effects of chemical modification of wood particles with glutaraldehyde and...
TRANSCRIPT
Composites Science and Technology 70 (2010) 2003–2011
Contents lists available at ScienceDirect
Composites Science and Technology
journal homepage: www.elsevier .com/ locate/compsci tech
Effects of chemical modification of wood particles with glutaraldehyde and1,3-dimethylol-4,5-dihydroxyethyleneurea on properties of the resultingpolypropylene composites
Yanjun Xie a,b,*, Zefang Xiao b, Timo Grüneberg b, Holger Militz b, Callum A.S. Hill c, Leif Steuernagel d,Carsten Mai b
a Key Laboratory of Bio-based Material Science and Technology (Ministry of Education), Northeast Forestry University, Harbin 150040, PR Chinab Wood Biology and Wood Products, Burckhardt-Institute, Georg August University of Göttingen, Büsgenweg 4, D37077 Göttingen, Germanyc Centre for Timber Engineering, School of Engineering and the Built Environment, Edinburgh Napier University, 10 Colinton Road, EH10 5DT, Edinburgh, United Kingdomd Institute of Polymer Materials and Plastics Engineering, Clausthal University of Technology, Agricolastrasse 6, D38678, Clausthal-Zellerfeld, Germany
a r t i c l e i n f o
Article history:Received 1 December 2009Received in revised form 17 July 2010Accepted 22 July 2010Available online 1 August 2010
Keywords:A. WoodB. Mechanical propertiesB. EmbrittlementD. RheologyE. Cell wall polymer crosslinking
0266-3538/$ - see front matter � 2010 Elsevier Ltd. Adoi:10.1016/j.compscitech.2010.07.024
* Corresponding author. Present address: MateriCollege, 26th Hexing Road, Harbin 150040, PR China.
E-mail address: [email protected] (Y. Xie)
a b s t r a c t
Both glutaraldehyde (GA) and 1,3-dimethylol-4,5-dihydroxyethyleneurea (DMDHEU) can crosslink thecell wall polymers and dimensionally stabilize wood particles and the treated wood particles are thusexpected to enhance the properties of the resulting wood particle/polypropylene composites. Comparedto the composites filled with untreated particles, treatments of wood particles with both GA and DMD-HEU showed a great reduction in water uptake and dimensional swelling of the resulting composites upto 39% and 46%, respectively. Both the flexural and tensile moduli increased due to wood particles treat-ments with GA and DMDHEU. Treatments of wood particles improved the tensile strength but moder-ately weakened the flexural strength and Charpy impact strength of the composites. Dynamicmechanical analysis and microscopy suggested an improved interfacial compatibility between wood par-ticles and matrix due to GA and DMDHEU treatments. Chemical treatment resulted in smaller particlesizes and altered microscopic fracture appearance after composite production as compared to untreatedparticles. Morphological changes were attributed to embrittlement of wood particles, which may nega-tively influence the mechanical properties of the resulting composites.
� 2010 Elsevier Ltd. All rights reserved.
1. Introduction
Wood fibers are mostly made of cellulose, hemicelluloses andlignin, with a few extractives and can be used as filler of thermo-plastic composites. Incorporating the tough and light-weight woodfibers into thermoplastic matrices produces composites with ahigh specific stiffness and strength [1]. The renewable and biode-gradable characteristics of wood fibers facilitate their ultimate dis-posal by composting or incineration, options not possible withmost industrial fibers. The wood fibers also contain sequesteredatmospheric carbon dioxide in their structure and are invariablyof lower embodied energy compared to industrially produced glassfibers.
Although wood fibers can offer the resulting composites manyadvantages, the usually polar fibers have inherently low compati-bility with non-polar thermoplastic matrices, especially hydrocar-bon matrices such as polypropylene (PP) and polyethylene (PE)
ll rights reserved.
al Science and EngineeringTel./fax: +86 451 82191993..
[2,3]. The incompatibility may cause problems in the compositeprocessing and material properties such as fiber agglomeration[4,5] and insufficient wetting of fibers by matrices. Weak interfa-cial adhesion can result in a reduction in the stress transfer effi-ciency from the matrix to the reinforcing fibers. Althoughencapsulation of wood fibers by hydrophobic plastic results in amuch reduced and slower moisture sorption than with wood fiberalone, long-term outdoor exposure can produce severe surface col-or changes, erosion, warping, mold growth, fungal decay, andstrength loss [6–12]. These issues are mostly associated with themoisture sorption of the hygroscopic wood fibers. The moisturesorption of wood fiber/plastic composites in service is slow andseldom reaches equilibrium in a moist environment. The core ofthe composites may have very low moisture content whilst thesurface layers may be significantly saturated with water [13].Water saturation results in swelling of the wood fibers, whichcan build up stresses in the composite and decouple the fibers fromthe matrix. However, hydrophobation treatments of the fibers canreduce the damage associated with moisture absorption, which isof importance for wood/thermoplastic composites during environ-mental exposure.

2004 Y. Xie et al. / Composites Science and Technology 70 (2010) 2003–2011
Treatment of natural fibers is therefore beneficial in order toimprove the water resistance of fibers, enhance the wettability ofthe natural fiber surface by plastics and promote interfacial adhe-sion. There are several strategies such as physical processing, cou-pling agent treatments, and chemical modification to promote acritical improvement to fiber performance. Physical treatments(e.g. electronic discharge in various media such as plasma and cor-ona technologies [14–16] may create a hydrophobic fiber surfaceby changing the surface energy to consequently increase the com-patibility of the treated fiber with the polymeric matrices. Thesesurface treatments only modify a very thin surface region of thecell walls and thus do not change the hygroscopic characteristicsof the fibers. Treatment can also be accomplished with couplingagents such as silanes [17–19], maleic anhydride [20–23] or isocy-anate grafted prepolymer [24] which hold two dissimilar materialstogether thereby improving the interfacial bonding.
Chemical modification provides the means of permanentlyaltering the nature of fiber cell walls: by grafting polymers ontothe fiber surface, or by bulking, or crosslinking within the fiber cellwalls [25–28]. Chemical modification may make the fiber cell wallsmore dimensionally stable, reduce water sorption, or increaseresistance against fungal decay, but there may be an associated re-duced dynamic strength such as impact strength due to embrittle-ment. Acetylation of natural fibers is usually reported to improvethe properties of the resulting thermoplastic composites [29–31].Acetylation of flax fiber with acetic anhydride to a weight percentgain of 18% has been shown to reduce the moisture absorption andswelling of the resulting polypropylene composites by 60% and30%, respectively [30].
Glutaraldehyde (GA, pentane-1,5-dial) is a dialdehyde whichcan in principle react with four hydroxyl groups of the cell wallpolymers and may thus be used as a crosslinking agent to modifywood fibers. An aldehyde can react with one hydroxyl group toform a hemiacetal and with a second to produce an acetal(Fig. 1a) in the presence of a catalyst and heating [32,33]. The N-methylol compound, 1,3-dimethylol-4,5-dihydroxyethyleneurea(DMDHEU), can also react with the hydroxyl groups of the fiberand thereby crosslink the cell wall polymers (Fig. 1b). In addition,DMDHEU can self-condense and deposit within the cell wallsthereby bulking the cell walls.
This study was devised to investigate the effects of chemicalmodification of wood particles (fiber bundles) with two crosslink-ers, GA and DMDHEU, on the properties of wood particle filledpolypropylene composites. The water uptake and dimensionalswelling of the composites were determined and the mechanicalproperties measured. The interfacial adhesion was characterizedusing dynamic mechanical analysis and scanning electronmicroscopy.
NN
O
OHHO
CH2OHHOH2COH+ +
HO
Cell wall polymer DMDHEU
OH+
Cell wall polymer GA
+HO
CHR
O
ΔHa
b
Fig. 1. Chemical reactions of glutaraldehyde and DMDHEU with cell wall polymers: gluhydroxyl groups of the latter, respectively. R = A(CH2)3HC@O.
2. Experimental
2.1. Wood particles and polypropylene
A commercial softwood particle (Jeluxyl Weho 500S) was pur-chased from Josef Ehrler GmbH & Co KG (Rosenberg, Germany).It was prepared from the industrial by-product of a wood planingplant by milling and subsequently sieved through a mesh to a spe-cific size. The major fraction is spruce, with some fir. All processeswere carried out under dry conditions. The technical parameters ofwood particles were: pH = 5.5, light yellow color, sieve residue onAlpine air draft sieve: 75 l (�95%), 180 lm (�70%), 500 lm (1%).Polypropylene resin pellets were obtained from the Dow ChemicalCompany (Horgen, Switzerland). The melt flow rate was 70 g/10 min (tested at 230 �C, 2.16 kg according to ISO 1133) and thedensity was 0.9 g cm�3.
2.2. Chemicals
The modifying agents were a 50 wt.% aqueous solution of glu-taraldehyde (GA) and 1,3-dimethylol-4,5-dihydroxyethyleneurea(DMDHEU) supplied by BASF AG (Ludwigshafen, Germany). Mag-nesium chloride hexahydrate (MgCl2�6H2O) purchased from Sig-ma–Aldrich Chemie GmbH (Munich, Germany) was used ascatalyst for both modifying agents. Acetic acid and sodium acetatewere also purchased from Sigma–Aldrich Chemie GmbH. GA andDMDHEU were used as received and all other chemicals were ofanalytical purity grade.
2.3. Treatments of wood particles
Prior to treatment, the wood particles were conditioned (20 �C,65% relative humidity, RH) to an equilibrium moisture content(EMC) of approximately 12%. Wood particles of 2.5 kg were sepa-rated and packed into three fabric bags regarded as three repli-cates, and the bags were vacuum impregnated (0.01 MPa,30 min) with GA applying 0.1, 0.3, and 0.5 M of solution or withDMDHEU applying 0.2, 0.4, and 0.6 M of the stock solution, respec-tively. The molar ratio of MgCl2�6H2O and GA or DMDHEU was0.15:1 in this study. The GA solutions were prepared in 0.1 M ace-tate buffer (pH = 4.5). After impregnation, the bags were dewa-tered in a spin-dryer followed by 3 days of air drying. The woodparticles were afterwards dried in an oven at 80 �C for 12 h andthen cured at 120 �C for 24 h. The wood particles treated with onlywater using the same procedure as above were used as untreatedcontrols. All treated wood particles were allowed to cool downand sealed in plastic packing bags for use.
NN
O
OHHO
CH2H2CO O
ΔH
O OCH
R
taraldehyde (a) and DMDHEU and (b) crosslink cell wall polymers by reacting with

Y. Xie et al. / Composites Science and Technology 70 (2010) 2003–2011 2005
2.4. Preparation of composite specimens
Compounding of wood particle and polypropylene was per-formed in a twin-screw extruder (Brabender Technologie, Duis-burg, Germany). Two gravimetric feeders were used to feed theparticle and polypropylene separately through a common hopperat a total feeding rate of 10 kg h�1. The feeding ratio of wood andpolypropylene was 60:40 in weight. Mixing of wood particlesand polypropylene pellets was carried out in an elevated tempera-ture range of 170–210 �C through a mixing area with a screw rota-tion speed of 300 rpm. After cooling down by water the extrudatewas pelleted using a granulator (Heinrich Dreher GmbH & Co.KG,Aachen, Germany). The granules were dried at 103 �C overnightand then moulded using an injection-moulding machine (Arburg320C: Allrounder 600–250, Arburg GmbH + Co KG, Loßburg, Ger-many). The injection-moulding was performed at 170–200 �C.The injection flow and pressure were 90 cm3 s�1 and 70 MPa,respectively. Dumb-bell-shaped specimens measuring overalllength 170 mm, width at ends 20 mm, width of narrow portion10 mm, and thickness 4 mm were moulded. Before any mechanicaltesting, the moulded samples were stored in the conditioning room(20 �C, 65% RH) until they reached a constant weight. Ten samplesfor each treatment were immersed in the water for 56 days in or-der to measure the wet tensile strength of the resulting compos-ites. In this context the term ‘untreated composites’ or ‘treatedcomposites’ respectively refer to the composites filled with woodparticles untreated or treated with GA or DMDHEU unless other-wise stated.
2.5. Water uptake and dimensional swelling determination
Specimens measuring 30 mm � 20 mm � 4 mm were cut fromthe ends of dumb-bell-shaped composites, oven-dried and thenweighed. The specimens were subsequently immersed in distilledwater at 20 �C for 8 weeks with a daily change of water. The weightand size of specimen were determined at stated periods. Water up-take (%) of each specimen was expressed as water weight absorbeddivided by the dry weight of specimen. The dimensional swellingin width of specimen was calculated based on its dry dimension.Five replicates were used for each treatment.
GA0.1 GA0.3 GA0.5 DM0.2 DM0.4 DM0.6
0
5
10
15
20
25
Wei
ght p
erce
nt g
ain
[%]
Treatment of fiber
Fig. 2. Weight percent gain of wood particles after treatment with glutaraldehydeand DMDHEU. The labels shown in the x-coordinate: GA means glutaraldehyde andDM is DMDHEU; the number behind shows a molar concentration of chemical used(error bars show standard deviation).
2.6. Mechanical test
Tensile properties of bell-shaped specimens were tested follow-ing the standard ISO 527-1 using a mechanical testing machineZwick/Z010 (Zwick, Ulm, Germany) at a testing speed of1 mm min�1. The tensile properties of conditioned (20 �C, 65%RH) and water saturated specimens are referred to as ‘dry’ and‘wet’ tensile properties in this context. Flexural properties weredetermined on Zwick/Z010 according to the standard EN ISO 178and the testing specimens measuring 80 mm � 10 mm � 4 mmwere cut from the narrow portion of dumb-bell-shaped specimens.The specimen, supported as a beam, was deflected at a constantrate of 1 mm min�1 at the midspan until the specimen fractured.Charpy impact specimens were prepared as flexural specimensand the impact properties were measured using an impact tester(CEAST Resilvis Cryo 125 automated impact pendulum, CeastS.p.A, Italy) according to the standard EN ISO 179. The wood parti-cle distribution was not homogeneous along the dumb-bell-shapedspecimens and the leading end of composite sample apparently in-cluded more wood particles than the other parts; however, thewood particles in the middle narrow portion, where it functionsas the effective testing part in the mechanical tests, can be consid-ered to be of even distribution. Five replicates were used for eachtreatment and data of mechanical properties were analyzed using
a statistical software OriginPro 8.0 (OriginLab Corporation, USA)and a box chart was made accordingly.
2.7. Dynamic mechanical analysis
Specimens measuring 50 mm � 10 mm � 4 mm were cut fromdumb-bell-shaped specimens and measured using a dynamicmechanical analyzer (2980 DMA V1.7B, TA, USA). The analyzerwas run in flexural mode with a frequency of 1 Hz over a temper-ature range of �50 �C up to 150 �C at a heating rate of 5 �C min�1.
2.8. Morphological analysis
The wood particle/polypropylene composites were choppedinto small particles and then heated in xylene at 120 �C until thepolypropylene in the composites was completely dissolved. Thesolution was filtered through filter paper and the wood particleswere separated and washed with acetone several times. After airdrying in a fume cupboard, these separated wood particles andother particles which had not been subjected to any extrusionand moulding processing were observed using a light microscope(Nikon eclipse e600 equipped with a Nikon digital camera DXM1200, Nikon Instruments Inc., NY, USA).
The fracture surfaces of the composites after the dry tensilestrength test were observed using a Hitachi S-4300 field emissionscanning electron microscope (Hitachi Science Systems, Japan) atan accelerating voltage of 10 kV. A layer of platinum was sputteredon the fractured surfaces of the composites before observation.
3. Results and discussion
3.1. Weight percent gain
The weight percent gain (WPG) of treated particles increasedwith the concentration of GA or DMDHEU in the treatment solution(Fig. 2). GA and DMDHEU treatments yielded a WPG in the range of1.5–7.0% and 7.1–22.6%, respectively. Since the wood particles didnot undergo a water leaching process after treatment, the catalystretained in the particles also contributed a small part to total WPGattained by wood particles.
3.2. Water uptake and dimensional swelling
Since polypropylene absorbed little water (not shown), thewater uptake of wood particle/polypropylene composites can

2006 Y. Xie et al. / Composites Science and Technology 70 (2010) 2003–2011
thereby be attributed to the hygroscopic wood particles (60% inweight). Due to encapsulation of the wood particles by polypropyl-ene, the resulting composites absorbed moisture/water signifi-cantly slower than wood materials [34]. It took more than onemonth for the untreated composites to reach a water uptake of25% (Fig. 3a). The composites treated with 0.1 M GA gave a similarwater uptake to the untreated controls in the first month of waterimmersion; the treated composites afterwards absorbed less waterthan the untreated ones with the increase of immersion time(Fig. 3a). This reduction in water uptake may be due to crosslinkingof cell wall polymers by GA, which limits the maximum cell wallswelling and accordingly reduces the amount of water beingaccommodated by cell walls [35]. The bulking effects should notbe significant because the WPG is very low. Increasing the concen-tration of GA caused a decrease of water uptake due to intensifiedcrosslinking. The improved interfacial compatibility evidenced byscanning electron microscopy (SEM) may also be a reason for re-duced water diffusion into the GA treated composites, becauseGA can react with and deactivate the hygroscopic hydroxyl groupsof the cell wall polymers and thereby creating a less polar particlesurface being able to compatibilize better with the non-polarpolypropylene.
As with the GA treatments, treatments of wood particles withDMDHEU also caused a reduction in water uptake of the resultingcomposites. Using a higher concentration of DMDHEU produced acomposite absorbing less water (Fig. 3b). Considering that the per-centage of polypropylene in the composites was fixed at 40% byweight, increasing the concentration of DMDHEU can significantlyreduce the quantity of wood particles. The percentage of wood par-ticles can reduce from 60% (the target content) to 48.9% at a WPGlevel of 22.6%, which will also cause the reduction in water uptake.In addition, the high WPG due to treatment of particles with DMD-HEU may increase the bulking effects due to the deposition of
0
5
10
15
20
25
0.0
1.5
3.0
4.5
6.0
7.5
0 8 16 24 32 40 48 56
Ctrl GA0.1 GA0.3 GA0.5
Wat
er u
ptak
e [%
]
a
Swel
ling
[%]
Time [d]
c
Fig. 3. Water uptake of composites untreated or treated with GA (a) and DMDHEU (b), reand DMDHEU (d). The legends: Ctrl = untreated control, and the others are same as the
DMDHEU in the cell walls of wood particle, thereby reducing thespace within the cell walls which would be occupied by water.The water uptake of composites treated with 0.4 M and 0.6 MDMDHEU corresponded to these of composites treated with0.3 M and 0.5 M GA, respectively. The water uptake of the compos-ites treated with both GA and DMDHEU to highest WPG levels wasreduced up to 39%. At a similar WPG level of 7.0% (Fig. 2), treat-ment with 0.5 M GA apparently caused less water uptake of theresulting composites than treatment with 0.2 M DMDHEU(Fig. 3a and b). It is suggested that at the same WPG level, treat-ment of wood particles with GA may be more efficient in restrain-ing water uptake than treatment with DMDHEU. The improvedinterfacial compatibility due to both GA and DMDHEU treatmentsevidenced by SEM micrographs in Fig. 9 may also reduce the diffu-sion rate through the interface. In addition, GA and DMDHEU treat-ments made the wood particles brittle and the treated particles areseverely damaged in the processes of extrusion and injection-moulding (Fig. 9). This may thus eliminate the cell lumen wherewater could be accommodated after water saturation and thesmaller particle size can also be encapsulated by matrix more com-pletely thereby reducing the water uptake by composites.
The wood particle/polypropylene composites swelled duringwater immersion due to swelling of particle cell walls (Fig. 3cand d) whereas the unreinforced polypropylene sample did notchange its dimension (not shown). Treatments with both GA andDMDHEU restrained the swelling of the resulting composites(Fig. 3c and d) and increasing the concentration of GA or DMDHEUresulted in a decrease in swelling. Treatments with low concentra-tions of GA produced a similar effect on restraint of swelling of theresulting composites to treatments with high concentrations ofDMDHEU. The reduction in swelling for GA treated compositescan be mainly attributed to crosslinking of particle cell wall poly-mers. DMDHEU treatments may however exhibit the effects of
0 8 16 24 32 40 48 56
Ctrl DM0.2 DM0.4 DM0.6
b
Time [d]
d
spectively, and dimensional swelling of composites untreated or treated with GA (c)labels shown in the x-coordinate of Fig. 2 (error bars show standard deviation).
Y. Xie et al. / Composites Science and Technology 70 (2010) 2003–2011 2007
both cell wall bulking and crosslinking due to the higher WPG withthis treatment. Crosslinking impedes the movement of microfibrilsand bulking causes a pre-swelling of cell walls. As a result, theswelling of composites resulting from water uptake can bereduced.
3.3. Mechanical properties
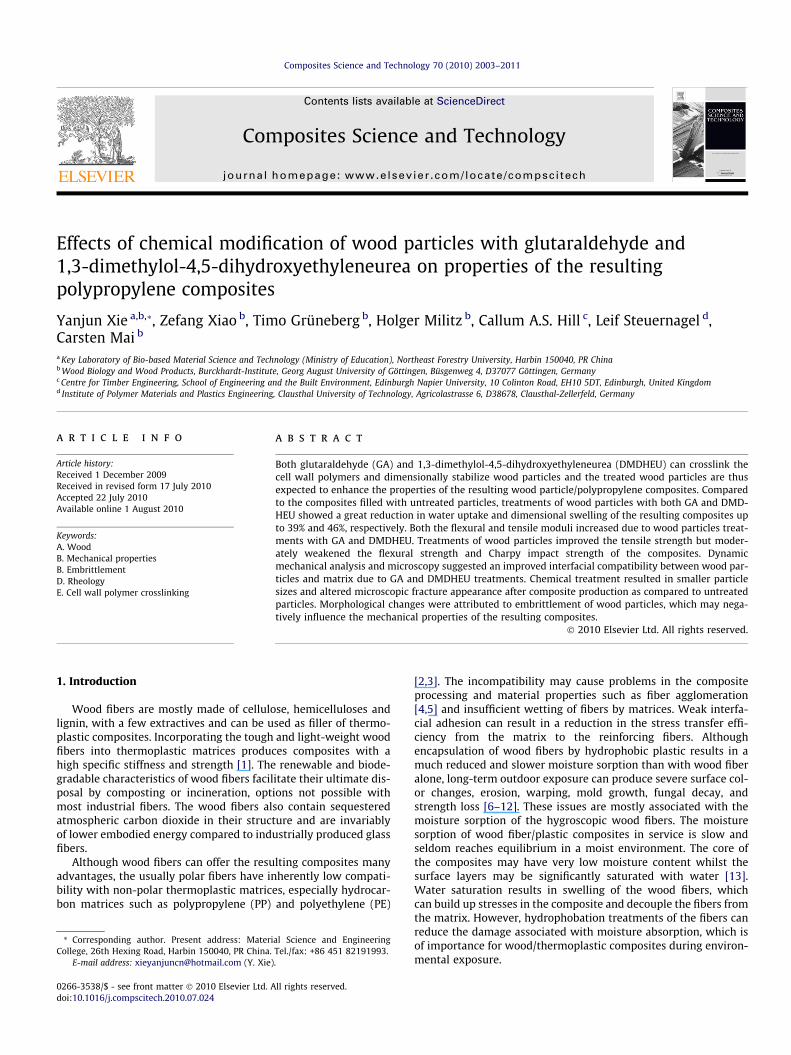
The composites treated with GA showed a moderate increase of8.6% in flexural modulus compared to the untreated ones (Fig. 4a).These improvements did not depend upon the concentration of GAused. Treatment with 0.2 M DMDHEU imparted on the compositesan increase of 12% in flexural modulus; however, increasing theconcentration of DMDHEU resulted in a lower increase in flexuralmodulus. The improved flexural modulus may be explained bythe increased compatibility between the wood particle surfaceand polypropylene matrix. The different moisture content levelsin the treated composites compared to the untreated ones mayalso influence the modulus. It has been previously reported thatwood treated with GA to a 8.7% WPG level exhibits an equilibriummoisture content of 8.7%, which is lower than 10.5% of untreatedwood under the condition of 25 �C and 65% RH [33]. Althoughincorporation of DMDHEU into wood cells did not substantially re-duce the equilibrium moisture content of wood (unpublished re-sults), the cell wall bulking due to DMDHEU deposition maymake the cell wall ‘‘drier” compared to the untreated controls un-der the same condition. The lower moisture level in the wood par-ticle cell walls due to GA and DMDHEU modification results in alower moisture content level in the resulting composites than inthe untreated composites, which may account for the increase inthe flexural modulus. Treatments of wood particles with both GAand DMDHEU resulted in reduced flexural strength of the resultingcomposites. With higher concentrations of modifying agent, there
3
4
5
6
7
8
Flex
ure
mod
ulus
[GPa
] a
CtrlGA0.1
GA0.3GA0.5
DM0.2DM0.4
DM0.6
25
30
35
40
45
50
Treatment of fiber
Flex
ure
stre
ngth
[MPa
] b
Fig. 4. Flexure modulus (a) and strength (b) of composites untreated or treatedwith GA and DMDHEU, respectively. The labels in the x-coordinate: Ctrl = untreatedcontrol, and the other are same as Fig. 2. The bottom and top of the box are standarddeviation, and the band near the middle of the box is the 50th percentile. The endsof the whiskers represent the 5th percentile and the 95 percentile.
was a greater loss in flexural strength. Little effect was observedby treatment with 0.1 M GA due to the low concentration used.At the highest concentrations of GA or DMDHEU, the loss of flex-ural strength was up to 15%. The reduction in the flexural strengthmay be attributed to embrittlement due to catalytic hydrolysis ofthe wood cells and crosslinking resulted from treatments [36,37].Embrittlement of the wood particles caused a reduction of particlesize due to intense shear force in the processes of extrusion andinjection-moulding (Fig. 8) and hydrolysis of wood cell walls willadditionally reduce the strength of wood particles. Because theamount of wood particles (untreated or treated) was fixed at a60 wt.% level in the composites, the fraction of wood particles (asload carrier) in the composites was substantially reduced withthe increase of WPG, which may also be one reason for the de-crease of flexural strength.
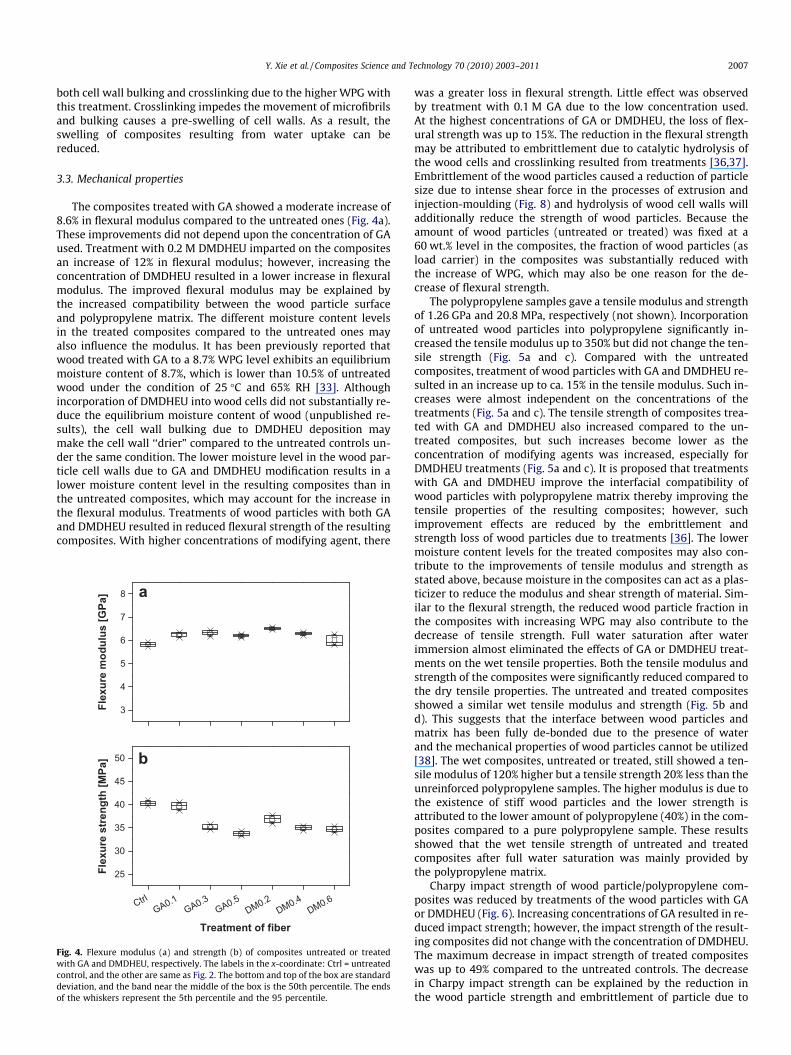
The polypropylene samples gave a tensile modulus and strengthof 1.26 GPa and 20.8 MPa, respectively (not shown). Incorporationof untreated wood particles into polypropylene significantly in-creased the tensile modulus up to 350% but did not change the ten-sile strength (Fig. 5a and c). Compared with the untreatedcomposites, treatment of wood particles with GA and DMDHEU re-sulted in an increase up to ca. 15% in the tensile modulus. Such in-creases were almost independent on the concentrations of thetreatments (Fig. 5a and c). The tensile strength of composites trea-ted with GA and DMDHEU also increased compared to the un-treated composites, but such increases become lower as theconcentration of modifying agents was increased, especially forDMDHEU treatments (Fig. 5a and c). It is proposed that treatmentswith GA and DMDHEU improve the interfacial compatibility ofwood particles with polypropylene matrix thereby improving thetensile properties of the resulting composites; however, suchimprovement effects are reduced by the embrittlement andstrength loss of wood particles due to treatments [36]. The lowermoisture content levels for the treated composites may also con-tribute to the improvements of tensile modulus and strength asstated above, because moisture in the composites can act as a plas-ticizer to reduce the modulus and shear strength of material. Sim-ilar to the flexural strength, the reduced wood particle fraction inthe composites with increasing WPG may also contribute to thedecrease of tensile strength. Full water saturation after waterimmersion almost eliminated the effects of GA or DMDHEU treat-ments on the wet tensile properties. Both the tensile modulus andstrength of the composites were significantly reduced compared tothe dry tensile properties. The untreated and treated compositesshowed a similar wet tensile modulus and strength (Fig. 5b andd). This suggests that the interface between wood particles andmatrix has been fully de-bonded due to the presence of waterand the mechanical properties of wood particles cannot be utilized[38]. The wet composites, untreated or treated, still showed a ten-sile modulus of 120% higher but a tensile strength 20% less than theunreinforced polypropylene samples. The higher modulus is due tothe existence of stiff wood particles and the lower strength isattributed to the lower amount of polypropylene (40%) in the com-posites compared to a pure polypropylene sample. These resultsshowed that the wet tensile strength of untreated and treatedcomposites after full water saturation was mainly provided bythe polypropylene matrix.
Charpy impact strength of wood particle/polypropylene com-posites was reduced by treatments of the wood particles with GAor DMDHEU (Fig. 6). Increasing concentrations of GA resulted in re-duced impact strength; however, the impact strength of the result-ing composites did not change with the concentration of DMDHEU.The maximum decrease in impact strength of treated compositeswas up to 49% compared to the untreated controls. The decreasein Charpy impact strength can be explained by the reduction inthe wood particle strength and embrittlement of particle due to
2
3
4
5
6
7
Tens
ile m
odul
us [G
Pa] a b
CtrlGA0.1
GA0.3GA0.5
DM0.2DM0.4
DM0.6
14
16
18
20
22
24
26
28
Treatment of fiber
Tens
ile s
tren
gth
[MPa
] c
CtrlGA0.1
GA0.3GA0.5
DM0.2DM0.4
DM0.6
Treatment of fiber
d
Fig. 5. Tensile modulus of composites conditioned (a) and water saturated (b), and tensile strength of composites conditioned (c) and water saturated (d). The labels in the x-coordinate and the meaning of box chart are same as Fig. 4.
CtrlGA0.1
GA0.3GA0.5
DM0.2DM0.4
DM0.6
0.0
0.5
1.0
1.5
2.0
2.5
3.0
3.5
Impa
ct s
tren
gth
[kJ
m-2
]
Treatment of fiber
Fig. 6. Impact strength of composites untreated or treated with GA and DMDHEU,respectively. The labels in the x-coordinate and the meaning of box chart are sameas Fig. 4.
0
1
2
3
4
5
6
7
-50 -25 0 25 50 75 100 125 150
0
1
2
3
4
5
6
7
Stor
age
mod
ulus
[GPa
] PP Ctrl GA0.1 GA0.3 GA0.5
a
Ctrl DM0.2 DM0.4 DM0.6
Stor
age
mod
ulus
[GPa
] b
2008 Y. Xie et al. / Composites Science and Technology 70 (2010) 2003–2011
hydrolysis of cell wall polymers as well as crosslinking and bulkingwhich reduces the cell wall moisture content.
Temperature [°C]
Fig. 7. Storage modulus of the composites treated with GA (a) or DMDHEU (b). Thelegends: PP = polypropylene sample, and the others are same as Fig. 3.
3.4. Dynamic mechanical properties
Incorporation of stiff wood particles into the polypropylene ma-trix significantly increased the storage modulus of the resultingcomposites compared with unreinforced polypropylene (Fig. 7a).Previous report has revealed that composites with smaller sizesof wood particles showed lower storage modulus [39]. In thisstudy, the particle size was reduced due to chemical treatments,but compared to the composites filled with untreated particles,treatments with GA resulted in an increase of storage modulus in
the temperature range of �50 up to 75 �C. This implies an im-proved interfacial adhesion, since the stress is more efficientlytransferred from the matrix to the particles through the interfacialshear stress. Changing the concentration of GA did not result in anyapparent difference in the storage modulus. DMDHEU treatmentsof wood particles also increased the storage modulus of the result-

Y. Xie et al. / Composites Science and Technology 70 (2010) 2003–2011 2009
ing composites in the temperature range of �50 up to 100 �C. Thecomposites filled with wood particles treated with 0.6 M DMDHEUyielded a lower storage modulus compared with the compositestreated with lower concentrations. The results corresponded withthe flexural modulus, as shown in Fig. 4a and can be explainedby the morphological changes of wood particles. At temperaturesover 100 �C, the modifying effects of particles were not apparenton the storage moduli of composites treated with GA and DMD-HEU, probably because all the water has left the cell walls.
3.5. Micro-morphological analysis
The untreated wood particles as received exhibited an appear-ance of short fiber bundles with apparently an aspect ratio of ca.1–3 (Fig. 8a). The intense shear force, high temperature and pres-sure in the extrusion and injection-moulding processing resultedin splitting of the fiber bundles forming smaller bundles but witha greater aspect ratio (Fig. 8b). Compared to the particles obtainedby dissolving the untreated composites, most of the particles trea-ted with GA were fractured producing a finer powder in the extru-sion and injection-moulding processing showing the treatedparticles are more brittle. Increasing the concentration of GA ledto a reduction in the size of particle fragments (Fig. 8c–e). Theextrusion and injection-moulding processing of composites alsoreduced the size of particles treated with DMDHEU. The particlesize was reduced with increasing DMDHEU concentration(Fig. 8f–h). Particles treated with 0.2 M DMDHEU still retainedmany large fiber bundles as with the untreated particles after pro-cessing. The surfaces of particles treated with GA and DMDHEUwere apparently smoother than the untreated ones after process-ing, which may imply a better interfacial compatibility with thepolypropylene matrix due to chemical modification. Compared tothe particles treated with GA, the particles treated with DMDHEUappeared to be less fractured by the extrusion and injection-
Fig. 8. Light microscopy graphs of wood particle obtained by dissolving polypropyleneparticles through extruder and injection-moulding: (b) untreated, (c) treated with 0.1 MDMDHEU, (g) treated with 0.4 M DMDHEU and (h) treated with 0.6 M DMDHEU.
moulding processing. This may be attributed to a greater embrit-tlement of GA treated particles due to cell wall polymer crosslink-ing than with DMDHEU treated particles which are moredominated by cell wall bulking effects.
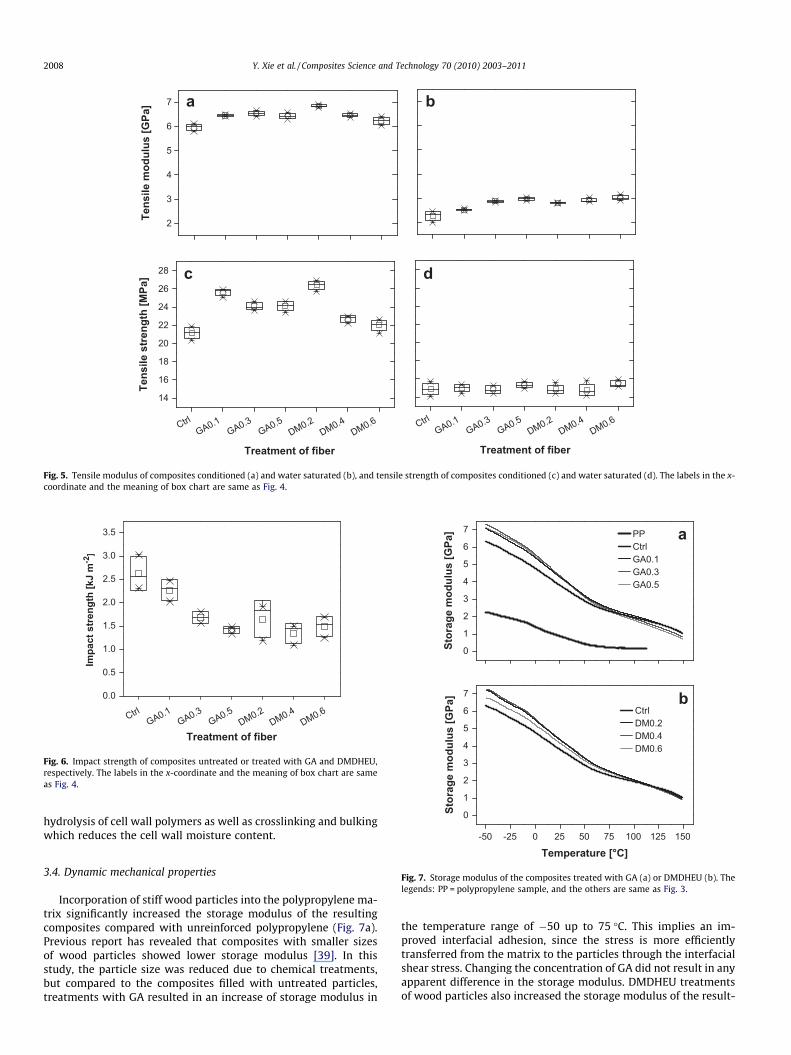
The fracture surfaces of untreated composites clearly showedthat the particles were pulled out from matrix giving rise to voids(Fig. 9a and b). The pulled particle surface seemed to be free fromadhering matrix and there appeared an interfacial separation at thebottom of particle between the particle and matrix (Fig. 9a), whichsuggests a poor adhesion between particles and matrix. The parti-cles were found to agglomerate and they were torn, leaving anirregular, jagged surface and many open cell lumina (Fig. 9b). Incontrast to the untreated composites, the surface of compositesfilled with particles treated with 0.6 M DMDHEU showed less pull-ing out of particles/fibers. The pulled particle/fiber surface wassmoother, probably due to a covering by the matrix polymer andshowed good contact with the matrix at the particle/fiber bottom(Fig. 9c). This gives direct evidence on the improvement of interfa-cial compatibility. Most of the DMDHEU treated particles were alsofractured and converted into fragments. These fragments wereevenly distributed in the matrix and their fracture surfaces weresmooth after the tensile test (Fig. 9d), suggesting that treatmentswith DMDHEU make the particle brittle due to catalytic hydrolysis,crosslinking and bulking of particle cell walls [36]. The fracturesurfaces of the composites filled with 0.5 M GA treated particlesshowed a similar appearance to these treated with 0.6 M DMDHEU,but the former showed more cell wall fragments and more evendistribution in the matrix (not shown).
4. Conclusions
Both glutaraldehyde (GA) and 1,3-dimethylol-4,5-dihydroxy-ethyleneurea (DMDHEU) were used to modify the wood particlesaiming at improving the properties and thereby the durability of
of the composites with xylene at 120 �C. (a) particles before compounding, (b–h)GA, (d) treated with 0.3 M GA, (e) treated with 0.5 M GA, (f) treated with 0.2 M
Fig. 9. Fractural surface of composites after tensile strength test: (a) untreated composites (2000�), (b) untreated composite (1000�), (c) composites treated with 0.6 MDMDHEU (2000�), and (d) composites treated with 0.6 M DMDHEU (1000�).
2010 Y. Xie et al. / Composites Science and Technology 70 (2010) 2003–2011
the resulting composites in service. The results demonstrate thatthe interfacial compatibility between wood particles and polypro-pylene is improved by GA or DMDHEU treatments, but embrittle-ment of wood particles due to treatments partly offset theimproved compatible effects. Treatments of wood particles withGA and DMDHEU can reduce the water absorption and dimension-ally stabilize the resulting composites. Previous studies haveexhibited the improved durability and weathering properties ofwood treated with GA and DMDHEU [40–42]. The further workare therefore necessary to be carried out to confirm if GA andDMDHEU treatments of wood particles can impart the resultingwood/plastic composites the same property improvements as ob-tained by wood during outdoor service.
Acknowledgements
The author, Dr. Yanjun Xie, would like to thank the German Aca-demic Exchange Service (DAAD) for the research grant. Weacknowledge Mr. Herbert Enzler and Ms. Petra Dröttboom (bothfrom Clausthal University of Technology) for mechanical samplepreparation and DMA test, respectively. Thanks also to Dr. Dongy-ang Sun from Edinburgh Napier University for conducting SEManalysis.
References
[1] Wambua P, Ivens J, Verpoest I. Natural fibres: can they replace glass in fibrereinforced plastics? Compos Sci Technol 2003;63:1259–64.
[2] Bledzki AK, Gassan J, Theis S. Wood-filled thermoplastic composites. MechCompos Mater 1998;34:563–8.
[3] Cantero G, Arbeliaz A, Liano-Ponte R, Mondragon I. Effects of fibre treatment onwettability and mechanical behavior of flax/polypropylene composites.Compos Sci Technol 2003;63:1247–54.
[4] Raj RG, Kokta BV. Compounding of cellulose fibers with polypropylene: effectof fiber treatment on dispersion in the polymer matrix. J Appl Polym Sci1989;38:1987–96.
[5] Kazayawoko M, Balatinecz JJ, Matuana LM. Surface modification and adhesionmechanisms in woodfiber–polypropylene composites. J Mater Sci1999;34:6189–99.
[6] Lundin T, Falk RH, Felton C. Accelerated weathering of natural fiber–thermoplastic composites: effects of ultraviolet exposure on bending
strength and stiffness. In: Proceedings of the sixth international conferenceon woodfiber–plastic composites, Madison, Wisconsin; 2001.
[7] Wallenberger FT, Weston N. Natural fibers, plastics and composites. Massachusetts,USA: Kluwer Academic Publishers; 2004.
[8] Mohanty AK, Misra M, Drzal LT. Natural fibers, biopolymers, andbiocomposites. Taylor & Francis; 2005.
[9] Schirp A, Wolcott M. Influence of fungal decay and moisture absorption onmechanical properties of extruded wood–plastic composites. Wood Fiber Sci2005;37:643–52.
[10] Schirp A, Wolcott M. Fungal degradation of wood–plastic composites andevaluation using dynamic mechanical analysis. J Appl Polym Sci 2006;99:3138–46.
[11] Morris PI, Cooper PA. Recycled plastic/wood composite lumber attacked byfungi. Forest Prod J 1997;48:86–8.
[12] Lomelí-Ramírez MG, Ochoa-Ruiz HG, Fuentes-Talavera FJ, García-Enriquez S,Cerpa-Gallegos MA, Silva-Guzmán JA. Evaluation of accelerated decay of woodplastic composites by xylophagus fungi. Int Biodeterior Biodegrad 2009;63:1030–5.
[13] Gnatowski M. Water absorption by wood plastic composites: field andlaboratory challenges. In: Proceedings of the tenth international conferenceon progress in biofibre plastic composites, Toronto, Ontario; 2008.
[14] Li R, Ye L, Mai YW. Application of plasma technologies in fibre-reinforcedpolymer composites: a review of recent developments. Compos Part A: ApplSci Manuf 1997;28:73–86.
[15] Sun D. Investigating the plasma modification of natural fiber fabrics – theeffect on fabric surface and mechanical properties. Text Res J 2005;75:639–44.
[16] Belgacem MN, Bataille P, Sapieha S. Effect of corona modification on themechanical properties of polypropylene/cellulose composites. J Appl Polym Sci1994;53:379–85.
[17] Bengtsson M, Oksman K. Silane crosslinked wood plastic composites:processing and properties. Compos Sci Technol 2006;66:2177–86.
[18] Xie Y, Hill CAS, Xiao Z, Militz H, Mai C. Silane coupling agents used for naturalfiber/polymer composites: a review. Compos Part A: Appl Sci Manuf 2010;41:806–19.
[19] Pickering KL, Abdalla A, Ji C, McDonald AC, Franich RA. The effect of silanecoupling agents on radiata pine fibre for use in thermoplastic matrixcomposites. Compos Part A: Appl Sci Manuf 2003;34:915–26.
[20] Felix JM, Gatenholm P. The nature of adhesion in composites of modifiedcellulose fibers and polypropylene. J Appl Polym Sci 1991;42:609–20.
[21] Sun ZY, Han HS, Dai GC. Mechanical properties of injection-moldednatural fiber-reinforced polypropylene composites: formulation andcompounding processes. J Reinf Plast Compos; 2009. doi: 10.1177/0731684408100264.
[22] Gassan J, Bledzki AK. The influence of fiber–surface treatment on themechanical properties of jute–polypropylene composites. Compos Part A:Appl Sci Manuf 1997;28:1001–5.
[23] Mohanty AK, Dryal LT, Misra M. Novel hybrid coupling agent as an adhesionpromoter in natural fiber reinforced powder polypropylene composites. JMater Sci Lett 2002;21:1885–8.

Y. Xie et al. / Composites Science and Technology 70 (2010) 2003–2011 2011
[24] Richelt L, Poller S. Uber die Umsetzung von cellulose und lignin mitisocyanates bzw. Isocyanatgruppenhaltigen Prapolymeren. Acta Polym1981;32:172–6.
[25] Hill CAS. Wood–plastic composites: strategies for compatibilising the phases. JInst Wood Sci 2000;15:140–6.
[26] Daneault C, Kokta BV, Maldas D. Grafting of vinyl monomers onto wood fibersinitiated by peroxidation. Polym Bull 1988;20:137–41.
[27] Hong CK, Kim N, Kang SL, Nah C, Lee YS, Cho BH, et al. Mechanical properties ofmaleic anhydride treated jute fibre/polypropylene composites. Plast RubberCompos 2008;37:325–30.
[28] Hill CAS. Wood modification: chemical, thermal and other processes. JohnWiley & Sons Ltd.; 2006.
[29] Ibach RE, Clemons CM, Schumann RL. Wood–plastic composites withreduced moisture: effects of chemical modification on durability in thelaboratory and field. In: Proceedings of the ninth internationalconference on wood & biofiber plastic composites. Madison, Wisconsin,USA; 2007.
[30] Bledzki AK, Lucka M, Al Mamun A, Michalski J. Biological and electricalresistance of acetylated flax fibre reinforced polypropylene composites.BioResources 2009;4:111–26.
[31] Ismail SH, Abu Bakar A. Effects of chemical modification of paper sludge filledpolypropylene (PP)/ethylene propylene diene terpolymer (EPDM) composites.J Reinf Plast Compos 2006;25:43–58.
[32] Yasuda R, Minato K. Chemical modification of wood by non-formaldehydecross-linking reagents. Part I. Improvement of dimensional stability andacoustic properties. Wood Sci Technol 1994;28:101–10.
[33] Xiao Z, Xie Y, Militz H, Mai C. Effect of glutaraldehyde on water relatedproperties of solid wood. Holzforschung 2010;64:483–8.
[34] Wolcott M. The role of thermoplastics in conventional wood composites. In:Proceedings of 30th international particleboard/composite materialssymposium. Washington State University; 1996.
[35] Xie Y, Hill CAS, Xiao Z, Militz H, Mai C. Dynamic water vapour sorptionproperties of wood treated with glutaraldehyde. Wood Sci Technol 2010. doi:10.1007/s00226-010-0311-0.
[36] Xie Y, Krause A, Militz H, Turkulin H, Richter K, Mai C. Effect of treatments with1,3-dimethylol-4,5-dihydroxy-ethyleneurea (DMDHEU) on the tensileproperties of wood. Holzforschung 2007;61:43–50.
[37] Xiao Z, Xie Y, Militz H, Mai C. Effects of modification with glutaraldehyde onthe mechanical properties of wood. Holzforschung 2010;64:475–82.
[38] Matuana LM, Woodhams RT, Balatinecz JJ, Park CB. Influence of interfacialinteractions on the properties of PVC/cellulosic fiber composites. PolymComposite 1998;19:446–55.
[39] Azizi H, Ghasemi I. Investigation on the dynamic melt rheological properties ofpolypropylene/wood flour composites. Polym Composite 2008;30:429–35.
[40] Yusuf S. Properties enhancement of wood by cross-linking formation and itsapplication to the reconstituted wood products. Wood Res 1996;83:140–210.
[41] Xie Y, Krause A, Mai C, Militz H, Richter K, Urban K, et al. Weathering of woodmodified with the N-methylol compound 1,3-dimethylol-4,5-dihydroxyethyleneurea. Polym Degrad Stabil 2005;89:189–99.
[42] Xie Y, Krause A, Militz H, Mai C. Weathering of uncoated and coated woodtreated with methylated 1,3-dimethylol-4,5-dihydroxyethyleneurea(mDMDHEU). Holz Roh Werkst 2008;66:455–64.