laporan akhir praktikum perancangan tata letak fasilitas (routing sheet & mppc)
TRANSCRIPT
LAPORAN AKHIR
PRAKTIKUM PERANCANGAN TATA LETAK FASILITAS(OPC, APC, ROUTING SHEET DAN MPPC)
DISUSUN OLEH:
Kelompok : 3 (Tiga)
1.Andri Saputra / 30410751 4. Ricky
Akbar R. / 35410889
2.Ario Windarto / 31410107 5. Warda
Tizinia / 38410457
3.Marulloh / 34410248
Tanggal / Shift : 11 Oktober 2013 / 2 (Dua)
Nilai :
Paraf Asisten :
LABORATORIUM TEKNIK INDUSTRI LANJUT
JURUSAN TEKNIK INDUSTRI
FAKULTAS TEKNOLOGI INDUSTRI
UNIVERSITAS GUNADARMA
DEPOK
2013OPERATION PROCESS CHART (OPC), ASSEMBLY PROCESS CHART(APC), ROUTING SHEET, DAN MULTI PRODUCT PROCESS CHART
(MPPC) PRODUK RAK BUKU
Andri Saputra, Ario Windarto, Marulloh, Ricky AkbarRamadhan,
Warda Tizinia
Mahasiswa Program Studi Teknik Industri, FakultasTeknologi Industri,
Universitas GunadarmaJalan Margonda Raya no.100, Depok
[email protected], [email protected],[email protected], [email protected],
ABSTRAKSI
Suatu rancangan ataupun rencana tentang tata letak fasilitaspabrik tidaklah akan bisa dibuat efektif apabila data penunjangmengenai bermacam-macam faktor yang berpengaruh terhadap tataletak pabrik itu sendiri tidak berhasil dikumpulkan dengan sebaik-baiknya. Salah satu informasi yang diperlukan antara lain mengenaimaterial dan proses manufakturing yang dipilih. Perancang tata letakfasilitas sering kali mengabaikan kedua hal tersebut dalam merancangtata letak fasilitas terutama dalam menentukan jumlah mesin yang akandigunakan. Sehingga akan menyebabkan perusahaan akan mengalamikerugian akibat pemborosan pembelian mesin yang terlalu banyakmaupun tingkat produksi yang tidak mencapai target akibat pembelian
mesin yang kurang. Berdasarkan permasalahan tersebut, makadiperlukan suatu alat yang mampu memberikan informasi mengenaimaterial dan proses manufakturing secara jelas yaitu routing sheet danmulti product process chart (MPPC). Berdasarkan peta proses operasi,urutan proses untuk setiap komponen yaitu mengukur, memotong, danmeratakan serta untuk beberapa komponen mengalami prosesmelubangi juga. Peta proses operasi terdiri dari 46 operasi dan 1pemeriksaan. Waktu total pembuatan produk rak buku yaitu sebesar174,583 menit. Jumlah mesin aktual yang digunakan untuk pembuatanproduk rak buku yaitu meja fabrikasi 14 unit, mesin potong 14 unit, mesinserut 6 unit, mesin bor 2 unit, dan meja perakitan 4 unit. Saran untukpenulisan laporan akhir ini khususnya untuk modul OPC, APC, routingsheet, dan MPPC yaitu sebaiknya menentukan produk yang tidak rumitdalam proses produksinya dan peta proses operasi sebaiknya terdiri dariwaktu-waktu standar yang dilakukan oleh operator yang telah ahli dalammelakukan setiap operasi.
Kata kunci: OPC, APC, Routing Sheet, MPPC, Rak Buku.
PENDAHULUANTata letak atau pengaturan dari fasilitas produksi
dan area kerja yang ada adalah suatu masalah yangsering dijumpai dalam dunia industri. Permasalahantersebut tidak bisa dihindari, sekalipun hanya sekedarmengatur peralatan atau mesin di dalam bangunan yangada serta dalam ruang lingkup kecil serta sederhana.Suatu rancangan ataupun rencana tentang tata letakfasilitas pabrik tidaklah akan bisa dibuat efektifapabila data penunjang mengenai bermacam-macam faktoryang berpengaruh terhadap tata letak pabrik itu sendiritidak berhasil dikumpulkan dengan sebaik-baiknya. Salahsatu informasi yang diperlukan antara lain mengenaimaterial dan proses manufakturing yang dipilih.Perancang tata letak fasilitas sering kali mengabaikankedua hal tersebut dalam merancang tata letak fasilitasterutama dalam menentukan jumlah mesin yang akan
digunakan. Sehingga akan menyebabkan perusahaan akanmengalami kerugian akibat pemborosan pembelian mesinyang terlalu banyak maupun tingkat produksi yang tidakmencapai target akibat pembelian mesin yang kurang.
Berdasarkan permasalahan tersebut, maka diperlukansuatu alat yang mampu memberikan informasi mengenaimaterial dan proses manufakturing secara jelas yaiturouting sheet dan multi product process chart (MPPC). Kedua alattersebut memiliki kelebihan yaitu dapat memperhitungkanjumlah mesin teoritis maupun aktual yang akan digunakanberdasarkan tingkat produksi dan persentase scrap.Routing sheet dan multi product process chart (MPPC) pada laporanakhir ini diterapkan pada produk rak buku. Nantinyadengan penerapan routing sheet dan muti product process chartdiharapkan dapat diketahui jumlah mesin aktual yangakan digunakan sehingga dapat menentukan luas areastasiun kerja.
Produk yang akan diproduksi adalah rak buku yangterbuat dari papan kayu, sehingga dengan mempelajarirouting sheet dan multi product process chart dapat mengetahuijumlah mesin mesin yang diperlukan untuk pembuatan rakbuku. Selain itu, urutan produksinya pun harus memilikilangkah-langkah yang mendasari proses perencanaan tataletak fasilitas yang baik dan tepat pada perusahaantersebut. Produksi rak buku dipilih karena pada saatini permintaan pasar untuk produk rak buku sangattinggi. Perumusan masalah dari routing sheet dan multiproduct process chart dalam pembuatan produk rak bukumemiliki beberapa inti permasalahan. Adapun permasalahtersebut yaitu bagaimana urutan dari proses operasiyang menjelaskan secara singkat tentang tahap-tahapyang dilalui oleh komponen rak buku dan berapa jumlahmesin aktual yang diperlukan dalam memproduksi rakbuku. Tujuan dari penerapan routing sheet dan MPPC dalampembuatan produk rak buku yaitu mengetahui urutan danwaktu proses manufakturing dari pembuatan rak buku danmengetahui jumlah mesin yang diperlukan dalam produksirak buku.
TINJAUAN PUSTAKAPeta-peta kerja merupakan salah satu alat yang
sistematis dan jelas untuk berkomunikasi secara luasdan sekaligus melalui peta-peta kerja ini kita bisamendapatkan informasi-informasi yang diperlukan untukmemperbaiki suatu metoda kerja. Peta-peta kerja iniberisi informasi-informasi yang diperlukan untukmemperbaiki suatu metode kerja, terutama dalam suatuproses produksi. Jumlah benda kerja yang harus dibuat,waktu operasi mesin, kapasitas mesin, bahan-bahankhusus yang harus disediakan, alat-alat khusus yangharus disediakan, dan sebagainya. Jadi, peta kerjaadalah suatu alat yang menggambarkan kegiatan kerjasecara sistematis dan jelas (biasanya kerja produksi).Peta-peta ini dapat melihat semua langkah atau kejadianyang dialami suatu benda kerja dari mulai masuk kepabrik (berbentuk bahan baku). Kemudian menggambarkansemua langkah yang dialaminya, seperti transportasi,operasi mesin, pemeriksaan dan perakitan, sampaiakhirnya menjadi produk jadi, baik produk lengkap ataumerupakan bagian dari suatu produk lengkap [1].
Peta kerja atau sering disebut peta poses (processchart), merupakan alat komunkasi yang sistematis untukmenganalisis proses kerja dari tahap awal sampai tahapakhir, melalui peta proses ini dapat diketahuiinformasi yang diperlukan untuk memperbaiki metodakerja. Metoda kerja ini antara lain benda kerja, berupagambar kerja jumlah, spesifikasi material, dan dimensiukuran pekerjaan, macam proses yang dilakukan, jenisdan spesifikasi mesin, serta peralatan produksi, waktuoperasi (waku standar) untuk setiap proses atau elemenkegiatan disamping total waktu penyelesaiannya,kapasitas mesin ataupun kapasitas kerja lainnya yangdipergunakan. Berdasarkan peta kerja ini pula kita bisamelihat semua langkah-langkah yang dialami oleh suatubenda kerja dari saat mulai masuk ke lokasi kegiatankemudian menggambarkan semua langkah-langkah aktivitasyang dialaminya seperti transportasi, operasi kerja,inspeksi, menunggu, dan menyimpan, sampai akhirnya
menjadi produk akhir (finished goods product) yang merupakanhasil yang diinginkan [2].
Lambang-lambang yang digunakan pada peta peta-petakerja yang biasa digunakan pada perusahaan dikembangkanoleh Gilbreth yang dibuat untuk membuat suatu petakerja. Adapun lambang-lambang yang umum digunakan yaituoperasi, pemeriksaan, transportasi, menunggu,penyimpanan, dan aktivitas gabungan. Operasidisimbolkan dengan lingkaran. Kegiatan operasi terjadiapabila suatu objek (material) akan mengalami perubahansifat baik fisik maupun kimiawi. Mengambil informasimaupun memberikan informasi pada suatu keadaan jugatermasuk operasi. Pemeriksaan disimbolkan denganpersegi. Suatu kegiatan pemeriksaan terjadi apabilabenda kerja atau peralatan mengalami pemeriksaan baikuntuk segi kualitas maupun kuantitas. Transportasidisimbolkan dengan anak panah. Suatu kegiatantransportasi terjadi apabila benda kerja, pekerja atauperlengkapan mengalami perpindahan tempat yang bukanmerupakan bagian dari suatu operasi. Menunggudisimbolkan dengan setengah lingkaran. Proses menungguterjadi apabila benda kerja, perkerja atau perlengkapantidak mengalami kegiatan apa-apa selain menunggu(biasanya sebentar). Penyimpanan disimbolkan dengansegitiga terbalik. Proses penyimpanan terjadi apabilaobyek yang disimpan dalam jangka waktu yang cukup lama.Benda kerja akan diambil kembali, biasanya memerlukansuatu prosedur perizinan tertentu yang mengakibatkansuatu operator menunggu. Aktivitas gabungan disimbolkandengan lingkaran dalam persegi. Kegiatan yang terjadiapabila antara aktivitas operasi dan pemeriksaandilakukan kebersamaan atau dilakukan pada suatu tempatkerja [2].
Peta proses operasi atau operation process chart (OPC)adalah peta kerja yang yang mencoba menggambarkanurutan kerja dengan jalan membagi pekerjaan tersebutmenjadi elemen-elemen operasi secara detail. Tahapanproses operasi kerja harus diuraikan secara logis dansistematis. Peta ini juga memuat informasi-informasi
yang diperlukan untuk analisis lebih lanjut, sepertiwaktu yang dihabiskan, material yang digunakan, dantempat atau alat atau mesin yang dipakai. Sesuai denganrelevansinya, pada akhir keseluruhan proses dinyatakankeberadaan penyimpanan. Terdapat beberapa manfaatdengan adanya informasi-informasi yang dicatat petaproses operasi yaitu dapat mengetahui kebutuhan akanmesin dan penganggarannya, dapat memperkirakankebutuhan akan bahan baku, sebagai alat untukmenentukan tata letak pabrik, sebagai alat untukperbaikan cara kerja yang sedang dipakai, dan sebagaialat untuk pelatihan kerja [1].
Peta proses operasi juga memiliki beberapakeuntungan. Keuntungan dengan adanya peta prosesoperasi dalam teknik menganalisa aliran bahan yaitumenggabungkan informasi aliran produksi dan langkahperakitan ke dalam penggambaran yang lebih lengkap,menunjukkan langkah yang akan dilakukan pada setiapkomponen, menunjukkan urutan setiap part, menunjukkanhubungan antar part, dan menunjukkan tingkat kebutuhanmesin, tenaga kerja, dan peralatan [3].
Peta proses perakitan atau assembling process chart(APC) adalah gambaran grafis dari urut-urutan alirankomponen dan rakitan-bagian ke dalam rakitan suatuproduk. Terdapat beberapa informasi yang diperoleh daripeta proses perakitan yaitu komponen-komponen yangmembentuk produk, bagaimana komponen-komponen inibergabung bersama, komponen yang menjadi bagian suaturakitan-bagian, dan aliran komponen ke dalam sebuahrakitan. Tujuan dari peta proses perakitan terutamauntuk menunjukkan keterkaitan antara komponen, yangdapat digambarkan oleh sebuah gambar terurai. Teknik-teknik ini dapat juga digunakan untuk mengajar pekerjayang tidak ahli untuk mengetahui urutan suatu rakitanyang rumit [4].
Routing sheet atau lembar pengurutan merupakanlangkah-langkah yang dicakup dalam memproduksi komponentertentu dan rincian yang perlu diketahui dari hal-halyang saling berkaitan satu sama lain. Sebuah routing sheet
menujukan secara detail mengenai operasi yangdibutuhkan untuk sebuah bagian dalam sebuah produksi.Hal ini memungkinkan juga untuk mengatur waktu untuksetiap operasi dan setiap mesin. Proses routing inimenyimpulkan langkah-langkah operasi yang diperlukanuntuk merubah bahan baku menjadi produk yangdikehendaki dimana untuk itu beberapa informasi harusmenyertai di dalam langkah ini yaitu nama dan komponenyang akan dibuat, nomor dari gambar kerja dari komponentersebut, macam operasi kerja dan nomor operasinya,mesin dan peralatan produksi yang dipakai, serta waktustandar yang ditetapkan intuk masing-masing operasikerja [4].
Mesin, perkakas, peralatan pembantu seperti jigs danfixture, dan lain-lain yang harus dicantumkan secaraspesifik didalam proses routing ini karena pada akhirnyaperencanaan tata letak pabrik akan ditujukan untukmengatur semua fasilitas produksi ini. Routing sheetmenghasilkan beberapa informasi yang diperlukan dalamperancangan tata letak fasilitas yaitu jumlah mesinteoritis yang diperlukan untuk setiap prosespengerjaan, banyaknya siklus mesin dan bahan baku yangdiperlukan, memperbaiki metode kerja, dengan menurunkanwaktu standar, dan menentukan apakah waktu lembur lebihmurah dibanding penambahan mesin, serta menentukanapakah kerusakan mesin dapat mengganggu seluruhlintasan produksi. Pembuatan Routing sheet memerlukandata-data sebagai berikut yaitu kapasitas mesin,persentase scrap, dan efisiensi mesin [4].
Suatu langkah dasar dalam pengaturan tata letakpabrik yang baik adalah dengan menentukan jumlah mesinatau peralatan produksi yang dibutuhkan secara tepat.Tentu saja di samping penentuan jumlah mesin ini, suatukeputusan yang tepat di dalam pemilihan jenis atau tipemesinnya itu sendiri juga merupakan langkah yang harusdiperhatikan benar-benar. Pemilihan alternatifpenggunaan tipe mesin tertentu pada dasarnya akandilandasi dengan pertimbangan-pertimbangan yangbersifat teknis dan ekonomis. Untuk keperluan penentuan
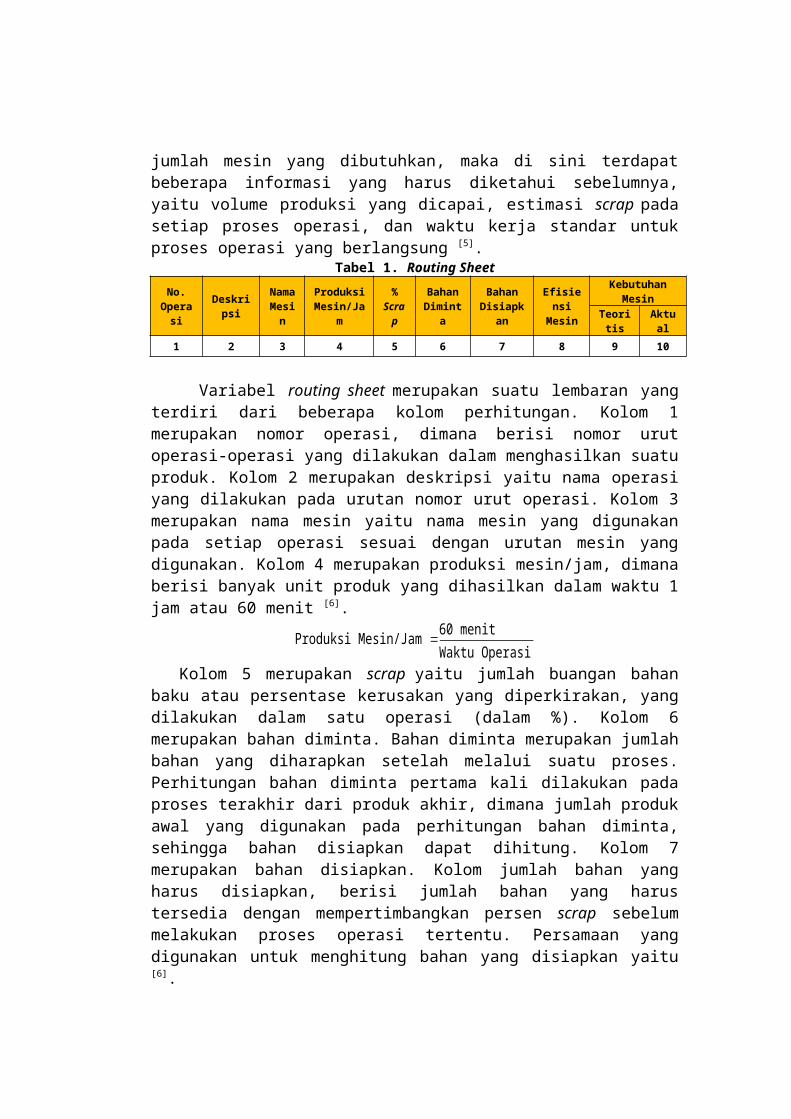
jumlah mesin yang dibutuhkan, maka di sini terdapatbeberapa informasi yang harus diketahui sebelumnya,yaitu volume produksi yang dicapai, estimasi scrap padasetiap proses operasi, dan waktu kerja standar untukproses operasi yang berlangsung [5].
Tabel 1. Routing SheetNo.
Operasi
Deskripsi
NamaMesin
ProduksiMesin/Ja
m
%Scra
p
BahanDimint
a
BahanDisiapk
an
EfisiensiMesin
KebutuhanMesin
Teoritis
Aktual
1 2 3 4 5 6 7 8 9 10
Variabel routing sheet merupakan suatu lembaran yangterdiri dari beberapa kolom perhitungan. Kolom 1merupakan nomor operasi, dimana berisi nomor urutoperasi-operasi yang dilakukan dalam menghasilkan suatuproduk. Kolom 2 merupakan deskripsi yaitu nama operasiyang dilakukan pada urutan nomor urut operasi. Kolom 3merupakan nama mesin yaitu nama mesin yang digunakanpada setiap operasi sesuai dengan urutan mesin yangdigunakan. Kolom 4 merupakan produksi mesin/jam, dimanaberisi banyak unit produk yang dihasilkan dalam waktu 1jam atau 60 menit [6].
Produksi Mesin/Jam =60 menitWaktu Operasi
Kolom 5 merupakan scrap yaitu jumlah buangan bahanbaku atau persentase kerusakan yang diperkirakan, yangdilakukan dalam satu operasi (dalam %). Kolom 6merupakan bahan diminta. Bahan diminta merupakan jumlahbahan yang diharapkan setelah melalui suatu proses.Perhitungan bahan diminta pertama kali dilakukan padaproses terakhir dari produk akhir, dimana jumlah produkawal yang digunakan pada perhitungan bahan diminta,sehingga bahan disiapkan dapat dihitung. Kolom 7merupakan bahan disiapkan. Kolom jumlah bahan yangharus disiapkan, berisi jumlah bahan yang harustersedia dengan mempertimbangkan persen scrap sebelummelakukan proses operasi tertentu. Persamaan yangdigunakan untuk menghitung bahan yang disiapkan yaitu[6].
Bahan yang disiapkan =Bahan yang diminta1 - %scrap
Kolom 8 merupakan efisiensi mesin yaitu tingkatpemanfaatan mesin. Kolom 9 merupakan jumlah mesinteoritis (JMT) yaitu jumlah mesin secara teoritis untuksetiap operasi sesuai dengan peta proses operasi. Kolom10 merupakan jumlah mesin aktual. Kolom ini berisitentang jumlah mesin yang akan digunakan pada prosesproduksi, dimana diperoleh dari pembulatan hasil padajumlah mesin teoritis. Persamaan yang digunakan untukperhitungan efisiensi mesin dan jumlah mesin teoritisdapat dilihat di bawah ini [6].
Efisiensi Mesin =Bahan yang disiapkanEfisiensi
Jumlah Mesin Teoritis =Efisiensi Mesin
Produksimesinjam
×Reabilitas×Jamkerjahari
Multi product process chart (MPPC) merupakan suatu petayang digunakan untuk menganalisa aliran barang dalampabrik yang sudah ada maupun untuk perencanaan pabrikbaru dan mempunyai keterkaitan dengan peta prosesoperasi. Fungsi dari peta ini yaitu untuk menunjukanketerkaitan produksi antar komponen atau antar produkmandiri, bahan, bagian, pekerjan, atau kegiatan. Tujuandari pembuatan multi product process chart (MPPC) yaitu untukdapat memahami aliran proses produksi suatu produksecara keseluruhan beserta dengan total waktupengoperasian mesin yang digunakan [5].
Berdasarkan multi product process chart (MPPC) tersebutakan dipelajari dan dianalisis dua hal yang memilikipengaruh yang cukup signifikasi dalam perencanaan tataletak seperti aliran balik dimana dalam hal iniditunjukan dengan adanya aliran balik akibat fasilitasproduksi tidak di tempatkan sesuai dengan urutanproses. Aliran balik dalamproses perencanaan tata letakmerupakan indikator penting karena hal tersebut akanmenunjukan langkah pemindahan material yang sama sekalitidak efisien. Pengelompokan pola aliran yaitupengelompokan komponen yang memiliki urutan proses
pengerjaan dan menggunakan mesin yang sama. Hal iniakan penting dalam penyusunan tata letak berdasarkanpengelompokan proses produksi [5].
METODOLOGI PENULISANLangkah pertama dalam penulisan laporan akhir ini
yaitu mengidentifikasi masalah. Inti permasalahantersebut yaitu bagaimana urutan dari peta prosesoperasi dan peta proses perakitan yang dilalui olehsetiap komponen rak buku dan berapa jumlah mesin aktualyang diperlukan dalam memproduksi rak buku. Selanjutnyalangkah kedua yaitu membatasi pembahasan yang akandilakukan dengan beberapa pembatasan masalah.Pembatasan masalah pada laporan akhir ini yaitu datapenunjang berupa jumlah bahan yang diminta setiapkomponen adalah 30, efisiensi mesin 95%, reabilitas80%, dan jumlah jam kerja dalam sehari yaitu 8 jam.Selanjutnya menentukan tujuan penulisan yang ingindicapai yaitu mengetahui urutan dan waktu prosesmanufakturing dari pembuatan rak buku dan mengetahuijumlah mesin yang diperlukan dalam produksi rak buku.Berdasarkan hal-hal tersebut, maka perlu dilakukanstudi literatur guna mencari penyelesaian yang tepatsehingga dapat menjawab tujuan penulisan ini. Studiliteratur dalam sebuah penelitian untuk mendapatkangambaran yang menyeluruh tentang apa yang sudahdikerjakan orang lain dan bagaimana orangmengerjakannya, kemudian seberapa berbeda penelitianyang akan kita lakukan.
Langkah selanjutnya yaitu melakukan pembahasanberdasarkan studi literatur yang telah dilakukan.Pembahasan yang pertama yaitu membuat routing sheet.Pembuatan routing sheet membutuhkan informasi sebelummelakukan perhitungannya. Informasi dapat diperolehberdasarkan operation process chart (OPC) dan assembling processchart (APC). Berdasarkan kedua peta kerja tersebut, makadapat diperoleh informasi mengenai nomor operasi, nama-nama operasi, nama mesin yang digunakan, dan persentasescrap. Informasi-informasi tersebut beserta data
penunjang selanjutnya digunakan dalam perhitunganrouting sheet. Informasi yang diperoleh berdasarkan routingsheet yaitu jumlah mesin teoritis dan aktual dan urutanproses secara keseluruhan. Selanjutnya routing sheetdigunakan sebagai input dalam pembuatan multi product processchart (MPPC). Jumlah mesin teoritis untuk setiapkomponen pada multi product process chart (MPPC) selanjutnyadijumlahkan untuk setiap proses yang menggunakan mesinyang sama. Lalu dilakukan pembulatan terhadap hasilpenjumlahan jumlah mesin teoritis karena mesin memilikiukuran unit. Hasil pembulatan diperoleh pada kolomjumlah mesin aktual. Jumlah mesin aktual inilah yangakan menjadi pedoman dalam menentukan luas lantai dankebutuhan mesin. Berdasarkan hasil dari pembahasan dananalisis yang telah dilakukan maka dibuat kesimpulansesuai dengan tujuan penulisan laporan akhir ini.
HASIL DAN PEMBAHASAN Pembahasan yang dilakukan pada laporan akhir ini
terdiri dari dua bagian yaitu pembuatan routing sheet danpembuatan multi product process chart (MPPC). Terdapatbeberapa data penunjang yang diperlukan untuk membuattabel perhitungan routing sheet dan multi product process chartyaitu:1. Waktu produksi dalam satu bulan adalah 4 minggu.2. Waktu produksi dalam 1 minggu adalah 5 hari.3. Waktu produksi dalam 1 hari adalah 8 jam.4. Produk yang diproduksi berdasarkan peramalan adalah
30 produk/hari, 5. Efisiensi mesin sebesar 95%, 6. Reabilitas sistem kerja sebesar 80%, 7. produktifitas kerja per bulan sebesar 600 produk.
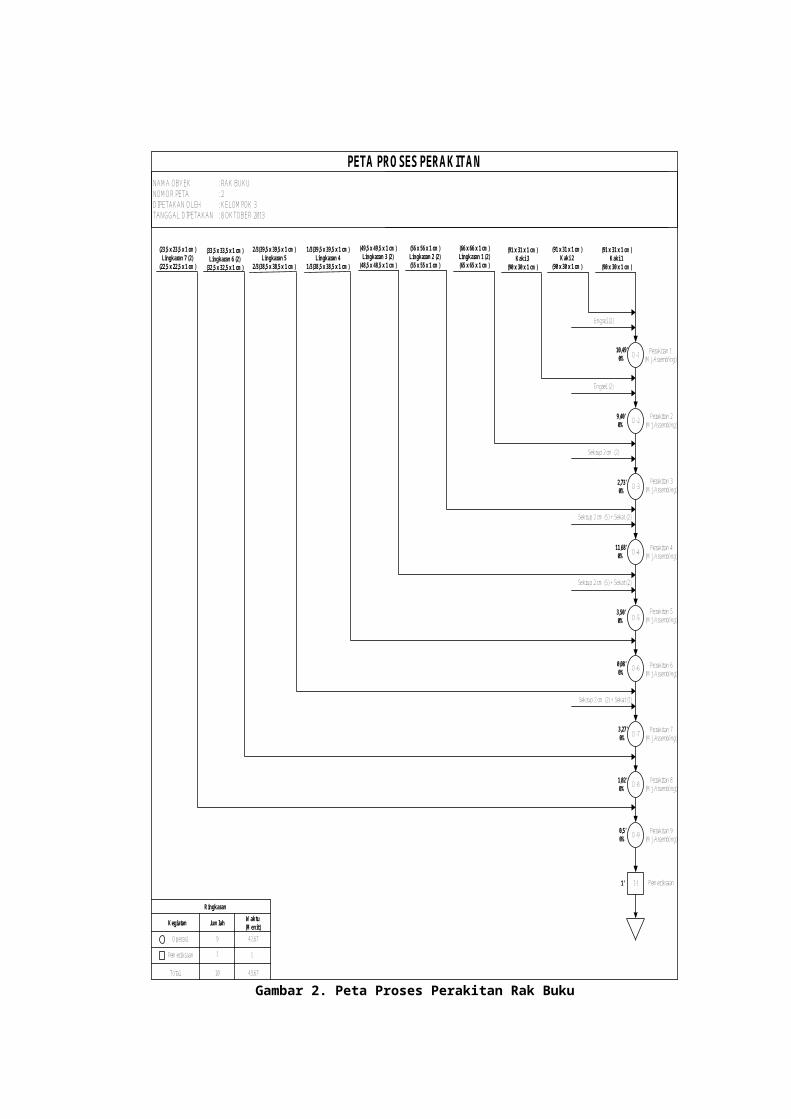
Selain data-data penunjang di atas, terdapat duajenis peta kerja yang menjadi data tambahan dalamperhitungan tabel routing sheet yaitu peta proses operasiatau operation process chart (OPC) dan peta proses perakitanatau assembling process chart (APC). Gambar 2. berikut inimerupakan gambar dari peta proses operasi produk rak

buku sedangkan Gambar 3. merupakan peta prosesperakitan produk rak buku.
PETA PRO SES O PERA SINAM A OBYEK : RAK BUKUNOM OR PETA : 1DIPETAKAN OLEH : KELOM POK 3TANGGAL DIPETAKAN : 8 OKTOBER 2013
Ringkasan
Kegiatan Jum lah W aktu(M enit)
O perasi
Pem eriksaan
Total 174,583
173,58346
1
47
O -1O -5O -9O -13O -17O -21
(91 x 31 x 1 cm )Kaki 1
(90 x 30 x 1 cm )
(66 x 66 x 1 cm )Lingkaran 1 (2)(65 x 65 x 1 cm )
(56 x 56 x 1 cm )Lingkaran 2 (2)(55 x 55 x 1 cm )
(91 x 31 x 1 cm )Kaki 3
(90 x 30 x 1 cm )(49,5 x 49,5 x 1 cm )Lingkaran 3 (2)
(48,5 x 48,5 x 1 cm )
M engukur (M j.Fabrikasi)
M engukur (M j.Fabrikasi)
M engukur (M j.Fabrikasi)
M engukur (M j.Fabrikasi)
M engukur (M j.Fabrikasi)
M engukur (M j.Fabrikasi)
4.62'0%
4,89'0%
5,45'0%
1,98'0%
3,79'0%
4,62'0%
4,01'0,75%
0-21O -22 0-21O -2O -6O -10O -14O -18M em otong (M esin Potong)
M em otong (M esin Potong)
M em otong (M esin Potong)
M em otong (M esin Potong)
M em otong (M esin Potong)
M em otong (M esin Potong)
3,57'69,21%
5,7'47,85%
6.02'47,32%
5,7'65%
5,33'63,2%
5,42'47,85%
O -23 O -19 O -15 O-11 O -7 O -3
O-12 O -4
M eratakan (M esin Serut)
5,35'0,76%
5,42'0,76%
7,49'1,28%
5,27'1,31%
3,3'1,35%
M elubangi (M esin bor)
M elubangi (M esin bor)
2'0,02%
O -38
O -39
O -40
O -41
O -42
I-1
Engsel (2)
Perakitan 1(M j. A ssembling +
Obeng)10,33'0%
Perakitan 2(M j. A ssembling +
Obeng)10,18'0%
Sekrup 2 cm (2)
Perakitan 3(M j. A ssembling +
Obeng)
2,59'0%
Sekrup 2 cm (5) + Sekat (2)
Perakitan 4(M j. A ssembling +
Obeng)
11,54'0%
Perakitan 5(M j. A ssembling +
Obeng)3,52'0%
(91 x 31 x 1 cm )Kaki 2
(90 x 30 x 1 cm )
O -16 M elubangi (M esin bor)
0,51'0,02%
0,083'0%
1
O -25O -28O -32O -35
2/3(39,5 x 39,5 x 1 cm )Lingkaran 5
2/3(38,5 x 38,5 x 1 cm )
(33,5 x 33,5 x 1 cm )Lingkaran 6 (2)
(32,5 x 32,5 x 1 cm )
1/3(39,5 x 39,5 x 1 cm )Lingkaran 4
1/3(38,5 x 38,5 x 1 cm )
(23,5 x 23,5 x 1 cm )Lingkaran 7 (2)
(22,5 x 22,5 x 1 cm )
M engukur (M j.Fabrikasi)
M engukur (M j.Fabrikasi)
M engukur (M j.Fabrikasi)
4,18'0%
4,21'0%
1,02'0%
0-21O -36 O -26O-29O -33M em otong (M esin Potong)
M em otong (M esin Potong)
M em otong (M esin Potong)
0,67'45,55%
3,56'85,79%
0,88'57,54%
O -37 O -34 O -30 O -27
O -20
3,14'1,82%
3,4'2,15%
2,56'2,36%
4,2'71,58%
O -31 M elubangi (M esin bor)
0,48'0,06% O -24
O -43
O -44
O -46
O -45
O -8M elubangi (M esin bor)
M engukur (M j.Fabrikasi)
M em otong (M esin Potong)
M elubangi (M esin bor)
M elubangi (M esin bor)
Engsel (2)
Perakitan 6(M j. A ssembling)
3,27'0%
1'0%
0,5'0%
1'
Sekrup 2 cm (5) + Sekat (2)
Sekrup 2 cm (2) + Sekat (1)
Perakitan 7(M j. A ssembling +
Obeng)
Perakitan 8(M j. A ssembling)
Perakitan 9(M j. A ssembling)
Pem eriksaan
1'1,82%
2,03'0,02%
1,58'0,02%
1,23'0,07%
1,19'0,09%
M eratakan (M esin Serut)
M eratakan (M esin Serut)
M eratakan (M esin Serut)
M eratakan (M esin Serut)
M eratakan (M esin Serut)
M eratakan (M esin Serut)
M eratakan (M esin Serut)
M eratakan (M esin Serut)
4,8'0%
M eratakan (M esin Serut)
Gambar 1. Peta Proses Operasi Rak Buku
PETA PRO SES PERAKITANNAM A OBYEK : RAK BUKUNOM OR PETA : 2DIPETAKAN OLEH : KELOM POK 3TANGGAL DIPETAKAN : 8 OKTOBER 2013
Ringkasan
Kegiatan Jum lah W aktu(M enit)
Operasi
Pem eriksaan
Total 43,67
42,679
1
10
(91 x 31 x 1 cm )Kaki 1
(90 x 30 x 1 cm )
(66 x 66 x 1 cm )Lingkaran 1 (2)(65 x 65 x 1 cm )
(56 x 56 x 1 cm )Lingkaran 2 (2)(55 x 55 x 1 cm )
(91 x 31 x 1 cm )Kaki 3
(90 x 30 x 1 cm )
(49,5 x 49,5 x 1 cm )Lingkaran 3 (2)
(48,5 x 48,5 x 1 cm )
O -1
O -2
O -3
O -4
O -5
I-1
Engsel (2)
Perakitan 1(M j. A ssembling)
10,49'0%
Perakitan 2(M j. A ssembling)
9,40'0%
Sekrup 2 cm (2)
Perakitan 3(M j. A ssembling)
2,73'0%
Sekrup 2 cm (5) + Sekat (2)
Perakitan 4(M j. A ssembling)
11,68'0%
Perakitan 5(M j. A ssembling)
3,50'0%
(91 x 31 x 1 cm )K aki 2
(90 x 30 x 1 cm )
0,08'0%
1
2/3(39,5 x 39,5 x 1 cm )Lingkaran 5
2/3(38,5 x 38,5 x 1 cm )
(33,5 x 33,5 x 1 cm )Lingkaran 6 (2)
(32,5 x 32,5 x 1 cm )
1/3(39,5 x 39,5 x 1 cm )Lingkaran 4
1/3(38,5 x 38,5 x 1 cm )
(23,5 x 23,5 x 1 cm )Lingkaran 7 (2)
(22,5 x 22,5 x 1 cm )
O -6
O -7
O -9
O -8
Engsel (2)
Perakitan 6(M j. A ssembling)
3,27'0%
1,02'0%
0,5'0%
1'
Sekrup 2 cm (5) + Sekat (2)
Sekrup 2 cm (2) + Sekat (1)
Perakitan 7(M j. A ssembling)
Perakitan 8(M j. A ssembling)
Perakitan 9(M j. A ssembling)
Pem eriksaan
Gambar 2. Peta Proses Perakitan Rak Buku
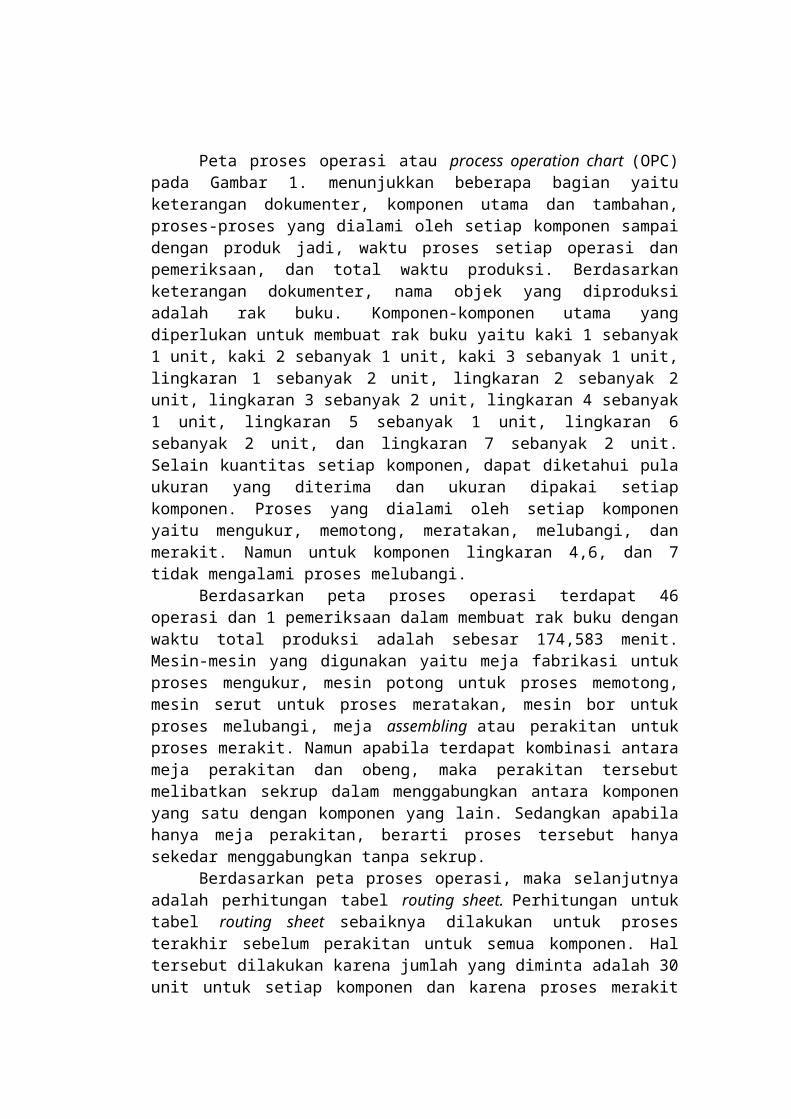
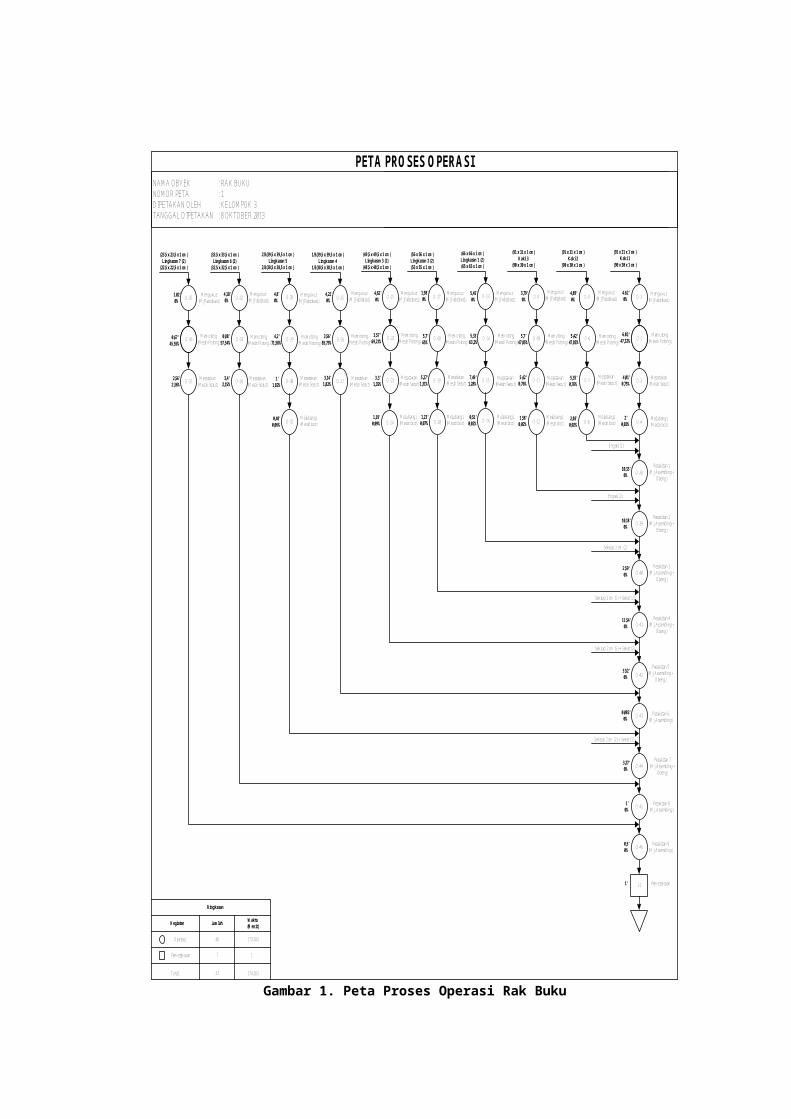
Peta proses operasi atau process operation chart (OPC)pada Gambar 1. menunjukkan beberapa bagian yaituketerangan dokumenter, komponen utama dan tambahan,proses-proses yang dialami oleh setiap komponen sampaidengan produk jadi, waktu proses setiap operasi danpemeriksaan, dan total waktu produksi. Berdasarkanketerangan dokumenter, nama objek yang diproduksiadalah rak buku. Komponen-komponen utama yangdiperlukan untuk membuat rak buku yaitu kaki 1 sebanyak1 unit, kaki 2 sebanyak 1 unit, kaki 3 sebanyak 1 unit,lingkaran 1 sebanyak 2 unit, lingkaran 2 sebanyak 2unit, lingkaran 3 sebanyak 2 unit, lingkaran 4 sebanyak1 unit, lingkaran 5 sebanyak 1 unit, lingkaran 6sebanyak 2 unit, dan lingkaran 7 sebanyak 2 unit.Selain kuantitas setiap komponen, dapat diketahui pulaukuran yang diterima dan ukuran dipakai setiapkomponen. Proses yang dialami oleh setiap komponenyaitu mengukur, memotong, meratakan, melubangi, danmerakit. Namun untuk komponen lingkaran 4,6, dan 7tidak mengalami proses melubangi.
Berdasarkan peta proses operasi terdapat 46operasi dan 1 pemeriksaan dalam membuat rak buku denganwaktu total produksi adalah sebesar 174,583 menit.Mesin-mesin yang digunakan yaitu meja fabrikasi untukproses mengukur, mesin potong untuk proses memotong,mesin serut untuk proses meratakan, mesin bor untukproses melubangi, meja assembling atau perakitan untukproses merakit. Namun apabila terdapat kombinasi antarameja perakitan dan obeng, maka perakitan tersebutmelibatkan sekrup dalam menggabungkan antara komponenyang satu dengan komponen yang lain. Sedangkan apabilahanya meja perakitan, berarti proses tersebut hanyasekedar menggabungkan tanpa sekrup.
Berdasarkan peta proses operasi, maka selanjutnyaadalah perhitungan tabel routing sheet. Perhitungan untuktabel routing sheet sebaiknya dilakukan untuk prosesterakhir sebelum perakitan untuk semua komponen. Haltersebut dilakukan karena jumlah yang diminta adalah 30unit untuk setiap komponen dan karena proses merakit
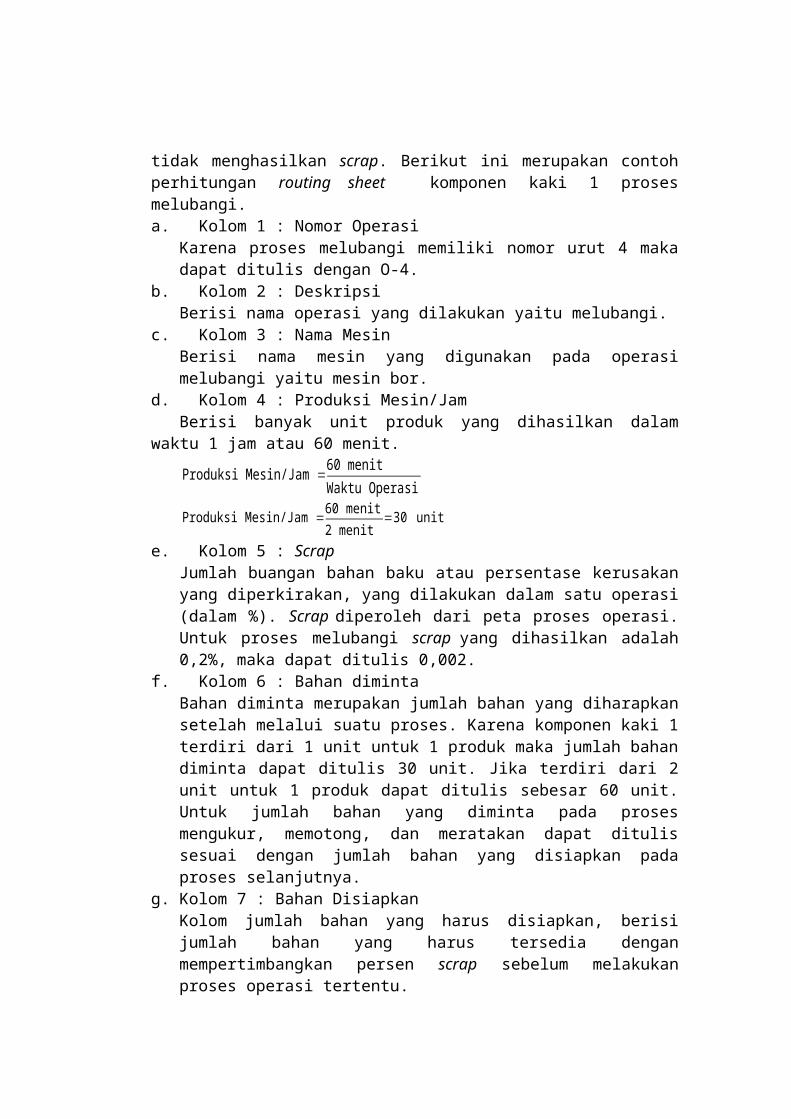
tidak menghasilkan scrap. Berikut ini merupakan contohperhitungan routing sheet komponen kaki 1 prosesmelubangi.a. Kolom 1 : Nomor Operasi
Karena proses melubangi memiliki nomor urut 4 makadapat ditulis dengan O-4.
b. Kolom 2 : DeskripsiBerisi nama operasi yang dilakukan yaitu melubangi.
c. Kolom 3 : Nama MesinBerisi nama mesin yang digunakan pada operasimelubangi yaitu mesin bor.
d. Kolom 4 : Produksi Mesin/JamBerisi banyak unit produk yang dihasilkan dalam
waktu 1 jam atau 60 menit.Produksi Mesin/Jam =
60 menitWaktu Operasi
Produksi Mesin/Jam =60 menit2 menit
=30 unit
e. Kolom 5 : Scrap Jumlah buangan bahan baku atau persentase kerusakanyang diperkirakan, yang dilakukan dalam satu operasi(dalam %). Scrap diperoleh dari peta proses operasi.Untuk proses melubangi scrap yang dihasilkan adalah0,2%, maka dapat ditulis 0,002.
f. Kolom 6 : Bahan dimintaBahan diminta merupakan jumlah bahan yang diharapkansetelah melalui suatu proses. Karena komponen kaki 1terdiri dari 1 unit untuk 1 produk maka jumlah bahandiminta dapat ditulis 30 unit. Jika terdiri dari 2unit untuk 1 produk dapat ditulis sebesar 60 unit.Untuk jumlah bahan yang diminta pada prosesmengukur, memotong, dan meratakan dapat ditulissesuai dengan jumlah bahan yang disiapkan padaproses selanjutnya.
g. Kolom 7 : Bahan DisiapkanKolom jumlah bahan yang harus disiapkan, berisijumlah bahan yang harus tersedia denganmempertimbangkan persen scrap sebelum melakukanproses operasi tertentu.
Bahan yang disiapkan =Bahan yang diminta1 - %scrap
Bahan yang disiapkan =30 unit1 - 0,002
=30,01 unit
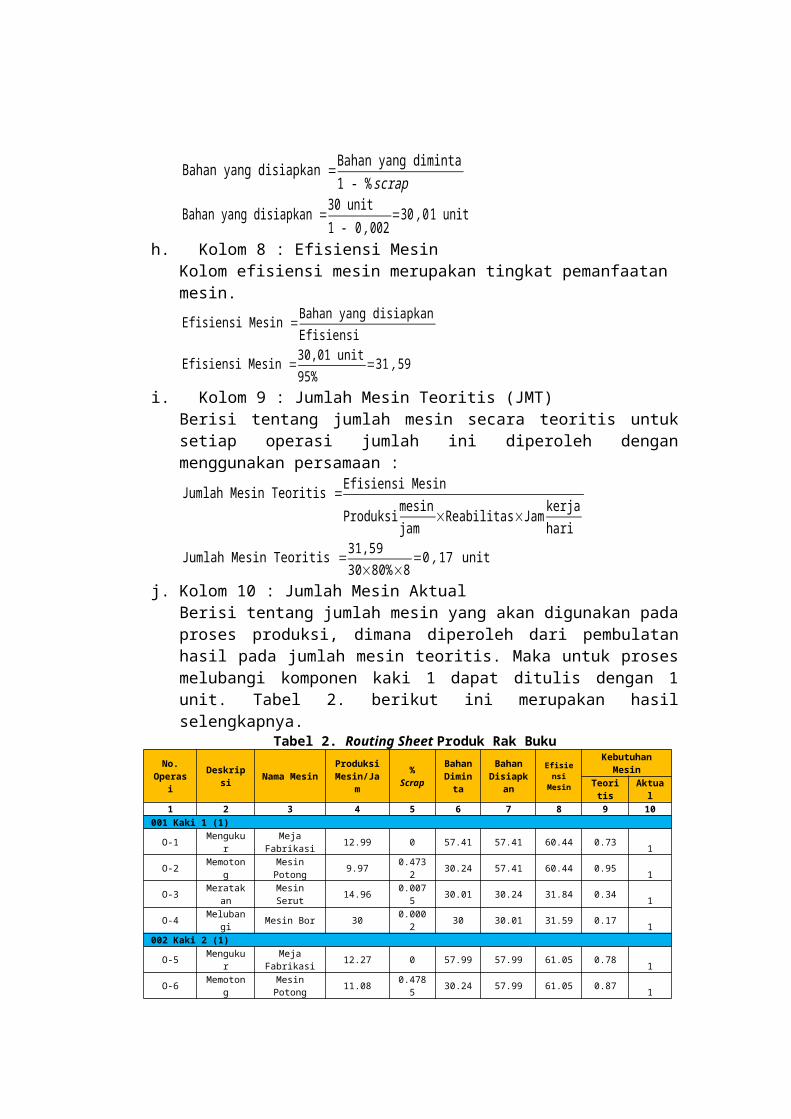
h. Kolom 8 : Efisiensi MesinKolom efisiensi mesin merupakan tingkat pemanfaatan mesin. Efisiensi Mesin =
Bahan yang disiapkanEfisiensi
Efisiensi Mesin =30,01 unit95%
=31,59
i. Kolom 9 : Jumlah Mesin Teoritis (JMT)Berisi tentang jumlah mesin secara teoritis untuksetiap operasi jumlah ini diperoleh denganmenggunakan persamaan :Jumlah Mesin Teoritis =
Efisiensi Mesin
Produksimesinjam
×Reabilitas×Jamkerjahari
Jumlah Mesin Teoritis =31,5930×80%×8
=0,17 unit
j. Kolom 10 : Jumlah Mesin AktualBerisi tentang jumlah mesin yang akan digunakan padaproses produksi, dimana diperoleh dari pembulatanhasil pada jumlah mesin teoritis. Maka untuk prosesmelubangi komponen kaki 1 dapat ditulis dengan 1unit. Tabel 2. berikut ini merupakan hasilselengkapnya.
Tabel 2. Routing Sheet Produk Rak BukuNo.
Operasi
Deskripsi Nama Mesin
ProduksiMesin/Ja
m
%Scrap
BahanDiminta
BahanDisiapk
an
Efisiensi
Mesin
KebutuhanMesin
Teoritis
Aktual
1 2 3 4 5 6 7 8 9 10001 Kaki 1 (1)
O-1 Mengukur
MejaFabrikasi 12.99 0 57.41 57.41 60.44 0.73 1
O-2 Memotong
MesinPotong 9.97 0.473
2 30.24 57.41 60.44 0.95 1
O-3 Meratakan
MesinSerut 14.96 0.007
5 30.01 30.24 31.84 0.34 1
O-4 Melubangi Mesin Bor 30 0.000
2 30 30.01 31.59 0.17 1002 Kaki 2 (1)
O-5 Mengukur
MejaFabrikasi 12.27 0 57.99 57.99 61.05 0.78 1
O-6 Memotong
MesinPotong 11.08 0.478
5 30.24 57.99 61.05 0.87 1
Tabel 2. Routing Sheet Produk Rak Buku (Lanjutan)No.
Operasi
Deskripsi Nama Mesin
ProduksiMesin/Ja
m
%Scrap
BahanDiminta
BahanDisiapk
an
Efisiensi
Mesin
KebutuhanMesin
Teoritis
Aktual
1 2 3 4 5 6 7 8 9 10002 Kaki 2 (1)
O-7 Meratakan
MesinSerut 11.22 0.007
6 30.01 30.24 31.84 0.45 1
O-8 Melubangi Mesin Bor 29.56 0.000
2 30 30.01 31.59 0.17 1003 Kaki 3 (1)
O-9 Mengukur
MejaFabrikasi 15.84 0 57.99 57.99 61.05 0.61 1
O-10 Memotong
MesinPotong 10.53 0.478
5 30.24 57.99 61.05 0.91 1
O-11 Meratakan
MesinSerut 11.08 0.007
6 30.01 30.24 31.84 0.45 1
O-12 Melubangi Mesin Bor 37.98 0.000
2 30 30.01 31.59 0.13 1004 Lingkaran 1 (2)
O-13 Mengukur
MejaFabrikasi 11.01 0 165.2
2 165.22 173.92 2.47 3
O-14 Memotong
MesinPotong 11.26 0.632 60.8 165.22 173.9
2 2.42 3
O-15 Meratakan
MesinSerut 8.02
0.0128 60.02 60.8 64 1.25 2
O-16 Melubangi Mesin Bor 117.65
0.0002 60 60.02 63.18 0.09 1
005 Lingkaran 2 (2)
O-17 Mengukur
MejaFabrikasi 30.31 0 173.8
6 173.86 183.02 0.95 1
O-18 Memotong
MesinPotong 10.53 0.65 60.85 173.86 183.0
2 2.72 3
O-19 Meratakan
MesinSerut 11.39
0.0131 60.05 60.85 64.06 0.88 1
O-20 Melubangi Mesin Bor 48.79
0.0007 60 60.05 63.22 0.21 1
006 Lingkaran 3 (2)
O-21 Mengukur
MejaFabrikasi 12.99 0 197.7
6 197.76 208.17 2.51 3
O-22 Memotong
MesinPotong 16.81
0.6921 60.89 197.76 208.1
7 1.94 2
O-23 Meratakan
MesinSerut 18.19
0.0135 60.06 60.89 64.1 0.56 1
O-24 Melubangi Mesin Bor 50.43
0.0009 60 60.06 63.23 0.2 1
007 Lingkaran 4 (1)
O-25 Mengukur
MejaFabrikasi 14.26 0 215.0
6 215.06 226.38 2.49 3
O-26 Memotong
MesinPotong 16.86
0.8579 30.56 215.06 226.3
8 2.1 3
O-27 Meratakan
MesinSerut 19.11
0.0182 30 30.56 32.17 0.27 1
008 Lingkaran 5 (1)
O-28 Mengukur
MejaFabrikasi 12.5 0 107.6
1 107.61 113.28 1.42 2
O-29 Memotong
MesinPotong 14.29
0.7158 30.58 107.61 113.2
8 1.24 2
O-30 Meratakan
MesinSerut 60
0.0182 30.02 30.58 32.19 0.09 1
O-31 Melubangi Mesin Bor 125
0.0006 30 30.02 31.6 0.04 1
009 Lingkaran 6 (2)
O-32 Mengukur
MejaFabrikasi 14.36 0 144.4
2 144.42 152.03 1.66 2
O-33 Memotong
MesinPotong 68.19
0.5754 61.32 144.42 152.0
3 0.35 1
O-34 Meratakan
MesinSerut 17.65
0.0215 60 61.32 64.55 0.58 1
010 Lingkaran 7 (2)
O-35 Mengukur
MejaFabrikasi 58.83 0 112.8
8 112.88 118.83 0.32 1
O-36 Memotong
MesinPotong 89.56
0.4555 61.46 112.88 118.8
3 0.21 1
O-37 Meratakan
MesinSerut 23.44
0.0236 60 61.46 64.7 0.44 1
011 Perakitan 1
O-38 MerakitMeja
Perakitan 5.81 0 30 30 31.58 0.85 1012 Perakitan 2
O-39 MerakitMeja
Perakitan 5.9 0 30 30 31.58 0.84 1013 Perakitan 3
O-40 MerakitMeja
Perakitan 23.17 0 30 30 31.58 0.22 1014 Perakitan 4
O-41 MerakitMeja
Perakitan 5.2 0 30 30 31.58 0.95 1015 Perakitan 5
O-42 MerakitMeja
Perakitan 17.05 0 30 30 31.58 0.29 1016 Perakitan 6
O-43 MerakitMeja
Perakitan 722.9 0 30 30 31.58 0.01 1017 Perakitan 7
O-44 MerakitMeja
Perakitan 18.35 0 30 30 31.58 0.27 1018 Perakitan 8
O-45 MerakitMeja
Perakitan 60 0 30 30 31.58 0.09 1019 Perakitan 9
O-46 MerakitMeja
Perakitan 120 0 30 30 31.58 0.05 1020 Pemeriksaan 1
I-1 Pemeriksaan
MejaPerakitan 60 0 30 30 31.58 0.09 1
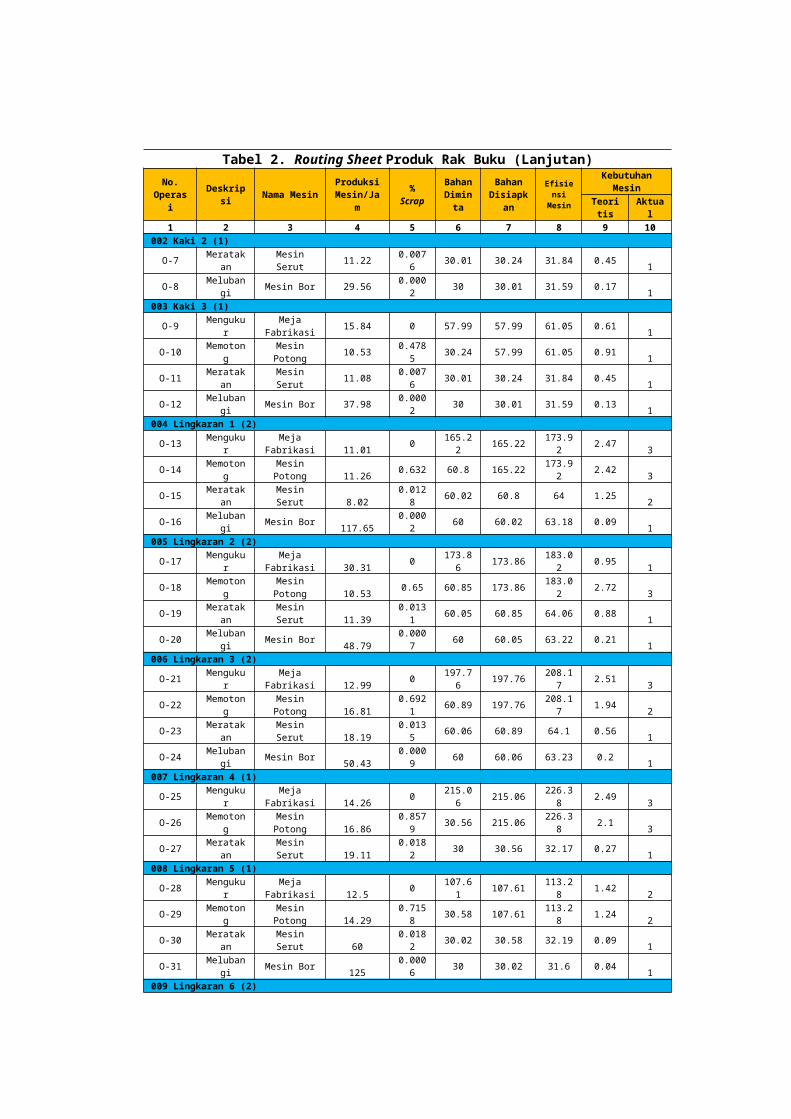
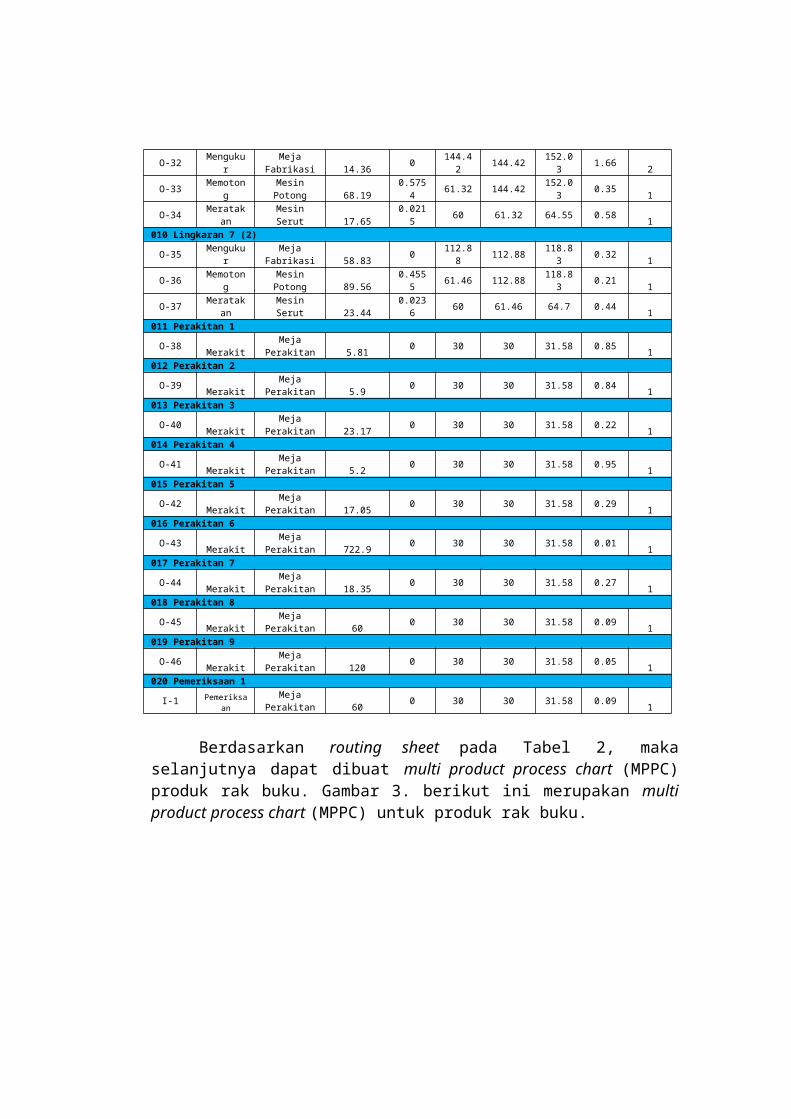
Berdasarkan routing sheet pada Tabel 2, makaselanjutnya dapat dibuat multi product process chart (MPPC)produk rak buku. Gambar 3. berikut ini merupakan multiproduct process chart (MPPC) untuk produk rak buku.
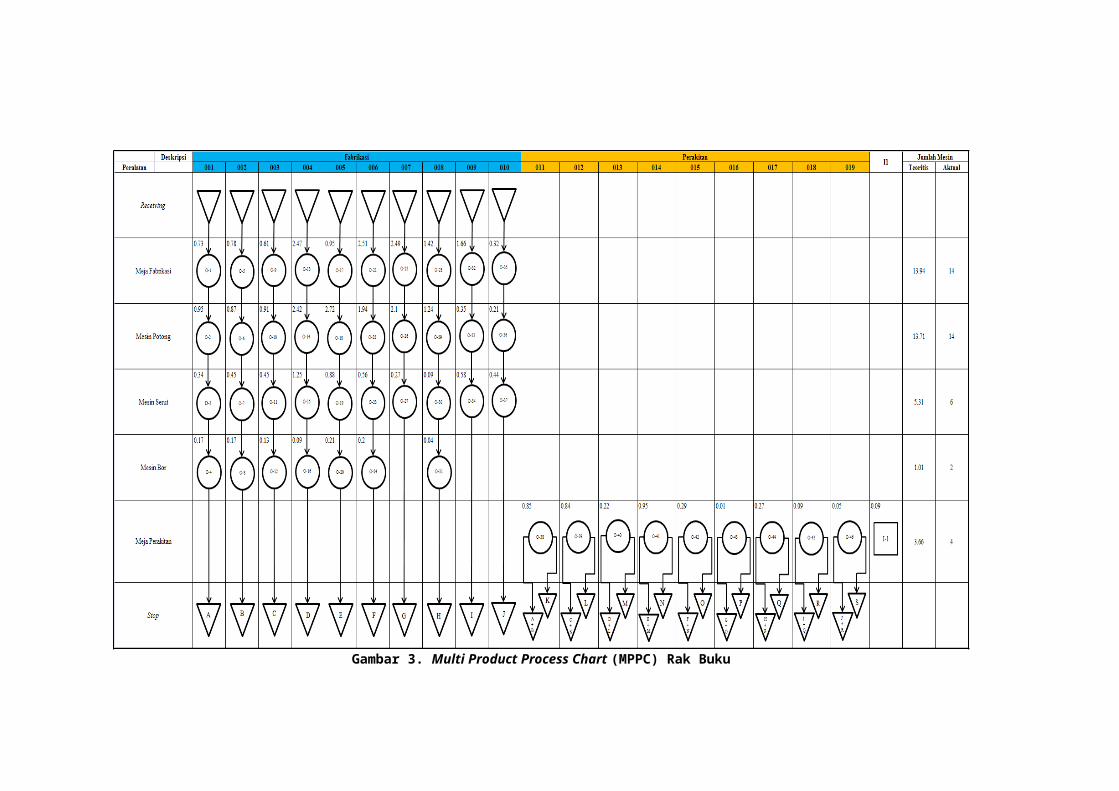
Gambar 3. Multi Product Process Chart (MPPC) Rak Buku


Berdasarkan hasil routing sheet pada Tabel 2. dapatdilihat bahwa jumlah mesin yang digunakan setiapkomponen berbeda-beda, hal tersebut dikarenakandipengaruhi oleh produksi mesin per jam dan persentasescrap. Semakin besar jumlah produksi mesin per jam makajumlah mesin yang dibutuhkan cenderung kecil dansebaliknya. Perhitungan jumlah mesin yang digunakanjuga dipengaruhi oleh efisiensi mesin dan reabilitas.Efisiensi mesin merupakan tingkat pemanfaatan mesindalam melakukan suatu proses produksi. Nilai efisiensimesin sebesar 95% menunjukkan mesin dapat digunakanselama 95% dari waktu bekerja sedangkan sisanya sebesat5% dari waktu bekerja digunakan untuk waktu set up mesinmaupun maintenance. Sedangkan reabilitas merupakanpeluang sebuah komponen (mesin), melakukan fungsinyadengan baik, dalam kurun waktu dan operasi tertentu.Jumlah mesin aktual pada routing sheet tidak dapatdigunakan secara langsung dalam perancangan tata letakfasilitas mesin dikarenakan jumlah-jumlah tersebutmasih dalam setiap komponen dan belum dikelompokkandalam mesin yang sama. Maka dari itu diperlukan multiproduct process chart (MPPC).
Berdasarkan multi product process chart (MPPC), jumlahtotal mesin yang digunakan adalah 40 unit denganrincian 14 meja fabrikasi, 14 mesin potong, 6 mesinserut, 2 mesin bor, dan 4 meja fabrikasi. Mesin potongmemiliki kuantitas paling besar dibandingkan denganmesin yang lain, hal tersebut disebabkan karena padarouting sheet jumlah produksi mesin tidak cukup banyak danscrap yang dihasilkan cukup banyak sehingga akanmempengaruhi jumlah mesin teoritisnya. Berdasarkan multiproduct process chart, dapat dilihat pula bahwa aliranproses produk rak buku berbentuk intermittent¸ dimanaproses setiap komponen dilakukan berulang-ulang sebelumperakitan. Perbedaan yang jelas antara routing sheet danmulti product process chart (MPPC) yaitu penentuan jumlahmesin aktual. Pada multi product process chart (MPPC)penentuan jumlah mesin dikelompokkan berdasarkankesamaan dalam mesin yang digunakan. Sehingga teknik
yang digunakan dalam perancangan tata letak fasilitasadalah process layout.
KESIMPULAN DAN SARAN Kesimpulan pada penulisan laporan akhir ini
menjawab tujuan penulisan berdasarkan hasil danpembahasan yang telah dilakukan. Kesimpulan padalaporan akhir ini yaitu berdasarkan peta prosesoperasi, urutan proses untuk setiap komponen yaitumengukur, memotong, dan meratakan serta untuk beberapakomponen mengalami proses melubangi juga. Peta prosesoperasi terdiri dari 46 operasi dan 1 pemeriksaan.Waktu total pembuatan produk rak buku yaitu sebesar174,583 menit. Jumlah mesin aktual yang digunakan untukpembuatan produk rak buku yaitu meja fabrikasi 14 unit,mesin potong 14 unit, mesin serut 6 unit, mesin bor 2unit, dan meja perakitan 4 unit. Saran untuk penulisanlaporan akhir ini khususnya untuk modul OPC, APC,routing sheet, dan MPPC yaitu sebaiknya menentukan produkyang tidak rumit dalam proses produksinya dan petaproses operasi sebaiknya terdiri dari waktu-waktustandar yang dilakukan oleh operator yang telah ahlidalam melakukan setiap operasi. Hal tersebutdikarenakan karena sangat berpengaruh dalam jumlahmesin aktual.DAFTAR PUSTAKA [1] Sutalaksana, Iftikar Z. 2006. Teknik Tata Cara Kerja.
Bandung: Institut Teknologi Bandung. [2] Wignjosoebroto, Sritomo. 2008. Pengantar Teknik &
Manajemen Industri. Surabaya: Guna Widya.[3] Iswanto, Paulus. 2011. Skripsi: Perancangan Ulang Tata
Letak Workshop Untuk Produksi Cover Bushing dan Sliding Bushing.Depok: Universitas Indonesia.
[4] Apple, James M. 1990. Tata Letak Pabrik dan PemindahanBahan. Bandung: Institut Teknologi Bandung.
[5] Wignjosoebroto, Sritomo. 2009. Tata Letak Pabrik danPemindahan Bahan. Surabaya: Guna Widya.
[6] http://elib.unikom.ac.id/download.php?id=93143. Diakses padaTanggal 8 Oktober 2013 pukul 16.20 WIB.
