surface integrity when drilling nickel-based superalloy under mql supply
TRANSCRIPT

Surface Integrity when Drilling Nickel-Based Superalloy under MQL Supply
Erween Abd. Rahim1,2,a and Hiroyuki Sasahara1,b 1Graduate School of Bio-Applications & System Engineering,
Tokyo University of Agriculture and Technology, Koganei, Tokyo, Japan 2Faculty of Mechanical & Manufacturing Engineering,
Universiti Tun Hussein Onn Malaysia, Batu Pahat, Johor, Malaysia [email protected], [email protected]
Keywords: MQL; Surface integrity; Inconel 718; Drilling
Abstract. The components being manufactured in aerospace industry must be capable of being utilized for long periods without failure. Thus, the functional behavior of these machined components is greatly dependent upon their surface integrity. The present work compares the performance of palm oil and synthetic ester on surface integrity when drilling of Inconel 718. The results indicate the substantial benefit of MQL by palm oil on microhardness, surface roughness, surface defects and sub-surface deformation.
Introduction
The main function of cutting fluids in machining operation is to increase cooling and lubricity, consequently, lengthened tool life and enhanced surface quality. However, due to increase of health, cost and environmental awareness, industries have begun to eliminate or limiting the amount of cutting fluid consumption. They realized that this approaches can produce significant cost and waste savings. A near dry machining (NDM) or minimum quantity of lubricant (MQL) concept has been introduced during the last several years, which can be an alternative way to minimize the cutting fluid in the machining process. It was found that MQL reduces the friction coefficient and the cutting temperature compared with dry cutting and flood coolant. Furthermore, this concept has proven effective for drilling process [1-3].
In machining aerospace components, it is necessary to satisfy the surface integrity requirements. Surface integrity of the machined surface has two distinct, and it can be evaluated in terms of surface topography and surface metallurgy. Specific investigations on the surface integrity on machining Inconel 718 have been conducted and reported by numerous researchers. According to Zou et al. [4] when turning NiCr20TiAl nickel-based alloy, the evolution of microhardness of the machined surfaces was influenced by cutting speed, feed rate and depth of cut. They also found that the work-hardening was due to the slip line zone. Similarly, as reported by Ezuqwu et al. [5] increasing the cutting speed and feed rate increases the hardness and depth of the affected layer. Such results were directly associated to the dislocation density due to plastic deformation, work hardening, high pressure and temperature. A nickel-based alloy such as Inconel 718 is susceptible to microstructural change where the evidence of subsurface deformation can be seen by the elongation of the grain structures and the orientation of the grain boundaries in the direction of cutting. Ezugwu et al. [5] had shown that high pressure coolant supply demonstrated thinner deformation layer as in comparison to conventional coolant supply. It can be associated with more efficient cooling during machining. Zou et al. [4] reported that surface cavities were associated with the plastic deformation. In addition, surface plucking could also harmful the machined surface where the flat and wavy surface are produced. Sharman et al. [6] reported that surface cavities, tearing and smearing were the dominant surface damage when using new tools. Grooves between the feed marks are also visible in turning process.
Numerous valuable data on surface integrity on Inconel 718 have been previously published. However, most of these studies were performed to investigate the integrity of the machined surface
Key Engineering Materials Vol. 443 (2010) pp 365-370© (2010) Trans Tech Publications, Switzerlanddoi:10.4028/www.scientific.net/KEM.443.365
All rights reserved. No part of contents of this paper may be reproduced or transmitted in any form or by any means without the written permission of thepublisher: Trans Tech Publications Ltd, Switzerland, www.ttp.net. (ID: 165.93.113.151-25/03/10,06:19:54)
in turning process, which is absolutely different with drilling process. Research on the drilling of Inconel 718 has not been widely reported despite huge demands in aerospace industry. Experimental studies have investigated the influence of tool coating, drilling method and tool geometry on drilling performance of Inconel 718 [7-9]. Additionally, inadequate investigations have been done to explore the effect of cutting parameters and MQL application on surface integrity, which is essential for machined component performance. Therefore, this study presents the results of an experimental investigation on surface integrity of the drilled hole of Inconel 718 superalloy.
Experimental Details
The workpiece material used was a round bar of Inconel 718 with a diameter and thickness of 50 mm and 20 mm, respectively. The average nominal hardness of this bar is approximately 38 HRC. A machining center (Mazak Nexus 410) was used in the experiments with indexable carbide drill (Mitsubishi TAWNH1400T), coated with AlTiN and mounted on a standard tool shank (TAWSNH1400S16). Drilling trials were confined to through holes with 14 mm in diameter under the action of external MQL with varying cutting speeds (Vc) and feed rates (f) of 30, 40 and 50 m/min and 0.05 and 0.1 mm/rev respectively. The point and helix angle was 130º and 30º, respectively. The tool shank was collet mounted with a 80 mm overhang. A commercially available MQL equipment (Kuroda KEP3) was used to deliver a mist spray to the cutting tool and workpiece. Table 1 details the variable operating parameters for the MQL unit. Synthetic ester oil and palm oil were used as the lubricants and their physical characteristics are shown in Table 2.
A vision measuring machine and scanning electron microscopy (SEM) were employed to investigate the whole surface. The surface roughness (Ra) was measured in parallel to feed direction, with a cut off and evaluation lengths of 0.8 mm and 4 mm respectively. To examine the machined subsurface deformation and microhardness, the samples were carefully sectioned, mounted, ground, polished and etched. The microhardness measurements were performed with a microhardness tester under the load of 50 g.
Table 1 MQL parameters Table 2 Characteristic of MQL liquids
Liquids Synthetic ester and palm oil
Liquids Synthetic
ester Palm
oil Outlet air pressure (MPa) 0.2
Density (g cm-3) 0.95 0.91
Lubricant flow rate (ml/hour) Approx. 10.3
Viscosity at 40ºC (mm2s-1) 19 40
Outlet air flow (l/min) Approx. 165
Viscosity index 137 190
Results and Discussion
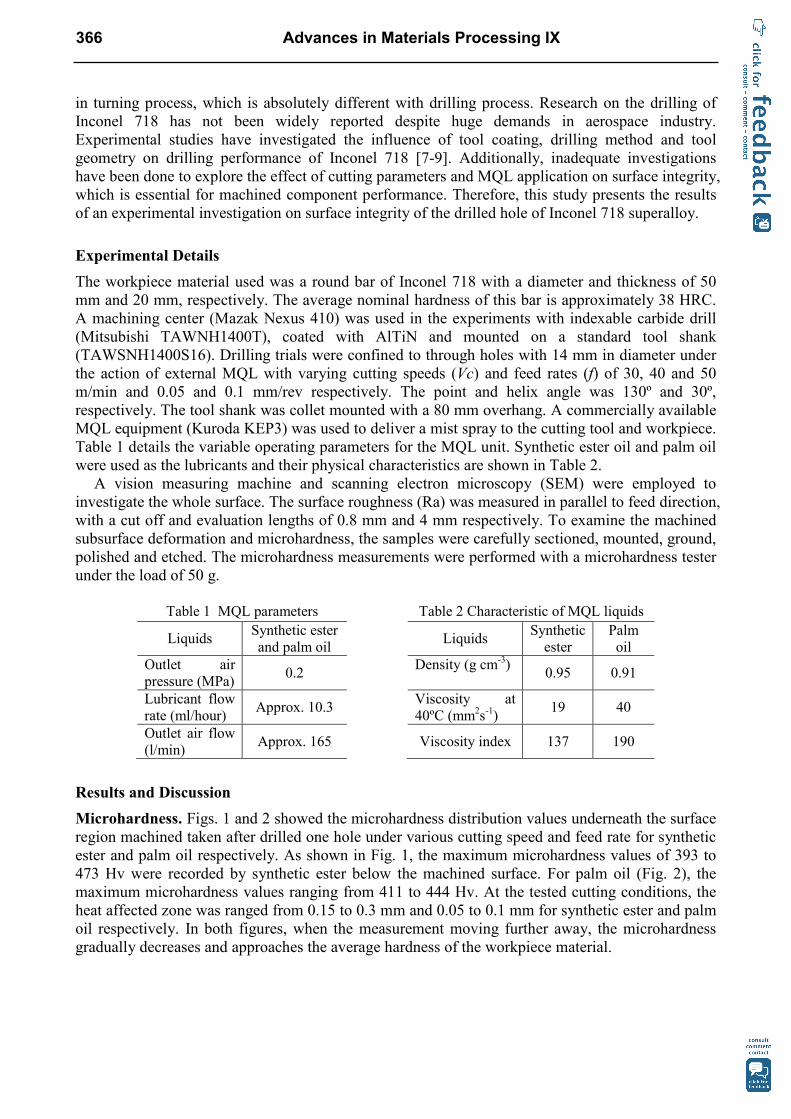
Microhardness. Figs. 1 and 2 showed the microhardness distribution values underneath the surface region machined taken after drilled one hole under various cutting speed and feed rate for synthetic ester and palm oil respectively. As shown in Fig. 1, the maximum microhardness values of 393 to 473 Hv were recorded by synthetic ester below the machined surface. For palm oil (Fig. 2), the maximum microhardness values ranging from 411 to 444 Hv. At the tested cutting conditions, the heat affected zone was ranged from 0.15 to 0.3 mm and 0.05 to 0.1 mm for synthetic ester and palm oil respectively. In both figures, when the measurement moving further away, the microhardness gradually decreases and approaches the average hardness of the workpiece material.
366 Advances in Materials Processing IX
0 0.1 0.2 0.3 0.4 0.5340
360
380
400
420
440
460
480
500
Depth beneath machined surface (mm)
Mic
roha
rdne
ss (H
v 0.05
)Vc=30 m/min, f=0.1 mm/revVc=40 m/min, f=0.1 mm/revVc=50 m/min, f=0.1 mm/revVc=30 m/min, f=0.05 mm/revVc=40 m/min, f=0.05 mm/revVc=50 m/min, f=0.05 mm/revAverage bulk hardness
Synthetic ester
0 0.1 0.2 0.3 0.4 0.5340
360
380
400
420
440
460
480
500
Depth beneath the machined surface (mm)
Mic
roha
rdne
ss (H
v 0.05
)
Palm oil
Vc=30 m/min, f= 0.1 mm/revVc=40 m/min, f= 0.1 mm/revVc=50 m/min, f= 0.1 mm/revVc=30 m/min, f= 0.05 mm/revVc=40 m/min, f= 0.05 mm/revVc=50 m/min, f= 0.05 mm/revAverage bulk hardness
Fig. 1 Microhardness value after 1st hole
drilling under synthetic ester Fig. 2 Microhardness value after 1st hole
drilling under palm oil
It was generally observed that the microhardness increases with an increase in cutting speed and feed rate. An increase in microhardness value underneath the surface layer was probably due to work hardening effect and high plastic deformation. Rapid heating and cooling cycle could be the contributors of work hardening effect in the machining process. It is believed that an increase in cutting speed produces an increase in cutting temperature. Consequently, it generates a sticking friction condition between the tool-work interfaces [10]. This in turn contributes to an increase in subsurface plastic flow, which produced higher microhardness value. High microhardness obtained by high feed rate could be associated by the high cutting force produced during machining. It can be also associated by the regular plateau regions which are separated by grooves and the spacing between them, which correspond to the feed rate per revolution [10]. It can be seen that it is possible to decrease the microhardness value by using palm oil. This result validates that palm oil has a tendency to lubricate and cooling more efficiently, which in turn, reduces the cutting force and cutting temperature. The viscosity of palm oil is more than that of synthetic ester, which enables the reduction of friction between tool-workpiece interfaces. As a result, the strain rate in the machining zone and the depth plastic deformation reduces. These factors contributed to the reduction in the microhardness value.
Surface Roughness. Fig. 3 shows the surface roughness values recorded when drilling Inconel 718 with synthetic ester and palm oil. It shows that surface roughness decreased with higher cutting speed. On the other hand, increasing feed rate will increase the surface roughness value. This figure revealed that the higher value of feed rate (0.1 mm/rev) and lower value of cutting speed (30 m/min) deteriorated in the surface roughness. It was found that the value of surface roughness at all tested cutting conditions is ranges from 0.5 to 1.5 µm (f=0.05 mm/rev) and 0.7 to 2.4 µm (f= 0.1 mm/rev) when using synthetic ester. Meanwhile, palm oil recorded the surface roughness value from 0.6 to 0.9 µm and 1 to 1.2 µm for the feed rate of 0.05 and 0.1 mm/rev respectively.
The uses of higher cutting speed will therefore, reduce the contact length between tool-chip interfaces thus reducing the cutting force. It suggests that an increase in cutting speed leads to a decrease in the built up edge. In addition, as the cutting speed increases, more heat are generated thus soften the workpiece material which in turn improved the surface roughness. However, low cutting speed may lead to the formation of built-up edge hence deteriorating the machined surface. Distinct feed marks were produced at high feed rate resulted in higher surface roughness. It can be seen in the figure that improved surface roughness values were obtained when using palm oil. This can be attributed to the fact that palm oil has an ability of reducing the cutting temperature and cutting force. In addition, the application of palm oil severely reduced the coefficient of friction, which helped to improve the surface roughness.
Key Engineering Materials Vol. 443 367
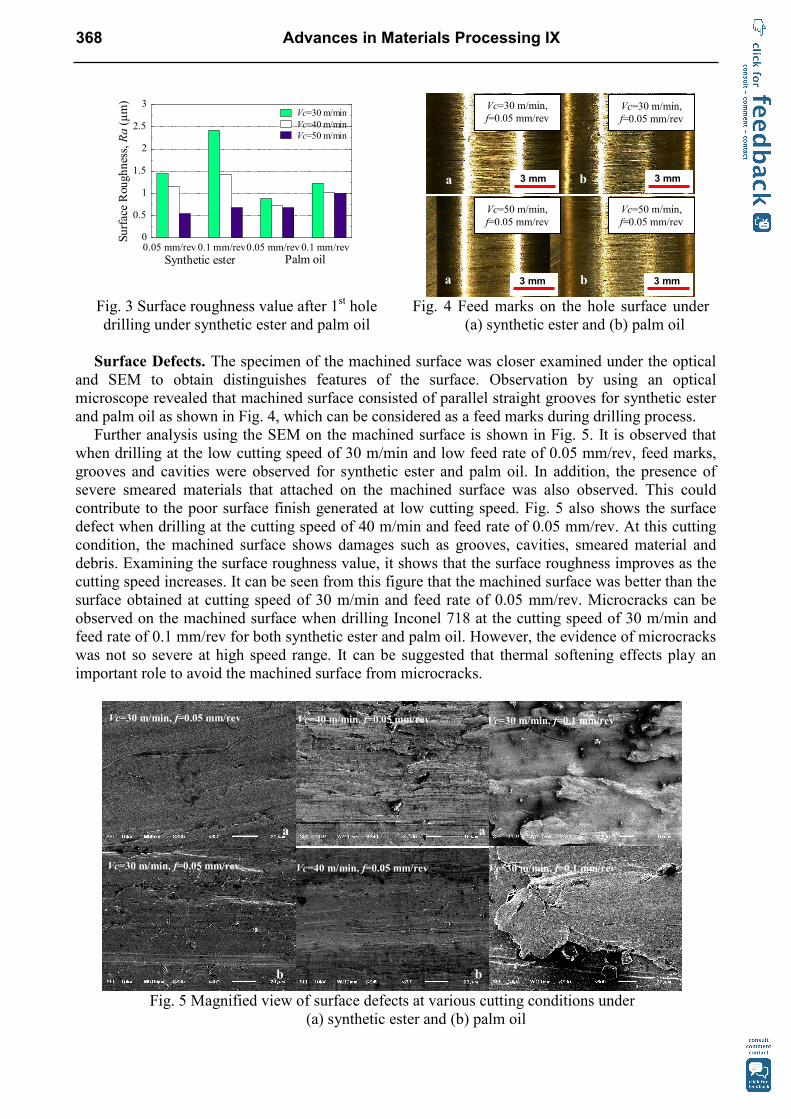
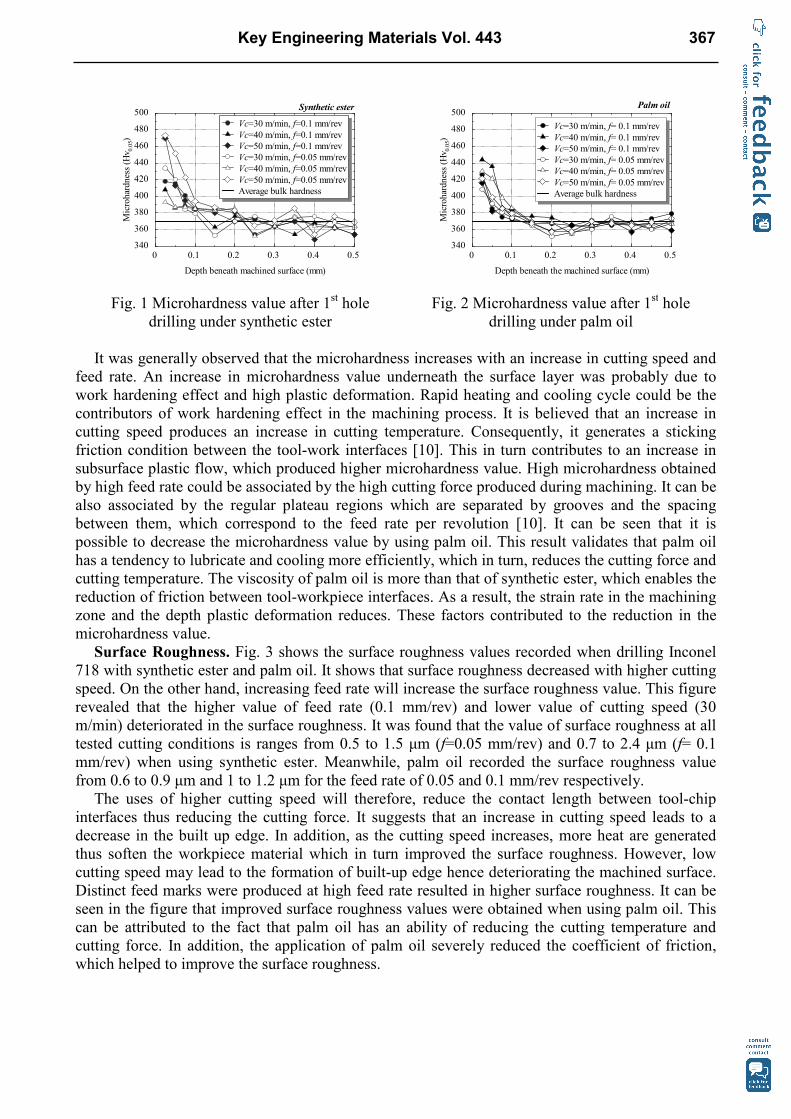
Fig. 3 Surface roughness value after 1st hole drilling under synthetic ester and palm oil
Fig. 4 Feed marks on the hole surface under (a) synthetic ester and (b) palm oil
Surface Defects. The specimen of the machined surface was closer examined under the optical
and SEM to obtain distinguishes features of the surface. Observation by using an optical microscope revealed that machined surface consisted of parallel straight grooves for synthetic ester and palm oil as shown in Fig. 4, which can be considered as a feed marks during drilling process.
Further analysis using the SEM on the machined surface is shown in Fig. 5. It is observed that when drilling at the low cutting speed of 30 m/min and low feed rate of 0.05 mm/rev, feed marks, grooves and cavities were observed for synthetic ester and palm oil. In addition, the presence of severe smeared materials that attached on the machined surface was also observed. This could contribute to the poor surface finish generated at low cutting speed. Fig. 5 also shows the surface defect when drilling at the cutting speed of 40 m/min and feed rate of 0.05 mm/rev. At this cutting condition, the machined surface shows damages such as grooves, cavities, smeared material and debris. Examining the surface roughness value, it shows that the surface roughness improves as the cutting speed increases. It can be seen from this figure that the machined surface was better than the surface obtained at cutting speed of 30 m/min and feed rate of 0.05 mm/rev. Microcracks can be observed on the machined surface when drilling Inconel 718 at the cutting speed of 30 m/min and feed rate of 0.1 mm/rev for both synthetic ester and palm oil. However, the evidence of microcracks was not so severe at high speed range. It can be suggested that thermal softening effects play an important role to avoid the machined surface from microcracks.
Fig. 5 Magnified view of surface defects at various cutting conditions under
(a) synthetic ester and (b) palm oil
0.05 mm/rev 0.1 mm/rev0.05 mm/rev 0.1 mm/rev0
0.5
1
1.5
2
2.5
3
Synthetic ester
Surf
ace
Rou
ghne
ss, Ra
(µm
)
Palm oil
Vc=30 m/minVc=40 m/minVc=50 m/min
Vc=30 m/min, f=0.05 mm/rev
3 mm a
3 mm
Vc=50 m/min, f=0.05 mm/rev
a
3 mm
Vc=30 m/min, f=0.05 mm/rev
b
3 mm
Vc=50 m/min, f=0.05 mm/rev
b
a a a
b b b
Vc=30 m/min, f=0.05 mm/rev Vc=40 m/min, f=0.05 mm/rev Vc=30 m/min, f=0.1 mm/rev
Vc=40 m/min, f=0.05 mm/rev Vc=30 m/min, f=0.05 mm/rev Vc=30 m/min, f=0.1 mm/rev
368 Advances in Materials Processing IX

Fig. 6 Sub-surface deformation underneath the machined surface
Sub-surface Deformations. In general, it was found that a thin plastically deformed layer was
formed underneath the machined surface at all tested cutting conditions. Fig. 6 shows the sub-surface microstructure produced after drilling one hole of Inconel 718. A smooth surface can be seen when low cutting speed of 30 m/min and feed rate of 0.05 mm/rev were employed under synthetic ester and palm oil as shown in Fig. 6a and Fig. 6c respectively. The extent of deformation was so severe very close to the surface.
As shown in Fig. 6a and Fig. 6b, when the cutting speed increases from 30 to 50 m/min at the given feed rate, the thicker layer of plastically deformed layer was deformed. The average thickness of the deformed layer is found to be in the range of 70 µm (at cutting speed of 30 m/min, feed rate of 0.05 mm/rev) to 121 µm (at cutting speed of 50 m/min, feed rate of 0.05 mm/rev). It can be seen that the thickness of the deformed layer underneath the machined surface increases with an increase in cutting speed. This can be attributed to high cutting temperature that softens the workpiece material thus introduced the formation of sticking friction condition. The combined action of the sticking friction and high cutting temperature leads to severe plastic deformation. Furthermore, high cutting forces engendered by high feed rate also contributed to the formation of severe plastic deformation. This is caused by the high power is required to remove a huge volume of material. Drilling with palm oil as the MQL lubricant also exhibited thinner deformed layer underneath the machined surface. It can be suggested that the palm oil has an ability to reduce the cutting temperature subsequently reduce the rate of work hardening. In addition, it provides better lubricity thus reduces friction force, in turn, decrease the cutting temperature.
Conclusions
According to this study, the following conclusions can be drawn: i. It has been observed that the mechanical property underneath the machined surface has been
altered where the hardness is slightly higher than bulk material hardness. ii. There is clear damaged surface such as grooves, cavities, smeared materials and microcracks
thus affected the surface roughness value. iii. It has been found that there is the significant deformation of microstructures underneath the
machined surface, especially at higher cutting speed. iv. The application of palm oil as MQL lubricant exhibited better performance than synthetic ester,
thereby offers a more commercially viable lubricant for MQL application in the machining process.
Acknowledgement
The author (Erween Abd. Rahim) would like to acknowledge financial support from the Ministry of Higher Education of Malaysia and University Tun Hussein Onn Malaysia under the SLAI financial scheme. In addition, the authors wish to thank Mitsubishi Materials for supplying the tools for the experiments.
(a)
Vc=30 m/min, f=0.05 mm/rev Synthetic ester
(b) 40 µm (c)
Vc=50 m/min, f=0.05 mm/rev Synthetic ester
Vc=30 m/min, f=0.05 mm/rev Palm oil
Key Engineering Materials Vol. 443 369
References
[1] J. Dosbaeva, G. F. Rabinovich, J. Dasch, S. Veldhuis: J. Mater. Eng. Performance Vol. 17, No. 3 (2008), p. 346
[2] R. Heinemann, S. Hinduja, G. Barrow, G. Petuelli: Int. J. Machine Tools Manuf. Vol. 46 (2006), p. 1
[3] B. Tasdelen, T. Wikblom, S. Ekered: J. Mater. Process. Technol. Vol. 200 (2008), p. 339
[4] B. Zou, M. Chen, C. Huang, Q. An: J. Mater. Proc. Technol. Vol. 209 (2009), p. 5802
[5] E.O. Ezuqwu, J.Bonney, D.A. Fadare, W.F. Sales: J. Mater. Proc. Technol. Vol. 162-163 (2005), p. 609
[6] A.R.C. Sharman, J.I. Hughes, K. Ridgway: Machining Science & Technol. Vol. 8 No. 3 (2004), p. 399
[7] Y.C. Chen, Y.S. Liao: J. Mater. Proc. Technol. Vol. 140 (2003), p. 269
[8] E.O. Ezugwu, C.J. Lai: J. Mater. Proc. Technol. Vol 49 (1995), p. 295
[9] A.R. Sharman, A. Amarasinghe, K. Ridgway: J. Mater. Proc. Technol. Vol. 200 (2008) p. 424
[10] M.M. El-Khabeery, S.M. Saleh, M.R. Ramadan: Wear Vol. 142 (1991), p. 331
370 Advances in Materials Processing IX