solicitud provisional para patente de invención de los
TRANSCRIPT









SOLICITUD PROVISIONAL PARA PATENTE DE INVENCIÓN DE LOS
ESTADOS UNIDOS
para
SEPARACIÓN DE DIÓXIDO DE CARBONO QUE IMPLICA PROCESOS
TERMOLÍTICOS BASADOS EN DOS SALES
por
JOE DAVID JONES
y
AL YABLONSKY
1

SEPARACIÓN DE DIÓXIDO DE CARBONO QUE IMPLICA PROCESOS
TERMOLÍTICOS BASADOS EN DOS SALES
RESUMEN
La presente invención se refiere a procesos de sepa-
ración de dióxido de carbono eficientes con respecto a la
energía, en virtud de lo cual los minerales de silicato
de calcio y CO2 son convertidos en piedra caliza y arena
utilizando un proceso termolítico de dos sales que permi-
te el paso de calor y sustancias químicas de una etapa a
otra.
2

SEPARACIÓN DE DIÓXIDO DE CARBONO QUE IMPLICA PROCESOS
TERMOLÍTICOS BASADOS EN DOS SALES
ANTECEDENTES DE LA INVENCIÓN
I. Campo de la Invención
La presente invención se refiere generalmente al
campo de la extracción de dióxido de carbono a partir de
una fuente, tal como corriente residual (por ejemplo, gas
combustible) de una planta de energía, en virtud de lo
cual los minerales silicato del Grupo 2 son convertidos
en sales cloruro del Grupo 2 y SiO2; las sales cloruro
del Grupo 2 son convertidas en sales hidróxido del Grupo
2 y/o sales hidroxicloruro del Grupo 2. Se puede reaccio-
nar a su vez a tales sales con dióxido de carbono para
formar sales carbonato del Grupo 2, opcionalmente en
presencia de catalizadores. Se puede combinar estas eta-
pas para formar un ciclo en el cual el dióxido de carbono
es inhibido en la forma de sales carbonato y productos
secundarios de una o más etapas, tales como calor y sus-
tancias químicas, se utilizan nuevamente o se reciclan en
una o más de otras etapas.
II. Descripción del Arte Relacionado
Se ha enfocado una creciente preocupación nacional e
internacional sobre la emisión de CO2 hacia el aire. En
3

particular, se ha enfocado la atención sobre el efecto de
este gas en la retención del calor solar en la atmósfera,
produciendo el “efecto invernadero”. A pesar de cierto
debate referente a la magnitud del efecto, todos podrían
estar de acuerdo en que existe un beneficio en la extrac-
ción de CO2 (y otras sustancias químicas) a partir de
fuentes de emisión puntual, especialmente si el costo de
ese trabajo fuese suficientemente reducido.
Los gases invernadero están constituidos en forma
predominante por dióxido de carbono y son producidos por
plantas municipales de energía y la industria en gran es-
cala en plantas de energía en el sitio, aunque son produ-
cidos también en cualquier combustión normal de carbono
(tales como automóviles, talado de bosques lluviosos,
combustión simple, etc.). Aunque sus emisiones puntuales
más concentradas tienen lugar en plantas productoras de
energía en todo el planeta, haciendo de la reducción o
remoción a partir de esos sitios fijos un punto atractivo
para poner en práctica la tecnología de remoción. Debido
a que la producción de energía es una causa primaria de
emisiones de gas invernadero, se ha investigado y estu-
diado minuciosamente métodos tales como reducción de la
intensidad del carbono, mejoramiento de la eficiencia e
inhibición del carbono desde un gas combustible de una
4

planta productora de energía, mediante varios medios en
los últimos treinta años.
Los intentos para separar el carbono (en la forma
inicial de CO2 gaseoso) han producido muchas técnicas va-
riadas que pueden ser clasificadas como sistemas geológi-
cos, terrestres u oceánicos. Se ofrece un repaso de tales
técnicas en Proceedings of First National Conference on
Carbon Sequestration, (2001). Hasta la fecha, muchas y
quizás todas estas técnicas son de energía intensa y por
lo tanto no son económicamente factibles, consumiendo en
muchos casos más energía que la obtenida mediante la ge-
neración de dióxido de carbono. Pueden ser ventajosos
aquellos procesos alternativos que solucionan una o más
de estas desventajas.
Las desventajas a las cuales se hace referencia no
están destinadas a ser exhaustivas sino que por el con-
trario se encuentran entre muchas que tienden a perjudi-
car la efectividad de las técnicas previamente conocidas
para la remoción de dióxido de carbono a partir de co-
rrientes residuales; sin embargo, aquellas mencionadas
aquí son suficientes para demostrar que las metodologías
que aparecen en el arte no han sido satisfactorias y que
existe la necesidad importante de las técnicas descritas
y reivindicadas en este Memoria Descriptiva.
5

RESUMEN DE LA INVENCIÓN
Se describe aquí métodos y aparatos para la separa-
ción de dióxido de carbono, incluyendo la remoción de di-
óxido de carbono a partir de las corrientes residuales.
En un aspecto, se proporciona métodos para separar
al dióxido de carbono producido por una fuente, compren-
diendo:
(a) hacer reaccionar MgCl2 o un hidrato del mismo
con agua en una primera mezcla bajo condiciones apropia-
das para formar una primera mezcla de producto, compren-
diendo un primer producto de la etapa (a) que contiene
Mg(OH)Cl y un segundo producto de la etapa (a) que con-
tiene HCl;
(b) hacer reaccionar algo o la totalidad del com-
puesto Mg(OH)Cl de la etapa (a) con una cantidad de agua
y una cantidad de MgCl2 en una segunda mezcla bajo condi-
ciones apropiadas para formar una segunda mezcla de pro-
ducto que comprende un primer producto de la etapa (b)
que contiene Mg(OH)2 y un segundo producto de la etapa
(b) que contiene MgCl2, en el cual la cantidad de agua es
suficiente para ofrecer una proporción molar de agua a
MgCl2 superior o igual a 6:1 en la segunda mezcla de pro-
ducto;
6

(c) mezclar algo o la totalidad del Mg(OH)2 del
primer producto de la etapa (b) con CaCl2 o un hidrato
del mismo y dióxido de carbono producido por la fuente en
una tercera mezcla, bajo condiciones apropiadas para for-
mar una tercera mezcla de producto que comprende un pri-
mer producto de la etapa (c) que contiene MgCl2 o un
hidrato del mismo; un segundo producto de la etapa (c)
que contiene CaCO3 y un tercer producto de la etapa (c)
que contiene agua; y
(d) separar algo o la totalidad del CaCO3 a partir
de la tercera mezcla de producto;
en virtud de lo cual se inhibe algo o la totalidad del
dióxido de carbono como CaCO3.
En ciertas formas, el MgCl2 de la etapa (a) es un
hidrato de MgCl2 (por ejemplo MgCl2·6(H2O)). En todavía
otras formas adicionales, algo o la totalidad del MgCl2
formado en la etapa (b) y/o la etapa (c) es el MgCl2 uti-
lizado en la etapa (a). Así, en ciertas formas, algo o la
totalidad del agua en la etapa (a) está presente en la
forma de un hidrato de MgCl2 o se obtiene a partir del
agua de la etapa (c) o la etapa (b). En ciertas formas,
algo o la totalidad del agua en la etapa (a) está presen-
te en la forma de vapor o agua supercrítica. En algunas
formas, se mezcla una parte o la totalidad del cloruro de
7

hidrógeno de la etapa (a) con agua para formar ácido
clorhídrico. En una forma adicional, el primer producto
de la etapa (a) comprende más de 90% en peso de
Mg(OH)Cl. En ciertas formas, la etapa (a) tiene lugar en
uno, dos o tres reactores.
En algunas formas, se mantiene una cantidad definida
de agua en la segunda mezcla de producto de la etapa (b).
Por ejemplo, en algunas formas, la proporción molar de
agua a MCl2 en la segunda mezcla de producto está entre
más o menos 6 y más o menos 10, entre más o menos 6 y 9,
entre más o menos 6 y 8, entre más o menos 6 y 7 o es más
o menos 6. En ciertas formas, un método comprende vigilar
la concentración de MgCl2 en la segunda mezcla de produc-
to, la cantidad de agua en la segunda mezcla de producto
o ambas. En todavía otras formas adicionales, se ajusta
la cantidad de MgCl2 y/o agua en la etapa (b) (o los cau-
dales de flujo de MgCl2 y/o agua en la segunda mezcla)
tomando como base tal vigilancia.
En una forma adicional, un método comprende la sepa-
ración de los productos de la etapa (b). Por ejemplo, el
producto Mg(OH)2 de la etapa (b) puede ser un sólido y la
separación de los productos de la etapa (b) puede com-
prender la separación de algo o la totalidad del Mg(OH)2
sólido a partir del agua y de la solución de MgCl2. Así,
8

en algunas formas, el producto MgCl2 de la etapa (b) es
MgCl2 acuoso.
En todavía una forma adicional, la etapa (b) com-
prende la reacción de algo o la totalidad del Mg(OH)Cl de
la etapa (a) con MgCl2 y una cantidad de agua en una se-
gunda mezcla, bajo condiciones apropiadas para formar una
segunda mezcla de producto que contiene al primer produc-
to de la etapa (b) comprendiendo Mg(OH)2 y un segundo
producto de la etapa (b) comprendiendo MgCl2, en la cual
la cantidad de agua es suficiente para ofrecer una pro-
porción molar de agua a Mg mayor o igual a 6:1 en dicha
segunda mezcla. En algunas formas, algo o la totalidad
del MgCl2 para la reacción de la etapa (b) es el producto
MgCl2 de la etapa (c).
En una forma adicional, la etapa (c) comprende la
incorporación de la sal hidróxido de sodio en la tercera
mezcla.
En todavía otra forma, un método comprende:
(e) mezclar un mineral silicato de calcio con HCl
bajo condiciones apropiadas para formar una tercera mez-
cla de producto que contiene CaCl2, agua y dióxido de si-
licio.
Por ejemplo, en algunos casos, una parte o la tota-
lidad del HCl en la etapa (2) se obtiene a partir de la
9

etapa (a). En ciertas formas, la etapa (2) comprende
además la agitación del mineral silicato de calcio con
HCl. En algunas formas, se recupera algo o la totalidad
del calor generado en la etapa (e). En ciertas formas, un
método comprende una etapa de separación en la cual se
extrae al dióxido de silicio a partir del CaCl2 formado
en la etapa (e). En todavía otras formas adicionales, al-
go o la totalidad del agua de la etapa (a) y/o (b) se ob-
tiene a partir del agua de la etapa (e).
Ciertos aspectos de las formas de la invención com-
prenden el uso de un mineral silicato de calcio, tal como
inosilicato de calcio. En algunas formas, el mineral si-
licato de calcio comprende diopsido (CaMg[Si2O6]), tremo-
lita Ca2Mg5{[OH]Si4O11}2 o CaSiO3. En algunas formas, el
silicato de calcio comprende hierro (por ejemplo, fayali-
ta (Fe2[SiO4])) y/o silicatos de manganeso.
En algunas formas, el dióxido de carbono está en la
forma de gas combustible el cual contiene además N2 y
H2O.
En algunas formas, las condiciones apropiadas de re-
acción de la etapa (a) comprenden una temperatura desde
más o menos 200ºC hasta más o menos 500ºC. En algunas
formas, la temperatura es desde más o menos 230ºC hasta
más o menos 260ºC. En algunas formas, la temperatura es
10

de más o menos 250ºC. En algunas formas, la temperatura
es desde más o menos 200ºC hasta más o menos 250ºC. En
algunas formas, la temperatura es de más o menos 240ºC.
En algunas formas, las condiciones apropiadas de re-
acción de la etapa (b) comprenden una temperatura desde
más o menos 140ºC hasta más o menos 240ºC.
En algunas formas, las condiciones apropiadas de re-
acción de la etapa (c) comprenden una temperatura desde
más o menos 20ºC hasta más o menos 100ºC. En algunas for-
mas, la temperatura es desde más o menos 25ºC hasta más o
menos 95ºC.
En algunas formas, las condiciones apropiadas de re-
acción de la etapa (e) comprenden una temperatura desde
más o menos 50ºC hasta más o menos 200ºC. En algunas for-
mas, la temperatura es desde más o menos 90ºC hasta más o
menos 150ºC.
En un aspecto adicional, se proporciona métodos para
inhibir al dióxido de carbono producido por una fuente,
los cuales comprenden:
(a) hacer reaccionar un primer haluro basado en ca-
tión, sal sulfato o nitrato o un hidrato del mismo con
agua en una primera mezcla, bajo condiciones apropiadas
para formar una primera mezcla de producto que comprende
un primer producto de la etapa (a) conteniendo una prime-
11

ra sal hidróxido basada en catión, una primera sal de
óxido basada en catión y/o una primera sal hidroxi cloru-
ro basada en catión y un segundo producto de la etapa (a)
que contiene HCl, H2SO4 o HNO3;
(b) mezclar algo o la totalidad del primer producto
de la etapa (a) con un segundo haluro basado en catión,
sal sulfato o nitrato, hidrato del mismo, y dióxido de
carbono producido por la fuente en una segunda mezcla ba-
jo condiciones apropiadas para formar una segunda mezcla
de producto que comprende un primer producto de la etapa
(b) conteniendo un primer haluro basado en catión, sulfa-
to y/o nitrato o hidrato del mismo, un segundo producto
de la etapa (b) conteniendo una segunda sal carbonato ba-
sada en catión y un tercer producto de la etapa (b) con-
teniendo agua; y
(c) separar algo o la totalidad de la segunda sal
carbonato basada en catión a partir de la segunda mezcla
de producto;
en virtud de lo cual el dióxido de carbono es separado
en una forma de producto mineral.
En algunas formas, el primer sulfato haluro basado
en catión o sal nitrato o hidrato del mismo de la etapa
(a) es una primera sal cloruro basada en catión o un
hidrato de la misma; y el segundo producto de la etapa
12

(a) es HCl. En algunas formas, el primer haluro basado en
catión, sulfato o sal nitrato o hidrato de la misma de la
etapa (b) es una primera sal cloruro basada en catión o
hidrato de la misma.
En algunas formas, la primera sal cloruro basada en
catión o hidrato de la misma de la etapa (a) es MgCl2. En
algunas formas, la primera sal cloruro basada en catión o
hidrato de la misma de la etapa (a) es MgCl2·6H2O. En al-
gunas formas, la primera sal hidróxido basada en catión
de la etapa (a) es Mg(OH)2. En algunas formas, el primer
producto de la etapa (a) comprende en forma predominante
Mg(OH)Cl. En algunas formas, el primer producto de la
etapa (a) comprende más de 90% en peso de Mg(OH)Cl. En
algunas formas, el primer producto de la etapa (a) es
Mg(OH)Cl. En algunas formas, la primera sal óxido basada
en catión de la etapa (a) es MgO.
En algunas formas, el segundo haluro basado en ca-
tión, sulfato o sal nitrato o hidrato de la misma de la
etapa (b) es una segunda sal cloruro basada en catión o
hidrato de la misma, por ejemplo CaCl2. En algunas for-
mas, la primera sal cloruro basada en catión de la etapa
(b) es MgCl2. En algunas formas, la primera sal cloruro
basada en catión de la etapa (b) es una forma hidratada
13

de MgCl2. En algunas formas, la primera sal cloruro basa-
da en catión de la etapa (b) es un MgCl2·6H2
O.
En algunas formas, algo o la totalidad del agua en
la etapa (a) está presente en la forma de vapor o agua
supercrítica. En algunas formas, algo o la totalidad del
agua en la etapa (a) se obtiene a partir del agua de la
etapa (b). En algunas formas, la etapa (b) comprende
además la mezcla de la solución de sal hidróxido de sodio
en la segunda mezcla.
En algunas foras, los métodos comprenden además:
(d) mezclar un mineral silicato del Grupo 2 con HCl
bajo condiciones apropiadas para formar una tercera mez-
cla de producto que comprende una sal cloruro del Grupo
2, agua y dióxido de silicio.
En algunas formas, algo o la totalidad del HCl en la
etapa (d) se obtiene a partir de la etapa (a). En algunas
formas, los métodos de la etapa (d) comprenden la agita-
ción del mineral silicato del Grupo 2 con HCl. En algunas
formas, se recupera algo o la totalidad del calor genera-
do en la etapa (d). En algunas formas, algo o la totali-
dad de la segunda sal cloruro basada en catión de la eta-
pa (b) es la sal cloruro del Grupo 2 de la etapa (d). En
algunas formas, los métodos comprenden además una etapa
14

de separación, en la cual se extrae al dióxido de silicio
a partir de la sal cloruro del Grupo 2 formada en la eta-
pa (d). En algunas formas, algo o la totalidad del agua
de la etapa (a) se obtiene a partir del agua de la etapa
(d).
En algunas formas, el mineral silicato del Grupo 2
de la etapa (d) comprende un inosilicato del Grupo 2. En
algunas formas, el mineral silicato del Grupo 2 de la
etapa (d) comprende CaSiO3. En algunas formas, el mineral
silicato del Grupo 2 de la etapa (d) comprende MgSiO3. En
algunas formas, el mineral silicato del Grupo 2 de la
etapa (d) comprende olivina (Mg2[SiO4]). En algunas for-
mas, el mineral silicato del Grupo 2 de la etapa (d) com-
prende serpentina (Mg6[OH]8[Si4O10]). En algunas formas,
el mineral silicato del Grupo 2 de la etapa (d) comprende
sepiolita (Mg4[(OH)2Si6O15]·6H2O), enstatita (Mg2[Si2O6])
diopsido (CaMg[Si2O6]) y/o tremolita Ca2Mg5{[OH]Si4O11]2.
En algunas formas, el silicato del Grupo 2 comprende
además silicatos de hierro o manganeso. En algunas for-
mas, el silicato de hierro es fayalita (Fe[SiO4]).
En algunas formas, algo o la totalidad de la primera
sal cloruro basada en catión formada en la etapa (b) es
la primera sal cloruro basada en catión en la etapa (a).
15

En algunas formas, el dióxido de carbono se encuen-
tra en la forma de gas combustible que comprende además
N2 y H2O.
En algunas formas, las condiciones apropiadas de re-
acción de la etapa (a) comprenden una temperatura desde
más o menos 200ºC hasta más o menos 500ºC. En algunas
formas, la temperatura es desde más o menos 230ºC hasta
260ºC. En algunas formas, la temperatura es más o menos
250ºC. En algunas formas, la temperatura es desde más o
menos 200ºC hasta 250ºC. En algunas formas, la temperatu-
ra es más o menos 240ºC.
En algunas formas, las condiciones apropiadas de re-
acción de la etapa (a) comprenden una temperatura desde
más o menos 50ºC hasta más o menos 200ºC. En algunas for-
mas, la temperatura es desde más o menos 90ºC hasta
260ºC. En algunas formas, la temperatura es desde más o
menos 90ºC hasta más o menos 230ºC. En algunas formas, la
temperatura es de más o menos 130ºC.
En algunas formas, las condiciones apropiadas de re-
acción de la etapa (a) comprenden una temperatura desde
más o menos 400ºC hasta más o menos 550ºC. En algunas
formas, la temperatura es desde más o menos 450ºC hasta
más o menos 500ºC.
16

En algunas formas, las condiciones apropiadas de re-
acción de la etapa (a) comprenden una temperatura desde
más o menos 20ºC hasta más o menos 100ºC. En algunas for-
mas, la temperatura es desde más o menos 25ºC hasta más o
menos 95ºC.
En algunas formas, las condiciones apropiadas de re-
acción de la etapa (a) comprenden una temperatura desde
más o menos 50ºC hasta más o menos 200ºC. En algunas for-
mas, la temperatura es desde más o menos 90ºC hasta más o
menos 150ºC.
En otro aspecto, la presente invención proporciona
métodos para separar al dióxido de carbono producido por
una fuente, comprendiendo:
(a) mezclar una sal cloruro de magnesio y agua en
una primera mezcla bajo condiciones apropiadas para for-
mar (i) hidróxido de magnesio, óxido de magnesio y/o
Mg(OH)Cl y (ii) cloruro de hidrógeno;
(b) mezclar (i) hidróxido de magnesio, óxido de
magnesio y/o Mg(OH)Cl, (ii) CaCl2 y (iii) dióxido de mag-
nesio producido por la fuente en una segunda mezcla bajo
condiciones apropiadas para formar (iv) carbonato de cal-
cio, (v) una sal cloruro de magnesio y (vi) agua; y
17

(c) separar al carbonato de calcio desde la segunda
mezcla, en virtud de lo cual se separa al dióxido de car-
bono en una forma de producto mineral.
En algunas formas, algo o la totalidad del cloruro
de hidrógeno de la etapa (a) se mezcla con agua para for-
mar ácido clorhídrico. En algunas formas, algo o la tota-
lidad del hidróxido de magnesio, óxido de magnesio y/o
Mg(OH)Cl de la etapa (b)(i) se obtiene a partir de la
etapa (a)(i). En algunas formas, algo o la totalidad en
la etapa (a) está presente en la forma de un hidrato de
la sal cloruro de magnesio. En algunas formas, la etapa
(a) tiene lugar en uno, dos o tres reactores. En algunas
formas, la etapa (a) tiene lugar en un reactor. En algu-
nas formas, el hidróxido de magnesio, óxido de magnesio
y/o Mg(OH)Cl de la etapa (a)(i) es mayor de 90% en peso
de Mg(OH)Cl. En algunas formas, la sal cloruro de magne-
sio es mayor de 90% en peso de MgC2·6(H2O).
En algunas formas, los métodos comprenden además:
(d) mezclar un mineral silicato del Grupo 2 con
cloruro de hidrógeno bajo condiciones apropiadas para
formar una sal cloruro del Grupo 2, sal, agua y dióxido
de silicio.
En algunas formas, algo o la totalidad del cloruro
de hidrógeno en la etapa (d) se obtiene a partir de la
18

etapa (a). En algunas formas, la etapa (d) comprende
además la agitación del mineral silicato del Grupo 2 con
el ácido clorhídrico. En algunas formas, algo o la tota-
lidad de la sal cloruro de magnesio en la etapa (a) se
obtiene a partir de la etapa (d). En algunas formas, los
métodos comprenden además una etapa de separación, en la
cual se extrae al dióxido de silicio a partir de la sal
cloruro del Grupo 2 formada en la etapa (d). En algunas
formas, algo o la totalidad del agua de la etapa (a) se
obtiene a partir del agua de la etapa (d). En algunas
formas, el silicato mineral del Grupo 2 de la etapa (d)
comprende un inosilicato del Grupo 2.
En algunas formas, el mineral silicato del Grupo 2
de la etapa (d) comprende CaSiO3. En algunas formas, el
mineral silicato del Grupo 2 de la etapa (d) comprende
CaSiO3. En algunas formas, el mineral silicato del Grupo
2 de la etapa (d) comprende MgSiO3. En algunas formas, el
mineral silicato del Grupo 2 de la etapa (d) comprende
olivina. En algunas formas, el mineral silicato del Grupo
2 de la etapa (d) comprende serpentina. En algunas for-
mas, el mineral silicato del Grupo 2 de la etapa (d) com-
prende sepiolita, enstatita, diopsido y/o tremolina. En
algunas formas, el silicato del Grupo 2 comprende además
hierro y/o manganeso mineralizados.
19

En algunas formas, la etapa (b) comprende además la
mezcla de CaCl2 y agua para la segunda mezcla.
Otros objetivos, características y ventajas de la
presente descripción serán evidentes a partir de la si-
guiente descripción detallada. Sin embargo, se compren-
derá que la descripción detallada y los ejemplos especí-
ficos, si bien indican formas específicas de la inven-
ción, se ofrecen solamente a modo de ilustración ya que
serán evidentes para los expertos en el arte varios cam-
bios y modificaciones dentro del espíritu y alcances de
la invención, a partir de esta descripción detallada.
BREVE DESCRIPCIÓN DE LOS DIBUJOS
Los siguientes dibujos forman parte de la presente
Memoria Descriptiva y se incluyen para demostrar adicio-
nalmente ciertos aspectos de la presente descripción. Se
puede comprender mejor a la invención con referencia a
esos dibujos en combinación con la descripción detallada
de las formas específicas presentadas aquí.
La Figura 1 es un diagrama de bloques de un sistema
para un proceso basado en hidróxido del Grupo 2 a fin se-
parar CO2 como carbonatos del Grupo 2, de acuerdo con al-
gunas formas de la presente invención.
La Figura 2 es un diagrama de bloques de un sistema
en el cual Mg2+ funciona como un catalizador para la se-
20

paración de CO2 como carbonato de calcio de acuerdo con
algunas formas de la presente invención.
La Figura 3 es un flujograma de proceso simplificado
de acuerdo con algunas formas de los procesos ofrecidos
aquí. Se ilustra un proceso basado en hidroxi del Grupo
II, el cual separa CO2 como piedra caliza (compuesta
principalmente de calcita mineral, CaCO3). El término
“sal de carretera” en esta figura se refiere a un cloruro
del Grupo II, tal como CaCl2 y/o MgCl2 una o ambas de las
cuales están opcionalmente hidratadas. En aquellas formas
que comprenden MgCl2, se puede utilizar calor para impul-
sar a la reacción entre la sal de carretera y agua (in-
cluyendo agua de hidratación) para formar HCl e hidróxido
de magnesio, Mg(OH)2, y/o hidroxicloruro de magnesio,
Mg(OH)Cl. En aquellas formas que comprenden CaCl2, se
puede utilizar calor para impulsar a la reacción entre la
sal de carretera y agua a fin de formar hidróxido de cal-
cio y HCl. Se hace reaccionar al HCl, por ejemplo, con
rocas de inosilicato de calcio (opcionalmente molidas),
para formar sal adicional de carretera, por ejemplo,
CaCl2 y arena (SiO2).
La Figura 4 es un flujograma de proceso simplificado
que corresponde a algunas formas de la presente inven-
ción. Se puede utilizar rocas de silicato en algunas for-
21

mas de la presente invención para separar CO2 como CaCO3.
El término “sal de carretera” en esta figura se refiere a
un cloruro del Grupo II tal como CaCl2 y/o MgCl2, cuales-
quiera o ambas de las cuales están opcionalmente hidrata-
das. En la caldera de sal de carretera, se puede utilizar
calor para impulsar la reacción entre dicha sal, por
ejemplo, MgCl2·6H2O y agua (incluyendo agua de hidrata-
ción) para formar HCl e hidróxidos, óxidos y/o hidróxido-
cloruros mezclados del Grupo II, incluyendo por ejemplo
hidróxido de magnesio, Mg(OH)2 y/o hidroxicloruro de mag-
nesio, Mg(OH)Cl. En formas que comprenden CaCl2, se puede
utilizar calor para impulsar a la reacción entre la sal
de carretera y agua para formar hidróxido de calcio y
HCl. Este HCl puede ser convertido o reaccionado con ro-
cas de silicato, por ejemplo, inosilicatos, para formar
sal de carretera adicional, por ejemplo CaCl2 y arena
(SiO2). Se puede utilizar reacción de intercambio iónico
entre Mg2+ y Ca2+, en algunas de estas formas, para permi-
tir por ejemplo el reciclado de los iones de Mg2+.
La Figura 5 es un flujograma de proceso que muestra
los parámetros y resultados de una simulación de proceso
utilizando el software Aspen Plus. En esta forma, se ca-
lienta a una solución de 35% de MgCl2, 65% de solución de
H2O hasta 536ºF y luego la corriente sale en la corriente
22

marcada “H2O-MgOH”, la cual comprende una solución de
MgCl2 y Mg(OH)2 sólidos. Típicamente, cuando se disuelve
Mg(OH)C en agua, forma Mg(OH)2 (sólido) y MgC2 (disuel-
to). Aquí no se utiliza MgCl2 para absorber al CO2 direc-
tamente sino que más se lo recicla. La reacción neta es
la captura de CO2 a partir de gas combustible utilizando
materias primas baratas, CaCl2 y agua para formar CaCO3.
Los resultados de la simulación sugieren que es eficiente
recircular una corriente de MgCl2 y luego hacerla reac-
cionar con H2O y calor para formar Mg(OH)2. Luego, uno o
más de los compuestos antes mencionados reacciona con una
solución de CaCl2/H2O y CO2 a partir del gas combustible
para formar finalmente CaCO3 que se filtra a partir de la
corriente. El MgCl2 formado es reciclado hacia el primer
reactor para repetir el proceso.
La Figura 6 es un flujograma de proceso que muestra
los parámetros y resultados de una simulación de proceso
utilizando el software Aspen Plus. La reacción neta es
la captura de CO2 a partir de gas combustible utilizando
materias primas baratas, CaCl2 y agua para formar CaCO3.
En esta forma, el hexahidrato es deshidratado en tres
cámaras separadas y descompuesto en la cuarta cámara don-
de el HCl que se forma a partir de la descomposición es
recirculado nuevamente hacia la tercera cámara para evi-
23

tar reacciones secundarias. Las reacciones que tienen lu-
gar en estas cámaras incluyen las siguientes:
1ra. Cámara: MgCl2·6H2O --> MgCl2·4H2O + 2H2O 100ºC
2da. Cámara: MgCl2·4H2O --> MgCl2·2H2O + 2H2O 125ºC
3ra. Cámara: MgCl2·2H2O --> MgCl2·H2O + H2O 160ºC
(presente vapor de HCl)
4ta. Cámara: MgCl2·H2O --> Mg(OH)Cl + HCl 130ºC
HCl recircula hacia la 3ra. cámara.
Cámara Reacción Temp. Modelo Escala de Temp. Prefe-rida
Notas
Primera MgCl2·6H2O --> MgCl2·4H2O + 2H2O
100ºC 90ºC-120ºC
Segunda MgCl2·4H2O --> MgCl2·2H2O + 2H2O
125ºC 160ºC-185ºC
Tercera MgCl2·2H2O --> MgCl2·H2O + H2O
160ºC 190ºC-230ºC *
Cuarta MgCl2·H2O --> Mg(OH)Cl + HCl
130ºC 230ºC-260ºC **
* Presente Vapor de HCl
** El vapor de HCl recircula hacia la tercera cámara.
Las primeras tres reacciones anteriores pueden ser
caracterizadas como deshidrataciones, mientras que la
cuarta puede ser caracterizada como una descomposición.
Los resultados de esta simulación que se explica detalla-
damente en el Ejemplo 2, indican que a temperaturas más
bajas (130-250ºC), la descomposición de MgCl2·6H2O da co-
mo resultado la formación de Mg(OH)Cl en vez de MgO. Lue-
go, el Mg(OH)Cl reacciona con H2O para formar MgCl2 y
24

Mg(OH)2, el cual reacciona luego con una solución satura-
da de CaCl2/H2O y CO2 a partir del gas combustible para
formar CaCO3 que se filtra desde la corriente. El MgCl2
resultante así formado es reciclado hacia el primer reac-
tor para iniciar el proceso nuevamente.
La Figura 7 es un flujograma de proceso que muestra
los parámetros y resultados de una simulación de proceso
utilizando el software Aspen Plus. La reacción neta es la
captura de CO2 a partir de gas combustible utilizando ma-
terias primas baratas, CaCl2 y agua, para formar CaCO3.
En esta forma, el hexahidrato de magnesio es deshidratado
en dos cámaras separadas y descompuesto en una tercera
cámara. Ambas reacciones de deshidratación y descomposi-
ción tienen lugar en la tercera cámara. No hay recircula-
ción de HCl. Las reacciones que tienen lugar en estas
cámaras incluyen las siguientes:
1ra. Cámara: MgCl2·6H2O --> MgCl2·4H2O + 2H2O 100ºC
2da. Cámara: MgCl2·4H2O --> MgCl2·2H2O + 2H2O 125ºC
3ra. Cámara: MgCl2·2H2O --> Mg(OH)Cl + H2O 130ºC
4ta. Cámara: MgCl2·H2O --> MgCl2·H2O + H2O 130ºC
25

Cámara Reacción Temp. Modelo Escala de Temp. Prefe-rida
Notas
Primera MgCl2·6H2O --> MgCl2·4H2O + 2H2O
100ºC 90ºC-120ºC
Segunda MgCl2·4H2O --> MgCl2·2H2O + 2H2O
125ºC 160ºC-185ºC
Tercera MgCl2·2H2O --> Mg(OH)Cl+HCl +H2O
130ºC
190ºC-230ºC
*
Cuarta MgCl2·H2O --> MgCl2·H2O + H2O
* No hay HCl recirculante
La primera, segunda y cuarta reacciones anteriores
pueden ser caracterizadas como deshidrataciones, mientras
que la tercera puede ser caracterizada como una descompo-
sición. Como en las formas de la Figura 6, las temperatu-
ras utilizadas en esta forma dan como resultado la forma-
ción de Mg(OH)Cl a partir de MgCl2·6H2O más bien que MgO.
Luego, el Mg(OH)Cl reacciona con H2O para formar MgCl2 y
Mg(OH)2, el cual reacciona con una solución saturada de
CaCl2/H2O y CO2 procedente del gas combustible para for-
mar CaCO3 que es filtrado a partir de la corriente. El
MgCl2 formado es reciclado hacia el primer reactor para
iniciar el proceso nuevamente. El Ejemplo 3 contiene de-
talles adicionales acerca de esta simulación.
La figura 8 es un diagrama de flujo de proceso que
muestra los parámetros y resultados de una simulación de
26

proceso utilizando software Aspen Plus. La reacción neta
es la recolección de CO2 a partir del gas combustible
utilizando materias primas baratas, CaCl2 y agua para
formar CaCO3. Los resultados de esta simulación indican
que es eficiente calentar MgCl2·6H2O para formar MgO.
Luego, el MgO reacciona con H2O para formar Mg(OH)2, el
cual reacciona con una solución saturada de CaCl2(H2O) y
CO2 procedente del gas combustible para formar CaCO3, el
cual se filtra desde la corriente. Se recicla al MgCl2
formado hacia el primer reactor para comenzar el proceso
nuevamente. En esta forma, el hexahidrato de magnesio es
deshidratad y descompuesto simultáneamente en una cámara
a 450ºC. Esta es la escala de temperatura modelo. La es-
cala preferida en algunas formas es 450ºC-500ºC. Así, la
descomposición va completamente a MgO. La reacción prin-
cipal que tiene lugar en esta cámara puede ser represen-
tada como sigue:
MgCl2·6H2O --> MgO + 5H2O + 2HCl 450ºC
El Ejemplo 4 ofrece detalles adicionales acerca de
esta simulación.
La Figura 9 es un flujograma de proceso que muestra
los parámetros y resultados derivados de una simulación
de proceso utilizando software Aspen Plus, similar a la
forma de la Figura 8 excepto que el MgCl2·6H2O se descom-
27

pone en un compuesto intermedio, Mg(OH)Cl a una tempera-
tura más baja de 250ºC en una cámara. Luego, se disuelve
al Mg(OH)Cl en agua para formar MgCl2 y Mg(OH)2, que pasa
a través de la misma reacción con CaCl2 y CO2 para formar
CaCO3 y MgCl2. La reacción principal que tiene lugar en
esta cámara puede ser representada como sigue:
MgCl2·6H2O --> Mg(OH)Cl + HCl + 5H2O 250ºC
La reacción fue modelada a 250ºC. En algunas formas, la
escala preferida es desde 230ºC hasta 260ºC. El Ejemplo 5
ofrece detalles adicionales acerca de esta simulación.
La Figura 10 ilustra un gráfico del porcentaje de
masa de una muestra calentada de MgCl2·6H2O. La masa ini-
cial de la muestra fue aproximadamente 70 mg y estableci-
da a 100%. Durante el experimento, se midió a la masa de
la muestra mientras estaba siendo térmicamente descom-
puesta. La temperatura aumentó rápidamente hasta 150ºC y
luego se incrementó en 0,5ºC por minuto. A aproximadamen-
te 220ºC, el peso se volvió constante, compatible con la
formación de Mg(OH)Cl.
La Figura 11 ilustra los datos de difracción por ra-
yos X correspondientes al producto del Ejemplo 7.
La Figura 12 ilustra los datos de difracción por ra-
yos X correspondientes al producto de la reacción utili-
zando el Mg(OH)2 del Ejemplo 8.
28

La Figura 13 ilustra los datos de difracción por ra-
yos X correspondientes al producto de la reacción utili-
zando el Mg(OH)Cl del Ejemplo 8.
La Figura 14 ilustra el efecto de la temperatura y
presión sobre la descomposición de MgCl2·(H2O).
La Figura 15 es un flujograma del proceso Ca/Mg des-
crito aquí.
La Figura 16 es un flujograma de una variante del
proceso, en virtud de la cual se utiliza solamente com-
puestos de magnesio. En esta forma, no tiene lugar la re-
acción de cambio Ca2+-Mg2+.
La Figura 17 es un flujograma de una variante dife-
rente del proceso, la cual está entre las dos formas an-
teriores. La mitad del Mg2+ es reemplazada por Ca2+, de
modo que se obtiene carbonato mineralizado MgCa(CO3)2 o
dolomita.
Figura 18 – Proceso CaSiO3-Mg(OH)Cl, Casos 10 & 11.
Esta figura ilustra un flujograma de proceso que propor-
ciona parámetros y resultados de una simulación de proce-
so utilizando el software Aspen Plus. La reacción neta es
la recolección de CO2 a partir de gas combustible utili-
zando materias primas baratas, CaSiO3, CO3 y agua para
formar SiO2 y CaCO3. Los resultados de esta simulación
indican que es eficiente utilizar calor a partir del HCl
29

que reacciona con CaSi3 y el calor del gas combustible
emitido por una planta de energía alimentada con gas na-
tural o hulla, para realizar la descomposición de
MgCl2·6H2O para formar Mg(OH)Cl. Luego, el Mg(OH)Cl reac-
ciona con H2O para formar MgCl2 y Mg(OH)2, el cual reac-
ciona con una solución saturada de CaCl2/H2O y CO2 proce-
dente del gas combustible para formar CaCO3 que se filtra
desde la corriente. El MgCl2 resultante es reciclado
hacia el primer reactor para comenzar el proceso nueva-
mente. En esta forma, el hexahidrato de cloruro de magne-
sio es deshidratado para obtener dihidrato de cloruro de
magnesio MgCl2·2H2O en la primera cámara, utilizando al
calor procedente de la reacción de HCl y CaSiO3 y se des-
compone en una segunda cámara a 250ºC utilizando al calor
procedente del gas combustible. Así, la descomposición va
parcialmente a Mg(OH)Cl. Las reacciones principales que
tienen lugar en esta cámara pueden ser representadas como
sigue:
Reacción ΔH**
kJ/mol Escala de la tempera-tura de reacción
MgCl2·6H2O --> Mg(OH)Cl + 5H2O + HCl
433 230ºC- 260ºC
2HCl(g) + CaSiO3 --> CaCl2(aq) + H2O + SiO2↓
-259 90ºC- 150ºC
2Mg(OH)Cl + CO2 + CaCl2 --> 2MgCl2 + CaCO3↓ + H2O
-266 25ºC- 95ºC
30

** Las entalpías se basan en las temperaturas de reacción
y en las temperaturas de las corrientes de entrada de re-
activo y salida de producto. Los Ejemplos 10 y 11 ofrecen
detalles adicionales acerca de esta simulación.
Figura 19 – Proceso CaSiO3—MgO, Casos 12 & 13. Esta
figura ilustra un flujograma de proceso que proporciona
parámetros y resultados de una simulación de proceso uti-
lizando el software Aspen Plus. La reacción neta es la
recolección de CO2 a partir del gas combustible utilizan-
do materias primas baratas, CaSiO3, CO2 y agua para for-
mar SiO2 y CaCO3. Los resultados de la simulación indi-
can que es eficiente utilizar el calor de la reacción de
HCl con CaSiO3 y el calor del gas combustible emitido por
una planta de energía alimentada con gas natural o hulla
a fin de realizar la descomposición de MgCl2·6H2O para
formar MgO. Luego, el MgO reacciona con H2O para formar
Mg(OH)2, el cual reacciona luego con solución saturada de
CaCl2/H2O y CO2 procedentes del gas combustible para for-
mar CaCO3 que se filtra desde la corriente. El MgCl2 re-
sultante es reciclado hacia el primer reactor para ini-
ciar el proceso nuevamente. En esta forma, el hexahidrato
de cloruro de magnesio es deshidratado para obtener di-
hidrato de cloruro de magnesio MgCl2·2H2O en la primera
cámara utilizando el calor de la reacción de HCl y CaSiO3
31

y se descompone en una segunda cámara a 450ºC utilizando
el calor procedente del gas combustible. Así, la descom-
posición va completamente a MgO. Se puede representar co-
mo sigue a las reacciones principales que tienen lugar en
esta cámara:
Reacción ΔH**
kJ/mol Escala de la tempera-tura de reacción
MgCl2·6H2O --> MgO + 5H2O + 2HCl
560 450ºC- 500ºC
2HCl(g) + CaSiO3 --> CaCl2(aq) + H2O + SiO2↓
-264 90ºC- 150ºC
MgO + CO2 + CaCl2(aq) + CaCO3↓ -133 25ºC- 95ºC
** Las entalpías se basan en las temperaturas de reacción
y en las temperaturas de las corrientes de entrada de re-
activo y salida de producto. Los Ejemplos 12 y 13 ofrecen
detalles adicionales acerca de esta simulación.
Figura 20 – Proceso MgSiO3—Mg(OH)Cl, Casos 14 & 15.
Esta figura ilustra un flujograma de proceso que propor-
ciona parámetros y resultados de una simulación de proce-
so utilizando el software Aspen Plus. La reacción neta es
la recolección de CO2 a partir del gas combustible utili-
zando materias primas baratas, CaSiO3, CO2 y agua para
formar SiO2 y MgCO3. Los resultados de la simulación in-
dican que es eficiente utilizar el calor de la reacción
de HCl con MgSiO3 y el calor del gas combustible emitido
32

por una planta de energía alimentada con gas natural o
hulla a fin de realizar la descomposición de MgCl2·2H2O
para formar Mg(OH)Cl. Luego, el Mg(OH)Cl reacciona con
H2O para formar MgCl2 y Mg(OH)2 el cual reacciona con
CO2 procedente del gas combustible para formar MgCO3 que
se filtra desde la corriente. El MgCl2 resultante es re-
ciclado hacia el primer reactor para iniciar el proceso
nuevamente. En esta forma, el cloruro de magnesio perma-
nece en la forma hidratada para formar MgCl2·2H2O debido
al calor procedente de la reacción de HCl y MgSiO3 antes
de la descomposición a 250ºC utilizando el calor proce-
dente del gas combustible. Así, la descomposición va par-
cialmente a Mg(OH)Cl. Se puede representar como sigue a
las reacciones principales que tienen lugar en esta cáma-
ra:
Reacción ΔH**
kJ/mol Escala de la tempera-tura de reacción
MgCl2·2H2O --> Mg(OH)Cl + H2O(g) + HCl(g)
139,8 230ºC- 260ºC
2HCl(g) + MgSiO3 --> MgCl2(aq) + H2O + SiO2↓
-282,8 90ºC- 150ºC
2Mg(OH)Cl + CO2 + MgCl2 + MgCO3↓ + H2O
-193,1 25ºC- 95ºC
** Las entalpías se basan en las temperaturas de reacción
y en las temperaturas de las corrientes de entrada de re-
33

activo y salida de producto. Los Ejemplos 14 y 15 ofrecen
detalles adicionales acerca de esta simulación.
Figura 21 – Proceso MgSiO3—MgOH)Cl, Casos 16 & 17.
Esta figura ilustra un flujograma de proceso que propor-
ciona parámetros y resultados de una simulación de proce-
so utilizando el software Aspen Plus. La reacción neta es
la recolección de CO2 a partir del gas combustible utili-
zando materias primas baratas, MgSiO3, CO2 y agua para
formar SiO2 y MgCO3. Los resultados de la simulación in-
dican que es eficiente utilizar el calor de la reacción
de HCl con MgSiO3 y el calor del gas combustible emitido
por una planta de energía alimentada con gas natural o
hulla a fin de realizar la descomposición de MgCl2·2H2O
para formar MgO. Luego, el MgO reacciona con H2O para
formar Mg(OH)2 el cual reacciona con CO2 procedente del
gas combustible para formar MgCO3 que se filtra desde la
corriente. En esta forma, el cloruro de magnesio permane-
ce en la forma dihidratada para formar MgCl2·2H2O debido
al calor procedente de la reacción de HCl y MgSiO3 antes
de la descomposición a 450ºC utilizando el calor proce-
dente del gas combustible. Así, la descomposición va com-
pletamente a MgO. Se puede representar como sigue a las
reacciones principales que tienen lugar en esta cámara:
Reacción ΔH**
kJ/mol Escala de la
34

tempera-tura de reacción
MgCl2·2H2O --> MgO + H2O(g) + 2HCl(g)
232,9 450ºC- 500ºC
2HCl(g) + MgSiO3 --> MgCl2(aq) + H2O(g) + SiO2↓
-293,5 90ºC- 150ºC
MgO + CO2 + MgCO3↓ -100 25ºC- 95ºC
** Las entalpías se basan en las temperaturas de reacción
y en las temperaturas de las corrientes de entrada de re-
activo y salida de producto. Los Ejemplos 16 y 17 ofrecen
detalles adicionales acerca de esta simulación.
Figura 22 – Proceso Diopsido-Mg(OH)Cl, Casos 18 &
19. Esta figura ilustra un flujograma de proceso que pro-
porciona parámetros y resultados de una simulación de
proceso utilizando el software Aspen Plus. La reacción
neta es la recolección de CO2 a partir del gas combusti-
ble utilizando materias primas baratas, diopsido
MgCa(SiO3)2, CO2 y agua para formar SiO2 y dolomita
MgCa(CO3)2. Los resultados de la simulación indican que
es eficiente utilizar el calor de la reacción de HCl con
MgCa(SiO3)2 y el calor del gas combustible emitido por
una planta de energía alimentada con gas natural o hulla
a fin de realizar la descomposición de MgCl2·6H2O para
formar Mg(OH)Cl. Luego, el Mg(OH)Cl reacciona con H2O pa-
ra formar MgCl2 y Mg(OH)2 el cual reacciona luego con
solución saturada de CaCl2/H2O y CO2 procedente del gas
35

combustible para formar MgCa(CO3)2 que se filtra desde la
corriente. El MgCl2 resultante es reciclado hacia el pri-
mer reactor para iniciar el proceso nuevamente. En esta
forma, el hexahidrato de cloruro de magnesio es deshidra-
tado para formar dihidrato de cloruro de magnesio
MgCl2·2H2O en la primera cámara, debido al calor proce-
dente de la reacción de HCl y CaSiO3 y se descompone en
Mg(OH)Cl en una segunda cámara a 250ºC utilizando el ca-
lor procedente del gas combustible. Así, la descomposi-
ción va parcialmente a Mg(OH)Cl. Se puede representar co-
mo sigue a las reacciones principales que tienen lugar en
esta cámara:
Reacción ΔH**
kJ/mol Escala de la tempera-tura de reacción
MgCl2·6H2O --> Mg(OH)Cl + 5H2O(g) + HCl(g)
433 230ºC- 260ºC
2HCl(g) + MgCa(SiO3)2 --> CaCl2(aq) + MgSiO3↓ + SiO2↓ +H2O
-235 90ºC- 150ºC
2HCl(g) + MgSiCO3 + MgCl2(aq)+ SiO2↓ + H2O
-282,8 90ºC- 150ºC
4Mg(OH)Cl + 2CO2 + CaCl2(aq) --> MgCa(CO3)2↓ + 3MgCl2(aq)+ H2O
-442 25ºC- 95ºC
** Las entalpías se basan en las temperaturas de reacción
y en las temperaturas de las corrientes de entrada de re-
activo y salida de producto. Los Ejemplos 18 y 19 ofrecen
detalles adicionales acerca de esta simulación.
36

Figura 23 – Proceso Diopsido-MgO, Casos 20 & 21. Es-
ta figura ilustra un flujograma de proceso que proporcio-
na parámetros y resultados de una simulación de proceso
utilizando el software Aspen Plus. La reacción neta es la
recolección de CO2 a partir del gas combustible utilizan-
do materias primas baratas, diopsido MgCa(SiO3)2, CO2 y
agua para formar SiO2 y dolomita MgCa(CO3)2. Los resul-
tados de la simulación indican que es eficiente utilizar
el calor de la reacción de HCl con MgCa(SiO3)2 y el calor
del gas combustible emitido por una planta de energía
alimentada con gas natural o hulla y/u otra fuente de ca-
lor para realizar la descomposición de MgCl2·6H2O a fin
de formar MgO. Luego, el MgO reacciona con H2O para for-
mar Mg(OH)2 el cual reacciona luego con solución satu-
rada de CaCl2/H2O y CO2 procedente del gas combustible
para formar MgCa(CO3)2 que se filtra desde la corriente.
El MgCl2 resultante es reciclado hacia el primer reactor
para iniciar el proceso nuevamente. En esta forma, el
hexahidrato de cloruro de magnesio es deshidratado para
formar dihidrato de cloruro de magnesio MgCl2·2H2O en la
primera cámara, debido al calor procedente de la reacción
de la reacción de HCl y CaSiO3 y se descompone en MgO en
una segunda cámara a 450ºC utilizando el calor procedente
del gas combustible. Así, la descomposición va parcial-
37

mente a Mg(OH)Cl. Se puede representar como sigue a las
reacciones principales que tienen lugar en esta cámara:
Reacción ΔH**
kJ/mol Escala de la tempera-tura de reacción
MgCl2·6H2O --> MgO + 5H2O + 2HCl
560 450ºC- 500ºC
2HCl(g) + MgCa(SiO3)2 --> CaCl2(g) + MgSiO3↓ + SiO2↓ + H2O
-240 90ºC- 150ºC
2HCl(aq) + MgSiO3 --> MgCl2(aq)+ SiO2↓ + H2O
-288 90ºC- 150ºC
2MgO + 2CO2 + CaCl2(aq) --> MgCa(CO3)2↓ + MgCl2(aq)
-258 25ºC- 95ºC
** Las entalpías se basan en las temperaturas de reacción
y en las temperaturas de las corrientes de entrada de re-
activo y salida de producto. Los Ejemplos 20 y 21 ofrecen
detalles adicionales acerca de esta simulación.
La Figura 24 ilustra el porcentaje de CO2 recogido
para varias concentraciones de gas combustible CO2, va-
rias temperaturas, ya sea que el gas combustible se ori-
gine a partir de hulla o gas natural y si el proceso se
basó en una descomposición total o parcial. Ver Ejemplos
10 a 13 de los procesos de CaSiO3-Mg(OH)Cl y CaSiO3-MgO.
La Figura 25 ilustra el porcentaje de CO2 recogido
para varias concentraciones de gas combustible CO2, va-
rias temperaturas, ya sea que el gas combustible se ori-
gine a partir de hulla o gas natural y si el proceso se
38

basó en una descomposición total o parcial. Ver Ejemplos
14 a 17 de los procesos de MgSiO3-Mg(OH)Cl y CaSiO3-MgO.
La Figura 26 ilustra el porcentaje de CO2 recogido
para varias concentraciones de gas combustible CO2, va-
rias temperaturas, ya sea que el gas combustible se ori-
gine a partir de hulla o gas natural y si el proceso se
basó en una descomposición total o parcial. Ver Ejemplos
18 a 21 de los procesos diopsido – Mg(OH)Cl y diopsido
MgO.
La Figura 27 es un flujograma de proceso simplifica-
do que corresponde a ciertas formas de la presente inven-
ción en el cual se utiliza dos sales diferentes, por
ejemplo, Ca2+ y Mg2+ para la descomposición y carbonación.
Las Figuras 28-29 ilustran gráficos de los porcenta-
jes de masa de muestras calentadas de MgCl2·6H2O. Las ma-
sas iniciales de las muestras fueron aproximadamente de
70 mg cada una y fueron establecidas a 100%. Durante el
experimento, se midió las masas de las muestras mientras
estaban siendo térmicamente descompuestas. La temperatura
ascendió hasta 200ºC y luego aumentó adicionalmente du-
rante un período de 12 horas. Se puede confirmar las
identidades de los materiales descompuestos mediante com-
paración contra las mesetas teóricas proporcionadas. La
Figura 28 es una sobreposición de dos trazos, el primero
39

con línea continua que es un trazo de tiempo (minutos)
versus temperatura (ºC). La línea ilustra el ascenso de
la temperatura con el paso del tiempo; el segundo trazo
es la línea punteada que representa el porcentaje en peso
(100% = peso original de la muestra) versus tiempo, que
ilustra la reducción del peso de la muestra sobre el
tiempo ya sea por deshidratación o descomposición. La Fi-
gura 29 es también una sobreposición de dos trazos; el
primero (línea continua) es un trazo de porcentaje en pe-
so versus temperatura (ºC) que ilustra la disminución del
peso de la muestra conforme aumenta la temperatura; el
segundo trazo (línea punteada) es un trazo de la derivada
del porcentaje en peso con respecto a la temperatura
(porcentaje en peso/ºC) versus temperatura ºC. cuando es-
te valor es alto, indica un mayor régimen de pérdida de
peso para cada cambio por grado. Si este valor es cero,
el peso de la muestra permanece igual aunque esté aumen-
tando la temperatura, indicando una ausencia de deshidra-
tación o descomposición. Se debe observar que las Figuras
28 y 29 corresponden a la misma muestra.
Figura 30 – Descomposición de MgCl2·6H2O a 500ºC
después de una hora. Este gráfico ilustra los pesos nor-
malizados final e inicial para cuatro tandas de prueba de
MgCl2·6H2O después de calentamiento a 500ºC durante una
40

hora. El peso final consistente confirma que MgO se pre-
para mediante descomposición a esta temperatura.
Figura 31 – Descomposición en Tres Cámaras. Esta fi-
gura ilustra un flujograma de proceso que proporciona
parámetros y resultados de una simulación utilizando
software Aspen Plus. En esta forma, el calor procedente
del gas combustible frío (cámara 1), el calor procedente
del reactor de disolución del mineral (cámara 2) y el gas
natural externo (cámara 3) se utilizan como fuentes de
calor. Este flujograma de proceso ilustra un proceso en
tres cámaras para la descomposición a Mg(OH)Cl. Se ca-
lienta a la primera cámara mediante gas combustible a
200ºC para proporciona algo de calor inicial de ~8,2% del
calor total requerido; la segunda cámara depende del ca-
lor recuperado a partir del reactor de disolución del mi-
neral para suministrar 83% del calor requerido para la
descomposición de la cual 28% procede de la reacción de
ácido clorhídrico/silicato mineral y 55% de la condensa-
ción y formación del ácido clorhídrico; y finalmente la
tercera cámara que utiliza gas natural como una fuente
externa del calor restante que es 8,5% del calor total.
El CO2 procede de una planta combinada de gas natural y
potencia de ciclo, de modo que se dispone de muy poco ca-
41

lor procedente de dicha planta para impulsar la reacción
de descomposición.
Figura 32 – Descomposición en Cuatro Cámaras. Esta
figura ilustra un flujograma de proceso que ofrece pará-
metros y resultados a partir de una simulación de proceso
utilizando software Aspen Plus. En esta forma, se utili-
zan como fuentes de calor al calor procedente del gas
combustible frío (cámara 1), calor procedente del vapor
adicional (cámara 2), calor procedente del reactor de di-
solución de mineral (cámara 3) y gas natural externo
(cámara 4). Este flujograma ilustra un proceso de cuatro
cámaras para la descomposición de Mg(OH)Cl; la primera
cámara proporciona 200ºC de gas combustible para propor-
cionar algo de calor inicial de ~8,2% del calor total re-
querido; la segunda cámara proporciona calor en la forma
de vapor adicional que es 0,8% del calor total requerido;
la tercera cámara depende del calor recuperado a partir
del reactor de disolución de mineral para proporcionar
83% del calor requerido para la descomposición; de esa
cifra 28% corresponde a la reacción de ácido clorhídri-
co/silicato mineral y 55% corresponde a la condensación y
formación de ácido clorhídrico y, finalmente, la cuarta
cámara que utiliza gas natural como una fuente externa
del calor restante que es 8,0% del calor total. El CO2
42

procede de una planta combinada de gas natural y potencia
de ciclo, de modo que se dispone de muy poco calor proce-
dente de dicha planta para impulsar a la reacción de des-
composición.
Figura 33 – Descomposición en Cuatro Cámaras. Esta
figura ilustra un flujograma de proceso que ofrece pará-
metros y resultados a partir de una simulación de proceso
utilizando software Aspen Plus. En esta forma, se utili-
zan como fuentes de calor al calor procedente del reactor
de disolución de mineral (cámara 1) y gas natural externo
(cámara 2). Este flujograma ilustra un proceso de dos
cámaras para la descomposición a Mg(OH)Cl; la primera
cámara depende del calor recuperado a partir del reactor
de disolución de mineral para proporcionar 87% del calor
requerido para la descomposición; de esa cifra 28% co-
rresponde a la reacción de ácido clorhídrico/silicato mi-
neral y 59% corresponde a la condensación y formación de
ácido clorhídrico y la segunda cámara que utiliza gas na-
tural como una fuente externa del calor restante que es
13% del calor total. El CO2 procede de una planta combi-
nada de gas natural y potencia de ciclo, de modo que se
dispone de muy poco calor procedente de dicha planta para
impulsar a la reacción de descomposición.
43

Figura 34 – Descomposición en Dos Cámaras. Esta fi-
gura ilustra un flujograma de proceso que ofrece paráme-
tros y resultados a partir de una simulación de proceso
utilizando software Aspen Plus. En esta forma, se utili-
zan como fuentes de calor al calor procedente del reactor
de disolución de mineral (cámara 1) y gas combustible ca-
liente procedente de la planta de gas natural en ciclo
abierto (cámara 2). Este flujograma ilustra un proceso de
dos cámaras para la descomposición a Mg(OH)Cl; la primera
cámara depende del calor recuperado a partir del reactor
de disolución de mineral para proporcionar 87% del calor
requerido para la descomposición; de esa cifra 28% co-
rresponde a la reacción de ácido clorhídrico/silicato mi-
neral y 59% corresponde a la condensación y formación de
ácido clorhídrico y la segunda cámara que utiliza gas
combustible caliente como una fuente externa del calor
restante que es 13% del calor total. El CO2 procede de
una planta de potencia de gas natural en ciclo abierto y,
por lo tanto, se dispone de bastante calor procedente de
dicha planta en la forma de gas combustible a 600ºC para
impulsar a la reacción de descomposición.
La Figura 35 ilustra un flujograma de un reactor Au-
ger que puede ser utilizado para la reacción de descompo-
sición de sal, incluyendo la descomposición de MgCl2·6H2O
44

a M(OH)Cl o MgO. Tales reactores pueden comprender calen-
tamiento interno para el uso eficiente del calor, aisla-
miento externo para el uso eficiente del calor, un meca-
nismo de tornillo para un transporte adecuado de sólidos
(cuando el sólido está presente), adecuada ventilación
para la extracción de HCl. Tales reactores han sido uti-
lizados para preparar ~1,8 kgs de ~90% de Mg(OH)Cl.
La Figura 36 ilustra el índice de optimización para
dos tandas separadas en la fabricación de Mg(OH)Cl utili-
zando un reactor Auger. El índice de optimización = % de
conversión x % de eficiencia.
La Figura 37 ilustra un flujograma de proceso de un
modelo Aspen que simula un Proceso de CaSiO3-Mg(OH)Cl.
La Figura 38A-I ilustra un flujograma de proceso que
proporciona parámetros y resultados de una simulación
utilizando software Aspen Plus. La reacción es la reco-
lección de CO2 a partir de gas combustible utilizando ma-
terias primas baratas, CaSiO3, CO2 y agua para formar
SiO2 y CaCO3. Se utiliza calor para lograr la descompo-
sición de MgCl2·6H2O a fin de formar Mg(OH)Cl. Luego, el
Mg(OH)Cl reacciona con H2O para formar MgCl2 y Mg(OH)2.
Se regula la cantidad de H2O para favorecer la formación
de Mg(OH)2 sólido y MgCl2 acuoso (que se recicla al pri-
mer reactor para iniciar el proceso nuevamente). Luego,
45

el Mg(OH)2 reacciona con solución saturada de CaCl2/H2O y
CO2 a partir del gas combustible para formar CaCO3 que se
filtra desde la corriente. Se recicla al MgCl2 formado
hacia el primer reactor para iniciar el proceso nuevamen-
te. A, es un diagrama general del proceso. B-I son am-
pliaciones sobrepuestas del diagrama general ilustrado en
A.
La Figura 39A-I ilustra un flujograma de proceso que
proporciona parámetros y resultados de una simulación
utilizando software Aspen Plus. La reacción neta es la
recolección de CO2 a partir de gas combustible utilizando
materias primas baratas, CaSiO3, CO2 y agua para formar
SiO2 y CaCO3. Se utiliza calor para lograr la descomposi-
ción de MgCl2·6H2O a fin de formar Mg(OH)Cl. Luego, el
Mg(OH)Cl reacciona con H2O para formar MgCl2 y Mg(OH)2.
Se regula la cantidad de H2O para favorecer la formación
de Mg(OH)2 sólido y MgCl2 acuoso (que se recicla al pri-
mer reactor para iniciar el proceso nuevamente). Luego,
el Mg(OH)2 reacciona con solución saturada de CaCl2/H2O y
CO2 a partir del gas combustible para formar CaCO3 que se
filtra desde la corriente. Se recicla al MgCl2 formado
hacia el primer reactor para iniciar el proceso nuevamen-
te. A, es un diagrama general del proceso. B-I son am-
46

pliaciones sobrepuestas del diagrama general ilustrado en
A.
DESCRIPCIÓN DE FORMAS ILUSTRATIVAS
La presente invención se refiere a separación de di-
óxido de carbono, incluyendo procesos con eficiencia de
energía en los cuales los cloruros del Grupo 2 son con-
vertidos en hidróxidos del Grupo 2 y cloruro de hidróge-
no, los cuales se utilizan luego para extraer dióxido de
carbono a partir de corrientes residuales. En algunas
formas, se puede hacer reaccionar adicionalmente al clo-
ruro de hidrógeno con silicatos del Grupo 2 para producir
materiales iniciales adicionales de cloruro del Grupo 2 y
sílice.
En algunas formas, los métodos y aparatos de la in-
vención comprenden uno o más de los siguientes componen-
tes generales: (1) la conversión de minerales silicato
del Grupo 2 con cloruro de hidrógeno en cloruros del Gru-
po 2 y dióxidos de silicio, (2) conversión de cloruros
del Grupo 2 en hidróxidos del Grupo 2 y cloruro de hidró-
geno, (3) una descarbonación acuosa en virtud de la cual
el CO2 gaseoso es absorbido en la mezcla cáustica acuosa
que comprende hidróxidos del Grupo 2 para formar produc-
tos carbonato y/o bicarbonato del Grupo 3 y agua, (4) un
proceso de separación en virtud del cual se separan los
47

productos carbonato y/o bicarbonato a partir de la mezcla
líquida, (5) la reutilización o reciclado de productos
secundarios, incluyendo energía, desde una o más de las
etapas o corrientes de proceso hacia otras una o más
etapas o corrientes de proceso. Se explica detalladamente
más adelante cada uno de estos componentes generales.
Si bien muchas formas de la presente invención con-
sumen algo de energía para realizar la absorción de CO2 y
otras sustancias químicas a partir de corrientes de gas
combustible y para lograr los otros objetivos de las for-
mas de la presente invención tal como se describen aquí;
una ventaja de ciertas formas de la presente invención es
que proporcionan eficiencias ecológicas que son superio-
res a las del arte anterior, mientras absorben la mayor
parte o la totalidad del CO2 emitido a partir de una
fuente determinada, tal como una planta de energía.
Otro beneficio adicional de ciertas formas de la
presente invención que las distingue de otros procesos de
extracción de CO2 es que en algunas condiciones del mer-
cado, los productos son considerablemente más valiosos
que los reactivos requeridos o los costos de potencia ne-
ta o depreciación de la planta. En otras palabras, cier-
tas formas son métodos industriales para obtener produc-
tos cloro-hidro-carbonato con un beneficio, mientras se
48

logra la extracción considerable de CO2 y contaminantes
incidentales de interés.
I. Definiciones
Tal como se emplean aquí, los términos “carbonatos”
o “productos carbonato” se definen generalmente como com-
ponentes minerales que contienen al grupo carbonato [CO-
3]2-. Así, los términos abarcan mezclas de carbonato/ bi-
carbonato y especies que contienen solamente al ion car-
bonato. Los términos “bicarbonatos” y “productos bicarbo-
nato” se definen generalmente como componentes minerales
que contienen al grupo bicarbonato [HCO3]1-. Así, los
términos abarcan ambas mezclas de carbonato/ bicarbonato
y especies que contienen solamente al ion bicarbonato.
Tal como se emplea aquí, “Ca/Mg” significa ya sea
Ca solo, Mg solo o una mezcla de ambos. La proporción de
Ca a Mg puede variar desde 0:100 hasta 100:0 incluyendo,
por ejemplo, 1:99, 5:95, 10:90, 20:80, 30:70, 40:60,
50:50, 60:40, 70:30, 80:20, 90:10, 95:5 y 99:1. Los
símbolos “Ca/Mg”, “MgxCa(1-x)” y CaxMg(1-x)” son sinónimos.
Por el contrario, “CaMg” o “MgCa” se refieren a una pro-
porción 1:1 de estos dos iones.
Tal como se emplea aquí, se utiliza al término “efi-
ciencia ecológica” como un sinónimo del término “eficien-
cia termodinámica” y se define como la cantidad de CO2
49

separado por ciertas formas de la presente invención por
energía consumida (representado por la ecuación
“δCO2/δE”); las unidades apropiadas para este valor son
kWh/ton de CO2. Se denomina a la separación de CO2 en
términos de porcentaje de CO2 total de la planta; se de-
nomina en forma similar al consumo de energía en términos
de consumo total de energía de la planta.
Los términos “Grupo II” y “Grupo 2” se utilizan en
forma intercambiable.
“Hexahidrato” se refiere a MgCl2·6H2O.
En la formación de bicarbonatos y carbonatos utili-
zando algunas formas de la presente invención, el término
“proporción iónica” se refiere a la proporción de catio-
nes en el producto dividida entre el número de carbonos
presentes en ese producto. Por lo tanto, se puede decir
que una corriente de producto constituida por bicarbonato
de calcio (Ca(HCO3)2) tiene una “proporción iónica” de
0,5 (Ca/C); se puede decir que una corriente de producto
formada por carbonato de calcio puro (CaCO3) tiene una
“proporción iónica” de 1,00 (Ca/C). Por extensión, se
puede decir que un número infinito de mezclas continuas
de carbonato y bicarbonato de cationes mono-, di- y tri-
valentes tienen proporciones iónicas que varían entre
0,5 y 3,0.
50

Tomando como base el contexto, la abreviatura “MW”
significa ya sea peso molecular o megavatios.
La abreviatura “PFD” es flujograma de proceso.
La abreviatura “Q” es calor (o servicio de calor) y
calor es un tipo de energía. Esto no incluye cualesquiera
otros tipos de energía.
Tal como se emplea aquí, se emplea el término “sepa-
ración” para referirse en general a técnicas o prácticas
cuyo efecto parcial o total es extraer CO2 a partir de
fuentes de emisiones puntuales y almacenar ese CO2 en al-
guna forma a fin de evitar su retorno hacia la atmósfera.
El empleo de este término no excluye cualquier forma de
las formas descritas que se consideran técnicas de “sepa-
ración”.
En el contexto de una fórmula química, la abreviatu-
ra “W” se refiere a H2O.
Los piroxenos son un grupo de minerales silicato en-
contrados en muchas rocas ígneas y metamórficas. Compar-
ten una estructura común que consiste de cadenas simples
de sílice tetraédrico y se cristalizan en los sistemas
monoclínico y ortorrómbico. Los piroxenos tienen la
fórmula general XY(Si,Al)2O6 en la cual X representa cal-
cio, sodio, hierro (II) y magnesio y de manera más rara
zinc, manganeso y litio; e Y representa iones de menor
51

tamaño tales como cromo, aluminio, hierro(II), magnesio,
manganeso, escandio, titanio, vanadio e inclusive hie-
rro(II).
Además, los átomos que constituyen a los compuestos
de la presente invención están destinados a incluir todas
las formas isotópicas de tales átomos. Los isótopos, tal
como se emplean aquí, incluyen aquellos átomos que tienen
el mismo número atómico pero diferentes números de masa.
A modo de ejemplo general y sin limitación, los isótopos
de hidrógeno incluyen tritio y deuterio y los isótopos de
carbono incluyen 13C y 14C.
El empleo de la palabra “uno” o “una”, cuando se
utilizan conjuntamente con el término “comprendiendo” en
las reivindicaciones y/o en la Memoria Descriptiva, pue-
den significa “uno” pero también es compatible con el
significado de “uno o más”, “por lo menos uno” y “uno o
más de uno”.
En toda esta solicitud, se emplea el término más o
menos para indicar que un valor incluye la variación in-
herente de error del dispositivo, el método que está
siendo empleado para determinar el valor o la variación
que existe entre los temas del estudio.
Los términos “comprende”, “tiene” e “incluye” son
verbos de enlace con extremo abierto. Cualesquiera formas
52

o tiempos de uno o más de estos verbos, tales como “com-
prende”, “comprendiendo”, “tiene”, “teniendo”, “incluye”
e “incluyendo” son también de extremo abierto. Por ejem-
plo, cualquier método que “comprende”, “tiene” o “inclu-
ye” una o más etapas no está limitado a poseer solamente
una o más de esas etapas y cubre también otras etapas no
enumeradas.
El término “efectivo”, tal como se lo emplea en la
Memoria Descriptiva y/o reivindicaciones, significa que
es adecuado para lograr un resultado deseado, esperado o
propuesto.
Las definiciones anteriores invalidan cualesquiera
definiciones en conflicto de cualquier referencia incor-
porada aquí. Sin embargo, el hecho de que se definan
ciertos términos no debe ser considerado como indicativo
de que cualquier término que no está definido sea indefi-
nido. Por el contrario, se cree que todos los términos
empleados describen a la invención en términos tales que
un experto en el arte puede apreciar los alcances y
práctica de la presente invención.
II. Separación de Dióxido de Carbono Utilizando Sales de
Metales del Grupo II
La Figura 1 ilustra un flujograma de proceso simpli-
ficado que ilustra formas generales y ejemplares de los
53

aparatos y métodos de la presente descripción. Se ofrece
este diagrama para propósitos ilustrativos solamente y
por lo tanto ilustra simplemente formas específicas de la
presente invención y no está destinado a limitar los al-
cances de las reivindicaciones en ninguna forma.
En la forma ilustrada en la Figura 1, el reactor 10
(por ejemplo, una caldera para sal de carretera) utiliza
energía, tal como energía externa y/o energía recuperada
(por ejemplo, calor procedente de gas combustible calien-
te o una fuente externa de calor tal como concentración
solar o combustión) para impulsar una reacción represen-
tada por la ecuación 1.
(Ca/Mg)Cl2 + 2 H2O --> (Ca/Mg)(OH)2 + 2HCl (1)
El agua utilizada en esta reacción puede estar en la for-
ma de líquido, vapor, un hidrato cristalino, por ejemplo
MgCl2·6H2O, CaCl2·2H2O o puede ser supercrítica. En algu-
nas formas, la reacción utiliza MgCl2 para formar Mg(OH)2
y/o Mg(OH)Cl (ver, por ejemplo, Figura 2). En algunas
formas, la reacción utiliza CaCl2 para formar Ca(OH)2.
Algo o la totalidad del hidróxido o hidroxicloruro del
Grupo 2 (no ilustrado) de la ecuación 1 puede ser sumi-
nistrado al reactor 20. En algunas formas, algo o la to-
talidad del hidróxido del Grupo 2 y/o el hidroxicloruro
del Grupo 2 es suministrado al reactor 20 como una solu-
54

ción acuosa. En algunas formas, algo o la totalidad del
hidróxido del Grupo 2 es suministrado al reactor 20 en
una suspensión acuosa. En algunas formas, algo o la tota-
lidad del hidróxido del Grupo 2 es suministrado al reac-
tor 20 como un sólido. En algunas formas, algo o la tota-
lidad del cloruro de hidrógeno (por ejemplo, en la forma
de vapor o en la forma de ácido clorhídrico) puede ser
suministrado al reactor 30 (por ejemplo, un fusionador de
roca). En algunas formas, los hidróxidos resultantes del
Grupo 2 son calentados adicionalmente para extraer al
agua y formar los correspondientes óxidos del Grupo 2. En
algunas variantes, algo o la totalidad de estos óxidos
del Grupo 2 puede ser suministrado al reactor 20.
El dióxido de carbono procedente de una fuente, por
ejemplo gas combustible, entra en el proceso del reactor
20 (por ejemplo, un reactor con lecho fluidificado, un
descarbonizador con torre de rociado o un burbujeador de
descarbonación), potencialmente después del intercambio
inicial de calor residual con un sistema de generación de
calor residual/generación de corriente continua. En algu-
nas formas, la temperatura del gas combustible es por lo
menos 125ºC. El hidróxido del Grupo 2, una parte o la to-
talidad del cual puede ser obtenido a partir del reactor
55

10, reacciona con dióxido de carbono en el reactor 20 de
acuerdo con la reacción representada por la ecuación 2.
(Ca/Mg)(OH)2 + CO2 --> (Ca/Mg)CO3 + H2O (2)
El agua producida a partir de esta reacción puede
ser suministrada nuevamente al reactor 10. Se separa
típicamente al carbonato del Grupo 2 a partir de la mez-
cla de reacción. Los carbonatos del Grupo 2 tiene un va-
lor Ksp muy bajo (constante de solubilidad del producto).
Así, son separados como sólidos uno del otro y los com-
puestos más solubles pueden ser mantenidos en solución.
En algunas formas, la reacción avanza a través de las sa-
les bicarbonato del Grupo 2. En algunas formas, se gene-
ran las sales bicarbonato y luego se separan opcionalmen-
te desde la mezcla de reacción. En algunas formas, se
hace reaccionar a los óxidos del Grupo 2, opcionalmente
en forma conjunta o separada de los hidróxidos del Grupo
2, con dióxido de carbono para formar sales carbonato del
Grupo 2. En algunas formas, se descarga hacia el aire el
gas combustible a partir del cual se ha extraído el CO2 y
otros contaminantes.
Los silicatos del Grupo 2 (por ejemplo, CaSiO3,
MgSiO3, MgO·FeO·SiO2, etc.) en el proceso en el reactor
30 (por ejemplo, un fusionador de roca o un reactor de
disociación de mineral). En algunas formas, se tritura a
56

estos silicatos del Grupo 2 en una etapa previa. En algu-
nas formas, los silicatos del Grupo 2 son inosilicatos.
Se puede hacer reaccionar a estos minerales con ácido
clorhídrico ya sea como gas o en la forma de ácido
clorhídrico, algo o la totalidad del cual se puede obte-
ner desde el reactor 10 para formar los correspondientes
cloruro metálicos del Grupo 2 (CaCl2 y/o MgCl2), agua y
arena (SiO2). La reacción puede ser representada por la
ecuación 3:
2HCl + (Ca/Mg)SiO3 -->(Ca/Mg)Cl2 + H2O + SiO2 (3)
Algo o la totalidad del agua producida en esta reacción
puede ser suministrada al reactor 10. Algo o la totalidad
de los cloruros del Grupo 2 de la ecuación 3 puede ser
suministrado al reactor 20. En algunas formas, algo o la
totalidad del cloruro del Grupo 2 se suministra al reac-
tor 20 como una solución acuosa. En algunas formas, algo
o la totalidad del cloruro del Grupo 2 se suministra al
reactor 20 en una suspensión acuosa. En algunas formas,
algo la totalidad del cloruro del Grupo 2 se suministra
al reactor 20 como un sólido.
Se ilustra aquí como la ecuación 4 a la reacción
neta que encierra la suma de las ecuaciones 1-3:
CO2 + (Ca/Mg)SiO3-->(Ca/Mg)CO3 + SiO2 (4)
57

En otra forma, se hace reaccionar al compuesto sepa-
rador MgxCa(1-x)CO3 con HCl en una forma adecuada para re-
generar y concentrar al CO2. El Ca/MgCl2 así formado es
devuelto al reactor de descomposición para producir
hidróxidos o hidroxihaluros que absorben CO2.
En todo el proceso ilustrado en la Figura 1 y des-
crito aquí, se generan los carbonatos del Grupo 2 como
material separador final a partir del CO2 recogido. Algo
o la totalidad del agua, cloruro de hidrógeno y/o energ-
ía de reacción pueden ser reciclados. En algunas formas,
algo o nada de estos elementos de recicla. En algunas
formas, el agua, cloruro de hidrógeno y energía e reac-
ción pueden ser utilizados para otros propósitos.
En algunas formas y dependiendo de la concentración
de CO2 en la corriente de gas combustible de una determi-
nada planta, se puede utilizar los métodos descritos aquí
para capturar 33-66% del CO2 de la planta utilizando so-
lamente calor como el impulsor (sin penalidad eléctrica).
En algunas formas, las eficiencias de los métodos descri-
tos aquí mejoran las concentraciones más bajas de CO2 y
aumentan con las temperaturas más altas de gas combusti-
ble (sin purificar). Por ejemplo, a 320ºC y 7% de concen-
tración de CO2, el 33% del CO2 del gas combustible puede
ser mineralizado con calor residual solamente. En algunas
58

formas, por ejemplo, a las temperaturas de salida de las
turbinas de gas natural, se puede lograr una mineraliza-
ción de aproximadamente 100%.
Estos métodos y dispositivos pueden ser modificados
adicionalmente, por ejemplo, con componentes modulares,
optimizados y aumentados utilizando los principios y
técnicas de la química, ingeniería química y/o ciencia de
los materiales, aplicados por un experto en el arte. Ta-
les principios y técnicas se describen, por ejemplo, en
la Patente de los Estados Unidos 7.727.374, Solicitud de
Patente de los Estados Unidos Publicaciones 2006/0185985
y 2009/0127127, Solicitud de Patente de los Estados Uni-
dos 11/233.509 presentada el 22 de septiembre de 2005,
Solicitud de Patente Provisional de los Estados Unidos
No. 60/718.906 presentada el 20 de septiembre de 2005;
Solicitud de Patente Provisional de los Estados Unidos
60/642.698 presentada el 10 de enero de 2005; Solicitud
de Patente Provisional de los Estados Unidos No.
60/612.355 presentada el 23 de septiembre de 2004, Soli-
citud de Patente de los Estados Unidos No. 12/235.482
presentada el 22 de septiembre de 2008, Solicitud de Pa-
tente Provisional de los Estados Unidos No. 60/973.948
presentada el 20 de septiembre de 2007, Solicitud de Pa-
tente Provisional de los Estados Unidos No. 60/032.802
59

presentada el 29 de febrero de 2008, Solicitud de Patente
Provisional de los Estados Unidos No. 61/033.298 presen-
tada el 3 de marzo de 2008, Solicitud de Patente Provi-
sional de los Estados Unidos No. 61/288.242 presentada el
20 de enero de 2010, Solicitud de Patente Provisional de
los Estados Unidos No. 61/362.607 presentada el 8 de ju-
lio de 2010 y Solicitud Internacional No. PCT/US08/77122
presentada el 19 de septiembre de 2008. Se incorpora aquí
específicamente a modo de referencia el texto íntegro de
las descripciones antes mencionadas (incluyendo cuales-
quiera apéndices).
Se incluyó los ejemplos anteriores para demostrar
formas particulares de la invención. Sin embargo, los ex-
pertos en el arte a la luz de la presente descripción de-
ben apreciar que se puede realizar muchos cambios en las
formas específicas que se describen y obtener a pesar de
todo un resultado igual o similar sin apartarse del espí-
ritu y alcances de la invención.
III. Separación de Dióxido de Carbono Utilizando Mg+2 co-
mo Catalizador
La Figura 2 ilustra un flujograma simplificado de
proceso que presenta formas generales y ejemplares de los
aparatos y métodos de la presente descripción. Se ofrece
este diagrama solamente para propósitos ilustrativos y de
60

este modo ilustra solamente formas específicas de la pre-
sente invención y no está destinado a limitar los alcan-
ces de las reivindicaciones en ninguna forma.
En la forma ilustrada en la Figura 2, el reactor 100
utiliza energía, tal como energía externa y/o energía re-
capturada (por ejemplo, calor a partir del gas combusti-
ble caliente) para impulsar una reacción tipo descomposi-
ción representada por la ecuación 5.
MgCl2·x(H2O) + yH2O -->
z’[Mg(OH)2] + z”[MgO]+z”’[MgCl(OH)]+(2z’+2z”+z”’)[HCl]
(5)
El agua utilizada en esta reacción puede estar en la for-
ma de un hidrato de cloruro de magnesio, liquida, vapor
y/o puede ser supercrítica. En algunas formas, se puede
realizar la reacción en uno dos, tres o más reactores. En
algunas formas, la reacción puede ocurrir en como una
tanda, semi-tanda de proceso continuo. En algunas formas,
algo o la totalidad de la sal de magnesio puede ser sumi-
nistrada al reactor 200. En algunas formas, algo o la to-
talidad de la sal de magnesio es suministrada al reactor
200 como una solución acuosa. En algunas formas, algo o
la totalidad de la sal de magnesio puede ser suministrada
al reactor 200 en una suspensión acuosa. En algunas for-
mas, algo o la totalidad de la sal de magnesio se sumi-
61

nistra al reactor 200 como un sólido. En algunas formas,
algo o la totalidad del cloruro de hidrógeno (por ejem-
plo, en la forma de vapor o en la forma de ácido clorhí-
drico) puede ser suministrado al reactor 300 (por ejem-
plo, un fusionador de roca). En algunas formas, se ca-
lienta adicionalmente al Mg(OH)2 para extraer el agua y
formar MgO. En algunas formas, se calienta adicionalmente
al MgCl(OH) para extraer Cl y formar MgO. En algunas va-
riantes, se puede suministrar al reactor 200 uno o más de
Mg(OH)2, MgCl(OH) y MgO.
El dióxido de carbono procedente de una fuente, por
ejemplo, gas combustible, entra en el proceso por el re-
actor 200 (por ejemplo, reactor con lecho fluidificado,
un descarbonizador con torre de rociado o un burbujeador
de descarbonación), potencialmente después del intercam-
bio inicial de calor residual con un sistema de calor re-
sidual/generación de corriente continua. En algunas for-
mas, la temperatura del gas combustible es por lo menos
125ºC. Mezclado con el dióxido de carbono se encuentra el
producto sal de magnesio procedente del reactor 100 y
CaCl2 (por ejemplo, sal de roca). El dióxido de carbono
reacciona con el producto sal de magnesio y CaCl2 en el
reactor 200 de acuerdo con la reacción representada por
la ecuación 6:
62

CO2+CaCl2+z’[Mg(OH)2]-z”[MgO]+z”’[MgCl(OH)--> (z’+z”-z”’)
MgCl2+(z’+ ½ z”’)H2O+CaO3 (6)
En algunas formas, el agua producida en esta reacción
puede ser enviada nuevamente hacia el reactor 100. Se se-
para típicamente el producto carbonato de calcio (por
ejemplo, piedra caliza, calcita) (por ejemplo, a través
de precipitación) desde la mezcla de reacción. En algunas
formas, la reacción avanza a través de las sales carbona-
to y bicarbonato de magnesio. En algunas formas, la reac-
ción avanza a través de las sales bicarbonato de calcio.
En algunas formas, se generan varias sales bicarbonato
del Grupo 2 y luego se separan opcionalmente desde la
mezcla de reacción. En algunas formas, el gas combustible
desde el cual se ha extraído CO2 y/u otros contaminantes,
es descargado hacia el aire opcionalmente después de una
o más etapas de purificación y/o tratamiento. En algunas
formas el producto MgCl2 opcionalmente hidratado, es de-
vuelto hacia el reactor 100. En algunas formas, se somete
al producto MgCl2 a una o más etapas de separación, puri-
ficación y/o hidratación antes de ser devuelto al reactor
100.
El silicato de calcio (por ejemplo, 3CaO:SiO2,
Ca3SiO5; 2CaO·SiO2, Ca2SiO4; 3CaO·2SiO2, Ca3SiO2O7 y
CaO·SiO2, CaSiO3 entra en el proceso a través del reactor
63

300 (por ejemplo, un fusionador de roca). En algunas for-
mas, estos silicatos del Grupo 2 son triturados en una
etapa previa. En algunas formas, los silicatos del Grupo
2 son inosilicatos. En la forma de la Figura 2, el inosi-
licato es CaSiO3 (por ejemplo, wollastonita que, por si
misma en algunas formas, contiene pequeñas cantidades de
hierro, magnesio y/o manganeso en sustitución del hie-
rro). Se hace reaccionar a CaSiO3 con cloruro de hidróge-
no, ya sea gas o en la forma de ácido clorhídrico, algo o
la totalidad del cual puede ser obtenido a partir del re-
actor 100 para formar CaCl2, agua y arena (SiO2). La re-
acción puede ser representada por la ecuación 7.
2HCl + (Ca/Mg)SiO3 -->(Ca/Mg)Cl2 + H2O + SiO2 (7)
Reacción ΔH kJ/ mol**
Escala de Temp. de Reac-ción
2HCl(g) + CaSiO3-->CaCl2 + H2O + SiO2 -254 90ºC-150ºC
2HCl(g) +MgSiO3-->MgCl2(aq)+H2O +
SiO2
-288 90ºC- 150ºC
**Las entalpías se basan en las temperaturas de reacción
y las temperaturas de las corrientes de entrada de reac-
tivo y salida de producto. Algo o la totalidad del agua
producida en esta reacción puede ser suministrada al re-
actor 100. Algo o la totalidad del CaCl2 es suministrado
64

al reactor 200 como una solución acuosa. En algunas for-
mas, algo o la totalidad del CaCl2 se suministra al reac-
tor 200 en una suspensión acuosa. En algunas formas, algo
o la totalidad del CaCl2 se suministra al reactor 200 co-
mo un sólido.
La reacción neta es la suma de las ecuaciones 5-7
tal como se ilustra en la ecuación 8:
CO2 + CaSiO3 --> CaCO3 + SiO2 (8)
Reacción ΔH kJ/ mol**
ΔH kJ/ mol**
2HCl(g) + CaSiO3-->CaCl2 + H2O + SiO2 -254 -39
**Medido a presión y temperatura normales.
En todo el proceso ilustrado en la Figura 2 y des-
crito aquí, se generan carbonatos de calcio como material
separador final a partir de CO2 e inosilicato de calcio.
Se puede ciclar algo o la totalidad de las varias sales
de magnesio, agua, cloruro de hidrógeno y energía de la
reacción. En algunas formas, solamente algo o nada de ta-
les elemento se cicla. En algunas formas, el agua, cloru-
ro de hidrógeno y/o energía de la reacción se pueden uti-
lizar para otros propósitos.
Estos métodos y dispositivos pueden ser modificados,
optimizados y aumentados adicionalmente utilizando los
principios y técnicas de la química, ingeniería química
y/o la ciencia de los materiales aplicados por un experto
65

en el arte. Tales principios y técnicas se describen, por
ejemplo, en la Patente de los Estados Unidos 7.727.374,
Solicitud de Patente de los Estados Unidos Publicaciones
2006/0185985 y 2009/0127127, Solicitud de Patente de los
Estados Unidos 11/233.509 presentada el 22 de septiembre
de 2005, Solicitud de Patente Provisional de los Estados
Unidos No. 60/718.906 presentada el 20 de septiembre de
2005; Solicitud de Patente Provisional de los Estados
Unidos 60/642.698 presentada el 10 de enero de 2005; So-
licitud de Patente Provisional de los Estados Unidos No.
60/612.355 presentada el 23 de septiembre de 2004, Soli-
citud de Patente de los Estados Unidos No. 12/235.482
presentada el 22 de septiembre de 2008, Solicitud de Pa-
tente Provisional de los Estados Unidos No. 60/973.948
presentada el 20 de septiembre de 2007, Solicitud de Pa-
tente Provisional de los Estados Unidos No. 60/032.802
presentada el 29 de febrero de 2008, Solicitud de Patente
Provisional de los Estados Unidos No. 61/033.298 presen-
tada el 3 de marzo de 2008, Solicitud de Patente Provi-
sional de los Estados Unidos No. 61/288.242 presentada el
20 de enero de 2010, Solicitud de Patente Provisional de
los Estados Unidos No. 61/362.607 presentada el 8 de ju-
lio de 2010 y Solicitud Internacional No. PCT/US08/77122
presentada el 19 de septiembre de 2008. Se incorpora aquí
66

específicamente a modo de referencia el texto íntegro de
las descripciones antes mencionadas (incluyendo cuales-
quiera apéndices).
Los ejemplos anteriores fueron incluidos para demos-
trar formas partículas de la invención. Sin embargo, los
expertos en el arte a la luz de la presente invención
apreciarán que se pueden realiza muchos cambios en las
formas específicas descritas y obtener aún así un resul-
tado igual o similar sin apartarse del espíritu y alcan-
ces de dicha invención.
IV. Conversión de Cloruro del Grupo 2 en Hidróxidos del
Grupo 2 o Hidroxi Cloruros del Grupo II
Se describe aquí proceso que hacen reaccionar un
cloruro del Grupo 2, por ejemplo, CaCl2 o MgCl2, con agua
para formar un hidróxido del Grupo 2, un óxido del Grupo
2 y/o una sal mezclada tal como un hidróxi cloruro del
Grupo 2. Típicamente, se hace referencia a tales reaccio-
nes como descomposiciones. En algunas formas, el agua
puede estar en la forma de líquido, vapor, a partir de un
hidrato del cloruro del Grupo 2 y/o puede ser supercríti-
ca. El vapor puede proceder de un permutador térmico, en
virtud de lo cual el calor procedente de un reacción in-
mensamente combustible, o sea gas natural y oxígeno o
hidrógeno y cloro, calienta una corriente de agua. En al-
67

gunas formas, el vapor puede ser generado también median-
te el uso de calor residual de planta o fábrica. En algu-
nas formas, se calienta a la sal cloruro ya sea anhidra o
hidratada.
En caso de Mg2+ y Ca2+, las reacciones pueden ser re-
presentadas por las ecuaciones 9 y 10 respectivamente:
MgCl2 + 2H2O-->Mg(OH)2+2HCl(g) ΔH = 263 kJ/moles** (9)
CaCl2+2H2O-->Ca(OH)2+2HCl(g) ΔH = 284 kJ/moles** (10)
** Medido a 100ºC.
Las reacciones son endotérmicas lo cual significa
que es necesario aplicar energía, por ejemplo calor, para
tengan lugar estas reacciones. Tal energía puede ser ob-
tenida a partir del calor residual generado en una o más
etapas del proceso exotérmico descrito aquí. Las reaccio-
nes anteriores pueden ocurrir de acuerdo con una o más de
las siguientes etapas:
68

La entalpía de la reacción (ΔH) para CaCl2 + 2 H2O
-->Ca(OH)2 + 2 HCl(g) es 284 kJ/mol a 100ºC. En algunas
variantes, se utiliza la sal MgCl2·6H2O, hexahidrato de
magnesio. Ya que se puede incorporar agua en la estructu-
ra molecular de la sal, se puede recurrir al calentamien-
to directo sin vapor o agua adicional para iniciar la
descomposición. Se indica aquí las temperaturas para las
siguientes reacciones típicas:
Desde 95-110ºC.
Desde 135-180ºC:
Desde 185-230ºC:
Desde >230ºC:
69

** Se calcularon los valores ΔH a la temperatura de la
reacción (columna “Temp. Reac.”)
Ver la referencia química Kirk Othmer 4ta Ed. Vol.
15, página 343 1998 John Wiley and Sons, que se incorpora
aquí a modo de referencia. Ver ejemplo 1 presentado más
adelante, el cual ofrece los resultados de una simulación
demostrando la capacidad de capturar CO2 a partir de gas
combustible utilizando una materia prima barata, CaCl2
para formar CaCO3. Ver también Energy Requeriments and
Equilibrium in the dehydratation, hydrolisis and decompo-
sition of Mgnesium Chloride – K.K. Kelley, Bureau of Mi-
Reacción Esc. Temp.
Temp. Reac-
70

nes 1941 y Kinetic Analysis of Thermal Dehydration and
Hydrolisis of MgCl2.6H2O por DTA y TG – Y. Kirsh, S. Ya-
riv y S. Shoval – Journal of Thermal Analysis, Vol. 32
(1987), ambos de los cuales se incorporan íntegramente
aquí a modo de referencia.
En ciertos aspectos, el Mg(OH)2 puede ser generado
de manera más eficiente a partir de MgCl2 (a través de
Mg(OH)Cl) mediante el ajuste de la proporción de MgCl2 y
agua en presencia de Mg(OH)Cl. Para mejorar la producción
de Mg(OH)2, se ajusta la cantidad de agua en la cámara
para favorecer la precipitación de Mg(OH)2, mientras se
evita la formación de hidratos de MgCl2·6(H2O). Específi-
camente, se mantiene la cantidad de agua en una solu-
ción de Mg(OH)Cl a una proporción molar de agua a MgCl2
superior o igual a 6, tal como una proporción entre más o
menos 6 y 7. Bajo estas condiciones el Mg(OH)2 es vir-
tualmente insoluble, mientras que el cloruro de magnesio
permanece en una solución acuosa. Ver, por ejemplo la
página 52 de Bakker 2011, cuya descripción se incorpora
aquí íntegramente a modo de referencia.
Así, para obtener una mezcla de MgCl2·6H2O y
Mg(OH)2, se hace reaccionar Mg(OH)Cl con una solución
acuosa de MgCl2, tal como aquella procedente de una co-
lumna de burbujeo. Sea reacción podría ser:
71

CaCl2(aq) + CO2 + Mg(OH)2 --> MgCl2(aq) + CaCO3↓+H2O
MgCl2(aq)~MgCl2·13-16H2O (líquido)
La ebullición de la mezcla de MgCl2·13-16H2O (líqui-
do) + ΔH --> MgCl2·6H2O (sólido) + 7-9H2O (gas) podría
significar un consumo importante de energía. Así, una so-
lución mas diluida que MgCl2·6H2O deberá causar la dismu-
tación de Mg(OH)Cl, una solución de MgCl2.xH2O (líquido)
en la cual x ≥ 12 debe ser capaz también de causar la
dismutación de Mg(OH)Cl. Se escribe la ecuación en la si-
guiente forma:
Mg(OH)Cl + ½ MgCl2.13-16H2O (líquido) --> ½ Mg(OH)2 +
MgCl2.6,5-8 H2O
Tal como:
Mg(OH)Cl + ½ MgCl2.12H2O (líquido) --> ½ Mg(OH)2 +
MgCl2.6H2O
Se reconstituye al MgCl2(aq) a la mitad del
MgCl2·6H2O original mediante la extracción del agua y la
mitad restante del MgCl2·6H2O se forma a partir de la
dismutación de Mg(OH)Cl mediante la adición de agua.
En la Figura 38A-I se ilustra un ejemplo de un sis-
tema que utiliza Mg(OH)2 generado tal como se describió
anteriormente. Se presenta más abajo el diagrama Aspen y
tiene un rectángulo rojo alrededor del “dismutador de
agua” definido. En la parte superior del rectángulo, el
72

Mg(OH)Cl, corriente SOLIDS-1, está saliendo del reactor
de descomposición marcado como “DECOMP”. Luego, en el
módulo marcado MgOH2, se mezcla el Mg(OH)Cl con el MgCl2
acuoso procedente de la columna de absorción, corriente
RECYCLE2. Salen como una pasta desde la unidad como la
corriente “4”, pasan a través de un permutador térmico y
envía el calor hacia la cámara de descomposición. Luego,
se denomina a la corriente “13” que pasa a través de una
unidad de separación que separa a la corriente en la co-
rriente MGCLSLRY (casi MgCl2·6H2O) y la corriente SOLIDS-
2 que es Mg(OH)2 enviado a la columna de absorción.
V. Reacción de Hidróxido del Grupo 2 y CO2 para Formar
Carbonatos del Grupo 2
En otro aspecto de la presente descripción, se pro-
porciona aparatos y métodos para la descarbonación de las
fuentes de dióxido de carbono utilizando hidróxidos del
Grupo 2, óxidos del Grupo 2 y/o cloruros hidróxido del
Grupo 2 como adsorbentes de CO2. En algunas formas, se
absorbe el CO2 hacia una mezcla y/o solución cáustica
acuosa donde reacciona con las sales hidróxido y/u óxido
para formar productos carbonato y bicarbonato. Se sabe
que el hidróxido de sodio, hidróxido de calcio e hidróxi-
do de magnesio, en varias concentraciones, absorben
fácilmente CO2. Así, en las formas de la presente inven-
73

ción, se pueden utilizar como el reactivo de absorción a
los hidróxidos del Grupo 2, óxidos del Grupo 2 (tales co-
mo CaO y/o MgO) y/u otros hidróxidos y óxidos, por ejem-
plo, hidróxido de sodio.
Por ejemplo, se puede utilizar un hidróxido del Gru-
po 2, por ejemplo, obtenido a partir de un cloruro del
Grupo 2, en una torre de adsorción para que reaccione
con CO2 y lo capture, basado en una o ambas de las si-
guientes reacciones:
**Calculado a presión y temperatura normales.
En algunas formas de la presente invención, la mayor
parte o casi todo el dióxido de carbono reacciona en esta
forma. En algunas formas, se puede impulsar a la reacción
hasta su terminación, por ejemplo, mediante la extracción
de agua ya sea a través de procesos continuos o interrum-
pidos y/o por medio de la precipitación de bicarbonato,
carbonato o una mezcla de ambos tipos de sales. Ver ejem-
plo 1, presentado más adelante, que ofrece una simulación
demostrado la capacidad de capturar CO2 a partir de gas
74

combustible utilizando una materia prima barata, Ca(CO)2
derivado de CaCl2 para formar CaCO3.
En algunas formas, un Grupo 2 inicialmente formado
puede pasar por una reacción de intercambio de sal con un
segundo hidróxido del Grupo 2 para transferir al anión
carbonato. Por ejemplo:
CaCl2 + MgCO3 + --> MgCl2 + CaCO3 (25a)
Estos métodos y dispositivos pueden ser modificados,
optimizados y aumentados adicionalmente utilizando los
principios y técnicas de la química, ingeniería química
y/o la ciencia de los materiales aplicados por un experto
en el arte. Tales principios y técnicas se describen, por
ejemplo, en la Patente de los Estados Unidos 7.727.374,
Solicitud de Patente de los Estados Unidos Publicaciones
2006/0185985 y 2009/0127127, Solicitud de Patente de los
Estados Unidos 11/233.509 presentada el 22 de septiembre
de 2005, Solicitud de Patente Provisional de los Estados
Unidos No. 60/718.906 presentada el 20 de septiembre de
2005; Solicitud de Patente Provisional de los Estados
Unidos 60/642.698 presentada el 10 de enero de 2005; So-
licitud de Patente Provisional de los Estados Unidos No.
60/612.355 presentada el 23 de septiembre de 2004, Soli-
citud de Patente de los Estados Unidos No. 12/235.482
presentada el 22 de septiembre de 2008, Solicitud de Pa-
75

tente Provisional de los Estados Unidos No. 60/973.948
presentada el 20 de septiembre de 2007, Solicitud de Pa-
tente Provisional de los Estados Unidos No. 60/032.802
presentada el 29 de febrero de 2008, Solicitud de Patente
Provisional de los Estados Unidos No. 61/033.298 presen-
tada el 3 de marzo de 2008, Solicitud de Patente Provi-
sional de los Estados Unidos No. 61/288.242 presentada el
20 de enero de 2010, Solicitud de Patente Provisional de
los Estados Unidos No. 61/362.607 presentada el 8 de ju-
lio de 2010 y Solicitud Internacional No. PCT/US08/77122
presentada el 19 de septiembre de 2008. Se incorpora aquí
específicamente a modo de referencia el texto íntegro de
las descripciones antes mencionadas (incluyendo cuales-
quiera apéndices).
VI. Minerales Silicato para la Separación de Dióxido de
Carbono
En aspectos de la presente invención se proporciona
métodos para separar dióxido de carbono utilizando mine-
rales silicato. Los minerales silicato constituyen una de
las clases más grandes y más importantes de los minerales
para la formación de roca, constituyendo aproximadamente
el 90 por ciento de la corteza terrestre. Se clasifican
en base a la estructura de su grupo silicato. Todos los
minerales silicato contienen silicio y oxigeno. En algu-
76

nos aspectos de la presente invención, se puede utilizar
a los silicatos del Grupo 2 para realizar una separación
eficiente de dióxido de carbono con respecto a la energ-
ía.
En algunas formas, se puede utilizar composiciones
que contienen inosilicatos del Grupo 2. Los inosilicatos
o silicatos de cadena tienen cadenas de interconexión de
tetraedros de silicato con SiO3, proporción 3:1, para ca-
denas simples o Si4O11, proporción 4:11 para cadenas do-
bles.
En algunas formas, los métodos descritos aquí utili-
zan composiciones que comprenden inosilicatos del Grupo 2
del grupo piroxeno. Por ejemplo, se puede utilizar ensta-
tita (MgSiO3).
En algunas formas, se utilizan composiciones de ino-
silicatos del Grupo 2 pertenecientes al grupo piroxenoi-
de. Por ejemplo, se puede utilizar wollastonita (CaSiO3).
En algunas formas, se puede emplear composiciones que
comprenden mezclas de inosilicatos del Grupo 2, por ejem-
plo, mezclas de enstatita y wollastonita. En algunas for-
mas, se puede utilizar composiciones que comprenden ino-
silicatos del Grupo 2 mezclados con metal, por ejemplo,
diopsido (CaMgSi2O6).
77

La wollastonita se presenta generalmente como un
constituyente común de una piedra caliza impura que ha
pasado por metamorfosis térmica. Típicamente, la wollas-
tonita tiene su origen en la siguiente reacción (ecuación
26) entre calcita y sílice con la pérdida de dióxido de
carbono:
CaCO3 + SiO2 --> CaSiO3 + CO2 (26)
En algunas formas, la presente invención tiene el resul-
tado de invertir efectivamente este proceso natural. La
wollastonita puede ser producida también en una reacción
de difusión en skarn. Se desarrolla cuando la piedra ca-
liza dentro de una piedra arenisca es metamorfoseada por
una roca intrusiva, lo cual da como resultado la forma-
ción de wollastonita en la piedra caliza como resultado
de la migración hacia fuera de los iones de calcio.
En algunas formas, puede variar la pureza de las
composiciones de inosilicato del Grupo 2. Por ejemplo, se
contempla que las composiciones inosilicato del Grupo 2
utilizadas en los procesos descritos pueden contener can-
tidades variables de otros compuestos o minerales, inclu-
yendo iones metálicos que no son del grupo 2. Por ejem-
plo, la wollastonita puede contener por si misma pequeñas
cantidades de hierro, magnesio y manganeso que sustituyen
al calcio.
78

En algunas formas, se puede utilizar composiciones
de olivina y/o serpentina. Se ha intentado realizar pro-
cesos de separación de mineral CO2 utilizando estos mine-
rales. Se incorporan aquí a modo de referencia las técni-
cas de Goldberg y otros (2001).
La olivina mineral es un silicato de magnesio y hie-
rro con la fórmula (Mg,Fe)2SiO4. Cuando se encuentra en
la calidad de gema, se denomina peridot. La olivina se
presenta en rocas ígneas máficas y ultramáficas y como un
mineral primario en ciertas rocas metamórficas. Se sabe
que la olivina rica en Mg se cristaliza a partir del mag-
ma que es rico en magnesio y bajo en sílice. Después de
la cristalización, el magma forma rocas máficas tales co-
mo gabbro y basalto. Las rocas ultramáficas, tales como
peridotita y dunita, pueden ser residuos que quedan des-
pués de la extracción de magmas y típicamente están más
enriquecidas con olivina después de la extracción de los
materiales fundidos parciales. Las olivina y las varian-
tes estructurales de alta presión constituyen más de 50%
del manto superior de la Tierra y la olivina es uno de
los minerales más comunes de la Tierra por volumen. El
metamorfismo de la dolomita impura u otros rocas sedimen-
tarias con alto contenido de magnesio y bajo contenido de
sílice produce también olivina rica en Mg o forsterita.
79

VI. Generación de Cloruros del Grupo 2 a partir de
Silicatos del Grupo 2
Los silicatos del grupo 2, por ejemplo, CaSiO3,
MgSiO3 y/u otros silicatos descritos aquí, pueden reac-
cionar con ácido clorhídrico, ya sea como un gas o en la
forma de ácido clorhídrico acuoso para formar los corres-
pondientes cloruros metálicos del Grupo 2 (CaCl2 y/o
MgCl2), agua y arena. En algunas formas, se utiliza al
HCl producido en la ecuación 1 para regenerar MgCl2 y/o
CaCl2 en la ecuación 3. Se crea así un circuito de proce-
so. La Tabla 1 presentada más adelante ilustra algunos de
los minerales silicato más comunes conteniendo cal-
cio/magnesio que pueden ser utilizados ya sea solos o en
combinación. Han sido satisfactorios las pruebas inicia-
les mediante la reacción de olivina y serpentina con HCl.
Se observó que se precipita SiO2 y se recoge MgCl2 y
CaCl2.
80

Tabla 1. Minerales Calcio/Magnesio
Mineral Fórmula (notación normal)
Fórmula (notación de óxido)
Proporción Grupo 2:SiO2
Proporción Grupo 2:total
Olivina
(Mg,Fe)2[SiO4] (MgO,FeO)2SiO2 1:1 1:2
Serpentina
Mg[OH]8[SiO10] 6MgO·4Si02·4H2O 3:2 indefinido
Sepiolita
Mg4[(OH)2SiO15]6H20 3MgO·Mg(OH)2·6Si·6H2O 2:3 indefinido
Enstatita
Mg2[SiO6] 2MgO·2SiO2 1:1 indefinido
Diopsido
CaMg[Si2O6] CaO·MgO·2SiO2 1:1 indefinido
Tremolita
Ca2Mg5{ ÒH]SiO11}2 2CaO·5MgO·8SiO2H2O 7:8 indefinido
Wollastonita
CaSiO3 CaO·SiO2 1:1 indefinido
Ver “Handbook of Rocks, Minerals & Gemstones by Walter Schuman Published 1993, Houghton Mif-
flin Co., Boston, New York, que se incorpora aquí a modo de referencia.
81

VIII. Formas Adicionales
En algunas formas, la conversión de dióxido de car-
bono a carbonatos minerales puede ser definida por dos
sales. La primera sal es aquella que puede ser calentada
hasta descomposición y se convierta en una base (hidróxi-
do y/u óxido) y emite un ácido, por ejemplo un gas. Esta
misma base reacciona con dióxido de carbono para formar
una sal carbonato, bicarbonato o sal carbonato básica.
Por ejemplo, en algunas formas, la presente descrip-
ción proporciona procesos que hacen reaccionar una o más
sales de las Tablas A-C presentadas a continuación, con
agua para formar hidróxidos, óxidos y/o haluros hidróxido
mezclados. Tales reacciones son referidas típicamente co-
mo descomposiciones. En algunas formas, el agua puede en-
contrarse como líquido, vapor y/o a partir de un hidrato
de la sal seleccionada. El vapor puede proceder de un
permutador térmico, en virtud de lo cual el calor proce-
dente de una reacción inmensamente combustible, o sea gas
natural y oxígeno o hidrógeno y cloro, calienta a una co-
rriente de agua. En algunas formas, se puede generar tam-
bién al vapor mediante el uso de calor residual de planta
o fábrica. En algunas formas, se calienta también a la
sal haluro, anhidra o hidratada.
Tabla A. Sales de Descomposición
82

Tabla B. Sales de Descomposición (continuación)
*Pruebas subsiguientes han comprobado el calor de la re-
acción dentro de 1,5-4% del valor termodinámicamente de-
rivado utilizando TGA (análisis termogravimétrico) de
muestras calentadas y ajustes de la escala de temperatu-
ra.
Tabla C. Sales de Descomposición (continuación)
83

Tabla D. Sales de Descomposición (continuación)
Para las Tablas A-D, los datos numéricos corresponden a
la energía por cantidad de CO2 capturado en kWh/tonelada,
NC=no convergió y NA = datos no disponibles.
Este mismo carbonato, bicarbonato o carbonato básico
de la primera sal reacciona con una segunda sal para rea-
lizar un intercambio carbonato/bicarbonato, de modo que
el anión de la segunda sal se combina con el catión de la
primera sal y el catión de la segunda sal se combina con
el ion carbonato/bicarbonato de la primera sal, lo cual
forma el carbonato/bicarbonato final.
En algunos casos, se hace reaccionar al hidróxido
derivado de la primera sal con dióxido de carbono y la
segunda sal, directamente para formar un carbona-
to/bicarbonato derivado (combinado con el catión de) la
segunda sal. En otros casos, el carbonato/ bicarbona-
to/carbonato básico derivado de (combinado con el catión
de) la primera sal es retirado desde la cámara del reac-
tor y colocado en una segunda cámara para que reaccione
con la segunda sal. La Figura 27 ilustra una forma de es-
te proceso de 2 sales.
84

Esta reacción puede ser beneficiosa cuando se prepa-
ra un carbonato/bicarbonato y cuando se desea una sal del
segundo metal y este segundo metal no puede descomponer-
se para formar un hidróxido absorbente de CO2 y, si el
compuesto carbonato/bicarbonato de la segunda sal es in-
soluble, o sea que se precipita a partir de la solución.
Se ofrece a continuación una lista no exhaustiva de ejem-
plos de tales reacciones que pueden ser utilizadas ya sea
solar o en combinación, incluyendo en combinación con una
o más de cualesquiera reacciones estudiadas aquí.
Ejemplos de la Descomposición de una Sal-1:
2NaI + H2O-->Na2O + 2HI y/o Na2O + H2O-->2NaOH
MgCl2·6H2O-->MgO + 5H2O + 2HCl y/o MgO + H2O-->Mg(OH)2
Ejemplos de una Descarbonación:
2NaOH + CO2-->Na2CO3+H2O y/o Na2CO3 + CO2 + H2O-->2NaHCO3
Mg(OH)2+CO2-->MgCO3+H2O y/o Mg(OH)2+2CO2-->Mg(HCO3)2
Ejemplos de un Intercambio de Carbonato con una Sal-2:
Na2CO3 + CaCl2 --> CaCO3↓ + 2NaCl
Na2CO3 + 2AgNO3 --> Ag2CO3↓ +2NaNO3
Ca(OH)2 + Na2CO3 --> CaCO3↓ + 2NaOH*
*En este caso el carbonato, Na2CO3 es la Sal-2 y la sal
descompuesta para formar Ca(OH)2, o sea CaCl2, es la Sal-
1. Esto es lo contrario de algunos de los ejemplos pre-
vios en que el ion carbonato permanece con la Sal-1.
85

Los compuestos carbonato conocidos incluyen 2CO3,
LiCO3, Na2CO3, K2CO3, Rb2CO3, Cs2CO3, BeCO3, MgCO3, CaCO3,
MgCO3, SrCO3, BaCO3, MnCO3, FeCO3, CoCO3, CuCO3, ZnCO3,
Ag3CO3, CdCO3, CdCO3, Al2(CO3)3, Tl2CO3, PbCO3 y La(CO3)3.
Los elementos del Grupo IA son conocidos por ser bicarbo-
natos estables, por ejemplo, LiHCO3, NaHCO3, RbHCO3 y
CsHCO3. El Grupo IIA y algunos otros elementos pueden
formar también bicarbonatos pero, en algunos casos, pue-
den ser estables solamente en solución. Típicamente, los
elementos formadores de roca son H, C, O, F, Na, Mg, Al,
Si, P, S, Cl, K, Ca, Ti, Mg y Fe. Las sales de estos com-
puestos pueden ser térmicamente descompuestas en los co-
rrespondientes hidróxidos con la menor cantidad de energ-
ía por mol de hidróxido absorbente de CO2 y pueden ser
considerados por lo tanto potenciales candidatos a la
Sal-1.
Tomando como base las energías calculadas en las Ta-
blas A-D, varias sales tienen energías más bajas que
MgCl2·6H2O. La Tabla E presentada más adelante resume es-
tas sales y el porcentaje de penalidad de reducción a
través de su uso con relación a MgCl2·6H2O.
Tabla E: Sales Alternativas Con Energía Más Baja
Compuesto kw-hr/ton. % de reducción
86

Las siguientes sales especifican una reacción de
descomposición a través de su respectiva información MSDS
disponible.
Compuesto Energía de Des-composición
NOTAS
MgCl2·6H2O.
4500
MnCl2·4H2O
5043 Solamente Mn+2 forma un carbonato estable
Nal·2H2O
1023 Demasiado raro
Col2·6H2O
4123 Demasiado raro
FeCl2·4H2O
3860 Puede oxidar a óxido férrico y esto no formará un carbonato estable
LiBr 3006 Demasiado raro Mg(NO3)2·4H2O
1606 Deja Nox
CoSO4·4H2O
3351 Algo raro deja SO3
CdCl2·5H2O
No disponible Productos tóxicos secundarios
Ca(NO3)2·4H2O 2331 Deja NO2
Compuesto
Referencias
MgCl2·6H2O
87

MnCl2·4H2O
http:avogadro.chem.iastate.edu/MSDS/MnCl2. htm
Nal·2H2O
htt://www.chemicalbook.com/ProductMSDSDetailCB6170714_EN.htm
Col2·6H2O
htt://www.espimetals.com/index.php/msds/527-cobalt-iodide
FeCl2·4H2O
LiBr
http://www.chemcas.com/material/cas/archive/7550-35-8_v1.asp
Mg(NO3)2·4H2O
http://avogadro.com.iastate.edu/MSDS/MgNO3-6H2O.htm
CoSO4·4H2O
http://www.chemicalbook.com/ProductMSDSDetailCB0323842_EN:HTM
CdCl2·5H2O
http://www.espimetals.com/index.php/msds/460-cadmium-chloride
Ca(NO3)2·4H2O
http://avogadro.com.iastate.edu/MSDS/Ca%28NO3%292-4H2O.htm
IX. Generación de Piedra Caliza y Sus Usos
En aspectos de la presente invención se proporciona
métodos para separar dióxido de carbono en la forma de
piedra caliza. La piedra caliza es una roca sedimentaria
constituida ampliamente por calcita mineral (carbonato de
calcio: CaCO3). Este mineral tiene muchos usos algunos de
los cuales se identifican más adelante.
La piedra caliza en forma pulverizada, tal como se
obtiene en algunas formas de la presente invención, puede
ser utilizada como un acondicionador del suelo (cal para
agricultura) a fin neutralizar las condiciones de suelo
ácido, por ejemplo, neutralizando los efectos de la llu-
via ácida en ecosistemas. Las aplicaciones de mayor nivel
incluyen el uso de la piedra caliza como un reactivo en
desulfuraciones.
88

La piedra caliza es una piedra importante para mam-
postería y arquitectura. Una de sus ventajas consiste en
que es relativamente fácil de cortar en bloques o escul-
pido más elaborado. Tiene larga duración y soporta bien
la exposición. La piedra caliza es un ingrediente clave
de la cal viva, mortero, cemento y concreto.
Se utiliza también al carbonato de calcio como un
aditivo para papel, plástico, pintura, baldosas y otros
materiales como pigmento blanco y un relleno barato. Se
puede utilizar a las formas purificadas de carbonato de
calcio en pasta dental y se agrega al pan y cereales como
una fuente de calcio. Se utiliza también al CaCO3 en me-
dicina como un antiácido.
Corrientemente, la mayor parte del carbonato de cal-
cio utilizado en la industria se extrae mediante minería
o explotación en cantera. Mediante la co-generación de
este mineral como parte de la separación de dióxido de
carbono en algunas formas, esta invención proporciona una
fuente no extractiva de este importante producto.
X. Generación de Carbonato de Magnesio y Sus Usos
En aspectos de la presente invención se proporciona
métodos para separar al dióxido de carbono en la forma de
carbonato de magnesio. El carbonato de magnesio, MgCO3,
es un sólido blanco que se presenta en la naturaleza como
89

un mineral. Las formas más comunes de carbonato de magne-
sio son la sal anhidra llamada magnesita (MgCO3) y los
di, tri y pentahidratos conocidos como barringtonita
(MgCO3·2H2O), nesquehonita (MCO3·3H2O) y lansfordita
(MgO3·5H2O) respectivamente. El carbonato de magnesio
tiene una variedad de usos, algunos de los cuales se es-
tudian brevemente más adelante.
Se puede utilizar al carbonato de magnesio para pro-
ducir metal magnesio y ladrillos refractarios básicos. Se
utiliza también al MgCO3 en pisos, protección contra fue-
go, composiciones para extinguir incendios, cosméticos,
polvos medicinales para uso externo y pasta dental. Otras
aplicaciones son las de material de relleno, supresor de
humo en plásticos, un agente reforzante en goma neopreno,
un agente desecante, un laxante y para conservación del
color en alimentos. Además, se utiliza al carbonato de
magnesio de alta pureza como un antiácido y como un adi-
tivo en sal de mesa para que fluya libremente.
Corrientemente, se obtiene típicamente al carbonato
de magnesio mediante explotación minera de la magnesita
mineral. Mediante la co-generación de este mineral como
parte de la separación de dióxido de carbono en algunas
formas, esta invención proporciona una fuente no extrac-
tiva de este importante producto.
90

XI. Generación de Dióxido de Silicio y Sus Usos
En aspectos de la presente invención, se proporciona
métodos para separar dióxido de carbono que produce di-
óxido de silicio como un producto secundario. El dióxido
de silicio, conocido también como sílice, es un óxido de
silicio con una fórmula química SiO2 y se lo conoce por
su dureza. El sílice es encontrado de manera más común en
la naturaleza como arena o cuarzo, así como también en
las paredes celulares de diatomeas. El sílice es el mine-
ral más abundante en la corteza terrestre. Este compuesto
tiene muchos usos, algunos de los cuales se describen
brevemente más adelante.
Se utiliza al sílice principalmente en la producción
de vidrio para ventanas, vasos para beber y botellas para
bebidas. La mayor parte de las fibras ópticas para tele-
comunicaciones están hechas también con sílice. Es una
materia prima principal para muchas cerámicas tales como
loza de barro, losa de piedra y porcelana, así como tam-
bién cemento Portland industrial.
El sílice es un aditivo común en la producción de
alimentos donde se lo utiliza principalmente como un
agente de flujo en alimentos en polvo o para absorber
agua en aplicaciones higroscópicas. En la forma hidrata-
da, se utiliza al sílice en pasta dental como un abrasivo
91

duro para remover la placa dental. El sílice es el compo-
nente primario de la tierra diatomácea que tiene muchos
usos desde filtración hasta control de insectos. También
es el componente primario de la ceniza para quitar la
cáscara del arroz que se utiliza, por ejemplo, en filtra-
ción y en fabricación de cemento.
Las películas delgadas de sílice que crecen sobre
obleas de silicio a través de métodos de oxidación térmi-
ca pueden ser bastante beneficiosas en micro-electrónica
donde actúan como aisladores eléctricos con alta estabi-
lidad química. En aplicaciones eléctricas, pueden prote-
ger al silicio, almacenar carga, bloquear corriente e in-
clusive actuar como una trayectoria controlada a fin de
limitar el flujo de corriente.
Se fabrica típicamente al sílice en varias formas,
incluyendo vidrio, cristal, gel, aerogel, sílice fumante
y sílice coloidal. Mediante la co-generación de este mi-
neral como parte de la separación de dióxido de carbono
en algunas formas, esta invención proporciona otra fuente
de este importante producto.
XII. Separación de Productos
Se puede emplear procesos de separación para separar
a los productos carbonato y bicarbonato a partir de solu-
ción líquida y/o mezcla de reacción. Mediante la manipu-
92

lación de la concentración básica, temperatura, presión,
tamaño del reactor, profundidad del fluido y grado de
carbonación, se puede producir una o más sales carbonato
y/o bicarbonato. De otro modo, los productos carbona-
to/bicarbonato pueden ser separados a partir de la solu-
ción mediante el intercambio de energía térmica con gases
combustibles de entrada.
Las corrientes líquidas de salida, dependiendo del
diseño del reactor, pueden incluir agua, CaCO3, MgCO3,
Ca(HCO3)2, Mg(HCO3)2, Ca(OH)2, NaOH, NaHCO3, Na2CO3 y
otros gases disueltos en varios equilibrios. Se puede en-
contrar también componentes disueltos de emisión en can-
tidades mínimas tales como H2SO4, HNO3 y Hg. En una for-
ma, la extracción/separación de agua desde el producto
carbonato implica la adición de energía térmica para eva-
porar al agua desde la mezcla, por ejemplo, utilizando
una caldera. De otro modo, se puede utilizar la retención
de una solución básica parcial y calentamiento subsi-
guiente de la solución en una cámara de separación para
causar que las sales carbonato relativamente puras se
precipiten en un tanque de retención y las sales hidróxi-
do restantes recirculen nuevamente hacia el reactor. En
algunas formas, el carbonato puro, bicarbonato puro y
mezclas de los dos en concentraciones de equilibrio y/o
93

como una pasta o forma concentrada, pueden ser transpor-
tados periódicamente hacia un camión cisterna/vagón cis-
terna. En algunas formas, las corrientes líquidas pueden
ser desplazadas hacia los tanques/campos de evaporación
donde el líquido, tal como agua, puede ser extraído me-
diante evaporación.
La liberación de productos gaseosos incluye la pre-
ocupación de que si las sales hidróxido u óxido serán
descargadas con seguridad, o sea, emitiendo “lluvia áci-
da”. En algunas formas se puede prevenir la emisión de
tales sales cáusticas aerolizadas mediante el uso de una
unidad de condensación/reflujo simple y barata.
En algunas formas, la sal carbonato puede ser preci-
pitada utilizando métodos que se emplean ya sea separada-
mente o conjuntamente con un proceso de eliminación de
agua. Varios equilibrios de sal carbonato tienen escalas
características en las cuales, cuando se aumenta la tem-
peratura, se precipitará en forma natural y se recogerá
una determinada sal carbonato, por ejemplo CaCO3, lo cual
la hace susceptible a ser retirada como una pasta que
arrastra cierta fracción de NaOH.
XIII. Recuperación del Calor Residual
Debido a que ciertas formas de la presente inven-
ción se emplean en el contexto de la emisión amplia de
94

CO2 en la forma de gas combustible u otros gases calien-
tes a partir de procesos de combustión, tales como aque-
llos que ocurren en una planta de energía, existe una am-
plia oportunidad para utilizar este calor ‘residual’, por
ejemplo para la conversión de sales cloruro del Grupo 2
en hidróxidos del Grupo 2. Por ejemplo, es de aproximada-
mente 300ºC la temperatura típica de gas combustible de
entrada (por ejemplo, después de tratamiento con precipi-
tación electroestática). Los permutadores térmicos pueden
disminuir rebajar a ese gas combustible hasta un punto
inferior a 300ºC, mientras que el calentamiento del agua
y/o sal cloruro del Grupo 2 facilitan esta conversión.
En general, ya que el gas combustible está disponi-
ble en las salidas de la planta de energía a temperaturas
entre 100ºC (típicamente depurado), 300ºC (después del
proceso de precipitación) y 900ºC (entrada a la precipi-
tación) u otras de tales temperaturas, se puede extraer
considerable calor residual mediante enfriamiento del gas
combustible de entrada a través de permutación térmica
con un ciclo de recuperación de energía, por ejemplo, un
ciclo de amoníaco-agua (por ejemplo, un ciclo “Kalina”),
un ciclo vapor o cualquier ciclo que logre los mismos me-
dios termodinámicos. Ya que algunas formas de la presente
invención se basan en la energía de corriente continua
95

para lograr la fabricación del reactivo/absorbente, el
proceso puede ser alimentado directamente, en forma par-
cial o completa, mediante la recuperación de calor resi-
dual que se logra sin las pérdidas normales de transfor-
mador asociadas con la conversión de esa corriente conti-
nua en corriente alterna para otros usos. Además, median-
te el uso de motores para cuyo funcionamiento emplean ca-
lor residual, se puede lograr eficiencias importantes sin
la etapa de generación de electricidad que se emplea en
general. En algunas condiciones, se puede encontrar que
estas cantidades de energía para la recuperación de calor
residual alimentan íntegramente las formas de la presente
invención.
XIV. Procesos Alternativos
Como se indicó anteriormente, algunas formas de los
aparatos y métodos de la presente descripción producen
cierto número de intermedios útiles, productos secunda-
rios y productos finales a partir de las varias etapas de
reacción, incluyendo cloruro de hidrógeno, sales carbona-
to del Grupo 2, sales hidróxido del Grupo 2, etc. En al-
gunas formas, algunas o todas estas sales pueden ser uti-
lizadas en uno o más de los métodos descritos más adelan-
te. En algunas formas, algunos o todos los materiales
iniciales o intermedios empleados en una o más de las
96

etapas descritas anteriormente, se obtienen utilizando
uno o más de los métodos ilustrados más adelante.
A. Uso de Cloro Para la Cloración de Silicatos del
Grupo 2
En algunas formas, el gas cloro puede ser sometido a
licuefacción para obtener ácido clorhídrico que se utili-
za luego para clorar minerales silicato del Grupo 2. La
licuefacción de cloro y uso subsiguiente del ácido
clorhídrico son particularmente atractivos, especialmente
en situaciones en las cuales está saturado el mercado del
cloro. Se puede realizar la licuefacción del cloro de
acuerdo con la ecuación 27:
Cl2(g)+2H2O(l)+hv(363 nm)-->2HCl(l)+ ½ O2(g) (27)
En algunas formas, el oxígeno así producido puede ser de-
vuelto a la entrada de aire de la planta de energía pro-
piamente dicha, donde se ha demostrado a través de todas
las investigaciones de la industria de la energía que las
plantas con entrada de oxígeno enriquecido tienen (a) ma-
yores eficiencias Carnot, (b) corrientes de salida de CO2
más concentradas, (c) menor intercambio térmico hacia el
aire de entrada caliente y (d) otras ventajas sobre plan-
tas mejoradas sin oxígeno. En algunas formas, el oxígeno
puede ser utilizado en una cuba de combustible hidróge-
no/oxígeno. En algunas formas, el oxígeno puede servir
97

como parte del oxidante en una turbina diseñada para la
generación de energía con gas natural, por ejemplo, uti-
lizando una mezcla de hidrógeno y gas natural.
B. Uso de Cloro para la Cloración de Hidróxido del
Grupo 2
En algunas formas, se puede hacer reaccionar al gas
cloro con sales hidróxido del Grupo 2 para obtener una
mezcla de una sal cloruro y una sal hipoclorito (ecuación
28). Por ejemplo, el HCl puede ser vendido como un pro-
ducto y la sal hidróxido del Grupo 2 puede ser utilizada
para extraer el exceso de cloro.
Ca/Mg(OH)2 + Cl2--> ½ Ca/Mg(OCl)2 + ½ H2O (28)
Luego, los hipocloritos del Grupo 2 pueden ser descom-
puestos utilizando un catalizador cobalto o níquel para
formar oxígeno y el correspondiente cloruro (ecuación
29):
Ca/Mg(OCl)2 --> Ca/MgCl2 + O2 (29)
Luego, se puede recuperar al cloruro de calcio y/ cloruro
de magnesio.
XV. Extracción de otros Contaminantes a partir de la
Fuente
Además de la extracción de CO2 a partir de la fuen-
te, en algunas formas de la invención, las condiciones de
descarbonación extraerán también SOx y NOx y, en un me-
98

nor grado, mercurio. En algunas formas de la presente in-
vención, la depuración incidental de NOx, SOx y compues-
tos de mercurio puede asumir una mayor importancia econó-
mica; en otras palabras, mediante el empleo de las formas
de la presente invención, se puede quemar hullas que con-
tienen grandes cantidades de estos compuestos en la plan-
ta de energía, en algunas formas, con menos contaminación
resultante en comparación con hullas de mayor grado pro-
cesadas sin el beneficio del proceso de absorción de CO2.
Tales principios y técnicas se describen, por ejemplo, en
la Patente de los Estados Unidos 7.727.374, Solicitud de
Patente de los Estados Unidos Publicaciones 2006/0185985
y 2009/0127127, Solicitud de Patente de los Estados Uni-
dos 11/233.509 presentada el 22 de septiembre de 2005,
Solicitud de Patente Provisional de los Estados Unidos
No. 60/718.906 presentada el 20 de septiembre de 2005;
Solicitud de Patente Provisional de los Estados Unidos
60/642.698 presentada el 10 de enero de 2005; Solicitud
de Patente Provisional de los Estados Unidos No.
60/612.355 presentada el 23 de septiembre de 2004, Soli-
citud de Patente de los Estados Unidos No. 12/235.482
presentada el 22 de septiembre de 2008, Solicitud de Pa-
tente Provisional de los Estados Unidos No. 60/973.948
presentada el 20 de septiembre de 2007, Solicitud de Pa-
99

tente Provisional de los Estados Unidos No. 60/032.802
presentada el 29 de febrero de 2008, Solicitud de Patente
Provisional de los Estados Unidos No. 61/033.298 presen-
tada el 3 de marzo de 2008, Solicitud de Patente Provi-
sional de los Estados Unidos No. 61/288.242 presentada el
20 de enero de 2010, Solicitud de Patente Provisional de
los Estados Unidos No. 61/362.607 presentada el 8 de ju-
lio de 2010 y Solicitud Internacional No. PCT/US08/77122
presentada el 19 de septiembre de 2008. Se incorpora aquí
específicamente a modo de referencia el texto íntegro de
las descripciones antes mencionadas (incluyendo cuales-
quiera apéndices).
XVI. Ejemplos
Se incluye los siguientes ejemplos para demostrar
algunas formas de la invención. Apreciarán los expertos
en el arte que las técnicas descritas en los ejemplos si-
guientes representan técnicas descubiertas por el inven-
tor para que funcionen perfectamente en la práctica de la
invención y, así, se puede considerar que constituyen mo-
dos preferidos para su práctica. Sin embargo, tales ex-
pertos en el arte, a la luz de la presente descripción,
apreciarán que se puede realizar muchos cambios en las
formas específicas descritas y se obtienen aún así un re-
100

sultado igual o similar sin apartarse del espíritu y al-
cances de la invención.
Ejemplo 1 – Simulación de Proceso de Captura de CO2 a
partir de Gas Combustible Utilizando CaCl2 para Formar
CaCO3
Se simuló una forma de la presente invención utili-
zando el software Aspen Plus v. 7.1 que utiliza entalpías
conocidas de reacción, energías libres de reacción y
parámetros definidos para determinar los equilibrios de
masa y energía y las condiciones apropiadas para captu-
rar CO2 a partir de una corriente de gas combustible que
utiliza CaCl2 para formar un producto CaCO3. Estos resul-
tados demuestran que es posible capturar CO2 a partir del
gas combustible utilizando materias primas baratas, CaCl2
y agua para formar CaCO3.
Una parte de los parámetros definidos incluye el
flujograma de proceso ilustrado en la Figura 5. Los re-
sultados de la simulación sugieren que es eficiente para
hacer recircular una corriente de MgCl2 de modo que reac-
cione con H2O y calor para formar Mg(OH)2. Luego, este
Mg(OH)2 reacciona con una solución saturada de CaCl2/H2O
y CO2 procedente del gas combustible para formar CaCO3,
el cual se filtra desde la corriente. El MgCl2 formado es
reciclado hacia el primer reactor para iniciar el proceso
101

nuevamente. Este proceso no está limitado a cualquier
fuente particular de CaCl2. Por ejemplo, puede ser obte-
nido a partir de la reacción de silicato de calcio con
HCl para producir CaCl2.
Las restricciones y parámetros especificados para
esta simulación incluyen:
● Las reacciones fueron conducidas con eficien-
cias de 100% y sin pérdidas. Las simulaciones pueden ser
modificadas cuando las tandas piloto determinan las efi-
ciencias de la reacción.
● Las simulaciones no computaron las impurezas en
el material de alimentación CaCl2 o en cualquier MgCl2 de
compensación requerido debido a las pérdidas desde el
sistema.
Los resultados de esta simulación indican un consumo
preliminar de energía neta de aproximadamente 130 millo-
nes de unidades térmicas británicas por hora. Las Tablas
2a y 2b ofrecen los cómputos de masa y energía para las
varias corrientes (las columnas en la tabla) del proceso
simulado. Cada corriente corresponde a la corriente de la
Figura 5.
El proceso consiste en dos secciones de reacción
primaria y una sección de filtración de sólidos. El pri-
mer reactor caliente a la solución de MgCl2/agua dando
102

lugar a que se descomponga en una corriente de HCl/vapor
de agua una corriente líquida de Mg(OH)2. La corriente
de HCl/vapor de agua es enviada a la columna de absorción
de HCl. Se envía a la solución de Mg(OH)2 al reactor 2
para procesamiento adicional. La reacción química para
este reactor puede ser representada por la siguiente
ecuación:
MgCl2 + 2H2O -->Mg(OH)2 + 2HCl (30)
Se agrega una solución de CaCl2 y una corriente de
gas combustible al MgCl2 contenido en el reactor. Esta
reacción forma CaCO3, MgCl2 y agua. Se precipita el CaCO3
y se extrae en un filtro o decantador. El MgCl2 y agua
restantes se reciclan al primer reactor. Se agrega agua
adicional para completar el equilibrio de agua requerido
por el primer reactor. La reacción química para este re-
actor puede ser representada por la siguiente ecuación:
Mg(OH)2 + CaCl2 + CO2 -->CaCO3(s) + MgCl2 + H2O (31)
Las alimentaciones primarias para este proceso son
CaCl2, gas combustible (CO2) y agua. El MgCl2 contenido
en el sistema es utilizado, reformado y reciclado. El
único MgCl2 de compensación requerido es reemplazar
aquellas pequeñas cantidades que salen desde el sistema
con el producto CaCO3 y pequeñas cantidades que abandonan
a este último con el producto HCl/agua.
103

Este proceso es un consumidor de energía neta. Exis-
te un intercambio térmico cruzado para recuperar al calor
contenido en las corrientes de alta temperatura para pre-
calentar a las corrientes de alimentación. Se puede obte-
ner una recuperación importante de calor mediante la re-
acción del HCl concentrado así formado con minerales si-
licato.
104

Tabla 2a. Cómputo de Masa y Energía Para Simulación de la Captura de CO2 a partir de Gas
Combustible Utilizando CaCl2 para Formar CaCO3
Nombres de la Co-rriente de Proceso
1 2 3 RESIDUOS CaCl2 CaCO3 FG-IN H2O H2O-MgOH
Temperatura ºF
485,8 151,6 250 95 77 95 104 77 536
Presión, lbs/pulg2 absoluto
15 15 15 15 15 15 15 15 15
Frac. Vapor
0 0 0,025 0 0 1 0 0
Flujo de masa, lbs mol/hora
1594,401 7655,248 7653,691 3568,272 139,697 139.502 611,154 2220,337 1594,401
Flujo de masa, lbs/hora
53195,71 162514,8 162514,8 115530,1 15504 13962,37 19206 40000 53195,71
Flujo en volumen, galones/minuto
38,289 238,669 12389,12 114,43 14,159 30680,73 80,111 40,178
Entalpía millones de BTU/hora
-214,568 -918,028 -909,155 -574,405 -47,795 -27,903 -273,013 -205,695
H2O
1473,175 105624,1 105603 33281,39 750,535 40000 1473,172
H2
Cl2
HCl
rastros rastros 0,001 rastros rastros
CO2
<0,001 0,091 0,005 6158,236
CO
O2
0,055 0,055 0,055 2116,894
105

N2
0,137 0,137 0,137 10180,34
CaCl2
15504
Ca(OH)2
CaCO3
Mg(OH)2
Mg(OH)Cl
MgCl2
MgCO3
Ca(O)Cl2
CaCl2O2
Ca2+
7,797 rastros 7,797
Mg2+
11114,84 14507,52 11942,37 11115,59
H+
<0,001 rastros rastros rastros rastros rastros <0,001
CaOH+
<0,001 rastros <0,001
MgOH+
22,961 15,364 17,613 25,319 20,435
HClO
106

Nombres de la Co-rriente de Proceso
1 2 3 RESIDUOS CaCl2 CaCO3 FG-IN H2O H2O-MgOH
MgCO3-3W
MgCl2(s)
MgCl2-6W
21433,25
MgCl2-4W
CaCl2(s)
CaCO3(s)
13962,37 13962,37
MgCO3(s)
0,174
CaCl2-6W
42,623
MgCl2-4W
MgCl2-2W
MgCl2-2W
MgCl2-2W
Ca(OH)2(s)
8137,518 7,043 5,576 0,08 8139,306
ClO-
HCO3-
0,001 <0,001 0,119
Cl-
<0,001 0,001 0,001 <0,001 <0,001 <0,001
CO32-
rastros rastros 0,001
107

Nombres de la Co-rriente de Proceso
1 2 3 RESIDUOS CaCl2 CaCO3 FG-IN H2O H2O-MgOH
H2O
0,028 0,65 0,288 0,039 1 0,028
H2
Cl2
HCl
rastros rastros 3 PPB rastros rastros
CO2
rastros 563 PPB 40 PPB 0,321
CO2
<0,001 0,091 0,005 6158,236
CO
O2
336 PPB 336 PPB 473PPB 0,11
N2
844 PPB 844 PPB 1 PPM 0,53
CaCl2
15504
Ca(OH)2
CaCO3
Mg(OH)2
Mg(OH)Cl
MgCl2
MgCO3
Ca(O)Cl2
108

Nombres de la Co-rriente de Proceso
1 2 3 RESIDUOS CaCl2 CaCO3 FG-IN H2O H2O-MgOH
CaCl2O2
Ca2+
48 PPM rastros 67 PPM
Mg2+
0,209 0,089 0,089 0,103 0,209
H+
1 PPB rastros rastros rastros rastros 5 PPB
CaOH+
1 PPB rastros 1 PPB
MgOH+
432 PPM 95 PPM 108 PPM 219 PPM 384 PPM
HClO
MgCO3-3W
MgCl2(s)
MgCl2-6W
0,186
MgCl2-4W
CaCl2(s)
CaCO3(s)
0,121 1
MgCO3(s)
1 PPM
CaCl2-6W
262 PPM
MgCl2-4W
109

Nombres de la Co-rriente de Proceso
1 2 3 RESIDUOS CaCl2 CaCO3 FG-IN H2O H2O-MgOH
MgCl2-2W
MgCl2-2W
MgCl2-2W
Ca(OH)2(s)
0,153 43 PPM 34 PPM 691 PPB 0,153
ClO-
HCO3-
5 PPB rastros 1 PPM
Cl-
0,61 0,261 0,261 0,302 0,61
OH-
rastros 6 PPB 6 PPB rastros 2 PPB rastros
CO32-
rastros rastros 12 PPB
H2O
81,774 5863,026 5861,857 1847,398 41,661 2220,337 81,773
H2
Cl2
HCl
rastros rastros <0,001 rastros rastros
CO
O2
0,002 0,002 0,002 66,155
N2
0,005 0,005 0,005 363,408
CaCl2
139,697
110

Nombres de la Co-rriente de Proceso
1 2 3 RESIDUOS CaCl2 CaCO3 FG-IN H2O H2O-MgOH
Ca(OH)2
CaCO3
Mg(OH)2
MgCl2
MgCO3
Ca(O)Cl2
CaCl2O2
Ca2+
Mg2+
457,328 596,922 596,894 491,376 457,358
H+
<0,001 rastros rastros rastros rastros <0,001
CaOH+
rastros rastris rastros
MgOH+
0,556 0,372 0,426 0,613 1 0,495
HClO
1 PPM
MgCO3-3W
MgCl2(s)
111

Nombres de la Co-rriente de Proceso
1 2 3 RESIDUOS CaCl2 CaCO3 FG-IN H2O H2O-MgOH
MgCl2-6W
105,426
MgCl2-4W
CaCl2(s)
CacO3(s)
139,502 139,502
MgCO3(s)
0,002
CaCl2-6W
0,195
CaCl2-4W
CaCl2-2W
MgCl2-2W
MgCl2-W
Ca(OH)2(s)
Mg(OH)2(s)
139,533 0,121 0,096 0,001 139,564
ClO-
HCO3-
<0,001 rastros 0,0021
Cl-
915,211 1194,604 1194,215 983,753 915,211
OH-
rastros <0,001 <0,001 rastros rastros rastros
CO32-
rastros rastros <0,001
112

Nombres de la Co-rriente de Proceso
1 2 3 RESIDUOS CaCl2 CaCO3 FG-IN H2O H2O-MgOH
H2O
0,051 0,766 0,766 0,518 0,068 1 0,051
H2
Cl2
HCl
rastros rastros 2PPB rastros rastros
CO2
rastros 271 PPB 29 PPB 0,229
CO
O2
223 PPB 223 PPB 478 PPB 0,108
N2
640 PPB 640 PPB 1 PPM 0,595
CaCl2
1
Ca(OH)2
CaCO3
Mg(OH)2
Mg(OH)Cl
MgCl2
MgCO3
Ca(O)Cl2
CaCl2O2
113

Nombres de la Co-rriente de Proceso
1 2 3 RESIDUOS CaCl2 CaCO3 FG-IN H2O H2O-MgOH
Ca2+
25 PPM rastros 55 PPM
Mg2+
0,287 0,078 0,078 0,138 0,287
H+
49 PPB rastros rastros rastros 2 PPB 156 PPB
CaOH+
rastros rastros rastros
MgOH+
349 PPM 56 PPM 172 PPM 310 PPM
HClO
MgCO3-3W
MgCl2(s)
MgCl2-6W
0,03
MgCl2-4W
CaCl2(s)
CacO3(s)
0,039 1
MgCO3(s)
269 PPB
CaCl2-6W
25 PPM
CaCl2-4W
CaCl2-2W
MgCl2-2W
114

Nombres de la Co-rriente de Proceso
1 2 3 RESIDUOS CaCl2 CaCO3 FG-IN H2O H2O-MgOH
MgCl2-W
Ca(OH)2(s)
Mg(OH)2(s)
0,088 16 PPM 12 PPM 383 PPM 0,088
ClO-
HCO3-
2 PPB1 rastros 547 PPB
Cl-
0,574 0,156 0,156 0,276 0,574
OH-
1 PPB 8 PPB 7 PPB rastros 2 PPB 1 PPB
CO22+
rastros rastros 6 PPB
PH
5,319 6,955 5,875 7,557 6,999 5,152
Tabla 2B. Cómputo de Masa y Energía para Simulación de Captura de CO2 a Partir de Gas
Combustible Utilizando CaCl2 Para Formar CaCO3
Nombres de la Corriente de Proceso
H2O-IN HCl-H2O Mg-CaCl2 MgOH-01 RETORNO RX3-VENT
Temperatura
77 536 250 286,8 95 95
Presiòn, lbs/pulg2 absoluto
15 15 15 15 15 15
115

Nombres de la Corriente de Proceso
H2O-IN HCl-H2O Mg-CaCl2 MgOH-01 RETORNO RX3-VENT
Frac Vapor
0 1 0,025 0,021 0 1
Flujo en Moles, lb mol/hr
3383,073 5781,846 7655,866 3814,738 3427,371 433,305
Flujo de Masa, lbs/hora
60947 109319,3 162515 93195,71 101567,8 12375,59
Flujo en Volumen galones/minuto
122,063 512251,6 12240,14 5364,891 104,123 21428,56
Entalpía millones de Btu/hora
-415,984 -561,862 -909,177 -487,581 -502,044 -0,364
H2O
60947 99124,11 105634,7 41473,17 33262,52 59,861
H2
Cl2
HCl
10195,18 0,087 0,009 rastros rastros
CO2
rastros 18,689
CO
O2
0,055 2116,839
N2
0,137 10180,2
CaCl2
Ca(OH)2
CaCO3
Mg(OH)2
116

Nombres de la Corriente de Proceso
H2O-IN HCl-H2O Mg-CaCl2 MgOH-01 RETORNO RX3-VENT
Mg(OH)Cl
MgCl2
MgCO3
Ca(O)Cl2
CaCl2O2
Ca2+
7,797
Mg2+
14519,48 11116,3 11938,09
H+
rastros <0,001 rastros rastros
CaOH+
<0,001
MgOH+
0,112 17,999 25,309
HClO
MgCO3-3W
MgCl2(s)
MgCl2-6W
21468,81
MgCl2-4W
CaCl2(s)
CaCO3(s)
117

Nombres de la Corriente de Proceso
H2O-IN HCl-H2O Mg-CaCl2 MgOH-01 RETORNO RX3-VENT
MgCO3(s)
0,175
CaCl2-6W
CaCl2-4W
CaCl2-2W
MgCl2-2W
CaCl2-2W
Ca(OH)2(s)
8141,025 0,024
ClO-
HCO3-
rastros
Cl-
42360,62 32447,2 34864,84
OH-
<0,001 rastros <0,001 <0,001
CO32-
rastros
Frac Masa
H2O
1 0,907 0,65 0,445 0,327 0,005
H2
Cl2
HCl
0,093 534 PPB 92 PPB rastros rastros
118

Nombres de la Corriente de Proceso
H2O-IN HCl-H2O Mg-CaCl2 MgOH-01 RETORNO RX3-VENT
CO2
rastros 0,002
CO
02
538 PPB 0,171
N2
1 PPM 0,823
CaCL2
Ca(OH)2
CaCO3
Mg(OH)2
Mg(OH)Cl
MgCl2
MgCO3
Ca(O)Cl2
CaCl2O2
Ca2+
7,797
Mg2+
0,089 0,119 0,118
H+
rastros 2 PPB rastros rastros
CaOH+
1 PPB
119

CaCO3
Mg(OH)2
Nombres de la Corriente de Proceso
H2O-IN HCl-H2O Mg-CaCl2 MgOH-01 RETORNO RX3-VENT
Mg(OH)Cl
MgCl2
MgCO3
Ca(O)Cl2
CaCl2O2
Ca2+
7,797
Mg2+
14519,48 11116,3 11938,09
H+
rastros <0,001 rastros rastros
CaOH+
<0,001
MgOH+
0,112 17,999 25,309
HClO
MgCO3-3W
MgCl2(s)
MgCl2-6W
21468,81
MgCl2-4W
120

CaCl2(s)
CaCO3(s)
Nombres de la Corriente de Proceso
H2O-IN HCl-H2O Mg-CaCl2 MgOH-01 RETORNO RX3-VENT
MgCO3(s)
0,175
CaCl2-6W
CaCl2-4W
CaCl2-2W
MgCl2-2W
CaCl2-2W
Ca(OH)2(s)
8141,025 0,024
ClO-
HCO3-
rastros
Cl-
42360,62 32447,2 34864,84
OH-
<0,001 rastros <0,001 <0,001
CO32-
rastros
Frac Masa
H2O
1 0,907 0,65 0,445 0,327 0,005
H2
Cl2
121

HCl
0,093 534 PPB 92 PPB rastros rastros
Nombres de la Corriente de Proceso
H2O-IN HCl-H2O Mg-CaCl2 MgOH-01 RETORNO RX3-VENT
CO2
rastros 0,002
CO
02
538 PPB 0,171
N2
1 PPM 0,823
CaCl2
Ca(OH)2
CaCO3
Mg(OH)2
Mg(OH)Cl
MgCl2
MgCO3
Ca(O)Cl2
CaCl2O2
Ca2+
77 PPM
Mg2+
0,089 0,119 0,118
H+
rastros 2 PPB rastros rastros
122

CaOH+
1 PPB
Nombres de la Corriente de Proceso
H2O-IN HCl-H2O Mg-CaCl2 MgOH-01 RETORNO RX3-VENT
MgOH+
689 PPB 193 PPM 249 PPM
ClO
MgCO3-3W
MgCl2(s)
MgCl2-6W
0,211
MgCl2-4W
CaCl2(s)
CaCO3(s)
MgCO3(s)
2 PPM
CaCl2-6W
CaCl2-4W
CaCl2-2W
MgCl2-2W
MgCl2-W
Ca(OH)2(s)
Mg(OH)2(s)
0,087 240 PPB
ClO-
123

Nombres de la Corriente de Proceso
H2O-IN HCl-H2O Mg-CaCl2 MgOH-01 RETORNO RX3-VENT
HCO3-
rastros
Cl-
0,261 0,348 0,343
OH-
2 PPB1 rastros 2 PPB rastros
CO32-
rastros
H2O
3383,073 5502,224 5863,617 2302,111 1846,35 3,323
H2
Cl2
HCl
279,622 0,002 <0,001 rastros rastros
CO2
rastros 0,425
CO
02
0,002 66,154
N2
0,005 363,404
CaCl2
Ca(OH)2
CaCO3
Mg(OH)2
Mg(OH)Cl
124

Nombres de la Corriente de Proceso
H2O-IN HCl-H2O Mg-CaCl2 MgOH-01 RETORNO RX3-VENT
MgCl2
MgCO3
Ca(O)Cl2
CaCl2O2
Ca2+
0,195
Mg2+
597,414 457,388 491,201
H+
rastros <0,001 rastros rastros
CaOH+
rastros
MgOH+
0,003 0,436 0,613
HClO
MgCO3-3W
MgCl2(s)
MgCl2-6W
105,601
MgCl2-4W
CaCl2(s)
CaCO3(s)
MgCO3(s)
0,002
125

Nombres de la Corriente de Proceso
H2O-IN HCl-H2O Mg-CaCl2 MgOH-01 RETORNO RX3-VENT
CaCl2-6W
CaCl2-4W
CaCl2-2W
MgCl2-2W
MgCl2-W
Ca(OH)2(s)
Mg(OH)2(s)
139,593 <0,001
ClO-
HCO3-
rastros
Cl-
1194,83 915,211 983,403
OH-
rastros rastros rastros rastros
CO32-
rastros
H2O
1 0,952 0,766 0,603 0,539 0,008
H2
Cl2
HCl
0,048 311 PPB 62 PPB rastros rastros
CO2
rastros 980 PPM
126
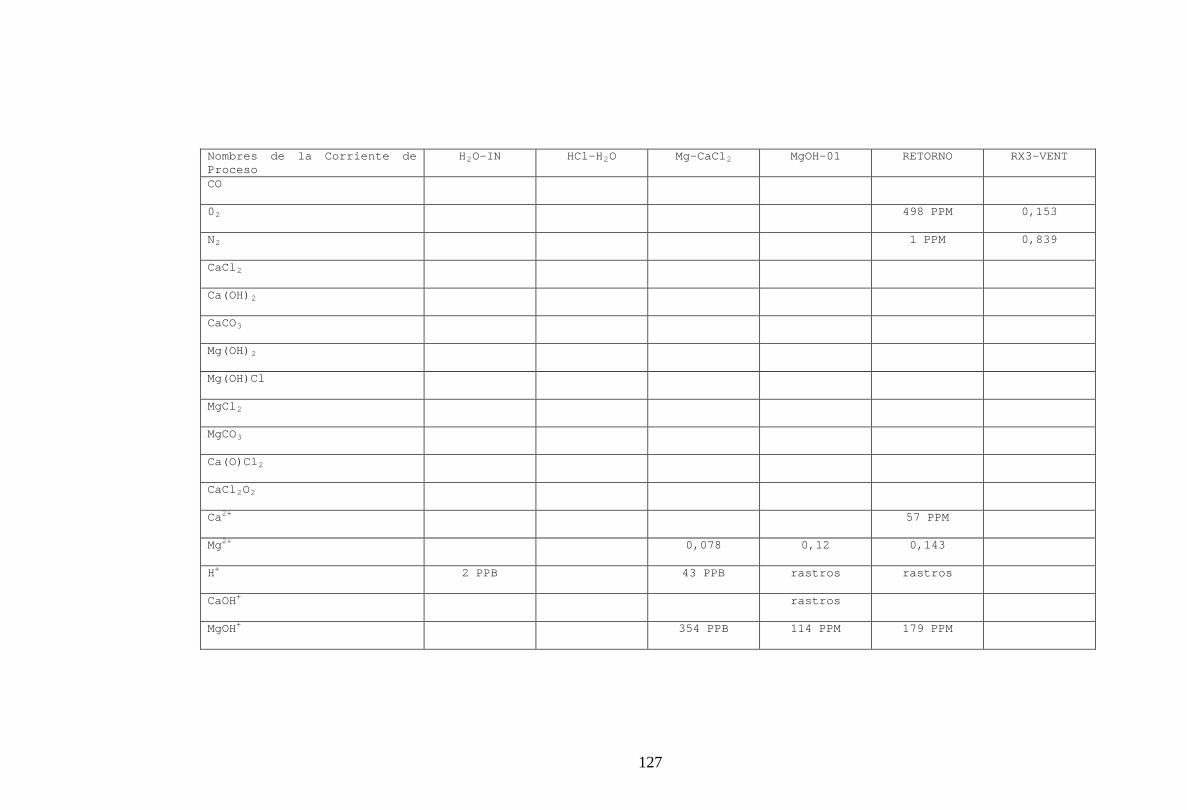
Nombres de la Corriente de Proceso
H2O-IN HCl-H2O Mg-CaCl2 MgOH-01 RETORNO RX3-VENT
CO
02
498 PPM 0,153
N2
1 PPM 0,839
CaCl2
Ca(OH)2
CaCO3
Mg(OH)2
Mg(OH)Cl
MgCl2
MgCO3
Ca(O)Cl2
CaCl2O2
Ca2+
57 PPM
Mg2+
0,078 0,12 0,143
H+
2 PPB 43 PPB rastros rastros
CaOH+
rastros
MgOH+
354 PPB 114 PPM 179 PPM
127

Nombres de la Corriente de Proceso
H2O-IN HCl-H2O Mg-CaCl2 MgOH-01 RETORNO RX3-VENT
HClO
MgCO3-3W
MgCl2(s)
MgCl2-6W
0,031
MgCl2-4W
CaCl2(s)
CaCO3(s)
MgCO3(s)
607 PPB
CaCl2-6W
CaCl2-4W
CaCl2-2W
MgCl2-2W
MgCl2-W
Ca(OH)2(s)
Mg(OH)2(s)
0,037 122 PPB
ClO-
HCO3-
rastros
128

Nombres de la Corriente de Proceso
H2O-IN HCl-H2O Mg-CaC2 MgOH-01 RETORNO RX3-VENT
Cl-
0,156 0,24 0,287
OH-
2 PPB rastros 2 PPB rastros
CO32-
rastros
PH
6,9991 3,678 5,438 7,557
129

Ejemplo 2 (Caso 1) – Simulación de Proceso de Captura de
CO2 Catalizada con Ion de Magnesio a partir de Gas Com-
bustible Utilizando CaCl para formar CaCO3
Los resultados de la simulación sugieren que es efi-
ciente calentar una corriente de MgCl2·6H2O en tres sec-
ciones separadas de deshidratación, cada una en su propia
cámara, seguido por una reacción de descomposición tam-
bién en su propia cámara, para formar Mg(OH)Cl y HCl, o
sea un total de cuatro cámaras. Se hace reaccionar al
Mg(OH)Cl con H2O para formar MgCl2 y Mg(OH)2 que reaccio-
na luego con una solución saturada de CaCl2/H2O y CO2
procedente del gas combustible para formar CaCO3 que fil-
tra desde la corriente. El MgCl2·6H2O resultante así for-
mado es reciclado junto con el producto previo hacia el
primer reactor para comenzar el proceso nuevamente.
Este proceso no está limitado a cualquier fuente
particular de CaCl2. Por ejemplo, puede ser obtenido a
partir de la reacción de silicato de calcio con HCl para
producir CaCl2.
Las restricciones y parámetros especificados para
esta simulación incluyen:
● Se realizaron las reacciones a 100% de efi-
ciencia sin pérdidas. Las simulaciones pueden ser
130

modificadas cuando las tandas piloto determinan las
eficiencias de la reacción.
● Las simulaciones no computaron las impurezas en
el material de alimentación CaCl2 o en cualquier
MgCl2 de compensación requerido debido a las
pérdidas desde el sistema.
● Parte de los parámetros definidos incluyen el
flujograma de proceso ilustrado en la Figura 6.
Los resultados de esta simulación indican un consumo
preliminar neto de energía de 5946 kwh/tonelada de CO2.
La Tabla 3 ofrece el cómputo de masa y energía para las
varias corrientes del proceso simulado. Cada corriente
corresponde a la corriente de la Figura 6.
El proceso consiste en dos reactores primarios y una
sección para la filtración de sólidos. El primer reactor
calienta al MgCl2·6H2O provocando su descomposición en
una corriente de HCl/vapor de H2O y una corriente de
sólidos de Mg(OH)Cl. Se envía a la corriente de HCl/vapor
de H2O a un permutador térmico para recuperar calor ex-
tra. Se envía al Mg(OH)2 formado a partir de Mg(OH)Cl
hacia el reactor 2 para procesamiento adicional. La reac-
ción o reacciones químicas que tienen lugar en este reac-
tor incluyen las siguientes:
131

Se agrega una solución de CaCl2 y una corriente de
gas combustible al Mg(OH)2 contenido en el reactor 2. Es-
ta reacción forma CaCO3, MgCl2 y agua. Se precipita CaCO3
y se lo extrae en un filtro o decantador. Se recicla al
MgCl2 y agua restantes hacia el primer reactor. Se agrega
agua adicional para completar el resto del agua requerida
por el primer reactor. La reacción o reacciones que tie-
nen lugar en este reactor incluyen las siguientes:
Mg(OH)2 + CaCl2 + CO2 --> CaCO3↓(s) + MgCl2 + H2O (34)
Las alimentaciones primarias para este proceso son
CaCl2, gas combustible (CO2) y agua. Se utiliza, reforma
y recicla al MgCl2 contenido en el sistema. La única com-
pensación requerida de MgCl2 es reemplazar aquellas pe-
queñas cantidades que abandonan al sistema con el produc-
to CaCO3 y pequeñas cantidades que salen con el producto
HCl/agua.
Este proceso es un consumidor de energía neta. La
cantidad de energía está bajo investigación y optimiza-
ción. Existe una permutación térmica cruzada para recupe-
rar al calor en corrientes de alta temperatura para pre-
calentar a las corrientes de alimentación.
132

Se resumen a continuación las etapas para este pro-
ceso (Caso 1):
Caso 1 Etapa 3 – Deshidratación y luego Descomposición Se deshidrata al hexahidrato en 3 cámaras separadas. Etapa 1 hex- a tetra, Etapa 2 tetra a di-, Etapa 3 di- a mono. Se descompone al monohidrato en 80% de Mg(OH)Cl y 20% de MgCl2 en una cuarta cámara. CO2 absorbido
53333 Miles de tons. por año
CaCl2
134574 Miles de tons. por año
HCl seco
88368 Miles de tons. por año
CaCO3
105989 Miles de tons. por año
Hexahidrato reciclado
597447 Miles de tons. por año
HEX A TETRA (100ºC)
1557 kWh/tonelada de CO2
TETRA A DI- (125ºC)
2135 kWh/tonelada de CO2
DI- A MONO (160ºC & HCl PP) 1150 kWh/tonelada de CO2
DESCOMPOSICIÓN (130ºC) 1051 kWh/tonelada de CO2
Hasta 80% de Mg(OH)Cl – 20% de MgCl2
Rendimiento 90% de vapor de HCl
0,9 MW Recuperación de Calor
148 kWh/ton. de CO2
a partir de 28% de vapor de Cl
TOTAL
5946 KwH/ton. de CO2
133

Tabla 3. Cómputo de Masa y Energía para Simulación Caso 1
Nombres de la Corrien-te de Proceso
CaCl2 CaCO3 GAS COMBUS-TIBLE
H2O H2O-1 H20-2 HCl-PP VAPOR HCl
Temperatura ºC
25 95 104 25 100 125 160 130
Presión, lbs/pulg2
14,7 14,7 15,78 14,7 16,166 16,166 16,166 14,696
Masa VFrac
0 0 1 0 1 1 1 1
Masa SFrac
1 1 0 0 0 0 0 0
Flujo de Masa, tons./ año
134573,943 121369,558 166332,6 290318,99 105883,496 105890,399 17179,526 97647,172
Volumen en flujo, ga-lones/minuto
30,929 22,514 76673,298 8099,644 82228,086 87740,919 10242,935 48861,42
Entalpía MW
-30,599 -46,174 -17,479 -146,075 -44,628 -44,47 -3,258 -10,757
Densidad lbs/pie cúbi-co
136,522 169,146 0,068 1,125 0,04 0,038 0,053 0,063
H2O
0 0 6499,971 290318,99 105883,496 105885,779 5681,299 9278,695
H2
0 0 0 0 0 0 0 0
Cl2
0 0 0 0 0 0 0 0
HCl
0 0 0 0 0 4,62 11498,227 88368,477
CO2
0 0 053333,098 0 0 0 0 0
CO
0 0 0 0 0 0 0 0
02
0 0 18333,252 0 0 0 0 0
156

Nombres de la Corrien-te de Proceso
CaCl2 CaCO3 GAS COMBUS-TIBLE
H2O H2O-1 H20-2 HCl-PP VAPOR HCl
N2
0 0 88166,278 0 0 0 0 0
CaCl2
134573,943 80,499 0 0 0 0 0 0
Ca(OH)2
0 0 0 0 0 0 0 0
CaCO3
0 121289,059 0 0 0 0 0 0
MgCO3
0 0 0 0 0 0 0 0
Ca(O)Cl2
0 0 0 0 0 0 0 0
MgCl2
0 0 0 0 0 0 0 0
MgCl2*W
0 0 0 0 0 0 0 0
MgCl2*2W
0 0 0 0 0 0 0 0
MgCl2*4W
0 0 0 0 0 0 0 0
MgCl2*6W
0 0 0 0 0 0 0 0
Mg(OH)Cl
0 0 0 0 0 0 0 0
Mg(OH)2
0 0 0 0 0 0 0 0
MgO
0 0 0 0 0 0 0 0
MgHCO3+
0 0 0 0 0 0 0 0
H2O
0 0 0,039 1 1 1 0,331 0,095
H2
0 0 0 0 0 0 0 0
157

Nombres de la Corrien-te de Proceso
CaCl2 CaCO3 GAS COMBUS-TIBLE
H2O H2O-1 H20-2 HCl-PP VAPOR HCl
Cl2
0 0 0 0 0 0 0 0
HCl
0 0 0 0 0 0,669 0,905
CO2
0 0 0,321 0 0 0 0 0
CO
0 0 0 0 0 0 0 0
O2
0 0 0,11 0 0 0 0 0
N2
0 0 0,53 0 0 0 0 0
CaCl2
1 0,001 0 0 0 0 0 0
Ca(OH)2
0 0 0 0 0 0 0 0
CaCO3
0 0,999 0 0 0 0 0 0
MgCO3
0 0 0 0 0 0 0 0
Ca(O)Cl2
0 0 0 0 0 0 0 0
MgCl2
0 0 0 0 0 0 0 0
Cl2
0 0 0 0 0 0 0 0
HCl
0 0 0 0 0 0,669 0,905
CO2
0 0 0,321 0 0 0 0 0
CO
0 0 0 0 0 0 0 0
O2
0 0 0,11 0 0 0 0 0
158

Nmbres de la Corrien-te de Proceso
CaCl2 CaCO3 GAS COMBUS-TIBLE
H2O H2O-1 H20-2 HCl-PP VAPOR HCl
N2
0 0 0,53 0 0 0 0 0
CaCl2
1 0,001 0 0 0 0 0 0
Ca(OH)2
0 0 0 0 0 0 0 0
CaCO3
0 0,999 0 0 0 0 0 0
MgCO3
0 0 0 0 0 0 0 0
Ca(O)Cl2
0 0 0 0 0 0 0 0
MgCl2
0 0 0 0 0 0 0 0
MgCl2*W
0 0 0 0 0 0 0 0
MgCl2*2W
0 0 0 0 0 0 0 0
MgCl2*4W
0 0 0 0 0 0 0 0
MgCl2*6W
0 0 0 0 0 0 0 0
Mg(OH)Cl
0 0 0 0 0 0 0 0
Mg(OH)2
0 0 0 0 0 0 0 0
MgO
0 0 0 0 0 0 0 0
MgHCO3+
0 0 0 0 0 0 0 0
H2O
0 0 11,441 511,008 186,372 186,376 10 16,332
H2
0 0 0 0 0 0 0 0
159

Nombres de la Corrien-te de Proceso
CaCl2 CaCO3 GAS COMBUS-TIBLE
H2O H2O-1 H20-2 HCl-PP VAPOR HCl
Cl2
0 0 0 0 0 0 0 0
HCl
0 0 0 0 0 0,004 10 76,854
CO2
0 0 38,427 0 0 0 0 0
CO
0 0 0 0 0 0 0 0
02
0 0 18,168 0 0 0 0 0
N2
0 0 99,8 0 0 0 0 0
CaCl2
38,45 0,023 0 0 0 0 0 0
Ca(OH)2
0 0 0 0 0 0 0 0
CaCO3
0 38,427 0 0 0 0 0 0
MgCO3
0 0 0 0 0 0 0 0
Ca(O)Cl2
0 0 0 0 0 0 0 0
MgCl2
0 0 0 0 0 0 0 0
MgCl2*W
0 0 0 0 0 0 0 0
MgCl2*2W
0 0 0 0 0 0 0 0
MgCl2*4W
0 0 0 0 0 0 0 0
MgCl2*6W
0 0 0 0 0 0 0 0
Mg(OH)Cl
0 0 0 0 0 0 0 0
160

Nombres de la Corrien-te de Proceso
CaCl2 CaCO3 GAS COMBUS-TIBLE
H2O H2O-1 H20-2 HCl-PP VAPOR HCl
Mg(OH)2
0 0 0 0 0 0 0 0
MgO
0 0 0 0 0 0 0 0
MgHCO3+
0 0 0 0 0 0 0 0
Tabla 3b. Cómputo de Masa y Energía para Simulación Caso 1
Nombres de la Corriente de Proceso
MgCl2-2W MgCl2-4W MgCl2-6W RECYCLE1 RX2-VENT PASTA SOLIDOS-1 SOLIDOS-2 VAPOR
Temperatura ºC
125 100 104 95 95 95 160 130 160
Presiòn, lbs/pulg2 abso-luto
16,166 16,166 14,696 14,7 14,7 14,7 22,044 14,696 22,044
Masa VFrac
0 0 0 0 1 0 0 0 1
Masa SFrac
1 1 1 0,998 0 0,999 1 1 0
Flujo de Masa, toneladas por año
385672,688 491563,087 597446,583 598447,468 106499,178 719817,026 332737,843 235090,671 70114,371
Flujo en volu-men, galones/ minuto
39,902 39,902 116,892 147,062 56469,408 167,321 39,903 43,473 42506,729
Entalpía MW
-117,767 -175,272 -230,554 -231,312 0,241 -277,487 -88,626 -71,431 -25,379
Densidad, lbs/ pie cúbico
303,274 386,542 160,371 127,684 0,059 134,984 261,649 169,678 0,052
161

Nombres de la Corriente de Proceso
MgCl2-2W MgCl2-4W MgCl2-6W RECYCLE1 RX2-VENT PASTA SOLIDOS-1 SOLIDOS-2 VAPOR
H2O
0 0 0 1000 0 1000 0 0 58620,764
H2
0 0 0 0 0 0 0 0 0
Cl2
0 0 0 0 0 0 0 0 0
HCl
0 0 0 0 0 0 0 0 11493,607
CO2
0 0 0 0 0,532 0 0 0 0
CO
0 0 0 0 0 0 0 0 0
02
0 0 0 0,165 18333,088 0,165 0 0 0
N2
0 0 0 0,72 88165,558 0,72 0 0 0
CaCl2
0 0 0 0 0 80,499 0 0 0
Ca(OH)2
0 0 0 0 0 0 0 0 0
CaCO3
0 0 0 0 0 121289,059 0 0 0
MgCO3
0 0 0 0 0 0 0 0 0
Ca(O)Cl2
0 0 0 0 0 0 0 0 0
MgCl2
0 0 0 0 0 0 0 49037,72 0
MgCl2*W
0 0 0 0 0 0 332737,843 0 0
MgCl2*2W
385662,96
0 0 0 0 0 0 0 0
162

Nombres de la Corriente de Proceso
MgCl2-2W MgCl2-4W MgCl2-6W RECYCLE1 RX2-VENT PASTA SOLIDOS-1 SOLIDOS-2 VAPOR
NgCl2*6W
0 0 597446,583 597446,583 0 597446,583 0 0 0
Mg(OH)Cl
9,728 0 0 0 0 0 0 186052,951 0
Mg(OH)2
0 0 0 0 0 0 0 0 0
MgO
0 0 0 0 0 0 0 0 0
MgHCO3+
0 0 0 0 0 0 0 0 0
H2O
0 0 0 0,002 0 0,001 0 0 0,836
H2O
0 0 0 0 0 0 0 0 0
Cl2
0 0 0 0 0 0 0 0 0
HCl
0 0 0 0 0 0 0 0 0,164
CO2
0 0 0 0 0 0 0 0
CO
0 0 0 0 0 0 0 0 0
O2
0 0 0 0 0,172 0 0 0 0
N2
0 0 0 0 0,828 0 0 0 0
CaCl2
0 0 0 0 0 0 0 0 0
Ca(OH)2
0 0 0 0 0 0 0 0 0
CaCO3
0 0 0 0 0 0,168 0 0 0
163

Nombres de la Corriente de Proceso
MgCl2-2W MgCl2-4W MgCl2-6W RECYCLE1 RX2-VENT PASTA SOLIDOS-1 SOLIDOS-2 VAPOR
MgCO3
0 0 0 0 0 0 0 0 0
Ca(O)Cl2
0 0 0 0 0 0 0 0 0
MgCl2
0 0 0 0 0 0 0 0,209 0
MgCl2*W
0 0 0 0 0 0 1 0 0
MgCl2*2W
0 0 0 0 0 0 0 0 0
MgCl2*4W
0 0 0 0 0 0 0 0 0
MgCl2*6W
0 0 1 0,998 0 0,83 0 0 0
Mg(OH)Cl
0 0 0 0 0 0 0 0,791 0
Mg(OH)2
0 0 0 0 0 0 0 0 0
MgO
0 0 0 0 0 0 0 0 0
MgHCO3-
0 0 0 0 0 0 0 0 0
H2O
0 0 0 1,76 0 1,76 0 0 103,182
H2
0 0 0 0 0 0 0 0 0
Cl2
0 0 0 0 0 0 0 0 0
HCl
0 0 0 0 0 0 0 0 9,996
CO2
0 0 0 0 0 0 0 0 0
164
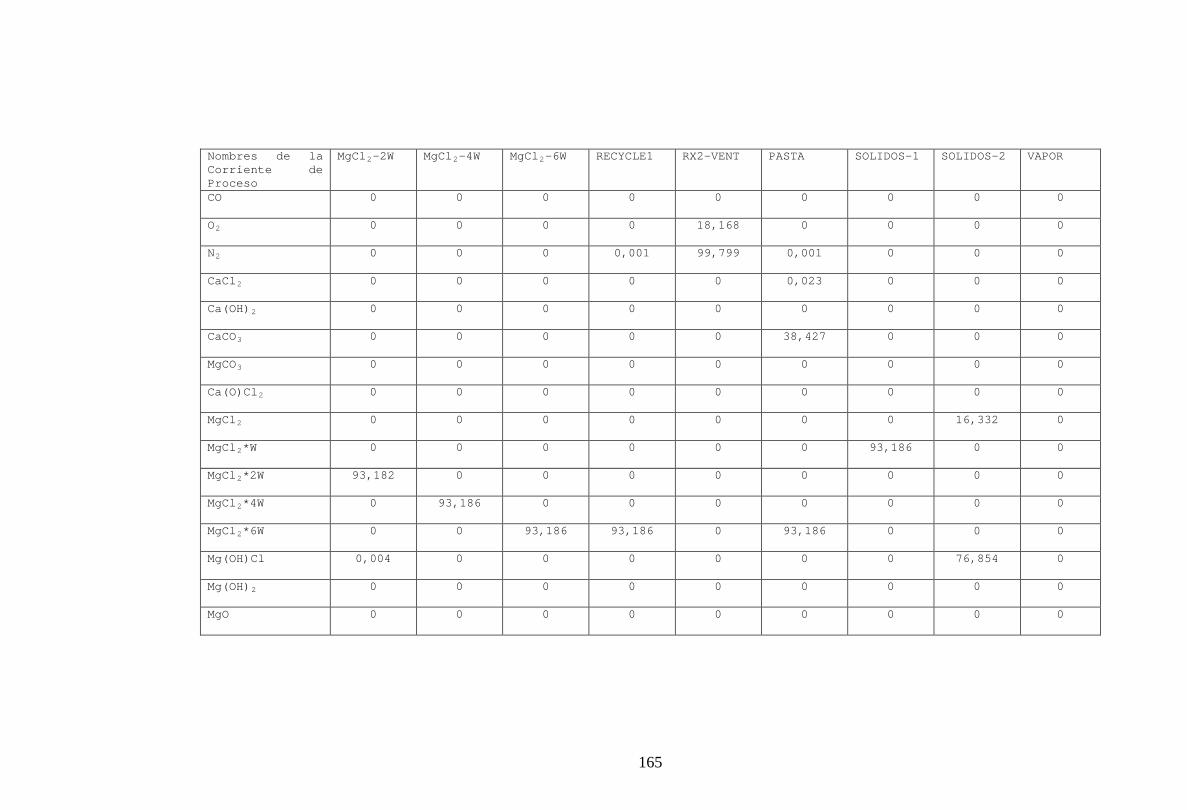
Nombres de la Corriente de Proceso
MgCl2-2W MgCl2-4W MgCl2-6W RECYCLE1 RX2-VENT PASTA SOLIDOS-1 SOLIDOS-2 VAPOR
CO
0 0 0 0 0 0 0 0 0
O2
0 0 0 0 18,168 0 0 0 0
N2
0 0 0 0,001 99,799 0,001 0 0 0
CaCl2
0 0 0 0 0 0,023 0 0 0
Ca(OH)2
0 0 0 0 0 0 0 0 0
CaCO3
0 0 0 0 0 38,427 0 0 0
MgCO3
0 0 0 0 0 0 0 0 0
Ca(O)Cl2
0 0 0 0 0 0 0 0 0
MgCl2
0 0 0 0 0 0 0 16,332 0
MgCl2*W
0 0 0 0 0 0 93,186 0 0
MgCl2*2W
93,182 0 0 0 0 0 0 0 0
MgCl2*4W
0 93,186 0 0 0 0 0 0 0
MgCl2*6W
0 0 93,186 93,186 0 93,186 0 0 0
Mg(OH)Cl
0,004 0 0 0 0 0 0 76,854 0
Mg(OH)2
0 0 0 0 0 0 0 0 0
MgO
0 0 0 0 0 0 0 0 0
165

MgHCO3+
0 0 0 0 0 0 0 0 0
156

Ejemplo 3- Simulación de Proceso de Captura de CO2 Cata-
lizada con Ion Magnesio a partir de Gas Combustible Uti-
lizando CaCl2 para formar CaCO3.
Una parte de los parámetros definidos incluye el
flujograma de proceso ilustrado en la Figura 7. Los re-
sultados de la simulación sugieren que es eficiente ca-
lentar una corriente de MgCl2·6H2O para formar Mg(OH)Cl
en dos reacciones separadas de deshidratación, cada una
en sus propias cámaras y seguido por una reacción de des-
composición, también en su propia cámara para formar
Mg(OH)Cl y HCl, o sea, un total de tres cámaras. Se hace
reaccionar al Mg(OH)Cl con H2O para formar MgCl2 y
Mg(OH)2 que reacciona luego con una solución saturada de
CaCl2/H2O y CO2 procedente del gas combustible para for-
mar CaCO3, el cual se filtra a partir de la corriente. Se
recicla al MgCl2·6H2O resultante hacia el primer reactor
para iniciar el proceso nuevamente. Este proceso no está
limitado a cualquier fuente particular de CaCl2. Por
ejemplo, se puede obtener a partir de la reacción de si-
licato de calcio con HCl para producir CaCl2.
Las restricciones y parámetros especificados para
esta simulación incluyen:
156

● Se realizó las reacciones a 100% de eficiencia
sin pérdidas. Se puede modificar las simulaciones
cuando las tandas piloto determinan las eficiencias
de la reacción.
● Las simulaciones no computaron las impurezas
contenidas en el material de alimentación CaCl2 o en
cualquier MgCl2 de compensación requerido debido a
las pérdidas desde el sistema.
Los resultados de esta simulación indican un consumo
preliminar neto de energía de 4862 kwh/tonelada de CO2.
La Tabla 4 contiene el cómputo de masa y energía para las
varias corrientes del proceso simulado. Cada corriente
corresponde a la corriente de la Figura 7.
El proceso consiste en dos reactores primarios y una
sección para la filtración de sólidos. El primer reactor
caliente al MgCl2·6H2O dando lugar a que se descomponga
en una corriente de HCl/vapor de H2O y una corriente de
sólidos de Mg(OH)Cl. Se envía esta corriente de
HCl/vapor de H2O a un permutador térmico para recuperar
calor extra. Se envía al Mg(OH)2 formado a partir del
Mg(OH)Cl hacia el reactor 2 para procesamiento adicio-
nal. Las reacciones químicas que tienen lugar en este re-
actor incluyen las siguientes:
157

Se agrega una solución de CaCl2 y una corriente de
gas combustible al Mg(OH)2 contenido en el reactor 2.
Esta reacción forma CaCO3, MgCl2 y agua. Se precipita el
CaCO3 y se extrae en un filtro o decantador. Se recicla
al MgCl2 y agua restantes hacia el primer reactor. Se
agrega agua adicional para completar el resto del agua
requerida por el primer reactor. Las reacciones químicas
que tienen lugar en este reactor incluyen la siguiente:
Mg(OH)2 + CaCl2 + CO2 --> CaCO3↓(s) + MgCl2 + H2O (37)
Las alimentaciones primarias para este proceso son
CaCl2, gas combustible (CO2) y agua. Se utiliza, reforma
y recicla al MgCl2 contenido en el sistema. La única com-
pensación de MgCl2 requerida consiste en reemplazar aque-
llas cantidades pequeñas que abandonan al sistema con el
producto CaCO3 y las pequeñas cantidades que salen con el
producto HCl/agua.
El proceso es un consumidor neto de energía. La can-
tidad de energía está bajo investigación y optimización.
Existe un intercambio térmico cruzado para recuperar al
calor en corrientes de alta temperatura a fin de preca-
lentar a las corrientes de alimentación.
158

Se resume a continuación las etapas para este proce-
so (Caso 2):
Caso 2 Etapa 2 – Deshidratación y luego Descomposición Se deshidrata al hexahidrato en 2 cámaras separadas. Etapa 1 hex- a tetra, Etapa 2 tetra a di-, Etapa 3 di-. Se descompone al dihidrato en 100% de Mg(OH)Cl. CO2 absorbido
53333 Miles de tons. por año
CaCl2
134574 Miles de tons. por año
HCl seco
88368 Miles de tons. por año
CaCO3
105989 Miles de tons. por año
Hexahidrato reciclado
492737 Miles de tons. por año
HEX A TETRA (100ºC)
1445 kWh/tonelada de CO2
TETRA A DI- (125ºC)
1774 kWh/tonelada de CO2
DIHIDRATO DESHIDRATACIÓN Y DESCOMPO-SICIÓN
1790 kWh/tonelada de CO2
Hasta 80% de Mg(OH)Cl (130ºC)
Rendimiento 66% de vapor de HCl
Sin vehículo MgCl2 = Mejor Eficiencia Total
Sin uso de HCl PP
0,9
a partir de 28% de vapor de HCl
148 kWh/tonelada de CO2
TOTAL
4862 KwH/ton. de CO2
159
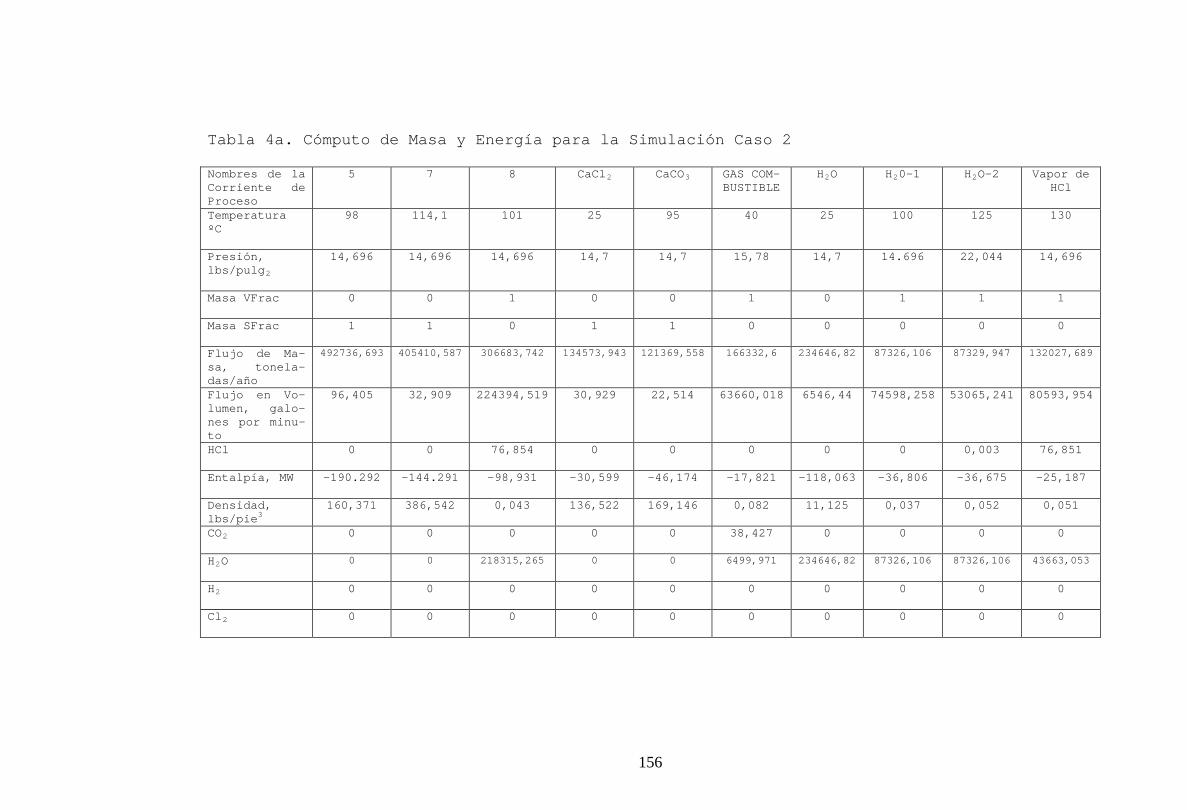
Tabla 4a. Cómputo de Masa y Energía para la Simulación Caso 2
Nombres de la Corriente de Proceso
5 7 8 CaCl2 CaCO3 GAS COM-BUSTIBLE
H2O H20-1 H2O-2 Vapor de HCl
Temperatura ºC
98 114,1 101 25 95 40 25 100 125 130
Presión, lbs/pulg2
14,696 14,696 14,696 14,7 14,7 15,78 14,7 14.696 22,044 14,696
Masa VFrac
0 0 1 0 0 1 0 1 1 1
Masa SFrac
1 1 0 1 1 0 0 0 0 0
Flujo de Ma-sa, tonela-das/año
492736,693 405410,587 306683,742 134573,943 121369,558 166332,6 234646,82 87326,106 87329,947 132027,689
Flujo en Vo-lumen, galo-nes por minu-to
96,405 32,909 224394,519 30,929 22,514 63660,018 6546,44 74598,258 53065,241 80593,954
HCl
0 0 76,854 0 0 0 0 0 0,003 76,851
Entalpía, MW
-190.292 -144.291 -98,931 -30,599 -46,174 -17,821 -118,063 -36,806 -36,675 -25,187
Densidad, lbs/pie3
160,371 386,542 0,043 136,522 169,146 0,082 11,125 0,037 0,052 0,051
CO2
0 0 0 0 0 38,427 0 0 0 0
H2O
0 0 218315,265 0 0 6499,971 234646,82 87326,106 87326,106 43663,053
H2
0 0 0 0 0 0 0 0 0 0
Cl2
0 0 0 0 0 0 0 0 0 0
156

Nombres de la Co-rriente de Proceso
5 7 8 CaCl2 CaCO3 GAS COM-BUSTIBLE
H2O H20-1 H2O-2 Vapor de HCl
HCl
0 0 88368,477 0 0 0 0 0 3,841 88364,636
CO2
0 0 0 0 0 53333,098 0 0 0 0
CO
0 0 0 0 0 0 0 0 0 0
02
0 0 0 0 0 18333,252 0 0 0 0
N2
0 0 0 0 0 88166,278 0 0 0 0
CaCl2
0 0 0 3134573,943 80,499 0 0 0 0 0
Ca(OH)2
0 0 0 0 0 0 0 0 0 0
CaCO3
0 0 0 0 121289,059 0 0 0 0 0
MgCO3
0 0 0 0 0 0 0 0 0 0
Ca(O)Cl2
0 0 0 0 0 0 0 0 0 0
MgCl2
0 0 0 0 0 0 0 0 0 0
MgCl2*W
0 0 0 0 0 0 0 0 0 0
MgCl2*2W
0 0 0 0 0 0 0 0 0 0
MgCl2*4W
0 405410,587 0 0 0 0 0 0 0 0
MgCl2*6W
492736,693 0 0 0 0 0 0 0 0 0
Mg(OH)Cl
0 0 0 0 0 0 0 0 0 0
157

Nombres de la Corrien-te de Pro-ceso
5 7 8 CaCl2 CaCO3 GAS COM-BUSTIBLE
H2O H20-1 H2O-2 Vapor de HCl
Mg(OH)2
0 0 0 0 0 0 0 0 0 0
MgO
0 0 0 0 0 0 0 0 0 0
MgHCO3+
0 0 0 0 0 0 0 0 0 0
H2
0 0 0 0 0 99,8 0 0 0 0
Cl2
0 0 0 0 0 0 0 0 0 0
HCl
0 0 0,288 0 0 0 0 0 0 0,669
CO2
0 0 0 0 0 0,321 0 0 0 0
CO
0 0 0 0 0 0 0 0 0 0
O2
0 0 0 0 0 0,11 0 0 0 0
N2
0 0 0 0 0 0,53 0 0 0 0
CaCl2
0 0 0 0 0,001 0 0 0 0 0
Ca(OH)2
0 0 0 0 0 0 0 0 0 0
CaCO3
0 0 0 0 0,999 0 0 0 0 0
MgCO3
0 0 0 0 0 0 0 0 0 0
Ca(O)Cl2
0 0 0 0 0 0 0 0 0 0
MgCl2
0 0 0 0 0 0 0 0 0 0
158

Nombres de la Corrien-te de Pro-ceso
5 7 8 CaCl2 CaCO3 GAS COM-BUSTIBLE
H2O H20-1 H2O-2 Vapor de HCl
MgCl2*W
0 0 0 0 0 0 0 0 0 0
MgCl2*2W
0 0 0 0 0 0 0 0 0 0
MgCl2*4W
0 1 0 0 0 0 0 0 0 0
MgCl2*6W
1 0 0 0 0 0 0 0 0 0
Mg(OH)Cl
0 0 0 0 0 0 0 0 0 0
Mg(OH)2
0 0 0 0 0 0 0 0 0 0
MgO
0 0 0 0 0 0 0 0 0 0
159

Nombres de la Corrien-te de Pro-ceso
5 7 8 CaCl2 CaCO3 GAS COM-BUSTIBLE
H2O H20-1 H2O-2 Vapor de HCl
MgHCO3+
0 0 0 0 0 0 0 0 0 0
H2O
0 0 384,27 0 0 11,441 413,016 153,708 153,708 76,854
H2
0 0 0 0 0 0 0 0 0 0
Cl2
0 0 0 0 0 0 0 0 0 0
HCl
0 0 76,854 0 0 0 0 0 0,003 76,851
CO2
0 0 0 0 0 38,427 0 0 0 0
CO
0 0 0 0 0 0 0 0 0 0
02
0 0 0 0 0 18,168 0 0 0 0
N2
0 0 0 0 0 99,8 0 0 0 0
CaCl2
0 0 0 38,45 0,023 0 0 0 0 0
Ca(OH)2
0 0 0 0 0 0 0 0 0 0
CaCO3
0 0 0 0 38,427 0 0 0 0 0
MgCO3
0 0 0 0 0 0 0 0 0 0
Ca(O)Cl2
0 0 0 0 0 0 0 0 0 0
MgCl2
0 0 0 0 0 0 0 0 0 0
MgCl2*W
0 0 0 0 0 0 0 0 0 0
MgCl2*2W
0 0 0 0 0 0 0 0 0 0
160

MgCl2*4W
0 76,854 0 0 0 0 0 0 0 0
MgCl2*6W
76,854 0 0 0 0 0 0 0 0 0
Mg(OH)Cl
0 0 0 0 0 0 0 0 0 0
Mg(OH)2
0 0 0 0 0 0 0 0 0 0
MgO
0 0 0 0 0 0 0 0 0 0
MgHCO3+ 0 0 0 0 0 0 0 0 0 0
TABLA 4b. Cómputo de Masa y Energía para la Simulación Caso 2 Nombres de la Co-rriente de Proceso
LÍQUIDO MgCl2-4W MgCl2-6W RECICLO1 RX2-VENT PASTA SÓLIDOS-1 SÓLIDOS-2 VAPOR
Temperatura ºC
94,9 100 75 95 95 95 125 130 118,1
Presión, lbs/pulg2
14,696 14,696 14,696 14,7 14,7 14,7 22,044 14,696 14,696
Masa VFrac
0,979 0 0 0 1 0 0 0 1
Masa SFrac
0 1 1 0,998 0 0,998 1 1 0
Flujo de masa toneladas/año
306683, 742
405410, 586
492736, 693
493737, 578
106499, 178
615107, 136
318080,64 186052,64 306683, 742
Flujo en Volumen, galones/minuto
215496, 035
32,909 96,405 126,575 56469, 408
146,834 32,909 32,909 234621, 606
161

Nombres de la Co-rriente de Proceso
LIQUIDO MgCl2-4W MgCl2-6W RECICLO 1 RX2-VENT PASTA SÓLIDOS 1
SÓLIDOS 2 VAPOR
Entalpía MW
-99,487 -144, 553
-190, 849 -190, 859 0,241 -237, 034 -97,128 -61,083 -98,668
Densidad, lbs/ pie3 0,045 386,542 160,371 122,394 0,059 131,442 303,277 177,393 0,041 H2O
218315, 265
0 0 1000 0 1000 0 0 218315, 265
H2
0 0 0 0 0 0 0 0 0
Cl2
0 0 0 0 0 0 0 0 0
HCl
88368, 477
0 0 0 0 0 0 0 88368, 477
CO2
0 0 0 0 0 0 0 0 0
CO
0 0 0 0 0 0 0 0 0
02
0 0 0 0,165 18333,
088 0,165 0 0 0
N2
0 0 0 0,72 88165,
558 0,72 0 0 0
CaCl2
0 0 0 0 0 80,499 0 0 0
Ca(OH)2
0 0 0 0 0 0 0 0 0
CaCO3
0 0 0 0 0 121289,
059 0 0 0
MgCO3
0 0 0 0 0 0 0 0 0
Ca(O)Cl2
0 0 0 0 0 0 0 0 0
MgCl2
0 0 0 0 0 0 0 0 0
MgCl2*W
0 0 0 0 0 0 0 0 0
162

Nombres de la Co-rriente de Proceso
LIQUIDO MgCl2-4W MgCl2-6W RECICLO 1 RX2-VENT PASTA SÓLIDOS 1
SÓLIDOS 2 VAPOR
MgCl2*2W
0 0 0 0 0 0 318077, 568
0 0
MgCl2*4W
0 405410, 587
0 0 0 0 0 0 0
MgCl2*6W 0 0 492736, 693
492736, 693
0 492736, 693
0 0 0
Mg(OH)Cl
0 0 0 0 0 0 0 186052, 951
0
Mg(OH)2
0 0 0 0 0 0 3,072 0 0
MgO
0 0 0 0 0 0 0 0 0
MgHCO3+
0 0 0 0 0 0 0 0 0
Masa Frac
H2O
0,712 0 0 0,002 0 0,002 0 0 0,712
H2
0 0 0 0 0 0 0 0 0
Cl2
0 0 0 0 0 0 0 0 0
HCl
0,288 0 0 0 0 0 0 0 0,288
CO2
0 0 0 0 0 0 0 0 0
CO
0 0 0 0 0 0 0 0 0
02
0 0 0 0 0,172 0 0 0 0
N2
0 0 0 0 0,828 0 0 0 0
CaCl2
0 0 0 0 0 0 0 0 0
163

Nombres de la Co-rriente de Proceso
LIQUIDO MgCl2-4W MgCl2-6W RECICLO 1 RX2-VENT PASTA SÓLIDOS 1
SÓLIDOS 2 VAPOR
Ca(OH)2
0 0 0 0 0 0 0 0 0
CaCO3
0 0 0 0 0 0,197 0 0 0
MgCO3
0 0 0 0 0 0 0 0 0
Ca(O)Cl2
0 0 0 0 0 0 0 0 0
MgCl2*W
0 0 0 0 0 0 0 0 0
MgCl2*2W
0 0 0 0 0 0 1 0 0
MgCl2*4W
0 1 0 0 0 0 0 0 0
MgCl2*6W
0 0 1 0,998 0 0,801 0 0 0
Mg(OH)Cl
0 0 0 0 0 0 0 1 0
Mg(OH)2
0 0 0 0 0 0 3,072 0 0
MgO
0 0 0 0 0 0 0 0 0
MgHCO3+
0 0 0 0 0 0 0 0 0
H2O
384,27 0 0 1,76 0 1,76 0 0 384,27
H2
0 0 0 0 0 0 0 0 0
Cl2
0 0 0 0 0 0 0 0 0
HCl
76,854 0 0 0 0 0 0 0 76,854
CO2
0 0 0 0 0 0 0 0 0
164

Nombres de la Co-rriente de Proceso
LIQUIDO MgCl2-4W MgCl2-6W RECICLO 1 RX2-VENT PASTA SÓLIDOS 1
SÓLIDOS 2 VAPOR
CO
0 0 0 0 0 0 0 0 0
02
0 0 0 0 18,168 0 0 0 0
N2
0 0 0 0,001 99,799 0,001 0 0 0
CaCl2
0 0 0 0 0 0,023 0 0 0
Ca(OH)2
0 0 0 0 0 0 0 0 0
CaCO3
0 0 0 0 0 038,427 0 0 0
MgCO3
0 0 0 0 0 0 0 0 0
Ca(O)Cl2
0 0 0 0 0 0 0 0 0
MgCl2
0 0 0 0 0 0 0 0 0
MgCl2*W
0 0 0 0 0 0 0 0 0
MgCl2*2W
0 0 0 0 0 0 76,852 0 0
MgCl2*4W
0 76,854 0 0 0 0 0 0 0
MgCl2*6W
0 0 76,854 76,854 0 76,854 0 0 0
Mg(OH)Cl
0 0 0 0 0 0 0 76,854 0
Mg(OH)2
0 0 0 0 0 0 0,002 0 0
MgO
0 0 0 0 0 0 0 0 0
MgHCO3+
0 0 0 0 0 0 0 0 0
165

Ejemplo 4 – Simulación de Proceso de Recolección de CO2
Catalizada con Ion Magnesio a Partir de Gas Combustible
Utilizando CaCl2 Para Formar CaCO3
Parte de los parámetros definidos incluyen al flujo-
grama de proceso ilustrado en la Figura 8. Los resultados
de la simulación sugieren que es eficiente calentar una
corriente de MgCl2·6H2O para formar MgO en una sola cáma-
ra. Se hace reaccionar MgO con H2O para formar Mg(OH)2 el
cual reacciona luego con una solución saturada de
CaCl2/H2O y CO2 a partir del gas combustible para formar
CaCO3 que filtra desde la corriente. Se envía nuevamente
al MgCl2·6H2O formado hacia el primer reactor para ini-
ciar el proceso nuevamente. Este proceso no está limitado
a ninguna fuente particular de CaCl2. Por ejemplo, puede
ser obtenido a partir de la reacción de silicato de cal-
cio con HCl para producir CaCl2.
Las restricciones y parámetros especificados para
esta simulación incluyen:
● Se realizaron las reacciones a 100% de eficiencia
sin pérdidas. Las simulaciones pueden ser modificadas
cuando las tandas piloto determinan las eficiencias de la
reacción.
● Las simulaciones no tomaron en cuenta las impurezas
contenidas en el material de alimentación CaCl2 o en
166

cualquier MgCl2 de compensación requerido en virtud de
las pérdidas desde el sistema.
Los resultados de esta simulación indican un consumo
preliminar neto de energía de 3285 kwh/tonelada de CO2.
La Tabla 4 ofrece el cómputo de masa y energía para las
varias corrientes del proceso simulado. Cada corriente
corresponde a la corriente de la Figura 8.
El proceso consiste en dos reactores primarios y una
sección para la filtración de sólidos. El primer reactor
caliente al MgCl2·6H2O para descomponerlo en una corrien-
te de vapor de HCl/H2O y una corriente de sólidos de MgO.
Se envía a la corriente de vapor de HCl/H2O hacia un per-
mutador térmico para recuperar calor extra. Se envía al
Mg(OH)2 formado a partir de MgO al reactor 2 para proce-
samiento adicional. La reacción o reacciones químicas que
tienen lugar en este reactor incluyen las siguientes:
MgCl2·6H2O + Δ --> MgO + 5H2O↑ + 2HCl↑ (38)
MgO + H2O --> Mg(OH)2 (39)
Se agrega una solución de CaCl2 y una corriente de
gas combustible al Mg(OH)2 en el reactor 2. Esta reacción
forma CaCO3, MgCl2 y agua. Se precipita el CaCO3 y se ex-
trae en un filtro o decantador. El MgCl2 y el agua res-
tantes se envían nuevamente al primer reactor. Se agrega
agua adicional para completar el resto del agua requerida
167

por el primer reactor. La reacción o reacciones químicas
que tienen lugar en este reactor incluyen las siguientes:
Mg(OH)2 + CaCl2 + CO2 --> CaCO3↓(s) + MgCl2 + H2O (40)
Las alimentaciones primarias para este proceso son
CaCl2, gas combustible (CO2) y agua. El MgCl2 contenido
en el sistema es utilizado, reformado y reciclado. La
única compensación requerida de MgCl2 es reemplazar pe-
queñas cantidades que abandonan al sistema con el produc-
to CaCO3 y pequeñas cantidades que salen con el producto
de HCl/agua.
Este proceso consume energía neta. La cantidad de
energía está bajo investigación y optimización. Existe
una permutación térmica cruzada para recuperar al calor
contenido en las corrientes de alta temperatura a fin de
precalentar a las corrientes de alimentación.
Las etapas para este proceso (Caso 3) se resumen a
continuación.
168

Caso 3
Deshidratación/Descomposición Combinadas Para Obtener MgO El hexahidrato es deshidratado y descompuesto simultá-
neamente a 450ºC. El reactor produce 100% de MgO.
CO2 absorbido 53333 tons.métricas/año
CaCl2 134574 tons.métricas/año HCl seco 88368 tons.métricas/año CaCO3 105989 tons.métricas/año Hexahidrato reciclado 246368 tons.métricas/año HEXAHIDRATO DESHIDRATACIÓN Y DESCOMPOSICIÓN 3778 KwG/ton. de CO2 Hasta 100% de MgO (450ºC) Rendimiento 44,7% de vapor de HCl Se recicla la mitad tanto como hexahidrato pero requiere
calor de alta calidad
Recuperación de calor 493 kWh/tonelada de CO2
a partir de 45% de vapor de HCl
TOTAL 3285 kWh/tonelada de CO2
169

Tabla 5a. Cómputo de Masa y Energía Para Simulación Caso 3
Nombres de la Corriente de Proceso
CaCl2 CaCO3 GAS COMBUS-TIBLE
H2O VAP HCl MgCl2 MgCl2-6W
Temperatura ºC
25 95 104 25 120 353,8 104
Presión, lbs/pulg2
14,7 14,7 15,78 14,7 14,696 14,7 14,7
Masa VFrac
0 0 1 0 1 0 0
Masa SFrac
1 1 0 0 0 1 1
Flujo de Masa, tonela-das/año
134573, 943 121369, 558 166332,6 125489, 188 197526,11 246368, 347 246368, 347
Flujo en volumen, galo-nes/minuto
30,929 22,514 76673,298 3501,038 137543, 974 48,203 48,203
Entalpía MW
-30,559 -46,174 -17,479 -63,14 -52,762 -92,049 -95,073
Densidad, lbs/pie3
136,522 169,146 0,068 1,125 0,045 160,371 160,371
H2O
0 0 6499,971 125489,188 109157,633 0 0
H2
0 0 0 0 0 0 0
Cl2
0 0 0 0 0 0 0
HCl
0 0 0 0 88368,477 0 0
CO2
0 0 53333,098 0 0 0 0
CO
0 0 0 0 0 0 0
O2
0 0 18333,252 0 0 0 0
170

Nombres de la Corriente de Proceso
CaCl2 CaCO3 GAS COMBUS-TIBLE
H2O VAP HCl MgCl2 MgCl2-6W
N2
0 0 88166,278 0 0 0 0
CaCL2
134573, 943 80,499 0 0 0 0 0
Ca(OH)2
0 0 0 0 0 0 0
MgCO3
0 0 0 0 0 0 0
Ca(O)Cl2
0 0 0 0 0 0 0
MgCl2
0 0 0 0 0 0 0
MgCl2*W
0 0 0 0 0 0 0
MgCl2*2W
0 0 0 0 0 0 0
MgCl2*4W
0 0 0 0 0 0 0
MgCl2*6W
0 0 0 0 0 246338,347 246368,347
Mg(OH)Cl
0 0 0 0 0 0 0
Mg(OH)2
0 0 0 0 0 0 0
MgO
0 0 0 0 0 0 0
H2O
0 0 0,039 1 0,553 0 0
H2
0 0 0 0 0 0 0
Cl2
0 0 0 0 0 0 0
171

Nombres de la Corriente de Proceso
CaCl2 CaCO3 GAS COMBUS-TIBLE
H2O VAP HCl MgCl2 MgCl2-6W
HCl
0 0 0 0 0,447 0 0
CO2
0 0 0,321 0 0 0 0
CO
0 0 0 0 0 0 0
02
0 0 0,11 0 0 0 0
N2
0 0 0,53 0 0 0 0
CaCl2
1 0,001 0 0 0 0 0
Ca(OH)2
0 0 0 0 0 0 0
CaCO3
0 0,999 0 0 0 0 0
MgCO3
0 0 0 0 0 0 0
Ca(O)Cl2
0 0 0 0 0 0 0
MgCl2
0 0 0 0 0 0 0
MgCl2*W
0 0 0 0 0 0 0
MgCl2*2W
0 0 0 0 0 0 0
MgCl2*4W
0 0 0 0 0 0 0
MgCl2*6W
0 0 0 0 0 1 1
Mg(OH)Cl
0 0 0 0 0 0 0
Mg(OH)2
0 0 0 0 0 0 0
172

Nombres de la Corriente de Proceso
CaCl2 CaCO3 GAS COMBUS-TIBLE
H2O VAP HCl MgCl2 MgCl2-6W
MgO
0 0 0 0 0 0 0
H2O
0 0 11,441 220,881 192,135 0 0
H2
0 0 0 0 0 0 0
Cl2
0 0 0 0 0 0 0
HCl
0 0 0 0 76,854 0 0
CO2
0 0 38,427 0 0 0 0
CO
0 0 0 0 0 0 0
02
0 0 18,168 0 0 0 0
N2
0 0 99,8 0 0 0 0
CaCl2
38,45 0,023 0 0 0 0 0
Ca(OH)2
0 0 0 0 0 0 0
CaCO3
0 38,427 0 0 0 0 0
MgCO3
0 0 0 0 0 0 0
Ca(O)Cl2
0 0 0 0 0 0 0
MgCl2
0 0 0 0 0 0 0
MgCl2*W
0 0 0 0 0 0 0
MgCl2*2W
0 0 0 0 0 0 0
173

Nombres de la Corriente de Proceso
CaCl2 CaCO3 GAS COMBUS-TIBLE
H2O VAP HCl MgCl2 MgCl2-6W
MgCl2*4W
0 0 0 0 0 0 0
MgCl2*6W
0 0 0 0 0 38,427 38,427
Mg(OH)Cl
0 0 0 0 0 0 0
Mg(OH)2
0 0 0 0 0 0 0
MgO
0 0 0 0 0 0 0
TABLA 5b. Cómputo de Masa y Energía para Simulación Caso 3
Nombres de Corriente de Proceso
Mg(OH)Cl1 Mg(OH)Cl1 RECICLO1 RECICLO2 RECICLO3 RX2-VENT PASTA VAPOR VENT
Temp. ºC
450 100 95 140 140 95 95 450 140
Presión, lbs/pulg2
14,696 14,696 14,7 14,7 14,7 14,7 14.7 14,696 14,7
Masa VFrac
0 0 0 0,004 0 1 0 1 1
Masa SFrac
1 1 0,996 0,996 1 0 0,997 0 0
Flujo de masa, tons/año
48842,237 48842,237 247369,231 247369,231 246368,347 106499,178 368738,79 197526,11 1000,885
Flujo en volumen, gals/min
6,851 6,851 78,372 994,232 48,203 56469,408 98,632 252994,849 946,03
174

Nombres de Corriente de Proceso
Mg(OH)Cl1 Mg(OH)Cl1 RECICLO1 RECICLO2 RECICLO3 RX2-VENT PASTA VAPOR VENT
Entalpía MW
-22,38 -23 -95,676 -95,057 -94,638 0,241 -141,851 -49,738 -0,419
Densidad, lbs/pie3
223,695 223,695 99,036 7,807 160,371 0,059 117,304 0,024 0,033
H2O
0 0 1000 1000 0 0 1000 109157,633 1000
H2
0 0 0 0 0 0 0 0 0
Cl2
0 0 0 0 0 0 0 0 0
HCl
0 0 0 0 0 0 0 88368,477 0
CO2
0 0 0 0 0 0,532 0 0 0
CO
0 0 0 0 0 0 0 0 0
O2
0 0 0,165 0,165 0 18333,088 0,165 0 0,165
N2
0 0 0,72 0,72 0 88165,558 0,72 0 0,72
CaCl2
0 0 0 0 0 0 80,499 0 0
Ca(OH)2
0 0 0 0 0 0 0 0 0
CaCO3
0 0 0 0 0 0 121289,059 0 0
MgCO3
0 0 0 0 0 0 0 0 0
Ca(O)Cl2
0 0 0 0 0 0 0 0 0
175

Nombres de Corriente de Proceso
Mg(OH)Cl1 Mg(OH)Cl1 RECICLO1 RECICLO2 RECICLO3 RX2-VENT PASTA VAPOR VENT
MgCl2
0 0 0 0 0 0 0 0 0
MgCl2*W
0 0 0 0 0 0 0 0 0
MgCl2*2W
0 0 0 0 0 0 0 0 0
MgCl2*4W
0 0 0 0 0 0 0 0 0
MgCl2*6W
0 0 246368,347 246368,347 246368,347 0 246368,347 0 0
Mg(OH)Cl
0 0 0 0 0 0 0 0 0
Mg(OH)2
0 0 0 0 0 0 0 0 0
MgO
48842,237 48842,237 0 0 0 0 0 0 0
H20
0 0 0,004 0,004 0 0 0,003 0,553 0,999
H2
0 0 0 0 0 0 0 0 0
Cl2
0 0 0 0 0 0 0 0 0
HCl
0 0 0 0 0 0 0 0,447 0
CO2
0 0 0 0 0 0 0 0 0
CO
0 0 0 0 0 0 0 0 0
02
0 0 0 0 0 0,172 0 0 0
N2
0 0 0 0 0 0,828 0 0 0,001
176

Nombres de Corriente de Proceso
Mg(OH)Cl1 Mg(OH)Cl1 RECICLO1 RECICLO2 RECICLO3 RX2-VENT PASTA VAPOR VENT
CaCl2
0 0 0 0 0 0 0 0 0
Ca(OH)2
0 0 0 0 0 0 0 0 0
CaCO3
0 0 0 0 0 0 0,329 0 0
MgCO3
0 0 0 0 0 0 0 0 0
Ca(O)Cl2
0 0 0 0 0 0 0 0 0
MgCl2
0 0 0 0 0 0 0 0 0
MgCl2*W
0 0 0 0 0 0 0 0 0
MgCl2*2W
0 0 0 0 0 0 0 0 0
MgCl2*4W
0 0 0 0 0 0 0 0 0
MgCl2*6W
0 0 0,996 0,996 1 0 0,668 0 0
Mg(OH)Cl
0 0 0 0 0 0 0 0 0
Mg(OH)2
0 0 0 0 0 0 0 0 0
MgO
1 1 0 0 0 0 0 0 0
H20
0 0 1,76 1,76 0 0 1,76 192,135 1,76
H2
0 0 0 0 0 0 0 0 0
Cl2
0 0 0 0 0 0 0 0 0
177

Nombres de Corriente de Proceso
Mg(OH)Cl1 Mg(OH)Cl1 RECICLO1 RECICLO2 RECICLO3 RX2-VENT PASTA VAPOR VENT
HCl
0 0 0 0 0 0 0 76,854 0
CO2
0 0 0 0 0 0 0 0 0
CO
0 0 0 0 0 0 0 0 0
02
0 0 0 0 0 18,168 0 0 0
N2
0 0 0,001 0,001 0 99,799 0,001 0 0,001
CaCl2
0 0 0 0 0 0 0,023 0 0
Ca(OH)2
0 0 0 0 0 0 0 0 0
CaCO3
0 0 0 0 0 0 38,427 0 0
MgCO3
0 0 0 0 0 0 0 0 0
Ca(O)Cl2
0 0 0 0 0 0 0 0 0
MgCl2
0 0 0 0 0 0 0 0 0
MgCl2*W
0 0 0 0 0 0 0 0 0
MgCl2*2W
0 0 0 0 0 0 0 0 0
MgCl2*4W
0 0 0 0 0 0 0 0 0
MgCl2*6W
0 0 38,427 38,427 38,427 0 38,427 0 0
Mg(OH)Cl 0 0 0 0 0 0 0 0 0 Mg(OH)2 0 0 0 0 0 0 0 0 0 MgO
38,427 38,427 0 0 0 0 0 0 0
178

Ejemplo 5 – Simulación del Proceso de Recolección Catali-
zada con Ion Magnesio de CO2 a Partir de Gas Combustible
Utilizando CaCl2 para Formar CaCO3
Parte de los parámetros definidos incluyen el flujo-
grama de proceso ilustrado en la Figura 9. Los resultados
de la simulación sugieren que es eficiente calentar una
corriente de MgCl2·6H2O para formar Mg(OH)Cl en una sola
cámara. Se hace reaccionar al Mg(OH)Cl con H2O para for-
mar MgCl2 y Mg(OH)2, el cual reacciona con solución satu-
rada de CaCl2/H2O y CO2 a partir del gas combustible pa-
ra formar CaCO3 que se filtra desde la corriente. Se re-
cicla al MgCl2·6H2O formado hacia el primer reactor para
iniciar el proceso nuevamente. Este proceso no está limi-
tado a cualquier fuente particular para CaCl2. Por ejem-
plo, puede ser obtenido a partir de la reacción de sili-
cato de calcio con HCl para producir CaCl2.
Las restricciones y parámetros especificados para
esta simulación incluyen:
● Las reacciones fueron realizadas a 100% de efi-
ciencia sin pérdidas. Las simulaciones pueden ser modifi-
cadas cuando las tandas piloto determinan las eficiencias
de la reacción.
● Las simulaciones no toman en cuenta las impure-
zas para el material de alimentación CaCl2 o en cualquier
179

MgCl2 de compensación requerido debido a las pérdidas
desde el sistema.
Los resultados de esta simulación indican un consumo
preliminar neto de energía de 4681 kwh/tonelada de CO2.
La Tabla 6 ofrece el cómputo de masa y energía para las
varias corrientes del proceso simulado. Cada corriente
corresponde a la corriente de la Figura 9.
El proceso consiste en dos reactores primarios y una
sección para la filtración de sólidos. El primer reactor
calienta al MgCl2·6H2O provocando su descomposición en
una corriente de vapor de HCl/H2O y una corriente de
sólidos de Mg(OH)Cl. Se envía esta corriente de HCl/H2O
al permutador térmico para recuperar calor adicional. Se
envía al Mg(OH)2 formado a partir de Mg(OH)Cl hacia el
reactor 2 para procesamiento adicional. Las reacciones
químicas que tienen lugar en este reactor incluyen las
siguientes:
MgCl2.6H2O + Δ --> Mg(OH)Cl + 5 H2O↑ + HCl↑ (41)
2Mg(OH)Cl(aq) --> Mg(OH)2 + MgCl2 (42)
Se agrega una solución de CaCl2 y una corriente de
gas combustible al Mg(OH)2 en el reactor 2. Esta reacción
forma CaCO3, MgCl2 y agua. Se precipita CaCO3 y se extrae
en un filtro o decantador. El MgCl2 y agua restantes son
reciclados hacia el primer reactor. Se agrega agua adi-
180

cional para completar el resto del agua requerido por el
primer reactor. Las reacciones químicas que tienen lugar
en este reactor incluyen las siguientes:
Mg(OH)2 + CaCl2 + CO2 -->CaCO3 ↓(s) + MgCl2 + H2O (43)
Las alimentaciones primarias a este proceso son
CaCl2, gas combustible (CO2) y agua. Se utiliza, reforma
y recicla al MgCl2 contenido en el sistema. La única com-
pensación requerida de MgCl2 sirve para reemplazar peque-
ñas cantidades que abandona al sistema con el producto
CaCO3 y pequeñas cantidades que salen con el producto
HCl/agua.
Este proceso es un consumidor de energía neta. La
cantidad de energía está bajo investigación y optimiza-
ción. Existe intercambio térmico cruzado para recuperar
al calor en corrientes de alta temperatura a fin de pre-
calentar a las corrientes de alimentación.
Las etapas para este proceso (Caso 4) se resumen a
continuación:
181

Caso 4
Deshidratación/Descomposición Combinadas Para Obtener Mg(OH)Cl El hexahidrato es deshidratado y descompuesto simultá-
neamente a 250ºC. El reactor produce 100% de Mg(OH)Cl.
CO2 absorbido 53333 tons.métricas/año
CaCl2 134574 tons.métricas/año HCl seco 88368 tons.métricas/año CaCO3 105989 tons.métricas/año Hexahidrato reciclado 492737 tons.métricas/año DESHIDRATACIÓN Y DESCOMPOSICIÓN 5043 KwG/ton. de CO2 Hasta 100% de Mg(OH)Cl (250ºC) Rendimiento 28,8% de vapor de HCl 2,2 MW
Recuperación de calor 361 kWh/tonelada de CO2
a partir de 28% de vapor de HCl
TOTAL 4681 kWh/tonelada de CO2
182

Tabla 6a. Cómputo de Masa y Energía para Simulación Caso 4
Nombres de la Corriente de Proceso
CaCl2 CaCO3 GAS COM-BUSTIBLE
H2O HCl/VAP MgCl2 MgCl2-6W Mg(OH)Cl1
Temperatura, ºC
25 95 104 120 188 104 250
Presión, lbs/pulg2
14,7 14,7 15,78 14,7 14,696 14,7 14,7 14,696
Masa VFrac
0 0 1 0 1 0 0 0
Masa SFrac
1 1 0 0 0 1 1 1
Flujo de Masa, tonela-das por año
134573,943 121369,558 166332,6 234646,82 306683,742 492736,693 492736,693 186052,951
Flujo en Volumen, ga-lones/minuto
30,929 22,514 76673,298 6546,44 235789,67 96,405 96,405 32,909
Entalpía MW
-30,599 -46,174 -17,479 -118,063 -98,638 -188,114 -190,147 -60,661
Densidad, lbs/pie3
136,522 169,146 0.068 1,125 0,041 160,371 160,371 177,393
H2O
0 0 6499,971 234646,82 2183156,265 0 0 0
H2
0 0 0 0 0 0 0 0
Cl2
0 0 0 0 0 0 0 0
HCl
0 0 0 0 88368,477 0 0 0
CO2
0 0 53333,098 0 0 0 0 0
CO
0 0 0 0 0 0 0 0
O2
0 0 18333,252 0 0 0 0 0
183

Nombres de la Corriente de Proceso
CaCl2 CaCO3 GAS COM-BUSTIBLE
H2O HCl/VAP MgCl2 MgCl2-6W Mg(OH)Cl1
N2
0 0 88166,278 0 0 0 0 0
CaCl2
134573,943 80,499 0 0 0 0 0 0
Ca(OH)2
0 0 0 0 0 0 0 0
CaCO3
0 121289,059 0 0 0 0 0 0
MgCO3
0 0 0 0 0 0 0 0
Ca(O)Cl2
0 0 0 0 0 0 0 0
MgCl2
0 0 0 0 0 0 0 0
MgCl2*W
0 0 0 0 0 0 0 0
MgCl2*2W
0 0 0 0 0 0 0 0
MgCl2*4W
0 0 0 0 0 0 0 0
MgCl2*6W
0 0 0 0 0 492736,693 492736,693 0
Mg(OH)Cl
0 0 0 0 0 0 0 186052,951
Mg(OH)2
0 0 0 0 0 0 0 0
MgO
0 0 0 0 0 0 0 0
H2O
0 0 0,039 1 0,712 0 0 0
H2
0 0 0 0 0 0 0 0
Cl2
0 0 0 0 0 0 0 0
184

Nombres de la Corriente de Proceso
CaCl2 CaCO3 GAS COM-BUSTIBLE
H2O HCl/VAP MgCl2 MgCl2-6W Mg(OH)Cl1
HCl
0 0 0 0 0,028 0 0 0
CO2
0 0 0,321 0 0 0 0 0
CO
0 0 0 0 0 0 0 0
O2
0 0 0,11 0 0 0 0 0
N2
0 0 0,53 0 0 0 0 0
CaCl2
1 0,001 0 0 0 0 0 0
Ca(OH)2
0 0 0 0 0 0 0 0
CaCO3
0 0,999 0 0 0 0 0 0
MgCO3
0 0 0 0 0 0 0 0
Ca(O)Cl2
0 0 0 0 0 0 0 0
MgCl2
0 0 0 0 0 0 0 0
MgCl2*W
0 0 0 0 0 0 0 0
MgCl2*2W
0 0 0 0 0 0 0 0
MgCl2*4W
0 0 0 0 0 0 0 0
MgCl2*6W
0 0 0 0 0 1 1 0
Mg(OH)Cl
0 0 0 0 0 0 0 1
Mg(OH)2
0 0 0 0 0 0 0 0
185

Nombres de la Corriente de Proceso
CaCl2 CaCO3 GAS COM-BUSTIBLE
H2O HCl/VAP MgCl2 MgCl2-6W Mg(OH)Cl1
MgO
0 0 0 0 0 0 0 0
H2O
0 0 11,441 413,016 384,27 0 0 0
H2
0 0 0 0 0 0 0 0
Cl2
0 0 0 0 0 0 0 0
HCl
0 0 0 0 76,854 0 0 0
CO2
0 0 38,427 0 0 0 0 0
CO
0 0 0 0 0 0 0 0
O2
0 0 18,168 0 0 0 0 0
N2
0 0 99,8 0 0 0 0 0
CaCl2
38,45 0,023 0 0 0 0 0 0
Ca(OH)2
0 0 0 0 0 0 0 0
CaCO3
0 38,427 0 0 0 0 0 0
MgCO3
0 0 0 0 0 0 0 0
Ca(O)Cl2
0 0 0 0 0 0 0 0
MgCl2
0 0 0 0 0 0 0 0
MgCl2*W
0 0 0 0 0 0 0 0
MgCl2*2W
0 0 0 0 0 0 0 0
186

Nombres de la Corriente de Proceso
CaCl2 CaCO3 GAS COM-BUSTIBLE
H2O HCl/VAP MgCl2 MgCl2-6W Mg(OH)Cl1
MgCl2*4W
0 0 0 0 0 0 0 0
MgCl2*6W
0 0 0 0 0 76,854 76,854 0
Mg(OH)Cl
0 0 0 0 0 0 0 76,854
Mg(OH)2
0 0 0 0 0 0 0 0
MgO
0 0 0 0 0 0 0 0
Tabla 6b. Cómputo de Masa y Energía para Simulación Caso 4
Nombres de la Corriente de Proceso
Mg(OH)Cl2 RECICLO1 RECICLO2 RECICLO3 RX2-VENT PASTA VAPOR VENT
Temperatura, ºC
100 95 113,8 95 95 95 250 113,8
Presión, lbs/pulg2
14,696 14,7 14,7 14,7 14,7 14,7 14,696 14,7
Masa VFrac
0 0 0,002 0 1 0 1 1
Masa SFrac
1 0,998 0,998 1 0 0,998 0 0
Flujo de Masa, tonela-das por año
186052,95 493737,58 493737,58 492736,69 106499,18 615107,14 306683,74 1000,89
Flujo en Volumen, ga-lones/minuto
32,909 126,575 982,405 96,405 56469,408 146,834 313756,5 886
Entalpía MW
-61,189 -190,859 -190,331 -189,91 0,241 -237,034 -96,605 -0,421
Densidad, lbs/pie3
177,393 122,394 15,769 160,371 0,059 131,442 0,031 0,035
187

Nombres de la Corriente de Proceso
Mg(OH)Cl2 RECICLO1 RECICLO2 RECICLO3 RX2-VENT PASTA VAPOR VENT
H2O
0 1000 1000 0 0 1000 218315,27 1000
H2
0 0 0 0 0 0 0 0
Cl2
0 0 0 0 0 0 0 0
HCl
0 0 0 0 0 0 88368,477 0
CO2
0 0 0 0 0,532 0 0 0
CO
0 0 0 0 0 0 0 0
O2
0 0,165 0,165 0 18333,088 0,165 0 0,165
N2
0 0,72 0,72 0 88165,558 0,72 0 0,72
CaCl2
0 0 0 0 0 80,499 0 0
Ca(OH)2
0 0 0 0 0 0 0 0
CaCO3
0 0 0 0 0 121289,06 0 0
MgCO3
0 0 0 0 0 0 0 0
Ca(O)Cl2
0 0 0 0 0 0 0 0
MgCl2
0 0 0 0 0 0 0 0
MgCl2*W
0 0 0 0 0 0 0 0
MgCl2*2W
0 0 0 0 0 0 0 0
MgCl2*4W
0 0 0 0 0 0 0 0
188

Nombres de la Corriente de Proceso
Mg(OH)Cl2 RECICLO1 RECICLO2 RECICLO3 RX2-VENT PASTA VAPOR VENT
MgCl2*6W
0 492736,69 492736,69 492736,69 0 492736,69 0 0
Mg(OH)Cl
186052,95 0 0 0 0 0 0 0
Mg(OH)2
0 0 0 0 0 0 0 0
MgO
0 0 0 0 0 0 0 0
H2O
0 0,002 0,002 0 0 0,002 0,712 0,999
H2
0 0 0 0 0 0 0 0
Cl2
0 0 0 0 0 0 0 0
HCl
0 0 0 0 0 0 0,288 0
CO2
0 0 0 0 0 0 0 0
CO
0 0 0 0 0 0 0 0
O2
0 0 0 0 0,172 0 0 0
N2
0 0 0 0 0,828 0 0 0,001
CaCl2
0 0 0 0 0 0 0 0
Ca(OH)2
0 0 0 0 0 0 0 0
CaCO3
0 0 0 0 0 0,197 0 0
MgCO3
0 0 0 0 0 0 0 0
Ca(O)Cl2
0 0 0 0 0 0 0 0
189

Nombres de la Corriente de Proceso
Mg(OH)Cl2 RECICLO1 RECICLO2 RECICLO3 RX2-VENT PASTA VAPOR VENT
MgCl2
0 0 0 0 0 0 0 0
MgCl2*W
0 0 0 0 0 0 0 0
MgCl2*2W
0 0 0 0 0 0 0 0
MgCl2*4W
0 0 0 0 0 0 0 0
MgCl2*6W
0 0,998 0,998 1 0 0,801 01 0
Mg(OH)Cl
1 0 0 0 0 0 0 1
Mg(OH)2
0 0 0 0 0 0 0 0
MgO
0 0 0 0 0 0 0 0
H2O
0 1,76 1,76 0 0 1,76 384,27 1,76
H2
0 0 0 0 0 0 0 0
Cl2
0 0 0 0 0 0 0 0
HCl
0 0 0 0 0 0 76,854 0
CO2
0 0 0 0 0 0 0 0
CO
0 0 0 0 0 0 0 0
O2
0 0 0 0 18,168 0 0 0
N2
0 0,001 0,001 0 99,799 0,001 0 0,001
CaCl2
0 0 0 0 0 0,023 0 0
190

Nombres de la Corriente de Proceso
Mg(OH)Cl2 RECICLO1 RECICLO2 RECICLO3 RX2-VENT PASTA VAPOR VENT
Ca(OH)2
0 0 0 0 0 0 0 0
CaCO3
0 0 0 0 0 38,427 0 0
MgCO3
0 0 0 0 0 0 0 0
Ca(O)Cl2
0 0 0 0 0 0 0 0
MgCl2
0 0 0 0 0 0 0 0
MgCl2*W
0 0 0 0 0 0 0 0
MgCl2*2W
0 0 0 0 0 0 0 0
MgCl2*4W
0 0 0 0 0 0 0 0
MgCl2*6W
0 76,854 76,854 76,854 0 76,854 0 0
Mg(OH)Cl
76,854 0 0 0 0 0 0 0
Mg(OH)2
0 0 0 0 0 0 0 0
MgO
0 0 0 0 0 0 0 0
191

Ejemplo 6 – Caldera Para Sal de Carretera: Descomposición
de MgCl2·6H2O
La Figura 10 contiene un gráfico del porcentaje de
masa de una muestra calentada de MgCl2·6H2O. La masa ini-
cial de la muestra fue de aproximadamente 70 mg y se es-
tableció a 100%. Durante el experimento, se midió la masa
de la muestra mientras estaba siendo térmicamente descom-
puesta. La temperatura ascendió rápidamente hasta 150ºC y
luego disminuyó lentamente a razón de 0,5ºC por minuto. A
aproximadamente 220ºC, el peso se volvió constante compa-
tible con la formación de Mg(OH)Cl. La ausencia de peso
adicional disminuyó, indicando que se había extraído casi
toda el agua. En las Figuras 28 y 29 se presentan dos di-
ferentes análisis de masa por descomposición, mostrando
las mesetas teóricas de diferentes materiales finales. La
Figura 30 confirma que se puede preparar MgO mediante
temperaturas más altas (aquí, 500ºC) en comparación a
aquellas que producen Mg(OH)C.
Ejemplo 7 – Disolución de Mg(OH)Cl en H2O
Se disolvió en agua una muestra de Mg(OH)Cl produci-
da por descomposición en caliente de MgCl2·6H2O y se
agitó durante un tiempo. Luego, el precipitado restante
fue secado, recogido y analizado. Mediante la fórmula de
descomposición, se podría comparar la cantidad de Mg(OH)2
192

con la cantidad esperada y se analizó. La reacción quími-
ca puede ser representada como sigue:
2Mg(OH)Cl(aq)-->Mg(OH)2 + MgCl2 (44)
Los datos de solubilidad para Mg(OH)2 y MgCl2 son
los siguientes:
MgCl2 52,8 gms en 100 gms de H2O (muy soluble)
Mg(OH)2 0,0009 gms en 100 gms. H2O (virtualmente in-
soluble)
Peso teórico recuperado Mg(OH)2:
Peso dado de la muestra: 3,0136 gms.
MW Mg(OH)Cl 76,764
MW Mg(OH)2 58,32
Moles de Mg(OH)2 formados por mol de Mg(OH)Cl = ½
Cantidad esperada de Mg(OH)2
2Mg(OH)Cl(aq)--> Mg(OH)2 + MgCl2
3,016 gms * (MW Mg(OH)2 ΅ (MW Mg(OH)Cl* ½ =
1,1447 gms
Precipitado recogido = 1,1245 gms
% de la cantidad teórica recogida = (1,1447 ΅
1,1245)* 100 = 98,24%
Datos Analíticos:
Luego, la muestra de Mg(OH)2 fue sometida a análi-
sis, XRD (difracción por rayos X) y EDS. Los resultados
aparecen en la Figura 11. La hilera superior de crestas
193

corresponde a la muestra y las crestas en la hilera media
son la característica de Mg(OH)2 mientras que las crestas
en la parte inferior son las de MgO. Así, se puede com-
probar que el precipitado recuperado a partir de la diso-
lución de Mg(OH)Cl tiene una señal que se asemeja a la de
Mg(OH)2.
Elemento (calculado)
Relación k % en peso
ZAF (1-Sigma)
% Atómico Elemento % en peso, error
Mg-K
Si-K
Cl-K
0,9472
0,0073
0,0127
1,014
2,7737
1,570
96,88
1,74
1,38
96,02
1,99
2,00
+/- 0,23
+/- 0,17
+/- 0,16
Total 100,00 100,00
Nota: Los resultados no incluyen elementos con Z<11 (Na).
El análisis EDS revela que muy poco cloro [Cl] fue
incorporado en el precipitado. Se debe observar que este
análisis no puede detectar oxígeno o hidrógeno.
Ejemplo 8 – Experimento con Burbujeador de Descarbona-
ción: Producción de CaCO3 mediante reacción de CO2 con
Mg(OH)2 {o Mg(OH)Cl} y CaCl2
Se colocó aproximadamente 20 gramos de Mg(OH)2 en
una columna de burbujeo con dos litros de agua y se hizo
burbujear CO2 a través de la misma durante un período de
x minutos. Luego, se recogió algo del líquido, al cual se
agregó una solución de CaCl2. Se formó inmediatamente un
precipitado y luego fue sometido a XRD y EDS. La reacción
química puede ser representada como sigue:
194

Mg(OH)2 + CO2 + CaCl2 --> CaCO3 ↓ + H2O (45)
El análisis XRD (Figura 12) coincide con la carac-
terística de CaCO3.
EDS
Elemento (calculado)
Relación k % en peso
ZAF (1-Sigma)
% Atómico Elemento % en peso, error
Mg-K
Al-K
Si-K
Cl-K
Ca-K
0,0070
0,0013
0,0006
0,0033
0,9731
2,211
1,750
1,382
1,027
1,005
2,52
0,33
0,12
0,38
96,64
1,55
0,22
0,09
0,34
97,80
+/- 0,10
+/- 0,04
+/- 0,03
+/- 0,03
+/- 0,30
Total 100,00 100,00
Nota: Los resultados no incluyen elementos con Z<11 (Na).
El análisis EDS indica CaCO3 casi puro con solamente
1,55% en peso de impureza magnesio y casi nada de cloro a
partir de CaCl2.
Se realizó la misma prueba, excepto que se utilizó
Mg(OH)Cl procedente de la descomposición de MgCl2·6H2O en
vez de Mg(OH)2. Aunque Mg(OH)Cl tiene la mitad del
hidróxido [OH-], como Mg(OH)2, se espera que absorba CO2
y forme CaCO3(PCC) precipitado.
El análisis XRD (Figura 13) coincide con la carac-
terística de CaCO3.
EDS
Chi-cuadrado = 5,83 Tiempo de vida = 300,0 segundos
Análisis sin patrón
195

Corrección PROZA Acc.Volt. = 20 kV Ángulo de Despegue =
35,00º
Número de Iteraciones = 3
Elemento (calculado)
Relación k % en peso
ZAF (1-Sigma)
% Atómico Elemento % en peso, error
Mg-K
Si-K
Ca-K
0,0041
0,0011
0,9874
2,224
1,071
1,003
1,48
0,14
98,38
0,90
0,11
98,98
+/- 0,09
+/- 0,04
+/- 0,34
Total 100,00 100,00
Nota: Los resultados no incluyen elementos con Z<11 (Na).
Una vez más, los resultados indican CaCO3 casi puro
y casi sin compuestos Mg o Cl.
Ejemplo 9A – Experimento con Fundidor de Roca: Reacción
de Olivina y Serpentina con HCl
Se trituraron muestras de olivina (Mg,Fe)2SiO4 y
serpentina Mg3Si2O5(OH) y se hizo reaccionar con HCl 6,1
molar durante un período de aproximadamente 72 horas. Se
realizó dos grupos de pruebas, la primera a temperatura
ambiente y la segunda a 70ºC. Estos minerales tienen
fórmulas variables y frecuentemente contienen hierro. Una
vez filtradas las muestras, el filtrando y el filtrado
resultante fueron secados en un horno durante toda la no-
che. Luego, las muestras fueron sometidas a análisis XRD
y EDS. Los filtrados deben tener MgCl2 presente y el fil-
trando debe ser principalmente SiO2.
196

Filtrado de Olivina Reaccionado con HCl a Temperatura Am-
biente
Elemento (calculado)
Relación k % en peso
ZAF (1-Sigma)
% Atómico Elemento % en peso, error
Mg-K
Si-K
Cl-K
Fe-K
0,1960
0,0103
0,5643
0,0350
1,451
1,512
1,169
1,161
37,06
1,75
58,59
2,30
28,45
1,56
65,94
4,06
+/- 0,18
+/- 0,11
+/- 0,31
+/- 0,22
Total 100,00 100,00
Filtrado de Olivina Reaccionado con HCl a 70ºC
Elemento (calculado)
Relación k % en peso
ZAF (1-Sigma)
% Atómico Elemento % en peso, error
Mg-K
Si-K
Cl-K
Fe-K
Ni-K
0,1172
0,0101
0,5864
0,0990
0,0045
1,684
1,459
1,142
1,144
1,128
27,39
1,77
63,70
6,84
0,29
19,74
1,48
66,94
11,33
0,51
+/- 0,12
+/- 0,07
+/- 0,24
+/- 0,21
+/- 0,09
Total 100,00 100,00
Nota: Los resultados obtenidos no incluyen elementos con
Z<11 (Na).
Filtrado de Serpentina Reaccionada con HCl a Temperatura
Ambiente
Elemento (calculado)
Relación k % en peso
ZAF (1-Sigma)
% Atómico Elemento % en peso, error
Mg-K
Al-K
Si-K
Cl-K
Ca-K
Cr-K
Mn-K
0,1674
0,0025
0,0033
0,6203
0,0016
0,0026
0,0011
1,466
1,863
1,456
1,141
1,334
1,200
1,200
32,47
0,55
0,55
64,22
0,17
0,19
0,08
24,53
0,46
0,48
70,77
0,21
0,31
0,14
+/- 0,15
+/- 0,06
+/- 0,04
+/- 0,27
+/- 0,05
+/- 0,07
+/- 0,08
197

Fe-K
Ni-K
0,0226
0,0042
1,160
1,128
1,51
0,26
2,62
0,48
+/- 0,10
+/- 0,10
Total 100,00 100,00
Nota: Los resultados obtenidos no incluyen elementos con
Z<11 (Na).
Filtrado de Serpentina Reaccionada con HCl a 70ºC
Elemento (calculado)
Relación k % en peso
ZAF (1-Sigma)
% Atómico Elemento % en peso, error
Mg-K
Al-K
Si-K
Cl-K
Cr-K
Fe-K
Ni-K
0,1759
0,0017
0,0078
0,6014
0,0016
0,0268
0,0020
1,455
1,886
1,468
1,152
1,199
1,161
1,130
33,67
0,39
1,46
62,46
0,12
1,78
0,12
25,59
0,33
1,28
69,27
0,19
3,11
0,22
+/- 0,14
+/- 0,06
+/- 0,04
+/- 0,25
+/- 0,06
+/- 0,17
+/- 0,08
Total 100,00 100,00
Nota: Los resultados obtenidos no incluyen elementos con
Z<11 (Na).
El filtrado muestra claramente para ambos minerales
serpentina y olivina, bajo condiciones ambiente y 70ºC,
la presencia de MgCl2 y una pequeña cantidad de FeCl2 en
el caso de olivina.
Filtrando de Olivina Reaccionada con HCl a Temperatura
Ambiente
Elemento (calculado)
Relación k % en peso
ZAF (1-Sigma)
% Atómico Elemento % en peso, error
Mg-K
Si-K
0,2239
0,3269
1,431
1,622
37,68
53,96
32,04
53,02
+/- 0,14
+/- 0,19
198

Cl-K
Cr-K
Mn-K
Fe-K
Ni-K
0,0140
0,0090
0,0013
0,0933
0,0045
1,658
1,160
1,195
1,167
1,160
1,87
0,58
0,08
5,57
0,25
2,32
1,05
0,16
10,89
0,52
+/- 0,06
+/- 0,08
+/- 0,09
+/- 0,26
+/- 0,11
Total 100,00 100,00
Nota: Los resultados obtenidos no incluyen elementos con
Z<11 (Na).
Filtrando de Olivina Reaccionada con HCl a 70ºC
Elemento (calculado)
Relación k % en peso
ZAF (1-Sigma)
% Atómico Elemento % en peso, error
Mg-K
Si-K
Cl-K
Ca-K
Cr-K
Mn-K
Fe-K
Ni-K
Cu-K
0,2249
0,3030
0,0223
0,0033
0,0066
0,0023
0,0937
0,0074
0,0029
1,461
1,649
1,638
1,220
1,158
1,193
1,163
1,158
1,211
38,87
51,12
2,96
0,29
0,42
0,15
5,61
0,42
0,16
32,86
49,94
3,65
0,41
0,76
0,28
10,89
0,86
0,35
+/- 0,16
+/- 0,21
+/- 0,14
+/- 0,05
+/- 0,08
+/- 0,10
+/- 0,29
+/- 0,13
+/- 0,16
Total 100,00 100,00
Nota: Los resultados obtenidos no incluyen elementos con
Z<11 (Na).
Dado que la fórmula para olivina es (Mg,Fe)2SiO4 y
esta es una olivina rica en magnesio, el compuesto bruto
tiene una proporción Mg:Si de 2:1. Sin embargo, el fil-
trando que no pasa a través del filtro tiene una propor-
ción (Mg+Fe:Si) de (37+5,5:52) o 0,817:1. (Porcentaje
atómico en el gráfico), evidentemente más de 50% del mag-
nesio que pasó a través del filtro.
199

Filtrando de Serpentina Reaccionada con HCl a Temperatura
Ambiente
Elemento (calculado)
Relación k % en peso
ZAF (1-Sigma)
% Atómico Elemento % en peso, error
Mg-K
Si-K
Cl-K
Cr-K
Fe-K
Ni-K
0,1930
0,2965
0,0065
0,0056
0,1532
0,0029
1,595
1,670
1,633
1,130
1,155
1,159
37,32
51,94
0,88
0,36
9,33
0,17
30,78
49,50
1,06
0,63
17,69
0,34
+/- 0,15
+/- 0,20
+/- 0,06
+/- 0,08
+/- 0,31
+/- 0,12
Total 100,00 100,00
Nota: Los resultados obtenidos no incluyen elementos con
Z<11 (Na).
Filtrando de Serpentina Reaccionada con HCl a 70ºC
Elemento (calculado)
Relación k % en peso
ZAF (1-Sigma)
% Atómico Elemento % en peso, error
Mg-K
Si-K
Cl-K
Cr-K
Mn-K
Fe-K
Ni-K
0,1812
0,3401
0,0106
0,0037
0,0009
0,1324
0,0032
1,536
1,593
1,651
1,142
1,188
1,159
1,160
33,53
56,49
1,45
0,24
0,05
8,05
0,18
27,83
54,18
1,75
0,43
0,10
15,35
0,37
+/- 0,13
+/- 0,18
+/- 0,11
+/- 0,07
+/- 0,08
+/- 0,26
+/- 0,11
Total 100,00 100,00
Nota: Los resultados obtenidos no incluyen elementos con
Z<11 (Na).
200

Dado que la fórmula de serpentina es
(Mg,Fe)3SiO5(OH)4, la proporción inicial de 1,5:1 de
(Mg+Fe) ha sido disminuida hasta (37 + 9,3:56,5) =
0,898:1.
Ejemplo 9B – Simulación de Temperatura/Presión para Des-
composición de MgCl2·6(H2O)
Se variaron la presión y temperatura, tal como se
ilustra en la Tabla 7 y en la Figura 14, para determinar
el efecto que tiene esto sobre el equilibrio de la des-
composición de MgCl2·6(H2O).
Las entradas son:
1) MgCl2·6(H2O)
2) CaCl2
3) La temperatura de la corriente caliente que sa-
le del permutador térmico (HX) marcada con Mg(OH)Cl (ver
Figuras 7-8).
4) Porcentaje de sólidos separados en el decanta-
dor.
5) Agua requerida para H2O marcada.
6) Gas combustible.
201

Tabla 7
VARY 1 VARY 2 ENTRADA Mg(OH)Cl MgO Q
REACTOR1 REACTOR1
PARAMETRO PARAMETRO
TEMP. PRESION
ºC Lbs/pulg2
absoluto MOL/SEG MOL/SEG MOL/SEG MW kWh/ton de
CO2 400 5 51,08399 25,31399 25,77001 23,63765 3883
410 5 38,427 0 38,427 19,85614 3261
420 5 38,427 0 38,427 19,87482 3264
430 5 38,427 0 38,427 19,89354 3268
440 5 38,427 0 38,427 19,9123 3271
450 5 38,427 0 38,427 19,93111 3274
400 7 76,854 76,854 0 31,37484 5153
410 7 53,24627 29,24627 23,60773 24,31186 3993
420 7 38,427 0 38,427 19,87482 3264
430 7 38,427 0 38,427 19,89354 3268
440 7 38,427 0 38,427 19,9123 3271
450 7 38,427 0 38,427 19,93111 3274
202

400 9 76,854 76,854 0 31,37484 5153
410 9 72,85115 68,84829 4,002853 30,20646 4961
420 9 50,2148 23,5756 26,6392 23,42411 3847
430 9 38,427 0 38,427 19,89354 3268
VARY 1 VARY 2 ENTRADA Mg(OH)Cl MgO Q
REACTOR1 REACTOR1
PARAMETRO PARAMETRO
TEMP. PRESION
ºC Lbs/pulg2
absoluto MOL/SEG MOL/SEG MOL/SEG MW kWh/ton de CO2
440 9 38,427 0 38,427 19,9123 3271
450 9 38,427 0 38,427 19,93111 3274
400 11 76,854 76,854 0 31,37484 5153
410 11 76,854 76,854 0 31,41 5159
420 11 64,78938 52,72476 12,06462 27,81251 4568
430 11 44,67748 12,50096 32,17652 21,77822 3577
440 11 38,427 0 38,427 19,9123 3271
450 11 38,427 0 38,427 19,93111 3274
400 13 76,854 0 31,37484 31,37484 5153
203

410 13 76,854 76,854 0 31,41 5159
420 13 76,854 76,854 0 31,44515 5165
430 13 55,59535 34,3367 21,25865 25,07026 4118
440 13 38,427 0 38,427 19,9123 3271
450 13 38,427 0 38,427 19,93111 3274
200 5 127 76,854 0 47,51946 7805
210 5 85 76,854 0 33,34109 5476
220 5 77 76,854 0 30,74184 5049
230 5 77 76,854 0 30,77702 5055
240 5 77 76,854 0 30,8122 5061
250 5 77 76,854 0 30,84739 5067
200 7 184 76,854 0 66,57309 10935
210 7 125 76,854 0 46,75184 7679
220 7 85 76,854 0 33,32609 5474
230 7 77 76,854 0 30,777 5055
240 7 77 76,854 0 30,81218 5061
204

VARY 1 VARY 2 ENTRADA Mg(OH)Cl MgO Q
REACTOR1 REACTOR1
PARAMETRO PARAMETRO
TEMP. PRESION
ºC Lbs/pulg2
absoluto MOL/SEG MOL/SEG MOL/SEG MW kWh/ton de CO2
250 7 77 76,854 0 30,84737 5067
200 9 297 76,854 0 89,51079 14702
210 9 165 76,854 0 60,16258 9882
220 9 113 76,854 0 42,92123 7050
230 9 78 76,854 0 31,04401 5099
240 9 77 76,854 0 30,81217 5061
250 9 77 76,854 0 30,84735 5067
200 11 473 76,854 0 13655784 22433
210 11 205 76,854 0 73,57332 12084
220 11 142 76,854 0 52,51638 8626
230 11 98 76,854 0 38,01558 6244
240 11 77 76,854 0 30,81216 5061
250 11 77 76,854 0 30,84734 5067
205

200 13 684 76,854 0 192,9858 31698
210 13 303 76,854 0 91,43505 15018
220 13 170 76,854 0 62,11152 10202
230 13 119 76,854 0 44,98715 7389
240 13 83,3323 76,854 0 33,00459 5421
250 13 76,854 76,854 0 30,84733 5067
200 15 930,5287 76,854 0 258,7606 42502
210 15 422,9236 76,854 0 123,7223 20322
220 15 198,7291 76,854 0 71,70666 11778
230 15 139,6567 76,854 0 51,95871 8534
240 15 98,51739 76,854 0 38,14363 6265
250 15 76,854 76,854 0 30,84733 5067
206

Ejemplos 10-21
Los siguientes ejemplos restantes se refieren a la
obtención del calor necesario para realizar la reacción
de descomposición utilizando emisiones de calor residual,
procedentes ya sea de plantas de energía alimentadas con
hulla o gas natural. Para obtener el calor necesario a
partir de las emisiones de gas combustible de hulla, la
fuente de calor puede ser colocada antes del precipitador
de polvo donde la temperatura varía desde 320 hasta
480ºC, en lugar del precalentador de aire. Ver Referen-
cia: páginas 11-15 de “The structural design of air and
gas ducts for power stations and industrial Boiler Ap-
plications”, Editor: American Society of Civil Engineers
(Agosto 1995), la cual se incorpora aquí íntegramente a
modo de referencia. Las plantas de gas natural en ciclo
abierto tienen temperaturas de salida mucho más altas de
600ºC. Ver Referencia: páginas 11-15 de “The structural
design of air and gas ducts for power stations and indus-
trial Boiler Applications”, Editor: American Society of
Civil Engineers (Agosto 1995), la cual se incorpora aquí
íntegramente a modo de referencia. Además, la reacción de
descomposición de MgCl2·6H2O puede ser realizada también
en dos modos diferentes o sea descomposición completa a
MgO o una descomposición parcial a Mg(OH)Cl. La descompo-
207

sición parcial de Mg(OH)Cl requiere en algunas formas una
temperatura superior a 180ºC, mientras que la descomposi-
ción total a MgO requiere en algunas formas una tempera-
tura de 440ºC o más.
Además, la alimentación de entrada al proceso puede
ser representada como un continuo entre 100% de Silicato
de Calcio (CaSiO3) y 100% de Silicato de Magnesio
(MgSiO3) con Diopsido (MgCa(SiO3)2) (o una mezcla de Ca-
SiO3 y MgSiO3 en una proporción molar 1:1) que representa
un caso intermedio de 50%. Para cada uno de estos casos,
la salida resultante variará en algunas formas desde car-
bonato de calcio (CaCO3) hasta carbonato de magnesio
(MgCO3) con Dolomita CaMg(CO3)2 que representa el caso
intermedio. El proceso que utiliza 100% de silicato de
calcio es el proceso Ca-Mg utilizado en todas las formas
previamente modeladas. También es importante observar que
el proceso de 100% de silicato de magnesio no utiliza
compuestos de calcio; mientras que el proceso con entrada
de 100% de silicato de calcio utiliza compuestos de mag-
nesio, pero en un circuito de reciclado se requiere sola-
mente compuestos de magnesio de compensación.
Se ilustra más adelante detalles adicionales acerca
de los procesos con Ca-Mg, Mg solamente, Diopsido, por
208

ejemplo utilizando descomposición completa y parcial de
MgCl2 hidratado a MgO y Mg(OH)Cl respectivamente.
I) Proceso con Ca-Mg
Reacción total CaSiO3 + CO2 --> CaCO3 + SiO2
a) Descomposición completa (“el proceso CaSiO3-MgO”)
1) MgCl2·6H2O + Δ --> MgO + 5H2O↑ + 2HCl↑
Tiene lugar una reacción de descomposición
térmica.
2) 2HCl(aq) + CaSiO3--> CaCl2(aq) + SiO2↓ H2O
Una reacción de fusión de roca.
Se debe observar que 5H2O estará presente
por 2 moles de HCl durante la reacción.
3) MgO + CaCl2(aq) + CO2-->CaCO3↓+MgCl2(aq)
Algunas versiones de esta ecuación utili-
zan Mg(OH)2 que se forma a partir de MgO y H2O.
4) MgCl2(aq) + 6H2O -->MgCl2·6H2O
Regeneración de MgCl2·6H2O, retorno al No.
1
b) Descomposición parcial (“el proceso CaSiO3-
Mg(OH)Cl”)
1) 2 x[MgCl2·6H2O+Δ-->Mg(OH)Cl + 5H2O↑+ HCl↑]
Descomposición térmica.
Se requiere hasta el doble de MgCl2·6H2O
para recoger la misma cantidad de CO2.
209

2) 2HCl(aq)+ CaSiO3 -->CaCl2(aq) + SiO2↓+H2O
Reacción de fusión de roca.
3) 2Mg(OH)Cl+CaCl2(aq)+CO2-->CaCO3↓+ 2MgCl2
(aq)+H2O
Reacción de captura de CO2.
4) 2MgCl2+12H2O--> MgCl2·6H2O
Reacción de MgCl2·6H2O, retorno al No. 1.
II) Proceso con Mg Solamente
Reacción total de MgSiO3 + CO2-->MgCO3 + SiO2
c) Descomposición completa (“el proceso MgSiO3-
MgO”)
1) 2HCl(aq)+MgSiO3+(x-1)H2O-->MgCl2
+ SiO2↓+xH2O
Reacción de fusión de roca.
2) MgCl2.xH2O + Δ -->MgO+(x-1)H2O↑+2HCl↑
Reacción de descomposición térmica.
Observar que se producirán “x-1” moles de
H2O por 2 moles de HCl.
3) MgO + CO2 --> MgCO3.
Reacción de captura de CO2.
Se observará que en esta forma no se requiere reci-
clado de MgCl2. El valor de x o sea el número de aguas de
hidratación es muy inferior a 6 debido a que el MgCl2
procedente de la reacción de fusión de roca no está bas-
210

tante caliente para impulsar gran parte del agua hacia la
fase vapor. Por lo tanto, la trayectoria desde la fusión
de roca es uniforme con “x” según lo modelado con un va-
lor de aproximadamente 2.
d) Descomposición parcial
b) Descomposición parcial (“el proceso MgSiO3-
Mg(OH)Cl”)
1) 2HCl(aq)+MgSiO3 -->MgCl2 + SiO2↑+ H2O
Reacción de fusión de roca.
Observar que “x-1” H2O estará presente por
mol de HCl durante la reacción.
2) 2x[MgCl2.xH2O + Δ -->Mg(OH)Cl+(x-1)H2O↑+
HCl↑]
Descomposición
Se requiere hasta dos veces la cantidad
de MgCl2.(x-1)H2O para recoger la misma
cantidad de CO2.
3) 2Mg(OH)Cl+ CO2-->MgCO3↓+ MgCl2+H2O
Reacción de captura de CO2.
4) MgCl2(aq)+6H2O--> MgCl2·6H2O
Regenerar MgCl2·6H2O, retorno al No. 1.
Se debe observar que en esta forma se recicla la mi-
tad del MgCl2. El valor de x o sea el número de aguas de
hidratación es algo inferior a 6 debido a que la mitad
211

del MgCl2 procede de la reacción de fusión de roca que
está bastante caliente para impulsar gran parte del agua
hacia la fase vapor y se recicla a la mitad restante des-
de la columna de absorción. Por lo tanto, el número de
hidrataciones para la cantidad total de MgCl2 en estado
uniforme tendrá un valor de aproximadamente 4, siendo el
promedio entre MgCl2·6H2O y MgCl2·2H2O.
III) Proceso con Diopsido o Mezclado:
Se debe observar que el diopsido es una mezcla de
calcio y silicato de magnesio y la dolomita es una mezcla
de calcio y carbonato de calcio.
Reacción general: ½ CaMg(SiO3)2 + CO2--> ½
CaMg(CO3)2+SiO2
e) Descomposición completa (“el proceso Diopsido-
MgO”)
1) MgCl2·6H2O + Δ -->MgO + 5H2O↑ + 2HCl↑
Descomposición térmica.
2) HCl + ½ CaMg(SiO3)2--> ½ CaCl2 + ½
MgSiO3↓ + ½ SiO2↓ + ½ H2O
Primera reacción de fusión de roca.
3) HCl + ½ Mg(SiO3)2--> ½ MgCl2 + ½
SiO2↓ + ½ H2O
Segunda reacción de fusión de roca. El
MgCl2 retorna al No. 1.
212

4) MgO + ½ CaCl2 + CO2--> ½ CaMg(CO3)2↓ + ½
MgCl2
5) ½ MgCl2 + 3H2O--> ½ MgCl2·6H2O
Regenerar MgCl2·6H2O, retornar al No. 1.
f) Descomposición parcial (“el proceso Diopsido-
Mg(OH)Cl”)
1) 2 x [MgCl2·6H2O + Δ-->Mg(OH) Cl+
5H2O↑+HCl↑]
Descomposición térmica.
Se requiere hasta el doble de MgCl2·6H2O
para recoger la misma cantidad de CO2.
2) HCl + ½ CaMg(SiO3)2 --> ½ CaCl2 + ½
MgSiO3↓ + ½ SiO2↓+ ½ H2O
Primera reacción de fusión de roca.
3) HCl + ½ Mg(SiO3)2 --> ½ MgCl2 + ½
SiO2↓ + ½ H2O
Segunda reacción de fusión de roca. Aquí,
el compuesto MgCl2 retorna al No. 1.
4) 2Mg(OH)Cl+½ CaCl2 + CO2--> ½ CaMg(CO3)2 ↓
+ 3/2 MgCl2 + H2O
5) 3/2 MgCl2 + 9H2O-->3/2 MgCl2·6H2O
Regenerar MgCl2·6H2O, retornar al No. 1.
213

Tabla 9. Resumen de los Procesos
Ejemplo
Proceso Fuente de gas combustible
Temp. ºC1 % de CO2 del Gas Combustible
Equilibrio deta-llado de masa y energía de cada corrien-te de proceso
10 CaSiO3-Mg(OH)Cl Hulla 320-550 7,2%-18% Tabla 14
11 CaSiO3-Mg(OH)Cl Gas natural 600 7,2%-18% Tabla 14 12
CaSiO3-MgO Hulla 550 7,2%-18% Tabla 15
13 CaSiO3-MgO Gas natural 600 7,2%-18% Tabla 15
14 MgSiO3-Mg(OH)Cl Hulla 320-550 7,2%-18% Tabla 16
15 MgSiO3-Mg(OH)Cl Gas natural 600 7,2%-18% Tabla 16 16 MgSiO3-MgO Hulla 550 7,2%-18% Tabla 17
17 MgSiO3-MgO Gas natural 600 7,2%-18% Tabla 17
18 Diopsido-Mg(OH)Cl
Hulla 320-550 7,2%-18% Tabla 18
19
Diopsido-Mg(OH)Cl
Gas natural 600 7,2%-18% Tabla 18
20
Diopsido-MgO Hulla 550 7,2%-18% Tabla 19
21
Diopsido-MgO Gas natural 600 7,2%-18% Tabla 19
1 La escala de temperatura de 320-550ºC incluye modelos realizados a 320, 400 y 550ºC res-pectivamente
2 El porcentaje de CO2 del gas combustible de 7,2%-18% incluye modelos realizados a 7,2%, 10%, 14% y 18% respectivamente.
214

Proceso de Silicato de Calcio:
Los procesos de descomposición de CaSiO3-MgO y Ca-
SiO3-Mg(OH)Cl se dividen adicionalmente en dos etapas, la
primera de las cuales consiste en una reacción de des-
hidratación en la cual el MgCl2·6H2O es convertido en
MgCl2·2H2O + 4 H2O y la segunda etapa en la cual el
MgCl2·6H2O es convertido en Mg(OH)Cl + HCl + H2O si se
desea o requiere la descomposición parcial y MgO + 2HCl +
H2O si se desea o se requiere la descomposición total. La
Figura 15 describe la disposición de este proceso.
Proceso de Silicato de Magnesio:
Los procesos de MgSiO3·MgO y MgSiO3-Mg(OH)Cl consis-
ten en una etapa de descomposición en una sola cámara,
en la cual el HCl procedente de la cámara de descomposi-
ción reacciona con MgSiO3 en el reactor de fusión de roca
y el calor subsiguiente de la reacción deja el MgCl2 en
la forma de dihidrato de MgCl2·2H2O conforme sale de la
cámara de fusión de roca hacia el reactor de descomposi-
ción donde es convertido ya sea en MgO o Mg(OH)Cl tal co-
mo se describió anteriormente. Se puede preferir este
proceso si no se dispone de silicatos de calcio. El HCl
procedente de la descomposición reacciona con MgSiO3 para
formar más MgCl2. El proceso de silicato de magnesio si-
gue una trayectoria diferente a la del calcio. El proceso
215

comienza a partir de la “reacción de fusión de roca HCl +
silicato” y luego pasa hacia la “reacción de descomposi-
ción (MgCl2 + calor)” y finalmente hacia la columna de
absorción. En el proceso de silicato de calcio, todos los
compuestos de magnesio rotan entre la reacción de descom-
posición y la reacción de absorción. La Figura 16 descri-
be la disposición de este proceso.
Proceso de “Diopsido” Mezclado Magnesio y Silicato de
Calcio:
El proceso intermedio Diopsido-MgO y Diopsido-
Mg(OH)Cl implica también una descomposición en dos etapas
que consiste en la reacción de deshidratación MgCl2·6H2O
+ Δ --> MgCl2·2H2O + 4 H2O (descomposición completa) o
MgCl2·2H2O + Δ --> Mg(OH)Cl + HCl + H2O (descomposición
parcial). La Figura 17 describe una disposición de este
proceso.
El HCl procedente de la descomposición reacciona
luego con el Diopsido CaMg(SiO3)2 en una “reacción de fu-
sión de roca” de dos etapas. La primera reacción crea
CaCl2 a través de la reacción 2HCl + CaMg(SiO3)2 -->
CaCl2(aq) + MgSiO3↓ + SiO2↓ + H2O. Luego, los sólidos
procedentes de la reacción previa reaccionan con HCl por
segunda vez para producir MgCl2 a través de la reacción
MgSiO3 + 2HCl --> MgCl2 + SiO2 ↓+H2O. El CaCl2 procedente
216

del primer fusionador de roca es transportado hacia la
columna de absorción y el MgCl2 procedente del segundo
fusionador de roca es transportado hacia el reactor de
descomposición para obtener Mg(OH)Cl o MgO.
Base de la Reacción:
Todos estos ejemplos suponen 50% de absorción de CO2
de un gas combustible de referencia a partir de una plan-
ta de interés conocida alimentada con hulla. Se hizo esto
para permitir una comparación entre cada ejemplo. El cau-
dal de flujo de emisión de gas combustible desde esta
planta es 136.903.680 toneladas por año y el contenido de
CO2 de este gas es 10% en peso. Esta cantidad de CO2 es
la base para los ejemplos 10 a 21 que es:
La cantidad de CO2 presente en el gas combustible
por año:
136.903.680 toneladas por año * 10% = 13.690.368 to-
neladas por año
Cantidad de CO2 absorbido por año:
13.690.368 toneladas por año * 50% = 6.845.184 tone-
ladas por año de CO2.
Ya que la cantidad de CO2 absorbido es una constan-
te, el consumo de reactivos y la generación de productos
es también una constante, dependiendo de la estequiometr-
217

ía de la reacción y del peso molecular para cada compues-
to.
Para todos los ejemplos tanto del proceso de CaSiO3-
MgO y de CaSiO3-Mg(OH)Cl (ejemplos 10-13), la reacción
general es:
CaSiO3 + CO2 --> CaCO3 + SiO2
Para todos los ejemplos tanto del proceso de CaSiO3-
MgO y de MgSiO3-Mg(OH)Cl (ejemplos 14-17), la reacción
general es:
MgSiO3 + CO2 --> MgCO3 + SiO2
Para todos los ejemplos tanto del proceso Diopsido-
MgO como del proceso Diopsido-Mg(OH)Cl (ejemplos 18-21),
la reacción general es:
½ CaMg(SiO3)2 + CO2 --> ½ CaMg(CO3)2 + SiO2
El modelo Aspen ingresa las entradas requeridas para
el proceso y calcula el gas combustible requerido para
proporcionar el calor necesario para la reacción de des-
composición, a fin de producir el dióxido de carbono que
absorbe a los compuestos MgO, Mg(OH)2 o Mg(OH)Cl. Este
gas combustible puede ser un gas natural o una planta de
hulla y, en el caso de la hulla, se probó a una escala de
temperaturas desde 320ºC hasta 550ºC. Este gas combusti-
ble no debe ser confundido con el gas combustible de re-
ferencia que se utilizó como una norma para proporcionar
218

una cantidad específica de de extracción de CO2 para cada
muestra. Un proceso con un gas combustible a mayor tempe-
ratura podría requerir típicamente una menor cantidad de
gas combustible para recoger la misma cantidad de dióxi-
do de carbono a partir de la base. Del mismo modo, un gas
combustible con una mayor concentración de dióxido de
carbono podría dar como resultado típicamente una mayor
cantidad de gas combustible necesario para recoger al di-
óxido de carbono, debido a que existe una mayor cantidad
de este último compuesto que necesitar ser recogida.
Se puede determinar el consumo de reactivos y gene-
ración de productos a partir de la base de CO2 recogido y
los pesos moleculares de cada entrada y de cada salida
para cada ejemplo.
Tabla 10. Masas Moleculares de Entradas y Salidas (todas
las formas)
Compuesto Peso Molecular
CaSiO3 116,16
MgSiO3 99,69
Diopsido* 215,85
CaCO3 100,09
MgCO3 84,31
Dolomita* 184,40
SiO2 60,08
219

CO2 44,01
* El número de moles debe ser dividido entre 2 para medir
la absorción comparable de CO2 con los otros procesos.
Para los Ejemplos 10-13:
El consumo de CaSiO3 es:
6.845.184 toneladas por año* (116,16/44,01) =
18.066.577 toneladas por año.
La producción de CaCO3 es:
6.845.184 toneladas por año * (100,09/44,01) =
15.559.282 toneladas por año.
La producción de SiO2 es:
6.845.184 toneladas por año * (60,08/44,01) =
9.344.884 toneladas por año.
Se puede realizar el mismo tipo de cálculo para los
ejemplos restantes. La siguiente tabla contiene las en-
tradas y salidas para los ejemplos 10 a 21. Base:
6.845.184 toneladas de CO2 absorbido por año.
220

Tabla 11. Flujos de Masa de Entradas y Salidas para los
Ejemplos 10-21
Todas las mediciones se expresan en toneladas por año
Ejemplos
10-13 14-17 18-21
CO2 absorbi-
do
6.845.184 6.845.184 6.845.184
ENTRADAS
Gas combas-tablee para Captura de CO2
136.903.680 136.903.680 136.903.680
10% de CO2 13.690.368 13.690.368 13.690.368
CaSiO3 18.066.577
MgSiO3 15.613.410
Diopsido 16.839.993
SALIDAS
SiO2 9.344.884 9.344.884 9.344.884
CaCO3 15.559.282
MgCO3 13.111.817
Dolomita 14.319.845
La realización de los modelos Aspen generaron los
siguientes resultados para servicio de calor destinado a
221

cada etapa de la reacción de descomposición, deshidrata-
ción y descomposición. La siguiente tabla resume los re-
sultados para cada ejemplo.
Tabla 12. Potencia (Capacidad de Energía para cada proce-
so con la base particular de absorción de CO2)
EQUILIBRIO DE CALOR
Proceso CaSiO3-Mg(OH)Cl
Ca-SiO3-MgO
MgSiO3- Mg(OH)Cl
MgSiO3- Mg(OH)Cl
Diop. Mg(OH)Cl
Diop. MgO
Ejemplos
10,11 12,13 14,15 16,17 18,19 20,21
Cámara de Deshidra-ta-ción (MW)
2670 1087 n/a n/a 2614 1306
HEX A DI (210ºC)
Fuente Reacción de HCl con silicato
Cámara de descompo-si-ción (MW)
1033 1297 1226 1264 1231 1374
Temp. de Descompo-si-ción ºC
210 450 210 450 210 450
Fuente
Gas Combustible
Calor to-tal uti-lizado para D&D* (MW)
3703 2384 1226 1264 3854 2680
*D&D igual a deshidratación y descomposición
222

Tabla 13. Porcentaje de CO2 capturado como una función de
la temperatura de gas combustible y concentración de CO2.
Ejemplos 10 a 13
Proceso CaSiO3-Mg(OH)Cl CaSiO3-MgO
CaSiO3-Mg(OH)Cl
CaSiO3-MgO
Fuente de Gas Combus-tible/Temp.
Hulla 320ºC
Hulla 360ºC
Hulla 400ºC
Hulla 440ºC
Hulla 550ºC
Hulla 600ºC
Gas Nat. 600ºC
Gas Nat. 600ºC
Ejemplo No.
10 10 10 10 10 12 11 13
% de CO2
7%
33% 45% 57% 70% 105% 83% 121% 96%
10%
24% 32% 41% 50% 75% 60% 87% 69%
14%
17% 23% 29% 36% 54% 43% 62% 50%
18%
13% 18% 23% 28% 42% 33% 48% 39%
Un Valor de más de 100% significa que se encuentra dispo-
nible exceso de calor para producir más Mg(OH)Cl o MgO.
La Figura 24 ilustra el porcentaje de CO2 capturado para
varias concentraciones de gas combustible CO2 , varias
temperaturas, ya sea que el gas combustible tenga su ori-
gen en hulla o gas natural y también si el proceso se ba-
sa en la descomposición total o parcial para los ejemplos
10 a 13 de los procesos CaSiO3-Mg(OH)Cl y CaSiO3-MgO.
223

Tabla 14. Porcentaje de CO2 capturado como una función de
la temperatura de gas combustible y concentración de CO2.
Ejemplos 14 a 17
Proceso CaSiO3-Mg(OH)Cl CaSiO3-MgO
CaSiO3-Mg(OH)Cl
CaSiO3-MgO
Fuente de Gas Combus-tible/Temp.
Hulla 320ºC
Hulla 360ºC
Hulla 400ºC
Hulla 440ºC
Hulla 550ºC
Hulla 600ºC
Gas Nat. 600ºC
Gas Nat. 600ºC
Ejemplo No.
14 14 14 14 14 16 15 17
% de CO2
7%
24% 34% 45% 55% 84% 86% 93% 96%
10%
17% 25% 32% 40% 61% 62% 67% 69%
14%
12% 18% 23% 28% 43% 44% 48% 49%
18%
10% 14% 18% 22% 34% 34% 37% 38%
La Figura 25 ilustra el porcentaje de CO2 capturado para
varias concentraciones de gas combustible CO2 , varias
temperaturas, ya sea que el gas combustible tenga su ori-
gen en hulla o gas natural y también si el proceso se ba-
sa en la descomposición total o parcial para los ejemplos
14 a 17 de los procesos MgSiO3-Mg(OH)Cl y MgSiO3-MgO.
224

Tabla 15. Porcentaje de CO2 capturado como una función de
la temperatura de gas combustible y concentración de CO2.
Ejemplos 18 a 21
Proceso Diopsido-Mg(OH)Cl Diop. MgO
Diop Mg(OH)Cl
Diop. MgO
Fuente de Gas Combus-tible/Temp.
Hulla 320ºC
Hulla 360ºC
Hulla 400ºC
Hulla 440ºC
Hulla 550ºC
Hulla 600ºC
Gas Nat. 600ºC
Gas Nat. 600ºC
Ejemplo No.
18 18 18 18 18 20 19 21
% de CO2
7%
28% 38% 48% 59% 88% 79% 101% 91%
10%
20% 27% 35% 42% 63% 57% 73% 65%
14%
14% 19% 25% 30% 45% 40% 52% 47%
18%
11% 15% 19% 23% 35% 31% 41% 36%
* Observar que Diop significa Diopsido
La Figura 26 ilustra el porcentaje de CO2 capturado para
varias concentraciones de gas combustible CO2 , varias
temperaturas, ya sea que el gas combustible tenga su ori-
gen en hulla o gas natural y también si el proceso se ba-
sa en la descomposición total o parcial para los ejemplos
18 a 21 de los procesos de Diopsido-Mg(OH)Cl y Diopsido
MgO.
225

Tabla 16a. Cómputo de Masa y Energía para la Simulación de los Ejemplos 10 y 11
Nombres de la Co-rriente de Proceso
1 2 CaCl2 CaCl2-Si CaCO3 CaSiO3 GAS COM-BUSTIBLE
H2O HCl Vapor de HCl
pH
Temperatura ºC
112,6 95 149,9 150 95 25 100 25 200 250
Presión, lbs/pulg2
14,696 15 100 14,696 14,7 14,696 15,78 14,7 14,696 14,696
Masa VFrac
0 0,793 0 0 0 0 1 0 1 1
Masa SFrac
1 0,207 0 0,163 1 1 0 0 0 0
Flujo de Masa, tons. por año
5,73E+07 3,96E+07 4,36E+07 5,21E+07 1,41E+07 164R+07 6,21E+07 1,80E+07 3,57E+07 3,57E+07
Flujo en volumen, galones/minuto
11216,8 2,2E+07 17031,4 18643,542 2626,633 2126-004 3,11E+07 502184,16 3,30E+07 3,65E-07
Entalpía MW
-22099,5 -3288,21 -17541,7 -21585, 353
-5368,73 -7309,817 -2926,806 -9056,765 -11331, 898
-11240,08
Densidad, libras por pie cúbico
160,371 0,059 80,305 87,619 169,173 241,725 0,063 1,125 0,034 0,031
H2O
0 1,80E+07 2,79E+07 2,79E+07 0 0 3,10E+07 1,80E+07 2,54E+07 2,54E+07
HCl
0 0 0,004 0,004 0 0 0 0 1,03E+07 1,03E+07
CO2
0 0 0 0 0 0 6,21E+06 0 0 0
02
0 0 0 0 0 0 6,21E+06 0 0 0
N2
0 0 0 0 0 0 4,65E+07 0 0 0
CaCO3
0 0 0 0 1,41E+07 0 0 0 0 0
MgCl2
0 0 0 0 0 0 0 0 0 0
MgCl2*W
0 0 0 0 0 0 0 0 0 0
MgCl2*2W
0 0 0 0 0 0 0 0 0 0
226

Nombres de la Co-rriente de Proceso
1 2 CaCl2 CaCl2-Si CaCO3 CaSiO3 GAS COM-BUSTIBLE
H2O HCl Vapor de HCl
MgCl2*4W
0 0 0 0 0 0 0 0 0 0
MgCl2*6W
5,73E+07 0 0 0 0 0 0 0 0 0
Mg(OH)Cl
0 0 0 0 0 0 0 0 0 0
Mg(OH)2
0 8,22E+06 0 0 0 0 0 0 0 0
MgO
0 0 0 0 0 0 0 0 0 0
MgHCO3+
0 0 0 0 0 0 0 0 0 0
SO2
0 0 0 0 0 0 0 0 0 0
NO2
0 0 0 0 0 0 0 0 0 0
NO
0 0 0 0 0 0 0 0 0 0
Mg2+
0 3,43E+06 0 0 0 0 0 0 0 0
Ca2+
0 0 5,65E+06 5,65E+06 0 0 0 0 0 0
Cl-
0 1,00E+07 1,00E+07 1,00E+07 0 0 0 0 0 0
CO32-
0 0 0 0 0 0 0 0 0 0
HCO3-
0 0 0 0 0 0 0 0 0 0
OH-
0 0 0 0 0 0 0 0 0 0
CaSiO3
0 0 0 0,007 0 1,64E+07 0 0 0 0
SiO2
0 0 0 8,47+06 0 0 0 0 0 0
227
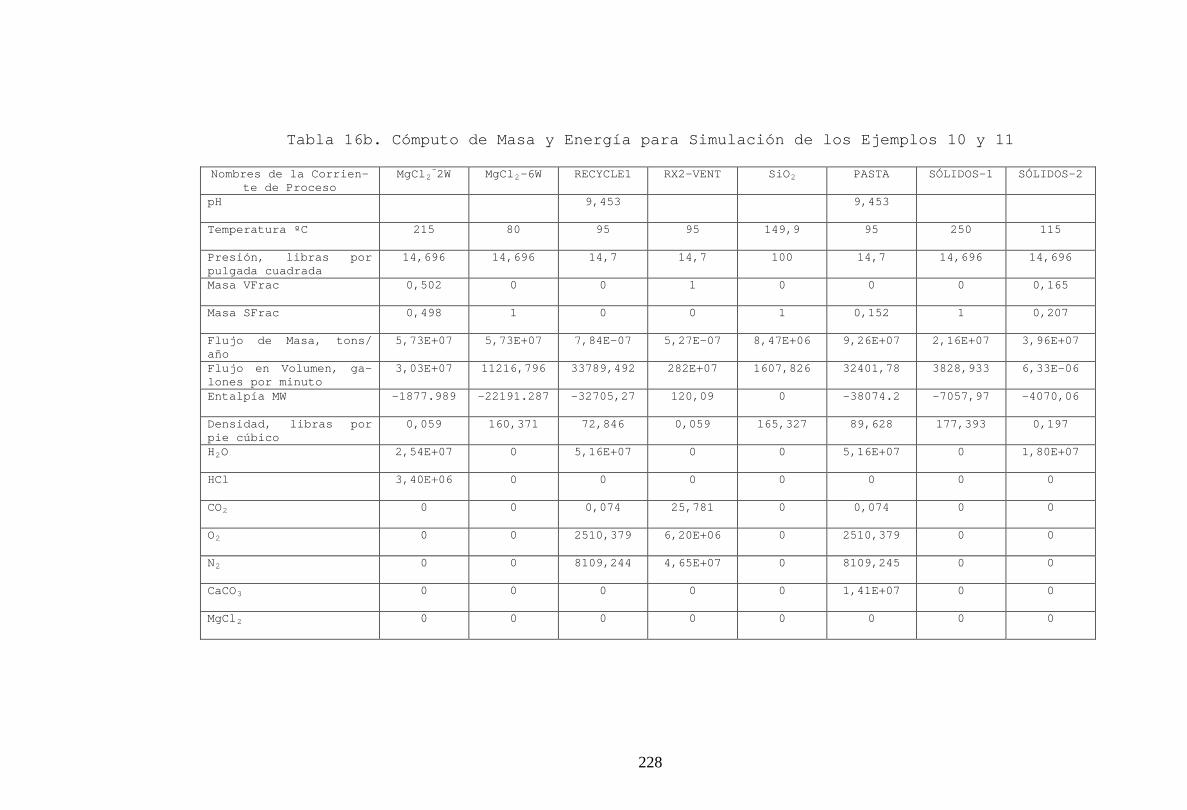
Tabla 16b. Cómputo de Masa y Energía para Simulación de los Ejemplos 10 y 11
Nombres de la Corrien-te de Proceso
MgCl2-2W MgCl2-6W RECYCLE1 RX2-VENT SiO2 PASTA SÓLIDOS-1 SÓLIDOS-2
pH
9,453 9,453
Temperatura ºC
215 80 95 95 149,9 95 250 115
Presión, libras por pulgada cuadrada
14,696 14,696 14,7 14,7 100 14,7 14,696 14,696
Masa VFrac
0,502 0 0 1 0 0 0 0,165
Masa SFrac
0,498 1 0 0 1 0,152 1 0,207
Flujo de Masa, tons/ año
5,73E+07 5,73E+07 7,84E-07 5,27E-07 8,47E+06 9,26E+07 2,16E+07 3,96E+07
Flujo en Volumen, ga-lones por minuto
3,03E+07 11216,796 33789,492 282E+07 1607,826 32401,78 3828,933 6,33E-06
Entalpía MW
-1877.989 -22191.287 -32705,27 120,09 0 -38074.2 -7057,97 -4070,06
Densidad, libras por pie cúbico
0,059 160,371 72,846 0,059 165,327 89,628 177,393 0,197
H2O
2,54E+07 0 5,16E+07 0 0 5,16E+07 0 1,80E+07
HCl
3,40E+06 0 0 0 0 0 0 0
CO2
0 0 0,074 25,781 0 0,074 0 0
O2
0 0 2510,379 6,20E+06 0 2510,379 0 0
N2
0 0 8109,244 4,65E+07 0 8109,245 0 0
CaCO3
0 0 0 0 0 1,41E+07 0 0
MgCl2
0 0 0 0 0 0 0 0
228

Nombres de la Corrien-
te de Proceso MgCl2
-2W MgCl2-6W RECYCLE1 RX2-VENT SiO2 PASTA SÓLIDOS-1 SÓLIDOS-2
MgCl2*W
2,14E+07 0 0 0 0 0 0 0
MgCl2*2W
0 0 0 0 0 0 0 0
MgCl2*4W
0 0 0 0 0 0 0 0
MgCl2*6W
0 5,73E+07 0 0 0 0 0 0
Mg(OH)Cl
7,15E+06 0 0 0 0 0 2,16E+07 0
Mg(OH)2
0 0 0 0 0 0 0 8,22E+06
MgO
0 0 0 0 0 0 0 0
MgHCO3+
0 0 3324,433 0 0 3324,433 0 0
SO2
0 0 0 0 0 0 0 0
NO2
0 0 0 0 0 0 0 0
NO
0 0 0 0 0 0 0 0
Mg2+
0 0 6,85E-06 0 0 6,85E+06 0 3,45E+06
Ca2+
0 0 1644,031 0 0 1644,031 0 0
Cl-
0 0 2,00E+07 0 0 2,00+07 0 1,00E+07
CO3
0 0 61,424 0 0 61,424 0 0
HCO3
0 0 27,297 0 0 27,297 0 0
OH-
0 0 690,278 0 0 690,278 0 0
229

Nombres de la Corrien-
te de Proceso MgCl2
-2W MgCl2-6W RECYCLE1 RX2-VENT SiO2 PASTA SÓLIDOS-1 SÓLIDOS-2
CaSiO3
0 0 0 0 0,007 0 0 0
SiO2
0 0 0 0 8,47E+06 0 0 0
Tabla 17a. Cómputo de Masa y Energía para la Simulación de los Ejemplos 12 y 13
Nombres de la Co-rriente de Proceso
1 2 CaCl2 CaCl2-Si CaCO3 CaSiO3 GAS COM-BUSTIBLE
H2O HCl Vapor de HCl
pH
Temperatura ºC
271 255,5 149,8 150 95 25 100 25 200 450
Presión, lbs/pulg2
14,696 15 100 14,696 14,7 14,696 15,78 14,7 14,696 14,696
Masa VFrac
0 0 0 0 0 0 1 0 1 1
Masa SFrac
1 1 0 0,215 1 1 0 0 0 0
Flujo de Masa, tons. por año
5,87E+07 2,37E+07 3,09E+07 3,49E+07 1,41E+07 164E+07 6,21E+07 1,80E+07 2,30E+07 2,30E+07
Flujo en volumen, galones/minuto
5608,398 10220,835 10147,12 11758,176 2616,827 2126,004 3,11E+07 502184,16 1,93E+07 2,94E+07
Entalpía MW
10826,6 -11660,74 -11347,9 -153916, 633
-5369,12 -7309,817 -2926,806 -9056,765 -6056,076 -57860994
Densidad, libras por pie cúbico
160,371 72,704 95,515 105,035 169,173 241,725 0,063 1,125 0,037 0,024
H2O
0 1,55E+07 1,52E+07 1,52E+07 0 0 3,10E+07 1,80E+07 1,27E+07 1,27E+07
HCl
0 0 0,015 0,015 0 0 0 0 1,03E+07 1,03E+07
CO2
0 0 0 0 0 0 6,21E+06 0 0 0
02
0 0 0 0 0 0 6,21E+06 0 0 0
230

Nombres de la Co-rriente de Proceso
1 2 CaCl2 CaCl2-Si CaCO3 CaSiO3 GAS COM-BUSTIBLE
H2O HCl Vapor de HCl
N2
0 0 0 0 0 0 4,65E+07 0 0 0
CaCO3
0 0 0 0 1,41E+07 0 0 0 0 0
MgCl2
0 0 0 0 0 0 0 0 0 0
MgCl2*W
0 0 0 0 0 0 0 0 0 0
MgCl2*2W
0 0 0 0 0 0 0 0 0 0
MgCl2*4W
0 0 0 0 0 0 0 0 0 0
MgCl2*6W
2,87E+07 0 0 0 0 0 0 0 0 0
Mg(OH)Cl
0 0 0 0 0 0 0 0 0 0
Mg(OH)2
0 8,22E+06 0 0 0 0 0 0 0 0
MgO
0 0 0 0 0 0 0 0 0 0
MgHCO3+
0 0 0 0 0 0 0 0 0 0
SO2
0 0 0 0 0 0 0 0 0 0
NO2
0 0 0 0 0 0 0 0 0 0
NO
0 0 0 0 0 0 0 0 0 0
Mg2+
0 0 0 0 0 0 0 0 0 0
Ca2+
0 0 5,65E+06 5,65E+06 0 0 0 0 0 0
Cl-
0 0 1,00E+07 1,00E+07 0 0 0 0 0 0
231

Nombres de la Co-rriente de Proceso
1 2 CaCl2 CaCl2-Si CaCO3 CaSiO3 GAS COM-BUSTIBLE
H2O HCl Vapor de HCl
CO32-
0 0 0 0 0 0 0 0 0 0
HCO3-
0 0 0 0 0 0 0 0 0 0
OH-
0 0 0 0 0 0 0 0 0 0
CaSiO3
0 0 0 0,023 1,64E+07 0 0 0 0 0
SiO2
0 0 0 8,47E+06 0 0 0 0 0 0
Tabla 17b. Cómputo de Masa y Energía para Simulación de los Ejemplos 12 y 13
Nombres de la Corrien-te de Proceso
MgCl2-2W MgCl2-6W RECYCLE1 RX2-VENT SiO2 PASTA SÓLIDOS-1 SÓLIDOS-2
pH
9,304 9,304
Temperatura ºC
215 80 95 95 149,8 95 450 115
Presión, libras por pulgada cuadrada
14,696 14,696 14,7 14,7 100 14,7 14,696 14,696
Masa VFrac
0,502 0 0 1 0 0 0 0
Masa SFrac
0,498 1 0 0 1 0,221 1 1
Flujo de Masa, tons/ año
2,87E+07 2,87E+07 4,98E-07 5,27E-07 8,47E+06 6,39E+07 5,68E+06 2,37E+07
Flujo en Volumen, ga-lones por minuto
1,51E+07 5608,398 25330,305 2,82E+07 1607,826 22988,79 797,11 10220,84
Entalpía MW
-9388,949 -11095,644 -21589,89 120,08 0 -26959,3 -2603,3 -11955,9
Densidad, libras por pie cúbico
0,059 160,371 61,662 0,059 165,327 87,199 223,695 72,704
232

Nombres de la Corrien-
te de Proceso MgCl2
-2W MgCl2-6W RECYCLE1 RX2-VENT SiO2 PASTA SÓLIDOS-1 SÓLIDOS-2
H2O
127E+07 0 3,63E+07 0 0 3,63E+07 0 1,55E+07
HCl
1,70E+07 0 0 0 0 0 0 0
CO2
0 0 0,145 79,255 0 0,145 0 0
O2
0 0 1919,222 6,20E+06 0 1919,222 0 0
N2
0 0 6199,3 4,65E+07 0 6199,301 0 0
CaCO3
0 0 0 0 0 1,41E+07 0 0
MgCl2
0 0 0 0 0 0 0 0
MgCl2*W
1,07E+07 0 0 0 0 0 0 0
MgCl2*2W
0 0 0 0 0 0 0 0
MgCl2*4W
0 0 0 0 0 0 0 0
MgCl2*6W
0 2,87E+07 0 0 0 0 0 0
Mg(OH)Cl
3,58E+06 0 0 0 0 0 0 0
Mg(OH)2
0 0 0 0 0 0 0 8,22E+06
MgO
0 0 0 0 0 0 5,68E+06 0
MgHCO3+
0 0 2208,676 0 0 2208,676 0 0
SO2
0 0 0 0 0 0 0 0
NO2
0 0 0 0 0 0 0 0
233

Nombres de la Corrien-
te de Proceso MgCl2
-2W MgCl2-6W RECYCLE1 RX2-VENT SiO2 PASTA SÓLIDOS-1 SÓLIDOS-2
NO
0 0 0 0 0 0 0 0
Mg2+
0 0 3,43E-06 0 0 3,43E+06 0 0
Ca2+
0 0 1225,309 0 0 1225,309 0 0
Cl-
0 0 1,00E+07 0 0 1,00+07 0 0
CO32+
0 0 110,963 0 0 110,963 0 0
HCO3
0 0 63,12 0 0 63,12 0 0
OH-
0 0 519,231 0 0 519,231 0 0
CaSiO3
0 0 0 0 0,023 0 0 0
SiO2
0 0 0 0 8,47E+06 0 0 0
Tabla 18a. Cómputo de Masa y Energía para la Simulación de los Ejemplos 14 y 15 Nombres de la Corriente de Proceso
GAS COMBUS-TIBLE
H2O H2O Vapor de HCl
MgCl2-2 MgCl2-2W MgCl2-Si
pH
Temperatura ºC
100 25 26 250 200,7 200 200
Presión, libras por pul-gada cuadrada
15,78 1 14,696 14,696 15 14,696 14,696
Masa VFrac
1 0 0,798 1 0,238 0 0,169
234

Nombres de la Corriente de Proceso
GAS COMBUS-TIBLE
H2O H2O Vapor de HCl
MgCl2-2 MgCl2-2W MgCl2-Si
Masa SFrac
0 0 0,186 0 0 1 0,289
Flujo de Masa, tons./año
1,37E+08 1,00E+07 1,58E+08 1,69E+07 2,31E+07 4,08E+07 3,26E+07
Flujo en volumen, galones por minuto
62,21E+07 4569,619 4,91E+07 1,22E+07 5,22E+06 3838,933 5,33E+06
Entalpía MW
-5853,92 -4563,814 -13984,7 -2861,732 0 -11194,13 -10932,15
Densidad, libras por pie cúbico
0,063 62,249 0,091 0,04 0,126 303,28 0,174
H2O
6,85E+06 1,00E+07 5,19E+06 5,60E+06 8,37E+06 0 8,37E+06
HCl
0 0 0 1,13E+07 126399,9 0 126399,87
CO2
1,37E+07 0 6,85E+06 0 0 0 0
O2
1,37E+07 0 1,37E+07 0 0 0 0
N2
1,03E+08 0 1,03E+08 0 0 0 0
MgCO3
0 0 0 0 0 0 0
MgCl2
0 0 0 0 0 0 0
MgCl2*W
0 0 0 0 0 0 0
MgCl2*2W
0 0 0 0 0 4,08E+07 0
MgCl2*4W
0 0 1,09E+07 0 0 0 0
MgCl2*6W
0 0 1,83E+07 0 0 0 0
Mg(OH)Cl
0 0 0 0 0 0 0
235

Nombres de la Corriente de Proceso
GAS COMBUS-TIBLE
H2O H2O Vapor de HCl
MgCl2-2 MgCl2-2W MgCl2-Si
Mg(OH)2
0 0 0 0 0 0 0
MgO
0 0 0 0 0 0 0
MgHCO3+
0 0 0,001 0 0 0 0
SO2
0 0 0 0 0 0 0
NO2
0 0 0 0 0 0 0
NO
0 0 0 0 0 0 0
Mg2+
0 0 0 0 3,74E+06 0 3,74E+06
Cl-
0 0 0 0 1,09E+07 0 1,09E+07
CO32-
0 0 0 0 0 0 0
HCO3-
0 0 0 0 0 0 0
OH-
0 0 0 0 0 0 0
SiO2
0 0 0 0 0 0 9,24E+06
MgSi03
0 0 0 0 0 0 174011,19
Tabla 18b. Cómputo de Masa y Energía para Simulación de los Ejemplos 14 y 15
Nombres de la Corriente de Proceso
MgCO3 MgSiO3 RX2-VENT SiO2 PASTA SÓLIDOS-1 SÓLIDOS-2
pH
0,0864 6,24
236

Nombres de la Corriente de Proceso
MgCO3 MgSiO3 RX2-VENT SiO2 PASTA SÓLIDOS-1 SÓLIDOS-2
Temperatura ºC
26 25 200,7 60 250 95
Presión, libras por pul-gada cuadrada
14,696 14,696 15 44,088 14,696 44,088
Masa VFrac
0 0 0 0 0 0
Masa SFrac
1 1 1 0,248 1 0,268
Flujo de Masa, toneladas por año
1,31E+07 1,56E+07 0 9,41E+06 1,71E+08 2,30E+07 3,39E+07
Flujo en Volumen, galones por minuto
1985,546 2126,004 1613,301 178707,499 3828,933 8016,874
Entalpía MW
0 -6925,208 0 0 -18961,843 -7057,974 -12123,17
Densidad, libras por pie cúbico
187,864 208,902 165,967 27,184 177,393 120,206
H2O
0 0 0 5,19E-06 0 1,00E-07
HCl
0 0 0 0 0 0
CO2
0 0 0 6,85E+06 0 0
O2
0 0 0 1,37E+07 0 0
N2
0 0 0 1,03E-08 0 0
MgCO3
1,31E+07 0 0 1,31E+07 0 0
MgCl2
0 0 0 0 0 0
MgCl2*W
0 0 0 0 0 0
MgCl2*2W
0 0 0 0 0 0
237

Nombres de la Corriente de Proceso
MgCO3 MgSiO3 RX2-VENT SiO2 PASTA SÓLIDOS-1 SÓLIDOS-2
MgCl2*4W
0 0 0 1,09E+07 0 0
MgCl2*6W
0 0 0 1,83E+07 0 0
Mg(OH)Cl
0 0 0 0 2,39E+07 0
Mg(OH)2
0 0 0 0 0 9,07E+06
MgO
0 0 0 0 0 0
MgHCO3+
0 0 0 0,001 0 0
SO2
0 0 0 0 0 0
NO2
0 0 0 0 0 0
NO
0 0 0 0 0 0
Mg2+
0 0 0 0 0 3,78E+06
Cl-
0 0 0 0 0 1,10E+07
CO32-
0 0 0 0 0 0
HCO3-
0 0 0 0 0 0
OH-
0 0 0 0 0 0,029
SiO2
0 0 9,24E+06 0 0 0
MgSiO3
0 1,56E+07 174011,19 0 0 0
238

Tabla 19a. Cómputo de Masa y Energía para la Simulación de los Ejemplos 16 y 17 Nombres de la Corriente de Proceso
GAS COMBUS-TIBLE
H2O H2O Vapor de HCl
MgCl2-2 MgCl2-2W MgCl2-Si
pH
6,583
Temperatura ºC
100 25 59,6 450 200 200 200
Presión, libras por pul-gada cuadrada
15,78 1 14,696 14,696 15 14,696 14,696
Masa VFrac
1 0 0,004 1 0 0 0
Masa SFrac
0 0 0 0 1 1 1
Flujo de Masa, tons./año
1,37E+08 1,00E+07 1,70E+07 1,41E+07 2,04E+07 2,04E+07 2,98E+07
Flujo en volumen, galones por minuto
6,21E+07 4569,619 40446,86 1,26E+07 1914,466 1914,466 3522,292
Entalpía MW
-5853,92 -4563,814 -7633,28 -1728,6 0 -5597,066 -9628,072
Densidad, libras por pie cúbico
0,063 62,249 11,94 0,032 303,28 303,28 240,308
H2O
6,85E+06 1,00E+07 1,68E+076 2,80E+06 0 0 0
HCl
0 0 0 1,13E+07 0 0 0
CO2
1,37E+07 0 56280,04 0 0 0 0
O2
1,37E+07 0 18848,97 0 0 0 0
N2
1,03E+08 0 56346,51 0 0 0 0
MgCO3
0 0 0 0 0 0 0
239

Nombres de la Corriente de Proceso
GAS COMBUS-TIBLE
H2O H2O Vapor de HCl
MgCl2-2 MgCl2-2W MgCl2-Si
MgCl2
0 0 0 0 0 0 0
MgCl2*W
0 0 0 0 0 0 0
MgCl2*2W
0 0 0 0 2,04E+07 2,04E+07 2,04E+07
MgCl2*4W
0 0 0 0 0 0 0
MgCl2*6W
0 0 0 0 0 0 0
Mg(OH)Cl
0 0 0 0 0 0 0
Mg(OH)2
0 0 0 0 0 0 0
MgO
0 0 0 0 0 0 0
MgHCO3+
0 0 77,467 0 0 0 0
SO2
0 0 0 0 0 0 0
NO2
0 0 0 0 0 0 0
NO
0 0 0 0 0 0 0
Mg2+
0 0 744,857 0 0 0 0
Cl-
0 0 0 0 0 0 0
CO32-
0 0 1,19 0 0 0 0
HCO3-
0 0 3259,779 0 0 0 0
OH-
0 0 0,109 0 0 0 0
240

Nombres de la Corriente de Proceso
GAS COMBUS-TIBLE
H2O H2O Vapor de HCl
MgCl2-2 MgCl2-2W MgCl2-Si
SiO2
0 0 0 0 0 0 9,34E+06
MgSi03
0 0 0 0 0 0 0
Tabla 19b. Cómputo de Masa y Energía para la Simulación de los Ejemplos 16 y 17 Nombres de la Corriente de Proceso
MgCO3 MgSiO3 RX2-VENT SiO2 PASTA SÓLIDOS-1 SÓLIDOS-2
pH
6,583 8,537
Temperatura ºC
59,6 25 60 200 60 450 95
Presión, libras por pul-gada cuadrada
14,696 14,696 44,088 15 44,088 14,696 44,088
Masa VFrac
0 0 0 0 0 0
Masa SFrac
1 1 0 1 0,436 1 0,558
Flujo de Masa, toneladas por año
1,31E+07 1,56E+07 1,23E+08 9,34E+06 3,01E+07 6,27E+06 1,63E+07
Flujo en Volumen, galones por minuto
1983,661 2126,004 1,76E+07 1607,826 9945,342 797,11 5155,55
Entalpía MW
0 -6925,208 -1613,054 0 -12593,788 -2603,979 -7331,893
Densidad, libras por pie cúbico
187,864 208,902 0,199 165,327 86,031 223,695 89,76
241

Nombres de la Corriente de Proceso
MgCO3 MgSiO3 RX2-VENT SiO2 PASTA SÓLIDOS-1 SÓLIDOS-2
H2O
0 0 0 0 1,68E-07 0 7,20E-06
HCl
0 0 0 0 0 0 0
CO2
0 0 6,78E+06 0 56280,036 0 0
O2
0 0 1,37E+07 0 18848,966 0 0
N2
0 0 1,03E+08 0 56346,51 0 0
MgCO3
1,31E+07 0 0 0 1,31E+07 0 0
MgCl2
0 0 0 0 0 0 0
MgCl2*W
0 0 0 0 0 0 0
MgCl2*2W
0 0 0 0 0 0 0
MgCl2*4W
0 0 0 0 1,09E+07 0 0
MgCl2*6W
0 0 0 0 1,83E+07 0 0
Mg(OH)Cl
0 0 0 0 0 0 0
Mg(OH)2
0 0 0 0 0 0 9,07E+06
MgO
0 0 0 0 0 6,27E 0
MgHCO3+
0 0 343,415 0 77,467 0 0
SO2
0 0 0 0 0 0 0
NO2
0 0 0 0 0 0 0
242

Nombres de la Corriente de Proceso
MgCO3 MgSiO3 RX2-VENT SiO2 PASTA SÓLIDOS-1 SÓLIDOS-2
NO
0 0 0 0 0 0
Mg2+
0 0 2722,849 0 744,857 0 14,282
Cl-
0 0 0 0 0 0
CO32-
0 0 4,344 0 1,19 0 0
HCO3-
0 0 14439,982 0 3259,779 0 0
OH-
0 0 0,481 0 0,109 0 19,989
SiO2
0 0 0 9,34E+06 0 0 0
MgSiO3
0 1,56E+07 0 0 0 0 0
Tabla 20a. Cómputo de Masa y Energía para Simulación de los Ejemplos 18 y 19 Nombres de la Corriente de Proceso
5 CaCl2-2W GAS COMBUS.
H2O HCl HCl-VENT
HCIVAP 2 Vapor HCl
HCIVEN T2
MELT1 METL2 METL3
pH
Temperatura ºC
200 160 100 25 250 100 349,1 349,1 160 160 160 100
Presión, libras por pulga-da cuadrada
14,696 14,696 15,78 1 14,696 14,696 14,696 14,696 14,696 14,696 14,696 14,696
Masa VFrac
0,378 0,473 1 0 1 1 1 1 1 0,311 0 0
Masa SFrac
0,622 0 0 0 0 0 0 0 0 0,342 1 0,291
Flujo de Masa, toneladas por año
6,32E+07 2,4E+07 1,37E+08 1,00E+07 3,94E+07 0,001 197E+07 1,97E+07 26,688 3,65E+07 1,25E+07 3,22E+07
243

Nombres de la Corriente de Proceso
5 CaCl2-2W GAS COMBUS.
H2O HCl HCl-VENT
HCIVAP 2 Vapor HCl
HCIVEN T2
MELT1 METL2 METL3
Flujo en Volumen, galo-nes por minuto
22,29E+07 1,02E+07 6,21E+07 4569,619 3,64E+07 0,001 1,82E+07 1,82E+07 11,834 1,02E+07 1866,916 9636,543
Entalpía MW
-19530,7 -8042,026 -5853,92 -4563,814 -11241,7 0 -5620,856 -5620,856 -0,002 -13498,19 5456,154 -12759,563
Densidad, libras por pie cúbico
0,079 0,067 0,063 62,249 0,031 0,075 0,031 0,031 0,064 0,102 190,163 94,933
H2O
2,29E+07 1,54E+07 6,85E-06 1,00E+07 2,08E+07 0 1,40E+07 1,40E+07 0 1,54E+07 0 1,54E+07
HCl
983310,7 0 0 0 1,13E+07 0,001 5,67E+06 5,67+06 26,688 26,688 0 0,001
CO2
0 0 1,37e+07 0 0 0 0 0 0 0 0 0
O2
0 0 1,37e+07 0 0 0 0 0 0 0 0 0
N2
0 0 1,03E+08 0 0 0 0 0 0 0 0 0
MgCl2
0 0 0 0 0 0 0 0 0 0 0 0
MgCl2*W
0 0 0 0 0 0 0 0 0 0 0 0
MgCl2*2W
3,73E+07 0 0 0 0 0 0 0 0 0 0 0
MgCl2*4W
0 0 0 0 0 0 0 0 0 0 0 0
MgCl2*6W
0 0 0 0 0 0 0 0 0 0 0 0
Mg(OH)Cl
2,07E+06 0 0 0 0 0 0 0 0 0 0 0
Mg(OH)2
0 0 0 0 0 0 0 0 0 0 0 0
MgO
0 0 0 0 0 0 0 0 0 0 0 0
MgHCO3+
0 0 0 0 0 0 0 0 0 0 0 0
SO2
0 0 0 0 0 0 0 0 0 0 0 0
NO2
0 0 0 0 0 0 0 0 0 0 0 0
244
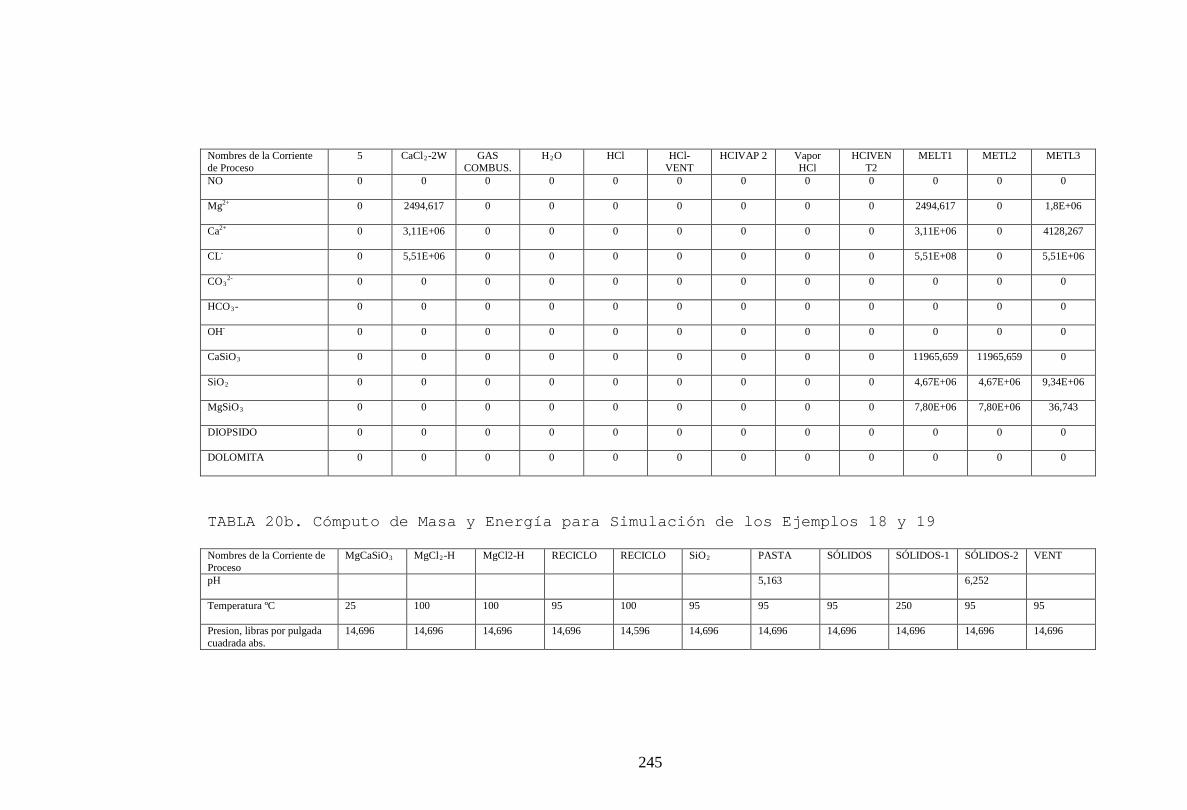
Nombres de la Corriente de Proceso
5 CaCl2-2W GAS COMBUS.
H2O HCl HCl-VENT
HCIVAP 2 Vapor HCl
HCIVEN T2
MELT1 METL2 METL3
NO
0 0 0 0 0 0 0 0 0 0 0 0
Mg2+
0 2494,617 0 0 0 0 0 0 0 2494,617 0 1,8E+06
Ca2+
0 3,11E+06 0 0 0 0 0 0 0 3,11E+06 0 4128,267
CL-
0 5,51E+06 0 0 0 0 0 0 0 5,51E+08 0 5,51E+06
CO32-
0 0 0 0 0 0 0 0 0 0 0 0
HCO3-
0 0 0 0 0 0 0 0 0 0 0 0
OH-
0 0 0 0 0 0 0 0 0 0 0 0
CaSiO3
0 0 0 0 0 0 0 0 0 11965,659 11965,659 0
SiO2
0 0 0 0 0 0 0 0 0 4,67E+06 4,67E+06 9,34E+06
MgSiO3
0 0 0 0 0 0 0 0 0 7,80E+06 7,80E+06 36,743
DIOPSIDO
0 0 0 0 0 0 0 0 0 0 0 0
DOLOMITA
0 0 0 0 0 0 0 0 0 0 0 0
TABLA 20b. Cómputo de Masa y Energía para Simulación de los Ejemplos 18 y 19 Nombres de la Corriente de Proceso
MgCaSiO3 MgCl2-H MgCl2-H RECICLO RECICLO SiO2 PASTA SÓLIDOS SÓLIDOS-1 SÓLIDOS-2 VENT
pH
5,163 6,252
Temperatura ºC
25 100 100 95 100 95 95 95 250 95 95
Presion, libras por pulgada cuadrada abs.
14,696 14,696 14,696 14,696 14,596 14,696 14,696 14,696 14,696 14,696 14,696
245

Nombres de la Corriente de Proceso
MgCaSiO3 MgCl2-H MgCl2-H RECICLO RECICLO SiO2 PASTA SÓLIDOS SÓLIDOS-1 SÓLIDOS-2 VENT
Masa VFrac
0 0 0 0 0 0 0 0 0 0 1
Masa SFrac
1 0 1 0,828 1 1 0,317 1 1 0,268 0
Flujo de Masa, toneladas por año
168E+07 2,28E+07 4,74E+07 5,73E+07 1,58E+07 9,34E+06 1,95E+08 1,43E+07 2,39E+07 3,39E+07 1,23E+08
Flujo en Volumen, galones por minuto
1063,002 8028,716 8412,597 13075,55 2804,199 1607,827 185622 2276,765 3828,933 8017,333 5,85E+07
Entalpía MW
-7167,458 0 -16601,2 -21023,6 -5537,26 0 -27714,4 0 -7057,97 -12113,4 -1510,76
Densidad, libras por pie cúbico
450,627 80,836 160,371 124,605 160,371 165,327 29,855 178,921 177,393 120,2 0,06
H2O
0 1,54E+07 0 9,84E+07 0 0 9,84E+06 0 0 1,00E+07 0
HCl
0 0 0 0 0 0 0 0 0 0 0
CO2
0 0 0 0 0 0 6,85E+06 0 0 0 6,85E+06
02
0 0 0 0 0 0 1,37E+07 0 0 0 1,37E+07
N2
0 0 0 0 0 0 1,03+08 0 0 0 1,03E+08
MgCl2
0 0 0 0 0 0 0 0 0 0 0
MgCl2*W
0 0 0 0 0 0 0 0 0 0 0
MgCl2*2W
0 0 0 0 0 0 0 0 0 0 0
MgCl2*4W
0 0 0 0 0 0 0 0 0 0 0
MgCl2*6W
0 0 44,74E+07 4,74E+07 1,58E+07 0 4,74E+07 0 0 0 0
Mg(OH)Cl
0 0 0 0 0 0 0 0 2,39E+07 0 0
Mg(OH)2
0 0 0 12011,06 0 0 12011,06 0 0 9,07E+06 0
MgO
0 0 0 0 0 0 0 0 0 0 0
246

Nombres de la Corriente de Proceso
MgCaSiO3 MgCl2-H MgCl2-H RECICLO RECICLO SiO2 PASTA SÓLIDOS SÓLIDOS-1 SÓLIDOS-2 VENT
MgHCO3+
0 0 0 11,135 0 0 11,135 0 0 0 0
SO2
0 0 0 0 0 0 0 0 0 0 0
NO2
0 0 0 0 0 0 0 0 0 0 0
NO
0 0 0 0 0 0 0 0 0 0 0
Mg2+
0 1,89E+06 0 0 0 0 0 0 0 3,87E+06 0
Ca2+
0 4128,267 0 0 0 0 0 0 0 0 0
Cl-
0 5,51E+06 0 4,627 0 0 4,627 0 0 1,10E+07 0
CO32
- 0 0 0 0 0 0 0 0 0 0 0
HCO3-
0 0 0 0 0 0 0 0 0 0 0
OH-
0 0 0 0 0 0 0 0 0 0,03 0
CaSiO3
0 0 0 0 0 0 0 0 0 0 0
SiO2
0 0 0 0 0 9,34E+06 0 0 0 0 0
MgSiO3
0 0 0 0 0 36,743 0 0 0 0 0
DIOPSIDO
1,68E+07 0 0 0 0 0 0 0 0 0 0
DOLOMITA
0 0 0 0 0 0 1,43E+07 1,43E+07 0 0 0
.
247

Tabla 21a. Cómputo de Masa y Energía para Simulación de los Ejemplos 20 y 21 Nombres de la Corriente de Proceso
5 CaCl2-2W GAS COMBUS.
H2O HCl HCl- VENT
HCIVAP2 Vapor HCl HClVENT2 MELT1 MELT2 MELT3
pH
Temperatura ºC
200 160 100 25 450 100 449,5 449,5 160 160 160 100
Presión, libras por pulg. cuadrada absoluto
14,696 14,696 155,78 1 14,696 14,696 14,696 14,696 14,696 14,696 14,696 14,696
Masa VFrac
0,378 0,256 1 0 1 1 1 1 1 0,148 0 0
Masa SFrac
0,622 0 0 0 0 0 0 0 0 0,423 1 0,371
Flujo de Masa, toneladas por año
3,16E+07 1,70E+07 1,37E+08 1,00E+07 2,54E+07 0,006 1,27E+07 1,27E+07 10,275 2,95E+07 1,25E+07 2,52E+07
Flujo en Volumen, galo-nes por minuto
1,14E+07 3,91E+06 6,21E+07 4569,619 2,94E+07 0,002 1,47E+07 1,47E+07 4,556 3,91E+06 1866,915 6342,437
En talpía MW
-9765,36 -5388,055 -5853,92 -4563,814 -5787,5 0 -2893,751 -2893,751 0,0001 -10844,21 -5456,149 -9602,42
Densidad, libras por pie cúbico
0,079 0,124 0,063 62,249 0,025 0,075 0,025 0,025 0,064 0,215 190,163 112,823
H2O
1,15E+07 8,41+06 6,85E+06 1,00E+07 1,40E07 0 7,00E+06 7,00+06 0 8,41E+06 0 8,41E+06
HCl
491655,4 0 0 0 1,13E+07 0,006 5,67E+06 5,67E+06 10,275 10,275 0 0,006
CO2
0 0 1,37E+07 0 0 0 0 0 0 0 0 0
O2
0 0 1,37E+07 0 0 0 0 0 0 0 0 0
N2
0 0 1,03E+08 0 0 0 0 0 0 0 0 0
MgCl2
0 0 0 0 0 0 0 0 0 0 0 0
MgCl2*W
0 0 0 0 0 0 0 0 0 0 0 0
MgCl2+2W
1,86E+07 0 0 0 0 0 0 0 0 0 0 0
248

Nombres de la Corriente de Proceso
5 CaCl2-2W GAS COMBUS.
H2O HCl HCl- VENT
HCIVAP2 Vapor HCl HClVENT2 MELT1 MELT2 MELT3
MgCl2*4W
0 0 0 0 0 0 0 0 0 0 0 0
MgCl2*6W
0 0 0 0 0 0 0 0 0 0 0 0
Mg(OH)Cl
1,04E+06 0 0 0 0 0 0 0 0 0 0 0
Mg(OH)2
0 0 0 0 0 0 0 0 0 0 0 0
MgO
0 0 0 0 0 0 0 0 0 0 0 0
MgHCO3+
0 0 0 0 0 0 0 0 0 0 0 0
SO2
0 0 0 0 0 0 0 0 0 0 0 0
NO2
0 0 0 0 0 0 0 0 0 0 0 0
NO
0 0 0 0 0 0 0 0 0 0 0 0
Mg2+
0 2494,624 0 0 0 0 0 0 0 2494,624 0 1,89E+06
Ca2+
0 3,11E+06 0 0 0 0 0 0 0 3,11E+06 0 4119,258
Cl-
0 5,51E+06 0 0 0 0 0 0 0 5,51E+06 0 5,51E+06
CO32+
0 0 0 0 0 0 0 0 0 0 0 0
HCO3-
0 0 0 0 0 0 0 0 0 0 0 0
OH-
0 0 0 0 0 0 0 0 0 0 0 0
CaSiO3
0 0 0 0 0 0 0 0 0 11939,547 11939,547 0
SiO2
0 0 0 0 0 0 0 0 0 4,67E+06 4,67E+06 9,34E+06
MgSiO3
0 0 0 0 0 0 0 0 0 7,80E+06 7,80E+06 14,153
DIOPSIDO 0 0 0 0 0 0 0 0 0 0 0 0 DOLOMITA 0 0 0 0 0 0 0 0 0 0 0 0
249

Tabla 21b. Cómputo de Masa y Energía para la Simulación de los Ejemplos 20 y 21 Nombres de la Corriente de Proceso
MgCaSiO3 MgCl2-H MgCl2-H RECICLO RECICLO SiO2 PASTA SÓLIDOS SÓLIDOS-1 SÓLIDOS-2 VENT
pH
-0,879 5,271 8,545
Temperatura ºC
25 100 100 95 95 100 95 95 450 95 95
Presion, libras por pulgada cuadrada abs.
14,696 14,696 14,696 14,696 14,596 14,696 14,696 14,696 14,696 14,696 14,696
Masa VFrac
0 0 0 0 0 0 0 0 0 0 1
Masa SFrac
1 0 1 0 0,484 1 1 0,177 1 1 0,558
Flujo de Masa, toneladas por año
168E+07 1,58E+07 1,58E+07 3,27E+07 1,58E+07 9,34E+06 1,70E+08 1,43E+07 6,27E+06 1,63E+07 1,23E+08
Flujo en Volumen, galones por minuto
1063,002 4734,61 2804,199 10786,59 2804,199 1607,826 183332,5 2276,772 797,11 5155,892 5,85E+07
Entalpía MW
-7167,458 0 -5533,74 -13087 -5537,26 0 -19788,2 0 -2603,98 -7331,92 -1510,64
Densidad, libras por pie cúbico
450,627 94,994 160,371 86,167 160,371 165,327 26,409 178,921 223,695 89,754 0,06
H2O
0 8,41E+06 0 1,68E+07 0 0 1,68E+07 0 0 7,20E+06 0
HCl
0 0 0 0 0 0 0 0 0 0 0
CO2
0 0 0 0 0 0 6,85E+06 0 0 0 6,85E+06
02
0 0 0 0 0 0 1,37E+07 0 0 0 1,37E+07
N2
0 0 0 0 0 0 1,03+08 0 0 0 1,03E+08
MgCl2
0 0 0 0 0 0 0 0 0 0 0
MgCl2*W
0 0 0 0 0 0 0 0 0 0 0
MgCl2*2W
0 0 0 0 0 0 0 0 0 0 0
250

Nombres de la Corriente de Proceso
MgCaSiO3 MgCl2-H MgCl2-H RECICLO RECICLO SiO2 PASTA SÓLIDOS SÓLIDOS-1 SÓLIDOS-2 VENT
MgCl2*4W
0 0 0 0 0 0 0 0 0 0 0
MgCl2*6W
0 0 1,58E+07 1,58E+07 1,58E+07 0 1,58E+07 0 0 0 0
Mg(OH)Cl
0 0 0 0 0 0 0 0 0 0 0
Mg(OH)2
0 0 0 11678,01 0 0 11678,01 0 0 9,07E+06 0
MgO
0 0 0 0 0 0 0 0 6,27E+06 0 0
MgHCO3+
0 0 0 908,901 0 0 908,901 0 0 0 0
SO2
0 0 0 0 0 0 0 0 0 0 0
NO2
0 0 0 0 0 0 0 0 0 0 0
NO
0 0 0 0 0 0 0 0 0 0 0
Mg2+
0 1,89E+06 0 0 0 0 0 0 0 14,555 0
Ca2+
0 4119,258 0 0 0 0 0 0 0 0 0
Cl-
0 5,51E+06 0 377,667 0 0 377,667 0 0 0 0
CO32
- 0 0 0 0 0 0 0 0 0 0 0
HCO3-
0 0 0 0006 0 0 0,006 0 0 0 0
OH-
0 0 0 0 0 0 0 0 0 0 0
CaSiO3
0 0 0 0 0 0 0 0 0 0 0
SiO2
0 0 0 0 0 9,34E+06 0 0 0 0 0
MgSiO3
0 0 0 0 0 14,153 0 0 0 0 0
DIOPSIDO 1,68E+07 0 0 0 0 0 0 0 0 0 0 DOLOMITA
0 0 0 0 0 0 1,43E+07 1,43E+07 0 0 0
251

Ejemplo 22: Descomposición de Otras Sales
Se ha medido en laboratorio la descomposición térmi-
ca de otras sales. La siguiente tabla ofrece un resumen
de algunos resultados de la prueba.
Tabla 22. Descomposición de Otras Sales
Sal Temp.ºC Tiempo (mins.)
Resultados
Mg(NO3)2 400 30 63% de descomposición. La re-acción es Mg(NO3)2-->MgO + 2NO2 + ½ O2
Mg(NO3)2
400 45 64% de descomposición
Mg(NO3)2 400 90 100% de descomposición
Mg(NO3)2
400 135 100% de descomposición
Ca(NO3)2
400 30 <25% de descomposición. La re-acción es Ca(NO3)2-->CaO + 2NO2 + 1/2 O2
Ca(NO3)2 600 50 61% de descomposición
Ca(NO3)2 600 Toda la noche
100% de descomposición
LiCl 450 120 ~0% de descomposición
Ejemplo 22: Modelos de Descomposición en Dos, Tres y Cua-
tro Cámaras
La Tabla 23 (ver más adelante) es una comparación de
las cuatro configuraciones que corresponden a las figuras
31-34. Se indica el número y descripción de las cámaras,
el calor consumido en MW (megavatios), el porcentaje de
calor de esa fuente particular y la reducción del calor
externo requerido en kW-H/tonelada de CO2 debido al calor
252

disponible de otras reacciones en el proceso, o sea la
reacción de ácido clorhídrico con silicatos minerales y
la condensación de ácido clorhídrico. En el ejemplo de la
Figura 34, califica también el gas combustible caliente
procedente de la planta de gas natural en ciclo abierto.
Ejemplo 23: Mineral de Salida Comparado con los Minerales
de Entrada – Hulla
En este caso que implica al gas combustible proce-
dente de una planta de energía basada en hulla, la Tabla
24 ilustra que el volumen de las salidas de mineral (pie-
dra caliza y arena) son 83% del volumen de los minerales
de entrada (hulla e inosilicato). Los resultados resumi-
dos en la Tabla 24 se basan en una planta de hulla de 600
MWe; el total de 4,66 E6 toneladas de CO3 incluye CO2 pa-
ra el calor que necesita el proceso.
Ejemplo 24: Mineral de Salida Comparado con los Minerales
de Entrada – Gas Natural
En este caso resumido en la Tabla 25 (presentada más
adelante) que implica gas combustible procedente de una
planta de energía basada en gas natural, el volumen de
salida de los minerales es 92% del volumen de entrada de
los mismos. Los resultados resumidos en la Tabla 25 son
(tomando como base una planta de gas natural de 600 MWe
253

CC) un total de 2,41 E6 toneladas de CO2 que incluye al
CO2 destinado al calor exigido por el proceso.
Tabla 23. Resultados de la Descomposición en Dos, Tres y
Cuatro Cámaras
Descripción de la Cámara
Ejemplo No. de Cáma-ras
Gas Com-busti-ble frío pre- calen-tado
Pre-calor proce-dente del Va-por
Reactor Para Di-solver Mineral Precalentado
Descom-po-sición
Reac-ción de Sili-cato
Recupera-ción del Calor de HCl
Fig. 31 Pre-calentamien-to del gas combustible frío
3
MW de calor
83,9 No se usa
286 563 86,8
Porcentaje de calor to-tal
8,2% No se usa
28,0% 55,2% 8,5%
Reducción de kW-Hr/tonelada
-506,7 No se usa
-1727,4
-3400,5 No hay reduc-ción
Fig. 32 Pre-calentamien-to del gas combustible frío y vapor
4
MW de calor
83,9 8,7 286 563 82,2
Porcentaje de calor to-tal
8,2% 0,8 27,9% 55,0% 8,0%
Reducción de kW-Hr/tonelada
-506,7 -52,5 -1727,4
-3400,5 No hay reduc-ción
Fig. 33 Gas natural so-lamente
2
MW de calor
No se usa
No se usa
279 586 129,3
Porcentaje de calor to-
No se usa
No se usa
28% 59% 13%
254

tal Reducción de kW-Hr/tonelada
No se usa
No se usa
-1685,1
-3539,4 No hay reduc-ción
Fig. 34 Gas combustible caliente so-lamente
2
MW de calor
No se usa
No se usa
243 512 112,9
Porcentaje de calor to-tal
No se usa
No se usa
28% 59% 13%
Reducción de kW-Hr/tonelada
No se usa
No se usa
-1467,7
-3092,4 -681,9
Tabla 24. Escenario de Hulla –Volumen de Salidas de Mine-
ral en Comparación con Volumen de Entradas de Mineral
Unidades Mëtri-
cas
Unidades Ingle-
sas
Paráme-tro
Densidad en Volumen (tonela-das/m3)
Masa (106 to-
ne-la-
das/año)
Volu-men (106
metros cúbi-cos por año)
Masa (106 to-
ne-la-
das/año)
Volu-men (106 pies3 por año)
Hulla 0,8 1,57 1,97 1,73 69,5 CaSiO3 0,71 12,30 17,32 13,56 611,8 Hulla + CaSiO3
681,25
CaCO3 0,9 10,60 11,78 11,68 415,9 SiO2 1,5 6,35 4,23 7,00 149,5
CaCO3 + SiO2
n/a 16,95 16,01 18,68 565,4
PROPORCIÓN DE VOLUMEN DE SALIDA DE MINE-RAL/VOLUMEN DE ENTRADA DE MINERAL
83,00%
255

Tabla 25. Escenario de Gas Natural – Volumen de Salidas
de Mineral Comparado con Volumen de Entradas de Mineral
Unidades Mëtri-
cas
Unidades Ingle-
sas
Paráme-tro
Densidad en Volumen (tonela-das/m3)
Masa (106 to-
ne-la-
das/año)
Volu-men (106
metros cúbi-cos por año)
Masa (106 to-
ne-la-
das/año)
Volu-men (106 pies3 por año)
Hulla
0,8 1,57 1,97 1,73 69,5
CaSiO3
0,71 12,30 17,32 13,56 611,8
Hulla + CaSiO3
681,25
CaCO3
0,9 10,60 11,78 11,68 415,9
SiO2
1,5 6,35 4,23 7,00 149,5
CaCO3 + SiO2
n/a 16,95 16,01 18,68 565,4
PROPORCIÓN DE VOLUMEN DE SALIDA DE MINE-RAL/VOLUMEN DE ENTRADA DE MINERAL
83,00%
256

Ejemplo 25: Producción selectiva de hidróxido de magnesio
mediante dismutación de agua y cloruro de magnesio
Se puede utilizar Mg(OH)2 en la siguiente reacción
para producir piedra caliza a partir de gas CO2.
CaCl2(aq) + CO2 + Mg(OH)2 --> MgCl2(aq) + CaCO3↓ + H2O
Para mejorar la producción de Mg(OH)2, después de
conversión de MgCl2 a Mg(OH)Cl, se ajustará la cantidad
de agua en la cámara de reacción para favorecer la preci-
pitación de Mg(OH)2. Específicamente, cuando se propor-
ciona Mg(OH)Cl y MgCl2 en un volumen de agua bastante
grande, se precipita el hidróxido de magnesio ya que es
virtualmente insoluble, mientras que el cloruro de magne-
sio forma una solución acuosa. Así, los dos compuestos
pueden ser separados en forma eficiente. Se debe observar
que el agua (H2O) en la reacción presentada más adelante,
no se convierte en parte de los productos sino que sim-
plemente disuelve al Mg2+ y Cl- de modo que se conviertan
en una solución iónica.
Mg(OH)Cl(H2O) --> 1/2 Mg(OH)2↓ + 1/2 MgCl2(aq)
Si se reduce la cantidad de agua hasta obtener una
proporción de más o menos 6:1 con respecto al magnesio,
podría ser posible formar MgCl2·6H2O en vez de MgCl2(aq).
La ecuación podría ser como sigue:
Mg(OH)Cl + 3H2O --> 1/2 Mg(OH)2↓ + 1/2 MgCl2.6H2O
257

Así, manteniendo una proporción de MgCl2 a agua ma-
yor o igual a 6:1, se favorece la producción de MgCl2
acuoso y Mg(OH)2 sólido. De este modo, un ejemplo de re-
acciones de captura de CO2 puede ser representada como
sigue:
Con una reacción total de: CaSiO3CO2 -->CaCO3 + SiO2.
Se ilustra este sistema en al diagrama Aspen de la
Figura 38A-I y la Figura 39A-I. El rectángulo que se en-
cuentra en el centro del diagrama roda al “dismutador de
agua” definido. En la parte superior del rectángulo,
Mg(OH)Cl, corriente SOLIDOS-1, está abandonando al reac-
tor de descomposición marcada “DECOMP”. Luego, en el
módulo marcado MgOH2, se mezcla Mg(OH)Cl con el MgCl2
acuoso procedente de la columna de absorción, corriente
RECYCLE2. Salen desde la unidad en forma de una pasta co-
mo la corriente “4”, pasan a través del permutador térmi-
co y envían calor a la cámara de descomposición. Luego,
se nombra a la corriente como “13” que pasa a través de
una unidad de separación que separa a dicha corriente en
la corriente MGCLSLRY (MgCl2·6H2O) y la corriente SOLI-
258

DOS-2, la cual es Mg(OH)2 que va hacia la columna de ab-
sorción.
Todos los métodos descritos y reivindicados aquí
pueden ser realizados y ejecutados sin experimentación
indebida a la luz de la presente descripción. Si bien las
composiciones y métodos de esta invención han sido des-
critos en términos de formas particulares, será evidente
para los expertos en el arte que se puede aplicar varia-
ciones a los métodos y en las etapas o en la secuencia de
etapas del método descrito aquí, sin apartarse del con-
cepto, espíritu y alcances de la invención. Todos aque-
llos sustitutos y modificaciones evidentes para los ex-
pertos en el arte se consideran dentro del espíritu, al-
cances y concepto de la invención tal como se define en
las reivindicaciones finales.
REFERENCIAS
Se incorporan específicamente aquí a modo de consul-
ta las siguientes referencias, hasta el grado en que
ofrezcan detalles ejemplares de procedimiento y suplemen-
tarios a los vistos aquí.
Solicitud Provisional de los Estados Unidos 60/612.355
Solicitud Provisional de los Estados Unidos 60/642.698
Solicitud Provisional de los Estados Unidos 60/718.906
Solicitud Provisional de los Estados Unidos 60/973.948
259

Solicitud Provisional de los Estados Unidos 61/032.802
Solicitud Provisional de los Estados Unidos 61/033.298
Solicitud Provisional de los Estados Unidos 61/288.242
Solicitud Provisional de los Estados Unidos 61/362.607
Solicitud de Patente de los Estados Unidos 11/233.509
Solicitud de Patente de los Estados Unidos 12/235.482
Publicación de Patente de los Estados Unidos 2006/0185985
Publicación de Patente de los Estados Unidos 2009/0127127
Patente de los Estados Unidos 7.727.374
Solicitud PCT. PCT/US08/77122
Goldber et al., Proceedings of First National Conference
on Carbon Sequestration, 14-17 May 2001, Washington, DC.,
section 6c, United States Department of Energy, National
Energy Technology Laboratory, disponible en:
http://www.netl.doe.gov/publications/proceedings/01/
carbon_seq/6cl.pdf.
Proceedings of First National Conference on Carbon Se-
questration, 14-17 May 2001, Washington, DC. United
States Department of Energy, National Energy Technology
Laboratory. CD-ROM USDEO/NETL-2001/1144, disponible tam-
bién en:
http://www.netl.doe.gov/publications/proceedings/01/ car-
bon_seq/carbon_seq01.html.
260

de Bakker, The Recovery of Magnesium Oxide and Hydrogen
Chloride from Magnesium Chloride Brines and Molten Salt
Hydrates, March 2011, Queens University, Kingston, On-
tario, Canada. Tésis de Jan Simon Christiaan de Bakker,
disponible también en Internet en:
qspace.library.queensu.ca/bitsstream/1974/6337/1/de%Bakke
r_Jan_S_C_201103_Phd.pdf.
261

REIVINDICACIONES
1. Un método para separar al dióxido de carbono produ-
cido por una fuente, el cual comprende:
(a) hacer reaccionar MgCl2 o un hidrato del mismo,
con agua en una primera mezcla bajo condiciones apropia-
das para formar una primera mezcla de producto que com-
prende un primer producto de la etapa (a) que contiene
Mg(OH)Cl y un segundo producto de la etapa (a) que con-
tiene HCl;
(b) hacer reaccionar algo o la totalidad del
Mg(OH)Cl de la etapa (a) con una cantidad de agua y una
cantidad de MgCl2 en una segunda mezcla, bajo condiciones
apropiadas para formar una segunda mezcla de producto que
comprende un primer producto de la etapa (b) que contiene
Mg(OH)2 y un segundo producto de la etapa (b) que contie-
ne MgCl2, en la cual la cantidad de agua es suficiente
para ofrecer una proporción molar de agua a MgCl2 mayor o
igual a 6:1 en la segunda mezcla de producto;
(c) mezclar algo o la totalidad del Mg(OH)2 del
primer producto de la etapa (b) con CaCl2 o un hidrato
del mismo y dióxido de carbono producido por la fuente en
una tercera mezcla, bajo condiciones apropiadas para for-
mar una tercera mezcla de producto que comprende un pri-
262

mer producto de la etapa (c) que contiene MgCl2 o un
hidrato del mismo, un segundo producto de la etapa (c)
que contiene CaCO3 y un tercer producto de la etapa (c)
que contiene agua; y
(d) separar algo o la totalidad del CaCO3 a partir
de la tercera mezcla de producto;
en virtud de lo cual se separa algo o la totalidad del
dióxido de carbono como CaCO3.
2. El método, de acuerdo con la reivindicación 1, en el
cual algo o la totalidad del agua en la etapa (a) está
presente en la forma de un hidrato del MgCl2.
3. El método, de acuerdo con cualesquiera reivindica-
ciones 1 ó 2, en el cual la proporción molar de agua a
MgCl2 en la segunda mezcla de producto está entre 6 y 10.
4. El método, de acuerdo con la reivindicación 3, en el
cual la proporción molar de agua a MgCl2 en la segunda
mezcla de producto está entre más o menos 6 y más o menos
7.
5. El método, de acuerdo con cualesquiera reivindica-
ciones 1-4, comprendiendo además la vigilancia de la con-
centración de Mg en la segunda mezcla.
6. El método, de acuerdo con la reivindicación 5, en el
cual se ajusta la cantidad de Mg(OH)Cl o la cantidad de
263

agua en una segunda mezcla tomando como base dicha vigi-
lancia.
7. El método, de acuerdo con cualesquiera reivindica-
ciones 1-6, en el cual el MgCl2 de la etapa (a) es un
hidrato de MgCl2.
8. El método, de acuerdo con la reivindicación 7, en el
cual el hidrato de MgCl2 de la etapa (a) es MgCl2·6H2O.
9. El método, de acuerdo con cualesquiera reivindica-
ciones 1-8, en el cual el MgCl2 de la etapa (a) es supe-
rior a 90% en peso de MgCl2·6H2O.
10. El método, de acuerdo con cualesquiera reivindica-
ciones 1-9, en el cual el primer producto de la etapa (a)
comprende más de 90% en peso de Mg(OH)Cl.
11. El método, de acuerdo con cualesquiera reivindica-
ciones 1-10, comprendiendo además la separación de los
productos de la etapa (b).
12. El método, de acuerdo con la reivindicación 11, en
el cual el producto Mg(OH)2 de la etapa (b) es un sólido
y en el cual la separación de los productos de la etapa
(b) comprende la separación o algo o de la totalidad del
Mg(OH)2 sólido a partir del agua y del MgCl2.
13. El método, de acuerdo con cualesquiera reivindica-
ciones 1-12, en el cual el producto MgCl2 de la etapa (b)
es MgCl2 acuoso.
264

14. El método, de acuerdo con cualesquiera reivindica-
ciones 1-13, en el cual algo o la totalidad del MgCl2
formado en la etapa (b) o en la etapa (c) es el MgCl2
formado en la etapa (a).
15. El método, de acuerdo con cualesquiera reivindica-
ciones 1-13, en el cual algo o la totalidad del agua en
la etapa (a) está presente en la forma de vapor o agua
supercrítica.
16. El método, de acuerdo con cualesquiera reivindica-
ciones 1-15, en el cual algo o la totalidad del agua de
la etapa (a) se obtiene a partir del agua e la etapa (c).
17. El método, de acuerdo con cualesquiera reivindica-
ciones 1-16, el cual comprende además:
(e) mezclar un mineral silicato de calcio con HCl
bajo condiciones apropiadas para formar una tercera mez-
cla de producto que contiene CaCl2, agua y dióxido de si-
licio.
18. El método, de acuerdo con la reivindicación 17, en
el cual algo o la totalidad del HCl en la etapa (e) se
obtiene a partir de la etapa (a).
19. El método, de acuerdo con la reivindicación 17, en
el cual la etapa (e) comprende además la agitación del
mineral silicato de calcio con HCl.
265

20. El método, de acuerdo con cualesquiera reivindica-
ciones 17-19, en el cual se recupera algo o la totalidad
del calor generado en la etapa (e).
21. El método, de acuerdo con cualesquiera reivindica-
ciones 17-20, en el cual algo o la totalidad del CaCl2 de
la etapa (c) es el CaCl2 de la etapa (e).
22. El método, de acuerdo con cualesquiera reivindica-
ciones 17-21, comprendiendo además una etapa de separa-
ción, en el cual se extrae al dióxido de silicio a partir
del CaCl2 formado en la etapa (e).
23. El método, de acuerdo con cualesquiera reivindica-
ciones 17-22, en el cual algo o la totalidad del agua de
la etapa (a) se obtiene a partir del agua de la etapa
(e).
24. El método, de acuerdo con cualesquiera reivindica-
ciones 17-22, en el cual el mineral silicato de calcio de
la etapa (e) comprende un inosilicato de calcio.
25. El método, de acuerdo con cualesquiera reivindica-
ciones 17-22, en el cual el mineral silicato de calcio de
la etapa (e) comprende CaSiO3.
26. El método, de acuerdo con cualesquiera reivindica-
ciones 17-22, en el cual el mineral silicato de calcio de
la etapa (e) comprende diopsido (CaMg[Si2O6]) o tremolita
Ca2Mg5{[OH]Si4O11}2.
266

27. El método, de acuerdo con cualesquiera reivindica-
ciones 17-22, en el cual el silicato de calcio comprende
además silicatos de hierro y/o manganeso.
28. El método, de acuerdo con la reivindicación 27, en
el cual el silicato de hierro es fayalita (Fe2[SiO4]).
29. El método, de acuerdo con cualesquiera reivindica-
ciones 1-28, en el cual el gas combustible comprende
además N2 y H2O.
30. El método, de acuerdo con cualesquiera reivindica-
ciones 1-29, en el cual las condiciones de reacción apro-
piadas de la etapa (a) comprenden una temperatura desde
más o menos 200ºC hasta más o menos 500ºC.
31. El método, de acuerdo la reivindicación 30, en el
cual la temperatura es desde más o menos 230ºC hasta más
o menos 260ºC.
32. El método, de acuerdo la reivindicación 30, en el
cual la temperatura es más o menos 250ºC.
33. El método, de acuerdo la reivindicación 30, en el
cual la temperatura es desde más o menos 200ºC hasta más
o menos 250ºC.
34. El método, de acuerdo la reivindicación 30, en el
cual la temperatura es más o menos 240ºC.
35. El método, de acuerdo con cualesquiera reivindica-
ciones 1-34, en el cual las condiciones de reacción apro-
267

piadas de la etapa (b) comprenden una temperatura desde
más o menos 140ºC hasta más o menos 240ºC.
36 El método, de acuerdo con cualesquiera reivindica-
ciones 1-35 en el cual las condiciones de reacción apro-
piadas de la etapa (c) comprenden una temperatura desde
más o menos 20ºC hasta más o menos 100ºC.
37. El método, de acuerdo con la reivindicación 36, en
el cual la temperatura es desde más o menos 25ºC hasta
más o menos 95ºC.
38. El método, de acuerdo con cualesquiera reivindica-
ciones 17-37, en el cual las condiciones apropiadas de
reacción de la etapa (e) comprenden una temperatura desde
más o menos 50ºC hasta más o menos 200ºC.
39. El método, de acuerdo la reivindicación 38, la tem-
peratura es desde más o menos 90ºC hasta más o menos
150ºC.
40. El método, de acuerdo con cualesquiera reivindica-
ciones 1-39, en el cual algo o la totalidad del cloruro
de hidrógeno de la etapa (a) se mezcla con agua para for-
mar ácido clorhídrico.
41. El método, de acuerdo con la reivindicación 1, en el
cual la etapa (a) tiene lugar en uno, dos o tres reacto-
res.
268

42. El método, de acuerdo con la reivindicación 1, en el
cual la etapa (a) tiene lugar en un reactor.
269

La Figura 1 es un diagrama de bloques de un sistema para un proceso basado en hidróxido del Grupo 2 a fin separar CO2 como carbonatos del Grupo 2, de acuerdo con algunas formas de la
presente invención
desde el gas residual)
1

La Figura 2 es un diagrama de bloques de un sistema en el cual Mg2+ funciona como un catalizador para la separación de CO2 co-
mo carbonato de calcio de acuerdo con algunas formas de la presente invención
desde el gas residual)
2

La Figura 3 es un flujograma de proceso simplificado de acuerdo con algunas formas de los procesos ofrecidos aquí. Se ilustra un proceso basado en
hidroxi del Grupo II, el cual separa CO2 como piedra caliza (compuesta prin-cipalmente de calcita mineral, CaCO3). El término “sal de carretera” en esta figura se refiere a un cloruro del Grupo II, tal como CaCl2 y/o MgCl2 una o ambas de las cuales están opcionalmente hidratadas. En aquellas formas que comprenden MgCl2, se puede utilizar calor para impulsar a la reacción entre la sal de carretera y agua (incluyendo agua de hidratación) para formar HCl e hidróxido de magnesio, Mg(OH)2, y/o hidroxicloruro de magnesio, Mg(OH)Cl. En aquellas formas que comprenden CaCl2, se puede utilizar calor para impul-sar a la reacción entre la sal de carretera y agua a fin de formar hidróxido de calcio y HCl. Se hace reaccionar al HCl, por ejemplo, con rocas de inosi-licato de calcio (opcionalmente molidas), para formar sal adicional de ca-
rretera, por ejemplo, CaCl2 y arena (SiO2).
SAL DE CARRETERA
+ AGUA
HIDRÓXIDO GRUPO II
PIEDRA CALIZA SAL DE CARRETERA
MERCADO
ROCAS DE SILICATO
ARENA
3

La Figura 4 es un flujograma de proceso simplificado que co-rresponde a algunas formas de la presente invención. Se puede utilizar rocas de silicato en algunas formas de la presente invención para separar CO2 como CaCO3. El término “sal de ca-rretera” en esta figura se refiere a un cloruro del Grupo II tal como CaCl2 y/o MgCl2, cualesquiera o ambas de las cuales están opcionalmente hidratadas. En la caldera de sal de carre-tera, se puede utilizar calor para impulsar la reacción entre dicha sal, por ejemplo, MgCl2·6H2O y agua (incluyendo agua de hidratación) para formar HCl e hidróxidos, óxidos y/o hidróxi-do-cloruros mezclados del Grupo II, incluyendo por ejemplo hidróxido de magnesio, Mg(OH)2 y/o hidroxicloruro de magnesio, Mg(OH)Cl. En formas que comprenden CaCl2, se puede utilizar calor para impulsar a la reacción entre la sal de carretera y agua para formar hidróxido de calcio y HCl. Este HCl puede ser convertido o reaccionado con rocas de silicato, por ejemplo, inosilicatos, para formar sal de carretera adicional, por ejemplo CaCl2 y arena (SiO2). Se puede utilizar reacción de intercambio iónico entre Mg2+ y Ca2+, en algunas de estas for-mas, para permitir por ejemplo el reciclado de los iones de Mg2+
Sal de Carretera + Agua
TRES REACTORES DE TANQUE, INTERCAMBIADORES DE CALOR, BOMBAS Y FILTROS
Calcio Triturado Roca de Silicato
CALDERA DE SAL DE
CARRETERA
VAPOR HCI ROCA
Arena Aire
Limpio
Piedra Caliza + Agua
BURBUJEADOR DE DESCARBONIZACIÓN
Hidróxido Grupo II
Sal de Carretera + Agua
Gas Residual Caliente
4

La Figura 5 es un flujograma de proceso que muestra los pará-metros y resultados de una simulación de proceso utilizando el software Aspen Plus. En esta forma, se calienta a una solución de 35% de MgCl2, 65% de solución de H2O hasta 536ºF y luego la corriente sale en la corriente marcada “H2O-MgOH”, la cual comprende una solución de MgCl2 y Mg(OH)2 sólidos. Típicamente, cuando se disuelve Mg(OH)C en agua, forma Mg(OH)2 (sólido) y MgC2 (disuelto). Aquí no se utiliza MgCl2 para absorber al CO2 directamente sino que más se lo recicla. La reacción neta es la captura de CO2 a partir de gas combustible utilizando mate-rias primas baratas, CaCl2 y agua para formar CaCO3. Los re-sultados de la simulación sugieren que es eficiente recircular una corriente de MgCl2 y luego hacerla reaccionar con H2O y calor para formar Mg(OH)2. Luego, uno o más de los compuestos antes mencionados reacciona con una solución de CaCl2/H2O y CO2 a partir del gas combustible para formar finalmente CaCO3 que se filtra a partir de la corriente. El MgCl2 formado es reci-clado hacia el primer reactor para repetir el proceso
Temperatura (F) Presión (psia) Velocidad de Flujo de Masa (lb/hr) Velocidad de Flujo de Volumen (gal/min)
DESAGÜE
DEVOLUCIÓN
(Enfriamiento)
RESIDUOS
5

La Figura 6 es un flujograma de proceso que muestra los parámetros y resul-tados de una simulación de proceso utilizando el software Aspen Plus. La reacción neta es la captura de CO2 a partir de gas combustible utilizando materias primas baratas, CaCl2 y agua para formar CaCO3. En esta forma, el hexahidrato es deshidratado en tres cámaras separadas y descompuesto en la cuarta cámara donde el HCl que se forma a partir de la descomposición es recirculado nuevamente hacia la tercera cámara para evitar reacciones secun-darias. Las reacciones que tienen lugar en estas cámaras incluyen las si-guientes: 1ra. Cámara: MgCl2·6H2O --> MgCl2·4H2O + 2H2O 100ºC 2da. Cámara: MgCl2·4H2O --> MgCl2·2H2O + 2H2O 125ºC 3ra. Cámara: MgCl2·2H2O --> MgCl2·H2O + H2O 160ºC (presente vapor de HCl) 4ta. Cámara: MgCl2·H2O --> Mg(OH)Cl + HCl 130ºC HCl recircula hacia la 3ra. cámara
.
Cámara Reacción Temp. Modelo Escala de Temp. Preferida
Notas
Primera MgCl2·6H2O --> MgCl2·4H2O +
2H2O
100ºC 90ºC-120ºC
Segunda MgCl2·4H2O --> MgCl2·2H2O +
2H2O
125ºC 160ºC-185ºC
Tercera MgCl2·2H2O --> MgCl2·H2O + H2O
160ºC 190ºC-230ºC *
Cuarta MgCl2·H2O --> Mg(OH)Cl + HCl
130ºC 230ºC-260ºC **
* Presente Vapor de HCl ** El vapor de HCl recircula hacia la tercera cámara. Las primeras tres reacciones anteriores pueden ser caracterizadas como des-hidrataciones, mientras que la cuarta puede ser caracterizada como una des-composición. Los resultados de esta simulación que se explica detalladamente en el Ejemplo 2, indican que a temperaturas más bajas (130-250ºC), la des-composición de MgCl2·6H2O da como resultado la formación de Mg(OH)Cl en vez de MgO. Luego, el Mg(OH)Cl reacciona con H2O para formar MgCl2 y Mg(OH)2, el cual reacciona luego con una solución saturada de CaCl2/H2O y CO2 a partir del gas combustible para formar CaCO3 que se filtra desde la corriente. El MgCl2 resultante así formado es reciclado hacia el primer reactor para ini-ciar el proceso nuevamente
Temperatura (C) Presión (psia) Velocidad de Flujo de Masa (ton/año) Velocidad de Flujo Molar (mol/seg)
DECANTADOR
RECICLAJE SÓLIDOS-2
GAS RESIDUAL
LECHADA
6

La Figura 7 es un flujograma de proceso que muestra los parámetros y resul-tados de una simulación de proceso utilizando el software Aspen Plus. La reacción neta es la captura de CO2 a partir de gas combustible utilizando materias primas baratas, CaCl2 y agua, para formar CaCO3. En esta forma, el hexahidrato de magnesio es deshidratado en dos cámaras separadas y descom-puesto en una tercera cámara. Ambas reacciones de deshidratación y descompo-sición tienen lugar en la tercera cámara. No hay recirculación de HCl. Las reacciones que tienen lugar en estas cámaras incluyen las siguientes: 1ra. Cámara: MgCl2·6H2O --> MgCl2·4H2O + 2H2O 100ºC 2da. Cámara: MgCl2·4H2O --> MgCl2·2H2O + 2H2O 125ºC 3ra. Cámara: MgCl2·2H2O --> Mg(OH)Cl + H2O 130ºC 4ta. Cámara: MgCl2·H2O --> MgCl2·H2O + H2O 130ºC
Cámara Reacción Temp. Modelo Escala de Temp. Prefe-
rida
Notas
Primera
MgCl2·6H2O --> MgCl2·4H2O +
2H2O
100ºC
90ºC-120ºC
Segunda
MgCl2·4H2O --> MgCl2·2H2O +
2H2O
125ºC
160ºC-185ºC
Tercera
MgCl2·2H2O --> Mg(OH)Cl+HCl
+H2O
130ºC
190ºC-230ºC
*
Cuarta
MgCl2·H2O --> MgCl2·H2O + H2O
* No hay HCl recirculante La primera, segunda y cuarta reacciones anteriores pueden ser caracterizadas como deshidrataciones, mientras que la tercera puede ser caracterizada como una descomposición. Como en las formas de la Figura 6, las temperaturas uti-lizadas en esta forma dan como resultado la formación de Mg(OH)Cl a partir de MgCl2·6H2O más bien que MgO. Luego, el Mg(OH)Cl reacciona con H2O para formar MgCl2 y Mg(OH)2, el cual reacciona con una solución saturada de CaCl2/H2O y CO2 procedente del gas combustible para formar CaCO3 que es fil-trado a partir de la corriente. El MgCl2 formado es reciclado hacia el pri-mer reactor para iniciar el proceso nuevamente. El Ejemplo 3 contiene deta-lles adicionales acerca de esta simulación
Temperatura (C) Presión (psia) Velocidad de Flujo de Masa (ton/año) Velocidad de Flujo Molar (mol/seg)
DECANTADOR
RECICLAJE
SÓLIDOS-2
GAS RESIDUAL
SÓLIDOS-1
LECHADA
7

La figura 8 es un diagrama de flujo de proceso que muestra los pará-metros y resultados de una simulación de proceso utilizando software Aspen Plus. La reacción neta es la recolección de CO2 a partir del gas combustible utilizando materias primas baratas, CaCl2 y agua para formar CaCO3. Los resultados de esta simulación indican que es eficiente calentar MgCl2·6H2O para formar MgO. Luego, el MgO reaccio-na con H2O para formar Mg(OH)2, el cual reacciona con una solución saturada de CaCl2(H2O) y CO2 procedente del gas combustible para for-mar CaCO3, el cual se filtra desde la corriente. Se recicla al MgCl2 formado hacia el primer reactor para comenzar el proceso nuevamente. En esta forma, el hexahidrato de magnesio es deshidratad y descom-puesto simultáneamente en una cámara a 450ºC. Esta es la escala de temperatura modelo. La escala preferida en algunas formas es 450ºC-500ºC. Así, la descomposición va completamente a MgO. La reacción principal que tiene lugar en esta cámara puede ser representada como sigue:
MgCl2·6H2O --> MgO + 5H2O + 2HCl 450ºC
El Ejemplo 4 ofrece detalles adicionales acerca de esta simulación
Temperatura (C) Presión (psia) Velocidad de Flujo de Masa (ton/año) Velocidad de Flujo Molar (mol/seg) Q Dotación (MW)
DECANTADOR
RECICLAJE 1
GAS RESIDUAL
LECHADA
RECICLAJE 3 RECICLAJE 2
8

La Figura 9 es un flujograma de proceso que muestra los parámetros y resul-tados derivados de una simulación de proceso utilizando software Aspen Plus, similar a la forma de la Figura 8 excepto que el MgCl2·6H2O se descompone en un compuesto intermedio, Mg(OH)Cl a una temperatura más baja de 250ºC en una cámara. Luego, se disuelve al Mg(OH)Cl en agua para formar MgCl2 y Mg(OH)2, que pasa a través de la misma reacción con CaCl2 y CO2 para formar CaCO3 y
MgCl2. La reacción principal que tiene lugar en esta cámara puede ser repre-sentada como sigue:
MgCl2·6H2O --> Mg(OH)Cl + HCl + 5H2O 250ºC
La reacción fue modelada a 250ºC. En algunas formas, la escala preferida es desde 230ºC hasta 260ºC. El Ejemplo 5 ofrece detalles adicionales acerca de esta simulación
Temperatura (C) Presión (psia) Velocidad de Flujo de Masa (ton/año) Velocidad de Flujo Molar (mol/seg) Q Dotación (MW)
DECANTADOR
RECICLAJE 1
GAS RESIDUAL
LECHADA
RECICLAJE 2 RECICLAJE 3
9

La Figura 10 ilustra un gráfico del porcentaje de masa de una muestra calentada de MgCl2·6H2O. La masa inicial de la muestra fue aproximadamente 70 mg y establecida a 100%. Durante el ex-perimento, se midió a la masa de la muestra mientras estaba siendo térmicamente descompuesta. La temperatura aumentó rápi-damente hasta 150ºC y luego se incrementó en 0,5ºC por minuto. A aproximadamente 220ºC, el peso se volvió constante, compati-ble con la formación de Mg(OH)Cl
Rampa Rápida hasta 150°C, luego 0,5°C/min - muestra tomada
Temperatura (°C)
Peso por ciento
Peso %
10

La Figura 11 ilustra los datos de difracción por rayos X co-rrespondientes al producto del Ejemplo 7
2-Theta (grados)
Intensidad (Cuentas)
Brucita, sin
Periclasa, sin
11

La Figura 12 ilustra los datos de difracción por rayos X co-rrespondientes al producto de la reacción utilizando el Mg(OH)2 del Ejemplo 8
2-Theta (grados)
Intensidad (Cuentas)
Calcita, sin
12

La Figura 13 ilustra los datos de difracción por rayos X co-rrespondientes al producto de la reacción utilizando el Mg(OH)Cl del Ejemplo 8
2-Theta (grados)
Intensidad (Cuentas)
Calcita, sin
13

La Figura 14 ilustra el efecto de la temperatura y presión so-bre la descomposición de MgCl2·(H2O)
EFECTO DEL VACIÓ SOBRE LA DESCOMPOSICIÓN
Temperatura (C)
14

La Figura 15 es un flujograma del proceso Ca/Mg descrito aquí
Gas residual
Deshidratación
Vapor
Descomposición
Intercambiador de Calor #1
Intercambiador de Calor #2
Hg y otros metales pesados
Separador de Sólidos
(pila de arena)
Separador de Sólidos
(tanque de retención PCC)
Remoción Sox y NOx
Absorción captura CO2
DERRETIDOR de Roca
15

La Figura 16 es un flujograma de una variante del proceso, en virtud de la cual se utiliza solamente compuestos de magnesio. En esta forma, no tiene lugar la reacción de cambio Ca2+-Mg2+
Vapor
Intercambiador de Calor #1
Hg y otros metales pesados
Descomposición
(pila de arena)
Separador de Sólidos
Remoción Sox y NOx
Absorción captura CO2
DERRETIDOR de Roca
Separador de Sólidos
Intercambiador de Calor #1
Intercambiador de
Vapor
Intercambiador de Calor #2
Hg y otros metales
Separador de Sólidos
(pila de arena)
DERRETIDOR de Roca
vapor
16

La Figura 17 es un flujograma de una variante diferente del proceso, la cual está entre las dos formas anteriores. La mi-tad del Mg2+ es reemplazada por Ca2+, de modo que se obtiene carbonato mineralizado MgCa(CO3)2 o dolomita
Vapor
Intercam-biador de Calor #2
Hg y otros metales pesados
Separador de Sólidos
Descomposición)
Separador de Sólidos 2
Remoción Sox y NOx
Absorción captura CO2
DERRETI-DOR de Roca 1
DERRETIDOR de Roca2
Separador de Sólidos 1
Intercam-biador de Calor #1
Deshidratación
(pila de arena)
17

Figura 18 – Proceso CaSiO3-Mg(OH)Cl, Casos 10 & 11. Esta figura ilustra un flujograma de proceso que proporciona parámetros y resultados de una simula-ción de proceso utilizando el software Aspen Plus. La reacción neta es la recolección de CO2 a partir de gas combustible utilizando materias primas baratas, CaSiO3, CO3 y agua para formar SiO2 y CaCO3. Los resultados de esta simulación indican que es eficiente utilizar calor a partir del HCl que re-acciona con CaSi3 y el calor del gas combustible emitido por una planta de energía alimentada con gas natural o hulla, para realizar la descomposición de MgCl2·6H2O para formar Mg(OH)Cl. Luego, el Mg(OH)Cl reacciona con H2O pa-ra formar MgCl2 y Mg(OH)2, el cual reacciona con una solución saturada de CaCl2/H2O y CO2 procedente del gas combustible para formar CaCO3 que se fil-tra desde la corriente. El MgCl2 resultante es reciclado hacia el primer reactor para comenzar el proceso nuevamente. En esta forma, el hexahidrato de cloruro de magnesio es deshidratado para obtener dihidrato de cloruro de magnesio MgCl2·2H2O en la primera cámara, utilizando al calor procedente de la reacción de HCl y CaSiO3 y se descompone en una segunda cámara a 250ºC utilizando al calor procedente del gas combustible. Así, la descomposición va parcialmente a Mg(OH)Cl. Las reacciones principales que tienen lugar en esta cámara pueden ser representadas como sigue: Reacción ΔH**
kJ/mol Escala de la tempe-ra-tura de reacción
MgCl2·6H2O --> Mg(OH)Cl + 5H2O + HCl
433 230ºC- 260ºC
2HCl(g) + CaSiO3 --> CaCl2(aq) + H2O + SiO2↓ -259 90ºC- 150ºC
2Mg(OH)Cl + CO2 + CaCl2 --> 2MgCl2 + CaCO3↓ + H2O -266 25ºC- 95ºC
** Las entalpías se basan en las temperaturas de reacción y en las tempera-turas de las corrientes de entrada de reactivo y salida de producto. Los Ejemplos 10 y 11 ofrecen detalles adicionales acerca de esta simulación
18

Figura 19 – Proceso CaSiO3—MgO, Casos 12 & 13. Esta figura ilustra un flujo-
grama de proceso que proporciona parámetros y resultados de una simulación de proceso utilizando el software Aspen Plus. La reacción neta es la reco-lección de CO2 a partir del gas combustible utilizando materias primas bara-tas, CaSiO3, CO2 y agua para formar SiO2 y CaCO3. Los resultados de la si-mulación indican que es eficiente utilizar el calor de la reacción de HCl con CaSiO3 y el calor del gas combustible emitido por una planta de energía alimentada con gas natural o hulla a fin de realizar la descomposición de MgCl2·6H2O para formar MgO. Luego, el MgO reacciona con H2O para formar Mg(OH)2, el cual reacciona luego con solución saturada de CaCl2/H2O y CO2 procedentes del gas combustible para formar CaCO3 que se filtra desde la corriente. El MgCl2 resultante es reciclado hacia el primer reactor para iniciar el proceso nuevamente. En esta forma, el hexahidrato de cloruro de magnesio es deshidratado para obtener dihidrato de cloruro de magnesio MgCl2·2H2O en la primera cámara utilizando el calor de la reacción de HCl y CaSiO3 y se descompone en una segunda cámara a 450ºC utilizando el calor procedente del gas combustible. Así, la descomposición va completamente a MgO. Se puede representar como sigue a las reacciones principales que tienen lugar en esta cámara: Reacción ΔH**
kJ/mol Escala de la tempe-ra-tura de reacción
MgCl2·6H2O --> MgO + 5H2O + 2HCl
560 450ºC- 500ºC
2HCl(g) + CaSiO3 --> CaCl2(aq) + H2O + SiO2↓ -264 90ºC- 150ºC
MgO + CO2 + CaCl2(aq) + CaCO3↓ -133 25ºC- 95ºC
** Las entalpías se basan en las temperaturas de reacción y en las tempera-turas de las corrientes de entrada de reactivo y salida de producto. Los Ejemplos 12 y 13 ofrecen detalles adicionales acerca de esta simulación
Temperatura (C) Presión (psia) Velocidad de Flujo de Masa (ton/año) Fracción de Vapor
DECANTADOR
GAS RESIDUAL
LECHADA
19

Figura 20 – Proceso MgSiO3—Mg(OH)Cl, Casos 14 & 15. Esta figura ilustra un
flujograma de proceso que proporciona parámetros y resultados de una simula-ción de proceso utilizando el software Aspen Plus. La reacción neta es la recolección de CO2 a partir del gas combustible utilizando materias primas baratas, CaSiO3, CO2 y agua para formar SiO2 y MgCO3. Los resultados de la simulación indican que es eficiente utilizar el calor de la reacción de HCl con MgSiO3 y el calor del gas combustible emitido por una planta de energía alimentada con gas natural o hulla a fin de realizar la descomposición de MgCl2·2H2O para formar Mg(OH)Cl. Luego, el Mg(OH)Cl reacciona con H2O para formar MgCl2 y Mg(OH)2 el cual reacciona con CO2 procedente del gas combus-tible para formar MgCO3 que se filtra desde la corriente. El MgCl2 resultan-te es reciclado hacia el primer reactor para iniciar el proceso nuevamente. En esta forma, el cloruro de magnesio permanece en la forma hidratada para formar MgCl2·2H2O debido al calor procedente de la reacción de HCl y MgSiO3 antes de la descomposición a 250ºC utilizando el calor procedente del gas combustible. Así, la descomposición va parcialmente a Mg(OH)Cl. Se puede representar como sigue a las reacciones principales que tienen lugar en esta cámara: Reacción ΔH**
kJ/mol Escala de la tempe-ra-tura de reacción
MgCl2·2H2O --> Mg(OH)Cl + H2O(g) + HCl(g)
139,8 230ºC- 260ºC
2HCl(g) + MgSiO3 --> MgCl2(aq) + H2O + SiO2↓ -282,8 90ºC- 150ºC
2Mg(OH)Cl + CO2 + MgCl2 + MgCO3↓ + H2O -193,1 25ºC- 95ºC
** Las entalpías se basan en las temperaturas de reacción y en las tempera-turas de las corrientes de entrada de reactivo y salida de producto. Los Ejemplos 14 y 15 ofrecen detalles adicionales acerca de esta simulación
Temperatura (C) Presión (psia) Velocidad de Flujo de Masa (ton/año) Fracción de Vapor
DECANTADOR
GAS RESIDUAL
LECHADA
20

Figura 21 – Proceso MgSiO3—MgOH)Cl, Casos 16 & 17. Esta figura ilustra un
flujograma de proceso que proporciona parámetros y resultados de una simula-ción de proceso utilizando el software Aspen Plus. La reacción neta es la recolección de CO2 a partir del gas combustible utilizando materias primas baratas, MgSiO3, CO2 y agua para formar SiO2 y MgCO3. Los resultados de la simulación indican que es eficiente utilizar el calor de la reacción de HCl con MgSiO3 y el calor del gas combustible emitido por una planta de energía alimentada con gas natural o hulla a fin de realizar la descomposición de MgCl2·2H2O para formar MgO. Luego, el MgO reacciona con H2O para formar Mg(OH)2 el cual reacciona con CO2 procedente del gas combustible para for-mar MgCO3 que se filtra desde la corriente. En esta forma, el cloruro de magnesio permanece en la forma dihidratada para formar MgCl2·2H2O debido al calor procedente de la reacción de HCl y MgSiO3 antes de la descomposición a 450ºC utilizando el calor procedente del gas combustible. Así, la descompo-sición va completamente a MgO. Se puede representar como sigue a las reac-ciones principales que tienen lugar en esta cámara: Reacción ΔH**
kJ/mol Escala de la tempe-ra-tura de reacción
MgCl2·2H2O --> MgO + H2O(g) + 2HCl(g)
232,9 450ºC- 500ºC
2HCl(g) + MgSiO3 --> MgCl2(aq) + H2O(g) + SiO2↓ -293,5 90ºC- 150ºC
MgO + CO2 + MgCO3↓ -100 25ºC- 95ºC
** Las entalpías se basan en las temperaturas de reacción y en las tempera-turas de las corrientes de entrada de reactivo y salida de producto. Los Ejemplos 16 y 17 ofrecen detalles adicionales acerca de esta simulación
Temperatura (C) Presión (psia) Velocidad de Flujo de Masa (ton/año) Fracción de Vapor
DECANTADOR
GAS RESIDUAL
LECHADA
21

Figura 22 – Proceso Diopsido-Mg(OH)Cl, Casos 18 & 19. Esta figura ilustra un flujograma de proceso que proporciona parámetros y resultados de una simula-ción de proceso utilizando el software Aspen Plus. La reacción neta es la recolección de CO2 a partir del gas combustible utilizando materias primas baratas, diopsido MgCa(SiO3)2, CO2 y agua para formar SiO2 y dolomita MgCa(CO3)2. Los resultados de la simulación indican que es eficiente utili-zar el calor de la reacción de HCl con MgCa(SiO3)2 y el calor del gas com-bustible emitido por una planta de energía alimentada con gas natural o hulla a fin de realizar la descomposición de MgCl2·6H2O para formar Mg(OH)Cl. Luego, el Mg(OH)Cl reacciona con H2O para formar MgCl2 y Mg(OH)2 el cual reacciona luego con solución saturada de CaCl2/H2O y CO2 procedente del gas combustible para formar MgCa(CO3)2 que se filtra desde la corriente. El MgCl2 resultante es reciclado hacia el primer reactor para iniciar el proceso nuevamente. En esta forma, el hexahidrato de cloruro de magnesio es deshidratado para formar dihidrato de cloruro de magnesio MgCl2·2H2O en la primera cámara, debido al calor procedente de la reacción de HCl y CaSiO3 y se descompone en Mg(OH)Cl en una segunda cámara a 250ºC utilizando el calor procedente del gas combustible. Así, la descomposición va parcialmente a Mg(OH)Cl. Se puede representar como sigue a las reacciones principales que tienen lugar en esta cámara:
Reacción ΔH**
kJ/mol Escala de la tempe-ra-tura de reacción
MgCl2·6H2O --> Mg(OH)Cl + 5H2O(g) + HCl(g)
433 230ºC- 260ºC
2HCl(g) + MgCa(SiO3)2 --> CaCl2(aq) + MgSiO3↓ + SiO2↓ +H2O
-235 90ºC- 150ºC
2HCl(g) + MgSiCO3 + MgCl2(aq)+ SiO2↓ + H2O -282,8 90ºC- 150ºC
4Mg(OH)Cl + 2CO2 + CaCl2(aq) --> MgCa(CO3)2↓ + 3MgCl2(aq)+ H2O
-442 25ºC- 95ºC
** Las entalpías se basan en las temperaturas de reacción y en las tempera-turas de las corrientes de entrada de reactivo y salida de producto. Los Ejemplos 18 y 19 ofrecen detalles adicionales acerca de esta simulación
Temperatura (C) Presión (psia) Velocidad de Flujo de Masa (ton/año) Fracción de Vapor
DECANTADOR GAS RESIDUAL
LECHADA
22

Figura 23 – Proceso Diopsido-MgO, Casos 20 & 21. Esta figura ilustra un flu-jograma de proceso que proporciona parámetros y resultados de una simulación de proceso utilizando el software Aspen Plus. La reacción neta es la reco-lección de CO2 a partir del gas combustible utilizando materias primas bara-tas, diopsido MgCa(SiO3)2, CO2 y agua para formar SiO2 y dolomita MgCa(CO3)2. Los resultados de la simulación indican que es eficiente utili-zar el calor de la reacción de HCl con MgCa(SiO3)2 y el calor del gas com-bustible emitido por una planta de energía alimentada con gas natural o hulla y/u otra fuente de calor para realizar la descomposición de MgCl2·6H2O a fin de formar MgO. Luego, el MgO reacciona con H2O para formar Mg(OH)2 el cual reacciona luego con solución saturada de CaCl2/H2O y CO2 procedente del gas combustible para formar MgCa(CO3)2 que se filtra desde la corriente. El MgCl2 resultante es reciclado hacia el primer reactor para iniciar el proceso nuevamente. En esta forma, el hexahidrato de cloruro de magnesio es deshidratado para formar dihidrato de cloruro de magnesio MgCl2·2H2O en la primera cámara, debido al calor procedente de la reacción de la reacción de HCl y CaSiO3 y se descompone en MgO en una segunda cámara a 450ºC utilizando el calor procedente del gas combustible. Así, la descomposición va parcial-mente a Mg(OH)Cl. Se puede representar como sigue a las reacciones principa-les que tienen lugar en esta cámara:
Reacción ΔH**
kJ/mol Escala de la tempe-ra-tura de reacción
MgCl2·6H2O --> MgO + 5H2O + 2HCl
560 450ºC- 500ºC
2HCl(g) + MgCa(SiO3)2 --> CaCl2(g) + MgSiO3↓ + SiO2↓ + H2O
-240 90ºC- 150ºC
2HCl(aq) + MgSiO3 --> MgCl2(aq)+ SiO2↓ + H2O -288 90ºC- 150ºC
2MgO + 2CO2 + CaCl2(aq) --> MgCa(CO3)2↓ + MgCl2(aq)
-258 25ºC- 95ºC
** Las entalpías se basan en las temperaturas de reacción y en las tempera-turas de las corrientes de entrada de reactivo y salida de producto. Los Ejemplos 20 y 21 ofrecen detalles adicionales acerca de esta simulación
Temperatura (C) Presión (psia) Velocidad de Flujo de Masa (ton/año) Fracción de Vapor
DECANTADOR
GAS RESIDUAL
LECHADA
23

La Figura 24 ilustra el porcentaje de CO2 recogido para varias concentraciones de gas combustible CO2, varias temperaturas, ya sea que el gas combustible se origine a partir de hulla o gas natural y si el proceso se basó en una descomposición to-tal o parcial. Ver Ejemplos 10 a 13 de los procesos de CaSiO3-Mg(OH)Cl y CaSiO3-MgO
% CO2 en el Gas Residual
Casos
% CO2 Capturado
24

La Figura 25 ilustra el porcentaje de CO2 recogido para varias concentraciones de gas combustible CO2, varias temperaturas, ya sea que el gas combustible se origine a partir de hulla o gas natural y si el proceso se basó en una descomposición to-tal o parcial. Ver Ejemplos 14 a 17 de los procesos de MgSiO3-Mg(OH)Cl y CaSiO3-MgO
% CO2 en el Gas Residual
Casos
% CO2 Capturado
25

La Figura 26 ilustra el porcentaje de CO2 recogido para varias concentraciones de gas combustible CO2, varias temperaturas, ya sea que el gas combustible se origine a partir de hulla o gas natural y si el proceso se basó en una descomposición to-tal o parcial. Ver Ejemplos 18 a 21 de los procesos diopsido – Mg(OH)Cl y diopsido MgO
% CO2 en el Gas Residual
Casos de Diópsido
% CO2 Capturado
26

La Figura 27 es un flujograma de proceso simplificado que co-rresponde a ciertas formas de la presente invención en el cual se utiliza dos sales diferentes, por ejemplo, Ca2+ y Mg2+ para la descomposición y carbonación
Supresión del Ácido si el Mercado estuviere
Gas Residual Caliente
Vapor Ácido degrado comercial
Hidróxido de Sal #1
Sal #2
Descomposición de Sal
(Sal hidratada #1)
Lecho Fluidizado
DERRETIDOR de Roca
Arena
Filtro
Carbonato de Sal #2 + Agua
Sal Hidratada #1
Regenerada
Gas Residual Frío
27

Las Figuras 28-29 ilustran gráficos de los porcentajes de masa de muestras calentadas de MgCl2·6H2O. Las masas iniciales de las muestras fueron aproxi-madamente de 70 mg cada una y fueron establecidas a 100%. Durante el expe-rimento, se midió las masas de las muestras mientras estaban siendo térmica-mente descompuestas. La temperatura ascendió hasta 200ºC y luego aumentó adicionalmente durante un período de 12 horas. Se puede confirmar las iden-tidades de los materiales descompuestos mediante comparación contra las me-setas teóricas proporcionadas. La Figura 28 es una sobreposición de dos tra-zos, el primero con línea continua que es un trazo de tiempo (minutos) ver-sus temperatura (ºC). La línea ilustra el ascenso de la temperatura con el paso del tiempo; el segundo trazo es la línea punteada que representa el porcentaje en peso (100% = peso original de la muestra) versus tiempo, que ilustra la reducción del peso de la muestra sobre el tiempo ya sea por des-hidratación o descomposición. La Figura 29 es también una sobreposición de dos trazos; el primero (línea continua) es un trazo de porcentaje en peso versus temperatura (ºC) que ilustra la disminución del peso de la muestra conforme aumenta la temperatura; el segundo trazo (línea punteada) es un trazo de la derivada del porcentaje en peso con respecto a la temperatura (porcentaje en peso/ºC) versus temperatura ºC. cuando este valor es alto, indica un mayor régimen de pérdida de peso para cada cambio por grado. Si este valor es cero, el peso de la muestra permanece igual aunque esté aumen-tando la temperatura, indicando una ausencia de deshidratación o descomposi-ción. Se debe observar que las Figuras 28 y 29 corresponden a la misma mues-tra
Temperatura °C
Rampa a 200°C - Funcionamiento de 12 horas
Peso %
Tiempo (min)
Removido
Removido
Peso por ciento
Lineal
Lineal
Lineal
Lineal
Removido
Removido
28

Derivado (peso %/°C)
Rampa a 200°C - Funcionamiento de 12 horas
Peso por ciento
Temperatura ° C
Removido
Peso por ciento
Removido
Removido
Removido
Removido
Removido
Peso %
29

Figura 30 – Descomposición de MgCl2·6H2O a 500ºC después de una hora. Este gráfico ilustra los pesos normalizados final e ini-cial para cuatro tandas de prueba de MgCl2·6H2O después de ca-lentamiento a 500ºC durante una hora. El peso final consisten-te confirma que MgO se prepara mediante descomposición a esta temperatura
Descomposición a 500°C después de 1 hora
Inicial Normalizado Peso % Final Normalizado Peso %
30

Figura 31 – Descom-posición en Tres Cámaras. Esta fi-gura ilustra un flujo-grama de proceso que pro-porciona paráme-
tros y resultados de una simulación utilizando software Aspen Plus. En esta forma, el calor procedente del gas combustible frío (cámara 1), el calor procedente del reactor de disolución del mineral (cámara 2) y el gas natural externo (cámara 3) se utilizan como fuentes de calor. Este flujograma de proceso ilustra un proceso en tres cámaras para la descomposición a Mg(OH)Cl. Se calienta a la primera cámara mediante gas combus-tible a 200ºC para proporciona algo de calor inicial de ~8,2% del calor total requerido; la segunda cámara depende del calor recuperado a partir del reactor de disolución del mineral para suministrar 83% del calor requerido para la descomposición de la cual 28% procede de la reacción de ácido clorhídri-co/silicato mineral y 55% de la condensación y formación del ácido clorhídrico; y finalmente la tercera cámara que utiliza gas natural como una fuente externa del calor restante que es 8,5% del calor total. El CO2 procede de una planta combinada de gas natural y potencia de ciclo, de modo que se dispone de muy poco calor procedente de dicha planta para impulsar la re-acción de descomposición
Figura 32 – Descomposición en Cuatro Cámaras. Esta figura ilustra un flujograma de proceso que ofrece parámetros y resultados a partir de una simulación de proceso utilizando software Aspen Plus. En esta forma, se utilizan como fuentes de calor al calor procedente del gas combustible frío (cámara 1), calor procedente del vapor adicional (cámara 2), calor procedente del reactor de disolución de mineral
31

(cámara 3) y gas natural externo (cámara 4). Este flujograma ilustra un proceso de cuatro cámaras para la descomposición de Mg(OH)Cl; la primera cámara proporciona 200ºC de gas combustible para proporcio-nar algo de calor inicial de ~8,2% del calor total requerido; la se-gunda cámara proporciona calor en la forma de vapor adicional que es 0,8% del calor total requerido; la tercera cámara depende del calor recuperado a partir del reactor de disolución de mineral para pro-porcionar 83% del calor requerido para la descomposición; de esa ci-fra 28% corresponde a la reacción de ácido clorhídrico/silicato mi-neral y 55% corresponde a la condensación y formación de ácido clorhídrico y, finalmente, la cuarta cámara que utiliza gas natural como una fuente externa del calor restante que es 8,0% del calor to-tal. El CO2 procede de una planta combinada de gas natural y potencia de ciclo, de modo que se dispone de muy poco calor procedente de di-cha planta para impulsar a la reacción de descomposición
32

Figura 33 – Descomposición en Cuatro Cámaras. Esta figura ilustra un flujograma de proceso que ofrece parámetros y resultados a partir de una simulación de proceso utilizando software Aspen Plus. En esta forma, se utilizan como fuentes de calor al calor procedente del re-actor de disolución de mineral (cámara 1) y gas natural externo (cámara 2). Este flujograma ilustra un proceso de dos cámaras para la descomposición a Mg(OH)Cl; la primera cámara depende del calor recuperado a partir del reactor de disolución de mineral para pro-porcionar 87% del calor requerido para la descomposición; de esa ci-fra 28% corresponde a la reacción de ácido clorhídrico/silicato mi-neral y 59% corresponde a la condensación y formación de ácido clorhídrico y la segunda cámara que utiliza gas natural como una fuente externa del calor restante que es 13% del calor total. El CO2 procede de una planta combinada de gas natural y potencia de ciclo, de modo que se dispone de muy poco calor procedente de dicha planta para impulsar a la reacción de descomposición
33

Figura 34 – Descomposición en Dos Cámaras. Esta figura ilustra un flujograma de proceso que ofrece parámetros y resultados a partir de una simulación de proceso utilizando software Aspen Plus. En esta forma, se utilizan como fuentes de calor al calor procedente del re-actor de disolución de mineral (cámara 1) y gas combustible caliente procedente de la planta de gas natural en ciclo abierto (cámara 2). Este flujograma ilustra un proceso de dos cámaras para la descompo-sición a Mg(OH)Cl; la primera cámara depende del calor recuperado a partir del reactor de disolución de mineral para proporcionar 87% del calor requerido para la descomposición; de esa cifra 28% corres-ponde a la reacción de ácido clorhídrico/silicato mineral y 59% co-rresponde a la condensación y formación de ácido clorhídrico y la segunda cámara que utiliza gas combustible caliente como una fuente externa del calor restante que es 13% del calor total. El CO2 procede de una planta de potencia de gas natural en ciclo abierto y, por lo tanto, se dispone de bastante calor procedente de dicha planta en la forma de gas combustible a 600ºC para impulsar a la reacción de des-composición
Temperatura (C) Presión (psia) Vel. Flujo de Masa (ton/año) Vel. Flujo de Vol. (gal/min) Vel. Flujo Molar (mol/seg) Fracción de Vapor Dotación (PM) Q Dotación (PM)
Decantador
Reciclaje 1
34

La Figura 35 ilustra un flujograma de un reactor Auger que puede ser utilizado para la reacción de descomposición de sal, incluyendo la descomposición de MgCl2·6H2O a M(OH)Cl o MgO. Tales reactores pueden comprender calentamiento interno para el uso eficiente del calor, aislamiento externo para el uso eficiente del calor, un mecanismo de tornillo para un trans-porte adecuado de sólidos (cuando el sólido está presente), adecuada ventilación para la extracción de HCl. Tales reacto-res han sido utilizados para preparar ~1,8 kgs de ~90% de Mg(OH)Cl
Hacia el recipiente de recolección
Embudo de entrada
Sello de aleta
Sello de aleta
Cojinete
Acopla-miento
Calentador de Cartucho
Salida
35

La Figura 36 ilustra el índice de optimización para dos tandas separadas en la fabricación de Mg(OH)Cl utilizando un reactor Auger. El índice de optimización = % de conversión x % de efi-ciencia
Porcentaje de Eficiencia
Porcentaje de conversión
Índice de optmización de MgOHCl
36

La Figura 37 ilustra un flujograma de proceso de un modelo As-pen que simula un Proceso de CaSiO3-Mg(OH)Cl
DERRE-TIDOR de Roca
Decantador 2
Vapor HCl
COLUMNA DE ABSORCIÓN
COMBUST GAS RESIDUAL
Mezclador
RECICLAJE
DECANTADOR LECHADA Aire
37

La Figura 38A-I ilustra un flujograma de proceso que proporciona parámetros y resultados de una simulación utilizando software Aspen Plus. La reacción es la recolección de CO2 a partir de gas combusti-ble utilizando materias primas baratas, CaSiO3, CO2 y agua para for-mar SiO2 y CaCO3. Se utiliza calor para lograr la descomposición de MgCl2·6H2O a fin de formar Mg(OH)Cl. Luego, el Mg(OH)Cl reacciona con H2O para formar MgCl2 y Mg(OH)2. Se regula la cantidad de H2O para favorecer la formación de Mg(OH)2 sólido y MgCl2 acuoso (que se reci-cla al primer reactor para iniciar el proceso nuevamente). Luego, el Mg(OH)2 reacciona con solución saturada de CaCl2/H2O y CO2 a partir del gas combustible para formar CaCO3 que se filtra desde la corrien-te. Se recicla al MgCl2 formado hacia el primer reactor para iniciar el proceso nuevamente. A, es un diagrama general del proceso. B-I son ampliaciones sobrepuestas del diagrama general ilustrado en A
38

La Figura 38A-I ilustra un flujograma de proceso que proporciona parámetros y resultados de una simulación utilizando software Aspen Plus. La reacción es la recolección de CO2 a partir de gas combusti-ble utilizando materias primas baratas, CaSiO3, CO2 y agua para for-mar SiO2 y CaCO3. Se utiliza calor para lograr la descomposición de MgCl2·6H2O a fin de formar Mg(OH)Cl. Luego, el Mg(OH)Cl reacciona con H2O para formar MgCl2 y Mg(OH)2. Se regula la cantidad de H2O para favorecer la formación de Mg(OH)2 sólido y MgCl2 acuoso (que se reci-cla al primer reactor para iniciar el proceso nuevamente). Luego, el Mg(OH)2 reacciona con solución saturada de CaCl2/H2O y CO2 a partir del gas combustible para formar CaCO3 que se filtra desde la corrien-te. Se recicla al MgCl2 formado hacia el primer reactor para iniciar el proceso nuevamente. A, es un diagrama general del proceso. B-I son ampliaciones sobrepuestas del diagrama general ilustrado en A
39

La Figura 38A-I ilustra un flujograma de proceso que proporciona parámetros y resultados de una simulación utilizando software Aspen Plus. La reacción es la recolección de CO2 a partir de gas combusti-ble utilizando materias primas baratas, CaSiO3, CO2 y agua para for-mar SiO2 y CaCO3. Se utiliza calor para lograr la descomposición de MgCl2·6H2O a fin de formar Mg(OH)Cl. Luego, el Mg(OH)Cl reacciona con H2O para formar MgCl2 y Mg(OH)2. Se regula la cantidad de H2O para favorecer la formación de Mg(OH)2 sólido y MgCl2 acuoso (que se reci-cla al primer reactor para iniciar el proceso nuevamente). Luego, el Mg(OH)2 reacciona con solución saturada de CaCl2/H2O y CO2 a partir del gas combustible para formar CaCO3 que se filtra desde la corrien-te. Se recicla al MgCl2 formado hacia el primer reactor para iniciar el proceso nuevamente. A, es un diagrama general del proceso. B-I son ampliaciones sobrepuestas del diagrama general ilustrado en A
40

La Figura 38A-I ilustra un flujograma de proceso que proporciona parámetros y resultados de una simulación utilizando software Aspen Plus. La reacción es la recolección de CO2 a partir de gas combusti-ble utilizando materias primas baratas, CaSiO3, CO2 y agua para for-mar SiO2 y CaCO3. Se utiliza calor para lograr la descomposición de MgCl2·6H2O a fin de formar Mg(OH)Cl. Luego, el Mg(OH)Cl reacciona con H2O para formar MgCl2 y Mg(OH)2. Se regula la cantidad de H2O para favorecer la formación de Mg(OH)2 sólido y MgCl2 acuoso (que se reci-cla al primer reactor para iniciar el proceso nuevamente). Luego, el Mg(OH)2 reacciona con solución saturada de CaCl2/H2O y CO2 a partir del gas combustible para formar CaCO3 que se filtra desde la corrien-te. Se recicla al MgCl2 formado hacia el primer reactor para iniciar el proceso nuevamente. A, es un diagrama general del proceso. B-I son ampliaciones sobrepuestas del diagrama general ilustrado en A
41

La Figura 38A-I ilustra un flujograma de proceso que proporciona parámetros y resultados de una simulación utilizando software Aspen Plus. La reacción es la recolección de CO2 a partir de gas combusti-ble utilizando materias primas baratas, CaSiO3, CO2 y agua para for-mar SiO2 y CaCO3. Se utiliza calor para lograr la descomposición de MgCl2·6H2O a fin de formar Mg(OH)Cl. Luego, el Mg(OH)Cl reacciona con H2O para formar MgCl2 y Mg(OH)2. Se regula la cantidad de H2O para favorecer la formación de Mg(OH)2 sólido y MgCl2 acuoso (que se reci-cla al primer reactor para iniciar el proceso nuevamente). Luego, el Mg(OH)2 reacciona con solución saturada de CaCl2/H2O y CO2 a partir del gas combustible para formar CaCO3 que se filtra desde la corrien-te. Se recicla al MgCl2 formado hacia el primer reactor para iniciar el proceso nuevamente. A, es un diagrama general del proceso. B-I son ampliaciones sobrepuestas del diagrama general ilustrado en A
42

La Figura 38A-I ilustra un flujograma de proceso que proporciona parámetros y resultados de una simulación utilizando software Aspen Plus. La reacción es la recolección de CO2 a partir de gas combusti-ble utilizando materias primas baratas, CaSiO3, CO2 y agua para for-mar SiO2 y CaCO3. Se utiliza calor para lograr la descomposición de MgCl2·6H2O a fin de formar Mg(OH)Cl. Luego, el Mg(OH)Cl reacciona con H2O para formar MgCl2 y Mg(OH)2. Se regula la cantidad de H2O para favorecer la formación de Mg(OH)2 sólido y MgCl2 acuoso (que se reci-cla al primer reactor para iniciar el proceso nuevamente). Luego, el Mg(OH)2 reacciona con solución saturada de CaCl2/H2O y CO2 a partir del gas combustible para formar CaCO3 que se filtra desde la corrien-te. Se recicla al MgCl2 formado hacia el primer reactor para iniciar el proceso nuevamente. A, es un diagrama general del proceso. B-I son ampliaciones sobrepuestas del diagrama general ilustrado en A
43

La Figura 38A-I ilustra un flujograma de proceso que proporciona parámetros y resultados de una simulación utilizando software Aspen Plus. La reacción es la recolección de CO2 a partir de gas combusti-ble utilizando materias primas baratas, CaSiO3, CO2 y agua para for-mar SiO2 y CaCO3. Se utiliza calor para lograr la descomposición de MgCl2·6H2O a fin de formar Mg(OH)Cl. Luego, el Mg(OH)Cl reacciona con H2O para formar MgCl2 y Mg(OH)2. Se regula la cantidad de H2O para favorecer la formación de Mg(OH)2 sólido y MgCl2 acuoso (que se reci-cla al primer reactor para iniciar el proceso nuevamente). Luego, el Mg(OH)2 reacciona con solución saturada de CaCl2/H2O y CO2 a partir del gas combustible para formar CaCO3 que se filtra desde la corrien-te. Se recicla al MgCl2 formado hacia el primer reactor para iniciar el proceso nuevamente. A, es un diagrama general del proceso. B-I son ampliaciones sobrepuestas del diagrama general ilustrado en A
44

La Figura 38A-I ilustra un flujograma de proceso que proporciona parámetros y resultados de una simulación utilizando software Aspen Plus. La reacción es la recolección de CO2 a partir de gas combusti-ble utilizando materias primas baratas, CaSiO3, CO2 y agua para for-mar SiO2 y CaCO3. Se utiliza calor para lograr la descomposición de MgCl2·6H2O a fin de formar Mg(OH)Cl. Luego, el Mg(OH)Cl reacciona con H2O para formar MgCl2 y Mg(OH)2. Se regula la cantidad de H2O para favorecer la formación de Mg(OH)2 sólido y MgCl2 acuoso (que se reci-cla al primer reactor para iniciar el proceso nuevamente). Luego, el Mg(OH)2 reacciona con solución saturada de CaCl2/H2O y CO2 a partir del gas combustible para formar CaCO3 que se filtra desde la corrien-te. Se recicla al MgCl2 formado hacia el primer reactor para iniciar el proceso nuevamente. A, es un diagrama general del proceso. B-I son ampliaciones sobrepuestas del diagrama general ilustrado en A
45

La Figura 38A-I ilustra un flujograma de proceso que proporciona parámetros y resultados de una simulación utilizando software Aspen Plus. La reacción es la recolección de CO2 a partir de gas combusti-ble utilizando materias primas baratas, CaSiO3, CO2 y agua para for-mar SiO2 y CaCO3. Se utiliza calor para lograr la descomposición de MgCl2·6H2O a fin de formar Mg(OH)Cl. Luego, el Mg(OH)Cl reacciona con H2O para formar MgCl2 y Mg(OH)2. Se regula la cantidad de H2O para favorecer la formación de Mg(OH)2 sólido y MgCl2 acuoso (que se reci-cla al primer reactor para iniciar el proceso nuevamente). Luego, el Mg(OH)2 reacciona con solución saturada de CaCl2/H2O y CO2 a partir del gas combustible para formar CaCO3 que se filtra desde la corrien-te. Se recicla al MgCl2 formado hacia el primer reactor para iniciar el proceso nuevamente. A, es un diagrama general del proceso. B-I son ampliaciones sobrepuestas del diagrama general ilustrado en A
46

La Figura 39A-I ilustra un flujograma de proceso que propor-ciona parámetros y resultados de una simulación utilizando software Aspen Plus. La reacción neta es la recolección de CO2 a partir de gas combustible utilizando materias primas bara-tas, CaSiO3, CO2 y agua para formar SiO2 y CaCO3. Se utiliza calor para lograr la descomposición de MgCl2·6H2O a fin de for-mar Mg(OH)Cl. Luego, el Mg(OH)Cl reacciona con H2O para formar MgCl2 y Mg(OH)2. Se regula la cantidad de H2O para favorecer la formación de Mg(OH)2 sólido y MgCl2 acuoso (que se recicla al primer reactor para iniciar el proceso nuevamente). Luego, el Mg(OH)2 reacciona con solución saturada de CaCl2/H2O y CO2 a partir del gas combustible para formar CaCO3 que se filtra desde la corriente. Se recicla al MgCl2 formado hacia el pri-mer reactor para iniciar el proceso nuevamente. A, es un dia-grama general del proceso. B-I son ampliaciones sobrepuestas del diagrama general ilustrado en A
47

La Figura 39A-I ilustra un flujograma de proceso que propor-ciona parámetros y resultados de una simulación utilizando software Aspen Plus. La reacción neta es la recolección de CO2 a partir de gas combustible utilizando materias primas bara-tas, CaSiO3, CO2 y agua para formar SiO2 y CaCO3. Se utiliza calor para lograr la descomposición de MgCl2·6H2O a fin de for-mar Mg(OH)Cl. Luego, el Mg(OH)Cl reacciona con H2O para formar MgCl2 y Mg(OH)2. Se regula la cantidad de H2O para favorecer la formación de Mg(OH)2 sólido y MgCl2 acuoso (que se recicla al primer reactor para iniciar el proceso nuevamente). Luego, el Mg(OH)2 reacciona con solución saturada de CaCl2/H2O y CO2 a partir del gas combustible para formar CaCO3 que se filtra desde la corriente. Se recicla al MgCl2 formado hacia el pri-mer reactor para iniciar el proceso nuevamente. A, es un dia-grama general del proceso. B-I son ampliaciones sobrepuestas del diagrama general ilustrado en A
48

La Figura 39A-I ilustra un flujograma de proceso que propor-ciona parámetros y resultados de una simulación utilizando software Aspen Plus. La reacción neta es la recolección de CO2 a partir de gas combustible utilizando materias primas bara-tas, CaSiO3, CO2 y agua para formar SiO2 y CaCO3. Se utiliza calor para lograr la descomposición de MgCl2·6H2O a fin de for-mar Mg(OH)Cl. Luego, el Mg(OH)Cl reacciona con H2O para formar MgCl2 y Mg(OH)2. Se regula la cantidad de H2O para favorecer la formación de Mg(OH)2 sólido y MgCl2 acuoso (que se recicla al primer reactor para iniciar el proceso nuevamente). Luego, el Mg(OH)2 reacciona con solución saturada de CaCl2/H2O y CO2 a partir del gas combustible para formar CaCO3 que se filtra desde la corriente. Se recicla al MgCl2 formado hacia el pri-mer reactor para iniciar el proceso nuevamente. A, es un dia-grama general del proceso. B-I son ampliaciones sobrepuestas del diagrama general ilustrado en A
49

La Figura 39A-I ilustra un flujograma de proceso que propor-ciona parámetros y resultados de una simulación utilizando software Aspen Plus. La reacción neta es la recolección de CO2 a partir de gas combustible utilizando materias primas bara-tas, CaSiO3, CO2 y agua para formar SiO2 y CaCO3. Se utiliza calor para lograr la descomposición de MgCl2·6H2O a fin de for-mar Mg(OH)Cl. Luego, el Mg(OH)Cl reacciona con H2O para formar MgCl2 y Mg(OH)2. Se regula la cantidad de H2O para favorecer la formación de Mg(OH)2 sólido y MgCl2 acuoso (que se recicla al primer reactor para iniciar el proceso nuevamente). Luego, el Mg(OH)2 reacciona con solución saturada de CaCl2/H2O y CO2 a partir del gas combustible para formar CaCO3 que se filtra desde la corriente. Se recicla al MgCl2 formado hacia el pri-mer reactor para iniciar el proceso nuevamente. A, es un dia-grama general del proceso. B-I son ampliaciones sobrepuestas del diagrama general ilustrado en A
50

La Figura 39A-I ilustra un flujograma de proceso que propor-ciona parámetros y resultados de una simulación utilizando software Aspen Plus. La reacción neta es la recolección de CO2 a partir de gas combustible utilizando materias primas bara-tas, CaSiO3, CO2 y agua para formar SiO2 y CaCO3. Se utiliza calor para lograr la descomposición de MgCl2·6H2O a fin de for-mar Mg(OH)Cl. Luego, el Mg(OH)Cl reacciona con H2O para formar MgCl2 y Mg(OH)2. Se regula la cantidad de H2O para favorecer la formación de Mg(OH)2 sólido y MgCl2 acuoso (que se recicla al primer reactor para iniciar el proceso nuevamente). Luego, el Mg(OH)2 reacciona con solución saturada de CaCl2/H2O y CO2 a partir del gas combustible para formar CaCO3 que se filtra desde la corriente. Se recicla al MgCl2 formado hacia el pri-mer reactor para iniciar el proceso nuevamente. A, es un dia-grama general del proceso. B-I son ampliaciones sobrepuestas del diagrama general ilustrado en A
51

La Figura 39A-I ilustra un flujograma de proceso que propor-ciona parámetros y resultados de una simulación utilizando software Aspen Plus. La reacción neta es la recolección de CO2 a partir de gas combustible utilizando materias primas bara-tas, CaSiO3, CO2 y agua para formar SiO2 y CaCO3. Se utiliza calor para lograr la descomposición de MgCl2·6H2O a fin de for-mar Mg(OH)Cl. Luego, el Mg(OH)Cl reacciona con H2O para formar MgCl2 y Mg(OH)2. Se regula la cantidad de H2O para favorecer la formación de Mg(OH)2 sólido y MgCl2 acuoso (que se recicla al primer reactor para iniciar el proceso nuevamente). Luego, el Mg(OH)2 reacciona con solución saturada de CaCl2/H2O y CO2 a partir del gas combustible para formar CaCO3 que se filtra desde la corriente. Se recicla al MgCl2 formado hacia el pri-mer reactor para iniciar el proceso nuevamente. A, es un dia-grama general del proceso. B-I son ampliaciones sobrepuestas del diagrama general ilustrado en A
52

La Figura 39A-I ilustra un flujograma de proceso que propor-ciona parámetros y resultados de una simulación utilizando software Aspen Plus. La reacción neta es la recolección de CO2 a partir de gas combustible utilizando materias primas bara-tas, CaSiO3, CO2 y agua para formar SiO2 y CaCO3. Se utiliza calor para lograr la descomposición de MgCl2·6H2O a fin de for-mar Mg(OH)Cl. Luego, el Mg(OH)Cl reacciona con H2O para formar MgCl2 y Mg(OH)2. Se regula la cantidad de H2O para favorecer la formación de Mg(OH)2 sólido y MgCl2 acuoso (que se recicla al primer reactor para iniciar el proceso nuevamente). Luego, el Mg(OH)2 reacciona con solución saturada de CaCl2/H2O y CO2 a partir del gas combustible para formar CaCO3 que se filtra desde la corriente. Se recicla al MgCl2 formado hacia el pri-mer reactor para iniciar el proceso nuevamente. A, es un dia-grama general del proceso. B-I son ampliaciones sobrepuestas del diagrama general ilustrado en A
53

La Figura 39A-I ilustra un flujograma de proceso que propor-ciona parámetros y resultados de una simulación utilizando software Aspen Plus. La reacción neta es la recolección de CO2 a partir de gas combustible utilizando materias primas bara-tas, CaSiO3, CO2 y agua para formar SiO2 y CaCO3. Se utiliza calor para lograr la descomposición de MgCl2·6H2O a fin de for-mar Mg(OH)Cl. Luego, el Mg(OH)Cl reacciona con H2O para formar MgCl2 y Mg(OH)2. Se regula la cantidad de H2O para favorecer la formación de Mg(OH)2 sólido y MgCl2 acuoso (que se recicla al primer reactor para iniciar el proceso nuevamente). Luego, el Mg(OH)2 reacciona con solución saturada de CaCl2/H2O y CO2 a partir del gas combustible para formar CaCO3 que se filtra desde la corriente. Se recicla al MgCl2 formado hacia el pri-mer reactor para iniciar el proceso nuevamente. A, es un dia-grama general del proceso. B-I son ampliaciones sobrepuestas del diagrama general ilustrado en A
54

La Figura 39A-I ilustra un flujograma de proceso que propor-ciona parámetros y resultados de una simulación utilizando software Aspen Plus. La reacción neta es la recolección de CO2 a partir de gas combustible utilizando materias primas bara-tas, CaSiO3, CO2 y agua para formar SiO2 y CaCO3. Se utiliza calor para lograr la descomposición de MgCl2·6H2O a fin de for-mar Mg(OH)Cl. Luego, el Mg(OH)Cl reacciona con H2O para formar MgCl2 y Mg(OH)2. Se regula la cantidad de H2O para favorecer la formación de Mg(OH)2 sólido y MgCl2 acuoso (que se recicla al primer reactor para iniciar el proceso nuevamente). Luego, el Mg(OH)2 reacciona con solución saturada de CaCl2/H2O y CO2 a partir del gas combustible para formar CaCO3 que se filtra desde la corriente. Se recicla al MgCl2 formado hacia el pri-mer reactor para iniciar el proceso nuevamente. A, es un dia-grama general del proceso. B-I son ampliaciones sobrepuestas del diagrama general ilustrado en A
Regreso
55







1
Traducción oficial hecha por Jimena Escobar Uribe, traductora e intérprete
oficial según resolución No. 0369 de 1995 del Ministerio de Justicia, del
documento expedido en Estados Unidos de América correspondiente a un
documento de cesión otorgado a favor de la sociedad SKYONIC
CORPORATION, domiciliada en Austin, Texas, Estados Unidos de América.
__________________________________________________________________________________
PATENTE
ARCHIVO No. JOJO.P0019US
CESIÓN
POR UNA CONTRAPRESTACIÓN ONEROSA, el recibo, suficiencia y adecuación
de la cual son reconocidos por medio del presente, los suscritos, por medio
del presente:
VENDEN, CEDEN Y TRANSFIEREN a SKYONIC CORPORATION (el
“Cesionario”), con domicilio de negocios en 1221South MoPac Expressway,
Oficina 340, Austin, Texas 78746, la totalidad del derecho, título e interés para
los Estados Unidos y todos los países extranjeros en y sobre cualquiera y todas
las mejoras que se encuentran reveladas en la solicitud para Título de Patente
de los Estados Unidos con número de serie 13/739.456, la cual fue presentada
el 11 de enero de 2013, y es titulada “SECUESTRO DE DIÓXIDO DE
CARBONO QUE INVOLUCRA PROCESOS TERMOLÍTICOS A BASE DE DOS
SALES”, la cual reivindica prioridad de la Solicitud Provisional de los Estados
Unidos No. 61/585.597, dicha solicitud y todas las solicitudes divisionales,
continuaciones, sustituciones, renovaciones, reexpediciones y todas las demás
solicitudes para patente que han sido o vayan a ser presentadas en los Estados

2
Unidos y en todos los países extranjeros sobre cualquiera de dichas mejoras;
todas las patentes originales y reexpediciones que han sido o vayan a ser
presentadas en los Estados Unidos y en todos los países extranjeros sobre
cualquiera de dichas mejoras; y específicamente incluyendo el derecho de
presentar solicitudes extranjeras bajo las disposiciones de cualquier convenio
o tratado y reivindicar prioridad con base en dicha solicitud en los Estados
Unidos;
AUTORIZAMOS Y SOLICITAMOS a la autoridad encargada de hacer
otorgamientos, expedir cualquiera y todas las patentes de los Estados Unidos
y extranjeras para dichas mejoras al Cesionario;
GARANTIZAMOS Y NOS COMPROMETEMOS a que ninguna cesión,
otorgamiento, hipoteca, licencia u otro acuerdo que afecte los derechos y la
propiedad traspasados por medio del presente ha sido llevada a cabo y no se
llevará a cabo a nombre de otros por parte de los suscritos, y que la totalidad
del derecho para traspasar los mismos según ha sido expresado en el presente
es de posesión de los suscritos;
ACORDAMOS que cuando nos lo sea solicitado y a costa del Cesionario, con el
fin de llevar a cabo de buena fe la intención y el propósito de esta cesión, los
suscritos ejecutaremos todas las solicitudes divisionales, continuaciones,
sustituciones, renovaciones, reexpediciones y todas las demás solicitudes de
patente sobre cualquiera y todas dichas mejoras; ejecutaremos todos los
juramentos legales, las declaraciones, las cesiones, los poderes y otros
documentos; comunicaremos al Cesionario todos los hechos conocidos por
los suscritos en relación con dichas mejoras y la historia de las mismas; y en

3
general haremos todo lo posible que el Cesionario considere deseable para
otorgar el título sobre dichas mejoras al Cesionario, y para asegurar, mantener
y hacer valer la protección de patente adecuada para dichas mejoras;
PARA SER VINCULANTE para los herederos, asignatarios, representantes y
sucesores de los suscritos y se extiende a los sucesores, asignatarios y
nominados del Cesionario.
La cesión de dicha invención tiene vigencia desde lo más temprano entre (1) la
fecha de ejecución mostrada a continuación o (2) la fecha de presentación de
la primera de dichas solicitudes de patentes que ha presentada.
Firma: Firmado por firma ilegible
Nombre: Joe David Jones
Fecha: 5/1/2013
Estado de Texas
Condado de Travis
Ante mí, la suscrita autoridad, en este día 1 de mayo de 2013 personalmente
compareció Joe Davis Jones, conocido por mí como la persona cuyo nombre
se encuentra suscrito al instrumento anterior y reconoció ante mí que él/ella
ejecutó el mismo como un acto libre para los fines y por la consideración que
se encuentran expresados en el mismo.
Firmado por firma ilegible
Notario o Funcionario Consular

4
Sello: Michelle Lynn Priestley, notario público, Estado de Texas, mi comisión
termina el 24 de noviembre de 2014.
Firma: Firmado por firma ilegible
Nombre: Al Yablonsky
Fecha: 4/18/2013
Estado de Texas
Condado de Travis
Ante mí, la suscrita autoridad, en este día 18 de abril de 2013 personalmente
compareció Al Yablonsky Jones, conocido por mí como la persona cuyo
nombre se encuentra suscrito al instrumento anterior y reconoció ante mí que
él/ella ejecutó el mismo como un acto libre para los fines y por la
consideración que se encuentran expresados en el mismo.
Firmado por firma ilegible
Notario o Funcionario Consular
Sello: Michelle Lynn Priestley, notario público, Estado de Texas, mi comisión
termina el 24 de noviembre de 2014.
FULBRIGHT & JAWOSKI L.L.P.
98 San Jacinto Boulevard, Oficina 1100
Austin, Texas 78701

