green belt project
TRANSCRIPT

Proyecto de Certificación Green Belt Lean Six Sigma
Empresa:
Ronal Mexicana S.A. de C.V.
Andrés Meré Carrión
Lavinia Rodríguez Schmid
Gerardo Becerril Guadarrama
5 de Diciembre del 2014
1

Indice
Definir.....................................................................................................................................3Equipo de Trabajo...................................................................................................................................................................... 3Definición del Problema..........................................................................................................................................................3Métricos.......................................................................................................................................................................................... 3Declaración del Objetivo..........................................................................................................................................................4Gráficas de serie de tiempo – Metrico Primario Estado Inicial..............................................................................4
Medir......................................................................................................................................4Diagrama de Flujo del Proceso (Anexo)...........................................................................................................................4Mapa Detallado (Anexo).......................................................................................................................................................... 5Diagrama y Mátriz Causa Efecto...........................................................................................................................................5
Analizar...................................................................................................................................7Analsis Gráfico............................................................................................................................................................................. 7
Box Plot........................................................................................................................................................................................... 8Dot Plot........................................................................................................................................................................................ 14Histogramas por grupos....................................................................................................................................................... 15Gráficas de efectos principales y de interacciones.................................................................................................... 18
Analisis Estadístico................................................................................................................................................................. 22Tamaño de muestra................................................................................................................................................................ 22Pruebas de medias/medianas............................................................................................................................................ 24Pruebas de Chi cuadrada y tablas de contingencia..................................................................................................26
Mejorar.................................................................................................................................31Hoja de planeación del experimento...............................................................................................................................31Determinación de la secuencia de experimentación................................................................................................32Diseño de Experimentos.......................................................................................................................................................34Residuos:......................................................................................................................................................................................36Gráficas de interacciones y de efectos principales....................................................................................................38Técnicas de Optimización y Herramientas Lean........................................................................................................39
Regresión Múltiple.................................................................................................................................................................. 39
Propuesta de Mejora.............................................................................................................46Justificación propuesta 1......................................................................................................................................................48Descripción de propuesta 1.................................................................................................................................................49Justificación propuesta 2......................................................................................................................................................51Descripción de la propuesta 2............................................................................................................................................51Justificación de propuesta 3................................................................................................................................................53Descripción de propuesta 3.................................................................................................................................................53Justificación de propuesta 4................................................................................................................................................53Descripción de propuesta 4.................................................................................................................................................53Justificación de propuesta 5................................................................................................................................................53Descripción de propuesta 5.................................................................................................................................................54
Referencias bibliográficas......................................................................................................54
Anexos..................................................................................................................................55
2

Definir
Equipo de TrabajoEl equipo de trabajo esta compuesto por los siguientes miembros:
Juan Hernandez (Producción - Plataforma)
Héctor Olvera (Analista-Plataforma)
Victorino Leos (Analista – Plataforma)
Juan Manuel Hernández (Finanzas)
Lavinia Rodriguez
Gerardo Becerril
Andrés Meré
Luis Sánchez (Gerente de Mejora Continua)
Definición del ProblemaEl problema que se atacará es el gran porcentaje de rechazo actual de rines de la familia de
productos BMW (rines 3285, 3286, 3287 y 3288) de 9.88%. Este porcentaje se genera en el
área de inyección de aluminio y se decidió comenzar a atacarlo con un proyecto Lean Six
Sigma, que tomará lugar en el periodo de Marzo-Noviembre 2014. Se conoce este problema,
ya que los defectos por los cuales se genera el rechazo de rines, tales como error en medida A,
poros y ovalamiento del rin, se pueden observar en las diferentes etapas del proceso, como
mecanizado, refrentado y en el área de control final.
MétricosNombre Justificación
% de rechazos El % de Rechazos está directamente relacionado con lo que buscamos mejorarMétrico Primario
OEE General
Este indicador esta relacionado directamente con nuestro métrico primarioIndicador
SecundarioOEE del área de
InyecciónEste indicador puede mejorar directamente al
mejorar el OEE general.Indicador Critico
Poros en Cubo Estas variables de salida fueron identificadas por el sistema de control interno de la empresa, así mismo
nuestro equipo de trabajo identifico los mismos defectos al hacer un Pareto.
X1
OvalamientoX2
Medida AX3
3

Declaración del ObjetivoMejorar el indicador OEE mediante la reducción de rechazo en el área de inyección, de la
familia BMW 3285, 3286, 3287 y 3288 en un periodo de 3 meses después de la etapa de
análisis. Del valor actual reducirlo un 25% a 30%.
Gráficas de serie de tiempo – Metrico Primario Estado Inicial
Semana 1
4
Semana 1
5
Semana 1
6
Semana 1
7
Semana 1
8
Semana 1
9
Semana 2
0
Semana 2
1
Semana 2
2
Semana 2
3
Semana 2
4
Semana 2
50.00%2.00%4.00%6.00%8.00%
10.00%12.00%14.00%16.00%18.00%
NIO Maquinado semanal
%NIO 3285 % NIO 3286 %NIO 3287 % NIO 3288 Objetivo
Medir
Diagrama de Flujo del Proceso (Anexo)El siguiente diagrama de flujo refleja todas las operaciones que se deben realizar en el lapsos
del procesos que nos interesa, que sería desde fundición hasta la inyección del aluminio. Los
procesos rellenados en verdes son los que agregan valor al producto y los que cuentan con un
borde rojo son los procesos críticos para poder obtener rines aceptables para nuestro cliente:
mecanizado.
Mapa Detallado (Anexo)Una vez que se tiene el flujo del proceso y se detectaron las actividades críticas, se realiza el
mapa detallado con información importante como: Si agrega o no valor al producto, cuales son
las entradas y salidas, si es controlable o no y si cuenta con una capacidad o equipo:
4

Diagrama y Mátriz Causa EfectoEl diagrama causa-efecto es importante para conocer con un grupo multidisciplinario, posibles
causas de un problema. En este caso, decidimos tomar los tres problemas más recurrentes o
los que mayor ponderación tienen en el % de rechazos total y realizamos dos ishikawa para
estratificar e identificar posibles razones que los ocasionan. Entonces el métrico primario (% de
rechazos) está en función de los defectos principales. Se realizaron un diagrama para dos de
los defectos (ya que se generan en general por las mismas causas) y un diagrama para otro de
los defectos.
5

En la realización del diagrama nos dimos cuenta que el tratamiento térmico es de gran
importancia y que es una de las causas principales de la generación de estos defectos.
Después del mapa detallado se procedió a realizar la matriz, la cual tiene como objetivo poder
graduar las variables o causas de los problemas de rechazo de las familias del 3285, 3286,
3287 y 3288. Se tomaron en cuenta las entradas o posibles causas, considerando cada uno de
los problemas y cómo afectaría cada una de estas entradas, se evaluó en una escala del 1 al
10, siendo 10 el grado mayor, es decir que afecta severamente a la causa del problema.
6

La entrada que más afecta a los 3 problemas es el diseño del molde, ya que si este falla no se
tendrá el rin deseado y por consecuencia será rechazado. De igual manera, causas de gran
importancia o factores que influyen de gran forma en la obtención de un rin con calidad, para la
generación de poros, son: los parámetros utilizados en la máquina de inyección (flujo, presión
de inyección de AL, parámetros de enfriamiento, etc), así como las características en la pintura
del molde. En especial para Medida A y Ovalamiento, los parámetros en el tratamiento térmico
son de gran importancia, y probablemente los que más afecten en la generación rechazos por
estos defectos.
Analizar
Analsis GráficoEl análisis gráfico ayuda a la comprensión visual de las posibles relaciones entre variables de
entrada y salida que son claves en el proceso. “La sabia aplicación de técnicas gráficas,
pruebas de hipótesis, técnicas de DOE, y otras herramientas de estadística pueden ser una
combinación muy potente de medición de procesos muy beneficioso” (Forrester, s.f.)
X->
Med
ida
A
Ova
lam
ient
o y
Para
lelis
mo
en
Cara
Poro
s en
Cubo
Prioridad para el cliente 10 10 10Pasos del proceso Entradas TotalMolde Diseño de Molde 10 10 10 300
Temperatura de molde 5 5 7 170Densidad de la pintura 5 5 7 170Pintura (Espesor) 5 5 7 170
Ajuste de Molde en ND Molde Pintado 5 5 8 180(Set up) Ajuste de molde en maquina ND 8 8 5 210
No sienta correctamente matriz superior 8 8 3 190Hoja de parámetros del modelo a montar 3 2 9 140Presión de sistema Hidráulico 8 8 2 180Presión de enfriamiento 3 2 9 140Tiempo de enfriamiento 2 2 8 120Ubicación de Enfriadores 2 3 9 140
Inyección de aluminio Aluminio 3 2 9 140Velocidad de inyeccion Aluminio 3 3 9 150Tipo de Flujo de inyeccion Al 3 3 9 150Temperatura de entrada de Al 3 3 9 150Maquina OP con parametros actualizados 3 3 9 150
Tratemiento Térmico Rin 8 8 0 160Temperatura H20 de temple 9 9 3 210Tiempo permanencia dentro del rin (11h) 9 9 3 210Temperatura de tratamiento térmico (530ºC) 9 9 3 210
Carga de Parámetros a Maquina
7

Box PlotLos box plots dan información importante como los valores mínimos, máximos, mediana, nos
da la simetría de distribución y muestra si existen valores atípicos.
La gráfica de Individual value plot, ayuda a identificar 3 cosas: posibles puntos salidos del
rango (outliers), permite hacer una comparación entre diferentes grupos de datos, apoya a
otros análisis permitiendo obtener conclusiones más claras (Minitab, 2013).
% NIOS (rechazos) por ND
Gráfica 1, Box plot por Nd
8

Gráfica 2, Individual value plot por Nd
La gráfica 1 muestra que las Nd 5 y 8 tienen su media centrada, las demás no son asimétricas,
pero la 5 tiene un valor atípico en 75%.
Las gráficas muestran que en general no existe mayor variabilidad entre NDs con respecto al %
de rechazos, excepto en la ND 5, ya que se observa mucha mucha variabilidad y una media
muy desfasada de las demás. La ND 10 tiene mucha variación también. Las Nd 8 y 9 son las
que menor variación de datos presentan.
Podemos decir que de acuerdo a estas gráficas, si afecta la ND en el porcentaje de rechazos.
% NIOS (rechazos) por tipo de filtro
9

Gráfica 3, Box plot por tipo de sombrero
Gráfica 4, Individual value plot por Nd
Como se observa en la gráfica 3 y 4, el sombrero de filtro panal 2x2 tiene mucha mayor
variación y no está centralizada, tiene mucho sesgo hacia arriba, los datos del sombrero de
55mm muestran que a pesar de que existen 3 datos atípicos muestra una menor dispersión,
menor variación y está más centrada. Podemos concluir que en general el sombrero de 55 mm
genera menor porcentaje de rechazos y tiene menos variación que el otro.
10

% NIOS (rechazos) por turno
Gráfica 5, Box plot por turno
Gráfica 6, Individual value plot por turno
Las gráficas 5 y 6 muestran que en el turno 2 y 3 existe menos dispersión y variación de los
datos, en el turno 1 se encuentran más valores atípicos. Ninguno de los tres turnos está
centrado, pero en las tres, la media está alrededor del 10%, por lo que podemos decir con
estas gráficas, que el porcentaje de rechazos no se ve afectado de gran manera por el turno
que se trabaje.
% NIOS (rechazos) por velocidad de inyección
11

75
80.00%
70.00%
60.00%
50.00%
40.00%
30.00%
20.00%
10.00%
0.00%
Velocidad de llenado de coquill
% N
IOs e
n m
ec p
or In
yecc
ión
Boxplot of % NIOs en mec por Inyección
Gráfica 7, Box plot por velocidad de llenado de coquilla
Gráfica 8, Individual value plot por velocidad de llenado de coquilla
Utilizar una velocidad de llenado de coquilla de 7 genera menos dispersión, menos variación y
la media se encuentran en alrededor del 8%, pero no está muy centrada. Mientras que utilizar
una velocidad de 5 muestra mayor dispersión y variación y tiene una media de alrededor
15%.Podemos decir con estas gráficas que es mejor una velocidad de llenado de coquilla de 7.
% NIOS (rechazos) por presión en la fase 2
12

Gráfica 9, Box plot por Presión de fase 2
Gráfica 10, Individual value plot por Presión de fase 2
En estas gráficas 9 y 10, los valores de presión de fase 2 son 165, 180 y *, que significa de
Sonda, en esta caso utilizando este último se generaron datos más centralizados con una
media de 5%, con menos dispersión y variación, seguidamente la presión de 180 tiene una
media alrededor del 15% pero presenta mayor dispersión de sus datos más dos dato atípico.
Por otra parte con la presión de 165, se tiene una variación mucho mayor a las dos anteriores,
una media de 30% muy descentralizada. Podemos decir que la presión fase 2,si contribuye o
afecta al % de rechazos en Rayos X.
13

Dot PlotUn diagrama de puntos es una gráfica utilizada para ilustrar un número reducido de datos, la
cual permite identificar con facilidad dos características:
La localización de los datos.
La frecuencia de un resultado, dadas variables categóricas.
Este diagrama muestra cada uno de los elementos de un conjunto de datos numéricos por
encima de una recta numérica (eje horizontal), facilita la ubicación de los espacios vacíos y los
agrupamientos en un conjunto de datos, así como la manera en que estos datos se distribuyen
a los largo del eje horizontal, (Montgomery, 2009).
108642Nd
Dotplot of Nd
Gráfica 11, Dotplot por Nd
La gráfica 11 muestra las veces que se utilizó cada ND, a lo largo del estudio. Es muy variado
su uso, pero utilizan más la ND 3 y la 5, peor la 5 es de las que genera mayor variación de
acuerdo a los box plots, por lo que habría que buscarse un mantenimiento a ajuste para esta
máquina.
14

765Velocidad de llenado de coquill
Dotplot of Velocidad de llenado de coquill
Each symbol represents up to 2 observations.
Gráfica 13, Dotplot por Velocidad de llenado de coquilla
La gráfica 13 muestra el gráfico de puntos por velocidad de llenada de la coquilla, aquí se
observa que se utilizó más veces, la velocidad de 7.
Concluimos que los dot plots no nos son de gran ayuda en este caso de estudio y de la manera
en la que los aplicamos. Nos sirve más un individual value plot o un box plot.
Histogramas por gruposLas variables que elegimos comparar contra el % de rechazo generado y representarlos en
Histogramas fueron:
15

En este Histograma podemos observar como el primer turno parece tener un mayor porcentaje
de rechazos generado con el tiempo, los porcentajes tan altos pueden no ser una señal
confiable debido a que son tan altos que pueden representar pruebas de rines o simplemente
un ajuste de la máquina. Por ello, eliminando dichos porcentajes tan altos, el tercer turno puede
ser una variable a considerar debido al porcentaje de rechazos que está un poco por arriba de
los demás turnos.
16

Analizando está gráfica, podemos observar que la maquina 5 (ND 5) presenta un porcentaje de
rechazos significativamente mayor comparado con las otras máquinas. Aun suponiendo que las
barras más altas fueran datos atípicos, sigue siendo la maquina con mayor porcentaje de
rechazos.
La velocidad de llenado 5 (refiriéndose al valor nominal de la velocidad) muestra un porcentaje
mayor en comparación a la velocidad 7. Es importante observar que a través de las muestras,
la velocidad 5 dejó de aparecer en la gráfica, ya que se dieron cuenta en la planta, que el de 7
era mejor, que cambiar a la velocidad de llenado 7 era mejor para disminuir los rechazos
generados.
También realizamos un Pareto parapoder contabilizar y tomar en cuenta para nuestro análisis
los principales defectos, por los que se genera el rechazo de los rines, que se muestra a
continuación:
17

0
40
80
120
160
200
240
280
0.00%
10.00%
20.00%
30.00%
40.00%
50.00%
60.00%
70.00%
80.00%
90.00%
100.00%
Pareto: Promedio
Podemos concluir de este diagrama de Pareto, que el 80% de los problemas que hay que
resolver para la familia de rines que estamos analizando, son originados por las causas o
defectos Ovalamiento y Poros en el cubo/asiento. Se tienen que atacaren la etapa de análisis
principalmente las causas que puedan estar generando estos defectos sobre los rines.
Gráficas de efectos principales y de interaccionesPor efecto principal debemos entender el que produce una variable independiente en un diseño
factorial, sin considerar la presencia de otras variables independientes en el mismo diseño. El
término principal se refiere a lo fundamental, que significa de base para otros. Por efecto de
interacción entre dos variables independientes debemos entender que el efecto de una de ellas
es distintos en distintos niveles de la otra (Leon, 2011).
18

Grafica 16, Gráfica de efectos principales
La gráfica 16 nos dice que con la Nd 5 y 9 la media de los rechazos se aleja más del ideal,
vemos que no hay gran modificación en cuanto a los turnos sobre la media. Utilizando un
sombrero de 55 mm se obtiene una menor cantidad de rechazos, al igual que con una presión
en la fase 2 de 180 se mejora en cuanto a rechazos y con la ND 9 también es mejor,
comparada con las demás NDs.
*180165 321 10985431
0.4
0.2
0.0
0.4
0.2
0.0
0.4
0.2
0.0
Tipo de sombrero
Presion fase 2
Turno
Nd
Filtro Panal2x2Sombrero 55mm
Tipo de sombrero
165180
*
fase 2Presion
123
Turno
Interaction Plot for % NIOs en mec por InyecciónData Means
Grafica 17, Gráfica de interaccionesLa gráfica 17 muestra las relaciones entre las variables del tipo de sombrero, presión, turno y
Nd. Se observa que sin importar el turno o la presión fase 2, o el tipo de sombrero, la ND 5
19

siempre varía más que las otras. También que la presión fase 2, genera más rechazos en el
turno 1 que en los otros dos turnos. La presión fase 2 disminuye los rechazos con el sombrero
de 55mm.
A continuación se muestran las gráficas de efecto principal y de interacciones de variables que
no fueron tomadas en cuenta anteriormente en el análisis, pero que se verifican para saber el
efecto que tienen sobre la Y.
1151101051009590 10095900 115100959085800.4
0.2
0.00.4
0.2
0.00.4
0.2
0.0
Velocidad de llenado de coquill
Presion de refrigeración1
Presion de refrigeración2
Presion de refrigeración3
57
de coquillde llenadoVelocidad
9095
100105110115
refrigeración1Presion de
09095
100
refrigeración2Presion de
Interaction Plot for % NIOs en mec por InyecciónData Means
Grafica 18, Gráfica de interacciones de nuevas x’s
En la gráfica 18 se analiza la interacción entre la velocidad de llenado de coquilla, la presión de
refrigeración 1, 2 y 3. Aquí es importante mencionar, que la presión de refrigeración 1 de 110
mbar, con una presión de refrigeración 2 de 95 mbar, generan más rechazos que las demás
combinaciones, al igual que con la presión de refrigeración 3 de 90 mbar. La presión e
refrigeración 2 de 95 mbar, con la presión de refrigeración3 de 90, generan más rechazos que
otras combinaciones entre ellas.
La velocidad de llenado de coquilla 7 es mucho más estable y genera menos rechazos que la
5, sin importar la presión de refrigeración 1 o 2 o 3 que se tenga.
20

75706050454035 1151101051000.4
0.2
0.00.4
0.2
0.0
Presion de refrigeración4
Presion de refrigeración5
Presion de refrigeración6
40455060
refrigeración4Presion de
35404550607075
refrigeración5Presion de
Interaction Plot for % NIOs en mec por InyecciónData Means
Grafica 19, Gráfica de interacciones de nuevas x´s
En la gráfica 19 se analiza la interacción entre la presión de refrigeración 4, 5 y 6. Podemos
decir que la presión de refrigeración 4 de 45 mbar, cuando interactúa con la presión de
refrigeración 4 de 40 mbar, generan más rechazos que las demás combinaciones de presión de
refrigeración 5. Lo ideal sería usar esta presión 4 de 45 mbar con una presión 6 de 50 a 75
mbar ya que es muy estable. Además no sería recomendable usar una presión de refrigeración
6 de 110 mbar, ya que con cualquier interacción con la presión 4, genera muchos rechazos. Al
parecer la presión 5 de 75 mbar funciona bien con cualquiera de las presiones 1 y con
presiones 6 de 100 ó 115.
21

290260 175165160145
0.3
0.2
0.1
0.3
0.2
0.1
Presion de refrigeración7
Fase de presion
Fase de refrigeracion
3540456065
100
refrigeración7Presion de
260290
presionFase de
Interaction Plot for % NIOs en mec por InyecciónData Means
Grafica 20, Gráfica de interacciones de nuevas x´s
En la gráfica 20 se muestran las interacciones entre la presión de refrigeración 7 y fases de
presión. No hay suficientes datos para poder definir una mejor opción. Solo podemos decir que
la presión 7 de 45 produce menos rechazos, entre menor es el tiempo de la fase de
refrigeración y con una fase de presión de 290. Una fase de presión de 260 s, trabaja bien con
una de refrigeración de 160 s.
Analisis Estadístico
Tamaño de muestra
El análisis estadístico es de suma importancia para poder comprobar con sustento estadístico,
si ciertas variables afectan o no a una variable dependiente o de salida Y. En esta parte
decidimos analizar la relación posible existente entre los parámetros que han variado a lo largo
del tiempo (datos históricos), que son ingresados a las diferentes máquinas NDs, en donde se
inyecta el aluminio para crear los rines, y los rechazos producidos en diferentes días y turnos y
que varían de acuerdo a esos parámetros, que son detectados en la inspección de Rayos X.
De esta manera, estadísticamente, no solo visualmente como en el análisis gráfico, podremos
descartar o sustentar el hecho de que una variable afecte o no de manera confiable al
porcentaje de rechazos, por defectos detectados en Rayos X y así brincar a la etapa de Mejora,
influyendo y haciendo diseños de experimentos con variables que si generarán una disminución
en el porcentaje de rechazos, logrando nuestro objetivo.
22

Un tamaño de muestra confiable para poder hacer nuestros análisis, lo obtuvimos con la
siguiente fórmula:
Dada la fórmula anterior, decidimos utilizar una desviación estándar de la
muestra de 0.5, ya que es desconocida.
Hicimos una tabla para seleccionar el mejor tamaño de muestra, de acuerdo al intervalo de
confianza y al error estándar deseado.
Tamaño de muestra (Ovalamiento es unilateral)
S Confiabilidad Z(alfa) E n
0.5 90% 1.645 0.02 66.582896
90% 1.645 0.015 88.7771946
90% 1.645 0.01 133.165792
95% 1.96 0.02 94.5242018
95% 1.96 0.015 126.032269
95% 1.96 0.01 189.048404
99% 2.575 0.02 163.149348
99% 2.575 0.015 217.5325
99% 2.575 0.01 326.298696
Tomando en cuenta que 218 datos es un número confiable al 99% y con error estándar,
buscamos en la empresa conseguir esta cantidad de datos, pero lamentablemente no había
datos históricos suficientes, ni tiempo suficiente en este mes de la etapa de análisis para
tomarlos, por lo que de acuerdo a los recursos disponibles, conseguimos un tamaño de
muestra para hacer nuestro análisis de 71 datos.
Teniendo 71 datos la confiabilidad de nuestro estudio será del 90.80%, con un margen de error
entre medias de muestra y población de 0.1
23

Confiabilidad Z(alfa) E n90.80% 1.685 0.1 71
El porcentaje de confiabilidad varía un poco en algunas pruebas de hipótesis, ya que los
tamaños de muestra no siempre pudieron ser 71, dados los recursos de la empresa.
Pruebas de medias/medianas
Debido a que nuestras variables no son normales no nos fue posible hacer las pruebas
paramétricas de varianzas y proporciones por lo que realizamos pruebas de medias con los
métodos de Wilcoxon Signed Rank test, Mann Whitney test and CI y Kruskal-Wallis test ya que
son las pruebas no paramétricas que se utilizan para variables de este tipo.
Mediana1= Media de rechazos de la muestraMediana objetivo= Mediana objetivo de rechazos.
Prueba de signos para mediana: %Rechazos (Wilcoxon Signed Rank Test)Prueba del signo de la mediana = 0.04000 vs. > 0.04000
N Debajo Igual Arriba P Mediana%Rechazos 71 20 0 51 0.0002 0.06250
Ho: M 1 = Mobj
H1: M1 > Mobj
Conclusión: Rechazo Ho, p< 0.05, por lo que la mediana del % de rechazos actual es mayor al
objetivo.
Mediana 1= Mediana de rechazos con sombrero de 55 mm Mediana2= Mediana de rechazos con Filtro de Panal 2x2
Prueba de clasificación con signos de Wilcoxon: Sombrero 55mm
Prueba de la mediana = 0.2564 vs. la mediana < 0.2564
Número de Estadística Mediana N prueba de Wilcoxon P estimadaSombrero 55mm 71 71 95.0 0.000 0.07587
Ho: M de filtro de panal = Msombrero de 55 mm
24

H1: Msombrero de 55 mm < M de filtro de panal
Conclusión: Rechazo Ho, p< 0.05, por lo que la mediana del % de rechazos del sombrero de 55
mm es menor que el de filtro de panal. Por lo que es mejor usar el sombrero de 55 mm.
Prueba de Mann-Whitney e IC: Fase de Presión (260s), Fase de Presión (270s)
N MedianaFase de Presión (260s) 71 0.1455Fase de Presión (270s) 71 0.0536
La estimación del punto para ETA1-ETA2 es 0.083195.1 El porcentaje IC para ETA1-ETA2 es (0.0307,0.1273)W = 1328.0Prueba de ETA1 = ETA2 vs. ETA1 no es = ETA2 es significativa en 0.0002La prueba es significativa en 0.0002 (ajustado por empates)
Ho: μ 1 = μ 2
H1: μ 1 ≠ μ 2
Conclusión: Rechazo Ho, p< 0.05, por lo que la fase de presión si hace que varíe el % de
rechazos, es decir si afecta, ya que si hay diferencia entre las medianas de la fase de presión a
260 s y la de 270s.
Prueba de Mann-Whitney e IC: Velocidad de llenado (5), Velocidad de llenado (7)
N MedianaVelocidad de llenado (5) 71 0.1455Velocidad de llenado (7) 71 0.0536
La estimación del punto para ETA1-ETA2 es 0.083295.1 El porcentaje IC para ETA1-ETA2 es (0.0307,0.1273)W = 1327.5Prueba de ETA1 = ETA2 vs. ETA1 no es = ETA2 es significativa en 0.0002La prueba es significativa en 0.0002 (ajustado por empates)
Ho: μ 1 = μ 2
H1: μ 1 ≠ μ 2
Conclusión: Rechazo Ho, p< 0.05, por lo que la velocidad de llenado si hace que varíe el % de
rechazos, es decir si afecta, ya que si hay diferencia entre las medianas de la velocidad a 5 y
la de 7.
25

Pruebas de Chi cuadrada y tablas de contingencia
Las tablas de contingencia de se utilizan para examinar la relación entre dos variables
categóricas. En este caso utilizamos estas tablas para realizar pruebas de independencia con
Chi-cuadrado. Las pruebas de chi-cuadrado ayudan a identificar la posible independencia de
una variable contra otra. En nuestro trabajo decidimos comparar variables que consideramos
que afectan al % de rechazos detectado en Rayos X, para poder demostrar si el porcentaje de
rechazos es dependiente de los parámetros, que se ingresan a las máquinas NDs, analizados a
continuación. Tomamos también variables que durante nuestra etapa de medición, parecieron
de importancia para la disminución de rechazos.
1. Prueba de independencia de %de Rechazos en Rayos X vs Tiempo de la fase de
refrigeración.
Ha: El tiempo de la fase de refrigeración, afecta al % de rechazos generados.
Ho: El tiempo de fase de refrigeración, no afecta al % de rechazos generados.
0%-14.55%-29.09% -43.6% 58.18% >58.18% TOTAL145 41 1 1 0 0 43160 3 0 0 0 0 3165 11 7 1 0 1 20175 0 4 0 0 1 5
TOTAL 55 12 2 0 2 71
Rechazos
Fase
de
Refr
ig. (
s)
Prueba Chi-cuadrada: 0%-14.55%, -29.09%, -43.6%, 58.18%, >58.18%
Saltar filas y/o columnas llenas de ceros.
Los conteos esperados se imprimen debajo de los conteos observados
Las contribuciones Chi-cuadradas se imprimen debajo de los conteos esperados
0%-14.55% -29.09% -43.6% >58.18% Total
1 41 1 1 0 43
26

33.31 7.27 1.21 1.21
1.775 5.405 0.037 1.211
2 3 0 0 0 3
2.32 0.51 0.08 0.08
0.197 0.507 0.085 0.085
3 11 7 1 1 20
15.49 3.38 0.56 0.56
1.303 3.876 0.338 0.338
4 0 4 0 1 5
3.87 0.85 0.14 0.14
3.873 11.778 0.141 5.241
Total 55 12 2 2 71
Chi-cuadrada = 36.191, GL = 9 Valor P = 0.000
ADVERTENCIA: 8 celdas con conteos esperados menores que 1. Aproximación
Chi-cuadrada probablemente no válida.
13 celdas con conteos esperados menores que 5.
Conclusión: Debido a que el p-value< 0.01, 0.000<0.01, entonces rechazamos Ho, es
decir, el tiempo de la fase de refrigeración si afecta al porcentaje de rechazos que se
detecta en Rayos X.
2. Prueba de independencia de %de Rechazos en Rayos X vs Tiempo de la fase de
presión.
Ha: El tiempo de la fase de presión, afecta al % de rechazos generados.
Ho: El tiempo de fase de presión, no afecta al % de rechazos generados.
0%-14.55%-29.09% -43.6% 58.18% >58.18% TOTAL
260 14 11 1 0 2 28
290 41 1 1 0 0 43TOTAL 55 12 2 0 2 71
Fase de Pres. (s)
Rechazos
Prueba Chi-cuadrada: 0%-14.55%_1, -29.09%_1, -43.6%_1, 58.18%_1, >58.18%_1
27

Saltar filas y/o columnas llenas de ceros.
Los conteos esperados se imprimen debajo de los conteos observados
Las contribuciones Chi-cuadradas se imprimen debajo de los conteos esperados
0%-14.55%_1 -29.09%_1 -43.6%_1 >58.18%_1 Total
1 14 11 1 2 28
21.69 4.73 0.79 0.79
2.727 8.301 0.057 1.860
2 41 1 1 0 43
33.31 7.27 1.21 1.21
1.775 5.405 0.037 1.211
Total 55 12 2 2 71
Chi-cuadrada = 21.373, GL = 3 Valor P = 0.000
ADVERTENCIA: 2 celdas con conteos esperados menores que 1. Aproximación
Chi-cuadrada probablemente no válida.
5 celdas con conteos esperados menores que 5.
Conclusión: Debido a que el p-value< 0.01, 0.000<0.01, entonces rechazamos Ho, es
decir, el tiempo de la fase de presión si afecta al porcentaje de rechazos que se detecta
en Rayos X.
3. Prueba de independencia de %de Rechazos en Rayos X vs Velocidad de llenado de
Coquilla.
Ha: La velocidad de llenado de coquilla, afecta al % de rechazos generados.
Ho: La velocidad de llenado de coquilla, no afecta al % de rechazos generados.
0%-14.55%-29.09% -43.6% 58.18% >58.18% TOTAL5 14 11 1 0 2 287 41 1 1 0 0 43
TOTAL 55 12 2 0 2 71
Rechazos
Vel.
Llen
ado
coqu
illa
Prueba Chi-cuadrada: 0%-14.55%_2, -29.09%_2, -43.6%_2, 58.18%_2, >58.18%_2
Saltar filas y/o columnas llenas de ceros.
28

Los conteos esperados se imprimen debajo de los conteos observados
Las contribuciones Chi-cuadradas se imprimen debajo de los conteos esperados
0%-14.55%_2 -29.09%_2 -43.6%_2 >58.18%_2 Total
1 14 11 1 2 28
21.69 4.73 0.79 0.79
2.727 8.301 0.057 1.860
2 41 1 1 0 43
33.31 7.27 1.21 1.21
1.775 5.405 0.037 1.211
Total 55 12 2 2 71
Chi-cuadrada = 21.373, GL = 3 Valor P = 0.000
ADVERTENCIA: 2 celdas con conteos esperados menores que 1. Aproximación
Chi-cuadrada probablemente no válida.
5 celdas con conteos esperados menores que 5.
Conclusión: Debido a que el p-value< 0.01, 0.000<0.01, entonces rechazamos Ho, es
decir, la velocidad llenado de coquilla si afecta al porcentaje de rechazos que se
detecta en Rayos X.
4. Prueba de independencia de %de Rechazos en Rayos X vs ND(máquina usada para
inyectar).
Ha: La ND (máquina) con la que se inyecta el “Al” para hacer los rines, afecta al % de rechazos generados.
Ho: La ND (máquina) con la que se inyecta el “Al” para hacer los rines, no afecta al % de rechazos generados.
.
29

0%-14.55%-29.09% -43.6% 58.18% >58.18% TOTAL1 3 1 0 0 0 43 16 1 0 0 0 174 12 0 0 0 0 125 3 10 1 0 2 168 10 0 0 0 0 109 8 0 0 0 0 8
10 3 0 1 0 0 4TOTAL 55 12 2 0 2 71
ND
Rechazos
Prueba Chi-cuadrada: 0%-14.55%_3, -29.09%_3, -43.6%_3, 58.18%_3, >58.18%_3
Saltar filas y/o columnas llenas de ceros.
Los conteos esperados se imprimen debajo de los conteos observados
Las contribuciones Chi-cuadradas se imprimen debajo de los conteos esperados
0%-14.55%_3 -29.09%_3 -43.6%_3 >58.18%_3 Total
1 3 1 0 0 4
3.10 0.68 0.11 0.11
0.003 0.155 0.113 0.113
2 16 1 0 0 17
13.17 2.87 0.48 0.48
0.609 1.221 0.479 0.479
3 12 0 0 0 12
9.30 2.03 0.34 0.34
0.787 2.028 0.338 0.338
4 3 10 1 2 16
12.39 2.70 0.45 0.45
7.121 19.683 0.669 5.326
5 10 0 0 0 10
7.75 1.69 0.28 0.28
0.656 1.690 0.282 0.282
6 8 0 0 0 8
6.20 1.35 0.23 0.23
0.524 1.352 0.225 0.225
30
7 3 0 1 0 4
3.10 0.68 0.11 0.11
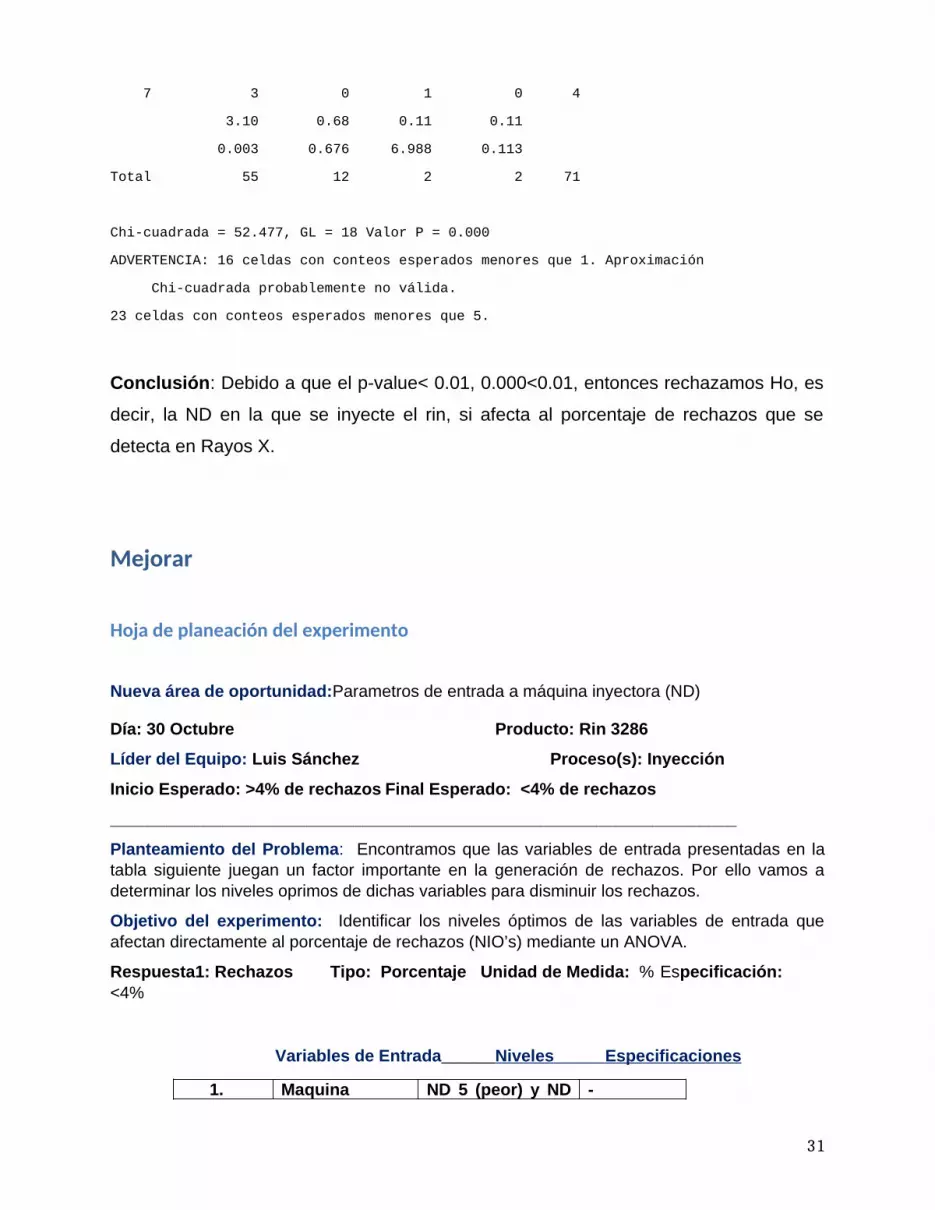
0.003 0.676 6.988 0.113
Total 55 12 2 2 71
Chi-cuadrada = 52.477, GL = 18 Valor P = 0.000
ADVERTENCIA: 16 celdas con conteos esperados menores que 1. Aproximación
Chi-cuadrada probablemente no válida.
23 celdas con conteos esperados menores que 5.
Conclusión: Debido a que el p-value< 0.01, 0.000<0.01, entonces rechazamos Ho, es
decir, la ND en la que se inyecte el rin, si afecta al porcentaje de rechazos que se
detecta en Rayos X.
Mejorar
Hoja de planeación del experimento
Nueva área de oportunidad:Parametros de entrada a máquina inyectora (ND)
Día: 30 Octubre Producto: Rin 3286
Líder del Equipo: Luis Sánchez Proceso(s): Inyección
Inicio Esperado: >4% de rechazos Final Esperado: <4% de rechazos
___________________________________________________________________
Planteamiento del Problema: Encontramos que las variables de entrada presentadas en la tabla siguiente juegan un factor importante en la generación de rechazos. Por ello vamos a determinar los niveles oprimos de dichas variables para disminuir los rechazos.
Objetivo del experimento: Identificar los niveles óptimos de las variables de entrada que afectan directamente al porcentaje de rechazos (NIO’s) mediante un ANOVA.
Respuesta1: Rechazos Tipo: Porcentaje Unidad de Medida: % Especificación: <4%
Variables de Entrada Niveles Especificaciones
1. Maquina ND 5 (peor) y ND -
31

Inyectora (ND) 3 (mejor)
2. Fase de Refrigeración
145 y 165 105(seg) ± 10
3. Fase de Presión 260 y 270 265 (seg) ± 10
4. Velocidad de llenado de coquilla
5 y 7 7 (mbar/s) ± 1
La maquina inyectora se eligio como variable de entrada debido a que la maquina 5 (ND5) presenta una variación mucho mayor a la maquina 3 (ND3), por ello decidimos experimentar en las dos maquinas.
Variables de Ruido ¿Es Medible?
1. Rotación de personal No
2. Voltaje Si
3. Desgaste de máquina No
4. Cambios de Molde Si
Pequeño bosquejo del Diseño Experimental a utilizar:
Determinación de la secuencia de experimentación
El siguiente DOE se hizo utilizando los rechazos reportados en el PRM, algunas de las
convinaciones de parametros que tienen que ser experimentados no se encontraron en los
datos utilizados, por ello proponemos que se realice un experimento real en la planta.
Rin 3286
A B C D
32

Número de repica / factores de entrada Respuesta
# replica Máquina Inyectora
Fase de Refrigeración
Fase de Presión
Velocidad de llenado de coquilla
(% de rechazo)
1 3 145 260 7 39%2 3 165 260 5 82%3 3 165 290 7 39%4 3 165 290 5 82%5 5 165 290 7 240%6 3 145 290 7 39%7 5 165 260 5 240%8 3 145 290 5 39%9 3 165 260 7 82%10 5 165 290 5 351%11 5 145 290 5 39%12 3 145 260 5 39%13 5 165 260 7 351%14 5 145 290 7 39%15 5 145 260 7 39%16 5 145 260 5 39%17 3 145 260 7 39%18 3 165 260 5 82%19 3 165 290 7 82%20 3 165 290 5 82%21 5 165 290 7 240%22 3 145 290 7 39%23 5 165 260 5 240%24 3 145 290 5 39%25 3 165 260 7 82%26 5 165 290 5 240%27 5 145 290 5 29%28 3 145 260 5 29%29 5 165 260 7 351%30 5 145 290 7 29%31 5 145 260 7 29%32 5 145 260 5 29%
Los datos de respuesta son históricos, debido a que algunas combinaciones no fueron realizadas en los datos historicos colocamos el dato más cercano o el que se asemeja más a la combinación propuesta.
Diseño de ExperimentosAjuste factorial: (% de rechazo) vs. Máquina, Refrigeración, ...
33

Efectos y coeficientes estimados para (% de rechazo) (unidades codificadas)
Término Efecto Coef SE Coef T PConstante 1.0764 0.03791 28.40 0.000Máquina 1.0051 0.5025 0.03791 13.26 0.000Refrigeración 1.4367 0.7183 0.03791 18.95 0.000Presión -0.0900 -0.0450 0.03791 -1.19 0.253Velocidad 0.0492 0.0246 0.03791 0.65 0.526Máquina*Refrigeración 1.0454 0.5227 0.03791 13.79 0.000Máquina*Presión -0.0479 -0.0239 0.03791 -0.63 0.537Máquina*Velocidad 0.0901 0.0450 0.03791 1.19 0.252Refrigeración*Presión -0.1036 -0.0518 0.03791 -1.37 0.191Refrigeración*Velocidad 0.0359 0.0179 0.03791 0.47 0.642Presión*Velocidad -0.2421 -0.1211 0.03791 -3.19 0.006Máquina*Refrigeración*Presión -0.0349 -0.0175 0.03791 -0.46 0.651Máquina*Refrigeración*Velocidad 0.1034 0.0517 0.03791 1.36 0.192Máquina*Presión*Velocidad -0.1746 -0.0873 0.03791 -2.30 0.035Refrigeración*Presión*Velocidad -0.2288 -0.1144 0.03791 -3.02 0.008Máquina*Refrigeración*Presión* -0.1879 -0.0940 0.03791 -2.48 0.025 Velocidad
S = 0.214440 PRESS = 2.94301R-cuad. = 97.95% R-cuad.(pred.) = 91.79% R-cuad.(ajustado) = 96.02%
Las variables que son estadísticamente significativas son: Máquina, Refrigeración, y las interacciones Máquina*Refrigeración, Presión*Velocidad, Refrigeración*Presión*Velocidad, porque su pValue es menor a 0.05.
Ajuste factorial: (% de rechazo) vs. Máquina, Refrigeración, ...
Efectos y coeficientes estimados para (% de rechazo) (unidades codificadas)
Término Efecto Coef SE Coef T PConstante 1.0764 0.04407 24.43 0.000Máquina 1.0051 0.5025 0.04407 11.40 0.000Refrigeración 1.4367 0.7183 0.04407 16.30 0.000Presión -0.0900 -0.0450 0.04407 -1.02 0.318Velocidad 0.0492 0.0246 0.04407 0.56 0.582Máquina*Refrigeración 1.0454 0.5227 0.04407 11.86 0.000Presión*Velocidad -0.2421 -0.1211 0.04407 -2.75 0.011Máquina*Presión*Velocidad -0.1746 -0.0873 0.04407 -1.98 0.060Máquina*Refrigeración*Presión* -0.1879 -0.0940 0.04407 -2.13 0.044 Velocidad
S = 0.249288 PRESS = 2.76677R-cuad. = 96.01% R-cuad.(pred.) = 92.28% R-cuad.(ajustado) = 94.63%
Análisis de varianza para (% de rechazo) (unidades codificadas)
Fuente GL SC Sec. SC Ajust. CM Ajust.Efectos principales 4 24.6782 24.6782 6.1695 Máquina 1 8.0818 8.0818 8.0818 Refrigeración 1 16.5123 16.5123 16.5123 Presión 1 0.0647 0.0647 0.0647 Velocidad 1 0.0194 0.0194 0.01942-Interacciones de (No.) factores 2 9.2114 9.2114 4.6057 Máquina*Refrigeración 1 8.7425 8.7425 8.7425
34

Presión*Velocidad 1 0.4689 0.4689 0.46893-Interacciones de (No.) factores 1 0.2440 0.2440 0.2440 Máquina*Presión*Velocidad 1 0.2440 0.2440 0.24404-Interacciones de (No.) factores 1 0.2826 0.2826 0.2826 Máquina*Refrigeración*Presión*Velocidad 1 0.2826 0.2826 0.2826Error residual 23 1.4293 1.4293 0.0621 Falta de ajuste 7 0.6936 0.6936 0.0991 Error puro 16 0.7358 0.7358 0.0460Total 31 35.8455
Fuente F PEfectos principales 99.28 0.000 Máquina 130.05 0.000 Refrigeración 265.71 0.000 Presión 1.04 0.318 Velocidad 0.31 0.5822-Interacciones de (No.) factores 74.11 0.000 Máquina*Refrigeración 140.68 0.000 Presión*Velocidad 7.55 0.0113-Interacciones de (No.) factores 3.93 0.060 Máquina*Presión*Velocidad 3.93 0.0604-Interacciones de (No.) factores 4.55 0.044 Máquina*Refrigeración*Presión*Velocidad 4.55 0.044Error residual Falta de ajuste 2.15 0.096 Error puroTotal
Observaciones inusuales de (% de rechazo)
(% de EE de ResiduoObs OrdenEst. rechazo) Ajuste ajuste Residuo estándar 10 10 3.51420 3.05274 0.13220 0.46146 2.18R 26 26 2.40430 3.05274 0.13220 -0.64844 -3.07R
R denota una observación con un residuo estandarizado grande.
* NOTA * No están disponibles coeficientes de regresión estimados en unidades no codificadas porque el modelo es no jerárquico.
Corrimos varias veces el ANOVA para eliminar una a una las variables que no son significativas así como las interacciones de las mismas. El análisis de residuos se muestra a continuación:
35

Residuos:La gráfica de serie de tiempo de los residuos no muestra una tendencia, por lo tanto no se viola
la suposición de independencia. Esto tambien demuestra que las pruebas fueron conducidas
aleatoriamente.
El histograma asemeja una curva de distribución normal, así mismo la gráfica de probabilidad
normal confirma dicha suposición.
En la gráfica de valor ajustado podemos observar que tenemos “outliers”, esto se debe a que el
estudio fue realizado con datos historicos donde no todas las combinaciones propuestas
existen en dichos datos. Fuera de eso, podemos observar que los residuos no muestran un
patrón.
Del análisis de residuales se puede concluir que los datos son normales, ya que lo puntos
están cercanos a la línea, se puede decir que la varianza es constante, puesto que los puntos
están aleatoriamente dentro de una banda horizontal y su dispersión vertical es la misma a lo
largo de los gráficos y en la última gráfica se ratifica que existe independencia de los datos ya
que no se observa ninguna tendencia en los puntos.
Después de hacer el DOE, pudimos determinar los siguientes puntos:
36

La ecuación que define el comportamiento del sistema es
% de Rechazos = 1.0764 +0.5025(Maquina) + 0.7183 (Fase de refrigeración) + 0.5227 (Máquina*Fase de Refrigeración) – 0.1211 (Fase de Presión*Velocidad)
Donde los valores codificados usados en la ecuación representan, Maquina = +1 (máquina 3), Fase de refrigeración = +1 (165), Interacción Máquina*Fase de refrigeración = +1 (máquina3 y 165), Interacción Fase de Presión* Velocidad de Llenado de Coquilla = -1 (260 y 5).
Las variables de mayor influencia y estadísticamente significativas son las siguientes:
Máquina Fase de Refrigeración Interacción Máquina* Fase de Refrigeración Interacción Fase de Presión*Velocidad de Llenado de Coquilla
Las entradas que tenemos que fijar para obtener menor procentaje de rechazos son:
Fase de Presión a 260s Velocidad de llenado de coquilla a 5mbar/s Fase de Refrigeración 165s
La máquina no puede ser fijada debido al plan de producción, por ello en las propuestas de
mejora se incluye un plan de mantenimiento correctivo. La máquina 5 presenta una variación
mayor y por lo tanto genera un porcentaje de rechazos mayor, sería bueno realizar un
mantenimiento correctivo a esta máquina para encontrar la razón por la cual está variando más
en comparación a las otras máquinas.
37

Gráficas de interacciones y de efectos principales.
Toda la información relevante del experimento se encuentra en la gráfica de interacciones. Se
confirma que en la máquina 5 existe mucha variabilidad, que la fase de refrigeración que
menores rechazos genera es 145 s, ya sea en cualquiera de las máquinas. También
comprobamos que las únicas interacciones significativas y que generan un cambio en nuestra
variable de respuesta son la interacción entre la fase de presión y la velocidad de llenado de
coquilla, y también la interacción entre máquina y presión de refrigeración. Realmente no
debería de haber interacción entre la máquina elegida y cualquier parámetro, es por eso que en
la empresa propusimos un mantenimiento correctivo y preventivo para disminuir la variabilidad
entre ellas.
38

En la gráfica de efectos principales, lo más importante que logramos obtener es que la fase de
refrigeración que menores rechazos genera es la de 145 s. De los demás efectos, no existe
mayor cambio, es por eso que también en la ANOVA realizada, la fase de presión y la
velocidad de llenado de coquilla no salen significativas.
Técnicas de Optimización y Herramientas Lean
Técnicas de Optimización
Regresión MúltiplePara darle otro enfoque a las mejoras, decidimos hacer una regresión con datos históricos, los
cuales no están balanceados, para poder identificar que variables afectan a la variable de
respuesta y así poder optimizar el porcentaje de rechazos, considerando más variables que
antes pudimos no prestarles tanta atención.
Tenemos la intención de verificar todos los parámetros que en la etapa de análisis y de acuerdo
a lo analizado en las etapas anteriores afecta a nuestra variable de respuesta, que en este
caso son las variables independientes. Los parámetros son los siguientes:
1. Tipo de sombrero2. Presión fase 23. Velocidad de llenado de coquilla
4. Presión Final5. Tiempo espera refrigeración 16. Tiempo refrigeración 1
39

7. Presión de refrigeración 18. Tiempo espera refrigeración 29. Tiempo refrigeración 210. Presión de refrigeración 211. Tiempo espera refrigeración 312. Tiempo refrigeración 313. Presión de refrigeración 314. Tiempo espera refrigeración 415. Tiempo refrigeración 416. Presión de refrigeración 417. Tiempo espera refrigeración 518. Tiempo refrigeración 519. Presión de refrigeración 520. Tiempo espera refrigeración 6
21. Tiempo refrigeración 622. Presión de refrigeración 623. Tiempo espera refrigeración 724. Tiempo refrigeración 725. Presión de refrigeración 726. Tiempo espera refrigeración 827. Tiempo refrigeración 828. Presión de refrigeración 829. Fase de presión30. Fase de refrigeración31. Tiempo espera matriz superior32. Temperatura de llenado33. ND
Para mayor simplicidad, ser hará el análisis solo con datos históricos que usen el sombrero de
55mm, en la variable de tipo de sombrero, ya que se comprobó en fases anteriores que es
mejor que el de filtro de panal y debido a que muchas de las demás variables no cambian en
los datos históricos, es decir permanecen constantes, las eliminamos, ya que no servirán de
nada para la regresión. También eliminaremos factores que fueron considerados como no
significativos dentro del DOE. También quitaremos la ND, ya que como se vio en la gráfica de
interacciones, las NDs tienen un comportamiento similar contra otras variables. Por lo que
quedan las siguientes variables:
1. Tiempo refrigeración 12. Presión de refrigeración 13. Presión de refrigeración 24. Tiempo refrigeración 35. Presión de refrigeración 36. Tiempo espera refrigeración 47. Tiempo refrigeración 48. Presión de refrigeración 49. Presión de refrigeración 510. Tiempo espera refrigeración 611. Tiempo refrigeración 612. Presión de refrigeración 613. Presión de refrigeración 714. Tiempo espera refrigeración 815. Tiempo refrigeración 816. Fase de refrigeración
40

Paso 1: Se realizó un Scatter plot de cada variable dependiente contra la variable de
respuesta % de Rechazos generados y detectados en Rayos X.
No se observa algún comportamiento específico por variable, por lo que no sabemos
qué relación tiene cada variable independiente con el porcentaje de rechazos.
Paso 2: Regresión Múltiple en Minitab
Corrimos varias veces la regresión. Muchos de las variables no se podían estimar en
minitab, por lo que las eliminamos.
Ejemplo:
* NOTA * Tiempo refrigeración3 no se puede estimar y fue eliminado.* NOTA * Tiempo refrigeración4 no se puede estimar y fue eliminado.* NOTA * Tiempo refrigeración1*Tiempo refrigeración3 no se puede estimar y fue eliminado.
Se eliminaron varios factores que de acuerdo al P-value, no afectan al porcentaje de
rechazos, por ejemplo:
Tiempo refrigeración1 -0.0017 0.0039 -0.44159 0.661
En el ejemplo anterior, dado que el p-value de la t-student del tiempo de
refrigeración 1, es menor al alfa de 0.05, se puede decir que no afecta al porcentaje
de rechazos.
41

Se eliminaron todas las siguientes variables, hasta conseguir una regresión que
tuviera solo valores significativos:
1. Tiempo refrigeración 12. Presión de refrigeración 13. Tiempo refrigeración 34. Presión de refrigeración 35. Tiempo espera refrigeración 46. Tiempo refrigeración 47. Presión de refrigeración 48. Presión de refrigeración 59. Tiempo espera refrigeración 610. Tiempo refrigeración 611. Presión de refrigeración 712. Tiempo espera refrigeración 813. Tiempo refrigeración 814. Constante
Solo quedó finalmente la siguiente regresión.
Análisis de regresión general: % NIOs en me versus Presion de r, Presion de r,
Ecuación de regresión
% NIOs en mec por Inyección = 0.00599687 Presion de refrigeración2 + 0.00227658 Presion de refrigeración6 + 0.00245151 Fase de refrigeracion
Coeficientes
Término Coef EE del coef. T PPresion de refrigeración2 -0.0059969 0.0014187 -4.22702 0.000Presion de refrigeración6 0.0022766 0.0008341 2.72939 0.008Fase de refrigeracion 0.0024515 0.0005388 4.55005 0.000
Resumen del modelo
S = 0.0426329 R-cuad. = 76.63% R-cuad.(ajustado) = 75.42%PRESS = 0.116663 R-cuad.(pred.) = 74.14%
Análisis de varianza
Fuente GL SC Sec. SC Ajust. CM Ajust. FRegresión 3 0.345646 0.345646 0.115215 63.3901 Presion de refrigeración2 1 0.299527 0.032476 0.032476 17.8677 Presion de refrigeración6 1 0.008490 0.013540 0.013540 7.4496 Fase de refrigeracion 1 0.037629 0.037629 0.037629 20.7030Error 58 0.105418 0.105418 0.001818 Falta de ajuste 8 0.024451 0.024451 0.003056 1.8874 Error puro 50 0.080968 0.080968 0.001619Total 61 0.451065
Fuente PRegresión 0.0000000 Presion de refrigeración2 0.0000849 Presion de refrigeración6 0.0083866 Fase de refrigeracion 0.0000279Error Falta de ajuste 0.0829160
42

Error puroTotal
Ajustes y diagnósticos para observaciones poco comunes
% NIOs en mec por ResiduoObs Inyección Ajuste EE de ajuste Residuo estándar 2 0.200000 0.115204 0.0107924 0.0847957 2.05594 R 37 0.166667 0.077557 0.0084122 0.0891097 2.13208 R
R denota una observación con un residuo estandarizado grande.
Finalmente podemos decir que las variables que son más significativas, de acuerdo
a que su p-value es menor al alfa de 0.05, son:
1. Presión de refrigeración 22. Presión de refrigeración 63. Fase de refrigeración
La ecuación de regresión múltiple linean que representa al comportamiento del
porcentaje de rechazos es:
% NIOs en mec por Inyección = 0.00599687 Presión de refrigeración2 + 0.00227658 Presión de refrigeración6 + 0.00245151 Fase de refrigeración
El R-cuad y el R-cuad ajustado son 76.63% y 75.42% respectivamente. Por lo que
no es muy confiable esta ecuación y después de probarla con diferentes datos en
una tabla, no daban valores muy coherentes, por lo que la descartamos como una
ecuación factible para una optimización. Solo podemos concluir que estas variables
son importantes para el % de rechazos generados.
Paso 3: Se muestra la gráfica de residuos y los residuos obtenidos para su análisis.
43

Del análisis de residuales se puede concluir que los datos son normales, ya que lo
puntos están cercanos a la línea, se puede decir que la varianza es constante,
puesto que los puntos están aleatoriamente dentro de una banda horizontal y su
dispersión vertical es la misma a lo largo de los gráficos y en la última gráfica se
ratifica que existe independencia de los datos ya que no se observa ninguna
tendencia en los puntos. En el histograma se observa una tendencia normal, aunque
existe una barra que se sale de lo común.
Paso 4: Optimización
Ya que concluimos anteriormente que la presión de refrigeración 2, la presión de
refrigeración 6 y la fase de refrigeración son significativas, decidimos optimizar estos
valores con la empresa a través de una gráfica de efectos principales y de
interacciones.
44

Viendo las gráficas anteriores concluimos lo siguiente con Ronal:
Optimizando más al % de rechazos, quedaron como parámetros en la empresa lo
siguiente:
Una presión de refrigeración 2 de 95 mbar con una presión de refrigeración 6 de 100
mbar y una fase de refrigeración de 145 s.
En la gráfica se puede observar cómo interactúan estás variables entre ellas y el
elegir estos parámetros, genera un menor porcentaje de rechazos por debajo del
5%, acercándonos a nuestro objetivo inicial.
45

Propuesta de MejoraA continuación se muestran las gráficas de control que se llevaron a cabo durante
todo el proyecto, con el objetivo de darle seguimiento a la evolución de la familia
seleccionada.
Marz
oAbril
Mayo
Junio
Julio
Agosto
Septiem
bre
Octubre
Noviembre
0.0%
5.0%
10.0%
15.0%
20.0%
25.0%
NIOS- Plataforma, RX. 3286
Aquí se observan los porcentajes de NIOS por fundición en plataforma y RX de la
rueda 3286, desde el mes de marzo que se empezó el proyecto hasta el mes de
noviembre 2014. Si se observa un cambio de un 19.5% a un 9.7% en los 9 meses,
esto porque en el transcurso se fueron moviendo y ajustando las variables
anteriormente mencionas y que tienen una incidencia directa con el porcentaje de
rechazo.
46

En esta gráfica se encuentran los porcentajes de NIOS de fundición en refrentado de
las 4 ruedas de la familia de BMW, el objetivo de este indicador es del 3%,
empezando en la semana 19, donde todas las ruedas estaban fuera de rango, se fue
mejorando el rechazo entre las semanas 24 a la 31, donde nuevamente la 3286
volvió a tener una subida súbita, es por esto que se realizó el análisis sobre esta
rueda. Nuevamente se observa que en la semana 47 se vuelven a acercar al
objetivo.
47

Estos son los porcentajes de los NIOS de las 4 ruedas nuevamente pero por
fundición encontradas en maquinado. Hasta la semana 31 del año existieron muchas
subidas y bajas de todas, a partir de la fecha se empecé a controlar más hasta que
desde la semana 37 se logró tenerlas bajo el objetivo del 2%.
A pesar que durante estos meses se lograron solucionar problemas presentados
sobre esta familia de ruedas, esto se puede mejorar aún más para lograr la
reducción del porcentaje de rechazo y consecuentemente un mejor OEE, a
continuación se mencionan algunas propuestas que salieron después del análisis
profundo realizado durante todo el proyecto:
Justificación propuesta 1La temperatura juega un rol esencial en la calidad de los rines, ya que una baja
temperatura produce variación en los parámetros previamente analizados en la fase
de análisis; se observó que al momento de empezar a correr un ciclo, las pruebas
ruedas son analizadas en plataforma y rayos x, si esta presenta algún problema se
hace un ajuste de los parámetros, la temperatura del aluminio a la hora de inyección
influye en la velocidad y presión de flujo, por lo que si la olla no se encuentra dentro
de rango de temperatura ideal para la inyección aumentan las posibilidad de tener
que hacer reajustes a los parámetros y así la pérdida de tiempo e incremento de
rechazos.
Actualmente cada horno de ND cuenta con 3 resistencias eléctricas que miden la
temperatura, y la despliegan en un panel que muchas veces pasa desapercibido:
Despliegue de temperatura actual
48

Este debe ser un dato que el operador tenga presente durante todo el proceso de
inyección, para poder estar alerta y preparado por si existe una variación; por lo que
si no es notorio aumentan las posibilidades de una respuesta tardía
Descripción de propuesta 1El sistema que se propone consta de medidores de temperatura en cada uno de los
hornos de plataforma, y que estos sean visibles y llamativos para que no se pase
esta variable por desapercibida; si la temperatura se encuentra en rango esta se
desplegará en color verde, si no lo está entonces se iluminará con color rojo. El
diagrama de flujo sería el siguiente:
Diagrama lógico de sistema de control de temperatura
El sensor de temperatura detecta la temperatura, manda la señal al sistema del PLC,
la cual detecta y decide si está dentro del rango predeterminado, si esta entonces
manda la señal de despliegue en verde, si es que no se encuentra entonces manda
una señal de encendido para que esta sea vista en color rojo, esto en cada uno de
los hornos; también se propone tener un tablero en cada plataforma donde se
desplieguen las temperaturas de todas las ND, cumpliendo con el mismo código de
colores descrito anteriormente para que así cualquier supervisor, o los mismos
operadores puedan ver qué ND está teniendo esta variación de temperatura y poder
actuar lo antes posibles.
Entonces se propone instalar una pantalla en lugares estratégicos para que el
operador vea su propia ND y en un lugar visible para todo el despliegue de todas las
ND:
49

Propuesta de lugar para pantalla de temperatura
Se contará con un tablero informativo con las temperaturas de todas las ND por
plataforma, el cual desplegará el número en color verde si este se encuentra dentro
del rango o rojo si este está afuera; así tanto operadores, supervisores y ajustadores
podrán verificar el buen funcionamiento de cada ND y reaccionar a tiempo para
corregir algún problema que esté originando esta variación.
Propuesta de lugar para despliegue de temperatura
De igual manera cada ND contará con el despliegue de la temperatura de la propia
ND, ya que es importante que cada operador este al tanto de esta variable en todo
momento.
50

Justificación propuesta 2Los hornos en plataforma se llenan en un lapsos previamente determinados,
independientemente que tipo de rin estén inyectando, por lo que el nivel de vaciado
de los mismos no es uniforme, ya que no se ocupa la misma cantidad de aluminio
para inyectar un rin de menor peso que uno de mayor. También varía según el
horno, ya que si tiene menor capacidad, este se vaciará más rápido. Si el horno no
cuenta con suficiente material para fundir entonces se pueden producir variación a la
hora de inyectar, ya que el flujo y velocidad también se ven comprometidas por esta
variable y se aumentan las posibilidades de tener escoria en el rin; todo esto
conlleva a tener rechazos en rines.
Descripción de la propuesta 2Se propone un sistema Andon, el cual consiste en la detección del nivel de llenado
de aluminio de los hornos mediante un sensor que puede ser capacitivo, y que
mande una señal a un sistema que verifique en que rangos se encuentra, y que lo
despliegue mediante una alarma visual de un semáforo, siendo verde cuando el
horno tiene suficiente material para trabajar correctamente, amarillo cuando ya está
por debajo de lo adecuado y necesito un llenado inmediato y rojo cuando es
necesario parar la inyección en la ND para evitar los problemas anteriormente
mencionados. El sistema tendría la siguiente secuencia:
Diagrama lógico de sistema de nivel de llenado de ND
En este diagrama el detector de nivel manda una señal analógica al PLC con el nivel
en el que se encuentra de llenado, el PLC ubica este valor dentro del rango
correspondiente y manda una señal al sistema de alarma para que se encienda el
color correspondiente al rango.
La ubicación de este semáforo debe ser estratégica, ya que es un dato muy
importante tanto para los operadores de cada ND como también para los de las
demás, supervisores y llenadores de horno, esto para asegurar una respuesta rápida
ante los diferentes casos que se puedan presentar, ya sea para llenar rápidamente
la ND si se encuentra en amarillo o para que se pare de inyección si está en rojo.
51

Se propone la instalación de un semáforo por ND en un lugar donde pueda ser
observado tanto por el propio operador como por los que pasan por ahí como se
mencionó anteriormente:
Propuesta de posicionamiento de semáforo único
O también se puede invertir en un semáforo dentro de plataforma, arriba de cada
cabina de control de ND, para que el operador tenga acceso visual rápido a esta y
otro en la parte posterior de cada ND para que sea visible para los demás:
Propuesta de posicionamiento de semáforo
52

Justificación de propuesta 3Ronal cuenta con un sistema de base de datos bastante completo (PRM), donde se
puede encontrar datos actualizados por turnos de todos los aspectos de producción,
esto como ser rines producidos por NDs, por turno, por día, por número, por
proceso, como también los respectivos rechazos de cada ciclo.
Toda esta información podría ser muy valiosa para poder realizar el análisis y la
búsqueda de soluciones a problemas presentados en la planta en tiempo real.
Descripción de propuesta 3Se propone utilizar análisis y herramientas estadísticas de toda la información
obtenida por cada persona responsable, esto realizando un equipo especializado
para la tarea. Organizar, categorizar, analizar y sacar conclusiones a problemas
reales usando la información recopilada, puede ayudar a la propuesta de nuevas
mejoras y proyectos para la compañía.
Justificación de propuesta 4Actualmente cuando se presenta un problema en algún punto del proceso de
producción, los encargados trabajan inmediatamente para corregirlo antes de que
genere mayores perjuicios, pero muchas veces no se ataca a la raíz del problema,
por lo que este vuelve a ocurrir, o en su caso no se soluciona completamente o se
pierden muchos recursos al tratar de hacerlo. Todo esto genera mayores pérdidas
de tiempo, retraso en producción y rechazos de rines.
Descripción de propuesta 4Se propone utilizar la metodología de Six Sigma, Dmaic (por sus siglas en inglés:
define, measure, analyze, improve, control), la cual consiste en herramientas de
calidad basadas en estadística, la cual busca la optimización de resultados.
Esta metodología se basa en la recolección de información, requerimiento que Ronal
ya cuenta debido a su extensa base de datos. De esta manera se seguiría un
protocolo ordenado y eficaz de resolución de problemas, para reducir la posibilidad
de tener que operar en prueba y error ante una circunstancia de problema.
Justificación de propuesta 5El rubro que sigue Ronal, demanda muchos cambios y ajustes durante el plan de
producción, esto con el fin de lograr una mayor calidad, productividad y
disponibilidad de los rines; es por aquello que el personal debe estar en constante
capacitación, para poder informarse de los nuevos resultados de la planta, y como
53

generar cambios positivos en la trabajo para que repercute en la disminución de
rechazos.
Descripción de propuesta 5Se sugiere que se impartan cada tres meses a puestos claves de piso, talleres de
entrenamiento para reforzar y concientizar a todos los trabajadores sobre la
importancia de la buena práctica y el impacto que tiene su rol en el éxito de la
producción.
ControlPara controlar la propuesta de mejora sugerimos que este se incluya en las
instrucciones de trabajo, TPM’s o en cualquier plan de mantenimiento para asegurar
que la el sistema de control de nivel del aluminio en la olla de cada una de las ND’s
sea el óptimo.
Agradecimiento
Un agradecimiento a la empresa Ronal SA por abrirnos sus puertas, brindarnos de
su personal, facilitarnos toda la información necesaria para llevar a cabo el proyecto
de manera exitosa. Especialmente al PUESTO Stefan Janke, por darnos la
oportunidad de aplicar nuestros conocimientos para la resolución de un problema
real, y por la confianza depositada en nosotros a lo largo de todo el proceso.
Un agradecimiento especial al Ing. Luis Arturo Sanchéz, por todo el tiempo, buena
disposición, paciencia, y guía que nos brindó desde el principio a fin del proyecto,
por haber creado un ambiente de confianza y buen trabajo en equipo, y habernos
motivado a dar lo mejor de nosotros.
Referencias bibliográficasMontgomery, D. (2009). Applied statistics and probability for engineers. Editorial
Hoboken
Forrester. (s.f.). W. Implementing six sigma, smarter solutions using statistical
methods. (2nd ed.). Austin, Tx: Wiley.
Minitab. (2013). Three ways Individual value plots can help you analyze data.
Recuperado el 13 de marzo de 2014 de http://blog.minitab.com/blog/real-
54

world-quality-improvement/three-ways-individual-value-plots-can-help-you-
analyze-data
Leon, O. (2001). Metodologías científicas en psicología. 2° Edición, Editorial UOC.
Barcelona: España.
Anexos
55