reducing the environmental impact of conglomerates through the adoption of replacement of cement...
TRANSCRIPT

Concrete2012 IL CALCESTRUZZO PER L’EDILIZIA DEL SECONDO MILLENNIO Progetto e tecnologia per il costruito
Reducing the environmental impact of conglomerates through the adoption of replacement of cement binders: the example of London’s architecture.
Mario R Cristiano
Università degli Studi di Napoli Federico II, Napoli, Italia e-mail: [email protected]
Key words: sustainability, cement, substitute, slag, mix
ABSTRACT
It 's commonly accepted that the use of reinforced concrete construction systems can, if properly designed, and studying the whole life cycle of the product,
guarantee high levels of sustainability. To further improve these levels substitutes, or additives, of cement with a lower embodied energy content can be
used. Of course concrete made with these materials can guarantee the desired final mechanical resistance but the reaction times, and therefore the hardening and setting times, are different.
We will illustrate some examples of international architecture where, not only these products were used, but they were also instrumental in the completion of
the project.
M. Cristiano
1 Introduction
As the building industry strives to achieve the goals needed to contribute to the
transformation of our “modus” of living towards a more sustainable and viable model, changes are introduced, and needed, in all aspects of the building
processes. From the procurement and transformation of raw materials, to the transportation and use on site, to the inevitable demolition and waste management; the whole
life cycle of buildings, the components and materials used to produce them. Concrete is widely used and due to its high durability may be more energy
efficient than other materials; still its carbon footprint is not insignificant since the production of the cement binder requires large amounts of energy. In fact it is estimated that its production accounts for almost seventy four per
cent of the energy used in concrete manufacture. To reduce the carbon footprint of concrete then it is clear that we must
concentrate on the substitute technologies for Portland cement. If that were possible we could reap the environmental benefits of the use of concrete, such as high thermal mass structures and reuse of waste material,
both as aggregate and binder substitutes, without its drawbacks. The inherent thermal mass of concrete can provide, as part of an overall passive
sustainability design strategy, considerable energy savings in terms of reduced heating and cooling requirements over the lifetime of a building.
As for the reuse of waste material, the concrete industry is a net user of waste and continues to increase its consumption such that it now uses almost forty seven times more waste, by-products and secondary materials from other
industries, such as fly ash from power stations and ground granulated blast-furnace slag (GGBFS) from the steel industry, than the waste it sends to landfill
since most can be reintroduced in the production chain or used as aggregates for non structural concrete elements. Cement substitutes are used extensively in concrete to reduce demand for
primary materials and lower the embodied CO2. A certain percentage of these materials, as much as seventy per cent depending
on the type of structure being built, can be used in the mix as cement replacements altering some of its technological and mechanical properties such as setting times, compressive and splitting tensile strength, shrinkage, and
carbonatation depth.
2 Cement substitutes
Coal fly ash, blast furnace slag and other mineral admixtures can substitute for cement in concrete mixes for buildings, saving energy, disposing of a waste product, improving the quality of the concrete, and reducing cost.
Concrete2012 IL CALCESTRUZZO PER L’EDILIZIA DEL SECONDO MILLENNIO Progetto e tecnologia per il costruito
All the materials have two common features:a) their particle size range is similar to or smaller than that of Portland cement; b) they become involved in the
hydration reactions. To varying degrees, cement substitutes work in two ways. Some, hydrate and
cure like portland cement. Others have a "pozzolanic" effect, providing active silica (SiO2) that, in a finely divided form and in the presence of moisture, chemically reacts with calcium hydroxide (hydrated lime), an unwanted
byproduct of concrete curing, at ordinary temperatures to form cementitious compounds. Blast-furnace slag is most like portland cement and least like a
pozzolan. While, depending on the type, fly ash can have a pozzolanic effect or an intermediate one. Two of the materials, high-lime Fly ash and GGBFS, also contain significant
quantities of CaO. This also takes part in the hydration reactions, and therefore neither material is a
true pozzolan, and both are to a certain extent self-cementing. The reactions are very slow in the neat material, but they are much quicker in the presence of the cement hydration, which seems to act as a form of catalyst.
While stronger and more durable in the end, it takes more time for pozzolans to gain strength than it does portland cement. For most construction purposes, high
early strength is very desirable because it allows quicker finishing of slabs and earlier removal of forms. Reducing the amount of water, in part, can compensate for slow strength gain. Mixes with 15% to 25% fly ash, and somewhat higher
percentages of slag, can be used in home-building with only modest slowing of strength gain. Higher percentages can be used in footings, where high early
strength is typically not important. Precasters and concrete masonry unit (CMU) producers can maintain precise control of the mix, and use more admixture. However, they require high early strength for fast re-use of forms, so precast
concrete seldom has high percentages of cement substitutes. There are three weatherability conditions that cement substitutes help alleviate.
Reducing permeability protects from Chloride-Induced Corrosion such as that induced by De-icing salts that can migrate through pores in the concrete, break down the passive protective layer around the rebar, and cause corrosion that
leads to spalling. The pozzolanic action of cement substitutes removes the calcium hydroxide that makes the concrete permeable, and therefore is highly
desirable in roadways. A high percentage of fly ash is not recommended for slabs and paving exposed to the weather because of dusting and scaling of the surface.
High-silica aggregates and high-alkali cement (which is becoming more common) can create Alkali-Silica Reaction(ASR), which causes internal expansion and crazing of concrete. Cement substitutes, especially slag, remove the alkalinity
through pozzolanic action. Class C fly ash varies in this ability, while Class F fly ash is very effective.
Concrete made with 60% or more slag is very effective in mitigating attack by sulfates, found in some arid soils, seawater and wastewater. The pozzolanic action of fly ash also contributes to sulfate resistance.
There are four main admixtures used that originate from other industries; the least used is rice hull ash that needs to be carefully subjected to quality control.
So far, its use remains in the laboratory stage, although a consistent-quality ash needed for concrete is available.
M. Cristiano
Fly ash, the most commonly used pozzolan in concrete, is a finely divided residue that results from the combustion of pulverized coal and is carried from the
combustion chamber of the furnace by exhaust gases. Commercially available fly ash is a by-product of thermal power generating stations.
The carbon content of fly ash is a major concern. Class C fly ash, most of which is produced from lignite coal, contains little carbon. However, Class F fly ash, produced primarily from anthracite and bituminous coal, contains significant
amounts of carbon, the product of unburned coal particles, resulting from the lower-temperature "low-NOx" burning that improves air quality. Class C and
Class F material also differ from each other and from source to source with regard to strength, rate of strength gain, color and weatherability. Another problem that needs to be addressed when using Fly ash in cold climates
are the carbon particles that absorb the soapy air-entraining chemicals used to improve cold weather performance, and in this way make the air content
unpredictable. This problem has led some suppliers to substitute slag admixture for fly ash, since slag contains no carbon. Silica fume, also called condensed silica fume and microsilica, is a finely divided
residue resulting from the production of elemental silicon or ferro-silicon alloys that is carried from the furnace by the exhaust gases. It was once a cheap waste
but high demand has made it a high-cost admixture, used for bridges and other structures where top weathering performance and high strength are needed. It is expensive, however, not only because of the material cost, but because the
powdery fineness of the fume makes it hard to handle. It is often turned into a slurry before use.
Blast-furnace slag, or iron blast-furnace slag, is a nonmetallic by-product of the iron making industry consisting essentially of silicates, aluminosilicates of calcium, and other compounds that are developed in a molten condition
simultaneously with the iron in the blast-furnace. Some estimate that its use in concrete reduces embodied CO2 emissions by
900kg per ton of cement . Blast-furnaces are fed with a carefully controlled mixture of iron ore, coke and limestone. The iron ore converts to pig iron, which sinks to the bottom of the
furnace while the remaining materials form a slag that floats on top of the iron. The molten iron and slag are drawn from the furnace and the slag is rapidly
cooled in water. This process is known as granulation as it produces glassy granules, similar in appearance to coarse sand, which have excellent
cementitious properties. Ground granulated blast-furnace slag can be used as a replacement for cement because the hydration process is very similar to that of Portland cement. When
Portland cement reacts with water, the insoluble hydration products form close to the cement particle.
The more-soluble product of hydration (calcium hydroxide) precipitates as discrete crystals, surrounded by large pores. When GGBFS particles are also present, both the GGBFS and Portland cement hydrate.
Additionally, the GGBFS reacts with the excess of calcium hydroxide to form a finely dispersed hard gel, which fills the larger pores. The result is a hardened
cement paste which contains far fewer calcium hydroxide crystals and, therefore, has fewer larger capillary pores. The reduction in free calcium hydroxide makes
Concrete2012 IL CALCESTRUZZO PER L’EDILIZIA DEL SECONDO MILLENNIO Progetto e tecnologia per il costruito
concrete chemically more stable, and the finer pore structure limits the ability of aggressive chemicals to diffuse through the concrete.
The use of GGBFS scarcely affects setting times, while compressive and splitting tensil strength of concrete are inferior to ordinary cement concrete by as much
as 55 % at 3 days and 3% at 28 days; a beneficial effect is the reduction of autogenous shrinkage and drying shrinkage strains, while a downside is the increase of the carbonatation depth.
To a lesser extent we could also consider calcined clay or shale as a byproduct of other industries with pozzolanic properties since it can be produced from the
grinding of underfired or reject bricks and tiles, a low cost waste materials. The pozzolanic activity resides in the finer clay mineral fraction, and sandy clays may not produce the best pozzolanas, furthermore the firing temperature to
produce more consistent pozzolanic sands is lower than the temperatures needed to produce bricks and tiles.
3 Examples
Large placements of ordinary portland cement produce high temperatures as
they cure. This in turn can result in cracks. Controlling curing temperatures is particularly challenging in applications with big surfaces and massive structures.
For years the construction industry has used ground granulated blast furnace slag (GGBFS) as a replacement for ordinary portland concrete cement to lower curing temperatures.
This cementitious material has been touted for both its strength and durability enhancing characteristics when used in concrete. Ground granulated blast
furnace slag also has a lower heat of hydration and, hence, generates less heat during concrete production and curing. As a result, GGBFS is a desirable material to utilize in mass concrete placements where control of temperature is an issue
such as big iconic public buildings. Percentage replacements by weight of GGBFS for cement have ranged from 10 to 90%.
London has been at the hub of a very vivacious season of new construction projects, many centered on the 2012 Olympics. Many of these buildings have, to comply with the sustainability clauses of their charters, introduced the use of
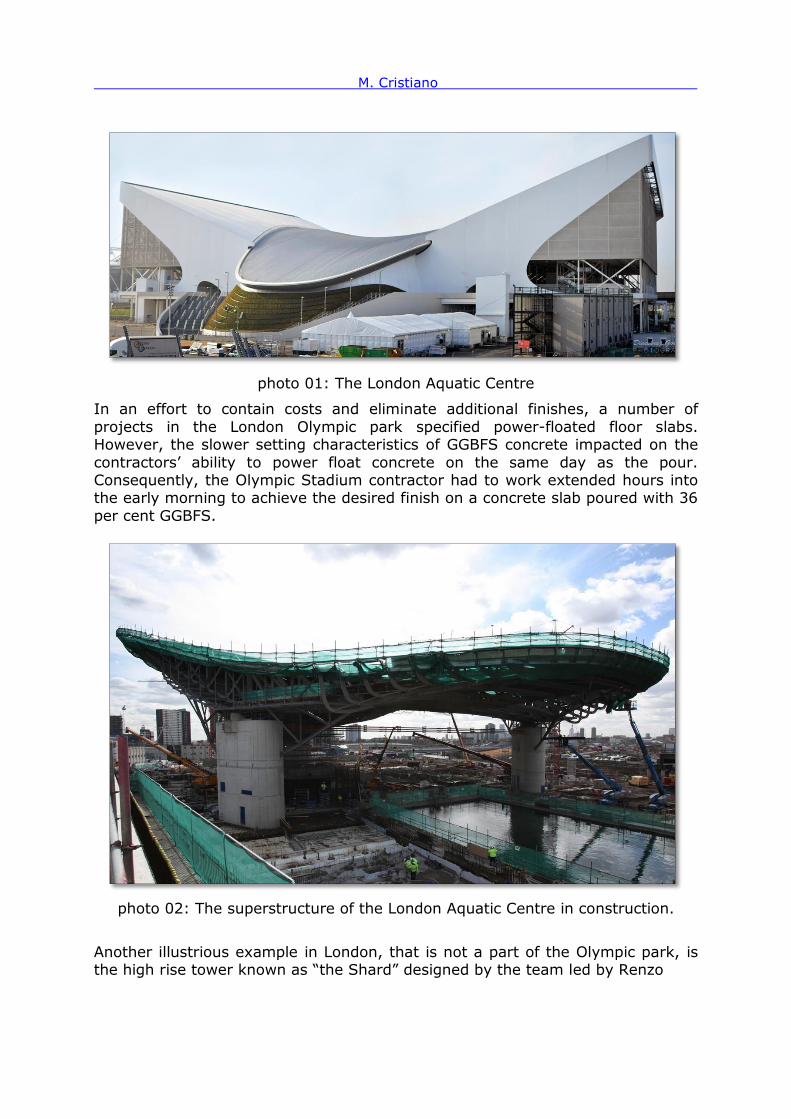
GGBFS concrete. For example the indoor swimming facility of the London Aquatic Centre is a
massive concrete structure located outside Stratford Gate, the main Olympic tube station; the entire roof is shaped like an immense undulating wave floating on top of the structure.
In order to make this shape possible, the architects used over 150,000 tons of reinforced concrete in the building foundations and the superstructure. Most of
the building is composed of exposed precast concrete. To increase the environmental friendliness of the concrete, the design team replaced seventy percent of the substructure and forty percent of the
superstructure with ground granulated blast-furnace slag concrete.
M. Cristiano
photo 01: The London Aquatic Centre
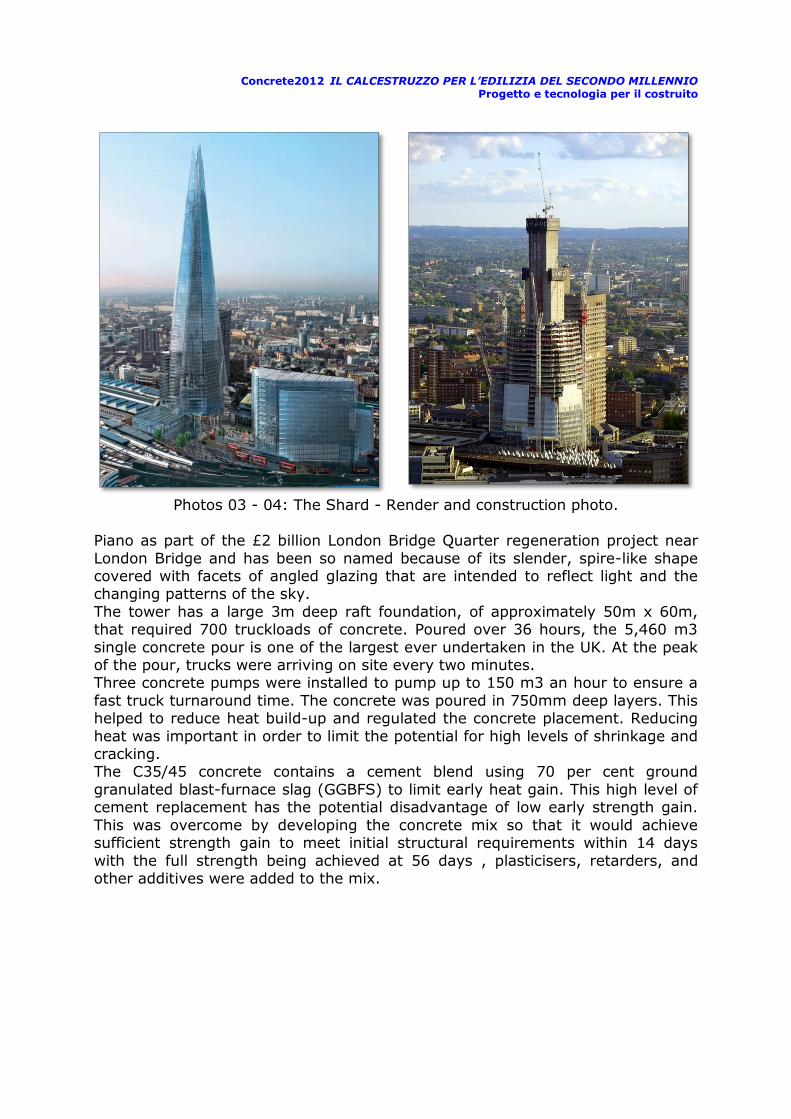
In an effort to contain costs and eliminate additional finishes, a number of
projects in the London Olympic park specified power-floated floor slabs. However, the slower setting characteristics of GGBFS concrete impacted on the
contractors’ ability to power float concrete on the same day as the pour. Consequently, the Olympic Stadium contractor had to work extended hours into the early morning to achieve the desired finish on a concrete slab poured with 36
per cent GGBFS.
photo 02: The superstructure of the London Aquatic Centre in construction.
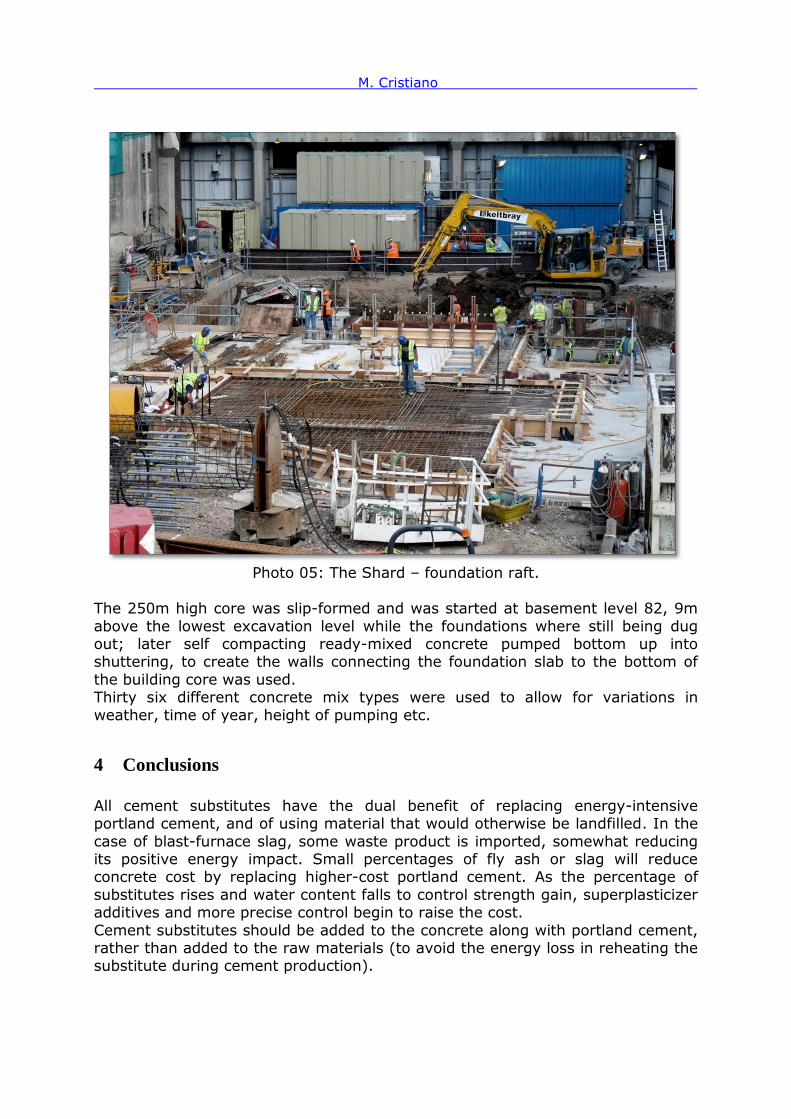
Another illustrious example in London, that is not a part of the Olympic park, is the high rise tower known as “the Shard” designed by the team led by Renzo
Concrete2012 IL CALCESTRUZZO PER L’EDILIZIA DEL SECONDO MILLENNIO Progetto e tecnologia per il costruito
Photos 03 - 04: The Shard - Render and construction photo.
Piano as part of the £2 billion London Bridge Quarter regeneration project near
London Bridge and has been so named because of its slender, spire-like shape covered with facets of angled glazing that are intended to reflect light and the changing patterns of the sky.
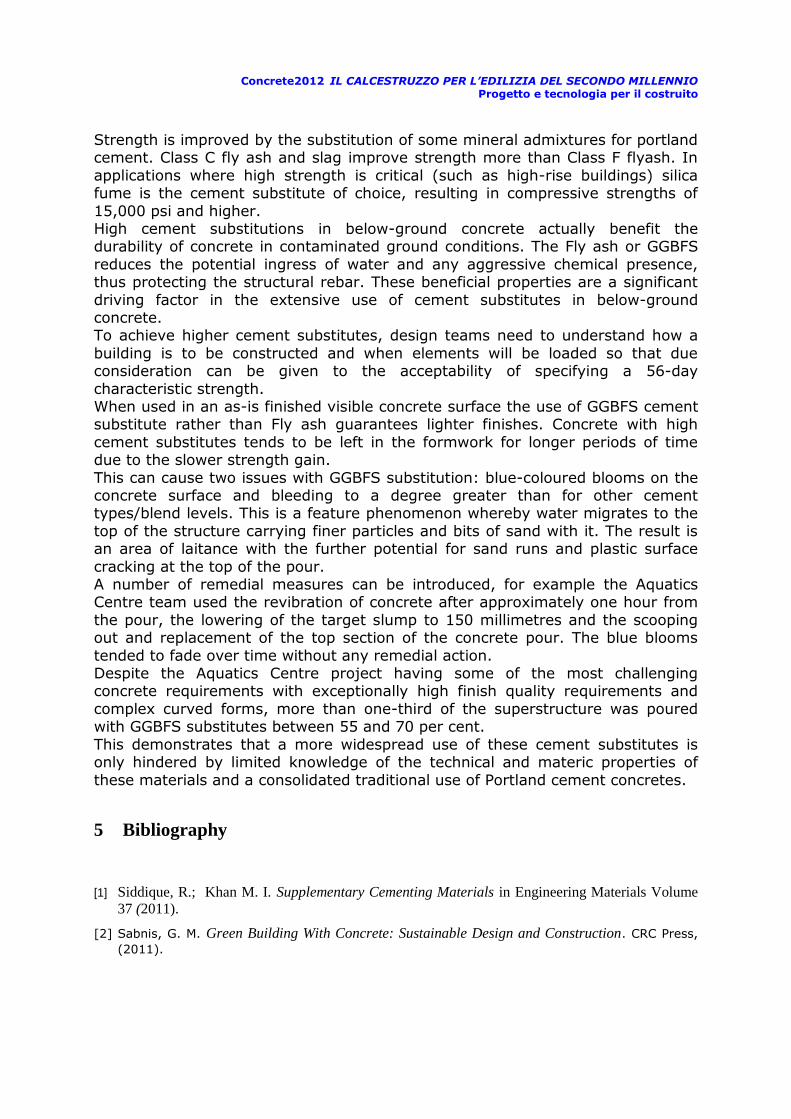
The tower has a large 3m deep raft foundation, of approximately 50m x 60m, that required 700 truckloads of concrete. Poured over 36 hours, the 5,460 m3
single concrete pour is one of the largest ever undertaken in the UK. At the peak of the pour, trucks were arriving on site every two minutes. Three concrete pumps were installed to pump up to 150 m3 an hour to ensure a
fast truck turnaround time. The concrete was poured in 750mm deep layers. This helped to reduce heat build-up and regulated the concrete placement. Reducing
heat was important in order to limit the potential for high levels of shrinkage and cracking. The C35/45 concrete contains a cement blend using 70 per cent ground
granulated blast-furnace slag (GGBFS) to limit early heat gain. This high level of cement replacement has the potential disadvantage of low early strength gain.
This was overcome by developing the concrete mix so that it would achieve sufficient strength gain to meet initial structural requirements within 14 days
with the full strength being achieved at 56 days , plasticisers, retarders, and other additives were added to the mix.
M. Cristiano
Photo 05: The Shard – foundation raft.
The 250m high core was slip-formed and was started at basement level 82, 9m
above the lowest excavation level while the foundations where still being dug out; later self compacting ready-mixed concrete pumped bottom up into shuttering, to create the walls connecting the foundation slab to the bottom of
the building core was used. Thirty six different concrete mix types were used to allow for variations in
weather, time of year, height of pumping etc.
4 Conclusions
All cement substitutes have the dual benefit of replacing energy-intensive portland cement, and of using material that would otherwise be landfilled. In the
case of blast-furnace slag, some waste product is imported, somewhat reducing its positive energy impact. Small percentages of fly ash or slag will reduce concrete cost by replacing higher-cost portland cement. As the percentage of
substitutes rises and water content falls to control strength gain, superplasticizer additives and more precise control begin to raise the cost.
Cement substitutes should be added to the concrete along with portland cement, rather than added to the raw materials (to avoid the energy loss in reheating the substitute during cement production).
Concrete2012 IL CALCESTRUZZO PER L’EDILIZIA DEL SECONDO MILLENNIO Progetto e tecnologia per il costruito
Strength is improved by the substitution of some mineral admixtures for portland cement. Class C fly ash and slag improve strength more than Class F flyash. In
applications where high strength is critical (such as high-rise buildings) silica fume is the cement substitute of choice, resulting in compressive strengths of
15,000 psi and higher. High cement substitutions in below-ground concrete actually benefit the durability of concrete in contaminated ground conditions. The Fly ash or GGBFS
reduces the potential ingress of water and any aggressive chemical presence, thus protecting the structural rebar. These beneficial properties are a significant
driving factor in the extensive use of cement substitutes in below-ground concrete. To achieve higher cement substitutes, design teams need to understand how a
building is to be constructed and when elements will be loaded so that due consideration can be given to the acceptability of specifying a 56-day
characteristic strength. When used in an as-is finished visible concrete surface the use of GGBFS cement substitute rather than Fly ash guarantees lighter finishes. Concrete with high
cement substitutes tends to be left in the formwork for longer periods of time due to the slower strength gain.
This can cause two issues with GGBFS substitution: blue-coloured blooms on the concrete surface and bleeding to a degree greater than for other cement types/blend levels. This is a feature phenomenon whereby water migrates to the
top of the structure carrying finer particles and bits of sand with it. The result is an area of laitance with the further potential for sand runs and plastic surface
cracking at the top of the pour. A number of remedial measures can be introduced, for example the Aquatics Centre team used the revibration of concrete after approximately one hour from
the pour, the lowering of the target slump to 150 millimetres and the scooping out and replacement of the top section of the concrete pour. The blue blooms
tended to fade over time without any remedial action. Despite the Aquatics Centre project having some of the most challenging concrete requirements with exceptionally high finish quality requirements and
complex curved forms, more than one-third of the superstructure was poured with GGBFS substitutes between 55 and 70 per cent.
This demonstrates that a more widespread use of these cement substitutes is only hindered by limited knowledge of the technical and materic properties of
these materials and a consolidated traditional use of Portland cement concretes.
5 Bibliography
[1] Siddique, R.; Khan M. I. Supplementary Cementing Materials in Engineering Materials Volume
37 (2011).
[2] Sabnis, G. M. Green Building With Concrete: Sustainable Design and Construction. CRC Press,
(2011).
M. Cristiano
[3] Fardis, M. N.. - Innovative Materials and Techniques in Concrete Construction: ACES Workshop,
Springer, (2011), pp. 101-114.
[4] Addlesson, L.; Rice, C. - Performance of Materials in Buildings, Butterworth-Heinemann Ltd, Oxford, 1995
[5] Hannesson, G; Kuder, K; Shogren, R; Lehman, D - The influence of high volume of fly ash and
slag on the compressive strength of self-consolidating concrete Construction and Building
Materials, Volume 30, May 2012, Pages 161-168