methanol production
TRANSCRIPT
CPP MINI PROJECTTHE PRODUCTION OF METHANOL
CLB 10904 L05-T15/23/2014
Team Members: Mohd Firdaus bin Othman 55201113446 Hafidz Izzudin bin Zamri 55201113447 Ahmad Haikal bin Kastawi 55201113697 Fatin Nabihah binti Muhammad 55201113567 Hania Bamadhaj binti Omar
[CPP MINI PROJECT] May 23, 2014
55202113645 Hanis Nadhirah binti Omar 55201113518
[Type text] Page 1
[CPP MINI PROJECT] May 23, 2014
1.0 Table of Content
CONTENTS PAGE2.0 Executive Summary 23.0 Introduction 44.0 Process Description
4.1 Common Methods of Methanol Production4.2 Advantages and Disadvantage of Lurgi and Haldor-Topsoe Process4.3 Process Selected4.4 Process Condition
101420
2223
5.0 Physical and Chemical Properties5.1.1 Physical Properties of Methanol5.1.2 Chemical Properties of Methanol5.2.1 Physical Properties of Carbon Monoxide5.2.2 Chemical Properties of Carbon Monoxide5.3.1 Physical Properties of Water5.3.2 Chemical Properties of Water5.4.1 Physical Properties of Nitrogen5.4.2 Chemical Properties of Nitrogen5.5.1 Physical Properties of Methane5.5.2 Chemical Properties of Methane5.6.1 Physical Properties of Ethane5.6.2 Chemical Properties of Ethane5.7.1 Physical Properties of Hydrogen5.7.2 Chemical Properties of Hydrogen5.8.1 Physical Properties of Carbon Dioxide5.8.2 Physical Properties of Carbon Dioxide
2626283133343641424344454749505152
6.0 Material and Energy Balance6.1 Mass Balance
ReformerSulphur RemoverReactor
[Type text] Page 2
[CPP MINI PROJECT] May 23, 2014
Refining Column6.2 Energy Balance
Reactive Process : Reformer : Reactor
REFERENCES
[Type text] Page 3
[CPP MINI PROJECT] May 23, 2014
2.0 Executive Summary
Our study on the production of methanol has shown us that
the use of methanol in fuel applications is expected to have a
big impact on future demand. Methanol can be used in biodiesel
production where it is used in the trans-esterification step of
the process. Despite having a large number of biodiesel plants
being built instability in the biodiesel industry has been
detected. From all the countries actively producing methanol, it
has been found that China is the largest regional market for
methanol and the main driver of global markets. They are
experiencing a period of active growth of demand for methanol.
The production capacity growth changes the situation on the world
market. Methanol is increasingly being used to make DME. The
study on the main indicators of Chinese methanol market in 2003-
2006 (IRUE, 2008) shows that in production, from 2003-2006, the
number shows an increase 2989 to 5764 while in the consumption
department, and the number shows an increase from 4340 in 2003
and 6745 in 2006. At the import department, the number decreases
from 1402 to 920, while in the export department it shows an
instability from 51 in 2003, 33 in 2004 and the number goes back
up to 55 and 57 in 2005 and 2006 respectively. The share of
import in consumption shows a decrease from 32% t0 13.6% from
2003 to 2006.
China is also investigating methanol-to-gasoline (MTG)
technology which was first developed in the 1980s but at the time[Type text] Page 4
[CPP MINI PROJECT] May 23, 2014
proved to be uneconomic. However, fuel cells are being used in
forklift trucks and military applications (Jim Jordan and
Associates, 2010).
In the US, methanol's future may have a place in US gasoline and
transportation, given its similar properties to renewable fuel
ethanol. But analysts say methanol has similar advantages and
disadvantages to ethanol.
Methanol and sodium chlorate are used to produce chlorine
dioxide, a bleaching agent for the pulp and paper industry.
Glycol ethers are solvents used in acrylic coatings and newer
high-solids and waterborne coatings. Methyl mercaptan is used an
intermediate in the production of DL-methionine, an amino acid
supplement in animal feeds (Jim Jordan and Associates, 2010).
On to the actual production of methanol, first and foremost,
the initial stage of methanol production is Feed Purification.
The two main feed stocks which are natural gas and water are
requiring to purification before use. Natural gas contains low
levels of sulphur compounds and undergoes a desulphurization
process. Next, Reforming is the next stage of the methanol
manufacturing process and basically it is the process of natural
gas is combined with steam under heat to produce synthesis gas.
The third stage is Compression and Conversion of methanol
manufacturing process whereby the synthesis that have been
synthesis is pressurized (compressed) and reacted (converted) to
form methanol. On to the fourth stage which is Distillation. The
liquid mixture is heated to separate the components and the
[Type text] Page 5
[CPP MINI PROJECT] May 23, 2014
resulting vapour is cooled and condensed to produce pure
methanol. This is the last stage in the production of methanol.
The processes used and applied in the production of
methanol are the Haldor-Topsoe Process and the Lurgi Process.
Haldor-topsoe process is a typical process of large scale
methanol manufacturing that has been used in many plants. A
common Haldor-Topsoe methanol design includes this main which are
feed purification which is the desulphurisation of the
hydrocarbon feedstock, reforming which is to reach the optimum
synthesis of gas module, synthesis which is the methanol
synthesis in adiabatic reactors and distillation. For the Lurgi
process, the main process features to achieve these goals are by
using oxygen-blown natural gas reforming, either in combination
with steam reforming or as pure auto thermal reforming. Next is
by using two-step methanol synthesis in water and gas that cooled
in reactors and it is operating by the optimum reaction route.
Lastly is the adjustment of syngas composition by hydrogen
recycling. After the advantages and disadvantages of both
processes have been evaluated, the process chosen was Haldor
Topsoe which is more likely favourable to choose rather than
Lurgi process due to some reasons of the selection process
itself. The typical process conditions that necessary for the
Haldor-Topsoe design is based on three specifications which are
the temperature, pressure and inlet compositions. It is based on
instruments that are used.
[Type text] Page 6

[CPP MINI PROJECT] May 23, 2014
[Type text] Page 7
[CPP MINI PROJECT] May 23, 2014
3.0 INTRODUCTION
In order to establish the feasibility of the project, a
study of the history of the methanol market over the last decade
is presented in a global perspective. The size and nature of the
market is studied, including the determination of general trends
in industry and potential growth areas. The limitations of
looking at the history of any industry are recognized, however,
the value of such an exercise should not be underestimated. This
background, and knowledge of the broader spectrum of the
prevailing domestic economic climate, improves the potential for
more reliable decision making. The potential market size and its
location, and the required product quality are all determined
from this study (Ray, Martyn S., 1949). The use of methanol in
fuel applications is expected to have a big impact on future
demand. Methanol can be used in biodiesel production where it is
used in the trans-esterification step of the process. While a
large number of biodiesel plants have been built, there has been
uncertainty in the biodiesel industry.
Over last five years, Asian methanol market is actively
developed. China is the largest regional market for methanol and
the main driver of global markets. They have seen double-digit
growth in methanol demand with strong performances in the acetic
acid, methanol blending in gasoline and DME sectors (IRUE, 2008).
They are experiencing a period of unprecedented growth of demand
for methanol and methanol production capacity growth that changes[Type text] Page 8
[CPP MINI PROJECT] May 23, 2014
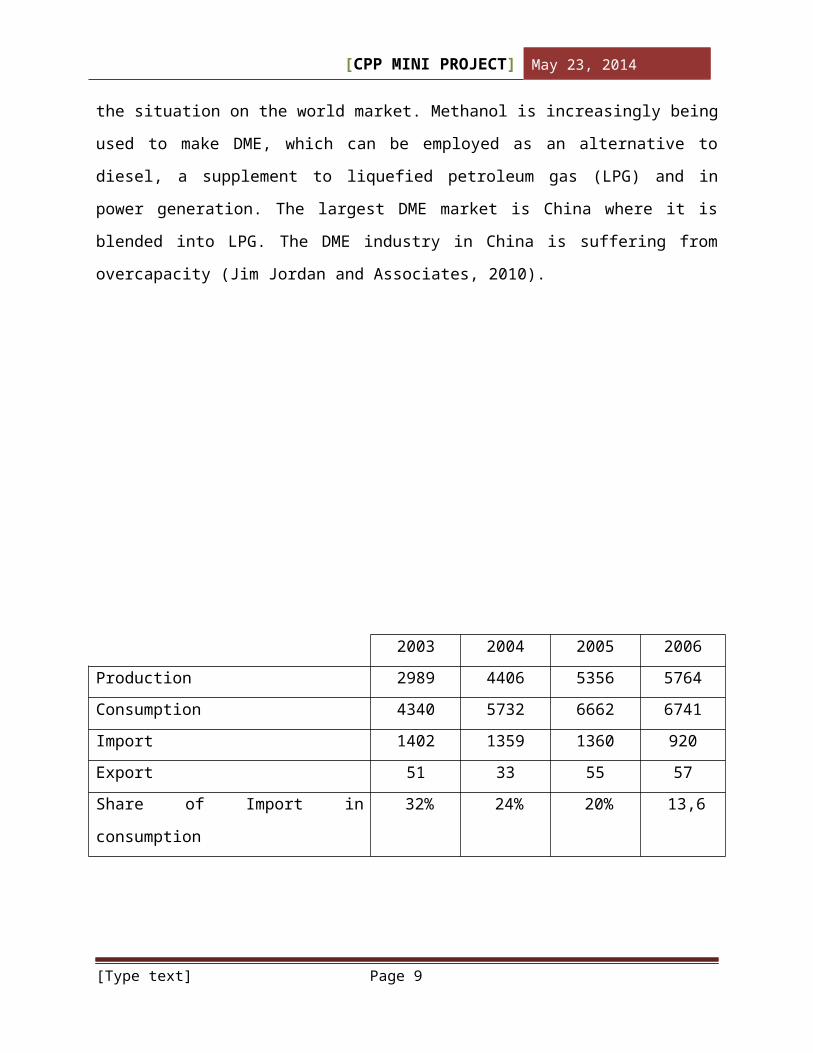
the situation on the world market. Methanol is increasingly being
used to make DME, which can be employed as an alternative to
diesel, a supplement to liquefied petroleum gas (LPG) and in
power generation. The largest DME market is China where it is
blended into LPG. The DME industry in China is suffering from
overcapacity (Jim Jordan and Associates, 2010).
2003 2004 2005 2006Production 2989 4406 5356 5764Consumption 4340 5732 6662 6741Import 1402 1359 1360 920Export 51 33 55 57Share of Import in
consumption
32% 24% 20% 13,6
[Type text] Page 9
[CPP MINI PROJECT] May 23, 2014
Figure 1: Main indicators of Chinese methanol market in 2003-2006
(IRUE, 2008)
(Source: CCR, CMAI)
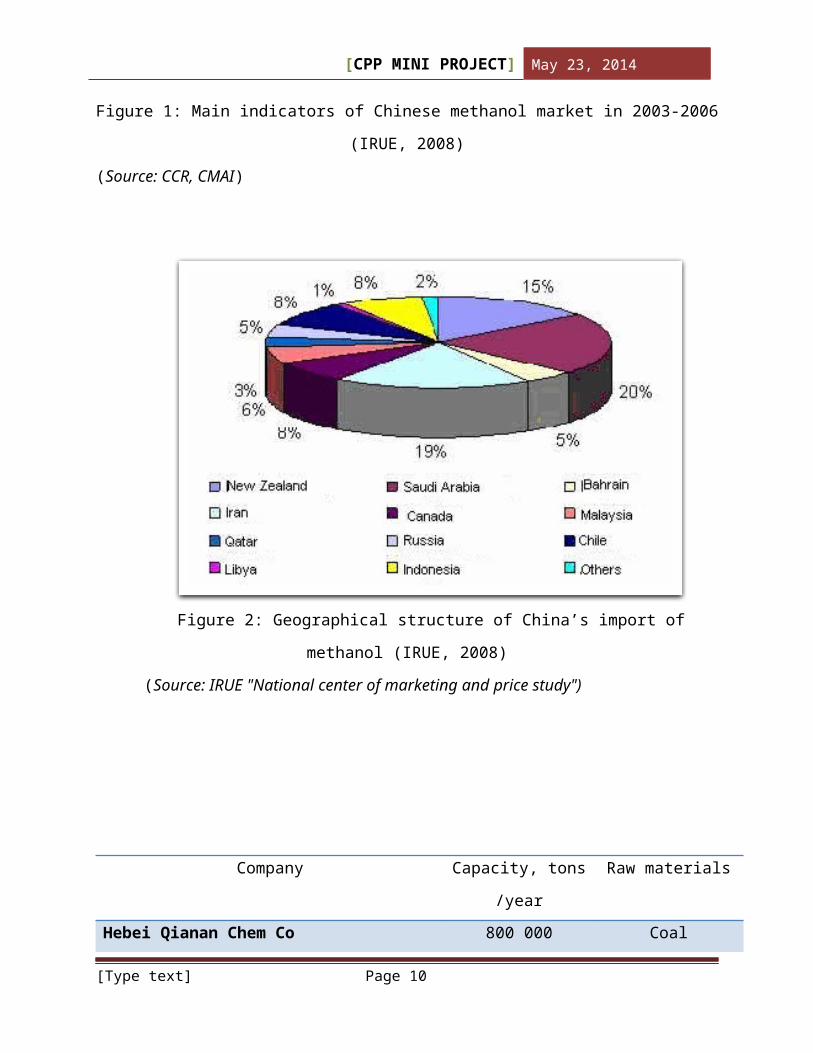
Figure 2: Geographical structure of China’s import of
methanol (IRUE, 2008)
(Source: IRUE "National center of marketing and price study")
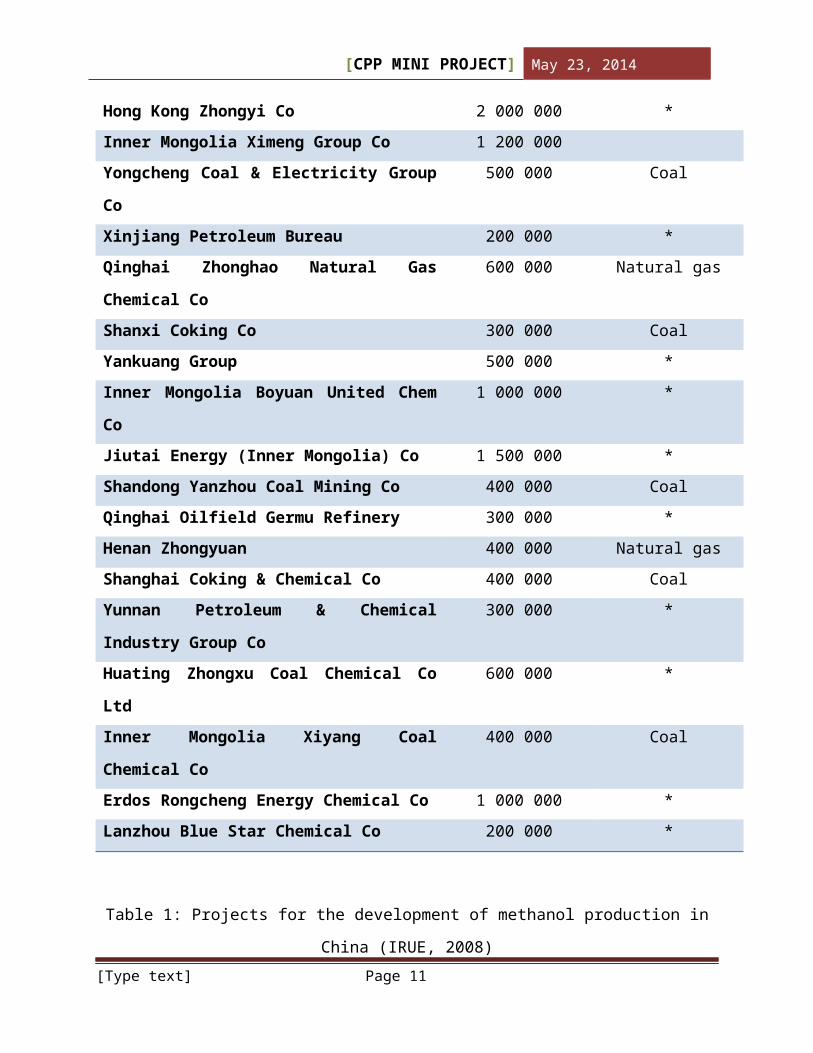
Company Capacity, tons
/year
Raw materials
Hebei Qianan Chem Co 800 000 Coal
[Type text] Page 10
[CPP MINI PROJECT] May 23, 2014
Hong Kong Zhongyi Co 2 000 000 *Inner Mongolia Ximeng Group Co 1 200 000Yongcheng Coal & Electricity Group
Co
500 000 Coal
Xinjiang Petroleum Bureau 200 000 *Qinghai Zhonghao Natural Gas
Chemical Co
600 000 Natural gas
Shanxi Coking Co 300 000 CoalYankuang Group 500 000 *Inner Mongolia Boyuan United Chem
Co
1 000 000 *
Jiutai Energy (Inner Mongolia) Co 1 500 000 *Shandong Yanzhou Coal Mining Co 400 000 CoalQinghai Oilfield Germu Refinery 300 000 *Henan Zhongyuan 400 000 Natural gasShanghai Coking & Chemical Co 400 000 CoalYunnan Petroleum & Chemical
Industry Group Co
300 000 *
Huating Zhongxu Coal Chemical Co
Ltd
600 000 *
Inner Mongolia Xiyang Coal
Chemical Co
400 000 Coal
Erdos Rongcheng Energy Chemical Co 1 000 000 *Lanzhou Blue Star Chemical Co 200 000 *
Table 1: Projects for the development of methanol production in
China (IRUE, 2008)[Type text] Page 11
[CPP MINI PROJECT] May 23, 2014
* under construction, planned or proposed
(http://www.export.by/en/?
act=s_docs&mode=view&id=2408&type=&mode2=archive&doc=64)
China is also investigating methanol-to-gasoline (MTG)
technology which was first developed in the 1980s but at the time
proved to be uneconomic. Jincheng Anthracite Mining Group (JAMG)
has been operating a coal-based 100,000 tonne/year plant since
June 2009 in Shanxi province. JAMG has plans to increase coal-
based gasoline production to 1M tonne/year. Methanol can also be
considered as an alternative to diesel for electricity generation
in small communities where the cost of LNG facilities is too
high. Methanol Holdings Trinidad (MHTL) and the University of
Trinidad and Tobago have developed an 8.5 MW methanol-fed power
plant that is providing electricity for MHTL’s production site in
Trinidad. Fuel cells based on methanol were first targeted
unsuccessfully at automotive applications but early applications
have been in portable power generation. Cell phones and laptop
computers had also been seen as potential applications for
methanol fuel cells but this has yet to happen. However, fuel
cells are being used in forklift trucks and military applications
(Jim Jordan and Associates, 2010).
[Type text] Page 12
[CPP MINI PROJECT] May 23, 2014
In the US, methanol's future may have a place in US gasoline
and transportation, given its similar properties to renewable
fuel ethanol. But analysts say methanol has similar advantages
and disadvantages to ethanol. Another hurdle is that US car
engines would need to be converted on a mass scale to run on
methanol. Latin America is a primary supplier to North America,
with significant volumes to Europe as well. The region has
approximately 11.6m tonne/year of capacity. The major supply
points are Trinidad, with approximately 6.6m tonne/year of
capacity; Venezuela, with 2.4m tonne/year; and Chile, with
approximately 1.8m tonne/year of effective capacity. Demand
growth in Europe is at GDP levels. No investment is expected in
Western Europe, with plans for new capacity focused in Russia,
although some projects have been delayed or postponed. Global
oversupply is likely to force rationalisation of uneconomic
plants, particularly if prices remain under pressure (Jim Jordan
and Associates, 2010).
Asia methanol prices were at around $350/tonne CFR (cost &
freight) NE Asia (northeast Asia)/SE Asia (Southeast Asia) in
mid-February, before falling to a low of around $335- 45/tonne
CFR NE Asia/SE Asia in mid-March. Chinese electronic futures
pricing had decreased, leading to a bearish buying sentiment for
physical cargoes. Buying activity from the downstream dimethyl
ether (DME) sector in China was also subdued, as DME demand was
dampened by dwindling liquefied petroleum gas (LPG) prices.
[Type text] Page 13
[CPP MINI PROJECT] May 23, 2014
Inventories in China were still high, at around half a million
tonnes. The cheaper domestic cargoes similarly put a halt to most
spot buying activity. However prices picked up slightly in late
March, ending at around $345-360/tonne CFR NE Asia/SE Asia in
mid-May. It was suggested that higher crude prices would result
in greater levels of methanol blending in gasoline in China,
propping up LPG prices and hence DME demand, as well as boosting
Chinese methanol demand. In India, however, prices declined in
response to weak sentiment, falling from around $340/tonne CFR to
around $320/tonne CFR, because of excessive inventories. Prices
picked up slightly in late March on the back of sronger
formaldehyde demand (ICIS, 2011).
The three largest derivatives of methanol are formaldehyde,
methyl tertiary butyl ether (MTBE) and acetic acid. However,
methanol is seeing growing demand in fuel applications such as
dimethyl ether (DME), biodiesel and the direct blending into
gasoline. Formaldehyde is used mainly to make amino and phenolic
resins which are employed in the manufacture of wood-based
products such as panels, flooring and furniture. In North America
and Western Europe, these are mature markets for formaldehyde
with GDP related growth but above average growth have been
experienced in Eastern Europe and Asia, particularly China. The
main use for MTBE is an octane booster and oxygenate in gasoline.
However, it has been phased out in the US following its
contamination of underground water supplies and the removal of
[Type text] Page 14
[CPP MINI PROJECT] May 23, 2014
the oxygenate mandate and liability protection (Jim Jordan and
Associates, 2010). In Europe, some MTBE has been replaced by ethyl tertiary
butyl ether (ETBE) manufactured from bioethanol to take advantage
of the biofuels subsidies although some producers have the
flexibility to switch between the two products according to
market conditions. However, there is growth in MTBE consumption
in Asia and the Middle East, driven by the need to reduce air
pollution. According to LyondellBasell, MTBE will continue to be
vital for fuel quality and cleaner emissions. As countries look
to remove sulphur and lead and reduce aromatic content in the
gasoline pool, MTBE will make a significant contribution to
improve fuel quality (Jim Jordan and Associates, 2010).
Acetic acid has a number of outlets of which the two largest
are vinyl acetate monomer (VAM) and purified terephthalic acid
(PTA). Global demand for acetic acid has been growing at a steady
4%/year with PTA sector growth at double this rate driven by
polyester demand. In the area of petrochemical feedstocks, there
has been considerable interest in methanol-to-olefins (MTO) and
methanol-to-propylene (MTP) technologies with projects underway
in China. The first MTO unit in China was started up in August
2010 by Shenhua Baotou Coal Chemical. The complex includes a 1.8m
tonne/year coal-based methanol unit, a 600,000 tonne/year MTO
facility, a 300,000 tonne/year polyethylene (PE) plant and a
[Type text] Page 15
[CPP MINI PROJECT] May 23, 2014
300,000 tonne/year polypropylene (PP) plant (Jim Jordan and
Associates, 2010). Two plants producing propylene from coal are under
construction. The facility being built by Shenhua Ningxia Coal
Industry Group in Ningxia province is expected to begin
commercial production in early 2011. It can produce 470,000
tonne/year of propylene and 500,000 tonne/year of PP. A number of
other projects are in the planning stage but there is concern
about overcapacity in coal-to-chemicals projects in China.
Methanol is also used for the basis of many other chemical
products.
i. The largest solvent use for methanol is as a component
of windscreen wash antifreeze. It can also be used to
extract, wash, dry and crystallise pharmaceutical and
agricultural chemicals.
ii. Methylamines are used as intermediates in a range of
speciality chemicals with applications in water
treatment chemicals, shampoos, liquid detergents and
animal feeds.
iii. Methyl methacrylate (MMA) is employed in the production
of acrylic polymers.
iv. Dimethyl terephthalate (DMT) is used to make polyesters
although PTA is the preferred feedstock.
[Type text] Page 16
[CPP MINI PROJECT] May 23, 2014
Methanol and sodium chlorate are used to produce chlorine
dioxide, a bleaching agent for the pulp and paper industry.
Glycol ethers are solvents used in acrylic coatings and newer
high-solids and waterborne coatings. Methyl mercaptan is used an
intermediate in the production of DL-methionine, an amino acid
supplement in animal feeds (Jim Jordan and Associates, 2010).
4.0 PROCESS DESCRIPTION
4.1 INTRODUCTION
There are four main stages of basic methanol production that
operate continuously 24 hours a day in the plants which is Feed
Purification, Reforming, Compression and Conversion and
Distillation. Here, the common processes of methanol production
are Lurgi Process and Haldor-topsoe Process will be presented.
The first stage of methanol production is Feed Purification.
The two main feed stocks which are natural gas and water are
requiring to purification before use. Natural gas contains low
levels of sulphur compounds and undergoes a desulphurization
process. It is to reduces sulphur to levels of less than one part
per million. The impurities in the water are reduced to
undetectable before it’s being converted to the steam and added
to the process. If there are not removed, these impurities can
[Type text] Page 17
[CPP MINI PROJECT] May 23, 2014
result in reduced heat efficiency and significant damage to major
pieces of equipment.
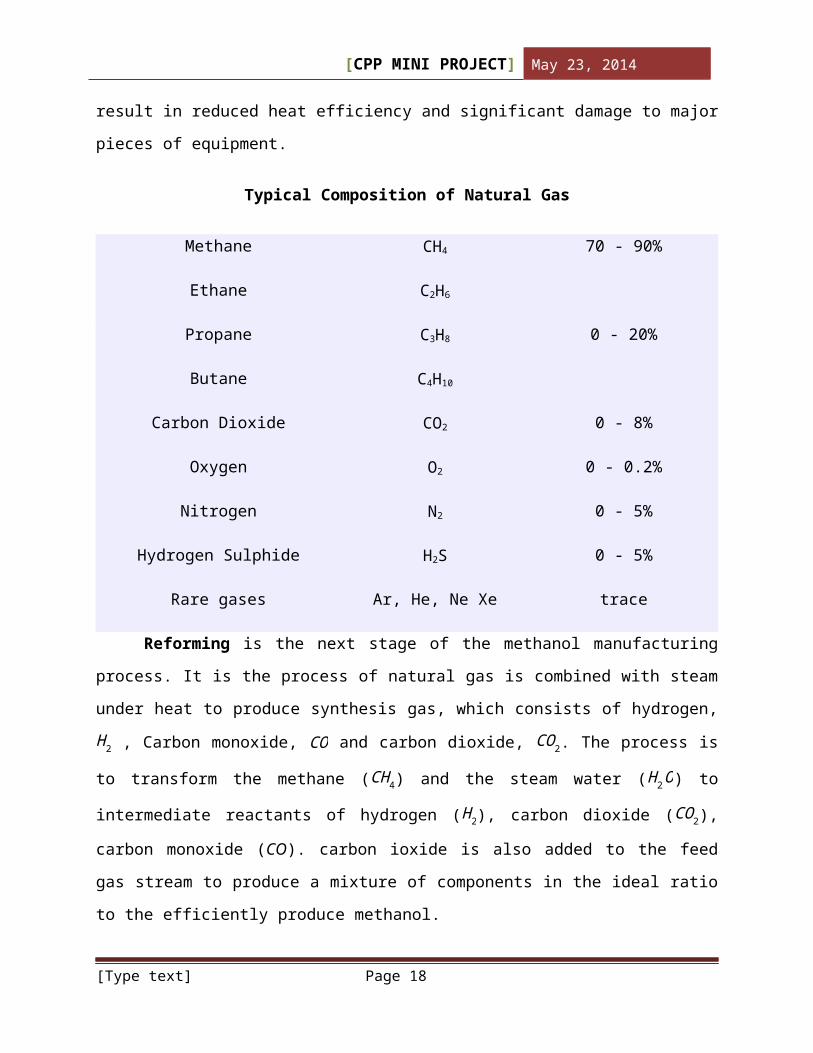
Typical Composition of Natural Gas
Methane CH4 70 - 90%
Ethane C2H6
0 - 20%Propane C3H8
Butane C4H10
Carbon Dioxide CO2 0 - 8%
Oxygen O2 0 - 0.2%
Nitrogen N2 0 - 5%
Hydrogen Sulphide H2S 0 - 5%
Rare gases Ar, He, Ne Xe trace
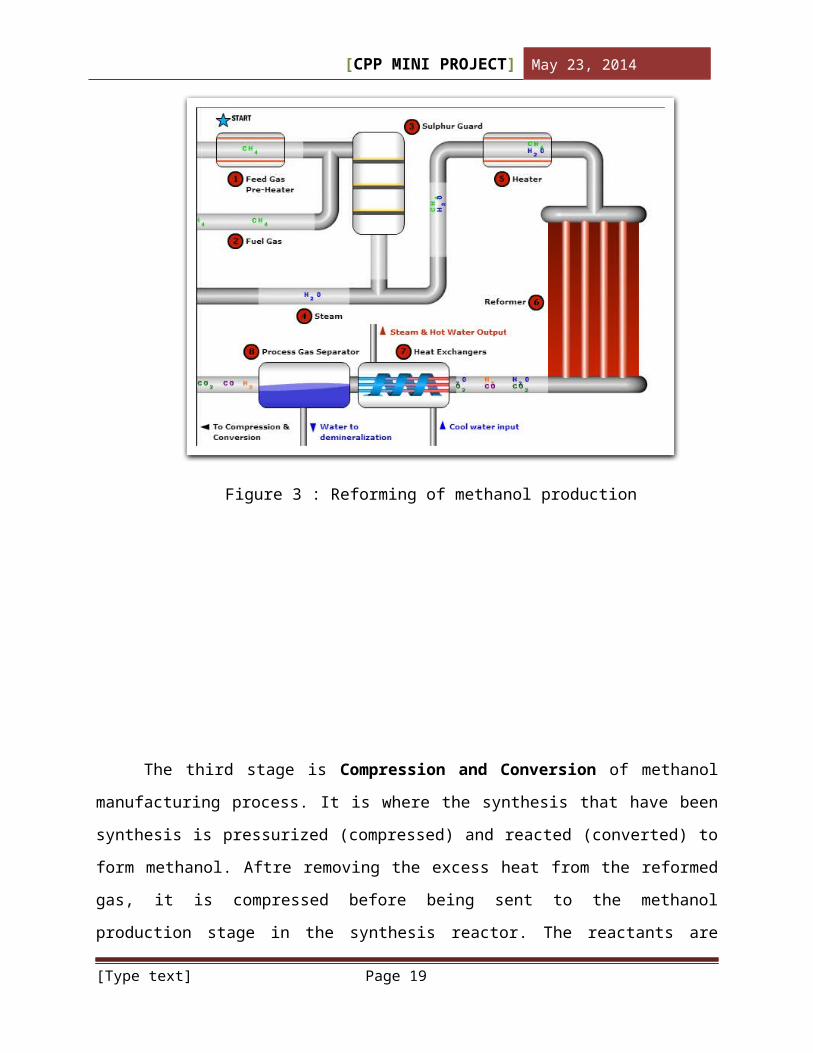
Reforming is the next stage of the methanol manufacturing
process. It is the process of natural gas is combined with steam
under heat to produce synthesis gas, which consists of hydrogen,H2 , Carbon monoxide, CO and carbon dioxide, CO2. The process is
to transform the methane (CH4) and the steam water (H2O) to
intermediate reactants of hydrogen (H2), carbon dioxide (CO2),
carbon monoxide (CO). carbon ioxide is also added to the feed
gas stream to produce a mixture of components in the ideal ratio
to the efficiently produce methanol.
[Type text] Page 18
[CPP MINI PROJECT] May 23, 2014
Figure 3 : Reforming of methanol production
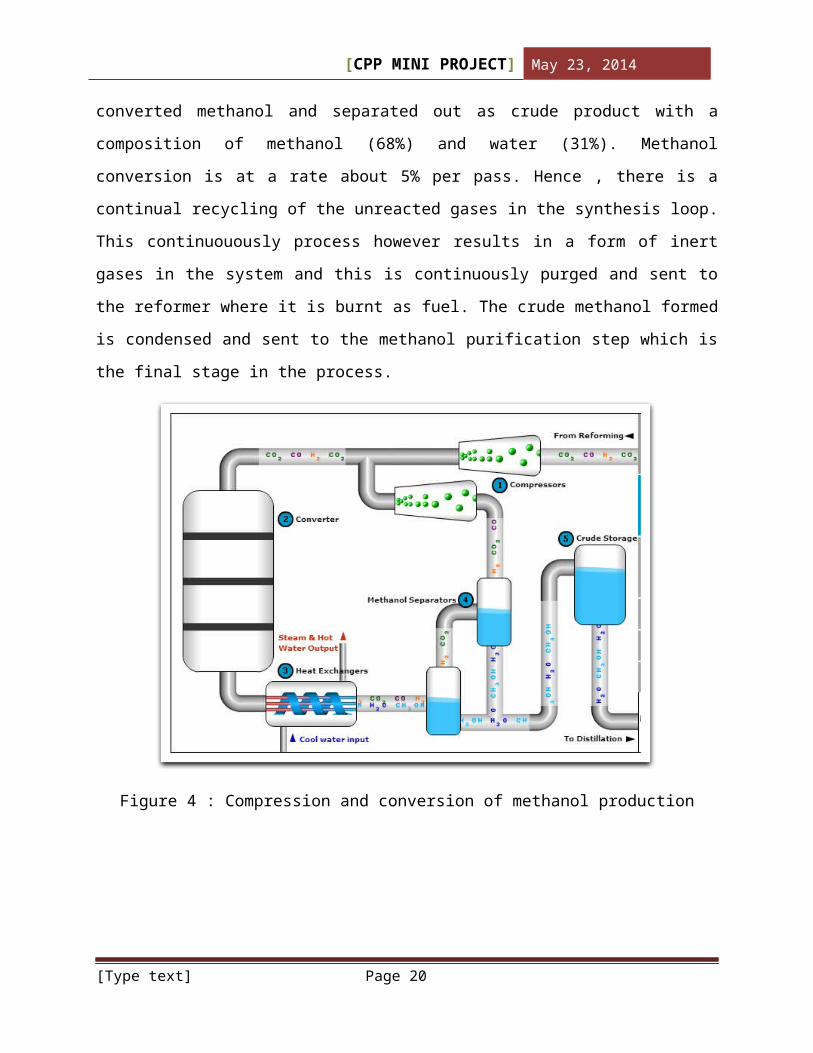
The third stage is Compression and Conversion of methanol
manufacturing process. It is where the synthesis that have been
synthesis is pressurized (compressed) and reacted (converted) to
form methanol. Aftre removing the excess heat from the reformed
gas, it is compressed before being sent to the methanol
production stage in the synthesis reactor. The reactants are
[Type text] Page 19
[CPP MINI PROJECT] May 23, 2014
converted methanol and separated out as crude product with a
composition of methanol (68%) and water (31%). Methanol
conversion is at a rate about 5% per pass. Hence , there is a
continual recycling of the unreacted gases in the synthesis loop.
This continuouously process however results in a form of inert
gases in the system and this is continuously purged and sent to
the reformer where it is burnt as fuel. The crude methanol formed
is condensed and sent to the methanol purification step which is
the final stage in the process.
Figure 4 : Compression and conversion of methanol production
[Type text] Page 20
[CPP MINI PROJECT] May 23, 2014
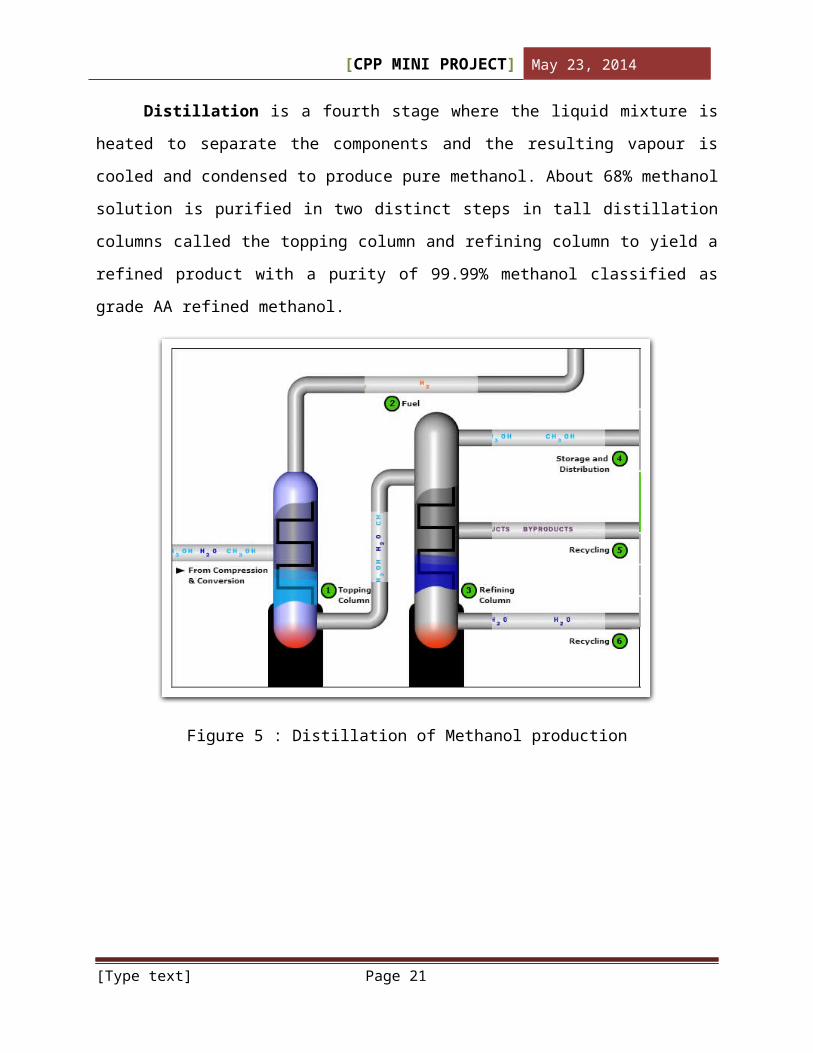
Distillation is a fourth stage where the liquid mixture is
heated to separate the components and the resulting vapour is
cooled and condensed to produce pure methanol. About 68% methanol
solution is purified in two distinct steps in tall distillation
columns called the topping column and refining column to yield a
refined product with a purity of 99.99% methanol classified as
grade AA refined methanol.
Figure 5 : Distillation of Methanol production
[Type text] Page 21
[CPP MINI PROJECT] May 23, 2014
4.1 COMMON METHODS OF METHANOL PRODUCTION
4.1.1 HALDOR-TOPSOE PROCESS
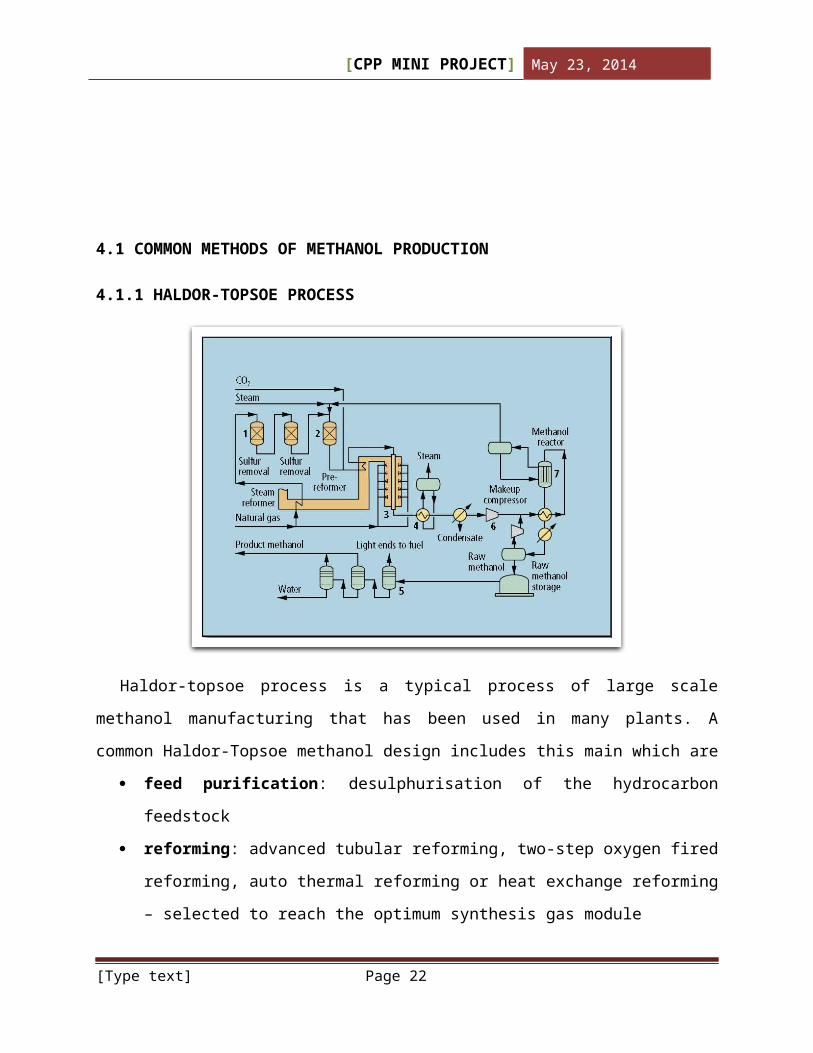
Haldor-topsoe process is a typical process of large scale
methanol manufacturing that has been used in many plants. A
common Haldor-Topsoe methanol design includes this main which are
feed purification: desulphurisation of the hydrocarbon
feedstock
reforming: advanced tubular reforming, two-step oxygen fired
reforming, auto thermal reforming or heat exchange reforming
– selected to reach the optimum synthesis gas module
[Type text] Page 22
[CPP MINI PROJECT] May 23, 2014
synthesis: methanol synthesis in adiabatic reactors or
boiling water reactors
distillation: in single, two- or three-column design
Feed purification
It is the process that used to expel impurities such as sulphur
and chlorine effectively from hydrocarbon feed. It is to avoid
poisoning of nickel-based catalyst that has been used in the
various reforming technologist and other downstream catalysts.
Haldor-topsoe’s feed purification catalysts range provides low
cost removal of sulphur and chlorine compounds from hydrocarbon
feedstock ranging from natural gas to naphtha.
Reforming
Advanced tubular reforming in topsoe’s reformer design is based on the
side-fired furnace concept which is ensures high alloy tube
materials and maximum average heat flux. Accurate temperature
control and an even heat flux ensures long lifetime of the tubes
of reformer. The ratio of carbon to hydrogen in the feedstock
will determine the composition of the synthesis gas. It can only
be adjusted within narrow range. Usually, a typical natural gas
[Type text] Page 23
[CPP MINI PROJECT] May 23, 2014
will be produced a sulplus of hydrogen about 40% when it is
compared to the stoichiometric composition. The hydrogen is
carried an inert gas synthesis process.
Two-step oxygen-fired reforming is a combination of tubular reforming
and oxygen-fired auto thermal reforming (ATR). This process is
produces a synthesis gas with a composition which is optimal for
the methanol synthesis. The hydrogen and carbon oxides close to
the stoichiometric are not only the one which is required the
ratio but also a low concentration of methane is achieved thanks
to the relatively high temperature at outlet of the ATR. The ATR
makes it possible to operate the primary reformer with a leakage
of unconverted methane. The tubular reformer can operate at much
less demanding conditions, lower temperature and higher pressure
compared to the one-step reforming process. These operating
conditions lead to a reduction in the reformer tube weight about
75 to 80% compared to one-step tubular reforming.
Stand-alone auto thermal reforming is the solution of particular
interest in large methanol plants because of the air separation
unit and the ATR will benefit more from economy of scale than the
tubular reformer.
Synthesis
[Type text] Page 24
[CPP MINI PROJECT] May 23, 2014
In the synthesis of methanol section, the synthesis gas is
converted to raw methanol that containing small amounts of water
and by products. The topsoe’s methanol technology offers an
optimum combination of process steps, achieving attractive
operation costs and competitive installation costs. The boiling
water reactor is most widely used in order to its efficiency and
ease of temperature control. Adiabatic reactors in series or
combinations of boiling water reactor (BWR) and adiabatic
reactors also are considered.
Distillation
Water and by-products are removed from the raw methanol in the
distillation section, which is most used designed for methanol
production in order to American Federal Grade AA. The key issues
to be considered are a low energy consumption and operational
stability. Designs include single-, two- or three-column
distillation units.
[Type text] Page 25
[CPP MINI PROJECT] May 23, 2014
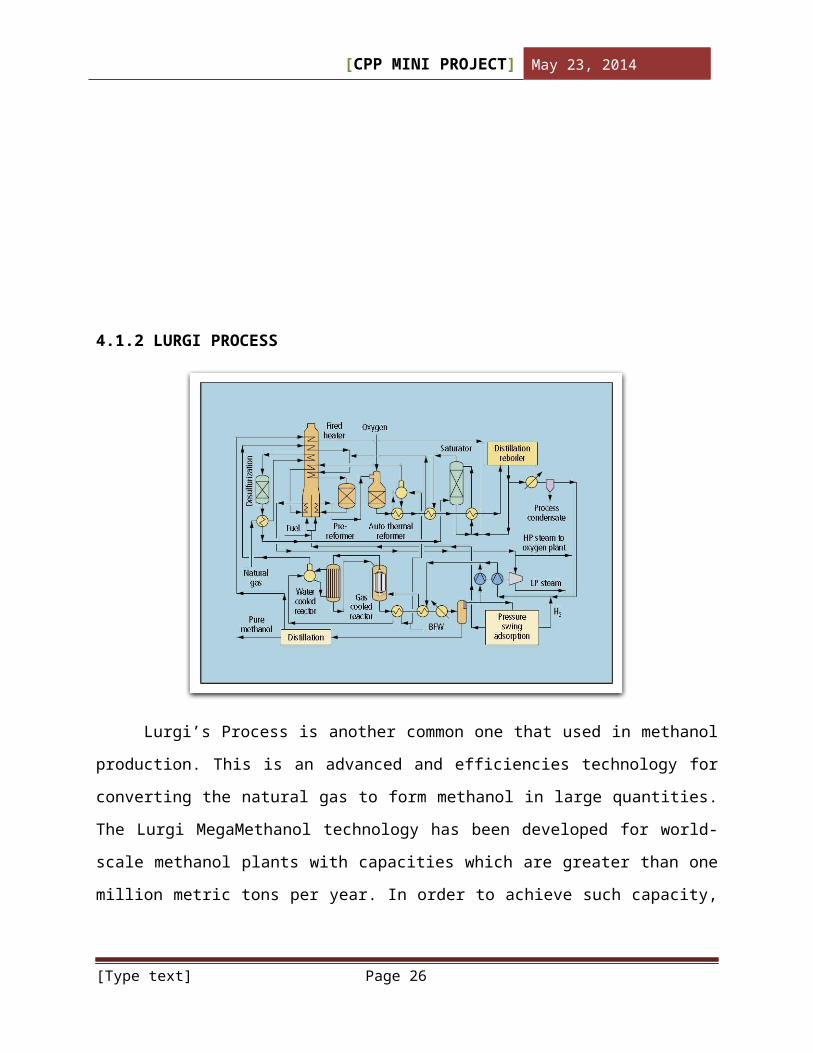
4.1.2 LURGI PROCESS
Lurgi’s Process is another common one that used in methanol
production. This is an advanced and efficiencies technology for
converting the natural gas to form methanol in large quantities.
The Lurgi MegaMethanol technology has been developed for world-
scale methanol plants with capacities which are greater than one
million metric tons per year. In order to achieve such capacity,
[Type text] Page 26
[CPP MINI PROJECT] May 23, 2014
an advanced design, cost optimised energy efficiency, low
environmental impact and low cost of investment are needed.
The main process features to achieve these goals are by
using oxygen-blown natural gas reforming, either in combination
with steam reforming or as pure auto thermal reforming. Next is
by using two-step methanol synthesis in water and gas that cooled
in reactors and it is operating by the optimum reaction route.
Lastly is the adjustment of syngas composition by hydrogen
recycling.
Synthesis gas production
The configuration of the reforming process mainly due to the
feedstock composition which is has varied from light natural gas
to oil-associated gases.
Reforming
Combined reforming process is for heavy natural gases and oil-
associated gases, the required stoichiometric number cannot be
obtained by pure auto thermal reforming, even if all of hydrogen
available to recycle. After desulphurization process, a feed gas
branch stream is decomposed in a steam reformer at high pressure
at about 35-40 bar and in low temperature at about 700-800Cᴼ.
[Type text] Page 27
[CPP MINI PROJECT] May 23, 2014
Then the reformed gases are mixed to the remainder feed gas and
reformed to syngas at high pressure in the auto thermal reactor.
The auto thermal reforming is when in syngas production, pure auto
thermal reforming are applied whenever light natural gas is
available as feed-stock to the process. The desulfurized and
optional pre-formed feedstock is reformed with steam in order to
synthesis gas about 40 bar and higher using oxygen as reforming
agent. Carbon-free synthesis gases are generated in this process
and its offers advance operating flexibility over a wide range to
meet specific requirements. The range temperatures in reformer
outlet are usually in the range of 950-1050Cᴼ. Next, the
synthesis gas is compressed in a single gas.
Synthesis
The Lurgi Methanol reactor is usually a vertical shell and tube
heat exchanger with fixed tube sheets. In the tubes, the catalyst
is accommodated and rests is the inert material. Heat of reaction
is taken off below upper tube sheet in order to generate the
water mixture. Steam pressure and reaction temperature are under
the control permits. In the first reactor which is isothermal
reactor is accomplishes partial conversion of the syngas to
methanol at higher space velocities and higher temperatures
compared with single-stage synthesis reactor. The methanol are
containing the gas are going to the second downstream reactor
without prior cooling. In this second reactor, cold feed gas is
routed through tubes in a counter current flow with the reacting
[Type text] Page 28
[CPP MINI PROJECT] May 23, 2014
gas. The reaction temperature is continuously reduced over the
reaction path in the second reactor. After cooling and separation
of the purge gas, the crude methanol is process in distillation.
Distillation
The crude methanol is purified in an energy-saving 3-column
distillation unit. The low boilers are removed in the pre-un
column and the higher boiling components are separated in two
methanol columns. The first pure methanol column is used to
operate at elevated pressure and the second column at atmospheric
pressure.
[Type text] Page 29
[CPP MINI PROJECT] May 23, 2014
4.2 ADVANTAGES AND DISADVANTAGES OF LURGI AND HALDOR TOPSOE
PROCESSES
4.2.1 LURGI PROCESS
i) Based on auto thermal reforming of natural gas or oil
associated gas which involves in the high CO selectivity
and low CO2 production besides having a multilayer
refractory lining which gives thermal protection
ii) Capacities goes up from 2.46x1012 to 3.65x1012 ton/yr
iii) Having such higher energy efficiency
iv) Reducing (20%-30%) of investment compared to conventional
steam reforming
v) Higher flexibility towards feedstock fluctuations
vi) High reliability and gasification efficiency and low oxygen
consumption
vii) Installation cost is US $350 000
viii) The bad thing about this process is its complex and it
has high capital cost
[Type text] Page 30
[CPP MINI PROJECT] May 23, 2014
4.2.2 HALDOR TOPSOE PROCESS
i) Low energy consumption for recycle used to control the
temperature rise in the first methanation reactor
ii) Production of high pressure superheated steam which
involves such low investments
iii) The design of the methanol synthesis section is essential
to ensure low investment of the process
iv) Producing a natural gas compatible with pipeline
specification ensuring an easy access to distribution of
the product
[Type text] Page 31
[CPP MINI PROJECT] May 23, 2014
v) Good for low capacity process and capital cost
vi) Stable and operatable at low as well as high temperature
( from 250 to 700’C)
vii) Easy to operate as it is based on steam reforming
viii) Having such low catalyst cost compared to lurgi process
ix) Both process work on low pressure
x) Produces a synthesis gas well suited for production of
both fuel grade and high purity methanol
xi) Elimination of expensive heat exchanger required in
process operated at low pressure
xii) The disadvantage of this process is that it has shorter
life of converters besides having such high apparatus
unkeep in the high pressure operation
[Type text] Page 32
[CPP MINI PROJECT] May 23, 2014
4.3 PROCESS SELECTED: HALDOR TOPSOE PROCESS
Based on the advantages and disadvantages stated, we finally
come to the point whereby Haldor Topsoe is more likely favourable
to choose rather than Lurgi process due to some reasons of the
selection process itself.
Firstly it is due to its great technology which offers an
optimum combination of process steps, achieving attractive
operation costs and competitive installation costs. Greater
compactness and simplicity in case of converter design since high
under pressure gasses have smaller volume is also one of the god
reasons why we chose Haldor Topsoe process itself. Haldor Topsoe
process also operates at the pressures lower than Lurgi and
against the disadvantage of using heat exchange for heat recovery
and less compactness in converter design.
Recovery of 20% of unconverted gas and recycling it to
increase the efficiency and conversion of complete process and
the large and massive compressors which are used in Lurgi process
are required to maintaining 900 atm which sost millions of
dollars are avoided in Haldor Topsoe and is thus more economic,
having such low capital cost and good especially for large
capacity process. Besides that, it launched the Collect Mix
Distribute (CMD) concept which ensures cross mixing of the gas
from the upper bed through mixing with the quench gas and even
distribution of the mixed gas to the next bed, thereby using the
[Type text] Page 33
[CPP MINI PROJECT] May 23, 2014
catalyst more efficiently in a low catalyst cost compared to
Lurgi.
The effective design of the methanol synthesis section is
essential to low to ensure low investment of the process which
result in superior activity, selectivity and operational
flexibility at the entire range of the synthesis gas compositions
accompanied with very high conversion efficiency throughout the
catalyst lifetime which prolonged service time due to the high
stability of the catalyst. The elimination of the intermediate
production and storage of methanol for integrated methanol
reaction to form DME immediately improved conversion efficiency
that reduces steam consumption in the CO2 removal as module
adjustment may be carried out inside the synthesis loop,
minimising the recycle unconverted synthesis gas which is
efficient production of high quality gasoline for ready blending
compared to Lurgi.
4.4 PROCESS CONDITION OF SELECTED METHOD
The typical process conditions that necessary for the
Haldor-Topsoe design is based on three specifications. It is
based on instruments that are used.
I. Temperature
II. Pressure
III. Inlet compositions
[Type text] Page 34
[CPP MINI PROJECT] May 23, 2014
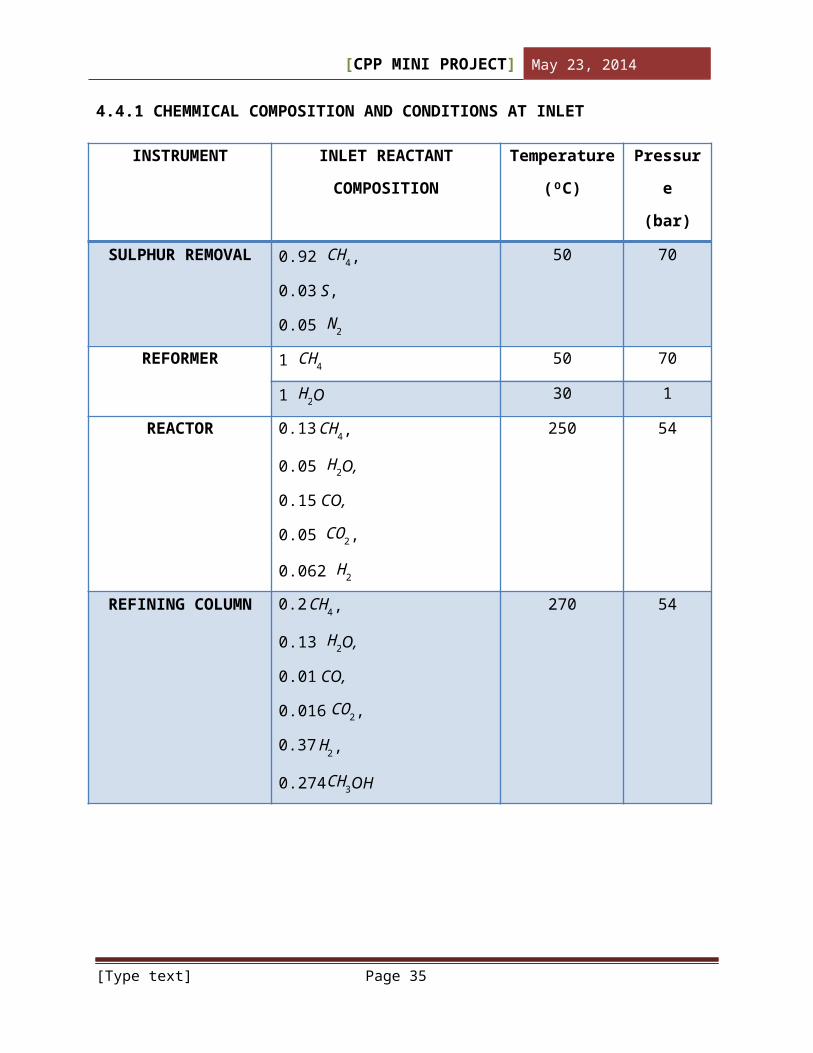
4.4.1 CHEMMICAL COMPOSITION AND CONDITIONS AT INLET
INSTRUMENT INLET REACTANT
COMPOSITION
Temperature
(ᴼC)
Pressur
e
(bar)
SULPHUR REMOVAL 0.92 CH4,
0.03 S,
0.05 N2
50 70
REFORMER 1 CH4 50 70
1 H2O 30 1
REACTOR 0.13CH4,
0.05 H2O,
0.15 CO,
0.05 CO2,
0.062 H2
250 54
REFINING COLUMN 0.2CH4,
0.13 H2O,
0.01 CO,
0.016 CO2,
0.37H2,
0.274CH3OH
270 54
[Type text] Page 35
[CPP MINI PROJECT] May 23, 2014
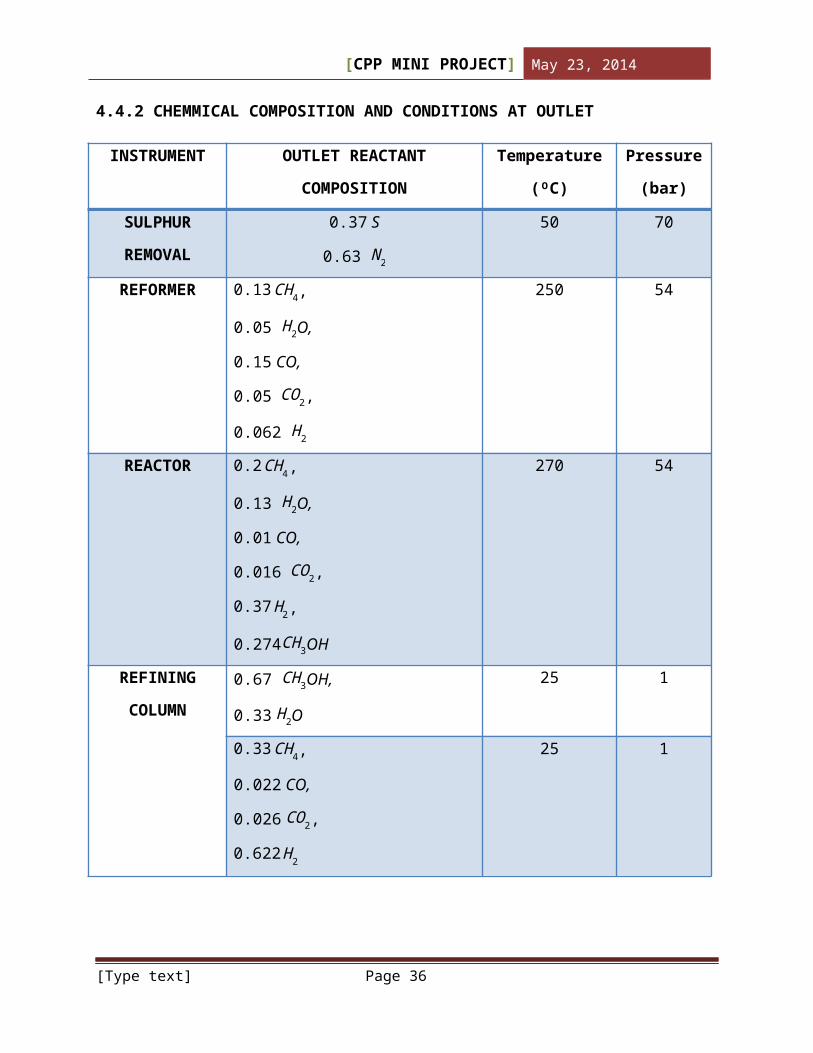
4.4.2 CHEMMICAL COMPOSITION AND CONDITIONS AT OUTLET
INSTRUMENT OUTLET REACTANT
COMPOSITION
Temperature
(ᴼC)
Pressure
(bar)
SULPHUR
REMOVAL
0.37 S
0.63 N2
50 70
REFORMER 0.13CH4,
0.05 H2O,
0.15 CO,
0.05 CO2,
0.062 H2
250 54
REACTOR 0.2CH4,
0.13 H2O,
0.01 CO,
0.016 CO2,
0.37H2,
0.274CH3OH
270 54
REFINING
COLUMN0.67 CH3OH,
0.33 H2O
25 1
0.33CH4,
0.022 CO,
0.026 CO2,
0.622H2
25 1
[Type text] Page 36

[CPP MINI PROJECT] May 23, 2014
[Type text] Page 37
[CPP MINI PROJECT] May 23, 2014
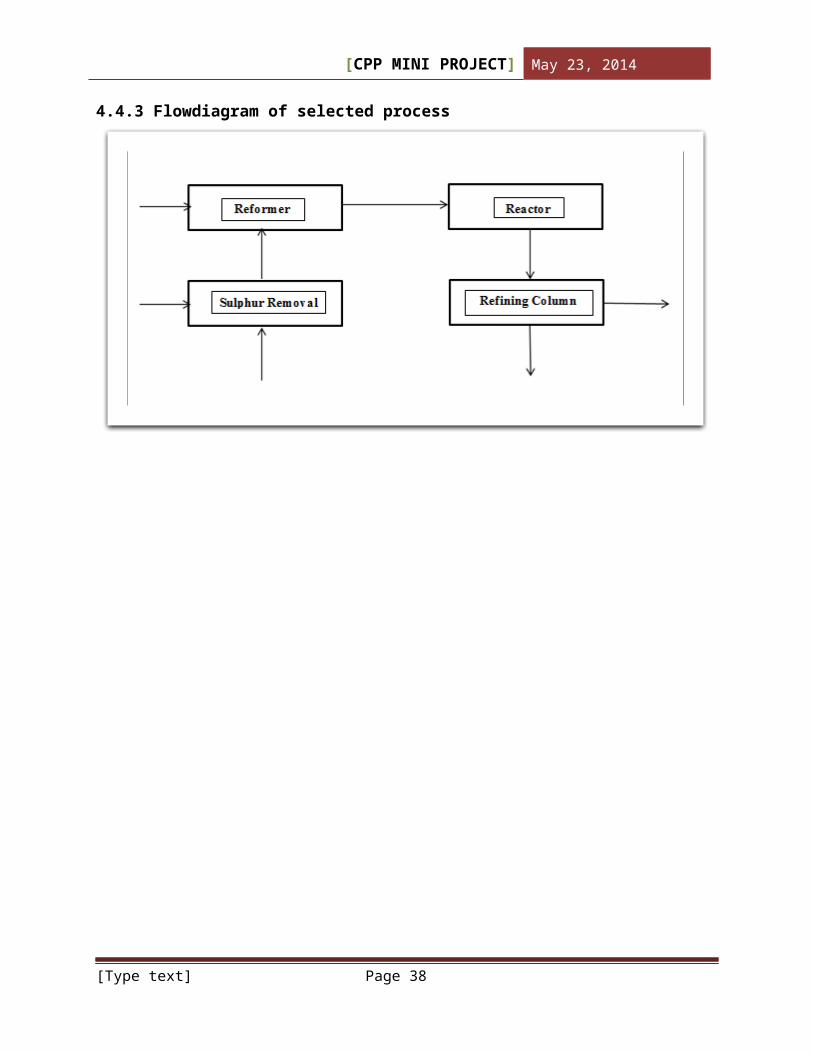
4.4.3 Flowdiagram of selected process
[Type text] Page 38
[CPP MINI PROJECT] May 23, 2014
5.0 Physical and chemical properties
5.1 Methanol
5.1.1 Physical properties of methanol
Also called METHYL ALCOHOL, it is the simplest of a long series
of organic compounds called alcohols; its molecular formula is
CH3OH. The modern method of preparing methanol is based on the
direct combination of carbon monoxide gas and hydrogen in the
presence of a catalyst at elevated temperatures and pressures.
Most methanols are produced from the methane component of natural
gas.
Pure methanol is an important material in chemical
synthesis. Its derivatives are used in great quantities for
building up a vast number of compounds, among them many important
synthetic dyestuffs, resins, drugs, and perfumes. Large
quantities are converted to dimethylaniline for dyestuffs and to
formaldehyde for synthetic resins. It is also used in automotive
antifreezes, in rocket fuels, and as a general solvent. Methanol
is also a high-octane, clean-burning fuel that is a potentially
important substitute for gasoline in automotive vehicles.
Methanol is a colourless liquid, completely miscible with
water and organic solvents and is very hygroscopic. It boils at
64.96° C (148.93° F) and solidifies at -93.9° C (-137° F). It
[Type text] Page 39
[CPP MINI PROJECT] May 23, 2014
forms explosive mixtures with air and burns with a nonluminous
flame. It is a violent poison; drinking mixtures containing
methanol has caused many cases of blindness or death. Methanol
has a settled odour. Methanol is a potent nerve poison.
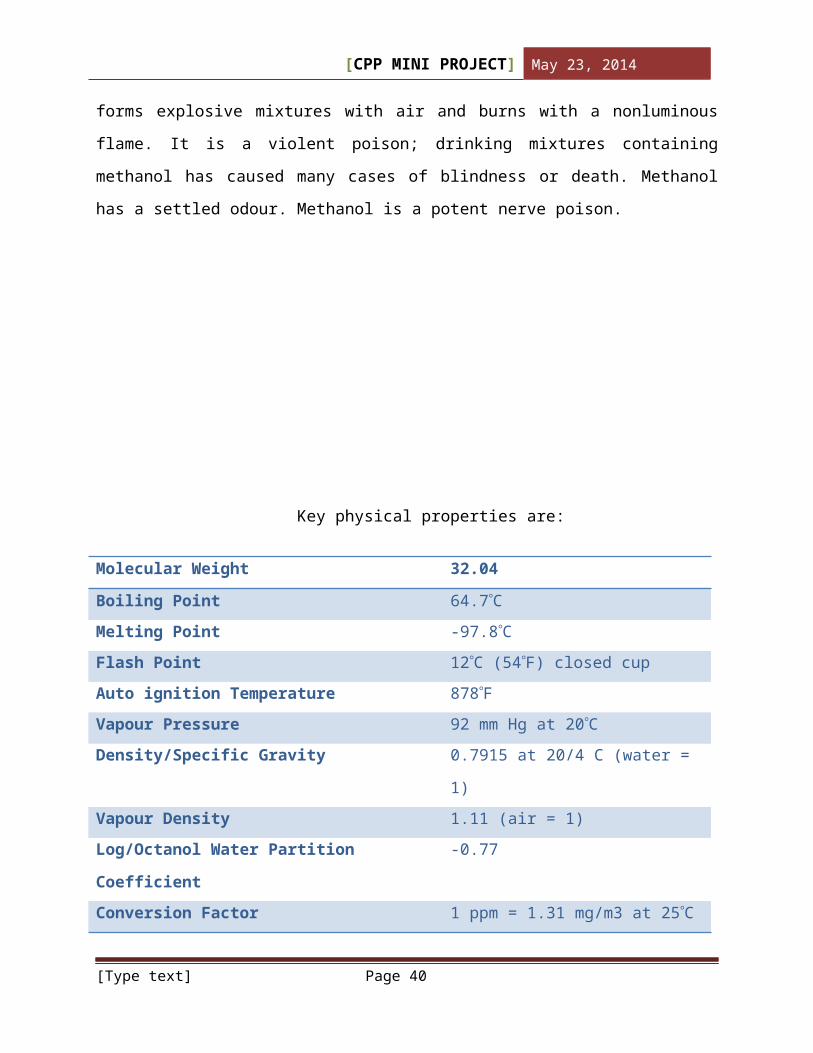
Key physical properties are:
Molecular Weight 32.04
Boiling Point 64.7CMelting Point -97.8CFlash Point 12C (54F) closed cupAuto ignition Temperature 878FVapour Pressure 92 mm Hg at 20CDensity/Specific Gravity 0.7915 at 20/4 C (water =
1)Vapour Density 1.11 (air = 1)Log/Octanol Water Partition
Coefficient
-0.77
Conversion Factor 1 ppm = 1.31 mg/m3 at 25C
[Type text] Page 40
[CPP MINI PROJECT] May 23, 2014
5.1.2 Chemical properties of methanol
Combustion of Methanol:
Methanol burns with a pale-blue, non-luminous flame to form
carbon dioxide and steam.
2CH3OH + 302 ===> 2CO2 + 4H2O
Oxidation of Methanol:
[Type text] Page 41
[CPP MINI PROJECT] May 23, 2014
Methanol is oxidized with acidified Potassium Dichromate, K2Cr2O7,
or with acidified Sodium Dichromate, Na2Cr2O7, or with acidified
Potassium Permanganate, KMnO4, to form formaldehyde.
[O]
CH3OH ===> HCHO + H2
Methanol Formaldehyde
2H2 + O2 ===> 2H2O
If the oxidizing agent is in excess, the formaldehyde is further
oxidized to formic acid and then to carbon dioxide and water.
[O] [O]
HCHO ===> HCOOH ===> CO2 + H2O
Formaldehyde
Formic
Acid
Catalytic Oxidation of Methanol:
The catalytic oxidation of methanol using platinum wire is of
interest as it is used in model aircraft engines to replace the
sparking plug arrangement of the conventional petrol engine. The
heat of reaction is sufficient to spark the engine.
Dehydrogenation of Methanol:
[Type text] Page 42
[CPP MINI PROJECT] May 23, 2014
Methanol can also be oxidized to formaldehyde by passing its
vapor over copper heated to 300 °C. Two atoms of hydrogen are
eliminated from each molecule to form hydrogen gas and hence this
process is termed dehydrogenation.
Cu
300°C
CH3OH ===> HCHO + H2
Methanol Formaldehyde
Dehydration of Methanol:
Methanol does not undergo dehydration reactions. Instead, in
reaction with sulphuric acid the ester, dimethyl sulphate is
formed.
concentrated
H2SO4
2 CH3OH ===> (CH3)2SO4 + H2O
Methanol Dimethyl
Water
Sulphate
Esterification of Methanol
Methanol reacts with organic acids to form esters.
H(+)
CH3OH + HCOOH ===> HCOOCH3 + H2O
[Type text] Page 43
[CPP MINI PROJECT] May 23, 2014
Methanol Formic
Methyl Water
Acid Formate
Substitution of Methanol with Sodium
Methanol reacts with sodium at room temperature to liberate
hydrogen. This reaction is similar to the reaction of sodium with
ethanol.
2 CH3OH + 2 Na ===> 2CH3ONa + H2
Methanol Sodium Sodium
Hydrogen
Methoxide
Substitution of Methanol with Phosphorus Pentachloride
Methanol reacts with phosphorus pentachloride at room temperature
to form hydrogen chloride, methyl chloride, (i.e. chloroethane)
and phosphoryl chloride.
CH3OH + PCl5 ===> HCl +
CH3Cl + POCl3
Methanol Phosphorus Hydrogen
Methyl Phosphoryl
[Type text] Page 44
[CPP MINI PROJECT] May 23, 2014
Pentachloride Chloride
Chloride Chloride
Substitution of Methanol with Hydrogen Chloride
Methanol reacts with hydrogen chloride to form methyl chloride
(i.e. chloromethane) and water. A dehydrating agent (e.g. zinc
chloride) is used.
ZnCl2
CH3OH + HCl ===> CH3Cl +
H2O
Methanol
Methyl
Chloride
[Type text] Page 45
[CPP MINI PROJECT] May 23, 2014
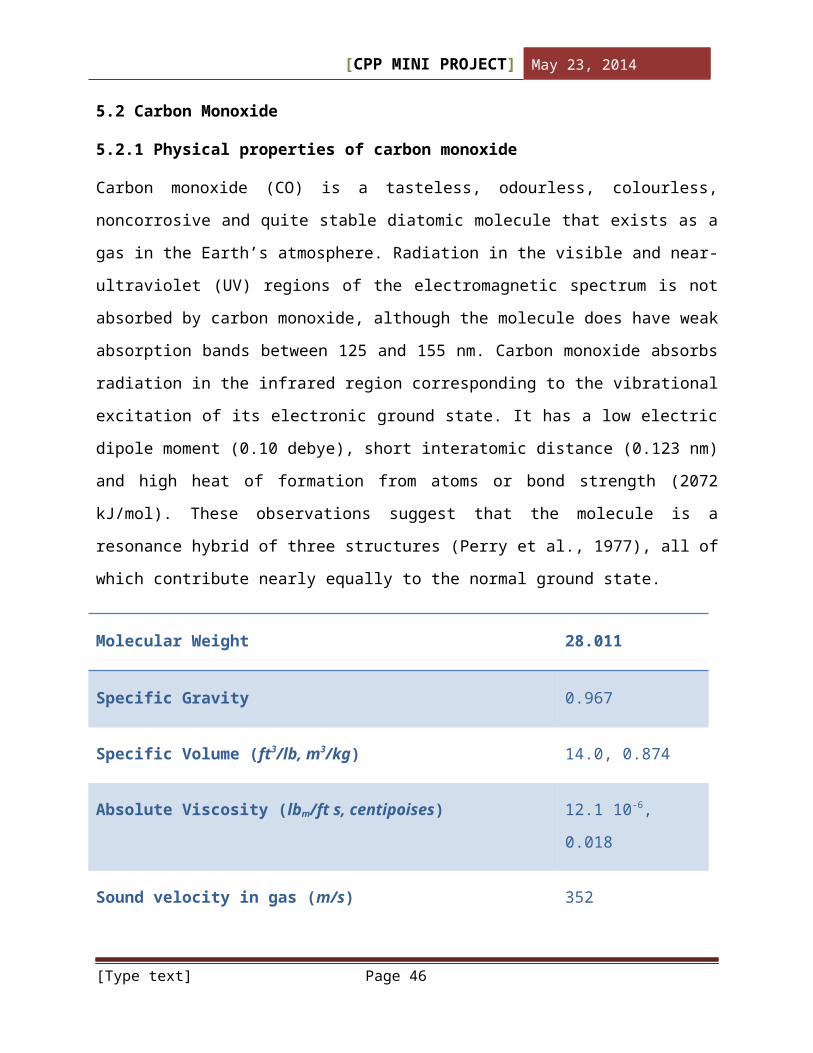
5.2 Carbon Monoxide
5.2.1 Physical properties of carbon monoxide
Carbon monoxide (CO) is a tasteless, odourless, colourless,
noncorrosive and quite stable diatomic molecule that exists as a
gas in the Earth’s atmosphere. Radiation in the visible and near-
ultraviolet (UV) regions of the electromagnetic spectrum is not
absorbed by carbon monoxide, although the molecule does have weak
absorption bands between 125 and 155 nm. Carbon monoxide absorbs
radiation in the infrared region corresponding to the vibrational
excitation of its electronic ground state. It has a low electric
dipole moment (0.10 debye), short interatomic distance (0.123 nm)
and high heat of formation from atoms or bond strength (2072
kJ/mol). These observations suggest that the molecule is a
resonance hybrid of three structures (Perry et al., 1977), all of
which contribute nearly equally to the normal ground state.
Molecular Weight 28.011
Specific Gravity 0.967
Specific Volume (ft3/lb, m3/kg) 14.0, 0.874
Absolute Viscosity (lbm/ft s, centipoises) 12.1 10-6,
0.018
Sound velocity in gas (m/s) 352
[Type text] Page 46
[CPP MINI PROJECT] May 23, 2014
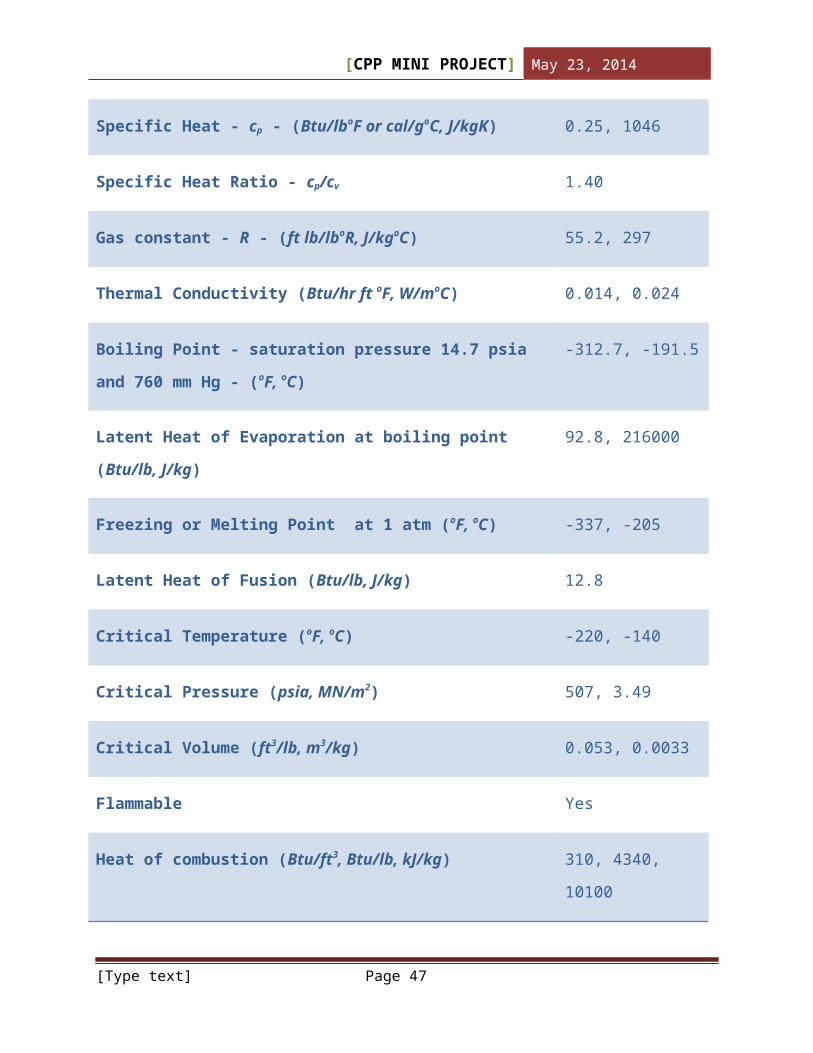
Specific Heat - cp - (Btu/lboF or cal/goC, J/kgK) 0.25, 1046
Specific Heat Ratio - cp/cv 1.40
Gas constant - R - (ft lb/lboR, J/kgoC) 55.2, 297
Thermal Conductivity (Btu/hr ft oF, W/moC) 0.014, 0.024
Boiling Point - saturation pressure 14.7 psia
and 760 mm Hg - (oF, oC)
-312.7, -191.5
Latent Heat of Evaporation at boiling point
(Btu/lb, J/kg)
92.8, 216000
Freezing or Melting Point at 1 atm (oF, oC) -337, -205
Latent Heat of Fusion (Btu/lb, J/kg) 12.8
Critical Temperature (oF, oC) -220, -140
Critical Pressure (psia, MN/m2) 507, 3.49
Critical Volume (ft3/lb, m3/kg) 0.053, 0.0033
Flammable Yes
Heat of combustion (Btu/ft3, Btu/lb, kJ/kg) 310, 4340,
10100
[Type text] Page 47
[CPP MINI PROJECT] May 23, 2014
5.2.2 Chemical properties of carbon monoxide
Carbon monoxide is so fundamentally important that many methods
have been developed for its production. Producer gas is formed
by combustion of carbon in oxygen at high temperatures when there
is an excess of carbon. In an oven, air is passed through a bed
of coke. The initially produced CO2 equilibrates with the
remaining hot carbon to give CO. The reaction of O2 with carbon
to give CO is described as the Boudouard equilibrium. Above 800
°C, CO is the predominant product:
O2 + 2 C → 2 CO
The downside of this method is if done with air it leaves a
mixture that is mostly nitrogen.
Synthesis gas or Water gas is produced via the endothermic
reaction of steam and carbon:
H2O + C → H2 + CO
CO also is a by-product of the reduction of metal oxide ores with
carbon, shown in a simplified form as follows:
MO + C → M + CO
Since CO is a gas, the reduction process can be driven by
heating, exploiting the positive (favourable) entropy of
reaction. The Ellingham show that CO formation is favoured over
CO in high temperatures.CO is the anhydride of formic acid. As
such it is conveniently produced by the dehydration of formic
[Type text] Page 48
[CPP MINI PROJECT] May 23, 2014
acid, for example with sulphuric acid. Another laboratory
preparation for carbon monoxide entails heating an intimate
mixture of powdered zinc metal and calcium carbonate.
Zn + CaCO3 → ZnO + CaO + CO
Another lab style of generate CO is reacting Sucrose and Sodium
Hydroxide in a closed system.
5.3 Water
5.3.1 Physical properties of water
Water is the chemical substance with chemical formula H2O, one
molecule of water has two hydrogen atoms covalently bonded to a
single oxygen atom. Water appears in nature in all three common
states of matter and may take many different forms on
Earth: water vapour and clouds in the sky; seawater and icebergs
in the polar oceans; glaciers and rivers in the mountains; and
the liquid in aquifers in the ground. At high temperatures and
pressures, such as in the interior of giant planets, it is argued
that water exists as ionic water in which the molecules break
down into a soup of hydrogen and oxygen ions, and at even higher
pressures as super ionic water in which the oxygen crystallises
[Type text] Page 49
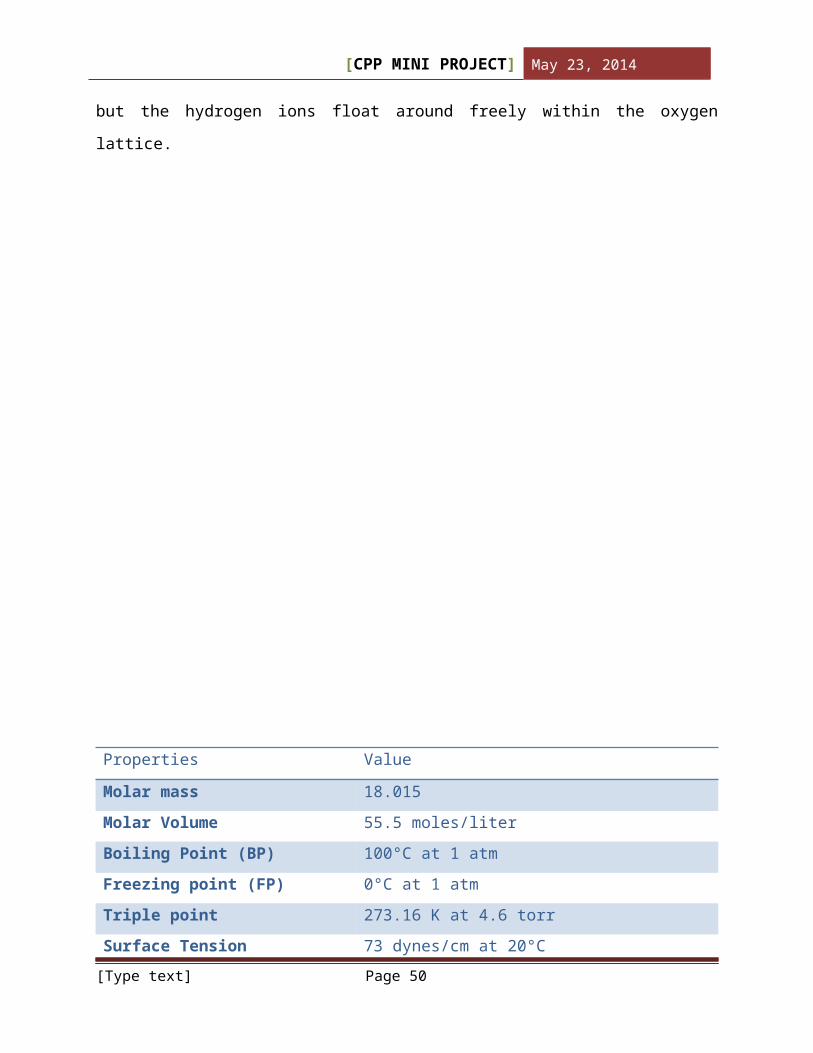
[CPP MINI PROJECT] May 23, 2014
but the hydrogen ions float around freely within the oxygen
lattice.
Properties ValueMolar mass 18.015Molar Volume 55.5 moles/literBoiling Point (BP) 100°C at 1 atmFreezing point (FP) 0°C at 1 atmTriple point 273.16 K at 4.6 torrSurface Tension 73 dynes/cm at 20°C[Type text] Page 50
[CPP MINI PROJECT] May 23, 2014
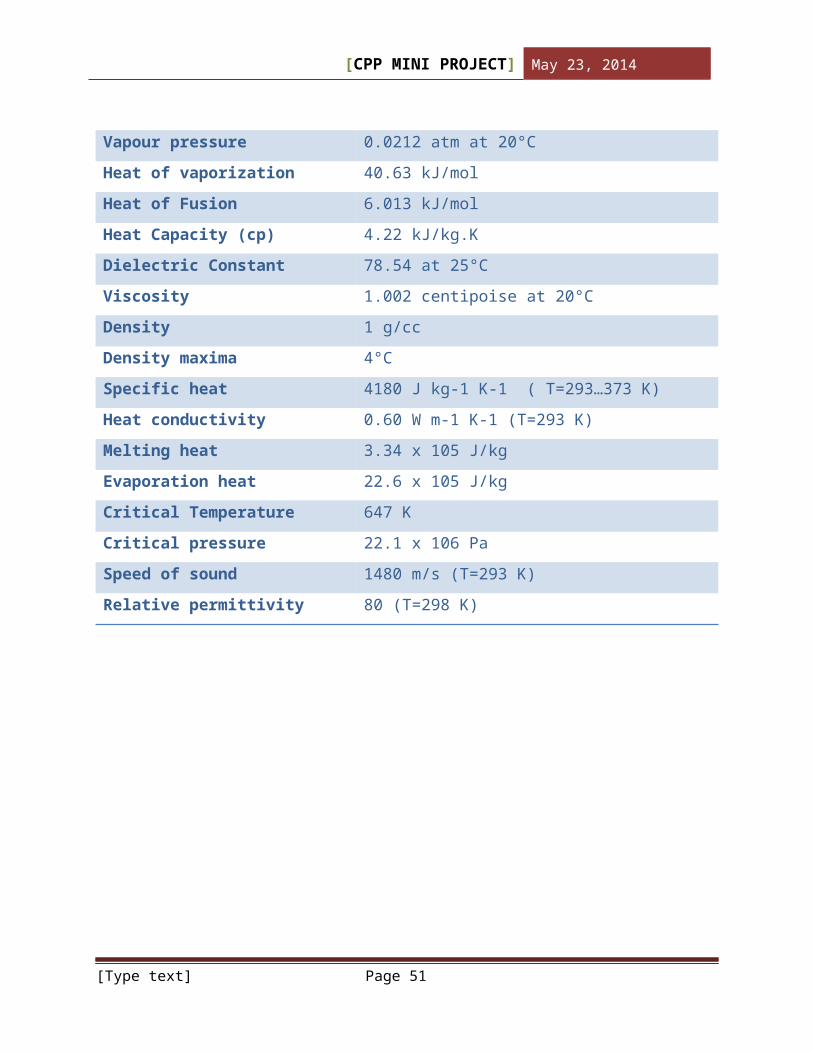
Vapour pressure 0.0212 atm at 20°CHeat of vaporization 40.63 kJ/molHeat of Fusion 6.013 kJ/molHeat Capacity (cp) 4.22 kJ/kg.KDielectric Constant 78.54 at 25°CViscosity 1.002 centipoise at 20°CDensity 1 g/ccDensity maxima 4°CSpecific heat 4180 J kg-1 K-1 ( T=293…373 K)Heat conductivity 0.60 W m-1 K-1 (T=293 K)Melting heat 3.34 x 105 J/kgEvaporation heat 22.6 x 105 J/kgCritical Temperature 647 KCritical pressure 22.1 x 106 PaSpeed of sound 1480 m/s (T=293 K)Relative permittivity 80 (T=298 K)
[Type text] Page 51
[CPP MINI PROJECT] May 23, 2014
5.3.2 Chemical properties of water
Polarity
Two atoms, connected by a covalent bond, may exert different
attractions for the electrons of the bond. In such cases the bond
is polar, with one end slightly negatively charged (-) and the
other slightly positively charged (+). Although a water molecule
has an overall neutral charge (having the same number of
electrons and protons), the electrons are asymmetrically
distributed, which makes the molecule polar. The oxygen nucleus
draws electrons away from the hydrogen nuclei, leaving these
nuclei with a small net positive charge. The excess of electron
density on the oxygen atom creates weakly negative regions at the
other two corners of an imaginary tetrahedron.
Water structure - hydrogen bonds
Because they are polarized, two adjacent H2O molecules can
form a linkage known as hydrogen bond. Hydrogen bonds have only
about 1/20 the strength of a covalent bond. A hydrogen bond is
therefore a weak chemical bond between a hydrogen atom in one
polar molecule and a very electronegative atom of a second polar
molecule. The hydrogen of one water molecule will be attracted to
the oxygen of another water molecule. They are usually 4-8
molecules per group in liquid water. The surface tension of water
is due to the hydrogen bonding in the associated groups of water
molecules. Hydrogen bonds are strongest when the three atoms lie
in a straight line. The cohesive nature of water, through the[Type text] Page 52
[CPP MINI PROJECT] May 23, 2014
hydrogen bonding and the small size of the molecule, allowing the
molecules to pack together, is responsible for many of its
unusual properties, such as high surface tension, specific heat,
and heat of vaporization. Molecules of water join together
transiently in a hydrogen-bonded lattice. Even at 37oC, 15% of
the water molecules are joined to four others in a short-lived
assembly known as a "flickering cluster."
[Type text] Page 53
[CPP MINI PROJECT] May 23, 2014
Hydrophilic ('Water Loving') and Hydrophobic ('Water Hating')
Molecules
I. Hydrophilic Molecules
Substances that dissolve readily in water are termed
hydrophilic. They are composed of ions or polar molecules that
attract water molecules through electrical charge effects. Water
molecules surround each ion or polar molecule on the surface of a
solid substance and carry it into solution. Ionic substances such
as sodium chloride dissolve because water molecules are attracted
to the positive (Na+) or negative (Cl-) charge of each ion. Polar
substances such as urea dissolve because their molecules form
hydrogen bonds with the surrounding water molecules.
II. Hydrophobic Molecules
Molecules that contain a preponderance of nonpolar bonds are
usually insoluble in water and are termed 'hydrophobic'. This is
true, especially, of hydrocarbons, which contain many C-H bonds.
Water molecules are not attracted to such molecules as much as
they are to other water molecules and so have little tendency to
surround them and carry them into solution. But the so-called
'Hydrophobic Effect' does not mean that nonpolar molecules are
not attracted to water. When two liquids made of molecules of
similar size and polarities are mixed, they will usually form a
single phase solution, no matter what the relative number of
moles of each species. This is expressed by the jargon that the
two substances are miscible in all proportions. In contrast, when[Type text] Page 54
[CPP MINI PROJECT] May 23, 2014
a highly polar substance, such as water, is mixed with a nonpolar
or weakly polar substance, such as most oils, the substances will
separate into two phases. This phenomenon is usually rationalized
in introductory chemistry text books by saying that oil is
hydrophobic, and thus does not make solutions with water, while
polar small organic acids (such as acetic acid from which house
vinegar is made) are hydrophilic, and thus are miscible with
water.
Membranes in bacteria are composed of phospholipids and
proteins. Phospholipids contain charged or polar group (often
phosphate, hence the name) attached to a 3 carbon glycerol back
bone. There are also two fatty acid chains dangling from the
other carbons of glycerol. The phosphate end of the molecule is
hydrophilic and is attracted to water. The fatty acids are
hydrophobic and are driven away from water. Because phospholipids
have hydrophobic and hydrophilic portions, they do remarkable
things. When placed in an aqueous environment, the hydrophobic
portions stick together, as do the hydrophilic. A very stable
form of this arrangement is the lipid bilayer. This way the
hydrophobic parts of the molecule form one layer, as do the
hydrophilic. Lipid bilayers form spontaneously if phospholipids
are placed in an aqueous environment. The cytoplasmic membrane is
stabilized by hydrophobic interactions (i.e. water induced)
between neighbouring lipids and by hydrogen bonds between
neighbouring lipids. Hydrogen bonds can also form between
membrane proteins and lipids. These are known as membrane
[Type text] Page 55
[CPP MINI PROJECT] May 23, 2014
vesicles and are used to study membrane properties
experimentally. There is some evidence that these structures may
form abiotically and may occur on particles that rain down on
earth from space.
Water as a Solvent - Acids & Bases - pH – Hydration
I. Water as a Solvent
Many substances, such as household sugar, dissolve in water.
That is, their molecules separate from each other, each becoming
surrounded by water molecules. When a substance dissolves in a
liquid, the mixture is termed a solution. The dissolved substance
(in this case sugar) is the solute, and the liquid that does the
dissolving (in this case water) is the solvent. Water is an
excellent solvent for many substances because of its polar bonds.
II. Acids
Substances that release hydrogen ions into solution are called
acids. Many of the acids important in the cell are only partially
dissociated, and they are therefore weak acids-for example, the
carboxyl group (-COOH), which dissociates to give a hydrogen ion
in solution. Note that this is a reversible reaction.
III. Bases
Substances that reduce the number of hydrogen ions in solution
are called bases. Some bases, such as ammonia, combine directly
[Type text] Page 56
[CPP MINI PROJECT] May 23, 2014
with hydrogen ions. Other bases, such as sodium hydroxide, reduce
the number of H+ ions indirectly, by making OH- ions that then
combine directly with H+ ions to make H2O. Many bases found in
cells are partially dissociated and are termed weak bases. This
is true of compounds that contain an amino group (-NH2), which
has a weak tendency to reversibly accept an H+ ion from water,
increasing the quantity of free OH- ions.
IV. Hydrogen Ion exchange
Positively charged hydrogen ions (H+) can spontaneously move
from one water molecule to another, thereby creating two ionic
species. Since the process is rapidly reversible, hydrogen ions
are continually shuttling between water molecules. Pure water
contains a steady state concentration of hydrogen ions and
hydroxyl ions (both 10-7 M).
V. pH
The acidity of a solution is defined by the concentration of H+
ions it possesses. For convenience we use the pH scale, where pH
= _log10 [H+]. For pure water [H+] = 10_7 moles/liter
[Type text] Page 57
[CPP MINI PROJECT] May 23, 2014
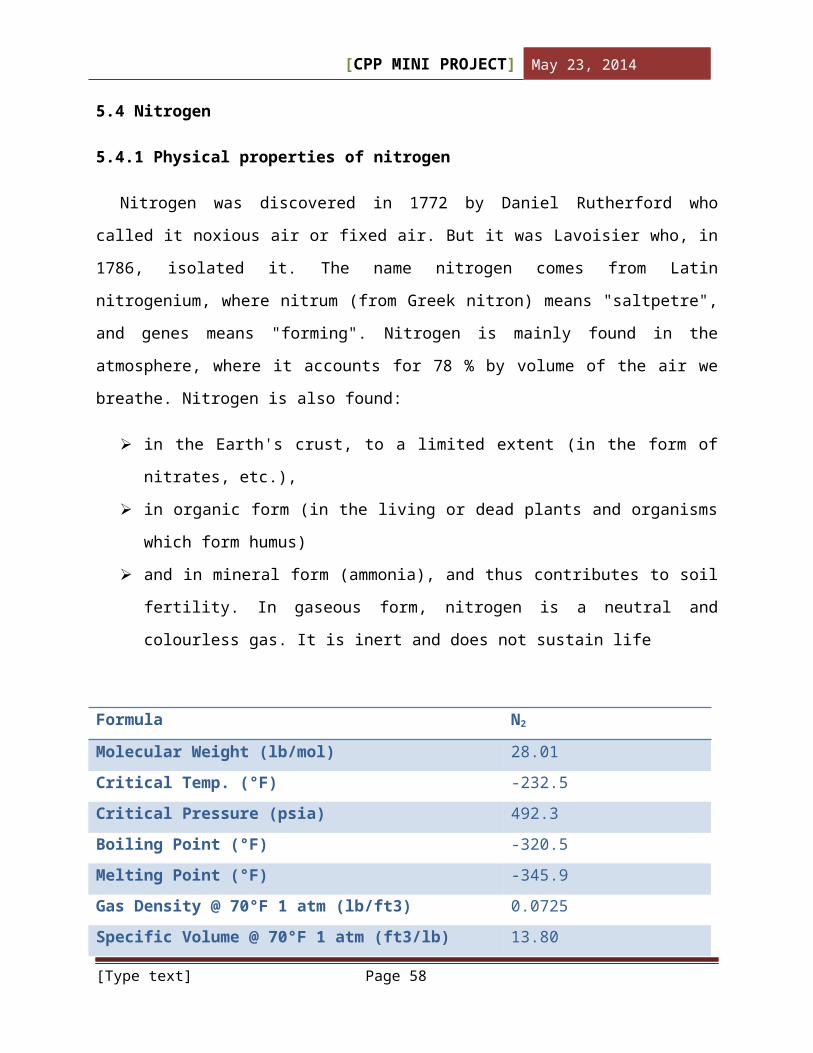
5.4 Nitrogen
5.4.1 Physical properties of nitrogen
Nitrogen was discovered in 1772 by Daniel Rutherford who
called it noxious air or fixed air. But it was Lavoisier who, in
1786, isolated it. The name nitrogen comes from Latin
nitrogenium, where nitrum (from Greek nitron) means "saltpetre",
and genes means "forming". Nitrogen is mainly found in the
atmosphere, where it accounts for 78 % by volume of the air we
breathe. Nitrogen is also found:
in the Earth's crust, to a limited extent (in the form of
nitrates, etc.),
in organic form (in the living or dead plants and organisms
which form humus)
and in mineral form (ammonia), and thus contributes to soil
fertility. In gaseous form, nitrogen is a neutral and
colourless gas. It is inert and does not sustain life
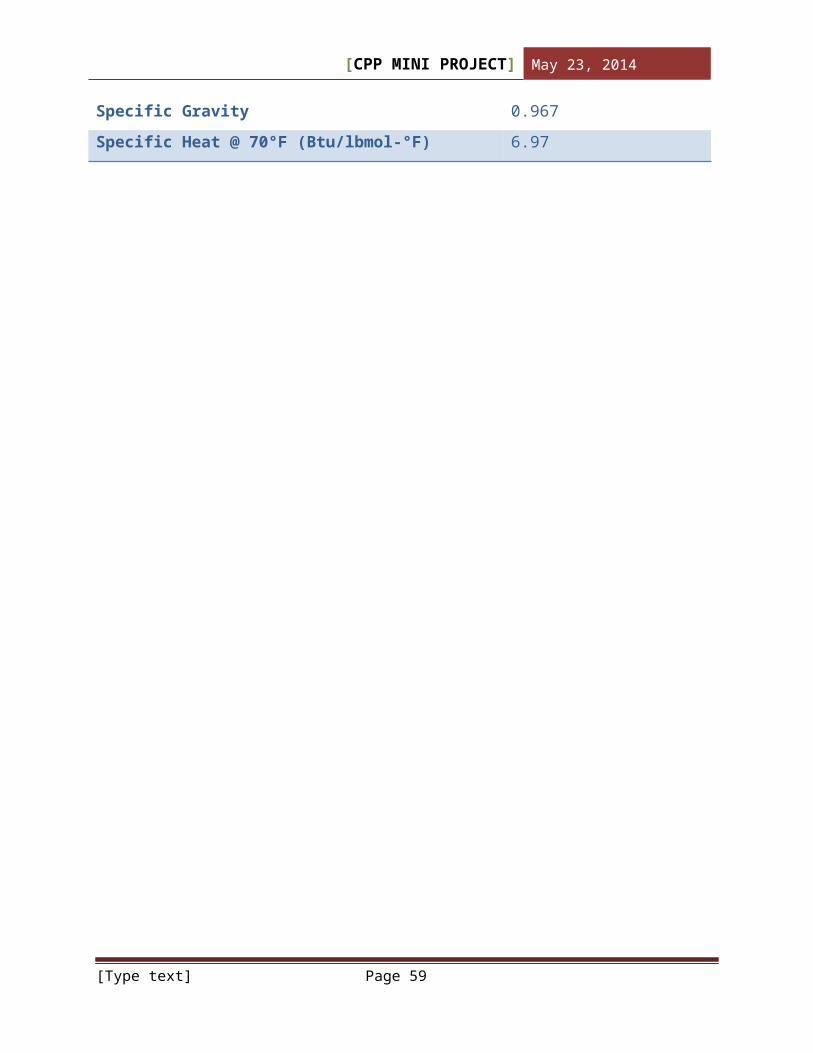
Formula N2
Molecular Weight (lb/mol) 28.01Critical Temp. (°F) -232.5Critical Pressure (psia) 492.3Boiling Point (°F) -320.5Melting Point (°F) -345.9Gas Density @ 70°F 1 atm (lb/ft3) 0.0725Specific Volume @ 70°F 1 atm (ft3/lb) 13.80
[Type text] Page 58
[CPP MINI PROJECT] May 23, 2014
Specific Gravity 0.967Specific Heat @ 70°F (Btu/lbmol-°F) 6.97
[Type text] Page 59
[CPP MINI PROJECT] May 23, 2014
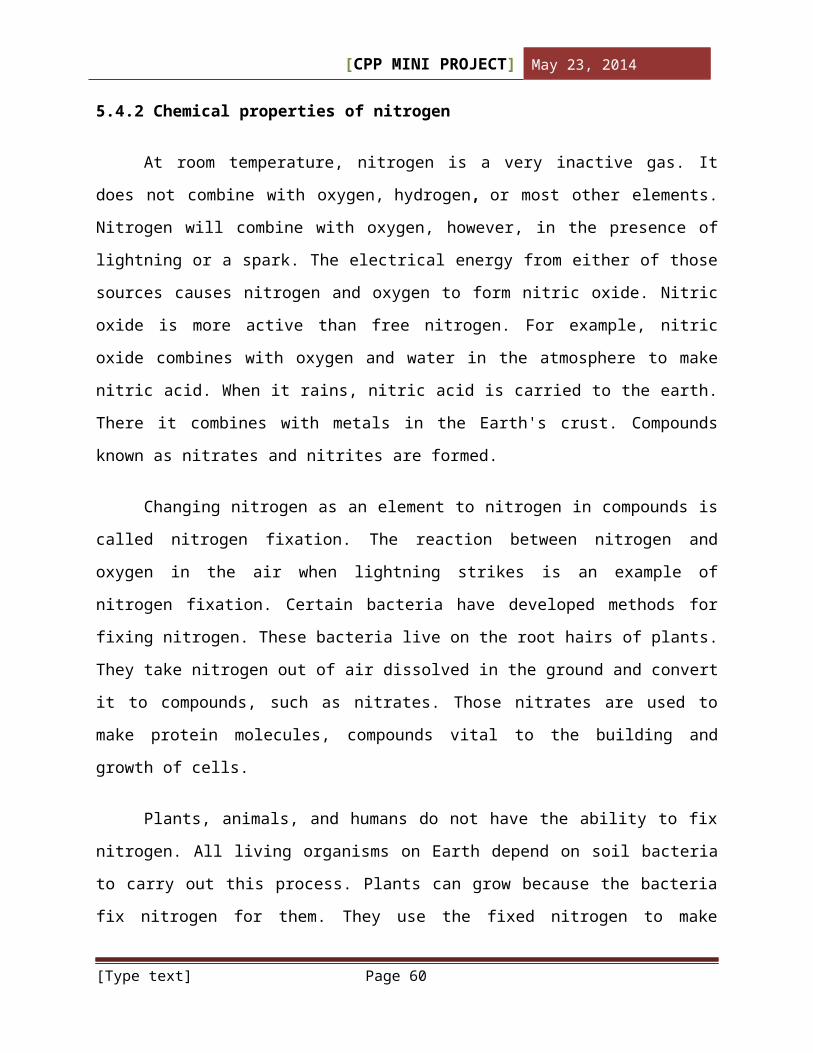
5.4.2 Chemical properties of nitrogen
At room temperature, nitrogen is a very inactive gas. It
does not combine with oxygen, hydrogen, or most other elements.
Nitrogen will combine with oxygen, however, in the presence of
lightning or a spark. The electrical energy from either of those
sources causes nitrogen and oxygen to form nitric oxide. Nitric
oxide is more active than free nitrogen. For example, nitric
oxide combines with oxygen and water in the atmosphere to make
nitric acid. When it rains, nitric acid is carried to the earth.
There it combines with metals in the Earth's crust. Compounds
known as nitrates and nitrites are formed.
Changing nitrogen as an element to nitrogen in compounds is
called nitrogen fixation. The reaction between nitrogen and
oxygen in the air when lightning strikes is an example of
nitrogen fixation. Certain bacteria have developed methods for
fixing nitrogen. These bacteria live on the root hairs of plants.
They take nitrogen out of air dissolved in the ground and convert
it to compounds, such as nitrates. Those nitrates are used to
make protein molecules, compounds vital to the building and
growth of cells.
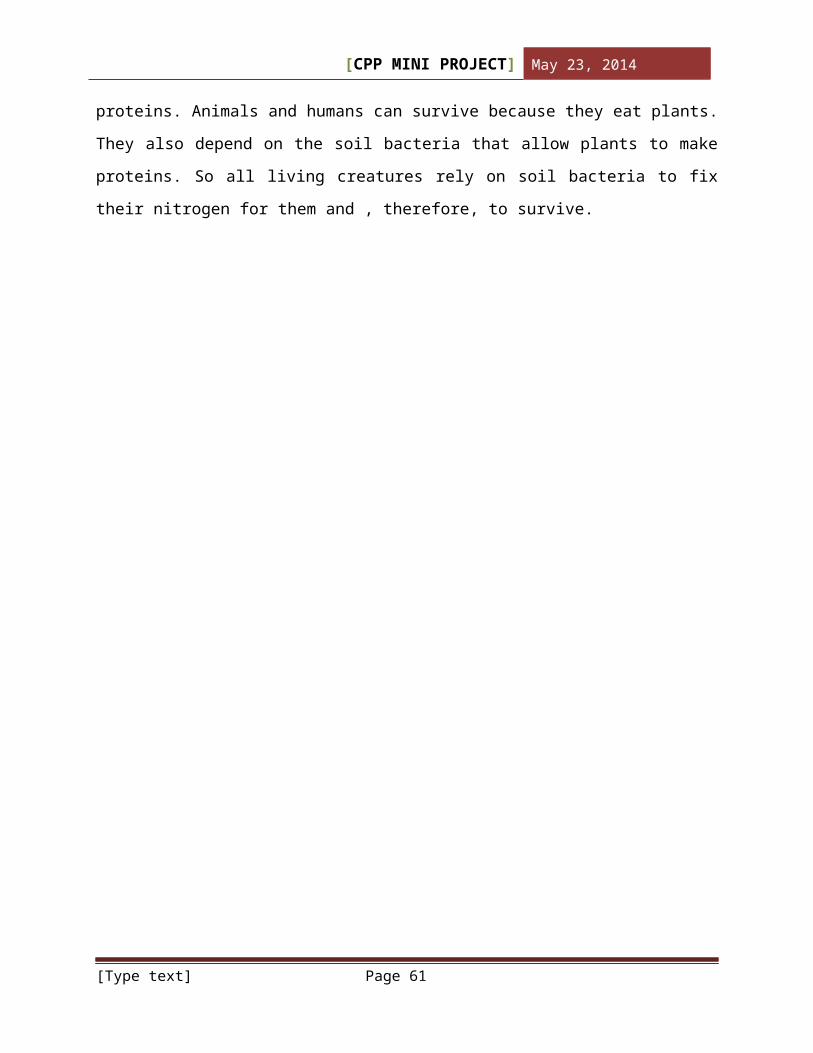
Plants, animals, and humans do not have the ability to fix
nitrogen. All living organisms on Earth depend on soil bacteria
to carry out this process. Plants can grow because the bacteria
fix nitrogen for them. They use the fixed nitrogen to make
[Type text] Page 60
[CPP MINI PROJECT] May 23, 2014
proteins. Animals and humans can survive because they eat plants.
They also depend on the soil bacteria that allow plants to make
proteins. So all living creatures rely on soil bacteria to fix
their nitrogen for them and , therefore, to survive.
[Type text] Page 61
[CPP MINI PROJECT] May 23, 2014
5.5 Methane
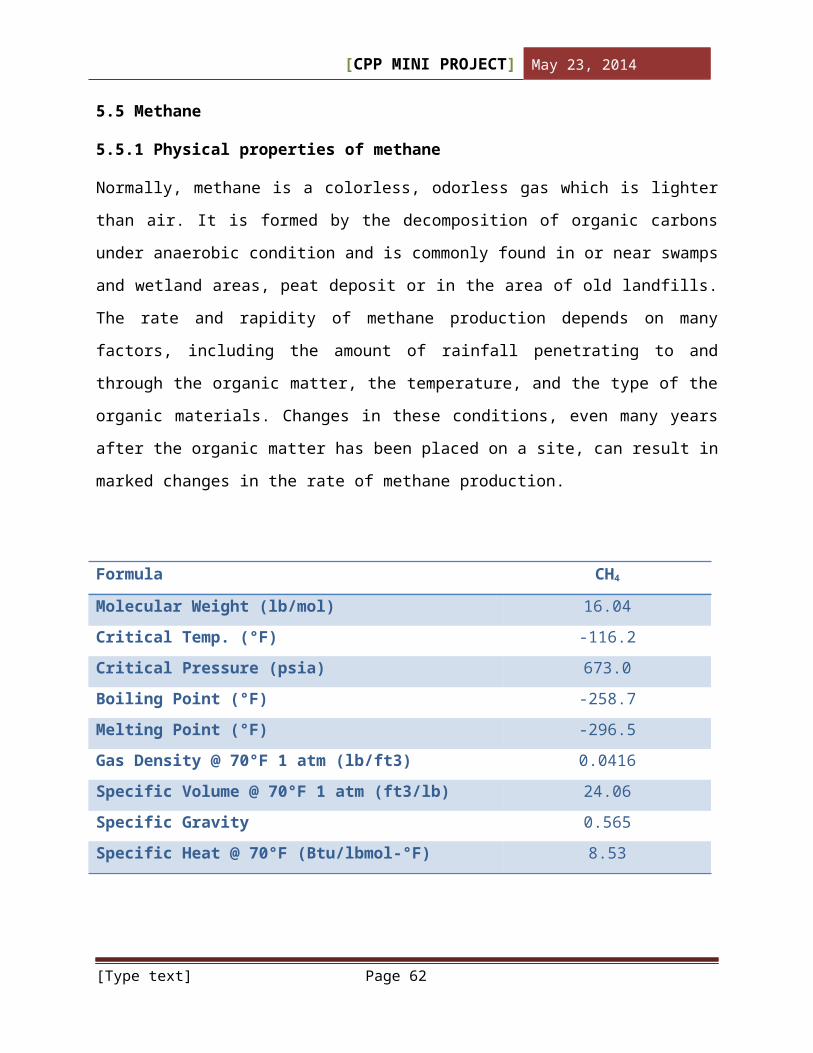
5.5.1 Physical properties of methane
Normally, methane is a colorless, odorless gas which is lighter
than air. It is formed by the decomposition of organic carbons
under anaerobic condition and is commonly found in or near swamps
and wetland areas, peat deposit or in the area of old landfills.
The rate and rapidity of methane production depends on many
factors, including the amount of rainfall penetrating to and
through the organic matter, the temperature, and the type of the
organic materials. Changes in these conditions, even many years
after the organic matter has been placed on a site, can result in
marked changes in the rate of methane production.
Formula CH4
Molecular Weight (lb/mol) 16.04Critical Temp. (°F) -116.2Critical Pressure (psia) 673.0Boiling Point (°F) -258.7Melting Point (°F) -296.5Gas Density @ 70°F 1 atm (lb/ft3) 0.0416Specific Volume @ 70°F 1 atm (ft3/lb) 24.06Specific Gravity 0.565Specific Heat @ 70°F (Btu/lbmol-°F) 8.53
[Type text] Page 62
[CPP MINI PROJECT] May 23, 2014
5.5.2 Chemical properties of methane
Methane burns in air with a blue flame. We have seen earlier
that in sufficient amount of oxygen, methane burns to give
carbon dioxide and water. In insufficient oxygen it gives out
carbon monoxide. Methane produces a good amount of heat when it
undergoes combustion. This is the reason why it is used as
fuel.Methane is quite unreactive, except with fluorine,
chlorine, etc. With these it undergoes substitution reactions.
Methane undergoes oxidative pyrolysis to form carbon monoxide.
It is formed by reaction of methane with methyl radical which
further reacts to formaldehyde. Then formaldehyde reacts to
formal radical to form carbon monoxide. · The strength of
carbon hydrogen covalent bonds in strongest among all
hydrocarbons. It also undergoes halogenation.
[Type text] Page 63
[CPP MINI PROJECT] May 23, 2014
5.6 Ethane
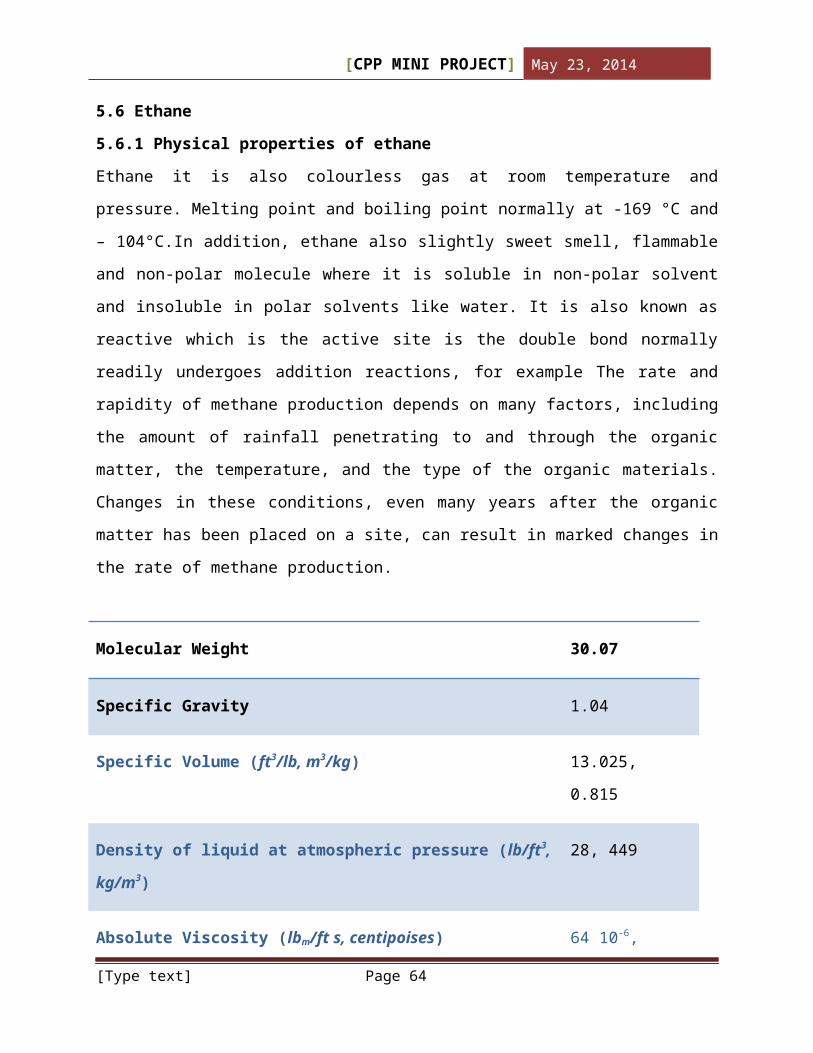
5.6.1 Physical properties of ethane
Ethane it is also colourless gas at room temperature and
pressure. Melting point and boiling point normally at -169 °C and
– 104°C.In addition, ethane also slightly sweet smell, flammable
and non-polar molecule where it is soluble in non-polar solvent
and insoluble in polar solvents like water. It is also known as
reactive which is the active site is the double bond normally
readily undergoes addition reactions, for example The rate and
rapidity of methane production depends on many factors, including
the amount of rainfall penetrating to and through the organic
matter, the temperature, and the type of the organic materials.
Changes in these conditions, even many years after the organic
matter has been placed on a site, can result in marked changes in
the rate of methane production.
Molecular Weight 30.07
Specific Gravity 1.04
Specific Volume (ft3/lb, m3/kg) 13.025,
0.815
Density of liquid at atmospheric pressure (lb/ft3,
kg/m3)
28, 449
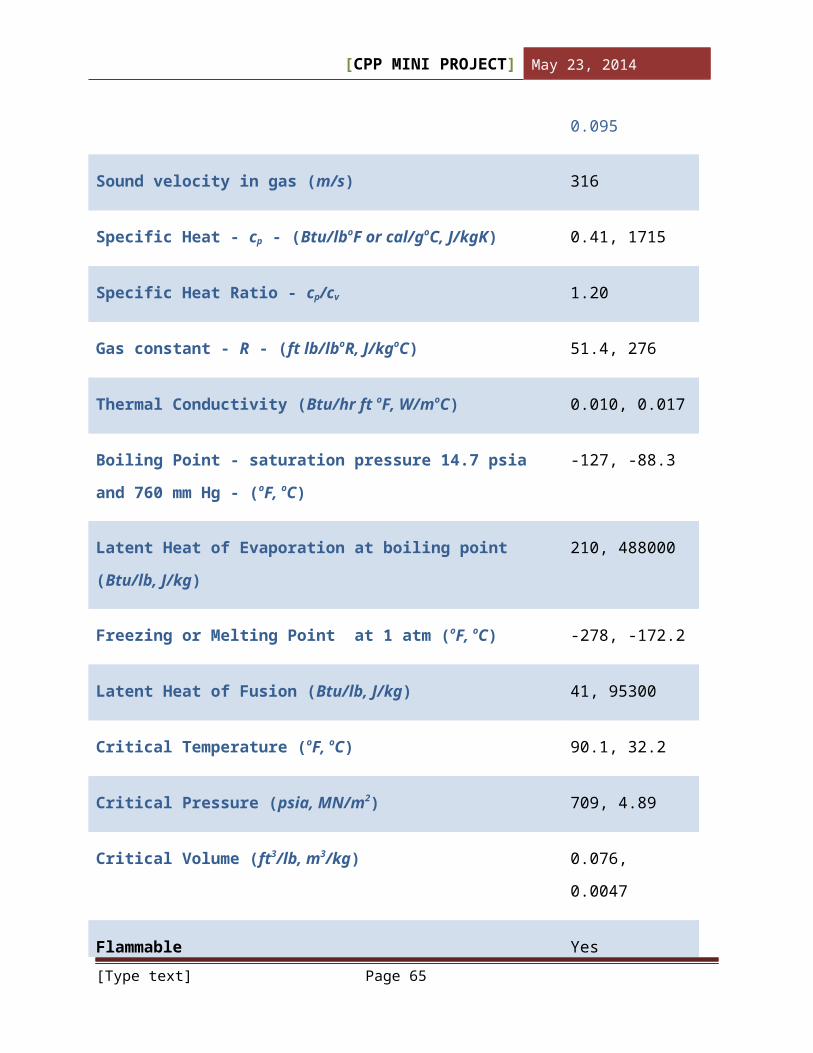
Absolute Viscosity (lbm/ft s, centipoises) 64 10-6,
[Type text] Page 64
[CPP MINI PROJECT] May 23, 2014
0.095
Sound velocity in gas (m/s) 316
Specific Heat - cp - (Btu/lboF or cal/goC, J/kgK) 0.41, 1715
Specific Heat Ratio - cp/cv 1.20
Gas constant - R - (ft lb/lboR, J/kgoC) 51.4, 276
Thermal Conductivity (Btu/hr ft oF, W/moC) 0.010, 0.017
Boiling Point - saturation pressure 14.7 psia
and 760 mm Hg - (oF, oC)
-127, -88.3
Latent Heat of Evaporation at boiling point
(Btu/lb, J/kg)
210, 488000
Freezing or Melting Point at 1 atm (oF, oC) -278, -172.2
Latent Heat of Fusion (Btu/lb, J/kg) 41, 95300
Critical Temperature (oF, oC) 90.1, 32.2
Critical Pressure (psia, MN/m2) 709, 4.89
Critical Volume (ft3/lb, m3/kg) 0.076,
0.0047
Flammable Yes[Type text] Page 65
[CPP MINI PROJECT] May 23, 2014
Heat of combustion (Btu/lb, kJ/kg) 22300, 51800
[Type text] Page 66
[CPP MINI PROJECT] May 23, 2014
5.6.2 Chemical properties of ethane
In the laboratory, ethane may be conveniently prepared by Kolbe
electrolysis. In this technique, an aqueous solution of
an acetate salt is electrolysed. At the anode, acetate is
oxidized to produce carbon dioxide and methyl radicals, and the
highly reactive methyl radicals combine to produce ethane:
CH3COO− → CH3• + CO2 + e−
CH3• + •CH3 → C2H6
Another method, the oxidation of acetic anhydride by peroxides,
is conceptually similar.
The chemistry of ethane also involves chiefly free radical
reactions. Ethane can react with the halogens,
especially chlorine and bromine, by free radical halogenation.
This reaction proceeds through the propagation of
the ethyl radical:
C2H5• + Cl2 → C2H5Cl + Cl•
Cl• + C2H6 → C2H5• + HCl
Because halogenated ethane can undergo further free radical
halogenation, this process results in a mixture of several
halogenated products. In the chemical industry, more selective
chemical reactions are used for the production of any particular
two-carbon halocarbon.
[Type text] Page 67
[CPP MINI PROJECT] May 23, 2014
Combustion
The complete combustion of ethane releases 1559.7 kJ/mol, or 51.9
kJ/g, of heat, and produces carbon dioxide and water according to
the chemical equation
2 C2H6 + 7 O2 → 4 CO2 + 6 H2O + 3170 kJ
Combustion occurs by a complex series of free-radical
reactions. Computer simulations of the chemical kinetics of
ethane combustion have included hundreds of reactions. An
important series of reaction in ethane combustion is the
combination of an ethyl radical with oxygen, and the subsequent
breakup of the resulting peroxide into ethoxy and hydroxyl
radicals.
C2H5• + O2 → C2H5OO•
C2H5OO• + HR → C2H5OOH + •R
C2H5OOH → C2H5O• + •OH
The principal carbon-containing products of incomplete ethane
combustion are single-carbon compounds such as carbon
monoxide and formaldehyde. One important route by which the
carbon-carbon bond in ethane is broken to yield these single-
carbon products is the decomposition of the ethoxy radical into
amethyl radical and formaldehyde, which can in turn undergo
further oxidation.
C2H5O• → CH3• + CH2O
[Type text] Page 68
[CPP MINI PROJECT] May 23, 2014
Some minor products in the incomplete combustion of ethane
include acetaldehyde, methane, methanol, and ethanol. At higher
temperatures, especially in the range 600–900 °C, ethylene is a
significant product. It arises via reactions like
C2H5• + O2 → C2H4 + •OOH
Similar reactions (although with species other than oxygen as the
hydrogen abstractor) are involved in the production of ethylene
from ethane in steam cracking.
[Type text] Page 69
[CPP MINI PROJECT] May 23, 2014
5.7 Hydrogen
5.7.1 Physical properties of hydrogen
The physical properties of hydrogen are it is in gas state at
room temperature. Hydrogen is a colourless, tasteless and
odourless gas. In addition, it is the lightest gas and it is
insoluble in water. Hydrogen also is highly inflammable and burns
with blue flame forming water. The right temperature for
liquefaction of hydrogen is -252oC.The bond energy of H-H is 431
Kj/mole whereas the electro negativity of hydrogen is
2.1.Besides, ionization potential of hydrogen gas is 13.54
electron volt.
Colourless
Highly flammable
Light in weight
Density : 0.0899*10 -3 g.cm -3 at 20 °C
Melting point : - 259.2 °C
Boiling point :- 252.8 °C
Pure hydrogen is a gas under normal conditions.
Hydrogen is diatomic and much lighter than air.
It has such small mass that it can escape earth's gravitational
pull and fly off into space.
The gas mixes well with air, explosive mixtures are easily
formed.
The gas is lighter than air.
[Type text] Page 70

[CPP MINI PROJECT] May 23, 2014
[Type text] Page 71
[CPP MINI PROJECT] May 23, 2014
V.7. 2 Chemical properties of hydrogen
Electronegativity according to Pauling : 2.1
Energy of first ionisation : 1311 kJ/mol
Reacts easily with other chemical substances.
Hydrogen is slightly more soluble in organic solvents than in
water.
It does not usually react with other chemicals at room
temperature.
Two hydrogen molecules (H2) and one oxygen molecule (O2),
combine to form two molecules of water, or H2O. This reaction
releases energy.
Hydrogen bonds form covalent bonds with each other and with
other atoms.
In some molecules containing hydrogen, the covalent bond
between one of the hydrogen atoms and another atom is weak and
breaks easily. Compounds made of these bonds are called acids.
Hydrogen also forms ionic bonds with some metals, creating a
compound called a hydride.
Hydrogen can also form a unique bond known as a hydrogen bond.
Hydrogen bonds only form between hydrogen and the elements
oxygen (O), nitrogen (N), or fluorine (F). Water is a good
example of hydrogen bonding.
Many metals absorb hydrogen. Hydrogen absorption by steel can
result in brittle steel, which leads to fails in the chemical
process equipment.
[Type text] Page 72
[CPP MINI PROJECT] May 23, 2014
At normal temperature hydrogen is a not very reactive
substance.
Atomic hydrogen reacts with organic compounds to form a complex
mixture of products.
Hydrogen reacts with oxygen to form water and this reaction is
extraordinarily slow at ambient temperature.
Under extreme pressure hydrogen can actually act like a metal.
Heating may cause violent combustion or explosion.
Reacts violently with air, oxygen, halogens and strong oxidants
causing fire and explosion hazard.
Hydrogen is widely used as a reducing agent.
[Type text] Page 73
[CPP MINI PROJECT] May 23, 2014
5.8 Carbon Dioxide
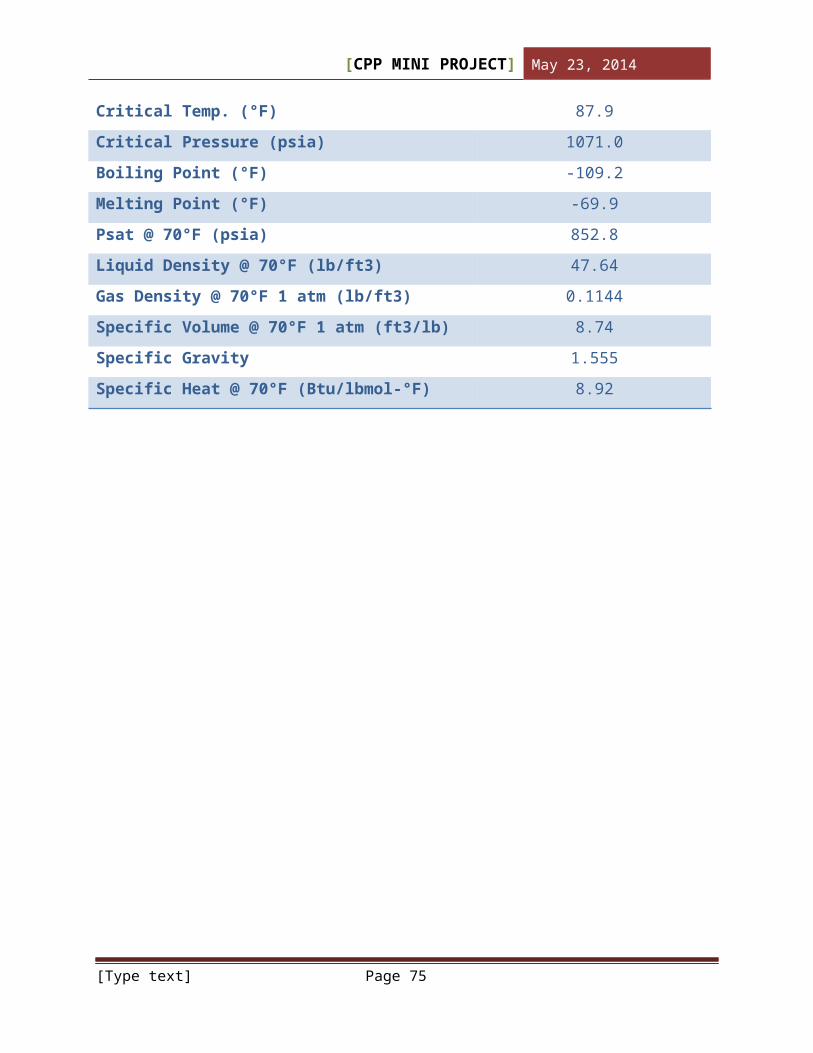
5.8.1 Physical properties of carbon dioxide
Carbon dioxide is colorless. At low concentrations, the gas is
odorless. At higher concentrations it has a sharp, acidic odor.
At standard temperature and pressure, the density of carbon
dioxide is around 1.98 kg/m3, about 1.5 times that of air. At
atmospheric pressure and a temperature of −78.51 °C (−109.32 °F),
carbon dioxide changes directly from a solid phase to a gaseous
phase through sublimation, or from gaseous to solid
through deposition.
Liquid carbon dioxide forms only at pressures above 5.1 atm,
the triple point of carbon dioxide is about 518 kPa at −56.6 °C.
The critical point is 7.38 MPa at 31.1 °C. Another form of solid
carbon dioxide observed at high pressure is an amorphous glass-
like solid. This form of glass, called carbonia, is produced
by super cooling heated CO2 at extreme pressure (40–48 GPa or
about 400,000 atmospheres) in a diamond anvil. This discovery
confirmed the theory that carbon dioxide could exist in a glass
state similar to other members of its elemental family,
like silicon (silica glass) and germanium dioxide. Unlike silica
and germania glasses, however, carbonia glass is not stable at
normal pressures and reverts to gas when pressure is released.
Formula CO2
Molecular Weight (lb/mol) 44.01
[Type text] Page 74
[CPP MINI PROJECT] May 23, 2014
Critical Temp. (°F) 87.9Critical Pressure (psia) 1071.0Boiling Point (°F) -109.2Melting Point (°F) -69.9Psat @ 70°F (psia) 852.8Liquid Density @ 70°F (lb/ft3) 47.64Gas Density @ 70°F 1 atm (lb/ft3) 0.1144Specific Volume @ 70°F 1 atm (ft3/lb) 8.74Specific Gravity 1.555Specific Heat @ 70°F (Btu/lbmol-°F) 8.92
[Type text] Page 75
[CPP MINI PROJECT] May 23, 2014
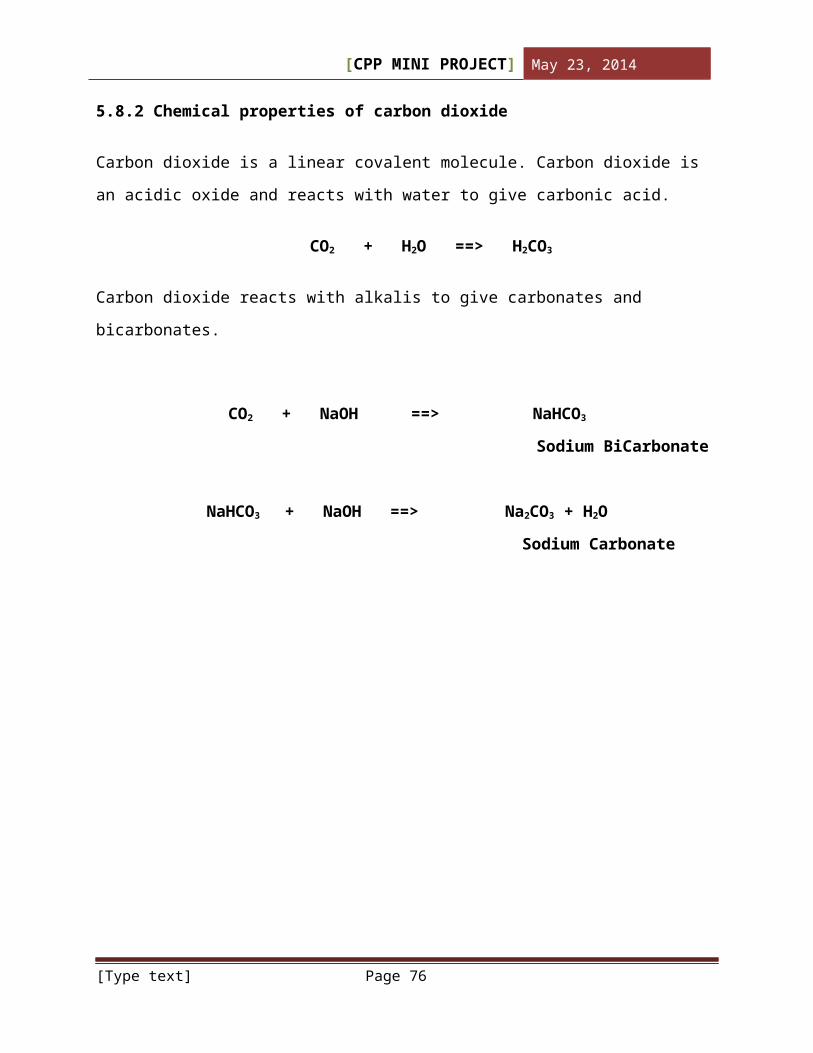
5.8.2 Chemical properties of carbon dioxide
Carbon dioxide is a linear covalent molecule. Carbon dioxide is
an acidic oxide and reacts with water to give carbonic acid.
CO2 + H2O ==> H2CO3
Carbon dioxide reacts with alkalis to give carbonates and
bicarbonates.
CO2 + NaOH ==> NaHCO3
Sodium BiCarbonate
NaHCO3 + NaOH ==> Na2CO3 + H2O
Sodium Carbonate
[Type text] Page 76
[CPP MINI PROJECT] May 23, 2014
6.0 References
1. Ttmethanol.com. (2014). Manufacture of Methanol. Retrieved 10
March 2014, from
http://www.ttmethanol.com/web/methprocess.html#
2. Methanol.org. (2014). The Methanol Industry - Methanol
Institute. Retrieved 10 March 2014, from
http://www.methanol.org/Methanol-Basics/The-Methanol-
Industry.aspx
3. Naturalgas.org. (2014). NaturalGas.org - Brought to you by
NGSA. Retrieved 10 March 2014, from http://www.naturalgas.org
4. Communications, T. (2014). Chemical Systems: Return on
Analysis for Investment in the Petrochemical Industry:
Markets, Technology, Profitability and Prices.
Chemsystems.com. Retrieved 11 March 2014, from
http://www.chemsystems.com/about/cs/news
5. Dgmk.de. (2014). Synthesis Gas Lurgi. Retrieved 13 March 2014,
from www.dgmk.de/petrochemistry/abstracts_content14/Wurzel
[Type text] Page 77
[CPP MINI PROJECT] May 23, 2014
6. Martyn S. Ray and David W. John, Chemical Engineer Design
Project: A Case Study Approach, 1989, Gordon and Breach
Science Publishers.
7. Kirk Othmer, Encyclopedia of Chemical Technology Volume 16,
4th Ed.
8. Fritz Ullmann’s et. Al, 2003, Ullmann’s Encyclopedia of
Industrial Chemistry: Methanol, vol. 11, John Wiley & Sons
Inc.
9. Richard M. Felder and Ronald W. Rousseau, 2005, Elementary
Principles of Chemical Process, 3rd Ed., page 83, John Wiley
& Sons Inc.
10. R. K. Sinnott, 1999, Coulson & Richardson’s Chemical
Engineering: Chemical Engineering Design, Vol. 6, 3rd Ed.,
Butterworth-Heinemann.
11. James G. Speight, 2002, Chemical Process Design Handbook,
McGraw-Hill Inc.
[Type text] Page 78