gelcasting of magnesium aluminate spinel powder
TRANSCRIPT

Gelcasting of Magnesium Aluminate Spinel Powder
Ibram Ganesh,z,y Susana M. Olhero,y Paula M. C. Torres,y and Jose M. F. Ferreiraw,y
zCentre for Advanced Ceramics, International Advanced Research Centre for Powder Metallurgy and New Materials(ARCI), Hyderabad, Andhra Pradesh 500 005, India
yDepartment of Ceramics and Glass Engineering, CICECO, University of Aveiro, Aveiro P-3810193, Portugal
A stoichiometric MgAl2O4 spinel (MAS) powder was processedin aqueous media and consolidated by gelcasting from suspen-sions containing 41–45 vol% solids loading. The MAS powderwas first obtained by heat treating a compacted mixture ofa-Al2O3 and calcined caustic MgO at 14001C for 1 h, followedby crushing and milling. Then, its surface was passivated againsthydrolysis using an ethanol solution of H3PO4 and Al(H2PO4)3.The as-treated surface MAS powder could then be dispersed inwater using tetra methyl ammonium hydroxide and an ammo-nium salt of poly-acrylic acid (Duramax D-3005) as dispersingagents. The as-obtained stable suspensions were gelcast, dried,and sintered at 16501C for 1–3 h. For comparison purposes, thetreated powder was also compacted by die pressing of freeze-dried granules and sintered along with gelcast samples. Near-net-shape MAS components with 99.55% of the theoreticaldensity could be fabricated by aqueous gelcasting upon sinteringat 16501C for 3 h. The MAS ceramics fabricated by gelcastingand die pressing exhibited comparable properties.
I. Introduction
MAGNESIUM aluminate (MgAl2O4) spinel (MAS) possessesa high melting point (21351C), high hardness (16.1 GPa),
a relatively low density (3.58 g/cm3), excellent transmittance be-tween 0.25 and 5.0 mm wavelengths, a high strength (180 MPa)at room and at elevated temperature, a relatively low thermalexpansion coefficient (9� 10�6/1C between 301 and 14001C),high thermal shock resistance, and high chemical inertness.1–4
Further, it does not react with SiO2 until 17351C, with MgO orCaO until 20001C, with Al2O3 until 19251C, and, except for al-kaline earth metals, it can be in contact with all other metals.5
These properties made MAS very attractive for optical systemsfor pressure vessels, bulletproof vehicles, IR window and domeapplications,6–15 as a humidity sensor,16 as an alternative mate-rial to replace the conventional carbon anode in aluminum elec-trolytic cells,17 and as an effective refractory material for cementrotary kilns and steel ladles.18–20 Furthermore, MAS has alsobeen considered an interesting material for ceramic–matrix com-posites because of its good chemical compatibility with alumina,zirconia, and mullite ceramics.10
In spite of the above-mentioned advantages, the formation ofthe MAS phase from alumina and magnesia involves a volumeexpansion of about 8%,21 hindering obtaining dense MASceramics through a single-stage reaction sintering process.22,23
Therefore, the mixture of raw materials is usually compactedand calcined at about 14001C to obtain spinel contents 490%.
This partially spinelized material is then fine ground, consoli-dated into suitable shapes, and sintered at 416501C to formdense ceramics.22,23
When hollow or complex-shaped parts are to be produced,colloidal consolidation techniques appear to be the most appro-priate. However, the basic nature of MAS powders makes thepreparation of aqueous suspensions difficult because they un-dergo hydrolysis reactions that tend to coagulate the slurries,limiting the practical solids loading to about 30 vol%, especiallywhen the deagglomeration process by ball milling is conductedfor more than 2 h.16 Owing to these reasons, it is rather difficultto obtain stable and concentrated aqueous suspensions, whichare required for near-net-shape forming of ceramics by colloidalprocessing techniques. Near-net shaping is of great importancebecause expensive postsintering machining operations can beminimized or even eliminated, reducing the production costsconsiderably.24–31 Besides these advantages, aqueous processingoffers several environmental and economic benefits apart fromthe ability to manipulate interparticle forces in aqueous suspen-sions. The existing near-net-shape-forming techniques includegelcasting,24–26 hydrolysis-induced aqueous gelcasting,27 directcoagulation casting,28 hydrolysis-assisted solidification,29–31 andtemperature-induced forming.32 Because the fracture in theceramic materials originates on microstructural imperfectionssuch as pores and inclusions causing poor mechanical reliability,an effective deagglomeration of the powder particles in the sus-pensions is essential. But, for the reasons stated above, this tar-get is difficult to achieve in the particular case ofMAS powder.33
In view of the above problems, at present, MAS componentsfor infrared dome and radome (missile) applications are beingfabricated by hot isostatic pressing (B15001C and 200–400MPa pressure), followed by extensive and expensive machiningto obtain the desired final shape.8,9 Alternatively, the cold iso-static pressing (CIPing) and freeze casting/consolidation (FC)techniques were also used for fabricating near-net-shape com-ponents, which would minimize the production costs.12–14 Theadvantages of these shaping processes over hot-pressing tech-nique include use of inexpensive materials (aluminum or steel)for mold fabrication, ambient manufacturing conditions, andminimum postsintering machining operations. Although the as-produced ceramics were found to have minimal residual stresses,the product yield was not encouraging and the mechanicalstrength of the green consolidates was poor.
Recently, a pressureless molten metal infiltration techniquehas also been used for the near-net-shape fabrication ofMAS components.15 In this process, the molten Mg is initiallyinfiltrated into porous (65%–70% dense) Al2O3 preforms at6801–7001C. After solidification, the Mg-Al2O3-bearing precur-sors are oxidized in flowing oxygen at 4301C/40 h or 7001C/6 h.The mixtures of MgO and Al2O3 thus obtained are further an-nealed in oxygen at 12001C for 15 h to obtain MAS material,which is then further sintered for 10 h at 17001C in flowing Ar toachieve a maximum density of about 92.5% of the theoretical.The linear shrinkage (LS) upon firing was only 0.6%. However,due to their low density, these products are not suitable formany of the above-mentioned applications.
G. Franks—contributing editor
I. G. thanks SERC-DST (Government of India) for the awarded BOYSCAST fellow-ship (SR/BY/E-04/06). S. M. Olhero wishes to thank to Foundation for Science and Tech-nology (FCT) of Portugal for the financial support under the grant SFRH/BPD/27013/2006. The financial support of CICECO is also acknowledged.
wAuthor to whom correspondence should be addressed. e-mail: [email protected]
Manuscript No. 25088. Received August 6, 2008; approved November 11, 2008.
Journal
J. Am. Ceram. Soc., 92 [2] 350–357 (2009)
DOI: 10.1111/j.1551-2916.2008.02890.x
r 2009 The American Ceramic Society
350

Considering the suitability of aqueous colloidal shaping tech-niques for the fabrication of IR domes and windows for stra-tegic applications, we have carried out a systematic study, andsuccessfully prepared stable aqueous MAS suspensions thatcould be gelcast into components with a near-net shape. Aque-ous gelcasting is a rapid and inexpensive process for producingcomplex-shaped parts.24–26 A stoichiometric powder was firstlyobtained by heat treating a compacted mixture of a-Al2O3 andMgO at 14001C for 1 h, followed by crushing and milling. Thesurface of the as-obtained powder particles was then treatedwith orthophosphoric acid (H3PO4) and aluminum di-hydrogenphosphate [Al(H2PO4)3] in an ethanol solution to passivate itagainst hydrolysis. Stable aqueous suspensions (41–45 vol%solids loading) could then be prepared with this treated powderand gelcast. The consolidated parts were dried under humidconditions (RH490%, 901C) and then sintered at 16501C for1–3 h. For comparison purposes, the treated powder was alsoconsolidated by die pressing of freeze-dried granules and thensintered along with gelcast samples. The sintered specimens werethen thoroughly characterized for bulk density (BD), apparentporosity (AP), water absorption (WA) capacity, microstructure,X-ray diffraction (XRD) phase, hardness, and flexural strengthin order to establish the effects of processing parameters andphosphoric acid treatment on the shape-forming and densificat-ion ability of MAS powder.
II. Experimental Procedure
(1) Raw Materials and Reagents
Commercial high-purity alumina (CT-3000SG, Alcoa-ChemieGmbH, Ludwigshafen, Germany, average particle size5 1.84mm, BET SSA B4 m2/g, consisting of the corundum phase, In-ternational Centre for Diffraction Data [ICDD] File No.: 00-46-1212) and calcined caustic magnesia (Jose M. Vaz Pereira, S.A.,Porto, Portugal, average particle/agglomerate size5 5.63 mm,BET SSA B15 m2/g, consisting of the periclase phase, ICDDFile No.: 00-45-946) were used as the starting raw materials.Methyl ethyl ketone (MEK) (Honeywell, Riedel-de Haen, Han-over, Germany) and absolute ethanol (E) (Merck, Darmstadt,Germany) were used to prepare an azeotropic mixture witha volume ratio MEK/E5 60/40, to disperse stoichiometricamounts of alumina and calcined caustic magnesia with thehelp of Hypermer KD1 (a polyester/polyamine copolymer hav-ing an estimated MW of about 10 000 g/mol, Imperial ChemicalIndustries PLC, London, UK). H3PO4 (85% assay, AR Grade,Qualigens, Mumbai, India) and Al(H2PO4)3 (assay � 97.0%,Fluka, Seelze, Germany) were used as coating agents to protectMAS powder against hydrolysis. A thermostatic oil bath (150mm diameter and 75 mm height, Thermol-100, Biolabs, Hydera-bad, India,�501 to 12501C) was used to treat theMAS powder.Methacrylamide (MAM), methylenebisacrylamide (MBAM),and n-vinylpyrrolidinone (NVP) (all are AR Grade, Qualigens)were used as monomers in the gelcasting process. As-received25% aqueous tetramethyl ammonium hydroxide (TMAH)solution (Fluka) and Duramax D-3005 (Rohm and Haas,Lauterbourg, France) were used as the dispersing agents.Tetramethylethylenediammine (TEMED) and ammonium per-sulfate (APS) (both are AR Grade, Qualigens) were used asthe polymerization initiator and the catalyst, respectively, inthe gelcasting process.
(2) Synthesis of MAS Powder
A stoichiometric mixture of alumina and calcined caustic mag-nesia was dispersed in the azeotropic mixture of 60 vol% MEKand 40 vol%E with the help of Hypermer KD1 to achieve about40 vol% solids loading in the suspension. The resultant slurrywas deagglomerated for 24 h in a polypropylene bottle usingalumina balls and a powder to balls weight ratio of 1:3. Thehomogenized suspension was separated from the aluminaballs and then transferred to a glass beaker and placed in a re-frigerator (Whirlpool 310 Deluxe, Whirlpool, Madrid, Spain)
at �51C to promote consolidation by temperature-induced gela-tion (TIG) in order to preserve in the green cake the homoge-neity achieved in the suspension.32 The consolidated masswas evacuated at a pressure of 1� 10�1 torr using a turbopump (98.93 L/min capacity, Model: 949-9315, Varian DS-102;Torino, Italy) at �51C and further dried at about 401C in anelectric hot-air oven. The gelation mechanism involved in thisprocess was mainly based on the cooling of dissolved dispersantmolecules, inducing in situ gelation (i.e., TIG) and the formationof a rigid network bridging the suspended particles.32 The driedmass was calcined in an electrically heated open-air muffle fur-nace for 1 h at 13001–14001C to obtain a stoichiometric MASpowder.20 The MAS powder was crushed, ground in a hammermill (model SK1, Retsch GmbH, Haan, Germany), and thenplanetary ball milled (PM400, Retsch GmbH) at 200 rpm for 3 hin absolute ethanol. The solids loading in the slurry was 30 vol%and the powder to balls weight ratio was 1:3. Henceforth, thismilled powder, with a BET SSA of B4 m2/g, is termed asM-MAS powder.
(3) Surface Treatment of M-MAS Powder
In a typical experiment, 250 mL of the slurry containing 30 vol%of M-MAS powder (245 g) dispersed in absolute ethanol wasplaced in a 500-mL-volume three-neck roundbottom (RB) flask.The RB flask was fitted with an equalization funnel and valve topass dry-nitrogen gas, and was placed in a thermostatic oil bath.In a separate experiment, 2 g of Al (H2PO4)3 was dissolved in 5mL of hot H3PO4.
27 This solution was then mixed with 50 mLethanol and added drop by drop to the above alcohol-based M-MAS suspension with the help of an equalization funnel. TheRB flask was then continuously refluxed at 801C for 24 h whilepassing N2 at the rate of 100 mL/min.27 The content of the RBflask was agitated with a magnetic stirrer (5MLH-DX, Remi,Hyderabad, India). The treatedMAS suspension was filtered offand washed with pure ethanol several times in order to removethe excess/unreacted H3PO4 and Al(H2PO4)3. After distillation,the ethanol was reused several times for washing the treatedpowder.27 Henceforth, this treated powder is termed as T-MASpowder.
(4) Powder Processing
Aqueous suspensions with 41–45 vol% solids loading were pre-pared by dispersing the T-MAS powder in an aqueous–organicpremix solution obtained by dissolving 20 wt%MAM,MBAM,and NVP in a 3:1:3 weight ratio in deionized water with the helpof 25 wt% aqueous TMAH and Duramax D-3005 used at theratios of 35 and 30 mL/g of powder, respectively.25–28 The abovesuspensions were ball milled for 24 h in polypropylene bottlesusing alumina balls (12 mm diameter) and a powder to ballsweight ratio of 1:3. After removing the balls, the suspensionswere degassed for 5 min under partial vacuum (2.5 kPa) to ob-tain bubble-free slurries before casting. These suspensions wereonce again degassed for 2 min after introducing the polymer-ization initiator (10 wt% aqueous solution of APS) and the cat-alyst (TEMED) at the ratios of 4 and 2 mL/g of suspension,respectively.25–27 Afterwards, the suspension was cast into non-porous white petroleum jelly-coated split-type aluminum molds(60 mm� 30 mm� 30 mm) and allowed to set under ambientconditions.27 The as-consolidated green bodies were demoldedand dried under controlled humidity conditions (RH490%) toavoid cracking and nonuniform shrinkage due to rapid drying.
For comparison purposes, the treated powder was also com-pacted by die pressing of freeze-dried granules under a pressureof 200 MPa in a metal die to obtain pellets of 30 mm diameterand B8 mm height.34 It is well known that deagglomerationof powder particles in a suspension is easier at moderate–highsolids loading in comparison with diluted suspensions. On theother hand, concentrated suspensions tend to exhibit shear-thickening characteristics when subjected to high shear ratesas those prevailing upon passing through a narrow (0.7 mmdiameter) spraying nozzle. Because of these reasons, the suspen-
February 2009 Gelcasting of MgAl2O4 Spinel Powder 351
sions were diluted to 35 vol% before freeze granulation by add-ing the required amount of distilled water and 3 wt% on apowder weight basis of an emulsion binder, Duramax D1000(Rohm and Haas). Freeze granulation was performed by spray-ing the suspensions into liquid nitrogen (�1961C) (Power Profreeze granulator LS-2, Gothenburg, Sweden). The resultantgranules were then dried at �491C under a pressure 1� 10�3
torr in a freeze-drying system (LYPH Lock 4.5, Labconco,Kansas City, MO) for several days. The dried granules wereuniaxially pressed in a metal die by applying a pressure of 200MPa to obtain pellets having 30 mm diameter and 8 mmheight.35,36
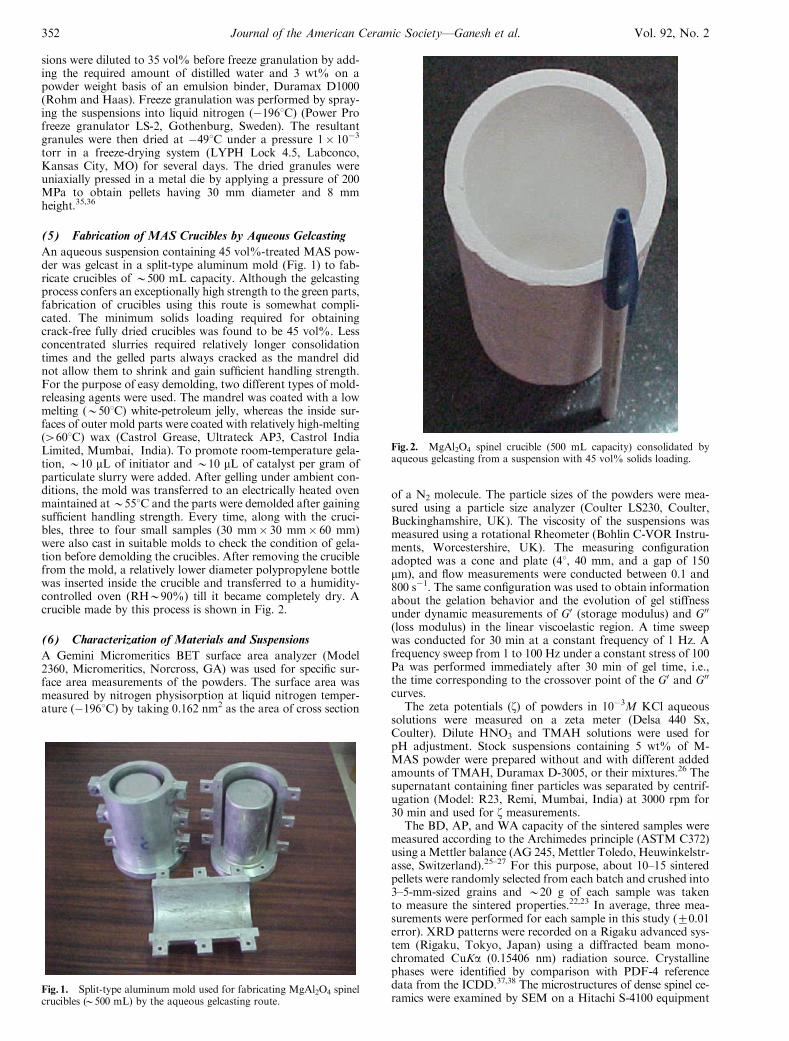
(5) Fabrication of MAS Crucibles by Aqueous Gelcasting
An aqueous suspension containing 45 vol%-treated MAS pow-der was gelcast in a split-type aluminum mold (Fig. 1) to fab-ricate crucibles of B500 mL capacity. Although the gelcastingprocess confers an exceptionally high strength to the green parts,fabrication of crucibles using this route is somewhat compli-cated. The minimum solids loading required for obtainingcrack-free fully dried crucibles was found to be 45 vol%. Lessconcentrated slurries required relatively longer consolidationtimes and the gelled parts always cracked as the mandrel didnot allow them to shrink and gain sufficient handling strength.For the purpose of easy demolding, two different types of mold-releasing agents were used. The mandrel was coated with a lowmelting (B501C) white-petroleum jelly, whereas the inside sur-faces of outer mold parts were coated with relatively high-melting(4601C) wax (Castrol Grease, Ultrateck AP3, Castrol IndiaLimited, Mumbai, India). To promote room-temperature gela-tion, B10 mL of initiator and B10 mL of catalyst per gram ofparticulate slurry were added. After gelling under ambient con-ditions, the mold was transferred to an electrically heated ovenmaintained atB551C and the parts were demolded after gainingsufficient handling strength. Every time, along with the cruci-bles, three to four small samples (30 mm� 30 mm� 60 mm)were also cast in suitable molds to check the condition of gela-tion before demolding the crucibles. After removing the cruciblefrom the mold, a relatively lower diameter polypropylene bottlewas inserted inside the crucible and transferred to a humidity-controlled oven (RHB90%) till it became completely dry. Acrucible made by this process is shown in Fig. 2.
(6) Characterization of Materials and Suspensions
A Gemini Micromeritics BET surface area analyzer (Model2360, Micromeritics, Norcross, GA) was used for specific sur-face area measurements of the powders. The surface area wasmeasured by nitrogen physisorption at liquid nitrogen temper-ature (�1961C) by taking 0.162 nm2 as the area of cross section
of a N2 molecule. The particle sizes of the powders were mea-sured using a particle size analyzer (Coulter LS230, Coulter,Buckinghamshire, UK). The viscosity of the suspensions wasmeasured using a rotational Rheometer (Bohlin C-VOR Instru-ments, Worcestershire, UK). The measuring configurationadopted was a cone and plate (41, 40 mm, and a gap of 150mm), and flow measurements were conducted between 0.1 and800 s�1. The same configuration was used to obtain informationabout the gelation behavior and the evolution of gel stiffnessunder dynamic measurements of G0 (storage modulus) and G00
(loss modulus) in the linear viscoelastic region. A time sweepwas conducted for 30 min at a constant frequency of 1 Hz. Afrequency sweep from 1 to 100 Hz under a constant stress of 100Pa was performed immediately after 30 min of gel time, i.e.,the time corresponding to the crossover point of the G0 and G00
curves.The zeta potentials (z) of powders in 10�3M KCl aqueous
solutions were measured on a zeta meter (Delsa 440 Sx,Coulter). Dilute HNO3 and TMAH solutions were used forpH adjustment. Stock suspensions containing 5 wt% of M-MAS powder were prepared without and with different addedamounts of TMAH, Duramax D-3005, or their mixtures.26 Thesupernatant containing finer particles was separated by centrif-ugation (Model: R23, Remi, Mumbai, India) at 3000 rpm for30 min and used for z measurements.
The BD, AP, and WA capacity of the sintered samples weremeasured according to the Archimedes principle (ASTM C372)using aMettler balance (AG 245,Mettler Toledo, Heuwinkelstr-asse, Switzerland).25–27 For this purpose, about 10–15 sinteredpellets were randomly selected from each batch and crushed into3–5-mm-sized grains and B20 g of each sample was takento measure the sintered properties.22,23 In average, three mea-surements were performed for each sample in this study (70.01error). XRD patterns were recorded on a Rigaku advanced sys-tem (Rigaku, Tokyo, Japan) using a diffracted beam mono-chromated CuKa (0.15406 nm) radiation source. Crystallinephases were identified by comparison with PDF-4 referencedata from the ICDD.37,38 The microstructures of dense spinel ce-ramics were examined by SEM on a Hitachi S-4100 equipment
Fig. 1. Split-type aluminum mold used for fabricating MgAl2O4 spinelcrucibles (B500 mL) by the aqueous gelcasting route.
Fig. 2. MgAl2O4 spinel crucible (500 mL capacity) consolidated byaqueous gelcasting from a suspension with 45 vol% solids loading.
352 Journal of the American Ceramic Society—Ganesh et al. Vol. 92, No. 2
(Tokyo, Japan). The fracture surfaces of the samples wereexamined after coating with carbon for conductivity.
The mechanical properties evaluated were hardness (H ) andflexural strength. Hardness data were collected using a micro-hardness tester (Leitz Wetzler, Wetzler, Germany) by holding a1371 indenter tip for 20 s under a load (P) of 10 kg on the mir-ror-finished surface of the samples. Vickers hardness (H ) wascalculated as H5P/2d 2, d being the half-diagonal indentationimpression. The flexural strength of the green and sintered sam-ples was measured using a three-point bending test (JIS-R1601).About 15–20 samples were tested per case and the results arepresented as mean values (70.01 error).
III. Results and Discussion
(1) Characteristics of MAS Powder
Normally, the fabrication of advanced ceramics with tailoredproperties requires the use of raw materials with suitable char-acteristics, as the consolidation and densification processes arehighly influenced by their purity, average particle sizes, and par-ticle size distributions (PSDs). Further, the morphology of theparticles and the state of powder agglomeration play key roles inthe packing ability, determining the maximum achievable solidsloading in the starting suspensions used in colloidal shapingtechniques. This is particularly crucial in the case of newnear-net-shape-forming techniques such as gelcasting in whichconsolidation takes place without liquid removal and theminimization of the shrinkage requires suspensions with solidsloadings of at least 45 vol%.25,26,31
The PSD and the average particle size (D50) of the raw ma-terials, a-Al2O3, calcined caustic magnesia, andM-MAS powderobtained at 14001C are presented in Fig. 3. It can be seen thatM-MAS and alumina powders have unimodal PSD and D50
values of 0.94 and 1.83 mm, respectively, whereas MgO powderhas a relatively wider PSD and D50 5 5.63 mm. A stoichiometricMAS with a D50 of 2 mm enabled attaining BD values 43.40g/cm3 (i.e., 495% of the theoretical value) upon sintering at16501C for 1 h in our earlier studies.22,23,34 In the present case,although the starting magnesia raw material has an apparentlylarger D505 5.63 mm, its specific surface area value ofB15 m2/gindicates that its primary particles are finer. The measured av-erage size is for the agglomerates, which tend to be destroyedduring ball milling.
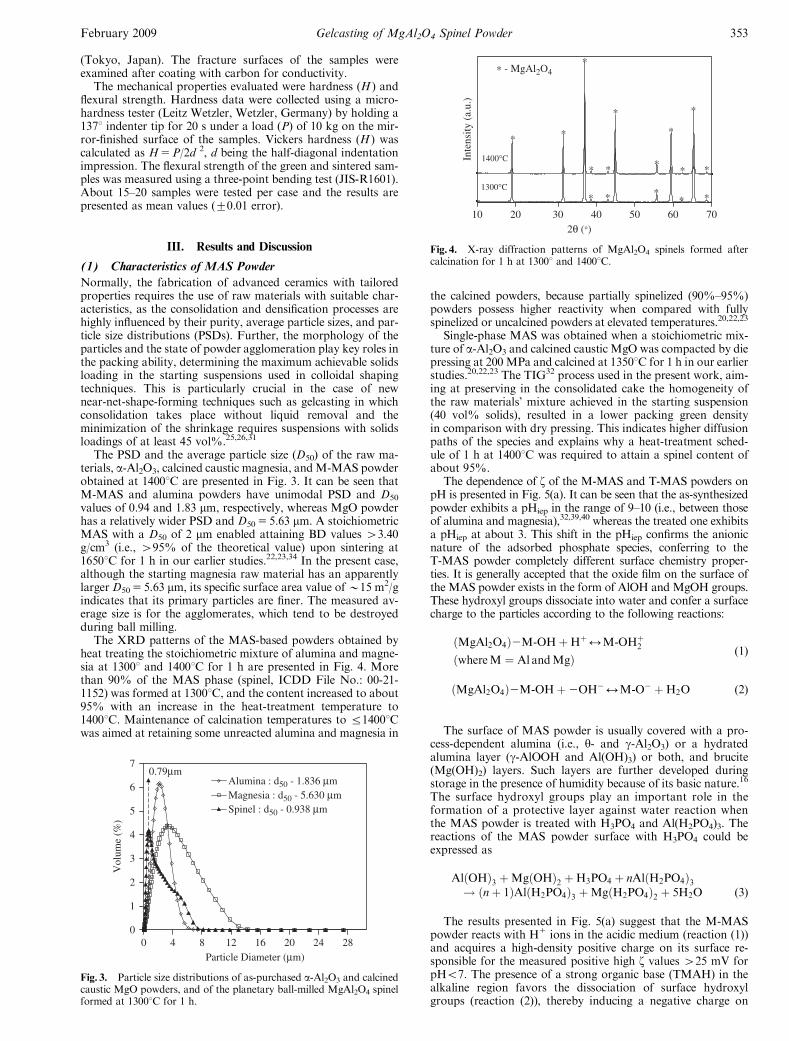
The XRD patterns of the MAS-based powders obtained byheat treating the stoichiometric mixture of alumina and magne-sia at 13001 and 14001C for 1 h are presented in Fig. 4. Morethan 90% of the MAS phase (spinel, ICDD File No.: 00-21-1152) was formed at 13001C, and the content increased to about95% with an increase in the heat-treatment temperature to14001C. Maintenance of calcination temperatures to r14001Cwas aimed at retaining some unreacted alumina and magnesia in
the calcined powders, because partially spinelized (90%–95%)powders possess higher reactivity when compared with fullyspinelized or uncalcined powders at elevated temperatures.20,22,23
Single-phase MAS was obtained when a stoichiometric mix-ture of a-Al2O3 and calcined caustic MgO was compacted by diepressing at 200MPa and calcined at 13501C for 1 h in our earlierstudies.20,22,23 The TIG32 process used in the present work, aim-ing at preserving in the consolidated cake the homogeneity ofthe raw materials’ mixture achieved in the starting suspension(40 vol% solids), resulted in a lower packing green densityin comparison with dry pressing. This indicates higher diffusionpaths of the species and explains why a heat-treatment sched-ule of 1 h at 14001C was required to attain a spinel content ofabout 95%.
The dependence of z of the M-MAS and T-MAS powders onpH is presented in Fig. 5(a). It can be seen that the as-synthesizedpowder exhibits a pHiep in the range of 9–10 (i.e., between thoseof alumina and magnesia),32,39,40 whereas the treated one exhibitsa pHiep at about 3. This shift in the pHiep confirms the anionicnature of the adsorbed phosphate species, conferring to theT-MAS powder completely different surface chemistry proper-ties. It is generally accepted that the oxide film on the surface ofthe MAS powder exists in the form of AlOH and MgOH groups.These hydroxyl groups dissociate into water and confer a surfacecharge to the particles according to the following reactions:
ðMgAl2O4Þ2M-OHþHþ2M-OHþ2ðwhereM ¼ Al andMgÞ
(1)
ðMgAl2O4Þ2M-OHþ2OH�2M-O� þH2O (2)
The surface of MAS powder is usually covered with a pro-cess-dependent alumina (i.e., y- and g-Al2O3) or a hydratedalumina layer (g-AlOOH and Al(OH)3) or both, and brucite(Mg(OH)2) layers. Such layers are further developed duringstorage in the presence of humidity because of its basic nature.16
The surface hydroxyl groups play an important role in theformation of a protective layer against water reaction whenthe MAS powder is treated with H3PO4 and Al(H2PO4)3. Thereactions of the MAS powder surface with H3PO4 could beexpressed as
AlðOHÞ3 þMgðOHÞ2 þH3PO4 þ nAlðH2PO4Þ3! ðnþ 1ÞAlðH2PO4Þ3 þMgðH2PO4Þ2 þ 5H2O (3)
The results presented in Fig. 5(a) suggest that the M-MASpowder reacts with H1 ions in the acidic medium (reaction (1))and acquires a high-density positive charge on its surface re-sponsible for the measured positive high z values 425 mV forpHo7. The presence of a strong organic base (TMAH) in thealkaline region favors the dissociation of surface hydroxylgroups (reaction (2)), thereby inducing a negative charge on
0
1
2
3
4
5
6
7
840 12 16 20 24 28Particle Diameter (μm)
Vol
ume
(%)
Alumina : d50 - 1.836 μmMagnesia : d50 - 5.630 μmSpinel : d50 - 0.938 μm
0.79μm
Fig. 3. Particle size distributions of as-purchased a-Al2O3 and calcinedcaustic MgO powders, and of the planetary ball-milled MgAl2O4 spinelformed at 13001C for 1 h.
1300°C
1400°C
10 20 30 40 50 60 702θ (°)
Inte
nsity
(a.
u.)
∗ - MgAl2O4
* *
*
* *
*
*
*
*
**
*****
Fig. 4. X-ray diffraction patterns of MgAl2O4 spinels formed aftercalcination for 1 h at 13001 and 14001C.
February 2009 Gelcasting of MgAl2O4 Spinel Powder 353
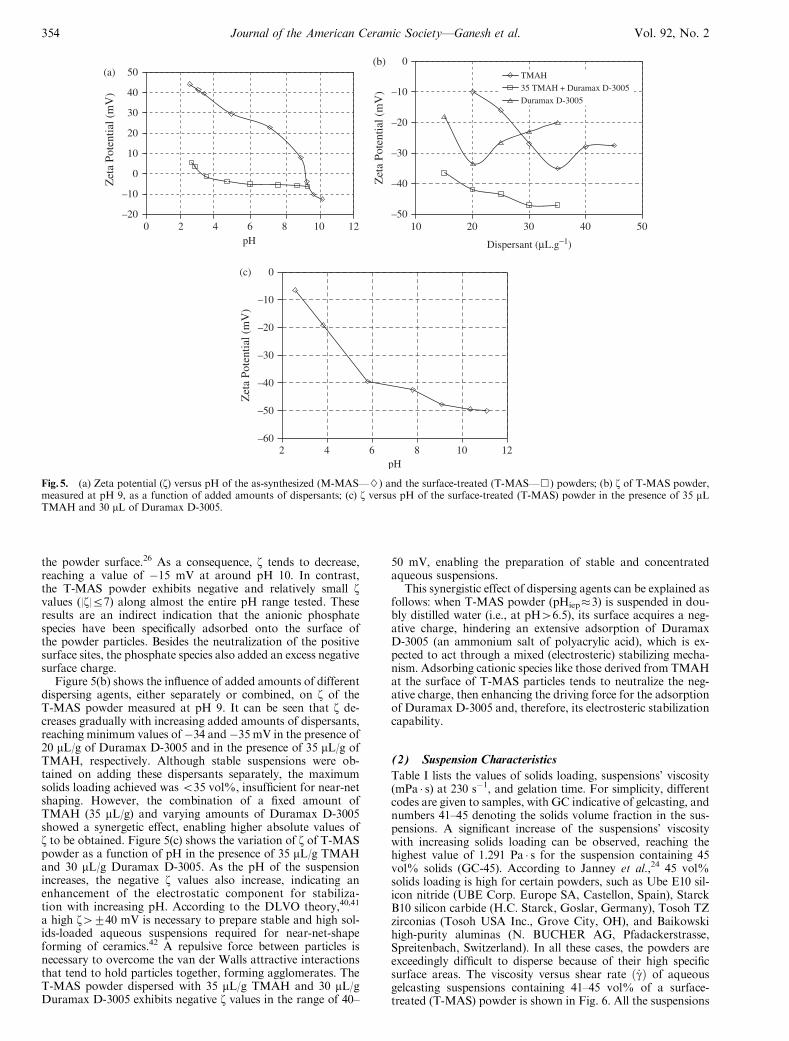
the powder surface.26 As a consequence, z tends to decrease,reaching a value of �15 mV at around pH 10. In contrast,the T-MAS powder exhibits negative and relatively small zvalues (|z|r7) along almost the entire pH range tested. Theseresults are an indirect indication that the anionic phosphatespecies have been specifically adsorbed onto the surface ofthe powder particles. Besides the neutralization of the positivesurface sites, the phosphate species also added an excess negativesurface charge.
Figure 5(b) shows the influence of added amounts of differentdispersing agents, either separately or combined, on z of theT-MAS powder measured at pH 9. It can be seen that z de-creases gradually with increasing added amounts of dispersants,reaching minimum values of�34 and�35 mV in the presence of20 mL/g of Duramax D-3005 and in the presence of 35 mL/g ofTMAH, respectively. Although stable suspensions were ob-tained on adding these dispersants separately, the maximumsolids loading achieved was o35 vol%, insufficient for near-netshaping. However, the combination of a fixed amount ofTMAH (35 mL/g) and varying amounts of Duramax D-3005showed a synergetic effect, enabling higher absolute values ofz to be obtained. Figure 5(c) shows the variation of z of T-MASpowder as a function of pH in the presence of 35 mL/g TMAHand 30 mL/g Duramax D-3005. As the pH of the suspensionincreases, the negative z values also increase, indicating anenhancement of the electrostatic component for stabiliza-tion with increasing pH. According to the DLVO theory,40,41
a high z4740 mV is necessary to prepare stable and high sol-ids-loaded aqueous suspensions required for near-net-shapeforming of ceramics.42 A repulsive force between particles isnecessary to overcome the van der Walls attractive interactionsthat tend to hold particles together, forming agglomerates. TheT-MAS powder dispersed with 35 mL/g TMAH and 30 mL/gDuramax D-3005 exhibits negative z values in the range of 40–
50 mV, enabling the preparation of stable and concentratedaqueous suspensions.
This synergistic effect of dispersing agents can be explained asfollows: when T-MAS powder (pHiep�3) is suspended in dou-bly distilled water (i.e., at pH46.5), its surface acquires a neg-ative charge, hindering an extensive adsorption of DuramaxD-3005 (an ammonium salt of polyacrylic acid), which is ex-pected to act through a mixed (electrosteric) stabilizing mecha-nism. Adsorbing cationic species like those derived from TMAHat the surface of T-MAS particles tends to neutralize the neg-ative charge, then enhancing the driving force for the adsorptionof Duramax D-3005 and, therefore, its electrosteric stabilizationcapability.
(2) Suspension Characteristics
Table I lists the values of solids loading, suspensions’ viscosity(mPa � s) at 230 s�1, and gelation time. For simplicity, differentcodes are given to samples, with GC indicative of gelcasting, andnumbers 41–45 denoting the solids volume fraction in the sus-pensions. A significant increase of the suspensions’ viscositywith increasing solids loading can be observed, reaching thehighest value of 1.291 Pa � s for the suspension containing 45vol% solids (GC-45). According to Janney et al.,24 45 vol%solids loading is high for certain powders, such as Ube E10 sil-icon nitride (UBE Corp. Europe SA, Castellon, Spain), StarckB10 silicon carbide (H.C. Starck, Goslar, Germany), Tosoh TZzirconias (Tosoh USA Inc., Grove City, OH), and Baikowskihigh-purity aluminas (N. BUCHER AG, Pfadackerstrasse,Spreitenbach, Switzerland). In all these cases, the powders areexceedingly difficult to disperse because of their high specificsurface areas. The viscosity versus shear rate ð _gÞ of aqueousgelcasting suspensions containing 41–45 vol% of a surface-treated (T-MAS) powder is shown in Fig. 6. All the suspensions
(a)
–50
–40
–30
–20
–10
0
10 20 30 40 50
Dispersant (μL.g−1)
Zet
a Po
tent
ial (
mV
)
(b)
–20
–10
0
10
20
30
40
50
0 2 4 6 8 10 12pH
Zet
a Po
tent
ial (
mV
)
–60
–50
–40
2 4 6 8 10 12pH
–30
–20
–10
0
Zet
a Po
tent
ial (
mV
)
(c)
TMAH
35 TMAH + Duramax D-3005
Duramax D-3005
Fig. 5. (a) Zeta potential (z) versus pH of the as-synthesized (M-MAS—}) and the surface-treated (T-MAS—&) powders; (b) z of T-MAS powder,measured at pH 9, as a function of added amounts of dispersants; (c) z versus pH of the surface-treated (T-MAS) powder in the presence of 35 mLTMAH and 30 mL of Duramax D-3005.
354 Journal of the American Ceramic Society—Ganesh et al. Vol. 92, No. 2
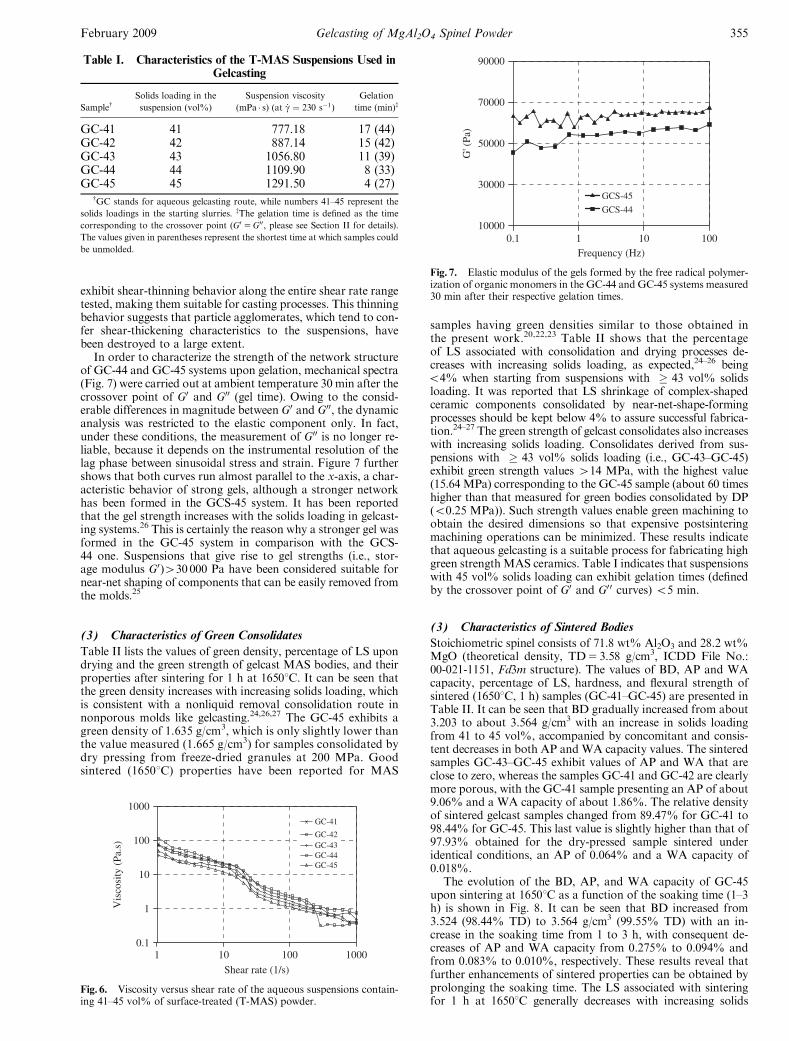
exhibit shear-thinning behavior along the entire shear rate rangetested, making them suitable for casting processes. This thinningbehavior suggests that particle agglomerates, which tend to con-fer shear-thickening characteristics to the suspensions, havebeen destroyed to a large extent.
In order to characterize the strength of the network structureof GC-44 and GC-45 systems upon gelation, mechanical spectra(Fig. 7) were carried out at ambient temperature 30 min after thecrossover point of G0 and G00 (gel time). Owing to the consid-erable differences in magnitude between G0 and G00, the dynamicanalysis was restricted to the elastic component only. In fact,under these conditions, the measurement of G00 is no longer re-liable, because it depends on the instrumental resolution of thelag phase between sinusoidal stress and strain. Figure 7 furthershows that both curves run almost parallel to the x-axis, a char-acteristic behavior of strong gels, although a stronger networkhas been formed in the GCS-45 system. It has been reportedthat the gel strength increases with the solids loading in gelcast-ing systems.26 This is certainly the reason why a stronger gel wasformed in the GC-45 system in comparison with the GCS-44 one. Suspensions that give rise to gel strengths (i.e., stor-age modulus G0)430 000 Pa have been considered suitable fornear-net shaping of components that can be easily removed fromthe molds.25
(3) Characteristics of Green Consolidates
Table II lists the values of green density, percentage of LS upondrying and the green strength of gelcast MAS bodies, and theirproperties after sintering for 1 h at 16501C. It can be seen thatthe green density increases with increasing solids loading, whichis consistent with a nonliquid removal consolidation route innonporous molds like gelcasting.24,26,27 The GC-45 exhibits agreen density of 1.635 g/cm3, which is only slightly lower thanthe value measured (1.665 g/cm3) for samples consolidated bydry pressing from freeze-dried granules at 200 MPa. Goodsintered (16501C) properties have been reported for MAS
samples having green densities similar to those obtained inthe present work.20,22,23 Table II shows that the percentageof LS associated with consolidation and drying processes de-creases with increasing solids loading, as expected,24–26 beingo4% when starting from suspensions with � 43 vol% solidsloading. It was reported that LS shrinkage of complex-shapedceramic components consolidated by near-net-shape-formingprocesses should be kept below 4% to assure successful fabrica-tion.24–27 The green strength of gelcast consolidates also increaseswith increasing solids loading. Consolidates derived from sus-pensions with � 43 vol% solids loading (i.e., GC-43–GC-45)exhibit green strength values 414 MPa, with the highest value(15.64 MPa) corresponding to the GC-45 sample (about 60 timeshigher than that measured for green bodies consolidated by DP(o0.25 MPa)). Such strength values enable green machining toobtain the desired dimensions so that expensive postsinteringmachining operations can be minimized. These results indicatethat aqueous gelcasting is a suitable process for fabricating highgreen strengthMAS ceramics. Table I indicates that suspensionswith 45 vol% solids loading can exhibit gelation times (definedby the crossover point of G0 and G00 curves) o5 min.
(3) Characteristics of Sintered Bodies
Stoichiometric spinel consists of 71.8 wt% Al2O3 and 28.2 wt%MgO (theoretical density, TD5 3.58 g/cm3, ICDD File No.:00-021-1151, Fd3m structure). The values of BD, AP and WAcapacity, percentage of LS, hardness, and flexural strength ofsintered (16501C, 1 h) samples (GC-41–GC-45) are presented inTable II. It can be seen that BD gradually increased from about3.203 to about 3.564 g/cm3 with an increase in solids loadingfrom 41 to 45 vol%, accompanied by concomitant and consis-tent decreases in both AP and WA capacity values. The sinteredsamples GC-43–GC-45 exhibit values of AP and WA that areclose to zero, whereas the samples GC-41 and GC-42 are clearlymore porous, with the GC-41 sample presenting an AP of about9.06% and a WA capacity of about 1.86%. The relative densityof sintered gelcast samples changed from 89.47% for GC-41 to98.44% for GC-45. This last value is slightly higher than that of97.93% obtained for the dry-pressed sample sintered underidentical conditions, an AP of 0.064% and a WA capacity of0.018%.
The evolution of the BD, AP, and WA capacity of GC-45upon sintering at 16501C as a function of the soaking time (1–3h) is shown in Fig. 8. It can be seen that BD increased from3.524 (98.44% TD) to 3.564 g/cm3 (99.55% TD) with an in-crease in the soaking time from 1 to 3 h, with consequent de-creases of AP and WA capacity from 0.275% to 0.094% andfrom 0.083% to 0.010%, respectively. These results reveal thatfurther enhancements of sintered properties can be obtained byprolonging the soaking time. The LS associated with sinteringfor 1 h at 16501C generally decreases with increasing solids
0.1
1
10
100
1000
1 10 100 1000
Shear rate (1/s)
Vis
cosi
ty (
Pa.s
)
GC-41
GC-42GC-43GC-44GC-45
Fig. 6. Viscosity versus shear rate of the aqueous suspensions contain-ing 41–45 vol% of surface-treated (T-MAS) powder.
10000
30000
50000
70000
90000
0.1 1 10 100Frequency (Hz)
G' (
Pa)
GCS-45
GCS-44
Fig. 7. Elastic modulus of the gels formed by the free radical polymer-ization of organic monomers in the GC-44 and GC-45 systems measured30 min after their respective gelation times.
Table I. Characteristics of the T-MAS Suspensions Used inGelcasting
SamplewSolids loading in the
suspension (vol%)
Suspension viscosity
(mPa � s) (at _g ¼ 230 s�1)
Gelation
time (min)z
GC-41 41 777.18 17 (44)GC-42 42 887.14 15 (42)GC-43 43 1056.80 11 (39)GC-44 44 1109.90 8 (33)GC-45 45 1291.50 4 (27)
wGC stands for aqueous gelcasting route, while numbers 41–45 represent the
solids loadings in the starting slurries. zThe gelation time is defined as the time
corresponding to the crossover point (G0 5G00, please see Section II for details).
The values given in parentheses represent the shortest time at which samples could
be unmolded.
February 2009 Gelcasting of MgAl2O4 Spinel Powder 355
loading of the starting suspensions, in good agreement withthe evolutions observed for green and sintered densities. Theonly exception is the GC-41 sample, probably because of itsrelatively high AP (B9%) remaining after sintering. The sampleconsolidated by DP underwent a total shrinkage of about17.9%, which is close to the values measured for gelcast sam-ples. These LS values enable the near-net-shape fabrication ofcomponents.24–26
The observed variations in BD, AP, and WA of sinteredbodies are consistently reflected in the measured values of hard-ness and flexural strength, as shown in Table II. It is known thathardness and flexural strength are very sensitive to the presenceof structural defects as pores. The highest hardness (800.26713kg/mm2) and the flexural strength (183717 MPa) values of gel-cast samples were measured for GC-45 (being close to 811.36718.63 kg/mm2 and 17376.7 MPa measured for the DP sample),followed by decreasing trends with decreasing solids loading ofthe starting suspensions. A hardness of 779 kg/mm2 was re-ported by Bhaduri and Bhaduri43 for a nanocrystalline denseMAS consolidated by the slip casting, followed by CIPing at275 MPa for 10 min and then by hot isostatic pressing at 13001Cfor 4 h. The hardness and flexural strength values observed inthe present study without the use of such heavy equipments aretherefore comparable to those reported in the literature for theseceramics.44,45
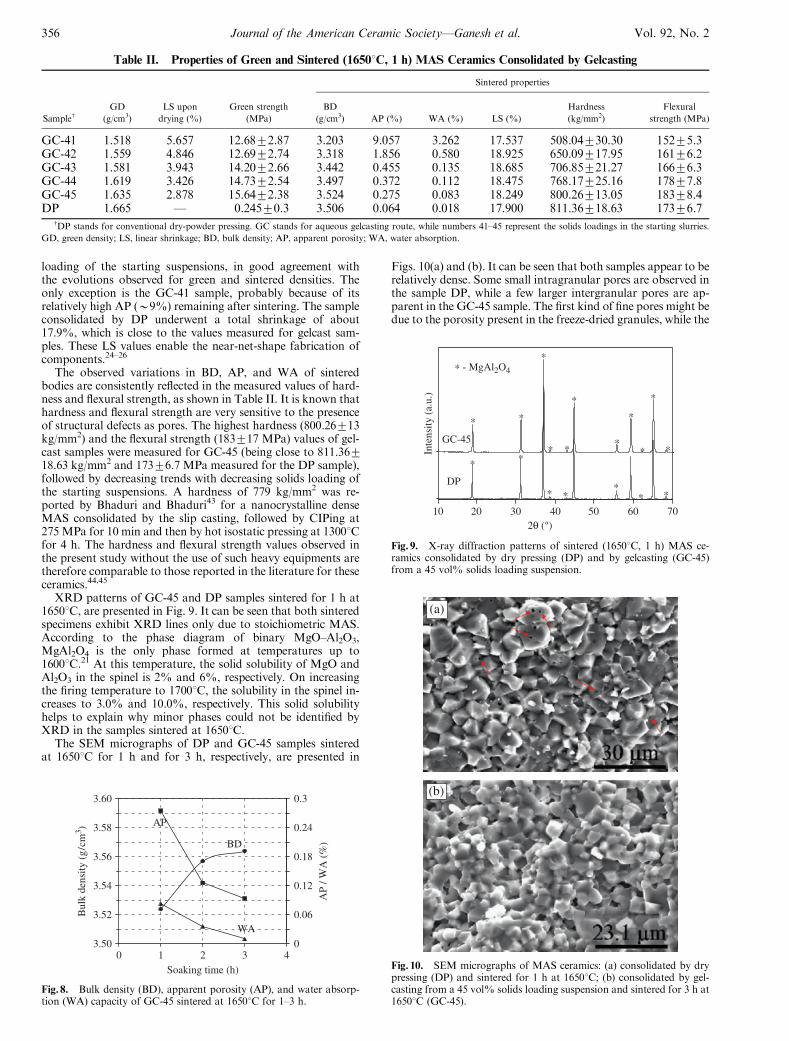
XRD patterns of GC-45 and DP samples sintered for 1 h at16501C, are presented in Fig. 9. It can be seen that both sinteredspecimens exhibit XRD lines only due to stoichiometric MAS.According to the phase diagram of binary MgO–Al2O3,MgAl2O4 is the only phase formed at temperatures up to16001C.21 At this temperature, the solid solubility of MgO andAl2O3 in the spinel is 2% and 6%, respectively. On increasingthe firing temperature to 17001C, the solubility in the spinel in-creases to 3.0% and 10.0%, respectively. This solid solubilityhelps to explain why minor phases could not be identified byXRD in the samples sintered at 16501C.
The SEM micrographs of DP and GC-45 samples sinteredat 16501C for 1 h and for 3 h, respectively, are presented in
Figs. 10(a) and (b). It can be seen that both samples appear to berelatively dense. Some small intragranular pores are observed inthe sample DP, while a few larger intergranular pores are ap-parent in the GC-45 sample. The first kind of fine pores might bedue to the porosity present in the freeze-dried granules, while the
BD
AP
WA
3.50
3.52
3.54
3.56
3.58
3.60
0 1 2 3 4Soaking time (h)
Bul
k de
nsity
(g
/cm
3 )
0
0.06
0.12
0.18
0.24
0.3
AP
/ WA
(%
)
Fig. 8. Bulk density (BD), apparent porosity (AP), and water absorp-tion (WA) capacity of GC-45 sintered at 16501C for 1–3 h.
DP
GC-45
10 20 30 40 50 60 702θ (°)
Inte
nsity
(a.
u.)
∗ - MgAl2O4
* *
*
* *
*
*
*
*
**
***
**
* *
Fig. 9. X-ray diffraction patterns of sintered (16501C, 1 h) MAS ce-ramics consolidated by dry pressing (DP) and by gelcasting (GC-45)from a 45 vol% solids loading suspension.
Table II. Properties of Green and Sintered (16501C, 1 h) MAS Ceramics Consolidated by Gelcasting
SamplewGD
(g/cm3)
LS upon
drying (%)
Green strength
(MPa)
Sintered properties
BD
(g/cm3) AP (%) WA (%) LS (%)
Hardness
(kg/mm2)
Flexural
strength (MPa)
GC-41 1.518 5.657 12.6872.87 3.203 9.057 3.262 17.537 508.04730.30 15275.3GC-42 1.559 4.846 12.6972.74 3.318 1.856 0.580 18.925 650.09717.95 16176.2GC-43 1.581 3.943 14.2072.66 3.442 0.455 0.135 18.685 706.85721.27 16676.3GC-44 1.619 3.426 14.7372.54 3.497 0.372 0.112 18.475 768.17725.16 17877.8GC-45 1.635 2.878 15.6472.38 3.524 0.275 0.083 18.249 800.26713.05 18378.4DP 1.665 — 0.24570.3 3.506 0.064 0.018 17.900 811.36718.63 17376.7
wDP stands for conventional dry-powder pressing. GC stands for aqueous gelcasting route, while numbers 41–45 represent the solids loadings in the starting slurries.
GD, green density; LS, linear shrinkage; BD, bulk density; AP, apparent porosity; WA, water absorption.
(b)
(a)
Fig. 10. SEM micrographs of MAS ceramics: (a) consolidated by drypressing (DP) and sintered for 1 h at 16501C; (b) consolidated by gel-casting from a 45 vol% solids loading suspension and sintered for 3 h at16501C (GC-45).
356 Journal of the American Ceramic Society—Ganesh et al. Vol. 92, No. 2

larger ones in the sample GC-45 might be attributed to pulloutof grains during fracture or to pores entrapped in the greenconsolidates. Nevertheless, both samples have similar micro-structures, with equiaxed grains that are tightly packed. Theseresults are well comparable with those reported for the MASmaterials in the literature.22,23,37
IV. Conclusions
A stoichiometric MAS powder could be prepared by dispersinga mixture of a-Al2O3 and calcined caustic MgO in an azeotropicmixture of MEK and ethanol, followed by consolidation andcalcination for 1 h at 14001C. Orthophosphoric acid and alu-minum di-hydrogen phosphate were found to be effective inpassivating the surface of MAS powder against hydrolysis re-actions and could be used to prepare stable aqueous suspensionswith solids loading up to 45 vol% suitable for gelcasting, usingTMAH and commercial Duramax D-3005 as dispersing agents.These aqueous suspensions could be used to prepare thin-wallMAS crucibles of about 500 mL capacity by gelcasting. GelcastMAS ceramics could be densified up to 99.55% of the theoret-ical density by firing at 16501C for 3 h without applying anyexternal applied pressure, exhibiting reasonably high hardness(800.26713 kg/mm2) and flexural strength (18378.4 MPa)values.
References
1C. Baudin, R. Martinez, and P. Pena, ‘‘High-Temperature Mechanical Behav-ior of Stoichiometric Magnesium Spinel,’’ J. Am. Ceram. Soc., 78 [7] 1857–62(1995).
2R. C. Peterson, G. A. Lager, and R. L. Hitterman, ‘‘A Time-of-Flight NeutronPowder Diffraction Study of MgAl2O4 at Temperatures up to 1273 K,’’ Am. Min-eral., 76 [9–10] 1455–8(1991).
3K. E. Green, J. L. Hastert, and D. W. Roy, ‘‘Polycrystalline MgAl2O4 Spinel—A Broad Band Optical Material for Offensive Environments’’; pp. 14–74 in Win-dow & Dome Technologies and Material, Proceedings of the Society of Photo-Optical Instrumentation Engineers A90-34551, SAO/NASA ADS Physics AbstractService, Bellingham, WA, 1989.
4M. A. Sainz, A. Mazzoni, E. Aglietti, and A. Caballero, ‘‘Thermo-ChemicalFormation and Stability of Spinel Under Strongly Reducing Conditions’’;pp. 387–92 in Proceedings of UNITECER’95, November, Kyoto, Japan, 1995.
5J. H. Belding and E. A. Letzgus, ‘‘Process for Producing Magnesium Alum-inate Spinel’’; U.S. Patent No. 3 950 504, April 13, 1976.
6L. Ji-Guang, T. Ikegami, L. Jong-Heum, and T. Mori, ‘‘Fabrication of Trans-lucent Magnesium Aluminate Spinel Ceramics,’’ J. Am. Ceram. Soc., 83 [11] 2866–8 (2000), and references therein.
7P. J. Patel, G. A. Gilde, P. G. Dehmer, and J. W. McCauley, ‘‘TransparentArmor’’; The AMTIAC Newsletter, Fall 2000.
8D. C. Harris, Infrared Window and Dome Materials, p. 32. SPIE, Washington,1992.
9D. W. Roy, ‘‘History of Spinel Development’’; Presented to DARPA/ARL,Transparent Armor Workshop, Annapolis, MD, Nov 16, 1998.
10G. C. Wei, ‘‘Transparent Ceramic Lamp Envelope Materials,’’ J. Phys. D:Appl. Phys., 38, 3057–65 (2005).
11K. Rozenburg, I. E. Reimanis, H.-J. Kleebe, and R. L. Cook, ‘‘ChemicalInteractions Between LiF and MgAl2O4 Spinel During Sintering,’’ J. Am. Ceram.Soc., 90 [7] 2038–42 (2007), and references therein.
12D. W. Roy and S. H. Evans, ‘‘Correlation of Strength and Processing Vari-ables for Optical-Quality Spinel’’; pp. 126–34 in Passive Materials for Optical El-ements II, Proceedings of the Society of Photo-Optical Instrumentation Engineers2018, Edited by G. W. Wilkerson. SPIE, Bellingham, WA, 1993.
13D. W. Roy and G. G. Martin, ‘‘Advances in Spinel Optical Quality, Size/Shape Capacity, and Applications’’; pp. 2–13 in Window & Dome Technologiesand Materials III, Proceedings of the Society of Photo-Optical InstrumentationEngineers 1760, Edited by P. Klocek. SPIE, Bellingham, WA, 1992.
14R. J. Bratton, ‘‘Translucent Sintered MgAl2O4,’’ J. Am. Ceram. Soc., 57 [7]283–6 (1974).
15P. Kumar and K. H. Sandhage, ‘‘Near Net-Shaped Magnesium AluminateSpinel by the Oxidation of Solid Magnesium-Bearing Precursors’’; TMS Out-standing Student Paper Contest Winner-1998, Graduate Division, Department ofMaterials Science and Engineering, The Ohio State University, Columbus, OH43210.
16Y. Shimizu, H. Arai, and T. Seiyama, ‘‘Theoretical Studies on the Impedance–Humidity Characteristics of Ceramic Humidity Sensors,’’ Sens. Actuators, 7, 11–22(1985).
17S. Angappan, L. J. Berchmans, and C. O. Augustin, ‘‘Sintering Behaviour ofMgAl2O4—A Prospective Anode Material,’’ Mater. Lett., 58, 2283–9 (2004).
18Y. Urita, K. Yamaguchi, I. Takita, K. Furuta, and Y. Natsuo, ‘‘Properties ofAlumina–Magnesia Refractories for Steel Ladles,’’ Taika-butsu, 45 [11] 664–72(1993).
19M. O’Driscoll, ‘‘Fused Spinel—Monolithics Market Future,’’ IM FusedMiner. Rev., 44–6 (1997).
20I. Ganesh, S. Bhattacharjee, B. P. Saha, R. Johnson, K. Rajeshwari, R. Sen-gupta, M. V. Ramanarao, and Y. R. Mahajan, ‘‘An Efficient MgAl2O4 SpinelAdditive for Improved Slag Erosion and Penetration Resistance of High-Al2O3
and MgO-C Refractories,’’ Ceram. Int., 28, 245–53 (2002).21Z. E. Nakagawa, N. Enomoto, I. S. Yi, and K. Asano, ‘‘Effect of Corundum/
Periclase Sizes on the Expansion Behavior During Synthesis of Spinel’’; pp. 379–86in Proceedings of UNITECER’95, Congress, Tokyo, 1995.
22I. Ganesh, S. M. Olhero, A. H. Rebelo, and J. M. F. Ferreira, ‘‘Formation andDensification Behaviour of MgAl2O4 Spinel: The Influence of Processing Param-eters,’’ J. Am. Ceram. Soc., 91 [6] 1905–11 (2008).
23I. Ganesh, K. A. Teja, N. Thiyagarajan, R. Johnson, and B. M. Reddy,‘‘Formation and Densification Behavior of Magnesium Aluminate Spinel: TheInfluence of CaO and Moisture in the Precursors,’’ J. Am. Ceram. Soc., 88 [10]2752–61 (2005).
24M. A. Janney, S. D. Nunn, C. A. Walls, O. O. Omatete, R. B. Ogle, G. H.Kirby, and A. D. McMillan, ‘‘Gelcasting’’; pp. 1–15 in The Handbook of CeramicEngineering, Edited by M. N. Rahman. Marcel Dekker, New York, 1998.
25I. Ganesh, N. Thiyagarajan, D. C. Jana, P. Barik, and G. Sundararajan, ‘‘AnAqueous Gelcasting Route to Dense b-Si4Al2O2N6–0.5SiO2 Ceramics,’’ J. Am.Ceram. Soc., 91 [5] 1566–71 (2008).
26I. Ganesh, D. C. Jana, S. Shaik, and N. Thiyagarajan, ‘‘An Aqueous Gel-casting Process for Sintered Silicon Carbide Ceramics,’’ J. Am. Ceram. Soc., 89 [10]3056–64 (2006).
27I. Ganesh, ‘‘Near-Net Shape b-Si4Al2O2N6 Parts by Hydrolysis InducedAqueous Gelcasting Process,’’ Int. J. Appl. Ceram. Technol., doi:10.1111/j.1744-7402.2008.02258.x.
28T. J. Graule, F. H. Baaber, and J. L. Gauckler, ‘‘Shaping of Ceramic GreenCompact Direct from Suspensions by Enzyme Catalyzed Reactions,’’ Cfi/Ber.DKG, 71, 317–23 (1994).
29T. Kosmac, S. Novak, and M. Sajko, ‘‘Hydrolysis-Assisted Solidification(HAS): A New Setting Concept for Ceramic Net-Shaping,’’ J. Eur. Ceram. Soc.,17, 427–32 (1997).
30K. Krnel and T. Kosmac, ‘‘Protection of AlN Powder Against HydrolysisUsing Aluminum Di-Hydrogen Phosphate,’’ J. Eur. Ceram. Soc., 21, 2075–9(2001).
31I. Ganesh, N. Thiyagarajan, D. C. Jana, P. Barik, G. Sundararajan, and J. M.F. Ferreira, ‘‘Dense b-SiAlONs Consolidated by a Modified Hydrolysis AssistedSolidification Route,’’ J. Eur. Ceram. Soc., 28 [4] 879–85 (2008).
32X. Xu and J.M. F. Ferreira, ‘‘Temperature-Induced Gelation of ConcentratedSialon Suspensions,’’ J. Am. Ceram. Soc., 88 [3] 593–8 (2005).
33L. Kaiqi, P. Wei, F. Zhengkun, L. Yongfeng, and W. Bingjun, ‘‘Gelcasting ofAlumina-Spinel Refractories,’’ Key Eng. Mater., 368–372, 1149–51 (2008).
34I. Ganesh, S. Bhattacharjee, B. P. Saha, R. Johnson, and Y. R. Mahajan, ‘‘ANew Sintering Aid forMagnesiumAluminate Spinel,’’Ceram. Int., 27, 773–9 (2001).
35S. M. Olhero, P. Miranzo, and J. M. F. Ferreira, ‘‘Influence of the De-WaxingAtmosphere on the Properties of AlN Ceramics Processed from Aqueous Media,’’J. Eur. Ceram. Soc., 26, 2475–83 (2006).
36S. M. Olhero, S. Morten, M.-A. Einarsud, T. Grande, and J. M. F. Ferreira,‘‘Thermodynamic Studies on the AlN Sintering Powders Treated with PhosphateSpecies,’’ J. Am. Ceram. Soc., 90 [11] 3589–95 (2007).
37B. D. Cullity, Elements of XRD, 2nd edition, Addison-Wesley, Reading, MA,1978.
38M. P. Klug and L. E. Alexander, X-Ray Diffraction Procedure for Polycrys-talline and Amorphous Materials, p. 634. Wiley, New York, 1974.
39G. A. Parks, ‘‘The Iso-Electric Points of Solids Oxides, Solid Hydroxides, andAqueous Hydroxy Complex Systems,’’ Chem. Rev., 65 [2] 177–98 (1965).
40G. A. Parks and P. L. De Bruyn, ‘‘The Zero Point Charge of Oxides,’’ J. Phys.Chem., 66, 967–73 (1962).
41R. J. Pugh, Surface and Colloidal Chemistry in Advanced Ceramic Processing,Surfactant Science Series, Vol. 51. CRC Press, New York, 1994.
42J. A. Lewis, ‘‘Colloidal Processing of Ceramics,’’ J. Am. Ceram. Soc., 83 [10]2341–59 (2000).
43S. Bhaduri and S. B. Bhaduri, ‘‘Microstructural and Mechanical Properties ofNanocrystalline Spinel and Related Composites,’’ Ceram Int, 28, 153–8 (2002).
44K. W. White and G. P. Kelkar, ‘‘Fracture Mechanisms of a Coarse-Grained,Transparent MgAl2O4 at Elevated Temperatures,’’ J. Am. Ceram. Soc., 75, [12]3440–4 (1992).
45D. F. Porter, J. S. Reed, and D. Lewis, ‘‘Elastic Moduli of Refractory Spine-ls,’’ J. Am. Ceram. Soc., 60 [7] 345–9 (1977). &
February 2009 Gelcasting of MgAl2O4 Spinel Powder 357