biomass, conversion routes and products – an overview
TRANSCRIPT
JWST448-c01 JWST448-Hornung June 25, 2014 10:27 Printer Name: Vivar Trim: 244mm × 170mm
1Biomass, Conversion Routes and
Products – An Overview
K.K. Pant and Pravakar MohantyDepartment of Chemical Engineering, Indian Institute of Technology Delhi, India
1.1 Introduction
The world consumes nearly two barrels of oil for every barrel produced. The depletionof conventional resources and stricter environmental regulations, along with increasingdemand for commercial fuels and chemicals, has led to the need to find the alternatives toconventional fuel and chemical sources. Renewable plant materials are considered as one ofthe most promising alternatives for the production of fuels and chemicals. The conventionalsources for fuels and chemicals are fossil fuels, crude oil natural gas, coal and so on, whichare dwindling rapidly. With the concept of green chemistry, there is every necessity toproduce alternative sources of energy and fuels from renewable biomass. Biomass refers toall organic matter generated through photosynthesis and many other biological processes.The ultimate source of energy this renewable biomass is inexhaustible solar energy, whichis captured by plants through photosynthesis. It includes both terrestrial as well as aquaticmatter, such as wood, herbaceous plants, algae, aquatic plants; residues such as straw,husks, corncobs, cow dung, sawdust, wood shavings, sawn wood, wood based panels, pulpfor paper, paper board, and other wastes like disposable garbage, night soil, sewage solids,industrial refuse and so on [1]. Biomass can provide approximately 25% of our current
Transformation of Biomass: Theory to Practice, First Edition. Edited by Andreas Hornung.© 2014 John Wiley & Sons, Ltd. Published 2014 by John Wiley & Sons, Ltd.Companion website: http://booksupport.wiley.com
COPYRIG
HTED M
ATERIAL
JWST448-c01 JWST448-Hornung June 25, 2014 10:27 Printer Name: Vivar Trim: 244mm × 170mm
2 Transformation of Biomass
Table 1.1 Forest resources, area (ha), year (2010).
Land area Forest area Forest area perName of country (million ha) (million ha) % 1000 people
Africa 2965 674 23 683South America 1756 864 49 2246North and Central America 2110 705 33 1315Asia 3094 593 19 145Europe 2214 1005 45 1373Oceania 849 191 23 5478Caribbean 23 7 30 166World 13010 4033 31 597
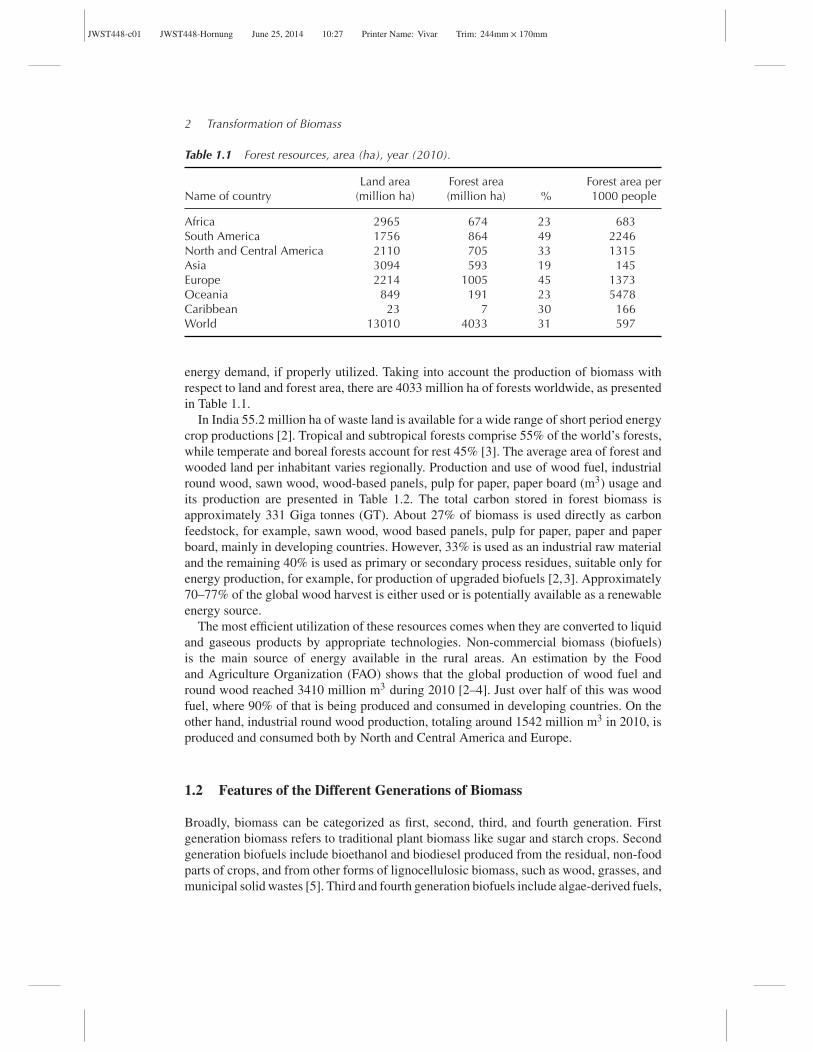
energy demand, if properly utilized. Taking into account the production of biomass withrespect to land and forest area, there are 4033 million ha of forests worldwide, as presentedin Table 1.1.
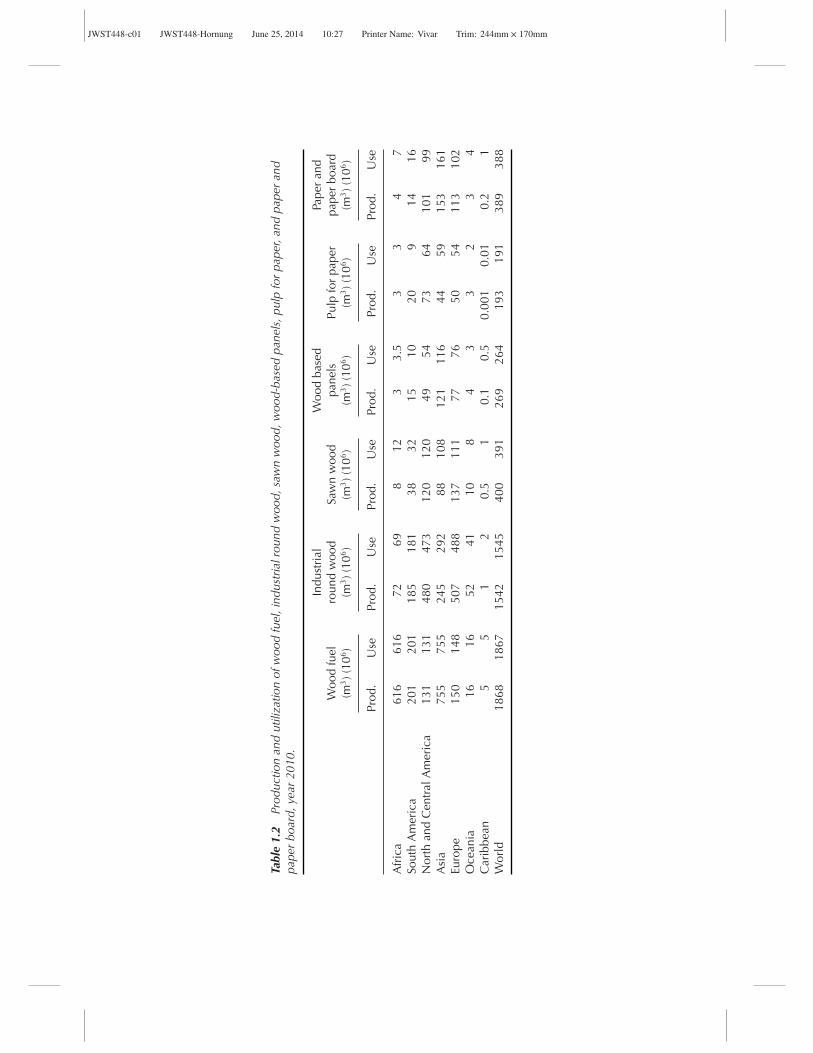
In India 55.2 million ha of waste land is available for a wide range of short period energycrop productions [2]. Tropical and subtropical forests comprise 55% of the world’s forests,while temperate and boreal forests account for rest 45% [3]. The average area of forest andwooded land per inhabitant varies regionally. Production and use of wood fuel, industrialround wood, sawn wood, wood-based panels, pulp for paper, paper board (m3) usage andits production are presented in Table 1.2. The total carbon stored in forest biomass isapproximately 331 Giga tonnes (GT). About 27% of biomass is used directly as carbonfeedstock, for example, sawn wood, wood based panels, pulp for paper, paper and paperboard, mainly in developing countries. However, 33% is used as an industrial raw materialand the remaining 40% is used as primary or secondary process residues, suitable only forenergy production, for example, for production of upgraded biofuels [2,3]. Approximately70–77% of the global wood harvest is either used or is potentially available as a renewableenergy source.
The most efficient utilization of these resources comes when they are converted to liquidand gaseous products by appropriate technologies. Non-commercial biomass (biofuels)is the main source of energy available in the rural areas. An estimation by the Foodand Agriculture Organization (FAO) shows that the global production of wood fuel andround wood reached 3410 million m3 during 2010 [2–4]. Just over half of this was woodfuel, where 90% of that is being produced and consumed in developing countries. On theother hand, industrial round wood production, totaling around 1542 million m3 in 2010, isproduced and consumed both by North and Central America and Europe.
1.2 Features of the Different Generations of Biomass
Broadly, biomass can be categorized as first, second, third, and fourth generation. Firstgeneration biomass refers to traditional plant biomass like sugar and starch crops. Secondgeneration biofuels include bioethanol and biodiesel produced from the residual, non-foodparts of crops, and from other forms of lignocellulosic biomass, such as wood, grasses, andmunicipal solid wastes [5]. Third and fourth generation biofuels include algae-derived fuels,
JWST448-c01 JWST448-Hornung June 25, 2014 10:27 Printer Name: Vivar Trim: 244mm × 170mm
Tabl
e1.
2Pr
oduc
tion
and
utili
zatio
nof
woo
dfu
el,i
ndus
tria
lrou
ndw
ood,
saw
nw
ood,
woo
d-ba
sed
pane
ls,p
ulp
for
pape
r,an
dpa
per
and
pape
rbo
ard,
year
2010
.
Woo
dfu
el(m
3)(
106)
Indu
stri
alro
und
woo
d(m
3)(
106)
Saw
nw
ood
(m3)(
106)
Woo
dba
sed
pane
ls(m
3)(
106)
Pulp
for
pape
r(m
3)(
106)
Pape
ran
dpa
per
boar
d(m
3)(
106)
Prod
.U
sePr
od.
Use
Prod
.U
sePr
od.
Use
Prod
.U
sePr
od.
Use
Afr
ica
616
616
7269
812
33.
53
34
7So
uth
Am
eric
a20
120
118
518
138
3215
1020
914
16N
orth
and
Cen
tral
Am
eric
a13
113
148
047
312
012
049
5473
6410
199
Asi
a75
575
524
529
288
108
121
116
4459
153
161
Euro
pe15
014
850
748
813
711
177
7650
5411
310
2O
cean
ia16
1652
4110
84
33
23
4C
arib
bean
55
12
0.5
10.
10.
50.
001
0.01
0.2
1W
orld
1868
1867
1542
1545
400
391
269
264
193
191
389
388
JWST448-c01 JWST448-Hornung June 25, 2014 10:27 Printer Name: Vivar Trim: 244mm × 170mm
4 Transformation of Biomass
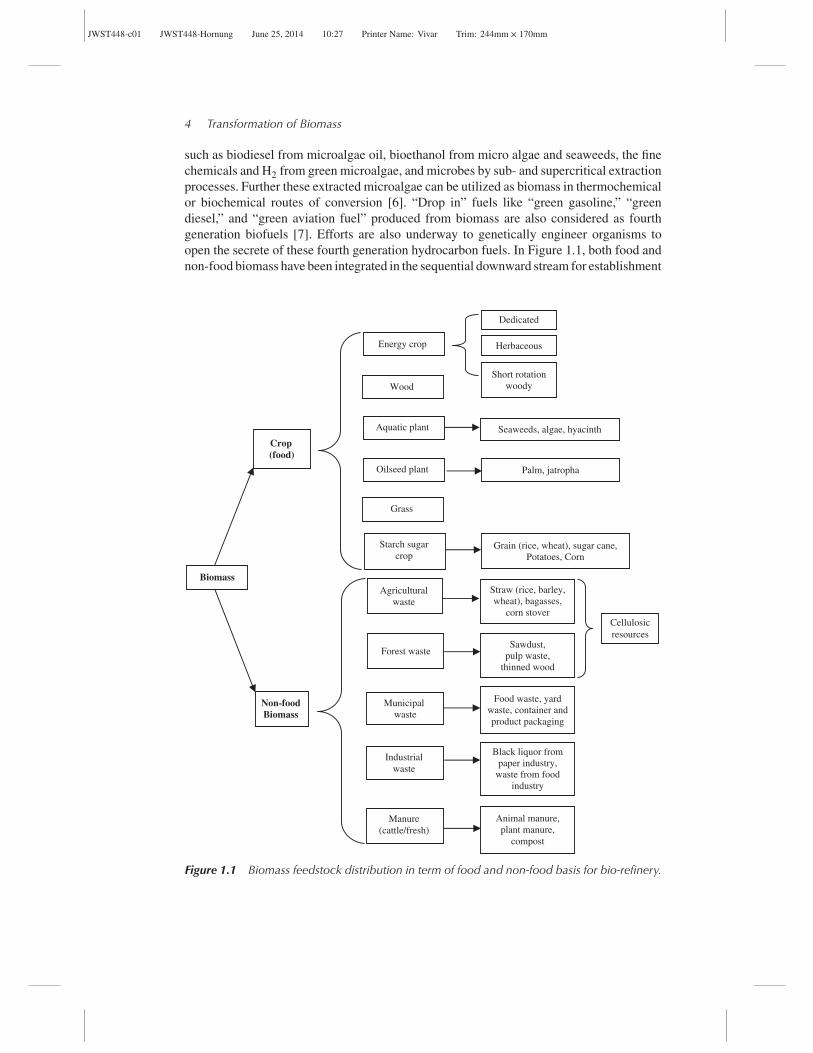
such as biodiesel from microalgae oil, bioethanol from micro algae and seaweeds, the finechemicals and H2 from green microalgae, and microbes by sub- and supercritical extractionprocesses. Further these extracted microalgae can be utilized as biomass in thermochemicalor biochemical routes of conversion [6]. “Drop in” fuels like “green gasoline,” “greendiesel,” and “green aviation fuel” produced from biomass are also considered as fourthgeneration biofuels [7]. Efforts are also underway to genetically engineer organisms toopen the secrete of these fourth generation hydrocarbon fuels. In Figure 1.1, both food andnon-food biomass have been integrated in the sequential downward stream for establishment
Crop (food)
Grain (rice, wheat), sugar cane,Potatoes, Corn
Seaweeds, algae, hyacinth
Palm, jatropha
Short rotationwoody
Herbaceous
Dedicated
Grass
Wood
Oilseed plant
Aquatic plant
Starch sugar crop
Energy crop
Biomass
Non-food Biomass
Cellulosicresources
Manure (cattle/fresh)
Industrial waste
Municipal waste
Forest waste
Agricultural waste
Sawdust,pulp waste,
thinned wood
Straw (rice, barley,wheat), bagasses,
corn stover
Food waste, yardwaste, container andproduct packaging
Black liquor frompaper industry,
waste from foodindustry
Animal manure,plant manure,
compost
Figure 1.1 Biomass feedstock distribution in term of food and non-food basis for bio-refinery.
JWST448-c01 JWST448-Hornung June 25, 2014 10:27 Printer Name: Vivar Trim: 244mm × 170mm
Biomass, Conversion Routes and Products – An Overview 5
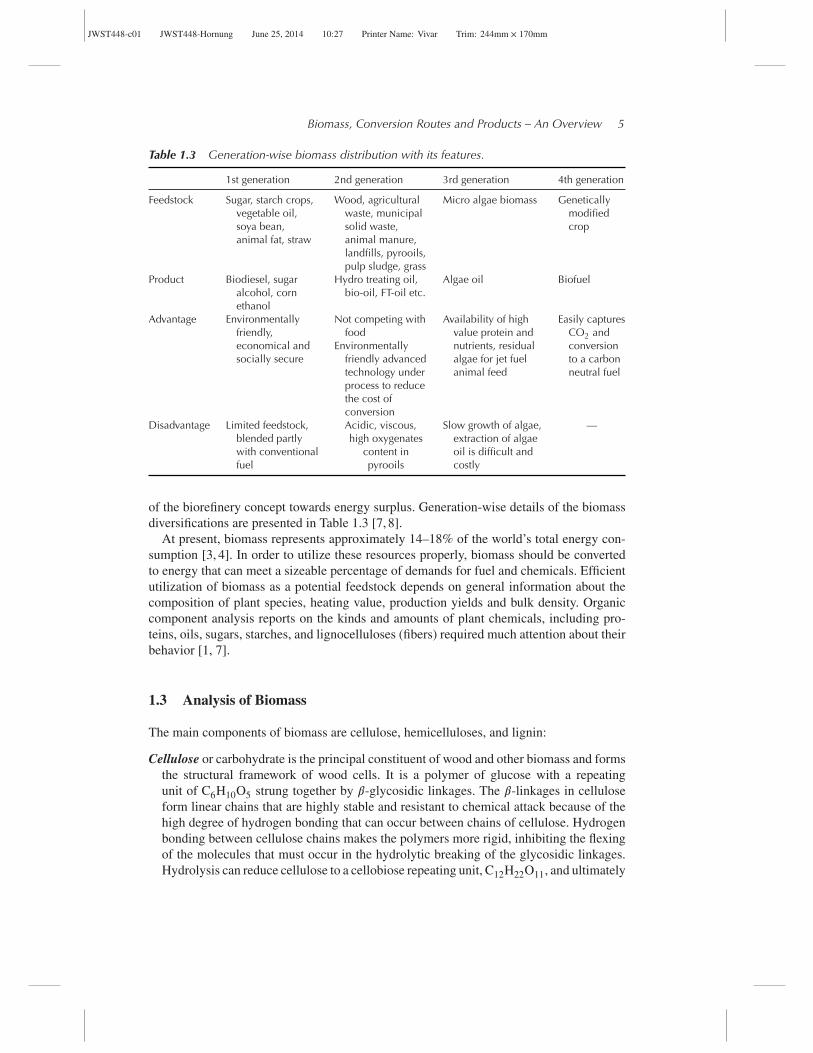
Table 1.3 Generation-wise biomass distribution with its features.
1st generation 2nd generation 3rd generation 4th generation
Feedstock Sugar, starch crops,vegetable oil,soya bean,animal fat, straw
Wood, agriculturalwaste, municipalsolid waste,animal manure,landfills, pyrooils,pulp sludge, grass
Micro algae biomass Geneticallymodifiedcrop
Product Biodiesel, sugaralcohol, cornethanol
Hydro treating oil,bio-oil, FT-oil etc.
Algae oil Biofuel
Advantage Environmentallyfriendly,economical andsocially secure
Not competing withfood
Environmentallyfriendly advancedtechnology underprocess to reducethe cost ofconversion
Availability of highvalue protein andnutrients, residualalgae for jet fuelanimal feed
Easily capturesCO2 andconversionto a carbonneutral fuel
Disadvantage Limited feedstock,blended partlywith conventionalfuel
Acidic, viscous,high oxygenates
content inpyrooils
Slow growth of algae,extraction of algaeoil is difficult andcostly
—
of the biorefinery concept towards energy surplus. Generation-wise details of the biomassdiversifications are presented in Table 1.3 [7, 8].
At present, biomass represents approximately 14–18% of the world’s total energy con-sumption [3, 4]. In order to utilize these resources properly, biomass should be convertedto energy that can meet a sizeable percentage of demands for fuel and chemicals. Efficientutilization of biomass as a potential feedstock depends on general information about thecomposition of plant species, heating value, production yields and bulk density. Organiccomponent analysis reports on the kinds and amounts of plant chemicals, including pro-teins, oils, sugars, starches, and lignocelluloses (fibers) required much attention about theirbehavior [1, 7].
1.3 Analysis of Biomass
The main components of biomass are cellulose, hemicelluloses, and lignin:
Cellulose or carbohydrate is the principal constituent of wood and other biomass and formsthe structural framework of wood cells. It is a polymer of glucose with a repeatingunit of C6H10O5 strung together by 𝛽-glycosidic linkages. The 𝛽-linkages in celluloseform linear chains that are highly stable and resistant to chemical attack because of thehigh degree of hydrogen bonding that can occur between chains of cellulose. Hydrogenbonding between cellulose chains makes the polymers more rigid, inhibiting the flexingof the molecules that must occur in the hydrolytic breaking of the glycosidic linkages.Hydrolysis can reduce cellulose to a cellobiose repeating unit, C12H22O11, and ultimately

JWST448-c01 JWST448-Hornung June 25, 2014 10:27 Printer Name: Vivar Trim: 244mm × 170mm
6 Transformation of Biomass
Table 1.4 Organic components and composition of lignocelluloses biomass (dry basis).
FeedstockCellulose(wt. %)
Hemicelluloses(wt. %)
Lignin(wt. %)
Other(wt. %)
Bagasse 35 25 20 20Bamboo 55 28 17 0Corn stover 53 15 16 16Corncob 32 44 13 11Herbaceous energy crops 45 30 15 10Rice straw 38 25 12 25Short rotation woody crops 50 23 22 5Wheat straw 38 36 16 10Wheat chaff 38 36 16 11Waste paper 76 13 11 0
to glucose, C6H12O6. Heating values for cellulose may be slightly different based uponthe feedstock [8, 9].
Hemicellulose consists of short, highly branched chains of sugars. In contrast to cellulose,which is a polymer of only glucose, a hemicellulose is a polymer of five different sugars.It contains five-carbon sugars (usually D-xylose and L-arabinose), six-carbon sugars(D-galactose, D-glucose, and D-mannose) and uronic acid. The sugars are highly substi-tuted with acetic acid. The branched nature of hemicellulose renders amorphous proper-ties which is relatively easy to hydrolyze to its constituent sugars compared to cellulose.When it hydrolyzed, the hemicellulose from hardwoods releases products which high inxylose (a five-carbon sugar). The hemicellulose that contained in softwoods, by contrast,yields six more carbon sugars [7, 8].
Lignin is the major non-carbohydrate, polypenolic structural constituent of wood andother native plant materials that encrusts the cell walls and helps in cementing the cellsall together. It is a highly polymeric substance, with a complex, crosslinked, highlyaromatic structure and having the molecular weight of about 10 000 derived princi-pally from coniferyl alcohol (C10H12O3) by extensive condensation and polymerization[1, 8, 9].
For the efficient utilization of biomass, feedstock engineers are particularly evaluating thehemicellulosic component and the distribution among cellulose, hemicelluloses, and lignin.Table 1.4 gives an idea of the organic components of some of the dedicated energy crops,common sugar, and starch crops, respectively.
1.3.1 Proximate and Ultimate Analysis of Biomass
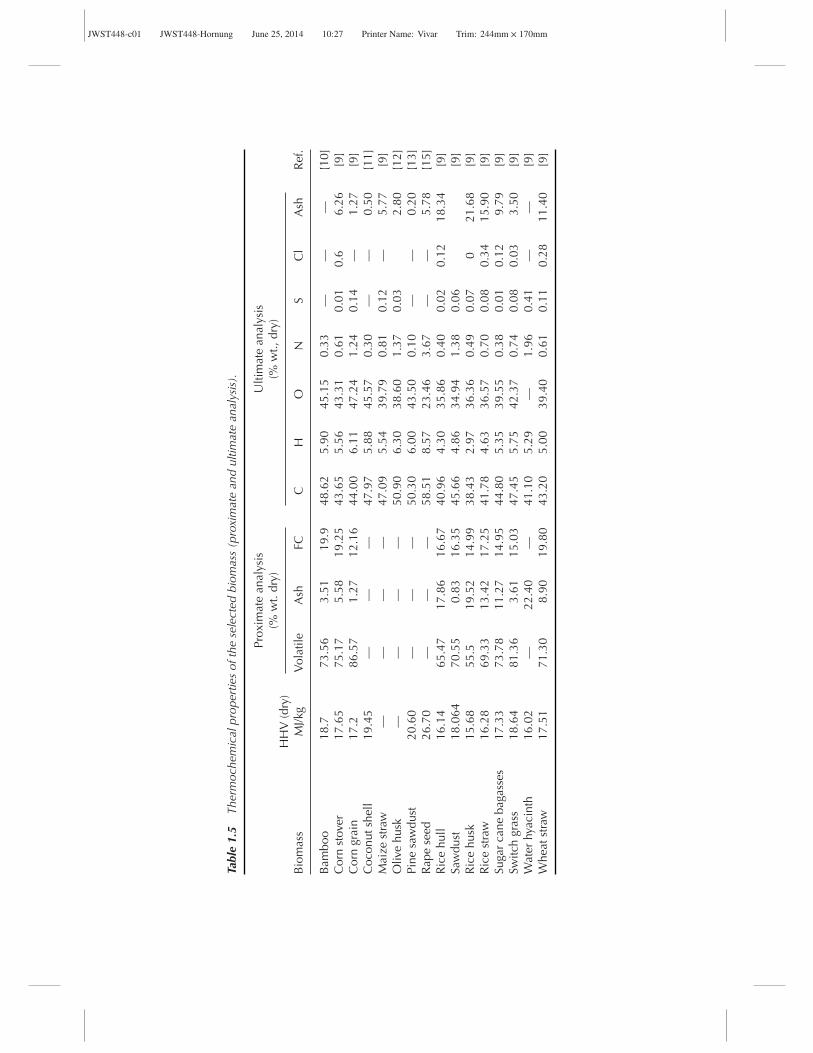
Analysis of biomass and its characteristics is generally accomplished by both proximate andultimate analysis. Proximate analysis separates the products into four groups: (i) moisture,(ii) volatile matter, consisting of gases and vapors driven off during torrefaction or pyrolysis,(iii) fixed carbon, the non-volatile fraction of biomass, and (iv) ash, the inorganic residue thatremains after combustion. The remaining fraction is a mixture of solid carbon (fixed carbon)and mineral matter (ash), which can be distinguished by further heating the sample in thepresence of oxygen; the carbon is converted to CO2 and only leaving the ash [9]. Table 1.5
JWST448-c01 JWST448-Hornung June 25, 2014 10:27 Printer Name: Vivar Trim: 244mm × 170mm
Tabl
e1.
5Th
erm
oche
mic
alpr
oper
ties
ofth
ese
lect
edbi
omas
s(p
roxi
mat
ean
dul
timat
ean
alys
is).
Prox
imat
ean
alys
isU
ltim
ate
anal
ysis
(%w
t.dr
y)(%
wt.,
dry)
Bio
mas
sH
HV
(dry
)M
J/kg
Vol
atile
Ash
FCC
HO
NS
Cl
Ash
Ref
.
Bam
boo
18.7
73.5
63.
5119
.948
.62
5.90
45.1
50.
33—
——
[10]
Cor
nst
over
17.6
575
.17
5.58
19.2
543
.65
5.56
43.3
10.
610.
010.
66.
26[9
]C
orn
grai
n17
.286
.57
1.27
12.1
644
.00
6.11
47.2
41.
240.
14—
1.27
[9]
Coc
onut
shel
l19
.45
——
—47
.97
5.88
45.5
70.
30—
—0.
50[1
1]M
aize
stra
w—
——
—47
.09
5.54
39.7
90.
810.
12—
5.77
[9]
Oliv
ehu
sk—
——
—50
.90
6.30
38.6
01.
370.
032.
80[1
2]Pi
nesa
wdu
st20
.60
——
—50
.30
6.00
43.5
00.
10—
—0.
20[1
3]R
ape
seed
26.7
0—
——
58.5
18.
5723
.46
3.67
——
5.78
[15]
Ric
ehu
ll16
.14
65.4
717
.86
16.6
740
.96
4.30
35.8
60.
400.
020.
1218
.34
[9]
Saw
dust
18.0
6470
.55
0.83
16.3
545
.66
4.86
34.9
41.
380.
06[9
]R
ice
husk
15.6
855
.519
.52
14.9
938
.43
2.97
36.3
60.
490.
070
21.6
8[9
]R
ice
stra
w16
.28
69.3
313
.42
17.2
541
.78
4.63
36.5
70.
700.
080.
3415
.90
[9]
Suga
rca
neba
gass
es17
.33
73.7
811
.27
14.9
544
.80
5.35
39.5
50.
380.
010.
129.
79[9
]Sw
itch
gras
s18
.64
81.3
63.
6115
.03
47.4
55.
7542
.37
0.74
0.08
0.03
3.50
[9]
Wat
erhy
acin
th16
.02
—22
.40
—41
.10
5.29
—1.
960.
41—
—[9
]W
heat
stra
w17
.51
71.3
08.
9019
.80
43.2
05.
0039
.40
0.61
0.11
0.28
11.4
0[9
]

JWST448-c01 JWST448-Hornung June 25, 2014 10:27 Printer Name: Vivar Trim: 244mm × 170mm
8 Transformation of Biomass
provides both the proximate and ultimate analysis (dry basis) for a wide range of biomassmaterials. Ultimate analysis deals with the determination of the carbon and hydrogen inthe material, are found in the gaseous products after combustion. Using these analysis, themolecular weight analysis becomes simpler. For example, cellulose and starch having thegeneric molecular formula C1H1.7O0.83, hemicelluloses can be represented by C1H1.6O0.8and wood by C1H1.7O0.83. Typical thermochemical properties of some selected biomassmaterials based on proximate and ultimate analysis are given below (Table 1.5) [9–15].
The calorific value of the char and the conversion efficiency based on calorific valueare given in Table 1.5. The higher heating value (HHV) of the biomass is calculated byimplementing the HHVs of lignocellulosic fuels, as the equation given below [16]:
HHV(MJ/Kg) = 0.335(C) + 1.423(H) − 0.154(O) (1.1)
Chaniwala and Parikh [17] have developed an empirical correlation based on elemental andproximate analysis to predict the HHV of raw biomass as stated below:
HHV(MJ/Kg)= 0.3491(C)+ 1.1783(H)− 0.10(S)− 0.0134(O)− 0.0151(N)− 0.0211(A)
(1.2)
Here C, H, S, O, N, and A refer to the weight percent of carbon, hydrogen, sulfur, oxygen,nitrogen, and ash in biomass respectively.
1.3.2 Inorganic Minerals’ Ash Content and Properties
Fuel contains various impurities in the form of incombustible components mainly known asash. Ash itself is undesirable, since it requires purification of the flue gas for particles withsubsequent ash and slag disposal as a result. The ash from wood comes primarily from soiland sand absorbed into the bark. Wood also contains salts thus having the importance to thecombustion process. They are primarily potassium (K), and partly sodium (Na), based saltsresulting in sticky ash, which may cause deposits in the boiler unit. The Na and K contentsin wood are normally so low that they will not cause problems for traditional heating tech-nologies. Typical mineral fractions in wood chips expressed as percentage of the dry matter(DM) of the wood are shown in Table 1.6. Apart from all these individual analysis processes,NREL researchers have developed a very interesting and rapid analysis method for biomass
Table 1.6 Total inorganic components ofplant biomass (dry basis).
Elements % of dry basis
Potassium (K) 0.1Sodium (Na) 0.015Phosphorus (P) 0.02Calcium (Ca) 0.2Magnesium (Mg) 0.04Chlorine (Cl) 0.2 to 2.0Silica (Si) 0.2 to 15

JWST448-c01 JWST448-Hornung June 25, 2014 10:27 Printer Name: Vivar Trim: 244mm × 170mm
Biomass, Conversion Routes and Products – An Overview 9
composition using near-infrared (NIR) spectroscopy. By applying this technique, the lightreflected off a biomass sample is analyzed to determine the sample’s composition [8, 18].
1.4 Biomass Conversion Routes
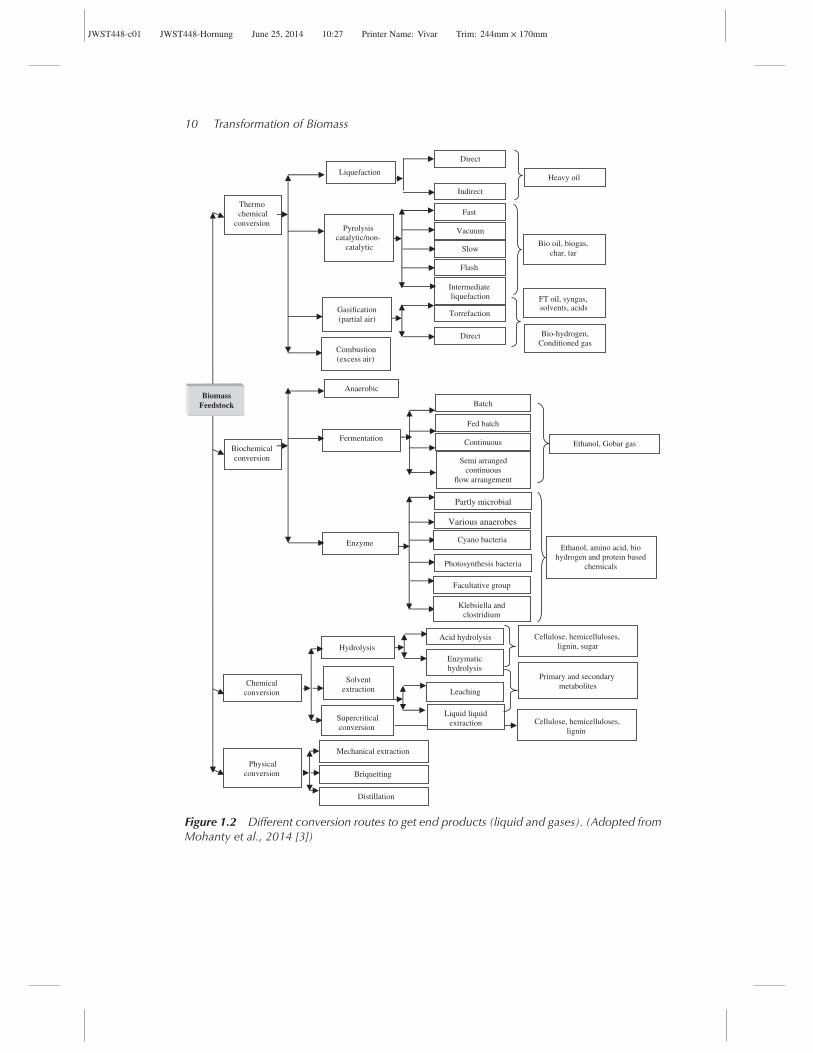
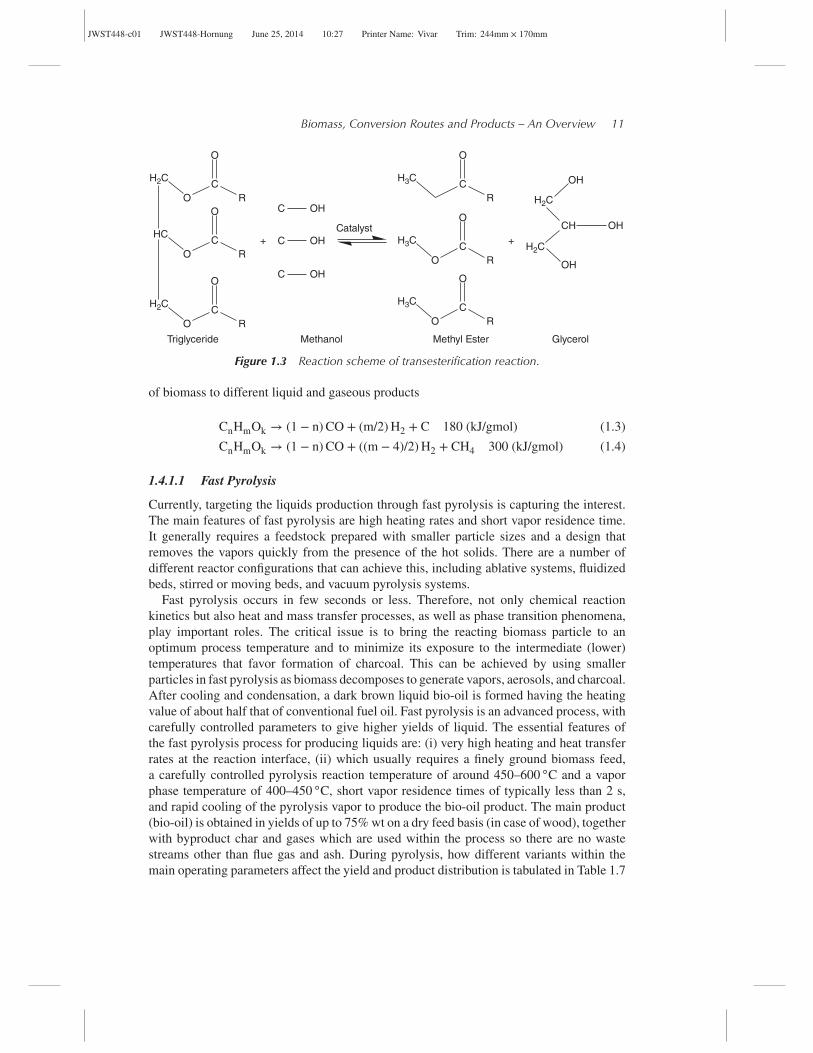
By a number of processes, biomass can be converted into solid, liquid, and gaseous fuels.The technologies include thermal, thermochemical, and biochemical conversions. Reac-tions involved during conversion are hydrolysis, dehydration, isomerization, oxidation,de-hydrogenation, and hydrogenation. The actual processes included these technologiesare combustion, pyrolysis, gasification, alcoholic fermentation, liquefaction, and so on [8].A schematic flow diagram for biomass conversion is shown in Figure 1.2. The main productsof conversion technologies are energy (thermal, steam, electricity), solid fuels (charcoal,combustibles), and synthetic fuels (methanol, methane, hydrogen gas, etc.). These can beused for different purposes such as cooking, lighting, heating, water pumping, electric-ity generation, and as industrial and transport fuels. Biomass fuels and residues can beconverted to energy via thermal, biological, chemical, and physical processes.
In a commercial process, biodiesel is produced by the reaction of vegetable oil oranimal fat with methanol in the presence of base or acid catalysts. Concerns over thedownstream processing of the homogeneous transesterification processes have motivatedintense research on the heterogeneously catalyzed transesterification process [18, 19]. Ingeneral, heterogeneous biodiesel production processes have few numbers of unit operations,with simpler separation and purification steps for products as no neutralization process isrequired. There are three types of solid catalysts: acid, base, and enzyme. Solid base cata-lysts, such as alkaline–earth metal hydroxide, oxides, and alkoxides such as Ca(OH)2, CaO,and Ca(CH3O)2 function as effective catalysts for the transesterification of triglycerides[18, 20]. The main advantage of solid acid catalysts is their ability to carry out the esteri-fication of free fatty acids and transesterification of triglycerides simultaneously [20–23].Moreover, these are reactive on esterification and transesterification reactions at relativelylow temperatures (i.e., 80 ◦C), as shown in Figure 1.3 [8].
Lipase has been shown to have a high catalytic reactivity to produce high quality biodiesel[18, 20–23]. As lipases break down natural lipids and oils into free fatty acids and glycerol,therefore this group of enzymes is widely used in the leather and detergent industries.Recent findings show that an alternative acyl acceptor, such as methyl acetate is used toreplace methanol, and it can obtain methyl ester yield up to 92%. In addition, the byproduct(glycerol) has a more expansive market, which can further be used for H2 production,acrolein, or several other chemicals [20].
In thermal conversion, combustion is already practiced widely, where as; gasificationattracts high level of interest as it offers higher efficiencies compared to combustion.Pyrolysis is interesting as it results into liquid product that offers advantages in storage, easytransport and versatility in applications, although it is still at a stage of early development[8, 23].
1.4.1 Pyrolysis
There are different types of pyrolysis carried out under various operating conditions, amongwhich fast, intermediate, flash, and slow having the substantial importance in the conversion
JWST448-c01 JWST448-Hornung June 25, 2014 10:27 Printer Name: Vivar Trim: 244mm × 170mm
10 Transformation of Biomass
Ethanol, amino acid, bio hydrogen and protein based
chemicals
Ethanol, Gobar gas
Chemical conversion
Physicalconversion
Biochemical conversion
Thermo chemical
conversion
FT oil, syngas,solvents, acids
Bio-hydrogen,Conditioned gas
Direct
Indirect
Fast
Intermediate liquefaction
Flash
Slow
Vacuum
Torrefaction
Direct
Heavy oil
Bio oil, biogas, char, tar
Mechanical extraction
Briquetting
Distillation
Supercriticalconversion
Solventextraction
Hydrolysis
Leaching
Liquid liquid extraction
Acid hydrolysis
Enzymatichydrolysis
Cellulose, hemicelluloses, lignin, sugar
Primary and secondary metabolites
Cellulose, hemicelluloses,lignin
Partly microbial
Various anaerobes
Facultative group
Cyano bacteria
Klebsiella and clostridium
Batch
Fed batch
Continuous
Semi arranged continuous
flow arrangement
Enzyme
Fermentation
Anaerobic
Liquefaction
Pyrolysis catalytic/non-
catalytic
Gasification (partial air)
Combustion (excess air)
Biomass Feedstock
Photosynthesis bacteria
Figure 1.2 Different conversion routes to get end products (liquid and gases). (Adopted fromMohanty et al., 2014 [3])
JWST448-c01 JWST448-Hornung June 25, 2014 10:27 Printer Name: Vivar Trim: 244mm × 170mm
Biomass, Conversion Routes and Products – An Overview 11
H2C
O R
C
O
H3C
H2CR
C
O
OH
CH OH
H2C
OH
H3C
O R
C
O
H3C
O R
C
O
H2C
O R
C
Triglyceride Methanol
Catalyst
Methyl Ester Glycerol
O
O
+ +
C OH
C OH
C OH
HC
O R
C
Figure 1.3 Reaction scheme of transesterification reaction.
of biomass to different liquid and gaseous products
CnHmOk → (1 − n) CO + (m/2) H2 + C 180 (kJ/gmol) (1.3)
CnHmOk → (1 − n) CO + ((m − 4)/2) H2 + CH4 300 (kJ/gmol) (1.4)
1.4.1.1 Fast Pyrolysis
Currently, targeting the liquids production through fast pyrolysis is capturing the interest.The main features of fast pyrolysis are high heating rates and short vapor residence time.It generally requires a feedstock prepared with smaller particle sizes and a design thatremoves the vapors quickly from the presence of the hot solids. There are a number ofdifferent reactor configurations that can achieve this, including ablative systems, fluidizedbeds, stirred or moving beds, and vacuum pyrolysis systems.
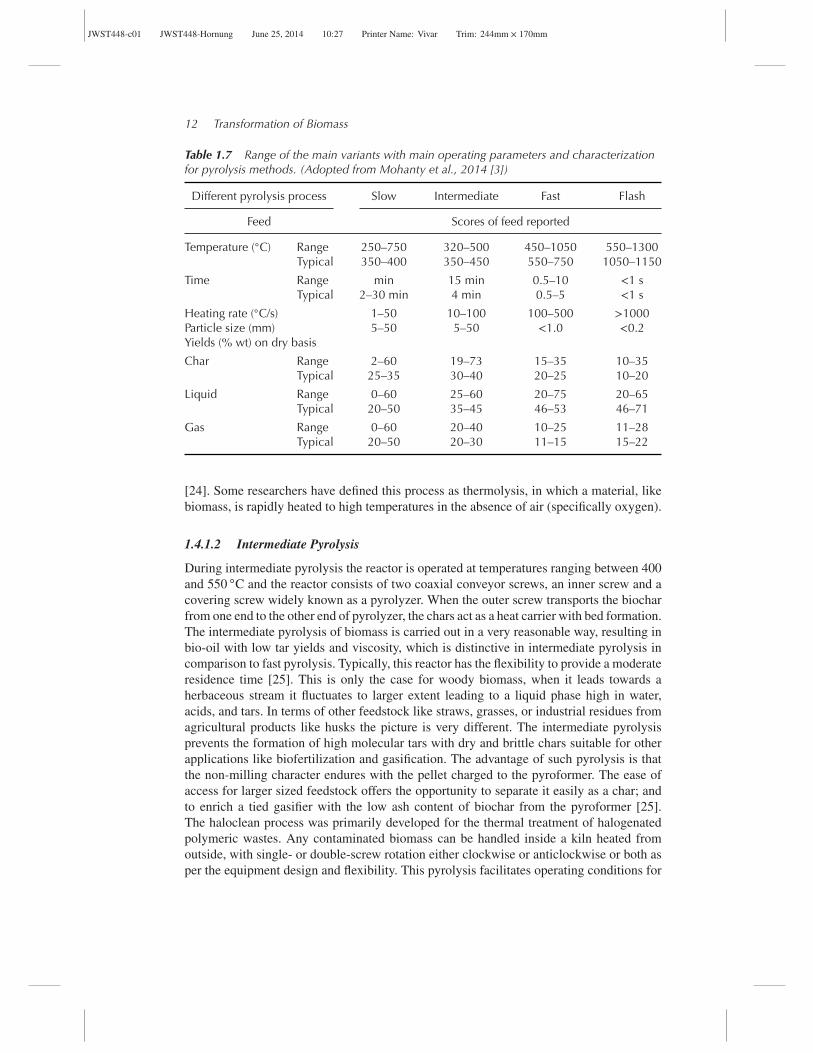
Fast pyrolysis occurs in few seconds or less. Therefore, not only chemical reactionkinetics but also heat and mass transfer processes, as well as phase transition phenomena,play important roles. The critical issue is to bring the reacting biomass particle to anoptimum process temperature and to minimize its exposure to the intermediate (lower)temperatures that favor formation of charcoal. This can be achieved by using smallerparticles in fast pyrolysis as biomass decomposes to generate vapors, aerosols, and charcoal.After cooling and condensation, a dark brown liquid bio-oil is formed having the heatingvalue of about half that of conventional fuel oil. Fast pyrolysis is an advanced process, withcarefully controlled parameters to give higher yields of liquid. The essential features ofthe fast pyrolysis process for producing liquids are: (i) very high heating and heat transferrates at the reaction interface, (ii) which usually requires a finely ground biomass feed,a carefully controlled pyrolysis reaction temperature of around 450–600 ◦C and a vaporphase temperature of 400–450 ◦C, short vapor residence times of typically less than 2 s,and rapid cooling of the pyrolysis vapor to produce the bio-oil product. The main product(bio-oil) is obtained in yields of up to 75% wt on a dry feed basis (in case of wood), togetherwith byproduct char and gases which are used within the process so there are no wastestreams other than flue gas and ash. During pyrolysis, how different variants within themain operating parameters affect the yield and product distribution is tabulated in Table 1.7
JWST448-c01 JWST448-Hornung June 25, 2014 10:27 Printer Name: Vivar Trim: 244mm × 170mm
12 Transformation of Biomass
Table 1.7 Range of the main variants with main operating parameters and characterizationfor pyrolysis methods. (Adopted from Mohanty et al., 2014 [3])
Different pyrolysis process Slow Intermediate Fast Flash
Feed Scores of feed reported
Temperature (◦C) Range 250–750 320–500 450–1050 550–1300Typical 350–400 350–450 550–750 1050–1150
Time Range min 15 min 0.5–10 <1 sTypical 2–30 min 4 min 0.5–5 <1 s
Heating rate (◦C/s) 1–50 10–100 100–500 >1000Particle size (mm) 5–50 5–50 <1.0 <0.2Yields (% wt) on dry basis
Char Range 2–60 19–73 15–35 10–35Typical 25–35 30–40 20–25 10–20
Liquid Range 0–60 25–60 20–75 20–65Typical 20–50 35–45 46–53 46–71
Gas Range 0–60 20–40 10–25 11–28Typical 20–50 20–30 11–15 15–22
[24]. Some researchers have defined this process as thermolysis, in which a material, likebiomass, is rapidly heated to high temperatures in the absence of air (specifically oxygen).
1.4.1.2 Intermediate Pyrolysis
During intermediate pyrolysis the reactor is operated at temperatures ranging between 400and 550 ◦C and the reactor consists of two coaxial conveyor screws, an inner screw and acovering screw widely known as a pyrolyzer. When the outer screw transports the biocharfrom one end to the other end of pyrolyzer, the chars act as a heat carrier with bed formation.The intermediate pyrolysis of biomass is carried out in a very reasonable way, resulting inbio-oil with low tar yields and viscosity, which is distinctive in intermediate pyrolysis incomparison to fast pyrolysis. Typically, this reactor has the flexibility to provide a moderateresidence time [25]. This is only the case for woody biomass, when it leads towards aherbaceous stream it fluctuates to larger extent leading to a liquid phase high in water,acids, and tars. In terms of other feedstock like straws, grasses, or industrial residues fromagricultural products like husks the picture is very different. The intermediate pyrolysisprevents the formation of high molecular tars with dry and brittle chars suitable for otherapplications like biofertilization and gasification. The advantage of such pyrolysis is thatthe non-milling character endures with the pellet charged to the pyroformer. The ease ofaccess for larger sized feedstock offers the opportunity to separate it easily as a char; andto enrich a tied gasifier with the low ash content of biochar from the pyroformer [25].The haloclean process was primarily developed for the thermal treatment of halogenatedpolymeric wastes. Any contaminated biomass can be handled inside a kiln heated fromoutside, with single- or double-screw rotation either clockwise or anticlockwise or both asper the equipment design and flexibility. This pyrolysis facilitates operating conditions for

JWST448-c01 JWST448-Hornung June 25, 2014 10:27 Printer Name: Vivar Trim: 244mm × 170mm
Biomass, Conversion Routes and Products – An Overview 13
preventing the formation of high molecular tar and enhancing quality, that is, the drynessand brittleness of the char which can be further utilized for the purpose of fertilization andcarbon sequestration. In this case, mechanical briquetting is not required for the processingof feedstock.
1.4.1.3 Slow Pyrolysis
Slow pyrolysis is also termed as carbonization due to similarities in its process conditions,like low temperature and more residence time. It can be divided into traditional charcoalmaking and more modern processes that are characterized by slower heating rates, relativelylong solid and vapor residence times, and usually a lower temperature than fast pyrolysis,typically 400 ± 10 ◦C. The target product is often the char, but this is accompanied byliquid and gas products, although these are not always recovered. Traditional processes,using pits, mounds, or kilns, generally involve some direct combustion of the biomass,usually wood, as a heat source in the kiln. Liquid and gas products are often not collectedbut escape as smoke, with consequent environmental issues [1, 25]. It can be characterizedby slow biomass heating rates, low temperatures, and lengthy gas and solid residence times.Depending on the system, heating rates are about 0.1 to 2 ◦C per second and prevailingtemperatures are around 500 ◦C. Gas residence time may be greater than 5 s. Duringconventional pyrolysis, the biomass is slowly devolatillized; hence tar and char are the mainproducts. This process yields a different range of products whose form and characteristicsare dependent on the temperature, oxygen level, and process time used.
1.4.1.4 Torrefaction
This is a thermochemical treatment of biomass in the temperature range of about 200 to320 ◦C, a kind of mild pyrolysis process that improves the fuel properties of biomass. It iscarried out under atmospheric conditions and in the absence of oxygen. During this process,the water contained in the biomass, as well as superfluous volatiles, are removed, whilethe biopolymers (cellulose, hemicelluloses, and lignin) partly decompose by giving offvarious types of volatiles. The final product is the remaining solid, dry, blackened materialwhich is referred to as “torrefied biomass” or “biocoal” [26, 27]. Torrefied products andvolatiles are formed, resulting in a hardened, dried, and more volatile-free solid product.The product is at much higher energy density than the raw biomass, increasing the distanceover which the biomass can be transported to plants for use or further processing, becauseof its relative lower weight and volume. Torrefied biomass is also hydrophobic, meaningit can be stored in the open space for long periods without taking up water, similar tothe infrastructures used for coal. Torrefied biomass requires less energy to crush, grind, orpulverize and the same tools as for crushing coal can be used. Therefore, a well-developedbiomass refinement method must interact and be integrated to obtain a biomass to liquid(BTL) process with high well-to-wheel efficiency.
Other developments have led to slow/intermediate pyrolysis technologies to create thatare of much attention for 3-different pyrolysis product distribution in wide ranges. Theseare generally based on a horizontal tubular kiln where the biomass is moved at a controlledrate through the kiln; these include agitated drum kilns, rotary kilns, and the screw pyrolyzer[28]. In several cases these have been adapted for biomass pyrolysis from their original uses,such as the coking of coal with production of “towns-gas” or the extraction of hydrocarbons
JWST448-c01 JWST448-Hornung June 25, 2014 10:27 Printer Name: Vivar Trim: 244mm × 170mm
14 Transformation of Biomass
(Plant biomass)
Low molecular, macromolecular and
Polysaccharide substances
Extractives (organic matters)
Cellulose 30–45%
Hemicellulose 20–25%
Lignin14–32%
Ash
Non condensable
gases
Aqueous phase
Organic
(Liquid oil)
phase
Char
Ash (inorganic matter)
Cannot mix with hydrocarbon, cannot be distilled, substitute for fuel oil and diesel
As heating continues there is an 80% loss of weight and remaining cellulose is
converted to char. Prolonged heating or
exposure to higher temperature (900 K) reduces char formation to 9%
CO, CO2, CH4, H2, C2 - C5
Methanol, acetic acid and acetone
Inherent organic material contains S and Cl contains alkali material
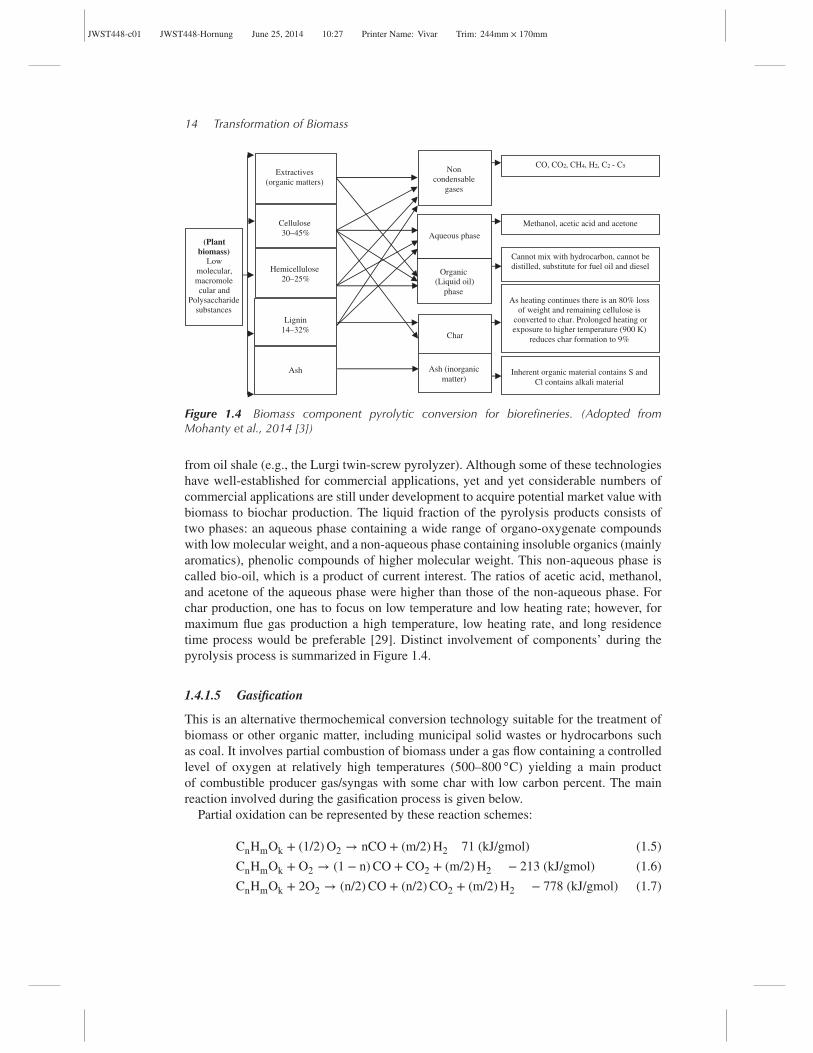
Figure 1.4 Biomass component pyrolytic conversion for biorefineries. (Adopted fromMohanty et al., 2014 [3])
from oil shale (e.g., the Lurgi twin-screw pyrolyzer). Although some of these technologieshave well-established for commercial applications, yet and yet considerable numbers ofcommercial applications are still under development to acquire potential market value withbiomass to biochar production. The liquid fraction of the pyrolysis products consists oftwo phases: an aqueous phase containing a wide range of organo-oxygenate compoundswith low molecular weight, and a non-aqueous phase containing insoluble organics (mainlyaromatics), phenolic compounds of higher molecular weight. This non-aqueous phase iscalled bio-oil, which is a product of current interest. The ratios of acetic acid, methanol,and acetone of the aqueous phase were higher than those of the non-aqueous phase. Forchar production, one has to focus on low temperature and low heating rate; however, formaximum flue gas production a high temperature, low heating rate, and long residencetime process would be preferable [29]. Distinct involvement of components’ during thepyrolysis process is summarized in Figure 1.4.
1.4.1.5 Gasification
This is an alternative thermochemical conversion technology suitable for the treatment ofbiomass or other organic matter, including municipal solid wastes or hydrocarbons suchas coal. It involves partial combustion of biomass under a gas flow containing a controlledlevel of oxygen at relatively high temperatures (500–800 ◦C) yielding a main productof combustible producer gas/syngas with some char with low carbon percent. The mainreaction involved during the gasification process is given below.
Partial oxidation can be represented by these reaction schemes:
CnHmOk + (1/2) O2 → nCO + (m/2) H2 71 (kJ/gmol) (1.5)
CnHmOk + O2 → (1 − n) CO + CO2 + (m/2) H2 − 213 (kJ/gmol) (1.6)
CnHmOk + 2O2 → (n/2) CO + (n/2) CO2 + (m/2) H2 − 778 (kJ/gmol) (1.7)

JWST448-c01 JWST448-Hornung June 25, 2014 10:27 Printer Name: Vivar Trim: 244mm × 170mm
Biomass, Conversion Routes and Products – An Overview 15
Although designed for produce gas, under some conditions gasifiers can produce reasonableyields of producer gas, syngas, and char for an effective energy decentralization process[28]. The syngas production from biomass gasification can be reformed into a variety ofchemicals like methanol, olefins, green diesel, gasoline, and wax through Fischer Tropschroutes [30].
1.4.1.6 Hydrothermal Carbonization
This is a completely different process involving the conversion of carbohydrate componentsof biomass (from cellulose) into carbon-rich solids in water at elevated temperatures andpressures [31]. Under acidic conditions with catalysis by iron salts the reaction temperaturemay be as low as 200 ◦C. The process may be suitable to concentrate the carbon (%) andto handle the high moisture content in the waste streams that would otherwise requiredrying before pyrolysis, making it complementary to pyrolysis and a potential alternativeto anaerobic digestion.
1.4.1.7 Combustion
Combustion is the rapid oxidation of fuel to obtain energy in the form of heat. For combus-tion, biomass is used as the main feedstock and is primarily composed of carbon, hydrogen,and oxygen. Further it can produce H2, CO, CO2, and water by partial combustion [9].Combustion takes place in the presence of excess air; therefore carbon dioxide and water arethe pivotal components of gasification. At lower temperatures, formation of hydrocarbonstakes place during gasification in the fluidized bed reactors. The flame temperature cango beyond 2000 ◦C, depending on various factors like the heating value and the moisturecontent of the fuel, the amount of air used to burn the fuel, and construction of the furnace.For combustion, mainly a combustor is used as the device to convert the chemical energyof fuels into high temperature exhaust gases [15, 16].
1.5 Bio-Oil Characteristics and Biochar
Bio-oil is typically a dark brown liquid with a smoky acrid smell. It tends to have relativelyhigh water content – typically in the range of 20 to 25% [9]. The water comes from thepyrolysis conversion process, as well as from the initial water in the biomass feedstock.When the water content of the bio-oil is in the 20 to 25% range, it is entirely misciblein bio-oil (i.e., it does not separate). At higher moisture levels, the water can tend toseparate from the bio-oil. To prevent this from happening, it is desirable to have theincoming biomass feedstock dried to 10% moisture content, or less, before it is fed into thepyrolysis conversion process [1, 8, 23]. Bio-oil characteristics vary somewhat, dependingon the production technology and the type of biomass feedstock from which the bio-oilis produced. This means that bio-oil fuel specifications are likely to be fairly important.Bio-oil’s energy content is in the range of 18–23 MJ/kg. (At the higher end of this range,there will typically be greater amounts of suspended char in the bio-oil.) Conventionalheating oil has an energy content of about 42 ± 1 MJ/kg (lower heating value), thus bio-oilhas about 52 to 58% as much energy as heating oil per gallon. However, it is interesting tonote out that bio-oil weighs about 40% more per gallon than heating oil [9]. Bio-oil is a free

JWST448-c01 JWST448-Hornung June 25, 2014 10:27 Printer Name: Vivar Trim: 244mm × 170mm
16 Transformation of Biomass
flowing liquid. Its viscosity tends to be slightly higher than conventional no. 2 fuel oil. Asthe water content in bio-oil increases, its viscosity decreases (as does its energy content).Bio-oil is moderately acidic, having a pH in the range of 2.5 to 3.5 (similar to the acidityof vinegar). This means that bio-oil fuel storage tanks will need to be made of a materialthat will not corrode due to acidic character of the fuel (i.e., they will need to be madeof materials such as stainless steel, plastic, fiberglass, etc.). Bio-oils are multicomponentmixtures comprised of different size molecules derived primarily from the depolymerizationand fragmentation reactions of three key biomass building blocks: cellulose, hemicellulose,and lignin. Therefore, the elemental composition of bio-oil resembles that of biomass ratherthan that of petroleum oils [32,33]. This raises a significant issue regarding the use of bio-oilin existing residential or commercial installations, since most of the existing fuel storagetanks used for heating oil are likely to be made of plain mild steel or stainless steel that isvulnerable to corrosion from bio-oil. As a result, it will generally be necessary to install anew fuel storage tank if bio-oil is to be used for an existing heating oil installation [9, 32].Bio-oil is a complex mixture of oxygenated compounds, which carries potential drawbacksas well as potential benefits: from a fuel storage perspective, bio-oil is not as stable aspetroleum fuel. However, bio-oil developers (such as Dyna-Motive, part of DynamotiveEnergy Systems Corporation) have found that bio-oil samples stored for over a year haveremained stable [34]. Producing bio-oil with a lower ash (char) content and/or a lower watercontent helps in prolong stability of bio-oil during storage [29].
Growing concerns about climate change have brought biochar into the limelight. Combus-tion and decomposition of woody biomass and agricultural residues results in the emissionof a large amount of carbon dioxide. Biochar can store this CO2 in the soil, leading to areduction in GHGs emission and enhancement of soil fertility. In addition to its potential forcarbon sequestration, biochar has many other advantages [23]. It can increase the availablenutrients for plant growth, increase water retention, and reduce the amount of fertilizer usedby preventing the leaching of nutrients out of the soil. It can reduce methane and nitrousoxide emissions from soil, thus further reducing GHGs emissions, and can be utilized inmany applications as a replacement for other biomass energy systems. Biochar can be usedas a soil amendment to increase plant growth yield. Further, the char can be used as a solidfuel in boilers and can be converted into briquettes alone or mixed with powdered biomassfor high efficiency fuel. The char could be used for the production of activated carbon.Furthermore, the possibility of using this carbon feedstock for making carbon nano tubescan be explored. However it can also be used further for the gasification process to obtainhydrogen rich gas by thermal cracking [8, 9, 23].
1.6 Scope of Pyrolysis Process Control and Yield Ranges
The primary products of lignocellulose (hemicellulose and cellulose) decomposition arecondensable vapors (yields to liquid products) and gases. Lignin decomposes to liquid, gas,and solid char products. Extractives contribute to liquid and gas products either throughsimple volatilization or decomposition. Minerals in general remain in the char, finallyconverted into ash. This distribution of components into products is shown schematicallyin Figure 1.4.

JWST448-c01 JWST448-Hornung June 25, 2014 10:27 Printer Name: Vivar Trim: 244mm × 170mm
Biomass, Conversion Routes and Products – An Overview 17
Vapors formed by primary decomposition of biomass components can be involved insecondary reactions in the gas phase, forming soot, or at hot surfaces – especially hotchar surfaces where a secondary char is formed [35]. This is particularly important inunderstanding the differences between slow, intermediate, and fast pyrolysis and the factorsaffecting oil, gas, and char yields. Minerals in biomass, particularly the alkali metals, canhave a catalytic effect on pyrolysis reactions leading to increased char yields in somecircumstances, in addition to that the effect of ash also contributing directly to char yield[35–38]. After synthesis of bio-oil, the physicochemical properties of the bio-oil can betested by using the standard method, making a comparison with conventional diesel astabulated in Table 1.8 [9, 23, 24].
Table 1.8 Summary of typical properties and characteristics of biomass derived crudebio-oil.
Property ASTM D975 (diesel) Pyrolysis oil
pH 2.5–3.5Flash point 52 ◦C min —Moisture content < 0.05 max vol.% 15–25%Elemental analysis — C = 56.6% H = 6.2% N = 0.1%
O = 37.2%Odor Smoky smellWater and sediment 0.05 max vol.% 0.01–0.04Kinematic viscosity
((mm2/S) 40 ◦C)1.3–4.1 mm2/s 25–1000
Sulfated ash — —Ash 0.01 max wt.% 0.05–0.01 wt.%Sulfur 0.05 max wt.% 0.001–0.02 wt.%Density (kg/m3) 820–845 ∼900–1200Iodine number — 90–125Aging — As viscosity increases, volatility
decreases, phase separation, slowdecomposition and deposition ofa tarry layer happens over time.
Miscibility Miscible in ethanol Miscible with polar solvents likemethanol, acetone, etc., buttotally miscible withpetroleum-derived fuels
Acid value KOH.mg.g−1 0.16Boiling temperature 260–315 ◦CAppearance Black or dark red-brown to dark
greenCetane number 40 min 48–65Aromaticity (%Vol, max) — —Carbon residue 0.35 max mass% 0.001–0.02 wt.%Distillation temperature
(90% volume recycle)275–611 ◦C max —
JWST448-c01 JWST448-Hornung June 25, 2014 10:27 Printer Name: Vivar Trim: 244mm × 170mm
18 Transformation of Biomass
1.6.1 Moisture Content
This can have different effects on pyrolysis product yields depending on the conditions[35]. Fast pyrolysis processes in general require fairly dry feed, around 10% moisture, sothat the rate of temperature rise can not restricted by evaporation of water. Slow pyrolysisprocesses are more tolerant of moisture, the main issue being the effect on process energyrequirement. For charcoal making, wood moisture contents of 15–20% are typical [36,37].In all pyrolysis processes, water is also a product which collects together along with othercondensable vapors in the liquid product. Moisture in the reaction affects char properties,which in turn helps to produce activated carbons through pyrolysis of biomass.
1.6.2 Feed Particle Size
This can significantly affect the balance between char and liquid yields. Larger particlesizes tend to give more char by restricting the rate of disengagement of primary vaporproducts from the hot char particles, so increasing the scope for secondary char-formingreactions [35].
1.6.3 Effect of Temperature on Product Distribution
The temperature profile is the most important aspect of operational control for pyrolysisprocesses. Material flow rates, both solid and gas phases, together with the reactor tem-perature control, are the key parameters of heating rate, peak temperature, residence timeof solids, and contact time between solid and gas phases. These factors affect the productdistribution and the product properties. For fast pyrolysis, a rapid heating rate and a rapidrate for of cooling for vapors are required to minimize the extent of secondary reactions.These reactions not only reduce the liquid yield but also tend to reduce its quality, yieldinga more complex acidic mixture, an increased degree of polymerization and higher viscosity[8, 37]. Conversely, in slow pyrolysis there is some evidence that slow heating leads tohigher char yields, but this is not consistent [35]. Higher temperatures lead to lower charyield in all pyrolysis reactions [9, 35].
1.6.4 Solid Residence Time
This is also important but to a lesser degree than peak temperature, longer time at temper-ature leading to lower char yield [35]. The effect of temperature on liquid and gas yieldsis more complex. Liquid yields are higher with increased pyrolysis temperatures up to amaximum value, usually at 400–550 ◦C but dependent on equipment and other conditions.Above this temperature, secondary reactions causing vapor decomposition become moredominant and the condensed liquid yields are reduced [25, 39].
1.6.5 Gas Environment
Gas environment conditions in the gas phase during pyrolysis have a profound influenceon product distributions and on the thermodynamics of the reaction. Most of the effectscan be understood by considering the secondary char-forming reactions between primaryvapor products and hot-char [35]. The gas flow rate through the reactor affects the contact

JWST448-c01 JWST448-Hornung June 25, 2014 10:27 Printer Name: Vivar Trim: 244mm × 170mm
Biomass, Conversion Routes and Products – An Overview 19
time between primary vapors and hot char and also affects the degree of secondary charformation. Low flows favor char yield and are preferred for slow pyrolysis; high gasflows are used in fast pyrolysis, effectively stripping off the vapors as soon as they areformed.
1.6.6 Effect of Pressure on Product Distribution
Pressure has a similar effect. Higher pressure increases the activity of vapors within andat the surfaces of char particles, so increasing secondary char formation. The effect ismost marked at pressures up to 0.5 MPa. Conversely, pyrolysis under vacuum gives littlechar, favoring liquid products. For pyrolysis under pressure, moisture in the vapor phasecan systematically increase the yield of char, believed to be due to an autocatalytic effectof water, reducing the activation energy for pyrolysis reactions. The thermodynamics ofpyrolysis are also influenced by the gas environment. The reaction is more exothermic athigher pressures and low flow rates. This is rationalized as being due to the greater degree ofsecondary char-forming reaction occurring. Hence, higher char yields are associated withconditions where pyrolysis is exothermic; such conditions will favor the overall energybalance of processes targeting char as product [8, 23].
1.7 Catalytic Bio-Oil Upgradation
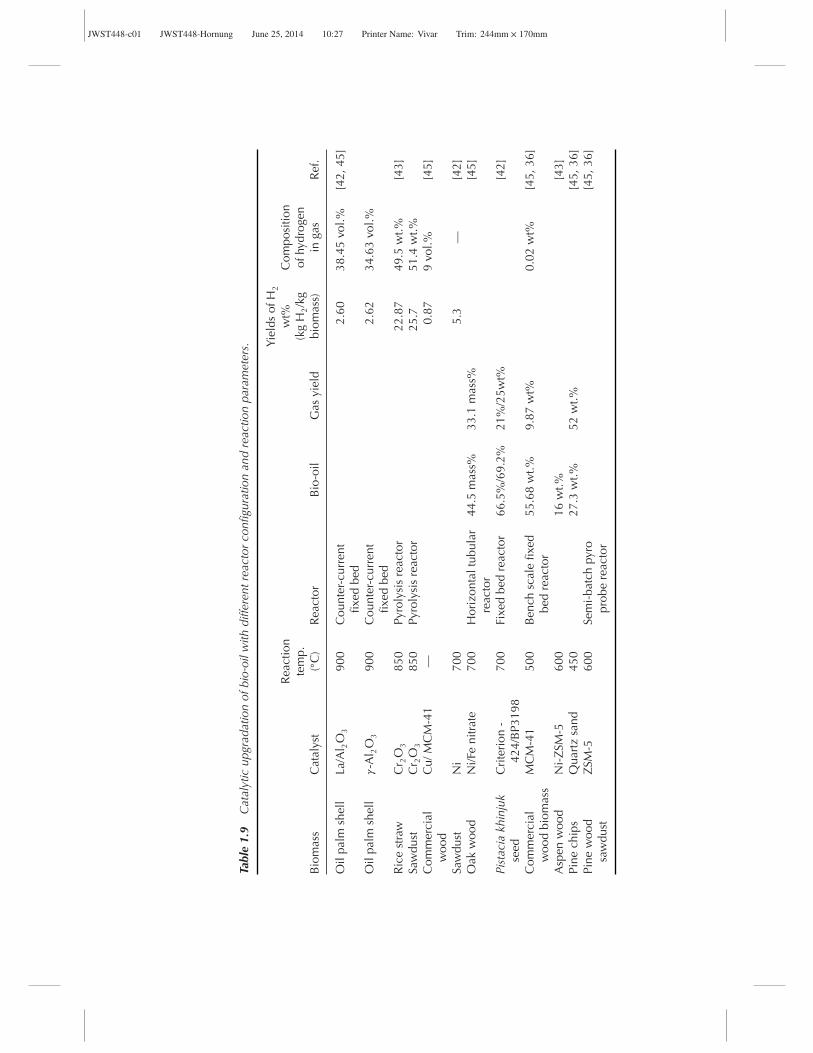
Steam reforming, partial oxidation, and autothermal reforming (ATR) can be an attractiveprocesses for the upgradation of bio-oils. ATR is a combination of steam reforming andpartial oxidation of the hydrocarbons to produce CO, CO2, and H2. Bio-oil obtained fromthe pyrolysis consists of a complex mixture of aliphatic and aromatic oxygenates andparticulates. It is a very viscous, acidic, and unstable liquid with relatively low-energydensity compared to conventional fossil oil. Such poor quality bio-oil requires costly post-treatment and makes the complete process less economically attractive. The presence ofproper catalysts during the pyrolysis process can affect the network of reactions and upgradethe bio-oil. Providing good contact between the solid catalyst and solid biomass/waste isessential to improve the efficiency of the pyrolysis process [29, 34, 39,40, 41]. The presenceof proper catalysts during the pyrolysis process can affect the network of reactions (e.g.,deoxygenation) and allows in situ upgrading of the bio-oil. This catalytic upgradation ofdifferent bio-oils produced from pyrolysis can be further deoxygenated with energy contentimprovement through different reactor configurations and reaction parameters, which istabulated in Table 1.9 [35, 36, 42–45]. Providing a good contact between the solid catalystand solid biomass is essential to improve the efficiency of the pyrolysis process [39–41].Further, a lower pyrolysis temperature is crucial for maximizing bio-oil yield and quality[42–44]. From an elemental analysis perspective, bio-oil produced from wood containsabout 56% carbon, 6% hydrogen, 37% oxygen, 0.1% nitrogen, 0.1% ash, and negligiblesulfur, which could translate into a number of benefits, (1) the high oxygen content of bio-oil could help to improve its combustion characteristics in comparison to petroleum-basedfuels, (2) it could help to reduce the amount of carbon dioxide emissions/pollution producedwhen bio-oil is burned as a fuel. The low nitrogen content of bio-oil could help to reduceNOx emissions. For example, tests of a combustion turbine showed that NOx emissions
JWST448-c01 JWST448-Hornung June 25, 2014 10:27 Printer Name: Vivar Trim: 244mm × 170mm
Tabl
e1.
9C
atal
ytic
upgr
adat
ion
ofbi
o-oi
lwith
diffe
rent
reac
tor
confi
gura
tion
and
reac
tion
para
met
ers.
Bio
mas
sC
atal
yst
Rea
ctio
nte
mp.
(◦C
)R
eact
orB
io-o
ilG
asyi
eld
Yiel
dsof
H2
wt%
(kg
H2/k
gbi
omas
s)
Com
posi
tion
ofhy
drog
enin
gas
Ref
.
Oil
palm
shel
lLa
/Al 2
O3
900
Cou
nter
-cur
rent
fixed
bed
2.60
38.4
5vo
l.%[4
2,45
]
Oil
palm
shel
l𝛾-A
l 2O
390
0C
ount
er-c
urre
ntfix
edbe
d2.
6234
.63
vol.%
Ric
est
raw
Cr 2
O3
850
Pyro
lysi
sre
acto
r22
.87
49.5
wt.%
[43]
Saw
dust
Cr 2
O3
850
Pyro
lysi
sre
acto
r25
.751
.4w
t.%C
omm
erci
alw
ood
Cu/
MC
M-4
1—
0.87
9vo
l.%[4
5]
Saw
dust
Ni
700
5.3
—[4
2]O
akw
ood
Ni/F
eni
trat
e70
0H
oriz
onta
ltub
ular
reac
tor
44.5
mas
s%33
.1m
ass%
[45]
Pist
acia
khin
juk
seed
Cri
teri
on-
424/
BP3
198
700
Fixe
dbe
dre
acto
r66
.5%
/69.
2%21
%/2
5wt%
[42]
Com
mer
cial
woo
dbi
omas
sM
CM
-41
500
Ben
chsc
ale
fixed
bed
reac
tor
55.6
8w
t.%9.
87w
t%0.
02w
t%[4
5,36
]
Asp
enw
ood
Ni-
ZSM
-560
016
wt.%
[43]
Pine
chip
sQ
uart
zsa
nd45
027
.3w
t.%52
wt.%
[45,
36]
Pine
woo
dsa
wdu
stZ
SM-5
600
Sem
i-ba
tch
pyro
prob
ere
acto
r[4
5,36
]

JWST448-c01 JWST448-Hornung June 25, 2014 10:27 Printer Name: Vivar Trim: 244mm × 170mm
Biomass, Conversion Routes and Products – An Overview 21
Table 1.10 Density and volumetric energy content of various solid and liquid fuels.
Fuel Density (kg/m3) Volumetric energy content (GJ/m3)
Ethanol 790 23.5Methanol 790 17.6Biodiesel 900 35.6Bio-oil 1280 10.6Gasoline 740 35.7Diesel 850 39.1Agricultural residue 50–200 0.8–3.6Hard wood 280–480 5.3–9.1Softwood 200–340 4.0–6.8Baled straw 160–300 2.6–4.9Bagasse 160 2.8Rice hulls 130 2.1Nut shells 64 1.3Coal 600–900 11–33
using bio-oil were about half as much as when using diesel fuel [35–37, 45]. The lowsulfur content of bio-oil could also result in reduced SOx emissions compared to the use ofpetroleum-based fuel oil or diesel fuel. Bio-oil does not naturally blend with conventionalpetroleum fuel [28]. It may be possible to add a solvent or to emulsify mixtures of bio-oiland fuel oil in order to get homogeneous blends. Bio-oil manufacturers indicate that they areworking on techniques that will allow blending of bio-oil and fuel oil. They are optimisticthat workable approaches will be available in the future. But a necessary invention, whichhas been developed through the efforts of the Canadian government (Natural ResourcesCanada) that produces a stable bio-oil/diesel fuel mixture with properties similar to thoseof no. 2 fuel oil [36–38].
A broad comparison of both density and volumetric energy content of various solid andliquid fuels is tabulated in Table 1.10. The biomass feed, the char and liquid productshave energy values roughly related to their carbon contents. Release of this energy bycombustion can again be considered as renewable and is largely carbon neutral (someemissions are associated with feedstock production and transport); the carbon returned tothe atmosphere as carbon dioxide in the same way would otherwise have resulted frombiomass decomposition. If the char product is not burnt, but retained in such a way that thecarbon in it is stable, then that carbon can be equated to carbon dioxide removed from theatmosphere and sequestered [28].
The gas product is typically a mixture of carbon dioxide (9–55% by volume), carbonmonoxide (16–51%), hydrogen (2–43%), methane (4–11%), and small amounts of higherhydrocarbons [9]. The gases are usually present with nitrogen introduced to make theworking space inert; thus this can be treated as a diluent and ignored for material balancingbut will affect the heating value of the syngas. The carbon dioxide and nitrogen provideno energy value in combustion; the other gases are flammable and provide energy valuein proportion to their individual properties. Again, use of the energy in the gas can beconsidered renewable and largely carbon neutral. No special consideration of the carbon

JWST448-c01 JWST448-Hornung June 25, 2014 10:27 Printer Name: Vivar Trim: 244mm × 170mm
22 Transformation of Biomass
dioxide in the pyrolysis gas is required as it is not additional to what would result frombiomass decomposition [1, 8].
1.8 Bio-Oil Reforming
The deleterious properties of high viscosity, thermal instability and corrosiveness presentmany obstacles to the substitution of fossil derived fuels by bio-oils. Steam reforming ofbio-oil or its model compounds is a simplified way to remove the oxygenated organiccompound (CnHmOk) by the following reactions [20, 29], where the enthalpy (kJ/gmol) ofeach step is given at reference temperature 27 ◦C and n = 6:
CnHmOk + H2O = nCO +mH2 310 kJ/gmol (1.8)
CnHmOk + nH2O → xCO + (n − x) CO2 +mH2 230 kJ/gmol (1.9)
The above reaction is followed by the water–gas shift reaction:
CO + H2O → CO2 + H2 (1.10)
The overall process can be represented as follows:
CnHmOk + (2n − k) H2O → nCO2 + (2n +m/2 − k) H2 64 kJ/gmol (1.11)
Upgrading bio-oil to the quality of transport liquid fuel still poses several technicalchallenges and difficulties and is not currently economically attractive. Some chemi-cals, especially those produced from the whole bio-oil (such as fertilizers) or its majorfractions (such as liquid smoke or for wood resins) offer more interesting commercialopportunities.
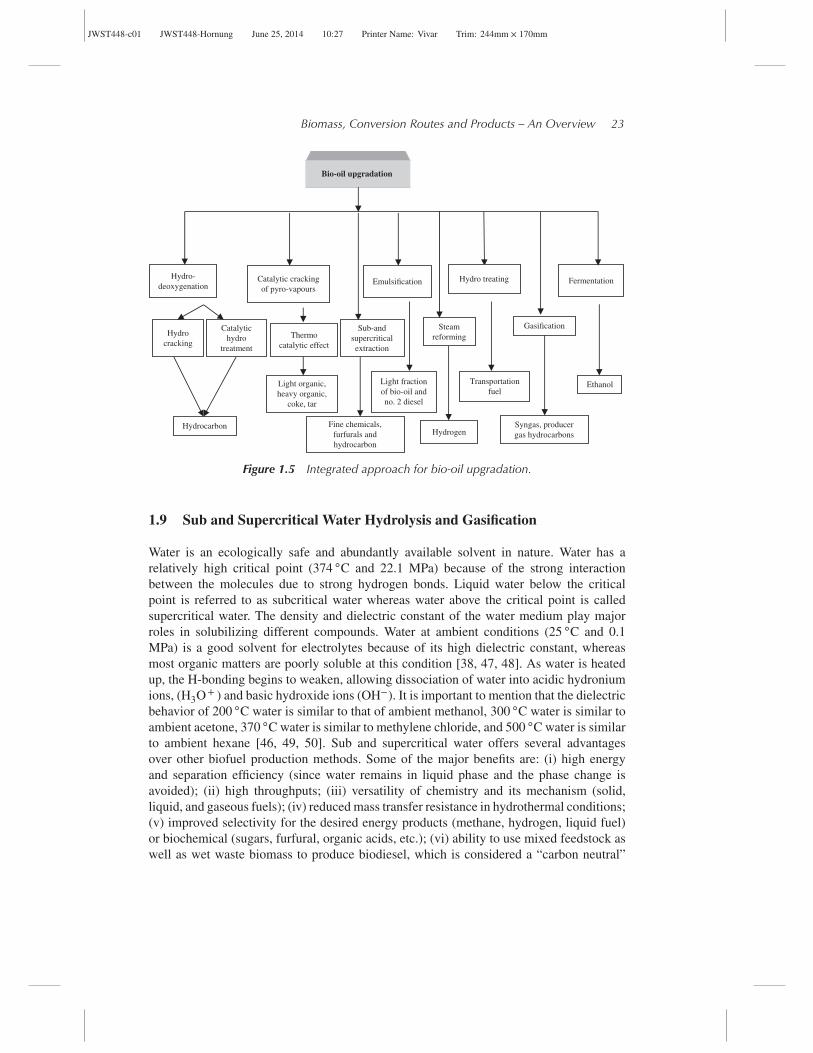
There are still many challenges to overcome before bio-oil finds large-scale acceptanceas a fuel, including: (i) the cost of bio-oil, this is 10 to 100% more than fossil fuel in energyterms; (ii) the availability of bio-oil for applications development remains a problem andthere are limited supplies for testing; (iii) the lack of standards for use and distribution ofbio-oil in consistent quality inhibits wider usage; (iv) considerable work is required to char-acterize and standardize these liquids and develop a wider range of energy applications; (v)the compatibility of bio-oil with conventional fuels and, therefore, the need for dedicatedfuel handling systems; (vi) users are unfamiliar with bio-oil; (vii) environmental health andsafety issues need to be completely resolved;(viii) pyrolysis as a technology does not enjoya good image; (ix) more research and development is needed in the fields of fast pyrolysisand bio-oil testing to develop large-scale applications. Figure 1.5 depicts the possibleroutes for the upgradation and conversion of bio-oil into various fine chemicals andhydrogen fuel and so on [8,9, 21, 23]. The most important issues that need to be addressedare: (i) scale-up; (ii) cost reduction; (iii) better oil quality; (iv) norms and standards forproducers and users; (v) environment health and safety issues in handling, transport, andusage; (vi) encouragement to implement processes and applications; (vii) informationdissemination [46].
JWST448-c01 JWST448-Hornung June 25, 2014 10:27 Printer Name: Vivar Trim: 244mm × 170mm
Biomass, Conversion Routes and Products – An Overview 23
Hydrocarbon
Light organic,heavy organic,
coke, tar
Light fractionof bio-oil andno. 2 diesel
Hydrogen
Transportationfuel
Syngas, producergas hydrocarbons
Ethanol
Fine chemicals,furfurals andhydrocarbon
SteamreformingHydro
cracking
Catalytichydro
treatment
Thermocatalytic effect
GasificationSub-andsupercriticalextraction
Hydro-deoxygenation
Catalytic crackingof pyro-vapours
Fermentation
Bio-oil upgradation
Emulsification Hydro treating
Figure 1.5 Integrated approach for bio-oil upgradation.
1.9 Sub and Supercritical Water Hydrolysis and Gasification
Water is an ecologically safe and abundantly available solvent in nature. Water has arelatively high critical point (374 ◦C and 22.1 MPa) because of the strong interactionbetween the molecules due to strong hydrogen bonds. Liquid water below the criticalpoint is referred to as subcritical water whereas water above the critical point is calledsupercritical water. The density and dielectric constant of the water medium play majorroles in solubilizing different compounds. Water at ambient conditions (25 ◦C and 0.1MPa) is a good solvent for electrolytes because of its high dielectric constant, whereasmost organic matters are poorly soluble at this condition [38, 47, 48]. As water is heatedup, the H-bonding begins to weaken, allowing dissociation of water into acidic hydroniumions, (H3O+ ) and basic hydroxide ions (OH−). It is important to mention that the dielectricbehavior of 200 ◦C water is similar to that of ambient methanol, 300 ◦C water is similar toambient acetone, 370 ◦C water is similar to methylene chloride, and 500 ◦C water is similarto ambient hexane [46, 49, 50]. Sub and supercritical water offers several advantagesover other biofuel production methods. Some of the major benefits are: (i) high energyand separation efficiency (since water remains in liquid phase and the phase change isavoided); (ii) high throughputs; (iii) versatility of chemistry and its mechanism (solid,liquid, and gaseous fuels); (iv) reduced mass transfer resistance in hydrothermal conditions;(v) improved selectivity for the desired energy products (methane, hydrogen, liquid fuel)or biochemical (sugars, furfural, organic acids, etc.); (vi) ability to use mixed feedstock aswell as wet waste biomass to produce biodiesel, which is considered a “carbon neutral”

JWST448-c01 JWST448-Hornung June 25, 2014 10:27 Printer Name: Vivar Trim: 244mm × 170mm
24 Transformation of Biomass
fuel. After upgradation to generate high energy content bio-fuel it may become easy toreduce GHG emissions, with little or no toxicity [9, 48, 51].
The pyrolysis-derived bio-oil from different biomass origins was upgraded in suband supercritical ethanol using an appropriate catalyst. It is under intense research forthe supercritical upgrading process, as it performs better than the subcritical upgradingprocess. Mainly, acidic HZSM-5 facilitates esterification in supercritical ethanol to con-vert acids contained in crude bio-oil into various kinds of esters [20, 23]. Stronger acidicHZSM-5 (different Si/Al ratio) with a bimetallic catalyst effect can facilitate cracking ofheavy components of crude bio-oil more effectively in the supercritical upgrading pro-cess. Studies on promoter effects of alkali and other metals on cobalt are rare. Althoughthe effects of K, Zn, Cu, Mn, Ca, Al, and Zr have been used and can be studied exten-sively, the effects of these promoters on bimetallic catalysts are still not clear becausethese studies were conducted under different conditions or over different catalyst systems[38, 47, 48].
1.9.1 Biochemical Conversion Routes
Another promising approach that can be used for the production of chemicals is thebiochemical route, where bioethanol and biobutanol can be produced through hydrolysisin the presence of enzymes. In many countries like India, US ethanol plays a very criticalrole as a gasoline substituent and also as a feedstock for various chemicals. One ton of canecan produce approximately 100 liters of ethanol. Ethanol can be used for the production ofacetaldehyde, acetic anhydride, ethyl acetate, monoethylene glycol, and so on [24]. Duringbiochemical conversion, the aim is to extract cellulose, out of which one can easily extractethanol as a final product for its wide acceptance. Cellulose is protected by a sheath of ligninand hemicellulose that widely found in plant biomass. Researchers with leading roles aredeveloping pretreatment technologies to hydrolyze hemicellulosic sugars and open up thestructure of sugars to allow further enzyme hydrolysis of the cellulose to glucose [23, 29].Likewise many biomass researchers internationally have focused on a process involvingdilute acid hydrolysis of hemicellulose to a xylose and other sugars compounds [52]. Takingadvantage of conditioning and enzymatic hydrolysis, the material must be made less acidicfor enzymes and organisms to function optimally in the hydrolyzate environment. Duringthe process of pH adjustment or conditioning, the aim is to minimize sugar losses and topromote low hydrolyzate toxicity by removing toxic byproducts that inhibit enzyme andfermentation microorganism activity. The effectiveness of enzymatic hydrolysis depends ona variety of processing conditions, including different enzyme and solid loadings, mixingand conditioning methods, and pretreatment conditions. A new generation of enzymes andenzyme production technology is needed to cost-effectively hydrolyze cellulose and hemi-cellulose to free the sugars needed for fermentation. To get a high yield one has to focus ondecreasing the cost of the enzyme unit operation in the biomass saccharification process,which is a key factor for developing cost-competitive cellulosic ethanol. Starchy materialsare first cooked at 100 and 130 ◦C, and then hydrolyzed to glucose by using 𝛼-amylaseand gluco-amylase. After the development of enzymatic hydrolysis, research work is inprogress in close association with major industrial enzyme producers to apply recombinantDNA technology to bacteria and fungi to develop improved cellulose and hemicellulose

JWST448-c01 JWST448-Hornung June 25, 2014 10:27 Printer Name: Vivar Trim: 244mm × 170mm
Biomass, Conversion Routes and Products – An Overview 25
enzymes and to determine the most efficient method for producing these enzymes[9, 51, 53, 54].
1.9.2 Microorganisms for Fermentation
The fermentation process has been developed both at lab and industrial scale to evaluateand scale-up its use through biochemical plants for ethanol production. Researchers areapplying sophisticated metabolic engineering techniques to develop microorganisms thatcan more effectively ferment the variety of sugars derived from biomass. Lignocellulosicbiomass contains five-carbon sugars such as xylose (from the hemicellulose) as well as themore common six-carbon sugars, such as glucose found in grains. These make fermenta-tion and other bioprocessing processes far more challenging. Researchers are developingmicroorganisms that can co-ferment all the sugars in biomass to improve ethanol pro-duction economics. Sophisticated metabolic engineering techniques, like the applicationof Zymomonas mobilis can co-ferment both xylose and arabinose along with glucose.With industrial partners, researchers are working to develop designer strains for specificfeedstocks, feed streams, and processes and to validate the performance of these strains[46, 52, 55–57].
1.9.3 Integrating the Bioprocess
After integrating all the unit operations of biomass conversion through biochemical routeswith extensive knowledge of the individual unit operations, one can select different ligno-cellulosic biomasses for industrial application, and on demonstrating integrated processesat the mini-pilot and pilot scales one can attain the production of bioethanol for further use[24, 58].
C6H12O6 → 2C2H5OH + 2CO2 (1.12)
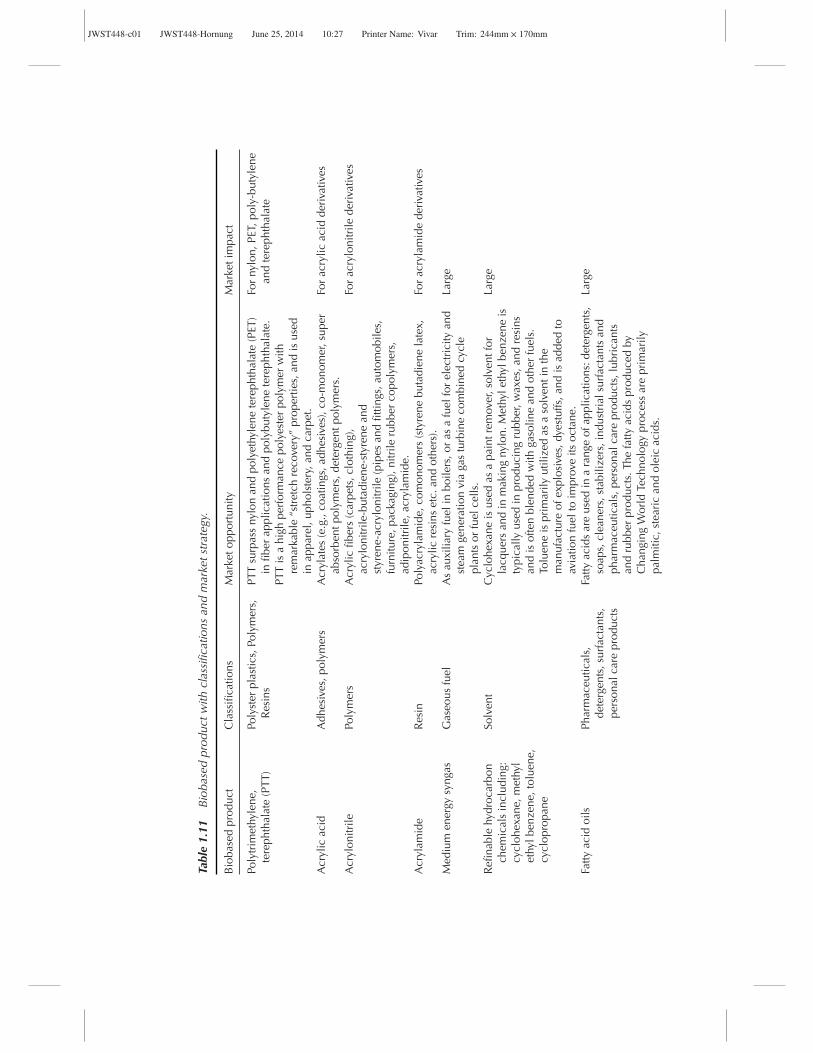
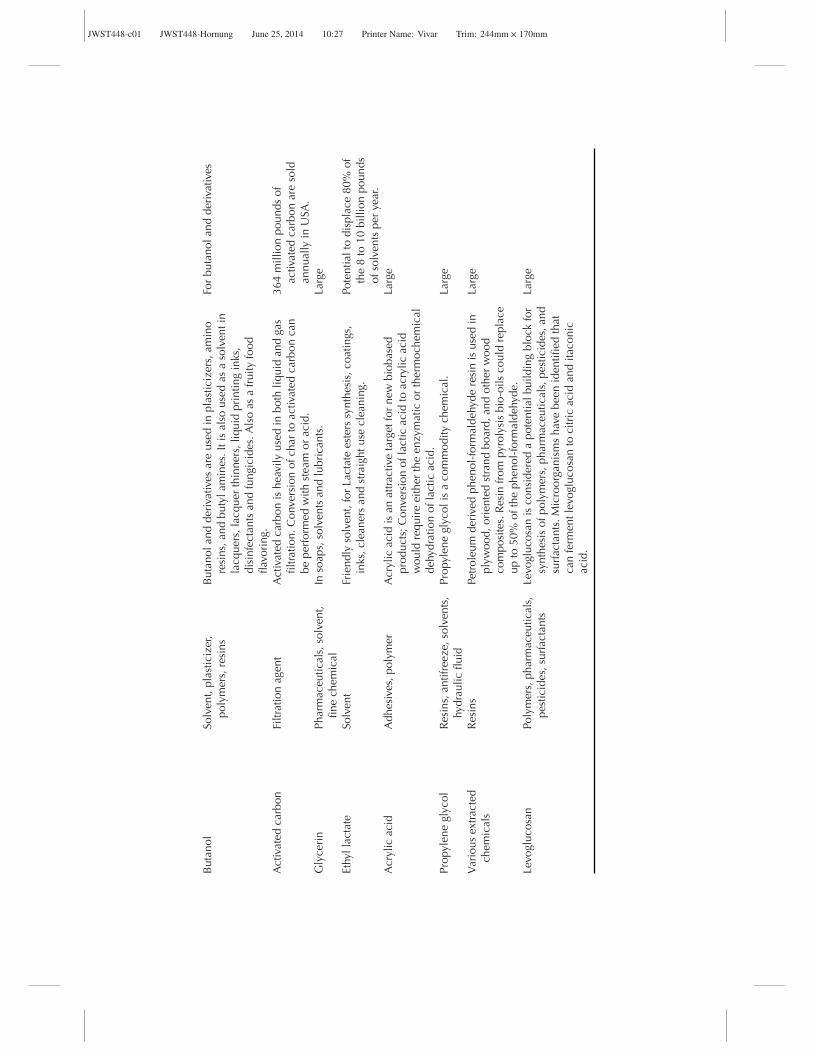
Ethanol fermentation can be carried out at room temperature and atmospheric pressurewhere Saccharomyces cerevisiae is used as the yeast for its excellent ethanol ability andethanol tolerance. The yeast strain produces approximately 51 g of ethanol from 100 g ofglucose according to the Equation 1.12. In this reaction, around 50% of carbon is consumedin terms of CO2 production, in fact 91% of energy contained in glucose (2.87 MJ/mol) isretained in ethanol. Whereas S. cerevisiae has the ability to ferment many sugar moleculeslike glucose, fructose, galactose, mannose, sucrose, and maltose, still many researchers aretrying to identify the potential of S. cerevisiae to explore and break pentoses like xyloseand arabinose [59,60]. Table 1.11 summarizes the various possible biobased products withtheir broad classification based on their market demand and industrial use [55].
Questions
1. What are the differences between torrefaction, pyrolysis, and gasification?2. What are the main building blocks of biomass?3. What are first, second, third, and fourth generation biofuels?
JWST448-c01 JWST448-Hornung June 25, 2014 10:27 Printer Name: Vivar Trim: 244mm × 170mm
Tabl
e1.
11B
ioba
sed
prod
uctw
ithcl
assi
ficat
ions
and
mar
kets
trat
egy.
Bio
base
dpr
oduc
tC
lass
ifica
tions
Mar
keto
ppor
tuni
tyM
arke
tim
pact
Poly
trim
ethy
lene
,te
reph
thal
ate
(PTT
)Po
lyst
erpl
astic
s,Po
lym
ers,
Res
ins
PTT
surp
ass
nylo
nan
dpo
lyet
hyle
nete
reph
thal
ate
(PET
)in
fiber
appl
icat
ions
and
poly
buty
lene
tere
phth
alat
e.Fo
rny
lon,
PET,
poly
-but
ylen
ean
dte
reph
thal
ate
PTT
isa
high
perf
orm
ance
poly
este
rpo
lym
erw
ithre
mar
kabl
e“s
tret
chre
cove
ry”
prop
ertie
s,an
dis
used
inap
pare
l,up
hols
tery
,and
carp
et.
Acr
ylic
acid
Adh
esiv
es,p
olym
ers
Acr
ylat
es(e
.g.,
coat
ings
,adh
esiv
es),
co-m
onom
er,s
uper
abso
rben
tpol
ymer
s,de
terg
entp
olym
ers.
For
acry
licac
idde
rivat
ives
Acr
ylon
itrile
Poly
mer
sA
cryl
icfib
ers
(car
pets
,clo
thin
g),
acry
loni
trile
-but
adie
ne-s
tyre
nean
dst
yren
e-ac
rylo
nitr
ile(p
ipes
and
fittin
gs,a
utom
obile
s,fu
rnitu
re,p
acka
ging
),ni
trile
rubb
erco
poly
mer
s,ad
ipon
itrile
,acr
ylam
ide.
For
acry
loni
trile
deriv
ativ
es
Acr
ylam
ide
Res
inPo
lyac
ryla
mid
e,co
mon
omer
s(s
tyre
nebu
tadi
ene
late
x,ac
rylic
resi
nset
c.an
dot
hers
).Fo
rac
ryla
mid
ede
rivat
ives
Med
ium
ener
gysy
ngas
Gas
eous
fuel
As
auxi
liary
fuel
inbo
ilers
,or
asa
fuel
for
elec
tric
ityan
dst
eam
gene
ratio
nvi
aga
stu
rbin
eco
mbi
ned
cycl
epl
ants
orfu
elce
lls.
Larg
e
Refi
nabl
ehy
droc
arbo
nch
emic
als
incl
udin
g:cy
cloh
exan
e,m
ethy
let
hylb
enze
ne,t
olue
ne,
cycl
opro
pane
Solv
ent
Cyc
lohe
xane
isus
edas
apa
intr
emov
er,s
olve
ntfo
rla
cque
rsan
din
mak
ing
nylo
n.M
ethy
leth
ylbe
nzen
eis
typi
cally
used
inpr
oduc
ing
rubb
er,w
axes
,and
resi
nsan
dis
ofte
nbl
ende
dw
ithga
solin
ean
dot
her
fuel
s.To
luen
eis
prim
arily
utili
zed
asa
solv
enti
nth
em
anuf
actu
reof
expl
osiv
es,d
yest
uffs
,and
isad
ded
toav
iatio
nfu
elto
impr
ove
itsoc
tane
.
Larg
e
Fatty
acid
oils
Phar
mac
eutic
als,
dete
rgen
ts,s
urfa
ctan
ts,
pers
onal
care
prod
ucts
Fatty
acid
sar
eus
edin
ara
nge
ofap
plic
atio
ns:d
eter
gent
s,so
aps,
clea
ners
,sta
biliz
ers,
indu
stri
alsu
rfac
tant
san
dph
arm
aceu
tical
s,pe
rson
alca
repr
oduc
ts,l
ubri
cant
san
dru
bber
prod
ucts
.The
fatty
acid
spr
oduc
edby
Cha
ngin
gW
orld
Tech
nolo
gypr
oces
sar
epr
imar
ilypa
lmiti
c,st
eari
can
dol
eic
acid
s.
Larg
e
JWST448-c01 JWST448-Hornung June 25, 2014 10:27 Printer Name: Vivar Trim: 244mm × 170mm
But
anol
Solv
ent,
plas
ticiz
er,
poly
mer
s,re
sins
But
anol
and
deriv
ativ
esar
eus
edin
plas
ticiz
ers,
amin
ore
sins
,and
buty
lam
ines
.Iti
sal
sous
edas
aso
lven
tin
lacq
uers
,lac
quer
thin
ners
,liq
uid
prin
ting
inks
,di
sinf
ecta
nts
and
fung
icid
es.A
lso
asa
frui
tyfo
odfla
vori
ng.
For
buta
nola
ndde
rivat
ives
Act
ivat
edca
rbon
Filtr
atio
nag
ent
Act
ivat
edca
rbon
ishe
avily
used
inbo
thliq
uid
and
gas
filtr
atio
n.C
onve
rsio
nof
char
toac
tivat
edca
rbon
can
bepe
rfor
med
with
stea
mor
acid
.
364
mill
ion
poun
dsof
activ
ated
carb
onar
eso
ldan
nual
lyin
USA
.G
lyce
rin
Phar
mac
eutic
als,
solv
ent,
fine
chem
ical
Inso
aps,
solv
ents
and
lubr
ican
ts.
Larg
e
Ethy
llac
tate
Solv
ent
Frie
ndly
solv
ent,
for
Lact
ate
este
rssy
nthe
sis,
coat
ings
,in
ks,c
lean
ers
and
stra
ight
use
clea
ning
.Po
tent
ialt
odi
spla
ce80
%of
the
8to
10bi
llion
poun
dsof
solv
ents
per
year
.A
cryl
icac
idA
dhes
ives
,pol
ymer
Acr
ylic
acid
isan
attr
activ
eta
rget
for
new
biob
ased
prod
ucts
;Con
vers
ion
ofla
ctic
acid
toac
rylic
acid
wou
ldre
quir
eei
ther
the
enzy
mat
icor
ther
moc
hem
ical
dehy
drat
ion
ofla
ctic
acid
.
Larg
e
Prop
ylen
egl
ycol
Res
ins,
antif
reez
e,so
lven
ts,
hydr
aulic
fluid
Prop
ylen
egl
ycol
isa
com
mod
itych
emic
al.
Larg
e
Var
ious
extr
acte
dch
emic
als
Res
ins
Petr
oleu
mde
rived
phen
ol-f
orm
alde
hyde
resi
nis
used
inpl
ywoo
d,or
ient
edst
rand
boar
d,an
dot
her
woo
dco
mpo
site
s.R
esin
from
pyro
lysi
sbi
o-oi
lsco
uld
repl
ace
upto
50%
ofth
eph
enol
-for
mal
dehy
de.
Larg
e
Levo
gluc
osan
Poly
mer
s,ph
arm
aceu
tical
s,pe
stic
ides
,sur
fact
ants
Levo
gluc
osan
isco
nsid
ered
apo
tent
ialb
uild
ing
bloc
kfo
rsy
nthe
sis
ofpo
lym
ers,
phar
mac
eutic
als,
pest
icid
es,a
ndsu
rfac
tant
s.M
icro
orga
nism
sha
vebe
enid
entifi
edth
atca
nfe
rmen
tlev
oglu
cosa
nto
citr
icac
idan
dita
coni
cac
id.
Larg
e

JWST448-c01 JWST448-Hornung June 25, 2014 10:27 Printer Name: Vivar Trim: 244mm × 170mm
28 Transformation of Biomass
References
(1) Mohanty, P., Pant, K.K., Naik, S.N. et al. (2011) Fuel production from biomass: Indian per-spective for pyrolysis oil. Journal of Scientific & Industrial Research, 70, 668–674.
(2) FAO (2010) FAOSTAT-database 2010, http://ww.fao.org. Accessed 14 July 2011.(3) Mohanty, P., Pant, K.K. and Mittal, R. (2014) Hydrogen generation from biomass materials:
challenges and opportunities. WIREs: Energy and Environment, DOI: 10.1002/wene.111.(4) International Energy Agency (IEA) (1998) World Energy Outlook, 1998 Edition, www.iea.org.
Accessed 14 July 2011.(5) Inderwildi, O.R. and King, D.A. (2009) ‘Quo Vadis Biofuels’. Energy & Environmental Science,
2, 343–346 (invited editorial opinion).(6) Dragone, G.M., Fernandes, B.D., Vicente, A.A. and Teixeira, J.A. (2010) Third generation
biofuels from microalgae. Communicating Current Research, Technology and Education Topicsin Applied Microbiology and Microbial Biotechnology, 2, 1355–1366.
(7) Kalita, D. (2008) Hydrocarbon plant – New source of energy for future. Renewable and Sus-tainable Energy, 12, 455–471.
(8) Naik, S.N., Goud, V.V., Rout, P.K. and Dalai, A.K. (2010) Production of first and secondgeneration biofuels: a comprehensive review. Renewable and Sustainable Energy Reviews, 14,578–597.
(9) Karmakar, M.K., Mandal, J., Haldar, S. and Chatterjee, P.K. (2013) Investigation of fuel gasgeneration in a pilot scale fluidized bed autothermal gasifier using rice husk. Fuel, 111, 584–591.
(10) Wang, X., Kersten, S.R.A., Prins, W. and Van Swaaij, W.P.M. (2005) Biomass pyrolysis influidized bed reactor. Part 2: experimental validation of model results. Industrial & EngineeringChemistry Research, 44, 8786–8795.
(11) Fagbemi, L., Khezami, L. and Capart, R. (2001) Pyrolysis products from different biomasses:application to the thermal cracking of tar. Applied Energy, 69, 293–306.
(12) Di Blasi, C., Signorelli, G., Di Russo, C. and Rea, G. (1999) Product distribution from pyrolysisof wood and agricultural residues. Industrial & Engineering Chemistry Research, 38, 2216–2214.
(13) Oasmaa, A. and Kuoppala, E. (2003) Storage stability of liquid fuel. Energy & Fuels, 17,1075–1084.
(14) Li, L., Zhang, H. and Zhuang, X. (2005) Pyrolysis of waste paper: characterization and compo-sition of pyrolysis oil. Energy Sources, 27, 867–873.
(15) Neves, D., Thunman, H., Matos, A. et al. (2011) Characterization and prediction of biomasspyrolysis products. Progress in Energy and Combustion Science, 37, 611–630.
(16) Demirbas, A. (2001) Carbonization ranking of selected biomass for charcoal, liquid and gaseousproducts. Energy Conversion and Management, 42, 1229–1238.
(17) Channiwala, S.A. and Parikh, P.P. (2001) A unified correlation for estimating HHV of solid,liquid and gaseous fuels. Fuels, 81, 1051–1063.
(18) Demirbas, A. (2004) Current technologies for the thermo-conversion of biomass into fuels andchemicals. Energy Source, 26, 715–730.
(19) Triantafyllidis, K.S., Iliopoulou, E.F., Antonakou, E.V. et al. (2007) Catalytic conversion ofbiomass pyrolysis products by mesoporous materials: effect of steam stability and acidity ofAl-MCM-41 catalysts. Chemical Engineering Journal, 134, 51–57.
(20) Stocker, M. (2008) Bofuels and biomass-to-liquid fuels in the biorefinery: catalytic conversionof lignocellulosic biomass using porous materials. Angewandte Chemie International Edition,47, 9200–9211.
(21) Balat, M. (2006) Sustainable transportation fuels from biomass materials. Energy EducationScience and Technology, 17, 83–103.
(22) Shafizadeh, F. (1982) Introduction to pyrolysis of biomass. Journal of Analytical and AppliedPyrolysis, 3, 283–305.
(23) Mohan, D., Pittman, C.U. and Steele, P.H. (2006) Pyrolysis of wood/biomass for bio-oil: acritical review. Energy and Fuels, 20, 848–889.
(24) Demirbas, A. (2009) Biorefineries: current activities and future developments. Energy Conver-sion and Management, 50, 2782–2801.

JWST448-c01 JWST448-Hornung June 25, 2014 10:27 Printer Name: Vivar Trim: 244mm × 170mm
Biomass, Conversion Routes and Products – An Overview 29
(25) Hornung, A., Apfelbacher, A. and Sagi, S. (2011) Intermediate pyrolysis: a sustainable biomass-to-energy concept – biothermal valorization of biomass BtVB process. Journal of Scientific &Industrial Research, 70, 664–667.
(26) van der Stelt, M.J.C., Gerhauser, H., Kiel, J.H.A. and Ptasinski, K.J. (2011) Biomass upgradingby torrefaction for the production of biofuels: a review. Biomass and Bioenergy, 35, 3748–3762.
(27) Chen, W.H. and Kuo, P.C.A. (2010) Study on torrefaction of various biomass materials and itsimpact on lignocellulosic structure simulated by a thermogravimetry. Energy, 35(6), 2580–2586.
(28) Brown, R. (2009) Biochar production technology. In Biochar for Environmental Management(eds J. Lehmann and S. Joseph), Earthscan, London.
(29) Demirbas (2009) Progress and recent trends in biodiesel fuels. Energy Conversion and Man-agement, 50, 14–34.
(30) Mohanty, P., Pant, K.K., Parikh, J. and Sharma, D.K. (2011) Liquid fuel Production fromsyngas using bifunctional CuO-CoO-Cr2O3 catalyst mixed with MFI Zeolites. Fuel ProcessingTechnology, 92, 600–608.
(31) Titirici, M.M., Thomas, A. and Antonietti, M. (2007) Back in the black: hydrothermal car-bonization of plant material as an efficient chemical process to treat the CO2 problem?. NewJournal of Chemistry, 31, 787–789.
(32) Demirbas, M.F. (2009) Biorefineries for biofuel upgrading: a critical review. Applied Energy,86, S151–161.
(33) Demirbas, A. (2009) Biofuels securing the planet’s future energy needs. Energy Conversionand Management, 50, 2239–2249.
(34) http://www.dynamotive.com/industrialfuels/bio-oil/. Accessed 18 August 2011.(35) Antal, M.J. and Grønli, M. (2003) The art, science, and technology of charcoal production.
Industrial & Engineering Chemistry Research, 42, 1619–1640.(36) Vitolo, S., Bresci, B., Seggiani, M. and Gallo, M.G. (2001) Catalytic upgrading of pyrolytic
oils over HZSM-5 zeolite: behaviour of the catalyst when used in repeated upgrading andregenerating cycles. Fuel, 80, 17–26.
(37) Bridgwater, A.V. and Peacocke, G.V.C. (2000) Fast pyrolysis processes for biomass. Renewableand Sustainable Energy Reviews, 4, 1–73.
(38) http://canmetenergy-canmetenergie.nrcan-rncan.gc.ca/eng.(39) Bridgwater, A.V. (2004) Biomass fast pyrolysis: review paper. Thermal Science, 8(2), 21–49.(40) Brownsort, P.A. (2009) Biomass pyrolysis processes: review of scope, control and variability.
MSc Dissertation, UKBRC, September, 1–39.(41) Bridgwater, A.V., Meier, D. and Radlein, D. (1999) An overview of fast pyrolysis of biomass.
Organic Geochemistry, 30, 1479–1493.(42) Yang, H., Yan, R., Chen, H. et al. (2006) Pyrolysis of palm oil wastes for enhanced production
of hydrogen rich gases. Fuel Processing Technology, 87, 935–942.(43) Chen, G., Andries, J. and Spliethoff, H. (2003) Catalytic pyrolysis of biomass for hydrogen rich
fuel gas production. Energy Conversion and Management, 44, 2289–2296.(44) Tanksale, A., Beltramini, J.N. and Lu, G.M. (2010) A review of catalytic hydrogen production
processes from biomass. Renewable and Sustainable Energy Reviews, 14, 166–182.(45) Chew, T.L. and Bhatia, S. (2008) Review: catalytic processes towards the production of biofuels
in a palm oil and oil palm biomass-based biorefinery. Bioresource Technology, 99, 7911–7922.(46) Goyal, H.B., Seal, D. and Saxena, R.C. (2008) Bio-fuels from thermochemical conversion of
renewable resources: a review. Renewable and Sustainable Energy Reviews, 12, 504–517.(47) Das, P., Sreelathab, T. and Ganesh, A. (2004) Bio-oil from pyrolysis of cashew nut shell-
characterisation and related properties. Biomass and Bioenergy, 27, 265–275.(48) Rout, P.K., Naik, M.K., Naik, S.N. et al. (2009) Supercritical CO2 fractionation of bio-oil
produced from wheat-sawdust. Energy & Fuels, 23, 6181–6188.(49) Chen, W., Cheng, W., Lu, K. and Huang, Y. (2011) An evaluation on improvement of pulverized
biomass property for solid fuel through torrefaction. Applied Energy, 88, 3636–3644.(50) Byrd, A.J., Pant, K.K. and Gupta, R. (2007) Hydrogen production from ethanol by reforming
in supercritical water using Ru/Al2O3 catalyst. Journal of Energy and Fuel, 21, 3541–3547.(51) Byrd, A.J., Pant, K.K. and Gupta, R. (2007) ‘Hydrogen production from glucose using Ru/Al2O3
catalyst in supercritical water. Industrial & Engineering Chemistry Research, 46, 3574–3579.
JWST448-c01 JWST448-Hornung June 25, 2014 10:27 Printer Name: Vivar Trim: 244mm × 170mm
30 Transformation of Biomass
(52) http://www.nrel.gov/biomass/biorefinery.html. Accessed 14 August 2011.(53) Tandon, H.L.S. (1991) Sulphur Research and Agricultural Production in India, 3rd revised edn,
The Sulphur Institute, Washington D.C.(54) Aho, A. Kumar, N., Eranen, K. et al. (2008) Catalytic pyrolysis of woody biomass in a fluidized
bed reactor: influence of the zeolite structure. Fuel, 87, 2493–2501.(55) http://www.woodenergy.ie/woodasafuel/. Accessed 14 August 2011.(56) Bulushev, D.A. and Ross, J.R.H. (2011) Catalysis for conversion of biomass to fuels via
pyrolysis and gasification: a review. Catalysis Today, 171, 1–13.(57) Elander, R.T. and Putsche, V.L. (1996) Ethanol from corn: technology and economics. In
Handbook on Bioethanol (ed. C.E. Wyman), Taylor and Francis, Washington D.C., pp. 329–350.
(58) Thomas, D.F., Aden, A., Dutta, A. and Phillips, S. (2009) An economic and environmental com-parison of a biochemical and a thermochemical lignocellulosic ethanol conversion processes.Cellulose, 16, 547–565.
(59) Iliopoulou, E.F., Antonakou, E.V., Karakoulia, S.A. et al. (2007) Catalytic conversion of biomasspyrolysis products by mesoporous materials: effect of steam stability and acidity of Al-MCM-41catalysts. Chemical Engineering Journal, 134, 51–57.
(60) Gullu, D. and Demirbas, A. (2001) Biomass to methanol via pyrolysis process. Energy Conver-sion and Management, 42, 1349–1356.