seeing both sides - usnr
TRANSCRIPT
INSIDERMillwide
THE MAGAZINE FROM USNR | ISSUE 5 - 2011
SEEING BOTH SIDESREDESIGNING THE PROCESS
USNR SORTS IT OUT FOR YOU
Allegheny Wood Products puts dual-side LASAR scanning to the test
Louisiana Hardwoods takes its edger line to a whole new level
USNR outlines sorting features designed to make the job easy

While markets fluctuate our customers continue to take advantage of the
oppor tunities at hand by improving the efficiency and effectiveness of their
operations, with outstanding results.
Those in the hardwood industry are experiencing similar
difficulties as processors of sof twood products. This issue
features stories of two of USNR’s hardwood customers.
Despite a bear market they are forging ahead to improve their
lot with new technology and new processes.
USNR has developed the MillExper t software platform with
many features that par ticularly address the needs of hardwood
producers. This issue expands on some of those features.
You’ll also find answers to many issues you may encounter
with sor ting your products. USNR has been in the business of
designing sor ting systems for a multitude of decades. Utilizing
USNR designs, customers all over the world are finding ways to
resolve problems surrounding an increasing variety of products.
Customers with veneer drying systems are also improving
on efficiency by insulating their dryer floors. This is a cost-
effective improvement that will save you money.
Whatever the processing issue that is causing your operation to miss out on
oppor tunities, let us help you find a solution that fits your needs and budget.
Sincerely,
Colleen Schonheiter
Editor
Opportunities at hand
ISSUE 5 - 2011
SubScriptiOnS
Tel.: 250.833.3028
EditOr
Colleen Schonheiter
cOntributinG EditOr
Sonia Perrine
uSnr partS & SErvicE
7/24 Service: 800.BUY.USNR
Tel.: 360.225.8267
Fax: 360.225.7146
Mon. - Fri. 5:00 am - 5:00 pm PDT
www.usnr.com
uSnr LOcatiOnS
© 2011, U.S. Natural Resources, Inc.
All rights reserved.
POSTMASTER: Send address changes to
1981 Schurman Way, Woodland, WA 98674.
Canada Post: Return Undeliverable Canadian
Addresses to: USNR c/o Colleen Schonheiter,
3550 - 45th Street Southeast,
Salmon Arm, BC V1E 4N2
parksville, bc
250.954.1566
plessisville, Qc
819.362.8768
Salmon arm, bc
250.832.7116
Woodland, Wa
Headquar ters
360.225.8267
Eugene, Or
541.485.7127
Jacksonville, FL
904.354.2301
painesville, OH
440.352.9381
pg
pg
pg
pg
INSIDERMillwide

ISSUE 5 - 2011 | Millwide INSIDER 3
When is it the right time to update technology? The
abiding strategy for Allegheny Wood Products (AWP)
is to continually build on its strength for ferreting out
sound opportunities to increase efficiency. Earlier
this year its Kingwood, West Virginia sawmill updated
the optimization systems on its two headrig carriages
with the combination of LASAR scanning and the
MillExpert optimization platform. Concurrently,
the trimmer optimizer was also modernized with
MillExpert and new computer hardware while retaining
its existing scanning system.
This green hardwood operation processes poplar,
red oak, and hard and soft maple into boards of
4/4, 5/4, 6/4, 8/4, cross ties and some switch
ties. Products are sold globally for the manufacture
of furniture, cabinetry, millwork, moulding, and
more. Some of the production is sold green, while
the remainder is shipped to its sister company,
Allegheny Wood Products International at Hazelton,
West Virginia for drying. At Kingwood, its annual
capacity for a single shift averages between 22-24
mmbf; typically it runs two shifts with average
capacity exceeding 40 mmbf.
The Kingwood mill features primarily USNR
equipment including its two carriage optimization
systems, gang saw, optimized edger and trimmer,
and its sorter/stacker system. When the decision was
made to update the carriage and trimmer technology,
all major vendors were evaluated. Mike Frantz, AWP’s
IT director, commented that USNR was the vendor
of choice because it had the best products for the
application. The precursor to the LASAR/MillExpert
system on the carriages was USNR’s ScanMax system
that was new to the mill around the year 2000. With
11 years in operation Mike knew there was better
technology available to stay ahead of the curve.
implementation schedulingMike noted the challenge the mill faced with this
project. “Our major challenge was just being able
to schedule it so we could do it with no loss of
production. USNR worked with us very well so we
The value of backside scanning
was recently proven out in a
comparison at this hardwood mill.
“It’s definitely a cost effective
enough difference to make it
worth pursuing.”
Mike Frantz, Allegheny Wood Products
SEEING BOTH SIDES
aLLEGEHEnY WOOd prOductS putS duaL ScanninG carriaGE OptiMiZatiOn tO tHE tESt, and prOvES itS WOrtH
Millwide INSIDER | ISSUE 5 - 2011 4
could do all the installations over the weekends
and get everything done. It was critical for us that
we didn’t incur any downtime.” Installation was
completed over three weekends in April and May of
this year.
Jeff Storey, USNR project manager, handled the
many varied details of the project from the supplier
end and liaised between the two teams – customer
and vendor. He commented, “Mill management was
very specific about scheduling, and knowing their
milestones made it very easy to set the schedules
with the various resources from USNR to meet the
mill’s requirements.”
proving the value of backside scanningAt the same time that it was implementing the
new carriage optimization systems, the mill
took advantage of the chance to set up the two
carriages with differing approaches for the scanning
component. One line was fitted with both front and
backside LASAR scanners while the second line
received only a front side scan unit. This allowed the
mill to perform a detailed analysis and comparison
between the two configurations to determine the true
value of dual scanning systems.
Jeff Storey weighed in on the increased value with
backside scanning. “The backside scanner allows
for a better full breakdown solution by knowing what
the contour of the log is on its backside. The fit for
products becomes much more accurate with that first
opening cut. Without it the system has to use knee
locations to extrapolate the backside shape of the
log, which is never as accurate.”
Mike Frantz explained the mill’s process for the
comparison. “For our mill study we used 200 logs. We
split them up between the two lines so we would have
the same number of logs in each. There were a variety
of sizes and grades and amounts of defects, but we
made sure both batches were equal. We wanted to
determine how both lines would handle the upper and
lower grades. We ran all those logs through and we
were able to get a very good comparison between the
two lines. We discovered a very significant difference
in favor of both front and backside scanning.”
With such positive results AWP is considering
adding backside scanning to the other carriage
optimization system, though no firm decision has
been made. When asked his level of satisfaction with
the LASAR/MillExpert combination Mike said, “Overall
I am very satisfied. We did see an increase in our
yield per log. And we did see an increase with front
and backside scanning versus front side scanning
only. It’s definitely a cost effective enough difference
to make it worth pursuing.”
application matched solutionIn certain circumstances the mill required a face
order change from the full breakdown solution, and
MillExpert is designed to provide this capability.
Jeff Storey explains how this process works. After
the first face is sawn, the typical solution would call
for the sawyer to proceed to the opposing face (180
degree turn) to finish the log. With the Kingwood
mill’s application processing certain log types and
shapes, it is advantageous to be able to first turn the
log 90 degrees and saw a few cuts before continuing
on to finish the solution on the opposing face. When
making this first turn, the system provides the sawyer
with a minimum opening face (MOF) scan so any
number of cuts can be made at his discretion. This
allows him to resize the center cant of the log for
more efficient processing at downstream machine
centers. With the solution being maintained or
rescanned on the final face, the sawyer can continue
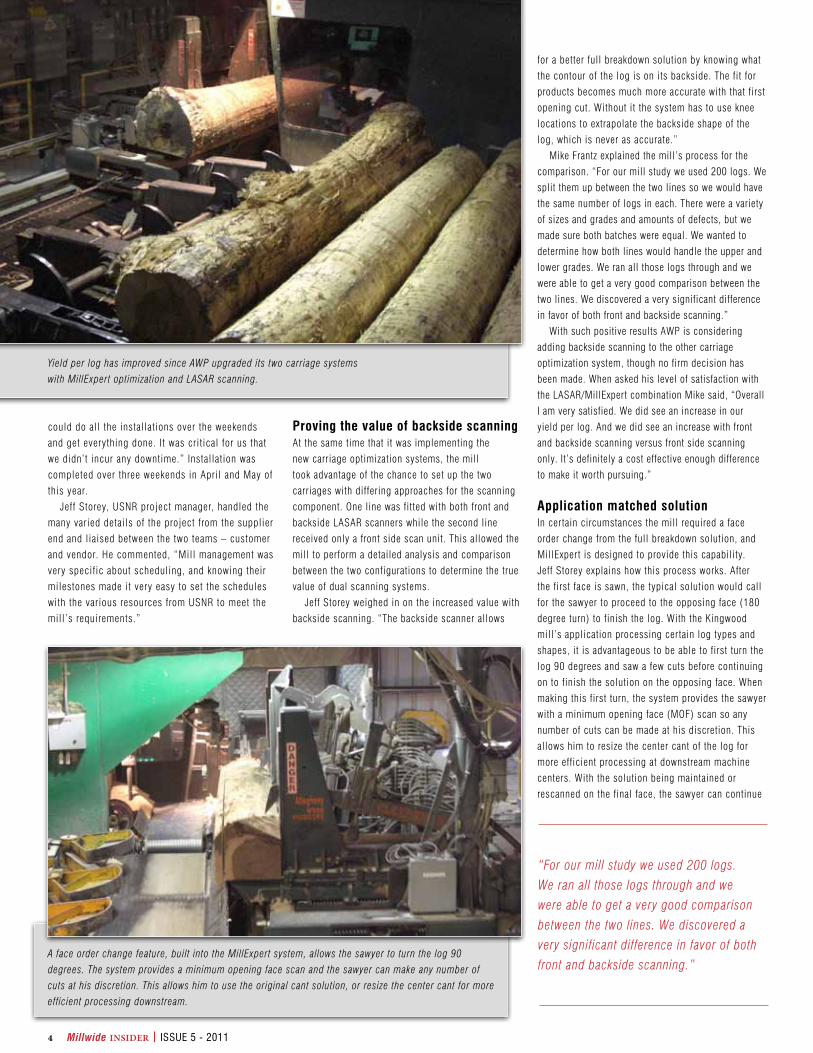
A face order change feature, built into the MillExpert system, allows the sawyer to turn the log 90
degrees. The system provides a minimum opening face scan and the sawyer can make any number of
cuts at his discretion. This allows him to use the original cant solution, or resize the center cant for more
efficient processing downstream.
“For our mill study we used 200 logs.
We ran all those logs through and we
were able to get a very good comparison
between the two lines. We discovered a
very significant difference in favor of both
front and backside scanning.”
Yield per log has improved since AWP upgraded its two carriage systems
with MillExpert optimization and LASAR scanning.
ISSUE 5 - 2011 | Millwide INSIDER 5
to use the optimization rather than causing an “out
of sequence” situation where he would be required
to finish the log with manual decision making as
opposed to an optimized solution.
Jeff also explained that customization was done
to the control consoles and hardware to reduce the
time required to switch over to the new system, thus
ensuring the mill’s timeline for implementation.
Mike Frantz commented, “The system is only ever
as good as the people operating it, but MillExpert
makes it very easy. It is very user friendly for people
to work with.” This level of satisfaction with the
MillExpert platform was the overriding motivation
for the upgrade to the mill’s trimmer optimization
system. Mike explained, “The primary reason was we
wanted to have a standard platform throughout the
mill.” The existing USNR V6 scanning system on the
trimmer was retained, while the TimberGrafx platform
was replaced with MillExpert.
Giving credit Mike was very complimentary of the support received
from John Seifert, USNR account manager who
Mike described as “fabulous to work with”, and Jeff
Storey, USNR project manager who also handled the
training. AWP sent six of its personnel to USNR’s
Eugene, Oregon facility for in-depth training on the
MillExpert carriage optimization system. Mike said,
“The training went extremely well. Some of us were
already familiar with the MillExpert platform.” And
he highly recommends anyone who is upgrading
their system to consider travelling to one of USNR’s
sites for training because it allows uninterrupted
focus while learning. Though not required for
training, Mike made sure that AWP personnel who
took part in the training were supplied laptops
loaded with the MillExpert software so they could run
simulations offline. This is only one demonstration
of AWP’s commitment to achieve the utmost from its
investment in new technology.
In addition to Mike Frantz, AWP personnel
who were involved with this project included Tom
Plaugher, VP of operations; Mark Wilson, plant
manager; Stan Ziemba, Shift 1 mill supervisor;
Jason Clay, IT specialist; and Donald Sypolt,
trimmer operator.
Smart growthAWP is an independent, family owned business with
seven of its eight holdings located in West Virginia,
and the eighth in Pennsylvania. Its forward thinking
attitude brought this company a long way in its 40
years from a single hardwood mill to what it is today.
The company is operated by John Crites Sr., John
Crites Jr. and Pat Crites, who continue to invest
heavily into their company. As a result it has grown
tremendously to include three green sawmills, three
sawmills with dry kilns on site, and two dry kiln
concentration yards.
Proof positive of AWP’s philosophy to maintain
its competitive edge through technological
opportunities is the prominence it has given to its
IT arm. Mike Frantz leads a team of IT specialists
who travel between the eight AWP sites. The team
maintains the computerized systems, and together
with the site managers they look for prospective
efficiency improvements for each stage in the
process. It’s a recipe that has helped the company
weather the storm, remaining competitive at a time
when others in the hardwood realm have faltered.
Mike has been working with the company since 1997
and he comments, “ I would definitely say AWP is
very progressive, and management has come to trust
in the analysis we (the IT group) provide.”
He also reflected, “The climate for the hardwood
industry is very difficult right now. AWP has
continued to be successful because of its persistent
efforts to increase efficiency. Some quite large
companies in this sector have gone out of business
because they didn’t invest in their infrastructure.
Efficiency is king and they could not keep up.”
With its passion for progress, AWP continues with a
positive outlook to invest in its success.
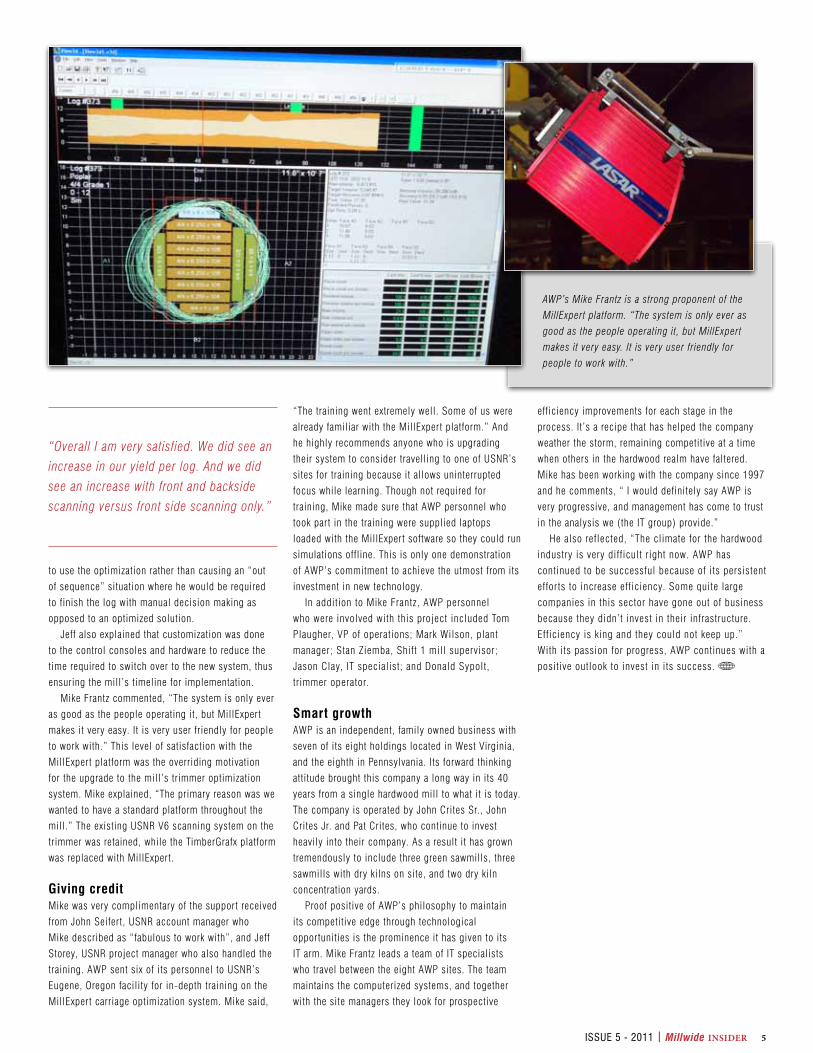
AWP’s Mike Frantz is a strong proponent of the
MillExpert platform. “The system is only ever as
good as the people operating it, but MillExpert
makes it very easy. It is very user friendly for
people to work with.”
“Overall I am very satisfied. We did see an
increase in our yield per log. And we did
see an increase with front and backside
scanning versus front side scanning only.”

Millwide INSIDER | ISSUE 5 - 2011 6
Doug Strasky leads the primary breakdown
optimization team for USNR. USNR’s team of talented
and dedicated engineers, project managers and
technical service personnel are based at facilities
at Parksville and Salmon Arm, BC, Eugene, OR and
Woodland, WA. Doug explains the approach USNR
has developed for carriage optimization in softwood
and hardwood processing applications.
Q. How does carriage optimization differ when processing softwoods or hardwoods, and what is the MillExpert approach?
a. Softwood breakdown solutions are generally
based on specific board target sizes and value
recovery using wane rules and values for different
grades to drive the optimization. The carriage
operator in a softwood mill is typically focused on
processing the solution from the optimizer as quickly
as possible. These operators rely heavily on the
scanning and optimization systems to achieve the
best solution and provide accurate carriage sets to
achieve that solution every time. They don’t want to
waste time over-riding the optimizer.
The MillExpert optimizer also uses sophisticated
modeling of the production costs at the carriage
as well as at the downstream machine centers in
the mill, so that its solutions provide the highest
production value.
Hardwood breakdown generally relies on
extracting the appropriate products from the
different concentric grade zones in the log. There
are usually more grades of products
than for softwood, and timbers are more
common. The MillExpert allows defining
the concentric grade zones in the log
and associating specific products with
these grade zones, so optimization for
hardwood is typically driven by these
grade zones. This can mean more
stages to breaking down each log as the
biggest, high grade products are taken
from each surface of the log before
moving on to the next grade zone.
MillExpert models these stages in the
breakdown so that the solution is based
on the cuts that will actually be made
to the piece. Some other systems on the
market base their solutions on a generic
block that represents only a portion of the
log’s model.
Q. is there anything else that differentiates MillExpert for hardwood carriage optimization?
a. MillExpert offers autograding as an option. This
feature allows the optimizer to consider the diameter,
sweep, taper, nodal swell and presence of flare to
automatically determine a grade for each log. The
grade rules can set the relative sizes of the concentric
grade zones as well as the breakdown rules and
products used. This feature can help all carriage
operators achieve consistently high grading accuracy.
(See page 8 for more information on this feature.)
Q. How does the addition of backside scanning assist in optimizing a solution for carriage systems?
a. A system with both front and backside scanning
ensures an optimized solution using complete, whole
log scan data. The log’s first cut on a carriage
becomes the reference for the rest of its breakdown.
In a sense it locks in the rest of the solution, so all
of the important decisions have to be made before
the first cut. This includes the size and offset of the
center cant and the cuts that will be made on the
back of the log. Using backside scanning is the only
way to ensure the optimizer has complete, accurate
data on which to base the solution. The result will
be higher value recovery from the log. Backside
scanning eliminates the need to re-scan when the
log is turned, thus increasing throughput.
If you have a question about your carriage
optimization process, call us at 800.BUY.USNR and ask
one of our many experts.
The image shows a log scanned with both front (red data
points) and backside (blue data points) LASAR sensors,
illustrating the amount of data that is captured from each of
the sensors. It is clear that backside scanning provides much
more complete information about the true shape of the log.
For more than a decade USNR has been in the
business of designing carriage optimization systems
based on the MillExpert platform, with nearly 100
such systems ‘under our belt’ in both softwood and
hardwood applications. We explore some of the key
attributes of the system that differentiate it from
others on the market.
“Mill”Experts inCarriage Optimization
ISSUE 5 - 2011 | Millwide INSIDER 7
Highest yields. Maximum profits.Grade sawing solutionsUSNR’s Carriage Optimizer system is completely configurable combining the industry’s highest density scanning with extremely versatile optimization software.
Fast and accurate scanning LASAR is the rugged and reliable sensor able to scan both sides of a log with unparalleled resolution. The results are incredibly accurate opening faces with only one scan and one set!
Advanced cutting modesUSNR’s advanced system enables you to implement even the most complex solutions including MOF+, Whole Log BOF, and Optimized Grade Sawing. Now you have control of your product mix.
LASAR CARRIAGE
Millwide. Worldwide.
www.usnr.com800.buy.usnr [email protected]
Millwide INSIDER | ISSUE 5 - 2011 8
One valuable option available with the MillExpert
platform for carriage optimization is the capability for
autograding. MillExpert carriage optimizers may use
autograding rules and a grader object in the MAL to
automatically assign scanned logs to a fiber grade.
(Note: The operator’s console must have an autograde
button installed and connected to the PLC.)
autograding rules for fiber gradesMillExpert’s autograding assigns logs to fiber grades
depending on whether the logs have (or don’t have)
these six characteristics:
► flare
► kink
► nodal swelling
► knots
► sweep
► fluting
Each of these characteristics can be classed as:
► required ► not allowed ► scored
The log is analyzed to see which of the required or
not allowed characteristics are present, at least to
the degree specified in the threshold settings.
Step by step: How autograding worksFor each scanned log, these steps are carried out for
each grade.
1. The log is checked to see whether it fits within the
small and large end diameter restrictions defined for
the grade. If it does not, then the log cannot belong
to this grade, and the next grade is checked.
2. Each log starts out with a default score that can
be used to control the grade when no characteristics
are present.
► For each required grade characteristic that is present
in the log beyond the predetermined threshold
setting, the score is increased by the weighting
► For each not allowed grade characteristic that is
present in the log beyond the predetermined threshold
setting, the score is decreased by the weighting
► Scored characteristics mean they change the score
when they are present but have no affect if they are
not present.
3. For each grade, the scores for all characteristics
are added together. The log will be assigned to the
fiber grade that yields the highest score. If two or more
grades share the highest score, then the log will be
assigned to the grade with the highest grade priority.
calibrationCalibrating the autograding feature will finetune how
MillExpert assigns logs to fiber grades. It should be
done at system startup, when a new fiber class or
grade is created, or if major changes are made to the
mill’s log diet. MillExpert provides a user interface
that shows how each feature is scored on each log,
the total points, and the final grade chosen by the
auto grading feature.
autograding in practiceAutograding is a very powerful tool that can
assist producers to achieve the highest return
on log resources paired with MillExpert carriage
optimization. For example, a log with significant
sweep is less likely to have high grade wood, so a
mill can choose to cut a pattern with a larger cant
and fewer sawlines at the carriage. Similarly, nodal
swelling indicates branches that have been removed
from the log. This log will yield lower grade lumber
because there won’t be any clear jacket boards.
For help setting up autograding on your MillExpert
carriage optimization system, contact USNR service
at 800.BUY.USNR.
For more information on the MillExpert
optimization platform for any machine center, contact
your local USNR representative, or 800.BUY.USNR, or
e-mail us at [email protected].
characteristic threshold measurement
Flare Inches of flare/inch of log length
Kink Degrees of kink
Nodal swelling Percent of nodal swelling
Knots Maximum knot height
Sweep Sweep expressed as a %
Fluting Maximum flute height
autOGradinG FOr MiLLExpErt carriaGE OptiMiZatiOn
Ask a Technician

ISSUE 5 - 2011 | Millwide INSIDER 9
For Louisiana Hardwood Products (LHP) at LeMoyen,
Louisiana, an abundance of short length material
was creating bottlenecks and jam ups at the edger
infeed. At the same time two operators were required
to run the edger system; one operator monitored and
facilitated the flow at the top of the unscrambler, while
another manned the operator’s cab and could override
the optimizer’s decisions based on the grade of each
piece. The mill set out to improve the throughput and
streamline the process. The chosen solution combined
machinery, process controls and optimization in an
integrated blend designed by USNR.
The LeMoyen mill processes a wide variety
of hardwoods including red and white oak, ash,
cypress, elm, pecan, sycamore, and more. Most
of the supply is harvested from company-owned
land within 100 miles of the plant. Its products are
marketed both domestically and overseas through
Anderson-Tully Worldwide, to serve the flooring and
furniture markets.
The LHP team, headed by Operations Director
Butch Morgan, knew they could vastly improve the
performance of the edger system. Butch commented,
“We realized that we had a bottleneck at our edger.
We weren’t getting the throughput we needed to,
and our scanner was not being allowed to do what
we needed it to do. The operator was positioned
such that he could override the scanner and that was
slowing the process down. The system wasn’t able to
make the decisions it needed to make.”
The first challenge the mill faced was simply
deciding what would best fit the requirements from
what was available in the marketplace. Butch said,
“We did our due diligence and shopped around, and
we always came back to USNR simply because of the
experience we’ve had.” The mill already had USNR’s
MillExpert optimization on its edger, trimmer and
headrigs, and the team was comfortable with it and
with USNR from a service standpoint.
Engineering the transformationThe next challenge was to engineer the changes that
would build in the correct balance for improving
the flow while keeping the design as simple and
efficient as possible. Mechanically, the existing ‘S’
shaped unscrambler was changed out for a new,
radius back design to improve feeding consistency,
and a new tipple gate was installed to drop out scrap
Sometimes improving throughput
and efficiency requires a more
complex fix than changing out
a machine center, upgrading
the process controls or the
optimization package. Sometimes
it requires an approach that
transforms the entire process.
Engineering a process evolutionLOuiSiana HardWOOd rEdESiGnS itS EdGEr LinE
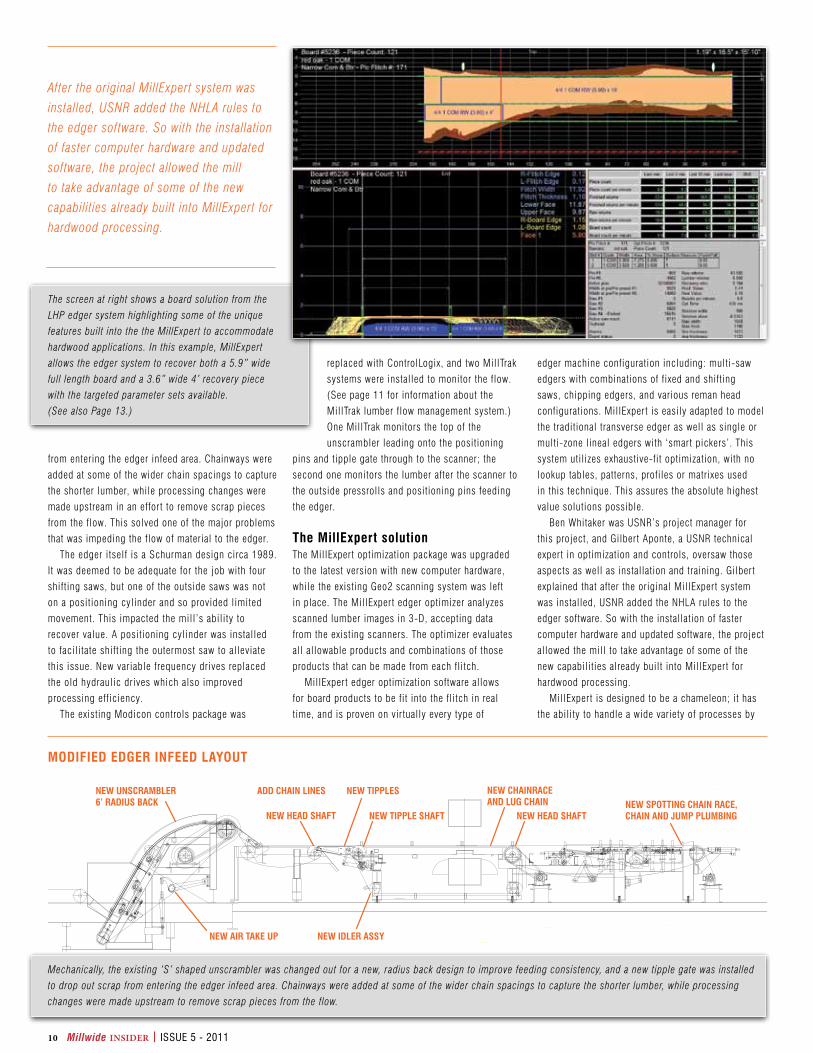
ADD CHAIN LINES NEW TIPPLES
NEW TIPPLE SHAFT NEW HEAD SHAFT
NEW IDLER ASSY
NEW CHAINRACEAND LUG CHAIN NEW SPOTTING CHAIN RACE,
CHAIN AND JUMP PLUMBING
NEW UNSCRAMBLER6’ RADIUS BACK
NEW HEAD SHAFT
NEW AIR TAKE UP
Millwide INSIDER | ISSUE 5 - 2011 10
from entering the edger infeed area. Chainways were
added at some of the wider chain spacings to capture
the shorter lumber, while processing changes were
made upstream in an effort to remove scrap pieces
from the flow. This solved one of the major problems
that was impeding the flow of material to the edger.
The edger itself is a Schurman design circa 1989.
It was deemed to be adequate for the job with four
shifting saws, but one of the outside saws was not
on a positioning cylinder and so provided limited
movement. This impacted the mill’s ability to
recover value. A positioning cylinder was installed
to facilitate shifting the outermost saw to alleviate
this issue. New variable frequency drives replaced
the old hydraulic drives which also improved
processing efficiency.
The existing Modicon controls package was
replaced with ControlLogix, and two MillTrak
systems were installed to monitor the flow.
(See page 11 for information about the
MillTrak lumber flow management system.)
One MillTrak monitors the top of the
unscrambler leading onto the positioning
pins and tipple gate through to the scanner; the
second one monitors the lumber after the scanner to
the outside pressrolls and positioning pins feeding
the edger.
the MillExpert solutionThe MillExpert optimization package was upgraded
to the latest version with new computer hardware,
while the existing Geo2 scanning system was left
in place. The MillExpert edger optimizer analyzes
scanned lumber images in 3-D, accepting data
from the existing scanners. The optimizer evaluates
all allowable products and combinations of those
products that can be made from each flitch.
MillExpert edger optimization software allows
for board products to be fit into the flitch in real
time, and is proven on virtually every type of
edger machine configuration including: multi-saw
edgers with combinations of fixed and shifting
saws, chipping edgers, and various reman head
configurations. MillExpert is easily adapted to model
the traditional transverse edger as well as single or
multi-zone lineal edgers with ‘smart pickers’. This
system utilizes exhaustive-fit optimization, with no
lookup tables, patterns, profiles or matrixes used
in this technique. This assures the absolute highest
value solutions possible.
Ben Whitaker was USNR’s project manager for
this project, and Gilbert Aponte, a USNR technical
expert in optimization and controls, oversaw those
aspects as well as installation and training. Gilbert
explained that after the original MillExpert system
was installed, USNR added the NHLA rules to the
edger software. So with the installation of faster
computer hardware and updated software, the project
allowed the mill to take advantage of some of the
new capabilities already built into MillExpert for
hardwood processing.
MillExpert is designed to be a chameleon; it has
the ability to handle a wide variety of processes by
Mechanically, the existing ‘S’ shaped unscrambler was changed out for a new, radius back design to improve feeding consistency, and a new tipple gate was installed
to drop out scrap from entering the edger infeed area. Chainways were added at some of the wider chain spacings to capture the shorter lumber, while processing
changes were made upstream to remove scrap pieces from the flow.
After the original MillExpert system was
installed, USNR added the NHLA rules to
the edger software. So with the installation
of faster computer hardware and updated
software, the project allowed the mill
to take advantage of some of the new
capabilities already built into MillExpert for
hardwood processing.
MOdiFiEd EdGEr inFEEd LaYOut
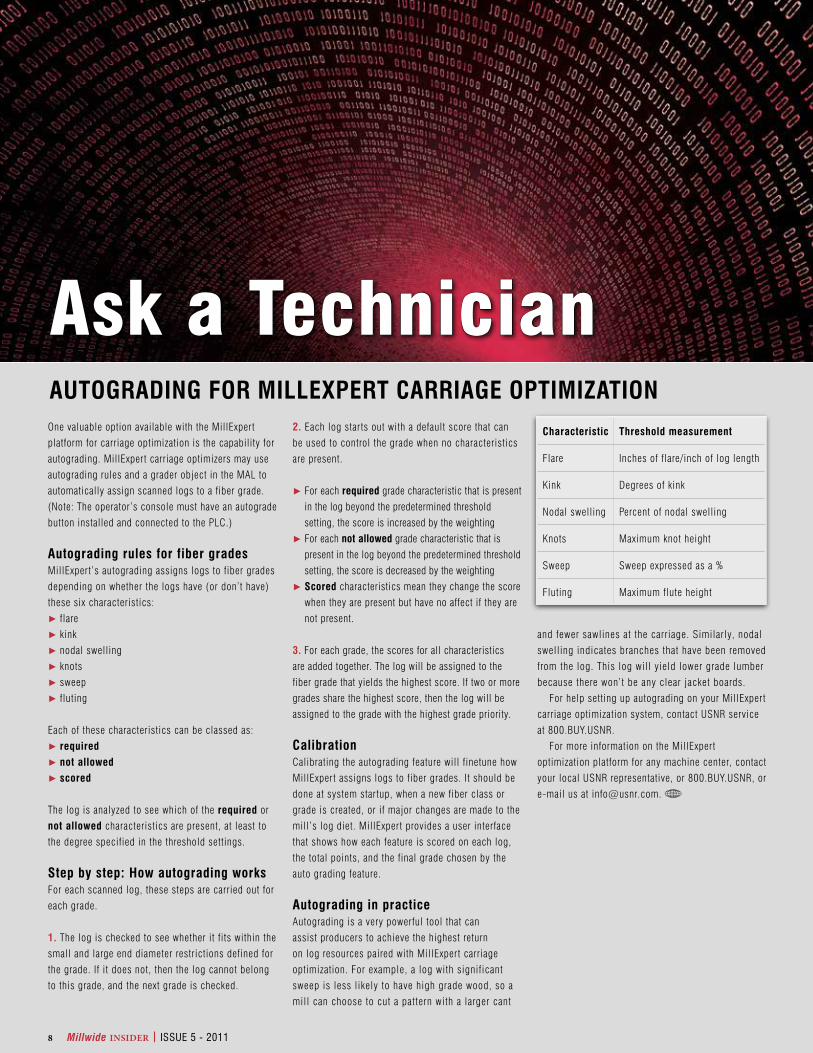
The screen at right shows a board solution from the
LHP edger system highlighting some of the unique
features built into the the MillExpert to accommodate
hardwood applications. In this example, MillExpert
allows the edger system to recover both a 5.9” wide
full length board and a 3.6” wide 4’ recovery piece
with the targeted parameter sets available.
(See also Page 13.)

ISSUE 5 - 2011 | Millwide INSIDER 11
changing the system’s parameters to fit the exact
application. USNR’s engineering team develops
the parameters based on what the customer wants
it to do, and the system’s abilities based on those
parameters can be turned on at the outset, or later
depending on the customer’s process. Gilbert
explained, “LHP’s original parameter sets were
brought into the upgraded software, and that is
what they started out with. Then, during the training
we showed them how to expand the system’s
capabilities by simply making adjustments to the
parameters.” (Screen examples for parameter sets
are shown on page 13.)
achieving process evolutionButch explained the new process after all the changes
were made. “We actually don’t have an operator
at the cab any longer, we have him down at our
unscrambler. His main duty now is to control what
comes across the unscrambler and tipple out any
unwanted pieces we don’t want to get into the edger
infeed. The optimizer now makes all the decisions for
edging the piece, and it’s doing an excellent job.”
The operator is also able to input grade or product
information as each board is presented. The optimizer
takes that information into account when it makes its
solution for processing the piece. For example, if the
operator sees that the board presented is pallet stock,
he can input that information so the optimizer takes
it into account for the edge solution. The MillTrak
systems also facilitate this redesigned process.
Of note, Gilbert Aponte worked at this mill in the
1980’s when it was owned by Roy O Martin Lumber
Company. He was the plant technician at the time,
and had his hand in almost all of the processes at
the site. When the original scanning system was
installed by USNR in the early 1990’s, Gilbert was
working for USNR and handled the installation.
Gilbert was able to shed much light on the process,
both before and after this current evolution.
Of the original process, Gilbert says, “It was
designed with a specific focus in mind and it
served that purpose. Now we needed to take a new
approach, remove some of the steps that were built
in to the original process and try to simplify it. That
took mill personnel and USNR engineering staff to
come up with the most cost effective way to make
the transformation occur.” He explained that, in
doing so many components were reused and recycled
back into the new design. One of the challenges
for the team was to be very careful not to remove
something that could be reused in the design, and it
required everyone involved to work together to create
a process that is effective in today’s market.
improving piece countThe overriding goal the mill had set for the project
“LHP’s original parameter sets were
brought into the upgraded software, and
that is what they started out with. Then,
during the training we showed them how to
expand the system’s capabilities by simply
making adjustments to the parameters.”
MillTrak is a vision-based lumber flow management
system. It maximizes throughput efficiency utilizing
a camera that is mounted above the lumber transfer
to provide a clear view of the flow. It can detect the
presence and position of lumber as it passes through
the camera’s field of view; accuracy is dependent
on the camera’s position and distance from the
lumber deck being monitored. Its location above the
lumber flow reduces its susceptibility to the dust and
moisture that often hinder photo-eye and proximity
detection systems.
MillTrak creates a virtual array of presence
detection points along the lumber conveyance. As
lumber pieces travel through the detection area, the
system is able to recognize the presence or absence
of lumber as well as its width, length and skew.
Through adaptive hook sequencing, the hook
timing can be adjusted based on the lumber’s
width. If a skewed piece is detected, extra space
can be created by having the hooks remain up until
the piece has straightened, reducing the need for
operator intervention. The virtual array can be easily
modified through software and does not require
the physical relocation of numerous photo-eyes
and proximity sensors. Much of the conventional
PLC logic can be simplified to use less timer logic
replaced by more accurate proof of detection logic,
allowing for better optimization of timing for lug
chain loading and smoothing the flow. Optimizing
lumber flow maximizes the efficiency of the process
and reduces the overall cost of ownership.
Damon Clinch is one of USNR’s process control
experts who has an intimate knowledge about the
MillTrak system, having installed many of the units
in mills around the globe. “There is basically one
critical component and that’s lighting/contrast.
When lighting is even and consistent, and where
there is adequate contrast to easily differentiate the
wood from the background, then MillTrak makes the
job easy.”
The MillTrak system was launched in late 2009
and today 35 systems have been sold with numbers
increasing substantially over the past year. Also
available is the MillTrak 3D system for optimizing
log flow at the primary end.
Following are some of the applications MillTrak is
designed to benefit.
► Planer infeed backlog
► Edger unscrambler feeding a lug chain
► Trimmer lug loader backlog
► Cant hook deck sequencing
► Adaptive hook timing based on product width
and skew
► Stacker layer sequencing
MiLLtraK MOnitOrS tHE FLOW

Millwide INSIDER | ISSUE 5 - 2011 12
was to improve throughput and efficiency. Butch
related that previous piece counts were in the range
of 10 pieces/min. or below, and even that wasn’t a
consistent number. “We set out to consistently get
4 pieces/min. increase in the flow. If we can get
lumber to the system we can consistently do 13
pieces/min. We’re also contemplating more projects
in front of the edger to try to get a few more pieces
to the edger. I think the system will do exactly
what we want it to do.” He went on to comment
on the improvement in recovery. “Removing the
opportunity for the operator to override the scanner
and letting the scanner do what we put it in to do,
we’ve realized recovery to the tune of about 2%. It’s
hard to quantify that as we’re still evaluating.”
Butch says that he is extremely satisfied. “We’re
still training folks and we learn something new every
day. It’s been a learning curve for us.” Training was
handled on site by the USNR start-up team. Butch
also related that training was extended upstream from
the edger all the way back to the headrigs. “One of the
biggest challenges for us is trying to keep unwanted
pieces and junk away from our edger system. That’s
been a training process for everybody.”
all systems ‘Go’Throughout the project’s duration Butch was pleased
with the support from USNR, and even more so of
the start-up crew. “USNR had an excellent start-up
team here for us from controls to mechanical, and
optimization. We started this thing up in a short
amount of time.”
LHP personnel involved in the project were as
follows. James Stroud, electrical superintendent,
was involved with the electrical layout, system
start-up, and working with USNR system
programmers. Rob Blankenship, production
manager, was involved with production flow,
training, and working with USNR controls
technicians to understand the new system. Wayne
Fontenot as production superintendent, worked
with the start-up team during the changeover. He
was heavily involved with training at the edger, and
also training the operators upstream on the quality
of pieces that had to get through to the edger to
ensure the transformation of the process was a
success. Greg Thibodeaux, mechanical supervisor,
worked with USNR service technicians and Pierce
Construction, a local contractor, on installation of
the new mechanical equipment. Wayne Fontenot,
James Stroud, and Heath Broussard, supervisor
responsible for quality control, all worked closely
with the USNR team setting the new software
parameters for the system. And Butch Morgan was
involved with the project from beginning to end.
Butch’s next focus for the site will be finding
ways to increase the sawing speed, with attention to
upstream processes. He says the hardwood market
is primarily species driven. “While the red oak
market has softened somewhat, we’re managing
to keep our head above water.” The evolution this
project has made to the mill’s process in terms of
efficiency, throughput and value recovery further
support that cause.
With the new process a single operator runs the entire line.
“Removing the opportunity for the
operator to override the scanner and
letting the scanner do what we put it in
to do, we’ve realized recovery to the tune
of about 2%. It’s hard to quantify that as
we’re still evaluating.”
“We actually don’t have an operator at
the cab any longer, we have him down
at our unscrambler. His main duty now
is to control what comes across the
unscrambler and tipple out any unwanted
pieces we don’t want to get into the edger
infeed. The optimizer now makes all the
decisions for edging the piece, and it’s
doing an excellent job.”

ISSUE 5 - 2011 | Millwide INSIDER 13
The world of hardwood processing is different from
that of softwood dimension mills. Many optimization
platforms on the market are simply not designed for
the intricacies that the hardwood industry demands.
And that is why MillExpert has gained a very strong
approval rating among mills in this sector.
USNR’s team of optimization specialists includes
several who are well versed in the hardwood
processing realm. Their expertise dates back to
NHLA and hardwood algorithms based on the
INOVEC WaneMaster.
Product configuration in the MillExpert edger
optimizer is familiar and intuitive. The configuration
of cuttings is set up to mirror the NHLA grading
rules. The tally rule allows control over the
value used by the optimization. Commonly-seen
variants of NHLA tally are offered in addition to
the standard rule, as well as the options of end
tally and block tally. Along with powerful control
over wane allowances, the user is able to take
full advantage of MillExpert’s built in product-
by-product configuration. Wane free clear cutting
evaluations can be set up to work in conjunction
with the optional BioVision feature, providing grade
recognition capability. These features combine
to provide maximum control over the system for
producing higher quality products.
Contact us for more information about our line
of products designed specifically to meet the
requirements of the hardwood processing sector.
The screen above demonstrates an FAS cuttings solution evaluation with BioVision. Using the wane
parameters, knot allowances and required yield, the board will be cut to 10.7” wide with three clear cuttings
totalling 124 clear cutting units. If the board were wider or longer its surface measure would round to 13
and the cuttings would no longer meet grade requirements due to knot and wane constrictions.
The Scale Table below demonstrates how the value of a board can be configured by both length and
width. Scale tables are set by length and width. Other hardwood-related parameters are shrinkage for
surface measure determination, push/pull logic and tally rule type.
The cutting rules configuration dialog (left) mimics the
Hardwood Lumber Grades Standard Inspection method.
MillExpErt: hardwood procEss ExpErt

Millwide INSIDER | ISSUE 5 - 2011 14
Millwide. Worldwide.
www.usnr.com800.buy.usnr [email protected]
USNR’s new BioLuma 2900 sensor delivers color images and color solution plots for each board scanned.
More hardwood edger optimizers than all others... combined!
HARDWOOD EDGER OPTIMIZER
The clear leader in optimized hardwood applications, our MillExpert Hardwood Edger Optimizer is designed with your products in mind
► Wane-free clear cutting evaluations; works with optional BioVision for visual grade recognition capability
► Considers true random or fixed widths, or a combination► Independent wane controls for each edge► Largest, most experienced support staff in the industry
MillExpert Hardwood Edger Optimizers can be applied as
► new systems► upgrades to Inovec, Newnes, or USNR optimizers► retrofits to existing systems with alternate scanners
Combining dense 3D scan data with the power of today’s high speed computers, MillExpert Hardwood Edger Optimization lets you get the most value from every board you edge. For an evaluation of your system, call us today!

ISSUE 5 - 2011 | Millwide INSIDER 15
USNR’s insulated floor is designed to retrofit existing
dryers of all configurations. New floor panels
fabricated from mild or stainless steel are installed
over the existing concrete floor that is typically
found in most older dryers. Complete seal weld
installation literally eliminates dryer leakage around
the foundation, and keeps thermal energy inside the
dryer to improve dryer productivity.
The insulated floor upgrade significantly
enhances dryer performance and gives new life
to your existing dryer, all with a minimal capital
investment. Improved dryer alignment and
expansion reduces plug ups and lost operating time.
Foundation sealing that is normally required around
door frames is eliminated.
Benefits include the following.
► Reduces energy consumption
► Improves dryer productivity
► Prevents further foundation deterioration
► Eliminates leakage
► Easier cleanout
With decades of success in veneer drying, we know
that uninterrupted performance and high quality
veneer production is critical in today’s challenging
operating environment. Get the most out of your
system with unique and reliable upgrades from USNR
that are designed by the people who understand
veneer processing machinery better than anyone in
the business.
Contact us today at [email protected], or toll-free
800-BUY-USNR.
Insulated dryer floor panels are
easy to install over the existing
floor, and provide significant
efficiency gains.
New insulated dryer floor panels
Millwide. Worldwide.
www.usnr.com800.buy.usnr [email protected]
USNR’s new BioLuma 2900 sensor delivers color images and color solution plots for each board scanned.
More hardwood edger optimizers than all others... combined!
HARDWOOD EDGER OPTIMIZER
The clear leader in optimized hardwood applications, our MillExpert Hardwood Edger Optimizer is designed with your products in mind
► Wane-free clear cutting evaluations; works with optional BioVision for visual grade recognition capability
► Considers true random or fixed widths, or a combination► Independent wane controls for each edge► Largest, most experienced support staff in the industry
MillExpert Hardwood Edger Optimizers can be applied as
► new systems► upgrades to Inovec, Newnes, or USNR optimizers► retrofits to existing systems with alternate scanners
Combining dense 3D scan data with the power of today’s high speed computers, MillExpert Hardwood Edger Optimization lets you get the most value from every board you edge. For an evaluation of your system, call us today!
New floors for your old veneer dryer
Millwide INSIDER | ISSUE 5 - 2011 16
Sorting lumber can seem daunting when faced with
the vast number of variables at play in most modern
mills. How many sorts do we require? How do we
accommodate more grades within our existing
sorting system? How do we increase our operational
throughput and still sort effectively? How do we deal
with wet boards or MSR? What do we do with the
partially filled bins at the end of the shift? How can
we do more with a finite number of resources? How
do we give our customers more of what they want,
and less of what they don’t want within acceptable
grade rules? Fortunately USNR has the expertise to
sort out these issues – pardon the pun.
With thousands of sorter installations worldwide,
USNR’s lineage boasts brands such as Newnes,
Hemco, CSMI, LSI, Coe, Irvington Moore and others.
USNR has many decades of experience solving
a multitude of lumber sorting problems. USNR’s
Newnes brand offered the first vertical bin sorter to
lumber producers decades ago, and today features
the widest array of advanced technology solutions.
USNR’s sorter tops include J-bar, pusher lug and
drag chain; sorter bottoms include vertical bin, slant
bin, slant tray, horizontal tray and sling. We design
for speeds up to 240 lugs per minute. High speed
bin sorter options comprise the following.
► bin chokes
► bin baffles/dividers
► bin kickers (new)
► stub bin walls
► fully sheeted bins
► live bin walls
► bin safety lock cables (LNS)
► sweeper chains below sorter
► wireless bin attendant
► auto bin dumping and auto package tracking
WinTallyUSNR’s WinTally® is the leading contender in sorter
management systems. WinTally V7 operates on
the Windows 7 platform, with SQL Server 2008 R2
Express database, Crystal 10 reporting and Ethernet
IP. Standardized code offers excellent support and
upgradeability. WinTally is capable of a multitude of
complex sorting configurations. Following are a few
of its key features that set it apart from other tally
systems available today.
► Bin dispersion: allows the tally to disperse
products throughout a bin. E.g. the system can
create packages with an even dispersion of low
grade #2 boards within a package of higher
grade #2.
► Product mixing: allows a mix of products within
a bin. E.g. a customer may want to offer a deal
to end users where they can purchase packs
containing a certain percentage of ‘wet’ boards in
a #1 pack, or to mix packs by species.
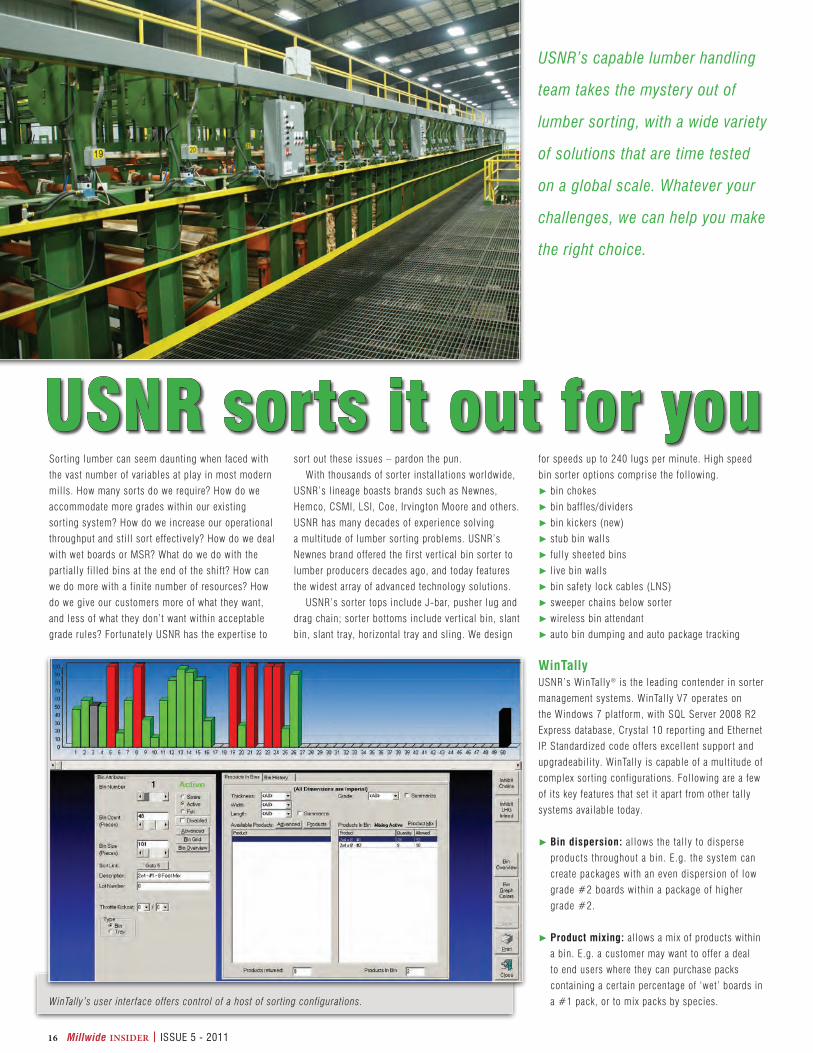
USNR’s capable lumber handling
team takes the mystery out of
lumber sorting, with a wide variety
of solutions that are time tested
on a global scale. Whatever your
challenges, we can help you make
the right choice.
WinTally’s user interface offers control of a host of sorting configurations.
USNR sorts it out for you

ISSUE 5 - 2011 | Millwide INSIDER 17
► bin throttle: limits the number of boards that
can be directed to a single bin or area so as not
to overwhelm the bin or pull chain area while
allowing mill personnel the ability to maintain
control of the process.
► Jag pack management: A jag is a bin that is
not completely filled, and typically occurs at the
end of a shift. If a different product will be run in
the next shift, the bins must be cleared out first,
causing production loss on re-entry when that run
is used again. This feature minimizes the number
of jags remaining at the end of a shift by shutting
off products at the optimizer once those bins are
filled. The optimizer must then re-optimize these
products into a different grade, minimizing jags
while maintaining the highest value combinations.
Optimizer integration ► Reduced product setup; enter products ONLY at
the LHG or THG
► Offers increased product control to enhance
product mixing
► Built in board logging from the LHG or THG;
WinTally automatically saves selected board
images for diagnostics
Integration with USNR’s Lineal High Grader (LHG)
or Transverse High Grader (THG) in the planer mill,
and trimmer optimizer in the sawmill ups the ante
for the WinTally, however it is not essential.
When WinTally is integrated with the LHG or THG
the products are entered only once in the system,
at the optimizer. The optimizer’s board solution
is relayed to the WinTally system for sorting.
Further, if a mill is cutting to order, once the
order is filled the optimizer no longer makes that
product. Instead it will select the next most valuable
solution. This could be a cut-n-two or single board
solution depending on the value of currently active
products (based on mill inputs) and the physical
characteristics of the piece.
When WinTally is not integrated with LHG or THG,
the products must be entered at both the optimizer
and at the WinTally. As an example, product mixing
can work in a stand-alone WinTally system used with
another vendor’s optimizer. In that case the product
is not “turned off” at the optimizer but can still be
mixed throughout specified bins.
Features, features, featuresThere are many other standard features offered with
WinTally besides those described previously.
► Sort-to-order capabilities. Any number of
products can be sorted for specified packages.
The sort definitions will self-disable when the
order entry count has completed.
► Flexible sort setups for each product run. New
products can be added at any time.
► product sorting by priority allows specific
packages to be produced in a sequence regardless
of their location in the sorter.
► trim-by-product capability allows a product
arriving at the trimmer that does not appear in
the active product list to be trimmed back to an
allowable product.
► virtual bin: direct multiple sorts to any location.
Typically used where a dropout sends a number
of products to a pull chain for hand sorting. Each
of these products can be defined, tallied and
reported the same as products sorted to bins.
► Multiple MSr board tests can be run
simultaneously. This allows much enhanced
testing functionality.
► End spray and grade stamp boards by product
and/or grade.
► Multiple views of bin data are available, and the
bin overview screen shows the product-by-product
count per bin.
► Dual bin search zones, configurable per sort.
► A real-time board display maximizes feedback and troubleshooting, configurable by the user.
► Database can be backed up and restored through
the user interface, with no loss of board counts in
the bins.
Machine configuration ► vFd speed control setup from WinTally is
configurable per product run.
► adjust pLc timing points (user customizable).
► Chain stoppages can be forced, based on the
occurrence of specified alarms. The alarms can
be allowed to occur to a predetermined limit
(customizable by site).
► Any alarm can be configured to accumulate
downtime for reporting purposes.
► interfaces with uSnr Grade Mark reader to
configure grade mark setup, per run.
► interfaces with uSnr’s LHG or tHG for grade
tests and for single point product setup.
Shift configuration and data reporting ► create complex swing shifts and report printing
instructions, then track production to a crew even
when complex shifts exist.
► Reports are designed in Crystal Reports, and offer
up to 1000 shifts of historical data.
USNR’s sorting expertise offers many more options
and features. Please contact us at 1.800.BUY.USNR,
+360.225.8267, or [email protected].
WinTally interfaces with USNR’s grade mark reader.

Millwide INSIDER | ISSUE 5 - 2011 18
NEW
PR
OJE
CTS
aKd Softwoods - Edger infeed improvementsThe Associated Kiln Driers site at Colac, New
Zealand is updating the infeed at its transverse
edger system with new unscrambler, transfers and
positioning table. USNR will work with Skookum
Technology to implement the improvements.
allegheny - Edger upgradesAllegheny Wood Products at Kingwood and
Norton, West Virginia are upgrading their existing
V6 Edger systems with MillExpert optimization.
ames true temper - Kiln boss upgradeThe plant at Wallingford, Vermont is upgrading
its Kiln Boss controls system to allow for current
and future functionality enhancements.
building products of canada - coe dryer dry End Seal systemThe company’s Coe Fibreboard Dryer, located at
LaSalle, Quebec will receive a retrofit with a new
dry end seal system including powered exhaust
fan. The purpose of the upgrade will allow two of
the end zones to operate under slight negative
pressure, reducing the fume leakage into the
plant and preventing ambient air from entering
the dryer through the cooling sections.
california redwood -trim Line modificationsThe Korbel, California site has ordered
modifications to its planer mill trim line along
with a new slant hopper stick/lath placer.
parton Lumber - MillExpert/LaSar log optimizationParton Lumber at Rutherfordton, North Carolina,
has ordered a MillExpert log optimizer with
two LASAR scan heads for its carriage system.
The MillExpert software will feature rotation
optimization, using actual whole-log solutions
to evaluate the best log orientation, not just
simple sweep.
Warm Springs Forest products - Edger top reman chip head moduleThe mill located at Warm Springs, Oregon is
adding a top reman module behind its existing
Schurman board edger.
West Fraser - planer mill modernizationsWest Fraser is modernizing its planer mills
at Hinton and Whitecourt, Alberta. At Hinton,
significant modernization will be done including
a quick change head conversion to its Coastal
planer. The Whitecourt site will also receive
major modernization to its planer mill.
Western Forest products - trimmer optimizer upgradeWestern’s Nanaimo Sawmill Division is
upgrading its trimmer optimization from the
QNX platform to the latest USNR Sawmill Suite
release, V7.1.
arkansas plywood producer - 3 main cylinder replacementsA major plywood producer in Arkansas is
replacing three main cylinders on its Coe
plywood press. The heavy duty design of the new
cylinders will fit into the same envelopes as the
old. The new cylinders will also provide longer
life with excellent tolerance for high stress and
pressure spikes.
USNR was pleased to sponsor free tickets to a
NASCAR race for four lucky folks who visited
our booth at the recent SFPA Expo in Atlanta,
Georgia. Pictured left to right are Ben and Vicki
Crim, and Malinda and David Richbourg. Ben
is Director of Engineering at Hood Industries,
Hattiesburg, MS, and David is General Manager
at Culp Lumber, New London, NC.
The car shown was displayed courtesy of Ken
Morgan of Morgan Lumber at Red Oak, VA. Ken
is an avid racing enthusiast, and now that he is
retired he has more time to pursue his passion
for race car driving.

Complimentary Subscription
Sign up today!THE MAGAZINE FROM USNR | ISSUE 1 - 2011
GOOD ROTATIONS
OUTSIDE THE CYLINDER
WEST FRASER MOVES TO VISION ON LHG
New primary lines at Carrier Lumber yield better rotation, recovery
BlockPLUS enhances performance at Rainier Veneer
Ramping up for a market turnaround
INSIDERMillwide
Name
Title
Company
Mailing Address
City State/Prov.
Country Zip/Post code
Tel. Fax
Please (continue to) send me the Millwide Insider magazine by USNR.
Date
Signature
Fax to 250.804.4028 or mail to Colleen Schonheiter, USNR, PO Box 8, Salmon Arm, BC V1E 4N2. To unsubscribe, or to subscribe by e-mail, please send your request to [email protected].
ISSUE 5 - 2011 | Millwide INSIDER 19
32 SOLDIn 2010 USNR launched the Multi-Track Fence,
a cost effective solution to improve the speed
and accuracy of the trim line. The first fence was
installed in June 2010, and today 32 Multi-Track
Fences have been installed globally.
This fence accommodates very high speeds with
precise board positioning, an excellent choice for
high-speed optimized applications requiring 0.1”
(0.25 cm) positioning resolution. The Multi-Track
Fence allows wider lug spacing at high speeds,
with less critical timing than other rotary fence
models. It operates without any air or hydraulics;
all electric actuation.
Join the growing number of mills who are utilizing
its many features. To learn more contact your sales
representative, send us an email at [email protected]
or call 800-BUY-USNR today.
Multi-Track FenceWinninG dESiGn FOr HiGH SpEEd, LOW MaintEnancE and prEciSE pOSitiOninG
To see a video of this fence in action, go to
http://www.usnr.com/media/Multi-Track-Fence.wmv.

PO Box 310Woodland, WA 98674
2011nOv. 16–19Expocorma Concepcion, Chile
nOv. 29–dEc. 2WOOdEx Moscow, Russia
2012FEb. 8–9iHLa Indianapolis, Indiana
Mar. 1–2pELicE Atlanta, Georgia
Mar. 13–15KFia London, Kentucky
Mar. 14–16HMa New Orleans, Louisiana
Mar. 29–31austimber Mount Gambier, Australia
John Seifert is USNR
Regional Account Manager
based in the Northeast US.
John’s experience in this industry
spans nearly five decades, with
his primary focus being hardwood
processing. With tenure in both
sawmills and supplier companies,
John has seen it from both sides.
His exper tise has proven its
value for putting together the
right combination of technology
for his customers. “I’m proud to
contribute to the development of
hardwood optimization with the
MillExper t edger optimizer.” John
also contributes ideas for features
in carriage optimization.
John understands the frequent
ups and downs of business for
his customers. “Because my
customer base is made up of 99%
hardwood sawmills, it has been
challenging with the hardwood
market in its worst slump since
I star ted in 1963.” But that hasn’t
quelled his interest. He has been
active in sawfilers’ associations
for many years and has even
written two instruction manuals.
An avid spor tsman, John likes
to fish, hunt deer and squirrels
with his Brittany Spaniel, Rusty.
Having raised four grown children,
John and his wife, Cathy, now
enjoy many weekends camping.
Millwide INSIDER is printed on recycled paper.
upcOMinG EvEntS
PR
OFI
LE