processing and mechanical properties of hybrid aluminium foams
TRANSCRIPT

D. Lehmhus1, J. Weise2, J. Baumeister2, K. Stöbener2, L. Stutz2
1 University of Bremen, Bremen, Germany
2 Fraunhofer IFAM, Bremen, Germany
Processing and Mechanical Properties of Hybrid Aluminium Foams

Lehmhus, Weise, Baumeister et al. – Hybrid Aluminium Foams
2
Contents
Introduction Manufacturing Process Mechanical Characterisation Conclusions & Outlook
Lehmhus, Weise, Baumeister et al. – Hybrid Aluminium Foams
3
APM Process
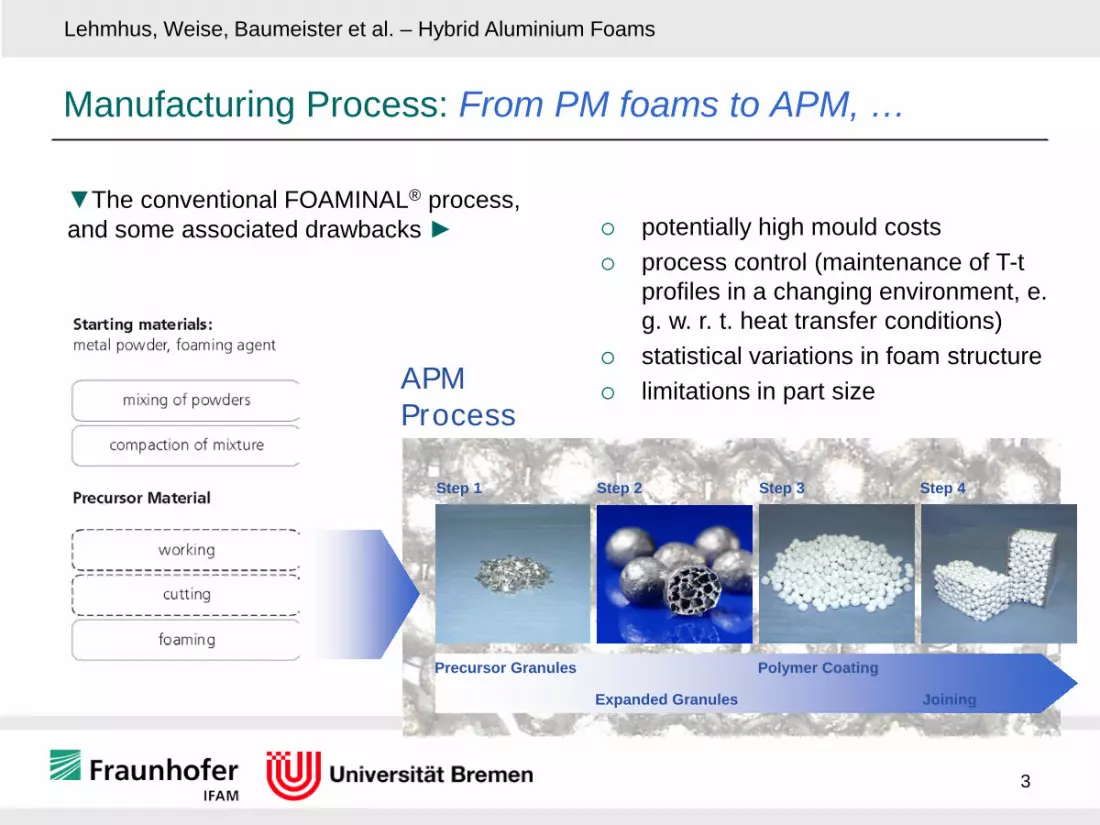
Manufacturing Process: From PM foams to APM, …
▼The conventional FOAMINAL® process, potentially high mould costs process control (maintenance of T-t
profiles in a changing environment, e. g. w. r. t. heat transfer conditions)
statistical variations in foam structure limitations in part size
and some associated drawbacks ►
Step 1 Step 2 Step 3 Step 4
Precursor Granules
Expanded Granules
Polymer Coating
Joining

Lehmhus, Weise, Baumeister et al. – Hybrid Aluminium Foams
4
In uniaxial tension, stress concentration at these points may lead to premature failure.
Manufacturing Process: … , from APM to hybrid foams.
Deformation in conventional APM foams is initiated locally at the contact points between two foam elements.
In uniaxial and hydrostatic compression, this effect is believed to cause the observed low values in tangent modulus.
K. Stöbener, D. Lehmhus, M. Avalle, L. Peroni, M. Busse, Aluminum foam-polymer hybrid structures (APM aluminum foam) in compression testing, International Journal of Solids and Structures, Volume 45, Issue 21, 15 October 2008, Pages 5627-5641, ISSN 0020-7683, DOI: 10.1016/j.ijsolstr.2008.06.007.
For (more) details on APM mechanics, have a look at
0
5
10
15
20
25
0% 10% 20% 30% 40% 50% 60%
Volumetric strain resp. compression [%]
Hyd
ro-s
tatic
Str
ess
[MPa
]
FOAMINAL; 0,41 g/cm3
APM; PA12; b/D=0,029; 0,44 g/cm3
APM; EP; b/D=0,010; 0,42 g/cm3
Hydrostatic testing performed at Politecnico di Torino by M. Avalle, L. Peroni.

Lehmhus, Weise, Baumeister et al. – Hybrid Aluminium Foams
5
Manufacturing Process: … , from APM to hybrid foams.
Better load introduction into the foam spheres at low strain levels implies filling the voids between individual foam elements. Filling the voids with a fully dense material, however, would mean massively increasing the overall foam density (typical levels of inter-element porosity are in a range from 35-40 %). Besides, infiltration would add a complex process step, with impli- cations for maximum part sizes.
Solution: Development of an expanding foam element coating.

Lehmhus, Weise, Baumeister et al. – Hybrid Aluminium Foams
6
Manufacturing Process: … , from APM to hybrid foams.
Better load introduction into the foam spheres at low strain levels implies filling the voids between individual foam elements. Filling the voids with a fully dense material, however, would mean massively increasing the overall foam density (typical levels of inter-element porosity are in a range from 35-40 %). Besides, infiltration would add a complex process step, with impli- cations for maximum part sizes.
Solution: Development of an expanding foam element coating. Advantage: For APM user, practically no change in processing, since foam expansion occurs during curing of the adhesive.
Example: Araldite AT 1-1, APM vs. Hybrid Foam, approx. temperature ranges

Lehmhus, Weise, Baumeister et al. – Hybrid Aluminium Foams
7
Manufacturing Process: Expanding foam element coating.
foaming agent content [wt.-%]
exp
ansi
on [
%]
foaming agent content [g/100g] ([%])
density [g/cm³]
expansion [%]
0.2 (0.20) 0,96 30
1 (0.99) 0,74 69
2 (1.96) 0,50 150
2.8 (2.72) 0,45 181
4 (3.85) 0,34 263
10 (9.09) 0,19 569
Base material of the coatings are different adhesives which are available as powder. Of these, Araldie AT 1-1 is selected for development of a foamable coating. To this powder, a suitable foaming agent is added (e.g. NaHCO3). To decide on ideal foaming agent content, coating thickness and the amount of open porosity to be filled need to be considered. Otherwise, coating of the foam elements follows the same principle as in conventional APM foams, i .e. remaining heat from the foaming step is used to melt the adhesive when it comes into contact with the foam element.

Lehmhus, Weise, Baumeister et al. – Hybrid Aluminium Foams
8
Manufacturing Process: Expanding foam element coating.
Base material of the coatings are different adhesives which are available as powder. Of these, Araldie AT 1-1 is selected for development of a foamable coating. To this powder, a suitable foaming agent is added (e.g. NaHCO3). To decide on ideal foaming agent content, coating thickness and the amount of open porosity to be filled need to be considered. Otherwise, coating of the foam elements follows the same principle as in conventional APM foams, i .e. remaining heat from the foaming step is used to melt the adhesive when it comes into contact with the foam element.
foam element temperature [°C]
coat
ing
th
ickn
ess
[µm
] Araldite AT 1-1 plus foaming agent

Lehmhus, Weise, Baumeister et al. – Hybrid Aluminium Foams
9
Manufacturing Process/Characterisation: Samples.
Foam elements: matrix alloy AlSi7 diameter 4.62 ± 0.33 mm (eq. diameter) density ρfoam element = 0.76 ± 0.17 g/cm3
Adhesives: Araldite AT1-1, single comp. thermopl. reaction adhesive (epoxy) layer thickness 100 µm, ρsample,100 = 0,59 g/cm3 layer thickness 200 µm, ρsample,200 = 0,74 g/cm3
expanded from 200 µm, ρsample,foam = 0,64 g/cm
Abifor AC-2042 thermoplastic polyurethane, ρsample,100/200 = 0,57/0,61 g/cm3
Abifor 500 polyamide PA 12, ρsample,100/200 = 0,60/0,67 g/cm3 Fortron 0205B4 polyphenylen sulfide, ρsample,100 = 0,67 g/cm3 Samples: height 75 mm, diameter 50 mm

Lehmhus, Weise, Baumeister et al. – Hybrid Aluminium Foams
10
Characterisation: Uniaxial compression - strength.
thickness of adhesive layer
Araldite AT 1-1, expanded
Araldite AT 1-1
F
F
Araldite AT 1-1, expanded (ρ = 0.64 g/cm3)
Araldite AT 1-1, (ρ = 0.74 g/cm3)
stre
ss [M
Pa]
eng. strain [%]
74,0
%
105,5% … of conventional AlSi7 foam at same density
82,1
%

Lehmhus, Weise, Baumeister et al. – Hybrid Aluminium Foams
11
Characterisation: Uniaxial compression - energy absorption.
thickness of adhesive layer
Araldite AT 1-1, expanded
Araldite AT 1-1
F
F
Araldite AT 1-1, expanded (ρ = 0.64 g/cm3)
Araldite AT 1-1, (ρ = 0.74 g/cm3)
stre
ss [M
Pa]
eng. strain [%]
highest levels in efficiency of energy absorption observed in hybrid foams due to possible breaking-off of sample parts, values for ε > 20 % with some ambiguity
w. r. t. actually loaded cross section

Lehmhus, Weise, Baumeister et al. – Hybrid Aluminium Foams
12
Characterisation: Uniaxial compression - energy absorption.
thickness of adhesive layer
Araldite AT 1-1, expanded
Araldite AT 1-1 Araldite AT 1-1, expanded
Araldite AT 1-1
F
F
Araldite AT 1-1, expanded (ρ = 0.64 g/cm3)
Araldite AT 1-1, (ρ = 0.74 g/cm3)
eng. strain [%]
stre
ss [M
Pa]
as-observed energy-absorption highest when using conventional Araldite-bonded APM max. stress level exceeds value for expanded Araladite by > 100 % in this variant in all comparisons, lower absolute density of hybrid foam to be taken into account

Lehmhus, Weise, Baumeister et al. – Hybrid Aluminium Foams
13
Characterisation: Confined compression - strength.
thickness of adhesive layer
Araldite AT 1-1, expanded
Araldite AT 1-1
F
F
Araldite AT 1-1, expanded (ρ = 0.64 g/cm3)
Araldite AT 1-1, (ρ = 0.74 g/cm3) no adhesive (ρ = 0.50 g/cm3)
stre
ss [M
Pa]
eng. strain [%]
special load case allowing comparison with unbonded APM foam elements - influence of transverse strain, wall friction on measured quantitative results to be noted
performance of conventional Araldite-bonded APM highest, followed by hybrid foam

Lehmhus, Weise, Baumeister et al. – Hybrid Aluminium Foams
14
Characterisation: Confined compression - energy absorption.
thickness of adhesive layer
Araldite AT 1-1,
expanded
Araldite AT 1-1
no adhesive
F
F
Araldite AT 1-1, expanded (ρ = 0.64 g/cm3)
Araldite AT 1-1, (ρ = 0.74 g/cm3) no adhesive (ρ = 0.50 g/cm3)
stre
ss [M
Pa]
eng. strain [%]
following the elasto-plastic region, all variants show progressive increase in stress and lack a clearly defined plateau region
as a direct consequence, efficiency of energy absorption is generally low (36-46 %)

Lehmhus, Weise, Baumeister et al. – Hybrid Aluminium Foams
15
thickness of adhesive layer
Araldite AT 1-1,
expanded
Araldite AT 1-1
no adhesive
Characterisation: Confined compression - energy absorption.
F
F
Araldite AT 1-1, expanded (ρ = 0.64 g/cm3)
Araldite AT 1-1, (ρ = 0.74 g/cm3) no adhesive (ρ = 0.50 g/cm3)
stre
ss [M
Pa]
eng. strain [%]
amount of energy absorbed per unit weight again highest for conventional Araldite-bonded APM, with expanded Araldite coating on second place
difference put in perspective by deviation in density

Lehmhus, Weise, Baumeister et al. – Hybrid Aluminium Foams
16
Characterisation: Uniaxial tension - strength.
thickness of adhesive layer
Araldite AT 1-1, expanded
Araldite AT 1-1
Araldite AT 1-1, expanded (ρ = 0.64 g/cm3) st
ress
[MPa
]
eng. strain [%]
highest absolute values of tensile strength observed in hybrid foams as in compression, tensile strength values obtained for hybrid foam are comparable to
data for conventional Al foam of identical matrix alloy and density
90,3% 100,3% … of conventional AlSi7 foam of same density

Lehmhus, Weise, Baumeister et al. – Hybrid Aluminium Foams
17
Characterisation: Uniaxial tension - strength.
Araldite AT 1-1, expanded (ρ = 0.64 g/cm3) st
ress
[MPa
]
eng. strain [%]
fracture plane cutting through polymer foam as well as individual foam elements no fracture in the interface between adhesive and foam elements observed

Lehmhus, Weise, Baumeister et al. – Hybrid Aluminium Foams
18
Conclusion & Outlook: Conclusion.
By introducing the hybrid foam concept, mechanical performance of APM foams was improved to reach or exceed characteristics of conventional FOAMINAL® parts of same matrix alloy and density.
At the same time, scatter of properties could again be reduced. This is based on improvements in load introduction into the APM
foam elements which form part of the hybrid foam. Changes in processing are limited - all advantages of the original
APM process were retained.
M. Avalle, D. Lehmhus, L. Peroni, H. Pleteit, P. Schmiechen, G. Belingardi, M. Busse, AlSi7 metallic foams – aspects of material modelling for crash analysis, International Journal of Crashworthiness. Volume 14, Issue 3, Pages 269-285. ISSN 1358-8265, DOI: 10.1080/13588260802445836.
For (more) details on FOAMINAL® mechanics, have a look at

Lehmhus, Weise, Baumeister et al. – Hybrid Aluminium Foams
19
Conclusion & Outlook: Outlook.
Evaluation of new aluminium foam matrix alloys for high strength APM and hybrid foams.
Development of a fundamental understanding of interaction between foam elements and adhesive foam as a basis for simulation of APM and hybrid foams and as a prerequisite for defining optimum combinations of
adhesive/adhesive foam and foam element properties.
Investigation of hybrid foam performance under dynamic (high strain rate) loading conditions.

Lehmhus, Weise, Baumeister et al. – Hybrid Aluminium Foams
20
Many thanks for your attention and your interest !
K. Stöbener, D. Lehmhus, M. Avalle, L. Peroni, M. Busse, Aluminum foam-polymer hybrid structures (APM aluminum foam) in compression testing, International Journal of Solids and Structures, Volume 45, Issue 21, 15 October 2008, Pages 5627-5641, ISSN 0020-7683, DOI: 10.1016/j.ijsolstr.2008.06.007.
M. Avalle, D. Lehmhus, L. Peroni, H. Pleteit, P. Schmiechen, G. Belingardi, M. Busse, AlSi7 metallic foams – aspects of material modelling for crash analysis, International Journal of Crashworthiness. Volume 14, Issue 3, Pages 269-285. ISSN 1358-8265, DOI: 10.1080/13588260802445836.
Call for Papers open from Autumn 2009
Symposium
"From Embedded Sensors to Sensorial Materials" Spring Meeting European Materials Research Society, Strasbourg, June 2010 (www.emrs-strasbourg.com) Organised by W. Lang, D. Lehmhus (ISIS) S. van der Zwaag (TU Delft) R. Dorey (Cranfield University)
Related Publications