paper 2 erosion modeling
TRANSCRIPT
(will be thoroughly modified during CCL trip to avoid copying)
(To be submitted to Indian Journal of Engineering) 15 pages max.
Preserve the copy in your pen drive
------------------------------------------------------------------
----------------------------------------
PAPER NO: 2
Computational investigation of the influence of fly ash
properties on the erosive wear behaviour of boiler grade
steel components
Amrita Kumari1, SK Das2 and PK Srivastava1
1 Birla Institute of Technology, Ranchi (Deoghar Campus) 835 215,India
2 CSIR-National Metallurgical Laboratory, Jamshedpur 831 007,India
AbstractA theoretical model has been developed embodying the ductile
erosion mechanisms involving cutting wear, plastic deformation and
surface temperature on the erosion response of typical boiler grade
steels. The parametric sensitivity of erosion response of these steel
grades as a function of particle impact velocity, angle of impingement
and steel surface operational temperature have been investigated which
also accounts for particle properties such as hardness (silica content)
and shape(angularity). The investigation demonstrated that a minor rise
in the fly ash hardness can considerably enhance the erosion rate of the
steel surface signifying that hardness of fly ash can be a crucial
parameter for characterising ductile erosion potential of various boiler
1
grade steels. The effect of fly ash angularity (shape) on the erosion
behaviour is also studied. The erosion resistance of the surface is
found to be dependent on the steel composition, specifically the amount
chromium content and tensile properties (yield strength) of the steel
Keywords: Mathematical model, ductile erosion, particle hardness,particle shape, tensile properties, Chromium content, boiler grade
steels
1. Introduction The generation of electricity in India relies largely on coal-
fired plants. However, most of Indian coal is of low quality with a
significant component of largely incombustible mineral matter. This is
made up of large quantities of extremely abrasive particles in the form
of silica/quartz (SiO2) and alumino-silicates. During the combustion of
coal inside the boiler, the mineral matter may undergo chemical changes,
such as loss of water of crystallization. It may also undergo physical
changes: the minerals within the coal itself may accrue to form hollow
spheres. These changes lead to the production of ash. Part of this
consists of relatively large particles, which drop to the bottom of the
boiler, where they are collected and removed by conveyors. Other parts
of the ash are present as relatively small particles and are carried
along with the combustion gas as it flows through the system. This is
known as fly ash. Repeated bombardment of the boiler steel
components by fly ash cause gradual removal of material by solid-
particle erosion. However, the problem appears to be generic and is
encountered in all coal fired power plants. The loss of small amounts of
material due to erosive wear is enough to cause serious damage and
reduce working lifetime of steel components. In fact, more than 25% of
all boiler tube failures worldwide are caused by fly ash erosion. In
cases of sever erosion, the components get perforated pre-maturely. As a
consequence, the components may fail once they lose their structural
integrity. The resulting penalty is not only the cost of replacing the
2
components but also the cost of stoppage of power production. It is,
therefore, industrial importance to be able to predict the rate of
erosion of the coal fired boiler components to evolve strategies for
preventive maintenance or replacement of these components to avoid
forced outages. Fly ash erosion is thus of great importance to the
economy of India , especially within the power generation field.
The two most important constituents of fly ash are, first, silica
(SiO2) and then alumina (Al2O3). It has been illustrated that 1 “free”
crystalline alumina mineral is hard and highly abrasive. However, in the
majority of pulverized coal ashes, alumina is present in a softer
“combined” form of alumino-silicate glass with some mullet needles
dispersed in the glassy matrix. In addition to silica content (particle
hardness), particle shape (angularity) plays a significant role in
enhancing the erosion potential. The erodent shape is an important
property but its effect is difficult to quantify for natural particles.
One of the most intriguing aspects of erosion is the influence of
erodent particle shape, which has been studied recently because of its
significant effect on erosion rate. It has been observed by few
investigators that angular particles produce a significantly higher
erosion rate than spherical particles of the same size. It is important
to establish the influence of particle size on the erosion rate of
ductile materials, since fly ash particles have a broad size
distribution.
The impact parameters that affect erosion damage are mainly impact
angle, velocity, size, shape and properties of the particles under
consideration. The mechanical properties of a material are also a
predominant parameter that affects erosion mechanisms. The impact
parameters that affect erosion damage are mainly impact angle, velocity,
size, shape, hardness and properties of the particles under
consideration. The shape of the particle is the manifestation of the
angularity of the erodent and another property namely hardness of the
3
particle, which is directly linked with. The overall erosion resistance
is found to be a critical function of the weight percent of the Chromium
content in the boiler grade steels which essentially exhibit superior
tensile properties the percentage of silica content, add to the effect
of increasing erosion rate. Higher the silica content implies higher
particle hardness. The erodent shape is an important property but its
effect is difficult to quantify for natural particles. The mechanical
properties of a material are also a predominant parameter that affects
erosion mechanisms. The material hardness is often representative of
mechanical properties. On the other hand, erosion damage can widely vary
depending on impingement angle and the mechanical properties of the
material.
The issue of solid particle erosion has been addressed by various
investigators which deals with erosion behaviour at room and elevated
temperatures. Many parameters are now known to influence erosion
behaviour. The magnitude and direction of a particle's impact and
rebounding velocity depend upon the conditions at impact and the
particular particle-surface material combination. The restitution
behaviour is a measure of the momentum lost by the particle at impact as
such and it corresponds to the work done on the target surface, which,
in turn, is a measure of the extent of erosion suffered by the material
of the target surface.. Grant and Tabakoff 2developed empirical
correlation of the velocity restitution coefficients for sand particles
impacting on 410 stainless steel. Meng and Ludema 3 have reviewed some
of the erosion models that have been developed since the inception of
analytical erosion model of Finnie 4.These models include a variety of
parameters that influence the erosion of a ductile material envisaging
the mechanism of erosion. The governing equations proposed by Finnie4 to
calculate erosion of surfaces by solid particles in terms of volumetric
removal of materials are as follows:
4
(1)
(2)
where vp is the volume of material removed by a single abrasive grain of
particle, m is mass of single particle, V is velocity of particle, P is
constant of plastic flow stress, is the ratio of depth of contact to
the depth of cut and k the ratio of vertical to horizontal force
component respectively Here, is the impact angle. It was assumed that
the maximum erosion occurs, when tan 0 = k /6 which defined a critical
impact angle 0. The critical angle 0 is the impact angle at which the
horizontal velocity component has just become zero v, when the particle
leaves the body i.e. the impact angle above which the residual
tangential speed of the particle equals zero. Subsequently Bitter5
calculated total erosion rate which is the sum of erosion due to cutting
mechanisms and deformation mechanism without the effect of temperature
by the following derived equations
vT = vD + vC(3)
(4)
(5)
(6)
5
where, vT is total volume erosion rate, vD is volume of material removed
by deformation mechanism, vC is the volume of material removed by
cutting mechanisms , M is total mass of impinging particle, K is
velocity component normal to surface below which no erosion takes place
in certain hard materials, K1 is proportionality constant and C is a
model constant.
Subsequent experimental and computational investigations6,7
contributed for the improved understanding of the mechanisms of erosion,
however, the detailed mechanism of erosion are yet to be fully explored.
The high temperature erosion behaviour is associated with complex
mechanism due to the variations in tensile properties, materials
properties and erosion-oxidation interaction after a prolonged exposure
and significant growth of oxide scale on the component surface. Reported
erosion test results8 of various materials up to 6000C demonstrate
varying tendencies of erosion pattern depending on materials. It has
been observed that erosion rates of steels impacted at low angles
increase at elevated surface temperatures. Also, it has been observed
that rates of erosion may vary depending on the nature and composition
of steel. Winter and Hutchings9 identified the two regimes of deformation
as ploughing and micro-cutting. Ploughing was not favoured when the
particle rolled over instead of sliding along the surface. Rolling
caused the cutting edge of the particle to penetrate deeply into the
metal surface instead of performing a scooping action. They further
reported experimental investigations to determine the erosion mechanism
of particle orientation during oblique impact of angular particles on
lead and mild steel targets. It has been also reported by them that for
particle incidence angles close to 900, erosion occurred predominantly by
plastic deformation of the target. Levy10 carried out experimental
morphological investigations on eroded metal surfaces using scanning
electron microscopy at high magnifications. He observed that the loss of
6
material from an eroded metal surface occurred by a combined cutting
wear (micromachining) and extrusion-forging mechanism.
The ever-increasing capability of computers has led to the
development of several models for gas-particle flows to simulate the
discrete phase flow behaviour. Computational fluid dynamics (CFD)
simulations11 of flue gas laden with fly ash ( discrete phase) was
carried out to predict erosion behaviour of the economisers in coal-
fired boilers and subsequently Lee et.al12 used Lagrangian particle
tracking CFD analysis to predict erosion of boiler tubes. These CFD
models are highly computation intensive and inherently lack appropriate
integration of materials model to capture the complex erosion mechanisms
although particle impact parameters and adjoining fluid flow fields were
modelled accurately. Deng et al.13, for the first time, made experimental
measurements of particle rotation. The erosion behaviour of impacted fly
ash particles on coal fired boiler components has been studied at
elevated temperature to characterize the erosion rate(mg of steel eroded
/ Kg of erodent) as a function of various operating parameters 14-16
Silica is known to be highly abrasive and its quantity in the fly
ash is of critical importance on the erosion potential of coal fired
boiler components. The experimental and theoretical investigations
specifically addressing characterization of erosion behaviour of fly ash
on different boiler grade steel with varying degree of hardness (% of
silica content) is rather scanty in the available literature. An
analytical model was reported17 in the literature to characterize the
erosion behaviour of ash particle embodying composite mechanism of both
cutting wear and plastic deformation to predict the erosion rate as a
function of particle velocity, impingement angle, density of the target
material and its tensile properties at normal temperature. Necessary
modifications14,15 have been subsequently incorporated to account for the
thermal effects on the erosion behaviour at elevated temperature of the
surface. An erosion index has been defined, which relates the variation
7
of the erosion rate to the silica content. Sensitivity of silica content
in the ash on the erosion rate has been investigated for various grades
of steel at room and elevated temperature. In this study the earlier
models14,15 have been improved to provide a predictive framework to
analyse the effect of particle hardness (percentage of silica content)
along the particle angularity (shape). The erosion sensitivity of
various particle impact parameters, namely, impact velocity, angle of
impingement and variation of steel surface (surface) temperature have
also been studied in conjunction with hardness (silica content) and
shape of the ash particles.
2. Ductile Erosion Model of Fly Ash The magnitude of the erosive wear is quantified by the volume or
mass of the material that is removed by the action of the impacting
particles. It is evident from the earlier studies 9, 15, 17, 18 that there
are three important phenomena by which metal can be removed at elevated
temperature by the process of erosion. These are primarily attributed
to, namely, material erosion due to cutting wear (micro machining
action), repeated plastic deformation wear (extrusion-forging mechanism)
and deterioration of tensile properties of the steel component at
elevated temperature. The erosion at room temperature is due to cutting
wear and plastic deformation wear whereas at elevated temperature along
with these mechanisms effect of temperature on tensile properties is
invoked as an additional parameter. In principle, the erosion rate is
expected to be a function of following parameters inclusive of the
above:
Ash particle velocity
Ash particle impingement angle
Average density of ash particles
Hardness of the particle (% silica content)
Angularity (shape) of the particle
8
Density of target material
Yield stress of the steel component
Temperature of the steel component
2.1 Analytical treatment of Cutting Wear
At the impact point on the steel surface, fly ash particle loses a
fraction of its kinetic energy to the target material in the form of
heat and energy for deformation of the surface. Very high levels of
shear strain may be induced in the material at this point. When the
shear strain exceeds the elastic strain limit of the target material,
the particle penetrates the surface of the material and ploughs along
the surface removing material.
During wear process, it may be assumed that the stresses acting at
the contact point are constant. Consequently, the ash particle
penetrating the surface of the material has to overcome the material's
resistance to deformation. The equation of motion for the depth of
penetration, h, of a particle of mass mp and diameter dp as it penetrates
through the surface of a material can be formulated in the form of
force balance differential equation 9,14,1518
(7)
where, t is the time, y the yield stress of the target material, and C is
a particle shape factor equal to 3 for a sphere. The negative sign in
Eq. (7) signify that the material resists the penetrating action of the
impacting particle. The mass, mp, for a spherical particle is derived
from the following simple relationship:
mp = p
(8)
9
Substituting for the mass of the spherical particle given in Eq (8), the
Eq. (7) may be rewritten as:
(9)
When a particle strikes a steel surface (ductile material) with a
velocity V and at an angle of incidence, the initial rate at which the
particle penetrates into the material is equal to the normal component
of the impact velocity. Eq. (9) is integrated using the initial
condition that at t=0, (dh/dt) = Vsin, and the following equation is obtained:
(10)
The implication of plus sign in Eq. (10) corresponds to an increase in
the depth of penetration and the minus sign corresponds to a decrease in
the depth of penetration. The maximum depth of penetration, hmax, occurs
when (dh/dt) =0, and is given by the equation
h3max = (11)
Since the volume of material that is cut away from the target surface
by the impacting particle is proportional to h3max, the mass of material
removed by a single particle is also be proportional to the value of
h3max. The mass of material eroded by cutting mechanism ‘mc’ by a single
impacting particle, thus, may be given by the following equation:
mc = Kcm h3max =
(12)
here Kc is a constant and m the density of target material. The erosion
rate due to cutting wear, defined as the ratio of the mass of the
material eroded from the target surface to mass of the impacting
particle, is
10
(13)
where, K1 is a model constant.
2.2 Analytical treatment of plastic deformation wear
Extrusion-forging mechanism can result in material loss during the
particle impingement on the surface. Once initially formed platelets are
extruded during particle impact, the loss of material from an eroding
surface may occur by a combined extrusion-forging mechanism. Platelets
are initially extruded from shallow craters made by the impacting
particle. Because of the high strain rates, adiabatic shear heating
occurs in the surface region immediate to the impact site. Beneath the
immediate surface region a work hardened zone forms, as the kinetic
energy of the impacting particles is enough to result in a considerably
greater force being imparted to the metal than is required to generate
platelets at the surface. When the surface is completely converted to
platelets and craters and the work-hardened zone reached its stable
hardness and thickness, steady state erosion begins. Subsurface cold-
worked zone acts as an anvil, thereby increasing the efficiency of the
impacting particles to extrude-forge platelets in the now highly
strained and most deformable surface region. This cross section of
material moves down through the metal as erosion loss occurs. In the
platelet mechanism of erosion, there is a localised sequential extrusion
and forging of metal in a ductile manner, leading to removal of the
micro segments thus formed.
During plastic deformation, the normal component of the particle's
kinetic energy9,14,15,18 is used to extrude-forge the material. The normal
component of the kinetic energy of the particle (KE1) is given by :
11
(14)
where dp and p are the particle diameter and density, respectively, and
V and the particle incident velocity and angle, respectively. The work
done (W┴) by the normal force (F┴) of the indenting particle in a
direction h normal to the surface from the time of surface contact until
penetration stops at a depth hmax is given by the
(15)
Sheldon and Kanhere20 formulated the following equation relating the
force F┴ and the diameter of the crater formed in the indented surface
F┴ = an (16)
where constants, n and a, are given as follows: , n = 2.0 and HV is Vickers hardness number of the
target surface eroded by particle impingement. Substituting Eq. (16)
into Eq. (15) yields
(17)
The depth of penetration, h, is related to the instantaneous crater
diameter and the particle diameter dp as
(18)
Eq. (18) is used to express the particle's depth of penetration in terms
of the instantaneous crater diameter. The integral in Eq. (17) may be
12
evaluated with respect to the instantaneous crater diameter. Equating
the work done during indention to the normal component of kinetic energy
given in Eq. (14), the following equation is obtained
(19)
The integral in Eq. (19), is evaluated and the maximum depth of
penetration is derived as
(20)
The dimensions of the crater formed by the impacting particle are
assumed to be all proportional to h3max, and since the amount of material
removed is nearly the full crater size, the mass of material removed by
a single particle is proportional to the value of h3max given in Eq.
(20). The mass of material removed ‘md’ by plastic deformation mechanism
by a single particle is given by the following equation
(21)
where Kp is a model constant and m is the density of the target
material. The erosion rate,p, due to plastic deformation is given by the
following equation
(22)
13
where K2 is also a model constant. The model constants are tuneable
parameters15,18.
3. Tribological characteristics of fly ash erosion3.1 The effect of surface temperature of steel
The erosion by fly ash of the boiler components consists of the
wear due to the cutting mechanism plus the wear due to the plastic
deformation mechanism. However, it is difficult to predict accurately
the separate contributions by each of the two mechanisms to the overall
material loss. Eq. (22), which was derived for the plastic deformation
wear, is similar to Eq. (13) for the cutting wear. The yield stress of a
metal can be related to the metal's hardness. Tabor19 proposed the
following empirical relationship between the yield stress and Vickers
hardness number
HV = 2.7(T)y (23)
The overall erosion rate, combining the cutting and plastic deformation
wear mechanisms, is then given as:
(24)
where K3 is a constant which is documented in the literature 3,6,7,19. From
the investigations carried out by various investigators 7,20,21 the erosion
rate due to solid particle impact depends upon the particle impingement
angle and the characteristics of the particle-wall combination for
modelling erosion by fly ash of ductile metal surfaces.
The effect of temperature on the erosion behaviour of boiler
components is of practical importance and an attempt was made to
14
functionally correlate the tensile properties of these materials at
elevated temperatures, which has been incorporated in the model. In the
present model, the following process and materials parameters are
considered for predicting erosion rate in the boiler components. The
temperature effect has been introduced in this model on the basis of the
observation that the erosion rate at an acute impingement angle
increases significantly with temperature suggesting that steel tends to
show behaviour more typical of a ductile material at elevated
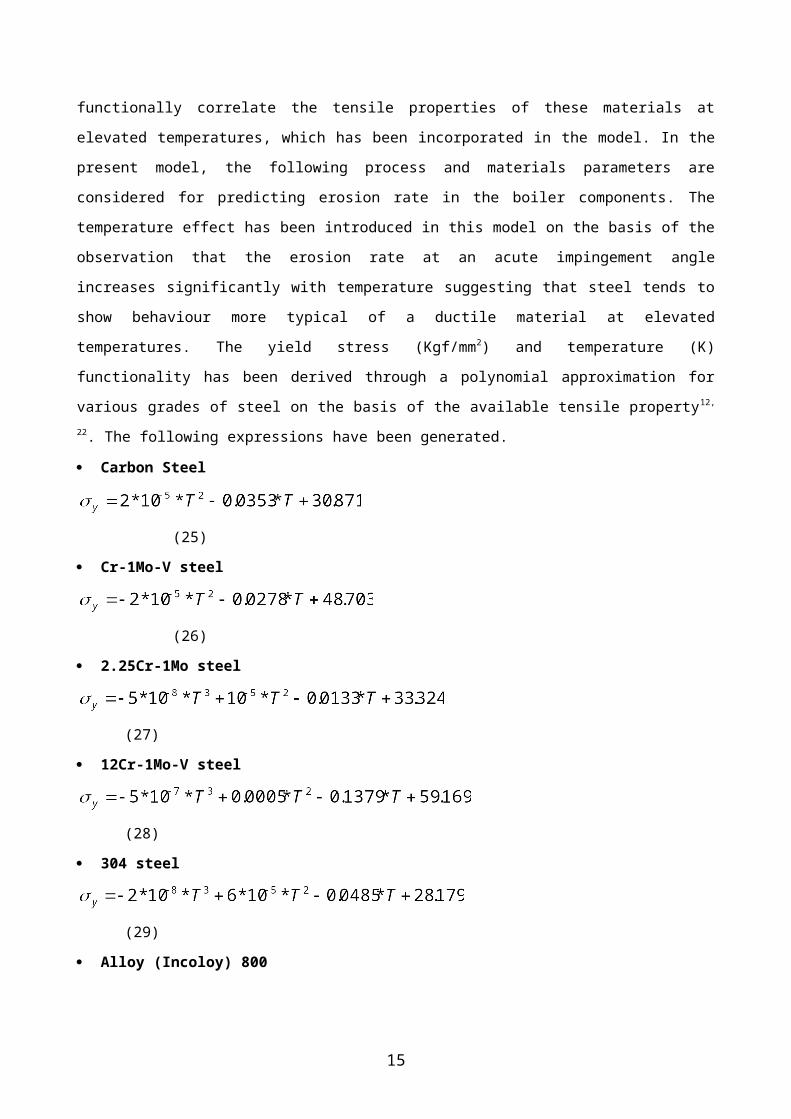
temperatures. The yield stress (Kgf/mm2) and temperature (K)
functionality has been derived through a polynomial approximation for
various grades of steel on the basis of the available tensile property12,
22. The following expressions have been generated.
Carbon Steel
(25)
Cr-1Mo-V steel
(26)
2.25Cr-1Mo steel
(27)
12Cr-1Mo-V steel
(28)
304 steel
(29)
Alloy (Incoloy) 800
15
(30)
3.2 Effect of fly ash hardness
The erosion rate of a material depends on it’s abrasive hardness, more
precisely, on the material to abrasive hardness ratio. If material
hardness is lower than abrasive hardness, micro-cutting or surface
scratching may take place. If the material hardness is lower than the
abrasive hardness, clear removal of materials usually does not take
place and the entire process has the nature of fatigue. At high- energy
impact of abrasive particle, brittle rupture of materials and detachment
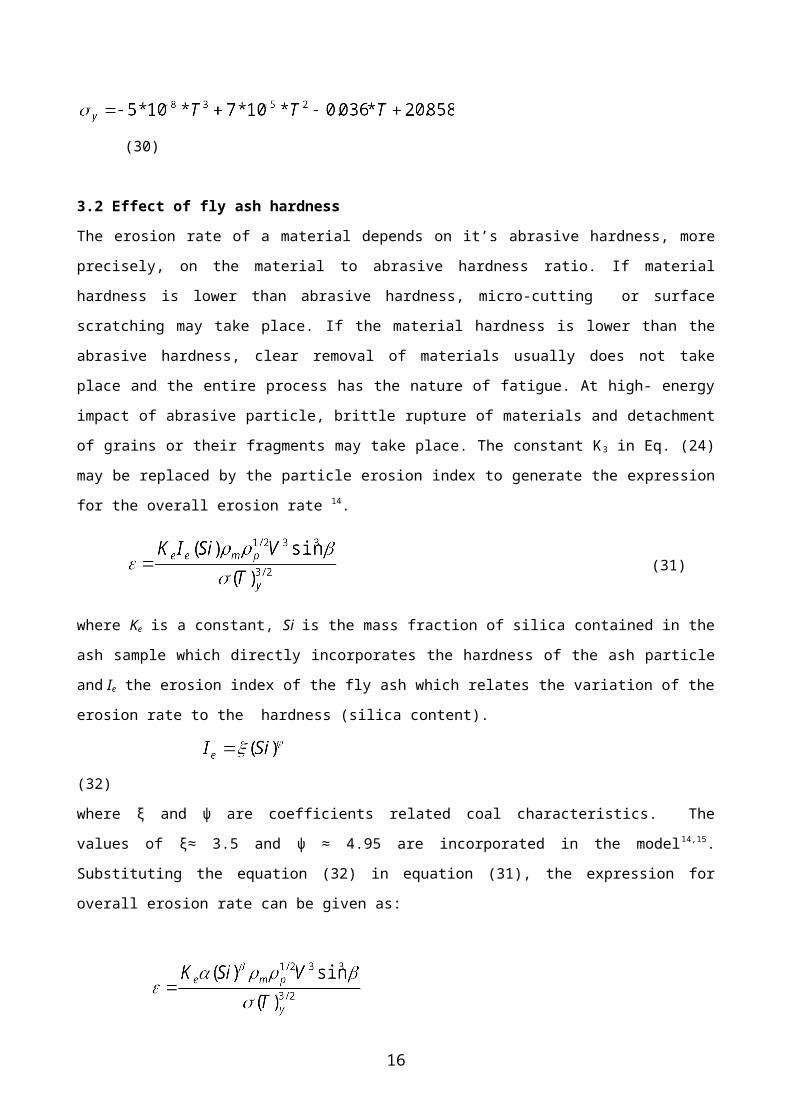
of grains or their fragments may take place. The constant K3 in Eq. (24)
may be replaced by the particle erosion index to generate the expression
for the overall erosion rate 14.
(31)
where Ke is a constant, Si is the mass fraction of silica contained in the
ash sample which directly incorporates the hardness of the ash particle
and Ie the erosion index of the fly ash which relates the variation of the
erosion rate to the hardness (silica content).
(32)
where ξ and ψ are coefficients related coal characteristics. The
values of ξ≈ 3.5 and ψ ≈ 4.95 are incorporated in the model14,15.
Substituting the equation (32) in equation (31), the expression for
overall erosion rate can be given as:
16
(33)
3.3 Effect of shape and angularity of fly ash
Shape, the first-order morphologic property, is used to
characterize the gross form of a particle and it is mostly defined in
terms of three perpendicular axes. Angularity, the second order
property, expresses the number and sharpness of corners on the particle
surface. Surface roughness, the third-order property, reflects the
number, size and sharpness of the asperities along the particle surface
and on the corners.
In order to incorporate the impact angle dependence of erosion
damage 22, a functional approximation has been made in terms of g( α ),
the ratio of erosion damage at arbitrary angles, to that at normal angle
. Erosion damage at arbitrary angles E(βi) can then be expressed as:
(34)
g(βi) denotes the impact angle dependence of normalized erosion expressed
by the two trigonometric functions and by initial material (Vicker’s )
hardness number Hv
(35)
(36)
where k1, k2 and k3 are adjustable parameters23 and detailed parametric
ranges and values are described elsewhere 23. Here K denotes a
particle property factor (designated as coefficient of angularity
exponent) to account for particle shape (angularity) during ballistic
impact. It is considered that K denotes an adjustable model parameter
17
for as one of the particle characteristics and whose values can be
adjusted in consonance with particle angularity24.
Table I and table II show the chemical composition and chemical
elemental details of Indian fly ash. Table III shows the chemistry of
some typical grades of steel used in boiler assembly. The model has been
implemented in a C++ computer code (designated as EROSIM-INTEGRATED)
which embodies the solid particle erosion mechanism due to cutting wear
and repeated plastic deformation in conjunction with fly ash particle
properties (hardness and angularity) and impact parameters. The erosion
behaviour at elevated temperature has been incorporated through the
derived functionality of the tensile property (yield stress) as a
function of temperature using earlier respective polynomial equations.
4.0 Results and DiscussionFigure 1 shows prediction of erosion model (mg of the surface
materials (steel) removed per Kg of impacted erodent) which has been
quantitatively validated with the published data [20] for 1.25Cr-1Mo-V
steel at impingement angle of 300 and at normal temperature (30 C). The
ductile erosion model predictions (order of magnitude) are found to be
in good agreement with the literature data. Availability of open domain
published data on erosion rate specifically incorporating the boiler fly
ash hardness (silica content in the fly ash) is rather scarce. Figure 2
shows the relative erosion rate of ash particle as a function of impact
velocity at two different particle hardness levels in consonance with
respective silica content, namely, 55% and 70% and at an impingement
angle of 300 .The surface temperature is at a standard temperature of
30ºC. The erosion behaviour shows a power law relationship with
increasing impact velocity which is attributed to the typical erosion
characteristic of any ductile material. Figure 3 depicts the erosion
rate as a function of impingement angle with impact velocity of 50 m/sec
for 1.25Cr-1Mo-V steel addressing two typical cases of particle hardness
18
(70% and 55% silica content). For particle hardness corresponding to 70%
of silica content in the ash, erosion loss is about 45 mg/Kg of erodent
at a particle impingement angle of 300 and impact velocity of 50 m/sec.
However, with a depletion of silica content to 55% the erosion rate
diminishes considerably (13 mg/Kg) with same impact velocity and impact
angle. This signifies that an increase in the hardness (silica content
of 15 %) of the fly ash has enhanced the erosion rate more than three
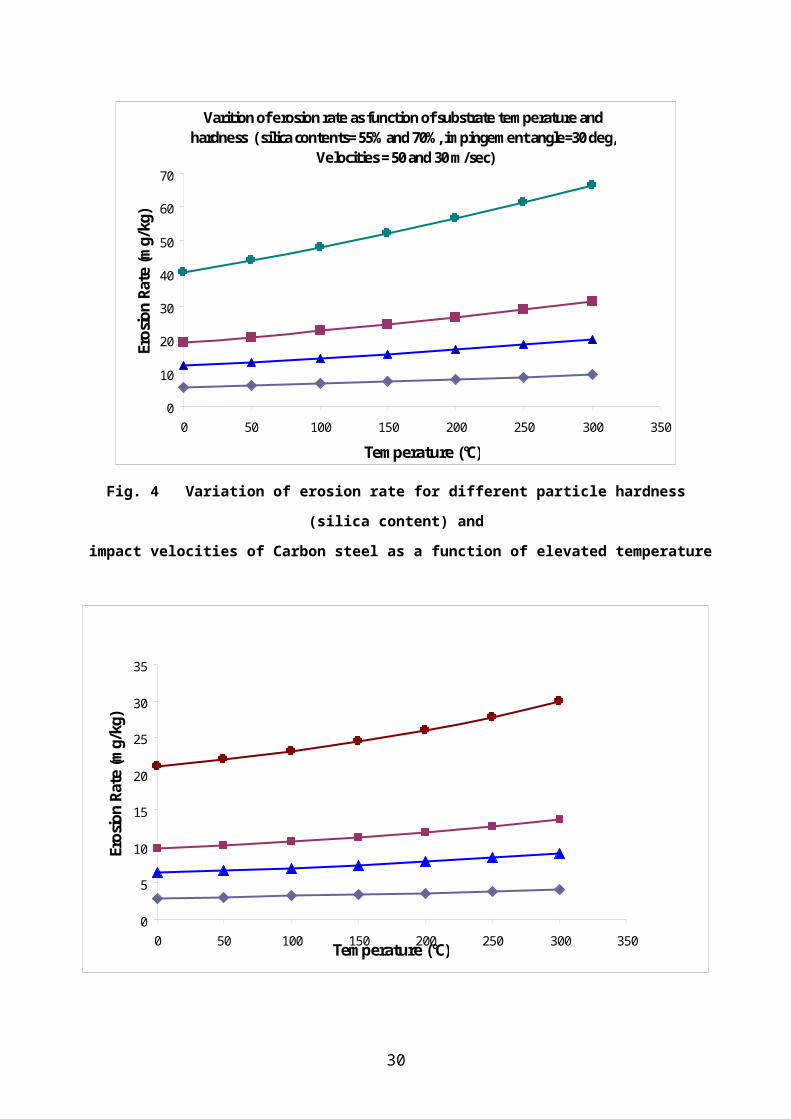
times under similar particle impact conditions. Figure 4 illustrates the
relative erosion rate of carbon steel as a function of elevated
temperature with silica contents of 55% and 70% respectively at an
impingement angle of 30° and particle impact velocities 50 and 30 m/sec.
From this figure, it may be observed that the erosion rate monotonically
increases as a function of elevated temperature irrespective of particle
hardness and ballistic impact parameters. Further, the conjoint action
of both particle hardness (silica 70%) and higher impact velocity (V =
50 m/sec) aggravated erosion rate significantly in comparison to other
cases depicted in the same figure. According to the ductile erosion
mechanism, the range of impingement angle 200 - 400 is critical in terms
of maximum erosion loss of the metallic material. This indicates that an
increase of about 15 % in the silica content (and corresponding increase
in the hardness) of the ash has a significant impact on the erosion
rate, which has increased more than 200 % under similar particle impact
and surface conditions. Figure 5 shows the erosion rate of 1.25 Cr-1Mo-V
steel as a function of elevated temperature with two different particle
hardness (namely, silica contents of 55% and 70%) at an impingement
angle of 30° for particle impact velocities of 50 and 30 m/sec. The
depletion of erosion rate with respect to carbon steel under similar
condition is primarily attributed to the superior tensile properties and
erosion resistant of 1.25 Cr-1Mo-V steel with respect to carbon steel.
Figure 6 depicts a comparative view of variation of erosion rate as a
function of impingement velocity for two different steel grades, namely,
19
carbon steel and 1.25Cr-1Mo-V steel with impingement angle of 30° at
normal temperature (30 C). The ash particle hardness is kept equivalent
to 70% of silica content. Similarly, figure 7 shows the comparative
study of erosion rate as a function of impingement angle for two
different steel grades, namely, carbon steel and 1.25Cr-1Mo-V steel with
impingement velocity 50 m/sec and at normal temperature (30 C). As
earlier, the ash particle hardness is kept invariant which is equivalent
to 70% of silica content.
Figure 8 shows effect of particle angularity on erosion rate as a
function of impingement angle, with an angularity exponent as 0.22 and
impact velocity of 50 m/sec for both carbon steel and 1.25Cr-1Mo-V
steel. The temperature of the surface is kept at normal temperature i.e
30C. Incorporation of the angularity effect of particle manifests higher
erosion rate even at higher impingement angles(reference to the results
shown in Fig.3). Figure 9 shows effect of particle angularity on erosion
rate as a function of impingement angle, with an angularity exponent as
0.22 and impact velocity of 50 m/sec for both for both 1.25 Cr-1Mo-V
steel and 12Cr-1Mo-V. The comparative erosion profiles demonstrate that
12Cr-1Mo-V steel has higher erosion resistance which may be attributed
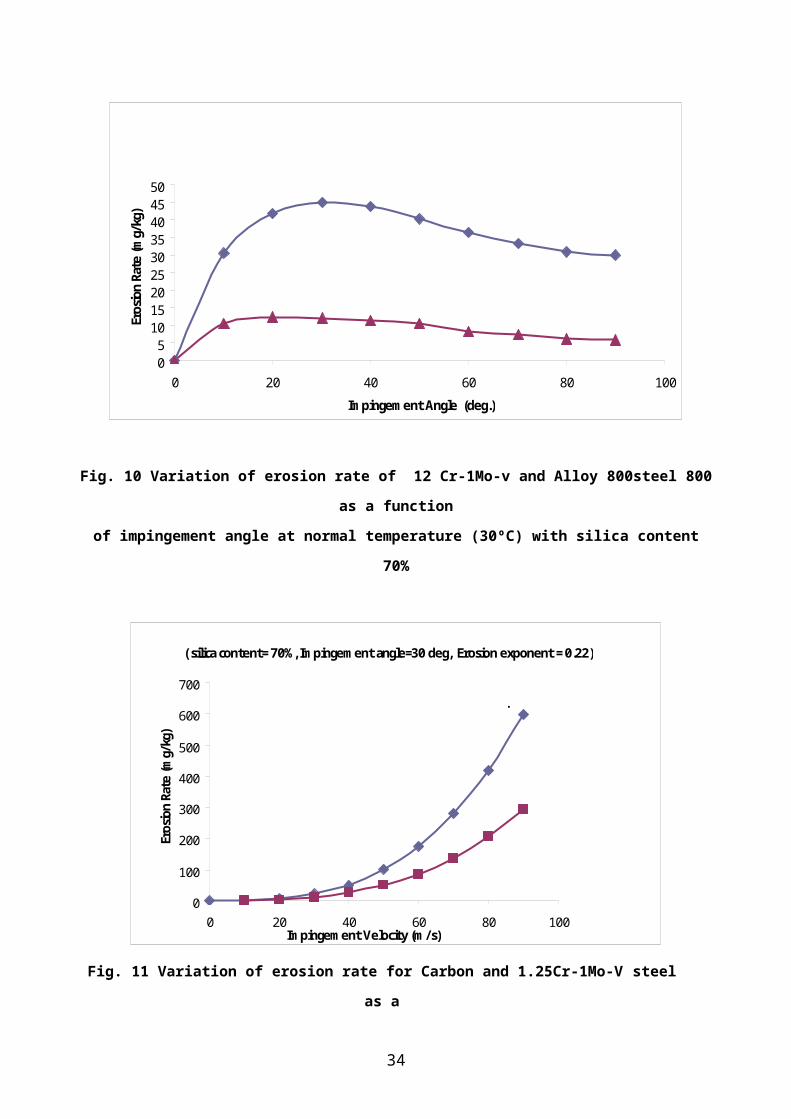
to the higher Chromium content in the steel chemistry. Figures 10
depicts a comparative illustration of variation of erosion rate as a
function of impingement angle for two more boiler grade steels, namely,
12Cr-1Mo-V and Alloy 800 steel with the same angularity exponent 0.22.
The higher erosion resistance of Alloy 800 steel predicted by the
ductile erosion model is understandably attributed to the relatively
higher chromium content in the steel chemistry. Figure 11 shows
comparative illustration of erosion rate profiles as a function of
impingement velocity for both carbon steel and 1.25Cr-1Mo-V steel with
particle angularity exponent as 0.22. From this figure it is again
observed that the erosion rate exhibits a power law relationship with
the impact velocity of the particle. The erosion rate is also enhanced
20
(10% approximately) with the incorporation of particle angularity.
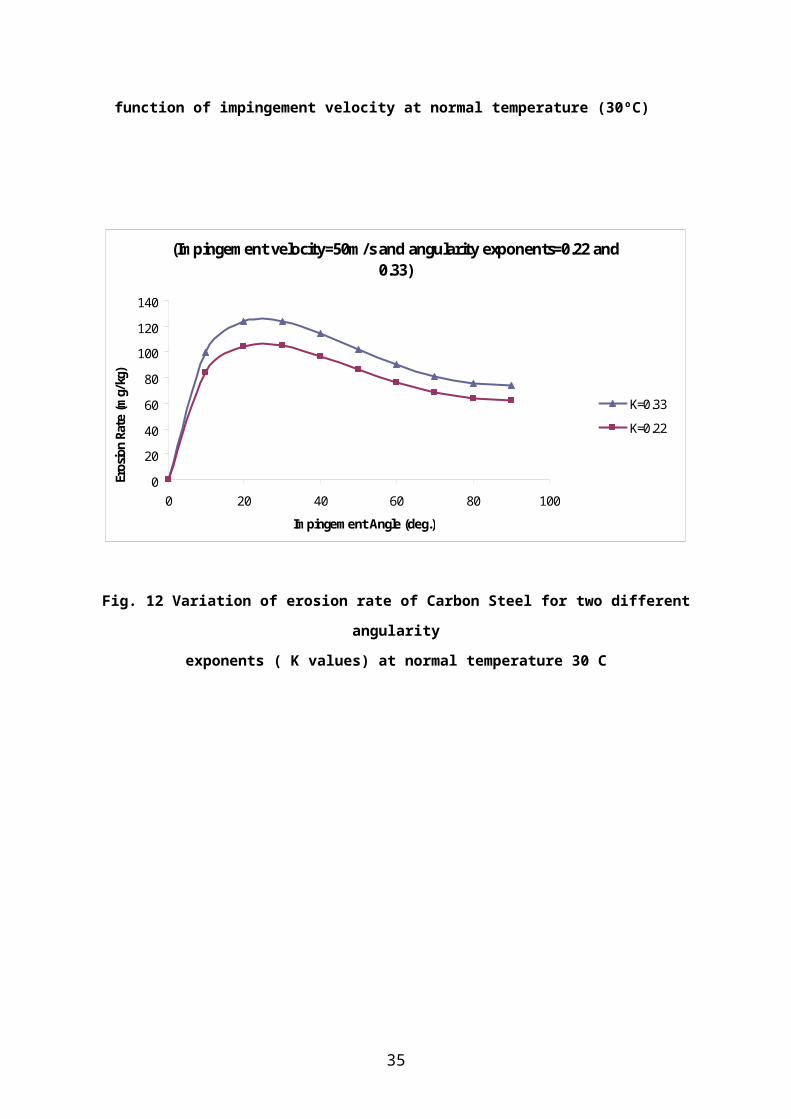
Figure 12 depicts a comparative erosion response of the effect of
particle angularity (0.22 and 0.33) on the erosion rate as a function of
impingement angle for a fixed impingement velocity being 50 m/s. It may
further be observed that the erosion rate for particle with 0.22
angularity exponent is lower with respect to the erosion rate with
higher angularity exponent (0.33) under similar particle ballistic
impact conditions. This indicates that there is an approximate 20 %
increase in the erosion rate as the angularity exponent has been
enhanced from 0.22 to 0.33 keeping other erosion parameters invariant.
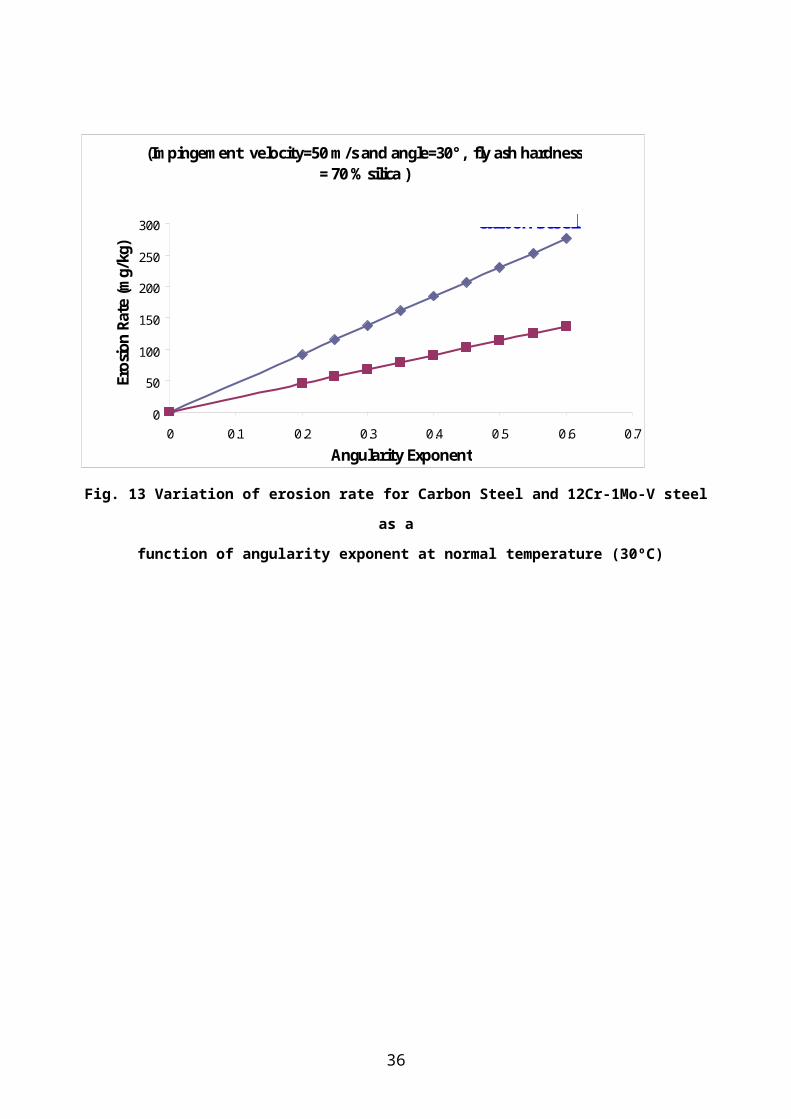
Figure 13 shows the variation of erosion rate as a function of
angularity exponent of the particle for both carbons steel and 1.25Cr-
1Mo-V steel. The particle velocity and impingement angle considered are
50m/s and 30 deg respectively. The erosion rate is found to be
increasing with higher angularity exponent of the ash particle for both
carbon and 1.25Cr-1Mo-V steels which exhibits relatively linear
behaviour.
5. ConclusionA ductile erosion model incorporating the effects of ash particle
hardness and angularity has been developed to characterize the erosion
behaviour of some typical boiler grade steels and validated with the
published experimental data where ever feasible. The paucity of
published experimental or industrial data on actual fly ash (with
variation in silica content) on erosion response of various boiler grade
steel has been a limitation to accomplish comprehensive validation and
verification of the predictions. However, validation of order of
magnitude predictions has been carried out with the available published
data. The erosion behaviour as a function of various ballistic impact
parameters have been investigated in conjunction with particle hardness
(silica content) and angularity (shape). It has observed that the
erosion rate for all steel grades is a strong function of particle
21
hardness and angularity in conjunction with the conventional
tribological parameters. For low values of impingement angle, the
erosion rate increases with increase in the impingement angle, with the
maximum erosion rate occurring at an impingement angle range of 20-30
degree. Thereafter, the erosion rate decreases with further increase in
the impingement angle which is consistent with the ductile erosion
theory. Further the erosion rate at low impingement angles increases
significantly with increasing temperature but at high impingement angles
the effect of temperature is insignificant. This investigation also
illustrates the enhancement of erosion rate at elevated temperatures
because of deterioration of tensile properties of the surface material.
The variation of erosion rate shows consistent power law behaviour as a
function of rising particle impact velocity in conjunction with particle
physical properties such as hardness and shape. The predictions
emphasize that the hardness (silica content) and shape (angularity
exponent) of the erodent particle have considerable influence on the
erosion behaviour boiler grade of steels which needs extensive
experimental characterization using actual boiler fly ash as erodent.
The overall erosion resistance is found to be a critical function of the
weight percent of the Chromium content in the boiler grade steels which
essentially exhibit superior tensile properties with increasing Chromium
content. It may be concluded that the particle hardness and shape are
crucial erosion parameters which needs to be addressed for any solid
particle erosion investigations using appropriate methodology parameters
to elucidate realistic characterization of the phenomena.
Acknowledgement:
The author thankfully acknowledges the support provided by the
Council of scientific & industrial research (CSIR), New Delhi,
India, under the CSIR Network project (NWP 0027) for undertaking this
activity.
22
References[1] E. Raask : Mineral Impurities in Coal Combustion, Behaviour, Problems, and Remedial
Measures, Hemisphere Publishing Corporation, 1985.
[2] G. Grant and W Tabakoff: J. Aircraft, 1975, 12, 471-478.
[3] H.C Meng and K.C Ludema: Wear , 1995,181, 443-457
[4]I Finnie: Wear, 1960, 142, 87-103.
[5] J.G.A Bitter: 1963, Wear 6, 5-21.
[6] Y.D Jun, W Tabakoff: Trans. ASME: J.Fluids Eng. 1994, 116 , 770-777.
[7] J, D. Fan, K Cen. Zhou and J. Jin: Chem. Eng. Commun. 1990, 95 , 75-
88.
[8] G.P. Tilly: Wear,1969, 14 : 63.
[9] I.M Hutchings and R.E. Winter: Wear, 1974, 27, 121-128.
[10] A. V. Levy: Wear, 1986, 180, 1-21.
[11] J.Y Tu, C.A.J Fletcher, M Behnia, J.A Reizes, D Owens and P Jones:
J. Eng. Gas Turbines Power, 1997,119, 709-716
[12] B.E Lee, C.A.J Fletcher and M Behnia: J. Eng. Gas Turbines Power, 1999,
121, 746-750.
[13] T Deng, M.S Bingley and M.S.A Bradley: Wear , 2004, 256, 1037-1049.
[14] SK Das, KM Godiwala , SP Mehrotra and PK Dey: High Temperature Materials
and Processes, 2006, 25 (5-6), 323-335
[15] SK Das, KM Godiwala , SP Mehrotra, KKM Sastry and PK Dey: Sadhana ,
2006, 31(5), 1-13
[16]S.K.Das, K.M.Godiwalla, Shubha Hegde S.P.Mehrotra and P.K.Dey,
Proceedings of International Conference on Industrial Tribology(ICIT-2006), Bangalore,
India, November 2006, Indian Institute of Science, 189-196,
[17] J.G. Mbabazi, T.J. Sheer and R. Shandu: Wear, 2004, 257, 612–624
[18] I.V., Kragelsky, M.N. Dobychin and V.S. Komalov: Friction and Wear
Calculation Methods, Pergamon Press, 1982.
[19] D. Tabor: The hardness of Metals, Oxford University Press, 1951
[20] G. L. Sheldon and A. Kanhere: Wear , 1972, 21, 195-209.
23
[21] G.L Sheldon, J. Maji and C.T.Crowe: Trans. ASME: J. Eng. Mater. Technol.,
1977, 99, 138- 142.
[22] Y. Shida and H. Fujikawa: Wear,1985, 103, 281-296
[23 ]Y.I. Oka, K. Okamura, T. Yoshida: Wear, 2009, 267, 129–135.
[24] Y.I.Oka and K. Nagahashi: Wear, 2003,254,1267-1275
24
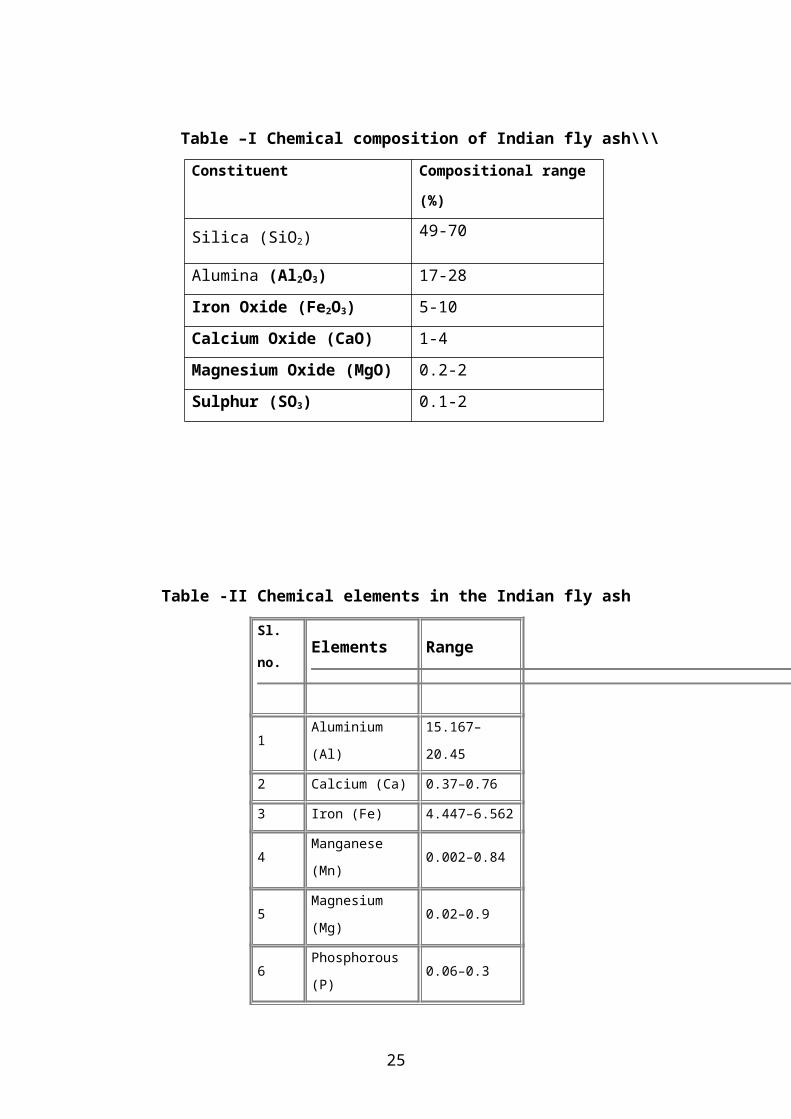
Table –I Chemical composition of Indian fly ash\\\Constituent Compositional range
(%)
Silica (SiO2) 49-70
Alumina (Al2O3) 17-28Iron Oxide (Fe2O3) 5-10Calcium Oxide (CaO) 1-4Magnesium Oxide (MgO) 0.2-2Sulphur (SO3) 0.1-2
Table -II Chemical elements in the Indian fly ash
Sl.
no. Elements Range
1Aluminium
(Al)
15.167–
20.45
2 Calcium (Ca) 0.37–0.76
3 Iron (Fe) 4.447–6.562
4Manganese
(Mn)0.002–0.84
5Magnesium
(Mg)0.02–0.9
6Phosphorous
(P)0.06–0.3
25
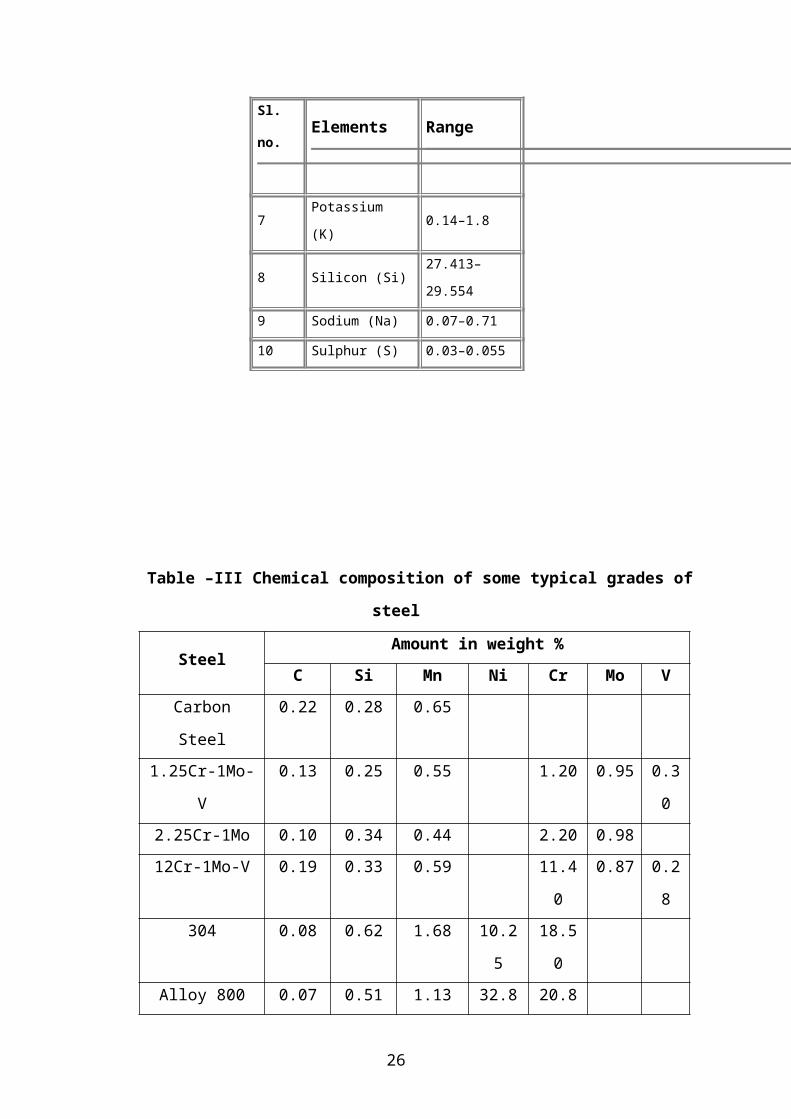
Sl.
no. Elements Range
7Potassium
(K)0.14–1.8
8 Silicon (Si)27.413–
29.554
9 Sodium (Na) 0.07–0.71
10 Sulphur (S) 0.03–0.055
Table –III Chemical composition of some typical grades of
steel
SteelAmount in weight %
C Si Mn Ni Cr Mo VCarbon
Steel
0.22 0.28 0.65
1.25Cr-1Mo-
V
0.13 0.25 0.55 1.20 0.95 0.3
02.25Cr-1Mo 0.10 0.34 0.44 2.20 0.9812Cr-1Mo-V 0.19 0.33 0.59 11.4
0
0.87 0.2
8304 0.08 0.62 1.68 10.2
5
18.5
0Alloy 800 0.07 0.51 1.13 32.8 20.8
26
5 5
27
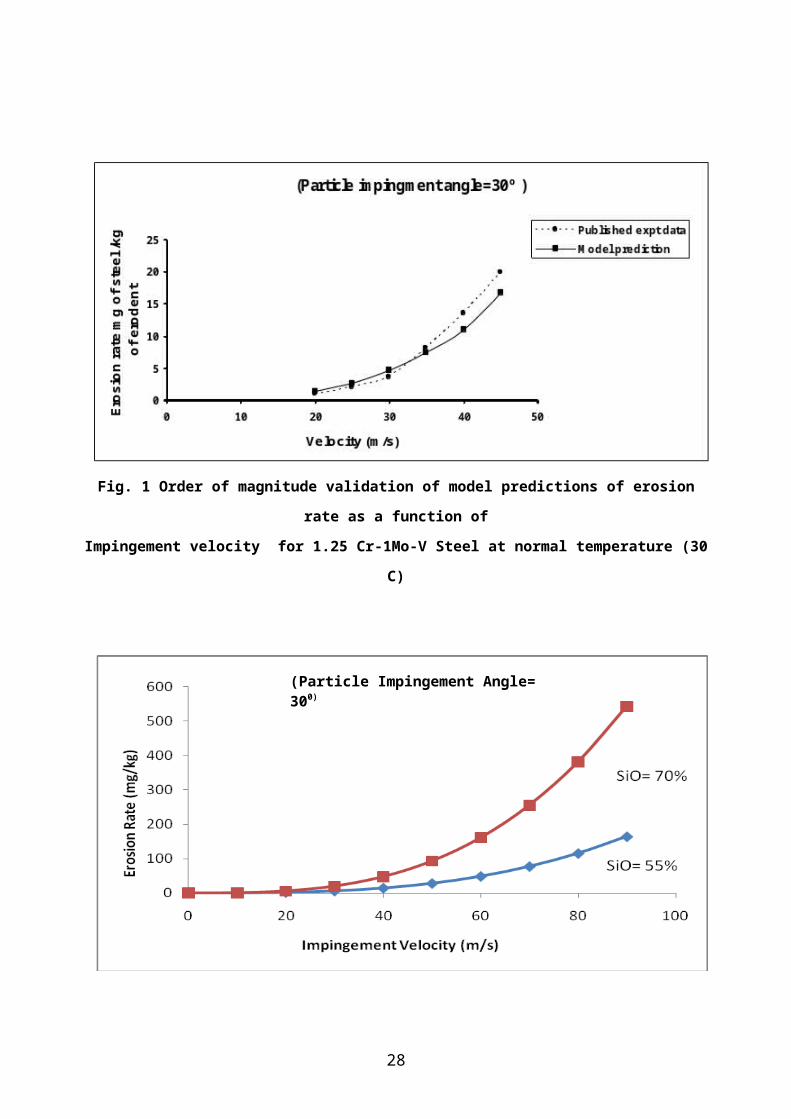
Fig. 1 Order of magnitude validation of model predictions of erosion
rate as a function of
Impingement velocity for 1.25 Cr-1Mo-V Steel at normal temperature (30
C)
28
(Particle Impingement Angle= 300)
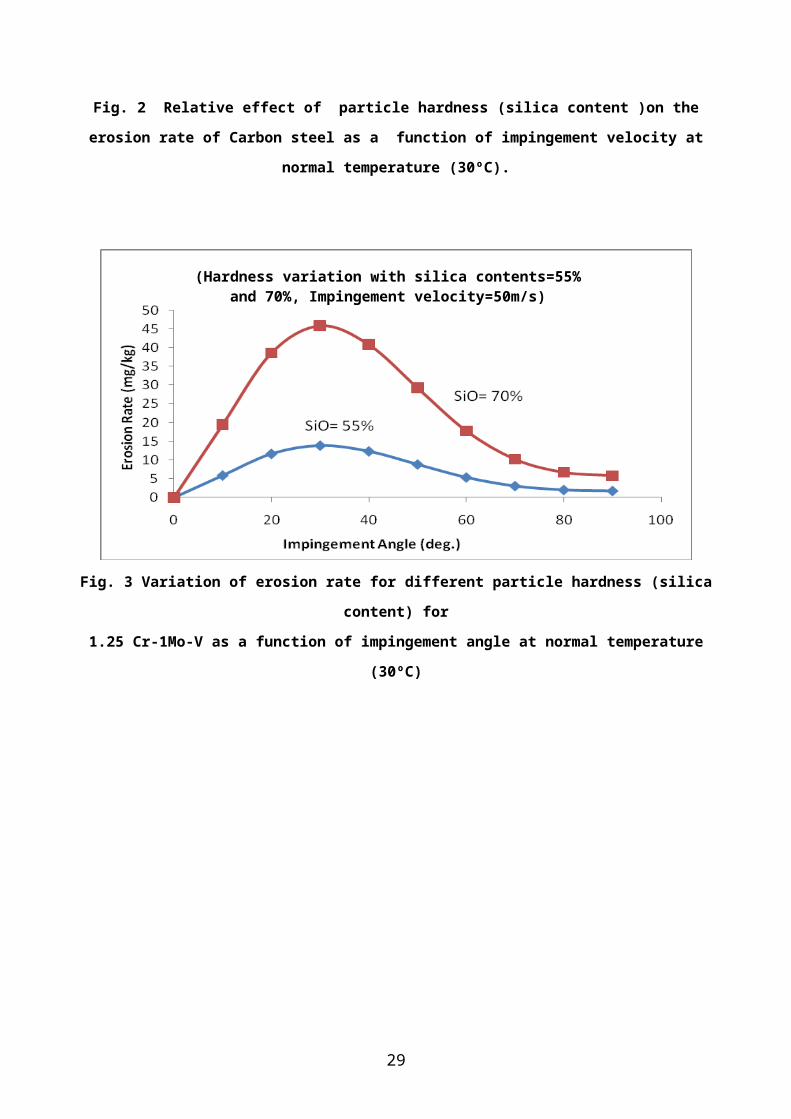
Fig. 2 Relative effect of particle hardness (silica content )on the
erosion rate of Carbon steel as a function of impingement velocity at
normal temperature (30ºC).
Fig. 3 Variation of erosion rate for different particle hardness (silica
content) for
1.25 Cr-1Mo-V as a function of impingement angle at normal temperature
(30ºC)
29
(Hardness variation with silica contents=55%and 70%, Impingement velocity=50m/s)
Varition of erosion rate as function of substrate tem perature and hardness ( silica contents= 55% and 70%, im pingem ent angle=30 deg,
Velocities = 50 and 30 m /sec)
0
10
20
30
40
50
60
70
0 50 100 150 200 250 300 350Tem perature (°C)
Erosion Rate (m
g/kg)
SiO=70 %, V =50m /secCarbon Steel
SiO=70 %, V =30m /sec
SiO=55 %, V =50m /sec
SiO=55 %, V =30m /sec
Fig. 4 Variation of erosion rate for different particle hardness
(silica content) and
impact velocities of Carbon steel as a function of elevated temperature
0
5
10
15
20
25
30
35
0 50 100 150 200 250 300 350Tem perature (°C)
Erosion Rate (m
g/kg)
SiO= 70%, V=30m /sec
SiO= 55%, V=30m /sec
1.25Cr-1M o-V Steel
SiO= 55%, V=50m /sec
SiO= 70%, V=50m /sec
Varition of erosion rate as function of substrate tem perature and hardness silica contents= 55% and 70%, im pingem ent angle=30 deg,
Velocities = 50 and 30 m /sec
30
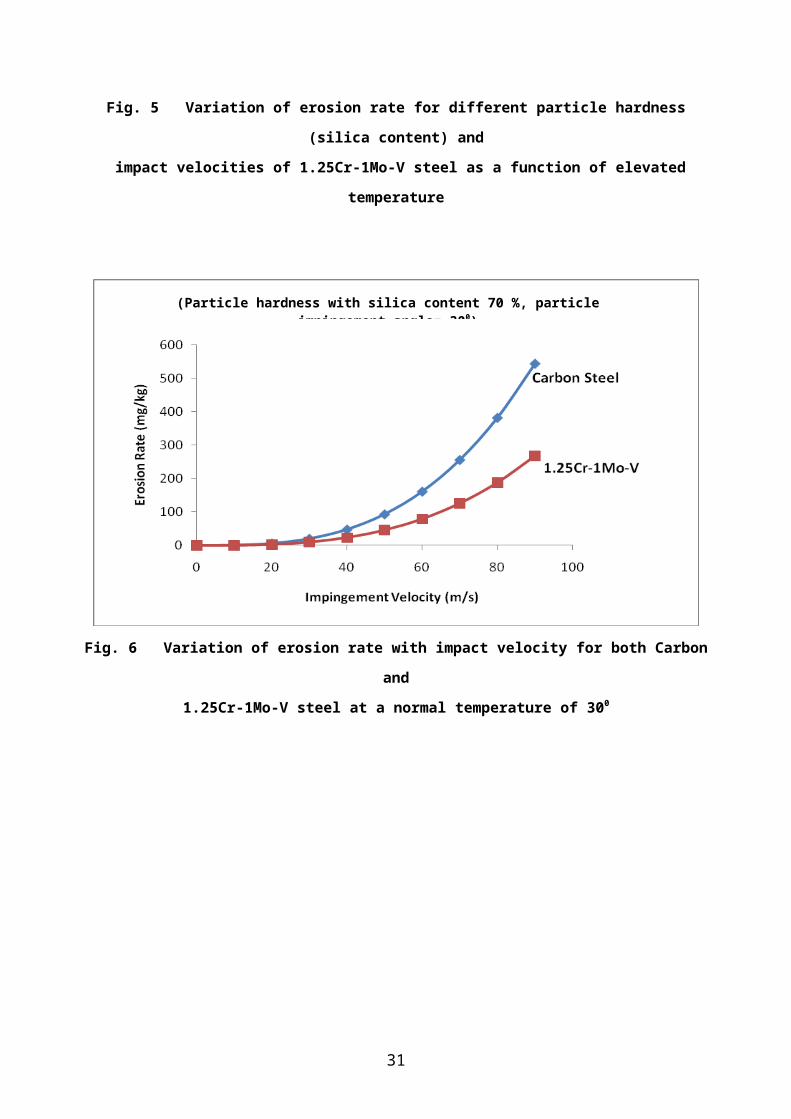
Fig. 5 Variation of erosion rate for different particle hardness
(silica content) and
impact velocities of 1.25Cr-1Mo-V steel as a function of elevated
temperature
Fig. 6 Variation of erosion rate with impact velocity for both Carbon
and
1.25Cr-1Mo-V steel at a normal temperature of 300
31
(Particle hardness with silica content 70 %, particleimpingement angle= 300)
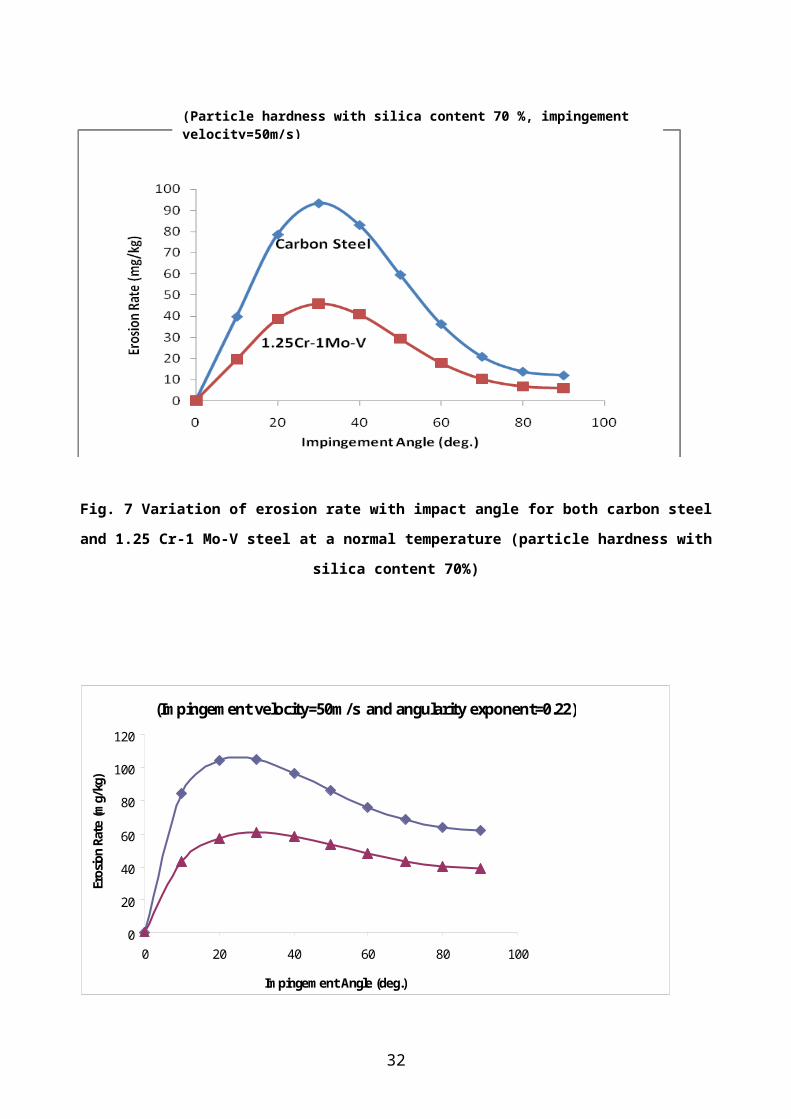
Fig. 7 Variation of erosion rate with impact angle for both carbon steel
and 1.25 Cr-1 Mo-V steel at a normal temperature (particle hardness with
silica content 70%)
(Im pingem ent velocity=50m /s and angularity exponent=0.22)
0
20
40
60
80
100
120
0 20 40 60 80 100
Im pingem ent Angle (deg.)
Erosion
Rate (m
g/kg)
Carbon Steel
1.25 Cr-1M o-V
32
(Particle hardness with silica content 70 %, impingement velocity=50m/s)
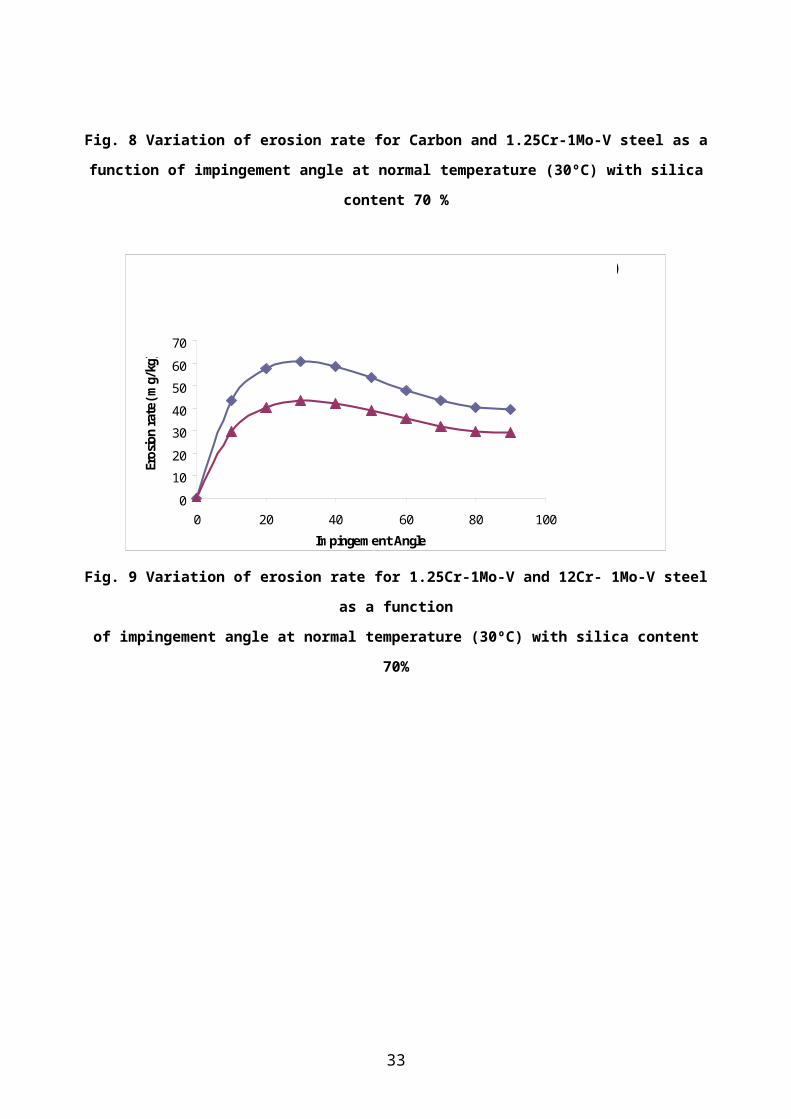
Fig. 8 Variation of erosion rate for Carbon and 1.25Cr-1Mo-V steel as a
function of impingement angle at normal temperature (30ºC) with silica
content 70 %
010203040506070
0 20 40 60 80 100Im pingem ent Angle
Erosion
rate( m
g/kg)
1.25 Cr-1M o-V
12 Cr-1M o-V
(Im pingem ent velocity=50m /s and angularity exponent=0.22)
Fig. 9 Variation of erosion rate for 1.25Cr-1Mo-V and 12Cr- 1Mo-V steel
as a function
of impingement angle at normal temperature (30ºC) with silica content
70%
33
05101520253035404550
0 20 40 60 80 100Im pingem ent Angle (deg.)
Erosion
Rate (m
g/kg)
12 Cr-1M o-V
Alloy 800 Steel
(Im pingem ent velocity=50m /s and angularity exponent=0.22)
Fig. 10 Variation of erosion rate of 12 Cr-1Mo-v and Alloy 800steel 800
as a function
of impingement angle at normal temperature (30ºC) with silica content
70%
( silica content= 70%, Im pingem ent angle=30 deg, Erosion exponent = 0.22)
0
100
200
300
400
500
600
700
0 20 40 60 80 100Im pingem ent Velocity (m /s)
Erosion
Rate (m
g/kg)
Carbon Steel
1.25Cr-1M o-V
Fig. 11 Variation of erosion rate for Carbon and 1.25Cr-1Mo-V steelas a
34
function of impingement velocity at normal temperature (30ºC)
(Im pingem ent velocity=50m /s and angularity exponents=0.22 and 0.33)
020406080100120140
0 20 40 60 80 100Im pingem ent Angle (deg.)
Erosion
Rate (m
g/kg)
K=0.33K=0.22
Carbon Steel
Fig. 12 Variation of erosion rate of Carbon Steel for two different
angularity
exponents ( K values) at normal temperature 30 C
35
(Im pingem ent velocity=50 m /s and angle=30° , fly ash hardness = 70 % silica )
0
50
100
150
200
250
300
0 0.1 0.2 0.3 0.4 0.5 0.6 0.7Angularity Exponent
Erosion Rate (m
g/kg)
carbon steel
1.25Cr-1M o-V
Fig. 13 Variation of erosion rate for Carbon Steel and 12Cr-1Mo-V steel
as a
function of angularity exponent at normal temperature (30ºC)
36
Figure Captions
Fig. 1 Order of magnitude validation of model predictions of erosion
rate as a function of impingement velocity for 1.25 Cr-1Mo-V Steel
at normal temperature, (30 C)
Fig. 2 Relative effect of particle hardness (silica content) on the
erosion rate of Carbon steel as a function of impingement velocity
at normal temperature (30ºC).
Fig. 3 Variation of erosion rate for different particle hardness (silica
content) for
1.25 Cr-1Mo-V as a function of impingement angle at normal temperature
(30ºC)
Fig. 4 Variation of erosion rate for different particle hardness
(silica content) and
impact velocities of Carbon steel as a function of elevated temperature
Fig. 5 Variation of erosion rate for different particle hardness
(silica content) and
impact velocities of 1.25Cr-1Mo-V steel as a function of elevated
temperature
Fig. 6 Variation of erosion rate with impact velocity for both Carbon
and
1.25Cr-1Mo-V steel at a normal temperature of 300
37
Fig. 7 Variation of erosion rate with impact angle for both
carbon steel and 1.25 Cr-1 Mo-V steel at a normal temperature
(particle hardness with silica content 70%)
Fig. 8 Variation of erosion rate for Carbon and 1.25Cr-1Mo-V steel
as a function of impingement angle at normal temperature (30ºC) with
silica content 70 %
Fig. 9 Variation of erosion rate for 1.25Cr-1Mo-V and 12Cr- 1Mo-V
steel as a function of impingement angle at normal temperature
(30ºC) with silica content 70%
Fig. 10 Variation of erosion rate of 12 Cr-1Mo-v and Alloy 800steel
800 as a function of impingement angle at normal temperature (30ºC)
with silica content 70%
Fig. 11 Variation of erosion rate for Carbon and 1.25Cr-1Mo-V steelas a
function of impingement velocity at normal temperature (30ºC)
Fig. 12 Variation of erosion rate of Carbon Steel for two different
angularity
exponents ( K values) at normal temperature 30 C
Fig. 13 Variation of erosion rate for Carbon Steel and 12Cr-1Mo-V steel
as a
function of angularity exponent at normal temperature (30ºC)
38