high performance environmentally safer accelerator for
TRANSCRIPT

1
High Performance Environmentally Safer Accelerator for Elastomers KHIRUD B CHAKRABORTY, TREVOR D STEPHENS and ROGER COUCHMAN Robinson Brothers Limited, West Bromwich B70 0AH UK Abstract PTDC and DIXP are recently developed ultra fast environmentally safer vulcanisation accelerators. They have major applications in dry rubber compounding (NR, SBR, NBR and EPDM) as primary or secondary accelerators, capable of replacing established thiurams or dithiocarbamates on a weight to weight basis and giving superior vulcanisate properties. PTDC works best in a Semi-EV System (Sulphur 1-1.5 phr) and confers a high rate and state of cure with minimum reversion. It can be used both at low temperature and high temperature cure without the loss of desirable properties of the vulcanisates. DIXP is a compound free from Nitrogen, phosphorous and metallic elements, and is specifically recommended as an accelerator in the vulcanisation of NR, synthetic polyisoprene and nitrile rubbers. It will donate sulphur. One of its main applications being vibration dampers and for the removal of nitrosamine generating accelerators. The paper will describe typical formulations for a variety of uses including fluid systems, vibration damping and vehicle sealing, and show that improved properties are achievable. Mechanisations of action for both accelerators will be described. 1. INTRODUCTION The most important properties of rubber vulcanisates such as mechanical strength, fatigue, compression set and thermo-oxidative stability are primarily determined by the nature and type of cross-links produced during vulcanisation. A conventional high sulphur – low accelerator system producing a high percentage of polysulphidic cross-links imparts excellent strength and fatigue properties although at the expense of resistance to compression set, cure reversion and thermal and oxidative ageing. Efficient vulcanising systems (EV) using high accelerator to sulphur ratios (or sulphur donors) yield networks with mainly mono or disulphidic cross-links possessing a greater resistance to reversion and ageing but inferior strength and fatigue properties. A compromise between these features can usually be obtained by using the so called Semi EV System. SEV can reduce cure reversion at high temperatures to some degree, but at the cost of reduction of mechanical and fatigue properties of vulcanisates. The conventional accelerators, dithiocarbamates, thiurams, thiazoles and sulphenamides alone and in combination are highly effective and efficient in
most dry rubber and latex applications. However increased health and environmental concerns have been expressed in recent years over the uses of, particularly, dithiocarbamates and thiurams. Two potentially harmful health concerns associated with the above products are type IV allergy and N-nitrosamine and they have been found to be closely linked with conventional dithiocarbamates, thiurams and thiazoles mostly used in the manufacture of these products. Type IV allergy is often referred to as “delayed contact dermatitis” and manifests itself as localised itching, redness, swelling, blistering and cracking. Since 1991, there has been a dramatic increase in both legislative actions and claims related to type IV allergy. N-nitrosamines have been found to have severe carcinogenic effects on various life forms including primates and many of them are suspected human carcinogens1 & 2. The occurrence of carcinogenic nitrosamines at work places in the rubber industry was first described by Fazen et al3. It was subsequently found that nearly all factories producing rubber articles could generate nitrosamines at levels greater than 380 µg/m3 4. They are formed from secondary amines which are generated by the decomposition of widely used accelerators

2
thiurams and dithiocarbamates and which react with nitrous oxides during mixing and curing5. This has resulted in the passing and publication in 1988 of the German legislation referred to as the TRGS listing of nitrosamines and imposition of work place control levels in terms of exposure at 2.5 µg/m3 in the atmosphere which was updated in March 1996 stating a maximum of 1 µg/m3 in the work place atmosphere6. Various legislation already exists on the levels of N-nitrosamines and nitrosatable amines for special category products eg. baby teats, soothers and toy balloons7. More recently automotive industries are demanding nitrosamine free products for use in their vehicles. With increasing sensibility regarding environmental aspects there is a growing list of well established curing agents that may not be used in the near future. Greater productivity and faster throughput using shorter existing curing cycles at higher curing temperatures are also some of the main industrial concerns. Technologically, although conventional ultra accelerators, dithiocarbamates and thiurams are fast curing they suffer from greater reversion at higher temperatures associated with inferior physical properties of vulcanisates. They have been found to be not as effective at lower temperature cure and usually require longer curing times which have adverse effect on production rate Robinson Brothers Limited’s response to the above issues has been to seek to replace conventional ultra accelerators with sustainable environmentally friendly and toxicologically less hazardous compounds. However, conscious efforts have been made throughout the research and development stages to ensure that technical performance was not sacrificed in the pursuit of safety. The present paper will demonstrate the technical applications of two such accelerators developed by Robinson Brothers Limited citing specific examples from most areas of rubber technology. 2. EXPERIMENTAL All dry rubber mixing was carried out in a BR Banbury followed by a 2-roll mill at Robinson Brothers Limited, UK. Mooney viscosities and scorch time determinations were carried out at 120ºC by using
a large rotor on an SPRI (Negretti Automation) pneumatically operated Mooney Viscometer. Rheological study of all compounds was carried out using the Monsanto 2000E. Appropriate test pieces were moulded for Tensile Strength, Hardness and Elongation all to BS903. All physical tests were carried out using Instron 4302 Tensile testing machine. International Rubber Hardness Degree (IRHD) of samples was tested by using the Wallace Rubber Hardness Tester. Ageing studies were carried out in Wallace cell ovens. Continuous stress-relaxation was carried out automatically using a Wallace-Shawbury self recording age-tester in conjunction with a six-cell air ageing oven. The determination of cross-link density in compounded natural rubber latex during prevulcanisation studies was carried out using a modified solvent swell test. N-Nitrosamines and Nitrosatable substances were determined by Pollock and Pool Limited, Reading, UK using both BGA and FDA procedures. 3. RESULTS AND DISCUSSION PTDC (Robac SAA30) PTDC is a recently developed ultrafast environmentally safer vulcanisation accelerator based on a diprimary dithioamines and containing no metal ion and will comply with requirements of ‘end of vehicle life’. It has major applications in dry rubber compounding (NR, SBR, NBR and EPDM) as a primary or secondary accelerator, capable of replacing established thiurams and dithiocarbamates on a weight to weight basis with superior vulcanisate properties although its molecular weight is significantly higher compared to them. PTDC works best in a Semi-EV System (Sulphur 1-1.5 phr) and confers a high rate and state of cure with minimum reversion combined with a hitherto unobtainable combination of dynamic and thermal stability. It can be used both at low temperature and high temperature cure without the loss of desirable properties of the vulcanisates. Mechanistic studies have indicated that it can efficiently utilize elemental sulphur in the cross-
3
linking reaction and produces predominantly relatively stable disulphide cross-links whilst binding within the network, contributing to the overall stability of the network and resisting extractive media, thus also minimising health and environmental concerns.
Physico-Chemical properties of PTDC
Chemical Name
2,2’ - Dithiodi (ethylammonium) - bis (dibenzyldithiocarbamate
Structural Formula
Water Solubility Highly insoluble
Rubber Solubility
1.0 - 1.2% w/w NR (Pale crepe) 2.0 - 2.2% w/w SBR (Krylene 1502) ~ 3% w/w NBR (Krynac 825
Relative Molar Mass 698
Appearance
Off White Powder
Melting Point 96˚C - 97˚C
Approvals ELINCS registered 98-06-1141-01
Product Information
Product forms include powder and 50% polymer bound masterbatch (PM) Toxicity and Eco-toxicity data are to be found on RBL’s Product Safety Data Sheet, available on request.
The effectiveness of PTDC in various rubbers are shown as examples.
Natural rubber
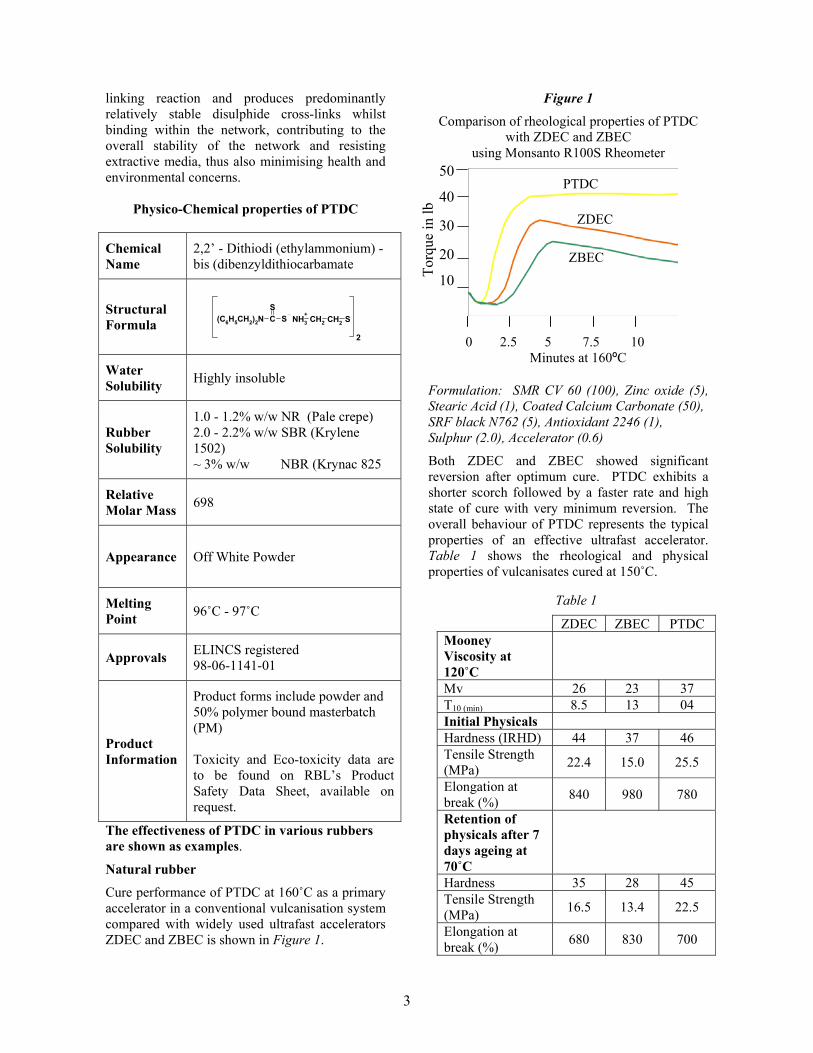
Cure performance of PTDC at 160˚C as a primary accelerator in a conventional vulcanisation system compared with widely used ultrafast accelerators ZDEC and ZBEC is shown in Figure 1.
Figure 1
Comparison of rheological properties of PTDC with ZDEC and ZBEC
using Monsanto R100S Rheometer
Formulation: SMR CV 60 (100), Zinc oxide (5), Stearic Acid (1), Coated Calcium Carbonate (50), SRF black N762 (5), Antioxidant 2246 (1), Sulphur (2.0), Accelerator (0.6)
Both ZDEC and ZBEC showed significant reversion after optimum cure. PTDC exhibits a shorter scorch followed by a faster rate and high state of cure with very minimum reversion. The overall behaviour of PTDC represents the typical properties of an effective ultrafast accelerator. Table 1 shows the rheological and physical properties of vulcanisates cured at 150˚C.
Table 1
ZDEC ZBEC PTDC Mooney Viscosity at 120˚C
Mv 26 23 37 T10 (min) 8.5 13 04 Initial Physicals Hardness (IRHD) 44 37 46 Tensile Strength (MPa) 22.4 15.0 25.5
Elongation at break (%) 840 980 780
Retention of physicals after 7 days ageing at 70˚C
Hardness 35 28 45 Tensile Strength (MPa) 16.5 13.4 22.5
Elongation at break (%) 680 830 700
Torq
ue in
lb
50
40 30 20
10
0 2.5 5 7.5 10 Minutes at 160ºC
PTDC
ZDEC
ZBEC
(C6H5CH2)2N CS
S NH3+
CH2 CH2 S
2
4
Dynamic Properties
Fatigue to failure using JIS average at 100% extension (cycles x 100)
509 836 1038
Compression set 22 hours at 70˚C %
30 43.8 24.5
The above results clearly show that PTDC produces vulcanisates with superior tensile properties compared to both ZDEC and ZBEC on equal weight basis. Moreover, retention of physical on heat ageing, dynamic properties and compression set behavior are all significantly better with PTDC cured vulcanisates.
Overall performance of PTDC in a Semi-EV System has been found to be even better compared to CV Systems (Table 2). These findings appear to suggest that PTDC is capable of effectively utilizing elemental sulphur in a cross-linking reaction. Moreover, excellent dynamic behaviour in a Semi-EV System suggests that other cross-linking reaction in addition to sulphur cross-linking also are involved.
Table 2
The same formulation as before was used.
CV System PTDC (0.6phr) Sulphur (2phr)
Semi-EV System
PTDC (0.6phr) Sulphur (1phr)
Mooney Viscosity at 120˚C
Mv 37 39 T10 (min) 04 06 Initial Physicals
Hardness (IRHD) 46 48
Tensile Strength (MPa)
25.5 27.0
Elongation at break (%) 780 730
Fatigue to failure (cycles x 100)
1038 1160
Compression set 22 hours at 70˚C %
24.5 19.0
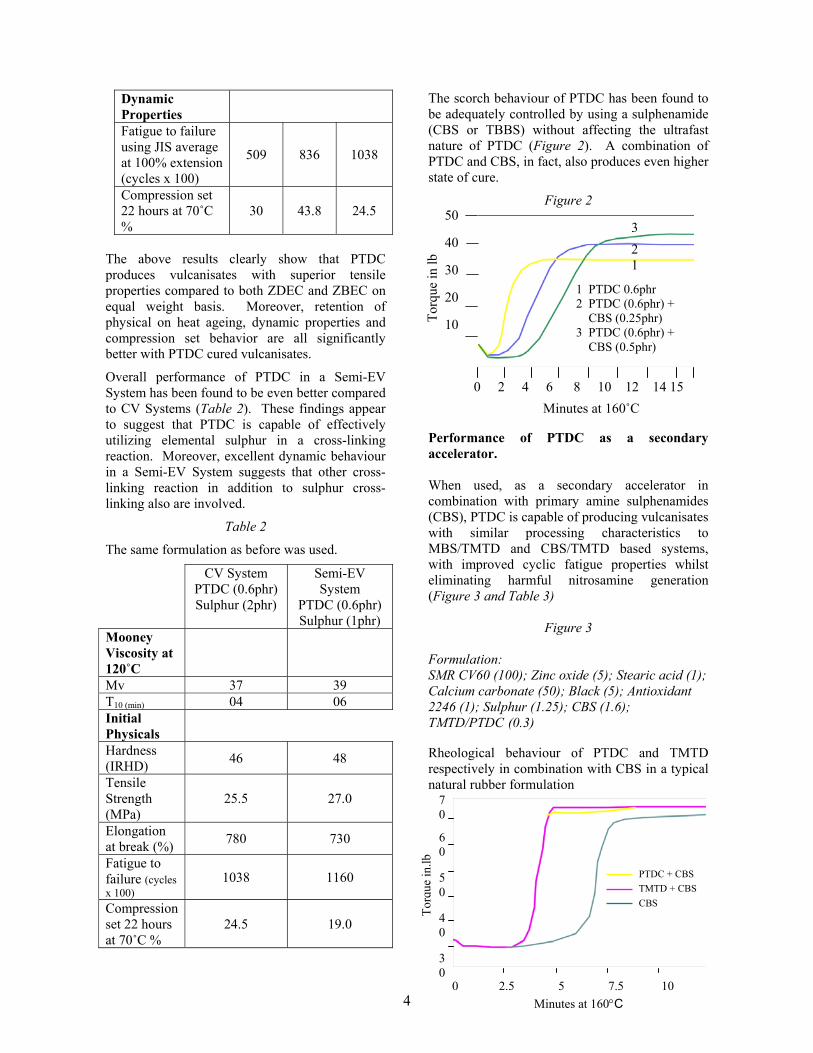
The scorch behaviour of PTDC has been found to be adequately controlled by using a sulphenamide (CBS or TBBS) without affecting the ultrafast nature of PTDC (Figure 2). A combination of PTDC and CBS, in fact, also produces even higher state of cure.
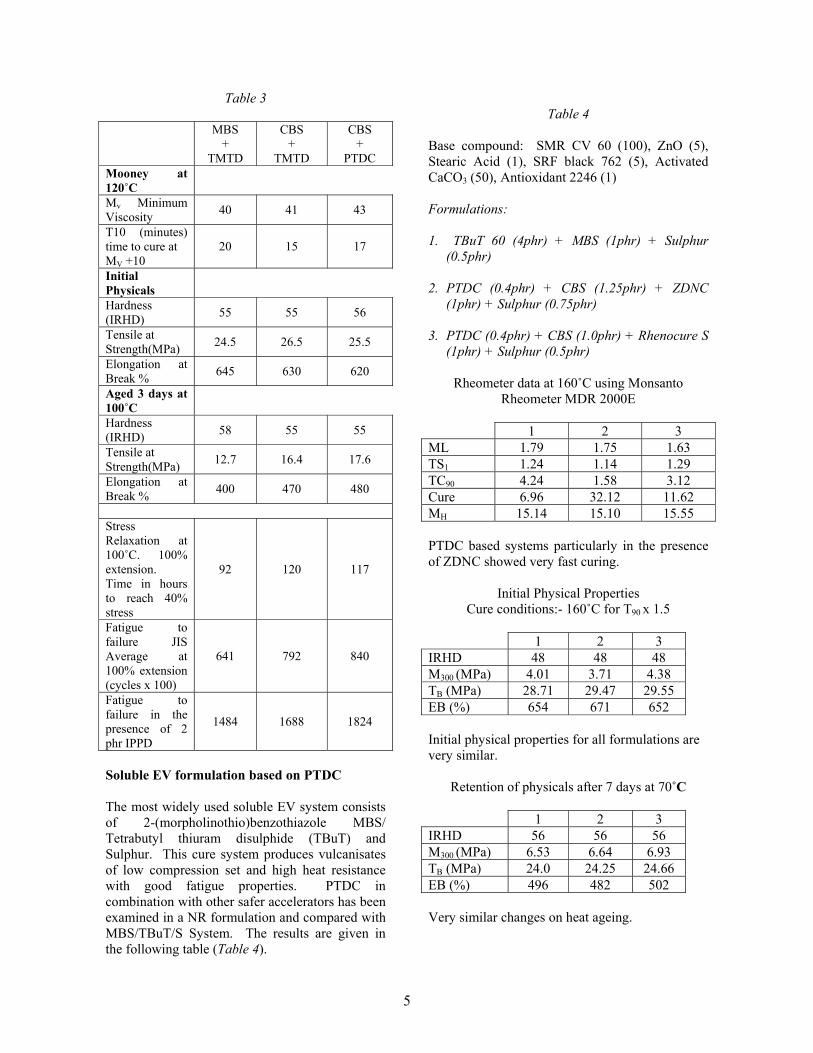
Figure 2 Performance of PTDC as a secondary accelerator. When used, as a secondary accelerator in combination with primary amine sulphenamides (CBS), PTDC is capable of producing vulcanisates with similar processing characteristics to MBS/TMTD and CBS/TMTD based systems, with improved cyclic fatigue properties whilst eliminating harmful nitrosamine generation (Figure 3 and Table 3)
Figure 3 Formulation: SMR CV60 (100); Zinc oxide (5); Stearic acid (1); Calcium carbonate (50); Black (5); Antioxidant 2246 (1); Sulphur (1.25); CBS (1.6); TMTD/PTDC (0.3) Rheological behaviour of PTDC and TMTD respectively in combination with CBS in a typical natural rubber formulation
3
2 1
1 PTDC 0.6phr 2 PTDC (0.6phr) + CBS (0.25phr) 3 PTDC (0.6phr) + CBS (0.5phr)
50 40 30 20 10
To
rque
in lb
0 2 4 6 8 10 12 14 15
Minutes at 160˚C
PTDC + CBS
TMTD + CBS
CBS
0 2.5 5 7.5 10 Minutes at 160°C
70
60
50
40
30
Torq
ue in
.lb
5
Table 3
MBS +
TMTD
CBS +
TMTD
CBS +
PTDC Mooney at 120˚C
Mv Minimum Viscosity 40 41 43
T10 (minutes) time to cure at MV +10
20 15 17
Initial Physicals
Hardness (IRHD) 55 55 56
Tensile at Strength(MPa) 24.5 26.5 25.5
Elongation at Break % 645 630 620
Aged 3 days at 100˚C
Hardness (IRHD) 58 55 55
Tensile at Strength(MPa) 12.7 16.4 17.6
Elongation at Break % 400 470 480
Stress Relaxation at 100˚C. 100% extension. Time in hours to reach 40% stress
92 120 117
Fatigue to failure JIS Average at 100% extension (cycles x 100)
641 792 840
Fatigue to failure in the presence of 2 phr IPPD
1484 1688 1824
Soluble EV formulation based on PTDC The most widely used soluble EV system consists of 2-(morpholinothio)benzothiazole MBS/ Tetrabutyl thiuram disulphide (TBuT) and Sulphur. This cure system produces vulcanisates of low compression set and high heat resistance with good fatigue properties. PTDC in combination with other safer accelerators has been examined in a NR formulation and compared with MBS/TBuT/S System. The results are given in the following table (Table 4).
Table 4
Base compound: SMR CV 60 (100), ZnO (5), Stearic Acid (1), SRF black 762 (5), Activated CaCO3 (50), Antioxidant 2246 (1) Formulations: 1. TBuT 60 (4phr) + MBS (1phr) + Sulphur
(0.5phr) 2. PTDC (0.4phr) + CBS (1.25phr) + ZDNC
(1phr) + Sulphur (0.75phr) 3. PTDC (0.4phr) + CBS (1.0phr) + Rhenocure S
(1phr) + Sulphur (0.5phr)
Rheometer data at 160˚C using Monsanto Rheometer MDR 2000E
1 2 3 ML 1.79 1.75 1.63 TS1 1.24 1.14 1.29 TC90 4.24 1.58 3.12 Cure 6.96 32.12 11.62 MH 15.14 15.10 15.55 PTDC based systems particularly in the presence of ZDNC showed very fast curing.
Initial Physical Properties Cure conditions:- 160˚C for T90 x 1.5
1 2 3 IRHD 48 48 48 M300 (MPa) 4.01 3.71 4.38 TB (MPa) 28.71 29.47 29.55 EB (%) 654 671 652 Initial physical properties for all formulations are very similar.
Retention of physicals after 7 days at 70˚C
1 2 3 IRHD 56 56 56 M300 (MPa) 6.53 6.64 6.93 TB (MPa) 24.0 24.25 24.66 EB (%) 496 482 502 Very similar changes on heat ageing.
6
Compression Set Data
22 hours at 70˚C
1 2 3 ASTM Method B, 25% deflection
20 23 22
Fatigue to failure at 100% extension (cycles x 100)
440 580 500
PTDC based systems showed improved fatigue resistance. PERFORMANCE OF PTDC IN SBR The effectiveness of PTDC either alone or in combination with other safer accelerators was examined in a typical SBR tyre tread type formulation and the results are compared with conventional cure systems (Table 5).
Table 5
Base compound: SBR 1502 (100), Black N330 HAF (52), High aromatic oil (10), Zinc oxide (5), Stearic Acid (1), Wingstay 100 (1)
Cure Systems
Conventional Semi-EV
CBS/TMTD/S (C1)
MBS/TMTD/S (C2)
PTDC/S (C3)
PTDC/S (S1)
1.2/0.4/2.5
1.2/0.4/2.5
1.5/2.5
1.5/1.5
Rheological properties at 160˚C
C1 C2 C3 S1
TS2
(min:sec) 4:06 4:14 0:55 1:27
MH 90.3 93.5 98.6 86.0 RH (rate) 0.91 0.76 1.22 1.10
PTDC shows a faster rate both in conventional and Semi EV Systems.
Initial physicals and retention of physicals after oven ageing as 120˚C for 7 days
C1 C2 C3 S1 IRHD 65(82)* 66(81) 68(80) 63(75) Tensile strength (MPa)
20.0 (11.3)
17.6 (13.0)
20.5 (14.5)
22.5 (17.5)
Elongation at break (%)
377 (89)
322 (95)
349 (149)
500 (277)
Fatigue to failure (cycles x 100) 100% extension
742 830 1780 2760
* ( ) represents results on ageing As observed in NR, PTDC is ‘scorchy’ associated with faster rate and high state of cure. Vulcanisates produced with PTDC are thermally more stable and possess excellent dynamic properties which is more clearly evident when PTDC was used in a Semi EV System. The scorch behaviour of PTDC was found to be satisfactorily controlled when used in combination with a sulphenamide, CBS (Table 6) without affecting the rate and state of cure.
Table 6
Same base formula as before was used. In all cases total accelerator concentration was kept at 1.5phr and sulphur = 1.5phr.
Rheological data at 160˚C
CBS/ PTDC
CBS/ PTDC
CBS/ PTDC
CBS/ PTDC
1.0/ 0.5
0.75/ 0.75
0.5/ 1.0
0/ 1.5
TS2 (min:sec) 4:25 3:18 2:20 1:27 T90 (min:sec) 7:20 4:49 3:50 3:28 MH (Max Torque) 87.6 90 84 86 RH (rate) 0.97 1.12 1.10 1.10 As expected scorch time (TS2) and T90 decrease with increasing concentration of PTDC in the system but without affecting the rate and state of cure to any significant extent.
7
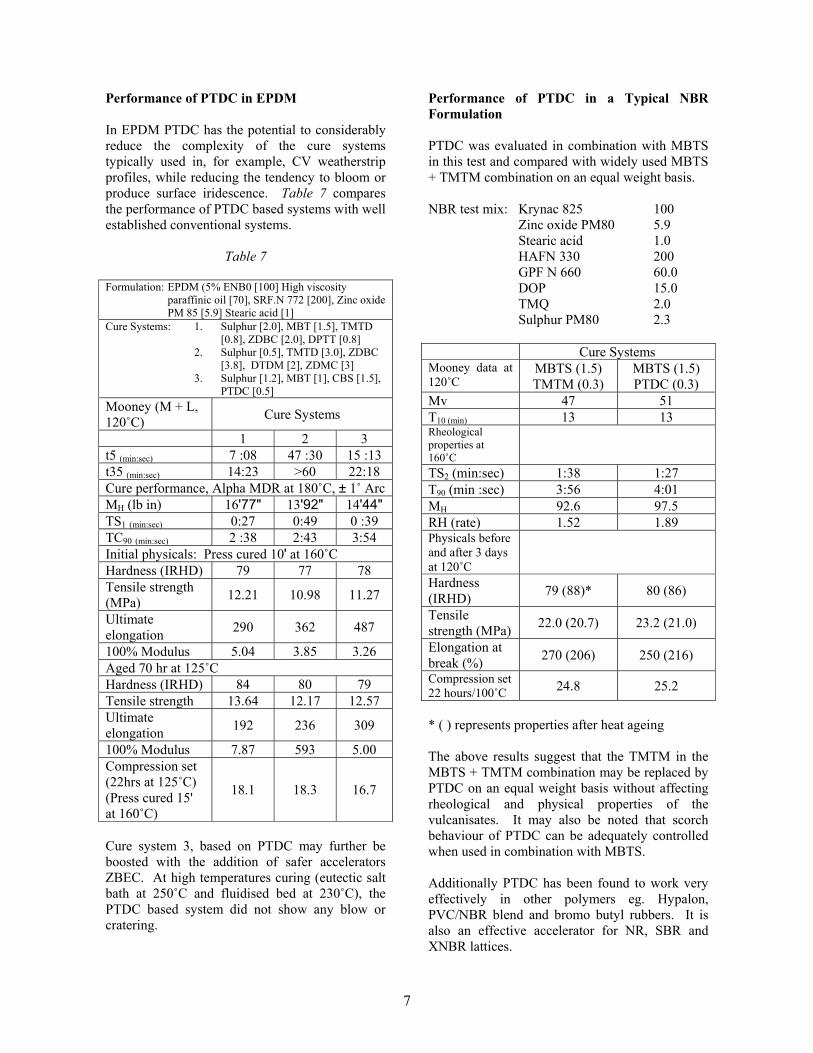
Performance of PTDC in EPDM In EPDM PTDC has the potential to considerably reduce the complexity of the cure systems typically used in, for example, CV weatherstrip profiles, while reducing the tendency to bloom or produce surface iridescence. Table 7 compares the performance of PTDC based systems with well established conventional systems.
Table 7
Formulation: EPDM (5% ENB0 [100] High viscosity paraffinic oil [70], SRF.N 772 [200], Zinc oxide PM 85 [5.9] Stearic acid [1] Cure Systems: 1. Sulphur [2.0], MBT [1.5], TMTD [0.8], ZDBC [2.0], DPTT [0.8] 2. Sulphur [0.5], TMTD [3.0], ZDBC [3.8], DTDM [2], ZDMC [3] 3. Sulphur [1.2], MBT [1], CBS [1.5], PTDC [0.5] Mooney (M + L, 120˚C) Cure Systems
1 2 3 t5 (min:sec) 7 :08 47 :30 15 :13 t35 (min:sec) 14:23 >60 22:18 Cure performance, Alpha MDR at 180˚C, ± 1˚ Arc MH (lb in) 16'77" 13'92" 14'44" TS1 (min:sec) 0:27 0:49 0 :39 TC90 (min:sec) 2 :38 2:43 3:54 Initial physicals: Press cured 10' at 160˚C Hardness (IRHD) 79 77 78 Tensile strength (MPa) 12.21 10.98 11.27
Ultimate elongation 290 362 487
100% Modulus 5.04 3.85 3.26 Aged 70 hr at 125˚C Hardness (IRHD) 84 80 79 Tensile strength 13.64 12.17 12.57 Ultimate elongation 192 236 309
100% Modulus 7.87 593 5.00 Compression set (22hrs at 125˚C) (Press cured 15' at 160˚C)
18.1 18.3 16.7
Cure system 3, based on PTDC may further be boosted with the addition of safer accelerators ZBEC. At high temperatures curing (eutectic salt bath at 250˚C and fluidised bed at 230˚C), the PTDC based system did not show any blow or cratering.
Performance of PTDC in a Typical NBR Formulation PTDC was evaluated in combination with MBTS in this test and compared with widely used MBTS + TMTM combination on an equal weight basis. NBR test mix: Krynac 825 100 Zinc oxide PM80 5.9 Stearic acid 1.0 HAFN 330 200 GPF N 660 60.0 DOP 15.0 TMQ 2.0 Sulphur PM80 2.3 Cure Systems Mooney data at 120˚C
MBTS (1.5) TMTM (0.3)
MBTS (1.5) PTDC (0.3)
Mv 47 51 T10 (min) 13 13 Rheological properties at 160˚C
TS2 (min:sec) 1:38 1:27 T90 (min :sec) 3:56 4:01 MH 92.6 97.5 RH (rate) 1.52 1.89 Physicals before and after 3 days at 120˚C
Hardness (IRHD) 79 (88)* 80 (86)
Tensile strength (MPa) 22.0 (20.7) 23.2 (21.0)
Elongation at break (%) 270 (206) 250 (216)
Compression set 22 hours/100˚C 24.8 25.2
* ( ) represents properties after heat ageing The above results suggest that the TMTM in the MBTS + TMTM combination may be replaced by PTDC on an equal weight basis without affecting rheological and physical properties of the vulcanisates. It may also be noted that scorch behaviour of PTDC can be adequately controlled when used in combination with MBTS. Additionally PTDC has been found to work very effectively in other polymers eg. Hypalon, PVC/NBR blend and bromo butyl rubbers. It is also an effective accelerator for NR, SBR and XNBR lattices.
8
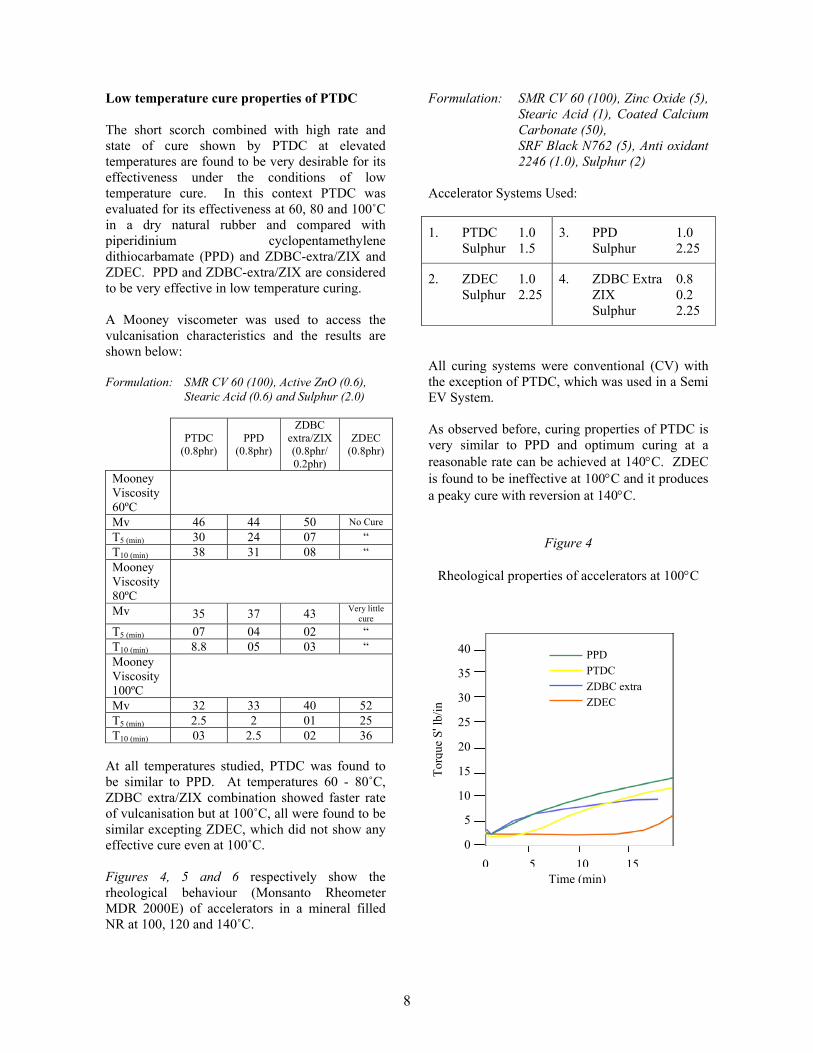
Low temperature cure properties of PTDC The short scorch combined with high rate and state of cure shown by PTDC at elevated temperatures are found to be very desirable for its effectiveness under the conditions of low temperature cure. In this context PTDC was evaluated for its effectiveness at 60, 80 and 100˚C in a dry natural rubber and compared with piperidinium cyclopentamethylene dithiocarbamate (PPD) and ZDBC-extra/ZIX and ZDEC. PPD and ZDBC-extra/ZIX are considered to be very effective in low temperature curing. A Mooney viscometer was used to access the vulcanisation characteristics and the results are shown below: Formulation: SMR CV 60 (100), Active ZnO (0.6),
Stearic Acid (0.6) and Sulphur (2.0)
PTDC
(0.8phr) PPD
(0.8phr)
ZDBC extra/ZIX (0.8phr/ 0.2phr)
ZDEC (0.8phr)
Mooney Viscosity 60ºC
Mv 46 44 50 No Cure T5 (min) 30 24 07 “ T10 (min) 38 31 08 “ Mooney Viscosity 80ºC
Mv 35 37 43 Very little cure
T5 (min) 07 04 02 “ T10 (min) 8.8 05 03 “ Mooney Viscosity 100ºC
Mv 32 33 40 52 T5 (min) 2.5 2 01 25 T10 (min) 03 2.5 02 36
At all temperatures studied, PTDC was found to be similar to PPD. At temperatures 60 - 80˚C, ZDBC extra/ZIX combination showed faster rate of vulcanisation but at 100˚C, all were found to be similar excepting ZDEC, which did not show any effective cure even at 100˚C. Figures 4, 5 and 6 respectively show the rheological behaviour (Monsanto Rheometer MDR 2000E) of accelerators in a mineral filled NR at 100, 120 and 140˚C.
Formulation: SMR CV 60 (100), Zinc Oxide (5), Stearic Acid (1), Coated Calcium Carbonate (50),
SRF Black N762 (5), Anti oxidant 2246 (1.0), Sulphur (2)
Accelerator Systems Used:
1. PTDC 1.0 Sulphur 1.5
3. PPD 1.0 Sulphur 2.25
2. ZDEC 1.0 Sulphur 2.25
4. ZDBC Extra 0.8 ZIX 0.2 Sulphur 2.25
All curing systems were conventional (CV) with the exception of PTDC, which was used in a Semi EV System. As observed before, curing properties of PTDC is very similar to PPD and optimum curing at a reasonable rate can be achieved at 140°C. ZDEC is found to be ineffective at 100°C and it produces a peaky cure with reversion at 140°C.
Figure 4
Rheological properties of accelerators at 100°C
PPD
PTDC
ZDBC extra
ZDEC
0 5 10 15
40
35
30
25
20
15
10
5
0
Torq
ue S
' lb/
in
Time (min)
9
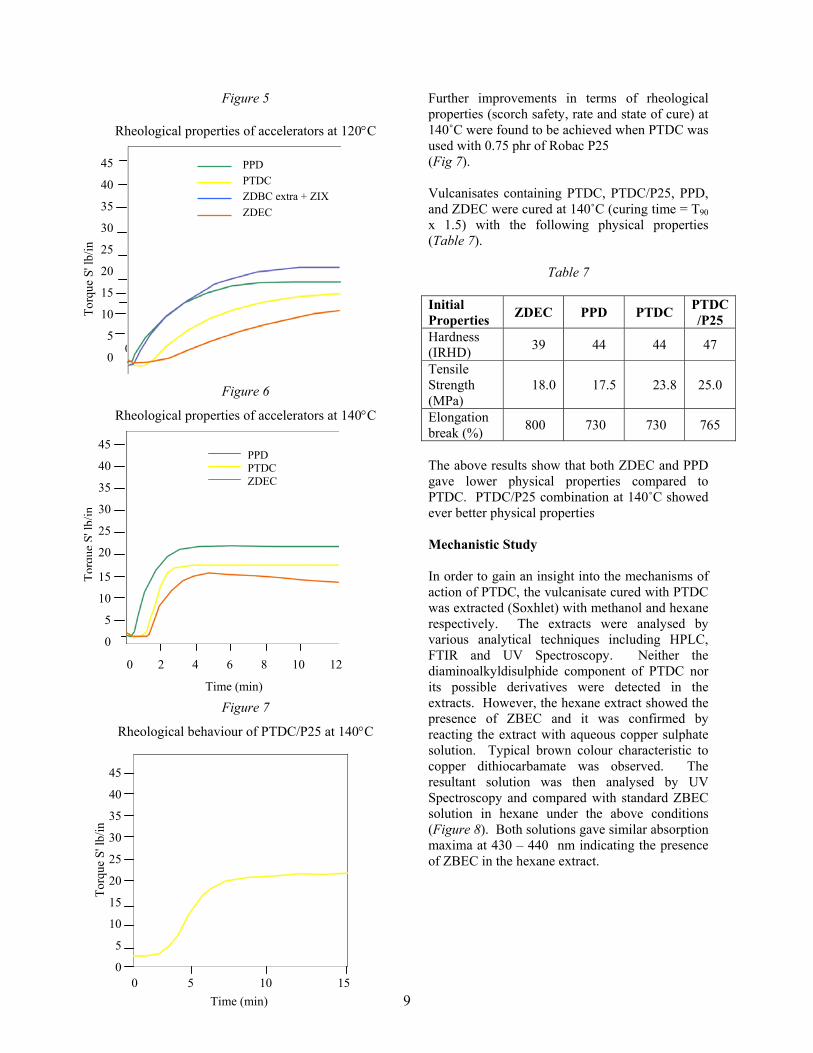
Figure 5
Rheological properties of accelerators at 120°C
Figure 6
Rheological properties of accelerators at 140°C
Figure 7
Rheological behaviour of PTDC/P25 at 140°C
Further improvements in terms of rheological properties (scorch safety, rate and state of cure) at 140˚C were found to be achieved when PTDC was used with 0.75 phr of Robac P25 (Fig 7). Vulcanisates containing PTDC, PTDC/P25, PPD, and ZDEC were cured at 140˚C (curing time = T90 x 1.5) with the following physical properties (Table 7).
Table 7
Initial Properties ZDEC PPD PTDC PTDC
/P25 Hardness (IRHD) 39 44 44 47
Tensile Strength (MPa)
18.0 17.5 23.8 25.0
Elongation break (%) 800 730 730 765
The above results show that both ZDEC and PPD gave lower physical properties compared to PTDC. PTDC/P25 combination at 140˚C showed ever better physical properties Mechanistic Study In order to gain an insight into the mechanisms of action of PTDC, the vulcanisate cured with PTDC was extracted (Soxhlet) with methanol and hexane respectively. The extracts were analysed by various analytical techniques including HPLC, FTIR and UV Spectroscopy. Neither the diaminoalkyldisulphide component of PTDC nor its possible derivatives were detected in the extracts. However, the hexane extract showed the presence of ZBEC and it was confirmed by reacting the extract with aqueous copper sulphate solution. Typical brown colour characteristic to copper dithiocarbamate was observed. The resultant solution was then analysed by UV Spectroscopy and compared with standard ZBEC solution in hexane under the above conditions (Figure 8). Both solutions gave similar absorption maxima at 430 – 440 nm indicating the presence of ZBEC in the hexane extract.
0 5 10 15 Time (min)
45
40
35
30
25
20
15
10
5
0
Torq
ue S
' lb/
in
PPD
PTDC
ZDBC extra + ZIX
ZDEC
PPD
PTDC
ZDEC
45
40
35
30
25
20
15
10
5
0
Torq
ueS'
lb/in
0 2 4 6 8 10 12
Time (min)
PPD PTDC ZDEC
0 5 10 15Time (min)
45
40
35
30
25
20
15
10
5
0
Torq
ue S
' lb/
in
10
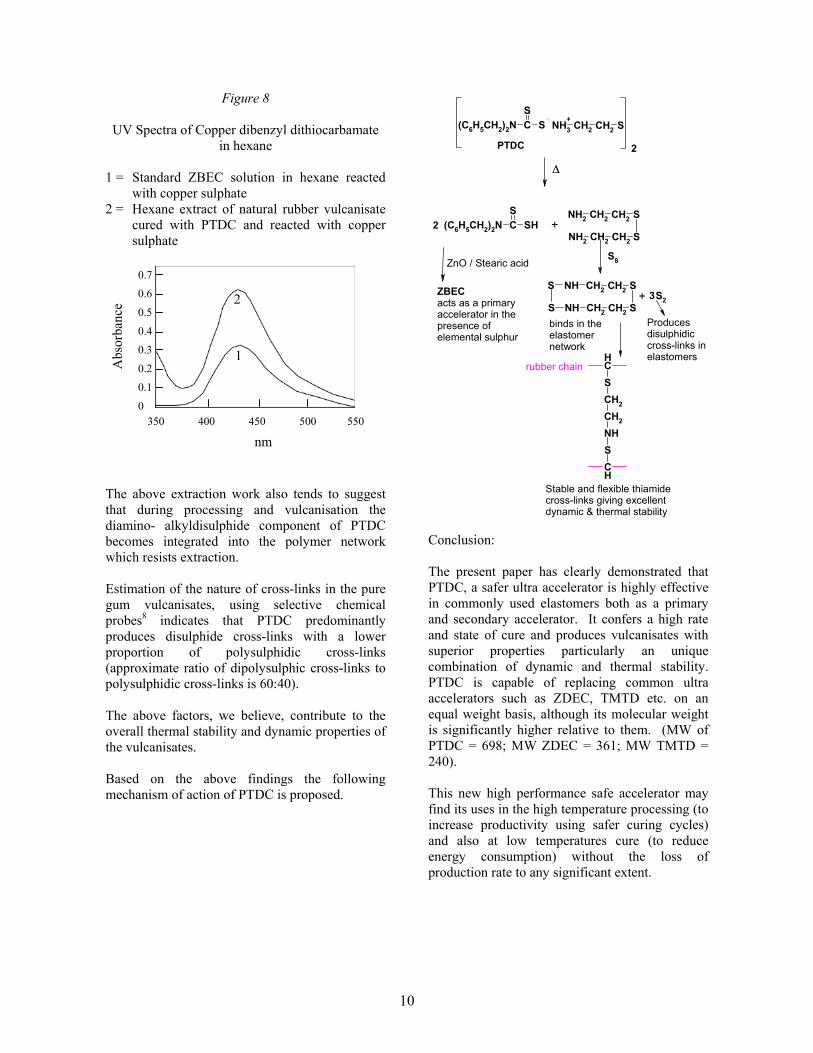
Figure 8
UV Spectra of Copper dibenzyl dithiocarbamate in hexane
1 = Standard ZBEC solution in hexane reacted with copper sulphate 2 = Hexane extract of natural rubber vulcanisate cured with PTDC and reacted with copper sulphate The above extraction work also tends to suggest that during processing and vulcanisation the diamino- alkyldisulphide component of PTDC becomes integrated into the polymer network which resists extraction. Estimation of the nature of cross-links in the pure gum vulcanisates, using selective chemical probes8 indicates that PTDC predominantly produces disulphide cross-links with a lower proportion of polysulphidic cross-links (approximate ratio of dipolysulphic cross-links to polysulphidic cross-links is 60:40). The above factors, we believe, contribute to the overall thermal stability and dynamic properties of the vulcanisates. Based on the above findings the following mechanism of action of PTDC is proposed.
Conclusion: The present paper has clearly demonstrated that PTDC, a safer ultra accelerator is highly effective in commonly used elastomers both as a primary and secondary accelerator. It confers a high rate and state of cure and produces vulcanisates with superior properties particularly an unique combination of dynamic and thermal stability. PTDC is capable of replacing common ultra accelerators such as ZDEC, TMTD etc. on an equal weight basis, although its molecular weight is significantly higher relative to them. (MW of PTDC = 698; MW ZDEC = 361; MW TMTD = 240). This new high performance safe accelerator may find its uses in the high temperature processing (to increase productivity using safer curing cycles) and also at low temperatures cure (to reduce energy consumption) without the loss of production rate to any significant extent.
Abs
orba
nce
0.7
0.6
0.5
0.4
0.3
0.2
0.1
0 350 400 450 500 550
nm
2
1
(C6H5CH2)2N CS
S NH3+
CH2 CH2 S
2
(C6H5CH2)2N CS
SH2NH2 CH2 CH2 S
NH2 CH2 CH2 S+
S8
NH CH2 CH2 S
NH CH2 CH2 S
S
SS23+
ZnO / Stearic acid
ZBECacts as a primaryaccelerator in thepresence ofelemental sulphur
Producesdisulphidiccross-links inelastomers
binds in theelastomernetwork
NHCH2
CH2
SCH
SCH
Stable and flexible thiamidecross-links giving excellentdynamic & thermal stability
rubber chain
SAA30
∆
PTDC
11
4. APPLICATION OF DIXP (Robac AS100) DIXP is diisopropyl xanthogen polysulphide, the structure of which is completely free from nitrogen, phosphorus and metallic elements. Since the molecule does not contain any nitrogen atoms, it would therefore be impossible for DIXP to nitrosate and produce carcinogenic nitrosamine. Secondly xanthates are fugitive so the molecule is completely used up during the cross-linking process leaving no residue in the product. It therefore results in eliminating or minimising any type IV allergenic responses from the products and it complies fully with automotive end of vehicle life requirements.
Chemical Name:
Diisopropyl xanthogen polysulphide
Structural formula:
X = 3,4 or 5 Relative Molar Mass: 334 (as tetrasulphide) Appearance: Clear, yellow, oily liquid Regulatory Approvals:
EINECS 403-030-6
FDA status
Approved for use in rubber articles in contact with food as specified in USA FDA CFR 177.2600
French Ministry of Economy
Approved for use in rubber materials, objects in contact with food stuffs, alimentary products and drinks under NOR: ECOC9400131A.
Main applications of this compound have been found in NR and synthetic polyisoprene for the production of moulded baby teats, soothers, pharmaceutical stoppers, needle shields etc. It produces very clear and transparent vulcanisates. Other applications include soluble EV system for engine mount production and vibration control. DIXP as a Sulphur Donor in the vulcanisation of Dry Natural Rubber
The effectiveness of DIXP as a sulphur donor, alone and in combination with a safer accelerator TBzTD, in the vulcanisation of dry natural rubber
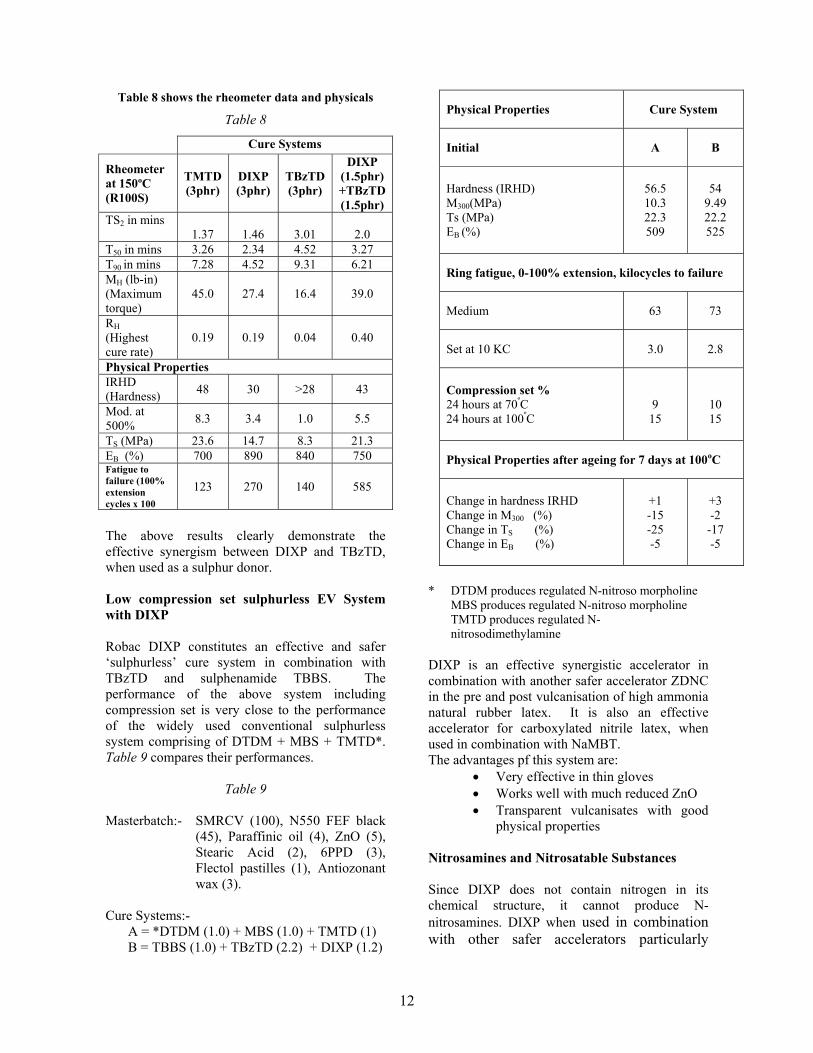
is compared with a widely used conventional sulphur donor TMTD at 150ºC, Fig 9.
Figure 9
Monsanto Rheometer R100S Traces at 160ºC Accelerator Loading = 3phr
Time in Minutes
Formulation: SMR (100), Zinc Oxide (5),
Stearic Acid (1), Antioxidant (Nonox WSL) (1), Black SRF N762 (5), Calcium carbonate (50), Accelerator (3)
DIXP shows initial speed similar to TMTD but efficiency of vulcanisation falls away with reduced maximum torque. TBzTD alone is slower accompanied by longer cure time and lower state of cure. DIXP, when used with TBzTD, shows an effective combination of safe processing, fast cure and attains a maximum torque very close to that given by a TMTD system. The above combination produces vulcanisates of overall desired properties with improved fatigue resistance and good clarity. (Table 8)
COCH Sx
S
C O CH
S
CH3
CH3CH3
CH3To
rque
in in
ch.p
ound
45
40
35
30
25
20
15
10
5
0
0 2 4 6 8 10 12
A
D C B
A = TMTD (3phr D = DIXP + TBzTD (1.5phr each)C = DIXP (3phr) B = TBzTD (3phr)
12
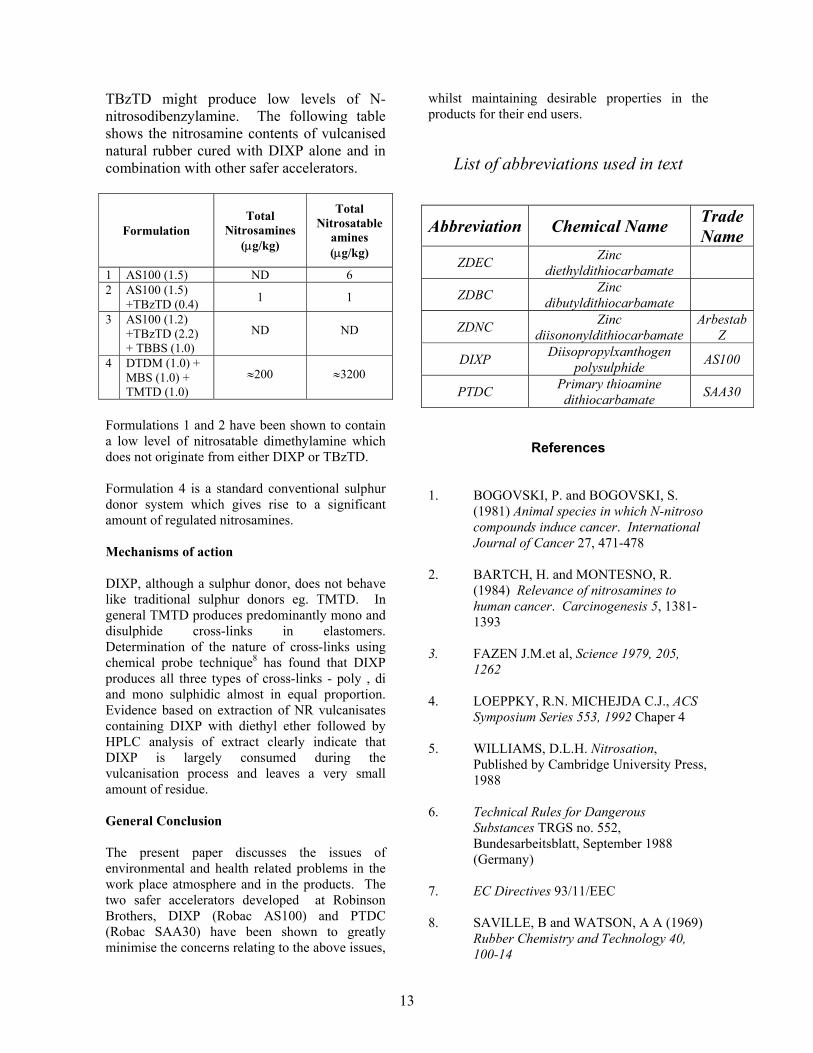
Table 8 shows the rheometer data and physicals
Table 8
Cure Systems
Rheometer at 150ºC (R100S)
TMTD (3phr)
DIXP (3phr)
TBzTD (3phr)
DIXP (1.5phr) +TBzTD(1.5phr)
TS2 in mins 1.37
1.46
3.01
2.0
T50 in mins 3.26 2.34 4.52 3.27 T90 in mins 7.28 4.52 9.31 6.21 MH (lb-in) (Maximum torque)
45.0 27.4 16.4 39.0
RH (Highest cure rate)
0.19 0.19 0.04 0.40
Physical Properties IRHD (Hardness) 48 30 >28 43
Mod. at 500% 8.3 3.4 1.0 5.5
TS (MPa) 23.6 14.7 8.3 21.3 EB (%) 700 890 840 750 Fatigue to failure (100% extension cycles x 100
123 270 140 585
The above results clearly demonstrate the effective synergism between DIXP and TBzTD, when used as a sulphur donor. Low compression set sulphurless EV System with DIXP Robac DIXP constitutes an effective and safer ‘sulphurless’ cure system in combination with TBzTD and sulphenamide TBBS. The performance of the above system including compression set is very close to the performance of the widely used conventional sulphurless system comprising of DTDM + MBS + TMTD*. Table 9 compares their performances.
Table 9
Masterbatch:- SMRCV (100), N550 FEF black (45), Paraffinic oil (4), ZnO (5), Stearic Acid (2), 6PPD (3), Flectol pastilles (1), Antiozonant wax (3).
Cure Systems:- A = *DTDM (1.0) + MBS (1.0) + TMTD (1) B = TBBS (1.0) + TBzTD (2.2) + DIXP (1.2)
Physical Properties Cure System
Initial A B
Hardness (IRHD) M300(MPa) Ts (MPa) EB (%)
56.5 10.3 22.3 509
54
9.49 22.2 525
Ring fatigue, 0-100% extension, kilocycles to failure
Medium 63 73
Set at 10 KC 3.0 2.8
Compression set % 24 hours at 70ºC 24 hours at 100ºC
9 15
10 15
Physical Properties after ageing for 7 days at 100oC
Change in hardness IRHD Change in M300 (%) Change in TS (%) Change in EB (%)
+1 -15 -25 -5
+3 -2
-17 -5
* DTDM produces regulated N-nitroso morpholine MBS produces regulated N-nitroso morpholine
TMTD produces regulated N-nitrosodimethylamine
DIXP is an effective synergistic accelerator in combination with another safer accelerator ZDNC in the pre and post vulcanisation of high ammonia natural rubber latex. It is also an effective accelerator for carboxylated nitrile latex, when used in combination with NaMBT. The advantages pf this system are:
• Very effective in thin gloves • Works well with much reduced ZnO • Transparent vulcanisates with good
physical properties Nitrosamines and Nitrosatable Substances Since DIXP does not contain nitrogen in its chemical structure, it cannot produce N-nitrosamines. DIXP when used in combination with other safer accelerators particularly
13
TBzTD might produce low levels of N-nitrosodibenzylamine. The following table shows the nitrosamine contents of vulcanised natural rubber cured with DIXP alone and in combination with other safer accelerators.
Formulation
Total
Nitrosamines (µg/kg)
Total Nitrosatable
amines (µg/kg)
1 AS100 (1.5) ND 6 2 AS100 (1.5)
+TBzTD (0.4) 1 1
3 AS100 (1.2) +TBzTD (2.2) + TBBS (1.0)
ND ND
4 DTDM (1.0) + MBS (1.0) + TMTD (1.0)
≈200 ≈3200
Formulations 1 and 2 have been shown to contain a low level of nitrosatable dimethylamine which does not originate from either DIXP or TBzTD. Formulation 4 is a standard conventional sulphur donor system which gives rise to a significant amount of regulated nitrosamines. Mechanisms of action DIXP, although a sulphur donor, does not behave like traditional sulphur donors eg. TMTD. In general TMTD produces predominantly mono and disulphide cross-links in elastomers. Determination of the nature of cross-links using chemical probe technique8 has found that DIXP produces all three types of cross-links - poly , di and mono sulphidic almost in equal proportion. Evidence based on extraction of NR vulcanisates containing DIXP with diethyl ether followed by HPLC analysis of extract clearly indicate that DIXP is largely consumed during the vulcanisation process and leaves a very small amount of residue. General Conclusion The present paper discusses the issues of environmental and health related problems in the work place atmosphere and in the products. The two safer accelerators developed at Robinson Brothers, DIXP (Robac AS100) and PTDC (Robac SAA30) have been shown to greatly minimise the concerns relating to the above issues,
whilst maintaining desirable properties in the products for their end users.
List of abbreviations used in text
Abbreviation Chemical Name Trade Name
ZDEC Zinc diethyldithiocarbamate
ZDBC Zinc dibutyldithiocarbamate
ZDNC Zinc diisononyldithiocarbamate
Arbestab Z
DIXP Diisopropylxanthogen polysulphide AS100
PTDC Primary thioamine dithiocarbamate SAA30
References 1. BOGOVSKI, P. and BOGOVSKI, S.
(1981) Animal species in which N-nitroso compounds induce cancer. International Journal of Cancer 27, 471-478
2. BARTCH, H. and MONTESNO, R.
(1984) Relevance of nitrosamines to human cancer. Carcinogenesis 5, 1381-1393
3. FAZEN J.M.et al, Science 1979, 205,
1262 4. LOEPPKY, R.N. MICHEJDA C.J., ACS
Symposium Series 553, 1992 Chaper 4 5. WILLIAMS, D.L.H. Nitrosation,
Published by Cambridge University Press, 1988
6. Technical Rules for Dangerous Substances TRGS no. 552, Bundesarbeitsblatt, September 1988 (Germany)
7. EC Directives 93/11/EEC 8. SAVILLE, B and WATSON, A A (1969)
Rubber Chemistry and Technology 40, 100-14