manutenÇÃo industrial
TRANSCRIPT
CAPÍTULO 9 – MANUTENÇÃO INDUSTRIAL
9.1 A evolução Organizacional da Manutenção
Até a década de 80 a indústria da maioria dos países ocidentais tinham um
objetivo bem definido: Obter o máximo de rentabilidade para um investimento
efetuado. Todavia, com a infiltração da indústria oriental no mercado ocidental, o
consumidor passou a considerar um complemento importante nos produtos a
adquirir, ou seja, a qualidade dos produtos ou serviços fornecidos e esta exigência
fez com que as empresas considerassem este fator, qualidade, como uma
necessidade para se manter competitiva, particularmente no mercado internacional.
Esta exigência não deve ser atribuída exclusivamente aos asiáticos, uma vez
que, já em 1975, a Organização das Nações Unidas caracterizava a atividade fim de
qualquer entidade organizada como produção = operação + manutenção, e à
segunda parcela desse binômio podem ser atribuídas as seguintes
responsabilidades:
Redução da paralisação dos equipamentos que afetam a operação;
Reparo,
Prof. Edson Granja, M. Sc
em tempo hábil, das ocorrências que reduzem o potencial de
execução dos serviços;
Garantia de funcionamento das instalações, de forma a que o os
produtos ou serviços atendam a critérios estabelecidos pelo controle
de qualidade e a padrões preestabelecidos.
A história da manutenção acompanha o desenvolvimento técnico industrial da
humanidade. No fim do século XIX, com a mecanização das indústrias, surgiu a
necessidade dos primeiros reparos. Até 1914, a manutenção tinha importância
secundária e era executada pelo mesmo efetivo de operação. Com o advento da
primeira guerra mundial e a implantação da produção em série, instituída por Ford,
as fábricas passaram a estabelecer programas mínimos de produção e, em
conseqüência, sentiram necessidade de criar equipes que pudessem efetuar reparos
em máquinas operatrizes no menor tempo possível. Assim surgiu um órgão
subordinado à operação, cujo o objetivo básico era de execução da manutenção,
hoje conhecida como corretiva. Assim os organogramas das empresas
apresentavam o posicionamento da manutenção como indicado na figura 9.1
Figura 9.1 – Posicionamento da Manutenção até a década de 30.
Prof.: Edson Granja, M. Sc
DIRETOR INDUSTRIAL
OPERAÇÃO
MANUTENÇÃO
164
Esta situação se manteve até a década de 30, quando, em função da
segunda guerra mundial e da necessidade de aumento de rapidez de produção, a
alta administração industrial passou a se preocupar, não só em corrigir falhas, mas
evitar que elas ocorressem, e o pessoal técnico de manutenção passou a
desenvolver o processo de prevenção de avarias que, juntamente com a
correção, completavam o quadro geral de manutenção, formando uma estrutura tão
importante quanto a de operação, passando os organogramas a se apresentarem
como indicado na Figura 9.2.
Figura 9.2 – Posicionamento da Manutenção nas décadas de 30 e 40.
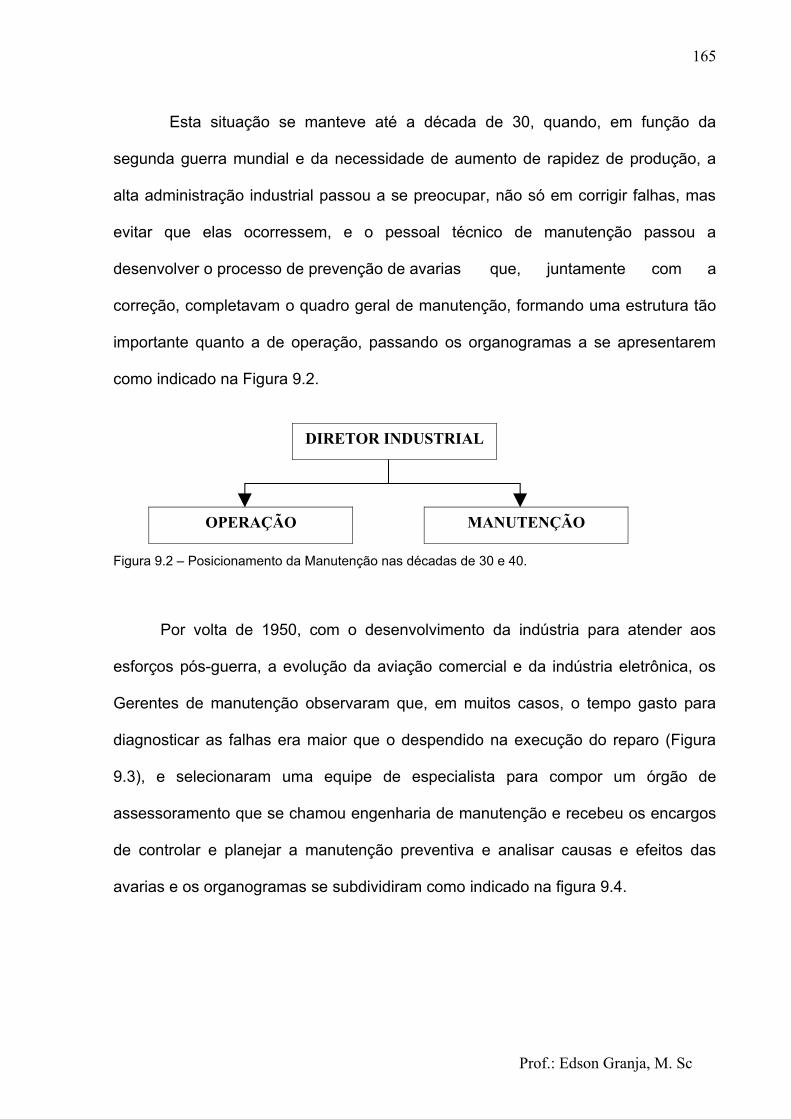
Por volta de 1950, com o desenvolvimento da indústria para atender aos
esforços pós-guerra, a evolução da aviação comercial e da indústria eletrônica, os
Gerentes de manutenção observaram que, em muitos casos, o tempo gasto para
diagnosticar as falhas era maior que o despendido na execução do reparo (Figura
9.3), e selecionaram uma equipe de especialista para compor um órgão de
assessoramento que se chamou engenharia de manutenção e recebeu os encargos
de controlar e planejar a manutenção preventiva e analisar causas e efeitos das
avarias e os organogramas se subdividiram como indicado na figura 9.4.
Prof.: Edson Granja, M. Sc
DIRETOR INDUSTRIAL
OPERAÇÃO MANUTENÇÃO
165
Tempos de Diagnóstico e Reparo de Equipamento em função de suas
naturezas construtivasNATUREZA DIAGNÓSTICO REPAROMecânico 10% 90%Hidráulico 20% 80%
Elétrico 60% 40%Eletrônico 90% 10%
Figura 9.3 – Tempos de diagnose e reparo em função da natureza.
Figura 9.4 – Desmembramento organizacional da manutenção.
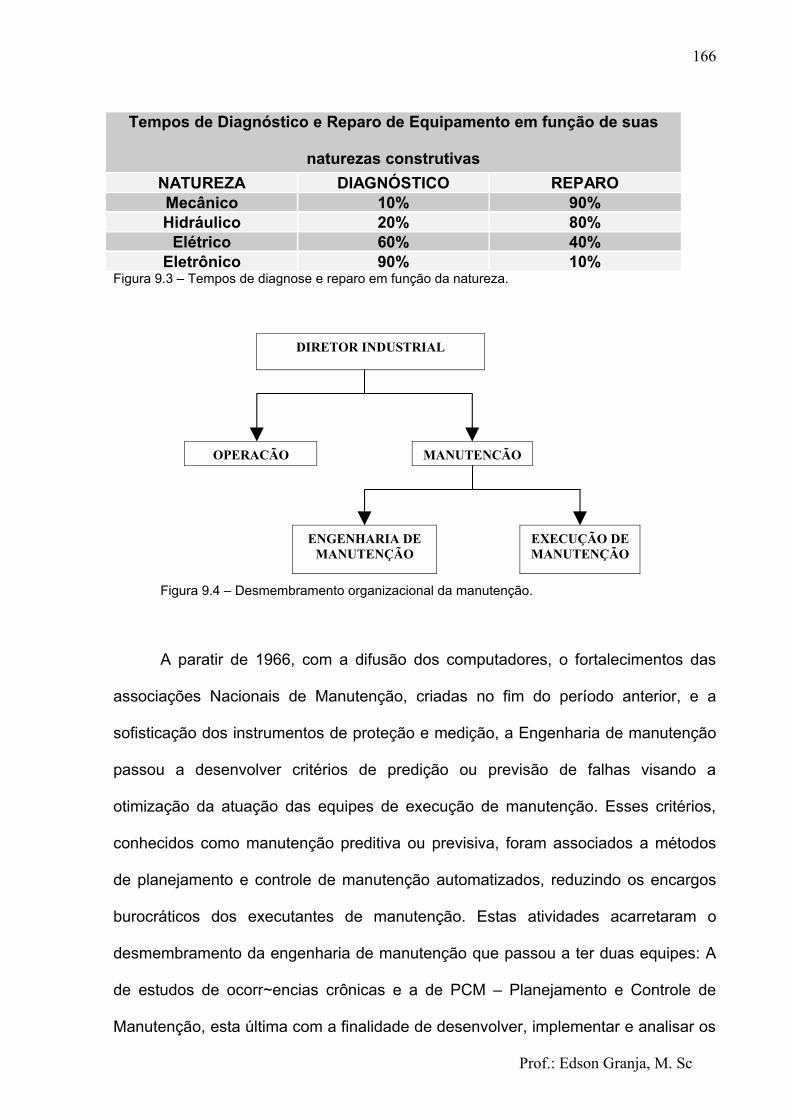
A paratir de 1966, com a difusão dos computadores, o fortalecimentos das
associações Nacionais de Manutenção, criadas no fim do período anterior, e a
sofisticação dos instrumentos de proteção e medição, a Engenharia de manutenção
passou a desenvolver critérios de predição ou previsão de falhas visando a
otimização da atuação das equipes de execução de manutenção. Esses critérios,
conhecidos como manutenção preditiva ou previsiva, foram associados a métodos
de planejamento e controle de manutenção automatizados, reduzindo os encargos
burocráticos dos executantes de manutenção. Estas atividades acarretaram o
desmembramento da engenharia de manutenção que passou a ter duas equipes: A
de estudos de ocorr~encias crônicas e a de PCM – Planejamento e Controle de
Manutenção, esta última com a finalidade de desenvolver, implementar e analisar os
Prof.: Edson Granja, M. Sc
DIRETOR INDUSTRIAL
OPERAÇÃO MANUTENÇÃO
ENGENHARIA DE MANUTENÇÃO
EXECUÇÃO DE MANUTENÇÃO
166
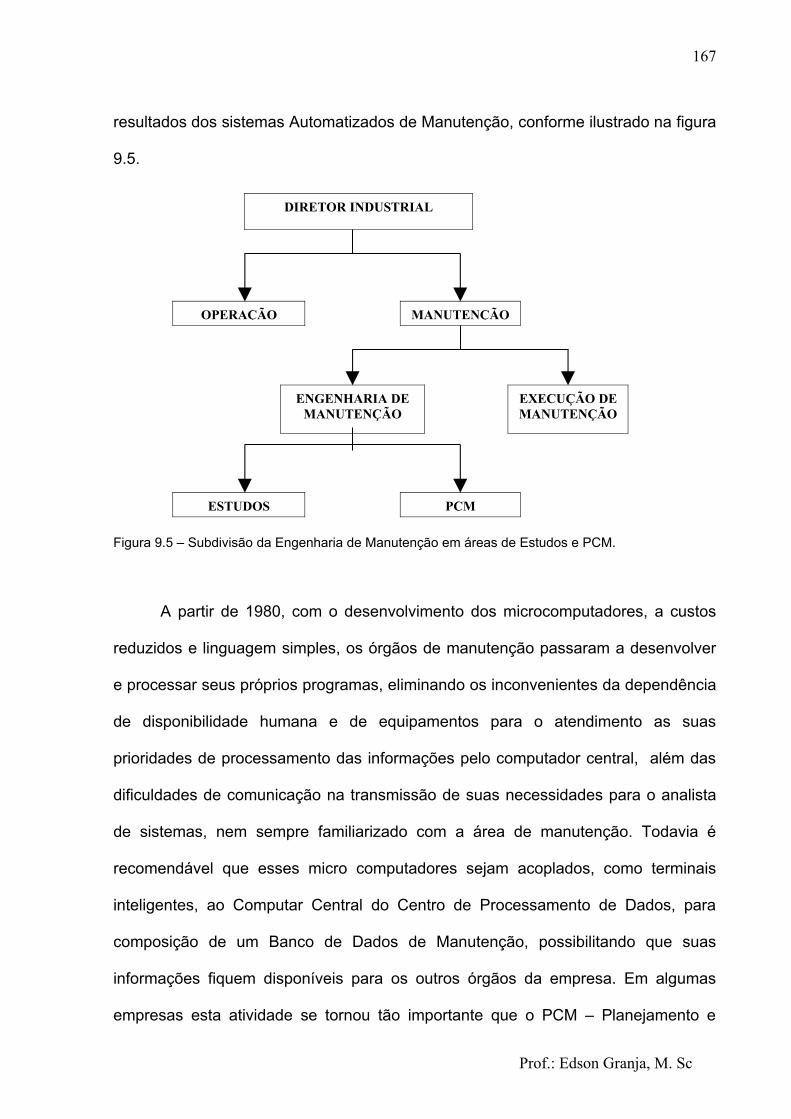
resultados dos sistemas Automatizados de Manutenção, conforme ilustrado na figura
9.5.
Figura 9.5 – Subdivisão da Engenharia de Manutenção em áreas de Estudos e PCM.
A partir de 1980, com o desenvolvimento dos microcomputadores, a custos
reduzidos e linguagem simples, os órgãos de manutenção passaram a desenvolver
e processar seus próprios programas, eliminando os inconvenientes da dependência
de disponibilidade humana e de equipamentos para o atendimento as suas
prioridades de processamento das informações pelo computador central, além das
dificuldades de comunicação na transmissão de suas necessidades para o analista
de sistemas, nem sempre familiarizado com a área de manutenção. Todavia é
recomendável que esses micro computadores sejam acoplados, como terminais
inteligentes, ao Computar Central do Centro de Processamento de Dados, para
composição de um Banco de Dados de Manutenção, possibilitando que suas
informações fiquem disponíveis para os outros órgãos da empresa. Em algumas
empresas esta atividade se tornou tão importante que o PCM – Planejamento e
Prof.: Edson Granja, M. Sc
DIRETOR INDUSTRIAL
OPERAÇÃO MANUTENÇÃO
ENGENHARIA DE MANUTENÇÃO
EXECUÇÃO DE MANUTENÇÃO
ESTUDOS PCM
167
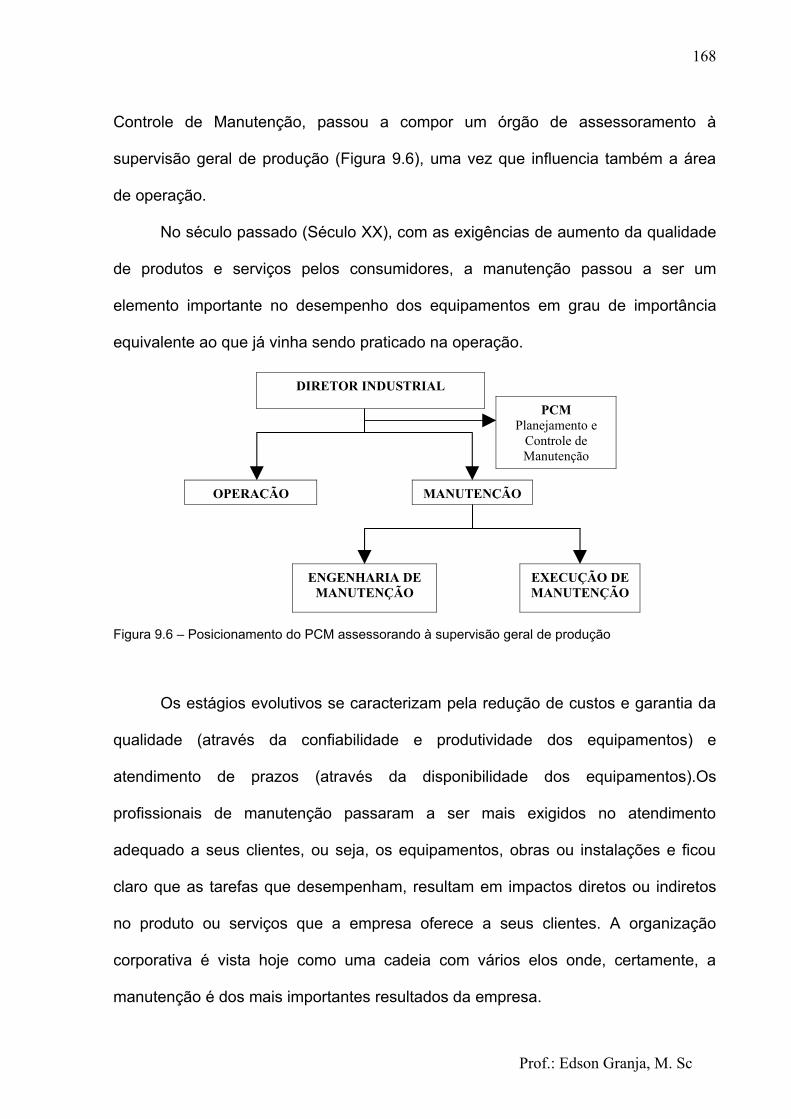
Controle de Manutenção, passou a compor um órgão de assessoramento à
supervisão geral de produção (Figura 9.6), uma vez que influencia também a área
de operação.
No século passado (Século XX), com as exigências de aumento da qualidade
de produtos e serviços pelos consumidores, a manutenção passou a ser um
elemento importante no desempenho dos equipamentos em grau de importância
equivalente ao que já vinha sendo praticado na operação.
Figura 9.6 – Posicionamento do PCM assessorando à supervisão geral de produção
Os estágios evolutivos se caracterizam pela redução de custos e garantia da
qualidade (através da confiabilidade e produtividade dos equipamentos) e
atendimento de prazos (através da disponibilidade dos equipamentos).Os
profissionais de manutenção passaram a ser mais exigidos no atendimento
adequado a seus clientes, ou seja, os equipamentos, obras ou instalações e ficou
claro que as tarefas que desempenham, resultam em impactos diretos ou indiretos
no produto ou serviços que a empresa oferece a seus clientes. A organização
corporativa é vista hoje como uma cadeia com vários elos onde, certamente, a
manutenção é dos mais importantes resultados da empresa.
Prof.: Edson Granja, M. Sc
DIRETOR INDUSTRIAL
OPERAÇÃO MANUTENÇÃO
ENGENHARIA DE MANUTENÇÃO
EXECUÇÃO DE MANUTENÇÃO
PCMPlanejamento e
Controle de Manutenção
168
Por outro lado a manutenção também tem seus fornecedores, ou seja, os
contratados que executam algumas de suas tarefas, a área de material que
aprovisiona os sobressalentes e material de uso comum, a área de compras que
adquire novos materiais e equipamentos, etc. e todos são importantes para que o
cliente final da empresa se sinta bem atendido.
O que tantas vezes passou despercebido para o executivo no passado, hoje
está óbvio. Má manutenção e confiabilidade significam lucros reduzidos, mais custos
de mão de obra e estoques, clientes insatisfeitos e produtos de má qualidade. Para
as empresas, o custo pode ficar nas dezenas ou até centenas de milhões de
dólares. Só a quantidade de oportunidades é de estarrecer, porém há inúmeros
exemplos que mostram isto.
A busca acirrada de vantagens competitivas tem mostrado que o custo de
manutenção não está sob controle e é um fator importante no incremento do
desempenho global dos equipamentos.
Está se tornando cada vez mais aceito pelas empresas, grupo de consultoria
e organizações profissionais, que para o bom desempenho da produção em termos
mundiais, o gasto em manutenção deve estar ao redor de 2% ou menos do valor do
ativo.
Exemplificando: Se os ativos de uma planta somam o valor de R$ 60 milhões,
e esta planta tem um gasto da ordem de R$ 140 mil por mês, seu resultado está
adequado?
A resposta seria não, como está representado no cálculo seguinte:
60.000.000 x 2% = 1.200.000
1.2000.000/12 (meses) = 100.000
Prof.: Edson Granja, M. Sc
169
Portanto, a expectativa máxima para o gasto seria de R$ 100 mil mensais e
assim nossa empresa estaria gastando 40% acima do adequado, o que poderia
estar afetando seu resultado de forma significativa.
O melhoramento contínuo das práticas de manutenção e disponibilidade dos
equipamentos vem sendo atingidas, através da:
Absorção de algumas atividades pelas equipes de operação dos
equipamentos;
Melhoria contínua do equipamento;
Educação e capacitação dos envolvidos na atividade de manutenção;
Coleta de informações, avaliação e treinamento as necessidades dos
clientes;
Estabelecimento de prioridades adequadas aos serviços;
Avaliação de serviços necessários e desnecessários;
Análise adequada de relatórios e aplicação de soluções simples, porém
estratégicas;
Planejamento de manutenção com “enfoque na estratégia de
manutenção específica por tipo de equipamento”.
O sucesso de um companhia é em grande parte, devido a boa cooperação
entre clientes e fornecedores, sejam internos ou externos. Os atritos criam
custos e consomem tempo e energia. O gerenciamento dinâmico da
manutenção envolve administração das interfaces com outras divisões
corporativas.
A coordenação do planejamento da produção, estratégia de
manutenção, da aquisição de sobressalentes, da programação de serviços e
do fluxo de informações entre estes subsistemas eliminam conflitos de metas.
Prof.: Edson Granja, M. Sc
170
Altas disponibilidades e índices de utilização, aumento de
confiabilidade, baixo custo de produção como resultado de manutenção
otimizada, gestão de sobressalentes e alta qualidade de produtos são metas
que podem ser atingidas somente quando operação e manutenção trabalham
juntas.
Em grandes empresa americanas foram revisadas mais de 15 mil
ordens de serviço, onde se observou que 47% dos serviços poderiam deixar
de ser executados, o que correspondia, nessas empresas, como gastos
desnecessários de 18 milhões em mão de obra e material.
Atualmente observa-se que as empresas bem sucedidas tem adotado
uma visão prospectiva de gerenciamento de oportunidades, usualmente
suportada por:
Rotinas sistematizadas para economizar manutenção;
Sistemas de manutenção com auxílio de processamento
eletrônico de dados;
Ferramentas e dispositivos de medição no estado da arte;
Consultorias competentes no reconhecimento do potencial de
melhoria e implementação de soluções estratégicas.
Nas rotinas sistematizadas se procura estabelecer as reais necessidades de
intervenção e aplicar, o melhor possível, as tabelas que, além de compactar a
informação, irão permitir padronizar os registros na pesquisa e filtros necessários a
composição dos relatórios de histórico e apoio da análise de falhas, avaliação de
disponibilidade de custos.
Prof.: Edson Granja, M. Sc
171
Nos sistemas de manutenção com o apoio do processamento eletrônico de
dados, se busca armazenar o máximo possível de informações relacionadas com os
equipamentos (cadastro) e materiais (sobressalentes), estabelecer as tarefas
adequadas para execução de intervenções programadas pelos mantenedores e
operadores, definir o momento adequado para cada uma e os recursos que serão
utilizados (planejamento), reduzir ao máximo os encargos burocráticos dos
executantes de manutenção, ao mesmo tempo em que se estabelece de forma
completa os registros que serão recuperados em uma intervenção inter-relacionado
com registros de outras áreas, direta ou indiretamente envolvidas com a função
manutenção.
Existem hoje mais de 200 software específico de manutenção sendo
comercializados no mundo (dos quis mais de 30 no Brasil), oferecendo soluções
específicas em função do produto, tecnologia, mercado, e estratégias das diversas
empresas.
9.2. Manutenção Produtiva Total
A manutenção de instalações tem por objetivo básico mantê-las operando nas
condições para as quais foram projetadas, e também fazer com que retornem a tal
condições para que as quais foram projetadas, e também fazer com que retornem a
tal condição, caso tenham deixado de exerce-la. A cada dia aumenta mais a nossa
dependência dos equipamentos e instalações, a exemplo dos telefones,
computadores, automóveis etc. A interrupção do processo seletivo gera uma série
de problemas, como reclamações dos clientes, que não serão atendidos nos prazos
Prof.: Edson Granja, M. Sc
172
especificados, receitas que deixam de ser auferidas e custos de reparos nos quais
se incorre, aumento nos índices de acidentes no trabalho etc.
Uma instalação bem mantida, com baixíssimas interrupções, acaba por trazer
à empresa uma vantagem competitiva sobre seus concorrentes. É dentro desse
enfoque que as empresas estão dedicando, cada vez mais, atenção ao assunto,
procurando novas técnicas de aumento da confiabilidade, vale dizer, melhorando a
manutenção dos equipamentos críticos e não críticos.
Outro aspecto intimamente ligado ao da manutenção é o da qualidade do
produto. Interrupções levam quase sempre a uma queda da qualidade, máquinas
com defeitos, trabalho de forma inadequada, não fabricam produtos dentro das
especificações previstas. Esse movimento mundial em busca de maior qualidade e
menor custo tem levado tem levado as empresas a dar à manutenção uma atenção
toda especial. Até pouco tempo atrás só se sabia da existência da manutenção
quando um equipamento quebrava, passando a ser alvo da atenção de toda
empresa e sofrendo críticas de todas as espécies.
A concepção de que todo equipamento quebra está sendo reformulada, hoje,
dentro dos conceitos modernos, já se adota o princípio de zero quebra, isto é, não
se admite mais a interrupção do processo produtivo em decorrência da parada de
um equipamento, o que colocaria por terra os princípios do just in time, que prevê
um fluxo ininterrupto de materiais e serviços.
9.3. Tipos de Manutenção
Historicamente a manutenção é classificada em preventiva e corretiva. Mais
recentemente surgiram os conceitos de manutenção preditiva e produtiva total, já
utilizados em várias empresas.
9.3.1. Manutenção Corretiva
Prof.: Edson Granja, M. Sc
173
Como o nome bem diz, visa corrigir, restaurar, recuperar a capacidade
produtiva de um equipamento ou instalação que tenha cessado ou diminuído sua
capacidade de exercer as funções para as quais foi projetado. É, de longe, a mais
usual entre nós, praticamente todas as empresas tem uma pessoa, equipe própria
ou terceirizada – é cada vez mais comum a terceirização – responsável por
concertar um equipamento que quebrou. Elas são tipicamente reativas, só agem
depois de ocorrido o problema.
9.3.2. Manutenção Preventiva
Consiste em executar uma série de trabalhos, como trocar peças e óleo,
engraxar, limpar, etc. segundo uma programação pré-estabelecida, normalmente os
manuais de instrução e operação que acompanham os equipamentos fornecem as
instruções sobre a manutenção preventiva, indicando a periodicidade com que
determinados trabalhos devem ser feitos. A manutenção preventiva exige, acima de
tudo, muita disciplina. Só as empresas maiores e mais organizadas e conscientes,
dispõe de equipes próprias ou terceirizadas para os serviços de manutenção
preventiva.
As vantagens da manutenção preventiva são inúmeras; por exemoplo:
Aumenta a vida útil dos equipamentos;
Reduz custos, mesmo a curto prazo;
Diminui as interrupções do fluxo produtivo;
Cria uma mentalidade preventiva na empresa;
É programada para os horários mais convenientes;
Melhora a qualidade dos produtos, por manter condições operacionais
dos equipamentos.
9.3.3. Manutenção Preditiva
Prof.: Edson Granja, M. Sc
174
Consiste em monitorar certos parâmetros ou condições de equipamentos e
instalações de modo a antecipar a identificação de um futuro problema. Assim,
através da análise química do óleo de corte de uma máquina ferramenta, podem-se
detectar problemas de desgastes nas ferragens de corte. Através da análise de fotos
infravermelhas de um painel elétrico pode-se detectar pontos de superaquecimentos
que logo provocariam uma interrupção no fornecimento de energia elétrica. Para
componentes críticos, como o eixo de uma turbina, a monitoração das vibrações é
feita em tempo real, com a utilização de sensores e software específicos que
interpretam os dados colhidos, transformando-os em informações gerenciáveis. A
manutenção preditiva é quase toda terceirizada, pois necessita de tecnologia
específica, que poucas empresas podem fornecer.
9.3.4. Manutenção Produtiva Total
Diferentemente dos casos vistos anteriormente, a manutenção produtiva total
(MPT), vai bem além de uma forma de se fazer manutenção. É muito mais uma
filosofia gerencial, atuando na forma organizacional, no comportamento das
pessoas, na forma com que tratam os problemas, não só os de manutenção, mas
todos os diretamente ligados ao processo produtivo.
A manutenção produtiva total visa atingir o que se pode chamar de zero falha
ou zero quebra. Isto é, atingir uma situação aparentemente impossível, de que
nenhum equipamento venha a quebrar em operação. É uma condição muito difícil de
ser atingida, porém não impossível. Foi desenvolvida no Japão na década de 60, a
partir de conceitos desenvolvidos nos Estados Unidos, e se espalhou pelo mundo
todo, no Brasil várias empresas já implantaram.
A MPT apóia-se em três princípios fundamentais, a saber:
Prof.: Edson Granja, M. Sc
175
Melhoria das pessoas. Sem o desenvolvimento, preparação e de
um estímulo das pessoas torna-se praticamente impossível atingir um
nível adequado de aplicação da filosofia MPT. Todos os programas
iniciam-se com a capacitação do pessoal, com o objetivo de se
alcançar a multifuncional idade.
Melhoria dos equipamentos. Depois das pessoas, os equipamentos
constituem o maior recurso de uma empresa. A teoria da MPT
advoga que todos os equipamentos podem e devem ser melhorados,
conseguindo-se, a partir daí, grandes ganhos de produtividade. É
falso supor que uma fábrica, para ser moderna e de alta
produtividade, deve contar com equipamentos novos.
Qualidade total. A MPT é parte integrante dos conceitos de
qualidade total, já tão difundidos entre nós. A implantação de um
programa MPT deve caminhar paralelamente à implantação de um
programa de melhoria da qualidade e da produtividade.
9.4. As Seis Grandes Perdas
Para aumentar a produtividade dos equipamentos e, consequentemente, de
toda a empresa, a MPT recomenda o ataque às denominadas seis grandes perdas.
Perda 1 – Quebras. Trata-se da quantidade de itens que deixa de ser
produzida porque a máquina quebrou. É a mais conhecida e a mais
facilmente calculada. Deve ser combatida com a manutenção
preventiva eficaz.
Prof.: Edson Granja, M. Sc
176
Perda 2 – Ajustes (setup). É a quantidade de itens que deixa de ser
produzida porque a máquina estava sendo preparada e/ou ajustada
para a fabricação de um novo item. Deve ser combatida com técnicas
de redução de setup (trocas rápidas).
As perdas 1 e 2 definem a disponibilidade – ou índice de disponibilidade
(ID) – do equipamento. Assim, temos:
ID = TO TTD
Onde:
TO – tempo de operação
TTD – tempo total disponível
Valem as seguintes relações:
TTD = disponibilidade possível (t) – paradas programadas (t)
TO = TTD – paradas por quebras e por ajustes (t)
ou:
TO = TTD – (perda 1 + perda 2)
Exemplo:
Calcular o índice de disponibilidade de uma impressora flexográfica, no
mês de novembro, sabendo-se que a empresa trabalha em um único turno de 8
horas dias e que o mês disponha de 20 dias úteis. A empresa concede a seus
colaboradores dois intervalos de 15 minutos cada, para o café. Estava prevista para
o mês de novembro uma manutenção preventiva que, quando realizada, duraria 6
Prof.: Edson Granja, M. Sc
177
horas. O processo de impressão exige preparação e ajustes constantes, já que a
variação dos produtos é muito grande. Um levantamento dos registros de novembro
mostrou que, para a impressora em referência, foram gastos 405 minutos a título de
preparação e ajustes.
Disponibilidade possível = 8 x 20 = 160h = 9.600 minutos
TTD = 9.600 – (2 x 15 x 20 + 6 x 60) = 8.640 minutos
TO = 8.640 – 425 = 8.215 minutos
ID = 8.215 = 0,9508, ou 95,08% 8.640
Perda 3 – Pequenas paradas/tempo ocioso. É a quantidade de itens
que deixa de ser produzida em decorrência de pequenas paradas no
processo para pequenos ajustes, ou por várias ociosidades, como, por
exemplo, bate papo do operador.
Perda 4 – Baixa velocidade. É a quantidade de itens que deixa de ser
produzida em decorrência de o equipamento esta operando a uma
velocidade mais baixa do que a nominal especificada pelo fabricante.
As perdas 3 e 4 definem a eficiência – ou índice de eficiência – do
equipamento, assim, temos:
IE = TO – (perda 3 + perda 4) TO
Exemplo:
Com referência a impressora flexográfica do exemplo anterior, no mês de
novembro, os registros apontaram as seguintes perdas:
Pequenas paradas/ociosidades = 120 minutos
A velocidade nominal de produção é de 100 etiquetas por minuto. Porém,
devido a vários fatores, estimou-se que a máquina trabalhou, em média, a uma
Prof.: Edson Granja, M. Sc
178
velocidade de 80 etiquetas por minuto. Deixaram de ser produzidas 20 etiquetas por
minuto. A máquina operou 8.125 – 120 = 8.095 minutos em novembro. Assim,
deixaram de ser produzidas: 8.095 x 20 etiquetas/min = 161.900 etiquetas
Como a impressora pode e deve produzir 100 etiquetas por minuto, tudo se
passa como se a máquina estivesse parada por:
161.900 etiquetas = 1.619 minutos 100 etiquetas
Logo, o IE será de:
IE = 8.215 – (120 + 1.619) = 6.476 = 0,7883 ou 78,83%8.215 8.215
Perda 5 – Qualidade insatisfatória. É a quantidade de itens que é
perdida (para todos os efeitos, é como se eles não tivessem sido
produzidos) por qualidade insatisfatória, quando o processo já entrou
em regime.
Perda 6 – Perdas com start-up. É a quantidade de itens que é
perdida (para todos os efeitos, é como se eles não tivessem sido
produzidos) por quantidade insatisfatória, quando o processo ainda não
entrou em regime. No star-up ou por partida, o índice de perda é em
geral maior.
As perdas 5 e 6 definem a qualidade – ou índice da qualidade (IQ) do
equipamento assim:
IQ = quantidade de itens conformes – (perda 5 + perda 6)
quantidade de itens conforme
Prof.: Edson Granja, M. Sc
179
Exemplo:
A impressora flexográfica é um equipamento que produz etiquetas de alta
qualidade quando operando em regime. Durante a partida as perdas por não
conformidades são um pouco maiores. Levantamentos estatísticos tem
demonstrados que as perdas por qualidade deficiente são;
Qualidade insatisfatória (em regime) = 0,10%
Qualidade insatisfatória (start-up) = 0,80%
Logo, o índice da qualidade é:
IQ = 1 – (0,0010 + 0,0080) = 0,9910 ou 99,10%
9.5. Índice OEE
A denominação OEE ( overall equipiment effectiveness) é bem mais usada
nos meios de manutenção do que a abreviatura de sua travdução, que poderia sert
EGE (eficiência global do equipamento). Dessa forma, usaremos também OEE, que
é definida como:
OEE = ID x IE x IQ
Exemplo:
Calcular a OEE da impressora flexográfica do exemplo anterior.
OEE = 0,9508 x 0,7883 x 0,9910 = 0,7428 ou 74,28%
É bom o número grande de empresas que usam a OEE como um indicador
de produtividade. Quanto à metodologia de seu cálculo, existem formas diversas da
apresentada por nós, porém todos levam a conclusões bem parecidas.
Prof.: Edson Granja, M. Sc
180
O cálculo da OEE para um grande número de equipamentos, situação muito
comum, seria exatamente trabalhoso se não existissem software de manutenção, já
bastante populares entre as empresas.
Outra observação quanto à OEE é sua sensibilidade a cada um dos três
índices que a compõem. Qualquer deslize em um deles tem um efeito devastador no
resultado, já que será menor que o menor dos índices.
9.6. Políticas de Manutenção
Uma empresa pode definir uma política de manutenção com ênfase em vários
aspectos. Entre eles:
Postura preventiva. Estabelece e implanta um programa de
manutenção preventiva em todos os níveis. Através de software, terá
condições de gerir com precisão todos os eventos, como troca de
peças após certo número de horas de uso, limpeza etc.
Maior número de máquinas com menor utilização. Não
sobrecarrega equipamentos, diminui quebras e aumenta a
confiabilidade.
Treinamento de operadores. São treinados para efetuarem pequenas
manutenções de rotina, conforme filosofia da MPT.
Projeto robusto. Trabalhar com equipamentos robustos, isto é,
capazes de suportar eventuais sobrecargas de trabalho sem
apresentar defeitos.
Manutenibilidade. Optar pela compra de equipamentos que se
caracterizem pela facilidade de se efetuarem as manutenções.
Prof.: Edson Granja, M. Sc
181
Tamanho das equipes de manutenção. Trabalhar com folga de mão
de obra de manutenção para que eventuais ocorrências simultâneas
possam ser prontamente atendidas.
Maior estoque de peças sobressalentes. Como no caso anterior,
tem-se maior segurança no atendimento.
Redundância de equipamentos. Principalmente para os críticos,
dispor de reservas que possam ser utilizadas imediatamente.
9.7. Confiabilidade
A cada dia dependemos mais das máquinas, que, por mais sofisticadas que
sejam, também apresentam falhas ou mesmo quebram, deixando de operar. São
computadores que conversam com outros computadores, são equipamentos
compostos de milhares de equipamentos interagindo entre si, por sua vez estão
interligados a outros equipamentos, e assim por diante. Em muitos casos nossa
segurança, porque não dizer, nossas vidas, está na dependência de um simples
componente, que as vezes pode custar menos de R$ 10,00. Um exemplo claro
disso, é uma ponte retificadora da fonte de alimentação do computador de um avião.
É necessário que tais equipamentos exerçam a função para a qual foram
projetados e, na medida do possível, não apresentem falhas ou, na forma como
queremos trata-los, sejam confiáveis, pelo menos durante um certo período de
tempo previamente especificado. A procura de formas de projetos, construção e
operação de sistemas que não apresentam falhas, ou que as apresentam de forma
previsível, levou-nos a desenvolver os conceitos de confiabilidade.
Prof.: Edson Granja, M. Sc
182
Confiabilidade é a probabilidade de que um sistema (equipamento,
componente, software, pessoa humana) dê como resposta aquilo que dele se
espera, durante um certo período de tempo e sob certas condições. Assim, quando
entramos em nosso carro e damos a partida, esperamos que ele pegue. Quanto
mais vezes ele pegar, em relação ao número de tentativas, mais confiável ele será
(estamos nos referindo somente a partida). Assim, se em 1.000 vezes que damos a
partida em nosso carro e ele pega 995, dizemos que sua confiabilidade é de 0,995
ou 99,5%.
É fácil perceber que existe uma estreita relação entre qualidade e
confiabilidade. Aliás, a confiabilidade é uma das várias dimensões da qualidade e
sua procura tem levado a produtos de qualidade cada vez maior. A fabricação de
produtos críticos, isto é, aqueles que direta ou indiretamente possam colocar em
risco a segurança de pessoas e/ou instalações, é cada vez mais rigorosa, sempre
procurando aumentar a sua confiabilidade.
Outro conceito que será também utilizado e que está intimamente ligado ao
de confiabilidade é o de razão de falhas (FR), isto é, a probabilidade de que um
sistema (equipamento, componente, peça, pessoa humana etc.) não dê como
resposta aquilo que dele se espera. Seria, em nosso exemplo, o carro não pega.
Sua razão de falhas seria de 5 falhas em 1.000 tentativas, ou seja, 5/1.000 = 0,50%.
Onde:
(R)t = confiabilidade do sistema no intervalo de tempo t
(FR)t = razão de falha do sistema no mesmo intervalo de tempo t
A razão de falhas é usualmente definida de duas maneiras:
(FRn) = número de falhas ocorridas número de tentativas efetuadas
Prof.: Edson Granja, M. Sc
183
(FRn) = número de falhas ocorridas = F número de horas de operação TTD - TNO
Onde:
TTD = tempo total disponível
TNO = tempo não operacional
F = número de falhas no tempo total disponível
Exemplo:
A fábrica de móveis EDJNA tem, entre seus equipamentos de uso diário, uma
serra circular, considerada um equipamento crítico em seu processo produtivo.
Quando a serra quebra ou apresenta defeitos, gasta-se em média um dia para o
reparo. No ano de 2006, a fábrica operou 255 dias, e a serra (em condições normais
é ligada duas vezes por dia – às t horas e às 13 horas) apresentou defeitos 5 vezes.
Determinar a confiabilidade e a razão de falhas da serra em 2006.
Dados do problema:
Número de tentativas de ligar a máquina = 255 x 2 – 5 = 505
(Hipótese: se a serra apresentar defeito no período da manhã, só será ligada
novamente no período da tarde do dia seguinte.)
(FR%) 5/505 = 0,0099 ou 0,99%
(R) = 1,000 – 0,0099 = 0,9901 ou 99,01%
Se a empresa trabalha 8 horas/dia, teremos:
TTD = 255 x 8 = 2.040 horas
TNO = 5 x 8 = 40 horas
(FRn) = 5 falhas = 5 = 0,0025 falhas/hora 2.040 – 40 2.000
Prof.: Edson Granja, M. Sc
184
9.8. Tempo Médio Entre Falhas
Outro parâmetro muito usual nos estudos de confiabilidade é o TMEF (tempo
médio entre falhas). Quando a razão de falhas é constante, o TMEF é dado pela
seguinte expressão:
TMEF = 1 (FRn)
No exemplo anterior, o TMEF é:
TMEF = 1 = 400 horas, ou 50 dias 0,0025
Exemplo:
Um torno CNC altamente confiável opera em dois turnos de 8 horas/dia, 250
dias por ano. Nos manuais que acompanham a documentação do torno consta uma
afirmação de que a confiabilidade, levantadas em estudos efetuados em
equipamentos semelhantes, é de 0,9994. Qual o TMEF do equipamento?
(FR%) = 1 – (R) = 1,000 – 0,9994 = 0,0006
TMEF = 1 = 1.667 0,0006
Isso significa que o torno apresenta defeito, em média, após ser ligado 1.667
vezes. Se, por hipótese, o torno for ligado 4 vezes por dia útil, apresentará, em
média, um defeito a cada 417 dias, ou 1 ano e 8 meses.
O TMEF é também dado por:
TMEF = TTD – TNO F
Exemplo:
Prof.: Edson Granja, M. Sc
185
Um equipamento foi testado durante 2.000 horas apresentando apresentando
defeitos 8 vezes. Qual o TMEF?
TMEF = 2.000 = 250 horas 8
9.9. Confiabilidade de Sistema
Considerando um sistema como um conjunto de componentes integrados
entre si, cada um com sua respectiva confiabilidade, pode-se determinar a
confiabilidade do sistema com o um todo. Os componentes podem estar ligados de
três formas:
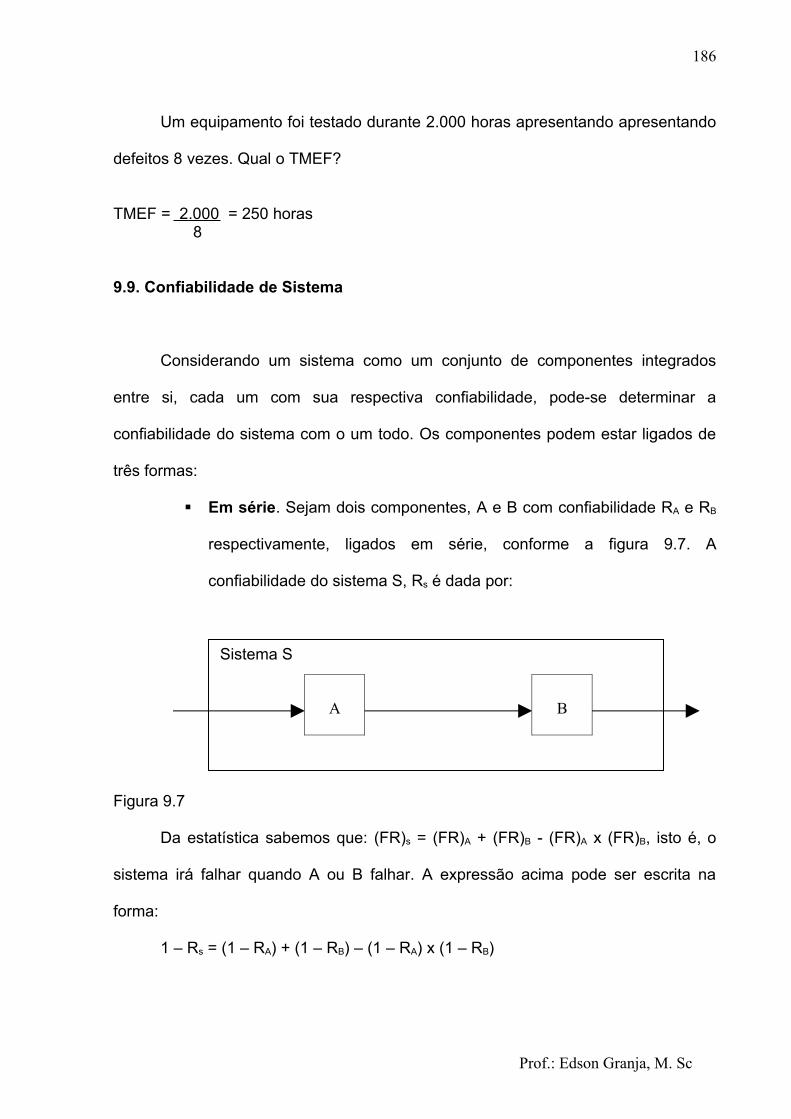
Em série. Sejam dois componentes, A e B com confiabilidade RA e RB
respectivamente, ligados em série, conforme a figura 9.7. A
confiabilidade do sistema S, Rs é dada por:
Sistema S
Figura 9.7
Da estatística sabemos que: (FR)s = (FR)A + (FR)B - (FR)A x (FR)B, isto é, o
sistema irá falhar quando A ou B falhar. A expressão acima pode ser escrita na
forma:
1 – Rs = (1 – RA) + (1 – RB) – (1 – RA) x (1 – RB)
Prof.: Edson Granja, M. Sc
A B
186
Que reduzida fornece: Rs = RA x RB, assim, a confiabilidade de um conjunto de
N componentes ligados em série é o produto de todos eles, dessa forma temos: Rs =
RA x RB x RC x ... x RN
Como a confiabilidade de cada componente é menor que 1, a confiabilidade
do sistema diminuirá a medida que o número de componentes aumentar.
Exemplo.
Um sistema é composto dos sistemas A, B e C, com confiabilidade de,
respectivamente, 0,998, 0,985 e 0,991, ligados em série. Qual a confiabilidade do
sistema?
Rs = (0,998) x (0,985) x (0,991) = 0,974
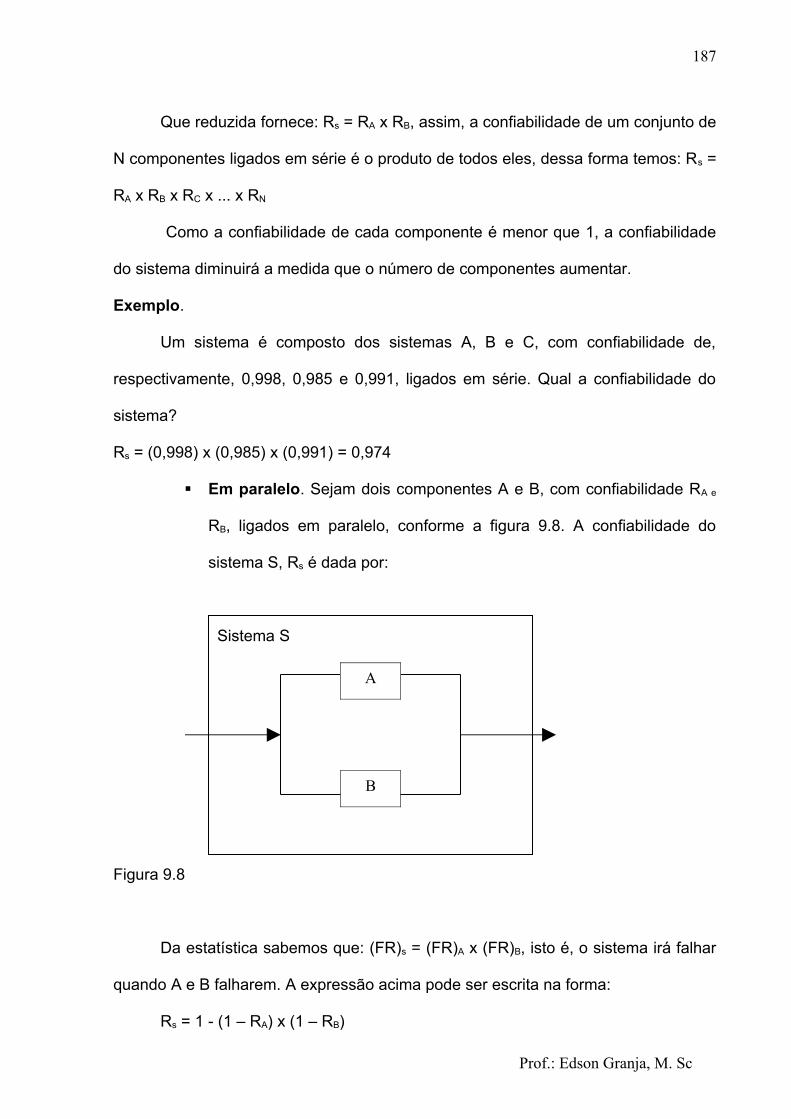
Em paralelo. Sejam dois componentes A e B, com confiabilidade RA e
RB, ligados em paralelo, conforme a figura 9.8. A confiabilidade do
sistema S, Rs é dada por:
Sistema S
Figura 9.8
Da estatística sabemos que: (FR)s = (FR)A x (FR)B, isto é, o sistema irá falhar
quando A e B falharem. A expressão acima pode ser escrita na forma:
Rs = 1 - (1 – RA) x (1 – RB)
Prof.: Edson Granja, M. Sc
A
B
187
Generalizando para N componentes ligados em paralelo, temos:
Rs = 1 - (1 – RA) x (1 – RB) x (1 – Rc) x ... x (1 – RN)
Como a razão de falha (1 – Rk) para qualquer componente k é menor do que
1, a confiabilidade do sistema aumentará a medida que aumentar o número de
componentes ligados em paralelo.
Exemplo.
Três componentes A, B e C com confiabilidade de, respectivamente, 0,987,
0,994 e 0,976 são ligados em paralelo. Qual a confiabilidade do sistema?
Rs = 1 - (1 –0,987) x (1 –0,994) x (1 –0,976)
Rs = 1 – 0,000002 = 0,999998
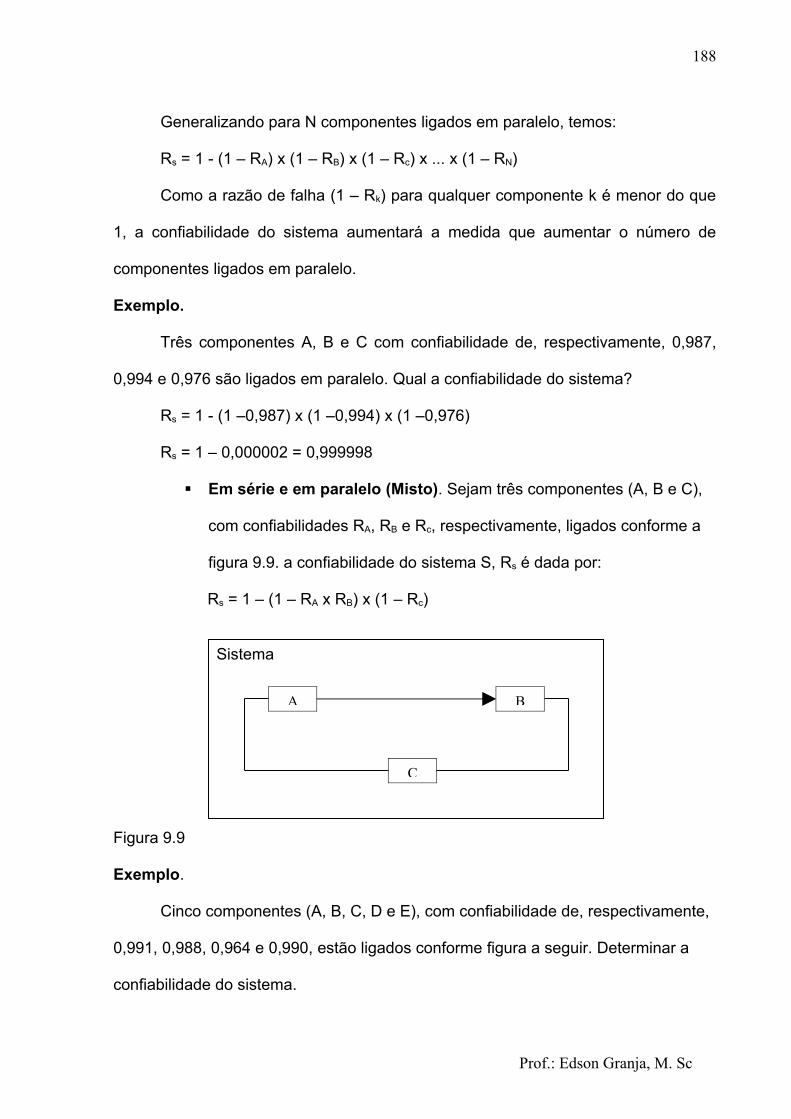
Em série e em paralelo (Misto). Sejam três componentes (A, B e C),
com confiabilidades RA, RB e Rc, respectivamente, ligados conforme a
figura 9.9. a confiabilidade do sistema S, Rs é dada por:
Rs = 1 – (1 – RA x RB) x (1 – Rc)
Sistema
Figura 9.9
Exemplo.
Cinco componentes (A, B, C, D e E), com confiabilidade de, respectivamente,
0,991, 0,988, 0,964 e 0,990, estão ligados conforme figura a seguir. Determinar a
confiabilidade do sistema.
Prof.: Edson Granja, M. Sc
A B
C
188
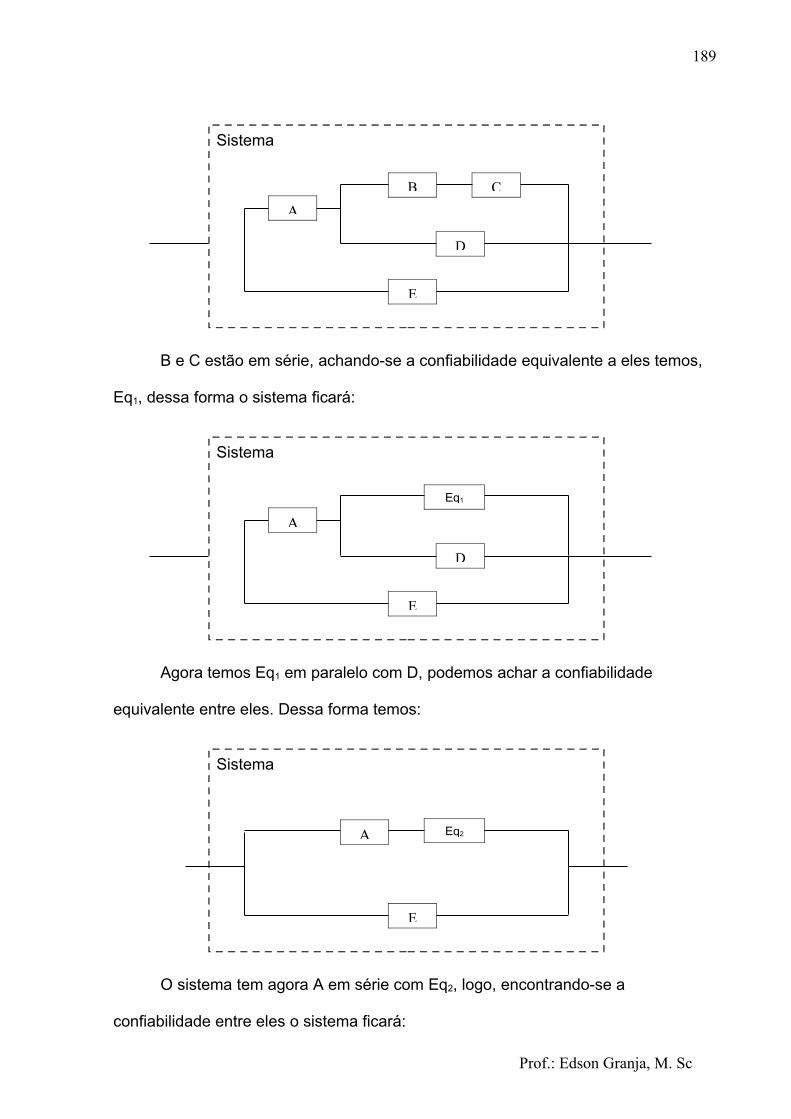
Sistema
B e C estão em série, achando-se a confiabilidade equivalente a eles temos,
Eq1, dessa forma o sistema ficará:
Sistema
Agora temos Eq1 em paralelo com D, podemos achar a confiabilidade
equivalente entre eles. Dessa forma temos:
Sistema
O sistema tem agora A em série com Eq2, logo, encontrando-se a
confiabilidade entre eles o sistema ficará:
Prof.: Edson Granja, M. Sc
B C
D
A
E
Eq1
D
A
E
Eq2A
E
189
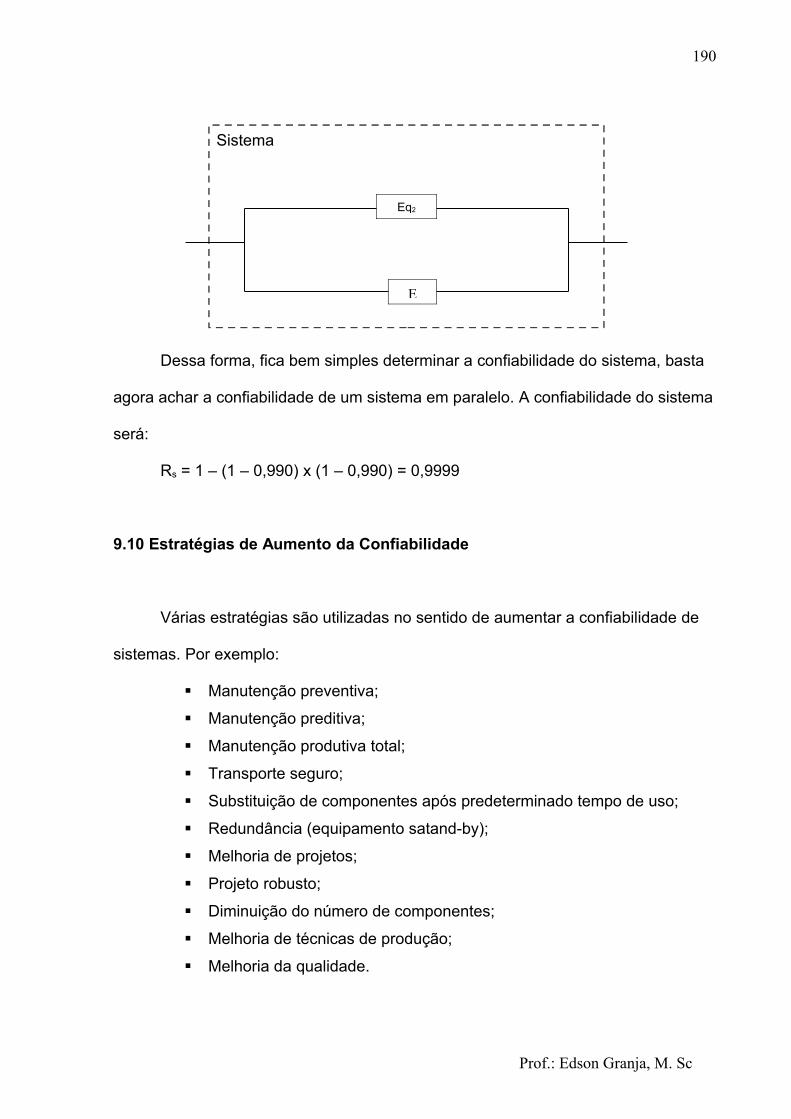
Sistema
Dessa forma, fica bem simples determinar a confiabilidade do sistema, basta
agora achar a confiabilidade de um sistema em paralelo. A confiabilidade do sistema
será:
Rs = 1 – (1 – 0,990) x (1 – 0,990) = 0,9999
9.10 Estratégias de Aumento da Confiabilidade
Várias estratégias são utilizadas no sentido de aumentar a confiabilidade de
sistemas. Por exemplo:
Manutenção preventiva;
Manutenção preditiva;
Manutenção produtiva total;
Transporte seguro;
Substituição de componentes após predeterminado tempo de uso;
Redundância (equipamento satand-by);
Melhoria de projetos;
Projeto robusto;
Diminuição do número de componentes;
Melhoria de técnicas de produção;
Melhoria da qualidade.
Prof.: Edson Granja, M. Sc
Eq2
E
190
Exercícios1. Até a década de 80 a indústria da maioria dos países ocidentais tinham um
objetivo bem definido. Qual era esse objetivo?
2. Qual diferença de posicionamento organizacional da manutenção nas décadas
de: 30, 40, 50, 60, 70, 80 até os dias atuais?
3. Vinte equipamentos foram testados durante 100 horas, sendo que três
apresentaram defeitos, sendo o primeiro após 10 horas, o segundo após 44 horas e
o terceiro após 90 horas. Qual o TMEF?
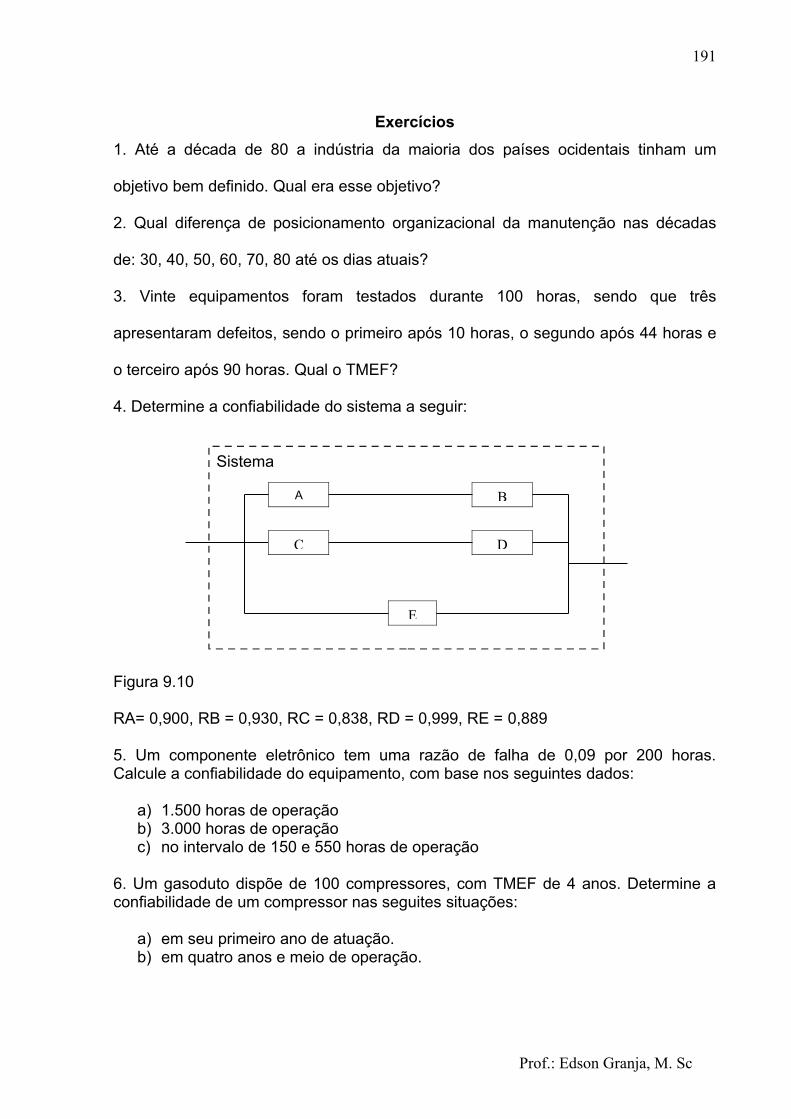
4. Determine a confiabilidade do sistema a seguir:
Sistema
Figura 9.10
RA= 0,900, RB = 0,930, RC = 0,838, RD = 0,999, RE = 0,889
5. Um componente eletrônico tem uma razão de falha de 0,09 por 200 horas. Calcule a confiabilidade do equipamento, com base nos seguintes dados:
a) 1.500 horas de operaçãob) 3.000 horas de operaçãoc) no intervalo de 150 e 550 horas de operação
6. Um gasoduto dispõe de 100 compressores, com TMEF de 4 anos. Determine a confiabilidade de um compressor nas seguites situações:
a) em seu primeiro ano de atuação.b) em quatro anos e meio de operação.
Prof.: Edson Granja, M. Sc
A
E
C
B
D
191