mq mmgm 48 turbogeneradores
TRANSCRIPT

Nombre:
Método de Mantenimiento de Turbogeneradores
Código:
MQ-MMGM-48
Solic. de cambio No:
Elaborado por:
Ingeniero Pasante Julián Ríos
Revisado y aprobado por:
Superintendente Generación Vapor
Andrés Yepes
Fecha de aprobación:
21/08/2013
Rige a partir de:
01/11/2013
Página:
1 de 12
Versión:
5
Control de los formatos: F08-IGGSC-01-02/VERSION 1
1. OBJETIVOS Y ALCANCE
1.1. Este método tiene como objetivo el definir los lineamientos para el mantenimiento mecánico de los turbogeneradores.
1.1.1. Número de turbinas: tres (3). [1] DRESSER-RAND 8.8 MW, [2] ELLIOTT 6 MW, [3] MURRAY 3 MW para una capacidad instalada total de 17.8 MW (nominal).
1.1.2. Aplica a todas las turbinas relacionadas y se especifican los términos particulares de cada una de ellas, de manera separada.
2. DOCUMENTOS RELACIONADOS
CODIGO NOMBRE DEL DOCUMENTO
MQ-PLGM-01 Programa de lubricación periodo zafra
MQ-IGGM-01-03 Instructivo para la ejecución de trabajos de mantenimiento
MQ-MMGM-58 Método de mantenimiento y revisión de rodamientos
3. RESPONSABILIDADES
3.1. Es responsabilidad del Superintendente de Generación de Vapor fiscalizar la debida aplicación de este método, revisar y actualizar periódicamente los lineamientos con ayuda del Mecánico.
3.2. Es responsabilidad del Mecánico, aplicar correctamente este método, guiarse por los lineamientos indicados e informar sobre inconsistencias o partes incompletas y/o desactualizadas.
4. DEFINICIONES
4.1. Turbina: Máquina que convierte la energía propia de un fluido en energía mecánica rotatoria por medio de un conjunto de álabes que giran bajo la presión del fluido.
4.2. Generador: Máquina que mediante la inducción de corriente (Ley de Faraday) convierte energía mecánica de rotación en energía eléctrica.
4.3. Turbogenerador: Generador de energía eléctrica accionado por una turbina.
5. POLITICAS
5.1. Cualquier mejora a la sistemática establecida en este método de Mantenimiento se debe canalizar a través del MQ-PGGSC-04 “Procedimiento para la aplicación de acciones correctivas y preventivas”.
5.2. Antes y durante la ejecución de los trabajos se debe cumplir con las Normas de Seguridad establecida y aplicar el MQ-IGGCS-08-01 “Instructivo general para la aplicación de las buenas prácticas de manufactura” (BPM)

Página:
2 de 13
Versión:
5
Código:
MQ-MMGM-48
Control de los formatos: F08-IGGSC-01-02/VERSION 1
6. CONTENIDO
6.1. Inspección general, limpieza y lavado
Antes de encender la turbina por primera vez, o en el caso de que esta haya estado almacenada por largos periodos de tiempo, es importante realizar una limpieza general de los componentes del turbogenerador, incluyendo el sistema de lubricación, filtrado de aceite, conjunto de válvulas y tuberías de vapor. Para hacer una limpieza exhaustiva, es necesario desmontar los elementos que se describen a continuación. El desmontaje implica sacar la tornillería y desplazar algunos componentes, como el rotor, la tapa, los cojinetes, entre otros, a lugares propicios, donde no afecten la movilidad y se puedan realizar los trabajos pertinentes.
Válvulas de control:
6.1.1. Los acoples y vástagos de las válvulas deben estar libres de lodos. Debe removerse cualquier rastro de pintura sobre las juntas o vástagos de los cilindros.
6.1.2. Asegurarse que todas las válvulas de control, válvulas del gobernador y la válvula de disparo de entrada de vapor (trip throttle valve) se encuentren en condiciones de libre movimiento a lo largo de todo el recorrido apertura-cierre.
6.1.3. Desmontar la válvula de disparo de admisión de vapor para limpieza general. Disponerla en un sitio donde no obstruya la movilidad y lubricar sus partes más sensibles para protegerla del polvo y la humedad del ambiente.
Cubiertas de los cojinetes:
6.1.4. Limpiar las cubiertas de los cojinetes para evitar la concentración de lodos o cualquier otro tipo de contaminación. Los cojinetes pueden ser removidos para realizar una limpieza más exhaustiva. Asegurarse de limpiar cualquier tipo de fuga dentro y fuera de las chumaceras; si es necesario se deben desensamblar los componentes.
6.1.5. Pulir las superficies desgastadas cuando aún sea conveniente este procedimiento. En caso de que se encuentre daño excesivo de las partes, reemplazar los cojinetes afectados o planificar la realización de un proceso de rebbabiting.
6.1.6. Una vez se complete la limpieza, se deben cubrir las superficies con aceite lubricante. Es preferible realizar la limpieza justo antes del re-ensamble, sin embargo en caso de que esto no sea posible, proteger las partes con aceite lubricante para evitar oxidación. Usar la misma clase de aceite con que trabaja la turbina.
Rotor y álabes móviles:
6.1.7. Remover cualquier tipo de suciedad del rotor y diafragmas de álabes móviles. Asegurarse de que el espaciamiento entre álabes (boquillas) se encuentre libre de obstrucciones y/o solidos particulados. La limpieza de estos componentes debe ser exhaustiva.
6.1.8. Inspeccionar el estado de los álabes y revisar la presencia de desgastes excesivos y deformaciones. Pueden enderezarse los álabes cuando se encuentren deformados, sin embargo esta operación no debe ser excesiva; es solo una reparación rápida. Deben reemplazarse los álabes cuando los daños sea recurrentes.
Sistema de lubricación: Realizar la limpieza total del sistema de lubricación una (1) vez al año. Seguir los siguientes lineamientos.
6.1.9. La tubería de acero al carbón debe ser conservada en aguarrás o limpiada químicamente. Incluir los dos intercambiadores de calor para enfriamiento de aceite.
6.1.10. Aislar las válvulas de alivio del sistema mediante el uso de chaquetas de protección, para evitar que entre suciedad y proteger la integridad su integridad.
Página:
3 de 13
Versión:
5
Código:
MQ-MMGM-48
Control de los formatos: F08-IGGSC-01-02/VERSION 1
6.1.11. Remover las mitades superiores de los cojinetes principales y la totalidad del cojinete axial. Posteriormente abrir todas las válvulas de cierre.
6.1.12. Inspeccionar el interior del tanque de manera que se asegure la remoción de cualquier contaminante presente. Limpiar con wipe, paños o elementos que no dejen residuos.
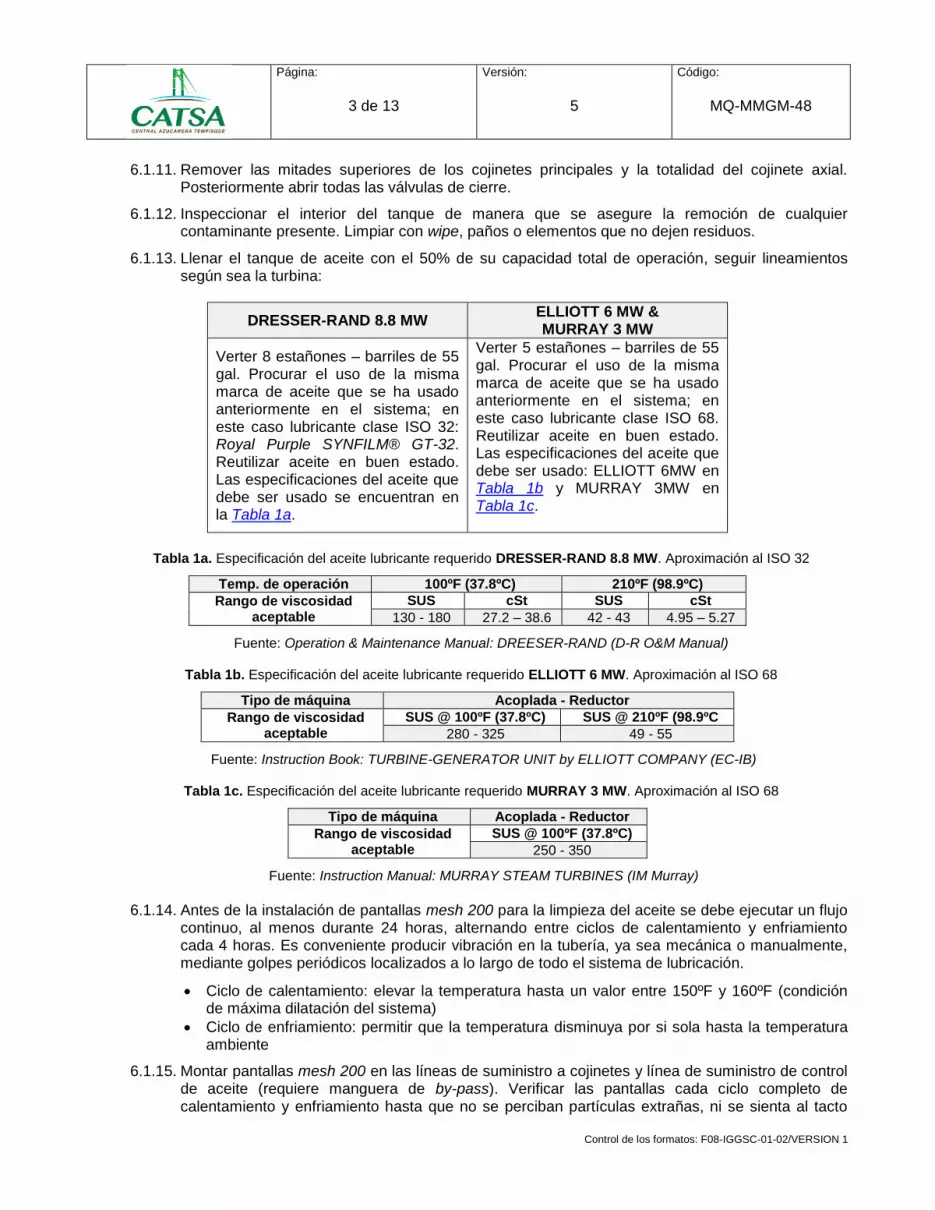
6.1.13. Llenar el tanque de aceite con el 50% de su capacidad total de operación, seguir lineamientos según sea la turbina:
DRESSER-RAND 8.8 MW ELLIOTT 6 MW & MURRAY 3 MW
Verter 8 estañones – barriles de 55 gal. Procurar el uso de la misma marca de aceite que se ha usado anteriormente en el sistema; en este caso lubricante clase ISO 32: Royal Purple SYNFILM® GT-32. Reutilizar aceite en buen estado. Las especificaciones del aceite que debe ser usado se encuentran en la Tabla 1a.
Verter 5 estañones – barriles de 55 gal. Procurar el uso de la misma marca de aceite que se ha usado anteriormente en el sistema; en este caso lubricante clase ISO 68. Reutilizar aceite en buen estado. Las especificaciones del aceite que debe ser usado: ELLIOTT 6MW en Tabla 1b y MURRAY 3MW en Tabla 1c.
Tabla 1a. Especificación del aceite lubricante requerido DRESSER-RAND 8.8 MW. Aproximación al ISO 32
Temp. de operación 100ºF (37.8ºC) 210ºF (98.9ºC)
Rango de viscosidad aceptable
SUS cSt SUS cSt
130 - 180 27.2 – 38.6 42 - 43 4.95 – 5.27
Fuente: Operation & Maintenance Manual: DREESER-RAND (D-R O&M Manual)
Tabla 1b. Especificación del aceite lubricante requerido ELLIOTT 6 MW. Aproximación al ISO 68
Tipo de máquina Acoplada - Reductor
Rango de viscosidad aceptable
SUS @ 100ºF (37.8ºC) SUS @ 210ºF (98.9ºC
280 - 325 49 - 55
Fuente: Instruction Book: TURBINE-GENERATOR UNIT by ELLIOTT COMPANY (EC-IB)
Tabla 1c. Especificación del aceite lubricante requerido MURRAY 3 MW. Aproximación al ISO 68
Tipo de máquina Acoplada - Reductor
Rango de viscosidad aceptable
SUS @ 100ºF (37.8ºC)
250 - 350
Fuente: Instruction Manual: MURRAY STEAM TURBINES (IM Murray)
6.1.14. Antes de la instalación de pantallas mesh 200 para la limpieza del aceite se debe ejecutar un flujo
continuo, al menos durante 24 horas, alternando entre ciclos de calentamiento y enfriamiento cada 4 horas. Es conveniente producir vibración en la tubería, ya sea mecánica o manualmente, mediante golpes periódicos localizados a lo largo de todo el sistema de lubricación.
Ciclo de calentamiento: elevar la temperatura hasta un valor entre 150ºF y 160ºF (condición de máxima dilatación del sistema)
Ciclo de enfriamiento: permitir que la temperatura disminuya por si sola hasta la temperatura ambiente
6.1.15. Montar pantallas mesh 200 en las líneas de suministro a cojinetes y línea de suministro de control de aceite (requiere manguera de by-pass). Verificar las pantallas cada ciclo completo de calentamiento y enfriamiento hasta que no se perciban partículas extrañas, ni se sienta al tacto

Página:
4 de 13
Versión:
5
Código:
MQ-MMGM-48
Control de los formatos: F08-IGGSC-01-02/VERSION 1
una contextura arenosa. Si es posible hacer un conteo de partículas, los valores aproximados que indican limpieza, según el tipo de pantalla son:
50 a 100 micrones 225 partículas
100 a 250 micrones 21 partículas
250 micrones 0 partículas
Si se cree necesario, solicitar al proveedor un análisis de partículas del aceite.
6.1.16. Cuando el sistema esté completamente limpio, drenar todo el aceite. Limpiar el tanque y los filtros de succión. Reemplazar filtros usados en el proceso de limpieza. Posteriormente llenar el sistema con aceite filtrado mediante pantallas mesh 200. Reutilizar las pantallas usadas en la limpieza; solo asegurándose de su buen estado.
6.1.17. Asegurarse de re-ensamblar las cubiertas de los cojinetes, las válvulas y las tuberías a sus posiciones de operación.
6.1.18. Llenar el sistema de lubricación al 100% de su capacidad con aceite sin reutilizar:
DRESSER-RAND 8.8 MW ELLIOTT 6 MW & MURRAY 3 MW
100% de la capacidad del tanque igual a 17 estañones – barriles de 55 gal.
100% de la capacidad del tanque igual a 10 estañones – barriles de 55 gal.
Soplado de las líneas de vapor:
6.1.19. Todas las líneas que transportan vapor hasta la turbina deben ser sopladas con vapor vivo para remover materiales extraños como, sólidos libres, oxido y restos de soldadura. Este proceso se realiza generalmente cuando se han hecho trabajos de instalación o modificación de las tuberías, sin embargo también es de gran utilidad para remover condensados.
6.1.20. Remover la válvula de disparo de entrada de vapor y los filtros correspondientes. Abrir todas las válvulas entre el cabezal principal de vapor de la caldera Foster y la turbina. Limpiar la válvula de disparo manualmente.
6.1.21. En caso de considerarse necesario, usar láminas de latón pulido que sirvan como testigos o targets para registrar la presencia de material sólido particulado en las tuberías. Estos testigos se ubican en el lugar habitual de la válvula de disparo a la entrada del vapor de la turbina. Realizar un mínimo de tres soplados y cambiar el testigo cada vez que se inicie un nuevo procedimiento. Cada soplado debe llevarse a cabo bajo condiciones, lo más cercanas posibles, a la operación habitual del sistema (presión y temperatura de operación) y se debe alternar entre ciclos calientes y fríos.
6.1.22. Soplar otros componentes auxiliares y tuberías del sistema que se encuentren desmontadas. La limpieza también puede hacerse manualmente cuando no se puedan ubicar, o sea muy complicada la instalación de los componentes sobre la línea de vapor.
Cubierta turbina, diafragmas álabes fijos y sellos de laberinto:
6.1.23. Quitar los tornillos de la tapa de la turbina para tener acceso a los componentes internos. Almacenar los pernos y las tuercas en un lugar donde no impida la movilidad y asegurarse de no extraviar ninguna parte. Así mismo ubicar la tapa en el suelo sobre calzas de madera, donde no estorbe.
6.1.24. Todas las superficies de las mitades tanto inferior como superior de la carcasa deben ser limpiadas. Se debe incluir tanto el casing, como la totalidad de los diafragmas de los álabes estáticos y las cubiertas de los empaques y sellos de laberinto.
6.1.25. Remover cualquier tipo de rebaba o material extraño con piedra de pulido calibre fino, para evitar rayar las superficies.

Página:
5 de 13
Versión:
5
Código:
MQ-MMGM-48
Control de los formatos: F08-IGGSC-01-02/VERSION 1
6.1.26. En caso de que se encuentren obstrucciones severas sobre los canales de los sellos de laberinto (achatamiento), usar la herramienta diseñada para solucionar este problema. Tras la visita del representante de la empresa The ABC Company (Junio de 2013) se sugirió la fabricación de dicha herramienta (ver Anexo A).
6.2. Ensamble y alineación de componentes internos
Es necesario revisar la alineación interna de la unidad cuando haya estado expuesta a las condiciones climáticas durante el transporte o periodos extensos de almacenamiento o inactividad. A su vez en el caso que haya sido necesario desplazar la unidad y el movimiento fuera brusco. En el caso de que partes de la turbina sean desmontadas para inspección y/o mantenimiento, dentro o fuera de la planta, o cuando el supervisor encargado lo considere, también realizar la alineación respectiva. Realizar una inspección del estado general de los componentes internos de la turbina: rotor, álabes fijos y móviles y sus respectivos diafragmas, cojinetes y demás elementos pertinentes.
Flotación del rotor:
6.2.1. Montar mitad inferior de los cojinetes principales en la carcasa de la turbina.
6.2.2. Con ayuda del puente grúa sujetar el rotor, levantarlo a nivel y ponerlo sobre los cojinetes previamente instalados. Asegurarse de que el rotor se encuentre bien sujetado y que durante la instalación no golpee ninguna de sus partes.
6.2.3. Verificar y registrar las holguras de los sellos de laberinto (aluminio y/o carbón) con un mandril de alineación, sin embargo si no hay disponible uno, se pueden usar palpadores (galgas de espesores) o láminas compensadoras de distancia. Asegurarse que no exista presencia de materiales extraños entre los anillos y el eje antes de re-ensamblar. Los valores aceptables de tolerancias son:
DRESSER-RAND 8.8 MW ELLIOTT 6 MW MURRAY 3 MW
Verificar a lo largo de todo el eje que la flotación sea máximo 0.020” y como mínimo de 0.090”. Evitar que haya contacto entre el eje y los sellos para evitar marcado y asentamiento.
(a)
Tanto en el lado vapor como en el lado escape, la holgura entre el eje y los sellos de laberinto debe ser 0.031” – 0.037”. Por su parte los sellos en la zona de los diafragmas debe ser 0.036” – 0.040”.
(b)
En el lado de vapor y en la zona de diafragmas (todas las 4 etapas) la holgura es 0.010” – 0.013”. En cuanto al lado del escape, la holgura requerida está en 0.007” – 0.010”.
(c)
(a) Operation & Maintenance Manual: DREESER-RAND (D-R O&M Manual)
(b) Instruction Book: TURBINE-GENERATOR UNIT by ELLIOTT COMPANY (EC-IB)
(c) Instruction Manual: MURRAY STEAM TURBINES (IM Murray)
6.2.4. Girar el eje cada 90º para verificar en cuatro posiciones si hay puntos de contacto o de golpeo.
Registrar oscilaciones o tambaleos del eje.
6.2.5. Registrar las tolerancias entre los álabes fijos (boquillas o nozzles) y los álabes móviles en cada una de las etapas de expansión de la turbina.
DRESSER-RAND 8.8 MW ELLIOTT 6 MW MURRAY 3 MW
----
En la etapa 1 de expansión, la holgura debe estar en el rango 0.060” – 0.070”. En las siguientes 10 etapas, desde la segunda hasta la número 11, la holgura que se registre debe estar en el rango 0.052” – 0.087”.
(a)
En la etapa 1 la holgura debe ser alrededor de 0.156”. En las etapas 2 y 3, se deberían medir aproximadamente 0.094”. En la cuarta y última etapa la holgura debe ser 0.250”.
(b)
(a) Instruction Book: TURBINE-GENERATOR UNIT by ELLIOTT COMPANY (EC-IB)
(b) Instruction Manual: MURRAY STEAM TURBINES (IM Murray)

Página:
6 de 13
Versión:
5
Código:
MQ-MMGM-48
Control de los formatos: F08-IGGSC-01-02/VERSION 1
Cojinetes principales:
6.2.6. Aplicar azul de prussia, ensamblar la mitad superior del cojinete sobre el eje, y hacer girar la unidad en el sentido de giro habitual. El contacto que referencia el azul de prussia debe ser aproximadamente de 98% a 100%.
6.2.7. Registrar las mediciones realizadas sobre el eje y sobre los cojinetes. Se puede usar plastigage: En los turbos DRESSER-RAND 8.8 MW y MURRAY 3 MW usar plastigage de 0.004” a 0.009” (color azul) para verificar los valores de la Tabla 2a y Tabla 2c respectivamente. En el turbo ELLIOTT 6 MW usar de 0.009” a 0.020” (color amarillo) para corroborar las holguras de la Tabla 2b.
Tabla 2a. Información del fabricante sobre rangos de tolerancias en cojinetes principales de la turbina
Diámetro del eje Diámetro del cojinete Holgura de operación
Cojinete lado vapor
5.000” +0.000”
5.008” +0.002”
0.008” a 0.011” -0.001” -0.000”
Cojinete lado escape
5.000” +0.000”
5.008” +0.002”
0.008” a 0.011” -0.001” -0.000”
Fuente: Manual de Operación y Mantenimiento de la turbina DREESER-RAND (DR O&M Manual)
Tabla 2b. Información del fabricante sobre rangos de tolerancias en cojinetes principales de la turbina
Cojinete lado vapor Cojinete lado escape
Holgura aceptable (in)
0.015 – 0.018 0.013 – 0.016
Fuente: Instruction Book: TURBINE-GENERATOR UNIT turbina de ELLIOTT COMPANY (EC-IB)
Tabla 2c. Información del fabricante sobre rangos de tolerancias en cojinetes principales de la turbina
Cojinete lado vapor Cojinete lado escape
Holgura aceptable (in)
0.004 – 0.006 0.004 – 0.006
Fuente: Instruction Manual: MURRAY STEAM TURBINES (IM Murray)
Las holguras mostradas en las Tablas 2a, 2b y 2c se consideran excesivas cuando su valor es 1.5 veces la holgura de diseño.
6.2.8. Para realizar el procedimiento de medición, limpiar las pistas de los cojinetes, cortar un trozo de plastigage igual al ancho del cojinete y ponerlo sobre el muñón del eje. Luego ajustar la chumacera bajo las condiciones de operación (torque de apriete requerido). Posteriormente desensamblar el cojinete y medir la expansión resultante en el plastigage. Finalmente asegurarse de que la holgura sea adecuada.
6.2.9. Limpiar restos del plastigage usado sobre las pistas de los cojinetes.
Bomba centrifuga principal de aceite: Solo el turbogenerador ELLIOTT 6 MW tiene incorporada la bomba principal de aceite directamente sobre el eje de la turbina, en el lado de entrada de vapor, antes del cojinete axial.
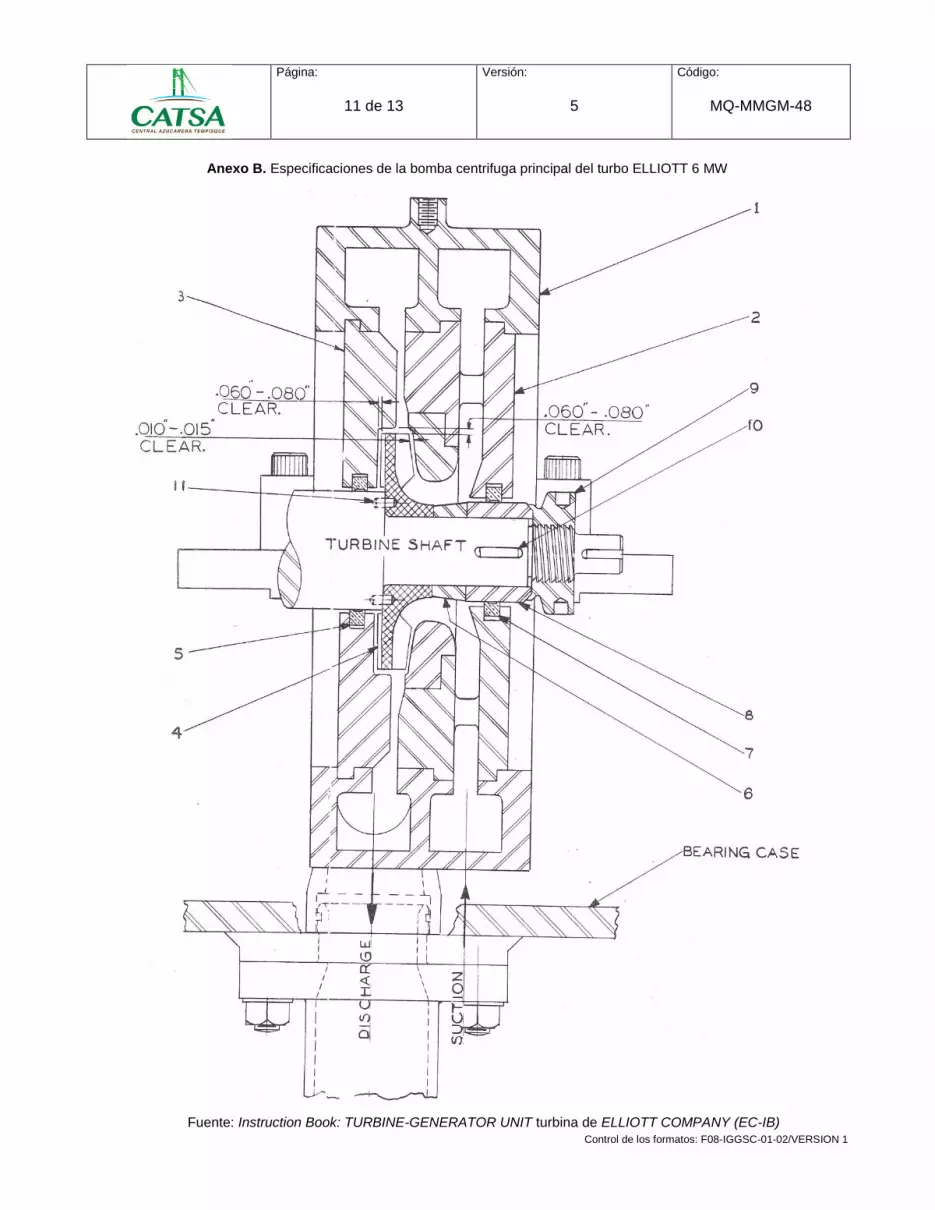
6.2.10. Chequear la holgura entre el impeler de la bomba principal de aceite y la carcasa. Los valores aceptables son los rangos mostrados en la figura 15-H del manual correspondiente, Instruction
Book: TURBINE-GENERATOR UNIT turbina de ELLIOTT COMPANY (EC-IB), sección 15-F (ver Anexo B). Holgura entre superficies (horizontal y vertical) del rotor y la carcasa debe ser 0.060” – 0.080”, mientras que entre los álabes de la bomba y la carcasa 0.010” – 0.015”.
Cojinetes axiales o de empuje:
6.2.11. Insertar ambas mitades del cojinete y verificar la holgura. Se puede hacer uso de palpadores o galgas para medir ranuras pequeñas.

Página:
7 de 13
Versión:
5
Código:
MQ-MMGM-48
Control de los formatos: F08-IGGSC-01-02/VERSION 1
6.2.12. Los calzos (shims) disponibles varían en espesor y según la turbina. Estos elementos deben ser usados para ajustar la holgura del cojinete según corresponda.
6.2.13. Instalar los cojinetes axiales:
DRESSER-RAND 8.8 MW(a)
a. Empujar el rotor en sentido contrario al recorrido del vapor dentro de la turbina (aguasarriba) hasta que golpee internamente. Montar un indicador que referencie la posición del eje en 0 (cero). Empujar el rotor en el sentido de flujo de vapor (aguasabajo) hasta que tope internamente. En esa posición se puede medir la holgura total del eje, cuyo valor debe oscilar entre 0.100” y 0.250”.
b. Instalar los calzos del lado entrada de vapor y empujar nuevamente el rotor aguasarriba hasta que haga contacto con el cojinete. En ese punto se mide la holgura mínima interna, que debe encontrarse entre 0.035” y 0.045”.
c. Instalar ahora los calzos del lado salida de vapor de la turbina y empujar el rotor aguasabajo hasta que haga contacto con el cojinete axial. Medir la holgura axial de operación. Deben registrarse valor entre 0.010” y 0.015”.
ELLIOTT 6 MW(b)
a. El juego total axial debe ser aproximadamente 0.010” – 0.012”.
b. Desplazar el rotor en sentido del flujo de vapor (aguasabajo) 0.025” para evitar contacto entre la carcasa superior y los sellos internos.
MURRAY 3 MW(c)
a. La tolerancia total del cojinete axial debe establecerse con ayuda de los calzos disponibles. El valor óptimo es aproximadamente 0.007” – 0.013”.
(a) Operation & Maintenance Manual: DREESER-RAND (D-R O&M Manual)
(b) Instruction Book: TURBINE-GENERATOR UNIT by ELLIOTT COMPANY (EC-IB)
(c) Instruction Manual: MURRAY STEAM TURBINES (IM Murray)
6.2.14. Los calzos y retenedores de los cojinetes deben ser plenamente identificados para asegurar que
se instalen en la posición adecuada y no sean intercambiados.
6.3. Ensamble y alineación de componentes externos
El turbogenerador cuenta con dos sistemas de acople. El primero es de alta velocidad y corresponde al acople entre la turbina y el reductor. El segundo es de baja velocidad y corresponde al acople entre el reductor y el generador.
Alineación de acople turbina-reductor:
6.3.1. El elemento en cuestión es un acople de alta velocidad con valores limitados de desalineamiento
permitido. Desalineamiento angular permitido 0.25º o desplazamiento (offset) paralelo equivalente de 0.070”. El desalineamiento en la instalación no debe exceder el 25% de la capacidad nominal.
6.3.2. Verificar que el rango de capacidad de acoplamiento axial. El valor debe ser aproximadamente
0.187”.
6.3.3. Utilizar los calzaos disponibles para establecer las tolerancias requeridas.
6.3.4. Tener en cuenta que las partes idénticas del acople son intercambiables.

Página:
8 de 13
Versión:
5
Código:
MQ-MMGM-48
Control de los formatos: F08-IGGSC-01-02/VERSION 1
6.4. Montaje cubierta superior del casing
Una vez que la carcasa de la turbina es desmontada, por consideración del mantenimiento, se deben llevar a cabo una serie de pasos precisos para garantizar el correcto ajuste de la unión metal-metal.
Procedimiento de ensamble junta metal-metal:
6.4.1. Asegurarse de que los sellos de laberinto y diafragmas de álabes fijos estén instalados tanto en la cubierta superior como en la cubierta inferior de la turbina.
6.4.2. Posterior a la limpieza correspondiente, aplicar sobre la junta inferior pintura o un compuesto sellante como barniz SUNCHEMICAL - 560098 para evitar la fuga del vapor.
6.4.3. Inspeccionar el buen estado de los pernos y tuercas (roscas), y posteriormente lubricar con sustancia antiadherente para evitar fricción excesiva en los elementos. Se recomienda el uso de LOCTITE Anti-aferrante (771).
6.4.4. Sujetar firmemente la cubierta superior con ayuda del puente grúa. Asegurarse de que la tapa se encuentre bien nivelada y posicionarla cuidadosamente sobre la cubierta inferior. Evitar golpear el rotor o cualquier otra parte de la turbina.
DRESSER-RAND 8.8 MW(a)
a. Seguir la secuencia de apriete dispuesta en Operation & Maintenance Manual del producto DRESSER-RAND (D-R O&M Manual). El diagrama correspondiente es el CE-210003 de la figura 15 en la sección de Dibujos y Equipo Auxiliar (Drawings & Auxiliary Equipment) (ver Anexo C).
b. Apretar los pernos en tres pasos. [1] Aplicar 50% del torque total de apriete (1119 ft.lbf). [2] Aplicar 100% de la carga (2238 ft.lbf). [3] Volver a aplicar el 100% de la carga (2238 ft.lbf). El esfuerzo final de los pernos será 60000 psi. Otro indicador de un apriete adecuado es la longitud libre del perno; verificar valores en la figura 15 de D-R O&M Manual.
c. Realizar prueba hidrostática de la unión y probar pernos a temperatura de trabajo. Re-apretar para asegurar la precarga adecuada; si es necesario.
ELLIOTT 6 MW -
MURRAY 3 MW -
(a) Operation & Maintenance Manual: DREESER-RAND (D-R O&M Manual)
Dispositivos de medición:
1.1.1. Identificar con marcas o referencias la ubicación de los dispositivos de medición de la turbina, para garantizar su correcta disposición al momento de cerrar el casing.
1.2. Revisión de válvulas
Verificar el estado y la disposición de las válvulas concernientes a la instalación y correcto funcionamiento de la turbina.
Válvulas de alivio:
1.2.1. Verificar que todas las válvulas de alivio estén funcionando correctamente. Para comprobar que las presiones de disparo estén correctamente calibradas, se deben remover las válvulas de sus posiciones y realizar pruebas con presión hidráulica (agua). Usar un medidor de presión calibrado. La válvula de alivio de vapor de escape debe trabajar dentro de los siguientes valores:

Página:
9 de 13
Versión:
5
Código:
MQ-MMGM-48
Control de los formatos: F08-IGGSC-01-02/VERSION 1
DRESSER-RAND 8.8 MW(a)
ELLIOTT 6 MW(b)
MURRAY 3 MW(c)
Capacidad de la válvula 133800
lbm/h
Comienza apertura a 36 psig.
Completamente abierta a 41 psig
Capacidad de la válvula 140000 lbm/h
Comienza apertura a 31 psig.
Completamente abierta a 36 psig
La válvula está calibrada para abrirse a una presión de vapor de 30 psig.
(a) Operation & Maintenance Manual: DREESER-RAND (D-R O&M Manual)
(b) Instruction Book: TURBINE-GENERATOR UNIT by ELLIOTT COMPANY (EC-IB)
(c) Instruction Manual: MURRAY STEAM TURBINES (IM Murray)
Válvula de disparo (trip throttle valve):
1.2.2. Revisar el estado general de la válvula. Comprobar que sus partes estén lubricadas correctamente y que no haya presencia de óxido u otros materiales extraños.
1.2.3. Revisar el estado de los filtros de vapor y de aceite de la válvula. Cambiar estos componentes si se considera necesario. Realizar este procedimiento anualmente.

Página:
10 de 13
Versión:
5
Código:
MQ-MMGM-48
Control de los formatos: F08-IGGSC-01-02/VERSION 1
CONTROL DE REGISTROS
CODIGO Y NOMBRE DEL
REGISTRO RESPONSABLE
MODO DE INDIZACION Y
ARCHIVO
POLITICAS DE ACCESO
TIEMPO DE CONSERVACION EN EL ALMACEN
R01-MMGM-48 “Mantenimiento Preventivo de
Turbogenerador”
Superintendente Generación de
Vapor.
En la oficina de mantenimiento ordenado por
máquina y cronológicamente.
Personal de mantenimiento.
3 años
ANEXOS
CODIGO NOMBRE DEL DOCUMENTO
A
B
C
Herramienta para el mantenimiento de los sellos de laberinto (The ABC Company)
Especificaciones de la bomba centrifuga principal del turbo ELLIOTT 6 MW
Secuencia de apriete de los pernos del turbo DRESSER-RAND 8.8 MW
Anexo A. Herramienta para el mantenimiento de los sellos de laberinto (The ABC Company)
Fuente: Reporte Inspección del equipo rotativo de planta de CATSA – Al Burns, 11 de Junio de 2013
Página:
11 de 13
Versión:
5
Código:
MQ-MMGM-48
Control de los formatos: F08-IGGSC-01-02/VERSION 1
Anexo B. Especificaciones de la bomba centrifuga principal del turbo ELLIOTT 6 MW
Fuente: Instruction Book: TURBINE-GENERATOR UNIT turbina de ELLIOTT COMPANY (EC-IB)

Página:
12 de 13
Versión:
5
Código:
MQ-MMGM-48
Control de los formatos: F08-IGGSC-01-02/VERSION 1
Anexo C. Secuencia de apriete de los pernos del turbo DRESSER-RAND 8.8 MW
Fuente: Manual de Operación y Mantenimiento de la turbina DREESER-RAND (DR O&M Manual)

Página:
13 de 13
Versión:
5
Código:
MQ-MMGM-48
Control de los formatos: F08-IGGSC-01-02/VERSION 1
CAMBIOS EN EL DOCUMENTO
REFERENCIA DESCRIPCION DEL CAMBIO CAMBIO DE
VERSIÓN
Varios
Se completó todo el Método de Mantenimiento con la información técnica propia de cada uno de los turbogeneradores existentes.
Se convirtió el documento, de un Método general a uno particular, donde se demarcan las diferencias entre un turbogenerador y otro.
De 4 a 5