implementing integrating technologies: developing managerial integration for cad/cam
TRANSCRIPT

International Journal of Operations & Production ManagementImplementing Integrating Technologies: Developing Managerial Integration for CAD/CAMDavid Twigg Christopher A. Voss Graham M. Winch
Article information:To cite this document:David Twigg Christopher A. Voss Graham M. Winch, (1992),"Implementing Integrating Technologies:Developing Managerial Integration for CAD/CAM", International Journal of Operations & ProductionManagement, Vol. 12 Iss 7/8 pp. 76 - 91Permanent link to this document:http://dx.doi.org/10.1108/EUM0000000001304
Downloaded on: 07 May 2015, At: 09:46 (PT)References: this document contains references to 0 other documents.To copy this document: [email protected] fulltext of this document has been downloaded 129 times since 2006*
Access to this document was granted through an Emerald subscription provided by 426046 []
For AuthorsIf you would like to write for this, or any other Emerald publication, then please use our Emeraldfor Authors service information about how to choose which publication to write for and submissionguidelines are available for all. Please visit www.emeraldinsight.com/authors for more information.
About Emerald www.emeraldinsight.comEmerald is a global publisher linking research and practice to the benefit of society. The companymanages a portfolio of more than 290 journals and over 2,350 books and book series volumes, as wellas providing an extensive range of online products and additional customer resources and services.
Emerald is both COUNTER 4 and TRANSFER compliant. The organization is a partner of theCommittee on Publication Ethics (COPE) and also works with Portico and the LOCKSS initiative fordigital archive preservation.
*Related content and download information correct at time ofdownload.
Dow
nloa
ded
by U
NIV
ER
SIT
Y O
F M
AN
CH
EST
ER
At 0
9:46
07
May
201
5 (P
T)

IJOPM 12,7/8
76
Implementing Integrating Technologies: Developing
Managerial Integration for CAD/CAM
David Twigg Warwick Business School, University of Warwick, UK
Christopher A. Voss London Business School, UK, and
Graham M. Winch University College London, UK
Introduction The past decade has seen the prolific adoption of Advanced Manufacturing Technologies (AMTs) by Western European enterprises, in an attempt to support the increasing demands for, inter alia, shorter product development lead times, shorter delivery times, and improved quality of product. Over this period, the nature of these technologies has changed: where once the implications of a new technology were largely restricted to the function carrying out the implementation, a new generation of integrating technologies (such as CAD/CAM and CAPM) has emerged which has implications throughout large areas of the organization.
The rapid development, and initial costs, of these technologies has been such that adopting organizations have had limited experience on which to base their implementation planning, and tight deadlines to establish returns on investments. As a result, attention has been focused on the technical installation of equipment; where this has been successful, there still remains a failure to realize the business benefits originally sought[l]. In the case of CAD/CAM and CIM, it is the integrating nature of these technologies that enables many of the benefits (such as reduced product development lead times, better design and design for manufacture) to accrue. One explanation for this failure has been insufficient attention to the non-technical elements of implementing technology — in particular, the adaptation of the organizational and technical systems to enable successful implementation of technology[2,3].
This is a revision of a paper presented at the 3rd International Production Management Conference on Management and New Production Systems, EIASM, Gothenburg, Sweden, 27-28 May 1991. This research was funded by grants from the ACME Directorate of SERC and the SERC/ESRC Joint Committee.
International Journal of Operations & Production Management, Vol. 12 Nos. 7/8, 1992, pp. 76-91, © MCB University Press, 0144-3577
Dow
nloa
ded
by U
NIV
ER
SIT
Y O
F M
AN
CH
EST
ER
At 0
9:46
07
May
201
5 (P
T)

Implementing Integrating
Technologies
77
In addressing this issue, the authors have conducted field research, over the 1988-91 period, in 15 UK engineering companies which have been implementing CAD/CAM technology (see Table I). The objective of the field research was to identify the features of organization design which best facilitate both the development of effective implementation strategies and the full realization of planned benefits. Two approaches were taken for data collection. First, in each of the 15 companies, a number of managers were interviewed using a structured questionnaire. For each company, the main data flows (particularly those relating to product development) were mapped. Second, in two of the companies — a vehicle manufacturer and a component supplier — an additional in-depth case study was conducted enabling a more detailed and extensive mapping of the system and information flows.
The article uses empirical data to discuss the issue of integrating engineering with manufacturing, through the examination of CAD/CAM. It focuses on linkages between engineering and manufacturing that require improved communication and integration, and proposes alternative organizational and technical mechanisms for implementing such integration. Although the design/manufacturing interface, bridged by CAD/CAM, is considered in the context of this article, many of the mechanisms that are derived from this study can be considered in other situations.
Integrating Technologies Kaplinsky[4] identifies three individual activities applicable to any production process — design, manufacture, and co-ordination. He identifies three types of
Industrial sector
Mechanical engineering Aerospace Vehicle components Hydraulic components Vehicle components Aerospace components Vehicles Vehicles Heavy engineering Heavy engineering Vehicle components Electrical engineering Shipbuilding Mechanical engineering Building components
Date of CAD/CAM system installation Present system
1978 1980 1986 1980 1985 1989 1982 1982 1983 1985 1985 1986 1984 1987 1988
Original system
— 1978 1979 —
1980 1980 1981 —
1982 1982 1982 1982 — — —
Table I. Summary of the Cases
Studied
Dow
nloa
ded
by U
NIV
ER
SIT
Y O
F M
AN
CH
EST
ER
At 0
9:46
07
May
201
5 (P
T)

IJOPM 12,7/8
78
AMT that help us to understand the movement towards integrating technologies; each type of automation activity can be compared with aspects of CAD/CAM:
(1) those which automate a single activity (intra-activity automation) — in the design sphere, this can be represented by the substitution of a manual drawing board with computer-aided draughting;
(2) those which automate linked activities (intra-sphere automation) — within the design sphere, this could be the linking of computer-aided draughting to computer-aided design analysis activities;
(3) those which involve co-ordination between different spheres of production {inter-sphere automation) — CAD/CAM is an example of this where activities in the design sphere are integrated with those in the manufacturing sphere.
Technology is often adopted piecemeal, beginning with CNC machines, or computers for business or testing requirements. However, as individual investments increase and become more widespread, decisions towards integrating all, or part, of these may be made. With the use of centralized computer databases, the opportunities for CAD/CAM and CIM increase. Due to this piecemeal approach, however, problems are likely to arise in achieving technical integration, such as the compatibility between systems. Considerable attention may be focused on overcoming such problems, with the result that issues of organization design (and non-technical integration considerations) become neglected.
Integration between operating areas could be improved, however, with a greater emphasis being given to organization design linkages. Hence, as the degree of technology change increases, in terms of movement towards inter-sphere automation, so attention should be drawn towards aspects of organizational change. Figure 1 illustrates this need: as levels of technology change (or technical integration) increase, there are potentially greater needs for organizational change (integration). Typically, implementation of most CAD/CAM (and related) systems follows a line from the axis to T: increasing technical change accompanied by incremental changes in organization and management. To realize the full benefits from the use and application of the technology, a movement away from line A-T towards the right should be considered. Where levels of technology change are low, such as with computer-aided draughting, organizational adaptation will be minimal, since the technology is essentially substituting existing techniques and procedures.
However, where there is a high level of technical change, such as with computer-integrated manufacturing, the wider application of the technology in terms of application and information use typically leads to a corresponding need for a high level of organizational adaptation, to achieve business success. Hence, organizational and managerial changes need to be considered alongside technological change — what Ettlie[5] terms a synchronous strategy. Synchronization, in this strictest sense, may largely be unattainable, or undesirable, but recognition of it helps to focus attention towards organization design issues.
Dow
nloa
ded
by U
NIV
ER
SIT
Y O
F M
AN
CH
EST
ER
At 0
9:46
07
May
201
5 (P
T)

Implementing Integrating
Technologies
79
A review of research on CAD implementation reflects that CAD has largely been viewed as a form of intra-activity automation, and the non-technical focus has been directed towards job design issues[6,7,8]. This is partly a function of the state of the art. In practice, it is only in the late 1980s that fully operational, as opposed to experimental, CAD/CAM links have been widely implemented, and thereby present opportunities for empirical research. This article now considers the linking of CAD with CAM, towards inter-sphere automation, and the issues surrounding the integrating of engineering and manufacturing.
Engineering and Manufacturing Integration As fast and effective product development becomes of key strategic importance to many companies, the development of new products requires greater cross-functional co-operation and a strengthening of linkages between all functions — in particular between engineering and manufacturing. For a long time, manufacturing firms have only had the choice between integration through establishing linkage mechanisms between functions, and integration through reducing differentiation by merging functions[9]. However, over the last decade or so, a third option for integrating functions has begun to emerge with the development of database technologies. Hence, three options exist for integrating engineering and manufacturing functions:
(1) integration through reducing differentiation by merging functions;
Dow
nloa
ded
by U
NIV
ER
SIT
Y O
F M
AN
CH
EST
ER
At 0
9:46
07
May
201
5 (P
T)

IJOPM 12,7/8
80
(2) integration through a centralized or distributed database for production information;
(3) integration through establishing linkage mechanisms between functions.
Integration through Merger The simple merging of engineering and manufacturing will not achieve the necessary co-ordination because each sphere of operation faces different environmental contexts [9]. The individual abilities of engineering and manufacturing to cope effectively with their particular environments will be reduced due to a number of major differences [10]:
• the level of capital intensity: in engineering, the largest single element of costs is labour; in contrast, manufacturing's labour costs are low, but fixed capital and material costs are large. Hence, there exist differences in the performance criteria laid down — the focus of management control on the shopfloor is towards machining times and material control, whilst for engineering it is the performance of staff.
• the organizational structuring (whether by function or product): as product life cycles shorten, engineering will organize by product, whilst functional organization is retained by manufacturing, as expensive AMT is invested.
• the level of task uncertainty: once a job reaches the production task, there is relatively high certainty about how it should be performed; the design process, in contrast, is inherently uncertain.
• the content of process operations: engineering processes only information, whereas manufacturing processes both information and materials; hence, manufacturing deploys a range of technologies that are simply not relevant to the engineering function.
Moreover, as a result of these differences, distinctive forms of work organization have developed: manufacturing has tended towards bureaucratic forms, whilst engineering has become highly professionalized. Adler[ll] identifies three outcomes from these differences: varying pay and fringe benefits; an implicit hierarchy of status and influence from conceptual design through to manufacturing engineering; and an individualistic perspective on creativity, rather than a sense of collective responsibility for a successful product.
The deep rooted nature of this differentiation means that a complete merger of the functions appears unlikely for the majority of enterprises, although some operations may find benefits in combining. Only in very small organizations, or highly focused factories in stable markets, is a merger between engineering and manufacturing likely to be viable. This situation is reflected in the empirical data; in only one case are the manufacturing and design operations under a common (manufacturing) director. Even this organization retains a separation between the chief designer, the manufacturing engineer and the manufacturing manager at the next level of the hierarchy. In another case, design is a separate profit centre from manufacturing, and in two other cases it is located at a remote site.
Dow
nloa
ded
by U
NIV
ER
SIT
Y O
F M
AN
CH
EST
ER
At 0
9:46
07
May
201
5 (P
T)

Implementing Integrating
Technologies
81
Integration through Information Technology The establishment of a centralized or distributed database of production information can mean the sharing of information between functions — as is the goal of CAD/CAM and CIM. However, the move towards information sharing necessitates:
• compatibility between systems; • co-ordination of procedures and protocols.
In three of the cases, investments in design equipment (CAD) and manufacturing equipment (NC programming) were made independently of each other, and when integration of these were sought, difficulties arose from the incompatibility of the systems. Whilst the problem of compatibility may well be solved through greater senior management control of the evaluation process, a second problem is less easy to overcome — determining the content of the product database and the protocols for its use.
One objective of sharing a database is to reduce the duplication of work done by others, such as the use of information by downstream operations (for example, manufacturing engineering). It is important, therefore, to be aware of the requirements of other users of product data. Traditionally, the main output of design has been an engineering drawing in paper form; downstream users of this drawing will inevitably extract the information they need and redraw the product for their own requirements. The use of CAD-generated data is leading many companies to review the procedures by which design information is transmitted. In one case, it was found that design staff would attempt to reduce their drawing time by using straight lines instead of radii (although the geometry would be labelled as radii). The resultant feature of this was that the geometric data could not be used by NC part-programmers. The company has now changed the format of the CAD drawing and is imposing a number of design rules for the designer to take into account manufacturing's requirements.
In this example, there was clearly a need for the co-ordination between engineering and manufacturing to be improved. Adler[ll], drawing on his research on CAD/CAM implementation in 13 US electronics and aerospace companies, has developed a typology of engineering/manufacturing co-ordination procedures (see Table II). Adler identifies two dimensions: the quality of the information flow (one-way, stilted two-way, and two-way); and the stage of the new product introduction process at which co-ordination takes place. These can be considered to be comparable to the sequential, reciprocal, and iterative information flows (derived from Thompson[12]) with which we have been working on the implementation of CAD/CAM [13].
Examples of all these procedures were found within the case study companies [10] with the exception of early manufacturing start with early design data, and post project appraisals. The traditional co-ordination procedure within the engineering industry is a combination of designers' tacit knowledge of production, and manufacturing flexibility. All the companies studied rely on the designers' tacit knowledge to some extent, although its limitations are universally recognized. One company had institutionalized this arrangement in that all its
Dow
nloa
ded
by U
NIV
ER
SIT
Y O
F M
AN
CH
EST
ER
At 0
9:46
07
May
201
5 (P
T)

IJOPM 12,7/8
82
Information flow
Pre-project
Sequential Designers' tacit knowledge of manufacturing
Reciprocal Design rules Iterative Functional strategy
co-ordination Source: Adapted from [11]
Phase
Project
Early manufacturing start with early design data Design reviews Joint design teams
Post-project
Manufacturing flexibility
Engineering changes Post-project appraisals Table II.
Engineering/ Manufacturing Coordination Procedures
design engineers have served trade apprenticeships in their factory. The procedure started to break down as new machining technologies began to be introduced during the 1980s — particularly CNC machining centres — and they were forced to introduce training sessions for the engineers in new manufacturing techniques.
Although there was a lot of discussion about design rules, for the most part, their development has not gone past very detailed work on items such as corner radii (as earlier indicated). The main exception to this in two companies is the implementation of a new tool management system. The tool library of preferred tools, which is a heavily rationalized version of the previous range of tools, can be accessed by the CAD system, and design engineers are expected to design components that can be made with the tools in the library.
The role of design reviews and engineering changes tends to be strongly influenced by the industry. Defence contractors are committed to extensive design reviews as part of their quality assurance procedures, although these are restricted to the design function, and do not usually act as an engineering/manufacturing co-ordination procedure. The only exception to this is in the one case where the drawing office reports to the manufacturing function, rather than engineering — an arrangement, we are informed, which is traditional in shipbuilding.
The volume production industries appear to place greater emphasis upon design reviews as an engineering/manufacturing co-ordination procedure. One vehicle component manufacturer, for instance, has implemented a hierarchy of reviews: a methods review, at which the detailed design is presented to the manufacturing engineers; a process review, at which the manufacturing engineers present to the design engineers a plan of how to make the product, which is held after the design is frozen; and, a concept review, at which the conceptual design is presented to senior manufacturing management, and issues such as materials, quality, and manufacturing engineering are discussed. The implementation of these review procedures has been facilitated by the separation of the manufacturing engineering function for new products from that for existing products.
One company has been working with joint design teams for more than ten years, and has now got to the stage where the design and development of its latest product have been project-managed by a manufacturing engineer. However,
Dow
nloa
ded
by U
NIV
ER
SIT
Y O
F M
AN
CH
EST
ER
At 0
9:46
07
May
201
5 (P
T)

Implementing Integrating
Technologies
83
recently, it has moved away from the formal inclusion of the production engineers in the design team because, increasingly, the production engineers are becoming highly specialized, and so a single engineer can no longer cover all production processes. They rely increasingly on informal links in the context of a company culture which has valued a manufacturing input to design over a number of years. Two other companies have declared an aim of moving to joint design teams, and had just started to implement it at the time of interviewing.
Functional strategy co-ordination is in place in two companies. In both cases, this takes the form of manufacturing representation at director level on the Product Planning Committee, or Product Development Group. Thereafter, both companies are fairly relaxed about their co-ordination procedures, and rely heavily on informal co-ordination, rather than supporting functional strategy co-ordination with a battery of other procedures. One inference from this might be that once there is true engineering/manufacturing strategy co-ordination, then the rest follows as part of the company culture.
Integration Linkage Mechanisms So far, the discussion has concentrated on the procedures, or processes, of engineering/manufacturing co-ordination. However, these require structures to enable their operation. Given that technical integration has its problems, and cannot fully provide the necessary integration between functions for CAD/CAM implementation, we now discuss a number of mechanisms that can be used to improve integration. These linkages (or co-ordinating mechanisms) are largely based on a hierarchy of lateral relations proposed by Galbraith[14], namely: direct contact; liaison roles; task forces; teams; integrator roles; and matrix organization.
In the context of CAD/CAM, all of Galbraith's organizational linkage mechanisms were found amongst the cases studied. In addition, the field research revealed further mechanisms of an organizational and technical nature which are important for consideration by managers to improve the integration of engineering and manufacturing. The secondment of staff from one function to another, with the aim of transferring back the expertise thereby gained to the home function, is a common and well tried form of lateral relation. Voss[15] identified in his research the emergence of role convergence where previously separate jobs were merged. Lee [16] found the emergence of cells combining workers from the previously separate specialisms of tool design and process engineering. Again, examples of all these were found amongst our cases.
Our proposal for a revised version of Galbraith's hierarchy is presented in Figure 2. The ordering principle of the hierarchy is in approximate degree of difficulty, and hence cost. The earlier mechanisms are simpler and easier to operate, requiring little fundamental change, whilst the later ones are more complex and difficult to implement. For this reason, what Hrebiniak and Joyce[17] call the "principle of minimum intervention'' applies. In this context, this means that if adequate co-ordination can be achieved through those mechanisms with a low ranking (such as direct contact), then they should be favoured.
Dow
nloa
ded
by U
NIV
ER
SIT
Y O
F M
AN
CH
EST
ER
At 0
9:46
07
May
201
5 (P
T)

IJOPM 12,7/8
84
Direct Contact This is the simplest, quickest and easiest form of engineering/manufacturing liaison, and such informal links are more or less common in all the organizations studied. This can be accomplished in many ways, such as on setting up patterns of meetings, design reviews, encouraging ad hoc meetings, encouraging informal contact in coffee lounges, and so forth. Factors such as the existing company culture, and the location of engineering and manufacturing on the same site appeared to be the most important in facilitating this mechanism. Clearly, continuity of employment of personnel within the organization is also likely to be a factor here as longer served employees build up personal networks.
Physical Proximity Moving groups or departments together in the same building, office or even across the same desk is a very effective way of promoting communication. Physical proximity can be simple and inexpensive, sometimes by a moderate
Dow
nloa
ded
by U
NIV
ER
SIT
Y O
F M
AN
CH
EST
ER
At 0
9:46
07
May
201
5 (P
T)

Implementing Integrating
Technologies
85
investment in office changes and layout. Three companies have tried to increase the amount of informal contact by physically seating manufacturing engineers in the same areas as design engineers. However, large groups and physically distant departments will make this a difficult option to implement.
Decision Rules in Software It is possible to build decision rules, design rules and so on, into CAD/CAM software which reflect the considerations of downstream functions such as manufacturing. Such rules, if effective, can reduce the uncertainty and hence the need for other integration mechanisms. A number of companies are now beginning to experiment with expert systems to support these efforts. One of the case companies is using in-built software (an artificial intelligence-type shell) of structural features of components defined in manufacturing terms.
Electronic Mail There are a growing number of technical means of supporting communication, such as electronic mail and teleconferencing. These may be particularly important when there are large physical distances between functions, or there is involvement of suppliers. An example is the aerospace industry, where transnational projects are common. Teleconferencing is not without its problems, as Zuboff[18] has discussed.
Liaison Roles These promote two-way communication, and two types were found. The first type is the pairs form, where the manufacturing person has an identified opposite number in engineering. For example, in one company, a standards technician in engineering, and a material standards engineer in manufacturing liaise closely, particularly over such matters as the types of steel specified and the choice between castings and forgings.
The second type is where a particular group within one function also reports to another function. In one company, the production engineers reported primarily to the manufacturing engineering manager, but they also reported across to the works managers. In the two companies where engineering and manufacturing are on separate sites, an outpost of engineering is located on the manufacturing site to deal with routine issues such as engineering changes and concessions.
Secondment This is most common in the volume manufacturing companies, where a representative from manufacturing engineering may be transferred (seconded) for a year or two to the product development team in engineering. The intention is then that they move back to manufacturing as the new product reaches production. The benefit can be two-way: to bring into one function the considerations of another function; and, at the end of a secondment, to bring the consideration of the host function back to the home function.
The implementation of this mechanism is not without its problems: seconded personnel can become professionally isolated from their home function, or might
Dow
nloa
ded
by U
NIV
ER
SIT
Y O
F M
AN
CH
EST
ER
At 0
9:46
07
May
201
5 (P
T)

IJ0PM 12,7/8
86
not be accepted by their host; uncertainty concerning the term of secondment can also give rise to considerable anxiety regarding re-entry. Three companies have experimented with longer-term secondments of production engineers to engineering, but two of them have found that the seconded personnel tend to lose touch with the latest developments in manufacturing processes on the shopfloor.
Task Forces These are a widely used technique for solving particular finite problems. They can be distinguished from committees in the sense that they are usually responsible for the implementation of policies rather than policy formation. Most companies use them on a casual basis as required; for instance, two companies have used task forces to review the working procedures and protocols of the CAD/CAM system, to meet the requirements of downstream operations. Some companies are starting to develop more formal strategies. Quality panels are increasingly used in one company operating under the guidance of a committee of senior managers. Where necessary, such as in the latest review of the CAD/CAM system, these task forces cross the engineering/manufacturing interface.
Project Teams These are cross-functional and can be distinguished from task forces by their full-time and, usually, longer-term nature. The most obvious example of this is the product development team. Most of the engineering functions in the organizations studied have moved towards product-oriented design teams. Examples of project teams which crossed the engineering/manufacturing interface are less common, and are certainly still considered something of an experiment. The company with the quality panels has also utilized a manufacturing systems engineering project team to review the process of modifications to existing products in service; team members were drawn from relevant functions (including engineering and manufacturing), and attention was given to engineering-manufacturing information flows. One company has set up a separate function to promote project team initiatives which facilitates a variety of initiatives across the company and reports direct to the managing director.
Role Combination This is where tasks previously performed by a number of separate people with different skills, are brought together to be done by one category of people. Within the engineering function there appears to be a general move towards a role convergence between engineers and drawing staff on contract, or product, design work. The old division of labour between the design office and the drawing office is breaking down, and five of the companies no longer have separate drawing offices.
Within manufacturing, a number of companies are trying to converge the manufacturing engineering roles — tool designer, NC programmer, and process planner. In only one case is the possibility of role convergence between detail
Dow
nloa
ded
by U
NIV
ER
SIT
Y O
F M
AN
CH
EST
ER
At 0
9:46
07
May
201
5 (P
T)

Implementing Integrating
Technologies
87
drawing staff and production engineering staff even mooted, and even here it is just a possibility at present. With role combination, other forms of integration become less necessary as a variety of skills are possessed by one individual, but the depth of skill needed is a limiting factor in its widespread use.
Permanent Team or Cell Where a common database in CIM is being used by a range of functions, it may be possible to form a cell (or team) made up of people from different functions. These cells are permanent project teams which provide a very high level of integration and can be configured around the CAD/CAM system. Such a team can work closely together on a major project, or a series of projects of similar characteristics. Key to the team's success would seem to be size; it must be large enough to contain the necessary functions for the design and manufacturing tasks, but not too large so that it becomes fragmented.
Two cases have examples of cells. The first has been defined around the technology of surface modelling. It is a permanent team of four people consisting of NC programmers and design engineers, sitting together in the design office. Both need the surface model for their work and the NC programmers downstream have a vital interest in the way in which the original model is generated. While this cell organization is not yet reflected in changes in reporting relationships, which remain functional, it has become a major force for the re-evaluation of the whole CAD/CAM system because of the way it works at the interface between CAD and CAM. It is within this group that role convergence across the engineering/manufacturing interface has been mooted.
The second example has a cell set up around a single, new vehicle project, within the existing functional structure. It is composed of 20 designers, analysts and engineers from four functions. This group works as a single team in an open plan office so as to facilitate maximum feedback between the individuals. They are responsible for the majority of the final stage of design and development of a vehicle, and all work using a unified CAD/CAE database.
The experience of this cell has been mixed: internally, the group is perceived to be cohesive and effective, but externally, it has been criticised for being reluctant to bring in further expertise from outside when needed. There has been considerable uncertainty inside and outside the group about its longer-term role: should the group oversee the later stages of the project's life cycle? Should the group be enlarged to involve a wider range of functions, or should it evolve into a matrix approach? Finally, should the collective CAD/CAM expertise remain solely in the group, or should positive efforts be made to translate the experience or attitudes into the functions?
Integrator Function These fulfil the same needs as the liaison role, but on a larger scale. Two distinct types of integrator function which bridge the engineering/manufacturing interface were found. First, there are the true integrator roles as described by Galbraith[19] which are product oriented. They typically report direct to executive-level management, rather than within an individual function. It is this authority which distinguishes them from the progress chaser type of project manager.
Dow
nloa
ded
by U
NIV
ER
SIT
Y O
F M
AN
CH
EST
ER
At 0
9:46
07
May
201
5 (P
T)

IJOPM 12,7/8
88
The other type of integrator role is the specialist one associated with the development of information systems or Quality Assurance (QA). This role is quite distinct from that of the systems manager responsible for the daily running of the system. One company has a systems directorate with the brief to coordinate all Information Technology (IT) initiatives, including CAD/CAM, across the company. Another has a group-level function with responsibility for IT and QA worldwide. In a third, an IT strategy group sets the overall strategic framework and key investment priorities, while the IT departments within the operating functions are responsible for applications and implementation. In all cases, the emphasis of the specialist integrator is not so much on initiating system innovations, but supporting and co-ordinating local initiatives from operational managers.
In the vehicle manufacturer case, a specialist integrating department in product engineering was set up to pull together the various tasks and issues in engineering in the development of CAD/CAM and to liaise with manufacturing. The department is organized into five groups including CAD support, database control and NC programming. In manufacturing engineering, a separate group was not set up, but an integrator function was set up as a small section of five engineers within the CIM group. Liaison between these two groups is conducted by the CAD/CAM project team.
Combined Department Sometimes the presence of a common database with CIM raises the question as to the need for separate functions or organizations. Where the sources of differentiation can be minimized, it is feasible to establish combined departments. A reorganization in line with the system configuration may, for example, facilitate a more effective design process. One company combined the manufacturing engineering and design engineering functions into a single engineering organization. On a smaller scale, another company, after installing CAE and CAD, combined the design and analysis departments into a single department.
Matrix Organization The most sophisticated lateral linkage mechanism in Galbraith's hierarchy is the matrix organization. In matrix management, people working on a project or task will remain in their department reporting functionally on technical matters but reporting to a project manager for work on the project(s). Matrix organizations within the engineering function are becoming increasingly popular. Four of the companies organize their engineering staff as a pool who are allocated to projects as required. Discipline-oriented managers are responsible for engineering resources by recruiting, retaining, and developing engineering skills, while project managers deploy those resources in product-oriented project teams. In one case, it is the express intention to include the production engineers within the discipline pools over the next year.
No instances of a fully developed matrix across the engineering/manufacturing interface were found currently amongst our cases. However, one company had
Dow
nloa
ded
by U
NIV
ER
SIT
Y O
F M
AN
CH
EST
ER
At 0
9:46
07
May
201
5 (P
T)
Implementing Integrating
Technologies
89
such an organization in the early 1980s. This case was reported in Winch[20]. It moved to a much simpler structure in 1985 because each of the product divisions had become big enough to support their own manufacturing operations, and there was no longer any need to use matrix organization to gain manufacturing economies of scale.
The simpler forms of mechanism can generally be used on their own to enhance integration; however, their effectiveness can be significantly reinforced when used interactively with organization design changes. For instance, cells provide a good opportunity for developing role convergence, and integrator roles can provide authority and support for all sorts of other initiatives such as task forces. In practice, organizations may deploy a wide number of lateral linkage mechanisms.
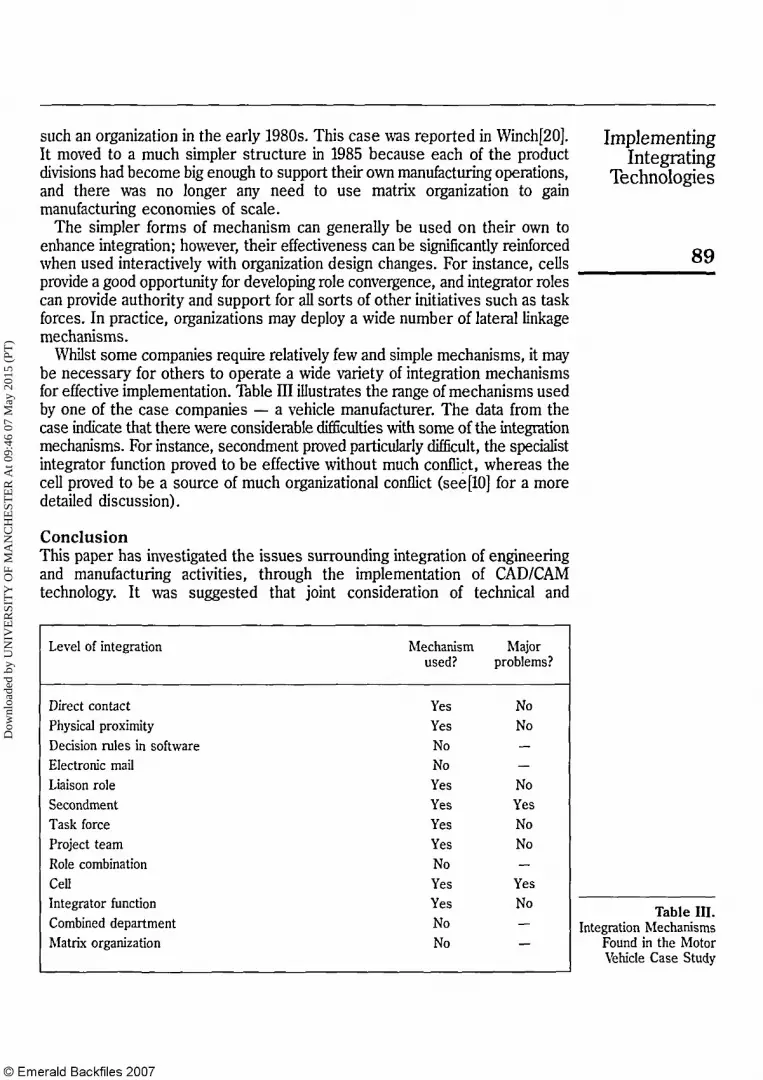
Whilst some companies require relatively few and simple mechanisms, it may be necessary for others to operate a wide variety of integration mechanisms for effective implementation. Table III illustrates the range of mechanisms used by one of the case companies — a vehicle manufacturer. The data from the case indicate that there were considerable difficulties with some of the integration mechanisms. For instance, secondment proved particularly difficult, the specialist integrator function proved to be effective without much conflict, whereas the cell proved to be a source of much organizational conflict (see[10] for a more detailed discussion).
Conclusion This paper has investigated the issues surrounding integration of engineering and manufacturing activities, through the implementation of CAD/CAM technology. It was suggested that joint consideration of technical and
Level of integration
Direct contact Physical proximity Decision rules in software Electronic mail Liaison role Secondment Task force Project team Role combination Cell Integrator function Combined department Matrix organization
Mechanism used?
Yes Yes No No Yes Yes Yes Yes No Yes Yes No No
Major problems?
No No
— No Yes No No
Yes No
—
Table III. Integration Mechanisms
Found in the Motor Vehicle Case Study
Dow
nloa
ded
by U
NIV
ER
SIT
Y O
F M
AN
CH
EST
ER
At 0
9:46
07
May
201
5 (P
T)

IJOPM 12,7/8
90
organizational integration is required to make implementation effective, since a technical route alone is unlikely to be adequate under ever-increasing demands for shorter lead times, better quality and lower cost.
While it does appear that a level of organizational integration is vital for the achievement of technical integration, it is by no means contingent on this. Only one of the cases showed signs of what might be termed a synchronous strategy; this company had re-evaluated its CAD/CAM system and was implementing a new system, and in doing so had realized the need for a review of all the traditional working procedures. Another case made organizational changes prior to CAD/CAM implementation; in this company, informal co-ordination and liaison had been a large part of the company culture for 20 years, so acceptance for integration between design and manufacturing was well established. In the remaining cases, organizational change severely lagged implementation. One explanation for this might be that integrating technologies are relatively new to companies; hence, it is only after the technology is used and a better understanding of the potential impacts and technical compatibilities are realized that organizational adaptation can be achieved.
To realize the extent of adaptation required, managers need to identify those linkages with the greatest need and potential for organizational integration. In choosing the appropriateness of integration mechanisms for each linkage, managers will need to consider:
• the level of differentiation between linkages; • the requirements across functions, particularly those downstream in the
development process; • the level of uncertainty in the use, interpretation and content of data; • the intensity and frequency of two-way information flow; • the complexity of products or tasks across these linkages.
Through considering the alternative integration mechanisms presented in this article, a combination may be found to improve the implementation of the technical system (see[21] for a detailed approach in the application of these mechanisms for the effective implementation of CAD/CAM). Without due consideration of these alternatives, a company's effectiveness in responding to the requirements of simultaneous engineering and shorter product life cycles may be severely reduced.
References 1. Voss, C.A., "Success and Failure in Advanced Manufacturing Technology", International
Journal of Technology Management, Vol. 3 No. 3, 1988, pp. 285-97. 2. Adler, P.S. and Helleloid, D.A., "Effective Implementation of Integrated CAD/CAM: A
Model", IEEE Transactions of Engineering Management, Vol. EM-34 No. 2, 1987, pp. 101-7. 3. Leonard-Barton, D., "Implementation as Mutual Adaptation of Technology and
Organization", Research Policy, Vol. 17, 1988, pp. 251-67. 4. Kaplinsky, R., Automation, Longman, Harlow, 1984. 5. Ettlie, J.E., Taking Charge of Manufacturing, Jossey-Bass, San Francisco, 1988.
Dow
nloa
ded
by U
NIV
ER
SIT
Y O
F M
AN
CH
EST
ER
At 0
9:46
07
May
201
5 (P
T)

Implementing Integrating
Technologies
91
6. Baldry, C. and Connolly, A., "Drawing the Line: Computer-aided Design and the Organisation of the Drawing Office", New Technology, Work and Employment, Vol. 1, 1986, pp. 59-66.
7. McLoughlin, I., "The 'Taylorisation' of Drawing Office Work?", New Technology, Work and Employment, Vol. 4, 1989.
8. Wingert, B., Duus, W., Rader, M. and Richus, V., CAD im Maschinenbau — Wirkungen, Chancen, Risken, Springer-Verlag, Heidelberg, 1984.
9. Lawrence, P.R. and Lorsch, J.W., "Differentiation and Integration in Complex Organizations", Administrative Science Quarterly, Vol. 12, June 1967, pp. 1-47.
10. Winch, G.M., Voss, C.A. and Twigg, D., "Organisation Design for Integrating Technologies", Warwick Business School Research Paper, No. 9, April 1991.
11. Adler, P.S., "The Managerial Challenges of Integrating CAD/CAM", draft mimeo, Stanford University, July 1988.
12. Thompson, J.D., Organizations in Action, McGraw-Hill, New York, 1967. 13. Winch, G.M., "The Implementation of CAD/CAM: Concepts and Propositions'', Warwick
Papers in Management, No. 24, September 1988. 14. Galbraith, J.R., Organization Design, Addison-Wesley, Reading, MA, 1977. 15. Voss, C.A., "The Management of New Manufacturing Technology: Eight Propositions",
APPI, Vol. 19, 1985, pp. 311-30. 16. Lee, G.L., "Managerial Strategies, Information Technology and Engineers", in Knights,
D. and Willmott, H. (Eds), New Technology and the Labour Process, Macmillan, Basingstoke, 1988.
17. Hrebiniak, L.G. and Joyce, W.F., Implementing Strategy, Macmillan, New York, 1984. 18. Zuboff, S., In the Age of the Smart Machine, Heinemann, Oxford, 1988. 19. Galbraith, J.R., "Environmental and Technological Determinants of Organization Design",
in Lorsch, J.W. and Lawrence, P.R. (Eds), Studies in Organization Design, Irwin-Dorsey, Homewood, IL, 1970.
20. Winch, G.M. (Ed.), Information Technology in Manufacturing Processes, Rossendale, London, 1983.
21. Twigg, D. and Voss, C.A., Managing Integration in CAD/CAM and Simultaneous Engineering, Chapman and Hall, London, 1992.
Dow
nloa
ded
by U
NIV
ER
SIT
Y O
F M
AN
CH
EST
ER
At 0
9:46
07
May
201
5 (P
T)

This article has been cited by:
1. YoungWon Park, Takahiro Fujimoto, Paul Hong. 2012. Product architecture, organizationalcapabilities and IT integration for competitive advantage. International Journal of InformationManagement 32, 479-488. [CrossRef]
2. Honggeng Zhou, G. Keong Leong, Patrik Jonsson, Chee-Chuong Sum. 2009. A comparative studyof advanced manufacturing technology and manufacturing infrastructure investments in Singaporeand Sweden. International Journal of Production Economics 120, 42-53. [CrossRef]
3. C Martin, M Metcalfe, H Harris. 2009. Developing an implementation capacity: justifications fromprior research. Journal of the Operational Research Society 60, 859-868. [CrossRef]
4. Päivi Lehtonen, Miia Martinsuo. 2009. Integrating the change program with the parent organization.International Journal of Project Management 27, 154-165. [CrossRef]
5. Éric Alsène. 2007. ERP systems and the coordination of the enterprise. Business Process ManagementJournal 13:3, 417-432. [Abstract] [Full Text] [PDF]
6. A. Das, J. Jayaram. 2007. Socio-technical perspective on manufacturing system synergies.International Journal of Production Research 45, 169-205. [CrossRef]
7. Chong Leng Tan, Mark A. Vonderembse. 2006. Mediating effects of computer-aided designusage: From concurrent engineering to product development performance. Journal of OperationsManagement 24, 494-510. [CrossRef]
8. Abraham Y. Nahm, Mark A. Vonderembse, Xenophon A. Koufteros. 2004. The Impactof Organizational Culture on Time-Based Manufacturing and Performance. Decision Sciences35:10.1111/deci.2004.35.issue-4, 579-607. [CrossRef]
9. Macarena Sacristán Dı́az, José A.D Machuca, Marı́a José Álvarez-Gil. 2003. A view of developingpatterns of investment in AMT through empirical taxonomies: new evidence. Journal of OperationsManagement 21, 577-606. [CrossRef]
10. David Twigg. 2002. Managing the design/manufacturing interface across firms. IntegratedManufacturing Systems 13:4, 212-221. [Abstract] [Full Text] [PDF]
11. A. Y. Nahm, M. A. Vonderembse. 2002. Theory development: An industrial/post-industrialperspective on manufacturing. International Journal of Production Research 40, 2067-2095.[CrossRef]
12. Patrik Jonsson. 2000. An empirical taxonomy of advanced manufacturing technology. InternationalJournal of Operations & Production Management 20:12, 1446-1474. [Abstract] [Full Text] [PDF]
13. Christopher McDermott, Ann Marucheck, Theresa CoatesManagement of Change . [CrossRef]14. Markham T. Frohlich, J. Robb Dixon. 1999. Information Systems Adaptation and the
Successful Implementation of Advanced Manufacturing Technologies. Decision Sciences 30:10.1111/deci.1999.30.issue-4, 921-957. [CrossRef]
15. Kenneth K. Boyer. 1999. Evolutionary Patterns of Flexible Automation and Performance: ALongitudinal Study. Management Science 45, 824-842. [CrossRef]
16. E. Alsene. 1999. The computer integration of the enterprise. IEEE Transactions on EngineeringManagement 46, 26-35. [CrossRef]
17. Glenn Hardaker, Pervaiz K. Ahmed, Gary Graham. 1998. An integrated response towards the pursuitof fast time to market of NPD in European manufacturing organisations. European Business Review98:3, 172-177. [Abstract] [Full Text] [PDF]
Dow
nloa
ded
by U
NIV
ER
SIT
Y O
F M
AN
CH
EST
ER
At 0
9:46
07
May
201
5 (P
T)

18. Kenneth K. Boyer. 1998. Longitudinal linkages between intended and realized operations strategies.International Journal of Operations & Production Management 18:4, 356-373. [Abstract] [Full Text][PDF]
19. Kenneth K. Boyer, G.Keong Leong, Peter T. Ward, Lee J. Krajewski. 1997. Unlocking the potentialof advanced manufacturing technologies. Journal of Operations Management 15, 331-347. [CrossRef]
20. Kenneth K. Boyer, Peter T. Ward, G.Keong Leong. 1996. Approaches to the factory of the future.An empirical taxonomy. Journal of Operations Management 14, 297-313. [CrossRef]
21. K.V. Sambasivarao, S.G. Deshmukh. 1995. Selection and implementation of advanced manufacturingtechnologies. International Journal of Operations & Production Management 15:10, 43-62. [Abstract][Full Text] [PDF]
Dow
nloa
ded
by U
NIV
ER
SIT
Y O
F M
AN
CH
EST
ER
At 0
9:46
07
May
201
5 (P
T)