proceedings of 8th international congress of
TRANSCRIPT

Proceedings of 8th International Congress of Mining Machinery and Technologies
PROCEEDINGS OF
8th INTERNATIONAL CONGRESS OF
MINING MACHINERY & TECHNOLOGIES
8. ULUSLARARASI MADEN MAKİNALARI VE
TEKNOLOJİLERİ KONGRESİ
BİLDİRİLER KİTABI
13-15October/Ekim 2021
İzmir – Turkey
Editors/Editörler
Çelik TATAR
Alper GÖNEN
Tülay SUİÇMEZ
UCTEA
Chamber of Mining
Engineers of Turkey
TMMOB
Maden Mühendisleri
Odası

Proceedings of 8th International Congress of Mining Machinery and Technologies
ii
İzmir - Turkey
13-15 October/Ekim 2021
Website/İnternet Sitesi: www.immat.org.tr
All rights reserved © 2021
No parts of this book may be reproduced in any forms any means, without written
permission of The Chamber of Mining Engineers of Turkey.
Tüm Hakları Saklıdır © 2021
TMMOB MadenMühendisleri Odası’nın yazılı izni olmaksızın bu kitap veya bu kitabın
herhangi bir kısmı yayınlanamaz.
The proceedings are also available in e-book format.
Bildiriler ayrıca e-kitap biçiminde yayınlanmıştır.
Published by/Baskı: Kanyılmaz Matbaacılık, İzmir-TÜRKİYE
Editors/Editörler: Çelik TATAR, Alper GÖNEN, Tülay SUİÇMEZ
Layout/Dizgi : Alper GÖNEN
ISBN:

Proceedings of 8th International Congress of Mining Machinery and Technologies
iii
SUNUŞ
İnsanlık tarihi kadar geçmişi olan hammadde madenciliğinin toplumların sivilleşmesinde
ve gelişmesinde önemli rolü vardır. Tarihsel geçmişinin izinde günümüzde ulaşılan teknolojik
gelişme ve yaşam standardı hammadde madenciliğinin insanlık var oldukça devam edeceğine
işaret etmektedir. Diğer taraftan maden kaynakları uzun jeolojik süreçler sonucunda oluşmuş ve
yenilenemeyen oluşumlardır. Bu çerçevede insanlık tarihi boyunca sadece bir kere uygarlığın
kullanımına sunulacak hammadde kaynaklarının, uygarlığımızın sahip olduğu en ileri teknoloji,
bilim ve toplumsal fayda ile çıkarılması sadece geçmişten gelen bir miras değil aynı zamanda
gelecek nesillere aktarılacak bir bilinç düzeyidir. Bu bilinç düzeyinin yaygınlaştırılması,
geliştirilmesi ve aktarılması misyonunu üstlenmiş olan TMMOB Maden Mühendisleri Odası
madencilik sektörünü ve bilimsel bileşenlerini sürekli bir araya getirecek Kongreler,
Sempozyumlar, Çalıştaylar ve eğitimler düzenlemektedir.
Ülkemiz, doğal kaynaklar açısından önemli bir potansiyel taşımaktadır. Ancak ülke
ekonomisinde madenciliğin önemli bir yeri olduğu söylenemez. Türkiye, üretilen madensel
kaynak çeşitliliği açısından, 152 ülke arasında, 29 maden türünde yapılan üretim baz alındığında,
10. sırada yer almaktadır; ancak üretici ülkelerin dünya pazarı içi payları sıralamasında % 0,16
oranı ile 52. sıradadır. Kendi kaynaklarını yok sayan, kaynaklarını kullanmayan bir ülkenin
kalkınması mümkün değildir. Kalkınmanın ve yaşam seviyesinin belirleyicisi olarak kabul edilen
sanayi, enerji ve tarım sektörlerinin temellerini de madencilik oluşturmaktadır. Son yıllarda
izlenen yanlış politikalar sonucu sanayi sektörleri yerine hizmetler sektörünün genişlemesi,
sanayi sektörlerine hammadde sağlayan madencilik sektörünü de zor durumda bırakmıştır.
Madencilik sektörünün kalkınmadaki kritik önemi, sadece fazla miktarlarda üretilip yurt dışına
satılarak gelir elde edilmesinde değil, yerli sanayiye düşük maliyette ve kaliteli girdi
sağlamasındadır. Bu vizyon çeşitlilik açısından oldukça avantajlı olduğu yeraltı kaynaklarının
değerlendirilmesinde göz önünde bulundurulmalı, yeraltı kaynakların işletilmesinde kamu yararı
öncelikli, çevresel duyarlılıklar dikkate alınarak mühendislik bilim ve teknolojisi en üst düzeyde
kullanılmalıdır.
Odamız tarafından düzenlenen 8. Uluslararası Maden Makinaları ve Teknolojileri
Kongresi'nde amaçlanan, en son gelişmelerin tartışılması için sektörünün tüm bileşenlerinin yer
alacağı bilimsel bir platform oluşturmaktır. Bu amaçla gerçekleştirilen kongreninülkemizin ve
sektörün sorunlarının çözümüne katkı koyacağına inanmaktayız.
TMMOB Maden Mühendisleri Odası Yönetim Kurulu olarak başta İzmir Şube’mizi
bugünlere taşıyan Yönetim Kurulu üyelerimiz ile kongrenin uluslararası platforma taşıyarak
odamızın başarılarına bir yenisini daha ekleyen Yürütme Kurulu üyelerimize, etkinliğin bilimsel
niteliğini yükselten Bilim Kurulu üyelerimize, bildiri ve sunum hazırlayan bilim insanlarına,
yönetimleriyle katkı koyan Oturum Başkanlarımıza, Sempozyumumuza desteklerini esirgemeyen
tüm Kurum ve Kuruluşlar ile değerli Yöneticilerine teşekkür eder saygılar sunarız.
TMMOB
Maden Mühendisleri Odası

Proceedings of 8th International Congress of Mining Machinery and Technologies
iv

Proceedings of 8th International Congress of Mining Machinery and Technologies
v
ÖNSÖZ
Maden kaynaklarının çok önemli özelliği, yenilenebilir nitelikli değil, kıtlaşabilir hatta
tamamen tükenebilir türden doğal kaynaklardır. Bu nedenle, madencilik ile ilgili politikalar
gelecek nesillerin hakları da korunarak yürütülmelidir.
Üretilen hammaddelerin fiyatları genelde üretici ülkeler tarafından değil, daha çok
bunları tüketen ve/veya bu alanlarda gerekli teknolojik bilgi birikimine sahip sanayileşmiş ülkeler
tarafından denetlenip yönlendirilmektedir. Hammaddelerin sahibi olan ülkeler bu doğal
kaynaklarını gerçek değerlerinden pazarlama olanağına sahip olamamaktadır. Ülkelerin kendi
kaynaklarından, ülkeleri çıkarına azami fayda sağlamaları için, ondan mümkün olduğu kadar
katma değerlerini daha da yükseltecek nihai ürün haline dönüştürerek pazarlamalarıdır. Çünkü;
*Madenler yenilenemeyen kıt kaynaklardır,
*Ekonomik rezervler belirli bölgelerde yoğunlaşmışlardır,
*Aranmaları, üretim için gereken yatırımlar ve işletilmeleri yoğun mali kaynak ve zaman
gerektirir,
*Yatırım bedelinin çoğu makine, elektrik ve inşaat kalemlerini oluşturduğundan,
madencilik bir bakıma sanayileşmenin lokomotifi konumundadır,
*Madencilik emek yoğun bir istihdam ve yerinde üretim gerektirdiğinden, göçleri önleyici
ve gelir dağılımını düzenleyici bir etkisi vardır.
Ülkemiz madencilik potansiyeli yeterince zengin olmasına karşın, maden üretimi ve
işlenmesinde kullanılan alet, makina ve donanımların büyük bir kısmı yurtdışından ithal
edilmektedir. Makina ve donanım ithaline oldukça yüksek ücretler ödenmesine karşın, ithal
edilen makina ve donanımlarından istenen verimin alınamadığı durumlarla da sıkça
karşılaşılmaktadır. Maddi kayıplara yol açan bu gibi durumların aşılması önemlidir.
8. Uluslararası Maden Makinaları ve Teknolojileri Kongresi, IMMAT 2021’in ana
hedefleri; uluslararası düzeyde üretici, tüketici ve akademik çevreleri bir araya getirerek maden
makina ve donanımları konusunda dünyadaki gelişmeleri tartışmak, bilinçli makina ve donanım
seçimine yardımcı olmak, yerli teknoloji üretimi ve gelişimini desteklemek adına yararlı bir
platform oluşturmaktır. Kongre’nin ülkemiz madenciliğinin gelişmesi, iş sağlığı ve güvenliğinin
artırılması ve maden makinaları üretimine ve bilinçli tüketimine katkı sağlayacağını umarız.
Kongre Yürütme Kurulu Adına Kongre Başkanları
Prof. Dr. Halil KÖSE Dr. Öğr. Üye. Çelik TATAR

Proceedings of 8th International Congress of Mining Machinery and Technologies
vi
FOREWORD
Mineral resources have a very important feature, being non-renewable and at the same
time, scarce or even completely exhaustible natural resources. Therefore, policies related to
mining should be carried out by protecting the rights of future generations.
The prices of the produced raw materials are generally not controlled by the producing
countries, but rather by the industrialized countries that consume them and/or have the necessary
technological knowledge in these fields. The countries, which own raw materials, do not have the
opportunity to market these natural resources at their real values. It is the marketing of countries
from their own resources by converting them into an end product that will increase their added
value as much as possible, in order to obtain maximum benefit for the country. Because;
*Mines are scarce and non-renewable resources,
*Economic reserves are concentrated in certain regions,
* Their exploration, investments for production and their operation require intense
financial resources and time,
* Since most of the investment cost consists of machinery, electricity and construction
items, mining is in a way the locomotive of industrialization,
* Since mining requires labor-intensive employment and on-site production, it has a
preventive effect on migration and regulating income distribution.
Although the mining potential of our country is rich enough, most of the tools, machinery
and equipment used in mining production and processing are imported from abroad. Although
considerably high fees are paid for machinery and equipment imports, situations where the
desired efficiency cannot be obtained from imported machinery and equipment, are also
frequently encountered. It is important to overcome such situations that lead to financial losses.
The main objectives of the 8th International Mining Machinery and Technologies
Congress, IMMAT 2021; are to bring together producers, consumers and academic circles at the
international level to discuss the developments in the world in mining machinery and equipment,
to assist in the conscious selection of machinery and equipment, and to create a useful platform
to support domestic technology production and development. We hope that the Congress will
contribute to the development of mining in our country, to increase occupational health and
safety, and to the production and conscious consumption of mining machinery.
On behalf of the Executive Commitee Congress Chairs
Prof. Dr. Halil KÖSE Assist. Prof. Dr. Çelik TATAR

Proceedings of 8th International Congress of Mining Machinery and Technologies
vii
ORGANIZED BY/ ORGANİZE EDEN KURUM
Izmir Branch of The Chamber of Mining Engineers
TMMOB MadenMühendisleriOdası İzmir Şubesi
CONGRESS CHAIRS/ KONGRE BAŞKANLARI
Prof. Dr. Halil KÖSE ve Dr. Çelik TATAR
EXECUTIVE COMMITTEE/ YÜRÜTME KURULU
Chair Persons/ Başkanlar:
Prof. Dr. Halil KÖSE
Dr. Çelik TATAR
Dokuz Eylül University / Dokuz Eylül Üniversitesi
Co-Chairman /II. Başkan :
Mustafa HACARLIOĞLU
Chamber of Mining Engineers of Turkey/ MadenMühendisleriOdası
Secretary/ Yazman:
Tülay SUİÇMEZ
Chamber of Mining Engineers of Turkey/ MadenMühendisleriOdası
Treasurer / Sayman:
Kemal SÖYLEMEZ
Chamber of Mining Engineers of Turkey/ MadenMühendisleriOdası
Members/ Üyeler Prof. Dr. Kemal BARIŞ Zonguldak Bülent Ecevit Üniversitesi
Prof. Dr.Mustafa ÇINAR Çanakkale Onsekiz Mart Üniversitesi
Ahmet Haşim DEMİRLER İmbat Mad. Enerji Tur. San. A.Ş.
Prof. Dr. Taki GÜLER Muğla Sıtkı Koçman Üniversitesi
Ergin KAHRAMAN Polyak Eynez Enerji Üret. Mad. San. ve Tic. A.Ş.
Doç. Dr. Doğan KARAKUŞ Dokuz Eylül Üniversitesi
Dr. Alper GÖNEN Dokuz Eylül Üniversitesi
Prof. Dr. George N. PANAGİOTOU National Technical University of Athens
Seyhan DERBENTOĞULLARI İZFAŞ
Merve KIYAK İZFAŞ

Proceedings of 8th International Congress of Mining Machinery and Technologies
viii
THE EXECUTIVE BOARD OF THE CHAMBER OF MINING ENGINEERS
TMMOB MADEN MÜHENDİSLERI ODASI YÖNETİM KURULU
President/Başkan : Ayhan YÜKSEL
Vice President/II.Başkan : Banu KEKEÇ
Secretary/Yazman : Mehmet Erşat AKYAZILI
Treasurer/Sayman : Veyis SIR
Members/Üyeler : Ümit KILIÇ
Talat KARATAŞ
Cumhur Kutay ERBAYAT
THE EXECUTIVE BOARD OF İZMİR BRANCH OF THE CHAMBER OF
MINING ENGINEERS
TMMOB MADEN MÜHENDİSLERI ODASI İZMİR ŞUBESİ
YÖNETİM KURULU
President/Başkan : Aykut AKDEMİR
Vice President/II.Başkan : Mustafa HACARLIOĞLU
Secretary/Yazman : Ahmet KIRNAPCI
Treasurer/Sayman : Kemal SÖYLEMEZ
Members/Üyeler : Tülay SUİÇMEZ
Ozan AYKURT
Yaşar YAKAN
Proceedings of 8th International Congress of Mining Machinery and Technologies
ix
ADVISORY COMMITTEE/ DANIŞMA KURULU
Ali ALTINTAŞ Kale Maden
Ali ATLI ALS CHEMEX
Prof. Dr. Ercüment YALÇIN Dokuz Eylül Üniversitesi
Prof. Dr. Celal KARPUZ Orta Doğu Teknik Üniversitesi
Gökalp BÜYÜKYILDIZ İMBAT-Kömür Üreticileri Derneği Bşk.
Prof. Dr. Gürcan KONAK Dokuz Eylül Üniversitesi
Prof. Dr. Halil KÖSE Dokuz Eylül Üniversitesi (Emekli)
Prof. Dr. İlknur CÖCEN Dokuz Eylül Üniversitesi
Kamil USLU ERKOM
Kürşat İbrahim TUNA TOBB
Mehmet Naci TÜLEK Çanakkale Madenciler Derneği Bşk.
Mehmet Yunus ŞAHİN Aydın Sanayi Odası Başkanı
Prof. Dr. Mevlüt KEMAL Dokuz Eylül Üniversitesi (Emekli)
Muhammet DEMİR EYSİM Min. Mad. Yön.Kur.Bşk.
Mustafa ERCAN TÜMMER Yönetim Kurulu Üyesi
Mustafa ÖZKAN Özkan Demir Çelik Yön.Kur.Bşk.
Prof. Dr. Nuh BİLGİN İstanbul Teknik Üniversitesi (Emekli)
Prof. Dr. Şinasi ESKİKAYA İstanbul Teknik Üniversitesi (Emekli)
Prof. Dr. Vedat ARSLAN Dokuz Eylül Üniversitesi
Prof. Dr. Tuğrul ÜNLÜ ZonguldakBülent Ecevit Üniversitesi (Emekli)
Prof. Dr. Vedat DİDARİ ZonguldakBülent Ecevit Üniversitesi (Emekli)
Prof. Dr. Yadigar V. MÜFTÜOĞLU ZonguldakBülent Ecevit Üniversitesi (Emekli)
Prof. Dr. Yaşar ÇİLİNGİR Dokuz Eylül Üniversitesi (Emekli)
Yüksel AKIN Bereket Enerji Yatağan Linyit Maden Direktörü

Proceedings of 8th International Congress of Mining Machinery and Technologies
x
SCIENTIFIC COMMITTEE/ BİLİMSEL KURUL
Prof. Dr. Adnan KONUK Eskişehir Osmangazi Üniversitesi
Prof. Dr. Abdullah Erhan TERCAN Hacettepe Üniversitesi
Doç. Dr. Abdullah FİŞNE İstanbul Teknik Üniveristesi
Prof. Dr. Ahmet DEMİRCİ Cumhuriyet Üniversitesi (Emekli)
Dr. Öğr. Üyesi Ahmet Deniz BAŞ
Prof. Dr. Aydın BİLGİN
Muğla Sıtkı Koçman Üniversitesi
Orta Doğu Teknik Üniversitesi (Emekli)
Prof. Dr. A. Ekrem YÜCE İstanbul Teknik Üniversitesi
Prof. Dr. Ali KAHRİMAN İstanbul Okan Üniversitesi
Dr. Agnieszka SUROWIAK AGH Universty of Science and Technology, Poland
Prof. Dr. Ahmet DAĞ Çukurova Üniversitesi
Prof. Dr. Ahmet Hakan BENZER Hacettepe Üniversitesi
Prof. Dr. Ahmet Hakan ONUR Dokuz Eylül Üniversitesi
Doç. Dr. A. Hamdi DELİORMANLI Dokuz Eylül Üniversitesi
Prof. Dr. Ahmet Mahmut KILIÇ Çukurova Üniversitesi
Dr. Ali Benbia MMD Mineral Sizing (Europe) Ltd., United Kingdom
Prof. Dr. Ali İhsan AROL Orta Doğu Teknik Üniversitesi
Prof. Dr. Ali Osman YILMAZ Karadeniz Teknik Üniversitesi
Dr. Öğr. Üyesi Alper GÖNEN Dokuz Eylül Üniversitesi
Doç. Dr. Askeri KARAKUŞ Dicle Üniversitesi
Prof. Dr. Atilla CEYLANOĞLU Sivas Cumhuriyet Üniversitesi
Doç. Dr. Avni GÜNEY Muğla Sıtkı Koçman Üniversitesi
Prof. Dr. Ayhan KESİMAL Karadeniz Teknik Üniversitesi
Dr. Öğr. Üyesi Aytaç GÖREN Dokuz Eylül Üniversitesi
Prof. Dr. Barbara TORA AGH
Prof. Dr. Bayram KAHRAMAN
University of Science and Technology, Poland
Dokuz Eylül Üniversitesi
Prof. Dr. Bülent ERDEM Sivas Cumhuriyet Üniversitesi
Prof. Dr. Celal KARPUZ Orta Doğu Teknik Üniversitesi
Prof. Dr. Cem ŞENSÖĞÜT Kütahya Dumlupınar Üniversitesi

Proceedings of 8th International Congress of Mining Machinery and Technologies
xi
Prof. Dr. Cemal BALCI İstanbul Teknik Üniversitesi
Prof. Dr. Cengiz KUZU İstanbul Teknik Üniversitesi
Dr. Öğr. Üyesi Cihan DOĞRUÖZ Kütahya Dumlupınar Üniversitesi
Doç. Dr. Deniz TUMAÇ İstanbul Teknik Üniversitesi
Doç. Dr. Doğan KARAKUŞ Dokuz Eylül Üniversitesi
Doç Dr. Erdinç BİLİR Zonguldak Bülent Ecevit Üniversitesi
Prof. Dr. Erol KAYA Dokuz Eylül Üniversitesi
Prof. Dr. Ferri HASSANİ McGill Universty- Canada
George N. PANAGİOTOU
Doç Dr. Gül AKAR ŞEN
National Technical University of Athens
Dokuz Eylül Üniversitesi
Prof. Dr. Gürcan KONAK Dokuz Eylül Üniversitesi
Doç. Dr. Hakan TUNÇDEMİR İstanbul Teknik Üniversitesi
Prof. Dr. Hanifi ÇOPUR İstanbul Teknik Üniversitesi
Prof. Dr. Hürriyet AKTAŞ Eskişehir Osmangazi Üniversitesi
Prof. Dr. İhsan ÖZKAN Selçuk Üniversitesi
Prof. Dr. İhsan TOROĞLU ZonguldakBülent Ecevit Üniversitesi
Prof. Dr. İsmail Göktay EDİZ Kütahya Dumlupınar Üniversitesi
Prof. Dr. Kazım GÖRGÜLÜ Sivas Cumhuriyet Üniversitesi
Prof. Dr. Mahmut YAVUZ Eskişehir Osmangazi Üniversitesi
Prof. Dr. Marinela PANAYOTOVA Universityof Mining and Geology, Bulgaria
Prof. Dr. Malcolm SCOBLE The University of British Colombia, Canada
Prof. Dr. Mehmet Kemal GÖKAY Konya Selçuk Üniversitesi
Prof. Dr. Mehmet Sıddık KIZIL The University of Queesland, Australia
Prof. Dr. Mehmet POLAT İzmir Yüksek Teknoloji Enstitüsü
Prof. Dr. Mehmet TANRIVERDİ Dokuz Eylül Üniversitesi
Prof. Dr. Melih İHBAR Eskişehir Osmangazi Üniversitesi
Prof. Dr. Mete GÖKTAN Osman Gazi Üniversitesi
Doç. Dr. Mete KUN Dokuz Eylül Üniversitesi
Doç. Dr. M. Kemal ÖZFIRAT Dokuz Eylül Üniversitesi
Prof. Dr. Mustafa AYHAN Dicle Üniversitesi

Proceedings of 8th International Congress of Mining Machinery and Technologies
xii
Doç. Dr. Mohamed KECIR Universty of Boumerdes, Algeria
Prof. Dr. Nuh BİLGİN İstanbul Teknik Üniversitesi
Prof. Dr. Nuray DEMİREL Orta Doğu Teknik Üniversitesi
Prof. Dr. Nuri Ali AKÇIN ZonguldakBülent Ecevit Üniversitesi
Doç. Dr. Okan SU ZonguldakBülent Ecevit Üniversitesi
Prof. Dr. Oktay BAYAT Çukurova Üniversitesi
Doç. Dr. Oktay ŞAHBAZ Kütahya Dumlupınar Üniversitesi
Prof. Dr. Olgay YARALI ZonguldakBülent Ecevit Üniversitesi
Prof. Dr. Osman Zeki HEKİMOĞLU Muğla Sıtkı Koçman Üniversitesi
Dr. Öğr. Üyesi Özgür TAMER Dokuz Eylül Üniversitesi
Prof. Dr. Raşit ALTINDAĞ Süleyman Demirel Üniversitesi
Prof. Dr. Sair KAHRAMAN Hacettepe Üniversitesi
Prof. Dr. Serkan SAYDAM
Doç Dr. Sezai ŞEN
The University of New South Wales, Australia
Dokuz Eylül Üniversitesi
Prof. Dr. Şafak Gökhan ÖZKAN İstanbul Üniversitesi
Prof. Dr. Ş. Levent ERGÜN Hacettepe Üniversitesi
Doç. Dr. Tomasz NIEDOBA AGH University of Science and Technology, Poland
Prof. Dr. Turgay ONARGAN Dokuz Eylül Üniversitesi
Prof. Dr. Tuğrul ÜNLÜ ZonguldakBülent Ecevit Üniversitesi (Emekli)
Prof. Dr. Vedat ARSLAN Dokuz Eylül Üniversitesi
Prof. Dr. Vedat DİDARİ ZonguldakBülent Ecevit Üniversitesi (Emekli)
Prof. Dr. Yadigar MÜFTÜOĞLU ZonguldakBülent Ecevit Üniversitesi(Emekli)
Prof. Dr. Yılmaz ÖZÇELİK Hacettepe Üniversitesi
Prof. Dr. Zafir EKMEKÇİ Hacettepe Üniversitesi

Proceedings of 8th International Congress of Mining Machinery and Technologies
xiii
CONTENTS/ İÇİNDEKİLER
SUNUŞ ............................................................................................................................... ııı
ÖNSÖZ ................................................................................................................................. v
FOREWORD ....................................................................................................................... vı
ORGANIZED BY/ ORGANİZE EDEN KURUM ........................................................ vıı
EXECUTIVE BOARD of UCTEA/ TMMOB YÖNETİM KURULU ......................... vııı
ADVISORY COMMITEE/ DANIŞMA KURULU ......................................................... ıx
SCIENTIFIC COMMITTEE/ BİLİMSEL KURUL ........................................................... x
PROCEEDINGS/ BİLDİRİLER
Planet Positive Technologies and Systems for the Mining Industry ............................................ 1
K. Heiskanen
Başyukarı Delme Makinelerinin (BDM) Performanslarını Etkileyen Faktörler ............................. 5
A. Shaterpour-Mamaghani, H. Çopur, E. Altıntaş, O. Şirin, T. Erdoğan
Boksit Dışı Kaynaklardan Alümina Üretiminde Mekanik Aktivasyon İçin Aşırı Öğütme Sistemleri ............................................................................................................................................. 16
M. K. Aydemir, M. Erdemoğlu
Microstructural Changes of Natural Pyrite During Different Processes .................................... 25
B.N. Akhgar, P. Pourghahramani
Ayrık Elemanlar Yöntemi Parçaçık Etkileşim Parametrelerinin Yığın Ve Düşme Açısı Kalibrasyon
Testleri İle Belirlenmesi.......................................................................................................... 32
İ.C. Duman, B. Ozlu, M. İtik
Maden Makinalarında Kullanılan Hidrolik Ekipmanların Seçimi ve Çalışma Prensipleri ............. 44
A. İpek
Tunçbilek Linyit Havzası Büyükdüz ve İğdekuzu Yeraltı Ocaklarında Klasik ve Esnek Yarı
Mekanize Tahkimat Uygulamalarının Üretim, Randıman ve İş Kazaları Yönünden
Karşılaştırılması ..................................................................................................................... 60
C. Sığırcı, O. Taşkın, F. Yüksel
Implementation of The Expectation Training For The Miners and New Innovative Ergonomic
Self-Contained Self-Rescuer Carbo 60 ..................................................................................... 74
S. Skorobahatko, B. Sarsık
Madencilikte İş Sağlığı ve Güvenliği’nde Otonom Teknolojilerinin Kullanmının Önemi ............. 83
S. Ö. Füzün
Açık Kömür İşletmeleri Makina Planlamasında Örtü-Kazı Sistemlerinin Yatırım Analizi ............ 96
T. Mallı

Proceedings of 8th International Congress of Mining Machinery and Technologies
xiv
Farklı Sertlik Deney Yöntemlerinin Kayaç Kırılganlık İndislerinin Tahmininde
Kullanılabilirliğinin İncelenmesi ............................................................................................ 106
U. Sakız
Kuyu Yeri Seçimine Etki Eden Parametrelerin Pareto Analiziyle Değerlendirilmesi ................. 117
M. E. Yetkin, M. K. Özfırat, M. Kun
Geniş Bant Toplam Titreşim Ölçümleri İle Maden ve Tünel Fanların Genel Sağlık Durumlarının
Değerlendirilmesi ................................................................................................................ 124
S. Karaçelebi
Zonguldak Havzası Kömürlerinin Teska Ağır Ortam Cihazı İle Zenginleştirilmesi ..................... 138
S. Yılmaz, M. Bilen, İ. Toroğlu
Çelik Bağ Çeşitleri ve Analiz Yöntemleri ................................................................................ 148
C. Tuz, Ö. Yılmaz, M. Bilen, S. Yılmaz
Soma Bölgesi Yeraltı Kömür Madenlerinde Hazırlık Galerilerinde Uygulanan Kaya Saplaması
Çeşitleri ve Deformasyon Üzerindeki Etkileri ........................................................................ 163
C. Tuz, Ö. Yılmaz, M. Bilen, S. Yılmaz
Mekanik Kazıda Kullanılan Keskiler Üzerinde Yapılan Teknolojik Gelişmeler .......................... 178
O.Z. Hekimoğlu
Proximity Detection and Environmental Perception in Underground Mines .......................... 187
M. Qian, B. Li, A. Seneviratne and S. Saydam
Kınık Linyit İşletmesinde Kuyu Kazılarında Kullanılan Şemsiye Tipi Pnömatik Delici Ekipmanın
Performansının Değerlendirilmesi ........................................................................................ 199
İ. Özkan, E. Kahraman
Kuyu Nakliye Sistemleri ve Etibakır A.Ş. Küre Örneği ............................................................. 212
K. Küçükateş, O. S. Karabay
Madencilikte Termal Analiz Cihazları .................................................................................... 221
H. Yılmaz
Tünel Açmada Bulanık Mantık Yöntemi İle Kazı Tipinin Seçilmesi .......................................... 234
P. Mızrak Özfırat, M. K. Özfırat, M. E. Yetkin
Zemin Basıncını Dengeleme Tünel Makinesi (EPBM) Ortamında Risk Analizi Ve Yönetimi ...... 243
M. K. Özfırat, M. E. Yetkin, M. Kun, Ç. Tatar
NOTLAR/ NOTES .......................................................................................................... 251

Proceedings of 8th International Congress of Mining Machinery and Technologies
PLANET POSITIVE TECHNOLOGIES AND SYSTEMS FOR THE MINING INDUSTRY
K. Heiskanen
Technology Director Metso:Outotec Minerals
ABSTRACT
The mining industry is facing a dual challenge. More metals and industrial minerals are needed for the transition to a low carbon economy and, as a part of it, a fast “batterisation”. On the same, the permitting has become much stricter. The old sins of the mining industry essentially deny the social license to operate.
Solving the dual dilemma requires some new thinking.
Understanding that the whole value chain of converting mineralization to value for all the stakeholders is systemic is a good starting point. The existing compartmentalized optimization will not give us the advances we need to solve the two significant challenges. We need to know the interactions within the system when we design new processes and production equipment. The systemic structure is discussed in the plenary.
Metso-Outotec has set its targets to have all its new products and process solutions ”Planet Positive”, meaning that everything is designed to reduce energy (CO2 emissions) and use of water, reagents and other consumables.
Some Planet Positive equipment developments are discussed in detail, especially the next
generation high pressure grinding technology offering substantial reductions in CO2 emissions. A major thrust is given to achieve a “Zero Effluent Plant”. It requires a deep understanding of some scientific aspects of mineralogy, mineral surface chemistry, and water chemistry. These are necessary to modify the whole process chain towards the target. The system solution development and the required technologies are discussed.
INTRODUCTION
In the history of humankind, metals have had a significant role in the development of societies. Learning to make bronze and later steel are good examples of how new materials and related knowledge shaped the world. At the moment, a swift transitional period towards a carbon-neutral and sustainable future appears to have started with much "hype" with grand promises and expectations, but without understanding the realities, the mining industry faces. The mining industry will play a central role in the transition towards a carbon-neutral for humankind. The transition will require unprecedented volumes of metals, of which the majority must be produced from prime resources; recycling will only be a partial solution.
At the same time, as more metals are needed, new strict environmental standards are set. The environmental regulations discussed and implemented in many jurisdictions react to the observed effects like acid mine drainage, dam failures and water pollution caused by effluents.
The social license to operate appears to have become quite challenging to obtain. The reasons for not receiving "a social license to operate" are more diverse than the reasons for new environmental legislation and permitting but stem from the same reasons. For some societies, mining will interfere with

Proceedings of 8th International Congress of Mining Machinery and Technologies
2
the livelihoods of the community. In other, more urbanised societies, mining contradicts the perception of the countryside as a place to relax and enjoy.
As if these challenges were not enough, the average world productivity for several metals has
started to decline as the production comes from even leaner ore bodies. The indication is that the development of technologies has not advanced at a sufficient pace. Have we achieved the limits set by natural laws?
The last point I want to make in this somewhat problematic future is the resource efficiency challenge. The overall resource efficiency is, of course, a problematic metric; what is considered exploitable mineralisation; only ore to be exploited with the existing and planned technologies or any mineralisation with a potential to be upgraded as ore by new technologies. However, there are definitive possibilities to improve. At existing mines, the total resource efficiency is typically below 80%. It might well be that in the future, such values are not acceptable anymore.
The main technical issues that have an impact on resource efficiency are
*The loss of ore as the mining blocks are not covering all high mineralised volumes. *The cut-off limited mine designs leave volumes that have the potential to be upgraded, un-mined and unrecoverable.
A question for the future is how we will tackle the multidimensional challenges presented as a global mining industry.
Of course, we can continue business as usual and argue that the need for metals is of prime necessity and justifies looser environmental standards and faster permitting. I am afraid that it is a battle only to be lost. Technically we can make as pure water as the permits required, but the costs may become prohibitive. We can also make technical improvements in the different parts of the process, from the mine to the metal production. It is not to say that technology improvements are not necessary. In fact, they are a prerequisite for the future of mining. However, they are not sufficient alone to solve the described dilemma where the mining industry finds itself. Before I go further, I would like to refer to Gibbons et al. (2005) about creating knowledge, as that will be important for us, the mining industry representatives.
There are two primary modes. The "first mode" is a linear and compartmentalised- way of working where the main driver is the knowledge of a single process. In the mining case, mining, crushing, and milling as examples. The aims are technology-oriented, and the linear workflow goes from academic research to equipment design and further to industrial use. In this model, there are challenges in finding common ground for the formulation of research questions. The actors set the goals by themselves, and the approach is more research-oriented than solution-oriented. The industry and academia estimate the results by themselves.
The second mode is different and much more based on partnerships and has a problem-solving orientation. A larger community sets the goals; in our case, the pressures of getting more metals, reducing the environmental footprint, and social fairness. To be able to answer these challenging pressures, we need to become interdisciplinary in our efforts. The work may fluctuate between basic research and industrial applications. The academic and research institutions and the industrial partners should form alliances to solve the challenges set for the industry. The public will estimate the success.
When analysing the challenges the industry faces, it becomes evident that the way the mining industry has sought answers to these challenges by applying the "first mode" type of work are not working well enough.

Proceedings of 8th International Congress of Mining Machinery and Technologies
3
Obviously, we need to rethink how we tackle the challenges, and the answer is to approach the challenges we face with a systemic and problem-solving approach. The main goals are pretty straightforward.
Metso-Outotec has set its targets to have all its new products and process solutions ”Planet Positive”, meaning that everything is designed to reduce energy (CO2 emissions) and use of water, reagents and other consumables. To highlight the thoughts presented, two cases are presented.
The first case is to highlight the need for technology development. It is a direct engineering solution having substantial energy-saving potential.
The high-pressure breakage as technology was invented by Prof. Schönert (the first patent from 1982). He showed substantial energy savings by compressing particles in a confined volume with very high pressure (300kPa). However, the construction challenges to develop the idea into a robust industrial technology for hard rock crushing took a long time. The technology was plagued by roller wear and tear, roller deformation under pressure causing the material to break differently at the roller sides requiring material to be recirculated back to the HPGR. The circulating load decreased the final capacity and caused a higher energy consumption. The new HRCe HPGR has successfully solved the roller skewing issue with a new flanged rollers design. In the field tests at Freeport-McMoran Copper, the effect was over 13% energy savings. The circulating load decreased by 24%, and the throughput by 19%. The HRCe comes now in four sizes ranging in capacity from 1800 to 7000 tph.
The other example is a multidisciplinary systemic example. Metso:Outotec is to create a digitalisation-based process resilience approach to lead to low freshwater consumption and a zero effluent plant. The approach is based on Metso:Outotec family of model predictive controllers (MPC) for grinding and flotation. Using MO smart tags to identify the spatial location from where the ore is processed and combining this information with new on-line measurements, we get dynamic signatures of the ore mineralogy. AI methods can later enhance these signatures. The signatures give added information for the MPC, as earlier dynamic mineralogy changes could only be treated as background signal noise variability. When on-line information becomes available, the MPC´s have a better probability of steering the process towards better results. The same signature information can also be coupled with water quality information. Clear learning from work this far is that process water quality time-dependent variations are much more significant than found in relatively sparse water sampling directed towards environmental permit limit evaluations. In cases, the water quality can be characterised as chaotic with substantial effects on flotation results. Especially short water circuits using paste thickeners are highly dynamic and reactive.
Water is a complicated study objective, as its quality cannot be stabilised between sampling and assaying. The water assays have been restricted to the standard variables like pH, ORP, elemental assays, DO, COD, BOD, turbidity, and conductivity. Thanks to Turkish efforts, we are getting closer to be able to assay some sulphur oxyanions on-line.
To move towards dry stacking and zero effluent plants, we need to solve the water challenge, which requires much information from the ore, its minerals and behaviour. I do not mean only the valuable minerals, but also many gangue minerals have significant effects on resource efficiency.
The knowledge of the water quality matrix and its chemistry features leads us to be able to reduce from the water only components having negative effects. Components that do not cause adverse flotation results can be left uncleaned and recycled.
In the same context, we are looking at the breakage patterns from the HRCe. It gives us information on the future behaviour of the ore in subsequent grinding and flotation steps. All the ore

Proceedings of 8th International Congress of Mining Machinery and Technologies
4
behaviour and water properties information are used as inputs to the flotation Model Predictive Control system and its optimum seeking algorithms.
In conclusion, the improvement of resource efficiency must be considered a multi-nodal system, where any nodes cannot estimate the overall system response; say crushing; grinding, etc. For example, if we decrease the ore-loss at the mine by mining slightly more below cut-off material, it will change the mineralogy signature, water property matrix, etc. The outcome is that the optimal operational regime moves. We can follow that move by applying digital twin model engines in the Model Predictive Control systems.
The system allows to map the processing regimes and improve them also from old processing data, if such exists, using advanced AI pattern recognition algorithms.
These two examples show the different faces of the Planet Positive work Metso:Outotec is committed to perform.
REFERENCES
Gibbons M., et al. The New Production of Knowledge, SAGE Publications, 2005.

Proceedings of 8th International Congress of Mining Machinery and Technologies
5
BAŞYUKARI DELME MAKİNELERİNİN (BDM) PERFORMANSLARINI ETKİLEYEN FAKTÖRLER FACTORS AFFECTING PERFORMANCE OF RAISE BORING MACHINES (RBMs)
A. Shaterpour-Mamaghani 1,*, H. Çopur 1, E. Altıntaş 2, O. Şirin 3, T. Erdoğan 4
1 İstanbul Teknik Üniversitesi, Maden Mühendisliği Bölümü
(* Sorumlu yazar: [email protected]) 2 Efemçukuru Altın Madeni, İzmir
3 Eti Bakır A.Ş., Kastamonu 4 Sargın İnşaat ve Makine Sanayi Ticaret A.Ş., Ankara
ÖZET
Günümüzde dikey veya eğimli kuyuların güvenli ve hızlı bir şekilde kazılması için kullanılan en
modern teknoloji Başyukarı Delme Makineleri (BDM)’dir. BDM’ler ile yapılan kazı işlemi iki aşamadan oluşur: kılavuz delgi ve genişletme (raybalama). Önce, alt seviyede bulunan yeraltı açıklığına doğru istenen derinliğe kadar bir kılavuz delik açmak için yaklaşık 230~350 mm çaplı bir matkap ucu kullanılır. Alt açıklığa ulaştıktan sonra, kılavuz matkap ucu çıkarılır ve büyük çaplı bir rayba (genişletme) kafası monte edilir. Daha sonra kılavuz delik çapı, rayba kafası üst seviyeye geri çekilerek istenen çapta genişletilir. Madencilik ve tünel açma projelerinde kazı verimliliğini artırmak ve maliyetleri azaltmak için BDM'lerin doğru seçimi ve performans tahmini önemli faktörlerdendir. Ayrıca, kaya kütlesinin özellikleri ve jeolojik koşullar, bu makinelerin performansını etkileyen önemli parametrelerdendiler. Bu çalışmanın amacı, BDM'lerin performanslarını etkileyen temel parametreleri özetlemektir. Bu amaçla, literatürden bazı örnekler özetlendikten sonra, Türkiye'de BDM’ler ile kuyu kazısı yapılan iki maden sahasının (Efemçukuru Altın Madeni ve Adıyaman Bakır Madeni) jeolojik koşulları, kullanılan BDM'lerin teknik özellikleri, ve operasyonel / performans parametreleri özetlenmiştir. Çalışmanın, BDM’lerden yüksek performans elde etmeye yönelik genel bir rehber olacağı düşünülmektedir. Anahtar Sözcükler: Başyukarı delme makinesi, Makine seçimi, Performansı etkileyen parametreler, Jeolojik / jeoteknik parametreler, Operasyonel parametreler.
ABSTRACT
Vertical or inclined shaft construction is now safe and speedy using most modern machines such as Raise Boring Machines (RBMs) that excavation operations generally consist of two stages: pilot hole drilling and reaming. This machine uses a small diameter drill rod, around 230-350 mm, to drill a pilot hole down to the required depth or up to the underground opening. Then, the pilot drill bit is removed and replaced with a large diameter reamerhead. The reamerhead is then pulled back up to the upper level by enlarging the pilot hole diameter. Proper selection and performance estimation of RBMs are important factors to increase excavation efficiency and reduce costs in mining and tunneling projects. In addition, rock mass properties and geological conditions are important parameters affecting performance of these machines. The focus of this study is to summarize the parameters affecting the selection and performance of RBMs. In order to achieve this goal, following a brief summary of the literature on this subject, the geological conditions, characteristics of the RBMs used, and operational/performance parameters of the two raise boring operations (Efemcukuru Gold Mine and Adiyaman Copper Mine in Turkey) are summarized. It is considered that the paper would serve as a general guide to obtain high performance out of RBMs.
Keywords: Raise boring machine, Machine selection, Parameters affecting performance, Geological / geotechnical parameters, Operational parameters.

Proceedings of 8th International Congress of Mining Machinery and Technologies
6
GİRİŞ
Başyukarı delme yöntemi, kuyunun tüm kesitinin patlayıcı kullanılmadan istenen çapta (maksimum ~8 m) delinme imkanını sağlayan bir tam cephe kazı yöntemidir. Başyukarı Delme Makineleri (BDM'ler), madencilikte havalandırma, personel erişimi, cevher üretimi; tünel ve diğer altyapı projelerinde havalandırma, cebri borular, ve dalgalanma odaları gibi çeşitli dikey ve/veya eğimli kuyuların kazısında kullanılmaktadır. BDM kullanmanın en önemli iki önemli avantajı daha güvenli ve daha hızlı çalışmadır. Ürün kalitesi, delme ve patlatma yöntemine göre BDM'nin bir başka avantajıdır. BDM'ler, genellikle kaplama / astar gerektirmeyen düz duvarlı bir kuyu oluşturur. Delik, delme ve patlatma yöntemiyle açılan bir deliğe göre daha stabil ve daha iyi hava akışına sahip olduğundan havalandırma bacaları için idealdir. Ancak, elverişsiz arazi koşulları, tijlerin (drill strings) ve raybalama kafasının kaybına neden olabilir; ayrıca, BDM'nin ilk yatırım maliyeti yüksektir.
BDM, gerekli derinliğe kadar bir kılavuz delik açmak için 230-350 mm civarında küçük çaplı bir matkap ucu kullanır. Kılavuz delik istenen derinliğe (alt seviyedeki açıklığa) kadar delindikten sonra, kılavuz matkap ucu çıkarılır ve büyük çaplı bir raybalama kafası ile değiştirilir. Daha sonra raybalama kafası üst seviyeye geri çekilerek delik çapı büyütülür. Kılavuz delgisinde, çıkan pasa basınçlı su yardımı ile delikten çıkarılır. Ancak, raybalama (genişletme) aşamasında, kazılan malzeme / pasa sürekli olarak çıkarıldığı deliğin dibine yerçekimi ile düşer. Şekil 1, madenlerde tipik başyukarı delme uygulamasını göstermektedir.
Şekil 1. Madenlerde uygulanan tipik genişletme işlemi (Sandvik kataloğu)
Deliğin hem üst hem de alt konumlarına erişim, geleneksel başyukarı delme yöntemi için bir ön koşuldur. Saha hazırlığı ile başyukarı delme işlemlerine başlanır. Bu aşamada, taban plakasının kaya bulonları ile ankrajlandığı BDM için düz bir beton temel yapılır. Güç ve hidrolik ünitelerin proje sahasına taşınmasından sonra, BDM kılavuz delik delme için hizalanır. Kılavuz delgi işleminde, tijleri desteklemek, salınım ve eğilme gerilmelerini azaltmak için sabitleyici (stabilizer) kullanılır. Raybalama, kuyu ağzının açılması tamamlanıncaya kadar düşük bir dönüş hızı ve kuvveti ile başlatılır (Lislerud ve Vainionpaa, 1997). Genellikle basınçlı su temini için küçük bir havuz hazırlanır. Havuzun boyutu, esas olarak delik boyutuna, kesilen malzemenin boyutu, ve yoğunluğuna bağlıdır.
Madencilik ve tünelcilik projelerinde uygun BDM seçimi, kazı verimliliğini arttırmak ve maliyetlerde tasarruf etmek için önemli bir faktördür. Bu gerçeğin ışığında, bu çalışmanın temel amacı, BDM'lerin doğru seçimi ve performans tahmini için gerekli parametreleri genel olarak ortaya koymaktır. Bu amaçla Türkiye'de bulunan iki maden sahası ziyaret edilerek jeolojik / jeoteknik koşulları, bu sahalarda kullanılan BDM'lerin teknik özellikleri ve operasyonel-performans parametreleri belirlenmiştir ve elde edilen deneyimler bu çalışmada özetlenmiştir.

Proceedings of 8th International Congress of Mining Machinery and Technologies
7
BDM'LERİN SEÇİMİNİ VE PERFORMANSINI ETKİLEYEN ANA PARAMETRELER
Başyukarı delme makinesinin seçimini, tasarımını ve performansını etkileyen parametreler üç
genel kategoride sınıflandırılabilir: mekanik (makine ile ilgili) parametreler, jeolojik / jeoteknik parametreler, ve operasyonel-teknik parametreler. Kuyu kazısı sırasında karşılaşılacak jeolojik koşullara uygun bir BDM seçilmeli/tasarlanmalıdır. Sözü edilen bu ana parametreler ile ilgili bazı bilgiler aşağıda özetlenmiştir. Mekanik Parametreler
Makine ile ilgili parametreler mekanik parametreler olarak kategorize edilebilir (Bilgin vd., 2014). Bu parametreler genel olarak şu şekilde sıralanır:
Makine boyutu
Makina ağırlığı
Tricone bit ve rayba kafa tipi
Tricone bit ve rayba kafasının çapı
Koparma ve raybalama torku
Güç ihtiyacı
İtme kapasitesi
Dönme hızı
Belirli kaya oluşumu için en yüksek dönme hızı ve doğru keski yükünün kullanılması, optimum penetrasyon hızına ve keskilerin ömrünün uzatılmasına yol açabilir (Sandvik kataloğu). Daha büyük sıra aralığına sahip keskilerin yumuşak kayalarda raybalama için uygun olduğunu da belirtmekte fayda var. Ayrıca dar aralıklı keskiler, itme kuvvetlerinin tam olarak kullanılamadığı çok sert ve tok kayalarda raybalama için uygundur. Jeolojik / Jeoteknik Parametreler
BDM'lerin kullanımı dikkate alınmadan önce uygun düzeyde jeolojik/jeoteknik inceleme yapılmalıdır. Bu inceleme, aşağıda listelendiği gibi, kayaların kütlesel ve malzeme (fiziksel-mekanik) özellikleri hakkında bilgi içermelidir (Everell, 1972; Bilgin vd., 2014):
Kaya kalitesi tanımlaması (RQD)
Ana fay bölgelerinin varlığı, kırıklı-çatlaklı kaya kütlesi, tabakalı kaya kütlesi
Hidrojeoloji (yeraltı suyu, su içeriği, su girişi)
Kaya dayanım özellikleri (tek eksenli basınç ve dolaylı çekme dayanımı, elastisite modülü, kohezyon vb.)
Kaya aşındırıcılığı, mineralojik, ve petrografik özellikler
Kesilebilirlik / kazılabilirlik özellikleri
Başyukarı delme yöntemi, sağlam (masif, kırıksız-çatlaksız) kayalarda kuyu açılması için uygun bir yöntemdir; ancak jeolojik süreksizliklerin hakim olduğu oluşumlarda çeşitli sorunlarla karşılaşılmaktadır. Kuyu ekseni boyunca fay bölgelerinin ve kırık-çatlak özelliklerinin belirlenmesi, BDM'lerle başarılı bir kuyu açmak için temel gereksinimlerdir. Ancak bu özellikleri geleneksel yöntemlerle tespit etmek kolay bir iş değildir. Yüksek çözünürlüklü elektromanyetik yöntem, Tünel Açma Makineleri (TBM'ler) ile kaya kazısı sırasında jeoteknik araştırmalarda kullanılan yeni yöntemlerden biridir. Bu yöntem BDM'lerle kuyu açma işlerinde de test edilebilir.
Piyasada birçok farklı başyukarı delme makinesi bulmak mümkündür. Kapsamlı bir Jeoteknik inceleme programı, BDM'lerin değerlendirilmesi için en önemli gereksinimdir; ve bu programdan elde edilen veriler kullanılarak her proje için en uygun başyukarı delme makinesi seçilebilir. Laboratuvar

Proceedings of 8th International Congress of Mining Machinery and Technologies
8
çalışmalarına kazı alanındaki tüm farklı kaya türlerinden örnekler dahil edilmelidir. Laboratuvar test programı, tek eksenli basınç ve dolaylı çekme dayanımı, kazı / kesme deneyi, kayaç aşındırıcılığı (Cerchar aşındırıcılık indeksi ile), ve petrografik analizi içermelidir. Keski ömrü, kaya numunelerinin belirlenen aşındırıcılık değerinin bir fonksiyonudur. Petrografik ince kesit, mineral bileşenleri ve BDM penetrasyonu üzerinde etkisi olabilecek sert minerallerin yüzdesi hakkında bazı önemli bilgiler verir. Burada ayrıca, BDM'lerin kazı hızlarını doğru tahmin etmek için uç batırma testi gibi deneylerin yapılması gerektiği de belirtilmelidir. Literatürde uç batırma deneyleri ve bunun BDM'lerin performans tahmini için uygulanması ile ilgili birçok makale bulunmaktadır (Bilgin, 1989; Dollinger vd., 1998; Bilgin vd., 2014; Shaterpour-Mamaghani vd., 2016). Operasyonel-Teknik Parametreler
Operasyonel-teknik parametreler, BDM'lerin seçimini ve performansından çok duraklamaları ve dolayısı ile genel performansı etkileyen parametrelerdir ve genel olarak şu şekilde sıralanabilir:
Saha hazırlığı
Kuyu boyutu (uzunluk ve çap)
Kuyu eğimi
Balyalama (bailing)
Altyapı hatları (elektrik, su, hava)
Uygulanan tork, çekme/itme kuvveti, penetrasyon oranı
İş gücü mevcudiyeti ve kalitesi
Saha hazırlığı, gecikmenin ortadan kaldırılmasında ve başyukarı delme operasyonunun verimliliğinin arttırılmasında önemli bir rol oynar. BDM için en iyi yerleşimi seçmek için şantiye planlayıcıları tarafından kullanılan ana bilgiler, etüt çizimi ve jeolojik kesittir.
Kuyu boyutu ve eğimi, başyukarı delme işleminde önemli konulardır. Genellikle dikey kuyuların kazısı eğimli kuyulara göre daha kolaydır. Keski başına yük, rayba kafasının çapı, jeolojik oluşum ve kuyunun eğimi, tork gereksinimlerini etkileyen bazı önemli faktörlerdir. Kuyu çapının artması, matkap dizisi ve rayba gövdesi üzerinde ek tork çabasına neden olur. Ek olarak, çaptaki artışla birlikte, kuyu duvarlarının kütlesel özellikleri de büyük ölçüde etkilenmekte ve zayıflamaktadır. Balyalama sistemi, kılavuz delgi işleminde delik sapması ve kazı hızı parametrelerini doğrudan etkiler. Ek olarak, yetersiz balyalama (özellikle suda) kılavuz bit ömrü üzerinde ana etkiye sahiptir.
Raybalama işleminin başlangıcında ve bitişinde, BDM'nin operasyonel parametreleri daha düşük değerler gösterir. Raybalama başlangıcında, tijlerin aşırı aşınması ve arızalanması endişesi nedeniyle, keskiler alt seviyedeki kuyu ağzında bulunan kayalara temas ettiğinde, dönme hızı diğer tijlere göre daha düşük olmalıdır. Raybalama sonunda / bitişinde ise kaya blokları rayba kafasına düşebilir ve keskilere zarar verebilir endişesiyle dönme hızı diğer tijlere göre daha düşük olmalıdır. Ayrıca deneyimli bir operatör, makine kullanım süresinin artmasında, dolayısı ile genel performansın (günlük ilerleme hızının) artmasında önemli rol oynamaktadır. Tijlerin değiştirmesi (kılavuz delgide ekleme, raybalamada çıkarma) iyi eğitimli ve deneyimli bir operatör tarafından azaltılabilir. Ayrıca, madendeki çeşitli operasyonlar (patlatma gibi) için uygun bir zamanlama / program, BDM operasyonunun duraklama süresini azaltabilir.
Anlık kesme / kazı hızı, teknik ve operasyonel parametrelerin yanı sıra mekanik ve jeolojik parametrelerin bir fonksiyonudur. Keski tüketim miktarı genellikle jeolojik (özellikle mineral içeriği) ve mekanik parametrelerin bir fonksiyonudur. Makine kullanım süresi, projelerin operasyonel-teknik özelliklerinden kaynaklanan gecikmelere (duraklamalara) bağlıdır.
YANLIŞ BDM SEÇİMİ VE PERFORMANS TAHMİNİ SORUNLARI
Birçok nitel ve nicel faktör, BDM seçimini etkiler, bu nedenle bu faktörler genellikle birbiriyle
çelişir. Birçok alternatif arasından optimum BDM'nin seçimi çok önemli bir karar verme problemidir.

Proceedings of 8th International Congress of Mining Machinery and Technologies
9
BDM'lerin seçiminde jeoteknik riskler önemli bir rol oynamaktadır. Kuyu kazısı sırasında bazı jeolojik ve jeoteknik tehlikeleri önlemek için en uygun BDM'nin seçilmesi çok önemlidir. Risk değerlendirmelerinde, BDM'lerin operasyonel koşullarının yanı sıra jeolojik koşulları da dikkate almalıdır.
Elverişsiz jeolojik koşullar, BDM'lerin daha iyi ve daha güvenilir seçimine ve performans tahminine ihtiyaç duyulmasına neden olur. Kayanın delinebilirliği/kazılabilirliği, penetrasyon (kazı) hızı ve tijlerin aşınması gibi çeşitli makine faktörleri, kaya kütlesi koşullarından doğrudan etkilenir. Kuyu kazısında faylarla karşılaşıldığında, enjeksiyon yöntemiyle arazi güçlendirilebilir. Hızla ilerleyen yumuşak kaya kazılarında, çıkan pasaların yeterli düzeyde temizlenmesine dikkat edilmesi gerekmektedir. Farklı oluşumlardaki keskilere uygulanan yük, delme/kazı işlemi sırasında keski-uç aşınmasını doğrudan etkileyen önemli faktörlerden biridir. Keskilere yetersiz yük uygulandığında bu keskilere takılan tungsten karbür uçlar çabuk aşınır ve bu da projelerde gecikmelere ve para kayıplarına yol açar. Ancak keskilere uygulanan yük gerekli değerden fazla ise bu durum da tijlerin sıkışmasına ve aşınmasına neden olabilir.
Başyukarı delme yönteminde, kuyu duvarı stabilitesi, pasanın çıkartılması, kaya parçalanması, ve sapma gibi bazı önemli problemler vardır. Bu problemler arasında sapma, mekanik ve operasyonel parametrelerden doğrudan etkilenen önemli bir faktördür. Genel olarak, bir kılavuz delik açmak ve yukarı raybalama ile delik sapmasını kontrol etmek, aşağı raybalamaya göre daha kolaydır. McCracken ve Stacey (2005)’de, yüksek kazı hızlarının ve minimum sapmaların aynı anda çok nadiren elde edildiğini belirtilmiştir. Kılavuz delginin sapmasına genellikle tabakaların anizotropisi, farklı kaya sertliği ile dik eğimli tabakalanma ve pasa çıkartma sistemi neden olur. İncelemelere göre, 0,5 ila 5 mm boyutundaki pasaların oluşmasının, delme performansını %40 oranında azaltabileceğini göstermiştir (Stakne, 2015). Bununla birlikte, delme basıncı (baskı), dönme hızı, ve tork dahil olmak üzere farklı katmanların mekanik parametreleri, kılavuz deliğin sapmasına neden olabilir. Kuyu kazısındaki kayaların jeolojik/jeoteknik parametreler ve tijlerin kaya kütlesi ile etkileşimi, kılavuz delik sapmasının kontrolünde hayati konulardır (Zhiqiang ve Yiping, 2015).
Literatürde, BDM'lerin yanlış seçimi veya performans tahmininden kaynaklanan başyukarı işleminin başarısızlığı ile ilgili bazı durumlar bulmak mümkündür. Stacey ve Harte (1989) Güney Afrika'nın altın madenlerinde yapılan başyukarı çalışmaları sırasında bazı sorunlardan bahsetmişler. Tüm arıza durumlarının öncesinde önemli şekilde makine titreşimi ve yüksek tork değerleri olduğunu belirttiler. James (1997) çalışmasında, 3,66 m çapındaki raybalama işleminde meydan gelen bir operasyonel sorunu belirtmiştir. Bahsi geçen raybalama işleminde 32 tahrik başlı cıvatanın kırılmasından dolayı kazı işleminde gecikmeler meydana geldiğini belirtmiştir.
TÜRKİYE'DEN ÖRNEK ÇALIŞMALAR
Son zamanlarda Türkiye'de maden ve tünel projelerinde kuyu açmak için başyukarı delme makineleri daha yaygın olarak kullanılmaya başlanmıştır. Bu makinelerin avantajlarından dolayı Türkiye'deki madencilik sektöründe özellikle metal madenleri ve tünel inşaat sektörlerinde yaygın olarak kullanılacağına inanılmaktadır. BDM'lerin kullanıldığı projelerin jeolojik koşullarını, makine özelliklerini, ve operasyonel/performans parametrelerini belirlemek için iki proje sahası ziyaret edilmiştir. Bu sahalar Efemçukuru Altın Madeni ve Adıyaman Bakır Maden’idir. Her bir sahanın detayları aşağıda belirtilmiştir. Efemçukuru Altın Madeni
Efemçukuru Altın Madeni Türkiye'nin batısında, İzmir ilinde bulunmaktadır. Maden yatağının üretimi ve işlenmesi Haziran 2011'de başlamıştır. Efemçukuru yeraltı madenindeki üretim işleri; kes-doldur, katlar arası uzun ve kısa sondaj delikleri ve kör delme yöntemleri ile yapılmaktadır. Daha derin seviyedeki geliştirme çalışmaları devam ettiği için havalandırma kuyuları bu çalışmaların vazgeçilmez bir parçasıdır. Efemçukuru, İzmir-Ankara birleşme çizgi zonunun batı ucunda, Üst Kretase fillit ve şist içinde barındırılan bir ara sülfidasyon epitermal altın yatağıdır (Eldorado Gold, 2019). Hemen çökelme alanında,

Proceedings of 8th International Congress of Mining Machinery and Technologies
10
riyolit daykları, fillitleri değiştirmiş bir hornfels zonu içinde ve çevresinde yeryüzüne çıkmıştır. Fillitler ve hornfelsler, saha içindeki mineralizasyon için ana kayalardır. Hornfels genellikle sadece ince toprak örtüsüyle kalın ve yuvarlak yüzeyler oluşturmaktadır. Maden’in yöneticileri, BDM ile iki havalandırma kuyusunun açılmasına karar vermişlerdir. Bu çalışmada, 649 ile 593 seviyeleri (kotları) arasında kazılan bu kuyulardan birinin sonuçları özetlenmiştir. BDM Seçimi ve Performansı
Söz konusu kuyunun açılması için Sandvik Rhino 1088 DC başyukarı delme makinesi kullanılmıştır. Bu makine, maksimum 4000 kN itme kuvvetine sahip hidrolik tahrikli bir makinedir. Makine, kılavuz delmede 300 kNm ve raybalama işleminde 160 kNm torkta çalışabilmektedir. Ayrıca kılavuz delgisinde 60 rpm, raybalama işlemlerinde 21 rpm dönme hızında çalışabilir. Şekil 2, kuyunun kazısında kullanılan kılavuz matkap ucu, raybalama kafası ve BDM'yi göstermektedir. Kılavuz delme işleminde, 311 mm çapında bir tricone bit rotasyon yöntemiyle uygulanmaktadır. Raybalama kafası, beş sıralı tungsten karbür uçlu yedi keski ve dört sıralı uçlu yedi keskiden oluşan toplam 14 buton (kabaralı) keskilerle donatılmıştır.
Şekil 2. BDM (solda), tricone bit (orta) ve raybalama kafası (sağda) fotoğrafları
Bu kuyunun açılmasında her biri 1,52 m uzunluğunda ve 380 kg ağırlığında olan toplam 34 adet tij
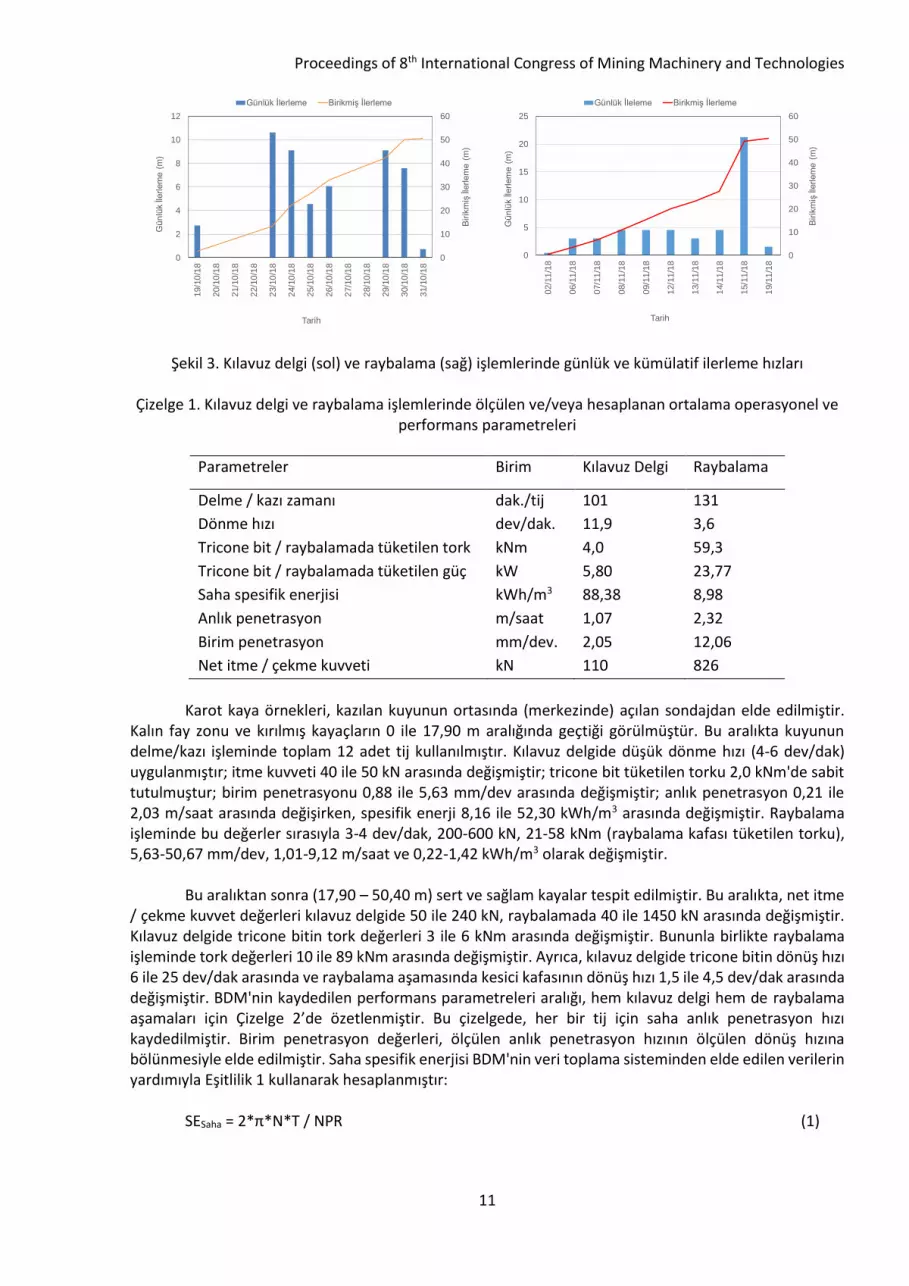
kullanılmıştır. BDM performansı ve operasyonel parametreleri, her bir tij için kılavuz delgi ve raybalama işlemleri sırasında kaydedilmiştir. Kılavuz delgiye 19 Ekim 2018'de başlanmış ve 31 Ekim 2018'de tamamlanmıştır. Şekil 3, kılavuz delgideki günlük ve kümülatif ilerleme hızlarını göstermektedir. Günlük ortalama ilerleme hızı 6,33 m/gün olarak gerçekleşmiştir. 2 Kasım 2018'de raybalama işlemi başlamış ve 50,6 m uzunluğundaki kuyunun genişletmesi 19 Kasım 2018'de tamamlanmıştır. Şekil 3, raybalama işlemindeki günlük ve kümülatif ilerleme hızlarını göstermektedir. Raybalamadaki ortalama günlük ilerleme hızı 5,06 m/gün olarak gerçekleşmiştir. Çalışma düzeni 12 saat/vardiya, 1 vardiya/gün, ve 5 gün/hafta şeklinde organize edilmiştir. Bu operasyonda bir operatör, bir şef, ve iki işçi çalışmıştır. BDM'nin ortalama ölçülen (delme/kazı zamanı, dönme hızı, tricone bit ve raybalama kafa torku, ve itme/çekme kuvveti), hesap edilen performans ve operasyonel parametreler (anlık penetrasyon, birim penetrasyon, harcanan tricone bit ve raybalama kafa gücü, ve saha spesifik enerjisi) kılavuz delgi ve raybalama işlemleri için Çizelge 1'de özetlenmiştir.
Proceedings of 8th International Congress of Mining Machinery and Technologies
11
Şekil 3. Kılavuz delgi (sol) ve raybalama (sağ) işlemlerinde günlük ve kümülatif ilerleme hızları Çizelge 1. Kılavuz delgi ve raybalama işlemlerinde ölçülen ve/veya hesaplanan ortalama operasyonel ve
performans parametreleri
Parametreler Birim Kılavuz Delgi Raybalama
Delme / kazı zamanı dak./tij 101 131
Dönme hızı dev/dak. 11,9 3,6
Tricone bit / raybalamada tüketilen tork kNm 4,0 59,3
Tricone bit / raybalamada tüketilen güç kW 5,80 23,77
Saha spesifik enerjisi kWh/m3 88,38 8,98
Anlık penetrasyon m/saat 1,07 2,32
Birim penetrasyon mm/dev. 2,05 12,06
Net itme / çekme kuvveti kN 110 826
Karot kaya örnekleri, kazılan kuyunun ortasında (merkezinde) açılan sondajdan elde edilmiştir.
Kalın fay zonu ve kırılmış kayaçların 0 ile 17,90 m aralığında geçtiği görülmüştür. Bu aralıkta kuyunun delme/kazı işleminde toplam 12 adet tij kullanılmıştır. Kılavuz delgide düşük dönme hızı (4-6 dev/dak) uygulanmıştır; itme kuvveti 40 ile 50 kN arasında değişmiştir; tricone bit tüketilen torku 2,0 kNm'de sabit tutulmuştur; birim penetrasyonu 0,88 ile 5,63 mm/dev arasında değişmiştir; anlık penetrasyon 0,21 ile 2,03 m/saat arasında değişirken, spesifik enerji 8,16 ile 52,30 kWh/m3 arasında değişmiştir. Raybalama işleminde bu değerler sırasıyla 3-4 dev/dak, 200-600 kN, 21-58 kNm (raybalama kafası tüketilen torku), 5,63-50,67 mm/dev, 1,01-9,12 m/saat ve 0,22-1,42 kWh/m3 olarak değişmiştir.
Bu aralıktan sonra (17,90 – 50,40 m) sert ve sağlam kayalar tespit edilmiştir. Bu aralıkta, net itme / çekme kuvvet değerleri kılavuz delgide 50 ile 240 kN, raybalamada 40 ile 1450 kN arasında değişmiştir. Kılavuz delgide tricone bitin tork değerleri 3 ile 6 kNm arasında değişmiştir. Bununla birlikte raybalama işleminde tork değerleri 10 ile 89 kNm arasında değişmiştir. Ayrıca, kılavuz delgide tricone bitin dönüş hızı 6 ile 25 dev/dak arasında ve raybalama aşamasında kesici kafasının dönüş hızı 1,5 ile 4,5 dev/dak arasında değişmiştir. BDM'nin kaydedilen performans parametreleri aralığı, hem kılavuz delgi hem de raybalama aşamaları için Çizelge 2’de özetlenmiştir. Bu çizelgede, her bir tij için saha anlık penetrasyon hızı kaydedilmiştir. Birim penetrasyon değerleri, ölçülen anlık penetrasyon hızının ölçülen dönüş hızına bölünmesiyle elde edilmiştir. Saha spesifik enerjisi BDM'nin veri toplama sisteminden elde edilen verilerin yardımıyla Eşitlilik 1 kullanarak hesaplanmıştır:
SESaha = 2*π*N*T / NPR (1)
0
10
20
30
40
50
60
0
2
4
6
8
10
12
19/1
0/1
8
20/1
0/1
8
21/1
0/1
8
22/1
0/1
8
23/1
0/1
8
24/1
0/1
8
25/1
0/1
8
26/1
0/1
8
27/1
0/1
8
28/1
0/1
8
29/1
0/1
8
30/1
0/1
8
31/1
0/1
8
Bir
ikm
iş İl
erl
em
e (
m)
Gü
nlü
k İl
erl
em
e (
m)
Tarih
Günlük İlerleme Birikmiş İlerleme
0
10
20
30
40
50
60
0
5
10
15
20
25
02/1
1/1
8
06/1
1/1
8
07/1
1/1
8
08/1
1/1
8
09/1
1/1
8
12/1
1/1
8
13/1
1/1
8
14/1
1/1
8
15/1
1/1
8
19/1
1/1
8
Bir
ikm
iş İl
erl
em
e (
m)
Gü
nlü
k İl
erl
em
e (
m)
Tarih
Günlük İleleme Birikmiş İlerleme

Proceedings of 8th International Congress of Mining Machinery and Technologies
12
Burada N raybalama kafasının dönme hızını (dev/dak) ve T tüketilen torku (kNm) göstermektedir. Denklemin (2πNT) kısmı, belirli bir tork ve dönme hızı için kazı sırasında harcanan güçtür; NPR ise net kazı miktarıdır (m3/h).
Çizelge 2. 17,90 m – 50,40 m aralığında ölçülen / hesaplanan BDM operasyonel ve performans parametrelerinin aralıkları
Parametreler Birim Kılavuz Delgi Raybalama
Anlık penetrasyon m/saat 0,51 – 2,03 0,06 – 2,28
Birim penetrasyon mm/dev. 0,40 – 3,07 0,70 – 9,50
Net itme / çekme kuvvet kN 50 – 240 40 – 1450
Tricone bit / raybalamada tüketilen tork kNm 3,0 – 6,0 10,0 – 89,0
Tricone bit / raybalamada tüketilen güç kW 1,88 – 15,71 1,57 – 38,64
Saha spesifik enerji kWh/m3 22,45 – 228,55 2,56 – 22,22
Adıyaman Bakır Madeni
Adıyaman ili Türkiye'nin Güneydoğu Anadolu Bölgesi’nin batı ucunda Orta Fırat bölümü içinde yer alır. Bu çalışma kapsamında Çelikhan ilçesinde 2017 yılında çalışmalarına başlanılan bakır madeninde BDM ile açılan kuyuların incelemesi yapılmıştır. Bu madende üretim, ara kat göçertmeli çimentolu geri dolgu (CWF) yöntemiyle yapılmaktadır. Katlar arası mesafe ise 20 m olarak tasarlanmıştır. 2019 yılının mart ayında havalandırma ihtiyacını gidermek için 1110 m kotu ile 1020 m kotu arsında 1,80 m çapında bir kuyu BDM ile açılmıştır. Bu kuyudan sonra 2019 yılının temmuz ayında cevher nakli için (ore pass) 1150 m ile 1040 m kotlar arasında 70° eğimli bir kuyu 1,80 m çapında (kılavuz çapı 280 mm) ve 110,0 m uzunluğunda açılmıştır. BDM Seçimi ve Performansı
Bu kuyunun açılması için Atlas Copco RBM 73RH C model BDM kullanılmıştır. Bu makinenin özellikleri Çizelge 3’te özetlenmiştir. Ayrıca Şekil 4’te BDM, kılavuz delgide kullanılan matkap ve raybalama kafası görülmektedir.
Çizelge 3. Kullanılan BDM’nin özellikleri
Parametre Değer
Kazı uzunluğu (nominal) 550 m Kazı çapı (nominal) 2,1 m İtme kuvveti 4159 kN Kılavuz torku 210 kNm Raybalama torku 173 kNm Kılavuz delgi dönme hızı 0-52 dev/dak Raybalama dönme hızı 0-17 dev/dak Güç 200-250 kW Ağırlık (taşıyıcı hariç) 13.150 kg

Proceedings of 8th International Congress of Mining Machinery and Technologies
13
Şekil 4. a) BDM, b) kılavuz delgi matkabı, c) raybalama kafası
Bu kuyunun kılavuz delgi işlemi 05 Temmuz 2019 başlamış ve 10 Temmuz 2019 (gündüz vardiyası) bitmiştir. Ortalama günlük ilerleme 18,33 m olarak kaydedilmiştir. Ayrıca raybalama işlemi 11 Temmuz 2019 başlamış ve 15 Temmuz (gündüz vardiyası) sona ermiştir. Bu aşamada da ortalama günlük ilerleme 22,00 m kaydedilmiştir. Şekil 5’te bu kuyunun kılavuz delgi ve raybalama işlemindeki günlük ve birikmiş (kümülatif) günlük ilerlemeler gösterilmiştir.
Şekil 5. Cevher nakli kuyusunun günlük ve birikmiş ilerleme gösterimi (sol: kılavuz delgi, sağ: raybalama)
Bu kuyu projesinde, 1 jeoloji formeni, 2 operatör, ve 2 işçi çalışmıştır. Ayrıca her gün 8 saatlik 2
vardiya ve haftada 7 gün çalışılmıştır (uzun metrajlı ve özel delgilerde operasyon ve kuyu sağlığı için yedekli vardiya / devamlı vardiya düzeninde çalışılmıştır). BDM’nin ortalama ölçülen (delme/kazı zamanı, dönme hızı, operasyonel tricone bit ve raybalama torku ve itme/çekme kuvveti) ve hesap edilen performans parametreleri (anlık penetrasyon, birim penetrasyon, tüketilen tricone bit ve raybalama gücü, ve saha spesifik enerjisi) kılavuz delgi ve raybalama işlemleri için Çizelge 4’te özetlenmiştir. Bu operasyonda 3 adet dengeleyici tij Kullanılmıştır. Tijlerin uzunluğu 1,524 m, dengeleyici tijlerin ağırlığı 750 kg civarı, diğer tijlerin ağırlığı 450 kg ve raybalama kafasının ağırlığı yaklaşık 8.000 kg’dır.
Kılavuz delgide kazı yapılan yüzeyin daha küçük ve kuyu derinliğinin genişletme bölümü ile aynı uzunlukta olmasına rağmen, raybalama hızının, daha geniş bir yüzeyde olmasına rağmen daha yüksek olduğu görülmektedir. Bunun nedeni ise kuyu sapmasını engellemek ve kılavuz delgiyi sağlıklı şekilde
0
20
40
60
80
100
120
0
5
10
15
20
25
30
05
.07.2
01
9
06
.07.2
01
9
07
.07.2
01
9
08
.07.2
01
9
09
.07.2
01
9
10
.07.2
01
9
Birik
miş
İle
rlem
e (
m)
Gü
nlü
k İl
erl
em
e (
m)
Tarih
Günlük İlerleme Birikmiş İlerleme
0
20
40
60
80
100
120
0
5
10
15
20
25
30
35
40
11
.07.2
01
9
12
.07.2
01
9
13
.07.2
01
9
14
.07.2
01
9
15
.07.2
01
9
Birik
miş
İle
rlem
e (
m)
Gü
nlü
k İl
erl
em
e (
m)
Tarih
Günlük İlerleme Birikmiş İlerleme

Proceedings of 8th International Congress of Mining Machinery and Technologies
14
bitirebilmek için, ilerleme hızının kontrollü şekilde baskısız ve yavaş yapılmasıdır. Aksi durumda, kılavuz delgi en az iki kat daha hızlı yapılabilirdi.
Çizelge 4. Kuyunun kılavuz delgi ve raybalama işlemlerinde ölçülen ve/veya hesaplanan performans parametreleri
Parametreler Birim Kılavuz delgi Raybalama
Delme / kazı zamanı dak/tij 42 30 Dönme hızı dev/dak 42,5 9,0 Tricone bit / raybalamada tüketilen tork kNm 7 60 Tricone bit / raybalamada tüketilen güç kW 31,42 57,60 Saha spesifik enerji kWh/m3 224,40 7,05 Anlık penetrasyon m/saat 2,27 3,29 Birim penetrasyon mm/dev 0,83 6,09 İtme / çekme kuvveti kN 40 900
SONUÇLAR
Bu çalışma kapsamında iki maden işletmesi olan Efemçukuru Altın Madeni ve Adıyaman Bakır
Madeni başyukarı delme makinelerinin incelemesi için ziyaret edilmiştir. Bu sahalarda iki farklı başyukarı delme makinesi kullanılmıştır. Bu incelemelerde, BDM'lerin seçimini ve performansını etkileyen parametreler mekanik (makine ile ilgili), jeolojik / jeoteknik ve operasyonel-teknik parametreler olarak üç kategoride incelenmiştir. Saha incelemelerinden aşağıdaki değerlendirmeler bulunmuştur:
Efemçukuru projesinde kılavuz delgi işleminde günlük 6,33 metre kaydedilirken (tek vardiyalı çalışma), Adıyaman projesinde günlük 18,33 metre kaydedilmiştir (çift vardiyalı çalışma).
Efemçukuru projesinde BDM’nin sert ve sağlam kayaların raybalama işleminde ortalama anlık penetrasyon 0,55 m/saat; Adıyaman projesinde BDM’nin raybalama işleminde ortalama anlık penetrasyon 3,29 m/saat olarak hesaplanmıştır.
Efemçukuru projesinde, kırıklı-çatlaklı kayaçların kılavuz delgi ve raybalama işlemlerinde masif kayaçlara göre daha düşük operasyonel değerlerle ilerleme kaydedilmiştir. Fakat bu bölgelerde kuyun stabilitesi konusu daha dikkatli bir şekilde incelenmelidir.
TEŞEKKÜR
Bu çalışma, Aydın Shaterpour-Mamaghani tarafından yürütülen doktora araştırmasının bazı
sonuçlarını özetlemektedir. Türkiye Bilimsel ve Teknolojik Araştırma Kurumu’na (TÜBİTAK) 217M729 Projesi kapsamında verdiği destek için teşekkürü borç biliriz. Yazarlar, Efemçukuru Altın Madeni (Tüprag), Eti Bakır A.Ş. Adıyaman Bakır İşletmesi, ve Sargın İnşaat ve Makine Sanayi Ticaret A.Ş.’nin desteklerini bildirmek ister; onların desteği olmadan bu çalışma imkânsız olurdu. Yazarlar Efemçukuru Altın Maden’inden (Tüprag) Muammer Berber ve Akın Başkurt; Eti Bakır A.Ş.’den Serkan Ömer Koç, Nuğman Dereci ve Fatih Yazar, Sargın İnşaat ve Makine Sanayi Ticaret AŞ’den Fettah Topal ve Selçuk Öksüzoğlu, saha çalışmalarında birinci yazara yardımcı oldukları için teşekkürlerini sunarlar.
KAYNAKLAR Bilgin, N. (1989). Applied Rock Cutting Mechanics for Civil and Mining Engineers, 1st ed. Birsen, Istanbul
(In Turkish). Bilgin, N., Copur, H., and Balci, C. (2014). Mechanical Excavation in Mining and Civil Industries, CRC Press,
Taylor & Francis Group, 366 p. Dollinger, G.L., Handewith, H.J., and Breeds C.D., (1998). Use of the Punch Test for Estimating TBM
Performance, Tunnelling and Underground Space Technology, 13 (4), 403-408.

Proceedings of 8th International Congress of Mining Machinery and Technologies
15
Eldorado Gold (2019) https://www.eldoradogold.com/assets/operations-and projects/europe/operations/efemcukuru-turkey/default.aspx. Erişim 15 Ağustos 2019.
Everell, M.D. (1972). Performance of raise borers as a function of geology and rock properties, In: Proceeding of the 8th Canadian rock mechanics symposium, Toronto, November-December, pp. 83-100.
James, A. (1997). Catastrophic failure of a raise boring machine during underground reaming operations. Engineering Failure Analysis, 4 (1), 71-80.
Lislerud, A., and Vainionpää, P. (1997). Application of raise boring for excavation horizontal tunnels with Rhino machines, Working report 97-56 e. Posiva Oy, Helsinki, 54p.
McCracken, A., Stacey, T.R. (2005). Geotechnical risk assessment of large diameter raise-bored shafts. Shaft Engineering, Institution of Mining and Metallurgy, Taylor & Francis e-Library, pp. 322–331.
Sandvik product catalogue. Raise Boring Head, user manual. Shaterpour-Mamaghani, A., Bilgin, N., Balci, C., Avunduk, E., and Polat, C. (2016). Predicting Performance
of Raise Boring Machines by Using Empirical Models, Rock Mechanics and Rock Engineering, 49 (8), 3377-3385.
Stacey, T.R., and Harte, N.D. (1989). Deep level raise boring prediction of rock problems. Rock at Great Depth. Maury & Fourmaintraux (eds), Balkema, Rotterdam, pp. 583-588, (ISBN: 9061919754).
Stakne, P. (2015., Basic considerations and practical experience with the boring of deep shafts by the raise boring process / Grundsatzüberlegungen und baupraktische Erfahrungen beim Auffahren tiefer Schächte im Raise-Boring-Verfahren. Geomechanik Tunnelbau, 8, 50–59.
Zhiqiang, L., Yiping, M. (2015). Key technologies of drilling process with raise boring method, Journal of Rock Mechanics and Geotechnical Engineering, 7 (4), 385-394.

Proceedings of 8th International Congress of Mining Machinery and Technologies
16
BOKSİT DIŞI KAYNAKLARDAN ALÜMİNA ÜRETİMİNDE MEKANİK AKTİVASYON İÇİN AŞIRI ÖĞÜTME SİSTEMLERİ
INTENSIVE MILLING SYSTEMS FOR MECHANICAL ACTIVATION IN THE PRODUCTION OF ALUMINA FROM NON-BAUXITE SOURCES
M. K. Aydemir1,*, M. Erdemoğlu1
1 İnönü Üniversitesi, Maden Mühendisliği Bölümü, Malatya Türkiye
* Sorumlu yazar: [email protected]
ÖZET Bayer prosesi kullanılarak boksit cevherlerinden alümina üretimi uzun yıllardır bilinmekte ve
endüstriyel olarak uygulanmaktadır. Öte yandan, bu prosese uygun olmayan boksit cevherleriyle birlikte, kaolinit ve pirofillit içeren kaolinitik killer, nefelinli siyenit, uçucu küller, feldispatlar ve Türkiye’de dikkate değer miktarda rezerve sahip olan pomza gibi boksit dışı kaynaklardan da alümina üretimi konusunda yoğun araştırmalar yapılmaktadır. Bu cevherlerdeki alüminyum silikat minerallerinin yapısı kavurma ya da aşırı öğütme yoluyla parçalanarak asidik liç koşullarında daha verimli çözünmeleri sağlanmaktadır. Aşırı öğütme yoluyla alüminyum veriminde sağlanan artış minerallerin mekanik aktivasyonu olarak tanımlanmaktadır. Mekanik aktivasyon için aşırı öğütme artık günümüzde birçok endüstriyel üretim akım şemasında yerini almış bir ön işlem basamağıdır. Bu bildiride, boksit dışı kaynaklardan alümina üretiminin temelleri özetlenmekte, mekanik aktivasyon için endüstriyel ölçekte kullanılan aşırı öğütme sistemleri ve bu sistemlerin boksit dışı kaynaklardan alümina üretimi için kullanılabilirliği değerlendirilmektedir.
Anahtar Sözcükler: Alümina, boksit-dışı kaynaklar, asidik liç, mekanik aktivasyon, aşırı öğütme
ABSTRACT
Production of alumina from bauxite ores using the Bayer process is very-well known and applied
industrially for many years. On the other hand, along with the bauxites that are not suitable for this process, demanding investigations are carried out on alumina production from non-bauxite sources such as kaolinite and/or pyrophyllite containing clays, nepheline syenite, fly ash, feldspars and pumice which has a significant amount of reserves in Turkey. The structure of the aluminum silicate minerals in these ores is broken down by roasting or intensive milling, allowing them to dissolve more efficiently under acidic leaching conditions. Increase in aluminum recovery by intensive milling is defined as the mechanical activation of minerals. Intensive milling for mechanical activation is now a pre-treatment stage in many industrial production flowcharts. In this paper, basics of alumina production from non-bauxite sources were summarized, intensive milling systems used on industrial scale for mechanical activation were reviewed and the usability of these systems for the alumina production from non-bauxites was evaluated.
Keywords: Alumina, non-bauxite sources, acidic leaching, mechanical activation, intensive milling
GİRİŞ
Alümina Alümina (Al2O3), oksit formda bulunan seramik bir malzemedir. Tabiatta kararlı halde bulunan
alüminaya korund denilmektedir. Korundun bazı safsızlıklar içeren haline ise “zımpara taşı” denilir. Saf alümina doğada farklı kristal yapılarda bulunabilmekte ancak tüm bu kristal yapılar 750-1200 °C

Proceedings of 8th International Congress of Mining Machinery and Technologies
17
sıcaklıklarında korunda dönüşebilmektedir ve dönüşüm tersinir değildir. Bu dönüşümü etkileyen faktörler ise zaman, kristal boyutu ve atmosfer şartlarıdır (Terzier, 2011).
Alüminyum yer kabuğunun yaklaşık olarak %8’ini oluşturmakla (Apaydın, 2018; Demir, 2017) birlikte alümina yer kabuğunda yaklaşık %16 oranında bulunmaktadır (Demir, 2017). Ayrıca alüminyum doğada genel olarak alümina silikat yapılı şekilde bulunmaktadır (Apaydın, 2018).
Alüminanın ticari olarak kullanımı ilk olarak 1907 yılında yüksek alümina seramik üretimi
konusunda alınan bir patentle başlamıştır. Daha yaygın üretimi ve kullanımı ise 1920 ile 1930 yılları arasında gerçekleşmiştir (Şahin , 2006).
Alüminanın ilk kullanım alanları ise buji ve laboratuvar malzemeleri alanında gerçekleşmiştir.
Günümüzde ise daha yaygın kullanım alanına sahip olmuştur. Özellikle kesici takım, yatak malzemesi, tekstil sektörü, elektronik sektörü, zırh yapımı ve implant yapımı alanlarında kullanılmaktadır (Şahin , 2006). Bayer prosesi sonucu üretilen gibsit 1150°C altında bir sıcaklıkta kalsine edilirse gibsit tamamen alfa alüminaya dönemez, bunun sonucu olarak da kalsine üründe geçiş alüminaları denen alümina fazları bulunur (Emrullahoğlu, 2020). Geçiş alüminaları yüzey özellikleri sayesinde katalizör, adsorban ve ayırma teknolojilerinde önemli ölçüde kullanılmaktadır (Demir, 2017).
Ayrıca alümina yüksek mekanik dayanıma, erime sıcaklığına, elektriğe ve ısıya karşı dirence ve
kimyasal dayanıklılığa sahip bir malzemedir ve bu nedenle geniş kullanım alanına sahiptir (Demir, 2017).
Günümüzde, alümina üretimini için Bayer prosesi kullanılmaktadır. Bayer prosesinde hammadde olarak boksit kullanılmaktadır. Bayer prosesi ile üretilen alüminanın da çok büyük bir kısmı da alüminyum üretiminde kullanılmaktadır (Girgin, 1984).
Bayer prosesi, boksitin basınç altında, kaynama noktasının üzerinde bir sıcaklıkta NaOH çözeltisi
ile liç işlemine tabi tutulması esasına dayanmaktadır. Liç işlemi sonrası çözünmeyen kısım filtrasyon işlemi ile uzaklaştırıldıktan sonra, çözeltiye alüminyum hidroksit taneleri ilave edilerek alüminyumun saf alüminyum hidroksit kristalleri halinde çöktürülmesi sağlanmaktadır. Oluşan çökelekler filtrasyon, yıkama ve kurutma işlemlerine tabi tutulduktan sonra saf alümina (Al2O3) elde etmek amacıyla kalsine edilmektedir. Elde edilen alümina elektrolitik indirgenme hücrelerine beslenmektedir (Baş vd., 2014).
BOKSİT DIŞI KAYNAKLARDAN ALÜMİNA ÜRETİMİ
Boksit dışı kaynaklardan alümina üretimi konusu, özellikle alümina üretiminde önde gelen
ülkelerin boksit rezervlerindeki azalmalar nedeniyle boksite alternatif arayışlarına başlamaları nedeniyle gündeme gelmiştir. Alümina üretiminde söz sahibi olan ülkelerde alternatif çalışmalardan olumlu sonuçlar alınmıştır. Bazılarında ise her an üretime geçebilecek şekilde hazırlıklar tamamlanmıştır (Girgin, 1984).
Boksite alternatif olarak özellikle killer öne çıkmaktadır. Killerin yanı sıra kömür şeylleri, nefelinli
siyenit, kyanit, andalusit, sillimanit ve uçucu küllerin de boksite alternatif olabileceği düşünülmektedir (Erdemoğlu vd., 2018; Girgin, 1984).
Alternatif olabilecek hammaddelerin özelliklerine bağlı olarak; sülfirik asit, hidroklorik asit gibi
asitler kullanılarak asit liçi, kireç veya soda-kireç karışımıyla sinterleme işleminin ardından su veya alkali çözeltisiyle liç ve indirgen ortamda klorlama gibi yöntemler denenmiş ancak bu yöntemlerin çoğunun ekonomik olarak Bayer prosesinin yerini tutamayacağı görülmüştür. Bununla birlikte Bureau of Mines (ABD) ve Aluminum Pechiney (Fransa) tarafından geliştirilen iki ayrı prosesin olumlu sonuçlar verdiği görülmüştür. Bu proseslerden ABD tarafından “Killerden Hidroklorik Asit Prosesiyle Alümina Eldesi”, Fransa tarafından ise kil veya kömür içerikli şeyllerin hammadde olarak kullanıldığı “H+ Prosesi” geliştirilmiştir (Girgin, 1984).

Proceedings of 8th International Congress of Mining Machinery and Technologies
18
Kil minerallerinden alümina üretimi konusunda genel olarak kabul görmüş olan akım şeması Şekil 1.’de verilmiştir (Erdemoğlu vd., 2018).
Şekil 1. Kil minerallerinden alümina üretimi akım şeması (Erdemoğlu vd., 2018). Şekil 1. incelendiğinde prosesin dört ana basamak ile uygulandığı görülmektedir. Başlangıçta
cevhere genellikle kalsinasyon kavurması yapılarak cevherdeki kil mineralleri aktifleştirilmektedir. Kalsine edilerek aktifleştirilmiş olan cevher asit liçine tabi tutulmaktadır. Liç işlemiyle elde edilen alüminyumlu çözeltiden alüminyum tuzu çöktürülmekte ve elde edilen alüminyum tuzu kavurma işlemine tabi tutularak alüminaya dönüştürülmektedir. Kil minerallerinden liç işlemi ile alümina üretiminde alüminyumun çözünme verimini ve hızını arttırmak için kalsinasyon kavurması (termal aktivasyon) yöntemi kullanılmaktadır. Ancak aşırı öğütme (mekanik aktivasyon) ile de cevher aktifleşebilmektedir. Kil minerallerinin termal aktivasyonu ile alüminyum silikat minerallerinin kristal yapısı bozuşturularak, asit ile tepkimeye daha elverişli yeni bir mineral yapı veya amorf bir yapı meydana gelmesi amaçlanmaktadır (Erdemoğlu vd., 2018).
Kalsinasyon kavurması sırasında silikatlı mineralin yapısında bulunan kristal suyu, buharlaşarak
uzaklaşmaktadır (dehidroksilasyon). Böylelikle gözenekli, yüksek özgül yüzey alanına sahip ve amorf bir katı elde edilmektedir. Bu katı aynı zamanda aktifleşmiş olduğundan seyreltik asitlerle çözünebilir hale gelmektedir. Bu durumda aktivasyonu sağlayan en önemli parametrenin dehidroksilasyon olduğu görülmektedir. Silikatların ısıl işlemin ardından asitlerle liç edilmesi sonucu metal içerikleri çözeltiye geçmekte ve geriye silis (SiO2) bir mineral iskelet yapı kalmaktadır. Ancak derişik asitlerle liç edildiğinde ise silisin jelleştiği ve süzme işleminde sorunlara yol açtığı görülmüştür. Ayrıca kavurma sıcaklığının dehidroksilasyon sıcaklığını geçmesi durumunda ise amorflaşmış mineralin yüksek sıcaklık etkisiyle tekrar kristallenerek liç işlemine yanıt veremez duruma geldiği görülmüştür. Çizelge 1.’de kaolinitin kalsinasyon ve liç işlemleri sırasındaki bozunma ve çözünme reaksiyonları görülmektedir (Erdemoğlu vd., 2018).
Çizelge 1. Kaolinitin farklı süreçlerdeki reaksiyonları
Süreç Reaksiyon
Kalsinasyon Kavurması Al2Si2O5(OH)4(Kaolinit) Al2O3.2SiO2(Metakaolin) + 2H2O(g)
Asit Liçi Al2O3.2SiO2 + 6H+ 2Al3+ + 2SiO2(katı) + 3H2O

Proceedings of 8th International Congress of Mining Machinery and Technologies
19
Kaolinitin, 400-800 oC sıcaklık aralığında kavrulduğunda, amorf yapılı ve seyreltik asitlerle kolaylıkla tepkimeye girerek alüminyumu seçimli olarak sulu çözeltiye geçirebilen metakaoline dönüştüğü görülmektedir. Ancak, 900-1050 oC sıcaklığa ulaşıldığında ise amorf yapılı metakaolin tekrar kristalleşerek asitte çözünmez hale gelmektedir. Ayrıca, kalsinasyon süresi ile alümina kazanım verimi arasındaki ilişki incelendiğinde değişen sıcaklıklarda 30 ve 45 dakika kalsine edilen kaolinitten alümina kazanımının 720 oC’ye kadar arttığı bu sıcaklıktan sonra ise azaldığı görülmüştür. Aynı şekilde Suudi Arabistan’da yapılan çalışmaya göre kaolinitin 400-800 oC sıcaklıklarda kalsine edildikten sonra HCl ile liç edilmesi sonucunda 700 oC kalsinasyon sıcaklığında alümina kazanımı %32 iken, 600 oC’de yaklaşık %63 olarak gerçekleşmiştir. En yüksek alümina kazanımının 600 oC’de 1 saat kalsine edilmiş kaolinitten elde edildiği görülmektedir (Erdemoğlu vd., 2018).
Ayrıca Uysal (2018) tarafından boksit dışı bir kaynak olarak pirofilitten asit liçi yöntemiyle alüminyum kazanımı ile ilgili olarak yapılan çalışmada, %23,60 Al2O3 içeriğine sahip olan pirofillit cevherinin HCl ile liç işlemine tabi tutularak içeriğindeki alüminyumun çözeltiye alınması amaçlanmıştır. Asit liçi işlemi tüvenan, kalsine ve aşırı öğütülmüş cevherler için uygulanmış ve alüminyum kazanımları, tüvenan cevherde %10,57, kalsine cevherde %33,63 ve aşırı öğütülmüş cevherde %86,50 olarak bulunmuştur. Kalsinasyon işlemi sırasında çözünmeye dirençli yeni fazların meydana geldiği ve bu nedenle çözeltiye geçen alüminyum miktarının nispeten düşük olduğu görülmüştür. Ancak aşırı öğütme yoluyla mekanik aktivasyon sonucunda kil minerallerinin amorflaştığı ve alüminyumun çözeltiye geçme miktarında artış olduğu tespit edilmiştir. Sonuç olarak pirofillit cevherinden asit liçi yöntemiyle alüminyum kazanımında termal aktivasyonun kısmen, mekanik aktivasyonun ise belirgin bir şekilde alüminyum kazanımını arttırdığı tespit edilmiştir. Pirofilitten asit liçi yöntemiyle alüminyum kazanımı için uygulanan genel akım şeması Şekil 2’de verilmiştir.
Şekil 2. Pirofillit cevherinden alüminyum kazanımına ilişkin deneysel akış şeması
Bir diğer boksit dışı kaynak olan pomzadan hidrometalurjik yöntemlerle alümina üretilmesi
hakkında yapılan çalışmada başlıca %64,64 SiO2 ve %14,85 Al2O3 içeriğine sahip asidik pomzadan alümina üretimi olanakları incelenmiştir (Aydemir, 2021). Bu amaçla pomza su, HCl, H2SO4 ve HNO3 çözeltilerinde liç edilerek bu ortamlardaki alüminyum kazanımları ortaya çıkarılmıştır.
Tüvenan pomzanın tüm ortamlardaki liçi sonucunda çözeltiye anlamlı miktarda alüminyum
alınamamış olması nedeniyle pomza mekanik olarak aktifleştirmek amacıyla gezegensel hareketli bilyalı değirmen kullanılarak 2-60 dk aralığında çeşitli sürelerde öğütülmüştür. Öğütülmüş ürünler, sabit koşullarda liç edilmiş ve en yüksek alüminyum kazanımı (%66,40) 60 dk. aşırı öğütülmüş pomzanın HCl çözeltisiyle liçi sonucunda elde edilmiştir. Alüminyum kazanımını artırmak üzere sıcaklık, süre ve asit
Evaporasyon
Kavurma
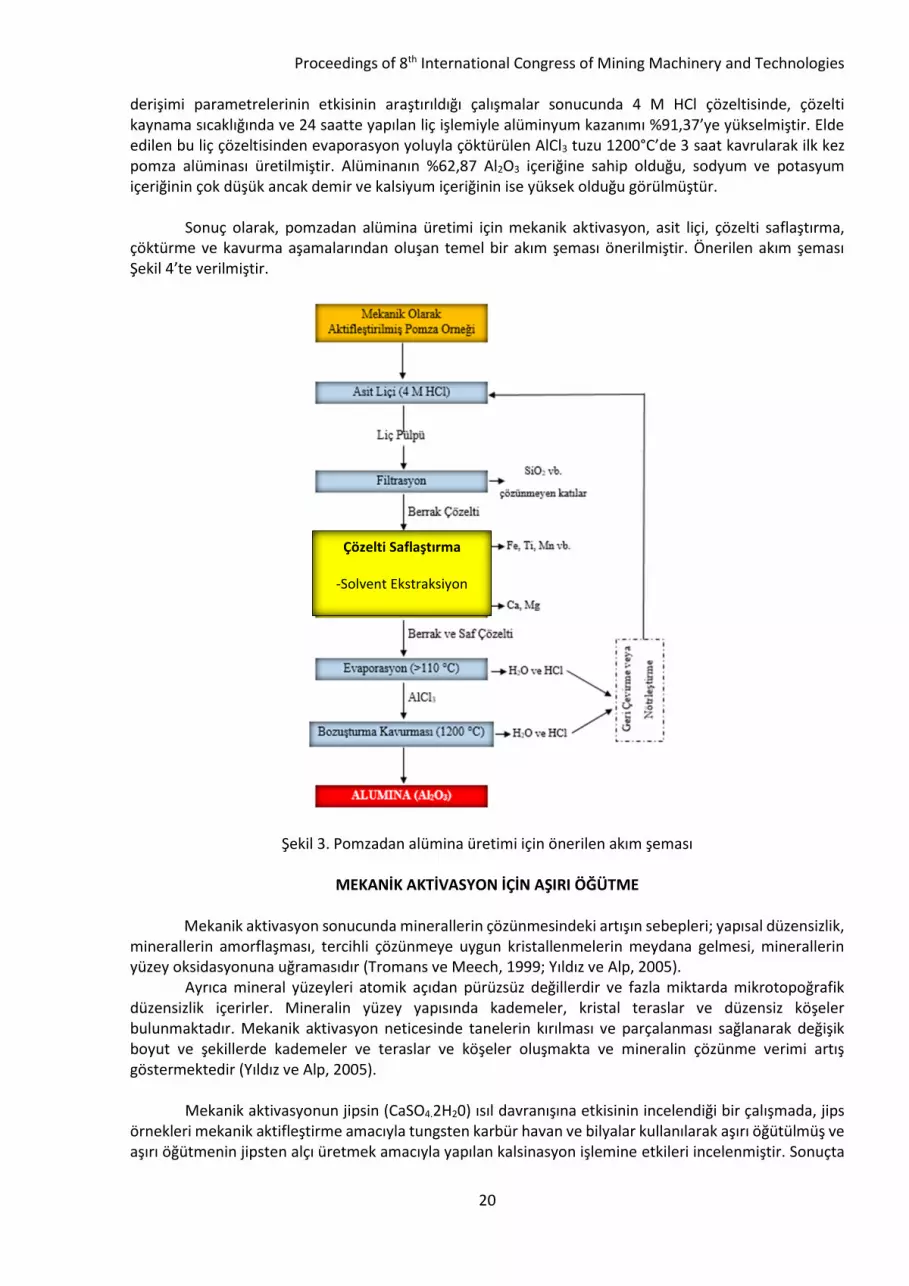
Proceedings of 8th International Congress of Mining Machinery and Technologies
20
derişimi parametrelerinin etkisinin araştırıldığı çalışmalar sonucunda 4 M HCl çözeltisinde, çözelti kaynama sıcaklığında ve 24 saatte yapılan liç işlemiyle alüminyum kazanımı %91,37’ye yükselmiştir. Elde edilen bu liç çözeltisinden evaporasyon yoluyla çöktürülen AlCl3 tuzu 1200°C’de 3 saat kavrularak ilk kez pomza alüminası üretilmiştir. Alüminanın %62,87 Al2O3 içeriğine sahip olduğu, sodyum ve potasyum içeriğinin çok düşük ancak demir ve kalsiyum içeriğinin ise yüksek olduğu görülmüştür.
Sonuç olarak, pomzadan alümina üretimi için mekanik aktivasyon, asit liçi, çözelti saflaştırma,
çöktürme ve kavurma aşamalarından oluşan temel bir akım şeması önerilmiştir. Önerilen akım şeması Şekil 4’te verilmiştir.
Şekil 3. Pomzadan alümina üretimi için önerilen akım şeması
MEKANİK AKTİVASYON İÇİN AŞIRI ÖĞÜTME
Mekanik aktivasyon sonucunda minerallerin çözünmesindeki artışın sebepleri; yapısal düzensizlik, minerallerin amorflaşması, tercihli çözünmeye uygun kristallenmelerin meydana gelmesi, minerallerin yüzey oksidasyonuna uğramasıdır (Tromans ve Meech, 1999; Yıldız ve Alp, 2005).
Ayrıca mineral yüzeyleri atomik açıdan pürüzsüz değillerdir ve fazla miktarda mikrotopoğrafik düzensizlik içerirler. Mineralin yüzey yapısında kademeler, kristal teraslar ve düzensiz köşeler bulunmaktadır. Mekanik aktivasyon neticesinde tanelerin kırılması ve parçalanması sağlanarak değişik boyut ve şekillerde kademeler ve teraslar ve köşeler oluşmakta ve mineralin çözünme verimi artış göstermektedir (Yıldız ve Alp, 2005).
Mekanik aktivasyonun jipsin (CaSO4.2H20) ısıl davranışına etkisinin incelendiği bir çalışmada, jips örnekleri mekanik aktifleştirme amacıyla tungsten karbür havan ve bilyalar kullanılarak aşırı öğütülmüş ve aşırı öğütmenin jipsten alçı üretmek amacıyla yapılan kalsinasyon işlemine etkileri incelenmiştir. Sonuçta
Çözelti Saflaştırma
-Solvent Ekstraksiyon
-Gravimetrik Çöktürme
vb.

Proceedings of 8th International Congress of Mining Machinery and Technologies
21
mekanik aktivasyonun kalsinasyon dönüşüm sıcaklıklarında düşüş sağladığı görülmüştür (Şener ve Erdemoğlu, 2014).
Karbonatlı mangan cevherinin sülfirik asit liçine mekanik aktivasyonun etkileri incelenmiştir.
Cevher gezegensel değirmende aşırı öğütülerek aktive edilmiş ve amorflaşma miktarı XRD analizleriyle belirlenmiştir. Sonuçta mekanik aktivasyonla birlikte cevher yapısında amorflaşma ve düzensizlik tespit edilmiştir. Bu sayede cevherin asit liçindeki çözünürlüğünde artış meydana gelmiştir (Yıldız, 2010).
Boksitten alümina üretimi sırasında açığa çıkan kırmızı çamurdan değerli metallerin geri
kazanılması amacıyla yapılan çalışmada, kırmızı çamur yüksek enerjili bir değirmende aşırı öğütülerek aktive edilmiş ve ardından HCl liçine tabi tutulmuştur. Çalışma sonucunda artan mekanik aktivasyon süresiyle birlikte liç veriminin ve değerli metal ekstraksiyonun da arttığı görülmüştür (Turan, 2021).
Malahit cevherinin amonyum nitrat ile liç işlemine mekanik aktivasyonun etkilerinin incelendiği
çalışmada, malahit cevheri liç öncesi farklı sürelerde aşırı öğütülerek mekanik olarak aktive edilmiştir. İşlem görmemiş cevherle mekanik olarak aktive edilmiş cevherin liç verimleri karşılaştırılmış ve mekanik aktivasyon süresinin artışıyla liç veriminin de arttığı görülmüştür. Ancak mekanik aktivasyon süresinin aşırı uzun tutulduğu durumlarda ise ince cevherin topaklandığı ve bu durumun liç verimine olumsuz etki ettiği gözlenmiştir (Akçay ve Apaydın, 2017).
İnce öğütme ile mekanik aktivasyon arasındaki ilişkilerin araştırıldığı bir çalışma yapılmıştır. Mekanik enerji gevşemesi, kırılma fiziği açısından ele alınır. Öğütme sınırının sert-kırılgan geçiş boyutuna eşit olduğu gösterilmiştir. Parçacıkların boyutunun bu boyutun ötesinde azaltılmasına, gevşeme mekanizmasındaki gevrek kırılmadan sert akışa kadar değişiklikler eşlik eder. Bu değişiklik, yapı bozulmalarında önemli bir büyümeye yol açar ve derin bir mekanik aktivasyon aşamasıyla tanımlanabilir. Bir öğütme cihazında mekanik işlemeyi karakterize etmek için, darbelerin stresle dağılımı tanıtılmıştır. (Boldyrev vd., 1996).
Talk-kaolen-alümina karışımı seramik sistemde kordiyerit oluşumuna mekanik aktivasyonun
etkilerinin incelendiği çalışmada, karışım gezegensel değirmende 1 saat mekanik olarak aktive edilmiş ve kordiyerit faz dönüşümleri incelenmiştir. Sonuçta mekanik aktivasyonla birlikte kordiyerit faz dönüşümü sıcaklığında düşüş sağlanmıştır (Yürüyen vd., 2014).
ENDÜSTRİYEL MEKANİK AKTİVASYON MAKİNALARI
Mekanik aktivasyon için geleneksel değirmenler elverişli olmadığından bu işlem için enerji verimi yüksek olan, gezegensel değirmen, ekstrantrik titreşimli değirmen ve karıştırmalı ortam değirmenleri kullanılmaktadır (Uysal, 2018).
Karıştırmalı Bilyalı Değirmenler Karıştırmalı bilyalı değirmenler mikron boyutunda malzeme üretimi amacıyla en çok tercih edilen
değirmenlerdir. Seramik, metalurji, elektronik, boya, kimya, gıda, lastik, ziraat, ilaç, fotoğraf, kömür ve enerji gibi sektörlerde yaygın olarak kullanılmaktadır. Diğer değirmenlere göre çalışması kolay, öğütme ve enerji maliyetleri daha düşüktür (Hacıfazlıoğlu, 2009).
Endüstriyel ölçekte bir uygulama sırasında, 20 ton/saat kapasiteye sahip bir karıştırmalı değirmen
kullanılarak -6 µm boyutuna yapılan bir öğütme işleminde harcanan enerjinin, klasik bir bilyalı değirmene oranla %60 daha düşük olduğu tespit edilmiştir (Mankosa vd., 1986). Şekil 4.’te dikey ve yatay pinli karıştırmalı değirmen görülmektedir (Hacıfazlıoğlu, 2009).

Proceedings of 8th International Congress of Mining Machinery and Technologies
22
Şekil 4. Dikey ve yatay pinli karıştırmalı değirmen (Hacıfazlıoğlu, 2009).
Titreşimli Değirmenler Titreşimli değirmenler üst üste veya yan yana yerleştirilmiş öğütme hücrelerinden meydana
gelmektedir. Öğütme hücreleri bir lastik takoz üzerine konumlandırılmıştır. Lastik takoz veya yaylar vasıtasıyla öğütme hücrelerine belirli bir hızda titreşim verilmekte ve böylece hücrelerin ve hücre içerisindeki bilya ve cevher hareket ettirilerek öğütme işleminin yapılması sağlanmaktadır. Sistemin en büyük dezavantajları kapasite ve bakım onarım maliyetlerinin yüksek olmasıdır (Hacıfazlıoğlu, 2009).
Titreşimli değirmenler ile 10 µm boyutuna kadar öğütme yapılabilmekte ve ilk yatırım maliyeti
düşüktür. Genellikle linyit, taşkömürü, kireçtaşı, bentonit, jips, boksit, bakır, demir, ferrosilikon ve alüminyum oksitlerin ince öğütmesi için kullanılmaktadır (Yıldız, 2007).
Şekil 5. Titreşimli değirmen ve kesit görüntüsü
Gezegensel (Planeter) Değirmenler Mikron ve mikronaltı boyutlarda öğütme yapmak için geliştirilmiş olan bir çeşit bilyalı değirmen
tipidir. Planeter ismi, değirmen gövdesinin güneş etrafındaki gezegenlerin hareketi gibi dönmesinden gelmektedir. Bir yörüngesel değirmende, bir birine ters yönde olan iki hareket vardır. Birincisinde, yörüngesel değirmenin gövdeleri, merkezi bir eksen etrafında tıpkı gezegenlerin güneş etrafındaki dönüşü gibi döner. Bu hareketi sayesinde merkez ekseni boyunca sanrifüj alanı oluşur. İkinci harekette ise değirmen gövdesi kendi ekseni etrafında dönmektedir. Dolayısıyla gezegensel değirmen, yüksek dereceli bir yerçekimi alanında çalışmaktadır. Ayrıca, yüksek santrifüj alanının da etkisiyle değirmen içerisinde çok yüksek enerji açığa çıkmaktadır. Bu yüzden, gezegensel bir değirmen ile klasik bilyalı değirmenlere göre daha kısa sürede çok ince boyutlu malzeme elde etmek mümkündür (Ding vd., 1997).

Proceedings of 8th International Congress of Mining Machinery and Technologies
23
Şekil 6. Gezegensel değirmen görünümü.
BOKSİT DIŞI KAYNAKLARIN AŞIRI ÖĞÜTÜLMESİ
Erdemoğlu vd. (2018) tarafından yapılan çalışmada boksit dışı bir kaynak olan pirofillitten alümina üretimine aşırı öğütmenin etkileri incelenmiştir. Mekanik aktivasyon için aşırı öğütülmüş örnekler ve aşırı öğütme uygulanmayan örnekler HCl ile liç edilmiş ve alüminyum kazanımları karşılaştırılmıştır. Öğütülmemiş cevherin liçi sonucunda alüminyum kazanımı %12 iken, 50 dk aşırı öğütülmüş cevherin liçi sonucunda alüminyum kazanımının %73,09’a yükseldiği tespit edilmiştir. Bir başka boksit dışı kaynak olan pomzadan alümina üretimi çalışmaları da yapılmış ve tüvenan ve aşırı öğütülmüş pomza örneklerinin liçi sonucunda çözeltiye geçen alüminyum miktarları karşılaştırılmıştır. Tüvenan pomzanın liçinden anlamlı bir alüminyum kazanımı gözlenmezken, 60 dk aşırı öğütülen pomza örneklerinin liçi sonucunda %91,37 alüminyum kazanımı tespit edilmiştir.
YORUM
Bu çalışmada boksit dışı kaynaklardan alümina üretiminde mekanik aktivasyon sistemlerinin etkisi incelenmiştir. Boksit dışı kaynaklardan alümina üretimi çalışmaları incelendiğinde mekanik aktivasyon için aşırı öğütme işlemiyle beraber liç veriminde dramatik bir artış sağlandığı tespit edilmiştir. Aşırı öğütme işlemi sonucunda cevher içerisinde kristal yapıda bulunan minerallerin az ya da çok amorflaşması, azalan tane boyutu ve artan yüzey alanı etkileri liç verimini arttırmıştır. Aşırı öğütme sitemlerinin endüstriyel boyutta da kullanılabileceği, bu amaçla üretilmiş değirmen tiplerinin bulunduğu ve alümina üretiminde katma değer yaratacağı düşünülmektedir.
TEŞEKKÜR
Yazarlar, bu çalışmayı FYL-2020-1984 numaralı proje olarak destekleyen İnönü Üniversitesi Bilimsel Araştırma Projeleri Koordinasyon Birimi’ne teşekkür ederler.
KAYNAKLAR
Akçay, M., Apaydın, F. (2017). Malahit Cevherinin Amonyum Nitrat ile Liç Edilmesine Mekanik
Aktivasyonun Etkisinin İncelenmesi. Afyon Kocatepe Üniversitesi Fen ve Mühendislik Bilimleri Dergisi, 17, 717-726.
Apaydın, S. H. (2018). Zirkonya Takviyeli Alümina Esaslı Seramik Malzemelerin Üretimi ve Karakterizasyonu. Yüksek Lisans Tezi. On dokuz Mayıs Üniversitesi. Samsun
Aydemir, M.K. (2021). Pomzadan Alümina Üretiminin Hidrometalurjik Yöntemlerle Araştırılması. Yüksek Lisans Tezi. İnönü Üniversitesi. Malatya.
Ayna Çakır, C. (2019). Kordiyerit Esaslı Seramiklerin Korozyon Direncine Mekanik Aktivasyonun Etkisi. Yüksek Lisans Tezi. Sakarya Üniversitesi. Sakarya
Baş, A. D., Yazıcı, E. Y., & Celep, O. (2014). Geçmişten Günümüze Hidrometalurji. Yer Altı Kaynakları Dergisi, 3(5), 39-50.

Proceedings of 8th International Congress of Mining Machinery and Technologies
24
Boldyrev, V. V., Pavlov, E. L., Goldberg, E. L. (1996). Interrelation between fine grinding and mechanical activation. International Journal of Mineral Processing, 44, 181-185.
Butyagin, P. Y. (1973). Primary active centers in mechanochemical reactions. Zurnal Vsesojuznogo Chimiceskogo obs ecestva D. Mendelejeva, 18, 90-95.
Demir, G. K. (2017). Bayer Prosesine Kireç Kullanımının Etkisinin Araştırılması ve Eti Alüminyum Tesislerinde Uygulamaları. Yüksek Lisans Tezi. Necmettin Erbakan Üniversitesi, Konya
Ding, J., Tsuzuki, T., & McCormick, P. G. (1997). Mechanochemical synthesis of ultrafine ZrO2 powder. Nanostructured Materials, 8(1), 75-81.
Emrullahoğlu Abi, C.B., & Yatır, M. (2020). Seydişehir Alüminası’nın Dökümle Şekillendirilmesi. Avrupa Bilim ve Teknoloji Dergisi, (Özel Sayı), 463-471.
Erdemoğlu, M., Birinci, M., Uysal, T. (2018). Kil minerallerinden alümina üretimi: güncel değerlendirmeler. Politeknik Dergisi, 21(2), 387-396.
Erdemoğlu, M., Birinci, M., Uysal, T., Tüzer, E. P., & Barry, T. S. (2018). Mechanical activation of pyrophyllite ore for aluminum extraction by acidic leaching. Journal of Materials Science, 53(19), 13801-13812.
Girgin, İ. (1984). Boksit Dışı Kaynaklardan Alümina Üretimi. Madencilik, 23(3), 7-14. Hacıfazlıoğlu, H. (2009). İnce ve Çok İnce Öğütme için Alternatif Değirmen Tiplerinin Tanıtılması. Afyon
Kocatepe Üniversitesi Fen Ve Mühendislik Bilimleri Dergisi, 9(1), 17-30. Mankosa, M. J., Adel, G. T., & Yoon, R. H. (1986). Effect of media size in stirred ball mill grinding of
coal. Powder technology, 49(1), 75-82. Şahin , G. (2006). Homojen Çöktürme Yöntemi ile Alümina Üretimi. Yüksek Lisans Tezi, Anadolu
Üniversitesi, Eskişehir. Şener, M. (2012). Mekanik Aktivasyonun Jipsin (CaSO4.2H2O) Isıl Davranışına Etkisi. Yüksek Lisans Tezi,
İnönü Üniversitesi, Malatya. Şener, M., Erdemoğlu, M. (2014). Jipsin Isıl Davranışına Mekanik Aktivasyonun Etkisi. Bilimsel Madencilik
Dergisi, 53(4), 19-26. Terzier, F. (2011). Yerli Kaynaklardan Reaktif Alümina Üretimi ve Karakterizasyonu. Yüksek Lisans Tezi,
Afyon Kocatepe Üniversitesi, Afyonkarahisar Tromans, D., Meech, J. A. (1999). Enhanced Dissolution of Minerals: Microtopography and Mechanical
Activation. Minerals Engineering, 12(6), 609-625. Turan, D. (2021). Mekanik Olarak Aktive Edilmiş Kırmızı Çamurdan Değerli Metallerin Geri Kazanılması.
Fırat Üniversitesi Mühendislik Bilimleri Dergisi, 33(1), 63-69. Uysal, T. (2018). Asit Liç Yöntemi İle Pirofillit Cevherinden Alümina Üretiminde Aktifleştirme Koşullarının
Araştırılması. Doktora Tezi, İnönü Üniversitesi, Malatya. Yıldız, K. (2010). Mekanik Aktive Edilmiş Karbonatlı Mangan Cevherinin Sülfirik Asit Liçi. Sakarya
Üniversitesi Fen Bilimleri Dergisi, 14(1), 50-54. Yıldız, K., Alp, A. (2005). Metalurjik proseslerde mekanik aktivasyon. Metal Dünyası, 146, 119-121. Yıldız, N. 2007. Cevher Hazırlama”, Ertem Basım yayın Dağıtım Sanayi ve Ticaret Ltd.Şti. Ankara, s.504,
ISBN: 978-975-96779-1-6. Yürüyen, S., Toplan , N., Yıldız , K., Toplan, H. Ö. (2014). Talk-Kaolen-Alumina Seramik Sisteminde
Kordiyerit Oluşumuna Mekanik Aktivasyonun Etkisi. Afyon Kocatepe Üniversitesi Fen ve Mühendislik Bilimleri Dergisi, 14, 37-40.
.

Proceedings of 8th International Congress of Mining Machinery and Technologies
25
MICROSTRUCTURAL CHANGES OF NATURAL PYRITE DURING DIFFERENT PROCESSES
B.N.Akhgar*,1 P. Pourghahramani2
1 Mining Engineering Department, Engineering Faculty, Urmia University, Urmia, Iran
([email protected], [email protected]) 2 Mining Engineering Faculty, Sahand University of Technology, Tabriz, Iran
ABSTRACT
Investigation of microstructural changes occurred during different processing operations of natural minerals can be considered as an important issue opening new opportunities to know what happened in mineral during different operations. The microstructural changes and this kind of studies can give insight into the minerals by using advanced parameters such as microstrain, crystallite size, amorphization degree, lattice parameters and lattice volume. For the parameters measurement, different approaches can be used such as Williamson-Hall, Warren-Overbach and Rietveld analyses. Regarding to the fact that the topic is an interdisciplinary issue, the mentioned parameters had to be introduced in summary before paying attention to their influences on the progress of the mechanical activation, mechanochemical activation and hydrometallurgical processes. Therefore in the paper, an attempt was made to present the parameters and their influence on the mentioned operations. As instance, the results obtained from microstructural studies of pyrite during mechanical activation, mechanochemical activation and hydrometallurgical treatments will be proved that the parameters are the powerful tool for indicating what happened in minerals during different process. Finally, it was concluded that the operation progress of minerals strongly depends on amorphization degree among the other parameters related to microstructural changes.
Keywords: Microstructure, mineral processing, hydrometallurgy, mechanochemistry
INTRODUCTION
Nowadays, mineral processing and hydrometallurgy are faced with new challenges especially for treatment of low-grade ores consisting of different minerals. To solve the problem, it is necessary to use new tools and parameters related to minerals. In old methods, the mineral processing and hydrometallurgical treatments were investigated by using classical parameters such as grade, recovery and efficiency and parameters related to the kinetic studies. It seems that the microstructural analysis can prepare new information related to minerals inside. The analysis was performed through X-ray diffraction method (XRD) in which parameters such as microstrain, crystallite size, amorphization degree, and lattice parameters can be calculated. The parameters related to the inside of minerals as follows;
a) Crystallite size: small crystallite size means there are a large number of grain boundaries existing on
more atoms which are ready to react (Zdujic et al., 1998). b) Amorphization degree: a higher degree of amorphization degree can implies that the atomic bonds
between minerals constituent elements are weakened indicating reactivity promotion of the minerals (Tahmasebi et al., 2009).
c) Microstrain: the parameter can referred to atom positions changes when spacing between atomic planes in a minerals structure varies due to stress induction (Cullity and Stock, 2001) and its increase can be responsible for reactivity improvement of activated minerals (Li et al., 2008).
d) Lattice parameter and lattice volume: the expansion of lattice can be ascribed to the elemental component release (Hu et al., 2004) forming point defects (vacancies) in mineral structure.

Proceedings of 8th International Congress of Mining Machinery and Technologies
26
In general, the reactivity of minerals can be promoted by increasing amorphization degree and microstrain and crystallite size reduction. In addition to the parameters, formation of point defects related to lattice parameters and lattice volume can increase reactivity of minerals.
The mechanical activation and mechanochemical activation as pretreatment step has been employed to improve hydrometallurgical processing of minerals. The obtained results demonstrate that the pretreatment methods increase dissolution of the minerals due to crystalline disorders and new surface formation (Akhgar et al., 2012). The measurement of crystallite size, lattice strain, and amorphization degree and lattice parameter can provide detailed information for behavior prediction of minerals in different process and its reactivity variations. For example in the present research work, natural pyrite was considered to microstructural study when it was taken under mechanochemical and mechanical activation process and leaching operation. Pyrite (FeS2) is a most common gangue sulfide mineral known as a refractory mineral with cubic crystals. Pyrite hydrometallurgical processing has been performed for different reason such as cyanidation of gold ores (Hu et al., 2002). Regarding to refractory nature of pyrite, microstructural changes and reactivity promotion of pyrite during mechanical activation, mechanochemical activation and hydrometallurgical processing can be a matter of interest. Also, the obtained result about microstructural changes of pyrite can give some insight into hydrometallurgical processing of other sulfide minerals. The aim of the present research work is to determine the sole of microstructural changes in pyrite and its related products behavior during different pretreatment and its products hydrometallurgical processing (after and before leaching).
EXPERIMENTAL METHODS
A high purity concentrate was prepared through conventional beneficiation methods. The XRD
analysis of pyrite concentrate showed only pyrite reflections corresponding with JCPDS No. 1-1295. The XRD analysis was applied for the examination of pyrite, milled samples and the standard sample, LaB6 SRM660a, used for the elimination of instrumental effects (Fig. 1). The X-ray diffraction test was performed by Bruker Axs D8 advanced instrument by applying Cu Kα radiation (λ = 1.5406 Å) at 50 kV and 250 mA in the two theta range of 25–70°. All records were performed using a step size of 0.02 and a counting time of 3 s per step.
Figure 1. XRD pattern of a) initial pyrite and b) standard LaB6 (SRM660a)
Mechanical activation of pyrite was conducted by a planetary ball mill (Pulverisette 6, FRITSCH,
Germany) in a 250 cm3 cup for 50 min with a rotation speed of 400 rpm under argon atmosphere to prevent unwanted chemical reactions. 15 stainless steel balls having diameters of 20 mm were used for milling by the ball to powder weight ratio (BPR) of 20:1. The milling conditions during mechanochemical activation were similar to the mechanical activation in milling speed, ball to powder ratio, milling atmosphere, milling time and ball size and number. For mechanochemical activation of pyrite, the natural pyrite and iron powder was co-milled by the stoichiometry ratio presented in the following reaction.
FeS2+ Fe= 2FeS (1) The mechanochemical reaction was conducted in a planetary ball mill (Pulverisette 6, FRITSCH,
Germany) with a 250 cm3 vial, BPR: 20 and a rotation speed of 400 rpm under argon atmosphere. For the
a b

Proceedings of 8th International Congress of Mining Machinery and Technologies
27
mechanochemical reaction (Eq. 2), the natural pyrite and the aluminum powder (Merck 1.01056.0250) were co-milled for 2 h by modified stoichiometric coefficient as described details in the previous investigation (Akhgar and Pourghahramani, 2016).
3FeS2+4Al= 3Fe+ 2Al2S3 (2) Selective leaching method was preferred wherein aluminum sulfide was dissolved and iron
remained as leach residue. The selective leaching experiments were carried out in a 250 ml beaker for 45 min at 80 °C using 1.5 M NaOH solution of leaching agent. Ultrasonic waves were produced in the used beaker by using a laboratory ultrasonic instrument, keeping homogeneous suspension of slurry and accelerating leaching reaction. The sonochemical leaching experiments began with the addition of 7.6 g Fe-Al2S3 compound into the leaching solution. Finally, for related characterizations, the residues of the sonochemical leaching were separated, washed and dried below 50 °C. Field emission scanning electron microscopy (FE-SEM) was conducted by MIRA3 FEG-SEM instrument [TESCAN, Czech Republic].
RESULT AND DISCUSSION
As mentioned, the milling tests were conducted in less than one hour to reduce disadvantageous
impact of high-energy ball milling process related to high energy consumption and low industrial capacity. The XRD patterns of the mechanochemically activated and mechanically activated pyrite are displayed in Fig. 2. The XRD pattern of mechanically activated pyrite corresponds to the standard XRD pattern of FCC FeS2 (JCPDS No. 1-1295). With increasing iron metal powder in mechanochemical activation, peak broadening intensified and reflection peaks intensities decreased in compared with mechanically activated pyrite. Reduction of peaks intensities can be attributed to the formation of X-ray amorphous phase and the broadening of reflection peaks can be ascribed to the changes in lattice strain and crystallite size (Pourghahramani and Forssberg, 2006a). Analysis of the XRD patterns revealed that mechanical activation and mechanochemical activation leads to structural changes in the pyrite lattice. However, the existence of reflection peaks after 50 min of high-energy ball milling confirms the strong pyrite structure resistant to milling.
Figure 2. XRD patterns of mechanically activated pyrite (right) and mechanically activated pyrite (left)
The result reveals that the induced mechanical energy to the mixture of pyrite and iron during mechanochemical activation could not provide the sufficient energy for complete reaction between them- even after 50 min intensive milling. During mechanochemical reaction between iron and pyrite, the iron atoms leaves their position in Fe structure empty to form troilite (FeS- JCPDS No.1-1247). The troilite phase does not appear in mechanically activated pyrite and only forms by iron and pyrite mechanochemical reaction as reported before.
The structural changes of mechanically activated pyrite and mechanochemically activated pyrite
were compared by calculating the amorphization degree (Table 1). According to the results, the amorphization degree increased by milling time in both mechanically and mechanochemically activated pyrite samples. The results obtained revealed amorphization degree of mechanochemically activated

Proceedings of 8th International Congress of Mining Machinery and Technologies
28
pyrite is more than mechanically activated pyrite increasing to 83% where in the mechanically activated pyrite, the amorphization degree was about 53%. Thus, mechanochemical activation can tremendously affect the reactivity of pyrite in comparing with mechanical activation.
Table 1. The effect of mechanical and mechanochemical activation pyrite microstructure
Leaching tests Amorphization degree (%)
Crystallite size (nm)
Microstrain (%) lattice parameter (nm)
Pyrite 0 763 0.06 0.542013
Mechanically activated pyrite 53 77 0.09 0.542184
Mechanochemically activated pyrite 83 57 0.052 0.542377
The crystallize size, lattice strain and unite cell measurements are determined by using Rietveld
method with X’pert high score plus software. It is clear that microstrain increases only in mechanically activated pyrite, while crystallite size decreases in both mechanochemically and mechanically activated pyrites. The mechanochemical activation accelerated changes in crystallite size where crystallite size gradually decreases from 77 nm in mechanically activated pyrite for 50 min to 57 nm in mechanochemically activated pyrite for 50 min.
In compassion with mechanically activated pyrite, microstrain slightly deceases in
mechanochemically activated pyrite. The microstrain reduction can attributed to fractions of pyrite with high level of microstrain can react with iron and left pyrite structure with less microstrain. Some extant of the microstrain reduction can be due to the iron powder suppressing the complete transformation of mechanical energy to pyrite regarding to its ductile properties. In addition, produced troilite phase can simultaneously deformed and adsorb remained mechanical energy. Nevertheless, the mechanically activated pyrite has more microstrain than correspondent mechanochemically activated pyrite.
The lattice parameter of face-centred cubic pyrite (a) changes by milling time during mechanical
and mechanochemical activation (Table 1).The results reveal that the lattice parameter of pyrite undergoes an expansion during intensive milling. In compassion with mechanical activation, mechanochemical activation can generally expand pyrite lattice parameters much more. The fact is that the elemental sulfur which release during mechanochemical activation has less opportunity to back to pyrite structure. The elemental sulfur reacts with iron to form new phase of troilite similar to the previous report (Aylmore and Lincoln, 2000) in which the elemental sulfur recombined with pyrrhotite after release and formed pyrite again. Therefore, the lattice expansion of pyrite structure during mechanochemical activations is much more than that during mechanical activation.
The leaching tests results were as follows; the maximum iron extraction belongs to leaching test
of mechanochemically activated pyrite in which 87% of total iron can be extracted at ambient temperature by 1M sulfuric acid. It is notable that by consideration of complete digestion of iron powder, the iron extraction from pyrite is about 74% which was much more than 1.12% in pyrite leaching and 21.22% in leaching of mechanically activated pyrite. The results indicated that although mechanical activation can significantly improve leachability of pyrite, mechanochemical activation performance in the promotion of pyrite leachability is making a breakthrough. The findings proved that the complete dissolution of mechanochemically pyrite can be accessible.
Ignoring the influences of crystallite size reduction due to its close value in mechanically and
mechanochemically activated pyrites, the dominant parameter in determination of leachability of mechanically and mechanochemically activated pyrite has to be related to their amorphization degree measures. The leaching tests prove that the amorphization degree changes can overcome negative influence of microstrain reduction in mechanochemically activated pyrite. The result emphasizes on the fact that mechanochemical activation directly destroyed most of pyrite atomic bonds implying that the reactivity of mechanochemically activated pyrite can be more than mechanically activated pyrite in which

Proceedings of 8th International Congress of Mining Machinery and Technologies
29
some atomic bonds indirectly and lowly influenced by mechanical energy induction with regarding to the lower amorphization degree of mechanically activated pyrite.
The microstructural study was continued on natural pyrite through mechanochemical reaction of
pyrite with metal Al powder. It is worth mentioned that mechanochemical activation and mechanochemical reaction are different in nature. During mechanochemical reactions, the goal is performing a complete reaction between reactant preparing new products, In spite of mechanochemical activation. The mechanochemical reaction was conducted as mention before. After the mechanochemical reaction, leaching test was conducted on the product to investigate microstructural changes of products after abd before leaching with NaOH solution.
The results proved that the complete mechanochemical reaction occurred between natural pyrite
and the aluminum metal powder. The XRD pattern of the mechanochemically synthesized Fe-Al2S3 compound is illustrated in Fig. 3. As a result, the Fe (JCPDS No. 6-0696) and Al2S3 (JCPDS No. 4-0787) are major phases of the Fe-Al2S3 compound. After the performance of leaching test, the XRD analysis of the products uncovered that major phases of Fe and Al2S3 in the Fe-Al2S3 compound converted to the major phases of iron and maghemite (Fe2O3- JCPDS No. 25-1402) in the residue of sonochemical leaching (Fig. 3). Consequently, the results reconfirmed that the crystalline phase of aluminum sulfide is solved by NaOH solution and not remained as a major phase in leach residue due to the selective performance of sonochemical leaching.
Figure 3. XRD pattern of Fe-Al2S3 obtained from mechanochemical reaction of pyrite before (right) and
after (left) leaching
The crystallite size and lattice strain was calculated by using obtained XRD patterns in Table 2 to elucidate influence of sonochemical leaching on the Fe-Al2S3 compound. It is clear that microstrain and crystallite size decrease from 0.487% and 21 nm to 0.078% and 19 nm after leaching. The results provide important evidence about structural changes of Fe-Al2S3 compound during sonochemical leaching. As seen, frictions of Fe-Al2S3 compound with more strain have more reactivity and contribution in chemical reactions during sonochemical leaching and then microstrain decrease in leach residue. In addition, crystallite size fairly changes in Fe-Al2S3 compound after leaching indicating the extraction of aluminum during sonochemical leaching. It brings about minor reduction in crystallite size during 45 min short time

Proceedings of 8th International Congress of Mining Machinery and Technologies
30
of leaching tests. Therefore, it can be concluded that induced microstrain during mechanochemical reaction was stored in aluminum sulfide phase more than iron phase.
Table 2. The effect of leaching on crystallite size and microstrain of Fe-Al2S3 compound
Products Crystallite size (nm) Microstrain (%)
Fe-Al2S3 compound (before leach) 21 0.487
Leach residue (after leach) 19 0.078
The influence of sonochemical leaching on Fe-Al2S3 compound can be significantly proved
regarding Fig. 4 wherein the FE-SEM images of products before and after sonochemical leaching are presented. The FE-SEM images indicate that although particle size of the Fe-Al2S3 compound is in the 0.1-0.5 μm range, the leach residue mostly has a particle size less than 100 nm. The leach residue has about 116 m2/g BET surface area.
Figure4. FE-SEM images of Fe-Al2S3 compound (left) and NZVI (right)

Proceedings of 8th International Congress of Mining Machinery and Technologies
31
CONCLUSION
As a main achievement, the microstructural changes of pyrite were studied through XRD patterns analysis of Rietveld method. Mechanical activation, mechanochemical activation and leaching of natural pyrite after mechanochemical reaction with Al were studied from microstructural view point.
1- The mechanochemical activation can accelerate crystallite size reduction and amorphization degree increase in mechanochemically activated pyrite compared to mechanically activated pyrite.
2- The results obtained from microstructural studies proved that the amorphization degree is the dominant parameter on pyrite reactivity promotion.
3- The XRD patterns related to the mechanochemical reaction of pyrite with Aluminum metal powder indicated that the mechanochemical reaction is a complete reaction.
4- The results also verified the microstrain and crystallite size reduced after leaching process due to the participation of material parts with high level of microstrain.
REFERENCES
Akhgar, B.N., Pourghahramani, P., 2016. Mechanochemical reduction of natural pyrite by aluminum and
magnesium, J. Alloys compd. 657, 144-151. Aylmore M.G. and Lincoln F.J., Mechanochemical milling-induced reactions between gases and sulfide
minerals 1. Reactions of SO2 with arsenopyrite, pyrrhotite and pyrite, J. Alloys Compd. 309, 2000, 61–74.
B. N. Akhgar, M. Pazouki, M. Ranjbar, A. Hosseinnia, R. Salarian, 2012. Application of Taguchi method for optimization of synthetic rutile nano powder preparation from ilmenite concentrate, Chemical Engineering Research and Design, Volume 90, Issue 2, Pages 220-228.
Cullity B.D. and Stock S.R., Elements of X-ray Diffraction, 3rd ed., 2001, Prentice Hall, Inc.; New Jersey, U.S.A.
Hu H., Chen Q., Yin Z., Zhang P., Zou J. and Che H., 2002. Study on the kinetics of thermal decomposition of mechanically activated pyrites, Thermochim. Acta 389, 79–83.
Hu H., Chen Q., Yin Z., Zhang P. and Wang G., 2004. Effect of grinding atmosphere on the leaching of mechanically activated pyrite and sphalerite,Hydrometallurgy 72, 79–86.
Li C., Liang B. and Wang H., 2008. Preparation of synthetic rutile by hydrochloric acid leaching of mechanically activated Panzhihua ilmenite,Hydrometallurgy 91, 121–129.
Pourghahramani P. and Forssberg E., 2006. Microstructure characterization of mechanically activated hematite using XRD line broadening, Int. J. Miner. Process. 79, 106–119.
Tahmasebi R., Shamanian M., Abbasi M.H. and Panjepour M., 2009. Effect of iron on mechanical activation and structural evolution of hematite-graphite mixture, J. Alloys Compd. 472, 334–342.
Zdujic M., Jovalekic C., Karanovic L., Mitric M., Poleti D. and Skala D., 1998. Mechanochemical treatment of α-Fe2O3 powder in air atmosphere, Mater. Sci. Eng. A 245, 199

Proceedings of 8th International Congress of Mining Machinery and Technologies
32
AYRIK ELEMANLAR YÖNTEMİ PARÇAÇIK ETKİLEŞİM PARAMETRELERİNİN YIĞIN VE DÜŞME AÇISI KALİBRASYON TESTLERİ İLE BELİRLENMESİ
DETERMINATION OF DISCRETE ELEMENT METHOD PARTICLE INTERACTION PARAMETERS BY USING ANGLE OF REPOSE AND DRAW-DOWN ANGLE CALIBRATION TESTS
İ.C. Duman 1*, B. Ozlu 1, M. İtik 2
1 Çolakoğlu Mühendislik Mak. San. ve Tic. Ltd. Şti.
(*Sorumlu yazar: [email protected]) 2 İzmir Demokrasi Üniversitesi, Makina Mühendisliği Bölümü
ÖZET
Parçacık akış problemleri, endüstride aşınma, tıkanıklık, darboğaz, taşma, dökülme ve toz oluşumu gibi sorunlara yol açabilir. Maden sektöründe veya taş ocağı işletmelerinde ortaya çıkan bu katı parçacık akış problemleri, ekipman ömrünün azalmasına neden olurken malzeme transferini de olumsuz yönde etkiler. Ayrık Elemanlar Yöntemi (DEM) kullanılarak yapılan simülasyonlar ile, katı parçacık hareketinin modellenmesi, parçacık-yüzey etkileşimleri sonucu ortaya çıkabilecek problemlerin tahmin edilmesi ve bu etkilerin azaltılması mümkündür. Böylece tesis üretim kapasitesinde artış sağlanırken ekipman bakım onarım maliyetleri de düşürülür. Yapılacak DEM simülasyonlarının doğruluğu için parçacık-parçacık ve parçacık-yüzey etkileşim parametrelerinin belirlenmesi gerekir. Bir katı parçacık akış sisteminin yığın davranışı, parçacık-parçacık ve parçacık-yüzey etkileşimlerine bağlıdır ve bu nedenle yığın açısı ve analizi, DEM simülasyonları için kritik bir rol oynar. Ayrıca malzemenin yığın açısı davranışı; kayma, yuvarlanma ve yığın yoğunluğu gibi malzeme özellikleri ile boyut ve şekil gibi parçacık geometrilerine bağlıdır. Bu çalışmada, bakır cevherinin DEM simülasyonları için gerekli olan parçacık-parçacık ve parçacık-yüzey parametrelerinin elde edilmesi amacıyla yığın ve düşme açısı testleri gerçekleştirilmiştir. Testler sonucunda elde edilen parametreler, DEM simulasyonları ile kalibre edilerek deneysel veriler ile doğrulamaları yapılmıştır. DEM simulasyonları Rocky-DEM yazılımı ortamında gerçekleştirilmiştir.
Anahtar Sözcükler: Yığın açısı, düşme açısı, katı yığın, ayrık elemanlar yöntemi, Rocky-DEM
ABSTRACT
Particle flow may cause issues like wear, blockage, bottleneck, overflow, dust and spillage in mining industries and quarries which reduce the lifespan of equipments while having negative impact on the material transfer process. Discrete Element Method (DEM) enables to model the motion of solid particles helping predict the issues arising during particle-particle and particle-boundary interactions. As a result of DEM simulations, capacities of the facilities can be increased while maintenance costs are reduced. In order to achieve accurate DEM simulation results, particle-particle and particle-boundary interaction parameters must be provided correctly. Angle of Repose and Drawdown tests which depend on material properties such as shear, rolling, bulk density, and particle geometry, are common methods to obtain particle-particle and particle-boundary interaction parameters. In this study, angle of repose and draw-down angle tests have been performed for copper ore to specify the particle-particle and particle-boundary parameters that are required for DEM simulations. The parameters obtained from the angle of repose and draw-down tests have been calibrated by DEM simulations using the experimental data. DEM simulations have been performed on Rocky-DEM software.
Keywords: Angle of repose, drawdown angle, bulk solid, discrete element method, Rocky-DEM

Proceedings of 8th International Congress of Mining Machinery and Technologies
33
GİRİŞ
Yığın halinde katı parçacık bulunan endüstriyel uygulamalarda parçacık akış problemleri, tesislerin üretim kapasitelerini, verimliliğini ve ekipman ömürlerini olumsuz yönde etkilemektedir. Ayrıca, tesis giderlerinin önemli bir kısmı olan bakım ve onarım masraflarını da arttırmaktadır. Bu doğrultuda, ayrık elemanlar yöntemi (DEM), katı parçacık davranışını anlamaya ve söz konusu problemlerin çözümüne yardımcı olmaktadır. DEM simülasyonları, her bir parçacığın diğer parçacıklarla ve ekipmanlarla gerçekleştirdiği davranışı temsil etmektedir. Bu sayede, parçacık halinde malzeme içeren sistemler analiz edilebilmekte ve tasarım ya da operasyonun iyileştirilmesi mümkün olmaktadır. Parçacıkların statik ve dinamik özelliklerinden biri olan yığın açısı, parçacıkların fiziksel özelliklerini değerlendirmek ve akış hareketlerini tanımlamak amacıyla kullanılan bir parametredir. DEM simülasyonları için de önemli bir yere sahip olan yığın açısı değeri, Şekil 7’de görüldüğü gibi bir katı parçacık kütlesinin yığın halinde sabit durumda kalabildiği maksimum açı olarak ifade edilmektedir (Delaney vd., 2012; Katterfeld ve Wensrich, 2017; Rackl ve Günthner, 2016; Roessler ve Katterfeld, 2018; Tang vd., 2017; Ye vd., 2018).
Şekil 7. Dökme malzemelerin deneysel ve simüle edilmiş yığın durumu
Bir dökme malzeme için belirli parametrelere bağlı olarak değişen yığın açısı, ilgili malzemenin akış karakteristiği olarak kabul edilmektedir. Çizelge 1’de bir dökme malzemenin yığın açısının malzemenin akışkanlığı ile ilişkisi verilmiştir (Woodcock ve Mason, 1988). Dökme malzemelerin yığın açısı değerleri statik ve dinamik yığın açısı olmak üzere iki farklı şekilde ifade edilmektedir. Statik yığın açısı, bir katı yığının serbest akış davranışı sonrasında ortaya çıkan açı olarak tanımlanırken; dinamik yığın açısı ise bir katı parçacık yığınının dönme esnasında geri yuvarlanmaya başladığı maksimum açı olarak ifade edilebilir (Chik ve Vallejo, 2005; Liu, 2011; Marigo ve Stitt, 2015).
Çizelge 1. Yığın açısı ile malzemenin akışkanlık ilişkisi
Yığın Açısı Akışkanlık
25 ° – 30 ° Çok akışkan
30 ° – 38 ° Az Akışkan
38 ° – 45 ° Akışkan
45 ° – 55 ° Yapışkan
55 ° > Çok Yapışkan
Parçacıklı malzeme düzeyindeki sistemlerin incelenmesini mümkün kılan ayrık elemanlar yöntemi,
parçacıklar arasında yaşanan mikroskobik düzeydeki temasların tanımına dayanmaktadır. Yığın ve düşme açısı testlerinin gerçekleştirilmesi ve testlerde kullanılan katı yığın için tüm yığını temsil edecek hassasiyette malzeme parametrelerinin belirlenmesi, ayrık elemanlar yöntemi kullanılarak yapılan simülasyonların doğruluğu için önemlidir. Tek bir parçacığın özelliklerini ölçmek, özellikle küçük ölçekte

Proceedings of 8th International Congress of Mining Machinery and Technologies
34
parçacıklar için, oldukça hassasiyet gerektirir ve zaman alır. DEM girdi parametrelerinin doğruluğunun tespit edilmesi için girdi parametreleri, simülasyon ve test çıktıları birbiri ile örtüşünceye kadar değiştirilir. Yaygın olan bu yaklaşımla DEM girdi parametre takımı belirlenmiş olur. Bu çalışmada, bakır cevheri için yığın ve düşme açısı testleri gerçekleştirilmiştir. Statik ve dinamik sürtünme katsayıları, Costagliola vd. (2016) tarafından yapılan çalışmaya dayanarak statik sürtünme katsayısı daha büyük olacak şekilde bir çift olarak alınmıştır. Yapılan bu testler yardımıyla, söz konusu yığını temsil edecek şekilde parçacık parametre takımı belirlenmiştir. Rocky DEM programı kullanılarak ilgili parçacık için kalibrasyonlar gerçekleştirilmiştir.
Ayrık Elemanlar Yöntemi (DEM)
Son yıllarda, programlama hızı ve gücündeki gelişmelerin yanı sıra programlama sektöründeki yenilikler, Cundall & Strack (1979) tarafından sunulan ayrık elemanlar yöntemi kullanılarak karmaşık parçacıklı akışların modellenmesinin yolunu açmıştır. Bu yöntem, tekil halde bağımsız olarak bulunan bir parçacığın aynı veya farklı türden malzemeler ile etkileşime girmesi üzerine kurulmuştur. Ayrık elemanlar yönteminin en önemli uygulaması, karmaşık geometrideki sistemlerin ve bu geometriler için kinematik etkilerin modellenmesiyle birlikte oluşabilecek sorunların önüne geçilebilmesidir (Marigo ve Stitt, 2015). Bu sayede, üretim tesislerinin verim ve üretim kapasitelerinin arttırılması, ekipman bakım-onarım masraflarının azaltılması ve üretim hattının tamamiyle durmasına sebep olacak sorunların tespit edilmesi sağlanabilmektedir. Ayrık elemanlar yöntemi, madencilik, tarım, gıda, paketleme gibi alanlarda yaygın olarak kullanılmakta olup katı cisimlerin çevre ile parçacık bazında etkileşimde bulunduğu tüm sektörlerde değerlendirilmeye uygundur. Şekil 8’de ayrık elemanlar yönteminde esas alınan parçacıklar arasındaki etkileşim gösterilmiştir ve bu etkileşime bağlı olarak ortaya çıkan kuvvetler, Newton’un ikinci yasasına dayalı formüllerle ifade edilmektedir.
Şekil 8. Parçacıklar arası etkileşimin modellenmesi
DEM simülasyonları, ilgili analizin ne kadar detaylı olduğuna bağlı olarak oldukça uzun süreler alabilir. Hesaplama süresi; parçacık sayısı, zaman adımı (∆𝑡), parçacık geometrisi, kafes (mesh) boyutu, malzeme özellikleri gibi çeşitli değişkenlerden etkilenmektedir. Her bir iterasyon arası süre olarak tanımlanan zaman adımı ∆𝑡, Marigo ve Stitt (2015) tarafından belirtilen kritik zaman adımı değerinden düşük olacak şekilde otomatik olarak tanımlanır (Yeom vd.,2019).
DEM Fiziksel Modelleri
Ayrık elemanlar yöntemi içerisinde tanımlı olan fiziksel modeller; kuvvet temas modelleri, kırılma modelleri, aşınma modelleri, yuvarlanma direnci modelleri, termal model ve adezif model olarak sınıflandırılmaktadır.

Proceedings of 8th International Congress of Mining Machinery and Technologies
35
Kuvvet Temas Modelleri
DEM simülasyonlarında kuvvet temas modelleri, normal ve teğetsel kuvvet etkileşimlerine dayanır. Bu temas modelleri, temas halindeki parçacıkları Şekil 8’de gösterildiği gibi bir yay ve damper bileşiminin kontrolü altında ele alır. Yay sertliği, temas halindeki parçacıkların ve malzeme özelliğinin bir fonksiyonu iken; temas sırasındaki enerji kaybı ise yaya bağlı bir damper varsayımıyla birlikte formülize edilmektedir. Parçacıklar temas ettiğinde, belirli bir sertlik değerine sahip olan yay yüklenmektedir. Parçacıklar birbirlerine doğru hareket etmeye devam ettikçe parçacıklar arasında deformasyon ve örtüşme (overlap) meydana gelir. Yay yüklemesi ve yay üzerindeki kuvvet, örtüşme miktarının artmasıyla birlikte artar. İdeal olarak parçacık çapının çok küçük bir kısmı (<%5) olması gereken maksimum örtüşme noktasında, itici kuvvetler baskın çıkar ve bu noktadan itibaren parçacıklar, yay kuvvetinin boşalması ile birlikte geri çekilmeye başlar.
Rocky DEM programında, normal kuvvet temas modeli için Hertzian Spring Dashpot, Linear Spring Dashpot ve Hysteretic Linear Spring çözüm yöntemlerinden herhangi biri kullanılarak çözüm yapılabilirken, teğetsel kuvvet temas modeli için Mindlin-Deresiewicz, Coulomb Limit ve Linear Spring Coulomb Limit yöntemlerinden uygun olan yöntem seçilerek programın çözüm yapması sağlanır.
Adezif Kuvvet Modelleri
Genel olarak parçacıklar, kendilerine ve temas ettikleri diğer yüzeylere yapışmalarına neden olan çeşitli nem değerine sahiptirler. Bu yapışma davranışını yakalamak ve parçacık akış özelliklerini doğru bir şekilde tahmin etmek için itici kuvvetin, çekici kuvvet tarafından desteklenmesi gerekmektedir. DEM simülasyonlarında parçacıkların yapışma davranışı, parçacıklar arasında bir sıvı köprüsü kurulması varsayımıyla gerçekleşmektedir. Rocky DEM programı, adezif kuvvet modelleri için Constant Adhesive Force Model, Linear Adhesive Force Model, Leeds Adhesive Force Model ve JKR Adhesive Force Model çözüm yöntemlerini içermektedir ve uygun olan yöntem seçilerek programın çözüm yapması sağlanır.
Yuvarlanma Direnci Modeli
Yuvarlanma direnci, DEM simülasyonuna dahil edilen parçacığın yuvarlanma hareketine karşı oluşturduğu bir tepki şeklinde ifade edilmektedir. Yuvarlanma direnci; temas yüzeyleri, temas yüzeyi çevresindeki deformasyonlar, yüzey yapışkanlığı ve parçacık şekli gibi parçacıklar arası veya yüzey ile temas sonucu oluşan farklı etkenler sebebiyle ortaya çıkmaktadır (Ai vd., 2011). Rocky DEM programında, yuvarlanma direnci modeli için Type-A ve Type-C olmak üzere iki farklı yöntemden uygun olan yöntem seçilerek programın çözüm yapması sağlanır.
Kırılma Modeli
DEM simülasyonları, parçacıkların yüzey veya diğer parçacıklarla çarpışması sonucu ortaya çıkan stres enerjisine dayalı olarak anlık parçacık kırılmasını tahmin etmeye çalışır. Kırılma modeli, yalnızca polyhedral olarak adlandırılan çok yüzeyli ve düzensiz parçacıklarla birlikte çalışmaktadır. Bir parçacık kırıldığında ortaya çıkan alt parçacıklar hem toplam kütleyi hem de toplam hacmi korur. Bir parçacık, maksimum özgül temas enerji değeri parçacığın mukavemet değerinden daha büyük olduğu anda kırılmaya başlayacaktır. Bu durum, her bir zaman adımında denge sağlanana kadar güncellenecektir ve parçacıklar alt parçacıklara ayrılmaya devam edecektir. Söz konusu kırılma için gerekli enerji miktarı, ağırlık düşürme testi yapılarak belirlenmektedir. Rocky DEM programında, kırılma modeli için Ab-T10 ve Tavares olmak üzere iki farklı yöntemden uygun olan yöntem seçilerek programın çözüm yapması sağlanır.
Aşınma Modeli
Archard Aşınma Modeli’nin esas alındığı DEM simülasyonlarında aşınma, parçacığın yüzeyden belirli miktarda hacim kaldırması ile gerçekleşmektedir. Her bir parçacık için teğetsel kuvvet tarafından yapılan iş, malzemenin yüzeyiyle ilişkilendirilmektedir. Rocky DEM programı söz konusu modeli,

Proceedings of 8th International Congress of Mining Machinery and Technologies
36
Volume/Shear Work Ratio, C olarak tanımlanan bir değişken ile ele almaktadır. Bu değişkenin, aşınma sürecinin izlenmesinin hedeflendiği her sınır yüzeyi için girilmesi gerekmektedir. Bu model, darbe etkisi gösteren parçacıklardan dolayı meydana gelen katı yüzeyin abrazif aşınmasının ve darbe aşınmasının analizi için kullanılır (Archard, 1980).
Termal Model
DEM simülasyonları diğer modellerle birlikte aynı zamanda parçacıklar ve yüzeyler üzerindeki termal değişikleri de ele alabilmektedir. Program içerisinde termal model etkinleştirildiğinde, parçacıkların hareketini yöneten denklemlerle birlikte termal enerji dengesi için simülasyon adımlarında çözülmek üzere bir denklem eklenmiş olur. Bu denklemlerin, tek tip ve esnek olmayan parçacıklar için genel olarak düzenli olduğu varsayılır. Rocky DEM programında, termal modeller için Contact Heat Transfer Rate, Joint Heat Transfer Rate ve Thermal Conduction Correction Models yöntemlerinden uygun yöntem seçilerek programın çözüm yapması sağlanır.
Malzeme Etkileşim Parametreleri
Parçacık-parçacık ve parçacık-yüzey temaslarının analizde esas alınması sebebiyle malzeme etkileşim parametrelerinin parçacık dinamiği üzerinde büyük bir etkisi vardır. DEM simülasyonları içerisinde parçacık-parçacık ve parçacık-yüzey etkileşimleri ile ilgili parametreler; geri sıçrama katsayısı 𝑒, statik sürtünme katsayısı 𝜇𝑠, dinamik (kinetik) sürtünme katsayısı 𝜇𝑑 ve yuvarlanma direnci katsayısı 𝜇𝑟 ‘dır.
DEM simülasyonları için, parçacıklar arası etkileşimi anlamak amacıyla öncelikle parçacık ve malzeme arasındaki etkileşimlere bağlı olan parametrelerin deneyler sonucu elde edilmesi gerekmektedir. Ardından program üzerinde, gerçekte elde edilen yığın ve düşme açılarına ulaşabilmek için parçacıklar arası sürtünme katsayıları üzerine tahminler yapılmalıdır. Elde edilen parametre takımı ile birlikte, sonrasında yapılacak olan analizlerin yüksek verimlilikte sonuçlar vermesi mümkün olacaktır. Li vd. (2017) tarafından demir cevheri üzerine yapılan çalışmada dinamik sürtünme katsayısı ve yuvarlanma direncinin arttırılmasıyla birlikte yığın açısında artış yaşandığı gözlemlenmiştir. Yan vd. (2015) tarafından yapılan çalışmada, düşük sürtünme seviyelerinde geri sıçrama katsayısındaki artışın yığın açısını arttırdığı, fakat yüksek sürtünme seviyelerinde ise geri sıçrama katsayısının artmasının yığın açısını azalttığından bahsedilmiştir. Aynı çalışmada, statik sürtünme katsayısının artmasıyla birlikte yığın açısının arttığına da yer verilmiştir.
DENEYSEL ÇALIŞMALAR
Eğik Düzlem Deneyi
Eğik düzlem deneyinin amacı, yüksekliği ayarlanabilen eğik düzlem kullanılarak parçacık-yüzey etkileşiminden dolayı meydana gelen statik ve dinamik sürtünme katsayılarının bulunmasıdır. Bu sürtünme katsayıları, tekrarlanan deneyler sonucu elde edilen verilerin ortalaması alınarak bulunmaktadır. Şekil 9’de verilen deney düzeneği, yavaşça eğimi arttırılabilen bir şekilde dizayn edilmiştir. Düzeneğin üzerine konulan parçacık düşmeye başlayana kadar eğim yavaşça arttırılmaktadır. Parçacığın kaydığı andaki deney düzeneğinin açı değeri ölçülerek parçacık ile yüzey arasındaki statik sürtünme katsayısı elde edilmektedir. Deneysel olarak dinamik (kinetik) sürtünme katsayısı 𝜇𝑑 ‘yi belirlemek içinse yine eğik düzlem deney düzeneğinde bir parçacık ele alınır. Bu parçacık, eğik düzlem üzerinde yeterli bir eğime sahip olunması durumunda serbest bırakılır. Tekrarlanan deneyler sonucu parçacığın belirli bir mesafeyi kat etmesi için gereken süre ölçülür. Ölçülen değerlerin ortalamaları alınarak ilgili parçacık için dinamik sürtünme katsayısı elde edilir. Bu katsayıların bir katı yığın için belirlenmek istenmesi durumunda ise, parçacık yerine bir kutu veya silindir içerisine doldurulan katı yığın ile deney gerçekleştirilmektedir (Xia vd., 2019). Bakır cevheri yığını ile yapılan deneyler sonucu elde edilen statik ve dinamik sürtünme katsayıları Çizelge 2’de verilmiştir.

Proceedings of 8th International Congress of Mining Machinery and Technologies
37
Şekil 9. Eğik düzlem deney düzeneği
Çizelge 2. Eğik düzlem deneyi sonucu elde edilen statik ve dinamik sürtünme katsayıları
Parçacık-Yüzey Etkileşimi İçin
Statik Sürtünme Katsayısı, µs,py 0.684
Dinamik Sürtünme Katsayısı, µd,py 0.665
Geri Sıçrama Katsayısı Deneyi
Geri sıçrama katsayısı, çarpışma sırasında elastik olmayan yer değiştirmeler yüzünden kaybedilen enerji miktarını tanımlamak için kullanılan bir parametredir. 0 ila 1 aralığında değişen bu değer arttıkça ilgili parçacığın çarpışma esnasında daha az kinetik enerji kaybı yaşadığı kabul edilmektedir. Şekil 10’de gösterilen deney düzeneğinde parçacık, hedef plakaya serbest düşüş yaptıktan sonra sıçrayarak eğik atış hareketi yapmaktadır. Bu parçacık, yüksekliği belirlenen düzleme düşmektedir ve yatay mesafede aldığı yol ölçülmektedir. Xia vd. (2019) tarafından yapılan çalışmada kullanılan formüllerle, elde edilen ölçüm değerleri esas alınarak geri sıçrama katsayısı hesaplanmaktadır. Tekrarlanan deneyler sonrasında bakır cevheri için parçacık-yüzey arası geri sıçrama katsayısı katsayısı değeri Çizelge 3’de verilmiştir.
Şekil 10. Geri sıçrama katsayısı deney düzeneği
Çizelge 3. Geri sıçrama katsayısı deneyi sonucu elde edilen değer
Parçacık-Yüzey Etkileşimi İçin
Geri Sıçrama Katsayısı, 𝑒𝑝𝑦 0.87
Yığın ve Düşme Açısı Kalibrasyon Testi
Yığın açısı, yerçekimi etkisi ile iç kuvvetler altında oluşmaktadır. Temel olarak, parçacık boyutu, parçacık şekli ve yüzey pürüzlülüğü gibi faktörlerden etkilenmektedir (Chen vd., 2014). Malzemelerin oluşturduğu yığın ve düşme açılarının belirlenmesi, bir parçacığın aynı ya da farklı malzemeden başka

Proceedings of 8th International Congress of Mining Machinery and Technologies
38
parçacıklar ile teması sonucu oluşan etkilerin incelenmesi ve yığın açısını etkileyen faktörlerin ele alınması yapılacak hesaplamalar ve simülasyonların doğruluğu için önemlidir (Beakawi Al-Hashemi ve Baghabra Al-Amoudi, 2018; Li vd., 2005).
Deneyde öncelikle parçacık yığınının boyut dağılımı analizi yapılmalıdır. Parçacık yığınının kütlesi ve yığın yoğunluğu belirlendikten sonra bu yığın, Şekil 11’de gösterilen test düzeneğinin üst kısmından içeriye belirli bir süre veya debi ile boşaltılır. Boşaltmanın ardından test düzeneğinin üst haznesinde bir katı yığın oluşacaktır. Haznenin alt kısmında bulunan kapakçık açılarak yığının üst hazneden alt hazneye dökülmesi sağlanır. Tekrarlanan testler sonucunda Şekil 12’da görüldüğü gibi test düzeneği, katı yığının meydana getirdiği açıların ölçülebileceği şekilde fotoğraflanır. Bu çalışmada yığının meydana getirdiği açılar ve ortalama değerleri Çizelge 4’de verilmiştir. Şekil 13’de verilen bu açılardan sırasıyla 𝛼2 ve 𝛼3 yığın açısı olarak tanımlanırken 𝛼4 ve 𝛼5 ise düşme açısı olarak ifade edilmektedir.
Şekil 11. Yığın açısı test düzeneği
Şekil 12. Yığın ve düşme açısı testi fotoğrafları

Proceedings of 8th International Congress of Mining Machinery and Technologies
39
Şekil 13. Yığın ve düşme açısı testinde meydana gelen açılar
Çizelge 4. Testler sonucu elde edilen açı değerleri
Deney No α1 α2 α3 α4 α5 α6 α7
1 119° 32° 29° 49° 48° 16° 17°
2 120° 30° 30° 51° 52° 16° 20°
3 118° 30° 32° 46° 48° 21° 22°
4 121° 28° 31° 47° 47° 22° 21°
5 122° 28° 30° 46° 46° 19° 23°
Ortalama 120° 29.6° 30.4° 47.8° 48.2° 18.8° 20.6°
DEM Simülasyonu ve Kalibrasyonu
Rocky DEM programındaki temas kuvvet modelleri içerisinden bu çalışma için yapılan seçimler; Normal kuvvet modeli olarak Hertzian Spring-Dashpot (1881) modeli, teğetsel kuvvet modeli olarak Mindlin-Deresiewicz (1953) modeli, Adezif kuvvet modeli olarak Constant model şeklindedir. Yuvarlanma direnci, kırılma, aşınma ve termal model çözümleri bu çalışma için aktif edilmemiştir. Çizelge 5’de, polyhedral parçacık için boyut dağılımı verilmiştir ve 8-11mm aralığında boyut dağılımına sahip olan katı yığın için toplamda 8.5 sn’lik simülasyonlar gerçekleştirilmiştir. Kullanılan Rocky DEM arayüzü içerisinde kuvvet oranı olarak geçen ve parçacığın yapışkanlığıyla ilgili olan bu parametre, ilgili bakır cevherinin görece kuru olması sebebiyle 0.2 olarak kabul edilmiştir (ESSS, 2021). Bununla birlikte
Boyut [mm] Kümülatif %
11 100
9 95
8 80
Çizelge 6’daki parametrelerden parçacık-parçacık geri sıçrama katsayısı, Ye vd. (2018) tarafından yapılan araştırmaya dayanarak 0.3 alınmıştır. Yığın açısını doğrudan etkileyecek olan parçacık-parçacık statik ve parçacık-parçacık dinamik sürtünme katsayıları Çizelge 6’da belirtilen aralıklarda değiştirilerek testlerde belirlenen açılar simülasyonlarda elde edilmeye çalışılmıştır (Ye vd., 2018). Girilen bu parametreler ve kabuller sonucunda yapılan kalibrasyon testleri için elde edilen açı değerleri Çizelge 7’de verilmiştir.

Proceedings of 8th International Congress of Mining Machinery and Technologies
40
Çizelge 5. Parçacık yığınının boyut dağılımı
Boyut [mm] Kümülatif %
11 100
9 95
8 80
Çizelge 6. Simülasyon çalışmaları için girilen parametreler
Parametreler
Yığın Yoğunluğu, [kg/m³] 1144.38
Young Modülü, E [GPa] 0.1
Poisson Oranı, ν 0.3
Adezif Mesafe, [m] 0.0001
Parçacık - Yüzey Statik Sürtünme Katsayısı, µs,py 0.684
Parçacık - Yüzey Dinamik Sürtünme Katsayısı, µd,py 0.665
Parçacık - Yüzey Geri Sıçrama Katsayısı, 𝑒𝑝𝑦 0.87
Parçacık - Parçacık Statik Sürtünme Katsayısı, µs,pp 0.1 - 0.7
Parçacık - Parçacık Dinamik Sürtünme Katsayısı, µd,pp 0.05 - 0.65
Parçacık - Parçacık Geri Sıçrama Katsayısı, 𝑒𝑝𝑝 0.3
Kuvvet Oranı 0.2
Çizelge 7. Simülasyonlar sonucu elde edilen açı değerleri
Sim. No µs,pp µd,pp α1 α2 α3 α4 α5 α6 α7
1 0.1 0.05 150.8° 12.8° 16.4° 31.6° 30.6° 9.7° 11.7°
2 0.2 0.15 139.2° 19.8° 21.0° 40.5° 34.2° 12.4° 13.3°
3 0.3 0.25 132.9° 22.1° 25.0° 42.2° 40.7° 14.1° 14.1°
4 0.4 0.35 130.0° 23.6° 25.3° 44.1° 41.3° 15.3° 13.7°
5 0.5 0.45 121.1° 29.8° 29.1° 48.1° 47.9° 18.9° 19.9°
6 0.6 0.55 123.5° 28.5° 28.0° 47.4° 47.4° 20.6° 17.9°
7 0.7 0.65 118.3° 31.2° 30.5° 48.6° 48.9° 19.6° 22.7°
BULGULAR
Simülasyon çalışmaları sonucu elde edilen açılar, Çizelge 7’de verilmiştir. Statik ve dinamik sürtünme katsayısı çiftinin değiştirilmesiyle birlikte yapılan 5 no’lu simülasyonda ilgili açıların, Çizelge 8’ de verilen testler sonucu elde edilen açı değerlerine yakınsadığı gözlemlenmiştir. Şekil 14 ve Şekil 15’da simülasyonlara ait yığın açıları, α2 ve α3, ve düşme açıları, α4 ve α5 sürtünme katsayıları çiftinin artmasıyla
birlikte belirli bir seviyeye kadar artmış ve ardından az miktarda değişimler göstermiştir. Ayrıca sürtünme katsayıları çifti arttıkça α1 açısında gözle görülür bir düşüş yaşanmıştır. Yapılan simülasyon çalışmaları
sonucu bakır cevheri için elde edilen parametre takımı Çizelge 9’da verilmiştir.

Proceedings of 8th International Congress of Mining Machinery and Technologies
41
Çizelge 8. Kalibrasyon testleri ve simülasyon sonucu elde edilen açılar
α1 α2 α3 α4 α5 α6 α7
Kalibrasyon testleri sonucu elde edilen ortalama açılar 120.0° 30.0° 29.6° 48.3° 48.3° 18.3° 20.3°
5 no’lu simülasyon sonucu elde edilen açılar 121.1° 29.8° 29.1° 48.1° 47.9° 18.9° 19.9°
Şekil 14. Yığın açısının parçacık-parçacık statik ve dinamik sürtünme katsayılarına göre değişimi
Şekil 15. Düşme açısının parçacık-parçacık statik ve dinamik sürtünme katsayılarına göre değişimi
Çizelge 9. Bakır cevheri için elde edilen DEM parametre takımı
Parametre Takımı
Yığın Yoğunluğu, [kg/m³] 1144.38
Parçacık çapı, [mm] 8-11
Young Modülü, E [GPa] 0.1
Poisson Oranı, ν 0.3
Adezif Mesafe, [m] 0.0001
Parçacık - Yüzey Statik Sürtünme Katsayısı, µs,py 0.684
Parçacık - Yüzey Dinamik Sürtünme Katsayısı, µd,py 0.665
μd,pp: 0.05
μd,pp: 0.15
μd,pp: 0.25
μd,pp: 0.35
μd,pp: 0.45 μd,pp: 0.55μd,pp: 0.65
0
5
10
15
20
25
30
35
0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8
Yığı
n A
çısı
(°)
𝜇s,𝑝𝑝
μd,pp: 0.05
μd,pp: 0.15
μd,pp: 0.25μd,pp: 0.35
μd,pp: 0.45 μd,pp: 0.55 μd,pp: 0.65
0
10
20
30
40
50
60
0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8
Dü
şme
Açı
sı (
°)
𝜇s,𝑝𝑝

Proceedings of 8th International Congress of Mining Machinery and Technologies
42
Parçacık - Yüzey Geri Sıçrama Katsayısı 0.87
Parçacık - Parçacık Statik Sürtünme Katsayısı, µs,pp 0.5
Parçacık - Parçacık Dinamik Sürtünme Katsayısı, µd,pp 0.45
Parçacık - Parçacık Geri Sıçrama Katsayısı 0.3
Kuvvet Oranı 0.2
SONUÇLAR
Bu çalışmada, bir katı yığın halinde bulunan ve belirli aralıktaki parçacık boyutlarında dağılım gösteren bakır cevheri için, yığın ve düşme açısı testleri yardımıyla DEM parametrelerinden parçacık-parçacık etkileşim davranışları üzerine kalibrasyonların yapılması amaçlanmıştır. Bakır cevheri ile yüzey arasındaki etkileşimi tanımlamak üzere eğik düzlem ve geri sıçrama deneyleri gerçekleştirilmiştir. Daha sonra, bakır cevheri için deneyler aracılığıyla elde edilmesi zor olan bu parçacık-parçacık etkileşimini DEM simülasyonu içerisinde kalibre etmek amacıyla yığın ve düşme açısı testleri gerçekleştirilmiştir. Ardından Rocky DEM programı içerisinde bakır cevherine ait parçacık-parçacık sürtünme katsayıları bir çift olarak belirli aralıklarda değiştirilmiş ve gerçekleştirilen test sonuçlarına en yakın değerleri veren parametre takımı 5 numaralı simülasyona ait değerler olarak belirlenmiştir. Çizelge 9’da verilen parametre takımı kullanılarak söz konusu parçacığın yığın halde etkileşimde bulunacağı gerçek sistemler üzerinde simülasyonlar yapılabilir. Özetle, yığın ve düşme açısı testleri ve DEM kalibrasyonu aracılığıyla, daha karmaşık simülasyonlar ve analizler için gerekli olan parçacık parametreleri kolayca elde edilebilmektedir. Aşınma, kırılma vb. diğer modellerin de simülasyonlara dahil edilmesi ile birlikte sistemlerin dayanımı, maruz kaldıkları aşınma miktarı, tıkanıklıklar, toz oluşumu sebebiyle yaşanan sorunlar, tesis verimliliği, sistemlerin ömürleri, termal değişiklikler vb. konular hakkında daha gerçekçi yaklaşımlar yapılması mümkün olacaktır.
Bu çalışma, Türkiye Bilimsel ve Teknolojik Araştırma Kurumu (TÜBİTAK, Proje no:3181181) tarafından 1501 – TÜBİTAK Sanayi Ar-Ge Projeleri Destekleme Programı kapsamında desteklenmiştir. TÜBİTAK’a destekleri için teşekkür ederiz.
KAYNAKLAR
Ai, J., Chen, J.F., Rotter, J. M., and Ooi, J. Y. (2011). Assessment of rolling resistance models in discrete element simulations. Powder Technology, 206(3), 269-282.
Archard, J. F. (1980). Wear Theory and Mechanisms. Wear Control Handbook, 35-80. Beakawi Al-Hashemi, H. M., and Baghabra Al-Amoudi, O. S. (2018). A review on the angle of repose of
granular materials. Powder Technology, 330, 397-417. Chen, H., Zhao, X. Q., Xiao, Y. G., and Liu, Y. L. (2014). Numerical Investigation on Angle of Repose of
Cylindrical Particles. Advanced Materials Research, 941-944, 2383-2386. Chik, Z., and Vallejo, L. E. (2005). Characterization of the angle of repose of binary granular materials.
Canadian Geotechnical Journal, 42(2), 683-692. Costagliola, G., Bosia, F., and Pugno, N. M. (2016). Static and dynamic friction of hierarchical surfaces.
Physical Review E, 94(6). Cundall, P. A., and Strack, O. D. (1979). A discrete numerical model for granular assemblies. geotechnique,
29(1), 47-65. ESSS. (2021). DEM Technical Manual. ESSS. Hertz, H. (1881). On the contact of elastic solids. Z. Reine Angew. Mathematik, 92, 156-171. Li, C., Honeyands, T., O’Dea, D., and Moreno-Atanasio, R. (2017). The angle of repose and size segregation
of iron ore granules: DEM analysis and experimental investigation. Powder Technology, 320, 257-272. Li, Y., Xu, Y., and Thornton, C. (2005). A comparison of discrete element simulations and experiments for
‘sandpiles’ composed of spherical particles. Powder Technology, 160(3), 219-228.

Proceedings of 8th International Congress of Mining Machinery and Technologies
43
Liu, Z. (2011). Measuring the angle of repose of granular systems using hollow cylinders. University of Pittsburgh.
Marigo, M., and Stitt, E. H. (2015). Discrete element method (DEM) for industrial applications: Comments on calibration and validation for the modelling of cylindrical pellets. KONA Powder and Particle Journal, 32, 236-252.
Mindlin, R. D., and Deresiewicz, H. (1953). Elastic Spheres in Contact Under Varying Oblique Forces. Journal of Applied Mechanics, 20(3), 327-344.
Rackl, M., and Günthner, W. A. (2016). Experimental investigation on the influence of different grades of wood chips on screw feeding performance. Biomass and Bioenergy, 88, 106-115.
Salman, A. D., Ghadiri, M., & Hounslow, M. (2007). Handbook of Powder Technology, Vol 12: Particle Breakage.
Woodcock, C. R., & Mason, J. S. (1988). Bulk Solids Handling. Springer Netherlands (pp. 31). Xia, R., Li, B., Wang, X., Li, T., and Yang, Z. (2019). Measurement and calibration of the discrete element
parameters of wet bulk coal. Measurement, 142, 84-95. Yan, Z., Wilkinson, S. K., Stitt, E. H., and Marigo, M. (2015). Discrete element modelling (DEM) input
parameters: Understanding their impact on model predictions using statistical analysis. Computational Particle Mechanics, 2(3), 283-299.
Ye, F., Wheeler, C., Chen, B., Hu, J., Chen, K., and Chen, W. (2018). Calibration and verification of DEM parameters for dynamic particle flow conditions using a backpropagation neural network. Advanced Powder Technology, 30, 292-301
Yeom, S. B., Ha, E.-S., Kim, M.-S., Jeong, S. H., Hwang, S.-J., and Choi, D. H. (2019). Application of the Discrete Element Method for Manufacturing Process Simulation in the Pharmaceutical Industry. Pharmaceutics, 11(8), 414.

Proceedings of 8th International Congress of Mining Machinery and Technologies
44
MADEN MAKİNELERİNDE KULLANILAN HİDROLİK EKİPMANLARIN SEÇİMİ VE ÇALIŞMA PRENSİPLERİ SELECTION AND WORKING PRINCIPLES OF HYDRAULIC EQUIPMENT USED IN MINING MACHINES
A. İpek1,*
1Hidroman Hidrolik San. ve Tic. Ltd.Şti.
(*Sorumlu yazar: [email protected])
ÖZET Bu çalışmada, Maden makinalarının büyük güçler ile ağır işerin kolaylıkla yapılmasını sağlayan hidrolik ekipmanların neler olduğu, hidrolik akışkanı doğru yönlendirmek için bu ekipmanların nasıl seçildiği ile hidrolik sistemde güvenli çalışma metotları sunulmuştur. Anahtar Sözcükler: Hidrolik, hidrolik pompa, hidrolik yağ tankı, hidrolik basınç ayar valfi
ABSTRACT
In this study, what are the hydraulic equipments that enable mining machines to do heavy work easily with great power, how these equipments are selected to direct the hydraulic fluid correctly, and safe working methods in the hydraulic system are presented. Keywords: Hydraulic, hydraulic pump, hydraulic oil tank, hydraulic pressure regulating valve
GİRİŞ
Hidrolik sistemler maden makineleri başta olmak üzere tarım makineleri, yol temizleme araçları, vinçler, iş makineleri, makaslı platformlar, presler, gemi ve yatlar, demir çelik fabrikalarında, hava araçlarında, askeri araçlarda ve hatta lunaparklarda bulunan eğlence araçlarında kullanılmaktadır. Bu sebeple sanayide hidroliğin yeri ve önemi büyüktür. Dünyanın birçok ülkesinde hidrolik sistemler bilinmekte ve uygulanmaktadır. Ülkemizde bu sektör yeni gelişmekte olduğu için bu konularda bilgi sahibi olmamız önemlidir.
Maden makinalarının tümünde olduğu gibi yapılacak olan ağır bir iş veya büyük güçler gerektiren bir uygulama var ise bu işlemleri hidrolik sistemler ile yapmak oldukça kolaydır. Hidrolik sistem ekipmanların seçimi doğru yapılmaz ise maden makinası çalışmasında problemler veya aksaklıkların olması kaçınılmazdır. Bunun yanı sıra yanlış hidrolik ekipman seçimi sonucunda büyük iş kazalarının oluşması da kaçınılmazdır. Maden makinalarında hidrolik sistem için kullanılan pompa, valf, filtre, silindir, hidromotor gibi ekipmanlar için gerekli hesapların yapılarak ürün seçimleri ve maliyet analizleri yapılmasına önem verilmelidir.
HİDROLİĞİN TANIMI
Hidrolik sözcük olarak, latince su anlamındaki hydor kelimesinden türetilmiştir. Hidrolik konu olarak, akışkanların davranışlarını (uygulanmış mekaniğini) inceler. Hidrolik Sistemlerin kuvvetleri ve hareketleri, sürtünmeli sistemlere göre daha kolay ve verimli olarak iletmesi nedeni ile, 20.yy 2. yarısında makine imalatlarında ve Endüstriyel uygulamalarda hidrolik yaygın olarak uygulanmaya başlanmıştır. Bir mekanizmayı basınçlı akışkan gücü iletimi ile çalıştıran elemanların oluşturduğu yapıya, hidrolik sistem denir.

Proceedings of 8th International Congress of Mining Machinery and Technologies
45
Hidrolik sistemde bulunan Hidrolik pompa, yağı depodan emerek sisteme etki basıncı ile yönlendirir. Sistem Basıncı tasarlanan değerden yüksek ise, Basınç Ayar valfin’den depoya geri dönüş sağlanarak sistem emniyete alınır. Hidrolik pompa tarafından Yön kontrol valfine gönderilen yağ, buradan kullanıcı elemanlara (Hidrolik silindir, Hidrolik Motor vb.) yönlendirilir ve Hidrolik yağ akış debisi ve basıncı ile hareket eden kullanıcı eleman, bağlı olduğu makineyi çalıştırır. Makinenin (mekanizmanın) hızı, akış kontrol valfinden geçen yağın debi ayarı ile değiştirilebilir. Kullanıcı elemanın ileri geri hareketini sağlamak için yağın gidiş ve dönüş yolları, sıra ile yön kontrol valfi tarafından değiştirilir. Hidrolik devrenin ana kısımları şunlardır: 1- Hidrolik Depo (Hidrolik Tank) 2- Hidrolik Pompa 3- Kullanıcı Elemanlar (Hidrolik Silindir – Hidrolik Motor vb.) 4- Hidrolik Valfler 5- Hidrolik Akümülâtörler 6- Hidrolik Tesisat Borusu – Hidrolik Hortum- Hidrolik Bağlantı elemanları 7- Hidrolik Sızdırmazlık elemanları 8- Hidrolik Filtreler 9- Hidrolik Sistem Soğutucu 10- Aksesuarlar, Göstergeler Hidrolik Depo
Hidrolik yağ tankının görevi Sistem içinde dolaşan akışkanın soğutulmasını sağlar. Hidrolik yağ içindeki havanın, suyun ve yabancı maddelerin ayrıştırılmasını sağlar.
Şekil 1. Hidrolik depo
Depo (Şekil 1), hidrolik akışkanı barındıran ve dinlendiren elemandır. Yağ depoya boşalırken düzensiz bir akış oluşur. Ara perde Hidrolik yağdaki akış düzensizliğini giderir. Pompa tarafından Hidrolik Yağ tekrar emilir. Hidrolik Yağ Deposunda Kullanılan Ekipmanlar
a) Çelik saç, Alüminyum veya plastik esaslı Tank h) Emme borusu b) Yağ doldurma kapağı (Havalandırmalı) ı) Dönüş borusu c) Yağ doldurma Filtresi i) Yağ boşaltma tapası d) Yağ seviye göstergeleri j) Ara perde e) Termometre k) Temizleme kapağı

Proceedings of 8th International Congress of Mining Machinery and Technologies
46
f) Geri Dönüş Filtresi l) Bağlantı Elemanları g) Emiş filtresi
Şekil 2. Yağ deposu
Yağ deposunun özellikleri (Şekil 2) 1. Ara perde, depoya dönen yağ için dalgakıran görevi yapar. 2. Tabandaki eğim, yabancı maddelerin birikimini kolaylaştırır. Temizlik için önemlidir. 3. Boruların uçlarının çaplarının 2 katı kadar tabandan yukarıda olması tavsiye edilir . 4. Boru uçlarının eğikliği, emme ve dönüş kolaylığı sağlar. 5. Minimum yağ seviyesi, boru ucundan 10 cm yukarıda olmalıdır.
Yağ, depoya doldurma kapağının süzgecinden doldurulur. Hava filtresi , depoya temiz hava sağlar. Seviye göstergeleri, yağın gerekli miktarda olduğunu gösterir. Termometre yağ ısısını kontrol eder. Tapa, yağ boşaltmada kolaylık sağlar. Depoya doldurulacak yağın miktarı, devreyi besleyecek miktarda olmalıdır. Deponun yüzey alanı tasarlanırken, çalışan sistemde yağın ısısını dışarıya transfer edebilecek boyutlarda olması tercih edilmelidir. Deponun sistemde bulunan yağdaki fazla ısıyı dışarı ortama transferi, güç kaybını azaltır.
HİDROLİK POMPA
Motordan aldığı mekanik enerji ile akışkanı Tanktan emiş yapan ve basınçlı olarak belirli akış miktarında aktaran elemana, hidrolik pompa denir. Hidrolik pompalar, aldıkları Mekanik Enerjiyi hidrolik akışkanın basınç ve debi oluşumu ile Hidrolik Enerjisine dönüştürürler. Hidrolik pompanın beslediği hidrolik devreye sağladığı akışkanın basıncı ve akış debisi kullanıcı kompanentlerin (Kombine çalışmalar da göz önüne alınarak) ihtiyacına yeterli değerde olmalıdır. Dişli pompalar (Resim.1), paletli pompalar ve pistonlu pompalar olmak üzere 3 çeşit hidrolik pompa tipi mevcuttur. Dişli pompalar sabit deplasmanlı pompalardır düz dişli ve helisel dişli olarak 2 farklı modelde üretilirler. Girişte oluşan emme boşluğuna yağ dolar. Yağ, diş boşluklarından çevreye alınır. Pompa gövdesi ve dişliler arasındaki hacimlerde cebri olarak debi ve basınç oluşumu sağlanır. (Şekil 3)

Proceedings of 8th International Congress of Mining Machinery and Technologies
47
Şekil 3. Hidrolik pompa
Paletli Pompalar
Bu pompalarda rotor (eksantrik dönel eleman) çevresinde oynak paletler bulunur. Rotorun dönüş yönüne göre paletler, yağı Tanktan emiş yaparak debi ve basınç oluşumu ile pompa çıkışına aktarır.
Resim 1. Paletli pompa Pistonlu Pompalar
Dairesel olarak Döner mil çevresinde bulunan Pistonlar belli hacimde yağı Tanktan emiş yaparak debi ve basınç oluşumu yaparak pompa çıkışına aktarır. Milin döndürülmesi ile Piston bloğu birlikte dönen piston elemanları eğik konumdaki plakanın(Radyal Pistonlu pompalarda Eksantrik mil ) konumu ile bağlantılı olarak çalışırlar. Pistonlar dağıtım plakasındaki giriş kanalı karşısına gelince emme ve çıkış kanalı karşısına gelince basma işlemi olur.
Eğik Eksenli Pistonlu Pompalar
Eğik Diskli Pistonlu Pompalar
Resim 2. Pistonlu pompalar

Proceedings of 8th International Congress of Mining Machinery and Technologies
48
Pompaların çalışma prensibi
Emiş ağzında Vakum etkisi ile emiş yapılan Hidrolik Akışkan , basma ağzında sıkıştırma oluşturarak akışkanı pozitif iletimle aktarma prensibi ile çalışır. Böylece, pompanın aktardığı akışkanın önünde bir direnç olursa, basınç oluşur. Hidrolik pompa, devrede güç iletim kaynağı niteliğindedir. Pompanın aktardığı güç, oluşan Hidrolik Akışkan basıncı ile Akışkan Debisine bağlıdır. Akışkan sıvının geçtiği kesit alan A, akış hızı v ile gösterilirse, debi miktarı (birim zamanda akan sıvı miktarı), Q = A . v formülü ile hesaplanır. Pompanın akışkan aktarımında Basınç oluşturabilmesi için akış kesitine F = p . A kuvvetini uygulaması gerekir. Pompa etkisi ile uygulanan kuvvet ile akışkan v hızına ulaşıyorsa, oluşturulan iletim gücü, P = F.v = p.A.v olacaktır. Q = A . v . 3 / 50 formülünden pompanın iletim gücü hesaplanır. İş koşulları ve pompa
Hidrolik Devrelerde ihtiyaç olacak işe ve Güç aktarımı ihtiyacına uygun olarak pompa seçimleri yapılmalıdır. Bir Hidrolik sistemde 1 Adetten fazla pompa kullanılması durumunda belli bir düzen içerisinde pompaların çalışması tasarlanır. Hız ihtiyacında Akışkan debisi, Kuvvet ihtiyacında ise basınç değerleri hesaplanmalıdır. Hidrolik Pompa seçiminde dikkat edilecek özellikler 1. Akışkan özellikleri 2. Çalışma basıncı aralığı 3. Debi ihtiyacı 4. Devir sayısı 5. Çalışma sıcaklığı aralığı 6. Pompa tahrikinin ne şekilde yapılacağı 6. Bakım kolaylığı 7. Servis ömrü 8. Boyutları ve montajı 9. Maliyet unsurları 10. Avantajları ve dezavantajları 11. Akış yönü sayısı
HİDROLİK SİLİNDİRLER
Hidrolik enerji silindir yardımıyla doğrusal harekete (mekanik enerjiye ) dönüştürülür. Tek etkili silindirler (Şekil 4) hidrolik akışkanın pistona tek yönden etki ettirildiği silindir türüdür. Pistonun geri konumuna gelişi dış kuvvetlerle (yay, ağırlık vb.) sağlanır. Hidrolik silindir parçaları (Şekil 8’ de görülebilir.
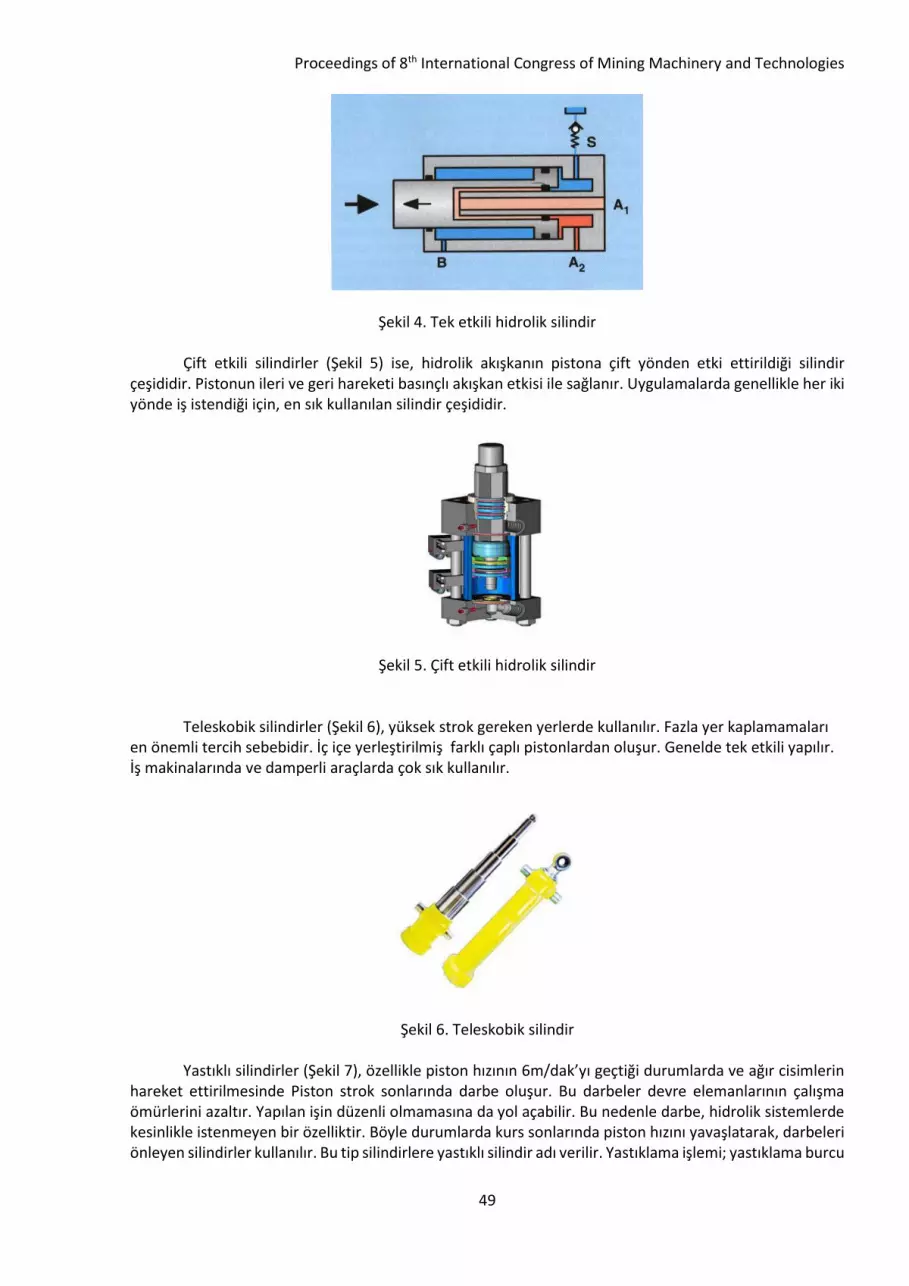
Proceedings of 8th International Congress of Mining Machinery and Technologies
49
Şekil 4. Tek etkili hidrolik silindir Çift etkili silindirler (Şekil 5) ise, hidrolik akışkanın pistona çift yönden etki ettirildiği silindir
çeşididir. Pistonun ileri ve geri hareketi basınçlı akışkan etkisi ile sağlanır. Uygulamalarda genellikle her iki yönde iş istendiği için, en sık kullanılan silindir çeşididir.
Şekil 5. Çift etkili hidrolik silindir
Teleskobik silindirler (Şekil 6), yüksek strok gereken yerlerde kullanılır. Fazla yer kaplamamaları
en önemli tercih sebebidir. İç içe yerleştirilmiş farklı çaplı pistonlardan oluşur. Genelde tek etkili yapılır. İş makinalarında ve damperli araçlarda çok sık kullanılır.
Şekil 6. Teleskobik silindir
Yastıklı silindirler (Şekil 7), özellikle piston hızının 6m/dak’yı geçtiği durumlarda ve ağır cisimlerin hareket ettirilmesinde Piston strok sonlarında darbe oluşur. Bu darbeler devre elemanlarının çalışma ömürlerini azaltır. Yapılan işin düzenli olmamasına da yol açabilir. Bu nedenle darbe, hidrolik sistemlerde kesinlikle istenmeyen bir özelliktir. Böyle durumlarda kurs sonlarında piston hızını yavaşlatarak, darbeleri önleyen silindirler kullanılır. Bu tip silindirlere yastıklı silindir adı verilir. Yastıklama işlemi; yastıklama burcu

Proceedings of 8th International Congress of Mining Machinery and Technologies
50
ve ucu konik olan yastıklama muylusu ile sağlanır. Kurs sonunda akışkanın geçtiği kesit daraltılarak hızın azalması sağlanır. Yastıklı silindirler tek tarafı ya da çift tarafı yastıklı olabilir.
Şekil 7. Yastık silindir
Şekil 8. Hidrolik Silindir Montajı
Hidrolik Silindir Kuvvet Hesabı
HİDROLİK MOTORLAR
Hidrolik motor (Şekil 10) hidrolik enerji ile dairesel hareket üreten devre elemanıdır. Hidrolik pompanın aktardığı hidrolik enerjiyi alarak işe dönüşüm yapan hidrolik elemanlardır. 1)Dişli Motorlar 2)Pistonlu Motorlar

Proceedings of 8th International Congress of Mining Machinery and Technologies
51
Şekil 10. Hidrolik motor Hidrolik Motorların Avantajları
• Motoru durdurmadan hız ayarı yapılabilir. • Hız ayar aralığı belirli değerler arasında sınırsızdır. • Büyük kuvvetler iletilir. • Hidrolik akışkanlar sıkıştırılamadıkları için düzgün hızlar elde edilebilir. • Hareket devam ederken dönüş yönü değiştirilebilir. • Emniyet valfi kullanılarak aşırı yüklenmelerde durdurulabilir
Hidrolik motorları dezavantajları
• Hidrolik akışkanların sürtünme direnç • leri yüksek olduğu için dönüş hızları düşüktür. Fiyatları pahalı olabilir.Ebatları büyük
olabilir.Yüksek sıcaklıklarda kullanılması tavsiye edilmez. • Kirliliğe karşı çok hassastır.
HİDROLİK VALFLER
Valf, hidrolik akışkanın gideceği yönü belirleyen, istenildiğinde yönünü değiştiren, akışkanın
basıncını ve debisini kontrol eden devre elemanıdır. Hidrolik Valflerin Görevleri
• Akışkanın yolunu açıp-kapatır. • Akışkanın gideceği yönü değiştirir. • Akışkanı depoya gönderir. • Akışkanın debisini kontrol ederek alıcıların çalışma hızını ayarlar. • Devre elemanlarını yüksek basınçlara karşı korur. Basıncı yükselen akışkanı depoya gönderir. • Akışkanın basıncını kontrol ederek, devre elemanlarının belirli basınçlarda çalışmasını sağlar. • Akışkanın basıncını, debisini, yönünü belirli zaman aralıklarında kontrol eder. • Bazı valfler yukarıda sayılan görevlerin bir veya birkaçını yapabilir.
Basınç kontrol valfleri
Hidrolik sistemlerin basınç hatlarında kullanılan,akışkanın basıncını istenen değerde olmasını sağlayan valflerdir (Şekil 11). Kullanılan yerlerine göre çeşitleri; Basınç emniyet valfleri İşin gerçekleşmesi için oluşan direnci yenmeye yetecek kadar basıncın oluşmasına izin verir, Onun üzerinde oluşabilecek dirençte ( =strok sonu), basınca bir sınır getirir.

Proceedings of 8th International Congress of Mining Machinery and Technologies
52
Basınç düşürme valfleri Hidrolik devrelerde farklı basınçlarda çalıştırılması istenen, birden fazla ayıda kullanıcı eleman ( silindir , Hidromotor ) kullanılması ve kullanıcı elemanların da değişik basınçlarda çalışması gerekebilir. Bu gibi durumlarda basınç düşürme valfleri kullanılır. Normalde açık konumdadır. Basınç yükseldiğinde kapalı konuma geçer. İki yollu ve üç yollu olmak üzere değişik tipleri vardır.
Basınç Emniyet valfi
Basınç düşürme valfi
Basınç sıralama valfi Boşaltma valfi
Şekil 11. Basınç kontrol valfleri
Basınç sıralama valfleri Basınç sıralama valfleri bir hidrolik devrede birden fazla sayıda ki silindir, motor gibi kullanıcı elemanları farklı zamanlarda ve Basınçlarda çalıştırmak için kullanılır. Çalışma prensibi Basınç emniyet valfleri ile benzerdir. Normalde kapalı konumdadır. İstenen basınçta açılıp diğer kullanıcı elemanları harekete geçirir. Boşaltma valfleri
Hidrolik akışkanın Hidrolik Depoya gönderilmesi için kullanılır. Normalde kapalı olan valf uyarı geldiğinde açılır ve akışkanı depoya gönderir.
Yön kontrol valfleri
Hidrolik devrelerde akışkanın, ne zaman, hangi yolu izlemesi gerektiğini belirleyen valflerdir. İstenildiğinde akış yolunu değiştirirler; istenildiğinde akış yolunu açıp kapatırlar. Hidrolik sürgü hareketi Şekil 12 ve Hidrolik valf çeşitleri Şekil.13’te görülebilir.
Şekil 12. Hidrolik sürgü hareketi

Proceedings of 8th International Congress of Mining Machinery and Technologies
53
Şekil 13. Yön kontrol valf çeşitleri
Yön kontrol valflerinin şematik gösterimi
• Valfin her konumu bir kare ile gösterilmelidir. • Akışkanın geçiş yönleri oklarla belirtilir. • Kapalı yollar yatay bir çizgi ile belirlenir. • Valf bağlantıları kısa çizgilerle belirtilir. • Valf konumlarının işaretlenmesi; valf konumları soldan sağa doğru harflerle işaretlenir. Üç
konumlu vaflerde merkez konum 0 ile gösterilir (Şekil 14).
Şekil 14. Yön kontrol valflerinin şematik gösterimi
Valf bağlantılarının harflendirilmesi; • P=Basınç hattı A,B,C....=İş hattı veya çalışma hattı • R,S,T=Depo(dönüş) hattı • X,Y,Z=Pilot(uyarı) hattı • L=Sızıntı hattı
Yön kontrol valflerinin tanımlanması; • 2 / 2 = Yol sayısı/ Konum sayısı • 3 /2 valf tanımlaması yapıldığında, valfin 3 yollu, 2 konumlu olduğu anlaşılır.

Proceedings of 8th International Congress of Mining Machinery and Technologies
54
Vaflerin normal konumları; • Hidrolik devre çizimlerinde valfler, normal konumlarında çizilir ve harflendirilir • Hidrolik valf bağlantı standardları Şekil 15’te görülebilir.
Şekil 15. Hidrolik valf bağlantı standardları
Akış kontrol valfleri
Hidrolik sistemlerde akışkan debi miktarını ayarlamak amacıyla kullanılan valflerdir. Akış miktarını değiştirerek silindirlerin hızını, motorların devir sayısını ayarlayabiliriz. Akış kontrol valfleri Önemli ölçüde basınç düşümüne sebep olur; bu nedenle, büyük oranlar da ısı açığa çıkar. Ayar vidası yardımıyla akış kesiti değiştirilerek debi miktarı ayarlanır. (Resim 3)
Resim 3. Akış kontrol valfi
HİDROLİK AKÜMÜLATÖRLER
Gerektiğinde sisteme vermek üzere basınçlı hidrolik akışkanı depolayan devre elemanıdır. Hidrolik sistemde bir basınç düşmesi olduğunda veya debi ihtiyacı olduğunda, akümülatör içindeki basınçlı yağ kısa bir süre için çalışma basıncından daha yüksek olur. Bu durumda hidrolik akışkan tarafından sıkıştırılan azot gazı genleşir. Akümülatör (Resim 4) sisteme ihtiyaç miktarı kadar akışkan göndererek sistemde eksilen yağın tamamlanmasını sağlar. Çalışma esnasında sistemde bir şok darbesi olması halinde, basıncı yükselen akışkanın bir kısmı akümülatöre girerek sönümleme görevi yapar, azot gazını sıkıştırarak sistemin zarar görmesini önler. Akümülatörler yüksek basınçlara dayanıklı çelik tüplerden yapılır.

Proceedings of 8th International Congress of Mining Machinery and Technologies
55
Hidrolik akümülatörler hidrolik sistemlerde oluşan darbe ve şokların önlenmesini, sistemde oluşan kaçakların telafi edilmesini sağlar. Pompanın arızalanması ya da elektrik kesilmesi durumunda sistemi istenilen konumda durdurmak için yedek güç sağlar.
Resim 4. Hidrolik akümülatörler
HİDROLİK SİSTEMLERDE KULLANILAN BAĞLANTI ELEMANLARI
Hidrolik sistemlerde akışkanın depodan kullanıcı elemanlara kadar gönderilmesi ve kullanıcı elemanlarda da işlemi biten akışkanın depoya gönderilmesi işleminde akışkanın transferinde kullanılır. Pompa,Valf,Motor ,Hidrolik silindir ve Hidrolik sistemde kullanılan elemanların birbirine bağlanmasını sağlayan devre elemanlarına bağlantı elemanları adı verilir. Bağlantı elemanları boru, hortum, rakor, kelepçe gibi elemanlara verilen isimdir. Bağlantı elemanları seçimi gerekli basınç, debi ve akış hızını sağlayacak şekilde tespit edilmeli, çalışma basıncına dayanacak yapıda olmalıdır. (Şekil.16)
Şekil 16. Hidrolik sistemlerde bağlantı elemanları Hidrolik Borular
Sistemde belirli noktalar arasında akışkanı taşıyan, akışkana kılavuzluk yapan devre elemanıdır. Borular, soğuk çekme metoduyla ya da dikişli olarak, paslanmaz çelik ve hafif metallerden yapılır. Dikişli borular yüksek basınçlara dayanıklı değildir. Hidrolik devrelerde boru seçiminde önemli iki etkenden biri, istenilen iç çap, diğeri de çalışma basıncını karşılayabilecek et kalınlığıdır. Hidrolik sistemlerde istenilen basınç ve akış hızlarının sağlanabilmesi için boru çaplarının doğru yöntemlerle hesaplanması ve tespit edilmesi gerekir.

Proceedings of 8th International Congress of Mining Machinery and Technologies
56
Kullanılması gereken akış hızları: Basınç hattı:
• 50 bar’a kadar 4m/s • 100 bar’a kadar 4.5m/s • 150 bar’a kadar 5m/s • 200 bar’a kadar 5.5m/s • 200 bar’dan sonra 6-7m/s
Emiş hattı: • 0.5 ile 1.5m/s
Dönüş hattı: • 2 ile 3 m/s
Boru çapının hesabı: • Q=debi miktarı.........ıt/dak • V= ortalama hız........m/s • D= boru iç çapı..........mm
Hidrolik Hortumlar
Hidrolik sistemlerde özellikle hareketli devre elemanlarını birbirine bağlamak Amacıyla kullanılır. Hortumların yüksek esneme kabiliyetleri olduğu için, sistem basıncının sık sık değiştiği, titreşimli, Sıcaklık farkının yüksek olduğu durumlarda Kullanılması uygundur. Hortumlar sentetik kauçuktan yapılır. Basınç dayanımlarını arttırmak amacı ile kauçuk tabakalar arasına bir veya daha fazla sayıda çelik tel örgü –sargı vardır. Hidrolik hortum doğru bağlama teknikleri Şekil 17’de görülebilir.
Şekil 17. Hidrolik hortum doğru bağlama teknikleri
Proceedings of 8th International Congress of Mining Machinery and Technologies
57
Hidrolik Rakorlar
Boru, hortum gibi bağlantı elemanlarını birbirine ve diğer elemanlara (pompa,valf,valf bloğu,silindir,hidromotor vb.) bağlamak için kullanılan devre elemanıdır. Rakorlar genelde vida bağlantılıdır. Geçmeli sistem rakorlar da kullanılır. Boru ve hortum bağlantısında dikkat edilecek hususlar
• Hidrolik sistemlerde farklı boru çapları kullanılmamalı, ani kesit daralması ya da kesit artışından kaçınılmalıdır.
• Hidrolik sistemlerde kullanılan hatlardaki dönüşlerde, keskin köşelerden kaçınılmalıdır. • Aşırı uzun ve gereksiz boru ve hortum hatlarından kaçınılmalıdır. • Sistemde titreşim ve kavitasyonu engellemek için, borular belirli aralıklarla kelepçeler yardımıyla
tespit edilmelidir. • Emiş borusu kısa olmalıdır. • Dönüş borusu kısa olmalıdır. • Hareketli ve titreşimli yerlerde hortum kullanılmalıdır. • Boru bağlantılarında ısıl genleşmeler dikkate alınmalıdır. • Boru çapları istenen debi ve basıncı sağlayacak ölçüde olmalıdır. • Boru et kalınlığı ve hortum cinsi çalışma basıncını ve sıcaklık değerlerini karşılayacak şekilde
seçilmelidir. • Boru ve hortum bağlantıları sızdırmaz olmalıdır. • Boru iç yüzeyleri pürüzsüz olmalıdır. • Hortumun en içteki katmanı sistemde kullanılan akışkana dayanıklı olmalıdır.
HİDROLİK SIZDIRMAZLIK ELEMANLARI
Yapıldıkları malzemelere göre sızdırmazlık elemanları ikiye ayrılmaktadır.
Bezli malzemelerden yapılan sızdırmazlık elemanları
Bezli NBR: Pamuklu beze NBR (nitril) emprenye edilerek hazırlanır. Çalışma sıcaklıkları –30 ile +105 C arasındadır. 400 bar’lık basınçlara dayanabilir.
Bezli FKM: Pamuklu beze FKM (viton) emprenye edilerek hazırlanır. Özel koşullarda (yüksek ısı, özel akışkan, çeşitli kimyasallar vb.) kullanılır. Çalışma sıcaklıkları –30 ile +225 C arasındadır. 400 bar’lık basınçlara dayanabilir. Esnek malzemelerden yapılan sızdırmazlık elemanları
Silikon (MVQ): -60 ile +200 C arasındaki sıcaklıklarda çalışır. Statik uygulamalarda kullanılır. Nitril (NBR): Hidrolik ve pnömatik sistemlerde çok kullanılan malzemelerdir. –30 ile +105 C arasındaki sıcaklıklarda çalışır. Yağa ve grese dayanımları çok yüksektir.
Viton (FKM): -30 ile +225 C arasındaki sıcaklıklarda çalışır. Özel koşullarda çalışması gereken sızdırmazlık elemanlarında kullanılır. Fiyatları çok pahalıdır.
Neopren (CR): -45 ile +100 C arasındaki sıcaklıklarda çalışır. Hidrolik ve pnömatik sistemlerde çok sık kullanılmaz. Grese dayanımları yüksektir.
Poliüretan (PU): -40 ile +80 C arasındaki sıcaklıklarda çalışır. Hidrolik ve pnömatik sistemlerde çok sık kullanılır. Sürtünmeye karşı dayanımları yüksek olduğu için, uzun ömürlüdür.

Proceedings of 8th International Congress of Mining Machinery and Technologies
58
Etilen propilen kauçuk (EPDM): -40 ile +145 C arasındaki sıcaklıklarda çalışır. Otomobil fren yağlarına karşı dayanımı yüksektir. Su ve su buharı ile çalışan sistemlerde kullanılması tavsiye edilir.
Sitren butadien kauçuk (SBR): -50 ile +100 C arasındaki sıcaklıklarda çalışır. Glikol esaslı fren yağlarına, inorganik asit ve bazlara karşı direnci çok yüksektir.
Doğal kauçuk (NR): -60 ile +100 C arasındaki sıcaklıklarda çalışır. Yüksek esneklik gerektiren yerlerde kullanılır. Titreşimli yerlerde kullanılması tavsiye edilir.
HİDROLİK SİSTEM HESAPLARI Hidrolik pompa ve Hidrolik Silindir Seçimi
Bir hidrolik sistem tasarlanırken öncelikle hareket elemanlarının (silindir veya hidrolik motor) boyutları saptanır daha sonra da öngörülen basınç ve hızları sağlayacak güç ünitesinin (pompa,motor, valf, hidrolik tank vb.) büyüklükleri aşağıdaki bağıntılar yardımıyla belirlenir.
HİDROLİK SİSTEMDE GÜVENLİ ÇALIŞMA TEKNİKLERİ
Hidrolik yağın vücuda enjekte olması ile meydana gelen yaralanmalar Hidrolik yağın tehlikeli toksik etkisi Sıcak hidrolik yağ ile teması hidrolik sistem, hortum ve boru hatlarında meydana gelen patlamalar basınç altındaki akışkan cilt dokusunu delerek vücuda girer ve vücut dokularına ulaşır. Vücuda enjekte olan bu madde hızlı bir şekilde deri dokusundan geçer sinir hücreleri ve el/vücut boşluklarının derinlerine kadar gider. Hidrolik hortumdaki iğne deliği şeklindeki bir sızıntı yüksek basınç altında toksik yağın 180m/sn’lik bir hızla dışarı fırlamasına neden olur. Bu neredeyse silahtan çıkan merminin hızına yakındır. Bu sebeple hidrolik sisteme müdahale etmeden önce Hidrolik sisteme sadece bu konuda eğitim almış tecrübeli kişiler müdahale etmelidir. Hidrolik sistem arızasına müdahale edecek olan kişi tüm koruyucu giysilerini giymelidir. Hidrolik sistemde bulunan valfler nötr konumuna alınmalıdır. Hidrolik silindirlerin yük altında olup olmadıkları kontrol edilir ve yük altında olan silindirler nötr konuma alınır. Hidrolik sistem durdurulur ve tüm şalterler kontrol edilir. Hidrolik sistemde bulunan manometreler kontrol edilerek basınç değerlerinin “0” olduğundan emin olunur. Hidrolik sislindirler hareketli parçalar olduğundan bu hatta bağlı hortumları sökmeden önce silindire bağlı ekipmanın hareket etmemesi için gerekli tedbirlerin alınması gerekir.
SONUÇLAR
Hidrolik sistem ekipmanları yüksek çalışma basınçlarında kullanılmaktadır. Hidrolik kompanentlerin seçiminde, uygulamasında veya montajında yapılabilecek küçük hatalar yüksek maliyetlerin ödenmesinin yanı sıra insan sağlığına verebileceği hasarlar da büyük ölçüde önemlidir. Yanlış uygulamalar sonucunda ölümlü kazarların meydana geldiği de unutulmamalıdır. Hidrolik ekipmanların

Proceedings of 8th International Congress of Mining Machinery and Technologies
59
seçimi ve montajı bu konuda eğitim almış personel tarafından yapılarak her zaman kontroller yapılarak devreye alma ve uygulamaların yapılması önemlidir.
KAYNAKLAR https://www.cetop.org/ https://www.hidroman.com.tr/

Proceedings of 8th International Congress of Mining Machinery and Technologies
60
TUNÇBİLEK LİNYİT HAVZASI BÜYÜKDÜZ ve İĞDEKUZU YERALTI OCAKLARINDA KLASİK VE ESNEK YARI MEKANİZE TAHKİMAT
UYGULAMALARININ ÜRETİM, RANDIMAN ve İŞ KAZALARI YÖNÜNDEN KARŞILAŞTIRILMASI
TUNÇBILEK LIGNITE BASIN A COMPARISON OF CLASSICAL AND FLEXIBLE SEMI-MECHANIZED FORCING APPLICATIONS IN PRODUCTION, EFFICIENCY AND OCCUPATIONAL ACCIDENTS IN BÜYÜKDÜZ AND İĞDEKUZU
UNDERGROUND QUARRY
C. Sığırcı*, O. Taşkın, F. Yüksel Park Teknik A.Ş., Tunçbilek
ÖZET
Madencilikte mekanizasyon, üretim ve verimliliği arttırmanın yanında çalışanlar için güvenli bir
ortam sunmaktadır. Açık ocak metoduyla linyit kazanımı gittikçe azalacaktır. Bu nedenle yeraltı linyit
üretim faaliyetlerinin hızla mekanizasyona geçirilmesi gerekmektedir. Çayırhan Havzası sonrasında
Soma, Tunçbilek ve Trakya bölgesinde mekanize madenciliğe hızlı geçiş yapılmıştır. Yeraltı linyit
yataklarının büyük kısmı tam mekanize üretim metoduna uygun olmakla birlikte, jeolojik olaylarla yapısal
bozukluğa uğramış kömür sahalarında da mekanize üretim yapılabilmesi açısından yarı mekanize üretim
metodu büyük avantajlar sağlayacaktır. Esnek yarı mekanize tahkimat ünitelerinin ülkemizde ilk defa
kullanıldığı Tunçbilek havzası İğdekuzu sahasındaki uygulama, verimlilik ve iş güvenliği açısından dikkate
değer sonuçlar doğurmuştur.
Anahtar Sözcükler: Mekanize ayak, esnek yarı mekanize tahkimatlı ayak.
ABSTRACT
Mechanization in mining not only increases production and productivity, but also provides a safe environment for employees. With the open pit method, lignite recovery will gradually decrease. For this reason, underground lignite production activities need to be rapidly mechanized. After the Çayırhan Basin, there was a rapid transition to mechanized mining in Soma, Tunçbilek and Thrace regions. Although most of the underground lignite deposits are suitable for the fully mechanized production method, the semi-mechanized production method will provide great advantages in terms of mechanized production in the coal fields that have been structurally damaged by geological events. The application in the Tunçbilek basin İğdekuzu field, where flexible semi-mechanized fortification units are used for the first time in our country, has produced remarkable results in terms of efficiency and occupational safety.
GİRİŞ
Yeraltı kömür madenciliği içerdiği riskler ve zorluklar nedeniyle mekanize olma yönünde hızlı bir
değişim süreci geçirmiştir. 1950’ lerde tam mekanize sisteme geçişle birlikte kömür üretim ve verimliliği artmıştır (Anon, 1995; Peng, 2006). Avrupa’da başlayan ilk mekanize uzunayak madenciliği günümüzde Amerika ve Avustralya ağırlıklı olarak dünyanın dört bir yanında geliştirilerek kullanılan bir yöntem olarak karşımızdadır.
Ülkemizde mekanize uzunayak yöntemi 1987 yılında TKİ’ ye bağlı OAL işletmelerinde uygulanmaya

Proceedings of 8th International Congress of Mining Machinery and Technologies
61
başlamıştır. Aynı dönemde TKİ bünyesinde Tunçbilek ve Soma havzalarında da mekanize uzunayaklar kullanılmıştır. 1990 sonrası kömür ocakları ve termik santrallerinin özelleştirmeleri ile birlikte özel sektör tarafından çalıştırılan kömür ocaklarında mekanize uzunayaklar kurulmuştur. (Kahraman E., vd., 2004) Halen Çayırhan, Soma, Tunçbilek, Trakya ve Zonguldak bölgelerinde mekanize ve yarı mekanize üretim yöntemleri uygulanmaktadır. (Ekici, A., vd.,2014)
2004 yılında Park Teknik tarafından yüklenilen Tunçbilek Büyükdüz sahasındaki kömür üretim
çalışmalarına, sahanın faylarla çok küçük alanlara bölünmesi nedeniyle klasik üretim yöntemi ile başlanmış, 2014 yılına kadar 7.600.000 ton üretim gerçekleştirilmiştir.
2012 yılında ihalesi kazanılmış olan Tunçbilek/İğdekuzu sahasında yarı mekanize üretim sisteminin
uygulanabilirliği araştırılmıştır. İğdekuzu sahasının kısa mesafelerle faylı bir yapıda olması ve damar eğiminin değişmesi nedeniyle rijit yapıda yarı mekanize tahkimat sistemi yerine esnek yarı mekanize tahkimat sisteminde karar kılınmış, 2015 yılında montajı tamamlanan sahada üretime başlanmıştır. İhale şartnamesi gereği yüksek miktarda üretim istenmemesinden dolayı, üretim için günde 16 saat (2 vardiya) olarak çalışılmıştır, geri kalan vardiyada, tamamlayıcı faaliyetler yapılmıştır.
Bu çalışmada, Tunçbilek havzasında iki ayrı bölgede yapılan üretim çalışmalarında, klasik tahkimatlı
üretim yöntemi ile esnek yarı mekanize tahkimatlı üretim yöntemi karşılaştırılarak, yöntemler arasındaki farklar ortaya konmaya çalışılmıştır.
TUNÇBİLEK HAVZASININ GENEL ÖZELLİKLERİ VE SAHANIN JEOLOJİSİ
Garp Linyitleri İşletmesi (GLİ), 1940 yılından sonra Türkiye Kömür İşletmeleri’ne (TKİ) bağlı olarak
faaliyetlerini Tunçbilek-Kütahya’ da sürdürmektedir. Bölgede yaklaşık 243 milyon ton linyit kömürü bulunmakta olup, sahadan yılda 4,85 milyon ton linyit kömürü üretimi hedeflenmektedir. Söz konusu üretimin %25’ i yeraltı işletmelerinden geri kalan kısmı ise; bölgede yer alan açık ocaklardan karşılanmaktadır. Linyit damarlarının kalınlığı ortalama 8-9 m arasında değişmektedir. Yeraltı üretimi arkadan göçertmeli tam mekanize ve yarı mekanize uzun ayaklar ile gerçekleştirilmektedir. Bu üretim yönteminde linyit damarının 6 m’ lik kısmı ayak arkasından üretilmekte olup geri kalan 2-3 m’ lik kısmı arından üretilmektedir. (Öztürk C., vd., 2021)
Tunçbilek bölgesinde halen TKİ tarafından çalışılan tam mekanize Ömerler ocağı, Park Teknik
firması tarafından hizmet alım sözleşmesi ile çalışılan İğdekuzu Yarı Mekanize Ocağında üretim çalışmaları yürütülmektedir. Ayrıca, Bozdağ Madencilik tarafından yer altı hazırlıkları yapılan ocakta mekanize ve yarı mekanize çalışmaları planlanmaktadır. Bunun yanında Ömerler C sahası ruhsat devri ile diğer 3 bölge ile birlikte ihale edilmiştir.
İlk olarak Karl Nebert (1963) tarafından yapılan çalışmalardan da görüldüğü üzere, havzanın temelinde serpantinleşmiş ultrabazik kayaçlar bulunmaktadır. Miosen ve Pliosende çökelen Tunçbilek havzası Neojen sedimanları karasal oluşumlardır. Miosende çökelenler "Alt Seri veya Tunçbilek Serisi", Pliosende çökelenler ise "Üst seri veya Domaniç Serisi" olarak adlandırılırlar. Bölgede işletilmekte olan kömür damarı, alt seride ve alt marn horizonunun üst seviyelerinde veya alt marn horizonu ile üst marn horizonu geçişinde oluşan ana linyit damarıdır. Tunçbilek kömür havzasında sedimanlar etkin orojenik hareketlere maruz kalmamışlardır. Neojenin sonuna doğru havzada epirojenik hareketler başlamış ve bu hareketlerin sonucunda meydana gelen faylarla havza bloklara ayrılarak tabakaların ilk konumları bozulmuş ve az çok eğim kazanmıştır. Alt seri tabakaları 15° üst seri tabakaları ise en çok 10° eğimlidirler. (Baş, 1983)
Kömürün tavan ve taban taşı marndır. Genel olarak taban taşının basınç dayanımı 23-27 MPa,
tavan taşının basınç dayanımı ise 14-31 MPa arasındadır. Kömür basınç dayanımı 15-17 MPa arasındadır. Ortalama 5-11 m kalınlığı olan ana linyit damarı içinde değişik kalınlıkta tabaka ve adese halinde ara

Proceedings of 8th International Congress of Mining Machinery and Technologies
62
kesmeler vardır. Ara kesmelerin en önemlileri yukarıdan aşağıya doğru A kili, B kili ve C kili diye adlandırılan tabakalardır. C kilinin üzerinde sarı kil denilen bir ara kesme daha vardır (Destanoğlu, 2000). Tunçbilek yeraltı kömür ocaklarında mevcut çalışılan panolar 210-270 metre derinlikte bulunmaktadır. Damarın hemen üzerinde kalınlığı 25-50 cm arasında değişen yumuşak kiltaşı formasyonu bulunmaktadır. Bu formasyonun üzerinde, sırasıyla tavan kiltaşı, marn ve kalkerli marn formasyonları bulunmaktadır. Bölgede işletilmekte olan damar, genellikle orta sertlikle, siyah ve parlak linyit ihtiva eder. Damarın tavan ve taban kısımları genellikle daha temiz, orta kısımları ise daha karışıktır. Kömür damarı kesitinde üç adet ara kesme bulunmakta olup, aşağıya doğru olacak şekilde sırasıyla 0,20, 0,30-2, 0,25-0,35 metre kalınlıklarındaki kiltaşlarıdır (Şekil 1).
Şekil 1. Tunçbilek yeraltı kömür ocaklarına ait kömür damarının ve Tunçbilek bölgesinin stratigrafik kesiti
(Başarır ve Karpuz, 2004)
SAHADA UYGULANAN ÜRETİM YÖNTEMLERİ VE BU KAPSAMDAKİ ÇALIŞMALARIN İNCELENMESİ
İğdekuzu Esnek Yarı Mekanize Tahkimat ile Üretim Yöntemi
Yeraltından kömür üretimi birçok yöntemle yapılmaktadır. Bu yöntemler genellikle kömürün kalınlığına, kömür yatağının eğimine, faylanmalara, sahaların büyüklüğüne, kömür ihtiyacına, işletmelerin ve ülkenin ekonomi ve teknolojisine göre değişiklikler göstermektedir.
Tunçbilek bölgesi İğdekuzu yeraltı kömür sahasında, Geri Dönümlü Arkadan Göçertmeli Esnek Yarı Mekanize Tahkimatlı Uzun Ayak Üretim Metodu uygulanmaktadır.

Proceedings of 8th International Congress of Mining Machinery and Technologies
63
Üretim, kömürün aynadan kazılması ile yapılmakta olup, kalın olan damarlarda ise ayna kazısı ile birlikte kömürün ayak arkasından göçertilerek kazanılması ile birlikte yapılmaktadır. Tunçbilek kömür havzasında kömür damarı kalınlığı ortalama 4-11 metre kalınlığında olup, kömür damarı ile taban ve tavan formasyonunun jeomekanik değerlerinin uygun olması nedeniyle tek katlı ayak çalışması ile tamamı alınabilmektedir (Şekil 2).
Şekil 2. Yarı Mekanize Ayak Kesit Görünümü
Yarı mekanize üretim ekipmanları şiltler (geniş ve dar şiltler), konveyörler, elektrik ekipmanları, hidrolik ve pnömatik ekipmanlardan oluşmaktadır. Yarı mekanize tahkimatında kullanılan şiltlerin teknik özellikleri Çizelge 1’ de ve görünüşü Şekil 3’ de verilmiştir.
Çizelge 1. Yarı mekanize şilt ünitelerinin özellikleri
Tip 2G/G Tipi
Tahkimat Yüksekliği 1500-2400 mm
Tahkimat Uzunluğu 2700 mm
Tahkimat Genişliği 1165-1200 mm
Tahkimat İlerlemesi 800 mm
Çalışma Dayanımı 2400 kN
Ağırlık 1196-1298 kg
Şekil 3. Yarı mekanize şilt tahkimatı
B KİLİ
TABAN KÖMÜRÜ
C KİLİ
TAVAN TAŞI
TABAN TAŞITABAN TAŞI
ARKA KÖMÜRÜ

Proceedings of 8th International Congress of Mining Machinery and Technologies
64
Kömürün Kazılması – Ayna Çalışması
Kömürün kazı çalışması genellikle aynanın patlayıcı ile gevşetilerek, kazma ve mortopikör ile kazılan kömürün konveyöre yüklenmesi ile yapılır. Kazı çalışması sırasında şiltler kazılan yere, şiltin yan yüzeyindeki itme pistonları vasıtasıyla ötelenerek kazılan yerin tavanının emniyeti sağlanır. Kazı çalışmasında iki kişiden oluşan bir ekip 6-8 şilt ( 7,5-10 metre) kazı yapabilir.
Ayna kazısı tamamlanan bölgelerde ayak arkasında kalan kömürler, delme patlatma veya şiltin
arka pistonlarının indirilip kaldırılması marifeti ile ezilerek alınır. Arka kömürünün alınmasında iki kişilik bir ekip 20 şilt arkasındaki kömürü kazanabilir.
Yarı mekanize ayaklarda üretim miktarı kazı için çalışan ekiple doğru orantılı olarak artar. İki kişide
oluşan bir ekip ortalama 70-100 ton kömürün üretimine karşılık gelmektedir.
Oluk Havesi
Arka kömürün alınması bittikten sonra konveyörün ön haveye alınarak bir sonraki havenin çalışması için hazırlık yapılır. Ayağın motorbaşından kuyruğuna kadar konveyörün geleceği yeni yerin temizliği yapılmalıdır. Taban alınması sırasında şiltlerin ön pistonlarına dikkat edilmelidir. Taban alırken şiltin ön pistonları maksimum seviyede tabana indirilmelidir.
Çekim
Çekim, arka pistonların önünde bulunan çift zincirli konveyörün, ön pistonların arka tarafına açılmış olan oluk havesine çekilmesi işidir. Bu işlemler mekanik biriminde çalışanlar tarafından yapılır (Şekil 4). Çekim işlemi başlarken öncelikle enerjiyi kestirerek baş oluğu havalı caraskal yardımı ile ön haveye çekilir. Ayak içi olukları iki yada üç tane caraskal yardımı ile beş olukta bir caraskal bağlanarak aynı anda konveyör arın kısmına yanaştırılır. Çekim çalışmaları 80 metrelik bir uzunayakta 20 dakikalık bir zaman diliminde tamamlanmaktadır.
Şekil 4. Çalışmalarla ilgili görseller

Proceedings of 8th International Congress of Mining Machinery and Technologies
65
Tahkimat Çalışması (Yarı Mekanize)
Yarı mekanize için kullanılan şiltler dar ve geniş gövdeli olmak üzere 2 farklı şekilde ve yan yana sırayla monte edilmiştir. Dar şiltler üzerinde şiltlerin hareketini sağlayan ekipmanları içermektedir. Dar şilt yanındaki iki geniş şiltin hareketini kontrol etmektedir. Ayak içindeki ilk şilt ve son şilt dar şilt olmaktadır.
Aynada şiltin ilerletilmesi için gerekli kazı yapılır. Şilt ön pistonlarının geleceği yer yani taban kısım
tamamen temizlenmelidir. Arka direkler ise yatık vaziyette olmamalı dik olacak şekilde olmalıdır. Öncelikle geniş şiltler aynaya doğru ötelenir. Geniş şiltin ön ve arka pistonları yükten kesilerek yukarı doğru kaldırılır. Arka pistonları boşa alırken arka taraftan malzeme akmamasına dikkat edilir. Direkleri boşa çıkarınca şilt sağ ve soldaki şiltlere bağlı olduğu zincirler sayesinde askıda kalmalıdır. Bu anda şilt boşta kalmış olur. Yandaki şiltin kumanda bloğundan itmeye basılarak geniş gövdeli şilt aynada açılan yere doğru 80 cm olan yan piston boyunca itilir. Sonrasında aynadaki pistonların geleceği yerde malzeme düşmüş ise temizlenmeli ve pistonları yeni yerlerine, tabana ve kömür eğimine bağlı olarak, dik olacak şekilde sabitlenir. Ön ve arka pistonları yere temas edecek kadar bastıktan sonra şilt üst tavanını sıkıştıracak şekilde pistonları yüke alarak tavana sıkılanır. Şiltleri ilerletme yaparken yandaki şiltlerin tavanı sağlam olmaz ise şilti itmeye çalışırken, diğer şilt geri gidebilir. Böyle bir durum olamaması için şiltler yükte, tavana sıkıştırılmış olmalıdır. İlk ilerletme işini bitirdikten sonra diğer geniş gövdeli şiltte aynı şekilde ilerletilmelidir. Dar şiltin sağındaki ve solundaki geniş gövdeli şiltleri ilerletip tavana sıkıştırdıktan sonra yan pistonları sayesinde dar şilt kendini öne çekerek öndeki iki geniş şiltin arasına gelerek ilerletme işlemi tamamlanır. Bu şekilde arında 80 cm ilerleme yapılmış olur.
Motorbaşı ve Kuyruk Yolu Tahkimatı
Ayakların motorbaşı ve kuyruk yolu tahkimatları (Şekil 5) oldukça önemlidir. Motorbaşında bir sıkıntı olduğu taktirde ayak içerinde hiçbir iş yapılamaz. Ayaklarda şanzıman yeri ve genişliği göz önüne alınarak motorbaşı ve kuyruk yollarında çelik sarma ile hidrolik direkle tahkimat yapılır. Motorbaşı tahkimatı, bulunan haveden en az iki sarma boyu önde olmalıdır. Enine ise 5-6 sıra yan yana tahkimatlardan oluşmaktadır. Böylece konveyör tahrik grubunun temizliği, ısınma olmaması için hava alması, ayak içerisine giriş ve çıkışın rahat olması ve malzeme naklederken rahat bir alan hazırlanmış olur. Tavan baskısının durumuna göre ilave emniyet tahkimatı yapılabilir. Ayak kuyruk yollarında 4-5 sıra yan yana ve üç sarma boyu ileriden götürülür Böylece kuyruk yolunda giriş-çıkış ve malzeme nakliyatı rahat olur. Havanın ayak içerisine girmesi için kuyruk yolunun yeterli yükseklikte olması da oldukça önemlidir. Ayak önü basınçları nedeni ile tavan ve taban yollarında tahkimatta bozulma yaşanabilir. Böyle durumda ara bağlar ve takviye tahkimat yapılabilir.
Şekil 5. Yarı mekanize ayak motorbaşı ve kuyruk tahkimat görünümü

Proceedings of 8th International Congress of Mining Machinery and Technologies
66
Yarı Mekanize Şiltlerin Montajı ve Sökümü
Kömür içinde alt ve üst taban yolları açıldıktan sonra uygun kesitteki bir kılavuz vasıtası ile birleştirilir. Yarı mekanize şiltler, uygun ekipmanlarla ayak içerisine taşınır. Montajın yapılacağı yere getirilen şilt, montaj yapılacak yerde ayağa dik olacak şekilde çevrilir (Şekil 6).
Şekil 6. Üretim ayağı şilt montajı
Arına dik yerleştirilen şiltler yan yatırılarak, şiltin ön ve arka kısımlarına 4 adet pistonun montajı yapılır. Havalı caraskallar yardımı ile şilt kaldırılarak askıya alınır. Şiltlerin hidrolik sistemleri bağlandıktan sonra diğer şilt ile bağlantıları yapılır. Kumanda bloğu ile şilt tavana sıkıştırılarak montaj tamamlanmış olur (Şekil 7).
Şekil 7. Şilt montajı tamamlanmış üretim ayağı
Üretimin bittiği ayaklarda ayak içerisindeki kurulu şiltler sökülerek, yeni başlanılacak olan üretim panosunun ayağına taşınır. Söküm yapılacak olan ayakta malzeme ve ekipman hazırlanması gerekir. Sökümde kullanılacak malzemeler genellikle; nervürlü demir, hidrolik direk, çelik sarma, ağaç malzeme, delici ekipmanlar, kollu ve havalı caraskallardır.
Sökülecek şiltin yan tarafına 2 sarma 2 direkten kurulu arına dik tahkimat yapılır. Bu sarma
üzerinden sökülecek şiltin üzerine gelecek şekilde delik delinerek nervürlü demirler ile şilt üzeri tahkimatı yapılır. Sökülecek şilt yükten yavaş yavaş indirilerek, yapılan geçici tahkimatın yük alması sağlanır. Havalı caraskallar vasıtası ile indirilen şilt ayak içinden çıkartılır. Geçici tahkimatın altına 2 sarma 2 direkten kurulu tahkimat yapılarak, söküm işlerine bu şekilde devam edilir (Şekil 8). Bu sırada geçici tahkimatın göçük kısımlarına ilave emniyet tahkimatı yapılmalıdır. Eş zamanlı olarak konveyör sökümleri ve yapılan geçici tahkimat sökümleri emniyetli şekilde yapılarak söküm işlemi tamamlanır. İyi bir organizasyon ile günlük 15 adet şilt demontajı yapılabilir. .

Proceedings of 8th International Congress of Mining Machinery and Technologies
67
Şekil 8. Üretimi tamamlanmış ayakta şiltin sökülmesi
Nakliyat Çalışmaları
Ayaklarda üretilen kömür, çift zincirli konveyör ile toplayıcı (sabit) konveyörüne dökülür. Toplayıcı (sabit) konveyör ile taşınan malzeme, önde kurulu olan bantlar vasıtası ile yerüstüne çıkartılır.
Ayak ve toplayıcı konveyörler genellikle 90 kW gücünde olup, bantlar 1000-1200 mm genişliğindedir. Toplayıcı konveyörler üzerinde kaba kırıcılar olup, bant nakliye sisteminde sözleşmenin gerektirdiği boyutlarda kömür üretimi için sekonder kırıcı bulunmaktadır. Ayrıca, ocak çıkışında kömür otojen kırma işlemi yapan döner tromel eleğe beslenmekte, böylelikle; taşın bünyesindeki kömür otojen kırma ile alınmakta, kırılmayan taş dışarı alınmaktadır. Tromel elekten geçen kömür, numunesi alınarak idare tarafından istenilen noktaya nakledilmektedir.
Malzeme ve ekipman nakli elektro hidrolik tahrikli sonsuz halat sistemi ile çalışan monoray ile yapılmaktadır. Çalışanların nakli ise monoray ve ana desandrede kurulu bulunan 1200 mm çelik kortlu bandın personel nakli modülü ile yapılmaktadır.
Havandırma Çalışmaları
İğdekuzu yeraltı ocağının havalandırması +890 kotunda kurulu olan iki adet olan biri yedekli Korfmann marka emici aspiratör ile sağlanmaktadır. Bu aspiratörler 75kW gücünde olup 2610 m³/dk kapasite ile çalışmaktadır.
856 kotundan giren temiz hava, hava kapılarının yönlendirmesi ile üretim panolarında paralel havalandırma uygulaması yapılmaktadır.
Hazırlık Çalışmaları
Hazırlık çalışmaları galeri açma makineleri, yükleyiciler ve delme-patlatma teknikleri kullanılarak yapılmaktadır. Üretim yöntemine göre galeri genişlikleri 3,4-5,0 m arasında, yükseklikleri 2,1-4,2 m arasında değişmektedir (Şekil 9).

Proceedings of 8th International Congress of Mining Machinery and Technologies
68
Şekil 9. Hazırlık çalışmalarında kullanılan tahkimat malzemeleri/sistemi
Büyükdüz Klasik Tahkimat Üretim Yöntemi
Büyükdüz panosunda, geri dönümlü arkadan göçertmeli hidrolik direk ve çelik sarmanın kullanıldığı klasik uzun ayak üretim metotlu ile çalışılmıştır. Kömür damarı yatay ya da yataya yakın (~ 10° eğimli) olmasına karşın, kalınlığı düzenli olmayıp yaklaşık olarak 5-8 m arasında değişmektedir. Kömürün kazı işlemi aynadan 2 metrede yapılmakta geri kalanı arkadan göçertilerek alınmaktadır. (Şenkal S.,vd.,1988) (Şekil 10).
Şekil 10. Büyükdüz Linyit işletmesinde genel üretim yöntemi Ayakta üretim çalışmaları ayna-söküm-arka kömürü-çekim aşamalarından oluşmaktadır. Tahkimat, hidrolik direk ve çelik sarmalarla yapılmakta ve ayrıca ağaç malzeme ile desteklenmektedir. Tahkimat arına dik olarak yapılmakta ara mesafeleri 0,70m olarak kurulmaktadır. Ayna vardiyasında, delme patlatma ile gevşetilmiş olan ayna kömürü kazma ve martopikörlerle konveyöre yüklenerek açılan yere bir direk ve bir sarma takılır. Söküm vardiyasında, arka tarafta kalan 3.sarmadaki direk sökülerek hidrolik direk yeni takılan sarmanın altına vurulur. 3.sıradaki tahkimat söküm aparatları ile sökülürken, 2. sıra tahkimatlara ağaç emniyet sarması yerleştirilir. Tavan kömürünü çekme vardiyasında (Arka vardiyası), tahkimatı sökülen kısmın tavan kömürü göçertilerek konveyörü üzerine akıtılır. Göçmeyen tavan kömürünü göçertmek ya da tahkimat arkasına sıkışan blokları parçalamak için delme ve patlatma işleri yapılır.

Proceedings of 8th International Congress of Mining Machinery and Technologies
69
Çekim vardiyasında, arka kömürü alındıktan sonra 2.sırada bulunan çift zincirli konveyör olukları el ile sökülerek 1.sıra tahkimatların önüne açılan yeni haveye el ile monte edilmektedir (Şekil 11)
Şekil 11. Büyükdüz Ocağında ayakta yapılan kazı-tahkimat çalışması
Ayak içerisinden kazılan kömür çalışanlar tarafından ayak içi konveyörüne yüklenir. Toplayıcı konveyörler vasıtası ile öndeki bant nakliye sistemi ile yeryüzüne nakli yapılır. Üretim bölgelerine insan ve malzeme nakliyatı monoray ile sağlanmaktadır. Ocağın havalandırılması cebri havalandırma şeklinde gerçekleştirilmektedir.
BÜYÜKDÜZ İLE İĞDEKUZU OCAKLARININ KARŞILAŞTIRILMASI Randıman Yönünden Karşılaştırma
Büyükdüz ve İğdekuzu ocaklarında yapılan üretim çalışmaları randıman yönünden incelenerek, inceleme sonucunda elde edilen veriler Çizelge 2 ve Şekil 12’ de verilmiştir.
Çizelge 2. Büyükdüz-İğdekuzu randıman hesaplarından elde edilen veriler
Parametre Büyükdüz(2010-2013) İğdekuzu(2016-2019)
Üretimler (ton) 3.594.663 3.973.324 Çalışan Sayısı 788 443 Yeraltı Randımanı (ton/kişi) 4.33 10.52 Ayak Randımanı (ton/kişi) 4.88 12.25 Genel Randıman (ton/kişi) 4.11 9.66

Proceedings of 8th International Congress of Mining Machinery and Technologies
70
Şekil 12. Büyükdüz (2011-2014)-İğdekuzu (2016-2019) randıman grafiği
Ton Başına Sarfiyat Karşılaştırması
Büyükdüz ve İğdekuzu ocaklarında yapılan üretim çalışmalarında kullanılan temel sarf malzemeler incelenerek, analiz sonucunda elde edilen veriler Çizelge 3’ de verilmiştir.
Çizelge 3. Büyükdüz (2010-2013)- İğdekuzu (2016-2019) toplam ve ton başı sarfiyatları
Parametre Üretim (ton)
Elektrik (kW)
Dinamit (kg)
Kapsül (adet)
Maden Direği (m³)
Büyükdüz (2010-2013)
3.594.663 34.482.695 234.819 724.375 7753,44
Sarf 9,59 kW/ton 65 gr/ton 0,2 adet/ton 2,15 dm³/ton
İğdekuzu (2016-2019)
3.973.324 32.570.188 280 927 846 457 2503,34
Sarf 8,19 kW/ton 70 gr/ton 0,21 adet/ton 0,63 dm³/ton
İş Güvenliği Performansının/İş Kazalarının Karşılaştırması Büyükdüz ve İğdekuzu ocaklarında yapılan üretim çalışmalarında çalışan sayıları ve meydana gelmiş olan iş kazaları incelenerek, analiz sonucunda elde edilen kaza sayısı, kaza ağırlık oranı (KAO) ve kaza sıklık oranı (KSO) verileri Çizelge 4’ de verilmiştir.
Çizelge 4. Büyükdüz-İğdekuzu KSO ve KAO değerleri (yıllık)
Sahalar/ İncelenen Yıllar
Çalışan Sayısı İş Kazası
Sayısı Kaza Sıklık Oranı
Kaza Ağırlık Oranı
Büyükdüz (2012-2014)
788 440 415 1.65
İğdekuzu (2017-2019)
443 136 154 1.18

Proceedings of 8th International Congress of Mining Machinery and Technologies
71
Klasik ve Esnek Yarı Mekanize Üretim Yönteminin Karşılaştırması
Eylem Klasik Hidrolik Direk-Çelik Sarma Sistemi Yarı Mekanize Tahkimat Sistemi
Psikoloji Ayaklarda tavan kontrolü çalışanlara doğrudan bağlı olduğu için çalışan kendisini tehlikede hissetmektedir.
Tavan kontrolü şiltlerle sağlandığı ve tahkimatın kumanda kolları ile yönetilmesinden dolayı çalışan kendisini güvende hissetmektedir.
Temizlik ve Çekim
Arka kömürü üretimi sonrası kazı havesinde temizlik yapıldıktan sonra, ayak konveyörü insan gücü ile kazı havesine taşıması yapılarak montajı yapılır.
Ayak konveyörü sökülmeden caraskal yardımı ile şiltlerin ön pistonlarından destek alarak ayağın arın kısmına çekilir.
Tahkimat İlerletimi
Kazı aynası çalışılan açıklıklar bir öndeki sarmaya insan gücü kullanılarak montajı yapılır, ayak içi tahkimat sirkülasyonu ile kamalama yapılarak tavan emniyeti alınır.
Kazı aynası çalışılan bölgedeki şilt tahkimatı hidrolik sistemler ile kızak üzerinde pistonlar vasıtası ile ilerletimi kumanda ile yapılır.
Üretim
Kazı aynası ile arka kömürü üretimi ayrı ayrı yapılır. Konveyör ayakta bir bütün olarak çekim yapılmasından dolayı üretim sırasına göre çalışılır.
Kazı aynası ve arka kömür alımı aynı anda konveyöre verilecek esneklik ile birlikte yapılabilir.
Faylı Bölgede Ayna Çalışması
Kazı arınında faydan kaynaklı kesiklerde, tavan ve arın emniyetini alabilmek için süren kamalama ile tahkimat emniyeti alınır.
Kazı arınında faylardan veya arın basınçlarından kaynaklı akmalara ve göçüğe karşı, şiltin tavan sürügüsü kullanılarak arındaki açıklıklar kapatılır.
Meyilli Panolar
Alt taban ve üst tavan yollarındaki kot farkından dolayı oluşan meyillerde, tahkimat üniteleri arası bağlantı ve bütünlüğü kama ve fırça gibi tahkimat üniteleri ile sağlanır, meyilin fazla olduğu durumlarda ayak diyagonal kazı arını oluşturularak eğim düşürülmeye çalışılır.
Alt taban ve üst tavan yollarındaki kot farkından dolayı oluşan meyillerde şiltler birbiri ile olan bütünlüğünü baklalı zincirler, ara bağlantı barakolları ve hidrolik basınçta duran pistonlar vasıtası ile sağlanır.
Montaj-Demontaj
Üretim ayaklarında ilk kurulum ve üretim sonrası söküm aşamalarında, insan gücünden çok fazla yararlanılmaktadır.
Üretim ayaklarında bu durum pnömatik vegaistler ve mekanik calaskallar yardımı yapıldığından, insan gücünden tasarruf sağlanmakta olup çalışanların kaza riski azalmaktadır.
Arka Kömürün Üretimi
Arka kömürü alımında çalışanlar ayak arkasından tahkimat (sarma, hidrolik direk) sökümü yaparak, bire bir riske maruz kalmaktadırlar.
Arka kömürü ile yapılan üretimlerde tahkimat sökümü yoktur. Çalışanlar 2700 mm genişlikte ve 2400 mm yüksekliğindeki şilt tahkimatlarının altında üretim yaparak kaza riski azalmaktadır.
Malzeme Taşınması
Tahkimat malzemelerinin çeşitliliğinin fazla olması sebebi ile ayak içinde sürekli olarak sirkülasyona bağlı kaldırma ve taşıma işlerinde iş gücü kaybı ile çalışanların karşılaştıkları riskler fazladır.
Tahkimat malzemeleri ayak içinde ilk montajları takım olarak kurulur ve arın kazısı sonrası tahkimat malzemeleri kaldırma ve taşıma işi yapılmaksızın hidrolik güç ile arın boşluğuna sürülür.
Göçük
Üretim ayaklarında klasik tahkimat malzemelerinin (sarmaların) birbiri ile bütünlüğünü ağaç kamalar ve sürenler sağlamakta olup, ayakta oluşabilecek arın
Üretim ayaklarında şilt takımları arası bağlantılar baklalı zincir, barakolu gibi mekanik ve hidrolik bağlantılar ile bir bütünlük sağlarlar, ayakta oluşan

Proceedings of 8th International Congress of Mining Machinery and Technologies
72
kesmelerine bağlı oluşacak basınçlar karşısında çalışanlar göçük olayına maruz kalabilmektedirler.
basınçlar karşısındaki tahkimat güvenliği şiltler tarafından karşılanmaktadır.
Patlayıcı madde kullanımı
Üretim ayaklarında kazı arın çalışmasında aynada kullanılan patlayıcı madde etkisi ile oluşan basınçlı arın püskürmelerinde yük almamış sarma ve hidrolik direkler bozularak göçük oluşumu ile çalışanlar risklere maruz kalmaktadırlar
Kazı arın çalışmalarında aynada kullanılan patlayıcı madde etkisi ile oluşan basınçlı arın püskürmelerinde, şiltler arası mekanik ve hidrolik bağlantılar bir bütünlük sağlayarak tahkimat bozulma şansı bulunmamaktadır. Çalışanlar göçük riskine maruz kalmazlar.
Tahkimat
Arka kömürü alımı esnasında arkadan ve tavandan gelen iri bloklu kiltaşı veya kömür blokları tahkimatları yatırma ve bozma ihtimali ile oluşan göçükler çalışanlara risk teşkil etmektedir.
Arka kömürü alımında tavandan ve arkadan gelen iri bloklu yapıları karşılayarak direnç gösteren şiltlerin tavan blokları ve arka direkleri karşılayarak bozulma riskine karşı tahkimat güvenliği sağlayarak çalışanları korumaktadır.
Arka kömür alımı
Kalın damarlı üretim ayaklarında arka kömürü üretimi için tavana atılan uzun delikli burgularda çalışanlar arka kesimi sonrası göçükte yapacağı delik delme çalışmalarında, tavandan gelebilecek kavlak parçalar ile birebir riske maruz kalmaktadır.
Ayak içindeki şiltlerin tavan sarmasının ortasında bulunan delik delme boşluklarından tavana uzun delik delme işleminde arkadan ve göçükten gelebilecek kavlak parçalar ile teması olmaz, çalışanların güvenliğini şiltler sağlamaktadır.
SONUÇ VE DEĞERLENDİRME
Park Teknik firması, GLİ Tunçbilek bölgesi Büyükdüz ve İğdekuzu sahalarında 2004-2021 yılları arasında Hizmet Alım Sözleşmesi ile çalışmıştır / çalışmaktadır. Büyükdüz sahasında klasik metotla üretim yapılmış, İğdekuzu sahasında ise esnek yarı mekanize ekipmanla üretim yapılmaktadır.
- Her iki işletmenin üretim aşamasındaki 4 yıllık tam dönemleri esas alınarak yapılan bu çalışmada esnek yarı mekanize sistemle çalışmanın Tunçbilek bölgesi için çok verimli olduğu, alt yapısı kurulu ocaklarda istenen miktarda üretimin gerçekleştirilebileceği görülmüştür. Sözleşme gereği istenen üretim 2 vardiyalık çalışma periyodunda gerçekleştirilmiştir.
- İğdekuzu sahasında üretim çalışmaları 240 metrelik kazı arınında gerçekleştirilmiş, buna karşın Büyükdüz sahasında üretim çalışmaları 600 metre kazı arını ile sağlanmıştır.
- Özellikle kalın kömür damarlarında tam mekanizeye uygun olmayan yapıda ve boyutta olan kısımlarda esnek yarı mekanize tahkimat uygulaması ile verimli ve güvenli madencilik yapmak mümkün olmuştur.
- Çalışanlara daha güvenli çalışma ortamı sağlamıştır. Son yıllarda Sosyal Güvenlik Kurumu’nun işyerindeki işe bağlı olmayan hastalıkları da iş kazası kabul etmesine rağmen, İğdekuzu ocağında kaza sıklık ve kaza ağırlık oranları düşmüştür.
- Sarf kalemlerinde azalma olduğu gibi çalışan randımanları 2 katını geçmiştir. Üretimde fiili çalışan sayısının artırılması ile birlikte bu oran çok daha yüksek olacaktır.
- Bu konuda yapılacak olan detaylı bir çalışma ülkemiz madenciliğinin gelişmesi ve geleceği açısından yararlı olacaktır.
KAYNAKLAR
Baş, H., 1983. Domaniç-Tavşanlı-Gediz-Kütahya Tersiyer Jeolojisi ve Volkaniklerinin Petrolojisi. Derleme No: 7293, MTA, Ankara.

Proceedings of 8th International Congress of Mining Machinery and Technologies
73
Başarır, H., Karpuz, C., 2004. A Rippality Classification System for Marls in Lignite Mines. Engineering Geology, 74, 303-318.
Destanoğlu, N., Taşkın, F. B., Taştepe, M., Öğretmen, S., 2000. GLİ Tunçbilek-Ömerler Yeraltı Mekanizasyon Uygulaması. TKİ, Ankara, 211s.
Ekici, A., Satılmış U., İmbat Madencilik Soma-Eynez Sahasında Mekanizasyon Uygulamaları, 19. Kömür Kongresi, s.423-433
Kahraman, E., Sığırcı, C., Eraslan, O, Tam Mekanize Yer Altı Kömür Madeni: Çayırhan Örneği, 19 Kömür Kongresi, s.407-422
Şenkal, S., Köse, H., Ermişoğlu N., Gli Tunçbilek Bölgesinde Uygulanmakta Olan Yeraltı Üretim Yönteminde Oluşan Kömür Kaybının Ve Seyrelmesinin Etüd Edilmesi, Madencilik Dergisi Aralık 1988
Öztürk, C.Atilla., Fişne, A., Het, K., Türker, A., Ömerler Yeraltı Kömür Ocağı Kalıcı Bekleme Barajlarının Tasarımlarının Araştırılması, İstanbul Yerbilimleri Dergisi, 2021

Proceedings of 8th International Congress of Mining Machinery and Technologies
74
IMPLEMENTATION OF THE EXPECTATION TRAINING FOR THE MINERS AND NEW INNOVATIVE ERGONOMIC SELF-CONTAINED SELF-RESCUER CARBO 60
S. Skorobahatko1, B. Sarsık2
1Chief Marketing Officer
2 MADENONLINE [email protected]
DEZEGA
World leading designer and manufacturer of self-contained respiratory protection equipment
ABSTRACT
Mining is one of the dangerous industry worldwide. According to the International Labour Organization (ILO), while mining employs around 1% of the global labour force, it generates 8% of fatal accidents. A big amount of the accidents and fatal occurs due to immediately dangerous for life and health (IDLH) atmosphere.
To increase the chances for safe escape and survive proper personal respiratory protection equipment for escape should be used. In accordance with legislations and risk based approach almost all underground workers worldwide use self-contained self-rescuers (SCSRs). SCSR is a personal respiratory protection equipment, which is used in case of emergency and contains chemical bound oxygen or compressed oxygen together with carbon dioxide absorber to provide the user with breathable gas. Ergonomic of SCSR is crucial for the miner’s comfort daily routine alongside with workability of the unit and protective properties. The SCSR is very important as well as the skills of its using. In crucial situation, in panic, in case of emergency miner should know how to don and how to breathe with SCSR. New ergonomic SCSRs should be deployed together with miners’ periodic expectation trainings to increase the chances of survive when other measures do not work. Key words: self-contained self-rescuer, miners’ expectation training, innovations in miners’ personal respiratory protection.
INTRODUCTION
In old times, the miners used canaries as living indicators, signaling the presence of dangerous toxic gases. Canaries are very sensitive to all kinds of gases, in particular methane and carbon monoxide. If there was enough fresh air in the mine, the birds sang and chirped. If the canary suddenly began to worry or fell lost consciousness, the workers understood that they urgently needed to leave the mine. It even existed devices for the canaries revitalization. Of course, if the miners did not get out of the mine in time, then their chance of survival was no more than 10%.

Proceedings of 8th International Congress of Mining Machinery and Technologies
75
Figure 1. Canaries revitalization device1
As time passed, technologies and gas analyzers replaced canaries. Humanity invented, developed and began to produce filtering breathing apparatuses. The chance for escape during the explosion was up to 20%, because filtering breathing apparatus filtered only certain dangerous gases (CO mainly). In addition, they were unable to protect underground workers in an environment where the oxygen level in case of emergency was less than 17% and in case when coal or ore fine dust blocked the filtering material.
At the end of the 20th century with new technologies, the self-contained respiratory protection equipment was developed. The apparatuses were modified, improved, produced more and more modernized. Self-contained respiratory protective equipment is a notable progress in improving the safety and health protection of miners. After all, the SCSR completely isolates the user from the environment, protecting him from any concentration of toxic gases and in case of oxygen absence. Although the existence of the SCSR does not provide a guaranteed escape of the miner, and his chance for survival is no more than 80%, since it is still necessary to know how to don, handle and breathe in the self-rescuer.
Only at the beginning of the 21st century, with a risk-oriented approach in the analysis of the safety and health protection level, it was decided to introduce mandatory training for miners. Training requirements are set by law in the following countries as Republic of South Africa, Australia, USA, Ukraine, RF – main mine countries. Analysis and investigation of accidents show that very often the death of workers is due to low level of trainings and violation of safety and health protection rules, and not due to problems with personal respiratory protective equipment itself.
1 https://museumcrush.org/this-device-was-used-to-resuscitate-canaries-in-coal-mines/

Proceedings of 8th International Congress of Mining Machinery and Technologies
76
Figure 2. Evolution of safety standards by DEZEGA
THE BACKGROUND FOR THE TRANSITION TO THE SCSRs
A significant number of accidents that have occurred in mines in recent years have emphasized
the importance of special provisions and innovative technologies for improving the safety of underground workers. According to the world’s practice, unfortunately, the real steps on improving the situation are taken only after accidents and a large number of victims. Therefore, after major accidents in different countries worldwide, began to pass laws on mandatory use of self-contained respiratory protection equipment, the use of new technologies in mining and implementation of the expectation training for the miners.
Behind the transition to self-contained RPE is accidents and claimed lives. In 1986, a fire occurred at the Kinross Gold coal mine (South Africa), the outcome – 177 dead. The miners did not have RPE at all! The investigation found that the oxygen level was below 17%, and the concentration of poisonous gases was several times higher than the permissible one. After that, the government initiated the mandatory use of self-contained respiratory protective equipment for coal and hard rock mines.
Ukraine, 1991. There was a fire in the coal mine "Yuzhnodonbasskaya #1". 32 miners died. Combustion products poisoned them, as their filters were blocked with soot as a result miners were not able to breathe due to breathing resistance increasing and doff the filtered self-rescuers. After the incident, the government pass a resolution on mandatory transition to self-contained self-rescuers (SCSRs) in all coal and hard rock mines (previously this requirement was applied only to explosive coal mines). A similar situation with filtering devices occurred in 2006 at the Darasunsky gold mine, Russia. The outcome is 25 dead. Filters are also blocked with soot. As a result, the obligatory transition to self-contained RPE in all mines (previously this requirement was only for coal mines).
In 2014, the disaster occurred at a mine near Soma (Turkey): more than 300 miners died because of cable smoldering (not an explosion or fire). The filters did not help – some miners did not know how to
Proceedings of 8th International Congress of Mining Machinery and Technologies
77
don the apparatus, and some has donned, but the filters of self-rescuers had blocked. As a result, the mandatory use of self-contained respiratory protective equipment was introduced at the state level.
There are many similar cases – Australia, the former republics of the USSR, Vietnam, Europe and Asia, South America etc.
CARBO 60: THE EVOLUTION IN BREATHING APARATUS INDUSTRY
The use of self-contained self-rescuers (SCSRs) is a marked progress in improving the safety and labour protection of miners. In fact, the self-contained self-rescuer completely limits the user from the environment, protecting him from any concentration of toxic gases, prevents the ingress of harmful substances into the lungs of a person, completely blocks the air from the outside and thereby isolates the breathing system from dangerous substances.
The device with a closed circuit does not interact with the environment: the product allows a person to breathe even in the complete absence of oxygen outside. In case of methane release from coal, oxygen is displaced in a few tens of seconds. If the oxygen is less than 17% (usually 20-21%), oxygen starvation begins – hypoxia, dizziness, fast heartbeat, a person loses consciousness. In such cases, only self-contained RPE gives a chance for the rescue. SCSRs could be used regardless of the composition and concentration of hazardous substances in the atmosphere, as well as with a lack or complete absence of oxygen. CARBO 60: the best safety solution
Several years ago, DEZEGA Research and Development Center began work on the design of the new SCSR. In 2019, we started testing the original prototype. The new breathing apparatus was developed using modern design and production technologies, taking into account lifelong safety experience in operating devices of DEZEGA own production, as well as feedback and wishes of our end users. The self-rescuer CARBO-60 produced by DEZEGA has no analogues on the RPE market.
CARBO-60 is a breakthrough in the breathing apparatus industry in recent decades. DEZEGA used unusual approach for this development. The development of the SCSR was done together with end users, taking into account their proposals, wishes and feedback. It is important to mention that the central role was assigned for the end user. Regulations and standards were moved to the second place. But of course it is obligatory to follow the legislation requirements, so DEZEGA combined the end-user’s requirements and legislation requirements to get the best SCSR on the market. It is very important how the miner feels in this self-rescuer, whether it is comfortable and ergonomic for everyday carrying and breathe in it, whether it is adapted for working conditions of the user.
CARBO 60 is a new generation SCSR. It is suitable for carrying on a shoulder belt, on the waist or in a pouch. The SCSR CARBO 60 is the lightest belt-worn apparatus with a long-term rated duration of at least 60 minutes during active evacuation/escape. It provides the maximum level of comfort and reliability both during everyday carrying and after the donning procedure. Now the user does not need to remove the self-rescuer when working underground due to inconvenience and put his life at risk.
It is the first and the lightest self-rescuer in a plastic case. When you carry the SCSR, you don’t even feel the weight of 2.9 kg. The dimensions of the CARBO 60 (shape, weight, size characteristics) and design of the product are designed in such a way that the center of gravity does not lead to discomfort during the contact with the user's body (pict. 3). It is a similar system to the baby carrier: the center of gravity of the child is located so that there is no load on the back of the mother and it is comfortable to wear. CARBO casing has concave shape (pict.4) to make a wider contact surface with user’s body to spread the load on the waist. Belt loops are located along the central axis of the unit parallel to the ground. Such

Proceedings of 8th International Congress of Mining Machinery and Technologies
78
solution minimizes dangling and movement of the lid and/or bottom and firmly fixes the unit on the user’s body.
Pict 3. Gravity center of the CARBO
Pict 4. CARBO casing shape
The self-rescuer complies with the requirements of EN 13794: 2002 and REGULATION 2016/425
/ EU (Category III), and the requirements of the new standard EN13794 which is under development as well as AS/NZS 1716, IS 15803 etc. The main competitive advantages of the CARBO SCSR
1. Operating capability and reliability
service and shelf life is 10 years
relief valve is located in protected place
elimination of leakage due to spring-loaded tensioning coupling straps
possibility to perform minor repairs directly at the mine (belt loops and rear/front bumpers replacement)
operates in wide temperature ranges 2. Ergonomics during everyday carrying
wide surface of contact with the user
balanced weight distribution
special place for marking the personal mine number 3. Ergonomics after donning
bottom placement of the breathing bag for the best visibility, but with a high positioning to prevent damage when crawling
quick-release buckle on the neck strap for faster change-over to the new SCSR

Proceedings of 8th International Congress of Mining Machinery and Technologies
79
the location of goggles in a convenient and reliable place, eliminating their loss or deformation
heat protection of the casing 4. Comfortable breathing
low breathing resistance
low temperature of the inhaled gas 5. Donning procedure
fully - automatic starter that activates when opening of the lock lever – the only one SCSR on the market with such solution
training unit is available for practicing donning and breathing techniques
elimination of initial loss of oxygen volume
elimination of the SCSR drop on the ground when donning the unit Technical parameters
The key technical parameters of CARBO 60 have been improved and optimized, exceeding the requirements of EN 13794: 2002 (inhalation temperature, resistance to shock and vibration loads, CO2 volume fraction).
Table 1. Technical parameters of DEZEGA CARBO 60
Parameter Value
Rated duration time in accordance with EN 13794:2002 and AS/NZS 1716:2012 at lung ventilation, not less: - 10 l/min 180 min - 35 l/min 60 min Real duration time in accordance with EN 13794:2002 and AS/NZS 1716:2012 at lung ventilation, not less: - 10 l/min 221 min - 35 l/min 67 min Breathing resistance (at inhalation or exhalation) during operation, max - rated 0,75 kPa - real 0,68 kPa Temperature of the inhaled gas, °C, not more 50 °С Average volume fraction of carbon dioxide in the inhaled gas during the rated duration, not more -rated 1,5% -real 0,71% Volume of breathing bag 6 L Overall dimensions (without waist and shoulder belts or pouch): - width 215 mm - height 227 mm - depth 106 mm Weight 2,9-0,1 kg Service life, years 10
The latest innovation is not fully-enough for survive, even if you have the best SCSR during the
emergency. People’s behavior in an emergency is difficult to predict and human instincts are sometimes self-defeating. The best way to increase the chances for survival is to combine correct RPE with the training the donning procedure and breathe conditions in order to bring them to automatism.

Proceedings of 8th International Congress of Mining Machinery and Technologies
80
EXPECTATION TRAINING FOR THE MINERS IS MANDATORY Vision Zero
Many mining companies use Zero Fatality, Zero Harm and Vision Zero. In particular, Vision Zero is the concept of zero injuries – all accidents can be prevented. The concept is based on the principles of risk management, safety and health at work, as well as the employees training.
User training on donning procedure and breathing (expectation training) _ is an important aspect. Training should take place in conditions close to real: poor visibility, smoke, the risk of disorientation. Such approach is promoted by many countries, where pay due attention to safety: USA, South Africa, Australia, Russia , Ukraine etc. Lack of practice training could lead to death
As evidenced in practice, the mandatory training of underground workers also occurs after accidents. As an example, the explosion at the Sago mine in the United States led to review the approach to workers safety. In 2006, 12 people died due to lack of practice and trainings. Investigation found that the miners donned the self-contained self-rescuers on time, but they interrupted their breathing for talking among themselves, and after a while, when the breathing mixture became hot, humid and it was difficult to inhale, they made a fatal decision to remove the SCSRs, believing that they were failure. Theoretically, they knew that breathing in a self-rescuer had such features, but they never experienced them in practice. After this tragedy, the Miner Act 2006 was adopted. It provides mandatory regular training with the self-rescuers activation in order to familiarize users with donning procedure and breathing conditions. The most important lesson from this accident is that theoretical knowledge should always be supported by practical skills.
Nowadays, obligatory quarterly training for the miners in USA includes skills training for donning of SCSR, SCSR changeover procedure. Annual training includes donning of SCSR and moving with SCSR in smoke chamber (or similar to smoke) as well as SCSR breathing training which exactly imitates inhalation temperature and breathing resistance.
Similar situation was in Ukraine at “Stepova” mine in 2017, where miner during the accident donned three SCSRs because he thought that they were defective because of the warm casing. After checking of these used three SCSRs they were workable, so the reason of doffing was due to lack (or abstance) of SCSR operational principle knowledge.
In Russian Federation as well as in Ukraine for all miners each two years training in smoke chamber is proceeded. Miners should be trained with SCSR donning, SCSR changeover and feel real breathing conditions in SCSR. Such trainings are proceeded with training regenerative SCSRs with half (usually) duration time from real SCSR. DEZEGA training equipment
DEZEGA Company provides a wide range of services for the users of personal respiratory protection equipment (RPE). Training is one of the most relevant services, taking into account the specifics and conditions of work in the mining industry.
DEZEGA has its own line of training equipment. DEZEGA designs, launches and improves the range of training self-rescues. The Company used innovative technical solutions for the apparatus. Due to it, during training you can completely repeat and fully train the SCSR donning procedure, as well as get

Proceedings of 8th International Congress of Mining Machinery and Technologies
81
acquainted with all the features of breathing. Expectation training for the miners – donning, handling, breathing in SCSR is the key to successful escape in case of emergency and save the life. In addition, DEZEGA does not just supply training devices, but also provides:
1. user training at the customer’s premises; 2. customers with a wide range of training materials (from posters to videos); 3. a number of consulting and maintenance services.
It is very important to pay special attention to the training of underground workers: a miner must
be able to don the self-rescuer very quickly, within 15 seconds, and it must be done by holding your breath. Indeed, every minute counts in emergencies. Due to regular practices with the training self-rescue, the user automatically don and aware with the breathing features in a real SCSR. During training, some miners don the self-rescuers in less than 7 seconds, without panic and without making mistakes that in real emergencies can cost lives!
Regular trainings with special unique training equipment by DEZEGA reduce the risk of failure to don and to efficiency escape from irrespirable environment. The advantages of the training equipment:
1. Exactly reproduces the peculiarities of donning and breathing in any of DEZEGA SCSR: (humidity and temperature while inhaling breathing resistance, oxygen content, case heating, etc.).
2. Reusable case (the case of the training self-rescuer can be used many times, if necessary replacing disposable sets and individual units).
3. You can conduct trainings both at the site, specified by the customer in special smoke chambers, training galleries and even in the mines, as well as on the territory of the DEZEGA test center. Training self-rescuers allow conducting the trial escape in the mine to confirm the time of the miners' exit route in case of an emergency in case of using the longer duration training kits. Taking into account the accidents worldwide, it is worth to provide trainings for the user on a
permanent basis, cause a person's memory tends to forget information if you don’t use it in your everyday life. Of course, there are many educational materials, but it is not enough to watch a video on donning procedure the SCSR. The end user has to feel how to don, handle and breathe in the SCSR, because the gas mixture could be heated or has a specific taste and it is normal, but the miner should feel it in practice.
For example, in everyday life if you want to try skydiving, you have to learn how to do it systematically, because there are a lot of peculiarities and maneuvers. One of these maneuvers involves parachute work where the skydiver purposely increases their rate of descent by quickly turning the parachute. The goal of this – known as ‘swooping’ – is that you increase the speed of the parachute as it crosses the ground. If the skydiver gets this wrong, it can result in injuries or fatality… There are many similar cases and examples from the real life.
So, let's take the best world practices and learn from the mistakes of others. Invest in SCSRs and implementation of the expectation training is an investment in safety and saving someone's life.
CONCLUTIONS
1. The use of self-contained self-rescuers (SCSRs) completely isolate the user from the ambient atmosphere, protecting him from any concentration of toxic gases. Filtering breathing apparatuses eliminate only certain gases; in addition, they are not able to protect underground workers in an environment where the oxygen is less than 17%.
2. In times of technologies, choose the best protection for underground workers in case of an emergency – DEZEGA self-contained self-rescue CARBO 60 due to the technical parameters and ergonomic features.

Proceedings of 8th International Congress of Mining Machinery and Technologies
82
3. Theoretical knowledge should always be supported by practical skills. The implementation of the expectation training is a progressive step to train the donning procedure, handling and breathing in SCSR in practice.
4. Invest in SCSRs and implementation of the expectation training is an investment in safety and saving someone's life.
REFERENCES
https://uscode.house.gov/statutes/pl/109/236.pdf https://arlweb.msha.gov/Fatals/2006/Sago/ftl06C1-12.pdf https://www.amsj.com.au/wp-content/uploads/2020/01/SagoMineDisasterJuly2006FINAL.pdf https://www.cdc.gov/niosh/mining/userfiles/works/pdfs/etfmu.pdf https://arlweb.msha.gov/Fatals/2006/Sago/ftl06C1-12.pdf

Proceedings of 8th International Congress of Mining Machinery and Technologies
83
MADENCİLİKTE İŞ SAĞLIĞI VE GÜVENLİĞİ’NDE OTONOM TEKNOLOJİLERİNİN KULLANMININ ÖNEMİ IMPORTANCE OF USING AUTONOMOUS TECHNOLOGIES IN OCCUPATIONAL HEALTH AND SAFETY IN
MINING
S. Ö. Füzün¹*
Dokuz Eylül Üniversitesi, İ.M.Y.O. (*[email protected])
ÖZET
Maden Sektörü çalışanlar açısından birden fazla tehlike barındıran iş kollarındandır. Madencilik ile
ilgili yasaların çıkması ve geliştirilmesi madenlerdeki çalışma şartlarını eskiye göre oldukça güvenli hale getirmiştir. Dünyada ve ülkemizde Madencilik faaliyetlerinde meydana gelen kazaların sayısı çok fazladır. Kazalar sadece zeminden ya da yeraltındaki madenlerin çevre şartlarından kaynaklanmamaktadır. Kullanılan hareketli makine parçalarından veya fırlayan malzemelerin çalışanlara çarpmasından olabileceği gibi, makinanın çalışanı duvara doğru sıkıştırması veya çalışanın makinanın hareketli parçaları arasında sıkışması sonucu da olabilir. Ayrıca kullanılan makinelerin ve araçların kurulumu sırasında, tıkanıklıkları giderirken, arıza onarımları gerçekleştirirken birçok kaza meydana gelebilmektedir. Bunlar, gerek yerüstü gerekse yeraltı maden ocaklarına daha fazla güvenliğin nasıl sağlanabileceği konusunu gündeme getirmiştir. Meydana gelen kazalar sonucundaki yaralanmaların veya kayıpların nasıl en aza indirebileceği konusu, sektörü geleceğin madenciliği olarak adlandırılan otonom teknolojisine yönlendirmiştir. Teknolojinin bu konuda çığır açan çözüm uygulamaları artık sahalarda görülmektedir. Geliştirilen yazılımlar, iş makinalarının inovatif tasarımları birçok sorunu bertaraf ederken yeni sorunları da getirebilmektedir. Bu bildiride, maden sahalarında kullanılan otonom teknolojilerinin, saha çalışanlarının ve kullanıcılarının iş güvenliği açısından değerlendirmelerinden bahsedilecektir.
Anahtar Sözcükler: Otonom teknoloji, madencilikte otonom, maden, isg
ABSTRACT
Mining Industry is one of the business lines that has more than one danger for employees. Accordingly technology, the enactment and development of mining laws have made the working conditions in the mines much safer than in the past. The number of accidents occurring in mining activities in the world and in our country is very high. Accidents are not only caused by the ground or the environmental conditions of the underground mines. It may be caused by the moving machine parts used or the ejected materials hitting the workers, or it may be the result of the machine squeezing the worker against the wall or the worker being trapped between the moving parts of the machine. In addition, many accidents may occur during the installation of used machines and vehicles, when removing blockages, and when performing fault repairs. These raised the issue of how to provide more security to both surface and underground mines. He has directed the industry to the autonomous technology called the mining of the future, on how to minimize injuries or losses as a result of accidents. We are now seeing the applications of groundbreaking solutions of technology in this field. Developed software and innovative designs of construction machines can eliminate many problems and bring new problems. In this paper, the evaluations of autonomous technologies used in mining sites, field workers and users in terms of occupational safety will be mentioned. Keywords: Autonomous technology, mining autonomous, mining, OHS

Proceedings of 8th International Congress of Mining Machinery and Technologies
84
GİRİŞ
Bu bildiride amaç, gerek yeraltı gerekse yerüstü madencilik endüstrisinde Otonom Madencilik Sistemlerinin (OMS) iş sağlığı ve güvenliği açısından analizini yapan literatür çalışmalarından bir derleme sunmaktır. İster yeraltı madenciliği isterse yerüstü madenciliği olsun yapılan tüm çalışmalarda başarının daha da artması için en etkili çözüm Otonom Madencilik Sistemlerinin başarılı bir şekilde uygulanmasıdır. Otonom Madencilik Sistemleri artık küresel olarak kabul görmüş ve bu konularda ki uygulamalarda oldukça hız kazanmıştır.
Madencilik, hammadde, istihdam, gelir ve döviz sağlanması yoluyla küresel ve ulusal ekonomilerin sürdürülmesine ve büyümesine büyük katkıda bulunmaktadır. Uluslararası Madencilik ve Metaller Konseyi (ICMM, 2014)’nin raporunda resmi rakamlara göre küresel olarak büyük ölçekli lisanslı madencilik şirketlerinin yaklaşık 2,5 milyon kişiyi istihdam ettiğini bildirmiştir.
Aynı zamanda kaynak bakımından zengin birçok ülke, özellikle gelişmekte olan ülkeler, değerli
minerallerin keşfi ve çıkarılmasıyla desteklenen güçlü bir sosyo ekonomik büyüme yaşamıştır (McMahon
ve Moreira, 2014). Örneğin Gana, ekonomisinin Eylül 2017'de %9,3 büyüdüğünü bildirmiştir. Bu yüksek
hızlı büyümenin nedeni, madencilik ve petrol sektörlerinden kaynaklanmaktadır.
Dünyada birçok ülkede faaliyet gösteren büyük ölçekli çok uluslu madencilik şirketleri bulunmaktadır. Bu
şirketler son derece mekanizedir ve operasyon verimliliği, güvenliği ve üretkenliği geliştirmek için çeşitli
teknolojiler kullanır.
Örneğin şirketler, ekipman performansının, operatörün titreşimlere maruz kalmasının ve servis
yolu koşullarının eş zamanlı izlenmesi için Caterpillar'ın Hayati Bilgi Yönetim Sistemi (VIMS) gibi
geliştirilmiş yazılım sistemleri kullanmaktadırlar (Caterpillar, 2019). Yine Hexagon's Guardvant (Hexagon
Mining, 2019) firması da aynı yazılımı yorgunluk izleme ve çarpışmadan kaçınma için kullanıyor. Bu
sistemlerin sağladığı iyileştirmeler göz önüne alındığında, şirketlerin daha iyi çözümler sunan OMS'yi
benimsemeleri ve uygulamaları beklenmektedir.
Otonom Madenciliğin Değerlendirilmesi
Yeni ve akıllı teknolojilerin tüm mühendislik sektörlerinde uygulanabilirliği görülmektedir. Ancak Madencilik Sektörünün, üretim veya bilgi işlem gibi diğer sektörlere kıyasla yeni ve akıllı teknoloji uygulamasında geride kaldığı görülmektedir. Bunun en önemli sebeplerinden birisi de kuşkusuz, madencilikte yeni ekipman geliştirmek ve bunu uygulanabilirliğini görüp ticarileştirmek için gereken sürenin genellikle ortalama 7 ila 10 yıl gibi oldukça uzun olmasıdır(Bellamy ve Pravica, 2011; Bartos, 2007). OMS, çok fazla insan müdahalesi olmadan bilgisayar sistemleri (kontrol odaları) kullanılarak uzak mesafelerden çalıştırılmasına izin veren sensörleri ve akıllı sistemlerle donatılmış ekipmanları ifade eder.
1960'lardan bu yana madencilik sistemlerinin otomasyonunda ciddi bir ilerleme olmuştur
(Konyukh, 2002). Kronolojik olarak, maden otomasyonu ilerlemesi üç kategoriye ayrılabilir. Bunlardan ilki,
ilk insansız maden vagonlarının 1967'de Almanya'daki General Blumenthal madeninde kullanılmasıyla
başlamıştır. Bunu 1970'lerin ortalarında uzaktan kumandalı yeraltı makinelerinin piyasaya sürülmesi
izlemiş ve son olarak da 1990’ların ortalarında yerüstü madenleri için uzaktan kumandalı yükleme ve
taşıma makinelerinin piyasaya sürülmesi izlemiştir (Konyukh, 2002).
Halihazırda, sondaj, kazı, çekme, kırma ve öğütme dâhil olmak üzere bazı büyük madencilik
işlemlerinin süreçleri otomatikleştirilmiştir. Böylece merkezi konumlardan ya uzaktan kumanda ile ya da
yönetim sistemleri ile çalıştırılmıştır (Petty, 2017; Volk, 2016; Sahu ve diğerleri, 2015; Bergh ve Yianatos,
2014; Parreira, 2013).

Proceedings of 8th International Congress of Mining Machinery and Technologies
85
Bu akıllı sistemlerin hem madencilik ekipmanları üreticilerinden hem de madencilik şirketleri tarafından benimsenmesi, kabul görmesi madencilik sektöründe memnuniyetle karşılanmıştır. Örneğin Otonom Taşıma Sistemi (OTS), tele-operasyonlu delme ve patlatma sistemleri ve otomatik olarak yapılan lojistik uygulamaları içeren OTS örnekleri Avustralya, ABD, Kanada, Çin, İsveç ve Şili gibi ülkelerde hâlihazırda kullanılmaktadır. Geleceğin Madencilik sektöründe insan varlığının olmayacağı ve tüm manuel faaliyetlerin yerini otonom sistemlere bırakacağı öngörüsü oldukça yüksektir. Gerek yeraltı madenciliği gerekse açık alan madenciliği ortamları, zorlu ve karmaşık yol ve zemin nedeniyle oldukça tehlikelidir.
Ülkemiz dâhil tüm dünyadaki madencilik faaliyetlerinde meydana gelen iş kazalarına bakılacak olursa, halen daha ciddi sayıda ölümle sonuçlanan kazalar olmaktadır. Uluslararası Madencilik ve Metaller Konseyi (ICMM) ‘nin 2020'de ki raporuna göre; ICMM’ ye üye şirketler 44 adet mesleki iş kazası sonucu ölüm kaydetmişlerdir. Raporda, 2020'de 12 adet ölümün düşmeden kaynaklandığını ve 8 kazanın ise mobil ekipman ve ulaşım nedeniyle olduğu görülmektedir. Güney Afrika'daki ICMM üyesi şirketlerin operasyonları en yüksek ölüm oranına sahiptir. Endonezya'daki madencilik operasyonlarında 6 ölüm ve Brezilya'da 4 ölüm bildirilmiştir. Diğer taraftan 2020'de Antofagasta Minerals, BHP, Hydro, JX Nippon, Minera San Cristobal, Minsur, MMG, Newcrest, Newmont, Rio Tinto, Sumitomo Metal Mining ve Teck Resources dahil olmak üzere 12 üye sıfır ölüm bildirdi.
ABD’de madencilik faaliyetlerinin özel sektörler arasında ikinci en yüksek ölüm oranına sahip olduğu bildirilmektedir (Poplin ve diğerleri, 2008). Maden işçileri için ölümcül yaralanmalar ABD’de, Avustralya ve Yeni Zelanda'dakinden 7 ila 10 kat daha fazladır (Feyer ve diğerleri, 2001). Maden kazalarının yaklaşık %85'i insan hatalarından kaynaklanmaktadır (Patterson ve Shappell, 2010), bu da madencilik faaliyetlerinde insanların çalıştırılmasının ciddi bir güvenlik tehdidi haline getirmektedir (Horberry ve diğerleri, 2016).
Sonucu ne olursa olsun meydana gelen iş kazaları madencilik şirketlerinin imajını ciddi anlamda zedelemektedir ve ayrıca bununla da kalmayıp işletme ruhsatları konusunda da şirketleri sarsacak sonuçlar doğurabilmektedir.
Madencilik faaliyetlerinde otomasyon sisteminin kullanılması iş kazalarının büyük oranda önüne geçmenin yanında işçilik ve işletme maliyetlerini de önemli ölçüde azaltmaktadır. Örneğin vardiya değişiklikleri, öğle tatilleri ve diğer işçi faaliyetlerinden kaynaklanan üretimdeki zaman kayıpları otomasyon sistemleri ile ortadan kaldırılmaktadır. Örneğin Rio Tinto'nun Avustralya'daki demir cevheri madenlerinde, günde 24 saat çalışan ve 750 mil (1207 km) uzaklıktan kontrol edilen 73 sürücüsüz nakliye kamyonu kullanılıyor (Livingston ve diğerleri, 2018). Kesintisiz süren operasyonlar, iyileştirilmiş ekipmanların kullanımı ile yüksek üretkenlik sağlanmaktadır. Bu performansın manuel kamyonlar ile elde edilmesi mümkün değildir.
Madencilik faaliyetlerinin işçiler tarafından yapılması üretim döngüsünde büyük değişkenlik getirir. Çünkü kişisel becerilere, yeteneklere, stres düzeyine, eğitime, motivasyona, konsantrasyona bağlıdır. Bu nedenledir ki, maden sahalarında çalışan operatörlerin maksimum verimliliğe ulaşması zordur (Parreira et al., 2012). Bu değişken etkenlerin artması ya da eksikliği durumunda iş kazalarının meydana gelme olasılığı oldukça yüksek düzeydedir. Örneğin, Rangold ve AngloGold Ashanti, Demokratik Kongo Cumhuriyeti'ndeki (DRC) Kibali Madenindeki robotik yükleyiciler kullanılıyor. Robotik yükleyicilerin kullanılması, hem üretkenlik artışı ve hem de işçilerin güvenliğinin ciddi anlamda artmasını sağlamaktadır (Creamer, 2017). Rangold, OMS'yi benimsemesinden bu yana Afrika operasyonlarında yaralanma oranlarında %29'luk bir düşüş bildirmiştir (Livingston ve diğerleri, 2018). Tüm bu ve bunun gibi koşullarda OSM'nin benimsenmesi kaçınılmaz hale gelmektedir. Madencilikte otomasyonun 2023 yılına kadar %50’ye çıkması beklenmektedir (Rohan, 2017).
Otonom Madencilik Sistemleri
Otonom Madencilik Sistemlerini; arama, ölçme, maden planlama ve tasarım, jeoteknik, delme ve patlatma, malzeme taşıma (yükleme ve taşıma) ve maden işleme/metalurji gibi temel madencilik teknik bilgilerini ifade eden Teknik kısmı; genel bir bilgisayar kullanma bilgisine ve Microsoft Office Suite gibi temel yazılım bilgisine sahip olmayı ifade eden Bilgi Teknolojisi (BT) kısmı; robotik/mekatronik, bilgisayar

Proceedings of 8th International Congress of Mining Machinery and Technologies
86
programlama, makine öğrenimi, yapay zekâ ve bilgisayar kullanan madencilik sistemlerinin simülasyonlarını kullanma yeteneklerini içeren Gelişmiş Bilgi İşlem Becerileri kısmı, süreç kontrolü ve enstrümantasyon ve mühendislik ağı olarak gruplandırılabilir.
Şekil 1. Rio Tinto’nun West Angelas maden sahasında çalışan bir otonom nakliye kamyonu
Otonom sistemler manuel müdahale olmaksızın, çalışma sırasında beklenmeyen olaylara tepki olarak davranışlarını değiştirebilen sistemleri tanımlamak için sıklıkla kullanılan bir terimdir. Otomasyon, robotik, yapay zeka (AI) ve Nesnelerin İnterneti'ni de içeren, genellikle dördüncü sanayi devrimi veya Endüstri 4.0 olarak adlandırılan daha geniş bir endüstriyel hareketin parçasıdır. Yapay zeka (AI= Artificial Intelligence), makine öğrenimi ve nesnelerin endüstriyel interneti (IoT) alanındaki yeniliklerin tümü, makine operasyonunu otomatikleştirerek, izlenebilirliği geliştirerek, sektöre 2025 yılına kadar tahmini 373 milyar dolar tasarruf sağlama potansiyeline sahiptir. Daha karmaşık görevler için hala insan kararları gereklidir. Otomasyon sistemlerini daha otonom hale getirmek, bu görevlerin giderek daha fazlasını sisteme devretmekle ilgilidir. Batı Avustralya'nın kuzey kesiminde yer alan Pilbara, Ülkenin demir cevherinin çoğunu bulundurmaktadır.
Pilbara’daki Koodaider’i madeni son 11 yılda teknoloji tarafından kademeli olarak otonom maden teknoloji sistemine dönüştürülmüştür. 750 mil uzakta bulunan bir kontrol odasından kontrol sağlanmaktadır. Bölgedeki maden şirketi Zyfra Mining 12.000 işçiyi istihdam etmeye devam etmektedir ve aynı zamanda devasa maden sahasının etrafında dolaşan, kazı yapan ve malzeme taşıyan 80'den fazla otonom kamyon bulunmaktadır (Şekil 1). Pilbara, madenciliğin geleceği için bir örnek olarak gösterilen Pilbara’daki uygulanan model şu anda dünyanın diğer yerlerinde de uygulanmaya başlanmıştır. Örneğin, jeolojisi, coğrafyası ve düşük güvenlik standartları ve 2010'da yaşanan bir maden kazasının ardından 69 gün boyunca yeraltında mahsur kalan 33 madenci ile kötü şöhrete sahip olan Şili'de ve Kazablanka’da, Fas ve Rusya'nın Kazakistan sınırına yakın bölgede otonom kamyonlar kullanılmaktadır. Yılda 110 milyon ton kömür üreten 27 maden sahasıyla dünyanın en büyük kömür ve enerji şirketlerinden biri olan Suek Firması da , Rusya'daki Chernogorsky açık ocak madeninde otonom kamyonları ve robotik damperli kamyonları yoğun bir şekilde kullanmaktadır.

Proceedings of 8th International Congress of Mining Machinery and Technologies
87
Şekil 2. Otonom madencilik teknolojisinde Otonom madencilik kamyonları ve çeşitli tesislerde denenmesi (Ref. BelAZ)
Batı Avustralya'da BHP Billiton tarafından işletilen bir demir cevheri madeni ile yine aynı bölgede Fortescue Metals Group tarafından işletilen iki madende tam otonom madencilik kamyon filoları faaliyet göstermektedir (Şekil 2). Otonom teknolojiyi 2008 yılında uygulamaya başlayan Maden Sektörünün lider şirketlerinden biri olan Rio Tinto, Batı Avustralya'daki üç tesisinde toplam 71 otonom makinenin yanında 7 adette tam otonom matkap kullanmaktadır. Demir cevheri işletmesinde üretim patlatma deliklerini delmek için 6 adet tam otonom sondaj sistemi kullanmaktadır (Şekil 3).
Şekil 3. Volvo’nun yeraltı madenciliğinde kullanılan otonom delicileri

Proceedings of 8th International Congress of Mining Machinery and Technologies
88
Şekil 4. Komatsu'nun Otonom Taşıma Sistemi
Şekil 5. Otonom madencilik sistemlerinde yapay zeka ile geliştirilerek yönetilen insansız araç örneği
Finlandiya'daki Tampere madeninde, tamamen özerk bir yeraltı madencilik aracı deneyimi oluşturmak için yeni algılama yetenekleri ve yapay zeka (AI) kullanan AutoMine Konsepti ile dünyanın en gelişmiş otonom madencilik çözümlerinden bazıları geliştirilmiştir (Şekil 4, Şekil 5 ). Bu makine manuel insan tarafından çalıştırılan makinanın yerini almış durumda. Yapay zekâsı sadece madende 3D en iyi rotayı bulmakla sınırlı değil, aynı zamanda otomatik kepçe dolumu yapabilmekte ve cevher alabilmektedir.
OTONOM MADENCİLİK SİSTEMLERİNDE İNSAN VE GÜVENLİK UNSURU
Otonom madencilik sistemleri şirketlere üretim ve teknik maliyetleri açısından büyük fayda sağlamanın yanında oldukça güvenli bir çalışma imkânı da sunmaktadır. Ancak bu yeni sistemler her ne kadar güvenli bir çalışma ortamı da sağlamış olsa da beraberinde yeni güvenlik risklerini de getirirler.
Maden Şirketleri, projelerini uygulamaya koydukları çalışma sahalarında olası tüm iş kazalarını ve oluşan tüm riskleri dikkate almak zorundadır. Bunu yaparken iş akışlarında kısmen ya da tamamen manuel sistemden otomasyon sistemine bir geçiş söz konusu olduğunda, aynı şekilde otomasyonun sağladığı hem güvenlik faydalarını hem de risklerini göz önünde bulundurmak oldukça önemlidir. Bunu yaparken de ilk önce oluşabilecek iş kazaları ve güvenlik ile ilgili birtakım sorular ele alınmalıdır. Örneğin Otonom sisteme

Proceedings of 8th International Congress of Mining Machinery and Technologies
89
geçişle ilgili tehlikeler nelerdir. Yani mevcut çalışma sahasına otomasyon sistemi/sistemlerinin entegrasyonu sırasında dikkate alınması ve yönetilmesi gereken hangi tehlikeler ortaya çıkabilir?
Şirketler, otonom sistemlerine güvenli bir şekilde sahalarında başlamasını ve üretim beklentilerinin karşılanmasını sağlamak için yeterli zaman ve kaynak yatırımı yapmalıdır.
Sağlık ve Güvenlik Yönetimi
Otonom madencilik sistemlerinde güvenlik, uygulama planının bağımsız bir parçası olmalı ve diğer planlara gerektiğinde dahil edilmelidir. Otonom madencilik sistemlerinin uygulayacak olanlar, tüm güvenlik gereksinimlerini önceden ele almalı ve otonom madencilik için geçerli bir güvenlik kültürü oluşturmalıdırlar. Otonom sistemler, çeşitli güvenlik önlemlerinin gündeme alınmasını gerektirmektedir. Genel olarak bunları gruplayacak olursak;
• Çevre sağlığı ve güvenliği (örn. hava durumu, ısı, havalandırma)
• Tesisler (ör. makineler, binalar, yollar)
• İnsanlar (ör. işgücü, gelen ziyaretçiler)
• Operasyonel Süreçler
• Siber güvenlik (bu sistemlerde oldukça önem arz eder) olarak ele alınabilirler.
Öncelikle Riskleri ve gerekli eğitimleri belirlemek için bir güvenlik komitesi ya da İSG (iş sağlığı ve güveliği) kurulu oluşturulmalıdır.
Sistem, çalışma bölgelerindeki yerel yönetimler dahil olmak üzere tüm düzenlemelere ve güvenlik standartlarına uymalıdır. Kullanılan ya da kullanılmaya başlanacak olan bu yeni otonom sistemlerin, doğal olarak gözlemlenmesi gerekir ve her aşamasında yetkililerden onay alınmalıdır. Güvenlik planlamasını yapanlar, temsil ettikleri şeylerin, amaçlarının ve uygulanabilirliklerinin bir sınıflandırmasıyla birlikte yerleşik standartların bir listesini oluşturmalıdır (Çizelge 1).
Çizelge 1. İlgili uluslararası standartların bir ön listesi

Proceedings of 8th International Congress of Mining Machinery and Technologies
90
Risk Yönetimi
Risk yönetimi süreci, sistemin işlevsel güvenlik gereksinimlerinin belirlenmesini ve potansiyel riskleri ve tehlikeleri yönetmek için tanımlamayı ve planlamayı içerir. Olay yönetimi, insan hataları ve değişiklik yönetimi planlamasını kapsayan bir risk değerlendirme matrisi oluşturulması önerilir. Görev dağılımı, site hazırlığı, iletişim, beklenmedik durum, pazarlama seçimi, operasyonu yürütme, destek ve iş sürekliliğinin her birinin ayrı risk planlarına sahip olması gerekir. Risk Planları, farklı maden türlerine ve operasyonel ve ekipman kullanımına göre değişiklik gösterecektir. Etkili risk yönetimi için iletişim ve danışma gereklidir. Otonom madencilik sistemi tasarımı, mühendisliği, planların devreye alınması, işletimi hakkında bilgi sahibi olanlar, işletmenin tüm operasyonel süreçleri boyunca risklerin değerlendirilmesi ve en aza indirilmesi sürecine dâhil edilmelidir.
Risk Tanımlama
Otonom Madencilik Teknolojinin kullanılmasının mevcut güvenlik sistemlerini ve bu yeni sistemin kullanılmaya başlanmasıyla meydana gelen değişikliklerle ilişkili riskleri ve tehlikeleri nasıl değiştirdiğini belirlemek önemlidir. Riskleri ölçmek, tehlikeleri tanımlamak ve belirlemek için;
• Tehlike ve çalışılabilirlik analizi (HAZOP=Hazard and Operability Studies) veya kontrol tehlike ve çalışabilirlik analizi (CHAZOP)
• Koruma katmanları analizi (LOPA)
• Fonksiyonel güvenlik analizi
• Makul oranda uygulanabilir düşük seviye (ALARP=As low as reasonably practicable)
• Papyon analizi
• Göreve dayalı risk değerlendirmesi
• Hata Modları ve Etkileri Analizleri (FMEA=Failure Modes and Effects Analaysis)
Gibi doğrulama sistemleri uygulanabilir. Ayrıca,
• Çalışanlar için tehlikelerin tanımlanması ve bunların raporlaması
• İşyeri denetimleri
• Çalışma ortamının izlenmesi
• Olay soruşturmaları
• Otonom madencilik ekipmanlarının ve sistemlerinin üreten şirketlerin servis bültenlerini, tavsiyelerini takip edilmesi
yapılaması gerekli güvenlik uygulamaları arasındadır.
Otonom madencilik sağlık ve güvenlik risklerini belirlemeye yardımcı olabilecek
1. Otonom madencilik olayları için olası senaryolar nelerdir?
2. Güvenlik ve sağlıkla ilgili potansiyel sonuçları nelerdir?
Gibi soruların sorulması güvenlik planı oluşturulmasında oldukça etkili rol oynayacaktır.

Proceedings of 8th International Congress of Mining Machinery and Technologies
91
Bakım Tehlike Kontrolleri
Otonom Madencilik Ekipmanları, elektronik ve akıllı sistemlerle entegrasyonu düşünüldüğünde bakımlarının yapılması sırasındaki tehlike kontrolleri özellikle önemlidir. İstenen güvenlik sonuçlarını elde etmek için, otonom ekipmana yönelik bakım faaliyetleri ele alınırken dikkat edilmesi gereken bazı hususlar vardır:
• Otonom sistemler, operasyonel güvenlik sistemleri olmadan çalışmayacaktır. Bu nedende kontrol sistemlerinin güvenlikle ilgili parçaları ve sistem bakımı için gerekli güvenlik hususlarına dikkat edilmesi gerekmektedir.
• Otonom ekipmanlar ve sistem için bakım ve denetim süreçleri planlı ve düzenli bir şekilde yapılmalıdır
• Yerinde inceleme yada bakım yapılırken çalışma sırasında otonom alanlarda çalışacak ekip için havalandırma sistemi düşünülmeli
• Otonom ekipmanların çalışma alanlarında, kurtarma prosedürleri
• Otonom makinelerin bakım alanı ve bakım yapılacak sahada diğer mevcut aktivasyonun izole edilmesi
• Otonom makine ve sistemlerinin sürekli izlenmesi
• Kalibrasyona önem verilmesi, belirlenmiş güvenli test alanlarında testlerin yapılmasıdır.
Otonom Sistemlerde Çalışanın Bilgilendirilmesi
Personelin güvenli çalışmaya ve herhangi bir soruna yanıt vermeye hazırlıklı olmaları için bilgilendirilmesi gerekir. Bu bilgilendirme, kendilerine verilen görevleri güvenli bir şekilde tamamlamak için gerekli bilgileri içerir. Bu bilgiler:
• Sistem üreticisi tarafından sağlanan kılavuzlar, teknik özellikler ile ekipmanı ve sistemi çalıştırma talimatları
• Maden sahalarında yürütülen operasyonların plan ve prosedürleri
• Madencilik sektörünün güncel mevzuatı, standartlar ve diğer rehberlik materyalleri
• Belirlenen tehlikeler ve bunlarla ilişkili riskleri
• Zaman içinde meydana gelmiş iş kazaları, ramak kala olayları ve bunların belgelenmiş çözümleri
• Kullanılan tüm Otonom ekipmanlar için acil kapatma prosedürleri
• Eğitim malzemeleri
• Kullanılan Otonom sistemlerinin sınırlarının sürekli olarak belirlenmesidir.
Personel ayrıca sistemin çalışabilirliği, tehlikeler ve riskler dahil olmak üzere uygulanacak kontroller ve görevleri güvenli ve doğru bir şekilde tamamlamak için gerekli iş adımları hakkında bilgilendirilmelidir. Sürecin belgelendirilmesi kurumsal hafıza açısından önemlidir. Süreci belgelemek için güvenli çalışma talimatları ve standart çalıştırma prosedürleri gibi araçlar kullanılabilir. Kullanılan ekipman veya koşullarda herhangi bir değişiklik olması durumunda güncellenerek değiştirilmelidir.
Güvenli çalışma prosedürlerinden bir sapma olması durumunda, tehlikeleri tespit etmek ve kontrollerin uygulandığını ve işler durumda olmasını sağlamak için iş güvenliği veya tehlike analizleri yapılmalıdır. Denetleyici veya yönetim personeli, öğretim araçlarını resmi olarak onaylamalıdır. Güvenli çalışma uygulamaları oluşturmak idari bir kontroldür

Proceedings of 8th International Congress of Mining Machinery and Technologies
92
Çalışanlar için Eğitimin Önemi
Personel, atandıkları görevlerde yetkin olmalıdır; görevi güvenli ve doğru bir şekilde yerine getirmek için gerekli bilgi ve becerilere sahip olmalıdırlar.
Yetkinlik, çalışanın almış olduğu eğitimler ve süreç içerisindeki kazanmış deneyimler yoluyla kazanılır. Çalışan bir operatörde veya onu yönetecek bir sistemin başında işe başlatmadan önce mutlaka yeterli olup olmadığı konusunda kanıtlanmalı ve doğrulması yapılmalıdır. Bu yeterlilik doğrulaması, belgelenmiş bir değerlendirme içermelidir. Çalışana verilecek görevde yetkinliğini kullanılacak ekipman yada sistem üzerinde test edilerek doğrulanması yada operasyonun bir simülasyon çalışma üzerinde yine yeterliliğinin doğrulanması gerekir. Görev ve sorumluluklara uygun olarak risk yönetimi eğitimi verilmelidir. Bu eğitim, Risk yönetimi sürecini, ekipmanın güvenli kullanımı ve güvenli çalışma sistemleri dahil görev alacaklar için özel güvenli çalışma yöntemlerini, tüm personel, otonom madencilik sisteminin devreye alınması, otonom ekipmanlarının ve sistemin çalıştırılması ve bakımı sırasındaki tüm faaliyetlerinin etkilerini içermelidir. Sadece bunlar ile sınırlı kalmayıp:
• Çevresel veya operasyonel koşullar değişirse neler beklemeliyiz?
• Makine performansının izlenmesi için saha gereksinimleri nelerdir?
• Makinelerin doğru çalışıp çalışmadığını nasıl anlarız?
• Olaylar nasıl bildirilir?
Soruları ve cevapları da eğitimler içinde yerini almalıdır.
Şekil 6. Mali'nin Syama madencilik projesi (Kaynak Oliver Balch)
İş sistemleri, tesis ve ekipman değiştiğinde etkilenen personele danışılmasını, yeniden eğitilmesini ve gerektiğinde yeniden değerlendirilmesini sağlayacak bir sistem olmalıdır.
Bu yeni nesil madencilik sistemlerinde eskisi kadar olmasa da sahada da insan istihdamı yapılacaktır. Ancak geleceğin madenciliğinde operasyonel kısımda insana daha ihtiyaç olacaktır (Şekil 6). Bu defa karşımıza dikkat, algı ,disiplin ve ergonomi gibi yeni risk sorunları eklenecektir. Sistem bir taraftan hızla otomasyona doğru giderken, risk yöneticilerini yeni senaryolar beklemektedir.
SONUÇ
Dünyanın dört bir yanında faaliyet gösteren Madencilik Sektörü, teknolojinin de ilerlemesi ile artık yüzünü otonom sistemlere çevirmeye başlamıştır. Aynı zamanda işçi maliyetleri, üretimde daha fazla verim sağlama isteği gibi etkenler şirketleri otonom sisteme doğru hızla sürüklemektedir. Halihazırda bir çok maden sahasında otonom tekerlekli yükleyici, çekici ve ekskavatör başta olmak üzere daha bir çok

Proceedings of 8th International Congress of Mining Machinery and Technologies
93
enstrüman kullanılmaktadır Caterpillar, Komatsu ve Volvo gibi sektörde yapay zekayı mevcut sistemlerine entegre ederek yeni dizayn ekipmanlarını piyasaya sürme konusunda birbirleriyle rekabetçi bir tavır sergilemektedirler. Otonom sistemlerinin Madencilik Sektöründe kullanılmaya başlanılması, sahalardaki meydana gelen kazaları ve kayıpları ciddi ölçüde azaltmıştır. Otonom Madencilik sistemlerin kullanılması iş ve üretim verimliliğini önemli ölçüde arttırmış olsa da beraberinde ciddi güvenlik sıkıntılarını da getirmiştir. Maden Sahalarında risk analizi, bir olayın meydana gelme olasılığını, potansiyel yaralanma veya hasarın ciddiyetini ve bir olayı tanımlama kabiliyetini göz önünde bulundurarak tehlikenin niteliğini ve risk seviyesini belirlemesidir. Madencilikte Otonom sistemlerine geçişle birlikte yeni risk kriterleri eklenmiştir. Madencilik sektörü oyuncuları, geleceğin madenlerini için IoT, AI/ML ve 4G/5G özel kablosuz gibi teknolojilerden yararlanarak endüstrinin hedeflerini gerçekleştirmek için hızla hareket ediyorlar.
Artık Otonom Madencilik Sistemlerinde istihdam edilecek çalışanlar için eğitim tartışmasız ön plana çıkıyor. Otonom Sistemin unsurları , olası riskler dikkate alınarak makinelerdeki ve kontrol odasındaki uyarı ve alarmlar, insanlar düşünülerek önceliklendirilecek şekilde tasarlanmalı. Kullanılan yazılımlar ve web tabanlı çalışma sistemlerinin güvenliğinin sağlanması sistemin kesintisiz ve güvenli bir şekilde işlerliğinin yürütülmesi açısından son derece önemlidir. Tüm bu yukarıda bahsi geçen konularda bilgi, eğitim ve deneyime sahip olanlar için istihdam kapıları sonuna kadar açılacaktır.
KAYNAKLAR
Amponsah-Tawiah, K., Dartey-Baah, K., 2011. The mining industry in Ghana: a blessing or A curse. Int. J.
Bus. Soc. Sci. 2 (12), 62–69. Baah-Boateng, W., 2018. Job creation in the mining sector: evidence from Ghana. In: 8th Global
Commodities Forum. UN Conf. On Trade and Dev., vols. 23–24 April 2018, Geneva. Bartos, P.J., 2007. Is mining a high-tech industry? Investigations into innovation and productivity
advance. Justice Res. Policy 32 (4), 149–158. https://doi.org/10.1016/ j.resourpol.2007.07.001. Bellamy, D., Pravica, L., 2011. Assessing the impact of driverless haul trucks in Australian surface mining.
Justice Res. Policy 36 (2), 149–158. https://doi.org/10.1016/j. resourpol.2010.09.002. Bergh, L.G., Yianatos, J.B., 2014. Engineers training in automation of flotation processes. IFAC
Proceedings Volumes 47 (3), 11488–11493. https://doi.org/10.3182/20140824-6-ZA-1003.01536.
Carvalho, F.P., 2017. Mining industry and sustainable development: time for change. Food and Energy Security 6 (2), 61–77. https://doi.org/10.1002/fes3.109.
Caterpillar, 2019. Vital information management system. https://www.cat.com/en_GB/
support/operations/technology/fleet-management-solutions/vims.html, Accessed date: 10 April 2019.
Cordes, K.Y., Östensson, O., Toledano, P., 2016. Employment from Mining and Agricultural Investments: How Much Myth, How Much Reality?. Columbia Center on Sustainable Investment. Columbia University.
Cosbey, A., Mann, H., Maennling, N., Toledano, P., Geipel, J., Brauch, M.D., 2016. Mining A Mirage?
Reassessing the Shared-Value Paradigm in Light of the Technological Advances in the Mining Sector. IISD, Canada, pp. 67.
Creamer, M., 2017. Kibali Africa's Most Mechanised Gold Mine – Randgold, Creamer Media's Mining
Weekly. http://www.miningweekly.com/article/kibali-africas-mostmechanised-mine-randgold-2017-11-02?utm_source=BD+Newsletter&utm_campaign=b1beb7c2a4-

Proceedings of 8th International Congress of Mining Machinery and Technologies
94
EMAIL_CAMPAIGN_2017_11_06&utm_medium=email&utm_term=0_7295c7d3aa-b1beb7c2a4-83658901, Accessed date: 6 February 2019.
Feyer, A.M., Williamson, A.M., Stout, N., Driscoll, T., Usher, H., Langley, J.D., 2001.Comparison of work
related fatal injuries in the United States, Australia, and New Zealand: method and overall findings. J. Inj. Prev. 7 (1), 22–28. https://dx.doi.org/10.1136/ip.7.1.22. Hexagon Mining, 2019. Guardvant Acquired by Hexagon Mining. https://www.guardvant.com/, Accessed
date: 10 April 2019. Horberry, T., Burgess-Limerick, R., Steiner, L.J., 2016. Human Factors for the Design, Operation, and
Maintenance of Mining Equipment. CRC Press, pp. 220.
ICMM, 2014. Intervention at CSD 19.https://sustainabledevelopment.un.org/content/documents /ICMM.pdf, Accessed date: 5 February 2019.
ICMM, 2015. Mining in Ghana – what Future Can We Expect? https://www.icmm.com/website/
publications/pdfs/mining-parterships-for-development/mining-in-ghana_
Konyukh,V.,2002.Robotics for mining.J.Min.ResEng.11(01),73–88.https://doi.org/10.1142 /S0950609802000860. Livingston, J.B., Stanton, A., Nussbaum, A., 2018. The Benefits and Pitfalls of Mining Automation.
http://www.mining.com/web/benefits-pitfalls-mining-automation/#_ ftn8, Accessed date: 6 February 2019. McMahon, G., Moreira, S., 2014. The Contribution of the Mining Sector to Socioeconomic and Human
Development. Extractive Industries for Development Series #30. World Bank Oil, Gas, and Mining Unit Working Paper, pp. 72.
Mine Master. Available online: https://www.minemaster.eu/pl/pl (accessed on 30 July 2020). Mining Technology, 2018. Mind the Gap: Training Mining Workers for a Digital Future.
https://www.mining-technology.com/features/mind-gap-training-mining-workersdigital-future/, Accessed date: 8 April 2019.
Guıdeline For The Implementation Of Autonomous Systems In Mining,2021. https://gmggroup.org/wp-content/uploads/2019/06/20181008_Implementation_of_Autonomous_ -Systems-GMG-AM-v01-r01.pdf Petty, J., 2017. Getting the best out of autonomous mining fleets. AusIMM Bull. (Australas. Inst. Min.
Metall.) 58. Sahu, H.B., Prakash, N., Jayanthu, S., 2015. Underground mining for meeting environmental concerns–a
strategic approach for sustainable mining in future. Procedia Earth and Planetary Sci 11, 232–241. https://doi.org/10.1016/j.proeps.2015.06.030.
Parreira, J., Meech, J., Keevil, N.B., 2012. Simulation of an Open Pit Mine to StudyAutonomous Haulage Trucks. The University of British Columbia, Vancouver, BC, Canada.
Patterson, J.M., Shappell, S.A., 2010. Operator error and system deficiencies: analysis of 508 mining incidents and accidents from Queensland, Australia using HFACS. Accid. Anal. Prev. 42 (4), 1379–1385. https://doi.org/10.1016/j.aap.2010.02.018.

Proceedings of 8th International Congress of Mining Machinery and Technologies
95
Poplin, G.S., Miller, H.B., Ranger-Moore, J., Bofinger, C.M., Kurzius-Spencer, M., Harris,R.B., Burgess, J.L., 2008. International evaluation of injury rates in coal mining: a comparison of risk and compliance-based regulatory approaches. Saf. Sci. 46 (8),1196–1204. https://doi.org/10.1016/j.ssci.2007.06.025.
Solomon, F., Katz, E., Lovel, R., 2008. Social dimensions of mining: research, policy and practice challenges
for the minerals industry in Australia. Justice Res. Policy 33 (3), 142–149. https://doi.org/10.1016/j.resourpol.2008.01.005.
Volk, H.J., 2016. Wirtgen drives the development of surface mining. Procedia Eng 138,30–39.
https://doi.org/10.1016/j.proeng.2016.02.049. Walser, G., 2000. Economic impact of world mining. The Uranium Production Cycle and the Environment
2, 86.

Proceedings of 8th International Congress of Mining Machinery and Technologies
96
AÇIK KÖMÜR İŞLETMELERİ MAKİNA PLANLAMASINDA ÖRTÜ-KAZI SİSTEMLERİNİN YATIRIM ANALİZİ
INVESTMENT ANALYSIS OF STRIPPING SYSTEMS IN MACHINE PLANNING OF OPEN PIT COAL MINES
T. Mallı
Dokuz Eylül Üniversitesi, Maden Müh. Bölümü
ÖZET
Günümüzde açık işletme planlamasında ekonomik ve sürdürülebilir yeni çözümlere odaklanılmalıdır. İşletmelerde maliyetlerin indirgenmesi ve verimliğin yükseltilmesine yönelik alternatiflerin geliştirilmesi bu nedenle önemlidir. Özellikle kazı-nakliye sistemlerinin ekonomik maliyetlerle ayrıca madencilik realitesiyle uyumlu çevresel faktörler de gözönünde bulundurularak detaylı değerlendirilmesi gerekmektedir. Açık işletmelerde, döner kepçeli ekskavatör-bant konveyör sürekli sistemlerinin konvansiyonel ekskavatör-kamyon sistemine göre yüksek kapasite ve verimlilikler ile yüksek ilkyatırımlarına karşın daha düşük amortisman giderleri sağlamasıyla birlikte ekonomik üretimlerin gerçekleştirilmesi olası görünmektedir. Ayrıca, düşük CO2 emisyonu ile döner kepçeli ekskavatör sürekli sistemler çevresel etkiler için de avantajlıdır.
Bu çalışmada, yüksek rezervli kömür sahalarının açık işletme planlamasında; konvansiyonel mobil-
esnek makine ekipman seçimi yerine yüksek ilkyatırıma dayalı büyük kapasiteli sürekli sistemler mi gerekli sorusuna ekonomik açıdan yanıt aranmaktadır. Böylelikle, işletmelerde sürdürülebilir efektif maliyetli üretimlerin gerçekleştirilmesi ile ülke rezervlerinin rasyo-ekonomik ve etkin değerlendirilmesi olasıdır.
Anahtar Sözcükler: Açık işletme, sürekli sistem, döner kepçeli ekskavatör, ilkyatırım, amortisman.
ABSTRACT
Today, open pit mine planning should focus on economical and sustainable new solutions. It is necessary to develop alternatives to reduce costs and increase efficiency and especially the excavation-haulage systems should be evaluated in detail by considering the economic costs and environmental factors of mining reality. In open pit coal mines, the use of bucket wheel excavator-band conveyor continuous system seems probable to achieve competitive production due to its large capacity and high productivity in spite of its initial investment cost when compared to conventional excavator-truck system. In addition, the use of bucket wheel excavator continuous system provides advantegous solutions in term of environmental concerns because of its low CO2 emission. In this study, an economical answer is searched whether expensive initial investment and large-capacity
machinery equipment or smaller-flexible machinery equipment should be selected in coal fields with large
reserves. Thus, it will be possible to evaluate our reserves in a more ratio-economical and effective
manner with the achievement of sustainable production with productive and with effective costs.
Keywords: Open pit mine, continuous system, bucket wheel excavator, initial investment, depreciation.

Proceedings of 8th International Congress of Mining Machinery and Technologies
97
GİRİŞ
Maden sahaları ile işletmelerin sofistike bir matematiği olduğundan optimum üretim modelinin doğru ve gerçekçi kodlanabilmesi fizibilitelerini etkilemektedir. İşletmelere uygun olarak örtü-kazı sistemine bağlı olarak kapasite-makine optimizasyonu, açık işletme madenciliğinde fizibilite ve planlama açısından oldukça önemlidir. Özellikle kazı ve nakliye sisteminde yapılacak iyileştirme süreçleri, maliyetlerin düşürülmesiyle işletmelere önemli kazanımlar sağlanacaktır. Bu yönüyle, sürekli sistem döner kepçe ekskavatör bantlı könveyör yöntemi, yüksek kapasiteleri ile avantajlı ekonomik çözümler sağlayabilmektedir. Özellikle elektrik enerjisi üretimine yönelik tasarlanan işletmelerde sürdürülebilir, verimli ve efektif maliyetlerle üretimlerin gerçekleştirilmesi rekabetçi ekonomik ve ideal kapasitede kömür üretimlerinin planlanmasını da beraberinde gerektirmektedir. Ülkemiz 19.32 milyar ton linyit rezervi ile Dünya kömür rezervinin % 2.1’ini sahip bulunmaktadır. Linyit rezervleri ortalama 2500 kcal/kg altında kalori değerinde olduğundan üretimin % 85’i termik santrallere yöneliktir. Rezervleri belirlenmiş santral kurulabilecek linyit sahalarının devreye alınması, mevcut santral kapasitelerinin geliştirilmesi mümkün görülmektedir(MTA,2021).
Açık işletme madenciliği için makina-ekipman seçimi bir işletmenin ekonomik değerlendirmesini etkileyen, işletme tasarımı ve üretim planlamasında en önemli unsurlardandır. Tüm planlama prosesinin temel amacı, maliyet tahminidir ve gerçekte esas amaç belirlenmiş maliyet değerini en aza indiren seçimi yapmaktır (Lizotte, 1988). Planlama çalışmalarında ilk aşamada proje maden işletmesi derinlik, örtü-kazı oranı, rezerv-kalite değerleri, satış fiyatı, taşıma mesafesi gibi faktörlere göre tasarlanmaktadır. Stratejik planlamada ise uzun dönem maden planlaması ve makine-ekipman seçimi yapılmaktadır(Runge, 1998). Planlamanın temeli, ideal işletme parametreleri ve makina-ekipmanlarla maliyet değerini olabildiğince düşürmektir. Kontinus sistemlerin en büyük avantajı; 240,000 m3/gün max üretim kapasitelerine ulaşan yüksek kazı performansı ve yüksek sistem uyumluluğu sağlarken düşük operasyonel giderler, düşük emisyon ve CO2 ayak izi oluşturmaktadır(Thyssenkrupp,2020). Açık işletme nakliye operasyonu tüm maliyet içindeki dağılımı incelendiğinde nakliyenin genel maliyetin %33’ünü oluşturmaktadır (Georgen,1987). Ülkemizde akaryakıt fiyatlarının da etkisiyle bu oran % 44 düzeylerine kadar çıkmaktadır. Açık işletmelerde planlama ve tasarımlarda teknik ve ekonomik kriterler ile birlikte çevresel kısıtların da dikkate alınması ve üretim maliyetlerini minimize edilmesini gerektirmektedir. Dolayısıyla bu problem bir optimizasyon problemidir. Açık işletme optimizasyonu, genel olarak rezerv, üretim planlama, üretim kapasitesi, koşullara uygun makine-ekipman planlaması ve tasarım alternatiflerinin ekonomik değerlendirilmesinden oluşmaktadır(Dohm,1979). Optimum üretim planlaması ve işletme dizaynını beraberinde getirerek en az çevresel etki ile üretimin sağlanması ve kaynakların verimli kullanımı da mümkün olabilecektir (Başçetin, 2011).
Döner Kepçeli Ekskavatör-bant konveyör sürekli sistemlerinin konvansiyonel ekskavatör-kamyon
sistemine göre yüksek ilkyatırım dezavantajlarına karşın yüksek kapasite ve verimlilikleri ile daha düşük amortisman giderleri oluşturabilmektedir. Diğer operasyonel ve enerji giderlerinde sağlanacak iyileştirmeler ile rekabetçi üretimlerin gerçekleştirilmesi öngörülmektedir. Ayrıca, düşük emisyon değerleri ile döner kepçeli ekskavatör kontinus sistemler çevresel faktörler de gözönünde bulundurulduğunda avantajlı çözümler sağlanabilmesi olasıdır. Bu çalışmada, yüksek rezervli kömür sahalarının açık işletme planlamasında yüksek ilkyatırıma dayalı büyük kapasiteli sürekli sistem yoksa konvansiyonel mobil-esnek makine ekipmanlar mı gereklidir? sorusuna ekonomik açıdan yanıt aranmaktadır. Böylelikle, açık işletmelerde sürdürülebilir, verimli ve efektif maliyetli üretimlerin gerçekleştirilmesine odaklanılmalıdır.
2.LİTERATÜR
Açık maden işletmelerinde talep artışların karşılanabilmesi ve üretim artışlarının ekonomik olarak sağlanması da önem kazanmakta ve işletmelerde yüksek üretim kapasitelerini gerektirmektedir. Bunun yanısıra, kazılacak ve nakledilecek malzeme miktarının da fazla olması kazı, yükleme ve nakliye ekipmanlarının daha yüksek kapasitelere sahip olmasını gerektirmektedir. Maden makine-ekipmanları

Proceedings of 8th International Congress of Mining Machinery and Technologies
98
gelişmekte olan yeni teknolojilerle, daha büyük kapasitelere erişmekte ve daha yüksek verimlilikler üretilebilmektedir. Böylelikle, açık işletme birim maliyetleri düşürülerek ekonomik açık ocak derinliği daha da derinleştirilmektedir (Çebi, 1994). Açık işletme madenciliğinde cevher ve dekapaj malzemesinin kazılıp taşınması işlemi, maliyetlerde ağırlıklı olduğundan işletme ekonomisinde belirleyici olmaktadır. Bu nedenle, işletmelerde uygulanacak örtü-kazı sistemi ve uygun makina-ekipman seçimleri, giderlerin azaltılması ve verimlilik artışı için oldukça önem kazanmaktadır.
Açık maden işletmelerinde derinlikle birlikte artan hacimsel miktar; işletme dekapaj kapasite ve makinalarda sayısal artışlara neden olmakta, işletmede farklı operasyonlarda çalışacak makine ekipmanlar ile ilkyatırımlarını da arttırmaktadır. Bu sorun işletmenin ilerleyen safhalarında giderek işletme ekonomisini de etkilemektedir. Açık işletme madenciliği ile üretime başlayan maden işletmeleri, konik çukur tasarımlı 50 derecelik genel şev açısında; nihai işletme derinliğinin 76,2 m olması durumunda kaldırılan kütle 1 milyon ton iken işletme derinliği 2 katı (152,4 m) olması durumunda; kütle yaklaşık 10 milyon tona ve işletme derinliğinin 4 katı (304,8 m) olması durumunda ise kütlenin 100 milyon tona yaklaştığı belirtilmektedir (Hustrulid, Kuchta, 1995). Genel olarak açık işletmeler alansal ve hacimsel olarak genişlik ve derinlik kazanmakta, bununla birlikte kazılıp taşınması gereken kütle artışı artan nakliye mesafesiyle birlikte üretim maliyetlerini de önemli oranda yükseltmektedir. Açık işletmelerde nakliye, tüm operasyonlar içinde en önemlisi ve toplam işletme maliyetlerinin % 50 ‘sini oluşturmaktadır (Gamache, Alarie, 2002). Açık işletme nakliye operasyonu, maliyetler içindeki dağılımı incelendiğinde toplam maliyetin %33’ünü oluşturmaktadır (Georgen,1987). Maden işletmelerinde cevherin taşınması için birkaç alternatif yöntem bulunmaktadır. Genellikle bant konveyör nakliyesi kamyon nakliyesine alternatif olarak tercih edilmektedir. Sermaye ve ilkyatırım giderleri her iki nakliye yöntemi için uygulama ve saha koşullarına bağlıdır. Nakliye yönteminin seçimine etki eden temel faktörler; rezerv, üretim kapasitesi, işletmenin jeoteknik ve koşulları, işletme derinliği ve eğimi, işletme yöntemi ve ömrüdür(Şimşir vd, 2017). Maden işletmelerinde derinlikle artan hacimsel miktar, işletmede farklı operasyonlarda çalışacak makine ekipmanlar ile ilkyatırımlarını arttırırken işletme ekonomisini etkilemekte ve özellikle kamyonlar için kapasite ve sayısal artış söz konusu olmaktadır. Kamyon nakliyatı açık ocakları domine etmekte ve teknolojik düzeyi de operasyon maliyetini etkilemektedir. Rasyonel bir seçim için kamyon nakliyesi teknik ve ekonomik yönleriyle detaylı analiz edilmelidir. Bununla birlikte tüm operasyonel parametreler, sahanın spesifik ve jeolojik koşullarına uygunluk ve yükleyici makinalarla uyumluluğu da gözönünde bulundurulmalıdır (Bodziony, 2016).
Günümüzde açık maden işletmelerinin temel sorun genişleme ve giderek artan derinlikle artan hacimsel miktar, işletmede çalışacak makine ekipmanlar ile ilkyatırımlarını da arttırmaktadır. İşletmede artan sayıda kamyon ve/veya kapasite yeni yatırımlara neden olmaktadır. Ayrıca, enerji ve akaryakıt maliyetleriyle birlikte teknik ve ekonomik kısıtlar, işletmelerin üretim maliyetlerini sürekli yükseltmektedir. İşletmelerde kazı ve taşıma operasyonu, giderlerin önemli bölümünü oluşturduğundan maliyetlerin düşürülmesi için alternatif stratejiler gerekmektedir. Bu nedenle, geleneksel kamyon nakliyesi yerine, sürekliliği ile yüksek kapasiteli çalışma olanağı sağlayan enerji tüketimi ve sera gaz emisyonları düşük sürekli sistemlere odaklanılmalıdır. Ayrıca, işletmelere maden ve dekapaj malzemelerin kazılıp taşınmasında ekonomik, teknolojik ve çevresel açıdan büyük avantalar sağlaması olasıdır.
Sürekli madencilik sistemleri, Almanya açık işletmelerinden sonra Polonya, Romanya, Yunanistan ve Çek Cumhuriyeti gibi bazı Avrupa ülkelerinde adapte olarak uygulanmaktadır(Kavouridis,2008;Huss,2014). Kontinus sistemlerin avantajı; düşük operasyonel giderler, yüksek sistem uyumluluğu, düşük emisyon ve CO2 ayak izi, yüksek kapasitelerde (240,000 m3/gün) kazı performansı sağlamasıdır (Thyssenkrupp,2020)(Şekil 1). Ancak nispeten daha yüksek yatırımlara karşılayacak düzeyde rezervlerin bulunması, geniş alanda yataklanma gerekmektedir(Atkinson,1971). Kazılabilirliği ve makine performanslarını kesin olarak belirleyen örtü tabakası malzemesinin geometrik, fiziksel ve mekanik özelliklerinin döner kepçeli ekskavatörlerin verimliliği üzerindeki etkisinin tahmini, uzun vadeli maden planlama ve tasarım fazları için çok önemlidir(Galetakis,2014). Marn ve kil olmak üzere birbirini izleyen örtü tabaksı katmanları, değişen kalınlık ve kohezyona sahiptir ve ayrıca ondülasyonlu dalgalanmalar sergileyebilir. Ayrıca, örtü tabakasında çoğunlukla çakıltaşları ve sert kumtaşlarından oluşan sert jeolojik

Proceedings of 8th International Congress of Mining Machinery and Technologies
99
oluşumlar, bağımsız olarak veya mevcut sürekli maden ekipmanı ile kombinasyon halinde kesikli işletme yöntemlerinin (ekskavatör-kamyon ve/veya patlatma) kullanılmasını zorunlu kılmaktadır(Galetakis,2016).
Şekil 1. Döner kepçeli ekskavatör ve sürekli madencilik sistemleri (Thyssenkrupp,2020)
DKE, gevşek ve konsolide olmayan formasyonlarda büyük kapasiteli üretimler için en etkin makinadır. DKE’ler sürekli kazıcı sistemler büyük yatırımlara gerektirdiğinden max sürede yüksek verimlilikle çalışması gerekir. Almanya’ da ortalama günlük çalışma süresi 3 vardiya devamlı olarak iyi şekilde adapte olmuş makine için 19.2 saat olduğu yılda 5000 saat aktif çalışma (genel bakımdan sonra net olarak) planlanabilmektedir. BWE, gevşek ve konsolide olmayan formasyonlarda büyük kapasiteli üretimler için en etkin makinadır(Atkinson,1971). Ayrıca, yumuşak kayaçlarda örtü-kazı sistemleri birim giderler açısından karşılaştırıldığında sürekli sistem Döner Kepçeli Ekskavatör bant (DKE+B) örtü kazı sisteminin ekskavatör kamyon(EX+K) sistemine göre ekonomik olduğu Şekil 2’de belirtilmektedir(Çebi, 1987).
Şekil 2. Yumuşak kayaçlarda birim giderler açısından örtü- kazı sistemleri karşılaştırması (Çebi, 1987).
İşletme giderlerinin düşürülmesi için yüksek verimlilik ve düşük emisyonlu DKE teknolojisi ideal bir çözümdür. Geleneksel kamyon nakliyesi yerine, sürekliliği ile yüksek kapasiteli enerji tüketimi ve sera gaz emisyonları düşük olan DKE ve konveyör bantların kullanımına odaklanılmalıdır.

Proceedings of 8th International Congress of Mining Machinery and Technologies
100
3.MODEL ÇALIŞMA
Model çalışmada, konvansiyonel ekskavatör-kamyon sistemi ile teknik ve ekonomik kısıtlar
nedeniyle yaygın kullanımı olmayan sürekli sistemin alternatif olarak değerlendirilmesine dayalıdır. Kazı-nakliye sistemi için gerekli yatırımlarının ekonomik analizi yapılarak işletme kapasitelerine göre amortisman değerleri belirlenmektedir. Maden işletmelerinde derinlikle artan hacimsel miktar, işletmede kazı, yükleme ve nakliye operasyonlarda çalışacak makine ekipmanlar ile ilkyatırımlarını arttırırken işletme ekonomisini de oldukça etkilemektedir. Özellikle kamyonlar için kapasite ve sayısal artış gereken yatırımları yükseltmektedir. Rasyonel bir seçim için kamyon nakliyesi teknik ve ekonomik yönleriyle detaylı analiz edilmelidir. Model çalışma sürekli sistem döner kepçeli ekskavatörlerle konvansiyonel ekskavatör-kamyon sisteminin farklı işletme kapasitelerinde gerekli makine-ekipman ilkyatırımlarının belirlenmesine yöneliktir. İşletmede makinaların ekonomik çalışma süreleri ve diğer değişkenler dikkate alınarak yıllık amortisman değerleri ve birim ton amortisman şarj değerleri öngörülmektedir(Şekil 3).
Şekil 3. Açık işletme kapasite-makine seçimi ve ekonomik değerlendirme akım şeması (Mallı,2013)
4.MODEL UYGULAMA
Model işletmede; yıllık 2,500,000 ton ile 20,000,000 ton kömür üretimi ve İşletmede toplam kazı
miktarlarına bağlı olarak işletmede gerekli konvansiyonel ve sürekli sistemi oluşturan makina-ekipmanlar ve bant konveyör hat uzunluğu belirlenmeye çalışılmıştır. Modelin oluşturulmasında baz alınan işletme parametreleri çizelgede verilmektedir. Model çalışma, işletmesinde değişken üretim kapasitesi ve sabit nakliye-döküm mesafesinde konvansiyonel ekskavatör-kamyon sistemi ile sürekli DKE+bant konveyör sistemleri için belirlenmiş parametre ve kabuller Çizelge 1’de verilmektedir.

Proceedings of 8th International Congress of Mining Machinery and Technologies
101
Çizelge 1. İşletme parametreleri
Parametreler Kömür Dekapaj
Yıllık çalışma günü 330 330 Yıllık çalışma saati 5280 5280
Nakliye mesafesi (m) 6500 4500 Ortalama kamyon hızı (km/h) 40,0 40,0
Kamyon kasa hacmi (m3) 24,0 60 Bant konveyör genişliği (mm ) 1400 1800
DKE kapasite (m3/h - yerinde) 2260 2260 Kamyon fiyatı ($) 120000 1100000
Bant tesis yatırım değeri ($/m) 2000 2000
Makine verimi (%) 83 83
Açık işletme nakliye sistemlerinin planlanması ve tasarımında olabildiğince yüksek kapasiteli opsiyonların toplam birim maliyetlerin düşürülmesinde etkili olabileceği, bu nedenle işletme dinamiklerine bağlı olarak incelenmesi gerekmektedir. Böylelikle, açık işletme nakliye sistemleri tasarımında, taşıma mesafesinin yarattığı yüksek ilkyatırım amortismanları ve finansman maliyetlerinin etkisini azaltacak kazı-üretim kapasitelerinde daha ekonomik birim taşıma maliyetleri sağlanabilecektir. Model çalışmada, yıllık kömür üretim kapasiteleri minimum 2.5 milyon ton ile maksimum 20 milyon ton arasında değişken alınarak açık işletmede yıllık bazda toplam kazı hacimleri belirlenmiştir. İşletme üretim kapasitesine bağlı olarak yıllık bazda nakliye hacimleri Çizelge 2’de verilmektedir.
Çizelge 2. İşletme üretim kapasitesine bağlı kazı ve nakliye miktarları (m3/yıl)
Üretim kapasitesi (ton/yıl)
Kömür üretimi (ton/yıl) 2,500,000 5,000,000 10,000,000 15,000,000 20,000,000
Dekapaj miktarı (m3) 7,500,000 15,000,000 30,000,000 45,000,000 60,000,000
Toplam kazı hacmi (m3) 9,423,077 18,846,154 37,692,308 56,538,462 75,384,615
İşletmede toplam kazı miktarlara bağlı olarak işletmede gerekli sürekli sistemi oluşturan makine sayıları ve bant konveyör hat uzunluğu tespit edilmeye çalışılmıştır (Çizelge 3).
Çizelge 3. Sürekli örtü kazı sisteminde yeralan makine-ekipmanlar
DKE Dökücü Bant konveyör
Üretim kapasitesi (ton/yıl) Q:3000 m3/h Q:6000 m3/h Q:6000 m3/h (1800 mm)
2,500,000 1 1 12500 m
5,000,000 2 2 20000 m
10,000,000 4 3 31500 m
15,000,000 6 5 46500 m
20,000,000 8 7 61500 m
İşletmede örtü kazı dekapaj ve kömür üretim miktarlarına bağlı olarak işletmede gerekli sürekli
sistemi oluşturan makine sayıları ve bant konveyör hat uzunluğu tespit edilmeye çalışılmıştır. Konvansiyonel ekskavatör-kamyon sistemi makine sayıları Çizelge 4’de verilmektedir.

Proceedings of 8th International Congress of Mining Machinery and Technologies
102
Çizelge 4. Konvansiyonel ekskavatör-kamyon sisteminde yeralan makine-ekipmanlar
Örtü-Kazı nakliye sistemi Kömür Kazı nakliye sistemi
Üretim kapasitesi (ton/yıl) Ekskavatör Kamyon Ekskavatör Kamyon
2,500,000 4 12 2 8
5,000,000 8 23 3 15
10,000,000 15 46 5 30
15,000,000 22 68 7 49
20,000,000 29 91 9 59
5. DEĞERLENDİRMELER Açık işletmelerin kapasite artışlarını sağlamak belirli miktarlarda ilk yatırımları da beraberinde
getirmektedir. Önemli olan bu yatırımların yıllık bazda maliyetlere etkisinin minimum düzeyde sağlanmasıdır. Bu nedenle yüksek kapasiteli büyük yatırımlar gerektiren DKE sürekli sistemleri konvansiyonel ekskavatör-kamyon sistemlerine göre yıllık amortisman şarjları açısından değerlendirildiğinde ekonomik avantajlar sağlayacağı öngörülmektedir(Çizelge 5). DKE sürekli sistem ve ekskavatör-kamyon konvansiyonel sistemleri için gerekli ilkyatırım bedelleri, üretim kapasitesiyle lineer değişmektedir. Yıllık amortisman değerleri ilkyatırımlarla doğru orantılı bir şekilde artmasına rağmen yıllık bazda düşük amortisman giderleri oluşturmaktadır. Yüksek kapasiteli işletmelerde DKE sürekli sistemi, konvansiyonel ekskavatör-kamyon sistemine göre yıllık bazda düşük amortisman giderleri sağlamaktadır. Buna karşın düşük kapasiteli işletmelerde bu değerler yükselmekte ancak konvansiyonel sisteme nazaran daha ekonomik amortisman şarjları sağlamaktadır(Şekil 4).
Çizelge 5. Makine İlkyatırım ve yıllık amortisman değerleri
Üretim kapasitesi DKE sürekli sistem Ekskavatör- kamyon sistemi
(ton/yıl) İlkyatırım ($) Amortisman ($/y) İlkyatırım ($) Amortisman ($/y)
2,500,000 61,000,000 2,033,333 29,600,000 3,700,000
5,000,000 107,000,000 3,566,667 46,600,000 5,825,000
10,000,000 182,000,000 6,066,667 77,100,000 9,637,500
15,000,000 278,000,000 9,266,667 106,500,000 13,312,500
20,000,000 370,000,000 12,333,333 137,000,000 17,125,000
Şekil 4. İşletme kapasitesine bağlı amortisman değerleri
DKE
E&K
0
2000000
4000000
6000000
8000000
10000000
12000000
14000000
16000000
18000000
0 5 10 15 20 25
Kapasite & Yıllık Amortisman ($)

Proceedings of 8th International Congress of Mining Machinery and Technologies
103
DKE sürekli sistem yüksek ilkyatırım değerlerine rağmen yıllık amortisman değerleriyle birlikte işletme kapasitelerine bağlı olarak konvansiyonel ekskavatör-kamyon sistemine göre % 28 ile % 45 daha düşük birim amortisman değerleri öngörülmektedir(Çizelge 6).
Çizelge 6. Sistem birim amortisman değerleri($/ton)
Üretim kapasitesi (ton/yıl)
DKE sürekli sistem Ekskavatör- kamyon sistemi Değişim
2,500,000 0.8133 1.4800 % + 45.05
5,000,000 0.7133 1.1650 % + 38.77
10,000,000 0.6067 0.9638 % + 37.05
15,000,000 0.6133 0.8875 % + 30.90
20,000,000 0.6167 0.8563 % + 27.98
Yüksek kapasiteli işletmelerde DKE sistemi oldukça düşük amortisman şarjları sağlamaktadır. Buna karşın düşük kapasiteli işletmelerde bu değerler yükselmekte ancak konvansiyonel sisteme nazaran daha ekonomik amortisman şarjları sağlamaktadır(Şekil 5).
Şekil 5. İşletme kapasitesine bağlı amortisman değerleri
Artan işletme kapasiteleriyle birlikte birim amortisman değerleri DKE sürekli sistemde düşme eğiliminde gösterirken konvansiyonel ekskavatör-kamyon sistemlerinde birim amortisman değerleri giderek yükselmekte ve sürekli sisteme göre oldukça yüksek düzeydedir. Birim amortisman değerlerinde % 45 oranında ekonomik iyileştirmeler sağlaması öngörülmektedir. Yüksek ilk yatırım bedellerine karşın uzun işletme sürelerinde ekonomik avantajlar sağlamaktadır. İşletme ömrü 17 yıl ve üzerinde planlanan ve yıllık kapasitesi 2.5 milyon ton kömür üretimini aşan işletmelerde döner kepçeli ekskavatör sürekli sistemleri avantajlıdır. İşletme kapasitesine bağlı değişen amortisman süreleri Çizelge 7 ve Şekil 6’da verilmektedir.
Çizelge 7. İşletme kapasitesine bağlı değişen amortisman süreleri
Üretim kapasitesi (ton/yıl) DKE sürekli sistem Ekskavatör- kamyon
2,500,000 n > 16.49 n < 16.49
5,000,000 n > 18.37 n < 18.37
10,000,000 n > 18.88 n < 18.88
15,000,000 n > 20.88 n < 20.88 20,000,000 n > 21.61 n < 21.61
DKE
E&K
0.5
0.7
0.9
1.1
1.3
1.5
1.7
0 5 10 15 20
Kapasite & Amortisman ($/t)

Proceedings of 8th International Congress of Mining Machinery and Technologies
104
Şekil 6. İşletme kapasitesine bağlı işletme ömürleri
Model sonuçlarına göre;
İşletme koşullarında sürekli sistemler konvansiyonel ekskavatör-kamyon sistemlerine göre ekonomik ve teknik açıdan da oldukça avantajlar sağladığı görülmektedir.
Ekonomik işletme ömrü 17 yıl ve üzerinde planlanan ve yıllık kapasitesi 2.5 milyon ton kömür üretimini aşan işletmelerde döner kepçeli ekskavatörlerin ekonomik avantajlar sağlayabileceği öngörülmektedir.
Ayrıca, amortisman sürelerine göre yatırımların amortizasyon süresi yaklaşık 16 ile 21 yıl olarak öngörülmektedir.
Bu çalışmada; kömür işletmelerinde çözüm alternatifi olarak DKE+bant konveyör sisteminin konvansiyonel ekskavatör-kamyon sistemine göre farklı kapasiteli üretim planlamalarında yaklaşık % 28-45 oranında amortismanları düşürdüğü görülmektedir.
6. SONUÇ VE ÖNERİLER
Açık işletmelerde dinamik faktörlere ve spesifik kısıtlara bağlı olarak iş güvenliği, sürdürülebilirlik
ve kapasite gelişimi ölçütleri de gözönünde bulundurularak ideal örtü-kazı sistemlerinin tasarlanması, ekonomik yönden işletme maliyetlerinin düşürülmesi, sektör açısından kaçınılmaz bir realitedir. Uzun ve orta dönem planlamalarında yüksek kapasiteli işletmeler lineer olarak ilkyatırımları da beraberinde getirmektedir. İşletmelerde bu yatırımların yıllık bazda maliyetlere etkisinin minimum düzeyde kalmasını sağlayan kapasitelerde örtü-kazı sistemi ve buna uygun makine seçimleri oldukça önemlidir.
Yüksek kapasiteli verimlilik ve düşük emisyonlu döner kepçeli ekskavatör-bant konveyör sürekli sistemleri, ekonomik açıdan ideal bir çözüm olarak öngörülmektedir. Geleneksel ekskavatör-kamyon sistemi yerine, düşük enerji tüketimi sağlayan, sera gazı ve CO2 emisyonları düşük sürekli sistemlerle malzemelerin kazı-yükleme ve taşınması sağlanmalıdır. Ekonomik, teknolojik ve çevresel açıdan sistemin işletmelere büyük avantalar sağlaması olasıdır.
Açık kömür işletmelerde DKE+bant sistemi, yüksek ilkyatırımlar gerektirmesine rağmen oldukça düşük amortisman şarjları sağlamaktadır. Ayrıca düşük kapasiteli işletmelerde ise amortisman değerleri yükselmesine rağmen konvansiyonel ekskavatör-kamyon sistemine göre daha düşük amortisman değerleri öngörülmektedir. Bu yüzden, sürekli madencilik sistemine ve detaylarına odaklanılmalıdır.
2.5 5 10 15 20
16.4918.37 18.88
20.88 21.61
0.00
5.00
10.00
15.00
20.00
25.00
0
5
10
15
20
25
İşletme ÖmrüKapasite (10x6) n

Proceedings of 8th International Congress of Mining Machinery and Technologies
105
KAYNAKLAR
Atkinson, T.,1971. Institution of Mining and Metallurgy, Transaction, July 1971. Açık işletmelerde kazı ve yükleme teçhizatının seçimi, (Çeviri) Ömer Ünver, Madencilik, Cilt 11, Sayı:5,36-72.
Başcetin A., Adıgüzel D., Tuylu S., 2011. The study of energy consumptions and CO2 emissions in the production of aggregate for different rock units. SME Annual Meeting, February 27. Denver-USA, CO. Preprint 11-026.
P.Bodziony, Z. Kastelewicz, P. Sawicki (2016). The problem of multiple criteria selection of the surface mining haul trucks. Archieves of Mining Sciences, 61, 223-243.
Dohm, G. C. Jr., 1979. Circular Analysis-Open Pit Optimization. Open Pit Mine Planning and Design, (Ed. Hustrulid, W., Kuchta, M.) Balkema Rotterdam, 1995, 625.
Hustrulid, W., Kuchta.M.,1995. Open Pit Mine Planning and Design, Fundamentals, Balkema, Rotterdam, 310. Runge, I.C., 1998. Mining Economic and Strategy. Society for Mining, Metallurgy and Exploration, SME,
Littleton, USA, 24-171. Çebi, Y., Köse, H.,1987. A Computer Program for the Selection of Open-Pit Mining Equipment and Economical
Evaluation of Open-Pit Mining Methods, Proceedings of the Third International Symposium on Mine Planning and Equipment Selection, İstanbul. 417-42
Galetakis M., Papadopoulos S., Vasiliou A., Roumpos C., M. Theodoros, 2014. Development of an Expert System for the Prediction of the Performance of Bucket-Wheel Excavators Used for the Selective Mining of Multiple-layered Lignite Deposits. C. Niemann-Delius. (ed.), Proc. of the 12th Int. Symp Continuous Surface Mining, Aachen 2014, 47-58.
Galetakis M., Michalakopoulos T., Bajcar A., Roumpos C., Lazar M., Svoboda P., 2016. Project Bewexmin: Bucket Wheel Excavators Operating Under Diffıcult Mining Conditions Including Unmineable Inclusions and Geological Structures with Excessive Mining Resistance. 13th ISCSM 2016 Belgrade, 11-14 September.
Gamache M., Alarie S., 2002. Overview of Solution Strategies Used in Truck Dispatching Systems for Open Pit Mines. International Journal of Surface Mining, Reclamation and Environment. vol.16, pp. 59-76.
Georgen, H., 1987. Festgesteins-Tagebau, Trans Tech Publications, Aachen,. pp 96. Huss W., 2014. Problems of Bucket-Wheel Excavators Body in Hardly Workable Grounds in Polish Open Pit
Mines, C. Niemann-Delius. (ed.), Proc. of the 12th Int. Symp Continuous Surface Mining, Aachen, 59-71. Kavouridis K., Roumpos C., Galetakis M., Pavloudakis F., 2008. Methods and technological Improvements for
the efficient removal of the overburden hard rock formations at South Field Lignite Mine, Ptolemais, Greece. Proceed of 9th International Symposium ‘Continuous Surface Mining’, 8-11 October 2008, Petrosani-Romania, 91-100.
Lizotte, Y., 1988. Economic and Technical Relations between Open-Pit Design and Equipment Selection, Mine Planning and Equipment Selection, Singhaj (Ed), Balkema, Rotterdam.
Mallı T., 2013. Yatırım Teorileri Kullanılarak Yeraltı ve Yerüstü Maden İşletme Sınırının Belirlenmesi, Doktora Tezi, DEÜ FBE, Mart 2013, İzmir.
Şimsir, F., Tatar, Ç., Özfırat, M..K., 2017. Madenlerde Nakliyat. Dokuz Eylül Üniversitesi, D.E.Ü Mühendislik Fakültesi Yayınları No: 296, İzmir.
Thyssenkrupp, 2021. Industrial Solutions, Continuous Mining Systems. www.thyssenkrupp-industrial-solutions.com/en/products-and-services/mining-systems/bucket-wheel-excavators.

Proceedings of 8th International Congress of Mining Machinery and Technologies
106
FARKLI SERTLİK DENEY YÖNTEMLERİNİN KAYAÇ KIRILGANLIK İNDİSLERİNİN TAHMİNİNDE KULLANILABİLİRLİĞİNİN İNCELENMESİ
INVESTİGATİON OF THE USABİLİTY OF DİFFERENT HARDNESS TEST METHODS FOR ESTİMATİNG THE BRİTTLENESS INDİCES OF ROCKS
U. Sakız1*
1 Zonguldak Bülent Ecevit Üniversitesi, Maden Mühendisliği Bölümü (*Sorumlu Yazar: [email protected])
ÖZET
Kırılganlık, kesilebilirlik, delinebilirlik gibi mühendislik uygulamalarında kayaçların mekanik davranışını ve yenilme özelliklerini irdeleyen önemli bir kayaç özelliğidir. Dolayısıyla, kayaçların kırılganlık özelliklerinin doğru ve pratik bir şekilde tahmini oldukça önem arz etmektedir. Konuyla ilgili literatür incelendiğinde, kayaç kırılganlığının tanımına ve ölçümüne yönelik standart bir uygulamanın ya da yöntemin olmadığı görülmektedir. Bununla birlikte, kayaç kırılganlığı, kayaçların basınç ve çekme dayanımlarının bir fonksiyonu şeklinde belirlenebilmektedir. Ayrıca, S20 kırılganlık indeks deney yöntemi, kayaç kırılganlığının belirlenmesinde bir diğer yöntem olarak kullanılmaktadır. Bu çalışma kapsamında, 15 farklı kayacın kırılganlık değerleri ile farklı sertlik deney yöntemlerinden (Equotip, Shore ve Schmidt) elde edilen sertlik değerleri arasındaki ilişkiler, kurulan basit istatiksel yaklaşımlar üzerinden incelenmiştir. Böylece, ekonomik ve aynı zamanda da daha pratik yöntemleri içinde barındıran sertlik deney yöntemleri dikkate alınarak kayaçların kırılganlık özellikleri tahmin edilmeye çalışılmıştır. Çalışmada, kayaç kırılganlık indisi, S20 kırılganlık indeks değeri ile basınç ve çekme dayanımlarından hesaplanan beş farklı ampirik yönteme ait kırılganlık değerleri üzerinden incelenmiştir. İstatistiksel analizlerden elde edilen veriler, özellikle Equotip sertlik değerleri ile mekanik özelliklerden hesaplanan üç kırılganlık değeri arasında güçlü istatistiksel ilişkilerin olduğunu ortaya koymuştur (R2 sırasıyla 0.77, 0.79 ve 0.81). Ayrıca, Schmidt sertlik değerleri ile S20 kırılganlığı arasında da oldukça yüksek istatiksel bir ilişkinin (R2=0.79) olduğu belirlenmiştir. Anahtar Sözcükler: Kırılganlık, Equotip Sertliği, Shore Sertliği, Schmidt Sertliği
ABSTRACT
Brittleness is an important rock property that examines the mechanical behavior and failure properties of rocks in engineering applications such as cuttability and drillability. Therefore, accurate and practical estimation of the brittleness properties of rocks is very important. When the literature on this topic is investigated that there is no standard application or method for the definition and measurement method of rock brittleness. However, brittleness can be determined as a function of the compressive and tensile strengths of the rocks. In addition, the S20 brittleness index test method is used as another method for determining the brittleness of the rock. Within the scope of this study, the relationships between the brittleness values of 15 different rocks and the hardness values obtained from different hardness test methods (Equotip, Shore and Schmidt) were investigated through simple statistical approaches. Thus, the brittleness properties of the rocks were estimated by taking into account the hardness test methods, which include cheap and practical methods. In this study, the brittleness indices of the rock was examined over the brittleness values of five different empirical methods calculated from the compressive and tensile strengths and S20 brittle index value. The data obtained from the statistical analyzes revealed that there were strong statistical relationships between the Equotip hardness values and the three brittleness values calculated from the mechanical properties (R2 0.77, 0.79 and 0.81, respectively). In addition, it was determined that there is a very high statistical relationship (R2=0.79) between Schmidt hardness values and S20 brittleness index.
Keywords: Brittleness, Equotip Hardness, Shore Hardness, Schmidt Hardness

Proceedings of 8th International Congress of Mining Machinery and Technologies
107
GİRİŞ
Kırılganlık, petrol ve gaz üretimi, derin yeraltı çalışmalarında çevre kayacın duraylılığının değerlendirilmesi, kaya patlamaları, kömür madenciliği gibi mühendislik uygulamalarında, temel bir kayaç özelliği olarak oldukça önemli bir parametredir. İlave olarak, kayaç kırılganlığı, kesme, delme gibi kazı uygulamalarında da çalışma verimiyle de oldukça yakından ilişkilidir(Altındag 2010, Xia et al. 2017, Xia et al. 2019). Özellikle, kazı projelerinde, kayaç kırılganlığının uygun makina seçimi ve tasarımı açısından doğru bir şekilde değerlendirilmesi gereklidir (Xuefeng et al., 2018). Konu ile ilgili çalışan araştırmacılar, kayaç kırılganlığının belirlenmesine yönelik çeşitli yaklaşım ve yöntemler geliştirmiş olsalar da, temel kayaç özelliklerinden biri olan kırılganlığın nasıl ölçüleceği konusunda standart bir yaklaşım ve genel bir tanım henüz ortaya konmamıştır (Yağız and Rostami 2012, Xia et al. 2019). Bu çalışmalarda, araştırmacılar, belirli uygulama alanlarına yönelik olarak kayaç kırılganlığını genellikle kayacın deformasyon ve mekanik özellikleri üzerinden tanımlamaya çalışmışlardır (Tablo 1). Ancak, belirli uygulama alanlarına yönelik olarak önerilen kırılganlık indislerinin, tüm mühendislik uygulamaları için kullanılabilirlikleri kesin olarak değerlendirilememektedir (Meng et al. 2021). Son olarak, Meng vd. (2021), kırılganlık değeri için standart bir tanım ve ölçüm yönteminin geliştirilmesinin önünü açmak amacıyla detaylı bir araştırma ortaya koymuş ve kırılganlığın belirlenmesine yönelik bugüne kadar önerilen seksen yaklaşımı incelemişlerdir. Bu çalışmaya göre, kayaç kırılganlığı: açık ve spesifik fiziksel anlam taşımalı, laboratuvarda kolay ve pratik ölçülmeli, kaya malzemesinin anizotropi vb. özelliklerini göz önünde bulundurmalı ve gerilme durumunun etkisini dikkate almalıdır. Tablo 1. Kayaç kırılganlığının belirlenmesine yönelik önerilen ampirik yaklaşımlar (Yağız and Gokceoglu 2010, Meng et al. 2021'den değiştirilerek)
Kırılganlık İndisi Ölçüm Yöntemi (ya da
parametreleri
Uygulama Alanları Kaynak
A B C
𝐵1 = q. σc Protodyakonov darbe deneyi q: darbe sonucu oluşan ince
tanelerin yüzdesi √ Protodyakonov (1963)
𝐵2 =𝐷𝐸
𝑂𝐸
Gerilme-Deformasyon
Eğrisi √ Hucka ve Das (1974)
𝐵3 =AlanDCE
AlanOABCE
Gerilme-Deformasyon
Eğrisi √ Hucka ve Das (1974)
𝐵4 = σc/σt Dayanım Parametreleri √ √ Hucka ve Das (1974)
𝐵5 =(σc − σt)
(σc + σt) Dayanım Parametreleri √ √ Hucka ve Das (1974)
𝐵6 = sin(𝜑) Mohr Zarfı, 𝜑: içsel sürtünme
açısı Hucka ve Das (1974)
𝐵7 = 𝜀1𝑖.. 100,% Gerilme-Deformasyon Eğrisi √ George (1995) 𝐵8 = 𝑆20 Kırılganlık deneyi √ Dahl 2003)
𝐵9 =𝐹𝑚𝑎𝑥
𝜌 Penetrasyon Deneyi √ Yagız (2002, 2009)
𝐵10 =𝑃𝑖𝑛𝑐𝑃𝑑𝑒𝑐
Penetrasyon Deneyi √ Copur et al. (2003)
𝐵11 = (σc. σt)/2 Dayanım Parametreleri √ Altındağ (2003)
𝐵12 = √(σc ∗ σt)/2 Dayanım Parametreleri √ Altındag (2010)
𝐵13 = (σc ∗ σt)0.72 Dayanım Parametreleri √ Yaralı ve Kahraman (2011) 𝐵14 = (σc + σt)/2 Dayanım Parametreleri √ Özfırat vd. (2016)
Uygulama alanları: (A) derin sağlam kayada açılan tünel veya maden ocaklarında duraylılık analizi
ve mekanik davranışın belirlenmesi, (B) farklı mekanik kazıcılar için kaya çatlatma veriminin (delinebilirlik, kazılabilirlik ve ilerleme hızı gibi) değerlendirilmesinde, (C) hidrokarbon sahalarındaki kırılganlık analizi.

Proceedings of 8th International Congress of Mining Machinery and Technologies
108
Kaya mühendisliği uygulamalarında, çoğu zaman kayaç kırılganlık indisinin değerlendirilmesine ihtiyaç duyulmaktadır, ancak kırılganlık indisinin ölçülmesi oldukça zaman alıcı ve pahalıdır (Xia et al., 2019). Dahası, deneyler için uygun kayaç örneklerinin de hazırlanması gerekmektedir. Ayrıca, basınç ve çekme dayanımı gibi mekanik özelliklerin elde edilemediği durumlarda da, kayaç kırılganlık indisinin ölçülmesi, daha zor olmaktadır. Bu gibi durumlar, araştırmacıları, uygulaması kolay, ucuz ve kısa sürede sonuç alınabilen yöntemler üzerinden temel kaya özelliklerini tahmin etmeye yönlendirmiştir (Shalabi et al., 2007). Bu kapsamda, yaygın olarak kullanılan indeks deney yöntemleri arasında sertlik deney yöntemleri ön plana çıkmaktadır. Sertlik, göreceli bir ölçü olup dışarıdan gelen mekanik (çizme, delinme, aşınma gibi) bir etkiye karşı kayaçların göstermiş olduğu direnç olarak tanımlanmaktadır. Dolayısıyla da, sertlik, farklı kayaç özelliklerinin tanımlanmasında oldukça önemli bir indeks kayaç özelliği olarak kullanılmaktadır.
İlgili literatür incelendiğinde, kayacın sertlik özellikleri ile kırılganlık indis değerleri arasındaki ilişkilerin incelendiği çalışmalar aşağıda sunulmuştur. Bu kapsamda, Altındag ve Guney (2010), Shore sertliği ile kayaçların basınç, çekme ve kırılganlık özellikleri arasındaki ilişkiyi incelemiş ve kırılganlık indisi (B11) ile Shore değerleri arasında oldukça güçlü istatiksel bir ilişki olduğunu belirlemişlerdir. Su ve Momayez (2017), on dokuz farklı kayacın Equotip setlik değerleri ile Shore sertlik, mekanik özellikler, delme oranı indeksi ve kırılganlık indisi (B11) arasındaki ilişkiyi incelemiş ve Equotip sertlik ile kırılganlık indisi arasında korelasyon katsayısı 0.72 olan negatif yönlü bir ilişki olduğunu belirlemiştir. Özşen vd. (2019), 7 farklı kayaç örneğine ait S20 kırılganlık değerleri (B8) ile Schmidt sertlik değerleri arasındaki ilişkiyi istatistiksel olarak değerlendirmişler ve R2’si 0.81-0.90 arasında değişen güçlü ilişkiler olduğunu belirlemişlerdir. Akbay vd. (2021), on üç farklı karbonatlı kayaç üzerinde üç farklı cihaz kullanarak ölçmüş oldukları Shore sertlik değerleri ile basınç ve çekme dayanım oranlarına dayalı hesaplanan dört kırılganlık yaklaşımı arasındaki ilişkiyi incelemişler ve bu yaklaşımlardan ikisi (B11 ve B13) ile korelasyon katsayısı (r) 0.83 ile 0.90 arasında değişen güvenilir sonuçlar elde etmişlerdir.
Bu çalışma kapsamında, mühendislik uygulamalarında temel bir kayaç özelliği olan kayaç kırılganlık indisinin tahmin edilmesinde üç farklı sertlik deney yönteminin (Shore, Equotip ve Schmidt sertliği) kullanıldığı bir araştırmanın sonuçları özetlenmiştir. Bu çalışmanın yeniliklerinde biri, Equotip sertlik yönteminin, ampirik olarak önerilen farklı kırılganlık indislerinin tahmininde kullanılmasıdır. Bildiride, öncelikle, kırılganlık indisleri üzerinde durulmuş ve ilgili literatüre değinilmiştir. Sonrasında ise sertlik deney yöntemleri hakkında kısa bilgi verilmiştir. Daha sonra, on beş farklı kayaca ait mekanik, sertlik ve kırılganlık verileri sunulmuştur. Son olarak, elde edilen veriler istatistiksel analiz yöntemleri ile değerlendirilmiş ve ulaşılan sonuçlar özetlenmiştir.
KAYAÇ SERTLİK İNDEKSLERİ
Kayaç sertliği, kayaç yüzeyine uygulanan mekanik bir etkiye karşı kayacın gösterdiği direnç olarak tanımlanır ve mineral bileşiminin, matriks malzemesinin dayanımının ve bağlama kapasitesinin bir fonksiyonu olarak kabul edilir. Sertlik, malzemeleri tanımlamak ve sınıflandırmak için kullanılan indeks bir deney yöntemi olup, uygulanan yöntem göre değişkenlik göstermektedir (Teymen 2021).
Kayaçların en önemli indeks özelliklerinden biri olan kayaç sertliği, ISRM (The International Society for Rock Mechanics and Rock Engineering) tarafından önerilen batma deneyleri (Brinell, Rockwell C, Vickers, Knoop), geri sıçrama mekanizmalı sertlik deneyleri (Shore, Schmidt, Equotip) ve çizme sertlik deneyleri (Mohs) yöntemlerinin uygulanması yoluyla belirlenebilmektedir. Geri sıçrama mekanizmalı sertlik deneyleri ise daha çok ucun düşey düzlemde kayaç yüzeyine serbest düşüşü ve kayaç ile temasına bağlı olarak geri sıçrama değerinin ya da süresinin ölçülmesi yoluyla belirlenebilmektedir (Su 2017). Kayaç sertliğinin belirlenmesi amacıyla kullanımı kolay olan Shore sertliği ve Schmidt sertliği deney yöntemleri kaya mekaniği uygulamalarında oldukça yaygın bir kullanım alanına sahiptir. Ancak bu iki yöntemin kendi içlerinde sahip oldukları bazı sınırlamalar mevcuttur. Shore sertliği laboratuvar koşulları için uygun olmak ile birlikte arazi çalışmaları için elverişli bir deney aleti değildir. Schmidt sertlik deney aleti ise hem arazi hem de laboratuvar koşullarında kullanım alanına sahip bir deney aleti olmak ile birlikte yüksek darbe

Proceedings of 8th International Congress of Mining Machinery and Technologies
109
enerjisine sahip olması nedeniyle özellikle zayıf, ayrışmış ve ufalanabilir kaya malzemelerinin sertliğinin belirlenmesi için uyumlu değildir. Ayrıca zayıf kayaçlar üzerinde Schmidt sertlik deneyi uygulaması sırasında ucun kayaç içine batması nedeniyle alınan değerler tam doğru sonuçları yansıtmayabilmektedir. Kayaçların sertliklerinin belirlenmesinde, Schmidt ve Shore sertlik yöntemleriyle aynı çalışma prensibine sahip olan ve günümüzde uygulaması giderek yaygınlaşan Equotip sertlik deneyi, 1975’te İsveçli araştırmacı Dietmar Leeb tarafından metaller için geliştirilen bir yöntem olmak ile birlikte son yıllarda kayaçlar üzerinde de kullanılmaya başlanmıştır. Equotip sertlik deney cihazının en önemli özelliği, küçük bir darbe enerjisine sahip olup daha ufak yüzeyler üzerinde çalışılabilme imkanı vermesidir. Böylece, sağlam yüzeyler olduğu kadar daha hassas ve zayıf yüzeyler üzerinde de çalışma imkanı sağlanabilmektedir. Equotip sertlik, zayıf malzeme koşulları için de kullanılabilir olması ve anlamlı sonuçlar vermesi nedeniyle oldukça geniş bir aralıkta malzeme ve kayaç sertliğinin ölçülmesinde kullanılabilmektedir (Aoki and Matsukura 2007, Yılmaz 2013, Yılmaz and Göktan 2018). Çalışmada irdelenen sertlik deneyleri, kayaçların mekanik, delinebilirlik, öğütülebilirlik ve kesilebilirlik özelliklerinin kestiriminde yaygın olarak kullanılmaktadır. Çalışma kapsamında sertlik değerleri, D tipi Shore ve Equotip sertlik ölçüm cihazları (Şekil 1a-b) ile N tipi Schmidt sertlik ölçüm cihazından (Şekil 1c) elde edilmiştir.
a b c
Şekil 1. Çalışma kapsamında kullanılan sertlik ölçüm cihazları. a-Shore sertlik deney aleti, b- Equotip
sertlik deney aleti (D tipi) ve c- Schmidt sertlik deney aleti
MATERYAL VE METOT
Çalışma kapsamında, on beş farklı kayaç örneğinin üç farklı sertlik deney yöntemine (Shore, Equotip ve Schmidt sertliği) ait deney verileri ile basınç ve çekme dayanımı deney sonuçları Tablo 2’de sunulmuştur. Basınç ve çekme dayanım değerleri, Schmidt sertlik değerleri ve Shore sertlik indeks değerleri ISRM (2007) standartlarına uygun olarak Yaralı vd. (2008) tarafından önceden araştırılmıştır. Bu çalışmada ise önceki çalışmalardan farklı olarak, uygun şartlarda saklanan kayaç örneklerinin Equotip sertlikleri Altındag ve Güney (2006) tarafından önerilen yaklaşım göz önünde bulundurularak belirlenmiştir.
Kayaç kırılganlığının belirlenmesinde kullanılan farklı yaklaşımlar incelendiğinde, özellikle kayaç mekanik karakteristiklerini göz önünde bulundurulan çalışmalar, nispeten basit olmaları sebebiyle yaygın olarak kullanılmaktadır (Meng et al., 2021). Dolayısıyla bu çalışmada, dayanım parametreleri dikkate alınarak hesaplanan beş kırılganlık yaklaşımı (B4, B5, B11, B13 ve B14) incelenmiştir. Çalışma kapsamında ayrıca, Dahl (2003) tarafından önerilen DRI’deki kayaç kırılganlığının etkisini belirlemek için kullanılan ve Yaralı vd. (2008) tarafından önceden çalışılan S20 (B8) kırılganlık indis değerleri de göz önünde bulundurulmuştur (Tablo 2). Böylece, kırılganlık değerlerinin belirlenmesinde kullanılan farklı yöntemler ile sertlik değerleri arasındaki ilişkiler ayrı ayrı incelenmiştir.

Proceedings of 8th International Congress of Mining Machinery and Technologies
110
Tablo 2. Kayaçların mekanik, sertlik ve kırılganlık indis değerleri
ÖRNEK ADI
Konum σc
(MPa) σt
(MPa) SH ESD SSH B4 B5 B8 B11 B13 B14
Kireçtaşı Norveç-
Trondheim 78,24 10,34 46,55 623,00 - 7,57 0,77 47,37 404,50 124,09 44,29
Diyabaz (açık gri)
Bolu-Dorukan
Tüneli 117,89 8,15 55,10 684,00 71,26 14,47 0,87 37,35 480,40 140,44 63,02
Diyabaz (koyu gri)
Bolu-Dorukan
Tüneli 98,39 7,89 35,90 614,00 - 12,47 0,85 50,00 388,15 120,45 53,14
Kumtaşı Zonguldak-TTK Kozlu
Müessesesi 75,63 6,69 36,45 600,00 - 11,30 0,84 54,71 252,98 88,50 41,16
Silttaşı Zonguldak-TTK Kozlu
Müessesesi 67,64 6,19 41,80 595,00 - 10,93 0,83 46,63 209,35 77,23 36,92
Kireçtaşı Zonguldak-
Merkez 82,51 6,78 52,20 664,00 - 12,17 0,85 57,70 279,71 95,14 44,65
Porfirik andezit
Zonguldak-Ereğli
82,93 5,17 42,00 599,00 57,28 16,04 0,88 55,26 214,37 78,56 44,05
Traki andezit
Zonguldak-Ereğli/Alaplı
Yolu 104,53 5,75 68,85 677,00 61,16 18,18 0,90 60,48 300,52 100,19 55,14
Bazaltik andezit
Zonguldak-Amasra
28,61 2,57 24,05 523,00 36,00 11,13 0,84 74,43 36,76 22,07 15,59
Kireçtaşı Zonguldak-
Amasra 78,99 9,08 49,65 615,00 57,22 8,70 0,79 57,44 358,61 113,78 44,04
Silttaşı (Çok ince
taneli)
Zonguldak-Türkali/Göbü
75,75 11,18 53,80 661,00 52,80 6,78 0,74 63,65 423,44 128,24 43,47
Dolomitik kireçtaşı
Zonguldak-Filyos
31,57 4,36 23,10 477,00 55,90 7,24 0,76 62,12 68,82 34,67 17,97
Dolomit Zonguldak-
Filyos 31,70 7,45 25,60 587,00 53,40 4,26 0,62 63,58 118,08 51,13 19,58
Bazaltik andezit
Zonguldak-Yenice
143,14 12,38 69,75 762,00 61,73 11,56 0,84 43,61 886,04 218,23 77,76
Kumtaşı (İnce
taneli)
Zonguldak-TTK
Armutçuk Müessesesi
69,02 4,08 32,60 540,00 - 16,92 0,89 63,50 140,80 58,04 36,55
Burada: σc: basınç dayanımı, σt: çekme dayanımı, SH: Shore sertliği, ESD, Equotip sertlik değeri, SSH: Schmidt sertliği ve B4, B5, B8, B11, B13, B14: kırılganlık indisleri.
DENEYSEL VERİLERİN DEĞERLENDİRİLMESİ VE TARTIŞMA
Bu çalışmada incelenen on beş kayaca ait ortalama sertlik değerleri ile hesaplanan kırılganlık indis değerleri, Tablo 2’de sunulmuştur. Farklı kayaç sertlik deney yöntemleri ile çeşitli kırılganlık indisi ölçüm yöntemleri arasındaki ilişkinin incelendiği bu çalışmada, elde edilen verileri istatistiksel olarak analiz etmek amacıyla Microsoft Excel programı kullanılmıştır. Buna göre, sertlik ve kırılganlık değerleri arasındaki ilişkiler basit regresyon analizleri ile incelenmiş ve elde edilen sonuçlar Şekil 2-7’de sunulmuştur.

Proceedings of 8th International Congress of Mining Machinery and Technologies
111
Bu çalışma kapsamında incelenen kayaçlar üzerinde Yaralı ve Soyer (2011), Yaralı ve Kahraman (2011) tarafından yapılan önceki analizlerde, B4, B5, B11 ve B13 kırılganlık indisleri ile delme oranı indeksi (DRI) arasındaki ilişki incelenmiştir. Söz konusu çalışmalarda, B4 ve B5 kırılganlık indis değerleri ile istatiksel olarak anlamlı bir ilişki belirlenemezken, B11 ve B13 kırılganlık indisleriyle oldukça yüksek üstel ilişki katsayıları (R2 sırasıyla 0.73 ve 0.75) elde edilmiştir. Akbay et al. (2021) tarafından yapılan bir başka çalışmada ise, Shore sertlik indeksi ile B11 ve B13 kırılganlık indisleri arasında yüksek korelasyon katsayılı (r 0.83 ile 0.90) güvenilir sonuçlar elde edilirken, B4 ve B5 kırılganlık indis değerleri ile sertlik arasında anlamlı bir ilişki elde edilememiştir. Literatürde yapılan çalışmalar ile benzer şekilde, bu çalışmada elde edilen sonuçlar, B4 ve B5 kırılganlık indislerinin, üç farklı sertlik ölçüm yöntemiyle güvenilir bir şekilde tahmin edilemeyeceğini ortaya koymuştur (Şekil 2-3).
B11, B13 ve B14 kırılganlık indis değerleri ile SH değerleri arasında R2’si sırasıyla 0.62, 0.66 ve 0.75 olan istatistiksel olarak anlamlı ilişkiler belirlenmiştir (Şekil 4-6). Bu durum, Altındag ve Guney (2010) ve Akbay vd. (2021) tarafından SH ile kırılganlık arasındaki ilişkilerin incelendiği çalışmalar ile benzerlik göstermektedir. Kırılganlık indislerinin (B11) belirlenmesinde Equotip sertlik indisinin kullanıldığı tek çalışma, Su ve Momayez (2017) tarafından gerçekleştirilmiş ve R2 0.56 olarak elde edilmiştir. Bu çalışmada ise, önceki çalışmadan farklı olarak ESD ile B11, B13 ve B14 arasında R2’si sırasıyla 0.77, 0.81 ve 0.79 olan oldukça güçlü regresyon katsayıları belirlenmiştir (Şekil 4-6). Çalışma kapsamında ulaşılan sonuçlar, B11, B13 ve B14 kırılganlık indislerinin Equotip sertlik deney yöntemiyle daha güvenilir bir şekilde tahmin edilebileceğini göstermektedir.
Şekil 2. Farklı sertlik değerleri ile B4 kırılganlık indisi arasındaki ilişkiler

Proceedings of 8th International Congress of Mining Machinery and Technologies
112
Şekil 3. Farklı sertlik değerleri ile B5 kırılganlık indisi arasındaki ilişkiler
Şekil 4. Farklı sertlik değerleri ile B11 kırılganlık indisi arasındaki ilişkiler

Proceedings of 8th International Congress of Mining Machinery and Technologies
113
Şekil 5. Farklı sertlik değerleri ile B13 kırılganlık indisi arasındaki ilişkiler
Şekil 6. Farklı sertlik değerleri ile B14 kırılganlık indisi arasındaki ilişkiler
Bu çalışma kapsamında ulaşılan bir başka önemli sonuç ise, Schmidt sertlik değerleri ile mekanik özelliklerden ölçülen kırılganlık indislerinin (B4, B5, B11, B13 ve B14) güvenli bir şekilde tahmin edilemeyeceğidir. Yapılan istatistiksel analizler sonucunda, SHH değerleri ile kırılganlık indisleri arasında R2’si 0.08-0.53 arasında değişen düşük ilişkiler belirlenmiştir (Şekil 2-6). Aksine, S20 darbe dayanımı deneyi sonucunda ölçülen B8 kırılganlık indisinin tahminine yönelik yapılan analizlerde ise R2’si 0.79 olan oldukça güçlü doğrusal bir ilişkinin olduğunu göstermektedir (Şekil 7). Bu durum, Özşen vd. (2019) tarafından sınırlı sayıda kayaç üzerinden S20 ile SHH arasındaki ilişkinin araştırıldığı ve yüksek ilişki katsayılarının elde

Proceedings of 8th International Congress of Mining Machinery and Technologies
114
edildiği (R2=0.81-0.90) çalışma ile uyumluluk göstermektedir. SH ve ESD ile B8 arasındaki istatiksel ilişkiler incelendiğinde ise oldukça düşük regresyon katsayıları elde edilmiştir.
Şekil 7. Farklı sertlik değerleri ile B8 kırılganlık indisi arasındaki ilişkiler
Xuefeng vd. (2018), kırılganlık değeri yüksek olan kayaçlarda gerçekleştirilecek kazı çalışmalarında, seçilen kazı aletlerinin sağlamlığına ve güvenilirliğine dikkat edilmesi gerektiğini vurgulamışlardır. Kırılganlık değeri yüksek kayaçların kazısı sırasında büyük kırıntılar oluşabileceği düşünüldüğünde, kesme kafası tasarımında keskiler arası mesafe arttırılabilmektedir. Ancak, kırılganlık indis değeri yüksek olan kayaçların dayanımının da yüksek olduğu dikkate alınmalıdır. Kayacın dayanımının yüksek olması, kazı performans değerlendirmelerinde yüksek spesifik enerji ve düşük ilerleme hızı değerleri ile sonuçlanmaktadır. Dolayısıyla, kayaç kırılganlığının doğru tespiti, kazı ve madencilik çalışmaları sırasında kullanılacak olan makinelerinin uygun tasarımı ve seçimi açısından çok önemli olmaktadır. Ancak, kırılganlık indisinin ölçülmesi için doğrudan testler yapmak çoğu zaman pahalı ve zaman alıcı olabilmektedir. Bu nedenle, konu ile ilgili çalışan araştırmacılar, temel kayaç özelliklerini pratik ve kolay yoldan tahmin etme arzusundadırlar. Bu çalışma, yaygın olarak kullanılan kırılganlık indislerinin, kayaç sertlik deneyleri ile pratik bir şekilde belirlenebileceğini ortaya koymaktadır. Ancak, kırılganlık indisleri genel olarak belirli uygulama alanları için geliştirilmiştir. Dolayısıyla, daha bilimsel bir genelleme için, farklı kırılganlık indisi ölçüm yöntemleri incelenmeli ve incelenen kayaç örneği sayısı arttırılmalıdır.
SONUÇLAR
Bu çalışmanın temel amacı, kayaç kırılganlık indislerinin tahmininde farklı sertlik yöntemlerinin kullanılabilirliğinin araştırılmasıdır. Bu kapsamda, kayaç kırılganlık indisleri, mekanik özellikler (basınç ve çekme dayanımları) ve S20 kırılganlık deneyi dikkate alınarak incelenmiştir. Sertlik deney yöntemleri ise, Equotip, Shore ve Schmidt sertlik deney yöntemleri üzerinden değerlendirilmiştir. Elde edilen sonuçlar aşağıda özetlenmiştir:
Kayaçların mekanik özelliklerinden hesaplanan B4 ve B5 kırılganlık indisleri ile Equotip (ESD), Shore (SH) ve Schmidt (SSH) sertlik değerleri arasında istatiksel olarak anlamlı ilişkiler belirlenmemiştir. Dolayısıyla bu indislerin tahmininde, sertlik deney yöntemleri kullanılamayacağı belirlenmiştir.

Proceedings of 8th International Congress of Mining Machinery and Technologies
115
Kayaçların mekanik özelliklerinden hesaplanan B11, B13 ve B14 kırılganlık indislerinin tahminde, Schmidt sertlik değerleri ile düşük ilişki katsayıları belirlenirken, Equotip ve Shore sertliği değerleri arasında istatiksel olarak güçlü ilişkiler belirlenmiştir. Özellikle, kırılganlık indislerinin tahmininde pratik ve kullanım kolaylığı olan Equotip sertlik deney yönteminin, kırılganlık indislerinin tahmininde daha uygulanabilir olduğu sonucuna ulaşılmıştır.
S20 kırılganlık deneyi sonucunda elde edilebilen B8 kırılganlık indisinin tahmininde, Schmidt sertlik değerleri arasında güçlü istatistiksel ilişkiler belirlenmiştir. Aksine, B8 ile Equotip ve Shore sertliği arasında istatiksel olarak düşük ilişki katsayıları elde edilmiştir.
Delinebilirlik, kesilebilirlik, kırılganlık gibi kayaç birçok kayaç özelliğinin doğru ve pratik deney yöntemleri ile belirlenmesi oldukça önemlidir. Çalışma kapsamında incelenen kayaç sayısı ve kökeni sınırlıdır. Dolayısıyla, bu çalışmadan elde edilen sonuçlar, daha bilimsel bir genelleme için geliştirilmelidir.
TEŞEKKÜR
Yazar, 104M437 projesi için TÜBİTAK'a, değerli yorum ve önerileri için Prof. Dr. Olgay Yaralı’ya, Equotip deney aletinin kazandırılması ve katkılarından dolayı Doç. Dr. Okan Su’ya teşekkürlerini sunar.
KAYNAKLAR Akbay, D., Ekincioglu, G., Altındag, R., Sengun, N., (2021). Investigation of the usability of Shore hardness
values determined by different devices and methods to estimate the brittleness values of carbonated rocks. Pamukkale Univ. J. Eng. Sci. 27, 442–449.
Altındag, R., (2010). Assessment of some brittleness indexes in rock-drilling efficiency. Rock Mech. Rock Eng. 43, 361–370.
Altındag, R., Guney, A., 2010. Predicting the relationships between brittleness and mechanical properties (UCS, TS and SH) of rocks. Sci. Res. Essays 5, 2107–2118.
Altındag, R., Güney, A., (2006). ISRM Suggested Method for determining the Shore Hardness value for rock. Int. J. Rock Mech. Min. Sci. 43, 19–22.
Aoki, H., Matsukura, Y. (2007). A new technique for non-destructive field measurement of rock-surface strength: an application of the Equatip hardness tester to weathering studies. Earth Surface Processes and Landforms, 32: 1759-1769
Copur, H., Bilgin, N., Tuncdemir, H., Balci, C., (2003). A set of indices based on indentation tests for assessment of rock cutting performance and rock properties. J. South African Inst. Min. Metall. 103, 589–599.
Dahl, F., (2003). DRI, BWI, CLI standards. NTNU 20. George, E.A. (1995). Brittle Failure of Rock Materials: Test Results and Constitutive Models. Rotterdam,
Netherlands, AA Balkema. Hucka, V., Das, B. (1974). Brittleness determination of rocks by different methods. International Journal
of Rock Mechanics and Mining Sciences & Geomechanics Abstracts, 11(10), 389-92. ISRM, (2007). The complete ISRM suggested methods for rock characterization,testing and monitoring:
1974–2006. Meng, F., Wong, L.N.Y., Zhou, H., (2021). Rock brittleness indices and their applications to different fields
of rock engineering: A review. J. Rock Mech. Geotech. Eng. 13, 221–247. Özfirat, M.K., Yenice, H., Şimşir, F., Yaralı, O., (2016). A new approach to rock brittleness and its usability
at prediction of drillability. J. African Earth Sci. 119, 94–101. Özşen, H., Uysal, A., Dursun, A.E., (2019) Kayaçlarin S20 Kirilganliİndeksıİle
SchmidSertlığıArasindaİlışkıniİstatıstıksel OlaraBelırlenmesı. Konya J. Eng. Sci. 7, 839–846. Protodyakonov, M.M. (1963). Mechanical properties and drillability of rocks. Proceedings of the Fifth
Symposium Rock Mechanics, Minnesota, USA. Shalabi, F.I., Cording, E.J., Al-Hattamleh, O.H., 2007. Estimation of rock engineering properties using
hardness tests. Eng. Geol. 90, 138–147. https://doi.org/10.1016/j.enggeo.2006.12.006 Su, O. (2017). Kayaçlarda geri sıçrama mekanizmalı sertlik ölçme yöntemlerinin karşılaştırılması ve Equotip
sertlik ölçerle delme hızının tahmini. Türkiye 25. Uluslararrası Madencilik Kongresi Bildiriler Kitabı,

Proceedings of 8th International Congress of Mining Machinery and Technologies
116
IMCET2017, 11-14 Nisan 2017, Antalya, Türkiye, 191 – 198. Su, O., Momayez, M., (2017). Kayaçların Equotip Sertlik İndeksi ile Mekanik Özellikleri ve Delinebilirliği
Arasındaki İlişkiler. Dokuz Eylul Univ. Eng. J. Sci. Eng. 19, 519–531. Teymen, A., (2021). Statistical models for estimating the uniaxial compressive strength and elastic
modulus of rocks from different hardness test methods. Heliyon 7, Xia, Y., Zhou, H., Zhang, C., He, S., Gao, Y., Wang, P., (2019). The evaluation of rock brittleness and its
application: a review study. Eur. J. Environ. Civ. Eng. 0, 1–41. Xia, Y.J., Li, L.C., Tang, C.A., Li, X.Y., Ma, S., Li, M., (2017). A New Method to Evaluate Rock Mass Brittleness
Based on Stress–Strain Curves of Class I. Rock Mech. Rock Eng. 50, 1123–1139. Xuefeng, L., Shibo, W., Shirong, G., Malekian, R., Zhixiong, L., (2018). Investigation on the influence
mechanism of rock brittleness on rock fragmentation and cutting performance by discrete element method. Meas. J. Int. Meas. Confed. 113, 120–130.
Yağız, S. (2002). Development of rock Fracture and Brittleness Indices to Quantify the Effects of Rock Mass Features and Toughness in the CSM Model Basic Penetration for Hard Rock Tunneling Machines. PhD Thesis, Colorado School of Mines, Illinois, United States.
Yağız, S. (2009).Assessment of brittleness using rock strength and density with punch penetration test. Tunnelling and Underground Space Technology, 24(1), 66-74.
Yağız, S., Gokceoglu, C., (2010). Application of fuzzy inference system and nonlinear regression models for predicting rock brittleness. Expert Syst. Appl. 37, 2265–2272.
Yağız, S., Rostami, J., (2012). Indentation test for the measurement of rock brittleness. 46th US Rock Mech. / Geomech. Symp. 2012 1, 511–516.
Yılmaz, N.G. (2013). The influence of testing procedures on uniaxial compressive strength prediction of carbonate rocks from Equotip hardness tester (EHT) and proposal of a new testing methodology: Hybrid dynamic hardness (HDH). Rock Mechanics and Rock Engineering. 46: 95-106.
Yılmaz, N.G., Göktan, R.M. (2018). Analysis of the Leeb hardness test data obtained by using two different rock core holders. Süleyman Demirel Üniversitesi Fen Bilimleri Enstitüsü Dergisi. 22(1):24-31.
Yaralı, O., Akçin, N.A., Bacak, G., (2008). Mekanik Kazıda Kayaçların Petrografik Özellikleri i le Delinebilirlik ve Aşındırıcılık Özellikleri Arasındaki İlişkilerin İncelenmesi Proje No : 104M437. TUBİTAK Araştırma Projesi Sonuç Raporu, 104M437, Zo. 140.
Yaralı, O., Kahraman, S., (2011). The drillability assessment of rocks using the different brittleness values. Tunn. Undergr. Sp. Technol. 26, 406–414. Yaralı, O., Soyer, E., (2011). The effect of mechanical rock properties and brittleness on drillability. Sci. Res. Essays 6, 1077–1088.

Proceedings of 8th International Congress of Mining Machinery and Technologies
117
KUYU YERİ SEÇİMİNE ETKİ EDEN PARAMETRELERİN PARETO ANALİZİYLE DEĞERLENDİRİLMESİ
EVALUATION OF PARAMETERS THAT AFFECT TO WELL SITE LOCATION SELECTION USING PARETO
ANALYSIS
M. E. Yetkin1*, M. K. Özfırat1, M. Kun1
1Dokuz Eylül Üniversitesi Mühendislik Fakültesi Maden Mühendisliği Bölümü, İzmir.
*Sorumlu yazar: [email protected]
ÖZET
Günümüzde bir maden yatağının maliyetler açısından ekonomik olarak işletilebilmesi birçok faktöre bağlıdır. Bu önemli faktörlerden biriside maden işletmelerinde açılması planlanan kuyu yerinin seçimidir. İyi şekilde planlanmış bir kuyu yeri seçimi beraberinde işletmede maliyet düşüşü, hızlı üretim, iş güvenliği gibi önemli konularda avantaj sağlayabilir. Yapılan bu çalışmada, kuyu yeri seçiminde göz önünde bulundurulması gereken parametreler araştırılmış ve değerlendirmeler yapılmıştır. Kuyu yeri seçimine etki eden parametreler, balık kılçığı diyagramı olarak da adlandırılan sebep-sonuç analizi ve pareto analizi kullanılarak belirlenmiş ve analiz sonuçları sunulmuştur. Anahtar Sözcükler: Kuyu, pareto, balık kılçığı
ABSTRACT
Today, the operation of an ore deposit as economic depends on many factors. One of the important factors is shaft location selection process in mines. A well-planned shaft location selection can provide important advantages in some important issues such as reduction of operation costs, fast production, job security. In this study, the criteria to be consider in the selection of well site are investigated and evaluated. The parameters that affect to shaft location selection is defined using Fish-Bone diagram and pareto analysis and the results of analysis are presented. Keywords: Shaft, pareto, fish bone
GİRİŞ
Madencilik tesisleri kurulum aşamasında büyük yatırımlar gerektirdiğinden, bu tesislerin yerleşimi; ilk yatırım ve işletme dönemi giderleri üzerinde önemli rol oynar. Diğer sanayi dallarının aksine, madencilik tesislerinin yerleşiminde bölge seçimi söz konusu değildir. Tesisler, maden yatağının bulunduğu bölgede ya da yakınında kurulurlar. İlaveten seçilecek bölgenin enerji, su, malzeme gibi gereksinimlerin kolay ve ucuz olarak sağlanmasına olanak vermesi gerekmektedir. Ayrıca, tesislerin kurulacağı yerlerin kamulaştırma durumları, topoğrafik yapısı ve çevre şartlarının uygunluğu yer seçiminde önemli rol oynayan faktörlerdir. Tesis arazisinin ihtiyaç duyulan büyüklükte olması, gelecekteki genişlemelere uygun olması ve madencilik faaliyetlerinden etkilenmemesi istenir.
Üretim öncesi tesis yerlerinin seçiminde veya üretim sırasında yapılacak değişiklikler için gerekli
ek tesis yeri seçiminde birçok faktörün değerlendirilmesiyle çok sayıda alternatif yer belirlenmektedir. Bu alternatif yerlerin değerlendirilmesi ise, maden yatağından tesislere ya da bir tesisten diğer bir tesise yapılacak cevher taşıma maliyeti optimizasyonu ile olanaklıdır (Konuk ve Saraç, 1986). Birçok araştırmacı

Proceedings of 8th International Congress of Mining Machinery and Technologies
118
yaptıkları çalışmalarda bulanık mantık, analitik hiyerarşi yöntemi ve matematiksel modeller kullanarak en uygun kuyu yerinin seçilmesi üzerine araştırmalar yapmışlardır (Hudej vd. 2013; Kazakidis vd. 2004; Kumral, 2004).
Madenlerde kuyular; cevherin yeryüzüne çıkarılması, ocak için gerekli temiz havanın sağlanması,
kirli havanın tahliye edilmesi, ocakta kullanılan makine, ekipman ve malzemelerin nakliyesi, su, basınçlı hava boru ve kablolarının döşenmesi için kullanılır. Kuyular da kullanılma amaçlarına göre (hava giriş, hava çıkış (nefeslik) ve nakliye kuyusu) olarak isimlendirilirler. Kuyu açma, yeraltı madenciliğinde hazırlıkların önemli bir kısmını oluşturmaktadır (Şekil 1). Bir maden yatağında yapılacak hazırlıklara kuyu açma işlemiyle başlanır (Köse vd. 2007).
Şekil 1. Kuyu ağzı hazırlık işleri
Bir kuyu, en uzun süreyle ve en kullanışlı biçimde kullanılmayı sağlayacak şekilde tasarlanmalıdır. Maden yatağının ekonomik olarak işletilebilmesi için kuyu yeri seçimi çok önemlidir. Bu aşamada yer altı ve yer üstü ile ilgili faktörler önemli rol oynamaktadır. Kuyu yeri seçimini etkileyen faktörleri önceden tahmin edebilmek, meydana gelebilecek sorunları büyük ölçüde azaltacak ayrıca maliyetleri büyük oranda düşürecektir. Bundan dolayı yer seçimine etki eden parametrelerin detaylı bir şekilde incelenmesi ve bunun sonucunda hangi bölge kuyu yeri için uygun oluyorsa o bölgede kuyunun açılması gerekmektedir.
Kuyu yeri seçiminde temel olarak jeolojik, ekonomik ve mühendislik kısıtlamaları göz önünde
bulundurulmalıdır. Kuyu yeri seçimi ile alakalı olan diğer kısıtlamalar ise bu üç kategori içerisinde değerlendirilebilir. Yapılan bu çalışmada kuyu yeri seçimine etki eden 3 temel parametre ve bunlara ait alt parametreler belirlenmiştir. Bu parametreler balık kılçığı ve pareto analizi yardımıyla değerlendirilmiş ve kuyu yeri seçimine en fazla derecede etki eden parametreler belirlenmiştir.
KUYU YERİ SEÇİMİNDE ETKİLİ OLAN PARAMETRELER
Bir maden işletmesinde açılması planlanan kuyunun yeri 3 temel parametre göz önünde
bulundurularak tespit edilmelidir. Bunlar; 1-Jeolojik kısıtlamalar 2-Ekonomik kısıtlamalar 3-Mühendislik yönünden kısıtlamalardır.

Proceedings of 8th International Congress of Mining Machinery and Technologies
119
Kuyu yeri seçiminde etkili olan bu üç temel parametre kendi içlerinde de çeşitli kısımlara ayrılırlar. Jeolojik kısıtlamalar aşağıdaki kriterler göz önünde bulundurularak değerlendirilmelidir;
Sahanın jeolojik durumu Sahanın su ve gaz durumu Cevherin yer altındaki yayılımı Cevherin rezervi ve damar kalınlığı
Ekonomik kısıtlamalar aşağıdaki kriterler göz önünde bulundurularak değerlendirilmelidir; Arazinin topoğrafyası Cevherin tonaj fiyatı Planlanan günlük üretim miktarı Günlük üretim miktarına bağlı olarak çalıştırılması planlanan işçi sayısı Yeraltı nakliyat giderleri Açılması planlanan kuyunun maden yatağına olan uzaklığı
Mühendislik yönünden kısıtlamalar ise aşağıdaki kriterler göz önünde bulundurularak değerlendirilmelidir; Kuyunun açılacağı zemindeki kayacın fiziksel ve mekanik özellikleri Kuyu topuğunun etkisi
KUYU YERİ SEÇİMİNDE ETKİLİ OLAN PARAMETRELERİN DEĞERLENDİRİLMESİ
Kuyu yeri seçiminde etkili olan jeolojik kısıtlamalara genel olarak bakıldığında; Sahanın jeolojik
durumu: Sahanın jeolojik durumunun önceden bilinmesi kuyu yeri seçimi için etkili bir faktördür. Bunun için ayrıca mevcut sahadaki; Kaya ve zemin çeşitleri, Tektonizma (faylar, kırıklar, çatlaklar), Süreksizliklerin eğim ve doğrultusu, Süreksizliklerin aralığı ve Tabakaların etkisi gibi parametrelerin bilinmesi ve değerlendirilmesi gerekir. Sahanın su ve gaz durumu: Jeolojik olarak yer altı su durumu kuyu açımında dikkate alınması gereken bir parametredir. Su gelirinin etkisi konusunda net bir sonuca varmak mümkün olmasa da üretilecek modeller üzerinden muhtemel su geliri ve etkileri hakkında bilgi edinmek mümkündür. Bu modeller için öncelikle suyun eğimi, kaynağı, yolu ve kayacın geçirgenliği bilinmelidir. Bu kapsamdaki diğer bir önemli bir parametre ise gaz çıkışıdır. Yeraltında sıkça karşılaşılan tehlikeli gazlar; Metan (CH4), Hidrojen sülfür (H2S), Kükürt dioksit (SO2), Karbondioksit (CO2), Karbon monoksit (CO), Hidrojen (H) ve Radon (Rn) gazlarıdır. Bu tür gazların var olma durumlarına göre kuyu yerini belirlemek önemlidir. Cevherin yeraltındaki yayılımı: Cevherleşme kısa aralıklarla birbirini takip ediyorsa, kuyu yeri cevherleşmenin en yoğun olduğu yerde seçilmelidir. Cevherin rezervi ve damar kalınlığı: Kuyu yeri mümkün olduğunca cevher rezervinin ve damar kalınlığının arttığı bölgelere yakın seçilmelidir. Rezervin ve damar kalınlığının azaldığı derinliklerde ekonomik olarak hesap yapılmalı ve kuyu ancak yapılan yatırımlar karşılanabiliyorsa derinleştirilmelidir.
Kuyu yeri seçiminde etki olan ekonomik kısıtlamalara genel olarak bakıldığında; Arazinin
topoğrafyası: Bu parametrede dikkate alınacak hususlar şunlardır; Arazinin ulaşım olanakları, Örtü tabakası kalınlığı ve sağlamlığı ve Kuyunun mevcut diğer tesislere olan uzaklığı. Kuyu yerinin belirlenmesinde örtü tabakası kalınlığı ve sağlamlığı önemli parametrelerden biridir. Bu durumda kuyunun, tektonizmaya uğramamış bir yerde açılması gerekir. Bu sayede kuyunun uzun süre dayanması sağlanır ve kuyu bakım giderlerinden de tasarruf edilmiş olunur. Kuyunun, özellikle su baskını tehlikesinden uzak ve düz bir yerde olmasına dikkat edilmelidir. Kuyunun madenden çıkan suyun da aktarılabileceği bir su kaynağının yanında olması da bir seçim nedenidir. Bu konudaki önemli bir başka husus kuyu ağzının demiryolu, karayolu ve diğer ulaşım ünitelerine yakın olmasıdır. Cevherin tonaj fiyatı: Çıkarılacak olan cevherin tonaj fiyatının fazla veya az olması kuyu yerini maliyetler açısından önemli derecede etkileyen bir faktördür. Planlanan günlük üretim miktarı: Planlanan günlük üretim miktarı, kuyu içindeki kafesin büyüklüğü ve dolayısıyla kuyu çapını direk olarak etkiler. Bunlara bağlı olarak kuyu çapı büyüdükçe, kuyu duvarlarının kendi kendini tutması açısından kuyunun sağlam bir formasyon üzerinde açılması gerekir. Planlanan günlük üretim miktarına bağlı olarak çalıştırılması gereken işçi sayısı: İşçi sayısı da kuyu içindeki kafesin büyüklüğüne ve kuyu çapına direk olarak etki eden bir parametredir. Yeraltı nakliyat masrafları: Kuyu yeri seçiminde yeraltı nakliyat masrafları en önemli kriterlerden biridir. Bu nedenle en uygun kuyu yeri, 1 ton cevherin ortalama taşıma mesafesini asgaride tutan nokta olmalıdır.

Proceedings of 8th International Congress of Mining Machinery and Technologies
120
Açılması planlanan kuyunun maden yatağına olan uzaklığı: Maden yatağı ve kuyular arasındaki nakliyat ve hava dönüş yollarının kısa tutulması kuyu yeri seçimini önemli derecede etkiler. Galeri uzunluğunun az olması, galeri açma, bakım, nakliyat ve havalandırma giderlerinin önemli ölçüde azalmasını sağlar. Giderlerin azalmasıyla kuyu açımı için ekonomik kısıtlamalar bir ölçüde azalmış olur.
Mühendislik yönünden kısıtlamalara genel olarak bakıldığında; Kuyunun açılacağı zemindeki
kayacın fiziksel ve mekanik özellikleri: Kuyunun açılacağı zemindeki kayacın fiziksel ve mekanik özelliklerinin bilinmesi, kuyu açılırken kazı, bakım-onarım maliyetleri ve kuyu duraylılığı açısından kuyu yeri seçimini etkileyen en önemli bir faktörlerden biridir. Kuyu topuğunun etkisi: Kuyu sistemleri maden ömrü boyunca hizmet eden nakliyat sistemleri olduğu için duraylılığı korumak önemlidir. Dolayısıyla, kuyularda yukarıdan aşağıya doğru yamuk şeklinde bırakılan topuk boyutunun da dikkate alınması kuyu yeri seçimi için önem arz etmektedir.
BALIK KILÇIĞI DİYAGRAMI VE ÇALIŞMADA KULLANILMASI
Balık kılçığı tekniği ilk defa Kaoru Ishikawa tarafından 1943 yılında kullanılmıştır. Balık kılçığı tekniği, mevcut bir problemi ortaya çıkaran süreçteki faktörleri belirlemede veya daha etkin bir süreci planlamada kullanılır (Mahiroğlu ve Buluç, 1999). Balık kılçığı metodu, çoğunlukla Pareto analizi ile birlikte kullanılır. Balık kılçığı tekniği, karşılaşılan problemlerin olası nedenlerini derinlemesine düşünme imkanı sağlar. Bu teknik kullanılmadığında genellikle yapılan hata, en belirgin sebebe yoğunlaşarak, diğer olası nedenlerin göz ardı edilmesidir. Bu teknik, problem belirlendikten sonra kullanılır ve kullanıcılara probleme geniş bir çerçeveden bakma imkanı sağlar (Sönmez, 2009, Yetimoğlu, 2015; Atalay ve Özkılıç, 2015).
Bir balık kılçığı tekniği oluşturmak için; •Problem net bir şekilde tanımlanmalı ve grup üyeleri tarafından anlaşılmalıdır. •Kağıdın ortasına sağ tarafta doğru kutu içinde sorunun yazılı olacağı şekilde ana kılçık çizilir. •Diğer parametreler küçük kılçıklar olarak ana kılçıklara eklenir. •Grup çalışması ile nedenler belirlenir. •Nedenler kısa tanımlar halinde yazılır. •Nedenlerin belli bir kategori içinde diyagrama yerleştirilmesi ve sıralanması, sorunun açık bir şekilde görülmesine katkı sağlar. •Nedenler ve alt nedenler sıralanırken ‘Buna sebep olan nedir?’ veya ‘Bu niçin oldu?’ türü sorular sorulmalıdır (Bağışlar, 2006).
Çalışmada kuyu yeri seçimine etki eden parametreler balık kılçığı analizi kullanılarak değerlendirilmiştir. Kuyu yeri seçimine etki eden parametrelerin diyagram üzerindeki görüntüsü Şekil 2’de verilmiştir.

Proceedings of 8th International Congress of Mining Machinery and Technologies
121
Şekil 2. Kuyu yeri seçimine etki eden parametrelerin balık kılçığı analizi ile değerlendirilmesi
PARETO ANALİZİ
Pareto analizi zorda kalınan durumlarda kolay karar vermeyi sağlayan bir yöntemdir. Verileri
sınıflandırarak büyük resmin daha net görülmesini sağlar (Özcan, 2001). Pareto analizinin birçok uygulamasına ekonomi, biyoloji ve fizik alanlarında rastlamak mümkündür. Pareto analizi yöntemi günümüzde nüfus dağılımını, deprem büyüklüklerini, orman yangını alanlarını, petrol ve doğal gaz alanlarını modellemek için kullanılmaktadır (Şahin, 2017).
Vilfredo Pareto işletmelerde yaptığı incelemelerinde problemlerin büyük bir kısmının genellikle
birbiri ile bağlantılı az sayıdaki ancak baskın nedenlerden kaynaklandığını ifade etmiş ve analiz yöntemini aşağıdaki şekilde tanımlamıştır (Özgüvenç, 2011). Pareto analizi, bir sorunun önemli sebeplerini, nispeten daha önemsiz sebeplerden ayırmak için kullanılan bir çubuk diyagramıdır.
Oakland ve Followel (1990)’a göre Pareto diyagramı altı adımda oluşturulabilir.
Kriterlerin listelenmesi.
Kriterlerin ölçülmesi (Her bir neden sayılarla ifade edilir).
Kriterlerin sınıflandırılması.
Sınıflandırılan kriterler toplanarak her bir kriterin toplam kriterler içindeki yüzdesinin hesaplanması.
Pareto grafiğinin oluşturulması
Oluşturulan Pareto grafiği yorumlanması. Pareto Analizi – 80/20 İlkesi
Pareto analizi 80/20 ilkesi temel alınarak gerçekleştirilmektedir. 80/20 ilkesi kısaca sonuçların %80’inin nedenlerin %20’ sinden kaynaklanması olarak açıklanır.
Bu duruma verilebilecek olan örnekler aşağıda sıralanmıştır;
Dünyadaki enerji kaynaklarının yüzde 80’i, nüfusun yüzde 20’si tarafından tüketilmektedir.
Sürücülerin yüzde 20’si, kazaların yüzde 80’ine sebep olmaktadır.
Şikâyetlerin %80’i, olası nedenlerin yüzde 20’sinden kaynaklanmaktadır.
Telefon rehberimizdeki numaraların yüzde 20’siyle, konuşmalarımızın yüzde 80’ini gerçekleştirmekteyiz.
Çalışmada kuyu yeri seçimine etki eden parametreler belirlenerek bu parametreler yapılan bir
anket ile puanlanmıştır. Pareto analizi öncesinde kuyu yeri seçimine etki eden parametreler aldıkları puana

Proceedings of 8th International Congress of Mining Machinery and Technologies
122
göre büyükten küçüğe sıralanmış ve bu parametrelerin kümülatif toplam değerleri ve kümülatif toplam değerlerinin yüzdesel oranları hesaplanmıştır. Puanlama sonuçları Tablo 1 ve Pareto analizi sonuçları Şekil 3’te verilmiştir. Tablo 1. Kuyu yeri seçimine etki eden parametrelerin puanlaması
Sıra Parametre Puan Kümülatif
Yüzde
Kümülatif Toplam
Yüzde (%)
1 Kuyunun açılacağı zemindeki kayacın fiziksel ve mekanik özellikleri
11 13,10 13,10
2 Arazinin topografyası 10 11,90 25,00
3 Sahanın jeolojik durumu 9 10,71 35,71
4 Sahanın su ve gaz durumu 8 9,52 45,24
5 Kuyu topuğunun etkisi 8 9,52 54,76
6 Açılması planlanan kuyunun maden yatağına olan uzaklığı 7 8,33 63,10
7 Yeraltı nakliyat giderleri 7 8,33 71,43
8 Cevherin tonaj fiyatı 6 7,14 78,57
9 Cevherin rezervi ve damar kalınlığı 6 7,14 85,71
10 Planlanan günlük üretim miktarı 4 4,76 90,48
11 Günlük üretim miktarına bağlı olarak çalıştırılması planlanan işçi sayısı
4 4,76 95,24
12 Cevherin yer altındaki yayılımı 4 4,76 100,00
Toplam 84
Şekil 3. Kuyu yeri seçimine etki eden faktörlere ait pareto analizi sonuçları
DEĞERLENDİRME VE SONUÇ
Bir maden yatağının ekonomik olarak işletilebilmesi için kuyunun açılacağı yerin doğru olarak seçilmesi çok önemlidir. Bu anlamda kuyu yeri seçimine etki eden faktörler çok dikkatli bir şekilde belirlenmeli ve bu faktörlerin kuyu yeri seçimine ne ölçüde etki ettiği tespit edilmelidir. Bu amaçla, yapılan çalışmada kuyu yeri seçimine etki eden faktörler ana başlıklar altında toplanmıştır. Seçim aşamasında etkili olan faktörler teker teker değerlendirilmiş ve kuyu yeri seçimine ne derecede etki ettikleri balık kılçığı diyagramı ve sonrasında pareto analizi yöntemiyle tespit edilmiştir. Şekil 3’te verilen pareto analizi sonuçlarına bakıldığında kuyunun açılacağı zemindeki kayacın fiziksel ve mekanik özellikleri, arazinin

Proceedings of 8th International Congress of Mining Machinery and Technologies
123
topografyası, sahanın jeolojik durumu, sahanın su ve gaz durumu, kuyu topuğunun etkisi, kuyunun maden yatağına olan uzaklığı, yeraltı nakliyat giderleri ve cevherin tonaj fiyatı parametreleri kuyu yeri seçimine etki eden faktörlerin yaklaşık %80’ini oluşturduğu görülmektedir.
Çalışma sonucunda yapılan pareto analizi sonuçlarına göre kuyu yeri seçimine etki eden 12 adet
parametre olmasına rağmen etkili bir kuyu yeri seçimi için temel olarak bu 8 kriterin daha fazla dikkate alınması gerektiği belirlenmiştir.
KAYNAKLAR Atalay, O ve Özkılıç, Ö. (2015). Balık Kılçığı Yöntemi ile Mobil Vinç Kazası Olası Nedenlerinin İncelenmesi.
Çukurova Üniversitesi Mühendislik Mimarlık Fakültesi Dergisi, 30 (1), 73-78 ss. Bağışlar, Y. (2006). İlköğretim Okullarında OGM Uygulamalarına İlişkin, Yönetici, Öğretmen, Öğrencilerin
Değerlendirme Farklılıkları, Yüksek Lisans Tezi, Atılım Üniversitesi, Ankara. 26-28. Hudej, M., Vujic, S. ve Radosavlevic, M. (2013). Multi-variable selection of the main mine shaft location. J
Min Sci 49, 950–954. https://doi.org/10.1134/S1062739149060154 Kazakidis, V.N., Mayer, Z., ve Scoble, M. J. (2004) Decision making using the analytic hierarchy process in
mining engineering, Mining Technology, 113:1, 30-42, DOI: 10.1179/037178404225004274 Konuk, A, ve Saraç, S. (1986). Tesis Yeri Seçiminde Taşıma Maliyeti Optimizasyonu ve Kuyu Yeri Seçimi
Uygulaması, Madencilik,25,1, s.29-38. Köse, H., Gürgen, S., Onargan, T., Yenice, H., ve Aksoy, O. (2007). Tünel ve Kuyu Açma. Dokuz Eylül
Üniversitesi Mühendislik Fakültesi Yayınları No:145, İzmir. Kumral, M. (2004) Optimal location of a mine facility by genetic algorithms, Mining Technology, 113:2, 83-
88, DOI: 10.1179/037178404225004940 Mahiroğlu, A., ve Buluç, B. (1999). Eğitimde Toplam Kalite Yönetimi ve Kalite Yönetiminin Araçları,
Politeknik Dergisi, Mart, Cilt:2, Sayı:1, ss:12-15. Sönmez, V. (2009). Öğretim İlke ve Yöntemleri, Anı Yayıncılık, ss:419, Ankara. Şahin, S. (2017). Pareto dağılımında örneklem seçiminin tahmin ediciye etkisi.Yüksek lisans
tezi. Bitlis Eren Üniversitesi, Bitlis. Oakland, J, S., ve Followel, R. F. (1990). Statistical Process Control, New York, Butterworth Heinemann. Özcan, S. (2001). İstatiksel proses kontrol tekniklerinden Pareto Analizi ve çimento sanayiinde bir
uygulama. İktisadi ve İdari Bilimler Dergisi, Cumhuriyet Üniversitesi, 2(2), 151 -174. Özgüvenç, D. (2011). Kalite problemlerinin sınıflandırılmasında çok kriterli Pareto Analizi.
Yüksek lisans tezi. İstanbul Teknik Üniversitesi, İstanbul. Yetimoğlu, S. (2015). Etkili Karar Verme Sürecinde Balık Kılçığı Tekniği Nasıl Kullanılır.
https://selinyetimoglu.com/2015/03/23/etkili-karar-verme-surecinde-balik-kilcigi-diyagrami-nasil-kullanilir/

Proceedings of 8th International Congress of Mining Machinery and Technologies
124
GENİŞ BANT TOPLAM TİTREŞİM ÖLÇÜMLERİ İLE MADEN VE TÜNEL FANLARIN GENEL SAĞLIK DURUMLARININ DEĞERLENDİRİLMESİ
EVALUATION OF GENERAL HEALTH CONDITIONS OF MINING AND TUNNEL FANS WITH BROADBAND TOTAL VIBRATION MEASUREMENT
S. Karaçelebi
ÖZET
Madenlerde, tünellerde 7/24 çalışan fanların bakımı için zaman bulmak oldukça sınırlıdır. Yer altı
galerilerinde fanları durdurmak havalandırmayı, nakliyeyi ve üretimi engeller. Aynı sorun tünellerde de araç trafiğinin yavaşlaması veya durması nedeniyle söz konusu olmaktadır. Bu nedenle fanlarda beklenmedik duruşlara neden olmadan arızaları önceden belirlemek gerekmektedir. Bunu yapmanın yolu da planlı ve kestirimci bakım yöntemlerini kullanmaktan geçmektedir. Fan gibi döner makinelerde, makinelerin sağlık durumunun izlenmesi ve arızaların erken tespit edilmesi için en çok kullanılan ve en etkin kestirimci bakım tekniği titreşim ölçümüdür. Titreşim ölçümleri, makinenin genel sağlık durumunun iyi veya kötü durumda olduğunu veya bozulmaya başladığını söyler. Fanlardaki titreşim ölçümleri teknolojinin gelişmesi ile de hızla ilerlemiştir. Bugün fan titreşim ölçüm ve değerlendirilmesi için hazırlanan standartlar bizlere kılavuzluk etmektedir. Bu yazıda fanlarda titreşim ölçüm kuralları ve titreşimlerin değerlendirilmesi uluslararası standartlar göz önünde bulundurularak ortaya konulacaktır. Anahtar Sözcükler: Titreşim ölçümü, kestirimci bakım, arıza tespiti, fan bakımları, makine sağlığı
ABSTRACT It is very limited to find time for the maintenance of the fans operating 24/7 in the mines and
tunnels. Stopping fans in underground galleries hinders ventilation, transportation and production. The same problem occurs in tunnels due to the slowing or stopping of vehicle traffic. For this reason, it is necessary to determine the failures beforehand, without causing unexpected stops in the fans. The way to do this is to use planned and predictive maintenance methods. Vibration measurement technique is the most widely used and most effective predictive maintenance tool for monitoring the health status of the machines and early detection of malfunctions in rotating machines such as fans. Vibration measurements tell you if the machine is in good or bad overall health or is starting to deteriorate. Vibration measurements in fans have progressed rapidly with the development of technology. Today, the standards prepared for fan vibration measurement and evaluation guide us. In this article, vibration measurement rules and evaluation of vibrations in fans will be presented by considering international standards.
Keywords: Vibration measurement, predictive maintenance, fault detection, fan maintenance, machine health
GİRİŞ
Fanlarda titreşim ölçümü yaparak fanların genel sağlık durumlarını belirleyebiliriz. Ancak titreşim
ölümlerinin nasıl yapılacağının çok iyi bilinmesi gerekmektedir. Hangi noktalardan ve hangi yönlerden, hangi çalışma şartlarında titreşim ölçümleri yapmalıyız, bunlarını tam olarak belirlenmesi gerekir. Bu yazımızda bu titreşim ölçüm özelliklerinin ne olduğundan bahsedeceğiz. Diğer bir önemli husus da, esas amacımız olan, alınan ölçümlerin değerlendirilmesidir. Her makine çeşidi kendine has özelliklerden dolayı

Proceedings of 8th International Congress of Mining Machinery and Technologies
125
değişik titreşim tepkileri verir. Elimizdeki ölçüm sonuçlarını değerlendirmemiz için elimizde güvenilir değerlendirme kıstasları olmalıdır. Bu yazımızda fanların değerlendirilmesi için uluslararası geçerliliği olan kıstasları inceleyeceğiz
TİTREŞİM ÖLÇÜMÜNÜN ÖZELLİKLERİ Titreşim Ölçüm Parametreleri Titreşim Ölçüm Büyüklüğü, Birimleri ve Şiddeti
Titreşim ölçümleri hız, yer değiştirme ve ivme büyüklükleri ile ölçülür. Metrik sistemde, hız mm/sn,
yer değiştirme m ve ivme g (1g=9,8 m/sn2) birimleri ile kullanılır. Her bir büyüklüğün kullanım alanları farklı olmakla birlikte, son zamanlarda titreşim ölçümleri için rms hız ölçümlerinin yeterli olacağı konusunda fikir birliğine varılmıştır. Genel olarak; 10 Hz’den küçük titreşim frekansları olan sistemlerde yer değiştirme, 10-1000 Hz aralığındaki geniş bant titreşim frekansları olan sistemlerde hız ve 1000 Hz büyük titreşim frekanslarına sahip sistemlerde ivme ölçümleri tercih edilir. Kısaca düşük devirlerde yer değiştirme, geniş bir aralıktaki orta hızlarda hız ve yüksek hızlarda ivme ölçümleri tercih edilir.
Titreşim şiddeti hız, yer değiştirme veya ivme gibi büyüklüklerinin sayısal değeridir. Titreşim büyüklükler farklı şiddet çeşitleri ile ölçülebilmektedir. Bunlar; Tepe (Tp), Tepeden-Tepeye Tp-Tp ve Kareköklerin ortalaması (Root Mean Square) değeri (RMS) dir. Titreşim ölçüm değerleri belirtilirken mutlaka şiddet çeşidi de yanına yazılmalıdır. Örneğin, 5,2 mm/sn (RMS).
Şekil 1. Sinüzoidal titreşim dalgasında RMS, Tp ve Tp-Tp
Frekans Aralığı
Diğer makineler gibi fanlar da çalışırken birçok frekansta titreşim oluştururlar. Bu frekans aralığı şaft dönme devri ile başlar. Titreşim ölçümleri makinenin frekans yelpazesini tam olarak kapsayacak kadar geniş aralıkta yapılmalıdır. Titreşim ölçüm cihazlarının frekans ölçüm aralığını, ISO 2954 ve ISO 10816-3 standartlarında 10 Hz-1.000 Hz olarak belirlenmiştir. Yine bu standartlara göre; şaft devri 600 dev/dk veya daha düşük makinelerde alt frekans limiti 2 Hz den büyük olamaz. Ancak FFT (Fast Fourier Transform) frekans analizi yapan cihazlarda, üst sınır 20.000 Hz’den 100.000 Hz’e kadar çıkabileceğini göz önünde bulundurmalıyız. Titreşim Ölçüm Yerleri ve Yönleri
Ölçümler, dönmeyen parçalar üzerinden, yataklardan, yatak mahfazalarından veya ana gövde parçalarından alınmalıdır. Ölçümlerler, genellikle makinenin normalde erişebilen, açıkta kalan kısımlarında yapılır. Bazı makine tipleri için, aynı zamanda dönen şaftlarda alınan ölçümlere göre titreşimleri değerlendirmek yaygındır. Şaft titreşim ölçüm gereksinmeleri ve kriterleri, ISO 20816-1 ve ISO 7919-3 standartlarında ele alınmıştır. Biz bu yazımızda dönmeyen parçalarda yapılan ölçümlerden bahsedeceğiz.

Proceedings of 8th International Congress of Mining Machinery and Technologies
126
Titreşim ölçüm yerleri ve yönleri, makine dinamik kuvvetlerine karşı hassasiyet sağlayacak şekilde olmalıdır. Ölçüm yerlerinde bölgesel bir rezonans veya amplifikasyon etkisinde olmamalıdır.
Her bir titreşim yerinde titreşimsel davranışı belirlemek için, birbirine dik, üç ölçüm yönünde ölçüm almak gerekir. Bu ölçüm yönleri, Şekil 2. de (spm, 2003) gösterildiği gibi Yatay (Horizontal), Dikey (Vertical) ve eksenel (axial) yönlerdir. Durum izleme amaçlı ölçümlerde, yatay yerleştirilmiş makinelerde, çoğu zaman yatay ve dikey yönde ölçümler yeterli olmaktadır. Dikey yerleştirilmiş makinelerde eksenel yönde ölçümlerin ağırlık kazanacağı açıktır. Makine kabul ölçümlerinde her üç yönde de titreşim ölçümleri yapılmalıdır.
Şekil 2. Bir yatakta, titreşim ölçümleri yönleri: dikey (V), yatay (H) ve eksenel (A). (spm, 2003)
Makinede bir problem olduğunda, titreşimler her yönde farklı tepki gösterirler, bu nedenle arıza
bulmada bu yönlerin avantajları kullanılır. Dönme düzlemine yatay yönde (H) ölçüm, daha çok balansızlığı temsil eder. Ayrıca birçok arızada dikey yöndeki ölçümlere göre daha belirgin tepki verirler. Dönme düzlemine dikey yönde (V) ölçüm, daha çok yapısal zayıflıkları, gevşeklikleri temsil eder. Şaft eksenine paralel yönde (A) ölçüm, daha çok eksenel gezintiyi, eksenel kaçıklığı ve şaft eğilmelerini temsil eder.
Sürekli titreşim ölçümü alınan sistemlerde makine üzerine titreşimleri ölçmek için transdüserler yerleştirilir. Bu transdüsürlerden gelen titreşim sinyalleri bir merkeze aktarılarak izlenir ve değerlendirilir. Transdüser, bir dönüştürücüdür ve mekanik titreşimleri elektrik sinyaline dönüştürür. Bu transdüserler, yukarıda anlatılan ölçüm yerlerine ve ölçüm yönlerine göre yerleştirilir. Ölçüm ve transdüser noktalarının yerini belirlerken bazı hususlara dikkat edilmelidir: yatak ve ölçüm noktası arasındaki titreşim sinyali yolu mümkün olduğu kadar kısa ve düz olmalıdır (Şekil 3) ve sinyal yolunda sadece bir yüzey geçişi olmalıdır (Şekil 3). Farklı yatak konumları için titreşim ölçüm yerleri için değişik örnekler Şekil 4’de verilmiştir. Fanlar için yataklardaki titreşim ölçüm yerleri ve yönleri, Şekil 5, Şekil 6 ve Şekil 7’de verilmiştir.
Şekil 3. Ölçüm yerleri (spm, 2003)

Proceedings of 8th International Congress of Mining Machinery and Technologies
127
Şekil 4. Farklı rulman yatakları için ölçüm yerleri (spm, 2003)
Titreşim Ölçüm Aleti
Ölçüm aleti ISO 2954’ e göre en az 10 Hz den 1.000 Hz frekans aralığında tam tepki ile geniş bant rms titreşim ölçümü yapabilmelidir. Ancak hızları 600 dev/dk veya altında olan makineler için, frekans alt sınırı 2 Hz den büyük olmamalıdır. Titreşim karakterine göre ölçümler hız, yer değiştirme, ivme veya bunların kombinasyonu olarak ölçülebilir. Ölçüm aleti aynı zamanda arıza teşhis amaçlı kullanılıyorsa 1.000 Hz’den daha büyük frekans sınırı seçilebilir. Ölçüm sisteminin çevresel faktörlerden etkilenmediğinden emin olmak için özen gösterilmelidir. Örneğin; Sıcaklık değişiklikleri, manyetik alanlar, ses alanları, güç kaynağı değişimleri, transdüser kablo uzunluğu, transdüser yönü vb. gibi. Titreşim transdüserlerinin doğru şekilde monte edildiğinden ve bu montajların ölçümlerin doğruluğunu bozmadığından emin olmak için özel dikkat gösterilmelidir. Kabul Testleri
Makineler yeni alındığında ya da büyük tamirlerden sonra teslim alınırken iki türlü test yapılabilir. Biri, makineyi çalışma yerinde diğeri ise bir test düzeneğinde iken ölçümler almaktır. Çalışma Yerinde Yapılan Testler
Bu durumda makinenin normal çalışması gereken temelleri üzerinde olması gerekir ve tüm donanımların makine üzerinde monte edilmesi gerekir. Çalışma şartlarında yapılacak testler ileride yapılacak izleme ölçümlerine de referans olacağından, makinenin gerçek çalışma temelinde ve çalışma şartlarında yapılması son derece önemlidir.

Proceedings of 8th International Congress of Mining Machinery and Technologies
128
Şekil 5. Eksenel fanda titreşim ölçüm yerleri (ISO 14694, 2003)
Şekil 6. Santrifüj fanlarda titreşim ölçüm yerleri (ISO 14694, 2003)
. Bir Test Düzeneğinde Yapılan Testler
Ekonomik veya başka sebeplerden dolayı kabul testleri özel bir test düzeneğinde yapılabilir ve bu test düzenekleri sahadaki ile aynı özellikte olmayabilir. Farklı titreşim tepkileri verebilir. Eğer makinenin ana desteklerinde veya yatak desteklerine yakın ana şasede alınan titreşim ölçümleri, yataklarda ölçülen (aynı yöndeki) titreşimlerin %50’sini aşmıyorsa, test düzeneği beklentileri karşılar. Ancak bir makine özellikleri bakımından, spesifik olarak bir titreşim standardına dâhil oluyorsa, o standarda göre kabul testleri yapılmalıdır. Ayrıca test düzeneği makinenin rezonans frekanslarında belirgin değişimlere sebep olmamalıdır. Şayet rezonans frekanslarında belirgin değişimler oluyor ve elimine edilemiyorsa testlerin çalışma yerinde yapılması gerekir. Çalışma Şartları
Ölçümler, yatakların kararlı işletme sıcaklığına ulaştığı zaman ve makinenin belirlenen koşullar altında çalışırken (normal hız, voltaj, debi, basınç ve yükte) gerçekleştirilmesi gerekmektedir. Aksi durumda standartların değerlendirme tabloları geçerli olmaz. Değişken hız ve yüklerdeki makinelerde, ölçümler makinenin uzun süre çalışması beklenen tüm koşullarda yapılmalıdır ve ölçülen maksimum değer titreşim değeri olarak kabul edilmelidir. Ölçülen titreşim müsaade edilen sınırların dışında ise ve aşırı arka

Proceedings of 8th International Congress of Mining Machinery and Technologies
129
plan titreşim şüphesi varsa, etkinin derecesini belirlemek için makine kapalıyken ölçümler yapılmalıdır. Makine çalışmıyorken ölçülen titreşim, makine çalışırken ölçülen değerin %25'ini aşarsa, dış etkilerden kaynaklanan titreşiminin etkisini azaltmak için düzeltici eylem gerekir. Bazı durumlarda arka plan titreşim etkisi spektrum analizi kullanılarak tespit edilerek etkisiz hale getirilebilir.
300 KW’DAN KÜÇÜK GÜÇLÜ FANLARDAKI TİTREŞİMLERİN DEĞERLENDİRİLMESİ
300 kW’dan küçük fanlar ISO 14694 Standardı ile değerlendirilir. Ancak, maksimum 355 KW gücünde ticari olarak temin edilebilen standart bir elektrik motoruyla çalışan fanlar da bu grupta değerlendirilir. ISO 14694 Standardı, tavan vantilatörleri ve masa vantilatörleri gibi yalnızca hava sirkülâsyonu için tasarlanmış fanları kapsamaz. Fan Uygulama Kategorileri
Bu değerlendirmede öncelikle Çizelge 1’ den (ISO 14694, 2003) fan Uygulamasına ve gücüne göre fan uygulama kategorisi (BV) seçilir. Örneğin, bir karayolu tünelinde, 75 kW’dan büyük bir Jet fan için fan uygulama kategorisi, BV-4 olarak seçilir. Bir madende 300 KW veya daha düşük güçteki bir havalandırma fanı için ise BV-3 seçilir. BV kategorilerine göre fanlardaki titreşim sınırları belirlenmiştir. Çizelge 1, hava soğutmalı ısı eşanjörlerinde, soğutma kulelerinde vb. kullanılan geniş çaplı (tipik olarak 2.800 mm ila 12.500 mm çap) hafif, düşük hızlı eksenel akış fanları için geçerli değildir. Bu fanlar için denge kalite gereksinimleri, G 16 ve fan uygulama kategorisi BV-3 olacaktır. Fan Balansı Kalite Sınıfları
Fan pervanesinin balansının belli bir kalitede olması gerekmektedir. Fan imalatçıları ticari standartlarına göre fan pervanesinin balansını sağlamaktan sorumludurlar. Bu standart sadece fan pervanesi ile ilgilidir. Eğer imalatçı, şaft, kaplın, kasnak gibi ilave parçalar koyduysa bunlarında balansının sağlanması gerekir. Keplinler ve kasnaklar için balans gereksinimleri için ISO 4863 ve ISO 254 başvurmak gerekir. Çizelge 2’de (ISO 14694, 2003), Çizelge 1 den seçilen BV değerlerine göre balans kalite sınıfı (G) seçilir. G balans kalite sınıfına göre de fan rotorunun balansları yapılır. Balans alma işi, ISO 1940-1 Standardına uygun olarak, balans makinelerinde yapılır. Fan Destek Sistemi
Titreşim limitlerin sınıflandırılmasında etkenlerden biri de fanların destek sistemidir. İki çeşit destek sistemi vardır: Biri rijit destek, diğeri de esnek destek. Fan ve destek sisteminin temel (en düşük) doğal frekansı çalışma devrinden büyükse, sistem rijit olarak kabul edilir. Eğer, fan ve destek sisteminin temel doğal frekansı çalışma devrinden küçükse sistem esnek olarak kabul edilir.
Çizelge 1. Fan Uygulamasına ve gücüne göre fan uygulama kategorileri (ISO 14694, 2003)
Uygulama Örnekler Tahrik Gücü KW
Fan Uygulama kategorisi, BV
Konut Tavan pervaneleri, tavan arası fanları, pencere kliması
≤ 0,15 > 0,15
BV-1 BV-2
Klima (HVAC) ve tarım Bina havalandırma ve iklimlendirme; ticari sistemler
≤ 3,7 > 3,7
BV-2 BV-3
Endüstriyel işlemler ve güç üretimi, vb
Filtre ünitesi, yıkama, maden, taşıma, kazanlar, yanma havası, kirlilik kontrolü, rüzgâr tünelleri
≤ 300 > 300
BV-3 Bkz. ISO 10816-3
Ulaşım ve denizcilik Lokomotif, kamyon, otomobiller ≤ 15 > 15
BV-3 BV-4

Proceedings of 8th International Congress of Mining Machinery and Technologies
130
Transit geçiş/tünel Yer altı yolu (Metro) acil havalandırması, tünel fanları, garaj havalandırması, Tünel Jet Fanları
≤ 75 > 75 Hiçbiri
BV-3 BV-4 BV-4
Petrokimya işlemleri Tehlikeli gazlar, proses fanları ≤ 37 > 37
BV-3 BV-4
Bilgisayar - cip imalatı Temiz odalar Hiçbiri BV-5
Çizelge 2. Balans kalite sınıfları (ISO 14694, 2003)
Genel olarak, iyi tasarlanmış büyük bir beton temel, rijit bir destek ile sonuçlanırken, titreşim
yalıtıcıları üzerine monte edilmiş bir fan, esnek destekli olarak sınıflandırılacaktır. Çelik çerçeve üzerine monte edilen fanlar, yapısal tasarıma bağlı olarak her iki kategoride de olabilir. Şüphe durumunda, analiz veya temel doğal frekansı belirlemek için testler gerekebilir. Bazı durumlarda, bir fanın bir ölçüm yönünde rijit olarak desteklenmiş ve diğerinde esnek bir şekilde desteklenmiş olabileceğini göz önünde bulundurmak gerekir. Üretici Atölyesinde Yapılan Testlerdeki Titreşim Sınırları
Fan üreticisi atölyesinde yapılacak testlerde geçerli olan titreşim sınırları Çizelge 3’de (ISO 14694, 2003) görülmektedir. Bu tabloda, BV fan uygulama kategorine ve fan destek şekline göre titreşim sınırları belirlenmektedir. Fabrikadaki test edilen fanlar, fanın çalışma yerinde kullanılandan farklı temel üzerinde monte edilmiş olabilir. Bu tür testlerdeki titreşim ölçümü fan dönüş frekansındaki filtreleme ile belirlenir.
Çizelge 3. Üretici atölyesinde yapılan testlerde titreşim sınırları (ISO 14694, 2003)
Fan uygulama kategorisi
Rijit monte edilmiş mm/sn
Esnek monte edilmiş mm/sn
Tepe r.m.s Tepe r.m.s
BV-1 12,7 9,0 15,2 11,2 BV-2 5,1 3,5 7,6 5,6 BV-3 3,8 2,8 5,1 3,5 BV-4 2,5 1,8 3,8 2,8 BV-5 2,0 1,4 2,5 1,8
Çizelge 3’de rms değerleri tercih edilir. Bu Tablodaki değerler, fanın tasarım görevinde ve tasarım
dönüş hızında ve hava emişinin "tam açık" olduğunda geçerlidir. Kısmi yük koşullarında alınan ölçüm değerleri için, üretici ve kullanıcı aralarında hemfikir olmalıdır. Ancak verilen değerlerin 1,6 katını geçmemelidir.
Fan Uygulama
katogorisi, BV
Rijit rotor/pervane için
balans kalite sınıfı
BV-1 G 16
BV-2 G 16
BV-3 G 6,3
BV-4 G 2,5
BV-5 G 1,0

Proceedings of 8th International Congress of Mining Machinery and Technologies
131
Fanın Çalışma Yerinde Yapılan Testler İçin Titreşim Limitleri
Kurulum faktörleri çalışmada yerindeki yapılan testlerdeki titreşim seviyesini etkileyecektir. Bu nedenle, satın alma sözleşmesinde belirtilmediği sürece, yerinde fan titreşim seviyesi, fan üreticisinin sorumluluğunda değildir. Çizelge 4 (ISO 14694, 2003), çalışma yerinde yapılan testlerdeki titreşim sınırlarıdır. Gösterilen değerler, rulman yataklarında alınan dış ölçümler içindir ve milimetre/saniye (mm/s) cinsinden ölçülen hızlardır. Yerinde testlerde belli bir frekans aralığındaki titreşimler ölçülür ve bu nedenle toplam titreşim şiddetinin bir ölçüsünü ifade eder. Çizelge 4’de (ISO 14694, 2003) rms değerleri tercih edilir.
Yeni devreye alınan fanların titreşim şiddeti seviyesi, "başlangıç" seviyesinde veya altında olmalıdır. Fanın çalışması zamanla arttıkça, aşınma ve diğer birikmiş etkiler nedeniyle titreşim seviyesinin artması beklenir. Genel olarak, seviye "alarma" ulaşmadığı sürece, titreşimdeki bir artış makul ve güvenlidir. Titreşim-şiddet düzeyi "alarm" düzeyine yükselirse, artışın nedenini belirlemek için derhal araştırma başlatılmalı ve düzeltilmesi için harekete geçilmelidir. Bu durumda çalıştırma dikkatle izlenmeli ve artan titreşimin nedenini düzeltmek için bir program geliştirmek için gereken zamanla sınırlandırılmalıdır. Titreşim şiddeti seviyesi "durdurma" seviyesine yükselirse, derhal düzeltici önlem alınmalı veya fan kapatılmalıdır. Titreşiminin kabul edilebilir tavsiye edilen seviyeye indirilmemesi, yatak arızasına, rotor parçalarının çatlamasına ve fan muhafazası kaynak bağlantılarının çatlamasına ve nihayetinde feci bir arızaya neden olabilir.
Herhangi bir fanın titreşim şiddeti düşünüldüğünde geçmiş veriler önemli bir faktördür. Titreşim seviyesindeki ani bir değişiklik, hızlı inceleme veya bakım ihtiyacını gösterebilir. Bu değerler, çalışma şartları veya geçmiş verilere dayalı olarak her bir fan için değerlendirilmeli ve ayarlanmalıdır. Yeniden yağlama veya bakımdan kaynaklanan titreşim seviyesindeki geçici değişiklikler, ekipmanın durumunu değerlendirmek için kullanılmamalıdır. Fanın kararlı referans titreşimlerine bakıp, trend izlemek faydalı olacaktır.
Fan titreşim seviyelerini etkileyebilecek döner aksesuar bileşenleri arasında tahrik kasnakları, kayışlar, kaplin ve elektrik motor aksamları bulunur. Bir fan üreticisinden çıplak durumda sipariş edildiğinde; Örneğin, üretici tarafından sağlanmadığı için motor yoksa üreticinin titreşim seviyeleri için son bir montaj testi çalıştırması yapması her zaman pratik değildir. Bu nedenle, pervane üretici tarafından dengelenmiş olsa da, motor fan miline bağlanana ve ünite başlangıç titreşim seviyeleri için test edilene kadar müşteriye sorunsuz çalışan bir fan verilmiş kabul edilemez. Yerinde montajlı fanların, titreşim seviyesini başlangıç seviyesine düşürmek için yerinde balans dengelemesi yaygın bir durumdur. Devreye almadan önce tüm yeni BV-3, BV-4 ve BV-5 fan kurulumları için son montaj testi çalıştırması önerilir. Bu, gelecekteki kestirimci bakım çabaları için bir temel oluşturacaktır. Fan üreticisi, fabrika test çalıştırmasından sonra eklenen ekipman bileşenlerinin titreşim etkilerinden sorumlu tutulamaz.
Çizelge 4. Çalışma yerinde yapılan testlerdeki titreşim sınırları (ISO 14694, 2003)
Durum
Fan uygulama kategorisi
Rijit monte edilmiş mm/sn
Esnek monte edilmiş mm/sn
Tepe r.m.s Tepe r.m.s
Başlangıç
BV-1 14,0 10,0 15,2 11,2
BV-2 7,6 5,6 12,7 9,0
BV-3 6,4 4,5 8,8 6,3
BV-4 4,1 2,8 6,4 4,5
BV-5 2,5 1,8 4,1 2,8
Alarm BV-1 15,2 10,6 19,1 14,0
BV-2 12,7 9,0 19,1 14,0

Proceedings of 8th International Congress of Mining Machinery and Technologies
132
BV-3 10,2 7,1 16,5 11,8
BV-4 6,4 4,5 10,2 7,1
BV-5 5,7 4,0 7,6 5,6
Durdurma
BV-1 Not 1
BV-2
BV-3 12,7 9,0 17,8 12,5
BV-4 10,2 7,1 15,2 11,2
BV-5 7,6 5,6 10,2 7,1
Not 1: BV-1 ve BV-2 fan uygulama sınıflarındaki fanlar için durdurma seviyeleri, geçmiş verilere dayalı olarak belirlenmelidir.
300 KW’DAN BÜÇÜK GÜÇLÜ FANLARDAKI TİTREŞİMLERİN DEĞERLENDİRİLMESİ
300 KW’dan büyük güçlü fanlarda titreşim değerlendirmeleri ISO 10816-3’e göre yapılır. ISO 10816-3’ün kriterleri, nominal çalışma hız aralığı içinde, kararlı çalışma şartları altında; yataklarda, yatak kaidelerinde veya makine gövdelerinde; yerinde alınan geniş bant titreşim ölçümlerine uygulanır. Buradaki kriterler, hem kabul testleri hem de çalışmanın izlenmesi ile ilgilidir. ISO 10816-3’ün değerlendirme kriterleri, sürekli ve sürekli olmayan izleme durumlarının her ikisine de uygulamak için belirlenmiştir. Bu kriterler sadece makine seti tarafından kendi kendine ürettiği titreşim için uygulanabilir, dış kaynaklardan makine setine iletilen titreşimlerini kapsamaz. Bu standarda giren ekipmanların çalışma devirlerinin 120 dev/dk ile 15.000 dev/dk aralığında olduğunu göz önünde bulundurmalıyız. Ölçüm aleti için gerekli nitelikler, yazımızın “Titreşim Ölçüm Aleti” başlığında belirtilmiştir. Ölçüm Yerleri
Ölçümler, genellikle makinenin normalde erişilebilen, açıkta kalmış kısımlarından alınır. Ölçümlerin rulman muhafazasının titreşimini makul bir biçimde temsil etmesini sağlamak için özen gösterilmeli ve herhangi bir bölgesel rezonans veya amplifikasyon içermemelidir. Titreşim ölçümlerinin yerleri ve yönleri, makine dinamik kuvvetlerine karşı yeterli hassasiyet sağlayacak şekilde olmalıdır. Genellikle, her bir yatak kepinde veya yatak kaidesinde, iki dikey radyal ölçüm yeri gerekecektir. ISO 10816-3 de belirtilen ölçüm yerleri Şekil 7’ de görülmektedir. Fanlarda ölçüm yerlerinin anlaşılması açısından; Şekil 2, Şekil 5 ve Şekil 6’ da verilen bilgilerde faydalı olacaktır. Transdüser yataklarda ve kaidelerde herhangi bir açı pozisyonu ile yerleştirilebilir. Dikey (vertical) ve yatay (Horizontal) yönler genellikle yatay monte edilen makineler için tercih edilir. Düşey veya eğimli makineleri için maksimum titreşim değerini veren konum, genellikle elastik eksen yönünde kullanılanlardan biridir. Bazı durumlarda, eksenel yönde de ölçülmesi tavsiye edilebilir. Eğer makine titreşiminin genliği hakkında yeterli bilgiyi temin ettiği biliniyorsa, birbirine dik transdüserler yerine yatak kepi veya kaide üzerinde tek bir transdüser kullanılabilir. Bununla birlikte, bir ölçüm düzleminde tek bir transdüserden titreşimi değerlendirirken dikkatli olunmalıdır. Çünkü o, yataktaki maksimum değeri okuyabilecek üzere yerleştirilmemiş olabilir.

Proceedings of 8th International Congress of Mining Machinery and Technologies
133
Şekil 7. Yatay monte edilmiş bir makinede titreşim ölçüm yerleri (ISO 10816-3, 2009/Dam1, 2016)
Sürekli Ve Sürekli Olmayan İzleme
Büyük ve kritik makinelerde, kilit ölçüm noktalarında titreşim değerini sürekli canlı izlemek için cihazların kurulması yaygın bir uygulamadır. Birçok makine için, özellikle küçük boyutlu ve küçük güçlü makineler için, titreşim parametrelerinin sürekli izlenmesi şart değildir. Trend analizi ve arızalara karşı uyarı amaçlı bilgisayar kullanımı da giderek yaygınlaşmaktadır. Çalışma Koşulları
Ölçümler, rotor ve ana yataklar onların kararlı işletme sıcaklığına ulaştığı zaman ve makine belirlenen koşullar altında çalışırken gerçekleştirilmeli, örneğin, nominal hız, voltaj, debi, basınç ve yükte. Değişken hız ve yüklerdeki makinelerde, ölçümler makinenin uzun süre çalışması beklenen tüm koşullarda yapılmalı. Bu koşullar altında ölçülen maksimum değer titreşim şiddetinin temsilcisi olarak değerlendirilmelidir. Şayet ölçülen titreşim kabul edilen kriterlerin müsaade ettiğinden daha fazla ise ve aşırı arka plan titreşim şüphesi varsa; dış etkinin derecesini hesaplamak için, ölçümler makine durdurularak yapılmalıdır. Şayet makine hareketsizken ölçülen titreşimi, makine çalışıyorken ölçülen titreşimin %25’ ini aşıyorsa, arka plan titreşimin etkisini düşürmek için düzeltici eylem gerekebilir. Bazı durumlarda arka plan titreşimin etkisi spektrum analizi kullanılarak veya rahatsız edici dış kaynaklar ortadan kaldırılarak etkisiz hale getirilebilir. Makine Sınıflandırması
Makine sınıflandırılmasında iki ana grup belirlenmiştir: 1. Makine tipi, anma gücü veya mil yüksekliği 2. Destek sistemi esnekliği

Proceedings of 8th International Congress of Mining Machinery and Technologies
134
Makine Tipi, Anma Gücü Veya Mil Yüksekliğine Göre Sınıflandırma
Grup 1: Anma gücü 300 KW’dan büyük makineler; mil yüksekliği H 315 mm elektrikli makineler. Bu makineler normalde kaymalı yataklıdır. Çalışma veya nominal hızlarının aralığı rölatif olarak geniştir ve 120 devir/dk. dan 15.000 devir/dk. ya kadar değişir. Destek Sistemi Esnekliğine Göre Sınıflandırma
Destek tertibatının esnekliğini sınıflandırmak için iki koşul kullanılır: 1. Rijit destekler 2. Esnek destekler
Bu destek koşulları makine ve temel arasındaki esneklik ilişkisine göre belirlenir. Şayet, ölçüm
yönündeki birleştirilmiş makine ve destek sistemlerinin en düşük doğal frekansı onun ana uyarım frekansından (bu çoğu durumda dönüş frekansıdır) en az %25 daha yüksek ise, bu durumda destek sistemini o yönde rijit olarak kabul edilebilir. Tüm diğer destek sistemleri esnek olarak kabul edilebilir. Tipik örnekler olarak, çoğunlukla düşük hızlardaki, büyük ve orta boyuttaki elektrik motorları normal olarak rijit desteklere sahip olmalıdır. Oysa 10 MW’dan daha büyük güçlü turbo jeneratörler veya kompresörler ve dikey makine setleri genellikle esnek desteklere sahip olurlar. Bazı durumlarda, bir destek tertibatı bir ölçüm yününde rijit, diğer yönde esnek olabilir. Örneğin, yatay doğal frekans oldukça düşük kabul edilebilirken, dikey yöndeki en düşük doğal frekans ana uyarım frekansının çok üzerinde olabilir. Böyle bir sistem dikey düzlemde rijit ancak yatayda esnek olacaktır. Bu gibi durumlarda, titreşim ölçüm yönüne karşılık gelen destek sınıflandırmasına göre değerlendirilmelidir. Şayet bir makine destek sisteminin sınıfı çizimler ve hesapla kolayca belirlenemiyorsa, ölçüm yapılarak belirlenmelidir. Titreşimlerin Şiddetinin Değerlendirilme Kriterleri
Titreşim şiddetini değerlendirmek için kullanılan iki değerlendirme kriteri vardır: 1. Kriter I, Titreşim genliği: Gözlemlenen geniş bant titreşimin genliğini göz önünde bulundurur, 2. Kriter II, Titreşim genliğindeki değişim: Azalmasına veya artmasına bakılmaksızın, genliğin
değişimlerini göz önünde bulundurur.
1. Kriter 1, Titreşim Genliği İçin Değerlendirme Bölgeleri Aşağıdaki değerlendirme bölgeleri; verilen belirli bir makinenin titreşiminin nitel bir şekilde değerlendirilmesine izin vermek ve olası eylemler hakkında kılavuzlar sunmak için tanımlanmıştır. Bölge A: Yeni devreye alınmış makineler normal olarak bu bölgenin içine girer. Bölge B: Titreşimi bu bölge içindeki makineler normalde kısıtlamasız uzun vadeli çalışabilir olarak değerlendirilirler. Bölge C: Titreşimi bu bölge içindeki makineler normalde kısıtlamasız uzun vadeli sürekli çalışmalar için yetersiz olarak değerlendirilirler. Genel olarak makine bu şartlarda düzeltici eylem için uygun bir fırsat ortaya çıkıncaya kadar sınırlı bir süre için çalıştırılabilir. Bölge D: Bu bölge içindeki titreşim değerlerinin normalde makineye zarar verebilecek kadar şiddetli olduğu değerlendirilirler.
Bölge sınırları için belirlenen sayısal değerlerin, üretici ile müşteri arasında mutabakata varacağı kabul özellikleri olarak hizmet vermesi amaçlanmamıştır. Bununla beraber, bu değerler büyük eksikliklerden veya gerçekçi olmayan taleplerden koruma sağlamak için kurallar getirir. Bazı durumlarda, farklı bir bölge sınır değeri (daha yüksek veya daha düşük) kullanmayı gerektiren belirli bir makine ile ilişkili özel durumlar olabilir. Bu gibi durumlarda, üreticinin bunun nedenlerini açıklamasını ve özellikle makinenin daha yüksek titreşim değerleriyle çalışarak tehlikede olmayacağını teyit etmesi gereklidir.

Proceedings of 8th International Congress of Mining Machinery and Technologies
135
Değerlendirme Bölgeleri
Ölçmeler iki dikey yerleştirilmiş radyal transdüserden alındığında geniş bant maksimum hız ve yer değiştirme değerlerine dayandırılan değerlendirme bölge sınırları Çizelge 5’ de (ISO 10816-3, 2009/Dam1, 2016) verilmiştir. Bu nedenle bu tablolar kullanıldığında, her bir ölçüm düzlemindeki iki transdüserden ölçülen değerlerin en yükseği kullanılmalıdır. Hız ve yer değiştirme ölçümlerinin maksimum değerleri, Çizelge 5’ deki değerlerle karşılaştırıldığı zaman, daha fazla kısıtlayıcı olan şiddet bölgesi uygulanmalıdır. Eksenel Titreşim
Sürekli çalışma izleme sırasında, ana radyal yük taşıma yataklarında eksenel titreşim ölçmek çok yaygın bir uygulama değildir. Böyle ölçümler öncelikle periyodik titreşim incelemesi sırasında veya arıza bulma amaçları için kullanılır. Bazı arızalar eksenel yönde daha kolay tespit edilir. Özel eksenel titreşim kriterleri, şu an sadece eksenel titreşimlerin eksenel yük taşıyan yüzeylere zarar verebilecek eksenel darbelerle ilişkili olduğu gezinti yatakları söz konusu olduğunda verilmektedir. Çizelge 5’nin kriterleri tüm yataklardaki radyal titreşimlere ve gezinti yataklarındaki eksenel titreşimlere uygulanır.
Çizelge 5. Grup 1’in makineleri için titreşim şiddeti bölgelerin sınıflandırılması: Anma gücü 300 KW
üzerinde ve 50 MW'dan daha büyük olmayan büyük makineler; mil yüksekliği H 315 mm olan elektrikli makineler (ISO 10816-3, 2009/Dam1, 2016).
Destek sınıfı
Bölge sınırı
rms yer değiştirme
(m)
rms hız (mm/sn)
Rijit
A/B 29 2,3
B/C 57 4,5
C/D 90 7,1
Esnek
A/B 45 3,5
B/C 90 7,1
C/D 140 11
2. Kriter II, Titreşim Genliğindeki Değişim Bu kriter, daha önceden belirlenmiş bir referans değerinden titreşim genliğindeki değişiminin bir
değerlendirilmesini sağlar. Geniş bant titreşim genliğinde önemli bir değişim meydana gelebilir, bu değer Kriter I deki C bölgesine ulaşmasa bile bazı eylemler gerekir. Böyle değişiklikler ani veya zaman içinde ilerleyen olabilir ve yeni başlamış hasarı veya başka düzensizliği gösterebilir. Kriter II, kararlı durum çalışma koşullarında meydana gelen geniş bant titreşim genliğindeki değişim temel alınarak belirlendi. Kararlı durum çalışma koşulları makine gücünde veya çalışma şartlarında küçük değişikleri içerdiği şeklinde yorumlanmalıdır.
Kriter II uygulandığında, karşılaştırılan titreşim ölçümleri aynı transdüser yerinde ve yönünde ve takriben aynı makine çalışma şartlarında alınmalıdır. Normal titreşim büyüklüğündeki bariz değişiklikler, onların toplam miktarına bakılmaksızın, tehlikeli bir durumu önlemek için, araştırılmalıdır. Titreşim büyüklüğündeki artış ve düşüşler, Çizelge 5’ de tanımlanan B bölgesinden yukarı %25 aşıyorsa böyle değişiklikler, özellikle ani olursa, önemli sayılmalıdır. Değişikliğin sebebini saptamak ve başka hangi eylemlerin uygun olduğunu belirlemek için arıza teşhis araştırmaları başlatılmalıdır. %25 değeri, titreşim büyüklüğündeki önemli bir değişim için bir kılavuzluk sağlar, fakat diğer değerler belirgin bir makinedeki deneyimlere dayandırılarak kullanılabilir.

Proceedings of 8th International Congress of Mining Machinery and Technologies
136
Çalışma Sınırları
Uzun vadeli çalışmalar için, çalışma titreşim sınırlarını belirlemek yaygın bir uygulamadır. Bu sınırlar “ALARM” ve “HATALAR” biçimindedir.
Alarm
Alarmlar, titreşimin tanımlanan bir değere ulaştığında veya önemli bir değişiklik meydana geldiğinde uyarı sağlaması içindir. Bu durumda düzeltici önlem gerekli olabilir. Genel olarak, bir alarm durumu meydana geldiğinde titreşimdeki değişimin nedenini belirleme ve herhangi bir iyileştirme eylemi tanımlama araştırması yapılırken belirli bir süre çalışmaya devam edilebilir. Alarm sınırları farklı makineler için, aşağı veya yukarı, oldukça değişkendir. Seçilen değerler, normal olarak belirli makine için ölçüm konumu veya yönündeki tecrübeden tayin edilen bir referans değerine göre ayarlanır. Alarm sınırının, B bölgesinin üst sınırının % 25'ine eşit bir miktarda kararlı referans çizgisinden daha yüksek değere ayarlanması önerilir. Burada kararlı referans çizgisi makinenin normal çalışma şartlarında, sorunsuz, kararlı olarak çalışma durumunda ölçülen titreşim değerleridir. Şayet referans çizgisi düşükse, Alarm C bölgesinin altında olabilir. Başlangıçta alarm ayarı, belirlenmiş herhangi bir referans çizgisi olmadığında (örneğin yeni bir makinede) benzer diğer makinelerle olan tecrübelere veya mutabık kalınmış kabul değerine bağlı olmalıdır. Bir zaman sonra, kararlı referans değeri belirlenecektir ve ALARM değeri buna göre ayarlanmalıdır. Alarm sınırının, normalde B bölgesi üst sınırının 1.25 katını geçmemesi tavsiye edilir. Şayet kararlı referans hattı değişirse (Örneğin bir makinenin revizyonundan sonra), ALARM ayarları buna göre gözden geçirilmelidir. Hatalar
Hatalar, makinelerin daha fazla çalışması durumunda hasara neden olabilecek titreşim genliğini belirlemek içindir. Şayet HATA değeri aşılırsa, acilen titreşimi düşürmek için önlem alınmalı veya makine durdurulmalıdır. Hata değerleri genel olarak makinenin mekaniksel sağlamlığı ile alakalıdır ve anormal dinamik kuvvetlere dayanacak makineyi sağlamak için geliştirilmiş özel tasarım özelliklerine bağlıdır. Kullanılan değerler, bu nedenle, benzer tasarımın tüm makineleri için aynı olacaktır ve ALARM değerleri için kullanılan kararlı referans hattı ile ilişkili değildir. Bununla birlikte, farklı tasarımlı makineler için farklılıklar olabilir ve kesin HATA sınırları için net kurallar vermek mümkün değildir. Genelde, HATA değerleri Bölge-C veya D içinde olacaktır, ama HATA sınırının, C bölgesi üst sınırının 1.25 katını geçmemesi tavsiye edilir.
SONUÇ
Fanlarda değerlendirme sınırlarının fan gücüne, destek şekline, uygulama yerine bağlı olduğu görüldü. Özellikle, 75 kW ve 300 kW güçler, kıstaslarda belirleyici olmaktadır. İyi balanslanmış ve iyi bir destek sistemine sahip olan fanlarda, titreşim seviyelerinin düşük olacağı görülmüştür. Bu da, daha az arıza ve daha uzun fan ömrü demektir. Fan desteğinin esnek mi, rijit mi olduğunu belirlenmek için tek kriter, sistemin rezonans frekansı ve fan çalışma devridir. Bu nedenle, fan rezonans frekansının belirlenmesi, titreşimlerin değerlendirilmesi açısından son derece önemlidir. Fanların sağlıklarının titreşim ölçümleri ile izlenmesi, dünyada kabul görmüş bir kestirimci bakım yöntemidir. Titreşim ölçümleri, fanların çalışırken sağlık durumlarının izlenmesinin yanı sıra yeni fanların kabul testlerinde ve fabrikadaki kalite kontrol testlerinde de kullanılır. Bu durumda, fanlarda titreşim ölçümlerinin nasıl yapılacağı ve değerlendirmelerin hangi kıstaslara göre yapılacağı önem kazanmaktadır. Bu yazımızda titreşim ölçülerin nasıl yapılacağı ve değerlendirme kriterlerini belirledik. Titreşim değerlendirme sınırları da çizelgelerle verildi. Verilen bilgilerle, hangi durumda sürekli veya kısıtlı şekilde çalışılacağını ve hangi durumda makinenin durdurulması gerektiği belirtildi.

Proceedings of 8th International Congress of Mining Machinery and Technologies
137
KAYNAKLAR ANSI/AMCA 204-05, (2012). Balance quality and vibration levels for fans. BS ISO 20816-1, (2016). Measurement and evaluation of machine vibration: General guidelines. Dimarogonas, A. (1995). Vibration for engineers. 648-653. Harris C.M. (1995). Shock and vibraton handbook. New York, McGraw-Hill. ISO 1940-1, (2003). Balance quality requirements for rotors in a constant (rigid) state ISO 10816-3, 2009/Dam1, (2016). Evaluation of machine vibration by measurements on non-rotataing
parts - Industrial machines with nominal power above 15 kW and nominal speeds between 120 r/min and 15 000 r/min when measuremend in situ.
ISO 14694, (2003). İndustrial fans, Specifications for balance quality and vibration levels. Karaçelebi, S. (2017). ISO 10816-3 Standardına göre endüstriyel makinalarda titreşimlerin
değerlendirilmesi. İş Makineleri Mühendisleri Birliği Dergisi, 60, 22-32. Spm, (2003). Machine condition tester T30 instruction manual.

Proceedings of 8th International Congress of Mining Machinery and Technologies
138
ZONGULDAK HAVZASI KÖMÜRLERİNİN TESKA AĞIR ORTAM CİHAZI İLE ZENGİNLEŞTİRİLMESİ
S. Yılmaz1, M. Bilen, İ. Toroğlu
1Bülent Ecevit Üniversitesi Maden Mühendisliği Bölümü, Zonguldak
ÖZET
Bu çalışmada Zonguldak Kömür Havzasına ait 5 farklı yerden toplanan kömür örneklerinin Teska Ağır Ortam ayırıcısı ile zenginleştirilmesi araştırılmıştır. Bu amaçla Zonguldak kömür havzasına ait 5 farklı lokasyondan (Amasra, Armutçuk, Azdavay, Karadon, Kurucaşile) kömür örnekleri toplanmıştır. Toplanan numuneler öncelikle Teska ağır ortam ayırıcısına beslenmiştir ve ürünler alınmıştır. Teska ağır ortam ayırıcısından alınan ürünlere yüzdürme batırma testi yapılarak Teska ağır ortam ayırıcısının her bir numunedeki performansı incelenmiştir. Bu kapsamda yapılan deneyler sonucunda Kurucaşile’den alınan örneklerin Teska ağır ortam ayırıcısı ile kolaylıkla zenginleştirilebileceğini göstermiştir. Bunun yanında Armutçuk’dan alınan örnekler ise temiz kömür dağılım faktörü açısından en kolay kömür olarak değerlendirilmiştir. Sonuçlar incelendiğinde Zonguldak kömürlerinin Teska ağır ortam ayırıcısı ile verimli bir şekilde ayrılabileceği kanaatine varılmıştır. Boyut dağılımının etkisi tek boyut grubuyla çalışıldığı için bu araştırmada gözlemlenememiştir. Ancak Teska ağır ortam ayırıcısının 25-2 mm boyut grubunda etkili bir şekilde kullanılabileceği anlaşılmıştır. Farklı boyut dağılımlarıyla yapılabilecek performans analizlerinde, iri boyut dağılımında yerçekimi kuvvetinin etkili olmasından hareketle Teska ağır ortam ayırıcısının iri boyutta daha net bir ayırmanın gerçekleşebileceği öngörülmektedir. Anahtar Kelimeler:- Teska, ağır ortam, zonguldak, kömür, yüzdürme batırma
ABSTRACT
In this study, Teska heavy medium separator was investigated for the collected 5 coal samples from Zonguldak Hardcoal Basin. In the order of this investigation, firstly coal samples from 5 different locations namely “Amasra”, “Armutçuk”, “Azdavay”, “Karadon” and “Kurucaşile” were collected. Collected samples were tested with Teska heavy medium separator. Samples collected from Teska equipment as products were also tested in terms of float and sink analysis. In this context, Kurucaşile samples were determined as they can be easily cleaned with Teska equipment. However, coal samples from Armutçuk are the most easy coals in terms of cleaning with Teska considering the clean coal distribution factor. Based on the results obtained, it was concluded that Zonguldak coals can be easily cleaned with Teska. In this study, size fraction effect was not included and it was only one size fraction employed. It was clear that Teska equipment can be employed for Zonguldak coal samples within a size range of -25+2 mm. Performance analysis which would be carried out with different size fractionated coal samples would possibly result as Teska equipment can achieve better seperation for coarser coal samples. This might be based on the assumption of higher gravitational force for coarser particles. Keywords:- Teska, heavy medium seperation, zonguldak, coal, float and sink
GİRİŞ
Kömür içindeki bir takım safsızlıklar gerek çevre açısından gerekse ekonomik açıdan kömürün daha sonraki kullanım potansiyelini sınırlandırmakta ve kömür yıkamanın önemini arttırmaktadır. Kömür yıkama türleri kömür tane boyutuna göre farklılık göstermektedir. İri boyutlu kömürler için gravite esaslı zenginleştime yöntemleri kullanılır. Gravite yöntemleri iri boyutta gerek düşük maliyet açısından gerekse

Proceedings of 8th International Congress of Mining Machinery and Technologies
139
de yüksek performans açısından yaygın olarak tercih edilmektedir. Gravite zenginleştirme yöntemi olarak sıklıkla kullanılan yöntem de ağır ortam yöntemidir. Ülkemizde de gerek Zonguldak havzası kömürler için gerekse de Soma havzası ya da Tekirdağ havzası linyitleri için de kömür yıkamada kullanılan drewboy ya da ağır ortam siklonları gravite esaslı uygulanmaktadır.
GRAVİTE ZENGİNLEŞTİRME İLKELERİ
Gravite zenginleştirilmesinde, aralarındaki özgül ağırlık farkı nedeniyle akışkan ortamdaki hareket farklılığına dayanılarak mineral tanelerin birbirlerinden ayrılmaları sağlanmaktadır. Mineral tanelerin akışkan ortamdaki hareketleri, özgül ağırlığının yanı sıra şekil, tane büyüklüğü ve ağırlığı ile yakından ilişkilidir.
Gravite yönteminin seçiminde ve bu yöntemin verimli olarak uygulanmasında “konsantrasyon kriteri” kullanılmaktadır. Konsantrasyon kriteri Eşitlik 1’ de verilen denklikten faydalanılarak hesaplanmaktadır.
K=(𝑑𝐴−1)
(𝑑𝐻−1) (1)
Bu formülde dA ve dH sırasıyla ağır ve hafif minerallerin özgül ağırlığıdır.
Konsantrasyon kriteri “K” eksi veya 2.5 değerinden büyük olursa ayırma 200 meşe kadar kolaylıkla yapılabilmektedir. “K” değerinin 1.75 ile 2.5 arasında olması durumunda ayırma yine kolay olup 65 veya 100 meşe kadar mümkün olabilmektedir. “K” değerinin “1.50 ile 1.75 arasında olması demek ayırmanın güçleşmesi anlamına gelmektedir ve 10 meşe kadar uygulanabilmektedir. Aynı şekilde “K” değeri 1.25 ile 1.50 arasında seyrederse ayırma zorlaşır ve çakıl büyüklüğünde uygulanabilmektedir. “K” değeri 1.25 değerinden küçük olduğu durumlarda ise ekonomik bir ayırma gravimetrik olarak mümkün değildir, ancak ortamın özgül ağırlığı arttırılarak ayırma gerçekleşebilecektir.
Gravite ile zenginleştirme, diğer yöntemlere göre daha geniş bir boyut aralığında uygulanabilmektedir. Uygulanabilecek en büyük boyut, konsantrasyon aygıtının kapasitesine ve tane serbestleşmesine bağlı olarak 50 cm olarak kabul edilir. İnce cevherlerin gravite ile zenginleştirilmesinde 6 mikron en küçük boyut olarak alınmaktadır. 50 cm ile 6 mikron boyut aralığında gravite zenginleştirilmesinin tek bir aygıtta yapılabilmesi mümkün değildir. Ağır Ortam Ayırması
Ağır ortam ayırması, cevher ve kömür hazırlamada çok yaygın olarak kullanılan basit ve yüksek verimli gravite zenginleştirme yöntemidir. Ağır ortam ayırmasında belirli özgül ağırlıkta akışkan içeren bir banyoya yerleştirilen mineral tanelerinden özgül ağırlığı akışkanın özgül ağırlığından büyük olanlar batar ve küçük olanlar yüzer. Batan ve yüzen olmak üzere iki ürün alınarak ayrışma sağlanır. Akışkan ortam özgül ağırlığı yüksek bir sıvıdan meydana gelmekte veya ince boyutlu bir katının su içinde süspansiyon halinde tutulmasıyla elde edilmektedir.
Ağır ortam ayırmasının iki önemli uygulama alanı vardır. Birincisinde kömür hazırlamada kömürün şişten ayrılmasında veya endüstriyel minerallerin zenginleştirilmesinde olduğu gibi nihai ürün olarak satılabilir ve konsantre elde edilir. İkincisinde ise temiz bir artık atıldığından bir ön konsantrasyon işleminde kullanılır. Bunun uygulama alanları da elmas, sülfürlü mineralle oksitli cevherlerin zenginleştirilmesidir.

Proceedings of 8th International Congress of Mining Machinery and Technologies
140
Ağır Ortam Uygulamaları
Ağır ortam ayırma yöntemi, gravite yöntemleri arasında en basiti olup bu yöntemle yıkanan kömürlerden en ekonomik temiz kömür üretilmektedir. Ağır ortam olarak kullanılan tipik bir öğütülmüş manyetitin tamamı -100 mikron boyutundadır. İri taneli ayırımlarda taneleri %30’u, ince taneli ayırımlarda ise %85’i 45 mikronun altında tane dağılımı gösterir. Bu tip ayırıcılarda, yıkama sonrasında kömürün ağır ortam içinde rahat hareket etmesini sağlamak amacıyla süspansiyonu oluşturan katının hacmi %25-45 arasında tutulur. Yüksek katı hacimlerinde (genellikle %30’dan yüksek) tanelerin hareketini başlatmak amacıyla ya süspansiyon karıştırılır ve ortamın görünür akışkanlığı düşürülür ya da tanelerin kayma hareketini arttırmak amacıyla santrifüj kuvveti uygulanır.
İri kömür yıkamada tercih edilen boyutlara bakıldığında üst boyut 200 mm’ye kadar çıkabilirken, alt boyut genelde 14-15 mm’den daha küçük seçilmez. Bunun nedeni ilgili fizik yasalarıdır. Santrifüj esaslı aygıtlarda (ağır ortam siklonu vb) ise alt boyut klasik yöntemlerde 0.5 mm, yeni geliştirilen özel tip siklonlarda ise 150 mikrona kadar inerken, üst boyut kullanılan aygıt çapına bağlı olarak 140 mm’ye kadar çıkabilmektedir. Genellikle bu ayırıcılarda ağır ortam kaybı beslenen 1 ton kömüre karşı 100 g ile 1000 g arasında değişir.
Ülkemizde ağır ortam uygulamaları olarak; Türkiye Taş Kömürü Kurumu Amasra lavvarı ağır ortam tambur ve siklonları gösterilebilir. Zonguldak Merkez ve Çatalağzı lavuarlarında ise ağır ortam siklon devreleri bulunmaktadır. Benzer şekilde, Türkiye Kömür İşletmeleri (TKİ) Kurumu Tunçbilek Lavuarında ağır ortam tambur ve siklonları yeralmaktadır.
MALZEME VE YÖNTEM
Manyetit kullanılarak 1.60 gr/cm3 yoğunlukta ağır ortam hazırlanmıştır. Ağır ortam cihaza beslenir ve bu arada pompa ile elevatörde çalıştırılır. Ağır ortam beslemesinden sonra banyo ayırma işlemi için hazır hale getirilir. Sonra banyoya brüt kömür beslemesi yapılır. Ortamda hafif olan malzeme yüzer ve ağır olan malzeme ise batar. Yüzen malzeme kelebek yardımıyla eleklere alınır. Ürünle gelen ağır ortam eleğin altındaki haznede toplanmaktadır. Buradan pompa yardımıyla tekrar banyoya beslenmektedir. Batan ürün ise banyo dibinden elevatör kovaları aracılığıyla yukarı çıkartılıp ağır ürün kabına boşaltılır. Böylece ayırma işlemi tamamlanmış olur. Bu işlemlerden sonra haznedeki ağır ortam banyonun altındaki vana yardımıyla boşaltılır. Şekil 1’ de laboratuvarımızda bulunan Teska cihazına ait görseller verilmiştir.
Şekil 1. Laboratuvarımızda bulunan Teska cihazının görüntüsü.

Proceedings of 8th International Congress of Mining Machinery and Technologies
141
Laboratuvarımızda bulunan Teska tipi ayırıcının özellikleri ise Tablo 1’de verilmiştir.
Tablo 1. Laboratuvarımızda bulunan Teska tipi ayırıcının özellikleri
Kapasite 80-100 kg/saat Brüt kömür besleme boyutu 25-2 mm Yüzdürme alanı 1000 cm2 Elevatör genişliği 80 mm Elevatör gücü 0.20 kW Tulumba debisi 8 lt/dk Süzgeç elek boyutu 200*500 mm Süzgeç elek açıklığı 0.5 mm Elek motor gücü 0.25 kW
SONUÇLAR VE TARTIŞMA
Yapılan çalışmalarda her bir numuneye ait Teska ağır ortam ayırıcısından elde edilen ürünler
yüzdürme batırma testine tabi tutulmuş ve elde edilen sonuçlar Tablo 2’de ve Şekil 2-7’de sunulmuştur. Tablo 2. Teska ağır ortam ayırıcısından her bir numuneye ait ürünlerin yüzdürme batırma test sonuçları
AR
MU
TCU
K
Temiz
Kömür
Miktar (%)
Şist
(%)
Toplam
(%)
- 1,30 5,5 0,00 5,50 100,00 0,00
+1,30 - 1,40 1,35 28,3 0,00 28,30 100,00 0,00
+1,40 - 1,50 1,45 23,0 0,10 23,10 99,57 0,43
+1,50 - 1,60 1,55 3,1 0,30 3,40 91,18 8,82
+1,60 - 1,70 1,65 0,2 1,75 1,95 10,26 89,74
+1,70 - 1,80 1,75 0,0 2,20 2,20 0,00 100,00
+1,80 - 1,90 1,85 0,0 5,05 5,05 0,00 100,00
+1,90 0,0 30,50 30,50 0,00 100,00
60,10 39,90 100,0Toplam
Yoğunluk
(g/cm3)
Ortalama
Yoğunluk
(g/cm3)
Beslenen Ürüne Göre
Temiz K Dağılım
Faktörü
(%)
Şist
Dağılım
Faktörü
(%)

Proceedings of 8th International Congress of Mining Machinery and Technologies
142
KU
RU
CA
ŞİLE
AZD
AV
AY
KA
RA
DO
N
Temiz
Kömür
Miktar (%)
Şist
(%)
Toplam
(%)
- 1,30 7,1 0,00 7,10 100,00 0,00
+1,30 - 1,40 1,35 29,5 0,00 29,50 100,00 0,00
+1,40 - 1,50 1,45 24,5 0,00 24,50 100,00 0,00
+1,50 - 1,60 1,55 4,5 0,20 4,70 95,74 4,26
+1,60 - 1,70 1,65 0,1 1,30 1,40 7,14 92,86
+1,70 - 1,80 1,75 0,0 1,80 1,80 0,00 100,00
+1,80 - 1,90 1,85 0,0 5,50 5,50 0,00 100,00
+1,90 0,0 25,50 25,50 0,00 100,00
65,70 34,30 100,0Toplam
Yoğunluk
(g/cm3)
Ortalama
Yoğunluk
(g/cm3)
Beslenen Ürüne Göre
Temiz K Dağılım
Faktörü
(%)
Şist
Dağılım
Faktörü
(%)
Temiz
Kömür
Miktar (%)
Şist
(%)
Toplam
(%)
- 1,30 7,2 0,00 7,20 100,00 0,00
+1,30 - 1,40 1,35 23,3 0,00 23,30 100,00 0,00
+1,40 - 1,50 1,45 14,7 0,10 14,80 99,32 0,68
+1,50 - 1,60 1,55 5,5 0,60 6,10 90,16 9,84
+1,60 - 1,70 1,65 0,2 1,15 1,35 14,81 85,19
+1,70 - 1,80 1,75 0,1 2,20 2,30 4,35 95,65
+1,80 - 1,90 1,85 0,1 5,45 5,55 1,80 98,20
+1,90 0,0 39,40 39,40 0,00 100,00
51,10 48,90 100,0Toplam
Yoğunluk
(g/cm3)
Ortalama
Yoğunluk
(g/cm3)
Beslenen Ürüne Göre
Temiz K Dağılım
Faktörü
(%)
Şist
Dağılım
Faktörü
(%)
Temiz
Kömür
Miktar (%)
Şist
(%)
Toplam
(%)
- 1,30 5,8 0,00 5,80 100,00 0,00
+1,30 - 1,40 1,35 25,9 0,00 25,90 100,00 0,00
+1,40 - 1,50 1,45 16,5 0,10 16,60 99,40 0,60
+1,50 - 1,60 1,55 6,8 1,05 7,85 86,62 13,38
+1,60 - 1,70 1,65 0,4 2,00 2,40 16,67 83,33
+1,70 - 1,80 1,75 0,2 2,20 2,40 8,33 91,67
+1,80 - 1,90 1,85 0,1 5,95 6,05 1,65 98,35
+1,90 0,0 33,00 33,00 0,00 100,00
55,70 44,30 100,0Toplam
Yoğunluk
(g/cm3)
Ortalama
Yoğunluk
(g/cm3)
Beslenen Ürüne Göre
Temiz K Dağılım
Faktörü
(%)
Şist
Dağılım
Faktörü
(%)

Proceedings of 8th International Congress of Mining Machinery and Technologies
143
AM
ASR
A
Tablo 2’de elde edilen sonuçlar incelendiğinde, Amasra kömürlerinde temiz kömür miktarı toplamda % 49.30 olarak tespit edilirken Kurucaşile kömürlerinde bu değer % 65.70 olarak bulunmuştur. Teska ağır ortam ayırıcısının Kurucaşile kömürlerinde en iyi performansla çalışacağı ancak Amasra kömürlerinde ise nispeten daha düşük performansta bir ayrım yapacağı görülmektedir.
Şekil 2. Armutçuk kömürüne ait numunenin Teska ağır ortamıyla zenginleştirme sonucu elde edilen ürünün dağılım eğrisi (Tromp eğrisi)
Temiz
Kömür
Miktar (%)
Şist
(%)
Toplam
(%)
- 1,30 2,2 0,00 2,20 100,00 0,00
+1,30 - 1,40 1,35 28,3 0,10 28,40 99,65 0,35
+1,40 - 1,50 1,45 14,7 0,20 14,90 98,66 1,34
+1,50 - 1,60 1,55 3,5 0,50 4,00 87,50 12,50
+1,60 - 1,70 1,65 0,3 1,15 1,45 20,69 79,31
+1,70 - 1,80 1,75 0,2 2,20 2,40 8,33 91,67
+1,80 - 1,90 1,85 0,1 5,05 5,15 1,94 98,06
+1,90 0,0 41,50 41,50 0,00 100,00
49,30 50,70 100,0Toplam
Yoğunluk
(g/cm3)
Ortalama
Yoğunluk
(g/cm3)
Beslenen Ürüne Göre
Temiz K Dağılım
Faktörü
(%)
Şist
Dağılım
Faktörü
(%)
0.00
10.00
20.00
30.00
40.00
50.00
60.00
70.00
80.00
90.00
100.00
1.35 1.45 1.55 1.65 1.75 1.85
Tem
iz K
öm
ür
Dağ
ılım
Fak
törü
(%
)
Yoğunluk (g/cm3)

Proceedings of 8th International Congress of Mining Machinery and Technologies
144
Şekil 3. Kurucaşile kömürüne ait numunenin Teska ağır ortamıyla zenginleştirme sonucu elde edilen ürünün dağılım eğrisi (Tromp eğrisi)
Şekil 4. Azdavay kömürüne ait numunenin Teska ağır ortamıyla zenginleştirme sonucu elde edilen ürünün dağılım eğrisi (Tromp eğrisi)
0.00
10.00
20.00
30.00
40.00
50.00
60.00
70.00
80.00
90.00
100.00
1.35 1.45 1.55 1.65 1.75 1.85
Tem
iz K
öm
ür
Dağ
ılım
Fak
törü
(%
)
Yoğunluk (g/cm3)
0.00
10.00
20.00
30.00
40.00
50.00
60.00
70.00
80.00
90.00
100.00
1.35 1.45 1.55 1.65 1.75 1.85
Tem
iz K
öm
ür
Dağ
ılım
Fak
törü
(%
)
Yoğunluk (g/cm3)
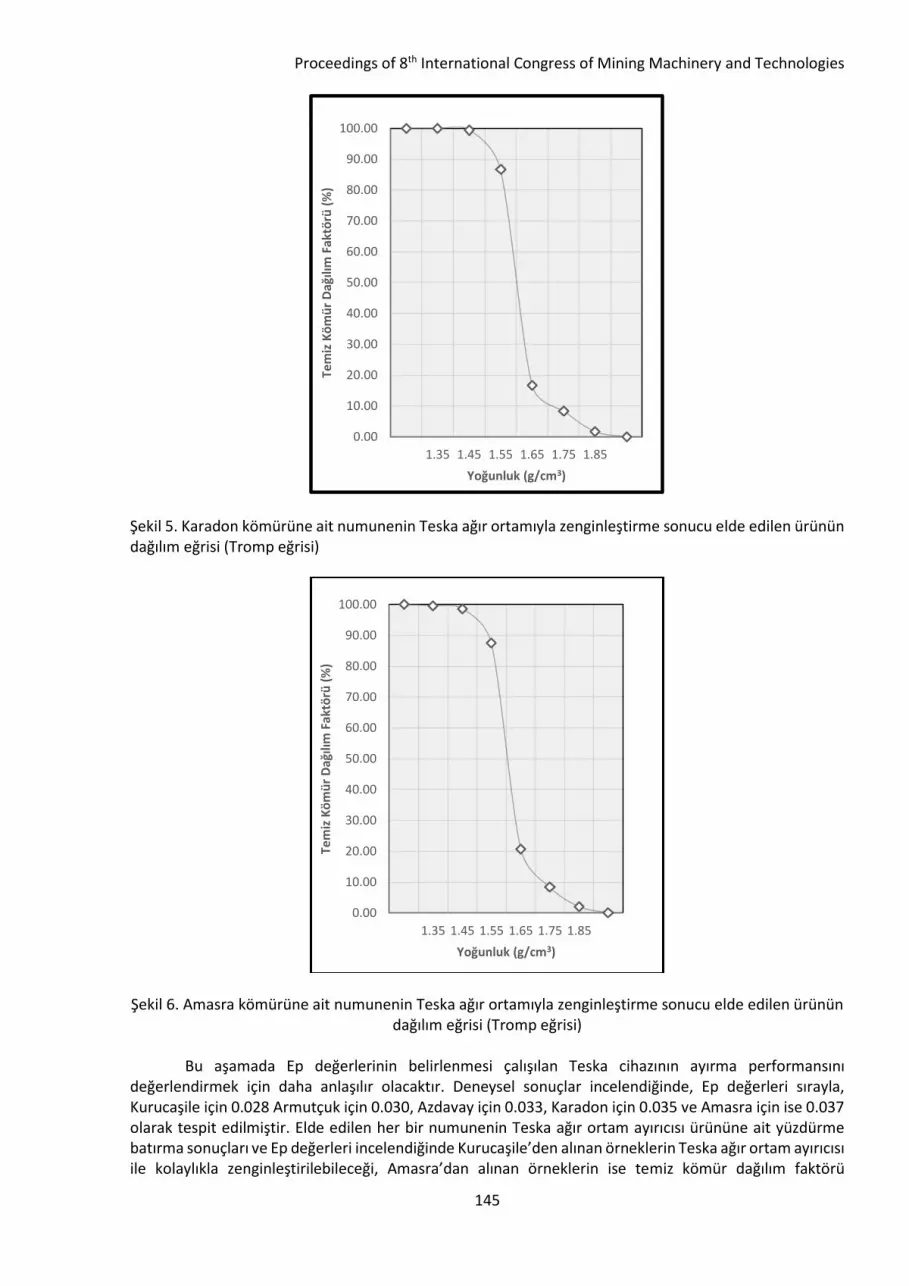
Proceedings of 8th International Congress of Mining Machinery and Technologies
145
Şekil 5. Karadon kömürüne ait numunenin Teska ağır ortamıyla zenginleştirme sonucu elde edilen ürünün dağılım eğrisi (Tromp eğrisi)
Şekil 6. Amasra kömürüne ait numunenin Teska ağır ortamıyla zenginleştirme sonucu elde edilen ürünün dağılım eğrisi (Tromp eğrisi)
Bu aşamada Ep değerlerinin belirlenmesi çalışılan Teska cihazının ayırma performansını
değerlendirmek için daha anlaşılır olacaktır. Deneysel sonuçlar incelendiğinde, Ep değerleri sırayla, Kurucaşile için 0.028 Armutçuk için 0.030, Azdavay için 0.033, Karadon için 0.035 ve Amasra için ise 0.037 olarak tespit edilmiştir. Elde edilen her bir numunenin Teska ağır ortam ayırıcısı ürününe ait yüzdürme batırma sonuçları ve Ep değerleri incelendiğinde Kurucaşile’den alınan örneklerin Teska ağır ortam ayırıcısı ile kolaylıkla zenginleştirilebileceği, Amasra’dan alınan örneklerin ise temiz kömür dağılım faktörü
0.00
10.00
20.00
30.00
40.00
50.00
60.00
70.00
80.00
90.00
100.00
1.35 1.45 1.55 1.65 1.75 1.85
Tem
iz K
öm
ür
Dağ
ılım
Fak
törü
(%
)
Yoğunluk (g/cm3)
0.00
10.00
20.00
30.00
40.00
50.00
60.00
70.00
80.00
90.00
100.00
1.35 1.45 1.55 1.65 1.75 1.85
Tem
iz K
öm
ür
Dağ
ılım
Fak
törü
(%
)
Yoğunluk (g/cm3)

Proceedings of 8th International Congress of Mining Machinery and Technologies
146
açısından en yüksek değere (0.037) sahip olduğu değerlendirilmiştir. Bu anlamda değerlendirmenin daha kolay yapılabilmesi için her bir numuneye ait sonuçlar birleştirilerek tek bir grafik elde edilmiş ve Şekil 6’ da sunulmuştur.
Şekil 7. Her bir numunenin Teska ağır ortamıyla zenginleştirme sonucu elde edilen ürünlerin dağılım eğrisi (Tromp eğrisi)
Amasra kömürlerinin kendi yapılarındaki yıkanabilirliklerinin zor olması deneysel sonuçlar da da
belirlenmiştir. Bu belirlenen farklılığın sebebini anlamak için beslenen kömür miktarları veya tane boyut farklılığından öte kömürün yıkamaya elverişli olup olmaması değerlendirilmelidir. Teska tipi ayırıcıda da elde edilen bu yıkama verim farklılığın, çalışılan kömür örneklerinin karakteristik yıkanabilirlik farklılığından kaynaklandığı belirlenmiştir.
DEĞERLENDİRME
Bu çalışmada Zonguldak kömür havzasından 5 farklı lokasyondan (Amasra, Armutçuk, Azdavay, Karadon, Kurucaşile) alınan kömür örnekleri Teska ağır ortam ayırıcısında test edilmiştir. Bu testlerle Teska ağır ortam ayırıcısının performansını inceleyebilmek için Teska cihazından alınan temiz ürünler yüzdürme batırma testine tabi tutulmuştur. Yapılan deneyler sonucunda Kurucaşile’den alınan örneklerin Teska ağır ortam ayırıcısı ile kolaylıkla zenginleştirilebileceğini anlaşılmış olup, Armutçuk’dan alınan örnekler ise temiz kömür dağılım faktörü açısından en kolay kömür olarak değerlendirilmiştir. Sonuçlar incelendiğinde Zonguldak kömürlerinin Teska ağır ortam ayırıcısı ile verimli bir ayırım işleminin yapılabileceği kanaatine varılmıştır. Buna ek olarak belirtmek gerekir ki zor yıkanan özellikle ara ürünü çok olan kömürlerde ve linyit kömürlerinin yıkanmasında Teska cihazının tercih edilmesi önerilmektedir. Boyut dağılımınının etkisi tek boyut grubuyla çalışıldığı için bu araştırmada incelenmemiştir ancak örneklerin boyut dağılımın irileşmesi durumunda da Teska cihazının etkili bir şekilde çalışacağı öngörülmektedir. Teska cihazının bahsi geçen iyi
0.00
10.00
20.00
30.00
40.00
50.00
60.00
70.00
80.00
90.00
100.00
1.30 1.40 1.50 1.60 1.70 1.80 1.90
Tem
iz K
öm
ür
Dağ
ılım
Fak
törü
(%
)
Yoğunluk (g/cm3)
Armutçuk Kurucaşile Azdavay Karadon Amasra

Proceedings of 8th International Congress of Mining Machinery and Technologies
147
ayırma performansı ve kömürlerimiz için uygunluğunun yanısıra ilk yatırım maliyeti ve diğer ağır ortam ayırıcılarına kıyasla daha fazla alana ihtiyaç duyması nedeniyle talep edilmemektedir. Sırbistan da bulunan Kolubara kömür açık işletmesi ve temiz kömür hazırlama tesislerinde kullanılmakta olan bu cihazdan ülkemiz kömürleri için özellikle de linyitlerin zenginleştirilmesinde kullanılabileceği öngörülmektedir.
KAYNAKLAR
Beycan N. (1969) Ağır Sıvılarla Cevher Zenginleştirme, Türkiye Madencilik ve Teknik 1. Kongresi, Ankara
13-15 Şubat 1969, Sayfa 170-192 Burt R. O. (1987) Gravity concentration methods Nato ASI series No: 122 Mineral Processing Design Eds.
Yarar and Doğan, Martinus Mijhoff Publishers, Sayfa 116-137 Osborn D. G. (1988) Coal Preparation Technology, Graham Trotman Limited. Onal G. (1985) Cevher Hazırlamada flotasyon dışındaki zenginleştirme yöntemleri, İTÜ Maden Fakültesi,
Sayfa 71-128 Svensson J. (1980) The Stripa Process of Dense Medium Seperation, Mining Magazine, Nov. 1980, Sayfa
480-487 Taggart A. F. (1951) Elements of Ore Dressing, John Wiley and Sons, 1951, Sayfa 168. Toroglu I. (1997) Kömür ve Endüstriyel Minerallerin Teska Ağır Ortam Cihazı ile Zenginleştirilmesi, Proje
Kod: 96-115-001-07, Zonguldak Karaelmas Üniversitesi Araştırma Fonu Projesi, Nihai Rapor Wills B. A. (1979) Mineral Processing Technology, Permagon Press, Sayfa 250-255

Proceedings of 8th International Congress of Mining Machinery and Technologies
148
ÇELİK BAĞ ÇEŞİTLERİ VE ANALİZ YÖNTEMLERİ
TYPES OF STEEL SETS AND ANALYSIS METHODS
C. Tuz1, Ö. Yılmaz2, M. Bilen3, S. Yılmaz3
1Weber Madencilik, Bergama, İzmir
2Bülent Ecevit Üniversitesi ZMYO, Madencilik ve Maden Çıkarma Bölümü, Zonguldak 3Bülent Ecevit Üniversitesi Maden Mühendisliği Bölümü, Zonguldak
ÖZET
Bu çalışmada yeraltı kömür ocaklarında kullanılan çelik bağ çeşitleri ve bağ elemanları hakkında temel bilgiler verilmiştir. Ayrıca çelik bağların analiz yöntemleri irdelenmiş ve performans izleme tekniklerinden bahsedilmiştir. Örnek bir saha çalışması olarak Soma havzasında yer alan Eynez bölgesinde ki işletmelerden Polyak Eynez işletmesi ele alınmıştır. Bu işletmedeki destek sistemi üzerinde iki farklı yaklaşım ile karşılaşılabilecek yük değerinin 54,7 ton/m2 ile 117,23 ton/m2 arasında değişebileceği belirlenmiştir. Bunun yanında yaklaşık ortalama destek yükünün ise 124 ton değerinde olması bekleneceği ön görülmüştür. Karşılaşılacak olan bu yük değerine karşılık TH34 S480W geçmeli fil ayağı tipi çelik bağ kullanılması uygun görülmüştür. Yapılan tahkimat sonrası gerekli deformasyon ölçümleri alınmış ve deformasyonlar istenilen tolerans aralığında yer almaktadır.
Anahtar Kelimeler:-Çelik bağ, yeraltı madenciliği, kömür, analiz, tahkimat
ABSTRACT
In this study, steel sets which are used in underground coal mines were investigated and the information about their types and the structures was also provided. In addition, analysis method of steel arches was detailed and techniques of performance monitoring were taken into consideration. As a sample field study, Polyak Eynez Mine was taken into consideration. Support design in this mine was determined as the load value of between 54,7 ton/m2 and 117,23 ton/m2. In addition to that, support load was found as 124 tonnes as an average value. In the case of this support load value abovementioned, a special verison of steel set (TH34 S480W) was chosen and regarded as suitable in this context for the mine in consideration. Right after this design of support, deformation measurements were obtained and it was found out that these measurements were in the raaaange of desired values.
Keywords: Steel arches, underground mine, coal, analysis, support
GİRİŞ
Yeraltında karşılaşılan ağır tavan yükü koşullarında (ulaşım yolları, tabanyolları vb.) güvenli bir tahkimat sisteminin mümkün olan en çabuk şekilde uygulanması gerekmektedir. Bu tip kalıcı tahkimat sistemlerinde ahşap veya çelik kullanılmaktadır. Çelik bağlar yeraltı açıklıklarının uzun süreli duraylılık olanağı sağlamaktadır.
Tahkimat malzemesi olarak ahşabın kullanımı, günümüz şartlarında kısıtlı bir kullanım alanına
sahip olsa da küçük ölçekli maden ocaklarında ve arazi şartlarının düzensiz olduğu maden ocaklarında ihtiyaca cevap veren bir tahkimat malzemesidir. Tahkimat malzemesi olarak ahşap kullanımı genellikle

Proceedings of 8th International Congress of Mining Machinery and Technologies
149
mekanize olmayan ocakların üretim yerlerinde de (ayaklarda) rastlanmaktadır. Bunun yerine büyük ölçekli işletmelerde ahşap tahkimat yerine çelik rijit bağlar kullanılmaktadır (Sesışık, 1966). Zonguldak TTK kömür ocaklarında da 1947 yılına kadar tahkimat işlerinde ağaç malzemeler kullanılmaktaydı. Yurtdışında çelik bağların kullanımı maden ocaklarında yaygınlaştığından çelik tahkimat elemanları ilk başlarda ithal edilmeye başlandı ve daha sonra Karabük demir çelik fabrikalarında yapılan çalışmalar ile rijit bağlar 1955-1956 yılları arasında üretilmeye başlandı. Bu üretilen çelik bağlar TTK merkez atölyesinde bükülerek operasyonlara uygun hale getirilmiştir. (Sesışık, 1966)
Günümüzde oldukça sık olarak kullanımı olduğundan dolayı çelik sanayisinde maden sektörü
yerini almıştır. Mevcut durumda istenilen kalite ve ölçülerde standartlara uygun olarak yurtiçi üretim yapan birçok firma bulunmaktadır. Bu çalışmada öncelikle yeraltı kömür ocaklarında kullanılan çelik bağ çeşitleri ve bağ elemanları hakkında temel bilgiler verilmiş olup daha sonra çelik bağların analiz yöntemleri irdelenmiş ve performans izleme tekniklerinden bahsedilmiştir.
ÇELİK BAĞ ÇEŞİTLERİ
19. yüzyılın ortalarında yeraltı tahkimat malzemesi olarak çelik kullanılmaya başlanırken 20. yüzyılın başlarında tahkimata uygun özel profiller üretilmiştir. 1924 yılında eklemli “moll” bağları uygulanmaya başlanmış ve 1931 yılında trapez bağlardan kemerli (kavisli) bağlara geçiş yaşanmıştır. T-H geçme bağ profili ise 1932 yılında yeraltı kömür madenciliğinde kullanılmaya başlanmıştır (Heintzmann, 1932). Çelik bağlar günümüze kadar birçok değişikliğe uğramış ve her geçen gün geliştirilmektedir. Genellikle montajlanma tekniklerine ve yapısal şekillerine göre sınıflandırılmaktadırlar (Şekil 1).
Şekil 1. Çelik bağ çeşitleri
Montajlanma Tekniklerine Bağlı Çelik Bağ Türleri
Çelik bağlar bağın boyutlarına bağıl olarak parçalar halinde üretilmektedir. Bu sayede yeraltına nakliyatı kolaylaşmakta ve bu şekilde oluşturulan açıklığa temas edecek şekilde tasarımlar oluşturulabilmektedir.
Yeraltı kömür madenciliğinde çelik bağlar montajlanma işleyişine göre rijit bağlar ve geçmeli
bağlar olmak üzere iki sınıfa ayrılmaktadır.
Rijit Bağlar
Rijit çelik bağlar dayanım gösterdikleri yüke bağlı olarak belli bir seviyeye kadar şekil değiştirmeyen ancak belli limitlerin üstünde plastik deformasyon gösteren tahkimat öğeleridir. Maden ocaklarındaki açıklıklarda ve galerilerde kalıcı tahkimat elemanı olarak kullanılan rijit bağlar I ve H
Montajlanma Tekniklerine Bağlı
•Rijit Bağlar
•Geçmeli Bağlar
Yapısal Şekillerine Göre
•Trapez
•At Nalı
•Dairesel
•Fil Ayağı

Proceedings of 8th International Congress of Mining Machinery and Technologies
150
profillerden oluşmaktadır. Bunlar açıklığın şekline göre dörtgen, kavisli (kemerli), elips veya dairesel kesitlerde olabilirler. Pratikte yaygın olarak kullanılanlar, dörtgen şekilli trapez bağlar ile kavisli rijit çelik bağlardır (Ünlü vd. 2004). Rijit bağ montajı segmentlerin pabuç adı verilen profilin yanakları içerisine geçen, profili üstten kavrayan bir çift kalın saç parçasıyla veya uç uca plaka aracılığı ile eklemeyle birbirlerine kenetlenme tekniği uygulanarak yapılmaktadır (Şekil 2).
Şekil 2. Rijit bağ montajı (Ünlü vd., 2004)
Rijit bağlar günümüzde birçok şekilde kullanılmaktadır. Çelik sanayideki gelişime bağıl olarak rijit bağların her şekilde üretimi mevcuttur. Zorlu koşullara yönelik geliştirilmiş rijit çelik bağlar bulunmaktadır. Bu duruma örnek olarak taban sarmalı, taban kirişli, tavan kirişli ve payandalı rijit çelik bağ profili Şekil 3’te gösterilmektedir.
Şekil 3. Rijit bağ örneği (Yang vd., 2017)
Rijit bağlar yapısal özellikleri nedeniyle sistemin dış yükler altında yapacağı şekil değiştirme olanağı kısıtlıdır. Şekil değiştirme miktarı kesitin eğilme rijitliğiyle sınırlandırmaktadır. Bu rijitlik tahkimat üzerine binen yükün dağılım geometrisini etkilemektedir. Yük dağılım geometrisinden kaynaklı olarak rijit bağlarda normal gerilmenin yanında eğilme gerilmesi de oluşmaktadır. Bu eğilme gerilmesi bağın yenilme hızını arttıran faktörlerden birisidir. Diğer bir değişle malzemeye yenilmesi minimum seviyededir (Ünlü vd., 2004). Rijit tahkimat sistemlerinde gözlemlenen yenilme türleri
Burkulma kırılması

Proceedings of 8th International Congress of Mining Machinery and Technologies
151
Yansal burulma kırılması
Bağlantı elemanlarından kaynaklı kırılma
şeklinde sıralanmıştır (Arıoğlu ve Yüksek, 1982).
Beton Dolgulu Çelik Boru Tahkimatı:
Son dönemlerde kullanımı yaygınlaşmaya başlamıştır (Şekil 4). Kullanımının yaygınlaşmasını sağlayan temel faktörler;
Yüksek dayanıma sahip olması
Beton kirişlerde ki gevrek kırılmanın çelik boru sayesinde yaşanmamasından dolayı esneklik payının çelik ile birlikte artması
Beton dolgulu çelik boru tipi bağlar düz çelik bağlara oranla çelik tasarrufu sağlamaktadırlar. Bundan dolayı maliyet açısından daha uygun olmaktadırlar.
Şekil 4. Beton dolgulu çelik boru bağ örneği
Esneyen Çelik Bağlar (TH Bağlar)
Almanya’nın Bochumer Eisenhütte’de 1932 yılında, ilk defa Heinrich Toussaint ve Egmont Heintzmann tarafından tasarlanmıştır. Bu tip bağlar zor madencilik koşullarında kullanılabilir olması nedeniyle yurtdışında da madencilik faaliyetlerinde sıklıkla kullanılan tahkimat elemanlarıdır. Geçmeli bağlar bükülerek kemer şekli verilen U profillerin üst üste bindirilmesiyle kelepçe adı verilen yardımcı eleman ile montajlanarak oluşturulmaktadırlar (Şekil 5).
Geçmeli bağlar (TH-Toussaint Heintzmann) bağ üzerinde ki yükün artmasıyla birbirleri üzerinde kayarak yükün enerjisini aldıklarından dolayı kırılmaya veya anlık yenilmelere sebebiyet vermezler.

Proceedings of 8th International Congress of Mining Machinery and Technologies
152
Şekil 5. Geçmeli bağların çalışma şekli
Geçmeli bağların çalışma şekli Şekil 6’da görüldüğü üzere bindirme payının artmasıyla olmaktadır. Bu payın artması sayesinde bağ şekil değişikliğine uğrayarak formasyonun istemiş olduğu deformasyona tolerans sağlanmaktadır. Bu tolerans sağlanırken çelik profil yenilmeye uğramaz. Kurulma ve sökülme kolaylıkları, bağlantı yerlerinde üstün sağlamlık, aşırı yüklenme ve ani bozulma olmaksızın arına oldukça yakın kurulabilmeleri (özellikle gevşek arazi şartları için olumlu bir durum), açılan boşluğa göre ayarlanarak yan cidarlara maksimum temas sağlanmasının mümkün olması, iç içe geçtikçe (kaydıkça) dayanımlarının artması, galeri kesitinde düzgün daralma sergilemeleri bu bağların diğer avantajlı yönlerindendir.
TH bağlar genellikle uzun süre ayakta kalacak yapılar olan kömür hazırlık galerilerinde
kullanılmaktadır. TH bağların başlıca aksesuarları bağlantı kelepçeleri ve bağların birbiriyle irtibatlı çalışmasına olanak veren fırça düzenekleridir. Bağların çalışma performansının artırılmasını sağlamak amacıyla çok çeşitli kelepçe ve fırça tasarımları gerçekleştirilmiştir. Fırçalar I profil kesitli bağların zayıf eksenleri yönünde burkulmasını önlemede de oldukça önemli bir görevi olmasına karşın, TH bağlarda bu derece etkili değillerdir (Ünlü ve Yılmaz, 2011).
Şekil 6. Hazırlık galerilerinde geçmeli bağ kullanımı
TH profil türleri şekillerine göre belli kategorilere ayrılmaktadır. Bunlardan en yaygın olarak bilinenleri aşağıda ki şekilde (Şekil 7) sunulmaktadır.

Proceedings of 8th International Congress of Mining Machinery and Technologies
153
Şekil 7. Yaygın kullanılan TH profil türleri
TH profillerin günümüzde birçok özel tasarımları yapılmaktadır. Genellikle kömür ocaklarında hazırlık galerilerinde kullanılır. Ayrıca baskının yüksek olduğu yerlerde alt taban yollarında kullanımı da mevcuttur. TH profil türleri Şekil 8’de gösterilmektedir.
Şekil 8. TH Profil Türleri (Maidl vd.2013 )
Yapısal Şekillerine Göre Çelik Bağ Türleri
Çelik bağlar profillere verilen bükme kavislerine göre yapısal olarak şekillendirilmektedirler. Günümüzde yapısal şekilleri özel olarak tasarlanabilmektedir. En yaygın olarak bilinen türleri;
Trapez çelik bağlar,
At nalı şekli çelik bağlar,
Dairesel çelik bağlar,
Fil ayağı şekli çelik bağlardır. Trapez Bağlar
Trapez bağlar yarı rijit çelik bağ tipi olarak bilinmektedirler. Trapez bağlar taban yollarında üretimin daha rahat yapılabilmesi için kömür ocaklarında sıklıkla kullanılır. Üretim tarafındaki direk sökülerek üretimin rahat bir şekilde ilerlemesini sağlar. Aynı zamanda ayak başı tahkimatı olması

Proceedings of 8th International Congress of Mining Machinery and Technologies
154
durumunda avantaj sağlamaktadır. Ayak başı tahkimatının ilerlemesi için kömür ocaklarında olanak sağlayan çelik bağ türüdür.
Trapez bağlar GI profil ve TH düz direkler ile oluşturulur. Direklere belli bir açı verilerek GI profillere
KR tipi bağ pabucu yardımıyla montajlanırlar. Trapez bağ türüne ait bir görsel Şekil 9’de verilmiştir.
Şekil 9. Trapez bağ türü
ANALİZ YÖNTEMLERİ
Maksimum Yük Hesabı
Bu hesap yöntemi “convergence–confinement” yöntemi olarak bilinmekte ve sadece zayıf ve orta dayanım kayaçlarda kullanılabilmektedir. Galeri duraylılığını değerlendirmek için bilinmesi gereken en önemli faktörlerden biri galeri etrafında ki gerilmelerin belirlenmesidir. Açılan galerinin çapının kapanma sonucu oluşan çapa olan oranı bize galeride ki deformasyon değerini vermektedir. Sakurai (1997) gerilme yüzdesini aşağıda ki denklem (Eşitlik 1) ile ifade etmektedir.
𝜀𝑝𝑐 = 1.073𝜎𝑐𝑚−0.318
(1)
Denklemde σcm kaya kütle dayanımını ve 𝜺𝒑𝒄 gerilme yüzdesini simgelemektedir. Hoek ve
Brown’nun (1980) galeri tasarımı için ortaya koyduğu formül aşağıda ki (Eşitlik 2) gibidir;
(2)
Denklemde ⸹i galeri yan duvar deformasyonunu, d0 galeri başlangıç boyutunu, pi tahkimat basıncını ve p0’da ortamdaki birincil gerilme olarak kullanılmaktadır. Kaya kütle dayanımının hesaplanmasına yönelik denklemler Tablo 1’de sunulmaktadır;
Tablo 1. Kaya kütle dayanım kriterleri (Özdoğan vd., 2018)
Kriter Kaya Kütlesi Dayanımı
Hoek ve Brown 1980
(3)
Ramamurthy 1986
(4)
Kalamaras ve Bieniawski 1995
(5)
Sheorey 1997
(6)
Hoek 1998
(7)
Ramamurthy 2004
(8)
Zhang 2006
(9)

Proceedings of 8th International Congress of Mining Machinery and Technologies
155
Birincil gerilmeyi hesaplamak için;
𝑝0 = 𝛾𝑥ℎ
(10)
Denklemde 𝛾 kayacın birim ağırlığını ve h galerinin bulunduğu derinliği simgelemektedir.
Dairesel veya atnalı şeklindeki kesitler için tahkimat kapasitesi tahmini aşağıda k (Eşitlik 11) i hesaplama ile yapılabilir; (Torres ve Fairhurst, 2000)
(11)
Denklemde D derinlik, As kesit alanı, Is çeliğin atalet momenti, σys çeliğin akma mukavemeti, θ
blokaj noktaları arasında ki yarım açı (radian), tB tabaka kalınlığı ve R galeri açıklık boyu olarak simgelenmektedir.
Yenilme Durumu Analizi
Çelik bağlara belli aralıklar ile yükleme testleri yapılmaktadır. Bu yükleme testleri ile elde edilen veriler hesaplamalarda kullanılmaktadır. Çelik bağ testlerine ait bazı görüntüler aşağıda (Şekil 10 ve Şekil 11) sunulmaktadır.
Şekil 10. Çelik boru tipi bağ yükleme testi (Wang vd., 2017)
Şekil 11. Dairesel TH bağ yükleme testi (Wang vd., 2017)
Bu testlerde yenilme değerleri elde edilmektedir. Aynı zamanda bağ tipinin ne tür bir yenilme
göstereceği de tanımlanabilmektedir.

Proceedings of 8th International Congress of Mining Machinery and Technologies
156
Deformasyon Ölçümleri
Belirli periyotlar ile yapılacak olan saha ölçümlerinin değerlendirmesiyle veriler elde edilebilir. Bu veriler numerik yapılan analizler ile karşılaştırılabilir. Yeraltı ölçümleri çelik bağlar üzerinde belli aralıklar ile işaretleme yapılarak bu işaretlenen yerlerin referans noktası yardımı ile koordinatlarının belirlenmesi sağlanarak yapılmaktadır. Periyot aralıklar ile yapılan ölçümler zamana da bağlı olduğundan dolayı en güvenilir analiz yöntemidir. Şekil 12’de galeri deformasyon ölçüm örneği verilmiştir.
Şekil 12. Galeri Deformasyon Ölçüm Örneği
Aynı zamanda yapılan bu ölçümler ile AMBERG gibi bazı tünelcilik programlarında daha net bir şekilde analiz yapılabilmektedir. Şekil 12 ve Şekil 13’de deformasyon ölçümleri sonucu oluşturulmuş galeri görüntüsü sunulmaktadır.
Şekil 13. Deformasyon İzleme Yöntemi
Görgül (Amprik) Yöntem
Destekleme sistemleri üzerine kaya mekaniği literatüründe birçok çalışma yapılmış olup bunlar arasında en eski ve hala kullanımı olan sınıflandırma sistemi Terzaghi tarafından yapılmış olan kaya yükü sınıflandırması (Arıoğlu 2009) aşağıda sunulduğu (Tablo 2) gibidir. Tablo 2. Terzaghi Kaya Yükü Sınıflaması (Arıoğlu 2009)
Sınıf No.
Fiziksel Özellik Açıklama Kaya Yükü Hp (m)
Destek
1 Sağlam ve çatlaksız
Mağmatik kayalar, tabaka kalınlığı tünel boyutun yanında öncemsiz kalan sedimanter kayalar
0 Eğer parçalanma ve patlama oluyorsa, sadece hafif kaplama gereklidir.

Proceedings of 8th International Congress of Mining Machinery and Technologies
157
2 Sağlam tabakalı veya şistozite yüzeyli
Seyrek eklemli ve çatlaklı sedimanter kayalar, çok hafif metamorfizma geçirmiş şistler
0.05 B Ayrılmalara karşı koruyucu önlem olarak hafif destek
3 Tabakasız, orta derecede eklemli
Mağmatik, metamorfik sedimanter kayalar. Orta derecede eklemli ve çatlaklı, çatlaklar arasında kuvars ve kalsit gibi bağlayıcılar iyi, kil kötü yönde etkir.
0-0.25 B Yük bir noktadan diğerine ani olarak değişebilir.
4 Parçalı ve çatlaklı
Makaslama ve fay zonlarının yakında ortalama 10 cm’den büyük aralıklı eklemli, çatlaklı ve parçalanmış kayalar
0.24 B-0.35 (B+ Ht)
Yan basınç yok.
5 Çok parçalı ve çatlaklı
Makaslama ve fay zonlarında 10 cm’den ufak aralıklı, çok parçalı, çatlaklı kayalar.
0.35-1.10 (B+ Ht) Yan basınç yok veya çok az.
6 Tamamen parçalanmış ancak kimyasal yönden ayrışmamış
Tamamen parçalanmış, sıkışmamış, kohezyonu çok düşük, ince taneli hale gelmiş veya kimyasal ve fiziksel etkilerle belirli bir sürede bu hale gelebilen kaya.
1.10(B+ Ht) Önemli miktarda yan basınç. Tünelin tabanına doğru sızıntı etkisiyle yumuşama, sürekli destek gerektirir (daireseln destek).
7 Sıkışabilen kaya (orta derinlikte)
Killer ve kil minerallerini içeren kayalar.
(1.10-2.10)(B+ Ht)
Çok fazla yan basınç, kaplama gerekir. Dairesel destek önerilir.
8 Sıkışabilen kaya (çok derinde)
Az şişen killer (kaolen mineralli) (2.10-4.50) (B+ Ht)
Çok fazla yan basınç, kaplama gerekir. Dairesel destek önerilir.
9 Şişen Çok şişen killer (montmorillonite, bentonite vb.)
450(B+ Ht)-75m Dairesel destek gereklidir. Daha kötü durumlarda esnek destek kullanılır.
Tabloda yer alan B tünelin taban genişliği, Ht tünelin yüksekliği ve Hp kaya yükü (m) olarak gösterilmektedir.
ÖRNEK SAHA ÇALIŞMALARI
Soma havzasında yer alan Eynez bölgesinde ki işletmelerden Polyak Eynez işletmesinde P1 olarak bilinen az şişen killi yapı içerisinde taban genişliği 6,6 m ve yükseklik 4,5 m olacak şekilde galeri açıklığı ile ilerleme yapılmaktadır. P1 formasyonun birim hacim kütlesi 2,347 ton/m3 olarak ele alınmaktadır. Yukarıda ki tabloya göre destek yükü; B: 6,6 m, Ht: 4,5 m Kaya kütlesi yukarıda ki tabloda 7. sınıfta yer aldığından dolayı; (2,10-4,5) x (B+Ht) (2,10 ile 4,5) x (6,6+4,5) x 2,347 Yukarıda ki hesaba göre destek sistemi üzerindeki yük 54,7 ton/m2 ile 117,23 ton/m2 arasında değişmektedir.
Bieniawski tarafından geliştirilmiş olan ilk kez 1973 yılında ortaya çıkarılan kaya kütle sınıflandırması RMR (Rock Mass Rating) sınıflandırma sistemi günümüzde daha yaygın olarak

Proceedings of 8th International Congress of Mining Machinery and Technologies
158
kullanılmaktadır. Bu sistem üzerinde en son değişiklik 1989 yılında yapılmış olup günümüzde yaygın olarak kullanılmaktadır. Tablo 3’de RMR kaya kütlesi sınıflama (Bieniawski,1989) sistemi verilmiştir.
Tablo 3. RMR kaya kütlesi sınıflama sistemi (Bieniawski,1989).
Yukarıda ki tablolardan (Tablo 2 ve Tablo 3) değerlendirmeler sonucunda RMR puanı hesaplanır ve bu puan değerine göre destekleme sistemleri tayin edilmektedir. Destekleme sistemlerinin tayin edilmesinde kullanılan algoritma (Arıoğlu 2009) Şekil 14’de sunulmuştur.
Şekil 14. RMR sistemi kullanım şeması (Arıoğlu, 2009)

Proceedings of 8th International Congress of Mining Machinery and Technologies
159
Aynı zamanda Şekil 15’deki RMR puanı kullanılarak yeraltı açıklığının desteksiz kalma süresi tayin edilebilir.
Şekil 15. Desteksiz açıklık ve kalma süresi grafiği (Arıoğlu 2009)
RMR puanı kullanılarak destek yükü hesabı (Eşitlik 12) (Arıoğlu 2009);
P=((100-RMR)/10)γBS
(12)
Denklemde P destek yükü (kN/m2), B tünel genişliği (m), γ kayanın birim hacim ağırlığı (kN/m3), S gerilim faktörü (yatay gerilimin düşey gerilime oranı) olarak tanımlanmaktadır. Polyak eynez işletmesi ruhsat sahasında yapılan GT-3 sondajına ait verilerin değerlendirilmesiyle elde edile grafik aşağıda (Şekil 16) sunulmaktadır;
Şekil 16. GT-3 Sondajı RMR değerleri (Öge vd., 2019)

Proceedings of 8th International Congress of Mining Machinery and Technologies
160
GT-3 sondajında P1 birimi yaklaşık olarak 604-676 m aralığında yer almaktadır. RMR puanının bu aralıkta arazi gerilmesi ve su hassasiyeti düzeltmeleri uygulamasıyla RMR değerinin 15-25 aralığında olduğu ve yer yer 40 gibi değerlere çıkabileceği beklenmektedir.
Bu değerlere göre RMR=20, tünel genişliği B=6,6 m, γ birim hacim ağırlığı 23 kN/m3 ve gerilim faktörü S=1 olarak alındığında (Bknz. Eşitlik 13);
P=((100-20)/10)x23x6,6x1=1214,4 kN/m2
(13)
Yaklaşık ortalama destek yükü 124 ton olarak elde edilmektedir.
Bu destek yüküne karşılık olarak fil ayağı tipi TH34 S480W geçmeli çelik bağ kullanılmıştır. (Şekil 17) PH-N-84042 kalite standardına göre bu ürüne ait mekanik özellikler Tablo 4’te verildiği gibidir.
Tablo 4. TH34 S480W çelik bağ mekanik özellikleri
AKMA MUKAVEMETİ (min)
ÇEKME (KOPMA) MUKAVEMETİ (min)
UZAMA (min)
BÜKME MOMENTİ (x axis)
σ akma σ çekme ε M bükme ( N/mm 2 ) ( N/mm 2 ) (%) ( Nm ) 480 650 17 58.560
Şekil 17. Fil ayağı tipi TH34 tahkimat tasarımı
Çelik bağ montajları 0,75 metre aralıklarla yapılmıştır. Montajdan hemen sonra ve 3 ay sonrasında
alınan deformasyon ölçümleri arasındaki fark en fazla 5 cm olarak görülmüştür.

Proceedings of 8th International Congress of Mining Machinery and Technologies
161
Şekil 18. Deformasyon Ölçümleri
SONUÇLAR
Bu çalışmanın ilk bölümünde yeraltı kömür ocaklarında kullanılan çelik bağ çeşitleri sınıflandırılarak bağ elemanları hakkında temel bilgiler verilmiştir. Çalışmanın ikinci bölümünde ise, çelik bağların analiz yöntemleri irdelenmiş ve performans izleme tekniklerinden bahsedilmiştir. Bu bağlamda maksimum yük hesabı, yenilme durumu analizi, deformasyon ölçümleri ve saha destek problemlerinin analizlerinden bahsedilerek örnek saha çalışmalarına yer verilmiştir. Soma havzasında yer alan Eynez bölgesinde ki işletmelerden Polyak Eynez işletmesinde destek sistemi üzerinde iki farklı yaklaşım ile karşılaşılabilecek yük değerinin 54,7 ton/m2 ile 117,23 ton/m2 arasında değişebileceği belirlenmiş ve yaklaşık ortalama destek yükünün ise 124 ton değerinde olması bekleneceği ön görülmüştür.
Karşılaşılacak olan bu yük değerine karşılık TH34 S480W geçmeli fil ayağı tipi çelik bağ uygun
görülmüştür. Yapılan tahkimat sonrası gerekli deformasyon ölçümleri alınmış ve deformasyonlar istenilen tolerans aralığında yer almaktadır.
KAYNAKLAR
Arıoğlu, E. Yüksek, A. (1982) Rijit Galeri Tahkimat Sisteminin Sakıncaları ve Geçme Tahkimat Sisteminin Boyutlandırma Esasları. Türkiye 3. Kömür Kongresi, Zonguldak, 135-153.
Bieniawski, Z.T. (1989) Engineering Rock Mass Classifications, John Wiley and Sons, New York, 251 pp
Heintzmann (1932) Bochumer Eisenhütte Heinzmann GmbH&CoKG.
Hoek, E. and Brown, E.T. (1980) Underground Excavations in Rock, IMM, London.
Maidl, B. Thewes, M. Maidl,U. (2013) Handbook of Tunnel Engineering I: Structures and Methods, Ernst & Sohn, Wiley, 482 p.
Özdoğan, M.V. Yenice, H. Gönen, A. Karakus D. (2018) Optimal Support Spacing for Steel Sets: Omerler Underground Coal Mine in Western Turkey, International Journal of Geomechanics Vol. 18, Issue 2.
Proceedings of 8th International Congress of Mining Machinery and Technologies
162
Öge, İ.F. Kutay, O. Erel, A. Soyer, E. Tuz, C. Ersoy, C. Kahraman, E. (2019 ) Aşırı Baskılı Sınıfta Bir Kaya Kütlesinde Açılan Derin Yeraltı Açıklıklarında Tahkimat Sistemlerinin Davranışı, IMCET 2019 - Proceedings of the 26th International Mining Congress and Exhibition of Turkey.
Sesışık, Z. (1966) EKİ Ocaklarında tatbik edilen tahkimat sistemlerinin tetkiki, yayımlanmamış notlar, EKİ, Zonguldak.
Sakurai, S. (1997) Lessons Learned from Field Measurements in Tunnelling, Tunnelling and Underground Space Technology, Vol 12, No 4, pp 453-460.
Torres C.C and Fairhurst, C. (2000) Application of the Convergence-Confinement Method of Tunnel Design to Rock Masses that Satisfy The Hoek-Brown Failure Criterion, unnelling and Underground Space Technology 15(2):187-213.
Ünlü, T. Aydın, H. ve Yağcı L., (2004) TTK Kömür Ocaklarındaki Rijit bağlar ile Kaya Saplaması-Püskürtme Beton Tahkimat Maliyetlerinin karşılaştırılması, Türkiye 14. Kömür Kongresi, Bildiriler Kitabı, pp. 41-49.
Ünlü, T. ve Yılmaz, Ö. (2011) TH (geçme) çelik galeri bağlarının çalışma performanslarının incelenmesi, 22rd International Mining Congress & Exhibition of Turkey (IMCET), 11-13 May 2011, Ankara, Turkey, pp. 189-200.
Wang, Q. Pan, R. Jing, B. Li, S.C He, M. Sun, H.B. Wang, L. Qin, Q. Yu, H.C. Luan, Y. (2017) Study on Failure Mechanism of Roadway with Soft Rock in Deep Coal Mine and Confined Concrete Support System, Engineering Failure Analysis 81
Yang, R. Li, Q. Li, Q. Zhu, X. (2017) Assesment of Bearing Capacity and Stiffness in New Steel Sets Used for Roadway Support in Coal Mines. Energies 2017, 10, 1581.

Proceedings of 8th International Congress of Mining Machinery and Technologies
163
SOMA BÖLGESİ YERALTI KÖMÜR MADENLERİNDE HAZIRLIK GALERİLERİNDE UYGULANAN KAYA SAPLAMASI ÇEŞİTLERİ VE DEFORMASYON ÜZERİNDEKİ ETKİLERİ
TYPES OF ROCK BOLTS APPLIED ON UNDERGROUND COAL MINES IN SOMA REGION AND THEIR EFFFECTS ON DEFORMATION
C. Tuz1, Ö. Yılmaz2, M. Bilen3, S. Yılmaz3
1Weber Madencilik, Bergama, İzmir
2Bülent Ecevit Üniversitesi ZMYO, Madencilik ve Maden Çıkarma Bölümü, Zonguldak
3Bülent Ecevit Üniversitesi Maden Mühendisliği Bölümü, Zonguldak
ÖZET
Yeraltı kömür ocaklarında kullanılan kaya saplamaları çeşitleri, bu operasyon için gerekli olan
malzemeler ve kaya saplamalarının uygulama yöntemleri üzerine yapılmış bir çalışmadır. Tahkimat tasarım teknikleri ve bu tasarım teknikleri için gerekli olan saha çalışmaları gösterilmiştir. Sonuç olarak halat saplama operasyonunun galeri deformasyonu üzerine etkileri deformasyon ölçümleri ile gösterilmiştir. Anahtar Kelimeler: Kaya saplama, yeraltı kömür madeni, deformasyon, tasarım, tahkimat
ABSTRACT
In this study, rock bolts which are being used in underground coal mines and the required materials for this process was deeply investigated. In addition, this study covers the rock bolt application methods. Strata design techniques and field studies required for this design were included in this context. Deformation measurements were provided in order to show the effect of rock bolt operation on heading deformation. Keywords: Rock bolt, underground coal mines, deformation, design, strata
GİRİŞ
Kaya saplamalar yeraltı galerilerinde duraylılığı sağlamak için kullanılırlar. Günümüzde kaya saplama teknikleri büyük bir hızla gelişmekte ve kaya saplama teorileri üzerine birçok veri elde edilmektedir. Kaya saplamalarının yapılarda ki duraylılığa olan katkıları yapılan numerik simülasyonlar, laboratuvar testleri, teorik analizler ve yeraltı testleri ile anlaşılmaya çalışılmaktadır. (Hongpu Kang, 2014)
Günümüzde yeraltı kömür madenciliğinde ana nakliyat galerileri ve taban yollarında kaya
saplamaları kullanılmaktadır. Özellikle taban yollarında duraylılık problemine büyük katkı sağlamaktadır. Uzun ayak taban yollarında kaya saplaması yapılmasının avantajları;
Çelik bağ ve diğer tahkimatların azaltılmasından dolayı operasyonun hızına katkı sağlaması. Diğer bir değişle tahkimat süresinin dolaylı olarak azalması ve buna bağıl olarak ilerleme hızının artmasıdır.
Kaya saplamaları çelik bağ ve diğer tahkimat türlerinin miktarını azalttığından ve diğer tahkimat türlerine göre maliyet açısından daha uygun olmasından dolayı taban yollarında ki ilerleme maliyetini azaltmaktadır.

Proceedings of 8th International Congress of Mining Machinery and Technologies
164
KAYA SAPLAMALARI ÇEŞİTLERİ
Yeraltı kömür madenciliğinde karşılaşılan zemin zorluklarından dolayı tahkimat üzerine birçok
araştırma yapılmış olup bu yapısal dinamiklerde ki değişkenlikleri ele alarak duraylılığı sağlamak için kaya saplamalarının türleri geliştirilmiştir.
Günümüzde çok fazla türde kaya saplaması olmasına rağmen temelde hepsi aynı prensibe dayanmaktadır. Zemin içerisindeki bozuk yapıyı kendi içerisinde sıkıştırarak sürtünme katsayısını arttırarak, bozuk yapının kendi içerisinde etkleşimin arttırarak veya sağlam zeminler ile ilişkilendirme prensibi ile çalışmaktadır. Kaya saplamaları bu prensip altında farklı çalışma ilkeleri ile kullanılmaktadır. Bunlar; Askıya alma, sürtünme ve birleşik oluşturma, kilitleme, tavan sıkıştırma olarak dört kategoride toplanabilir. Kullanım amaçlarına göre saplamalar, araştırmacılar tarafından farklı şekillerde sınıflandırılmıştır. Windsor ve Thompson (1993)’a göre modern tahkimat uygulamaları olan kaya saplamaları, operasyonel özelliklerine ve farklı uygulama alanlarına göre üç ana kategori altında incelenebilir:
Tavan saplamaları
Kablo saplamalar
Zemin ankrajları (Güngör 2018).
Kaya saplamaları tasarımlarına göre farklılıklar göstermektedir. Günümüze kadar kaya saplamaları tasarımları yeraltı dinamik koşullarına bağıl olarak gelişimler göstermiştir. Bu gelişimlerin ortak olarak buluşma noktası galerilerde ki duraylılığın sağlanmasıdır.
Kaya saplamalarını genel olarak Şekil 1’deki gibi sınıflandırmak mümkündür;
Şekil 1. Kaya saplaması çeşitleri (Ünver,1999)
Ülkemizde giderek derinleşen madencilik faaliyetleri açısından kaya patlaması problemlerine yönelik geliştirilmiş olan tahkimatların takip edilmesi ve üzerinde durulması madenciliğimiz ve gelecekte yaşanacak sorunlar ile mücadele edilmesi açısından önemli avantaj sağlayacaktır (Kömürlü vd. 2017). Şekil 2’de kaya patlaması yaşanan bir yeraltı açıklığına ait görsel sunulmuştur (Kömürlü vd. 2017).

Proceedings of 8th International Congress of Mining Machinery and Technologies
165
Şekil 2. Kaya patlaması yaşanan bir yeraltı açıklığı (Kömürlü vd. 2017)
KAYA SAPLAMA TASARIMI
Kaya saplama tasarımı diğer tahkimat türlerindeki gibi zeminde ki süreksizliklere; zeminde ki gerilimin miktarına; deformasyon miktarı ve açıklığın kapanma süresine; açıklığın boyutlarına ve şekline bağlıdır. Uygun kaya saplaması tasarımı oluşturmak için aşağıda ki geometrik parametrelerin düzgün şekilde belirlenmesi gerekmektedir; (Luo ve diğerleri, 1998)
Kaya saplama Türü
Saplama Uzunluğu
Patern ve saplamalar arası mesafe
Kaya saplamasının çapı ve ankraj kapasitesi
Ön germenin uygulanıp uygulanmadığı. Uygulanması durumunda miktarı
Kaya saplamalar için tasarım oluşturma yöntemleri dört kategoride sınıflandırılabilinir; (Pretoria Üniversitesi, Fundemental Mechanism of Roof Behaviour)
Analitik Metod
Saha Testleri
Numerik Model
Jeoteknik Sınıflandırma
Fiziksel Modelleme
Saha testleri kapsamında örneğin halat çekme testleri yapılmakta olup bu testlere ait görseller Şekil 3’ de sunulmuştur.

Proceedings of 8th International Congress of Mining Machinery and Technologies
166
Şekil 3. Tavan civataları ve halat çekme testlerine ait görsel
ANALİTİK METOD
En eski, basit ve hala yaygın bir şekilde kullanılan kaya saplama tasarımı yöntemi askıya alma
yöntemidir. Bu yöntem günümüze kadar birçok değişime uğrasada hala kullanılmaktadır. Bu sistemi oluşturmak için aşağıda ki durumların gerçekleşmesi gerekmektedir; (Wagner, 1985)
Kaya saplama sisteminin mukavemetinin (SB) oluşan yalancı tavan yükünden (W) daha büyük olması gerekmektedir.
∑ 𝑆𝐵 > 𝑊𝑛𝑖−1 [1]
Kaya saplama sisteminin ankrajlama kuvveti yani tutunma kuvveti (AF) oluşan yalancı tavan yükünden büyük olması gerekmektedir.
∑ 𝐴𝐹 > 𝑊𝑛𝑖−1 [2]
Tasarım her zaman bir güvenlik katsayısına sabittir. Bu katsayıya göre belirlenen kaya saplaması miktarı (n);
𝑛 = 𝑆𝐹𝑝𝑔𝑡
𝑃𝑓 [3]
Denklemde, SF güvenlik katsayısı, p yalancı tavanın yoğunluğu, g yerçekimi ivmesi, t yalancı tavanın kalınlığı ve Pf Ankraj kapasitesi olarak gösterilmiştir.
Kiriş oluşturma yöntemi kaya saplama tasarımları için kullanılan yöntemlerden biridir.
Bu yönteme göre oluşan sabit sonlu yüklü kirişin davranımı aşağıda ki parametreler ile değerlendirilebilinir; (Obert and Duvall, 1967; Wagner, 1985; van der Merwe, 1995; van der Merwe, 1998; van der Merwe and Madden, 2002)
Maximum eğilme dayanımı (MPa) 𝜎𝑥𝑦 =𝑝𝑔𝐿2
2𝑡 [4]
Maximum kesme dayanımı (MPa) 𝜎𝑥𝑦 =3𝑝𝑔𝐿
4 [5]
Maximum sapma (m) 𝜎𝑥𝑦 =𝑝𝑔𝐿4
32𝐸𝑡2 [6]
Denklemlerde;
L: Galeri genişliği (m), t: Tavanın kalınlığı (m), Askıda ki tabakanın yoğunluğu (kg/m3), g: yer çekimi ivmesi (m/s2), E: Elastik Modülüs (MPa) ifade etmektedir.

Proceedings of 8th International Congress of Mining Machinery and Technologies
167
SAHA TESTLERİ
Sahada yapılan testler göz önünde bulundurularak tasarım parametrelerinde oynama yapıla
bilinir. Sahada oluşan deformasyonların periyodik olarak gözlemlenmesi extansometer, tell tales ve diğer ölçüm aletleri ile alınan verilerin değerlendirilmesi ile açıklığın kapanma süresi gibi değerlere ulaşabiliriz.
Bu verilerin değerlendirilmesiyle bazı tasarım üzerinde yapılabilecek düzenlemeler; (Mark, 2000)
Kaya saplama uzunluğunun değiştirilmesi: Ölçümler sonucunda hareketli tabakanın durumu belirlenir ve bu duruma göre aksiyon alınır. Bu tabakadaki hareketin belirlenmesi çift ankrajlı extensometer kullanımı ile yapıla bilinir.
Kaya saplamanın sıklığının arttırılması veya yapılacak yerin belirlenmesi sağlana bilinir. Bu durum deformasyonların ölçülmesiyle karar verilir. Galeri kesitinin yapısında ki bozulmanın şiddetine göre düzenlemeler yapılır.
Delik çapının düzenlenmesi ve yük transferinin en iyi seviyede tutulması sağlanabilinir.
Sahada yapılacak olan çekme testleri ile kaya saplamasına ait tutunma faktörü, temas yüzeyi kesme mukavemeti ve sistem sertliği gibi bazı parametreler belirlenebilir; Tutunma Faktörü (GP) = F/l [kN/mm]
Temas Yüzeyi Kesme Mukavemeti (τ) = 𝐹
𝜋𝑑𝑙 [MPa] [7]
Sistem Sertliği (System Stiffness) (k) = ∆𝐹
∆𝐷 [kN/mm] [8]
Deklemlerde kullanılan F sıyrılma yükü, kuvvetteki değişim, uzamada ki değişim, l ankraj
uzunluğu ve d delik çapını ifade etmektedir.
Eğer toplam sahada ölçülen stres değerleri müsaade edilen en yüksek stres değerinden büyük ise bu durumda tasarımda aşağıda ki değişiklikler yapıla bilinir.
Saplama sıraları arası boşluğu azaltmak
Saplamalar arası mesafeyi azaltmak
Saplamanın çapını arttırmak
Saplamanın malzeme kalitesini arttırmak
NUMERİK MODELLEME
Numerik modelleme ile kaya saplama tasarımı yaygın bir şekilde yapılmaktadır. Günümüzde bu metoda için birçok yöntemler geliştirilmiştir. Bu yöntemlerden en yaygın olarak kullanılanlar Şekil 4’ te özetlenmiştir. (Pretoria Üniversitesi, Fundemental Mechanism of Roof Behaviour)
Numerik modelleme yöntemleri ile tasarıma ait analizler yapılarak tasarım parametreleri üzerinde
oynama yapıla bilinir. Bu sayede nihai tasarıma ulaşabiliriz fakat öncelikle her bir yöntem için gerekli girdiler yapmamız gerekmektedir.

Proceedings of 8th International Congress of Mining Machinery and Technologies
168
Şekil 4. Numerik Yöntemler Şeması
JEOTEKNİK SINIFLANDIRMA
Terzaghi (1946) tünel tahkimatı için kaya kütle sınıflandırmasını kullanarak çelik bağlar ile kayaç
kütlesi arasında bağlantı kurmuştur. Daha sonra bu kuram kaya kütle sınıflandırma sistemleri günümüze kadar geliştirilmiş olup bunlardan en önemlileri;
Lauffer (1958)
Deere (1964) Rock Quality Designation, RQD
Wickham (1972) Rock Structure Rating, RSR
Bieniawski (1973) Geomechanics Classification, RMR
Barton (1974) Q-System
Molinda and Mark (1994) Coal Mine Roof Rating (CMRR)
Buddery and Oldroyd (1992) Impact Splitting Test (IST)
Jeoteknik sınıflandırma yaparak kaya saplamaları tasarım gereklilikleri belirlenerek tasarım parametreleri oluşturula bilinir.
GEOMETRİK PARAMETRELER
Mark (2001) ankraj uzunluğunun belirlenmesi için Eşitlik 9’da verilen formülü geliştirmiştir.
Lb=0,12(Is)log10(3,225H){(100-CMRR)/100} [9]
Denklemde Lb ankraj uzunluğu, Is kesişim mesafesi, H yüzeyden olan derinlik (kot) ve CMRR (Coal Mine Roof Rating) sabitini ifade etmektedir. Mark (2001) kaya saplama paterni için aşağıda ki formülü geliştirmiştir;
PRSUP=𝐿𝐵𝑁𝐵𝐶
14.5(𝑆𝐵𝑊𝑒) [10]
Denklemde; PRSUP pattern sabiti, Nb bir sıradaki ankraj sayısı, C ankraj kapasitesi (kN), Sb ankraj
sıraları arasında ki mesafe (m), We galeri genişliği olarak kullanılmaktadır.

Proceedings of 8th International Congress of Mining Machinery and Technologies
169
Mark PRSUP ve CMRR değerleri arasında aşağıda ki şekilde bağlantı kurmuştur. PRSUP=15.5-0.23CMRR (yüzeye yakın galerilerde) PRSUP=17.8-0.23CMRR (derin galerilerde) Maleki (1992) kaya saplama türü seçimi için zeminde ki ölçülen ortalama gerilim seviyesine ve kaya kütle dayanımına dayanan aşağıda ki formül ile kriter oluşturmuştur.
𝐾𝑎𝑦𝑎 𝑘ü𝑡𝑙𝑒 𝑑𝑎𝑦𝑎𝑛𝚤𝑚𝚤 =𝑇𝑒𝑘 𝑒𝑘𝑠𝑒𝑛𝑙𝑖 𝑏𝑎𝑠𝑚𝑎 𝑑𝑎𝑦𝑎𝑛𝚤𝑚𝚤
𝐾 [11]
K sabiti tabakalara göre;
Massif=1
Kohezif ve orta derece katmanlı (medium bedded)=2
Koheazif olmayan ve ince katmanlı (thinly laminated)=3 olarak belirlenmiştir. Maleki (1992) ait kaya saplaması seçim grafiği Şekil 5’teki gibidir;
Şekil 5. Kaya Sapla Seçimi (Maleki, 1992)
HALAT SAPLAMA SAHA TESTLERİ VE DEFORMASYON ÖLÇÜMLERİ
Polyak Eynez Kömür İşletmeleri tarafından ilerletilen hazırlık galerisi içerisinde 6 metre
uzunluğunda reçine dolgulu halat saplama operasyonu yapılmaktadır. Her bir sırada 13-14 adet halat saplama ve sıra aralıkları 0,75 metre olarak tasarlanmıştır.
Bu tasarıma göre yapılmış olan operasyonların ardından yapılmış olan çekme testlerine ait sonuçlar Çizelge 1’de sunulmuştur.
Çizelge 1. Halat çekme testleri veri tablosu
Tarih Halat
No Delik Çapı
(mm) Solüsyon
Halat Çapı (mm)
Eğim (der)
Basınç (bar)
Kuvvet (kN)
Ton Uzama
Mik. (cm)
1.04.2018 1 28 4 adet 15,24 28,5 0 0,00 0,00 ton 0,0
1.04.2018 1 28 4 adet 15,24 19,0 50 42,00 4,28 ton -
1.04.2018 1 28 4 adet 15,24 19,0 100 84,00 8,57 ton -
1.04.2018 1 28 4 adet 15,24 17,0 125 105,00 10,71 ton -
1.04.2018 1 28 4 adet 15,24 17,0 250 210,00 21,41 ton -
1.04.2018 1 28 4 adet 15,24 14,0 250 210,00 21,41 ton -
1.04.2018 1 28 4 adet 15,24 14,0 210 176,40 17,99 ton -
1.04.2018 1 28 4 adet 15,24 26,0 150 126,00 12,85 ton -
1.04.2018 1 28 4 adet 15,24 26,0 150 126,00 12,85 ton 28,0
1.04.2018 2 28 3 adet 15,24 40,0 0 0,00 0,00 ton 0,0
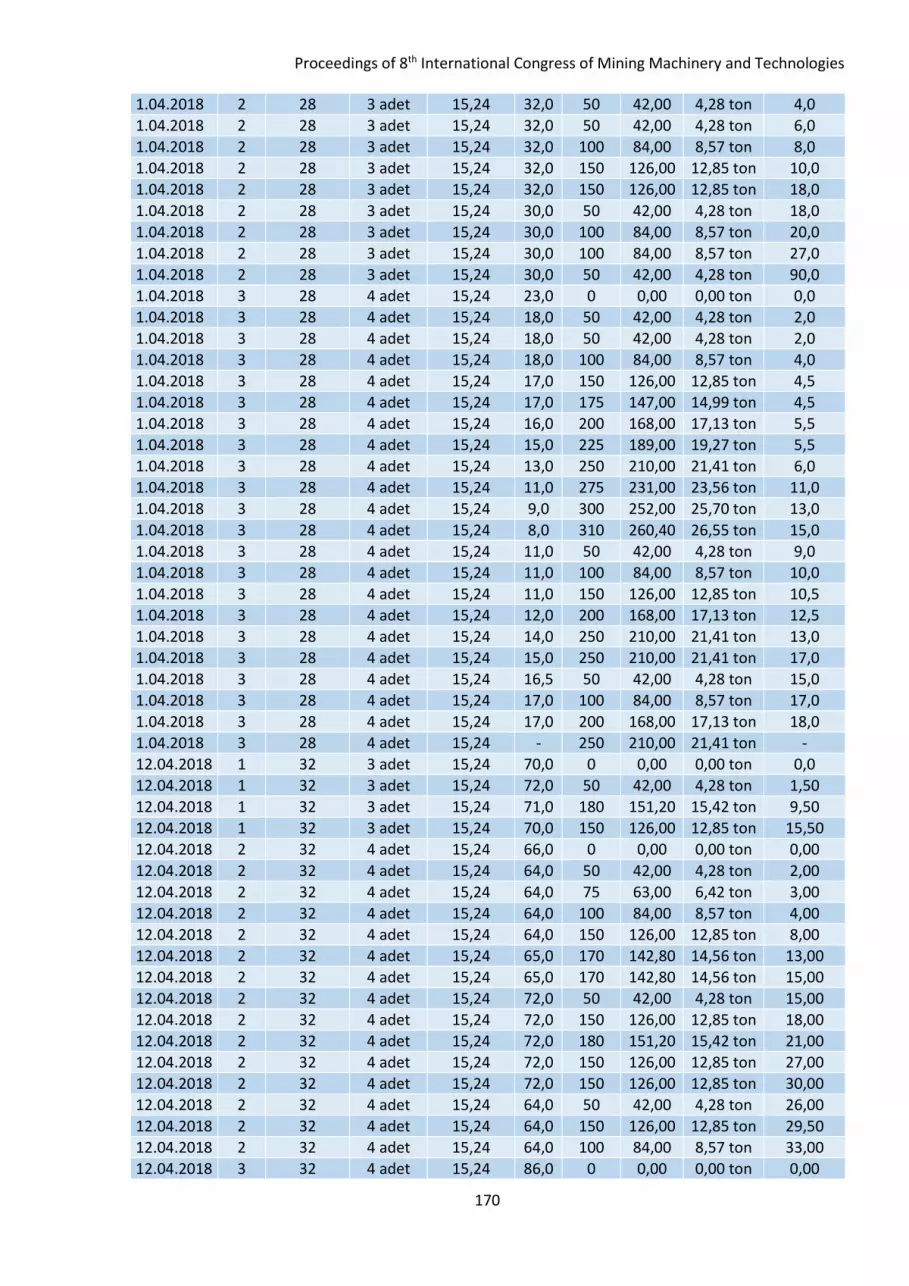
Proceedings of 8th International Congress of Mining Machinery and Technologies
170
1.04.2018 2 28 3 adet 15,24 32,0 50 42,00 4,28 ton 4,0
1.04.2018 2 28 3 adet 15,24 32,0 50 42,00 4,28 ton 6,0
1.04.2018 2 28 3 adet 15,24 32,0 100 84,00 8,57 ton 8,0
1.04.2018 2 28 3 adet 15,24 32,0 150 126,00 12,85 ton 10,0
1.04.2018 2 28 3 adet 15,24 32,0 150 126,00 12,85 ton 18,0
1.04.2018 2 28 3 adet 15,24 30,0 50 42,00 4,28 ton 18,0
1.04.2018 2 28 3 adet 15,24 30,0 100 84,00 8,57 ton 20,0
1.04.2018 2 28 3 adet 15,24 30,0 100 84,00 8,57 ton 27,0
1.04.2018 2 28 3 adet 15,24 30,0 50 42,00 4,28 ton 90,0
1.04.2018 3 28 4 adet 15,24 23,0 0 0,00 0,00 ton 0,0
1.04.2018 3 28 4 adet 15,24 18,0 50 42,00 4,28 ton 2,0
1.04.2018 3 28 4 adet 15,24 18,0 50 42,00 4,28 ton 2,0
1.04.2018 3 28 4 adet 15,24 18,0 100 84,00 8,57 ton 4,0
1.04.2018 3 28 4 adet 15,24 17,0 150 126,00 12,85 ton 4,5
1.04.2018 3 28 4 adet 15,24 17,0 175 147,00 14,99 ton 4,5
1.04.2018 3 28 4 adet 15,24 16,0 200 168,00 17,13 ton 5,5
1.04.2018 3 28 4 adet 15,24 15,0 225 189,00 19,27 ton 5,5
1.04.2018 3 28 4 adet 15,24 13,0 250 210,00 21,41 ton 6,0
1.04.2018 3 28 4 adet 15,24 11,0 275 231,00 23,56 ton 11,0
1.04.2018 3 28 4 adet 15,24 9,0 300 252,00 25,70 ton 13,0
1.04.2018 3 28 4 adet 15,24 8,0 310 260,40 26,55 ton 15,0
1.04.2018 3 28 4 adet 15,24 11,0 50 42,00 4,28 ton 9,0
1.04.2018 3 28 4 adet 15,24 11,0 100 84,00 8,57 ton 10,0
1.04.2018 3 28 4 adet 15,24 11,0 150 126,00 12,85 ton 10,5
1.04.2018 3 28 4 adet 15,24 12,0 200 168,00 17,13 ton 12,5
1.04.2018 3 28 4 adet 15,24 14,0 250 210,00 21,41 ton 13,0
1.04.2018 3 28 4 adet 15,24 15,0 250 210,00 21,41 ton 17,0
1.04.2018 3 28 4 adet 15,24 16,5 50 42,00 4,28 ton 15,0
1.04.2018 3 28 4 adet 15,24 17,0 100 84,00 8,57 ton 17,0
1.04.2018 3 28 4 adet 15,24 17,0 200 168,00 17,13 ton 18,0
1.04.2018 3 28 4 adet 15,24 - 250 210,00 21,41 ton -
12.04.2018 1 32 3 adet 15,24 70,0 0 0,00 0,00 ton 0,0
12.04.2018 1 32 3 adet 15,24 72,0 50 42,00 4,28 ton 1,50
12.04.2018 1 32 3 adet 15,24 71,0 180 151,20 15,42 ton 9,50
12.04.2018 1 32 3 adet 15,24 70,0 150 126,00 12,85 ton 15,50
12.04.2018 2 32 4 adet 15,24 66,0 0 0,00 0,00 ton 0,00
12.04.2018 2 32 4 adet 15,24 64,0 50 42,00 4,28 ton 2,00
12.04.2018 2 32 4 adet 15,24 64,0 75 63,00 6,42 ton 3,00
12.04.2018 2 32 4 adet 15,24 64,0 100 84,00 8,57 ton 4,00
12.04.2018 2 32 4 adet 15,24 64,0 150 126,00 12,85 ton 8,00
12.04.2018 2 32 4 adet 15,24 65,0 170 142,80 14,56 ton 13,00
12.04.2018 2 32 4 adet 15,24 65,0 170 142,80 14,56 ton 15,00
12.04.2018 2 32 4 adet 15,24 72,0 50 42,00 4,28 ton 15,00
12.04.2018 2 32 4 adet 15,24 72,0 150 126,00 12,85 ton 18,00
12.04.2018 2 32 4 adet 15,24 72,0 180 151,20 15,42 ton 21,00
12.04.2018 2 32 4 adet 15,24 72,0 150 126,00 12,85 ton 27,00
12.04.2018 2 32 4 adet 15,24 72,0 150 126,00 12,85 ton 30,00
12.04.2018 2 32 4 adet 15,24 64,0 50 42,00 4,28 ton 26,00
12.04.2018 2 32 4 adet 15,24 64,0 150 126,00 12,85 ton 29,50
12.04.2018 2 32 4 adet 15,24 64,0 100 84,00 8,57 ton 33,00
12.04.2018 3 32 4 adet 15,24 86,0 0 0,00 0,00 ton 0,00

Proceedings of 8th International Congress of Mining Machinery and Technologies
171
12.04.2018 3 32 4 adet 15,24 82,0 50 42,00 4,28 ton 3,00
12.04.2018 3 32 4 adet 15,24 82,0 100 84,00 8,57 ton 3,00
12.04.2018 3 32 4 adet 15,24 82,0 150 126,00 12,85 ton 5,00
12.04.2018 3 32 4 adet 15,24 82,0 100 84,00 8,57 ton 9,00
12.04.2018 3 32 4 adet 15,24 82,0 110 92,40 9,42 ton 12,00
12.04.2018 3 32 4 adet 15,24 82,0 140 117,60 11,99 ton 15,00
12.04.2018 3 32 4 adet 15,24 82,0 110 92,40 9,42 ton 17,00
12.04.2018 3 32 4 adet 15,24 72,0 50 42,00 4,28 ton 15,00
12.04.2018 3 32 4 adet 15,24 72,0 100 84,00 8,57 ton 19,00
12.04.2018 3 32 4 adet 15,24 72,0 100 84,00 8,57 ton 22,00
12.04.2018 3 32 4 adet 15,24 72,0 100 84,00 8,57 ton 24,00
12.04.2018 3 32 4 adet 15,24 72,0 50 42,00 4,28 ton 27,00
14.04.2018 1 27 4 adet 15,24 28,0 0 0,00 0,00 ton 0,00
14.04.2018 1 27 4 adet 15,24 30,0 50 42,00 4,28 ton 1,00
14.04.2018 1 27 4 adet 15,24 30,0 100 84,00 8,57 ton 4,00
14.04.2018 1 27 4 adet 15,24 30,0 100 84,00 8,57 ton 10,00
14.04.2018 1 27 4 adet 15,24 30,0 100 84,00 8,57 ton 18,00
14.04.2018 1 27 4 adet 15,24 30,0 100 84,00 8,57 ton 22,00
14.04.2018 2 27 4 adet 15,24 12,0 0 0,00 0,00 ton 0,00
14.04.2018 2 27 4 adet 15,24 38,0 200 168,00 17,13 ton 4,00
14.04.2018 2 27 4 adet 15,24 38,0 230 193,20 19,70 ton 5,00
14.04.2018 2 27 4 adet 15,24 38,0 200 168,00 17,13 ton 6,00
14.04.2018 3 27 4 adet 15,24 18,0 0 0,00 0,00 ton 0,00
14.04.2018 3 27 4 adet 15,24 21,0 50 42,00 4,28 ton 1,00
14.04.2018 3 27 4 adet 15,24 21,0 150 126,00 12,85 ton 2,00
14.04.2018 3 27 4 adet 15,24 21,0 320 268,80 27,41 ton 8,00
14.04.2018 3 27 4 adet 15,24 19,0 210 176,40 17,99 ton 10,00
14.04.2018 4 27 4 adet 15,24 32,0 0 0,00 0,00 ton 0,00
14.04.2018 4 27 4 adet 15,24 33,0 50 42,00 4,28 ton 2,00
14.04.2018 4 27 4 adet 15,24 33,0 250 210,00 21,41 ton 4,00
14.04.2018 4 27 4 adet 15,24 33,0 200 168,00 17,13 ton 9,00
14.04.2018 4 27 4 adet 15,24 33,0 50 42,00 4,28 ton 8,00
14.04.2018 4 27 4 adet 15,24 33,0 200 168,00 17,13 ton 13,00
14.04.2018 4 27 4 adet 15,24 33,0 200 168,00 17,13 ton 15,00
14.04.2018 4 27 4 adet 15,24 33,0 150 126,00 12,85 ton 19,00
Polyak Eynez Kömür İşletmesinde Yıldız desandresinde harita birimi tarafından yapılan ölçümlere
dayalı olarak oluşturulan halat saplama yapılmış bölgeye ait ve halat saplama yapılmamış bölgelere ait galeri kesiti bölgelerine göre ayrılmış deformasyon grafikleri Şekil 6-Şekil 11 sunulmaktadır.

Proceedings of 8th International Congress of Mining Machinery and Technologies
172

Proceedings of 8th International Congress of Mining Machinery and Technologies
173

Proceedings of 8th International Congress of Mining Machinery and Technologies
174

Proceedings of 8th International Congress of Mining Machinery and Technologies
175

Proceedings of 8th International Congress of Mining Machinery and Technologies
176
Şekil 10. Halat Saplama yapılmış bölge deformasyon durumu gösterir galeri kesiti
Şekil 11. Halat Saplama yapılmamış bölge deformasyon durumu gösterir galeri kesiti
SONUÇ VE DEĞERLENDİRME
Polyak Kömür İşletmesi Yıldız desandresinde yapılan çalışmalar sonucunda elde edilen verilere
göre halat saplama operasyonu kömür hazırlık galerileri için zorlu formasyonlarda duraylılık açısından fayda sağlamaktadır.

Proceedings of 8th International Congress of Mining Machinery and Technologies
177
Yapılan deformasyon gözlemlerine göre halat saplama operasyonunun galeri deformasyonunu azaltıcı yönde etki ettiği görülmektedir. Halat saplama türü kaya saplama tahkimatı hazırlık galerilerinde duraylılığı arttırıcı yönde etki etmektedir.
Çekme testlerinde elde edilen veriye göre halat saplama montajının halat saplamanın kapasitesine etki ettiği görülmektedir. Doğru montajlanmış halat saplamaların 27,41 tona kadar yük taşıdığı görülmektedir. Bu rakam galeri tahkimatı için oldukça iyi olarak görülmektedir.
Sonuç olarak galeri deformasyonu halat saplama operasyonu sayesinde azalmaktadır. Bu durum yukarıda ki bölgesel olarak yapılmış olan deformasyon grafiklerinde net bir şekilde görülmektedir. Halat saplama operasyonu galeri duraylılığını arttırıcı yönde etki etmektedir.
KAYNAKLAR
Bahtiyar Ünver, Yeraltı kömür ocaklarında tahkimat elemanı olarak kaya saplamalarının kullanımı ve performans izleme yöntemleri, 1999
Güngör N. O. 2018 Park Termik Çayırhan Yeraltı Kömür Ocağında Kaya Saplamalarının Uygulanabilirliğinin Nümerik Olarak Modellenmesi, Yüksek Lisans Tezi, Hacettepe Üniversitesi, Ankara 2018
Kömürlü E., Kesimal A., Aksoy C.O. Poliamid-6 türü Mühendislik Polimerinin Dolgulu Kaya Saplaması Malzemesi olarak Kullanılabilirliği, Yerbilimleri, 2017, 38 (3), 241-258
Richter H., PhD Thesis, 1997 Stillborg B., Professional Users Handbook for Rock Bolting, 1994 Tools for Mining: Techniques and Processes for Small Scale Mining, M. Priester, T. Hentschel, B. Benthin
(1993) Cristopher Mark, Design of Roof Bolt Systems Pretoria University, Fundemental Mechanism of Roof Behaviour Lecture Notes Okan Tüysüz, Polyak Eynez Jeoloji Etüd Raporu, 2014 Hongpu Kang, Support Technologies for deep and complex roadways in underground coal mines, 2014 QitaiHe Long Coal Mining Operations Technical Document for Polyak Eynez Project, 2017 Polyak Eynez Enerji Üretim Maden Arşivi Eurotec Resin Catridge J-LOCK Katalog Henan Prestressing Equipment Co. Katalog Weber Mining Katalog Aveng Duraset Katalog Güney çelik halat katalog High capacity strata support products and system for underground mining, Mega Bolt www.dextragroup.com/projects/dams/31-activities/construction/solutions/ground-
anchoring/tunneling-mining www.dsiunderground.com/products/mining/cable-bolts/installation-accessories.html www.susun-sub.com/Products/Mining-equipments-components/Swellex-rock-bolts/ www.archive.maas.museum/hsc/snowy/civil.html www.wikipedi.com/rockboltsintunnel cdrockbolt.en.ecplaza.net/products/shell-expansion-prestressed-hollow-anchor-bolt_3237149 www.rocscience.com/documents/hoek/corner/Rockbolts_and_cables.pdf https://ibodrill.com/drilling-rock-anchor-bolts.html Windsor, C.R. A.G. Thompson, Rock reinforcement – technology, testing, design and evaluation. J.A. Hudson (ed.), Comprehensive Rock Engineering, Vol 4, Chp 16: 451-484. Oxford: Pergamon Press, 1993

Proceedings of 8th International Congress of Mining Machinery and Technologies
178
MEKANİK KAZIDA KULLANILAN KESKİLER ÜZERİNDE YAPILAN TEKNOLOJİK GELİŞMELER DEVELOPMENTS İN CUTTER TOOL TECHNOLOGY FOR MECHANİCAL EXCAVATİON: A REVİEW OF PAST
AND PRESENT
O. Z. Hekimoğlu
Muğla Sıtkı Koçman Üniversitesi Maden Mühendisliği Bölümü [email protected]
ÖZET
Mekanik kazı madencilik ve inşaat sektöründe uzun süreden beri tercih edilmektedir. Ancak kazı
makinelerinin performansları ve kapasiteleri keskilerin özellikleri nedeniyle sert ve aşındırıcı kazı koşullarında sınırlı kalmaktadır. Bu keskilerin sert ve aşındırıcı kesme koşullarında başarılı olmaları için bugüne değin çeşitli teknolojik geliştirme çalışmaları yapılmıştır. Bu bildiride, mekanik kazıda yaygın olarak kullanılan keskilerin temel özellikleri esas alınarak keskiler üzerinde yapılan geliştirmeler anlatılmaktadır. Bugüne değin bu konuda elde edilen geliştirmeler ile birlikte uygulamadaki keski kullanımın bugünkü durumu vurgulanmıştır.
ABSTRACT
Mechanical excavation has long been preferred in various aspects of mining and construction
industry. Performance of cutting machines is, however, significantly affected and limited by the types of cutting tools employed, particularly when cutting hard and abrasive rock formations. A number of studies on technological developments of these tools have, therefore, been made, to date, in an effort to improve their cutting ability for hard and abrasive cutting conditions. This paper describes the basic characteristics and a brief background of mechanical tools widely employed in mechanical excavation, with reference to the developments in tooling technology. The recent technological developments that have taken in this field together with the current state of practical applications were emphasized.
GİRİŞ
Yerkabuğunda başta madencilik ve inşaat alanında olmak üzere çeşitli amaca yönelik kazılar
yapılmaktadır. Bu kazılar genel olarak delme-patlatma ve mekanik yöntemlerle gerçekleştirilmektedir. Her iki yöntemin birbirlerine göre yararları ve sakıncaları olmasina karşın, kazı işleminin sürekliliğini ve güvenli çalışma ortamını sağlaması nedeniyle uygun koşullarda mekanik kazı daha çok tercih edilmektedir. Mekanik kazıda kayaç ve kazı koşullarına bağlı olarak öncelikle uygun makine seçimi öne çıkmaktadır. Örneğin sert kayaç koşullarında tam cephe kazı makineleri (Full-face Tunnel Boring Machines, TBM) tercih edilirken orta sertlikte yada yumuşak zeminlerde kısmi cepheli kazı makineleri kullanılmaktadır. Bom tipli galeri açma makineleri ve tamburlu kesici-yükleyiciler kısmi cepheli kazı makinelerinin madencilik endüstrisindeki en yaygın olanlarıdır. Yine bu makinelerin değişik tipleri inşaat alanında temel kazıları ve yerüstü kanallarının açılmasında kullanılmaktadır. Tam cepheli kazı makineleri ise ağırlıklı olarak tünel açılmasında kullanılmaktadır.
Kazı makinelerinde kesme işlemi makinenin kesici birimi üzerinde bulunan mekanik keskilerle gerçekleştirirlir. Makine ve kayaç koşullarına bağlı olarak uygulamada temel olarak iki farklı keski tipi bulunmaktadır. Bunlardan birincisi kayaç yüzeyinde çekme hareketiyle (dragging action) kesme yapan kesici uçlar (drag tools) olup diğeri ise yuvarlanma hareketiyle kesme yapan keskiler (rolling cutters)

Proceedings of 8th International Congress of Mining Machinery and Technologies
179
şeklindedir. Kesici uçlar daha çok kısmi cepheli kazı makinelerinde kullanılırken, uygulamada yuvarlanma hareketiyle kesme yapan diskler ise tam cepheli kazı makinelerinin (TBM) vazgeçilmez keskileridir. Bu mekanik keskilerin işlevleri ve uygulamaları birbirlerinden farklıdır. Etkin ve verimli bir kazı işlemi için amaca uygun keski seçimi mekanik kazı işleminde çok önemlidir. Mekanik kazıda kullanılan kesme makineleri, sert ve aşındırıcı kayaç koşullarında genel olarak düşük performans sergilemektedirler. Kısmi cepheli kazı makinelerinde kullanılan kesici uçlar (drag tools) sert ve aşındırıcı kayaç koşullarında başarılı değildirler. Bu özellikleri nedeniyle bu uçları kullanan ve TBM’lere göre daha avantajlı olan bom tipli kazı makinelerinin kapasitelerine sınırlama getirmektedirler. Diskli kesiciler ise sert ve aşındırıcı kayaç koşullarında oldukça başarılı olmaktadırlar. Ancak bunların yaygın olarak kullanıldığı TBM’ler yüksek maliyetli olup kısmi cepheli makineler kadar avantajlı değildir. Bu nedenle uygulamada, bu değişik tipli makinelerin avantajlarını bir arada tutabilen kesicilerin teknolojisinde bir dizi geliştirme çalışmaları yapılmıştır.
Bu bildiride, kazı makinelerinde kullanılan mekanik keskilerin geçmişten bugüne değin geçirdikleri evreler ve aşamalar anlatılmaktadır. Keskilerin tipleri, işlevleri, kullanım amaçlarına bağlı olarak seçimleri ve birbirlerine göre olan üstünlükleri vurgulanarak bunların kesme yeteneklerinin geliştirilmesi konusunda yapılan çalışmalar verilmiştir.
KESİCİ UÇLAR (DRAG TOOLS)
Kama tipli (radyal) keskiler
Günlük yaşamda toprağı ve nisbeten orta ser sert zeminlerin kazısında kullanılan ‘el kazması’ en basit bir keski olarak bilinir. Tipik bir kama tipli keski Şekil 1’de görülmektedir.
Şekil 1. Radyal tipli kesici uç Şekil 2. Zincirli kollu kesicilerde kullanılan kesici uçlar
Asıl kesme işlemi keski gövdesine özel bir kaynak işlemiyle tutturulan ve Tungsten Karbür’den (TuC) imal edilen sert metalli uç ile gerçekleştirilmektedir. Keski ekseni kesici kafanın yada kesici tamburun dönme merkezine radyal olarak konumlandırılmıştır. Yani keski ekseni kesme doğrultusuna dik olarak konumlandırılmıştır. Bu nedenle bu keskilere uygulamada ‘radyal keski’ler denilmektedir. Keski gövdesi prizmatik şekli nedeniyle tutucu içerisinde sabit konumdadır. Tungsten karbürlü sert metalin keski üzerindeki konumu mermer ocaklarında kullanılan zincirli kollu kesme makinelerinde daha farklı olarak kullanılmaktadır. Şekil 2’de görüldüğü gibi dikdörtgen prizma şekilli sert metal bir cıvata ile keski gövdesine sabitlenmiştir. Bunun nedeni, keski aşındığında yerinden çıkarılarak aşınmamış konumuna getirilmesidir. Literatürdeki bazı çalışmalarda bu tür keskilerin tanımı kenar sayılarına göre yapılmaktadır. Ancak bu tanım yanıltıcıdır, çünkü bu keskiler de kesme işlemi yalnızca keski köşesi ile gerçekleşmektedir. Bu

Proceedings of 8th International Congress of Mining Machinery and Technologies
180
nedenle köşe deyiminin kullanılması daha doğrudur. Nitekim uygulamada aşınmanın keski köşesinde olduğu görülür. Bu nedenle her aşınma sonrasında keskinin aşınmamış köşesi kullanılır. Böylece bu tip keskilerin toplam sekiz köşesinin ayrı ayrı kullanılma avantajı bulunmaktadır.
Keskinin kazı performansı tungsten karbürden oluşan ucun geometrik şekliyle yakından ilgilidir. Keskinin geometrisi iki farklı açıyla tanımlanır. Bunlar ön kısımda bulunan ‘ağız açısı (rake angle)’ ve arka kısımdaki ‘boşluk açısı (back clearance angle)’ olarak adlandırılır. Bu açı değerleri keskinin kesme etkinliğini ve verimliliğini belirler. Ağız açısı arttıkça keskiye etkiyen kuvvetler azalır (1, 2). Yani yüksek ağız açısında daha verimli kesme elde edilebileceği düşünülürse de uygulamada bu durum keskinin çabuk körelmesine ve kısa sürede tahrip olmasına yol açar. Bunu önlemek için bu açı normal koşullarda 00 olurken sert ve aşındırıcı kesme koşullarında ise -50 olarak önerilmiştir (3). Boşluk açısı keski performansını önemli ölçüde etkileyen diğer faktördür. Laboratuvar çalışmaları, bu açının 50’ den az olduğu durumlarda keskiye etkiyen kuvvetlerin hızla arttığını göstermiştir (1, 2). Uygulamada kazı makinesinin kinematik özellikleri göz önüne alındığında bu açının 80 yada 100 civarında olduğu görülür. Konik uçlu (point attack) keskiler
Bu keskilerde keski ekseni radyal keskilerden farklı olarak kesme doğrultusuna belli bir açı ile konumlanmıştır (Şekil 3). Bu konumu nedeniyle literatürde bunlar teğetsel (tanjensiyal) keskiler olarak da bilinir. Bu keskilerin en önemli özelliği silindirik şeklindeki keski gövdesinin keski tutucusu içerisinde ekseni etrafında dönme hareketi yapmasıdır. Bu dönme hareketi keskiyi sürekli yeni konuma getirerek kendi kendini bilemesini (self-sharpening) sağlar. Böylece radyal keskilere göre çok daha uzun ömürlüdür. Laboratuvar çalışmaları, keskin konumda iken bu keskilere etkiyen kuvvetlerin radyal keskilere göre daha yüksek olduğunu ancak aşıındıklarında ise bunun tersi durumun söz konusu olduğunu göstermiştir (4). Uzun ömürlü ve aşınmaya karşı dayanıklı olmaları nedeniyle göreceli sert ve aşındırıcı koşullarda bu keskiler tercih edilmektedir.
Şekil 3. Konik uçlu keskiler
Ön ağız ve arka boşluk açısı bu keskilerin geometrisi içinde söz konusudur. Ancak burada ek olarak hamle açısı (angle of attack) önem kazanmaktadır. Bu açı makinenin kinematik özelliklerine bağlı olarak tamburlu kesiciler için 450 - 500 civarında olurken bomlu kazı makineleri için 500 - 550 değerleri arasındadır. Sert metalden oluşan kesicinin uç çapıda kazılacak formasyonun özelliğine göre değişmektedir. Sert ve aşındırıcı formasyonlarda geniş çaplı keskiler daha etkin olmaktadır.
Dönme hareketi bu keskiler için yaşamsal öneme sahiptir. Bunu sağlamak için bu keskilere belli bir saptırma açısı (skew angle, offset angle) verilir. Bu açı bazı araştırmacılar için 80 - 150 olarak önerilirken bazıları ise bunun 300’ye kadar çıkabileceğini belirtmektedirler. Ancak bu açının günümüz makine koşulları göz önüne alındığında her zaman gerekli olmadığı vurgulanmıştır. Bu dönme hareketinin genel olarak

Proceedings of 8th International Congress of Mining Machinery and Technologies
181
keskiye etkiyen yanal kuvvetlerden ileri geldiği ve günümüzdeki kazı makinelerinin tasarımı ve çalışma parametreleri çerçevesinde bu yanal kuvvetin her zaman etkin olduğu ve böyle bir açının verilmesine gerek kalmayacağı belirtilmiştir (5). Burada keski eğim açısının, dönme yarıçapının ve de en önemlisi keski ucunun dönme merkezine olan radyal konumu en öne çıkmaktadır. Eğer bu parametreler bir arada uygun bir şekilde gözetilmediğ taktirde keski tucusunun kısa sürede tahrip olacağı ve ince uçlu keskilerin ise kırılabileceği belirtilmiştir. Bu olumsuzlukları önlemek için en uygun açısal konumun aşağıdaki formül ile elde edilebileceği belirtilmiştir (5). δ = tan-1 [l cos φ / r]
Burada|
δ = Saptırma açısı (derece) l = Kesici ucun ekseni boyunca tutucunun dışında kalan uzunluğu (mm),
r = Kesici ucun dönme eksenine olan uzaklığı yada kesme yarıçapı (mm),
φ = Hamle açısı (derece).
Radyal ve konik uçlu keskilerin karşılaştırılması
Literatürde bugüne değin yapılan çalışmalar göz önüne alındığında bu keskilerin aşağıdaki gibi karşılaştırılması yapılabilir: Genel olarak konik uçlu keskiler radyal keskilere göre daha uzun ömürlü olup, sert ve aşındırıcı koşullara daha uygundur. Radyal keskiler ise yumuşak ve az aşındırıcı koşullara uygundur. Ancak konik uçlu keskilerin keski ağzı radyal keskilere göre daha geniş olduğu için bu keskilerde uç ısınmasının daha yüksek olduğu gözlenir (6). Bu ısınma ile ortaya çıkabilecek potansiyel bir kıvılcım, kömür üretiminde metan gazı patlamasına neden olabilir. Bu nedenle patlama riskinin söz konusu olduğu kömür üretiminde radyal tipli keskilerin tercih edildiği görülmektedir.
Mekanik kazıda keski performansı, aynı zamanda keskinin makine üzerindeki dizilim şekli yani kesici kafa yada tambur tasarımı ile ilişkilidir. Kazı mekaniğinde kesici kafa ile kazı aynası arasındaki kesiciler (köşe kesicilere) daha fazla yüklere maruz kalırlar. Bu nedenle keski ve makine türüne bakılmaksızın, mekanik keskilere her zaman için kazılan malzemenin köşe kısmına doğru kademeli olarak bir eğim açısı (tilt angle) verilir. Bu eğim açısın optimum değeri, kayacın kırılma açısına (breakout angle) bağlı olarak 650 - 700 arasında olduğu belirtilmiştir (7). Kesici uçlardaki keski tutucu aşınmaları en çok bu eğimli uçlarda ortaya çıkar. Bom tipli galeri açma makineleri üzerinde yapılan yerinde çalışmalar bu tür dizilime sahip radyal keskilerin kısa sürede aşınarak keski tutucuları ile birlikte kullanılmaz hale geldikleri belirtilmiştir (8). Bu nedenle bom tipli galeri açma makineleri ve buna nenzer tarzda kazı yapan makinelerde konik uçlu keski kullanımı çok daha uygundur.
Radyal keskilerin keski tutucuları daha kısa sürede aşınmakta yada tahrip olmakta ve böylece keskinin tutucu içerisinden çıkması söz konusu olmaktadır (9). Bunun nedenlerinden birisi kesme kuvvetinin keski eksenine dike yakın olarak etkimesidir. Konik uçlu keskiler için uygulamada bu konuda önemli bir sorun ile karşılaşılmamaktadır Kesici uç teknolojisindeki gelişmeler
Tunsten karbürlü kesici uçların sert ve aşındırıcı özellikteki kesme koşullarında başarılı olamadıkları uzun süreden beri bilinmektedir. Bu durum, bomlu galeri açma makineleri gibi manevra yeteneği yüksek ve maliyeti düşük olan kazı makinelerinin kesme kapasitelerini sınırlamaktadır. Yani bu sınırlama, anılan makinelerin tasarımları,ağırlıkları ve kurulu güçlerinin yetersizliğinden değilde tamamen kesici uçların yetersizliğinden ileri gelmektedir. Bu nedenle kesici uçların kesme yeteneklerinin arttırılması için son zamanlarda yeni malzemelerin arayışına giden çeşitli teknolojik çalışmalar yapılmıştır. Bunlardan en önemlilerinden biri ‘Poli Kristalli Elmas’ (Polycrystalline Diamond Composite, PDC) örtülü malzemelerin

Proceedings of 8th International Congress of Mining Machinery and Technologies
182
uygulamaya konulmasıdır. PDC, tungsten karbürden oluşan sert metalin yüzeyinin yüksek sıcaklık ve basınç altında sinterlenerek çok kristalli elmas malzemeleri ile örtülerek (emprenye edilerek) elde edilir. Bu malzeme aşınmaya karşı çok yüksek dayanım göstermesine karşın 750 0 C üstündeki sıcaklığın üzerine çıkıldığında, kompozit içersinde matriks görevini yapan kobalt elementi katalist etki yaparak elması grafite dönüştürmekte ve böylece malzemenin özelliğini yitirmesine neden olmaktadır. Kesici uçlarla yapılan kesme sırasında kayaç ve uç ara yüzeyindeki sıcaklık genel olarak 1300 0C’ın üzerine çıkabilmektedir. Bu nedenle kollu galeri açma kakineleri ve benzeri kazıcılarda bu kompozit malzemeler pek kullanım özelliği kazanamamıştır. PCD tipli kesici uçlarla karşılaşılan ve düşük sıcaklıkta oluşan dayanım kaybının önüne geçmek için bu malzemelerde matriks olarak kobaltın yerine daha dayanıklı elementlerin kullanılarak dayanım sıcaklığının arttırılması konusunda çalışmalar yapılmaktadır. Bu konuda Avustralya’da yüksek sıcaklık koşullarına dayanıklı olacak şekilde SMART*CUT (Super Material Abrasive Resistant Tool) tipli kesici uçlar geliştirilmiştir. Laboratuvar koşullarında bu kesici uçlarla tek eksenli basma dayanımı 260 Mpa olan kayaçların başarıyla kesildiği bildirilmiştir (10). Ancak uygulamada henüz yaygınlık kazanmamıştır. PCD tipli kesici uçlarl günümüzde daha çok zincirli kollu kesicilerde kullanılmakta, sert ve aşındırıcı özellikteki mermerlerin ocak kesiminde başarılı olmaktadırlar. Bu durumun, muhtemelen zincirli kollu kesicilerdeki düşük zincir hızı nedeniyle uç ısınmasının düşük olmasından ileri geldiği söylenebilir.
2000 li yılların ilk yarısında Sandvik Firması tarafından ‘S-Grade’ olarak adlandırılan yeni tip tungsten karbürlü sert metal geliştirmiştir. Bu yeni malzemenin, eskisine göre iki kat daha etkin olduğu ve uygun soğutma sistemi ile birlikte kullanıldığında, çapraz tipli bomlu galeri açma makineleri ile daha sert ve daha aşındırıcı formasyonların kesiminde başarılı olduğu belirtilmektedir (11).
Kesici uç teknolojisinde yapılan diğer bir çalışma ‘Frustum Uç’ lar üzerinde yapılmıştır. Frustum uçlar, geleneksel olarak kullanılan konik uçlu keskilerin değişik bir uygulamasıdır. Bomlu galeri açma makineleri ve bomlu tamburlu kesiciler de (continuous miners) kullanılmak üzere tasarlanmışlardır (12). Burada konik uç kesik bir koni haline getirilerek bu kesik koninin üst düz yüzeyi küre parçası halinde içe doğru gelecek halde krater şeklini almaktadır (Şekil 4). Krater şeklindeki bu sert metal, dönme hareketi yapması için çelik gövdede açılan bir yatak içerisine oturtulmuştur. Dönme hareketinin elde edilmesi için ise kesici ucun eksenine bir saptırma açısı (skew angle) verilmiştir. Bu kesici uçlar ile yapılan ön laboratuvar çalışmaları sonucunda geleneksel konik uçlu keskilere göre aynı koşullarda daha az kesme kuvvetlerinin elde edildiği belirtilmiştir. Bu durumun, frustum uçların kayacın çekme dayanımını yenmede daha etkin olmasından ileri geldiği belirtilmiştir. Ancak frustum kesici uçlarının kayaç ve kömür kesmede yaygın olarak kullanımları konusunda lietratürde daha fazla bilgiye rastlanmamıştır.
Şekil 4. Frustum tip kesici uç

Proceedings of 8th International Congress of Mining Machinery and Technologies
183
YUVARLANMA HAREKETİYLE KESME YAPAN KESİCİLER
Bu tip kesiciler kayaç içersine belli bir derinlikte konumlanmış şekilde yuvarlanma hareketiyle kesme yaparlar. Kama ve konik uçlu kesicilerin yetersiz kaldığı sert ve aşındırıcı kesme koşullarında ve daha çok tam cephe kazı yapan (TBM) tünel açma makinelerinde kullanılırlar.Bunların en tipik olanı Şekil 5’te gösterilen disk tipi kesicilerdir. Diskler başlangıçta yanal yüzeylerinin kenarları ‘V’ şeklinde olacak şekilde tasarlanıp kullanılmıştır. Burada diskin kesme performansı üzerinde etkin olan en önemli parametreler disk çapı ve disk açısıdır. Disk açısı arttıkça diske etkiyen kuvvetlerde artar. Ancak düşük açı değerlerinde aşınma hızlı olacağı için disk ucuna bir körelme yarıçapı verilerek aşındırıcı kesme koşullarında yüksek disk açıları tercih edilir. Diğer önemli bir parametre ise disk çapıdır. Disk çapı arttıkça kayaç ile temas eden disk alanı da artacağı için diske etkiyen kuvvetlerde artar. Bu nedenle çapı 30 cm ye kadar inen disklerin kullanımına gidilmiştir.
Şekil 5. ‘V’ köşeli diskli kesiciler
‘V’ tipli disklerde aşınma arttıkça diskin kayaç ile temas eden disk alanı da artar ve böylece disk kuvvetleri giderek yükselerek makinenin performansını olumsuz olarak etkiler. Bunun önüne geçmek için son yıllarda sabit kesitli (Constant Cross Section) diskler uygulamaya konulmuş ve bunlardan başarılı sonuçlar elde edilmiştir (Şekil 6). Burada disk aşındıkça diskin kayaç ile temas eden yüzeyi sabit kaldığı için disk kuvvetlerinde önemli bir değişiklik olmamaktadır. Günümüzde artık çok özel durumların dışında ‘V’ tipli diskler yaygın olarak kullanılmamaktadır.
Şekil 6. Sabit kesit alanlı diskli kesiciler (13)

Proceedings of 8th International Congress of Mining Machinery and Technologies
184
Diske etkiyen kuvvetler kesici uçlara göre çok daha yüksektir. Özellikle diski kayaç içerisinde belli bir derinlikte tutan normal kuvvet çok yüksek olup kesme kuvvetinin 10 katı değerine ulaşabilmektedir. Bu nedenle TBM lerde kesici kafanın tünel aynasına özellikle sert kayaçların kazısında çok yüksek baskı kuvveti uygulama zorunluluğu vardır. Ancak bu yüksek baskı kuvveti çapı küçük olan disklerin dönme yataklarının yük taşıma kapasitesini çok aştığı için disk mili ve yatağının tahribatına neden olur. Bunun için son zamanlarda disk çapları önemli ölçüde arttırılmıştır. Günümüzde daha çok 432 mm (17 in) çapındaki diskler kullanılmaktadır. Çok sert ve aşındırıcı formasyonlar için ise 483 mm (19 in) çaplı disklerin kullanıldığı görülmektedir. Kesici kafa çapı 10,5 m den fazla olan TBM ler için istisnai olarak 500 mm (20 in) den büyük çaplı disklerin kullanımı da söz konusu olmaktadır. Küçük çaplı diskler artık önceki kadar kullanılmamakla birlikte kesici kafa çapı küçük olan makinelerde 150 mm, 300 mm ve 365 mm çapında diskler kullanım alanı bulmaktadır. Çapı yüksek olan disklere uygulanacak baskı yükünde (cutter load capacity) de belli sınırlamalar vardır. Bu yük 432 mm çaplı diskler için 250 kN olurken 483 mm çaplı diskler için ise 310 kN olmaktadır (14).
Disklerin çapı arttıkça kesme sırasında dönme hızıda artar. Ancak bu hızın disk milinin oturduğu dönme yatağının özelliğine uygun olması gerekir. Bu dönme hızının sınırı 432 mm çaplı diskler için 165 m/dak olurken 483 mm çaplı diskler için ise 200 m/dak olmaktadır.
Sabit kesitli disklerde disk ucunun genişliği kesme kuvvetlerinin büyüklüğünü belirleyen faktörlerden biridir. Bu genişlik 12,5 mm ile 25 mm arasında değişir. Yüksek sertlik ve aşındırıcı kesme koşulları için daha geniş uçlar tercih edilir (14).
Diskler kesme yaparken kenarlarının tümü kayaç ile temas halinde olmadığından belli kısımları sürtünmeden dolayı ısınmaya maruz kalır. Kesici uçlarda bu ısı küçük hacimli uç gövdesi içerisinde depolanır ve kısa sürede artarak olumsuz etki yaratır. Disklerde ise bu ısı depolanmayıp diskin her tarafına dağılır ve diskin aşınmasını yavaşlatır. Bu durum disklerin, kesici uçlara göre aşınmaya daha dayanıklı olmalarının nedenlerinden birisidir.
Disklerin yanısıra, yıldız tipli ve kabaralı tipli kesicilerde dönme hareketiyle kesme yaparlar. Yıldız tipli olanlar yumuşak formasyonlara uygunluk gösterirlerse de günümüzde pek yaygın değildirler. Kabaralı tipler ise disklerin yetersiz kaldığı çok sert ve çok yüksek aşındırıcı koşullarda tercih edilirler (Şekil 7).
Şekil 7. Kabaralı tip kesiciler

Proceedings of 8th International Congress of Mining Machinery and Technologies
185
DİSK TEKNOLOJİSİNDE YAPILAN GELİŞTİRME ÇALIŞMALARI
Tam cephe tünel açma makinelerinin sert ve aşındırıcı kazı koşullarında başarılı olmasına karşın, bomlu galeri açma makinelerine göre birçok dezavantajları vardır. Bunların en başında yüksek maliyetli olmalarıdır. Bunu düşük manevra yeteneği, zor kurulabilme, her türlü değişen boyutta kazı kesitini (dairesel, dikdörtgen gibi) açamama, keskin dönüşler yapamama, tünel aynasına çok yüksek itme kuvveti uygulama ve daha yüksek eğimde çalışamama gibi dezavantajlar izlemektedir. Bomlu kazı makinelerinin en önemli dezavantajı ise bunlarda kullanılan kesici uçların sert ve aşındırıcı koşullarda yetersiz kalmalarıdır. Bu makinelerin avantajlı özelliklerinden yararlanmak için 1990 lı yılların başında ‘mini disk’ teknolojisi geliştirilmiştir (15). Burada kollu galeri açma makinelerinde kullanımları için disk çapı 15 cm ye kadar indirilerek disk boyutu küçültülmüş ve kolayca sökülüp çıkarılması için disk mili tek taraflı olarak dönme yatağına oturtulmuştur. Bunlar kullanımlarına uygun olarak tasarlanıp imal edilen bir makine üzerinde denenmiş ve yapılan ön deneme çalışmaları sonucu sert ve aşındırıcı formasyonlarda oldukça başarılı sonuçların elde edildiği belirtilmiştir. Ama daha sonra disk milinin serbest kalan desteksiz uç tarafında zamanla aşınmaların oluştuğu ve bunun da makinenin performansını olumsuz etkilediği ortaya çıkmıştır. Bu ve diğer nedenlerle mini disk kullanımı bugün için yaygın olarak kullanılmamaktır.
Disklerle yapılan bir diğer çalışma ise alt kesme yapan eğik eksenli disklerin (undercutting discs) uygulanması ile ilgilidir. Bu çalışma disklerle yapılan kesmede kayacın basma dayanımını değilde daha çok çekme dayanımı yenme görüşünü temel almaktadır. Diskler geleneksel olarak kayaç yüzeyine dik konumda kesme yaptığı zaman kayacın yüksek olan basma dayanımı yenmek için yüksek kesme ve normal kuvvetleri gerektirirler. Ancak bir disk Şekil 8’de görüldüğü gibi kesme doğrultusunda belli bir hamle açısı ile kesme yaptığı zaman kesici uçlardaki gibi kayacın daha çok çekme yönünde (tensile failure) kırılmasına neden olurlar. Bu şekilde disklere etkiyen kuvvetlerin benzer koşullarda önemli ölçüde düştüğü belirtilmiş ve bunun üzerine kimi firmalar tarafından bu konsepte dayalı değişik makineler uygulamaya konulmuştur. Sert ve aşındırıcı koşullarda başarılı sonuçların elde edildiği belirtilen bu makineler halen deneme aşamasındadır (10).
Şekil 8. Eğik eksenli disklerle alt kesme tekniği (10)
Alt kesme yapan eğik eksenli disklerin kesme performansını daha da arttırmak için salınım hareketi yapan disk (Oscilating Disc Cutter) teknolojisi ile ilgili çalışmalar yapılmıştır. Bu yöntemde, Şekil 8’de görülen alt kesme yapan diske eksantrik bir hareket verilerek salınım yapması sağlanmaktadır. Yapılan çalışmalarda 35 Hz frekansında salınım yapan diske etkiyen kesme ve normal kuvvetlerin, aynı koşullarda salınımsız disklere göre önemli ölçüde azaldığı belirtilmiştir. Bu konudaki çalışmalar halen devam etmektedir.
Disk
Ekseni
Kesilen
Alan

Proceedings of 8th International Congress of Mining Machinery and Technologies
186
SONUÇLAR
Mekanik kazı günümüzde delme ve patlatma yöntemine alternatif olarak madencilik ve inşaat
sektöründe yaygın olarak kullanılmaktadır. Bu alanda kullanılan makineler çok sert ve aşındırıcı kazı koşullarında genel olarak düşük performans sergilemektedirler. Yumuşak ve orta sertlikteki formasyonların kazısında kullanılan bom tipli kazı makineleri düşük maliyetli ve yüksek manevra yeteneklerine sahip olmalarına karşın bütünüyle kesici uçların yetersizliğinden ötürü sert ve aşındırıcı koşullarda kullanım alanı bulamamaktadır. Buna karşın sert ve aşındırıcı formasyonlarda başarılı olan ve diskli kesicilerin kullanıldığı tam cephe kazı makineleri ise yüksek maliyet gerektirmektedir. Günümüzde bu iki farklı türdeki makinelerin avantajlarını bir arada taşıyan, sert ve aşındırıcı koşullara uygun düşük maliyetli kesici ve makine teknolojilerinin geliştirilmeleri konusunda çeşitli çalışmalar yapılmaktadır. Aşındırıcı kazı koşullarına uygun sert malzemelerin geliştirilmelerinin yanısıra, geleneksel mekanik kazının salınım yada titreşimli hareket ile kombine edildiği hibrid kazı teknolojisi alanındaki çalışmaların daha da ileriye götürülmesi kuşkusuz bu alanda çok yararlı olacaktır.
KAYNAKLAR
Evans I, Pomeroy CD. The strength, fracture and workability of coal. Oxford: Pergamon Press; 1966. ROXBOROUGH, F.F. and PHILIPS, H.R., "The Mechanical Properties and Cutting Characteristics of the
Bunter Sandstone", Report to TRRL, University of Newcastle upon Tyne, 1975. ALTINOLUK, S., "Investigations into the Effects of Tungsten Carbide Composition and Geometry on the
Durability of Rock Excavation Tools", Ph.D. Thesis, University of Newcastle upon Tyne, 1981. Hurt K. G and MacAndrew K.M, Cutting efficiency and life of rock cutting picks. Min. Sci. Tech., 2, 1985,
139-21. Hekimoglu, O.Z., Suggested methods for rotative motion of point attack type drag tools in terms of skew
angle. International Journal of Mining, Reclamation and Environment. 2020, VOL. 34, NO. 8, 573–591. E. Kim, K. Hirro, D. Oliveira, and A. Kim, Effects of the skew angle of conical bits on bit temperature, bit
wear, and rock cutting performance, Int. J. Rock Mech. Min. Sci. 100 (2017), pp. 263–268. doi:10.1016/.ijrmms.2017.11.006.
Hekimoglu, O. Z., Investigations into tilt angles and order of cutting sequences for cutting head design of roadheaders. Tunnelling and Underground Space Technology 76 (2018) 160–171.
Hekimoglu, O.Z., The Radial line concept for pick lacing arrangement for radial pick cutting heads, Int. Journal of Rock Mechanics and Mining Sciences and Geomechanical Abstracts, Vol. 32 (1995), No.4, pp. 301-311.
Fowell, R.J., Hekimoglu, O.Z. and Altinoluk, S., (1987), "Drag Tools Employed ( roadheaders and Shearer Drums", Mining Scientific and T echnical Congress of Turkey, Ankara, Turkey.
Alehossein, H. and Boland, J. 2004. Diamond composite cutters in drill bits and cutting tools for hard rock cutting. Proceedings of EXPLO 2004, Perth, Western Australia. Australasian
Institute of Mining and Metallurgy, Melbourne. pp. 47–55. Gehrıng, K.H. and Reumııller, B. 2003. Hard rock cutting with roadheaders the Icutroc approach. 2003
Tunnelling Association of Canada Annual Publication. Asbury B, Ozdemir L, Rozgonyi T, Frustum bit technology for continuous miner and roadheader
applications. In: Willise R.P.H, editor. Proceedings of the sixth international symposium on mine mechanization and technology, Johannesburg, 2001. p. 135–139.
Bilgin,N., Copur, H. and Balci, C. Mechanical Excavation in Mining and Civil Industries. 2014. CRC Press Taylor & Francis Group.
Rostami. J. And Chang, S. E. A Closer Look at the Design of Cutterheads for Hard Rock Tunnel-Boring Machines. Engineering 3 (2017) 892–904.
J. Rostami, L. Ozdemir, and B. Asbury, "Mini-Disc Equipped Roadheader Technology for Hard Rock Mining," in Third International Symposium on Mine Mechanization and Automation, 1995, vol. 2.

Proceedings of 8th International Congress of Mining Machinery and Technologies
187
PROXIMITY DETECTION AND ENVIRONMENTAL PERCEPTION IN UNDERGROUND MINES
Meilin Qian1,*, Binghao Li², Aruna Seneviratne1 and Serkan Saydam2
¹ University of New South Wales, School of Electrical and Telecommunications Engineering (*Corresponding author: [email protected])
² University of New South Wales, School of Minerals and Energy Resources Engineering
ABSTRACT
Due to human casualties, equipment damage and productivity reduction caused by vehicle collisions, the top priority is to enhance the risk profile of the underground mining industry. The development of collision avoidance system (CAS) has seen a stable and exponential growth. Evidently, the timeliness and accuracy of various proximity detection methods have been improved at stunning space. Concurrently, many researchers have been focused on hastening technical advance to set up an intelligent, secure and cooperative working environment for mining personnel within the past decades. Normally, poor visibility, confined spaces and inadequate situational awareness may all remain inextricably linked to the collisions that could happen. In general, there are three different types of collisions, namely vehicle to vehicle, vehicle to personnel and vehicle to infrastructure. Subsequently, an automatic audible warning, sometimes along with enforced vehicle intervention, is supposed to be given out by a complete CAS. This paper presents an extensive state-of-the-art review of different proximity detection systems and corresponding sensing technologies. A brief description of working principle and comprehensive analysis of different characteristics are both disclosed in order. Finally, a holistic comparison is given to generalise the advantages and disadvantages of all technologies that have been covered in this paper.
Keywords: Proximity detection, collision avoidance, underground mines
NOMENCLATURA CAS collision avoidance system IR infrared ToF time of flight LiDAR light detection and ranging Radar radio detection and ranging EM electromagnetic UWB ultra wide band RSSI received signal strength indicator RFID radio frequency identification NLOS non-line-of-sight LOS line-of-sight TOA time-of-arrival TDOA time-difference-of-arrival RF radio frequency LF low frequency HF high frequency UHF ultra high frequency SHF super high frequency BLE bluetooth low energy

Proceedings of 8th International Congress of Mining Machinery and Technologies
188
INTRODUCTION
Proximity detection subsystems collect information using different sensors to develop an awareness of its surroundings. In fact, they may also use information collected from some of the other built-in sensors on the vehicle such as speed and steering status, to augment the data collected from the proximity sensor. All the information collected is combined and conveyed to the decision-making subsystem to make the final decision. Once a decision is made, the intervention control subsystem takes actions immediately, such as sounding audible warnings, steering the vehicle away form a hazard or stopping the vehicle (Ken-Pin & Pao-Ann, 2018). This paper will go into details of various proximity detection technologies and provided environmental perception that have been applied into the market.
Figure 1. Classification of existing proximity detection technologies
The proximity detection technologies that have been proposed to date can be classified as shown in Figure 1. Proximity sensing employs multiple sensing modalities. They can be broadly categorized as vision based, signal based and even their distinct modes of operation, namely passive, active or cooperative. The constraints of underground mining environments make some of these sensing modalities unsuitable. For instance, the application of acoustic signals is impractical because of the huge noise caused by the machinery existing in the mines, especially underground mines. Similarly, network-based detection systems that rely on the third party infrastructure, such as Global Positioning System (GPS), is invalid in the underground setting as it needs to access signals sent from GPS satellites via unobstructed line of sight transmission (Dargie & Poellabauer, 2010). Thus, the scope of this paper is limited to systems that are based on vision and electromagnetic signals.
VISION BASED SYSTEMS
Vision based proximity detection systems provide a real-time view of machinery and personnel within the coverage area of the cameras. Although different types of cameras create images based on different characteristics, e.g., thermal or light intensity, they all require further image analysis to identify and determine the level of potential risks they pose.
Proceedings of 8th International Congress of Mining Machinery and Technologies
189
Video Camera
Systems using video-cameras have emerged since the early development of proximity detection systems. These systems rely on the video cameras capturing the field of view accurately and intelligent algorithms that can identify obstacles and offer exact navigation for miners. In recent years, these systems have evolved and utilized deep learning techniques for image analysis that makes significant performance improvements (Dalal & Triggs, 2005; Felzenszwalb et al., 2010). Specially, Dobrzynski et al. (2012) developed a special vision sensor, vision tape which enables motion detection and proximity prediction. vision tape is a type of compound camera, that combines visualization and displacement sensing to perform proximity detection precisely. The visualization and displacement sensing process of the vision tape system is however complicated and does not lend itself for mass production. Also, the produced prototype requires a special type of 100 µm thick PCB (printed circuit board) with high level malleability and it is only available in certain area. Therefore, the fabrication cost of vision tape based systems could be too high to afford. Thermal Infrared (IR) Camera
The thermal IR camera captures temperature and IR emission rate of the objects. Thermal IR cameras can collaborate with depth cameras or distance sensors for proximity detection. One typical example is an integrated system with thermal IR camera, a distance sensor and a 3D sensor in (Dickens et al., 2011). The cameras can be divided into four categories based on the operation region, near-infrared, short-wavelength, mid-wavelength and far-infrared (Brooker, 2011). The most common range to be used is the far infrared region (i.e., 8-14 µm) (Shea, 1998).
Wayne et al. (2008) reports thermal cameras using long wavelength infrared signals can also cope
with poor visibility and accumulated dust in underground mines. However, the image quality offered by thermal cameras at low cost is insufficient. The capable detection range is typically 10 to 100 metres. Therefore, it certainly cannot satisfy the accuracy requirement (Dickens et al., 2014). In addition, visual proximity detection systems using thermal imaging require regular preventative maintenance that further increases the overall cost of the whole system (Fluke, n.d.). Infrared Time of Flight (ToF) Camera
A typical ToF camera captures the differences of intensity of infrared radiation between the target and other objects through the modulated IR signal emission and reception. In contrast to thermal IR cameras, the ToF camera operates within the near-infrared region (i.e., 0.75-2.5 µm). As a result, the accuracy of infrared ToF camera based system is affected by errors caused by low light intensity, interference of multiple light reflections (Gudmundsson et al., 2007), light scattering effect (Karel, 2008), motion blurring (Lindner & Kolb, 2009), etc. Despite this, infrared ToF cameras are the most popular depth camera.
The IR ToF camera can generate depth and intensity maps. Also, an enhanced colour image model
based on flash/no-flash and dark flash photography is proposed to improve distortion effects (Jung & Choi, 2013). In addition, the IR ToF sensor is capable of distance measurements with high performance. The working principle is similar with Light Detection and Ranging (LiDAR) system with no laser beams. However, given that, this infrared sensor based proximity detection systems were created for robotic platforms. They are generally rely on significant computational resources and have high energy utilization (Ruffo et al., 2014). The breakthrough of this ToF sensor is it has two different operating modes: precision and speed. The speed mode enables incredibly high update rate (i.e., > 1000 Hz) much higher than most off-to-shelf products. Essentially, the speed mode is to avoid collisions, however, the precision mode aims for common navigation (Ruffo et al., 2014).

Proceedings of 8th International Congress of Mining Machinery and Technologies
190
SIGNAL BASED – PASSIVE SENSING
Due to the limitations of various camera based systems, alternative methods such as Radio Detection And Ranging (Radar), LiDAR as well as ultrasonic sensing and detection have been developed (Rosique et al., 2019). To some extent, these three technologies use similar algorithms to perform proximity detection as shown in Figure 2. They rely on a transceiver equipped with a particular type of sensor. The sensor is responsible for signal emitting at regular intervals. It is also responsible for capturing the reflection of this signal that are received as a result of the transmitted signal being reflected of an obstacle. Based on the time period between transmission of the signal and reception of the reflected signal, the distance between the sensor and the obstacle is calculated (Migatron, 2020).
Figure 2. Working principle of the similar range finder Ultrasonic Sensing and Detection
From the perspective of signal properties, ultrasonic sensors work by sending out sound waves at the frequencies above the range of human hearing. Therefore, the ultrasonic sensing technology is one of the potential solutions for underground proximity detection rather than electromagnetic waves (i.e., Radar or LiDAR). The most important advantage of ultrasonic sensors is that it works well in dark, dusty, dirty and humid environments (Lopes et al., 2012). Additionally, it is relatively cost-effective and provides high accuracy when used for distance measurements (Borenstein & Koren, 1989). Ultrasonic sensors are susceptible to be co-existing acoustic signals since the underground mining environment is quite noisy at most cases. Hence, ultrasonic sensors are prone to false positive problems.
In spite of that, a novel ultrasonic sensor ring placed upon beam overlapping was proposed to
detect obstacles (Kim & Kim, 2010). It is suitable for dynamic robots as it solves the problem of inaccurate positioning resulting from the overlap effect of the ultrasonic sensor ring. Furthermore, this sensor ring can even provide the relative location of the obstacle with respect to the centre of the moving robot via geometric approaches (Kim & Kim, 2010). Radar
Radar based proximity detection is a stand-alone system comprising of pairwise devices. The Radar system emits radio waves for obstacle detection as radio signals experience less absorption than light waves. A typical Radar technology is based on frequency-modulated continuous wave measuring principle. It varies its operating frequency during measurements and dissipates continuous transmission power via continuous waves. The distance can be calculated according to the phase difference between the received signal and the original signal. Radar is also suitable for steering assistance systems because

Proceedings of 8th International Congress of Mining Machinery and Technologies
191
it facilitates the elimination of the rear blind spot (Yamada et al., 1994), particularly when the operator is working in the centre of the machinery. Similar to ultrasonic sensors, Radar reliably provides high accuracy of proximity detection in the dark (Toomay & Hannen, 2004). Radar has the ability to penetrate dust, humidity in harsh environments as well. The main drawback is the limited operating range (Skolnik, 2020). Additionally, the performance of Radar technique is impacted by conducting materials. This might cause false positive issue.
Radar technology can also be used for human detection and identification via millimetre waves.
It usually has similar accuracy as LiDAR technology but at much lower cost (Zhao et al., 2019). The millimetre wave Radar systems are particularly capable of detecting the presence of obstacles through walls or other barriers (Ferris & Currie,1998). LiDAR
LiDAR technology is an alternative stand-alone system using proprietary infrastructure and works similarly to Radar. The main difference is that LiDAR systems make use of laser beams. The exceptional high accuracy of LiDAR when applied for proximity detection is well known (SparkFun Electronics, n.d.). LiDAR requires minimal human supervision although regular preventative maintenance cannot be avoided (Pros and cons of LIDAR, 2018). The primary disadvantage of LiDAR systems is its high cost, especially when deployed in large area (i.e., long tunnels in the underground mine). In 2015, Benedek et al. (2015) proposed a LiDAR-based gait analysis that can be used for human detection, matching with a multidimensional vision system. In order to have a real-time visualisation for outdoor human tracking, there is obviously a large number of data streams that need to be processed within a short time duration (Anderson et al., 2010; Liu et al., 2014). This in turn impacts the operation efficiency of this system.
SIGNAL BASED – COOPERATIVE SENSING
Another type of proximity detection system leverages electromagnetic (EM) signal based sensing technology to make a pair of transmitter and receiver cooperate with each other. The system is usually composed of a large number of sensor devices, or sensor nodes in other words, in most wireless sensor networks. The sensors in the proximity detection system collaborate with each other in a distributed manner to perform obstacle detection and/or distance measurement. The cooperative proximity detection based on EM waves can be further divided into three categories: ranging-based (e.g., Ultra Wide Band (UWB)), Received Signal Strength Indicator (RSSI) based (e.g., Zigbee and EM field), mixed, i.e., compatible with multiple detection capabilities including ranging, RSSI and identification (e.g., Radio Frequency Identification (RFID) and Bluetooth). Ultra Wide Band (UWB)
UWB techniques have been used in high-performance proximity detection based on various ranging algorithms (Fontana et al., 2003; Ingram et al., 2004; Stelios et al., 2008). In UWB systems, one transmitter sends a radio pulses across a wide frequency spectrum. A paired receiver accepts the pulse sequence using a very short interval of time within the period of pulses. The reason is the consumption of a broad band of frequency spectrum corresponds to a brief time interval which can be inducted from the time scaling property of Fourier Transform. The noise signal is normally above the spectrum over ultra wide frequency band. This feature makes UWB technology suitable for short-range and high-speed communication. In addition, some researchers also discovered some phenomenal effects by incorporating UWB technology with neural networks to provide indoor navigation with higher accuracy (Li et al., 2020).
The high efficiency of transmission provided by UWB technology dictates its suitability for real-time proximity detection system (Deak et al., 2012). These techniques are only slightly affected by the

Proceedings of 8th International Congress of Mining Machinery and Technologies
192
effects of Non-Line-Of-Sight (NLOS) and multipath propagation (Barua et al., 2018). Furthermore, UWB devices are normally energy efficient and support robust flexibility (Farid et al., 2013).
In addition, UWB technology can be easily adjusted to accommodate several different range
estimation methods such as Time-Of-Arrival (TOA) and Time-Difference-Of-Arrival (TDOA) (Yavari & Nickerson, 2014). The major challenge for low-cost UWB systems is the complexity when network is scalable (Liu et al., 2017), especially during excavation period in the underground mine.
Electromagnetic Field
Electromagnetic field based systems typically make use of RSSI strategy. The systems can also use
pure magnetic fields, however it is not considered here as they are not suitable for underground mining applications (Li et al., 2012; Li et al., 2013). The electromagnetic fields can be static or dynamic. When another machine or a person with a tag enters the designated area, the field strength is measured and sent to the receiver (Li et al., 2010). The receiver can then determine the range to the tag, based on the intensity of received signals.
Usually, electromagnetic-based proximity detection systems usually have low cost but with
relatively low resolution (Fert, 2008). Unfortunately, the false alarm problem often occurs to these Electromagnetic (EM) systems in the underground mines and they can only work within a short operating range (Griffiths, 2017). Jobes et al. (2011) proposed a system using electromagnetic field as external support, for proximity detection and real-time navigation of workers in underground mines and avoiding unintentional interactions. Zigbee
Zigbee is based on IEEE 802.15.4 standard and provides wireless communication using low-power digital radio signals (Chen, Yao, & Wu, 2012). In addition to low-power characteristic, Zigbee technology has the advantage of low complexity in terms of implementation. However, it only supports low data rate networks (Ma, 2011). Zigbee technology is reported to work well in harsh environments such as underground mines (Chehri et al., 2010).
Zigbee can be used as a RSSI-based range finder. Moridi et al. (2014) presented a Zigbee-based underground monitoring system that leverages relative radio wave attenuation indicated by received signal strength. This RSSI-based Zigbee system operates well under Line-Of-Sight (LOS) condition but still not very accurate due to the variation nature of the signal strength. However, in NLOS situations, the performance degrades significantly.
Zigbee networks are also shown to be capable of providing a stable communication in straight tunnel (Moridi et al., 2014). An inherent mechanism of Zigbee nodes is used for environmental perception: collecting environmental attributes including temperature, humidity, etc (Moridi et al., 2015). Information collected from each node can be fused with Geographic Information Systems, an automatic electronic auxiliary fan has been developed according to predefined maps in the underground mine (Yuan & Zhang, 2013). RF Signals
There are four RF ranges suitable for proximity detection, low frequency (LF), high frequency (HF), ultra-high frequency (UHF) and super high frequency (SHF) (Hunt, Puglia, & Puglia, 2007), as indicated in Figure 3. The working range of LF is shorter than that of the other two and it is suitable to be used in RFID related applications. HF range often collaborates with near field communication (NFC) technology in daily life. The UHF range is sensitive to interference from metals or EM signals (Guillén, Girbau, & Villarino, 2009). Typically, there are two opponent operation modes of RF technology: active and passive. They are

Proceedings of 8th International Congress of Mining Machinery and Technologies
193
capable of proximity detection and even distance measurements via RSSI-based ranging due to the intrinsic property during radio wave attenuation.
Figure 3. Classification of Radio Waves
A classic passive RFID tag has no internal power source and relies on extracting power from radio waves transmitted by the interrogator (Zhi-yuan, He, & Jie, 2010). The bidirectional communication between the passive RFID tag and the interrogator is basically the conversion between energy and information across a relatively short range (Banerjee, Jesme, & Sainati, 2007). The active RFID tags normally have power source (e.g. a battery) internally. Each active RFID tags broadcasts its unique address no matter whether there is an interrogator being present or not (Cho & Baek, 2010). The communication range of these systems are much longer than passive tag’s and can be over 30 metres (Alghamdi et al., 2014). Additionally, RFID systems embedded on tags allows the identification of target by associating targets with a unique identity (Fan, 2014). It is under control within limited range and also applicable in the NLOS situation (Shepard, 2004; Zhao et al, 2010).
RF signals provide a flexible method of proximity detection that can be used together with
different ranging algorithms. In Huang et al. (2008), RF tags are used in an indoor positioning system that uses a TDOA based proximity detection algorithm. The system described in (Stelzer et al., 2004) can perform distance measurements with high accuracy using TOA proximity detection algorithm. Another way of real-time positioning that is also based on RFID tag is slightly different and this approach requires antenna coordinates only to achieve high accuracy of 3.51 cm (Zhao & Li, 2020). Additionally, the RF tags takes advantage of UHF to perform RSSI-based ranging as described in (Zhang et al., 2014). Zhang et al. (2016) also proposed a real-time positioning system using fixed active RFID tags and a RSSI-based ranging algorithm. The system also utilised RSSI fingerprints to identify the target location with high accuracy.
The drawback of RFID proximity detection systems is its susceptibility to small objects rising false
positives (Bong, Chang, & Oh, 2014). Generally, the reason is the portal antenna cannot be fixed and may receive interfered signals from the surroundings. Bluetooth
Bluetooth and Bluetooth Low Energy (BLE) are both based on an existing standard IEEE 802.15.1 and operate in the same frequency band, 2.4 GHz. The difference between Bluetooth and BLE is in power consumption and transmission range. In details, BLE devices consume less power and as a result, they can only transfer a limited amount of data over a shorter range (Mackensen, Lai, & Wendt, 2012). Bluetooth and BLE devices can be used to provide proximity detection based on received signal intensity. The radio wave attenuation enables the system to localize the target object with relatively low power consumption via idle state listening. Additionally, Bluetooth beacon based positioning systems are also capable of proximity detection using the identification technique. The capability of identification is based on that each Bluetooth device/beacon includes a Universally Unique Identifier within the transmitted data to enable itself to be recognized by other devices every time (Alhamoud et al., 2014). Usually, a Bluetooth

Proceedings of 8th International Congress of Mining Machinery and Technologies
194
beacon is a tiny radio transmitter relying on external power source (i.e., a battery) with unique identifications (Huang et al, 2014). The operation frequency of Bluetooth beacon used for proximity detection should be selected carefully because high frequency radio signals have to endure large transmission latency, especially underground mine CAS cannot tolerate large time delay (Cho et al., 2014; Tosi et al., 2017).
A collision avoidance system using Bluetooth beacons is proposed (Baek & Choi, 2018). The devices can be attached on both personnel and machinery that enables the audible or visible warnings to be triggered based on unique identification recognition. The RSSI readings also have an important effect on the range threshold determination for different level of warning area in the underground mine CAS design.
Compared to RFID and Wi-Fi technology, the use of Bluetooth beacons has low upfront costs and high flexibility. Thus owing to its robust compatibility with smartphones they are extremely competitive (Park et al, 2017; Park et al, 2016). The drawbacks of Bluetooth systems are their low interference immunity and co-existence problem (Talty & Tonguz, 2015; Yang et al, 2010), since Bluetooth signals can be easily interrupted by Wi-Fi signals as they both share the same frequency range.
CONCLUSION
In order to perform proximity detection and avoid collisions in the underground mine, visual systems based on various cameras and non-visual systems using ranging algorithms (e.g., ToF), RSSI-based ranging as well as hybrid methods (i.e., integration of distance measurements, RSSI-based ranging and identification) have been proposed. Vision systems provide an easy and direct way to identify hazards via real-time monitoring and image analysis. However, it is also impacted by poor lighting conditions, NLOS issues and high maintenance costs. The other systems are also capable of accurate obstacle detection using audio waves or electromagnetic signals instead. Based on these intrinsic properties of various sensing technologies and proximity detection algorithms, the pros and cons of all different environmental perception methods mentioned in this paper can be generalised into Table 1. A sensible proximity detection design should make use of advantages and avoid disadvantages of some techniques to enhance the overall system performance.
Table 1. Pros and Cons of the listed proximity detection methods
PROs High ranging accuracy
LiDAR, ultrasonic, Radar, UWB, EM field
Tolerance of harsh environment LiDAR, ultrasonic, Radar, UWB, Zigbee,
EM field, BLE beacon
CONs
Affected by NLOS LiDAR, ultrasonic, Radar,
Bluetooth/BLE beacon, Zigbee
High cost LiDAR, ultrasonic (but with high
maintenance cost)
False positive problem ultrasonic, Radar, RFID, Bluetooth/BLE
beacon, Zigbee
REFERENCES Alghamdi, S., van Schyndel, R., & Khalil, I. (2014). Accurate positioning using long range active rfid
technology to assist visually impaired people. Journal of Network and Computer Applications, 41, 135 - 147. Retrieved from http://www.sciencedirect.com/science/article/pii/S1084804513002580

Proceedings of 8th International Congress of Mining Machinery and Technologies
195
Alhamoud, A., Nair, A. A., Gottron, C., Bohnstedt, D., & Steinmetz, R. (2014). Presence detection, identification and tracking in smart homes utilizing Bluetooth enabled smartphones. In 39th annual ieee conference on local computer networks workshops (Vol. 2014-, pp. 784–789). IEEE.
Anderson, S., Peters, S., Pilutti, T., & Iagnemma, K. (2010). Experimental study of an optimal-control- based framework for trajectory planning, threat assessment, and semi-autonomous control of passenger vehicles in hazard avoidance scenarios. Springer Tracts in Advanced Robotics, 62, 59–68.
Baek, J., & Choi, Y. (2018). Bluetooth-beacon-based underground proximity warning system for preventing collisions inside tunnels. Applied Sciences, 8(11), p.2271.
Banerjee, S. R., Jesme, R., & Sainati, R. A. (2007). Performance analysis of short range uhf propagation as applicable to passive rfid. In 2007 ieee international conference on rfid (p. 30-36).
Barua, B., Kandil, N., & Hakem, N. (2018). On performance study of twr uwb ranging in underground mine. In 2018 sixth international conference on digital information, networking, and wireless communications (dinwc) (pp. 28–31). IEEE.
Benedek, C., Nagy, B., Galai, B., & Janko, Z. (2015). Lidar-based gait analysis in people tracking and 4d visualization. In 2015 23rd european signal processing conference (eusipco) (pp. 1138–1142). EURASIP.
Bong, G. H., Chang, Y. S., & Oh, C. H. (2014). A practical algorithm for reliability-based rfid event management considering warehouse operationalAPA6-STYLE REFERENCE 15 environment. International Journal of Advanced Logistics, 3(3), 100–108.
Borenstein, J., & Koren, Y. (1989). Real-time obstacle avoidance for fast mobile robots. 19(5), 1179–1187. Brooker, G. (2011). Introduction to sensors for ranging and imaging. Raleigh: Scitech. Chehri, A., Mouftah, H., Fortier, P., & Aniss, H. (2010). Experimental testing of ieee801.15.4/zigbee sensor
networks in confined area. In 2010 8th annual communication networks and services research conference (pp. 244–247). IEEE.
Ken-Pin C., & Pao-Ann, H. (2018). Vehicle collision prediction under reduced visibility conditions. Sensors, 18(9), p.3026.
Chen, S., Yao, J., & Wu, Y. (2012). Analysis of the power consumption for wireless sensor network node based on zigbee. Procedia Engineering, 29, pp.1994-1998.
Cho, H., & Baek, Y. (2010). Reader collision avoidance for multihop deployment of active rfid readers. IEICE Electronics Express, 7(18), pp.1396-1402.
Cho, K., Park, W., Hong, M., Park, G., Cho, W., Seo, J., & Han, K. (2014). Analysis of latency performance of bluetooth low energy (BLE) networks. Sensors, 15(1), pp.59-78.
Dalal, N., & Triggs, B. (2005). Histograms of oriented gradients for human detection. In 2005 IEEE computer society conference on computer vision and pattern recognition (CVPR'05) (Vol. 1, pp. 886-893).
Dargie, W., & Poellabauer, C. (2010). Fundamentals of wireless sensor networks: theory and practice. John Wiley & Sons.
Deak, G., Curran, K., & Condell, J. (2012). A survey of active and passive indoor localisation systems. Computer Communications, 35(16), 1939–1954.
Dickens, J., Green, J., Teleka, R., & Sabatta, D. (2014). A global survey of systems and technologies suitable for vehicle to person collision avoidance in underground rail-bound operations. Mine Health and Safety Council: Woodmead, South Africa.
Dickens, J. S., van Wyk, M. A., & Green, J. J. (2011). Pedestrian detection for underground mine vehicles using thermal images. In IEEE africon ’11 (pp. 1–6). IEEE.
Dobrzynski, M., Pericet-Camara, R., & Floreano, D. (2012). Vision tape-a flexibleAPA6-STYLE REFERENCE 16 compound vision sensor for motion detection and proximity estimation. IEEE Sensors Journal, 12(5), 1131–1139.
Fan, X. (2014). Radio-frequency identification (rfid): emerging technologies, applications and improvement strategies. Hauppauge, N.Y.: Nova Science Publishers, Inc.
Farid, Z., Nordin, R., & Ismail, M. (2013). Recent advances in wireless indoor localization techniques and system. Journal of Computer Networks and Communications, 2013.

Proceedings of 8th International Congress of Mining Machinery and Technologies
196
Felzenszwalb, P. F., Girshick, R. B., Mcallester, D., & Ramanan, D. (2010). Object detection with discriminatively trained part-based models. IEEE Transactions on Pattern Analysis and Machine Intelligence, 32(9), 1627–1645.
Ferris, D. D., & Currie, N. C. (1998). Microwave and millimeter-wave systems for wall penetration. In Targets and Backgrounds: Characterization and Representation IV (Vol. 3375, pp. 269-279). International Society for Optics and Photonics.
Fert, A. (2008). Origin, development, and future of spintronics (Nobel lecture). Angewandte Chemie International Edition, 47: 5956–5967.
Fluke. (n.d.). Thermal imaging in preventive maintenance programs. Retrieved from https://www.fluke.com/en-au/learn/blog/thermal-imaging/preventive-maintenance (Accessed Nov. 1, 2020).
Fontana, R., Richley, E., & Barney, J. (2003). Commercialization of an ultra wideband precision asset location system. In Ieee conference on ultra wideband systems and technologies, 2003 (pp. 369–373). IEEE.
Griffiths, D. J. D. J. (2017). Introduction to electrodynamics (Fourth edition. ed.). Cambridge: Cambridge University Press.
Gudmundsson, S. A., Aanaes, H., & Larsen, R. (2007). Environmental effects on measurement uncertainties of time-of-flight cameras. In 2007 internationalAPA6-STYLE REFERENCE 17 symposium on signals, circuits and systems (Vol. 1, p. 1-4).
Guillén, A., Girbau, D., & Villarino, R. (2009). Effects of interferences in uhf rfid systems. Progress in Electromagnetics Research-pier - PROG ELECTROMAGNRES, 98, 425-443. doi: 10.2528/PIER09101703
Huang, J., Albazrqaoe, W., & Xing, G. (2014). Blueid: A practical system for bluetooth device identification. In IEEE infocom 2014 - IEEE conference on computer communications (pp. 2849–2857).
Huang, Y., Brennan, P. V., & Seeds, A. (2008). Active rfid location system based on time-difference measurement using a linear fm chirp tag signal. In 2008 ieee 19th international symposium on personal, indoor and mobile radio communications (p. 1-5).
Hunt, V. D., Puglia, A., & Puglia, M. (2007). RFID: a guide to radio frequency identification. John Wiley & Sons.
Ingram, S., Harmer, D., & Quinlan, M. (2004). Ultrawideband indoor positioning systems and their use in emergencies. In Plans 2004. position location and navigation symposium (ieee cat. no.04ch37556) (pp. 706–715). IEEE.
Jobes, C., Carr, J., Ducarme, J., & Patts, J. (2011). Determining proximity warning and action zones for a magnetic proximity detection system. In 2011 ieee industry applications society annual meeting (pp. 1–7). IEEE.
Jung, S.-W., & Choi, O. (2013). Color image enhancement using depth and intensity measurements of a time-of-flight depth camera. Optical engineering, 52(10), 103104–103104.
Karel, W. (2008). Integrated range camera calibration using image sequences from hand-held operation. Int. Arch. Photogramm. Remote Sens. Spat. Inf. Sci, 37, pp.945-951.
Kim, S., & Kim, H. (2010). High resolution mobile robot obstacle detection using low directivity ultrasonic sensor ring. In International Conference on Intelligent Computing (pp. 426-433). Springer, Berlin, Heidelberg.
Li, B., Zhao, K., & Sandoval, E.B. (2020). A UWB-based indoor positioning system employing neural networks. Journal of Geovisualization and Spatial Analysis, 4(2), 1-9.
Li, J., Carr, J., & Bartels, J. (2010). Modeling of the magnetic field around a ferrite-cored generator in a proximity detection system. In Digests of the 2010 14th biennial ieee conference on electromagnetic field computation (pp. 1–1). IEEE.
Li, J., Carr, J., & Jobes, C. (2012). A shell-based magnetic field model for magnetic proximity detection systems. Safety Science, 50(3), 463–471.
Li, J., Jobes, C. C., & Carr, J. L. (2013). Comparison of magnetic field distribution models for a magnetic proximity detection system. IEEE Transactions on Industry Applications, 49(3), 1171–1176.

Proceedings of 8th International Congress of Mining Machinery and Technologies
197
Lindner, M., & Kolb, A. (2009). Compensation of motion artifacts for time-of-flight cameras. In A. Kolb & R. Koch (Eds.), Dynamic 3d imaging (pp. 16–27). Berlin, Heidelberg: Springer Berlin Heidelberg.
Liu, J., Jayakumar, P., Stein, J., & Ersal, T. (2014). A multi-stage optimization formulation for mpc-based obstacle avoidance in autonomous vehicles using a lidar sensor. In Asme 2014 dynamic systems and control conference, dscc 2014 (Vol. 2). American Society of Mechanical Engineers.
Liu, X., Jin, F., Lv, X., Zhang, Y., & Zhang, D. (2017). Design and development of vehicle collision-avoidance system based on uwb wireless sensor networks. In Proceedings of the 7th International Conference on Computer Engineering and Networks—PoS (CENet2017) (p. 037)
Lopes, S. I., Vieira, J. M. N., & Albuquerque, D. (2012). High accuracy 3d indoor positioning using broadband ultrasonic signals. In 2012 IEEE 11th international conference on trust, security and privacy in computing and communications (pp. 2008–2014). IEEE.
Ma, S.-G. (2011). Construction of wireless fire alarm system based on zigbee technology. In (Vol. 11, pp. 308–313). Elsevier Ltd.
Mackensen, E., Lai, M., & Wendt, T. M. (2012). Bluetooth low energy (ble) based wireless sensors. In Sensors, 2012 ieee (p. 1-4).
Migatron, C. (2020). How ultrasonic sensing technology works. Retrieved from https://www.migatron.com/understanding-ultrasonic-technology/ (Accessed Aug. 26, 2020)
Moridi, M., Kawamura, Y., Sharifzadeh, M., Chanda, E., & Jang, H. (2014). AnAPA6-STYLE REFERENCE 19 investigation of underground monitoring and communication system based on radio waves attenuation using zigbee. Tunnelling and Underground Space Technology, 43, 362–369.
Moridi, M. A., Kawamura, Y., Sharifzadeh, M., Chanda, E. K., Wagner, M., Jang, H., & Okawa, H. (2015). Development of underground mine monitoring and communication system integrated zigbee and gis. International journal of mining science and technology, 25(5), 811–818.
Park, J., Kim, K., & Cho, Y. (2017). Framework of automated construction-safety monitoring using cloud-enabled bim and ble mobile tracking sensors. Journal Of Construction Engineering And Management, 143(2).
Park, J., Marks, E., Cho, Y., & Suryanto, W. (2016). Performance test of wireless technologies for personnel and equipment proximity sensing in work zones. Journal of Construction Engineering and Management, 142(1).
Pros and cons of LiDAR. (n.d.). LiDAR and Radar Information. Retrieved from https://lidarradar.com/info/pros-and-cons-of-lidar (Accessed Nov. 1, 2020).
Rosique, F., Navarro, P., Fernandez, C., & Padilla, A. (2019). A systematic review of perception system and simulators for autonomous vehicles research. Sensors, 19(3).
Ruffo, M., Castro, M. D., Molinari, L., Losito, R., Masi, A., Kovermann, J. W., & Rodrigues, L. (2014). New infrared time of-flight measurement sensor for robotic platforms. 20th IMEKO TC4 International Symposium and 18th International Workshop on ADC Modelling and Testing Research on Electric and Electronic Measurement for the Economic Upturn Benevento, Italy, September 15-17, 2014
Shea, J. (1998). Handbook of instrumental techniques for analytical chemistry. IEEE Electrical Insulation Magazine, 14(6), 42–42.
Shepard, S. (2004). Rfid: radio frequency identification. New York; London: McGraw-Hill Professional. Skolnik, M. I. (2020). Radar. Encyclopedia Britannica, 18 Nov. 2020,
https://www.britannica.com/technology/radar. Accessed 20 August 2021. SparkFun Electronics. (n.d.). Distance Sensor Comparison Guide. Retrieved from
https://www.sparkfun.com/distance_sensor_comparison_guide (Accessed Nov. 1, 2020). Stelios, M., Nick, A., Effie, M., Dimitris, K., & Thomopoulos, S. (2008). An indoor localization platform for
ambient assisted living using uwb. In Proceedings of the 6th international conference on advances in mobile computing and multimedia (pp. 178–182). ACM.
Stelzer, A., Pourvoyeur, K., & Fischer, A. (2004). Concept and application of lpm – a novel 3-d local position measurement system. IEEE Transactions on Microwave Theory and Techniques, 52(12), 2664-2669.

Proceedings of 8th International Congress of Mining Machinery and Technologies
198
Talty, T., & Tonguz, O. (2015). An empirical performance study of Intra-vehicular Wireless Sensor Networks under WiFi and Bluetooth interference. In 2013 IEEE Global Communications Conference (GLOBECOM) (pp. 581-586). IEEE.
Toomay, J.C. & Hannen, P.J. (2004). Radar Principles for the Non-specialist (Vol. 2). SciTech Publishing. Tosi, J., Taffoni, F., Santacatterina, M., Sannino, R., & Formica, D. (2017). Performance evaluation of
bluetooth low energy: A systematic review. Sensors, 17, 2898. doi: 10.3390/s17122898 Wayne, J., Eddie, S., & Tinus, D. (2008). Avoiding accidents with mining vehicles. Yamada, Y., Tokoro, S., & Fujita, Y. (1994). Development of a 60 ghz radar for rear-end collision avoidance.
In Proceedings of the intelligent vehicles ’94 symposium (p. 207-212). Yang, X., Liu, H. Y., & Guo, X. (2010). Bluetooth coexistence with 4G broadband wireless networks. In 2010
7th Annual IEEE Communications Society Conference on Sensor, Mesh and Ad Hoc Communications and Networks (SECON) (pp. 1-9). IEEE.
Yavari, M., & Nickerson, B. G. (2014). Ultra wideband wireless positioning systems. Dept. Faculty Comput. Sci., Univ. New Brunswick, Fredericton, NB, Canada, APA6-STYLE REFERENCE 21 Tech. Rep. TR14-230.
Yuan, J., & Zhang, J. (2013). Development of wireless sensor network based on zigbee and rfid technology. In Applied Mechanics and Materials (Vol. 341, pp. 1175-1180). Trans Tech Publications Ltd.
Zhang, D., Yang, L.T., Chen, M., Zhao, S., Guo, M. & Zhang, Y. (2016). Real-time locating systems using active RFID for internet of things. IEEE Systems Journal, 10(3), 1226–1235.
Zhang, Z., Lu, Z., Saakian, V., Qin, X., Chen, Q., & Zheng, L. (2014). Item-level indoor localization with passive uhf rfid based on tag interaction analysis. IEEE Transactions on Industrial Electronics, 61(4), 2122-2135.
Zhao, J., Zhao, C., & Yang, W. (2010). An improved location algorithm for rfid system in nlos environment. In 19th annual wireless and optical communications conference (wocc 2010) (pp. 1–5). IEEE.
Zhao, K., & Li, B. (2020). Enabling real-time and high accuracy tracking with COTS RFID devices. International Journal of Image and Data Fusion, 11(4), 251-267.
Zhao, P., Lu, C., Wang, J., Chen, C., Wang, W., Trigoni, N., & Markham, A. (2019). Mid: Tracking and identifying people with millimeter wave radar. In Proceedings - 15th annual international conference on distributed computing in sensor systems, dcoss 2019 (pp. 33–40).
Zhi-yuan, Z., He, R., & Jie, T. (2010). A method for optimizing the position of passive uhf rfid tags. In 2010 ieee international conference on rfid-technology and applications (p. 92-95).

Proceedings of 8th International Congress of Mining Machinery and Technologies
199
KINIK LİNYİT İŞLETMESİNDE KUYU KAZILARINDA KULLANILAN ŞEMSİYE TİPİ PNÖMATİK DELİCİ EKİPMANIN PERFORMANSININ DEĞERLENDİRİLMESİ
PERFORMANCE EVALUATION OF SHAFT DRILLING JUMBO USED FOR SHAFT BORING IN KINIK LİGNİTE MINE
İ. Özkan1, E. Kahraman2
1 Polyak Eynez Enerji Üretim Madencilik San. ve Tic. A.Ş. (Sorumlu yazar: [email protected])
(Yazar2: [email protected])
ÖZET
Derin madencilik çalışmalarında, madene kısa yoldan ulaşımın sağlanması, havalandırma verimliliği, malzeme ve insan naklindeki avantajlar, vb. nedenlerden dolayı kuyu açılması tercih edilebilmektedir. Kuyu kazısının iş aşamalarından olan delik delme çalışmaları, kuyu kazı sürecine ve dolayısıyla madenin üretim sürecine ciddi etkisi bulunmaktadır.
Bu çalışma kapsamında, Polyak Eynez Kınık Linyit İşletmesinde kuyu açma çalışmaları hakkında
genel bilgiler verilerek, delik delme süreçlerinde kullanılan delici ekipmanın (şemsiye tipi delicinin) performansı ile ilgili analizler yapılmıştır.
Anahtar Sözcükler: Kuyu açma, iş-zaman etüdü, delik delme
ABSTRACT
In deep mining it is preferable to excavate vertical shafts, therefore mine can be accessed by
shortest distance. Vertical shafts also provide advantages in mine ventilation, human and equipment transportations. Drilling the boreholes is the important part of shaft boring project, so it has a considerable effect on the shaft boring period and therefore on the mine production.
In this article the shaft boring project in Polyak Eynez Kınık Lignite Mine has been described and also the performance of the Jumbo type shaft drilling machine used in the project has been analyzed. Keywords: Shaft sinking, work-time study, drilling
GİRİŞ
Derin maden yataklarında, madene ulaşmak amacıyla desandre (meyilli galeri) veya düşey kuyulardan yararlanılır. Kuyu açma işlemleri için birkaç geleneksel ve mekanize yöntem bulunmaktadır. Kuyu kazısı genellikle delme-patlatma yöntemi ile yapılırken mekanik kazı tekniğinin kullanılması, büyük bir yatırım ve maliyet getirmekle birlikte, proje performansını iyileştirmek için uygulanabilir bir alternatiftir (Saltoğlu, 1976). Yeraltı madencilik çalışmalarında düşey kuyuların ana görevleri; yeraltı çalışmaları için gerekli temiz havanın, tahkimat malzemelerinin, basınçlı havanın, haberleşme ve aydınlatma amaçlı iletim hatlarının yeraltına iletilmesinde ve ayrıca yeraltından üretilen cevherin yeryüzüne nakliyesinde bir yol görevi görmektir (Hussaini ve Özkan, 2018).
Kuyu kazıları hazırlık çalışmaları içerisinde önemli bir süreçtir. Kuyu açma çalışmaları için öncelikle
kuyu kazı sisteminin kurulması gerekmektedir. Kuyu kazı sistemi kurulumu sonrası kuyu açma

Proceedings of 8th International Congress of Mining Machinery and Technologies
200
çalışmalarında iş akış süreçleri; delik delme, pasa alımı ve kuyu cidarı tarama, demir örme-kalıp indirme ve beton, kalan pasanın alınması ve taban temizliği aşamalarından oluşmaktadır. Geleneksel kuyu açım çalışmaları şematik olarak Şekil 1’ de verilmiştir.
Şekil 1. Tipik kuyu açımı (Köse vd., 2012).
Kuyu açma çalışmalarında genellikle kule (şövelman), vinçler, moletler, enerji ekipmanları, çalışma platformları, delici ekipmanlar (Pnömatik 8 kollu şemsiye tipi delici/Jumbo), kaktüs kepçe (yükleyici), pasa boşaltım olukları, kuyu başı üst kapakları ve muhafazalar, kompresörler, nakliyat kovaları, vb. ekipman kullanılmaktadır. Sekiz kollu Şemsiye tipi delici (Jumbolar), delme-patlatma ile yapılan kazılarda kullanılan ve patlatma deliklerini delmeye yarayan elektrik veya pnömatik iş makineleridir (Kahraman, vd., 2018).
Bir patlatmadan sağlanan ilerleme derinliği, taban kazısındaki en önemli etkenlerden biridir. Delik delme işleminde en fazla ilerleme verimi elde etmek kuyu kazısında oldukça önemlidir. Bazen bu işlemde kaya veya zeminin düşük dayanımlı olması önemli bir etken olmaktadır. Aynı zamanda en düşük aşırı sökülme ile en fazla ilerleme miktarını sağlamak da önemlidir. Bu husus, delme, yükleme, kaplama ve tahkimat işlemlerinin iyi bir şekilde düzenlenmesine bağlıdır (Köse vd., 2012).
Emir (2000) çalışmasında, G.L.İ. Hazırlık Panosu kuyu açıklığı çevresindeki kayaçların davranışını
incleyerek emniyetli ve ekonomik bir kuyu kaplama kalınlığının belirlemeye çalışmıştır. Çalışmada, kuyu kaplama kalınlığını belirlemek amacıyla Phases sayısal programı kullanılmıştır.
Bayhan vd. (2002) yaptıkları çalışmada Kozlu bölgesinde Uzunmehmet-1 kuyusu tamir ve
derinleştirme çalışmaları detaylı bir şekilde anlatmışlardır.

Proceedings of 8th International Congress of Mining Machinery and Technologies
201
Alp (2003) çalışmasında, Türkiye Taşkömürü Kurumu (TTK) Genel Müdürlüğü'ne bağlı Kozlu Taşkömürü İşletme Müessesinde mevcut Kozlu Uzun Mehmet-I Kuyusu'nun, derinleştirme çalışmasını, inset tesisi, inset ve kuyu içi teçhizi işlerini ve ayrıca maliyet durumunu detaylı bir şekilde anlatmıştır.
Acun (2009) yaptığı çalışmada, Amasra bölgesinde özel sektör tarafından yürütülen Amasra B
projesi kapsamında yapılan üç kuyudan biri olan Tarlaağzı üretim kuyusu incelenmiş, kuyunun belirli derinliklerindeki kuyu çevresinde oluşan yer değiştirmeler ile yenilme bölgesi büyüklüklerinin belirlemeye çalışmıştır. Ayrıca uygulanan beton tahkimatı duraylılık açısından yeterliliğini değerlendirmiştir.
Polyak Eynez A.Ş. Kınık-Elmadere Linyit projesi kapsamında yeraltı-yerüstü arasında 2 kuyu ve 1 desandre olmak üzere 3 erişim açıklığı tasarlanmıştır. Kuyu kazı çalışmalarında geleneksel tip kuyu kazı faaliyetleri yürütülmüştür. Çalışma kapsamında açılan her iki kuyuda da (Servis Kuyusu ve Havalandırma Kuyusu) yapılmış olan çalışmalar ile ilgili genel bilgiler verilmiş olup, delme operasyonlarında kullanılan delici ekipmanının (Şemsiye tipi pnömatik delici/Jumbo) gerçek iş zaman etütlerinden elde edilmiş olan veriler üzerinden değerlendirmeler yapılmış, performans analizi yapılmıştır.
POLYAK EYNEZ KINIK LİNYİT İŞLETMESİ GENEL BİLGİLER
Polyak Eynez A.Ş. Kınık Yeraltı Linyit İşletmesi İzmir il merkezine kuş uçuşu 70 km ve Kınık İlçesine
yaklaşık 9 km mesafede ve Elmadere Mahallesi’ nin yaklaşık 750 metre güneyinde yer almaktadır. Türkiye’ nin en derin linyit madenidir.
Sahada kazı çalışmalarına 2014 yılında başlanmış olup, 2020 yılı itibariyle sahada üretim
çalışmalarına başlanmıştır. 2014-2019 yılları arasında ana hazırlık çalışmaları kapsamında yeraltına 3 adet erişim açıklığı (Yıldız Desandresi, Havalandırma Kuyusu ve Servis Kuyusu) oluşturulmuştur. 14 derece eğimde Yıldız Desandresi mevcut durumda 3600 metre uzunluğa sahiptir. Havalandırma Kuyusu 8 metre net iç çapa sahip 843,7 metre derinlikte ve servis kuyusu 8 metre net iç çapa sahip olacak şekilde 830,3 metre olarak kazı çalışması tamamlanmıştır. Kuyu sahasının genel görünüşü Şekil 2’ de verilmiştir. Kuyu kazı çalışmalarında Çin menşeeli China Coal No:5 firması ile çalışılmıştır.
Şekil 2. Kuyu kazı çalışmaları sürecinde kuyu sahasının genel görünümü (Kahraman, vd., 2018)

Proceedings of 8th International Congress of Mining Machinery and Technologies
202
Ocak havası desandre ve servis kuyusundan girip, havalandırma kuyusu çıkışındaki 1100 kW gücündeki ana fan yardımıyla dışarıya atılmaktadır. Ocağa personel nakliyatı servis kuyusundan sağlanmakta olup, desandreden de monoraylar yardımıyla insan ve malzeme nakliyatı yapılabilmektedir.
Hazırlık çalışmalarında kollu galeri açma makineleri kullanılmaktadır. Sürülen galerilerin tahkim edilmesinde zeminin özelliklerine bağlı olarak, TH bağlar, halat saplama, püskürtme beton, vb. uygulamalar yapılmaktadır.
Yeraltından kömür üretimi arkadan göçertmeli geri dönümlü tam mekanize uzun ayak yöntemi ile
yapılmaktadır. Üretilen kömür bantlı konveyörler ile desandreden yerüstüne/lavvar tesisine nakledilmektedir. Ayak üretim çalışmalarında gizli yangınlarla mücadele kapsamında kül uygulaması, azot uygulaması ve one-seven (Yangın söndürme köpüğü) uygulamaları yapılmaktadır. Ayak üretim çalışmalarında çıkacak olan metanın uzaklaştırılması için ocak içi metan drenaj sistemi kullanılmaktadır.
İşletme faaliyetlerinin yürütüldüğü sahada kömür damarları içeren farklı litolojik birimler
bulunmaktadır. Bu birimler yukarıdan aşağıya doğru; Serizitli kumtaşı-silttaşı-alacalı kil (P1), Orta linyit horizonu (KM3), Kireçtaşı (M3), Marn (M2), Alt linyit horizonu (KM2), Çakıltaşı-Kumtaşı-Kil (M1) ve Taban: Kristalize kireçtaşı-grovak (Tmk-Tmgr) olmak üzere sıralanmaktadır (Ünver ve diğ., 2017). Sahanın genelleştirilmiş stratigrafik kesiti Şekil 3’ de verilmiştir.
Şekil 3. Soma yöresine ait genelleştirilmiş stratigrafik kesit (İnci, 1998)

Proceedings of 8th International Congress of Mining Machinery and Technologies
203
İŞLETMEDE HAVALANDIRMA VE SERVİS KUYUSU AÇMA ÇALIŞMALARININ İNCELENMESİ
Genel Hususlar
Kınık-Elmadere linyit sahasında, havalandırma ve servis kuyularının kazısına başlanmadan önce her iki kuyunun merkezinden araştırma amaçlı pilot sondajlar (KGT-1 ve KGT-2) yapılmıştır. Derinlikleri 860,5 m olan KGT-1 sondajı ve 865 m olan KGT-2 sondajının kestiği ana birimler, aglomera, tüfit, andezit, kumtaşı-silttaşı-kiltaşı-marn ardalanması, konglomera, üst linyit horizonu, kiltaşı, kireçtaşı, marn, alt linyit horizonu, kiltaşı, grovak ve şistler şeklinde sınıflandırılabilmektedir (Şekil 4). Pilot sondajlar sonucunda arazideki jeoteknik, jeomekanik, hidrojeolojik unsurlar belirlenmiştir. Kazı faaliyeti öncesinde, kuyu açılacak bölgenin 700 m altında basınçlı akiferin olması sebebiyle, kuyu yeri seçimi tekrar gözden geçirilmiş, sahanın topoğrafyası, işletme ruhsatı, yasal izinler ve tesis kurulumları için yapılmış fizibilite ve planlama çalışmaları tekrar gözden geçirildikten sonra, linyit kömür üretim projesi için kuyu yerinin değiştirilmesinin mümkün olamayacağı düşünülerek akifer ile mücadele kararı alınmıştır.
Şekil 4. KGT-1 ve KGT-2 Pilot Sondajlarının Kestiği Birimler (ölçeksiz)

Proceedings of 8th International Congress of Mining Machinery and Technologies
204
Arazideki jeoteknik, jeomekanik ve hidrolojeolojik faktörler değerlendirilerek, kuyu yerinin seçimi yapılmıştır. Havalandırma kriterleri ve yeraltına malzeme nakli gibi faktörler dikkate alınarak Havalandırma ve Servis Kuyusu net iç çaplarının 8 metre olarak seçilmiştir. Firma tarafından hazırlanan işletme projesinde belirtildiği üzere, sahada linyit hariç tüm litolojik birimlerden laboratuvar testleri için karot örnekleri alınmış, arazi çalışmaları ve laboratuvar deneylerinden elde edilen veriler doğrultusunda kaya kütle sınıflaması ve kaya kütle dayanımı parametreleri belirlenmiştir. Havzadaki kaya kütlelerinin sınıflandırılması ve jeomekanik parametrelerin belirlenmesine yönelik çalışmada elde edilen sonuçlar Çizelge 1’ de verilmiştir. Projede litolojik birimlere göre hesaplanan Q sınıflama sistemi değeri de tabloda gösterilmiş ve buna göre birimler kaya sınıfı olarak çok zayıf–zayıf-orta kaya sınıfına girmektedir.
Çizelge 1. İşletme Projesinde Belirtilen Laboratuvar Test Sonuçları (Özkan, 2019)
Litolojik Birim Tek Eksenli
Basınç Dayanımı
(MPa)
Elastisite Modülü (MPa)
Poisson Oranı Çekme Dayanımı
(MPa)
Jeolojik Dayanım İndeksi
(GSI)
Q Değeri
P2c 1.4-14.9 126-3652 0.04-0.48 0.53-2.62 18 0.69-1.02 (çok zayıf)
P2ab 2.8-109.4 334-14185 0.03-0.46 0.40-9.79 57 2.10-2.97 (zayıf)
P1 8.6-36.7 732-7282 0.13-0.45 0.21-5.34 18 0.76-1.15 (çok zayıf-zayıf)
M3 Kireçtaşı 17.1-73.1 8480-24372 0.03-0.21 0.44-6.84 60 1.60-4.55 (zayıf-orta)
M2 Marn
20.6-108.6 2412-32876 0.04-0.12 1.33-7.79 60 2.85-4.50 (zayıf-orta)
Kuyu Kazısı
Kuyu kazısı için öncelikle kazı sisteminin kurulumu yapılmıştır. Bu kapsamda öncelikle; şövelman,
ana ve yardımcı vinç, mini beton santrali, kuyu içinde kullanılacak 3 katlı kazı platformu (Şekil 5), kompresör binası ve sinyal odaları kurulumuştur. 3 katlı kazı platformu montajı 40 m ön kazı yapılması sonrası tamamlanmıştır.
Şekil 5. 3 katlı kazı platformunun kurulumu

Proceedings of 8th International Congress of Mining Machinery and Technologies
205
İşletmede her iki kuyunun kazısı sürecinde yapılan faaliyetlere ilişkin genel iş akış şeması Şekil 6’ da verilmiştir. Kuyu kazı çalışmalarında, önce şemsiye tipi delici ile (pnömatik delici makine) delikler delinmektedir. Delikler patlayıcı ile şarj edilerek, patlatılmaktadır. Patlatma işlemi sırasında kuyuda çalışan bulunmamaktadır. Patlatma sonrası yeterli sürede havalandırma yapıldıktan ve gerekli kontroller yapıldıktan sonra, basınçlı hava ile çalışan kapma kepçeler (kaktüs kepçe) ile pasa kovalara doldurulmakta ve kova ile yerüstüne nakledilmektedir.
Şekil 6. Kuyu kazısında iş akış şeması (Kahraman, vd., 2018) Kuyu dibi-Kuyu ağzı arası insan ve malzeme nakliyatı 1,8 metre çapında ve 2 metre yüksekliğindeki
nakliyat kovaları ile sağlanmıştır. Kuyu havalandırmasında 2*45 kW fanlar kullanılmıştır. Bu fanlara yedek olarak otomatik devreye girebilecek 2*45kW gücünde fanlar hazır bulundurulmuştur. Buna ilave olarak, fanlar için bağımsız 2x2500 kVA gücünde enerji kaynağı (jeneratör) kurulmuştur.
Şemsiye Tipi Delici İle Delik Delme Ön derinleştirme sonrasında ilerleme deliklerini delme işleminde; şemsiye tipi delici (sekiz kollu) kullanılmıştır. Şemsiye tipi delici ekipman basınçlı hava ile çalışmaktadır ve kuyu içinde halatlarla askılı halde kullanılmaktadır (Şekil 7). Delik delme işlemi, delicinin kuyu tabanına indirilip merkeze konumlandırılarak üç noktadan kuyu betonuna sabitlenmesi ve basınçlı hava ve su bağlantılarının yapılması ile başlamaktadır. Delikler, 4-4.5 m uzunluğunda burgularla 45-55 mm çapında delinmiştir. Delik boyları 3.5-4.2 m arasında değişmektedir.
Şekil 7. Şemsiye tipi pnömatik delici (8 Kollu) ve delicinin kuyuya indirilmesi

Proceedings of 8th International Congress of Mining Machinery and Technologies
206
Kuyu kazılarında, içerisine patlayıcı yerleştirilecek deliklerin sayısının belirlenmesinde her ne kadar formasyonun özellikleri önemli ise de özellikle sert kaya ortamlarında Eşitlik 1 kullanılabilmektedir (Köse vd., 2012). 𝑁 = 2.55 ∗ 𝐴 + 22 (1) Burada; N, kuyudaki delik sayısı ve A, m2 olarak kuyu alanıdır. Havalandırma ve servis kuyularının ilk 650 m derinliğinde çapları 8 m, kesitleri 50.27 m2 ve kazı kesiti de 66.44 m2 dir. 650 m derinlikten sonra ise dış katman ilerlemesinde net çap 9.2 m, kazı kesiti de 78.5 m2 ye çıkmaktadır. Eşitlik 1 kullanılarak delik sayıları her iki kuyuda 8 m çap için 192 adet, dış katman kazısında 9.2 m çap için 222 adet olarak hesaplanmıştır. Kuyu kazıları sırasında karşılaşılan formasyona göre delik sayıları değişiklik göstermiş ve uygulanan delik sayıları Çizelge 2’de verilmiştir.
Çizelge 2. Kuyu açmada kullanılan delik sayıları
Kuyu kazı kesiti
Eşitlik 1 ile hesaplanan delik sayısı
Havalandırma kuyusu Servis kuyusu
Kalıp
Sayısı
Delik sayıları
(min.-ort.-maks.)
Kalıp
Sayısı
Delik sayıları
(min.-ort.-maks.)
50.27 m2 (8 m)
192 206 110-153-291 198 100-190-300
78.5 m2 (9.2 m)
222 30 177-218-401 27 163-203-244
Şemsiye tipi delicinin kuyu tabanına indirilmesi ve kurulumu ile başlayan ilerleme deliklerinin
delinmesi işlemi, delik delme işleminin tamamlanmasının ardından şemsiye tipi delicinin tekrar kuyudan çıkarılmasıyla tamamlanmaktadır. Her bir manevra süresi kuyu derinliğine bağlı olmakla birlikte ortalama 45 dakika olarak ölçülmüştür.
Kuyu kazılarında, ilerleme deliklerinin delinmesinde formasyona göre delme hızlarının değişimi ve
delik delme hızlarının farklılıkları belirlenmeye çalışılmıştır. Bu kapsamda, kuyuların derinliklerine bağlı olarak, kazı sırasında geçilen her bir litolojik birim için ortalama delik sayıları, net delik delme süreleri ve ortalama delik delme hızları ölçülmüştür. Her iki kuyuda ön derinleştirmede martoperfaratörler ile ilerleme deliklerinin delmesi nedeniyle, 41 m’ ye kadar net delik delme süresi ve ortalama delik delme hızları hesaba katılmamıştır. Net delik delme süresi ve ortalama delik delme hızlarının hesaplanmasında, şemsiye tipi delicinin manevra süresi (45 dk.) dikkate alınmamıştır. Havalandırma kuyusunda ön derinleştirme sonrasında şemsiye tipi delici ile ilerleme deliklerinin delinmesine başlanması ile 739 m.’ ye kadar delik sayıları, net delik delme süreleri ve ilerleme deliklerinin delme hızlarının ölçümleri Çizelge 3’ de, servis kuyusunda ön derinleştirme sonrasında şemsiye tipi delici ile ilerleme deliklerinin delinmesine başlanması ile 732 m.’ ye kadar delik sayıları, net delik delme süreleri ve ilerleme deliklerini delme hızlarının ölçümleri ise Çizelge 4’ te sunulmuştur.

Proceedings of 8th International Congress of Mining Machinery and Technologies
207
Çizelge 3. Havalandırma kuyusundaki delik delme performansı
Derinlik (m)
Litolojik Birim Delik Sayısı
(min.-ort.-maks.)
Her Bir Atımdaki Delik Delme Süreleri
(min.-ort.-maks.)(dk.)
Ort. Net Delik Delme Hızı
(m/dk.)
0-41 PLVT Aglomera, Tüf, Andezit
117-208-350 - -
41-130 PLVT Aglomera, Tüf, Andezit
129-159,6-291 115-193,1-475 2,3
130-230 P3
Kireçtaşı, Kiltaşı, Marn, Silttaşı 127-156,6-187 55-116,1-245 1,6
230-278 PLVT
Aglomera, Tüf, Andezit 139-148,2-157 75-110,8-150 1,7
278-386 P2C
Konglomera, Kumtaşı, Kil 110-140,6-210 30-87,5-195 1,3
386-657 P2ab
Marn, Kalker, Tüf, Kil 133-158-258 15-84,9-195 1,1
657-675 KP1
Linyit 177-233-340 105-125,8-145 1,1
675-739 P1
Alacalı-Yeşil Killer 183-214,3-401 85-158-255 1,5
Genel Ortalama 160 110 1,4
Çizelge 4. Servis kuyusu delik delme performansı
Derinlik (m)
Litolojik Birim Delik Sayısı
(min.-ort.-maks.)
Her Bir Atımdaki Delik Delme Süreleri
(min.-ort.-maks.) (dk.)
Ort. Net Delik Delme Hızı
(m/dk.)
0-41 TALUS
Aglomera-Andezit, Gri-Bej 70-186,5-256 - -
41-332 PLVT
Aglomera, Tüf, Andezit 130-226-300 85-206,4-385 1,8
332-344 P3
Silislenmiş Kalker 153-172.2-190 90-110-120 1,5
344-469 P2C
Konglomera, Kumtaşı, Kil 128-164.6-220 35-97-185 1,2
469-661 P2ab
Marn Kalkeri, Tüf, Kil 100-160.3-210 35-89,6-172 1,1
661-670 KP1
Linyit 163-172-185 110-118,3-135 1,4
670-732 P1
Kil, Alacalı Yeşil Kil 173-207.8-244 100-160,2-260 1,5
Genel Ortalama 192 144,1 1.46
Şemsiye Tipi Delici İle Delme İşlemlerinin Değerlendirilmesi
Kuyu kazılarında, patlatma deliklerinin delinmesi sırasında yapılan delme işleminin
değerlendirilmesi amacıyla her bir atım için net delik delme hızları belirlenmiştir. Delik delme hızlarının litolojik birim bazında nasıl değiştiğini belirlemek amacıyla Şekil 8 ve Şekil 9’ da verilen grafikler

Proceedings of 8th International Congress of Mining Machinery and Technologies
208
oluşturulmuştur. Her iki kuyu kazısında geçilen birimlerde yapılan delme işlerinde hesaplanan net delik delme hızları ile Şekil 10’ da verilmiştir.
Şekil 8. Havalandırma kuyusu delme işlemlerinde net delik delme hızları
Şekil 9. Servis kuyusu delme işlemlerinde net delik delme hızları
Şekil 10. Litolojik birim bazında delme işlemlerinde kaydedilen net delik delme hızları
0.0
0.5
1.0
1.5
2.0
2.5
3.0
3.5
4.0
0 100 200 300 400 500 600 700 800
Ne
t D
elik
De
lme
Hız
ı, m
/dk.
Kuyu Derinliği, m
Havalandırma kuyusu
PLVT P3 PLVT P2C P2ab
0.0
0.5
1.0
1.5
2.0
2.5
3.0
3.5
4.0
0 100 200 300 400 500 600 700 800Ne
t D
elik
De
lme
Hız
ı , m
/dk.
Kuyu Derinliği, m
Servis Kuyusu
PLVT P3 P2C P2ab
0
0.5
1
1.5
2
2.5
PLVT P3 PLVT P2C P2ab KP1 P1
Ne
t D
elik
De
lme
Hız
ı, m
/dk.
Litolojik birim
Havalandırma Kuyusu
Servis Kuyusu

Proceedings of 8th International Congress of Mining Machinery and Technologies
209
Şemsiye Tipi Delici İle Delik Delme Sürelerinin Kuyu Kazı Zaman Etütleri İçindeki Dağılımı
Havalandırma kuyusunda kazı çalışmaları Mart 2016 döneminde başlamış olup, Mayıs 2017
dönemi itibariyle (toplam 424 gün) 739 metreye ulaşmıştır. Bu sürede yapılan her bir iş adımı için zaman etütleri yapılmış ve elde edilen veriler Şekil 11’ de sunulmuştur. Servis kuyusu kazı çalışmalarına ise; Nisan 2016 döneminde başlanılmıştır. Ağustos 2017 dönemi itibariyle (523 gün) 732 metre kuyu kazısı yapılmıştır. Servis kuyusu iş zaman etütlerinin sonuçlarını gösterir grafik Şekil 12’ de sunulmuştur.
Şekil 11. Havalandırma kuyusu kazısında yapılan işlerin dağılımı
İlerleme Deliklerinin Delinmesi
% 7 30 gün
Patlayıcı Madde Şarjı ve Patlama
Yapılması% 5 21 gün
Patlatma Sonrası Havalandırma% 3 13 gün
Tarama ve Pasa Alımı
% 22 93 günDemir Örme ve Beton Kalıbının
İndirilmesi% 8 34 gün
Beton Dökme% 9 38 gün
Kontrol Sondajı-Hazırlık Dahil
% 3 13 gün
Taban Delgi ve Enjeksiyonu
% 29 123 gün
Su Deşarjı % 2 9 gün
Taban Enjeksiyonu Hazırlık Borulama,
Çakıl Serme, Sondaj İskelesinin
Kurulması, Taban Betonu
Dökme % 1 4 gün
Yan Cidar Delgisi ve Enjeksiyonu
% 5 21 gün
Diğer İşler% 6 25 gün

Proceedings of 8th International Congress of Mining Machinery and Technologies
210
Şekil 12. Servis kuyusu kazısında yapılan işlerin dağılımı
SONUÇ VE DEĞERLENDİRMELER Kuyu kazısında şemsiye tipi delicinin performansının belirlenmesine yönelik olarak, Polyak
Havalandırma kuyusunun 739 metresi ve Servis kuyusunun 732.metresine kadar olan çalışmalardan elde edilmiş olan sonuç ve değerlendirmeler aşağıda listelenmiştir:
i. Havalandırma kuyusunda şemsiye tipi delici ekipmanla çalışma 739 metre kuyu uzunluğu
için (delik delme süresinin) toplam sürenin % 7’ sini, servis kuyusunda ise (732 metre kuyu kazısı için) % 6’ sını oluşturduğu tespit edilmiştir.
ii. PLVT litolojik (aglomera, tüf ve andezit kayalarından oluşan magmatik birim) birimininde en yüksek net delik delme hızlarına ulaşılırken, P2ab (marn, kalker, tüf ve kil) ve KP-1 (linyit) litolojik birimlerinde en düşük net delik delme hızları kaydedilmiştir. Bu durum, gevşek, çatlaklı, kırıklı ve çok zayıf olmayan birimlerden oluşması halinde delik delme işleminin daha hızlı olacağını, kil içeriğinin fazla olduğu birimlerden oluşan formasyonların ise özellikle matkap ucunun sıvanması/tıkanması nedeniyle daha güç delineceğini göstermektedir.
iii. Kuyuların kazılması sırasında yaklaşık 3 adet/m² patlatma delikleri açılmış ve havalandırma kuyusu için 1.4 m/dk., servis kuyusu için 1.46 m/dk. net delik delme hızları kaydedilmiştir.
İlerleme Deliklerinin Delinmesi (dk.)6% 31 gün
Patlayıcı Madde Şarjı ve Patlama Yapılması (dk.)
4% 21 gün
Patlatma Sonrası Havalandırma (dk.)
2% 10 gün
Tarama ve Pasa Alımı (dk.)
17% 89 gün
Demir Örme ve Beton Kalıbının İndirilmesi
(dk.)5% 26 gün
Beton Dökme (dk.)8% 42 gün
Kontrol Sondajı-Hazırlık Dahil (dk.)
1% 5 gün
Taban Delgi ve Enjeksiyonu (dk.)
22% 116 gün
Su Deşarjı (dk.)26% 136 gün
Taban Enjeksiyonu Hazırlık Borulama,
Çakıl Serme, Sondaj İskelesinin Kurulması, Taban
Betonu Dökme (dk.)
2% 10 gün
Yan Cidar Delgisi ve Enjeksiyonu
(dk.)4% 21 gün
Diğer İşler (dk.)3% 16 gün

Proceedings of 8th International Congress of Mining Machinery and Technologies
211
KAYNAKLAR
Acun, D., 2009. Amasra-Tarlaağzı Kuyusu Çevre Kaya Özellikleri ve Duraylılığının İncelenmesi. Zonguldak Karaelmas Üniversitesi, Fen Bilimleri Enstitüsü, Yüksek Lisans Tezi, 182s, Zonguldak.
Alp, F., 2003. Kozlu 1 Nolu Kuyunun Derinleştirilmesinin İncelenmesi. Zonguldak Karaelmas Üniversitesi, Fen Bilimleri Enstitüsü, Yüksek Lisans tezi, 145 s, Zonguldak.
Bayhan, A., Ölmez, S., Arslan, Ş., 2002. Kozlu Uzunmehmet-1 Kuyusu Tamir Ve Derinleştirme Çalışmaları. Türkiye 13. Kömür Kongresi Bildiriler Kitabı, 29-31 Mayıs 2002, Zonguldak.
Emir, E., 2000. G.L.İ. Ömerler Ocağı Hazırlık Panosu Kuyu Kaplama Tasarımı. Eskişehir Osmangazi Üniversitesi, Fen Bilimleri Enstitüsü, Doktora tezi, 139s, Eskişehir.
Gürsoy, M.E. (1990). Soma Eynez Çalışma Raporu. Ankara: MTA Genel Müdürlüğü, 1-23. Hussaini, S.S. ve Özkan, İ. (2018). Düşey maden kuyularında beton tahkimat kalınlıklarının belirlenmesine
yönelik bir tasarım yaklaşımı. S.Ü. Müh. Bilim ve Tekn. Derg., 6 (1), 14-27. doi: https://doi.org/10.15317/Scitech.2018.112
Inci, U, 1998. Lignite and carbonate deposition in middle lignite succession of the Soma formation, Soma coal field. Western Turkey, Int J Coal Geology, Vol.37, pp.287-313
Kahraman, E., Koçak, Ç. ve Soyer, E. (2018a). Kuyu Kazı Çalışmalarında Acil Durumların Yönetimi. 4.Uluslararası Yeraltı Kazıları Sempozyumu, İstanbul.
Kahraman, E., Koçak, Ç. ve Soyer, E. (2018b). Güvenli Kuyu Açma Çalışmaları: Polyak Eynez Kuyuları Örneği, 4.Uluslararası Yeraltı Kazıları Sempozyumu, İstanbul.
Köse, H., Gürgen, S., Onargan, T., Yenice, H., ve Aksoy, C.O. (2012). Tünel ve Kuyu Açma. İzmir: Dokuz Eylül Üniversitesi Mühendislik Fakültesi Yayınları No: 145.
Özkan, İ. (2019). Kınık-Elmadere linyit projesi kapsamında havalandırma ve servis kuyusu açma çalışmalarının değerlendirilmesi (Yüksek lisans tezi). Süleyman Demirel Üniversitesi Fen Bilimleri Enstitüsü, Isparta.
Saltoğlu, S. (1976). Madenlerde Hazırlık ve Kazı İşleri. İstanbul: İstanbul Teknik Üniversite Matbaası. Ünver, B., Hindistan, M.A., Tercan, A.E., Ertunç, G., Ünal, M.S., Kıllıoğlu, S.Y., ve Atalay, F., (2017). Soma
eynez kömür sahasi için farkli bir üretim yöntemi önerisi. Madencilik, 56 (1), 5-12. Erişim adresi: https://dergipark.org.tr/tr/download/article-file/374442

Proceedings of 8th International Congress of Mining Machinery and Technologies
212
KUYU NAKLİYE SİSTEMLERİ VE ETİBAKIR A.Ş. KÜRE ÖRNEĞİ
SHAFT HOISTING SYSTEMS AND EXAMPLE OF ETİBAKIR A.Ş. KÜRE
K. Küçükateş 1*, O. S. Karabay 1
1 Etibakır A.Ş. Küre Yeraltı İşletmesi Küre, Kastamonu
(* Sorumlu yazar: [email protected])
ÖZET
Yeraltı maden işletmelerinde cevher kütlesinin derinliği arttıkça ekonomik ve verimli bir cevher
nakliye sisteminin seçimi önem kazanmaktadır. Artan üretim kapasitesi ve işletme derinliği ile beraber
kamyon ile nakliyattan kuyu nakliyesine geçiş zorunlu hale gelmektedir. Bu çalışmada Etibakır A.Ş.
Bakibaba yeraltı işletmesi cevher nakliye kuyusu ve Koepe ihraç sisteminin incelemesi yapılmıştır.
Anahtar Sözcükler : Kuyu nakliye, koepe, yeraltı mekanize metal madenciliği
ABSTRACT
As the ore body depth increases in underground mining operations, the selection of an
economical and efficient ore transportation system becomes important. With the increasing production
capacity and mining depth, the transition from truck transportation to shaft hoisting becomes mandatory.
In this study, Etibakır A.Ş. Bakibaba underground operation ore transportation shaft and Koepe haulage
system were investigated.
Keywords : Shaft hoisting, koepe, underground mechanized metalliferous mining
GİRİŞ
Günümüz madencilik sektöründe artan rekabet koşulları ve işletme derinliği, azalan cevher rezervi ve kalite parametreleri (tenör, kalori, ppm, vb.) maksimum kar eldesi için birim maliyetin azaltılmasını zorunlu kılmaktadır. Bu kapsamda makine ekipmanın teknik ve ekonomik açıdan optimizasyonu ekonomik madencilik açısından çok daha önemli hale gelmiştir. Yeraltı madenciliğinde, cevher nakliyesi, önemli ölçüde işletme karlılığını etkilemekte, dolayısıyla nakliye sistemlerinin teknik ve ekonomik verimliliği önem kazanmaktadır.
Nakliye yöntemi seçimini etkileyen önemli faktörler cevher rezervi, üretim kapasitesi, üretim yöntemi, zemin koşulları, cevher yatağının derinliği ve eğimi, planlanan maden ömrü, seçilen makine ekipmanın fiyatı, amortisman ve faiz oranı şeklinde sıralanabilir.
Bu kriterler arasında özellikle üretim miktarı ve işletme derinliği ön plana çıkmaktadır (McCarthy, 1999). Pek çok küçük ve orta ölçekli işletmede için kamyonla nakliyat, düşük yatırım maliyeti ile en uygun ekonomik yöntem olarak görünmektedir. Ancak işletme derinliği ve üretim kapasitesindeki artış, yüksek ilk yatırım, düşük işletme maliyeti ile kuyu nakliyatını ön plana çıkarmaktadır.

Proceedings of 8th International Congress of Mining Machinery and Technologies
213
Literatürde konu ile ilgili yapılmış pek çok araştırma mevcuttur. Kamyon nakliyatından kuyu nakliyatına geçiş, üretim kapasitesi arttıkça daha sığ derinliklerde gerçekleşmektedir (McCarthy ve Livingstone, 1993). Düşük rezervli yataklar rampa ve kamyon nakliyatı ile 500 metre derinliğe kadar ekonomik olarak üretilebilirken, orta büyüklükte rezerve sahip yatakların, 4 milyon ton örneğin, 250 metre işletme derinliğine kadar kamyon nakliyatı ile ekonomik olarak taşınması mümkün olmaktadır (De La Vergne, 2003). İşletme koşullarına bağlı olarak kamyon nakliyatından kuyu nakliyaına geçiş 300 ile 400 metre işletme derinliği aralığında gerçekleşmektedir (Hustrulid ve Bullock, 2001).
Sığ örtü tabakasına sahip cevher kütleleri için, 300 metre işletme derinliğine ve 2.500 ton/gün
üretim kapasitesine kadar kamyon nakliyatı uygun bir seçenek iken, daha derin ve yüksek üretim kapasiteli işletmelerde bantlı konveyör veya kuyu nakliyatı tercih edilmelidir (De La Vergne, 2003). Şekil 1’de işletme derinliği ve üretim kapasitesine bağlı olarak kuyu ve kamyon nakliyatının karşılaştırılması görülmektedir. 250 metre işletme derinliğine kadar kamyon ile nakliyat ekonomik bir seçenek olarak gözükmekte, üretim kapasitesinin artışı ile birlikte kuyu nakliyatına geçiş daha sığ derinliklerde gerçekleşmektedir (Gönen vd., 2012).
Şekil 1. Üretim kapasitesi ve işletme derinliğine bağlı nakliye yöntemi seçimi
KUYU NAKLİYE SİSTEMLERİ
Günümüzde, yeraltından cevher çıkartılmasında önem sırasına göre sıralanabilecek farklı kuyu
nakliye sistemleri vardır. Bunları işleyiş biçimi ve karakteristik özelliklerine göre alt gruplara da ayırmak
mümkündür ancak başlıca iki temel sistem kullanılmaktadır.
Tamburlu sistemler
Tambur sayısına göre
Halat sayısına göre
Tamburlu nakliye yönteminde halatlar bir tambura sarılarak skip ya da kafesin hareketini sağlarlar. Tamburlar genelde zemine monte edilirler (Şekil 2). Tamburlu nakliye sistemleri;
Kullanım açısından daha esnektir,
Birçok maden seviyesinde kolayca çalışabilir,
Denge halatları yoktur,
Sürtünme vincinden daha az rutin bakım gerektirir.
Koepe sistem (sürtünme makaralı nakliye yöntemi)
Halat sayısına göre
R² = 0.9842
0
250
500
750
1000
1250
0
25
0,0
00
50
0,0
00
75
0,0
00
1,0
00
,00
0
1,2
50
,00
0
1,5
00
,00
0
1,7
50
,00
0
2,0
00
,00
0
Der
inlik
(m
)
Üretim Kapasitesi (ton/yıl)
KUYU NAKLİYATI
KAMYON NAKLİYATI

Proceedings of 8th International Congress of Mining Machinery and Technologies
214
Makaranın tamburun bulunduğu konuma göre
Koepe sistemi Avrupa, Asya ve Avustralya’da derin kuyularda çok halatlı şekilde yaygın olarak
kullanılmaktadır. Bulucusu Carl Friedrich Koepe (1835-1922) adı ile anılan sürtünmeli makaralar sistemi ilk
kez 1878 yılında Hannover Kömür işletmesi 1 numaralı kuyuda işletmeye alınmıştır. İlk kule tipli Koepe
tasarımlı sistem ise 1888 yılında Hannover Kömür işletmesi 2 numaralı kuyuda çalışmaya başlamıştır. Bu
kuyu daha sonra dünyada ilk defa 4 halatlı kuyu ihraç sistemi ile donatılmıştır.
Tamburlu Sistemler
Koepe Sistemi
Şekil 2. Kuyu ihraç sistemleri
Carl Friedrich Koepe 1877 yılında yaptığı patent başvurusunda bu sistemin dört temel prensip
üzerinde oluştuğunu belirtmiştir (Şekil 2). Bunlar;
Sistemin hareketinin halatla, makara üzerindeki halat yuvası arasındaki sürtünmenin
etkisiyle sağlandığını ve bu şekilde ne kadar kuvvet aktarıldığının hesaplanabilmesi,
Sistemin çalışma emniyetinin yüksek olması,
Nakliye donanımının daha basit olması,
İhraç sisteminin maliyetinin daha düşük olmasıdır.

Proceedings of 8th International Congress of Mining Machinery and Technologies
215
Sürtünme Makaralı ve Tamburlu Vinçlerin Karşılaştırılması
Sürtünme makaralı vinç sistemleri ve tamburlu vinç sistemleri performanslarının yanı sıra
bileşenleriyle de farklıdır. Vincin, ana şasinin, halatların, taşıtların ve şaftın toplam sermaye maliyetlerini
karşılaştırmanın yanı sıra, işletme maliyetlerini, bakım maliyetlerini, güvenilirliği, güç kaynağı sistemini ve
bireysel tercihi de dikkate almak gerekir. Aşağıdaki genel ifadeler, bu iki nakliye sistemini birbirinden
ayırmaya yardımcı olur:
Çift tamburlu vinçler, şaft kazısı için tercih edilen vinçlerdir
Çift tamburlu vinçler, çeşitli seviyelerden iki kademeli nakliye için en iyi seçimdir.
Tambur tipi vinçler, sığ derinliklerden yüksek kapasite için en uygun olanlardır
Tek bir halat kullanan bir tamburlu vinç üzerindeki sınırlama, halatın nihai gücüdür, çünkü
büyük halatların üretilmesi ve taşınması zordur.
Tamburlu vinçlerin derinlik kapasitesi, taşıma başına iki halat kullanılarak genişletilebilir
(Blair tipi vinç) ve bu düzenleme ile Blair vinçleri, tek halatlı tamburlu vinçlerin veya
sürtünmeli vinçlerin derinliklerini aşan derinliklerde kullanılabilir.
Çok halatlı sürtünmeli vinçler, 460 ila 1.520 m derinlik aralığında tamburlu vinçlere göre
daha yüksek yük taşıyabilir ve saatte ton olarak daha yüksek kapasiteye sahip olabilir.
Sürtünme vincinin mekanik çalışması çok basittir, yüksek çalışma verimine sahiptir ve
tamburlu vincinden daha az maliyetlidir.
Sürtünmeli vinçler, eşit kapasiteli tamburlu vinçlere göre daha düşük güç tüketimine
sahiptir.
Sürtünmeli vinçlerde halat bakımı daha zordur.
Bir vinci oluşturan ana bileşenler, tambur veya tekerlek, yataklar, dişliler, frenler, debriyaj motoru,
güç üniteleri ve kontrol merkezidir.
ETİBAKIR A.Ş. KÜRE İŞLETMESİNDE KUYU NAKLİYESİ
Çalışma alanı Kastamonu ilinin Küre ilçesi sınırları içinde bulunmaktadır. Küre ilçesi Kastamonu
ilinin kuzey batısında yer almakta olup il merkezine 58 km., Karadeniz sahilindeki İnebolu ilçesine 30 km.
uzaklıktadır. Oldukça engebeli olan saha, kuzey-güney yönünde derin vadiler tarafından oyulmuştur.
Başlıca yükseltiler Bakibaba tepesi (1304 metre) ve Toykondu (1280 metre) tepesidir. Burada yazları serin
ve yağışlı, kışları ise soğuk ve kar yağışlı bir iklim hüküm sürmektedir. Sis ve kısa süreli yağışlar her mevsim
olağandır. Bölge çoğunlukla çam, köknar, kayın ve meşe gibi orman ağaçları ile kaplıdır.
Yapılan arama çalışmaları sonrasında cevher kütlesinin derinliği ve sınırları tespit edilmiş, cevher
kütlesinin yüzeyden yaklaşık 900 metre derinliğe kadar uzandığı belirlenmiştir. Günümüzde madenler
derinleştikçe kuyu nakliye sistemleri daha karmaşık, daha büyük ve ilk yatırım maliyetleri çok daha yüksek
olmaktadır. Bundan dolayı tespit edilen derinlikler için ekonomik ve verimli bir cevher nakliye sisteminin
belirlenmesi çalışmalarına başlanmış, derinlik ve nakliye kapasitesi için ilk yatırım ve işletme giderleri daha
az olan bir tesisin kurulması yönünde çalışılmıştır.
Etibakır A.Ş. Küre yeraltı işletmesi maden nakliye kuyusu Türkiye’deki en derin ve en gelişmiş
maden kuyusudur. Kuyunun derinliği 960 metre, kuyu çapı 6,5 metre ve şovelman yüksekliği 65 metredir.
Kuyu mühendislik ve proje işleri Çin firması “Nerin”, kazı işleri Çin firması “China Coal No:5” tarafından
yapılmıştır. Kuyu içi çelik konstrüksiyon işleri yine Çin firması “Tonguan” tarafından yapılmıştır. Kulenin

Proceedings of 8th International Congress of Mining Machinery and Technologies
216
imalat ve montaj işleri Türk firmaları “Baydar Mühendislik” ve “Mim Mühendislik” tarafından
tamamlanmıştır. Kuyu vinç sistemi ve otomasyon işleri Alman firması “Siemag” tarafından yapılmış, kuyu
ana halatlar ise İngiliz “Bridon” firmasından alınmıştır.
Proje toplam 15 ay sürmüş ve proje bedeli yaklaşık 35 milyon Usd olarak hesaplanmıştır. Küre
yeraltı işletmesi nakliye kuyusunda Koepe sistemli nakliye vinci kullanılmaktadır. İki adet skip (kova)
bulunmakta, skip kapasitesi tek seferde 11 tondur. Her sefer öncesi yeraltında tartım bandında tartım
yapılmaktadır.
Skip hızı cevher nakli sırasında 11 m/sn, insan nakli sırasında da 8 m/sn’dir. Cevherin yeraltından
skiplere yüklenerek yerüstü siloya boşaltılması ve boş skipin tekrar yeraltı yükleme konumuna gelmesi 2
dakika 10 sn sürmektedir. Skipler eş zamanlı olarak hareket etmekte ve birbirlerini dengelemektedir. Bu
durum da %40’a varan enefji tasarrufu sağlamaktadır. Bir tam tur sırasında birinci skip yerüstünde cevher
boşaltımı yaparken diğeri ise yeraltında cevher dolumu yapmaktadır.
Sistemin ana viç elektrik gücü 2200 kWatt’dır. Kuyu sistemi yerüstünde kuyu başında bulunan
kontrol odasından 24 saat (3 vardiya) kesintisiz olarak izlenmekte ve otomatik sistemle yönetilmektedir
(Şekil 3).
Şekil 3. Kuyu Kontrol Odası
Sistemde 34mm kalınlığında 4 adet ana halat, 28mm kalınlığında 1 adet acil kurtarma halatı
bulunmaktadır. Ayrıca her kovada 4 adet 40mm kalınlığında, kovaların güzergahlarını belirleyen kayıt
halatları (guide rope); kovaların altlarında da 2 adet 50mm kalınlığında pvc kaplamalı denge halatları
(balance rope) bulunmaktadır. Acil kurtarma kafesinde de 2 adet 32mm kalınlığında kayıt halatı
bulunmaktadır.

Proceedings of 8th International Congress of Mining Machinery and Technologies
217
Nakliyat kuyusunun teknik özellikleri aşağıda verilmiştir.
Kuyu Çapı : 6,5 metre
Kuyu Derinliği : 960 metre
ANA VİNÇ
Kafes Kapasitesi : 12 ton
Kafes Döngüsü : 120 saniye
Boş Kafes Ağırlığı : 14 ton
Askıdaki Toplam Yük : 288 ton
Ana Vinç Elektrik Gücü : 2200 kWatt
Kafes 1. Kademe Hız : 11 m/sn
Kafes 2. Kademe Hız : 13 m/sn
İnsan Taşıma Hızı : 8 m/s
KURTARMA KAFESİ
Kafes Ağırlığı : 1300 kg
Kurtarma Vinç Gücü : 200 kWatt
Hızı : 3 m/sn
Kuyunun yeraltındaki bağlantı noktaları ise aşağıdaki şekildedir (Şekil 4).
+707 kotu; personel nakil bağlantısı
+510 kotu; havalandırma bağlantısı
+475 kotu; personel nakil bağlantısı ve cevher yükleme istasyonu
+410 kotu; havalandırma ve personel nakil bağlantısı
+200 kotu; personel nakil bağlantısı ve cevher yükleme istasyonu
+150 kotu; kuyu dibi
Şekil 4. Kuyu Bağlantı Noktaları

Proceedings of 8th International Congress of Mining Machinery and Technologies
218
Etibakır A.Ş. Küre yeraltı işletmesinde kuyu nakliye sistemi 2015 yılı Ağustos ayında devreye
alınmıştır. 2011 yılından günümüze üretim miktarlarının, mazot ve enerji sarfiyatlarının değişimi Tablo
1’de verilmiştir. 2014 yılına kadar yaklaşık 1 milyon ton olan yıllık cevher üretimi kuyu nakliye sisteminin
devreye girmesi ile yaklaşık %50 artış göstererek yıllık 1,5 milyon ton bandına yükselmiştir. Bununla
birlikte sistem devreye girmeden önce kamyon ile cevher nakliyesi yapıldığından dolayı ton başı mazot
tüketimleri de %30 oranında düşüş gözlenmiş, sistemin enerji kullanımından kaynaklı ton başı elektrik
enerji sarfiyatlarında da %45 oranında artış oluşmuştur.
İşletmede yapılan araştırmaya göre Küre yeraltı işletmesi için bir vardiyada kuyu nakliye
sisteminden nakledilen cevher miktarını tutturabilmek için faal çalışan 8 adet MT-436B yeraltı kamyonuna
ihtiyaç duyulmaktadır.
Tablo 1. 2011-2021 yılları arası cevher üretimine bağlı mazot ve elektrik tüketimleri
2011 yılından günümüze üretim miktarı (Şekil 5), ton başı mazot sarfiyatı (Şekil 6), ve ton başı
elektrik sarfiyatlarının (Şekil 7), değişimi aşağıdaki grafiklerde görülmektedir.
Şekil 5. Yıllara Göre Cevher Üretimi
YILLAR 2011 2012 2013 2014 2015 2016 2017 2018 2019 2020 *2021 TOPLAM
ÜRETİM (TON) 822.452 862.449 919.803 1.022.460 1.190.620 1.387.094 1.397.673 1.440.079 1.489.904 1.555.015 768.496 12.856.045
MAZOT (LT) 1.288.224 1.603.432 2.063.746 2.258.793 2.501.310 2.145.041 2.024.072 2.232.813 2.210.330 2.312.472 1.028.952 21.669.185
MAZOT (LT/TON) 1,57 1,86 2,24 2,21 2,10 1,55 1,45 1,55 1,48 1,49 1,34 1,69
ENERJİ (KWH) 9.156.533 10.693.709 14.900.219 14.745.204 19.042.370 26.428.910 31.700.703 34.268.332 33.084.745 34.986.867 18.851.782 247.859.373
ENERJİ (KWH/TON) 11,13 12,40 16,20 14,42 15,99 19,05 22,68 23,80 22,21 22,50 24,53 19,28
* 2021 YILI İLK ALTI AY ALINMIŞTIR.
2011-2021 MAZOT VE ENERJİ ÇALIŞMASI
822,452862,449919,8031,022,460
1,190,620
1,387,094
1,397,673
1,440,079
1,489,904
1,555,015
768,496
0
200,000
400,000
600,000
800,000
1,000,000
1,200,000
1,400,000
1,600,000
1,800,000
2011 2012 2013 2014 2015 2016 2017 2018 2019 2020 *2021
ÜRETİM (TON)

Proceedings of 8th International Congress of Mining Machinery and Technologies
219
Şekil 6. Yıllara Göre Mazot Sarfiyatı
Şekil 7. Yıllara Göre Enerji Sarfiyatı
Kuyu nakliye sisteminin 2021 yılı Haziran ayı çalışma verileri aşağıda Tablo 2’de görümektedir.
Haziran ayında sistem toplam 631 saat çalışmış ve 111.315 ton cevher nakliyesi gerçekleştirmiştir. Haziran
ayı ortalama cevher nakli 255 ton/saat olarak hesaplanmıştır.
Shaft nakliye sisteminin 2021 yılı Haziran ayı çalışma ve duruş verileri aşağıdaki pasta grafikte
gösterilmiştir (Şekil 8). Vinç stop süresi toplam sürenin %12’sine, cevher nakli ise %61’ine karşılık
gelmektedir.
1.57
1.86
2.24 2.212.10
1.55 1.451.55 1.48 1.49
1.34
0.00
0.50
1.00
1.50
2.00
2.50
2011 2012 2013 2014 2015 2016 2017 2018 2019 2020 *2021
MAZOT (LT/TON)
11.1312.40
16.2014.42
15.99
19.05
22.6823.80
22.21 22.5024.53
0.00
5.00
10.00
15.00
20.00
25.00
30.00
2011 2012 2013 2014 2015 2016 2017 2018 2019 2020 *2021
ENERJİ (KWH/TON)
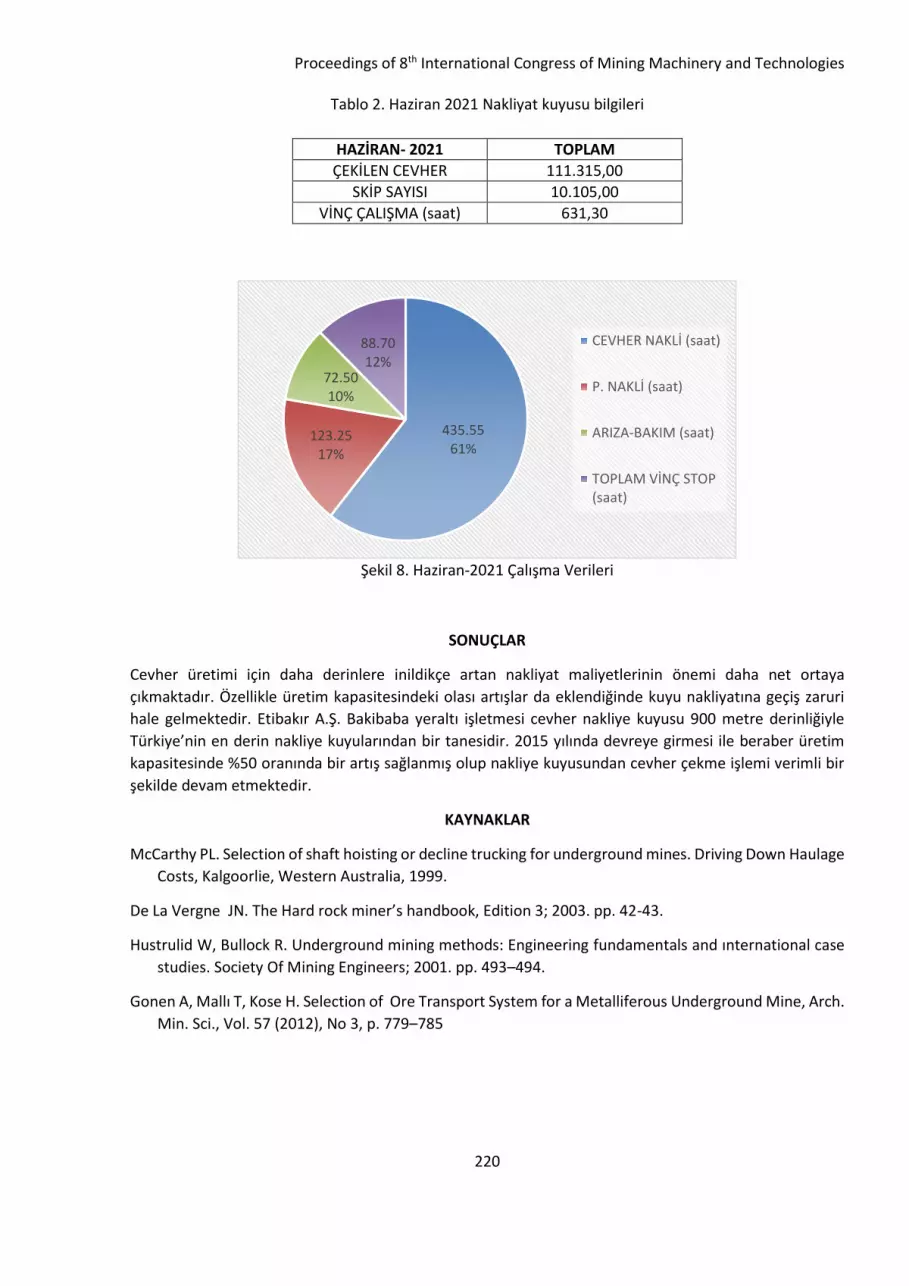
Proceedings of 8th International Congress of Mining Machinery and Technologies
220
Tablo 2. Haziran 2021 Nakliyat kuyusu bilgileri
HAZİRAN- 2021 TOPLAM
ÇEKİLEN CEVHER 111.315,00
SKİP SAYISI 10.105,00
VİNÇ ÇALIŞMA (saat) 631,30
Şekil 8. Haziran-2021 Çalışma Verileri
SONUÇLAR
Cevher üretimi için daha derinlere inildikçe artan nakliyat maliyetlerinin önemi daha net ortaya
çıkmaktadır. Özellikle üretim kapasitesindeki olası artışlar da eklendiğinde kuyu nakliyatına geçiş zaruri
hale gelmektedir. Etibakır A.Ş. Bakibaba yeraltı işletmesi cevher nakliye kuyusu 900 metre derinliğiyle
Türkiye’nin en derin nakliye kuyularından bir tanesidir. 2015 yılında devreye girmesi ile beraber üretim
kapasitesinde %50 oranında bir artış sağlanmış olup nakliye kuyusundan cevher çekme işlemi verimli bir
şekilde devam etmektedir.
KAYNAKLAR
McCarthy PL. Selection of shaft hoisting or decline trucking for underground mines. Driving Down Haulage
Costs, Kalgoorlie, Western Australia, 1999.
De La Vergne JN. The Hard rock miner’s handbook, Edition 3; 2003. pp. 42-43.
Hustrulid W, Bullock R. Underground mining methods: Engineering fundamentals and ınternational case
studies. Society Of Mining Engineers; 2001. pp. 493–494.
Gonen A, Mallı T, Kose H. Selection of Ore Transport System for a Metalliferous Underground Mine, Arch.
Min. Sci., Vol. 57 (2012), No 3, p. 779–785
435.5561%
123.2517%
72.5010%
88.7012%
CEVHER NAKLİ (saat)
P. NAKLİ (saat)
ARIZA-BAKIM (saat)
TOPLAM VİNÇ STOP(saat)

Proceedings of 8th International Congress of Mining Machinery and Technologies
221
MADENCİLİKTE TERMAL ANALİZ CİHAZLARI THERMAL ANALYSIS DEVICES FOR MINING INDUSTRY
H. Yılmaz
Dokuz Eylül Üniversitesi, Maden Mühendisliği Bölümü
ÖZET
Bu çalışmada madencilik sektöründe henüz çok yaygın olarak kullanılmayan termal analiz yöntemleri olan Diferansiyel Termal Analiz (DTA), Termogravimetrik Analiz (TGA) Diferansiyel Taramalı Kalorimetri DSC ve Dilatometre (DIL) cihazlarının analiz yöntemleri ve kullanım amaçları kısaca tanıtılmıştır. Ardından bu cihazlar kullanılarak yapılan çalışmalardan örnekler verilerek sektördeki arge çalışmalarına ve problemlere bu cihazların ne şekilde katkı koyacağı konusunda bir perspektif ortaya konmuştur. Anahtar Sözcükler: Termal analiz, TG, DTA, DSC,DIL
ABSRTACT
In this study, the analysis methods and usage purposes of Differential Thermal Analysis (DTA), Thermogravimetric Analysis (TGA), Differential Scanning Calorimetry DSC and Dilatometer (DIL) devices, which are not widely used in the mining industry yet, are briefly introduced. Then, by giving examples from the studies using these devices, a perspective on how these devices will contribute to the R&D studies and problems in the sector is presented. Keywords: Thermal analysis, TG, DTA, DSC, DIL
GİRİŞ
Pek çok madencilik sektöründe XRD (X-Ray Diffraction), XRF (X-Ray Flouresans), SEM (Scanning Electron Microscopy), EDS (Energy Dispersive Spectrometer) ve MLA (Mineral Liberation Analyzer) gibi enstrümantal analiz cihazlarının önemi çok iyi anlaşılmış ve bazı tesislerde üretim aşamalarının performansını kontrol etmek amacıyla aktif olarak kullanılmaktadır. Ancak termal analiz cihazları Diferansiyel Termal Analiz (DTA), Termogravimetrik Analiz (TGA) Diferansiyel Taramalı Kalorimetri DSC ve Dilatometre (DIL) için aynı şeyi söylemek çok mümkün değildir, hatta sektördeki kullanımları oldukça sınırlıdır. Oysa her geçen gün faaliyete geçen yeni madencilik alanlarında bu cihazların sağlayacağı çok önemli avantajlar vardır.
Bu çalışmada termal yöntemlerin temel ilkeleri ele alınmış ve bu ilkelere göre çalışan cihazlar
kullanılarak yapılan karakterizasyon çalışmalarından örnekler verilerek bu yöntemlerin madencilik sektördeki kullanım olanakları ve önemi irdelenmiştir.
TERMAL YÖNTEMLER
Bir sistemin kütle, reaksiyon hızı ve hacim gibi bazı fiziksel ve kimyasal özelliklerinin sıcaklık ile
arasındaki dinamik ilişkilerinin incelenmesine dayanan metotların tamamına termal analiz (TA) yöntemleri

Proceedings of 8th International Congress of Mining Machinery and Technologies
222
denir (https://www.an-ka.com/termal-analiz-cihazlari-ve-yontemleri). Bu kapsamda değerlendirilebilecek çok sayıda analiz metodu ve cihazı vardır. Burada bu analiz yöntemlerinden yaygın olarak kullanılan yöntemler ve cihazlar ele alınmıştır. Termogravimetrik Analiz (TGA)
Genel olarak malzemelerde sıcaklığın veya zamanın fonksiyonu olarak meydana gelen kütle kaybı ve/veya kazanımlarının belirlenmesi amacıyla kullanılan bir yöntemdir. Dolayısı ile bu yönteme göre analiz yapacak bir cihazın (1) duyarlı bir termo analitik terazi, (2) oda sıcaklığından 1600 oC’ye kadar ısıtma işlemlerinin yapılabileceği ve sıcaklığı önceden belirlenen bir hızla (0.5-200 oC/dak.) doğrusal olarak artacak şekilde programlanabilecek bir fırın, (3) gerektiğinde oksijenli veya inert bir atmosfer (N2 atmosferi gibi) sağlayacak yardımcı sistemler ve (4) cihaz kontrolü ve veri değerlendirmesi için bir kaydedici (mikro bilgisayar/mikro işlemci) gibi temel bazı elemanlardan oluşması gerekir (Şekil 1).
Şekil 1. Termogravimetrik analiz cihazı (Oğuz, 2007)
Termogravimetrik analiz yönteminde programlı olarak arttırılan sıcaklık ile malzemenin kütlesinde meydana gelen değişimler, sıcaklığın veya zamanın fonksiyonu olarak kaydedilir. Elde edilen bu kütle-sıcaklık eğrilerine termogram (TG) veya termal bozunma (TB) eğrileri denir. Böyle bir TG eğrisi Şekil 2’de görülmektedir.
Şekil 2. Tipik bir TG eğrisi (Oğuz, 2007)
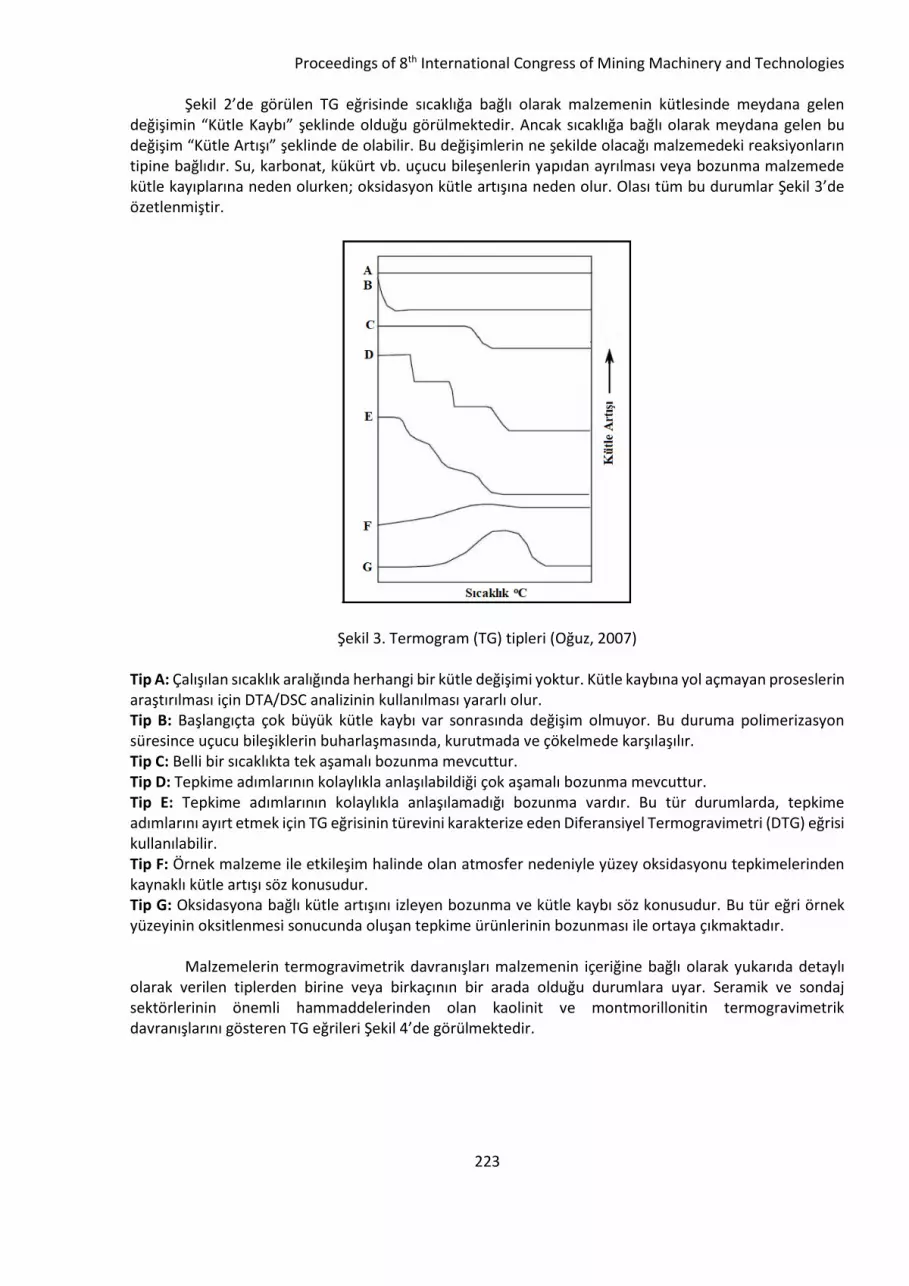
Proceedings of 8th International Congress of Mining Machinery and Technologies
223
Şekil 2’de görülen TG eğrisinde sıcaklığa bağlı olarak malzemenin kütlesinde meydana gelen değişimin “Kütle Kaybı” şeklinde olduğu görülmektedir. Ancak sıcaklığa bağlı olarak meydana gelen bu değişim “Kütle Artışı” şeklinde de olabilir. Bu değişimlerin ne şekilde olacağı malzemedeki reaksiyonların tipine bağlıdır. Su, karbonat, kükürt vb. uçucu bileşenlerin yapıdan ayrılması veya bozunma malzemede kütle kayıplarına neden olurken; oksidasyon kütle artışına neden olur. Olası tüm bu durumlar Şekil 3’de özetlenmiştir.
Şekil 3. Termogram (TG) tipleri (Oğuz, 2007)
Tip A: Çalışılan sıcaklık aralığında herhangi bir kütle değişimi yoktur. Kütle kaybına yol açmayan proseslerin araştırılması için DTA/DSC analizinin kullanılması yararlı olur. Tip B: Başlangıçta çok büyük kütle kaybı var sonrasında değişim olmuyor. Bu duruma polimerizasyon süresince uçucu bileşiklerin buharlaşmasında, kurutmada ve çökelmede karşılaşılır. Tip C: Belli bir sıcaklıkta tek aşamalı bozunma mevcuttur. Tip D: Tepkime adımlarının kolaylıkla anlaşılabildiği çok aşamalı bozunma mevcuttur. Tip E: Tepkime adımlarının kolaylıkla anlaşılamadığı bozunma vardır. Bu tür durumlarda, tepkime adımlarını ayırt etmek için TG eğrisinin türevini karakterize eden Diferansiyel Termogravimetri (DTG) eğrisi kullanılabilir. Tip F: Örnek malzeme ile etkileşim halinde olan atmosfer nedeniyle yüzey oksidasyonu tepkimelerinden kaynaklı kütle artışı söz konusudur. Tip G: Oksidasyona bağlı kütle artışını izleyen bozunma ve kütle kaybı söz konusudur. Bu tür eğri örnek yüzeyinin oksitlenmesi sonucunda oluşan tepkime ürünlerinin bozunması ile ortaya çıkmaktadır.
Malzemelerin termogravimetrik davranışları malzemenin içeriğine bağlı olarak yukarıda detaylı olarak verilen tiplerden birine veya birkaçının bir arada olduğu durumlara uyar. Seramik ve sondaj sektörlerinin önemli hammaddelerinden olan kaolinit ve montmorillonitin termogravimetrik davranışlarını gösteren TG eğrileri Şekil 4’de görülmektedir.

Proceedings of 8th International Congress of Mining Machinery and Technologies
224
Şekil 4. Kaolinit (K) ve Montmorillonitin (M) TG eğrileri (McLaughlin, 1967)
Burada kaolinitin 500-550 oC’de %13-14’lük bir kütle kaybına uğradığı bunun da aynı zamanda kaolinitin kristal kafesindeki OH-’ların uzaklaşması sonucu bozunmasına neden olan sıcaklık olduğu söylenebilir. Yine montmorillonitte 100 oC’de montmorillonitin yüzey suyunun uzaklaşmasından kaynaklan %12-13’lük bir kütle kaybının olduğu ardından 550 oC’de ilave %3’lük bir kütle kaybına daha uğradığı bunun da kristal kafesindeki OH’ların uzaklaşmasından kaynaklandığı ve toplamda %17’lik kütle kaybı ile 550 oC’de bozunduğu söylenebilir. Bu sıcaklığın üzerinde de montmorillonittin bir miktar daha kütle kaybına uğradığı görülmektedir.
Şekil 4’deki TG eğrileri saf minerallere ait olduğu için yorumlamak kolaydır. Ancak birkaç mineralin
bir arada olduğu malzemelerde sadece TG eğrilerinden yorum yapmak olanaksızdır. Şekil 5’de tepkime adımları kolaylıkla ayırt edilemeyen kademeli kütle kaybı olan Şekil 3E’deki gibi bir TG eğrisi görülmektedir. Bu TG eğrisi içerisinde jarosit, kaolinit, montmorillonit ve opal-CT bulunan bir örneğe aittir. Buradaki TG eğrisi ile kademelerin tam yerini ve hangi fazlara ait olduğunu belirlemek mümkün değildir. Bu nedenle örneğe TG analizi yanında DTA veya DSC analizi de yaparak adımları daha doğru olarak belirlemek ve hangi fazlara ait olduğunu söylemek mümkün olabilir. Bu TG eğrisi Diferansiyel Termal Analiz (DTA) kısmında eşzamanlı alınan DTA eğrisi ile birlikte tekrar değerlendirilecektir.
Şekil 5. Manyetik bir malzemenin TG eğrisi 22-1000 oC (Yılmaz ve Köktürk, 2010)

Proceedings of 8th International Congress of Mining Machinery and Technologies
225
Diferansiyel Termal Analiz (DTA)
1887’de LeChatelier ve 1889’da Roberts-Austin tarafından bulunmuş olan en eski termal analiz tekniği olan DTA metodu, analiz edilecek örnek malzemeye ve inert referans bir maddeye (alüminyum oksit, silisyum karbür veya cam parçacıklar olabilir) kontrollü biçimde aynı sıcaklık programı uygulanırken örnek ile referans madde arasındaki sıcaklık farkının (TÖ-TR=∆T) ölçülerek (µV olarak), sıcaklığın (oC)fonksiyonu olarak kaydedildiği bir tekniktir. Tekniğin temeli Şekil 6 (a), (b) ve (c)’de verilmiştir. Şekil 6 (a)’da görüldüğü gibi örnek ve referans malzeme haznelerine daldırılan termo çiftler aracılığıyla örnek ve referans arasındaki sıcaklık farkı ∆T (TÖ-TR) µV olarak zamana (t, time) ya da çok yaygın kullanıldığı gibi örnek madde sıcaklığına (TÖ) karşı ölçülerek bilgisayar ortamına kaydedilir ve uygun yazılımlar yardımıyla veriler kinetik ve termodinamik parametrelerin belirlenmesinde kullanılır (Oğuz, 2007).
Şekil 6. DTA’nın temel ilkeleri (Oğuz, 2007)
Referans olarak seçilen inert malzeme çalışılan sıcaklık aralığında herhangi bir fiziksel veya kimyasal değişime uğramayacağından, sıcaklığı (TR) Şekil 6 (b)’de görülen diyagramda olduğu gibi ısıtma hızına (dT/dt) uygun artacaktır. Örnek malzemenin sıcaklığı da herhangi bir fiziksel/kimyasal değişim olmadığı durumda aynı şekilde artmaktadır. Bu arada örnek malzemede gelişecek örneğin ergimesi olayı gibi bir değişim, örneğin enerji soğurmasından (endoterm) dolayı sıcaklığının Şekil 6 (b)’de verilen diyagramda da görüldüğü gibi referansa göre geri kalmasına (∆T<0) yol açacaktır. Ergime işlemi bittiğinde tekrar ısıtma hızında sıcaklığı referansla aynı (∆T = 0) konuma gelecektir. Şekil 6 (c)’deki diyagramda zamana karşı verilmiş olan DTA eğrisi bu olayı göstermektedir. Başlangıçtan örneğin ergime noktasına kadar (TE, ergime noktası) örnek malzemede herhangi bir değişim gözlenmediğinden, ∆T = 0 konumunu gösteren taban çizgisinde devam etmiştir. Örneğin ergimeye başlamasıyla taban çizgisinden negatif yönde sapma (∆T<0) olmuş ve bir Endotermik (Isı soğuran) pik gözlenmiştir. Ergimenin sona ermesiyle tekrar taban çizgisinde devam etmiştir. Örnekteki değişim Isı Salan (Ekzotermik) bir olay olmuş olsaydı ∆T>0 olacağından endotermik pikin tersi yönünde bir pik oluşturacaktı. Ticari cihazlarda pikin doğru yorumlanması açısından Endo/ Ekzo (ok aşağıya/yukarıya) ∆T ekseninde belirtilmektedir (Şekil 7).

Proceedings of 8th International Congress of Mining Machinery and Technologies
226
Şekil 7. Endotermik ve ekzotermik pik gösterimleri
DTA’da da tıpkı TGA’da olduğu gibi örnek ve referans haznelerinin altından birbirine bağlanmış termoçiftler aracılığıyla örnek ve referans arasındaki sıcaklık farkı ∆T (µV) olarak zamana (t, time) ya da çok yaygın kullanıldığı gibi örnek malzeme sıcaklığına (TÖ) karşı ölçülüp bilgisayar ortamına Şekil 6’daki temel ilkelere uygun olarak kaydedilir. Böyle bir kayıt işleminin yapılabilmesi için de TGA cihazının bir benzeri olan DTA cihazı Şekil 8’de görülmektedir.
Şekil 8. Tipik bir DTA cihazını oluşturan bileşenler (Oğuz, 2007)
Doğada en bol bulunan mineral kuvars, silikanın düşük sıcaklık polimorfudur. Silikanın kuvarsa göre daha yüksek sıcaklıklarda kristalleşen kristobalit, tridimit gibi formlarının da olduğu bilinmektedir. Ayrıca tüm bu minerallerin düşük sıcaklık ve yüksek sıcaklık polimorfları da mevcuttur. Şekil 9’da bu polimorflar ve bunların dönüşüm sıcaklıkları görülmektedir.

Proceedings of 8th International Congress of Mining Machinery and Technologies
227
Şekil 9. Silika polimorfları ve dönüşüm sıcaklıkları
Silikanın bilinen bu polimorfları ve dönüşüm sıcaklıkları DTA analizi ile de ortaya konabilir. Şekil
10’da silika polimorflarının DTA grafikleri görülmektedir. Şekil 10 A grafiğinde görülen 573 oC -kuvarsın
-kuvarsa dönüşüne karşılık gelen endotermik piktir. B grafiğindeki 116oC -tridimitin -tridimite, 220oC
-kristobalitin -kristobalite dönüşüm endotermleridir. C grafiğindeki 275oC -kristobalitin -kristobalite
dönüşüm endotermidir. D grafiğindeki 116 oC ve 163oC -tridimitin -tridimite dönüşüm endotermleridir.
Şekil 10. Silika polimorflarının DTA eğrileri. A: Kuvars, B: Tridimit ve kristobalit içeren silika (Opal-CT), C: Çoğunluk kristobalit içeren silika, D: Baskın olarak tridimit içeren silika (McLaughlin, 1967)
TG eğrilerini yorumlarken bazı durumlarda TG eğrilerinin yeterli olamayacağını beraberinde DTA
verilerinin yorumlamayı kolaylaştırdığından söz etmiştik. Şekil 5’de görülen TG eğrisi yanında DTA/DSC eğrisinin olması durumunda net olmayan adımlara tekrar bakalım.
Şekil 11’deki DTA eğrisinde (Şekil 5’deki TG eğrisi ile eş zamanlı olarak alınan) kütle kayıplarının
olduğu yerlerde endotermik ve ekzotermik piklerin olduğu görülmektedir. Bu pikler malzemede bulunan minerallerin bozunduğuna veya bozunma sonrası oluşan yeni fazların oluştuğuna işaret etmektedir. 439.3 oC’deki pik jarositin [KFe3(SO4)2(OH)6] dehidratasyonuna ve 767.9 oC’deki endotermik pikler ise jarositin dehidratasyonu esnasında oluşan çift sülfatın bozunmasına karşılık gelmektedir (McLaughlin, 1967). 498.8oC’deki ekzotermik pik ise jarositin bozunması sonucu oluşan α-Fe2O3 fazının varlığını göstermektedir. Bu arada TG eğrisindeki yaklaşık %2’lik ilk kütle kaybının malzemedeki doğal nemin uzaklaşmasına, %9’luk ve %14’lük kütle kayıplarının da sırasıyla jarositin dehidratasyonuna ve sülfatın uzaklaşmasına bağlı olduğu söylenebilir. Tüm bu bulgular malzemenin XRD sonuçları ile de uyumludur.

Proceedings of 8th International Congress of Mining Machinery and Technologies
228
Şekil 11. Manyetik ürün TG eğrisi 22-1000 oC (Yılmaz ve Köktürk, 2010)
DTA ve TG analizlerinin madencilik sektörü açısından önemine özellikle vurgu yapmak için bir diğer örnek manyezit cevheri olabilir. Kalsinasyonun gerekli olduğu durumlarda doğru ve selektif bir kalsinasyon sıcaklığı belirlemek için manyezit cevherine uygulanan DTA/TG analizlerinin işleri nasıl kolaylaştıracağı daha iyi anlaşılacaktır.
Şekil 12’de ana minerali manyezit ve ikincil minerali dolomit olan bir manyezit cevherinin DTA/TG
grafiği görülmektedir. Burada 599oC de manyezitin bozunmasından kaynaklanan keskin ve büyük bir endotermik pik (kırmızı) ve buna eşlik eden %48’lik bir kütle kaybı (mavi) görülmektedir. Ayrıca 734 oC de görülen zayıf endotermik pik ile buna eşlik eden yaklaşık %3’lük kütle kaybı ise cevherdeki ikincil mineral olan dolomitin bozunmasından kaynaklanmaktadır. Burada manyezit için 600oC selektif bir kalsinasyon sıcaklığıdır. Bu sıcaklığın çok üzerine çıkılmadığı taktirde dolomit bozunmadan kalacaktır. Dolayısı ile DTA/TG analizi hem doğru kalsinasyon sıcaklığını belirlemek hem de gereksiz enerji tüketimini önlemek için son derece faydalı bir metot olarak karşımıza çıkmaktadır.
Şekil 12. Manyezit cevherinin DTA/TG grafiği

Proceedings of 8th International Congress of Mining Machinery and Technologies
229
Diferansiyel Taramalı Kalorimetre (DSC)
DSC metodunda numune ısıtılırken, soğutulurken veya sabit bir sıcaklıkta tutulurken soğurulan veya salıverilen enerji miktarı ölçülür. Bu teknikte, referans ile örnek malzemeden yayılan ısı farkı sıcaklığa veya zamana bağlı olarak gösterilir. DSC, DTA ile aynı ölçüm prensiplerine göre çalışır.
Şekil 13’de görülen DSC cihazı da DTA hücresiyle benzer özellikler taşımaktadır. Ancak burada
örnek ve referans malzemenin bulunduğu kaplar ve kapların altında yer alan ısı akışını sağlayan plakalar arasında iyi bir ısı aktarımı olabilmesi için; örnek ve referans malzeme sığ haznelere yayılmış olarak ve daha az miktarda konmaktadır. Örnek (Ö) ve Referans malzeme (R) içeren DSC hücresinin eş zamanlı olarak ısıtılması için hücrenin etrafını çevreleyen fırının yüksek ısı iletim katsayısına sahip bir metalden yapılması gerekir. Deneylerde DSC hücresine gerekli atmosferi (inert, oksidatif vb.) sağlamak, açığa çıkan uçucu bileşikleri sürüklemek ve aynı zamanda konveksiyon yoluyla ısı aktarımının gerçekleşmesine yardımcı olmak amacıyla çoğunlukla gaz akışı sağlanmaktadır.
Şekil 13. Tipik bir DTA cihazını oluşturan bileşenler (Oğuz, 2007)
Fırının kontrolü DTA ve TGA cihazlarında olduğu gibi bilgisayar kontrollü sistemler ile yapılmaktadır. Burada DTA’da olduğu gibi örnek ve referans maddeye aynı sıcaklık programı uygulanırken, örnek maddede fiziksel ya da kimyasal bir değişim olması durumunda bu esnada örneğe doğru bir ısı akışı oluyorsa bu olay endotermik (ENDO), örnekten dışarıya doğru bir ısı akışı oluyorsa ekzotermik (EKZO) olarak tanımlanır. Bu durumdaki ısı akışının zamanla değişimi güç farkı olarak (mW) örnek sıcaklığına karşı kaydedilmektedir. DSC eğrisinin yorumlanması açısından olayın karakteri (ENDO/EKZO) ordinatta ok yönü ile belirtilmelidir.
Şekil 14. Tipik bir DSC grafiği (Oğuz, 2007 )

Proceedings of 8th International Congress of Mining Machinery and Technologies
230
Şekil 14’de tipik bir DSC grafiği görülmektedir. Burada ısı kapasitesi değişimi nedeniyle taban çizgisinin yer değiştirmesine yol açan camsı faz geçişi (TC), ekzotermik karakterli kristallenme (TK), endotermik karakterli ergime (TE) ve ekzotermik karakterli oksitlenme (TO) pikleri görülmektedir.
TG ölçüm sinyali ile DTA/DSC ölçüm sinyalleri sıcaklık farkı olarak aynıdır. Bu nedenle genellikle
malzemelerin DTA/DSC eğrilerinin yanında yorumlamayı kolaylaştıran TG eğrilerin de alınması gerektiği ortadadır. Şekil 15’de sıcaklığa bağlı olarak farklı fiziksel ve kimyasal değişimler gösteren malzemelere eş zamanlı olarak uygulanan TG ve DTA/DSC analiz eğrilerinin karşılaştırılması yapılmıştır. Burada yukarıya doğru gözlenen değişimler (pik) Endotermik olarak gösterilmiş olup buna göre yorumlanmalıdır.
Şekil 15. TG ve DTA/DSC analiz eğrilerinin karşılaştırılması (Oğuz, 2007) Dilatometrik Analiz (DIL)
Dilatometreler, kontrollü sıcaklık programına tabi tutulan bir malzemenin boyutsal değişimlerinin
sıcaklığın fonksiyonu olarak ölçümünde kullanılan cihazlardır. Bilgisayar kontrollü sistem, yatay konumda oda sıcaklığı ile 2000°C sıcaklık aralığında 5-10°C/dk ısıtma/soğutma hızı ile ölçümler yapabilmektedir. 5000 mikrona kadar olan uzunluk değişimleri ölçülebilmektedir. Oksidatif ya da inert atmosferde ölçümler yapılabilmektedir.
Dizayn şekillerine ve çalışma prensiplerine göre farklı dilatometre türleri mevcuttur. Bunlardan en
fazla kullanılanları; yatay dilatometre, düşey dilatometre, kapasitans dilatometre, biyel kollu (itme çubuğu) dilatometre, yüksek çözünürlüklü lazer dilatometre, optik dilatometredir.
Şekil 16’da tipik bir dilatometre cihazını oluşturan elemanlar şematik olarak görülmektedir.
Dilatometrik ölçümler sonucunda malzemenin termal genleşme katsayısı, hacimsel genleşmesi, faz dönüşümleri, camsı geçiş sıcaklığı ve yumuşama noktası tespit edilebilir.

Proceedings of 8th International Congress of Mining Machinery and Technologies
231
Şekil 16. Tipik bir DIL cihazını oluşturan bileşenler
Şekil 17’de bazı silika polimorlarının dilatometrik eğrileri görülmektedir. Kuvarsa ait olan A eğrisinde artan sıcaklıkla kuvarsın boyutunda doğrusal bir artış olduğu görülmektedir. α-kristobalite ait
olan B eğrisinde sıcaklık 200 oC’nin üzerine çıktığında α-kristobalitin hızlı ve geri dönüşümlü bir şekilde -kristobalite dönüştüğü (Şekil 9) ve bu dönüşüme yaklaşık %6 civarında ani bir boyut artışı eşlik ettiği görülmektedir. Opal C’ye ait olan C eğrisindeki boyut artışı sıcaklığa bağlı olarak doğrusal olarak
artmaktadır ve 200oC üzerinde opal içerisindeki kristobalitin faz değiştirdiği (-b dönüşümü) ve 500oC
üzerinde boyutunun sabit kaldığı görülmektedir. -tridimitin eğrisinde (D) ise 116 ve 163oC lerde -b tridimit dönüşümlerinin olduğu, 300oC’ye kadar boyut artışı olduğu sonrasında hemen hemen sabit kaldığı
söylenebilir. Opal -CT (E eğrisi) içerisinde bulunan tridimitin 116 ve 163 oC lerde -b tridimit dönüşümü ve
kristobalitin 220 oC’de -b kristobalit dönüşümü olurken boyut artışı devam etmekte, 600oC üzerinde boyut küçülmesi olmaktadır. Tamamen amorf yapıda olan opal-A’nın (F eğrisi) boyutu 400 oC’ye kadar hemen hemen hiç değişmezken, bu sıcaklığın üzerinde (400-800oC aralığında) hızlı bir boyut küçülmesi (>%1.0) görülmektedir.
Şekil 17. Silika polimorflarının dilatometrik eğrileri A: Kuvars, B: α-Kristobalit, C: Opal-C, D: α-Tridimit, E: Opal-CT, F: Opal A (Jones ve Segnit, 1971)

Proceedings of 8th International Congress of Mining Machinery and Technologies
232
Şekil 18. Bazı minerallerin dilatometrik eğrileri (Sazcı, 2001)
Şekil 18’de de farklı minerallerin dilatometrik eğrileri görülmektedir. Kaolenitin (Eğri 1) yaklaşık 550 oC’ye kadar çok az boyut artışının olduğu bu sıcaklıktan sonra hızlı bir boyut küçülmesi (>%2) olduğu görülmektedir. Bu durum kaolenitin bu sıcaklıktan sonra bünyesindeki OH- ‘ların uzaklaşması sonucu kristal yapısının bozulması ile açıklanabilir. İllitte (Eğri 2) 800-900 oC’ye kadar %1.5 civarında boyut artışı olurken 1000oC’nin üzerinde %2.5’un üzerinde hızlı bir boyut küçülmesi göstermektedir. Serizit (Eğri 3) 1000oC’ye kadar %2’lik hızlı bir boyut artısı gösterirken bu sıcaklığın üzerinde yapısı bozularak boyut küçülmesi göstermektedir. İllit ve serizitin 1000-1300 oC arasında önemli ölçüde genleşmeleri ve basınç mukavemetlerinin yüksek olması bunların hafif yapı elemanları üretiminde kullanılmalarını sağlamaktadır. Büyük oranda kuvarstan oluşan kum (Eğri 4) 600oC’ye kadar %1.5’luk hızlı bir boyut artısı gösterdikten sonra bu sıcaklığın üzerinde boyutu sabit kalmaktadır. Feldspat (Eğri 5) ise 1000oC’ye kadar %1’lik bir boyut artısı gösterirken bu sıcaklığın üzerinde boyut değişimi olmamaktadır. Feldspatın bu özelliği de onun önemli bir seramik hammaddesi olarak tercih edilme nedenlerinden biridir. Hammaddelerin ve ürünlerin genleşme davranışları yalıtımın, enerji tasarrufunun, farklı özelliklerde endüstriyel seramiklerin üretildiği günümüz şartlarında daha da önem kazanmaktadır.
SONUÇLAR
Madencilik sektöründe kimyasal analiz cihazları (atomik absorbsiyon spektrometresi, ICP, XRF,
vb.) ve mineralojik analiz cihazları (XRD, MLA) arama, işletme, zenginleştirme ve üretim aşamalarının hepsinde yaygın olarak kullanılmaktadır. Ancak araştırma ve karakterizasyon amacıyla yaygın olarak kullanılan termal analiz cihazları (DTA, TGA, DSC, DIL) daha çok cam ve seramik sektöründe kullanılmaktadır. Oysa bu analiz cihazları ısıl işlem uygulanan madencilik faaliyetlerinin büyük bir kısmında zaman ve enerji kazandırmak açısından etkin rol oynayabilir.
Bu çalışmada malzemelerin sıcaklık ile ısıl özellikleri arasındaki dinamik ilişkilere dayanan termal
analiz yöntemleri olan DTA, TGA, DSC ve DIL ile yapılan akademik çalışmalardan örnekler verilerek madencilik faaliyetlerinde kullanım olasılıkları ele alınmıştır. Böylece üniversitenin sektöre öncülük etmesi noktasında da katkı sağlanması amaçlanmıştır.
KAYNAKLAR
Jones J. B. and Segnit E. R. 1971. The nature of opal I. Nomenclature and constituent phases. Journal of
the Geological Society of Australia, 18:1, 57-68.

Proceedings of 8th International Congress of Mining Machinery and Technologies
233
McLaughlin, R.J.W. (1967). Thermal Techniques. In J. Zussman ( Ed. ), Physical Methods in Determinative Mineralogy (1st ed., pp.405-444 ). London and NewYork: Academic Press.
Oğuz, H. (2007). Termal Analizler. Retrived from http://huseyinoguz.net/mysite/TERMALANALiZLERv3_17-02-07.pdf.
Sazcı, H. (2001). Seramikte kullanılan killerin tanımı. In H. Köse, V. Arslan & M. Tanrıverdi (Eds.) 4. Endüstriyel Hammaddeler Sempozyumu (pp:28-42). Türkiye.
Yılmaz H., Köktürk, U., 2010. Mineralogical and Micromorphological Characterization of Iron Impurity in Gedikler Bentonite Mine (Esme/Usak, Turkey). Asian Journal of Chemistry Vol. 22, No. 4, 3235-3245.

Proceedings of 8th International Congress of Mining Machinery and Technologies
234
TÜNEL AÇMADA BULANIK MANTIK YÖNTEMİ İLE KAZI TİPİNİN SEÇİLMESİ
SELECTION OF EXCAVATION TYPE USING FUZZY LOGIC METHOD IN TUNNEL EXCAVATION
P. Mızrak Özfırat1, M. K. Özfırat2, M. E. Yetkin2
1 Manisa Celal Bayar Üniversitesi Müh. Fak. Endüstri Müh. Böl. Muradiye-Manisa
2Dokuz Eylül Üniversitesi Müh. Fak. Maden Müh. Böl. Buca-İzmir
ÖZET Artan nüfus yoğunluğu ile birlikte şehir merkezlerinde ve ilçelerinde ulaşım oldukça yoğunlaşmaktadır. Bununla birlikte trafiği azaltmak ve verimli hale getirmek için daha fazla tünel projelerine ihtiyaç duyulmaktadır. Tünel projelerinde kazı tipini belirlemek oldukça önemli bir çalışmadır. Kazı tipi genellikle delme-patlatma, bomlu kazı makineleri ve tam cephe kazı makineleri ile yapılmaktadır. Çalışmada açılması düşünülen bir tünelin çeşitli koşullara ve değişkenlere bağlı olarak kazı yöntemi seçiminin bulanık mantık ile yapılması amaçlanmıştır. Anahtar kelimeler: Tünel, makine, bulanık mantık, kazı tipi.
ABSTRACT
With the increasing population density, transportation is concentrated in city center and districts. Therefore, more tunnel projects are needed to reduce traffic and make it efficient. Determining the excavation type in tunnel projects is a very important study. Excavation type is generally done with drilling-blasting method, boom excavation type machines and full face excavation type machines. In this study, the aim is to select excavation type for a tunnel depending on a number of criteria using fuzzy logic. Key words: Tunnel, machine, fuzzy logic, excavation type.
GİRİŞ
Tünel açma makinalarının gelişimini etkileyen pek çok faktör vardır. Bunlardan ekonomik tünel açma en önemli değişkendir. Mekanize galeri açma, klasik galeri açmaya nazaran özellikle uzun tünellerde daha ekonomiktir. Kazı makinalarındaki gelişmeler daha fazla ve hızlı galeri ve taban yollarının açılmasını zorunlu kılmıştır. Bu ise ancak tam mekanize tünel açma ile sağlanabilir. Tünel açma makinalarının bazı hallerde kullanımı zorunluluktur. Özellikle patlatma ile yapılamayacak kazıda ve yerleşim bölgelerinin altında derin olmayan yerlerde açılacak tünellerde, tünel açma makinalarının kullanımı zorunludur (Tatar ve Özfırat, 2016). Uzun ömürlü tünellerde, tünel açılan formasyonların fazla örselenerek kırıklı, çatlaklı bir yapı oluşturulmaması önemlidir. Böylesi bir çalışmada tünel açma makinasının kullanımı önemli bir avantajdır. Tünel açma makinası ile açılan bir tünelde arazi deformasyonları, bozulmaları en aza iner ve galeri yüzeyi çok daha düzgün bir şekilde açılabilir. Düzgün yüzeyli tünelde tahkimat daha kolay yapılır. (Çizelge 1).

Proceedings of 8th International Congress of Mining Machinery and Technologies
235
Çizelge 1. Tünellerde Üç Ayrı Kazı Yönteminin Karşılaştırılması (Tatar ve Özfırat, 2016)
Özellikler Delme-
Patlatma Bomlu
Kazı Makinaları Tam Cephe
Kazı Makinaları
İlk yatırım maliyeti Düşük Düşük Yüksek
İşletme maliyeti Yüksek Düşük Orta derecede
İlerleme miktarı(m/hafta) 100 saat çalışma
Normal koşullarda
50 70 130
Çok faylı koşullarda
30 35 Çok değişken
0-25 arası
Montaj
Ekipman teslim süresi
1 Ay 2 Ay 12 Ay
Yerinde montajı 2 Hafta 2 Hafta 6 Hafta
Kapladığı boşluk Sınırlama yok Galeri çapı kadar Galeri çapından 1.5-3 kat daha
büyük
Viraj alma Sınırlama yok 90o’lik dönüş
yapabilir 10-20o arası
dönüşler
Çalışma eğimi Bütün
eğimlerde 14o’ye kadar olan
eğimlerde 10o’ye kadar olan
eğimlerde
Galeri şekli Tüm
şekillerde Genellikle tüm
şekiller Dairesel
şekillerde
Tahkimat
Miktarı Yüksek Az Az
Yapılan yer Arın Arın Arının 3-12 m
gerisinde
Tipi Her tip Her tip
Püskürtme beton sınırlı olarak
kullanılır. Bazı makinalarla kemer bağ atılamaz.
Kayaç stabilitesinin çalışmaya etkisi Etkisi yok Etkisi yok Çok etkili
İş güvenliği Riskli Orta riskli Düşük riskli
Kazı yöntemleri
Kazı yöntemleri oldukça çeşitli olup çalışmada üç başlık altında delme-patlatma, bomlu makineler ile kazı ve tam cephe tünel açma makineleri ile kazı olarak üç grupta incelenebilir. Çeşitli teknik koşullara ve kayaç ortamının yapısına göre yöntemler değişebilir. Delme-Patlatma
Tünelcilik inşaat endüstrisinde uzmanlaşma isteyen bir daldır. Deneyimli kontrolcüler ve iyi eğitimli madenciler gerektirir. Tünel kazısında ortaya çıkan kaya genellikle artık maddelerdir. Bununla birlikte geniş yeraltı kazılarında ve birçok zemin şartlarında delme-patlatma yöntemi tercih edilen metottur. Yerleşim yerlerinden uzak olan projelerde tercih edilir. Patlatma sonrasında oluşacak olan gaz ve tozların çalışma ortamından uzaklaştırılması için etkili bir havalandırma yapılması gerekir. İlk yatırım ve işletme maliyetleri makine ile yapılan kazıya göre özellikle kısa tünellerde daha düşüktür.

Proceedings of 8th International Congress of Mining Machinery and Technologies
236
Kollu Kısmi Kesit Galeri Açma Makinaları
Kollu makinalarda kesici kafa bir kol (boom) üzerinde ve kazı kesiti içinde her tarafa serbestçe hareket edebilen bir yapıdadır. Kollu makinaların en büyük avantajları istenilen kesitte galeri açabilmeleridir. Makinanın çalışma sınırları dahilinde her büyüklükteki kesit, kol uzunluğu değiştirilmeden açılabilir. Kolun serbest şekilde hareket edebilme imkanı, kesici kafanın arında en uygun yerden kazıya başlayabilmesi olanağını sağlar. Arında kazı yönü de serbestçe seçilebilir. Kesici kafa arına kolayca ulaşabilir yapıdadır ve kazı sırasında arını görme imkanı vardır. Kazıdan hemen sonra galeri tahkimatının yapılması mümkündür. Makinanın etrafında hareket serbestliği veren boşluk bulunur. Kesici kafa üzerindeki uçların aşınmaları/kırılmaları, kazının herhangi bir safhasında, kazı kısa bir süre için durdurularak görülebilir. Kesici uçların değiştirilme işlemi kolaylaşmıştır ve kesme zinciri yerine kesici kafanın kullanılması sürtünmeleri en aza indirmiştir. Böylece kesici kafaya daha fazla bir kuvvet uygulayarak sert formasyonların kesilmeleri sağlanmıştır. Tahkimat için bağ dibi hazırlamada çelik tahkimatın kurulmasında yardımcı araç olarak kullanılabilir. Galeri açma safhasında galerinin herhangi bir noktasında su kanalı açmak da mümkündür. Bu tip makinalarla çok düzgün yüzeyli galeri açmak mümkündür. Tüneldeki düzgünlük, kullanılacak nakliyat yöntemleri için önemlidir. Tünel açma makineleri ile insan gücü kullanımı en aza indirilerek, hızlı tünel açılması sağlanmıştır. İlk yatırım maliyeti fazla olmasına rağmen uzun tünellerde ekonomiktir (Tatar ve Özfırat, 2016). Tam cephe tünel açma makineleri
Madencilikte mekanizasyonun etkin olarak uygulanması, tünel açma makinalarının inşaat sektöründe tünel açmada uygulama alanı bulması, sert kayaç oluşumlarının kazı zorluğu ve maliyet artışları, tam kesit galeri açma makinalarının gelişmelerini hızlandırmıştır. Tam kesit galeri açma makinaları prensip olarak bütün aynayı keskileri ile kavrayıp aynı anda kazı yapar. Kazı sırasında makinanın gövdesi devamlı olarak ileriye doğru hareket eder. Makina tüm aynayı kapattığından kazı sırasında arını görme, arına yanaşma mümkün değildir. Bu tür kazıda profil bozukluğu, personel, enerji, kaplama maliyeti en az düzeye indirilir. İlerleme hızı arttıkça birim maliyet azalır. Makinanın kazı hızını, kayacın sertlik ve mekanik direnci önemli ölçüde etkiler. Faylar, çatlaklı yapı, makinanın kazı hızını ve verimini düşürür. Daire kesit açan tam kesit galeri açma makinaları, yumuşak ile orta sert kayaçlar ve sert kayaçlarda uygulanmak üzere iki tip üretilir. Yumuşak ve orta sert kayaçlar için üretilen tam kesit galeri açma makinası, kesici uçlar ile arında parçayı kesme ve/veya koparma şeklinde kazar (Çizelge 2).
Çizelge 2. TBM tipleri (Tatar ve Özfırat, 2016)
TBM Tipi Makinanın Açtığı Çap En İyi Sonuç Verdiği Zemin
Pipe-Jacking tipler (VII) Yaklaşık 3-4 m Her zemin Mini kesitli tipler (VIII) < 2 m Her zemin Şild’li tipler (VI) 2-14 m Yumuşak zemin (YSS üzerinde) Mix tipler (V) 2-14 m Karışık zemin (YSS üzerinde) Slurry tipliler (III) 2-14 m İri taneli yumuşak zemin (YSS altında) EPB tipler (IV) 2-14 m İnce taneli yumuşak zemin (YSS altında) Sert Kayaç tipi (I) 2-14 m Sert zemin (TEBD > 150 MPa) Çoklu kafalılar (II) Çeşitli Çeşitli
SEÇİM KRİTERLERİNİN İNCELENMESİ
Maliyet, İlerleme miktarı (m/hafta), Montaj; ekipman teslim süresi, yerinde montajı, kapladığı
boşluk, viraj alma, çalışma eğimi, galeri şekli, Tahkimat, Kayaç stabilitesinin çalışmaya etkisi, İş güvenliği kriterlerine bulanık mantık modellemeleri uygulanmıştır.

Proceedings of 8th International Congress of Mining Machinery and Technologies
237
İş Güvenliği
İş güvenliği tüm sektörlerde olduğu gibi tünel işlerinde oldukça önemli bir şekilde dikkate alınması gereken çalışma bileşenlerinden birisidir. 20 Haziran 2012’de yürürlüğe giren 6331 sayılı İş sağlığı ve güvenliği kanunu risk analizi ve proaktif iş güvenliğini önemli hale getirmiştir. Kazı operasyonlarına bakıldığında bomlu makineler ve TBM ile yapılan kazı ortamlarında iş güvenliği standart ve yönetimi delme patlatmaya göre daha iyidir. Bomlu makineler ile TBM’lerin kazı ve çalışma ortamı düşünüldüğünde tam mekanize kazı denilebilecek TBM projeleri en güvenli çalışma ortamını sağlarlar. Ancak tüm kazı tiplerinde, çalışma ortamlarında risk analizi ve yönetimi yapmak iş kazalarını azaltmada oldukça önemlidir. Maliyet
Bir tünel projesi kapsamında gerçekleştirilen çalışmalar temel olarak inşaat öncesi ve inşaat sonrası olarak iki aşamada incelenebilir. Larson ve Gray, 2011 yılında yaptıkları çalışmada yatırım projesi maliyetlerini üç ana başlık altında toplamıştır. Bunlar; Doğrudan maliyetler, Dolaylı maliyetler ve Genel maliyetlerdir (projenin dolaylı maliyetleri). Metro ihalelerinde toplam maliyetin yaklaşık %40’ını tünel işleri oluşturmaktadır. Tünel işlerinin ise yaklaşık %40’ını TBM maliyetleri oluşturmaktadır. Özetle, metro ihalelerinin toplam maliyetinin yaklaşık %15 kadarını TBM maliyetleri oluşturmaktadır. Toplam maliyetin yüksek bir kısmını tutan ve proje tamamlanma süresinde oldukça önemli etkisi olan TBM maliyetlerinin doğru ve detaylı hesaplanması, proje maliyetini doğrudan etkilemekte ve projenin ekonomik güvenilirliğini arttırmaktadır (Cigla vd., 2001). TBM ana maliyetleri doğrudan maliyetler ve seçilen yöntem temelli maliyetler olarak ikiye ayrılmaktadır (Çizelge 3). Her bir ana grup altında alt maliyet başlıkları yer almaktadır (Baltaşı vd., 2017).
Çizelge 3. TBM Maliyetleri (Baltaşı vd., 2017)
Doğrudan Maliyetler Yöntem Bazlı Maliyetler
Satın alma ve kurulum maliyetleri 2.1 Platform tünel yapımına bağlı maliyetler 1.2 Tünel açma ve montaj maliyetleri 2.2 Pasa taşıma yöntemine bağlı maliyetler 1.3 TBM işletme istasyonu maliyetleri 2.3 Enjeksiyon gönderim yöntemine bağlı maliyetler 2.4 Tünel içi lojistik seçim yöntemine bağlı maliyetler
Tahkimat
Tünellerde açılan formasyonların fazla zedelenerek kırıklı, çatlaklı bir yapı oluşturulmaması önemlidir. Böylesi bir çalışmada tünel açma makinasının kullanımı önemli bir avantajdır. Tünel açma makinası ile açılan bir galeride arazi kırılmaları, çatlamaları en aza iner ve galeri yüzeyi delme-patlatma ile açılan tünele göre çok daha düzgün bir şekilde açılabilir. Düzgün yüzeyli galeride tahkimat daha kolay yapılır. Özellikle kollu galeri açma makinalarını, tahkimat işlerinde etkin ve verimli olarak kullanmak mümkündür (Çizelge 1). EPBM (zemin denge basıncı sağlayarak kazı yapan makina), ilerlerken hemen arkasından segmanlar (tünel iç kaplama taşları) birleştirilerek bir halka elde edilmektedir. Halka oluşturulduktan sonra enjeksiyon deliklerinden daha önceden hazırlanmış olan malzeme kaplama ve zemin arasına gönderilmektedir. Böylece stabilite sağlanmaktadır. Makina bu halkalara pistonlarını dayayarak bir halka boyu kadar (1.2 m) ileri itilmekte, kazıyı yapmakta ve tekrar segmanlar yerleştirilmektedir (Şekil 1).

Proceedings of 8th International Congress of Mining Machinery and Technologies
238
(1) Kesici kafa, (2) tahrik ünitesi, (3) itici silindir, (4) hava kilidi, (5) spiral konveyör, (6) montaj aparatı, (7) spiral konveyör kapağı, (8) segman besleme ünitesi, (9) segman vinci, (10) konveyör
Şekil 1. İzmir Metrosunda Kullanılmış EPBM ve Tahkimat sistemi (Tatar ve Özfırat, 2016) Kayaç stabilitesinin çalışmaya etkisi
Tünel projelerinde kaya kalite sınıflarının modellenmesi gerek kayaç yapısının dayanımı gerekse kazı ve tahkimat sisteminin belirlenmesi için oldukça önemlidir. Genellikle kayaç stabilitesine karar vermek için kaya kütle sınıflamaları yapılır. Özellikle TBM ile yapılan tünel projelerinde kayaç kalitesinin modellenmesi iyi yapılmalıdır. Delme-patlatma ile çok sert kayaç kazıları yapılabilir. Bomlu makinelerde parçalı kesit kazı yapıldığı için aşamalı kazı yapılarak kayaç stabilitesi sağlanabilir. Şekil 2’de tünel projelerinde kayaç modellemelerinde kullanılan Bieniawski, 1989’a göre desteksiz kalma süresi ve desteksiz açıklık grafiği verilmiştir.
Şekil 2. Çeşitli RMR kaya kütlesi sınıflarına göre, desteksiz durma süresi ve tavan açıklığı arasındaki ilişki
(Bieniawski, 1989)
Çizelge 4. RMR89 Kaya kütle sınıflaması (Bieniawski, 1989)
Sınıf No I II III IV V
Tanımlama Çok iyi kaya İyi kaya Orta kaya Zayıf kaya Çok zayıf kaya Puan 81-100 61-80 41-60 21-40 20’den küçük
Buna göre örneğin; RMR puanı 59 çıkan bir kaya kütlesi orta kaya grubunda yer alır (Çizelge 4) ve
6 metre desteksiz açıklık için Şekil 2’ye göre desteksiz kalma süresi 103 saat olarak belirlenir. 18 metre desteksiz açıklık bırakılması durumunda ise yeraltı açıklığında ani çökme gerçekleşmesi beklenir. İlerleme Miktarı
Yeraltı şartlarında ilerleme miktarı, tünel açma termin sürecinin gecikmemesi için önemlidir. Tüm kazı ilerleme tiplerinde her kazı adımında genellikle 1 m civarında ilerlenir. Bunun sebebi ilerlenen kısmın

Proceedings of 8th International Congress of Mining Machinery and Technologies
239
tavan tahkimatının yapılması ve iş güvenliği sağlanarak kontrollü ilerleme sağlanması içindir. Özellikle yeraltı koşullarının kaya kalitesi açısından sorunsuz olduğu koşullarda tam cephe kazı makineleri ile kazı ilerleme miktarları diğer iki yönteme göre çok daha fazla olabilir. Ancak yeraltı koşullarında fay, su ve diğer olumsuzluklarda parçalı kesit kazı yapan makineler ve delme-patlatma daha olumlu yöntemler haline gelebilir. Dolayısıyla ilerleme miktarlarında tünel kazı işlerine başlamadan öncede anlık kazı performans tahmin yöntemlerini kullanarak modellemeler yapmak önemlidir (Bilgin vd., 2004; Avunduk vd., 2014; Yetkin vd., 2016). Montaj
Ekipman teslim süresi, Yerinde montajı, Kapladığı boşluk, Viraj alma, Çalışma eğimi, Galeri şekli gibi faktörlerin montaj süresinde etkisi vardır. Delme-patlatma işleminde delici makineler bomlu kazıcılara ve TBM’lere göre daha hızlı montaj edilebilirler. TBM ve yardımcı ekipmanların yerinde montajı yaklaşık 6 haftada olurken, teslimat süresi ekipmanların özel ve fazla oluşu nedeniyle 1 yılı bulmaktadır. Çalışma eğiminden delme-patlatma yöntemi etkilenmezken bomlu makineler ve TBM’ler etkilenmektedir. Güzergâh dönüşleri TBM’lerde 10-20o eğime kadar olmaktadır. Delme-patlatma dönüşler sınırsız projelendirilebilir. TBM’ler dairesel kesitler açabilirken diğer yöntemlerde her türlü kesit açılabilmektedir.
MODEL ÇALIŞMASI
Kazı tipinin seçilmesi için öncelikle seçim kriterlerinin incelenmesi bölümünde detaylı olarak açıklanan kriterler (iş güvenliği, maliyet, tahkimat, kazı stabilitesi, ilerleme miktarı, montaj) için bulanık üçgen sayılar kullanılarak analitik hiyerarşi süreci (AHS) uygulaması yapılmıştır. Çizelge 5’te görülen ikili karşılaştırma matrisi bulanık üçgen sayılarla hazırlanmıştır. Her karşılaştırma için alt sınır, orta değer ve üst sınır değerleri Saaty’nin dokuzlu ölçeğine (Saaty, 1980) göre belirlenmiştir.
Çizelge 5. Seçim kriterlerinin bulanık ikili karşılaştırma matrisi
İş Güvenliği
Maliyet Tahkimat Kayaç
Stabilitesi İlerleme Miktarı
Montaj
İş Güvenliği (1 ; 1 ; 1) (1 ; 2 ; 3) (2 ; 3 ; 4) (3 ; 4 ; 5) (3 ; 4 ; 5) (4 ; 6 ; 8)
Maliyet (1 ; 1 ; 1) (2 ; 3 ; 4) (2 ; 3 ; 4) (4 ; 5 ; 6) (4 ; 5 ; 7)
Tahkimat (1 ; 1 ; 1) (2 ; 3 ; 4) (2 ; 3 ; 4) (3 ; 4 ; 5)
Kayaç Stabilitesi (1 ; 1 ; 1) (2 ; 3 ; 4) (3 ; 4 ; 5)
İlerleme Miktarı (1 ; 1 ; 1) (1 ; 2 ; 3)
Montaj (1 ; 1 ; 1)
Çizelge 5 te verilen matris kullanılarak alt sınır, orta değer ve üst sınır değerleri için AHS işletilmiş ve tüm kriterler için yine bulanık üçgen sayılarla ifade edilen ağırlık katsayıları bulunmuştur. AHSde hesaplanan tüm tutarsızlık oranları %15’in altında bulunmuştur. Metodoloji bulanık sayılarla uygulandığı için tutarsızlık oranları kabul edilebilir olduğu varsayılmıştır. Kriterlerin bulanık üçgen katsayıları Çizelge 6’da görülmektedir.
Çizelge 6. Seçim kriterleri için AHSde hesaplanan üçgen bulanık katsayılar.
Kriter Katsayı
İş Güvenliği (0.286 ; 0.355 ; 0.396)
Maliyet (0.265 ; 0.269 ; 0.280)
Tahkimat (0.153 ; 0.161 ; 0.169)
Kayaç Stabilitesi (0.102; 0.112 ; 0.129 )
İlerleme Miktarı (0.054 ; 0.062 ; 0.074)
Montaj (0.029 ; 0.041 ; 0.062)

Proceedings of 8th International Congress of Mining Machinery and Technologies
240
Metodolojinin ikinci kısmında her bir kriter için üç alternatif kazı yöntemi (DP: Delme-Patlatma; BK: Bomlu Kazıcılar; TK: Tam Cephe Kazıcılar) yine bulanık üçgen sayılar kullanılarak AHS ile karşılaştırılmıştır. İş güvenliği için hazırlanan ikili karşılaştırma matrisi Çizelge 7’de görülmektedir.
Çizelge 7. İş güvenliği kriteri için üç alternatif yöntemin bulanık ikili karşılaştırma matrisi
DP BK TK
DP (1 ; 1 ; 1) BK (3 ; 4 ; 5) (1 ; 1 ; 1) TK (4 ; 6 ; 7) (2 ; 3 ; 4) (1 ; 1 ; 1)
Tüm kriterler için üç yöntemin AHS sonuçları Çizelge 8’de verilmiştir.
Çizelge 8. Kazı yöntemlerinin AHS’de hesaplanan üçgen bulanık katsayıları
DP BK TK
İş Güvenliği (0.073 ; 0.087 ; 0.123) (0.252 ; 0.274 ; 0.320) (0.557 ; 0.639 ; 0.675)
Maliyet (0.067 ; 0.080 ; 0.110) (0.244 ; 0.265 ; 0.309) (0.581 ; 0.656 ; 0.689)
Tahkimat (0.056 ; 0.064 ; 0.075) (0.263 ; 0.290 ; 0.334) (0.591 ; 0.646 ; 0.681)
Kayaç Stabilitesi
0.080 ; 0.096 ; 0.123) (0.262 ; 0.284 ; 0.320) (0.557 ; 0.619 ; 0.658)
İlerleme Miktarı
(0.063 ; 0.074 ; 0.098) (0.258 ; 0.283 ; 0.334) (0.568 ; 0.643 ; 0.678)
Montaj (0.648 ; 0.685 ; 0.709) (0.214 ; 0.221 ; 0.230) (0.077 ; 0.093 ; 0.122)
Çizelge 6 ve 8’de görülen katsayılar her kazı yöntemi için tek bir bulanık performans değerine dönüştürülmüştür. Elde edilen performans değerleri Çizelge 9’da görülmektedir.
Çizelge 9. Kazı yöntemlerinin toplam performans değerleri
Toplam Performans Değeri
DP (0.077 ; 0.106 ; 0.159)
BK (0.224 ; 0.273 ; 0.350)
TK (0.494 ; 0.621 ; 0.718)
Çizelge 9’da verilen performans değerlerinde: 𝐴𝑆𝑖: i. kriter için alt sınır değerini, 𝑂𝑖: i. kriter için orta değeri, Ü𝑆𝑖: i. kriter için üst sınır değerini temsil etmektedir. Buna göre performans değerlerinin üyelik fonksiyonları Denklem 1 ile verilmiştir ve Şekil 3te görülmektedir.
𝜇𝑖(𝑥) =
{
0 𝑖𝑓 𝑥 ≤ 𝐴𝑆𝑖 𝑜𝑟 Ü𝑆𝑖 < 𝑥
𝑥−𝐴𝑆𝑖
𝑂𝑖−𝐴𝑆𝑖 𝑖𝑓 𝐴𝑆𝑖 < 𝑥 ≤ 𝑂𝑖
Ü𝑆𝑖−𝑥
Ü𝑆𝑖−𝑂𝑖 𝑖𝑓 𝑂𝑖 < 𝑥 ≤ Ü𝑆𝑖 }
[1]

Proceedings of 8th International Congress of Mining Machinery and Technologies
241
Şekil 3. Kazı yöntemlerinin performanslarının üyelik fonksiyonları
Şekil 3’te görülen bulanık sayıların karşılaştırmasında bulanık karşılaştırma yöntemi kullanılabilir
(Triantaphyllou 2000; Malli vd., 2021). Grafikte görüldüğü üzere herhangi bir noktada kesişim olmadığı için TK (Tam kesitli kazıcı) yöntemi diğer iki yönteme göre seçilen kriterler doğrultusunda üstün bulunmuştur. Benzer şekilde BK (bomlu kesici) yöntemi de DP (delme patlatma) yöntemine göre üstün bulunmuştur. Ancak yerleşim yerlerinden uzak kısa tüneller ve sert kayaç jeolojisinde delme patlatma yönteminin seçenek olabileceği unutulmamalıdır.
SONUÇ
Tünel açma projelerinde üç ana yöntemin seçimi bulanık üçgen sayılar kullanılarak modellenmiştir. Tünel açma projelerinde önemli teknik parametreler dikkatle incelenmelidir. Bunlar İş güvenliği, maliyet, kayaç stabilitesinin durumu, tahkimat ve montaj faktörleri çalışmada olduğu gibi proje işlerinde hassasiyetle değerlendirilmelidir. Model çalışmalarında tüneller için genel durum düşünülmüştür. Herhangi bir saha için uygulama yapılmamıştır. Genel durum için tünellerde kazı tipini seçerken tam kesit tünel açma makineleri (TK) bulanık modelde seçim değeri yüksek olarak bulunmuştur. Bomlu makineler (BK) ise projelerde seçilebilir ancak tam kesit makine kazısına göre tahkimat ve diğer işlerin kesinti oluşturması nedeniyle hızlı kazı imkanı sağlamamaktadır. Delme-patlatma (DP) kazısı ise diğer iki yönteme göre seçim modellemelerine göre daha düşük öncelikli çıkmıştır. Ancak yerleşimden uzak ve çok sert formasyonlarda delme-patlatma yine seçeneklerde düşünülmesi gereken yöntemdir.
KAYNAKLAR
Avunduk, E., Tumac, D. & Atalay, A.K., 2014. Prediction of Roadheader performance by artificial neural network, Tunnelling and Underground Space Technology, 44:3-9.
Baltaşı, G.S., Ergen, E., Akbaş R., 2017. İhale ve İnşaat Öncesi Dönemde Güncel Alternatif Maliyet Analizi Yöntemlerinin İncelenmesi, Uluslararası Katılımlı 7. İnşaat Yönetimi Kongresi, Samsun.
Bieniawski, Z. T., 1989. Engineering Rock Mass Classifications, John Wiley and Sons, 237. Bilgin, N., Dincer, T., Copur, H. & Erdogan, M., 2004. Some geological and geotechnical factors affecting
the performance of a roadheader in an inclined tunnel, Tunnelling and Underground Space Technology, 19:629-636.
Cigla, M., Yagiz, S., ve Ozdemir, L., 2001. Application of tunnel boring machines in underground mine development. 17. Uluslararası Madencilik Kongresi ve Sergisi, Ankara, Türkiye, 19-22 Haziran.
0
0.2
0.4
0.6
0.8
1
1.2
0.000 0.200 0.400 0.600 0.800
Bu
lan
ık Ü
çgen
Say
ı
Performans
Yöntemlerin Bulanık Karşılaştırması
DP
BK
TK

Proceedings of 8th International Congress of Mining Machinery and Technologies
242
Larson, E. W. ve Gray, C. F., 2011. Project Management: the managerial process. 5. baskı, McGraw-Hill, Londra, Büyük Britanya
Malli, T., Mizrak Ozfirat, P., Yetkin , M.E., Ozfirat , M.K. 2021. Truck Selection With The Fuzzy-Wsm Method In Transportation Systems Of Open Pit Mines, Technical Gazette, 28(1), 58-64.
Saaty, T.L., 1980. The Analytic Hierarchy Process, McGraw Hill, NY. Tatar, Ç., Özfırat, M.K., 2016. Yeraltı Maden Makineleri ve Mekanizasyonu, Dokuz Eylül Üniversitesi
Mühendislik Fakültesi Yayınları No: 309, 3. Baskı, İzmir. Triantaphyllou, E. 2000. Multi-Criteria Decision Making Methods: A Comparitive Study, Book edited by
Parlos, P. M. Yetkin, ME, Özfırat, MK, Yenice, H., Şimşir, F., Kahraman, B., 2016. Examining the relation between rock
mass cuttability index and rock drilling properties, Journal of African Earth Sciences 124; 151-158.

Proceedings of 8th International Congress of Mining Machinery and Technologies
243
ZEMİN BASINCINI DENGELEME TÜNEL MAKİNESİ (EPBM) ORTAMINDA RİSK ANALİZİ VE YÖNETİMİ
RİSK ANALYSIS AND MANAGEMENT IN THE EARTH PRESSURE BALANCE MACHINE (EPBM) ENVIRONMENT
M. K. Özfırat1, M. E. Yetkin1, M. Kun1, Ç. Tatar1
1 Dokuz Eylül Üniversitesi Müh. Fak. Maden Müh. Böl. Buca-İzmir
ÖZET
Son yıllarda artan tünel inşaatlarıyla birlikte tünel açma işleri sırasında iş güvenliği çalışmaları önem kazanmıştır. Özellikle deniz kıyısı olan şehirlerde açılan şehir içi tüneller deniz ortamı seviyesinde ve altında açıldığı için yumuşak zeminde açılan tünel projeleri şartları ile çalışılmakta ve yumuşak zemin tünel açma makineleri kullanılmaktadır. Çalışmada, şehir merkezlerinde açılan ve yumuşak zemin koşullarına sahip ortamlarda tünel açan makinelerin ortamında iş güvenliği şartları araştırılmış ve hata türü etki analizi yöntemi ile risk analizi yapılmıştır. Çalışmanın sonucunda risk analizine göre risklerin önlenmesi ve yönetimine yönelik önerilerde bulunulmuştur. Anahtar kelimeler: Zemin basıncını dengeleme tünel makinesi, iş güvenliği, risk analizi, tünel
ABSTRACT
With the recent increasing tunnel construction, tunnelling is important to complete your work.
Especially since the seaside tunnels are opened in the sea region, it is studied to be designed on the ground and the ground tunnel boring machine is used. Risk analysis was made with the error type impact method on a workable road that will be operated on the land and on the land on the land. Risks were targeted and directed according to the risk analysis of the study. Key words: Earth pressure balance machine (epbm), work safety, risk analysis, tunnel
GİRİŞ
Hızlı gelişen nüfus yoğunluğu ile birlikte şehir merkezlerinde ve ilçelerinde trafik yoğunluğu artmaktadır. Bu nedenle tüneller ve hafif raylı ulaşım sistemlerinin trafik yoğunluğunu azaltıcı yönde inşaatlarının yapılması önemli hale gelmektedir. Özellikle şehir tünelciliğinde izin verilen deformasyon değerlerinin çok küçük olması ve yerleşim bölgelerine zarar vermemek için tünel makineleri ile kazının ve projelerin yapılması istenmektedir. Çalışmaların yapılması esnasında iş güvenliği kurallarını kullanarak kazaların en aza indirilmesi hem çalışan güvenliği hem de çalışma verimliliği için oldukça önemlidir.
İş yerlerinde işin yapılması sırasında, sağlığa, işe ve iş yerine, zarar verebilecek olan, çeşitli sebeplerden kaynaklanan kayıpları en aza indirmek amacıyla yapılan sistemli ve bilimsel araştırmalara dayalı güvenlik önlemlerine iş güvenliği denmektedir (Ciarapica ve Giacchetta, 2009; Özfırat vd., 2016).
Risk analizi, iş sağlığı ve güvenliği uygulamalarının sonuçlarının değerlendirilebilmesi amacıyla son yıllarda endüstride ve akademik çalışmalarda sıklıkla kullanılmaktadır. Risk analiz yöntemleri kazaların önceden tahmini, azaltılması ve önlenmesi için geliştirilmiştir. Kullanılan birçok niteleyici ve niceleyici risk ve iş güvenliği analizi yöntemleri vardır. Örnek olarak; birçok araştırmacının çalışmalarında kullandığı

Proceedings of 8th International Congress of Mining Machinery and Technologies
244
tehlike ve uygulanabilirliği (HAZOP) analizi, Hata türü ve etki analizi (FMEA), ön tehlike analizi (PHA), hata ağacı analizi (FTA), olay ağacı analizi (ETA), neden-sonuç analizleri ve kök olay analizleri verilebilir (Bahr, 1997; Hale ve Baram, 1998; Yetkin vd., 2020; Eyüboğlu vd., 2020).
Çalışmada özellikle şehir tünelciliğinde ve yumuşak zeminlerde sıklıkla kullanılanı Zemin Basıncını Dengeleme Makinesinin (EPBM: Earth Pressure Balance Machine) tünel kazı ortamında oluşan risklerin analizinin yapılması ve kontrol önlemlerinin önerilmesi amaçlanmıştır. Çalışmanın sonucunda, yapılan risk analizine göre; Ayna stabilitesi (R4), Basınç hesapları (R5), Tahkimat (R2), Kazı ve ilerleme süreci (R1) ve Elektrik (R6) çalışmalarının RÖS değerleri 100 puan üzerinde bulunmuştur. Alınan ek önlemler ile RÖS değerleri 40 puanın altına indirilmiştir.
HATA TÜRÜ VE ETKİLERİ ANALİZİ (HTEA)
Hata Türü ve Etkileri Analizi, 1900’lü yılların ortasında bulunmuş olan ve yöntemi iyi düzenlenmiş risk değerlendirme tekniklerinden birisidir. Yabancı literatürde FMEA (Failure Mode and Effect Analysis) olarak yer almaktadır. Yöntemin risk, olasılık ve fark edilebilirlik tablolarının anlaşılır olması olumlu yanıdır. Bu nedenle yöntemle ilgili birçok açıklayıcı yayın, standart ve endüstri çalışmaları vardır (Wang vd., 2009; Kahraman ve Demirer, 2010; Özkılıç, 2014; Özfırat, 2014; Mallı vd., 2017; Özfırat vd., 2019). HTEA, bütün teknoloji ağırlıklı sektörler, uzay sektörü, otomotiv sektörü, kimya endüstrisi ve otomobil sanayinde, maden sektörü hatta inşaat sektörlerinde kullanılmaktadır. Bu metodun yaygın olmasındaki temel sebepler kullanımının kolay ve anlaşılır olmasıdır.
Günümüzde TS 45001 İş güvenliği ve diğer kalite yönetim sistemlerinde bir gereksinim haline gelmiştir (Özkılıç, 2014; Özfırat, 2014; Kahraman ve Demirer, 2010; Wang vd., 2009; Mallı vd., 2017; Özfırat vd., 2019). HTEA’nın değerlendirme formülü aşağıda verilmektedir;
Risk Öncelik Katsayısı (RÖS), Çizelge 1’de gösterilen Olasılık (O), Şiddet (Ş) ve Farkedilebilirlik (F) değerlerinin çarpımıyla elde edilir (Wang vd., 2009; Kahraman ve Demirer, 2010; Özkılıç, 2014; Özfırat, 2014; Mallı vd., 2017; Özfırat vd., 2019).
RÖS = O × Ş × F (1)
Çizelge 1’de olasılığı “pek az: olası olmayan hata” değeri 1/150000’den düşüktür ve 1-10 arası puanlamada 1 puan değerini alır. Hatanın farkedilebilirlik değeri “hemen hemen kesin: Potansiyel hatanın nedeninin ve takip eden hatanın farkedilebilirliği hemen hemen kesin” olarak değerlendirilir ve 1-10 puan aralığında 1 puan değerini alır. “Uyarısız gelen yüksek: Felakete yol açabilecek etkiye sahip ve uyarısız gelen potansiyel hata” şiddet etkisi “10” iken, şiddet etkisinin “Yok: Etki yok” derecesi ise “1”dir.
Bu yöntemde risk analizine; “Olasılık” ve “Şiddet” tabloları yanında bir de “Fark edilebilirlik” tablosu eklenmiştir. Bu bileşen özellikle gözlem ve kontrol eksikliklerinin ne kadar tehlike yarattığını belirler. Böylece RÖS değeri, hatanın olasılığı, sonucu ve fark edilebilirliğine yönelik 1 ve 10 arasında derecelenen sayıların çarpılmasıyla elde edilir. En küçük değeri 1, en yüksek değeri ise 1000 olur.
Sonuçlar, Çizelge 2’de verildiği şekilde değerlendirilir. RÖS değeri > “100” ise “mevcut önlemlere
destek olarak ek önlemler alınması zorunludur” şeklinde sonuca varılır ve hatalar tekrar kontrol edilerek RÖS değerlerinin düşürülmesine çalışılır. Böylece yüksek riskler kabul edilebilir risk seviyelerine getirilerek kaza olasılıkları düşürülür (Kahraman ve Demirer, 2010; Özkılıç, 2014; Özfırat, 2014).

Proceedings of 8th International Congress of Mining Machinery and Technologies
245
Çizelge 1. Hata Türü ve Etkileri Analizi (FMEA) Bileşenleri
Çizelge 2. Risk Öncelik Sayısı
RÖS Değeri Önlem
RÖS<40 Mevcut önlemler yeterli, kontroller devam etmelidir. Ek önlemler değerlendirilmelidir.
40 ≤RÖS≤100 Mevcut önlemlere destek olarak ek önlemler alınmalıdır. RÖS>100 Mevcut önlemlere destek olarak ek önlemler alınması zorunludur.
ZEMİN BASINCINI DENGELEME TÜNEL MAKİNESİ (EPBM)
Tünel açma makineleri tam kesit ve kısmi kesit kazı yapan makineler olarak iki gruba ayrılır.
Özellikle çok küçük deformasyonlara ve hızlı kazıya ihtiyaç duyulan şehir tünelciliğinde tam kesit açan makineler kullanılmaktadır. Tam kesit açan makineler sert kayaç TBM’leri ve yumuşak kayaç TBM’leri olarak ikiye ayrılır. Yumuşak kayaç TBM’leri şiltlidir ve zemin basıncını dengeleyen makineler (EPBM) ve çamur tipi (slurry) TBM’ler olmak üzere iki gruba ayrılır.
EPBM, kesici kafanın tünel aynasını kazarak, malzemeyi kafanın arkasındaki odaya doldurmasıyla bu odada tutulan malzemenin tünel aynasındaki zemin basıncını sabit tutmasıyla çalışan sistemden ibarettir. Bu odadaki zemin basıncı spiral konveyör sayesinde sağlanmaktadır. Spiralin dönmesiyle odada toplanan malzeme dışarı taşınmakta ve malzemenin hacminin değişmesi ile odadaki basınç değişmektedir (Tatar ve Özfırat, 2016; Herrenknecht AG, 2021) (Şekil 1).

Proceedings of 8th International Congress of Mining Machinery and Technologies
246
Şekil 1. EPBM’in Kazı Aynasındaki Zemin Basıncını Ayarlaması
Kazı Makinanın hidrolik strok boyu yaklaşık olarak 1.2 metre olduğu için 1.2 metrelik kazı yapılır. Kesici kafa çapı yaklaşık 6 metre alınırsa bu ilerleme 34 m3 kazı hacmine karşı gelmektedir. Kesici kafadaki disk keskiler formasyonu keser ve kazılan malzeme kazı haznesine alınır. Kazı haznesine beslenen bentonit ile formasyonun yoğunluğu artar ve bulamaç haline gelir. Makina basıncı 3000 tona ulaşan 28 adet hidrolik piston ile kendisini ileri iter ve kazı aynasındaki zemin formasyonu karışımını sıkıştırır. Yarattığı bu basınç ile zemin basıncını dengeler. Böylece yumuşak zeminde yeryüzünde minimum tasman ve deformasyon ile tünelin açılması sağlanır (Şekil 2).
Şekil 2. Tipik bir EPBM Kısımları (Arıoğlu vd., 1999) Enjeksiyon Tünel Kazısı ile birlikte yapılır. Segman taşlar ile formasyon arasındaki boşluk doldurulur. Aynı zamanda sızdırmazlık sağlanmış olur. Enjeksiyon işleminin iyi yapılması deformasyon kontrolü için önemlidir (Arıoğlu vd., 1999). Segmanların Montajı Kazı bittikten sonra kesici kafa arkasındaki vakumlu erektör ile prekast beton segmanları (7 adet) ve kilittaşı (1 adet) ring (halka) şeklinde takılır. Halkanın eni 1.2 m’dir ve bu değer net ilerleme miktarıdır.

Proceedings of 8th International Congress of Mining Machinery and Technologies
247
Pasa Boşaltımı Kazı haznesindeki bulamaç İlerleme kaydedildikçe ve zeminin basıncına göre belli değerlerde spiral konveyöre alınır ve bant konveyöre aktarılır. Bant konveyörden pasa yaklaşık 5 m3’lük vagonlara alınır. Vagonlar aracılığı ile yeryüzüne nakledilir.
RİSK ANALİZİ ve YÖNETİMİ
Çalışmada literatürde ve sahada kullanılan hata türü etki analizi kullanılmıştır. Zemin Basıncını Dengeleme Tünel Makinesi ortamında oluşabilecek risklerin analizi ve yönetimi yapılmıştır. Çizelge 3’de bir EPBM’in çalışma ortamında oluşabilecek riskler verilmiştir. Çizelge 3’te hata türü etki analizi verilmiş ve Risk Öncelik Sayısı (RÖS) değerleri hesaplanmıştır. Alınacak önlemlerin sağlanması durumunda oluşacak RÖS değerleri tekrar hesaplanmış ve Çizelge 4’te verilmiştir. Buna göre; EPBM Kazı ve İlerleme Süreci, Tahkimat, Havalandırma, Elektrik, Toz, Ayna stabilitesi ve Basınç hesapları incelenmesi gerekli çalışma türleri olarak belirlenmiştir.
Çizelge 3. EPBM Çalışma Ortamında Oluşabilecek Riskler
Çalışma Oluşabilecek riskler
EPBM Kazı ve İlerleme Süreci TBM Kazıcı kafa sıkışması, kazı aynasında ve malzeme boşaltmada problemler
Tahkimat Göçük, deformasyon ve yenilmeler Havalandırma Gaz ve hava problemleri Elektrik Yalıtım problemleri Toz Meslek hastalıkları Ayna stabilitesi Göçük ve ilerleme problemleri Basınç hesapları Yanlış makine seçimi ve basınç odası problemleri
Çizelge 4. EPBM Çalışma Ortamında Oluşabilecek Risklerin RÖS Değerleri
Risk No
Çalışma türü Mevcut önlemli durum
Alınacak önlem
Ek önlemler sonrası
O Ş F RÖS O Ş F RÖS
R1
EPBM kazı ve ilerleme süreci
5 7 3 105
-Bakım sırasında EPBM korunmalıdır. Çalışırken: -Yanlışlıkla çalıştırma için kilit sistemi olmalı, -EPBM’in kontrolsüz dönmelerinde ani durdurucu olmalı ve gripper (itme) sisteminde sürtünme yastığı olmalı, -Operatöre veya bağımsız bir kişiye makine ile ilgili yetki verilmeli, -Acil durum planı olmalıdır.
4 7 1 28
6 9 2 108
-Bulonlama uzaktan kontrollü olmalı, -Segman besleyici düzgün çalışmalı, taşıma cihazları
3 9 1 27

Proceedings of 8th International Congress of Mining Machinery and Technologies
248
R2
Tahkimat
operatörler tarafından kullanımdan önce kontrol edilmeli, -Segman taşlarını yerleştiren kalifiye işçiler olmalı ve üretici kılavuzlarına göre çalışılmalı, -Ring yapıcı segmanı kaldırırken operatör tarafından görülmeli, -Tahkimatsız bölgede hiçbir çalışmaya izin verilmemeli, -Tahkimat düzenli olarak kontrol edilmelidir.
R3 Havalandırma
7 7 2 98
-Ana fan ve yedek fan olmalı, - Hava hızı ölçümleri yapılmalı, gaz ölçümleri düzenli yapılmalıdır.
3 7 1 21
R4
Ayna stabilitesi
7 8 3 168
-EPBM tasarımında jeoteknik değerlendirme kullanılmalı, - Kazı sırasında zemin ve zemin koşulları sürekli jeologlar tarafından değerlendirilmeli, -Şildin hemen üzerindeki zemin koşulları ortaya konmalı, -Tünel hattı dizaynı için jeoteknik veriler kullanılmalı, faylar modellenmeli ve sismik aktivitelerde sıvılaşma riski araştırılmalıdır.
4 8 1 32
R5
Basınç hesapları
5 9 3 135
-Basınçlı hava yönetim planlarını ve prosedürlerini kullanma sağlanmalı, -Doğru EPB ve basınçlı hava basıncı hesaplamaları yapılmalı, -Kalifiye işçi seçimi ve işçi dâhil eğitim, kurtarma ve hiperbarik odaların kullanımı olmalı, -Basınçlı havanın kullanıldığı ve hiperbarik özellikli tüneller, kuyularda kazılarda AS 4774.1-2003’e
4 9 1 36

Proceedings of 8th International Congress of Mining Machinery and Technologies
249
uygun kontroller ile çalışılmalıdır.
R6
Elektrik
4 9 3 108
- Devre kesiciler ve kilitleme sistemleri olmalı, - Kabloların yalıtımı kontrol edilmeli, -Elektrik kesilmesinde neler yapılacağına dair prosedür olmalı, -Uyarı levhaları olmalıdır.
3 9 1 27
R7
Toz
6 6 2 72
-Yalıtkan toz üreten sistemler ile toz bastırılmalı, - Toz bastırıcılar, hava filtreleri ve yıkama üniteleri olmalı, -Konveyör bantlarında su spreyleri ve toz bastırma olmalıdır.
4 6 1 24
SONUÇ
Çalışmada bir EPBM’in kazı ortamında oluşabilecek risklerin analizi ve yönetimi yapılmıştır. EPBM, yumuşak zemin ortamında ve şehir tünelciliğinde tam mekanize sistem ile kazı, ilerleme ve tahkimat yapan bir makinedir. Makinenin çalışma ortamında yapılan risk analizinde, Ayna stabilitesi (R4), Basınç hesapları (R5), Tahkimat (R2), kazı ve ilerleme süreci (R1) ve Elektrik (R6) çalışmalarının RÖS değerleri 100 puan üzerinde bulunmuştur. Alınan ek önlemler ile RÖS değerleri 40 puanın altına indirilmiştir. Dolayısıyla EPBM’de yapılan çalışmalarda her zaman alınan önlemler ile çalışılması kaza olasılığını azaltacak ve verimli kazı yapılmasına imkân tanıyacaktır. Sonuç olarak; iş güvenliğinde yapılan risk analizi ve yönetimi ile oluşabilecek kazalar önceden tahmin edilerek kazalar hiç başlamadan önlenmiş olacaktır.
KAYNAKLAR
Arıoğlu, B., Arıoğlu, S.Ö., Arıoğlu, E., 1999. İzmir Metrosu Projesinde Km 1+963 - 3+488 Arasında Kullanılan EPBM Makinasının Kazı Performansı, 207-214, Ankara.
AS 4774.1—2003. Australian Standard, Work in compressed air and hyperbaric facilities, Part 1: Work in tunnels, shafts and caissons.
Bahr, N.J., 1997; “System Safety Engineering and Risk Assesment: A Practical Approach”, Taylor & Francis, USA.
Ciarapica, F. E. ve Giacchetta, G., 2009; Classification and prediction of occupational injury risk using soft computing techniques: An Italian study, Safety Science, 47(1): 36-49.
Eyüboğlu, AK, Yetkin, ME, Özfırat, MK, 2020. İş Sağlığı ve Güvenliğinde Koruyucu ve Önleyici Yaklaşım, (Ed): Arpat, B., Namal, MK, 293-326, Gazi Kitapevi, Ankara.
Hale, A. ve Baram, M., 1998; Safety Management the Challenge of Change, Pergamon, Netherlands. Herrenknecht AG, https://www.herrenknecht.com, ulaşım tarihi: 2021. Kahraman, Ö., Demirer, A., 2010. OHSAS 18001 Kapsamında FMEA Uygulaması, Makine Teknolojileri
Elektronik Dergisi, 7(1), 53-68. Mallı, T., Karakuş, D., Özfırat, M.K., Gönen, A., Kun, M., 2017. Açık İşletmelerde Kamyon Kazaları ve Risk
Değerlendirmesi, Uluslararası Maden İşletmelerinde İşçi Sağlığı ve İş Güvenliği Sempozyumu, 131-146, Adana.

Proceedings of 8th International Congress of Mining Machinery and Technologies
250
Özfırat, P.M., 2014. Bulanık Önceliklendirme Metodu ve Hata Türü ve Etkileri Analizini Birleştiren Yeni Bir Risk Analizi Yöntemi. Gazi Ü. Müh-Mim. Fak. Dergisi, 29(4), 755-768.
Özfırat, MK, Yetkin, ME, Şimşir, F, Kahraman, B. 2016. Uzunayak Üretimindeki Mevcut Tehlike Kaynaklarının İş Güvenliği Açısından Değerlendirilmesi, Madencilik, Cilt 55, Sayı 1, Sayfa 3-16, Ankara.
Özfırat MK, Yetkin ME, Özfırat PM, 2019. Risk Management for Truck-LHD Machine Operations in Underground Mines Using Failure Modes and Effects Analysis. Int J Ind Operations Res 2:003.
Özkılıç, Ö. 2014. İş Sağlığı ve Güvenliği Yönetim Sistemleri ve Risk Değerlendirme Metodolojileri, TİSK Yayınları, Ankara.
Tatar, Ç., Özfırat, M.K., 2016. Yeraltı Maden Makineleri ve Mekanizasyonu, Dokuz Eylül Üniversitesi Mühendislik Fakültesi Yayınları No: 309, 3. Baskı, İzmir.
Wang, Y.M., Chin, K.-S., Poon, G., Yang, J., 2009. Risk Evaluation in Failure Mode and Effect Analysis Using Fuzzy Weighted Geometric Mean, Expert System wth Applications, 36, 1-13.
Yetkin, ME, Eyüboğlu, AK, Özfırat, MK, 2020. Çok Tehlikeli/Tehlikeli Sektörlerde İş Sağlığı ve Güvenliği, İş sağlığı ve Güvenliği, (Ed): Arpat, B., Namal, MK, 143-166, Gazi Kitapevi, Ankara.

Proceedings of 8th International Congress of Mining Machinery and Technologies
251
NOTLAR / NOTES

Proceedings of 8th International Congress of Mining Machinery and Technologies
252