operaciones de maquinado y metales
TRANSCRIPT

Operaciones de Maquinado y Metales
Presenta. M. en C. E. Teresa de Jesús Díaz Montes
OPERACIONES DE
MAQUINADO
OPERACIONES DE MAQUINADO

Maquinado General-Operaciones
Sencillas
El maquinado general para operaciones sencillas presenta las siguientes características:
La velocidad de eliminación de materiales es baja
……………..y
El lubricante puede llegar fácilmente al punto de corte

Maquinado General: Operaciones de
Severidad Moderada
El maquinado para operaciones de severidad moderada presenta:
Mayor velocidad de eliminación del metal
……..O
Acceso inadecuado del refrigerante al punto de corte
Se necesita lubricante límite; puede o no requerir EP también.
Depende de la severidad de la operación y la aleación de Al.

Operaciones de Alta
Severidad o Trabajo Pesado
Alta velocidad de eliminación del metal
Y
Acceso inadecuado del refrigerante al punto de corte
Siempre se requiere lubricación límite y EP

6
Roscado por Laminación
Perforado y Avellanado
Roscado y Roscado por
fresado
Taladrado con Refrigerante
Taladrado, Brochado
Torneado, Fresado y
Aserrado
Esmerilado
Metales y MaterialesG
rado d
e S
everidad d
e la A
plic
ació
n
ALTA
BAJA

OPERACIONES DE TORNEADO
TORNEADO CILÍNDRICO
FRONTAL
PERFORADO
TORNEADO CÓNICO

8
Aplicación de Corte y Torneado
Taladrado de orificios
profundos
Herramienta de torneado
Máquina para cambiar
torretas
Pieza de trabajo

Torneado Interno
Orificio más profundo
o de diámetro menor
= mayor severidad
Este es un torneado o
perforado interno con
una herramienta de
punta sencilla. Acceso
inadecuado del
refrigerante, pero
velocidad baja de
eliminación del metal
X = éstas son
operaciones de
torneado externo,
no interno
TORNEADO CILÍNDRICO
FRONTAL
PERFORADO
TORNEADO CÓNICO

OPERACIONES DE
MAQUINADO
HERRAMENTAL ROTATIVO : FABRICACIÓN DE ORIFICIOS
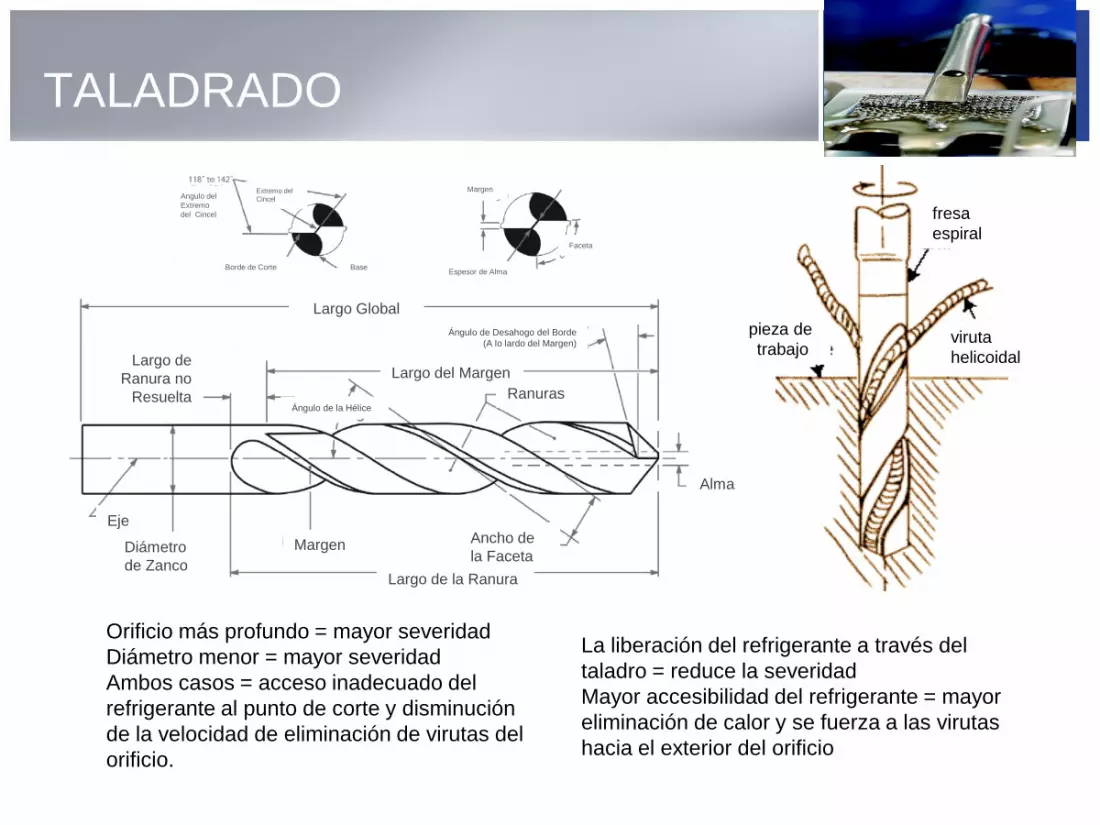
TALADRADO
Orificio más profundo = mayor severidad
Diámetro menor = mayor severidad
Ambos casos = acceso inadecuado del
refrigerante al punto de corte y disminución
de la velocidad de eliminación de virutas del
orificio.
La liberación del refrigerante a través del
taladro = reduce la severidad
Mayor accesibilidad del refrigerante = mayor
eliminación de calor y se fuerza a las virutas
hacia el exterior del orificio
Angulo del
Extremo
del Cincel
Extremo del
Cincel
Borde de Corte Base
Margen
Espesor de Alma
Faceta
Alma
Ranuras
Ancho de
la Faceta
Largo de la Ranura
Margen
Ángulo de la Hélice
Largo del Margen
Ángulo de Desahogo del Borde
(A lo lardo del Margen)
Largo de
Ranura no
Resuelta
Eje
Diámetro
de Zanco
Largo Global
pieza de
trabajo
fresa
espiral
viruta
helicoidal

12
Aplicación de Taladrado
Bloque del cilindroPerforador
s

TALADRADO CON REFRIGERANTE
Siempre orificios profundos con diámetros
pequeños y altas velocidades de
eliminación de metal.
Ejemplo automotriz = árbol de levas del
motor
taladro
flujo
del
aceite
rotación
Alimentación del
taladro
broca cañón
flujo del
aceite

Perforado
Barra de perforado en la fresadora
Plantilla de perforado en el taladro
Esta es una operación común para
ensanchar orificios o lograr el tamaño
terminado del diámetro, antes del
machueleado. También se usa para lograr
terminados superficiales altos.
Los orificios siempre se
taladran primero, antes
del perforado.
movimiento de
la herramienta
barra de perforado
pieza de
trabajo
perforado
nuevo
perforado
viejo
herramienta de corte
de un solo punto
aditamento de
boquilla
herramienta
de barra de
perforado
mesa para fresado
prensa
pieza

AVELLANADO
Largo del
chaflán
ángulo del
chaflánzanco
largo de la ranura

OPERACIONES DE MACHUELEADO
Macho para corte y
Macho para roscado

OPERACIONES DE
MAQUINADO
HERRAMENTAL ROTATIVO : CORTE SUPERFICIAL

OPERACIONES DE FRESADO
Fresado en plancha Planeado Fresado vertical
CortadorMontaje
Montaje
Husillo
Husillo
Zanco
Extremo de
la Fresadora
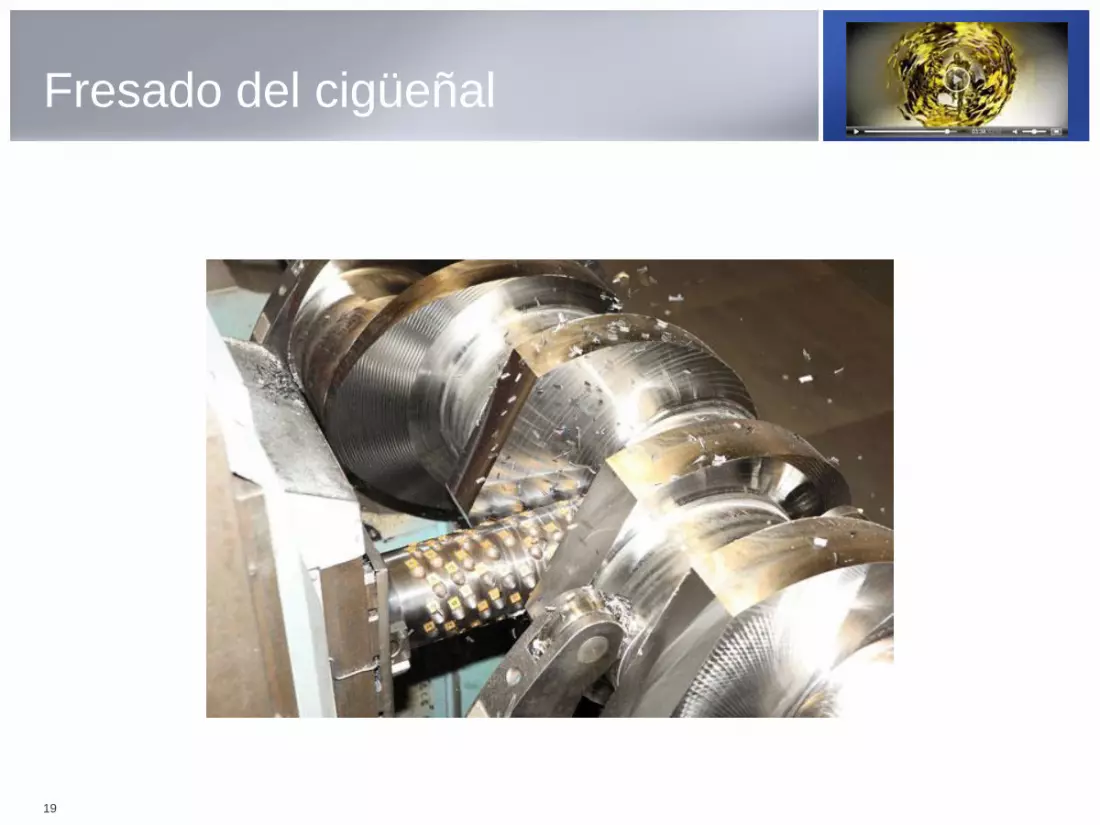
Fresado del cigüeñal
19

20
Operaciones de Corte de Engranes
Proceso
de
Hobbing
Herramienta
de hobbingFuente: GFC
Pieza con Hobbing Fuente: x-technik

OPERACIONES DE
MAQUINADO
HERRAMENTAL NO ROTATIVO :
CORTE SUPERFICIAL (BROCHADO)

BROCHADO
Husillo
Pieza de Trabajo
Corte por
diente
Dirección del
Recorrido
Brochadora
Herramienta de la
brochadora o
inserto
Canal para la
evacuación de
las virutas

23
Roscado por Laminación
Perforado y Avellanado
Roscado y Roscado por
fresado
Taladrado con Refrigerante
Taladrado, Brochado
Torneado, Fresado y
Aserrado
Esmerilado
Metales y MaterialesG
rado d
e S
everidad d
e la A
plic
ació
n
ALTA
BAJA

OPERACIONES DE
MAQUINADO
ESMERILADO

25
Roscado por Laminación
Perforado y Avellanado
Roscado y Roscado por
fresado
Taladrado con Refrigerante
Taladrado, Brochado
Torneado, Fresado y
Aserrado
Esmerilado
Metales y MaterialesG
rado d
e S
everidad d
e la A
plic
ació
n
ALTA
BAJA

ESMERILADO DE SUPERFICIES
PLANAS
rueda de
esmeril
pieza de
trabajorefrigerante
mesa

Nivel bajo de quemadura por esmerilado
Daño Térmico Causado por el Calor
Generado Durante el Esmerilado
Nivel medio de quemadura por
esmerilado
Nivel alto de quemadura por esmerilado
27

RECTIFICADO CENTRADO
soporte
central
pieza de
trabajo
soporte
central
rueda de
esmeril

RECTIFICADO SIN CENTROS
Avance de paso Entrada Alimentación del
extremo
cuchilla
de
soporte
rueda de
esmeril
pieza de
trabajo
ruedaentrada
Sólo entrada.
L debe ser menor al A.
rueda
reguladora
tope de
parada
pieza de
trabajo
Arueda
reguladora
Rueda de
esmeril
trabajo

30
Aplicación de Esmerilado
Rueda de rectificado
Suministro de
Refrigerante
C

Referencia: Seminario. MAQUINADOS. Noviembre 2013.FUCHS LUBRICANTS Co.
F
31