original article friction surfacing on nonferrous substrates: a feasibility study
TRANSCRIPT
ORIGINAL ARTICLE
Friction surfacing on nonferrous substrates:a feasibility study
K. Prasad Rao & Arun Sankar & H. Khalid Rafi &G. D. Janaki Ram & G. Madhusudhan Reddy
Received: 24 November 2011 /Accepted: 1 May 2012 /Published online: 22 May 2012# Springer-Verlag London Limited 2012
Abstract This work reports a feasibility study on producingfriction surfaced coatings on nonferrous substrates. Commer-cially pure aluminum, copper, magnesium (ZM21), Inconel800, and titanium alloy (Ti-6Al-4 V) were chosen as thesubstrates. Low carbon steel, aluminum alloy (AA6063),commercially pure copper and titanium were chosen as theconsumable rods. Friction surfacing was attempted with allconsumable rods on every substrate. In some cases metallur-gically bonded coating was obtained readily over the substrateand in some other cases coating was obtained with a start-upplate. However, for certain combination of parameters, nocoating could be obtained. The coatings obtained were analyzedfor their microstructural features and interfacial characteristicsusing optical and scanning electron microscopy. The resultsshowed that co-efficient of friction, material properties likethermal conductivity, and stability at high temperature influ-enced the formation of a coating. Coatings obtained exhibitedfine grained microstructure with properties better than theoriginal parent material. Dynamic recrystalization as a resultof severe plastic deformation accounts for grain refinement.
Keywords Nonferrousmetals .Coatings . Friction surfacing
1 Introduction
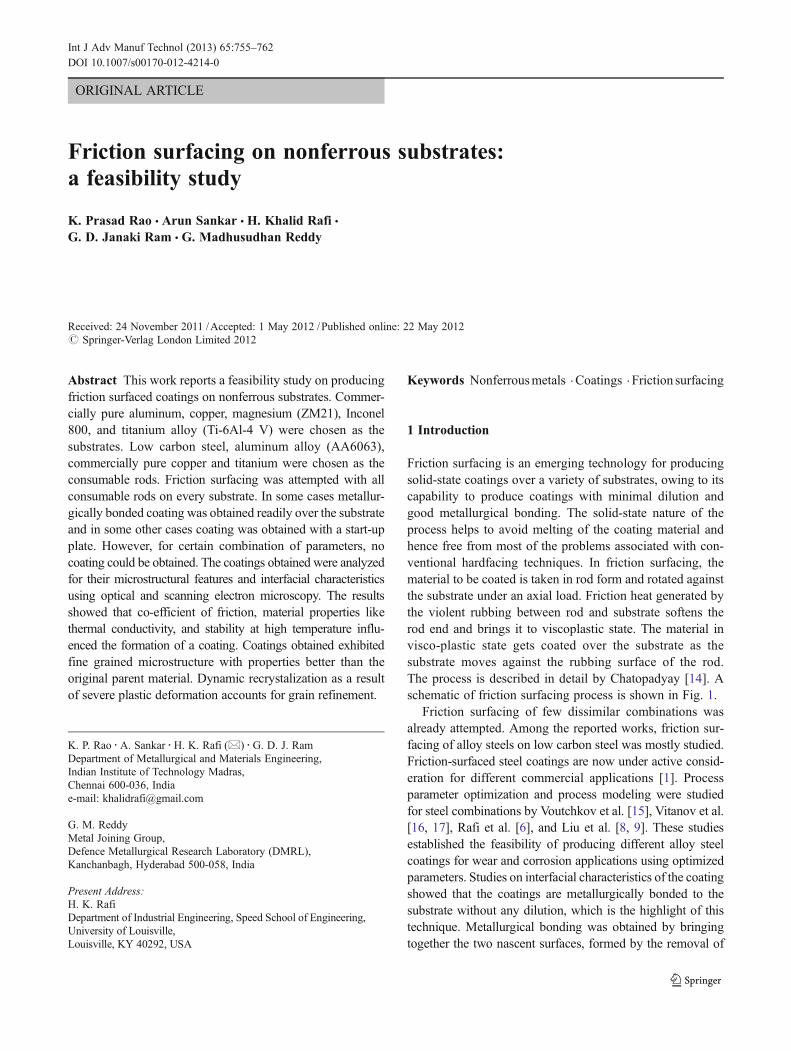
Friction surfacing is an emerging technology for producingsolid-state coatings over a variety of substrates, owing to itscapability to produce coatings with minimal dilution andgood metallurgical bonding. The solid-state nature of theprocess helps to avoid melting of the coating material andhence free from most of the problems associated with con-ventional hardfacing techniques. In friction surfacing, thematerial to be coated is taken in rod form and rotated againstthe substrate under an axial load. Friction heat generated bythe violent rubbing between rod and substrate softens therod end and brings it to viscoplastic state. The material invisco-plastic state gets coated over the substrate as thesubstrate moves against the rubbing surface of the rod.The process is described in detail by Chatopadyay [14]. Aschematic of friction surfacing process is shown in Fig. 1.
Friction surfacing of few dissimilar combinations wasalready attempted. Among the reported works, friction sur-facing of alloy steels on low carbon steel was mostly studied.Friction-surfaced steel coatings are now under active consid-eration for different commercial applications [1]. Processparameter optimization and process modeling were studiedfor steel combinations by Voutchkov et al. [15], Vitanov et al.[16, 17], Rafi et al. [6], and Liu et al. [8, 9]. These studiesestablished the feasibility of producing different alloy steelcoatings for wear and corrosion applications using optimizedparameters. Studies on interfacial characteristics of the coatingshowed that the coatings are metallurgically bonded to thesubstrate without any dilution, which is the highlight of thistechnique. Metallurgical bonding was obtained by bringingtogether the two nascent surfaces, formed by the removal of
K. P. Rao :A. Sankar :H. K. Rafi (*) :G. D. J. RamDepartment of Metallurgical and Materials Engineering,Indian Institute of Technology Madras,Chennai 600-036, Indiae-mail: [email protected]
G. M. ReddyMetal Joining Group,Defence Metallurgical Research Laboratory (DMRL),Kanchanbagh, Hyderabad 500-058, India
Present Address:H. K. RafiDepartment of Industrial Engineering, Speed School of Engineering,University of Louisville,Louisville, KY 40292, USA
Int J Adv Manuf Technol (2013) 65:755–762DOI 10.1007/s00170-012-4214-0
oxide layers due to violent rubbing under compressive force.Friction surfacing of dissimilar metal combinations wasreported by Chandrasekaran et al. [2, 3]. They attemptedsurfacing of aluminum and Inconel 800 over mild steel andfound that aluminum was difficult to coat over mild steelunder normal conditions where as Inconel 800 can be readilycoated. This discrepancy was attributed to the difference inthermal stability of both the materials at elevated temperatures.
In open literature, reports on friction surfaced coatings onnonferrous substrates are limited. Reddy et al. [11, 12] success-fully carried out friction surfacing of aluminum metal matrixcomposite over cast aluminum substrate and titanium substrate.Because of the poor response of some nonferrous materials tohigher loads and higher temperatures, it is of great interest toknow the feasibility of producing friction-surfaced coatings ondifferent nonferrous substrate with a variety of consumablematerials. In this work, an attempt was made to coat materialssuch as low carbon steel, commercially pure aluminum, titani-um, and copper over the nonferrous substrates like aluminum,magnesium, copper, and Inconel 800. These combinations areof interest in producing bimetallic strips for different industrialapplications. Successful coatings are further characterized tostudy microstructural features and interfacial characteristics.
2 Experimental procedure
A custom-made friction-surfacing machine was used tocarry out the current work. The machine was capable todeliver 10 kN axial load, with a maximum spindle speed of3,000 rpm. Substrate plates used for this study were com-mercially pure (CP) copper, CP aluminum, magnesium(ZM21), Inconel 800, and titanium alloy (Ti-6Al-4 V). Allthe plates were of dimension 150×200×10 mm. Precautionswere taken to avoid entrapment of any artifacts duringsurfacing. Both the plate and rubbing end of the rods werethoroughly cleaned with acetone prior to surfacing.
Standard metallographic procedures were followed toprepare samples for optical microscopy (OM) and scanningelectron microscopy (SEM). OM was carried out by Liecaoptical microscope and for SEM, FEI QUANTA 200
scanning microscope equipped with EDAX was used. Vick-ers microhardness measurements were carried out with100 g load and 15 s dwell time.
Shear test was carried out based on ASTM A264 byusing a Universal testing machine (make, FIE; capacity,50 kN) having special attachment for shear test. Shear testgives the interfacial bond strength between the coating andthe substrate. Although this standard is originally meant forassessing the bond integrity for stainless steel cladding oversteel substrates, it was used as a representative test in this case.
3 Results and discussion
3.1 Feasibility study on different nonferrous substrates
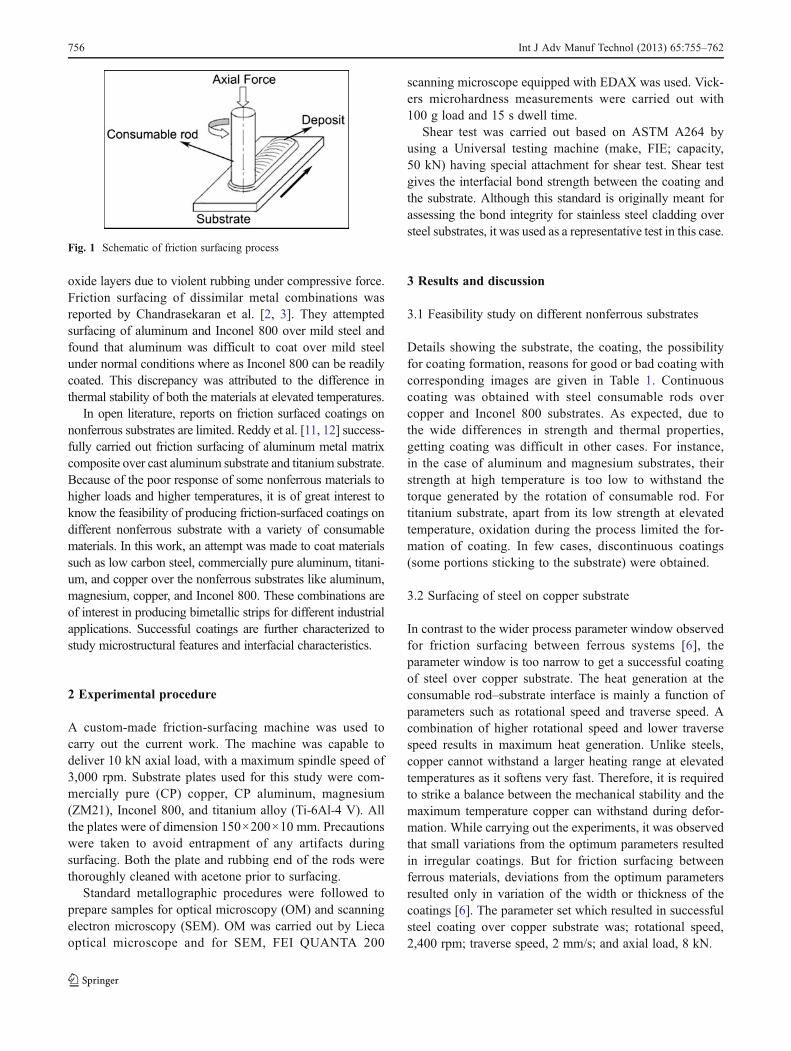
Details showing the substrate, the coating, the possibilityfor coating formation, reasons for good or bad coating withcorresponding images are given in Table 1. Continuouscoating was obtained with steel consumable rods overcopper and Inconel 800 substrates. As expected, due tothe wide differences in strength and thermal properties,getting coating was difficult in other cases. For instance,in the case of aluminum and magnesium substrates, theirstrength at high temperature is too low to withstand thetorque generated by the rotation of consumable rod. Fortitanium substrate, apart from its low strength at elevatedtemperature, oxidation during the process limited the for-mation of coating. In few cases, discontinuous coatings(some portions sticking to the substrate) were obtained.
3.2 Surfacing of steel on copper substrate
In contrast to the wider process parameter window observedfor friction surfacing between ferrous systems [6], theparameter window is too narrow to get a successful coatingof steel over copper substrate. The heat generation at theconsumable rod–substrate interface is mainly a function ofparameters such as rotational speed and traverse speed. Acombination of higher rotational speed and lower traversespeed results in maximum heat generation. Unlike steels,copper cannot withstand a larger heating range at elevatedtemperatures as it softens very fast. Therefore, it is requiredto strike a balance between the mechanical stability and themaximum temperature copper can withstand during defor-mation. While carrying out the experiments, it was observedthat small variations from the optimum parameters resultedin irregular coatings. But for friction surfacing betweenferrous materials, deviations from the optimum parametersresulted only in variation of the width or thickness of thecoatings [6]. The parameter set which resulted in successfulsteel coating over copper substrate was; rotational speed,2,400 rpm; traverse speed, 2 mm/s; and axial load, 8 kN.
Fig. 1 Schematic of friction surfacing process
756 Int J Adv Manuf Technol (2013) 65:755–762
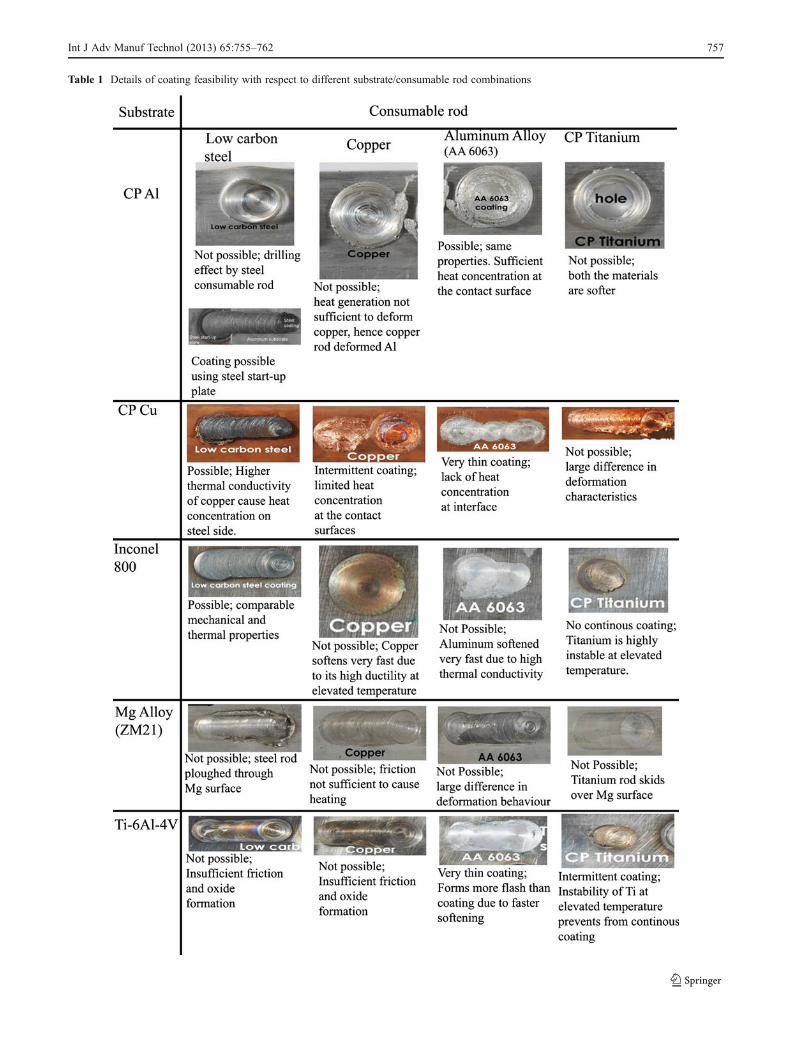
Table 1 Details of coating feasibility with respect to different substrate/consumable rod combinations
Int J Adv Manuf Technol (2013) 65:755–762 757
A friction-surfaced coating of low carbon steel over coppersubstrate is shown in Fig. 2. The coating is regular and freefrom any discontinuities. At the starting region, some amountof deformation can be observed in the substrate which getssubsided as the coating advances. The entire coating processcan be divided into two phases; dwell phase where the sub-strate is stationary and the deposition phase where the sub-strate is moving. During dwell phase, the heat generationoccurs by the friction due to direct contact between the rodand the substrate. The frictional heat generated during theinitial period cause a localized softening on copper substrate,which is evident from the displacement of material on eitherside. However, as the rubbing proceeds, heat concentrationoccurring at the interface results in preferential heating of thesteel rod due to the dimensional difference and difference inthermal conductivity between the copper plate and the steelrod. Thus, the rubbing end of the steel rod gets severelyplasticized and the viscoplastic material gets transferred tothe copper substrate to form a coating.
During the deposition phase, the substrate moves at aconstant rate. At this stage, a plasticized layer formsbetween the rod and substrate which eventually forms thecoating. Therefore, at this stage, there is no direct interactionof the steel rod to copper substrate. Rather, the contact isbetween the already deposited coating and the deformedsteel rod as observed by Bedford et al. [1]. This results inthe formation of a regular coating with minimal deformationon copper substrate during the deposition phase.
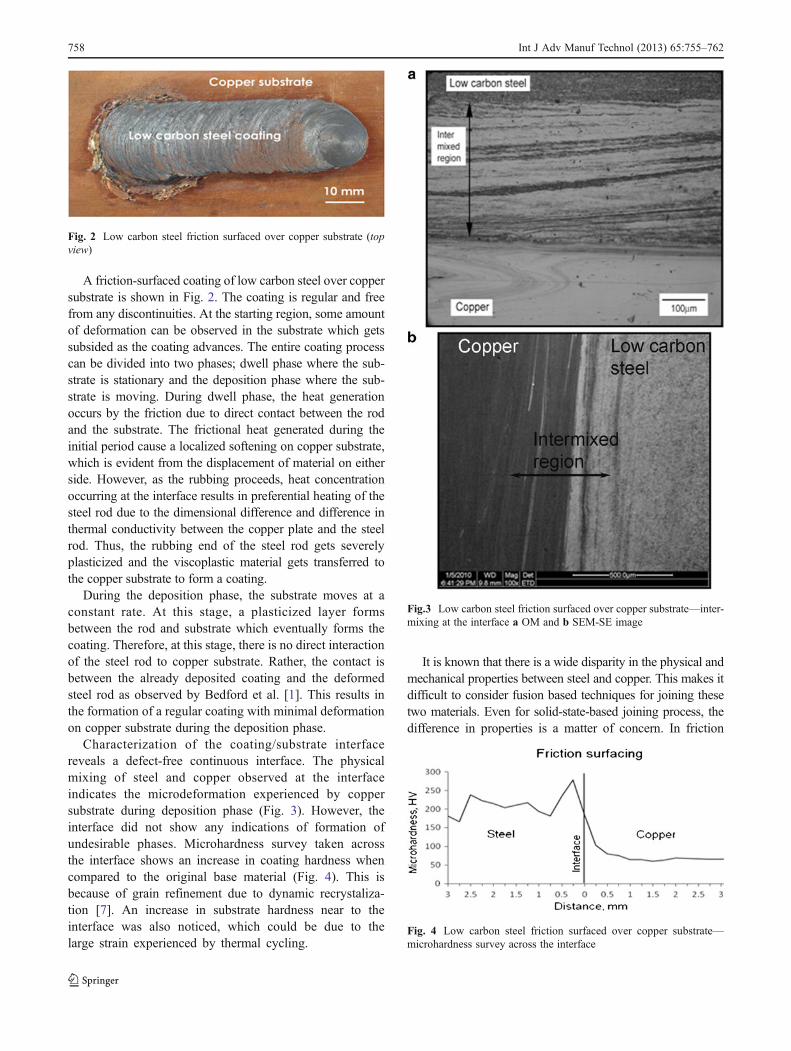
Characterization of the coating/substrate interfacereveals a defect-free continuous interface. The physicalmixing of steel and copper observed at the interfaceindicates the microdeformation experienced by coppersubstrate during deposition phase (Fig. 3). However, theinterface did not show any indications of formation ofundesirable phases. Microhardness survey taken acrossthe interface shows an increase in coating hardness whencompared to the original base material (Fig. 4). This isbecause of grain refinement due to dynamic recrystaliza-tion [7]. An increase in substrate hardness near to theinterface was also noticed, which could be due to thelarge strain experienced by thermal cycling.
It is known that there is a wide disparity in the physical andmechanical properties between steel and copper. This makes itdifficult to consider fusion based techniques for joining thesetwo materials. Even for solid-state-based joining process, thedifference in properties is a matter of concern. In friction
Fig. 2 Low carbon steel friction surfaced over copper substrate (topview)
Fig.3 Low carbon steel friction surfaced over copper substrate—inter-mixing at the interface a OM and b SEM-SE image
Fig. 4 Low carbon steel friction surfaced over copper substrate—microhardness survey across the interface
758 Int J Adv Manuf Technol (2013) 65:755–762
surfacing, flow stress at elevated temperature play a crucialrole. When higher temperature and higher loads are appliedsimultaneously, the weaker among the couple is supposed todeform faster as observed in friction welding of dissimilarcombinations by Maalekian [13]. In this case, though coppersubstrate is weaker than steel at higher temperature, steel con-sumable rod underwent plastic deformation and got depositedover copper substrate. This is because of the difference indimensions between the copper plate and the steel rod. Higherthermal conductivity and the larger surface area of copper platecause faster heat dissipation when compared to the consumablesteel rod. Therefore, major part of the heat generated getsconcentrated to the rubbing surface of the rod, causing a surgein temperature. This leads to severe plastic deformation of thesteel consumable rod. The coating integrity assessed usingshear test (ASTM A264) showed interfacial bond strength of105 MPa.3.3 Surfacing of steel on Inconel 800 substrate
High temperature strength of Inconel 800 makes it a suitablematerial for friction surfacing as consumable and substrate.Earlier studies performed by Chandrasekaran et al. [4] showedfeasibility of coating Inconel 800 over steel substrate. In thiswork, low carbon steel was coated over Inconel 800 substrate.The parameter selection was more flexible as compared tosteel coating over copper substrate. This can be attributed tothe high temperature stability of both inconel and steel. Theparameter set used for this coating was; rotational speed,1,600 rpm; traverse speed, 2 mm/s; and axial load, 10 kN.Coatings were also produced with different parameter sets byvarying rotational speed between 800 and 2,000 rpm, andtraverse speed between 1.6 and 3.6 mm/s. In the entire cases,axial load was kept constant at 10 kN.
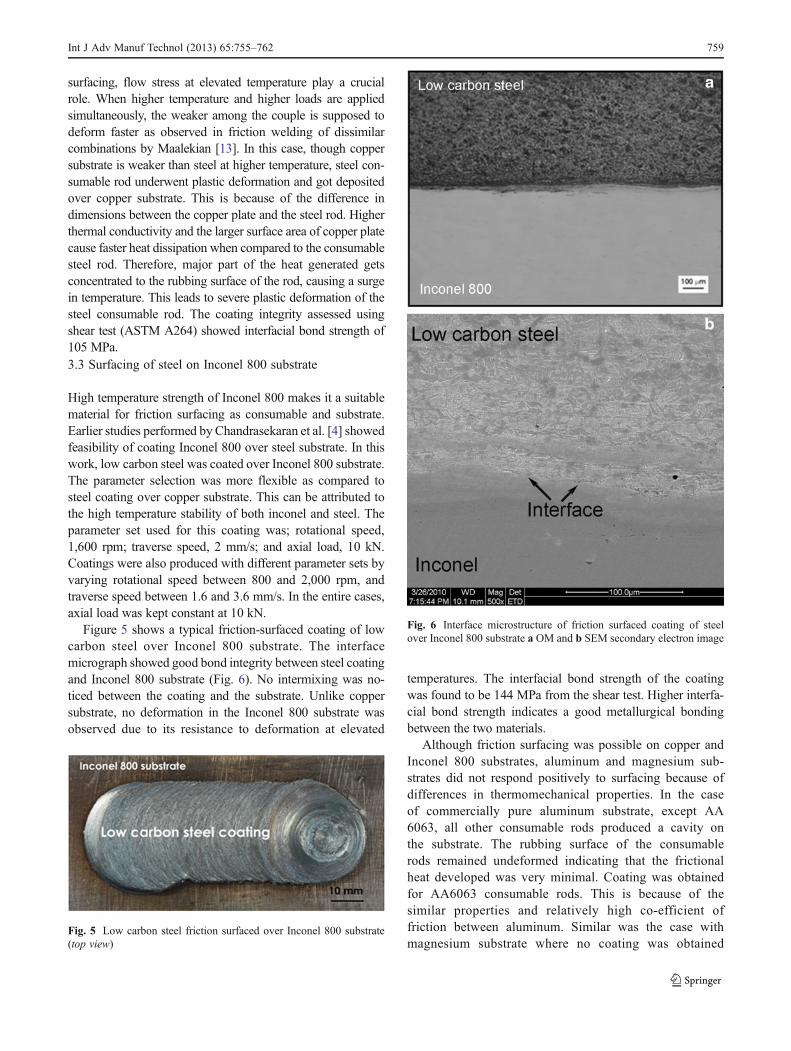
Figure 5 shows a typical friction-surfaced coating of lowcarbon steel over Inconel 800 substrate. The interfacemicrograph showed good bond integrity between steel coatingand Inconel 800 substrate (Fig. 6). No intermixing was no-ticed between the coating and the substrate. Unlike coppersubstrate, no deformation in the Inconel 800 substrate wasobserved due to its resistance to deformation at elevated
temperatures. The interfacial bond strength of the coatingwas found to be 144 MPa from the shear test. Higher interfa-cial bond strength indicates a good metallurgical bondingbetween the two materials.
Although friction surfacing was possible on copper andInconel 800 substrates, aluminum and magnesium sub-strates did not respond positively to surfacing because ofdifferences in thermomechanical properties. In the caseof commercially pure aluminum substrate, except AA6063, all other consumable rods produced a cavity onthe substrate. The rubbing surface of the consumablerods remained undeformed indicating that the frictionalheat developed was very minimal. Coating was obtainedfor AA6063 consumable rods. This is because of thesimilar properties and relatively high co-efficient offriction between aluminum. Similar was the case withmagnesium substrate where no coating was obtained
Fig. 6 Interface microstructure of friction surfaced coating of steelover Inconel 800 substrate a OM and b SEM secondary electron image
Fig. 5 Low carbon steel friction surfaced over Inconel 800 substrate(top view)
Int J Adv Manuf Technol (2013) 65:755–762 759
with none of the consumable rods. Surfacing on softersubstrate can be made possible by using a start-up plate.By using a steel start-up plate, the materials that can besurfaced over steel can be surfaced over other difficultto coat substrates. To demonstrate this, steel was sur-faced over aluminum substrate using a start-up plate.
3.4 Surfacing of steel on aluminum substrate using start-upplate
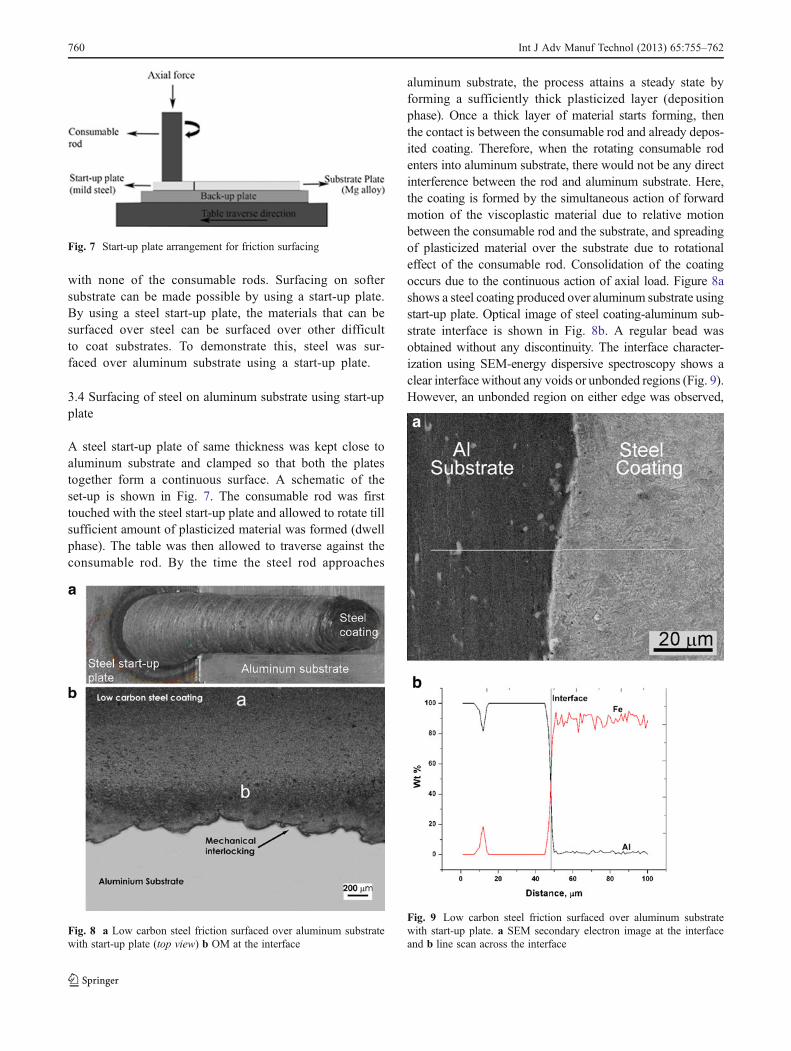
A steel start-up plate of same thickness was kept close toaluminum substrate and clamped so that both the platestogether form a continuous surface. A schematic of theset-up is shown in Fig. 7. The consumable rod was firsttouched with the steel start-up plate and allowed to rotate tillsufficient amount of plasticized material was formed (dwellphase). The table was then allowed to traverse against theconsumable rod. By the time the steel rod approaches
aluminum substrate, the process attains a steady state byforming a sufficiently thick plasticized layer (depositionphase). Once a thick layer of material starts forming, thenthe contact is between the consumable rod and already depos-ited coating. Therefore, when the rotating consumable rodenters into aluminum substrate, there would not be any directinterference between the rod and aluminum substrate. Here,the coating is formed by the simultaneous action of forwardmotion of the viscoplastic material due to relative motionbetween the consumable rod and the substrate, and spreadingof plasticized material over the substrate due to rotationaleffect of the consumable rod. Consolidation of the coatingoccurs due to the continuous action of axial load. Figure 8ashows a steel coating produced over aluminum substrate usingstart-up plate. Optical image of steel coating-aluminum sub-strate interface is shown in Fig. 8b. A regular bead wasobtained without any discontinuity. The interface character-ization using SEM-energy dispersive spectroscopy shows aclear interface without any voids or unbonded regions (Fig. 9).However, an unbonded region on either edge was observed,
Fig. 9 Low carbon steel friction surfaced over aluminum substratewith start-up plate. a SEM secondary electron image at the interfaceand b line scan across the interface
Fig. 7 Start-up plate arrangement for friction surfacing
Fig. 8 a Low carbon steel friction surfaced over aluminum substratewith start-up plate (top view) b OM at the interface
760 Int J Adv Manuf Technol (2013) 65:755–762
which is an inherent characteristic of friction surfacing. Theline scan across the interface did not show any indications ofmaterial transfer/physical mix-up between the coating and thesubstrate. Interfacial bond strength between coating and sub-strate was found to be 112 MPa. The result obtained in
this work is in confirmation with a previous work carriedout by Chandrasekaran et al. [2, 3].
Although in start-up plate method the friction surfacing isinitiated on a steel surface by a steel consumable rod, properparameter selection is required since the coating proceeds to asofter substrate. In this case, axial load is more important. As thecoating enters to the soft aluminum substrate from the start-upplate, the consumable rod may dig into the aluminum substrate.Therefore, an axial force which can provide the minimumrequired thrust for surfacing need to be used. Hence, an axialforce of 6 kN was used in this case. The rotational speed andtraverse speed used was 2,000 rpm and 2 mm/s, respectively.
3.5 Microstructural characterization of the steel coatingover aluminum substrate
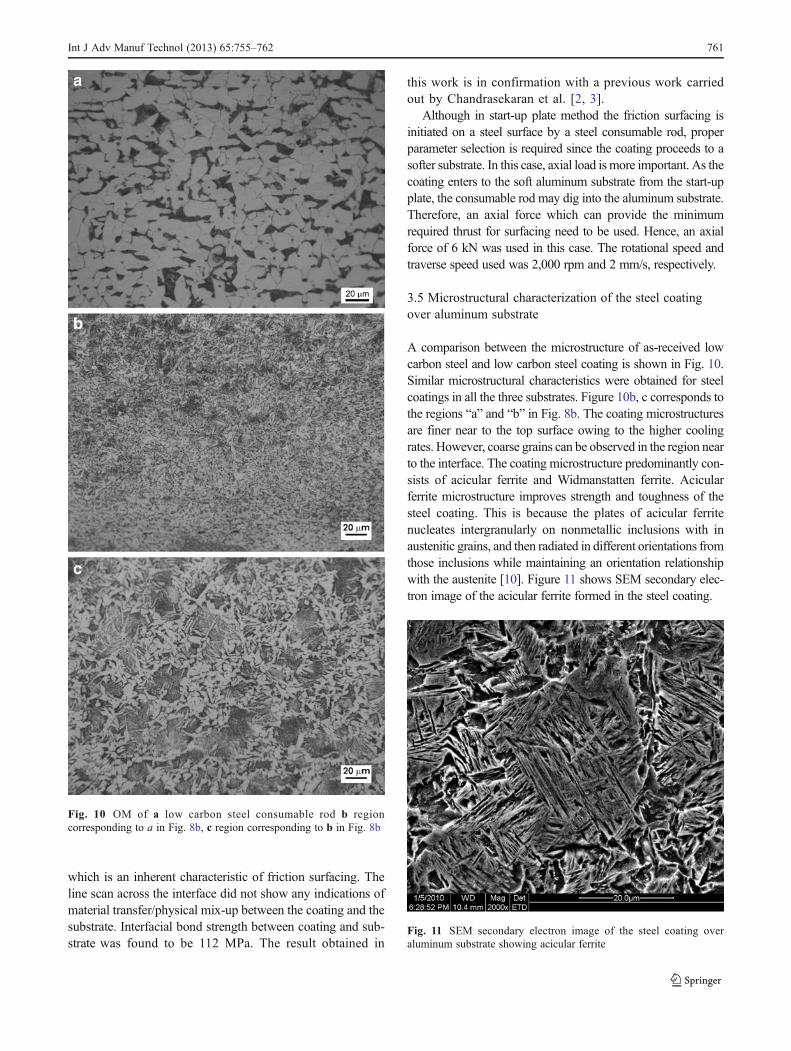
A comparison between the microstructure of as-received lowcarbon steel and low carbon steel coating is shown in Fig. 10.Similar microstructural characteristics were obtained for steelcoatings in all the three substrates. Figure 10b, c corresponds tothe regions “a” and “b” in Fig. 8b. The coating microstructuresare finer near to the top surface owing to the higher coolingrates. However, coarse grains can be observed in the region nearto the interface. The coating microstructure predominantly con-sists of acicular ferrite and Widmanstatten ferrite. Acicularferrite microstructure improves strength and toughness of thesteel coating. This is because the plates of acicular ferritenucleates intergranularly on nonmetallic inclusions with inaustenitic grains, and then radiated in different orientations fromthose inclusions while maintaining an orientation relationshipwith the austenite [10]. Figure 11 shows SEM secondary elec-tron image of the acicular ferrite formed in the steel coating.
Fig. 11 SEM secondary electron image of the steel coating overaluminum substrate showing acicular ferrite
Fig. 10 OM of a low carbon steel consumable rod b regioncorresponding to a in Fig. 8b, c region corresponding to b in Fig. 8b
Int J Adv Manuf Technol (2013) 65:755–762 761

Formation of acicular ferrite requires a temperature rangeof 350–400°C. During friction surfacing, frictional heatgenerated is sufficiently high to reach an autenizing temper-ature range of 1,150–1,250°C [8]. Higher temperature andhigher strain rates involved in the process create the situationfor dynamic recrystalization of austenitic phase. Grain growthmay not be expected after dynamic recrystalization since thetime spent by the plasticized metal at elevated temperature isquite low. Though the top surface of the coating cools atmuch faster rates as it is exposed to the atmosphere, thecooling rates of subsurfaces are relatively slow. This is be-cause of the heat conduction from the moving consumablerod towards the already deposited coating. Therefore, thecoating subsurface experiences a temperature within therange of acicular ferrite transformation temperature and ini-tiates the formation of acicular ferrite.
n summary, friction surfacing is a promising technique toproduce solid-state dissimilar metallic coatings on variety ofmetallic substrates. Developing procedures for producingcoatings over difficult to coat substrates can make this processmore attractive. Such an attempt is made in this work. Steelcoatings were successfully deposited over copper, inconel,and aluminum substrates (For depositing steel over aluminumsubstrates, steel start-up plates was used). To enhance thevalue of friction surfacing as a surface coating process forwear and corrosion protection, it is required to produce mul-titrack and multilayered coatings. Efforts are being taken inthis direction [5]. Larger area coverage is made by generatinga complete layer from multiple overlapping tracks of frictionsurfaced material, which is subsequently shaped as requiredusing computer numerical control machining. The most crit-ical aspect in multitracking is getting satisfactory bondingbetween individual tracks. This can be achieved by using afully integrated friction surfacing machine capable of precise-ly controlling material deposition.
4 Conclusions
(a) This study demonstrated the feasibility of producingfriction surfaced coatings on nonferrous substrates.
(b) Process parameter selection as a function of materialproperties is a key factor in getting successful coatings
(c) Low carbon steel could be coated with ease over copperand Inconel 800 substrates. For steel coating over copper,defect-free interface was noticed with physical mixing ofsteel and copper without any indications of formation ofundesirable phases. No intermixing was noticed betweenlow carbon steel coating and Inconel 800 substrate.
(d) Low carbon steel could not be coated over magnesiumand titanium substrates. However, steel coatings couldbe produced over aluminum substrate using steel start-up plate.
(e) Copper and CP titanium coatings could not be depos-ited on any substrate material.
(f) AA 6063 aluminum alloy could be deposited on CPaluminum substrate alone.
Acknowledgments Authors gratefully acknowledge Naval ResearchBoard, DRDO, Govt. of India for funding this project.
References
1. Bedford GM, Vitanov VI, Voutchkov II (2001) On the thermo-mechanical events during friction surfacing of high speed steels.Surf Coat Technol 141:34–39
2. Chandrasekaran M, Batchelor AW, Jana S (1997) Friction surfacingof metal coatings on steel and aluminum substrate. J Mater ProcessTechnol 72:446–452
3. Chandrasekaran M, Batchelor AW, Jana S (1997) Study of theinterfacial phenomena during friction surfacing of aluminium withsteels. J Mater Sci 32:6055–6062
4. Chandrasekaran M, Batchelor AW, Jana S (1998) Study of theinterfacial phenomena during friction surfacing of mild steel withtool steel and inconel. J Mater Sci 33:2709–2717
5. Dilip JJS, Babu S, Varadha Rajan S, Rafi H, Janaki RamGD, StuckerBrent (2012) Use of friction surfacing for additive manufacturing.Mater Manuf Process. doi:10.1080/10426914.2012.677912
6. Khalid Rafi H, Janaki Ram GD, Phanikumar G, Prasad RK (2010)Friction surfaced tool steel (H13) coatings on low carbon steel—astudy on the effects of process parameters on coating character-istics and integrity. Surf Coat Technol 205:232–242
7. Khalid Rafi H, Janaki Ram GD, Phanikumar G, Prasad Rao K(2011) Microstructural evolution during friction surfacing of toolsteel H13. Mater Des 32:82–87
8. Liu XM, Zou ZD, Zhang YH, Qu SY, Wang XH (2008) Transfer-ring mechanism of the coating rod in friction surfacing. Surf CoatTechnol 202:1889–1894
9. Liu X, Yao J, Wang X, Zou Z, Shiyao Qu (2009) Finite differencemodeling on the temperature field of consumable-rod in frictionsurfacing. J Mater Process Technol 209:1392–1399
10. Lee CH, Bhadeshia HKDH, Lee HC (2003) Effect of plastic deforma-tion on the formation of acicular ferrite. Mater Sci Eng A 360:249–257
11. Reddy GM, Rao KS, Mohandas T (2009) Friction surfacing: noveltechnique for metal matrix composite coating on aluminium–siliconalloy. Surf Eng 25:25–30
12. Reddy GM, Satya Prasad K, Rao KS, Mohandas T (2011) Frictionsurfacing of titanium alloy with aluminum metal matrix composite.Surf Eng 27:92–98
13. Maalekian M (2007) Friction welding—critical assessment ofliterature. Sci Technol Weld Joining 12:738–759
14. Chatopadyay R (2004) Advance thermally assisted surface engi-neering process. Kluwer, New York
15. Voutchkov I, Jaworski B, Vitanov VI, Bedford GM (2001) Anintegrated approach to friction surfacing process optimization. SurfCoatTechnol 141:26–33
16. Vitanov VI, Voutchkov II, Bedford GM (2000) Decision supportsystem to optimise the Frictec (friction surfacing) process. J MaterProcess Technol 107:236–242
17. Vitanov VI, Voutchkov II (2005) Process parameters selection forfriction surfacing applications using intelligent decision support. JMater Process Technol 159:27–32
762 Int J Adv Manuf Technol (2013) 65:755–762