leonard wiliem thesis v1
TRANSCRIPT
Queensland University of Technology
School of Engineering Systems
INCORPORATING INTERDPENDENCE IN RISK
LIKELIHOOD ANALYSIS TO ENHANCE
DIAGNOSTICS IN CONDITION MONITORING Volume 1 of 2
Leonard Wiliem
Bachelor of Engineering (Mechanical), Sarjana Teknik
Principal Supervisor:
Prof. Prasad K.D.V. Yarlagadda
Associate Supervisors:
Prof. Doug Hargreaves Dr. Fred Stapelberg
Submitted to
Queensland University of Technology for the degree of
DOCTOR OF PHILOSOPHY
2008

i
ABSTRACT
This research is aimed at addressing problems in the field of asset management relating to
risk analysis and decision making based on data from a Supervisory Control and Data
Acquisition (SCADA) system. It is apparent that determining risk likelihood in risk
analysis is difficult, especially when historical information is unreliable. This relates to a
problem in SCADA data analysis because of nested data. A further problem is in
providing beneficial information from a SCADA system to a managerial level
information system (e.g. Enterprise Resource Planning/ERP). A Hierarchical Model is
developed to address the problems. The model is composed of three different Analyses:
Hierarchical Analysis, Failure Mode and Effect Analysis, and Interdependence Analysis.
The significant contributions from the model include: (a) a new risk analysis model,
namely an Interdependence Risk Analysis Model which does not rely on the existence of
historical information because it utilises Interdependence Relationships to determine the
risk likelihood, (b) improvement of the SCADA data analysis problem by addressing the
nested data problem through the Hierarchical Analysis, and (c) presentation of a
framework to provide beneficial information from SCADA systems to ERP systems. The
case study of a Water Treatment Plant is utilised for model validation.
Keywords:
Hierarchical Analysis, Failure Mode and Effect Analysis, Risk Analysis, SCADA, ERP,
Interdependence Analysis
ii
ACKNOWLEDGEMENTS
I would like to express my deep and sincere gratitude to my principal supervisor Professor Prasad Yarlagadda for his pertinent guidance, support and encouragement during my candidature at Queensland University of Technology. Professor Doug Hargreaves as my associate supervisor also deserves my sincere thanks for his constant and unquestionable commitment to this research. I am deeply grateful to my external supervisor Dr. Fred Stapelberg for his detailed and constructive comments, and his important support throughout this work.
I would like to say thanks to Dr. Zhou for his help at the very beginning of this research.
I wish to express my warm and sincere thanks to Dr. Ron King, and Dr. Prasad Gudimetla for their valuable advice that helped in developing this thesis.
My personal thanks to Mr. Peter Nelson for his help during the drafting phase of my thesis.
I owe my loving thanks to my wife Monica. She has lost a lot due to my research. Without her encouragement and understanding it would have been impossible for me to finish this work. My special gratitude is due to my brother, Arnold Wiliem, for his support during my experiment. I would also want to thank my parents for their loving support
My sincere appreciation to all of my fellow students and colleagues for their company and interesting discussions over the past four years.
I would like to convey my thanks to SunWater for all their support in providing information that I needed.
The financial support of the Queensland University of Technology and Cooperative Research Centre for Integrated Engineering Asset Management is gratefully acknowledged
Brisbane, Australia, May 2008
Leonard Wiliem
iii
The work contained in this thesis has not been previously submitted to meet the
requirements for an award at this or any other higher education institution. To the best of
my knowledge and belief, the thesis contains no material previously published or written
by another person except where due reference is made.
Leonard Wiliem
iv
List of Publications Accepted
1. L.WILIEM, D.HARGREAVES, YARLAGADDA, P. K. D. V. &
STAPELBERG, R. F., “Development of Real-Time Data Filtering for SCADA
System”, Journal of Achievement in Materials and Manufacturing Engineering,
21(2007), 89-92.
2. L.WILIEM, YARLAGADDA, P. K. D. V., D.HARGRAVES, MA, L. &
STAPELBERG, R. F., “A Real-Time Lossless Compressing Algorithm for Real-
Time Condition Monitoring System”, Proceeding of COMADEM – 2006. Lulea
University of Technology, Sweden, 113-118.
3. L.WILIEM, YARLAGADDA, P. K. D. V. & ZHOU, S., “A Real-Time Lossless
Compressing Algorithm for Real-Time Condition Monitoring System”,
Proceeding of COMADEM – 2006. Lulea University of Technology, Sweden,
119-129.
List of Publications Submitted and Under Review
1. L.WILIEM, YARLAGADDA, P. K. D. V. & STAPELBERG, R. F.,
D.HARGREAVES, “Identification of Critical Criteria of On-Line Data
Acquisition System”, 9th Global Congress on Manufacturing and Management
[abstract accepted].
List of Publications in preparation
1. L.WILIEM, YARLAGADDA, P. K. D. V. & STAPELBERG, R. F.,
D.HARGREAVES, “Hierarchical Model: Interdependence Risk Analysis”..
2. L.WILIEM, YARLAGADDA, P. K. D. V. & STAPELBERG, R. F.,
D.HARGREAVES, “Hierarchical Model: Utilising Hierarchical and
Interdependence Analyses to Analyse SCADA Data”.
v
Volume 1 of 2 Table of Contents ABSTRACT......................................................................................................................... i ACKNOWLEDGEMENTS................................................................................................ ii List of Publications Accepted ............................................................................................ iv List of Publications Submitted and Under Review............................................................ iv List of Publications in preparation..................................................................................... iv Volume 1 of 2 Table of Contents........................................................................................ v List of Figures .................................................................................................................... ix List of Tables .................................................................................................................... xii CHAPTER 1 INTRODUCTION ...................................................................................... 13
1.1. Background Information........................................................................................ 13 1.2. Research Problems................................................................................................. 14 1.3. Research Hypotheses ............................................................................................. 16 1.4. Research Aim and Objectives................................................................................ 17 1.5. Overview of Research Methodology ..................................................................... 18 1.6. Research Contributions.......................................................................................... 19 1.7. Thesis Organisation ............................................................................................... 19
CHAPTER 2 LITERATURE REVIEW........................................................................... 21
2.1. Introduction............................................................................................................ 21 2.2. On-Line Data Connectivity: Problem Identification.............................................. 22
2.2.1. Maintenance Philosophies ............................................................................... 22 2.2.2. Condition Based Maintenance and Condition Monitoring ............................ 23 2.2.3. Supervisory Control and Data Acquisition (SCADA)..................................... 25 2.2.4. Problems in SCADA Data Analysis ................................................................. 28 2.2.5. Discussion........................................................................................................ 41
2.3. On-line Data Connectivity: Solution Formulation................................................. 43 2.3.1. Proposed Model Criteria Formulation............................................................. 44 2.3.2. Further Literature Study ................................................................................. 46 2.3.3. Formulation of the Final Proposed Model: Hierarchical Model ..................... 61 2.3.4. Discussion........................................................................................................ 64
2.4. Risk Analysis: Problems Identification ................................................................. 67 2.4.1. Background ...................................................................................................... 67 2.4.2. Problems.......................................................................................................... 69 2.4.3. Discussion........................................................................................................ 75
2.5. Risk Analysis: A Different Perspective ................................................................. 75 2.5.1. Interdependence Risk Analysis ....................................................................... 75 2.5.2. Discussion........................................................................................................ 78
2.6. Formulation of Research Hypotheses, Aim, and Objectives ................................. 78 2.7. Summary................................................................................................................ 82
vi
CHAPTER 3 RESEARCH METHODOLOGY ............................................................... 83 3.1. Introduction............................................................................................................ 83 3.2. Experimentation: Real-Time Water Quality Condition Monitoring System......... 83
3.2.1. Introduction ..................................................................................................... 83 3.2.2. System Architecture ........................................................................................ 84 3.2.3. On-line Data Acquisition Prototype Development ......................................... 85 3.2.4. Identification of Critical Criteria of On-line Data Acquisition Systems ........ 91 3.2.5. Discussion........................................................................................................ 91
3.3. Experimentation: SCADA Test Rig....................................................................... 92 3.3.1. Introduction ..................................................................................................... 92 3.3.2. Data Source ...................................................................................................... 94 3.3.3. Data Transfer Process ...................................................................................... 94 3.3.4. Data Processing and Display ........................................................................... 94 3.3.5. Data Storage..................................................................................................... 95 3.3.6. Discussion ........................................................................................................ 95
3.4. Theory Development: Algorithm Formulation (Data Compression Algorithm)... 96 3.4.1. Introduction ..................................................................................................... 96 3.4.2. Experiment Overview ..................................................................................... 97 3.4.3. Data Base Analysis ........................................................................................... 99 3.4.4. Real-Time Compression Algorithm .............................................................. 101 3.4.5. Results ........................................................................................................... 103 3.4.6. Discussion...................................................................................................... 104
3.5. Theory Development: Algorithm Formulation (Data Filtering Algorithm) ........ 105 3.5.1. Introduction ................................................................................................... 105 3.5.2. Algorithm Development ................................................................................ 106 3.5.3. Experiment Overview.................................................................................... 108 3.5.4. Results ........................................................................................................... 110 3.5.5. Discussion...................................................................................................... 112
3.6. Theory Development: Hierarchical Model (Brief Introduction) ......................... 113 3.7. Theory Development: Hierarchical Model (Hierarchical Analysis).................... 113
3.7.1. Introduction ................................................................................................... 113 3.7.2. System Breakdown Structure (SBS).............................................................. 114 3.7.3. Discussion ...................................................................................................... 116
3.8. Theory Development: Hierarchical Model (Failure Mode and Effect Analysis) 116 3.8.1. Introduction ................................................................................................... 116 3.8.2. Explanation of FMEA.................................................................................... 116 3.8.3. Discussion ...................................................................................................... 118
3.9. Theory Development: Interdependence Analysis................................................ 119 3.9.1. Introduction ................................................................................................... 119 3.9.2. Functional and Causal Relationship Diagram (FCRD) ................................ 120 3.9.3. Interdependence Risk Analysis (IRA)........................................................... 126 3.9.4. Discussion...................................................................................................... 131
3.10. Implementation: Data Bridge............................................................................. 132 3.10.1. Introduction.................................................................................................. 132 3.10.2. Implementation step .................................................................................... 132
vii
3.10.3. Discussion .................................................................................................... 135 3.11 Summary............................................................................................................. 135 3.12. Verification: Case Study.................................................................................... 140
3.12.1. Brief Introduction of Chapters 4, 5, and 6 .................................................... 140 3.12.2. Water Utility Industry Case Study ............................................................. 141 3.12.3. Analysis and Criteria of Data Filtering ........................................................ 142
CHAPTER 4 CASE STUDY: MODEL DEVELOPMENT.......................................... 146
4.1. Introduction.......................................................................................................... 146 4.2. Data Bridge Development: Hierarchical Analysis............................................... 146
4.2.1. Introduction................................................................................................... 146 4.2.2. System Breakdown Structure ....................................................................... 147 4.2.3. Discussion...................................................................................................... 156
4.3. Data Bridge Development: Failure Mode and Effect analysis (FMEA).............. 157 4.3.1. Introduction ................................................................................................... 157 4.3.2. Development Process of Water Treatment Plant FMEA .............................. 157 4.3.3. Discussion...................................................................................................... 160
4.4. Data Bridge Development: Interdependence Analysis ........................................ 161 4.4.1. Introduction................................................................................................... 161 4.4.2. FCRD Stage 1................................................................................................. 161 4.4.3. FCRD Stage 2 ................................................................................................ 168 4.4.4. Discussion ..................................................................................................... 186
4.5. Data Bridge Development: Filtering Algorithm.................................................. 187 4.5.1. Introduction ................................................................................................... 187 4.5.2. Development of the Filtering Algorithm ....................................................... 187 4.5.3. Discussion...................................................................................................... 190
4.6. Data Bridge Development: Knowledge Base ...................................................... 191 4.6.1. Introduction................................................................................................... 191 4.6.2. Data Base ....................................................................................................... 191 4.6.3. Inference Engine ............................................................................................ 195 4.6.4. Discussion ..................................................................................................... 196
4.7. Risk Ranking Development by Utilising Interdependence Risk Analysis .......... 196 4.7.1. Introduction ................................................................................................... 196 4.7.2. Risk Ranking Development........................................................................... 197 4.7.3. Discussion...................................................................................................... 207
4.8. Summary.............................................................................................................. 208 CHAPTER 5 CASE STUDY: MODEL DATA ANALYSIS ....................................... 213
5.1. Introduction.......................................................................................................... 213 5.2. Quantitative Data Analysis .................................................................................. 213
5.2.1. Introduction ................................................................................................... 213 5.2.2. Data Cleansing............................................................................................... 214 5.2.3. Discussion and Conclusion for Data Cleansing ............................................ 215 5.2.4. Statistical Analysis: Descriptive Statistics.................................................... 216 5.2.5. Discussion and Conclusion for Descriptive Statistics .................................. 223
viii
5.2.6. Statistical Analysis: Correlation Analysis ..................................................... 227 5.2.7. Discussion and Conclusion for Correlation Analysis .................................... 230
5.3. Qualitative Data Analysis .................................................................................... 230 5.3.1. Introduction ................................................................................................... 230 5.3.2. Qualitative Data Analysis: Trouble Shooting ................................................ 231 5.3.3. Discussion and Conclusion............................................................................ 232
5.4. Summary.............................................................................................................. 232 CHAPTER 6 CASE STUDY: MODEL DATA VALIDATION .................................. 235
6.1. Introduction.......................................................................................................... 235 6.2. Validation A (Validation of SCADA Model Data) ............................................. 237
6.2.1. Introduction ................................................................................................... 237 6.2.2. Validation of SCADA data analysis in a “real time” time frame .................... 240 6.2.3. Validation of the Nested Data Issue .............................................................. 246 6.2.4. Conclusions ................................................................................................... 253
6.3. Validation B (Validation of Interdependence Model Data)................................. 255 6.3.1. Introduction ................................................................................................... 255 6.3.2. Validation of the Interdependence Risk Analysis ......................................... 256 6.3.3. Conclusions ................................................................................................... 266
6.4. Validation C (Validation of Data Connectivity).................................................. 267 6.4.1. Introduction................................................................................................... 267 6.4.2. Performing Validation C ............................................................................... 267 6.4.3. Conclusions ................................................................................................... 270
6.5. Summary.............................................................................................................. 271 CHAPTER 7 SUMMARY AND CONCLUSIONS...................................................... 277
7.1. Introduction.......................................................................................................... 277 7.2. Summary.............................................................................................................. 277 7.3. Conclusions.......................................................................................................... 284 7.4. Contributions........................................................................................................ 287 7.5. Future Work ......................................................................................................... 291
References....................................................................................................................... 293
ix
List of Figures
Figure 2.2.1. Diagram of Maintenance Philosophies (Stoneham, 1998) .......................... 22 Figure 2.2.3.a. Structure of SCADA systems (Laboratories, 2004) ................................. 26 Figure 2.2.3.b. Networking system (Qiu et al., 2002) ...................................................... 27 Figure 2.2.4.a. Fuzzy Logic Systems (Mendel, 1995) ...................................................... 31 Figure 2.2.4.b. ERP Structure (Musaji, 2002) .................................................................. 36 Figure 2.2.4.c. Plant Asset Management System Framework (Bever, 2000. op cit; Stapelberg, 2006) ...................................................................................... 37 Figure 2.3.1. Preliminary Model to Address Research Problems..................................... 45 Figure 2.3.2.a. Process Flow Diagram of Coal Fired Power Station (Stapelberg, 1993) . 51 Figure 2.3.2.b. Process Flow Block Diagram of Haul Truck Power Train System (Stapelberg, 1993)..................................................................................... 52 Figure 2.3.2.c. Example of System Description (Stapelberg, 1993)................................. 54 Figure 2.3.3. Hierarchical Model ...................................................................................... 62 Figure 2.4.2. Risk Analysis Step (TAM04-12, 2004)....................................................... 69 Figure 2.5.1. Hierarchical Model with Addition of Interdependence Risk Analysis ....... 77 Figure 3.2.2. Layered Structure Diagram of Remote Water Quality Monitoring System 85 Figure 3.2.3.a. LabVIEW Based Web Technologies for Communication over The Internet ...................................................................................................... 86 Figure 3.2.3.b. The Framework Diagram of Local Measurement Station........................ 87 Figure 3.2.3.c. Real-time Water Quality Condition Displayed on Local Measurement Station Terminal........................................................................................ 88 Figure 3.2.3.d. An Interface of Central Control Station Terminal.................................... 89 Figure 3.2.3.e. Water Quality Condition Displayed on the Remote Browse Station ....... 90 Figure 3.2.3.f. History Data of Water Quality Condition on the Local Measurement Station ....................................................................................................... 90 Figure 3.3.1. Critical Criteria of On-line Data Acquisition System ................................. 93 Figure 3.4.2. Experiment Scheme..................................................................................... 98 Figure 3.4.4.a. Algorithm Design ................................................................................... 102 Figure 3.4.4.b. Real-time Compression Algorithm......................................................... 102 Figure 3.4.5. Experiment Result ..................................................................................... 103 Figure 3.5.2.a. Steps of The Filtering Algorithm............................................................ 106 Figure 3.5.2.b. Flowchart of Checking of Data Changing.............................................. 107 Figure 3.5.3.a. Stage of the Experiment.......................................................................... 109 Figure 3.5.3.b. Detail of The Data Filtering Process Simulation.................................... 109 Figure 3.5.4.a. Record of Ten Last Data from Each Parameter before Data Change..... 110 Figure 3.5.4.b. Record of Code, Index, Date and Time of when Data Change Occur ... 111 Figure 3.5.4.c. Data Change Count from Different Parameters...................................... 111 Figure 3.7.2. System Breakdown Structure Procedure ................................................... 115 Figure 3.10.2.a. Process in Data Bridge.......................................................................... 133 Figure 3.10.2.b. Flowchart of Information Processing in Data Bridge .......................... 134 Figure 4.2.1. Process Development of Water Treatment Plant SBS .............................. 147 Figure 4.2.2. Process Block Diagram of Moogerah Township Water Treatment Plant . 149 Figure 4.3.1. Development Process of Water Treatment Plant FMEA .......................... 157
x
Figure 4.4.2.a. Development Process of Water Treatment Plant FCRD stage 1 ............ 162 Figure 4.4.2.b. Major Components/Sub-assemblies Interaction Diagram of Water Treatment Plant....................................................................................... 164 Figure 4.4.2.c. FCRD Stage 1 (Microsoft Visio)............................................................ 166 Figure 4.4.2.d. FCRD Stage 1 (Graphviz and Microsoft Visio)..................................... 167 Figure 4.4.3.a. Development Steps of Water Treatment Plant Flow Diagram ............... 168 Figure 4.4.3.b. Water Treatment Plant Filtering Process (System) ................................ 169 Figure 4.4.3.c. Water Treatment Plant Back Wash Process (System)............................ 170 Figure 4.4.3.d. Water Treatment Plant Direct Wash Process (System).......................... 170 Figure 4.4.3.e. Water Treatment Plant Filtering Process (Assembly) ............................ 171 Figure 4.4.3.f. Water Treatment Plant Back Wash Process (Assembly) ........................ 172 Figure 4.4.3.g. Water Treatment Plant Direct Wash Process (Assembly)...................... 173 Figure 4.4.3.i. Water Treatment Plant Back Wash Process (Sub-Assembly/ Component)............................................................................................. 175 Figure 4.4.3.j. Water Treatment Plant Direct Wash Process (Sub-Assembly/ Component)............................................................................................. 176 Figure 4.4.3.k. Steps of Development Water Treatment Plant Logic and Sensor Analysis Diagram................................................................................................... 177 Figure 4.4.3.l. Logic and Sensor Analysis Diagram of Water Treatment Plant ............. 184 Figure 4.5.2. Flowchart of the Filtering Algorithm ........................................................ 189 Figure 4.6.2.a. Information Flow from and to Data Base............................................... 192 Figure 4.6.2.b. Design of the Data Base to Store Information of the Water Treatment Plant ........................................................................................................ 192 Figure 4.6.2.c. Table in the Microsoft Access ................................................................ 194 Figure 4.6.2.d. The Automated Diagramming Script ..................................................... 194 Figure 4.6.3. Inference Engine Design ........................................................................... 195 Figure 4.7.2.a. Risk Ranking Matrix (TAM04-12, 2004)............................................... 199 Figure 4.7.2.b. Risk Ranking Matrix of Water Treatment Plant (IRA) .......................... 206 Figure 5.2.4.a. Plot for Turbidity .................................................................................... 218 Figure 5.2.4.b. Plot for Chlorine..................................................................................... 219 Figure 5.2.4.c. Plot for Head Pressure ............................................................................ 220 Figure 5.2.4.d. Plot for pH .............................................................................................. 221 Figure 5.2.4.e. Plot for Filtration Flow ........................................................................... 222 Figure 6.1. Design of Validation Process ....................................................................... 236 Figure 6.2.2.a. The Front Page of Web Browser Interface ............................................. 241 Figure 6.2.2.b. Filtering Result ....................................................................................... 242 Figure 6.2.2.c. The Percentage of Abnormalities that are Detected by Each Sensor ..... 243 Figure 6.2.2.d. Knowledge Base Response using the Chlorine Controller..................... 245 Figure 6.2.2.e. Knowledge Base Response using the Turbidimeter ............................... 245 Figure 6.2.2.f. Knowledge Base Response using pH Analyser ...................................... 246 Figure 6.2.3.a. Correctness Assessment Result .............................................................. 249 Figure 6.2.3.b. Effectiveness Assessment Result ........................................................... 251 Figure 6.2.3.c. Time Response Assessment Result ........................................................ 253 Figure 6.3.2.a. Risk Ranking Matrix of Water Treatment Plant (IRA) .......................... 257 Figure 6.3.2.b. Risk Ranking Matrix of Water Treatment Plant (Risk Analysis based on FMEA) .................................................................................................... 261
xi
Figure 6.3.2.c. Risk Ranking Based on Risk Factor Comparison................................... 262 Figure 6.3.2.d. Risk Ranking based on Risk Ranking matrix Comparison .................... 263 Figure 6.3.2.e. Prioritisation Based on the Risk Factor (TAM04-12, 2004) .................. 264
xii
List of Tables Table 2.2.2. Some Condition Monitoring & Diagnostic Techniques (Rao, 1996) ........... 24 Table 2.3.2.a. Auto-Lubrication System on a Mining Haul Truck (Stapelberg, 1993) . 55 Table 2.3.2.b. Haul Truck Systems Breakdown Structure (Stapelberg, 1993)................. 57 Table 2.6. Research Problems, Grounded Theories, Critical Theory and Final Proposed Model ............................................................................................................... 79 Table 3.4.3. Bearing Data’s Disparities .......................................................................... 100 Table 4.2.2.a. System Description of Moogerah Township Water Treatment Plant ...... 152 Table 4.2.2.b. Example SBS for Water Treatment Plant ................................................ 155 Table 4.2.2.c. Example SBS with Code for Water Treatment Plant............................... 156 Table 4.4.3. Relationship of the Logic and Sensor Analysis Diagram........................... 185 Table 4.7.2.a. Example of Quantifying the Failure Consequence .................................. 200 Table 4.7.2.b. Example of the Quantification of the Interdependence Relationship ...... 202 Table 4.7.2.c. Risk Factor Calculation (Interdependence Risk Analysis) ..................... 204 Table 4.7.2.d. Risk Ranking Based on Risk Factor Value in Descending Order (IRA). 205 Table 5.2.2. Some Samples of the Measurement............................................................ 215 Table 5.2.4.a. Descriptive Statistic for Turbidity............................................................ 219 Table 5.2.4.b. Descriptive Statistic for Chlorine ............................................................ 220 Table 5.2.4.c. Descriptive Statistic for Head Pressure.................................................... 221 Table 5.2.4.d. Descriptive Statistic for pH...................................................................... 222 Table 5.2.4.e. Descriptive Statistic for Filtration Flow................................................... 223 Table 5.2.6. Spearman Correlation Rank........................................................................ 228 Table 6.2.2.a. Filtering Result......................................................................................... 242 Table 6.2.2.b. Part of Logic and Sensor Diagram........................................................... 244 Table 6.2.3.a.Trouble Shooting of Water Treatment Plant............................................. 247 Table 6.2.3.b.The Process of Correctness Assessment................................................... 248 Table 6.3.2.a. Risk Ranking Based on Risk Factor Value in Descending Order (IRA) . 256 Table 6.3.2.b. Data Sources for Part Reliability ............................................................. 259 Table 6.3.2.c. Risk Ranking Based on Risk Factor Value in Descending Order (Risk Analysis Based On FMEA) ...................................................................... 260
13
CHAPTER 1
INTRODUCTION
1.1. Background Information
The motivation behind the research reported in this thesis is to develop a model to
enhance diagnostics in condition monitoring by incorporating the interdependence
analysis in risk likelihood analysis. Currently, asset risk is measured in terms of a
combination of consequences of an event and their likelihood. According to the literature,
the consequence of risk can be determined by assessing the severity of the impact, and
the likelihood of risk is determined by how frequently the risks occur. However, it is
quite difficult to determine Risk Likelihood, because it is traditionally based on historical
information/experience base. Sometimes, this kind of information is not available or, if
available, it is incomplete or incomprehensible.
Till now, The most common implementation of condition monitoring is the Supervisory
Control and Data Acquisition (SCADA) system. One of the crucial aspects in the
SCADA system is data analysis, as decision is made mainly on its outcomes. A review of
the literature indicates data, which is collected by a SCADA system, is influenced by
other factors (such as: environment condition, human error, etc.) and cannot be assumed
independent. This data is called nested data. However, if nested data is assumed to be
independent and linear, the result of analysis will be incorrect. Until now, not many
researchers in the SCADA area have been concerned with nested data.
14
A further problem is incorporating the monitoring results from the SCADA system in an
Enterprise Resource Planning (ERP) system. SAP as one of the most successful
Enterprise Resource Planning (ERP) systems in the world, has already embedded
Manufacturing Execution System (MES) in their SAP-R/3 package. Although MES is
able to integrate ERP and SCADA systems, the focus has only been on the Supervisory
Control part of SCADA systems. A method is needed to integrate ERP and SCADA
systems in terms of nested data acquisition and to incorporate the analysis results into an
ERP system.
1.2. Research Problems
In the Literature Study in Chapter 2, three main problems are identified:
• SCADA data analysis
One of the crucial problems in the SCADA system is data. Until now, not many
researchers in the SCADA area have been concerned with nested data problems.
Nested data is data which is influenced by other factors and cannot be assumed to
be independent (Kreft et al., 2000). Several main methods have been proposed to
address the SCADA data analysis problem, such as: Artificial Neural Networks
(Kolla and Varatharasa, 2000, Weerasinghe et al., 1998), Fuzzy Logic (Liu and
Schulz, 2002, Venkatesh and Ranjan, 2003), Expert Systems (Kontopoulos et al.,
1997b), Knowledge Base Systems (de Silva and Wickramarachchi, 1998a, de
Silva and Wickramarachchi, 1998b, Teo, 1995, Vale et al., 1998, Comas et al.,
2003), and Data Mining (Wachla and Moczulski, 2007). After reviewing them, it
has been found that few of these are practically effective in addressing the
problem. Several additional problems have also been identified based on the
review of the proposed methods:
1. The need for historical data at the first step of the method development
(historical data is not always available).
15
2. The need for adaptation capability to the new information on SCADA data
analysis models to cope with the dynamics of the system.
Note: The dynamic in this case means the system is transient. Thus, the change in
one variable will influence the other variables.
• Connectivity of SCADA systems and ERP systems
Based on the Literature Review, the need for integrating both SCADA and ERP
systems is apparent. Gupta (1998) claimed that information from different
systems can be integrated by utilising a Data Bridge. Therefore, some available
Data Bridges to connect SCADA systems and ERP systems are reviewed. From
the review, it is concluded that in general, the concepts of a Data Bridge are still
far from ideal, because most only integrate the data base or even copy the data
directly from SCADA systems data base to the ERP systems data base. Bridging
these two systems only by copying or integrating their data bases will not solve
the problem, because data from the SCADA systems is still raw. In addition, there
has to be several steps to extract appropriate information, such as: Integrated
Condition Monitoring, Asset Health and Prognosis, and Asset Risk Analysis. This
can also be seen from Bever’s Plant Asset Management System (PAM)
Framework (Bever, 2000 op cit Stapelberg, 2006). Thus, a new concept of Data
Bridge is needed to integrate the ERP and SCADA systems in terms of the Data
Acquisition and to incorporate the analysis results into the ERP system.
• Determining Risk Likelihood
Risk Analysis is initiated by identifying the risks, and assessing risk by
determining or estimating both the risk likelihood and consequences. The last step
is determining the significance of the risk in the form of Risk Ranking (TAM04-
12, 2004). The most critical step is determining or estimating the risk likelihood
and risk consequences. It is concluded from the Literature Review that most of the
Risk Analysis methods encounter a significant difficulty in determining Risk
Likelihood. This will lead to difficulty in conducting a conclusive Risk Analysis.

16
1.3. Research Hypotheses
Related to the research problems identified above, several hypotheses can be proposed
(refer to Section 2.6.):
a. The problem in SCADA data analysis, such as nested data, can be addressed
by analysing design information of monitored and monitoring systems
through the Hierarchical Model.
This hypothesis is developed based on the research problem of difficulty in
SCADA data analysis because of nested data. According to the literature review,
data from SCADA is difficult to analyse. The explanation behind this difficulty is
that data from SCADA systems is nested data: data that is influenced by other
factors. The Hierarchical Model is proposed to solve this problem.
b. Interdependence Risk Analysis method can address current Risk Analysis
methods problem, i.e. the need of sophisticated historical information as an
input for Risk Likelihood.
As highlighted in the literature review, the critical problem in current Risk
Analysis is determining the Risk Likelihood. Determining Risk Likelihood is
difficult because of the need for historical information; in most cases, this
information is not available, or if available, is incomplete. Therefore, a new
concept of Risk Analysis by utilising an interdependence relationship is proposed
in this research to address the problem, and is referred to as Interdependence Risk
Analysis.
c. The Data Bridge developed from the Hierarchical Model will address the
connectivity problem between SCADA systems and ERP systems, whereby
significant information can be drawn out from SCADA’s “raw data” and
transferred into ERP.
According to information from the literature review, the need for integrating both
SCADA and ERP systems is apparent. Furthermore, the literature review finds
that several companies offer solutions for integrating SCADA systems and ERP
systems by utilising the Data Bridge concept. However the concept is still far
from ideal, because most of them only directly integrate both systems’ data base.
17
The Hierarchical Model proposed in this model is able to develop a specific data
bridge to facilitate the connectivity between SCADA and ERP systems.
These hypotheses will be tested in this research in accordance with the aim and objectives
stated below.
1.4. Research Aim and Objectives
A research aim is formulated as a guide to test the research hypotheses stated before. The
aim of this research is:
To develop a new model in order to improve the analyses and diagnostics in
condition monitoring by using Interdependence in Risk Likelihood analysis, and test
this model through the Water Treatment Plant Case Study.
This will be investigated through the development of a Hierarchical Model. However,
there are several objectives that must be achieved to test the set hypotheses. These are
(refer to Section 2.6.):
a. Development of a prototype SCADA system in LabVIEW to identify critical
criteria of on-line data acquisition.
b. Development of a data filtering algorithm using the algorithmic approach of data
compression to remove redundant data.
c. Development of a Hierarchical Model
d. Validating the Hierarchical Model through the Water Treatment Plant Case Study
18
1.5. Overview of Research Methodology
The methodology used in this research is briefly summarised in this subsection; the detail
is explained in Chapters 2 and 3. Methodology in this research is a combination of
qualitative and quantitative research:
1. Establishment of grounded theory from the literature review (qualitative
approach)
According to Haig (1995), grounded theory is typically presented as an approach
to doing qualitative research, in that its procedures are neither statistical, nor
quantitative in some other way. Certain grounded theory is then established in this
research from the literature review as a base for critical theory development.
2. Experimental modelling method (quantitative approach)
The prototype of a Real-Time On-Line Water Condition Monitoring Model is
developed in this research to identify critical criteria of on-line data acquisition
systems. These criteria are then utilised to standardise a SCADA test rig to
validate the research findings.
3. Algorithm modelling method (quantitative approach)
The algorithm that is formulated in this research is a Data Compression
Algorithm, which is further developed into Data Filtering Algorithm. This
algorithm is used as one module in the Data Bridge Model; that is, Filtering
Module, to filter out inessential data.
4. Hierarchical Modelling method (qualitative and quantitative approach)
In Hierarchical Modelling, several analyses, such as Hierarchical Analysis,
Failure Mode and Effect Analysis, Failure Mode Effect and Criticality Analysis,
and Interdependence Analysis are developed and modelled. This is the target
approach to answering the research problems, because information from this
model will be used to develop the Data Bridge and Risk Analysis in the
implementation of the Data Bridge. The model validation is intended to prove that
the identified problems can be addressed.
19
1.6. Research Contributions
Interdependence Analysis, together with Hierarchical Analysis, and Failure Mode and
Effect Analysis are brought together to address the research problems, resulting in the
following research contributions (more explanation is in Chapter 7):
1. Interdependence Analysis offers a novel method to predict and analyse risk where
historical data is insufficient or unreliable.
2. The Hierarchical Model is a novel approach to SCADA data analysis.
3. This research presents a framework to transfer information from SCADA systems
to ERP systems.
Besides these main research contributions, there are several secondary research
contributions, such as:
1. A better understanding of problems in SCADA data analysis, such as nested data
2. A better understanding of connecting SCADA systems and ERP systems
3. A better understanding of on-line condition monitoring systems by identifying
Critical Criteria of On-line Data Acquisition Systems
4. Development of Real-Time SCADA Data Compression Algorithm
5. A better understanding of SCADA data
6. Development of Real-Time SCADA Data Filtering Algorithm
7. A better understanding of Risk Ranking calculation
1.7. Thesis Organisation The chapters of this thesis are arranged as follows: Chapter 2 provides a review of literature to identify grounded theory and for the
development of critical theory as a consequence of limitations of the grounded theory.
This chapter is divided into two main sections: On-line Data Connectivity and Risk
Analysis.
20
Chapter 3 details the proposed model for the experimental method: Real-Time Water
Quality Condition Monitoring System and SCADA test rig. It then describes Theory
Development: Algorithm Formulation and the Hierarchical Model. Finally the Data
Bridge is described in the implementation phase. A brief introduction about the
background information of the case study is presented.
Chapter 4 focuses on the implementation of a Hierarchical Model to develop the Data
Bridge and Risk Ranking. The Data Bridge is developed by processing information from
the case study through the Hierarchical Model. The result from this process is utilised in
the validation step. A Risk Factor and Risk Ranking Matrix are utilised to develop the
Risk Ranking. Interdependence Risk Analysis is employed to develop Risk Ranking.
Chapter 5 provides real-time SCADA data analysis. Some statistical analyses are used to
describe the characteristics and relationships within the data. Based on analysis, the
consistency of the data can be clarified, since inconsistent data tends to produce a poor
result in the validation step. Results from the statistical analysis will be utilised in the
validation step.
Chapter 6 is a validation of the research findings. There are two aspects in this validation:
the first is to prove that Interdependence Risk Analysis can predict Risk, and the second
is to prove that the proposed Hierarchical Model can address the SCADA Data Analysis
Problem. These aspects are also expected to address the connectivity problem between
SCADA and ERP systems. In this validation, justification of the hypotheses will be
sought.
Chapter 7 draws conclusions by analysing the proposed method in addressing the
research problems. The chapter also provides a summary of the whole thesis, detail about
the research contributions, and some recommendations for further research in the area.
21
CHAPTER 2
LITERATURE REVIEW
2.1. Introduction The purpose of this literature review is to identify grounded theory. This will be followed
by the development of critical theory as a consequence of the limitations of the grounded
theory. The definition of grounded theory is taken from the “Basics of Qualitative
Research Techniques and Procedures of Developing Grounded Theory” by Strauss et al.
(1998):
“Grounded theory is derived from data systematically gathered and analysed
through the research process.”
Grounded Theory in this literature review is identified from various relevant sources by
utilising a comparative method of qualitative analysis that was proposed by Glaser
(1994). The four stages of the constant comparative method are:
1. Comparing incidents applicable to each category
2. Integrating categories and their properties
3. Delimiting the theory
4. Writing the theory
Critical theory is social theory which critiques and changes society as a whole (Calhoun,
1995). In this research, the definition of critical theory has been adapted as: the theory
that is developed to address the limitations of a critiqued theory, i.e. the grounded theory.
The Literature Review is divided into two main topics: On-line Data Connectivity and
Risk Analysis. A review of each topic will begin with identifying possible problems in
22
resolving the objectives of this research, and related gaps in the literature, followed by
solution formulation.
2.2. On-Line Data Connectivity: Problem Identification This chapter initially identifies problems in on-line data connectivity, and reviews
proposed methods to address these problems in order to identify any possible limitations
of each method and any further gaps in the literature.
2.2.1. Maintenance Philosophies
According to Stoneham (1998), maintenance philosophy is divided into two main groups:
planned maintenance and unplanned maintenance. In unplanned maintenance, there is
only corrective maintenance (including emergency), whereas planned maintenance is
divided into routine maintenance and preventive maintenance (including deferred).
Preventive maintenance is further divided into scheduled maintenance (scheduled
shutdowns) and condition based maintenance.
1Figure 2.2.1. Diagram of Maintenance Philosophies (Stoneham, 1998)
23
The focus of this research is on condition based maintenance; therefore, only this type of
maintenance philosophy will be considered.
2.2.2. Condition Based Maintenance and Condition Monitoring
“Condition based maintenance relies on the detection and monitoring of selected
equipment parameters, the interpretation of readings, the reporting of deterioration and
the vital warnings of impending failure” (Stoneham, 1998). Based on this definition,
condition monitoring is the most important part of condition based maintenance.
“Condition monitoring is a unit that continuously checks itself and needs no maintenance
intervention or downtime until work is required” (Borris, 2006). This is to say that
condition monitoring makes use of a unit that continuously checks the monitored object,
and will raise any abnormality alarm if abnormality is detected in the monitored object.
This process has improved significantly with the introduction of better electronics and
microcomputers where data can be continuously recorded and made available for
retrospective analysis (Borris, 2006, Itschner et al., 1998, Laugier et al., 1996, Zhou et al.,
2002).
Currently, there are many different types of condition monitoring and diagnostic methods
developed and employed world-wide. However, because each of them utilises a specific
method, they can only detect specific failure. Some of the available condition monitoring
and diagnostic techniques are specified in Table 2.2.2.
24
1Table 2.2.2. Some Condition Monitoring & Diagnostic Techniques (Rao, 1996)
Based on how the data is transferred, condition monitoring can be categorised into two
groups: off-line condition monitoring systems and on-line condition monitoring systems
(Wilson, 2002). For data collection, off-line condition monitoring systems employ a
portable hand-held collector. The data is collected by an individual visiting the
measurement point at a certain time (once per-week, once per-month, etc.). Then, at the
location of the central computer, the data is transferred from the portable hand-held
collector into the main computer for further analyses. By contrast, on-line condition
monitoring systems exploit the cost effective transfer of data through networking, such as
25
a Local Area Network (LAN) (Wilson, 2002), and Internet (Ozaki, 2002). Thus, on-line
condition monitoring systems can have high sampling frequencies (down to
milliseconds). The utilization for each type of condition monitoring system depends on
the situation. An off-line condition monitoring system is lower in capital but does not
have a high data sampling rate. Conversely, an on-line condition monitoring system is
higher in capital but has a high rate of data sampling. Furthermore, this research focuses
on on-line more than off-line condition monitoring systems; therefore, only on-line
condition monitoring systems are considered, unless stated otherwise.
2.2.3. Supervisory Control and Data Acquisition (SCADA)
Due to the higher capital cost, an on-line condition monitoring system is only employed
to monitor critical components (Orpin and Farnham, 1998). Currently, in order to more
efficiently monitor and control the state of remote equipment, the on-line condition
monitoring system is combined with supervisory control, and known as a Supervisory
Control and Data Acquisition (SCADA) System (Preu et al., 2003). The definition of
SCADA can be given as (Online, 2005):
An industrial measurement and control system consisting of a central host or master
(usually called a master station, master terminal unit or MTU); one or more field data
gathering and control units or remotes (usually called remote stations, remote terminal
units, or RTUs); and a collection of standard and/or custom software used to monitor
and control remotely located field data elements. Contemporary SCADA Systems exhibit
predominantly open-loop control characteristics and utilize predominantly long distance
communications, although some elements of closed-loop control and/or short distance
communications may also be present.

26
From the above definition, it can be considered that SCADA consists of:
1. Central or Master Terminal Unit (MTU)
2. One or more field (remote) data gathering and control units (RTU)
3. Communication between MTU and RTU
4. Distance between MTU and RTU
5. A collection of standard and/or custom software used to monitor and control
remotely located field data elements.
SCADA systems were already being implemented in the 1960s as the need arose to more
efficiently monitor and control the state of remote equipment (Laboratories, 2004). The
use of SCADA systems rapidly spread to various industries, such as the metal smelting
industry (Kontopoulos et al., 1997a), the manufacturing industry (Young et al., 2001), the
pharmaceutical industry (Preu[beta] et al., 2003), the power utility industry (Stojkovic,
2004), and the water utility industry (Preu[beta] et al., 2003) which is the main concern of
this research. Traditionally, the structure of a SCADA system can be presented as
(Laboratories, 2004):
2Figure 2.2.3.a. Structure of SCADA systems (Laboratories, 2004)
The figure above shows that a traditional SCADA system consists of several Real Time
Units (RTU), several Sub Master Stations and one Master Station. Data is taken from the
RTU then transmitted to sub master stations where it is pre-processed. Finally, the result
of the pre-processed data is then transmitted to a master station where further data
27
analyses are conducted. Results from the data analysis in the master station, including the
original data, are stored in a data base. In this traditional configuration, each of the
SCADA components is interconnected in the internal networking (such as intranet). With
new advances in computer technology, especially Internet technology, the SCADA
components are no longer interconnected only in the internal networking, but also to
external networks. Some SCADA systems are networked by combining internal
networking with the Internet (Dreyer et al., 2003). It is therefore possible to allow for a
wide distribution of each of the components of the SCADA systems. Furthermore,
current Internet technology enables data analysis results, including the raw data, to be
published widely (Qiu and Gooi, 2000, Medida et al., 1998). According to Qiu et al.
(2002), a typical structure of a SCADA system employing Internet technology in
networking can be illustrated as shown in Figure 2.2.3.b :
3Figure 2.2.3.b. Networking system (Qiu et al., 2002) Wireless technology, a more advanced and flexible networking technology, was
introduced by Molina et al. (2003).
However, since SCADA is a real-time system, the system’s data base will rapidly
accumulate a large amount of data if some or other data elimination or handling
protocol is not adopted (Stoneham, 1998). Matus-Castillejos and Jentzsch (2005)

28
concluded that a data base of a real-time system must be stringently managed.
Problems associated with SCADA systems will be explained in the next section.
2.2.4. Problems in SCADA Data Analysis
As indicated previously, one of the crucial aspects in the SCADA system is data analysis.
However, analysing data which is collected by a SCADA system is uneasy since it is
influenced by other factors (such as: environmental factor, human error, etc.). For
example, if SCADA identifies an abnormality (that is, out of threshold data) in data, this
abnormality can be caused either by the change to the installation environment or by
deterioration of the machine’s condition (Stoneham, 1998). Data that is influenced by
other factors and cannot be assumed independent is called nested data (Kreft et al.,
2000). In addition, Guo (2005) concludes that if nested data is assumed independent and
linear, the result of the analysis will be incorrect. Up until now, there have not been many
researchers in the SCADA area concerned with the problem of nested data, whereas in
other areas such as the social sciences, researchers have identified the problem and
proposed a hierarchical method as the solution (Ciarleglio and Makuch, 2007). It is
concluded that Hierarchical Method, which is explained by Ciarleglio (2007), is
adoptable because it is able to address the Nested Data issue (more detail in Section
2.3.2.) However, it is important to review other existing approaches to solving data
analysis problems in the SCADA system before formulating a final method and
approach.
In order to identify the existing methods which would address any data analysis issues in
SCADA systems, a review of journal papers relating to SCADA identified proposed
methods such as: Artificial Neural Network (Kolla and Varatharasa, 2000; Weerasinghe
et al., 1998), Fuzzy Logic (Liu and Schulz, 2002; Venkatesh and Ranjan, 2003), Expert
System (Kontopoulos et al., 1997b), Knowledge Base System (de Silva and
Wickramarachchi, 1998a; de Silva and Wickramarachchi, 1998b; Teo, 1995; Vale et al.,
1998; Comas et al., 2003), a combination of Artificial Neural Network with Fuzzy Logic
29
(Palluat et al., 2006; Horng, 2002), a combination of Artificial Neural Network with
Expert System (Zhang et al., 1998), a combination of Fuzzy Logic with Expert System
(Shen and Hsu, 1999), and Data Mining (Wachla and Moczulski, 2007).
It is clear that - besides the main methods of Artificial Neural Network, Fuzzy Logic,
Data Mining, Knowledge Base, and Expert System - the others comprise only
combinations of these main methods and are designed to address specific problems in
SCADA data analysis by combining the advantages of each method. However, even
though they are combined, they are still separated in the actual process. Thus, the
combination cannot be assumed as a new method. It was concluded that this review focus
only on the main methods in order to identify their advantages and limitations. These
methods include the following:
Artificial Neural Network (ANN)
“Neural networks are composed of basic units somewhat analogous to neurons” (Abdi,
1994). In other words, ANN is an information processing paradigm which is inspired and
motivated by the way the human brain works. In the SCADA area, ANN is used to
analyse data in order to identify the cause of any abnormalities (Weerasinghe et al.,
1998). Before using ANN, there are three steps which should be followed (Jain et al.,
1996):
• Step 1: Choose the structure/topology of Neural Network
• Step 2: Choose the training algorithm
• Step 3: Train the Neural Network by utilising the sample set
There are some advantages which can be gained from using ANN in SCADA data
analysis (Weerasinghe et al., 1998):
• Learning ability; thus, a prior understanding of the process is not necessary.
• Ability to handle incomplete and uncertain data.
• Ability to handle complex and non-linear processes, and robust to noisy data.
30
However, ANN has one crucial weakness: the requirement of appropriate training data to
develop a proper ANN (Kolla and Varatharasa, 2000). Although this weakness may not
be a significant problem in other areas, in SCADA systems the training data (which is
historical data/information) is not always available, or if available, may be incomplete
(Zhang et al., 1998). If incorrect/improper training data is supplied, the trained neural
networks will not be able to produce a good decision (widely known as “garbage in,
garbage out”).
Furthermore, the ANN approach is data oriented. This means that the only required
information to construct the neural network is data from SCADA Systems, and
there is no analysis of the system. Therefore, this approach cannot address the
nested data issue.
Fuzzy Logic
In the area of logic, there is a Dual Logic theory (Mendel, 1995) where a logical
algorithm only recognizes two values: 0 and 1. However, in reality, it is very difficult to
describe our daily life with values of only 0 and 1. There are always conditions in
between. For example, between tall and short, there is medium. In this case, fuzzy logic
tries to accommodate this condition and it is proven that fuzzy logic is able to answer the
limitation of that dual logic theory (Venkatesh and Ranjan, 2003).
“…, a FLS [Fuzzy Logic System] is a nonlinear mapping of an input data (feature)
vector into a scalar output (the vector output case decomposes into a collection of
independent multi-input/single-output systems)” (Mendel, 1995).
31
The first and crucial step in utilising Fuzzy Logic is determining the fuzzy membership
functions. Significant experience is required to develop and choose the most suitable
membership functions (Liu and Schulz, 2002). Fuzzy membership functions are used to
fuzzify value from a daily life format into a fuzzy format and to defuzzify calculation
results from a fuzzy format to a daily life format (Mendel, 1995). Details about how the
Fuzzy Logic Systems works are given in Figure 2.2.4.a.
4Figure 2.2.4.a. Fuzzy Logic Systems (Mendel, 1995)
Furthermore, Fuzzy Logic is able to handle not only numerical data, but also linguistic
knowledge.
As it has the advantage of accommodating daily life conditions, Fuzzy Logic can be
implemented successfully in some cases. However, there is still a significant weakness in
Fuzzy Logic membership functions. As previously explained, Fuzzy Logic needs a lot of
experience to develop suitable membership functions. In the case of SCADA Systems, a
lot of experience means a lot of historical data (which is not always available). In
addition, Mendel (1995) concluded that membership function is context dependent.
In addition, even though Fuzzy Logic can handle linguistic knowledge, this method
is mostly data oriented. Thus, Fuzzy logic is unsuitable to address the nested data
issue.
Data Mining
Data Mining is a multidisciplinary field which contains techniques drawn from statistics,
data base technology, artificial intelligence, pattern recognition, machine learning,

32
information theory, control theory, information retrieval, high-speed computing, and data
visualisation. The aim of Data Mining is to extract implicit, previously unknown, and
potentially useful (or actionable) patterns and models from data (Zurada and Kantardzic,
2005). Data mining was established when the size and number of existing data bases had
grown significantly and exceeded human analysis capabilities (Wachla and Moczulski,
2007, Cercone, http://www4.comp.polyu.edu.hk). Cercone suggest that data mining will
be more efficient if the data has already been warehoused. Until now, data mining has
been applied in various fields, such as in the prediction of water demand (An et al.,
1996), the diagnosis of boiler faults (Yang and Liu, 2004), the diagnosis of power cable
faults (Gulski et al., 2003), modelling water supply (Babovic et al., 2002), and modelling
operational information in a power plant (Ordieres Mere et al., 1997).
According to the literature, a combination of data warehousing and data mining
appears to be the best method to address the data analysis problem of SCADA
systems. However, this method needs a lot of historical data as initial input and this
is not always available. In addition, the method tends to neglect the validity of the
data. This is the most critical factor because the data is assumed to be valid and
reflects the real condition of the monitored system.
In reality, data from SCADA systems is nested data which means it is influenced by
many factors (Guo, 2005). If it is assumed that the data is not nested data, the
analysis may be incorrect or incomplete, and any decisions based on this analysis
may be incorrect as well.
Knowledge Base System and Expert System
Although some of the literature defines the Knowledge Base System and the Expert
System as being different, their basic method is in fact the same. The only difference is in
the type of collected knowledge. Lucas and Gaag (1991) conclude that the Expert System
is a Knowledge Base System which is developed by utilising experience and knowledge
33
from experts. It means that the Expert System is part of a Knowledge Base System. The
review is therefore focused on the Knowledge Base System.
“Knowledge Base Systems (KBS) are computational tools that enable the integration of
numerical data and heuristic knowledge and mimic the human decision making processes
to solve complex problems” (Comas et al., 2003). In other words, the Knowledge Base
System contains a collection of different types of knowledge and information (one being
human expertise or experience) which is then utilised to support the decision making
process to solve problems. According to Comas, two steps are required to develop the
Knowledge Base System: Knowledge Acquisition and Knowledge Representation
(Comas et al., 2003).
Knowledge Acquisition is the step that searches and compiles information contained in
diverse sources of knowledge, and identifies the reasoning mechanisms followed by
experts to detect and solve the problem (Comas et al., 2003). This is the most difficult
and crucial step, because the success of a Knowledge Base System depends on the quality
of the collected knowledge which can only be collected by a suitable process.
Moreover, based on this statement, it can be identified that the development of a good
Knowledge Base System should be based on a combination of reasoning mechanisms and
expert justification, not on expert justification alone.
Knowledge Representation is the next step after all the symptoms, facts, relationships and
methods used by experts in their reasoning strategy have been identified. In this step, all
of the knowledge is organized and documented (Comas et al., 2003).
After the two steps have been completed, an inference engine is developed to extract and
draw conclusions from the knowledge base (Zhang et al., 1998).
The advantages of utilising a Knowledge Base System in supporting decision making are
that compared to experts, it is able to handle a large volume of problems and make
34
decisions without any stress (human decisions are sometimes influenced by the condition
of stress) (Vale et al., 1998); and in cases where the expert is not available, a Knowledge
Base System can support an inexperienced operator/person to make decisions.
Although it seems that the Knowledge Base System is a novel method to solve SCADA
data analysis, its ability to solve the real problem depends on the development step
(Knowledge Acquisition). For example the development step determines the ability of a
Knowledge Base System (KBS) to address the issue of nested data. If the development
step is data oriented (only based on historical data), then KBS will not be able to address
the nested data issue. However, if the development step applies further consideration into
the system, then it has a potency to address the nested data issue.
Another issue that has to be considered is knowledge base management, because the
knowledge is always dynamic. Knowledge base management is needed to delete existing
knowledge, adjust existing knowledge and add new knowledge (Zhang et al., 1998).
From this review, it can be justified that the Knowledge Base System is a suitable
approach to address SCADA data analysis. The only crucial issue that must be
addressed is at the development step (knowledge acquisition).
Review of the existing proposed methods to address SCADA data analysis reveals that
the advantages and disadvantages of each of those methods can be identified. This will
then be used to formulate the method that is proposed by this research (refer to Section
2.3.3.).
Connectivity with ERP
Before exploring the proposed method formulation, there is another issue in SCADA
systems that must be reviewed. This concerns the integrations of the SCADA systems
with ERP systems.

35
Enterprise business process systems, such as ERP (Enterprise Resource Planning),
represent a significant business investment. ERP systems help to assure competitiveness,
responsiveness to customer needs, productivity, and flexibility in doing business in a
global economy (Sumner, 2005). In recent years, ERP systems have progressively
become the preferred reference solution for the information systems of companies
throughout the world, whatever their activity (Dillard and Yuthas, 2006). The main
reason for this success is the capacity of enterprise business process systems to address
information from all departments and functions across an organisation in a single unified
computer system (Grabot and Botta-Genoulaz, 2005). In fact, similar systems have been
implemented by companies in different countries such as China (Yusuf et al., n.d.) and
Denmark (Rikhardsson and Kraemmergaard, n.d.). ERP systems were used mainly for
manufacturing, but recently, service organizations have invested considerable amounts of
resources in the implementation of ERP systems (Botta-Genoulaz and Millet, 2006).
According to Musaji (2002), the structure of ERP system is as depicted in Figure 2.2.4.b.:
36
5Figure 2.2.4.b. ERP Structure (Musaji, 2002)
The base of the pyramid is the physical security of the hardware; that is, the machine, the
data base, and the off-line storage media (such as tape or cartridges). The second layer
deals with the operating system. The third layer focuses on the security software.
Typically, an ERP system uses or is integrated with a Relational Data Base System. A
Relational Data Base is a collection of data items organised as a set of formally described
tables from which data can be accessed or reassembled in many different ways without
having to recognize the data base tables. A relational data base consists of a set of tables
containing data in predefined categories. Each table, sometimes called a relation, contains
one or more data categories in columns. Each row contains a unique instance of data for
the categories defined by the columns. For example, a typical business order entry data
base would include a table that describes a customer by using columns for name, address,
phone number and so on. Another table would describe an order with columns for
product, customer, data, sales price, and so on. From the data base, an overview that fits
the user’s needs could be obtained. For example, a branch office manager might require
an overview or report of all customers that had bought products after a certain date. From

37
the same tables, financial service managers in the same company could obtain a report on
accounts that needed to be paid.
The integration between SCADA systems and ERP systems cannot be done by only
transferring “raw data”. Steps to process the “raw data” into more meaningful
information are also necessary. There are several steps connecting SCADA and ERP
systems by processing the “raw data” into more meaningful information, and these
include Integrated Condition Monitoring, Asset Health and Prognosis, and Asset Risk
Analysis. These are similar to Bever’s Plant Asset Management System Framework
(Bever, 2000 op cit Stapelberg, 2006). Thus, raw data from a variety of sources (i.e.
sensors) is collected by the integrated condition monitoring system and then the asset
health is analysed. Finally, based on the result of asset health analysis, the asset’s risk and
criticality can be concluded, and forwarded to the ERP system. The Plant Asset
management System Framework, which is cited from Bever, (2000), is illustrated in
Figure 2.2.4.c.
6Figure 2.2.4.c. Plant Asset Management System Framework (Bever, 2000. op cit;
Stapelberg, 2006)
38
A review of several academic papers has been done to elicit the integration of SCADA
systems and ERP systems. “Although Enterprise Resource Planning (ERP) packages
strive to integrate all the major processes of a firm, customers typically discover that
some essential functionality is lacking” (LISA, J. E., 2000). This statement declares that
ERP is fundamentally designed to integrate all the major processes of a company.
However, the ERP users have experienced some difficulties, because in reality, not all
processes in the company can be integrated. Therefore, further research and development
is needed to overcome this failing. On the other hand, researchers in the SCADA area
have tried to make it more available to other systems by developing standard protocol
(Hong and Jianhua, 2006).
In conclusion, there is a definite need for integrating both SCADA and ERP systems as
indicated by academics and industry. Furthermore, SAP as one of the most successful
ERP software companies in the world, has already embedded Manufacturing Execution
System (MES) in the SAP-R/3 packages (Schumann, 1997). MES is able to integrate
production information such as SCADA systems and business information, which can
help the manager to make decisions (Hwang, 2006).
Although MES is able to integrate ERP and SCADA systems, the focus is only on
the Supervisory Control part of SCADA systems. However, the aspect of SCADA
that has to be explored and developed further is Data Acquisition. This research
focuses on the integration of both systems through further exploration of the development
of the data acquisition part of SCADA.
Data Bridge
The next step in the literature review is to identify methods that have been proposed to
integrate SCADA systems and ERP systems by further development and exploration of
SCADA’s data acquisition.
39
Gupta (1998) claimed that information from different systems can be integrated by
utilising a Data Bridge. Moreover, a properly designed Data Bridge can help information
process transfer within the integrated systems (Momoh et al., 1991). According to Gupta,
a proper Data Bridge should have three main components (Gupta, 1998):
• Wrappers
To obtain access from the data sources
• Extractors
To process data into useful information
• Mappers
To perform conversions
Therefore, a good Data Bridge must have the ability to access data from various data
sources and process the data into useful information, in addition to converting the
information into a suitable format for the destination system. In conclusion, the Data
Bridge concept has the potential to be utilised in the connection of SCADA and ERP
systems.
The literature review further investigates any proposed Data Bridge which would link
these systems. Unfortunately, it proved difficult to find suitable references in academic
papers, resulting in the review being featured in proprietary websites on the internet
extended into available commercial products.
In some of these websites, several companies were found to offer direct integration
between the SCADA systems and the ERP systems by interfacing the data base. Below is
a list of several websites that explain the concept or the product:
1. http://www.esri.com/library/reprints/pdfs/enercur-geonis.pdf
The data bridge in this website focuses on direct integration of a SCADA data
base to a GIS data base which has been integrated to the ERP system.
2. http://www.documentcorp.com/au/Contents/News/newsarticle.asp?id=archive/06
0523
40
The data bridge in this website focuses on the direct integration of SCADA
documents to ERP documents.
3. http://www.kalkitech.com/sds.htm
The data bridge in this website focuses on direct integration of a SCADA data
base into an ERP data base.
4. http://www.junotsystems.com/Products/opc.asp
The data bridge in this website also focuses on the direct integration of a SCADA
data base into an ERP data base.
5. http://www.english.icg.pl/sap/index.php/lg/en/page/co_robimy/sub/ikomponenty/s
ub1/icada
The data bridge in this website filters the information from a SCADA system to
an ERP system, so that only the production data is forwarded.
6. http://www.citect.com/index.php?option=com_content&task=view&id=3&Itemid
=5
The method in this product is the closest to the data bridge method in this research
as there is data filtering and interpreting instead of direct integration of the
SCADA data base into ERP data base.
It can generally be concluded from the information in these websites that, the
concepts of Data Bridge are still far from ideal. For example, some concepts only
integrate the data base or simply copy the data directly from the SCADA system
data base to the ERP system data base. However, bridging these two systems by
copying or integrating their data bases alone will not solve the problem because data
from the SCADA systems is still raw. In addition, there must be several steps to extract
the appropriate data for conversion to useful information.
In conclusion, although the proposed Data Bridge concept from Gupta (1998) is ideal, the
actual implementation of the Data Bridge to link SCADA and ERP systems is still far
from realising the ideal concept. Thus, this research will adopt Gupta’s Data Bridge
concept which is blended with the steps to extract appropriate information.

41
2.2.5. Discussion
This discussion highlights the problems and gaps identified in the on-line data
connectivity topic which require further research and development. Two of the main
problems in the on-line data connectivity topic are identified as: SCADA data analysis,
and the Connectivity of SCADA systems and ERP systems.
SCADA Data Analysis
As SCADA is a real-time system, the system’s data base will rapidly accumulate a large
amount of data if some or other data elimination or handling protocol is not adopted
(Stoneham, 1998). Matus-Castillejos and Jentzsch (2005) conclude that a data base of a
real-time system must be stringently managed. Therefore, it can be concluded that one of
the crucial problems in the SCADA system is data. However, data which is collected by
the SCADA system is influenced by other factors. For example: if SCADA identifies an
abnormality in the data, this abnormality can either be caused by change in the
installation environment or by deterioration of the machine’s condition (Stoneham,
1998). Data that is influenced by other factors and cannot be assumed as independent is
called nested data (Kreft et al., 2000). In addition, Guo (2005) concludes that if nested
data is assumed independent and linear, the results of the analysis will be incorrect. Until
now however, there have been few researchers in the SCADA area concerned with nested
data problems.
The literature review reveals several methods proposed to address the problem of
SCADA data analysis. These can be identified as: Artificial Neural Networks, Fuzzy
Logic, Data Mining, and Knowledge Base Systems and Expert Systems. Limitations/gaps
in each of the proposed methods are as follows:
42
1. Artificial Neural Network (ANN)
The ANN approach is data oriented. This means that the only required
information to construct the neural network is data from SCADA Systems and
there is no further analysis to the system.
2. Fuzzy Logic
A significant weakness in Fuzzy Logic is in the membership function where
substantial experience is needed to develop suitable membership functions. In the
case of SCADA systems, a lot of experience means a lot of historical data (which
is not always available).
3. Data Mining
This method needs a lot of historical data as initial input and this is not always
available. Furthermore, the method tends to neglect the validity of the data. This
is the most critical factor because the data is assumed to be valid and reflects the
real condition of the monitored system.
4. Knowledge Base Systems and Expert Systems
From the review, it can be justified that this method is a suitable approach to
SCADA data analysis. The only crucial issue that must be addressed is at the
development step (knowledge acquisition).
From analysis of the limitations of each of the proposed methods, several additional
problems have been identified:
1. The need for historical data in the first instance; however, historical data is not
always available.
2. The need for adaptation capability to the new information on SCADA data
analysis models to cope with the system’s dynamic.
From the review of the existing proposals of methods to address SCADA data analysis,
the advantages and disadvantages of each of these methods can be identified.
Furthermore, this knowledge will then be used to formulate the method that is proposed
by this research.
43
Connectivity of SCADA Systems and ERP Systems
Based on the review, the need for integrating both SCADA and ERP systems is apparent.
SAP has embedded the Manufacturing Execution System (MES) in the SAP-R/3
package. Although MES is able to integrate ERP and SCADA systems, the focus is only
on the Supervisory Control part of SCADA systems.
The literature review identified methods proposed to integrate SCADA and ERP systems
in terms of SCADA’s data acquisition. It was observed that the Data Bridge concept has
great potential to be utilised in the connection of SCADA and ERP systems. It was found
that several companies offer direct integration between the SCADA and ERP systems by
interfacing the data base. However, the limitations of these concepts are still far from an
ideal concept of Data Bridge.
In conclusion, a new concept of Data Bridge is needed to integrate ERP and SCADA
systems in terms of the Data Acquisition and to incorporate the analysis results into the
ERP system. This Data Bridge concept will incorporate the three steps to extract
appropriate information.
2.3. On-line Data Connectivity: Solution Formulation
Based on the identified problems and gaps in on-line data connectivity a model is
formulated to address any possible solution. Section 2.3. provides information about the
proposed model. Initially, the required criteria which the proposed model needs to fulfill
is considered, The focus then turns to on further literature review to identify some
grounded theory which will be adopted in developing critical theory. This approach then
progress to the final model proposed; that is, the Hierarchical Model.
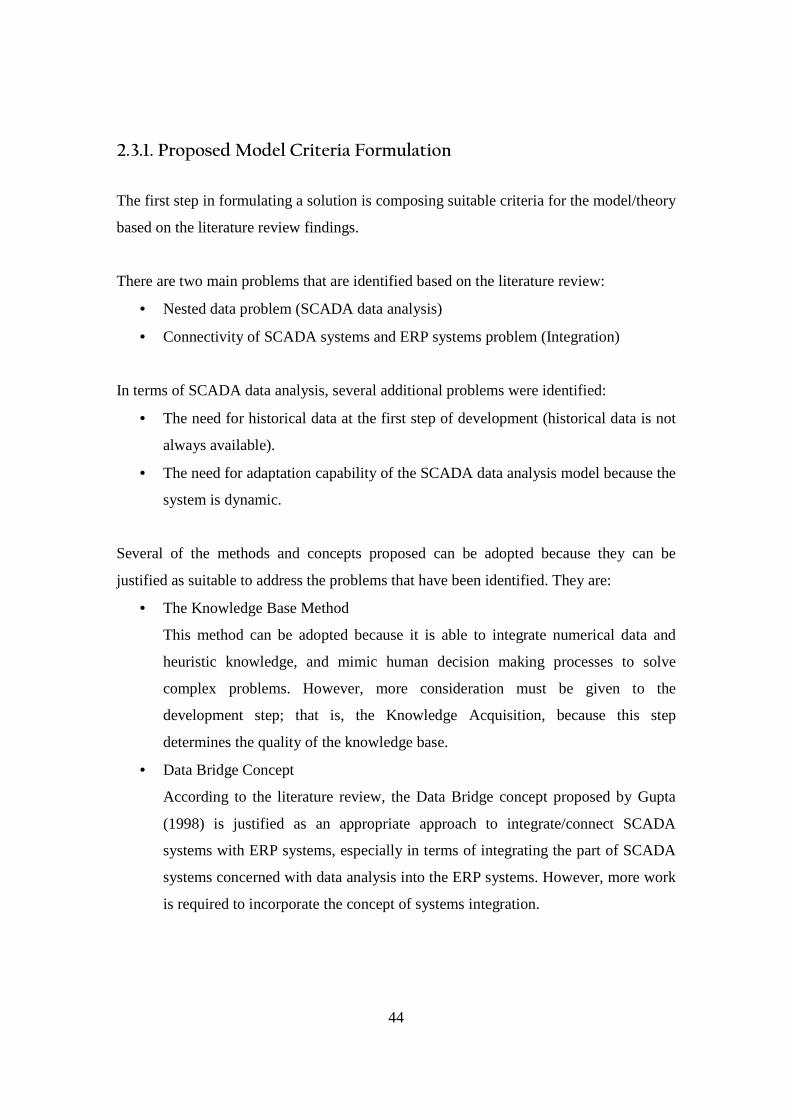
44
2.3.1. Proposed Model Criteria Formulation
The first step in formulating a solution is composing suitable criteria for the model/theory
based on the literature review findings.
There are two main problems that are identified based on the literature review:
• Nested data problem (SCADA data analysis)
• Connectivity of SCADA systems and ERP systems problem (Integration)
In terms of SCADA data analysis, several additional problems were identified:
• The need for historical data at the first step of development (historical data is not
always available).
• The need for adaptation capability of the SCADA data analysis model because the
system is dynamic.
Several of the methods and concepts proposed can be adopted because they can be
justified as suitable to address the problems that have been identified. They are:
• The Knowledge Base Method
This method can be adopted because it is able to integrate numerical data and
heuristic knowledge, and mimic human decision making processes to solve
complex problems. However, more consideration must be given to the
development step; that is, the Knowledge Acquisition, because this step
determines the quality of the knowledge base.
• Data Bridge Concept
According to the literature review, the Data Bridge concept proposed by Gupta
(1998) is justified as an appropriate approach to integrate/connect SCADA
systems with ERP systems, especially in terms of integrating the part of SCADA
systems concerned with data analysis into the ERP systems. However, more work
is required to incorporate the concept of systems integration.
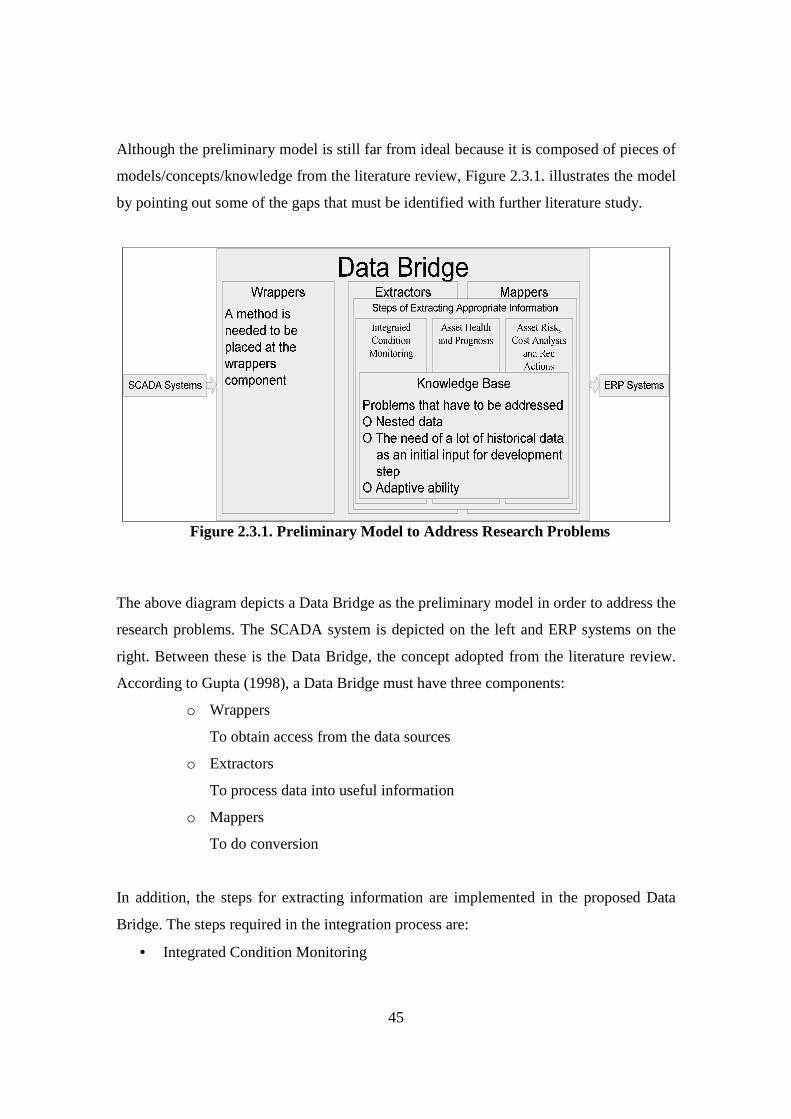
45
Although the preliminary model is still far from ideal because it is composed of pieces of
models/concepts/knowledge from the literature review, Figure 2.3.1. illustrates the model
by pointing out some of the gaps that must be identified with further literature study.
7Figure 2.3.1. Preliminary Model to Address Research Problems
The above diagram depicts a Data Bridge as the preliminary model in order to address the
research problems. The SCADA system is depicted on the left and ERP systems on the
right. Between these is the Data Bridge, the concept adopted from the literature review.
According to Gupta (1998), a Data Bridge must have three components:
o Wrappers
To obtain access from the data sources
o Extractors
To process data into useful information
o Mappers
To do conversion
In addition, the steps for extracting information are implemented in the proposed Data
Bridge. The steps required in the integration process are:
• Integrated Condition Monitoring
46
• Asset Health and Prognosis
• Asset Risk Analysis
The three steps for extracting appropriate information in the concept of system
integration are implemented on the Extractors and Mappers of Data Bridge. The process
of analysis is conducted in the Extractors and then the processed information is passed on
by the Mappers. A method must also be developed or adopted to be placed as a Wrappers
component.
Moreover, the Knowledge Base method is adopted to facilitate analyses at the steps for
extracting appropriate information. However, further development and research is
necessary in order to address the problems concerning:
• Nested data
• The need for a significant amount of historical data as initial input for the
development step
• Adaptive ability
Finally, the criteria for the proposed model can be formulated as being:
• Able to be developed by utilising original design information as an initial input
• Able to analyse SCADA data in a “real time” time frame
• Able to solve Nested Data issues
• Able to pass the results to the ERP System
2.3.2. Further Literature Study
After the criteria for the proposed method have been set, the next step formulates the
proposed model by filling in the gaps in the preliminary model. The review covers three
topics: the Hierarchical Approach, Root Cause Analysis, and the Interdependence and
Diagramming Method.
47
Hierarchical Approach
The explanation in Section 2.2.4. identified data from the SCADA system as Nested
Data. In addition, it mentions that the Hierarchical Method is able to address the Nested
Data issue. Further review of the Hierarchical Method is as follows:
According to Ciarleglio and Markuch (2007), the Hierarchical Method is a useful
technique to address Nested Data, since in fact, it contains a multi-level structure.
Therefore, Nested Data can be identified as a Hierarchical Data set. “A hierarchical data
set contains measurements on at least two different levels of a hierarchy” such as
measurement of patients and hospitals where the lower level (patients) is nested with the
higher level (hospitals) (Kreft et al., 2000). Thus, the lower level data which is nested at
the particular higher level data, is influenced by and influences other lower level data
which is nested at the same higher level data (Ciarleglio and Makuch, 2007). In SCADA
for example, the data which comes from the motor bearing temperature sensor, is
influenced by other impacting factors that exist in the motor assembly.
In addition, it is concluded that SCADA data analysis results will be more accurate if the
hierarchical method is implemented during the analysis process. The next step is to
formulate a suitable format for implementing the hierarchical method into SCADA data
analysis.
Root Cause Analysis
“The central aim of root cause analysis is to find points in a system where improvements
are feasible that will reduce the likelihood of another similar accident/negative event in
the future”(Rzepnicki and Johnson, 2005).
According to Wilson et al. (1993), Root Cause Analysis refers to the process of
identifying the most basic reason for an undesirable condition or problem which if
48
eliminated or corrected, would have prevented it from existing or occurring. Based on
these definitions, it can be concluded that Root Cause Analysis is a method of identifying
the source of something occurring that is not expected and eliminating it either at that
particular time or in the future. One of the advantages of Root Cause Analysis is the
systematic examination of multiple systems and causes which may contribute to an
adverse event (Wilson et al., 1993).
There are several analysis methods in Root Cause Analysis (Wilson et al., 1993):
• Change Analysis:
Change Analysis is an analysis method which identifies the root cause of any
unwanted event or problem, based on the “Change” element which can be
detected from symptoms. In addition, the “Change” element is a force that can
make a difference (positive or negative) in the way a system, process or person
functions.
• Event and Causal Factors Analysis:
“For every accident, incident or problem, there was a previous or missed event or
an underlying condition (conditions that caused it to happen).” In conclusion, this
method provides a detailed analysis of the event sequence and its associated
causes or conditions.
• Tree Diagrams:
A Tree Diagram utilises a graph as a tool for visualising a number of potential
contributory factors to an event. This method is extremely useful in helping
visualisation and analysis of more complex systems or problem situations.
Failure Mode and Effect Analysis (FMEA) is proposed as one of the better analysis
methods for Root Cause Analysis (Latino and Latino, 1999). FMEA is actually a well
known method in industry for assessing all of the events and their individual impact on
performance. FMEA was developed for the aerospace industry and the first formal
FMEAs were conducted in the mid 1960s (McDermott et al., 1996).
In FMEA, the failure is assessed based on several criteria such as (McDermott et al.,
1996; Latino and Latino, 1999):

49
• Failure Cause
• Failure Mode
• Failure Effect
• Failure Consequence
Failure Consequence, as one of the outcomes from FMEA, will be utilised to determine
risk in the Criticality Analysis of the FMECA (Failure Mode Effect and Criticality
Analysis). Based on the preliminary model, some of the final and most valuable
information that will be passed to the ERP system is “Risk”. Thus, it is suitable to adopt
FMEA to form the proposed model of this research.
In addition, it can be identified that the Hierarchical concept can be implemented through
the FMEA, and this is also mentioned by Latino and Latino (1999):
“So the first thing we might do is take that aircraft and break it down into smaller
subsystems.”
The above quote clearly states that the FMEA process is initiated by breaking down the
source of information hierarchically (Aircraft), in order to enable a more accurate
information extraction process. Furthermore, Stapelberg (1993) also proposes a FMEA in
his Reliability Availability and Maintainability book which begins with a System
Breakdown Structure (SBS) to breakdown the system hierarchically. “A System
Breakdown Structure is a systematic hierarchical representation of the equipment, broken
down into its logical Areas, Units, Systems, Assemblies and Component levels”
(Stapelberg, 1993).
There are three steps in developing SBS (Stapelberg, 1993):
• Process Analysis
In this step, the existing processes in the system are analysed and then depicted in
a Process Block Diagram. The purpose of this step is to determine the nature of

50
the process flow and understand it clearly in order to logically determine different
hierarchical levels in the system.
Prior to further explanation on the development of the Process Block Diagram, it
is important to define several terms, which will be used throughout this section
(Stapelberg, 1993):
o Interface Components
These are components on systems’ boundaries which need to be clearly
specified as they experience functional failures frequently.
o Block Diagramming
This is an important and useful technique which can be used during
functional systems’ analysis to depict a variety of relationships, including
input and output relationships, process flow, and the functions to be
performed at each stage of the systems’ hierarchy.
o Process Flow Block Diagrams
Process Flow Diagrams depict the process flow and can be used to show
the conversion of inputs into outputs which subsequently form inputs into
the next system.
The reason for drawing a detailed diagram is to determine and clearly understand
the nature of the process flow, in order to determine logically different
hierarchical levels in the asset. In most companies, the Process Flow Diagrams are
available and they are the source of information which investigates the material
flow and state changes in the process.
The investigation is carried out by a detailed analysis of inputs and outputs from
different parts of the systems. The systems’ boundaries and interface components
can therefore be identified.
Examples of Process Flow Block Diagrams are given in Figure 2.3.2.a. and Figure
2.3.2.b. (courtesy of ICS Industrial Consulting Services Pty Ltd) (Stapelberg,

51
1993). The first example is a Process Flow Block Diagram illustrating the basic
process in a coal fired power station and can be regarded as a “high level” process
flow block diagram. The other is the power train system of a haul truck and is
taken down to the assembly level. Even though no physical medium flows
through the process, the state changes in transmitting the rotational drive provide
a clear indication of the boundaries between the various assemblies.
8Figure 2.3.2.a. Process Flow Diagram of Coal Fired Power Station (Stapelberg,
1993)

52
9Figure 2.3.2.b. Process Flow Block Diagram of Haul Truck Power Train System
(Stapelberg, 1993)
• System Description
A system can be defined as follows (Stapelberg, 1993):
“A system is a collection of subsystems, assemblies and components for which the
availability can be optimised”.
From a reliability viewpoint, a system can be defined as (Stapelberg, 1993):
“... a collection of subsystems and assemblies for which the value of system
reliability can be determined, and is dependent on the interaction of the
reliabilities and physical configuration of its constituent assemblies”.
Based on these definitions, it can be concluded that a system consists of a
collection of sub-systems, assemblies and components which work in synergy to
process an input into an output.
53
Detailed descriptions of a system warrant the same understanding between the
analysis of the system’s boundaries, major assemblies and system’s components.
Although it is simple, a documented description of a system can provide a clear
overview of the analysed system.
The steps in describing the system are (Stapelberg, 1993):
1. Determine the relevant process flow inputs and outputs and develop a Process
Flow Block Diagram, specifically for fixed equipment such as the process
plant.
2. List the major subsystems and assemblies in the system based on the
appropriate criteria, which will also be used for boundary determination.
3. Identify the boundaries to other systems and specify the boundary interface
components.
4. Write an overview narrative which briefly describes the contents, criteria and
boundaries of the systems.
The example of the system description process for the Power Train System of a
Mining Haul truck is illustrated in Figure 2.3.2.c. (Stapelberg, 1993).

54
10Figure 2.3.2.c. Example of System Description (Stapelberg, 1993)
55
• System Breakdown
After the process has been analysed and descriptions of the system have been
made, the next step involves the hierarchical breakdown of the system. The
following steps illustrate the methodology that should be utilised during the
actualisation of the SBS (Stapelberg, 1993):
1. Step 1: Identify Unit/Plant Boundaries
It is important to define the boundaries of the Unit/Plant for which the SBS is
to be developed. This step is more applicable for fixed plant equipment than
for mobile equipment, since its boundaries are logical.
2. Step 2: Identify the Systems
The next step is to identify the systems according to the criteria given in the
previous step. In addition, appropriate codes for the system’s level should be
designated to the equipment at this level of the SBS (this will be discussed in
the next section).
3. Step 3: Identify the Assemblies
The different assemblies must now be identified according to the criteria
given in the previous section. Once again, the boundaries for each assembly
must be clearly defined and stated. Table 2.3.2.a. illustrates an example of the
auto-lubrication system on a Mining Haul Truck.
2 Table 2.3.2.a. Auto-Lubrication System on a Mining Haul Truck (Stapelberg, 1993)
56
4. Step 4: Identify the Sub-Assemblies/Components
Once the systems and assemblies have been identified, the next step involves
identifying each assembly’s components according to the criteria given in the
following definition (Stapelberg, 1993):
“A component is a collection of parts which constitute a functional unit for
which the physical condition can be measured and reliability and
maintainability data can be collected.”
Additionally, a “part” can be defined as (Stapelberg, 1993):
“A single element of a component which contributes towards the component’s
function.”
5. Step 5: Depict the Relationship of SBS Levels
Once the 4 previous steps have been completed, the system hierarchy is now
properly identified. Therefore, the relationship of the SBS level can be
depicted. The typical SBS listing or “spreadsheet” depicts the relationship of
each component to an assembly and to a system. It also shows the codes at all
levels. The following is an example of the Haul Truck Systems Breakdown
Structure.
57
3Table 2.3.2.b. Haul Truck Systems Breakdown Structure (Stapelberg, 1993)
6. Step 6: SBS Coding
Once the SBS has been developed, a unique combination of each different
SBS level’s codes must be developed in order that the hierarchical level and
relationship of each item can be easily discerned. Furthermore, coding is very
helpful if the SBS is computerised.
Currently, most companies have coding systems which identify equipment or
even lower levels such as components. Some coding may be in place for in-
between levels, such as systems, sub-systems, and assemblies. Very often, the
Computerised Maintenance Management System used by a company also has
a specific coding structure and facility to include hierarchical relationships.
Consequently, it is difficult to specify strict coding procedures and restrictive
58
codes. It would be rather more appropriate to identify some basic guidelines
which should be considered when conducting the SBS coding, such as the
following (Stapelberg, 1993):
1. The code has to be structured in such a way that each of the items on any
specific level of the SBS has a unique code and these codes are logically
structured.
2. If any code systems exist, then any additional code development for SBS
should utilise the same logic as the existing code structures.
3. Any limitations imposed on the coding structure by the computer system
in use also need to be considered with regard to size and hierarchical
relationships.
Many plants utilise alpha-numeric codes that follow a logical structure, in
which an item is described according to a hierarchy - from Unit down to
System, Subsystem, Assembly and Component - in a sequence of codes from
left to right.
The following is an example of an SBS code from a Haul Truck:
010715 Haul truck water pump
where “01” is the Engine System
“07” is the Cooling Subsystem
and “15” is the component number in the assembly; that is the water pump
The SBS is justified as a suitable method to be adopted in this research.
The focus of this literature study now moves to a justification of the other analysis
methods of Root Cause Analysis.
59
Change Analysis can be deemed suitable to be adopted and placed at the Wrapper
component, since any change in system conditions can be an indicator of the occurrence
of abnormality. In addition, “change” can be implemented on the Compression Algorithm
to reduce storage space (Chan et al., 1993). Thus, the implementation of Change Analysis
will be conducted on the Filtering Algorithm and Compression Algorithm.
Wilson et al. (1993) indicate that Event and Causal Analysis and Tree Diagrams are
different. However, a review of both methods reveals that they are interconnected. While
Event and Causal Factors Analysis is the step for analysing the accident, incident or
problem by interrelating them with the cause, Tree Diagrams depict the analysis results in
diagram format. In conclusion, adopting both methods is suitable for the proposed model.
Interdependence and Diagramming Method
In this section, the literature study focuses on the Interdependence and Diagramming
method. In the Random House Unabridged Dictionary, “interdependence” means being
mutually dependent or depending on each other. According to WordNet 3.0 by
Princenton University, “interdependence” means a reciprocal relation between
interdependent entities (objects or individuals or groups).
Interdependence is a relationship between entities which are dependent upon each other.
Interdependence is a result of integration of several factors that work together to produce
a result (Cho, 1995); for example, interdependence between groups within a country,
between nations or between groups of nations (Beddis, 1989). Furthermore,
interdependence in economics leads to conflict (Campbell, 1997).
In terms of Condition Monitoring, a system is either the monitored system or monitoring
system, or is an integration of several components to produce results. Therefore,
interdependence between each component exists. In other words, they influence each
other. Hence, the Interdependence concept can be adopted to support the Effect and

60
Cause Analysis method where the effect and cause of an event can be identified through
the interdependence between components in the system.
As mentioned previously, this interdependence is identified as a source of
conflict/problem. Furthermore, Drew et al. (2002) conclude that interdependence is
measurable. This leads to the idea of quantifying risk based on interdependence (refer to
Section 2.5.1.).
“A picture is worth a thousand words” means that complex stories can be told with just a
single image, or an image may be more influential than a story (Rogers, 1986). Thus,
analysis results that are presented in graphical diagrams can be understood more easily
(Stiern, 1999). In addition, as one of the analysis methods of Root Cause Analysis, Tree
Diagrams utilise the power of a diagram to visualize and analyse more complex systems
or problem situations (Wilson et al., 1993). Hence, a suitable diagramming method is
adopted in the proposed model as a tool to present the analysis results for further
investigation. The adopted diagramming method must also facilitate the development
process of the Knowledge Base.
There are many diagramming tools that can be adopted for the proposed model, such as:
Flowchart, Data Flow Diagrams, Use Case Diagrams, Entity-Relationship Diagrams, and
State Transition Diagrams (Nitakorn, (http: //www.umsl.edu)). In addition, the most
important criterion of the adopted diagramming tool is the ability to present the
interdependent relationship between each component in the system. Based on
comparisons by Nitakorn, the Entity Relationship Diagram is the only diagramming tool
that focuses on presenting data relationships. Furthermore, the first intention of the Entity
Relationship Diagram concept is to facilitate data base concept development. Thus, this
diagramming concept is justified as being capable of facilitating the development process
of the Knowledge Base.
61
In conclusion, adopting the concept of the Entity Relationship Diagram is more than
suitable for the proposed model. Furthermore, as only the concept of an Entity
Relationship Diagram (ERD) is adopted, further development of a suitable diagramming
tool for the proposed model is required.
2.3.3. Formulation of the Final Proposed Model: Hierarchical Model
The Preliminary Model proposed to address the research problem can now be evolved to
the Final Model by adding the methods and concepts which were identified in the study
of additional literature, and deemed suitable for the model. Figure 2.3.3. illustrates the
Hierarchical Model as the Final Model.
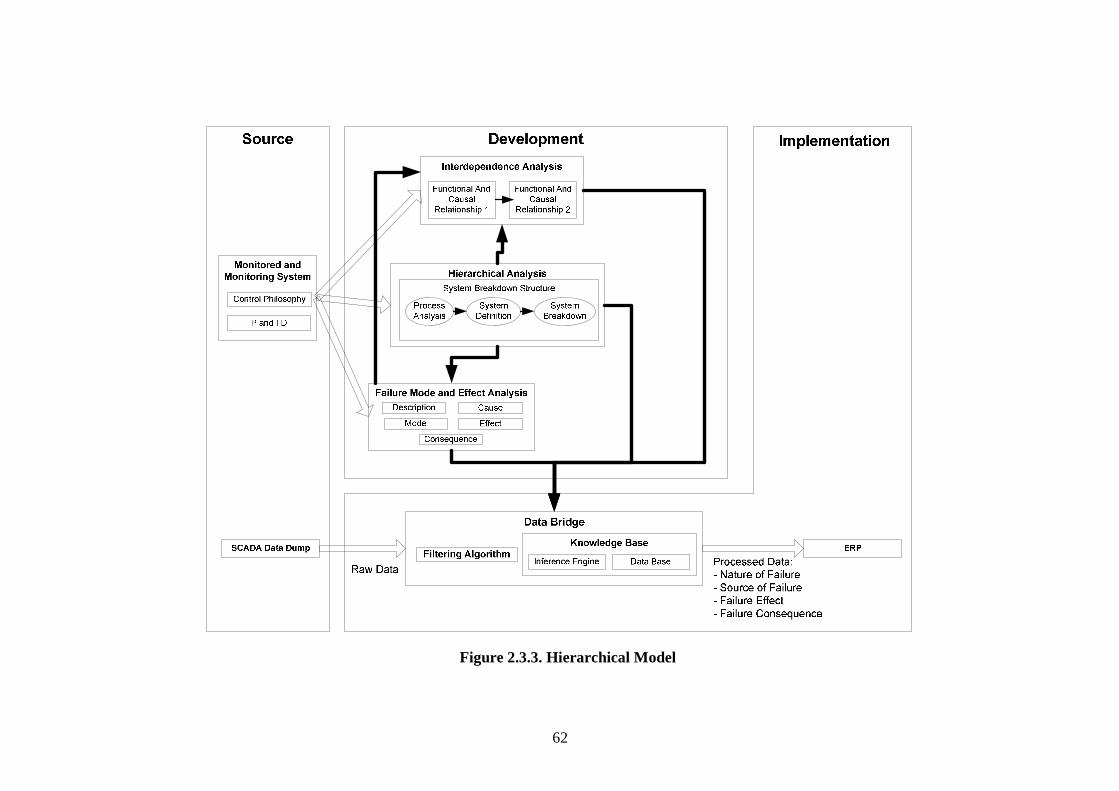
62
11Figure 2.3.3. Hierarchical Model
63
In the Hierarchical Model, information from sources, namely Control Philosophy and
P&ID (Process and Instrumentation Diagram), is analysed through the Hierarchical
Analysis. A System Breakdown Structure (SBS) is developed in the Hierarchical
Analysis through Process Analysis, System Definition and System Breakdown. Results
from the Hierarchical Analysis and any further information are then included in the
Failure Mode and Effect Analysis (FMEA).
In FMEA, failure at the system’s component level is investigated based on Failure Cause,
Failure Mode, Failure Effect and Failure Consequence. Following the FMEA, results
from the FMEA and Hierarchical Analysis, including additional information, are
transferred to the Interdependence Analysis step.
There are two stages of analysis in the Interdependence Analysis: FCRD (Functional and
Causal Relationship Diagram) Stage 1 and FCRD Stage 2. FCRD Stage 1 analyses the
Dynamic Relationship at the system’s component level which is then depicted in a
diagramming format for easier analysis. At a later stage, risk and criticality can be
calculated based on component interdependencies. FCRD stage 2 transforms information
into a more manageable format for input into the Data Base. In addition, all information
from the Hierarchical Analysis, Failure Mode and Effect Analysis and Interdependence
Analysis is then inputted to the Data Base. An Inference Engine is then developed to
query information from the Data Base. Furthermore, the Data Base and Inference Engine
are then paired and called a Knowledge Base. In order to extract significant information
from the Raw Data, a Filtering algorithm is then developed based on the information
about the limit of normal and abnormal data from the Control Philosophy while
conducting the Hierarchical Analysis, Failure Mode and Effect Analysis, and
Interdependence Analysis.
64
It is important that in the implementation step, the Filtering Algorithm is placed before
the Knowledge Base in the Data Bridge. The algorithm extracts essential information
from the SCADA Raw Data. The Knowledge Base then processes this essential
information into more meaningful information, such as: Nature of Failure, Source of
Failure, Failure Effect and Failure Consequence. Finally, this meaningful information is
passed to the ERP system.
2.3.4. Discussion This section highlights some of the essential findings on the process of a solution
formulation from the literature review. Solution formulation is conducted in three steps:
Proposed Model Criteria Formulation, Further Literature Study and Final Proposed
Model Formulation (Hierarchical Model).
In the Proposed Model Criteria Formulation step, some criteria are set as a guide to
design and develop the model. The development of these criteria is based on the
identified problems and gaps. The criteria of the proposed model can be formulated as
being:
• Able to be developed by utilising original design information as an initial input
• Able to analyse SCADA data in a “real time” time frame
• Able to solve the Nested Data issue
• Able to pass the results to the ERP System
The next step after the Proposed Model Criteria has been formulated involves further
literature study. The review covers three topics: the Hierarchical Approach, Root Cause
Analysis and Interdependence and Diagramming Method.
According to the literature study on the issue of addressing Nested Data, the Hierarchical
Method is identified as the most popular and effective method. In addition, the
Hierarchical Method has been proven to address this issue in varied fields, with the
exception of SCADA data analysis.
65
The literature study then focuses on Root Cause Analysis, a classic method to identify the
root cause of any unwanted event or problem. Furthermore, the literature study reveals
several analysis methods in Root Cause Analysis. The literature study then focuses on
identifying which methods can be suitably adopted for the model.
As mentioned, Change Analysis is judged suitable to be adopted in the proposed model;
therefore a Compression and Filtering Algorithm have been developed based on the
concept (refer to Section 3.4. and Section 3.5.).
Event and Causal Factors Analysis, and Tree Diagrams are concluded as being suitable
for the proposed model. Furthermore, a method called Functional and Causal
Relationship Diagram (FCRD) has been developed based on the Event and Causal
Factors Analysis, Tree Diagrams, Interdependence Concept and Entity Relationship
Diagram.
As the name suggests, FCRD is a method to investigate and analyse the functional and
causal relationship between each component where the results are depicted in a diagram.
There are two stages of FCRD. Stage 1 investigates the dynamic interdependent
relationship between each component in the system which is depicted in the diagramming
format. This stage inspires the development of new risk calculation based on the
components interdependence. In the second stage, the information from stage 1 is
transformed into a more comprehensive and manageable format so that it can be input
into the Knowledge Base. Further detail on FCRD is in Section 3.9.
66
Below are the justifications for FMEA’s adoptability:
• FMEA is initiated by hierarchically breaking down the source of information to
enable a more accurate information extraction process. Thus, it is justified as a
suitable method to implement the hierarchical method.
• One of the analysis results from FMEA is risk analysis which is then extended to
criticality analysis in the Failure Mode Effect and Criticality Analysis. Therefore,
it is justified as being able to fulfil the steps of extracting appropriate information
because the final and valuable information that will be passed to the ERP system
is “Risk”.
Stapelberg (1993) proposes a FMEA, which is initiated by the System Breakdown
Structure (SBS) to break down the system hierarchically. Therefore, the SBS is justifiably
suitable to be adopted in this research.
The step involving further literature study revealed that Grounded Theory can be
identified, the following ways:
• Hierarchical method is identified as the most popular and effective method to
address a nested data problem.
• There are several analysis methods within Root Cause Analysis, a classic method
to identify the root cause of any unwanted event or problem, such as: Change
Analysis, Event and Causal Factors Analysis, and Tree Diagrams. These Analysis
methods are adopted as Grounded Theory.
• The concept of an Entity Relationship Diagram as one of the Diagramming tools
is adopted as Grounded Theory to present the analysis results.
• Interdependence concept is adopted to support the Effect and Cause Analysis
method.
• Failure Mode and Effect Analysis and System Breakdown Structure proposed by
Stapelberg (1993).

67
In the Final Proposed Model Formulation a Critical Theory named as Interdependence
Analysis is developed based on the Grounded Theory: Event and Causal Factors
Analysis, Tree Diagrams, Interdependence Concept and the Entity Relationship Diagram.
Interdependence Analysis, together with Failure Mode and Effect Analysis and
Hierarchical Analysis, as Grounded Theory are then combined to form the proposed
Hierarchical Model to address the identified research problems. Also, System Breakdown
Structure (SBS) is adopted as the implementation of the Hierarchical Analysis and a
Real-Time Filtering algorithm, based on the Change Analysis.
2.4. Risk Analysis: Problems Identification Section 2.4. involves a critical review of the problems encountered by current Risk
Analysis Methods. This review begins by providing a brief background about Risk.
2.4.1. Background “Risks arise because of limited knowledge, experience or information and uncertainty
about the future...” (TAM04-12, 2004)
From the statement above, risk is related to a lack of knowledge and information which
leads to uncertainty. Risk management tries to identify and analyse uncertainty, so that,
strategies can be developed to deal with it. After applying risk management, the term of
risk and uncertainty can be distinguished as follows:
“When making decisions under condition of risk, the probability of the risk event being
examined is usually known. When making the decisions under conditions of uncertainty,
the probability is usually unknown” (Stapelberg, 2006).
68
According to AS/NZS 4360/2004, risk is measured in terms of a combination of
consequences of an event and their likelihood (4360:2004, 2004).
Risk management is a process to assist planners and managers to systematically identify
risks. Thus, more reliable planning, and greater certainty about financial and management
outcomes can be achieved (TAM04-12, 2004). Risk analysis is part of risk management.
Frame (2003) reveals that risk management prepares an organisation to reduce the
number of surprises encountered in its work effort and to handle undesirable events when
they arise. Therefore, risk management is not “a magic” that is able to eliminate any
undesirable event.
Frame (2003) proposes a Risk Management Framework, which is adapted from the Guide
to Project Management Body of Knowledge (Project Management Institute., 2000).
There are 5 steps in the Framework:
1. Step 1: Plan for Risk
Prepare to manage risk consciously. Effective risk management does not occur by
accident. It is the result of careful forethought and planning.
2. Step 2: Identify Risk
Routinely scan the organisation’s internal and external environment to surface
risk events that might affect its operations and well-being. Through this process, a
good sense is obtained of undesirable events that might be encountered in projects
and operations.
3. Step 3: Examine Risk Impacts/Risk Analysis (both qualitative and quantitative)
After identifying possible risk events that might be encountered, systematically
determine the consequences associated with their occurrences, and think through
hard to measure consequences by means of a qualitative analysis. Measurable
consequences are modelled with quantitative analysis.
4. Step 4: Develop Risk-Handling Strategies
Knowing what risk events might be encountered (Step 2) and the consequences
associated with them (Step 3), strategies can now be developed to deal with them.

69
5. Step 5: Monitor and Control Risks
As organisational operations and projects are underway, the organisation’s risk
space needs to be monitored to see if undesirable events have arisen that need to
be handled. If the monitoring effort identifies problems in the process, then steps
should be taken to control them.
Out of these five steps, this research focuses more on Step 3; that is, “Examine the Risk
Impact”. The process of examining the risk impact is called Risk Analysis (Project
Management Institute, 2000).
2.4.2. Problems
This section explains the identification of problems in risk analysis. These problems will
be addressed by designing and developing a novel approach to Risk Analysis.
12Figure 2.4.2. Risk Analysis Step (TAM04-12, 2004)
70
Figure 2.4.2. illustrates the Step of Risk Analysis that is proposed in Total Asset
Management (Risk Management Guideline) which consists of 3 steps (TAM04-12,
2004):
1. Identify Risks
The analysis begins with listing the risks that might affect each key element of the
project. The aim is to generate a comprehensive list of the relevant risks and
document what each one involves. The analysis should include a description of
the risk and how it might arise, possible initiating factors, the main assumptions
and a list of the principal sources of information. Various ways to identify risks
are: create a risk checklist, examining similar current or previous projects and
brainstorming or workshopping.
2. Assess Likelihood and Consequences
The second step of the analysis is to determine or estimate both the likelihood of a
risk arising and its potential consequences.
All available data sources should be used to understand the risks. These may
include: historical records; procurement experience; industry practice; relevant
published literature; test marketing and market research; experiments and
prototypes; expert and technical judgement and independent evaluation.
The assessment involves:
• Estimating the likelihood of each risk arising. This might be done initially
on a simple scale from ‘highly unlikely’ to ‘almost certain’ (qualitative
assessment), or numerical assessments of probability might be made
(quantitative assessment).
• Estimating the consequences of each risk in terms of the proposal/project
criteria. This might be done initially on a simple scale from ‘negligible’ to
‘very severe’ (qualitative assessment), or by using quantitative
measurements of impacts (quantitative assessment).
3. Rank Risks
The objective is to identify significant risks that must be managed, and to screen
those minor risks that can be accepted and so excluded from further consideration.
The Risk Ranking mechanism is used to compare risks.
71
For straightforward risks, qualitative assessment estimates the likelihood and
impact of each risk, and sets cut-off points for the determination of major,
moderate or minor status.
A more formal structured approach is recommended for more complex
assessments. There are many suitable methods available, including the
preparation of risk factor. Risk factor is a simple instrument for ranking risks and
is based on scaling. It combines the likelihood of a risk and the severity of its
impact. A risk factor will be high if the risk is likely to occur or its impacts are
large, and highest if both are present.
It can be concluded that Risk Analysis is initiated by identifying risks. The next step is
assessing the risk by determining or estimating both the risk likelihood and
consequences. The last step is determining the significance of the risk in the form of risk
ranking. Risk Ranking can be created by utilising a Risk Factor Method or a Risk
Ranking Matrix (TAM04-12, 2004).
Currently, there are many proposed Risk Analysis methods. The Glossary on Methods of
Risk Analysis that is produced by ETH/Eidgenossiche Technische Hochschule
(http://www.crn.ethz.ch) lists 40 methods:
1. Affinity Diagram
2. Agent-Based Simulation Modelling
3. Analogy
4. Bayesian Analysis
5. Brainstorming *
6. Cause-Effect Analysis
7. Cognitive Mapping
8. Cost Effective analysis *
9. Cost Benefit Analysis *
10. Cross Impact Analysis
11. Decision Conferencing *
12. Decision Tree Analysis *
13. Delphi Technique *
72
14. Environmental Scanning *
15. Event Tree Analysis *
16. Expected Monetary Value Analysis
17. Expert Judgement *
18. Extreme Event Analysis
19. Failure Mode and Effect Analysis *
20. Fault Tree Analysis *
21. Focus Group *
22. Forecast
23. Hazard and Operability Studies
24. Hierarchical Holographic Modelling
25. Human Reliability Analysis
26. Influence Diagram
27. Monte-Carlo Simulation
28. Morphological Analysis
29. Pairwise Comparisons
30. PEST (Political, Economic, Socio-Cultural, Technological) Analysis
31. Plus-Minus Implication
32. Preliminary Hazard Analysis
33. Probabilistic Risk Assessment *
34. Probability and Impact Matrix *
35. Quantitative Risk Assessment *
36. Relevance Diagram
37. Risk Matrix *
38. Scenario analysis *
39. Sensitivity Analysis
40. Simulation
41. SWOT Analysis
42. Trend Analysis
43. Uncertainty Radial Chart
73
Out of these Risk Analysis methods, Stapelberg (2006) concluded that the 17 methods
indicated by asterisks are the most commonly used methods.
Frame (2003) reveals that the usefulness of Risk Analysis is limited by the quality and
quantity of information available. In addition, lack of information will restrict the amount
of effective Risk Analysis that can be carried out (Stapelberg, 2006). Furthermore, the
need of Risk Analysis is often greatest in situations where information is lacking (Frame,
2003).
Two crucial components have to be determined before risk can be calculated: Likelihood
and Consequence of Risk. The Consequence of Risk can be determined by assessing the
severity of the impact. Although there are several methods to determine the risk
consequences, such as expert judgement, the easiest and most common method is by
quantifying the cost that has to be paid if the risk occurs (Stapelberg, 1993). The
Likelihood of Risk is determined from how frequently the risks occur.
However, it is quite difficult to determine Risk Likelihood, because it needs a
sophisticated historical information/experience. Sometimes, this kind of information is
not available or, if available, it is incomplete. There are several sources of Risk
Likelihood (TAM04-12, 2004):
1. Historical records
2. Procurement experience
3. Industry practice
4. Relevant published literature
5. Test marketing and market research
6. Experiment and prototype
7. Expert and technical judgement
8. Independent evaluation
74
These Risk Likelihood sources can be categorised into three groups:
1. Experience and Historical records (no. 1, 2, 7)
The information comes from the history of a system that is collected for some
periods and experience from experts/engineers/operators that work closely with
the system. This is the best method to determine the Risk Likelihood. However,
collecting sophisticated historical information and experience from experts is not
easy and is expensive.
2. Experiment and Testing (no. 5, 6)
The information comes from experiment and testing of a system, which is
specifically designed for collecting the risk likelihood. However, collecting
likelihood information from Experiment and Testing is often too costly and time
consuming.
3. Standard Generic Information (no. 3, 4, 8)
The information comes from experience and history of particular equipment that
is collected by various organisations and published as Standard Generic
Information. There are two problems in utilising this method. The first problem is
the availability of the information; if the object of Risk Analysis is too specific,
sometimes it is very difficult to find out the generic historical information. The
second problem is the problem of generalisation; if the information is gathered
from various organisations, the problem is assumed to be general because some
specific details from each source are eliminated.
From the review, it is concluded that most Risk Analysis methods usually discover a
significant difficulty in determining Risk Likelihood. This will lead to difficulty in
conducting the Risk Analysis since Risk cannot be analysed without knowing the
Risk Likelihood.
Due to this problem, a new concept of Risk Analysis needs to be developed.

75
2.4.3. Discussion The literature review highlights the critical problem in current Risk Analysis methods:
determining Risk Likelihood. Determining Risk Likelihood is difficult because of the
need for historical information. In most cases, this information is not available, or if it is
available, it is incomplete. Therefore, a new concept of Risk Analysis is needed to
address this problem.
2.5. Risk Analysis: A Different Perspective
This section explains the design and development method of a new concept of Risk
Analysis to address the identified problems.
2.5.1. Interdependence Risk Analysis
There are several criteria for the new concept:
1. It does not depend on the availability of Risk Likelihood.
2. It is able to include the individual analysis of each risk analysis object into the
calculation, thus, unique conditions of each object can be obtained.
76
In order to combine the research into one theme, the new concept of Risk Analysis is
linked to the Hierarchical Model (refer to Section 2.3.3.). In addition, the stepping stones
to this concept are:
• In economics, interdependence leads to conflict. (Campbell, 1997)
If interdependence leads to conflict, it also leads to failure. Thus, there is always a
risk in interdependent conditions.
• Interdependence is measurable (Drew et al., 2002)
Based on analysis from the previous point, there is always a risk in interdependent
conditions. Therefore, Risk Analysis can begin by measuring the risk in
interdependence.
In the Hierarchical Model that is proposed by this research, there is an Interdependence
Analysis. The tool of Interdependence Analysis in the Hierarchical Model is a Functional
and Causal Relationship Diagram (FCRD). There are two stages in FCRD. Risk Analysis
based on Interdependence Analysis is established in the first stage of FCRD.
Figure 2.5.1. illustrates the Hierarchical Model with the addition of Interdependence Risk
Analysis. Results from Interdependence Risk Analysis then become the initial input for
the Failure Mode Effect and Criticality Analysis (FMECA).
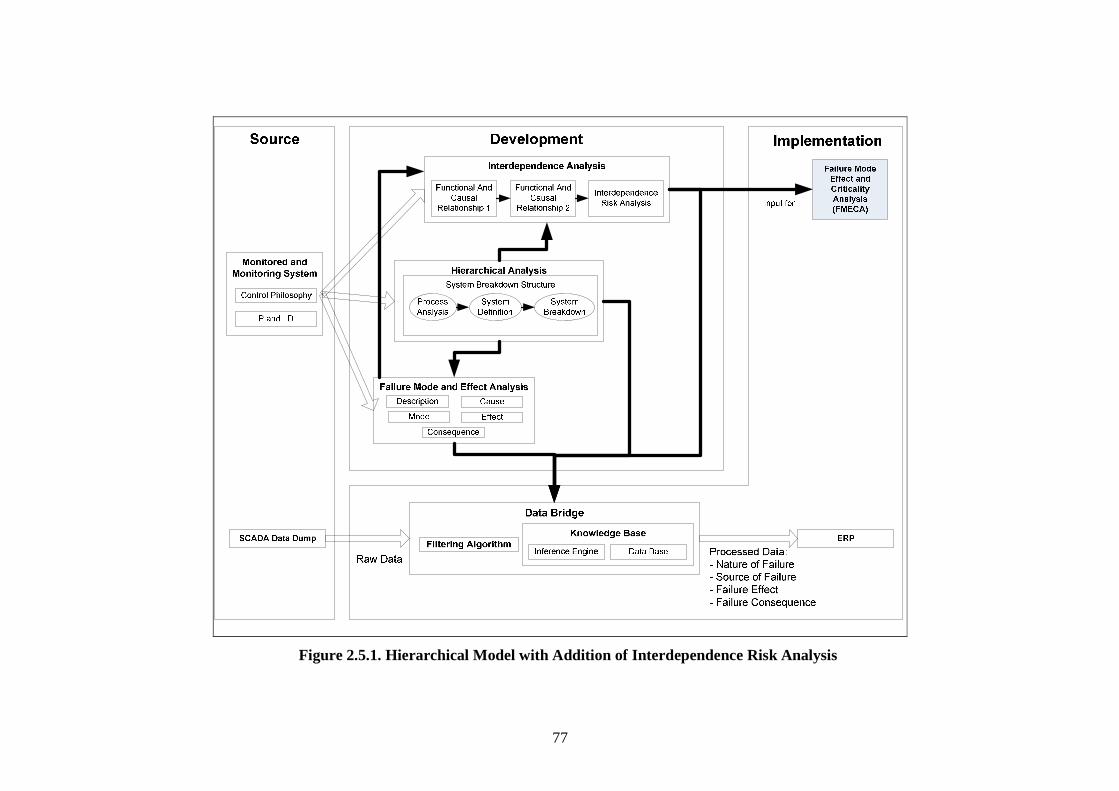
77
13Figure 2.5.1. Hierarchical Model with Addition of Interdependence Risk Analysis
78
In Interdependence Risk Analysis, the Risk Consequence and Risk Likelihood are
determined based on quantification of the Interdependence Relationship. Therefore the
problem that is encountered by most Risk Analysis methods (i.e. determining Risk
Likelihood) can be addressed (refer to Section 3.9.3.).
2.5.2. Discussion
Based on the literature review, Grounded Theory of Interdependence can be identified as
follows:
• In economics, interdependence leads to conflict (Campbell, 1997)
• Interdependence is measurable (Drew et al., 2002)
The identification of this Grounded Theory has led to further development of Critical
Theory, termed Interdependence Risk Analysis, to address the identified research
problem.
2.6. Formulation of Research Hypotheses, Aim, and Objectives A preliminary literature review has identified the research problems. A further literature
review, to delve more deeply into the existing proposed methods to address each of the
research problems, has resulted in identification of Grounded Theory. Identification of
the Grounded Theory has then led to further development of Critical Theory. Finally,
these Grounded Theories are combined with Critical Theory to establish the proposed
model: the Hierarchical Model, which addresses the identified research problems. A
summary of identified problems, Grounded Theories, Critical Theory and final proposed
model is given in Table 2.6.
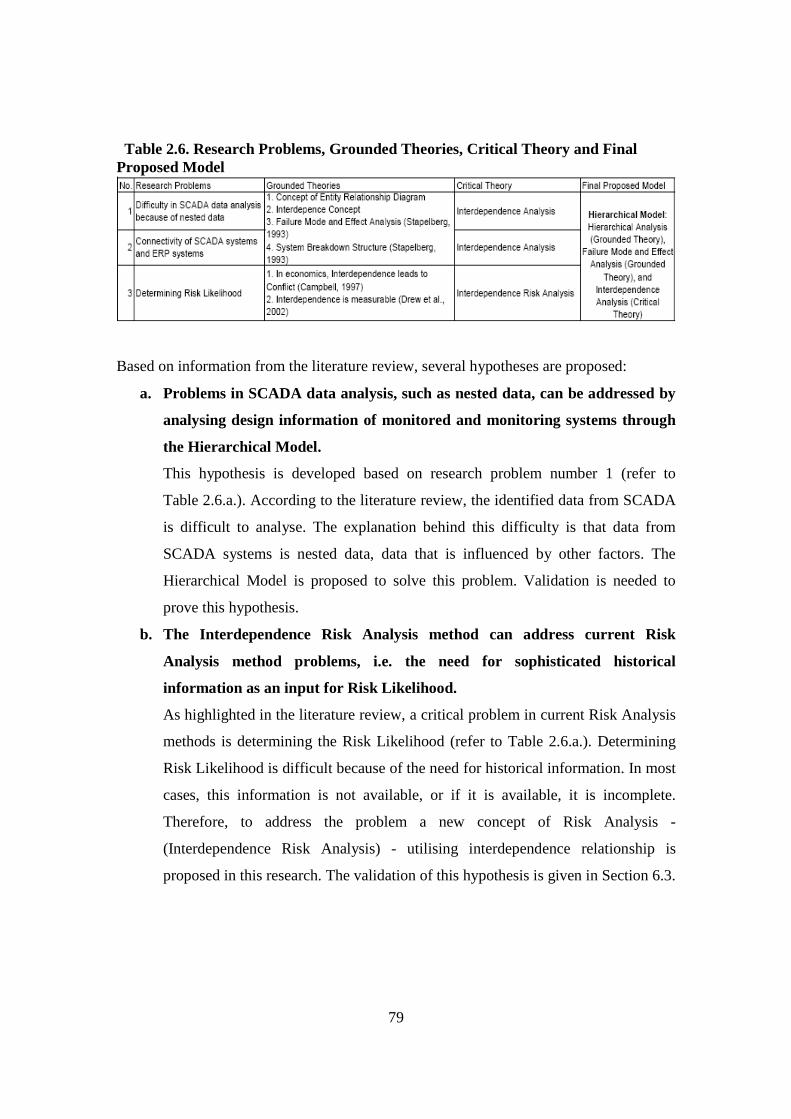
79
4Table 2.6. Research Problems, Grounded Theories, Critical Theory and Final Proposed Model
Based on information from the literature review, several hypotheses are proposed:
a. Problems in SCADA data analysis, such as nested data, can be addressed by
analysing design information of monitored and monitoring systems through
the Hierarchical Model.
This hypothesis is developed based on research problem number 1 (refer to
Table 2.6.a.). According to the literature review, the identified data from SCADA
is difficult to analyse. The explanation behind this difficulty is that data from
SCADA systems is nested data, data that is influenced by other factors. The
Hierarchical Model is proposed to solve this problem. Validation is needed to
prove this hypothesis.
b. The Interdependence Risk Analysis method can address current Risk
Analysis method problems, i.e. the need for sophisticated historical
information as an input for Risk Likelihood.
As highlighted in the literature review, a critical problem in current Risk Analysis
methods is determining the Risk Likelihood (refer to Table 2.6.a.). Determining
Risk Likelihood is difficult because of the need for historical information. In most
cases, this information is not available, or if it is available, it is incomplete.
Therefore, to address the problem a new concept of Risk Analysis -
(Interdependence Risk Analysis) - utilising interdependence relationship is
proposed in this research. The validation of this hypothesis is given in Section 6.3.
80
c. The data bridge developed from the Hierarchical Model will address the
connectivity problem between SCADA systems and ERP systems, whereby
significant information can be drawn out from SCADA’s “raw data” and
transferred into ERP.
According to information from the literature review, the need for integrating both
SCADA and ERP systems is apparent. Furthermore, the literature review found
that several companies offer solutions integrating SCADA systems and ERP
systems by utilising the Data Bridge concept. However the concept of Data
Bridge is still far from ideal because most of them directly integrate both of these
systems’ data bases. The Hierarchical Model proposed in this thesis is able to
develop a specific data bridge to facilitate the connectivity between SCADA and
ERP systems. In the validation step (refer to Section 6.4.), this hypothesis is
tested.
A research aim is formulated as a guide to test the research hypotheses stated above. It
contains a summary of the research problems and proposed methods to address them. The
research aim of this thesis is:
To develop a new model in order to improve the analyses and predictions in
condition monitoring by using Interdependence in Risk Likelihood analysis, and test
this model through the Water Treatment Plant Case Study.
Several objectives must be achieved to test the set hypotheses. These objectives are:
a. Development of a prototype SCADA system in LabVIEW to identify critical
criteria of on-line data acquisition.
This objective is aimed at investigating the construct of SCADA systems in order
to determine its on-line data acquisition characteristics and behaviours. To further
achieve this objective, a typical SCADA system is developed and simulated, and a
prototype is modelled in Lab VIEW.
81
b. Development of a data filtering algorithm using the algorithmic approach of
data compression to remove redundant data.
A data filtering algorithm is needed to transfer only relevant information. A data
compression algorithmic approach, in which the underlying philosophy is to
remove redundant data, will be used to develop the filtering algorithm. A data
compression algorithm which is specifically targeted for real-time data, has been
developed and successfully shown that redundant data can be reduced. This data
compression algorithm is further modified and refined into a data filtering
algorithm. Investigation into actual SCADA data must be conducted before the
data filtering algorithm is applied. By achieving this objective, a data filtering
algorithm, which is able to filter data redundancy from SCADA data, can be
utilised in the validation of the hierarchical interface.
c. Development of a Hierarchical Model
The hierarchical Model is composed of three different analyses: Hierarchical
Analysis, Failure Mode and Effect Analysis, and Interdependence Analysis.
Hierarchical Analysis, and Failure Mode and Effect Analysis are Grounded
Theories. Grounded Theory is identified from analysis of various relevant sources
by utilising a constant comparative method of qualitative analysis.
Interdependence Analysis is a Critical Theory which is developed in this research
by utilising an interdependence relationship to model the system related criteria.
Critical Theory is developed to address the limitations of a critiqued theory; that
is, the Grounded Theory.
d. Validating the Hierarchical Model through the water treatment plant case
study
The validity of the Hierarchical Model is tested by applying it to the Water
Treatment Plant Case Study.
82
2.7. Summary
This chapter has provided a review of the literature relevant to on-line data connectivity
and risk analysis topics. Problems and gaps on those topics are identified as follows:
• SCADA data analysis
• Connectivity of SCADA systems and ERP systems
• Determining Risk Likelihood
Also, several Grounded Theories are identified, such as:
1. Concept of Entity Relationship Diagram
2. Interdependence Concept
3. Failure Mode and Effect Analysis (Stapelberg, 1993)
4. System Breakdown Structure (Stapelberg, 1993)
5. In economics, Interdependence leads to Conflict (Campbell, 1997)
6. Interdependence is measurable (Drew et al., 2002)
This research then continues to the formulation of the Critical Theory based on the
identified research problems and Grounded Theories. The Critical Theory in this research
is Interdependence Analysis which is developed by utilising an interdependence
relationship to model the system related criteria. A new concept of risk analysis, namely
Interdependence Risk Analysis, is formulated based on the Interdependence Analysis.
The final proposed model is then explained. The final proposed model in this research is
the Hierarchical Model which is comprised of three different analyses: Hierarchical
Analysis, Failure Mode and Effect Analysis and Interdependence Analysis.
83
CHAPTER 3
RESEARCH METHODOLOGY
3.1. Introduction The essence of Chapter 3 is the detailed explanation of the final proposed model which
has been introduced in Chapter 2. The chapter begins by describing the experimental
method - Real-Time Water Quality Condition Monitoring System and SCADA test rig -
and then continues to the Development Theory - Algorithm Formulation and Hierarchical
Model. Finally, the Data Bridge as the implementation phase is described.
3.2. Experimentation: Real-Time Water Quality Condition Monitoring System
3.2.1. Introduction
This model is developed to achieve the first objective of this research and as a support to
the proposed model. This model is developed to mimic the data acquisition part of a real
SCADA system. It is then tested by monitoring water quality. The test resulted in the
identification of critical criteria of on-line data acquisition. These criteria are utilised to
design the SCADA test rig for testing the research findings. The study was initialised by
designing a real-time water quality monitoring system architecture, followed by
prototype development and testing of an on-line data acquisition system.
84
3.2.2. System Architecture The system structure consists of three stations, namely local measurement, central
control, and a remote browse station (illustrated in Figure 3.2.2.). Located close to the
measurement point, the local station measures water quality, displays a real-time data
chart, performs basic data analysis, transmits data to the central station, and receives
response commands from the central control station.
All data from different local measurement stations is centralized in the central control
station for further data analysis. The central control station displays the real-time water
quality condition from different monitoring stations, stores the data history, sends
commands and messages to the local measurement stations, and generates periodic
reports of water quality. The main program in the central control station is used to
analyse the collected data (advanced analyses), show diagrams of the measured
parameters, and communicate with the measurement stations and remote browse stations.
The remote browse station is a general computer used to log onto the web site of the
water quality monitoring system to browse the information and retrieve data related to
water quality.
The whole system is built over the Internet and is based on a client-server mechanism.
The HTTP server of the central control station services the remote browse stations. It
connects and interacts with a data base through CGI (Common Gateway Interface) and/or
ADO (ActiveX Data Objects) plus ODBC (Open Data Base Connectivity). The remote
browser searches through retrieved data from the central control station or local
measurement stations through an ActiveX control enabled Web browser, Java Applet, or
HTML pages.
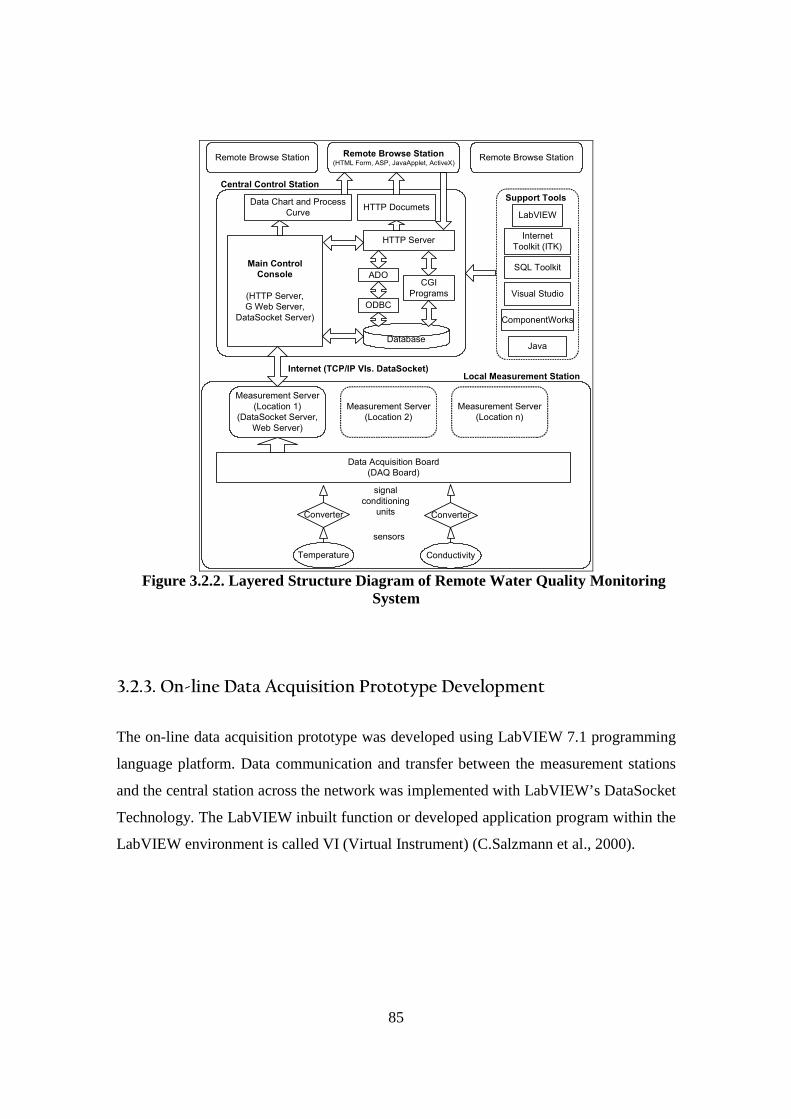
85
sensors
Data Acquisition Board
(DAQ Board)
Measurement Server
(Location 1)
(DataSocket Server,
Web Server)
Measurement Server
(Location 2)
Measurement Server
(Location n)
Main Control
Console
(HTTP Server,
G Web Server,
DataSocket Server)
HTTP Server
CGI
Programs
ADO
Database
Local Measurement Station
HTTP DocumetsData Chart and Process
Curve LabVIEW
Visual Studio
Java
Support Tools
Central Control Station
Remote Browse Station Remote Browse Station(HTML Form, ASP, JavaApplet, ActiveX)
Remote Browse Station
Internet (TCP/IP VIs. DataSocket)
Internet
Toolkit (ITK)
SQL Toolkit
ODBC
ComponentWorks
Conductivity
Converter
Temperature
Converter
signal
conditioning
units
14Figure 3.2.2. Layered Structure Diagram of Remote Water Quality Monitoring
System
3.2.3. On-line Data Acquisition Prototype Development
The on-line data acquisition prototype was developed using LabVIEW 7.1 programming
language platform. Data communication and transfer between the measurement stations
and the central station across the network was implemented with LabVIEW’s DataSocket
Technology. The LabVIEW inbuilt function or developed application program within the
LabVIEW environment is called VI (Virtual Instrument) (C.Salzmann et al., 2000).
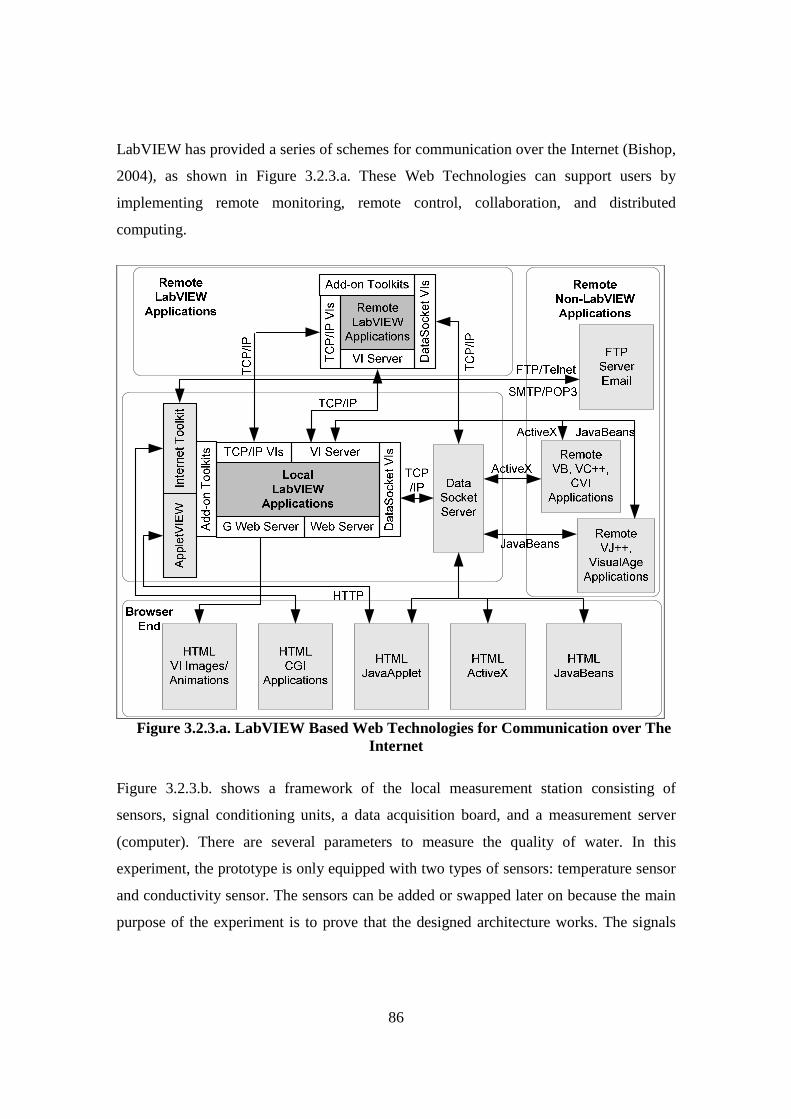
86
LabVIEW has provided a series of schemes for communication over the Internet (Bishop,
2004), as shown in Figure 3.2.3.a. These Web Technologies can support users by
implementing remote monitoring, remote control, collaboration, and distributed
computing.
15Figure 3.2.3.a. LabVIEW Based Web Technologies for Communication over The
Internet
Figure 3.2.3.b. shows a framework of the local measurement station consisting of
sensors, signal conditioning units, a data acquisition board, and a measurement server
(computer). There are several parameters to measure the quality of water. In this
experiment, the prototype is only equipped with two types of sensors: temperature sensor
and conductivity sensor. The sensors can be added or swapped later on because the main
purpose of the experiment is to prove that the designed architecture works. The signals
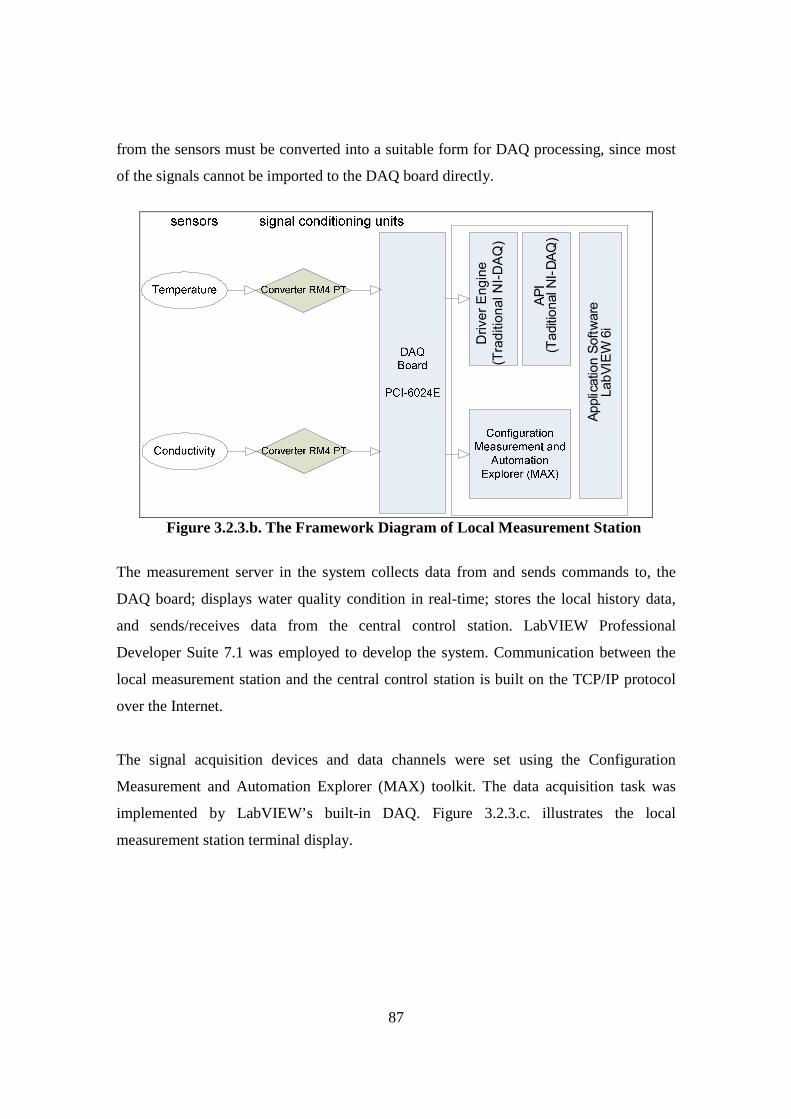
87
from the sensors must be converted into a suitable form for DAQ processing, since most
of the signals cannot be imported to the DAQ board directly.
Driver Engine
(Traditional NI-DAQ)
API
(TaditionalNI-DAQ)
ApplicationSoftware
LabVIEW6i
16Figure 3.2.3.b. The Framework Diagram of Local Measurement Station
The measurement server in the system collects data from and sends commands to, the
DAQ board; displays water quality condition in real-time; stores the local history data,
and sends/receives data from the central control station. LabVIEW Professional
Developer Suite 7.1 was employed to develop the system. Communication between the
local measurement station and the central control station is built on the TCP/IP protocol
over the Internet.
The signal acquisition devices and data channels were set using the Configuration
Measurement and Automation Explorer (MAX) toolkit. The data acquisition task was
implemented by LabVIEW’s built-in DAQ. Figure 3.2.3.c. illustrates the local
measurement station terminal display.
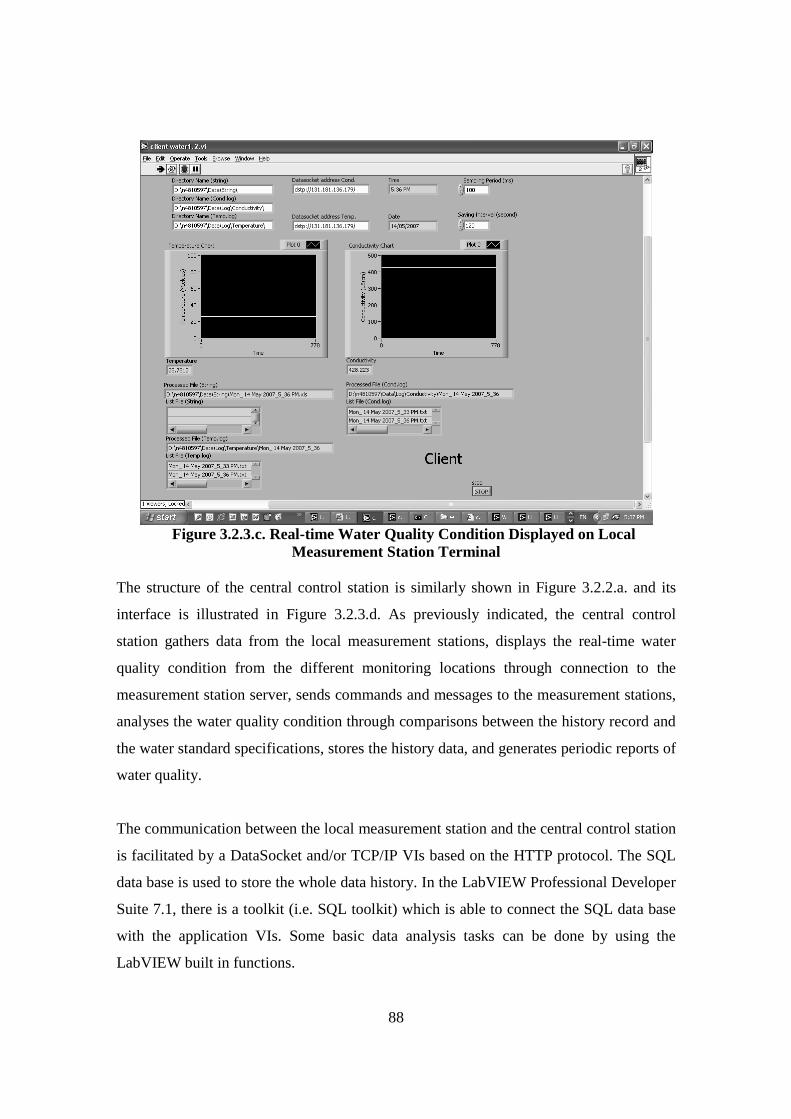
88
17Figure 3.2.3.c. Real-time Water Quality Condition Displayed on Local
Measurement Station Terminal
The structure of the central control station is similarly shown in Figure 3.2.2.a. and its
interface is illustrated in Figure 3.2.3.d. As previously indicated, the central control
station gathers data from the local measurement stations, displays the real-time water
quality condition from the different monitoring locations through connection to the
measurement station server, sends commands and messages to the measurement stations,
analyses the water quality condition through comparisons between the history record and
the water standard specifications, stores the history data, and generates periodic reports of
water quality.
The communication between the local measurement station and the central control station
is facilitated by a DataSocket and/or TCP/IP VIs based on the HTTP protocol. The SQL
data base is used to store the whole data history. In the LabVIEW Professional Developer
Suite 7.1, there is a toolkit (i.e. SQL toolkit) which is able to connect the SQL data base
with the application VIs. Some basic data analysis tasks can be done by using the
LabVIEW built in functions.
89
In this prototype, there are three types of servers running on the central control station: a
G Web Server, a Data Socket Server and a HTTP Server. The responsibility of the G
Web Server is to link communication between the remote browse side and the LabVIEW
application VIs in the server side, through the CGI VIs. The DataSocket Server builds a
connection and transfers data through the DataSocket to the measurement stations, central
control station, and ActiveX embedded Web Browser (remote browse station). Finally,
the HTTP server (IIS) operates as a main server of the central control station which is
used to build the connection between a Visual Basic (VB) application data base and Web
Browser. However, the port of the HTTP server must differ from the port of the G Web
Server; otherwise, it will cause a server conflict.
18Figure 3.2.3.d. An Interface of Central Control Station Terminal
The remote browse stations are used to browse through information in the central control
station server and the local measurement stations. Internet Explorer and Netscape
Navigator are the suitable browsers as they are Active-X enable. All information from the
central control station and the local measurement stations can thus be accessed by
clicking on the Web Browser. In this study, the ActiveX mechanism in VB is employed
for communication between the Browse-side and Server-side. Figure 3.2.3.e. shows a
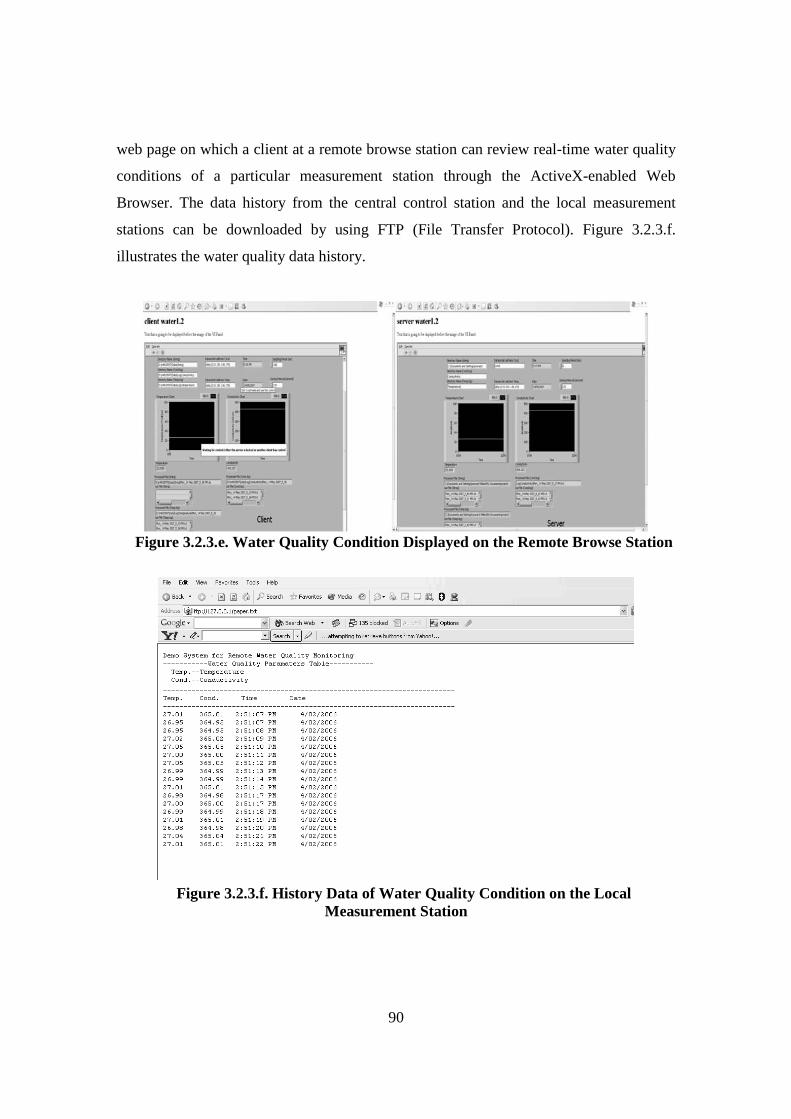
90
web page on which a client at a remote browse station can review real-time water quality
conditions of a particular measurement station through the ActiveX-enabled Web
Browser. The data history from the central control station and the local measurement
stations can be downloaded by using FTP (File Transfer Protocol). Figure 3.2.3.f.
illustrates the water quality data history.
19Figure 3.2.3.e. Water Quality Condition Displayed on the Remote Browse Station
20Figure 3.2.3.f. History Data of Water Quality Condition on the Local
Measurement Station

91
3.2.4. Identification of Critical Criteria of On-line Data Acquisition Systems Brindley et al. (1998) concludes that the identification of Critical Criteria of a system
provides deeper understanding about the system. Shahriari et al. (2006) revealed that
Critical Criteria can only be identified by conducting close investigation of the system.
The investigation of the On-line Data Acquisition System has been carried out in the
development of the Prototype of Real-time Water Quality Condition Monitoring System.
Therefore, it leads to a more comprehensive and deeper understanding of the On-line
Data Acquisition System.
The goal is to develop a test rig to be used to validate some of the research findings.
Initially, the Critical Criteria of On-line Data Acquisition Systems have to be identified.
These criteria can be used as a guide to develop a standard SCADA test rig and provide
increased confidence in the result generated during such testing (Bolton and Linden,
2003).
The Critical Criteria of the On-line Data Acquisition System are determined based on the
development and testing process of the Real-Time Water Quality Condition Monitoring
System model. The Criteria are:
• Data source
• Data transfer process
• Data processing and display
• Data storage
3.2.5. Discussion Real-Time Water Quality Condition Monitoring Model has been successfully developed
and simulated. It is developed based on Web technology (DataSocket, ActiveX) and
software (LabVIEW, and VB). The structure of the model consists of three components:
92
local measurement stations, a central control station and remote browse stations. These
components are connected to each other by internet connection. Therefore, this system is
able to overcome the distance barrier. In addition, with the developed prototype system,
the water quality condition from the local measurement stations can be displayed to the
clients. The history records of the water quality parameters from the different locations
can be accessed by a client anywhere in the world as long as the internet connection is
available. In addition, the Critical Criteria of the On-line Data Acquisition System are
identified.
The significant contribution of this experimentation stage is the identification of the
Critical Criteria of on-line data acquisition. These criteria can be used to standardize the
development of the SCADA test rig.
3.3. Experimentation: SCADA Test Rig
3.3.1. Introduction
The confidence of the generated results from a test is increased if there is a standard
guide for designing the test rig (Bolton and Linden, 2003). In addition, a reliable test rig
is important to achieve successful testings (Martins et al., 2000). This section explains the
implementation of the Critical Criteria in designing and developing the SCADA test rig.
Based on the literature study in Section 2.2.4., this research focuses more on integrating
SCADA systems and ERP systems into the on-line data acquisition part of the SCADA
system. Thus, the SCADA test rig is designed and utilised only on that part, in order to
conduct experiments based on data obtained from a Case Study. According to Section
3.2.4., there are four Critical Criteria of On-line Data Acquisition Systems: Data Source,
Data Transfer Process, Data Processing and Display, and Data Storage. These criteria are
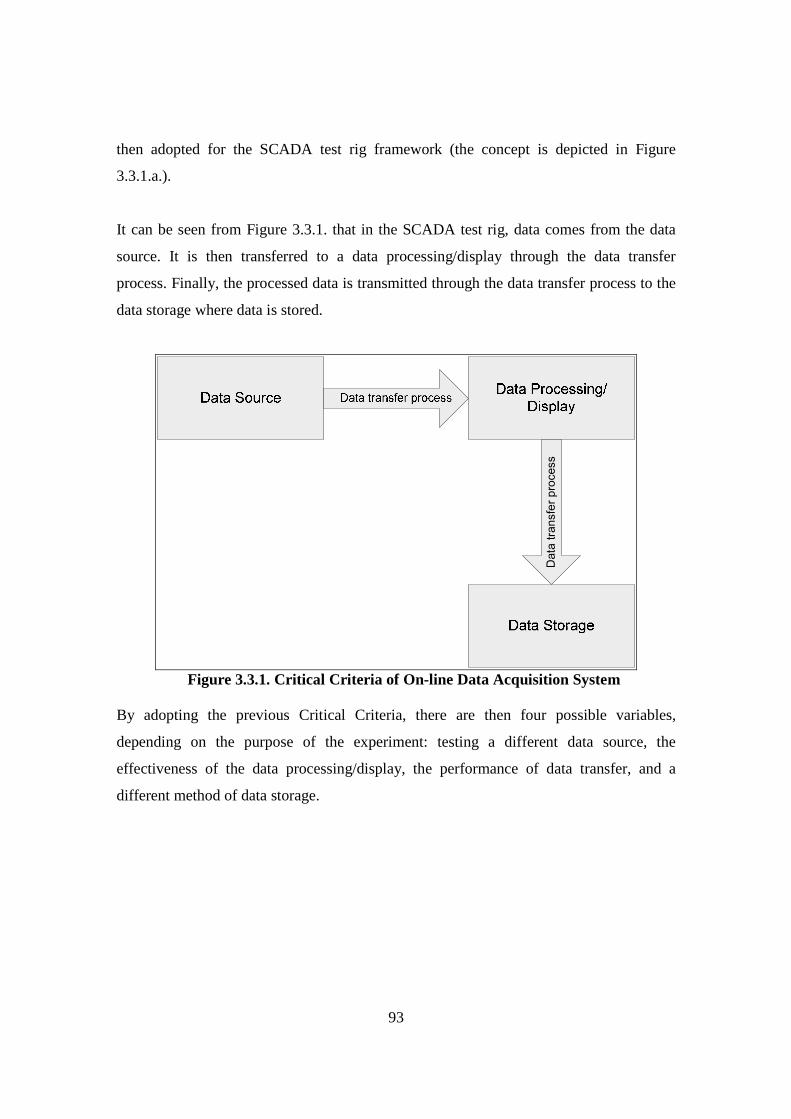
93
then adopted for the SCADA test rig framework (the concept is depicted in Figure
3.3.1.a.).
It can be seen from Figure 3.3.1. that in the SCADA test rig, data comes from the data
source. It is then transferred to a data processing/display through the data transfer
process. Finally, the processed data is transmitted through the data transfer process to the
data storage where data is stored.
Data transfer process
21Figure 3.3.1. Critical Criteria of On-line Data Acquisition System
By adopting the previous Critical Criteria, there are then four possible variables,
depending on the purpose of the experiment: testing a different data source, the
effectiveness of the data processing/display, the performance of data transfer, and a
different method of data storage.

94
3.3.2. Data Source In the On-line data acquisition system, the process is initiated from the location where
data is produced (i.e. data source). Therefore, the presence of the data source is the most
critical criterion of the on-line data acquisition system, since the basic function of the
system is to acquire data from a data source to be processed and stored. In a real system,
data may come from sensors and alarm/event signals. On the other hand, for laboratory
purposes, the data source can be a data base from a real system.
3.3.3. Data Transfer Process Data transfer is one of the main functions of the On-line Data Acquisition System. The
basic philosophy of this system is to obtain data from a data source, transfer it to the
location where it is processed, and then transfer the result to data storage (data base). In
real on-line data acquisition systems, the data transfer process is performed by utilising
various kinds of available technology which can be grouped into two types: wired [for
example: RS 232 (Zhou and Yarlagadda, n.d.), Fieldbus network (El-Shtewi et al., 2001),
and wireless for example: Bluetooth technology (Lahdelma and Pyssysalo, 2001 ; Halme
et al., 2003), and Radio Frequency (Yun et al., 2004)]. However, because the SCADA
test is developed and run at a single PC, the data transfer process is performed inside the
PC itself (i.e. transferring one file from one folder, processing it, and then storing it into
another folder).
3.3.4. Data Processing and Display Data processing depends on the purpose of the SCADA test rig. For example: in Section
3.4, the SCADA test rig is developed and used to test the compression and filtering
algorithm; therefore, the data processing is designed specifically for compressing and
filtering data.

95
Data display is designed based on the requirement of the SCADA test rig; some tests
require a graph to represent data fluctuation, but other tests only require display of the
count of data that has been processed.
3.3.5. Data Storage Data storage is the final process in the on-line data acquisition system. After data is
gathered from a data source and processed, it is then stored. The types of data storage
vary from a simple file to a complex and sophisticated data base. Data storage in the
SCADA test rig is a process of writing the processed data into a text file or Comma
Separate Value (CSV) file.
3.3.6. Discussion The framework for designing the SCADA test rig adopts the identified Critical Criteria of
On-line Data Acquisition System (refer to Section 3.2.4.). This framework will be used to
develop various SCADA test rigs with different purposes to validate the research
findings. There are four possible variables, depending on the purpose of the experiment:
testing different data sources, the effectiveness of the data processing/display, the
performance of data transfer, and different methods of data storage.
96
3.4. Theory Development: Algorithm Formulation (Data Compression Algorithm)
3.4.1. Introduction The purpose of this stage of the research is to determine a means for compressing data
that is produced from a SCADA system. The approach is to study the characteristics of
the data from the SCADA system in detail. It was found that much data from a SCADA
system is redundant in terms of relevance. Several experiments are conducted to observe
the feasibility of reducing this redundancy, and to determine an effective means to reduce
data size.
In this case, data storage becomes a serious problem with on-line data acquisition systems
since masses of data are collected and dumped into storage every day (Matus-Castillejos
and Jentzsch, 2005). Furthermore, if the storage is not managed properly, it soon
becomes overwhelmed by redundant data (Lee, 2002). For example, a single day
measurement of 1 sample every 10 seconds, where the size of each sample is 8 bytes,
requires 69.120 kilobytes storage. Ten channels of such data demand about 7 Mbytes of
disk space. Hence, redundant data filtering through compression techniques is important.
In addition, if a large amount of data needs to be transferred to a remote station, the use
of data compression greatly reduces the transfer time needed. Benedetti et al. (1988)
propose a method of compression by using the least significant word algorithm; however,
it is not easy to implement this method.
97
3.4.2. Experiment Overview
The experiment is conducted in two stages. The first stage is a data base analysis,
followed by Real-time Data Compression Algorithm modelling. The second stage of the
experiment is testing of the algorithm; the experiment is conducted by using a SCADA
test rig. After that, the result from the test is analysed and discussed.
The first stage of the experiment is initialised by reading and manipulating data from a
water utility company’s data base, since the data is still raw and unreadable. After some
manipulation processes to make the data readable, statistical analysis can be conducted
by using Microsoft Excel©. Based on the analysis, the pattern of the data can be
identified. This data pattern can then be used to model the Real-time Data Compression
Algorithm.
In the second stage of the experiment, the algorithm is tested through the SCADA test rig
in which the compression algorithm has been added. Details of the first and second stage
of the experiment are presented in Figure 3.4.2.
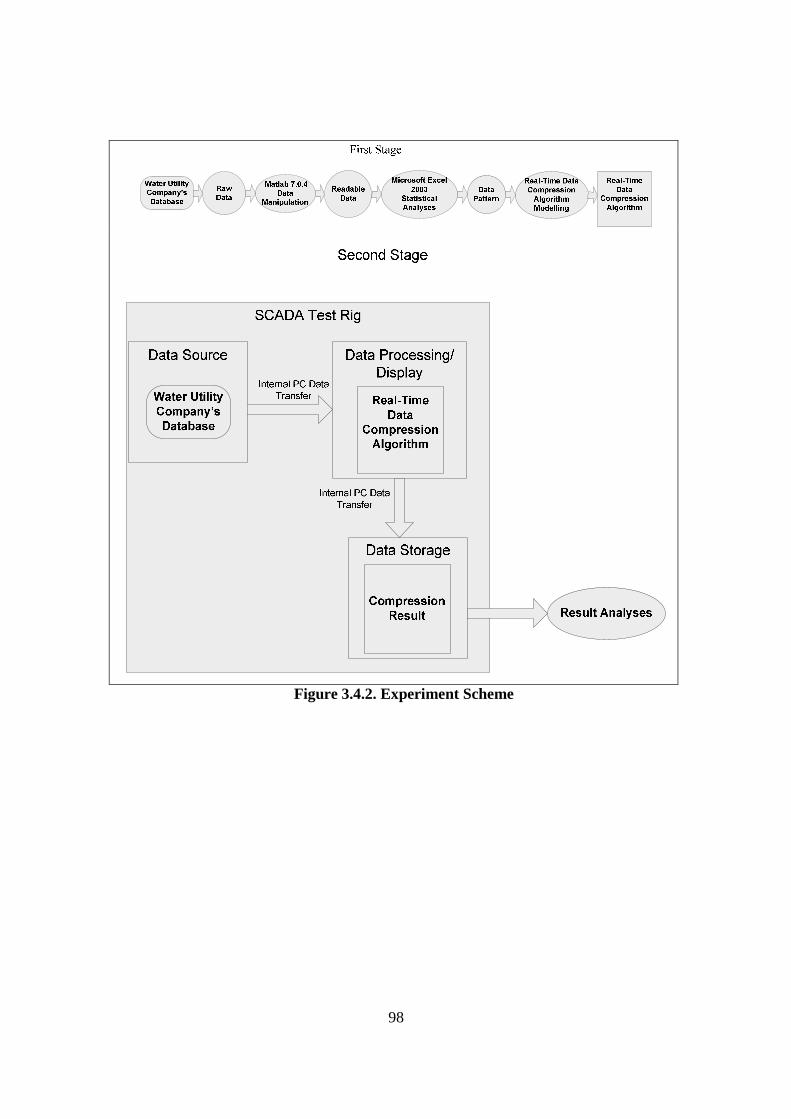
98
22Figure 3.4.2. Experiment Scheme
99
3.4.3. Data Base Analysis
Initially, data was stored and encrypted in the SCADA (Supervisory Control and Data
Acquisition) archive file formats. The data can be converted to a TXT format by using
data reader software supplied by the SCADA provider. It can be manipulated by
subtracting previous data from current data to calculate a disparities pattern. The
manipulation algorithm is:
Y(n) = d(n) – d(n-1) Equation 1.
Where:
Y = data disparities
n = sampling number
d = data absolute value
Matlab 7.0.4 is employed to manipulate the data. The data which is used in this
experiment is from a motor at the pump station. Originally, there were ten different
parameters. However, only two parameters are used to generate the algorithm;
specifically temperature data from two different motor bearings. The results of the
manipulation are in Table 3.4.3.
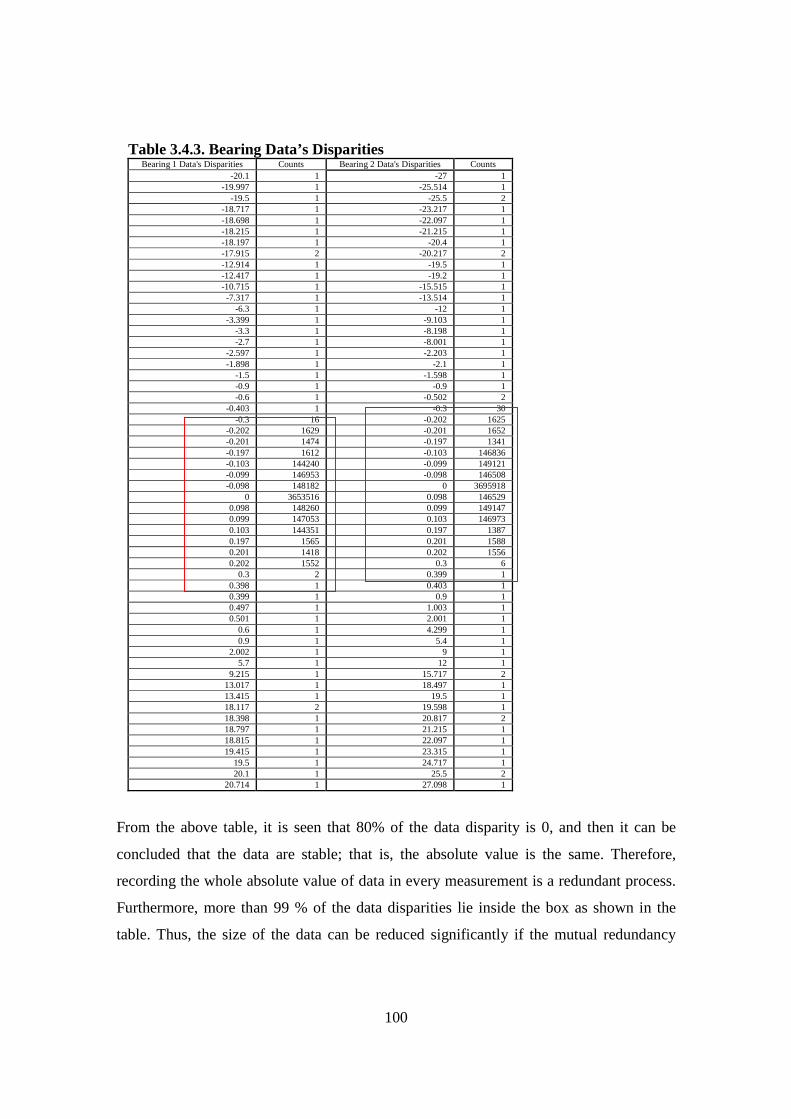
100
5Table 3.4.3. Bearing Data’s Disparities Bearing 1 Data's Disparities Counts Bearing 2 Data's Disparities Counts
-20.1 1 -27 1 -19.997 1 -25.514 1
-19.5 1 -25.5 2 -18.717 1 -23.217 1 -18.698 1 -22.097 1 -18.215 1 -21.215 1 -18.197 1 -20.4 1 -17.915 2 -20.217 2 -12.914 1 -19.5 1 -12.417 1 -19.2 1 -10.715 1 -15.515 1 -7.317 1 -13.514 1
-6.3 1 -12 1 -3.399 1 -9.103 1
-3.3 1 -8.198 1 -2.7 1 -8.001 1
-2.597 1 -2.203 1 -1.898 1 -2.1 1
-1.5 1 -1.598 1 -0.9 1 -0.9 1 -0.6 1 -0.502 2
-0.403 1 -0.3 30 -0.3 16 -0.202 1625
-0.202 1629 -0.201 1652 -0.201 1474 -0.197 1341 -0.197 1612 -0.103 146836 -0.103 144240 -0.099 149121 -0.099 146953 -0.098 146508 -0.098 148182 0 3695918
0 3653516 0.098 146529 0.098 148260 0.099 149147 0.099 147053 0.103 146973 0.103 144351 0.197 1387 0.197 1565 0.201 1588 0.201 1418 0.202 1556 0.202 1552 0.3 6
0.3 2 0.399 1 0.398 1 0.403 1 0.399 1 0.9 1 0.497 1 1.003 1 0.501 1 2.001 1
0.6 1 4.299 1 0.9 1 5.4 1
2.002 1 9 1 5.7 1 12 1
9.215 1 15.717 2 13.017 1 18.497 1 13.415 1 19.5 1 18.117 2 19.598 1 18.398 1 20.817 2 18.797 1 21.215 1 18.815 1 22.097 1 19.415 1 23.315 1
19.5 1 24.717 1 20.1 1 25.5 2
20.714 1 27.098 1
From the above table, it is seen that 80% of the data disparity is 0, and then it can be
concluded that the data are stable; that is, the absolute value is the same. Therefore,
recording the whole absolute value of data in every measurement is a redundant process.
Furthermore, more than 99 % of the data disparities lie inside the box as shown in the
table. Thus, the size of the data can be reduced significantly if the mutual redundancy

101
between the successive data can be eliminated. This can be achieved by only recording
the data disparities which have been encoded.
3.4.4. Real-Time Compression Algorithm
There are several types of compression techniques that have been proposed in various
fields such as satellite communication, commercial telephony and image processing
applications. Basically, these compression schemes try to encode data to reduce data size.
In real-time condition monitoring, there are many compression algorithms that have been
proposed, for example: Yeh and Miller (1995) with a real-time lossless data compression
for remote sensing, and Chan et al. (1993) with a real time data compression for power
system monitoring. However, both of these algorithms are difficult to be implemented in
SCADA systems.
Based on the analysis in the previous section, it can be concluded that the SCADA data
has the potential to be compressed. The philosophy underlying the algorithm is that only
the difference which contains new information, is recorded. Thus, the lossless
compression code is generated to record the new information.
Before the original data is compressed, it consists of two different parameters and each
parameter is represented by six digits of string. That means that the resolution of each
parameter is 48 bits (that is, one digit equal to one byte and one byte equal to eight bits).
Therefore, two parameters require ninety six bits for storage. The algorithm will reduce
this size until a four bit resolution for each parameter is achieved. The approach is
straightforward, making this algorithm easily implemented. The first step of the
algorithm is to find the disparity between the current data and the previous data. Then this
disparity, which has forty eight bits resolution, is coded the one character with eight bit
resolution. Finally, the code from two different parameters is combined, which is
represented by one character with eight bits resolution (therefore, it is as though each
parameter occupies four bits resolution). With this approach, in terms of programming
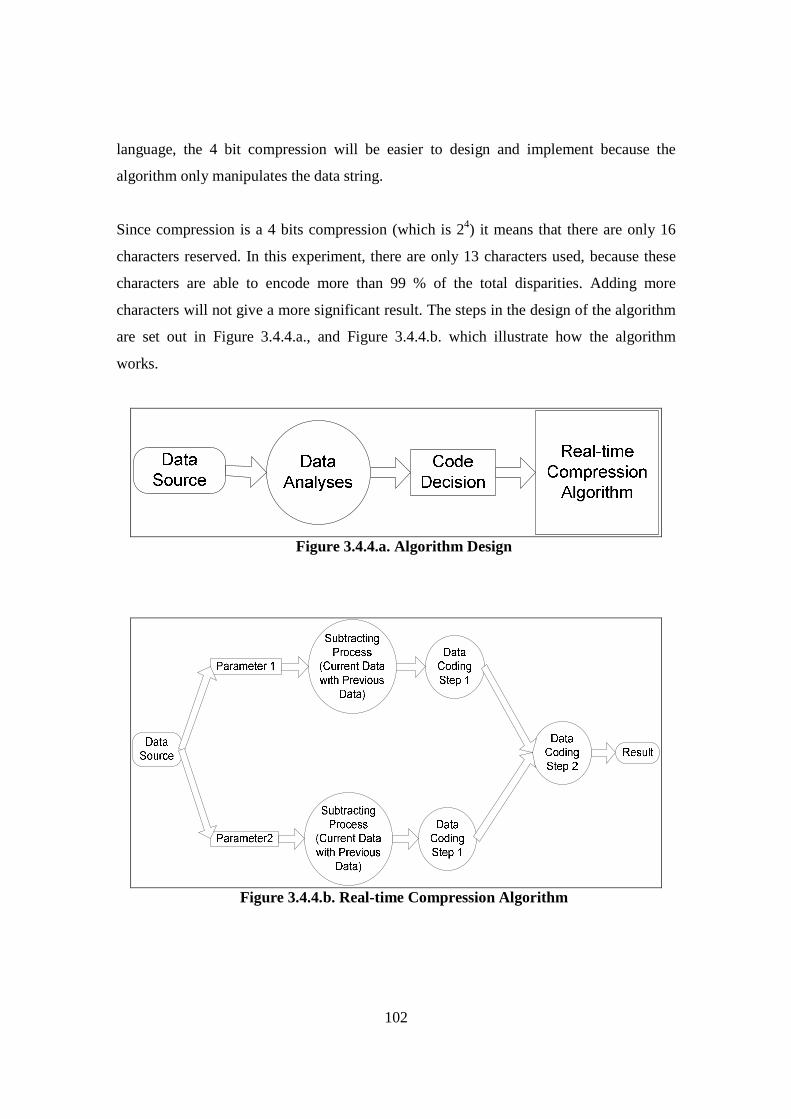
102
language, the 4 bit compression will be easier to design and implement because the
algorithm only manipulates the data string.
Since compression is a 4 bits compression (which is 24) it means that there are only 16
characters reserved. In this experiment, there are only 13 characters used, because these
characters are able to encode more than 99 % of the total disparities. Adding more
characters will not give a more significant result. The steps in the design of the algorithm
are set out in Figure 3.4.4.a., and Figure 3.4.4.b. which illustrate how the algorithm
works.
23Figure 3.4.4.a. Algorithm Design
24Figure 3.4.4.b. Real-time Compression Algorithm
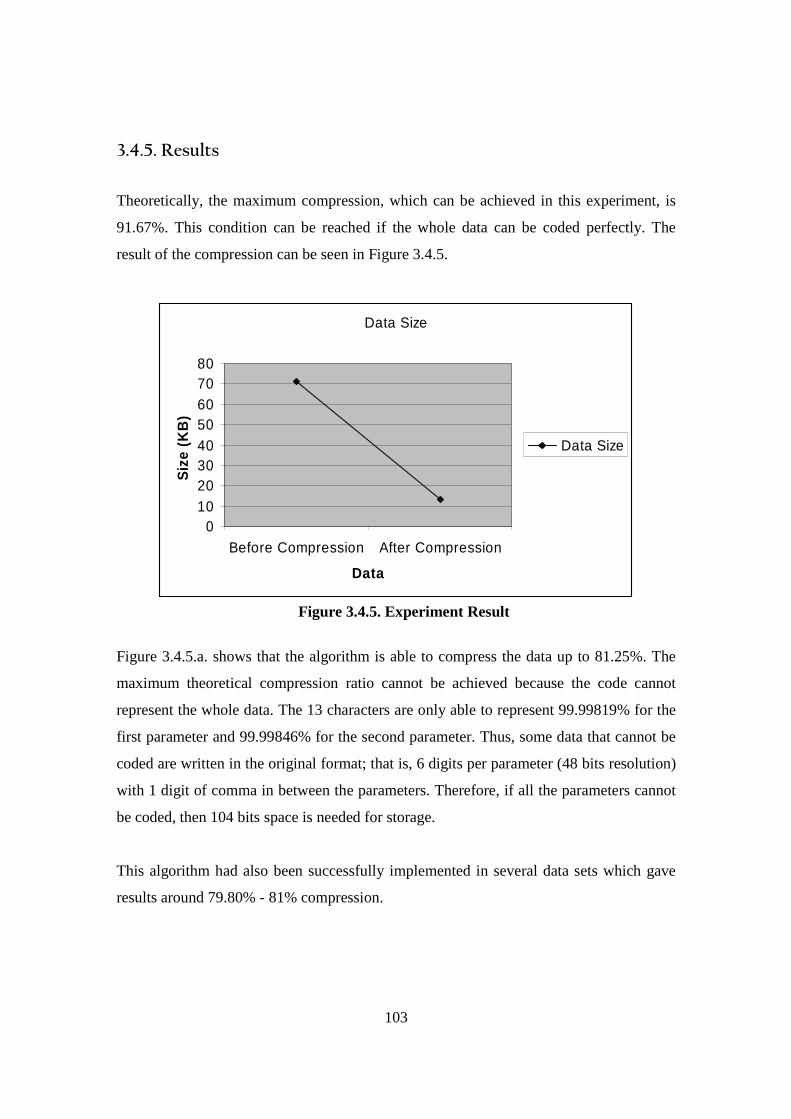
103
3.4.5. Results
Theoretically, the maximum compression, which can be achieved in this experiment, is
91.67%. This condition can be reached if the whole data can be coded perfectly. The
result of the compression can be seen in Figure 3.4.5.
Data Size
01020304050607080
Before Compression After Compression
Data
Siz
e (K
B)
Data Size
25Figure 3.4.5. Experiment Result
Figure 3.4.5.a. shows that the algorithm is able to compress the data up to 81.25%. The
maximum theoretical compression ratio cannot be achieved because the code cannot
represent the whole data. The 13 characters are only able to represent 99.99819% for the
first parameter and 99.99846% for the second parameter. Thus, some data that cannot be
coded are written in the original format; that is, 6 digits per parameter (48 bits resolution)
with 1 digit of comma in between the parameters. Therefore, if all the parameters cannot
be coded, then 104 bits space is needed for storage.
This algorithm had also been successfully implemented in several data sets which gave
results around 79.80% - 81% compression.
104
In conclusion, this algorithm is able to reduce the size of data significantly and the
compression process is done in a real-time timeframe. The more data disparities that can
be represented by the reserve characters, the greater compression ratio can be achieved.
Data that cannot be represented by the characters will be stored in the original format;
thus the size of these data will be 6.5 times larger in maximum than the perfectly
compressed data. Theoretically, the maximum compression ratio that can be achieved by
this algorithm is 91.57%.
Aside from the data set in the experiment, this algorithm had been successfully
implemented with other data sets and the results are between 79.80% - 81% compression.
Therefore, this algorithm is very suitable for real-time condition monitoring system,
especially SCADA systems.
3.4.6. Discussion
The Data Compression Algorithm has been successfully developed and tested. This
algorithm is a generic algorithm, since it can be applied to data from any SCADA
System. The Data Compression Algorithm development framework is initiated by
reading and manipulating data, so that data are in a readable format. After that, a simple
statistical analysis can be conducted. The pattern of data can be identified based on the
statistical analysis, and this pattern is used to generate the real-time data compression
algorithm.
The next step is simulation, testing and validation. The SCADA test rig is utilised to
perform the experiment. Prior to conducting the experiment, consideration of the Critical
Criteria of the On-line Data Acquisition System must be carried out. In this case, the data
source is the water utility industry data base; the data transfer is an internal PC data
transfer; the data processing/display is the compression algorithm with a data counter
display; and the data storage is a TXT file of compressed data. According to the
experiment result, the algorithm had successfully reduced up to 81 % of SCADA data.

105
Theoretically, this algorithm is able to reduce data up to 91.57%. However, because some
data cannot be compressed properly, this maximum theoretical compression rate cannot
be achieved. The significant benefit of this algorithm is that the compression works in a
real-time timeframe.
Another significant contribution from this study is the identification of the nature of
SCADA data, where 80 % of data is static (i.e. the sensor shows the same value). This
finding is then used as a basic consideration in developing a data filtering algorithm.
3.5. Theory Development: Algorithm Formulation (Data Filtering Algorithm)
3.5.1. Introduction
It has been noted in many research papers that a SCADA system is able to increase the
efficiency of the monitoring itself (Hongseng et al., 2000). However, SCADA systems
create a huge amount of data; this is difficult to analyse (Taylor, 2001; Matus-Castillejos
and Jentzsch, 2005). In addition, according to the data compression algorithm study, 80%
or SCADA data is stable where the sensor gives the same value. Generally, the state of
the monitored object does not change (i.e. normal condition) when the results of
monitoring gives the same value (Bansal et al., 2004). Therefore, there has to be a
mechanism to filter SCADA data in order to detect abnormal conditions by capturing the
occurrence of data change.
This study proposes a novel real-time data filtering for SCADA system where a suitable
algorithm to filter data from SCADA system is developed. The philosophy that is applied
in this algorithm is to capture the occurrence of data change in SCADA data, which is
followed by storing several data before this data change occurs. As a result, SCADA data
analysis will become easier, because only essential information remains.
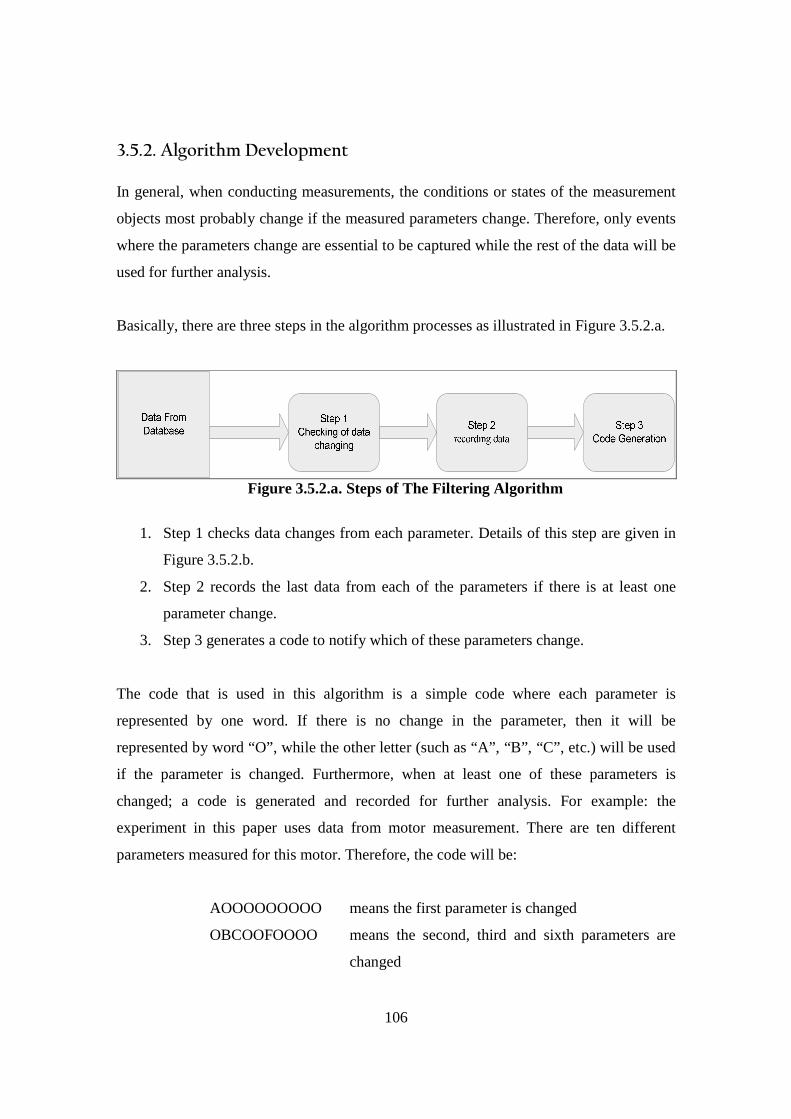
106
3.5.2. Algorithm Development In general, when conducting measurements, the conditions or states of the measurement
objects most probably change if the measured parameters change. Therefore, only events
where the parameters change are essential to be captured while the rest of the data will be
used for further analysis.
Basically, there are three steps in the algorithm processes as illustrated in Figure 3.5.2.a.
26Figure 3.5.2.a. Steps of The Filtering Algorithm
1. Step 1 checks data changes from each parameter. Details of this step are given in
Figure 3.5.2.b.
2. Step 2 records the last data from each of the parameters if there is at least one
parameter change.
3. Step 3 generates a code to notify which of these parameters change.
The code that is used in this algorithm is a simple code where each parameter is
represented by one word. If there is no change in the parameter, then it will be
represented by word “O”, while the other letter (such as “A”, “B”, “C”, etc.) will be used
if the parameter is changed. Furthermore, when at least one of these parameters is
changed; a code is generated and recorded for further analysis. For example: the
experiment in this paper uses data from motor measurement. There are ten different
parameters measured for this motor. Therefore, the code will be:
AOOOOOOOOO means the first parameter is changed
OBCOOFOOOO means the second, third and sixth parameters are
changed
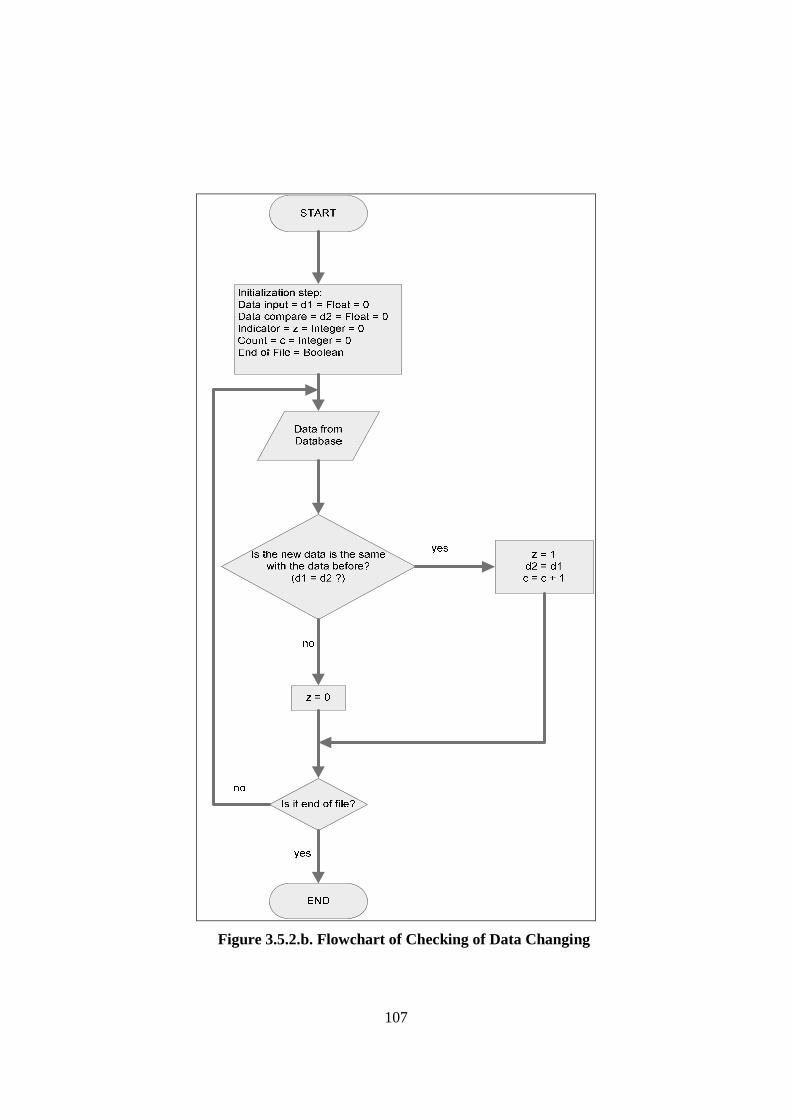
107
27Figure 3.5.2.b. Flowchart of Checking of Data Changing
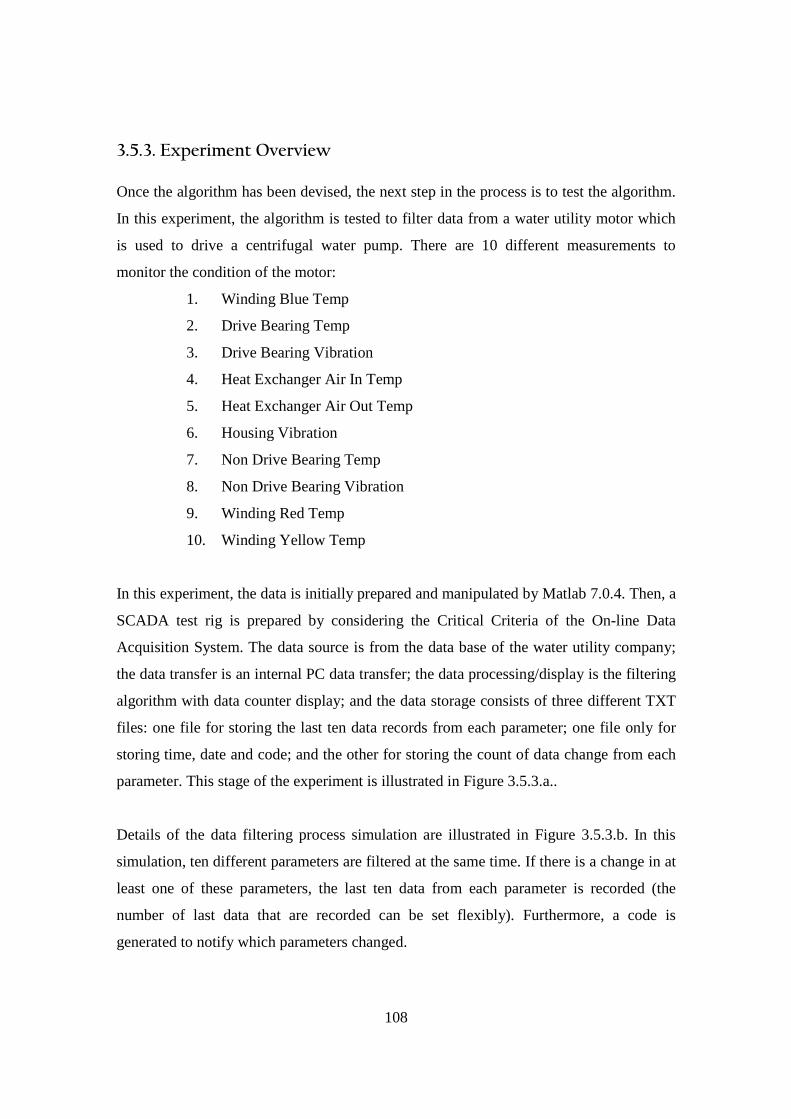
108
3.5.3. Experiment Overview Once the algorithm has been devised, the next step in the process is to test the algorithm.
In this experiment, the algorithm is tested to filter data from a water utility motor which
is used to drive a centrifugal water pump. There are 10 different measurements to
monitor the condition of the motor:
1. Winding Blue Temp
2. Drive Bearing Temp
3. Drive Bearing Vibration
4. Heat Exchanger Air In Temp
5. Heat Exchanger Air Out Temp
6. Housing Vibration
7. Non Drive Bearing Temp
8. Non Drive Bearing Vibration
9. Winding Red Temp
10. Winding Yellow Temp
In this experiment, the data is initially prepared and manipulated by Matlab 7.0.4. Then, a
SCADA test rig is prepared by considering the Critical Criteria of the On-line Data
Acquisition System. The data source is from the data base of the water utility company;
the data transfer is an internal PC data transfer; the data processing/display is the filtering
algorithm with data counter display; and the data storage consists of three different TXT
files: one file for storing the last ten data records from each parameter; one file only for
storing time, date and code; and the other for storing the count of data change from each
parameter. This stage of the experiment is illustrated in Figure 3.5.3.a..
Details of the data filtering process simulation are illustrated in Figure 3.5.3.b. In this
simulation, ten different parameters are filtered at the same time. If there is a change in at
least one of these parameters, the last ten data from each parameter is recorded (the
number of last data that are recorded can be set flexibly). Furthermore, a code is
generated to notify which parameters changed.
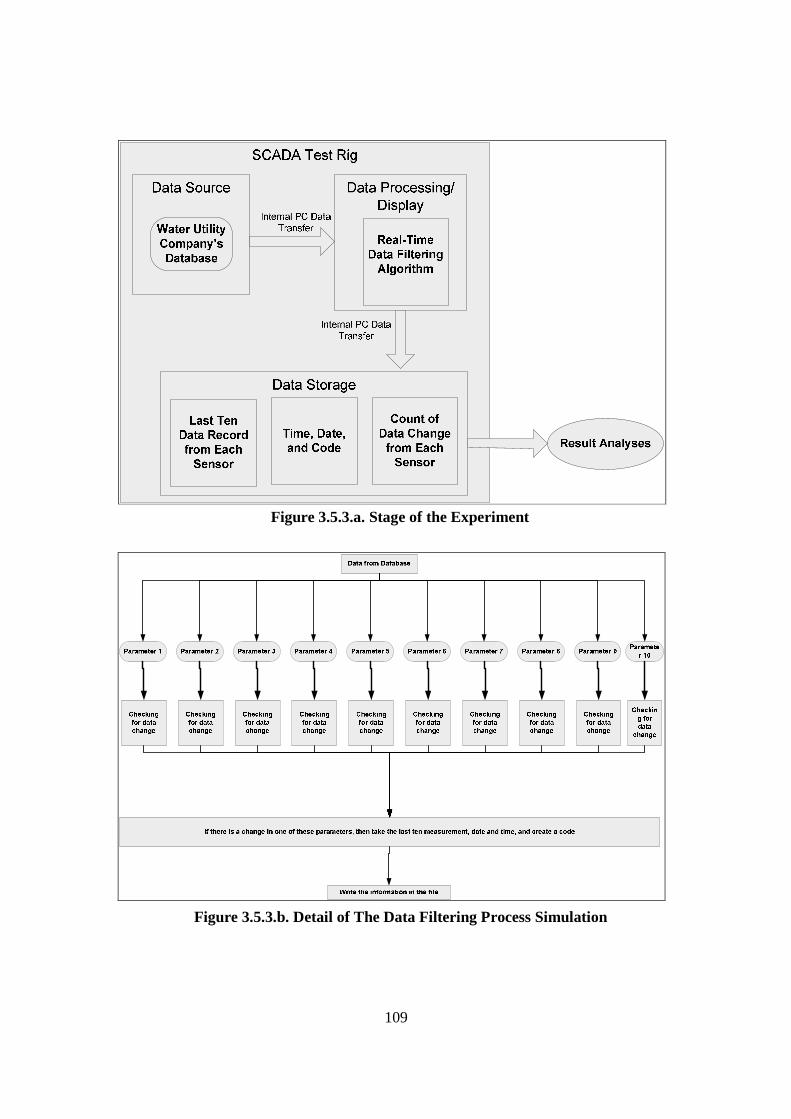
109
28Figure 3.5.3.a. Stage of the Experiment
29Figure 3.5.3.b. Detail of The Data Filtering Process Simulation
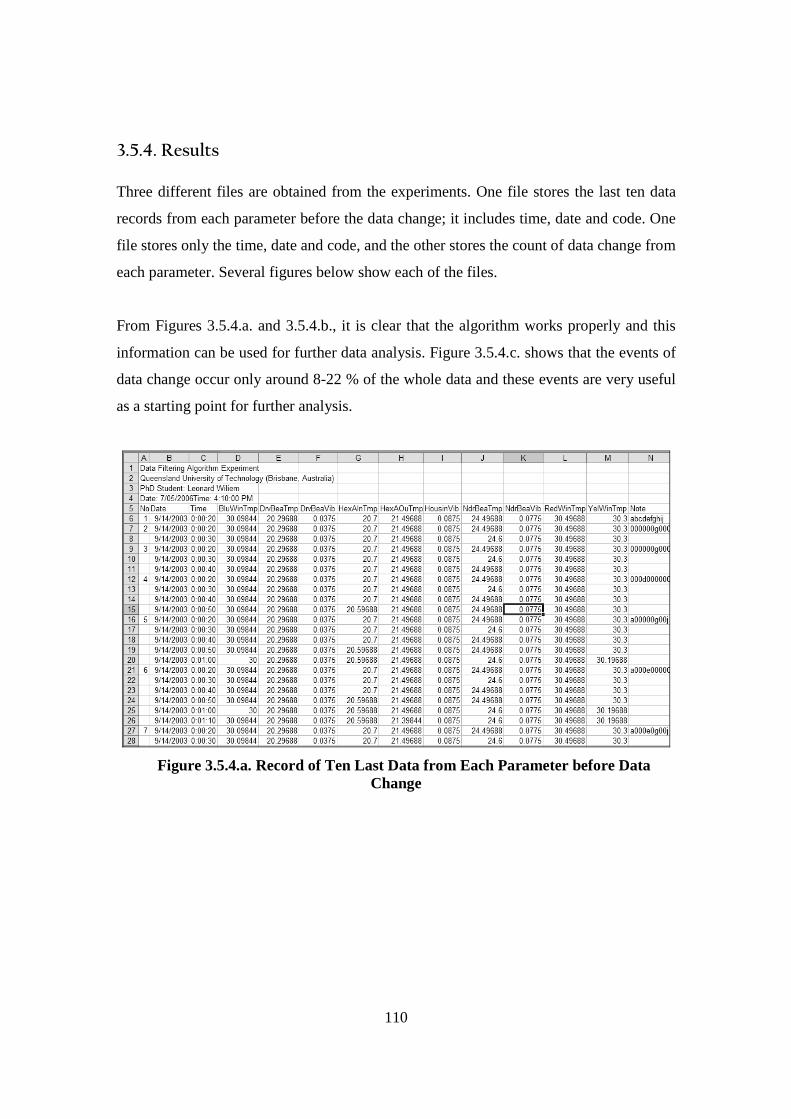
110
3.5.4. Results Three different files are obtained from the experiments. One file stores the last ten data
records from each parameter before the data change; it includes time, date and code. One
file stores only the time, date and code, and the other stores the count of data change from
each parameter. Several figures below show each of the files.
From Figures 3.5.4.a. and 3.5.4.b., it is clear that the algorithm works properly and this
information can be used for further data analysis. Figure 3.5.4.c. shows that the events of
data change occur only around 8-22 % of the whole data and these events are very useful
as a starting point for further analysis.
30Figure 3.5.4.a. Record of Ten Last Data from Each Parameter before Data Change

111
31Figure 3.5.4.b. Record of Code, Index, Date and Time of when Data Change Occur
Data Change Count From Different Parameter on Motor 0
0
200000
400000
600000
800000
1000000
1200000
BluWinT
mp
DrvBea
Tmp
DrvBea
Vib
HexAIn
Tmp
HexAOuT
mp
Housin
Vib
NdrBeaT
mp
NdrBea
Vib
RedW
inTm
p
YelWinT
mp
Name of Parameter
Nu
mb
er
Data Change Count
32Figure 3.5.4.c. Data Change Count from Different Parameters
112
In conclusion, the proposed algorithm is able to notify when the event of data change
occurs and is able to capture essential information by recording a number of last data bits
before this event occurs. By utilizing this algorithm, data analysis will become easier,
since the information has been filtered; only the essential information as a starting point
of analysis remains. Therefore, this algorithm is suitable to be applied in SCADA
systems.
3.5.5. Discussion A Data Filtering Algorithm has been successfully developed and tested. This study is
motivated by the finding from the data compression algorithm study where 80% of
SCADA data is stable; that is, the sensor shows the same value. The purpose of this
algorithm is to filter data from SCADA Systems to capture significant data. Further
analysis is performed by using this significant data as a starting point. The Data Filtering
Algorithm checks any data change. The reason is that when conducting measurements, if
the measured parameters change, the conditions or states of the measured objects will
most probably change. Therefore, only events whose parameters change, are essential to
be captured. In the implementation of the Hierarchical Model (Data Bridge), the filtering
algorithm is utilised to filter only significant data from the SCADA data dump. It is
developed based on the information from Control Philosophy.
This algorithm is tested through the SCADA test rig and data from the water utility
company is used as a data source in the final stage. Results from the experiment show
that the significant data from the SCADA Systems is only around 8% - 20% of the whole
data. In addition, this algorithm works in a real-time timeframe.
The significant contribution of this study is the fact that SCADA data analysis is more
effective and efficient if the raw data is filtered to capture significant data. In this study, it
is assumed that data becomes significant when the value changes. The reason behind this
113
assumption is a lack of information on the rate of data change. However, despite this
assumption, the experiment results are astonishing, where only about 20% of data
changed. This 20% represents significant data. In fact, this algorithm will be better if the
limit of normal and abnormal data is known. Therefore, only data which are out of
threshold are captured. In the implementation stage (Data Bridge), the information on the
limit of normal and abnormal data can be obtained from a Control Philosophy while
conducting Hierarchical Analysis, Failure Mode and Effect Analysis, and
Interdependence Analysis. Furthermore, this data filtering algorithm is one of the data
bridge components for filtering and capturing abnormal data.
3.6. Theory Development: Hierarchical Model (Brief Introduction)
The Hierarchical Model consists of three analyses: Hierarchical Analysis, Failure Mode
and Effect Analysis, and Interdependence Analysis. These three analyses have to be done
in sequence, where results from the previous analysis will be used in the next analysis.
Details about these three analyses are given in Section 3.7., 3.8., and 3.9.
3.7. Theory Development: Hierarchical Model (Hierarchical Analysis)
3.7.1. Introduction
The first analysis in the Hierarchical Model is Hierarchical Analysis. The purpose of this
analysis is to break the system hierarchically down. The System Breakdown that is
proposed by Stapelberg in his book RAM Machine Analysis (Stapelberg, 1993) is
114
adopted as a tool in this analysis. Originally, the SBS is proposed to analyse assets
without the presence of the SCADA System. In this research, the SBS is used to analyse
assets, together with the SCADA System which monitors the assets.
3.7.2. System Breakdown Structure (SBS)
The purpose of the SBS is to describe the whole system in a hierarchical manner by
applying a system breakdown. It is then easier to conduct a Root Cause Analysis if fault
occurs. The benefits that are obtained from a correctly structured SBS of the critical
equipment include the following (Stapelberg, 1993):
1. It enables the collection, grouping and selection of failure history of an individual
component, assembly or system.
2. It allows for similar grouping of maintenance costs at component, assembly or
subsystem levels.
3. It enables the effects of component failures to be related back to their specific
assemblies and systems.
4. It allows for the determination of availability and reliability up to assembly and
system levels.
In general, the SBS breaks down the assets into Plant, Area, Unit, System, Sub-
System/Assembly, and Sub-assembly/Component (Figure 3.7.2.) (Stapelberg, 1993):

115
33Figure 3.7.2. System Breakdown Structure Procedure
• System
A System is a collection of subsystems and assemblies for which the value of
availability can be determined and optimised.
• Sub-System/Assembly
A Sub-System/Assembly is a collection of components for which the operational
condition can be monitored.
• Sub-Assembly/Component
Sub-Assembly/Component is a collection of parts which constitute a functional
unit for which the physical condition can be measured and reliability and
maintainability data can be collected.
In order to develop the SBS of the assets, including the monitoring systems, there are
three steps that have to be undertaken (refer to Section 2.3.2.):
1. Process Analysis
2. System Description
3. System Breakdown.
116
3.7.3. Discussion
A System Breakdown Structure (Stapelberg, 1993) is adopted in the Hierarchical
Analysis. The purpose of the Hierarchical Analysis is to describe the whole system in a
hierarchical manner whereby it is easier to conduct Root Cause Analysis if a fault occurs.
There are three steps in performing a Hierarchical Analysis: Process Analysis, System
Description, and System Breakdown.
3.8. Theory Development: Hierarchical Model (Failure Mode and Effect Analysis)
3.8.1. Introduction
Failure Mode and Effect Analysis (FMEA) techniques have existed for over 30 years
(McDermott et al., 1996). According to McDermott et al. (1996), FMEA is a systematic
method of identifying and preventing product and process problems before they occur.
3.8.2. Explanation of FMEA
Stapelberg (1993) suggests that FMEA is carried out at the Components or Sub-
Assemblies level of the equipment SBS, as preventive maintenance can only be
effectively performed at this level. Based on the proposed Hierarchical Model (refer to
Section 2.3.3.), there are five aspects in FMEA that have to be conducted (Stapelberg,
1993): Failure Definition, Failure Cause, Failure Mode, Failure Effect and Failure
Consequence. However, each Component/sub-assembly function has to be clarified prior
to assessing these five aspects. In order to standardize functional explanation, the
function is determined based on:
• What this item does
• From where
• Through what
117
• To where
Information sources to answer the above questions are the Process and Instrumentation
Diagram (P&ID) and the Control Philosophy. Answers from each are combined to
compose a sentence, which explains the function of the component or sub-assembly.
The definition of function is “The work that an item is designed to perform” (Stapelberg,
1993). Therefore, a failure of the item’s function means a failure of the work that the item
is designed to perform; that is, a Functional Failure. In other words, the functional failure
can be defined as “the inability of an item to carry out the work that it has been designed
to perform within specified limits of performance”. In fact, functional failure can result in
a complete loss of function (Total Loss of Function) or a partial loss of the item’s
function (Partial Loss of Function). Explaining the function of each SBS item at the
component or subassembly level will help in determining failure.
For Failure Description, the nature of the failure is described clearly. For example: Seals
are leaking (Water Pump Failure), many particles build up in the multi-media filter
(Media Filtration Vessel), etc.
Failure Mode can be defined as: “the method or manner of failure”. Since failure mode is
the manner or method by which the failure occurs, the obvious question to ask in
determining failure mode is: “How (or in which manner) can the loss of the function
occur?” For the failure mode, there are two degrees of severity: Total Loss of Function
(TLF), which can be defined as “the item cannot carry out any of the work that it was
designed to perform”, and Partial Loss of Function (PLF), which can be defined as “the
item is unable to function within specified limits of performance”.
Failure Consequence is the severity of the effect that the failure of the components/sub-
assemblies under analysis has on the system. Determining failure consequences is,
therefore, a very important portion of the FMEA development process. In essence, the
consequence of failure can be determined by asking the question: “What happens to the
118
system as a whole when the component under consideration fails in a specific mode or
manner?”
The definition of cause is “that which produces an effect”. Therefore, failure causes can
be defined as “failures which produce an effect”. In fact, there are many potential failure
causes, such as contamination, electrolytic changes, fatigue, film deposition, friction,
mechanical stresses, wear and many more potential failure causes.
According to Moubray (1997), there are several sources of information about component
failure:
1. The manufacturer or vendor of component
2. Generic list of failure modes
3. Other users of the same component
4. Technical history records
5. The people who operate and maintain the equipment
The decision of utilising one or a combination of them mostly depends on their
availability.
3.8.3. Discussion
FMEA is a systematic method of identifying and preventing product and process
problems before they occur. Therefore, information about the root of any emerged
abnormalities in the asset can be revealed by applying this process to each
component/sub-assembly. There are five aspects that have to be undertaken to develop
FMEA of an asset: Failure Definition, Failure Cause, Failure Mode, Failure Effect and
Failure Consequence. From these five aspects, it is clear that the most important
knowledge that will be obtained by applying FMEA is the information about possible
failure of each component/sub-assembly. However, each Component/sub-assembly
function has to be clarified prior to assessing these five aspects.

119
3.9. Theory Development: Interdependence Analysis
3.9.1. Introduction
Based on the literature, interdependence is a result of integration of several factors that
work together to produce a result (Cho, 1995). In addition, when a system works and is
monitored with a condition monitoring system with the purpose to produce results,
interdependence exists. Also, according to Campbell (1997), Interdependence leads to
conflict. Hence, conducting an analysis of the interdependence relationship within the
system is a good approach in determining any problem that exists or will exist (risk
estimating). In terms of presenting the analysis results, Stiern (1999) reveals that analysis
results that are presented in the graphical diagrams are easier to understand. Furthermore,
based on Nitakorn’s (http://www.umsl.edu) comparison of different diagramming tools,
the Entity Relationship Diagram (ERD) concept is justified as a suitable diagramming
concept.
Interdependence Analysis in this research is facilitated through a Functional and Causal
Relationship Diagram (FCRD). Besides facilitating the Interdependence Analysis, FCRD
also adopts the ERD concept to present the analysis results. Based on its name, the
Functional and Causal Relationship Diagram utilises a diagramming method to explain
the functional and causal relationship between the Components/Sub-Assembly in the
assets.
Based on the Hierarchical Model (refer to Section 2.3.3.), Interdependence Analysis can
only be carried out after the Hierarchical Analysis and FMEA have been done, since their
results are part of an Interdependency Analysis input. In addition, the Interdependence
Analysis is applied at the components/sub-assemblies level.
120
As mentioned in Section 2.3.3., there are two stages of analysis in the Interdependence
Analysis. FCRD Stage 1 analyses the Dynamic Relationship at the system’s component
level which is then depicted in a diagrammatic format for easier analysis. Risk and
criticality can be calculated based on the interdependence of components. FCRD Stage 2
transforms information into a more manageable format to be input into the Data Base.
Detail on FCRD and Interdependence Risk Analysis is given in the next section.
3.9.2. Functional and Causal Relationship Diagram (FCRD)
The benefits from a correctly structured FCRD are:
• Information is easier to be understood by presenting it in diagram format.
• It assists in failure tracing based on abnormality which is captured by sensors and
alarms.
• It assists the Interdependence Risk Analysis
FCRD Stage 1 The results of FCRD Stage 1 (that is, the identified interdependence relationships) will be
used as inputs for FCRD Stage 2 and Interdependence Risk Analysis. In FCRD Stage 1,
the interdependence relationships at the components/sub-assemblies level are identified
by assessing the functional and causal relationships between them.
Based on the direction of influence, the identified interdependence relationships can be
grouped into three types:
1. One way relationship
In a one way relationship, one component/sub assembly is more influenced by the
other. Furthermore, to provide more understanding and an easier way in entering
information into the table, this relationship is categorised into two types:
121
a. 1st to 2nd
The second component/sub assembly is influenced more by the first
component/sub assembly.
b. 2nd to 1st
The first component/sub assembly is influenced more by the second
component/sub assembly.
2. Two ways relationship
In two ways relationship, both components/sub assemblies influence each other.
3. Don’t care relationship
In this relationship, both components/sub assemblies are closely or physically
connected; however, if one of them fails, then there is no significant effect/impact
on the other.
The FCRD development process is divided into four steps:
1. Step 1: Major Components/Sub-Assemblies Analysis
In Step 1, major Components/Sub-Assemblies are identified. Major
Components/Sub-Assemblies are vital items in the whole process, where a failure
of one of them may cause stoppage of the whole process. This threat can be
prevented by identifying major Components/Sub-Assemblies. Furthermore,
because the Components/Sub-Assemblies are vital, the relationship between them
is a two ways relationship.
2. Step 2: Major Components/Sub-Assemblies Interaction Diagram Development
The purpose of a Major Components/Sub-Assemblies Interaction Diagram is to
provide a clear understanding of the Major Components/Sub-Assemblies and their
interaction. The Diagram is developed by utilising information from the previous
step.
3. Step 3: Components/Sub-Assemblies Relationship Analysis
In this step, the relationships between each of the Components/Sub-Assemblies of
the whole system are analysed and identified. In order to make the process easier,
the analysis begins from the Major Components/Sub-Assemblies Interaction
122
Diagram which depicts the Major Components/Sub-Assemblies and their
relationships. The relationships between each are then justified.
4. Step 4: Generate the FCRD
The next step is generating the FCRD by utilising information from previous
steps. The use of drawing/diagramming software, such as Microsoft Visio©,
Graphviz© and Inkscape© will help the process of generating FCRD, because
FCRD would become a complex diagram.
FCRD Stage 2
FCRD Stage 1 results in the identification of dynamic interdependence relationships
between components/sub-assemblies. These results are depicted in a single diagram
format and utilised as an input for FCRD Stage 2. FCRD Stage 2 transforms information
into a more comprehensive and manageable format so that it can be entered into a Data
Base. An Inference Engine is developed to query information from the Data Base. Pairing
Data Base with Inference Engine is known as a Knowledge Base.
Based on the analysis, the nature of the relationships in FCRD Stage 1 can be categorised
into two different types:
• Direct Relationship (Physical Relationship)
Direct relationship is a relationship between components/sub-assemblies that are
physically related. It can be identified easily from the Process and Instrumentation
Diagram (P&ID). Based on process sequence, this relationship type can be
grouped into two different diagrams:
o Process sequence-related relationship
The components/sub-assemblies are also related in process sequence.
o Non-process sequence-related relationship
Although the components/sub-assemblies are physically related, they are
not related in process sequence.
123
• Indirect Relationship
Indirect relationship is a relationship where the components/sub-assemblies are
related indirectly. Two types of indirect relationships are:
o Logic Control relationship
In logic control relationship, the components/sub-assemblies are indirectly
related based on the logic control of the system. It can be identified easily
from the control philosophy.
o Sensing mechanism relationship
In the sensing mechanism relationship, the components/sub-assemblies are
indirectly related based on the connection between the functions of
components/sub-assemblies and the sensing mechanism of sensors. It can
be identified easily by analysing and comparing the components/sub-
assemblies functions to the sensing mechanism of the sensors.
In order to refine the results from FCRD Stage 1 into a more comprehensive and
manageable format, these two different types are depicted in two different diagrams:
• Flow Diagram
Flow Diagram depicts the process as a sequence-related relationship. Actually, this
diagram has been established in one of the SBS development steps (that is, process
analysis) and is called a process block diagram. However, this diagram only depicts
the system process flow at the system and assembly hierarchical level. Therefore, the
flow diagram can be developed by lowering the hierarchical level from system and
assembly to the components or sub-assemblies. In addition, instead of presenting all
processes together in one diagram, it is better to separate them into individual flow
diagrams. The purpose of a flow diagram is to describe the process flows in
components/sub-assemblies hierarchical level. It enables easier and more accurate
failure tracing.
• Logic and Sensor Analysis Diagram:
This diagram depicts a system indirect relationship (logic control and sensing
mechanism relationship). The logic and sensor analysis diagram depicts relationship
124
information between sensor/alarm and components/sub-assemblies. This is because
the process in SCADA Systems can only be monitored through sensors and events.
Some elements in this diagram are:
o Sensor
Sensor is used to sense and monitor the system process
o Component/Sub-Assembly
In the System Breakdown Structure, a system is hierarchically structured into
System, Sub-System, Assembly, Sub-Assembly and Component. Component/sub-
assembly is the lowest level of the process.
o Event
Event can be defined as:
� Symptom that can be detected by a sensor, for example:
� The pattern of the occurrence of sensor value that exceeds a certain
threshold
� Alarm signal from SCADA
Event has to be defined clearly to enable the filtering algorithm to detect it.
o Flow Diagram
Flow Diagram is a diagram that shows the process flow of the system
o External Entity
It is an element of the diagram that cannot be categorized as a component, sensor,
event or flow diagram.
o Relationship
It is an element that connects one element to another element in the diagram.
The following is a comprehensive framework for defining relationships between
event/sensor and other elements:
1. All components and sub-assemblies which do not have any component are
investigated and classified as either component elements or sensor elements.
2. Identify the correlation between the sensor and component based on their
functional explanation. For example; the function of a water flow meter is to
measure the flow of water in the process, and the function of pump is to pump
125
water to the whole system. It can be concluded that there is a correlation between
them.
3. The relationship can also be identified by utilising a control philosophy.
Candidates of relationship can be identified from such control philosophy. Further
analysis has to be carried out to determine whether the relationship can contribute
to the failure analysis. There are three different relationships between the
component and sensor in a control philosophy:
a. The sensor senses a condition of one particular component and the
outcome is used to control the stage of another component; for example,
whether the component should be turned off or on. However, this
condition is influenced by the second component, instead of the first
component; for example, if a Pressure Indicator Transmitter senses the
water level in a filtered water tank, then the water pump is started. In this
condition, the Pressure Indicator Transmitter cannot sense any failure at
the pump; it is only used to sense the water level in the filtered water tank.
b. The sensor senses a condition and then the outcome is used to control the
stage of a component. This condition is influenced by the component; for
example, The pH analyser senses the pH level of water and if the pH level
exceeds a certain level, then the dosing pump is turned off to restore the
pH Level.
c. The sensor senses a condition that is caused by a component, but the result
is not used to control the operating stage of that component; for example,
The Water Flow Meter senses the flow of water in the process; the water
flow is caused by the pumping effect that is performed by the Pump.
Among those relationship types, only the second (b) and third (c) type can be
determined as a relationship that can contribute to failure analysis.
4. Determining the relationship of an event with other elements, except the sensor.
For example: the event of pump failure can be correlated easily to the pump, the
event of mixer failure is also can be correlated easily to the mixer, etc.
5. External entity can be determined based on external factors that influence the
process, for example: In a water treatment plant, raw water quality is classified as
126
an external entity, because it is not one of the components in the system and
cannot be controlled.
6. The logic and sensor analysis diagram is linked to the flow diagram to provide
more comprehensive information for examining the root cause of any system
abnormalities.
3.9.3. Interdependence Risk Analysis (IRA)
Interdependence Risk Analysis (IRA) is inspired by the following statements:
“Interdependence is a result of integration of several factors that work together to
produce a result.”(Cho, 1995)
“In economic, interdependence leads to conflict.” (Campbell, 1997)
“Interdependence is measurable.” (Drew et al., 2002)
Based on the above statements, it can be concluded that:
• As long as elements work together to produce a result, there is a interdependent
relation between them. In other words, there is no work without interdependence
relationship.
• Interdependence relationship is identified as a source of
conflicts/problems/failures in all work to produce a result.
• Although the interdependence relationship is justified qualitatively, it is
measurable. In other words, interdependence relationship can be quantified.
• Therefore, the potential of conflicts/problems/failures can be measured.
Measurement of the potential/possibility of conflicts/problems/failures is a basic
theory of Risk Analysis (Stapelberg, 2006).

127
Apart from the above statements about interdependence, IRA is also inspired by the
success of FCRD development.
Results from IRA are utilised as input for Failure Mode Effect and Criticality Analysis
(FMECA). FMECA is a further analysis based on the components’ criticality which has
been determined by IRA to establish further maintenance requirements (Stapelberg,
1993).
Theory
Besides the results from FCRD Stage 1, results from the Hierarchical Analysis and
FMEA, including the system’s original design information, are utilised as information
sources for IRA.
As mentioned in Section 2.4.2., the conventional approach for estimating probabilities of
failure and the likelihood of the occurrence of the consequences as a result of failure, to
determine risk, is inadequate. The conventional approach is based on the relationship:
Risk = Consequence x Likelihood Equation. 2
The estimated probabilities of consequence can range descriptively from extreme, very
high, high, to insignificant. The estimated probabilities of likelihood can range from
highly likely to unlikely. Each descriptive probability is designated a quantitative value
ranging from 0 to 1.
In a systems hierarchy context, where multiple systems are integrated, often in a complex
structure, factors, such as system-component and component-system causal relationship;
system failure mode severity and component failure mode effect; system likelihood of
failure; criticality of systems level; criticality at component level; as well as the impact of
failure in complex integrated systems structures, need to be taken into consideration.
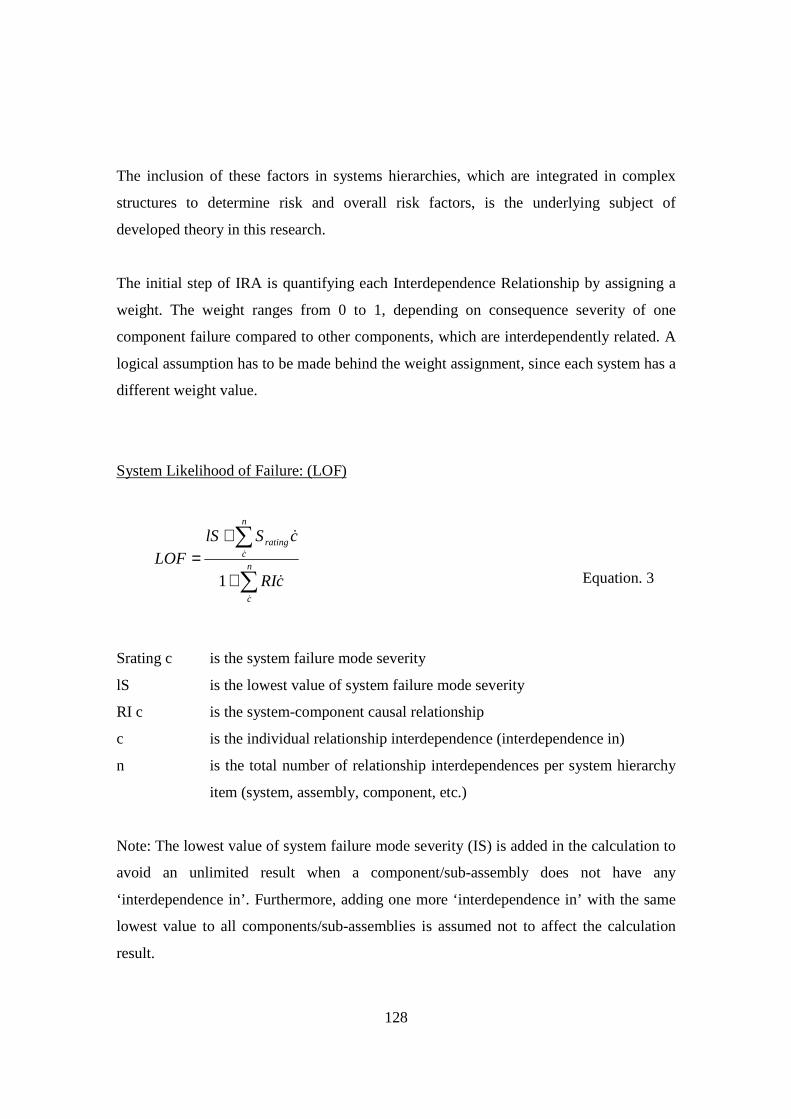
128
The inclusion of these factors in systems hierarchies, which are integrated in complex
structures to determine risk and overall risk factors, is the underlying subject of
developed theory in this research.
The initial step of IRA is quantifying each Interdependence Relationship by assigning a
weight. The weight ranges from 0 to 1, depending on consequence severity of one
component failure compared to other components, which are interdependently related. A
logical assumption has to be made behind the weight assignment, since each system has a
different weight value.
System Likelihood of Failure: (LOF)
Equation. 3
Srating c is the system failure mode severity
lS is the lowest value of system failure mode severity
RI c is the system-component causal relationship
c is the individual relationship interdependence (interdependence in)
n is the total number of relationship interdependences per system hierarchy
item (system, assembly, component, etc.)
Note: The lowest value of system failure mode severity (IS) is added in the calculation to
avoid an unlimited result when a component/sub-assembly does not have any
‘interdependence in’. Furthermore, adding one more ‘interdependence in’ with the same
lowest value to all components/sub-assemblies is assumed not to affect the calculation
result.
∑
∑
+
+=
n
c
n
crating
cRI
cSlSLOF
&
&
&
&
1

129
Criticality at Systems Level (COF) rating
As one of the results from FMEA, possible failures of each component are quantified
based on the Failure Mode by assigning a number between 0 and 1. A logical assumption
has to be made for the quantification. Each system has a different quantification
assumption. These possible failures quantification for each component are added to get
the total number, a divided by the number of possible failures to calculate the average
score. The average score is assigned as a COF rating. COF rating is the criticality of
systems level, which is the systems consequence of failure.
Criticality at Component level: (c)
Equation. 4
EOF rating c is the component failure mode effect
lEOF is the lowest value of component failure mode effect
RI c is the component-system causal relationship
c is the individual relationship interdependence (interdependence out)
n is the total number of relationship interdependences per system
hierarchy item (system, assembly, component, etc.)
Note: The lowest value of component failure mode effect (IEOF) is added in the
calculation to avoid unlimited result when a component/sub-assembly does not have any
‘interdependence out’. Furthermore, adding one more ‘interdependence out’ with the
same lowest value to all components/sub-assemblies is assumed not to affect the
calculation result.
∑
∑
+
+=
n
c
n
crating
cRO
cEOFlEOFC
&
&
&
&
1

130
Impact of Failure in Complex Integrated Systems (I)
Equation. 5
The impact is a measure of the criticality at systems level (COFrating) together with the
criticality at component level (C). Thus, it is a measure of the systems consequence of
failure with consideration of the effect of failure at component level, and the component-
system causal relationship interdependence.
Risk of Systems Integration in a Complex Structure: (R)
ratingCOFLOFR ×= Equation. 6
Risk, due to complex systems integration, is a measure of the system likelihood of failure
(LOF) together with the criticality at systems level, or systems consequence of failure
(COFrating)
Risk Factor of Systems Hierarchies that are Integrated in a Complex Structure
Equation. 7
The risk factor is a measure of the criticality at system level (COFrating) together with the
criticality at the component level (C) i.e. the overall impact of failure in complex
integrated systems, and the system likelihood of failure (LOF). The risk factor takes into
consideration the severity and effect of failure at the systems and component level,
together with the systems causal relationship interdependences, as well as the systems
hierarchies and integration in complex structures.
CCOFI rating ×=
)()( ILOFILOFRF ×−+=

131
3.9.4. Discussion
Interdependence Analysis is carried out by identifying the interdependence relationship
between components/sub-assemblies. Conducting an interdependence relationship
analysis within the system is a good approach to determine any problem that exists or
will exist (risk estimating). Interdependence Analysis in this research is facilitated
through the Functional and Causal Relationship Diagram (FCRD). There are two stages
of analysis in the Interdependence Analysis. FCRD Stage 1 analyses the Dynamic
Relationship on the system’s component level which is then depicted in diagram format
for easier analysis. Risk and criticality can be calculated based on components
interdependences. FCRD stage 2 transforms information into a more manageable format
to be input into the Data Base and Knowledge Base.
Besides FCRD, IRA is a part of Interdependence Analysis. IRA uses information from
Hierarchical Analysis, Failure Mode and Effect Analysis, and FCRD Stage 1 as input.
IRA is motivated by the idea that interdependence exists in all work; interdependence
leads to conflict; and interdependence is measurable. In the classic Risk Analysis method,
asset risk is measured in terms of a combination of consequence of an event and their
likelihood. IRA still follows this classic approach. however, IRA offers a different
method to determine the Risk Consequence and Risk Likelihood. In the conventional
Risk Analysis, the consequence of risk can be determined by assessing severity of the
impact, and the likelihood of risk is determined from how frequently the risks occur. In
IRA, the Risk Consequence and Risk Likelihood are determined based on quantification
of the Interdependence Relationship. This method of determining Risk Consequence and
Risk Likelihood makes IRA remarkable and able to overcome the problem that is
encountered by most Risk Analysis methods (i.e. determining Risk Likelihood).

132
3.10. Implementation: Data Bridge
3.10.1. Introduction
According to the Literature Review (Section 2.2.4.), the Data Bridge concept is adopted
as an implementation step to bridge the SCADA System and ERP system. In addition, the
Data Bridge is composed of two parts: Filtering Algorithm and Knowledge Base.
3.10.2. Implementation step
In the implementation step, the Filtering Algorithm utilises information from the
Hierarchical Analysis, FMEA and Interdependence Analysis as input.
The Knowledge Base consists of two parts:
• Data Base
Data Base is the location where all information from the Hierarchical Analysis,
FMEA and Interdependence Analysis is stored.
• Inference Engine
The purpose of the Inference Engine is to query information from the Data Base if
any abnormality is detected and filtered by the Filtering Algorithm.
As depicted in Figure 3.10.2.a., the process in the Data Bridge can be described as:
• Receiving data from the SCADA System
• Modifying the data set through the Data filtering Algorithm
• Comparative Evaluation against Knowledge Base
• Making assessment from comparison
• Converting data to information and transferring to the ERP System
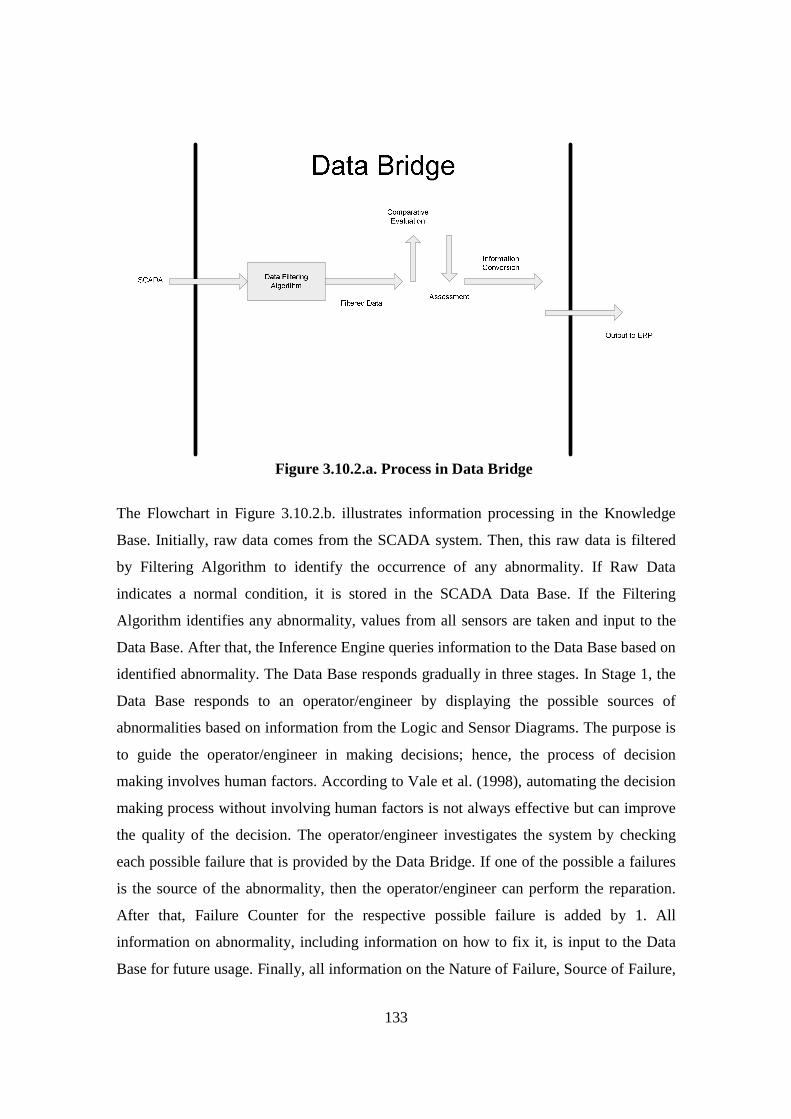
133
34Figure 3.10.2.a. Process in Data Bridge
The Flowchart in Figure 3.10.2.b. illustrates information processing in the Knowledge
Base. Initially, raw data comes from the SCADA system. Then, this raw data is filtered
by Filtering Algorithm to identify the occurrence of any abnormality. If Raw Data
indicates a normal condition, it is stored in the SCADA Data Base. If the Filtering
Algorithm identifies any abnormality, values from all sensors are taken and input to the
Data Base. After that, the Inference Engine queries information to the Data Base based on
identified abnormality. The Data Base responds gradually in three stages. In Stage 1, the
Data Base responds to an operator/engineer by displaying the possible sources of
abnormalities based on information from the Logic and Sensor Diagrams. The purpose is
to guide the operator/engineer in making decisions; hence, the process of decision
making involves human factors. According to Vale et al. (1998), automating the decision
making process without involving human factors is not always effective but can improve
the quality of the decision. The operator/engineer investigates the system by checking
each possible failure that is provided by the Data Bridge. If one of the possible a failures
is the source of the abnormality, then the operator/engineer can perform the reparation.
After that, Failure Counter for the respective possible failure is added by 1. All
information on abnormality, including information on how to fix it, is input to the Data
Base for future usage. Finally, all information on the Nature of Failure, Source of Failure,

134
Failure Effect, and Failure Consequence is passed to the ERP System. If none of the
possible abnormality sources from Stage 1 is correct, then Stage 2, where the Data Base
responds to the operator/engineer by displaying the possible sources of abnormalities
based on information from the Flow Diagram, is carried out. If one of the possible
failures is the source of the abnormality, then the Logic and Sensor Diagram is revised by
adding this possible abnormality source. The next steps are the same as the remaining
steps in Stage 1. If none of the possible abnormality sources from Stage 2 are correct,
then Stage 3 has to be carried out; that is, conducting further system investigation to
figure out the actual source of abnormality. After the actual source of abnormality has
been detected, the Knowledge Base is revised by adding this new information. The next
steps follow the remaining steps in Stage 1.
35Figure 3.10.2.b. Flowchart of Information Processing in Data Bridge
135
3.10.3. Discussion
A Data Bridge is one of the elements in the implementation of the Hierarchical Model,
besides Risk Analysis. The Data Bridge consists of two parts: the Filtering Algorithm and
Knowledge Base. Filtering Algorithm has been described. The Knowledge Base consists
of a Data Base and Inference Engine. All of the Data Bridge components are developed
based on information from Hierarchical Analysis, FMEA and Interdependence Analysis.
The purpose of the Data Bridge is to process and transform “raw data” from SCADA
Systems into more meaningful information, and then transfer this information to the ERP.
According to design of information in the Data Bridge, the Data Base is designed to
respond gradually in three stages. The purpose of designing three stages of response is to
guide the operator/engineer in making decision in order to improve the quality of the
decision. Furthermore, this design of information in the Data Bridge also facilitates
Continuous Risk Analysis and the learning ability of the Knowledge Base. Continuous
Risk Analysis implies that the risk of each component/sub-assembly is analysed
continuously as the system is working. Learning ability of the Knowledge Base is the
ability to adapt easily to new information.
3.11 Summary Chapter 3 elucidates the final proposed model, the Hierarchical Model. It begins by
describing the experimental method: Real-Time Water Quality Condition Monitoring
System and SCADA test rig; and then continues by describing the Development Theory:
Algorithm Formulation and Hierarchical Model. Finally, the Data Bridge as
implementation phase is described.
The Real-Time Water Quality Condition Monitoring System is developed to achieve the
first objective of this research, and as an experimentation basis for the proposed model.
At first, this model is developed to mimic the data acquisition part of the real SCADA
system. Then, it is tested by monitoring water quality. The test resulted in identification
136
of critical criteria of on-line data acquisition. These criteria can be utilised to design the
SCADA test rig for testing the research findings. The study was initialised by designing
real-time water quality monitoring system architecture, followed by prototype
development and testing of an On-line Data Acquisition System. The system is developed
based on Web technology (DataSocket, ActiveX) and software (LabVIEW, and VB). The
structure of the model consists of three components: local measurement stations, a central
control station and remote browse stations. These components are connected to each
other by internet connection. Therefore, the system is able to overcome the distance
barrier. In addition, with the developed prototype system, the water quality condition
from the local measurement stations can be displayed to clients. The history records of
water quality parameters from the different locations can be accessed by the client
anywhere in the world as long as the internet connection is available. In addition, the
Critical Criteria of On-line Data Acquisition System have been identified. The significant
contribution to this thesis is the identification of the Critical Criteria. These criteria can
be used to standardize the development of the SCADA test rig.
The SCADA test rig is designed and utilised to conduct experiments based on data and
information from a Case Study. There are four Critical Criteria of On-line Data
Acquisition Systems: Data Source, Data Transfer Process, Data Processing and Display,
and Data Storage. These criteria are then adopted as a basis for of the SCADA test rig
framework. This framework is used to develop various SCADA tests with different
purposes to validate the research findings. By adopting the Critical Criteria, it means that
there are four variables that can be varied, depending on the purpose of the experiment:
testing different data sources, the effectiveness the data processing/display, the
performance of data transfer, or different methods of data storage.
It was found that much data from a SCADA System is redundant in terms of relevance.
Therefore, a compression algorithm for a SCADA System is developed. A Data
Compression Algorithm development framework is initiated by reading and manipulating
data, so that data are in a readable format. After that, simple statistical analysis can be
conducted. The pattern of data can be identified based on the statistical analysis, and this

137
pattern is used to generate the real-time data compression algorithm. According to
experiment results, the algorithm had successfully reduced up to 81 % of SCADA
Systems data. Theoretically, this algorithm is able to reduce data up to 91.57%. However,
because some data cannot be compressed properly, this maximum theoretical
compression rate cannot be achieved. In addition, the benefit of this algorithm is that the
compression works in a real-time timeframe. This algorithm is a generic algorithm, since
it can be applied to data from any SCADA System. Another significant contribution from
this study is the identification of the nature of SCADA data. It is identified that the nature
of SCADA data is stable, where 80 % of data is static (that is the sensor shows the same
value). This finding is then used as a basic consideration in developing a Data Filtering
Algorithm.
A novel real-time data filtering algorithm for a SCADA System is proposed in this study
where a suitable algorithm to filter data from the SCADA System is developed.
Philosophy that is applied in this algorithm is only to capture the occurrence of data
change in SCADA data. This is followed by storing several data before this data change
occurs. As a result, SCADA data analysis will become easier, because only essential
information remains. This algorithm is tested through the SCADA test rig and data from
a water utility company is used as data source in the final stage. Results from experiments
show that the significant data from the SCADA System is only around 8% - 20% of the
whole data. In addition, this algorithm works in a real-time timeframe. In the
implementation step (Data Bridge), the information on the limit of normal and abnormal
data can be obtained from a Control Philosophy while conducting Hierarchical Analysis,
Failure Mode and Effect Analysis, and Interdependence Analysis. Furthermore, this data
filtering algorithm is one of the data bridge components for filtering and capturing
abnormal data.
The Hierarchical Model consists of three analyses: Hierarchical Analysis, Failure Mode
and Effect Analysis, and Interdependence Analysis. These analyses have to be conducted
in series.
138
A System Breakdown Structure (Stapelberg, 1993) is adopted in the Hierarchical
Analysis. The purpose of the Hierarchical Analysis is to describe the whole system in
hierarchical manner by applying a system breakdown. Therefore, it is easier to conduct
Root Cause Analysis if any fault occurs. There are three steps in performing a
Hierarchical Analysis: Process Analysis, System Description, and System Breakdown.
The Failure Mode and Effect Analysis is carried out after the system has been structured
properly. The purpose of this analysis is to systematically identify and prevent product
and process problems before they occur. There are five aspects in FMEA that have to be
undertaken (Stapelberg, 1993): Failure Definition, Failure Cause, Failure Mode, Failure
Effect, and Failure Consequence. However, each component/sub-assembly function has
to be clarified prior to assessing the five aspects.
Interdependence Analysis is carried out by identifying an interdependence relationship
between components/sub-assemblies. Conducting interdependence relationship analysis
within the system is a good approach to figure out any problem that exists or will exist
(risk estimating). Interdependence Analysis in this research is facilitated through
Functional and Causal Relationship Diagram (FCRD). There are two stages of analysis in
the Interdependence Analysis. FCRD Stage 1 analyses the Dynamic Relationship at the
system’s component level and is then depicted in diagram format for easier analysis. Risk
and criticality can be calculated based on components interdependences. FCRD Stage 2
transforms information into a more manageable format to be input into the Data Base.
Besides FCRD, IRA is a part of Interdependence Analysis. IRA uses information from
Hierarchical Analysis, Failure Mode and Effect Analysis and FCRD Stage 1 as the input.
IRA is motivated by the idea that interdependence exists in all work; interdependence
leads to conflict; and interdependence is measurable. In the classic Risk Analysis method,
asset risk is measured in terms of a combination of consequence of an event and their
likelihood. IRA still follows this classic approach; however, IRA offers a different
method to determine the Risk Consequence and Risk Likelihood. In conventional Risk
Analysis, the consequence of risk can be determined by assessing severity of the impact,
139
and the likelihood of risk is determined from how frequently the risks occur. In IRA, the
Risk Consequence and Risk Likelihood are determined based on the quantification of the
Interdependence Relationship. This method of determining Risk Consequence and Risk
Likelihood makes IRA remarkable and able to overcome the problem that is encountered
by most Risk Analysis methods (that is, determining Risk Likelihood).
From the three analyses in the Hierarchical Model, information on the monitored and
monitoring systems is collected. This information is input to the Data Bridge at the
implementation step. The Data Bridge is used to process the raw SCADA data by
filtering any abnormality and provide information on possible abnormality sources. The
Data Bridge is one of the implementation stages of the Hierarchical Model, besides Risk
Analysis. The Data Bridge consists of two parts: Filtering Algorithm and Knowledge
Base. Knowledge Base consists of a Data Base and Inference Engine. All the Data Bridge
components are developed based on information from the Hierarchical Analysis, FMEA
and Interdependence Analysis. The purpose of the Data Bridge is to process and
transform “raw data” from the SCADA system into more meaningful information, and
then transfer this information to the ERP. According to design of information in the Data
Bridge, a Data Base is designed to respond gradually in three stages. The purpose of
designing three stages of response is to guide an operator/engineer in making a decision
in order to improve the quality of the decision. Furthermore, this design of information in
the Data Bridge also facilitates Continuous Risk Analysis, and learning ability of the
Knowledge Base. Continuous Risk Analysis implies that the risk of each component/sub-
assembly is analysed continuously as the system is working. Learning ability of the
Knowledge Base is the ability to adapt easily to new information.
140
3.12. Verification: Case Study
3.12.1. Brief Introduction of Chapters 4, 5, and 6 The validation in this research is conducted by implementing the Hierarchical Model
through the Water Treatment Plant Case Study. Chapter 4, Chapter 5 and Chapter 6
provide a comprehensive explanation about the process of implementing the Hierarchical
Model to the Case Study. The process is initiated from the development of Data Bridge,
Risk Ranking and Risk Ranking Matrix (Chapter 4), continued with Real-Time SCADA
Data Analysis (Chapter 5), and ended with Model Validation (Chapter 6).
Chapter 4 focuses on the implementation of Hierarchical Model to develop Data Bridge
and Risk Ranking. Data Bridge is developed by processing information from the case
study through the Hierarchical Model. Data Bridge is, as a result of this process, utilised
in the validation step. In this research, Risk Factor and Risk Ranking Matrix are utilised
to develop the Risk Ranking Matrix. Interdependence Risk Analysis is employed to
develop Risk Ranking through these two approaches.
Chapter 5 provides real-time SCADA data analysis. Some statistical analyses are used to
describe the characteristics and relationship within the data. Based on the analysis, the
consistency of the data can be clarified, since inconsistent data tends to produce an
unsatisfactory result in the Validation step. Results from the statistical analysis will be
utilised in the validation step.
The focus in Chapter 6 is validation of the research findings. There are two aspects in this
research validation: the first is to prove that Interdependence Risk Analysis can predict
Risk, and the second is to prove that the proposed Hierarchical Model can address the
SCADA Data Analysis Problem. These aspects are also expected to address the
connectivity problem between SCADA and ERP systems. Therefore, by the end of
Chapter 6, the validity of the hypotheses will be revealed.
141
In this Brief Introduction, a brief explanation of the case study together with analysis and
criteria of data filtering is provided. The explanation in the data justification involves
defining the required data for the Validation step. This clarifies the accessible data from
the case study. Some assumptions are made because access from companies is very
limited due to their internal confidentiality policy.
3.12.2. Water Utility Industry Case Study
The case study is a water treatment plant in the Moogerah Township. This water
treatment plant is operated and monitored by a SCADA System. According to the Control
Philosophy, the water treatment plant is designed to supply 100m3/day of safe drinking
water and complies with the requirements of the Australian Drinking Water Guidelines
(2004). The system works as follows:
• At first, water is pumped from a raw water tank by feed pumps through the pre-filter,
and delivered to the filtration system. A level switch is located in the raw water tank
to protect the feed pumps from running without water.
• Then, alum solution (coagulant) is injected to the raw water to create aggregates for
efficient filtration through the media filter. The solution is injected by dosing pump 1.
The added chemical is mixed in static mixer hydrocylone type.
• Following the hydrocylone, water enters multi-media vertical pressure filter for
turbidity removal. The filtrate flows to the activated carbon filter.
• The granular activated carbon filter is to remove colour, the residues of the algal
toxins, chlorine, dissolved organic matters, traces of certain heavy metals and fine
particles. The activated carbon improves the taste and odour of the treated water.
• The filter is particularly suitable for backwash (a process involving reversal of the
water flow and causing a turbulent expansion of the media like a fluidized bed, which
flushes out the entrapped debris effectively). Non-chlorinated filtered water is
collected in the backwash water storage tank. The backwash of each filter (multi
142
media and granular activated carbon) is performed by backwash pumps using water
from the backwash water storage tank. After the backwash cycle, a fast rinse in the
downward flow direction is done for a few minutes (direct wash) to ensure complete
washing of the filter. The direct wash is performed by the feed pump, using raw water
from the raw water tank. After the washing cycle is completed, the filter resumes its
normal filtering modes as clean as a new filter.
• The sodium hypochlorite solution is used as a disinfecting agent. The solution is
dosed by the dosing pump. Sodium hypochlorite dosing pump 2 is being controlled
by the flow meter with electrical output and residual chlorine transmitter, located in
the system outlet. Soda ash/acid solution is transferred to the line by dosing pump 3.
The pH is corrected to the required value and controlled according to the pH analyser.
The treated water is collected in the treated water storage tank.
3.12.3. Analysis and Criteria of Data Filtering
The Hierarchical Model in this research (refer to Section 2.3.3.) is designed based on
several criteria:
• Ability to be developed by utilising original design information as an initial input
• Ability to analyse SCADA data in a “real time” time frame
• Ability to solve Nested Data issue
• Ability to pass the results to ERP System
The Validation step (explained in Chapter 6) is to test the effectiveness of the method in
satisfying each criterion.
In addition, the case study from the water utility industry is utilised to validate this
research. The case study is a water treatment plant which is designed to supply
100m3/day of safe drinking water. The system is monitored by a SCADA System with
twelve on-line sensors. Information from the water treatment plant is supplied from
several documents, such as: P&ID (Process and Instrumentation Diagram), Control
143
Philosophy, and SCADA Data Dump. Furthermore, data from the documents can be
classified as qualitative data and quantitative data. Qualitative data is information that is
difficult to measure, count, or express in numerical terms (U.S.EPA, 2007); whereas
quantitative data is information that can be expressed in numerical terms, counted, or
compared on a scale (U.S.EPA, 2007). On top of that, each data type will be analysed
differently (refer to Section 5.2.1.).
The following analysis specifies the required data for testing each criterion:
• Ability to be developed by utilising original design information as an initial input
In order to satisfy this criterion, the method must be able to be developed based
only on P&ID and Control Philosophy as the initial inputs. Therefore, the required
data to validate the method against this criterion are P&ID and Control
Philosophy.
• Ability to analyse SCADA data in a “real time” time frame
To test whether the method can satisfy this criterion, a process that mimics the
real SCADA process must be designed and developed. The process itself can be
created in a SCADA test rig (refer to Section 3.3). However, input data is needed.
Therefore, SCADA Data Dump is required as an input for the process.
• Ability to solve Nested Data Issue
This means that the method must be able to produce information on the possible
source of failure, based on the nature of the failure. Therefore, failure history is
required to validate the method.
• Ability to pass the results to ERP System
This criterion can only be satisfied after all previous criteria have been satisfied,
and where the processed information is ready to be passed to the ERP System.
Therefore, all the above data are needed.

144
However, not all required information can be gathered from the case study. In addition,
based on the required data analysis, four documents are needed in the validation process:
• P&ID
• Control Philosophy
• SCADA Data Dump
• Failure history
Only the first three documents are available from the company. Therefore, further
analysis on the available documents must be conducted to work out the replacement of
the failure history. The analysis reveals that Trouble Shooting in the Control Philosophy
can be used as the replacement for the failure history. Trouble shooting is a systematic
approach to locate the cause of a fault, based on a system’s abnormality information
(Jeng and Liang, 1998). It consists of a list of potential failures based on the designer or
maker experience. It is concluded that the output from the proposed method can be
compared with the output from the trouble shooting, based on the same system’s
abnormality information.
The following is a comparison between failure history and trouble shooting utilisation in
the validation step:
• Failure history
SCADA Data Dump is data which is taken from the SCADA data base. The data
base records SCADA measurement results. In most cases, system abnormality can
be noticed from this measurement results before the failure occurs. Therefore, if
the failure history is directly related to the SCADA Data Dump, the validation
step of SCADA data analysis in a “real time” time frame can be linked to the
validation step of solving Nested Data issues, by performing the following steps:
o SCADA data dump is streamed into the Data Bridge. If at least one of the
sensors indicates an abnormal value, the value is captured by the Filtering
Algorithm (this is the validation step of SCADA data analysis in a “real time”
time frame).
145
o After that, a query is done to the knowledge base to reveal any components
relating to the sensors.
o Finally, the information on the related components (that is, the probable
source of abnormality) is matched against the failure history to discover the
effectiveness of the method (this is the validation step of the Nested Data
issue).
• Trouble shooting
If the trouble shooting is used, the validation step of SCADA data analysis in a
“real time” time frame can not be linked to the validation step of solving Nested
Data issues. The reason is that there is no link between trouble shooting and
SCADA Data Dump. Below are the steps, which should be followed:
o Validation step of SCADA data analysis in a “real time” time frame
SCADA data dump is streamed into the Data Bridge. If at least one of the
sensors shows abnormality value, the value is captured by the Filtering
Algorithm. Then, a query is done to the knowledge base to reveal any
components relating to the sensors.
o Validation step of the Nested Data issue
Trouble shooting contains information on the nature of the failure (such as the
status of the value from the sensor) and description of why the sensor value is
out of the threshold. The nature of the failure information is used to set up the
value of the SCADA test rig. Then, the test is performed. The Data Filtering
Algorithm in Data Bridge can capture the failure, since one or more status of
the value from the sensors is out of threshold. After that, a query is done to the
knowledge base to reveal any components relating to the sensors. Finally, the
information on the related components (that is, probable source of
abnormality) is matched against the listed cause of failure in the trouble
shooting to discover the effectiveness of the method.
It can be seen that both failure history and trouble shooting can be used to validate the
ability of the method in addressing the two criteria. Hence, it is justified that trouble
shooting is suitable to replace the failure history.
146
CHAPTER 4
CASE STUDY: MODEL
DEVELOPMENT
4.1. Introduction Chapter 4 outlines the development of Data Bridge, and Risk Ranking. The process is
initiated by analysing the source of information (P&ID, and Control Philosophy) through
the analyses in the Hierarchical Model (Hierarchical Analysis, Failure Mode and Effect
Analysis and Interdependence Analysis). On the one hand, the processed information is
then utilised to develop the Filtering Algorithm and Knowledge Base which are the
components of Data Bridge. On the other hand, in the Interdependence Analysis, the
processed information is passed through the Interdependence Risk Analysis to determine
Risk Consequence and Risk Likelihood as an input to develop the Risk Ranking.
4.2. Data Bridge Development: Hierarchical Analysis
4.2.1. Introduction
The purpose of the Hierarchical Analysis is to break down information hierarchically, in
order to enable a more accurate information extraction process. As mentioned in Chapter
2 this System Breakdown Structure (SBS) is adopted to implement the Hierarchical
Model. There are three steps to develop the SBS as seen in Figure 4.2.1.
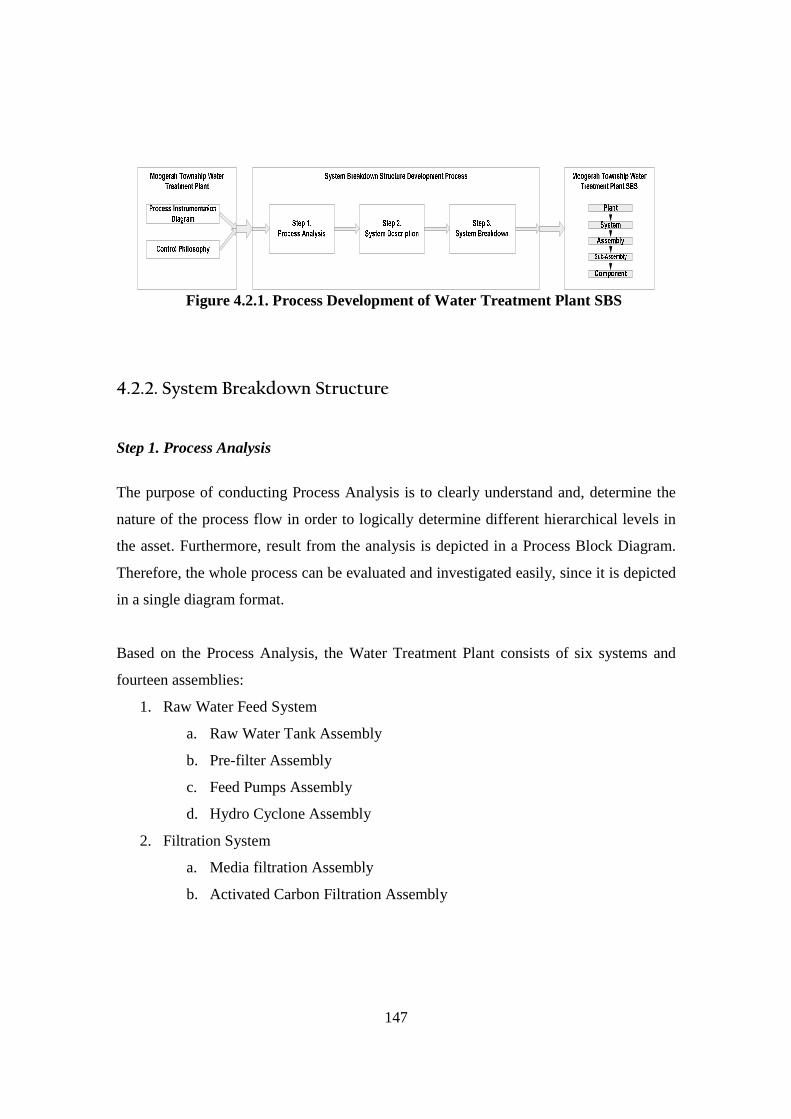
147
36Figure 4.2.1. Process Development of Water Treatment Plant SBS
4.2.2. System Breakdown Structure
Step 1. Process Analysis
The purpose of conducting Process Analysis is to clearly understand and, determine the
nature of the process flow in order to logically determine different hierarchical levels in
the asset. Furthermore, result from the analysis is depicted in a Process Block Diagram.
Therefore, the whole process can be evaluated and investigated easily, since it is depicted
in a single diagram format.
Based on the Process Analysis, the Water Treatment Plant consists of six systems and
fourteen assemblies:
1. Raw Water Feed System
a. Raw Water Tank Assembly
b. Pre-filter Assembly
c. Feed Pumps Assembly
d. Hydro Cyclone Assembly
2. Filtration System
a. Media filtration Assembly
b. Activated Carbon Filtration Assembly
148
3. Treated Water System
a. Water Quality Sensing Assembly
b. Treated Water Tank Assembly
4. Dosing System
a. Alum Dosing Assembly
b. NaOCl Dosing Assembly
c. HCl Dosing Assembly
5. Back Wash System
a. Back Wash Pump Assembly
b. Back Wash Tank Assembly
6. Sink and Shower Pump System
a. Sink & Shower Pump Assembly
There are three different fluid flows in the process:
1. Normal Water Flow
Normal Water Flow is the flow of water in the normal water treatment process,
which is started from the Raw Water Source System to the Distribution System.
2. Back Wash Water Flow
Back Wash Water flow is the flow of water in the Back Wash Process. Back
Wash Process is a process of cleaning the filtration system by reversing the water
flow. This process is supported by the Back Wash System.
3. Direct Wash Water Flow
Direct Wash Water flow is the flow of water in the Direct Wash Process. Direct
Wash Process is a process of cleaning the filtration system after the back wash
cycle by fast rinse in the downward flow direction.
This information is depicted in the Process Block Diagram. Figure 4.2.2. illustrates the
Process Block Diagram of the Water Treatment Plant.
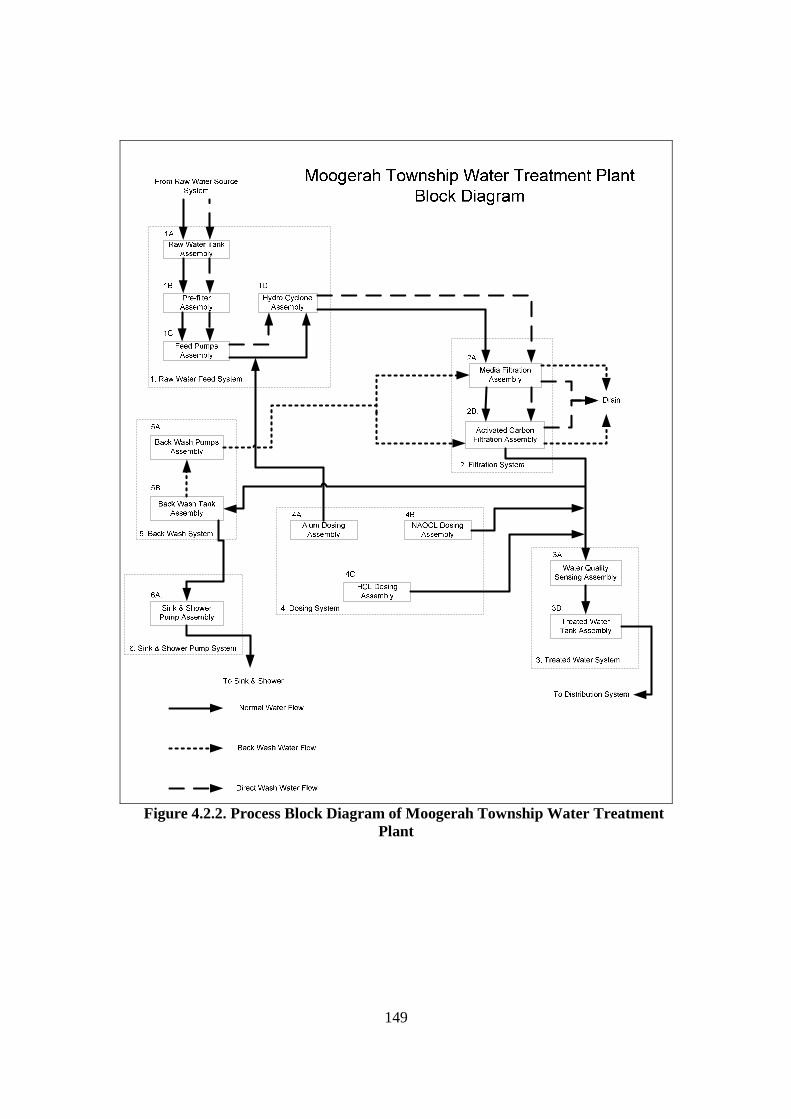
149
37Figure 4.2.2. Process Block Diagram of Moogerah Township Water Treatment Plant
150
Step 2. System Description
In this step, the Water Treatment Plant is described in terms of:
• Description details
There are six description criteria that can be selected to create a detailed
description: Primary Function, Material Flow, Process Flow, Mechanical Action,
State Change and Inputs and Outputs.
In the Water Treatment Plant Case Study, the Primary Function is chosen as the
selected description criteria, since it is clearly stated in the Control Philosophy of
this plant. The description detail of the system primary function is:
The primary function of Water Treatment Plant is to supply 100 m3/day of safe
drinking water and complies with the requirement of the Australia Drinking
Water Guidelines – 2004 (published by the National Health and Medical
Research Council).
• Major subsystems and assemblies
It is clearly depicted in the Process Flow Diagram of the Water Treatment Plant
that the plant consists of six systems: Water Feed System, Filtration System,
Treated Water System, Dosing System, Back Wash system, and Sink and Shower
System.
• Boundaries to other systems and boundary interface components
The system boundaries and interface components are also depicted in the Process
Flow Diagram. System boundaries and interface components for the Water
Treatment Plant are:
i. Raw Water Tank interfaces to the Raw Water Source System
ii. Sink and Shower Pump System interfaces to the Sink and Shower
System
iii. Media Filtration System and Activated Carbon Filtration System
interfaces to the drain at the Back Wash Water Flow
iv. Treated Water System interfaces to the Distribution System
151
• A brief description about contents, criteria and boundaries of the systems
The Water Treatment Plant treats water from Raw Water Source. Therefore, the
water is safe to be drunk before it is passed to the Distribution System. Raw Water
is then transferred to the Water Feed System. In this System, water is stored in
Raw Water Tank. After that, raw water is pumped from Raw Water Tank by Feed
Pumps System through the Pre-filter System, and delivered to the filtration
system.
The above information is written down in a standardised format, as illustrated in Table
4.2.2.a.
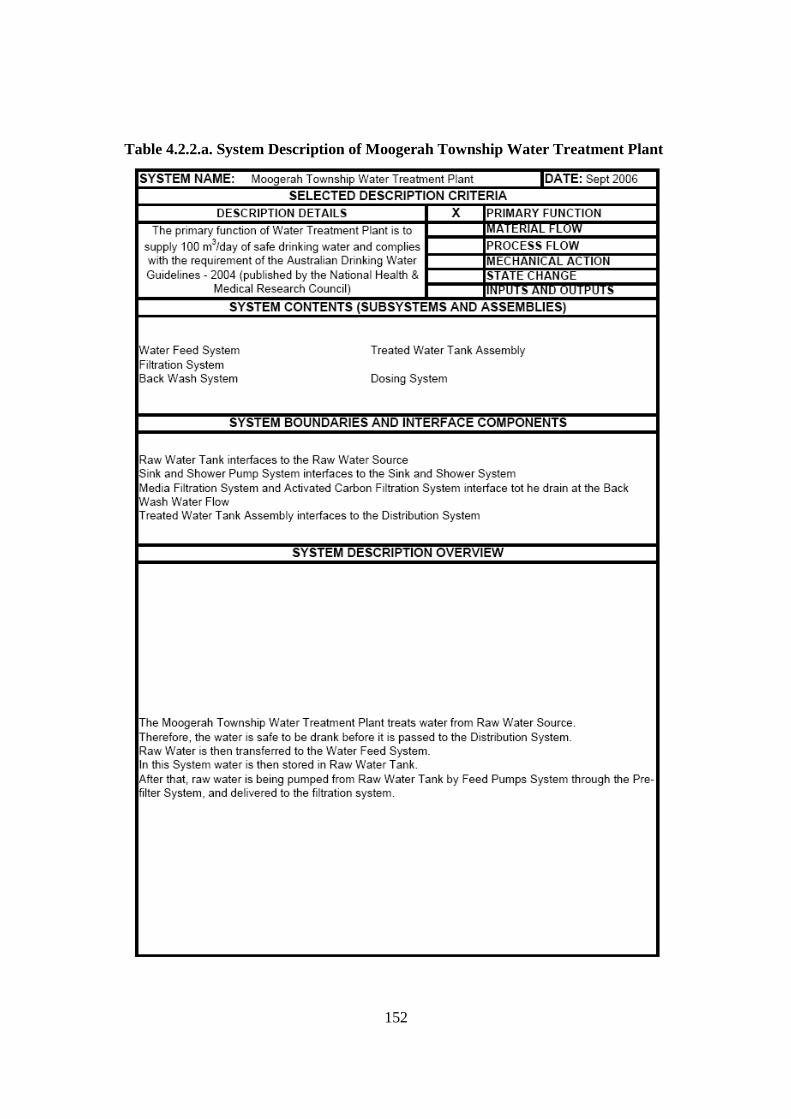
152
6Table 4.2.2.a. System Description of Moogerah Township Water Treatment Plant
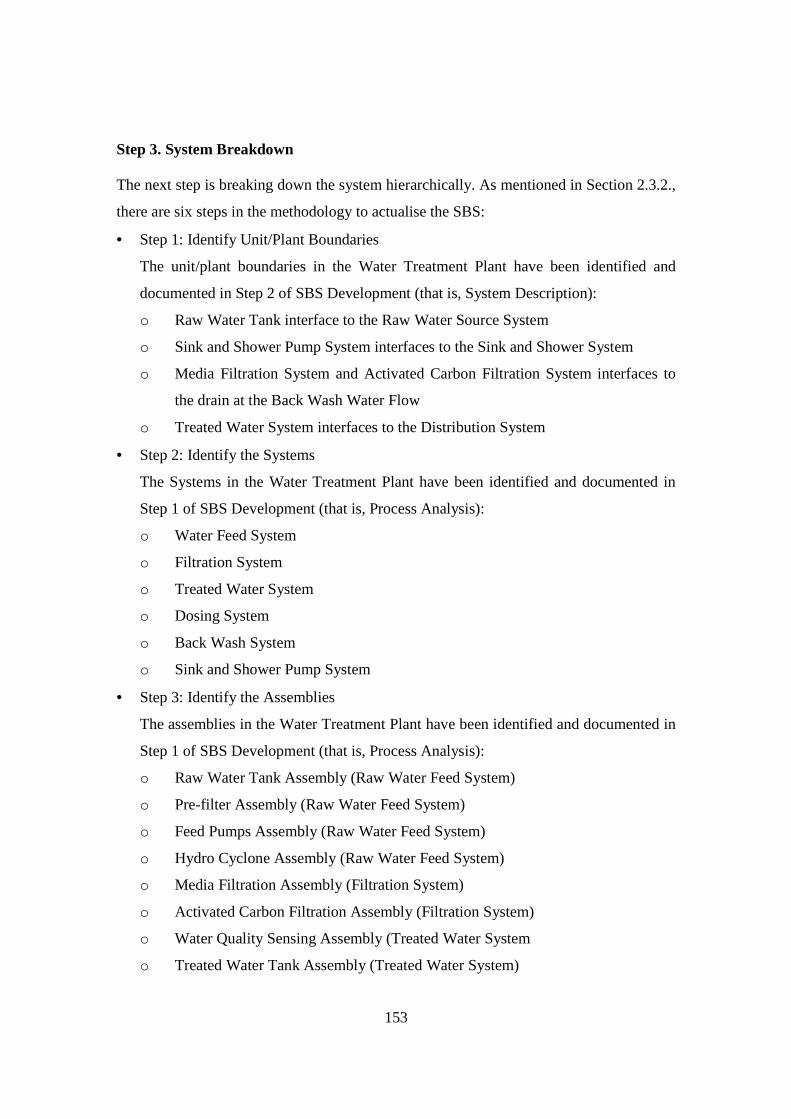
153
Step 3. System Breakdown The next step is breaking down the system hierarchically. As mentioned in Section 2.3.2.,
there are six steps in the methodology to actualise the SBS:
• Step 1: Identify Unit/Plant Boundaries
The unit/plant boundaries in the Water Treatment Plant have been identified and
documented in Step 2 of SBS Development (that is, System Description):
o Raw Water Tank interface to the Raw Water Source System
o Sink and Shower Pump System interfaces to the Sink and Shower System
o Media Filtration System and Activated Carbon Filtration System interfaces to
the drain at the Back Wash Water Flow
o Treated Water System interfaces to the Distribution System
• Step 2: Identify the Systems
The Systems in the Water Treatment Plant have been identified and documented in
Step 1 of SBS Development (that is, Process Analysis):
o Water Feed System
o Filtration System
o Treated Water System
o Dosing System
o Back Wash System
o Sink and Shower Pump System
• Step 3: Identify the Assemblies
The assemblies in the Water Treatment Plant have been identified and documented in
Step 1 of SBS Development (that is, Process Analysis):
o Raw Water Tank Assembly (Raw Water Feed System)
o Pre-filter Assembly (Raw Water Feed System)
o Feed Pumps Assembly (Raw Water Feed System)
o Hydro Cyclone Assembly (Raw Water Feed System)
o Media Filtration Assembly (Filtration System)
o Activated Carbon Filtration Assembly (Filtration System)
o Water Quality Sensing Assembly (Treated Water System
o Treated Water Tank Assembly (Treated Water System)
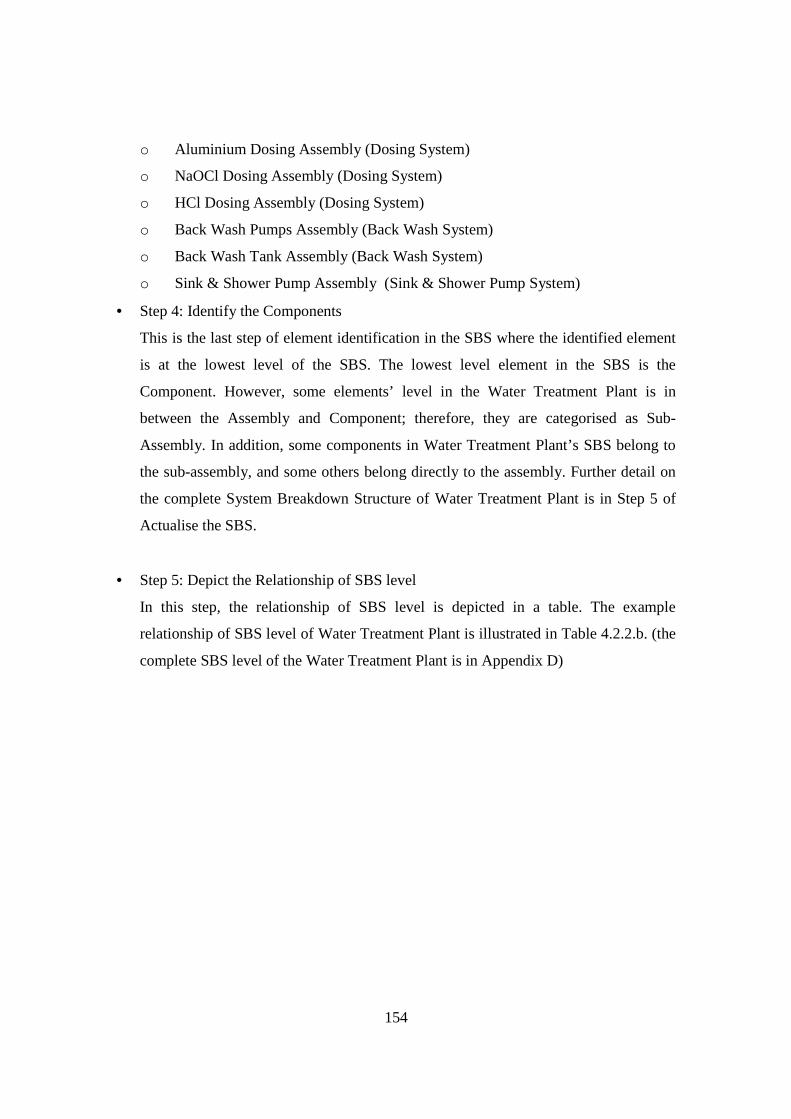
154
o Aluminium Dosing Assembly (Dosing System)
o NaOCl Dosing Assembly (Dosing System)
o HCl Dosing Assembly (Dosing System)
o Back Wash Pumps Assembly (Back Wash System)
o Back Wash Tank Assembly (Back Wash System)
o Sink & Shower Pump Assembly (Sink & Shower Pump System)
• Step 4: Identify the Components
This is the last step of element identification in the SBS where the identified element
is at the lowest level of the SBS. The lowest level element in the SBS is the
Component. However, some elements’ level in the Water Treatment Plant is in
between the Assembly and Component; therefore, they are categorised as Sub-
Assembly. In addition, some components in Water Treatment Plant’s SBS belong to
the sub-assembly, and some others belong directly to the assembly. Further detail on
the complete System Breakdown Structure of Water Treatment Plant is in Step 5 of
Actualise the SBS.
• Step 5: Depict the Relationship of SBS level
In this step, the relationship of SBS level is depicted in a table. The example
relationship of SBS level of Water Treatment Plant is illustrated in Table 4.2.2.b. (the
complete SBS level of the Water Treatment Plant is in Appendix D)
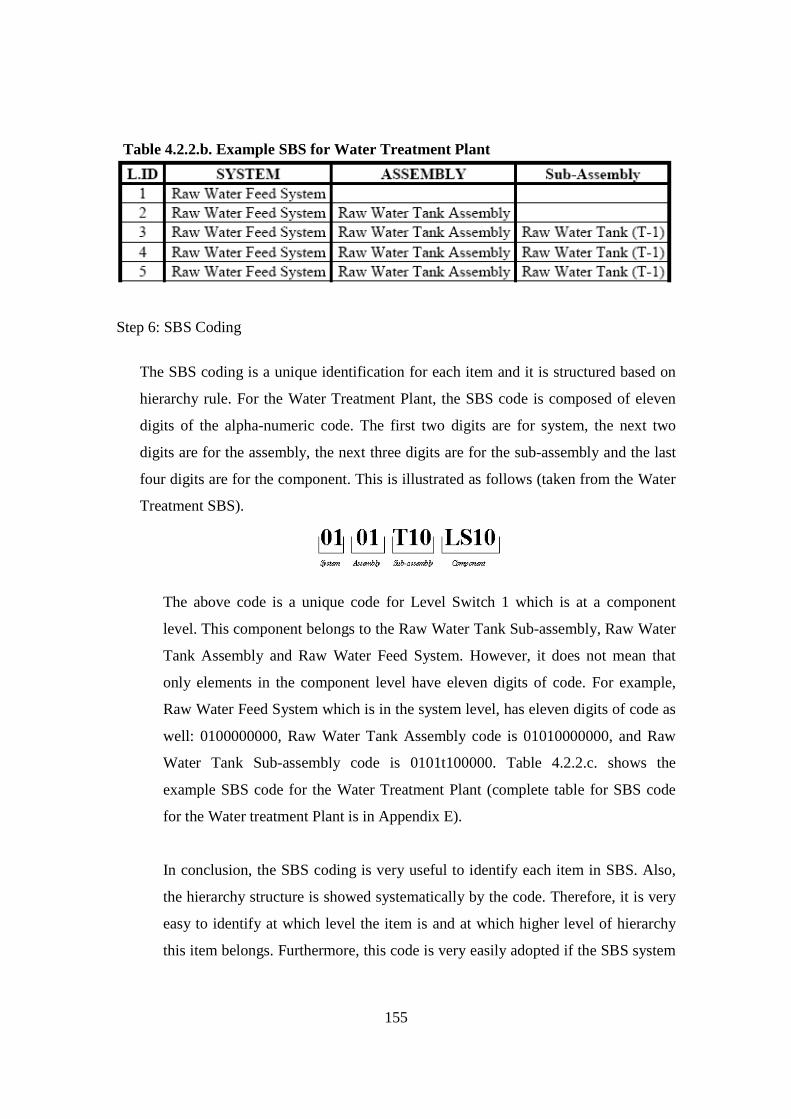
155
7Table 4.2.2.b. Example SBS for Water Treatment Plant
Step 6: SBS Coding
The SBS coding is a unique identification for each item and it is structured based on
hierarchy rule. For the Water Treatment Plant, the SBS code is composed of eleven
digits of the alpha-numeric code. The first two digits are for system, the next two
digits are for the assembly, the next three digits are for the sub-assembly and the last
four digits are for the component. This is illustrated as follows (taken from the Water
Treatment SBS).
The above code is a unique code for Level Switch 1 which is at a component
level. This component belongs to the Raw Water Tank Sub-assembly, Raw Water
Tank Assembly and Raw Water Feed System. However, it does not mean that
only elements in the component level have eleven digits of code. For example,
Raw Water Feed System which is in the system level, has eleven digits of code as
well: 0100000000, Raw Water Tank Assembly code is 01010000000, and Raw
Water Tank Sub-assembly code is 0101t100000. Table 4.2.2.c. shows the
example SBS code for the Water Treatment Plant (complete table for SBS code
for the Water treatment Plant is in Appendix E).
In conclusion, the SBS coding is very useful to identify each item in SBS. Also,
the hierarchy structure is showed systematically by the code. Therefore, it is very
easy to identify at which level the item is and at which higher level of hierarchy
this item belongs. Furthermore, this code is very easily adopted if the SBS system
156
is computerised, because each item has a unique code combination. Regardless of
which level the item is, the number of the code digits remains the same. Results
from SBS will be then utilised as an input for the next analyses.
8Table 4.2.2.c. Example SBS with Code for Water Treatment Plant
4.2.3. Discussion Information has been broken down through the Hierarchical Analysis. This analysis is
initiated by analysing the information from sources based on process. By analysing the
process in the system, the total machine analysis process can be obtained. There are three
process flows in the water treatment plant: Normal Water Flow, Back Wash Water Flow
and Direct Wash Water Flow. This result will contribute significantly to the next step of
determining different hierarchical levels in the asset. Subsequent to the process analysis,
the system is described in detail. In this system description, information from the water
treatment plant (such as: system primary function, major subsystems and assemblies,
boundaries to other systems and boundary interface components) and a brief description
about contents, criteria and boundaries of the systems are revealed. By documenting the
system description, a clear overview of the system being analysed is acquired. The final
step in the Hierarchical Analysis is to break down the system hierarchically. In this step
results from the previous steps (Process Analysis and System Description) are utilised.
There are six steps to execute the system breakdown: Identify Unit/Plant Boundaries,
Identify the Systems, Identify the Assemblies, Identify the Components, Depict the
Relationship of SBS Level, and SBS Coding. The SBS for the Water Treatment Plant is
established by executing Step 1 to Step 5. The SBS of water treatment plant consists of
six systems, fourteen assemblies, eighteen sub-assemblies and sixty components. Step 6
is establishing the coding for each part to provide proper identification.
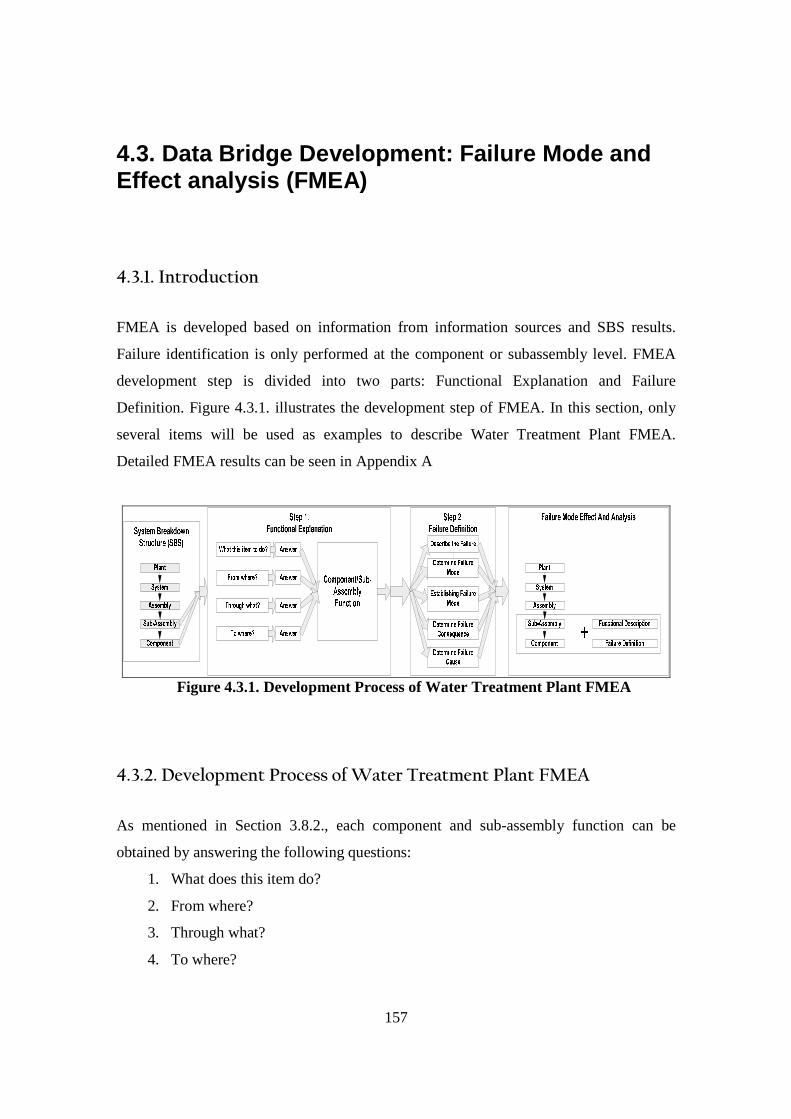
157
4.3. Data Bridge Development: Failure Mode and Effect analysis (FMEA)
4.3.1. Introduction
FMEA is developed based on information from information sources and SBS results.
Failure identification is only performed at the component or subassembly level. FMEA
development step is divided into two parts: Functional Explanation and Failure
Definition. Figure 4.3.1. illustrates the development step of FMEA. In this section, only
several items will be used as examples to describe Water Treatment Plant FMEA.
Detailed FMEA results can be seen in Appendix A
38Figure 4.3.1. Development Process of Water Treatment Plant FMEA
4.3.2. Development Process of Water Treatment Plant FMEA
As mentioned in Section 3.8.2., each component and sub-assembly function can be
obtained by answering the following questions:
1. What does this item do?
2. From where?
3. Through what?
4. To where?
158
The function of an item is a combination of answers from the above questions.
The following is an example of functional explanation from the Raw Water Tank, which
is at sub-assembly hierarchy level:
1. What does this item do?
To store raw water temporary.
2. From where?
Raw Water Tank Inlet
3. Through what?
Raw Water Tank
4. To where?
Raw Water Tank Outlet
Then, the function of Raw Water Tank is:
To store raw water temporarily; from the raw water tank inlet, to raw water tank outlet,
through the raw water tank.
Another example is from the Pre-filter. This item is at component hierarchy level:
1. What does this item do?
To perform the pre-filtration process
2. From where?
Pre-filter Inlet
3. Through what?
Internal Filter
4. To where?
Pre-filter Outlet
Then, the function of Pre-filter is:
To perform the pre-filtration process; from pre-filter inlet, to pre-filter outlet, through the
internal filter.
159
The next step is defining possible failures from each component and sub-assembly.
Section 3.8.2. reveals five possible information sources for defining possible failures.
Due to time and information source constraints, only information from other users of the
same component is utilised. The “RAM Expert Systems Gas Drying and Drying Acid
Cooling Section F.M.E.C.A. and Maintenance Task Specifications” report, developed by
ICS Pty. Ltd., is referenced as an information source (ICSPty.Ltd., 1996). It is assumed
that the same type of components/sub-assemblies in the case study and report have
similar failure possibilities.
The following are two examples of failure definition, and to make a clear picture, the two
examples that are used in the first step, are used again here:
Raw Water Tank
There are two possible causes of failure for the Raw Water Tank:
• Internal corrosion
The description of this failure is: Fails to contain water (leakage)
The mode of this failure is Partial Loss of Function (PLF), since the effect of this
failure is: if leakage is significant, then the Pump cannot perform its function. The
most fatal effect is System Shutdown. The consequence of this failure is quality
disturbance.
• Internal blockage due to debris
The description of this failure is: failure to receive and deliver water
The mode of this failure is Total Loss of Function (TLF), since the effect of this
failure is Blockages, preventing the water to be delivered or received, resulting in
pump failure. The consequence of this failure is production disturbance.
Pre-filter
There are four possible causes of failure for the Pre-filter:
• The filter element is bypassed due to a perforated element
The description of this failure is: Delivery of unfiltered water
The mode of this failure is Total Loss of Function (TLF), since the effect of this
failure can result in other filter failure, alarm and system shutdown. The
consequence of this failure is production disturbance.
160
• Blocked filter element by dust
The description of this failure is: Restricted material flow
The mode of this failure is Partial Loss of Function (PLF), since the effect of this
failure is: low pressure, system inefficiency. The consequence of this failure is
bad quality of process.
• Blockage at filter inlet
The description of this failure is: Fails to divert water flow
The mode of this failure is Total Loss of Function (TLF), since the effect of this
failure is system shutdown. The consequence of this failure is production
disturbance.
• Blockage at filter outlet
The description of this failure is: Fails to divert water flow
The mode of this failure is Total Loss of Function (TLF), since the effect of this
failure is System Shutdown. The consequence of this failure is Production
disturbance.
Detail of the remaining Water Treatment Plant FMEA can be seen in Appendix A
4.3.3. Discussion
The result from FMEA of water treatment plant is an increase in knowledge about
possible failures, including the mode, effect and consequence of each sub-assembly and
component. The “RAM Expert Systems Gas Drying and Drying Acid Cooling Section
F.M.E.C.A. and Maintenance Task Specifications” report, developed by ICS Pty. Ltd., is
referenced as the information source (ICSPty.Ltd., 1996) to define the failure possibility
of components/sub-assemblies. It is assumed that the same type of components/sub-
assemblies in the case study and report have similar failure possibilities.
The produced knowledge from FMEA is very valuable in identifying the existing
problem if any abnormality is picked up from the SCADA data. Therefore, it will be
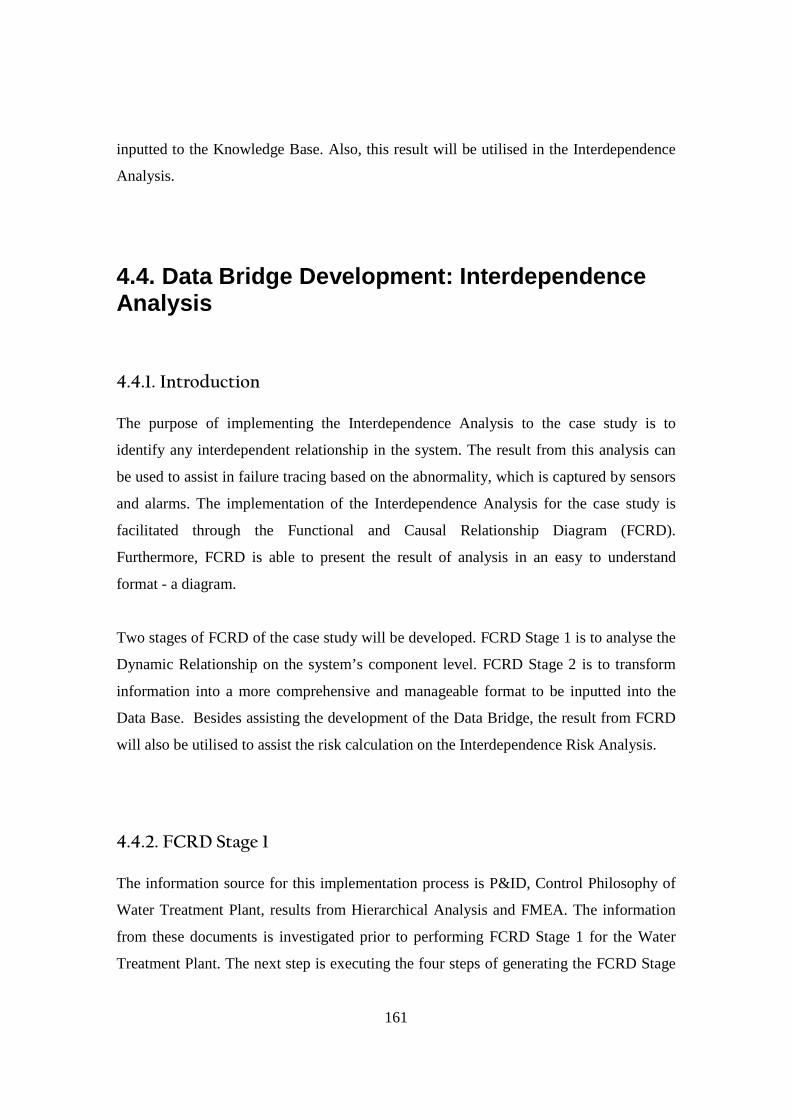
161
inputted to the Knowledge Base. Also, this result will be utilised in the Interdependence
Analysis.
4.4. Data Bridge Development: Interdependence Analysis
4.4.1. Introduction The purpose of implementing the Interdependence Analysis to the case study is to
identify any interdependent relationship in the system. The result from this analysis can
be used to assist in failure tracing based on the abnormality, which is captured by sensors
and alarms. The implementation of the Interdependence Analysis for the case study is
facilitated through the Functional and Causal Relationship Diagram (FCRD).
Furthermore, FCRD is able to present the result of analysis in an easy to understand
format - a diagram.
Two stages of FCRD of the case study will be developed. FCRD Stage 1 is to analyse the
Dynamic Relationship on the system’s component level. FCRD Stage 2 is to transform
information into a more comprehensive and manageable format to be inputted into the
Data Base. Besides assisting the development of the Data Bridge, the result from FCRD
will also be utilised to assist the risk calculation on the Interdependence Risk Analysis.
4.4.2. FCRD Stage 1 The information source for this implementation process is P&ID, Control Philosophy of
Water Treatment Plant, results from Hierarchical Analysis and FMEA. The information
from these documents is investigated prior to performing FCRD Stage 1 for the Water
Treatment Plant. The next step is executing the four steps of generating the FCRD Stage
162
1: Major Components/Sub-Assemblies Analysis, Major Components/Sub-Assemblies
Interaction Diagram Development, Components/Sub-Assemblies Relationship Analysis,
and Generate the FCRD. Figure 4.4.2.a. illustrates the process of developing FCRD for
the Water Treatment Plant.
Moogerah
Township
Water
Treatment
Plant SBS
Step 1. Major Components/Sub-Assemblies Analysis
Step 2. Major Components/Sub-Assemblies Interaction Diagram Development
Step 3: Components/Sub-Assemblies Relationship Analysis
Moogerah
Township
Water
Treatment
Plant FCRD
stage 1
Step 4: Generate the FCRD
39Figure 4.4.2.a. Development Process of Water Treatment Plant FCRD stage 1
Step 1: Major Components/Sub-Assemblies Analysis
In Step 1, the Major Components/Sub-Assemblies of the Water Treatment Plant are
identified and analysed based on the definition of Major Components/Sub-Assemblies.
The definition is:
The vital items in the whole process, where the failure of one of them may cause the
stoppage of the whole process.
There are eighteen major Components/Sub-Assemblies identified in the Water Treatment
Plant:
1. Raw Water Tank
2. Pre-Filter
3. Feed Pump 1-A + Motor
4. Feed Pump 1-B + Motor
5. Mixed for Coagulant Tank
6. Dosing Tank 1
7. Dosing Pump 1
8. Hydro Cyclone
9. Media Filtration
163
10. Activated Carbon Filtration
11. Dosing Tank 2
12. Dosing Tank 3
13. Dosing Pump 2
14. Dosing Pump 3
15. Treated Water Tank
16. Back Wash Tank
17. Back Wash Pump 2-A + Motor
18. Back Wash Pump 2-B + Motor
Step 2: Major Components/Sub-assemblies Interaction Diagram Development
The next step is conducting analysis to identify interaction between each of major
components/sub-assemblies. The identification is based on fluid flows in the process. As
mentioned in Section 4.2.2., there are three different flows in the process:
1. Normal Water Flow
In Normal Water Flow, water flows from Raw Water Tank through the Pre Filter.
Then, it flows to either Feed Pump 1-A + Motor or Feed Pump 1-B + Motor. The
water flows to Hydro Cyclone, the Media Filtration and Activated Carbon Filter.
It is then ended in the Treated Water Tank.
2. Back Wash Water Flow
Back Wash Water Flow is initiated from Back Wash Water Tank through either
Back Wash Pump 2-A + Motor or Back Wash Pump 2-B + Motor. Then, the
water flows to both the Media Filtration and Activated Carbon Filtration. The
Flow is ended in the Drain.
4. Direct Wash Water Flow
Direct Wash Water Flow is the water flow in Direct Wash Process. Direct Wash
Process is a process of cleaning the filtration system after the back wash cycle by
fast rinse in the downward flow direction.
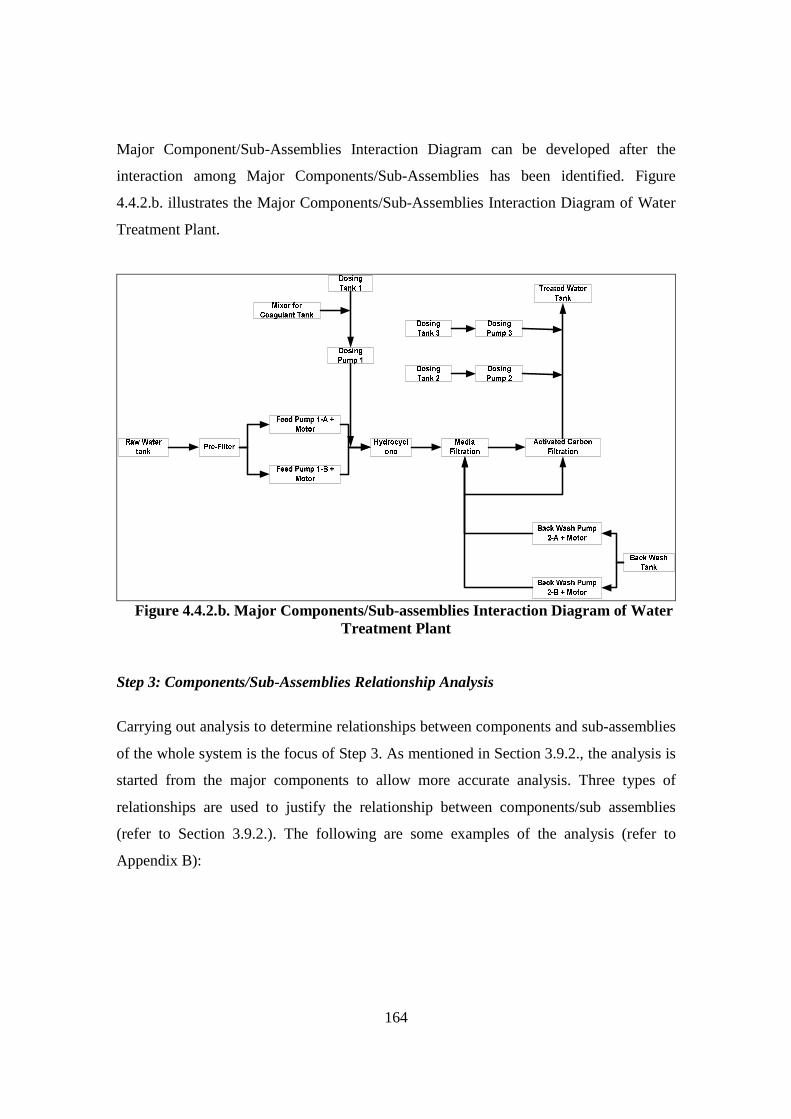
164
Major Component/Sub-Assemblies Interaction Diagram can be developed after the
interaction among Major Components/Sub-Assemblies has been identified. Figure
4.4.2.b. illustrates the Major Components/Sub-Assemblies Interaction Diagram of Water
Treatment Plant.
40Figure 4.4.2.b. Major Components/Sub-assemblies Interaction Diagram of Water Treatment Plant
Step 3: Components/Sub-Assemblies Relationship Analysis
Carrying out analysis to determine relationships between components and sub-assemblies
of the whole system is the focus of Step 3. As mentioned in Section 3.9.2., the analysis is
started from the major components to allow more accurate analysis. Three types of
relationships are used to justify the relationship between components/sub assemblies
(refer to Section 3.9.2.). The following are some examples of the analysis (refer to
Appendix B):

165
1. Raw Water Tank is related to:
• Level Switch 1 1 way relationship 1st to 2nd
• Level Switch 2 1 way relationship 1st to 2nd
• Raw Water Resource 2 ways relationship n.a.
• Pre-filter 2 ways relationship n.a.
• Hand Valve 5 1 way relationship 2nd to 1st
2. Pre-filter is related to:
• Hand Valve 5 1 way relationship 2nd to 1st
• Hand Valve 6 1 way relationship 2nd to 1st
• Raw Water Tank 2 ways relationship n.a.
• Feed Pump 1-A + Motor 2 ways relationship n.a.
• Feed Pump 1-B + Motor 2 ways relationship n.a.
Step 4: Generate the FCRD
In this step, all information from the previous steps is presented in a diagram (that is,
Functional and Causal Relationship Diagram). At this moment, there are several
diagramming softwares available in the market for helping in developing the diagram,
such as: Microsoft Visio, Graphviz, Inkscape, etc. In this research, Microsoft Visio is
utilised to draw the diagram manually. However, in some cases, the diagram could be
complicated and manual diagramming is too difficult. Therefore, an automatic
diagramming algorithm is developed. Graphviz is utilised in the automatic diagramming
algorithm to facilitate the process (refer to Section 4.6.2.)
Figure 4.4.2.c. and Figure 4.4.2.d. depict the FCRD Stage 1 (Figure 4.4.2.c. is drawn
manually by utilising Microsoft Visio and Figure 4.4.2.d. is drawn automatically by
utilising Graphviz and displayed by Microsoft Visio).
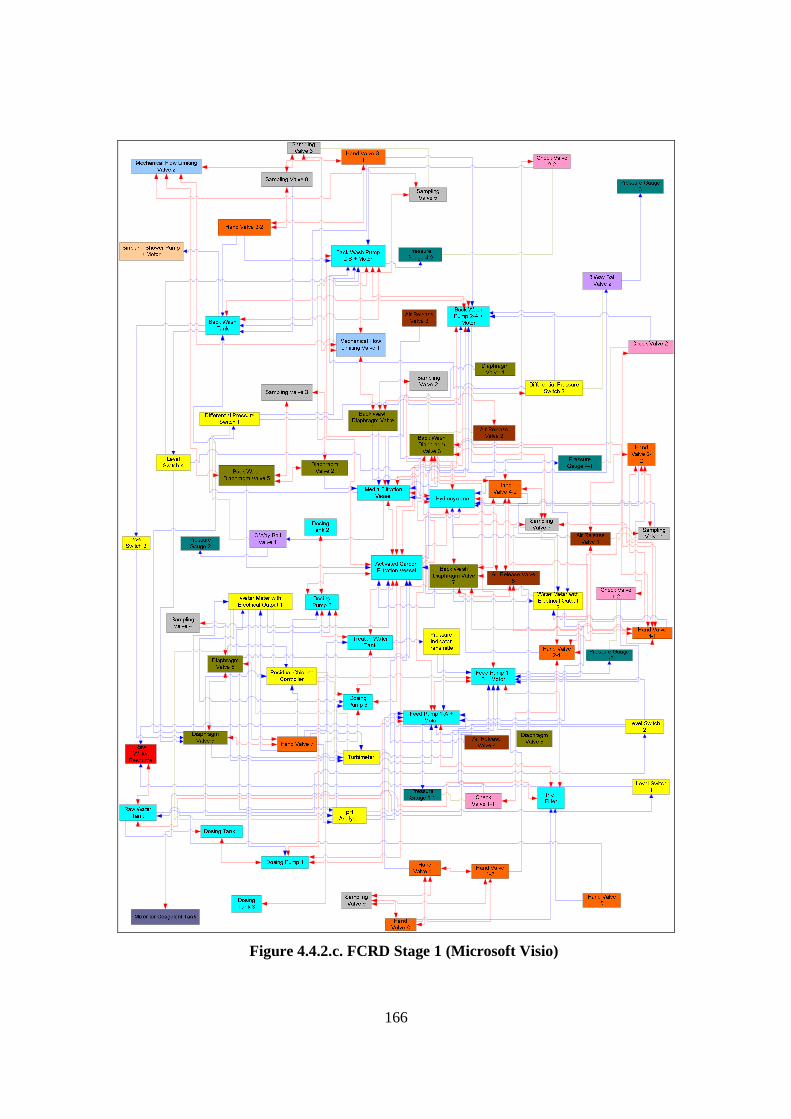
166
41Figure 4.4.2.c. FCRD Stage 1 (Microsoft Visio)

167
R aw Wat e r Tank
Le v e l Swi t c h 1 Le v e l Swi t c h 2 H and V al v e 5
Pr e - Fi l t e rR aw Wat e r R e s o ur c e
Fe e d Pump 1-A + Mo t o r
Fe e d Pump 1-B + Mo t o r
H an d V al v e 6
Sa mpl i ng V al v e 9
H and V al v e 1 -1
H and V al v e 1- 2Tur b i d i me t e r
Pr e s s ur e G aug e 1- 1
Che c k V al v e 1 - 1 Hy dr o c yc l o ne
D o s i n g Pump 1
pH A nal ys e r
Wat e r Me t e r wi t h El e c t r i c a l Out pu t 2
Pr e s s ur e In d i c a t o r Tr ans mi t t e r
Pr e s s u r e G a ug e 1- 2
Che c k V al v e 1- 2
A i r R e l e a s e V al v e 1
H a nd V a l v e 2- 1
H a nd V a l v e 2- 2
Sampl i ng V a l v e 1D i aphr ag m V al v e 6
Wa t e r M e t e r wi t h El e c t r i c a l Out put 1
R e s i dua l Chl o r i n e Co nt r o l l e r
D i aphr a gm V a l v e 9
H and V al v e 7
Me d i a Fi l t r a t i o n V e s s e l
B ac k Was h D i aphr agm V al v e 1
D i aphr a gm V a l v e 2 B ac k Was h D i ap hr agm V al v e 33 Way B al l V al v e 1
D i f f e r e nt i a l Pr e s s ur e Swi t c h 1
D i aph r agm V al v e 4 A i r R e l e a s e V al v e 3 A c t i va t e d Ca r bo n Fi l t r a t i o n V e s s e l
B ac k Was h Pump 2- A + M o t o r
B ac k Was h PU mp 2- B + M o t o r
Me c hani c a l Fl o w Li mi t i ng V al v e 1
Sampl i ng V al v e 2
A i r R e l e a s e V A l ve 2
Sa mpl i ng V al v e 3
B ac k Was h D i ap hr agm V al v e 5
B ac k Was h D i aphr a gm V a l v e 7
A i r R e l e a s e V al v e 5
Samp l i ng V al v e 7
H a nd V a l v e 4- 1 H and V al v e 4 -2
Pr e s s ur e G aug e 2
Sampl i ng V a l v e 5
M e c han i c a l Fl ow Li mi t i ng V al v e 2
Samp l i ng V al v e 6
A i r R e l e a s e V al v e 43 Wa y B al l V al v e 2
D i f f e r e nt i a l Pr e s s ur e Swi t c h 2
Sampl i ng V a l v e 4
D i aphr a gm V a l v e 8
D o s i ng Pump 2
D o s i n g Pump 3
Tr e a t e d Wat e r Tank
Pr e s s ur e G aug e 3
D o s i ng Ta nk 1
M i x e r f o r Co ag ul an t Tank
D o s i ng Tank 2
D o s i ng Tank 3
H a nd V a l v e 3-1
Pr e s s u r e G a ug e 4 -1
Che c k V al v e 2-1 B a c k Wa s h Tan k
Le ve l Swi t c h 4
H a nd V a l v e 3 -2
Sampl i ng V al v e 8
Pr e s s ur e G au g e 4 - 2
Che c k V al v e 2- 2
Le ve l Swi t c h 3 Si nk and Powe r Pump + Mo t o r
Legend
Major Component
Sensor
Hand Valve
Sampling Valve
Air Release Valve
Pressure Gauge
Check Valve
Back Wash Diaphragm Valve
3 Way Ball Valve
Differential Pressure Switch
Diaphragm Valve
Mechanical Limiting Valve
External Factor
42Figure 4.4.2.d. FCRD Stage 1 (Graphviz and Microsoft Visio)
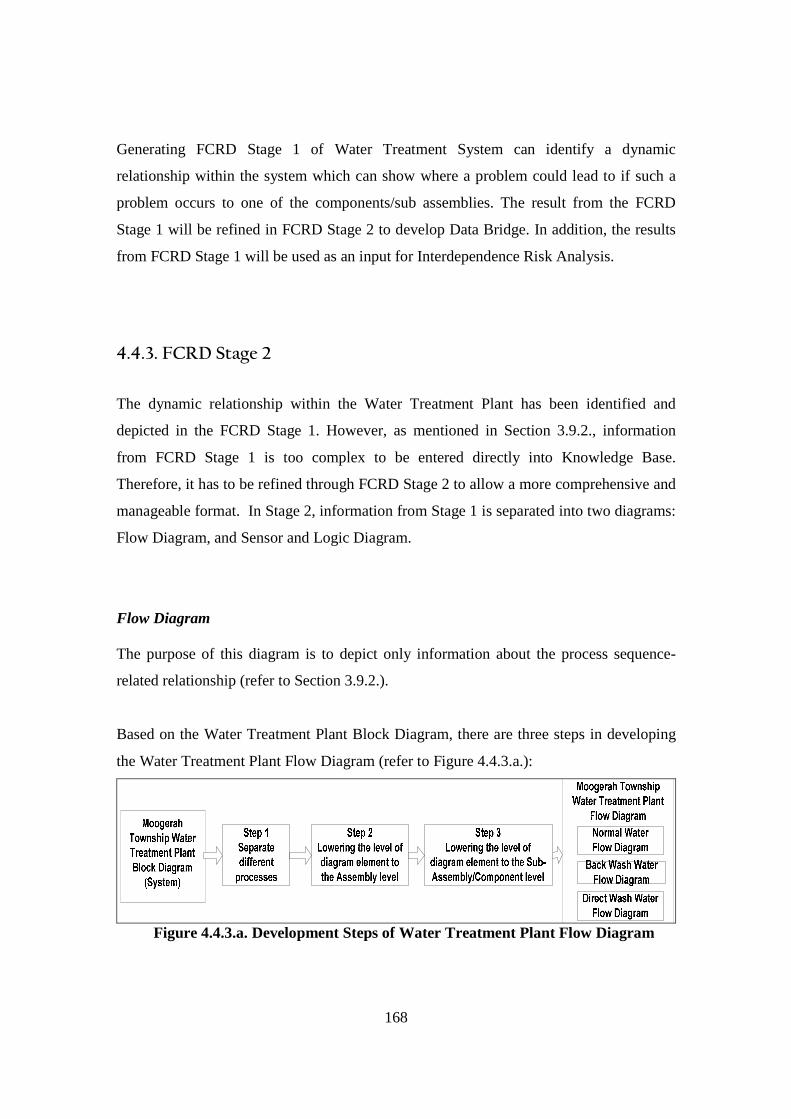
168
Generating FCRD Stage 1 of Water Treatment System can identify a dynamic
relationship within the system which can show where a problem could lead to if such a
problem occurs to one of the components/sub assemblies. The result from the FCRD
Stage 1 will be refined in FCRD Stage 2 to develop Data Bridge. In addition, the results
from FCRD Stage 1 will be used as an input for Interdependence Risk Analysis.
4.4.3. FCRD Stage 2
The dynamic relationship within the Water Treatment Plant has been identified and
depicted in the FCRD Stage 1. However, as mentioned in Section 3.9.2., information
from FCRD Stage 1 is too complex to be entered directly into Knowledge Base.
Therefore, it has to be refined through FCRD Stage 2 to allow a more comprehensive and
manageable format. In Stage 2, information from Stage 1 is separated into two diagrams:
Flow Diagram, and Sensor and Logic Diagram.
Flow Diagram The purpose of this diagram is to depict only information about the process sequence-
related relationship (refer to Section 3.9.2.).
Based on the Water Treatment Plant Block Diagram, there are three steps in developing
the Water Treatment Plant Flow Diagram (refer to Figure 4.4.3.a.):
43Figure 4.4.3.a. Development Steps of Water Treatment Plant Flow Diagram
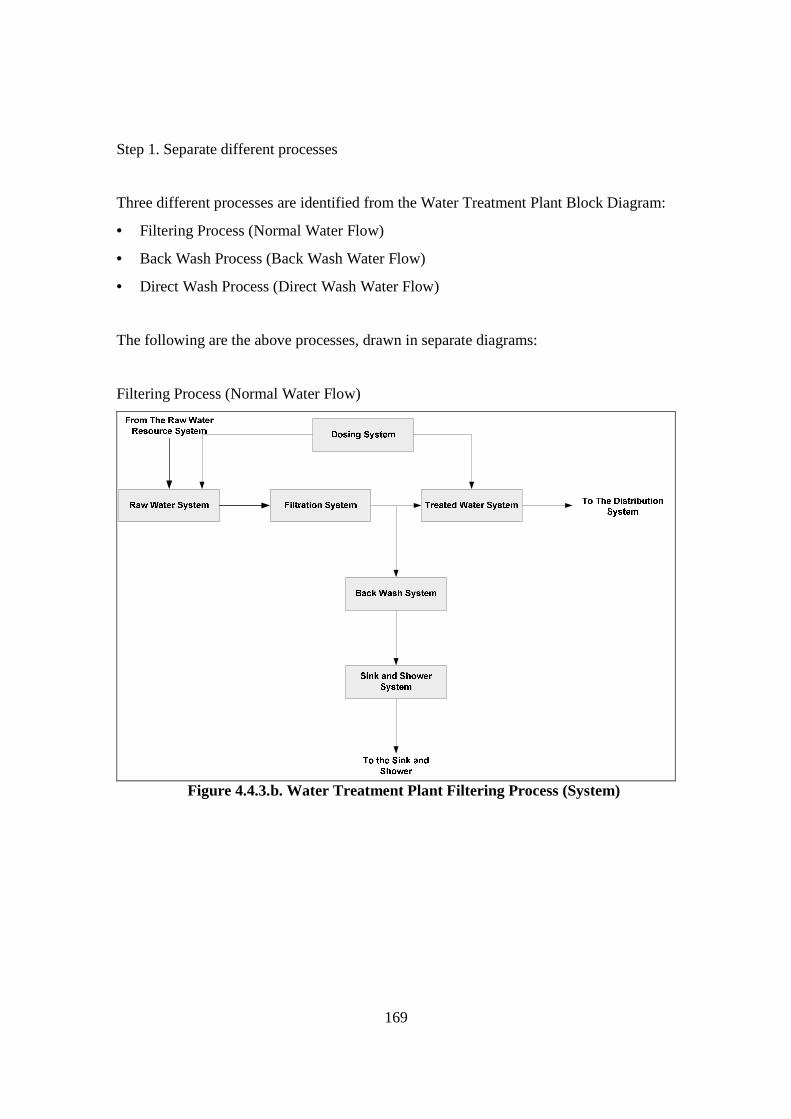
169
Step 1. Separate different processes
Three different processes are identified from the Water Treatment Plant Block Diagram:
• Filtering Process (Normal Water Flow)
• Back Wash Process (Back Wash Water Flow)
• Direct Wash Process (Direct Wash Water Flow)
The following are the above processes, drawn in separate diagrams:
Filtering Process (Normal Water Flow)
44Figure 4.4.3.b. Water Treatment Plant Filtering Process (System)
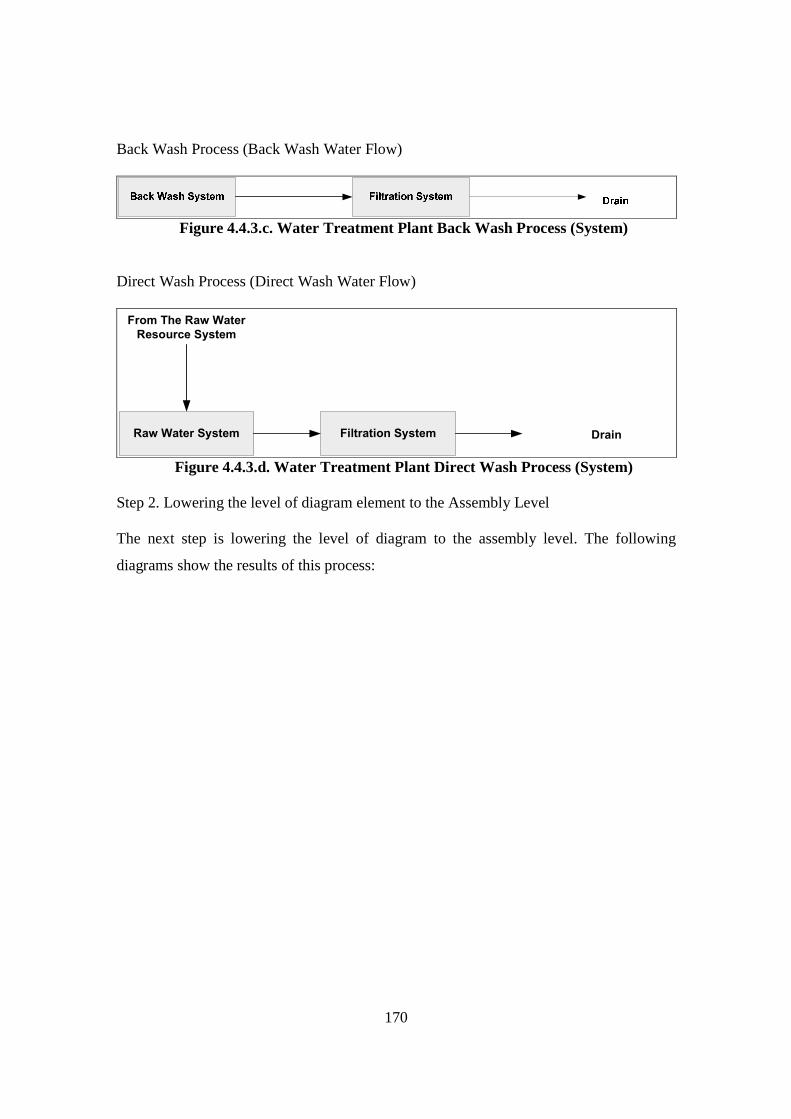
170
Back Wash Process (Back Wash Water Flow)
45Figure 4.4.3.c. Water Treatment Plant Back Wash Process (System) Direct Wash Process (Direct Wash Water Flow)
Raw Water System
From The Raw Water
Resource System
Filtration System Drain
46Figure 4.4.3.d. Water Treatment Plant Direct Wash Process (System) Step 2. Lowering the level of diagram element to the Assembly Level The next step is lowering the level of diagram to the assembly level. The following
diagrams show the results of this process:
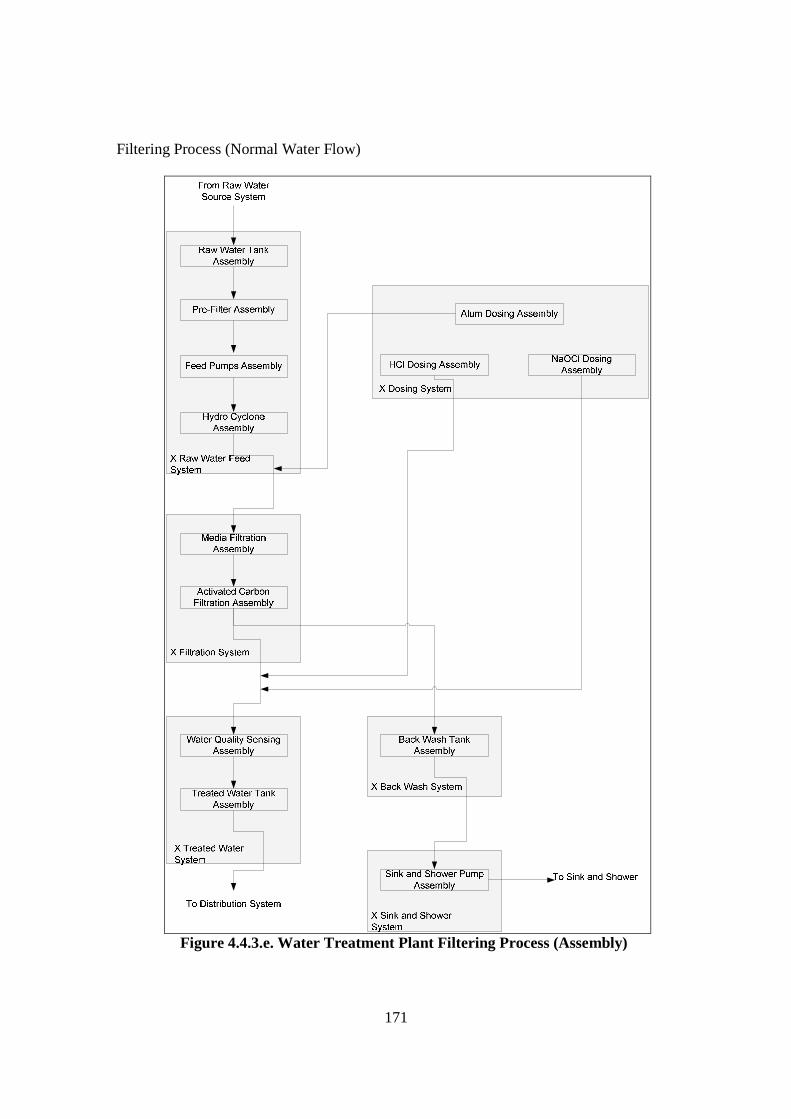
171
Filtering Process (Normal Water Flow)
47Figure 4.4.3.e. Water Treatment Plant Filtering Process (Assembly)
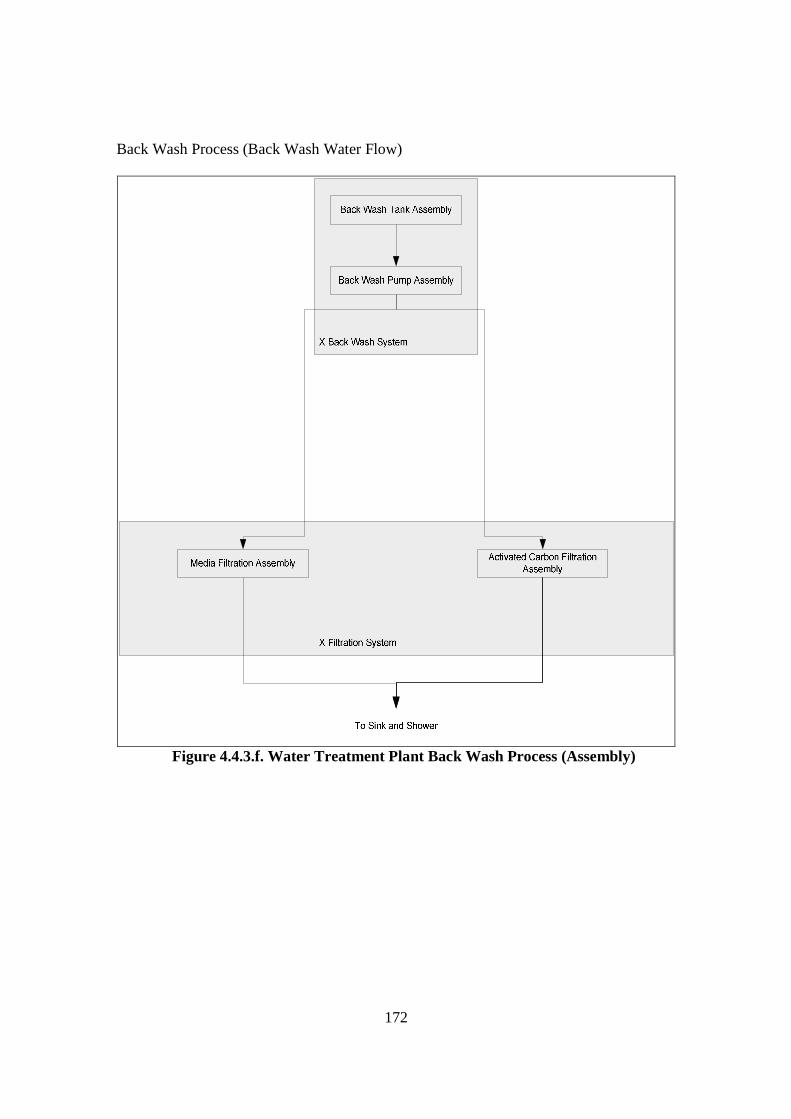
172
Back Wash Process (Back Wash Water Flow)
48Figure 4.4.3.f. Water Treatment Plant Back Wash Process (Assembly)
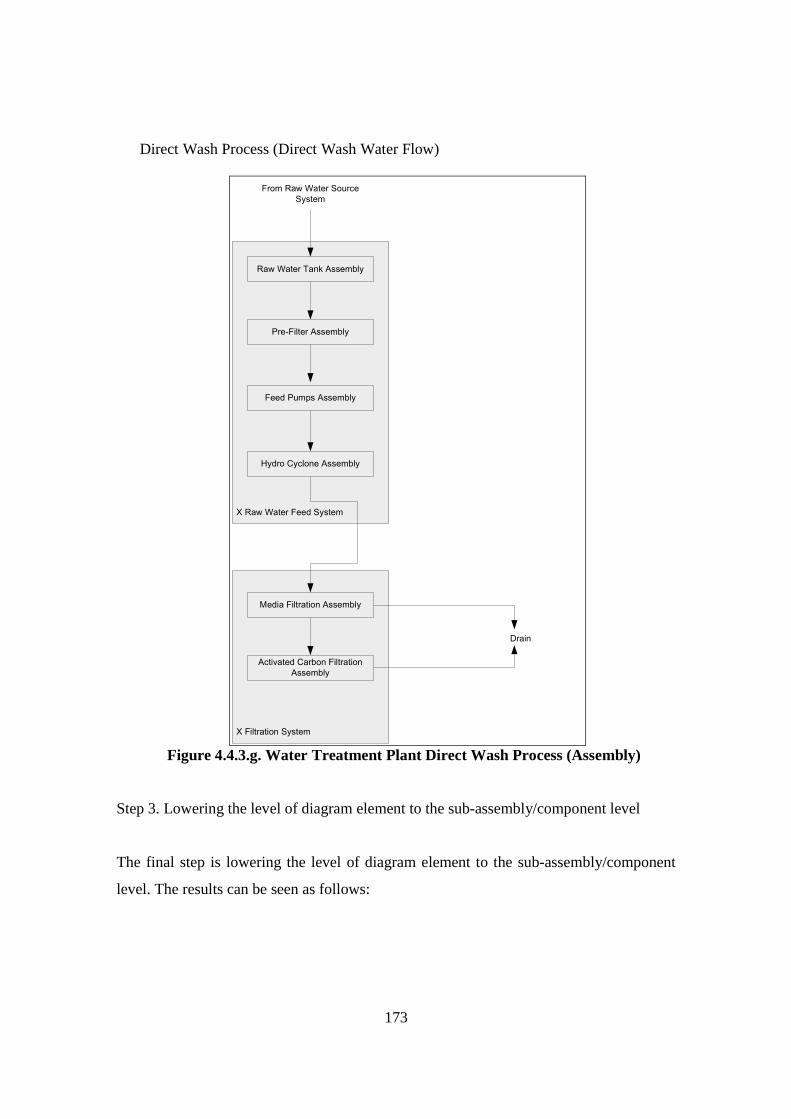
173
Direct Wash Process (Direct Wash Water Flow)
Raw Water Tank Assembly
From Raw Water Source
System
Pre-Filter Assembly
Feed Pumps Assembly
Hydro Cyclone Assembly
X Raw Water Feed System
Media Filtration Assembly
Activated Carbon Filtration
Assembly
X Filtration System
Drain
49Figure 4.4.3.g. Water Treatment Plant Direct Wash Process (Assembly)
Step 3. Lowering the level of diagram element to the sub-assembly/component level
The final step is lowering the level of diagram element to the sub-assembly/component
level. The results can be seen as follows:

174
Filtering Process (Normal Water Flow)
50Figure 4.4.3.h. Water Treatment Plant Filtering Process (Sub-
Assembly/Component)
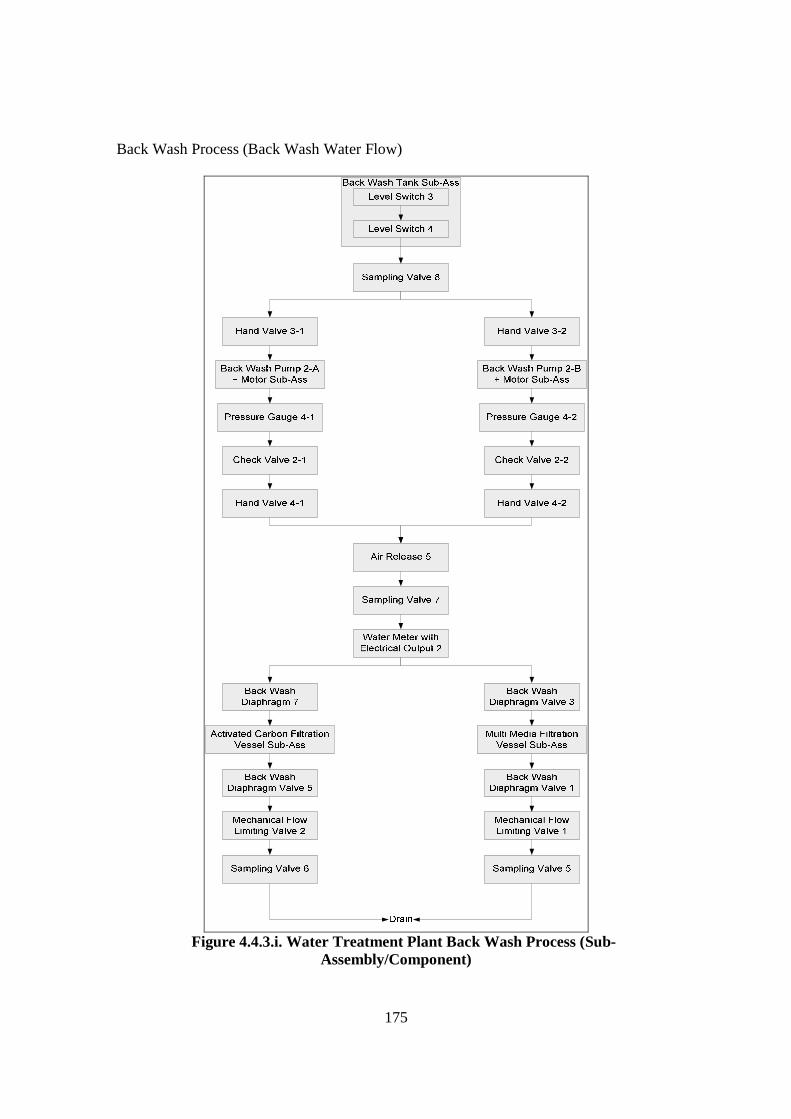
175
Back Wash Process (Back Wash Water Flow)
51Figure 4.4.3.i. Water Treatment Plant Back Wash Process (Sub-
Assembly/Component)
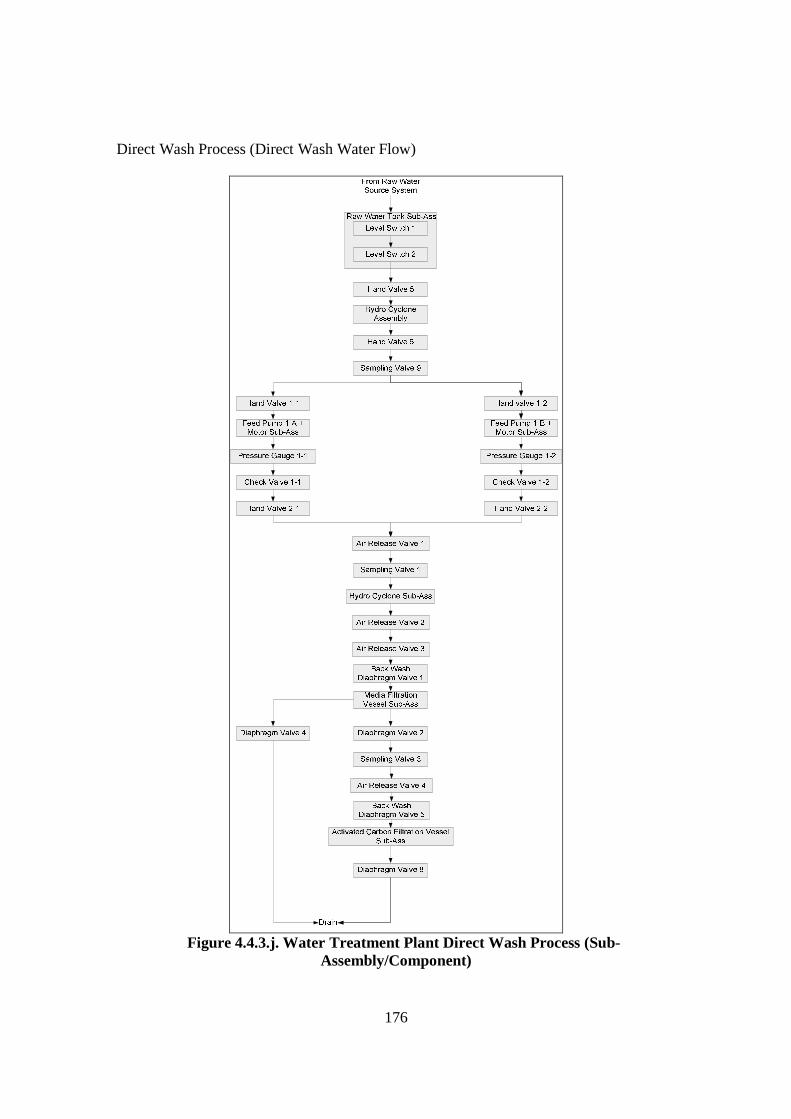
176
Direct Wash Process (Direct Wash Water Flow)
52Figure 4.4.3.j. Water Treatment Plant Direct Wash Process (Sub-
Assembly/Component)
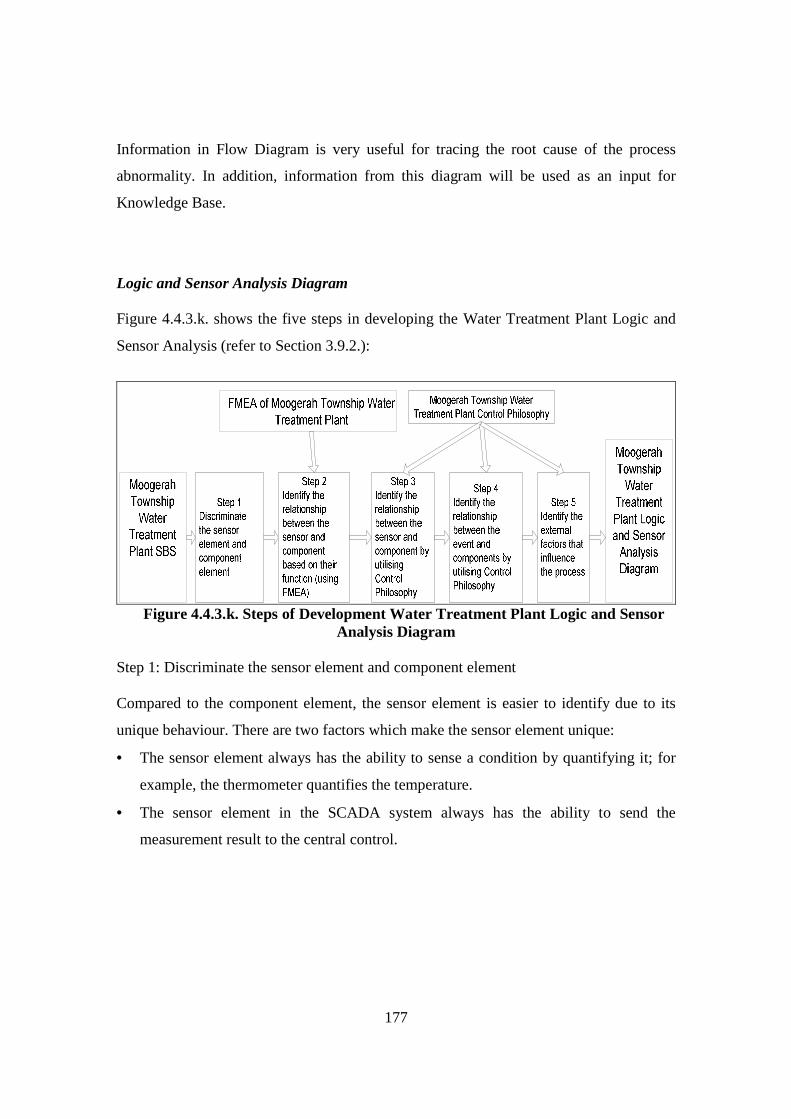
177
Information in Flow Diagram is very useful for tracing the root cause of the process
abnormality. In addition, information from this diagram will be used as an input for
Knowledge Base.
Logic and Sensor Analysis Diagram Figure 4.4.3.k. shows the five steps in developing the Water Treatment Plant Logic and
Sensor Analysis (refer to Section 3.9.2.):
53Figure 4.4.3.k. Steps of Development Water Treatment Plant Logic and Sensor Analysis Diagram
Step 1: Discriminate the sensor element and component element Compared to the component element, the sensor element is easier to identify due to its
unique behaviour. There are two factors which make the sensor element unique:
• The sensor element always has the ability to sense a condition by quantifying it; for
example, the thermometer quantifies the temperature.
• The sensor element in the SCADA system always has the ability to send the
measurement result to the central control.
178
From 80 sub-assemblies/components, there are twelve sensor elements:
• Level Switch 1
• Level Switch 2
• Pressure Indicator Transmitter
• Water Meter with Electrical Output 1
• Residual Chlorine Controller
• pH Analyser
• Turbidimeter
• Water Meter with Electrical Output 2
• Level Switch 3
• Level Switch 4
The rest are component elements.
Step 2: Identify the relationship between the sensor and component based on their
function (using FMEA)
In this step, FMEA is used to identify the relationship between the sensor and component
based on their function. For example:
• Level Switch 1
Function:
To monitor the high level of water in the raw water tank and to send a notification of
the high water level. From the floater, to the central control, through the electrical
mechanisms.
It can be concluded that the Level Switch is related to the Raw Water Tank.
• Differential Pressure 2
Function:
To measure the pressure difference between the inlet and outlet of the activated
carbon filtration vessel. From the differential pressure switch 2 inlet, to the central
control, through the pressure sensor.
179
It can be concluded that Differential Pressure 2 is related to the Activated Carbon
Filtration.
This step identifies relationships, such as:
• Level Switch 1 � Raw Water Tank
• Level Switch 2 � Raw Water Tank
• Turbidimeter � Activated Carbon Filter
• Turbidimeter � Multi Media filter
• Turbidimeter � Hydro Cyclone
• Turbidimeter � Pre-Filter
• Level Switch 3 � Back Wash Tank
• Level Switch 4 � Back Wash Tank
• Differential Pressure Switch 1 � Multi Media Filter
• Differential Pressure Switch 2 � Activated Carbon Filter
Step 3: Identify the relationship between the sensor and component by utilising Control Philosophy The next step is utilising Control Philosophy to identify more relationships between the
sensor and component.
This step identifies relationships, such as:
• Chlorine Controller � Dosing Tank 2
• Chlorine Controller � Dosing Pump 2
• pH Analyser � Dosing Tank 3
• pH Analyser � Dosing Pump 3
• Differential Pressure Switch 1 � Multi Media filter
• Differential Pressure 2 � Activated Carbon Filter
This step strengthens some relationships, which have been identified in Step 2.
180
Step 4: Identify the relationship between the event and component by utilising Control Philosophy Step 4 identifies relationship between event and component based on Control Philosophy.
According to Control Philosophy, there are five different system alarms:
• Feed Pump 1-A Failure Alarm
• Feed Pump 1-B Failure Alarm
• Back Wash Pump 2-A Failure Alarm
• Back Wash Pump 2-B Failure Alarm
• Alum Mixer Failure Alarm
Control philosophy also mentions a symptom to justify whether Multi Media Filter and
Activated Carbon Filter are in a deteriorating condition and require further maintenance.
This is based on the behaviour of Differential Pressure Switch value. If Differential
Pressure Switch 1 shows value of 0.5 bars or more, a back wash process will be triggered.
If this event occurs at least three times within one hour, it means that further maintenance
must be applied to the Multi Media Filter. Similarly, if the Differential Pressure Switch 2
shows value of 0.5 bars or more, the back wash process will also be triggered; and if this
event occurs at least three times within one hour, it means that further maintenance
attention must be applied to the Activated Carbon Filter.
These symptoms can be justified as events:
• Multi Media back Wash Cycle Counter Event
• Activated Carbon Filter Back Wash Cycle Counter Event
This step identifies relationships, such as:
• Feed Pump 1-A Failure Event � Feed Pump 1-A
• Feed Pump 1-B Failure Event � Feed Pump 1-B
• Back Wash Pump 2-A Failure Event � Back Wash Pump 2-A
• Back Wash Pump 2-B Failure Even � Back Wash Pump 2-B
• Alum Mixer Failure Event � Alum Mixer
• Multi Media Filter Back Wash Cycle Counter Event � Multi Media Filter
• Activated Carbon Filter Back Wash Cycle Counter Event � Activated Carbon Filter
181
Relationship between event and component is able to support the relationship between
sensor and component, by combining those relationships from two different elements
with the component element. The results are:
• Feed Pump 1-A Failure Event AND Water Meter with Electrical Output 1 � Feed
Pump 1-A
• Feed Pump 1-A Failure Event AND Water Meter with Electrical Output 1 � Sensor
Failure
• Feed Pump 1-B Failure Event AND Water Meter with Electrical Output 1 � Feed
Pump 1-B
• Feed Pump 1-B Failure Event AND Water Meter with Electrical Output 1 � Sensor
Failure
• Back Wash Pump 2-A Failure Event AND Water Meter with Electrical Output 2 �
Back Wash Pump 2-A
• Back Wash Pump 2-A Failure Event AND Water Meter with Electrical Output 2 �
Sensor Failure
• Back Wash Pump 2-B Failure Event AND Water Meter with Electrical Output 2 �
Back Wash Pump 2-B
• Back Wash Pump 2-B Failure Event AND Water Meter with Electrical Output 2 �
Sensor Failure
• Multi Media Filter Back Wash Cycle Counter Event AND Differential Pressure
Switch 1 � Multi Media Filter
• Multi Media Filter Back Wash Cycle Counter Event AND Differential Pressure
Switch 1 � Sensor Failure
• Activated Carbon Filter Back Wash Cycle Counter Event AND Differential Pressure
Switch 2 � Activated Carbon Filter
• Activated Carbon Filter Back Wash Cycle Counter Event AND Differential Pressure
Switch 2 � Sensor Failure

182
The Alum Mixer Failure Event cannot be combined with the sensor because there is no
relationship between the Alum Mixer and sensor. Utilising AND operator to combine the
relationship between the event/sensor and component means that if both elements (event
and sensor) are triggered at a same time, it is suspected that the cause of abnormality is
the related component. This also allows for shorter and more accurate Root Cause
Analysis.
Step 5: Identify the external factors that influence the process
This step identifies any external factors that can influence the process. The source of
identification process is Control Philosophy.
According to Control Philosophy, one of the important factors that can influence the final
result for the treatment process is the quality of raw water. In addition, the quality of raw
water is related to sensors that measure the quality of treated water; that is, Turbidimeter,
pH Analyser, and Chlorine Controller. Therefore, the relationships are:
• Turbidimeter � Raw Water Quality
• pH Analyser � Raw Water Quality
• Chlorine Controller � Raw Water Quality
On the other hand, there is one external entity that always occurs when utilising sensors:
sensor failure. Therefore, the relationships will be:
• Level Switch 1 � Sensor Failure
• Level Switch 2 � Sensor Failure
• Pressure Indicator Transmitter � Sensor Failure
• Water Meter with Electrical Output 1 � Sensor Failure
• Residual Chlorine Controller � Sensor Failure
• pH Analyser � Sensor Failure
• Turbidimeter � Sensor Failure
• Water Meter with Electrical Output 2 � Sensor Failure
• Level Switch 3 � Sensor Failure
• Level Switch 4 � Sensor Failure

183
The last step is relating each sensor and event to the process flow diagram to provide
further guidance on tracing the abnormality. The purpose of this relationship is to provide
further guidance, when none of the components that are related to sensor/event are the
cause of the abnormality.
If none of the related components is the cause of the abnormality, then information from
the process flow diagram will guide in checking each component that is involved in the
process. This process is valuable, because as soon as the component which causes the
abnormality can be identified, the new relationship with the respective sensor/event is
included in the Logic and Sensor Analysis Diagram.
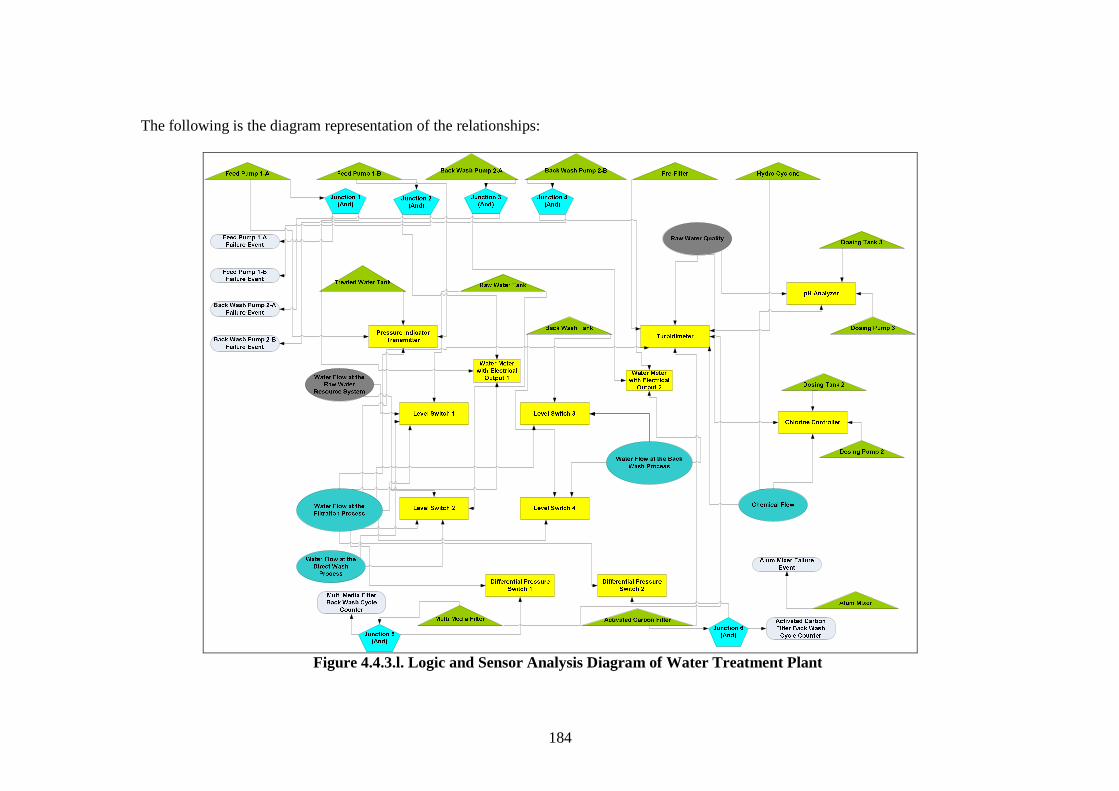
184
The following is the diagram representation of the relationships:
54Figure 4.4.3.l. Logic and Sensor Analysis Diagram of Water Treatment Plant
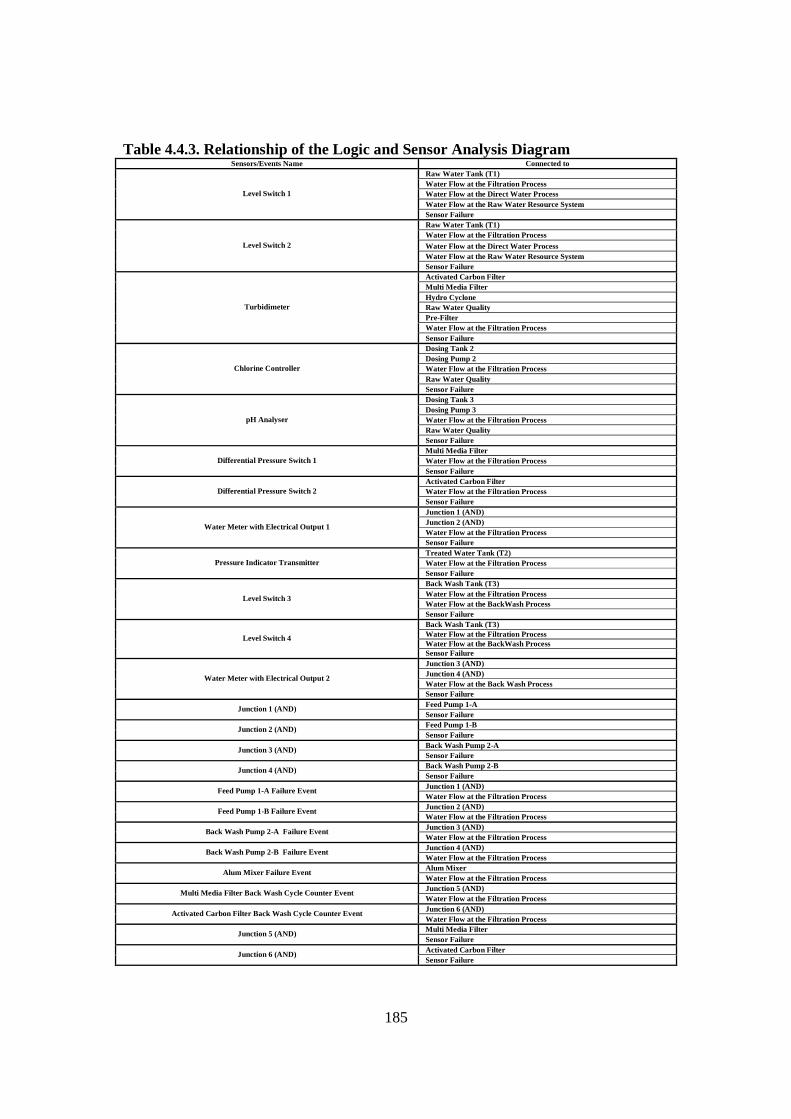
185
9Table 4.4.3. Relationship of the Logic and Sensor Analysis Diagram Sensors/Events Name Connected to
Raw Water Tank (T1) Water Flow at the Filtration Process Water Flow at the Direct Water Process Water Flow at the Raw Water Resource System
Level Switch 1
Sensor Failure Raw Water Tank (T1) Water Flow at the Filtration Process Water Flow at the Direct Water Process Water Flow at the Raw Water Resource System
Level Switch 2
Sensor Failure Activated Carbon Filter Multi Media Filter Hydro Cyclone Raw Water Quality Pre-Filter Water Flow at the Filtration Process
Turbidimeter
Sensor Failure Dosing Tank 2 Dosing Pump 2 Water Flow at the Filtration Process Raw Water Quality
Chlorine Controller
Sensor Failure Dosing Tank 3 Dosing Pump 3 Water Flow at the Filtration Process Raw Water Quality
pH Analyser
Sensor Failure Multi Media Filter Water Flow at the Filtration Process Differential Pressure Switch 1 Sensor Failure Activated Carbon Filter Water Flow at the Filtration Process Differential Pressure Switch 2 Sensor Failure Junction 1 (AND) Junction 2 (AND) Water Flow at the Filtration Process
Water Meter with Electrical Output 1
Sensor Failure Treated Water Tank (T2) Water Flow at the Filtration Process Pressure Indicator Transmitter Sensor Failure Back Wash Tank (T3) Water Flow at the Filtration Process Water Flow at the BackWash Process
Level Switch 3
Sensor Failure Back Wash Tank (T3) Water Flow at the Filtration Process Water Flow at the BackWash Process
Level Switch 4
Sensor Failure Junction 3 (AND) Junction 4 (AND) Water Flow at the Back Wash Process
Water Meter with Electrical Output 2
Sensor Failure Feed Pump 1-A Junction 1 (AND) Sensor Failure Feed Pump 1-B Junction 2 (AND) Sensor Failure Back Wash Pump 2-A Junction 3 (AND) Sensor Failure Back Wash Pump 2-B Junction 4 (AND) Sensor Failure Junction 1 (AND) Feed Pump 1-A Failure Event Water Flow at the Filtration Process Junction 2 (AND) Feed Pump 1-B Failure Event Water Flow at the Filtration Process Junction 3 (AND) Back Wash Pump 2-A Failure Event Water Flow at the Filtration Process Junction 4 (AND) Back Wash Pump 2-B Failure Event Water Flow at the Filtration Process Alum Mixer Alum Mixer Failure Event Water Flow at the Filtration Process Junction 5 (AND) Multi Media Filter Back Wash Cycle Counter Event Water Flow at the Filtration Process Junction 6 (AND) Activated Carbon Filter Back Wash Cycle Counter Event Water Flow at the Filtration Process Multi Media Filter Junction 5 (AND) Sensor Failure Activated Carbon Filter Junction 6 (AND) Sensor Failure

186
4.4.4. Discussion Through the Interdependence Analysis, results from the previous two analyses together
with information from the information source are further processed.
In the FCRD Stage 1, the major component can be identified. Major components are the
vital items in the whole process, where the failure of one of them may cause the stoppage
of the whole process. This result is very important in developing the Interdependence
Risk Analysis. Also, the results from FCRD Stage 1 reveal the dynamic relationship
within the water treatment system. This information is presented in a diagram; thus, it is
clearer and easier to be understood. The combination of Graphviz and Microsoft Visio
can assist in developing the automatic diagramming algorithm. This algorithm is able to
draw the diagram automatically by only inputting the information. Therefore, a complex
diagram can be drawn easily. Further information about the automatic diagramming
algorithm is found in Section. 4.7.
In FCRD Stage 2, the information from the water treatment plant is processed into a more
manageable format to be inputted to the Knowledge Base (refer to Section 4.6.2.). FCRD
Stage 2 is facilitated by developing two diagrams: The Flow Diagram, and Sensor and
Logic Diagram. The Flow Diagram depicts only information about the process sequence-
related relationship. According to the result of Hierarchical Analysis, there are three
different process flows in the water treatment plant. This information is utilised as a
stepping stone to develop the Flow Diagram. This diagram provides more comprehensive
information to trace any interruption in the process flow. Sensor and Logic Diagram
depicts system indirect relationship (logic control and sensing mechanism relationship).
Information about the cause of any detected abnormality by sensor/alarm is more
apparent by developing this diagram, because this diagram depicts relationship
information between sensor/alarm and components/sub-assemblies.
187
4.5. Data Bridge Development: Filtering Algorithm
4.5.1. Introduction The filtering algorithm filters only significant data from the SCADA data dump. The
filtering algorithm is developed based on the information from the Control Philosophy
and P&ID of a Water Treatment Plant Case Study.
4.5.2. Development of the Filtering Algorithm The Water Treatment Plant is monitored by twelve different sensors. However, based on
the SCADA Data Dump document, only seven sensors are recorded regularly.
Furthermore, from the seven recorded parameters, based on Control Philosophy, only five
are crucial in the water treatment process:
• Turbidity � comes from Turbidimeter sensor
• pH � comes from pH Controller sensor
• Chlorine � comes from Residual Chlorine Controller sensor
• Water Flow � comes from Flow Meter with Electrical Output 1 sensor
• Head Pressure � comes from Differential Pressure 1 sensor
The other two parameters only provide information on the water level in the tank.
Therefore, the filtering algorithm is only developed for those five sensors:
a. Turbidimeter
Turbidimeter is a sensor to measure the level of treated water turbidity. According to
the Control Philosophy, the maximum value to raise the high turbidity alarm (which
indicates the system works properly) is 1 TU (Turbidity Unit). Therefore, the
comparison factor for turbidimeter is 1 TU, where data is taken when the turbidimeter
value is equal or greater than 1 TU.
188
b. pH Analyser
pH analyser is a sensor to measure the acidity level of treated water. According to
Control Philosophy, Dosing Pump 3 will start adding acid to fix the pH level when
the pH level is 8.5 and adding soda when the pH level is 6.5. In addition, if the pH
value is higher or lower than these values, then the alarm for high and low pH will be
raised. Therefore, the comparison factors for pH are 8.5 and 6.5, where data is taken
when pH value is equal or greater than 8.5, or equal or less than 6.5.
c. Chlorine Controller
Chlorine controller is a sensor to measure the level of free chlorine residual of treated
water. Based on the Control Philosophy, Dosing Pump 2 will start working to fix the
free chlorine residual level when the chlorine controller value is 0.5 ppm. Thus, the
comparison factor for Chlorine Controller is 0.5 ppm, where data is taken when
Chlorine Controller value is equal or less than 0.5 ppm.
d. Differential Pressure 1
Differential Pressure 1 is a sensor to measure pressure difference between the input
and output of multi-media filter. The purpose of this measurement is to monitor the
filter’s condition (that is, whether it is clogged or not). According to Control
Philosophy, the filter can be justified as clogged when the pressure difference is equal
or greater than 0.5 bars. Backwash procedure will be started to clean the filter when
the value of differential pressure 1 is equal or greater than 0.5 bars. Normally, the
pressure difference will be back to normal after the backwash procedure. However, if
the filter is in a poor condition, the pressure difference can easily go back to equal or
greater than 0.5 bars. This symptom has been considered in Control Philosophy and
included in the control algorithm; the alarm will be raised if the value of differential
pressure is equal to or greater than 0.5 bars for more than three times within one hour.
Therefore, the comparison factor for Differential Pressure 1 is the counter of the
occurrence of pressure difference which is equal to or greater than 0.5 bars. Data is
taken when the event of pressure difference equal or greater than 0.5 bars occurs
within one hour.
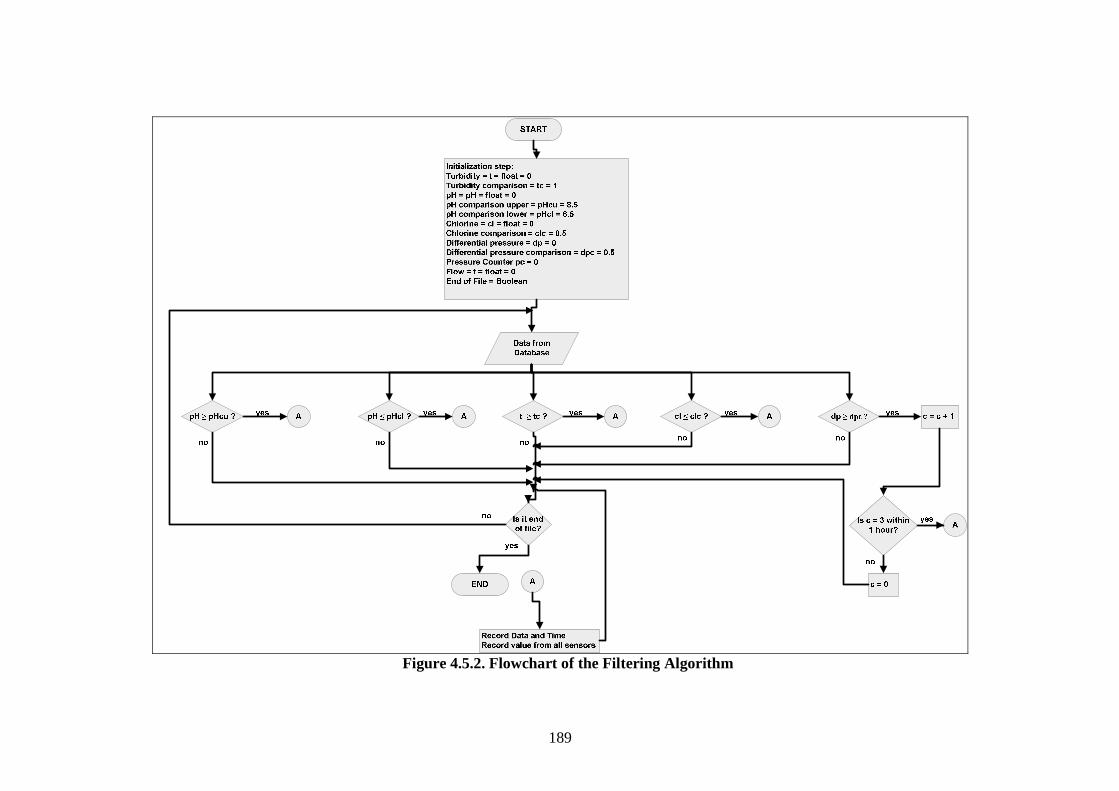
189
55Figure 4.5.2. Flowchart of the Filtering Algorithm
190
e. Water Meter with Electrical Output 1
Water Meter with Electrical Output 1 is a sensor to measure the water flow
in the normal filtration flow. According to Control Philosophy, there is no
special factor in this measurement that can be used as a comparison factor
for the filtering algorithm. However, if there is abnormality in other sensors,
the value of this sensor will be taken and used in the analysis step.
A filtering algorithm is designed based on the above analyses (Figure 4.5.2.).
This algorithm is implemented and developed by using LabVIEW
programming language.
4.5.3. Discussion
At this stage, the filtering algorithm has been developed and ready to be placed
in the Data Bridge. This filtering algorithm is designed to filter only the
significant information from five sensors: Turbidimeter, pH Analyser, Chlorine
Controller, Differential Pressure 1, and Water Meter with Electrical Output 1.
The reason for this is that only five are crucial for the system. The Filtering
Algorithm is developed based on information from the Control Philosophy.

191
4.6. Data Bridge Development: Knowledge Base
4.6.1. Introduction A data base can only be justified as a knowledge base if there is a rule to extract
the information (Google, 2007), namely Inference Engine. Therefore, the
Knowledge Base is formed by the synergy of The Data Base and Inference
Engine.
In this research, the Knowledge Base is adopted because of its ability to store
and retrieve information. All information from the three analyses in
Hierarchical Model is inputted to a data base. An inference engine is then
developed to retrieve the stored information from the data base. The following
explanation concerns the design of the data base and inference engine.
4.6.2. Data Base
The data base is developed in Microsoft Access and deployed in website using
MySQL. Microsoft Access is used because it is user friendly. The data base is
deployed in the website to increase accessibility, so that information can be
inputted and accessed from anywhere.
Apart from supplying information based on a query from the inference engine,
the information in the Data Base is utilised by automated diagramming script to
generate a diagram (FCRD, Flow Diagram, and Logic and Sensor Diagram).
The following diagram illustrates the information flow from and to the data
base:
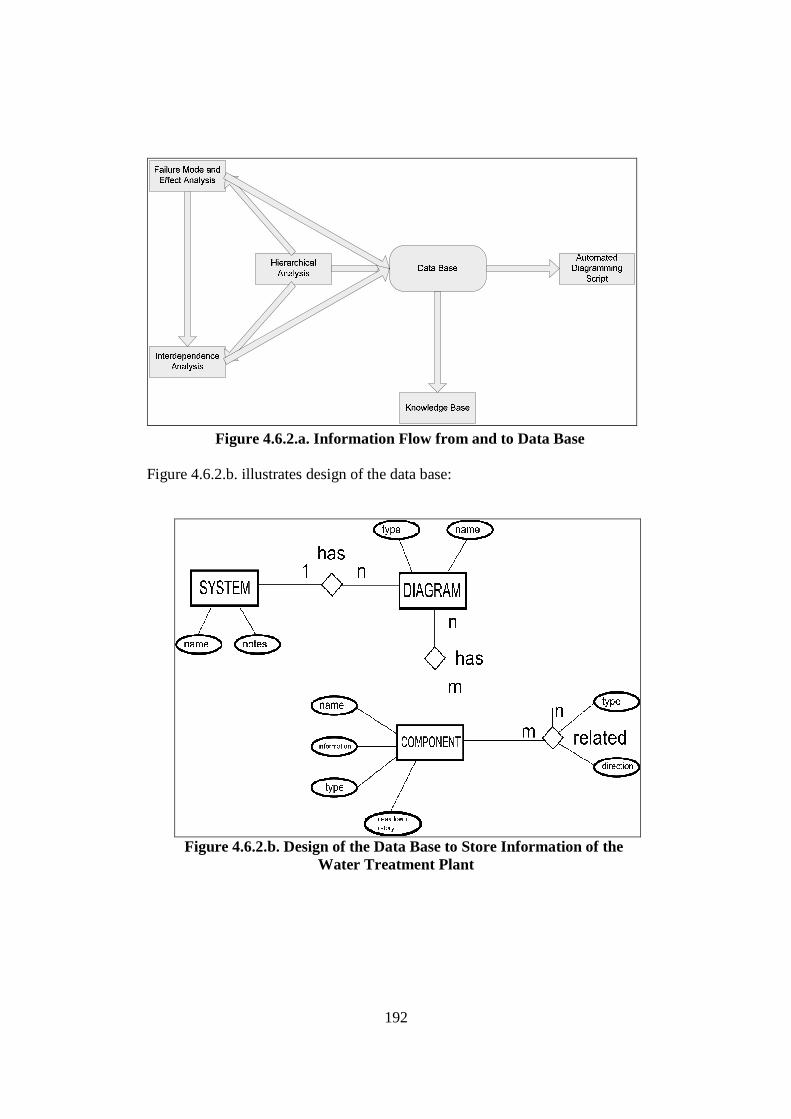
192
56Figure 4.6.2.a. Information Flow from and to Data Base
Figure 4.6.2.b. illustrates design of the data base:
57Figure 4.6.2.b. Design of the Data Base to Store Information of the
Water Treatment Plant
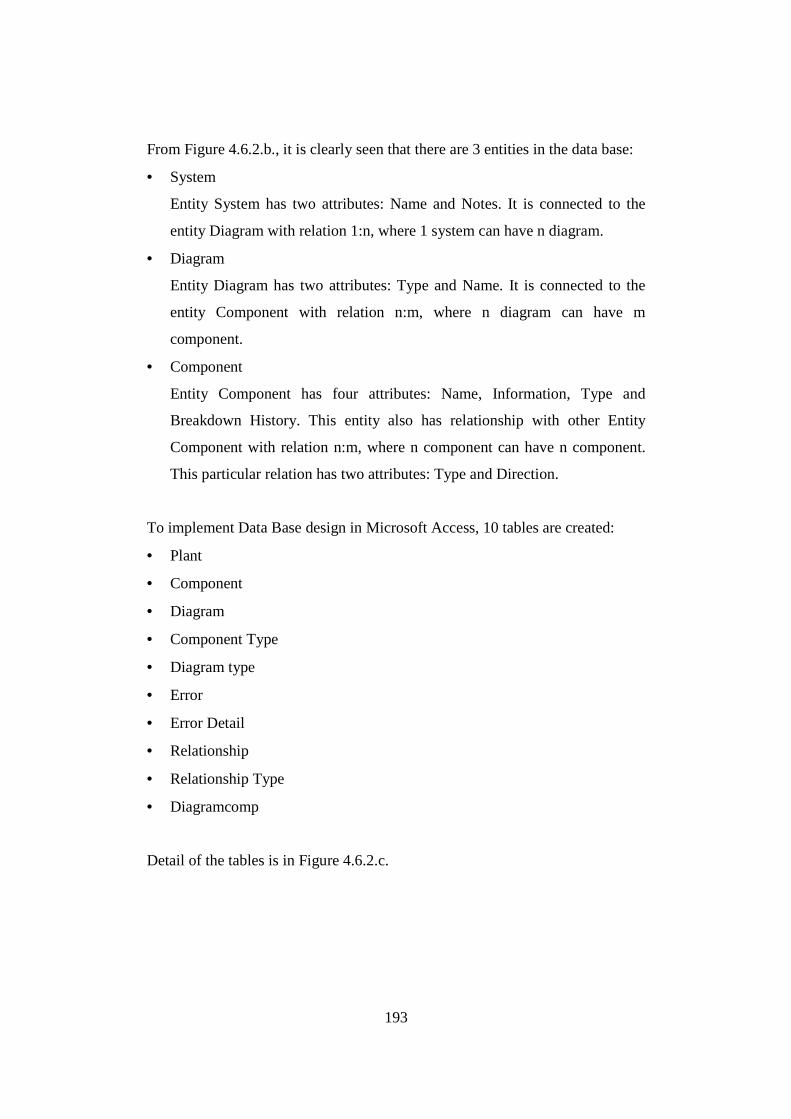
193
From Figure 4.6.2.b., it is clearly seen that there are 3 entities in the data base:
• System
Entity System has two attributes: Name and Notes. It is connected to the
entity Diagram with relation 1:n, where 1 system can have n diagram.
• Diagram
Entity Diagram has two attributes: Type and Name. It is connected to the
entity Component with relation n:m, where n diagram can have m
component.
• Component
Entity Component has four attributes: Name, Information, Type and
Breakdown History. This entity also has relationship with other Entity
Component with relation n:m, where n component can have n component.
This particular relation has two attributes: Type and Direction.
To implement Data Base design in Microsoft Access, 10 tables are created:
• Plant
• Component
• Diagram
• Component Type
• Diagram type
• Error
• Error Detail
• Relationship
• Relationship Type
• Diagramcomp
Detail of the tables is in Figure 4.6.2.c.
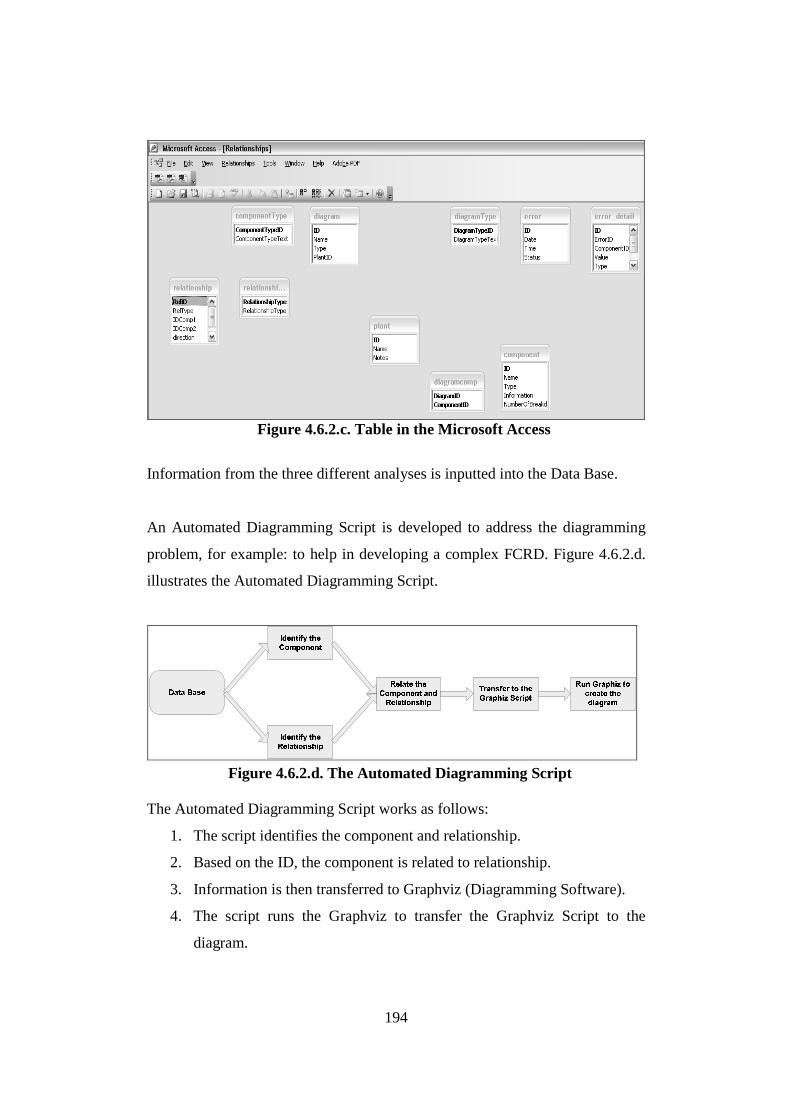
194
58Figure 4.6.2.c. Table in the Microsoft Access
Information from the three different analyses is inputted into the Data Base.
An Automated Diagramming Script is developed to address the diagramming
problem, for example: to help in developing a complex FCRD. Figure 4.6.2.d.
illustrates the Automated Diagramming Script.
59Figure 4.6.2.d. The Automated Diagramming Script
The Automated Diagramming Script works as follows:
1. The script identifies the component and relationship.
2. Based on the ID, the component is related to relationship.
3. Information is then transferred to Graphviz (Diagramming Software).
4. The script runs the Graphviz to transfer the Graphviz Script to the
diagram.

195
Automated Diagramming Script enables a more efficient and effective
development of diagram.
4.6.3. Inference Engine The Inference Engine is developed to query information in the Data Base based
on the information on abnormality which has been filtered by Filtering
Algorithm and entered into the data base.
Design of the Inference Engine is illustrated in Figure 4.6.3.
60Figure 4.6.3. Inference Engine Design
Diagram Explanation:
• A: Logic and Sensor Analysis Diagram
• B: Flow Diagram
• Result: concatenate (range(A), range(B))
Inference engine works by:
• Capturing abnormal sensor(s)
• Capturing associated component(s) with sensor(s)
• Using AND Junction
• Evaluating AND Junction
• Concatenating all the result

196
4.6.4. Discussion After the Filtering Algorithm has been developed (refer to section. 4.5.), The
Knowledge Base is the final component that has to be developed. The
Knowledge Base consists of the Data Base and Inference Engine. In this
research, the Data Base is developed in Microsoft Access and deployed in
website using MySQL. All information from the Hierarchical Model is inputted
to this Data Base. As well as supplying information based on a query from the
inference engine, the information in the Data Base is utilised by an automated
diagramming script to generate a diagram (FCRD, Flow Diagram, and Logic
and Sensor Diagram). The Automated Diagramming Script is developed to
enable a more efficient and effective complex diagram development.
An Inference Engine is developed to query information in the Data Base based
on the information on abnormality which has been filtered by the Filtering
Algorithm and entered into the data base.
At this point, the Knowledge Base is ready to be tested to validate the research
finding. Detail about Data Bridge validation is in the Section 6.2..
4.7. Risk Ranking Development by Utilising Interdependence Risk Analysis
4.7.1. Introduction
Interdependence Risk Analysis (IRA) is proposed in this research to address the
problem in the current Risk Analysis method (i.e. lack of information to define
Risk Likelihood), by utilising interdependence relationship.
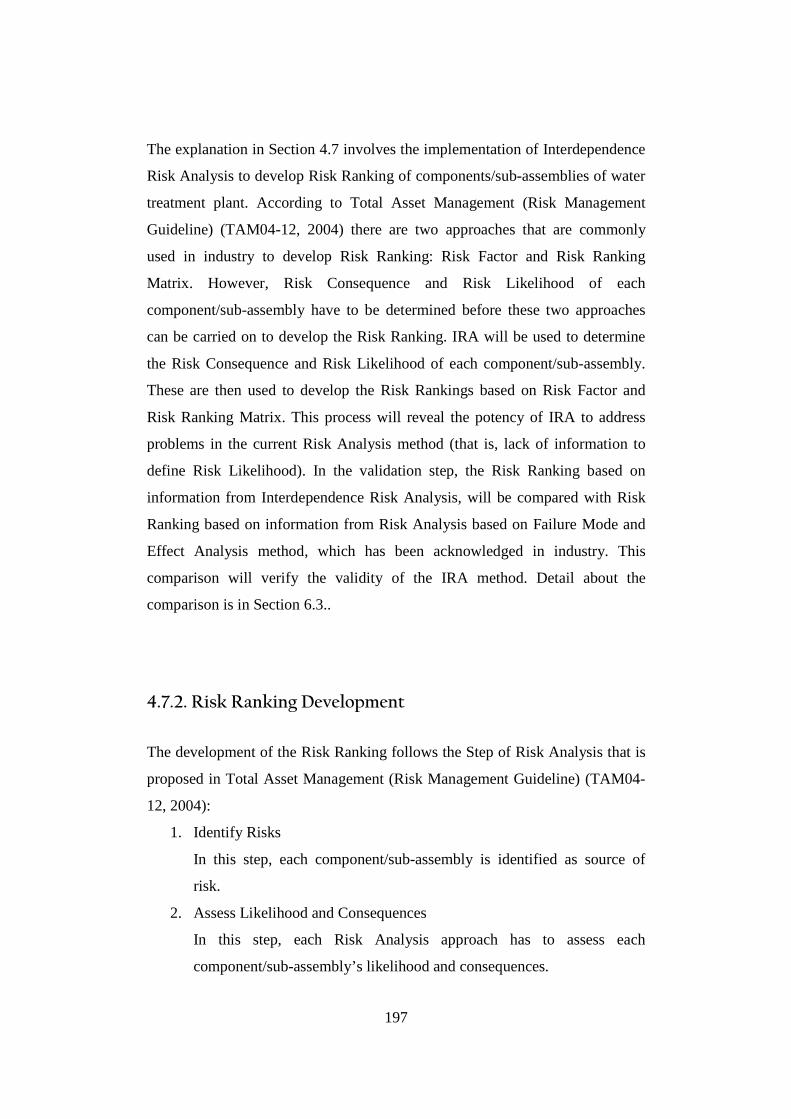
197
The explanation in Section 4.7 involves the implementation of Interdependence
Risk Analysis to develop Risk Ranking of components/sub-assemblies of water
treatment plant. According to Total Asset Management (Risk Management
Guideline) (TAM04-12, 2004) there are two approaches that are commonly
used in industry to develop Risk Ranking: Risk Factor and Risk Ranking
Matrix. However, Risk Consequence and Risk Likelihood of each
component/sub-assembly have to be determined before these two approaches
can be carried on to develop the Risk Ranking. IRA will be used to determine
the Risk Consequence and Risk Likelihood of each component/sub-assembly.
These are then used to develop the Risk Rankings based on Risk Factor and
Risk Ranking Matrix. This process will reveal the potency of IRA to address
problems in the current Risk Analysis method (that is, lack of information to
define Risk Likelihood). In the validation step, the Risk Ranking based on
information from Interdependence Risk Analysis, will be compared with Risk
Ranking based on information from Risk Analysis based on Failure Mode and
Effect Analysis method, which has been acknowledged in industry. This
comparison will verify the validity of the IRA method. Detail about the
comparison is in Section 6.3..
4.7.2. Risk Ranking Development
The development of the Risk Ranking follows the Step of Risk Analysis that is
proposed in Total Asset Management (Risk Management Guideline) (TAM04-
12, 2004):
1. Identify Risks
In this step, each component/sub-assembly is identified as source of
risk.
2. Assess Likelihood and Consequences
In this step, each Risk Analysis approach has to assess each
component/sub-assembly’s likelihood and consequences.

198
3. Risk Ranks
The Likelihood and Consequences of each component/sub-assembly are
utilised to produce Risk Ranking. There are two proposed approaches to
produce Risk Ranking: Risk Factor and Risk Ranking Matrix.
Risk Factor
Formula for calculating Risk Factor is (TAM04-12, 2004):
RF = (L + I) – (L x I) Equation. 8
RF = risk factor;
L = measured risk likelihood, on a scale 0 to 1
= average of likelihood factors
I = measured impact (consequence), on a scale 0 to 1
= average of impact (consequence) factors
Risk Ranking Matrix
Risk Ranking Matrix is proposed in (TAM04-12, 2004) to provide a graphic
presentation of risk classes and assist in reporting. Figure 4.7.2.a. Illustrates the
Risk Ranking Matrix
199
61Figure 4.7.2.a. Risk Ranking Matrix (TAM04-12, 2004)
From Figure 4.7.2.a., it can be seen that each component/sub-assembly is
placed in the matrix based on two axes: impact axis and likelihood axis. The
matrix area is divided into four regions by placing a line in mid value of each
axis. The four regions are:
1. Minor Risks can be accepted or ignored.
2. Moderate Risks are either likely to occur or have large impacts.
Management measures should be specified for all moderate risks.
3. Major Risks are those risks with both a high likelihood of creating and a
large impact; these risks will require close management attention, and
the preparation of a formal risk action schedule.
FCRD Stage 1 of the Water Treatment Plant Case Study has been established
(refer to Section 4.4.2.) and will be used as an information source.
There are seven steps that have to be followed in applying IRA to the Water
Treatment Plant Case Study:
1. Step 1: Define the Criticality at Systems Level based on impact from
FMEA (COF rating)

200
In this step, the consequence of possible components/sub-assemblies
failures in FMEA is quantified by assigning weight value ranging from 0 to
1. To determine the logical weight, a logical assumption has to be made
based on the information from Control Philosophy and P&ID:
“Production means that the failure of a component will result in total system
failure, causing systems or equipment downtime and will end up with lost
of production plus maintenance cost. Quality means that the component
functional failures cause a degradation of the primary system function,
resulting in a maintenance cost (e.g.: failure of a water tank due to corrosion
will degrade the lifetime of filter).”
From the above assumption, the assigned weight is:
Production : 0.9
Quality : 0.09
All component/sub-assembly’s possible failures are then quantified by
utilising the above assigned weight. Table 4.7.2.a. is an example of the
process of Quantifying the Failure Consequence. Detail is in Appendix A
10Table 4.7.2.a. Example of Quantifying the Failure Consequence
201
As seen in the Table 4.7.2.a. above, the total of the whole assigned weight
for each possible failure in one component/sub-assembly is called
Consequence Score. This Consequence Score will be divided by the number
of possible failures to obtain Impact.
2. Step 2: Quantify the Interdependence Relationship
In FCRD, there are three types of relationships: 1 way, 2 ways and don’t
care. The relationships that are used in IRA are 1 way and 2 ways.
However, if the relationship is observed from a components/sub-assemblies
point of view, there are 2 types of relationships:
1. Interdependence Relationship In
a. Component is influenced by any incident of other component
that is connected.
b. Justified as Risk In or likelihood of component failure
2. Interdependence Relationship Out
a. Component influences other component that is connected
b. Justified as Risk Out or Consequence to the System
In this step, the quantification is applied to those two types of
Interdependence Relationships.
Based on the Interdependence Level (i.e. severity level of consequence
to other component if there is trouble in a component which is
interdependently related), Interdependence Relationship is categorised
into 3 levels:
• High (weighted 0.9)
Incident in one component will give a significant consequence to the
other.
• Medium (weighted 0.09)
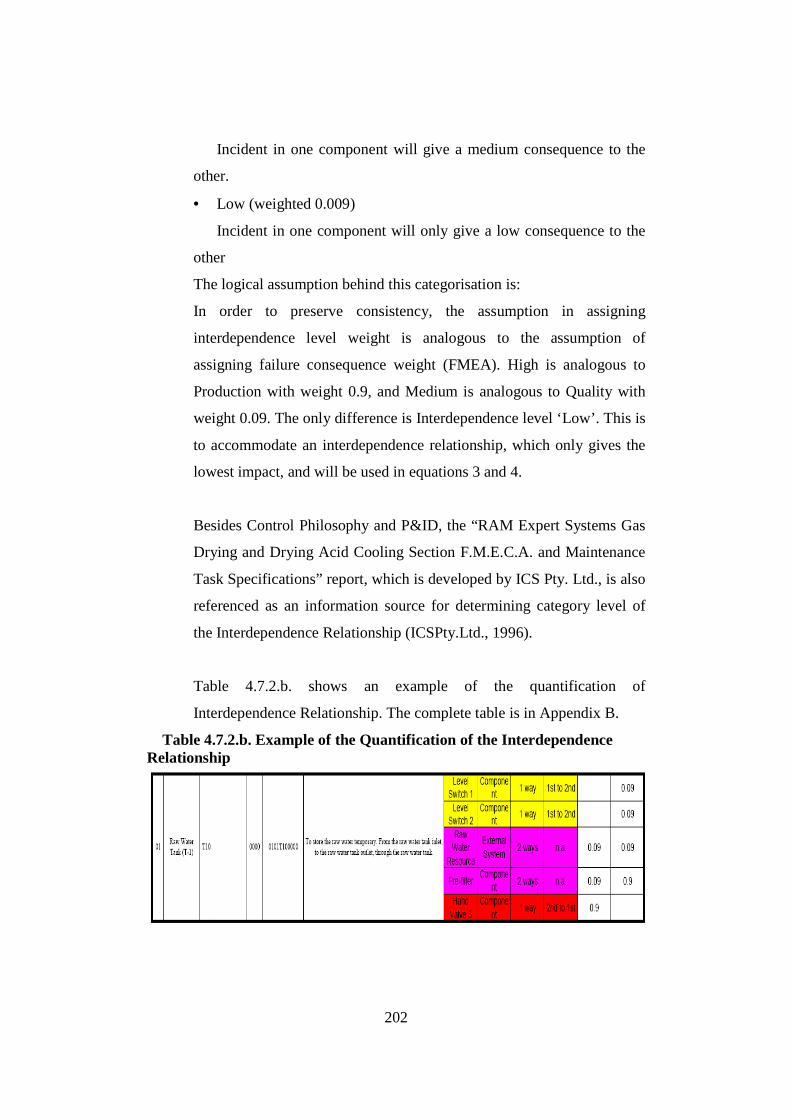
202
Incident in one component will give a medium consequence to the
other.
• Low (weighted 0.009)
Incident in one component will only give a low consequence to the
other
The logical assumption behind this categorisation is:
In order to preserve consistency, the assumption in assigning
interdependence level weight is analogous to the assumption of
assigning failure consequence weight (FMEA). High is analogous to
Production with weight 0.9, and Medium is analogous to Quality with
weight 0.09. The only difference is Interdependence level ‘Low’. This is
to accommodate an interdependence relationship, which only gives the
lowest impact, and will be used in equations 3 and 4.
Besides Control Philosophy and P&ID, the “RAM Expert Systems Gas
Drying and Drying Acid Cooling Section F.M.E.C.A. and Maintenance
Task Specifications” report, which is developed by ICS Pty. Ltd., is also
referenced as an information source for determining category level of
the Interdependence Relationship (ICSPty.Ltd., 1996).
Table 4.7.2.b. shows an example of the quantification of
Interdependence Relationship. The complete table is in Appendix B.
11Table 4.7.2.b. Example of the Quantification of the Interdependence Relationship
203
3. Step 3: Calculate the Likelihood of Failure (LOF) based on
Interdependency In
The Likelihood of Failure (LOF) formula (refer to Section 3.9.3.) is applied
in this step.
4. Step 4: Calculate the Criticality at the Component Level (C) based on
Interdependency Out
The Criticality at the Component Level (C) formula (refer to Section 3.9.3.)
is applied in this step.
5. Step 5: Calculate Impact
The Impact formula (refer to Section 3.9.3.) is applied in this step.
6. Step 6: Generate the Risk Ranking based on the Risk Factor
The Risk Factor formula (refer to Section 3.9.3.) is applied in this step.
The Risk Factor calculation is in Table 4.7.2.c.
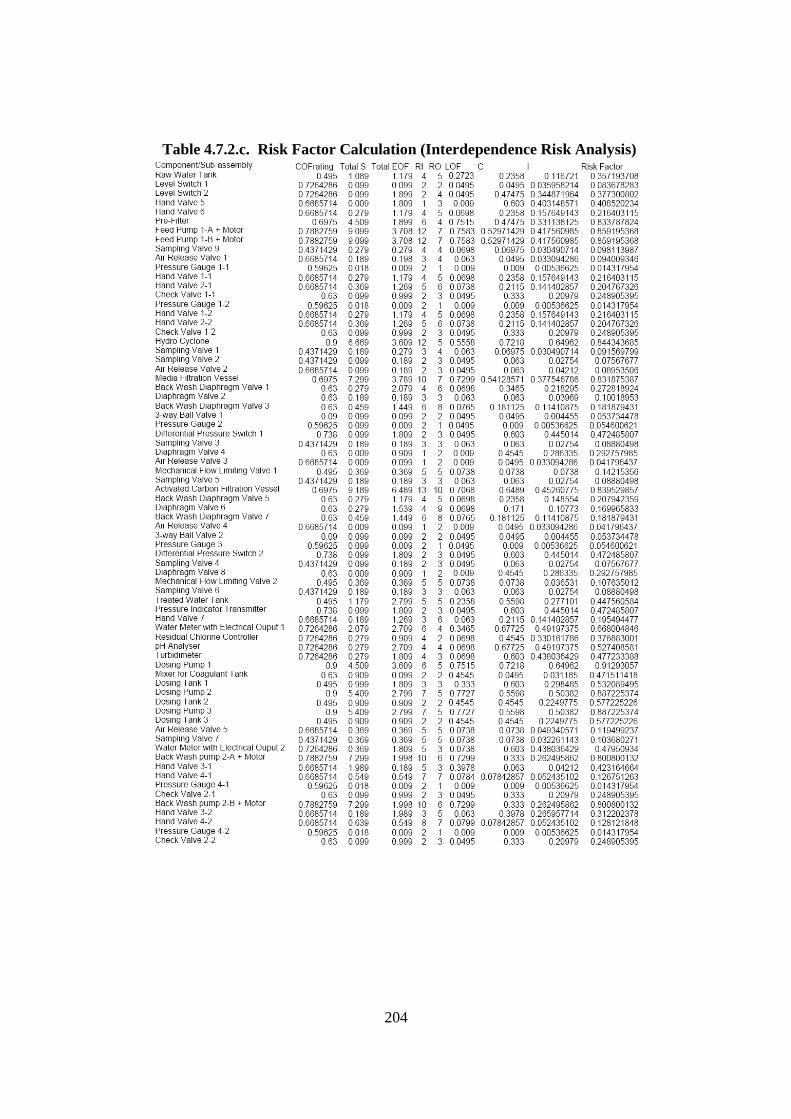
204
12Table 4.7.2.c. Risk Factor Calculation (Interdependence Risk Analysis)
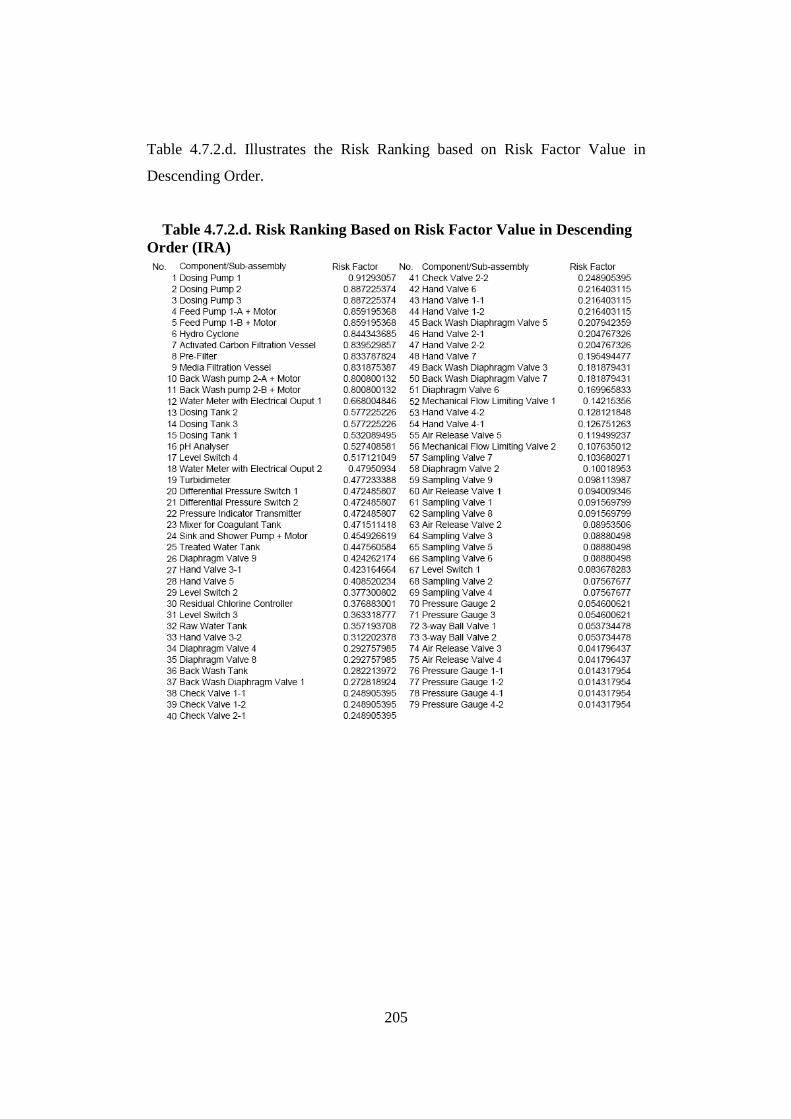
205
Table 4.7.2.d. Illustrates the Risk Ranking based on Risk Factor Value in
Descending Order.
13Table 4.7.2.d. Risk Ranking Based on Risk Factor Value in Descending Order (IRA)
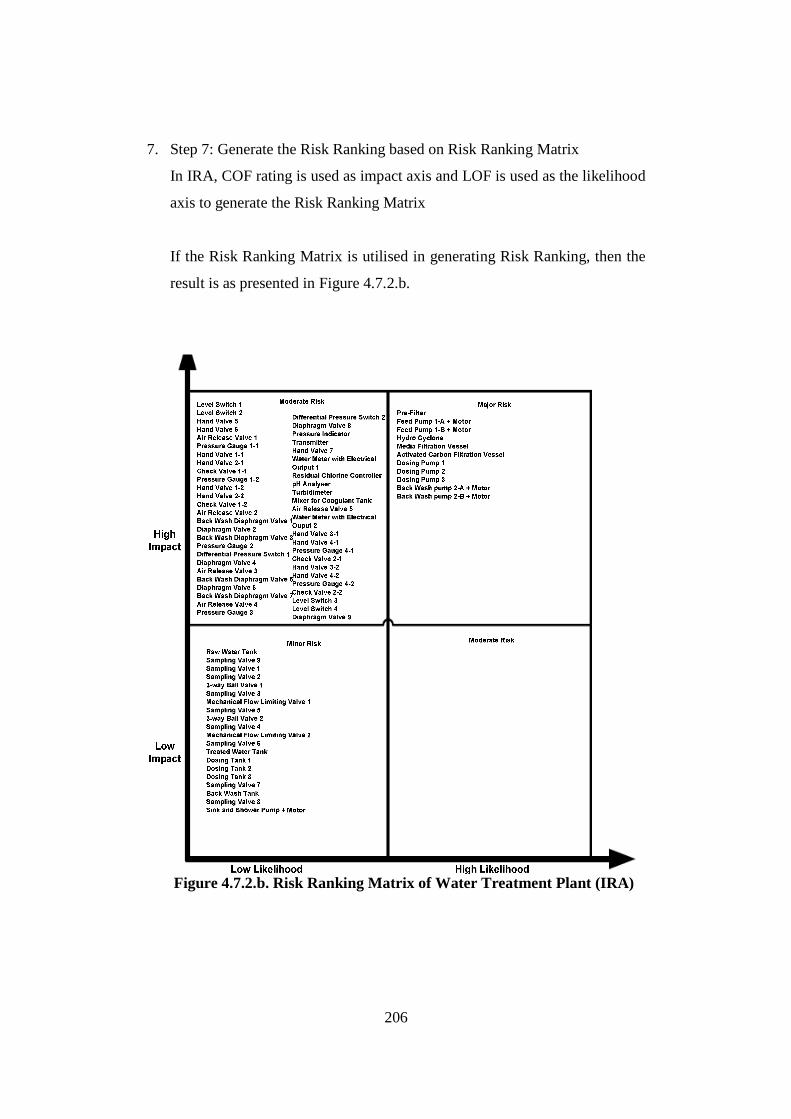
206
7. Step 7: Generate the Risk Ranking based on Risk Ranking Matrix
In IRA, COF rating is used as impact axis and LOF is used as the likelihood
axis to generate the Risk Ranking Matrix
If the Risk Ranking Matrix is utilised in generating Risk Ranking, then the
result is as presented in Figure 4.7.2.b.
62Figure 4.7.2.b. Risk Ranking Matrix of Water Treatment Plant (IRA)
207
From Figure 4.7.2.b., it can be seen that:
1. There are 20 components/sub-assemblies in Minor Risk region (Low
Impact and Low Likelihood)
2. There are 48 components/sub-assemblies in Moderate Risk region (High
Impact and Low Likelihood)
3. There are 0 components/sub-assemblies in Moderate Risk region (Low
Impact and High Likelihood)
4. There are 11 components/sub-assemblies in Major Risk region (High
Impact and High Likelihood)
4.7.3. Discussion IRA method has been used to determine the Risk Consequence and Risk
Likelihood of each component/sub-assembly from the water treatment plant.
The information about Risk Consequence and Risk Likelihood is then
employed as input to the Risk Ranking Development. Two common approaches
to develop Risk Ranking (that is, Risk Factor and Risk Ranking Matrix) are
used. This process has demonstrated the potency of the IRA to address the
problem in the current Risk Analysis method (that is, lack of information to
define Risk Likelihood), because IRA utilised the Interdependence Relationship
to define the Risk Likelihood instead of historical information. However, this
result needs to be validated through the comparison process with the Risk
Ranking of the water treatment plant that is produced by another acknowledged
Risk Analysis method. Risk Analysis based on Failure Mode and Effect
Analysis (FMEA) is chosen to develop the Risk Ranking of the water treatment
plant as the comparator. This method is chosen because:
1. the required information is available
FMEA as the most important information source for this method is
available.
2. it has been acknowledged in industry

208
The RAM Machine Analysis book by Fred Stapelberg from ICS Pty Ltd
(Stapelberg, 1993) suggests this method to perform Risk Analysis.
4.8. Summary
Chapter 4 describes the implementation of Hierarchical Model in developing
Data Bridge and Risk Ranking. Data Bridge development implicitly consists of
two large parts. One part is about implementation of the three analyses in
Hierarchical Model: Hierarchical Analysis, Failure Mode and Effect Analysis,
and Interdependence Analysis. Another part is about the development of Data
Bridge components: Filtering Algorithm, and Knowledge Base.
The purpose of the Hierarchical Analysis is to break down information
hierarchically in order to enable a more accurate information extraction process.
There are three steps in Hierarchical Analysis: Process Analysis, System
Description and System Breakdown. According to Process Analysis, there are
three process flows in the water treatment plant: Normal Water Flow, Back
Wash Water Flow and Direct Wash Water Flow. In the system description,
information from the water treatment plant - such as system primary function,
major subsystems and assemblies, boundaries to other systems and boundary
interface components, and brief description of contents, criteria and boundaries
of the systems - are revealed. By documenting the system description, a clear
overview of the system being analysed is acquired. System Breakdown utilises
results from the previous steps. There are six steps to execute the system
breakdown: Identify Unit/Plant Boundaries; Identify the Systems; Identify the
Assemblies; Identify the Components; Depict the Relationship of SBS Level;
and develop SBS Coding. The SBS for the Water Treatment Plant is established
by executing Step 1 to Step 5. The SBS of water treatment plant consists of 6
systems, 14 assemblies, 18 sub-assemblies and 60 components. Step 6
establishes coding for each part to provide proper identification.
209
FMEA is developed based on information from information sources and SBS
results. Failure identification is only performed at the component or
subassembly level. FMEA development step is divided into two parts,
Functional Explanation and Failure Definition. Result from the FMEA of the
water treatment plant is knowledge of possible failures, including mode, effect
and consequence of each sub-assembly and component. The produced
knowledge from FMEA is very valuable in identifying existing problems if any
abnormality arises from the SCADA data. Therefore, it will be inputted to the
Knowledge Base. Also, this result will be utilised in the Interdependence
Analysis.
Interdependence Analysis is implemented in the case study in order to identify
any interdependence relationship in the system. The result from this analysis
can be used to assist in failure tracing based on the abnormality which is
captured by sensors and alarms. The implementation of the Interdependence
Analysis for the case study is facilitated through Functional and Causal
Relationship Diagram (FCRD). Furthermore, FCRD is able to present the result
of analysis in an easy to understand format - a diagram. Two stages of FCRD of
the case study are developed.
FCRD Stage 1 is to analyse the Dynamic Relationship on the system’s
component level. From the FCRD stage 1 of water treatment plant, major
components can be identified. Major components are the vital items in the
whole process, where the failure of one of them may cause the stoppage of the
whole process. This result is very important in developing the Interdependence
Risk Analysis. Also, the results from FCRD Stage 1 reveal the dynamic
relationship within the water treatment system. This information is presented in
a diagram; thus, it is clearer and easier to understand. The combination of
Graphviz and Microsoft Visio can assist in developing the automatic
diagramming algorithm. This algorithm is able to draw the diagram
210
automatically by only inputting the information. Therefore, a complex diagram
can be drawn easily.
FCRD stage 2 is to transform information into more comprehensive and
manageable format to be inputted into the Data Base. According to the FCRD
stage 2 of water treatment plant, the information from the water treatment plant
is processed into a more manageable format to be inputted to the Knowledge
Base. FCRD Stage 2 is facilitated by developing two diagrams Flow Diagram,
and Sensor and Logic Diagram. Flow Diagram depicts only information on
process sequence-related relationship. According to the result of the
Hierarchical Analysis, there are three different process flows in the water
treatment plant. This information is utilised as a stepping stone to develop the
Flow Diagram. This diagram provides more comprehensive information to
trace any interruption in the process flow. Sensor and Logic Diagram depicts
system indirect relationship (logic control and sensing mechanism relationship).
Information about the cause of any detected abnormality by sensor/alarm is
more apparent by developing this diagram, as it depicts relationship information
between sensor/alarm and components/sub-assemblies. Besides assisting the
development of the Data Bridge, the result from FCRD will also be utilised to
assist the risk calculation on the Interdependence Risk Analysis.
The Filtering algorithm filters only significant data from SCADA data dump.
The filtering algorithm is developed based on the information from Control
Philosophy and P&ID of a Water Treatment Plant Case Study. The filtering
algorithm for the case study is designed to filter only the significant information
from five sensors: Turbidimeter, pH Analyser, Chlorine Controller, Differential
Pressure 1, and Water Meter with Electrical Output 1. The reason the filtering
algorithm is only designed for five sensors is because only five are crucial for
the system.
211
Knowledge Base is adopted in this research because of its ability to store and
retrieve information. All information from the three analyses in the Hierarchical
Model is inputted to a data base. In this research, Data Base is developed in
Microsoft Access and deployed in website using MySQL. All information from
Hierarchical Model is inputted to this Data Base. Besides supplying information
based on a query from the inference engine, the information in Data Base is
utilised by automated diagramming script to generate a diagram (FCRD, Flow
Diagram and Logic and Sensor Diagram). The Automated Diagramming Script
is developed to enable a more efficient and effective complex diagram
development. An Inference Engine is then developed to query information in
the Data Base based on the information on abnormality which has been filtered
by Filtering Algorithm and entered into the data base.
Interdependence Risk Analysis (IRA) is proposed in this research to address the
problem in the current Risk Analysis method (that is, lack of information to
define Risk Likelihood), by utilising interdependence relationship. IRA method
has been used to determine the Risk Consequence and Risk Likelihood of each
component/sub-assembly from the water treatment plant. The information about
Risk Consequence and Risk Likelihood are then employed as inputs to the Risk
Ranking Development. Two common approaches to develop Risk Ranking (i.e.
Risk Factor and Risk Ranking Matrix) are used. This process has demonstrated
the potency of the IRA to address problems in current Risk Analysis methods
(that is, lack of information to define Risk Likelihood), because IRA utilised
Interdependence Relationship to define the Risk Likelihood instead of historical
information. However, this result needs to be validated through the comparison
process with the Risk Ranking of water treatment plant that is produced by
another acknowledged Risk Analysis method. Risk Analysis based on Failure
Mode and Effect Analysis (FMEA) is chosen to develop the Risk Ranking of
the water treatment plant as the comparator. This method is chosen because:
1. the required information is available

212
FMEA as the most important information source for this method is
available.
2. it has been acknowledged in industry
The RAM Machine Analysis book by Fred Stapelberg from ICS Pty Ltd
(Stapelberg, 1993) suggests this as an appropriate method to perform Risk
Analysis.
213
CHAPTER 5
CASE STUDY: MODEL DATA
ANALYSIS
5.1. Introduction
The case study of water treatment plant contains two different data types:
qualitative data and quantitative data. Qualitative data comes from P&ID,
Control Philosophy and Trouble Shooting, while quantitative data comes from
SCADA Data Dump. In addition, because the data comes in two different types,
the analysis must be separated. Quantitative data can be analysed
mathematically and statistically (refer to Section 5.2.), while qualitative data
cannot be analysed either by using a mathematical operation nor statistical
method (refer to Section 5.3.).
5.2. Quantitative Data Analysis
5.2.1. Introduction There are two important components of quantitative data analysis: data
cleansing and statistical analysis. According to Wikipedia (2006), data
cleansing is detecting and correcting (or removing) corrupt, inaccurate or
redundant records from a record set. Applying data cleansing to the SCADA
data dump before utilising them in the validation, is essential to avoid
214
inaccurate validation results which lead to incorrect analysis. Statistical analysis
is applied to the SCADA data dump to reveal further information that can be
useful in the validation process. Statistical methods that will be applied are
Descriptive Statistic and Correlation Analysis.
5.2.2. Data Cleansing
The SCADA data dump from the case study contains the sensor values which
are recorded every one hour for 22 days (521 points of measurement). The first
step in data cleansing is to identify any measurement points that have the
potential to cause inaccurate validation results. After further analysis of the 521
points of measurements, 240 points of measurement have the potential to cause
inaccurate validation results. It is because the value of the flow sensor is 0 (that
is, no flow) when the 240 points of measurement were taken. If those 240
points of measurement are still used in the validation step, the result tends to be
inaccurate, since those measurement points contain biased information. The
reason is that the values of the three other sensors (pH, Chlorine, and Turbidity)
fluctuate when the system is not working (detail in Table 5.2.2.). This means
that the fluctuating sensors’ value is not caused by the components in the
system. Thus, these measurement points are excluded in the validation step to
avoid any inaccurate validation results.
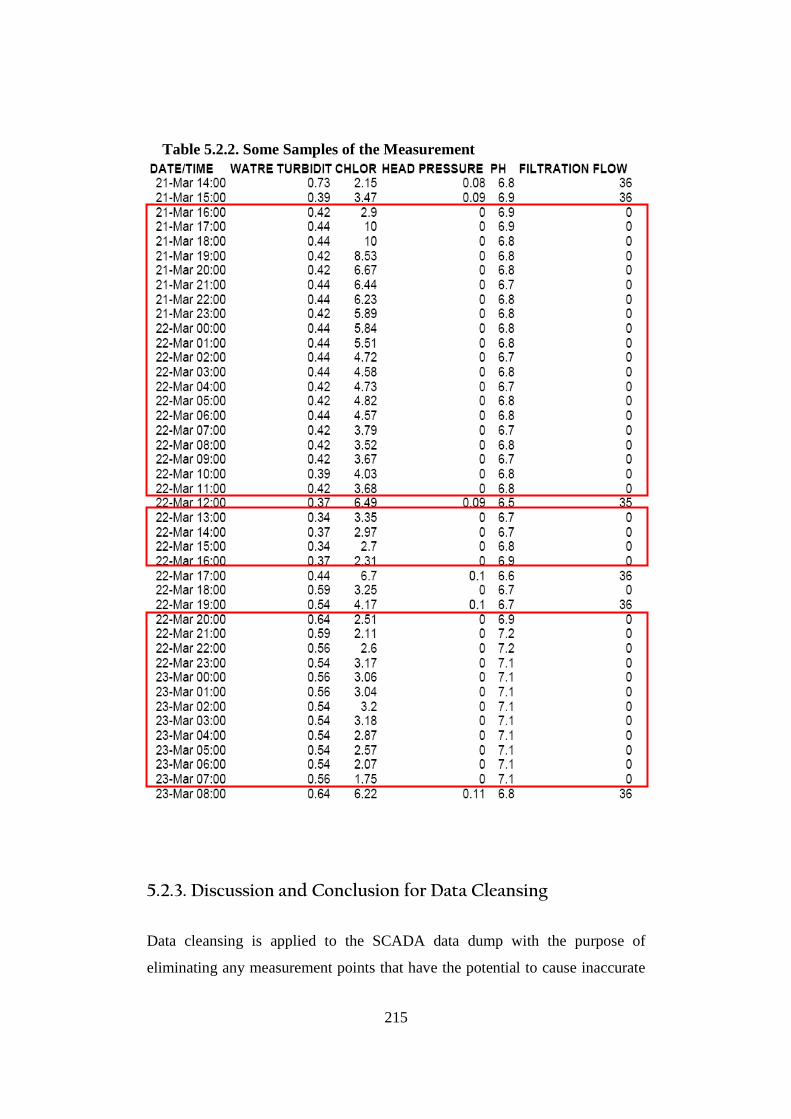
215
14Table 5.2.2. Some Samples of the Measurement
5.2.3. Discussion and Conclusion for Data Cleansing
Data cleansing is applied to the SCADA data dump with the purpose of
eliminating any measurement points that have the potential to cause inaccurate
216
validation results. After the whole data is analysed, it is identified that 240
points of measurement have the potential to give inaccurate validation results
because they contain biased information. Thus these measurement points are
excluded in the validation step.
5.2.4. Statistical Analysis: Descriptive Statistics
Statistical Analysis of the SCADA data dump is performed to reveal further
information that can be useful in the validation step. At first, the Descriptive
Statistics method is employed to gain further information from the SCADA
data dump. The result from the Descriptive Statistics (that is, the determination
of whether the data distribution of each sensor is normal distribution or not)
will determine the method that will be employed in the Correlation Analysis.
In the Descriptive Statistic, initially the data from each sensor is plotted on the
histogram to provide preliminary information about the data distribution. Then,
several parameters are assessed such as:
• Mean
• Median
• Mode
• Variance
• Standard Deviation
• Maximum
• Minimum
• Range
• Interquartile Range
• Skewness and
• Kurtosis
217
The above parameters are common to basic statistical analysis. However,
further information can be obtained from them; for instance:
1. Information about the occurrence of out of threshold data
Comparing the maximum and minimum data from each sensor to the
threshold limit of each sensor pointed out from the control philosophy
can give information about the occurrence of out of threshold data. The
occurrence of the out of threshold data can be indicative of the
occurrence of system abnormality. This information should be filtered
and identified by the Filtering Algorithm. Therefore, this information
will be very useful in the validation step to evaluate whether the
Filtering Algorithm works well.
2. Data Distribution of each sensor
The required information to determine the method for the Correlation
Analysis is the decision as to whether the data distribution of each
sensor is normal or not. Initially, the data distribution of each sensor can
be obtained from the Histogram. However, this information is not
sufficient and further statistical calculation is needed to provide more
support in defining the data distribution. The common method to test
whether the data from each sensor is distributed normally or not is
comparison of the Mean and Median. If the Mean and Median are the
same, the distribution is in perfect normal distribution. However, if the
Mean and Median are not the same, further statistical calculation has to
be conducted. Tabachnick and Fidell (1989) suggest using Zscore to test
the normality of the data distribution. The formula to calculate Zscore
is:
ErrorStdSkewness
SkewnessZscore= Equation. 8
Or
ErrorStdKurtosis
KurtosisZscore= Equation. 9
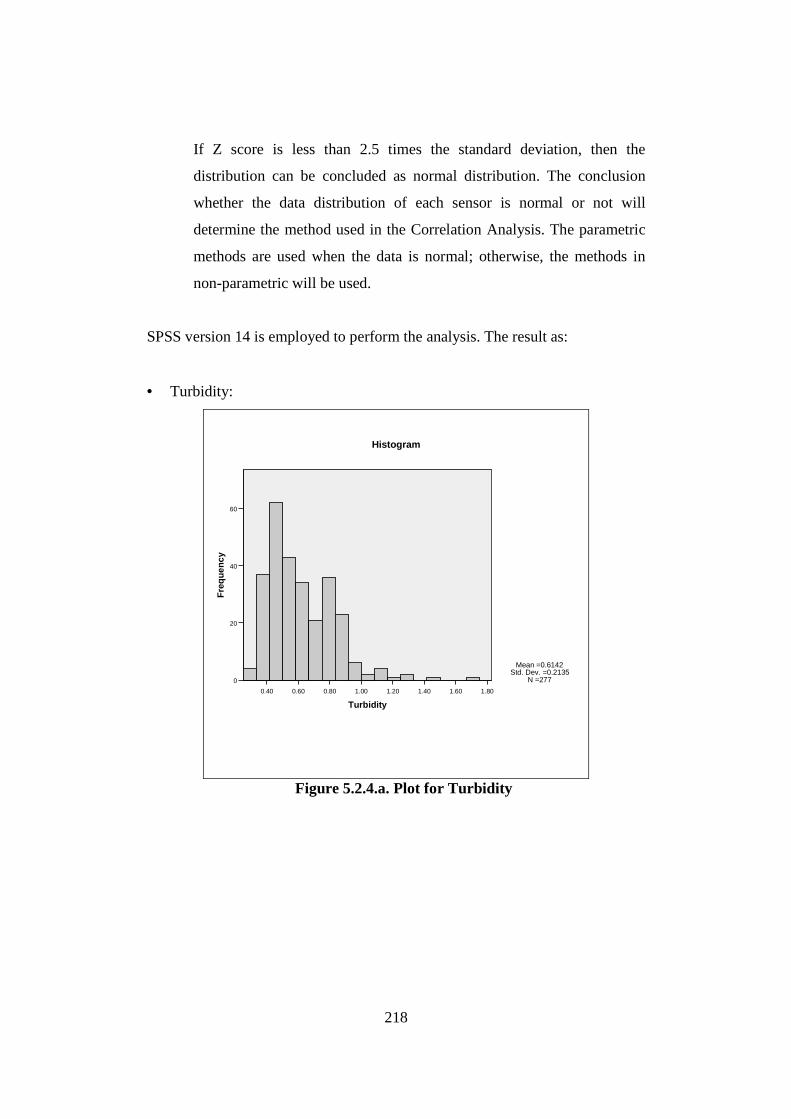
218
If Z score is less than 2.5 times the standard deviation, then the
distribution can be concluded as normal distribution. The conclusion
whether the data distribution of each sensor is normal or not will
determine the method used in the Correlation Analysis. The parametric
methods are used when the data is normal; otherwise, the methods in
non-parametric will be used.
SPSS version 14 is employed to perform the analysis. The result as:
• Turbidity:
1.801.601.401.201.000.800.600.40
Turbidity
60
40
20
0
Fre
qu
ency
Mean =0.6142;Std. Dev. =0.2135;
N =277
Histogram
63Figure 5.2.4.a. Plot for Turbidity
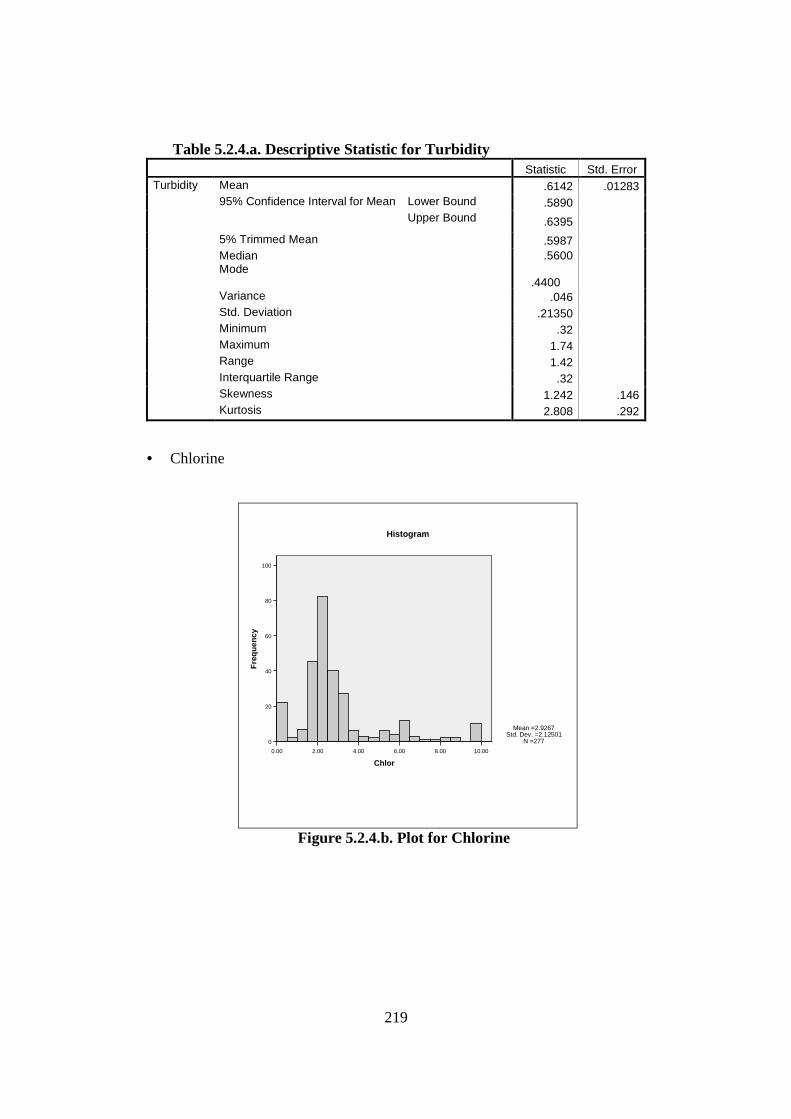
219
15Table 5.2.4.a. Descriptive Statistic for Turbidity Statistic Std. Error Turbidity Mean .6142 .01283 95% Confidence Interval for Mean Lower Bound .5890 Upper Bound .6395
5% Trimmed Mean .5987 Median
Mode .5600
.4400
Variance .046 Std. Deviation .21350 Minimum .32 Maximum 1.74 Range 1.42 Interquartile Range .32 Skewness 1.242 .146 Kurtosis 2.808 .292
• Chlorine
10.008.006.004.002.000.00
Chlor
100
80
60
40
20
0
Fre
qu
ency
Mean =2.9267;Std. Dev. =2.12501;
N =277
Histogram
64Figure 5.2.4.b. Plot for Chlorine

220
16Table 5.2.4.b. Descriptive Statistic for Chlorine Statistic Std. Error Chlor Mean 2.9267 .12768 95% Confidence
Interval for Mean Lower Bound 2.6754
Upper Bound 3.1781
5% Trimmed Mean 2.7197 Median
Mode 2.3000
.00
Variance 4.516 Std. Deviation 2.12501 Minimum .00 Maximum 10.00 Range 10.00 Interquartile Range 1.21 Skewness 1.713 .146 Kurtosis 3.148 .292
• Head Pressure
0.400.200.00
HPressure
100
80
60
40
20
0
Fre
qu
ency
Mean =0.1031;Std. Dev. =0.05195;
N =277
Histogram
65Figure 5.2.4.c. Plot for Head Pressure
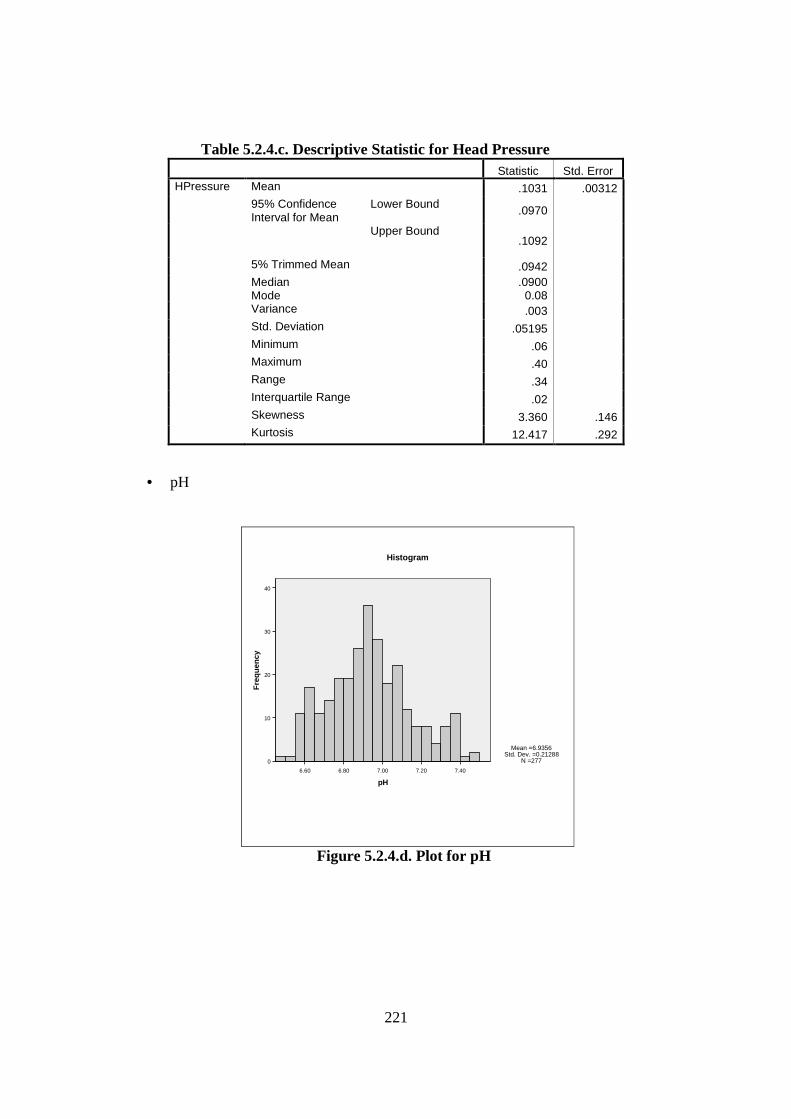
221
17Table 5.2.4.c. Descriptive Statistic for Head Pressure Statistic Std. Error HPressure Mean .1031 .00312 95% Confidence
Interval for Mean Lower Bound .0970
Upper Bound .1092
5% Trimmed Mean .0942 Median
Mode .0900
0.08
Variance .003 Std. Deviation .05195 Minimum .06 Maximum .40 Range .34 Interquartile Range .02 Skewness 3.360 .146 Kurtosis 12.417 .292
• pH
7.407.207.006.806.60
pH
40
30
20
10
0
Fre
qu
ency
Mean =6.9356;Std. Dev. =0.21288;
N =277
Histogram
66Figure 5.2.4.d. Plot for pH
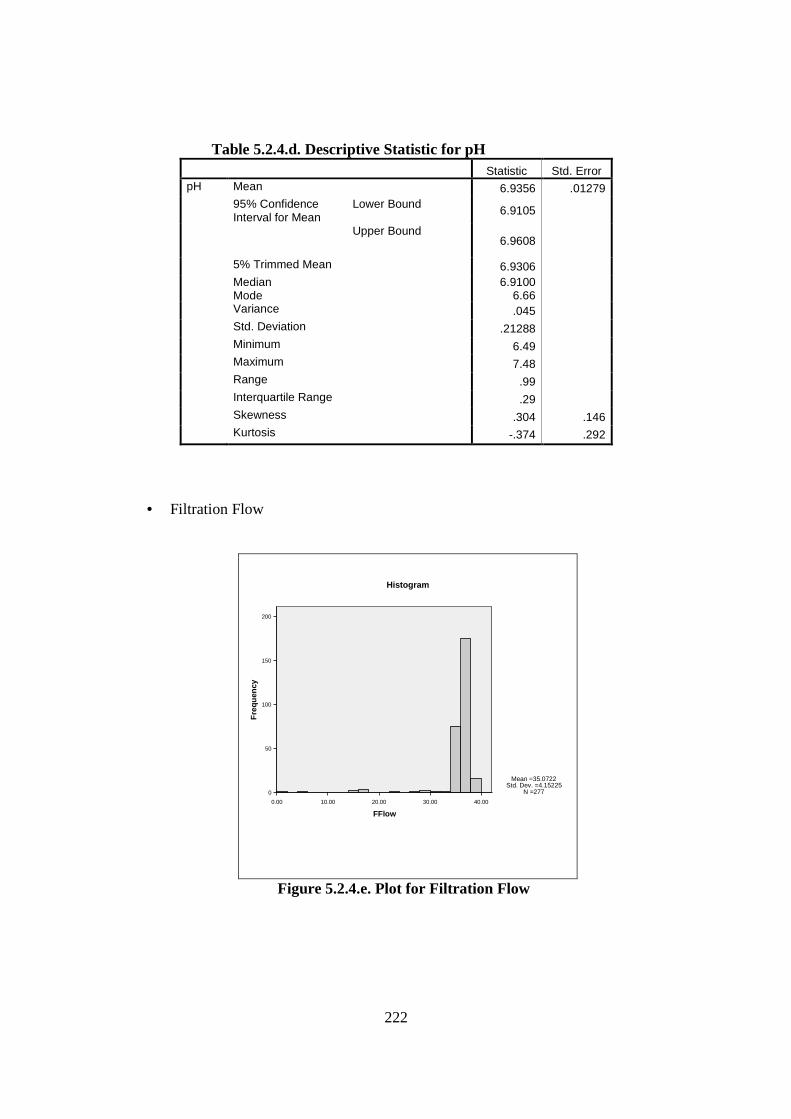
222
18Table 5.2.4.d. Descriptive Statistic for pH Statistic Std. Error pH Mean 6.9356 .01279 95% Confidence
Interval for Mean Lower Bound 6.9105
Upper Bound 6.9608
5% Trimmed Mean 6.9306 Median
Mode 6.9100
6.66
Variance .045 Std. Deviation .21288 Minimum 6.49 Maximum 7.48 Range .99 Interquartile Range .29 Skewness .304 .146 Kurtosis -.374 .292
• Filtration Flow
40.0030.0020.0010.000.00
FFlow
200
150
100
50
0
Fre
qu
ency
Mean =35.0722;Std. Dev. =4.15225;
N =277
Histogram
67Figure 5.2.4.e. Plot for Filtration Flow
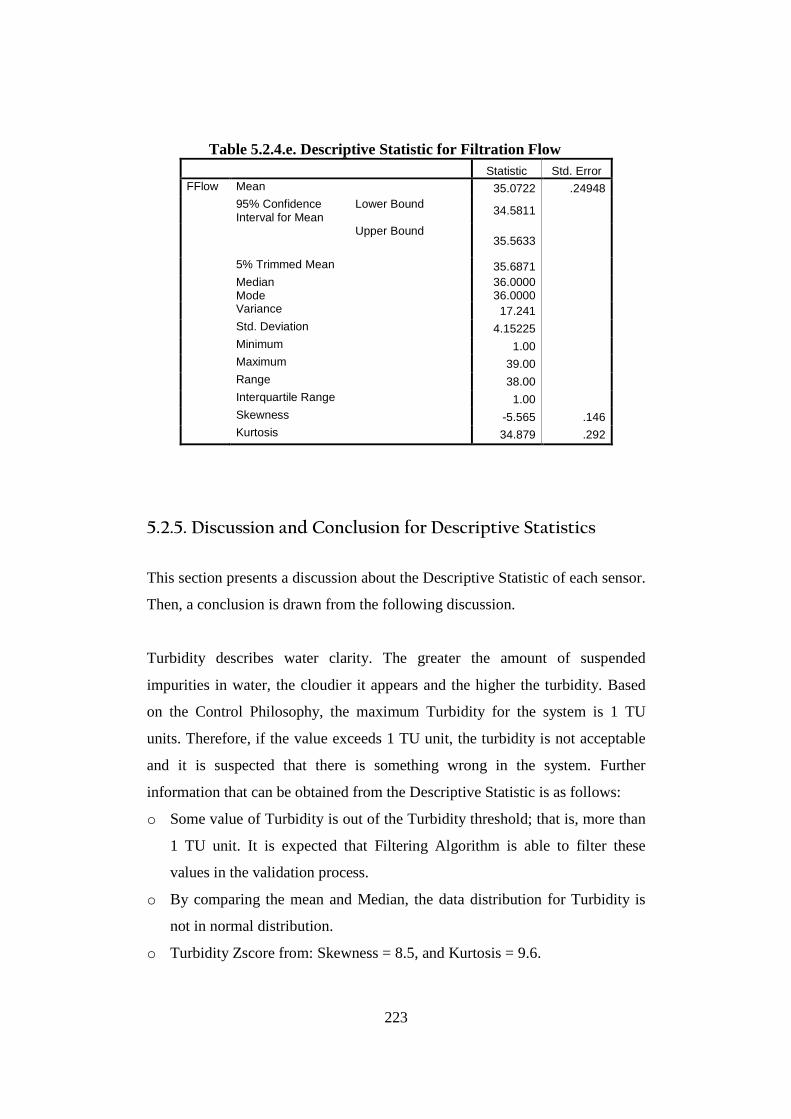
223
19Table 5.2.4.e. Descriptive Statistic for Filtration Flow Statistic Std. Error FFlow Mean 35.0722 .24948 95% Confidence
Interval for Mean Lower Bound 34.5811
Upper Bound 35.5633
5% Trimmed Mean 35.6871 Median
Mode 36.0000 36.0000
Variance 17.241 Std. Deviation 4.15225 Minimum 1.00 Maximum 39.00 Range 38.00 Interquartile Range 1.00 Skewness -5.565 .146 Kurtosis 34.879 .292
5.2.5. Discussion and Conclusion for Descriptive Statistics
This section presents a discussion about the Descriptive Statistic of each sensor.
Then, a conclusion is drawn from the following discussion.
Turbidity describes water clarity. The greater the amount of suspended
impurities in water, the cloudier it appears and the higher the turbidity. Based
on the Control Philosophy, the maximum Turbidity for the system is 1 TU
units. Therefore, if the value exceeds 1 TU unit, the turbidity is not acceptable
and it is suspected that there is something wrong in the system. Further
information that can be obtained from the Descriptive Statistic is as follows:
o Some value of Turbidity is out of the Turbidity threshold; that is, more than
1 TU unit. It is expected that Filtering Algorithm is able to filter these
values in the validation process.
o By comparing the mean and Median, the data distribution for Turbidity is
not in normal distribution.
o Turbidity Zscore from: Skewness = 8.5, and Kurtosis = 9.6.

224
2.5 x Standard Deviation = 0.53375.
Therefore, the Zscore is much larger than 2.5 times standard deviation. The
result from this test supports the conclusion that the data distribution for
Turbidity is not a normal distribution.
In the water treatment process, the sodium hypochlorite solution is used as a
disinfecting agent. However, the minimum level of free chlorine residual has to
be maintained in order to achieve good potable water. According to the control
philosophy, the minimum level of the free chlorine residual is 0.4 mg/L. If the
value is below this level, the system probably does not work properly. Further
information that can be obtained from the Descriptive Statistic is:
o Some value of Chlorine is out of the Chlorine threshold; that is, less than
0.4 mg/L. It is expected that the Filtering Algorithm is able to filter these
values in the validation process.
o By comparing the Mean and Median, the data distribution for Chlorine is
not a normal distribution.
o Chlorine Zscore from: Skewness = 11.73, and Kurtosis = 10.78.
2.5 x Standard Deviation = 5.312525.
Therefore, the Zscore is much larger than 2.5 times standard deviation.
Results from this test give more support to the conclusion that the data
distribution for Chlorine is not in normal distribution.
The Head Pressure value is taken from the differential pressure transmitter,
which is located at the multi media filter. The value of head pressure represents
the condition of the filter – whether in a good or clogged condition. The higher
the pressure, the more it is clogged. Therefore, the head pressure is important to
be monitored. From the Control Philosophy, the maximum value of the head
pressure is 0.5 bar. If the value of the head pressure is more than 0.5 bar, then
the backwash process is operated. However, if the value is still more than 0.5
bar, then there could be abnormality in the system. Further information that can
be obtained from the Descriptive Statistic is:

225
o No value of Head Pressure is above the Head Pressure threshold. The
Filtering Algorithm is not expected to filter any value out of this sensor in
the validation process.
o By comparing the mean and Median, the data distribution for Head Pressure
is not normal distribution.
o Head Pressure Zscore from: Skewness = 23.02, and Kurtosis = 42.52.
2.5 x Standard Deviation = 0.129875.
Therefore, the Zscore is much larger than 2.5 times standard deviation. The
result from this test gives more support for the conclusion that the data
distribution for Head Pressure is not in normal distribution.
The pH measurement is used to determine the relative acidic or basic level of
water by measuring the concentration of hydrogen ions. The pH scale ranges
from 0 to 14; pH 7 means neutral, below 7 is more acidic and above 7 is more
basic. pH is one of the crucial parameter for potable water; therefore, it is very
important to monitor the pH level. Based on the Control Philosophy, the pH
must be maintained between 6.5 and 8.5. If pH is outside that range, the
mechanism to revise the pH level is triggered to take the pH level back in the
range. Therefore, if the value from the pH sensor is out of the range, it means
that there is something wrong with the mechanism to revise the pH level.
Further information that can be obtained from the Descriptive Statistic as:
o Some value of pH is out of the pH threshold. It is expected that the Filtering
Algorithm is able to filter these values in the validation process.
o By comparing the Mean and Median, the data distribution for pH is not
normal distribution.
o pH Zscore from: Skewness = 2.56, and Kurtosis = 1.04.
2.5 x Standard Deviation = 0.5322.
Therefore, the Zscore is much larger than 2.5 times standard deviation. The
result from this test gives more support to the conclusion that the data
distribution for pH is not in normal distribution.
226
Filtration Flow is measured by water flow meter 1. From this measurement, the
state of the system is known (whether the process is running or not). As
mentioned before, the data which will be used for the validation step is only
when the system is working. Therefore, there is no 0 value of the filtration flow.
Further information that can be obtained from the Descriptive Statistic is:
o No value of Filtration Flow is out of the Filtration Flow threshold. The
Filtering Algorithm is not expected to filter any value out of this sensor in
the validation process.
o By comparing the mean and median, the data distribution for Filtration
Flow is not in normal distribution.
o Head Pressure Zscore from: Skewness = 23.84, and Kurtosis = 1.88.
2.5 x Standard Deviation = 1.038.
Therefore, the Zscore is much larger than 2.5 times standard deviation. The
result from this test gives more support to the conclusion that the data
distribution for Filtration Flow is not in normal distribution.
Hence, the conclusions from the Descriptive Statistic are:
• Some values from three sensors - Turbidity, Chlorine, and pH - are out of
the threshold. Therefore, Filtering Algorithm is expected to filter and pick
these values in the validation process.
• No value from two sensors: Head Pressure and Filtration Flow is out of the
threshold. Therefore, Filtering Algorithm is not expected to filter any value
out of this sensor in the validation process.
• None of the data distribution from these sensors is in normal distribution.
Thus, only non-parametric methods can be employed in the Correlation
Analysis.
227
5.2.6. Statistical Analysis: Correlation Analysis
A correlation is a single number that describes the degree of relationship
between two variables (Trochim, 2006). The most famous method for testing
the strength of linear association between measured variables is the Pearson
Correlation method. However, the Pearson Correlation method can only be
applied to normal distributed data. According to the Descriptive Statistical
analysis, none of the parameters is distributed normally. Therefore, the Pearson
Correlation method cannot be utilised for the data.
If the parameter is not distributed normally, then the most suitable correlation
method is Non-Parametric (Tabachnick and Fidell, 1989). The derivation of the
Pearson Correlation method for the non-parametric statistical analysis domain
is the Spearman Correlation Method. Therefore, the Spearman Correlation
Method is used to test the correlation between each parameter.
The main purpose of this analysis is to verify that data from Turbidity, Chlorine
and pH sensors are related to each other. These parameters are used to justify
the quality of water. Typically, Turbidity can influence the value of pH and
Chlorine (Health, 2008); and changes in Chlorine can influence the value of pH
(IOTEG, 2008). Therefore, there has to be a correlation between the
measurements from these sensors to verify that they are logically acceptable.
However, besides these three sensors, Correlation Analysis is also conducted
for the other two sensors (Head Pressure and Filtration Flow) to discover any
relationship between them.
SPSS 14 is employed to perform the statistical process. Following is the result
from this process:
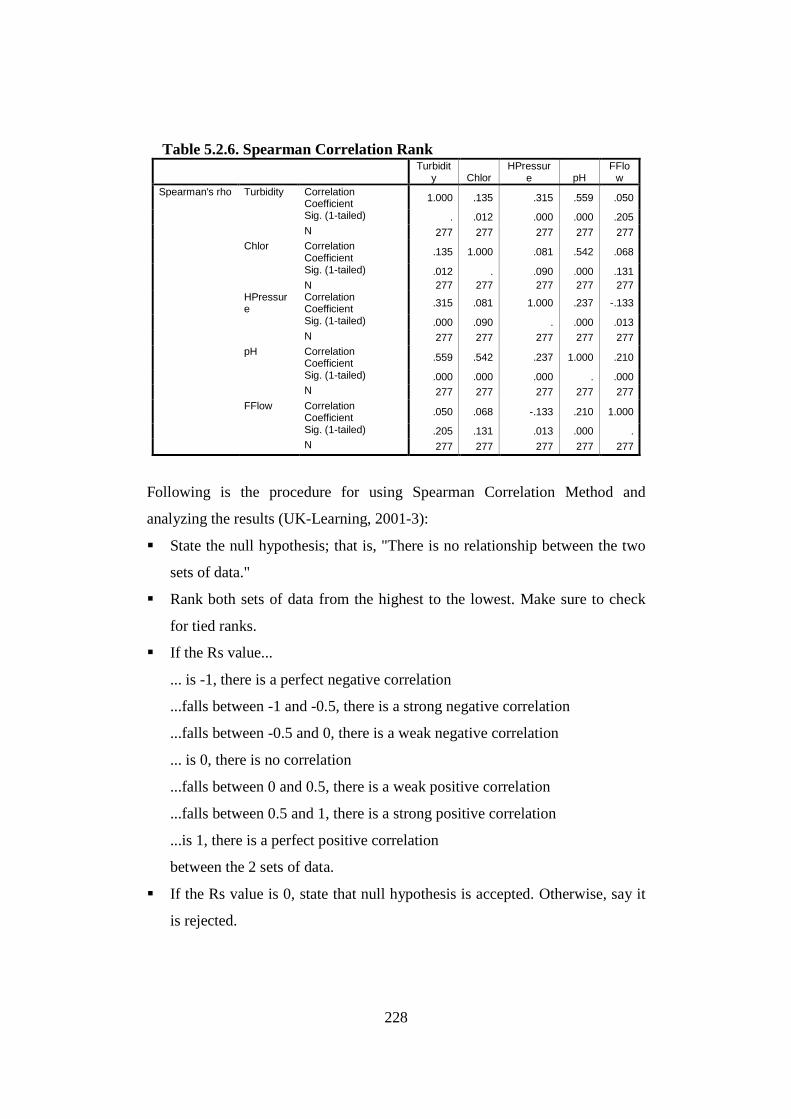
228
20Table 5.2.6. Spearman Correlation Rank
Turbidit
y Chlor HPressur
e pH FFlo
w Spearman's rho Turbidity Correlation
Coefficient 1.000 .135 .315 .559 .050
Sig. (1-tailed) . .012 .000 .000 .205 N 277 277 277 277 277 Chlor Correlation
Coefficient .135 1.000 .081 .542 .068
Sig. (1-tailed) .012 . .090 .000 .131 N 277 277 277 277 277 HPressur
e Correlation Coefficient .315 .081 1.000 .237 -.133
Sig. (1-tailed) .000 .090 . .000 .013 N 277 277 277 277 277 pH Correlation
Coefficient .559 .542 .237 1.000 .210
Sig. (1-tailed) .000 .000 .000 . .000 N 277 277 277 277 277 FFlow Correlation
Coefficient .050 .068 -.133 .210 1.000
Sig. (1-tailed) .205 .131 .013 .000 . N 277 277 277 277 277
Following is the procedure for using Spearman Correlation Method and
analyzing the results (UK-Learning, 2001-3):
� State the null hypothesis; that is, "There is no relationship between the two
sets of data."
� Rank both sets of data from the highest to the lowest. Make sure to check
for tied ranks.
� If the Rs value...
... is -1, there is a perfect negative correlation
...falls between -1 and -0.5, there is a strong negative correlation
...falls between -0.5 and 0, there is a weak negative correlation
... is 0, there is no correlation
...falls between 0 and 0.5, there is a weak positive correlation
...falls between 0.5 and 1, there is a strong positive correlation
...is 1, there is a perfect positive correlation
between the 2 sets of data.
� If the Rs value is 0, state that null hypothesis is accepted. Otherwise, say it
is rejected.
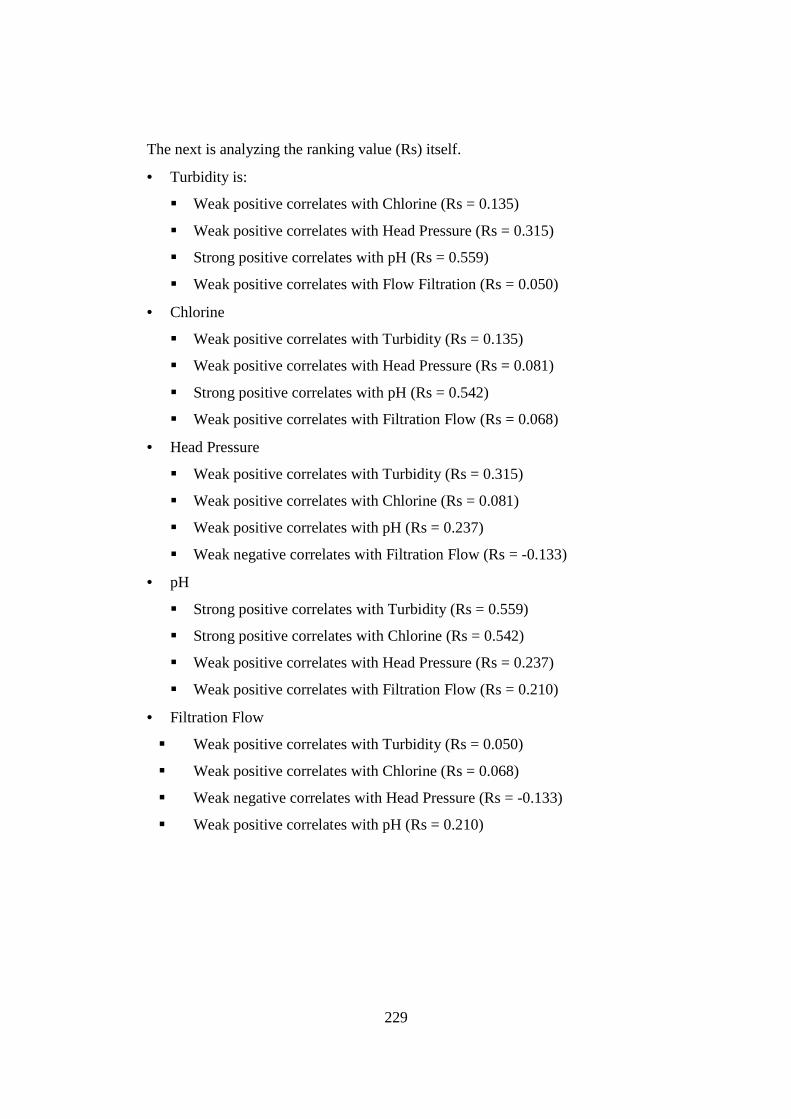
229
The next is analyzing the ranking value (Rs) itself.
• Turbidity is:
� Weak positive correlates with Chlorine (Rs = 0.135)
� Weak positive correlates with Head Pressure (Rs = 0.315)
� Strong positive correlates with pH (Rs = 0.559)
� Weak positive correlates with Flow Filtration (Rs = 0.050)
• Chlorine
� Weak positive correlates with Turbidity (Rs = 0.135)
� Weak positive correlates with Head Pressure (Rs = 0.081)
� Strong positive correlates with pH (Rs = 0.542)
� Weak positive correlates with Filtration Flow (Rs = 0.068)
• Head Pressure
� Weak positive correlates with Turbidity (Rs = 0.315)
� Weak positive correlates with Chlorine (Rs = 0.081)
� Weak positive correlates with pH (Rs = 0.237)
� Weak negative correlates with Filtration Flow (Rs = -0.133)
• pH
� Strong positive correlates with Turbidity (Rs = 0.559)
� Strong positive correlates with Chlorine (Rs = 0.542)
� Weak positive correlates with Head Pressure (Rs = 0.237)
� Weak positive correlates with Filtration Flow (Rs = 0.210)
• Filtration Flow
� Weak positive correlates with Turbidity (Rs = 0.050)
� Weak positive correlates with Chlorine (Rs = 0.068)
� Weak negative correlates with Head Pressure (Rs = -0.133)
� Weak positive correlates with pH (Rs = 0.210)

230
5.2.7. Discussion and Conclusion for Correlation Analysis
Results from the Correlation Analysis show that data from Chlorine, Turbidity
and pH have a strong positive correlation with each other. Thus, this result
verifies that data from these sensors are logically acceptable because they
follow the common facts. Data from the other two sensors (Head Pressure and
Filtering Flow) only have a weak correlation with the others.
5.3. Qualitative Data Analysis
5.3.1. Introduction
Qualitative data cannot be analysed with quantitative data analysis (neither
mathematically nor statistically). Jorgensen (1989) concluded that qualitative
data analysis is about sorting and shifting the data to search for types, classes,
sequences, processes, patterns or wholes.
The purpose of this analysis is to discover any important information from the
qualitative data. This information will be then utilised to support the validation
process.
From the case study, there are three documents that contain qualitative data:
P&ID, Control Philosophy, and Trouble Shooting. P&ID and Control
Philosophy are analysed based on the developed model (Hierarchical Model).
Therefore, no analysis is applied to those documents in this Chapter; only
trouble shooting is analysed.
231
5.3.2. Qualitative Data Analysis: Trouble Shooting
Trouble shooting is a systematic approach to locate the cause of a fault, based
on a system’s abnormality information (Jeng and Liang, 1998). It consists of a
list of potential failure based on the designer or maker experience. The Trouble
Shooting of a water treatment plant is in table format with three columns. The
first column is the explanation of the abnormality, the second column is the
possible causes of the abnormality and the third column is the solutions to the
abnormality. This Trouble Shooting will be used as the comparator in the
validation step where output from the proposed method will be compared with
the output from the trouble shooting, based on the same system’s abnormality
information.
There are 10 abnormal cases listed in the trouble shooting. Those abnormal
cases are sorted by classifying the information source of the abnormality; that
is, whether the information source is from sensors or not. The reason behind
this is that SCADA can only detect abnormality/failure based on the sensors’
measurement. Therefore, abnormalities/failures, which cannot be identified by
sensors, are irrelevant for the validation step. Based on the sorting, only four
abnormal cases are relevant for the validation step:
• Back-flush is repetitive
• Filtered water quality is bad according to Turbidimeter
• Residual chlorine low alarm is on
• pH high or low alarm is on.
Hence, in the validation process, information from these four abnormal cases
will be utilised as an input to the proposed method (Data Bridge). Then, the
output from the Data Bridge will be compared with the solution from the
Trouble Shooting (information in Column 3).
232
5.3.3. Discussion and Conclusion
Qualitative Analysis has been performed to analyse qualitative data with the
purpose to discover any further important information to be used in the
validation process. There are several documents from the case study that
contain qualitative data: P&ID, Control Philosophy and Trouble Shooting.
P&ID and Control Philosophy are analysed based on the developed method
(Hierarchical Model). Thus, only Trouble Shooting is analysed qualitatively.
The Trouble Shooting of the case study encloses ten abnormal cases. Each
abnormal case has the explanation of the abnormality, possible causes of the
abnormality and solutions to the abnormality. The Qualitative Analysis is
initiated by sorting out the abnormality based on the source of information.
Only abnormalities which can be identified by the sensor are applicable in the
validation process. The reason behind this is that SCADA can only detect
abnormality/failure based on the sensors measurement. There are four abnormal
cases that can be identified by sensor: Back-flush is repetitive, Filtered water
quality is bad according to Turbidimeter, Residual Chlorine low alarm is on,
and pH high or low alarm is on. Therefore, these four abnormal cases will be
employed as comparators in validation process.
5.4. Summary Chapter 5 elucidates the Data Analysis of the case study of water treatment
plant. The case study of water treatment plant contains two different data types:
qualitative data and quantitative data. Qualitative data comes from P&ID,
Control Philosophy and Trouble Shooting, while quantitative data comes from
SCADA Data Dump. In addition, because the data comes in two different types,
the analysis must be separated. Quantitative data can be analysed
mathematically and statistically, while qualitative data cannot be analysed
either by using mathematical operation or statistical method.
233
Quantitative Data Analysis is initiated with Data Cleansing. It is applied to the
SCADA data dump before utilising them in the validation system with the
purpose to identify and correct corrupt, inaccurate or redundant data. Therefore,
inaccurate validation results which lead to incorrect analysis can be avoided.
After the whole data is analysed, it is identified that 240 points of measurement
have the potential to cause inaccurate validation results because they contain
biased information. Thus, these measurement points are excluded in the
validation step.
The next step in Quantitative Data Analysis is to conduct a Statistical Analysis
of the SCADA data dump with the purpose to reveal further information that
can be useful in the validation process. The statistical methods that will be
applied are Descriptive Statistic and Correlation Analysis.
Further information that can be explored as a result of Descriptive Statistic is:
• Some values from three sensors - Turbidity, Chlorine, and pH - are out of
the threshold. Therefore, Filtering Algorithm is expected to filter and pick
these values in validation process.
• No value from two sensors - Head Pressure and Filtration Flow - is out of
the threshold. Therefore, Filtering Algorithm is not expected to filter any
value out of this sensor in validation process.
• None of the data distribution from these sensors is normal distribution.
Thus, only non-parametric methods can be employed in the Correlation
Analysis.
The Statistical Method that is used in the Correlation Analysis is the Spearman
Correlation Method, because none of the parameters’ distribution is normal
according to the Descriptive Statistic result. Mainly, the purpose of this analysis
is to verify that data from Turbidity, Chlorine and pH sensors are related to
each other, because they are typically related according to the literature.
Therefore, there has to be a correlation between the measurements from these
sensors to verify that they are logically acceptable. However, besides these
234
three sensors, Correlation Analysis is also conducted on the other two sensors
(Head Pressure and Filtration Flow) to discover any relationship between them.
Results from the Correlation Analysis show that data from Chlorine, Turbidity
and pH have strong positive correlation with each other. Thus, this result
verifies that data from these sensors are logically acceptable because they
follow the common facts. Data from the other two sensors (Head Pressure and
Filtering Flow) only have weak correlation with the others.
Qualitative Data Analysis is conducted to analyse the Qualitative Data with the
purpose to discover any important information from the qualitative data. This
information will be then utilised to support the validation process. From the
case study, there are three documents that contain qualitative data: P&ID,
Control Philosophy, and Trouble Shooting. P&ID and Control Philosophy are
analysed based on the developed model (Hierarchical Model). Therefore,
Qualitative Data Analysis is only applied to the Trouble Shooting document.
The Trouble Shooting of the case study encloses ten abnormal cases. Each
abnormal case has the explanation of the abnormality, possible causes of the
abnormality and solutions to the abnormality. The Qualitative Analysis is
initiated by sorting out the abnormality based on the source of information.
Only abnormalities which can be identified by sensor are applicable in the
validation process. The reason behind this is that only SCADA can detect
abnormality/failure based on the sensors measurement. There are 4 abnormal
cases that can be identified by sensor: Back-flush is repetitive, Filtered water
quality is bad according to Turbidimeter, Residual Chlorine low alarm is on,
and pH high or low alarm is on. Therefore, these four abnormal cases will be
employed as comparators in the validation process.
235
CHAPTER 6
CASE STUDY: MODEL DATA
VALIDATION
6.1. Introduction In the previous Chapter 4 and Chapter 5, all information from the water
treatment plant was compiled and prepared for validation. In this chapter, all
information is utilised to validate the proposed model by testing the proposed
hypotheses. There are 3 hypotheses proposed in this research:
1. Problems in SCADA data analysis, such as nested data, can be addressed by
analysing design information of monitored and monitoring systems through
the Hierarchical Model.
2. The Interdependence Risk Analysis method can address current Risk
Analysis method problems; that is, the need for sophisticated historical
information as an input for Risk Likelihood.
3. The data bridge developed from the Hierarchical Model will address the
connectivity problem between SCADA systems and ERP systems, whereby
significant information can be drawn out from SCADA’s “raw data” and
transferred into ERP.

236
Design of the validation process is depicted in Figure 6.1.
68Figure 6.1. Design of Validation Process
As depicted in Figure 6.1.a., there are three validation processes (represented
by: A, B and C). Each of these processes is purposely designed to validate each
proposed hypothesis:
• Validation A is designed to validate the hypothesis that “Problems in
SCADA data analysis, such as nested data, can be addressed by
analysing design information of monitored and monitoring systems
through the Hierarchical Model”. The hypothesis can be validated only
when several validation points in Validation A have been undertaken:
o Validation of SCADA data analysis in a “real time” time frame:
� Validation of the ability of the Filtering Algorithm to
detect abnormality
� Validation of the ability of the Knowledge Base to
respond based on the abnormal information that has been
filtered by the Filtering Algorithm
o Validation of nested data issue:
� Validation of the effectiveness of the Knowledge Base
� Validation of the time response of the Knowledge Base
Detail about Validation A is in Section 6.2.
237
• Validation B is designed to validate the hypothesis: “The
Interdependence Risk Analysis method can address current Risk
Analysis method problems; that is, the need for sophisticated historical
information as an input for Risk Likelihood”. This hypothesis can be
validated only when the “Validation of the Interdependence Risk
Analysis” has been done. Detail about Validation B is in Section 6.3.
• Validation C is designed to validate the hypothesis: “The data bridge
developed from the Hierarchical Model will address the connectivity
problem between SCADA systems and ERP systems, whereby
significant information can be drawn out from SCADA’s “raw data”
and transferred into ERP”. The validation of this hypothesis depends on
the success of the other two validations (A and B), where the success of
those two validations will automatically ensure the Validation C
process. Detail about Validation C is in Section 6.4.
6.2. Validation A (Validation of SCADA Model Data)
6.2.1. Introduction
Validation of the hypothesis that “Problems in SCADA data analysis, such as
nested data, can be addressed by analysing design information of monitored and
monitoring systems through the Hierarchical Model” is carried out in
Validation A. There are two points that need to be validated:
• Validation of SCADA data analysis in a “real time” time frame
At this point, Data Bridge as the end result from the Hierarchical Model
is validated whether it can work as it is designed or not. The validation
is carried out by feeding the SCADA Data Dump into the Data Bridge.
Then, it will analyse the data, find any abnormality and provide
238
information about the possible abnormality sources. The results will be
compared with information from Statistical Analysis, and the Sensor
and Logic Diagram. There are two parts in this validation:
o Validation of the ability of the Filtering Algorithm to detect
abnormality
In this part, the validation is focused on the Filtering
Algorithm’s ability to detect any abnormality based on data from
sensors. Results from Statistical Analysis (identified data that is
out of threshold) are used as a comparison.
o Validation of the ability of the Knowledge Base to respond
based on the abnormal information that has been filtered by
filtering algorithm.
This part is the continuation of the previous part where the
Filtering Algorithm is tested in terms of its ability to detect any
abnormality based on SCADA data. By design, the Knowledge
Base will respond if any abnormality is filtered out by the
Filtering Algorithm, by providing information about possible
sources of that abnormality. Information from the Sensor and
Logic Diagram will be used as a comparison to verify whether or
not the Knowledge Base works as it is designed.
• Validation of the nested data issue
The purpose of this validation is to prove that the proposed Hierarchical
Model is able to solve the nested data issue. The validation is carried out
by comparing information, which is provided by Data Bridge, to the
Trouble Shooting from the system designer. In the previous point, the
source of abnormalities is not known. The only known information is
SCADA Data Dump. SCADA Data Dump is then fed into the Filtering
Algorithm to find any abnormalities, and then transmits this information
to the Knowledge Base. The Knowledge Base responds by providing
information on the possible causes of the system abnormality. However,
at this point, the abnormal condition is known and gathered from

239
Trouble Shooting. The data from sensors is situated as if the abnormal
condition was present. After that, this data is fed into the Knowledge
Base. The Knowledge Base will respond by providing information on
the possible sources of abnormality. The result is then validated by
comparing the response from the Knowledge Base to the known
abnormality. There are three validation parts to measure the success of
the proposed Hierarchical Model in addressing the nested data issue:
o Validation of correctness of the information that is provided by
the Knowledge Base
In this part, validation is used to measure the ability of the
Knowledge Base to provide the correct information on the
possible abnormality sources based on the situated abnormal
condition. Trouble Shooting is used as the comparison in this
validation.
o Validation of the effectiveness of the Knowledge Base
The focus of this validation is beyond the correctness of the
response from the Knowledge Base; it is about effectiveness.
Sometimes, the correct answer is not always effective when the
Knowledge Base can provide a response which ranges from 1 to
the maximum possible number of abnormality sources. If the
Knowledge Base provides the maximum number of possible
abnormality sources, it could mean that the Knowledge Base
tells the operator to check the whole components/sub-assemblies
in the system. Providing this type of information cannot be
judged to be incorrect; in fact, the greater the number of possible
abnormality sources, the higher the chance of correctness.
However, the greater the number of possible information
sources, the more time is spent checking each possibility. The
ideal condition of each abnormality inspection will result in only
one correct solution.
o Validation of the time response of the Knowledge Base
240
This validation phase tries to measure the time required by the
Knowledge Base to provide a response based on abnormal
information.
6.2.2. Validation of SCADA data analysis in a “real time” time frame In this validation, SCADA Data Dump is streamed into Data Bridge. If at least
one of the sensors shows an abnormality value, the value is captured by the
Filtering Algorithm. Then, a query is applied to the Knowledge Base to reveal
any components relating to the sensors.
The SCADA test rig is designed to perform the validation; the focus of this
SCADA test rig is on Data Processing/Display. Detail is as follows:
Data Source
• Data Source is SCADA Data Dump from the Water Treatment Plant
Data Processing/Display
There are several modules in Data Processing:
• The Filtering Algorithm that is developed in LabVIEW
• The Data Base in Microsoft Access that is deployed in a website using
MySQL
• The Inference Engine that is developed in NET (C#)
The data display in this test rig is interfaced by a Web Browser. Figure 6.2.2.a.
illustrates the front page of the Web Browser interface:
241
69Figure 6.2.2.a. The Front Page of Web Browser Interface
Data Transfer
• Data Transfer is a combination of internal PC data transfer and Internet.
Data Storage
• No data is stored in this test rig.
Validation of the ability of the Filtering Algorithm to detect abnormality
Firstly, the SCADA Data Dump was fed into the Filtering Algorithm (the
complete SCADA Data Dump is in Appendix C) to be filtered. The Filtering
Algorithm filtered 34 abnormal conditions from the SCADA Data Dump. Some
of the filtering results can be seen in Figure 6.2.2.b., and detail is in Table
6.2.2.a.
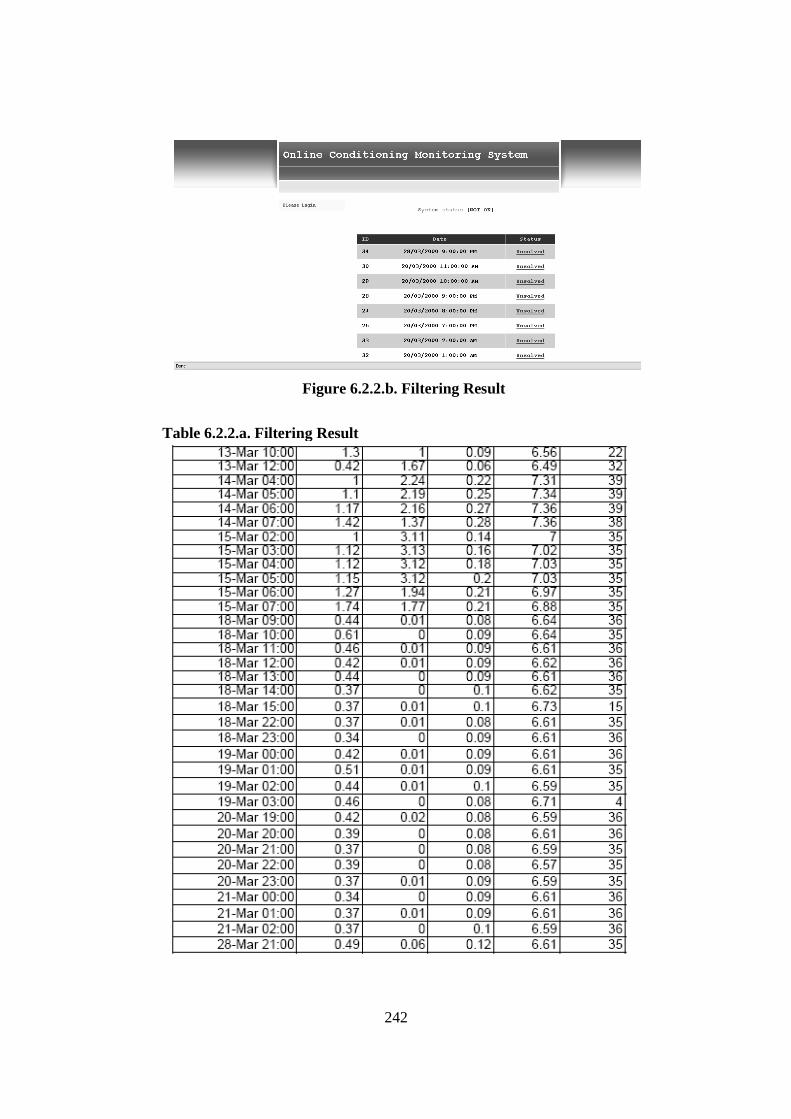
242
70Figure 6.2.2.b. Filtering Result
21Table 6.2.2.a. Filtering Result
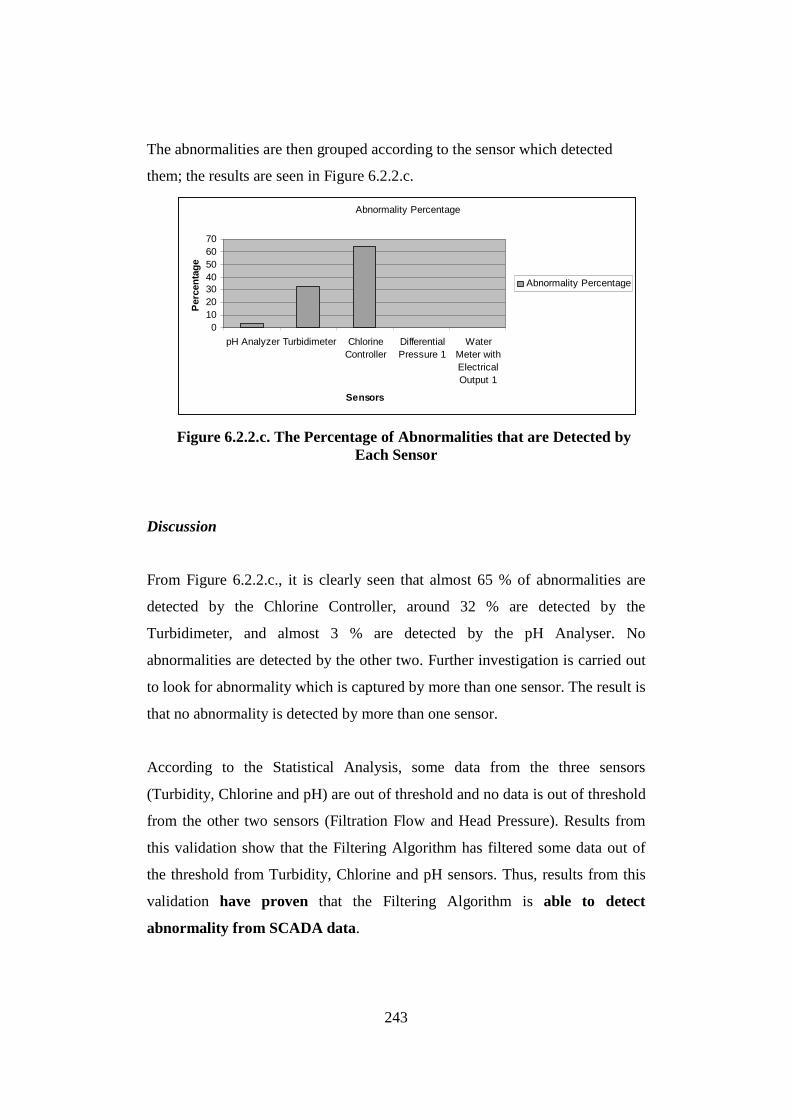
243
The abnormalities are then grouped according to the sensor which detected
them; the results are seen in Figure 6.2.2.c.
Abnormality Percentage
010203040506070
pH Analyzer Turbidimeter ChlorineController
DifferentialPressure 1
WaterMeter withElectricalOutput 1
Sensors
Per
cen
tag
e
Abnormality Percentage
71Figure 6.2.2.c. The Percentage of Abnormalities that are Detected by Each Sensor
Discussion
From Figure 6.2.2.c., it is clearly seen that almost 65 % of abnormalities are
detected by the Chlorine Controller, around 32 % are detected by the
Turbidimeter, and almost 3 % are detected by the pH Analyser. No
abnormalities are detected by the other two. Further investigation is carried out
to look for abnormality which is captured by more than one sensor. The result is
that no abnormality is detected by more than one sensor.
According to the Statistical Analysis, some data from the three sensors
(Turbidity, Chlorine and pH) are out of threshold and no data is out of threshold
from the other two sensors (Filtration Flow and Head Pressure). Results from
this validation show that the Filtering Algorithm has filtered some data out of
the threshold from Turbidity, Chlorine and pH sensors. Thus, results from this
validation have proven that the Filtering Algorithm is able to detect
abnormality from SCADA data.
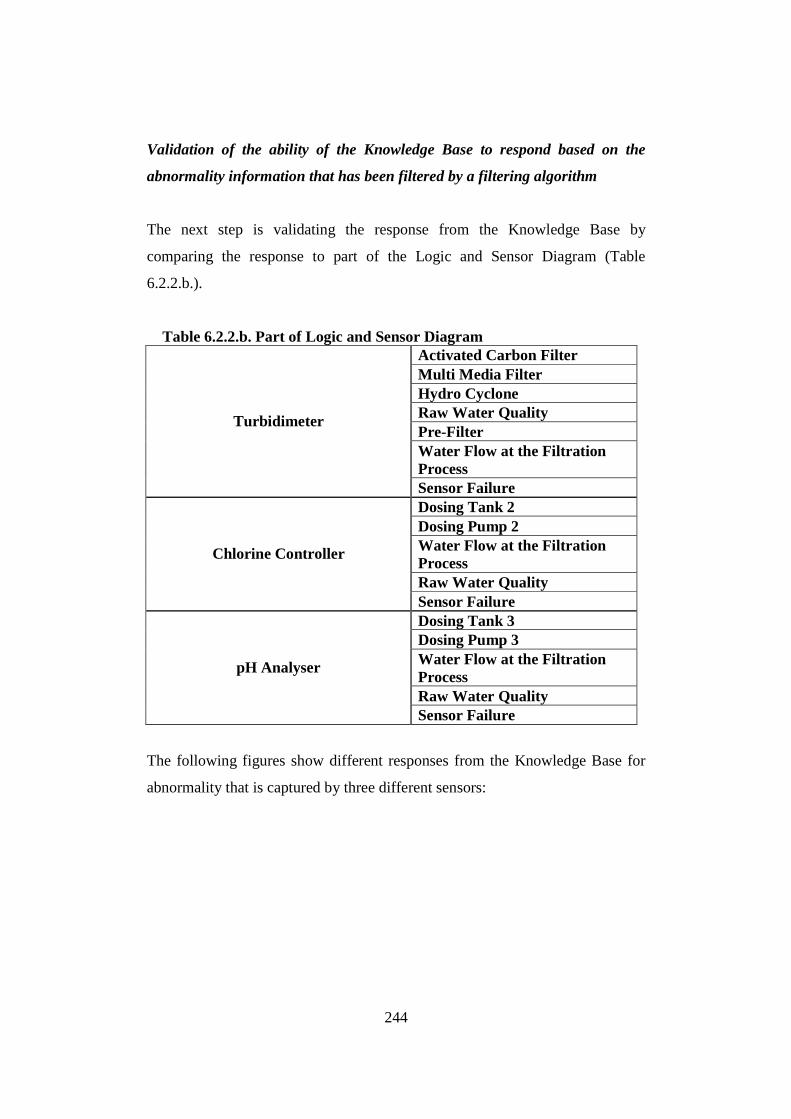
244
Validation of the ability of the Knowledge Base to respond based on the
abnormality information that has been filtered by a filtering algorithm
The next step is validating the response from the Knowledge Base by
comparing the response to part of the Logic and Sensor Diagram (Table
6.2.2.b.).
22Table 6.2.2.b. Part of Logic and Sensor Diagram Activated Carbon Filter Multi Media Filter Hydro Cyclone Raw Water Quality Pre-Filter Water Flow at the Filtration Process
Turbidimeter
Sensor Failure Dosing Tank 2 Dosing Pump 2 Water Flow at the Filtration Process Raw Water Quality
Chlorine Controller
Sensor Failure Dosing Tank 3 Dosing Pump 3 Water Flow at the Filtration Process Raw Water Quality
pH Analyser
Sensor Failure
The following figures show different responses from the Knowledge Base for
abnormality that is captured by three different sensors:

245
72Figure 6.2.2.d. Knowledge Base Response using the Chlorine Controller
73Figure 6.2.2.e. Knowledge Base Response using the Turbidimeter
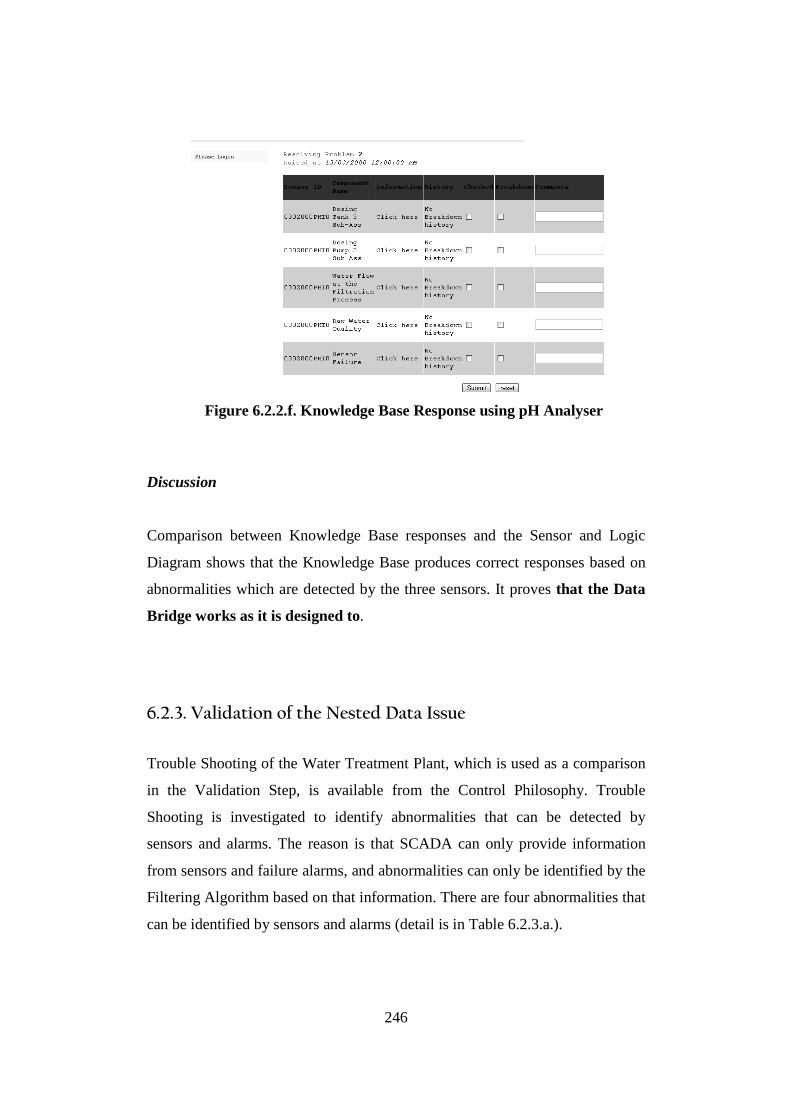
246
74Figure 6.2.2.f. Knowledge Base Response using pH Analyser
Discussion
Comparison between Knowledge Base responses and the Sensor and Logic
Diagram shows that the Knowledge Base produces correct responses based on
abnormalities which are detected by the three sensors. It proves that the Data
Bridge works as it is designed to.
6.2.3. Validation of the Nested Data Issue
Trouble Shooting of the Water Treatment Plant, which is used as a comparison
in the Validation Step, is available from the Control Philosophy. Trouble
Shooting is investigated to identify abnormalities that can be detected by
sensors and alarms. The reason is that SCADA can only provide information
from sensors and failure alarms, and abnormalities can only be identified by the
Filtering Algorithm based on that information. There are four abnormalities that
can be identified by sensors and alarms (detail is in Table 6.2.3.a.).
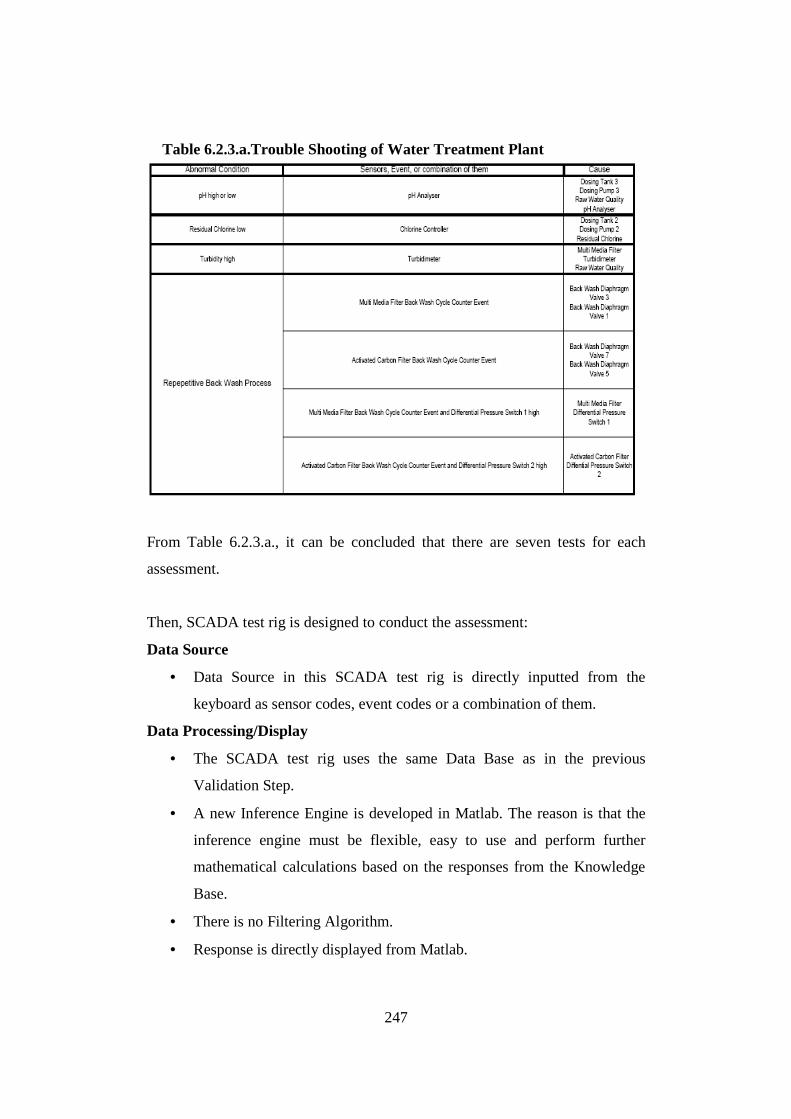
247
23Table 6.2.3.a.Trouble Shooting of Water Treatment Plant
From Table 6.2.3.a., it can be concluded that there are seven tests for each
assessment.
Then, SCADA test rig is designed to conduct the assessment:
Data Source
• Data Source in this SCADA test rig is directly inputted from the
keyboard as sensor codes, event codes or a combination of them.
Data Processing/Display
• The SCADA test rig uses the same Data Base as in the previous
Validation Step.
• A new Inference Engine is developed in Matlab. The reason is that the
inference engine must be flexible, easy to use and perform further
mathematical calculations based on the responses from the Knowledge
Base.
• There is no Filtering Algorithm.
• Response is directly displayed from Matlab.
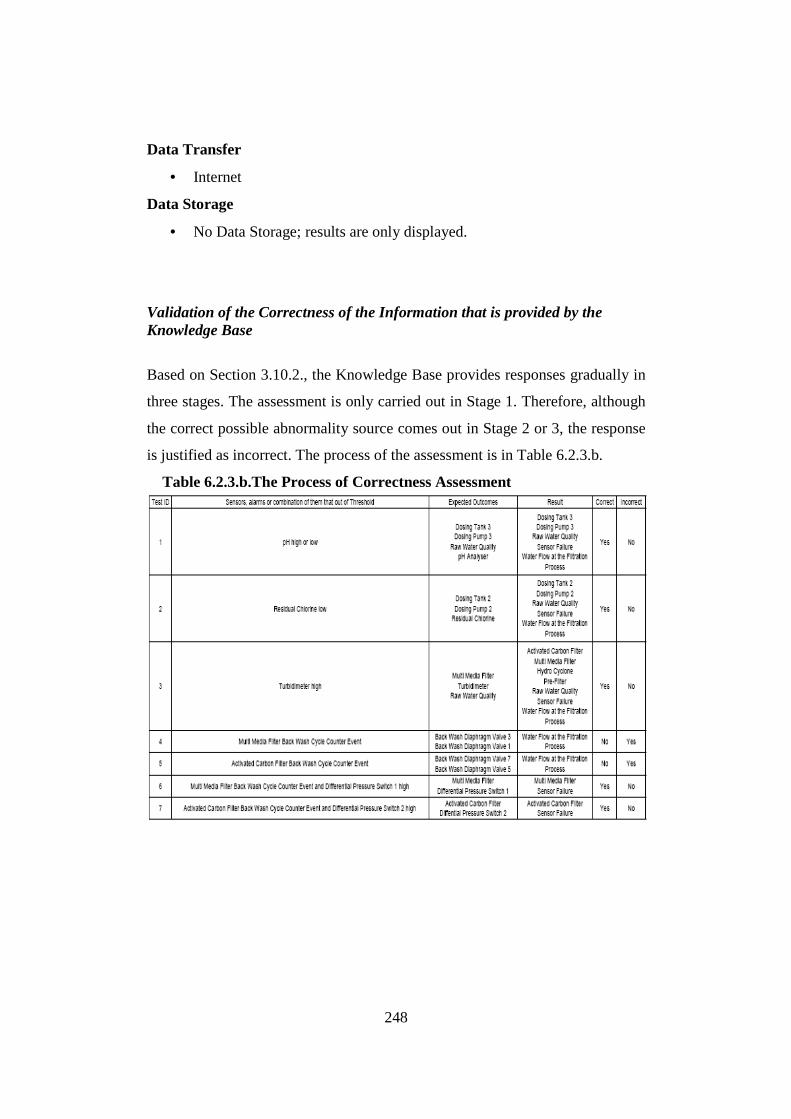
248
Data Transfer
• Internet
Data Storage
• No Data Storage; results are only displayed.
Validation of the Correctness of the Information that is provided by the Knowledge Base
Based on Section 3.10.2., the Knowledge Base provides responses gradually in
three stages. The assessment is only carried out in Stage 1. Therefore, although
the correct possible abnormality source comes out in Stage 2 or 3, the response
is justified as incorrect. The process of the assessment is in Table 6.2.3.b.
24Table 6.2.3.b.The Process of Correctness Assessment

249
The result is depicted in Figure 6.2.3.a.
Correctness Assessment's Result
Incorrect (28.6 %) Correct (71.4 %)
75Figure 6.2.3.a. Correctness Assessment Result
Discussion
From Figure 6.2.3.a., it can be seen that the response for Stage 1 from the
Knowledge Base cannot provide a 100 % correct answer (that is, it is only 71.4
% correct). If the assessment is continued to Stage 2 by querying possible
abnormality sources from the Flow Diagram, 28.6 % incorrect answers are able
to be addressed correctly. Furthermore, in actual process, after carrying out
Stage 2, the Logic and Sensor Diagram will be revised by adding the identified
abnormality source from this case. Therefore, if similar abnormality occurs in
the future, the Knowledge Base can provide correct responses in Stage 1.
However, as mentioned before, the correctness is only assessed in the Stage 1
response and no further process with results as above.
Results from this validation have proven that the Data Bridge is able to
provide correct information about the possible abnormality sources.
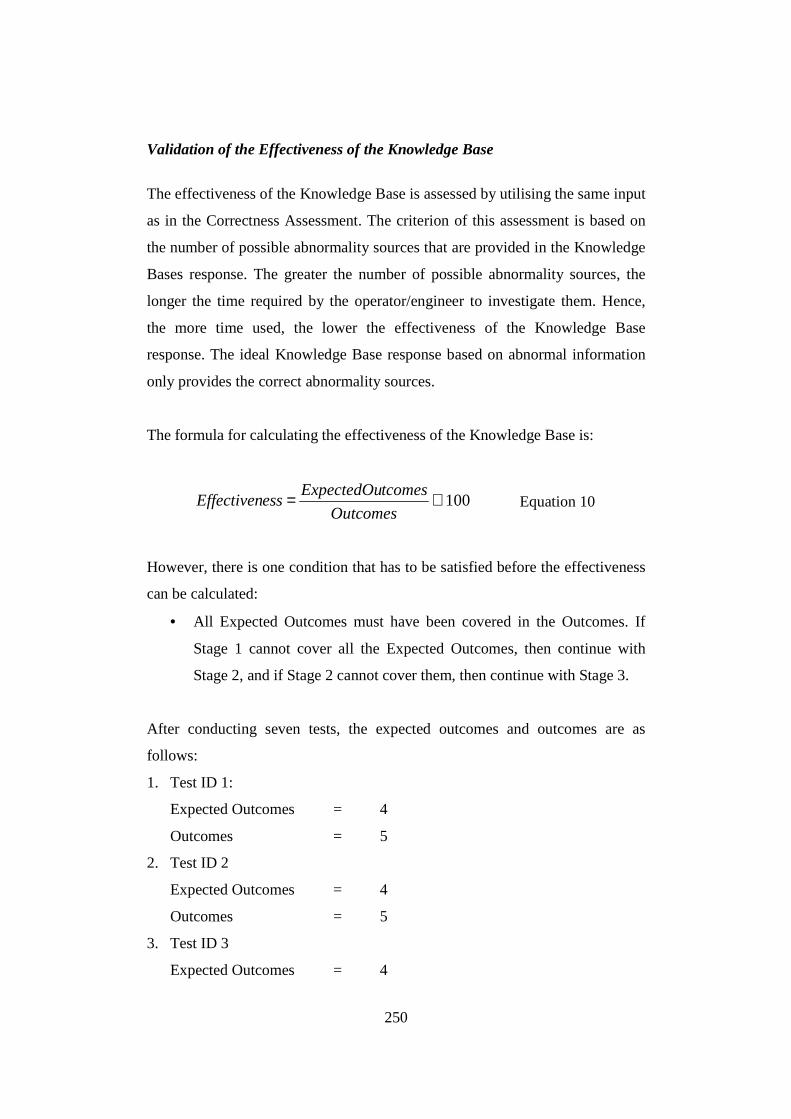
250
Validation of the Effectiveness of the Knowledge Base
The effectiveness of the Knowledge Base is assessed by utilising the same input
as in the Correctness Assessment. The criterion of this assessment is based on
the number of possible abnormality sources that are provided in the Knowledge
Bases response. The greater the number of possible abnormality sources, the
longer the time required by the operator/engineer to investigate them. Hence,
the more time used, the lower the effectiveness of the Knowledge Base
response. The ideal Knowledge Base response based on abnormal information
only provides the correct abnormality sources.
The formula for calculating the effectiveness of the Knowledge Base is:
100⊗=Outcomes
tcomesExpectedOuessEffectiven Equation 10
However, there is one condition that has to be satisfied before the effectiveness
can be calculated:
• All Expected Outcomes must have been covered in the Outcomes. If
Stage 1 cannot cover all the Expected Outcomes, then continue with
Stage 2, and if Stage 2 cannot cover them, then continue with Stage 3.
After conducting seven tests, the expected outcomes and outcomes are as
follows:
1. Test ID 1:
Expected Outcomes = 4
Outcomes = 5
2. Test ID 2
Expected Outcomes = 4
Outcomes = 5
3. Test ID 3
Expected Outcomes = 4
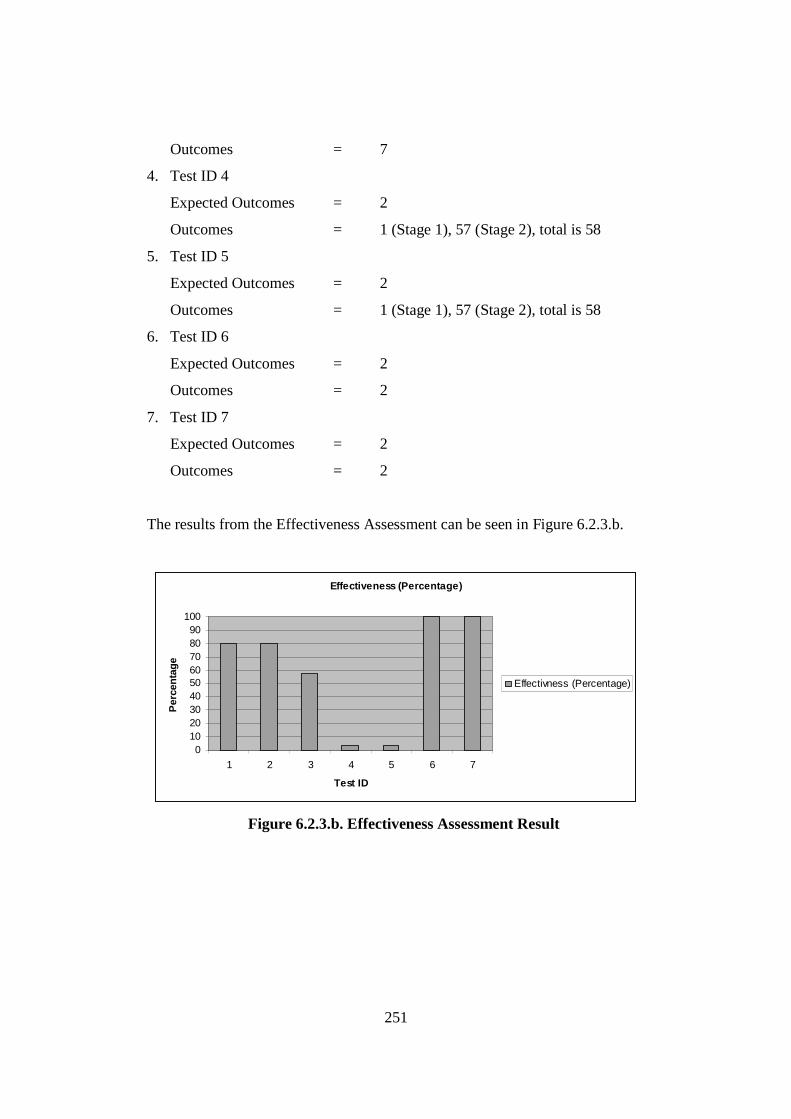
251
Outcomes = 7
4. Test ID 4
Expected Outcomes = 2
Outcomes = 1 (Stage 1), 57 (Stage 2), total is 58
5. Test ID 5
Expected Outcomes = 2
Outcomes = 1 (Stage 1), 57 (Stage 2), total is 58
6. Test ID 6
Expected Outcomes = 2
Outcomes = 2
7. Test ID 7
Expected Outcomes = 2
Outcomes = 2
The results from the Effectiveness Assessment can be seen in Figure 6.2.3.b.
Effectiveness (Percentage)
0102030405060708090
100
1 2 3 4 5 6 7
Test ID
Per
cen
tag
e
Effectivness (Percentage)
76Figure 6.2.3.b. Effectiveness Assessment Result

252
Discussion
From Figure 6.2.3.b., it can be seen that Tests 4 and 5 are the least effective.
This is because abnormalities in both of them cannot be addressed in the
Knowledge Base response in Stage 1. Therefore, by progressing the Knowledge
Base response to the next stage, the effectiveness of the response will be
reduced, because the number of possible abnormality sources increases. In fact,
the whole system has to be investigated in Stage 3; this means that the
effectiveness of Stage 3 is close to 0 due to a great number of possible
abnormality sources that have to be investigated. All tests in which the
abnormalities can be addressed in the Knowledge Base’s response Stage 1
have a higher level of effectiveness. Test 6 and Test 7 can reach the highest
effectiveness. This is because, compared to other tests, which can be addressed
in Stage 1, information sources in both Tests 6 and 7 are a combination of event
and sensor by utilising AND junction. This combination results in more specific
information and therefore increases the effectiveness of the Knowledge Base
Response.
Results from this validation show that the designed three stage response
framework from the Data Bridge provides comprehensive steps to identify
the actual source of abnormality. Also, this framework presents the
learning ability of the Knowledge Base. Thus, it can adapt easily to new
information.
Validation of the Time Response of the Knowledge Base
This assessment measures the time response of the Knowledge Base by utilising
a script which is developed in Matlab. The response that is measured is only
response Stage 1. The purpose of this assessment is to grasp a sense of
knowledge base response time. In this assessment, the Data Base is deployed in
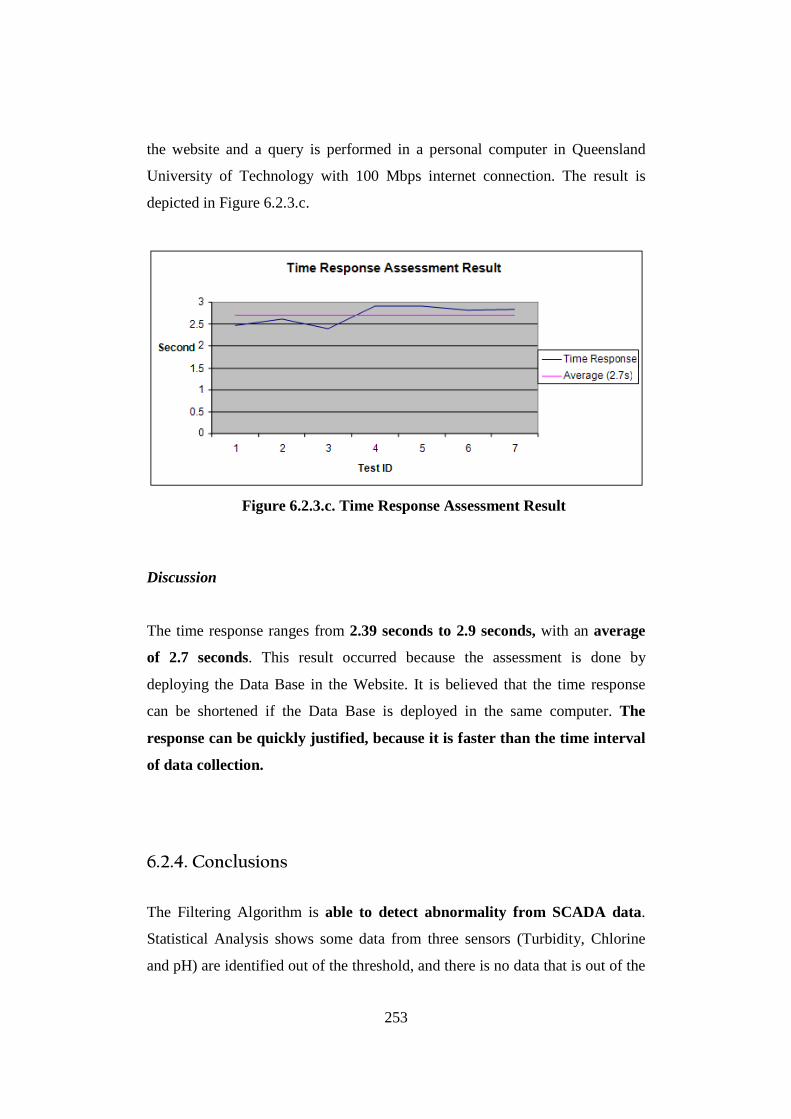
253
the website and a query is performed in a personal computer in Queensland
University of Technology with 100 Mbps internet connection. The result is
depicted in Figure 6.2.3.c.
77Figure 6.2.3.c. Time Response Assessment Result
Discussion
The time response ranges from 2.39 seconds to 2.9 seconds, with an average
of 2.7 seconds. This result occurred because the assessment is done by
deploying the Data Base in the Website. It is believed that the time response
can be shortened if the Data Base is deployed in the same computer. The
response can be quickly justified, because it is faster than the time interval
of data collection.
6.2.4. Conclusions
The Filtering Algorithm is able to detect abnormality from SCADA data.
Statistical Analysis shows some data from three sensors (Turbidity, Chlorine
and pH) are identified out of the threshold, and there is no data that is out of the
254
threshold from the other two sensors (Filtration Flow and Head Pressure).
Results from this validation show that the Filtering Algorithm has filtered some
data out of the threshold from Turbidity, Chlorine and pH sensors.
The Data Bridge works properly as it is designed, because comparison
between the Knowledge Base responses and the Sensor and Logic Diagram
shows that the Knowledge Base produces correct responses based on
abnormalities which are detected by the three sensors.
The Data Bridge is able to provide correct information about the possible
abnormality sources. Response from Stage 1 of the Knowledge Base cannot
provide a 100 % correct answer (that is, only 71.4 % correct). However, if the
assessment is continued to Stage 2, by querying possible abnormality sources
from the Flow Diagram, 28.6 % incorrect answers are able to be addressed
correctly. Furthermore, in actual process, after carrying out Stage 2, the Logic
and Sensor Diagram will be revised by adding the identified abnormality source
from this case. Therefore, if similar abnormality occurs in the future, the
Knowledge Base can provide correct responses in Stage 1.
The designed three stage response framework from the Data Bridge
provides comprehensive steps to identify the actual source of abnormality.
Also, this framework presents the learning ability of the Knowledge Base.
Thus, it can adapt easily to new information.
The time response is justified as fast enough (ranges from 2.39 to 2.9 seconds
with the average 2.7 seconds), because it is faster than the time interval of
data collection (every hour).
Finally, the vital conclusion that can be drawn from Validation A is that the
hypothesis that “Problems in SCADA data analysis, such as nested data, can be
255
addressed by analysing design information of monitored and monitoring
systems through the Hierarchical Model” has been proved.
6.3. Validation B (Validation of Interdependence Model Data)
6.3.1. Introduction
In Validation B, the hypothesis that “The Interdependence Risk Analysis
method can address current Risk Analysis method problems, i.e. the need for
sophisticated historical information as an input for Risk Likelihood” is
validated. There is one point that needs to be validated:
• Validation of the Interdependence Risk Analysis
In this validation, the claim that Interdependence Risk Analysis can
address the need for sophisticated historical information is determined.
In the validation, IRA and Risk Analysis based on FMEA are separately
utilised to determine the Risk Consequence and the Risk Likelihood of
each component/sub-assembly from the water treatment plant. The
information about Risk Consequence and Risk Likelihood are then
employed as inputs to the Risk Ranking Development. Two common
approaches to developing the Risk Ranking (that is, the Risk Factor and
Risk Ranking Matrix) are used. Finally, Risk Rankings that are
produced based on IRA are compared to Risk Rankings that are
produced based on Risk Analysis based on FMEA. Section 4.7. has
explained the success of the Interdependence Risk Analysis to produce
the Risk Ranking based on the Risk Factor and Risk Ranking based on
the Risk Ranking Matrix of the water treatment plant. The produced
Risk Rankings are shown again in Section 6.3.2. to assist in the reading
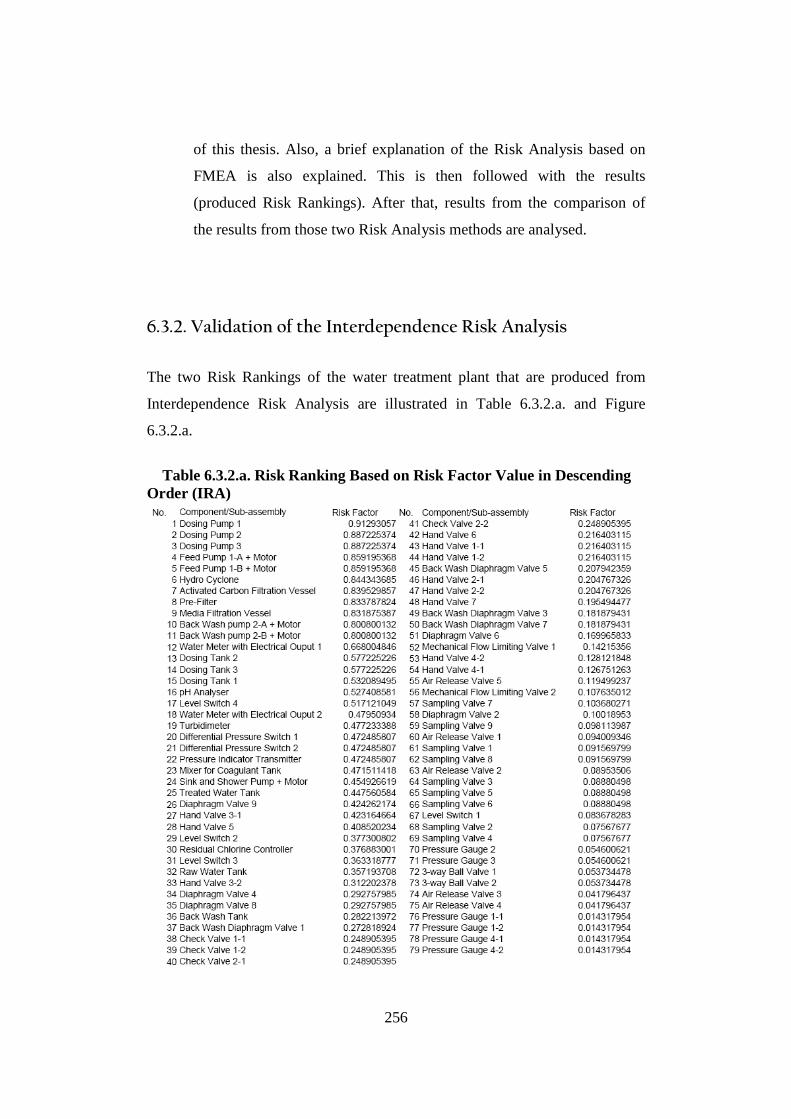
256
of this thesis. Also, a brief explanation of the Risk Analysis based on
FMEA is also explained. This is then followed with the results
(produced Risk Rankings). After that, results from the comparison of
the results from those two Risk Analysis methods are analysed.
6.3.2. Validation of the Interdependence Risk Analysis
The two Risk Rankings of the water treatment plant that are produced from
Interdependence Risk Analysis are illustrated in Table 6.3.2.a. and Figure
6.3.2.a.
25Table 6.3.2.a. Risk Ranking Based on Risk Factor Value in Descending Order (IRA)
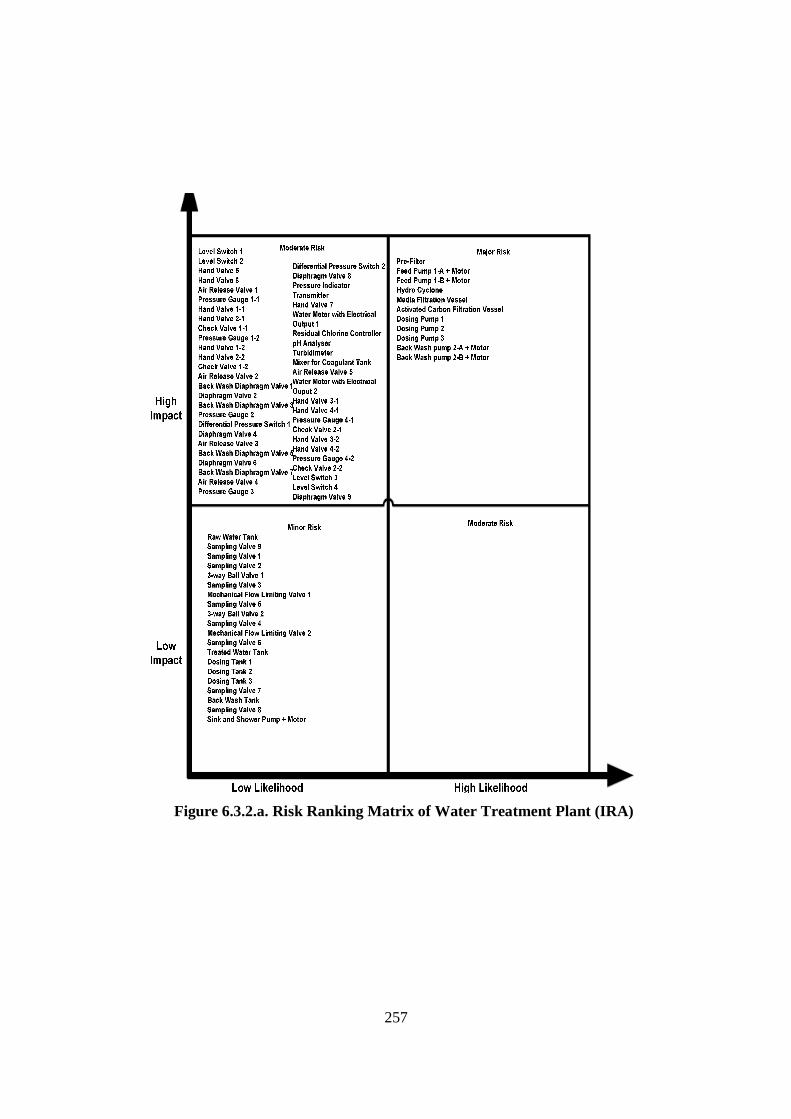
257
78Figure 6.3.2.a. Risk Ranking Matrix of Water Treatment Plant (IRA)
258
From Figure 6.3.2.a., it can be seen that:
1. There are 20 components/sub-assemblies in the Minor Risk
region (Low Impact and Low Likelihood)
2. There are 48 components/sub-assemblies in the Moderate Risk
region (High Impact and Low Likelihood)
3. There are 0 components/sub-assemblies in the Moderate Risk
region (Low Impact and High Likelihood)
4. There are 11 components/sub-assemblies in the Major Risk
region (High Impact and High Likelihood).
Risk Analysis based on FMEA that is used as the comparison was proposed by
Fred Stapelberg from ICS Pty. Ltd. in RAM Machine Analysis (Stapelberg,
1993). This method has been acknowledged in the industry. The source of
information for Risk Consequences is the developed Failure Mode and Effect
Analysis. Risk Likelihood is determined from the collected component
reliability data from different sources. Table 6.3.2.b. is a list of data sources
with part reliability (Inacio, 1998). Moss (2005) collects and summarises all
data sources for part reliability.

259
26Table 6.3.2.b. Data Sources for Part Reliability
The two Risk Rankings of the water treatment plant that are produced from
Risk Analysis based on FMEA are illustrated in Table 6.3.2.c. and Figure
6.3.2.b.
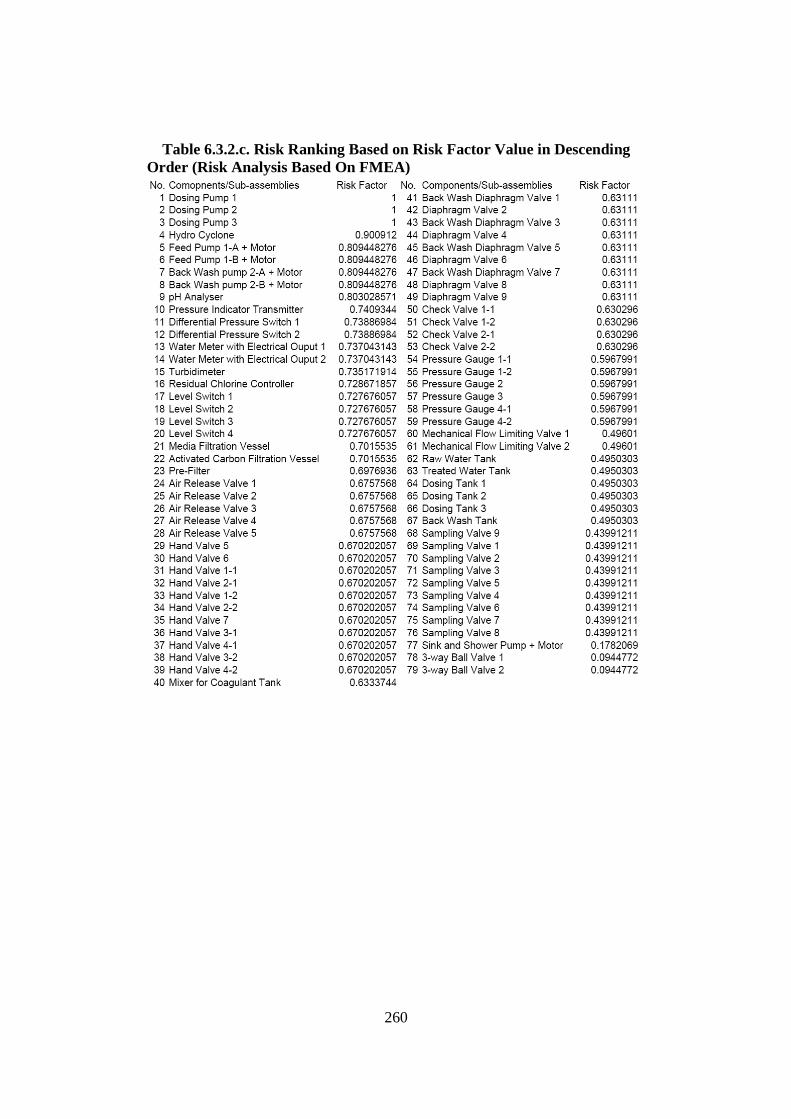
260
27Table 6.3.2.c. Risk Ranking Based on Risk Factor Value in Descending Order (Risk Analysis Based On FMEA)
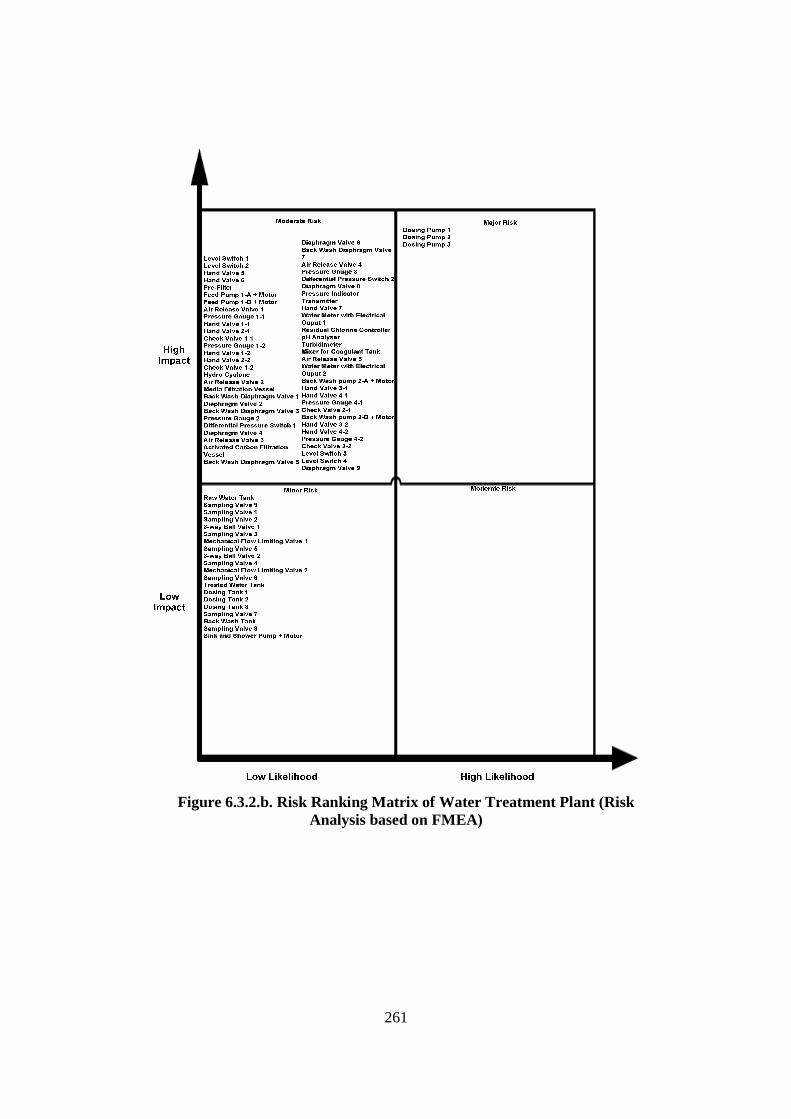
261
79Figure 6.3.2.b. Risk Ranking Matrix of Water Treatment Plant (Risk Analysis based on FMEA)
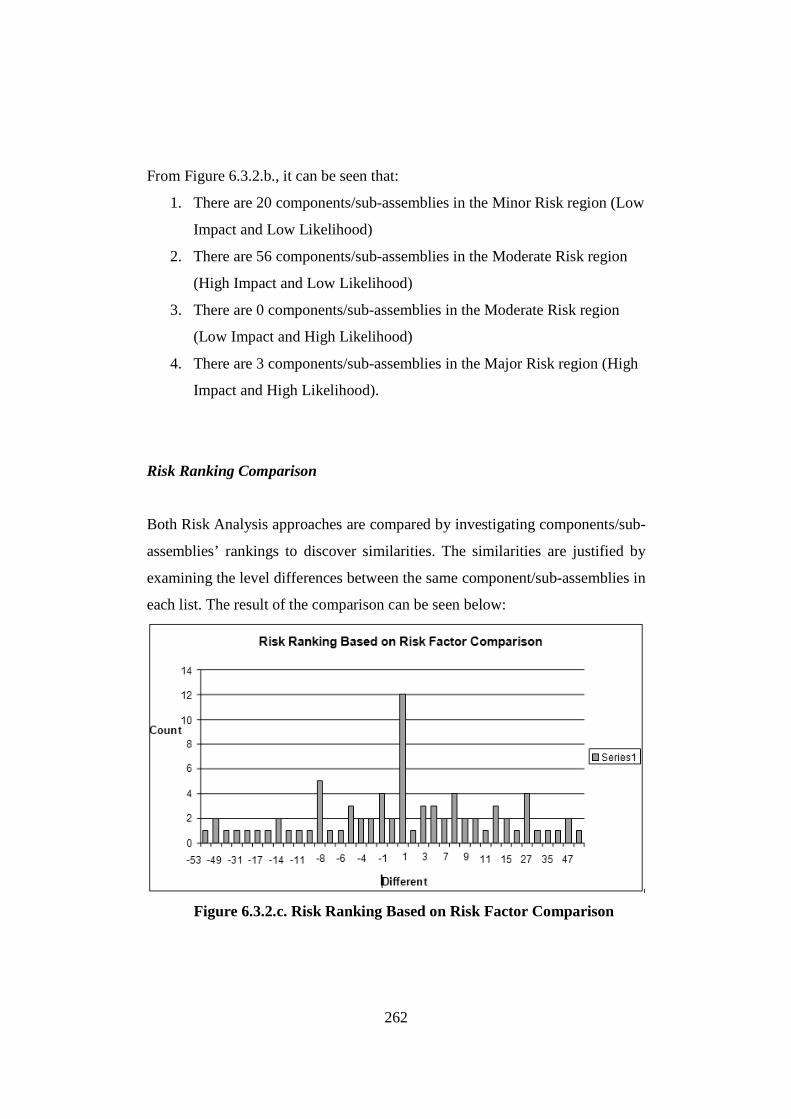
262
From Figure 6.3.2.b., it can be seen that:
1. There are 20 components/sub-assemblies in the Minor Risk region (Low
Impact and Low Likelihood)
2. There are 56 components/sub-assemblies in the Moderate Risk region
(High Impact and Low Likelihood)
3. There are 0 components/sub-assemblies in the Moderate Risk region
(Low Impact and High Likelihood)
4. There are 3 components/sub-assemblies in the Major Risk region (High
Impact and High Likelihood).
Risk Ranking Comparison
Both Risk Analysis approaches are compared by investigating components/sub-
assemblies’ rankings to discover similarities. The similarities are justified by
examining the level differences between the same component/sub-assemblies in
each list. The result of the comparison can be seen below:
80Figure 6.3.2.c. Risk Ranking Based on Risk Factor Comparison
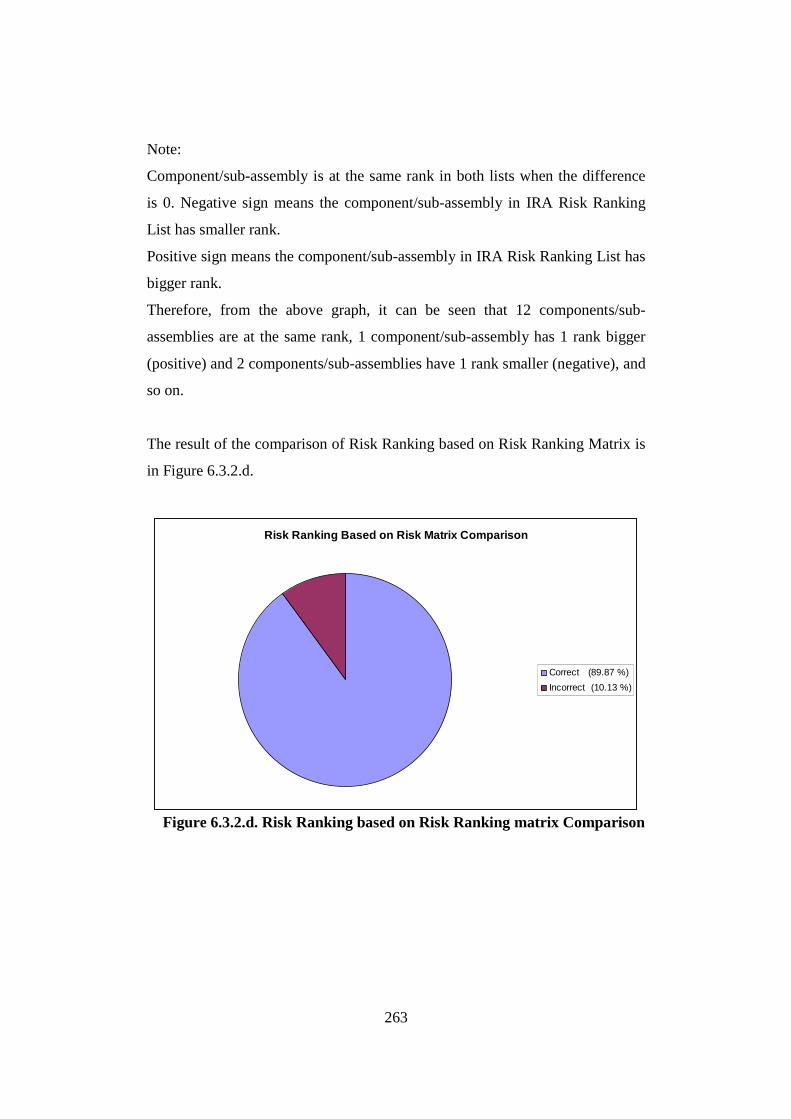
263
Note:
Component/sub-assembly is at the same rank in both lists when the difference
is 0. Negative sign means the component/sub-assembly in IRA Risk Ranking
List has smaller rank.
Positive sign means the component/sub-assembly in IRA Risk Ranking List has
bigger rank.
Therefore, from the above graph, it can be seen that 12 components/sub-
assemblies are at the same rank, 1 component/sub-assembly has 1 rank bigger
(positive) and 2 components/sub-assemblies have 1 rank smaller (negative), and
so on.
The result of the comparison of Risk Ranking based on Risk Ranking Matrix is
in Figure 6.3.2.d.
Risk Ranking Based on Risk Matrix Comparison
Correct (89.87 %)
Incorrect (10.13 %)
81Figure 6.3.2.d. Risk Ranking based on Risk Ranking matrix Comparison

264
Discussion
In proportion, the Risk Ranking based on Risk Factor Comparison can be
presented as (neglecting the sign):
• Exactly the same 15.19 %
• Misses 5 positions or less 39.24 %
• Misses 10 positions or less 63.29 %
• Misses 15 positions or less 77.22 %
• Misses 20 positions or less 83.54 %
The reason for using the above format is that Risk Ranking is used to enable
Risk Management Priorities. Risk Management Priorities is carried out by
dividing the components/sub-assemblies into several regions based on the Risk
Factor. Different priorities are applied to different regions. An example of this
prioritisation is in Figure 6.3.2.e.:
82Figure 6.3.2.e. Prioritisation Based on the Risk Factor (TAM04-12, 2004)
265
The decision on regions depends on the management; for example: a region can
be determined based on the Risk Factor ranging from 0.7-0.9, 0.5-0.69, and so
on. The number of components/sub-assemblies within the region varies; it
could be 5, 10 or even more than 20 components/sub-assemblies. Therefore, in
terms of the comparison, 20 levels of difference in rank may not be a problem
as long as the region consists of more than 20 components/sub-assemblies,
because the priority and treatment will still be the same. On the contrary, 1 or 2
level differences could make a big difference if one of the components/sub-
assemblies is located in a different region.
According to the Risk Ranking based on Risk Ranking Matrix Comparison,
89.87 % of components/sub-assemblies is in the same region. Hence, those
Risk Rankings based on the Risk Ranking Matrix are very close.
In the Risk Ranking based on Risk Factor, each component has its own Risk
Factor which determines the component ranking. The analyst can then group
the components based on the Risk Factor number to the number of groups in
order to apply different treatments. The number of groups in this case is up to
the analyst (could be 2, 3, 4, etc.). In risk ranking based on the Risk Ranking
Matrix, each component is placed in the matrix based on two axes: impact axis
and likelihood axis. The matrix is divided into four regions by placing a line in
the mid value of each axis. Therefore, all components are only grouped into 4
groups. It can be concluded that the Risk Factor approach provides more detail
information and flexibility than the Risk Ranking Matrix approach, where in
the Risk Factor the differentiation between components is clear and the analyst
can determine the number of groups according to the need. However, the
implementation of the Risk Ranking Matrix approach is simpler and easier than
the Risk Factor approach, as the calculation in the Risk Ranking Matrix
approach is much simpler and the determination of groups is straight forward. It
is up to the analyst to determine which approach is suitable out of these two
approaches.

266
6.3.3. Conclusions
In conclusion, results from both approaches are similar. In terms of Risk
Ranking based on Risk Factor; 15 percent of components/sub-assemblies are
exactly at the same rank, almost 40 percent of components/sub-assemblies
display only 5 levels of difference, more than 60 percent of
components/sub-assemblies have 10 levels of difference, almost 78 percent
components/sub-assemblies are 15 levels different and 83 percents are 20
levels different. Less than 17 percent of components/sub-assemblies differ
significantly. This significant difference is caused by a difference in starting
points of the two approaches; Risk Analysis based on FMEA utilises the
consequence of failure mode and generic part reliability data. On the other
hand, although IRA still utilises FMEA, this is built up from the
Interdependence Relationship between each component/sub-assembly.
Furthermore, results from the comparison of Risk Ranking based on Risk
Ranking Matrixes, which are produced by two approaches, strengthen the
conclusion, because almost 90% of components/sub-assemblies in both
matrixes are in the same region. With this outcome, IRA has made a
significant contribution in the Risk Analysis domain, because proper
historical data, which is difficult to obtain, is not necessary in IRA, but is
required in most Risk Analysis methods.
Finally, the vital conclusion that can be drawn from Validation B is that the
hypothesis that “The Interdependence Risk Analysis method can address
current Risk Analysis method problems, i.e. the need for sophisticated historical
information as an input for Risk Likelihood” has been proved.
267
6.4. Validation C (Validation of Data Connectivity)
6.4.1. Introduction
The purpose of Validation C is to validate the hypothesis: “The data bridge
developed from the Hierarchical Model will address the connectivity problem
between SCADA systems and ERP systems, whereby significant information
can be drawn out from SCADA’s ‘raw data’ and transferred into ERP”. As
mentioned before, this validation depends on the success of the other two
validations (A and B) where the success of those two validations will
automatically complete this Validation C process. Based on the explanations in
Section 6.2. and Section 6.3., Validations A and B have been done successfully.
Thus, Validation C must have been validated, and Section 6.4. needs to explain
what has been validated.
6.4.2. Performing Validation C
The point that needs to be validated in the hypothesis that “The Data Bridge
developed from the Hierarchical Model will address the connectivity problem
between the SCADA systems and ERP systems, whereby significant
information can be drawn out from SCADA’s ‘raw data’ and transferred into
ERP” is whether the Data Bridge is able to address the connectivity problem
between the SCADA systems and ERP systems by pulling significant
information from SCADA’s “raw data” and transferring that information to
ERP.
268
According to the Literature Review, the connectivity between the SCADA
systems and ERP systems cannot be done only by transferring “raw data”; there
have to be some steps taken to process the “raw data” into more meaningful
information. There are several steps connecting SCADA and ERP systems by
processing the “raw data” into more meaningful information, such as:
Integrated Condition Monitoring, Asset Health and Prognosis, and Asset Risk
Analysis. These are similar to Bever’s Plant Asset Management System
Framework (Bever, 2000, op. cit. Stapelberg, 2006) Thus, the raw data from
various sources (that is, sensors) is collected by an integrated condition
monitoring system, then the asset health is analysed. Finally, the asset’s risk
and criticality can be concluded based on the result of the asset health analysis,
and then it is forwarded to the ERP system.
Validation as to whether the developed Data Bridge is able to address the
connectivity between the SCADA and ERP systems is carried on by analysing
whether the Data Bridge is able to fulfil the three identified steps to connect
SCADA and ERP. Further explanation of the justification that Data Bridge has
fulfilled the three identified steps is in the discussion section, and the discussion
will focus on the statement: “The success of Validation A and Validation B will
automatically completee the Validation C process”.
Discussion
Firstly, the analysis is about whether the Data Bridge has fulfilled the Integrated
Condition Monitoring step. By design, the Data Bridge is used to process
data/information from a SCADA that monitors an asset. The SCADA system is
designed to integrate information from data that is taken from various sensors
in order to justify the condition of assets. Therefore, it can be concluded that the
Data Bridge has fulfilled the Integrated Condition Monitoring Step.
269
Analysis to justify whether the Data Bridge has fulfilled the Asset Health and
Prognosis Step is then continued. Based on Validation A, Data Bridge is proven
able to address the data analysis problem in the SCADA system that is caused
by the nested data problem, where it is able to process SCADA “raw data” into
more meaningful information about the asset condition. Hence, the Data Bridge
has fulfilled the Asset Health and Prognosis Step.
The third aspect that has to be fulfilled by the Data Bridge is the Asset Risk
Analysis Step. The Data Bridge is developed from the Hierarchical Model, the
proposed model in this research. Risk Analysis in the Hierarchical Model is
carried out in two ways: at the beginning and continuously as the system is
working. Risk Analysis at the beginning is performed the first time the
Hierarchical Model is applied to analyse the monitored and monitoring systems.
Usually there is not much information - especially historical information - at
this time. Therefore, this risk analysis is performed by Interdependence Risk
Analysis (part of the Hierarchical Model) that utilises interdependent
relationships between components. Analysing Risk at the beginning is very
crucial to obtain information about risk to each component in the system,
because it can be utilised to determine further maintenance priority. Continuous
Risk Analysis is conducted as the system is working. It is facilitated through the
design of information process in the Data Bridge (refer to Section 3.10.2),
where information about abnormality frequency is taken and used as Risk
Likelihood. This Risk Likelihood will be developed as the system is working.
Risk Likelihood together with the Risk Consequence that has been determined
based on Failure Mode and Effect Analysis are then utilised to conduct Risk
Analysis. Ultimately, it can be concluded that the Data Bridge has fulfilled the
Asset Risk Analysis Step.
270
6.4.3. Conclusions
In conclusion, the Data Bridge has fulfilled the three identified steps to connect
SCADA and ERP systems. More specifically:
• The Integrated Condition Monitoring Step is justified because the
Data Bridge is designed to process data/information from SCADA. The
SCADA System is designed to integrate information from data that is
taken from various sensors in order to justify the condition of monitored
assets.
• The Asset Health and Prognosis Step is justified because the Data
Bridge is able to monitor the asset condition based on SCADA data. In
Validation A, it is proven that the Data Bridge is able to address one of
the data analysis problems in the SCADA System; that is, nested data.
• The Asset Risk Analysis Step is justified because the Hierarchical
Model (from which the Data Bridge is developed) conducts Risk
Analysis in two ways: at the beginning, and continuously as the system
is working. Risk Analysis at the beginning is conducted by the
Interdependence Risk Analysis to obtain information about risk of each
component in the system. Continuous Risk Analysis is facilitated in the
Hierarchical Model through the design of information process in the
Data Bridge.
The final conclusion from this validation after considering these results is that
the hypothesis that “The Data Bridge developed from the Hierarchical Model
will address the connectivity problem between SCADA systems and ERP
systems, whereby significant information can be drawn out from SCADA’s
‘raw data’ and transferred into ERP” has been proved.
271
6.5. Summary Chapter 6 reveals one of the most crucial elements of information about this
research: Model Validation. The Case Study is chosen to validate the proposed
model. Three validations are designed (Validation A, Validation B and
Validation C) to validate the three proposed hypotheses in this research:
1. Problems in SCADA data analysis, such as nested data, can be addressed by
analysing design information of monitored and monitoring systems through
the Hierarchical Model. This hypothesis is validated in Validation A.
2. The Interdependence Risk Analysis method can address a current Risk
Analysis method problem: the need for sophisticated historical information
as an input for Risk Likelihood. This hypothesis is validated in Validation
B.
3. The Data Bridge developed from the Hierarchical Model will address the
connectivity problem between SCADA systems and ERP systems, whereby
significant information can be drawn out from SCADA’s “raw data” and
transferred into ERP. This hypothesis is validated in Validation C.
In Validation A there are two points of validation, as explained below:
• Validation of SCADA data analysis in a “real-time” time frame
This validation is to determine whether the Data Bridge as the end result
from the Hierarchical Model can work as it is designed. There are two parts
to this validation:
o Validation of the ability of the Filtering Algorithm to detect abnormality
In this part, the validation is focused on the Filtering Algorithm’s ability
to detect any abnormality based on data from sensors. Results from
Statistical Analysis (identified data that is out of threshold) are used as a
comparison. The conclusion from this validation is that:
The Filtering Algorithm is able to detect abnormality from
SCADA data. Statistical Analysis shows some data from three
272
sensors (Turbidity, Chlorine and pH) are out of threshold, and no
data that is out of threshold from the other two sensors
(Filtration Flow and Head Pressure). Results from this validation
show the Filtering Algorithm has filtered some data that is out of
threshold from Turbidity, Chlorine and pH sensors.
o Validation of the ability of the Knowledge Base to respond based on the
abnormality information that has been filtered by the Filtering
Algorithm
Validation in this part is to find out whether the Knowledge Base works
as it is designed to in terms of responding to the filtered abnormality
information from the Filtering Algorithm. Information from the Sensor
and Logic Diagram will be used as a comparison. The Conclusion from
this part is as follows:
The Data Bridge works properly as it is designed, because
comparison between the Knowledge Base responses and the
Sensor and Logic Diagram shows that the Knowledge Base
produces correct responses based on abnormalities which are
detected by the three sensors.
• Validation of nested data issue
The purpose of this validation is to prove that the proposed Hierarchical
Model is able to solve the nested data issue. The validation is carried out by
comparing information which is provided by Data Bridge, to the Trouble
Shooting from the system designer. In the previous point, the source of
abnormalities is not known. The only known information is the SCADA
Data Dump. However, in this point, the abnormal condition is known and
gathered from Trouble Shooting. There are three validation parts to measure
the success of the proposed Hierarchical Model in addressing nested data
issue:
o Validation of the correctness of the information that is provided by
Knowledge Base
273
In this part, the validation is to measure the ability of the Knowledge
Base to provide the correct information on the possible abnormality
sources based on the situated abnormal condition. Trouble Shooting is
used as the comparison in this validation. The conclusion is that:
The Data Bridge is able to provide correct information about
the possible abnormality sources. Response to Stage 1 from
the Knowledge Base cannot provide 100 % correct answers (that
is, only 71.4 % correct). However, if the assessment is
continued to Stage 2 by querying possible abnormality sources
from the Flow Diagram, 28.6 % incorrect answers are able to be
addressed correctly. Furthermore, in the actual process, after
carrying out Stage 2, the Logic and Sensor Diagram will be
revised by adding the identified abnormality source from this
case. Therefore, if similar abnormality occurs in the future, the
Knowledge Base can provide correct responses in Stage 1.
o Validation of the Effectiveness of the Knowledge Base
The focus of this validation part is beyond the correctness of the
response from the Knowledge Base; it is about effectiveness.
Sometimes, the correct answer is not always effective. Knowledge Base
can provide responses, which ranges from 1 to maximum possible
number of abnormality source. The conclusion from this validation is
that:
The designed three stage response framework from the Data
Bridge provides a comprehensive step to identifying the
actual source of abnormality. Also, this framework presents
the learning ability for the Knowledge Base. Thus, it can
adapt easily to new information.
o Validation of the time response to the Knowledge Base
This validation part tries to measure the time required by the Knowledge
Base to provide a response based on abnormality information. The
conclusion is that:
274
The time response is justified fast enough (it ranges from 2.39
to 2.9 seconds with the average 2.7 seconds), because it is faster
than the time interval of data collection (every hour).
The final and vital conclusion that can be drawn from Validation A is that the
hypothesis that “Problems in SCADA data analysis, such as nested data, can be
addressed by analysing design information of monitored and monitoring
systems through the Hierarchical Model” has been proved.
Validation B consists of one point that needs to be validated:
• Validation of the Interdependence Risk Analysis
In this validation, the claim that Interdependence Risk Analysis can address
the need of sophisticated historical information is validated. This validation
is carried out by comparing the developed Risk Ranking Based on Risk
Factor and Risk Ranking based on Risk Ranking Matrix that are produced
by utilising Interdependence Risk Analysis with Risk Ranking based on
Risk Factor, and Risk Ranking based on Risk Ranking Matrix that are
produced by utilising Risk Analysis based on Failure Mode and Effect
Analysis (FMEA). The conclusion from this validation is that:
Results from both Risk Analysis approaches are justified similar. In
terms of Risk Ranking based on Risk Factor, 15 percent of
components/sub-assemblies are exactly at the same rank, almost 40
percent are only 5 levels different, more than 60 percents
components/sub-assemblies are 10 levels different, almost 78
percents components/sub-assemblies are 15 levels different and 83
percents are 20 levels different. Only when the measure is less than
17 percent does the components/sub-assemblies differ significantly.
This significant difference is caused by a difference in starting
points of the two approaches; Risk Analysis based on FMEA utilises
the consequence of failure mode and generic part reliability data. On the
other hand, although IRA still utilises FMEA, it is built up from
Interdependence Relationship between each component/sub-assembly.
275
Furthermore, results from the comparison of Risk Ranking based on
Risk Ranking Matrixes which are produced by the two approaches,
strengthen the conclusion, because almost 90 percent of
components/sub-assemblies in both matrixes are in the same region.
With this outcome, IRA has made a significant contribution in the
Risk Analysis domain, because proper historical data which is
difficult to obtain, is not necessary in IRA, but is required in most
Risk Analysis methods.
The final conclusion from Validation B is that the hypothesis that “The
Interdependence Risk Analysis method can address the current Risk Analysis
method problem - the need for sophisticated historical information as an input
for Risk Likelihood” has been proved.
The point that needs to be validated in Validation C is whether the Data Bridge
is able to address the connectivity problem between SCADA systems and ERP
systems by pulling significant information from SCADA’s “raw data” and
transferring that information to ERP. Validation C is correlated closely with the
other two validations (A and B), where the success of the other two validations
will automatically complete the Validation C process. According to the
Literature Review, the connectivity between SCADA systems and ERP systems
cannot be done only by transferring “raw data”; there have to be some steps to
process the “raw data” into more meaningful information. There are several
steps connecting SCADA and ERP systems by processing the “raw data” into
more meaningful information, such as: Integrated Condition Monitoring, Asset
Health and Prognosis, and Asset Risk Analysis, which are similar to Bever’s
Plant Asset Management System Framework (Bever, 2000, op. cit. Stapelberg,
2006). Validation of the developed Data Bridge’s ability to address the
connectivity between SCADA and ERP systems is carried out by analysing
whether the Data Bridge is able to fulfil the three identified steps to connect
SCADA and ERP.
276
In conclusion, the Data Bridge has fulfilled the three identified steps to
connect SCADA and ERP systems, as explained below:
o The Integrated Condition Monitoring step is justified
because the Data Bridge is designed to process data/information
from SCADA. The SCADA System is designed to integrate
information from data that is taken from various sensors in order
to justify the condition of monitored assets.
o The Asset Health and Prognosis step is justified because the
Data Bridge is able to monitor the asset condition based on
SCADA data. In Validation A, it is proven that the Data Bridge
is able to address one of the data analysis problems in the
SCADA System; that is, nested data.
o The Asset Risk Analysis step is justified because the
Hierarchical Model (from which the Data Bridge is developed)
conducts Risk Analysis in two ways: at the beginning, and
continuously as the system is working. Risk Analysis at the
beginning is conducted by the Interdependence Risk Analysis to
obtain information about risk to each component in the system.
Continuous Risk Analysis is facilitated in the Hierarchical
Model through the design of information process in the Data
Bridge.
Therefore, the hypothesis that “The data bridge developed from the
Hierarchical Model will address the connectivity problem between SCADA
systems and ERP systems, whereby significant information can be drawn out
from SCADA’s ‘raw data’ and transferred into ERP” has been proved.
277
CHAPTER 7
SUMMARY AND CONCLUSIONS
7.1. Introduction
Chapter 7 contains a summary of the research work, including the research
problems, hypotheses and methods, and research validation through case study
and outcomes analysis. Specific conclusions and contributions of the work are
given, and topics for further research are proposed.
7.2. Summary This research project is in the field of asset management relating to asset risk
analysis and decision making based on data from an on-line condition
monitoring system. The literature review has identified gaps in the following
areas:
1. SCADA data analysis
2. Connectivity of SCADA systems and ERP systems
3. Determining Risk Likelihood
Several Grounded Theories have also been identified (that is, theory that is
identified from analysis of various relevant sources by utilising constant
comparative methods of qualitative analysis). These theories relate specifically
to:
1. the Concept of Entity Relationship Diagram
2. the Interdependence Concept
3. Failure Mode and Effect Analysis (Stapelberg, 1996)
4. System Breakdown Structure (Stapelberg, 1996)
278
5. the concept that, in Economics, Interdependence leads to Conflict
(Campbell, 1997)
6. the fact that Interdependence is measurable (Drew et al., 2002)
Critical Theory is then formulated based on the identified research problems
and Grounded Theories. Critical Theory is the theory that is developed to
address the limitation of the critiqued theory; that is, the Grounded Theory. The
Critical Theory in this research is Interdependence Analysis which is developed
by utilising interdependence relationships to model system related criteria. A
new concept of risk analysis, namely Interdependence Risk Analysis, is
formulated based on Interdependence Analysis. The final proposed model in
this research is a Hierarchical Model which is comprised of three different
analyses: Hierarchical Analysis, Failure Mode and Effect Analysis, and
Interdependence Analysis. Based on the identified problems, Grounded Theory
and Critical Theory, three hypotheses are proposed to be tested:
1. Problems in SCADA data analysis, such as nested data, can be
addressed by analysing design information of monitored and monitoring
systems through the Hierarchical Model.
2. The Interdependence Risk Analysis method can address current Risk
Analysis method problems; that is, the need for sophisticated historical
information as an input for Risk Likelihood.
3. The Data Bridge developed from the Hierarchical Model will address
the connectivity problem between SCADA systems and ERP systems,
whereby significant information can be drawn out from SCADA’s “raw
data” and transferred into ERP.
Besides the Hierarchical Model, several research methodologies have been
developed:
1. Experimentation: Real-Time Water Quality Condition Monitoring
System
279
This model is developed to mimic the data acquisition part of the real
SCADA System. It is then tested by monitoring water quality. The test
resulted in identification of critical criteria of an On-line Data
Acquisition System: data source, data transfer process, data processing
and display, and data storage. These criteria can be utilised to design a
SCADA test rig for testing the research findings.
2. Experimentation: SCADA test rig
The SCADA test rig is developed based on the identified critical criteria
of the On-line Data Acquisition System. This SCADA test rig will be
utilised to conduct experiments based on data and information from the
Case Study.
3. Development Theory: Algorithm Formulation (Data Compression
Algorithm and Data Filtering Algorithm)
There are two algorithms formulated in this research. First is the Data
Compression Algorithm. The Data Compression Algorithm is
developed to reduce data size from the SCADA System, because it is
found that much data from a SCADA System is redundant in terms of
relevance. According to the experimental results, the algorithm
successfully reduced up to 81 % of the SCADA System data. This study
identified that the nature of SCADA data is stable, where 80 % of the
data is static (i.e. the sensor shows the same value). The development
Data Filtering Algorithm is motivated by the finding from the
development Data Compression Algorithm, where 80 % of SCADA
data is stable. Therefore there needs to be a mechanism to filter SCADA
data in order to detect any abnormal condition by capturing the
occurrence of data change. In the implementation step, the Filtering
Algorithm will be implemented in the Data Bridge.
The Water Treatment Plant Case Study is chosen to validate the findings of this
research. The validation is conducted by implementing three analyses of the
Hierarchical Model in the Case Study. Information for the Case Study is

280
assembled from three different sources: the Control Philosophy, SCADA Data
Dump, and Process and Instrumentation Diagram (P&ID). First, information
from the Control Philosophy and P&ID is analysed through Hierarchical
Analysis to break the information down hierarchically, in order to enable a
more accurate information extraction process. Then the FMEA is applied to
produce knowledge about failure modes and effects from each component in
the system. This knowledge is very valuable in identifying an existing problem
if any abnormality is picked up from SCADA data. Finally, an Interdependence
Analysis is implemented in the Case Study in order to identify any
interdependence relationships in the system. The results from this analysis can
be used to assist in failure tracing based on any abnormality, which is captured
by sensors and alarms. Results from the Hierarchical Model are then utilised to
develop:
1. Data Bridge
There are two components in the Data Bridge: a Filtering Algorithm and
Knowledge Base. Both are developed with the results from the
Hierarchical Model.
2. Risk Ranking
Risk Ranking for the Water Treatment Plant Case Study is developed by
using results from the Interdependence Risk Analysis (IRA). Two
common approaches in developing Risk Ranking are utilised: Risk
Factor and the Risk Ranking Matrix.
Information from the SCADA Data Dump and Trouble Shooting from the
Control Philosophy, which has not been analysed by the Hierarchical Model, is
analysed through quantitative and qualitative analyses:
1. Quantitative Analysis
This analysis is applied to data that can be analysed mathematically and
statistically. The quantitative data from the Case Study is a SCADA
Data Dump. Quantitative Data Analysis is initiated with Data Cleansing,
the purpose of which is to identify and correct any corrupt, inaccurate or
281
redundant data. Therefore, inaccurate validation results which lead to
incorrect analysis can be avoided. Several data are identified in terms of
their potential to cause inaccurate validation results because they
contain biased information; thus, these data are excluded in the
validation step. The next step in Quantitative Data Analysis is to
conduct Statistical Analysis to the SCADA Data Dump with the purpose
of revealing further information that can be useful in the validation
process. Descriptive Statistic and Correlation Analysis are utilised in the
Statistical Analysis. The Descriptive Statistics revealed that some values
from three sensors (Turbidity, Chlorine and pH) are out of the threshold;
thus, it is expected that the Filtering Algorithm would filter these values
in the validation process. No values from the two sensors (Head
Pressure and Filtration Flow) are out of the threshold; thus, the filtering
algorithm is not expected to filter any value out of this sensor in the
validation process. None of the data from these sensors have a normal
distribution; thus, only non-parametric methods can be used in the
Correlation Analysis. The Spearman Correlation Method is employed in
the Correlation Analysis. Results from Correlation Analysis verify that
data from the sensors are logically acceptable because they follow
common facts.
2. Qualitative Analysis
Qualitative Data Analysis is conducted to analyse qualitative data that
cannot be analysed using mathematical operation. Trouble Shooting is
analysed with Qualitative Data Analysis. From the Qualitative Data
Analysis, four abnormal cases have been identified which can be
employed as comparisons in the validation process.
After all information from the Water Treatment Case Study has been analysed,
the next step is to conduct the validation. The purpose of the justification
process is to validate the three proposed hypotheses in this research. Three
282
different validation approaches are designed and conducted to test the proposed
hypotheses:
1. Validation A
Validation A is designed to validate the hypothesis: “Problems in
SCADA data analysis, such as nested data, can be addressed by
analysing design information of monitored and monitoring systems
through the Hierarchical Model”. There are two aspects to this
validation:
• Validation of SCADA data analysis in a “real time” time frame
This validation is to determine whether the Data Bridge (the end
result of the Hierarchical Model) can work as it is designed to.
There are two parts to this validation:
i. Validation of the ability of the Filtering Algorithm to detect
abnormality.
The result of this validation proved that the Filtering
Algorithm is able to detect abnormality from SCADA data.
ii. Validation of the Knowledge Base to respond according to the
abnormality information that has been filtered by the Filtering
Algorithm
The result of this validation proved that the Data Bridge works
properly as it is designed.
• Validation of the nested data issue
The purpose of this validation is to prove that the proposed
Hierarchical Model is able to solve the nested data issue. There
are three validation parts to measure the success of the proposed
Hierarchical Model in addressing the nested data issue:
i. Validation of the correctness of the information that is
provided by the Knowledge Base
Result: The Data Bridge is able to provide correct information
about the possible abnormality sources.
ii. Validation of the effectiveness of the Knowledge Base
283
Result: The designed three stage response framework of the
Data Bridge provides a comprehensive step to identifying the
actual source of abnormality. Also, this framework presents
the learning ability of the Knowledge Base; thus, it can adapt
easily to new information.
iii. Validation of the time response to the Knowledge Base
Result: The time response is justified as being fast enough
(ranging from 2.39 to 2.9 seconds), because it is faster than the
time interval of data collection.
2. Validation B
In Validation B, the hypothesis that “The Interdependence Risk
Analysis method can address the current Risk Analysis problem - the
need for sophisticated historical information as an input for Risk
Likelihood” needs to be validated. There is one point that is validated:
• Validation of the Interdependence Risk Analysis.
This validation determines whether Interdependence Risk
Analysis can address the need for sophisticated historical
information. The validation is carried out by comparing: (a) the
developed Risk Ranking based on a Risk Factor, and (b) Risk
Rankings based on a Risk Ranking Matrix, that are produced by
utilising Interdependence Risk Analysis, with (c) Risk Ranking
based on Failure Mode and Effect Analysis (FMEA).
Result: Outcomes from the Risk Analysis approaches are almost
similar. Thus, IRA can address problems in current risk analysis;
that is, the need for sophisticated historical information.
3. Validation C
The hypothesis that “The data bridge developed from the Hierarchical
Model will address the connectivity problem between SCADA systems
and ERP systems, whereby significant information can be drawn out
from SCADA’s ‘raw data’ and transferred into ERP”, is validated
whether the Data Bridge is able to address the connectivity problem
284
between SCADA systems and ERP systems by extracting significant
information from SCADA’s “raw data” and transferring that
information to ERP. According to the Literature Review, the
connectivity between SCADA systems and ERP systems cannot be done
only by transferring “raw data”, as there have to be some steps to
process the “raw data” into more meaningful information. There are
several steps connecting SCADA and ERP systems by processing “raw
data” into more meaningful information such as: Integrated Condition
Monitoring, Asset Health and Prognosis, and Asset Risk Analysis,
which are similar to Bever’s Plant Asset Management System
Framework (Bever, 2000, op. cit. Stapelberg, 2006). Validation is
carried out by analysing whether the Data Bridge is able to fulfil the
three identified steps to connect SCADA and ERP.
Result: The Data Bridge has fulfilled the three identified steps to
connect SCADA and ERP systems.
The validation of the Hierarchical Model through the Water Treatment Plant
Case Study demonstrates that the Hierarchical Model is able to:
1. Determine Risk Likelihood through the Interdependence Risk Analysis.
2. Solve the nested data problem in SCADA data analysis by breaking
down the information through the Hierarchical Analysis.
3. Present the framework to transfer information from SCADA systems to
ERP systems.
7.3. Conclusions Overall, the aim of the research has been met since each objective has been
fulfilled, i.e.:
a. Development of a prototype SCADA system in LabVIEW to identify
critical criteria of on-line data acquisition.

285
In order to fulfil this objective, the Real-Time Water Quality Condition
Monitoring System is developed, which is resulting in the identification
of the Critical Criteria of On-line Data Acquisition Systems (refer to
Sub-Chapter 3.2.). The Critical Criteria is then utilised as a guide to
develop the SCADA Test Rig (refer to Sub-Chapter 3.3.).
b. Development of a data filtering algorithm using the algorithmic
approach of data compression to remove redundant data.
A Data Filtering Algorithm has been developed in this research with the
purpose only to filter the essential information (refer to Sub-Chapter
3.5.). This algorithm has been tested through the SCADA test rig and
data from the water utility company.
c. Development of a Hierarchical Model
The Hierarchical Model is developed as the Final Model to solve the
identified research problems. It is formulated after considering the
advantages and disadvantages of other available concepts. (refer to
Chapter 2)
d. Validating the Hierarchical Model through the Water Treatment Plant
Case Study
In the final step, the Hierarchical Model is validated through the Water
Treatment Case Study. (refer to Chapter 6)
Based on the validation process (detail is in Chapter 6), it can be concluded that
the hypotheses at the beginning of this research have been validated:
1. The hypothesis that the problem in SCADA data analysis, such as nested
data, can be addressed by analysing design information of monitored and
monitoring system through the Hierarchical Model has been proved
because:
• The Filtering Algorithm is able to detect abnormality from SCADA
data.
• The Data Bridge works properly as it is designed to.
286
• The Data Bridge is able to provide correct information about possible
abnormality sources.
• The designed three stage response framework from the Data Bridge
provides comprehensive steps to identifying the actual source of
abnormality. Also, this framework presents the learning ability for the
Knowledge Base. Thus, it can adapt easily to new information.
• The time response is justified as fast enough.
2. The Interdependence Risk Analysis (IRA) method can address the current
Risk Analysis methods problem; that is, the need for sophisticated historical
information as an input for Risk Likelihood has been proved:
• IRA has made a significant contribution in the Risk Analysis domain,
because proper historical data which is difficult to obtain, is not
necessary in IRA, but is required in most Risk Analysis methods.
3. The Data Bridge developed from the Hierarchical Model will address the
connectivity problem between SCADA systems and ERP systems, whereby
significant information can be drawn out from SCADA’s “raw data” and
transferred into ERP This has been proven because:
• The Data Bridge has fulfilled the three identified steps to connect
SCADA and ERP systems.
As indicated above, the Hierarchical Model has been validated through the
Water Treatment Plant Case Study, and the results from the validation
demonstrate that the Hierarchical Model is able to:
� Present a remarkable approach to utilising Interdependence Analysis to
determine Risk Likelihood, which is then employed in Risk Analysis.
� Address the Nested Data problem in SCADA analysis by systematically
breaking down the information from the monitored and monitoring system
through the Hierarchical Analysis, to enable a more accurate information
extraction process.
� Provide a framework to transfer information from SCADA systems to ERP
systems.
287
This validation is justified as adequate. However, as this model has the
potential for commercial utility, it should be refined through further testing of
various case studies. Thus, its robustness, scalability and effectiveness can be
verified. In addition, the Interdependence Risk Analysis has potential to be used
in other areas where risk analysis is needed (especially when the historical
information as an input for Risk Likelihood is unreliable or unavailable), such
as: insurance, investment, banking, project management, etc. In this case, IRA
would be able to assist the process of risk analysis. Also, the Hierarchical
Model has potential to be utilised in SCADA systems that are implemented in
different types of assets, such as: power plant, train system control, pumping
station, dam, manufacturing plant, etc. Hierarchical Model would be utilised to
enhance the data analysis and information bridging from SCADA to the
management system, such as ERP.
7.4. Contributions The specific main contributions of the research can be summarised as:
1. Interdependence Analysis offers a novel method to predict and analyse
risk where historical data is insufficient or unreliable.
The most critical step in Risk Analysis is determining or estimating the
risk likelihood and risk consequences. It is concluded from the
Literature Review that most Risk Analysis methods encounter a
significant difficulty in determining Risk Likelihood. This will lead to
difficulty in conducting a conclusive Risk Analysis. Therefore, this
research proposes Interdependence Risk Analysis (as part of the
Hierarchical Model) to address this problem. Interdependence Risk
Analysis uses quantification of Interdependence Relationships to
analyse risk. In Validation B, IRA is used to analyse risk of each
component of a Water Treatment Plant Case Study. Another Risk
Analysis method that has been acknowledged is based on Failure Mode
288
and Effect Analysis (FMEA). This is also used to analyse the risk of
each component from the Water Treatment Plant Case Study. Results
from these two risk analysis methods are compared in Validation B. The
comparison shows that outcomes from these two methods are very
close. Thus, utilising the Interdependence Relationship approach to
analyse risk is as good as utilising the Historical Information approach;
however, obtaining Interdependence Relationship information is often
much easier than obtaining Historical Information. As mentioned in the
Literature Review, good Historical Information sometimes is not
available or, if available, it is incomplete. With this outcome, IRA can
make a significant contribution in the Risk Analysis domain, because
proper historical data, which is difficult to obtain, is not necessary in
IRA, but is required in most Risk Analysis methods.
2. The Hierarchical Model is a novel approach to SCADA data analysis
Most researchers in the SCADA area face a SCADA data analysis
problem. There are many methods proposed to address this problem, but
only a few of these are practically effective. This research has attempted
to identify the root of the problem in the SCADA data analysis: nested
data. Until now, there are not many researchers in the SCADA area who
are concerned with nested data problems. Nested data is data which is
influenced by other factors and cannot be assumed independent (Kreft et
al., 2000). The Hierarchical Model is proposed in this research to
address this problem. Through Validation A, it is proven that the
Hierarchical Model can address this nested data problem. The
Hierarchical Model thus contributes to SCADA data analysis.
3. This research presents a framework to transfer information from
SCADA systems to ERP systems.
Based on the Literature Review, the need for integrating both SCADA
and ERP systems is apparent. The Literature Review has also indicated
that the Data Bridge is proposed to address this problem. There are
some available commercial Data Bridge products in the market which
289
offer the solution of integrating SCADA and ERP systems. However,
from the review, it is concluded that in general, the concepts of Data
Bridge are still far from ideal, because most concepts only integrate the
data base, or copy the data directly from a SCADA System Data Base to
an ERP System Data Base. Bridging these two systems only by copying
or integrating their data bases will not solve the problem, because data
from the SCADA System is still raw. In addition, there have to be
several steps to extract appropriate information, such as: Integrated
Condition Monitoring, Asset Health and Prognosis, and Asset Risk
Analysis. This research proposes a new concept of Data Bridge, which
is developed based on information from the Hierarchical Model.
Analysis in Validation C has proven that the Data Bridge that is
proposed in this research can process “raw data” from a SCADA
System then transform in into more meaningful information. The
concept of a Data Bridge from this research presents a framework to
transfer information from SCADA systems to ERP systems.
Besides these main research contributions, there are several secondary research
contributions, such as:
1. A better understanding of problems in SCADA data analysis, such as
nested data.
As mentioned, every researcher in SCADA is faced with the SCADA
data analysis problem. However, not many of them are aware that the
root of this problem is because data from the SCADA system is nested
data. This finding contributes to the SCADA data analysis area and can
be used to improve the analysis.
2. A better understanding of the need for connecting SCADA systems and
ERP systems
The Literature Review from this research provides comprehensive
information about the need for connecting SCADA systems and ERP
systems. The information ranges from the reason why it is needed, to
290
the limitation of other proposed methods to address this problem. This
contribution is valuable to improve the current method in connecting
SCADA systems and ERP systems.
3. A better understanding of on-line condition monitoring systems by
identifying Critical Criteria of On-line Data Acquisition Systems
Critical Criteria of On-line Data Acquisition Systems are identified
based on analysis of the results from the Water Quality Condition
Monitoring System. These criteria are used in this research to
standardise the development of a SCADA test rig. This finding
contributes to on-line data acquisition, where the criteria can be used to
develop a test rig for different purposes.
4. A better understanding of SCADA data
It is identified that the nature of SCADA data is stable, where 80% of
the data is static (that is. the sensor shows the same value). This finding
leads to the development of a Real-Time SCADA Data Compression
Algorithm and Real-Time Data Filtering Algorithm. The outcome
contributes to a better understanding of SCADA.
5. Development of a Real-Time SCADA Data Compression Algorithm
The identification of SCADA data as being stable generates an idea to
compress the data. Some literature shows that the size of data from
SCADA becomes a crucial issue, especially when data is transferred or
stored. Therefore, a data compression algorithm that suits a SCADA
System is needed. This research proposes a Real-Time SCADA Data
Compression Algorithm which is able to accommodate the most
important SCADA System behaviours; that is, running in a real-time
time frame, and all information is important. This algorithm is a
valuable contribution to the SCADA field, and it is ready to be
implemented in any kind of SCADA System.
6. Development of a Real-Time SCADA Data Filtering Algorithm
The development of this algorithm is motivated by the finding of the
stable nature of SCADA data. Generally, the state of a monitored object

291
does not change (that is, normal condition) when the results of
monitoring gives the same value (Bansal et al., 2004). Therefore, there
has to be a mechanism to filter SCADA data in order to detect any
abnormal condition by capturing the occurrence of data change. By
utilizing this algorithm, data analysis will become easier, since the
information has been filtered; only the essential information as a
starting point of analysis remains. This algorithm also makes a valuable
contribution to SCADA, and it is ready to be implemented in any kind
of SCADA System.
7. A better understanding of Risk Ranking calculation
Validation B is about validating a new concept of analysing risk; that
is, Interdependence Risk Analysis. The validation is carried out by
implementing IRA and another risk analysis method (Risk Analysis
based on FMEA) to produce the Risk Ranking of each component from
a Water Treatment Plant Case Study. There are two approaches to
produce Risk Ranking: Risk Factor and Risk Ranking Matrix. From
this process, it can be concluded that the Risk Factor approach provides
more detailed information and flexibility than the Risk Ranking Matrix
approach, where in Risk Factor the differentiation between components
is clear and the analyst can determine a number of groups according to
the need. However, the implementation of a Risk Ranking Matrix
approach is simpler and easier than the Risk Factor approach because,
in the former, the calculation is much simpler and the determination of
groups is straight forward. This contribution gives more information in
utilising these two Risk Ranking calculation approaches
7.5. Future Work
Though the proposed model is successful in addressing the identified research
problems, further work is suggested as follows:
292
• Interdependence Risk Analysis can solve the problem of determining risk
likelihood, and thus lead to significant research contributions. Delving more
into Interdependence Risk Analysis by applying it into various areas that
need Risk Analysis (especially when the historical information as an input
for Risk Likelihood is unreliable or unavailable), such as: insurance, project
management, etc., would contribute strongly to the available research and
knowledge.
• The proposed Hierarchical Model is able to address the nested data problem
in the SCADA data analysis domain. More information would be acquired,
in regards to the robustness of this model, by implementing this model to
analyse data from SCADA systems that are applied in various industries,
such as: power plant, manufacturing plant, etc.
• The Knowledge Base in this research is equipped only with a very simple
Inference Engine. Improving the Knowledge Base by adding a more
advanced Inference Engine (that is, “Smart” Inference Engine), would
narrow down the possible abnormality sources, and would result in more
accurate and effective analysis results.
• In IRA, there are two processes of quantification: Quantification of Failure
Mode and Quantification of Interdependence Relationship. In this research,
the quantification only utilises a simple scaling system proposed by
Stapelberg (1993). The quantification process would be more accurate if it
utilised a comprehensive quantification scheme/model.
• This research has successfully developed a framework to process SCADA
“raw data” into more meaningful information. This information is ready to
be transferred to the ERP system. The next step is to implement the
framework into the real situation, where the processed information is
transferred to an on-line ERP system. More insight would be acquired
through this process.
293
References 4360:2004, A. N. (2004) Risk Management. Australia/New Zealand Standard. ABDI, H. (1994) A Neural Network Primer. Journal of Biological Systems, 2, 247-283. AN, A., SHAN, N., CHAN, C., CERCONE, N. & ZIARKO, W. (1996) Discovering Rules from Data for Water Demand Prediction. Engineering Applications of Artificial Intelligence, 9, 645-654. BABOVIC, V., DRECOURT, J.-P., KEIJZER, M. & FRISS HANSEN, P. (2002) A data mining approach to modelling of water supply assets. Urban Water, 4, 401-414. BANSAL, D., EVANS, D. J. & JONES, B. (2004) A Real-Time Predictive Maintenance System for Machine Systems. International Journal of Machine Tools and Manufacture, 44, 759-766. BEDDIS, R. A. (1989) The Third World : development and interdependence, Oxford, Oxford University Press. BENEDETTI, M., MORGENSTERN, V. M. & CARRICA, D. O. (1988) Improved data-acquisition system for microprocessor-based applications using a least significant word algorithm. Instrumentation and Measurement, IEEE Transactions on, 37, 464-466. BISHOP, R. H. (2004) Learning with LabVIEW 7 express, Upper Saddle River, NJ, Pearson Prentice Hall. BOLTON, J. R. & LINDEN, K. G. (2003) Standardization of methods for fluence (UV Dose) determination in bench-scale UV experiments. Journal of Environmental Engineering, 129, 209-215. BORRIS, S. (2006) Total productive maintenance, New York, McGraw-Hill. BOTTA-GENOULAZ, V. & MILLET, P.-A. (2006) An investigation into the use of ERP systems in the service sector. International Journal of Production Economics Control and Management of Productive Systems, 99, 202-221. BRINDLEY, J., GRIFFITHS, J. F., ZHANG, J., HAFIZ, N. A. & MCINTOSCH, A. C. (1998) Critical criteria for ignition of combustible fluids in insulation materials. AIChE Journal, 44, 1027-1037.

294
C.SALZMANN, D.GILLET & P.HUGUENIN (2000) Introduction to real-time control using LabVIEW with an application to distance learning. Int.J.Eng.Educ, 16, 255-272. CALHOUN, C. J. (1995) Critical social theory : culture, history, and the challenge of difference, Cambridge, Mass Oxford, UK, Blackwell. CAMPBELL, D. C. (1997) Regionalization and labour market interdependence in East and Southeast Asia, New York, St. Martin's Press. CERCONE, N. (n.d.) What data mining is and (probably) isn't: a tutorial. [Online]. Available: http://www4.comp.polyu.edu.hk/~cswshop/doc/Cercone,Nick/020208/papers/pdf/whatDataMiningIs.pdf. CHAN, W. L., SO, A. T. P. & LI, K. C. (1993) Real time data compression for power system monitoring using programmable gate array. TENCON '93. Proceedings. Computer, Communication, Control and Power Engineering.1993 IEEE Region 10 Conference on. CHO, G. (1995) Trade, aid, and global interdependence, London New York, Routledge. CIARLEGLIO, M. M. & MAKUCH, R. W. (2007) Hierarchical linear modeling: An overview. Child Abuse & Neglect, 31, 91-98. COMAS, J., RODRIGUEZ-RODA, I., SANCHEZ-MARRE, M., CORTES, U., FREIXO, A., ARRAEZ, J. & POCH, M. (2003) A knowledge-based approach to the deflocculation problem: integrating on-line, off-line, and heuristic information. Water Research, 37, 2377-2387. DE SILVA, C. W. & WICKRAMARACHCHI, N. (1998a) Knowledge-based supervisory control system of a fish processing workcell; Part I: system development. Engineering Applications of Artificial Intelligence, 11, 97-118. DE SILVA, C. W. & WICKRAMARACHCHI, N. (1998b) Knowledge-based supervisory control system of a fish processing workcell; Part II: implementation and evaluation. Engineering Applications of Artificial Intelligence, 11, 119-134. DILLARD, J. F. & YUTHAS, K. (2006) Enterprise resource planning systems and communicative action. Critical Perspectives on Accounting European Critical Accounting Symposium: Leicester Special Issue, 17, 202-223.
295
DREW, M. E., CHONG, L. & QUEENSLAND UNIVERSITY OF TECHNOLOGY. SCHOOL OF ECONOMICS AND FINANCE. (2002) Stock market interdependence : evidence from Australia, Brisbane, Qld., Queensland University of Technology School of Economics and Finance. DREYER, T., LEAL, D. & SCHRODER, A. (2003) SCADA On Web - Web Based Supervisory Control and Data Acquisition. Lecture Notes in Computer Science, 788-801. E., J. & LISA (2000) Enhancing functionality in an enterprise software package. Information & Management, 37, 111-122. EL-SHTEWI, H., PIETRUSZKIEWICZ, R., F.GU & A.BALL (2001) The Use of The Fieldbus Network for Maintenance Data Communication. Condition Monitoring and Diagnostic Engineering Management, 367-373. ETH (n.d.) Glosary on Methods of Risk Analysis. IN CSS (Ed.), [Online]. Available: http://www.crn.ethz.ch/_docs_public/GlossaryOnMethodsOfRiskAnalysis.pdf. FRAME, J. D. (2003) Managing risk in organizations : a guide for managers, San Francisco, Jossey-Bass. GLASER, B. G. (1994) More grounded theory methodology : a reader, Mill Valley, CA, Sociology Press. GOOGLE (2007) Define: Knowledge Base. [Online]. Available: http://www.google.com.au/search?hl=en&q=define%3A+Knowledge+base&btnG=Google+Search&meta=. GRABOT, B. & BOTTA-GENOULAZ, V. (2005) Special issue on Enterprise Resource Planning (ERP) systems. Computers in Industry Current trends in ERP implementations and utilisation, 56, 507-509. GULSKI, E., QUAK, B., WESTER, F. J., DE VRIES, F. & MAYORAL, M. B. (2003) Application of datamining techniques for power cable diagnosis. Properties and Applications of Dielectric Materials, 2003. Proceedings of the 7th International Conference on. GUO, S. (2005) Analyzing grouped data with hierarchical linear modeling. Children and Youth Services Review, 27, 637-652. GUPTA, A. (1998) Junglee: integrating data of all shapes and sizes. Data Engineering, 1998. Proceedings., 14th International Conference on. HAIG, B. D. (1995) Grounded Theory as Scientific Method. [Online]. Available: http://www.ed.uiuc.edu/EPS/PES-yearbook/95_docs/haig.html.
296
HALME, J., VIDQVIST, V. & HELLE, A. (2003) Wireless Communication Methods in Condition Monitoring. Condition Monitoring and Diagnostic Engineering Management, 185-197. HEALTH, C. (2008) Relationship Between Turbidity and Other Water Quality Parameters. [Online]: http://www.hc-sc.gc.ca/ewh-semt/pubs/water-eau/turbidity/chap_5_e.html. HONG, X. & JIANHUA, W. (2006) Using standard components in automation industry: A study on OPC Specification. Computer Standards & Interfaces, 28, 386-395. HONGSENG, L., TIELIN, S., SHUZI, Y., ZHIJIAN, L., YUNFENG, T. & WENWU, C. (2000) Internet-Based Remote Diagnosis: Concept, System Architecture and Prototype. IN IEEE (Ed.) Intelligent Control and Automated. HORNG, J.-H. (2002) SCADA system of DC motor with implementation of fuzzy logic controller on neural network. Advances in Engineering Software, 33, 361-364. HWANG, Y.-D. (2006) The practices of integrating manufacturing execution systems and Six Sigma methodology. The International Journal of Advanced Manufacturing Technology, 31, 145-154. ICSPTY.LTD. (1996) RAM Expert Systems Gas Drying and Drying Acid Cooling Section. F.M.E.C.A. and Maintenance Task Specifications. Brisbane, Authorized by Rudolph Frederick Stapelberg as a Director of ICS. INACIO, C. (1998) Mechanical Reliability. Dependable Embedded System. Carnegie Mellon University [Online]. Available: http://www.ece.cmu.edu/~koopman/des_s99/mechanical/. IOTEG, A. (2008) Iodine vs Chlorine. [Online]: http://www.ioteq.com/technology_ivc.cfm. ITSCHNER, R., POMMERELL, C. & RUTISHAUER, M. (1998) GLASS: Remote monitoring of embedded systems in power engineering. IEEE Internet Computing, 2, 46-48. JAIN, A. K., JIANCHANG, M. & MOHIUDDIN, K. M. (1996) Artificial neural networks: a tutorial. Computer, 29, 31-44. JENG, W. H. & LIANG, G. R. (1998) Reliable automated manufacturing system design based on SMT framework. Computers in Industry, 35, 121-147. JORGENSEN, D. L. (1989) Participant Observation: A Methodology for Human Studies, Newbury Park, Sage Publications.
297
KOLLA, S. & VARATHARASA, L. (2000) Identifying three-phase induction motor faults using artificial neural networks. ISA Transactions, 39, 433-439. KONTOPOULOS, A., KRALLIS, K., KOUKOURAKIS, E., DENAXAS, N., KOSTIS, N., BROUSSAUD, A. & GUYOT, O. (1997a) A hybrid, knowledge-based system as a process control 'tool' for improved energy efficiency in alumina calcining furnaces. Applied Thermal Engineering, 17, 935-945. KONTOPOULOS, A., KRALLIS, K., KOUKOURAKIS, E., DENAXAS, N., KOSTIS, N., BROUSSAUD, A. & GUYOT, O. (1997b) A hybrid, knowledge-based system as a process control `tool' for improved energy efficiency in alumina calcining furnaces. Applied Thermal Engineering, 17, 935-945. KREFT, I. G. G., HOWARD, E. A. T. & STEVEN, D. B. (2000) Using Random Coefficient Linear Models for the Analysis of Hierarchically Nested Data. Handbook of Applied Multivariate Statistics and Mathematical Modeling. San Diego, Academic Press. LABORATORIES, S. N. (2004) History of SCADA. [Online]. Available: http://www.sandia.gov/scada/history.htm. LAHDELMA, S., PROF, & PYSSYSALO, T., PROF, (2001) Intelligent Signal Analysis and Wireless Signal Transfer for Purposes of Condition Monitoring. Condition Monitoring and Diagnostic Engineering Management, 119-126. LATINO, R. J. & LATINO, K. C. (1999) Root cause analysis : improving performance for bottom line results, Boca Raton, CRC Press. LAUGIER, A., ALLAHWERDI, N., BAUDIN, J., GAFFNEY, P., GRIMSON, W., GROTH, T. & SCHILDERS, L. (1996) Remote instrument telemaintenance. Computer Methods and Programs in Biomedicine, 50, 187-194. LEE, J. (2002) Active archiving minimizes data growth. IN ONLINE, C. S. N. W. (Ed.) [Online]. Available: http://www.snwonline.com/tech_edge/active_archiving_09-23-02.asp?article_id=161. LISA, J. E. (2000) Enhancing functionality in an enterprise software package. Information & Management, 37, 111-122.
298
LIU, Y. & SCHULZ, N. N. (2002) Integrated fuzzy filter for distribution outage information. Electric Power Systems Research, 63, 177-184. LUCAS, P. & GAAG, L. V. D. (1991) Principles of Expert Systems, Addison-Wesley MARTINS, A. S., SILVA, M. A. D. M., MATSUBARA, B. B., ARAGON, F. & PADOVANI, C. R. (2000) Standardization of an Experimental Model of Parabiotic Isolated Heart in Rabbits. Acta Cir Bras 9Serial Online), 15, Available from: URL: http://www.scielo.br/acb. MATUS-CASTILLEJOS, A. & JENTZSCH, R. (2005) A time series data management framework. Information Technology: Coding and Computing, 2005. ITCC 2005. International Conference on. MCDERMOTT, R. E., MIKULAK, R. J. & BEAUREGARD, M. R. (1996) The Basics of FMEA, Portland, OR, Productivity Inc. MEDIDA, S., N, S. & PRASAD, K. V. (1998) SCADA-EMS on the Internet. IN IEEE (Ed.) Proceedings of the International Conference on Energy Management and Power Delivery. India, EMPD. MENDEL, J. M. (1995) Fuzzy Logic Systems for Engineeing: A Tutorial. IEEE. MOLINA, F. J., BARBANCHO, J. & LUQUE, J. (2003) Automated Meter Reading and SCADA Application for Wireless Sensor Network. Lecture Notes in Computer Science, 223-234. MOMOH, I. A., CHUKU, A. U. & AUSTIN, R. (1991) Bridging the gap for future educators and researchers in electric energy systems. Power Systems, IEEE Transactions on, 6, 1254-1258. MOSS, T. R. (2005) The reliability data handbook, London, Professional Engineering. MOUBRAY, J. (1997) Reliability-centered maintenance, New York, Industrial Press. MUSAJI, Y. F. (2002) Integrated auditing of ERP systems, New York, John Wiley & Sons. Inc. NITAKORN, T. ((n.d.)) Comparison of Diagramming Tools. [Online]. Available: http://www.umsl.edu/~sauterv/analysis/f06Papers/Nitakorn/. ONLINE, S. (2005) Spread Spectrum Online Glossary. [Online]. Available: http://www.sss-mag.com/glossary/page4.html.
299
ORDIERES MERE, J., ORTEGA, F., BELLO, A., MENENDEZ, C. & VALLINA, V. (1997) Operational information system in a power plant. Systems, Man, and Cybernetics, 1997. 'Computational Cybernetics and Simulation'., 1997 IEEE International Conference on. ORPIN, P. & FARNHAM, R. (1998) Integration of a low cost condition monitoring system for auxiliary plant with standard SCADA systems. Power Station Maintenance - Profitability Through Reliability, 1998. First IEE/IMechE International Conference on (Conf. Publ. No. 452). OZAKI, N. (2002) Visually enhanced CCTV digital surveillance utilizing Intranet and Internet. ISA Transactions, 41, 303-315. PALLUAT, N., RACOCEANU, D. & ZERHOUNI, N. (2006) A neuro-fuzzy monitoring system: Application to flexible production systems. Computers in Industry, 57, 528-538. PREU, K., LE LANN, M. V., CABASSUD, M. & ANNE-ARCHARD, G. (2003) Implementation procedure of an advanced supervisory and control strategy in the pharmaceutical industry. Control Engineering Practice, 11, 1449-1458. PROJECT MANAGEMENT INSTITUTE. (2000) A guide to the project management body of knowledge (PMBOK guide), Newtown Square, Penn., USA, Project Management Institute. QIU, B. & GOOI, H. B. (2000) Web-Baed SCADA Display Systems (WSDS) for Access via Internet. IEE Transaction on Power Systems, 15, 681-686. QIU, B., GOOI, H. B., LIU, Y. & CHAN, E. K. (2002) Internet-Based SCADA Display System. IN IEEE (Ed.) Computer Applications in Power. RAO, B. K. N. (1996) Handbook of condition monitoring, Oxford, UK, Elsevier Advanced Technology. RIKHARDSSON, P. & KRAEMMERGAARD, P. (n.d.) Identifying the impacts of enterprise system implementation and use: Examples from Denmark. International Journal of Accounting Information Systems, In Press, Corrected Proof. ROGERS, J. (1986) Dictionary of cliches : the meanings and origins of 2000 over-used and under-appreciated expressions, North Ryde, N.S.W., Angus & Robertson. RZEPNICKI, T. L. & JOHNSON, P. R. (2005) Examining decision errors in child protection: A new application of root cause analysis. Children and Youth Services Review, 27, 393-407.
300
SCHUMANN, A. (1997) SAP-R/3 in process industries: expectations, experiences and outlooks. ISA Transactions, 36, 161-166. SHEN, L.-C. & HSU, P.-L. (1999) An intelligent supervisory system for ion implantation in IC fabrication processes. Control Engineering Practice, 7, 241-247. STAPELBERG, D. R. F. (2006) Risk Based Decision Making (RDBM) in Integrated Asset Management From Development of Asset Management Frameworks to Development of Asset Risk Management Plans, Brisbane, Cooperative Research Centre for Integrated Engineering Asset Management (CIEAM), ISBN 0-980312-0-2, Brisbane, Queensland, Australia STAPELBERG, R. F. (1993) RAM Machine Analysis, ICS. Industrial Consulting Services white paper, Miami, Queensland, Australia STIERN, K. (1999) Comparison of Diagramming Methods. [Online]. Available: http://www.umsl.edu/~sauterv/analysis/dfd/DiagrammingMethods.html. STOJKOVIC, B. (2004) An original approach for load-frequency control-the winning solution in the Second UCTE Synchronous Zone. Electric Power Systems Research, 69, 59-68. STONEHAM, D. (1998) The maintenance management and technology handbook, Oxford England New York, NY, USA, Elsevier. STRAUSS, A. L. & CORBIN, J. M. (1998) Basics of qualitative research : techniques and procedures for developing grounded theory, Thousand Oaks, Sage. SUMNER, M. (2005) Enterprise resource planning, Upper Saddle River, N,J., Prentice Hall. TABACHNICK, B. G. & FIDELL, L. S. (1989) Using multivariate statistics, New York, HarperCollins. TAM04-12 (2004) Risk Management Guideline. NSW Treasury Office of Financial Management,Executive Office, Level 27 Governor Macquarie Tower 1 Ferrer Place Sydney NSW 2000. TAYLOR, A. G. (2001) Database development for dummies, Foster City, CA, IDG Books Worldwide.
301
TEO, C. Y. (1995) Machine learning and knowledge building for fault diagnosis in distribution network. International Journal of Electrical Power & Energy Systems, 17, 119-122. TROCHIM, W. M. K. (2006) Correlation. [Online]. Available: http://www.socialresearchmethods.net/kb/statcorr.php. U.S.EPA (2007) Glossary. [Online]. http://www.epa.gov/evaluate/glossary/q-esd.htm. UK-LEARNING (2001-3) Spearman's Rank Correlation. [Online]. Available: http://www.revision-notes.co.uk/revision/181.html. VALE, Z. A., FERNANDES, M. F., ROSADO, C., MARQUES, A., RAMOS, C. & FARIA, L. (1998) Better KBS for real-time applications in power system control centers: the experience of SPARSE project. Computers in Industry, 37, 97-111. VENKATESH, B. & RANJAN, R. (2003) Optimal radial distribution system reconfiguration using fuzzy adaptation of evolutionary programming. International Journal of Electrical Power & Energy Systems, 25, 775-780. WACHLA, D. & MOCZULSKI, W. A. (2007) Identification of dynamic diagnostic models with the use of methodology of knowledge discovery in databases. Engineering Applications of Artificial Intelligence, 20, 699-707. WEERASINGHE, M., GOMM, J. B. & WILLIAMS, D. (1998) Neural networks for fault diagnosis of a nuclear fuel processing plant at different operating points. Control Engineering Practice, 6, 281-289. WIKIPEDIA (2006) Data Cleansing. [Online]. Available: http://en.wikipedia.org/wiki/Data_cleansing. WILSON, A. (2002) Asset maintenance management : a guide to developing strategy & improving performance, New York, Industrial Press. WILSON, P. F., DELL, L. D. & ANDERSON, G. F. (1993) Root cause analysis : a tool for total quality management, Milwaukee, Wis, ASQC Quality Press. YANG, P. & LIU, S. S. (2004) Fault diagnosis for boilers in thermal power plant by data mining. Control, Automation, Robotics and Vision Conference, 2004. ICARCV 2004 8th. YEH, P.-S. & MILLER, W. H. (1995) A real time lossless data compression technology for remote-sensing and other applications. Circuits and Systems, 1995. ISCAS '95., 1995 IEEE International Symposium on.
302
YOUNG, K. W., PIGGIN, R. & RACHITRANGSAN, P. (2001) An Object-Oriented Approach to an Agile Manufacturing Control System Design. The International Journal of Advanced Manufacturing Technology, 17, 840-859. YUN, K.-S., GIL, J., KIM, J., KIM, H.-J., KIM, K., PARK, D., KIM, M. S., SHIN, H., LEE, K., KWAK, J. & YOON, E. (2004) A miniaturized low-power wireless remote environmental monitoring system based on electrochemical analysis. Sensors and Actuators B: Chemical, 102, 27-34. YUSUF, Y., GUNASEKARAN, A. & WU, C. (n.d.) Implementation of enterprise resource planning in China. Technovation, In Press, Corrected Proof. ZHANG, J., YANG, Q., ZHANG, S. & HOWELL, J. (1998) An integrated neural-network and expert-system approach to the supervision of reactor operating states in polyethylene terephthalate production. Control Engineering Practice, 6, 581-591. ZHOU, F. B., DUTA, M. D., HENRY, M. P., BAKER, S. & BURTON, C. (2002) Remote condition monitoring for railway point machine. Railroad Conference, 2002 ASME/IEEE Joint. ZHOU, S. & YARLAGADDA, P. K. D. V. (n.d.) A Scheme for Internet-Based Distributed Remote Condition Monitoring. Queensland, QUT. ZURADA, J. & KANTARDZIC, M. (2005) Next generation of data mining applications, Hoboken, N.J. Great Britain, Wiley-Interscience.