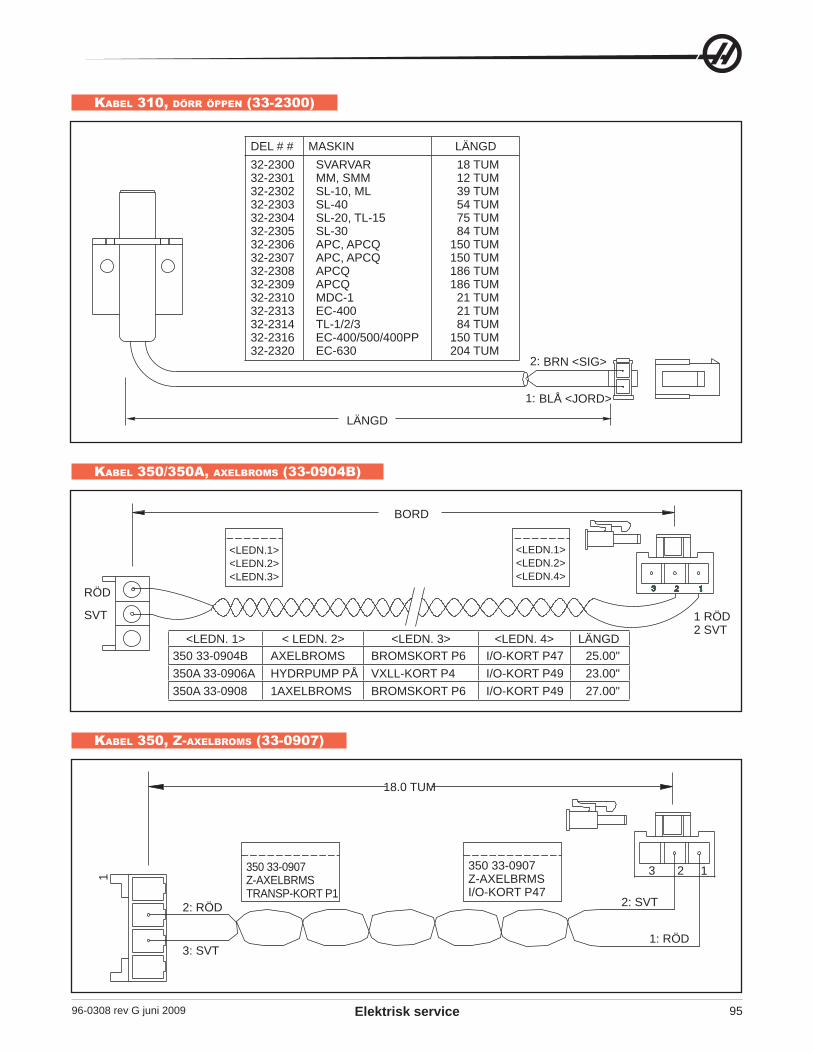
96-0308 rev G juni 2009 Elektrisk service 95
KABEL 310, DÖRR ÖPPEN (33-2300)
2:
1:
KABEL 350/350A, AXELBROMS (33-0904B)
123
KABEL 350, Z-AXELBROMS (33-0907)
1231
DEL # # MASKIN LÄNGD32-230032-230132-230232-230332-230432-230532-230632-230732-230832-230932-231032-231332-231432-231632-2320
SVARVARMM, SMMSL-10, MLSL-40SL-20, TL-15SL-30APC, APCQAPC, APCQAPCQAPCQMDC-1EC-400TL-1/2/3EC-400/500/400PPEC-630
18 TUM12 TUM39 TUM54 TUM75 TUM84 TUM
150 TUM150 TUM186 TUM186 TUM21 TUM21 TUM84 TUM
150 TUM204 TUM
LÄNGD
BRN <SIG>
BLÅ <JORD>
<LEDN. 1> < LEDN. 2> <LEDN. 3> <LEDN. 4> LÄNGD 350 33-0904B AXELBROMS BROMSKORT P6 I/O-KORT P47 25.00" 350A 33-0906A HYDRPUMP PÅ VXLL-KORT P4 I/O-KORT P49 23.00" 350A 33-0908 1AXELBROMS BROMSKORT P6 I/O-KORT P49 27.00"
<LEDN.1><LEDN.2><LEDN.3>
<LEDN.1><LEDN.2><LEDN.4>
BORD
1 RÖD2 SVT
RÖD
SVT
18.0 TUM
350 33-0907 Z-AXELBRMS TRANSP-KORT P1
350 33-0907 Z-AXELBRMS I/O-KORT P47
2: SVT
1: RÖD
2: RÖD
3: SVT
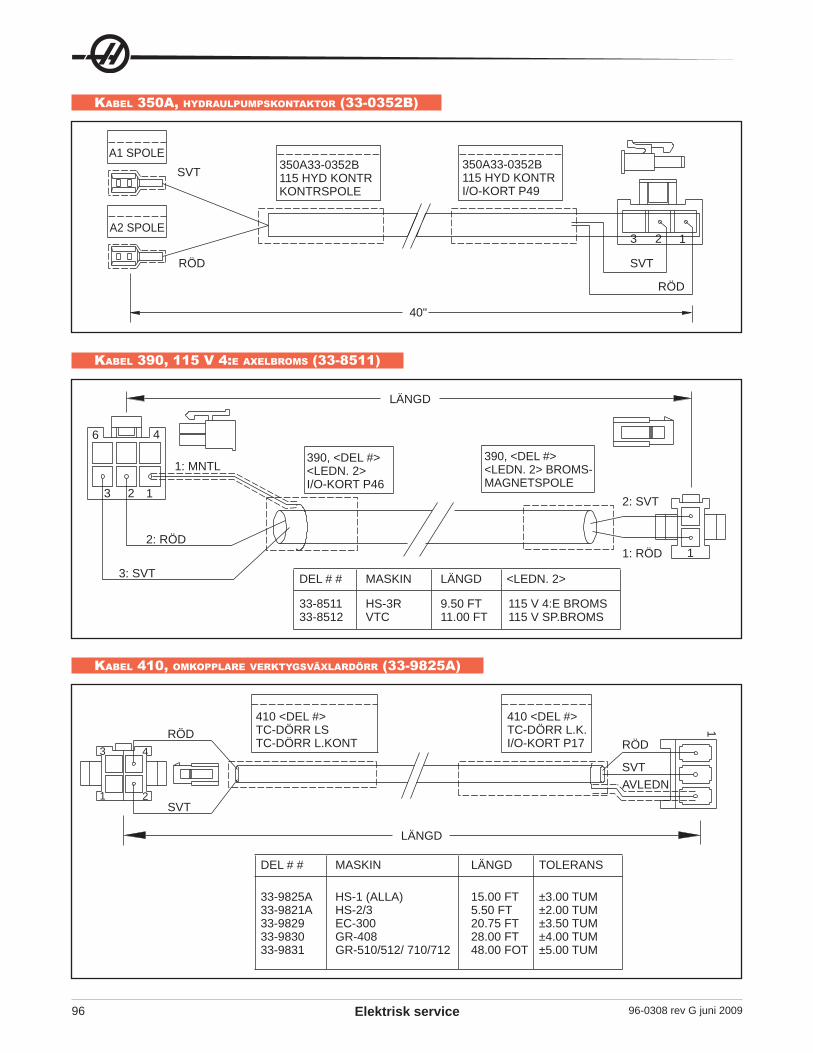
96-0308 rev G juni 2009Elektrisk service96
KABEL 350A, HYDRAULPUMPSKONTAKTOR (33-0352B)
123
KABEL 390, 115 V 4:E AXELBROMS (33-8511)
123
6 4
1
KABEL 410, OMKOPPLARE VERKTYGSVÄXLARDÖRR (33-9825A)
1
1 2
3 4
A1 SPOLE
A2 SPOLE
SVT
RÖD
350A33-0352B 115 HYD KONTR I/O-KORT P49
350A33-0352B 115 HYD KONTR KONTRSPOLE
SVT
RÖD
LÄNGD
DEL # # MASKIN LÄNGD <LEDN. 2>
33-851133-8512
HS-3RVTC
9.50 FT11.00 FT
115 V 4:E BROMS115 V SP.BROMS
1: MNTL
2: RÖD
3: SVT
2: SVT
1: RÖD
390, <DEL #> <LEDN. 2> I/O-KORT P46
390, <DEL #> <LEDN. 2> BROMS-MAGNETSPOLE
DEL # # MASKIN LÄNGD TOLERANS
33-9825A33-9821A33-982933-983033-9831
HS-1 (ALLA)HS-2/3EC-300GR-408GR-510/512/ 710/712
15.00 FT5.50 FT20.75 FT28.00 FT48.00 FOT
±3.00 TUM±2.00 TUM±3.50 TUM±4.00 TUM±5.00 TUM
410 <DEL #> TC-DÖRR LS TC-DÖRR L.KONT
410 <DEL #> TC-DÖRR L.K. I/O-KORT P17 RÖD
SVTAVLEDN
LÄNGD
RÖD
SVT
40"
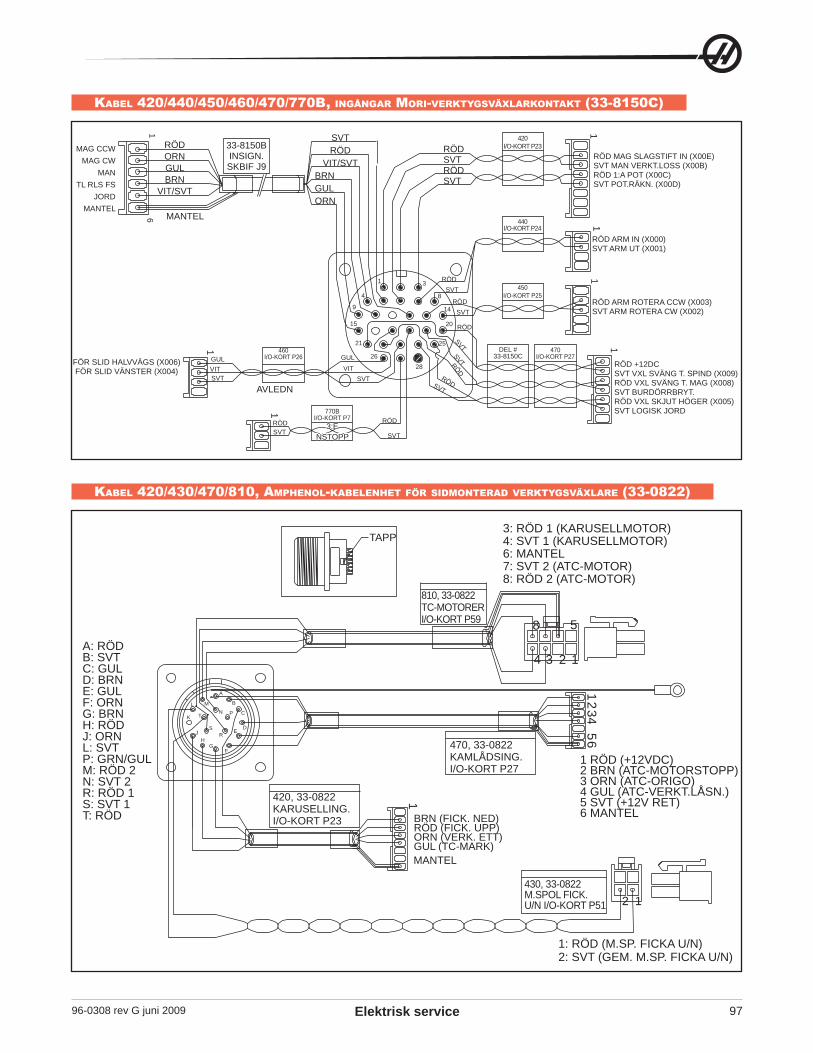
96-0308 rev G juni 2009 Elektrisk service 97
KABEL 420/440/450/460/470/770B, INGÅNGAR MORI-VERKTYGSVÄXLARKONTAKT (33-8150C)
1
1
15
21
2628
25
20
1
4
9
1
8
14
3
11
116
KABEL 420/430/470/810, AMPHENOL-KABELENHET FÖR SIDMONTERAD VERKTYGSVÄXLARE (33-0822)
3 24 1
8 5
1
1
2 1
23456
A
B
C
D
M
P
SR
G
J
NL
K T
H
F
E
MAG CCWMAG CW
MAN TL RLS FS
JORDMANTEL
RÖDORNGULBRN
VIT/SVT
MANTEL
SVTRÖD
VIT/SVTBRNGULORN
RÖDSVTRÖDSVT
33-8150B INSIGN. SKBIF J9
RÖD MAG SLAGSTIFT IN (X00E)SVT MAN VERKT.LOSS (X00B)RÖD 1:A POT (X00C)SVT POT.RÄKN. (X00D)
RÖD ARM IN (X000)SVT ARM UT (X001)
RÖD ARM ROTERA CCW (X003)SVT ARM ROTERA CW (X002)
RÖD +12DCSVT VXL SVÄNG T. SPIND (X009)RÖD VXL SVÄNG T. MAG (X008)SVT BURDÖRRBRYT.RÖD VXL SKJUT HÖGER (X005)SVT LOGISK JORD
RÖDSVT
RÖDSVT
RÖD
SVTSVTRÖD
RÖDSVT
420 I/O-KORT P23
440 I/O-KORT P24
450 I/O-KORT P25
470 I/O-KORT P27
DEL # 33-8150C
770B I/O-KORT P7
460 I/O-KORT P26
RÖDSVT SVT
RÖD
SVTVIT
GUL
SVTVITGUL
AVLEDN
FÖR SLID HALVVÄGS (X006)FÖR SLID VÄNSTER (X004)
3:E NSTOPP
A: RÖDB: SVTC: GULD: BRNE: GULF: ORNG: BRNH: RÖDJ: ORNL: SVTP: GRN/GULM: RÖD 2N: SVT 2R: RÖD 1S: SVT 1T: RÖD
3: RÖD 1 (KARUSELLMOTOR)4: SVT 1 (KARUSELLMOTOR)6: MANTEL7: SVT 2 (ATC-MOTOR)8: RÖD 2 (ATC-MOTOR)
1 RÖD (+12VDC)2 BRN (ATC-MOTORSTOPP)3 ORN (ATC-ORIGO)4 GUL (ATC-VERKT.LÅSN.)5 SVT (+12V RET)6 MANTEL
TAPP
810, 33-0822 TC-MOTORER I/O-KORT P59
470, 33-0822 KAMLÅDSING. I/O-KORT P27
420, 33-0822 KARUSELLING. I/O-KORT P23 BRN (FICK. NED)
RÖD (FICK. UPP)ORN (VERK. ETT)GUL (TC-MARK)MANTEL
430, 33-0822 M.SPOL FICK. U/N I/O-KORT P51
1: RÖD (M.SP. FICKA U/N)2: SVT (GEM. M.SP. FICKA U/N)
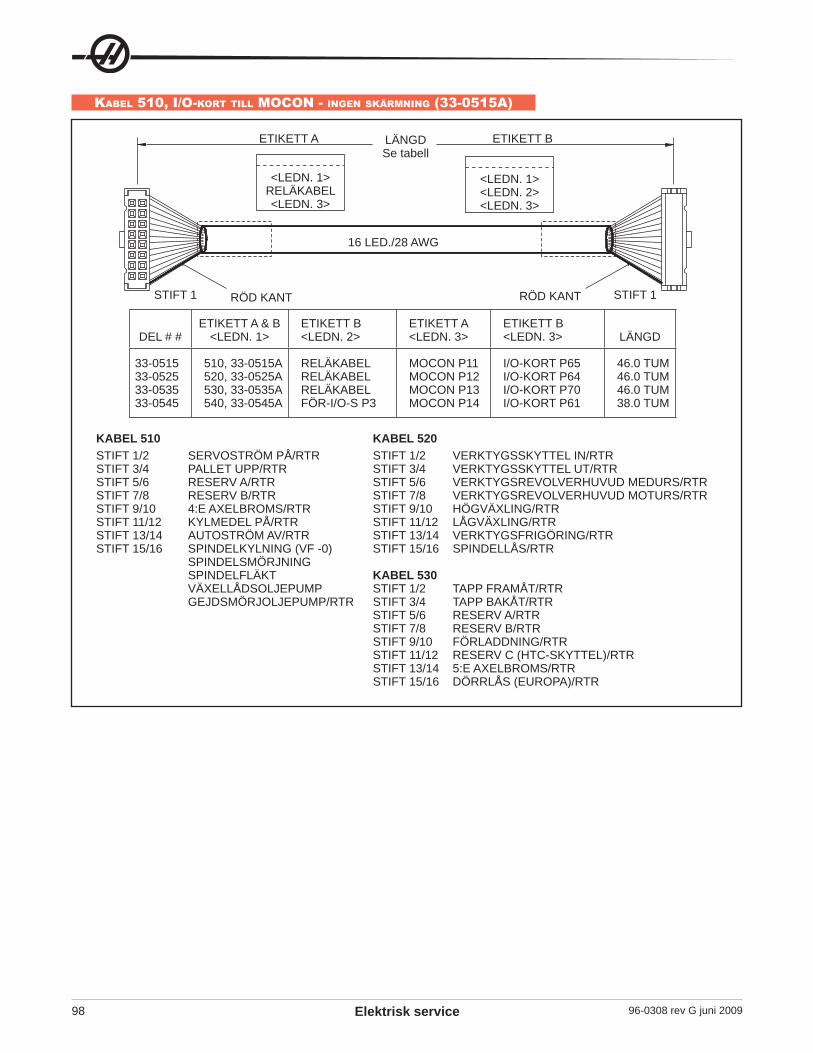
96-0308 rev G juni 2009Elektrisk service98
KABEL 510, I/O-KORT TILL MOCON - INGEN SKÄRMNING (33-0515A)
DEL # #ETIKETT A & B
<LEDN. 1>ETIKETT B<LEDN. 2>
ETIKETT A<LEDN. 3>
ETIKETT B<LEDN. 3> LÄNGD
33-051533-052533-053533-0545
510, 33-0515A520, 33-0525A530, 33-0535A540, 33-0545A
RELÄKABELRELÄKABELRELÄKABELFÖR-I/O-S P3
MOCON P11MOCON P12MOCON P13MOCON P14
I/O-KORT P65I/O-KORT P64I/O-KORT P70I/O-KORT P61
46.0 TUM46.0 TUM46.0 TUM38.0 TUM
ETIKETT A ETIKETT BLÄNGDSe tabell
<LEDN. 1>RELÄKABEL<LEDN. 3>
<LEDN. 1><LEDN. 2><LEDN. 3>
16 LED./28 AWG
RÖD KANT RÖD KANTSTIFT 1 STIFT 1
KABEL 510 KABEL 520STIFT 1/2 SERVOSTRÖM PÅ/RTR STIFT 1/2 VERKTYGSSKYTTEL IN/RTRSTIFT 3/4 PALLET UPP/RTR STIFT 3/4 VERKTYGSSKYTTEL UT/RTRSTIFT 5/6 RESERV A/RTR STIFT 5/6 VERKTYGSREVOLVERHUVUD MEDURS/RTRSTIFT 7/8 RESERV B/RTR STIFT 7/8 VERKTYGSREVOLVERHUVUD MOTURS/RTRSTIFT 9/10 4:E AXELBROMS/RTR STIFT 9/10 HÖGVÄXLING/RTRSTIFT 11/12 KYLMEDEL PÅ/RTR STIFT 11/12 LÅGVÄXLING/RTRSTIFT 13/14 AUTOSTRÖM AV/RTR STIFT 13/14 VERKTYGSFRIGÖRING/RTRSTIFT 15/16 SPINDELKYLNING (VF -0) STIFT 15/16 SPINDELLÅS/RTR SPINDELSMÖRJNING SPINDELFLÄKT KABEL 530 VÄXELLÅDSOLJEPUMP STIFT 1/2 TAPP FRAMÅT/RTR GEJDSMÖRJOLJEPUMP/RTR STIFT 3/4 TAPP BAKÅT/RTR STIFT 5/6 RESERV A/RTR STIFT 7/8 RESERV B/RTR STIFT 9/10 FÖRLADDNING/RTR STIFT 11/12 RESERV C (HTC-SKYTTEL)/RTR STIFT 13/14 5:E AXELBROMS/RTR STIFT 15/16 DÖRRLÅS (EUROPA)/RTR
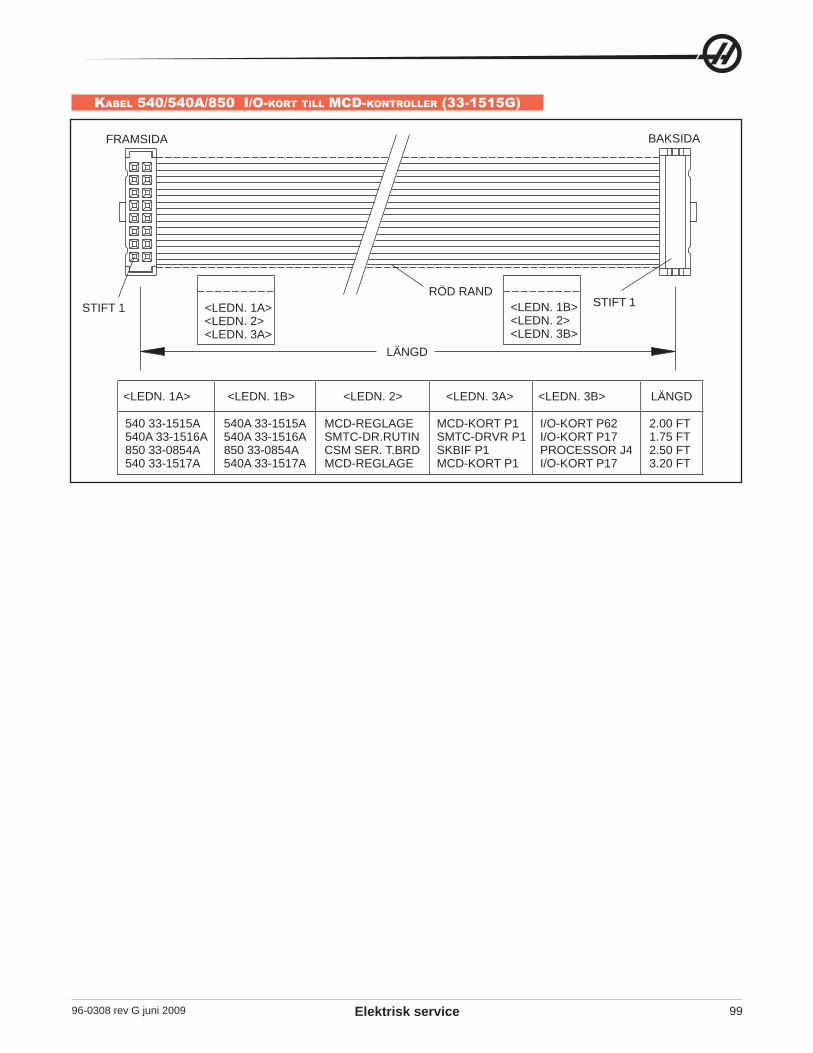
96-0308 rev G juni 2009 Elektrisk service 99
KABEL 540/540A/850 I/O-KORT TILL MCD-KONTROLLER (33-1515G)
<LEDN. 1A> <LEDN. 1B> <LEDN. 2> <LEDN. 3A> <LEDN. 3B> LÄNGD
540 33-1515A540A 33-1516A850 33-0854A540 33-1517A
540A 33-1515A540A 33-1516A850 33-0854A540A 33-1517A
MCD-REGLAGESMTC-DR.RUTINCSM SER. T.BRDMCD-REGLAGE
MCD-KORT P1SMTC-DRVR P1SKBIF P1MCD-KORT P1
I/O-KORT P62I/O-KORT P17PROCESSOR J4I/O-KORT P17
2.00 FT1.75 FT2.50 FT3.20 FT
FRAMSIDA BAKSIDA
<LEDN. 1A><LEDN. 2><LEDN. 3A>
<LEDN. 1B><LEDN. 2><LEDN. 3B>
RÖD RANDSTIFT 1 STIFT 1
LÄNGD
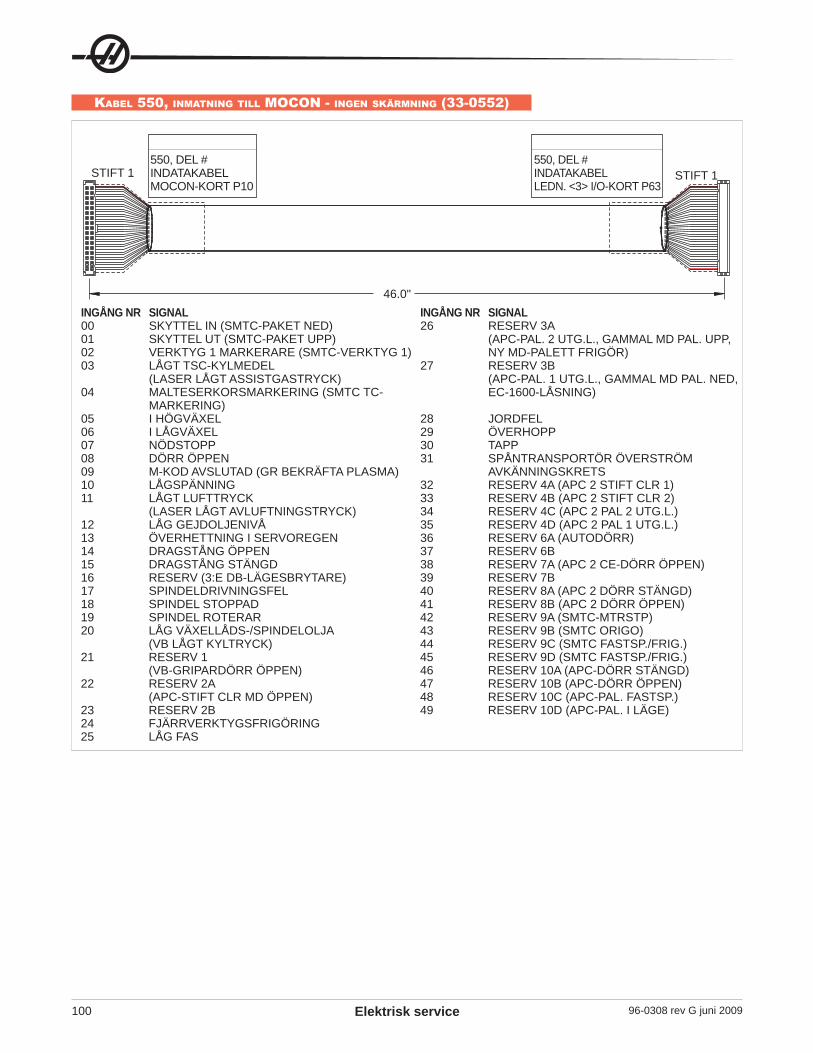
96-0308 rev G juni 2009Elektrisk service100
KABEL 550, INMATNING TILL MOCON - INGEN SKÄRMNING (33-0552)
STIFT 1 STIFT 1550, DEL #INDATAKABELMOCON-KORT P10
550, DEL #INDATAKABELLEDN. <3> I/O-KORT P63
46.0"INGÅNG NR SIGNAL INGÅNG NR SIGNAL00 SKYTTEL IN (SMTC-PAKET NED) 26 RESERV 3A
(APC-PAL. 2 UTG.L., GAMMAL MD PAL. UPP, NY MD-PALETT FRIGÖR)
01 SKYTTEL UT (SMTC-PAKET UPP)02 VERKTYG 1 MARKERARE (SMTC-VERKTYG 1)03 LÅGT TSC-KYLMEDEL
(LASER LÅGT ASSISTGASTRYCK)27 RESERV 3B
(APC-PAL. 1 UTG.L., GAMMAL MD PAL. NED, EC-1600-LÅSNING)04 MALTESERKORSMARKERING (SMTC TC-
MARKERING)05 I HÖGVÄXEL 28 JORDFEL06 I LÅGVÄXEL 29 ÖVERHOPP07 NÖDSTOPP 30 TAPP08 DÖRR ÖPPEN 31 SPÅNTRANSPORTÖR ÖVERSTRÖM09 M-KOD AVSLUTAD (GR BEKRÄFTA PLASMA) AVKÄNNINGSKRETS10 LÅGSPÄNNING 32 RESERV 4A (APC 2 STIFT CLR 1)11 LÅGT LUFTTRYCK
(LASER LÅGT AVLUFTNINGSTRYCK)33 RESERV 4B (APC 2 STIFT CLR 2)34 RESERV 4C (APC 2 PAL 2 UTG.L.)
12 LÅG GEJDOLJENIVÅ 35 RESERV 4D (APC 2 PAL 1 UTG.L.)13 ÖVERHETTNING I SERVOREGEN 36 RESERV 6A (AUTODÖRR)14 DRAGSTÅNG ÖPPEN 37 RESERV 6B15 DRAGSTÅNG STÄNGD 38 RESERV 7A (APC 2 CE-DÖRR ÖPPEN)16 RESERV (3:E DB-LÄGESBRYTARE) 39 RESERV 7B17 SPINDELDRIVNINGSFEL 40 RESERV 8A (APC 2 DÖRR STÄNGD)18 SPINDEL STOPPAD 41 RESERV 8B (APC 2 DÖRR ÖPPEN)19 SPINDEL ROTERAR 42 RESERV 9A (SMTC-MTRSTP)20 LÅG VÄXELLÅDS-/SPINDELOLJA
(VB LÅGT KYLTRYCK)43 RESERV 9B (SMTC ORIGO)44 RESERV 9C (SMTC FASTSP./FRIG.)
21 RESERV 1(VB-GRIPARDÖRR ÖPPEN)
45 RESERV 9D (SMTC FASTSP./FRIG.)46 RESERV 10A (APC-DÖRR STÄNGD)
22 RESERV 2A(APC-STIFT CLR MD ÖPPEN)
47 RESERV 10B (APC-DÖRR ÖPPEN) 48 RESERV 10C (APC-PAL. FASTSP.)
23 RESERV 2B 49 RESERV 10D (APC-PAL. I LÄGE)24 FJÄRRVERKTYGSFRIGÖRING25 LÅG FAS
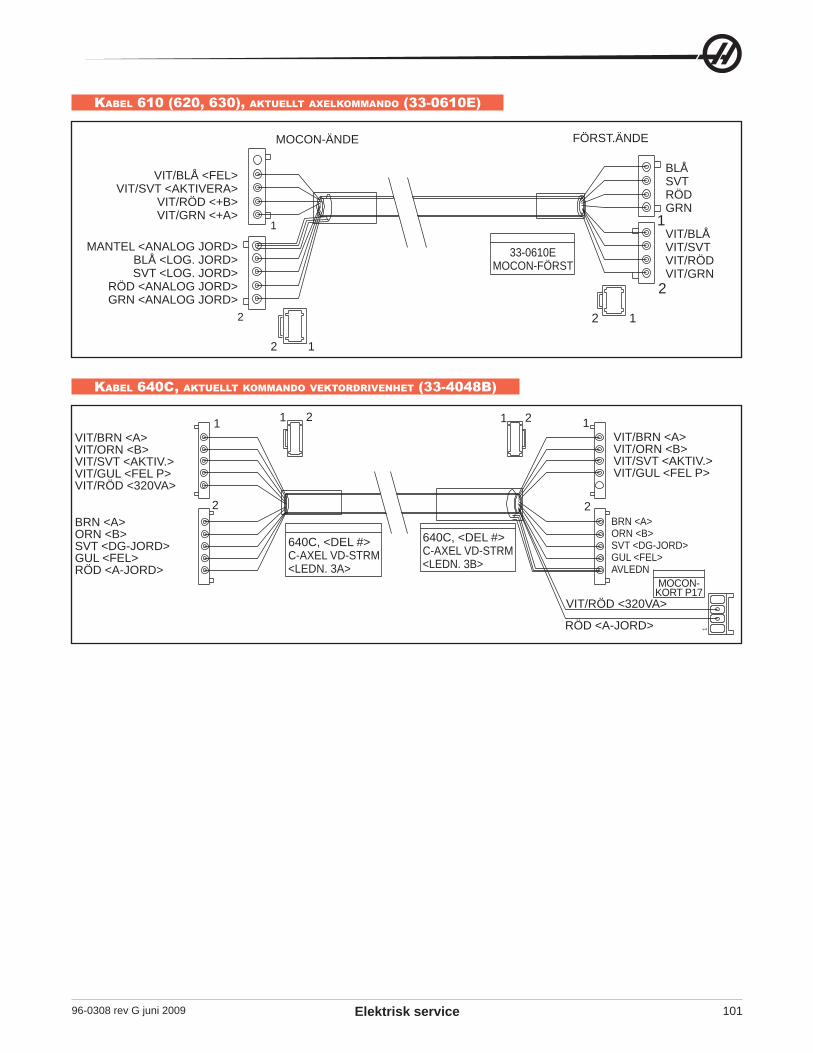
96-0308 rev G juni 2009 Elektrisk service 101
KABEL 610 (620, 630), AKTUELLT AXELKOMMANDO (33-0610E)
2
2
2 1
1 1
2 1
KABEL 640C, AKTUELLT KOMMANDO VEKTORDRIVENHET (33-4048B)
2
11 2
1
2
11 2
VIT/BLÅ <FEL>VIT/SVT <AKTIVERA>
VIT/RÖD <+B>VIT/GRN <+A>
MANTEL <ANALOG JORD>BLÅ <LOG. JORD>SVT <LOG. JORD>
RÖD <ANALOG JORD>GRN <ANALOG JORD>
MOCON-ÄNDE FÖRST.ÄNDE
33-0610EMOCON-FÖRST
BLÅSVTRÖDGRN
VIT/BLÅVIT/SVTVIT/RÖDVIT/GRN
VIT/BRN <A>VIT/ORN <B>VIT/SVT <AKTIV.>VIT/GUL <FEL P>VIT/RÖD <320VA>
BRN <A>ORN <B>SVT <DG-JORD>GUL <FEL>RÖD <A-JORD>
640C, <DEL #>C-AXEL VD-STRM <LEDN. 3A>
640C, <DEL #>C-AXEL VD-STRM <LEDN. 3B>
BRN <A>ORN <B>SVT <DG-JORD>GUL <FEL>AVLEDN
VIT/BRN <A>VIT/ORN <B>VIT/SVT <AKTIV.>VIT/GUL <FEL P>
MOCON-KORT P17
VIT/RÖD <320VA>
RÖD <A-JORD>
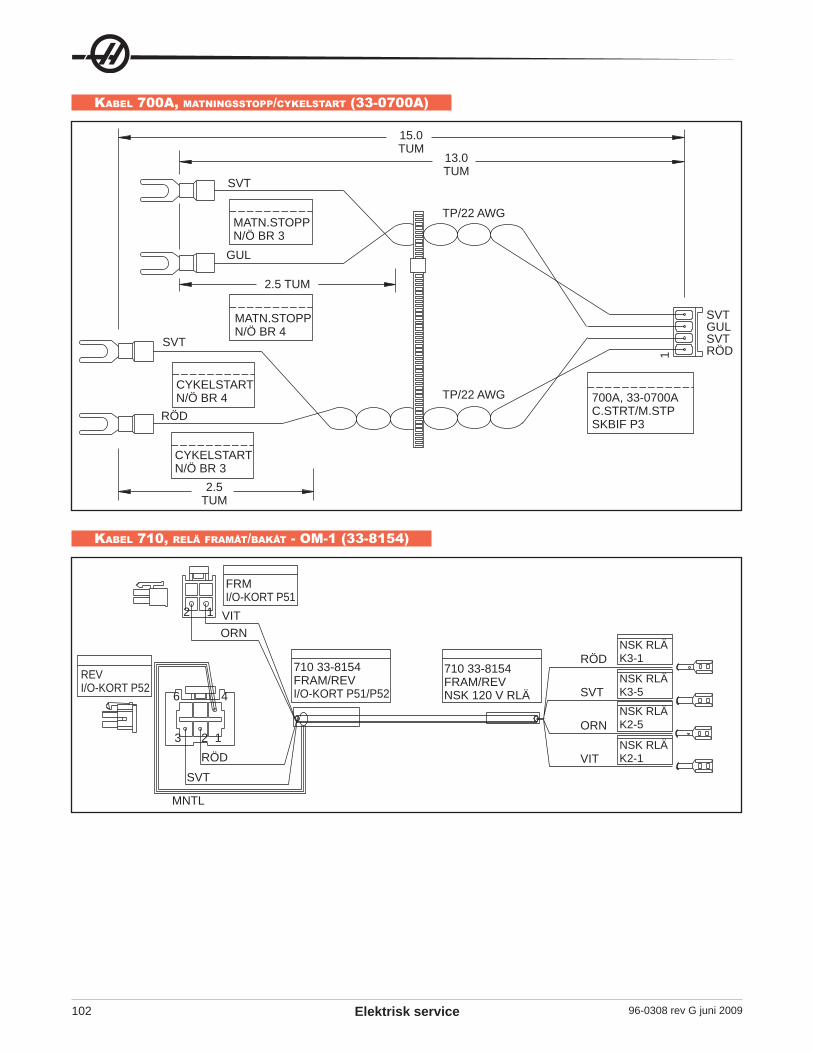
96-0308 rev G juni 2009Elektrisk service102
KABEL 700A, MATNINGSSTOPP/CYKELSTART (33-0700A)
1
KABEL 710, RELÄ FRAMÅT/BAKÅT - OM-1 (33-8154)
2 13
6 4
2 1
15.0 TUM
SVT
GUL
SVT
RÖD
TP/22 AWG
TP/22 AWG
SVTGULSVTRÖD
MATN.STOPP N/Ö BR 3
MATN.STOPP N/Ö BR 4
CYKELSTART N/Ö BR 4
CYKELSTART N/Ö BR 3
700A, 33-0700A C.STRT/M.STP SKBIF P3
13.0 TUM
2.5 TUM
2.5 TUM
FRM I/O-KORT P51
710 33-8154 FRAM/REV I/O-KORT P51/P52
710 33-8154 FRAM/REV NSK 120 V RLÄ
NSK RLÄ K3-1
NSK RLÄ K3-5
NSK RLÄ K2-5
NSK RLÄ K2-1
RÖD
SVT
ORN
VIT
REV I/O-KORT P52
RÖD
SVT
VITORN
MNTL
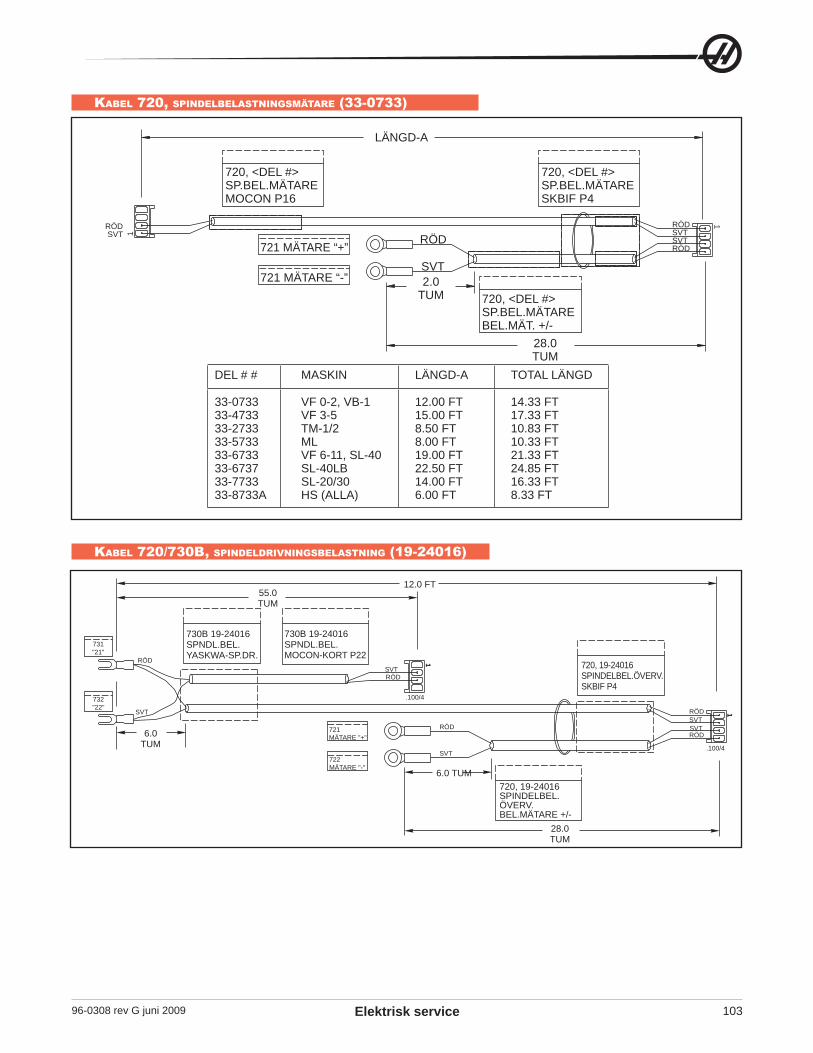
96-0308 rev G juni 2009 Elektrisk service 103
KABEL 720, SPINDELBELASTNINGSMÄTARE (33-0733)
1
1
KABEL 720/730B, SPINDELDRIVNINGSBELASTNING (19-24016)
1
1
DEL # # MASKIN LÄNGD-A TOTAL LÄNGD
33-073333-473333-273333-573333-673333-673733-773333-8733A
VF 0-2, VB-1VF 3-5TM-1/2MLVF 6-11, SL-40SL-40LBSL-20/30HS (ALLA)
12.00 FT15.00 FT8.50 FT8.00 FT19.00 FT22.50 FT14.00 FT6.00 FT
14.33 FT17.33 FT10.83 FT10.33 FT21.33 FT24.85 FT16.33 FT8.33 FT
LÄNGD-A
720, <DEL #> SP.BEL.MÄTARE MOCON P16
720, <DEL #> SP.BEL.MÄTARE SKBIF P4
721 MÄTARE “+”
721 MÄTARE “-”
720, <DEL #> SP.BEL.MÄTARE BEL.MÄT. +/-
2.0 TUM
28.0 TUM
RÖD
SVT
RÖDSVTSVTRÖD
RÖDSVT
730B 19-24016SPNDL.BEL.YASKWA-SP.DR.
730B 19-24016SPNDL.BEL.MOCON-KORT P22
55.0 TUM
6.0 TUM
RÖD
SVT
RÖDSVT
RÖD
SVT
6.0 TUM
720, 19-24016SPINDELBEL.ÖVERV.SKBIF P4
720, 19-24016SPINDELBEL.ÖVERV.BEL.MÄTARE +/-
12.0 FT
28.0 TUM
RÖDSVTSVTRÖD
1
1
.100/4
.100/4
731"21"
732"22"
721MÄTARE "+"
722MÄTARE "-"
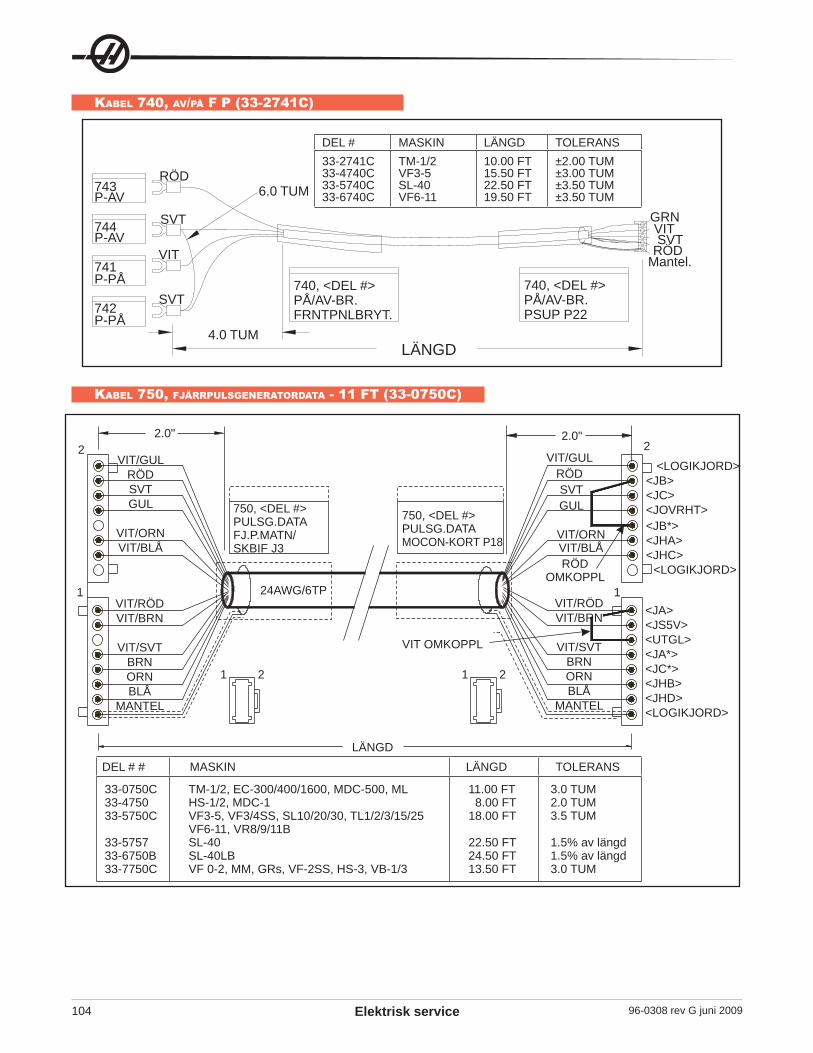
96-0308 rev G juni 2009Elektrisk service104
KABEL 740, AV/PÅ F P (33-2741C)
KABEL 750, FJÄRRPULSGENERATORDATA - 11 FT (33-0750C)
2
1
2
1
1 2 1 2
RÖD
SVT
VIT
SVT
743P-AV
744P-AV
741P-PÅ
742P-PÅ
4.0 TUM
740, <DEL #>PÅ/AV-BR.FRNTPNLBRYT.
740, <DEL #>PÅ/AV-BR.PSUP P22
GRNVITSVT
RÖDMantel.
LÄNGD
DEL # MASKIN LÄNGD TOLERANS33-2741C33-4740C33-5740C33-6740C
TM-1/2VF3-5SL-40VF6-11
10.00 FT15.50 FT22.50 FT19.50 FT
±2.00 TUM±3.00 TUM±3.50 TUM±3.50 TUM6.0 TUM
DEL # # MASKIN LÄNGD TOLERANS
33-0750C33-475033-5750C
33-575733-6750B33-7750C
TM-1/2, EC-300/400/1600, MDC-500, MLHS-1/2, MDC-1VF3-5, VF3/4SS, SL10/20/30, TL1/2/3/15/25VF6-11, VR8/9/11BSL-40SL-40LBVF 0-2, MM, GRs, VF-2SS, HS-3, VB-1/3
11.00 FT 8.00 FT18.00 FT
22.50 FT24.50 FT13.50 FT
3.0 TUM2.0 TUM3.5 TUM
1.5% av längd1.5% av längd3.0 TUM
VIT/GULRÖDSVTGUL
VIT/ORNVIT/BLÅ
VIT/RÖDVIT/BRN
VIT/SVTBRNORNBLÅ
MANTEL
750, <DEL #>PULSG.DATAFJ.P.MATN/SKBIF J3
750, <DEL #>PULSG.DATAMOCON-KORT P18
VIT/GULRÖDSVTGUL
VIT/ORNVIT/BLÅRÖD
OMKOPPL
VIT/RÖDVIT/BRN
VIT/SVTBRNORNBLÅ
MANTEL
<LOGIKJORD><JB><JC><JOVRHT><JB*><JHA><JHC>
<LOGIKJORD>
VIT OMKOPPL
<JA><JS5V><UTGL><JA*><JC*><JHB><JHD><LOGIKJORD>
LÄNGD
24AWG/6TP
2.0" 2.0"
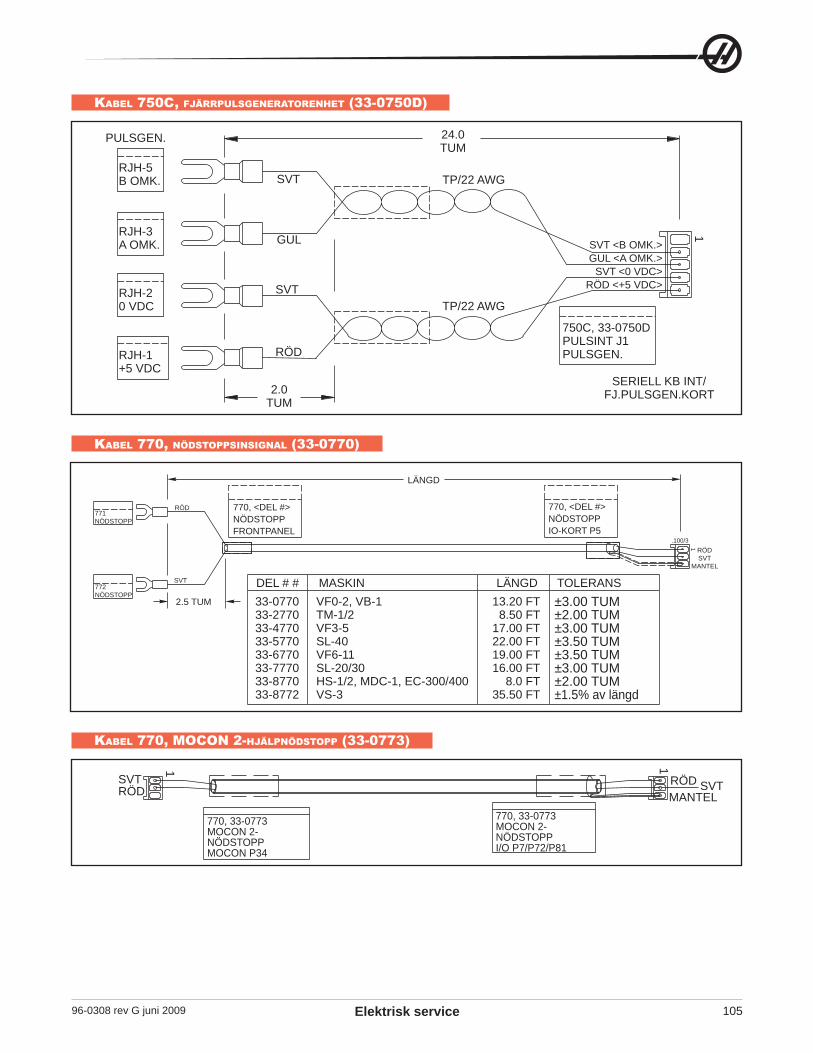
96-0308 rev G juni 2009 Elektrisk service 105
KABEL 750C, FJÄRRPULSGENERATORENHET (33-0750D)1
KABEL 770, NÖDSTOPPSINSIGNAL (33-0770)
1
.100/3
KABEL 770, MOCON 2-HJÄLPNÖDSTOPP (33-0773)
1 1PULSGEN.
RJH-5 B OMK.
RJH-3 A OMK.
RJH-2 0 VDC
RJH-1 +5 VDC
SVT
GUL
SVT
RÖD
2.0 TUM
24.0 TUM
TP/22 AWG
TP/22 AWG
SVT <B OMK.>GUL <A OMK.>
SVT <0 VDC>RÖD <+5 VDC>
750C, 33-0750DPULSINT J1PULSGEN.
SERIELL KB INT/FJ.PULSGEN.KORT
LÄNGD
770, <DEL #>NÖDSTOPPFRONTPANEL
770, <DEL #>NÖDSTOPPIO-KORT P5
RÖDSVT
MANTEL
RÖD
SVT
2.5 TUM
771NÖDSTOPP
772NÖDSTOPP
DEL # # MASKIN LÄNGD TOLERANS33-077033-277033-477033-577033-677033-777033-877033-8772
VF0-2, VB-1TM-1/2VF3-5SL-40VF6-11SL-20/30HS-1/2, MDC-1, EC-300/400VS-3
13.20 FT8.50 FT
17.00 FT22.00 FT19.00 FT16.00 FT
8.0 FT35.50 FT
±3.00 TUM±2.00 TUM±3.00 TUM±3.50 TUM±3.50 TUM±3.00 TUM±2.00 TUM±1.5% av längd
770, 33-0773MOCON 2- NÖDSTOPPMOCON P34
770, 33-0773MOCON 2- NÖDSTOPPI/O P7/P72/P81
SVTRÖD
RÖD SVTMANTEL
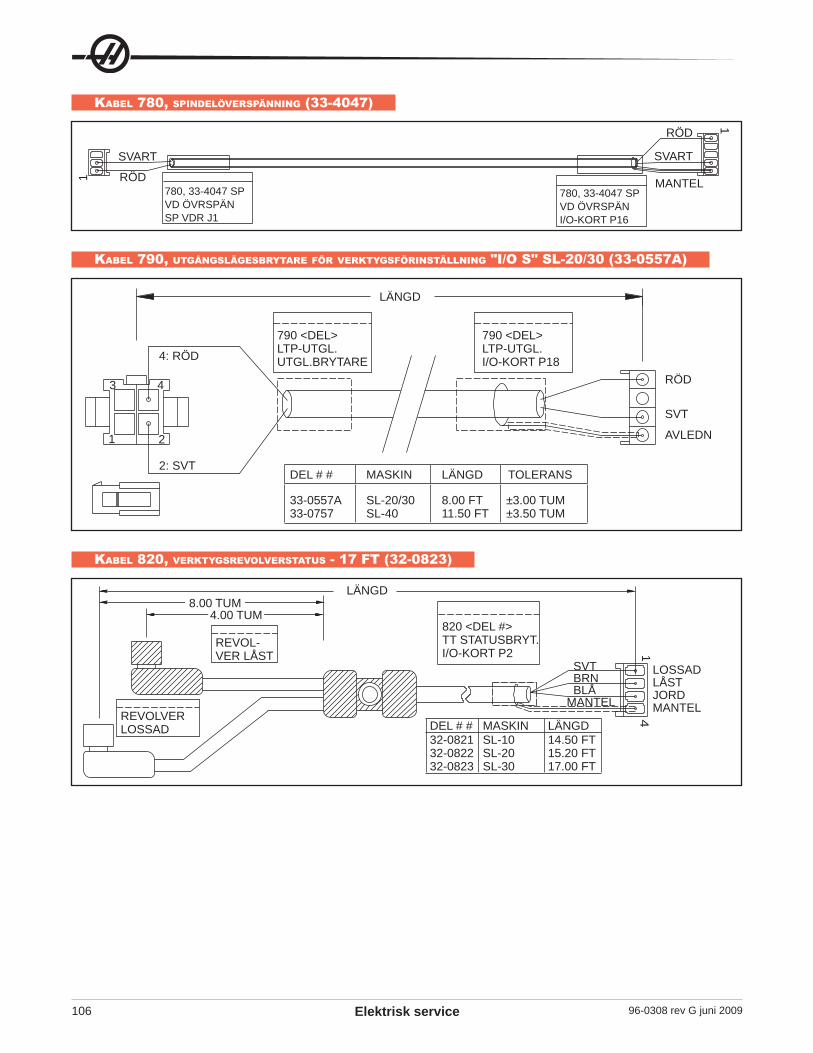
96-0308 rev G juni 2009Elektrisk service106
KABEL 780, SPINDELÖVERSPÄNNING (33-4047)1
1
KABEL 790, UTGÅNGSLÄGESBRYTARE FÖR VERKTYGSFÖRINSTÄLLNING "I/O S" SL-20/30 (33-0557A)
43
1 2
KABEL 820, VERKTYGSREVOLVERSTATUS - 17 FT (32-0823)
14
RÖD
SVART
780, 33-4047 SP VD ÖVRSPÄN SP VDR J1
780, 33-4047 SP VD ÖVRSPÄN I/O-KORT P16
MANTEL
SVART
RÖD
DEL # # MASKIN LÄNGD TOLERANS
33-0557A33-0757
SL-20/30SL-40
8.00 FT11.50 FT
±3.00 TUM±3.50 TUM
LÄNGD
4: RÖD
2: SVT
790 <DEL> LTP-UTGL. UTGL.BRYTARE
790 <DEL> LTP-UTGL. I/O-KORT P18
RÖD
SVT
AVLEDN
DEL # # MASKIN LÄNGD32-082132-082232-0823
SL-10SL-20SL-30
14.50 FT15.20 FT17.00 FT
LÄNGD8.00 TUM
4.00 TUM
REVOL-VER LÅST
REVOLVER LOSSAD
820 <DEL #> TT STATUSBRYT. I/O-KORT P2
LOSSADLÅSTJORDMANTEL
SVTBRNBLÅ
MANTEL
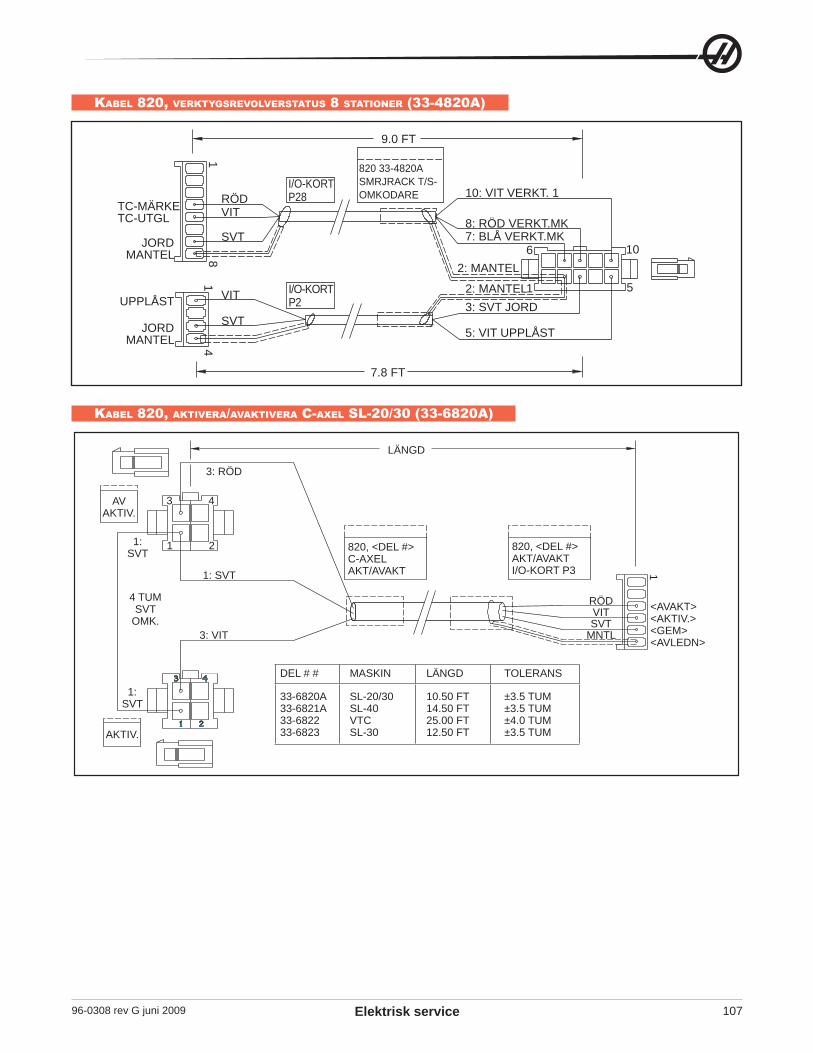
96-0308 rev G juni 2009 Elektrisk service 107
KABEL 820, VERKTYGSREVOLVERSTATUS 8 STATIONER (33-4820A)
18
14
6
1
10
5
KABEL 820, AKTIVERA/AVAKTIVERA C-AXEL SL-20/30 (33-6820A)
4
1 2
3
1 2
3 4
1
JORD MANTEL
UPPLÅST
JORD MANTEL
TC-MÄRKETC-UTGL
RÖDVIT
SVT
VIT
SVT
I/O-KORT P2
820 33-4820A SMRJRACK T/S-OMKODARE
9.0 FT
7.8 FT
I/O-KORT P28 10: VIT VERKT. 1
8: RÖD VERKT.MK7: BLÅ VERKT.MK
2: MANTEL
2: MANTEL3: SVT JORD
5: VIT UPPLÅST
DEL # # MASKIN LÄNGD TOLERANS
33-6820A33-6821A33-682233-6823
SL-20/30SL-40VTCSL-30
10.50 FT14.50 FT25.00 FT12.50 FT
±3.5 TUM±3.5 TUM±4.0 TUM±3.5 TUM
AV AKTIV.
AKTIV.
4 TUM SVT
OMK.
LÄNGD
820, <DEL #> C-AXEL AKT/AVAKT
820, <DEL #> AKT/AVAKT I/O-KORT P3
1: SVT
1: SVT
1: SVT
3: VIT
3: RÖD
<AVAKT><AKTIV.><GEM><AVLEDN>
RÖDVITSVT
MNTL
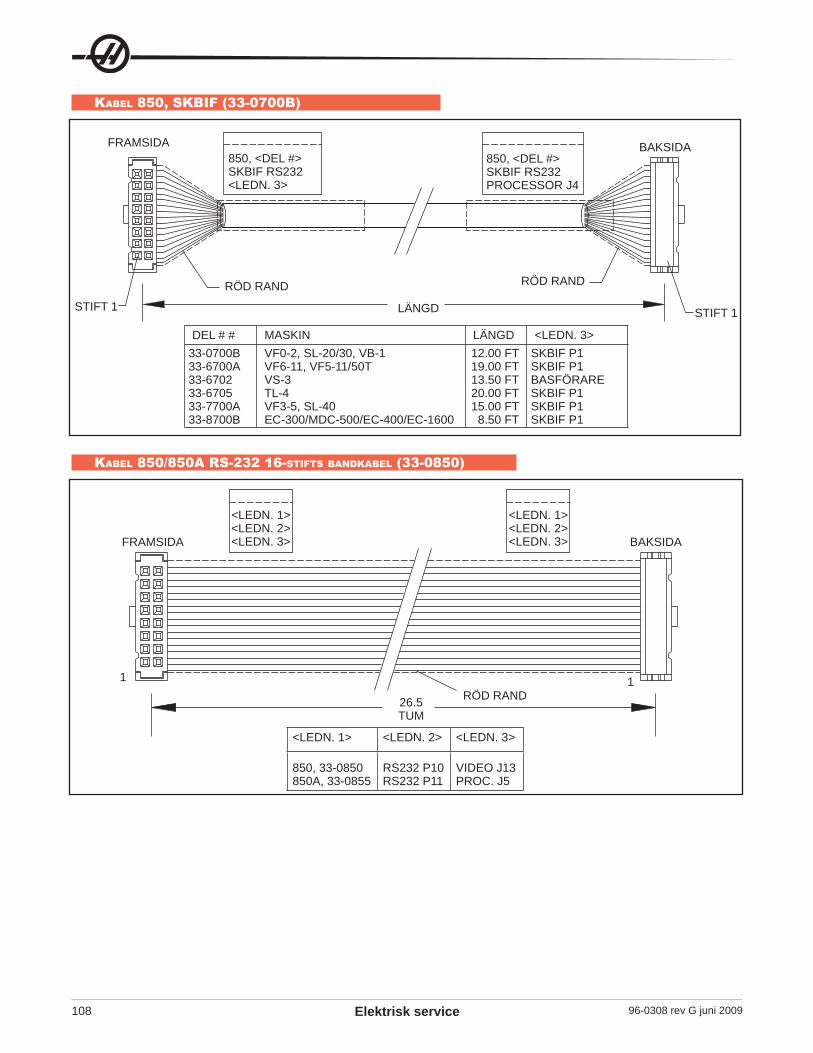
96-0308 rev G juni 2009Elektrisk service108
KABEL 850, SKBIF (33-0700B)
KABEL 850/850A RS-232 16-STIFTS BANDKABEL (33-0850)
1 1
DEL # # MASKIN LÄNGD <LEDN. 3>33-0700B33-6700A33-670233-670533-7700A33-8700B
VF0-2, SL-20/30, VB-1VF6-11, VF5-11/50TVS-3TL-4VF3-5, SL-40EC-300/MDC-500/EC-400/EC-1600
12.00 FT19.00 FT13.50 FT20.00 FT15.00 FT8.50 FT
SKBIF P1SKBIF P1BASFÖRARESKBIF P1SKBIF P1SKBIF P1
FRAMSIDA850, <DEL #> SKBIF RS232 <LEDN. 3>
850, <DEL #> SKBIF RS232 PROCESSOR J4
BAKSIDA
RÖD RAND RÖD RAND
STIFT 1 STIFT 1LÄNGD
<LEDN. 1> <LEDN. 2> <LEDN. 3>
850, 33-0850850A, 33-0855
RS232 P10RS232 P11
VIDEO J13PROC. J5
<LEDN. 1><LEDN. 2><LEDN. 3>
<LEDN. 1><LEDN. 2><LEDN. 3>FRAMSIDA BAKSIDA
RÖD RAND26.5 TUM
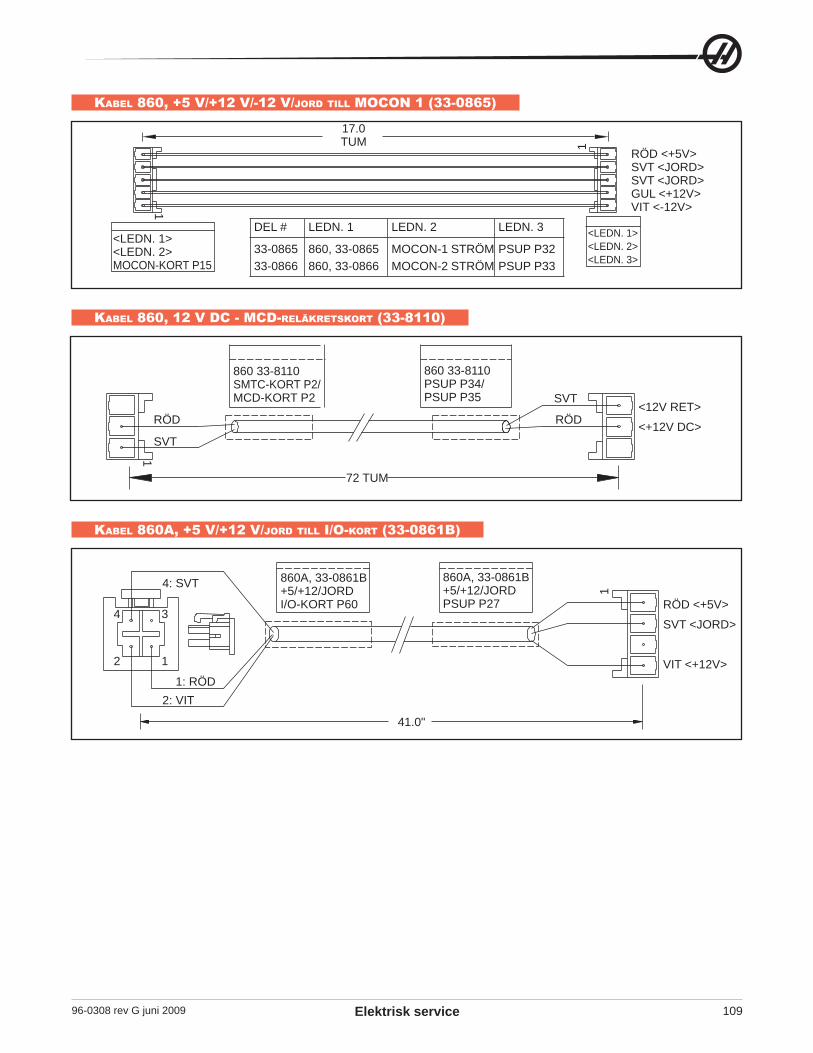
96-0308 rev G juni 2009 Elektrisk service 109
KABEL 860, +5 V/+12 V/-12 V/JORD TILL MOCON 1 (33-0865)
1
1
KABEL 860, 12 V DC - MCD-RELÄKRETSKORT (33-8110)
1
KABEL 860A, +5 V/+12 V/JORD TILL I/O-KORT (33-0861B)
12
341
DEL # LEDN. 1 LEDN. 2 LEDN. 3
33-086533-0866
860, 33-0865860, 33-0866
MOCON-1 STRÖMMOCON-2 STRÖM
PSUP P32PSUP P33
<LEDN. 1><LEDN. 2>MOCON-KORT P15
17.0 TUM
<LEDN. 1><LEDN. 2><LEDN. 3>
RÖD <+5V>SVT <JORD>SVT <JORD>GUL <+12V>VIT <-12V>
RÖD
SVT
SVT
RÖD
860 33-8110SMTC-KORT P2/MCD-KORT P2
860 33-8110PSUP P34/PSUP P35
72 TUM
<12V RET>
<+12V DC>
RÖD <+5V>
SVT <JORD>
VIT <+12V>
4: SVT
1: RÖD2: VIT
860A, 33-0861B +5/+12/JORD I/O-KORT P60
860A, 33-0861B +5/+12/JORD PSUP P27
41.0"
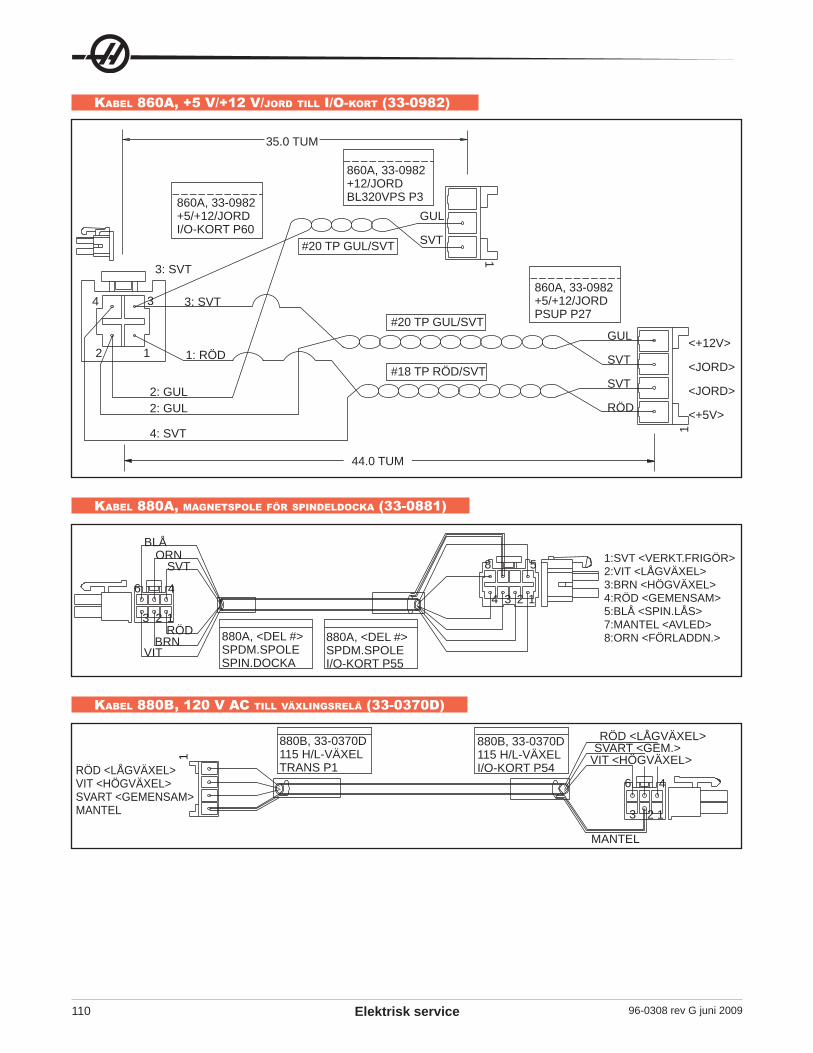
96-0308 rev G juni 2009Elektrisk service110
KABEL 860A, +5 V/+12 V/JORD TILL I/O-KORT (33-0982)
1
1
12
34
KABEL 880A, MAGNETSPOLE FÖR SPINDELDOCKA (33-0881)
3 2
6
1
434 12
8 5
KABEL 880B, 120 V AC TILL VÄXLINGSRELÄ (33-0370D)
1
23 1
46
35.0 TUM
860A, 33-0982 +5/+12/JORD I/O-KORT P60
860A, 33-0982 +12/JORD BL320VPS P3
860A, 33-0982 +5/+12/JORD PSUP P27
3: SVT
3: SVT
1: RÖD
2: GUL2: GUL
4: SVT
44.0 TUM
GUL
SVT
SVT
RÖD
<+12V>
<JORD>
<JORD>
<+5V>
#20 TP GUL/SVT
#20 TP GUL/SVT
#18 TP RÖD/SVT
GUL
SVT
1:SVT <VERKT.FRIGÖR>2:VIT <LÅGVÄXEL>3:BRN <HÖGVÄXEL>4:RÖD <GEMENSAM>5:BLÅ <SPIN.LÅS>7:MANTEL <AVLED>8:ORN <FÖRLADDN.>
BLÅORN
SVT
RÖDBRN
VIT880A, <DEL #> SPDM.SPOLE SPIN.DOCKA
880A, <DEL #> SPDM.SPOLE I/O-KORT P55
MANTEL
RÖD <LÅGVÄXEL>VIT <HÖGVÄXEL>SVART <GEMENSAM>MANTEL
880B, 33-0370D 115 H/L-VÄXEL TRANS P1
880B, 33-0370D 115 H/L-VÄXEL I/O-KORT P54
RÖD <LÅGVÄXEL>SVART <GEM.>
VIT <HÖGVÄXEL>
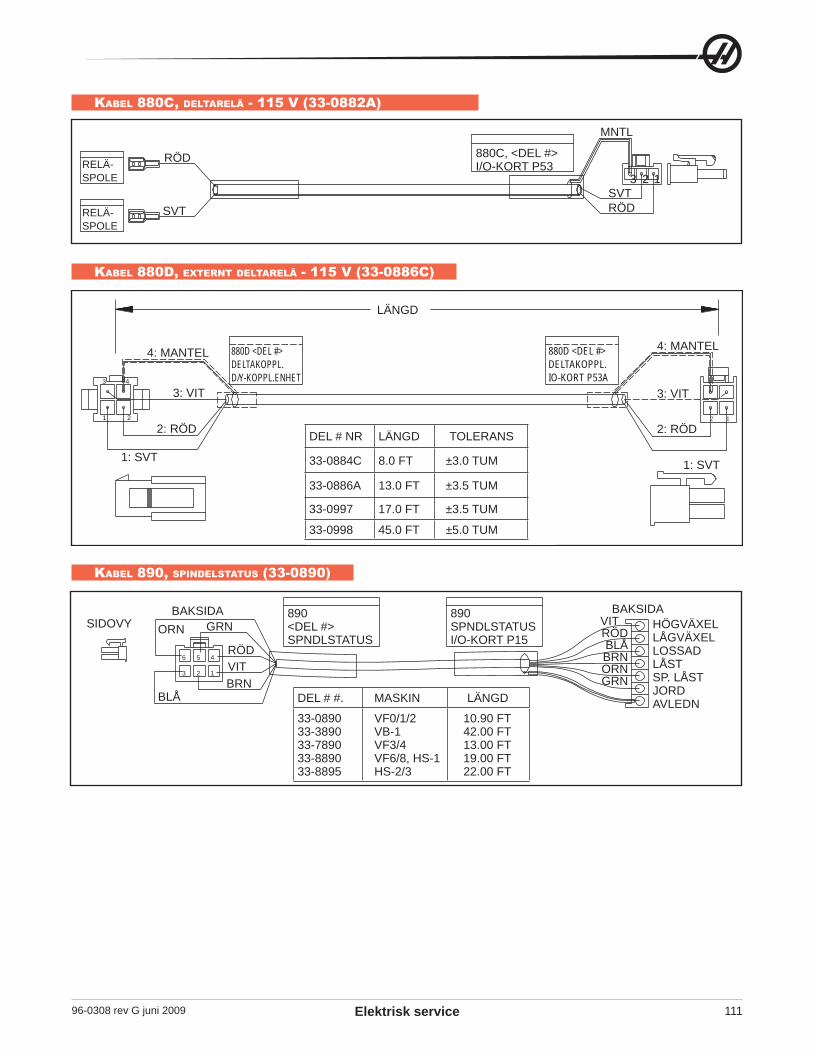
96-0308 rev G juni 2009 Elektrisk service 111
KABEL 880C, DELTARELÄ - 115 V (33-0882A)
3 2 1
KABEL 880D, EXTERNT DELTARELÄ - 115 V (33-0886C)
2 11 2
3 4
KABEL 890, SPINDELSTATUS (33-0890)
123
456
RELÄ-SPOLE
RELÄ-SPOLE
RÖD
SVTSVTRÖD
MNTL
880C, <DEL #>I/O-KORT P53
HÖGVÄXELLÅGVÄXELLOSSADLÅSTSP. LÅSTJORDAVLEDN
SIDOVYBAKSIDA
ORN GRN
RÖDVITBRN
BLÅ
890<DEL #>SPNDLSTATUS
890SPNDLSTATUSI/O-KORT P15
BAKSIDAVITRÖDBLÅBRNORNGRN
880D <DEL #>DELTAKOPPL.D/Y-KOPPL.ENHET
LÄNGD
4: MANTEL
3: VIT
2: RÖD
1: SVT
880D <DEL #>DELTAKOPPL.IO-KORT P53A
4: MANTEL
3: VIT
2: RÖD
1: SVT
DEL # NR LÄNGD TOLERANS
33-0884C 8.0 FT ±3.0 TUM
33-0886A 13.0 FT ±3.5 TUM
33-0997 17.0 FT ±3.5 TUM
33-0998 45.0 FT ±5.0 TUM
DEL # #. MASKIN LÄNGD
33-089033-389033-789033-889033-8895
VF0/1/2VB-1VF3/4VF6/8, HS-1HS-2/3
10.90 FT42.00 FT13.00 FT19.00 FT22.00 FT
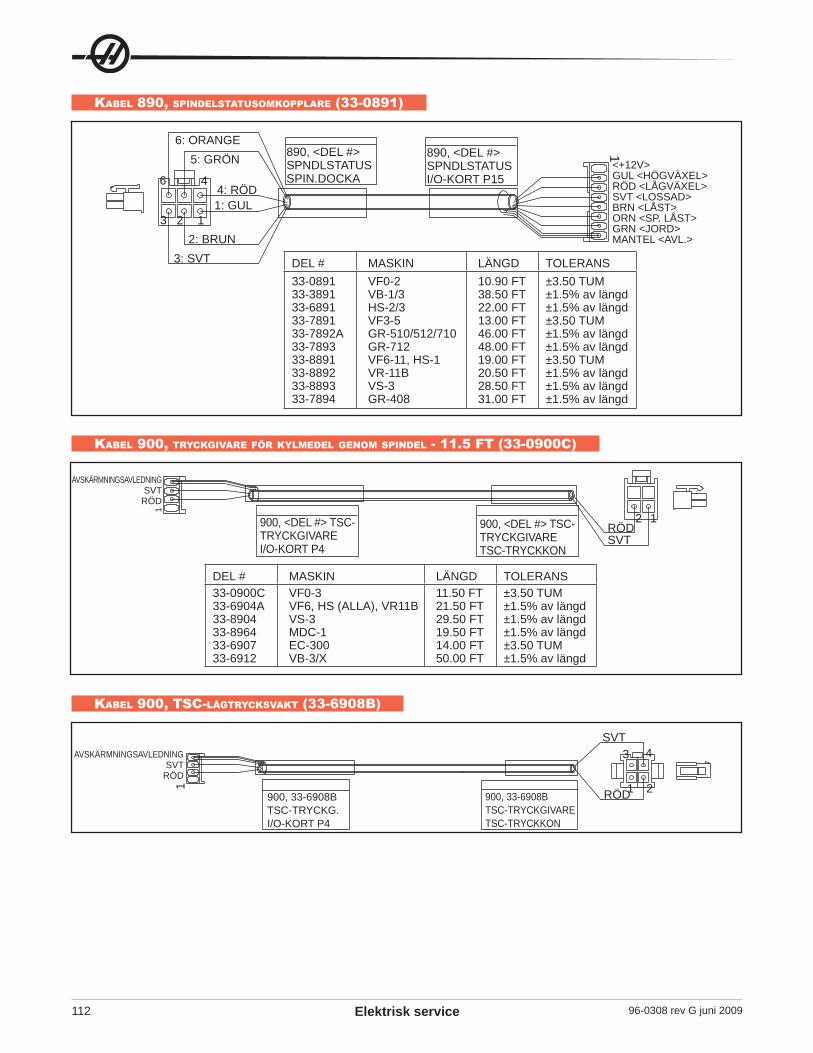
96-0308 rev G juni 2009Elektrisk service112
KABEL 890, SPINDELSTATUSOMKOPPLARE (33-0891)
23 1
461
KABEL 900, TRYCKGIVARE FÖR KYLMEDEL GENOM SPINDEL - 11.5 FT (33-0900C)
1
12
KABEL 900, TSC-LÅGTRYCKSVAKT (33-6908B)
1 21
3 4
<+12V>GUL <HÖGVÄXEL>RÖD <LÅGVÄXEL>SVT <LOSSAD>BRN <LÅST>ORN <SP. LÅST>GRN <JORD>MANTEL <AVL.>
6: ORANGE5: GRÖN
4: RÖD1: GUL
2: BRUN3: SVT
890, <DEL #>SPNDLSTATUSSPIN.DOCKA
890, <DEL #>SPNDLSTATUSI/O-KORT P15
DEL # MASKIN LÄNGD TOLERANS33-089133-389133-689133-789133-7892A33-789333-889133-889233-889333-7894
VF0-2VB-1/3HS-2/3VF3-5GR-510/512/710GR-712VF6-11, HS-1VR-11BVS-3GR-408
10.90 FT38.50 FT22.00 FT13.00 FT46.00 FT48.00 FT19.00 FT20.50 FT28.50 FT31.00 FT
±3.50 TUM±1.5% av längd±1.5% av längd±3.50 TUM±1.5% av längd±1.5% av längd±3.50 TUM±1.5% av längd±1.5% av längd±1.5% av längd
AVSKÄRMNINGSAVLEDNINGSVT
RÖD
900, <DEL #> TSC-TRYCKGIVARE I/O-KORT P4
900, <DEL #> TSC-TRYCKGIVARE TSC-TRYCKKON
RÖDSVT
DEL # MASKIN LÄNGD TOLERANS33-0900C33-6904A33-890433-896433-690733-6912
VF0-3VF6, HS (ALLA), VR11BVS-3MDC-1EC-300VB-3/X
11.50 FT21.50 FT29.50 FT19.50 FT14.00 FT50.00 FT
±3.50 TUM±1.5% av längd±1.5% av längd±1.5% av längd±3.50 TUM±1.5% av längd
AVSKÄRMNINGSAVLEDNINGSVT
RÖD
900, 33-6908B TSC-TRYCKGIVARE TSC-TRYCKKON
900, 33-6908B TSC-TRYCKG. I/O-KORT P4
RÖD
SVT
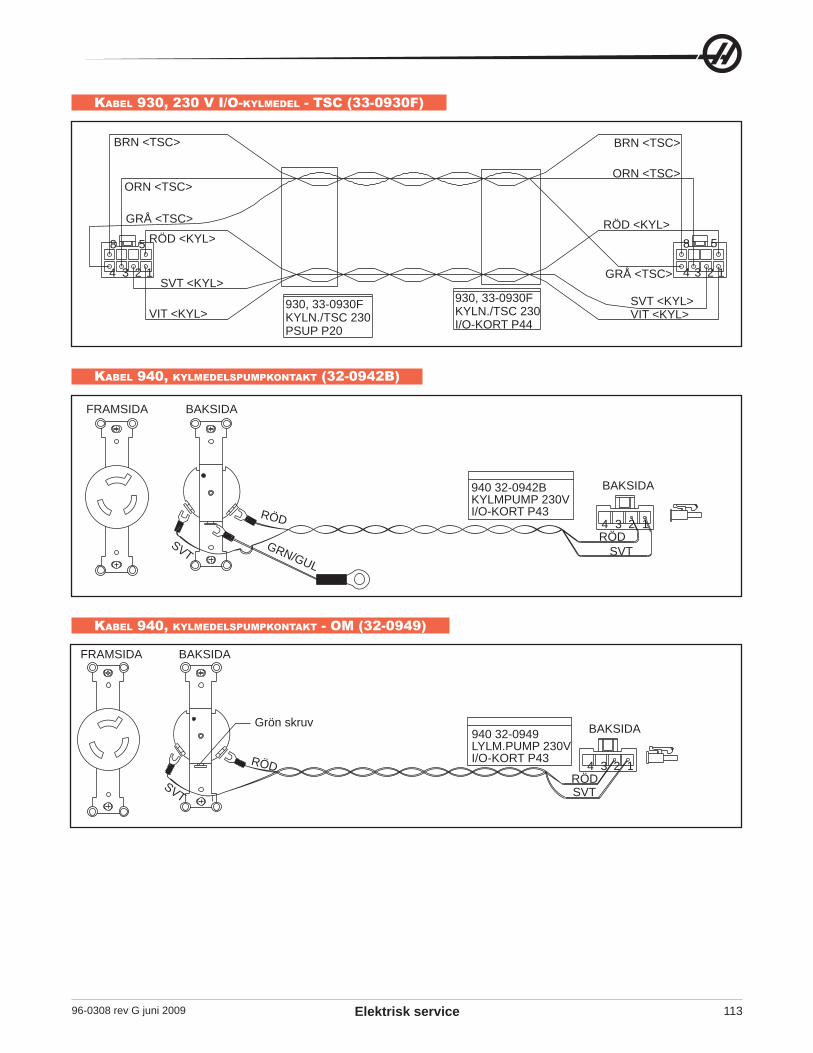
96-0308 rev G juni 2009 Elektrisk service 113
KABEL 930, 230 V I/O-KYLMEDEL - TSC (33-0930F)
3 24 1
8 5
4
8
3 2 1
5
KABEL 940, KYLMEDELSPUMPKONTAKT (32-0942B)
1234
KABEL 940, KYLMEDELSPUMPKONTAKT - OM (32-0949)
1234
BRN <TSC>
ORN <TSC>
GRÅ <TSC>
RÖD <KYL>
SVT <KYL>
VIT <KYL> VIT <KYL>SVT <KYL>
GRÅ <TSC>
RÖD <KYL>
ORN <TSC>
BRN <TSC>
930, 33-0930F KYLN./TSC 230 PSUP P20
930, 33-0930F KYLN./TSC 230 I/O-KORT P44
FRAMSIDA BAKSIDA
SVT GRN/GUL
940 32-0942B KYLMPUMP 230V I/O-KORT P43RÖD
RÖDSVT
BAKSIDA
FRAMSIDA BAKSIDA
940 32-0949 LYLM.PUMP 230V I/O-KORT P43
BAKSIDA
SVT
RÖDRÖDSVT
Grön skruv
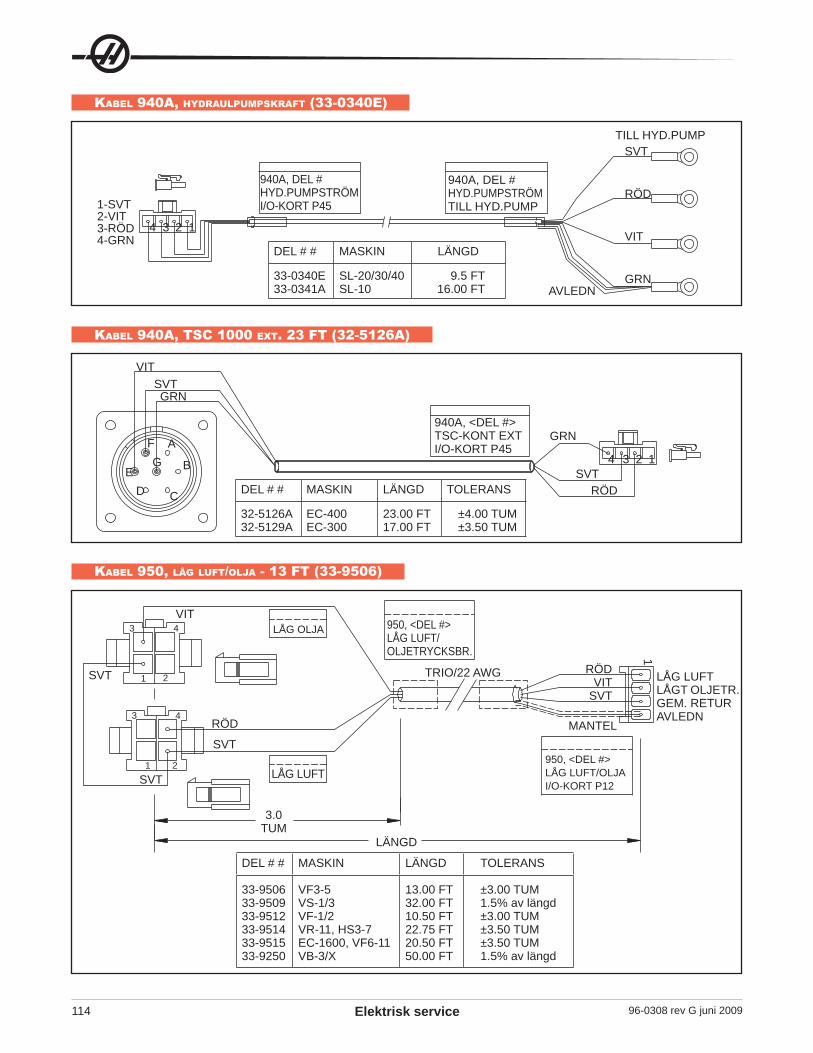
96-0308 rev G juni 2009Elektrisk service114
KABEL 940A, HYDRAULPUMPSKRAFT (33-0340E)
4 3 2 1
KABEL 940A, TSC 1000 EXT. 23 FT (32-5126A)
4 3 2 1G
DE
F
C
B
A
KABEL 950, LÅG LUFT/OLJA - 13 FT (33-9506)
1
1 2
3 4
1 2
3 4
AVLEDN
1-SVT2-VIT3-RÖD4-GRN
940A, DEL #HYD.PUMPSTRÖMI/O-KORT P45
940A, DEL #HYD.PUMPSTRÖMTILL HYD.PUMP
TILL HYD.PUMPSVT
RÖD
VIT
GRN
GRNSVT
VIT
GRN
SVTRÖD
940A, <DEL #> TSC-KONT EXT I/O-KORT P45
DEL # # MASKIN LÄNGD TOLERANS
33-950633-950933-951233-951433-951533-9250
VF3-5VS-1/3VF-1/2VR-11, HS3-7EC-1600, VF6-11VB-3/X
13.00 FT32.00 FT10.50 FT22.75 FT20.50 FT50.00 FT
±3.00 TUM1.5% av längd±3.00 TUM±3.50 TUM±3.50 TUM1.5% av längd
VIT
SVT
SVT
SVT
RÖD
LÅG OLJA 950, <DEL #> LÅG LUFT/OLJETRYCKSBR.
TRIO/22 AWG
LÅG LUFT
3.0 TUM
RÖDVIT
SVT
MANTEL
LÅG LUFTLÅGT OLJETR.GEM. RETURAVLEDN
950, <DEL #> LÅG LUFT/OLJA I/O-KORT P12
LÄNGD
DEL # # MASKIN LÄNGD TOLERANS
32-5126A32-5129A
EC-400EC-300
23.00 FT17.00 FT
±4.00 TUM±3.50 TUM
DEL # # MASKIN LÄNGD
33-0340E33-0341A
SL-20/30/40SL-10
9.5 FT16.00 FT
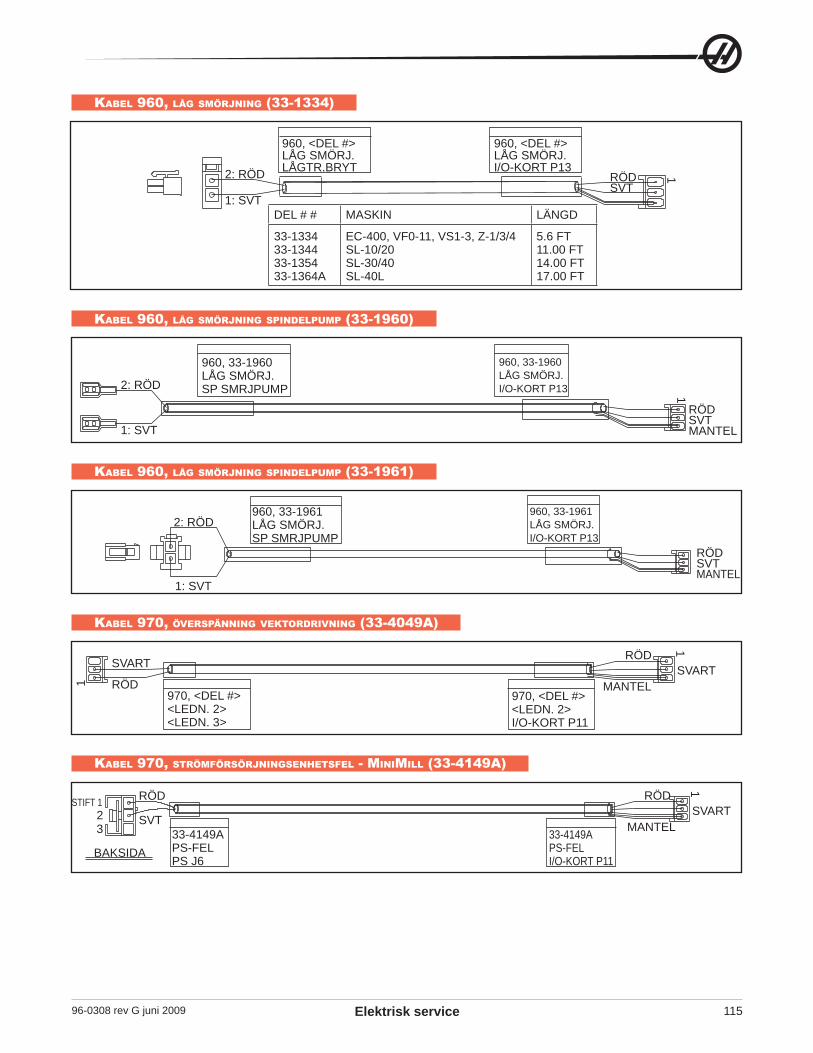
96-0308 rev G juni 2009 Elektrisk service 115
KABEL 960, LÅG SMÖRJNING (33-1334)
1
KABEL 960, LÅG SMÖRJNING SPINDELPUMP (33-1960)
1
KABEL 960, LÅG SMÖRJNING SPINDELPUMP (33-1961)
KABEL 970, ÖVERSPÄNNING VEKTORDRIVNING (33-4049A)
1
1
KABEL 970, STRÖMFÖRSÖRJNINGSENHETSFEL - MINIMILL (33-4149A)
1
23
960, <DEL #>LÅG SMÖRJ.LÅGTR.BRYT
960, <DEL #>LÅG SMÖRJ.I/O-KORT P13
1: SVT
2: RÖD RÖD SVT
DEL # # MASKIN LÄNGD
33-133433-134433-135433-1364A
EC-400, VF0-11, VS1-3, Z-1/3/4SL-10/20SL-30/40SL-40L
5.6 FT11.00 FT14.00 FT17.00 FT
RÖDSVT MANTEL
2: RÖD
1: SVT
960, 33-1960LÅG SMÖRJ.I/O-KORT P13
960, 33-1960LÅG SMÖRJ.SP SMRJPUMP
RÖDSVTMANTEL
1: SVT
2: RÖD960, 33-1961LÅG SMÖRJ.SP SMRJPUMP
960, 33-1961LÅG SMÖRJ.I/O-KORT P13
MANTELRÖD
SVART
970, <DEL #><LEDN. 2> <LEDN. 3>
970, <DEL #><LEDN. 2> I/O-KORT P11
RÖDSVART
STIFT 1
BAKSIDA33-4149APS-FELPS J6
33-4149APS-FELI/O-KORT P11
RÖDSVART
MANTEL
RÖD
SVT
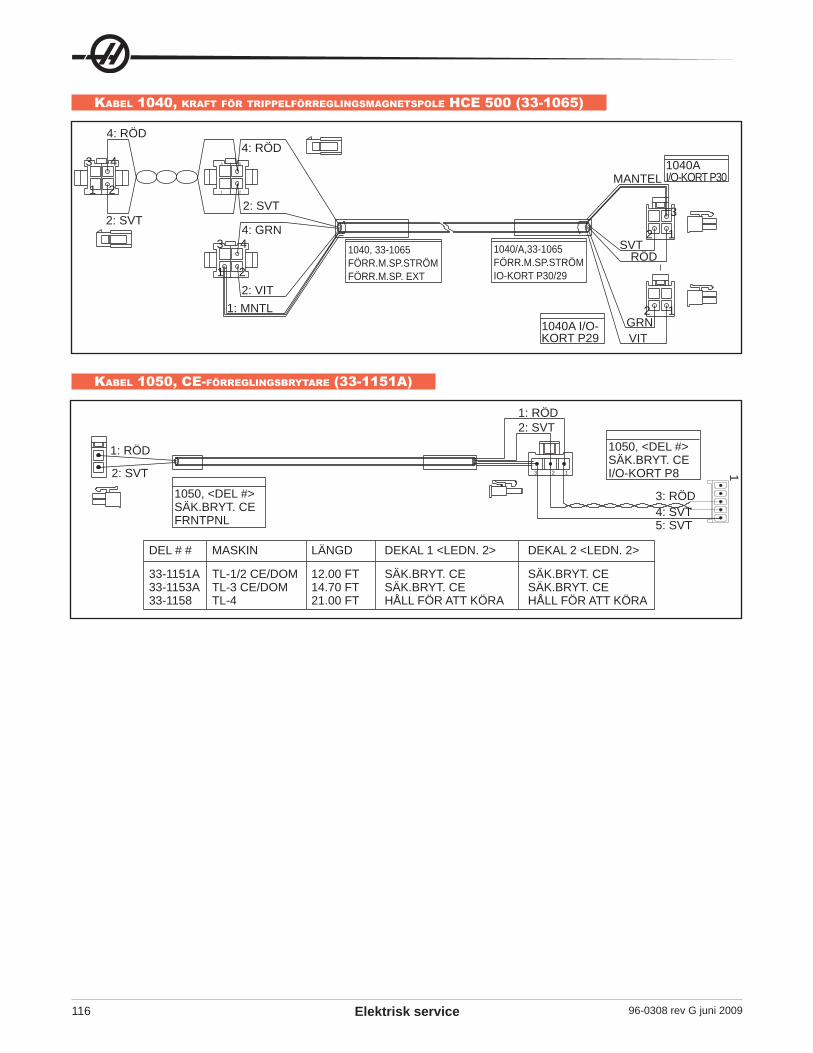
96-0308 rev G juni 2009Elektrisk service116
KABEL 1040, KRAFT FÖR TRIPPELFÖRREGLINGSMAGNETSPOLE HCE 500 (33-1065)
2 1
1 2
3 4
1
3
2
4
21
43
2 1
3
KABEL 1050, CE-FÖRREGLINGSBRYTARE (33-1151A)
1123
4: RÖD4: RÖD
2: SVT2: SVT
2: VIT1: MNTL
1040, 33-1065FÖRR.M.SP.STRÖMFÖRR.M.SP. EXT
1040/A,33-1065FÖRR.M.SP.STRÖMIO-KORT P30/29
1040A I/O-KORT P29
1040AI/O-KORT P30MANTEL
SVTRÖD
GRNVIT
4: GRN
1: RÖD2: SVT
3: RÖD4: SVT5: SVT
1050, <DEL #>SÄK.BRYT. CEFRNTPNL
1050, <DEL #>SÄK.BRYT. CEI/O-KORT P8
1: RÖD
2: SVT
DEL # # MASKIN LÄNGD DEKAL 1 <LEDN. 2> DEKAL 2 <LEDN. 2>
33-1151A33-1153A33-1158
TL-1/2 CE/DOMTL-3 CE/DOMTL-4
12.00 FT14.70 FT21.00 FT
SÄK.BRYT. CESÄK.BRYT. CEHÅLL FÖR ATT KÖRA
SÄK.BRYT. CESÄK.BRYT. CEHÅLL FÖR ATT KÖRA
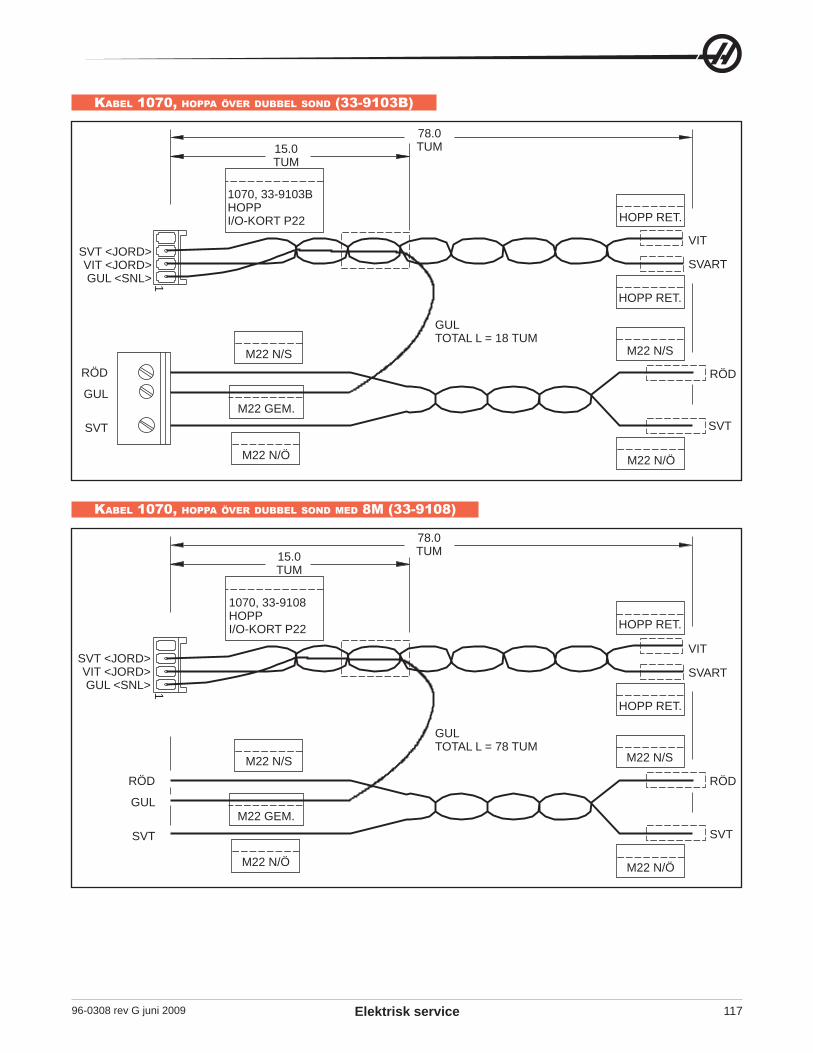
96-0308 rev G juni 2009 Elektrisk service 117
KABEL 1070, HOPPA ÖVER DUBBEL SOND (33-9103B)
1
KABEL 1070, HOPPA ÖVER DUBBEL SOND MED 8M (33-9108)
1
SVT <JORD>VIT <JORD>GUL <SNL>
RÖD
GUL
SVTM22 GEM.
M22 N/Ö
M22 N/S
M22 N/Ö
M22 N/S
1070, 33-9103B HOPP I/O-KORT P22
78.0 TUM15.0
TUM
RÖD
SVT
VIT
SVART
HOPP RET.
HOPP RET.
GUL TOTAL L = 18 TUM
SVT <JORD>VIT <JORD>GUL <SNL>
RÖD
GUL
SVT
M22 GEM.
M22 N/Ö
M22 N/S
M22 N/Ö
M22 N/S
1070, 33-9108 HOPP I/O-KORT P22
78.0 TUM15.0
TUM
RÖD
SVT
VIT
SVART
HOPP RET.
HOPP RET.
GUL TOTAL L = 78 TUM
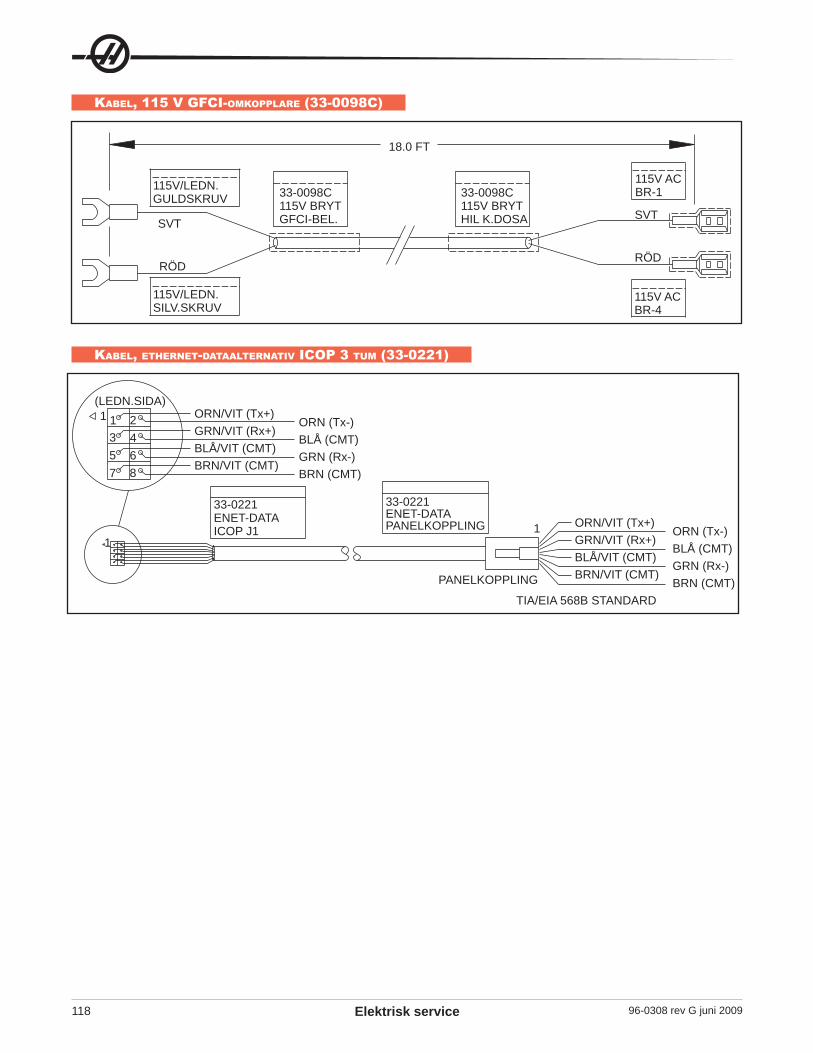
96-0308 rev G juni 2009Elektrisk service118
KABEL, 115 V GFCI-OMKOPPLARE (33-0098C)
KABEL, ETHERNET-DATAALTERNATIV ICOP 3 TUM (33-0221)
11
1
357
2468
1
18.0 FT
115V/LEDN. GULDSKRUV 33-0098C
115V BRYT GFCI-BEL.
33-0098C 115V BRYT HIL K.DOSA
115V AC BR-1
115V AC BR-4
115V/LEDN. SILV.SKRUV
SVT
RÖD
SVT
RÖD
(LEDN.SIDA)ORN/VIT (Tx+)GRN/VIT (Rx+)BLÅ/VIT (CMT)BRN/VIT (CMT)
ORN (Tx-)BLÅ (CMT)GRN (Rx-)BRN (CMT)
33-0221ENET-DATAICOP J1
33-0221ENET-DATAPANELKOPPLING ORN/VIT (Tx+)
GRN/VIT (Rx+)BLÅ/VIT (CMT)BRN/VIT (CMT)
ORN (Tx-)BLÅ (CMT)GRN (Rx-)BRN (CMT)PANELKOPPLING
TIA/EIA 568B STANDARD
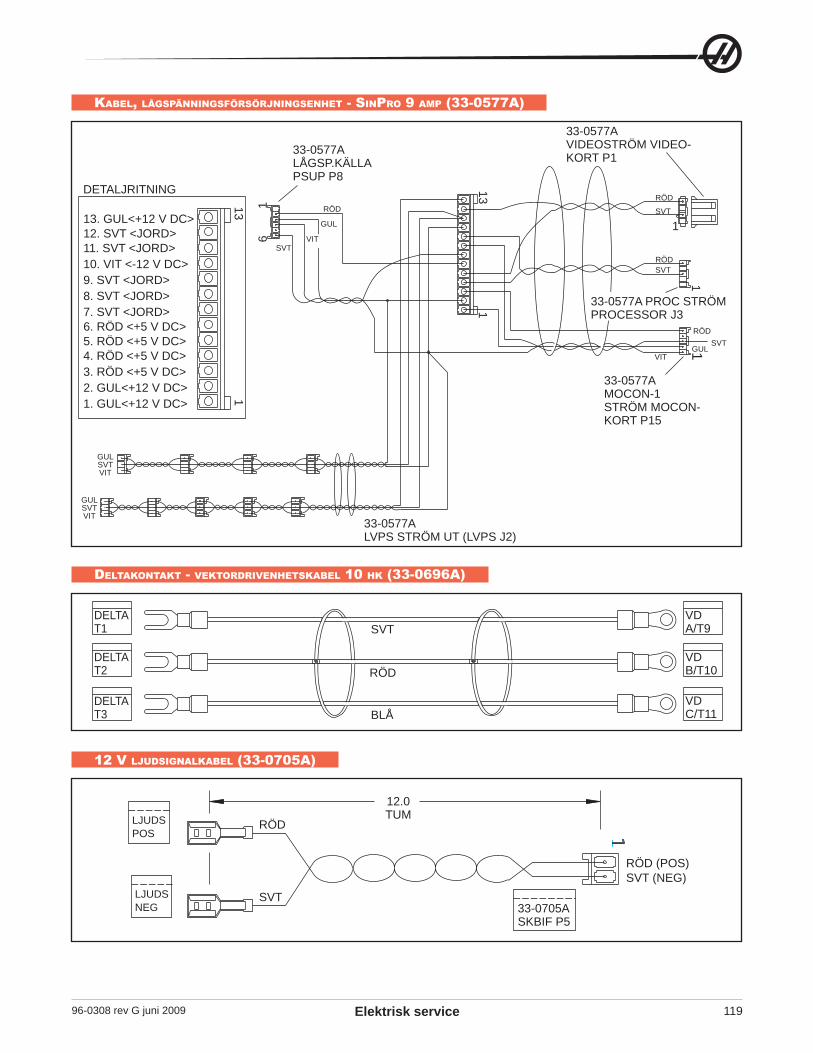
96-0308 rev G juni 2009 Elektrisk service 119
KABEL, LÅGSPÄNNINGSFÖRSÖRJNINGSENHET - SINPRO 9 AMP (33-0577A)1
1
1
1
16
13
113
DELTAKONTAKT - VEKTORDRIVENHETSKABEL 10 HK (33-0696A)
12 V LJUDSIGNALKABEL (33-0705A)
1
GULSVTVIT
33-0577A LÅGSP.KÄLLA PSUP P8
33-0577A VIDEOSTRÖM VIDEO-KORT P1
33-0577A PROC STRÖM PROCESSOR J3
33-0577A MOCON-1 STRÖM MOCON-KORT P15
33-0577A LVPS STRÖM UT (LVPS J2)
13. GUL<+12 V DC>12. SVT <JORD>11. SVT <JORD>10. VIT <-12 V DC>9. SVT <JORD>8. SVT <JORD>7. SVT <JORD>6. RÖD <+5 V DC>5. RÖD <+5 V DC>4. RÖD <+5 V DC>3. RÖD <+5 V DC>2. GUL<+12 V DC>1. GUL<+12 V DC>
RÖD
SVT
RÖDSVT
GULSVTVIT
SVTRÖD
GULVIT
RÖD
GUL
VITSVT
DETALJRITNING
DELTA T1
DELTA T2
DELTA T3
VD A/T9
VD B/T10
VD C/T11
SVT
RÖD
BLÅ
RÖD (POS)SVT (NEG)
LJUDS POS
LJUDS NEG
RÖD
SVT
12.0 TUM
33-0705A SKBIF P5
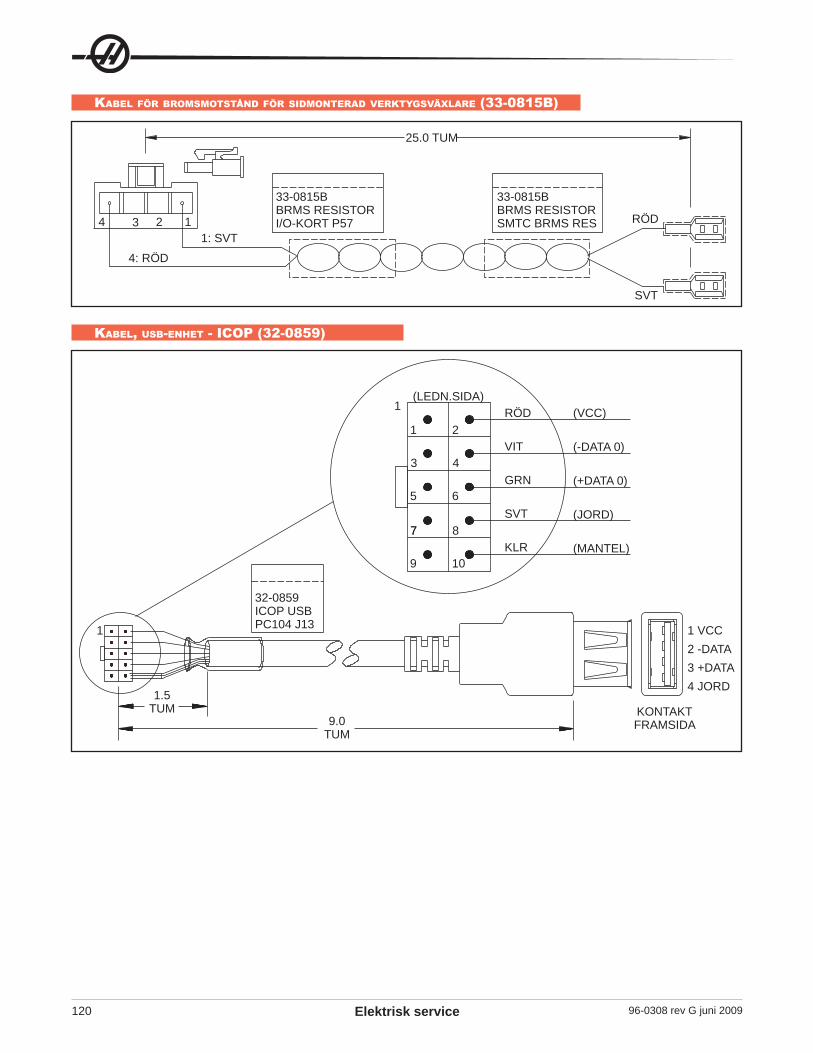
96-0308 rev G juni 2009Elektrisk service120
KABEL FÖR BROMSMOTSTÅND FÖR SIDMONTERAD VERKTYGSVÄXLARE (33-0815B)
1234
KABEL, USB-ENHET - ICOP (32-0859)
1
1
3
5
77
9
2
4
6
8
10
1
25.0 TUM
RÖD
SVT
1: SVT
4: RÖD
33-0815B BRMS RESISTOR I/O-KORT P57
33-0815B BRMS RESISTOR SMTC BRMS RES
(LEDN.SIDA)RÖD
VIT
GRN
SVT
KLR
(VCC)
(-DATA 0)
(+DATA 0)
(JORD)
(MANTEL)
1 VCC2 -DATA3 +DATA4 JORD
KONTAKT FRAMSIDA9.0
TUM
1.5 TUM
32-0859 ICOP USB PC104 J13
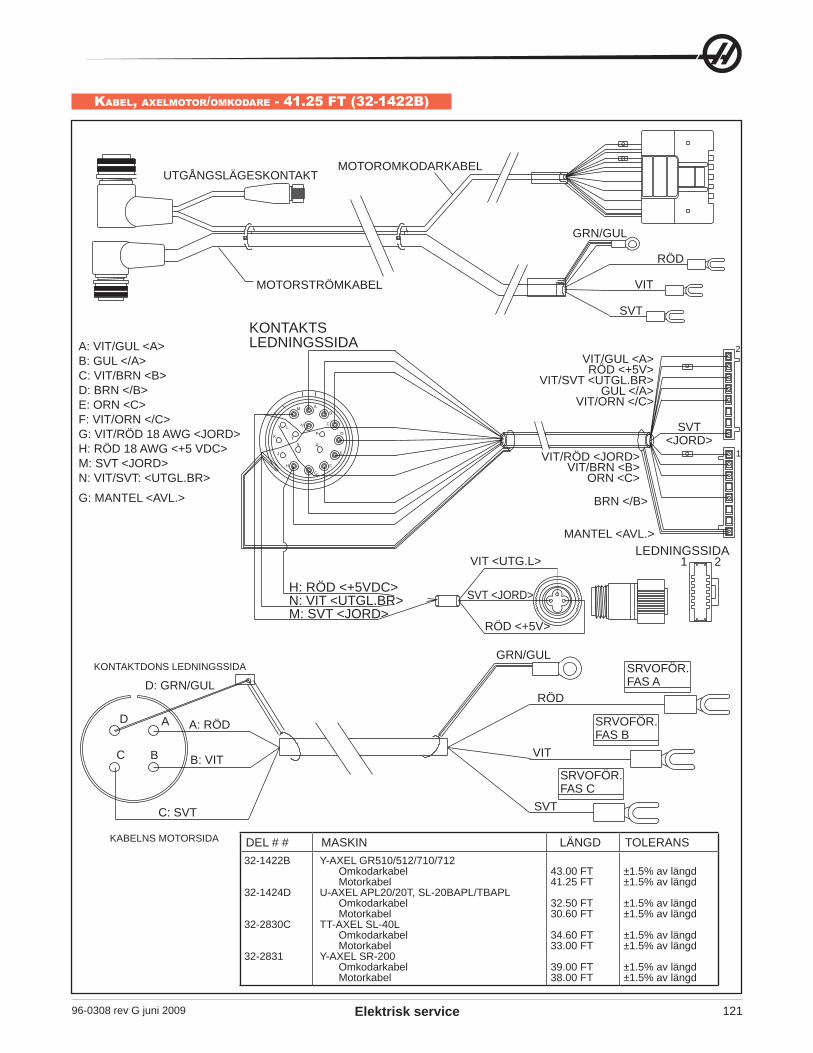
96-0308 rev G juni 2009 Elektrisk service 121
KABEL, AXELMOTOR/OMKODARE - 41.25 FT (32-1422B)
C B
D A
21
1
2
P
F
K
R
J
S
GH
E
D
BA
N
T
L
M
C
UTGÅNGSLÄGESKONTAKTMOTOROMKODARKABEL
MOTORSTRÖMKABEL
KONTAKTS LEDNINGSSIDA
SVT
RÖD
VIT
GRN/GUL
A: VIT/GUL <A>B: GUL </A>C: VIT/BRN <B>D: BRN </B>E: ORN <C>F: VIT/ORN </C>G: VIT/RÖD 18 AWG <JORD>H: RÖD 18 AWG <+5 VDC>M: SVT <JORD>N: VIT/SVT: <UTGL.BR>
G: MANTEL <AVL.>
VIT/GUL <A>RÖD <+5V>
VIT/SVT <UTGL.BR>GUL </A>
VIT/ORN </C>
VIT/RÖD <JORD>VIT/BRN <B>
ORN <C>
SVT <JORD>
BRN </B>
LEDNINGSSIDAMANTEL <AVL.>
H: RÖD <+5VDC>N: VIT <UTGL.BR>M: SVT <JORD>
RÖD <+5V>
SVT <JORD>
VIT <UTG.L>
SVT
VIT
RÖD
GRN/GULSRVOFÖR. FAS A
SRVOFÖR. FAS B
SRVOFÖR. FAS C
KABELNS MOTORSIDA
KONTAKTDONS LEDNINGSSIDA
D: GRN/GUL
A: RÖD
B: VIT
C: SVT
DEL # # MASKIN LÄNGD TOLERANS32-1422B
32-1424D
32-2830C
32-2831
Y-AXEL GR510/512/710/712OmkodarkabelMotorkabel
U-AXEL APL20/20T, SL-20BAPL/TBAPLOmkodarkabelMotorkabel
TT-AXEL SL-40LOmkodarkabelMotorkabel
Y-AXEL SR-200OmkodarkabelMotorkabel
43.00 FT41.25 FT
32.50 FT30.60 FT
34.60 FT33.00 FT
39.00 FT38.00 FT
±1.5% av längd±1.5% av längd
±1.5% av längd±1.5% av längd
±1.5% av längd±1.5% av längd
±1.5% av längd±1.5% av längd
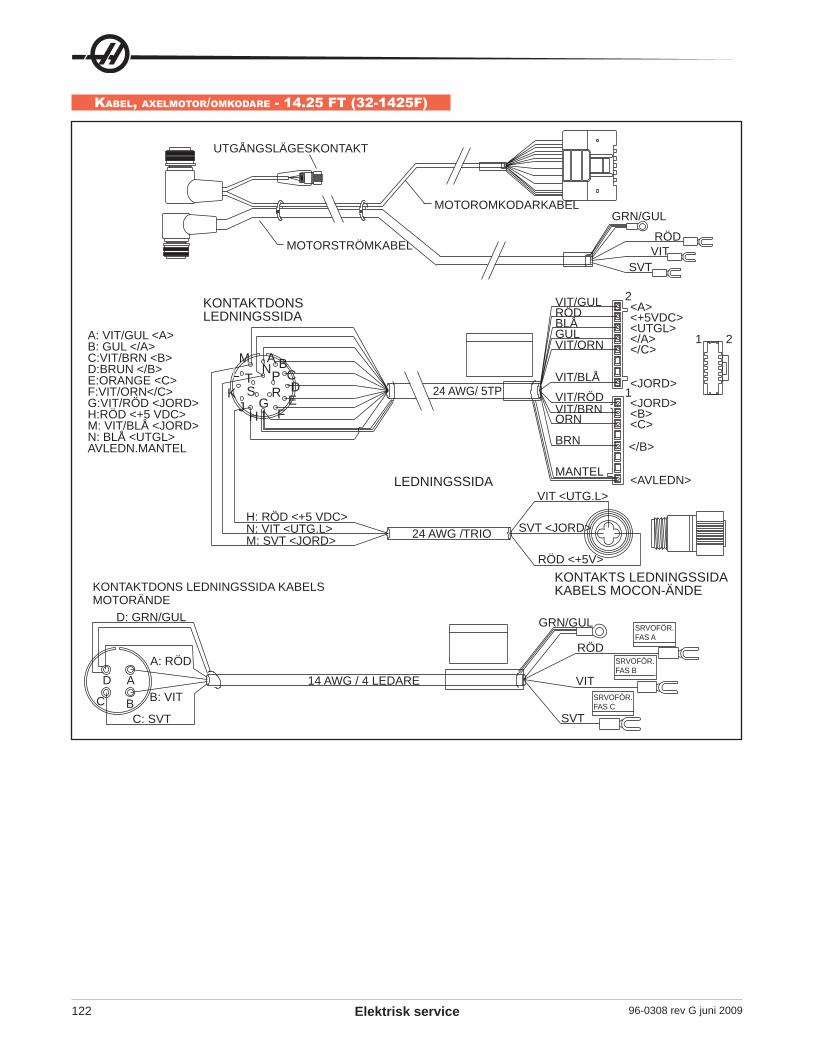
96-0308 rev G juni 2009Elektrisk service122
KABEL, AXELMOTOR/OMKODARE - 14.25 FT (32-1425F)
D A
C B
MN
J
TKL
H
P
GS
F
C
ED
A B
1
2
1 2
R
UTGÅNGSLÄGESKONTAKT
MOTOROMKODARKABEL
MOTORSTRÖMKABEL
LEDNINGSSIDA
KONTAKTDONS LEDNINGSSIDA KABELS MOTORÄNDE
KONTAKTS LEDNINGSSIDA KABELS MOCON-ÄNDE
SVT
RÖDVIT
GRN/GUL
A: VIT/GUL <A>B: GUL </A>C:VIT/BRN <B>D:BRUN </B>E:ORANGE <C>F:VIT/ORN</C>G:VIT/RÖD <JORD>H:RÖD <+5 VDC>M: VIT/BLÅ <JORD>N: BLÅ <UTGL>AVLEDN.MANTEL
KONTAKTDONS LEDNINGSSIDA
24 AWG/ 5TP
H: RÖD <+5 VDC>N: VIT <UTG.L>M: SVT <JORD> 24 AWG /TRIO
MANTEL
BRN
ORNVIT/BRNVIT/RÖD
VIT/BLÅ
VIT/ORNGULBLÅRÖDVIT/GUL <A>
<+5VDC><UTGL></A></C>
<JORD><B><C>
</B>
<JORD>
<AVLEDN>VIT <UTG.L>
SVT <JORD>
RÖD <+5V>
SRVOFÖR. FAS A
SRVOFÖR. FAS B
SRVOFÖR. FAS C
SVT
VIT
RÖD
GRN/GUL
14 AWG / 4 LEDARE
D: GRN/GUL
A: RÖD
B: VIT
C: SVT
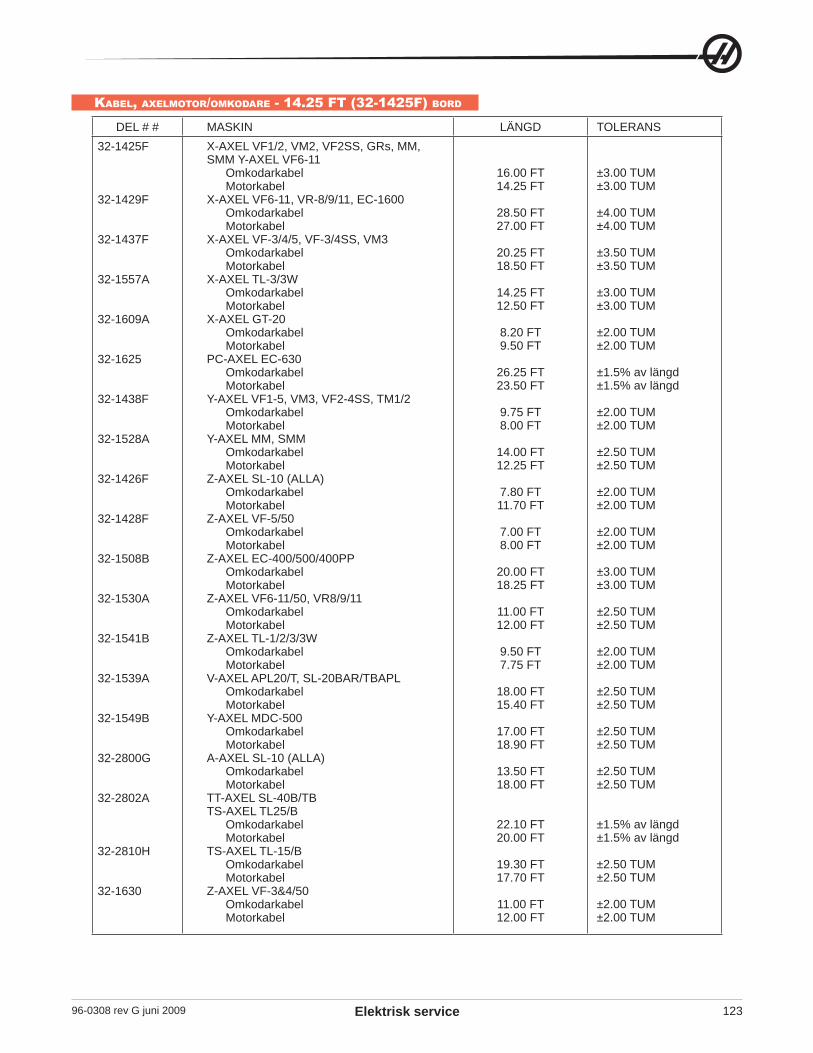
96-0308 rev G juni 2009 Elektrisk service 123
KABEL, AXELMOTOR/OMKODARE - 14.25 FT (32-1425F) BORD
DEL # # MASKIN LÄNGD TOLERANS32-1425F
32-1429F
32-1437F
32-1557A
32-1609A
32-1625
32-1438F
32-1528A
32-1426F
32-1428F
32-1508B
32-1530A
32-1541B
32-1539A
32-1549B
32-2800G
32-2802A
32-2810H
32-1630
X-AXEL VF1/2, VM2, VF2SS, GRs, MM, SMM Y-AXEL VF6-11
OmkodarkabelMotorkabel
X-AXEL VF6-11, VR-8/9/11, EC-1600OmkodarkabelMotorkabel
X-AXEL VF-3/4/5, VF-3/4SS, VM3OmkodarkabelMotorkabel
X-AXEL TL-3/3WOmkodarkabelMotorkabel
X-AXEL GT-20OmkodarkabelMotorkabel
PC-AXEL EC-630OmkodarkabelMotorkabel
Y-AXEL VF1-5, VM3, VF2-4SS, TM1/2OmkodarkabelMotorkabel
Y-AXEL MM, SMMOmkodarkabelMotorkabel
Z-AXEL SL-10 (ALLA)OmkodarkabelMotorkabel
Z-AXEL VF-5/50OmkodarkabelMotorkabel
Z-AXEL EC-400/500/400PPOmkodarkabelMotorkabel
Z-AXEL VF6-11/50, VR8/9/11OmkodarkabelMotorkabel
Z-AXEL TL-1/2/3/3WOmkodarkabelMotorkabel
V-AXEL APL20/T, SL-20BAR/TBAPLOmkodarkabelMotorkabel
Y-AXEL MDC-500OmkodarkabelMotorkabel
A-AXEL SL-10 (ALLA)OmkodarkabelMotorkabel
TT-AXEL SL-40B/TBTS-AXEL TL25/B
OmkodarkabelMotorkabel
TS-AXEL TL-15/BOmkodarkabelMotorkabel
Z-AXEL VF-3&4/50OmkodarkabelMotorkabel
16.00 FT14.25 FT
28.50 FT27.00 FT
20.25 FT18.50 FT
14.25 FT12.50 FT
8.20 FT9.50 FT
26.25 FT23.50 FT
9.75 FT8.00 FT
14.00 FT12.25 FT
7.80 FT11.70 FT
7.00 FT8.00 FT
20.00 FT18.25 FT
11.00 FT12.00 FT
9.50 FT7.75 FT
18.00 FT15.40 FT
17.00 FT18.90 FT
13.50 FT18.00 FT
22.10 FT20.00 FT
19.30 FT17.70 FT
11.00 FT12.00 FT
±3.00 TUM±3.00 TUM
±4.00 TUM±4.00 TUM
±3.50 TUM±3.50 TUM
±3.00 TUM±3.00 TUM
±2.00 TUM±2.00 TUM
±1.5% av längd±1.5% av längd
±2.00 TUM±2.00 TUM
±2.50 TUM±2.50 TUM
±2.00 TUM±2.00 TUM
±2.00 TUM±2.00 TUM
±3.00 TUM±3.00 TUM
±2.50 TUM±2.50 TUM
±2.00 TUM±2.00 TUM
±2.50 TUM±2.50 TUM
±2.50 TUM±2.50 TUM
±2.50 TUM±2.50 TUM
±1.5% av längd±1.5% av längd
±2.50 TUM±2.50 TUM
±2.00 TUM±2.00 TUM
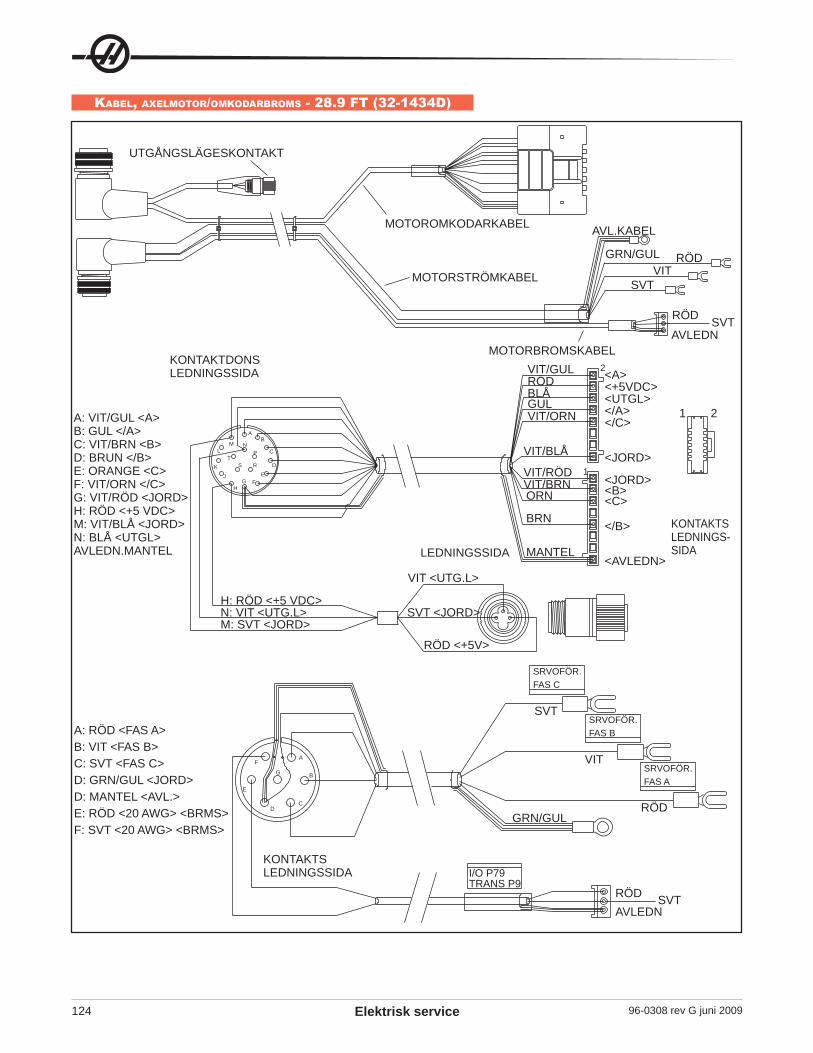
96-0308 rev G juni 2009Elektrisk service124
KABEL, AXELMOTOR/OMKODARBROMS - 28.9 FT (32-1434D)
M
K
J
TL
DRS
GH
FE
A
PN
B
C
1
2
1 2
E
F
BG
DC
A
I/O P79 TRANS P9
UTGÅNGSLÄGESKONTAKT
MOTOROMKODARKABEL
MOTORSTRÖMKABEL
KONTAKTS LEDNINGSSIDA
KONTAKTDONS LEDNINGSSIDA
SRVOFÖR. FAS A
SVT
VIT
RÖDGRN/GUL
SRVOFÖR. FAS B
SRVOFÖR. FAS C
MOTORBROMSKABEL
KONTAKTS LEDNINGS-SIDALEDNINGSSIDA
AVLEDNRÖD SVT
AVLEDNRÖD SVT
AVL.KABEL
<A><+5VDC><UTGL></A></C>
<JORD><B><C>
</B>
<JORD>
<AVLEDN>MANTEL
BRN
ORNVIT/BRNVIT/RÖD
VIT/BLÅ
VIT/ORNGULBLÅRÖDVIT/GUL
A: VIT/GUL <A>B: GUL </A>C: VIT/BRN <B>D: BRUN </B>E: ORANGE <C>F: VIT/ORN </C>G: VIT/RÖD <JORD>H: RÖD <+5 VDC>M: VIT/BLÅ <JORD>N: BLÅ <UTGL>AVLEDN.MANTEL
H: RÖD <+5 VDC>N: VIT <UTG.L>M: SVT <JORD>
VIT <UTG.L>
SVT <JORD>
RÖD <+5V>
SVTVIT
RÖDGRN/GUL
A: RÖD <FAS A>B: VIT <FAS B>C: SVT <FAS C>D: GRN/GUL <JORD>D: MANTEL <AVL.>E: RÖD <20 AWG> <BRMS>F: SVT <20 AWG> <BRMS>
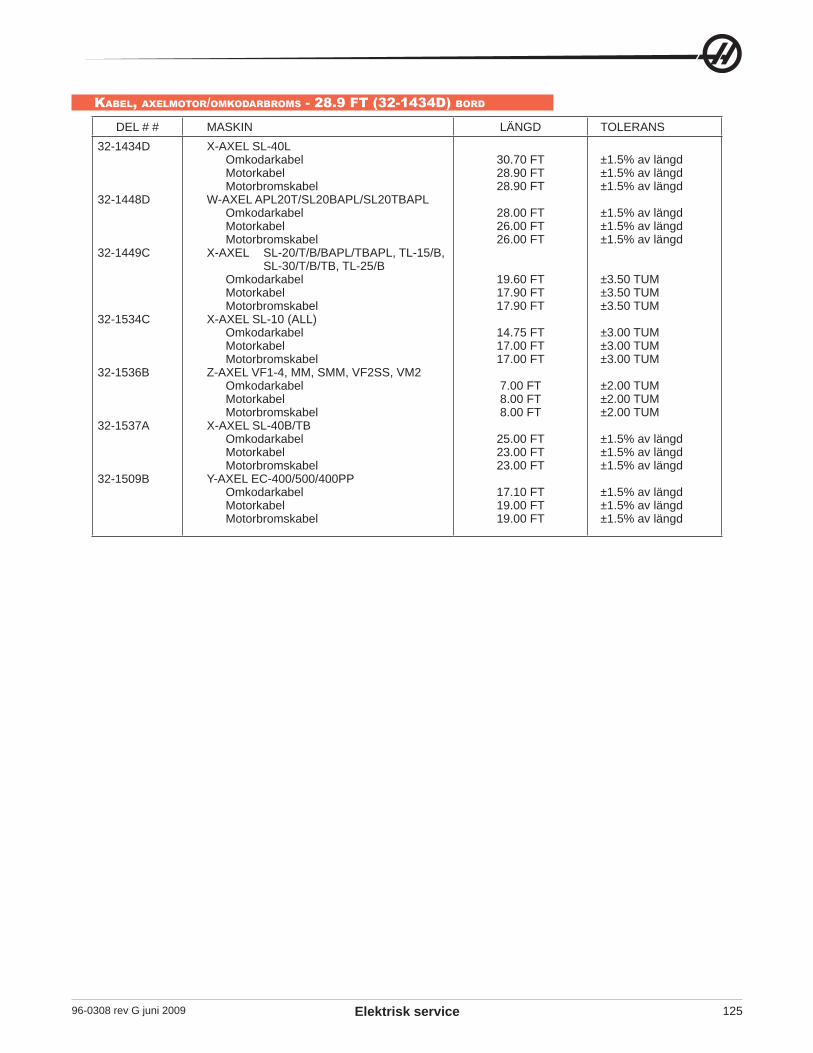
96-0308 rev G juni 2009 Elektrisk service 125
KABEL, AXELMOTOR/OMKODARBROMS - 28.9 FT (32-1434D) BORD
DEL # # MASKIN LÄNGD TOLERANS32-1434D
32-1448D
32-1449C
32-1534C
32-1536B
32-1537A
32-1509B
X-AXEL SL-40LOmkodarkabelMotorkabelMotorbromskabel
W-AXEL APL20T/SL20BAPL/SL20TBAPLOmkodarkabelMotorkabelMotorbromskabel
X-AXEL SL-20/T/B/BAPL/TBAPL, TL-15/B, SL-30/T/B/TB, TL-25/B
OmkodarkabelMotorkabelMotorbromskabel
X-AXEL SL-10 (ALL)OmkodarkabelMotorkabelMotorbromskabel
Z-AXEL VF1-4, MM, SMM, VF2SS, VM2OmkodarkabelMotorkabelMotorbromskabel
X-AXEL SL-40B/TBOmkodarkabelMotorkabelMotorbromskabel
Y-AXEL EC-400/500/400PPOmkodarkabelMotorkabelMotorbromskabel
30.70 FT28.90 FT28.90 FT
28.00 FT26.00 FT26.00 FT
19.60 FT17.90 FT17.90 FT
14.75 FT17.00 FT17.00 FT
7.00 FT8.00 FT8.00 FT
25.00 FT23.00 FT23.00 FT
17.10 FT19.00 FT19.00 FT
±1.5% av längd±1.5% av längd±1.5% av längd
±1.5% av längd±1.5% av längd±1.5% av längd
±3.50 TUM±3.50 TUM±3.50 TUM
±3.00 TUM±3.00 TUM±3.00 TUM
±2.00 TUM±2.00 TUM±2.00 TUM
±1.5% av längd±1.5% av längd±1.5% av längd
±1.5% av längd±1.5% av längd±1.5% av längd
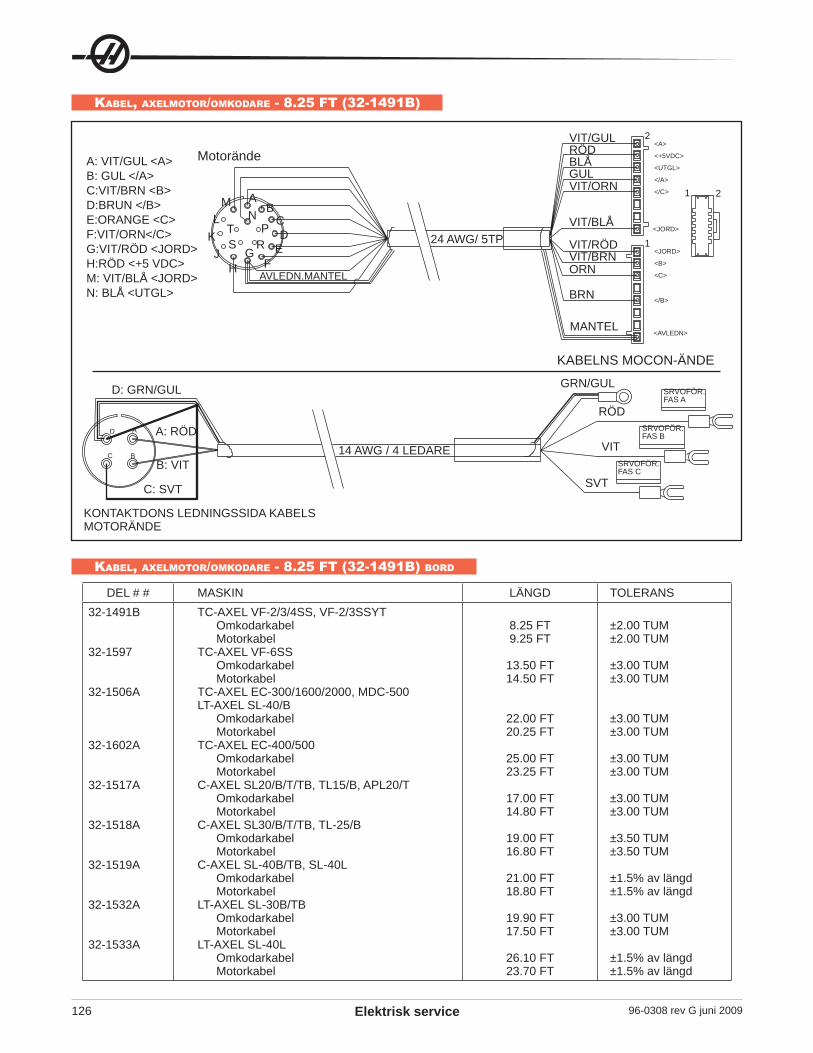
96-0308 rev G juni 2009Elektrisk service126
KABEL, AXELMOTOR/OMKODARE - 8.25 FT (32-1491B)
EJFH
G
A
LK
NM
ST
B
DR
CP1
2
1 2
C
D
B
A
KABEL, AXELMOTOR/OMKODARE - 8.25 FT (32-1491B) BORD
DEL # # MASKIN LÄNGD TOLERANS32-1491B
32-1597
32-1506A
32-1602A
32-1517A
32-1518A
32-1519A
32-1532A
32-1533A
TC-AXEL VF-2/3/4SS, VF-2/3SSYTOmkodarkabelMotorkabel
TC-AXEL VF-6SSOmkodarkabelMotorkabel
TC-AXEL EC-300/1600/2000, MDC-500LT-AXEL SL-40/B
OmkodarkabelMotorkabel
TC-AXEL EC-400/500OmkodarkabelMotorkabel
C-AXEL SL20/B/T/TB, TL15/B, APL20/TOmkodarkabelMotorkabel
C-AXEL SL30/B/T/TB, TL-25/BOmkodarkabelMotorkabel
C-AXEL SL-40B/TB, SL-40LOmkodarkabelMotorkabel
LT-AXEL SL-30B/TBOmkodarkabelMotorkabel
LT-AXEL SL-40LOmkodarkabelMotorkabel
8.25 FT9.25 FT
13.50 FT14.50 FT
22.00 FT20.25 FT
25.00 FT23.25 FT
17.00 FT14.80 FT
19.00 FT16.80 FT
21.00 FT18.80 FT
19.90 FT17.50 FT
26.10 FT23.70 FT
±2.00 TUM±2.00 TUM
±3.00 TUM±3.00 TUM
±3.00 TUM±3.00 TUM
±3.00 TUM±3.00 TUM
±3.00 TUM±3.00 TUM
±3.50 TUM±3.50 TUM
±1.5% av längd±1.5% av längd
±3.00 TUM±3.00 TUM
±1.5% av längd±1.5% av längd
A: VIT/GUL <A>B: GUL </A>C:VIT/BRN <B>D:BRUN </B>E:ORANGE <C>F:VIT/ORN</C>G:VIT/RÖD <JORD>H:RÖD <+5 VDC>M: VIT/BLÅ <JORD>N: BLÅ <UTGL>
Motorände
AVLEDN.MANTEL
<A>
<+5VDC>
<UTGL>
</A>
</C>VIT/ORNGULBLÅRÖDVIT/GUL
<JORD>
<B>
<C>
</B>
<JORD>
BRN
ORNVIT/BRNVIT/RÖD
VIT/BLÅ
<AVLEDN>MANTEL
SRVOFÖR. FAS A
SVT
VIT
RÖDSRVOFÖR. FAS B
SRVOFÖR. FAS C
GRN/GUL
14 AWG / 4 LEDARE
KONTAKTDONS LEDNINGSSIDA KABELS MOTORÄNDE
24 AWG/ 5TP
D: GRN/GUL
A: RÖD
B: VIT
C: SVT
KABELNS MOCON-ÄNDE
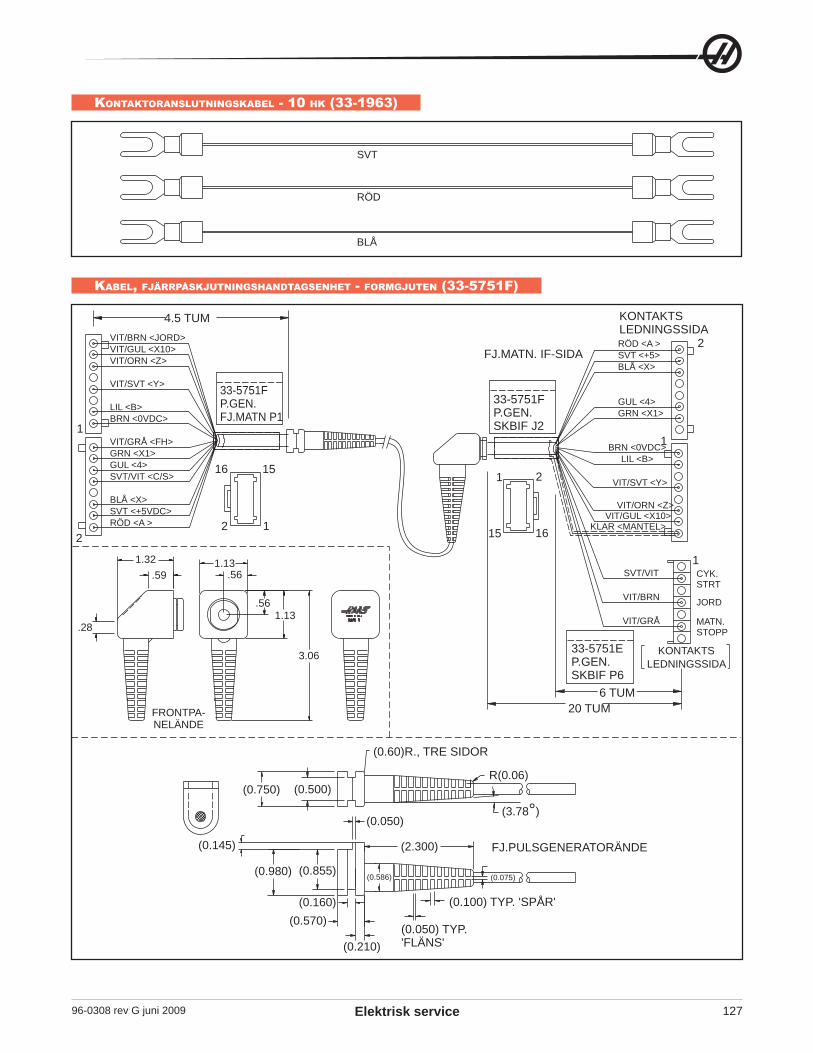
96-0308 rev G juni 2009 Elektrisk service 127
KONTAKTORANSLUTNINGSKABEL - 10 HK (33-1963)
KABEL, FJÄRRPÅSKJUTNINGSHANDTAGSENHET - FORMGJUTEN (33-5751F)
MADE IN U.S.A.
ASSY #
.28
.591.32 1.13
.56
.561.13
3.06
(0.750) (0.500)R(0.06)
(3.78 )°(0.050)
(0.145)
(0.980) (0.855) (0.586)
(0.160)(0.570)
(0.210)
(2.300)
(0.075)
1
1516
2
1
15 16
2
1
2
2
1
1
4.5 TUMVIT/BRN <JORD>VIT/GUL <X10>VIT/ORN <Z>
VIT/SVT <Y>
LIL <B>BRN <0VDC>
VIT/GRÅ <FH>GRN <X1>GUL <4>SVT/VIT <C/S>
BLÅ <X>SVT <+5VDC>RÖD <A >
33-5751F P.GEN. FJ.MATN P1
33-5751F P.GEN. SKBIF J2
FJ.MATN. IF-SIDA
KONTAKTS LEDNINGSSIDA
KONTAKTS LEDNINGSSIDA
FJ.PULSGENERATORÄNDE
(0.60)R., TRE SIDOR
(0.100) TYP. 'SPÅR'
(0.050) TYP. 'FLÄNS'
FRONTPA-NELÄNDE
MATN.STOPP
CYK. STRT
JORD
RÖD <A >SVT <+5>BLÅ <X>
GUL <4>GRN <X1>
BRN <0VDC>LIL <B>
VIT/SVT <Y>
VIT/ORN <Z>VIT/GUL <X10>
KLAR <MANTEL>
SVT/VIT
VIT/BRN
VIT/GRÅ
33-5751E P.GEN. SKBIF P6
20 TUM6 TUM
SVT
BLÅ
RÖD
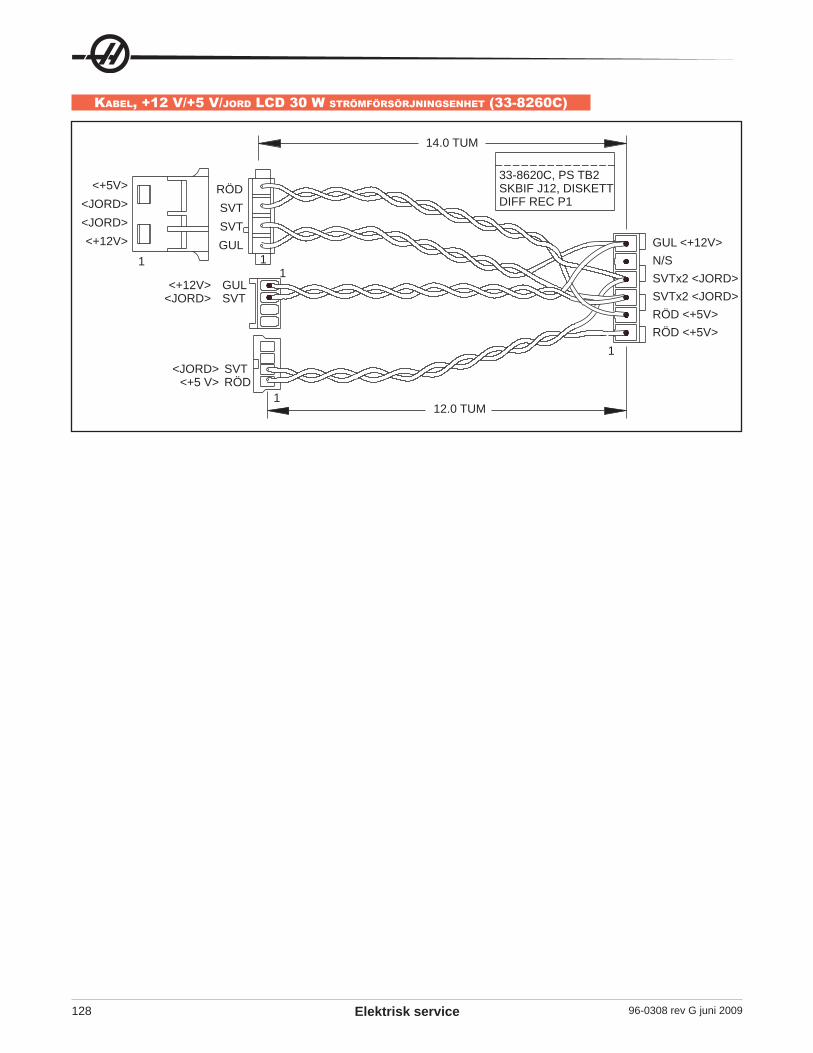
96-0308 rev G juni 2009Elektrisk service128
KABEL, +12 V/+5 V/JORD LCD 30 W STRÖMFÖRSÖRJNINGSENHET (33-8260C)
11
1
1
1
<+5V><JORD><JORD><+12V>
RÖDSVTSVTGUL
<+12V><JORD>
<JORD> <+5 V>
GULSVT
SVTRÖD
14.0 TUM
12.0 TUM
33-8620C, PS TB2 SKBIF J12, DISKETT DIFF REC P1
GUL <+12V>N/SSVTx2 <JORD>SVTx2 <JORD>RÖD <+5V>RÖD <+5V>
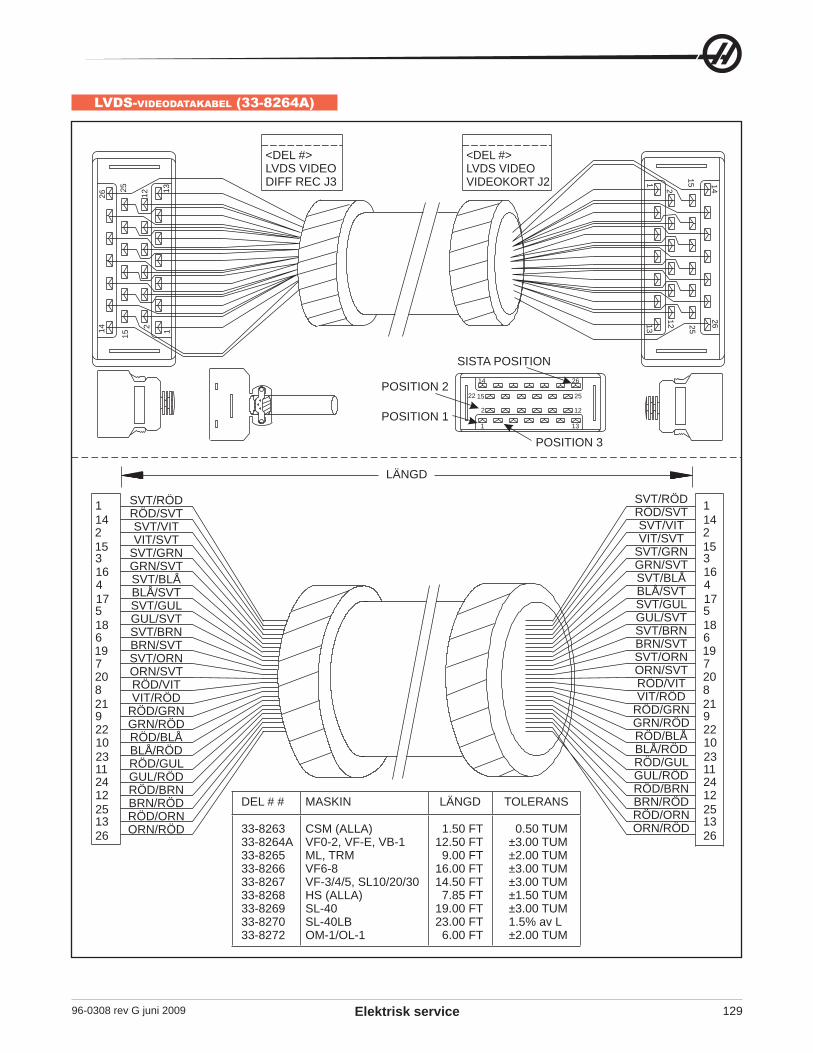
96-0308 rev G juni 2009 Elektrisk service 129
LVDS-VIDEODATAKABEL (33-8264A)
1142153164175186197208219221023112412251326
1142153164175186197208219221023112412251326
26
25
12 13
14
15
2 1
2625
1213
14
15
2
1
26
25
12
13
14
15
2
1
22
DEL # # MASKIN LÄNGD TOLERANS
33-826333-8264A33-826533-826633-826733-826833-826933-827033-8272
CSM (ALLA)VF0-2, VF-E, VB-1ML, TRMVF6-8VF-3/4/5, SL10/20/30HS (ALLA)SL-40SL-40LBOM-1/OL-1
1.50 FT12.50 FT9.00 FT
16.00 FT14.50 FT7.85 FT
19.00 FT23.00 FT6.00 FT
0.50 TUM±3.00 TUM±2.00 TUM±3.00 TUM±3.00 TUM±1.50 TUM±3.00 TUM1.5% av L±2.00 TUM
<DEL #> LVDS VIDEO DIFF REC J3
<DEL #> LVDS VIDEO VIDEOKORT J2
POSITION 2
POSITION 1
POSITION 3
SISTA POSITION
LÄNGD
SVT/RÖDRÖD/SVTSVT/VITVIT/SVT
SVT/GRNGRN/SVTSVT/BLÅBLÅ/SVTSVT/GULGUL/SVTSVT/BRNBRN/SVTSVT/ORNORN/SVTRÖD/VITVIT/RÖD
RÖD/GRNGRN/RÖDRÖD/BLÅBLÅ/RÖDRÖD/GULGUL/RÖDRÖD/BRNBRN/RÖDRÖD/ORNORN/RÖD
SVT/RÖDRÖD/SVTSVT/VITVIT/SVT
SVT/GRNGRN/SVTSVT/BLÅBLÅ/SVTSVT/GULGUL/SVTSVT/BRNBRN/SVTSVT/ORNORN/SVTRÖD/VITVIT/RÖD
RÖD/GRNGRN/RÖDRÖD/BLÅBLÅ/RÖDRÖD/GULGUL/RÖDRÖD/BRNBRN/RÖDRÖD/ORNORN/RÖD
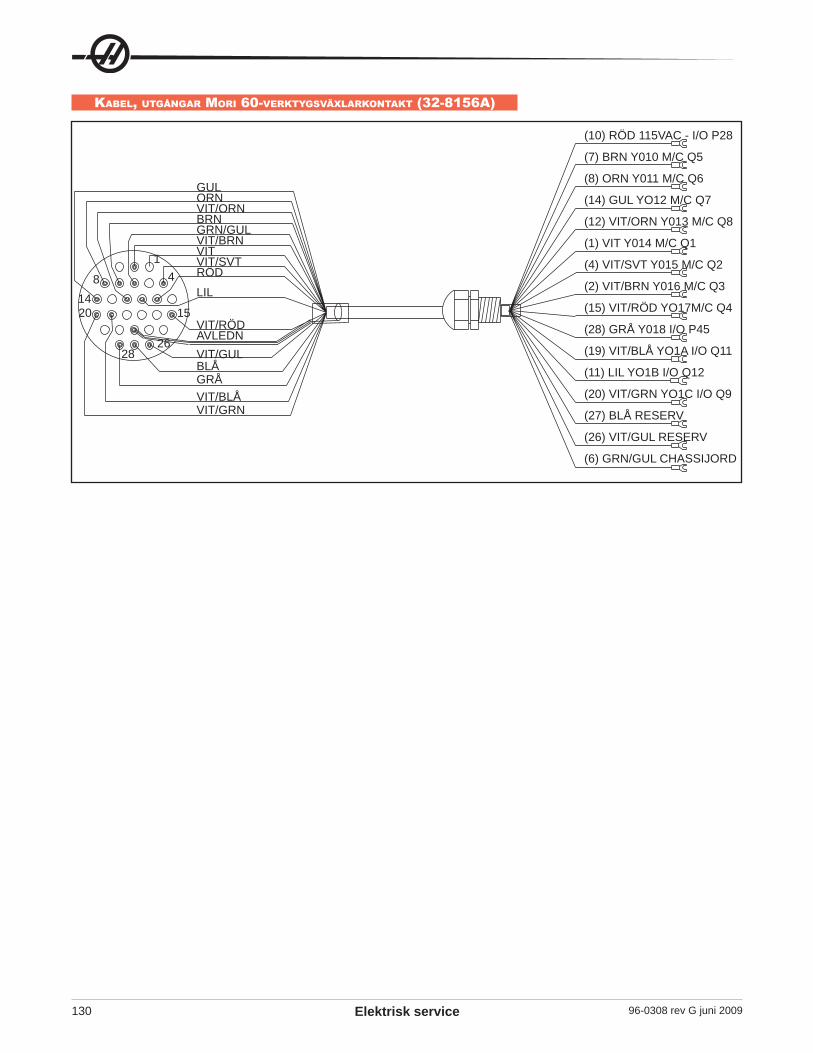
96-0308 rev G juni 2009Elektrisk service130
KABEL, UTGÅNGAR MORI 60-VERKTYGSVÄXLARKONTAKT (32-8156A)
1420
28
8
26
15
14
(10) RÖD 115VAC - I/O P28
(7) BRN Y010 M/C Q5
(8) ORN Y011 M/C Q6
(14) GUL YO12 M/C Q7
(12) VIT/ORN Y013 M/C Q8
(1) VIT Y014 M/C Q1
(4) VIT/SVT Y015 M/C Q2
(2) VIT/BRN Y016 M/C Q3
(15) VIT/RÖD YO17M/C Q4
(28) GRÅ Y018 I/O P45
(19) VIT/BLÅ YO1A I/O Q11
(11) LIL YO1B I/O Q12
(20) VIT/GRN YO1C I/O Q9
(27) BLÅ RESERV
(26) VIT/GUL RESERV
(6) GRN/GUL CHASSIJORD
GULORNVIT/ORNBRNGRN/GULVIT/BRNVITVIT/SVTRÖD
LIL
VIT/RÖDAVLEDNVIT/GULBLÅGRÅVIT/BLÅVIT/GRN
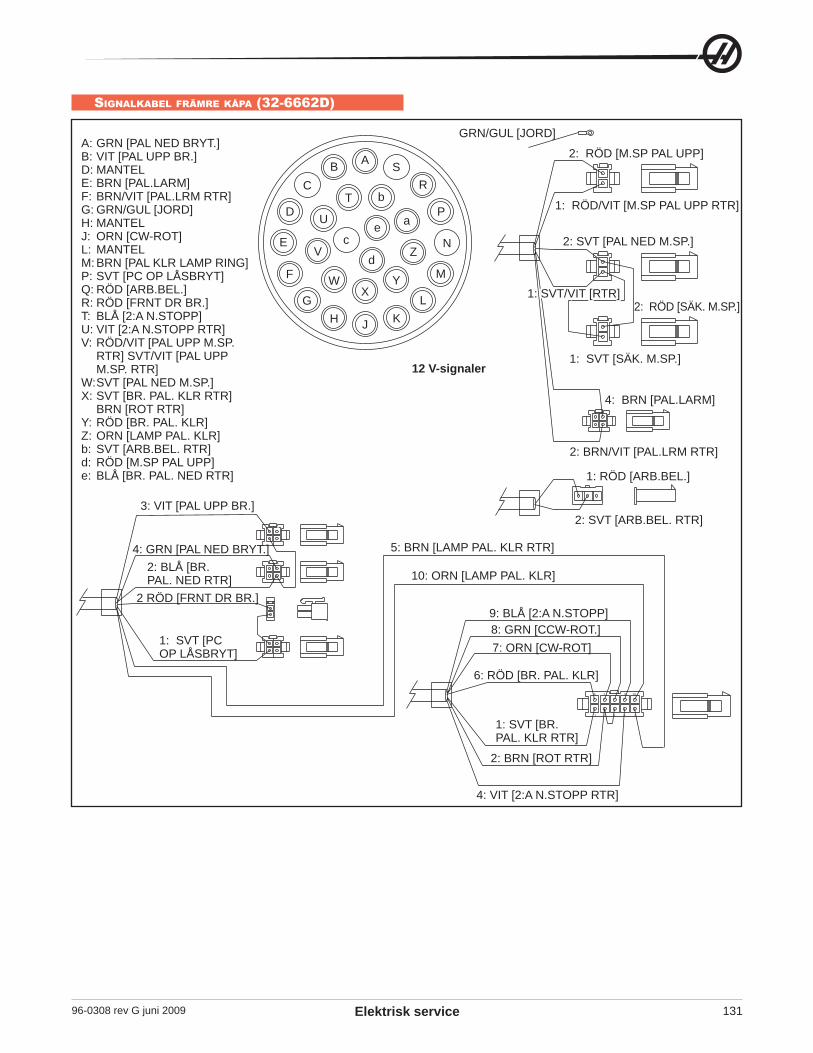
96-0308 rev G juni 2009 Elektrisk service 131
SIGNALKABEL FRÄMRE KÅPA (32-6662D)
dV
G
c
H J
XW
L
Z
K
Y
N
M
U
CB A
TR
S
b
aeP
E
F
D
4
4
4
1 2 3 4 5
6 7 9 10
12 V-signaler
A: GRN [PAL NED BRYT.]B: VIT [PAL UPP BR.]D: MANTELE: BRN [PAL.LARM]F: BRN/VIT [PAL.LRM RTR]G: GRN/GUL [JORD]H: MANTELJ: ORN [CW-ROT]L: MANTELM: BRN [PAL KLR LAMP RING]P: SVT [PC OP LÅSBRYT]Q: RÖD [ARB.BEL.]R: RÖD [FRNT DR BR.]T: BLÅ [2:A N.STOPP]U: VIT [2:A N.STOPP RTR]V: RÖD/VIT [PAL UPP M.SP.
RTR] SVT/VIT [PAL UPP M.SP. RTR]
W: SVT [PAL NED M.SP.]X: SVT [BR. PAL. KLR RTR]
BRN [ROT RTR]Y: RÖD [BR. PAL. KLR]Z: ORN [LAMP PAL. KLR]b: SVT [ARB.BEL. RTR]d: RÖD [M.SP PAL UPP]e: BLÅ [BR. PAL. NED RTR]
GRN/GUL [JORD]
2: RÖD [M.SP PAL UPP]
1: RÖD/VIT [M.SP PAL UPP RTR]
2: SVT [PAL NED M.SP.]
1: SVT/VIT [RTR]
1: SVT [SÄK. M.SP.]
2: RÖD [SÄK. M.SP.]
4: BRN [PAL.LARM]
2: BRN/VIT [PAL.LRM RTR]
1: RÖD [ARB.BEL.]
2: SVT [ARB.BEL. RTR]3: VIT [PAL UPP BR.]
4: GRN [PAL NED BRYT.]2: BLÅ [BR. PAL. NED RTR]
2 RÖD [FRNT DR BR.]
1: SVT [PC OP LÅSBRYT]
5: BRN [LAMP PAL. KLR RTR]
10: ORN [LAMP PAL. KLR]
9: BLÅ [2:A N.STOPP]8: GRN [CCW-ROT.]7: ORN [CW-ROT]
6: RÖD [BR. PAL. KLR]
1: SVT [BR. PAL. KLR RTR]
2: BRN [ROT RTR]
4: VIT [2:A N.STOPP RTR]
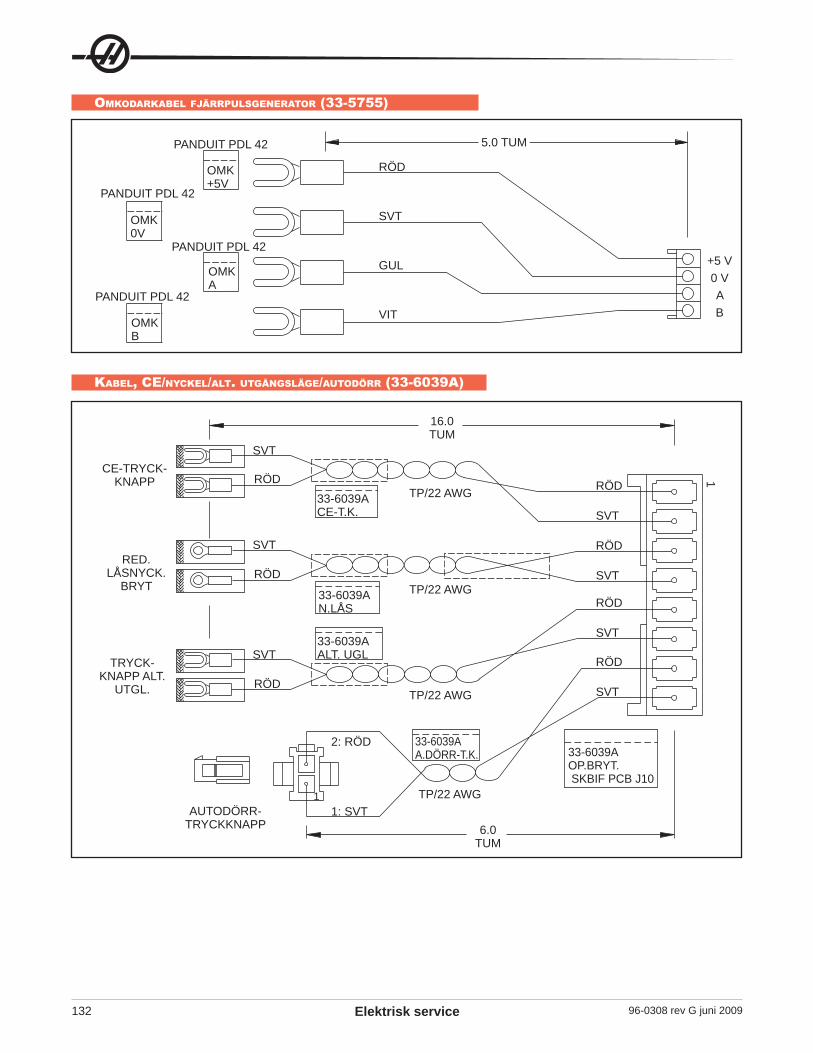
96-0308 rev G juni 2009Elektrisk service132
OMKODARKABEL FJÄRRPULSGENERATOR (33-5755)
KABEL, CE/NYCKEL/ALT. UTGÅNGSLÄGE/AUTODÖRR (33-6039A)
1
1
PANDUIT PDL 42
PANDUIT PDL 42
PANDUIT PDL 42
PANDUIT PDL 42
OMK +5V
OMK 0V
OMK A
OMK B
RÖD
SVT
GUL
VIT
5.0 TUM
+5 V 0 V A B
CE-TRYCK-KNAPP
RED. LÅSNYCK.
BRYT
TRYCK-KNAPP ALT.
UTGL.
SVT
RÖD
SVT
RÖD
SVT
RÖD
AUTODÖRR-TRYCKKNAPP
33-6039A CE-T.K.
33-6039A N.LÅS
33-6039A ALT. UGL
2: RÖD
1: SVT6.0
TUM
TP/22 AWG
33-6039A A.DÖRR-T.K.
TP/22 AWG
TP/22 AWG
TP/22 AWG RÖD
SVT
RÖD
SVT
RÖD
SVT
RÖD
SVT
33-6039A OP.BRYT. SKBIF PCB J10
16.0 TUM
96-0308 rev G juni 2009 Elektrisk service 133
LARM
Närhelst ett larm inträffat kommer det att blinka "Alarm" i det nedre högra hörnet på skärmen. Tryck på visningstangenten Alarm (larm) för att se det aktuella larmet. Alla larm visas med ett referensnummer och en komplett beskrivning. Om tangenten Reset (återställ) trycks ned kommer ett larm att tas bort från larmlistan. Om det finns fler än 18 larm visas endast de senaste 18 och Reset måste användas för att se de övriga. Alla förekommande larm hindrar operatören från att starta ett program.Alarms Display (larmdisplay) kan väljas när som helst genom att knappen Alarm Mesgs (larm/meddelanden) trycks ned. När det inte förekommer några larm visar fönstret No Alarm (inga larm). Om larm förekommer visas de tillsammans med det senaste larmet längst ner i listan. Markören och knapparna för sida upp/ned kan användas för att navigera igenom ett stort antal larm. Knapparna för markör höger och vänster kan användas för att aktivera och avaktivera larmhistorikvisningen.Märk att verktygsväxlarlarm enkelt kan åtgärdas genom att genomföra Umbrella ATCS Recovery. Åtgärda först alla mekaniska problem och tryck sedan på Reset (återställ) till larmen rensats bort, välj läget Zero Ret (nollåterställning) och välj Auto All Axes (auto alla axlar). Vissa meddelanden visas vid redigering för att tala om för operatören vad som är fel, men dessa är inte larm.Följande larmlista visar larmnumren, texten som visas tillsammans med larmet och en detaljerad beskrivning av larmet, vad som kan orsaka det, när det kan uppstå och hur det åtgärdas. Om larmnummer har olika innebörd för svarvar och fräsar indikeras detta med ett (S) eller (F), direkt efter larmnumret eller formuleringen till vilken texten hör. (S) och (F) visas inte i larmnumren på maskindisplayen. 101 MOCON-KOMM.FEL - Ett självtest av kommunikationen mellan MoCon och huvudprocessorn misslyckades. Detta kan orsakas av ett program- eller maskinvarufel. Kontrollera programvarans versionsinformation. Kontrollera kabel-/strömanslutningarna och montera om eller byt ut adress- och databusskablarna. Det här larmet kan även orsakas av ett MoCon-minnesfel. Kontrollera statuslamporna.102 SERVON AV - Indikerar att servomotorerna är avstängda, verktygsväxlaren är avaktiverad, kylmedelspumpen är avstängd och spindelmotorn har stoppats. Orsakas av nödstopp, motorfel eller strömavbrott. Visas även vid maskinstarten i informationssyfte. Tryck på RESET (återställ) för att aktivera servona.103 X-SERVOFEL FÖR STORT - Belastningen på X-axelservomotorn har överskridit parameter 9, X-axelmaxfel. Servona stängs av och RESET (återställ) måste tryckas in för att rensa bort larmet och aktivera servona. Oskarpa skärstål eller ett felaktigt program överskrider maxbelastningen för den här axeln. Svarv: Servobromsen på X-axelmotorn kanske inte kopplas bort. 24 V likström krävs för att lossa bromsen. Ström till servobromsen tillförs från transm./bromskretskort P5/P9, eller I/O-kort P78/P79 när servon aktiveras. Kontrollera strömmen till hydraulikkortet.104 Y-SERVOFEL FÖR STORT - Belastningen på roterande verktygsservomotorn har överskridit parameter 23, Y-axelmaxfel. Servona stängs av och RESET (återställ) måste tryckas in för att rensa bort larmet och aktivera servona. Oskarpa skärstål eller ett felaktigt program överskrider maxbelastningen för den här axeln. Horisontell fräs: Servobromsen kanske inte kopplas bort. 24 V likström krävs för att lossa bromsen. Ström till servobromsen tillförs från transm./bromskretskort P5/P9, eller I/O-kort P78/P79 när servon aktiveras. Kontrollera strömmen till AMP +/- 12 325VDC-bussen.105 Z-SERVOFEL FÖR STORT - Belastningen på Z-axelservomotorn har överskridit parameter 37, Z-axelmaxfel. Servona stängs av och RESET (återställ) måste tryckas in för att rensa bort larmet och aktivera servona. Oskarpa skärstål eller ett felaktigt program överskrider maxbelastningen för den här axeln. Vertikal fräs: Servobromsen kanske inte kopplas bort. 24 V likström krävs för att lossa bromsen. Ström till servobromsen tillförs från transm./bromskretskort P5/P9, eller I/O-kort P78/P79 när servon aktiveras. Kontrollera strömmen till AMP +/- 12 325VDC-bussen.106 A-SERVOFEL FÖR STORT - Belastningen på A-axelservomotorn har överskridit parameter 51, Z-axelmaxfel. Servona stängs av och RESET (återställ) måste tryckas in för att rensa bort larmet och aktivera servona. Detta är Turret Index Servo; detta larm indikerar att ett problem har uppstått med revolvern. Revolvern kan ha slagit i något under indexeringen eller så har ett mekaniskt problem uppstått som förhindrar normal rörelse. Kontrollera strömmen till AMP +/- 12 325VDC-bussen.Svarv: Justering kan krävas av revolverns motorkoppling (se den mekaniska servicehandboken för detaljer). Revolvern kan ha roterat innan det var helt frigjort. Kontrollera justeringen av brytarna för låsning/frigöring av revolvern.
96-0308 rev G juni 2009Elektrisk service134
107 NÖDSTOPP AV - Nödstoppsknappen trycktes in. Servona har också stängts av. Efter att knappen E-Stop (nödstopp) har släppts upp måste knappen Reset (återställ) tryckas in minst två gånger för att åtgärda detta; en gång för att rensa bort nödstoppslarmet och en gång för att rensa larmet Servo Off (servo av). Detta larm genereras också om det finns ett lågtryckstillstånd i det hydrauliska motviktssystemet. I ett sådant fall återställs inte larmet förrän tillståndet har åtgärdats. 108 X-SERVOÖVERBELASTNING - Belastningsgränsen för X-axelservomotorn har överskridits. Justera programmet för att reducera verktygsbelastningen på X-axeln. Svarv: Servobromsen på X-axelmotorn kanske inte kopplas bort. 24 V likström krävs för att lossa bromsen. Ström till servobromsen tillförs från transm./bromskretskort P5/P9, eller I/O-kort P78/P79 när servon aktiveras. Kontrollera strömmen till AMP +/- 12 325VDC-bussen.109 Y-SERVOÖVERBELASTNING - Belastningsgränsen för Live Tool-axelservomotorn har överskridits. Justera programmet för att reducera verktygsbelastningen på Live Tool-servot. Horisontell fräs: Servobromsen kanske inte kopplas bort. 24 V likström krävs för att lossa bromsen. Ström till servobromsen tillförs från transm./bromskretskort P5/P9, eller I/O-kort P78/P79 när servon aktiveras. Kontrollera strömmen till AMP +/- 12 325VDC-bussen.110 Z-SERVOÖVERBELASTNING - Belastningsgränsen för Z-axelservomotorn har överskridits. Justera programmet för att reducera verktygsbelastningen på Z-axeln. Vertikal fräs: Servobromsen kanske inte kopplas bort. 24 V likström krävs för att lossa bromsen. Ström till servobromsen tillförs från transm./bromskretskort P5/P9, eller I/O-kort P78/P79 när servon aktiveras. Kontrollera strömmen till AMP +/- 12 325VDC-bussen.111 A-SERVOÖVERBEL. - För hög belastning på A-axelservo. Någonting blockerar revolvern; detta är en indikation på att ett problem har uppstått med Turret Index-servot. Vertikal fräs med rundmatningsbord: Rundmatningsbromssystemet kanske inte frigörs. Prova bromssystemet genom att tillfälligt koppla bort tryckluften till bromsen. Kontrollera att rätt rundmatningsmodell har valts i inställning 30. Kontrollera att rundmatningsparametrarna är korrekta. 112 INGET AVBROTT - Elektronikfel. Ring din återförsäljare. Ingen kommunikation mellan processor och Mocon. Strömfel kan bekräftas om statuslampan på Mocon blinkar fyra gånger vid uppstarten. Prova +12 / -12 V likström till Mocon-kort från LVPS.113 (S) REVOLVERUPPLÅSNINGSFEL - Det tog längre tid för revolvern att låsa upp och komma i rotationsposition än den tillåtna tiden i parameter 62. Värdet på parameter 62 anges i millisekunder. Detta kan ske om lufttrycket är för lågt, verktygsrevolverns fastspänningsbrytare är defekt eller behöver justeras, eller ett mekaniskt problem har uppstått. 113 (F) FEL VID SKYTTEL IN - Verktygsväxlaren är inte helt till höger. Under en verktygsväxlaroperation kunde verktygets in-/utskyttel inte placeras i inläget. Parameter 62 och 63 kan justera tidsgränserna. Kontrollera att parameter 62 och 63 är ställda till Haas specifikationer. Detta larm kan orsakas av allt som blockerar slädens rörelse, av ett verktyg i fickan som är vänd mot spindeln, felaktig spindelorientering eller av att strömmen till verktygsväxlaren bryts. Kontrollera reläerna K9-K12 och säkring F1 på I/O-kretskortet. Kontrollera att skyttelarmens koppling inte är sliten. Kontrollera om skyttelmotorn roterar under verktygsbytet. Kontrollera motorborstarna och om motorn får ström.114 (S) REVOLVERLÅSNINGSFEL - Det tog längre tid att låsa och föra revolvern på plats än den tillåtna tiden i parameter 63. Värdet i parameter 63 anges i millisekunder. Detta kan ske om lufttrycket är för lågt, verktygsrevolverns fastspänningsbrytare är defekt eller behöver justeras, eller ett mekaniskt problem har uppstått. Om revolvern inte har vridits till rätt läge kan motorkopplingen behöva justeras. Skräp mellan han- och honrevolverkopplingarna kan förhindra att revolvern låses helt.114 (F) FEL VID SKYTTEL UT - Verktygsväxlaren är inte helt till vänster. Under en verktygsväxlaroperation kunde verktygets in-/utskyttel inte placeras i utläget. Parameter 62 och 63 kan justera tidsgränserna. Kontrollera att parameter 62 och 63 är ställda till Haas specifikationer. Detta larm kan orsakas av allt som blockerar slädens rörelse, av ett verktyg i fickan som är vänt mot spindeln (ej vid rörelse bort från spindeln) eller av att strömmen till verktygsväxlaren bryts. Kontrollera att skyttelarmens koppling inte är sliten. Kontrollera om skyttelmotorn roterar under verktygsbytet. Kontrollera motorborstarna och om motorn får ström. Kontrollera reläerna K9-K12 och säkring F1 på I/O-kretskortet.Återställning: Säkerställ att skytteln är klar att flyttas bort från spindeln. Placera något mjukt under spindeln för att fånga upp verktyget om det faller ned. Tryck på ZERO RET (nollåtergång) och sedan ALL (alla) för att flytta skytteln manuellt åt vänster.
96-0308 rev G juni 2009 Elektrisk service 135
115 (S) REVOLVERROTATIONSFEL - Verktygsmotorn är inte i rätt läge. Under en verktygsväxlaroperation kunde verktygsrevolvern inte starta rörelsen eller stanna i rätt position. Parameter 62 och 63 kan justera tidsgränserna. Detta larm kan orsakas av allt som blockerar revolverns rotation. Kraftförlust till verktygsväxlaren kan också orsaka detta. Kontrollera därför CB5, reläer 1-8, 2-3 och 2-4.115 (F) REVOLVERROTATIONSFEL - Verktygskarusellmotorn är inte i rätt läge. Under en verktygsväxlaroperation kunde verktygsrevolvern inte starta rörelsen eller stanna i rätt position. Revolvermotorn kan ha roterat för snabbt eller för långsamt vilket har gjort att revolvern har stannat i fel läge. Parameter 60 och 61 kan justera tidsgränserna. Detta larm kan orsakas av allt som blockerar revolverns rotation eller av att strömmen till verktygsväxlaren bryts. Kontrollera reläerna K9-K12 och säkring F1 på I/O-kretskortet. Kontrollera revolvermotorborstarna. 116 SPINDELORIENTERINGSFEL - Spindeln riktades inte in rätt. Under en spindelorienteringsfunktion roterade spindeln men kunde inte uppnå rätt inriktning. Detta kan orsakas av en defekt omkodare, kablar, remmar, MOCON eller vektordrivenhet. Parameter 257, Spindle Center Distance, kan vara felställd vilket skapar felaktig inställning för verktygsväxlare.117 SPINDELHÖGVÄXELFEL - Växellådan växlade inte till högväxel. Under skiftning till högväxel roteras spindeln långsamt medan lufttrycket används för att flytta dreven, men högväxelgivaren upptäcktes inte i tid. Parameter 67, 70 och 75 kan justera tidsgränserna, dock enbart i felsökningssyfte. Kontrollera lufttrycket, strömbrytare CB4 för magnetspolarna samt spindeldrivningen. I felsökningen, kontrollera status för de diskreta insignalerna Spindle Hi Gear (spindelhögväxel) och Spindle Low Gear (spindellågväxel). En bit ska vara 0, den andra 1; därefter ska bitarnas status ändras när en växeländring har slutförts.118 SPINDELLÅGVÄXELFEL - Växellådan växlade inte till lågväxel. Under skiftning till lågväxel roteras spindeln långsamt medan lufttrycket används för att flytta dreven, men lågväxelgivaren upptäcktes inte i tid. Parameter 67, 70 och 75 kan justera tidsgränserna, dock enbart i felsökningssyfte. Kontrollera lufttrycket, magnetspoleströmbrytare CB4 och spindeldrivenheten. I felsökningen, kontrollera status för de diskreta insignalerna Spindle Hi Gear (spindelhögväxel) och Spindle Low Gear (spindellågväxel). En bit ska vara 0, den andra 1; därefter ska bitarnas status ändras när en växeländring har slutförts.119 ÖVERSPÄNNING - Den inkommande nätspänningen är över maxvärdet. Servona stängs av och spindeln, verktygsväxlaren och kylmedelspumpen stannar. Om tillståndet kvarstår kommer en automatisk avstängning att påbörjas efter intervallet specificerat i parameter 296. Under vissa förhållanden måste SMTC-återställning genomföras för att rensa bort larmet. Felaktig strömnivå eller strömförlust till MOCON kan också orsaka detta larm. För Office-maskiner och alla övriga maskiner som använder 320 V-strömförsörjningsenheten, måste parameter 315 bit 8 (Mini-strömförsörjningsenhet) ställas till 1.120 LÅGT LUFTTRYCK - Lufttrycket föll under 80 psi under en period definierad i parameter 76. Larmet Low Air PR visas på skärmen så snart lufttrycket sjunker, och detta larm visas efter att en viss tid har förflutit. Kontrollera att det inkommande lufttrycket är minst 100 psi och säkerställ att regulatorn är ställd till 85 psi. Prova I/O-funktionen genom bygling av stift 1 till 3 på P12 och övervaka felsökningsbiten Low Air Press (lågt lufttryck). Under vissa förhållanden måste SMTC-återställning genomföras för att rensa bort larmet.121 LÅGT SMÖRJMEDEL ELLER LÅGT TRYCK - Gejdoljenivån är låg eller tom eller så saknas smörjtrycket eller är för högt. Kontrollera behållaren på baksidan av maskinen och nedanför kontrollskåpet. Kontrollera också anslutningen på sidan av kontrollskåpet. Kontrollera att smörjledningarna inte är blockerade. Prova smörjmedelstrycket genom att pumpa manuellt och kontrollera oljetrycksmätaren. Vid ett fullt pumpslag ska trycket vara 35-40 psi och ska sjunka gradvis till noll inom 8-10 minuter. Tryckströmbrytarens tillstånd ska också ändras när pumpen körs och dess status visas i felsökningen. Prova I/O-funktionen genom bygling av stift 1 till 2 på P13 och övervaka felsökningen.122 REGEN.ÖVERHETTN. - Regenereringsbelastningstemperaturen ligger över en säker gräns. Detta larm stänger av servona, spindeldrivenheten, kylmedelspumpen och verktygsväxlaren. En vanlig orsak till detta överhettningstillstånd är att den ingående nätspänningen är för hög. Om tillståndet kvarstår kommer en automatisk avstängning att påbörjas efter intervallet specificerat i parameter 297. Det kan även orsakas av en tung start-/stoppspindelbearbetningscykel. 123 SPINDELDRIVNINGSFEL - Fel på spindeldrivenhet, motor eller regenereringsbelastning. Detta kan orsakas av en kortsluten motor, överspänning, överström, underspänning, drivenhetsfel, eller kortsluten eller öppen regenereringsbelastning. Underspänning och överspänning i likströmsbussen rapporteras också som larm 160 respektive 119.
96-0308 rev G juni 2009Elektrisk service136
124 SVAGT BATTERI - Minnesbatterierna behöver bytas ut inom 30 dagar. Detta larm genereras bara vid uppstarten och indikerar att 3.3 V-litiumbatteriet är under 2.5 V. Om detta inte korrigeras inom ca 30 dagar kan du förlora dina lagrade program, parametrar, offset och inställningar. Säkerhetskopiera minnet innan batteriet byts ut enligt följande: Fräsprogramvaruversion 15 och svarvprogramvaruversion 8 eller tidigare: Gå till positionssidan, skriv in ett filnamn och tryck sedan på F2 för att spara parametrar, offset och inställningar till en diskett- eller usb-enhet. Fräsprogramvaruversion 16 och svarvprogramvaruversion 9 eller senare: Tryck på List Programs (lista program), välj usb-enheten eller enhetsfliken NET, tryck på F4, markera Save All (spara allt). Genomför säkerhetskopieringen och tryck på Write/Enter (skriv/retur).125 (S) VERKTYGSREVOLVERFEL - Revolvern har inte placerat sig rätt i utgångsläget. Det kan finnas något som blockerar revolvern mellan höljet och själva revolvern.125 (F) SKYTTELFEL - Verktygsskytteln initierades inte vid uppstart, cykelstart eller spindelrörelsekommando. Detta innebär att verktygsskytteln inte var helt indragen till utläget. Brytarna för skyttel in/ut kanske inte fungerar normalt. Detta larm kan orsakas av allt som blockerar slädens rörelse, eller av att strömmen till verktygsväxlaren bryts. Kontrollera att skyttelarmens koppling inte är sliten. Kontrollera om skyttelmotorn roterar. Kontrollera motorborstarna och om motorn får ström. Kontrollera reläerna K9-K12 och säkring F1 på I/O-kretskortet.126 VÄXLINGSFEL - Växelspaken är ur läge när ett kommando ges för att starta ett program eller rotera spindeln. Detta innebär att den tvåväxlade växellådan varken befinner sig i hög eller låg växel utan mitt emellan. Kontrollera lufttrycket, magnetspoleströmbrytare CB4 och spindeldrivenheten. Använd knappen Power Up/Restart (start/omstart) för att åtgärda problemet. 127 (S) DÖRRFEL - Maskinen har upptäckt ett problem med autodörren. Dörren antingen stängdes eller öppnades inte som beordrat. Tilltäppning eller en defekt gränslägesbrytare kan orsaka detta.127 (F) INGEN REV.MARKERING - Verktygskarusellmotorn är inte i rätt läge. Knappen Auto All Axes (auto alla axlar) åtgärdar detta men var efteråt säker på att fickan som vänds mot spindeln inte innehåller något verktyg. M39 kan användas för att kommendera revolvern att rotera om fickan som är vänd mot spindeln innehåller ett verktyg.128 (F) ÖVERRÖRELSE AKTIVERAD PÅ FLERA AXLAR - Två eller flera axlar är aktiverade för "super travel" (överrörelse). Endast en axel tillåts ha överrörelsekapacitet. Överrörelse aktiveras när en parameter för verktygsväxlaroffset är större eller mindre än normala rörelsegränser. Kontrollera parametervärdena för Zero Axis TC (nollställ axel för verktygsväxlare), Max Travel (maxrörelse) och Tool Change Offset (verktygsväxlaroffset) för X- och Y-axlarna.129 M-FIN-FEL - M-Fin var aktivt vid uppstarten. Kontrollera ledningsdragningen till M-kodsgränssnittet. Detta test genomförs endast vid uppstarten. Parameter 734, bit M-CODE FINISH kan vara inverterad.130 (S) CHUCK LOSSAD - Cykelstartknappen trycktes in medan chucken var olåst. Lås fast chucken och starta om cykeln. Kontrollera inställning 92 för rätt chucklåsning. 130 (F) VERKTYG LOSSAT - Verktyget verkade vara löst under spindelorientering, en växlingsoperation, en hastighetsändring, eller TSC-uppstart. Larmet genereras också om verktygsfrigöringskolven magnetiseras under uppstarten. Detta kan orsakas av felaktig TRP-brytarfunktion eller justering, ett tryckluftsmagnetspolefel, reläerna på I/O-enheten, dragstångsenheten eller ledningsdragningen. 131 (F) VERKTYG EJ FASTSPÄNT - Vid fastspänning eller uppstart av maskinen är verktygsfrigöringskolven inte i utgångsläget. Kontrollera att TRP-brytarna fungerar och är rätt justerade. Det kan också finnas ett fel i tryckluftsmagnetspolarna, reläerna på I/O-enheten, dragstångsenheten eller ledningsdragningen. 132 AVSTÄNGNINGSFEL - Maskinen stängdes inte av när en automatisk avstängning kommenderades. Kontrollera kabeldragningen till strömgränssnittskortet (POWIF) på nätströmsaggregatet, reläerna på I/O-enheten och huvudkontaktorn eller K1. 133 (S) SPINDELBROMS AKTIVERAD - Spindeln kommenderades att starta medan spindeln var låst (M14), korrigera detaljprogrammet (M15) för att låsa upp spindeln. 133 (F) SPINDEL UR FUNKTION - Spindeln svarar inte när spindelrörelse kommenderas. Detta kan orsakas av en defekt omkodare, kablar, remmar, MOCON eller vektordrivenhet.
96-0308 rev G juni 2009 Elektrisk service 137
134 (S) LÅGT HYDRAULTRYCK - Hydraultrycket avkänns som lågt eller har inte uppnått rätt tryck inom den tillåtna tiden i parameter 222. Kontrollera pumptrycket och oljenivån i hydraulvätsketanken. Kontrollera pumpens och maskinens fasinställning. Kontrollera även 3-fasströmfasinställningen. Fasdetektorn på strömkortet ska vara grön under PASS när maskinen startas upp.134 (F) VERKTYGSFASTSPÄNNINGSFEL - Under frigöringen lossades verktyget inte från spindeln när detta kommenderades. Kontrollera lufttrycket, magnetspoleströmbrytare CB4 och om dragstångsenheten är felinställd. 135 X-AXELMOTOR ÖVERHETTAD - Servomotor överhettad. Temperaturgivaren i motorn indikerar över 150 °F (65 °C). Detta kan orsakas av en långvarig överbelastning av motorn, t.ex. om släden lämnas vid stoppen under flera minuter. 136 Y-AXELMOTOR ÖVERHETTAD - Servomotor överhettad. Temperaturgivaren i motorn indikerar över 150 °F (65 °C). Detta kan orsakas av en långvarig överbelastning av motorn, t.ex. om släden lämnas vid stoppen under flera minuter. 137 Z-AXELMOTOR ÖVERHETTAD - Servomotor överhettad. Temperaturgivaren i motorn indikerar över 150 °F (65 °C). Detta kan orsakas av en långvarig överbelastning av motorn, t.ex. om släden lämnas vid stoppen under flera minuter. 138 A-AXELMOTOR ÖVERHETTAD - Servomotor överhettad. Temperaturgivaren i motorn indikerar över 150 °F (65 °C). Detta kan orsakas av en långvarig överbelastning av motorn, t.ex. om släden lämnas vid stoppen under flera minuter. (fräs) Kontrollera parameter 43, bit OVER TEMP NC. Säkerställ att rätt rundmatningsmodell har valts i inställning 30.139 X-AXELMOTOR Z-FEL - Fel i omkodarmarkerarens pulsräknare. Detta larm innebär vanligen att omkodaren har skadats och att omkodarpositionsdata inte är tillförlitliga. Det kan också orsakas av skadad motorkabel eller en lös omkodarkabelanslutning på motorn eller omkodarinsignal på Mocon-kretskortet.140 Y-AXELMOTOR Z-FEL - Fel i omkodarmarkerarens pulsräknare. Detta larm innebär vanligen att omkodaren har skadats och att omkodarpositionsdata inte är tillförlitliga. Det kan också orsakas av skadad motorkabel eller en lös omkodarkabelanslutning på motorn eller omkodarinsignal på Mocon-kretskortet.141 Z-AXELMOTOR Z-FEL - Fel i omkodarmarkerarens pulsräknare. Detta larm innebär vanligen att omkodaren har skadats och att omkodarpositionsdata inte är tillförlitliga. Det kan också orsakas av skadad motorkabel eller en lös omkodarkabelanslutning på motorn eller omkodarinsignal på Mocon-kretskortet.142 A-AXELMOTOR Z-FEL - Fel i omkodarmarkerarens pulsräknare. Detta larm innebär vanligen att omkodaren har skadats och att omkodarpositionsdata inte är tillförlitliga. Det kan också orsakas av skadad motorkabel eller en lös omkodarkabelanslutning på motorn eller omkodarinsignal på Mocon-kretskortet. (fräs) Kontrollera A-axelkabelanslutningen på sidan av elskåpet.143 (S) SPINDELORIENTERING FÖRLORAD - Spindelorientering förlorad under en spindelfinstyrningsrörelse. Detta kan orsakas av en defekt omkodare, kablar, remmar, MOCON eller vektordrivenhet. Det kan även orsakas av att spindeln inte riktas in innan G05, Fine Spindle Control Motion (finstyrning av spindelrörelse). Försäkra dig om att du kör M19 innan G05.143 (F) SPINDELORIENTERING FÖRLORAD - Spindelorientering förlorad under en verktygsväxlingsoperation. Detta kan orsakas av en defekt omkodare, kablar, remmar, MOCON eller vektordrivenhet. 144 TIDSGRÄNS - - RING DIN ÅTERFÖRSÄLJARE - Användningstiden innan betalning erläggs har löpt ut. Ring din återförsäljare.145 X-GRÄNSL.BRYTARE - Axeln vidrörde gränslägesbrytaren eller så är brytaren inte ansluten. Utgångslägesbrytarinsignalen ändrades medan maskinen var i drift. De lagrade gränslägena ska stoppa sliderna innan de går emot gränslägesbrytarna. Verifiera värdet på parameter 125, Rutnätsoffset, och kontrollera ledningsdragningen till gränslägesbrytaren. Kan också orsakas av en lös omkodaraxel på baksidan av motorn eller kopplingen mellan motor och skruv. X-gränslägesbrytaren kan behöva bytas ut.146 Y-GRÄNSL.BRYTARE - Roterande verktyg vidrörde gränslägesbrytare eller så är brytaren inte ansluten. Utgångslägesbrytarinsignalen ändrades medan maskinen var i drift. De lagrade gränslägena ska stoppa slädarna innan de går emot gränslägesbrytarna. Verifiera värdet på parameter 126, Rutnätsoffset, och kontrollera ledningsdragningen till gränslägesbrytaren. Kan också orsakas av en lös omkodaraxel på baksidan av motorn eller kopplingen mellan motor och skruv. Y-gränslägesbrytaren kan behöva bytas ut.
96-0308 rev G juni 2009Elektrisk service138
147 Z-GRÄNSL.BRYTARE - Axeln vidrörde gränslägesbrytaren eller så är brytaren inte ansluten. Utgångslägesbrytarinsignalen ändrades medan maskinen var i drift. De lagrade gränslägena ska stoppa sliderna innan de går emot gränslägesbrytarna. Verifiera värdet på parameter 127, Rutnätsoffset, och kontrollera ledningsdragningen till gränslägesbrytaren. Kan också orsakas av en lös omkodaraxel på baksidan av motorn eller kopplingen mellan motor och skruv. Z-gränslägesbrytaren kan behöva bytas ut. 148 A-GRÄNSL.BRYTARE - Normalt avaktiverad för roterande axel. 149 (S) SPINDEL ROTERAR - Maskinen har upptäckt att spindeln fortfarande roterar när den förväntas vara stoppad. Detta orsakas troligen av en felaktig parameterinställning. Kontakta din återförsäljare för hjälp med att åtgärda detta problem. 149 (F) SPINDEL ROTERAR - En signal från spindeldrivenheten som indikerar att "spindeldrivenhet stannat" skickas inte när en verktygsväxlingsoperation pågår. 150 (S) I_MODE UTANFÖR OMRÅDET - Starta om maskinen. Om larmet återkommer, ring återförsäljaren och rapportera händelseförloppet som förorsakade larmet. 150 (F) Z OCH VERKTYG LÅSTA - Verktygsväxlaren inte vid utgångsläget och antingen Z-, A- eller B-axeln (eller kombination) befinner sig inte vid maskinnolläget. Om ÅTERSTÄLL, NÖDSTOPP eller STRÖM AV sker under verktygsbyte, kan Z-axelrörelsen och verktygsväxlarrörelsen eventuellt vara osäkra. Kontrollera verktygsväxlarens läge och avlägsna verktyget om möjligt. Starta om med knappen AUTO ALL AXES (auto alla axlar) men säkerställ att fickan som är vänd mot spindeln efteråt inte innehåller något verktyg. För maskiner som initialiseras som VR-parameter 212 och 213, måste verktygsväxlingsoffsetet ställas in och parameter 269 och 270, bit 4, måste båda vara 1 för att ett verktygsbyte ska ske utan detta larm. Detta larm kan utlösas efter en programvaruuppdatering med felaktiga parametrar.151 (S) HPC LÅGT TRYCK - Ett tillstånd av lågt kylmedelstryck har upptäckts. Avaktivera det här larmet genom att ställa parameter 209 Gemens. växel 2 AVAKT. KYLM. IN till 1. 151 (F) LÅGT SPINDELKYLMEDEL - Enbart för fräsar med kylmedel genom spindeln. Detta stänger omedelbart av kylmedelstappen, matningen och pumpen. Det aktiverar rensning, väntar tills tidsgränsen specificerad i parameter 237 löper ut och stänger sedan av rensningen. Kontrollera om kylmedelsbehållarens nivå är låg, om filter blockerats eller om kylmedelsledningarna snott sig eller blockerats. Kontrollera pumpens och maskinens fasinställning. Om du inte hittar fel på några av dessa, och inga kylmedelsledningar är tilltäppta eller har snott sig, ring din återförsäljare. 152 SJÄLVTESTFEL - Kontrollsystemet har upptäckt ett elektroniskt fel. Alla motorer och magnetspolar är avstängda. Detta orsakas troligen av ett fel på processorkortstacken längst upp till vänster på kontrollenheten. Ring din återförsäljare. 153 X-AXEL Z-KAN. SAKNAS - Z-referenssignal från omkodare mottogs inte som förväntat. Alla servon har stängts av. Detta kan orsakas av lösa anslutningar, omkodarkontaminering eller parameterfel. 154 Y-AXEL Z-KAN. SAKNAS - Z Referenssignal från omkodare mottogs inte som förväntat. Alla servon har stängts av. Detta kan orsakas av lösa anslutningar, omkodarkontaminering eller parameterfel.155 Z-AXEL Z-KAN. SAKNAS - Z Referenssignal från omkodare mottogs inte som förväntat. Alla servon har stängts av. Detta kan orsakas av lösa anslutningar, omkodarkontaminering eller parameterfel.156 A-AXEL Z-KAN. SAKNAS - Z-referenssignal från omkodare mottogs inte som förväntat. Detta kan orsakas av lösa anslutningar, omkodarkontaminering eller parameterfel.157 MOCON WATCHDOG-FEL - MOCON-självtesten har misslyckats. Ring din återförsäljare. Prova +12, -12 och +5 V spänning vid MOCON-kretskortet. Ej tillförlitlig strömmatning från LVPS kan orsaka detta larm. Kontrollera i larmhistoriken för axeldrivningsfel. En defekt axeldrivning kan orsaka fluktuerande eller obalanserad lågspänning till logikstacken. Problemet kan orsakas av en kortsluten kylmedelsnivågivare, spänningsgivare från vektordrivning eller termoelementgivare från X-axelkulskruv (svarv). Om kablarna kopplas bort, en åt gången, på P34, P26, P27, P28, P17, P21 och P22, kan problemet isoleras.158 VIDEO/TANGENTBORDSKORTFEL - Under uppstartstesterna upptäckte kontrollsystemet ett problem i antingen tangentbordet eller videominnet. Ring din återförsäljare.
96-0308 rev G juni 2009 Elektrisk service 139
159 TANGENTBORDSFEL - Tangentbordet har kortslutits eller knapp intryckt vid uppstarten. En uppstartstest för membranknappsatsen har hittat en kortsluten knapp. Det kan även orsakas av en kortslutning i kabeln från huvudskåpet eller genom att en kontakt hålls nedtryckt under starten.160 (S) LÅG SPÄNNING - Nätspänningen till kontrollsystemet är för låg. Detta larm utlöses när växelströmsnätspänningen faller under spänningen specificerad i parameter 294.160 (F) LÅG SPÄNNING - Nätspänningen till kontrollsystemet är för låg. Detta larm utlöses när växelströmsnätspänningen faller mer än 10% under det nominella värdet och när ett annat larm redan finns. Spänningsområdet för 160 V-likströmskällan kan ligga mellan 145 och 175 V och justeras genom att flytta uttagen på huvudtransformatorn. Utspänningsnivån visas på felsökningsskärmens andra sida. 161 FEL I X-AXELDRIVNING - Strömmen i X-servomotorn över gränsen. Möjligen orsakat av en stoppad eller överbelastad motor. Servona har stängts av. Det kan också orsakas av att axeln körs in i ett mekaniskt stopp, kortslutning i motorn eller en kortslutning till jord av en av motorkablarna. 162 FEL I Y-AXELDRIVNING - (S) Strömmen i servomotor för roterande verktygsuppsättning över gränsen, (F) strömmen i Y-servomotor över gränsen. Möjligen orsakat av en stoppad eller överbelastad motor. Servona har stängts av. Det kan också orsakas av att axeln körs in i ett mekaniskt stopp, kortslutning i motorn eller en kortslutning till jord av en av motorkablarna. 163 FEL I Z-AXELDRIVNING - Strömmen i Z-servomotorn över gränsen. Möjligen orsakat av en stoppad eller överbelastad motor. Servona har stängts av. Det kan också orsakas av att axeln körs in i ett mekaniskt stopp, kortslutning i motorn eller en kortslutning till jord av en av motorkablarna. 164 FEL I A-AXELDRIVNING - Strömmen i A-servomotorn över gränsen. Möjligen orsakat av en stoppad eller överbelastad motor. Servona har stängts av. Det kan också orsakas av att axeln körs in i ett mekaniskt stopp, kortslutning i motorn eller en kortslutning till jord av en av motorkablarna. 165 X-NOLLÅTERGÅNGSMARGINAL FÖR LITEN - Detta larm utlöses om utgångsläges-/gränslägesbrytarna flyttas eller feljusteras. Det indikerar att nollåtergångspositionen kanske inte är samma från en nollåtergång till en annan. Omkodarens Z-kanalsignal måste komma mellan 1/8 och 7/8 varv från där utgångslägesbrytaren frigörs. Detta stänger inte av servona men stoppar nollåtergångsoperationen. Kontrollera rutnätsoffset.166 Y-NOLLÅTERGÅNGSMARGINAL FÖR LITEN - Detta larm utlöses om utgångsläges-/gränslägesbrytarna flyttas eller feljusteras. Det indikerar att nollåtergångspositionen kanske inte är samma från en nollåtergång till en annan. Omkodarens Z-kanalsignal måste komma mellan 1/8 och 7/8 varv från där utgångslägesbrytaren frigörs. Detta stänger inte av servona men stoppar nollåtergångsoperationen. Kontrollera rutnätsoffset.167 Z-NOLLÅTERGÅNGSMARGINAL FÖR LITEN - Detta larm utlöses om utgångsläges-/gränslägesbrytarna flyttas eller feljusteras. Det indikerar att nollåtergångspositionen kanske inte är samma från en nollåtergång till en annan. Omkodarens Z-kanalsignal måste komma mellan 1/8 och 7/8 varv från där utgångslägesbrytaren frigörs. Detta stänger inte av servona men stoppar nollåtergångsoperationen. Kontrollera rutnätsoffset.168 A-NOLLÅTERGÅNGSMARGINAL FÖR LITEN - Detta larm utlöses om utgångsläges-/gränslägesbrytarna flyttas eller feljusteras. Det indikerar att nollåtergångspositionen kanske inte är samma från en nollåtergång till en annan. Omkodarens Z-kanalsignal måste komma mellan 1/8 och 7/8 varv från där utgångslägesbrytaren frigörs. Detta stänger inte av servona men stoppar nollåtergångsoperationen. Kontrollera rutnätsoffset.169 SPINDELRIKTNINGSFEL - Problem med maskinvaran för fast gängning. Spindeln började vridas i fel riktning.170 (F) AKTIVERAD AXEL KRÄVER MOCON2 - En axel är aktiverad med MOCON-kanalparametern ställd till en kanal på MOCON 2, men ingen MOCON 2 har upptäckts. 171 (S) FÖR HÖGT VARVTAL FÖR ATT LOSSA - Spindelhastigheten överskred den tillåtna maxhastigheten i parameter 248 för att kunna lossa. Minska spindelhastigheten till ett värde mindre än eller lika med parameter 248.
96-0308 rev G juni 2009Elektrisk service140
171 (F) TIDSGRÄNS APC-PALETTLÅSNING - Paletten i fräsen spändes inte fast inom den tillåtna tiden. Kontrollera att inga främmande föremål finns under paletten och mellan paletten och fästplattan. Kontrollera att tillräckligt lufttryck och luftvolym tillförs. Kontrollera om lufttrycksmagnetspolar kärvar eller om utluftningsportar har täppts igen. Kontrollera att palettens lägesbrytare fungerar, att brytaren och ledningarna inte är skadade, samt palettinriktningen. Kontrollera att palettfastspänningsmekanismen fungerar på rätt sätt. Efter att orsaken har fastställts och problemet åtgärdats, kör M50 P1 i MDI för att återställa palettväxlaren och fortsätta med operationen. Parameter 320 specificerar tidsgränsen för palettfastspänning.172 (S) DÖRR ÖPPEN OCH SPINDEL ROTERAR - Chucken får inte lossas medan dörren är öppen och spindeln är aktiverad. 172 (F) TIDSGRÄNS APC-PALETTFRIGÖRING - Paletten i fräsen lossades inte inom den tillåtna tiden. Kontrollera att inga främmande föremål finns mellan paletten och fästplattan. Kontrollera att tillräckligt lufttryck och luftvolym tillförs. Kontrollera om lufttrycksmagnetspolar kärvar eller om utluftningsportar har täppts igen. Kontrollera att palettens lägesbrytare fungerar, att brytaren och ledningarna inte är skadade, samt palettinriktningen. Kontrollera att fästplattan inte är skadad. Efter att orsaken fastställts och problemet åtgärdats, kör M50 P1 i MDI för att återställa palletväxlaren och fortsätt sedan med operationen. Parameter 321 specificerar tidsgränsen för frigöringen.173 SPINDELOMKODAR-Z-KAN. SAKNAS - Z-kanalpulsen från spindelomkodaren saknas för fast gängningssynkronisering. 174 (S) ÖVERSKRIDEN VERKTYGSBEL. - Verktygsbelastningsgränsen har valts och belastningsgränsen för ett verktyg överskreds i en matning. Återställ verktygsbelastningsgränserna i aktuella kommandon för spindelbelastning.174 (F) ÖVERSKRIDEN VERKTYGSBEL. - Verktygsbelastningsgränsen har valts och belastningsgränsen för ett verktyg överskreds i en matning. Återställ verktygsbelastningsgränserna i aktuella kommandon för spindelbelastning. 175 JORDFEL UPPTÄCKT - Ett jordfelstillstånd har upptäckts i 115 V-växelströmskällan. Detta kan orsakas av en kortslutning till jord i vilken som helst av servomotorerna, verktygsväxlarmotorerna, fläktarna eller oljepumpen. 176 ÖVERHETTN.AVSTÄNGNING - Ett överhettningstillstånd varade längre än intervallet specificerat i parameter 297 och orsakade en automatisk avstängning. 177 ÖVERSPÄNNINGSAVSTÄNGNING - Ett överspänningstillstånd varade längre än intervallet specificerat i parameter 296 och orsakade en automatisk avstängning. 178 NOLLDIVISIONSFEL - Det finns vissa parametrar som används som divisor och får därför aldrig sättas till noll. Om problemet inte kan åtgärdas av parametrar, starta om maskinen. Om larmet återkommer, ring återförsäljaren och rapportera händelseförloppet som förorsakade larmet. 179 LÅGT TRANS.OLJETRYCK - Växellådsoljan är låg eller lågt trycktillstånd i oljeledningarna. 180 (F) PALETT/FIXTUR EJ FASTSPÄND - Fastspänningsindata från palett/fixtur indikerar att paletten eller fixturen inte är fastspänd och det är farligt att köra spindeln, mata en axel eller starta ett detaljprogram genom att trycka på Cykel Start (cykelstart). Det kan också betyda att ett tidigare palettbyte inte slutfördes och att palettväxlaren behöver återställas. EC-300: Säkerställ att palettfastspänningsenheten inte blockeras av skräp. Palettfastspänningsbrytarenheten kan behöva service. Brytarenheten är placerad under paletten, bakom fästplattan. EC-400/500: Maskinen utlöser detta larm i början av ett program om det inte finns någon palett på mottagaren. Kontrollera om det sitter skräp mellan paletten och mottagaren. Kontrollera lufttrycket. Prova brytarna vid den roterande kopplingen under mottagaren.VFAPC: Larmet utlöses när spindeln kommenderas men paletten inte är fastlåst. Nödstoppet kan ha tryckts in under ett palettbyte. Kör M50 för att återställa palettväxlaren. Palettfastspänningsbrytaren kan behöva service.181 MAKRO EJ SLUTFÖRT, SPINDEL AVAKTIVERAD - Makrokoden som styr Haas-extrautrustning (stångmatare osv.) har av någon orsak inte slutförts (nödstopp, återställning, avstängning osv.). Kontrollera extrautrustningen och genomför en återställning.182 X-KABELFEL - Kabeln från (axel-) omkodaren har inte några giltiga signaler, felaktigt motorval, defekt kabel, defekta anslutningar eller defekt motor. Kontrollera parametrarna för att säkerställa att parametrarna för Mocon-kanal och omkodartyp är rätt ställda. Kontrollera omkodarkabelanslutningarna vid Mocon och motorn. Kontrollera kabeln. Kontrollera motorn.
96-0308 rev G juni 2009 Elektrisk service 141
183 (S) KABELFEL ROT. VERKTYGSUPPS. - Kabeln från (axel-) omkodaren har inte några giltiga signaler, felaktigt motorval, defekt kabel, defekta anslutningar eller defekt motor. Kontrollera parametrarna för att säkerställa att parametrarna för Mocon-kanal och omkodartyp är rätt ställda. Kontrollera omkodarkabelanslutningarna vid Mocon och motorn. Kontrollera kabeln. Kontrollera motorn. 183 (F) Y-KABELFEL - Kabeln från (axel-) omkodaren har inte några giltiga signaler, felaktigt motorval, defekt kabel, defekta anslutningar eller defekt motor. Kontrollera parametrarna för att säkerställa att parametrarna för Mocon-kanal och omkodartyp är rätt ställda. Kontrollera omkodarkabelanslutningarna vid Mocon och motorn. Kontrollera kabeln. Kontrollera motorn. 184 Z-KABELFEL - Kabeln från (axel-) omkodaren har inte några giltiga signaler, felaktigt motorval, defekt kabel, defekta anslutningar eller defekt motor. Kontrollera parametrarna för att säkerställa att parametrarna för Mocon-kanal och omkodartyp är rätt ställda. Kontrollera omkodarkabelanslutningarna vid Mocon och motorn. Kontrollera kabeln. Kontrollera motorn.185 A-KABELFEL - Kabeln från (axel-) omkodaren har inte några giltiga signaler, felaktigt motorval, defekt kabel, defekta anslutningar eller defekt motor. Kontrollera parametrarna för att säkerställa att parametrarna för Mocon-kanal och omkodartyp är rätt ställda. Kontrollera omkodarkabelanslutningarna vid Mocon och motorn. Kontrollera kabeln. Kontrollera motorn.186 SPINDELN ROTERAR INTE - Spindeln roterar inte; kontrollera programmets G99 Matning per varv eller G98 Matning per minut.187 (S) B-SERVOFEL FÖR STORT - För hög belastning eller hastighet på B-axelmotor. Skillnaden mellan motorpositionen och den kommenderade positionen har överskridit en parameter. Motorn kan också ha stoppat eller kopplats bort eller så har fel uppstått i drivrutinen. Servona kommer att stängas av och en återställning måste genomföras för att starta om. Detta larm kan orsakas av problem med drivrutinen eller motorn eller av att sliden har körts in i de mekaniska stoppen. 187 (F) B-SERVOFEL FÖR STORT - För hög belastning eller hastighet på B-axelmotor. Skillnaden mellan motorposition och den beordrade positionen har överskridit en parameter 159. Motorn kan också ha stannat, kopplats ifrån, eller drivningen stannat. Servona kommer att stängas av och en återställning måste genomföras för att starta om. Detta larm kan orsakas av problem med drivrutinen eller motorn eller av att sliden har körts in i de mekaniska stoppen. På maskiner med servobaserade verktygsväxlarkedjor kunde kedjan inte flyttas. På maskiner med servobaserade verktygsväxlararmar kunde armen inte flyttas, möjligen på grund av ett verktyg som sitter fast.188 B-SERVOÖVERBEL. - För hög belastning på B-axelmotor. Detta kan ske om belastningen på motorn under flera sekunder eller t.o.m. minuter är hög nog för att överskrida motorns kontinuerliga belastning. Servona kommer att stängas av när detta sker. Detta kan orsakas av att man kör in i de mekaniska stoppen, men inte mycket förbi dem. Det kan också orsakas av allt som skapar en mycket hög belastning på motorerna. 189 B-AXELMOTOR ÖVERHETTAD - Servomotor överhettad. Motorns temperaturgivare indikerar över 150 °F. Detta kan orsakas av en långvarig överbelastning av motorn, t.ex. om sliden lämnas vid stoppen under flera minuter.190 B-MOTOR Z-FEL - Fel i omkodarmarkerarens pulsräknare. Detta innebär vanligen att omkodaren har skadats och att omkodarpositionsdata inte är tillförlitliga. Det kan också orsakas av lösa omkodaranslutningar. 191 B-GRÄNSL.BRYTARE - Normalt avaktiverad för roterande axel. 192 B-AXEL Z-KAN. SAKNAS - Z-referenssignal från omkodare mottogs inte som förväntat. Detta kan orsakas av lösa anslutningar, omkodarkontaminering eller parameterfel. 193 FEL I B-AXELDRIVNING - Strömmen i B-servomotorn över gränsen. Möjligen orsakat av en stoppad eller överbelastad motor. Servona har stängts av. Detta kan orsakas av att axeln körs in i ett mekaniskt stopp. Det kan också orsakas av en kortslutning i motorn eller en kortslutning till jord av en av motorkablarna.
96-0308 rev G juni 2009Elektrisk service142
194 B-NOLLÅTERGÅNGSMARGINAL FÖR LITEN - Detta larm utlöses om utgångsläges-/gränslägesbrytarna flyttas eller feljusteras. Detta larm indikerar att nollåtergångspositionen kanske inte är samma från en nollåtergång till en annan. Omkodarens Z-kanalsignal måste komma mellan 1/8 och 7/8 varv från där utgångslägesbrytaren frigörs. Detta stänger inte av servona men stoppar nollåtergångsoperationen. 195 B-KABELFEL - Kabeln från (axel-) omkodaren har inte några giltiga signaler, felaktigt motorval, defekt kabel, defekta anslutningar eller defekt motor. Kontrollera parametrarna för att säkerställa att parametrarna för Mocon-kanal och omkodartyp är rätt ställda. Kontrollera omkodarkabelanslutningarna vid Mocon och motorn. Kontrollera kabeln. Kontrollera motorn. 196 (F) KYLMEDELSTAPPFEL - Tappen kunde inte nå den kommenderade positionen efter två (2) försök. 197 DIV. PROGRAMVARUFEL - Detta larm indikerar ett fel i styrprogramvaran. Kontakta din återförsäljare och rapportera detta problem.198 SPINDEL STOPPAD - Kontrollsystemet känner av att inget spindelfel har uppstått; spindeln har rätt hastighet och ändå snurrar inte spindeln. Möjligen har remmen mellan spindeldrivmotorn och spindeln glidit av eller brustit.199 NEGATIVT VARVTAL - Ett negativt spindelvarvtal angavs. Spindelhastighetskommandon måste vara positiva värden.200 VD-ÖVERTEMP. - Vektordrivenhet överhettad. Vektordrivenhetens temperaturgivare indikerar över 90 °C (194 °F) vid brygglikriktaren. Detta kan orsakas av en längre överbelastning av vektordrivenheten, en stoppad fläkt eller hög rumstemperatur. Kontrollera att fläkten fungerar.201 PARAMETER-CRC-FEL - Parametrar förlorade på grund av svagt batteri. Kontrollera om batteriet är svagt/om batterilarm utlösts.202 INSTÄLLNINGS-CRC-FEL - Inställningar förlorade på grund av svagt batteri. Kontrollera om batteriet är svagt/om batterilarm utlösts. 203 STIGNINGSSKRUV-CRC-FEL - Stigningsskruvkompenseringstabeller förlorade på grund av svagt batteri. Kontrollera om batteriet är svagt och om batterilarm utlösts. Spara parametrar till usb eller annan enhet. De ursprungliga parametrarna kan behöva laddas in igen. Stigningsskruvkompensationstabellen kan visas genom att trycka på PARAM DGNOS (parameterfelsökning), sedan på END (slut) och sedan på <DOWN ARROW> (pil ned). Granska kompensationstabellerna. Har några värden förts in? Förvanskade kompensationstabeller kan rensas vid behov genom att trycka på 0 och sedan på ORIGIN (origo). Gå till Y- och Z-tabellerna med hjälp av pilknapparna och rensa också dessa.204 OFFSET-CRC-FEL - Offset förlorade på grund av svagt batteri. Kontrollera om batteriet är svagt och om batterilarm utlösts. 205 PROGRAM-CRC-FEL - Användarprogram förlorat på grund av svagt batteri. Kontrollera om batteriet är svagt och om larm utlösts. 206 INTERNT PROG.FEL - Eventuellt förvanskat program. Spara alla program till diskett, ta bort samtliga och ladda in dem igen. Kontrollera om batteriet är svagt och om batterilarm utlösts. 207 KÖFRAMMATNINGSFEL - Starta om maskinen. Om larmet återkommer, ring återförsäljaren och rapportera händelseförloppet som förorsakade larmet. 208 KÖTILLDELNINGSFEL - Starta om maskinen. Om larmet återkommer, ring återförsäljaren och rapportera händelseförloppet som förorsakade larmet. 209 KÖSKÄRSTÅLSKOMP.FEL - Starta om maskinen. Om larmet återkommer, ring återförsäljaren och rapportera händelseförloppet som förorsakade larmet. 210 OTILLRÄCKLIGT MINNE - Inte tillräckligt med minne för att ladda in användarprogram. Kontrollera tillgängligt utrymme i LIST PROG (lista program) och ta bort eller hämta ned några program för att frigöra minne.211 UDDA PROG.BLOCK - Eventuellt förvanskat program. Spara alla program till diskett, ta bort samtliga och ladda in dem igen.212 PROG.INTEGRITETSFEL - Eventuellt förvanskat program. Spara alla program till diskett, ta bort samtliga och ladda in dem igen. Kontrollera om batteriet är svagt och om batterilarm utlösts. 213 PROGRAMMINNES-CRC-FEL - Elektronikfel; ev. huvudprocessorn. Ring din återförsäljare.
96-0308 rev G juni 2009 Elektrisk service 143
214 PROGRAMANTAL ÄNDRAT - Indikerar att antalet program inte överensstämmer med den interna variabel som räknar antalet inladdade program. Möjligt processorproblem, om detta kvarstår ska du kontakta återförsäljaren. Detta kan inträffa när utökat minne aktiveras.215 PEKARE LED. MINNE ÄNDRAD - Indikerar att minnesstorleken som används av programmen som räknas i systemet inte överensstämmer med variabeln som visar ledigt minne. Ev. problem med processorkretskortet. Ring din återförsäljare.216 (S) SONDARM NED UNDER KÖRNING - Indikerar att sondarmen har dragits ner under en programkörning.216 (F) EPROM-HASTIGHETSFEL - Ev. problem med processorkretskortet. 217 X-FASINSTÄLLNINGSFEL - Fel uppstod i den borstlösa motorns fasinställningsinitialisering. Detta kan orsakas av en defekt omkodare eller ett kabelfel. Ring din återförsäljare. 218 Y-FASINSTÄLLNINGSFEL - Fel uppstod i den borstlösa motorns fasinställningsinitialisering. Detta kan orsakas av en defekt omkodare eller ett kabelfel.219 Z-FASINSTÄLLNINGSFEL - Fel uppstod i den borstlösa motorns fasinställningsinitialisering. Detta kan orsakas av en defekt omkodare eller ett kabelfel. 220 A-FASINSTÄLLNINGSFEL - Fel uppstod i den borstlösa motorns fasinställningsinitialisering. Detta kan orsakas av en defekt omkodare eller ett kabelfel. 221 B-FASINSTÄLLNINGSFEL - Fel uppstod i den borstlösa motorns fasinställningsinitialisering. Detta kan orsakas av en defekt omkodare eller ett kabelfel.222 C-FASINSTÄLLNINGSFEL - Fel uppstod i den borstlösa motorns fasinställningsinitialisering. Detta kan orsakas av en defekt omkodare eller ett kabelfel.223 DÖRRLÅSNINGSFEL - I maskiner utrustade med säkerhetsförreglingar utlöses detta larm när kontrollsystemet känner av att dörren är öppen, fast den är låst. Kontrollera dörrlåskretsen.224 X-ÖVERGÅNGSFEL - Otillåten övergång av omkodarantalspulser i X-axeln. Detta larm indikerar vanligen att omkodaren har skadats och att omkodarpositionsdata inte är tillförlitliga. Detta kan också orsakas av lösa anslutningar vid MOCON-kretskortet. 225 Y-ÖVERGÅNGSFEL - Otillåten övergång av omkodarantalspulser i roterande verktygsuppsättning. Detta larm indikerar vanligen att omkodaren har skadats och att omkodarpositionsdata inte är tillförlitliga. Detta kan också orsakas av lösa anslutningar vid MOCON-kretskortet. 226 Z-ÖVERGÅNGSFEL - Otillåten övergång av omkodarantalspulser i Z-axeln. Detta larm indikerar vanligen att omkodaren har skadats och att omkodarpositionsdata inte är tillförlitliga. Detta kan också orsakas av lösa anslutningar vid MOCON-kretskortet. 227 A-ÖVERGÅNGSFEL - Otillåten övergång av omkodarantalspulser i A-axeln. Detta larm indikerar vanligen att omkodaren har skadats och att omkodarpositionsdata inte är tillförlitliga. Detta kan också orsakas av lösa anslutningar vid MOCON-kretskortet. 228 B-ÖVERGÅNGSFEL - Otillåten övergång av omkodarantalspulser i B-axeln. Detta larm indikerar vanligen att omkodaren har skadats och att omkodarpositionsdata inte är tillförlitliga. Detta kan också orsakas av lösa anslutningar vid MOCON-kretskortet. 229 C-ÖVERGÅNGSFEL - Otillåten övergång av omkodarantalspulser i C-axeln. Detta larm indikerar vanligen att omkodaren har skadats och att omkodarpositionsdata inte är tillförlitliga. Detta kan också orsakas av lösa anslutningar vid MOCON-kretskortet. 230 (S) DÖRR ÖPPEN - Spindelvarvtalet har överskridit maxvärdet i parameter 586 medan dörren är öppen. Stanna spindeln, stäng dörren eller minska spindelvarvtalet till ett värde mindre än eller lika med värdet i parameter 586.
96-0308 rev G juni 2009Elektrisk service144
231 PULSGENERATORÖVERGÅNGSFEL - Otillåten övergång av omkodarantalspulser i pulsgeneratoromkodare. Detta larm indikerar vanligen att omkodaren har skadats och att omkodarpositionsdata inte är tillförlitliga. Detta kan också orsakas av lösa anslutningar.232 SPINDELÖVERGÅNGSFEL - Otillåten övergång av omkodarantalspulser i spindelomkodare. Detta larm indikerar vanligen att omkodaren har skadats och att omkodarpositionsdata inte är tillförlitliga. Detta kan också orsakas av lösa anslutningar vid MOCON. 233 PULSGENERATORKABELFEL - Kabeln från pulsgeneratoromkodaren har inte några giltiga differentiella signaler. 234 SPINDELKABELFEL - Kabeln från spindelomkodaren har inte några giltiga differentiella signaler. 235 SPINDEL-Z-FEL - Fel i omkodarmarkerarens pulsräknare. Vanligtvis indikerar detta larm att omkodaren som monterats på spindeln har skadats och att omkodarpositionsdata inte är tillförlitliga. Även lösa omkodaranslutningar vid P1-P4 kan orsaka detta.236 SPINDELMOTORÖVERBELASTNING - Spindelmotorn är överbelastad. 237 SPINDELFÖLJFEL - Felet mellan den kommenderade spindelhastigheten och den verkliga hastigheten har överskridit det maximalt tillåtna (som inställt i parameter 184). 238 (F) AUTOMATDÖRRFEL - Automatdörrfunktion kommenderades, men operationen slutfördes inte. Dörren:
1) Kommenderades att stänga men vidrörde inte den stängda brytaren inom den tillåtna tiden.2) Kommenderades att öppna men vidrörde inte den öppna brytaren (vissa dörrar saknar brytare) inom
den tillåtna tiden.3) Kommenderades att öppna men började inte röra sig inom den tillåtna tiden.
Kontrollera dörrbrytaren, att dörren inte kärvar mekaniskt och att dörrmotorn och kopplingen fungerar på rätt sätt. 239 OKÄNT MOCON1-LARM - Mocon har rapporterat ett larm till den aktuella programvaran. Den aktuella programversionen kunde inte identifiera larmet. Kontrollera att MOCON-kabelanslutningarna inte är lösa. Se MOCON-programvarans versionsinformation för ytterligare felsökning.240 TOMT PROG. EL. BLOCKSLUT SAKNAS - Inget DNC-program hittat eller inget programslut hittat. Programstrukturen är felaktig, det krävs ett % i början eller slutet av filen. Programmet måste ha ett programnummer som börjar med bokstaven "O". Möjligt elektriskt brus som stör dataöverföringen.241 OGILTIG KOD - Felaktig RS-232-inladdning. Data lagrades som kommentar. Kontrollera programmet som tas emot. Felaktiga data kommer att placeras på sidan MESSAGES (meddelanden) som en kommentar med efterföljande frågetecken. Ogiltig kod visas i programmet som en kommentar med efterföljande frågetecken.242 NUMMERFORMATFEL ELLER FÖR LÅNGT - Kontrollera om indatafilen har något felaktigt formaterat nummer. Numret kan ha för många siffror eller flera decimalpunkter. Felaktiga data kommer att placeras på sidan MESSAGES (meddelanden) som en kommentar med efterföljande frågetecken.243 OGILT. NUMMER - Inmatade data är inte ett nummer. 244 SAKNAS (...) - Kommentarer måste inledas med '(' och avslutas med ')'. Detta larm utlöses också om en kommentar är längre än 80 tecken. Felaktiga data kommer att placeras på sidan MESSAGES (meddelanden) som en kommentar med efterföljande frågetecken. De felaktiga blocken kan också visas i programmet som en kommentar, sök efter ( ?).245 OKÄND KOD - Kontrollera inmatningsrad eller data från RS-232. Larmet kan utlösas medan data redigeras in i ett program eller laddas in från RS-232. Felaktiga data kommer att placeras på sidan MESSAGES (meddelanden) som en kommentar med efterföljande frågetecken. De felaktiga blocken kan också visas i programmet som en kommentar, sök efter (?). 246 STRÄNG FÖR LÅNG - Inmatningsraden är för lång. Dataimatningsraden måste kortas ned. 247 MARKÖRDATABASFEL - Starta om maskinen. Om larmet återkommer, ring återförsäljaren och rapportera händelseförloppet som förorsakade larmet.
96-0308 rev G juni 2009 Elektrisk service 145
248 TALBREDDSFEL - Nummerinmatning är utanför området. Detta kan orsakas av för många siffror i en alfabetisk adress eller makrovariabel. Felaktiga data kommer att placeras på sidan MESSAGES (meddelanden). Ogiltig kod visas i programmet som en kommentar med efterföljande frågetecken.249 PROG.DATA BÖRJAR UDDA - Eventuellt förvanskat program. Spara alla program till diskett, ta bort samtliga och ladda in dem igen. 250 PROG.DATAFEL - Eventuellt förvanskat program. Spara alla program till diskett, ta bort samtliga och ladda in dem igen. Om felet kvarstår kan det krävas att programmen genomsöks efter fel på pc:n, korrigeras och sedan laddas in igen.251 PROG.DATASTRUKTURFEL - - Eventuellt förvanskat program. Spara alla program till diskett, ta bort samtliga och ladda in dem igen. Om felet kvarstår kan det krävas att programmen genomsöks efter fel på pc:n, korrigeras och sedan laddas in igen. Spara alla program till usb eller annan enhet, ta bort samtliga och ladda in dem igen. Problemet kan återkomma när programmen laddas in igen. Programmen bör laddas in ett åt gången för att isolera det förvanskade programmet. Om något av programmen inte kan tas bort, kontakta din återförsäljare.252 MINNESSPILL - Eventuellt förvanskat program. Spara alla program till diskett, ta bort samtliga och ladda in dem igen. Om felet kvarstår kan det krävas att programmen genomsöks efter fel på pc:n, korrigeras och sedan laddas in igen. 253 ELEKTRONIKÖVERHETTN. - Temperaturen i kontrollådan har överskridit 140 °F (60 °C). Detta kan orsakas av ett elektronikproblem, hög rumstemperatur eller igensatt luftfilter. Prova +12, -12 och +5 V spänning vid MOCON-kretskortet.254 SPINDELMOTORÖVERHETTNING - Motorn som driver spindeln är för varm. Detta larm genereras bara i maskiner utrustade med en Haas-vektordrivenhet. Spindelmotorns temperaturgivare kände av en hög temperatur under mer än 1.5 sekunder. 255 (F) INGET VERKTYG I SPINDELN - Det finns ett ogiltigt verktygsnummer i spindelposten i verktygsficktabellen Pocket-Tool. Spindelposten får inte vara 0 och måste vara med i tabellens huvuddel. Om det inte finns något verktyg i spindeln, skriv in numret för en tom ficka i spindelposten. Om det finns ett verktygsnummer i spindelposten, kontrollera att det finns med i tabellens huvuddel och att fickan är tom. 256 (F) AKTUELLT VERKTYG OKÄNT - Information om det aktuella verktyget har förlorats. Troligaste orsak till detta är ominitialisering. Det är troligt att nästa kommenderade verktygsbyte resulterar i en kollision mellan spindeln och ett verktyg i fickan. Eliminera risken för ett avbrott genom att genomföra en verktygsväxlaråterställning. Använd inte Power Up/Restart (start/omstart) eftersom detta gör att maskinen försöker återföra ett verktyg till karusellen. 257 PROG.DATAFEL - Eventuellt förvanskat program. Spara alla program till diskett, ta bort samtliga och ladda in dem igen. Om felet kvarstår kan det krävas att programmen genomsöks efter fel på pc:n, korrigeras och sedan laddas in igen.258 OGILTIGT DPRNT-FORMAT - Makro DPRNT-sats är inte rätt strukturerad, kontrollera formateringen av DPRNT-kommandona. 259 SPRÅKVERSION - Problem med språkfiler. Ladda in filerna för främmande språk igen. 260 SPRÅK-CRC - Indikerar att flash-minnet har förvanskats eller skadats. Ladda in filerna för främmande språk igen. 261 RUNDM.-CRC-FEL - De sparade rundmatningsbordsparametrarna (används av inställning 30, 78) har ett CRC-fel. Indikerar förlust av minne, ev. problem med processorkretskort.262 PARAMETER-CRC SAKNAS - RS-232- eller diskläsning av parameter hade ingen CRC vid inladdning från disk eller RS-232. 263 STIGNINGSSKRUV-CRC SAKNAS - Stigningsskruvkompenseringstabeller har ingen CRC vid inladdning från disk eller RS-232.264 RUNDM.-CRC SAKNAS - Rundmatningsbordparametrar har ingen CRC vid inladdning från disk eller RS-232. 265 MAKROVARIABELFIL-CRC-FEL - Makrovariabelfil har ett CRC-fel. Indikerar förlust av minne. Ev. förvanskad fil eller problem med processorkretskortet.
96-0308 rev G juni 2009Elektrisk service146
266 (F) VERKTYGSVÄXLARFEL - Kör verktygsväxlaråterställning. 267 (F) VERKTYGSDÖRR UR LÄGE - Detta larm genereras på en horisontalfräs under ett verktygsbyte när parameter 278, TL DR Switch, ställts till 1, och verktygskarusellens tryckluftsdörrbrytare indikerar att dörren är öppen efter att den kommenderades stängd, eller stängd efter att den kommenderades öppen. Troligast orsakas detta larm av en omkopplare som kärvar eller är defekt.268 DÖRR ÖPPEN VID M95-START - Genereras närhelst M95 (viloläge) påträffas och dörren är öppen. Dörren måste vara stängd för att viloläget ska aktiveras. 269 (F) VERKTYGSARMFEL - Verktygsväxlararmen är inte i rätt läge. Kör verktygsväxlaråterställning. 270 C-SERVOFEL FÖR STORT - För hög belastning eller hastighet på C-axelmotor. Skillnaden mellan motorposition och den beordrade positionen har överskridit en parameter 506. Motorn kan också ha stannat, kopplats ifrån, eller drivningen stannat. Servona kommer att stängas av och en återställning måste genomföras för att starta om. Detta larm kan också orsakas av problem med drivrutinen, motorn. 271 C-SERVOÖVERBELASTNING - För hög belastning på C-axelmotor. Detta kan ske om belastningen på motorn under flera sekunder eller minuter är hög nog för att överskrida motorns kontinuerliga belastning. Servona stängs av när detta sker. Det kan också orsakas av allt som orsakar en mycket hög belastning på motorerna.272 C-AXELMOTOR ÖVERHETTAD - Servomotor överhettad. Temperaturgivaren i motorn indikerar över 150 °F. Detta kan orsakas av en längre överbelastning av motorn, t.ex. om sliden lämnas vid stoppen under flera minuter. 273 C-MOTOR Z-FEL - Fel i omkodarmarkerarens pulsräknare. Detta innebär vanligen att omkodaren har skadats och att omkodarpositionsdata inte är tillförlitliga. Det kan också orsakas av lösa omkodaranslutningar.274 C-GRÄNSL.BRYTARE - Axeln vidrörde gränslägesbrytaren eller så är brytaren inte ansluten. De lagrade gränslägena ska stoppa sliderna innan de går emot gränslägesbrytarna. Verifiera värdet på parametern Rutnätsoffset och kontrollera ledningsdragningen till gränslägesbrytaren. Kan också orsakas av en lös omkodaraxel på baksidan av motorn eller kopplingen mellan motor och skruv. 275 C-AXEL Z-KAN. SAKNAS - Z-referenssignal från omkodare mottogs inte som förväntat. Detta kan orsakas av lösa anslutningar, omkodarkontaminering eller parameterfel.276 FEL I C-AXELDRIVNING - Strömmen i C-servomotorn över gränsen. Möjligen orsakat av en stoppad eller överbelastad motor. Servona har stängts av. Detta kan orsakas av att axeln körs in i ett mekaniskt stopp. Det kan också orsakas av kortslutning i motorn eller en kortslutning till jord av en av motorkablarna. 277 C-NOLLÅTERGÅNGSMARGINAL FÖR LITEN - Detta larm utlöses om utgångsläges-/gränslägesbrytarna flyttas eller feljusteras. Detta larm indikerar att nollåtergångspositionen kanske inte är samma från en nollåtergång till en annan. Omkodarens Z-kanalsignal måste komma mellan 1/8 och 7/8 varv från där utgångslägesbrytaren frigörs. Detta stänger inte av servona men stoppar nollåtergångsoperationen. 278 C-KABELFEL - Kabeln från (axel-) omkodaren har inte några giltiga signaler, felaktigt motorval, defekt kabel, defekta anslutningar eller defekt motor. Kontrollera parametrarna för att säkerställa att parametrarna för Mocon-kanal och omkodartyp är rätt ställda. Kontrollera omkodarkabelanslutningarna vid Mocon och motorn. Kontrollera kabeln. Kontrollera motorn.279 (F) X-AXELLINJÄRSKALE-Z-FEL - Fel i omkodarmarkerarens pulsräknare. Detta larm indikerar vanligen att Z-felomkodaren har skadats och att omkodarpositionsdata inte är tillförlitliga. Detta kan även orsakas av lösa skalanslutningar. 280 (F) Y-AXELLINJÄRSKALE-Z-FEL - Fel i omkodarmarkerarens pulsräknare. Detta larm indikerar vanligen att Z-felomkodaren har skadats och att omkodarpositionsdata inte är tillförlitliga. Detta kan även orsakas av lösa skalanslutningar. 281 (F) Z-AXELLINJÄRSKALE-Z-FEL - Fel i omkodarmarkerarens pulsräknare. Detta larm indikerar vanligen att Z-felomkodaren har skadats och att omkodarpositionsdata inte är tillförlitliga. Detta kan även orsakas av lösa skalanslutningar.
96-0308 rev G juni 2009 Elektrisk service 147
282 (F) A-AXELLINJÄRSKALE-Z-FEL - Fel i omkodarmarkerarens pulsräknare. Detta larm indikerar vanligen att Z-felomkodaren har skadats och att omkodarpositionsdata inte är tillförlitliga. Det kan också orsakas av lösa omkodaranslutningar. 283 (F) X-AXELLINJÄRSKALE-Z-KANAL SAKNAS - Avbrutna kablar eller kontaminerad omkodare. Alla servon har stängts av. Detta Z-kanallarm kan även orsakas av lösa skalanslutningar. 284 (F) Y-AXELLINJÄRSKALE-Z-KANAL SAKNAS - Avbrutna kablar eller kontaminerad omkodare. Alla servon har stängts av. Detta Z-kanallarm kan även orsakas av lösa omkodaranslutningar. 285 (F) Z-AXELLINJÄRSKALE-Z-KANAL SAKNAS - Avbrutna kablar eller kontaminerad omkodare. Alla servon har stängts av. Detta Z-kanallarm kan även orsakas av lösa omkodaranslutningar. 286 (F) A-AXELLINJÄRSKALE-Z-KANAL SAKNAS - Avbrutna kablar eller kontaminerad omkodare. Alla servon har stängts av. Detta Z-kanallarm kan även orsakas av lösa omkodaranslutningar. 287 (F) X-AXELLINJÄRSKALEKABELFEL - Kabeln från X-axelskalan har inte några giltiga differentiella signaler. 288 (F) Y-AXELLINJÄRSKALEKABELFEL - Kabeln från Y-axelskalan har inte några giltiga differentiella signaler. 289 (F) Z-AXELLINJÄRSKALEKABELFEL - Kabeln från Z-axelskalan har inte några giltiga differentiella signaler. 290 (F) A-AXELLINJÄRSKALEKABELFEL - Kabeln från A-axelskalan har inte några giltiga differentiella signaler. 291 (F) LÅG LUFTVOLYM/TRYCK UNDER ATC - Ett automatiskt verktygsbyte slutfördes inte på grund av otillräcklig luftvolym eller tryckluftstryck. Kontrollera tryckluftslangen.292 320 V VD/MMPS-FEL - Felet 320 V VEKTORDRIVENHETS- ELLER MINI MILL-KRAFTKÄLLA har inträffat. Det här larmet genereras när överspänning, underspänning, kortslutning, övertemperatur eller kortslutningsåterkoppling uppstår. Det här larmet ska följas av ett annat larm med en detaljerad beskrivning av kraftkällans tillstånd. Tryck på knappen RESET (återställ) för att fortsätta. Om återställning inte rensar bort samtliga larm, STARTA OM FÖR ATT FORTSÄTTA!293 OGILTIGT AVFASNINGS- ELLER HÖRNRUNDNINGSAVSTÅND I G01 - Kontrollera geometrin.294 INGEN SLUTRÖRELSE FÖR G01-HÖRNRUNDNING - En avfasnings- eller hörnrundningsrörelse begärdes i ett G01-kommando, men ingen ändrörelse kommenderades. Kontrollera geometrin.295 RÖRELSEVINKELN FÖR LITEN VID G01-HÖRNRUNDNING - Tangensvärdet för halvvinkel är noll. Rörelsevinkeln måste vara större än 1 grad. Kontrollera geometrin.296 OGILTIGT PLANVAL VID G01-AVFASNING ELLER HÖRNRUNDNING - Avfasnings- eller hörnrundningsrörelse samt ändrörelse måste vara i samma plan som begynnelserörelsen. Kontrollera geometrin. 297 (F) ATC-SKYTTELÖVERSKJUTNING - ATC-skytteln kunde inte stanna inom det tillåtna vilolägespositionsfönstret under ett verktygsbyte. Kontrollera om någon drivrem är lös, skadad eller överhettad motor, om skyttelvilolägesbrytaren eller skyttelmarkeringsbrytaren kärvar eller skadats eller om styrkortsreläanslutningar för växelmotor är brända. Använd verktygsväxlaråterställning för att återställa ATC:n och fortsätt sedan med den normala driften. 298 (F) ATC-DUBBELARM UR LÄGE - ATC-dubbelarmmarkeringsbrytare eller medurs/moturs-positionsbrytare befinner sig i fel tillstånd. Kontrollera om brytare kärvar, är felinriktade eller skadade, om mekanisk kärvning, skadad motor, eller skräpansamling förekommer. Använd verktygsväxlaråterställning för att återställa ATC:n och fortsätt sedan med den normala driften. 299 (F) ATC-SKYTTEL UR LÄGE - ATC-skyttelns markeringsbrytare befinner sig i fel tillstånd. Kontrollera om brytaren kärvar, är felinriktad eller skadad, om mekanisk kärvning, skadad motor, eller skräpansamling förekommer. Använd verktygsväxlaråterställning för att återställa ATC:n och fortsätt sedan med den normala driften. 301 (S) NORMALT STOPP - Ett programstopp påträffades.302 OGILTIGT R I G02 ELLER G03 - R måste vara större än eller lika med halva avståndet från start till slut med en noggrannhet av 0.0010 tum (0.010 mm). Kontrollera geometrin.
96-0308 rev G juni 2009Elektrisk service148
303 (S) OGILTIGT X, B ELLER Z I G02 ELLER G03 - Början och slutet på skärningspunkterna i G02 och G03 måste ha en noggrannhet på 0.0010 tum (0.010 mm). Kontrollera geometrin.303 (F) OGILTIGT X, Y ELLER Z I G02 ELLER G03 - Början och slutet på skärningspunkterna i G02 och G03 måste ha en noggrannhet på 0.0010 tum (0.010 mm). Kontrollera geometrin.304 OGILTIGT I, J ELLER K I G02 ELLER G03 - Radien vid start och slut måste matcha radien vid bågens slut med en noggrannhet på 0.0010 tum (0.010 mm). Kontrollera geometrin.305 OGILTIGT Q I FAST CYKEL - Q-variabel i en fast cykel kan inte vara noll. Kontrollera programmet.306 OGILTIGT I, J, K ELLER Q I FAST CYKEL - Variablerna I, J, K och Q i en fast cykel måste vara större än noll. Kontrollera programmet.307 SUBRUTINKAPSLING FÖR DJUP - Subrutinkapsling är begränsad till tjugo nivåer. Förenkla ditt program med hjälp av färre subrutiner.308 (S) OGILTIGT VERKTYGSOFFSET - Ett verktygsoffset som inte ligger inom kontrollsystemintervallet användes.309 MAX MATN.HAST. ÖVERSKRIDEN - Använd en matningshastighet mindre än eller lika med parameter 59. Kontrollera inställning 9 för rätt enheter, detta kan orsakas av körning av MM-program i TUM.310 OGILTIG G-KOD - G-koden är inte definierad och är inte ett makroanrop, kontrollera parameter 91 t.o.m. 100. Alias-G-kod inte listad i parameter 91 t.o.m. 100. Alternativbeteckna en G-kod genom att specificera programmet som ska betecknas till i motsvarande parameter.311 OKÄND KOD - Programmet innehöll en rad eller kod som inte förstods. Kontrollera programmet.312 PROGRAMSLUT - Slutet på subrutin har nåtts innan M99. Behöver en M99 för att återgå från subrutinen. Kontrollera subrutinen eller underprogrammet för M99. Subrutiner och underprogram kräver M99 för att återgå till varifrån de kallades med M96, M97, M98 eller G65.313 INGEN P-KOD I M96, M97, M98, M143, M144 ELLER G65 - I M96, M97, M98 eller G65 måste underprogramnumret vara i P-kod. P0 för textgravyr eller P1 för det sekventiella tillverkningsnumret då G47-textgravyr används.314 UNDERPROGRAM INTE I MINNET - Kontrollera ett underprogram som kallas med P-koden i M98 eller G65 befinner sig i minnet. När ett underprogram kallas med FNC måste underprogrammet finnas på samma enhet och i samma katalog som huvudprogrammet som kallar det. För filer som överfördes från usb till hårddisk, kontrollera även filnamnets format (stora el. små bokstäver) på hårddisken; underprogram som kallas måste ha versalt O och tillägg i gemener. Till exempel: O1234.nc.315 (S) OGILTIG P-KOD I M97, M98 ELLER M99 - En ogiltig P-kod har upptäckts i M97, M98, M99, M133, M134 eller fast cykel G71, G72, G73 eller G70. P-koden måste vara namnet på ett program som lagrats i minnet utan decimalpunkt för M98 och måste var ett giltigt N-nummer för alla andra användningsområden.315 (F) OGILTIG P-KOD I M98, M97, M96, G47 ELLER G65 - P-koden måste vara namnet på ett program som lagrats i minnet utan decimalpunkt för M98 och måste vara ett giltigt N-nummer för M99. Om G47 kommenderas måste P vara 0 för textgravyr och 1 för sekventiella tillverkningsnummer eller ASCII-värde mellan 32 och 126. 316 X-ÖVERRÖRELSE - Kommenderad X-axelrörelse skulle ligga utanför den tillåtna maskinräckvidden. Maskinkoordinaterna är i negativ riktning. Detta indikerar antingen ett fel i användarens program eller felaktiga offset.317 (S) Y-ÖVERRÖRELSE - Kommenderad Y-axelrörelse skulle ligga utanför maskinräckvidden. Maskinkoor-dinaterna är i negativ riktning. Detta indikerar antingen ett fel i användarens program eller felaktiga offset. 317 (F) Y-ÖVERRÖRELSE - Kommenderad Y-axelrörelse skulle ligga utanför maskinräckvidden. Maskinkoor-dinaterna är i negativ riktning. Detta indikerar antingen ett fel i användarens program eller felaktiga offset. 318 Z-ÖVERRÖRELSE - Kommenderad Z-axelrörelse skulle ligga utanför den tillåtna maskinräckvidden. Maskinkoordinaterna är i negativ riktning. Detta indikerar antingen ett fel i användarens program eller felaktiga offset.
96-0308 rev G juni 2009 Elektrisk service 149
319 A-ÖVERRÖRELSE - Kommenderad A-axelrörelse skulle ligga utanför den tillåtna maskinräckvidden. Maskinkoordinaterna är i negativ riktning. Detta indikerar antingen ett fel i användarens program eller felaktiga offset.320 INGEN MATN.HST - Måste ha en F-kod kommenderad för interpoleringsfunktioner. För G93-lägets omvända tid måste en F-kod finnas på varje G01-block. F-adressen är modal och om den inte kommenderats tidigare kommer maskinen inte att veta vilken matningshastighet som specificerats för ett G01-, G02 eller G03-matningsblock.321 AUTO AV-LARM - Uppstår endast i felsökningsläget.322 UNDERPROG. UTAN M99 - Lägg till en M99-kod i slutet av programmet som kallas som en subrutin. Kontrollera programmet.323 (F) ATM-CRC-FEL - Förlust av Advanced Tool Management (avancerad verktygshantering, ATM)-variabler kan bero på svagt batteri. Kontrollera om batteriet är svagt och om batterilarm utlösts.324 FÖRDRÖJN.TIDSOMRÅDESFEL - P-kod i G04 är större än eller lika med 1000 sekunder (över 999999 millisekunder). Detta larm kan också genereras genom att ett ogiltigt M95-tidsformat anges. 325 KÖ FULL - Starta om maskinen. Om larmet återkommer, ring återförsäljaren och rapportera händelseförloppet som förorsakade larmet. 326 G04 UTAN P-KOD - Använd Pn.n för sekunder eller Pn för millisekunder. 327 INGEN SLINGA FÖR M-KOD UTOM M97, 98 - L-kod krävs inte här. Ta bort L-koden.328 OGILTIGT VERKTYGSNUMMER - Verktygsnumret måste vara mellan 1 och värdet i parameter 65 för verktygsväxlaren. 329 ODEFINIERAD M-KOD - Den M-koden är inte definierad och är inte ett makroanrop. Kontrollera programmet.330 ODEFINIERAT MAKROANROP - Ett makro anropade ett programnummer som inte fanns i minnet, eller en makrovariabel användes av användarprogrammet, men det makroprogrammet är inte inladdat i minnet. Kontrollera programmet.331 OMRÅDESFEL - Alfabetisk nummerberäkning för stor. Kontrollera programmet.332 (F) H OCH T ÖVERENSST. INTE - Detta larm utlöses när inställning 15 aktiveras (PÅ). Ett H-kodsnummer i ett program som körs stämmer inte med verktygsnumret i spindeln. Korrigera H-koderna, välj rätt verktyg eller avaktivera inställning 15 för att köra program utan motsvarande H- och T-koder.333 X-AXEL AVAKTIVERAD - Parameter har avaktiverat denna axel.334 (S) Y-AXEL AVAKTIVERAD - Parameter har avaktiverat roterande verktygsuppsättning.334 (F) Y-AXEL AVAKTIVERAD - Parameter har avaktiverat denna axel. 335 Z-AXEL AVAKTIVERAD - Parameter har avaktiverat denna axel. 336 (S) A-AXEL AVAKTIVERAD - Ett försök gjordes att programmera A-axeln medan den var avaktiverad (Disabled-bit i parameter 43 ställd till 1).336 (F) A-AXEL AVAKTIVERAD - Ett försök gjordes att programmera A-axeln medan den var avaktiverad (Disabled-bit i parameter 43 ställd till 1) eller osynlig (Invis. Axis-bit i parameter 43 ställd till 1), eller ett program kommenderade A-axeln medan den befann sig utanför rundmatningsbordet (knappfunktion Rotary Index (roterande index), Map 4TH Axis-bit i parameter 315 ställd till 1). 337 GOTO- ELLER P-RAD EJ HITTAD - Underprogram finns inte i minnet eller P-kod är felaktig. P ej hittat. Kontrollera programmet.338 OGILTIG IJK OCH XYZ I G02 ELLER G03 - Början och slutet på skärningspunkterna i G02 och G03 måste ha en noggrannhet på 0.0010 tum (0.010 mm). Kontrollera geometrin, kontrollera planvalet G17, G18 eller G19.339 FLERA KODER - Endast ett M, X, Y, Z, A, Q osv. tillåtet i ett block. Endast en G-kod från samma grupp per block.340 SKÄRSTÅLSKOMP. INLEDS MED G02 ELLER G03 - Skärstålskompensering måste börja med en linjär rörelse. Kontrollera programmet och aktivera skärstålskompensering i ett G01-block.
96-0308 rev G juni 2009Elektrisk service150
341 SKÄRSTÅLSKOMP. AVSLUTAS MED G02 ELLER G03 - Skärstålskompensering måste avslutas med en linjär rörelse. Kontrollera programmet och avaktivera skärstålskompensering i ett G01-block.342 SKÄRSTÅLSKOMP.BANA FÖR LITEN - Geometrin är inte möjlig för att tillämpa angivet kompenseringsvärde. Kontrollera geometrin, använd ett mindre verktyg.343 DISPLAYKÖREGISTER FULLT - Starta om maskinen. Om larmet återkommer, ring återförsäljaren och rapportera händelseförloppet som förorsakade larmet.344 (S) SKÄRSTÅLSKOMP. MED G17 & G19 - Skärstålskompensering G41 eller G42 ej tillåten i andra plan än XY-plan (G17).344 (F) SKÄRSTÅLSKOMP. MED G18 & G19 - Skärstålskompensering G41 eller G42 ej tillåten i andra plan än XY-plan (G17).345 (S) OGILTIGT R-VÄRDE I M19 ELLER G105 - R-värdet måste vara positivt.346 (S) M-KOD AVAKTIVERAD - M80 eller M81 kommenderades. Dessa kommandon tillåts enbart för autodörrfunktionen med inställning 51, åsidosättande av dörrstopp, ställd till PÅ, parameter 57, säkerhetskrets, avaktiverad (0) och parameter 57, dörrstopp spindel, avaktiverad (0). Ett M17 eller M18 kommenderades i programomstart. Dessa kommandon är inte tillåtna i programomstart. 346 (F) M-KOD AVAKTIVERAD A - M80 eller M81 kommenderades. Dessa kommandon tillåts enbart för autodörrfunktionen med inställning 51, åsidosättande av dörrstopp, ställd till PÅ, parameter 57, säkerhetskrets, avaktiverad (0) och parameter 57, dörrstopp spindel, avaktiverad (0). Ett M17 eller M18 kommenderades i programomstart. Dessa kommandon är inte tillåtna i programomstart. 348 (S) OGILTIG SPIRALRÖRELSE - Den linjära axelbanan är för lång. För spiralformade rörelser får den linjära banan inte vara längre än längden på den cirkulära komponenten. 348 (F) RÖRELSE EJ TILLÅTEN I G93-LÄGE - Detta larm genereras om fräsen befinner sig i omvänt tidsmatningsläge och ett G12-, G13-, G70-, G71-, G72-, G150- eller annat grupp 9-rörelsekommando ges. 349 PROGRAMSTOPP UTAN ATT SKÄRSTÅLSKOMP.AVBRYTS - En utgångsrörelse för skärstålskompensering med G40 krävs före ett programstopp M00, M01, eller programslut M30. Kontrollera programmet för att säkerställa att skärstålskompensering upphör när banan har slutförts.350 SKÄRSTÅLSKOMP.FRAMFÖRHÅLLNINGSFEL - Det finns för många icke-rörelseblock mellan rörelserna när skärstålskompensering används. Ta bort de mellanliggande blocken.351 OGILTIG P-KOD - I ett block med G103 måste P-värdet vara mellan 0 och 15. Kontrollera programmet. 352 HJÄLPAXELSTRÖM AV - C-, U-, V- eller W-hjälpaxel indikerar servo av. Kontrollera hjälpaxlarna. Status från kontrollsystemet var Off (av). 353 (S) HJÄLPAXEL INGET UTG.LÄGE - Nollåtergång har ännu inte utförts på hjälpaxlarna. Kontrollera hjälpaxlarna. Status från kontrollsystemet var Loss (förlust). 353 (F) HJÄLPAXEL INGET UTG.LÄGE - Nollåtergång har ännu inte utförts på hjälpaxlarna. Kontrollera hjälpaxlarna.354 HJÄLPAXEL BORTKOPPLAD - Hjälpaxel svarar inte. Kontrollera hjälpaxlarna och RS-232-anslutningarna. 355 HJÄLPAXELPOSITION MISSANP. - Missanpassning mellan maskinen och hjälpaxlarnas position. Kontrollera hjälpaxlar och gränssnitt. Säkerställ att ingen manuell inmatning sker till hjälpaxlarna. 356 RÖRELSEGRÄNS FÖR HJÄLPAXEL - Hjälpaxlarna försöker röra sig förbi sina gränslägen. 357 HJÄLPAXEL AVAKTIVERAD - Hjälpaxlar är avaktiverade. 358 FLERA HJÄLPAXLAR - Kan endast förflytta en hjälpaxel åt gången.359 (F) OGILTIGT I, J ELLER K I G12 ELLER G13 - Kontrollera programmet för G12- och G13-formatering av variabler.
96-0308 rev G juni 2009 Elektrisk service 151
360 VERKTYGSVÄXLARE AVAKTIVERAD - Kontrollera parameter 57 i fräsar. Inte ett normalt tillstånd för svarvar.361 VÄXELVÄLJARE AVAKTIVERAD - Kontrollera parameter 57 i fräsar. Inte ett normalt tillstånd för svarvar.362 VERKTYGSANV.LARM - Verktygslivslängdsgränsen har uppnåtts. För att fortsätta, markera värdet Usage (användning) i displayen Current Commands Tool Life (aktuella kommandon verktygslivslängd) och tryck på Origin (origo). Tryck sedan på Reset (återställ) för att rensa bort larmet och fortsätta.363 KYLMEDEL LÅST - Inställning 32 avaktiveras när kylmedlet aktiveras i inprogrammerade M-koder eller med knappsatsen.364 INGEN CIRK. INTERP. HJÄLPAXEL - Endast snabbmatning eller matning tillåts med hjälpaxlarna.365 P-DEFINITIONSFEL - P-värde inte definierat eller P-värde utanför intervallet. M59 eller M69 måste ha ett P-värde i intervallet 1100 till 1155. Om G154-kommando används måste P-värdet vara mellan 1 och 99. Kontrollera programmet för formatering av koden.366 (F) I, K ELLER L SAKNAS I G70,G71, G72 - Kontrollera om fasta cykler saknar värdena I, K eller L. 367 SKÄRST.KOMP.STÖRNING - Den programmerade banan kan inte beräknas med verktygsstorleken. Använd en annan verktygsstorlek eller justera radieoffsetet.368 SPÅR FÖR LITET - Verktyg för stort för att passa i skäret. Använd ett mindre verktyg. 369 VERKTYG FÖR STORT - Verktyg för stort för att passa i skäret. Använd ett mindre verktyg. 370 (S) DUBBDOCKA FÖR HÖG AVDRIFT - Dubbdockans position har ändrats även om den inte kommenderats att göra detta. Kontrollera att detaljen inte förs bakåt.370 (F) FICKDEFINITIONSFEL - Kontrollera geometrin för G150. Kontrollera underprogrammet för banskärning och huvudprogrammet för inledande X och Y. Flytta verktygets startpunkt före G150.371 OGILTIGT I, J, K ELLER Q - Kontrollera om värdena I, J, K eller Q saknas eller är felaktiga i G150-cykeln. 372 VERKTYGSBYTE I FAST CYKEL - Verktygsbyte inte tillåtet medan fast cykel är aktiv. Avbryt fasta cykler med G80 innan programmet förs vidare till nästa verktyg. 373 OGILTIG KOD I DNC - En kod som hittades i ett DNC-program kunde inte tolkas p.g.a. DNC-restriktioner. Kontrollera programmet.374 (S) XBZA SAKNAS I G31 ELLER G36 - G31-överhoppningsfunktion kräver en axelrörelse. 374 (F) XYZA SAKNAS I G31 ELLER G36 - G31-överhoppningsfunktion kräver en axelrörelse. 375 (F) Z ELLER H SAKNAS I G37 - G37-funktionen för automatiskt verktygslängdmått kräver att H-kod, Z-värde och verktygsoffset är aktiverade. X-, Y- och A-värden är ej tillåtna. 376 INGEN SKÄRST.KOMP. I ÖVERHOPP - G31- och G37-överhoppningsfunktioner kan inte användas med skärstålskompensering. Kontrollera programmet och flytta överhoppningsfunktionerna till ett annat ställe. 377 INGET HOPP I GRAF/SIM - Grafikläge och programomstart kan inte simulera överhoppningsfunktion. Använd blockborttagning i programblock med överhoppningsfunktioner för grafisk simulering av verktygsbana innehållande G31 eller sonderingsrutiner. 378 ÖVERH.SIGNAL HITTAD - Överhoppningssignalkontrollkod inkluderad men överhopp upptäcktes när det inte förväntades. 379 ÖVERH.SIGNAL EJ HITTAD - Överhoppningssignalkontrollkod inkluderad men överhopp upptäcktes inte när det förväntades.380 X, Y, A ELLER G49 EJ TILLÅTET I G37 - G37 kan endast specificera Z-axeln och måste ha ett definierat verktygsoffset. Programmera in rätt verktygslängdskompensering när G37 används. 381 G43, G44 EJ TILLÅTNA I G36 ELLER G136 - Automatisk sondering av arbetsoffset måste ske utan aktivt verktygsoffset. Kontrollera programmet.
96-0308 rev G juni 2009Elektrisk service152
382 D-KOD KRÄVS I G35 - En Dnn-kod krävs i G35 för att lagra den uppmätta verktygsdiametern. Kontrollera programmet.383 TUM EJ VALT - G20-tumläget specificerades men inställningarna har valt metriskt. Ändra inställning 9. 384 METRISKT EJ VALT - G21 MM-läge specificerades men inställningarna har valt tum. Ändra inställning 9. 385 OGILTIG L, P ELLER R-KOD I G10 - G10 användes för att ändra offset men L-, P- eller R-koden saknas eller är ogiltig. Kontrollera programformatet.386 OGILTIGT ADRESSFORMAT - En alfabetisk adress användes felaktigt. Kontrollera programmet.387 SKÄRST.KOMP EJ TILLÅTET MED G103 - Om blockframförhållning är begränsad fungerar inte skärstålskompensering. Avlägsna blockbegränsningen för skärstålskompensering. Kontrollera programmet.388 SKÄRST.KOMP EJ TILLÅTET MED G10 - Koordinaterna kan inte ändras medan skärstålskompensering är aktivt. Flytta ut G10 utanför aktiveringen av skärstålskompensering.389 G17, G18, G19 EJ TILLÅTNA I G68 - Rotationsplan kan inte ändras medan rotation är aktiverat. Avbryt rotationen och välj ett nytt plan.390 INGEN SPINDELHASTIGHET - Erforderlig S-kod har inte kommenderats. Kontrollera programmet för ett spindelhastighetskommando.391 FUNKTION AVAKTIVERAD - Ett försök gjordes att använda en programvarufunktion som inte aktiverats av en parameterbit. Om optionen har köpts och parameterbiten är 0, ange upplåsningskoden för optionen, om tillgänglig. Koden medföljer i användarhandbokens lista över optioner.392 (S) B-AXEL AVAKTIVERAD - Ett försök gjordes att programmera B-axeln medan den var avaktiverad (Disabled-bit i parameter 151 ställd till 1). 392 (F) B-AXEL AVAKTIVERAD - Försök gjordes att programmera B-axeln medan den var avaktiverad (Disabled-bit i parameter 151 ställd till 1) eller osynlig (Invis. Axis-bit i parameter 151 ställd till 1), eller ett program kommenderade B-axeln medan den befann sig utanför rundmatningsbordet (knappfunktion Rotary Index (roterande index), Map 4TH Axis-bit i parameter 315 ställd till 1). 393 (S) OGILTIG RÖRELSE I G84 ELLER G184 - Fast gängning kan endast ske i Z-minusriktningen. Säkerställ att avståndet från startpositionen till det kommenderade Z-djupet är i minusriktningen.393 (F) OGILTIG RÖRELSE I G74 ELLER G84 - Fast gängning G74 eller G84 kan endast ske i Z-minusriktningen. Säkerställ att avståndet från referenspunkten till det kommenderade Z-djupet är i minusriktningen. Kontrollera programmet för G74- eller G84-formatering.394 (S) B-ÖVERRÖRELSE - Dubbdocka (B-axel) kommer att överskrida de lagrade gränslägena. Detta är i en negativ riktning och är maskinnolläge i positiv riktning. Detta sker endast när ett användarprogram körs. 394 (F) B-ÖVERRÖRELSE - B-axel kommer att överskrida de lagrade gränslägena. Detta är i en negativ riktning och är maskinnolläge i positiv riktning. Detta sker endast när ett användarprogram körs. 395 (S) OGILTIG KOD I FAST CYKEL - Alla fasta cykler som kräver en PQ-bansekvens kan inte ha någon M-kod i samma block. Dvs. G70, G71, G72 och G73.395 (F) INGEN ROTERANDE G107-AXEL SPECIFICERAD - För axelsubstitution måste en roterande axel specificeras för att utföra cylindrisk avbildning. Kontrollera programmet för G107-formatering och programmera den linjära axeln som ska avbildas.396 (S) MOTSTRIDIGA AXLAR - Ett inkrementellt och absolut kommando kan inte användas i samma kodblock. Till exempel kan inte X och U användas i samma block.396 (F) OGILTIG ROTERANDE G107-AXEL SPECIFICERAD - Den specificerade vridaxeln i G107 är inte en giltig axel eller har avaktiverats. G107 kräver att antingen A- eller B-axeln kommenderas. Kontrollera programmet för G107-formatering och programmera den linjära axeln som ska avbildas till vridaxeln.
96-0308 rev G juni 2009 Elektrisk service 153
397 (S) OGILTIG D-KOD - Ett D-värde som anges i en fast cykel måste vara ett positivt värde. D avser alltid skärdjupet. Kontrollera programmet.397 (F) HJÄLPAXEL I G93-BLOCK - Hjälpaxelinterpolering kan inte kommenderas i G93-matningsläget. Kontrollera programmet. En hjälpaxel kan inte programmeras att röra sig i ett matningsläge med någon annan axel.398 HJÄLPAXELSERVO AV - Hjälpaxelservo stängdes av på grund av ett fel.399 (S) OGILTIG U-KOD - I sammanhanget där U-koden användes hade den ett ogiltigt värde. Var det positivt? 400 ÖVERH.SIGNAL UNDER OMSTART - En överhoppningssignal-G-kod (G31, G35, G36, G37, G136) upptäcktes under programomstart. Grafikläge och programomstart kan inte simulera överhoppningsfunktion. Använd blockborttagning i programblock med överhoppningsfunktioner för grafisk simulering av verktygsbana. 401 (S) OGILTIG TANGENS I GRUPP 1-HÖRNRUNDNING - Kontrollera geometrin. 401 (F) OGILTIG TANGENS I GRUPP 1-HÖRNRUNDNING ELLER AVFASNING - Den beräknade punkten eller vinkeln har gett ogiltiga resultat vid automatisk avfasning eller hörnrundning. Detta kan bero på ett av följande: 1.) Tangensvärdet för vinkeln var för nära noll. 2.) Cosinus för vinkeln var ogiltigt. 3.) Hypotenusan på den beräknade rätvinkliga triangeln var kortare än sidan. 4.) Den beräknade punkten låg inte på bågen eller linjen. Kontrollera programmet för geometrifel och beräkna om dina koordinater. 402 EVENTUELLT FÖRVANSKAD FIL - Parametrarna som laddas in stämmer inte med de förväntade parametrarna. Detta kan bero på inladdning av en parameterfil som är äldre eller nyare än systembinärfilen, eller en förvanskad fil. 403 FÖR MÅNGA PROG. - Programlagringen i styrenhetsminnet kan inte innehålla fler än 500 enskilda programnummer. 404 RS-232 INGET PROG.NAMN - Programnummer krävs i filen då den skickas till CNC. Program måste ha ett namn som börjar med bokstaven "O". Kontrollera att programmet använder rätt namnformat. Det kan finnas ett blocknummer före programnumret; om så är fallet, ta bort blocknumret och ladda om programmet.405 RS-232 OGILTIGT PROG.NAMN - Kontrollera filerna som laddas. Programnamnet måste vara Onnnn och måste finnas för sig självt i början av ett block. Programnumret måste finnas i det andra programblocket i ett eget block direkt efter det första %. Om det finns ett blocknummer före programnumret, ta bort blocknumret och ladda om programmet.406 RS-232 KOD SAKNAS - Ogiltiga data togs emot. Programmet lagras men ogiltiga data kommer att omvandlas till en kommentar. Kontrollera programmet. Kontrollera om ( ?) finns i programmet eller om block med fel visas på meddelandeskärmen.407 RS-232 OGILTIG KOD - Programmet kommer att lagras, men dåligt data kommer att göras om till en kommentar. Kontrollera om kommentar ( ?) finns i programmet eller om block med fel visas på meddelandeskärmen. 408 RS-232 TALBREDDSFEL - Kontrollera programmet. Programmet kommer att lagras, men dåligt data kommer att göras om till en kommentar. Kontrollera om kommentar ( ?) finns i programmet eller om block med fel visas på meddelandeskärmen. 409 (S) RS-232 OGILTIG N-KOD - Ogiltiga parameter- eller inställningsdata. Användaren laddade in inställningar eller parametrar och någonting var fel med dessa data.409 (F) FIL OGILTIG N-KOD - Ett positivt tal måste finnas efter N-tecknet i parameter- och inställningsfiler och blockdata får inte vara längre än 5 siffror. 410 (S) RS-232 OGILTIG V-KOD - Ogiltiga parameter- eller inställningsdata. Användaren laddade in inställningar eller parametrar och någonting var fel med dessa data.410 (F) FIL OGILTIG V-KOD - Ett positivt eller negativt tal måste finnas efter 'V'-tecknet i parameter- och inställningsfilerna och blockdata får inte vara längre än 10 siffror. 411 RS-232 TOMT PROG. - Mellan %-tecknen i filen hittades inget programnummer. Kontrollera filens formatering.412 RS-232 OVÄNTAT INMATNINGSSLUT - Programmet ska börja och sluta med ett %-tecken. Ingen text får komma efter det andra %-tecknet. Kontrollera filen.
96-0308 rev G juni 2009Elektrisk service154
413 RS-232 LADDNING OTILLRÄCKLIGT MINNE - Det mottagna programmet passar inte i det tillgängliga minnet. Kontrollera tillgängligt utrymme i LIST PROG (lista program) och ta eventuellt bort några program för att frigöra minne. 414 RS-232 BUFFERTSPILL - Datorn som skickar data kanske inte svarar på XOFF. Data skickades för snabbt till CNC-enheten, försök med en lägre överföringshastighet och kontrollera datorns inställningar för XOFF.415 RS-232 DATASPILL - Data skickades för snabbt till CNC-enheten. Data skickades för snabbt till CNC-enheten, försök med en lägre överföringshastighet.416 RS-232 PARITETSFEL - Data som togs emot av CNC-enheten har ogiltig paritet. Kontrollera paritetsinställningarna, antal databitar och hastighet. Kontrollera kabelkonfigurationen, kabeln måste vara en nollmodemkabel. 417 RS-232 FRAMING-FEL - Mottagna data var förvanskade och riktiga synkroniseringsbitar hittades inte. Ett eller flera datatecken kommer att förloras. Kontrollera paritetsinställningarna, antal databitar och hastighet. 418 RS-232 AVBROTT - Avbrottstillstånd under mottagningen. Den sändande enheten ställde in linjen till ett avbrottstillstånd. Detta kan också orsakas av ett enkelt kabelbrott.419 OGILTIG FUNKTION FÖR DNC - En kod som hittades vid inmatningen av ett DNC-program kunde inte tolkas. 420 PROGRAMNUMMER MISSANP. - O-koden i programmet som laddas in i maskinminnet stämde inte med O-koden som angavs med tangentbordet för mottagning. Detta är ett enbart ett varningsmeddelande och avbryter inte överföringen. 421 (F) INGA GILTIGA FICKOR - Ficktabell full av streck.422 (F) FICKTABELLFEL - Om maskinen är utrustad med en 50-konaspindel måste det finnas 2 bindestreck mellan L:en. L:en måste omges av bindestreck. Flytta om verktygen i växlaren.423 (S) SERVOSTÅNG EOB-BRYTARPOSITION OKÄND - Placera en 12-tums standardstång i laddningsläget och kör G105 Q5 för att ställa in stångändsbrytarens position. 423 (F) X-SKALA/SKRUV MISSANP. - Skalinducerad korrigering överskrider ett motorvarv. 424 (S) SERVOSTÅNG METRISKT STÖDS EJ - Metriskt läge stöds inte, ändra inställning 9 till tum. 424 (F) Y-SKALA/SKRUV MISSANP. - Skalinducerad korrigering överskrider ett motorvarv. 425 (S) SERVOSTÅNGLÄNGD OKÄND - Både stånglängden och referenspositionen är okända. Avlägsna stången och kör G105 Q4, följt av G105 Q2 eller Q3. 425 (F) Z-SKALA/SKRUV MISSANP. - Skalinducerad korrigering överskrider ett motorvarv.426 (S) SERVOSTÅNG OGILTIG KOD G105 - Stångmatning kommenderades med en ogiltig blockkod. Giltiga koder är I, J, K, P, Q, R 426 (F) A-SKALA/SKRUV MISSANP. - Skalinducerad korrigering överskrider ett motorvarv. 427 AVBROTTSDATASPILL - Kontrollsystemet upptäckte ett avbrottsdataspilltillstånd. Ett avbrott inträffade innan föregående avbrott slutfördes. Ring din återförsäljare.428 (S) SERVOSTÅNGBRYTARFEL - En av brytarna som kontrollerar servostången är defekt. 429 DISKKAT. OTILLRÄCKLIGT MINNE - CNC-minnet var fullt när ett försök gjordes att läsa katalogen. Kontrollera tillgängligt utrymme i LIST PROG (lista program) och ta eventuellt bort eller hämta ned några program för att frigöra minne.430 (S) FILMARKÖR I BÖRJAN/SLUT SAKNAS - Inledande eller avslutande %-tecken hittades inte. Kontrollera om erforderliga %-start- och filslutstecken finns i programmet.430 (F) FIL OVÄNTAT INMATNINGSSLUT - Avslutande %-tecken hittades inte. Kontrollera programmet. En ASCII EOF-kod hittades i dessa indata innan programmottagandet var slutfört. Detta är en decimalkod 26.431 (S) DISK INGET PROG.NAMN - Behöver namn i program när All (alla) tas emot; annars går det inte att lagra dem.431 (F) FIL INGET PROG.NAMN - Programnummer saknas i filen då den laddas.
96-0308 rev G juni 2009 Elektrisk service 155
432 (S) DISK OGILTIGT PROG.NAMN - Kontrollera filerna som laddas. Programmet måste vara Onnnnn och måste finnas i början av ett block.432 (F) FIL OGILTIGT PROG.NAMN - Kontrollera filerna som laddas. Programmet måste vara Onnnnn och måste finnas i början av ett block.433 (S) DISK TOMT PROG. - Kontrollera programmet. Mellan % och % hittades inget program.433 (F) FIL TOMT PROG. - Kontrollera programmet. Mellan % och % hittades inget program. 434 (S) DISK LADDN. OTILLRÄCKLIGT MINNE - Det mottagna programmet passar inte. Kontrollera tillgängligt utrymme i läget List Prog (lista program) och ta eventuellt bort några program.434 (F) FIL LADDN. OTILLRÄCKLIGT MINNE - Programmet som laddas in i minnet passar inte i det tillgängliga minnet. Kontrollera tillgängligt utrymme i LIST PROG (lista program), hämta ned och ta bort några program för att frigöra minne. 435 DISKETTAVBROTT - Det gick inte att läsa disketten. Möjligen en förvanskad eller oformaterad diskett, tryck återställ under överföringen. Försök med en diskett du vet fungerar eller en ny diskett formaterad för FAT-filsystemet. Orsakas även av smutsiga enhetshuvud. Använd en lämplig rengöringssats. 436 DISKETTFIL EJ HITTAD - Det gick inte att hitta en fil med det namnet. Filnamnet måste anges så som det står på disketten. Möjligen en förvanskad eller oformaterad diskett. Försök med en diskett du vet fungerar eller en ny diskett formaterad för FAT-filsystemet. Kan även orsakas av smutsiga enhetshuvud. Använd en lämplig rengöringssats. Kontrollera att filen finns på disketten. 437 (S) DUBBDOCKA FÖR KORT - Dubbdockan nådde inte sin avsedda destinationspunkt. Kontrollera värdet på parameter 293 eller inställning 107 och jämför med B-axelns faktiska position. 438 (S) DUBBDOCKA FLYTTAD UNDER DETALJFASTHÅLLN. - Detaljen rörde sig under svarvningen. Kontrollera inställning 107 och jämför med B-axelns faktiska position.439 (S) DUBBDOCKA HITTADE INGEN DETALJ - Under M21 eller G01 nådde dubbdockan fasthållningspositionen utan att hitta detaljen. 440 (S) SERVOSTÅNG MAXDETALJANTAL - Arbetet slutfört. Återställ Current # Parts Run (aktuellt antal detaljer körda) på aktuella kommandosidan för servostång. 441 (S) SERVOSTÅNG MAXSTÅNGANTAL - Arbetet slutfört. Återställ Current # Bars Run (aktuellt antal stänger körda) på aktuella kommandosidan för servostång. 442 (S) SERVOSTÅNG MAXLÄNGD - Arbetet slutfört. Återställ Current Length Run (aktuell längd körd) på aktuella kommandosidan för servostång.443 (S) SERVOSTÅNG REDAN KAPSLAD - Ett ogiltigt G105 Pnnn hittades i underprogrammet för avkapning. 444 (F) REGEN PÅ FÖR LÄNGE - Kraftkällan upptäckte ett tillstånd där Regen är aktivt alltför länge. Detta tillstånd indikerar att den inkommande växelspänningen är för hög vilket höjer DC-bussen, att regenereringsbelastningen är öppen eller bortkopplad eller att för mycket kraft dumpas av spindelmotorn. Detta kan också orsakas av att en Decel-parameter (inbromsning) är för högt ställd. Kontrollera anslutningarna och motståndet i Regen-belastningen, den inkommande växelspänningen och värdet på parameter 186. Slå strömmen av och på för att fortsätta.445 (S) SERVOSTÅNGFEL - Servostångprogramfel. 446 (S) SERVOSTÅNG STÅNG FÖR LÅNG - Stången som just laddades in är längre än värdet Length of Longest Bar (längsta stång) som visas på den aktuella kommandosidan för servostång. Systemet kunde inte mäta den felfritt. Avlägsna den laddade stången och mät dess längd. På den aktuella kommandosidan, rulla upp till Servo Bar System Variables (servostångsystemvariabler). Säkerställ att variabel 3109, Length of Longest Bar (största stånglängd), har ett värde som är större än längden på stången. 447 (S) SERVOSTÅNG STÅNG I VÄGEN - Slutet på stångbrytaren trycktes in och en laddnings- eller urladdningsstång kommenderades. Ta bort stången. Kontrollera brytarens funktion på felsökningsskärmen. Insignalen för End of Bar-brytaren ska normalt vara 0 och sedan ändras till 1 då den trycks ned.
96-0308 rev G juni 2009Elektrisk service156
448 (S) SERVOSTÅNG UTAN STÄNGER - Lägg till fler stänger. 450 (S) STÅNGMATARFEL - Detta innebär att diskret inmatning 1030 (BFSPLK) är hög. Se parameter 278 bit 20, CK BF Status. 451 (S) STÅNGMATARE SPINDELFÖRREGLING - Detta innebär att diskret inmatning 1027 (BF FLT) är hög. Se parameter 278 bit 21, CK BF SP ILK. 452 (S) SERVOSTÅNG KUGGVÄXELMOTORTIDSGRÄNS - Motorn som laddar stänger och stötstången avslutade inte sin rörelse under den tillåtna tiden. Kontrollera om stänger har fastnat. Ett problem kan ha uppstått med I/O-kretskortet. Makrokommandon kan användas för felsökning, 1110=1 för fräsar och 1108=1 för svarvar. Motorn ska aktiveras omedelbart och ska vara igång tills återställningsknappen trycks ned.453 (S) C-AXEL INKOPPLAD - Ett spindelkommando gavs med C-axeldrivenheten inkopplad. C-axelmotorn måste kopplas bort med M155 innan spindelbromsning eller byte av växel sker. 454 (S) C-AXEL EJ INKOPPLAD - Ett kommando gavs till C-axeln utan att C-axeln var inkopplad. C-axeldrivenheten måste vara inkopplad med M154 innan C-axeln kommenderas. 455 (S) G112-BLOCK SLUTAR, SKÄRST.KOMP. EJ AVBRUTET - En X/Y-utgångsrörelse för skärstålskompensering krävs innan G113 kommenderas för att avsluta G112-blocket. 456 (S) PARAMETERKONFLIKT - Konflikt mellan två eller fler av Axis MOCON Channel-parametrarna. 457 HJÄLPAXEL AKTIVERAD - En eller flera hjälpaxlar är aktiverade. För att makrovariablerna 750 och 751 ska fungera måste hjälpaxlarna avaktiveras. Kontrollera att inställning 38 är ställd till 0.
458 (F) LINJÄRA SKALOR AKTIVERADE UTAN MOTIF - Linjära skalor aktiverade på en axel, men inget MOTIF-kort hittades.
459 (S) APL-DÖRRFEL - Dörren var inte helt öppen medan APL:en befann sig inuti CNC-enheten, eller parameter 315, bit 5 var ställd till noll.
460 (S) APL OGILTIG KOD - Internt programvarufel; ring din återförsäljare.
461 (S) APL-GRIPARTIDSGRÄNS - Griparen misslyckades med att nå sin målposition inom den tillåtna tiden.
462 (S) U-ÖVERRÖRELSE - Kommenderad U-axelrörelse skulle ligga utanför den tillåtna maskinräckvidden. Koordinaterna är i fel riktning och indikerar ett fel i användarens program eller felaktiga offset.
463 (S) V-ÖVERRÖRELSE - Kommenderad V-axelrörelse skulle ligga utanför den tillåtna maskinräckvidden. Koordinaterna är i fel riktning och indikerar ett fel i användarens program eller felaktiga offset.
464 (S) W-ÖVERRÖRELSE - Kommenderad W-axelrörelse skulle ligga utanför den tillåtna maskinräckvidden. Koordinaterna är i fel riktning och indikerar ett fel i användarens program eller felaktiga offset.
468 (S) U-GRÄNSL.BRYT. - Axeln vidrörde gränslägesbrytaren eller så är brytaren inte ansluten. De lagrade gränslägena ska stoppa slädarna innan de går emot gränslägesbrytarna. Verifiera värdet på parameter 373, rutnätsoffset, och kontrollera ledningsdragningen till gränslägesbrytaren. Kan också orsakas av en lös omkodaraxel på baksidan av motorn eller kopplingen mellan motor och skruv.
469 (S) V-GRÄNSL.BRYT. - Stångmataren vidrörde gränslägesbrytaren eller så är brytaren inte ansluten. De lagrade gränslägena ska stoppa slädarna innan de går emot gränslägesbrytarna. Verifiera värdet på parameter 409, rutnätsoffset, och kontrollera ledningsdragningen till gränslägesbrytaren. Kan också orsakas av en lös omkodaraxel på baksidan av motorn eller kopplingen mellan motor och skruv.
470 (S) W-GRÄNSL.BRYT. - Axeln vidrörde gränslägesbrytaren eller så är brytaren inte ansluten. De lagrade gränslägena ska stoppa slädarna innan de går emot gränslägesbrytarna. Verifiera värdet på parameter 445, rutnätsoffset, och kontrollera ledningsdragningen till gränslägesbrytaren. Kan också orsakas av en lös omkodaraxel på baksidan av motorn eller kopplingen mellan motor och skruv.
471 (F) SLUT PÅ VERKTYG - Livslängden på alla verktyg i den programmerade gruppen har uppnåtts. Byt verktyg och återställ verktygslivslängdsdata i verktygsgruppen för att fortsätta.
96-0308 rev G juni 2009 Elektrisk service 157
472 (F) ATM-FEL - Indikerar ett fel relaterat till funktionen Advanced Tool Management (avancerad verktygshantering). ATM-programvaran träffade på en grupp som inte existerar. Normalt kan det lösas genom att lägga till motsvarande grupp.
473 (S) OGILTIG GEOMETRI - Geometrin specificerad med G-kodsparametrarna är ogiltig. Om G76 eller G92 används ska inställning 95 (gängavfasningsstorlek) minskas eller antalet gängor ökas.
474 (F) G02 ELLER G03 EJ TILLÅTET MED G143 - G02 och G03 tillåts i G143-läget enbart om A- och B-axlarna är vid maskinnolläget. De aktuella A- och B-axelmaskinpositionerna måste vara noll. G02 eller G03 får dessutom inte kommendera A- eller B-axeln till ett läge som inte är maskinnoll. Kontrollera även att arbetsoffset för A- och B-axlarna är noll.
485 USB-ÅTERST. INTRÄFFADE - Usb-firmwareprogramvaran återställdes. Detta kan inträffa om usb-mediet är extremt fragmenterat eller om det finns för många filer i katalogen. Försök med snabbare usb. Defragmentera usb med Windows diskverktyg eller använd en usb-enhet med färre filer. Om problem kvarstår ska du kontakta återförsäljaren.
486 USB-TIDSGRÄNS UTLÖSTES - Usb-firmwareprogramvaran uppnådde en tidsgräns. Detta kan inträffa om usb-mediet är extremt fragmenterat eller om det finns för många filer i katalogen. Försök med snabbare usb. Defragmentera usb med Windows diskverktyg eller använd en usb-enhet med färre filer. Om problem kvarstår ska du kontakta återförsäljaren.
487 USB-ENHET FELAKTIGT BORTKOPPLAD - En usb-enhet avlägsnades under en kritisk operation. Usb-enheter får inte avlägsnas under FNC eller då systemet använder usb-enheten. Vänta tills överföringen har slutförts innan usb-enheten avlägsnas.
501 FÖR MÅNGA TILLDELNINGAR I ETT BLOCK - Endast en makrotilldelning tillåten i varje block. Dela upp tilldelningsblocken i flera mindre block. 502 [ OR = EJ FÖRSTA TERMEN I UTTRYCKET - Ett uttryckselement hittades där det inte föregicks av [ eller = som startar uttryck. Kontrollera makroprogrammet.503 OGILTIG MAKROVARIABELREFERENS - Makrovariabel programmerades som inte stöds av detta kontrollsystem. Använd rätt makrovariabel. Operatörshandboken listar samtliga systemvariabler som är tillgängliga att använda.504 OBALANSERADE HAKPARENTESER I UTTRYCKET - Obalanserade hakparenteser, [ eller ], hittades i ett uttryck. Lägg till eller ta bort en parentes. Kontrollera makroformateringen.505 VÄRDESTACKFEL - Makrouttrycksvärdets stackpekare är felaktig. Starta om maskinen. Om larmet återkommer, ring återförsäljaren och rapportera händelseförloppet som förorsakade larmet. Kontrollera makroformateringen. 506 OPERANDSTACKFEL - Makrouttrycksoperandens stackpekare är felaktig. Starta om maskinen. Om larmet återkommer, ring återförsäljaren och rapportera händelseförloppet som förorsakade larmet. Kontrollera makroformateringen.507 FÖR FÅ OPERANDER PÅ STACK - En uttrycksoperand hittade för få operander på uttrycksstacken. Starta om maskinen. Om larmet återkommer, ring återförsäljaren och rapportera händelseförloppet som förorsakade larmet. Kontrollera makroformateringen.508 NOLLDIVISION - En division i ett makrouttryck försökte dividera med noll. Omforma makrouttrycket. Kontrollera om makroformateringen innehåller någon beräkning eller anrop som refererar till en nollvärdesvariabel.509 OGILTIG MAKROVARIABELANVÄNDN. - Se makroavsnittet i operatörshandboken för giltiga variabler. 510 OGILTIG OPERATOR- ELLER FUNKTIONSANVÄNDN. - Se makroavsnittet i operatörshandboken för giltiga variabler. 511 OBALANSERADE HÖGERHAKPARENTESER - Antalet högerparenteser är inte lika med antalet vänsterparenteser. Kontrollera makroformateringen.512 OGILTIG TILLDELNINGSANVÄNDN. - Försökte skriva till en skrivskyddad makrovariabel. Se makroavs-nittet i operatörshandboken för giltiga variabler. Parameter- och inställningsvariabler är skrivskyddade. 513 VARIABELREFERENS EJ TILLÅTEN MED N ELLER O - De alfabetiska adresserna N och O är ogiltiga variabler. Du får inte deklarera N#1 osv. Se makroavsnittet i operatörshandboken för giltiga variabler.
96-0308 rev G juni 2009Elektrisk service158
514 OGILTIG MAKROADRESSREFERENS - De alfabetiska adresserna N och O är ogiltiga variabler. Du får inte deklarera N#1 osv. Se makroavsnittet i operatörshandboken för giltiga variabler.515 FÖR MÅNGA VILLKOR I ETT BLOCK - Endast ett villkorligt uttryck tillåts i ett WHILE- eller IF-THEN-block. Kontrollera makroformateringen.516 OGILTIGT VILLKOR ELLER INGET THEN - Ett villkorligt uttryck hittades utanför ett IF-THEN-, WHILE- eller M99-block. Kontrollera makroformateringen.517 UTTRYCK EJ TILLÅTET MED N ELLER O - De alfabetiska adresserna N och O är ogiltiga variabler. Du får inte deklarera N#1 osv. Se makroavsnittet i operatörshandboken för giltiga variabler.518 OGILTIG MAKROUTTRYCKSREFERENS - De alfabetiska adresserna N och O är ogiltiga variabler. Du får inte deklarera N#1 osv. Se makroavsnittet i operatörshandboken för giltiga variabler.519 TERM FÖRVÄNTAS - I utvärderingen av ett makrouttryck förväntades en operand men ingen hittades. Kontrollera makroformateringen.520 OPERATOR FÖRVÄNTAS - I utvärderingen av ett makrouttryck förväntades en operator men ingen hittades. Kontrollera makroformateringen.521 OGILTIG FUNKTIONELL PARAMETER - Ett ogiltigt värde överfördes till en funktion, t.ex. SQRT[ eller ASIN[. Kontrollera makroformateringen.522 OGILTIG TILLDELNINGSVAR. ELLER VÄRDE - En variabel refererades till för skrivning. Variabeln som refererades till är skrivskyddad. Se makroavsnittet i operatörshandboken för giltiga variabler. Parameter- och inställningsvariabler är skrivskyddade. 523 VILLKORSSATS KRÄVS INNAN THEN - Ett THEN hittades och en villkorlig sats behandlades inte i samma block. Kontrollera makroformateringen.524 END HITTADES UTAN MATCHANDE DO - Ett END hittades utan att ett föregående matchande DO hittades. DO-END-antalet måste överensstämma. Kontrollera makroformateringen.525 VAR.REF. OGILTIG UNDER RÖRELSE - Variabel kan inte läsas under axelrörelse. 526 KOMMANDO HITTAT PÅ DO/END-RAD - Ett G-kodskommando hittades i ett While-Do- eller End-makroblock. Flytta G-koden till ett separat block. 527 = EJ FÖRVÄNTAD ELLER THEN KRÄVS - Endast en tilldelning tillåts per block eller en THEN-sats saknas. Kontrollera makroformateringen.528 PARAMETER FÖREGÅR G65 - På G65-raderna måste alla parametrar följa G65 G-koden. Placera parametrarna efter G65.529 OGILTIG G65-PARAMETER - De alfabetiska adresserna G, L, N, O och P kan inte användas för att överföra variabler. Se makroavsnittet i operatörshandboken för giltiga variabler. Välj en alternativ adress.530 FÖR MÅNGA I, J ELLER K I G65 - I, J eller K får bara förekomma 10 gånger i ett G65-subrutinanrop. Minska antalet I, J eller K. Kontrollera makroformateringen.531 MAKROKAPSLING FÖR DJUP - Endast nio makrokapslingsnivåer får förekomma när G65 används. Minska antalet kapslade makroanrop. 532 OKÄND KOD I FICKMÖNSTER - Makrosyntax tillåts inte i en fickmönstersubrutin. Kontrollera makroformateringen. 533 MAKROVARIABEL ODEFINIERAD - En villkorlig sats utvärderades till ett ODEFINIERAT värde, dvs. #0. Returnera Sant eller Falskt. Kontrollera makroformateringen.
96-0308 rev G juni 2009 Elektrisk service 159
534 DO ELLER END ANVÄNDS REDAN - Flera DO som inte har avslutats med något END i samma subrutin. Avsluta villkorssatsen med END och använd ett annat DO-nummer. 535 OGILTIG DPRNT-SATS - En DPRNT-sats har formaterats felaktigt, eller blocket börjar inte med DPRNT. Kontrollera formatet för DPRNT-satser.536 KOMMANDO HITTAT PÅ DPRNT-RAD - En G-kod inkluderades i ett DPRNT block. Skapa två separata block, endast DPRNT-sats i block tillåts. Kontrollera makroformateringen.537 RS-232-AVBROTT VID DPRNT - Medan en DPRNT-sats exekverades försvann RS-232-kommunikationen. Kontrollera att datorn är klar att ta emot med öppen port.538 MATCHANDE END HITTADES EJ - En While-Do-sats innehåller inte någon matchande "End"-sats. Lägg till tillämplig "End"-sats. 539 OGILTIGT GOTO - Makrosats inkluderar ett uttryck efter GOTO som inte är giltigt. 540 MAKROSYNTAX EJ TILLÅTEN - Ett kodavsnitt tolkades av kontrollsystemet där makrosatssyntax inte är tillåten. I svarvkontroller kan inte PQ-sekvenser som beskriver detaljgeometri använda makrosatser i beskrivningen av en detaljbana. 541 MAKROLARM - Det här larmet genererades av ett makrokommando i ett program. 542 OPERATION EJ TILLGÄNGLIG - Den här operationen är inte kompatibel med FNC-läget. 600 (S) KOD EJ FÖRVÄNTAD I DET HÄR KONTEXTET - Under programtolkning fann kontrollsystemet kod utanför kontextet. Detta kan indikera att en ogiltig adresskod hittades i en PQ-sekvens. Det kan också indikera defekt minnesmaskinvara eller förlorat minne. Undersök om det finns felaktig G-kod på den markerade raden. 600 (F) U-ÖVERRÖRELSE - Kommenderad U-axelrörelse skulle ligga utanför den tillåtna maskinräckvidden. Maskinkoordinaterna är i negativ riktning. Detta indikerar antingen ett fel i användarens program eller felaktiga offset. 601 (S) MAXIMALA PQ BLOCK ÖVERSKRIDNA - Det maximala antalet block som utgör en PQ-sekvens har överskridits. För närvarande kan inte mer än 65535 block finnas mellan P och Q.601 (F) V-ÖVERRÖRELSE - Kommenderad V-axel rörelse skulle överskrida det tillåtna maskinområdet. Maskinkoordinaterna är i negativ riktning. Detta indikerar antingen ett fel i användarens program eller felaktiga offset. 602 (S) ICKEMONOTONT PQ-BLOCK I X - Banan som definieras av PQ var inte monoton i X-axeln. En monoton bana är en som inte ändrar riktning med start från det första rörelseblocket. Kontrollsystemet söker få X-axeln att röra sig i en kontinuerlig rörelse från litet till stort eller stort till litet. Du kan inte ändra riktning i X-axeln utan att definiera verktygsbanan som en fast cykel av typ II. Om detta är fallet måste du lägga till en Z-axelreferens på samma rad som den första X-axelrörelsen efter G71. 602 (F) W-ÖVERRÖRELSE - Kommenderad W-axelrörelse skulle ligga utanför den tillåtna maskinräckvid-den. Maskinkoordinaterna är i negativ riktning. Detta indikerar antingen ett fel i användarens program eller felaktiga offset. 603 (S) ICKEMONOTONT PQ-BLOCK I Z - Banan som definieras av PQ var inte monoton i Z-axeln. En monoton bana är en som inte ändrar riktning med start från det första rörelseblocket. Kontrollsystemet söker få Z-axeln att röra sig i en kontinuerlig rörelse från detaljänden mot chucken eller från chuckänden mot detaljänden. Du kan inte ändra riktning i Z-axeln utan att definiera verktygsbanan som en fast cykel av typ II. Om detta är fallet måste du lägga till en X-axelreferens på samma rad som den första Z-axelrörelsen efter G71.
96-0308 rev G juni 2009Elektrisk service160
603 (F) U-GRÄNSL.BRYT. - Axeln vidrörde gränslägesbrytaren eller så är brytaren inte ansluten. De lagrade gränslägena ska stoppa sliderna innan de går emot gränslägesbrytarna. Verifiera värdet på parameter 373, Rutnätsoffset, och kontrollera ledningsdragningen till gränslägesbrytaren. Kan också orsakas av en lös omkodaraxel på baksidan av motorn eller kopplingen mellan motor och skruv. 604 (S) ICKEMONOTON BÅGE I PQ-BLOCK - En ickemonoton båge hittades i ett PQ-block. Detta händer i PQ-block inom ett G71 eller G72 om bågen ändrar X- eller Z-riktning. En ökning av bågradien korrigerar ofta detta problem.604 (F) V-GRÄNSL.BRYT. - Axeln vidrörde gränslägesbrytaren eller så är brytaren inte ansluten. De lagrade gränslägena ska stoppa sliderna innan de går emot gränslägesbrytarna. Verifiera värdet på parameter 409, Rutnätsoffset, och kontrollera ledningsdragningen till gränslägesbrytaren. Kan också orsakas av en lös omkodaraxel på baksidan av motorn eller kopplingen mellan motor och skruv. 605 (S) OGILTIG SKÄRVERKTYGSNOSVINKEL - En ogiltig vinkel specificerades för skärverktygsspetsen. Detta händer i ett G76-block om A-adressen har ett värde som inte är mellan 0 och 120°.605 (F) W-GRÄNSL.BRYT. - Axeln vidrörde gränslägesbrytaren eller så är brytaren inte ansluten. De lagrade gränslägena ska stoppa sliderna innan de går emot gränslägesbrytarna. Verifiera värdet på parameter 445, Rutnätsoffset, och kontrollera ledningsdragningen till gränslägesbrytaren. Kan också orsakas av en lös omkodaraxel på baksidan av motorn eller kopplingen mellan motor och skruv. 606 (S) OGILTIG A-KOD - En ogiltig vinkel specificerades för linjär interpolering. Detta händer i ett G01-block om A-adressen sammanföll med 0 eller 180°.607 (S) OGILTIG W-KOD - I sammanhanget där W-koden användes hade den ett ogiltigt värde. Var det positivt?608 OGILTIG Q-KOD - Q-adresskod användes som ett numeriskt värde som var ogiltigt i sammanhanget. I M96 kan Q endast referera till bit 0 t.o.m. 63. Använd lämpligt värde för Q inom intervallet 0 till 63. 609 (S) DUBBDOCKA BEGRÄNSAD ZON - Detta larm orsakas av att en axel rör sig in i dubbdockans begränsade zon under programkörning. Eliminera problemet genom att ändra programmet för att undvika den begränsade zonen, eller ändra inställning 93 eller inställning 94 för att justera den begränsade zonen. Återställ genom att gå till pulsläget, tryck på Reset (återställ) två gånger för att rensa larmet och mata därefter bort från den begränsade zonen.609 (F) U-SERVOFEL FÖR STORT - För hög belastning eller hastighet på U-axelmotorn. Skillnaden mellan motorposition och den beordrade positionen har överskridit en parameter 362. Motorn kan också ha stannat, kopplats ifrån, eller drivningen stannat. Servona kommer att stängas av och en återställning måste genomföras för att starta om. Detta larm kan orsakas av problem med drivrutinen eller motorn eller av att sliden har körts in i de mekaniska stoppen. 610 (S) G71/G72-DOMÄNKAPSLING ÖVERSKRIDEN - Antalet rännor som kapslades har överskridit kontrollbegränsningen. För närvarande kan inte mer än 10 nivåer av rännor kapslas. Se förklaringen för G71 för en beskrivning av kapsling av rännor.610 (F) V-SERVOFEL FÖR STORT - För hög belastning eller hastighet på V-axelmotor. Skillnaden mellan motorposition och den beordrade positionen har överskridit en parameter 398. Motorn kan också ha stannat, kopplats ifrån, eller drivningen stannat. Servona kommer att stängas av och en återställning måste genomföras för att starta om. Detta larm kan orsakas av problem med drivrutinen eller motorn eller av att sliden har körts in i de mekaniska stoppen. 611 (S) G71/G72-LARM TYP I - När G71 eller G72 körs och kontrollsystemet upptäcker ett problem i den definierade PQ-banan. Det används till att indikera vilken grovbearbetningsmetod som kontrollsystemet har valt. Det genereras för att hjälpa programmeraren vid felsökningen av G71- eller G72-kommandon. Kontrollsystemet väljer ofta grovbearbetning av typ I när programmeraren avsett använda grovbearbetning av typ II. Välj typ II genom att lägga till R1 till G71/G72-kommandoblocket (i YASNAC-läge) eller lägg till en Z-axelreferens i P-blocket (i FANUC-läge).611 (F) W-SERVOFEL FÖR STORT - För hög belastning eller hastighet på W-axelmotorn. Skillnaden mellan motorposition och den beordrade positionen har överskridit en parameter 434. Motorn kan också ha stannat, kopplats ifrån, eller drivningen stannat. Servona kommer att stängas av och en återställning måste genomföras för att starta om. Detta larm kan orsakas av problem med drivrutinen eller motorn eller av att sliden har körts in i de mekaniska stoppen.
96-0308 rev G juni 2009 Elektrisk service 161
612 (S) G71/G72-LARM TYP II - Detta larm liknar larm 611, men indikerar att kontrollsystemet har valt grovbearbetning av typ II.612 (F) U-SERVOÖVERBELASTNING - För hög belastning på U-axelmotor. Detta kan ske om belastningen på motorn under flera sekunder eller t.o.m. minuter är hög nog för att överskrida motorns kontinuerliga belastning. Servona kommer att stängas av när detta sker. Detta kan orsakas av att man kör in i de mekaniska stoppen, eller av allt som skapar en mycket hög belastning på motorerna. 613 KOMMANDO EJ TILLÅTET I SKÄRSTÅLSKOMP. - Minst ett kommando i det markerade blocket kan inte verkställas medan skärstålskompensering är aktiverad. Blockborttagningstecken ('/') tillåts inte. Ditt program måste ha ett G40 och en skärstålskompenseringsutgångsrörelse innan dessa kan kommenderas.614 (F) V-SERVOÖVERBELASTNING - För hög belastning på V-axelmotor. Detta kan ske om belastningen på motorn under flera sekunder eller t.o.m. minuter är hög nog för att överskrida motorns kontinuerliga belastning. Servona kommer att stängas av när detta sker. Detta kan orsakas av att man kör in i de mekaniska stoppen, eller av allt som skapar en mycket hög belastning på motorerna. 615 (S) INGEN SKÄRNING TILL OFFSET I SKÄRST.KOMP. - Medan skärstålskompensering var aktivt upptäcktes en geometri vars kompenserade banor inte hade någon lösning, givet det verktygsoffset som användes. Detta kan hända vid lösningen av cirkelgeometrier. Justera geometrin eller ändra verktygsradien. 615 (F) W-SERVOÖVERBELASTNING - För hög belastning på W-axelmotor. Detta kan ske om belastningen på motorn under flera sekunder eller t.o.m. minuter är hög nog för att överskrida motorns kontinuerliga belastning. Servona kommer att stängas av när detta sker. Detta kan orsakas av att man kör in i de mekaniska stoppen, eller av allt som skapar en mycket hög belastning på motorerna. 616 (S) FAST CYKEL MED P OCH Q ÄR AKTIV - En fast cykel med P och Q körs redan. En fast cykel kan inte köras av en annan fast PQ-cykel.616 (F) U-AXELMOTORÖVERHETTN. - Servomotor överhettad. Temperaturgivare i motorn indikerar över 150 °F (65 °C). Kan orsakas av en överbelastning av motorn, t.ex. om sliden lämnas vid stoppen under flera minuter.617 (S) ADRESSKOD SAKNAS - En fast cykel med P och Q körs redan. En fast cykel kan inte köras av en annan fast PQ-cykel.617 (F) V-AXELMOTORÖVERHETTN. - Servomotor överhettad. Temperaturgivare i motorn indikerar över 150 °F (65 °C). Kan orsakas av en överbelastning av motorn, t.ex. om sliden lämnas vid stoppen under flera minuter. 618 (S) OGILTIGT ADRESSVÄRDE - En adresskod används på felaktigt sätt, ett negativt värde används för en adresskod som ska vara positiv. Se dokumentationen för den G-kod som utlöser larmet.618 (F) W-AXELMOTORÖVERHETTN. - Servomotor överhettad. Temperaturgivare i motorn indikerar över 150 °F (65 °C). Kan orsakas av en överbelastning av motorn, t.ex. om sliden lämnas vid stoppen under flera minuter. 619 (S) RÖRELSE FÖRBI STARTPOSITION - Materialborttagningsslag i fast cykel skjuter förbi startpositionen. Ändra startposition. 620 C-AXEL AVAKTIV. - Parametrar har avaktiverat denna axel. 621 C-ÖVERRÖRELSE - C-axel kommer att överskrida de lagrade gränslägena. Detta är en parameter i negativ riktning och är maskinens noll i positiv riktning. Detta sker endast när ett användarprogram körs. 622 (S) C-AXELINKOPPLINGSFEL - C-axeln kunde inte koppla in eller koppla ur under tidsperioden specificerad i parameter 572. Antingen griper inte dreven i varandra eller så är det mekaniska stoppet inte inställt på rätt sätt. Kontrollera inkopplings- och urkopplingsbrytarna och det mekaniska stoppet. Kontrollera även galleroffset för C-axeln. Detta larm kan också orsakas av ett blockage eller av lågt lufttryck till reglerkolven. 622 (F) VERKTYGSARMFEL - Detta larm genereras av verktygsväxlaren om armen inte befinner sig i utgångsläget, eller om armmotorn redan körs när ett verktygsbyte påbörjas.
96-0308 rev G juni 2009Elektrisk service162
623 (S) OGILTIG KOD I G112 - Endast G0 till G3 och G17 används i G112. G113 avbryter G112. Inga inkrementella axlar används i G112. G18 avbryter G17. G41- och G42-verktygsnoskompenseringar är tillåtna. 624 (S) KOMMANDO EJ TILLÅTET I G14-LÄGE - G87 och G88 stöds inte i G14-läget.625 (F) KARUSELLPOSITIONERINGSFEL - Genereras av verktygsväxlaren om förhållandena inte är rätt när:
Karusell eller verktygsarm startades och ogiltiga förhållanden råder; t.ex. karusell- eller armmotor körs • redan, armen befinner sig inte vid origo, verktygskarusellen befinner sig inte vid TC-markering eller verktygsficka är inte låst.Verktygskarusellen var i rörelse och verktyg 1-markeringen upptäcktes men den aktuella fickan som är vänd • mot spindeln fanns inte vid ficka 1, eller den aktuella fickan finns vid ficka 1 men verktyg 1-markeringen upptäcks inte.
626 (F) VERKTYGSFICKSLÄDFEL - Detta larm genereras av verktygsväxlaren om verktygsfickan inte har rört sig till det kommenderade läget (och ställts där) inom den totala tiden som tillåts av parametrar 306 och 62.627 (F) ATC-ARMRÖRELSE - Genereras om den sidmonterade verktygsväxlaren av disktyp inte rörde sig inom den specificerade tidsgränsen i parameter 309, tidsgräns för armstart; eller om verktygsarmen inte flyttades till det tilldelade läget (origo, fastspänning eller frigöring) inom tiden specificerad av parameter 308, armrotationstid; eller om verktygsfickan inte kunde flyttas upp eller ned inom tiden specificerad av parameter 306, fördröjning ficka/upp ned.628 (F) ATC-ARMPOSITIONERINGSFEL - Detta larm genereras av verktygsväxlaren om:
Armen flyttades från origo till fastspänningspositionen och rörde sig förbi motorstoppunkten, eller kunde inte • nå fastspänningspunkten.Armen flyttades från fastspänningspositionen till frigöringspositionen och rörde sig förbi motorstoppunkten, • eller kunde inte nå frigöringspunkten (samma fysiska punkt som fastspänning).Armen flyttades tillbaka till origo och rörde sig förbi motorstoppunkten, eller kunde inte nå origo.•
629 (S) ÖVERSKRIDEN MAXMATNING PER VARV - För G77, minska detaljdiametern eller ändra geometrin. För G5, reducera X- eller Z-rörelsen.629 (F) BRYTARFEL APC-TAPP FRI/UTG.L - En brytare för tapp fri vidrördes när samtliga paletter befann sig vid utgångslägena. Det troligaste orsaken är skräp på en brytare. Kontrollera om det finns skräp på stiftrensningsbrytarna och palettutgångslägesbrytarna. Kontrollera om brytarna och deras elektriska ledningar har skadats. Efter att tillståndet åtgärdats, kör M50 (med P-kod för att paletten ska laddas) för att fortsätta bearbetningen. 630 (F) APC-DÖRRBRYTARFEL-BRYTARE INTE LIKA MED MAGNETSPOLE - APC-dörrbrytaren indikerar att dörren är öppen men magnetspolen visar att dörren kommenderats att stängas. Antingen har dörren inte kunnat stängas och har fastnat eller så är själva brytaren defekt eller har fastnat. Det kan också vara fel på ledningarna till brytaren. Kontrollera brytaren och därefter kabeln. Efter att tillståndet åtgärdats, kör M50 för att fortsätta bearbetningen. 631 (F) PALETT EJ FASTSPÄND - Vertikala fräsar: APC-palett inte fastspänd eller vid utgångsläget. Flytta inte X- eller Y-axeln förrän APC:n befinner sig i ett säkert tillstånd. En palett befinner sig vid utgångsläget men den andra paletten är varken fastspänd eller vid utgångsläget. Lokalisera den lossade paletten och återför den om möjligt till utgångsläget. Om drivstiftet är inkopplat eller paletten är delvis fastspänd, gå till smörjnings/lufttryckspanelen på fräsens baksida och tryck oavbrutet på de båda vita knapparna i mitten av magnetluftventilerna medan en medhjälpare drar bort paletten från mottagaren. Efter att tillståndet åtgärdats, kör M50 för att fortsätta bearbetningen.Horisontella fräsar: RP-palett inte fastspänd. RP-palettbytet slutfördes inte eller paletten var inte ordentligt fastspänd när ett spindelkommando gavs. Efter att tillståndet åtgärdats, kör M50 för att fortsätta bearbetningen.632 (F) APC-FRIGÖRINGSFEL - Paletten frigjordes inte inom den tillåtna tidsperioden. Detta kan orsakas av en defekt tryckluftsmagnetspole, en luftledning som blockerats eller snott sig, eller ett mekaniskt problem. Efter att tillståndet åtgärdats, kör M50 för att fortsätta bearbetningen. VF-APC:Diskreta insignalen "M-kod avslutad" eller "Palettlåsningsbrytare" ska ändras från 1 till 0 när paletten frigörs.
96-0308 rev G juni 2009 Elektrisk service 163
633 (F) APC-LÅSNINGSFEL - Paletten spändes inte fast inom den tillåtna tidsgränsen i parameter 316. Detta larm orsakas troligast av att fräsbordet inte befinner sig i rätt läge. Detta kan justeras med hjälp av inställningen för X-positionen (nr 121, nr 125) enligt beskrivningen i avsnittet Installation. Om paletten befinner sig i rätt läge men inte är fastspänd, tryck paletten mot det mekaniska stoppet och kör M18. Om paletten är fastspänd men på fel sätt, kör M17 för att lossa den, tryck paletten till rätt position och kör M18 för att spänna fast paletten. Mindre vanliga orsaker kan vara att slirkopplingen slirar, att motorn är defekt eller en luftledning är blockerad eller har snott sig. Efter att tillståndet åtgärdats, kör M50 för att fortsätta bearbetningen. 634 (F) APC FELPLACERAD PALETT - En palett befinner sig inte i på rätt plats på APC:n. Paletten måste skjutas tillbaka för hand mot det mekaniska stoppet. Efter att tillståndet åtgärdats, kör M50 för att fortsätta bearbetningen. 635 (F) APC-PAL.NUM.KONFLIKT MOTT. & VXL - Palettnummerkonfliktmottagare och palettväxlare: Palettnumret i minnet överensstämmer inte med den aktuella paletten som används. Kör M50 för att återställa denna variabel. 636 (F) APC-AVLASTNING BRYTARE MISSAD PAL. 1 - Palett 1 återvände inte från mottagaren till APC:n inom den tillåtna tiden. Detta kan orsakas av att kedjeomkopplarblocket missar gränslägesbrytaren eller ett annat mekaniskt problem, t.ex. en slirande koppling. Efter att tillståndet åtgärdats, kör M50 för att fortsätta bearbetningen. 637 (F) APC-AVLASTNING BRYTARE MISSAD PAL. 2 - Palett 2 återvände inte från mottagaren till APC:n inom den tillåtna tiden. Detta kan orsakas av att kedjeomkopplarblocket missar gränslägesbrytaren eller ett annat mekaniskt problem, t.ex. en slirande koppling. Efter att tillståndet åtgärdats, kör M50 för att fortsätta bearbetningen. 638 (F) APC-DÖRR EJ ÖPPEN - Automatdörren öppnades inte (inom den tillåtna tiden) eller kan ha fallit vid en APC-funktion. Detta kan orsakas av en defekt tryckluftsmagnetspole, en luftledning som blockerats eller snott sig, eller ett mekaniskt problem. Efter att tillståndet åtgärdats, kör M50 för att fortsätta bearbetningen. 639 (F) APC-DÖRR EJ STÄNGD - Automatdörren stängdes inte (inom den tillåtna tiden) när detta krävdes efter att en APC-funktion utförts. Detta kan orsakas av en defekt tryckluftsmagnetspole, en luftledning som blockerats eller snott sig, eller ett mekaniskt problem. Efter att tillståndet åtgärdats, kör M50 för att fortsätta bearbetningen.640 (F) APC PALETT MISSAD VID MOTT. - Palettbytessekvensen avstannade eftersom mottagarbrytaren inte aktiverades. Paletten är antingen lossad eller inte på mottagaren. Kontrollera att paletten är rätt placerad på mottagaren (mot det mekaniska stoppet) och kör sedan M18 för att spänna fast paletten. Efter att tillståndet åtgärdats, kör M50 för att fortsätta bearbetningen. 641 (F) APC OKÄND KEDJEPOSITION - Ingen av kedjepositionsbrytarna utlöstes, varför kontrollsystemet inte kan hitta kedjepositionen. Detta kan inträffa om ett palettbyte avbryts oavsett orsak, t.ex. ett larm eller nödstopp. För att åtgärda det här problemet måste paletterna och kedjan flyttas tillbaka till ett känt läge, t.ex. båda paletterna vid utgångsläget eller en palett vid utgångsläget och den andra på mottagaren. Kedjepositionsjusteringsverktyget måste användas för att vrida kedjan till rätt läge. Paletterna måste skjutas på plats för hand. Efter att tillståndet åtgärdats, kör M50 för att fortsätta bearbetningen. 642 (F) BRYTARFEL APC-TAPP FRI - En av palettväxlarens brytare för tapp fri vidrördes utan förvarning. Det troligaste orsaken är skräp på en brytare. Kontrollera även om stiftrensningsbrytarna och deras elektriska ledningar har skadats. Efter att tillståndet åtgärdats, kör M50 för att fortsätta bearbetningen.643 (F) LÅG BROMSOLJA A-AXEL - Oljenivån i luft/oljetryckförstärkaren, som försörjer A-axelbromsen med hydraultryck, är låg. Tryckförstärkaren är placerad på maskinbordets framsida. Fyll på med Mobile DTE 24-olja i tryckförstärkarens påfyllningsöppning så att oljenivån når upp till den markerade oljemaxnivån på förstärkaren. Om larmet återkommer inom 90 dagar ska Haas-återförsäljaren kontaktas för service.644 (F) APC LÅGT LUFTTRYCK - Ett tillstånd med lågt lufttryck har upptäckts under palettväxlardriften. Kontrollera att lufttillförseltrycket är minst 100 psi. Kontrollera att lufttillförselledningen har rätt diameter. Kontrollera att fräsens tryckregulator är inställd på 85 psi. Om larmet fortfarande utlöses ska hela det trycksatta systemet kontrolleras mot onormalt luftläckage.645 (F) FÖRSTÄRKARJORD - Förstärkarjordfel. En jordkortslutning upptäcktes i förstärkarnas eller spindeldrivenhetens utmatning. Detta kan orsakas av en kortslutning till jord i motorkablarna, servot eller spindelmotorerna. Kontrollera samtliga kablar och servoförstärkare. Om problemet återkommer ska du ringa återförsäljaren. Slå strömmen av och på för att fortsätta!
96-0308 rev G juni 2009Elektrisk service164
646 (F) VAC-INSIGNALFAS - VAC-insignalfasfel. En fasförlust eller ett frekvensfall upptäcktes i den inkommande växelströmsledningen. Detta sker om den inkommande frekvensen understiger 45 Hz eller överstiger 65 Hz, eller vid ett tillfälligt spänningsfall. Kontrollera den inkommande växelströmsledningen. Slå strömmen av och på för att fortsätta!647 (F) REGEN.BELASTNING KORTSLUTEN - Ett kortslutet regenereringsbelastningstillstånd upptäcktes. Detta orsakas av kortslutna kablar på ett regenereringskort eller av kortslutna regenereringsbelastningselement. Kontrollera anslutningarna, kablarna och motståndet i regenereringsbelastningen. Slå strömmen av och på för att fortsätta!648 (F) LIKSTRÖMSBUSS KORTSL. - Ett kortslutet 320 V-busstillstånd upptäcktes vid starten. Likströmsbussövervakaren upptäckte en felaktig uppladdning. Detta kan orsakas av en kortsluten kondensator i 320 V-kraftkällan, en kortsluten kabel, servoförstärkare eller spindeldrivenhet. Det kan även orsakas av för låg ineffekt. Kontrollera förstärkaren. Kontrollera de inkommande växelströmsledningarna. Slå strömmen av och på för att fortsätta! Detta test genomförs endast vid uppstarten. Om felet uppstår kan det inte återställas. 649 (F) LIKSTRÖMSBUSS UNDERSPÄNNING - Likströmsbussunderspänning. Likströmsbusspänningen har sjunkit för mycket. Det här larmet utlöses vid uppladdning med låg nätspänning eller efter uppladdning när busslikströmsnivån sjunker under 100 V. Kontrollera att de nominella nivåerna finns i de inkommande växelströmsledningarna. Om felet uppstår vid uppstarten kan det inte återställas. Om felet uppstår efter uppstarten KAN det återställas.650 (F) LIKSTRÖMSBUSS ÖVERSPÄNNING - Likströmsbussöverspänning. Likströmsbusspänningen har stigit för mycket. Den vanligaste orsaken för detta är en öppen regenereringsbelastning och uppstår vid motorinbromsning. Det kan också orsakas av att en den inkommande växelströmseffekten är för hög. Kontrollera regen.belastningsanslutningarna och motståndet. Kontrollera att de nominella nivåerna finns i de inkommande växelströmsledningarna. Slå strömmen av och på för att fortsätta!651 (F) Z-AXEL EJ NOLLSTÄLLD - Z-axeln har inte nollställts. För att kunna fortsätta med återställning av verktygsväxlaren måste Z-axeln nollställas. När Z-axeln har nollställts, fortsätt med återställningen av verktygsväxlaren. 652 U-NOLLÅTERGÅNGSMARGINAL FÖR LITEN - Detta larm utlöses om utgångsläges-/gränslägesbrytarna flyttas eller feljusteras. Detta larm indikerar att nollåtergångspositionen kanske inte är samma från en nollåtergång till en annan. Omkodarens Z-kanalsignal måste komma mellan 1/8 och 7/8 varv från där utgångslägesbrytaren frigörs. Detta stänger inte av servona men stoppar nollåtergångsoperationen. 653 V-NOLLÅTERGÅNGSMARGINAL FÖR LITEN - Detta larm utlöses om utgångsläges-/gränslägesbrytarna flyttas eller feljusteras. Detta larm indikerar att nollåtergångspositionen kanske inte är samma från en nollåtergång till en annan. Omkodarens Z-kanalsignal måste komma mellan 1/8 och 7/8 varv från där utgångslägesbrytaren frigörs. Detta stänger inte av servona men stoppar nollåtergångsoperationen.654 W-NOLLÅTERGÅNGSMARGINAL FÖR LITEN - Detta larm utlöses om utgångsläges-/gränslägesbrytarna flyttas eller feljusteras. Detta larm indikerar att nollåtergångspositionen kanske inte är samma från en nollåtergång till en annan. Omkodarens Z-kanalsignal måste komma mellan 1/8 och 7/8 varv från där utgångslägesbrytaren frigörs. Detta stänger inte av servona men stoppar nollåtergångsoperationen. 655 (S) FELANPASS. AXEL MED I-, K-AVFASNING - I, (K) kommenderades som X-axel (Z-axel) i blocket med avfasningen.655 (F) U-KABELFEL - Kabeln från (axel-) omkodaren har inte några giltiga signaler, felaktigt motorval, defekt kabel, defekta anslutningar eller defekt motor. Kontrollera parametrarna för att säkerställa att parametrarna för Mocon-kanal och omkodartyp är rätt ställda. Kontrollera omkodarkabelanslutningarna vid Mocon och motorn. Kontrollera kabeln. Kontrollera motorn.656 (S) OGILTIGT I, K ELLER R I G01 - Rörelseavståndet i blocket som kommenderats med avfasning eller hörnrundning är mindre än avfasnings- eller hörnrundningsstorleken.656 (F) V-KABELFEL - Kabeln från (axel-) omkodaren har inte några giltiga signaler, felaktigt motorval, defekt kabel, defekta anslutningar eller defekt motor. Kontrollera parametrarna för att säkerställa att parametrarna för Mocon-kanal och omkodartyp är rätt ställda. Kontrollera omkodarkabelanslutningarna vid Mocon och motorn. Kontrollera kabeln. Kontrollera motorn.657 (S) INTE EN AXELRÖRELSE MED AVFASNING - På varandra följande block kommenderade med avfasning eller hörnrundning, exempelvis: G01 Xb Kk G01 Zb Ii. Efter varje avfasnings- eller hörnrundningsblock måste det finnas en enkel rörelse vinkelrät mot den med avfasning eller hörnrundning.
96-0308 rev G juni 2009 Elektrisk service 165
657 (F) W-KABELFEL - Kabeln från (axel-) omkodaren har inte några giltiga signaler, felaktigt motorval, defekt kabel, defekta anslutningar eller defekt motor. Kontrollera parametrarna för att säkerställa att parametrarna för Mocon-kanal och omkodartyp är rätt ställda. Kontrollera omkodarkabelanslutningarna vid Mocon och motorn. Kontrollera kabeln. Kontrollera motorn.658 (S) OGILTIG RÖRELSE EFTER AVFASNING - Kommandot efter blocket som kommenderades med avfasning eller hörnrundning antingen saknas eller är felaktigt. Det måste finnas en vinkelrät rörelse mot avfasnings- eller hörnrundningsblocket.658 (F) U-FASINSTÄLLNINGSFEL - Fel uppstod i den borstlösa motorns fasinställningsinitialisering. Detta kan orsakas av en defekt omkodare eller ett kabelfel. 659 (S) INTE EN AXELRÖRELSE MED AVFASNING - På varandra följande block kommenderade med avfasning eller hörnrundning, exempelvis: G01 Xb Kk G01 Zb Ii. Efter varje avfasnings- eller hörnrundningsblock måste det finnas en enkel rörelse vinkelrät mot den med avfasning eller hörnrundning.659 (F) V-FASINSTÄLLNINGSFEL - Fel uppstod i den borstlösa motorns fasinställningsinitialisering. Detta kan orsakas av en defekt omkodare eller ett kabelfel. 660 (F) W-FASINSTÄLLNINGSFEL - Fel uppstod i den borstlösa motorns fasinställningsinitialisering. Detta kan orsakas av en defekt omkodare eller ett kabelfel. 661 (F) U-ÖVERGÅNGSFEL - Otillåten övergång av omkodarantalspulser i U-axeln. Detta larm indikerar vanligen att omkodaren har skadats och att omkodarpositionsdata inte är tillförlitliga. Detta kan också orsakas av lösa anslutningar vid MOCON- eller MOTIF-kretskortet.662 (F) V-ÖVERGÅNGSFEL Otillåten övergång av omkodarantalspulser i V-axeln. Detta larm indikerar vanligen att omkodaren har skadats och att omkodarpositionsdata inte är tillförlitliga. Detta kan också orsakas av lösa anslutningar vid MOCON- eller MOTIF-kretskortet.663 (F) W-ÖVERGÅNGSFEL - Otillåten övergång av omkodarantalspulser i W-axeln. Detta larm indikerar vanligen att omkodaren har skadats och att omkodarpositionsdata inte är tillförlitliga. Detta kan också orsakas av lösa anslutningar vid MOCON- eller MOTIF-kretskortet.664 U-AXEL AVAKTIVERAD - Parameter har avaktiverat denna axel. 665 (S) V-AXEL AVAKTIVERAD - Parameter har avaktiverat stångmatare.665 (F) V-AXEL AVAKTIVERAD - Parameter har avaktiverat denna axel. 666 W-AXEL AVAKTIVERAD - Parameter har avaktiverat denna axel. 667 (F) U-AXELLINJÄRSKALE-Z-FEL - Fel i omkodarmarkerarens pulsräknare. Detta larm indikerar vanligen att Z-felomkodaren har skadats och att omkodarpositionsdata inte är tillförlitliga. Detta kan även orsakas av lösa skalanslutningar.668 (F) V-AXELLINJÄRSKALE-Z-FEL - Fel i omkodarmarkerarens pulsräknare. Detta larm indikerar vanligen att Z-felomkodaren har skadats och att omkodarpositionsdata inte är tillförlitliga. Detta kan även orsakas av lösa skalanslutningar. 669 (F) W-AXELLINJÄRSKALE-Z-FEL - Fel i omkodarmarkerarens pulsräknare. Detta larm indikerar vanligen att Z-felomkodaren har skadats och att omkodarpositionsdata inte är tillförlitliga. Detta kan även orsakas av lösa skalanslutningar. 670 (F) TT- ELLER B-ÖVERRÖRELSE - Kommenderad TT- eller B-axelrörelse skulle ligga utanför den tillåtna maskinräckvidden. Maskinkoordinaterna är i negativ riktning. Detta tillstånd indikerar antingen ett fel i användarens program eller felaktiga offset. 671 (F) TT- eller B-GRÄNSL.BRYT. - Axeln vidrörde gränslägesbrytaren eller så är brytaren inte ansluten. De lagrade gränslägena ska stoppa sliderna innan de går emot gränslägesbrytarna. Verifiera värdet på parameter 481, Rutnätsoffset, och kontrollera ledningsdragningen till gränslägesbrytaren. Kan också orsakas av en lös omkodaraxel på baksidan av motorn eller kopplingen mellan motor och skruv.
96-0308 rev G juni 2009Elektrisk service166
673 (F) TT- eller B-SERVOFEL FÖR STORT - För hög belastning eller hastighet på TT- eller B-axelmotor. Skillnaden mellan motorpositionen och den kommenderade positionen har överskridit parameter 470. Motorn kan också ha stoppat eller kopplats bort eller så har fel uppstått i drivrutinen. Servona kommer att stängas av och en återställning måste genomföras för att starta om. Detta larm kan orsakas av problem med drivrutinen eller motorn eller av att sliden har körts in i de mekaniska stoppen. 674 (F) TT- eller B-SERVOÖVERBEL. - För hög belastning på TT- eller B-axelmotor. Detta kan ske om belastningen på motorn under flera sekunder eller t.o.m. minuter är hög nog för att överskrida motorns kontinuerliga belastning. Servona kommer att stängas av när detta sker. Detta kan orsakas genom kollision med de mekaniska stoppen eller av en mycket hög belastning på motorerna. Om detta larm utlöses på en maskin med en verktygsväxlare av typen VF-SS, är den troligaste orsaken ett verktyg över 4 pund som inte identifieras som 'tungt' i verktygstabellen. 675 (F) TT- eller B-AXELMOTORÖVERHETTN. - Servomotor överhettad. Temperaturgivaren i motorn indikerar över 150 °F. Kan orsakas av en överbelastning av motorn, t.ex. om sliden lämnas vid stoppen under flera minuter.676 (F) TT- eller B-MOTOR-Z-FEL - Fel i omkodarmarkerarens pulsräknare. Detta indikerar vanligen att omkodaren har skadats och att omkodarpositionsdata inte är tillförlitliga, eller lösa omkodaranslutningar. 677 (F) TT- eller B-AXEL-Z-KANAL SAKNAS - Z-referenssignal från omkodare mottogs inte som förväntat. Detta kan orsakas av lösa anslutningar, omkodarkontaminering eller parameterfel.678 (F) TT- eller B-AXELDRIVNINGSFEL - Strömmen i TT-eller B-servomotor över gränsen. Möjligen orsakat av en stoppad eller överbelastad motor. Servona har stängts av. Detta kan också orsakas av att axeln körs in i ett mekaniskt stopp, kortslutning i motorn eller en kortslutning till jord av en av motorkablarna. 679 (F) TT- eller B-NOLLÅTERGÅNGSMARGINAL FÖR LITEN - Detta larm utlöses om utgångsläges-/gränslägesbrytarna flyttas eller feljusteras. Detta larm indikerar att nollåtergångspositionen kanske inte är samma från en nollåtergång till en annan. Omkodarens Z-kanalsignal måste komma mellan 1/8 och 7/8 varv från där utgångslägesbrytaren frigörs. Detta stänger inte av servona men stoppar nollåtergångsoperationen. 680 (F) TT- eller B-KABELFEL - Kabeln från TT- eller B-axelomkodaren har inte några giltiga differentiella signaler.681 (F) TT- eller B-FASINSTÄLLN.FEL - Fel uppstod i den borstlösa motorns fasinställningsinitialisering. Detta kan orsakas av en defekt omkodare eller ett kabelfel. 682 (F) TT- eller B-ÖVERGÅNGSFEL - Otillåten övergång av omkodarantalspulser i B-axeln. Detta larm indikerar vanligen att omkodaren har skadats och att omkodarpositionsdata inte är tillförlitliga. Detta kan också orsakas av lösa MOCON- eller MOTIF-anslutningar. 683 (F) TT- eller B-AXEL AVAKTIVERAD - Parameter har avaktiverat denna axel. 684 (F) TT- eller B-AXELLINJÄRSKALE-Z-FEL - Fel i omkodarmarkerarens pulsräknare. Detta larm indikerar vanligen att Z-felomkodaren har skadats och att omkodarpositionsdata inte är tillförlitliga. Detta kan även orsakas av lösa skalanslutningar. 685 (F) V-MOTOR-Z-FEL - Fel i omkodarmarkerarens pulsräknare. Detta innebär vanligen att omkodaren har skadats och att omkodarpositionsdata inte är tillförlitliga. Det kan också orsakas av lösa omkodaranslutningar.686 (F) W-MOTOR-Z-FEL - Fel i omkodarmarkerarens pulsräknare. Detta innebär vanligen att omkodaren har skadats och att omkodarpositionsdata inte är tillförlitliga. Det kan också orsakas av lösa omkodaranslutningar. 687 (F) U-MOTOR-Z-FEL - Fel i omkodarmarkerarens pulsräknare. Detta innebär vanligen att omkodaren har skadats och att omkodarpositionsdata inte är tillförlitliga. Det kan också orsakas av lösa omkodaranslutningar. 688 (F) U-AXEL Z-KANAL SAKNAS - Z-referenssignal från omkodare mottogs inte som förväntat. Detta kan orsakas av lösa anslutningar, omkodarkontaminering eller parameterfel. 689 (F) V-AXEL Z-KANAL SAKNAS - Z-referenssignal från omkodare mottogs inte som förväntat. Detta kan orsakas av lösa anslutningar, omkodarkontaminering eller parameterfel. 690 (F) W-AXEL Z-KANAL SAKNAS - Z-referenssignal från omkodare mottogs inte som förväntat. Detta kan orsakas av lösa anslutningar, omkodarkontaminering eller parameterfel.
96-0308 rev G juni 2009 Elektrisk service 167
691 (F) U-AXELDRIVNINGSFEL - Strömmen i U-servomotorn över gränsen. Möjligen orsakat av en stoppad eller överbelastad motor. Servona har stängts av. Detta kan också orsakas av att axeln körs in i ett mekaniskt stopp, kortslutning i motorn eller en kortslutning till jord av en av motorkablarna.692 (F) V-AXELDRIVNINGSFEL - Strömmen i V-servomotorn över gränsen. Möjligen orsakat av en stoppad eller överbelastad motor. Servona har stängts av. Detta kan också orsakas av att axeln körs in i ett mekaniskt stopp, kortslutning i motorn eller en kortslutning till jord av en av motorkablarna. 693 (F) W-AXELDRIVNINGSFEL Strömmen i W-servomotorn över gränsen. Möjligen orsakat av en stoppad eller överbelastad motor. Servona har stängts av. Detta kan också orsakas av att axeln körs in i ett mekaniskt stopp, kortslutning i motorn eller en kortslutning till jord av en av motorkablarna.694 (F) ATC-BRYTARFEL - Motstridiga strömställartillstånd upptäcktes, exempelvis skytteln samtidigt vid spindeln och vid kedjan, eller verktygsficka samtidigt upp och ned. Kontrollera om strömställarna är skadade eller kärvar, skadade ledningar eller ansamlat skräp. Använd verktygsväxlaråterställning för att återställa ATC:n och fortsätt sedan med den normala driften. 695 (F) TIDSGRÄNS ATC-DUBBELARMCYLINDER - ATC-dubbelarm fälldes inte ut eller drogs inte in helt inom den tid som tillåts av parameter 61. Kontrollera spindelorienteringen, att dubbelarmen är rätt inriktad mot kedjan eller spindeln, att tillräcklig lufttillförsel finns, om mekanismer kärvar, om det finns luftläckage, för hög verktygsvikt, skräpackumulering, tillräcklig kedjespänning, rätt justering av kedjestyrremsan samt om verktygshållarställskruven och kedjan eller verktygsgriparen fastnar i varandra. Använd verktygsväxlaråterställning för att återställa ATC:n och fortsätt sedan med den normala driften. 696 (F) ATC-MOTOR TIDSGRÄNS - ATC-skyttelmotorn eller dubbelarmsmotorn kunde inte slutföra den kommenderade rörelsen inom tiden som tillåts av parameter 60. Kontrollera om mekanismen kärvar, att motor och strömställare fungerar på rätt sätt, om kuggväxelmotorstyrkortsreläer eller elledningar skadats eller om säkringar lösts ut på kuggväxelmotorstyrkortet. Använd verktygsväxlaråterställning för att återställa ATC:n och fortsätt sedan med den normala driften. 697 (F) ATC-MOTORFEL - ATC-skyttelmotorn eller dubbelarmsmotorn aktiverades oväntat. Använd verktygsväxlaråterställning för att återställa ATC:n och fortsätt sedan med den normala driften. 698 (F) ATC-PARAMETERFEL - ATC-typ kan inte fastställas. Kontrollera parameter 278, bit 10, HS3 HYD TC, eller parameter 209, bit 2, Chain TC, efter vad som är tillämpligt för den installerade verktygsväxlaren. Använd verktygsväxlaråterställning för att återställa ATC:n och fortsätt sedan med den normala driften. 701 (S) U-SERVOFEL FÖR STORT MOCON2 - För hög belastning eller hastighet på U-axelmotorn. Skillnaden mellan motorpositionen och den kommenderade positionen har överskridit parameter 362. Motorn kan också ha stoppat eller kopplats bort eller så har fel uppstått i drivrutinen. Servona kommer att stängas av och en återställning måste genomföras för att starta om. Detta larm kan orsakas av problem med drivrutinen eller motorn eller av att sliden har körts in i de mekaniska stoppen.702 (S) V-SERVOFEL FÖR STORT - För hög belastning eller hastighet på stångmatarmotor. Skillnaden mellan motorpositionen och den kommenderade positionen har överskridit parameter 398. Motorn kan också ha stoppat eller kopplats bort eller så har fel uppstått i drivrutinen. Servona kommer att stängas av och en återställning måste genomföras för att starta om. Detta larm kan orsakas av problem med drivrutinen eller motorn eller av att sliden har körts in i de mekaniska stoppen. 703 (S) W-SERVOFEL FÖR STORT MOCON2 - För hög belastning eller hastighet på W-axelmotorn. Skillnaden mellan motorpositionen och den kommenderade positionen har överskridit parameter 434. Motorn kan också ha stoppat eller kopplats bort eller så har fel uppstått i drivrutinen. Servona kommer att stängas av och en återställning måste genomföras för att starta om. Detta larm kan orsakas av problem med drivrutinen eller motorn eller av att sliden har körts in i de mekaniska stoppen. 704 (S) Sp-SERVOFEL FÖR STORT - För hög belastning eller hastighet på Sp-axelmotor. Skillnaden mellan motorpositionen och den kommenderade positionen har överskridit parameter 184. Motorn kan också ha stoppat eller kopplats bort eller så har fel uppstått i drivrutinen. Servona kommer att stängas av och en återställning måste genomföras för att starta om. Detta larm kan orsakas av problem med drivrutinen eller motorn eller av att sliden har körts in i de mekaniska stoppen. 705 (S) Tt-SERVOFEL FÖR STORT MOCON2 - För hög belastning eller hastighet på Tt-axelmotor. Skillnaden mellan motorpositionen och den kommenderade positionen har överskridit parameter 470. Motorn kan också ha stoppat eller kopplats bort eller så har fel uppstått i drivrutinen. Servona kommer att stängas av och en återställning måste genomföras för att starta om. Detta larm kan orsakas av problem med drivrutinen eller motorn eller av att sliden har körts in i de mekaniska stoppen.
96-0308 rev G juni 2009Elektrisk service168
706 (S) Ss-SERVOFEL FÖR STORT MOCON2 - För hög belastning eller hastighet på Ss-axelmotorn. Skillnaden mellan motorpositionen och den kommenderade positionen har överskridit parameter 542. Motorn kan också ha stoppat eller kopplats bort eller så har fel uppstått i drivrutinen. Servona kommer att stängas av och en återställning måste genomföras för att starta om. Detta larm kan orsakas av problem med drivrutinen eller motorn eller av att sliden har körts in i de mekaniska stoppen. 707 (S) J-SERVOFEL FÖR STORT MOCON2 - För hög belastning eller hastighet på J-kanalsmotorn. Skillnaden mellan motorpositionen och den kommenderade positionen har överskridit en parameter. Motorn kan också ha stoppat eller kopplats bort eller så har fel uppstått i drivrutinen. Servona kommer att stängas av och en återställning måste genomföras för att starta om. Detta larm kan orsakas av problem med drivrutinen eller motorn eller av att sliden har körts in i de mekaniska stoppen. 708 (S) S-SERVOFEL FÖR STORT MOCON2 - För hög belastning eller hastighet på S-kanalsmotorn. Skillnaden mellan motorpositionen och den kommenderade positionen har överskridit en parameter. Motorn kan också ha stoppat eller kopplats bort eller så har fel uppstått i drivrutinen. Servona kommer att stängas av och en återställning måste genomföras för att starta om. Detta larm kan orsakas av problem med drivrutinen eller motorn eller av att sliden har körts in i de mekaniska stoppen. 711 (S) U-SERVOÖVERBEL. MOCON2 - För hög belastning på U-axelmotor. Detta kan ske om belastningen på motorn under flera sekunder eller t.o.m. minuter är hög nog för att överskrida motorns kontinuerliga belastning. Servona kommer att stängas av när detta sker. Detta kan orsakas av att man kör in i de mekaniska stoppen, men inte mycket förbi dem. Det kan också orsakas av allt som skapar en mycket hög belastning på motorerna.712 (S) V-SERVOÖVERBELASTNING - För hög belastning på stångmatarmotorn. Detta kan ske om belastningen på motorn under flera sekunder eller t.o.m. minuter är hög nog för att överskrida motorns kontinuerliga belastning. Servona kommer att stängas av när detta sker. Detta kan orsakas av att man kör in i de mekaniska stoppen, men inte mycket förbi dem. Det kan också orsakas av allt som skapar en mycket hög belastning på motorerna. 713 (S) W-SERVOÖVERBEL. MOCON2 - För hög belastning på W-axelmotor. Detta kan ske om belastningen på motorn under flera sekunder eller t.o.m. minuter är hög nog för att överskrida motorns kontinuerliga belastning. Servona kommer att stängas av när detta sker. Detta kan orsakas av att man kör in i de mekaniska stoppen, men inte mycket förbi dem. Det kan också orsakas av allt som skapar en mycket hög belastning på motorerna. 714 (S) Sp-SERVOÖVERBELASTNING - För hög belastning på Sp-axelmotor. Detta kan ske om belastningen på motorn under flera sekunder eller t.o.m. minuter är hög nog för att överskrida motorns kontinuerliga belastning. Servona kommer att stängas av när detta sker. Detta kan orsakas av att man kör in i de mekaniska stoppen, men inte mycket förbi dem. Det kan också orsakas av allt som skapar en mycket hög belastning på motorerna. 715 (S) Tt-SERVOÖVERBEL. MOCON2 - För hög belastning på Tt-axelmotor. Detta kan ske om belastningen på motorn under flera sekunder eller t.o.m. minuter är hög nog för att överskrida motorns kontinuerliga belastning. Servona kommer att stängas av när detta sker. Detta kan orsakas av att man kör in i de mekaniska stoppen, men inte mycket förbi dem. Det kan också orsakas av allt som skapar en mycket hög belastning på motorerna. 716 (S) Ss-SERVOÖVERBEL. MOCON2 - För hög belastning på Ss-axelmotor. Detta kan ske om belastningen på motorn under flera sekunder eller t.o.m. minuter är hög nog för att överskrida motorns kontinuerliga belastning. Servona kommer att stängas av när detta sker. Detta kan orsakas av att man kör in i de mekaniska stoppen, men inte mycket förbi dem. Det kan också orsakas av allt som skapar en mycket hög belastning på motorerna.717 (S) J-SERVOÖVERBEL. MOCON2 - För hög belastning på J-axelmotor. Detta kan ske om belastningen på motorn under flera sekunder eller t.o.m. minuter är hög nog för att överskrida motorns kontinuerliga belastning. Servona kommer att stängas av när detta sker. Detta kan orsakas av att man kör in i de mekaniska stoppen, men inte mycket förbi dem. Det kan också orsakas av allt som skapar en mycket hög belastning på motorerna. 718 (S) S-SERVOÖVERBEL. MOCON2 - För hög belastning på S-axelmotor. Detta kan ske om belastningen på motorn under flera sekunder eller t.o.m. minuter är hög nog för att överskrida motorns kontinuerliga belastning. Servona kommer att stängas av när detta sker. Detta kan orsakas av att man kör in i de mekaniska stoppen, men inte mycket förbi dem. Det kan också orsakas av allt som skapar en mycket hög belastning på motorerna. 721 (S) U-AXELMOTORÖVERHETTN. MOCON2 - Servomotor överhettad. Givare i motorn indikerar över 150 °F (65 °C). Kan orsakas av en motoröverbelastning, t.ex. om sliden lämnas vid stoppen under flera minuter. 722 (S) V-AXELMOTORÖVERHETTN. - Servomotor överhettad. Givare i motorn indikerar över 150 °F (65 °C). Kan orsakas av en motoröverbelastning, t.ex. om sliden lämnas vid stoppen under flera minuter.
96-0308 rev G juni 2009 Elektrisk service 169
723 (S) W-AXELMOTORÖVERHETTN. MOCON2 - Servomotor överhettad. Givare i motorn indikerar över 150 °F (65 °C). Kan orsakas av en motoröverbelastning, t.ex. om sliden lämnas vid stoppen under flera minuter. 724 (S) Sp-MOTORÖVERHETTN. - Servomotor överhettad. Givare i motorn indikerar över 150 °F (65 °C). Kan orsakas av en motoröverbelastning, t.ex. om sliden lämnas vid stoppen under flera minuter. 725 (S) Tt-MOTORÖVERHETTNING MOCON2 - Servomotor överhettad. Givare i motorn indikerar över 150 °F (65 °C). Kan orsakas av en motoröverbelastning, t.ex. om sliden lämnas vid stoppen under flera minuter. 726 (S) Ss-MOTORÖVERHETTNING MOCON2 - Servomotor överhettad. Givare i motorn indikerar över 150 °F (65 °C). Kan orsakas av en motoröverbelastning, t.ex. om sliden lämnas vid stoppen under flera minuter. 727 (S) J-AXELMOTORÖVERHETTN. MOCON2 - Servomotor överhettad. Givare i motorn indikerar över 150 °F (65 °C). Kan orsakas av en motoröverbelastning, t.ex. om sliden lämnas vid stoppen under flera minuter. 728 (S) S-AXELMOTORÖVERHETTN. MOCON2 - Servomotor överhettad. Givare i motorn indikerar över 150 °F (65 °C). Kan orsakas av en motoröverbelastning, t.ex. om sliden lämnas vid stoppen under flera minuter. 731 (S) U-MOTOR Z-FEL MOCON2 - Fel i omkodarmarkerarens pulsräknare. Innebär vanligen att omkodaren är skadad och att omkodarpositionsdata inte är tillförlitliga. Det kan också orsakas av lösa omkodaranslutningar. 732 (S) V-MOTOR Z-FEL - Fel i omkodarmarkerarens pulsräknare. Innebär vanligen att omkodaren är skadad och att omkodarpositionsdata inte är tillförlitliga. Det kan också orsakas av lösa omkodaranslutningar.733 (S) W-MOTOR Z-FEL MOCON2 - Fel i omkodarmarkerarens pulsräknare. Innebär vanligen att omkodaren är skadad och att omkodarpositionsdata inte är tillförlitliga. Det kan också orsakas av lösa omkodaranslutningar. 734 (S) Sp-MOTOR Z-FEL - Fel i omkodarmarkerarens pulsräknare. Innebär vanligen att omkodaren är skadad och att omkodarpositionsdata inte är tillförlitliga. Det kan också orsakas av lösa omkodaranslutningar.735 (S) Tt-MOTOR Z-FEL MOCON2 - Fel i omkodarmarkerarens pulsräknare. Innebär vanligen att omkodaren är skadad och att omkodarpositionsdata inte är tillförlitliga. Det kan också orsakas av lösa omkodaranslutningar.736 (S) Ss-MOTOR Z-FEL MOCON2 - Fel i omkodarmarkerarens pulsräknare. Innebär vanligen att omkodaren är skadad och att omkodarpositionsdata inte är tillförlitliga. Det kan också orsakas av lösa omkodaranslutningar. 737 (S) J-MOTOR Z-FEL MOCON2 - Fel i omkodarmarkerarens pulsräknare. Innebär vanligen att omkodaren är skadad och att omkodarpositionsdata inte är tillförlitliga. Det kan också orsakas av lösa omkodaranslutningar. 738 (S) S-MOTOR Z-FEL MOCON2 - Fel i omkodarmarkerarens pulsräknare. Innebär vanligen att omkodaren är skadad och att omkodarpositionsdata inte är tillförlitliga. Det kan också orsakas av lösa omkodaranslutningar. 741 (S) U-AXEL Z-KANAL SAKNAS MOCON2 - Z-referenssignal från omkodare mottogs inte som förväntat. Detta kan orsakas av lösa anslutningar, omkodarkontaminering eller parameterfel. 742 (S) V-AXEL Z-KANAL SAKNAS - Z-referenssignal från omkodare mottogs inte som förväntat. Detta kan orsakas av lösa anslutningar, omkodarkontaminering eller parameterfel. 743 (S) W-AXEL Z-KANAL SAKNAS MOCON2 - Z-referenssignal från omkodare mottogs inte som förväntat. Detta kan orsakas av lösa anslutningar, omkodarkontaminering eller parameterfel.744 (S) Sp-AXEL Z-KANAL SAKNAS - Z-referenssignal från omkodare mottogs inte som förväntat. Detta kan orsakas av lösa anslutningar, omkodarkontaminering eller parameterfel. 745 (S) Tt-AXEL Z-KANAL SAKNAS MOCON2 - Z-referenssignal från omkodare mottogs inte som förväntat. Detta kan orsakas av lösa anslutningar, omkodarkontaminering eller parameterfel. 746 (S) Ss-AXEL Z-KANAL SAKNAS MOCON2 - Z-referenssignal från omkodare mottogs inte som förväntat. Detta kan orsakas av lösa anslutningar, omkodarkontaminering eller parameterfel. 747 (S) J-AXEL Z-KANAL SAKNAS MOCON2 - Z-referenssignal från omkodare mottogs inte som förväntat. Detta kan orsakas av lösa anslutningar, omkodarkontaminering eller parameterfel.
96-0308 rev G juni 2009Elektrisk service170
748 (S) S-AXEL Z-KANAL SAKNAS MOCON2 - Z-referenssignal från omkodare mottogs inte som förväntat. Detta kan orsakas av lösa anslutningar, omkodarkontaminering eller parameterfel. 751 (S) U-AXELDRIVNINGSFEL MOCON2 - Strömmen i U-servomotorn över gränsen. Möjligen orsakat av en stoppad eller överbelastad motor. Servona har stängts av. Detta kan orsakas av att axeln körs in i ett mekaniskt stopp. Det kan också orsakas av kortslutning i motorn eller en kortslutning till jord av en motorkabel. 752 (S) V-AXELDRIVNINGSFEL - Strömmen i stångmatarmotorn över gränsen. Möjligen orsakat av en stoppad eller överbelastad motor. Servona har stängts av. Detta kan orsakas av att axeln körs in i ett mekaniskt stopp. Det kan också orsakas av kortslutning i motorn eller en kortslutning till jord av en motorkabel. 753 (S) W-AXELDRIVNINGSFEL MOCON2 - Strömmen i W-servomotorn över gränsen. Möjligen orsakat av en stoppad eller överbelastad motor. Servona har stängts av. Detta kan orsakas av att axeln körs in i ett mekaniskt stopp. Det kan också orsakas av kortslutning i motorn eller en kortslutning till jord av en motorkabel. 754 (S) Sp-AXELDRIVNINGSFEL - Strömmen i Sp-servomotorn över gränsen. Möjligen orsakat av en stoppad eller överbelastad motor. Servona har stängts av. Detta kan orsakas av att axeln körs in i ett mekaniskt stopp. Det kan också orsakas av kortslutning i motorn eller en kortslutning till jord av en motorkabel.755 (S) Tt-AXELDRIVNINGSFEL MOCON2 - Strömmen i Tt-servomotorn över gränsen. Möjligen orsakat av en stoppad eller överbelastad motor. Servona har stängts av. Detta kan orsakas av att axeln körs in i ett mekaniskt stopp. Det kan också orsakas av kortslutning i motorn eller en kortslutning till jord av en motorkabel. 756 (S) Ss-AXELDRIVNINGSFEL MOCON2 - Strömmen i Ss-servomotorn över gränsen. Möjligen orsakat av en stoppad eller överbelastad motor. Servona har stängts av. Detta kan orsakas av att axeln körs in i ett mekaniskt stopp. Det kan också orsakas av kortslutning i motorn eller en kortslutning till jord av en motorkabel. 757 (S) J-AXELDRIVNINGSFEL MOCON2 - Strömmen i J-servomotorn över gränsen. Möjligen orsakat av en stoppad eller överbelastad motor. Servona har stängts av. Detta kan orsakas av att axeln körs in i ett mekaniskt stopp. Det kan också orsakas av kortslutning i motorn eller en kortslutning till jord av en motorkabel. 758 (S) S-AXELDRIVNINGSFEL MOCON2 - Strömmen i S-servomotorn över gränsen. Möjligen orsakat av en stoppad eller överbelastad motor. Servona har stängts av. Detta kan orsakas av att axeln körs in i ett mekaniskt stopp. Det kan också orsakas av kortslutning i motorn eller en kortslutning till jord av en motorkabel. 761 (S) U-KABELFEL MOCON2 - Kabeln från U-axelomkodaren har inte några giltiga differentiella signaler. 762 (S) V-KABELFEL - Kabeln från stångmataromkodaren har inte några giltiga differentiella signaler. 763 (S) W-KABELFEL MOCON2 - Kabeln från W-axelomkodaren har inte några giltiga differentiella signaler. 764 (S) Sp-KABELFEL - Kabeln från spindelmotoromkodaren har inte några giltiga differentiella signaler. 765 (S) Tt-KABELFEL MOCON2 - Kabeln från Tt-axelomkodaren har inte några giltiga differentiella signaler. 766 (S) Ss-KABELFEL MOCON2 - Kabeln från Ss-axelomkodaren har inte några giltiga differentiella signaler. 767 (S) J-KABELFEL MOCON2 - Kabeln från J-axelomkodaren har inte några giltiga differentiella signaler. 768 (S) S-KABELFEL MOCON2 - Kabeln från S-axelomkodaren har inte några giltiga differentiella signaler. 771 (S) U-FASINST.FEL MOCON2 - Fel uppstod i den borstlösa motorns fasinställningsinitialisering. Detta kan orsakas av en defekt omkodare eller ett kabelfel. 772 (S) V-FASINST.FEL - Fel uppstod i den borstlösa motorns fasinställningsinitialisering. Detta kan orsakas av en defekt omkodare eller ett kabelfel. 773 (S) W-FASINST.FEL MOCON2 - Fel uppstod i den borstlösa motorns fasinställningsinitialisering. Detta kan orsakas av en defekt omkodare eller ett kabelfel. 774 (S) Sp-FASINST.FEL - Fel uppstod i den borstlösa motorns fasinställningsinitialisering. Detta kan orsakas av en defekt omkodare eller ett kabelfel.
96-0308 rev G juni 2009 Elektrisk service 171
775 (S) Tt-FASINST.FEL MOCON2 - Fel uppstod i den borstlösa motorns fasinställningsinitialisering. Detta kan orsakas av en defekt omkodare eller ett kabelfel.776 (S) Ss-FASINST.FEL MOCON2 - Fel uppstod i den borstlösa motorns fasinställningsinitialisering. Detta kan orsakas av en defekt omkodare eller ett kabelfel. 777 (S) J-FASINST.FEL MOCON2 - Fel uppstod i den borstlösa motorns fasinställningsinitialisering. Detta kan orsakas av en defekt omkodare eller ett kabelfel. 778 (S) S-FASINST.FEL MOCON2 - Fel uppstod i den borstlösa motorns fasinställningsinitialisering. Detta kan orsakas av en defekt omkodare eller ett kabelfel. 781 (S) U-ÖVERGÅNGSFEL MOCON2 - Otillåtna övergångar av omkodarantalspulser i U-axeln. Detta larm indikerar vanligen att omkodaren har skadats och att omkodarpositionsdata inte är tillförlitliga. Detta kan även orsakas av lösa anslutningar vid MOCON- eller MOTIF-kretskortet. 782 (S) V-ÖVERGÅNGSFEL - Otillåten övergång av omkodarantalspulser i stångmatare. Detta larm indikerar vanligen att omkodaren har skadats och att omkodarpositionsdata inte är tillförlitliga. Detta kan även orsakas av lösa anslutningar vid MOCON- eller MOTIF-kretskortet. 783 (S) W-ÖVERGÅNGSFEL MOCON2 - Otillåten övergång av omkodarantalspulser i W-axeln. Detta larm indikerar vanligen att omkodaren har skadats och att omkodarpositionsdata inte är tillförlitliga. Detta kan även orsakas av lösa anslutningar vid MOCON- eller MOTIF-kretskortet. 784 (S) Sp-MOTOROMK.ÖVERGÅNGSFEL - Otillåten övergång av omkodarantalspulser i Sp-axel. Vanligtvis indikerar detta larm att omkodaren på spindelmotorn har skadats och att omkodarpositionsdata inte är tillförlitliga. Detta kan även orsakas av lösa anslutningar vid MOCON- eller MOTIF-kretskortet.785 (S) Tt-ÖVERGÅNGSFEL MOCON2 - Otillåten övergång av omkodarantalspulser i Tt-axel. Detta larm indikerar vanligen att omkodaren har skadats och att omkodarpositionsdata inte är tillförlitliga. Detta kan även orsakas av lösa anslutningar vid MOCON- eller MOTIF-kretskortet. 786 (S) Ss-ÖVERGÅNGSFEL MOCON2 - Otillåten övergång av omkodarantalspulser i Ss-axel. Detta larm indikerar vanligen att omkodaren har skadats och att omkodarpositionsdata inte är tillförlitliga. Detta kan även orsakas av lösa anslutningar vid MOCON- eller MOTIF-kretskortet. 787 (S) J-ÖVERGÅNGSFEL MOCON2 - Otillåten övergång av omkodarantalspulser i J-kanal. Detta larm indikerar vanligen att omkodaren har skadats och att omkodarpositionsdata inte är tillförlitliga. Detta kan även orsakas av lösa anslutningar vid MOCON- eller MOTIF-kretskortet. 788 (S) S-ÖVERGÅNGSFEL MOCON2 - Otillåten övergång av omkodarantalspulser i S-kanal. Detta larm indikerar vanligen att omkodaren har skadats och att omkodarpositionsdata inte är tillförlitliga. Detta kan även orsakas av lösa anslutningar vid MOCON- eller MOTIF-kretskortet. 791 KOMM.FEL MED MOCON2 - Under ett självtest av kommunikationen mellan MOCON2 och huvudprocessorn svarar inte huvudprocessorn och en av dem är möjligen defekt. Kontrollera kabelanslutningar och kretskort. Detta larm kan även orsakas av ett minnesfel, vilket upptäcktes på MOCON2. 792 MOCON2- WATCHDOG-FEL - MOCON2-självtestet har misslyckats. Ring din återförsäljare. 794 (S) V. nollreturmarginal för liten - Detta larm utlöses om utgångsläges-/gränslägesbrytarna flyttas eller feljusteras. Detta larm indikerar att nollåtergångspositionen kanske inte är samma från en nollåtergång till en annan. Omkodarens Z-kanalsignal måste komma mellan 1/8 och 7/8 varv från där utgångslägesbrytaren frigörs. Detta stänger inte av servona men stoppar nollåtergångsoperationen. 795 (S) V. gränsl.brytare - Axeln vidrörde gränslägesbrytaren eller så är brytaren inte ansluten. Utgångslägesbrytarinsignalen ändrades medan maskinen var i drift. De lagrade gränslägena ska stoppa sliderna innan de går emot gränslägesbrytarna. Verifiera värdet på parameter 481, Rutnätsoffset, och kontrollera ledningsdragningen till gränslägesbrytaren. Kan också orsakas av en lös omkodaraxel på baksidan av motorn eller kopplingen mellan motor och skruv. V. gränslägesbrytare kan behöva bytas ut.
96-0308 rev G juni 2009Elektrisk service172
796 (S) UNDERSPINDEL ROTERAR INTE - Status från underspindeldrivenheten indikerar att den inte har förväntad hastighet. Detta kan även orsakas av att en matning kommenderas medan spindeln är stoppad.797 (S) UNDERSPINDELORIENTERINGSFEL - Spindeln riktades inte in rätt. Under en spindelorienteringsfunktion roterade spindeln men kunde inte uppnå rätt inriktning. Detta kan orsakas av en defekt omkodare, kablar, remmar, MOCON eller vektordrivenhet. 799 (F) OKÄNT MOCON2-FEL - MOCON2 har rapporterat ett larm till den aktuella programvaran som inte kunde identifiera larmet.800 (S) P OCH Q ÖVERSKRED MINNET - För många block placerades mellan P- och Q-blocken för G71, G72 eller G73. Åtgärda genom att minska antalet.801 (S) INGA BLOCKBORTTAGN. MELLAN P OCH Q - Blockborttagning ej tillåtet mellan P- och Q-blocken för G71, G72 eller G73.802 NEGATIVA R- OCH C-VÄRDEN EJ TILLÅTNA - Negativa värden ej tillåtna när ,C- ,R-hörnrundning och avfasning används.808 FEL PÅ AUTOMATISK SONDARM - Den automatiska sondarmen slutförde inte kommandot att skjutas ut eller dras in. Kontrollera att inga verktyg eller detaljer i bearbetningsområdet blockerar sondarmens rörelse. Kontrollera att lufttrycket och volymen är tillräcklig. Kontrollera att sondarmsmekanismen inte är sönder och att inga tryckluftsledningar eller elektriska kontakter är skadade. Efter att problemet har lösts, kommendera sondarmen till utgångsläget och återuppta driften.809 SONDARMSBRYTARFEL - Ett brytarfel upptäcktes i det automatiska sondarmssystemet. Exempelvis indikerade brytarsignalerna båda brytarna samtidigt, eller en utav brytarna indikerar en oväntad position. Kontrollera om brytarna, utlösningsflaggorna och brytarkablarna är skadade. Efter att problemet har lösts, kommendera sondarmen till utgångsläget och återuppta driften.810 SONDARM CHUCKKONFLIKT - Det får inte finnas någon detalj i chucken när den automatiska sondarmen sänks ned (sträcks ut). Lossa spindelchucken, avlägsna detaljen och återuppta sedan driften.900 EN PARAMETER HAR ÄNDRATS - När operatören ändrar värdet på en parameter läggs larm 900 till larmhistoriken. När larmhistoriken visas kan operatören se parameternumret och det gamla värdet tillsammans med datumet och tidpunkten när ändringen skedde. Märk att detta inte är ett återställbart larm, det är enbart för informationsändamål.901 PARAMETRAR HAR LADDATS IN FRÅN DISKETT - När en fil har laddats in från en diskett läggs larm 901 till larmhistoriken tillsammans med datum och tid. Märk att detta inte är ett återställbart larm, det är enbart för informationsändamål.902 PARAMETRAR HAR LADDATS IN FRÅN RS-232 - När en fil har laddats in från RS-232 läggs larm 902 till larmhistoriken tillsammans med datum och tid. Märk att detta inte är ett återställbart larm, det är enbart för informationsändamål.903 CNC-MASKIN STARTAD - När maskinen startas läggs larm 903 till larmhistoriken tillsammans med datum och tid. Märk att detta inte är ett återställbart larm, det är enbart för informationsändamål.904 (F) ATC-AXEL SYNLIG - Verktygsväxlaraxeln måste vara osynlig för verktygsbytesoperationer med HS-verktygsväxlaren. Ställ parameter 462, bit 18, osynlig axel, till 1. Detta gör verktygsväxlaraxeln osynlig och verktygsbyten tillåts. 905 (F) INGEN P-KOD I M14, M15, M36 - I M14, M15, M36 måste palettnumret specificeras med en P-kod.906 (F) OGILTIG P-KOD I M14, M15, M36 ELLER M50 - P-koden måste vara numret på en giltig palett utan decimalpunkt och måste vara ett giltigt heltal. 907 (F) APC-AVLASTNING BRYTARE MISSAD PAL. 3 - Palett 3 återvände inte från mottagaren till APC:n inom den tillåtna tiden. Detta kan orsakas av att kedjeomkopplarblocket missar gränslägesbrytaren eller ett annat mekaniskt problem, t.ex. en slirande koppling.
96-0308 rev G juni 2009 Elektrisk service 173
908 (F) APC-AVLASTNING BRYTARE MISSAD PAL. 4 - Palett 4 återvände inte från mottagaren till APC:n inom den tillåtna tiden. Detta kan orsakas av att kedjeomkopplarblocket missar gränslägesbrytaren eller ett annat mekaniskt problem, t.ex. en slirande koppling.909 (F) APC-PROGRAM EJ LISTAT - Det finns inget programnamn i palettplaneringstabellen för den inladdade paletten. För att köra ett program för den inladdade paletten, ange programnamnet i programnamnskolumnen i palettplaneringstabellen för den önskade paletten, eller ta bort M48 från underprogrammet du vill använda. Kontrollera att programmet och paletten är kompatibla.910 (F) APC-PROGRAMKONFLIKT - Underprogrammet som du försöker köra har inte tilldelats den laddade paletten. Ett annat program i palettplaneringstabellen har tilldelats denna palett. Ange antingen det önskade programnamnet i programnamnskolumnen i palettstatustabellen eller ta bort M48 från underprogrammet du vill använda. Kontrollera att underprogrammet och paletten är kompatibla. 911 (F) APC-PAL. LADDA/LOSSA VID NOLL - En eller flera av paletterna på APC:n har en laddnings- eller frigöringsposition ställd till noll. Detta betyder att APC:ns inställningsförfarande inte slutfördes. Fastställ de rätta laddnings- och frigöringspositionerna för samtliga paletter och ange positionerna i de tillämpliga inställningarna. Se operatörshandboken för rätt inställningsvärden för APC-modellen. 912 (F) APC-INGEN P-KOD ELLER Q-KOD FÖR M46 - M46 måste ha en P-kod och en Q-kod. P-koden måste vara ett radnummer i det aktuella programmet. Q-koden är palettnumret som, om den laddas in, orsakar ett hopp till programradsnumret.913 (F) APC-INGEN P-KOD ELLER Q-KOD FÖR M49 - M49 måste ha en Q-kod. P-koden är palettnumret. Q-koden är statusen som paletten ska ges. 914 (F) APC-OGILTIG P-KOD - P-koden måste vara namnet på ett program som lagrats i minnet. Programnamnet får inte innehålla någon decimalpunkt. Ta bort eventuella decimalpunkter ur programnamnet. 915 (F) APC-OGILTIG KAPSLING G188 eller M48 - G188 är endast tillåtet i huvudprogrammet. M48 är endast tillåtet i ett program som listas i palettplaneringstabellen eller ett första nivåns underprogram. 916 (F) APC-NEGATIVT PAL.PRIORITETSINDEX - Programvarufel. Ring din återförsäljare. 917 (F) APC-PALETTANTAL ÄR NOLL - Parameter 606 måste ha ett värde om parameter 605 inte är noll. Ställ parameter 606 till antalet paletter i FMS-systemet. 918 (F) APC-LADDNING BRYTARE MISSAD PAL. 1 - Palett 1 slutförde inte rörelsen från APC:n till mottagaren inom den tillåtna tiden. Palettbytessekvensen avbröts eftersom mottagarströmställaren inte var aktiverad. Paletten är antingen lossad eller inte på mottagaren. Kontrollera att paletten är rätt placerad på mottagaren (mot det mekaniska stoppet) och kör sedan M18 för att spänna fast paletten. Efter att tillståndet åtgärdats, kör M50 för att fortsätta bearbetningen. 919 (F) APC-LADDNING BRYTARE MISSAD PAL. 2 - Palett 2 slutförde inte rörelsen från APC:n till mottagaren inom den tillåtna tiden. Palettbytessekvensen avbröts eftersom mottagarströmställaren inte var aktiverad. Paletten är antingen lossad eller inte på mottagaren. Kontrollera att paletten är rätt placerad på mottagaren (mot det mekaniska stoppet) och kör sedan M18 för att spänna fast paletten. Efter att tillståndet åtgärdats, kör M50 för att fortsätta bearbetningen. 920 (F) APC-LADDNING BRYTARE MISSAD PAL. 3 - Palett 3 slutförde inte rörelsen från APC:n till mottagaren inom den tillåtna tiden. Palettbytessekvensen avbröts eftersom mottagarströmställaren inte var aktiverad. Paletten är antingen lossad eller inte på mottagaren. Kontrollera att paletten är rätt placerad på mottagaren (mot det mekaniska stoppet) och kör sedan M18 för att spänna fast paletten. Efter att tillståndet åtgärdats, kör M50 för att fortsätta bearbetningen. 921 (F) APC-LADDNING BRYTARE MISSAD PAL. 4 - Palett 4 slutförde inte rörelsen från APC:n till mottagaren inom den tillåtna tiden. Palettbytessekvensen avbröts eftersom mottagarströmställaren inte var aktiverad. Paletten är antingen lossad eller inte på mottagaren. Kontrollera att paletten är rätt placerad på mottagaren (mot det mekaniska stoppet) och kör sedan M18 för att spänna fast paletten. Efter att tillståndet åtgärdats, kör M50 för att fortsätta bearbetningen. 922 (F) APC-TABELL EJ DEKLARERAD - Programvaran anropar ogiltiga tabeller. Programvarufel. Ring din återförsäljare.
96-0308 rev G juni 2009Elektrisk service174
923 (S) LÅGT OLJETRYCK - Oljepump för plattdrev har inget tryck. Kontrollera att pumpen pumpar olja genom ledningarna. Kontrollera att filtret bredvid pumpen inte är blockerat. Parameter 618 bestämmer fördröjningen för kontroll av trycket efter start.923 (F) A-INDEXERARE EJ VID RÄTT INKREMENTELL POSITION - Indexeraren har flyttat till en position som inte kan placeras.924 (S) LÅGT SMÖRJMEDEL ELLER LÅGT TRYCK - Gejdoljenivån är låg eller tom eller så saknas smörjtrycket eller är för högt. Kontrollera behållaren på baksidan av maskinen och nedanför kontrollskåpet. Kontrollera också anslutningen på sidan av kontrollskåpet. Kontrollera att smörjledningarna inte är blockerade. Parameter 616 bestämmer cykeltiden.924 (F) B-INDEXERARE EJ VID RÄTT INKREMENTELL POSITION - Indexeraren har flyttat till en position som inte kan placeras.925 (F) A-INDEXERARE EJ HELT I UPPLÄGET - Indexeraren är fortfarande placerad. Den är inte helt i uppläget och kan inte roteras. Återställ och nollställ sedan indexeraren. Justering kan krävas av plattlyftsbrytaren (se den mekaniska underhållshandboken för detaljer).926 (F) B-INDEXERARE EJ HELT I UPPLÄGET - Indexeraren är fortfarande placerad. Den är inte helt i uppläget och kan inte roteras. Återställ och nollställ sedan indexeraren. 927 (F) OGILTIG G1-KOD FÖR VRIDINDEXERARE - Vridindexeraren utför endast snabb G0-rörelse. Matnings-G1-rörelse tillåts inte.928 (F) Verkt.skyttel ej i utg.läget - Verktygsskyttelmekanismen befinner sig inte vid utgångsläget. Detta krävs innan ett verktygsbyte kan påbörjas. Tryck på knappen RECOVER (återställ) för mer information samt för att återställa verktygsväxlaren till ett fungerande tillstånd.929 (F) Verkt.skyttel rörelsekommandofel - Under en verktygsväxlaroperation uppstod ett ogiltigt tillstånd i programvaran kopplat till verktygsskytteln. Om det här larmet kvarstår kan du behöva kontakta återförsäljaren.931 (F) Verkt.skyttel rörelsefel - Verktygsöverföring till eller från den mellanliggande beredskapsfickan skedde inte inom tiden specificerad i parameter 615. Kontrollera att skyttelöverföringsmekanismen inte är blockerad. Kontrollera utgångslägesbrytaren och kabeln, överföringsdrivmekanismen och remmen. Efter att ett problem har lösts ska knappen RECOVER (återställ) alltid tryckas in för att föra tillbaka skytteln till utgångsläget.932 (S) BAR 100- NOLL VÄRDE - Ett värde måste anges för 3100 detaljlängd + offset, 3102 min. fastspänningslängd och 3109 stångmateriallängd på sidan Bar 100 Commands (stång 100-kommandon).933 (S) BAR 100- MAXIMALT ANT. DETALJER SLUTFÖRDA - Arbetet slutfört. För att fortsätta, återställ 3103 max antal detaljer och/eller 3106 aktuellt antal detaljer körda på sidan Bar 100 Commands (stång 100-kommandon). 934 (S) BAR 100- AKTUELL STÅNG KLAR - Ladda en ny stång. Återställ larmet och tryck på Cycle Start (cykelstart) för att fortsätta.935 (S) BAR 100-FEL - Bar 100-programfel. Starta om maskinen. Om larmet återkommer, ring återförsäljaren och rapportera händelseförloppet som förorsakade larmet. 937 STRÖMLEDNING STRÖMFEL - Felaktig nätspänning. Detta larm genereras närhelst inspänningen till maskinen faller under referensspänningsvärdet i parameter 730 och tidsperioden i parameter 731. Slå strömmen av och på för att fortsätta.938 SPRÅK INLADDADE - Utländska språk laddades nyligen in i kontrollsystemet.939 SPRÅK KUNDE INTE LADDAS IN - Det gick inte att ladda in utländska språk i kontrollsystemet. Språken överskred antingen det totala flashminnet eller inte tillräckligt flashminne tillgängligt. Försök med att ta bort ett språk från disk.940 (F) FEL PÅ SIDMONTERAD KARUSELL - Detta larm genereras av verktygsväxlaren om karusellmotorn fortfarande körs när verktygsfickan låses upp och sänks ned före ett verktygsbyte, om karusellen inte börjar rotera efter den tillåtna tiden specificerad i parameter 60, Revolverstart fördr., eller inte upphör att rotera efter den tillåtna tiden specificerad i parameter 61, Revolverstopp fördr.
96-0308 rev G juni 2009 Elektrisk service 175
941 (F) FICKA-VERKTYGSTABELLFEL - Detta larm genereras av verktygsväxlaren om det verktyg som specificeras av programmet inte hittas i fickverktygstabellen, eller den sökta fickan befinner sig utanför området. 942 (F) TIDSGRÄNS KARUSELLPOSITION - Detta larm genereras av verktygsväxlaren om verktygskarusellen inte har flyttats efter den tillåtna tiden eller inte har stannat efter den tillåtna tiden som specificeras i parameter 60, Revolverstart fördr., respektive parameter 61, Revolverstopp fördr. 943 (F) OBEARBETAD KÖCELL VID VERKTYGSBYTE - Ett okänt kommando har genererats vid verktygsbytet. Spara ditt nuvarande program till disk och meddela återförsäljaren. 944 (F) INDEXERARE UR LÄGE - A-axelindexeraren är ur läge. Mata A-axeln till inom 1° från ett fastspänningsläge innan du kör ett program. 945 (M) APC-TIDSGRÄNS LYFTRAM NED - Palettväxlaren kommenderades att sänkas men den undre lägesbrytaren vidrördes inte inom tidsgränsen. Kontrollera att det inte finns några främmande föremål under lyftramen. Kontrollera att tillräckligt lufttryck och luftvolym tillförs. Kontrollera att parameter 320 är korrekt. Kontrollera om lufttrycksmagnetspolar kärvar eller om utluftningsportar har täppts igen. Kontrollera att palettens undre lägesbrytare och ledningar inte skadats, att brytaranslutningarna har god elektrisk kontakt och att lyftmekanismen fungerar på rätt sätt. Efter att orsaken fastställts och problemet åtgärdats, tryck på Recover (återställ) för att starta återställningen, återställ palettväxlaren och återuppta sedan driften. Brytaren för H-ram ned nås genom en öppning på sidan av W-axelkardanröret på EC-400 och EC-500. En del plåtar måste avlägsnas för att komma åt den här brytaren.946 (F) TIDSGRÄNS APC-PALETTLÅSNING - Paletten i fräsen spändes inte fast inom den tillåtna tiden. Kontrollera att inga främmande föremål finns under paletten och mellan paletten och fästplattan. Kontrollera att tillräckligt lufttryck och luftvolym tillförs. Kontrollera om lufttrycksmagnetspolar kärvar eller om utluftningsportar har täppts igen. Kontrollera att palettens fastspänningslägesbrytare fungerar, att brytaren och ledningarna inte är skadade, samt palettinriktningen. Kontrollera att palettfastspänningsmekanismen fungerar på rätt sätt. Efter att orsaken fastställts och problemet åtgärdats, tryck på Tool Changer Restore (återställ palettväxlare) för att starta återställningen, återställ palettväxlaren och återuppta sedan driften. Parameter 317 specificerar tidsgränsen för palettfastspänning. 947 (F) TIDSGRÄNS APC-PALETTFRIGÖRING - Paletten i fräsen lossades inte inom den tillåtna tiden. Kontrollera att inga främmande föremål finns mellan paletten och fästplattan. Kontrollera att tillräckligt lufttryck och luftvolym tillförs. Kontrollera om lufttrycksmagnetspolar kärvar eller om utluftningsportar har täppts igen. Kontrollera att palettens fastspänningslägesbrytare fungerar, att brytaren och ledningarna inte är skadade, samt palettinriktningen. Kontrollera att palettfästplattan inte är skadad eller främmande föremål har fastnat. Efter att orsaken fastställts och problemet åtgärdats, tryck på Tool Changer Restore (återställ palettväxlare) för att starta återställningen, återställ palettväxlaren och återuppta sedan driften. Parameter 316 specificerar tidsgränsen för frigöringen. 948 (F) APC-PROGRAMVARUFEL - Fel i palettväxlarprogramvaran. Notera vad som orsakade detta larm. Notera även följande information: På kontrollpanelen, tryck ned tangenten Param Dgnos (parameterfelsökning) för att komma till skärmen Dgnos (felsökning). Tryck på sida upp till sidan PC Inputs (pc-inmatningar). Anteckna värdena för PC State (pc-tillstånd), Alarm ST (larmstatus) och Alarm (larm). Om detta larm återkommer regelbundet, ring återförsäljaren. 949 (F) APC-AXEL SYNLIG - Palettväxlaraxeln måste vara osynlig för att palettväxlaren ska fungera. Ställ parameterbit Invis Axis till ett för axeln där palettväxlaren monterats. 950 (F) APC-OGILTIGT BRYTARTILLSTÅND, LYFTRAM - Palettväxlarens lyftramsbrytare indikerar att palettväxlarens lyftram är uppe och nere samtidigt. Kontrollera att tillräckligt lufttryck och luftvolym tillförs. Kontrollera lyftramslägesbrytarnas justering och att det inte finns skräp på brytarna. Kontrollera brytarnas elanslutningar och ledningsdragning. Detta kan vara ett falskt larm om palettväxlaren var ur läge med 90° (+/- 20) när ett palettbyte genomfördes. Efter att problemet åtgärdats, tryck på Tool Changer Restore (återställ palettväxlare) för att starta återställningen, återställ palettväxlaren och återuppta sedan driften. 951 (F) APC-OGILTIGT BRYTARTILLSTÅND, PALETTLÅSNING - Palettväxlarens fastspänningsbrytare indikerar att palettväxlaren är fastspänd och lossad samtidigt. Kontrollera palettfastspänningsbrytarnas justering och att det inte finns skräp på brytarna. Kontrollera brytarnas elanslutningar och ledningsdragning. Efter att problemet åtgärdats, tryck på Tool Changer Restore (återställ palettväxlare) för att starta återställningen, återställ palettväxlaren och återuppta sedan driften.
96-0308 rev G juni 2009Elektrisk service176
952 (F) APC-FELPLACERAD LYFTRAM - Palettväxlarens lyftram befinner sig inte i förväntad position. Lyftramen var antingen nere när den förväntades vara uppe eller uppe när den förväntades vara nere. Exempelvis måste lyftramen vara uppe under rotationen och nere när ett palettbyte påbörjas, innan fastspänningen av paletten, innan A- eller Z-axeln kan matas eller innan ett program startas med Cycle Start (cykelstart). Om paletten började sänkas ned under rotationen, kontrollera att lyftmekanismen fungerar på rätt sätt. Om detta larm inträffade vid starten för ett palettbyte eller vid palettfastspänning, kontrollera om främmande föremål eller en feljustering hindrar ramen från att sänkas ned helt. Kontrollera att tillräckligt lufttryck och luftvolym tillförs. Efter att problemet åtgärdats, tryck på Tool Changer Restore (återställ palettväxlare) för att starta återställningen, återställ palettväxlaren och återuppta sedan driften. 953 (F) APC-FELPLACERAD PALETTLÅSNING - Palettväxlarens fästplatta befinner sig inte i förväntad position. Fästplattan måste vara lossad medan palettväxlaren roterar eller innan paletten lyfts upp. Kontrollera att tillräckligt lufttryck och luftvolym tillförs. Kontrollera att fastspänningsmekanismens lufttrycksmagnetspolar fungerar på rätt sätt. Kontrollera att palettens fastspänningslägesbrytare fungerar, att brytaren och ledningarna inte är skadade, samt palettinriktningen. Kontrollera att fästplattan inte är skadad. Efter att problemet åtgärdats, tryck på Tool Changer Restore (återställ palettväxlare) för att starta återställningen, återställ palettväxlaren och återuppta sedan driften. 954 (F) APC-OFULLSTÄNDIGT PALETTBYTE - Det senaste palettbytet slutfördes inte på rätt sätt eller så har fräsen initialiserats. Tryck på Tool Changer Restore (återställ palettväxlare) för att starta återställningen, återställ palettväxlaren och återuppta sedan driften. 955 (F) APC-OGILTIG PALETTVÄXLARTYP - Parameter 605 har en ogiltig palettväxlartyp.Modell GrundvärdeVF APC 2MDC 500/EC-300 3EC400/EC400PP/EC500 4EC630 5
956 (M) APC-TIDSGRÄNS LYFTRAM UPP - Palettväxlaren kommenderades att lyftas upp men den övre lägesbrytaren vidrördes inte inom tidsgränsen. Huvudorsaken för detta larm är otillräckligt lufttryck eller luftvolym. Kontrollera också att paletten är lossad och att det inte finns några blockerande föremål. Kontrollera att palettens övre lägesbrytare och ledningar inte skadats, att brytaranslutningarna har god elektrisk kontakt och att lyftmekanismen fungerar på rätt sätt. Kontrollera att parameter 321 är korrekt. Efter att orsaken fastställts och problemet åtgärdats, tryck på Tool Changer Restore (återställ palettväxlare) för att starta återställningen, återställ palettväxlaren och återuppta sedan driften. 957 (F) APC-BRYTARFEL - Ett otillåtet brytartillstånd har upptäckts. Palettfastspänningsbrytaren fungerade inte på rätt sätt. Använd M17- och M18-kommandona för att kontrollera att ingångsbrytaren (ingångsrelä 26) ändrar tillstånd när paletten spänns fast och lossas. Kontrollera brytarnas justering och att inga ledningar skadats eller anslutningar har kopplats bort. Fastspänningsbrytarens polaritet kan vara felaktig. Parameter 734 används för att invertera ingångsbrytarens polaritet.958 VERKTYGSOFFSETSLITAGE HAR ÄNDRATS - Närhelst verktygsoffset ändras läggs larm 958 till larmhistoriken tillsammans med datum och tid för ändringen. Detta är inte något larm, det är enbart i informationssyfte.959 (F) ICKEINDEXERARPOSITION - Positionen som kommenderades för A-axelns inkrementella indexerare är en ickeindexerarposition. Indexerarpositionerna är multipler av parameter 647. Parameter 647 anges i tusendedels grader. Exempelvis representerar värdet 2500 2.5°. 906 (F) INDEXERARBRYTARE EJ HITTAD I TID - A-axelindexerarens undre brytare hittades inte inom den tillåtna tiden specificerad i parameter 659. 961 DISKETTOFFSET EJ HITTAT - Detta larm genereras eftersom FNC:n har förlorat den offsetplatsmarkering som krävs för att fortsätta programmet på rätt sätt. Försök med att ladda om programmet.962 KUNDE INTE HÄMTA FILINFORMATION - Filfunktioner tar för lång tid att bearbeta. Försök med att ladda om. 963 FNC FUNGERAR EJ FRÅN DENNA ENHET - Den här enheten kanske inte fungerar från FNC. Ändra anslutningstyp för inställning 134 till tillämplig FNC-enhet och försök igen. Se vilka enheter som klarar FNC i operatörshandboken.
96-0308 rev G juni 2009 Elektrisk service 177
964 VERKTYGSREVOLVERROTATIONSFEL - Revolvern roterade inte till rätt plats inom den specificerade tiden i parameter 60. Kontrollera att revolverns rotation inte har blockerats. Kontrollera att positionsgivarna fungerar på rätt sätt: slow, position_1 och in_position.965 LÅSNINGS-/FRIGÖRINGSFEL REVOLVER - Revolvern spändes antingen inte fast inom tiden angiven i parameter 62 eller lossades inte inom tiden angiven i parameter 63. Kontrollera tryckluftsmatningen. Kontrollera att revolverns fastspänning inte blockeras. Kontrollera att positionsgivarna fungerar på rätt sätt: slow, position_1 och in_position. 967 SKBIF-KOMMUNIKATIONSFEL - En kommunikationstidsgräns på det seriella gränssnittet mellan huvudstyrenheten och SKBIF har upptäckts. Alla pågående maskinrörelser då tidsgränsen inträffade har avbrutits. Ett försök görs att återupprätta sambandet. Kommunikationstidsgränsen kan göra att hängpanelknappsatsen och andra reglage, t.ex. palettplaneringsknappar, inte kan användas innan maskinen har startats om.968 ÅSIDOSÄTTANDE AV DÖRRSTOPP AKTIVERAT - Närhelst inställning 51 ändras till On (på) läggs larm 968 till larmhistoriken tillsammans med datum och tid för ändringen. Märk att detta inte är ett återställbart larm, det är enbart för informationsändamål.970 INGEN AXEL KOMMENDERAD I MATNINGSKOD - Ett okänt kommando genererades. Om du behöver hjälp, spara ditt nuvarande program till disk och kontakta återförsäljaren. 971 KUNDE INTE LADDA - Den integrerade enhetsdatorn kunde inte ladda nätverksdrivrutiner. Detta beror på en ogiltig nätverksinställning. Starta om. CNC:n borde aktivera läget Drivers not Loaded (inga drivrutiner laddade); ändra nätverksinställningarna och försök igen. Om larmet Kunde inte ladda utlöses kontinuerligt utan läget Drivers not Loaded (inga drivrutiner laddade), kontakta återförsäljaren. Standardnätverksinställningarna kan återställas vid behov. Tryck på Prgrm Convers (programomv.) under uppstarten, tryck sedan på P och retur, sedan P5 och retur. 976 PALETTPOOL-OGILTIG PALETT - Den begärda paletten finns inte i palettpoolssystemet. Hur problemet åtgärdas: Ändra P-koden med M50-kommandot, välj en palett från PST:n som redan befinner sig inuti maskinen, gå till kolumnen 'Shelf' på PST-skärmen och skriv in hyllbokstaven som en palett sitter på.982 NOLLVINKELRÖRELSE - Detta orsakas av att start- och slutpunkten inte sammanfaller och inte är inriktade med IJK. Ställ in slutpunkten till värdet för startpunkten för en helcirkelrörelse, eller ändra slutpunkten för att öka vinkeln.983 (F) VD ÖVERSTRÖM - Vektordrivenhet överström. Vektordrivenheten har upptäckt att motorn får för hög ström. Detta kan orsakas av en stoppad spindel, en hög, kortvarig spindelbelastning, en spindelhastighet som är för låg under ett skär, en felkopplad spindelmotor eller en defekt vektordrivenhet. Kontrollera spindeln, spindelhastigheten och ythastigheten.984 (F) VD KORTSLUTNING - Kortsluten motorutmatning. Detta kan orsakas av att motorkablarna kortsluts mot varandra eller till jord. Detta kan även orsakas av en defekt vektordrivenhet. Kontrollera samtliga motorkablar och säkerställ att de är rätt anslutna.985 (F) LIKSTRÖMSBUSS ÖV.LADDN. - Likströmsbussen överström vid uppladdning. Likströmsbussövervakaren upptäckte en felaktig uppladdning. Likströmsbusspänningen var för hög under den 2 sekunder långa uppladdningssekvensen. Detta kan orsakas av att den inkommande nätspänningen är för hög eller av att huvudtransformatorn avtappas på fel sätt. Kontrollera att uttagen för den inkommande nätspänningen och huvudtransformatorn är rätt utförda. Detta kan endast hända vid uppstarten. Om felet uppstår kan det inte återställas.986 KALIBR. MISSLYCKADES - Förstärkaren kunde inte självkalibrera inom 30 sek. Detta kan orsakas av en defekt förstärkare eller Mocon.991 FÖRSTÄRKARE ÖVERTEMPERATUR - Förstärkarens/vektordrivenhetens temperaturgivare indikerar över 90°C vid effekttransistorerna. Detta kan orsakas av en längre överbelastning av förstärkar/vektordrivenheten, en stoppad fläkt eller hög rumstemperatur. Kontrollera att förstärkarens/vektordrivenhetens fläktar fungerar.
96-0308 rev G juni 2009Elektrisk service178
992 FÖRSTÄRKARE ÖVERSTRÖM - Förstärkaren har upptäckt att motorn får för hög ström. Detta kan orsakas av en stoppad motor, en hög, kortvarig motorbelastning, en spindelhastighet som är för låg under ett skär, en felkopplad spindelmotor eller en defekt förstärkare. Kontrollera spindeln, den programmerade spindelhastigheten och ythastigheten. Kontrollera att axeln inte slog i ett mekaniskt stopp. Detta kan även orsakas av en defekt förstärkare.993 FÖRSTÄRKARE KORTSLUTNING - Detta kan orsakas av att motorkablarna kortsluts mot varandra eller till 320V-returen. Detta kan även orsakas av en defekt förstärkare. Kontrollera samtliga motorkablar och säkerställ att de är rätt anslutna. Detta kan även orsakas av en defekt förstärkare.994 FÖRSTÄRKARE ÖVERBELASTNING - Förstärkaren har upptäckt en hög belastning under en längre tid. Detta kan orsakas av att förstärkaren körs på över 100% belastning under alltför lång tid. Kontrollera de programmerade matningarna och spindelhastigheten, samt om verktygen är slöa. Detta kan även orsakas av en defekt förstärkare.995 FÖRSTÄRKARSTRÖMFEL FÖR STORT - Förstärkarfel för stort. Skillnaden mellan den aktuella och den kommenderade strömmen i förstärkaren är för stor. Detta kan inträffa om MOCON kommenderar mer ström än förstärkaren klarar av. Säkerställ att MOCON fungerar normalt. Detta kan även orsakas av en defekt förstärkare.995 (F) FEL FÖR STORT - Förstärkarfel för stort. Skillnaden mellan den aktuella och den kommenderade strömmen i förstärkaren är för stor. Detta kan inträffa om MOCON kommenderar mer ström än förstärkaren klarar av. Säkerställ att MOCON fungerar normalt. Detta kan även orsakas av en defekt förstärkare.996 (S) DUBBDOCKSNOLLÅTERGÅNG KRÄVS - Den hydrauliska dubbdockan har justerats till en ny position. B-axeln måste nollåterställas innan dubbdockan kan användas. Säkerställ att rätt låsbult är ordentligt åtspänd innan nollåtergångstangenten trycks ned. Vi rekommenderar kraftigt att inställning 93 och 94 justeras för den nya dubbdockspositionen.997 FÖR MÅNGA FILER HAR ÖPPNATS PÅ DEN AKTUELLA ENHETEN - Enheten från vilken ett program körs har nått det maximala antalet filer som kan öppnas på den. Minska antalet subrutiner som används.998 EN FIL KUNDE INTE ÖPPNAS - En fil på den aktuella enheten kunde inte öppnas. Kontrollera programmets nummer eller namn (kontrollera små/stora bokstäver).
Larm 1000-1999 användardefinieras av makroprogram.
96-0308 rev G juni 2009 Elektrisk service 179
PARAMETRAR
Parametrar är sällan modifierade värden som ändrar maskinens funktion. Dessa inkluderar servomotortyper, utväxlingsförhållanden, hastigheter, lagrade slagbegränsningar, kulskruvskompenseringar, motorstyrningsfördröjningar och val av makroanrop. Dessa ändras sällan av användaren och ska skyddas från ändringar genom parameterlåsningsinställningen. Om du behöver ändra parametrarna, kontakta HAAS Automation eller återförsäljaren. Parametrar är skyddade mot ändring genom inställning 7.Sidan Settings (inställningar) listar några parametrar som användaren kan behöva ändra under normal drift. Dessa kallas helt enkelt för "inställningar". Under normala förhållanden ska inte parameterdisplayerna modifieras. En fullständig lista över parametrarna tillhandahålls här. Där parameternummer har olika innebörd för svarvar och fräsar indikeras detta med ett (S) eller (F), direkt efter parameternumret eller formuleringen till vilken texten hör. (S) och (F) visas inte i parameternumren på maskindisplayen. Markörtangenterna sida upp, sida ned, pil upp och pil ned samt pulsgeneratorn kan användas för att rulla genom styrparameterdisplayskärmarna. Markörtangenterna för vänster och höger används för att rulla genom bitarna i en enskild parameter.
PARAMETERLISTA
1 X BRYTARE AParameter 1 är en samling enkelbitsflaggor som används för att slå på och av servorelaterade funktioner. Pil vänster och höger används för att välja den funktion som skall ändras. Alla värden är enbart 0 eller 1. Funktionsnamnen är:0 KASTA OM OMKODARE - Kastar om riktningen på omkodardata.1 KASTA OM STRÖM - Kastar om riktningen på strömmen till motorn.2 KASTA OM FAS - Kastar om motorfasen.3 AVAKTIVERAD - Avaktiverar X-axeln.4 ENDAST Z-KANAL - Med endast A, indikerar att utgångslägesbrytare saknas.5 TRYCKLUFTSBROMS - Med endast A, indikerar att tryckluftsbromsen används.6 AVAKTIVERA Z T - Avaktiverar omkodare Z (endast i testsyfte).7 SERVO-HIST. - Diagram över servofel (endast för felsökning).8 INV. UTG.L.BRYTARE - Inverterad utgångslägesbrytare (NC-brytare).9 INV. Z-KANAL - Inverterad Z-kanal (normalt hög).10 CIRK. SPÄNN. - (F) Endast med A, får 360-spänning att återgå till 0. (S) Endast med A, får 360-spänning att
återgå till 0. När parameter 498, bit 10, ställs till 1 lossar svarven automatiskt C-axeln inte mer än ett halvt varv. När biten ställs till noll beter den sig som om C-axeln hade roterats många gånger och sedan avaktiverats. När den aktiveras igen nollställer kontrollsystemet den genom att lossa lika många gånger som den spändes.
11 INGET I I BROMS - Med endast A, tas I- återkoppling bort när bromsen är aktiv.12 LÅGPASS +1X - Lägger till 1 term till lågpassfilter.13 LÅGPASS +2X - Lägger till två termer till lågpassfilter.14 ÖVERTEMP. NC - Väljer en normalt stängd överhettningsgivare i motorn.15 KABELTEST - Aktiverar test av omkodarsignaler och kabling.16 Z-TESTHIST. - Historikkurva över Z-kanaltestdata.17 SKALFAKT/X - Om ställt till 1 tolkas skalningsförhållandet som om det delas med X, där X beror på bitarna
SKALA/X LÅG och SKALA/X HÖG.18 OSYNL. AXEL - Skapar en osynlig axel.19 (S) DIAMETERPRG - Ställer in diameterprogrammering. När den ställs till 1 kommer den att tolka inmatningar som
diametrar i stället för radier. 19 (F) ALM PÅ GR.L.BR - Rotationslarm vid gränslägesbrytaren.20 (S) RÖR.GRÄNSER - Rörelsegränser används. 20 (F) KONTR. RÖR.GR. A - Rotationsrörelsegränser används. På fräsar med kardanspindlar (används på VR-
frässerien) måste A- och B-axlarnas KONTR. RÖR.GR. ställas till 1.21 (S) INGET GR.L.BR.ALM - Larm genereras inte vid gränslägesbrytarna.21 (F) ROT.RÖR.GR. - Rotationsrörelsegränser används.22 D FILTER X8 - Aktiverar 8-tapps FIR-filter. Används för att eliminera högfrekventa vibrationer (beroende på
axelmotor).23 D FILTER X4 - Aktiverar 4-tapps FIR-filter. Används för att eliminera högfrekventa vibrationer (beroende på axelmotor).
96-0308 rev G juni 2009Elektrisk service180
24 ENDAST VRIDMOMENT - Endast för Haas-felsökning.25 3 EROT/MROT - De 2 EROT/MROT- och 3 EROT/MROT-bitarna har två definitioner beroende på om det finns en
eller två omkodare. För enkelomkodarsystem används bitarna för att definiera förhållandet mellan spindelmotorns elektriska rotation och motorns mekaniska rotation. För system med två kodare är definitionen motorns elektriska rotation mot motorn och den mekaniska rotationen för kodaren på spindelmotorn, vilket inkluderar alla remskivförhållanden mellan motorn och motorns kodare.
26 2 EROT/MROT - De 2 EROT/MROT- och 3 EROT/MROT-bitarna har två definitioner beroende på om det finns en eller två omkodare. För enkelomkodarsystem används bitarna för att definiera förhållandet mellan spindelmotorns elektriska rotation och motorns mekaniska rotation. För system med två kodare är definitionen motorns elektriska rotation mot motorn och den mekaniska rotationen för kodaren på spindelmotorn, vilket inkluderar alla remskivförhållanden mellan motorn och motorns kodare.
27 EJ MUXFAS - Endast för Haas-felsökning.28 BORSTMOTOR - Aktiverar alternativet borstlös motor.29 (S) ROTERANDE AXEL - När den ställs till 1 behandlas axeln som en roterande axel. Positionen visas i grader
och indata tolkas som vinklar. 29 (F) LINJÄR DISPL - Ändrar displayen från grader till tum (eller millimeter) på A- och B-axlarna.30 SKALA/X LÅG - Med SKALA/X HÖG-biten bestäms skalfaktorn som används i biten SKALFAKT/X.31 SKALA/X HÖG - Med SKALA/X LÅG-biten bestäms skalfaktorn som används i biten SKALFAKT/X. Se nedan:
HÖG LÅG0 0 30 1 51 0 71 1 9
2 X P FÖRST.Proportionell förstärkning i servoslinga.
3 X D FÖRST.Deriverande förstärkning i servoslinga.
4 X I FÖRST.Integralförstärkning i servoslinga.
5 X FÖRH. (steg/enhet)Antal steg för omkodaren per rörelseenhet. Omkodarsteg ger fyra (4) gånger sitt radantal per varv. Således kommer en omkodare med 8192 rader och 6 mm modulspindel att ge: 8192 x 4 x 25.4 / 6 = 138718 (förhållandet 5 steg per enhet tum/mm).
6 X MAXRÖRELSE (steg)Maximal negativ rörelseriktning från maskinnolläget i omkodarsteg. Gäller inte A-axeln. En 20 tums rörelse, en omkodare med 8192 rader och en 6 mm modulspindel ger: 20.0 x 138718 = 2774360.
7 X ACCELERATIONMaximal acceleration av axeln i steg per sekund per sekund.
8 X MAXHAST.Maximal hastighet för axeln i steg per sekund.
9 X MAXFELMaximalt fel tillåtet i servoslingan innan ett larm genereras. Enheterna är kodarsteg. Detta är det maximalt tillåtna felet i Hz mellan den kommenderade hastigheten och den faktiska hastigheten. Syftet med denna parameter är at förhindra "motorrusning" vid fasvändning eller ogiltiga parametrar. Om denna parameter ställs till 0 återställs den till standardvärdet 1/4 av parameter 183, Maxfrekvens.
10 X SÄKR.NIVÅBegränsar medeleffekten till motorn. Om den inte ställs in rätt kan denna parameter orsaka ett "överbelastningslarm".
11 (S) X MOT-EMKMotorns mot-emk i volt per 1000 varv/minut gånger 10. Således ger en motor på 63 volt/1000 varv 630.
96-0308 rev G juni 2009 Elektrisk service 181
11 (F) X VRIDM.FÖRBEL.Vridmomentförbelastning är ett tal med förtecken som bör ställas till ett värde mellan 0 och 4095, där 4095 är motorns maximala vridmoment. Det tillämpas ständigt på servot i samma riktning. Det används, i vertikal ledd, för att kompensera för tyngdkraften på en maskin med en axelbroms istället för en motvikt. Normalt frigörs bromsen när servomotorerna aktiveras. När rörelse kommenderas för den vertikala axeln lossas bromsen och servomotorerna aktiveras. Den här parametern specificerar förvridmomentkompenseringen av tyngdkraften.
12 X STEG/VARVOmkodarsteg per motorvarv. Sålunda ger en 8192-radomkodare: 8192 x 4 = 32768
13 X DÖDGÅNGKorrigering av dödgång i omkodarsteg.
14 X DÖDZONKorrigering av död zon för drivrutinelektronik. Enheter är 0.0000001 sekunder.
15 Y BRYTARE ASe parameter 1 för beskrivning.
16 Y P FÖRST.Se parameter 2 för beskrivning.
17 Y D FÖRST.Se parameter 3 för beskrivning.
18 Y I FÖRST.Se parameter 4 för beskrivning.
19 Y FÖRH. (steg/enhet)Se parameter 5 för beskrivning.
20 Y MAXRÖRELSE (steg)Se parameter 6 för beskrivning.
21 Y ACCELERATIONSe parameter 7 för beskrivning.
22 Y MAXHAST.Se parameter 8 för beskrivning.
23 Y MAXFELSe parameter 9 för beskrivning.
24 Y SÄKR.NIVÅSe parameter 10 för beskrivning.
25 (S) Y MOT-EMKSe parameter 11 för beskrivning.
25 (F) Y VRIDM.FÖRBEL.Se parameter 11 för beskrivning.
26 Y STEG/VARVSe parameter 12 för beskrivning.
27 Y DÖDGÅNGSe parameter 13 för beskrivning.
28 Y DÖDZONSe parameter 14 för beskrivning.
29 Z BRYTARE ASe parameter 1 för beskrivning.
96-0308 rev G juni 2009Elektrisk service182
30 Z P FÖRST.Se parameter 2 för beskrivning.
31 Z D FÖRST.Se parameter 3 för beskrivning.
32 Z I FÖRST.Se parameter 4 för beskrivning.
33 Z FÖRH. (steg/enhet)Se parameter 5 för beskrivning.
34 Z MAXRÖRELSE (steg)Se parameter 6 för beskrivning.
35 Z ACCELERATIONSe parameter 7 för beskrivning.
36 Z MAXHAST.Se parameter 8 för beskrivning.
37 Z MAXFELSe parameter 9 för beskrivning.
38 Z SÄKR.NIVÅSe parameter 10 för beskrivning.
39 (S) Z MOT-EMKSe parameter 11 för beskrivning.
39 (F) Z VRIDM.FÖRBEL.Se parameter 11 för beskrivning.
40 Z STEG/VARVSe parameter 12 för beskrivning.
41 Z DÖDGÅNGSe parameter 13 för beskrivning.
42 Z DÖDZONSe parameter 14 för beskrivning.
43 A BRYTARE ASe parameter 1 för beskrivning och säkerställ att denna parameter är ställd till att aktivera den fjärde axeln innan du försöker aktivera den fjärde axeln från inställningarna.
44 A P FÖRST.Se parameter 2 för beskrivning.
45 A D FÖRST.Se parameter 3 för beskrivning.
46 A I FÖRST.Se parameter 4 för beskrivning.
47 (S) A FÖRH. (steg/enhet)Se parameter 5 för beskrivning.
96-0308 rev G juni 2009 Elektrisk service 183
47 (F) A FÖRH. (steg/enhet)Definierar antalet omkodarsteg som krävs eller ett helt plattvarv. Exempelvis vore en HRT 210 med ett 90:1-utväxlingsförhållande, en slutlig utväxling på 2:1 och ett omkodartal på 2000 linjer: 2000 x 4 x (90 x 2)/360 = 4000 stegFör en borstlös HRT 210 med ett 90:1-utväxlingsförhållande, en slutlig utväxling på 2:1 och ett omkodartal på 8192 vore formeln: 8192 x 4 x (90 x 2)/360 = 16384 stegOm exempelvis 16384 slutade som 13107.2 (inte heltal) måste användaren säkerställa att enkelbitarna SKALFAKT/X och kombinationen av SKALA/X LÅG och SKALA/X HÖG är aktiverade i parameter 43. När skalfaktorn/x-biten är 1, tolkas skalförhållandet som dividering med X, där X beror på SKALA/X LÅG och SKALA/X HÖG (se parameter 1 för värdena SKALA/X LÅG och SKALA/X HÖG). Till exempel: 8192 x 4 x (72 x 2)/360 = 13107.2Du aktiverar då SKALFAKT/X-biten och SKALA/X LÅG-biten som då skulle ge en faktor av 5, enligt följande: 13107.2 x 5 = 65536 omkodarsteg
48 (F) A MAXRÖRELSE (negativ rörelsegräns) (steg)Se parameter 6 för beskrivning. Normalt gäller denna parameter inte A-axeln. Dock används parametern på fräsar med kardanspindel (5-axelfräsar). På en fräs i VR-serien används denna parameter för att begränsa storleken på spindelns vinkelrörelse (A- och B-axlar). A- och B-axlarnas rörelser begränsas till ett avstånd mellan negativa maxrörelse och positiva verktygsväxlingsoffset. På 5-axlade fräsar måste A- och B-axlarnas vridrörelsegränsställas till 1 och maxrörelse och verktygsväxlingsoffset måste kalibreras och ställas in rätt.
49 A ACCELERATIONSe parameter 7 för beskrivning.
50 A MAXHAST.Se parameter 8 för beskrivning.
51 A MAXFELSe parameter 9 för beskrivning.
52 A SÄKR.NIVÅSe parameter 10 för beskrivning.
53 A MOT-EMKSe parameter 11 för beskrivning.
54 A STEG/VARVSe parameter 12 för beskrivning.
55 A DÖDGÅNGSe parameter 13 för beskrivning.
56 A DÖDZONSe parameter 14 för beskrivning.
Parametrar 57 t.o.m. 128 används för att styra andra maskinberoende funktioner.
57 GEMENS. VÄXEL 1Parameter 57 är en samling enkelbitsflaggor för allmänna ändamål som används för att slå på och av vissa funktioner. Pil vänster och höger används för att välja den funktion som skall ändras. Alla värden är enbart 0 eller 1. Funktionsnamnen är:0 KASTA OM MATN.RIKTN. - Kastar om pulsgeneratorns riktning.1 AVAKTIVERA VERKT.VÄXL. - Avaktiverar verktygsväxlaroperationer.2 AVAKTIVERA VÄXELL. - Avaktiverar växellådans funktioner.3 STÄNG AV VID NÖDSTOPP - Stannar spindeln och slår sedan av strömmen vid nödstopp.4 FAST GÄNGNING - Indikerar maskinvarualternativet för fast gängning.5 KASTA OM SP.OMKODARE - Kastar om spindelomkodarens avkänningsriktning.6 ANVÄNDS EJ7 EXAKT STOPP LÄGESÄNDR. - Väljer exakt stopp i rörelser när läget ändras.8 SKYDDSKRETS - Aktiverar säkerhetsmaskinvaran om maskinen är utrustad med sådan.9 SPINDELDRV LINJ. ACCEL. - Väljer linjär inbromsning för fast gängning. 0 är kvadratisk.
96-0308 rev G juni 2009Elektrisk service184
10 ANVÄNDS EJ11 KYLMEDELSTAPP - Aktiverar kylmedeltappkontroll och visning.12 ÖVERTEMP ÄR NC - Väljer regenereringsövertemperaturgivare som NC (normalt stängd).13 ANVÄNDS EJ14 EJ INV. SPINDELSTOPP - Ickeomkastad spindelstoppstatus.15 SPIND.BEL.ÖVERVAK. - Spindelbelastningsövervakningsfunktionen är aktiverad.16 SPIND.TEMP.ÖVERVAK. - Spindeltemperaturövervakningsfunktionen är aktiverad.17 AKTIVERA ROT. & SKALN. - Aktiverar rotation och skalning.18 AKTIVERA DNC - Aktiverar DNC-val från MDI.19 AKTIVERA BAKGR.RED. - Aktiverar bakgrundsredigeringsläget.20 AKTIVERA JORDFEL - Aktiverar jordfelsdetektorn.21 M19 SPINDELORIENT. - Gör att P- och R-koderna blir en skyddad funktion som endast kan aktiveras med en
upplåsningskod. Upplåsningskoden finns utskriven på parameterlistan. Om denna bit ställs till 0 kommer M19 att orientera spindeln till 0 grader, oavsett värdet på samtliga P- eller R-koder i samma block. Om denna ställs till 1 kommer en P-kod i blocket att göra så att spindeln orienteras till den specificerade vinkeln, t.ex. P180. Alternativt kan decimal R-kod användas såsom R180.53. Lägg märke till att P- och R-koderna arbetar endast på vektordrivna maskiner.
22 AKTIVERA MAKRO - Aktiverar makrofunktioner.23 KASTA OM ÖVERH. - Vänd riktningen på hopp till aktivt lågt = stängd.24 HANDT.MARKÖR - Aktivera användning av pulsgeneratorn för att flytta markören.25 NEGATIVT ARB.OFFSET - Väljer användning av arbetsoffset i negativ riktning.26 LÅGT VÄXELL.OLJETRYCK - Aktiverar detektering av lågt oljetryck i växellådan.27 SNABBKOD - Aktiverar interaktiv programmering.28 SMÖRJARE PÅ/AV - Aktiverar smörjarströmmen när servon eller spindel är i rörelse.29 INV. BUSSTRÖMFEL - Kastar om överspänningssignalens riktning. Denna bit måste ställas till 0 för maskiner
med standard Haas-vektordrivning och 1 för maskiner med smart vektordrivning eller minikraftkälla.30 SPINDELOMKODARE 2 - Aktiverar en andra omkodare som är monterad på spindelmotorn och kopplad till
MOCON-enhetens C-axelingång. Den styr vektoralgoritmen på maskiner med remmar när remmarna glider vid höga belastningar. När det finns två omkodare monteras den första på spindeln eller på växellådans utmatning och kopplas till "spindel"-ingången på MOCON-enheten. De flesta fräsar använder en enda omkodare som är monterad antingen på spindeln (växellådsutmatning) eller spindelmotorn, men alltid ansluten till spindelingången på MOCON-enheten.
31 DÖRRSTOPP SPINDEL - Aktiverar funktioner för att stoppa spindel och manuell drift med dörrbrytaren.
58 STIGNINGSKOMP.FÖRSKJ. Förskjutningsfaktor vid tillämpning av stigningsskruvkompensering. Stigningsskruvkompensering är baserad på en tabell med 256 offset; vart och ett +/- 127 omkodarsteg. En post i tabellen tillämpas över ett avstånd lika med två upphöjt till denna parameterpotens omkodarsteg.
59 MAXMATN.HASTIGHET (tum/min)Maximal matningshastighet i tum per minut.
60 (S) REVOLVER I POS. FÖRDR.Fördröjningstid efter att revolvern roteras till verktygspositionen. Denna fördröjning låter revolvern avstanna.
60 (F) REVOLVERSTART FÖRDR.Maximalt tillåten fördröjning vid verktygsrevolverns start. Enheten anges i millisekunder. Efter denna tid kommer ett larm att genereras. På horisontella fräsar med en sidmonterad verktygsväxlare används denna parameter för att specificera tiden (i millisekunder) som tillåts för skyttelns och armens motordrivna rörelser. Om rörelsen inte har avslutats inom tiden som denna parameter tillåter, genereras larm 696, ATC-motor tidsgräns.
61 (S) REVOLVERLÅS. FÖRDR.Fördröjningstid efter att revolvern avkänns som låst. Denna fördröjning medger mekanisk avstanning.
61 (F) REVOLVERSTOPP FÖRDR.Maximalt tillåten fördröjning av verktygsrevolverns rörelse. Enheten anges i millisekunder. Efter denna tid kommer ett larm att genereras. På horisontella fräsar med en sidmonterad verktygsväxlare används denna parameter för att specificera tiden (i millisekunder) som tillåts för tryckluftsdrivna arm in/arm ut-rörelser. Om rörelsen inte har avslutats inom tiden som denna parameter tillåter, genereras larm 695, ATC Air Cylinder Time Out.
96-0308 rev G juni 2009 Elektrisk service 185
62 (S) REVOLVERUPPLÅS. FELTIDMaximalt tillåten fördröjning för upplåsning av verktygsrevolvern. Enheten anges i millisekunder. Efter denna tid kommer ett larm att genereras.
62 (F) SKYTTELSTART FÖRDR.Tiden (i millisekunder) som krävs för att låta verktygsfickan avstanna (sluta studsa) efter att den sänkts ned i förberedelse inför ett verktygsbyte.
63 (S) REVOLVERLÅS. FELTIDMaximalt tillåten fördröjning för låsning av verktygsrevolvern. Enheten anges i millisekunder. Efter denna tid kommer ett larm att genereras.
63 (F) SKYTTELSTOPP FÖRDR.Används även för vertikalfräsar med en sidmonterad verktygsväxlare. Specificerar tiden som tillåts (i millisekunder) för verktygsarmens motor att stanna. Om armen inte avstannat inom den tillåtna tiden genereras larm 627, ATC Arm Position Timeout.
64 Z VERKT.BYTESOFFSET För revolvern, förskjutning utgångslägesbrytaren till verktyg 0.På vertikalfräsar. För Z-axeln; förskjutning från utgångslägesbrytare till verktygsbyte och maskinnolläget. Ungefär 4.6 tum, vilket för en 8192-radsomkodare ger: 4.6 x 138718 = 638103Alternativt använt för maskiner med en servoaxelpalettväxlare av typ 4. Den ställer in paletten för ett palettbyte. Exempelvis utförs Z-axelgången på EC-400 genom att paletten, inte pelaren, flyttas vilket följaktligen inte påverkar ett verktygsbyte. Dessutom används parameter 64 normalt under nollåtergång, och den användningen är konsekvent i EC-400.
65 ANTAL VERKTYGAntal verktygspositioner i verktygsväxlaren. Detta antal måste ställas in i maskinens konfiguration. Det maximala antalet verktygspositioner är 32, förutom för horisontalfräsar med sidmonterad verktygsväxlare.
66 SPINDELORI. FÖRDR.Maximalt tillåten fördröjning vid spindelorientering. Enheten anges i millisekunder. Efter denna tid kommer ett larm att genereras.
67 VÄXLINGSFÖRDRÖJN.Maximalt tillåten fördröjning vid växling. Enheten anges i millisekunder. Efter denna tid kommer ett larm att genereras.
68 MAX FÖRDRÖJN. DRAGSTÅNGMaximalt tillåten fördröjning vid fastspänning och frigöring av verktyg. Enheten anges i millisekunder. Efter denna tid kommer ett larm att genereras.
69 A TRYCKLUFTSBROMSFÖRD.Fördröjning som tillhandahålls för att luft ska släppas ut från A-axelbromsen innan rörelsen. Enheten anges i millisekunder.
70 MIN FÖRDRÖJN. SPINDEL Minsta fördröjningstid (i millisekunder) i program efter att en ny spindelhastighet har kommenderats och innan man fortsätter.
71 (S) SPIN.STOPP DET.FÖRD. Fördröjningstid efter att spindeln har startats och innan spindelstoppkontroll startas. Varje enhet är 1/50 av en sekund.
71 (F) DRAGSTÅNGSOFFSETOffset längs Z-axelrörelsen för att verktyget som trycks ut ur spindeln när det lossas ska få plats. Enheterna är kodarsteg.
72 (S) ROT. VERKT.BYTE FÖRD.Väntetiden (i millisekunder) efter att motorn för den roterande verktygsuppsättningen kommenderats att snurra med hastigheten specificerad i parameter 143. Denna process krävs för att koppla in motorn för den roterande verktygsuppsättningen och utförs bara innan det första M133 eller M134, efter ett verktygsbyte.
72 (F) DRAGSTÅNG Z-HAST. LOSS.Rörelsehastighet längs Z-axeln för att verktyget som trycks ut ur spindeln när det lossas ska få plats. Enheten är omkodarsteg per sekund.
73 SP HÖGV./MINHAST.Kommenderad hastighet använd för att vrida spindelmotorn vid spindelorientering i högväxel. Enheten är maximalt spindelvarvtal delat med 4096. Denna parameter används inte i maskiner utrustade med ett Haas-vektordrivsystem.
96-0308 rev G juni 2009Elektrisk service186
74 SP LÅGV./MINHAST.Kommenderad hastighet använd för att vrida spindelmotorn vid spindelorientering i lågväxel. Enheten är maximalt spindelvarvtal delat med 4096. Denna parameter används inte i maskiner utrustade med ett Haas-vektordrivsystem.
75 VÄXLINGSHASTIGHETKommenderad hastighet (maximalt spindelvarvtal delat med 4096) använd för att vrida spindelmotorn vid växling.
76 LÅG LUFT FÖRD.Tillåten fördröjning efter avkänt lågt lufttryck innan larm genereras. Larm hoppas över om luftrycket återkommer inom fördröjningstiden. Enheterna är 1/50 sekunder.
77 SP.LÅS STAB.TIDTid som krävs i millisekunder då spindellåsningen ska vara utförd och stabil, innan spindelorienteringen anses avslutad.
78 VÄXLINGSOMKAST.TIDTid i millisekunder innan motorriktningen kastas om medan växling sker.
79 SPINDELSTEG/VARVStäller in antalet spindelomkodarsteg per spindelvarv. Detta värde tar med remskivans förhållande mellan växellåda och spindel, plus växellåda och omkodare i beräkningen. Om 2 omkodare används avser detta värde omkodaren på spindeln (ansluten till SP-ingången på MOCON-enheten). Om endast 1 omkodare används gäller det den omkodaren. I flertalet installationer monteras en enda omkodare på motorn men ansluts fortfarande till SP-ingången på MOCON-enheten.
80 MAX SPIN.FÖRDRÖJ.TIDDen maximala fördröjningstiden som kontrollsystemet kommer att vänta för att spindeln skall uppnå kommenderad hastighet eller stanna helt.
81 M-MAKROANROP O9000M-kod som kommer att anropa O9000. Denna parameter kan innehålla ett värde mellan 1 och 98, inklusive. Noll ger inget anrop. Emellertid är det bäst att använda ett värde som inte redan används (se den aktuella M-kodslistan). När M37 används skulle värdet 37 anges i parameter 81 (till exempel). Ett program skulle skrivas för att inkludera M37:
G X0...M37..M30
Kontrollsystemet skulle köra programmet tills det når M37, anropa program O9000, köra det, återgå till punkten den lämnade och fortsätta huvudprogrammet. Märk att program O9000 kommer att anropa sig självt om det innehåller en annan M37 och kommer att fortsätta anropa tills stacken fyllts (9 gånger) och utlöser sedan larmet 307, Subroutine Nesting Too Deep. Observera att om M33 (till exempel) används, skulle det åsidosätta den normala M33-Conveyor Stop-funktionen (transportörstopp).
82 M-MAKROANROP O9001Se parameter 81 för beskrivning.
83 M-MAKROANROP O9002Se parameter 81 för beskrivning.
84 M-MAKROANROP O9003Se parameter 81 för beskrivning.
85 M-MAKROANROP O9004Se parameter 81 för beskrivning.
86 M-MAKROANROP O9005Se parameter 81 för beskrivning.
87 M-MAKROANROP O9006Se parameter 81 för beskrivning.
88 M-MAKROANROP O9007Se parameter 81 för beskrivning.
96-0308 rev G juni 2009 Elektrisk service 187
89 M-MAKROANROP O9008Se parameter 81 för beskrivning.
90 M-MAKROANROP O9009Se parameter 81 för beskrivning.
91 G-MAKROANROP O9010G-kod som anropar O9010 och kan innehålla ett värde mellan 1 och 98, inklusive. Noll ger inget anrop. Emellertid är det bäst att använda ett värde som inte redan används (se den aktuella G-kodslistan). När H45 används skulle värdet 45 anges i parameter 91 (till exempel).
Ett program skulle skrivas för att inkludera G45:G X0...G45..M30
Kontrollsystemet skulle köra programmet tills det når G45, anropa program O9010, köra det, återgå till punkten den lämnade och fortsätta huvudprogrammet. Program O9010 kommer att anropa sig självt om det innehåller en annan G45 och kommer att fortsätta anropa tills stacken fyllts (4 gånger) och utlöser sedan larmet 531, Makrokapsling för djup. Märk att om G84 (exempelvis) används skulle det åsidosätta den normala G84, Tapping Canned Cycle (fast gängningscykel).
92 G-MAKROANROP O9011Se parameter 91 för beskrivning.
93 G-MAKROANROP O9012Se parameter 91 för beskrivning.
94 G-MAKROANROP O9013Se parameter 91 för beskrivning.
95 G-MAKROANROP O9014Se parameter 91 för beskrivning.
96 G-MAKROANROP O9015Se parameter 91 för beskrivning.
97 G-MAKROANROP O9016Se parameter 91 för beskrivning.
98 G-MAKROANROP O9017Se parameter 91 för beskrivning.
99 G-MAKROANROP O9018Se parameter 91 för beskrivning.
100 G-MAKROANROP O9019Se parameter 91 för beskrivning.
101 X INPOSITIONSGRÄNSHur nära motorn måste vara slutpunkten innan en rörelse anses avslutad då exakt stopp inte används (G09 eller G61). Enheterna är kodarsteg. Från och med fräsversion 9.06 gäller inte denna parameter för matningar. Denna parameter bör motsvara .050 tum.
102 Y INPOSITIONSGRÄNSSe parameter 101 för beskrivning.
103 Z INPOSITIONSGRÄNSSe parameter 101 för beskrivning.
104 A INPOSITIONSGRÄNSSe parameter 101 för beskrivning.
96-0308 rev G juni 2009Elektrisk service188
105 X MAXSTRÖMSäkringsnivå i % av maxeffekt till motorn. Gäller bara när motorn är avstannad. Motsvarar maximal toppström som levereras av förstärkaren. 4095 = 30 A (liten först.), 45 A (mellanstor först.) eller 60 A (stor först.).
106 Y MAXSTRÖMSe parameter 105 (L) för beskrivning.
107 Z MAXSTRÖMSe parameter 105 (M) för beskrivning.
108 A MAXSTRÖMSe parameter 105 (M) för beskrivning.
109 X D*D FÖRST.Andra ordningens derivataförstärkning i servoslinga.
110 Y D*D FÖRST.Andra ordningens derivataförstärkning i servoslinga.
111 Z D*D FÖRST.Andra ordningens derivataförstärkning i servoslinga.
112 A D*D FÖRST.Andra ordningens derivataförstärkning i servoslinga.
113 X ACC/INBR. T.KONST.Accelerationstidskonstant. Enheten är 1/10000 sekund. Denna parameter ger ett konstant förhållande mellan profileringseftersläpning och servohastighet vid en snabbmatningsrörelses ändpunkt.
114 Y ACC/INBR. T.KONST.Se parameter 113 för beskrivning.
115 Z ACC/INBR. T.KONST.Se parameter 113 för beskrivning.
116 A ACC/INBR. T.KONST.Se parameter 113 för beskrivning.
117 SMÖRJCYKELTIDOm detta ställts till annat än noll är det cykeltiden för smörjpumpen. Alternativet smörjtrycksbrytare har markerats för cykling under denna tid. Den anges i enheter av 1/50 sekund.
118 SPINDELOMK.TIDTid i millisekunder för att kasta om spindelmotorn.
119 SPINDELINBR.TIDTid i millisekunder för att bromsa spindelmotorn.
120 SPINDELACC/INBR.Accel/bromstidskonstant i 200-dels steg/ms/ms för spindelmotor.
121 X FASOFFSETMotorfasoffset för X-motorn. Detta är en godtycklig enhet.
122 Y FASOFFSETMotorfasoffset för Y-motorn. Detta är en godtycklig enhet.
123 Z FASOFFSETMotorfasoffset för Z-motorn. Detta är en godtycklig enhet.
96-0308 rev G juni 2009 Elektrisk service 189
124 A FASOFFSETMotorfasoffset för A-motorn. Detta är en godtycklig enhet.
125 X RUTNÄTSOFFSETFörskjuter den effektiva positionen för omkodarens Z-puls. Det kan korrigera för ett positioneringsfel för motor eller utgångslägesbrytare.
126 Y RUTNÄTSOFFSETSe parameter 125 för beskrivning.
127 Z RUTNÄTSOFFSETSe parameter 125 för beskrivning.
128 A RUTNÄTSOFFSETSe parameter 125 för beskrivning.
129 VÄXL.STAB.TIDAvstanningstid för växling. Detta är antalet millisekundenheter som drevstatusen måste vara stabil innan den anses vara i växel.
130 VÄXLINGSRÖRELSEFÖRD.Kontrollerar fördröjningstiden för växlingsmagnetspolarna när en växling genomförs.
131 MAX SPINDELVARVTALMaximala varvtalet tillgängligt för spindeln. När denna hastighet programmeras kommer utsignal D-till-A att vara +10 V och spindeldrivenheten måste kalibreras för att tillhandahålla detta.
132 Y SKRUVKOMP. COEF.Uppvärmningskoefficient för kulskruven och används för att minska eller förkorta skruvlängden.
133 Z-SKRUVKOMP. COEF.Uppvärmningskoefficient för kulskruven och används för att minska eller förkorta skruvlängden.
134 X EXAKT STOPPAVST.135 Y EXAKT STOPPAVST.136 Z EXAKT STOPPAVST.137 A EXAKT STOPPAVST.
Kontrollera hur nära varje axel måste vara sin ändpunkt när ett exakt stopp programmeras. De gäller i G09 och G64. De är i enheter av kodarsteg. Ett värde på 34 skulle ge 34/138718 = 0.00025 tum.
OBS! För att permanent ändra värdena i parameter 134-137 måste maskinen startas om.
138 X FRIKTIONSKOMP.139 Y FRIKTIONSKOMP.140 Z FRIKTIONSKOMP.141 A FRIKTIONSKOMP.
Kompenserar för friktionen i var och en av de fyra axlarna. Enheten är 0.004 V
142 HÖG/LÅG VÄXLINGStäller in spindelhastigheten då en automatisk växling sker. Under denna parameter är lågväxel standard; över denna är högväxel standard.
143 (S) ROT. VERKT.BYTE HAST.Hastighet för att kommendera drivmotorn för den roterande verktygsuppsättningen under den tidsperiod som specificeras i parameter 72. Denna process krävs för att koppla in motorn för den roterande verktygsuppsättningen och utförs bara innan det första M133 eller M134, efter ett verktygsbyte.
143 (F) DRAGSTÅNG Z-HAST. LÅSStäller in hastigheten för Z-axelrörelsen som kompenserar för verktygsrörelse under verktygsfastspänning. Enheten är omkodarsteg per sekund.
96-0308 rev G juni 2009Elektrisk service190
144 FAST GÄNG. FINB.AVSTÅNDStäller in finbearbetningstoleransen för bestämning av ändpunkten för en fast gängningsoperation. Enheten är omkodarsteg.
145 X ACCEL MATNING FRAM146 Y ACCEL MATNING FRAM 147 Z ACCEL MATNING FRAM 148 A ACCEL MATNING FRAM
Ställ in framåtmatningsförstärkning för axelservot. De har inga enheter.
149 (F) FÖRLADDN. FÖRDR.Ställer in fördröjningstiden från förladdning till verktygsfrigöring. Enheten anges i millisekunder.
150 MAX SP.VARVTAL LÅGVÄXELMaxspindelvarvtal i lågväxel.
151 B BRYTARE ASe parameter 1 för beskrivning.
152 B P FÖRST.Se parameter 2 för beskrivning.
153 B D FÖRST.Se parameter 3 för beskrivning.
154 B I FÖRST.Se parameter 4 för beskrivning.
155 B FÖRH. (steg/enhet)Se parameter 47 för beskrivning.
156 B MAXRÖRELSE (steg)Se parameter 6 för beskrivning. Normalt gäller denna parameter inte A-axeln. Dock används parametern på fräsar med kardanspindel (5-axelfräsar). På en fräs i VR-serien används denna parameter för att begränsa storleken på spindelns vinkelrörelse (A- och B-axlar). A- och B-axlarnas rörelser begränsas till ett avstånd mellan negativa maxrörelse och positiva verktygsväxlingsoffset. På 5-axlade fräsar måste A- och B-axlarnas vridrörelsegräns ställas till 1 och maxrörelse och verktygsväxlingsoffset måste kalibreras och ställas in rätt.
157 B ACCELERATIONSe parameter 7 för beskrivning.
158 B MAXHAST.Se parameter 8 för beskrivning.
159 B MAXFELSe parameter 9 för beskrivning.
160 B SÄKR.NIVÅSe parameter 10 för beskrivning.
161 B MOT-EMKSe parameter 11 för beskrivning.
162 B STEG/VARVSe parameter 12 för beskrivning.
163 B DÖDGÅNGSe parameter 13 för beskrivning.
164 B DÖDZONSe parameter 14 för beskrivning.
165 B INPOSITIONSGRÄNSSamma definition som parameter 101.
96-0308 rev G juni 2009 Elektrisk service 191
166 B MAXSTRÖMSamma definition som parameter 105.
167 B D*D FÖRST.Andra ordningens derivataförstärkning i servoslinga.
168 B ACC/INBR. T.KONST.Samma definition som parameter 113.
169 B FASOFFSETSe parameter 121 för beskrivning.
170 B RUTNÄTSOFFSETSe parameter 125 för beskrivning.
171 B EXAKT STOPPAVST.Se parameter 134 för beskrivning.
172 B FRIKTIONSKOMP.Se parameter 138 för beskrivning.
173 B ACCEL MATNING FRAMSamma beskrivning som parameter 145.
174 B SKRUVKOMP. COEF.Uppvärmningskoefficient för kulskruven och används för att minska eller förkorta skruvlängden.
175 B TRYCKLUFTSBROMSFÖRD.Fördröjning som tillhandahålls för att luft ska släppas ut från B-axelbromsen innan rörelsen. Enheten anges i millisekunder.
OBS! C-axelparametrarna (176-200) används för att styra Haas-vektordrivsystemet. Parameter 278, bit Haas Vect Dr (Haas-vektordrivning), måste ställas till 1 för att dessa parametrar ska vara tillgängliga.
176 Sp BRYTARE ASe parameter 1 för beskrivning.
177 Sp P FÖRST.Se parameter 2 för beskrivning.
178 Sp D FÖRST.Se parameter 3 för beskrivning.
179 Sp I FÖRST.Se parameter 4 för beskrivning.
180 Sp GLIDFÖRST.Beräknat glidtal beror på två andra variabler: hastighet och ström. Glidtal = glidförstärkning x (hastighet/maxhastighet) x (ström/maxström). Glidförstärkningsvärdet är det värde som glidtalet skulle få vid maximal hastighet och maximal ström (16.384=1 Hz).
181 Sp MIN GLIDDet minsta tillåtna värdet för glidtalet. Från ekvationen: Glidtal = glidförstärkning x (hastighet/maxhastighet) x (ström/maxström). Det kan visas att vid noll hastighet skulle glidtalet bli noll. Därför krävs ett minimivärde för glidtalet (16.384 = 1 Hz).
182 Sp ACCELERATIONEn axels maximala acceleration. Värdet anges i antal omkodarsteg/sekund/sekund vid motorn.
183 Sp MAXFREK.Se parameter 8 för beskrivning. Frekvensen vid vilken motorn körs när maximalt spindelvarvtal kommenderas. Enheter: 0.01 Hz (två decimalers noggrannhet).
96-0308 rev G juni 2009Elektrisk service192
184 Sp MAXFELDet maximalt tillåtna felet (i Hz) mellan kommenderad spindelhastighet och faktisk hastighet. Om detta ställs till noll återgår det till standardvärdet 1/4 av parameter 183.
185 Sp SÄKR.NIVÅSe parameter 10 för beskrivning.
186 Sp INBROMSNINGSe parameter 10 för beskrivning. Axelns maximala retardation i omkodarsteg per sekund per sekund.
187 Sp MOT HÖGVÄX.ST./VARVAnvänds när en vektordrivenhet är monterad. Den har två betydelser beroende på hur många spindelomkodare som används på maskinen. Om det bara finns en omkodare är det antalet omkodarsteg per mekaniskt spindelmotorvarv när växellådan befinner sig i högväxel. (På maskiner som är direktdrivna monteras omkodaren på motorn, medan på andra monteras den på spindeln eller växellådsutgången.) N = (omkodarsteg/omkodarvarv)/(omkodarskivförhållande X högväxelförhållande). För maskiner med en spindel och spindelmotoromkodare är det antalet spindelmotoromkodarsteg per mekaniskt omkodarvarv. Avsikten är att specificera spindelmotoromkodarens upplösning. Denna parameter används tillsammans med parameter 176, bit 25 och 26, vilka kontrollerar förhållandet mellan motorns elektriska varv och omkodarens mekaniska varv. Om en vektordrivenhet inte är installerad kallas denna parameter Steg/varv och används inte.
188 Sp ORIENT.FÖRST.Proportionell förstärkning använd i positionsstyrslingan då spindelorientering utförs.
189 Sp BASFREK.Motorns märkfrekvens.
190 Sp HÖGH.STRÖMGRÄNSVid högre hastigheter än basfrekvensen måste den maximala strömmen som tillförs motorn reduceras. Detta sker linjärt från basfrekvensen till maxfrekvensen. Detta värde utgör maximal ström vid maximal frekvens.
191 Sp MAXSTRÖMStäller in maxströmmen som tillåts från vektordrivningen till spindelmotorn: 4095 = max.
192 Sp MAGN.STRÖMMagnetiseringskomponenten för strömmen i motorn, även kallad flöde eller fältström.
193 Sp SPIN.ORIENT. MARG.När en spindelorientering är slutförd, om spindelns aktuella position ligger inom detta värde (plus eller minus), kommer spindeln att anses vara låst. I annat fall låses inte spindeln.
194 Sp SPINDEL STOPPFREK.Spindeln anses stoppas (diskret insignal SP ST*=0) när hastigheten faller under detta värde. Enheten är omkodarsteg/millisekund.
195 Sp START/STOPPFÖRD.Denna fördröjning används vid början av en rörelse för att magnetisera rotorn innan accelerationen startas. När motorn stannar förblir den magnetiserad under denna tidsperiod. Enheten är millisekunder.
196 Sp ACCEL.GRÄNS BEL.Används när en vektordrivenhet är monterad. Detta är den procentuella belastningsgränsen under accelerationen. Om belastningen når denna gräns minskar kontrollsystemet accelerationen. Om ingen vektordrivenhet monterats kallas den för Exakt stoppavstånd för C-axel och används inte.
197 Sp BRYT.FREKVENSFrekvensen vid vilken spindelmotorlindningarna kopplas om. Observera att det finns ett hysteresband runt denna punkt, definierad i parameter 198.
198 Sp BRYT.HYSTERESDefinierar ± hysteresbandet kring parameter 197. Om exempelvis parameter 197 är 85 Hz, och parameter 198 är 5 Hz, sker omkopplingen vid 90 Hz när spindeln ökar hastigheten och vid 80 Hz när spindeln saktar ned.
96-0308 rev G juni 2009 Elektrisk service 193
199 Sp FÖR-BRYTARFÖRD.Tillåten tid då motorströmmen kan falla innan lindningsomkopplingskontaktorer kopplas om.
200 Sp EFTER-BRYTARFÖRD.Tillåten tid då kontaktorerna stabiliseras efter att omkoppling kommenderas, innan ström tillförs motorn.
201 X SKRUVKOMP. COEF.Uppvärmningskoefficient för kulskruven och används för att förkorta skruvlängden.
205 (F) A SKRUVKOMP. COEF.Denna parameter bör ställas till 0.
206 (F) TAPPOSITIONEREndast vertikala fräsar. Maximalt antal tapplägen.
207 (F) TAPPTIDSGRÄNS (MS)Endast vertikala fräsar. Maximalt tillåten tidsgräns för tappen att röra sig över ett tappläge.
208 SPIN.FLÄKT AV FÖRD.Fördröjning för att stänga av spindelfläkten efter att spindeln har stängts av.
209 (S) GEMENS. VÄXEL 2Parameter 209 är en samling enkelbitsflaggor för allmänna ändamål som används för att slå på och av vissa funktioner. Använd pil vänster och höger för att välja den funktion som skall ändras. Alla värden är enbart 0 eller 1. Funktionsnamnen är:0 SVARV T.C. - Betecknar kontrollen som en svarv.1 ÅTERSTÄLL STOPP V.VÄXL. - Verktygsväxlaren kan stoppas med knappen Reset (återställning).2 ANVÄNDS EJ3 AKT. SPÅNTRANSP. - Aktiverar spåntransportören om maskinen är utrustad med sådan.4 ANVÄNDS EJ5 FRÄMRE DÖRR - När aktiverad söker kontrollsystemet efter ytterligare en dörrkontakt och genererar ett
operatörsmeddelande.6 ANVÄNDS EJ7 ANVÄNDS EJ8 ANVÄNDS EJ9 TAPPSPRINT OMK10 T SUBRUTIN11 RESERVERAD12 OMK. TRANSPORTÖR - Kastar om spåntransportörens riktning.13 M27-M28 TRANSPORTÖR - Vanligen är spåntransportörens motor och riktningsreläer kopplade till
användarreläerna M21, M22. När denna bit är ställd förväntar kontrollsystemet sig att se transportören kopplad till M27 och M28.
14 RESERVERAD15 GRÖNT SIGNALLJUS - När (1) används användarrelä M25 för att blinka en varningslampa. Om kontrollsystemet
befinner sig i ett återställningstillstånd är lampan släckt. Om kontrollsystemet kör normalt lyser lampan stadigt. Om kontrollsystemet befinner sig i ett M00-, M01-, M02-, M30-matningstopps- eller enkelblockstillstånd, kommer lampan att blinka.
16 RÖTT SIGNALLJUS - När (1) används användarrelä M26 för att blinka en varningslampa. Lampan blinkar om kontrollsystemet känner av ett larm eller nödstoppstillstånd.
17 TRANSP.DÖRRSTOPP ÅSIDOS. - Vid (1) kommer transportören att fortsätta köra med dörren öppen. Vid (0) kommer transportören att stanna när dörren är öppen, men återupptar driften när dörren stängs. För säkerhets skull rekommenderar vi att denna bit ställs till (0).
18 AVAKT. KYLM. IN19 V.V. FRAM MEDURS - Bestämmer riktningen som revolvern rör sig i från spindeln sett, när revolvern
kommenderas framåt. Vid (1) kommer revolvern att rotera medurs vid ett framåtkommando och vid (0) kommer den att rotera moturs. Standard är 1.
20 FJÄRRVERKTYGSFRIGÖRING - Stödjer VTC-48. Den specificerar att maskinen har en fjärrfrigöringsknapp för verktyg. Den ska ställas till 1 på VTC-48 och noll på alla andra svarvar.
21 AKTIVERA DISKETT - Aktiverar en installerad diskettenhet.23 M-KODSRELÄKORT - Om den ställs till 1 tillförs ytterligare 16 reläer, för totalt 56.
96-0308 rev G juni 2009Elektrisk service194
24 hpC AKTIVERA - När den ställs till noll uppträder maskinen normalt. När den ställs till 1 kan högtryckskylmedelspumpen aktiveras med M88 (detta kommer först att stänga av det normala kylmedlet om detta var på, precis som M9). Högtryckskylmedlet kan stängas av med M89. Observera också att om ett verktygsbyte kommenderas när hpC-pumpen körs kommer den att stängas av, följt av en paus med den längd som specificeras i parameter 237. hpC måste då aktiveras igen av användarens program.
25 HJÄLPAXELMATN. EJ ACK. - Tillåter inte ackumulering vid matning av hjälpaxel. Om pulsgeneratorn flyttas snabbt kommer hjälpaxeln inte att skapa extremt stora eftersläpningar.
27 SNABBT EXAKT STOPP - Standard är 1. När denna bit ställs till 1 kommer kontrollsystemet att utföra ett exakt stopp efter alla snabbrörelser, oavsett nästa rörelse. När den är ställd till noll kommer kontrollsystemet att utföra ett exakt stopp efter en snabbmatning endast om nästa rörelse inte är en snabbrörelse.
28 ANVÄNDS EJ29 HYDRAULIK - Måste ställas till 1 om en svarv är utrustad med hydraulisk chucklåsning.30 STOPPDETEKT. - Aktiverar detektering av spindelstopp. Om spindeln stannar stoppas spindelmotorn och ett larm
genereras.31 SPINDEL INGEN VÄNTAN Om (1) kommer maskinen inte att vänta på att spindeln kommer upp i hastighet
omedelbart efter ett M03- eller M04-kommando. Istället kommer den att kontrollera och/eller vänta på att spindeln kommer upp i hastighet omedelbart innan nästa interpolerade rörelse initieras. Denna bit påverkar inte fast gängning.
209 (F) GEMENS. VÄXEL 2Parameter 209 är en samling enkelbitsflaggor för allmänna ändamål som används för att slå på och av vissa funktioner. Använd pil vänster och höger för att välja den funktion som skall ändras. Alla värden är enbart 0 eller 1. Funktionsnamnen är:0 HS SERIEN CNC - Ställ till ett för HS-seriens fräsar; ställ till noll för alla andra fräsar.1 ÅTERSTÄLL STOPP V.VÄXL. - Verktygsväxlaren kan stoppas med knappen Reset (återställning).2 KEDJA VERKT.VÄXLARE - På alla HS-fräsar med verktygsväxlare av kedjetyp med 60 eller 120 fickor, måste
den ställas till 1. På alla andra fräsar måste den ställas till noll.3 AKT. SPÅNTRANSP. - Aktiverar spåntransportören om maskinen är utrustad med sådan.4 50 % SNABBT TANG.BORD - Om (1) stödjer kontrollsystemet tangenten för 50% snabbtvärmatning. För
kontrollsystem utan 50% snabbknappsats ska denna bit ställas till (0).5 FRÄMRE DÖRR - När aktiverad söker kontrollsystemet efter ytterligare en dörrkontakt och genererar ett
operatörsmeddelande.6 INGET Z-UTG.LÄGE I V.V. - Endast horisontella fräsar. Förhindrar Z-axelrörelse till maskinnolläget före ett
verktygsbyte.7 M36 AUTOPAL. ROTERA - Endast horisontella maskiner. När den ställs till (1) roterar M36 A-axeln efter att
knappen Part Ready (detalj klar) trycks ned.8 HJÄLPAXEL V.V. - Endast horisontella fräsar. När den aktiveras innebär det att verktygsväxlarkarusellen drivs av
en hjälpaxel.9 TAPPSPRINT OMK - Styr riktningen i vilken tappen rör sig när knapparna Coolant Up (kylmedel upp) och Coolant
Down (kylmedel ned) trycks ned. Ändras denna bit kastas riktningen i vilken tappen rör sig om när knapparna trycks ned. När den kommenderas av M34- och M35-koderna har den ingen effekt på riktningen i vilken tappen rör sig.
12 BACKA TRANSPORTÖR - Kastar om spåntransportörens riktning.13 FÖRORIENT. GÄNG. - När den här parameterbiten ställs till 1 skickas ett spindelorienteringskommando
automatiskt innan den upprepade fasta gängningsfunktionen.14 ANVÄNDS EJ15 GRÖNT SIGNALLJUS - När (1) används användarrelä M25 för att blinka en varningslampa. Om kontrollsystemet
befinner sig i ett återställningstillstånd är lampan släckt. Om kontrollsystemet kör normalt lyser lampan stadigt. Om kontroll-systemet befinner sig i ett M00-, M01-, M02-, M30-matningstopps- eller enkelblockstillstånd, kommer lampan att blinka.
16 RÖTT SIGNALLJUS - När (1) används användarrelä M26 för att blinka en varningslampa. Lampan blinkar om kontrollsystemet känner av ett larm eller nödstoppstillstånd.
17 TRANSP.DÖRRSTOPP ÅSIDOS. - Vid (1) kommer transportören att fortsätta köra med dörren öppen. Vid (0) kommer transportören att stanna när dörren är öppen, men återupptar driften när dörren stängs. För säkerhets skull rekommenderar vi att denna bit ställs till (0).
18 AVAKT. KYLM. IN - Om den ställs till 1 används inte lågkylmedelsinsignal.19 ANVÄNDS EJ20 FJÄRRVERKTYGSFRIGÖRING - Om den ställs till 1 möjliggörs användning av fjärrverktygsfrigöringsknappen på
spindeldockan.21 AKTIVERA DISKETT - Om den ställs till 1 aktiveras den tillvalbara diskettstationen.22 V.V. ÅTERST. KNAPPS. - Om den ställs till 1 aktiveras verktygsväxlarens återställningsknapp på knappsatsen.
96-0308 rev G juni 2009 Elektrisk service 195
23 M-KODSRELÄKORT - Om den ställs till 1 tillåts M-kodsadressering. Detta gör extra utgångar tillgängliga.24 AKTIVERA TSC - När den ställs till 1 ignoreras bit AVAKT. KYLM. IN, M24, M54 och M64 avaktiveras och TSC
aktiveras. När den ställs till noll fungerar kontrollsystemet normalt.25 HJÄLPAXELMATN. EJ ACK. - Om pulsgeneratorn flyttas snabbt kommer hjälpaxeln inte att skapa extremt stora
eftersläpningar.26 ALIAS M-PROGR.START - Alias-M-koder under programomstart.27 AVAKTIVERA MATN.TEST - Avaktiverar omkodartestet för pulsgeneratorn.28 INGEN NOLLÅSNING - Under palettväxlarens nollåtergång är den generella sekvensen 1) lyft, 2) utgångsläge, 3)
sänk. När den här biten ställs till 1 utförs endast de två första stegen. Paletten förblir i det lossade läget. Denna bit lades till för att förhindra att palettväxlaren skadas innan inställning av Grid Offset (galleroffset) och Tool Change Offset (verktygsbytesoffset) (nollåtergångsoffset för palettväxlaraxeln).
29 KNAPP PAL. KLAR - Klarar båda APC:n på vertikalfräsen och den roterande palettväxlaren på horisontalfräsen. Denna bit bör ställas till 1 på APC:er med 2 paletter för att beteckna en enkelpalettknappskonfiguration. APC:er med fyra paletter har en 2-funktionspalettknapp och bör ha denna bit ställd till noll. Denna bit bör vara noll på horisontalfräsar eftersom den är avsedd för framtida palettväxlarprogramvara som ersätter makroprogrammet.
30 ANVÄNDS EJ31 SPINDEL INGEN VÄNTAN - Om (1) kommer maskinen inte att vänta på att spindeln kommer upp i hastighet
omedelbart efter ett M03- eller M04-kommando. Istället kontrollerar och/eller väntar den på att spindeln kommer upp i hastighet omedelbart innan nästa interpolerade rörelse initieras. Denna bit påverkar inte fast gängning eller TSC-alternativet.
210 (F) X VERKT.BYTESOFFSETAnvänds på HS-2RP-fräsen för X-axelförskjutning från utgångsläget till verktygsbytarläge. Om denna parameter innehåller ett felaktigt värde kommer en horisontalfräs att krascha när den utför ett verktygsbyte.
211 (F) Y VERKT.BYTESOFFSETAnvänds på HS-2RP-fräsen för Y-axelförskjutning från utgångsläget till verktygsbytarläge. Om denna parameter innehåller ett felaktigt värde kommer en horisontalfräs att krascha när den utför ett verktygsbyte.
212 A VERKT.BYTESOFFSETStäller in avståndet mellan A-axelrutnätsoffset (parameter 128) och spindelutgångsläget. A-axelns rörelse begränsas till området mellan denna parameters positiva värde och den negativa maxrörelsen.
213 (F) B VERKT.BYTESOFFSETStäller in avståndet mellan B-axelrutnätsoffset (parameter 170) och spindelutgångsläget. B-axelns rörelse begränsas till området mellan denna parameters positiva värde och den negativa maxrörelsen. Denna parameter måste användas på alla fräsar med verktygsväxlare med 60 eller 120 fickor av kedjetyp, i motsats till parameter 215, Carousel Offset, som används på andra sidmonterade verktygsväxlare. Märk att på en maskin med ett enda MOCON-kretskort kopieras Tt-axelparametrarna automatiskt till B-axelparametrarna, och bara Tt-axelparametrarna kan ändras.
214 Sp D:Y-STRÖMFÖRHÅLLANDE Definierar förhållandet mellan de två lindningskonfigurationerna. Standardlindningen är Y och parametrarna är inställda för Y-lindningen. Används för att justera parametrarna för deltalindningen när lindningarna kopplas om.
215 (F) KARUSELLOFFSETEndast horisontella fräsar. Riktar exakt in verktyg 1 i verktygsväxlingskarusellen. Enheterna är kodarsteg.
216 TRANSP.RELÄFÖRD.Fördröjningstid i 1/50-dels sekunder som krävs på transportörreläerna innan annan aktivitet kommenderas.
217 TRANSP. IGNOR. Ö.S.-TIDTidslängd i 1/50-dels sekunder, innan överström kontrolleras efter att transportörens motor har aktiverats.
218 TRANSP. OMFÖRSÖK REV.TIDTids som transportören reverseras i 1/50-dels sekunder efter att överströmmen har känts av.
219 TRANSP. OMFÖRSÖK GRÄNSAntal gånger som transportören kör igenom bakåt/framåt-sekvensen när en överström känns av, innan transportören stängs av. En överström känns av när spln blockerar transportören. Genom att köra transportören bakåt och sedan framåt kan spånblockaget avlägsnas.
96-0308 rev G juni 2009Elektrisk service196
220 TRANSP. OMFÖRSÖK TIDSGRÄNSTidslängd i 1/50-dels sekunder mellan konsekutiva överströmmar där en överström betraktas som ett nytt omförsök. Om denna tid förflyter mellan överströmmarna återställs antalet omförsök till (0).
221 MAXTID INGEN DISPLAYMaxtid (i 1/50-dels sek) mellan skärmuppdateringar.
222 (S) LÅG HYD. IGNOR.TIDTiden som kontrollsystemet ignorerar indatabiten LO HYD efter att servona har aktiverats. Hydraulenheten kräver en kort tidsperiod för att uppnå rätt tryck.
222 (F) ROTERANDE AXEL INKR.Endast horisontella fräsar. Ställer in rotationsgraderna för A-axeln vid ett M36- eller Pallet Rotate-kommando (rotera palett).
223 (F) TRYCKL.DÖRR V.V. FÖRDR.Endast horisontella fräsar. Ställer in fördröjningen för att öppna verktygsväxlardörren (i millisekunder). Om verktygsväxlaren inte har en pneumatisk dörr ställs denna parameter till noll.
224 (F) ROT. AXEL NOLLOFFSETSkiftar nollpunkten för A för en hjulfixtur eller ett vinkelblock.
225 (F) MAX ROT. AXEL TILLÅTFör horisontalfräsar med endast en hjulfixtur. Ställer in den maximalt tillåtna rotationen (i grader) innan den stannar vid främre dörren.
226 REDIGERINGSKLIPPBLOCKTilldelar ett programnummer (nnnnn) till innehellet i Urklipp (ffr den avancerade redigeraren).
227 DISKETTKAT.NAMNNär diskenheten aktiveras och en katalog läses, läggs katalogförteckningen in i ett program som kommentarer. Programmet görs då till det aktuella programmet så att användaren kan läsa diskenhetens innehåll. Denna parameter bestämmer var katalogförteckningen skall skrivas.
228 SNABBKODSFILStäller in programnumren som skall lagras i snabbkodsdefinitionsprogrammet.
229 X STIGN.KOMP. 10E9Ställer X-axelns stigningsskruvkompensering i del per miljard.
230 Y STIGN.KOMP. 10E9Ställer Y-axelns stigningsskruvkompensering i del per miljard.
231 Y STIGN.KOMP. 10E9Ställer Z-axelns stigningsskruvkompensering i del per miljard.
232 A STIGN.KOMP. 10E9Ställer A-axelns stigningsskruvkompensering i del per miljard.
233 B STIGN.KOMP. 10E9Ställer B-axelns stigningsskruvkompensering i del per miljard.
235 (S) AUTODÖRR PAUSStödjer autodörrfunktionen. Den specificerar längden på pausen (i 50-dels sekunder) som uppstår under dörrstängningssekvensen. När dörren stängs och brytaren aktiveras stängs motorn av under denna tidsperiod och dörren rör sig fritt. Detta tillåter att dörren stängs mjukt. Denna parameter bör nominellt ställas till 3 (0.06 sekunder). Den arbetar tillsammans med parameter 236.
235 (F) TSC-KOLVSÄTEMed 50 TSC-alternativet, tiden som ges för kolven att nå sitt säte under systemuppstart. Standardvärdet är 500 millisekunder. Om maskinen har en 50-konaspindel och TSC-alternativet, måste denna parameter ställas till 0.
96-0308 rev G juni 2009 Elektrisk service 197
236 (S) AUTODÖRR STÖTStödjer autodörrfunktionen. Den specificerar tidsperioden (i 50 delar av en sekund) då motorn skall återaktiveras efter pausen som specificeras i parameter 235. Detta får motorn att helt och jämnt stänga dörren. Denna parameter bör nominellt ställas till 15 (0.3 sekunder).
236 (F) TSC-LÅGTRYCK AVKÄNTEfter att TSC-systemet har stabiliserats efter en uppstart, genereras larm 151 om kylmedelstrycket faller under 40 psi för den tid som anges i denna parameter.
237 (S) HPC-TRYCK AVTAPPAStödjer hpC-funktionen (högtryckskylmedel). Det är den tid som ges för kylmedelstömning när hpC-systemet stängs av.
237 (F) TSC-KYLM. AVLUFT. LEDN.Tiden som ges för kylmedelstömning när TSC-systemet stängs av. Kan ökas till ett högre värde för att hjälpa till att tömma verktyg med små öppningar på kylmedel.
238 (S) SPINDEL VID HAST. %Låter program kommendera spindeln till en specifik hastighet och sedan fortsätta till nästa block innan spindeln faktiskt har uppnått den hastigheten. Detta är avsett att få G-kodsprogram att köra fortare eftersom spindeln normalt kan avsluta accelerationen medan den närmar sig detaljen. Vi rekommenderar att denna parameter sätts till 20. Resultatet kommer att bli att svarven kommer att agera som om spindeln är i hastighet när den är inom +/-20% av den beordrade hastigheten.
238 (F) TSC MAX SPINDELVARVNär TSC aktiveras och används, begränsar denna parameter den maximala spindelhastigheten.
239 SPNDL.OMK.STEG/VARVStäller in antalet spindelomkodarsteg per spindelomkodarvarv.
240 1 HJÄLPAXEL MAXRÖRELSEStäller in första hjälpaxelns (C) maximala rörelsebana i positiv riktning.
241 2 HJÄLPAXEL MAXRÖRELSEStäller in andra hjälpaxelns (U) maximala rörelsebana i positiv riktning.
242 3 HJÄLPAXEL MAXRÖRELSEStäller in tredje hjälpaxelns (V) maximala rörelsebana i positiv riktning.
243 4 HJÄLPAXEL MAXRÖRELSEStäller in fjärde hjälpaxelns (W) maximala rörelsebana i positiv riktning.
244 1 HJÄLPAXEL MINRÖRELSEStäller in första hjälpaxelns (C) maximala rörelsebana i negativ riktning.
245 2 HJÄLPAXEL MINRÖRELSEStäller in andra hjälpaxelns (U) maximala rörelsebana i negativ riktning.
246 3 HJÄLPAXEL MINRÖRELSEStäller in tredje hjälpaxelns (V) maximala rörelsebana i negativ riktning.
247 4 HJÄLPAXEL MINRÖRELSEStäller in fjärde hjälpaxelns (W) maximala rörelsebana i negativ riktning.
248 (S) CHUCKSTÄNGARFÖRD.Varvtal över vilket chucken inte arbetar. Om spindeln snurrar snabbare än detta värde kommer chucken inte att öppna och om den snurrar långsammare än detta värde kommer chucken att öppna. Standardvärdet är 0, för säkerhets skull.
248 (F) SMTC-RELÄ PÅ/AV FÖRD.Endast vertikalfräsar med sidmonterade verktygsväxlare. Den anger tiden som behövs (i millisekunder) mellan avstängning av ett relä och aktivering av ett annat, när karusellen reverseras.
96-0308 rev G juni 2009Elektrisk service198
249 (S) CHUCKFASTSP.FÖRD. Fördröjningstiden som tillåts efter fastspänning av chucken (ett M10-kommando). Programkörningen kommer inte att fortsätta innan denna tid har förflutit. Enheten är millisekunder.
249 (F) VERKTYGSFASTSP.FÖRD.Ger en fördröjning efter att verktyget har spänts fast och innan verktygskarusellen förs undan efter ett verktygsbyte. För de flesta fräsar bör denna parameter ställas till noll. Enheten anges i millisekunder.
250 (S) CHUCKFRIG.FÖRD. Fördröjningstiden som tillåts efter frigöring av chucken (ett M11-kommando). Programkörningen kommer inte att fortsätta innan denna tid har förflutit. Enheten är millisekunder.
250 (F) VERKTYGSFRIG.FÖRD.Ger en fördröjning efter att verktyget har lossats och innan spindeln backas undan vid början av ett verktygsbyte. För de flesta fräsar bör denna parameter ställas till noll. Enheten är millisekunder.
251 A DÖRR ÖPPEN FELTIDStödjer autodörrfunktionen. Den används för flera saker:1) Den anger antalet 50-dels sekunder som motorn körs för att öppna dörren.2) Värdet på denna parameter plus en sekund anger antalet 50-dels sekunder som motorn körs för att stänga
dörren.3) Om, vid slutet av dörrstängningstiden, dörren ännu inte nått fram till brytaren, genereras larm 238, Dörrfel.
252 (S) DUBBD.ÖVERBELASTNING -Bestämmer överbelastningsgränsen när dubbdockan rör sig i negativ riktning, mot spindeln. Detta är ett godtyckligt värde baserat på effektivvärdet på spänningen som skickas till dubbdocksservomotorn. Om för lågt är det möjligt att du inte kan flytta på dubbdockan. Öka värdet tills du kan flytta på dubbdockan. Den används för kulskruvsdubbdocka eller TL-15.
252 (F) DREVMOTOR TIDSGRÄNSStödjer autodörrfunktionen. Den anger tiden (i ms) som tillåts för att dörren ska börja öppnas. Om dörren inte rör sig från "dörr stängd"-brytaren inom denna tid genereras larm 238, Dörrfel.
253 (S) DUBBD.ÖVERBELASTNING +Bestämmer överbelastningsgränsen när dubbdockan rör sig i positiv riktning, från spindeln. Värdet på parameter 253 ska vara ungefär två gånger värdet på parameter 252. Den används för kulskruvsdubbdocka eller TL-15.
253 (F) TAPP FRAM POS. FÖRD.Specificerar längden på en fördröjning (enheten är ms) när kylmedelstappen flyttas framåt. Denna parameter bör ställas till noll på alla maskiner.
254 (S) SPINDELCENTERReserverad, endast för serviceändamål.
254 (F) TRYCKL.DÖRR V.V. SPELDenna parameter inkluderar X-axeldörrspelet för Mini-horisontalmaskin. Denna position används under ett verktygsbyte för att inte slå i verktygsväxlardörren, eftersom en del av dörren sticker in i bearbetningsområdet under ett verktygsbyte.Denna parameter stödjer även tryckluftsdörren för verktygskarusellen på VB-1-bryggfräsen. Tryckluftsdörren är en gripskopsformad dörr som täcker verktygskarusellen. Dess ena sida lyfts upp med tryckluft så att spindeln kommer åt verktygen. För att den skall öppna och stänga måste det finnas ett tillräckligt avstånd mellan den och spindeln. Denna parameter måste ställas till ett giltigt värde (i omkodarenheter), parameter 223, Tryckl.dörr v.v. förd., måste ställas till ett värde annat än noll, parameter 267, Nollaxel v.v., måste ställas till 1 och parameter 278, Dörrbrytare v.v., måste ställas till 1. När ett verktygsbyte kommenderas utförs följande steg:1) Y-axeln flyttas till det läge som specificeras av parameter 254.2) Tryckluftsdörren kommenderas öppen.3) Det finns en fördröjning specificerad i parameter 223 för att låta dörren öppnas helt.4) Y-axeln flyttas till nolläget och verktygsbytet genomförs.5) Y-axeln flyttas till det läge som specificeras av parameter 254.6) Tryckluftsdörren kommenderas stängd.7) Det finns en fördröjning specificerad i parameter 223 för att låta dörren stängas helt.
96-0308 rev G juni 2009 Elektrisk service 199
255 TRANSP. TIDSGRÄNSAntalet minuter som transportören arbetar utan rörelse- eller tangentbordsåtgärd. Efter den här tiden kommer transportören att stängas av automatiskt. Märk att detta parametervärde gör att transportören stängs av även om den intermittenta funktionen är aktiv. Observera också att spåntransportören stängs av omedelbart om denna parameter ställs till noll, dvs. tryckning på CHIP FWD (spån framåt) eller CHIP REV (spån bakåt) kommer inte att aktivera den.
256 PALETTLÅS INMATN.Inställningen för EC-300 måste vara 26, EC-400 måste vara 32 och MDC-1 måste vara 27, annars utlöses larm 180 när spindeln aktiveras. Denna parameter bör ställas till noll på alla svarvar.
257 SPINDELORIENT.OFFSETOm maskinen är utrustad med spindelvektordrivning (enligt bit 7 i parameter 278) ställer denna bit in spindelorienteringsoffsetet. Offsetet är antalet omkodarsteg mellan Z-pulsen och rätt spindelorienteringsläge. Den används för att orientera spindeln rätt när denna behöver låsas, t.ex. före ett verktygsbyte, eller spindelorienteringskommando.
258 (F) KALL SPINDELTEMP.Första gången Cycle Start (cykelstart) trycks ned efter att maskinen startats, jämför kontrollsystemet mikroprocessorns temperatur (i grader Fahrenheit) mot värdet på denna parameter. Om mikroprocessorn är kallare antar kontrollsystemet att spindeln är för kall eller otillräckligt smord för att kunna arbeta säkert vid hög hastighet och följande meddelande visas:
!!!VARNING!!!MASKINEN ÄR KALL, KÖR ETT UPPVÄRMNINGSPROGRAM INNAN SPINDELN KÖRS VID HÖG HASTIGHET
ANNARS KAN SKADA UPPSTÅTRYCK PÅ 'CANCEL' (AVBRYT) FÖR ATT FORTSÄTTA
Användaren måste trycka på Cancel (avbryt) innan han/hon fortsätter. Vi rekommenderar att ett spindeluppvärmningsprogram körs omgående. Detta meddelande visas endast en gång varje gång maskinen startas. Initialvärdet för denna parameter är 70 (grader F). Ändra värdet till noll för att avaktivera funktionen.
259 (F) KALL SPINDEL DAGARFörsta gången Cycle Start (cykelstart) trycks ned efter att maskinen startats, jämför kontrollsystemet antalet dagar som gått sedan maskinen stängdes av mot värdet på denna parameter. Om maskinen varit avstängd en längre tid antar kontrollsystemet att spindeln är för kall eller otillräckligt smord för att kunna arbeta vid hög hastighet och följande meddelande visas:
!!!VARNING!!!MASKINEN ÄR KALL, KÖR ETT UPPVÄRMNINGSPROGRAM INNAN SPINDELN KÖRS VID HÖG HASTIGHET
ANNARS KAN SKADA UPPSTÅTRYCK PÅ 'CANCEL' (AVBRYT) FÖR ATT FORTSÄTTA
Användaren måste trycka på CANCEL (avbryt) innan han/hon fortsätter. Vi rekommenderar att ett spindeluppvärmningsprogram körs omgående. Detta meddelande visas endast en gång varje gång maskinen startas. Initialvärdet för denna parameter är 3 (dagar). Ändra värdet till 999999 för att avaktivera denna funktion.
266 (S) X BRYTARE BParameter 266 är en samling enkelbitsflaggor som används för att slå på och av servorelaterade funktioner. Pil vänster och höger används för att välja den funktion som skall ändras. Alla värden är enbart 0 eller 1. Funktionsnamnen är:0 X LIN. SKALA AKT. - Används för att aktivera linjära skalor för X-axeln.1 X INVRT LN SKALA - Används för att invertera X-axelns linjära skala.2 X AVAKT. LS Z-TST - Används för att avaktivera det linjära skal-Z-testet.3 TERMOGIV. KOMP - Används för kulskruvens termokompensering via en temperaturgivare ansluten till
kulmuttern. När denna bit ställs till 1 aktiveras funktionen för den axeln. Observera att funktionen bara kan användas när temperaturgivare är monterade. Följande parametrar måste ställas in rätt:
4 X 2 UTG.LÄGE KNAPP - Flyttar axeln till koordinaterna specificerade i arbetsoffset G129.5 X NEG KOMP.RIKTN. - Negerar termokompenseringens riktning.7 MAXRÖRELSEINM.8 INGET NOLL/INGET UTG.L. - Avsedd för svarvar som har extra verktyg monterade på utsidan av revolvern.
Om denna bit ställs till noll har den ingen effekt. Om den ställs till 1 flyttas den associerade axeln inte när Power Up/Restart (start/omstart), Home G28 (hem G28) eller Auto All Axes (auto alla axlar) trycks ned. Anledningen att denna funktion finns är att förhindra kollision mellan verktyg monterade på utsidan av revolvern och en underspindel monterad på dubbdockan. Det är viktigt att veta att Home G28 (hem G28) för enkelaxel (tryck t.ex. på Z, sedan Home G28) och varje G28 specificerad i ett program fortfarande flyttar axeln oavsett parameterbitvärdet. Operatören måste vara försiktig när han/hon kommenderar axelrörelser.
96-0308 rev G juni 2009Elektrisk service200
266 (F) X BRYTARE BParameter 266 är en samling enkelbitsflaggor som används för att slå på och av servorelaterade funktioner. Pil vänster och höger används för att välja den funktion som skall ändras. Alla värden är enbart 0 eller 1. Funktionsnamnen är:0 X LIN. SKALA AKT. - Aktiverar linjära skalor för X-axeln.1 X INVRT LN SKALA - Inverterar X-axelns linjära skala.2 AVAKT. SKALA Z - Avaktiverar det linjära skal-Z-testet.3 X NOLLSTÄLL AXEL V.V. - Återställer axeln till positionen specificerad av parametern Verktygsbytesoffset före ett
verktygsbyte. På fräsar med kardanspindel måste denna bit ställas till 1 på A- och B-axlarna (parameter 269 och 270) och 0 på alla andra axlar.
4 X 2 UTG.LÄGE KNAPP - Flyttar axeln till koordinaterna specificerade i arbetsoffset G129.5 X NEG KOMP.RIKTN. - Negerar termokompenseringens riktning.6 X FÖRDR. AXEL 0 - Används med en APL för att säkerställa att X-axeln nollställs före APL-A-axeln.7 X MAXRÖRELSINM. - Denna bit ställs till 1 på femaxlade maskiner. Denna bit indikerar att det finns en
strömställare (synlig genom MOCON) som känner av om axeln har vridits runt helt. Den används för att tala om för kontrollsystemet att hoppa över den första nollströmställaren vid nollställning så att den kan veckla upp kablarna.
9 X TEMP.GIVARE - Utför kulskruvens termokompensering via en temperaturgivare ansluten till kulmuttern. När denna bit ställs till 1 aktiveras funktionen för den axeln. Observera att funktionen bara kan användas när temperaturgivare är monterade.
16 SKALA Z-HIST. - Endast för Haas-felsökning.
267 (S) Y BRYTARE BParameter 267 är en samling enkelbitsflaggor som används för att slå på och av servorelaterade funktioner. Pil vänster och höger används för att välja den funktion som skall ändras. Alla värden är enbart 0 eller 1. Funktionsnamnen är:0 Y LIN. SKALA AKT. - Aktiverar linjära skalor för Y-axeln.1 Y INVRT LN SKALA - Inverterar Y-axelns linjära skala.2 Y AVAKT. LS Z-TST - Avaktiverar det linjära skal-Z-testet.3 TERMOGIV. KOMP - Används för kulskruvens termokompensering via en temperaturgivare ansluten till
kulmuttern. När denna bit ställs till 1 aktiveras funktionen för den axeln. Observera att funktionen bara kan användas när temperaturgivare är monterade.
4 Y 2 UTG.LÄGE KNAPP - Flyttar axeln till koordinaterna specificerade i arbetsoffset G129.5 Y NEG KOMP.RIKTN. - Negerar termokompenseringens riktning.7 MAXRÖRELSEINM.8 INGET NOLL/INGET UTG.L. - Avsedd för svarvar som har extra verktyg monterade på utsidan av revolvern.
Om denna bit ställs till noll har den ingen effekt. Om den ställs till 1 flyttas den associerade axeln inte när Power Up/Restart (start/omstart), Home G28 (hem G28) eller Auto All Axes (auto alla axlar) trycks ned. Anledningen att denna funktion finns är att förhindra kollision mellan verktyg monterade på utsidan av revolvern och en underspindel monterad på dubbdockan. Det är viktigt att veta att Home G28 (hem G28) för enkelaxel (tryck t.ex. på Z, sedan Home G28) och varje G28 specificerad i ett program fortfarande flyttar axeln oavsett det här parameterbitvärdet. Operatören måste vara försiktig när han/hon kommenderar axelrörelser.
267 (F) Y BRYTARE BParameter 267 är en samling enkelbitsflaggor som används för att slå på och av servorelaterade funktioner. Pil vänster och höger används för att välja den funktion som skall ändras. Alla värden är enbart 0 eller 1. Funktionsnamnen är:0 Y LIN. SKALA AKT. - Aktiverar linjära skalor för Y-axeln.1 Y INVRT LN SKALA - Inverterar Y-axelns linjära skala.2 AVAKT. SKALA Z - Avaktiverar det linjära skal-Z-testet.3 Y NOLLSTÄLL AXEL V.V. - Återställer axeln till positionen specificerad av parametern Tool Changer Offset före
ett verktygsbyte. På fräsar med kardanspindel måste denna bit ställas till 1 på A- och B-axlarna (parameter 269 och 270) och 0 på alla andra axlar.
4 Y 2 UTG.LÄGE KNAPP - Flyttar axeln till koordinaterna specificerade i arbetsoffset G129.5 Y NEG KOMP.RIKTN. - Negerar termokompenseringens riktning.6 Y FÖRDR. AXEL 0 - Används med en APL för att säkerställa att Y-axeln nollställs före APL-A-axeln.7 Y MAXRÖRELSINM. - Denna bit ställs till 1 på femaxlade maskiner. Denna bit indikerar att det finns en
strömställare (synlig genom MOCON) som känner av om axeln har vridits runt helt. Den används för att tala om för kontrollsystemet att hoppa över den första nollströmställaren vid nollställning så att den kan veckla upp kablarna.
96-0308 rev G juni 2009 Elektrisk service 201
9 Y TEMP.GIVARE - Utför kulskruvens termokompensering via en temperaturgivare ansluten till kulmuttern. När denna bit ställs till 1 aktiveras funktionen för den axeln. Observera att funktionen bara kan användas när temperaturgivare är monterade.
16 SKALA Z-HIST. - Endast för Haas-felsökning.
268 (S) Z BRYTARE B Parameter 268 är en samling enkelbitsflaggor som används för att slå på och av servorelaterade funktioner. Pil vänster och höger används för att välja den funktion som skall ändras. Alla värden är enbart 0 eller 1. Funktionsnamnen är:0 Z LIN. SKALA AKT. - Aktiverar linjära skalor för Z-axeln.1 Z INVRT LN SKALA - Inverterar Z-axelns linjära skala.2 Z AVAKT. LS Z-TST - Avaktiverar det linjära skal-Z-testet.3 TERMOGIV. KOMP - Används för kulskruvens termokompensering via en temperaturgivare ansluten till
kulmuttern. När denna bit ställs till 1 aktiveras funktionen för den axeln. Observera att funktionen bara kan användas när temperaturgivare är monterade.
4 Z 2 UTG.LÄGE KNAPP - Flyttar axeln till koordinaterna specificerade i arbetsoffset G129.5 Z NEG KOMP.RIKTN. - Negerar termokompenseringens riktning.7 MAXRÖRELSEINM.8 INGET NOLL/INGET UTG.L. - Avsedd för svarvar som har extra verktyg monterade på utsidan av revolvern.
Om denna bit ställs till noll har den ingen effekt. Om den ställs till 1 flyttas den associerade axeln inte när Power Up/Restart (start/omstart), Home G28 (hem G28) eller Auto All Axes (auto alla axlar) trycks ned. Anledningen att denna funktion finns är att förhindra kollision mellan verktyg monterade på utsidan av revolvern och en underspindel monterad på dubbdockan. Det är viktigt att veta att Home G28 (hem G28) för enkelaxel (tryck t.ex. på Z, sedan HOME G28) och varje G28 specificerad i ett program fortfarande flyttar axeln oavsett det här parameterbitvärdet. Var försiktig när axelrörelser kommenderas.
268 (F) Z BRYTARE BParameter 268 är en samling enkelbitsflaggor som används för att slå på och av servorelaterade funktioner. Pil vänster och höger används för att välja den funktion som skall ändras. Alla värden är enbart 0 eller 1. Funktionsnamnen är:0 Z LIN. SKALA AKT. - Aktiverar linjära skalor för Z-axeln.1 Z INVRT LN SKALA - Inverterar Z-axelns linjära skala.2 AVAKT. SKALA Z - Avaktiverar det linjära skal-Z-testet.3 Z NOLLSTÄLL AXEL V.V. - Återställer axeln till positionen specificerad av parametern Tool Changer Offset före
ett verktygsbyte. På fräsar med kardanspindel måste denna bit ställas till 1 på A- och B-axlarna (parameter 269 och 270) och 0 på alla andra axlar.
4 Z 2 UTG.LÄGE KNAPP - Flyttar axeln till koordinaterna specificerade i arbetsoffset G129.5 Z NEG KOMP.RIKTN. - Negerar termokompenseringens riktning.6 Z FÖRDR. AXEL 0 - Används med en APL för att säkerställa att Z-axeln nollställs före APL-A-axeln.7 Z MAXRÖRELSINM. - Denna bit ställs till 1 på femaxlade maskiner. Denna bit indikerar att det finns en
strömställare (synlig genom MOCON) som känner av om axeln har vridits runt helt. Den används för att tala om för kontrollsystemet att hoppa över den första nollströmställaren vid nollställning så att den kan veckla upp kablarna.
9 Z TEMP.GIVARE - Utför kulskruvens termokompensering via en temperaturgivare ansluten till kulmuttern. När denna bit ställs till 1 aktiveras funktionen för den axeln. Observera att funktionen bara kan användas när temperaturgivare är monterade.
16 SKALA Z-HIST. - Endast för Haas-felsökning.
269 (S) A BRYTARE BParameter 269 är en samling enkelbitsflaggor som används för att slå på och av servorelaterade funktioner. Pil vänster och höger används för att välja den funktion som skall ändras. Alla värden är enbart 0 eller 1. Funktionsnamnen är:0 A LIN. SKALA AKT. - Aktiverar linjära skalor för A-axeln.1 A INVRT LN SKALA - Inverterar A-axelns linjära skala.2 A AVAKT. LS Z-TST - Avaktiverar det linjära skal-Z-testet.3 TERMOGIV. KOMP - Används för kulskruvens termokompensering via en temperaturgivare ansluten till
kulmuttern. När denna bit ställs till 1 aktiveras funktionen för den axeln. Observera att funktionen bara kan användas när temperaturgivare är monterade.
4 A 2 UTG.LÄGE KNAPP - Flyttar axeln till koordinaterna specificerade i arbetsoffset G129.5 A NEG KOMP.RIKTN. - Negerar termokompenseringens riktning.
96-0308 rev G juni 2009Elektrisk service202
7 MAXRÖRELSEINM.8 INGET NOLL/INGET UTG.L. - Avsedd för svarvar som har extra verktyg monterade på utsidan av revolvern.
Om denna bit ställs till noll har den ingen effekt. Om den ställs till 1 flyttas den associerade axeln inte när Power Up/Restart (start/omstart), Home G28 (hem G28) eller Auto All Axes (auto alla axlar) trycks ned. Anledningen att denna funktion finns är att förhindra kollision mellan verktyg monterade på utsidan av revolvern och en underspindel monterad på dubbdockan. Det är viktigt att veta att Home G28 (hem G28) för enkelaxel (tryck t.ex. på Z, sedan Home G28) och varje G28 specificerad i ett program fortfarande flyttar axeln oavsett det här parameterbitvärdet. Var försiktig när axelrörelser kommenderas.
269 (F) A BRYTARE BParameter 269 är en samling enkelbitsflaggor som används för att slå på och av servorelaterade funktioner. Pil vänster och höger används för att välja den funktion som skall ändras. Alla värden är enbart 0 eller 1. Funktionsnamnen är:0 A LIN. SKALA AKT. - Aktiverar linjära skalor för A-axeln.1 A INVRT LN SKALA - Inverterar A-axelns linjära skala.2 AVAKT. SKALA Z - Avaktiverar det linjära skal-Z-testet.3 A NOLLSTÄLL AXEL V.V. - Återställer axeln till positionen specificerad av parametern Verktygsväxlaroffset före
ett verktygsbyte. 4 A 2 UTG.LÄGE KNAPP - Flyttar axeln till koordinaterna specificerade i arbetsoffset G129.5 A NEG KOMP.RIKTN. - Negerar termokompenseringens riktning.6 A FÖRDR. AXEL 0 - Används med en APL för att säkerställa att A-axeln nollställs före APL-B-axeln.7 A MAXRÖRELSINM. - Denna bit ställs till 1 på femaxlade maskiner. Denna bit indikerar att det finns en
strömställare (synlig genom MOCON) som känner av om axeln har vridits runt helt. Den används för att tala om för kontrollsystemet att hoppa över den första nollströmställaren vid nollställning så att den kan veckla upp kablarna.
9 A TEMP.GIVARE - Utför kulskruvens termokompensering via en temperaturgivare ansluten till kulmuttern. När denna bit ställs till 1 aktiveras funktionen för den axeln. Observera att funktionen bara kan användas när temperaturgivare är monterade.
16 SKALA Z-HIST. - Endast för Haas-felsökning.
270 (S) B BRYTARE BParameter 270 är en samling enkelbitsflaggor som används för att slå på och av servorelaterade funktioner. Pil vänster och höger används för att välja den funktion som skall ändras. Alla värden är enbart 0 eller 1. Funktionsnamnen är:0 B LIN. SKALA AKT. - Aktiverar linjära skalor för B-axeln.1 B INVRT LN SKALA - Inverterar B-axelns linjära skala.2 B AVAKT. LS Z-TST - Avaktiverar det linjära skal-Z-testet.3 TERMOGIV. KOMP - Används för kulskruvens termokompensering via en temperaturgivare ansluten till
kulmuttern. När denna bit ställs till 1 aktiveras funktionen för den axeln. Observera att funktionen bara kan användas när temperaturgivare är monterade.
4 B 2 UTG.LÄGE KNAPP - Flyttar axeln till koordinaterna specificerade i arbetsoffset G129.5 B NEG KOMP.RIKTN. - Negerar termokompenseringens riktning.7 MAXRÖRELSEINM.8 INGET NOLL/INGET UTG.L. - Avsedd för svarvar som har extra verktyg monterade på utsidan av revolvern.
Om denna bit ställs till noll har den ingen effekt. Om den ställs till 1 flyttas den associerade axeln inte när Power Up/Restart (start/omstart), Home G28 (hem G28) eller Auto All Axes (auto alla axlar) trycks ned. Anledningen att denna funktion finns är att förhindra kollision mellan verktyg monterade på utsidan av revolvern och en underspindel monterad på dubbdockan. Det är viktigt att veta att Home G28 (hem G28) för enkelaxel (tryck t.ex. på Z, sedan Home G28) och varje G28 specificerad i ett program fortfarande flyttar axeln oavsett det här parameterbitvärdet. Var försiktig när axelrörelser kommenderas.
270 (F) B BRYTARE BParameter 270 är en samling enkelbitsflaggor som används för att slå på och av servorelaterade funktioner. Pil vänster och höger används för att välja den funktion som skall ändras. Alla värden är enbart 0 eller 1. Funktionsnamnen är:0 B LIN. SKALA AKT. - Aktiverar linjära skalor för B-axeln.1 B INVRT LN SKALA - Inverterar B-axelns linjära skala.2 AVAKT. SKALA Z - Avaktiverar det linjära skal-Z-testet.3 B NOLLSTÄLL AXEL V.V. - Återställer axeln till positionen specificerad av parametern Tool Changer Offset före
ett verktygsbyte. På fräsar med kardanspindel måste denna bit ställas till 1 på A- och B-axlarna (parameter 269 och 270) och 0 på alla andra axlar. På alla fräsar med verktygsväxlare av kedjetyp med 60 eller 120 fickor, måste denna bit ställas till 1. Den gör att verktygsväxlarens offsetparameter används för verktygsbyten.
4 B 2 UTG.LÄGE KNAPP - Flyttar axeln till koordinaterna specificerade i arbetsoffset G129.
96-0308 rev G juni 2009 Elektrisk service 203
5 B NEG KOMP.RIKTN. - Negerar termokompenseringens riktning.6 B FÖRDR. AXEL 0 - Används med en APL för att säkerställa att B-axeln nollställs före APL-A-axeln.7 B MAXRÖRELSINM. - Denna bit ställs till 1 på femaxlade maskiner. Denna bit indikerar att det finns en
strömställare (synlig genom MOCON) som känner av om axeln har vridits runt helt. Den används för att tala om för kontrollsystemet att hoppa över den första nollströmställaren vid nollställning så att den kan veckla upp kablarna.
9 B TEMP.GIVARE - Utför kulskruvens termokompensering via en temperaturgivare ansluten till kulmuttern. När denna bit ställs till 1 aktiveras funktionen för den axeln. Observera att funktionen bara kan användas när temperaturgivare är monterade.
16 SKALA Z-HIST. - Endast för Haas-felsökning.
271 (S) Sp BRYTARE B Parameter 271 är en samling enkelbitsflaggor som används för att slå på och av servorelaterade funktioner. Pil vänster och höger används för att välja den funktion som skall ändras. Alla värden är enbart 0 eller 1. Funktionsnamnen är:0 C LIN. SKALA AKT. - Aktiverar linjära skalor för C-axeln.1 C INVRT LN SKALA - Inverterar C-axelns linjära skala.2 C AVAKT. LS Z-TST - Avaktiverar det linjära skal-Z-testet.3 TERMOGIV. KOMP - Används för kulskruvens termokompensering via en temperaturgivare ansluten till
kulmuttern. När denna bit ställs till 1 aktiveras funktionen för den axeln. Observera att funktionen bara kan användas när temperaturgivare är monterade.
4 C 2 UTG.LÄGE KNAPP - Flyttar axeln till koordinaterna specificerade i arbetsoffset G129.5 C NEG KOMP.RIKTN. - Negerar termokompenseringens riktning.7 MAXRÖRELSEINM.8 INGET NOLL/INGET UTG.L. - Avsedd för svarvar som har extra verktyg monterade på utsidan av revolvern.
Om denna bit ställs till noll har den ingen effekt. Om den ställs till 1 flyttas den associerade axeln inte när Power Up/Restart (start/omstart), Home G28 (hem G28) eller Auto All Axes (auto alla axlar) trycks ned. Anledningen att denna funktion finns är att förhindra kollision mellan verktyg monterade på utsidan av revolvern och en underspindel monterad på dubbdockan. Det är viktigt att veta att Home G28 (hem G28) för enkelaxel (tryck t.ex. på Z, sedan Home G28) och varje G28 specificerad i ett program fortfarande flyttar axeln oavsett det här parameterbitvärdet. Var försiktig när axelrörelser kommenderas.
271 (F) Sp BRYTARE BParameter 271 är en samling enkelbitsflaggor som används för att slå på och av servorelaterade funktioner. Den här parametern används inte när maskinen är utrustad med Haas-vektordrivning. Pil vänster och höger används för att välja den funktion som skall ändras. Alla värden är enbart 0 eller 1. Funktionsnamnen är:0 C LIN. SKALA AKT. - Aktiverar linjära skalor för C-axeln.1 C INVRT LN SKALA - Inverterar C-axelns linjära skala.2 AVAKT. SKALA Z - Avaktiverar det linjära skal-Z-testet.3 C NOLLSTÄLL AXEL V.V. - Återställer axeln till positionen specificerad av parametern Verktygsväxlaroffset före
ett verktygsbyte. 4 C 2 UTG.LÄGE KNAPP - Flyttar axeln till koordinaterna specificerade i arbetsoffset G129.5 C NEG KOMP.RIKTN. - Negerar termokompenseringens riktning.6 C FÖRDR. AXEL 0 - Används med en APL för att säkerställa att C-axeln nollställs före APL-A-axeln.16 SKALA Z-HIST. - Endast för Haas-felsökning.
272 X SKRUVKOMP. T.KONSTANTTermokompenseringstidkonstant och är den tidkonstant som styr skruvens nedkylningshastighet.
273 Y SKRUVKOMP. T.KONSTANTTermokompenseringstidkonstant och är den tidkonstant som styr skruvens nedkylningshastighet.
274 Z SKRUVKOMP. T.KONSTANTTermokompenseringstidkonstant och är den tidkonstant som styr skruvens nedkylningshastighet.
275 (F) A SKRUVKOMP. T.KONSTANTDenna parameter bör ställas till 0. Se parameter 201 för beskrivning.
276 B SKRUVKOMP. T.KONSTANTDenna parameter bör ställas till 0. Se parameter 201 för beskrivning.
96-0308 rev G juni 2009Elektrisk service204
278 (S) GEMENS. VÄXEL 3Parameter 278 är en samling enkelbitsflaggor för allmänna ändamål som används för att slå på och av vissa funktioner. Pil vänster och höger används för att välja funktionen som ska ändras. Alla värden är enbart 0 eller 1. Funktionsnamnen är:0 INVERT V.L. Standard 0. Om den ställs till 1 kastas den diskreta inmatningsriktningen om för SP HÖG och LÅG
(hög- och lågväxel).1 ANVÄNDS EJ2 KONTR. PALETT IN3 KONTR. DOLD MAKROVAR.4 VISA FAKT. VARVTAL - När den är ställd till 1 visas den faktiska spindelhastigheten på sidan Current Commands
(aktuella kommandon).5 AKT. TSC-RENSNING6 HYDRAULISK DUBBDOCKA - Aktiverar den hydrauliska dubbdockan.7 SPINDELDRIV. LÅS - Måste ställas till 0 om maskinen är utrustad med Haas-vektorspindeldrivning.8 CHUCK ÖPPEN CSTART - När den är ställd till 1 kan användaren trycka på Cycle Start (cykelstart) och köra ett
program med chucken lossad. Om spindeln kommenderas med denna bit ställd till 1 kommer den inte att överskrida Chuck Unclamp-varvtalet (parameter 248). Denna funktion är overksam när CE-säkerhetskretsen är aktiverad.
9 JÄMLÖPANDE SPINDEL - När den ställs till 0 sker spindelstarten i slutet av ett block, som vid normal M-kodsdrift. När den ställs till 1 sker spindelstarten i början av ett block och samtidigt med axelrörelsen.
10 VERKT. INST.SOND - Måste ställas till 1 för att aktivera verktygsförinställningsenheten.11 HAAS-VEKTORDRIVNING (Haas-vektordrivning) - Måste ställas till 1 om maskinen är utrustad med Haas-vektor-
spindeldrivning. När den ställs till 1 visas spänningen till Haas-vektordrivningen i felsökningsfönstret som DC BUSS.12 uP-KÅPTEMP. (mikroprocessorkåptemperatur) - När den ställs till 1 visas kåptemperaturen på skärmen INPUTS2
i felsökningsfönstret. 13 HAAS-FJÄRRPULSGEN (Haas-fjärrpulsgenerator) - Måste ställas till 1 om maskinen är utrustad med Haas
5-axelfjärrpulsgenerator.14 SPIN.MOTOR Ö.TEMP NC (spindelmotor övertemperatur normalt stängd) - Typ (normalt öppen/normalt
stängd) av spindeltemperaturgivare. Ställ till 1 för maskiner med Haas-vektordrivning och 0 för maskiner utan vektordrivning.
15 UNDERSP.TMP NC (underspindeltemperaturgivare normalt stängd) - Typ (normalt öppen/normalt stängd) av underspindeltemperaturgivare.
16 ANVÄNDS EJ17 INGEN MFIN-UPST.K. - När den är ställd förhindras kontroll av MFIN vid uppstarten. 18 STJÄRNKOPPL. AKT. (aktivera stjärnkoppling) - Används för maskin med vektordrivning. Om denna omkopplare
är inställd men bit 19 inte är det, kommer lindningsomkoppling att ske bara när spindeln är stilla, beroende på spindelns målhastighet.
19 STJÄRNKOPPL. U. GÅNG (aktivera stjärnkoppling) - Används för maskin med vektordrivning. Denna parameter aktiverar omkoppling under gång, medan spindelmotorn accelererar eller bromsas genom omkopplingspunkten.
20 KONTR. ST.MAT.STATUS - Har lagts till för det förbättrade stångmatargränssnittet. När denna bit ställs till 1 kontrollerar kontrollsystemet ständigt stångmatarstatus vid diskret inmatning 1027. Om denna insignal går högt kommer larm 450, Stångmatarfel, att genereras och servon och spindel kommer att stängas av. Märk att spindeln frånkopplas och helt enkelt snurrar tills den själv stannar.
21 KONTR. ST.M. SPIND.FÖRR. - Har lagts till för det förbättrade stångmatargränssnittet. När denna bit ställs till 1 kontrollerar kontrollsystemet ständigt stångmatarspindelförreglingen vid diskret inmatning 1030. Om denna insignal går högt och spindeln kommenderas att snurra, snurrar fritt eller manuellt snurras vid 10 varv/min eller mer, kommer larm 451, Stångmatarspindelförregling, att genereras och servon och spindel kommer att stängas av. Märk att spindeln frånkopplas och helt enkelt snurrar tills den själv stannar.
22 ANVÄNDS EJ23 ANVÄNDS EJ24 ROT. VERKT.UPPS. - Bit = 1 för svarvar med roterande verktygsuppsättning. På alla övriga svarvar ställs den här biten till 0.25 UNDERSPINDEL - Aktiverar G14, G15, M143, M144, M145. Måste ställas till 1 på alla svarvar med underspindel.
När den här biten ställs till 1 visar kontrollsystemet Function Locked (funktion låst) när knapparna Auto All Axes (auto alla axlar), Home G28 (hem G28) eller Power Up/Restart (start/omstart) trycks ned.
26 C-AXELDRIVN. - Aktiverar M154 och M155. Den måste ställas till 1 för alla svarvar med C-axel.27 ANVÄNDS EJ28 VSMTC AKT.29 DÖRRSK.BRYT. INV. - Stödjer CE-dörrförregling som låser när strömmen stängs av. För maskiner med dörrlås
som låser när strömmen tillförs, ställ denna bit till 0. För maskiner med inverterat dörrlås, ställ biten till 1.30 ANVÄNDS EJ31 INV. SPIND.HAST.INBR. (omvänd spindelinbromsning) - När denna parameter ställs till 1 bromsas spindeln in
snabbare vid lägre hastigheter, vilket resulterar i en kortare inbromsningstid.
96-0308 rev G juni 2009 Elektrisk service 205
278 (F) GEMENS. VÄXEL 3Parameter 278 är en samling enkelbitsflaggor för allmänna ändamål som används för att slå på och av vissa funktioner. Denna bit gör att maskinen använder diskreta utmatningar 21 och 26 för att kommendera skytteln att röra sig in och ut. På fräsar med den luftdrivna skytteln måste den ställas till 1. På alla andra fräsar mäste den sättas till 0. Pil vänster och höger används för att välja den funktion som skall ändras. Alla värden är enbart 0 eller 1. Funktionsnamnen är:0 INV. VÄXELL.SIG. - Tillåter en alternativ växellådskonfiguration. Den inverterar växellådans inmatningsriktning.
Används för 50-konaalternativ.1 DPR SERIELL - Får seriella huvud-in-utdata att gå genom diskvideokortet.2 KONTR. PALETTINM. - Om ställd till 1 kontrolleras den diskreta insignalen specificerad i parameter 256, Palettlås
inmatn., innan ett spindelkommando körs. Om insignalen är hög (dvs. en öppen krets) genereras larm 180. Insignalen kontrolleras också medan spindeln roterar och genererar samma larm om den går högt. På så sätt kan insignalen nu användas för att stoppa ett program efter att spindeln kommenderats att rotera (t.ex. med en tryckströmställare från användarens klämma eller fixtur).
3 KONTR. DOLD MAKROVAR. - Används endast på horisontella fräsar. 4 VISA FAKT. VARVTAL - När den är ställd till 1 visas den faktiska spindelhastigheten på sidan Current Commands
(aktuella kommandon).5 AKT. TSC-RENSNING - Aktiverar rensningsutmatning på TSC-alternativ.6 ENKEL FASTSP.BRYTARE - Gör att kontrollsystemet kan förlita sig på en enda brytare för att hitta
fastspänningspositionen för den sidmonterade verktygsväxlarens arm. När den ställs till noll används båda de övre och undre brytarna för att hitta armens position. När den ställs till ett används endast den undre brytaren. Kontrollsystemet väntar nu tills den övre brytaren utlöses för att avgöra om verktyget är fastspänt, varför påföljande operationer genast kan påbörjas. Detta ökar verktygsväxlingshastigheten.
7 SPINDELDRIV. LÅS - Måste ställas till 1 om maskinen är utrustad med vektorspindeldrivning som inte är från Haas. Denna bit måste ställas till 1 om maskinen har en 50-konaspindel eller vektordrivning som inte kommer från Haas.
8 ANVÄNDS EJ9 JÄMLÖPANDE SPINDEL - När den ställs till 1 kommenderas spindeln att starta samtidigt med andra kommandon
i samma block. I följande exempel, med denna bit ställd till 1, startar spindeln samtidigt som snabbmatningen: G0 X-1. S7500 M3;
10 HS3 HYDRAULISK V.V. - Används med 38-verktygs-SMTC på HS-3. När denna ställs till noll uppträder fräsen normalt. När den ställs till 1 känner kontrollsystemet igen att verktygsväxlaren är en 38-verktygs-SMTC.
11 HAAS-VEKTORDRIVNING - Måste ställas till 1 om maskinen är utrustad med Haas-vektorspindeldrivning. När den ställs till 1 visas spänningen till Haas-vektordrivningen i felsökningsfönstret som DC BUSS.
12 uP-KÅPTEMP (mikroprocessorkåptemperatur) - När den ställs till 1 visas kåptemperaturen på skärmen INPUTS2 i felsökningsfönstret.
13 HAAS-FJÄRRPULSGEN (Haas-fjärrpulsgenerator) - Måste ställas till 1 om maskinen är utrustad med Haas 5-axelfjärrpulsgenerator.
14 SPIN.MOTOR Ö.TEMP NC (spindeltemperaturgivare normalt stängd) - Typ (normalt öppen/normalt stängd) av spindeltemperaturgivare. Denna bit ska ställas till 1.
15 TRYCKL.DRIV. SKYTTEL - Gör att maskinen använder diskreta utmatningar 21 och 26 för att kommendera skytteln att röra sig in och ut. På fräsar med tryckluftsdriven skyttel måste den ställas till 1. På alla andra fräsar måste den ställas till 0.
16 KARDANSPNDL - Används på 5-axlade fräsar. Får maskinen att kontrollera att Z-, A- och B-axlarna är vid noll innan ett verktygsbyte påbörjas. Är en av dessa inte vid noll genereras larm 150. På fräsar med den kardanhängda spindeln måste den ställas till 1. På alla andra fräsar mäste den sättas till 0.
17 INGEN MFIN-KONTR. VID UPPST. - När den här biten är ställd förhindras kontroll av MFIN vid uppstarten. Den bör ställas till 1 för alla maskiner som har Haas nya automatiska palettväxlare monterad, och 0 för alla övriga maskiner.
18 STJÄRNKOPPL. AKT. (aktiverad stjärnkoppling) - Används för vektordrivningen. Möjliggör omkopplingen av spindelmotorns lindningar förutsatt att maskinvaruaktivering installerats, och rätt parametrar är ställda. Om denna omkopplare är inställd men bit 19 inte är det, kommer lindningsomkoppling att ske bara när spindeln är stilla, beroende på spindelns målhastighet.
19 STJÄRNKOPPL. U. GÅNG - Aktiverar omkoppling under gång, medan spindelmotorn accelererar eller bromsas genom omkopplingspunkten. Om bit 18 inte ställts in kommer denna växel att ignoreras.
20 5-AX. V.OFS -X - Används med G143 (modal 5-axlad verktygslängdskompensering) på maskiner med kardanspindel. Om den ställs till 1 innebär det att X-positionens förtecken måste kastas om när den motsvarande roterande axeln flyttas. Normalt ska denna bit ställas till 0.
21 5-AX. V.OFS -Y - Används med G143 (modal 5-axlad verktygslängdskompensering) på maskiner med kardanspindel. Om den ställs till 1 innebär det att Y-positionens förtecken måste kastas om när den motsvarande roterande axeln flyttas. Normalt ska denna bit ställas till 0.
96-0308 rev G juni 2009Elektrisk service206
22 B+C 5-AXEL - Används med G142 (modal 5-axlad verktygslängdskompensering) på maskiner med kardanspindel. Normalt flyttar B-axeln A-axeln, men om detta inte är sant kan den här biten ställas till att ändra vad som är den inre axeln. Normalt ska denna bit ställas till 0.
23 V.V. DÖRRBRYTARE - Dörrkonfiguration för horisontell verktygskarusell. Den här biten specificerar dörrkonfigurationen för horisontalfräsens verktygskarusell. Om den ställs till 0 indikerar detta konfigurationen där dörren öppnas av en tidsinställd operation. Om den ställs till 1 indikerar detta konfigurationen där dörren stängs av en fjäder och öppnas av den tidsinställda operationen mot "dörr öppen"-brytaren. I öppet läge är dörrbrytarsignalen 0 (låg). Brytarens status kontrolleras före och efter att dörren kommenderas öppen för att vara säkert vid fel.På alla horisontalfräsar som har brytaren installerad ställs denna bit till 1. För alla övriga fräsar måste denna bit ställas till 0.
24 HS2 SMTC-KARUSELL25 HS3 SMTC-KARUSELL26 S.MNT BIT 1 - Bit 26, 27, och 28 specificerar typen av sidmonterad verktygsväxlare som installerats på en
vertikalfräs. Följande tabell visar bitkombinationerna som måste användas:Bit 26 27 28 0 0 0 Ingen sidmonterad verktygsväxlare monterad 1 0 0 Serpentine 1 0 1 0 Serpentine 2 1 1 0 Serpentine 3 0 0 1 Disk 1 1 0 1 Disk 2 0 1 1 Disk 3 1 1 1 Disk 4
27 S.MNT BIT 2 - Bit 26, 27, och 28 specificerar typen av sidmonterad verktygsväxlare som installerats på en vertikalfräs.
28 S.MNT BIT 3 - Bit 26, 27, och 28 specificerar typen av sidmonterad verktygsväxlare som installerats på en vertikalfräs.
29 DÖRRSK.BRYT. INV. - Stödjer CE-dörrförreglingen som låser när strömmen stängs av. 30 BYT A & C-AXLAR - Gör att A- och C-axlarna kan bytas mot varandra internt. 31 INV. SPIND.HAST.INBR. (omvänd spindelinbromsning) - När denna parameter ställs till 1 bromsas spindeln in
snabbare vid lägre hastigheter, vilket resulterar i en kortare inbromsningstid.
279 (F) X SKALA FÖRST. MULTAnvänds på maskiner med linjära skalor. Linjära skalor används för att kontinuerligt korrigera fel i omkodarpositionen. Parametern bestämmer korrektionsfaktorns förstärkning, dvs. hur snabbt den korrigerar, och bör ställas till 40.
280 (F) Y SKALA FÖRST. MULTSe parameter 279 för beskrivning.
281 (F) Z SKALA FÖRST. MULTSe parameter 279 för beskrivning.
282 (F) A SKALA FÖRST. MULTSe parameter 279 för beskrivning.
283 (F) B SKALA FÖRST. MULTSe parameter 279 för beskrivning.
284 (F) Sp SKALA FÖRST. MULTSe parameter 279 för beskrivning.
285 X LINJÄRT SKRUVOFFSETAnvänds på maskiner med linjära skalor. Denna parameter svarar för den oanvända delen av kulskruven mellan noll och den faktiska motorn.
286 Y LINJÄRT SKRUVOFFSETSe parameter 285 för beskrivning.
287 Z LINJÄRT SKRUVOFFSETSe parameter 285 för beskrivning.
288 (F) A LINJÄRT SKRUVOFFSETSe parameter 285 för beskrivning. Ej tillgängligt för svarvar.
96-0308 rev G juni 2009 Elektrisk service 207
289 (F) B LINJÄRT SKRUVOFFSETSe parameter 285 för beskrivning. Ej tillgängligt för svarvar.
291 (S) HYD. V.V. INGEN MOT.TIDAntal millisekunder som måste gå utan någon B-axelomkodarändring innan kontrollsystemet bestämmer att dubbdockan har stannat. Parametern påverkar nollåtergångs- och larmsituationer på dubbdockan. Om dubbdockans tryck är lågt ställt och dubbdockan inte nollåterställs på rätt sätt ska denna parameter ökas.
291 (F) LÅG BROMSOLJETIDStödjer A-axelbromsoljegivaren för EC-1600. Enheten är sekunder. När den här parametern ställs till ett värde som inte är noll och givaren indikerar ett lågt oljetillstånd under längre tid än den angivna tiden, gör kontrollsystemet att den röda lampan börjar blinka och meddelandet LOW BK OIL (låg bromsolja) visas. Om det låga oljetillståndet fortsätter utlöses larmet 643, Låg bromsolja A-axel, när programmet avslutas.
292 (S) HYD. V.V. ÅTERDR.MARG.Ställer in det acceptabla området, i omkodarsteg, för återdragningspunkten. När dubbdockan stannar inom detta område antar kontrollsystemet att den befinner sig vid återdragningspunkten.
292 (F) AUTODÖRR PAUSStödjer autodörrfunktionen. Den specificerar längden på pausen (i 50-dels sekunder) som uppstår under dörrstängningssekvensen. När dörren stängs och brytaren aktiveras stängs motorn av under denna tidsperiod och dörren rör sig fritt. Detta tillåter att dörren stängs mjukt. Den arbetar tillsammans med parameter 293.
293 (S) HYD. V.V. LÅNGS. AVSTÅNDStäller in avståndet, före en målpunkt, där dubbdockan övergår från en snabbmatningsrörelse till en matning. Om denna parameter t.ex. ställs till 30 (standard) innebär det att dubbdockan saktar ner till en matning på 30 omkodarsteg innan målpunkten nås. Enheten är omkodarsteg.
293 (F) AUTODÖRR STÖTStödjer autodörrfunktionen. Den specificerar tidsperioden (i 50-dels sekunder) då motorn ska återaktiveras efter pausen specificerad i parameter 292. Detta gör att motorn stänger dörren helt och mjukt. Denna parameter bör nominellt ställas till 2 (0.04 sekunder).
294 MINBUSSPÄNNINGMinimispänning för Haas-vektordrivningsbuss. Den bör ställas till 200 (enheten är volt). Larm 160 utlöses om spänningen faller under detta värde.
295 (F) SKYTTELSTAB.TIDAnvänds på fräsar med en tryckluftsdriven skyttel. Ger skytteln tid att stanna efter att den har rört sig mot spindeln och innan verktygsbyte genomförs. Den borde ställas till ungefär en halv sekund (500) på alla fräsar med tryckluftsdriven skyttel. Detta kan variera. Alla övriga fräsar kan ställas till 0, eftersom de inte påverkas.
296 MAXÖVERSP.TIDSpecificerar tiden (i 50-dels sekunder) som ett överspänningstillstånd (larm 119, Överspänning) kommer att tolereras innan den automatiska avstängningsprocessen startas.
297 MAXÖVERHETTN.TIDSpecificerar tiden (i 50-dels sekunder) som ett överhettningstillstånd (larm 122, Regen Overheat) kommer att tolereras innan den automatiska avstängningsprocessen startas.
298 (S) Y-AX. F.GÄNG. DÖDGÅNG Denna parameter ställs normalt till noll men kan justeras av användaren (normalt ett värde mellan 0 och 1000) för att kompensera för glapp i huvudspindelns mittdel. Den blir verksam under G95 Subspidle Rigid Tap (underspindel fast gängning), när verktyget har nått botten på hålet och måste kasta om riktningen för att backa ut.
298 (F) MAXMATN. (GR./MIN)Används på 5-axlade fräsar. Maximal rotationsmatningshastighet i grader per minut. Försök att skära snabbare än detta resulterar i att "LIM" visas intill matningsmeddelandet pl skärmen Program Command Check (programkommandokontroll). På fräsar med kardanspindel måste den här parametern ställas till 300. För alla andra fräsar bör den ställas till 99999.
96-0308 rev G juni 2009Elektrisk service208
299 AUTOMATN. ÖKNINGArbetar med Autofeed (automatisk matning). Den specificerar matningshastighetens procentuella ökning per sekund och ska inledningsvis ställas till 10.
300 AUTOMATN. MINSKNINGArbetar med funktionen Autofeed (automatisk matning). Den specificerar matningshastighetens procentuella minskning per sekund och ska inledningsvis ställas till 20.
301 AUTOMATN. MINGRÄNSArbetar med funktionen Autofeed (automatisk matning). Den specificerar den minsta tillåtna procentuella matningshastighetsjusteringen som funktionen Autofeed (automatisk matning) kan använda och ska inledningsvis ställas till 1.
OBS! På svarvar spärras matnings- och spindeljusteringarna vid gängning så att automatningsfunktionen inte fungerar (displayen svarar dock skenbart på justeringsknapparna).
OBS! På svarvar återställs den senast kommenderade matningshastigheten vid programkörningens slut, eller då operatören trycker ned Reset (återställ) eller stänger av automatningsfunktionen.
OBS! På svarvar kan operatören använda knapparna för matningshastighetsjustering medan automatningsfunktionen är aktiv. Så länge verktygsbelastningsgränsen inte överskrids har de här knapparna förväntad effekt, och den justerade matningshastigheten godtas av automatningsfunktionen som den nya kommenderade matningshastigheten. Har dock verktygsbelastningsgränsen redan överskridits ignorerar kontrollsystemet matningshastighetsknapparna och den kommenderade matningshastigheten förblir oförändrad.
302 (F) MATN.ACCEL MEDIUMStödjer rörelsestyrningsfunktionen. Detta är accelerationen som gäller för matningsrörelse i omkodarsteg per sekund i kvadrat, vald med inställning 191 och kommandot G187. För vertikalfräsar är 1/2 av värdet på parameter 7 en god utgångspunkt.
303 (F) MATN. T.KONST. MEDIUMStödjer rörelsestyrningsfunktionen. Den är bas 2-exponenten av matningstidskonstanten i millisekunder när ytjämnhet "medium" väljs med inställning 191 eller kommandot G187.
304 (S) SPINDELBROMSFÖRD.Väntetiden (i millisekunder) innan huvudspindelns broms lossas när spindelhastighet har kommenderats, och även väntetiden efter att huvudspindeln har kommenderats att stanna innan den spänns fast.
304 (F) TAPP BAK POS. FÖRD.Fördröjningen (enheten är ms) när kylmedelstappen reverseras. Denna parameter bör ställas till noll på alla maskiner.
305 (S) SERVO AVST. BROMSFÖRD. Tiden (i millisekunder) som kontrollsystemet ska vänta efter att reläet Hyd Pump Enable (vilket aktiverar bromsen) stängs av innan strömmen till servomotorerna stängs av via MOCON-enheten. Detta är avsett att ge bromsen tid att kopplas in.
305 (F) SERVO AVST. BROMSFÖRD.Den diskreta utsignalen SRV PO (servoström på) används för att koppla in och koppla ur en axelbroms. Denna parameter används för att ange tiden i millisekunder som kontrollsystemet ska vänta efter att SRV PO-utsignalen aktiveras och strömmen till servomotorerna stängs av via MOCON-enheten. Denna parameter specificerar även väntetiden efter att SRV PO-utsignalen avaktiveras och servomotorerna återaktiveras via MOCON-enheten.
306 (F) FICKA UPP/NED FÖRD.Stödjer sidmonterade verktygsväxlare. Den specificerar den tid som tillåts (i millisekunder) för verktygsfickan att höjas eller sänkas. Om fickan inte flyttas till den kommenderade positionen inom tiden som denna parameter och parameter 62 tillåter, genereras larm 626, Tool Pocket Slide Error.
307 (F) FICKA FRIG./LÅS FÖRD.Stödjer sidmonterade verktygsväxlare. Den specificerar den tid som tillåts (i millisekunder) för att låsa eller låsa upp en verktygsficka. För fräsar utan sidmonterad verktygsväxlare bör denna parameter ställas till 0.
96-0308 rev G juni 2009 Elektrisk service 209
308 (F) ARM ROTAT.TIDStödjer sidmonterade verktygsväxlare. Den specificerar den tid som tillåts (i millisekunder) för att armen ska rotera till nästa position. Positionerna är fastspänning, lossning och origo. Om armen inte flyttas till den kommenderade positionen inom den tillåtna tiden genereras larm 622, Verktygsarmfel. För fräsar utan sidmonterad verktygsväxlare bör denna parameter ställas till 0.
309 (F) ARM START TIDSGR.Stödjer sidmonterade verktygsväxlare. Den specificerar den tid som tillåts för att verktygsväxlaren enbart ska starta. Om armen inte flyttats inom den tillåtna tiden genereras larm 627, ATC Arm Position Timeout. Enheten anges i millisekunder.
310 (F) KAM LÅSFÖRD.Stödjer sidmonterade verktygsväxlare. Den specificerar tiden som tillåts (i millisekunder) för att låsa kammen genom att trycka in spärrstiftet, eller för att låsa upp kammen genom att dra ut spärrstiftet. Om spärrstiftet inte flyttats till den kommenderade positionen inom den tillåtna tiden genereras larm 625, Invalid TC Start Condition.
311 (F) ARM STÖT TID/GRADStödjer sidmonterade verktygsväxlare. Vid verktygsväxlingsåterställning kan armen flyttas något genom att trycka på tangenten ATC FWD (ATC framåt) eller ATC REV (ATC bakåt). Varje tangenttryckning gör att armmotorerna körs under den tid (i millisekunder) som specificeras i denna parameter. För fräsar utan sidmonterad verktygsväxlare bör denna parameter ställas till 0. För höghastighetsverktygsväxlaren specificerar denna parameter antalet tusendedels grader som armen ska stötas (dvs. 1000 = 1 grad)På horisontalfräsar med sidmonterad verktygsväxlare kan armen roteras något genom att trycka på tangenterna End (slut) eller sida ned. Skytteln kan flyttas genom att trycka på vänster eller höger piltangent. Varje tangenttryckning gör att motorn körs under den tid (i millisekunder) som specificeras i denna parameter.
312 (F) KARUSELL STÖTTIDStödjer sidmonterade verktygsväxlare. Vid verktygsväxlingsåterställning kan karusellen flyttas något genom att trycka på vänster eller höger piltangent. Varje tangenttryckning gör att karusellmotorerna körs under den tid (i millisekunder) som specificeras i denna parameter. För fräsar utan sidmonterad verktygsväxlare bör denna parameter ställas till 0.
313 (F) FICKA INKREMENTAnvänds för bryggfräsen. Under normala förhållanden ska den ställas till 1. Om den exempelvis ställs till 2 känner kontrollsystemet bara igen varannan ficka, dvs. den behandlar verktygen och fickorna enligt följande:
Verktyg 1 är i ficka 1Verktyg 2 är i ficka 3Verktyg 3 är i ficka 5Verktyg 4 är i ficka 7 osv.
Om denna parameter ställs till 3 känner kontrollsystemet bara igen var tredje ficka, osv. Det är operatörens ansvar att säkerställa att det totala antalet fickor i verktygsväxlaren är jämnt delbart med detta parametervärde. Annars kommer kontrollsystemet att välja fel ficka efter att karusellen snurrat mer än ett helt varv.
314 (F) MATN.HAST.FÖR. MEDIUMStödjer rörelsestyrning. Det är den maximalt tillåtna hastighetsförändringen (i omkodarsteg per millisekund) mellan rörelsestegen när ytjämnhet "medium" väljs med inställning 191 eller G187-kommandot. Grundvärdet ges av formeln: (Feed Delta V) = (Feed Accel) gånger 2 upphöjt till (Feed T Const) dividerat med 1 miljon.
315 (S) GEMENS. VÄXEL 40 ANV.DEF. M-GRFK - Alla användardefinierade M-koder (t.ex. M50) ignoreras när ett program körs i grafikläget om
denna bit är ställd till 0. Om det är nödvändigt att grafiken ska kunna känna igen sådana M-koder, ställ den här biten till 1.
1 INGEN SP. FAST CYKEL2 ANVÄNDS EJ3 ANVÄNDS EJ4 ANVÄNDS EJ5 BRYTARE DÖRR ÖPPEN - Säkerställer att när dörren öppnas automatiskt öppnas den hela vägen. Den
är avsedd att användas tillsammans med en automatiskt detaljladdare. Om denna bit ställs till noll kommer kontrollsystemet att uppföra sig som tidigare. Om denna bit ställs till 1 söker kontrollsystemet efter en andra dörrbrytare när dörren öppnas automatiskt. Om brytaren inte hittas kommer larm 127, Dörrfel, att genereras.
96-0308 rev G juni 2009Elektrisk service210
6 ENKEL DUBBDOCKA - Stödjer SL-10-dubbdockan som inte har någon omkodare. Den ska bara ställas till 1 på en SL-10 med hydraulisk dubbdocka. Den ska ställas till noll på alla andra maskiner.
7 BORSTLÖS STÅNGMAT. - Stödjer den borstlösa stångmataren. När den ställs till 1 indikerar den att en borstlös stångmatare finns.
8 MINI-STRÖMFÖRS.ENHET - Avsedd för Mini Lathe. När den ställs till noll fungerar kontrollsystemet som tidigare. Denna parameterbit måste ställas till 1 på alla Mini-svarvar. Parameter 294, Minbusspänning, måste ställas till noll på alla Mini Lathe.
9 AUTODETALJLADDARE - Indikerar att en Haas-svarv-APL är monterad. När denna bit ställs till 1 visas en kommandoskärm för Haas-APL:en.
10 NOLLRET. VID C-INKOPPL. - Kontrollerar vad C-axeln ska göra vid inkoppling. Om ställd till noll snabbmatar C-axeln till noll vid inkoppling. Om ställd till 1 nollåterställs C-axeln vid inkoppling. Observera att spindeln i båda fallen orienteras vid C-axelinkoppling. Märk också att för att spindelpendling ska undvikas vid C-axelrörelse, växlas spindeln till högväxel (på svarvar med växellåda) innan C-axeln kopplas in.
11 INST. 92 AKTIVERA - Avsedd att förhindra skador på svarvar med pneumatisk dubbelchuck. Om inställning 92, Chucklåsning, växlas från YD till ID eller tillbaka medan spindeln snurrar, kommer chucken att anses vara fastspänd i motsatt riktning och kommer att röra sig omedelbart. En pneumatisk dubbelchuck kommer att skadas om den flyttas medan spindeln snurrar. Denna parameterbit måste ställas till 1 innan inställning 92 kan ändras, och eftersom parametrar enbart kan ändras efter att nödstopp har tryckts in säkerställer detta att spindeln är stilla när biten ändras. Vi rekommenderar starkt att denna bit återställs till noll omedelbart efter användningen.
16 US OMKAST. SPINDOMK. - Reverserar underspindelomkodares avkänningsriktning.17 US VEK.DRIV. OMKODARE - Aktiverar en andra omkodare som är monterad på underspindelmotorn och kopplad
till MOCON-enhetens "C"-axelingång. Den krävs för att styra vektoralgoritmen när svarvens remmar kan glida vid hög belastning.
18 US VEK.DRIV. - Måste ställas till 1 om maskinen är utrustad med Haas-vektorunderspindeldrivning. När den ställs till 1 visas spänningen till Haas-vektordrivningen i felsökningsfönstret som DC BUSS. För TL-15 och VTC-48 måste denna bit ställas till 1. För alla andra måste den ställas till 0.
19 US STJÄRNKOPPL. AKTIV. (aktivera stjärnkoppling) - Används för vektordrivningen. Om denna omkopplare är inställd men bit 19 inte är det, kommer lindningsomkoppling att ske bara när underspindeln är stilla, beroende på underspindelns målhastighet.
20 US STJÄRNKOPPL. U. GÅNG (stjärnkoppling under gång) - Används för vektordrivningen. Aktiverar omkoppling under gång, medan underspindelmotorn accelererar eller bromsas genom omkopplingspunkten. Om bit 18 (US vek.driv.) inte ställts kommer denna växel att ignoreras.
21 US IN SPD.INBR. (omvänd underspindelinbromsning) - När denna parameter ställs till 1 bromsas underspindeln in snabbare vid lägre hastigheter, vilket resulterar i en kortare inbromsningstid.
22 US AVAKTIVERA VÄXELL. - Avaktiverar växellådans funktioner. För TL-15 och VTC-48 måste denna bit ställas till 1. För alla andra måste den ställas till 0.
23 VERT. SVARVMASKIN Denna bit används för VTC-48.24 US INVERTERA VÄXELL. - Tillåter en alternativ växellådskonfiguration. Kastar om växellådans
inmatningsriktning. Standardvärdet är 0. Om den ställs till 1 kastas den diskreta inmatningsriktningen om för SP HÖG och SP LÅG (hög- och lågväxel).
25 STRÖMBORTK.RELÄ - När denna parameter ställs till 1, med parameter 57 (Säkerhetskrets) ställd till 1 och med dörren öppen, rensas I Gain på alla axlar. Denna funktion är avsedd att användas tillsammans med kundanskaffad maskinvara som kräver att servokraften stängs av när dörren är öppen.
26 STATUSRELÄER27 US EJ INV. SPDSTOPP - Ickeinverterad underspindelstoppstatus.28 ANVÄNDS EJ29 RND5 TRM/TRL30 RND5 HANDRATT31 INTUITIVT PROG.SYS. - När denna bit ställs till 1 aktiveras det intuitiva programmeringssystemet (IPS).
315 (F) GEMENS. VÄXEL 4 0 ANV.DEF. M-GRFK - När denna bit ställs till 0 ignoreras alla användardefinierade M-koder (t.ex. M50 som normalt
används för palettbyte på horisontalfräs) när ett program körs i grafikläget. Om det är nödvändigt att grafiken ska kunna känna igen sådana M-koder, ställ den här biten till 1.
1 PORTAL2 INGEN X-RÖR. NÄSTA VERKT. - Endast horisontalfräsar, avsedd huvudsakligen för användning på HS-3. Om
denna bit ställs till noll har den ingen effekt. Om den ställs till ett flyttas inte X-axeln efter att knappen Next Tool (nästa verktyg) trycks ned. Anledningen till detta är att efter att Next Tool trycks ned på en HS-1 eller HS-2 så flyttas spindeln, som är monterad på X-axeln, närmare operatören så att nästa verktyg kan monteras manuellt. På en HS-3 är X-axeln på bordet och det finns ingen fördel i att flytta på den. Ställs denna bit till ett sparas tid.
96-0308 rev G juni 2009 Elektrisk service 211
3 EXTRA STORA VERKT. - Specificerar att stora verktyg anses vara extra stora och låter verktygsficktabellen ställas in enligt nedan. Denna parameterbit bör ställas till 1 på alla fräsar med 50-kona sidmonterad verktygsväxlare. Den gör det möjligt för kontrollsystemet att känna igen verktyg som upptar tre fickor. Ett exempel på en verktygsficktabell med extra stora verktyg:
1 –2 L3 –4 –5 L6 –
När denna parameterbit ställs till 1 tillåts inte följande verktygsfickkonfiguration (se larm 422).–L–L–
4 HÖGHAST.BEARB. - Aktiverar höghastighetsbearbetningsfunktionen. Det krävs en upplåsningskod för att ställa biten till 1. Det här alternativet kräver flyttalshjälpprocessor och flyttalsprogramvara. Om det här alternativ aktiveras med icke-flyttalsprogramvara installerad, kommer höghastighetsalternativet inte att ha någon effekt.
5 FAEMAT-SPINDEL - Styr verktygsfastspännings- och frigöringssekvensen för olika spindlar. Denna förbättring är huvudsakligen avsedd för VB-1-bryggfräsen.
6 MANUELL VERKT.VÄXLARE - Måste ställas till 1 när en TM-1 inte har någon verktygsväxlare och noll när den har en verktygsväxlare. När den ställs till 1 kommer M06 att stoppa programmet och visa ett meddelande som ber operatören byta verktyg manuellt.
7 ÅTERSTÄLL STOPP PAL.V. - Aktiverar knappen Reset (återställ) för att stoppa ett palettbyte. Den är avsedd att användas med framtida hårdkodade palettväxlarmakroprogram. Den ska ställas till noll.
8 MINI-STRÖMFÖRS.ENHET - När parameter 315, bit 8, Mini Mill, ställs till 1 visas överspänningens diskreta ingång som P.S. Fault. När den ställs till 1:(a) DC-BUSS-spänningen som visas på felsökningsskärmen för en maskin med vektordrivning visas inte.(b) Tillstånd som normalt genererar larm 119, Over Voltage, och larm 160, Låg spänning, genererar istället
larm 292, 320V Power Supply Fault. Det här larmet läggs till larmhistoriken efter 1 sekunds fördröjning för att förhindra att falska 292-larm läggs till larmhistoriken då strömmen stängs av. Denna parameterbit måste ställas till 1 på alla Mini-fräsar.
9 BRYTARE DÖRR ÖPPEN - Låter programvaran arbeta med en valbar dörröppningsbrytare. Denna bit ska ställas till 1 på maskiner utrustade med en andra dörrbrytare. Om denna bit ställs till 1 söker kontrollsystemet efter en andra dörrbrytare när luckan öppnas automatiskt till helt öppet läge. Om brytaren inte hittas kommer larm 238, Dörrfel, att genereras. Om denna bit ställs till noll kommer kontrollsystemet att uppföra sig som tidigare.
10 PALETT HÅRDKOD - Stödjer den hårdkodade APC-palettväxlarfunktionen. Den måste ställas till 1 när en APC finns som är kopplad för två APC-dörrbrytare. På alla andra maskiner måste den ställas till 0.
11 M50 STÄNGER DÖRR - MDC-1-palettväxlarstationens autodörrstängare stänger innan en M50-palett roterar och öppnas efteråt, förutsatt att denna parameterbit är ställd till 1. Om biten ställs till noll visas ett blinkande meddelande som instruerar operatören att stänga palettväxlardörren (manuellt eller genom att trycka på knappen Part Ready (detalj klar)) och palettbytet sker inte förrän dörren stängs. Märk att dörren inte stängs automatiskt om palettplaneringstabellen används för att registrera en palett.
12 MANUELL MATN. TRM/TRL - Aktiverar den manuella matningsfunktionen för Tool Room Mill-handrattar.13 SÄKERHETSBRYTARE - När den ställs till noll fungerar kontrollsystemet normalt. När den ställs till 1 måste
operatören trycka in Toolroom Mill-fräsens säkerhetsströmställare för att styrd rörelse ska startas eller återupptas.14 FJÄRDE AXEL - Förhindrar obehörig användning av den 4:e (A) axeln. Det kan bara ställas till 1 med en magisk
kod. När den ställs till noll hindrar den användaren från att ändra inställning 30 och hindrar användaren från att nollställa parameter 43, Avaktiverad bit. När denna parameterbit ändras till noll återställs inställning 30 till Off (av) och parameter 43, Avaktiverad bit, ställs till 1.
15 FEMTE AXEL - Förhindrar obehörig användning av den 5:e (B) axeln. Det kan bara ställas till 1 med en magisk kod. När den ställs till noll hindrar den användaren från att ändra inställning 78 och från att nollställa parameter 151, Disabled-biten. När denna parameterbit ändras till noll återställs inställning 78 till Off (av) och parameter 151, Disabled-biten, ställs till 1. Märk att när parameter 209, Horizontal, ställs till 1 är inställning 78 inte tillgänglig och visas inte eftersom B-axeln används för verktygsväxlaren.
16 VERKTYGSBURDR. - Stödjer maskiner utrustade med burdörr för sidmonterad verktygsväxlare.
96-0308 rev G juni 2009Elektrisk service212
17 VIBRATIONSKÄNNARE - Aktiverar vibrationskännaren. När den ställs till 1 omvandlas utsignalen från kännaren till G och visas på skärmen för aktuella kommandon för verktygsladdning. Om den här parametern ställs till noll visas No Sensor (ingen kännare) istället.
18 HÖG Z VERKT.VÄXLARE - Ställs den här parametern till 1 och antingen en G28-rörelse av samtliga axlar kommenderas eller Second Home (alternativt utgångsläge) trycks ned, går Z-axeln till maxpositionen innan den går till maskinnolläget. Ställd till noll kommer Z-axeln att flytta direkt till maskinnolläget. Tidigare flyttade Z-axeln direkt till maskinnolläget oavsett den här parameterbiten. Denna förbättring är huvudsakligen avsedd för Gantry Router-fräsar.
19 PAL LADDA AUTODÖRR - Talar om för kontrollsystemet att palettväxlaren har en automatisk dörr, i motsats till operatörens autodörr.
20 AVB. 4:E AXEL - Aktiverar knappen Rotary Index (roterande index) vid laddningsstationen och förhindrar vridrörelse utanför arbetsområdet (dvs. roterande del monterad vid det yttre palettläget).
21 INV PAL.DÖRRBRYTARE - Den ska ställas till 1 på MDC1 och noll på alla andra maskiner. Denna bit indikerar palettväxlarens "dörr stängd"-brytarpolaritet.
22 PAL.MOTTAGARBRYTARE - Stödjer lägesbrytaren för APC-palettmottagare. När brytaren finns måste biten ställas till 1, annars måste den ställas till noll.
23 SNABB -> H.H.MATNING - Aktiverar raka snabbrörelser. Normalt, under en snabbrörelse med två eller fler axlar, avslutar axeln med det kortaste avståndet först. När denna parameter ställs till 1 kommer kontrollsystemet att behandla snabbrörelser som höghastighetsmatningar, och alla axlar avslutar sina rörelser samtidigt.
25 STRÖMBORTK.RELÄ - När den ställs till noll fungerar maskinen som tidigare. När den ställs till 1, med parameter 57, Säkerhetskrets, ställd till 1 och med dörren öppen, rensas I Gain på alla axlar. Med dörren stängd och strömmen till servona återställd, återställs I Gain-värdena. Detta är avsett att användas tillsammans med särskild maskinvara hos kunder som kräver att servokraften stängs av när dörren öppnas.
26 STATUSRELÄER - Stödjer maskindatainsamling. Standardvärdet för samtliga maskiner är noll.27 ANVÄNDS EJ28 AV. VERKTYGSHANTER. - Låter användaren specificera verktygsgrupper. När ett verktygs livslängd (baserad
på matningstid, totaltid, användning, antal hål, verktygsbelastning eller vibration) har uppnåtts, kommer kontrollsystemet automatiskt att använda ett annat verktyg ur samma grupp. När alla verktyg ur en grupp har använts upp larmar kontrollsystemet.
29 RND5 TRM/TRL - Denna parameter är avsedd för Tool Room-maskiner. När den är noll fungerar maskinen som tidigare. Ställd till 1 rundas samtliga X- och Z-positionsdisplayer av till .0005. Detta påverkar inte programmeringen.
30 RND5 HANDRATT - Denna parameter är avsedd för Tool Room-maskiner. Ställd till noll fungerar maskinen som tidigare. Ställd till 1, och användaren matar en axel med handrattarna, rundas positionsdisplayerna av till .0005. Detta påverkar inte hur standardpulsgeneratorn eller programmeringen fungerar.
31 INTUITIVT PROG.SYS. - När den ställs till 1 aktiveras det intuitiva programmeringssystemet (IPS).
316 (S) MÄT. STÅNGHAST.Stödjer stångmataren Haas Servo Bar 300. Det är hastigheten vid vilken stängerna mäts. Enheten är tum*1000.
316 (F) APC-PALETT FASTSP.TIDTiden som krävs för att spänna fast APC-paletten mot mottagaren. Enheten anges i millisekunder.
317 (S) MÄT. STÅNGINK.Stödjer stångmataren Haas Servo Bar 300. Detta är inkrementet som används för stångmätning. Enheten är tum*10,000.
317 (F) APC-PALETT FRIG.TIDTiden som krävs för att lossa APC-paletten från mottagaren. Enheten anges i millisekunder.
318 (S) DREVMOTOR TIDSGRÄNSStödjer stångmataren Haas Servo Bar 300. Detta är tidsgränsvärdet för kuggväxelmotoroperationer. Enheten är millisekunder.
318 (F) APC-PALETT KEDJ.TIDTiden som krävs för vrida kedjan. Den ska ställas till 8000. Enheten anges i millisekunder.
319 (S) MAX ÅTERF.POS.Stödjer stångmataren Haas Servo Bar 300. Detta är den maximala V-axelpositionen när den är återförd. Enheten är tum*10000.
319 (F) APC-DÖRR STÄNGN.TIDTiden som krävs för att stänga dörren. Den ska ställas till 6000. Enheten anges i millisekunder.
320 (S) MIN ÅTERF.AVST.Stödjer stångmataren Haas Servo Bar 300. Detta är det minsta utrymmet mellan stång och stötstång då den är indragen. Enheten är tum*10,000.
96-0308 rev G juni 2009 Elektrisk service 213
320 (F) RP DRAGSTÅNG NEDTiden som krävs för att dragstången ska flyttas ned. Enheten anges i millisekunder.
321 (S) STÖTSTÅNG NOLLPOS.Stödjer stångmataren Haas Servo Bar 300. Detta är V-axelpositionen för laddning och uttagning av en stång. Enheten är tum*10,000.
321 (F) RP DRAGSTÅNG NED TIDTiden som krävs för att dragstången ska flyttas upp. Enheten anges i millisekunder.
322 (S) DREVMOTOR STÖTTID Stödjer stångmataren Haas Servo Bar 300. Växelmotorkörtid för stöt och interna funktioner. Enheten är millisekunder.
323 (S) STÖTHAST.Stödjer stångmataren Haas Servo Bar 300. Detta är hastigheten som matningens sista 1/4-tum genomförs. Enheten är tum per minut*1000.
324 (S) DREVMOTOR STAB.Stödjer stångmataren Haas Servo Bar 300. Detta är den minsta uppehållstiden för reversering av kuggväxelmotorns riktning. Enheten är millisekunder.
325 (S) STANDARDST.LÄNGDStödjer stångmataren Haas Servo Bar 300. Detta är stånglängden för G105 Q5. Enheten är tum per minut*1000.
326 (S) G5 INBROMSNINGStödjer funktionen G05 Fine Spindle Ctrl (spindelfinstyrning). Detta är inbromsningstakten för spindeln under G5. Enheten är omkodarsteg per sekund. Den ska ställas till 15000.
327 X SKALOR PER TUMAnvänds på maskiner med linjära skalor.
328 Y SKALOR PER TUMAnvänds på maskiner med linjära skalor.
329 Z SKALOR PER TUMAnvänds på maskiner med linjära skalor.
330 A SKALOR PER TUMAnvänds på maskiner med linjära skalor.
331 B SKALOR PER TUMAnvänds på maskiner med linjära skalor.
333 X SKALOR PER VARVAnvänds på maskiner med linjära skalor.
334 Y SKALOR PER VARVAnvänds på maskiner med linjära skalor.
335 Z SKALOR PER VARVAnvänds på maskiner med linjära skalor.
336 A SKALOR PER VARVAnvänds på maskiner med linjära skalor.
337 B SKALOR PER VARVAnvänds på maskiner med linjära skalor.
339 X SPINDEL TERM.KOEFF.Stödjer termisk spindeldockskompenseringsfunktion.
340 Y SPINDEL TERM.KOEFF.Se parameter 339 för beskrivning.
96-0308 rev G juni 2009Elektrisk service214
341 Z SPINDEL TERM.KOEFF.Se parameter 339 för beskrivning.
342 A SPINDEL TERM.KOEFF.Se parameter 339 för beskrivning.
343 B SPINDEL TERM.KOEFF.Se parameter 339 för beskrivning.
345 X SPINDEL TERM.KOMP.Stödjer termisk spindeldockskompenseringsfunktion.
346 Y SPINDEL TERM.KOMP.Se parameter 345 för beskrivning.
347 Z SPINDEL TERM.KOMP.Se parameter 345 för beskrivning.
348 A SPINDEL TERM.KOMP.Se parameter 345 för beskrivning.
349 B SPINDEL TERM.KOMP.Se parameter 345 för beskrivning.
351 TERM. GIVAROFFSETAnvänds för kulskruvens termokompensering via en temperaturgivare ansluten till kulmuttern.
352 RELÄGRUPP VALLåter användaren ändra vilken reläbank som ska användas (parameter 209, bit 23, MCD RLY BRD (M-kodsreläkretskort) antar att reläbank ett ska användas). Den kan ställas till ett värde från 0 till 3 (inklusive). M-koder M21 t.o.m. M28 kommer att växlas till den valda banken. Denna parameter kräver ett revision-S-I/O-kort. Om ett tidigare kort har installerats (utan de extra reläbankerna), bör denna parameter ställas till noll. Bank # Reläplacering Beskrivning 0 I/O-KORT Interna maskinfunktioner. 1 I/O-KORT Användarreläutmatningar (vissa kan användas för interna funktioner). 2 1:a M-kodskortet 8M-alternativ 8 extra användarutmatningar. 3 2:a M-kodskortet Används typiskt för inbyggda alternativ som sidmonterad verktygsväxlare osv.
353 (S) MAX UNDERSP.VARVTAL Maxvarvtal tillgängligt för underspindeln och arbetar tillsammans med parameter 570 och 571.
354 (S) U BRYTARE ASe parameter 1 för beskrivning.
390 (S) V BRYTARE ASe parameter 1 för beskrivning.
426 (S) W BRYTARE ASe parameter 1 för beskrivning.
430 (F) W FÖRH. (STEG/ENHET)För EC-300 och MDC-1, denna parameter är ställd till 57344 och styr palettens rotation. När palettbyte utförs roterar paletten 180 grader. Det är kritiskt viktigt att denna parameter kontrolleras efter en programvaruuppgradering.
498 (S) C BRYTARE ASe parameter 1 för beskrivning.
570 (S) UNDERSP.OMK. ST/VARVStäller in antalet spindelomkodarsteg per underspindelomkodarvarv.
96-0308 rev G juni 2009 Elektrisk service 215
571 (S) UNDERSP. ST/VARVStäller in antalet omkodarsteg per underspindelvarv. Detta gäller bara underspindelns fasta gängningsfunktion.
572 (S) C-AXEL INK.TIDSGR.Specificerar C-axelns tidsgräns för att se den aktiverade brytaren vid inkoppling eller den avaktiverade brytaren vid urkoppling. Enheten är millisekunder och ska ställas till 1000 för alla svarvar.
573 (S) C-AXEL INK.FÖRD. 1Specificerar C-axelfördröjningen efter spindelorientering och innan inkoppling. Syftet är att låta spindelorienteringen avstanna. Enheten är millisekunder och ska ställas till 250 för alla svarvar.
574 (S) C-AXEL INK.FÖRD. 2Specificerar C-axelfördröjningen efter inkoppling innan rörelsen slutförs. Syftet är att låta C-axelinkopplingen uppnå rätt tryck. Enheten är millisekunder och ska ställas till 250 för alla svarvar.
575 (S) GÄNGST.FAKT. PPMLåter kunden faktorera matningshastigheten vid G32-, G76- och G92-gängskärning efter behov, för specifika tillämpningar. Enheten är ppm (miljondelar). Denna parameter kan justeras efter behov, om värdet exempelvis ökas med 100 kommer gängstigningen att ökas med 1 tiotusendedels tum per tum. Denna parameter begränsas internt till 1000.
576 (S) MAX US-VARV LÅGVÄXELMaxunderspindelvarvtal i lågväxel. Detta är det maximala varvtalet tillgängligt för underspindeln. När denna hastighet programmeras kommer utsignal D-till-A att vara +10 V och underspindeldrivningen måste kalibreras för att tillhandahålla detta. Utväxlingsförhållandet mellan lågt och högt är 4.1:1.
577 (S) US-ORIENT. OFFSETOffset för underspindelorientering. Den används för att rikta in underspindeln rätt när denna behöver låsas, t.ex. före ett verktygsbyte eller underspindelorienteringskommando. Detta används för vektordrivningen och värdet bestäms vid monteringen. Underspindelpositionen visas på skärmen Pos-Raw Dat (positionsrådata) precis till höger om systemtiden.
578 (S) US HÖGV. MINHAST.Kommenderad hastighet använd för att vrida underspindelmotorn vid underspindelorientering i högväxel. Enheten är maximalt underspindelvarvtal delat med 4096.
579 (S) US LÅGV. MINHAST.Kommenderad hastighet använd för att vrida underspindelmotorn vid underspindelorientering i lågväxel. Enheten är maximalt underspindelvarvtal delat med 4096.
580 (S) V.V. HYD. ÅTERF.TIDHar lagts till för hydraulisk dubbdocka SL-10 utan omkodare. Den specificerar hur länge (i ms) återföring av dubbdockans mitt kommer att kommenderas som ett resultat av att M22 kommenderas, och verkställs enbart när Simple TS är ställd till 1.
581 (S) APL VÄNDARSTAB.Stödjer APL på Haas-svarvar. Den anger rotationstiden för griparen efter det att brytaren har stötts emot och skall ställas på 100. Enheter är i millisekunder.
582 (S) APL VÄNDARTIDSGR.Stödjer APL på Haas-svarvar. Enheten anges i millisekunder.
583 (S) APL MAXPOSITIONERStödjer APL på Haas-svarvar. Den specificerar antalet brytarpositioner under rotationen.
584 (S) APL GRIP. ÖPPN.TIDStödjer APL på Haas-svarvar. Den specificerar max tillåten tid för öppning av griparen. Enheten anges i millisekunder.
585 (S) APL GRIP. STÄNG.TIDStödjer APL på Haas-svarvar. Den anger max tillåten tid för stängning av griparen och skall sättas till 500. Enheter är i millisekunder.
96-0308 rev G juni 2009Elektrisk service216
586 MAX DÖRR ÖPPN. SP.VARVMaximalt tillåtet spindelvarvtal efter att dörren har öppnats manuellt eller kommenderats öppen med ett M80. Om dörren är öppen när spindeln kommenderas att rotera snabbare än det här värdet, eller kanske redan roterar snabbare än det här värdet när dörren öppnas, genereras larm 230, Door Open.
587 (S) FÖRL. STÖTTIDStödjer stångmatarens inmatare som är monterad på stångmatarens vagn (för stångmatare med 1-fots förlängningsalternativ). Enheten är 50-dels sekunder. Den orsakar en fördröjning av tiden specificerad för att inmataren ska kunna sträckas ut helt innan vagnen börjar röra sig tillbaka till utgångsläget. Denna parameter ska ställas till 150 (3 sekunder) endast på SL-30 Big Bore och SL-40. För alla andra svarvar ska den ställas till noll. På äldre svarvar utan inmatare har denna parameter ingen verkan. Observera också att med denna ändring har I/O-kortets diskreta utmatning ändrats från nr 23 till nr 1.
588 X OMK. SKALFAKTORDen här axelparametern arbetar istället för axelparametrarna SKALA/X LÅG och SKALA/X HÖG. Om SKALFAKT/X är ställd till 1 bestäms skalförhållandet av SKALA/X LÅG och SKALA/X HÖG enligt följande:
HÖG LÅG0 0 30 1 51 0 71 1 9
Om SKALFAKT/X dock ställts till noll används värdet på OMK. SKALFAKTOR i stället för skalförhållandet. Observera att alla värden utanför intervallet 1 till 100 kommer att ignoreras och skalförhållandet förblir opåverkat. Observera också att dessa parametrar för tillfället är avsedda att användas enbart på roterande axlar (A och B).
589 Y OMK. SKALFAKTORSe parameter 588 för beskrivning.
590 Z OMK. SKALFAKTORSe parameter 588 för beskrivning.
591 A OMK. SKALFAKTORSe parameter 588 för beskrivning.
592 B OMK. SKALFAKTORSe parameter 588 för beskrivning.
593 C OMK. SKALFAKTORSe parameter 588 för beskrivning.
594 U OMK. SKALFAKTORSe parameter 588 för beskrivning.
595 V OMK. SKALFAKTORSe parameter 588 för beskrivning.
596 W OMK. SKALFAKTORSe parameter 588 för beskrivning.
600 TOPP SPIN.EFF.-KWStödjer spindelns kilowattbelastningsdisplay (kW) som visas på sidan aktuella kommandon, bredvid spindelbelastningsprocenten. Den ska ställas till toppeffektutmatningen i kW för spindelmotorn.
601 (F) VERKTYGSBYTESFÖRD.På en fräs där operatören måste varnas om att ett program som körs utför ett verktygsbyte (ingen kåpa), kommer det att pipa och fördröja tiden som specificeras av parameter 601. Om parameter 601 är ställd till noll kommer det inte att finnas något pip eller fördröjning. Om operatören byter verktyg genom att trycka på knappar oavsett typen av verktygsväxlare, finns det inget pip eller fördröjning. Om maskinen har en manuell verktygsväxlare och M06 kommenderas från ett program som körs, finns inget pip eller fördröjning. Kontrollsystemet stoppar och omber operatören att föra in verktyget för hand.
96-0308 rev G juni 2009 Elektrisk service 217
602 (S) CHUCKÄNDE AVSTÅNDStödjer den borstlösa stångmataren. När G105 Q4 utförs laddas en ny stång in, mäts och matas genom spindeln och stannar precis innan chuckänden. Den här parametern specificerar avståndet (i 1/10000-dels tum) som skall lämnas mellan stången och chuckänden. Den ska ställas in enligt följande:
Mini Lathe 440000SL-10 500000SL-20 540000SL-30 540000SL-30BB 650000SL-40 650000TL-15 540000
605 (F) PALETTVÄXLARTYPDefinierar typen av palettväxlare monterad på maskinen. Se även parameter 606
606 (F) ANTAL PALETTERAntal paletter i den monterade palettväxlaren. Se även parameter 605.
Palettväxlare Parameter 605 Parameter 606APC (knapp för palett klar) 0 2APC (knapparna för planera palett) 2 2Roterande palettväxlare (HS 1/2) 1 2Quad APC 2 4MDC-1 / EC300 3 2EC400 4 22-paletts APC 2 2
611 (S) STÅNGMATARTYPStödjer den tryckluftsdrivna stångmataren Bar 100. Den bör ställas till 2 på alla svarvar utrustade med Bar 100, svarvar utan Bar 100 ska ställas till noll.
612 (F) TAPPTYPStödjer den programmerbara kylmedelstappen. Typ 0 använder tappfläktens toppar för positionering. Typ 1 använder tappfläktens toppar och dalar för positionering. Alla andra värden behandlas som typ 0. Märk att om parameter 253, Tapp fram pos. förd., och parameter 304, Tapp bak pos. förd, inte är noll, använder typ 1-behandling dessa värden; annars beräknar typ 1-behandlingen fördröjningsvärdet för positionering från parameter 613 och 614.
613 (F) TAPP FRAM MOT.FÖRD. (MS)Stödjer den programmerbara kylmedelstappen. Den specificerar fördröjningstiden i ms från det ögonblick tappmotorn stängs av tills det ögonblick tappen stannar i framåtriktningen.
614 (F) TAPP BAK MOT.FÖRD. (MS)Stödjer den programmerbara kylmedelstappen. Den specificerar fördröjningstiden i ms från det ögonblick tappmotorn stängs av tills det ögonblick tappen stannar i bakåtriktningen.
616 (S) US-SMÖRJCYKELTIDStödjer VTC-48. Den styr underspindelsmörjningen på samma sätt som parameter 117. Enheten är 50-dels sekunder. Om ett lågt underspindelsmörjtillstånd upptäcks genereras larm 121, Lågt smörjmedel eller Lågt tryck, och både huvudspindeln och underspindeln stängs av. Den ska ställas till 108000.
617 (S) US SPIN.FLÄKT AV FÖRD.Stödjer VTC-48. Den specificerar tiden som underspindelns fläkt skall fortsätta köra efter det att underspindeln har stannat. Enheten är 1/1000-dels sekund.
618 (F) V.V. KARUSELLTYPDenna parameter stödjer den servosidmonterade verktygsväxlaren. Den ska ställas till 1 för standardverktygskarusellen med likströmsmotor och till 2 för servoverktygskarusellen.
619 (S) FÖRVÄXLINGSFÖRD.Fördröjningstiden (i millisekunder) efter att spindeln har kommenderats att stanna och innan magnetspolen för växlingen kommenderas att starta. Den ska ställas till 100 på alla maskiner.
96-0308 rev G juni 2009Elektrisk service218
620 (F) X PLUSRÖRELSEGRÄNSMärk att endast parametrar 623 och 624 för A- och B-axlarna är avsedda att användas, och endast på trunnionfräsarna (VF5TR och VF6TR) där det är nödvändigt att ställa utgångslägesbrytaren i mitten av rörelseområdet (för att hålla bordet plant i utgångsläget) och för att begränsa rörelsen till +/-120 grader. Parametern Plusrörelsegräns används för att lagra antalet omkodarsteg som en vridmaskin kan ta i plusriktningen från dess aktuella utgångsläge. Kontrollsystemet tar hänsyn till dessa uppdaterade rörelsegränser för puls- och matningsförhållanden. Om t.ex. steg/enhet för A-axeln är 4000 och Plusrörelsegräns är ställd till 20000, tillåter kontrollsystemet att A-vridenheten går upp till +5 grader innan den stoppar (förutsatt att omkodarskalfaktorn är ställd till noll). Samma gäller för B-axeln. Denna funktion gör att utgångslägesbrytaren kan flyttas till önskat läge så att en vridenhet kan utföra rätt orientering under nollåtergång. Lägg märke till att parameter 591 och 592, AB omk. skalfaktor, gäller för bestämningen av gränserna. Om denna parameter ställs till 3 tillåts vridenheten i exemplet ovan att gå upp till +15 grader på grund av omkodarskalning. Liknande resultat erhålls när SKALFAKT/X-biten ställs till 1 (baserat på att SKALA/X LÅG- och SKALA/X HÖG-bitarna = 0). För att avaktivera den här funktionen för valfri axel ska Plusrörelsegräns ställas till noll.
621 (F) Y PLUSRÖRELSEGRÄNSSe parameter 620.
622 (F) Z PLUSRÖRELSEGRÄNSSe parameter 620.
623 (F) A PLUSRÖRELSEGRÄNSSe parameter 620.
624 (F) B PLUSRÖRELSEGRÄNSSe parameter 620.
626 (F) U PLUSRÖRELSEGRÄNSSe parameter 620.
627 (F) V PLUSRÖRELSEGRÄNSSe parameter 620.
628 (F) W PLUSRÖRELSEGRÄNSSe parameter 620.
629 (F) Sp PLUSRÖRELSEGRÄNSSe parameter 620.
630 (F) Tt PLUSRÖRELSEGRÄNSSe parameter 620.
632 (S) X-AXEL MOCON-KANALGör det möjligt för varje axel att tilldelas en specifik MOCON-kanal.
633 (S) Y-AXEL MOCON-KANALSamma som parameter 632. Ställd till 7 på maskiner som ursprungligen levererades med programversion 5.02 och senare.
634 (S) Z-AXEL MOCON-KANALSamma som parameter 632. Ställd till 2 på programversion 5.02 och senare.
635 (S) A-AXEL MOCON-KANALSamma som parameter 632. Ställd till 3 på programversion 5.02 och senare.
636 (S) B-AXEL MOCON-KANALSamma som parameter 632. Ställd till 4 på programversion 5.02 och senare.
637 (S) C-AXEL MOCON-KANALSamma som parameter 632. Ställd till 5 på programversion 5.02 och senare.
638 (S) U-AXEL MOCON-KANALSamma som parameter 632. Ställd till 6 på programversion 5.02 och senare.
96-0308 rev G juni 2009 Elektrisk service 219
639 (S) V-AXEL MOCON-KANALSamma som parameter 632. Ställd till 1 på maskiner som ursprungligen levererades med programversion 5.02 och senare.
640 (S) W-AXEL MOCON-KANALSamma som parameter 632. Ställd till 8 på programversion 5.02 och senare.
641 (S) Sp-AXEL MOCON-KANALSamma som parameter 632. Ställd till 9 på programversion 5.02 och senare.
642 (S) Tt-AXEL MOCON-KANALSamma som parameter 632. Ställd till 10 på programversion 5.02 och senare.
643 (S) Ss-AXEL MOCON-KANALSamma som parameter 632. Ställd till 11 på programversion 5.02 och senare.
644 (F) X INDEX.INKREMENTMärk att endast parameter 647 och 648 för A- och B-axlarna är avsedda att användas, och endast på horisontalfräsar med en vridindexerare. Vridindexeraren är en anordning som håller en detalj som ska bearbetas och roterar i engradiga inkrement. Den kan endast rotera i snabbrörelse (G00), och kan inte rotera i matningsrörelse (G01). Den kan matas genom att trycka pe en pulsknapp eller med en pulsgenerator. Innan den kan vridas används tryckluft för att lyfta upp indexeraren från sitt fastspända läge. Meddelandet, A UNCLMP (A lossad) (till exempel) visas längst ned på skärmen och stannar kvar så länge som vridindexeraren befinner sig i uppläget. När det kommenderade läget nås flyttas indexeraren framåt eller bakåt automatiskt till närmaste tillämpliga låsningsvinkel för att sedan stanna i det fastspända läget. Låsningsvinkeln beräknas från parametern Index.inkrement som anges i tusendedels grader. Om t.ex. A-axelparametern Index.inkrement är ställd till 1000 (1.0 grader) och A-axeln matas till 25.5 grader, kommer indexeraren automatiskt att stanna och låsas fast vid 26.0 grader efter att operatören lämnar pulsläget. Om parametern innehåller 1 (en tusendedels grad) eller mindre, stängs vridindexerarfunktionen av och en vanlig roterande plattform antas.
645 (F) Y INDEX.INKREMENTSe parameter 644.
646 (F) Z INDEX.INKREMENTSe parameter 644.
647 (F) A INDEX.INKREMENTSe parameter 644.
648 (F) B INDEX.INKREMENTSe parameter 644.
650 (F) U INDEX.INKREMENTSe parameter 644.
651 (F) V INDEX.INKREMENTSe parameter 644.
652 (F) W INDEX.INKREMENTSe parameter 644.
653 (F) Sp INDEX.INKREMENTSe parameter 644.
654 (F) Tt INDEX.INKREMENTSe parameter 644.
659 (F) A INDEX. NEDTIDSGRÄNSStödjer indexerarrundmatningsbord. Den anger tiden (i ms) som tillåts för att söka indexerarens undre brytare. Om brytaren inte upptäcks inom den tillåtna tiden genereras larm 960, Indexerarbrytare ej hittad i tid. När den ställs till noll ignoreras funktionen. Parameter 69, Tryckluftsbromsförd., används som den tillåtna tiden för att söka den övre brytaren. Om brytaren inte upptäcks inom den tillåtna tiden genereras larm 925, A-indexerare ej helt i uppläget.
96-0308 rev G juni 2009Elektrisk service220
680 – 689 (F) STIGNINGSKOMP.FÖRSKJ.Hur stor förskjutning som krävs för rätt indexering i tabellen Lead Screw Compensation (stigningsskruvkompensering). Märk att dessa parametrar är mycket lika parameter 58. Skillnaden är att dessa parametrar håller ett värde som inte är noll och har prioritet före den generella parametern 58. Till exempel:
Param 58 [STIGNINGSKOMP.FÖRSKJ.] = 14 (generell parameter)Param 683 [A STIGNINGSKOMP.FÖRSKJ.] = 12 (axelparameter A)Param 684 [B STIGNINGSKOMP.FÖRSKJ.] = 0 (axelparameter B)
I exemplet ovan tar A-axeln sitt stigningsskruvsförskjutningsvärde från parameter 683 eftersom det är ett värde som inte är noll, men B-axeln får sitt förskjutningsvärde från parameter 58 (INTE från parameter 684). Bestämning av lämpligt värde för stigningsskruvkompensering: anta att Steg per enhet för A är 2800 (parameter 47).a) Ta steg per enhet och multiplicera med 360 (oskalat) 2800 x 360 = 1008000.b) Tillämpa omkodarskalfaktor (om sådan finns). Exempelvis, med en skalfaktor på 3, har vi: (1008000/3) = 336000.c) Bestäm det minsta talet 'n' som gör att olikheten håller: 336000/(2^n) < 256 => 336000/(2^11) < 256; så n = 11d) Ställ därför parameter 683 till 11.
671 (F) A INDEX. NEDSTAB.Stödjer indexerarrundmatningsbordet. Den anger tiden (i ms) som maskinen tillåts avstanna efter att indexerarens undre brytare upptäcks. Om parametern är noll är funktionen bakåtkompatibel.
692 (S) STÖDDOCKA UTMATN.Stödjer tillvalet stöddocka. Om en svarv har denna extrautrustning måste den ställas till det utmatningsrelänummer som aktiverar fastspänningsmekanismen. Detta nummer kan vara 32 till 55 för reläer #1132 till #1155, respektive. För svarvar utan tillvalet stöddocka måste det vara noll.
693 (S) STÖDDOCKA INMATN.Stödjer tillvalet stöddocka. Om en svarv har denna extrautrustning och en fotpedal för stöddockan, måste det ställas till inmatningsrelänumret för fotpedalströmställaren. Detta nummer kan vara 1 till 49 för reläer #1101 till #1049, respektive. För svarvar utan fotpedal för stöddocka ska denna parameter vara noll.
696 (F) MOM-TYPAktiverar MOM-alternativet.
697 (F) MOM-RENS.STORL. (MS)Ställer in pumpens PÅ-tid (i millisekunder).
698 MOM-RENS. AVTIDStäller in pumpens fråntid.
699 MOM UPPSTART RENSStäller in antalet rensningscykler vid omstart.
701 ROT. VERKT.AXELDenna parameter väljer vilken MOCON-kanal som den roterande verktygsaxeln används på. Värdet är 0-11, där 0=X-axel, 1=Y-axel osv.0 - MOCON ETT X P6 1 - MOCON ETT Y P7 2 - MOCON ETT Z P83 - MOCON ETT A P9 4 - MOCON ETT B P30 5 - MOCON ETT C P316 - MOCON TVÅ X P6 7 - MOCON TVÅ Y P7 8 - MOCON TVÅ Z P89 - MOCON TVÅ A P9 10 - MOCON TVÅ B P39 11 - MOCON TVÅ C P310
702 SKYTTEL MINTID INMinimitid för skytteln att nå In-positionen.
704 SMTC2 FRIG.POS.Stödjer höghastighetsverktygsväxlaren. Den specificerar den absoluta positionen i grader *1000 som TT-axeln stannar vid för att lossa verktyget.
705 SMTC2 FASTSP.POS. Stödjer höghastighetsverktygsväxlaren. Den specificerar den absoluta positionen i grader *1000 som TT-axeln stannar vid för att spänna fast verktyget.
96-0308 rev G juni 2009 Elektrisk service 221
708 PALETTVÄXLARAXELSpecificerar MOCON-kanalen på MDC-1- och EC-300-palettväxlaren. Den gör att både servoaxelpalettväxlaren och Super SMTC-verktygsväxlaren kan fungera på samma maskin. På en MDC-1 med ett enda MOCON-kort måste denna parameter ställas till 4. På MDC-1 eller EC-300 med två MOCON-kort måste denna parameter ställas till 8. På alla andra maskiner måste den här parametern ställas till 0. Märk även att då den ställs till 4 används B-axelparametrar för att styra palettväxlaren, och meddelandet "Use Tt Params (använd Tt-parametrar)" visas. När denna parameter ställs till 8 används W-axelparametrar för att styra palettväxlaren.
709 SMTC DÖRR UTM.RELÄUtmatningsrelä som ska vara aktiverat för verktygsväxlardörren. Ställ till 39 för EC-300. Ställ till 1 för EC-400. Ställ till 26 för HS-seriens fräsar. Ställ till noll för alla andra fräsar utan verktygsväxlardörr.
710 (S) VERKT.VÄXLARTYPStödjer fräsverktygsrevolvrarna. Ställ den här parametern till 2 på svarvar med revolver för 4 verktyg, ställ den till 3 för revolvrar med 8 verktyg (Märk att för revolver med 8 verktyg måste parameter 65, Number of Tools, ställas till 8. För alla andra svarvar ska den ställas till 1.).
710 (F) VERKT.VÄXLARTYPTyp av verktygsväxlare monterad på maskinen. Om denna parameter ställs till noll kommer kontrollsystemet automatiskt att återställa den baserat på parametrarna som tidigare specificerade verktygsväxlartypen. Följande typer känns igen:
1 Generisk Geneva- eller paraplytyp - Detta är standardvärdet.2 Horisontaltyp med W-axel3 Horisontaltyp med B-axel4 TT-4-svarvverktygsrevolver med 4 positioner5 Generisk vertikal sidmonterad verktygsväxlare (VSMTC)6 Super2 VSMTC med TT-axel7 Kedjetyp8 Mori sidmonterad verktygsväxlare9 Manuell verktygsväxlare
711 (F) FICKA UPP STAB.Stödjer en sidmonterad verktygsväxlare för vertikal fräs. Den specificerar tiden, i 50-dels sekunder, som karusellen ska vänta efter ett verktygsbyte innan den tillåts flytta.
712 VD/MINI-STRÖMTYPDenna parameter specificerar typen av vektor- eller Mini-drivenhetskraftkälla.
715 FÄRG MEDDELANDEAnvänds för att ändra färgen på textmeddelandena som visas längst ner på en lcd-skärm. Färgkartan kan visas i läget Debug (felsökning). Gå in på skärmen Curnt Comands (aktuella kommandon) och tryck på sida upp. Värden från 0 till 255 kan användas:Svart: 0 Brunt: 3, 4, 11, 12, 19, 20Rött: 5, 6, 13, 143 Orange: 7, 15, 23Gult: 30, 31, 39, 55, 63 Rosa: 95, 103, 111, 119, 159, 167, 175, 183Lila: 67, 75, 77, 83, 140, 141, 198, 215 Blått: 64, 88, 210, 248Grönt: 24, 40, 56, 104, 120
716 FÄRG KMDO POSITIONÄndrar färgen på positionstexten som visas på sidan Current Commands (aktuella kommandon) på en lcd-skärm. Se färgvärdena som listas för parameter 715.
717 FÄRG KMDO G-KODÄndrar färgen på den aktiva G- och M-kodstexten som visas på sidan Current Commands (aktuella kommandon) på en lcd-skärm. Se färgvärdena som listas för parameter 715.
718 FÄRG KMDO AXELBEL.Ändrar färgen på axelbelastningstexten som visas på sidan Current Commands (aktuella kommandon) på en lcd-skärm. Se färgvärdena som listas för parameter 715.
719 FÄRG KMDO FET TEXTÄndrar färgen på den stora matnings- och hastighetstexten som visas på sidan Current Commands (aktuella kommandon) på en lcd-skärm. Se färgvärdena som listas för parameter 715.
96-0308 rev G juni 2009Elektrisk service222
720 FÄRG ÅSIDOSÄTTÄndrar färgen på spindel- och axelåsidosättningstexten som visas på sidan Current Commands (aktuella kommandon) på en lcd-skärm. Se färgvärdena som listas för parameter 715.
721 (F) 'KÖR'-RELÄStödjer maskindatainsamlingsfunktionen som specificerar ett utmatningsrelä som aktiveras när maskinen befinner sig i körläget. Detta fungerar endast när det ställs till 32 eller högre, när det specificerar ett faktiskt relä och när parameter 315, bit 26, Statusreläer, ställs till noll. Om Single Block (ett block) aktiveras medan maskinen är igång, kan reläet eventuellt inte stängas av vid slutet av det aktuella blocket.
726 SERVODR. SÄK. SPÄNN.Den maximalt tillåtna strömmen när dörren har nått den säkra zonen specificerad av parameter 827 innan den når det stängda läget. Enheterna är procent av den maximala strömmen för axelförstärkaren.
727 (F) APC KEDJA MINTIDDefinierar väntetiden innan vissa omkopplarfelskontroller ska startas. Den bör ställas till 3000 på alla APC-fräsar och noll på alla andra fräsar. Enheten är millisekunder.
728 (F) Undersp.toppeffekt KWAnvänds för att beräkna underspindelbelastning, vilket visas som SS LOAD på skärmen Current Commands (aktuella kommandon).
730 STRÖMFEL TRÖSKEL
731 STRÖMFEL MAXTIDParameter 730 och 731 stödjer tillvalsmodulen för strömavbrottsavkänning. Enheten för parameter 730, Strömfel tröskel, är ett analog-till-digitalt värde. Enheten för parameter 731, Strömfel maxtid, anges i millisekund/20. Om modulen för strömavbrottsavkänning inte installerats ska både parameter 730 och 731 ställas till noll.
732 (F) IPS-SONDOperatören kan använda de intuitiva sondskärmarna, på en Tool Room-fräs, med IPS-funktionen aktiverad, en sond och denna parameter ställd till 1. Dessa skärmar (displayer) finns under inställningsfliken och används för att kalibrera både arbets- och verktygssonden. Användaren kan sondera längden och diametern på verktygen under uppställningen. Denna funktion medger sondering av arbetsstycket för att ställa in arbetsnolloffset. Se tekniskt dokument ES0566 - Intuitiv sondering.
733 (F) APC LUFTSTRÅLERELÄDefinierar utmatningsreläet som aktiverar luftstrålen på EC-300 och MDC-500. Ställ till 39 för fräs/borrmaskin och EC-300, eller noll för alla övriga fräsar.
734 INMATN.MASK (används för Office-svarvarna)0 VERKT.REVOLVER OLÅST1 VERKT.REVOLVER LÅST2 C-AXEL BORTKOPPL.3 RESERV4 C-AXEL INKOPPL.5 SPINDEL HÖGVÄXEL6 SPINDEL LÅGVÄXEL7 NÖDSTOPP8 DÖRRBRYTARE9 M-KOD AVSLUT.10 ÖVERSPÄNNING11 LÅGT LUFTTRYCK12 LÅGT SMÖRJTRYCK13 REGEN-ÖVERHETTN.14 LÅGT V.LÅDSOLJETRYCK15 RESERV
16 SPINDELLÅS17 SPINDELFEL18 SPINDEL STOPPAD19 SPINDEL ROTERAR20 LÅGT HYDR.TRYCK21 DUBBDOCKA FOTSTR.22 SOND EJ I UTG.L.23 RESERV24 VERKTYGSFRIGÖR. FJÄRR25 RESERV26 BR-MATN. EOB/SB LB BRYT.27 BR.MATN. Flt/SB PR BRYT.28 JORDFEL29 G31 BLOCKÖVERH.30 BR.MATN. SP LK/SB EOB31 TRANSP. ÖVERSTRÖM
96-0308 rev G juni 2009 Elektrisk service 223
734 INMATN.MASK (används för Office-fräsarna)0 VERKTYGSVÄXLARE IN1 VERKTYGSVÄXLARE UT2 VERKT. 1 I LÄGE3 LÅGT TSC-TRYCK4 VERKT. I LÄGE5 SPINDEL HÖGVÄXEL6 SPINDEL LÅGVÄXEL7 NÖDSTOPP8 DÖRR/SÄKERHETSBR.9 M-KOD AVSLUT.10 BUSSTRÖMFEL11 LÅGT LUFTTRYCK12 LÅGT SMÖRJTRYCK13 REGEN.ÖVERHETTN.14 DRAGSTÅNG ÖPPEN15 DRAGSTÅNG STÄNGD
16 RESERV17 RESERV18 RESERV19 RESERV20 LÅGT V.LÅDSOLJETRYCK21 APC-DÖRR22 APC-TAPP FRI 123 APC-TAPP FRI 224 VERKTYGSFRIGÖR. FJÄRR25 RESERV26 APC-PALETT 2 UTG.L.27 APC-PALETT 1 UTG.L.28 JORDFEL29 G31 BLOCKÖVERH.30 TAPPOSITION31 TRANSP. ÖVERSTRÖM
736 SPINDELTYPStödjer NSK-spindel för Office-fräs (OM) och Office-svarv (OL). På samtliga OM-modeller måste denna parameter ställas till 2. På alla andra fräsar måste den ställas till 1. På OL-modeller (Office-svarvar) måste den ställas till 3. På alla andra svarvar, ställ till 1.
737 GEMENS. VÄXEL 50 LÅS T.BORD V.V.: När ställd till 1 utförs inget verktygsbyte när Power-Up-Restart (start/omstart) trycks ned. När
Power-Up-Restart (start/omstart), ATC FWD (ATC fram), ATC REV (ATC bak) eller Next Tool (nästa verktyg) trycks ned visas dessutom TOOL CH LOCKED (verktygsväxlare låst).
1 VRIDINDEX.KNAPP: Aktiverar knappen Rotary Index (roterande index) på fjärrkontrollpanelen på EC300 och EC1600. Knappen styr A-axelns rundmatningsbord. Inställning 164 används för att ställa in vridinkrementet.
3 UTÖKAT MINNE7 ARB.BEL. VIA SKBIF: Ställ till 1 när högspänningsomkopplarkabeln och den motsvarande
högspänningsomkopplaren i hängpanelen ersätts med en kabel från SKBIF till en lågspänningsomkopplare i hängpanelen. Annars ska den ställas till noll.
8 SPINDELMOTOR DRIVER C-AXEL: Möjligheten att driva C-axeln med spindelmotorn har lagts till i programvaran. För att aktivera denna funktion måste biten ställas till 1.
738 FIXTURLÅSN. INMATN.Kan ställas till ett diskret inmatningsvärde som specificerar användarens fixturgivare. Noll avaktiverar funktionen. Om fixturen är lossad utlöses larm 973, FIXTURLÅSNINGSFEL, om spindeln körs, vilket stoppar programmet och spindeln.
744 FÄRG KÖR PROG. 1Detta kontrollerar färgerna på markerad text, körda block och återstående block i ett G-kodsprogram när det körs eller är vid ett matningsstopp. Se även parameter 715.
745 FÄRG KÖR PROG. 2Se parameter 744
746 FÄRG KÖR PROG. 3Se parameter 744
749 (F) MATN.ACCEL GROVTillämpas när släthet Rough (grov) väljs. Se definitionen för parameter 302.
750 (F) MATN. T.KONST. GROVTillämpas när släthet Rough (grov) väljs. Se definitionen för parameter 303.
751 (F) MATN.HAST.FÖR. GROVTillämpas när släthet Rough (grov) väljs.
752 (F) MATN.ACCEL FINB.Tillämpas när släthet Finish (fin) väljs. Se definitionen för parameter 302.
753 (F) MATN. T.KONST. FINB.Tillämpas när släthet Finish (fin) väljs. Se definitionen för parameter 303.
96-0308 rev G juni 2009Elektrisk service224
754 MATN.HAST.FÖR. FINB.Tillämpas när släthet Finish (fin) väljs. Se definitionen för parameter 314.
761 TRYCKL.DÖRR TYPStödjer funktionen Air Curtain (luftridå). På maskiner med en verktygsväxlare med luftridå bör den här parametern ställas till 2. På alla andra maskiner kan den ställas till noll eller 1.
Parameter 762 -772: Dessa parametrar tillåter att axeln positioneras innan bromsen låses.762 X axeltryckl.broms på förd.763 Y axeltryckl.broms på förd.764 Z axeltryckl.broms på förd.765 A axeltryckl.broms på förd.766 B axeltryckl.broms på förd.767 C axeltryckl.broms på förd.768 U axeltryckl.broms på förd.769 V axeltryckl.broms på förd.770 W axeltryckl.broms på förd.771 Sp axeltryckl.broms på förd.772 Tt axeltryckl.broms på förd.
774-785 OMKODARTYPDessa parametrar definierar omkodartypen för varje axel. Parametrar 774-785 täcker axel X, Y, Z, A, B, C, U, V, W, Sp, Tt respektive Ss.
786-797 KOMMANDO FIR-FILTERStödjer funktionen ändligt impulssvar (FIR) på Coldfire MOCON-pc-kort. Parametrar är 786 till 797 för axel X, Y, Z, A, B, C, U, V, W, Sp, Lt, Ss på svarvar. Parametern begränsar antalet högfrekvenskomponenter i SERVO-kommando. Parametern specificerar graden av COMMAND FIR-filter, vilket fungerar som ett lågpassfilter för att jämna ut högfrekvenskomponenter i kommandoprofilen. Den här parametern kan ställas till noll för de MOCON-enheter som nu tillverkas.
798 (F) TRANSP. AVSPOLN.RELÄDen här parametern specificerar utmatningssreläet för transportöravspolningspumpen.
799 (F) DUSCHKYLM.RELÄSpecificerar utmatningsreläet för duschkylmedelspumpen. När installerad ska den ställas till 32, annars ska den ställas till noll.
Parameter 801, 802 och 803 är avsedda för Haas tryckluftsstängare: Den tryckluftsstyrda stängaren använder de här 3 parametrarna och (248, 800) för att styra systemets funktion. Parametrarna ställs på följande sätt:
801 (S) CHUCKLUFT PÅ FÖRD.Denna parameter är fördröjningen i ms för att aktivera tryckluften.
802 (S) CHUCKSTÄNGARE FÖRD.Denna parameter är fördröjningen i ms för att tryckluftsmekanismen ska låsa och frigöra.
803 (S) CHUCKLUFT AV FÖRD.Denna parameter är tiden i ms för att stänga av tryckluften. Det finns två andra parametrar som måste ställas enligt följande:
248 Chuckfrigör.varvtal. Den måste ställas till 0.800 Chuckstängartyp. Den måste ställas till 1.
804 (M) V.V. KARUSELLAXELDenna parameter stödjer den servosidmonterade verktygsväxlaren. Den ska ställas till 6 för servoverktygskarusellen för att specificera U-axeln. Den kan ställas till 6 även för alla övriga typer då den inte används på dessa.
805 SONDARMSTYPErsätter svarvparameter 278 bit 10, VERKT. INST.SOND. Värdet specificerar sondarmstypen: 0 = ingen sondarm, 1 = manuell sondarm, 2 = automatisk sondarm.
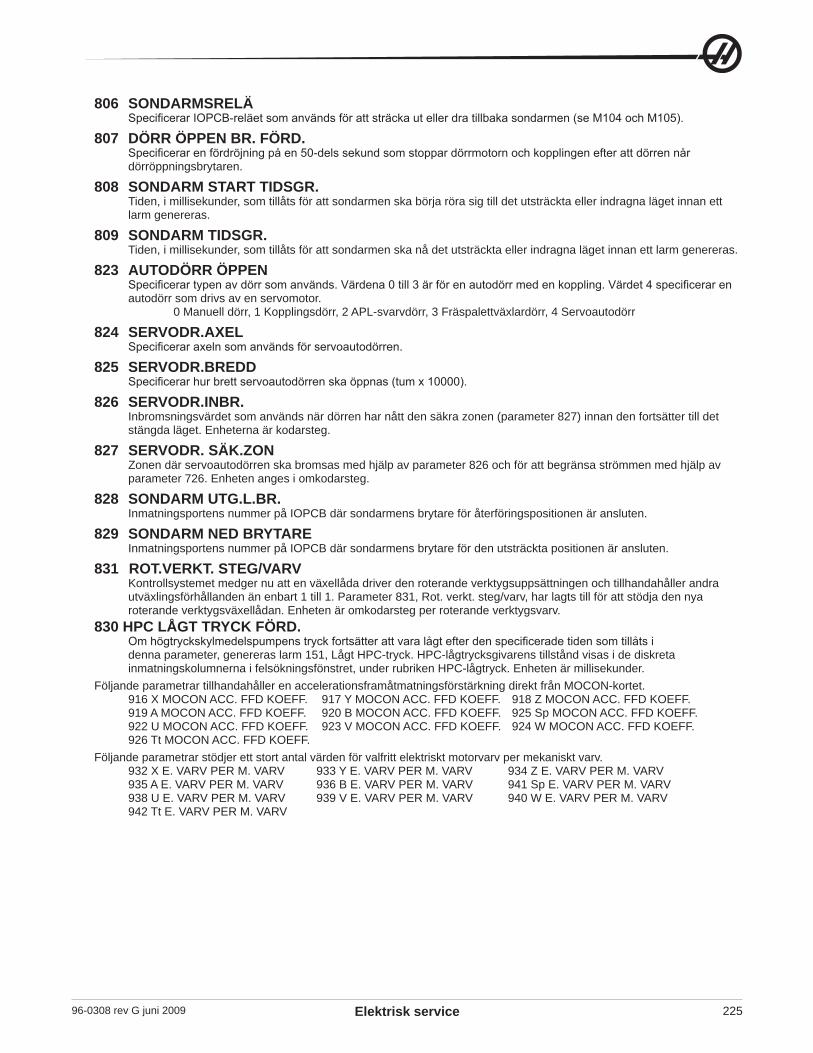
96-0308 rev G juni 2009 Elektrisk service 225
806 SONDARMSRELÄSpecificerar IOPCB-reläet som används för att sträcka ut eller dra tillbaka sondarmen (se M104 och M105).
807 DÖRR ÖPPEN BR. FÖRD.Specificerar en fördröjning på en 50-dels sekund som stoppar dörrmotorn och kopplingen efter att dörren når dörröppningsbrytaren.
808 SONDARM START TIDSGR.Tiden, i millisekunder, som tillåts för att sondarmen ska börja röra sig till det utsträckta eller indragna läget innan ett larm genereras.
809 SONDARM TIDSGR.Tiden, i millisekunder, som tillåts för att sondarmen ska nå det utsträckta eller indragna läget innan ett larm genereras.
823 AUTODÖRR ÖPPEN Specificerar typen av dörr som används. Värdena 0 till 3 är för en autodörr med en koppling. Värdet 4 specificerar en autodörr som drivs av en servomotor.
0 Manuell dörr, 1 Kopplingsdörr, 2 APL-svarvdörr, 3 Fräspalettväxlardörr, 4 Servoautodörr
824 SERVODR.AXELSpecificerar axeln som används för servoautodörren.
825 SERVODR.BREDDSpecificerar hur brett servoautodörren ska öppnas (tum x 10000).
826 SERVODR.INBR.Inbromsningsvärdet som används när dörren har nått den säkra zonen (parameter 827) innan den fortsätter till det stängda läget. Enheterna är kodarsteg.
827 SERVODR. SÄK.ZONZonen där servoautodörren ska bromsas med hjälp av parameter 826 och för att begränsa strömmen med hjälp av parameter 726. Enheten anges i omkodarsteg.
828 SONDARM UTG.L.BR.Inmatningsportens nummer på IOPCB där sondarmens brytare för återföringspositionen är ansluten.
829 SONDARM NED BRYTAREInmatningsportens nummer på IOPCB där sondarmens brytare för den utsträckta positionen är ansluten.
831 ROT.VERKT. STEG/VARVKontrollsystemet medger nu att en växellåda driver den roterande verktygsuppsättningen och tillhandahåller andra utväxlingsförhållanden än enbart 1 till 1. Parameter 831, Rot. verkt. steg/varv, har lagts till för att stödja den nya roterande verktygsväxellådan. Enheten är omkodarsteg per roterande verktygsvarv.
830 HPC LÅGT TRYCK FÖRD.Om högtryckskylmedelspumpens tryck fortsätter att vara lågt efter den specificerade tiden som tillåts i denna parameter, genereras larm 151, Lågt HPC-tryck. HPC-lågtrycksgivarens tillstånd visas i de diskreta inmatningskolumnerna i felsökningsfönstret, under rubriken HPC-lågtryck. Enheten är millisekunder.
Följande parametrar tillhandahåller en accelerationsframåtmatningsförstärkning direkt från MOCON-kortet.916 X MOCON ACC. FFD KOEFF. 917 Y MOCON ACC. FFD KOEFF. 918 Z MOCON ACC. FFD KOEFF. 919 A MOCON ACC. FFD KOEFF. 920 B MOCON ACC. FFD KOEFF. 925 Sp MOCON ACC. FFD KOEFF.922 U MOCON ACC. FFD KOEFF. 923 V MOCON ACC. FFD KOEFF. 924 W MOCON ACC. FFD KOEFF.926 Tt MOCON ACC. FFD KOEFF.
Följande parametrar stödjer ett stort antal värden för valfritt elektriskt motorvarv per mekaniskt varv.932 X E. VARV PER M. VARV 933 Y E. VARV PER M. VARV 934 Z E. VARV PER M. VARV 935 A E. VARV PER M. VARV 936 B E. VARV PER M. VARV 941 Sp E. VARV PER M. VARV938 U E. VARV PER M. VARV 939 V E. VARV PER M. VARV 940 W E. VARV PER M. VARV942 Tt E. VARV PER M. VARV
96-0308 rev G juni 2009Elektrisk service226
KULSKRUVSKOMPENSERING (FRÄSAR)
Separat kulskruvskompensering tillhandahålls för var och en av X-, Y- och Z-axlarna. Operatörsinmatade värden fördelas med ett mellanrum på 0.5 tum inom maskinens koordinatsystem. Kompensationsvärdena anges i tum med en upplösning på 0.0001 tum. Värdena används för interpolering till en tabell med 256 poster. Mellanrummet mellan två imatningar av 256 i tabellen definieras av parameter 58. De inmatade värdena är begränsade till +/-127 kodarsteg; varför begränsningen i tum är beroende av parametrar 5, 19, och 33.Märk att den första posten motsvarar maskinnolläget och efterföljande poster är för mer och mer negativa positioner i maskinkoordinatsystemet. Användaren ska aldrig behöva justera kulskruvskompenseringstabellerna.
ELEKTRONISK TERMISK KOMPENSATION
När kulskruvarna roterar alstrar de värme, vilket får kulskruvarna att expandera. I konstanta bearbetningscykler kan den resulterande kulskruvsexpansionen leda till skärfel vid uppstarten påföljande morgon. Haas ETC-algoritmen kan noggrant modellera denna uppvärmnings- och nedkylningseffekt och elektroniskt expandera och komprimera skruven för att ge nära glasskalig noggrannhet och överensstämmelse. Denna kompensering baseras på en modell av stigningsskruven som beräknar uppvärmningen baserad på det tillryggalagda avståndet och vridmomentet som tillämpas på motorn. Denna kompensering korrigerar inte för termisk tillväxt vid ändringar av omgivningstemperaturen eller detaljexpansion.Termoelektronisk kompensering fungerar genom att uppskatta kulskruvens uppvärmning baserat på den totala rörelsen över skruvens längd, och inkluderar vridmomentet på skruven. Värmen omvandlas till en termisk utvidgningskoefficient och axelns position multipliceras med koefficienten för att ge ett korrektionsvärde. Om maskinen stängs av medan någon slags kompensering tillämpas (beroende på skruvens rörelse och uppvärmning), kommer kompenseringen att justeras med den förflutna tiden som indikeras av klockan när maskinen aktiveras igen.
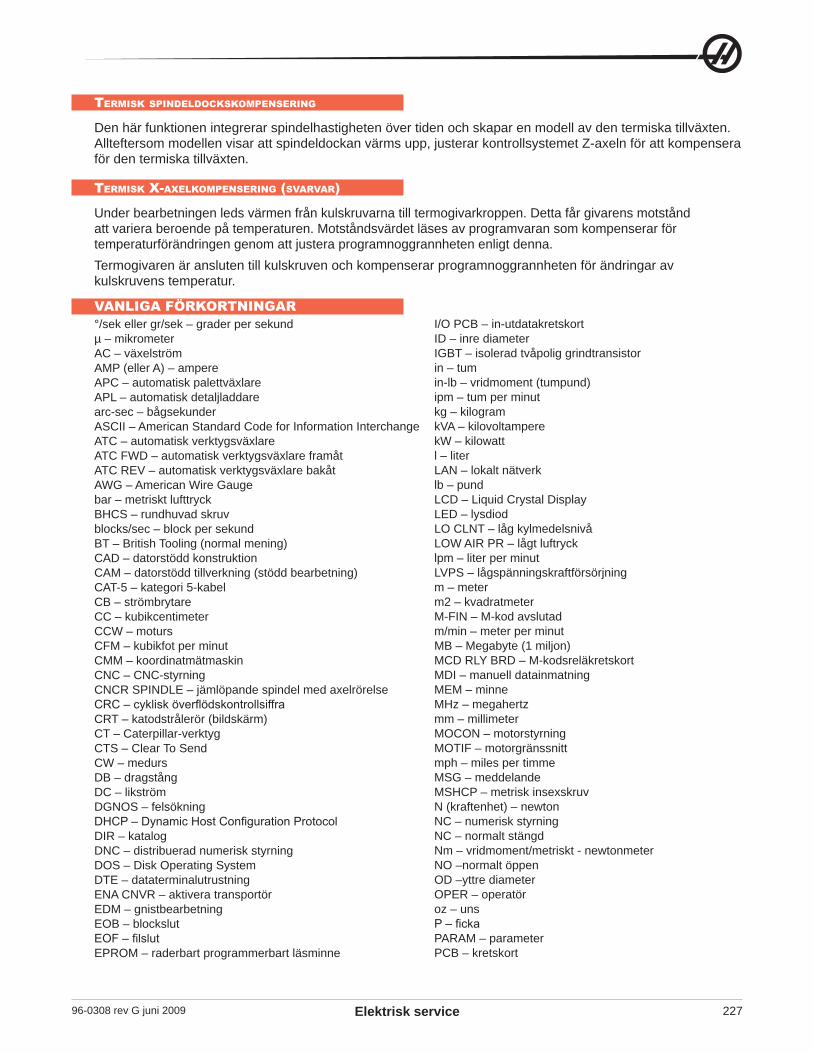
96-0308 rev G juni 2009 Elektrisk service 227
TERMISK SPINDELDOCKSKOMPENSERING
Den här funktionen integrerar spindelhastigheten över tiden och skapar en modell av den termiska tillväxten. Allteftersom modellen visar att spindeldockan värms upp, justerar kontrollsystemet Z-axeln för att kompensera för den termiska tillväxten.
TERMISK X-AXELKOMPENSERING (SVARVAR)
Under bearbetningen leds värmen från kulskruvarna till termogivarkroppen. Detta får givarens motstånd att variera beroende på temperaturen. Motståndsvärdet läses av programvaran som kompenserar för temperaturförändringen genom att justera programnoggrannheten enligt denna.Termogivaren är ansluten till kulskruven och kompenserar programnoggrannheten för ändringar av kulskruvens temperatur.
VANLIGA FÖRKORTNINGAR°/sek eller gr/sek – grader per sekundµ – mikrometerAC – växelströmAMP (eller A) – ampereAPC – automatisk palettväxlareAPL – automatisk detaljladdarearc-sec – bågsekunderASCII – American Standard Code for Information InterchangeATC – automatisk verktygsväxlareATC FWD – automatisk verktygsväxlare framåtATC REV – automatisk verktygsväxlare bakåtAWG – American Wire Gaugebar – metriskt lufttryckBHCS – rundhuvad skruvblocks/sec – block per sekundBT – British Tooling (normal mening)CAD – datorstödd konstruktionCAM – datorstödd tillverkning (stödd bearbetning)CAT-5 – kategori 5-kabelCB – strömbrytareCC – kubikcentimeterCCW – motursCFM – kubikfot per minutCMM – koordinatmätmaskinCNC – CNC-styrningCNCR SPINDLE – jämlöpande spindel med axelrörelseCRC – cyklisk överflödskontrollsiffraCRT – katodstrålerör (bildskärm)CT – Caterpillar-verktygCTS – Clear To SendCW – medursDB – dragstångDC – likströmDGNOS – felsökningDHCP – Dynamic Host Configuration ProtocolDIR – katalogDNC – distribuerad numerisk styrningDOS – Disk Operating SystemDTE – dataterminalutrustningENA CNVR – aktivera transportörEDM – gnistbearbetningEOB – blockslutEOF – filslutEPROM – raderbart programmerbart läsminne
I/O PCB – in-utdatakretskortID – inre diameterIGBT – isolerad tvåpolig grindtransistorin – tumin-lb – vridmoment (tumpund)ipm – tum per minutkg – kilogramkVA – kilovoltamperekW – kilowattl – literLAN – lokalt nätverklb – pundLCD – Liquid Crystal DisplayLED – lysdiodLO CLNT – låg kylmedelsnivåLOW AIR PR – lågt luftrycklpm – liter per minutLVPS – lågspänningskraftförsörjningm – meterm2 – kvadratmeterM-FIN – M-kod avslutadm/min – meter per minutMB – Megabyte (1 miljon)MCD RLY BRD – M-kodsreläkretskortMDI – manuell datainmatningMEM – minneMHz – megahertzmm – millimeterMOCON – motorstyrningMOTIF – motorgränssnittmph – miles per timmeMSG – meddelandeMSHCP – metrisk insexskruvN (kraftenhet) – newtonNC – numerisk styrningNC – normalt stängdNm – vridmoment/metriskt - newtonmeterNO –normalt öppenOD –yttre diameterOPER – operatöroz – unsP – fickaPARAM – parameterPCB – kretskort
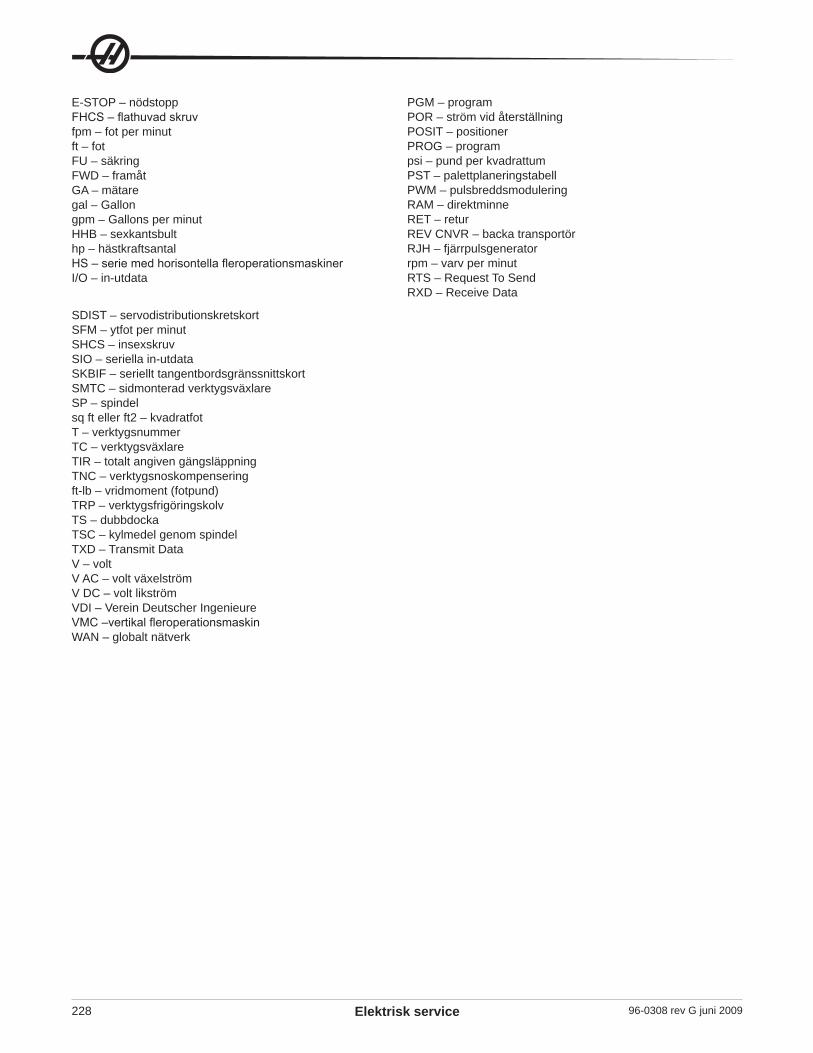
96-0308 rev G juni 2009Elektrisk service228
E-STOP – nödstoppFHCS – flathuvad skruvfpm – fot per minutft – fotFU – säkringFWD – framåtGA – mätaregal – Gallongpm – Gallons per minutHHB – sexkantsbulthp – hästkraftsantalHS – serie med horisontella fleroperationsmaskinerI/O – in-utdata
SDIST – servodistributionskretskortSFM – ytfot per minutSHCS – insexskruvSIO – seriella in-utdataSKBIF – seriellt tangentbordsgränssnittskortSMTC – sidmonterad verktygsväxlareSP – spindelsq ft eller ft2 – kvadratfotT – verktygsnummerTC – verktygsväxlareTIR – totalt angiven gängsläppningTNC – verktygsnoskompenseringft-lb – vridmoment (fotpund)TRP – verktygsfrigöringskolvTS – dubbdockaTSC – kylmedel genom spindelTXD – Transmit DataV – voltV AC – volt växelströmV DC – volt likströmVDI – Verein Deutscher IngenieureVMC –vertikal fleroperationsmaskinWAN – globalt nätverk
PGM – programPOR – ström vid återställningPOSIT – positionerPROG – programpsi – pund per kvadrattumPST – palettplaneringstabellPWM – pulsbreddsmoduleringRAM – direktminneRET – returREV CNVR – backa transportörRJH – fjärrpulsgeneratorrpm – varv per minutRTS – Request To SendRXD – Receive Data