oxy-fuel combustion technology for coal-fired power generation
TRANSCRIPT
Oxy-fuel combustion technology for coal-fired power generation
B.J.P. Buhre, L.K. Elliott, C.D. Sheng, R.P. Gupta, T.F. Wall *
Cooperative Research Centre for Coal in Sustainable Development, Discipline of Chemical Engineering, The University of Newcastle,
Callaghan, NSW 2308, Australia
Received 10 December 2004; accepted 30 July 2005
Abstract
The awareness of the increase in greenhouse gas emissions has resulted in the development of new technologies with
lower emissions and technologies that can accommodate capture and sequestration of carbon dioxide. For existing coal-fired
combustion plants there are two main options for CO2 capture: removal of nitrogen from flue gases or removal of nitrogen
from air before combustion to obtain a gas stream ready for geo-sequestration. In oxy-fuel combustion, fuel is combusted in
pure oxygen rather than air. This technology recycles flue gas back into the furnace to control temperature and makeup the
volume of the missing N2 to ensure there is sufficient gas to maintain the temperature and heat flux profiles in the boiler. A
further advantage of the technology revealed in pilot-scale tests is substantially reduced NOx emissions. For coal-fired
combustion, the technology was suggested in the eighties, however, recent developments have led to a renewed interest in
the technology. This paper provides a comprehensive review of research that has been undertaken, gives the status of the
technology development and assessments providing comparisons with other power generation options, and suggests research
needs.
q 2005 Elsevier Ltd. All rights reserved.
Keywords: Oxy-fuel combustion; pf coal combustion; CO1 capture
Contents
1. Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 284
2. Oxy-fuel technology description . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 285
3. Technology status . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 287
3.1. Design and operational issues . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 287
3.1.1. Heat transfer . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 287
3.1.2. Environmental issues; gaseous emissions . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 288
3.1.3. Ash related issues . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 288
3.1.4. Combustion; ignition and flame stability . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 288
3.2. Laboratory studies . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 288
3.3. Pilot-scale studies . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 288
3.3.1. Summary of conclusions from pilot-scale studies . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 292
3.4. Findings on heat transfer assessments . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 292
Progress in Energy and Combustion Science 31 (2005) 283–307
www.elsevier.com/locate/pecs
0360-1285/$ - see front matter q 2005 Elsevier Ltd. All rights reserved.
doi:10.1016/j.pecs.2005.07.001
* Corresponding author. Tel.: C61 249 216179; fax: C61 249 216920.
E-mail address: [email protected] (T.F. Wall).
B.J.P. Buhre et al. / Progress in Energy and Combustion Science 31 (2005) 283–307284
3.5. Findings on ignition characteristics and flame stability . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 293
3.6. Findings on rate of char combustion . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 293
3.7. Findings on emission control . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 293
3.7.1. CO2 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 293
3.7.2. NOx . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 293
3.7.3. SO2 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 294
3.7.4. Submicron ash particles . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 295
3.7.5. Trace elements . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 295
3.8. Full scale techno-economic evaluations . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 295
3.9. Summary of techno-economic assessments . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 301
3.10. Technology comparisons . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 302
4. Research needs . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 302
4.1. The heat transfer performance of new and retrofitted plants and the impact of oxygen feed concentration and CO2
recycle ratio. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 303
4.2. The gas cleaning required. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 303
4.3. Assessment of retrofits for electricity cost and cost of CO2 avoided. . . . . . . . . . . . . . . . . . . . . . . . . . . . . 304
4.4. The combustion of coal in an O2/CO2 atmosphere, including ignition, burn-out, and emissions. . . . . . . . . 304
4.5. The development of new, and less expensive, oxygen generation technology. . . . . . . . . . . . . . . . . . . . . . 304
5. Conclusions . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 304
Acknowledgements . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 305
References . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 305
1. Introduction
Energy production from fossil fuel combustion
results in the emission of greenhouse gasses, the
dominant contributor being CO2. Public awareness
and legislation have led to a policy of reduction of
greenhouse gas emissions in most economically well-
developed countries, with the regulations partially
driven by (international) initiatives such as the Kyoto
protocol and the Intergovernmental Panel on Climate
Change [1].
It is well known that greenhouse gas emissions
from energy production can be reduced by the use of
alternative energy sources such as nuclear power and
renewable energy sources. Renewable energy sources
are expected to become increasingly important for
our future energy demand, however, until these
sources can reliably produce significant amounts of
energy, the immediate energy demand is likely to be
met by conventional fossil fuel combustion, a trend
observed by organizations assessing energy policy
and use [2,3].
Over the past decade, the role of coal as an energy
source for the future has gained renewed interest for its
proven stability in supply and cost and it is, therefore,
likely that coal will remain in an important position in
the energy mix in the foreseeable future.
The effect of greenhouse gasses on global climate
change has been acknowledged by many governments
worldwide, and the reduction of the emissions of these
gasses is becoming increasingly important. To maintain
the position of coal in the global energy mix in a
carbon-constrained world, the greenhouse gas emis-
sions emitted from its utilization must be reduced. To
reduce greenhouse gas emissions from coal-fired power
generation, several possibilities can be perceived:
† Improving efficiency of power plants,
† Introduction of combined cycles—as-fired or IGCC,
which can reach high thermal efficiencies,
† Replacement of hydrocarbon fuels with renewable
resources,
† Capture and storage of CO2 from conventional
plants.
Renewable energies may hold hope for reducing
greenhouse gas emissions in an extremely long time
frame. Renewable resources, such as biomass, which
can be used to directly replace coal and oil in
combustion processes are not available in the quantities
required for substantial substitution.
In Australia, over 85% of the current electricity is
generated in pf coal-fired power stations [4]. With the
installation of new capacity which uses modern
technologies such as supercritical and ultra-supercriti-
cal boilers, the efficiency of this installed capacity
continues to increase, a trend occurring worldwide.
Incremental reduction of greenhouse gas emissions
can be achieved by the stepwise implementation of
more efficient coal-fired power plants, however, to
make a significant reduction in emissions, the CO2

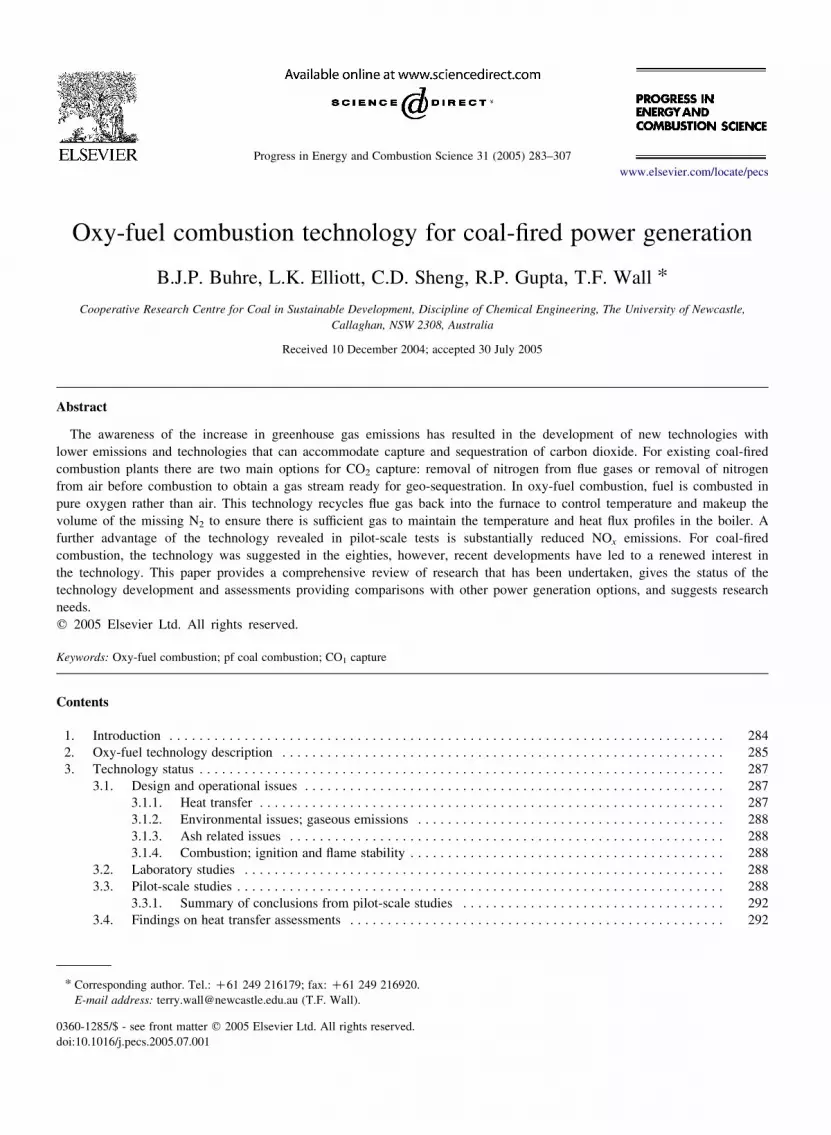
Furnace Heat
ExtractionGas
Cleanup
Coal + O2
Hot RFG Cold RFG
Stack
CO2
Compression /Sequestration
Fig. 1. General flow sheet for oxy-fuel combustion.
B.J.P. Buhre et al. / Progress in Energy and Combustion Science 31 (2005) 283–307 285
generated from coal utilization needs to be captured and
stored (sequestered).
Several technologies are being developed for CO2
capture and sequestration from coal fired plants that
include [5]:
(a) CO2 capture from plants of conventional pf design
by scrubbing of the flue gas
(b) IGCC with an air separation unit to provide O2.
(c) Oxy-fuel combustion with the oxygen diluted with
an external recycle stream to reduce its combus-
tion temperature.
(d) Oxy-combustion with an internal recycle stream
induced by the high momentum oxygen jets in
place of external recycle. This technology is now
widely used in the glass industry and, to a lesser
extent, in the steel industry.
(a) Chemical looping. This involves the oxidation of
an intermediate by air and the use of the oxidized
intermediate to oxidize the fuel.
This review covers a, b, and c, as these are
considered the closest to commercial application. The
parasitic losses of CO2 compression for storage (also
termed sequestration) is independent of the technology
producing the CO2.
CO2 from conventional combustion processes is
present as a dilute gas in the flue gas, resulting in costly
capture using amine absorption. CO2 capture is more
easily achieved from a concentrated CO2 stream, which
can be achieved by firing fuels with oxygen to obtain a
sequestration-ready gas stream. The latter technique is
termed oxy-fuel combustion. In this technique, the
oxygen stream is usually diluted by recycled flue gas
(RFG).
Studies on the application of this ‘oxy-fuel’
technology to pulverised coal combustion power plants
are presented in this review, including laboratory and
pilot-scale experiments and full scale evaluations. Only
one review on this topic has been previously published,
however, this review only presents the studies done by
Ishikawajima-Harima Heavy Industries [6].
There are no full-scale plants using oxy-fuel
combustion in operation. However, laboratory work
and theoretical studies have provided understanding of
the relevant design parameters and operational issues.
Globally there have been some investigations in pilot-
scale facilities in the United States, Canada, Europe,
and Japan, viz., Air Liquide (US), CANMET (Canada),
International Flame Research Foundation (IFRF), and
Ishikawajima-Harima Heavy Industries (IHI), which
have been used to study the technology. Studies have
also assessed the feasibility and economics of retrofits
and new power plants.
Several recent assessments have compared oxy-fuel
technology with post-combustion capture and IGCC
technologies for CO2 abatement cost. These studies,
which are summarized in this paper, indicate that oxy-
fuel combustion is a favourable option but that the
comparison depends on the plant considered and the
associated emissions technologies employed, which are
determined by the regulation regimes of different
countries.
2. Oxy-fuel technology description
Conventional pf coal-fired boilers use air for
combustion in which the nitrogen from the air
(approximately 79% by volume) dilutes the CO2
concentration in the flue gas. The capture of CO2
from such dilute mixtures using amine stripping is
relatively expensive (e.g. [7,8]). During oxy-fuel
combustion, a combination of oxygen typically of
greater than 95% purity and recycled flue gas is used for
combustion of the fuel. By recycling the flue gas, a gas
consisting mainly of CO2 and water is generated, ready
for sequestration without stripping of the CO2 from the
gas stream. The recycled flue gas is used to control
flame temperature and make up the volume of the
missing N2 to ensure there is enough gas to carry the
heat through the boiler [9]. A general flow sheet is
provided in Fig. 1.
The characteristics of oxy-fuel combustion with
recycled flue gas differ with air combustion in several
aspects including the following:
† To attain a similar adiabatic flame temperature the
O2 proportion of the gases passing through the
burner is higher, typically 30%, higher than that for
air of 21%, and necessitating that about 60% of the
flue gases are recycled.
† The high proportions of CO2 and H2O in the furnace
gases result in higher gas emissivities, so that
similar radiative heat transfer for a boiler retrofitted
to oxy-fuel will be attained when the O2 proportion

B.J.P. Buhre et al. / Progress in Energy and Combustion Science 31 (2005) 283–307286
of the gases passing through the burner is less
than 30%.
† The volume of gases flowing through the furnace is
reduced somewhat, and the volume of flue gas (after
recycling) is reduced by about 80%.
† The density of the flue gas is increased, as the
molecular weight of CO2 is 44, compared to 28
for N2.
† Typically, when air-firing coal, 20% excess air is
used. Oxy-fuel requires a percent excess O2 (defined
as the O2 supplied in excess of that required for
stoichiometric combustion of the coal supply) to
achieve a similar O2 fraction in the flue gas as air
firing, in the range of 3–5%. [10]
† Without removal in the recycle stream, species
(including corrosive sulphur gases) have higher
concentrations than in air firing.
† As oxy-fuel combustion combined with sequestra-
tion must provide power to several significant unit
operations, such as flue gas compression, that are
not required in a conventional plant without
sequestration, oxy-fuel combustion/sequestration is
less efficient per unit of energy produced. However,
it is more efficient than a conventional plant with
sequestration due to the significant energy required
to scrub a dilute gas stream prior to compression.
Most evaluations and studies on oxy-fuel technol-
ogy are concerned with the application of coal-fired
pulverised fuel boilers to produce a CO2 rich stream
ready for sequestration. Other studies have con-
sidered its application for oil and gas fired power
plants [11,12].
Coal-fired oxy-fuel combustion has been evaluated
for a number of purposes for some years. In 1982,
the technology was proposed for coal-fired processes
by Abraham to generate CO2 for Enhanced Oil
Recovery [13]. In metal heating furnaces, recycling
of hot recycled flue gas (RFG) was suggested to
reduce furnace size and NOx emissions [14]. More
recently, the driver for studies into oxy-fuel
combustion is two-fold:
(1) Generation of a CO2 gas stream suitable for
sequestration
(2) The potential to reduce cost of pollutant emission
control, with the emphasis on NOx.
There are several process variations, which deter-
mine the unit operations of the detailed flow sheet and
the conditions of the streams, as determined by the
following issues:
† Is the plant purpose built or is it a retrofitted plant?
† What O2 proportions is optimum in the oxidant gas?
† What is the desired CO2 proportion in the product
gas?
† Will CO2 be fully or partially sequestered, and to
what extent must the flue gas be cleaned by de-NOx,
de-SOx or de-Hg plant?
A recent emphasis has been to apply the technology
to obtain a high CO2 concentration from coal
combustion (e.g. [15–19]). Oxy-fuel combustion has
been demonstrated at pilot-scale and CO2 formed
during gasification is currently used commercially for
enhanced oil recovery (EOR), particularly in the United
States [20].
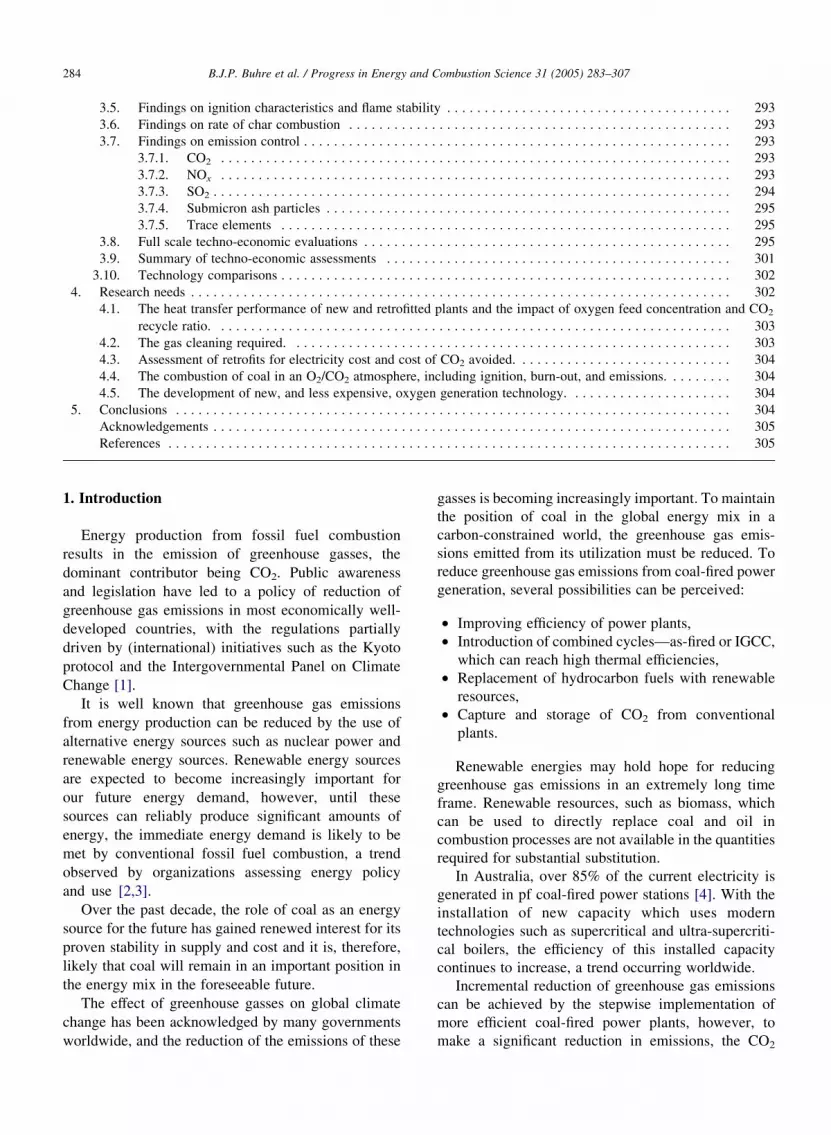
A schematic of a pf coal fired oxy-fuel boiler is
shown in Fig. 2 (adapted from [21]). Oxygen is
separated from air and then mixed with a recycle
stream of flue gases from the boiler. Fuel is fired in
the resulting gas stream and the flue gases are
partially recycled. Water vapour is condensed from
the flue gases to produce a stream of high purity
supercritical CO2.
Oxy-fuel combustion and CO2 capture from flue
gases is a near-zero emission technology that can be
adapted to both new and existing pulverised coal-fired
power stations. In oxy-fuel technology the concen-
tration of carbon dioxide in the flue gas is increased
from approximately 17 to 70% by mass. The carbon
dioxide can then be captured by cooling and com-
pression for subsequent transportation and storage. In
this form oxy-fuel combustion involves modification to
familiar pf coal technology to include oxygen separ-
ation, flue gas recycling, CO2 compression, transport,
and storage. The addition of these operations does bring
possible reduction in availability. The extra cost
associated with implementing sequestration will also
increase capital and operating costs.
CO2 sequestration is an area undergoing strong
development in research and development and will not
be discussed in great detail in this paper. However, it is
noted that there are several methods of CO2 sequestra-
tion which lead to different requirements with respect to
the purity of the gas to be sequestered. Although, all
sequestration options have different requirements with
respect to CO2 purity, the energy requirement for CO2
compression is in all cases reduced as the purity of the
CO2 increases. The following sequestration options are
typically considered:
† Enhanced Oil Recovery (EOR); CO2 can be utilized
in depleted oil and gas reservoirs to increase their

CO2
Intercooler
Compressor
Pre-cooler
Filter
ESP
Stack
ASUOxygen
Pre-heater
Feed water heaterG
as-G
as H
eate
r
GRF/FDFPrimaryFan
Mill
Boiler
Oxygen
Air Intake
Fig. 2. Pulverized coal-fired power plant using oxy firing combustion (adapted from [21,80]).
B.J.P. Buhre et al. / Progress in Energy and Combustion Science 31 (2005) 283–307 287
production; EOR has been widely applied in the
United States, and there were 84 applications of this
technology worldwide in 2003 (e.g. [22]),
† Enhanced Coal Bed Methane (ECBM) production;
by injecting CO2 in unmineable coal seams,
methane can be recovered during the process,
which can then be used for power generation [23].
Coal Bed Methane (CBM) extraction is becoming a
common technology but Enhanced CBM is rare.
† Ocean storage; the ocean is a natural carbon sink
and has significant CO2 storage potential, however
the full impact of CO2 storage and absorption into
the ocean is not completely understood yet [24],
† Storage in deep saline aquifers; storage of CO2 in
deep saline aquifers is a particularly promising
option because of the very large storage potential
and the widespread occurrence of saline aquifers in
the vicinity of large scale CO2 generation sites
worldwide [23]. To date no large scale applications
have been demonstrated.
3. Technology status
There are no full-scale plants using oxy-fuel
combustion in operation. However, theoretical studies
combined with laboratory and pilot-scale studies have
provided an understanding of the relevant design
parameters and operational issues. Some practical
aspects, such as the availability and load following
capability of oxy-fuel plants, are significant issues
requiring demonstrations and full-scale plant
experience.
3.1. Design and operational issues
Several design and operational issues have been
identified in literature. These issues can be categorised
as follows:
3.1.1. Heat transfer
By recycling the CO2 (and possibly H2O) from the
outlet back to the furnace inlet, several changes in heat
transfer can be expected due to the changes in gas
properties. These changes are affected by two main
properties that change during oxy-fuel combustion:
† Gas radiative properties, and
† Gas thermal capacity.
During oxy-fuel combustion, the concentration of
tri-atomic gas molecules in the flue gas increases
drastically and will change the emissivity of the gas.
The major contributor of the heat transfer from a flame
from conventional fuels (and conventional combustion)
is thermal radiation from water vapor, carbon dioxide,
soot, and carbon monoxide [25]. When the concen-
tration of carbon dioxide and water vapor is increased
significantly, such as is the case for oxy-fuel
combustion, the radiative heat transfer from the flame
will change. Tri-atomic molecules absorb and emit

B.J.P. Buhre et al. / Progress in Energy and Combustion Science 31 (2005) 283–307288
radiation in bands corresponding with a change in their
occupancy of a particular energy level. To calculate the
flame emissivity accurately, the absorption and emis-
sion of these bands should be calculated. However,
typical heat transfer calculations use a ‘three grey-one
clear gas’ model to estimate flame emissivity [25,26].
Traditionally, this model is based on conventional
flames with conventional partial pressures of CO2 and
H2O. To calculate the radiative heat transfer from a
flame resulting from oxy-fuel combustion, the ‘three
grey-one clear gas’ model should be validated and/or
modified or replaced by a more accurate band model.
Carbon dioxide and water vapor have high thermal
capacities compared to nitrogen. This increase in
thermal capacity increases the heat transfer in the
convective section of the boiler. However, the amount
of gas passing through the boiler in the oxy-fuel case is
lower, and increased heat transfer in the radiative
section of the boiler results in lower gas temperatures
entering the convective pass. Both of these factors will
act to lower the heat transfer in the convective section
of the boiler. The heat transfer in the radiative and
convective sections of the boiler will need to be
optimized to ensure efficient operation. Different
authors have observed conflicting heat transfer results
due to this required optimization. However, for a
retrofit where furnace heat transfer is matched and a
given flue gas oxygen concentration, the oxy-fuel case
will result in a lower furnace exit gas temperature [10].
3.1.2. Environmental issues; gaseous emissions
Gaseous pollutant formation and emissions change
somewhat during oxy-fuel combustion; the SOx
emissions per tonne of coal combusted are essentially
unchanged; NOx emissions generated per unit energy
are reduced as the recycled NO is reduced or reburned
as it is recirculated through the flame. The effect of oxy-
fuel combustion on trace elements emissions and on fly
ash size distribution have not yet been experimentally
determined, however, it can be expected that the
behaviour of certain minerals (in particular carbonates)
will be affected by the change in environment. (The
decomposition temperature of carbonates will be
increased due to the high carbon dioxide partial
pressures in oxy-fuel [27]). The changes in gaseous
pollutant formation during oxy-fuel combustion have
been analysed by several researchers and is discussed in
more detail in the following sections.
The final compression and liquefaction of the CO2
will result in a stream of non-condensables, which will
include any N2 or Ar in the oxygen stream supplied by
the oxygen plant and resulting from air leakage into
the boiler, excess oxygen from the combustor, and NOx
and SO2. This stream will need to be handled in order to
meet environmental regulations relating to NOx and
SOx emissions, an issue which greatly affects required
unit operations.
3.1.3. Ash related issues
During oxy-fuel combustion, the oxygen concen-
tration in the gas is elevated (around 30% by
volume), which increases particle combustion tem-
perature. This increase in the particle combustion
temperature will affect the associated vaporization of
elements. The vaporised elements often serve as a
bonding agent for ash deposits in the boiler and thus
could affect boiler operation. The effect of oxy-fuel
combustion on submicron ash formation has been
researched [28], however, no studies have been
found that asses its possible impact on deposit
formation and structure.
3.1.4. Combustion; ignition and flame stability
Several studies, with the emphasis on pilot-scale
facilities, have indicated problems with flame stability
and ignition. The discussion below summarises the
results of these aspects in more detail.
3.2. Laboratory studies
After being initially proposed in 1982 and further
stimulated by its promising technology of CO2
sequestration for pulverised coal-fired power plants,
oxy-fuel combustion has attracted great interest in
studies around the world. Laboratory-scale studies
covered many scientific and engineering fundamental
issues on the application of this technology, mainly on
the combustion characteristics and coal reactivity, heat
transfer and emissions. A summary of studies found in
the open literature and their research contents is listed
in Table 1.
3.3. Pilot-scale studies
Laboratory-scale studies are useful in the research to
establish effects on the combustion characteristics.
However, they are not able to adequately simulate
aspects such as heat transfer characteristics and to some
extent, pollutant formation. Pilot-scale studies are far
more effective for this purpose. Table 2 lists some of the
pilot-scale evaluations of oxy-fuel combustion reported
in literature.
Below follows a brief description of the different
studies and their main findings:

Table 1
Summary of laboratory studies
Focus of study Research conditions Reference
Ignition characteristics and flame
propagation speed
Flame propagation in coal-dust clouds in a microgravity facility; Experiments
were carried out in O2/CO2, O2/N2 and O2/Ar atmospheres at oxygen
concentrations ranging between 20 and 95%
[6,31]
Char combustion reactivity and effect
of CO2 presence
Atmospheric and a pressurised thermogravimetric analyses were done using
varying heating rate and O2 (0–100%) concentrations in mixtures of O2–CO2 and
O2–Ar
[49,50]
Char combustion reactivity at
temperatures prevailing in practice
Pulverised coal particles were burned in an entrained-flow reactor, at a gas
temperature of w1700 K and over oxygen concentrations in N2 ranging from 6 to
36%.
[51]
NOx reduction mechanisms in coal
combustion Wwith recycled CO2
Pulverised coal particles were burned in a flat CH4 flame (entrained-flow reactor)
at an oxygen concentration of 21% with varied CO2 concentration in Ar and at a
flame temperature of 1450 K.
[55]
Reduction of recycled NOx at low recycling
ratio and the effects of fuel equivalent ratio,
recycling ratio, coal properties
Pulverised coal particles combust in an entrained-flow reactor at a recycling ration
of 0–0.4 and a temperature of 1123–1573 K.
[52,56,57]
Sulphation of limestone and influences
of various factors on SOx formation
Desulphurization reaction was performed on a fixed bed reactor with a model flue
gas (10% O2 and 80% CO2) at temperatures of 1013–1363 K; CaSO4
decomposition was studied on an entrained-flow reactor with model flue gas
(O2: 0–30%, CO2: 0–100%) at a temperature of 1400–1600 K); and modelling
approach was also used.
[59,60]
CO/CO2 ratio inside char particles A detailed char particle combustion model was used to calculate the CO/CO2 in
char particle and to simulate influence of the variation of CO2 and O2 in the bulk gas.
[28]
Environmental assessment of coal
combustion in O2/CO2 mixture
compared with that in air
Equilibrium calculation was carried out with F*A*C*T to assess the emissions of
SOx, NOx, CO and trace elements, and the ash composition of coal combustion in
O2/CO2 compared to those in air.
[58]
Heat transfer assessment of retrofit The convective and radiative heat transfer in an existing boiler was modelled
using HYSYS to determine the impact of retrofit to oxy-fuel combustion.
[46,47]
Heat transfer assessment of retrofit CFD code combined with a band model to estimate gas emissivity was used to
assess the possibility of retrofitting an air-fired boiler for oxy-fuel combustion.
[45]
B.J.P. Buhre et al. / Progress in Energy and Combustion Science 31 (2005) 283–307 289
The earliest study of coal oxy-fuel combustion in a
pilot-scale furnace was carried out for the Argonne
National Laboratory (ANL) by the Energy and Environ-
mental Research Corporation (EERC) in their 3 MW
pilot facility (cited by [18,29]). The objective of the study
was to characterise the operational issues and to provide a
basis for scaling to full scale. The main findings were:
† With wet recycle, an oxygen concentration of 23.8%
through the burners matched the overall heat transfer
performance of the air firing case. With dry recycle,
the oxygen concentration needed was 27%. The
standard boiler operation practice can be used to
compensate for the deviations of the recycle ratio of
G0.4 from the optimal values.
† The comparable performance and operability of oxy-
fuel combustion were confirmed. Oxy-fuel combus-
tion had a similar in-furnace gas temperature profile
as the normal air-fired combustion. It was found that
oxy-fuel combustion had lower NOx (a decrease of
50%) and SOx emissions, and a high carbon burnout
compared to air firing. No unit basis was given for
the stated SOx and NOx reductions.
† No operational difficulties were found for oxy-fuel
combustion. Therefore the conclusion of the EERC
study was that oxy-fuel combustion ‘may be applied
successfully as a retrofit to a wide range of utility
boiler and furnace systems’
An extensive study done by the International Flame
Research Foundation (IFRF) was done to evaluate the
combustion of pulverised coal in a mixture of O2 and
recycled flue gas with the primary consideration of
retrofitting an existing pf boiler, while increasing CO2
concentration to above 90% for enhanced oil recovery or
CO2 capture [30]. The following conclusions were
drawn:
† Oxy-fuel combustion was technically feasible in a
single wall-fired burner management.
† The optimised oxy-fuel combustion flame yielded
similar radiative and convective heat transfer

Table 2
Summary of pilot-scale studies
Organisation Furnace used Focus of study Reference
EERC and ANL,
USA
10 Million Btu/h utility boiler pilot facility † Demonstrating the technical feasibility of the
CO2 recycle boiler
[29,81,82], Cited
by [18]
† Determining the ratio of recycle gas to O2 for
achieving heat transfer performance similar to air
firing
† Quantifying the observable operational changes
such as flame stability, pollution emissions, and
burnout
† Providing a basis for scaling experimental results
to commercial scale
IFRF, Holland IFRF furnace #1: 2.5 MW, the furnace with
internal square cross-section of 2!2 m and 6.
25 m long and an air-staged swirl burner
† Evaluating the combustion of pulverised coal
during oxy-fuel combustion for retrofitting existing
pulverised coal fired boilers to maximise the CO2
concentration in flue gas.
[30]
† Optimising oxy-fuel combustion conditions to
yield similar radiative and convective heat transfer
performance to air firing
† Evaluating the impact of oxy-fuel combustion on
furnace performance, including flame ignition and
stability, heat transfer, combustion efficiency, pol-
lutant emissions, compared to air operation
IHI, Japan IHI’s 1.2 MW combustion-test furnace: a
horizontal cylinder furnace with 1.3 m inner
diameter and 7.5 m length and a swirl burner
† Combustion characteristics of pulverised during
oxy-fuel combustion
[6,17,31–33,83]
Air liquide,
B&W, USA
1.5 MW pilot-scale boiler with air staged
combustion system
† Demonstrating the technical feasibility of con-
version from air firing to oxy-fuel combustion for
large scale boiler
[19,34]
† Highlighting the impacts of oxy-fuel combustion
process on pollutant (NOx, SO2 and Hg) emissions
and boiler efficiency
CANMET,
Canada
CANMET vertical combustor research facility
(0.3 MW): A cylindrical, down-fired and
adiabatic vertical combustor with an inner
diameter of 0.60 m and a length of 6.7 m.
† Pulverised coal combustion behaviours in var-
ious O2/RFG mixtures, compared with air combus-
tion
[16,36–38]
† Demonstrating the technical factors on the
combustion performance
B.J.P. Buhre et al. / Progress in Energy and Combustion Science 31 (2005) 283–307290
performance to normal air operation, and also yielded
in-flame gas composition trends, combustion per-
formance, flame length and flame stability compar-
able to normal air combustion. The optimum ratio for
recycled flue gas was 0.61 (using the flue gas to
transport the coal, equivalent to 48.5% O2 in
secondary comburent and 3.9% O2 in flue gas), but
was dependent on coal type and combustion facility.
† Oxy-fuel combustion was able to achieve the
combustion performance (e.g. combustion effi-
ciency and pollution emissions) similar to air
operation, and was therefore applicable for pf
boiler retrofitting. The maximum flue gas CO2
concentration was 91.4% or even higher under
fully optimised conditions.
† Oxy-fuel combustion significantly decreases NO2
emissions (mg/MJ coal). Low NOx burner
technology was also demonstrated to be viable
using oxy-fuel combustion technology.
Kiga and co-workers conducted a feasibility study of
CO2 recovery in oxy-fired pulverised coal fired power
plants through investigating the characteristics of
pulverised coal combustion during oxy-fuel combustion
[6,17,31–33]. The studies indicated that:
† Oxygen concentration should be high to raise the
adiabatic flame temperature during oxy-fuel com-
bustion to match that in air combustion. Low oxygen
concentration might lead to an unstable and dark
flame and an unexpected high unburnt carbon in ash
[17]. Pure O2 injection at the centre of the burner
improved the flame stability and decreased the
unburnt carbon content of the ash [17,33].

ESP
Stack
DeNOxDeSOxDeHG
FGR
FGR
FGBoiler
TO
Coal + PO
O2
SO
CO2 capture
Fig. 3. Flowsheet for the Air Liquide study (adapted from [34]).
0
20
40
60
80
100
120
Air-case Oxy-case 1 Oxy-case 2
Unstaged Staged US Regulation100
63
47
29 3124
Fig. 4. Pilot scale results comparing air and O2 combustion NOx levels
(the baseline value in air firing case is 100), adapted from [34].
B.J.P. Buhre et al. / Progress in Energy and Combustion Science 31 (2005) 283–307 291
† NOx conversion (the ratio of fuel nitrogen converted
to NOx) was found to be much lower than that in air
combustion (to about 25%), although it increased
with increasing oxygen concentration [17,31]. It was
concluded that the NOx reduction in oxy-fuel
combustion is due to the rapid reduction of the
recycled NOx into HCN and NH3 in the flame [33].
Gas staging can further decrease the NOx conversion,
while the decrease is less than that in air combustion
[31].
† SOx (reported as S kg/h at a set coal feed rate of
100 kg/h) emission decreased due to the conden-
sation of sulphates in the ducts and the absorption of
sulphur in the ash [31].
A study by Air Liquide together with The Babcock &
Wilcox (B&W) Company demonstrated the combustion
process based on O2 enriched flue gas recirculation for
pf power plant to provide an easy-to-implement option
for multi-pollutant control, including CO2 capture
suitable for retrofitting existing pf boilers [19,34]. The
study was based on a proposed flow sheet for new power
plants shown in Fig. 3.
An American coal was burned in the 1.5 MWth
B&W Small Boiler Simulator and the following
conclusions were drawn:
† A smooth transition from air to oxygen combustion
with favourable flame stability and heat transfer
characteristics could be achieved.
† The experiments showed that the technology
generates significantly less NOx than air firing,
with staged combustion being below the
0.15 lb/MMBtu New Source Performance Standards
required in the US for units installed or modified
after July 1997 [35] (0.15 lb/MMBtu is indicated in
Fig. 4).
† The tests also show effective removal of SOx using
conventional wet FGD equipment, and reported
significant reduction of Hg emission in the oxygen-
fired cases, of the order of around 50% [34]. It must
be noted that these findings were preliminary, and
that these results would need be confirmed in later
studies. To date, these findings have not been
confirmed and must be considered unreliable.
† A great reduction in unburnt carbon in fly ash was
achieved, resulting in improvement in boiler
efficiency due to the use of oxygen.
The Canadian CANMET organisation has a long
history in experimental results and modelling of the oxy-
fuel technology. In their 0.3 MW capacity pilot-scale
combustor, the coal combustion behaviour in various
mixtures of oxygen and CO2 were studied to demon-
strate the effects of several factors on combustion
performance. The factors include oxygen concentration
or recycled ratio, O2 purity, wet/dry recirculation, and
burner performance. The experiments covered the O2
concentration in the feed gas in the range of 21–42%
[16,36,37]. The experimental results were compared
with modelling in CFD code to assess the value of the

B.J.P. Buhre et al. / Progress in Energy and Combustion Science 31 (2005) 283–307292
code for future development [38]. The following
conclusions were drawn:
† CO2 concentration in the flue gas achieved close to
the theoretical value (average 92%)
† Increasing the inlet oxygen concentration increases
the flame temperature. The flame temperature
equivalent to that in air combustion was achieved
with about 35% O2 in the feeding gas. The oxygen
purity (less than 5% N2 in the O2/CO2 mixture) has
no significant effect on the flame temperature.
† NOx emission (mass per unit of energy released from
the coal) decreases compared to that in air
combustion. The reduction was shown to depend
on the oxygen concentration due to the change in the
flame temperature and if recycle occurred and
decreased to less than one third of the emissions
produced in air combustion. However, the difference
decreases significantly even if as little as 3% N2
presented.
† SO2 emission (mass per unit of energy released from
the coal) was not affected significantly by the
variations of O2 or CO2 concentration. The decrease
in SO2 during oxy-fuel combustion is due to SO3
formation and subsequent sulphur retention.
† CO concentration is not a considerable problem.
Increasing the oxygen concentration decreased the
CO emission. The decrease of CO concentration
along the flame is slower compared to air combus-
tion because of high CO2 gas concentration in oxy-
fuel combustion.
† The experimental results compared well with the
modelling efforts, indicating that CFD code could be
used for exploring oxy-fuel concepts.
The previously described experiments were done
using a synthetic mixture of CO2 and O2. Currently, the
facility is being converted to use recycled flue gas and to
determine the effects of moisture, ash, and other
pollutants on the flame characteristics [39]. Initial
investigations using this converted facility suggests
mercury emissions (mass per unit energy released by the
coal) are not changed [40].
3.3.1. Summary of conclusions from pilot-scale studies
† The pilot-scale studies have demonstrated the
feasibility of pulverised coal oxy-fuel combustion
as a technology applicable to pf power plants for
CO2 recovery or capture. No major technical barriers
were found from pilot-scale studies.
† Oxy-fuel combustion technology can be
implemented as an effective retrofit technology for
pf boiler; however, it affects combustion perform-
ance and heat transfer patterns.
† Oxy-fuel combustion achieves clean coal combus-
tion, lowering NOx and possibly mercury emissions
on a basis of mass per unit of energy produced by the
coal and increasing CO2 concentration for recovery
or sequestration. Though the basis (mass per unit of
energy produced by the coal) selected by the pilot-
scale studies to present their results is useful, a far
more accurate basis would be per unit of electrical
energy produced. Oxy-fuel combustion to produce
electricity is far less efficient as the plant must drive
both an oxygen plant and gas compression, which
together typically result in a 9% reduction in plant
efficiency [41]. The expressions of emissions in
terms of concentration (ppm), though avoided by
most authors, is inappropriate as the gas volume is
dependent on gas oxygen concentration and the
recycle ratio. The total gas volume is generally less
in oxy-fuel combustion.
3.4. Findings on heat transfer assessments
Payne indicated that measured heat flux distri-
butions in pilot-scale facilities and calculated heat flux
distributions for full-scale boilers have been obtained
as a function of the amount of CO2 recycle and the
results compared with a baseline case of combustion
in air [42]. The performance of a boiler fired with air
is matched with an amount of flue gas recycle
sufficient to increase the oxygen content in the
‘synthetic air’ to about thirty percent on average,
with small differences at different positions along the
furnace length.
Preliminary heat transfer calculations for retrofits
have also been performed by the University of
Newcastle [43]. The calculations revealed that retro-
fitting of existing boilers with oxy-fuel technology
results in different heat transfer impacts. For the same
adiabatic flame temperature, furnace heat transfer
increases and convective pass transfer decreases. As
the furnace heat transfer is dependant on the furnace
size, the impact is scale (i.e. boiler size) dependant.
Changes to the plant or its operation may be required
to maintain design output by achieving a satisfactory
balance for heat transfer in the different sections of
the furnace. The balancing of heat transfer appears to
depend on the extent of drying of the recycle stream
[44].

B.J.P. Buhre et al. / Progress in Energy and Combustion Science 31 (2005) 283–307 293
Coelho and co-workers recognized the need to
change the gas radiative properties and included a
wide band model in their Computational Fluid
Dynamics (CFD) code [45]. The study concluded that
the capacity of the superheater section needed to be
increased to prevent a capacity reduction of about 5%,
and that a recirculation ratio of 71% resulted in similar
heat transfer profiles considering air leakage into the
boiler [45].
Zheng and co-workers modelled the heat transfer in a
boiler to assess the suitability of retrofitting an air-fired
boiler to oxy-fuel combustion [46,47]. The gas
emissivity was calculated from the correlations for
total gas emissivity for the water vapour and carbon
dioxide suggested by Leckner [48]. The studies
indicated that the lower and upper part of an air-fired
boiler can be made to perform properly without major
modification when converting from air firing to oxy-fuel
combustion [46].
3.5. Findings on ignition characteristics and
flame stability
Kiga and co-workers investigated the ignition
characteristics of pulverised coal in a CO2-rich
atmosphere by measuring the flame propagation speed
in a coal-dust cloud using a microgravity facility which
ensures a homogeneous distribution of coal particles and
avoids mixing by natural convection [31]. It was found
that the flame propagation speed in O2/CO2 environment
is lower than that in O2/N2, which was attributed to the
higher heat capacity of CO2 compared to that of N2. The
higher heat capacity has also been attributed to delayed
flame ignition in oxy-fuel combustion [17,31].
The potential changes in flame stability and pollutant
formation were also noted by other researchers [16,42].
Flammability limits and flame speeds are affected by the
substitution of CO2 for N2 and it was concluded that
CO2 has an inhibitory effect on flame stability. During
pilot-scale experiments, no problems in flame stability
were encountered after addition of a pure oxygen stream
into the combustor [36]. Flame ignition is therefore
delayed in oxy-fuel combustion, but the significance is
related to burner throughput.
3.6. Findings on rate of char combustion
The elevated CO2 concentration surrounding the
burning char particles could result in gasification
reactions contributing to the char mass loss. Varhegyi
and co-workers observed that the kinetics of the char
with O2 reaction was not influenced by the presence of a
high amount of CO2 both in an atmospheric thermo-
gravimetry [49] and in a pressurised thermogravimetry
(Varhegyi and Till, 1999). They measured the reaction
rate of the coal char in O2–CO2 mixtures with varying
O2 concentrations. The negligible effect of CO2 on the
char reaction rate was attributed to the much lower
reaction rate of the char-CO2 reaction than that of char-
O2 [49,50], at the low reaction temperatures 400–900 8C
used in the experiments.
Shaddix and Murphy found that gasification reaction
of the char by CO2 becomes significant under oxygen-
enriched char combustion at temperatures prevailing in
practical processes [51]. Experiments were performed to
burn coal particles in Sandia’s entrained-flow reactor at
a gas temperature of w1700 K and oxygen concen-
trations in nitrogen ranging from 6 to 36%. A char
combustion model, which considered CO oxidation in
the particle boundary layer, was used to interpret the
experimental data, demonstrating that significant CO
oxidation in the boundary layer occurred for results at
high oxygen levels and higher char combustion
temperatures. Model calculations indicated that the
observed char particle temperatures and mass loss rates
under oxygen-enriched char combustion could be
matched well when the char-CO2 reaction was included.
3.7. Findings on emission control
3.7.1. CO2
Laboratory studies indicated that the CO2 concen-
tration in the flue gas of a pulverised coal fired boiler
could reach concentrations higher than 95% during oxy-
fuel combustion [52]. However, the CO2 concentration
attained during pilot-scale experiments is lower due to
air leakage into the furnace; CANMET reported a CO2
purity in their furnace of 92%, 91.4% was attained in the
IFRF furnace, and a maximum of 80% was attained in
the B&W Small Boiler Simulator.
3.7.2. NOx
In the United States, the reduction in NOx formation
is an important driver for research on oxy-fuel
combustion [53]. Government regulations are continu-
ally restricting the allowable level of emissions. If
implemented, the Clear Skies Act would impose more
stringent NOx emission restrictions on power stations in
the United States; in 2008, a cap of 0.17 lb/MM.Btus
and in 2018, a cap of 0.14 lb/MM.Btus is required, on
average for power generators [54]. In 2000, emission
rates of 0.40 lb/MM.Btus were required. Several studies

B.J.P. Buhre et al. / Progress in Energy and Combustion Science 31 (2005) 283–307294
have indicated a significant reduction in NOx emission
resulting from oxy-fuel technology is possible,
suggesting oxy-fuel is a potential technology that
could achieve the required future emission reductions.
During oxy-fuel combustion, the amount of NOx
exhausted from the system can be reduced to less than
about one-third of that with combustion in air [17,37].
The NOx reduction is thought to be the result of several
potential mechanisms [55]:
(1) Decrease thermal NOx due to the very low
concentration of N2 from air in the combustor,
(2) The reduction of recycled NOx in the volatile matter
release section,
(3) Reburning; the interactions between recycled NOx
and fuel-N and hydrocarbons released from coal
may further decrease NOx formation.
Okazaki and Ando used a bench-scale reactor to
examine the effects of the latter two factors during oxy-
fuel combustion with an O2 concentration of 21% (i.e.
recycling ratio as high as 80%) at a maximum flame
temperature of 1450 K [55]. They concluded that the
reduction of recycled NOx is the dominant mechanism
for the reduction in NOx emissions. They estimated that
more than 50% of the recycled NOx was reduced when
80% of the flue is recycled.
Hu and co-workers studied the reduction of recycled-
NOx during oxy-fuel combustion at low recycle ratios
(i.e. high O2 concentration) ranging from 0 to 0.4 [56]. It
was found that the reduction efficiency of recycled-NO
increases with increasing fuel equivalence ratio ((Fuel/
Oxidiser)/(Fuel/Oxidiser)Stoic) and recycling ratio. They
also observed that the reduction efficiency varied from
about 10% at a fuel equivalence ratio less than 0.5 to
nearly 80% at a fuel equivalence ratio of 1.4. The NO2
recycle was found to follow similar trends to the NO
recycle.
Hu also studied the effect of coal properties on the
recycled-NOx reduction [57]. The relative release rate of
nitrogen to volatile matter and the ratio of volatile
nitrogen to char nitrogen are critical in predicting the
emissions of NOx especially in fuel lean environments.
They also investigated the effects of the O2 concen-
tration and gas temperature on NOx emissions finding
that NOx produced per gram of coal fed decreased with
increasing equivalence ratio but for the same equivance
ratio and low oxygen concentrations (i.e. high recycle
ratios) the NOx produced was lower [52]. Increasing the
gas temperature by 400 K at an equivalence ratio of 1,
doubled the NOx produced per kg of coal fed, at all
oxygen concentrations tested. At an oxygen
concentration of 20% in the gas stream and increasing
the gas temperature and decreasing the equivalence
ratio, the NOx produced per kg of coal increased
dramatically (eight times).
It should be mentioned that the above discussions on
the reduction of NOx emission referred to the emission
amount, e.g. mass per unit energy produced from coal
used by Croiset and Thambimuthu [37] or mass per kg
of coal fed. The emission concentration of NO2 (in ppm)
may be higher compared to air combustion due to the
recycle of NO2 in the recycled flue gas, the smaller
amount of flue gas produced on oxy-fuel combustion
and the lower efficiency of oxy-fuel combustion due to
the associated energy requirements of the oxygen plant
and compression unit operations.
3.7.3. SO2
It has been found that oxy-fuel combustion can
decrease the SO2 emissions compared to that in air
combustion [37,52]. Croiset and Thambimuthu
observed that the conversion of coal sulphur to SO2
decreased from 91% for the air case to about 64% during
oxy-fuel combustion. The reason they suggested is that
high SO3 concentrations in the flue gas during oxy-fuel
combustion can result in sulphur retention by ash or
deposits in the furnace. SO2 concentration from oxy-fuel
combustion is known to be higher than that from air
combustion due to flue gas recirculation [36].
Contrary to experimental observations, thermodyn-
amic modelling has suggested that SOx emissions would
be unaffected during oxy-fuel combustion, being
governed only by oxygen concentration [58]. As
thermodynamic calculations assume equilibrium is
established, the conflicting results of these studies
suggest that the formation of SOx in either oxy-fuel
combustion or air combustion has not reached equili-
brium and is governed by rate limitations.
Potential corrosion of the furnace and CO2 transpor-
tation systems due to high SO2 concentrations in the flue
gas could result in the need for desulphurization of the
recycled flue gas for oxy-fuel combustion [18].
Liu et al studied in-furnace desulphurization during
oxy-fuel combustion, indicating a significant increase of
the desulphurization efficiency to about four to six times
as high as that of conventional air combustion [59,60].
This was attributed to longer residence times for
desulphurization, higher SO2 concentrations in the flue
gas and the inhibition of CaSO4 decomposition in the
high SO2 concentrations. They also observed that
limestone (used for sulphur absorption) displayed a
more porous structure as a result of the CO2 presence in
the gas during oxy-fuel combustion, resulting in direct

B.J.P. Buhre et al. / Progress in Energy and Combustion Science 31 (2005) 283–307 295
sulfation of sulphur onto the limestone, enabling better
sorbent utilization than in air combustion [59].
3.7.4. Submicron ash particles
A significant proportion of the submicron ash
generated during coal combustion is believed to be the
result of the vaporisation of refractory oxides [61,62].
These oxides are formed by the reduction of the oxides
to monoxides (e.g. SiO2(s)CCO(g)ZSiO(g)CCO2(g))
which are transported away from the burning particle.
As the monoxides diffuse away from the particle and
encounter oxygen, they re-oxidize to form a fume. The
reducing reactions occur in the locally reducing
environment inside burning char particles.
Krishnamoorthy and Veranth used a detailed char
particle combustion model to study the effect of bulk
gas composition (e.g. CO2 concentration) on CO/CO2
ratio inside a burning char particle [28]. They
indicated that increasing CO2 in the bulk gas
significantly changed the CO/CO2 ratio in the particle
which could affect the vaporization of refractory
oxides, as the concentration of the reducing gas
inside the particle increases.
3.7.5. Trace elements
Using F*A*C*T to assess the emissions of coal
combustion in O2/CO2, Zheng and Furimsky concluded
that the combustion medium had little effect on the
amount and type of the Hg-, Cd-, As-, and Se-containing
emissions in the vapour phase [58]. However, the gas-
phase concentrations of volatile constituents such as
mercury, selenium, and possibly arsenic are expected to
be higher for combustion in an O2/CO2 mixture than in
air. This results because the recycle stream contains
elevated concentrations of these species compared to
air. It appears that Zheng and Furimsky did not include
such elevated trace elements in the feed gas composition
for their calculations of combustion in a predominantly
CO2 environment.
3.8. Full scale techno-economic evaluations
Published studies to evaluate and assess full-scale
applications of oxy-fuel combustion are listed in
Table 3. These studies commonly provide technological
and economical assessments of oxy-fuel technology.
Most studies were based on a comparison of oxy-fuel
technology with air combustion and Mono-Ethanol-
Amine (MEA)/Methyl Diethanol-Amine (MDEA) CO2
scrubbing. The comparisons vary significantly in
presented costs, as the costs vary between different
countries (legislation, policies), and the basis of their
calculations (costs presented as cost per tonne of CO2
were avoided, or whether CO2 sequestration is
considered at all). As there has been little commercial
experience of gas compression of this magnitude, the
cost and efficiency penalties must be considered
uncertain. Sequestration (storage) of CO2 is even less
predictable as there has been no adequate large scale
demonstration to date. A description of publications on
the economic assessment of oxy-fuel combustion
technology follows.
Ishikawajima-Harima Heavy Industries Co (IHI) has
evaluated what they call ‘CO2 recovery type’ pf
combustion based on oxy-fuel combustion technology
[21]. The flowsheet configuration is provided in Fig. 2
with recycling of cold flue gas with:
† An ESP used for ash removal prior to the cold gas
recycle,
† A fabric filter used for gas cleaning prior to CO2
compression,
† The recycled flue gas is preheated by the flue gas in a
regenerative heat exchanger.
The study indicates that a compact boiler can be used
and that removal of NOx and SOx is not necessary. The
study also concluded that the optimum O2 level was
97.5% in the oxidant, based on minimising CO2
compression and liquefaction power. The efficiency
loss was approximately 9% for the energy required for
the Air Separation Unit (ASU) and for CO2 com-
pression, but the capital and operation cost was
substantially less than that for a standard pf plant with
amine absorption for CO2 recovery.
Chalmers University has evaluated the retrofit of an
865 MWe lignite fired power plant in Germany [63,64].
In the study covered by several theses of Chalmers
University, a cryogenic air separation unit was
integrated into the power plant to produce the oxygen
required for combustion [15,65,66]. The oxy-fuel
combustion retrofit and CO2 recovery decreased the
power output and the net electricity efficiency from
865.0 MW and 42.6% to 623.0 MW and 30.7%,
respectively. However, with all identified optimisation
possibilities in the whole system, the power output and
the efficiency increases to 34.3% and 696.7 MW,
respectively. The overall investment cost for the plant
was estimated to be similar as that for the air fired case
[65]. The reason for this similarity is that no
desulphurizing equipment is needed, but instead an
ASU and a flue gas treatment system are required for the
oxy-fuel combustion technology, and the costs for

Table 3
Summary of full-scale technology evaluations
Organisation Oxy-fuel combus-
tion application
Focus of study System features Techno-economic performance Reference
IHI, Japan 1000 MW super-
critical pulverised
coal-fired power
plant
Evaluating the thermal efficiency and
economy of a CO2 recovery power plant
by burning pulverised coal in O2/CO2
Oxygen generation: a cryogenic ASU
with a optimum oxygen purity of 97.5%
Recycle system: wet recycling used
with the recycling position after pollu-
tant controls
Pollutant controls: no DeNOx and no
DeSOx
Flue gas treatment: a filter for further
gas clean, a gas pre-cooler, and a
compressor
CO2 recovery and sequestration: O90%, direct underground deposal
Net electricity efficiency: 29.1%, while
those of conventional ones with and
without MEA scrubbing are 26.0 and
39.6%, respectively
Annual cost: 3.8 billion yen compared
to 11.3 billion yen of air-firing with
MEA
[21]
Air liquide Pulverised coal-
fired boilers (plant
sizes of 30, 100,
200, 500 MW) of
retrofitted or full
oxygen-fired
Comparing the capital and operating
costs of oxygen-fired pulverised coal
boilers for pollutant controls to the costs
of conventional air-fired boilers
Recycle system: flue gas recycled
before pollutant controls
Pollutant controls: no DeNOx, Hg
remoral, FGD
Flue gas treatment: not included
CO2 recovery and sequestration: not
analysed
Total annual cost is comparable to that
of conventional air-fired one, cheaper
for plants up to 200 MW
[19,75]
Chalmers Univer-
sity and Vattenfall
AB, Sweden
VEAG
2!933 MW
lignite-fired power
plant, Lippendorf,
Germany
Evaluating the overall process of an
O2/CO2 power plant to find options for
energy optimisation
Oxygen generation: a cryogenic ASU
with a oxygen purity of 95%
Recycle system: flue gas recycled from
the boiler between economiser and air
heater
Pollutant controls: no DeSOx
Flue gas treatment: a condenser, com-
pressors, a gas hydration unit, non-
condensable gas removal unit
Net electricity efficiency: 34.3 versus
42.6% for conventional air-fired one
Investment cost of the power plant is
same as that of conventional one
[15,63,65,66]
ALSTOM et al.,
USA
AEP’s 450 MW
Conesville Unit 5,
Conesville, Ohio
Evaluating the technical performance of
alternate CO2-capture and sequestration
technologies for an existing coal-fired
power plant
Oxygen generation: a cryogenic ASU
with a oxygen purity of 99%
Recycle system: about 2/3 flue gas
recycled after pollutant controls and a
gas cooler
Pollutant controls: FGD and no DeNOx
Flue gas treatment: a gas cooler, a CO2
compression and liquefaction system
CO2 recovery and sequestration: 94%
of CO2 recovery and 97.8% CO2
concentration
Net electricity efficiency: 23%, while
those of conventional ones with and
without MEA scrubbing are 21 and
35%, respectively
[7]
B.J.P
.B
uh
reet
al.
/P
rog
ressin
En
ergy
an
dC
om
bu
stion
Scien
ce3
1(2
00
5)
28
3–
30
72
96

ANL, USA Using ASPEN Plus model for develop-
ing a system, to characterise mass and
energy flows in the system and to assess
the costs of equipments and operation
Evaluating the fate of sulphur in the gas
path and the performance of sulphur
removal
Oxygen generation: a cryogenic ASU
with a oxygen purity of 99%
Wet recycle system
Pollutant controls: FGD and no DeNOx
Flue gas treatment: a gas dryer, non-
condensable gas removal system, a CO2
compression system
Supercritical CO2 pipeline delivery to
oil field
The total cost for pf plant with a retrofit
recycle was 69.9 US$/tonne CO2, the
cheapest among the studies fossil- and
non-fossil based energy cycles.
[18]
CANMET, Canada A typical 400 MW
pulverised coal
fired power plant
Assessing the techno-economic per-
formance of CO2 capture from an
existing power plant with MEA scrub-
bing and O2/CO2 recycle combustion
Oxygen generation: a cryogenic ASU
with a oxygen purity of 99.5%
Dry gas recycling
Flue gas treatment: a compressor and a
low temperature flash (LTF) unit to
capture CO2 in flue gas
CO2 recovery and sequestration: CO2
concentration is 98%
CO2 capture cost of O2/RFG is 35 US$/
tonne CO2 avoided (equivalent to 3.
3 cent/kWh), lower than 53 US$/tonne
CO2 avoided (equivalent to 3.3 cent/
kWh) of air combustion with MEA
scrubbing
[8,70]
MITI, Japan 600 MW power
plants
Assessing the performance of various
combinations of power generation, CO2
capture and sequestration technologies
for fossil power plants
Power generation: LNG C/C, Oxy-fuel
USC pf, O2-blown IGCC, air-blown
IGCC, RMF
CO2 capture: O2/CO2 combustion,
chemical absorptions MEA or MDEA
and physical absorptions SELEXOL or
PSA
CO2 sequestration: five options of
transportations and storage (three deep
sea injections and two underground
injections)
For oxy-fuel SUC pf with CO2 seques-
tration, the values are 22.5–31.6% and
1.7–2.1 times, respectively
[76]
BHP, Australia Assessing the costs, efficiency and CO2
abatement costs of various power
generation technologies
Power generation: SC pf, USC pf,
NGCC, Direct fired coal CC, IGCC,
wind.
CO2 capture for oxy-fuel USC pf
reduces the overall efficiency by about
9%, and reduces 18–20% sent out
electricity
Currently O2 USC pf would be the
lowest carbon capture and storage cost
Currently, O2 USC pf gives a CO2
abatement cost at 28–31% A$/tonne
CO2
[41]
Canadian clean
power coalition
(CCPC), Canada
New ‘Greenfield’
sites and three
retrofits
Assessing the most economic CO2
capture technology
Retrofit: Amine scrubbing vs oxy-fuel
combustion under future air emission
restrictions
Air-firing should be possible for the
oxy-fuel plant
No net loss of power sent out; auxiliary
power is supplied by new plant using
same technology as original plant
New plants (IGCC) are cheaper than
retrofits
Amine was cheaper than oxy-fuel; full
airfiring capacity results in large gas
stream and gas cleanup equipment No
details provided except in confidential
reports
[77,78]
B.J.P
.B
uh
reet
al.
/P
rog
ressin
En
ergy
an
dC
om
bu
stion
Scien
ce3
1(2
00
5)
28
3–
30
72
97

B.J.P. Buhre et al. / Progress in Energy and Combustion Science 31 (2005) 283–307298
these balance each other. Vattenfall is currently
pursuing oxy-fuel combustion as a highly interesting
option for lignite-based power generation with CO2
capture, as indicated in their later studies and the active
role of Vattenfall as coordinator for the ongoing EU
project ENCAP (ENhanced CAPture of CO2) [67].
ALSTOM together with ABB Lummus Global Inc,
American Electric Power, National Energy Technology
Laboratory and Ohio Coal Development Office con-
ducted a comprehensive study to evaluate the technical
feasibility and cost of three CO2 capture and sequestra-
tion technologies applied to an existing 450 MW US
bituminous coal fired power plant [7,68,69]. The
comparison comprised the following options:
(1) Air combustion and CO2 separation with MEA
absorption,
(2) Oxy-fuel combustion,
(3) Air combustion with CO2 separation by MEA/M-
DEA absorption.
ALSTOM developed a computer simulation of oxy-
fuel combustion and used this to evaluate technical and
economic issues, including boiler performance and plant
efficiency, heat transfer characteristics, etc. The flow
diagram of oxygen-firing technology is shown in Fig. 5,
and is similar to that considered by IHI. The main
difference is that the ALSTOM flowsheet contains a flue
gas desulphurizer (FGD) and gas cooler before the
recycle stream, while the IHI flowsheet did not consider
an FGD and the gas cooler was situated after the
recycle point. Additionally, the location of the feedwater
pre-heater and the oxygen heater is somewhat different
in the two configurations.
ESP
ASU
OxygenPre-heater
Gas
-Gas
Hea
ter
GRF/FDFPrimFan
Mill
Boiler
Oxygen
ID Fan
Air Nitroge
Fig. 5. Simplified gas side process flow diagram for CO2 separ
The main findings of the ALSTOM study can be
summarised as follows:
† Technically, the oxy-fuel combustion for CO2
capture is comparable to that of air-firing with
MEA and MEA/MDEA for CO2 capture. For an oxy-
fuel combustion retrofit, no major technical barriers
have been observed and no major boiler system
modifications are necessary except those controlling
air in-leakage.
† The boiler efficiency increases from 88.13% for
conventional air firing to 90.47% during oxy-fuel
combustion, based on the same coal feed rate, due to
the addition of an oxygen heater and a parallel
feedwater heater. The plant thermal efficiency
decreases from 35% in the case of normal air-firing
to 23% in the case of oxy-fuel combustion. This is
mainly the result of the energy requirements of the
air separation unit and the CO2 compression and
liquefaction system. The efficiencies of the air-fired
plants with MEA and MEA/MDEA scrubbing are
comparable with values of 21 and 22.9%, respect-
ively.
† For the oxy-fuel combustion case, with two thirds
of the flue gas recycled, the heat transfer in the
retrofitted furnace (referred to the radiation heat
transfer) increases by amounts in the range of 6%
for upper furnace wall to 13% for superheater
panels, while the heat transfer in the convection
pass decreases in the range of 1% for economiser
to 8% for low temperature superheater, compared
to an air fired furnace with the same coal
feed rate.
FGD System
Stack
Feed water heater
ary
Direct ContactGas Cooler
BoosterFan
CO2compression& liquefaction
system
Lime FGD Solids
n
ation with oxygen firing adapted from Nsakala et al. [7].

B.J.P. Buhre et al. / Progress in Energy and Combustion Science 31 (2005) 283–307 299
† The CO2 recovery reaches about 94% during oxy-
fuel combustion, comparable to the values of 96
and 91% of the air-fired systems with MEA and
MEA/MDEA absorptions, respectively.
Argonne National Laboratory used ASPEN Plus to
develop and model a system of oxy-fuel combustion and
CO2 sequestration for EOR [18]. The objective of the
study was to characterise mass and energy flows in
sufficient detail that changes in coal composition, O2
purity, recycle strategy and process equipment effec-
tiveness would be reflected in product composition,
power output, and residual emissions. The model also
assessed the economical aspects of equipment costs and
operation of the system. The system studied was the
same as that assessed by ALSTOM [7]. The reported
results are:
† The total cost for pf plant with a retrofit recycle was
69.9 US$/tonne CO2, the cheapest among the studies
fossil- and non-fossil based energy cycles.
† The fate of sulphur in the gas path and the
performance of sulphur removal were evaluated.
The SO2 concentration buildup in the flue gas system
increases with the fraction of uncleaned flue gas in
the total gas recirculation, which could result in
corrosion issues, an issue earlier indicated by Takano
and co-workers [32]. Table 4 shows the typical
build-up of sulphur in the flue gas as a result of the
recirculation.
CANMET Energy Technology, a Canadian con-
sortium, assessed the techno-economics of two CO2
capture technologies for retrofitting a typical 400 MW
pulverised coal fired power plant [8,70,71]. The two
options considered were conventional air combustion
with flue gas scrubbing using MEA and oxy-fuel
Table 4
Example of the effect of recycle strategy on SO2 concentration in the
flue gas, based on 1000 ppmv without recycle [18]
Fraction of total flue gas
recycled
Sulphur concentration in flue
gas (ppmv)
0.7 3110
0.6 2370
0.5 1920
0.4 1650
0.3 1390
0.2 1230
0.1 1080
0 1000
combustion technology. Both were equipped with a
low temperature flash (LTF) unit for CO2 compression.
Considering the significant energy needed for CO2
separation process, supplemental energy generated by a
natural gas turbine combined recycle was included to
maintain its original output to the grid, while CO2 from
natural gas was not captured. The energy requirements
for these studies were obtained by modelling the
processes using HYSYS [47,72]. Later studies from
this group have addressed the issue of unit de-rating in
more detail and provided some integrated solutions [73].
The results obtained from this study were compared
with those of two similar studies [18,74]. The
conclusions are:
† Oxy-fuel combustion is less expensive for retro-
fitting than the other considered options. The CO2
capture costs were 55 US$/tonne CO2 (equivalent
to 3.3 US cents/kWh) for the case of air combus-
tion with MEA scrubbing, and 35 US$/tonne CO2
(2.4 US cents/kWh) for the case of the oxy-fuel
combustion. The capture costs represent an
approximate increase of 20–30% in current
electricity prices. The results are similar to those
of the other two studies (this is also indicated in
Figs. 6 and 7).
† 74% of the original CO2 emissions can be avoided
using oxy-fuel combustion with a LTF, while 65%
can be avoided by air combustion with MEA
scrubbing. The difference arises because more
natural gas was consumed for generating the
supplemental power for the air firing power plant.
† The sensitivity analysis indicated that a break-
through in oxygen separation technology will have
the greatest impact on reducing CO2 capture costs
using oxy-fuel combustion.
0
10
20
30
40
50
60
70
(Singh et al, 2001)400 MW
(Nsakala et al, 2001)450 MW
(Simbeck, 2001)300 MW
Tot
al C
O2
capt
ure
cost
,U
S$/
tonn
e C
O2
avoi
ded Oxyfuel Air-fired, MEA
35
55
42
53
3843
Fig. 6. Total CO2 capture cost of different CO2 capture technologies
by several studies, expressed as US$/tonne of CO2 avoided (after [8]).

0
200
400
600
800
1000
1200
1400
(Singh et al, 2001)400 MW
(Nsakala et al, 2001)450 MW
(Simbeck, 2001)300 MW
Cap
ital C
ost,
US
$/kW
Oxyfuel Air-fired, MEA
791 736823
1128
930802
Fig. 7. Capital cost for CO2 capture, compared to air firing with MEA
scrubbing, expressed in US$/kW (after [8]).
B.J.P. Buhre et al. / Progress in Energy and Combustion Science 31 (2005) 283–307300
Air Liquide investigated the capital and operating
costs associated with pollution control technology of
flue gas (without considering CO2 capture) from a
pulverised coal fired boiler [19,75]. A multi-pollutant
control system was considered including a wet-FGD for
SOx control, SCR for NOx control, activated carbon
filter bed for mercury capture, and an ESP for fly ash
removal. The study compared the costs of the emission
controls of an oxygen-fired boiler with those of a
conventional air-fired unit, considering both operating
and installation costs. The conclusions are:
† The total annual costs of oxy-fuel combustion plants
(retrofitted and new full oxygen fired) are compar-
able to those of conventional plants, as indicated in
Fig. 8.
† The retrofitted oxy-fuel combustion power plants are
more economical at smaller sizes (up to 200 MW)
than the air-fired power plants.
† The new, fully oxy-fuel plants are less costly than
both the conventional and retrofitted oxy-fuel plants.
The above studies evaluated the techno-economic
performance of oxy-fuel pf combustion and CO2
recovery/capture by comparing the technology with
0
20
40
60
80
100
120
500 MW 200 MW 100 MW 30 MW
Tot
al C
osts
(%
of a
ir-fir
ed c
ase)
Air-fired
Retrofit
Retrofit; No SCR
New; No SCR
Fig. 8. Total annual costs of air- and oxygen-fired plants. The absolute
costs of air-fired plants are: 15.7, 33.1, 53.2, and 116.3 US$ MM for
power plants of 30, 100, 200 and 500 MW, respectively. Adapted
from [75].
conventional air-firing technology and amine CO2
scrubbing. Other studies have assessed the performance
of various power generation and CO2 capture/sequestra-
tion technologies, including oxy-fuel combustion in
ultra-supercritical boilers and IGCC.
Akai and co-workers assessed the performance of
various combinations of power generation, CO2 capture
and sequestration technologies for a 600 MW power
plant [76]. The power generation technologies included
LNG combined cycles, ultrasupercritical pf combustion,
O2-blown IGCC, air-blown IGCC, and reformed
methanol-fired combined cycles. The CO2 capture
technologies include oxy-fuel combustion and chemical
absorptions using MEA/MDEA. The sequestration
technologies included long distance transportation and
deep sea or underground injection. The main con-
clusions were as follows:
† Addition of the CO2 separation/recovery process
decreases the power plant efficiency by values in the
range of 9–27% compared to those of the power plants
without CO2 capture and sequestration, and raises the
power generation cost by a factor of 1.2–1.5.
† Addition of the CO2 capture and sequestration lowers
the power generation efficiency by values in the range
of 12.9–32.8%, and increases the power generation
cost by a factor of 1.3–2.1.
† The relative efficiency decreases for ultrasupercritical
pf oxy-fuel combustion vary from 22.5 to 31.6% (i.e.
power generation efficiency is 28.4–31.7% compared
to 40.9% for non-CO2 capture and sequestration case)
and increases power generation costs by a factor of
1.7–2.1.
The Canadian Clean Power Coalition (CCPC) has
evaluated different options for CO2 extraction from
existing and new coal fired power plants in Canada [77,
78]. This study indicated higher costs for oxy-fuel
combustion compared to amine scrubbing. The papers
are summary reports of the studies done for the
consortium, and the actual report is confidential to the
partners. The report indicated that the oxy-fuel option
was the highest cost option, but that ‘substantial
improvements could be made to the design adopted in
the CCPC studies’ [77]. The plants using oxy-fuel com-
bustion were required to maintain full air firing capacity,
which resulted in high flue gas flow rates and a possible
over-dimensioning of the flue gas cleanup equipment.
A recent CCSD report by BHP Billiton provides a
comparative assessment of electricity production
options for Australia, including projections to 2030
[41]. These options include oxy-fuel combustion with

B.J.P. Buhre et al. / Progress in Energy and Combustion Science 31 (2005) 283–307 301
95% CO2 capture in an ultra-supercritical pf fired boiler.
The technology combinations evaluated include:
1 Incremental developments in pf and gas fired boilers,
2 Integrated gasification combined cycle gas turbine
(IGCC),
3 Underground coal gasification (UCG),
4 Direct fired coal combined cycle (DFC-CC),
5 Oxy-fuel combustion with CO2 capture,
6 IGCC with CO2 capture.
The report quantifies the effect of CO2 capture on
efficiency and assesses the cost of CO2 abatement.
Current and projected costs and efficiencies of
technologies are listed in Table 5 and the electricity
costs are shown in detail in Fig. 9. Estimates of the
cost of CO2 abatement using different technologies
are provided in Table 6. The main conclusions of the
assessment are:
† CO2 capture for oxy-fuel combustion in ultra-
supercritical boilers reduces the overall thermal
efficiency by approximately 9%, due to the
parasitic losses for oxygen production and flue
gas compression/liquefaction.
† CO2 capture and compression reduces the sent out
electricity by 18–20% for oxy-fuel combustion in
ultra-supercritical boilers (on a relative basis).
Table 5
Current and projected costs and efficiencies of technologies from [41]
Technology 2002
Capital cost
(A$M/MW)
Ef
Supercritical pf (SC)a 1151 41
Natural gas combined cycle (NGCC) 825 53
Ultrasupercritical pf (USC) 1210 43
Oxy-fuel combustion ultrasupercritical pf with
95% carbon capture and sequestration (O2-USC-
95% CCS)b
1868 34
Direct fired coal combined cycle (DFC-CC) 926 49
Integrated gasification combined cycle (IGCC) 1584 43
Oxygen-fired integrated gasification combined
cycle with 25% carbon capture and sequestration
(O2-IGCC-25% CCS)b
1839 39
Oxygen-fired integrated gasification combined
cycle with 75% carbon capture and sequestration
(O2-IGCC-75% CCS)b
2453 33
Wind (based on peak capacity factor)c 1700 –
a Based on A$2002.b Excludes CO2 transmission and storage.c Excludes effects of low capacity factor (25–30% for wind) and any energ
† Currently and in the near future, oxy-fuel combustion
in ultra-supercritical boilers with 95% CO2 seques-
tration would be the lowest cost technology for carbon
capture and storage at A$28–31/tonne CO2.
† Oxygen ultra-supercritical is recommended as having
good economics and, while not yet demonstrated, is
considered to be achievable.
3.9. Summary of techno-economic assessments
From the techno-economic assessment of the oxy-
fuel pulverised coal power plants, the following general
conclusions can be summarised as:
† Oxy-fuel combustion pulverised coal combustion is
technically and economically feasible for retrofitting
existing power plants.
† Oxy-fuel combustion for CO2 recovery and seques-
tration is a competitive power generation technology.
† Oxy-fuel combustion is associated with cost and
efficiency penalties. Generally CO2 capture reduces
the net electricity efficiency by about 10% compared
to the conventional air firing power plants without
CO2 capture. However, the efficiency and costs of
oxy-fuel combustion are less or comparable if the CO2
capture (e.g. MEA absorption) is also included in the
conventional power plants.
2010 2030
f. (%) Capital cost
(A$M/MW)
Eff. (%) Capital cost
(A$M/MW)
Eff. (%)
1062 43 960 45
679 56 614 65
1117 45 1010 52
1589 37 1438 44
762 52 689 60
1172 48 884 50
1360 45 1026 60
1814 40 1369 44
1458 – 1014 –
y storage. These factors increase the capital cost/MW by 800–1000%.

0
10
20
30
40
50
60
70
SC
NGCCUSC
O2 USC-9
5% C
CS
DFC-CC
IGCC
O2-IG
CC-25%
MEA-C
CS
O2-IG
CC-75%
MEA-C
CS
O2-IG
CC-75%
SX-C
CS
Ele
ctric
ity C
osts
(A
$/M
Wh)
Capital Service
CO2 Disposal
Other
Fuel
Fig. 9. Cost comparison of power generation technologies suggested
by Cottrell et al. [41].
B.J.P. Buhre et al. / Progress in Energy and Combustion Science 31 (2005) 283–307302
† The most expensive component of the oxy-fuel
combustion system is the air separation unit. Never-
theless, the cost could be balanced by eliminating the
NOx and SOx removal equipment and decreasing the
capitol cost of post-combustion clean up due to the
reduced flue gas volume.
† SOx removal equipment could be optional for oxygen
firing system, which depends on the CO2 storage/u-
sage and whole system costs.
Table 7 provides a summary of the main economic
assessments and their outcomes.
3.10. Technology comparisons
The advantages and disadvantages of oxy-fuel
combustion are summarized in Table 8.
From the technology assessments, the following
process decisions need to be made for an accurate
assessment of oxy-fuel combustion:
Table 6
Costs of CO2 abatement, adapted from [41]
Technology Cost of CO2 abatement 2002
($/tonne CO2)
C
(
IGCC 201 4
DFC-CCGT 76 6
IGCC-25% CCS 95 4
IGCC-75% MEA-CCS 67 4
O2-USC-95% CCS 31 2
NGCC 25 2
USC 28 1
† The oxygen purity from oxygen production.
† The CO2 proportion in the gas product and
associated CO2 recycle ratio.
† Any moisture and ash removal efficiency for the
recycle stream
† The SOx and NOx removal (if any) for the recycle
stream (to control corrosion) and/or prior to CO2
compression.
The technology required depends on the appli-
cations—some reported studies being based on the
need to generate a sequestration-ready CO2 stream,
others to avoid the cost of SO2 and NOx control and also
with regard to CO2 quality. A schematic comparing the
technologies of current pulverised coal combustion (in
Australia), with retrofits of pulverised coal combustion
with amine capture of CO2 and oxy-fuel combustion is
provided in Fig. 10 [79].
The flowsheet for oxy-fuel combustion includes a
heat exchanger to increase the convective heat exchange
surface area and also a fabric filter for the high efficiency
dust removal required by the compressor. The flowsheet
is based on pilot-scale data indicating that relatively
little NOx is formed in oxy-fuel combustion and that
SO2 is removed in the first stage of the compressor/-
cooler. The flowsheet appears to be the most appropriate
for an Australian retrofit. For a new plant the boiler
design would avoid the additional heat exchanger.
4. Research needs
The review indicates that purpose built, retrofit ready
and retrofitted plant can accommodate the technology,
that the economics are favourable, and that the
technology provides a short-term option for near-zero
emission coal technology for power.
There are a number of technology issues to be
resolved and performance characteristics to be estab-
lished by research, these are;
ost of CO2 abatement 2010
$/tonne CO2)
Cost of CO2 abatement 2030
($/tonne CO2)
4 K3
1 34
5 22
2 27
6 21
2 16
8 K7

Table 7
Summary of economic assessments, given generally in terms of cost/tonne of CO2, for PC (pulverised coal) plant (as detailed) typical of country
Plant type PC plant
details
Assessment Result $/tonne CO2 Reference
Retrofit, USA PC with FGD Incremental cost for CCS (capture, compression,
transport and sequestration) for post -PC and post-
IGCC capture
PC with FGD-US$33-72 IGCC-$US21-62 [84]
Retrofit,
Canada
PC with FGD Incremental cost for CCS for post-PC and oxy-fuel PC with FGD-US$55 Oxy-fuel-US$35 [8]
Retrofit, USA PC with ESP Capital and O&M cost of CO2, SO2, NOx and Hg
removal (CO2 removal using MEA)
Oxy-fuel-169-188 US$/kWe, PC with
removal-295 US$/kWe, O&M costs: oxy-
fuel K1⁄2 of MEA costs
[19]
New plant,
USA
PC with
FGD, de-NOx
(SCR) and Hg
removal
Capital and operating cost (without CCS) for
compact oxy-fuel design
Oxy-fuel w85% of air fired PC for
500 MW unit
[34]
New plant,
Australia
No FGD or
de-NOx
Cost of CO2 avoided with CCS, compared to
supercritical pc without CCS
IGCC-A$64 Oxy-fuel-A$29 [41]
New plant,
Japan
PC with FGD
and catalytic
de-NOx
Additional capital and operating cost of oxy-fuel
compared to pc with FGD and catalytic de-NOx and
post-pc capture
Oxy-fuel w30% of post pc capture, with
amine solvents
[6]
B.J.P. Buhre et al. / Progress in Energy and Combustion Science 31 (2005) 283–307 303
4.1. The heat transfer performance of new and
retrofitted plants and the impact of oxygen feed
concentration and CO2 recycle ratio
Calculations suggest that conditions cannot be
established for the same radiative transfer in the boiler
and also convective heat transfer in the convective
passes. The need for plant modifications to avoid down
rating an existing unit when retrofitting of the output
needs to be clarified. The greater radiative absorption of
the high CO2 atmosphere during oxy-fuel combustion
will result in radiative transfer occurring over shorter
distances in the furnace. Local variations in heat
transfer, potentially metal hot spots, and higher gas
temperature gradients may result, requiring more careful
Table 8
List of the advantages and disadvantages of oxy-fuel combustion
Advantages
† Industry is familiar with this type of technology and it potentially
represents a lower commercial and technical risk than for CO2
capture with e.g. coal gasification technology.
† Suitable for near-zero emissions.
† Has potential to be retrofitted to existing plant as either oxy-fuel
with CO2 liquefaction, or as direct flue gas liquefaction.
† Can be implemented in new plant by modifying technology
commonly used in the power industry.
† Could be allowed in new plant design for retrofit at a later time.
† Low NOx emissions relative to conventional PF technology
control of gas flow patterns to maintain gas temperature
uniformity.
4.2. The gas cleaning required
Some reported flow sheets have SO2 scrubbers
included in the CO2 recycle loop or prior to compression.
Both are unlikely to be necessary for applications in
Australia, as the use of low-sulphur coals may avoid
furnace corrosion due to the accumulation of sulphur
gases, and the use of a two stage compressor will allow
removal of sulphur gases prior to the final CO2
compression. Sulphur scrubbing for flue gases potentially
released to atmosphere is not currently required in
Australia, but will be required for overseas applications.
Disadvantages
† Significantly reduced efficiency compared to currently used PF
technology.
† Not demonstrated so there may be possible unforseen technical
problems.
† May require SOx removal.
† Large oxygen separation plant required compared to other
near-zero technologies.
† Oxy-fuel is based on near-zero emissions and electricity economy
and cannot be adapted to the ‘hydrogen economy’.
† There is a lack of information/debate over flue gas liquefaction
(base case), and especially relation to integration with
conventional pf fired boilers with conventional air combustion.

Additionalequipment
FuelAir
Boiler Dust removal CO2/N2
DustRemoval
high Boiler De-NOx CO2 recovery
amine absorption
CO2
N2/H2O
CO2Storage/SequestrationCompressor/Cooler
FuelAir
ASU
Fuel Boiler Dust Removalhigh
H2O/SO2
O2
CO2Storage/Sequestration
Compressor/Cooler
AirHeat
Exchanger
Standard Australian PCF System
PCF+Amine Absorption
Oxy-firing System
De-SOxhigh
η
ηη
Fig. 10. Flowsheets for Australian retrofit options [79].
B.J.P. Buhre et al. / Progress in Energy and Combustion Science 31 (2005) 283–307304
4.3. Assessment of retrofits for electricity cost
and cost of CO2 avoided
Most of the assessments available are for new
plants, as is the detailed assessment relevant to
Australia. Retrofits of existing air fired plant for oxy-
fuel combustion also need to be evaluated for
electricity cost and cost of CO2 avoided, these
being plant specific, and also dependant on the
economic value assigned to the plant considered. The
assessments also considers super critical plants,
however retrofits may use subcritical plants of
lower efficiency, where the relative efficiency penalty
due to the oxygen plant will be greater.
4.4. The combustion of coal in an O2/CO2 atmosphere,
including ignition, burn-out, and emissions
The combustion aspects need clarification and
emission levels require determination, desirably at
pilot-scale, for environmental impact assessments of
technology proposals.
4.5. The development of new, and less expensive, oxygen
generation technology
The oxygen plant is a major cost in oxy-fuel
combustion (as it is in O2-blown IGCC) and results in
an efficiency penalty for electricity generation. Devel-
opments to improve oxygen generation technology
should be continuously reviewed.
5. Conclusions
After initial introduction in 1982, oxy-fuel combus-
tion for pulverised coal combustion was researched as a
means to produce relatively pure CO2 for Enhanced Oil
Recovery. Despite these research efforts, the technology
did not pick up on a large scale for this application.
However, the increase in the awareness of greenhouse
gas emissions into the atmosphere has renewed the
interest in this technology, with a two-fold focus:
† The generation of a relatively pure CO2 for
sequestration,
† The potential to reduce pollutant emissions, in
particular NOx.
Research into oxy-fuel combustion has not been
limited to the development of new plants that have the
advantage of smaller flue gas cleaning equipment, but
has also included retrofits of existing plants, particularly
interesting for decreasing greenhouse gas emissions
from existing power generators.

B.J.P. Buhre et al. / Progress in Energy and Combustion Science 31 (2005) 283–307 305
The renewed interest in oxy-fuel combustion has led to
many laboratory-scale and pilot-scale studies by various
groups that covered many scientific and engineering
fundamental issues on the application of this technology.
The following issues have been identified for oxy-fuel
combustion: (1) Heat transfer, (2) Environmental issues;
gaseous emissions, (3) Ash related issues, and (4)
Combustion; ignition and flame stability.
This review provides a summary of the work done by
the various groups and summarizes their findings for the
four issues identified. Many of the technical issues have
been dealt with in the literature and a general under-
standing of the process has been acquired. Despite these
research efforts, four areas have been identified that
need to be addressed in more detail to obtain a more
fundamental understanding of the changes between oxy-
fuel combustion and conventional air-fired combustion:
† The heat transfer performance of new and retrofitted
plant and the impact of oxygen feed concentration
and CO2 recycle ratio,
† The gas cleaning required,
† Assessment of retrofits for electricity cost and cost of
CO2 avoided,
† The combustion of coal in an O2/CO2 atmosphere,
including ignition, burn-out, and emissions.
The techno-economic studies revealed that oxy-fuel
combustion is a cost-effective method of CO2 capture.
More importantly, the studies indicate that oxy-fuel
combustion is technically feasible with current technol-
ogies, reducing the risks associated with the implemen-
tation of new technologies.
Acknowledgements
The authors wish to acknowledge the financial
support provided by the Cooperative Research Centre
for Coal in Sustainable Development, which is funded in
part by the Cooperative Research Centres Program of
the Commonwealth Government of Australia. The
authors would like to specifically acknowledge the
valuable contributions made to this paper by Dr Louis
Wibberley (CSIRO Energy Technology, Australia), Mr
Keiji Makino (IHI, Japan), Prof. Adel Sarofim (Univer-
sity of Utah, USA), Dr Yewen Tan (CANMET,
Canada), and Prof. Lars Stromberg (Vattenfall, Swe-
den). Working with our colleagues in the Japan/Aus-
tralia Oxy-fuel Feasibility Study, particularly project
leader Dr Chris Spero (CS Energy, Australia), has
provided much stimulation and many insights into the
technology. Preparations for sessions and a panel
session at the 2005 Clearwater Coal Conference with
Dr Ligang Zheng (CANMET, Canada) provided further
insights and information.
References
[1] IPCC, http://www.ipcc.ch, Access Date: 27 October, 2004.
[2] IEA. World energy outlook 2004. International Energy Agency;
2004.
[3] WEC, www.worldenergy.org/wec-geis/edc/scenario.asp, access
date: October 27, 2004.
[4] ACA, www.australiancoal.com.au, access date: October 8, 2004.
[5] IEA clean coal centre, http://www.iea-coal.co.uk/site/ieaccc/
home., access date: June 20, 2005.
[6] Kiga T. O2/RFG combustion-applied pulverised coal fired
plant for CO2 recovery. In: Miura T, editor. Advanced coal
combustion. Nova Science Publishers Inc; 2001. p. 185–41.
[7] Nsakala NY, Marion J, Bozzuto C, Liljedahl G, Palkes M,
Vogel D, et al. Engineering feasibility of CO2 capture on an
existing us coal-fired power plant. First national conference
on carbon sequestration, Washington DC, May 14–17 2001.
[8] Singh D, Croiset E, Douglas PL, Douglas MA. Techno-economic
study of CO2 capture from an existing coal-fired power plant:
MEA scrubbing Vs. O2/CO2 recycle combustion. Energy
Convers Manage 2003;44:3073–91.
[9] Wall T, Gupta R, Buhre B, Khare S. Oxy-fuel (O2/CO2, O2/RFG)
technology for sequestration-ready CO2 and emission compli-
ance. The Clearwater coal conference: the 30th international
technical conference on coal utilization & fuel systems, coal
technology: yesterday — today — tomorrow, Clearwater USA,
April 17–21 2005.
[10] Khare S, Wall TF, Gupta RP, Elliott L, Buhre B. Oxy-fuel
(O2/CO2, O2/RFG) technology for sequestration-ready CO2 and
emission compliance. The Clearwater coal conference: the 30th
international technical conference on coal utilisation & fuel
systems, coal technology: yesterday — today — tomorrow,
Clearwater, USA, April 17–21 2005.
[11] Wilkinson MB, Coden JC, Panesar RS, Allam RJ. CO2 capture
via oxyfuel firing: optimisation of a retrofit design concept for a
refinery power station boiler. First national conference on carbon
sequestration, Washington DC, May 14–17 2001.
[12] Tan Y, Douglas MA, Thambimuthu KV. CO2 capture using
oxygen enhanced combustion strategies for natural gas power
plants. Fuel 2002;81:1007–16.
[13] Abraham BM, Asbury JG, Lynch EP, Teotia APS. Coal-oxygen
process provides carbon dioxide for enhanced recovery. Oil Gas J
1982;80(11):68–70.
[14] Tanaka R, Hasegawa T. Innovative technology to change flame
characteristics with highly preheated air combustion. Japanese
flame days, Osaka 1997.
[15] Anderssen K, Maksinen P. Process evaluation of CO2 free
combustion in an O2/CO2 power plant. Master of science,
department of energy conversion. Chalmers University of
Technology 2002.
[16] Croiset E, Thambimuthu KV. Coal combustion with flue gas
recirculation for CO2 recovery. In: Riemer P, Eliasson B,
Wokaun A, editors. Greenhouse gas technologies. Amsterdam:
Elsevier Science, 1999. p. 581–6.

B.J.P. Buhre et al. / Progress in Energy and Combustion Science 31 (2005) 283–307306
[17] Kimura K, Omata K, Kiga T, Takano S, Shikisima S.
Characteristics of pulverized coal combustion in O2/CO2
mixtures for CO2 recovery. Energy Convers Manage 1995;36:
805–8.
[18] Molburg JC, Doctor RD, Brockmeier NFSP. CO2 capture from
Pc boilers with O2-firing. Eighteenth annual international
Pittsburgh coal conference, Newcastle, NSW, Australia, Decem-
ber 4– 7, 2001 2001.
[19] Sangras R, Chatel-Pelage F, Pranda P, Farzan H, Vecci SJ, Lu Y,
et al. Oxycombustion process in pulverized coal-fired boilers: a
promising technology for CO2 capture. The 29th international
technical conference on coal utilization and fuel systems,
Clearwater, Florida, April 18–22 2004.
[20] IEA, http://www.co2sequestration.info/co2db.htm, access date:
October 27, 2004.
[21] Okawa M, Kimura N, Kiga T, Takano S, Arai K, Kato M. Trial
design for a CO2 recovery power plant by burning pulverized
coal in O2/CO2. Energy Convers Manage 1997;38(Suppl.):
S123–S7.
[22] Heddle G, Herzog H, Klett M. The economics of CO2 Storage.
Massachusetts institute of technology. Massachusetts, MA, USA:
Laboratory for Energy and the Environment; 2003. p. 111.
[23] White CM, Strazisar BR, Granite EJ, Hoffman JS, Pennline HW.
Separation and capture of CO2 from large stationary sources and
sequestration in geological formations — coalbeds and deep
saline aquifers. J Air Waste Manage Assoc 2003;53(6):645–715.
[24] IEA, Ocean storage of CO2 IEA greenhouse gas R&D
programme; 2002.p. 27.
[25] Hottel HC, Sarofim AF. Radiative transfer, vol. 1. NY, USA:
McGraw-Hill, Inc; 1967.
[26] Modest MF. Radiative heat transfer, vol. 1. NY, USA: McGraw-
Hill Inc.; 1993.
[27] Anthony EPF. Pressurised combustion in FBC systems.
Glasgow: Blackie Academic and Professional; 1995.
[28] Krishnamoorthy G, Veranth JM. Computational modeling of
CO/CO2 ratio inside single char particles during pulverized coal
combustion. Energy Fuels 2003;17:1367–71.
[29] Wang CS, Berry GF, Chang KC, Wolsky AM. Combustion of
pulverised coal using waste carbon dioxide and oxygen. Combust
Flame 1988;72:301–10.
[30] Woycenko DM, van de Kamp WL, Roberts PA. Combustion of
pulverized coal in a mixture of oxygen and recycled flue gas, in
summary of the APG research program 1995 [JOU2-CT92-0093,
IFRF Doc F98/Y/4].
[31] Kiga T, Takano S, Kimura N, Omata K, Okawa M, Mori T, et al.
Characteristics of pulverised-coal combustion in the system of
oxygen/recycled flue gas combustion. Energy Convers Manage
1997;38:S129–S34.
[32] Takano S, Kiga T, Endo Y, Miyamae S, Suzuki K. Co2 recovery
from Pcf power plant with O2/CO2 combustion process. IHI Eng
Rev 1995;28(4):160–4.
[33] Nozaki T, Takano S, Kiga T, Omata K, Kimura K. Analysis of
the flame formed during oxidation of pulverised coal by an O2–
CO2 mixture. Energy 1997;22(2/3):199–205.
[34] Chatel-Pelage F, Marin O, Perrin N, Carty R, Philo GR,
Farzan H, et al. A pilot-scale demonstration of oxy-combustion
with flue gas recirculation in a pulverized coal-fired boiler, 28th
international conference on coal utilization & fuel systems,
Clearwater, Florida, March 2003.
[35] Foerter DWCS, www.icac.com/bartcomments071504.pdf, access
date: June 24, 2004.
[36] Croiset E, Thambimuthu KV, Palmer A. Coal combustion in
O2/CO2 mixtures compared with air. Can J Chem Eng 2000;78:
402–7.
[37] Croiset E, Thambimuthu KV. NOx and SO2 emission from
O2/CO2 recycled coal combustion. Fuel 2001;80:2117–21.
[38] Chui EH, Douglas MA, Tan Y. Modelling of oxy-fuel
combustion for a western Canadian sub-bituminous coal. Fuel
2003;82:1201.
[39] Tan Y. Personal Communication. Canmet Ottawa, Canada, 2004.
[40] Zheng L, Tan Y, Wall TF. Some thoughts and observations on
oxy-fuel technology developments. 22nd annual Pittsburgh coal
conference, Pittsburgh, September 2005.
[41] Cottrell A, Nunn J, Palfreyman D, Urfer D, Scaife P, Wibberley
L. System assessment of future electricity generation options for
Australia. technical assesment report 32; 2003, CRC for Coal in
Sustainable Development.
[42] Payne R, Chen SL, Wolsky AM, Richter WF. CO2 recovery via
coal combustion in mixtures of oxygen and recycled flue gas.
Combust Sci Technol 1989;67:1–16.
[43] Wall TF, Gupta R, Sheng CD. Calculations of the heat transfer
changes for O2/CO2 oxyfuel combustion retrofits of air fired Pf
plant with associated recycle ratios and O2 concentrations fed to
the boiler. University of Newcastle, Chemical Engineering, NSW
2308 2003.
[44] Khare S, Wall T, Gupta R, Elliott L, Buhre BJP. Retrofitting of
air-fired pf plant to oxy-fuel: heat transfer impacts for the
furnace and convective pass, and associated oxygen production
requirements. 5th Asia-Pacific conference on combustion,
Adelaide, 17–20 July 2005.
[45] Coelho LMR, Azevedo JLT, Carvalho MG. Numerical study of
boiler retrofitting to use recirculated flue gases with O2 injection.
Greenhouse Gas Control Technol 2003.
[46] Zheng L, Clements B, Runstedtler A. A generic simulation
method for the lower and upper furnace of coal-fired utility
boilers using both air firing and oxy-fuel combustion with CO2
recirculation. 27th international technical conference on coal
utilization and fuel systems, Clearwater, Florida 2002.
[47] Zheng L, Clements B, Douglas MA. Simulation of an oxy-fuel
retrofit to a typical 400 MWe utility boiler for CO2 capture. 26th
international technical conference on coal utilization and fuel
systems, Clearwater, Florida 2001.
[48] Leckner B. Spectral and total emissivity of water vapor and
carbon dioxide. Combus Flame 1972;19:33–48.
[49] Varheyi G, Szabo P, Jakab E, Till F. Mathematical modeling of
char reactivity in Ar–O2 and CO2–O2 mixtures. Energy Fuels
1996;10:1208–14.
[50] Varheyi G, Till F. Comparison of temperature-programmed char
combustion in CO2–O2 and Ar–O2 mixtures at elevated pressure.
Energy Fuels 1999;13:539–40.
[51] Shaddix CR, Murphy JJ. Coal char combustion reactivity in oxy-
fuel applications, Twentieth Pittsburgh coal conference 2003.
[52] Hu Y, Naito S, Kobayashi N, Hasatani M. CO2, NOx, and SO2
emissions from the combustion of coal with high oxygen
concentration gases. Fuel 2000;79:1925–32.
[53] Ochs T, Oryshchyn D, Gross D, Patrick B, Gross A,
Dogan C, et al. Oxy-fuel combustion systems for pollution
free coal fired power generation. The 29th international
technical conference on coal utilization and fuel systems,
Clearwater, Florida, April 18–22 2004.
[54] USEPA, “http://www.epa.gov/air/clearskies, access date:
November 10, 2004.

B.J.P. Buhre et al. / Progress in Energy and Combustion Science 31 (2005) 283–307 307
[55] Okazaki K, Ando T. NOx reduction mechanism in coal
combustion with recycled CO2. Energy 1997;22:207–15.
[56] Hu YQ, Kobayashi N, Hasatani M. The reduction of recycled-
NOx in coal combustion with O2/recycled flue gas under low
recycling ratio. Fuel 2001;80:1851–5.
[57] Hu YQ, Kobayashi N, Hasatani M. Effects of coal properties
on recycled-nox reduction in coal combustion with
O2/recycled flue gas. Energy Convers Manage 2003;44:
2331–40.
[58] Zheng L, Furimsky E. Assessment of coal combustion in O2C
CO2 by equilibrium calculations. Fuel Process Technol 2003;81:
23–34.
[59] Liu H, Katagiri S, Kaneko U, Okazaki K. Sulfation behaviour of
limestone under high CO2 concentration in O2/CO2 coal
combustion. Fuel 2000;79:945–53.
[60] Liu H, Kagajo T, Kaneko U, Okazaki K. Drastic SOx removal
and influences of various factors in O2/CO2 pulverized coal
combustion system. Energy Fuels 2001;15:403–12.
[61] Quann RJ, Sarofim AF. Vaporisation of refractory oxides during
pulverised coal combustion, Nineteenth symposium (inter-
national) on combustion 1982.
[62] Quann RJ, Neville M, Sarofim AF. A laboratory study of the
effect of coal selection on the amount and composition of
combustion generated submicron particles. Combust Sci Technol
1990;74:245–65.
[63] Anderssen K, Birkestad H, Maksinen P, Johnsson F,
Stromberg L, Lyngfelt A. An 865 MWe lignite-fired power
plant with CO2 capture — a technical feasibility study.
Greenhouse Gas Control Technol 2003;March.
[64] Anderssen K, Johnsson F, Stromberg L. Large scale CO2 capture
— applying the concept of O2/CO2 combustion to commercial
process data. VGB Powertech 2003;83(10):29–33.
[65] Birkestad H. Separation and compression of CO2 in an O2/CO2-
fired power plant. Master of science, Department of Energy
Conversion, Chalmers University of Technology 2002.
[66] Odenberger M, Svensson R. Transportation systems for CO2 —
application to carbon sequestration. Master of science, Depart-
ment of Energy Conversion, Chalmers University of Technology
2002.
[67] Jordal K, Anheden M, Yan M, Stromberg L. Oxyfuel combustion
for coal-fired power generation with CO2 capture — opportu-
nities and challenges. Proceedings of the 7th international
conference on greenhouse gas control technologies, Vancouver,
Canada, September 5– 9 2004.
[68] Marion J, Nsakala NY, Bozzuto C, Liljedahl G, Palkes M,
Vogel D, et al. Engineering feasibility of CO2 capture on an
existing us coal-fired power plant. Proceedings of the 26th
international technical conference on coal utilization & fuel
systems 2001.
[69] Liljedahl G, Marion J, Nsakala NY, Bozzuto C, Palkes M,
Vogel D, et al. Technical and economical feasibility of CO2
capture on an existing us coal-fired power plant. International
joint power generation conference, New Orleans, La, June 4–7
2001.
[70] Singh D, Croiset E, Douglas PL, Douglas MA. A techno-
economic comparison of amine scrubbing vs O2/CO2 recycle
combustion for CO2 capture from coal-fired power plants.
Eighteenth annual Pittsburgh coal conference, Newcastle,
Australia 2001.
[71] Singh D, Croiset E, Douglas PL, Douglas MA. Economics of
CO2 capture from a coal-fired power plant — a sensitivity
analysis. Proceedings of the 6th international conference on
greenhouse gas control technologies, Kyoto, Japan, October 1–4
2002.
[72] Singh D, Croiset E, Douglas PL, Douglas MA. CO2 capture
options for an existing coal fired power plant: O2/CO2 recycle
combustion vs amine scrubbing. First national conference on
carbon sequestration, Washington, DC, USA, May 14–17, 2001.
[73] Zheng L, Douglas M. Turbo oxy retrofit of a typical 400 MWe
utility boiler for CO2 capture. The 29th international technical
conference on coal utilization and fuel systems, Clearwater,
Florida, April 18–22 2004.
[74] Simbeck DR. Co2 mitigation economics for existing coal-fired
power plants. First national conference on carbon sequestration,
Washington DC, May 14–17 2001.
[75] Marin O, Chatel-Pelage F, Perrin N, Chen S, Lu Q, Rostam-
Abadi M, et al. Economic analysis of oxygen-fired coal boiler.
28th international conference on coal utilisation & fuel systems,
Clearwater, FL, March 2003.
[76] Akai M, Kagajo T, Inoue M. Performance evaluation of fossil
power plant with CO2 recovery and sequestering systems. Energy
Convers Manage 1995;36:801–4.
[77] Morrison F. Summary of Canadian clean power coalition work
on CO2 capture and storage. IEA Clean Coal Centre 2004;19.
[78] du Plessis D, Stobbs R, Clark P. Canadian clean power coalition
project: the evaluation of options for CO2 extraction from
existing & new coal-fired power plants. 21st annual international
Pittsburgh coal conference, Osaka, Japan, September 13– 17,
2004.
[79] Makino K. PersonaI Communication. Ishikawajima-Harima
heavy industries, Tokyo, Japan, 2003.
[80] Yamada T. Development of CO2 recovery type pulverized coal
fired plant applied oxygen and recycled flue gas combustion. 10th
Japan/Australia joint technical meeting on coal proceedings,
Fukuoka, Japan, 2000.
[81] Wolsky AM. A new method of CO2 recovery. 79th annual
meeting of the air pollution control association, Minneapolis,
Minnesota, June 22–27 1986.
[82] Wolsky AM, Daniels EJ, Jody BJ. Recovering CO2 from large-
and medium-size stationary combustors. J Air Waste Manage
Assoc 1991;41(4):449–54.
[83] Watanabe S, Endo Y, Kiga T, Kimura K, Okawa M. The analysis
of pulverised-coal flames in the system of oxygen/recycled flue
gas combustion. 1997 joint power generation conference 1997.
[84] Smith LA, Gupta N, Sass BM, Bubenik T, Byer C, Bergman P.
Engineering and economic assessment of carbon dioxide
sequestration in saline formations. J Energy Environ Res 2002;
2:5–22.